














































































































































































































































































































































































































































































































































































































































































































































































































































































































Text
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЧЕСКИЙ СПРАВОЧНИК
РЕДАКЦИОННЫЙ СОВЕТ
Председатель Совета и главный редактор
акад. Е. А. ЧУДАКОВ
С. А. АКОПОВ, И. И. АРТОБОЛЕВСКИЙ, Н. С. АЧЕРКАН, И. М. БЕСПРОЗВАННЫЙ,
Н. Т. ГУДЦОВ, В. И. ДИКУШИН, А. И. ЕФРЕМОВ, В. К. ЗАПОРОЖЕЦ, А. И. ЗИМИН,
Н. С. КАЗАКОВ. М. В. КИРПИЧЕВ, Р. М. КОВАН, Ю. П. КОНЮШАЯ, А. А. ЛИПГАРТ,
В. А. МАЛЫШЕВ, Л. К. МАРТЕНС, Л. М. МАРИЕНБАХ, Г. А. НИКОЛАЕВ, И. А. ОДИНГ
(зам. председателя Редсовета), Е. О. ПАТОН, Л. К. РАМЗИН, Н. Н. РУБЦОВ, М. А. САВЕРИН
зам. председателя Редсовета), И. И. СЕМЕНЧЕНКО, С. В. СЕРЕНСЕН, К. К. ХРЕНОВ,
М. М. ХРУШОВ, Н. А. ШАМИН, А. Н. ШЕЛЕСТ, Л. Я- ШУХГАЛЬТЕР (зам. главного редактора),
А. С. ЯКОВЛЕВ
РАЗДЕЛ ПЕРВЫЙ
ИНЖЕНЕРНЫЕ РАСЧЁТЫ
В МАШИНОСТРОЕНИИ
ТОМ 2
Ответственный редактор
проф., д-р техн. наук М. А. САВЕРИН
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МОСКВА — 1 94 8
ПРОИЗВОДСТВЕННАЯ ЧАСТЬ
Зам. начальника издательства Д. М. Польский. Начальник производствен-
производственного отдела Машгиза С. А. Соловьев. Зав. производством „Справочника"
Б. С. Раецкий. Техн. редактор Т. Ф. Соколова. Зав. корректорской
С. А. Третьяков. Корректоры Ю. Н. Николаева, В. Г. Матисен,
О. И. Семенова, В. П. Митрич, Н. С. Ширяева. Художник А. Л. Вельский.
Руководитель графического бюро А. И. Эйфель. Графики и ксилографы
А. М. Тетерин, А. Ф. Иваницкая, С. М. Лотохин, Н. И. Корытцев,
Н. М. Владимирова, 3. И. Погудкина.
Полиграфические работы выполнены в 1-й типографии Машгиза. Директор
типографии Н. И. Панин. Гл. инженер О. Я- Басан. Зав. производством
Л. О.Машгиза Я-И. Лебедев. Зав. производством типографии//. С. Кондрат.
Набор и вёрстка произведены под руководством С. А. Павлова и техно-
технолога Э. Я- Потапенко. Печатью руководили М. П. Седов и технолог
С. М. Сундаков. Брошировочно-переплётные работы выполнялись под
руководством И. И. Смирнова. Тиснением руководила Д. Г. Белова.
Матрицы и стереотипы изготовлены под руководством И. М. Беспалова.
Типографская корректура проведена под руководством Е. А. Беляйкина.
Бумага фабрики им. Володарского. Ледерин Щёлковской фабрики. Картон
Калининской фабрики. Шрифт изготовлен на 1-м и 2-м шрифтолитейных
заводах.
2-й том сдан в производство 19/IV — 22/XI 1947 г. Подписан к печати
20/11 1948 г. А 01711. Заказ № 3165. Бумага 70ХЮ81/,,,. Уч.-изд. листов 124.
Печатных листов 56'/3+1 вклейка. Тираж 50 000. A-й завод 1—15000.
*
Адрес типографии: Ленинград, ул. Моисеенко, д. 10.
АВТОРЫ ТОМА
И. И. АРТОБОЛЕВСКИЙ, академик, В.Н.БЕЛЯЕВ, доц., канд. техн. наук, В. Л. БИ-
ДЕРМАН, канд. техн. наук, Н. Г. БРУЕВИЧ, академик, Б. А. ГЛУХ, ст. научн.
сотр., канд. техн. наук, И. Е. ГОРОДЕЦКИЙ, проф., д-р техн. наук, Б. А. ИВА-
ИВАНОВ, п:оф., д-р техн. наук, А. А. КОЛОМИЙЦЕВ, доц., канд. техн. наук, И. В. КРА-
ГЕЛЬСКИЙ, проф., д-р техн. наук, И. В. МАЗЫРИН, инж., Г. А. НИКОЛАЕВ,
проф., д-р техн. наук, Г. А. ОСТРОУМОВ, инж., А. И. ПЕТРУСЕВИЧ, ст. научн.
сотр., канд. техн. наук, С. Н. ПОЗДНЯКОВ, доц., С. Д. ПОНОМАРЕВ, проф.,
д-р техн. наук, Б. А. ПРОНИН, инж., Д. Н. РЕШЕТОВ, д-р техн. наук, Л. Н. РЕ-
ШЕТОВ, проф., д-р техн. наук, М. А. САВЕРИН, проф., д-р техн. наук.М. С. СЛО-
БОДКИН, инж., Н. А. СПИЦЫН, доц., канд. техн. наук, Б. 3. ЧЕРНЯК, ст. научн.
сотр., канд. техн. наук, В. С. ЩЕДРОВ, доц., канд. техн. наук.
НАУЧНЫЕ РЕДАКТОРЫ
БЛИЗНЯНСКИЙ А. С. (терминология и обозначения), БРОДСКИЙ Г. С, инж. (гл. V, Сварные и за»
клёпочные; соединения, гл. XI и XIV), ЕРЕМЕЕВ Н. В., научн. сотр. (гл. I и IV), СТОЛБИН Г. Б.
доц., канд. техн. наук (гл. VII, Цепные передачи).
*
Редактор графических работ инж. В. Г. КАРГАНОВ
*
Редактор-организатор тома Б. А. ЛАДЫЖЕНСКАЯ
*
Зав. редакцией В. Н. МАЛЕЦКАЯ
Адрес редакции: Москва, Третьяковский пр., д. 1, Машгиз
Главная редакция энциклопедического справочника .Машиностроение*
СОДЕРЖАНИЕ
От редактора XI
ТЕОРИЯ МЕХАНИЗМОВ
И МАШИН
Глава I. ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
(акад. И. И. Артоболевский) 1
Структура и классификация
механизмов 1
Связи в кинематических парах 1
Классификация кинематических пар 1
Условные изображения звеньев и кинемати-
кинематических пар 3
Структура механизмов 4
Классификация плоских механизмов 7
Кинематика механизмов И
Механизмы с низшими парами 11
Механизмы с высшими парами 21
Проектирование плоских меха-
механизмов 27
Основы синтеза плоских механизмов 27
Кулачковые механизмы 32
Зубчатые механизмы 40
Четырёхзвенные механизмы с низшими парами 40
Кинетостатика плоских меха-
механизмов 44
Определение сил инерции 44
Определение давлений в кинематических па-
парах 48
Определение сил и моментов 54
•Уравновешивание механизмов 56
Динамика машин 62
Движение машины 62
Регулирование движения машины 69
Справочные данные по некото-
некоторым механизмам 74
Глава II. ПЛАНЕТАРНЫЕ ПЕРЕДАЧИ
(проф., д-р техн. наук Л. Н. Решетов) . . 86
Общие положения 86
Определение передаточного отношения .... 86
Определение к. п. д. по методу смещения сил 87
Простые планетарные передачи 89
Сложные планетарные передачи для больших
передаточных отношений 91
Многоступенчатые планетарные коробки пере-
передач 92
Особенности расчёта на прочность и долго-
долговечность 94
Глава III. ОСНОВЫ ТЕОРИИ ТОЧНОСТИ
МЕХАНИЗМОВ (акад. Н. Г. Бруевич) . . 95
Введение 95
Основные понятия 95
Законы распределения первичных ошибок . . 98
Зависимость ошибки механизма от первичных
ошибок 100
Ошибка положения механизма, происходящая
от неточности поверхностей кулачков .... 103
Ошибка положения механизма, происходящая
от эксцентриситетов кулачков 105
Ошибка положения кулачкового механизма,
происходящая от перекосов шарниров и по-
поступательных пар 107
Ошибка положения механизма, происходящая
от зазоров в шарнирах и цилиндрических
парах 112
Ошибка положения плоского механизма, про-
происходящая от зазора в поступательной паре 114
Средние значения ошибок положения меха-
механизма 115
Предельные ошибки положения механизма . . 116
Практически предельные ошибки положения
механизма 117
Критерии точности механизма 117
Глава IV. ТРЕНИЕ В МАШИНАХ И МЕХА-
МЕХАНИЗМАХ {проф., д-р техн. наук И. В. Кра-
гелъский) • ... 119
Вводная часть 119
Виды трения 119
Физическая поверхность твёрдого тела . . 120
Трение скольжения 122
Сухое трение 122
Граничное трение 127
Жидкостное трение 128
Механические методы уменьшения силы
трения скольжения в заданном направле-
направлении 134
Трение качения (сопротивление перекатыва-
перекатыванию) 134
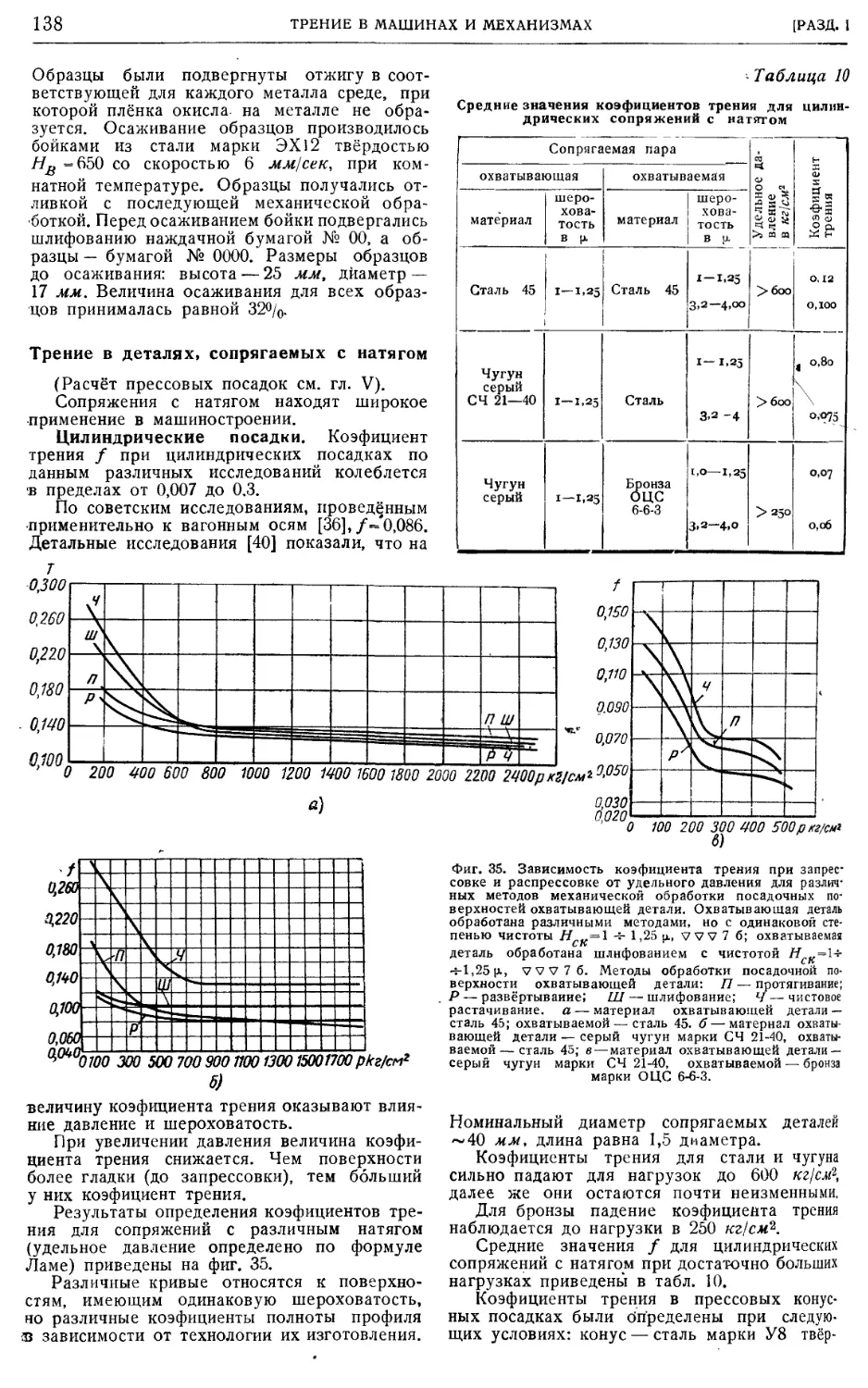
Коэфициенты трения 135
Трение в тормозных и фрикционных устрой-
устройствах 135
Трение при пластическом деформировании
металлов 137
Трение в деталях, сопрягаемых с натягом 138
Трение в болтовых соединениях 139»
Трение при качении и скольжении колёс
железнодорожного подвижного состава,
автомобилей, тракторов и прицепов на
полозьях 139
Коэфициенты трения различных материа-
материалов, определённые в лабораторных усло-
условиях 141
VI
СОДЕРЖАНИЕ
ДЕТАЛИ МАШИН
Глава V. НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ 144
Заклёпочные соединения (проф.,
д-р техн. наук Г. А. Николаев) 144
Разновидности заклёпок 144
Допускаемые напряжения для прочных заклё-
заклёпочных швов 145
Основные типы прочных заклёпочных швов
и расчёт их прочности 146
Заклёпочно-сварные соединения 150
Примеры расчётов прочности заклёпочных
соединений 151
Сварные соединения (проф., д-р
техн. наук Г. А. Николаев) 152
Допускаемые напряжения 152
Типы сварных соединений и расчёты прочно-
прочности 154
Соединения встык при дуговой электро-
электросварке 154
. Соединения внахлёстку при дуговой элек-
электросварке 155
Соединения втавр и угловые при дуговой
электросварке 156
Соединения прорезные и пробочные .... 156
Соединения накладками при дуговой элек-
электросварке 157
Соединения при газовой и угледуговой
сварке 158
Соединения при контактной сварке .... 158
Расчёт прочности соединений, работающих
на изгиб и сложное сопротивление . . . 159
Примеры расчётов прочности сварных соеди-
соединений 162
Соединение деталей с гаранти-
рованнымнатягом (проф., д-р техн.
наук М. А. Саверин) 163
Введение 163
Соединения группы А 164
Эффект сцепления сопрягаемых деталей и
его оценка 165
Неровности сопрягаемых поверхностей и
прочность соединений 167
Прочность соединений и деформации со-
сопрягаемых деталей 169
Влияние смазки сопрягаемых поверхностей 170
Расчётные зависимости для посадок с га-
гарантированным натягом 171
Конструктивные указания 175
Соединения группы Б 175
Глава VI. РАЗЪЁМНЫЕ СОЕДИНЕНИЯ . . 177
Болтовые и винтовые соедине-
соединения (проф., д-р техн. наук М. А. Саве-
Саверин) 177
Общие сведения 177
Основные виды болтовых соединений 177
Расчётные зависимости для болтовых соеди-
соединений 178
Прочность соединений при статических на-
нагрузках ... 178
Прочность соединений при переменных и
ударных нагрузках 181
Температурные напряжения в болтовых
соединениях 182
Конструктивные формы резьбовых изделий
и их влияние на прочность и долговечность
соединений 184
Расчёт группы болтов 189
Предохранение резьбовых изделий от само-
саморазвинчивания (стопорение) 194
Материалы и технология резьбовых изделий.
Допускаемые напряжения 198-
Шпоночные и шлицев ые соеди-
соединения (доц. С. Н. Поздняков) 202
Шпоночные соединения 20?
Виды шпонок 202
Расчёт шпонок 205
Шлицевые соединения 206
Конструкция шлицевых соединений .... 20&
Расчёт на прочность 207
К л и новые соединения (доц. С. Н. Позд-
Поздняков) 20»
Конструкция клиновых соединений 208.
Силы в клиновом соединении 2091
Расчёт элементов клинового соединения на
прочность '. . . . 210
Штифты 211
Глава VII. ПЕРЕДАЧИ 212
Зубчатые и червячные передачи
(ст. научн. сотр., канд. техн. наук
А. И. Петрусевич) 212
Общие сведения о зубчатых передачах .... 212
Основные понятия 212
Назначение и области применения зубча-
зубчатых передач и редукторов 213-
Сравнение зубчатых передач с другими ви-
видами передач 214
Сравнение различных видов зубчатых пе-
передач 215
Цилиндрические прямозубые, косозубые и
шевронные колёса 215
Обозначения 215>
Термины и определения 217
Геометрический расчёт эвольвентного заце-
зацепления 222
Область применения прямозубых, косозубых
и шевронных колёс 236>
Методы изготовления цилиндрических зубча-
зубчатых колёс 237
Виды разрушения или повреждения зубьев 240»
Расчёт рабочих поверхностей зубьев на
выносливость (на долговечность) 243.
Усталость рабочих поверхностей 247
Допускаемые контактные напряжения сдвига 259"
Расчёт стальных зубчатых колёс на заеда-
заедание 264
Расчёт зубьев на выносливость по напря-
напряжениям изгиба 270"
Допускаемые напряжения изгиба 273
Определение расчётной нагрузки 275-
Методические указания по расчёту цилин-
цилиндрических зубчатых колёс на прочность
и долговечность 285
Пример проектировочного расчёта 289>
Точность зубчатых колёс в связи с их
расчётом и эксплоатационными каче-
качествами 291
Трение в зацеплении, нагрев и охлаждение
цилиндрических зубчатых передач .... 294
Смазка цилиндрических зубчатых передач. 296.
Коррекция зацепления 300-
Основные параметры зубчатых колёс и
редукторов 301
Выбор основных параметров цилиндриче-
цилиндрических зубчатых передач 302"
Зубчатые передачи с внутренним заце-
зацеплением 304
Конструкция зубчатых колёс и редукто-
редукторов 307"
Материалы для зубчатых колёс 31Т
СОДЕРЖАНИЕ
VII
Конические зубчатые колёса 323
Обозначения . 323
Термины и определения 326
Геометрический расчёт зацепления .... 326
Области применения прямозубых, косозу-
бых и криволинейнозубых конических
колёс 332
Методы изготовления конических зубча-
зубчатых колёс 332
Расчёт и конструирование конических зуб-
зубчатых колёс 333
Гипоидные передачи (винтовые кониче-
конические зубчатые передачи) 336
Червячные передачи 337
Обозначения 337
Термины и определения 338
Геометрический расчёт зацепления .... 341
Методы изготовления червяков и червяч-
червячных колёс 341
Расчёт рабочих поверхностей зубьев чер-
червячных колёс на выносливость (на дол-
долговечность) 343
Расчёт зубьев на выносливость по на-
напряжениям изгиба 345
Коэфициент нагрузки 346
Трение в зацеплении и нагрев червячных
передач 347
Конструкция червячных передач и мате-
материалы червяков и червячных колёс. . . 350
Глобоидные червячные передачи 354
Винтовые зубчатые передачи цилиндриче-
цилиндрические) 356
Краткие сведения о винтовых зубчатых
передачах 356
Особенности расчёта винтовых зубчатых
передач на прочность и долговечность • 356
Цепные передачи 359
Введение 359
Приводные цепи 362
Зубчатые цепи .... • 362
Втулочно-роликовые и втулочные цепи . . 365
Фасоннозвенные цепи 369
Расчёт и конструирование цепных приводов 370
Число зубьев звёздочки 371
Число оборотов звёздочки и скорость . . . 372
Шаг 372
Расчёт и выбор характеристики цепи . . . 373
Передаточное число 378
Расстояние между центрами звёздочек и
длина цепи 378
Положение цепной передачи 380
Динамические нагрузки с81
Проектирование высокоскоростных приво-
приводов 381
Смазка и эксплоатация цепной передачи . . 382
Влияние смазки на работу привода .... 382
Способы смазки 382
Конструкция картера . 383
Смазочные материалы 384
Правила эксплоатации цепных передач . . 385
Допустимое увеличение шага цепи .... 385
Звёздочки для приводных цепей 386
Материал 386
Профиль зубьев 387
Звёздочки для зубчатых цепей 3»7
Звёздочки для втулочно-роликовых и вту-
втулочных цепей 391
Звёздочки для фасоннозвенных и втулоч-
втулочных цепей 394
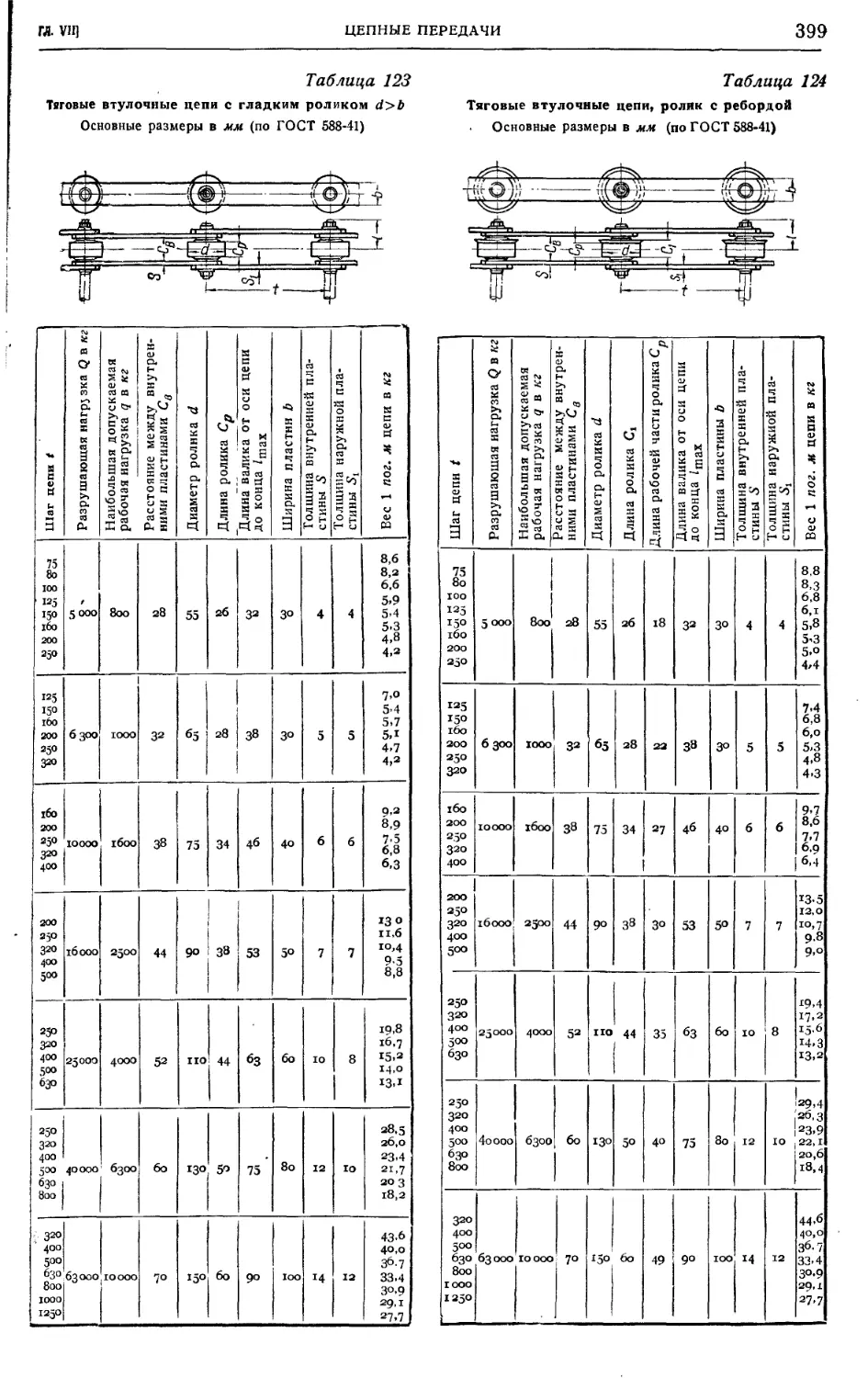
Грузовые шарнирные цепи 395
Конструкция 395
Расчётные зависимости 395
Требования к изготовлению и приёмка. . 397
Звёздочки 397
Тяговые цепи 397
Основные данные 397
Требования к изготовлению и приёмка . . 400
Фрикционные передачи и ва-
вариаторы (д-р техн. наук Д. Н. Ре-
гиетов) 401
Введение 401
Основные характеристики и общие положе-
положения конструирования 403
Материалы 404
Фрикционные передачи для постоянного пе-
передаточного отношения ......... 405
Фрикционные бесступенчатые вариаторы. . . 406
Фрикционные муфты 406
Лобовые вариаторы 406
Конусные вариаторы без промежуточного
звена 408
Вариаторы с рабочими телами по форме
сферы и цилиндра, тора или конуса,
регулируемые взаимным наклоном осей 409
Конусные вариаторы с регулированием
осевым перемещением промежуточного
тела 409
Вариаторы с раздвижными конусами . . . 410
Вариаторы с криволинейными образую-
образующими рабочих тел и с регулированием
изменением наклона роликов ...... 415
Расчёты фрикционных передач и вариаторов . 415
Кинематические расчёты 415
Потребная сила прижатия рабочих тел
друг к другу и потребное натяжение
ветвей ремня 417
Проверка долговечности поверхностных
слоев рабочих тел и подшипников каче-
качения 417
Потери во фрикционных передачах и коэ-
коэфициент полезного действия 421
Расчёт механизмов самозатягивания . . . 423
Планетарные фрикционные вариаторы .... 425
Простые планетарные вариаторы 425
Замкнутые планетарные фрикционные ва-
вариаторы 427
Точность передаточных отношений 428
Передачи гибкой связью (ре-
(ремённые) (доц., канд. техн. наук
В. Н. Беляев) 429
Общая часть 429
Общие сведения о ремённых передачах. . 429
Основные характеристики ремённых пере-
передач 430
Способы натяжения ремней 430
Разновидности ремённых передач 431
Обыкновенные приводы 431
Самонатяжные приводы 432
Приводные ремни (плоские) •. . 434
Общие сведения 434
Размеры ремней 437
Механические свойства ремней 438
Предварительная вытяжка ремней .... 439
Соединение концов ремней 440
Основы теории ремённых передач 443
Общие сведения 443
Усилия в ремённой передаче 445
Напряжения в работающем ремне .... 446
Усталость приводных ремней 448
Исходные данные для расчёта плоскоремён-
плоскоремённых передач 450
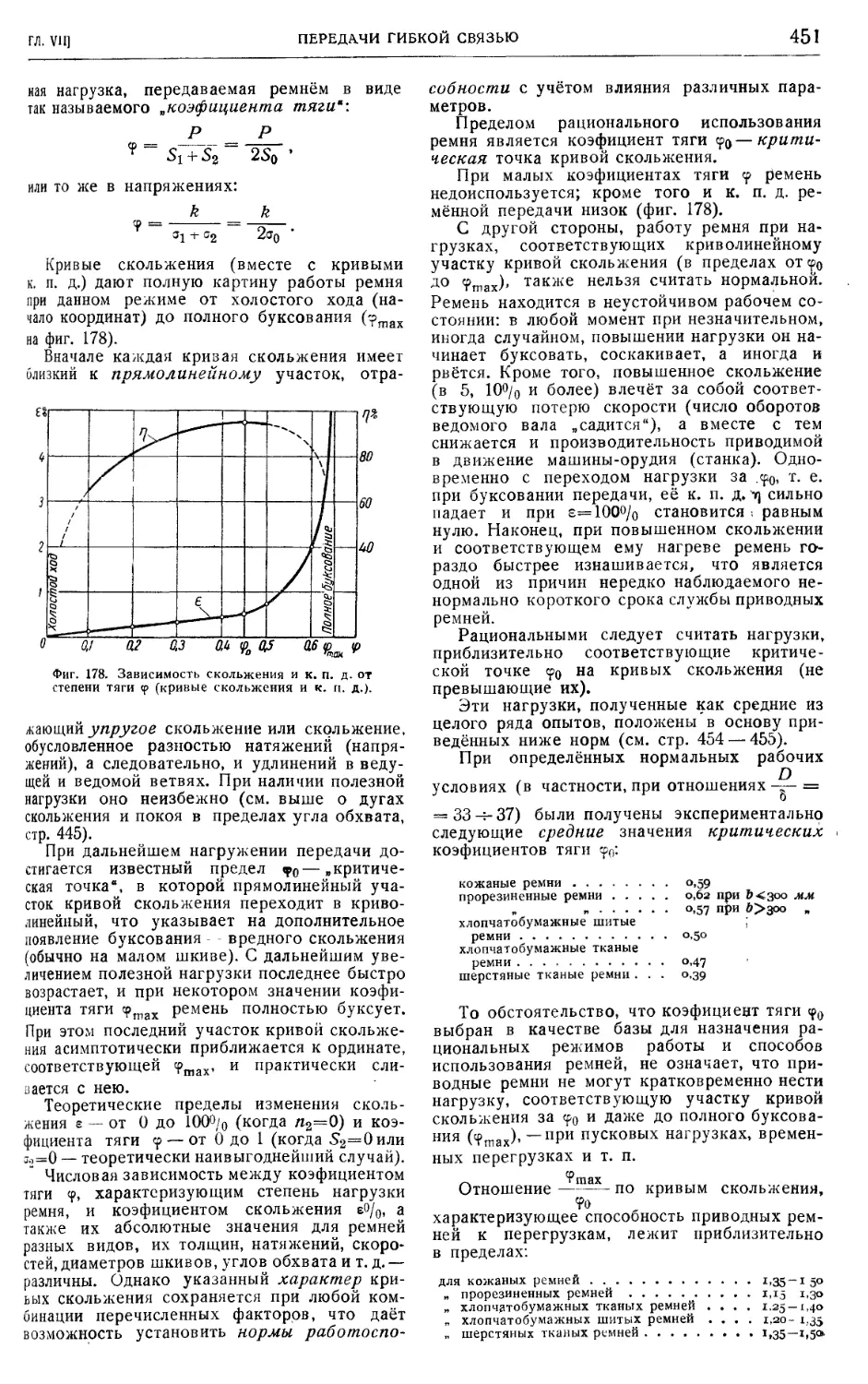
Кривые скольжения (и кривые к. п. д ) 450
Рекомендуемое натяжение приводных рем-
ремней и его контроль ........... 452
Допускаемое полезное напряжение .... 453
Давление на валы в ремённой передаче . . 4Ь7
Расчёт плоскоремённых передач (обыкновен-
(обыкновенных) 458
Методика расчёта • . . 458
Примеры расчёта 461
Быстроходная плоскоремённая передача . . . 462
Общие сведения 462
Виды ремней 462
Расчёт передачи 463
VIII
СОДЕРЖАНИЕ
Круглоремённая передача 464
Общие сведения 464
Расчёт передачи 465
Передача с натяжным роликом 465
Общие сведения 465
Геометрия передачи 465
Особенности работы передачи 466
Расчёт передачи 467
Давление на ролик и на валы 468
Клиноремённая передача 469
Общие сведения 469
Клиновые ремни 470
Пределы применения передачи 471
Исходные данные для расчёта передачи . . 472
Расчёт передачи 474
Пример расчёта 475
Шкивы ремённых передач 476
Общие сведения 476
Чугунные шкивы 477
Сварные шкивы 479
Сборные шкивы 481
Деревянные шкивы 481
Клиноремённые шкивы 481
Натяжные ролики 482
Направляющие ролики 486
Ш а т у н н о-к ривошипные пере-
передачи (доц. С. Н. Поздняков) .... 487
Определения. Силы в шатунно-кривошипной
передаче 487
Детали шатунно-кривошипной передачи . . . 488
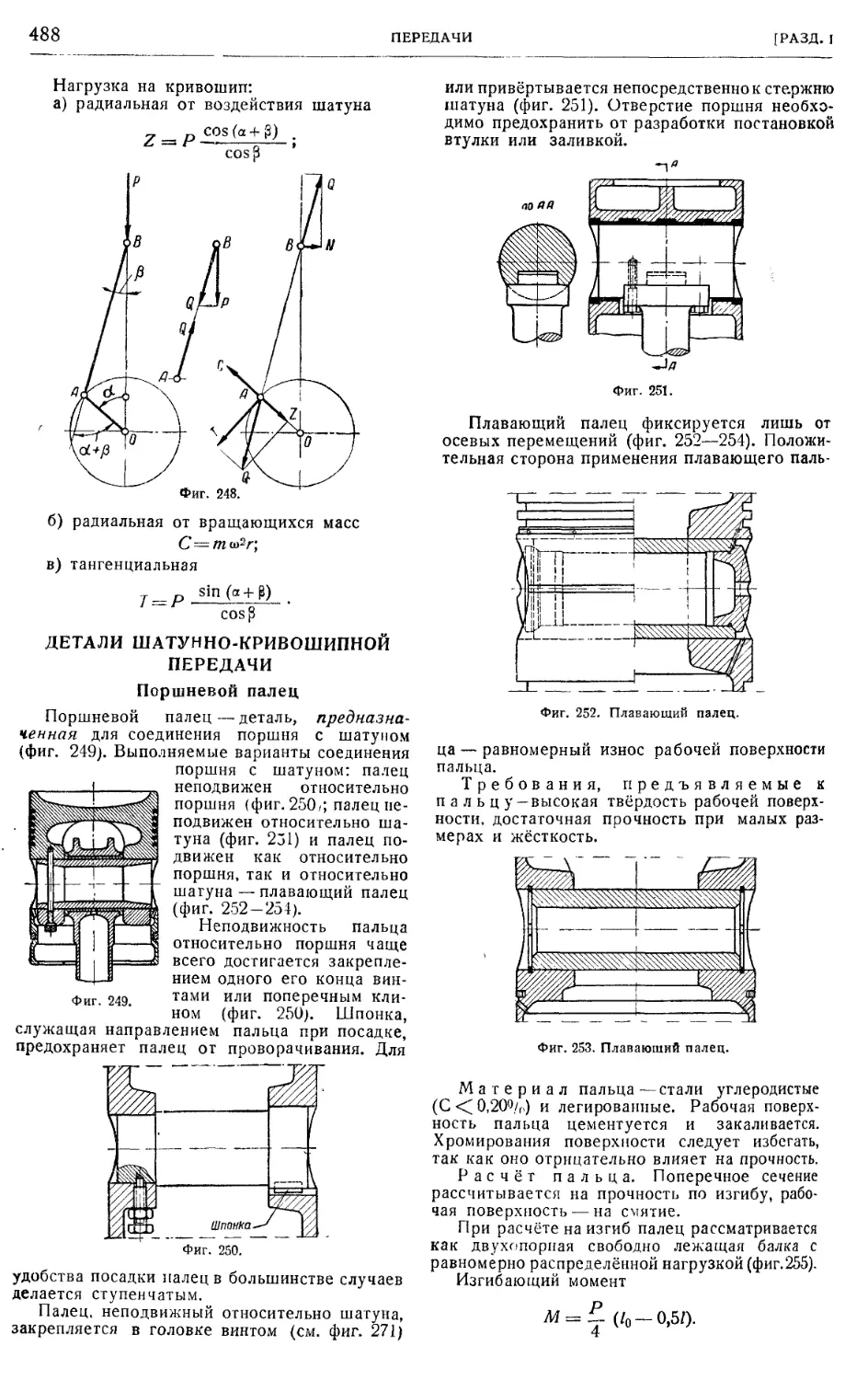
Поршневой палец. . 488
Крейцкопф 489
Крейцкопфный палец 490
Шатун 491
Шатунные болты 498
Коленчатый вал 500
Составные коленчатые валы 502
Кривошип 503
Эксцентрик 505
Глава VIII. ВАЛЫ И ОСИ, ИХ СОЕДИНЕ-
СОЕДИНЕНИЯ И ОПОРЫ 507
Валы и оси {доц., канд. техн. наук
А. А. Коломийцев) 507
Введение 507
Прямые оси и валы 507
Материалы осей и валов 507
Конструкция осей и валов 507
Расчёт на прочность прямых осей и валов . . 509
Приближённый расчёт осей и валов на
прочность 510
Уточнённый расчёт осей и валов 511
Расчёт на прочность с учётом вибраций 516
Расчёт валов на деформацию 519
Деформация изгиба валов 519
Деформация кручения валов ....... 523
Расчёт статически неопределимых осей и ва-
валов 523
Трансмиссионные валы 524
Материал и конструкция трансмиссионных
валов 525
Приближённый расчёт трансмиссионных
валов 526
Кривошипные и коленчатые валы 526
Расчёт коленчатых валов на прочность . . 526
Расчёт коленчатых валов с учётом стати-
статической неопределимости 530
Соединения валов (муфты) (проф.,
д-р техн. наук Б. И. Иванов) 534
Введение 534
Глухие муфты 536
Подвижные (компенсирующие) муфты .... 537
Жёсткие муфты 537
Упругие муфты с металлическим контак-
контактом 542
Упругие муфты с неметаллическим кон-
контактом (изолирующие) 545
Сцепные муфты 547
Кулачковые муфты 547
Фрикционные муфты 548
Предохранительные муфты 561
Постоянно замкнутые муфты 561
Центробежные муфты 562
Муфты свободного хода (обгонные муфты) . 562
Приспособления для включения муфт .... 564
Подшипники качения (доц.,
канд. техн. наук Н. А. Спицын) . . . 565
Типы подшипников качения 565
Кинематика и распределение нагрузки в эле-
элементах подшипников качения 572
Кинематические соотношения двужущихся
элементов в подшипниках 572
Количество повторных нагрузок, восприни-
воспринимаемых желобами колец внутреннего
и наружного 573
Кинематика игольчатого подшипника . . . 573
Распределение воспринимаемой подшипни-
подшипником внешней нагрузки между телами
качения 574
Поле напряжений в кольцах подшипников 574
Статический расчёт подшипников 575
Предпосылки теории контактного расчёта . 575
Определение полуосей эллипса деформа-
деформации двух сжатых тел 575
Определение величины упругой деформа-
деформации двух сжатых тел 576
Определение величины наибольшего на-
напряжения сжатия на площадке взаим-
взаимного касания двух сжатых тел 577
Частные случаи применения формул кон-
контактного расчёта 577
Работоспособность и сроки службы подшип-
подшипников 581
Внутренние зазоры в подшипниках 584
Посадки подшипников 587
Выбор подшипников 595
Выбор подшипников для работы при ста-
статической нагрузке 595
Выбор подшипников по работоспособности
и сроку службы 595
Номограммы для выбора подшипников . . 596
Выбор подшипников по каталогам .... 602
Выбор подшипников для работы при пере-
переменной нагрузке и переменном числе обо-
оборотов 602
Выбор подшипников по степени точности. 602
Выбор шарикоподшипников с предвари-
предварительным натягом 603
Потери на трение 604
Шум в подшипниках 605
Монтаж и демонтаж подшипников 605
Регулировка радиально-упорных и упорных
подшипников 608
Смазка подшипников и уплотнение подшипни-
подшипниковых узлов 610
Конструирование подшипников 614
Основные сведения о производстве подшип-
подшипников 616
Материалы для подшипников 616
Изготовление деталей подшипников . ... 616
Сборка подшипников 617
Применение подшипников качения 618
Подшипники в редукторах 618
Подшипники шпинделей токарных и шли-
шлифовальных станков 620
Подшипники в железнодорожных буксах . 621
Подшипники валиков прокатных станов . . 622
Подшипники трансмиссионных валов . . . 622
Подшипники центробежных насосов .... 623
Подшипники вентиляторов и эксгаустеров 623
Высокоскоростные подшипники 623
Подшипниковые редукторы . 62э
СОДЕРЖАНИЕ
IX
Подшипники скольжения (доц.
С. Н. Поздняков) 626
Общие сведения 626
Подшипниковые материалы 634
Металлические подшипниковые материалы 634
Материалы неметаллических подшипников 636
Сегментные радиальные подшипники 638
Упорные подшипники (подпятники) 639
Смазка подшипников 641
Расчёт радиальных подшипников 643
Расчёт упорных подшипников 647
Глава IX. ПРУЖИНЫ И РЕССОРЫ 649
Пружины (проф., д-р техн. наук
С. Д. Пономарев) 649
Общая часть 649
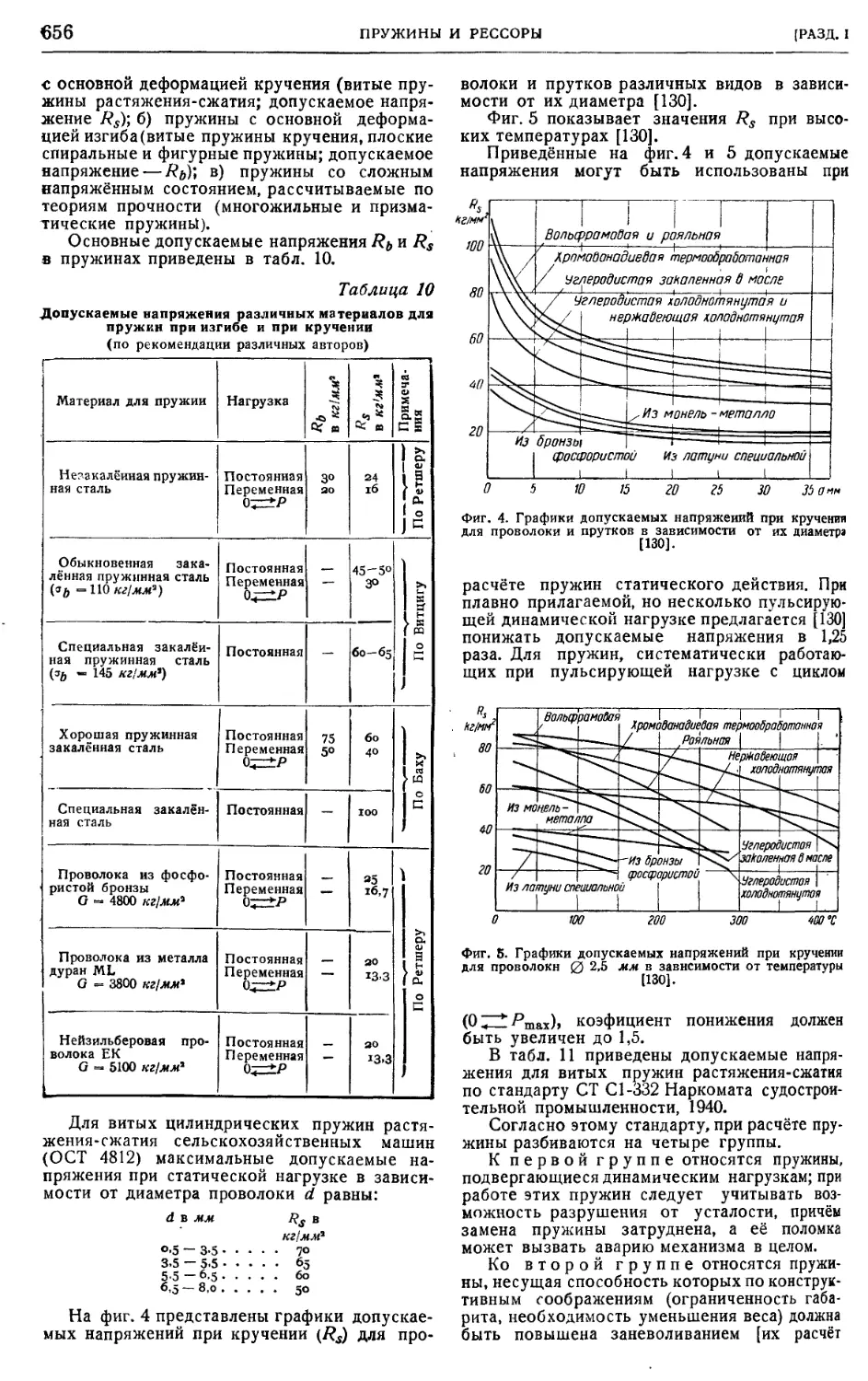
Материал для пружин 649
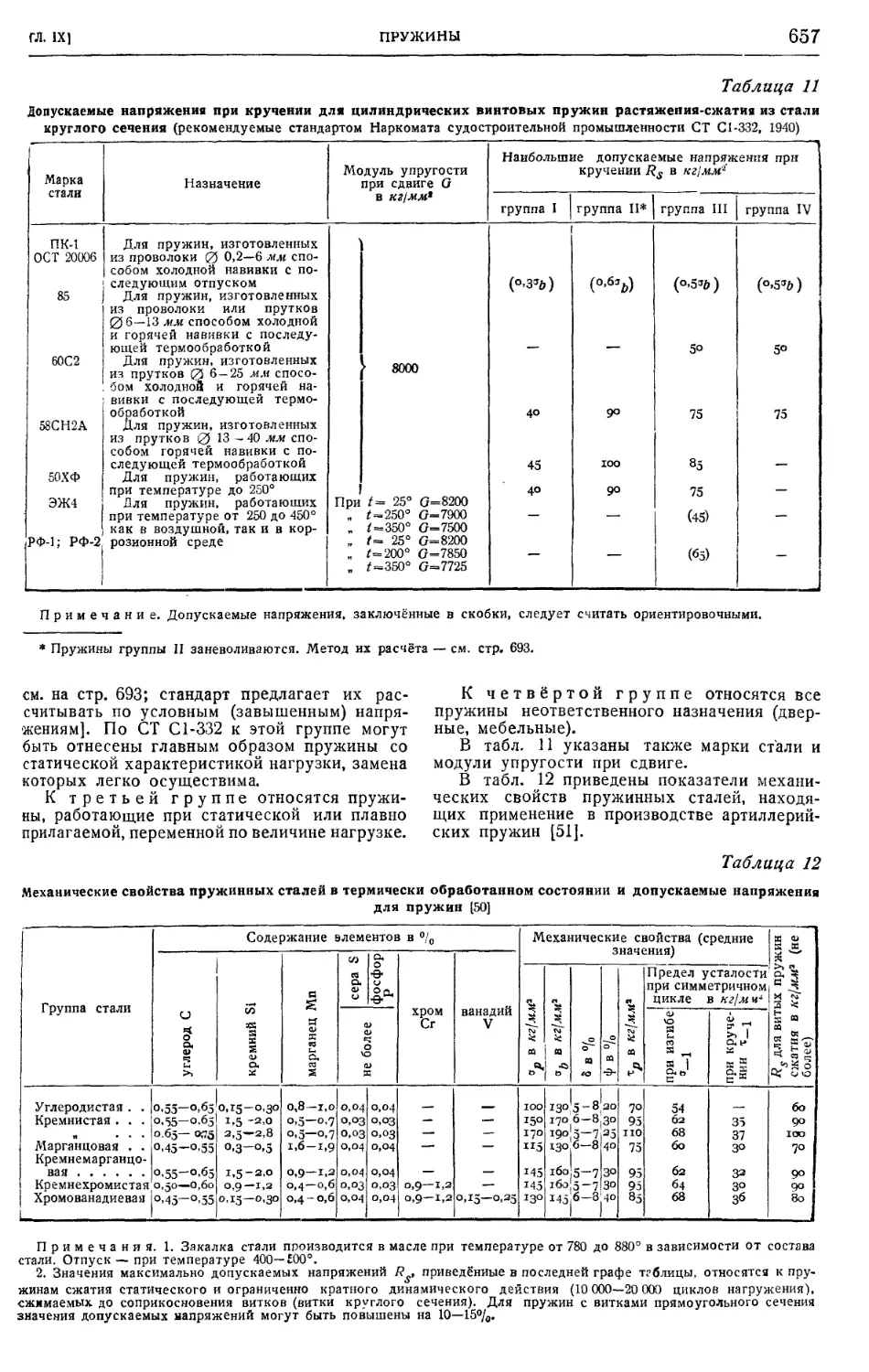
Выбор допускаемых напряжений 655
Витые пружины • 659
Классификация пружин 659
Изготовление пружин 660
Цилиндрические винтовые пружины (ос-
(основные зависимости) 665
Цилиндрические винтовые пружины растя-
растяжения-сжатия 669
Цилиндрические винтовые пружины кру-
кручения 679
Изгиб цилиндрических винтовых пружин 682
Устойчивость цилиндрических винтовых
пружин сжатия и кручения 683
Призматические пружины сжатия специаль-
специального контура 685
Конические и другие фасонные пружины . 685
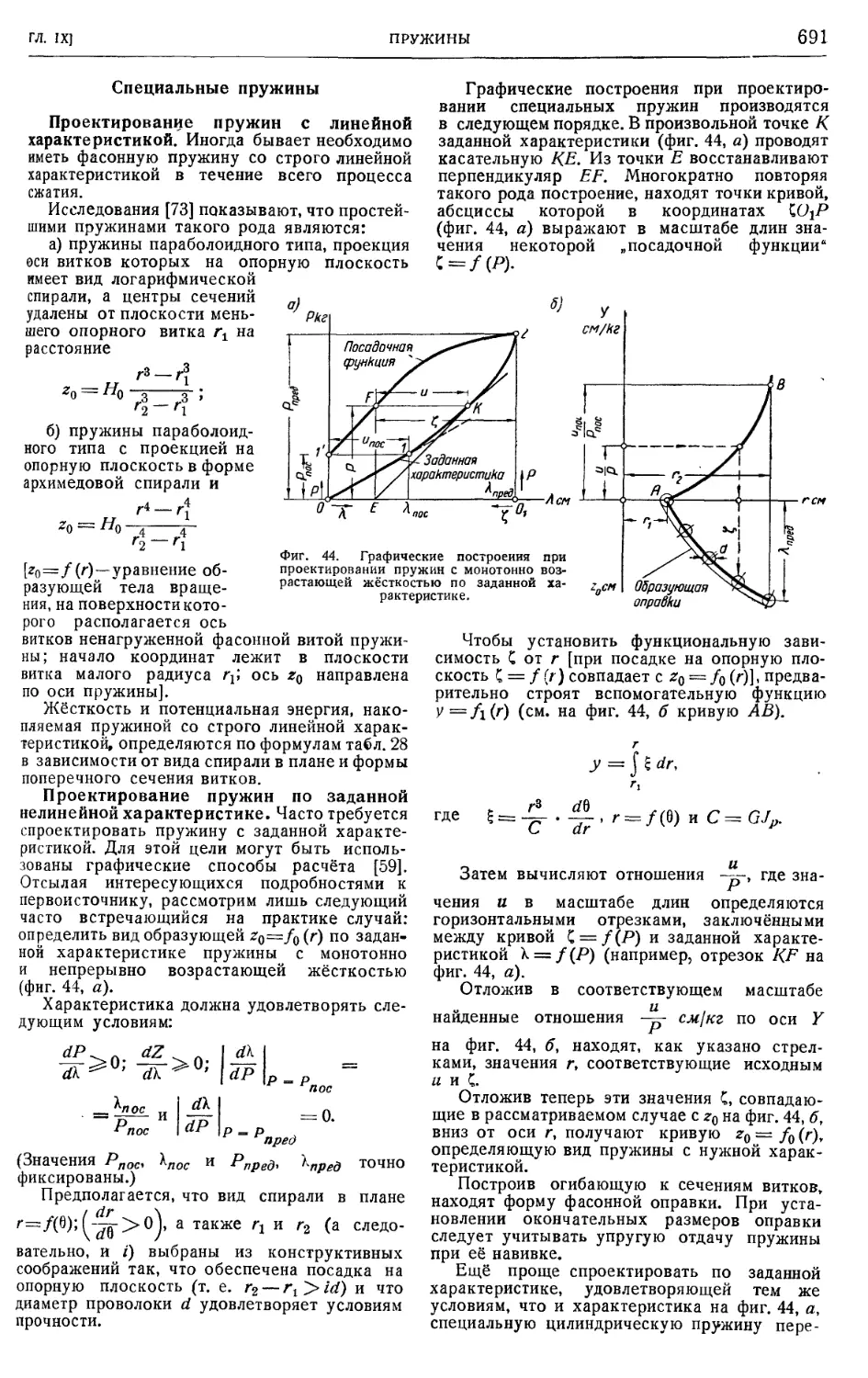
Специальные пружины 691
Заневоливание пружин 693
Расчёт вращающихся пружин 696
Работа деформированных пружин 697
Расчёт пружин при динамической на-
нагрузке 699
Малые колебания пружин 700
Прочность пружин при нагрузках, пере-
переменных во времени (усталостная проч-
прочность пружин) 703
Многожильные винтовые пружины 705
Конструкция, изготовление и назначение
пружин 705
Геометрия многожильных тросов для пру-
пружин 707
Пружины растяжения-сжатия 708
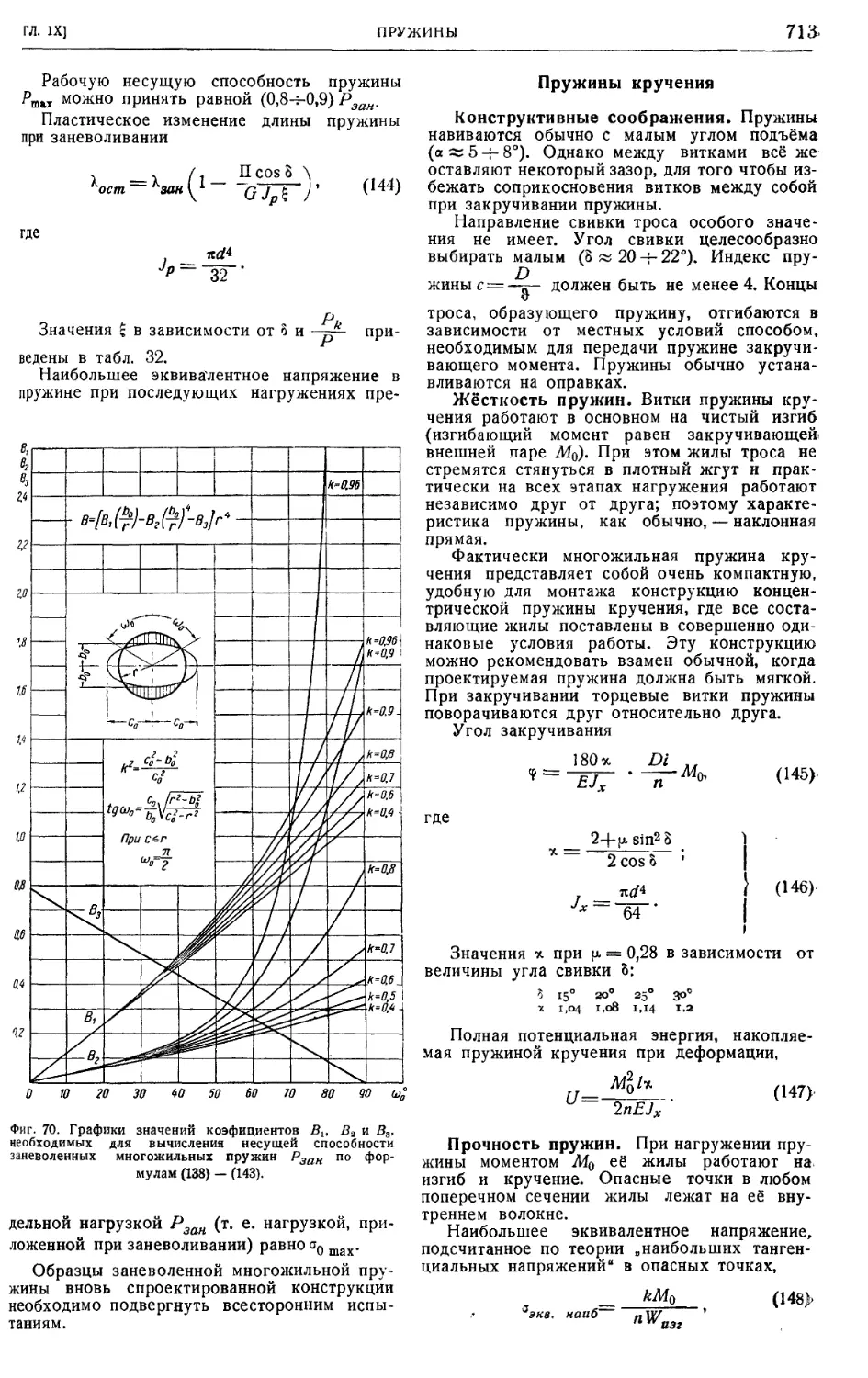
Пружины кручения 713
Колебания нагружённых пружин 714
Плоские спиральные пружины 714
Конструкция, изготовление и назначение
пружин 714
Построение спирали ненагружённой пру-
пружины 714
Напряжения в поперечных сечениях спи-
спиральной пружины 715
Характеристика плоской спиральной пру-
пружины 716
Тарельчатые пружины Бельвилля 717
Конструкция, изготовление и назначение
пружин 717
Расчёт пружин 718
Кольцевые пружины 719
Конструкция, изготовление и назначение
пружин 719
Расчёт пружин 720
Рессоры листовые (канд. техн.
наук Б. И. Глух и канд. техн. наук
В. Л. Бидерман) 723
Общая часть 723
Назначение рессор 723
Типы рессор 723
Материал для рессор 723
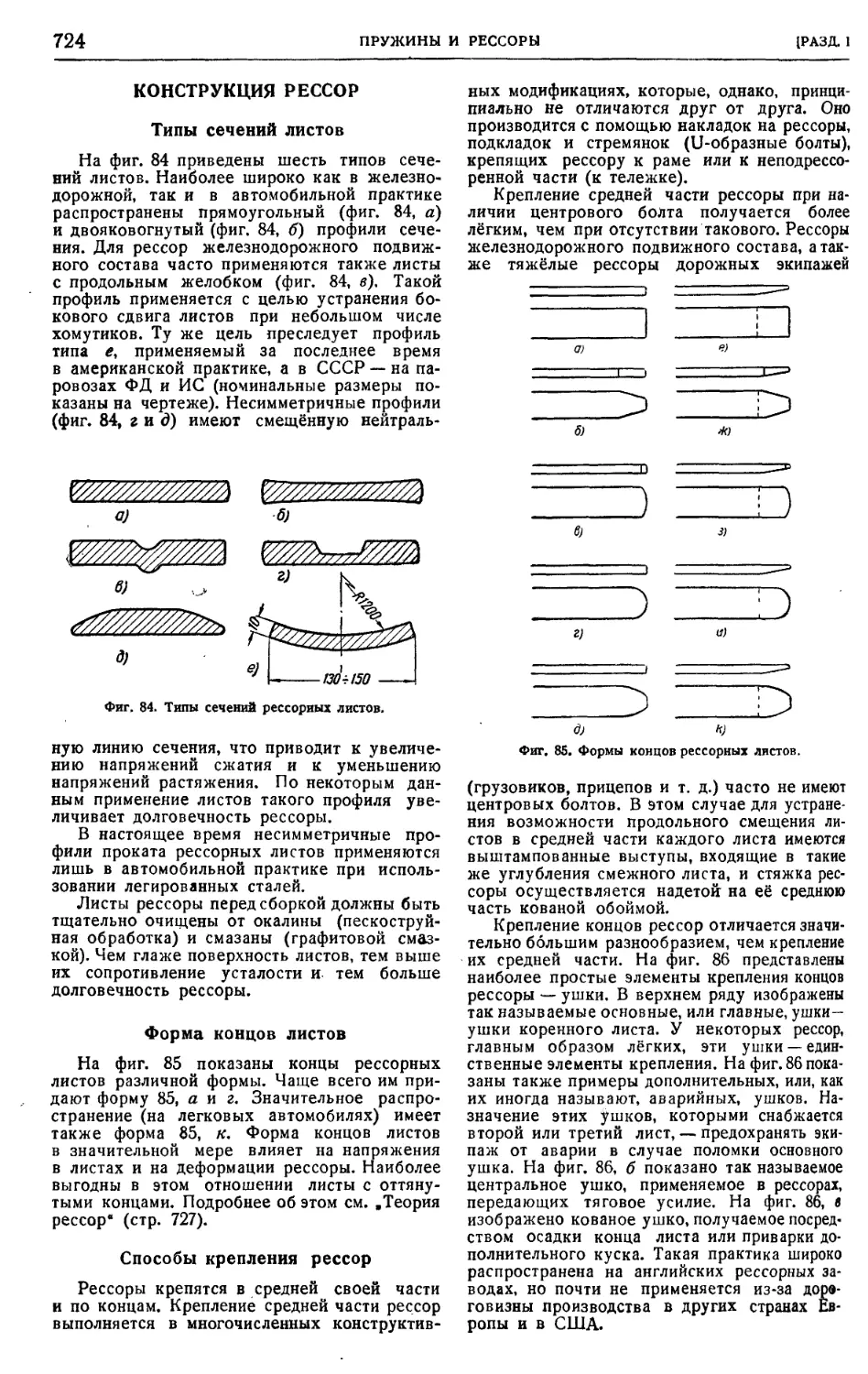
Конструкция рессор 724
Типы сечений листов 724
Формы концов листов 724
Способы крепления рессор 724
Хомутики рессор 726
Испытание рессор 726
Статическое испытание (тарировка).... 726
Испытание на долговечность 726
Расчёт рессор 727
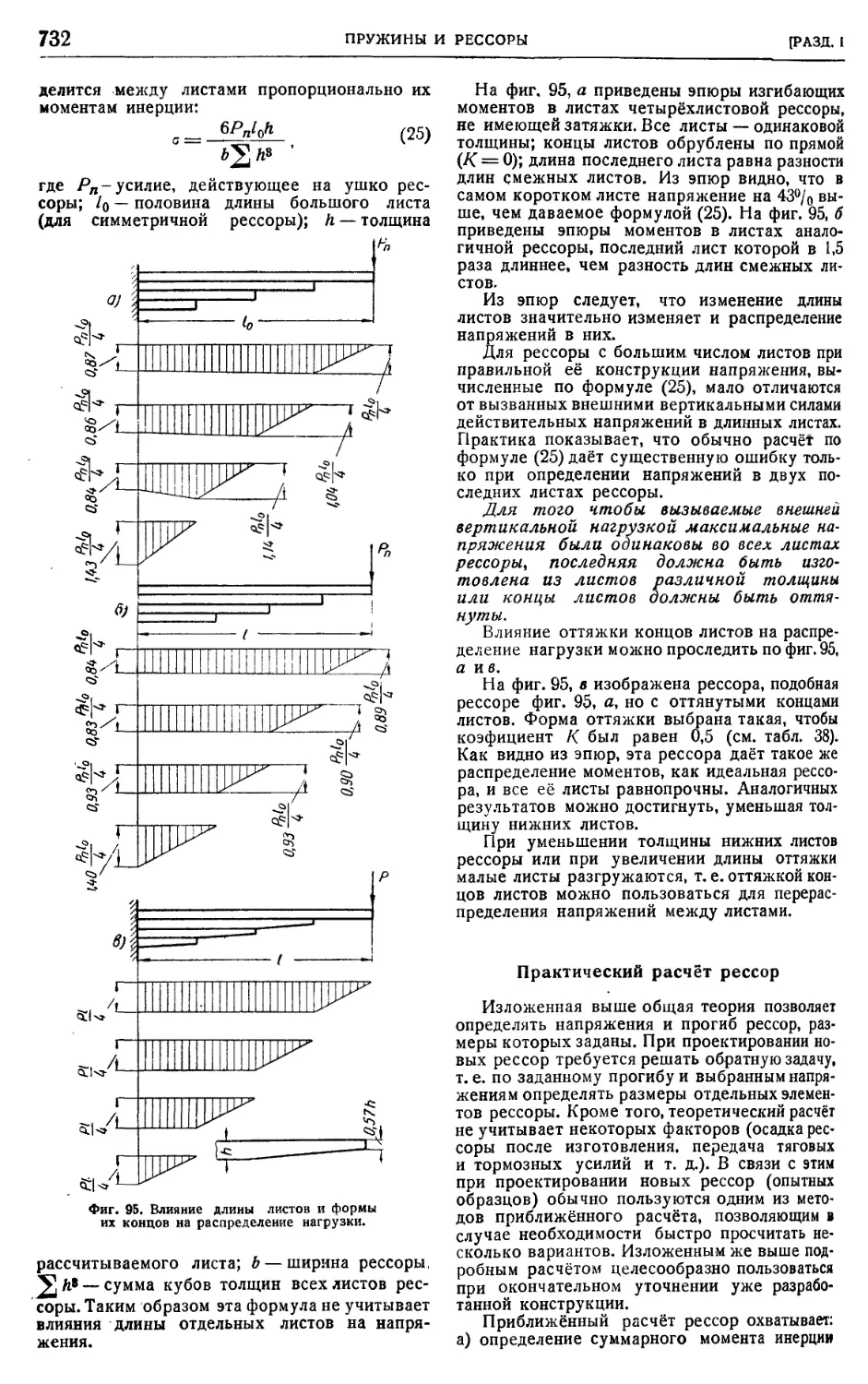
Теория рессор 727
Практический расчёт рессор 732
Учёт сил трения при расчёте рессор . , . 738.
Глава X. УСТРОЙСТВА И МАТЕРИАЛЫ
ДЛЯ СМАЗКИ 74Г>
Смазочные приборы и устрой-
устройства (инж. И. В. Мазырин) 740
Введение 740
Способы подачи жидкой смазки 740
Индивидуальная смазка 740
Централизованная смазка 748
Смазочные устройства для жидкой смазки 753
Контрольные устройства 7*3
Предохранительные устройства 755
Соединительные устройства маслопроводов 756
Распределительные устройства 757
Регулирующие устройства 758
Источники подачи масла 758
Подвод смазки к вращающимся деталям . . . 759
Смазочные канавки 759
Способы подводки смазки 760
Устройства для очистки масел 761
Оборудование смазочных станций 765
Способы подачи густой смазки 765
Индивидуальная смазка 765
Централизованная смазка ....... t . 766
Смазочные устройства для густой смазки . . 767
Контрольные устройства 767
Распределительные устройства 767
Источник подачи 767
Смазочные материалы (инж.
Г. А. Остроумов) 768
Смазочные масла 768.
Получение 768
Основные физико-химические свойства
масел 769
Ассортимент масел 770
Консистентные смазки (антифрикционные) . . 773
Получение смазок и их основные физико-
химические свойства 773
Ассортимент консистентных смазок .... 774
Замена смазочных материалов 775
Масла 775
Консистентные смазки 776
Глава XI. АРМАТУРА И ЭЛЕМЕНТЫ ТРУ-
ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
(инж. М. С Слободкин) 777
Обзор типов арматуры 777
Материалы для изготовления арматуры об-
общего назначения 779
Материалы для изготовления основных де-
деталей арматуры 780
Материалы для изготовления уплотни-
тельных колец 781
Материалы для шпинделей и втулок . . . 782
Вентили 782
Конструкция вентиля 782
Расчёт вентиля 782
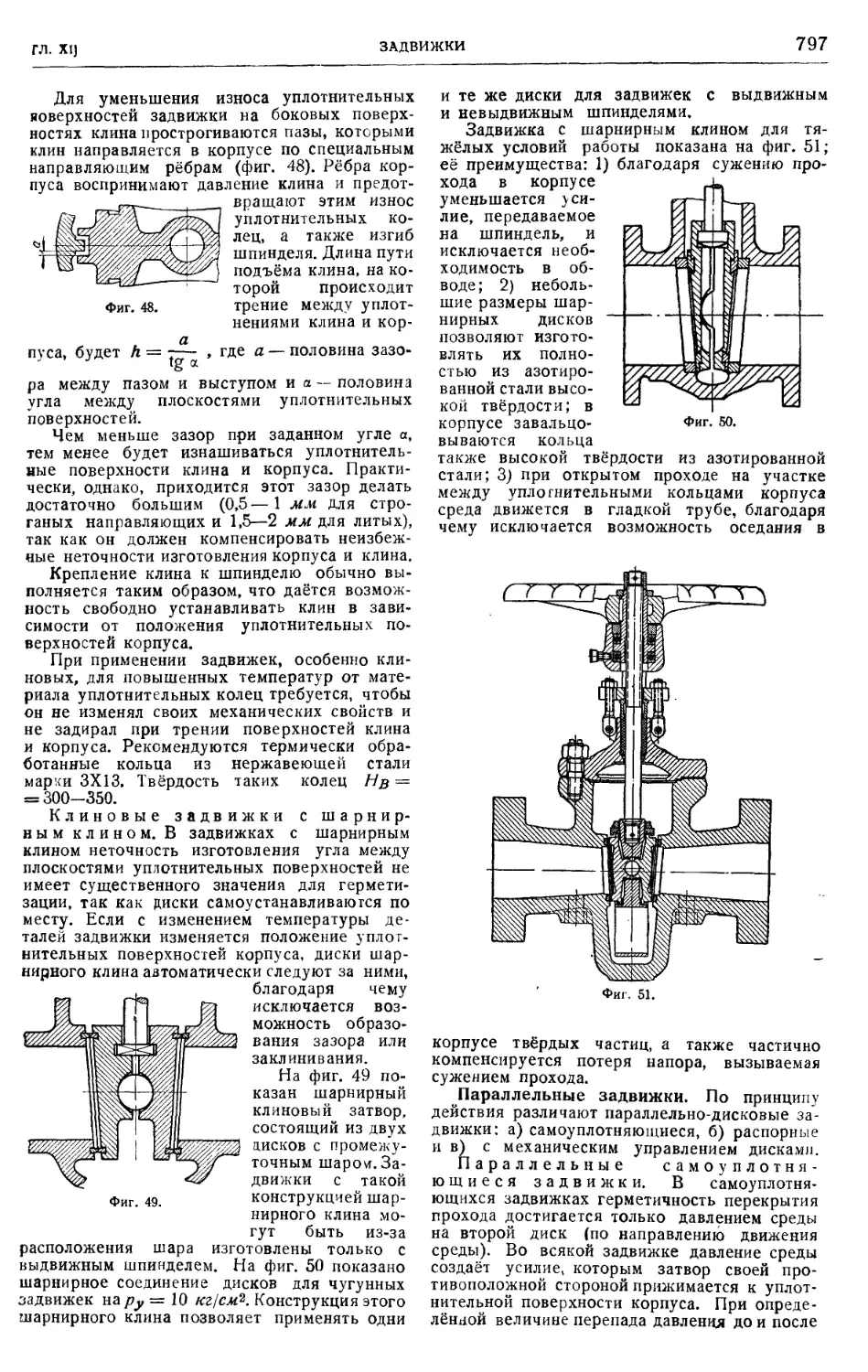
Задвижки 794
Конструкция задвижки ... 794
Расчёт элементов задвижки ........ 799
X
СОДЕРЖАНИЕ
Краны 803
Обратные клапаны 806
Предохранительные клапаны 808
Соединительные части трубопроводов .... 810
Глава XII. САЛЬНИКОВЫЕ И ДРУГИЕ
ВИДЫ УПЛОТНЕНИЙ ОБЩЕГО НАЗНА-
НАЗНАЧЕНИЯ {ст. научн. сотр., канд.
техн. наук Б. 3. Черняк) 818
Выбор способа и конструкции уплотнения . . 818
Утечка через уплотнения «19
Утечка через зазоры в направляющих ци-
цилиндрической формы 819
Утечка через лабиринты 820
Утечка через манжеты, набивки и кольца 821
Уплотнение для поршней 821
Поршневые кольца (общие сведения) . . . 821
Манжеты 824
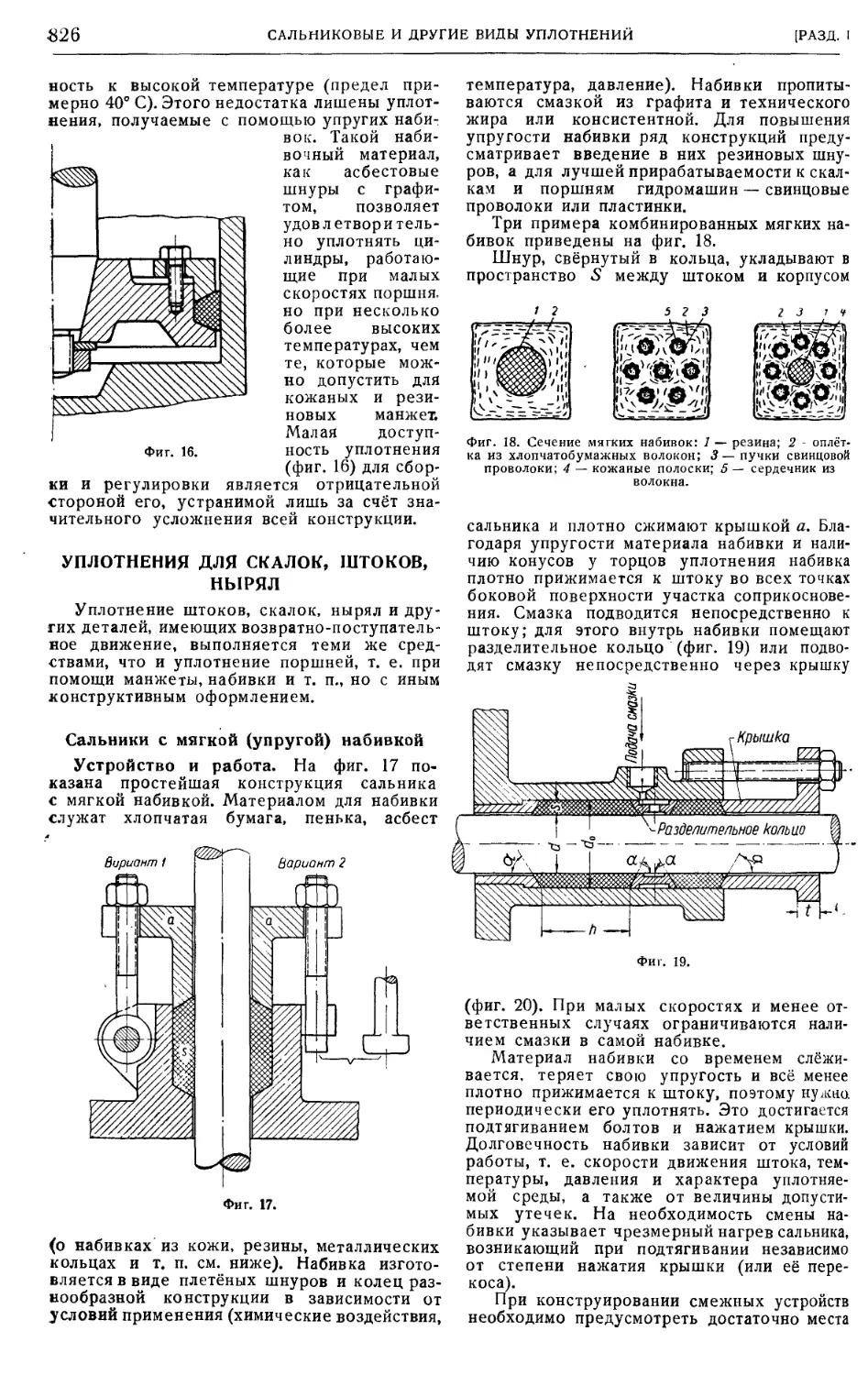
Набивки 825
Уплотнения для скалок, штоков, нырял .... 826
Сальники с мягкой (упругой) набивкой . . 826
Сальники с кожаной и резиновой набив-
набивкой 827
Сальники с металлической набивкой . . . 828
Уплотнения для валов 831
Трения в уплотнениях 833
Глава XIII. ОБЩИЕ ЭЛЕМЕНТЫ (НОРМАЛЬ-
(НОРМАЛЬНЫЕ ДИАМЕТРЫ, ЦИЛИНДРИЧЕСКИЕ
РЕЗЬБЫ И ГЛАДКИЕ КОНИЧЕСКИЕ
СОЕДИНЕНИЯ) {проф., д-р техн. наук
И. Е. Городецкий) 835
Нормальные диаметры 835
Цилиндрические резьбы 835
Определение основных элементов резьбы . 835
Основные параметры цилиндрических резьб 836
Гладкие конические соединения 846
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУК-
МЕТАЛЛОКОНСТРУКЦИЙ В МАШИНОСТРОЕНИИ
Глава XIV. ОСНОВЫ ПРОЕКТИРОВАНИЯ
МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
{проф., д-р техн. наук Г. А. Николаев) . 848
Общие сведения 848
Концентрация напряжений в сварных и
клёпаных соединениях 848
Механические свойства сварных и клёпа-
клёпаных соединений 852
Учёт динамических нагрузок 856
Напряжения и деформации, вызываемые
сваркой 857
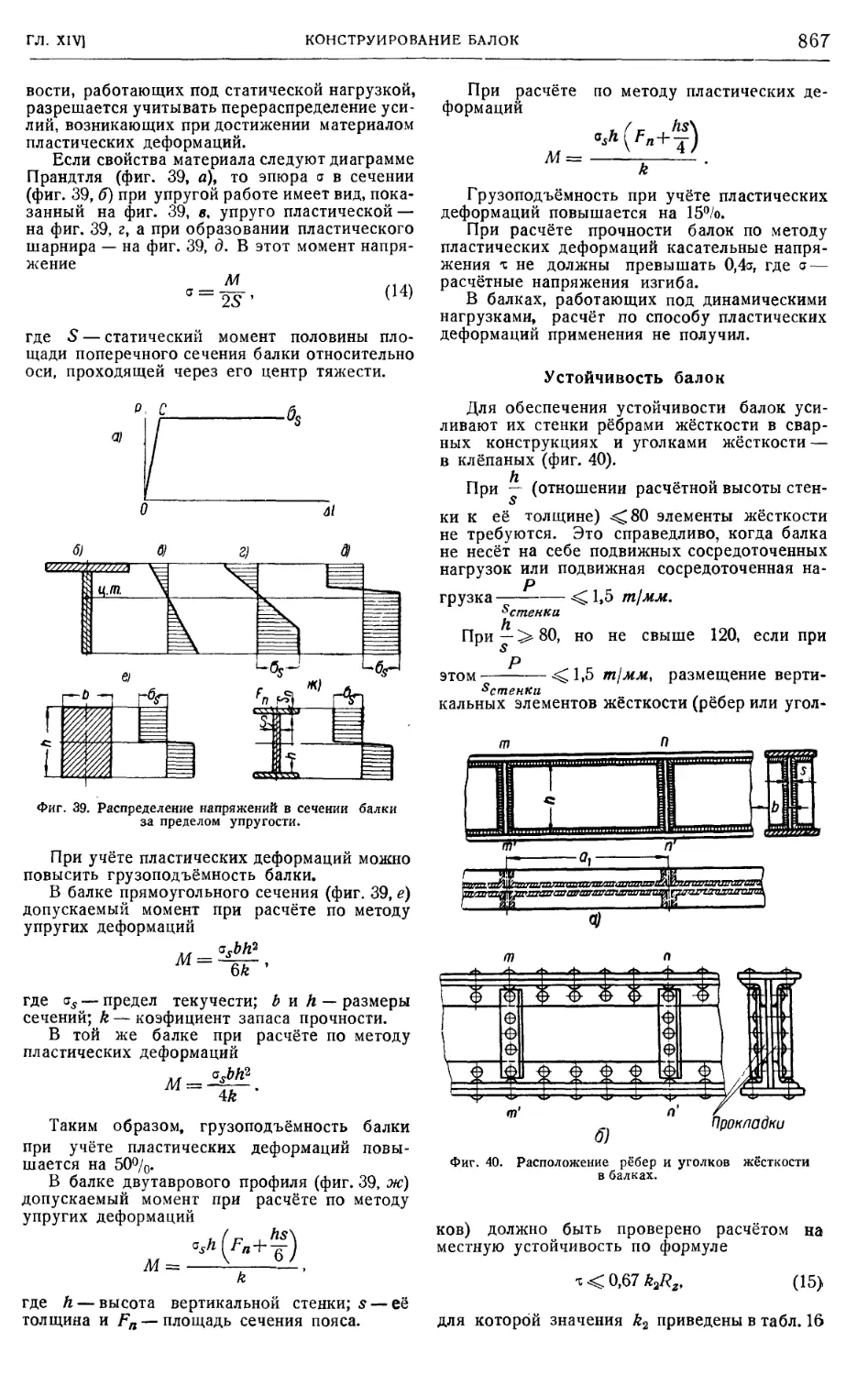
Конструирование балок 862
Разновидности поперечных сечений балок 862
Жёсткость балок 863
Прочность балок 865
Устойчивость балок 867
Соединения 869
Конструирование стоек 871
Разновидности сечений сжатых элементов 871
Элементы, работающие на центральное
сжатие • 872
Элементы, работающие на внецентровое
сжатие 873
Соединительные элементы 874
Базы колонн 875
Конструкции сопряжений 877
Конструирование ферм 880
Поперечные сечения элементов ферм. . . 880
Соединительные элементы 882
Узлы ферм 882
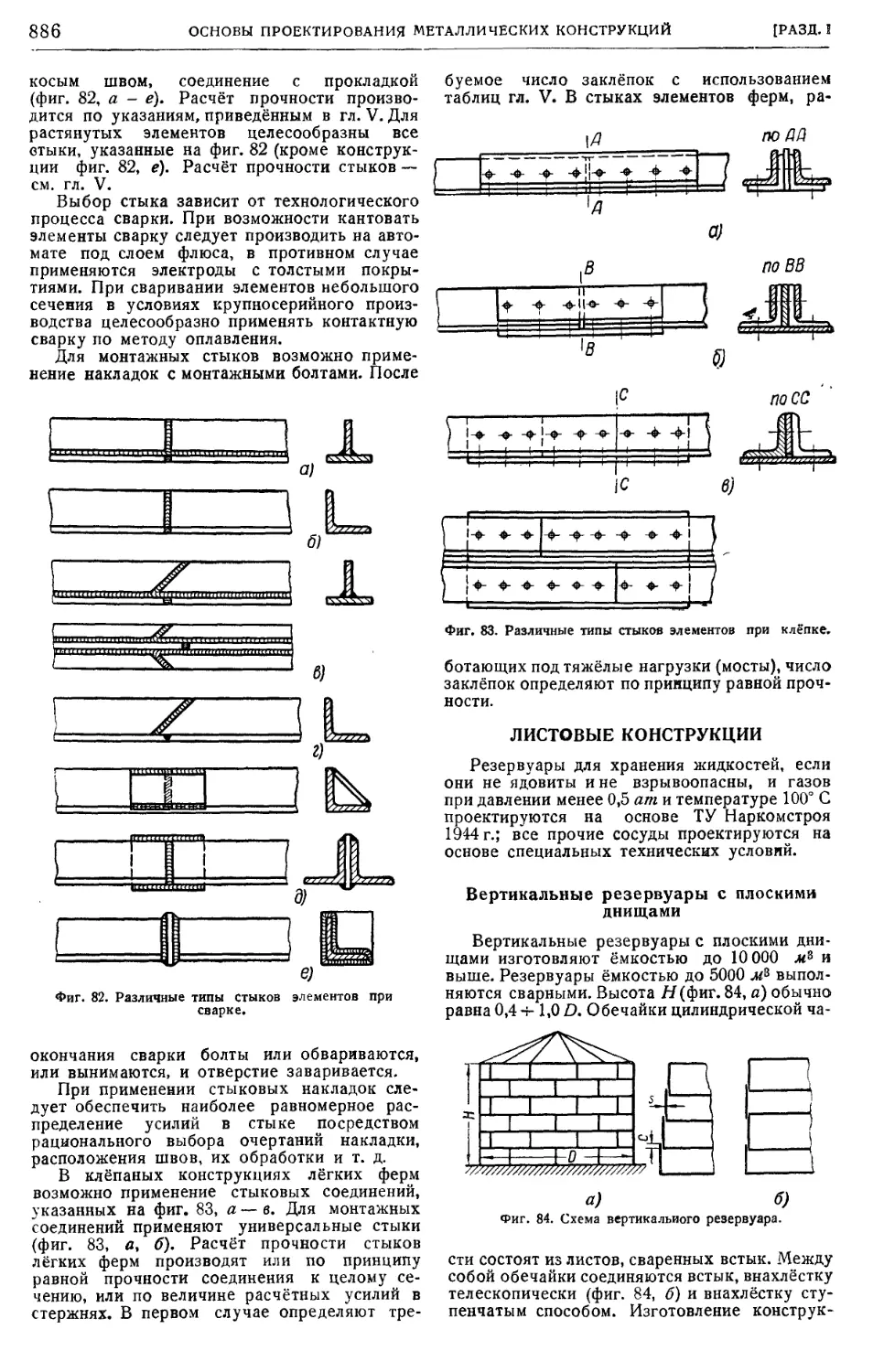
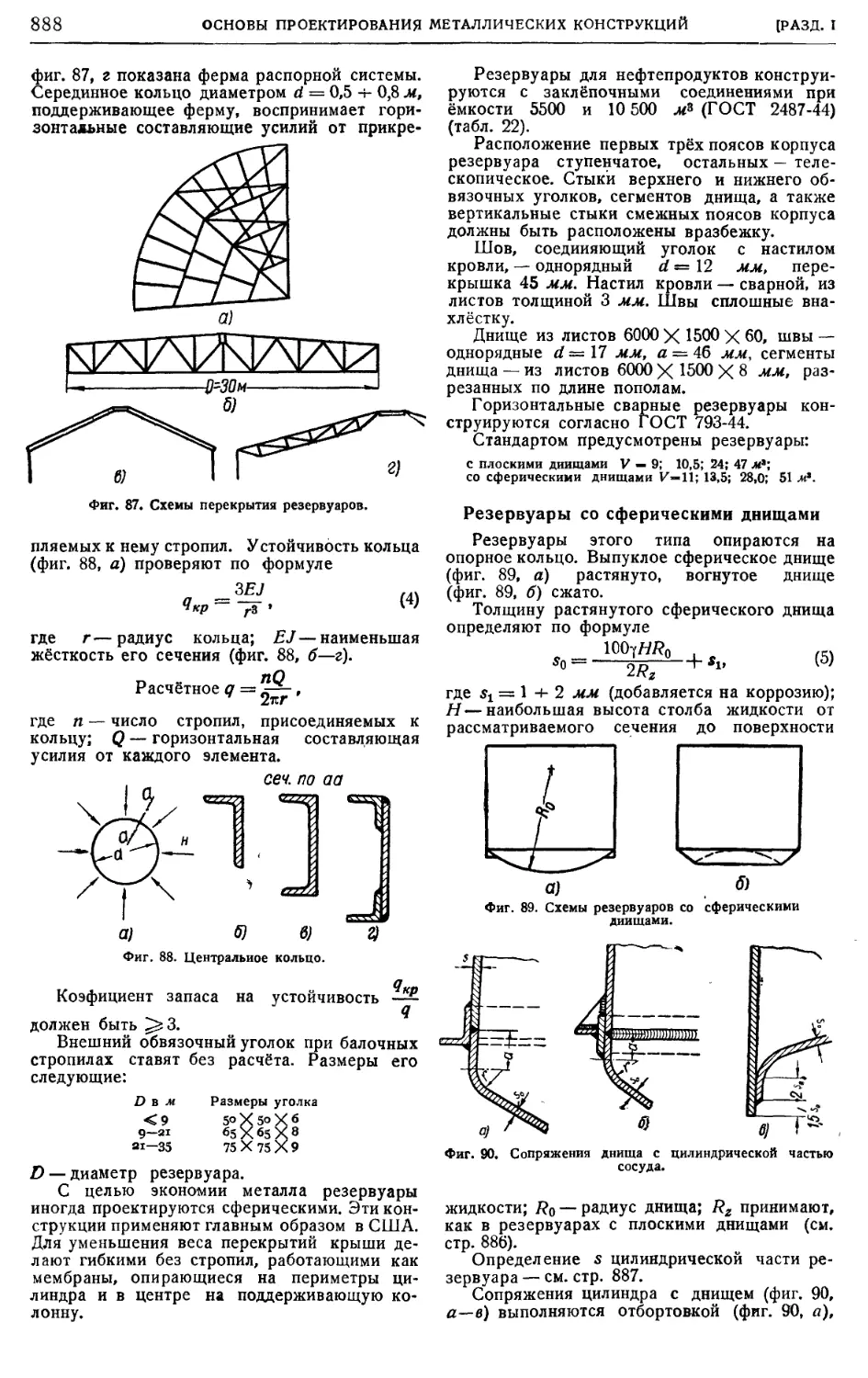
Стыковые соединения . 885
Листовые конструкции 886
Вертикальные резервуары с плоскими дни-
днищами . . 886
Резервуары со сферическими днищами . . 888
Примеры сварных деталей машин 889
ОТ РЕДАКТОРА
Второй том Энциклопедического справочника „Машиностроение" состоит из
трёх частей, посвященных последовательно теории механизмов и машин, деталям
машин и элементам металлоконструкций в машиностроении.
В первой части значительное внимание уделено общей теории механиз-
механизмов и машин. Сложность кинематических и динамических расчётов многих
современных механизмов (особенно в области автоматических машин) обусловила
необходимость детального изложения вопросов кинематики, кинетостатики и ди-
динамики машин.
В настоящем издании Справочника не приводится подробных материалов по
общей теории зацепления зубчатых колёс; однако все необходимые сведения,
связанные с использованием стандартного эвольвентного зацепления для цилин-
цилиндрических передач, и некоторые данные для других передач помещены во вто-
второй части настоящего тома — в главе, посвященной расчёту и конструированию
зубчатых и червячных передач.
Впервые в справочном издании нашли место сведения 'по теории точ-
точности механизмов. Созданное советской школой учёных учение о точ-
точности механизмов даёт основные руководящие указания как для анализа точ-
точности существующих механизмов, так и для формирования технических заданий
для вновь проектируемых.
Значительно расширена по сравнению с существующей справочной литерату-
литературой глава по трению в машинах. Большое количество работ, выполнен-
выполненных советскими учёными в этой области, позволило включить в неё наиболее
современные сведения как в части теоретических предпосылок,так и непосред-
непосредственно справочного материала.
Во второй части центральное место занимает глава о передачах и связанная
с Ней глава о валах и опорах.Значительное место уделено зубчатым пере-
передачам. В обширном материале этой части главы приведены общие основания
для расчёта зубчатых передач в различных отраслях машиностроения, исходя из
условий долговечности, прочности и других эксплоатационных, а также техноло-
технологических факторов, систематизированы и обобщены многие расчётные и экспе-
экспериментальные сведения. Приведённая здесь методика расчёта оправдана
длительной практикой применения в ряде отраслей советского машиностроения.
По цепным передачам изложен справочный материал ряда советских
и иностранных заводов. Основные размеры цепей приведены не только для. соб-
собственно передач, но и для подъёмно-транспортных устройств.
Часть главы о фрикционных передачах комплексно охватывает кине-
кинематику и прочностные расчёты данного вида передач; эти материалы в литературе
ОТ РЕДАКТОРА
отечественной и иностранной появляются впервые. По передачам гибкой
связью, имеющим широкое применение для привода различных машин при
малых и средних (до 200—300 кет) мощностях, приведены систематизированные
экспериментальные сведения научно-исследовательских организаций и практи-
практические указания для расчёта и конструирования открытых ремённых передач,
а также передач с натяжным роликом.
Глава „Передачи" заканчивается данными по ш а т у н н о-к р и в о ш и п н ы м
передачам. Здесь приведены общие сведения об элементах этих передач,
аналогичных или близких по конструктивным формам, условиям работы и мето-
методам расчёта, для широкого круга кривошипных машин общего машиностроения.
Все специальные вопросы, касающиеся шатунно-кривошипных передач (в боль-
большей или меньшей степени это относится ко всем вообще главам, посвященным
деталям машин, в частности, к главам, содержащим сведения по расчёту валов,
их соединений и опор) найдут дополнительное отражение в томах по конструи-
конструированию отдельных видов машин.
В особую главу выделены сведения, относящиеся к гибким элементам машин—
пружинам и рессорам. Здесь представлен обширный материал, могущий
быть использованным при самых разнообразных по форме и условиям заданиях.
Приведённые в главе оригинальные методы расчёта пружин, базирующиеся на
обширных теоретических и экспериментальных работах, проверены практикой
последних 10 —15 лет.
Заключительные главы второй части тома посвящены наиболее ходовым и
общим для многих отраслей машиностроения — элементам смазочных приборов,
элементам трубопроводов, арматуре и уплотнениям, а также основным стандар-
стандартам машиностроения—-нормальным диаметрам, конусам, резьбам (сведения по
допускам гладких и резьбовых изделий приведены в т. 5).
Третья часть второго тома посвящена элементам металлоконструк-
металлоконструкций в машиностроении. Она преемственно связана с главой „Статика стержне-
стержневых систем" (т. I, кн. 2-я). Специальные сведения по металлоконструкциям рас-
рассматриваются в томах по конструированию машин. •
Значительная помощь авторам и редакции была оказана со стороны лиц, при-
привлечённых для рецензирования отдельных глав и статей, их программ, струк-
структуры и содержания. За ценные советы и указания выражаем благодарность кол-
коллективу кафедры .Теория механизмов и машин" Московского Высшего Техни-
Технического училища им. Баумана во главе с засл. деятелем науки и техники РСФСР,
проф., д-ром техн. наук Смирновым Л. П. и кандидату техн. наук Тайцу Б. А.
(глава I); проф. Хрущову М. М. (глава IV); чл. корр. АН СССР Стрелецкому Н. С.
(гл. V, Заклёпочные и сварные соединения); засл. деятелю науки и техники РСФСР
проф., д-ру техн. наук Тихомирову Е. Н. (глава IX); действ, члену АН УССР
Серенсену С. В. (глава VIII); доц., канд. техн. наук Столбину Ю. Б. (глава VII,
Цепные передачи); канд. техн. наук Кугелю Р. В. (глава VIII); инж. Динабургу Б. И.
(глава XI); инж. Гетье В. А. (глава XII); канд. техн. наук Богуславскому П. Е.
(глава XIV),
Особую признательность редакция выражает проф., д-ру. техн. наук Ачер-
кану Н. С, проф., Д-ру. техн. наук Решетову Д. И. и канд. техн. наук Миша-
Мишарину А. И., давших отзывы и советы по главам, относящимся к деталям машин,
М. Саверин
ТЕОРИЯ МЕХАНИЗМОВ И МАШИН
Глава I
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ*
СТРУКТУРА И КЛАССИФИКАЦИЯ МЕХАНИЗМОВ
СВЯЗИ В КИНЕМАТИЧЕСКИХ ПАРАХ
Основные определения. Кинематической
парой называется совокупность двух тел,
способ непосредственного соединения которых
обеспечивает движение одного тела относи-
относительно другого. Каждое из двух тел, входящих
в кинематическую пару, называется звеном.
Поверхность, линия или точка звена или их
совокупности, находящиеся или приходящие
в соприкосновение с другим звеном, называ-
называются элементом кинематической пары (эле-
(элементом пары).
На относительное движение каждого звена
кинематической пары накладываются опреде-
определённые ограничения, зависящие от способа со-
соединения звеньев пары. Эти ограничения, на-
наложенные на относительное движение звеньев
кинематической пары, называются условиями
связи в кинематических парах.
Степени свободы и условия связи. Если
звено механизма принять за абсолютно твёрдое
тело, то, так же как и абсолютно твёрдое тело,
звено механизма в общем случае будет обла-
обладать шестью степенями свободы. Движение
такого звена может быть представлено как
совместные вращения около и скольжения
вдоль трёх произвольно выбранных взаимно
перпендикулярных осей л\ у и z, т. е. звено
будет обладать одновременно шестью движе-
движениями: тремя вращениями около осей х, у
и г и тремя поступательными движениями
вдоль тех же осей.
Вхождение звена в кинематическую пару
с другим звеном накладывает на относитель-
относительные движения этих звеньев определённые
условия связи. Число этих условий связи может
быть только целым числом и не должно рав-
равняться или быть большим шести, так как
уже в том случае, когда число условий связи
равняется числу степеней свободы, звенья те-
* В настоящей главе рассмотрены только некоторые
общие вопросы теории механизмов и машин.
Построение кинематических диаграмм методом гра-
графического диференцирования и интегрирования см. т. I,
кн. 2, стр. 1-2 и т. I, кн. 1, стр. 175.
Основы теории точности механизмов см. стр. 95—118.
Расчёт и проектирование зубчатых колёс и редукто-
редукторов — см. стр. 86—94 и 212-358.
Вопросы трения—см. стр. 119—143.
Уравновешивание поршневых машин—см. т. 11 и 12.
Теория регуляторов излагается в разделах, посвящен-
посвященных тем машинам, для регулирования которых они пред-
предназначаются.
ряют относительную подвижность, т. е. кине-
кинематическая пара переходит в жёсткое соеди-
соединение двух звеньев. Точно так же число
условий связи не может быть меньшим еди-
единицы, так как уже в том случае, когда число
условий связи равно нулю, кинематическая
пара перестает существовать, и мы имеем
свободно движущееся в пространстве звено.
Так как число условий связи «S, наложен-
наложенных на относительное движение каждого звена
кинематической пары, изменяется в пределах
от 1 до 5, то, следовательно, число степеней
свободы Н звена кинематической пары равно
Я = 6 — S, A)
где 5 изменяется от 1 до 5. Из уравнения A)
следует, что число степеней свободы Н кине-
кинематической пары может изменяться также от
1 до 5.
Связи, наложенные на относительное дви-
движение звеньев кинематической пары, ограни-
ограничивают те возможные движения, которыми
обладают звенья. В результате этих ограниче-
ограничений некоторые из шести возможных движений
свободно движущегося звена будут для него
невозможными. Так, например, соответствую-
соответствующим подбором соприкасающихся элементов
звеньев можно ограничить одно из вращений
около какой-либо оси, или одно из поступа-
поступательных движений вдоль какой-либо оси, или
одновременно одно вращение и одно поступа-
поступательное движение и т. д.
Оставшиеся возможные движения могут
быть или не зависимы друг от друга, или же
быть друг с другом связаны какими-либо до-
дополнительными условиями, например, усло-
условием, что вращению около одной оси на опре-
определённый угол соответствует вращение около
другой оси также на вполне определённый
угол или вращению около оси на определённый
угол соответствует поступательное переме-
перемещение вдоль этой же оси на определённое
расстояние и т. д.
КЛАССИФИКАЦИЯ КИНЕМАТИЧЕСКИХ
ПАР
Классы пар. Все кинематические пары
разделяются на классы в зависимости от числа
условий связи, накладываемых ими на относи-
относительное движение их звеньев. Так как число
условий связи изменяется от 1 до 5, то и число
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
классов пар будет также равно пяти (I — V).
Определение класса кинематической пары
может быть всегда сделано по уравнению
5=6 - Н. B)
Из уравнения B) следует, что число усло-
условий связи 5, накладываемых кинематической
парой, будет всегда равняться шести минус то
число степеней свободы, которым обладает
каждое звено пары в относительном движении.
Примеры пар различных классов. На
фиг. 1 показана кинематическая пара, пред-
представляющая собой шарик А, перекатывающийся
со скольжением по плоскости В. Движение
шарика относительно плоскости может быть
Фиг. 1.
разложено на три вращения около осей х, у
и з и скольжение по плоскости В, которое
может быть представлено как скольжение
вдоль осей х п у. Скольжение шарика вдоль
оси z является невозможным, так как движе-
движение в одну сторону ограничено плоскостью В,
а при движении в обратную сторону нару-
нарушается соприкосновение звеньев и, следова-
следовательно, кинематическая пара перестаёт суще-
существовать. Таким образом движение шарика
может быть представлено как вращение около
трёх осей и скольжение вдоль двух из этих
осей. Число степеней свободы данной кинема-
кинематической пары будет равно пяти, и число
уравнений связи б1 будет равно
5 = 6 —// = 6-5=1.
Таким образом эта пара должна быть от-
отнесена к парам I класса. Примером пары
11 класса может служить пара, показанная на
фиг. 2, представляющая собой цилиндр А,
Фиг. 2.
лежащий на плоскости В. Движение цилиндра А
относительно плоскости В или наоборот сво-
сводится к вращению около осей у и г и сколь-
скольжению вдоль осей хну.
Число степеней свободы Н данной кинема-
кинематической пары равно четырём, а число
условий связи 5 равно
5 = 6— // =* 6 — 4 = 2,
т. е. данная кинематическая пара должна быть
отнесена к парам II класса.
Примером пары III класса может служить
так называемая шаровая пара, показанная на
фиг. 3. Звено А оканчивается шаром, входя
щим в полую шаровую поверхность, принад-
принадлежащую звену В. Движение звена А относи-
z
О
Фиг. 3.
тельно В или наоборот сводится к вращению
около осей х, у и г. Следовательно, число
степеней свободы Нбудет равно трём, а число
условий связи 5 равно
5 = 6 — // = 6-3 = 3,
т. е. пара должна быть отнесена к парам
III класса.
Примером пары IV класса может служить
так называемая цилиндрическая пара, пока-
показанная на фиг. 4. Цилиндр А находится в по-
Фиг. 4.
лом цилиндре В. Движение цилиндра А отно-
относительно цилиндра В сводится к вращению
и скольжению около и вдоль оси у. Число
степеней свободы Н равно двум, а число
условий связи 5 равно
5 = 6 — // = 6-2 = 4,
т. е. пара должна быть отнесена к парам
IV класса.
На фиг. 5 показана кинематическая пара
V класса, представляющая собой цилиндриче-
цилиндрический шип А с упорны-
упорными кольцами, вращаю-
вращающийся в подшипнике В.
Каждое из звеньев пары
обладает только одним
возможным движением,
а именно вращением око-
около оси х. Число // сте-
степеней свободы этой па-
пары равняется единице, Фиг. 5.
а число условий связи 5
в этой кинематической паре равно
5 = 6 — # = 6—1=5.
Таким образом пара должна быть отнесена
к парам V класса. Эта пара носит название
вращательной пары (шарнир).
ГЛ. I]
СТРУКТУРА И КЛАССИФИКАЦИЯ МЕХАНИЗМОВ
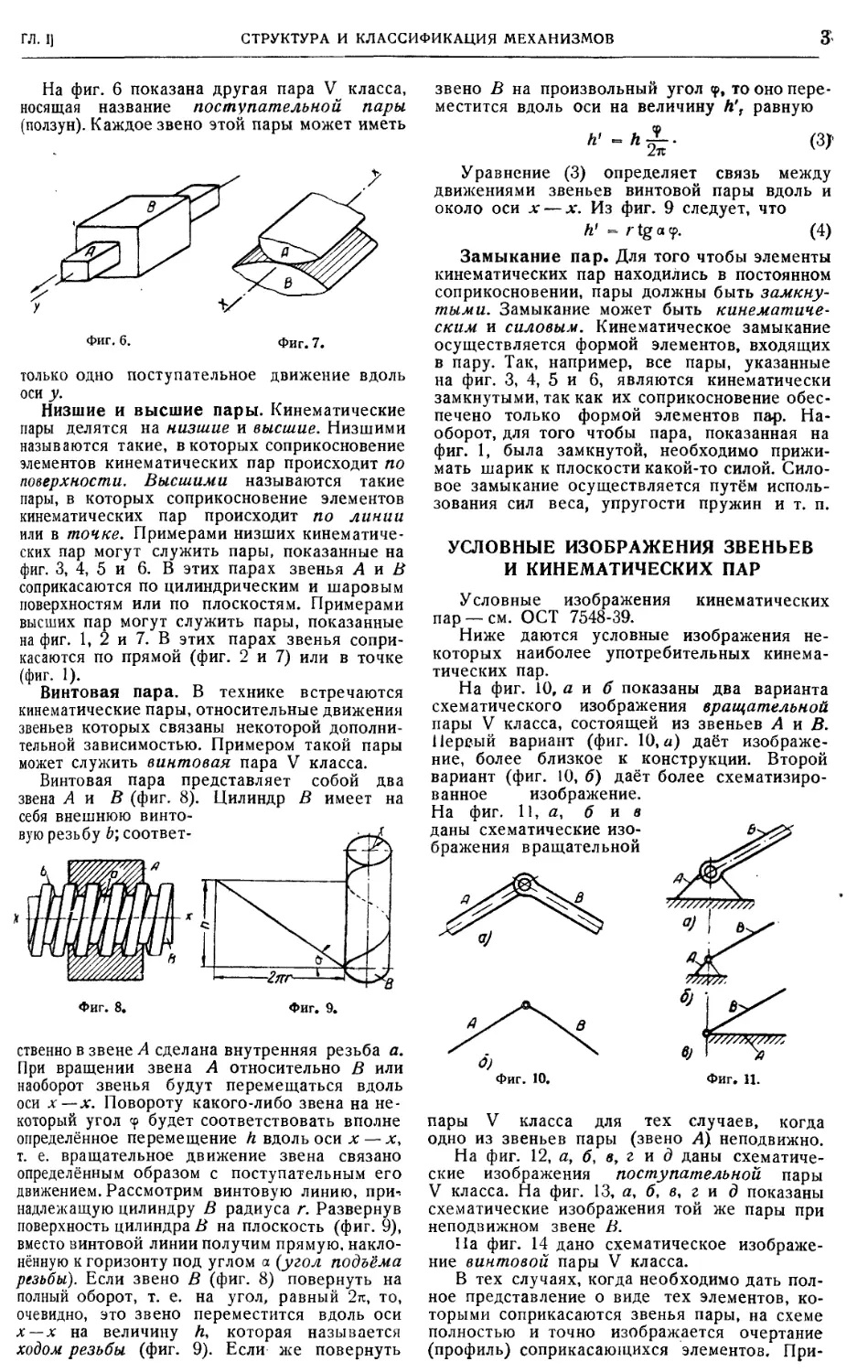
На фиг. 6 показана другая пара V класса,
носящая название поступательной пари
(ползун). Каждое звено этой пары может иметь
звено В на произвольный угол ср, то оно пере-
переместится вдоль оси на величину h't равную
Фиг. 6.
Фиг. 7.
только одно поступательное движение вдоль
оси у.
Низшие и высшие пары. Кинематические
пары делятся на низшие и высшие. Низшими
называются такие, в которых соприкосновение
элементов кинематических пар происходит по
поверхности. Высшими называются такие
пары, в которых соприкосновение элементов
кинематических пар происходит по линии
или в точке. Примерами низших кинематиче-
кинематических пар могут служить пары, показанные на
фиг. 3, 4, 5 и 6. В этих парах звенья А и В
соприкасаются по цилиндрическим и шаровым
поверхностям или по плоскостям. Примерами
высших пар могут служить пары, показанные
на фиг. 1, 2 и 7. В этих парах звенья сопри-
соприкасаются по прямой (фиг. 2 и 7) или в точке
(фиг. 1).
Винтовая пара. В технике встречаются
кинематические пары, относительные движения
звеньев которых связаны некоторой дополни-
дополнительной зависимостью. Примером такой пары
может служить винтовая пара V класса.
Винтовая пара представляет собой два
звена А и В (фиг. 8). Цилиндр В имеет на
себя внешнюю винто-
винтовую резьбу Ь; соответ-
Фиг. 8.
Фиг. 9.
ственно в звене А сделана внутренняя резьба а.
При вращении звена А относительно В или
наоборот звенья будут перемещаться вдоль
оси х—х. Повороту какого-либо звена на не-
некоторый угол ср будет соответствовать вполне
определённое перемещение h вдоль оси х — х,
т. е. вращательное движение звена связано
определённым образом с поступательным его
движением. Рассмотрим винтовую линию, при^
надлежащую цилиндру В радиуса г. Развернув
поверхность цилиндра В на плоскость (фиг. 9),
вместо винтовой линии получим прямую, накло-
наклонённую к горизонту под углом а (угол подъёма
резьбы). Если звено В (фиг. 8) повернуть на
полный оборот, т. е. на угол, равный 2к, то,
очевидно, это звено переместится вдоль оси
х — х на величину п, которая называется
ходом резьбы (фиг. 9). Если же повернуть
Л' - h^-
C)-
Уравнение C) определяет связь между
движениями звеньев винтовой пары вдоль и
около оси л- — л-. Из фиг. 9 следует, что
п' = г tg а у. D)
Замыкание пар. Для того чтобы элементы
кинематических пар находились в постоянном
соприкосновении, пары должны быть замкну-
замкнутыми. Замыкание может быть кинематиче-
кинематическим и силовым. Кинематическое замыкание
осуществляется формой элементов, входящих
в пару. Так, например, все пары, указанные
на фиг. 3, 4, 5 и 6, являются кинематически
замкнутыми, так как их соприкосновение обес-
обеспечено только формой элементов пар. На-
Наоборот, для того чтобы пара, показанная на
фиг. 1, была замкнутой, необходимо прижи-
прижимать шарик к плоскости какой-то силой. Сило-
Силовое замыкание осуществляется путём исполь-
использования сил веса, упругости пружин и т. п.
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ ЗВЕНЬЕВ
И КИНЕМАТИЧЕСКИХ ПАР
Условные изображения кинематических
пар —см. ОСТ 7548-39.
Ниже даются условные изображения не-
некоторых наиболее употребительных кинема-
кинематических пар.
На фиг. 10, а и б показаны два варианта
схематического изображения вращательной
пары V класса, состоящей из звеньев А и В.
Персый вариант (фиг. 10, а) даёт изображе-
изображение, более близкое к конструкции. Второй
вариант (фиг. 10, б) даёт более схематизиро-
схематизированное изображение.
На фиг. 11, а, б и в
даны схематические изо-
бражения вращательной
Фиг. 10.
Фиг. И.
пары V класса для тех случаев, когда
одно из звеньев пары (звено А) неподвижно.
На фиг. 12, а, б, в, г и д даны схематиче-
схематические изображения поступательной пары
V класса. На фиг. 13, а, б, в, г и д показаны
схематические изображения той же пары при
неподвижном звене В.
На фиг. 14 дано схематическое изображе-
изображение винтовой пары V класса.
В тех случаях, когда необходимо дать пол-
полное представление о виде тех элементов, ко-
которыми соприкасаются звенья пары, на схеме
полностью и точно изображается очертание
(профиль) соприкасающихся элементов. При-
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
меры изображения таких пар показаны на
фиг. 15; я й 6\
Если необходимо изучить движение только
двух точек звена, то схематическое изобра-
изображение такого звена будет представлено в виде,
Кинематические цепи делятся на простые
и сложные. Простой кинематической цепью
называется такая цепь, у которой каждое
звено входит не более, чем в две кинематиче-
кинематические пары. Пример такой простой цепи с вра-
вращательными парами А, В и С—V класса —
показан на фиг. 19. Сложной кинематической
Фиг. 12.
Фиг. 13.
показанном на фиг. 16, а а б. На этой фигуре
представлен тот случай, когда звено входит
в две вращательные пары. На фиг. 17, а, б
ив показаны схема-
схематические изображения
звена, входящего в три
вращательные пары Л,
В и С. Наконец, на
фиг. 18, а и б показано
схематическое изобра-
изображение звена, входящего
в три вращательные пары А, В и С с парал-
параллельными осями вращения, лежащими в одной
плоскости.
gt Фиг. 17.
СТРУКТУРА МЕХАНИЗМОВ
Кинематическая цепь. Кинематической
цепью называется связанная система кине-
кинематических пар (система кинематических
пар).
Фиг. 20.
цепью называется цепь, в которой имеется
хотя бы одно звено, входящее более, чем в
две кинематические пары. Пример такой цепи
с вращательными парами А, В, С. D п Е —:
V класса — дан на фиг. 20.
Простые и сложные кинематические цепи
в свою очередь делятся на замкнутые и не-
незамкнутые. Простой замкнутой кинемати-
кинематической цепью называется простая кинемати-
кинематическая цепь, каждое звено которой входит
в две кинематические пары. Пример такой
плоской цепи с вращательными парами: А, В,
С, D, Е и F — V класса—показан на фиг. 21.
Простой незамкнутой кинематической цепью
называется простая кинематическая цепь, в
которой есть звенья, входящие только в одну
кинематическую пару. Примером такой цепи
может служить цепь, показанная на фиг. 19.
Сложной замкнутой кинематической цепью
называется такая сложная кинематическая
цепь, каждое звено которой входит по край-
крайней мере в две кинематические пары. Пример
такой плоской цепи с вращательными парами
А, В, С, D, В, F и G — V класса — показан
на фиг. 22. Сложной незамкнутой кинемати-
кинематической цепью называет-
называется такая сложная кине-
В а а Г
Фиг. 21.
Фт. 22.
матическая цепь, в которой имеются звенья,
входящие только в одну кинематическую пару.
Примером такой цепи может служить цепь,
показанная на фиг. 20.
Степень подвижности кинематической
цепи. Если на движение звена в простран-
пространстве не наложено никаких условий связи, то
оно обладает шестью степенями свободы.
Тогда, если число звеньев кинематической
цепи равно k, то общее число степеней сво-
свободы, которым обладали k звеньев до их соеди-
соединения в кинематические пары, было равно 6&.
Соединение звеньев в кинематические пары
накладывает различное число связей на отно-
относительное движение звеньев, зависящее от
класса пар (см. стр. 1).
Если число пар I класса, в которые будут
входить звенья рассматриваемой кинематиче-
кинематической цепи, будет раьно рх; число пар II
класса—р2» число пар III класса—/>3; число
ГЛ. I]
СТРУКТУРА И КЛАССИФИКАЦИЯ
пар IV класса — р4 и, наконец, число пар
V класса — р§, то из 6/е числа степеней сво-
свободы, которыми обладали звенья до их вхо-
вхождения в кинематические пары, необходимо
исключить те условия связи, которые накла-
накладываются вхождением звеньев в кинематиче-
кинематические пары. Поэтому число Н степеней свободы,
которым обладает кинематическая цепь, равно
И- 6k — 5ръ — 4р4 — 3/?3 — 2р2 —
E)
В машиностроении обычно рассматри-
рассматриваются такие кинематические цепи, у которых
одно из звеньев принято неподвижным. Это
звено называется стойкой.
Если одно из звеньев кинематической цепи
будет неподвижным, то общее число степе-
степеней свободы всех звеньев цепи уменьшится
на шесть, т. е. число степеней свободы W от-
относительно неподвижного звена (стойки) будет
равно
W-H— 6. F)
Число W степеней свободы кинематической
цепи относительно звена, принятого за непо-
неподвижное, называется степенью подвижности
кинематической цепи (подвижность кинема-
кинематической цепи). С помощью числа всех звеньев
механизма и числа входящих в него кинема-
кинематических пар W может быть выражено так:
W-6n-bp6- 4р4 - 3/;3 - 2р2 — рь (8)
где k — 1 =п (число только подвижных звеньев
кинематической цепи). Формула (8) носит на-
название формулы подвижности или струк-
структурной формулы общего случая кинемати-
кинематической цепи.
Механизм. Механизмом называется такая
кинематическая цепь, в которой при задан-
заданном движении одного или нескольких звеньев
относительно любого из них все остальные
звенья имеют вполне определённые движения.
Звенья механизмов, законы движения которых
приняты заданными, называются ведущими
звеньями. Звенья механизмов, законы движе-
движения которых определяются законами движе-
движения ведущих звеньев, называются ведомыми
звеньями.
Кинематическая схема механизма. Для
изучения движения механизма недостаточно
знать, из каких кинематических пар он обра-
образован. Необходимо также знать размеры от-
отдельных звеньев, их взаимное расположение
и т. д. Поэтому при изучении движения звеньев
механизма обычно составляют так называе-
называемую кинематическую схему механизма.
Кинематическая схема механизма строится
в определённом выбранном масштабе с точ-
точным соблюдением метрических (размерных) со-
соотношений между звеньями, форм кривых и по-
поверхностей, по которым соприкасаются звенья,
и т. д. На кинематической схеме должно быть
указано всё, что необходимо для изучения
движения. Всё лишнее, нехарактерное для дви-
движения, должно быть исключено для того, чтобы
не усложнять чертежа.
На фиг. 23, б построена кинематическая
схема механизма двигателя (фиг. 23, а) в услов-
условных обозначениях, указанных на стр. 3 и 4. Все
размеры отложены в некотором произвольно
выбранном масштабе {хг: ;*/ м —¦ мм, что озна-
означает, что 1 мм чертежа соответствует \ц м
натуры, т. е.
ММ —* [>-1 М.
Фиг. 23.
Степень подвижности механизма. Сте-
Степень подвижности механизма характеризует
число степеней свободы механизма относи-
относительно звена, принятого за неподвижное (за
стойку). Если, например, механизм обладает
одной степейью подвижности (одной степенью
свободы), то одному из звеньев механизма
мы можем предписать относительно стойки ка-
какое-либо одно вполне определённое движение,
например вращательное, поступательное или
винтовое движение с заданными скоростями.
При этом все остальные звенья механизма по-
получат вполне определённые движения, являю-
являющиеся функциями заданного. Если механизм
обладает двумя степенями подвижности, то
необходимо задать одному из звеньев два дви-
движения относительно стойки или двум звеньям
по одному движению относительно стойки
и т. д. •
Структурные формулы механизмов.В об-
щем случае W — степень подвижности : меха-
механизма — может быть определена по его струк-
структурной формуле
W - 6д - Ъръ
— ЗрЛ - 2р2 - рх. (9)
Применение этой формулы возможно только
в том случае, если на движения всех звеньев,
входящих в состав механизма, не наложено ка-
каких-либо общих дополнительных условий свя-
связи. Наличие же таких условий, которые могут
быть весьма разнообразны, существенным об-
образом определяет характер движения меха-
механизма, а соответственно и вид его структурной
формулы.
Например, пусть механизм состоит только
из кинематических вращательных пар V класса
и оси всех этих пар параллельны оси у
(фиг. 24). В этом случае на движения звеньев
механизма наложены следующие общие огра-
ограничения: каждое из звеньев механизма не
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
может иметь вращательного движения около
осей х и z и поступательного движения вдоль
оси у, т. е. из шести возможных движений
каждого звена механизма три движения ока-
оказываются невозможными. Поэтому для такого
механизма число степеней свободы будет равно
F — 3)я = 3л. Соответственно вместо 5/?5 усло-
условий связи, накладываемых парами V класса,
в этом механизме пары V класса будут на-
Фиг. 24.
кладывать E — 3) рь = 2ръ условий связи. Струк-
Структурная формула механизма в данном случае
такова:
Г= F - 3) л - E - 3)/?5 - D - 3)/?4 =
= 3я — 2ръ— р4.
В эту формулу пары I, II и III классов вхо-
входить не могут, так как звенья, входящие в эти
пары, обладают или тремя, или большим ко-
количеством возможных относительных движе-
движений. Из рассмотренного примера следует, что
если на движение всех без исключения звеньев
механизма наложены какие-то общие условия
связи, то необходимо такие условия связи из
структурной формулы механизма исключить
путём вычитания их числа как из числа сте-
степеней свободы, так и из числа условий связи,
накладываемых вхождением звеньев меха-
механизма в кинематические пары того или иного
класса.
Семейства механизмов. Все механизмы
делятся на семейства в зависимости от
числа общих условий связи, наложенных на
движение всех звеньев механизма. Номер
семейства определяется количеством этих об-
общих условий связи. Так, если на все звенья
механизма не будет наложено каких-либо об-
общих условий связи, то такой механизм отно-
относится к механизмам нулевого семейства. Струк-
Структурная формула механизмов нулевого семей-
семейства имеет вид:
W-.6n — 5p6-^Pi — Зрг-2рг-рх. A0)
Если на все звенья механизма наложено
одно общее условие связи, то такой механизм
относится к механизмам первого семейства.
Структурная формула механизмов первого се-
семейства такова:
И7=5« -4р5 - Зр4 - 2р3 -рг. A1)
Аналогично имеем для механизмов: вто-
второго семейства
1Г=4п-3Л-2Л-Л, A2)
третьего семейства
W=3n~2p5-p4 A3)
и четвёртого семейства
W- 2п - Рь. A4)
Механизмы пятого семейства будут пред-
представлять собой кинематические пары V класса:
вращательную, поступательную или винтовую.
Если на движение всех звеньев механизма на-
наложено шесть общих условий связи, то меха-
механизм перестаёт существовать и переходит
в жёсткую систему (звено).
Пассивные условия связи и лишние сте-
степени свободы. Кроме степеней свободы и
условий связи, определяющих характер дви-
движения механизма в целом, могут встречаться
степени свободы и условия связи, не оказы-
оказывающие никакого влияния на характер движе-
движения механизма в целом, а определяющие харак-
характер движения только отдельных его звеньев.
Удаление из механизма звеньев и кинемати-
кинематических пар, которым эти свободы и условия
связи принадлежат, может быть поэтому сде-
сделано без изменения характера движения меха-
механизма в целом. Такие степени свободы носят
название лишних степеней свободы, а усло-
условия связи — пассивных условий связи.
Указанные степени свободы и условия
связи не должны учитываться при исследова-
исследовании структуры механизмов с помощью струк-
структурных формул.
В качестве примера рассмотрим механизм, показан-
показанный на фиг. 25. Размеры звеньев этого механизма удо-
удовлетворяют условиям
LAB = LCD и LAD = LBC>
т. е. фигура ABCD — параллелограм, a L^g =LQp,t.z.
фигуры AEFD и EBCF также — параллелограмы. Сле-
Следовательно, расстоя-
расстояния между точками Е
и F будут всегда рав-
равны расстояниям
жду точками А
ме-
и D
или В и С.
Без всякого нару-
нарушения характера дви-
движения механизма в це-
целом можно звено EF
либо звено ВС удалить,
так как совместное
наличие двух этих
звеньев накладывает
на движение механиз-
механизма условие связи, яв-
являющееся пассивным.
Круглый ролик
может проворачивать-
проворачиваться около оси О, не
оказывая этим никакого влияния на движения осталь-
остальных звеньев механизма, что даёт лишнюю степень сво-
свободы. Поэтому, не нарушая характера движения меха-
механизма в целом, ролик можно удалить, а звено CD со
штангой, перемещающейся в направляющих х — х, со-
соединить непосредственно в кинематическую пару IV клас-
класса, осуществляя соприкосновение этих звеньев по прямо-
Фиг. 25.
Фиг. 26.
линейному профилю — прямой KL, параллельной прямой
DCH и проходящей от неё на расстоянии, равном ради-
радиусу ролика. Тогда прямая KL, принадлежащая звену CD,
будет непосредственно воздействовать на точку G штанги.
Можно также ролик заменить ползуном (фиг. 261,
скользящим по прямой KL и входящим в постулате ль-
ГЛ. I)
СТРУКТУРА И КЛАССИФИКАЦИЯ МЕХАНИЗМОВ
ную пару V класса со звеном CD и во вращательную
пару V класса со штангой (шарнир G).
Механизмы, показанные на фиг. 25 и 26, будут вос-
воспроизводить движение одного и того же характера. Но
механизм, показанный на фиг. 26, будет вместе с тем
освобождён от лишних степеней свободы и пассивных
условий связи и поэтому его степень подвижности
может быть определена с помощью структурной фор-
формулы.
В ме санизме (фиг. 26) п = 5, рй = 7, pt = 0. Следо-
Следовательно, по формуле A3) (так как механизм относитея
к третьему семейству) имеем:
W = Ъп - 2р5 - pt = 3 • 5 — 2 • 7 = 1,
т. е. механизм обладает одной степенью подвижности.
КЛАССИФИКАЦИЯ ПЛОСКИХ
МЕХАНИЗМОВ
Структура механизмов. К плоским меха-
механизмам относятся механизмы, звенья которых
могут совершать только плоскопараллельные
движения относительно одной общей плоскости.
Структурная формула плоских механиз-
механизмов третьего семейства [формула Чебышева)
имеет следующий вид:
W = 3n-2pb-Pi. A5)
Такие плоские механизмы могут быть об-
образованы звеньями, входящими только в кине-
кинематические пары IV и V классов. Примерами
пар IV класса в плоских кинематических це-
цепях могут быть: две соприкасающиеся кривые
о —а и р — р, лежащие в одной общей пло-
плоскости (фиг. 27), две круглые цилиндрические
Фиг. 27.
Фиг. 28.
поверхности А и В (фиг.
а 28), соприкасающиеся по
образующим этихповерх-
Фиг. 29. ностей, точка С и пло-
плоская кривая а—а (фиг. 29)
и т. д. Во всех указанных кинематических па-
парах соприкосновение имеет место или в точке,
или по прямой, т. е. эти пары относятся к
высшим парам.
Низшие пары V класса, т. е. пары, в кото-
которых соприкосновение звеньев происходит по
поверхностям, в плоских механизмах могут
быть только либо вращательными (фиг. 5), либо
поступательными (фиг. 6).
Кинематические пары V класса в плоских
механизмах могут быть и высшими. На фиг. 30
Фиг. 30.
показана одна высшая пара V класса, пред-
представляющая собой две жёстко связанные между
собой кривые а — а и р — р, соприкасающиеся
с двумя другими кривыми •/ — 7 и 3 — &.
В зависимости от числа W, стоящего в ле-
левой части уравнения A5), мы можем полу-
получить плоские кинематические цепи с одной,
двумя, тремя и т. д. степенями подвижности.
Так, на фиг. 31 показана кинематическая цепь
с одной степенью подвижности, а на фиг. 32—
цепь с двумя степенями подвижности.
При нулевой степени подвижности кине-
кинематической цепи ни одно из звеньев не может
Фиг. 31.
Фиг. 32.
двигаться относительно неподвижного звена,
т. е. кинематическая цепь превращается в
ферм у.
Для определённости движения всех звеньев
механизма, образованного кинематической
цепью с одной степенью подвижности, необ-
необходимо иметь заданным закон движения одного
из звеньев, например, звена АВ механизма,
показанного на фиг. 31. Для определённости
движения всех звеньев механизма, образован-
образованного кинематической цепью с двумя степенями
подвижности, нужно задаться законами движе-
движения двух каких-либо звеньев, например звеньев
АВ и DE механизма, показанного на фиг. 32.
Замена высших пар кинематическими
цепями с низшими парами. Любая высшая
кинематическая пара, входящая в состав пло-
плоских механизмов, может быть заменена кине-
кинематической цепью, состоящей только из одних
низших пар V класса (вращательных или по-
поступательных). Для того чтобы заменяющие
кинематические цепи, составленные только из
низших пар V класса, образовывали системы»
кинематически эквивалентные высшей кинема-
кинематической паре IV класса, необходимо, во-пер-
во-первых, чтобы эти цепи накладывали на относи-
относительное движение исследуемых звеньев число
условий связи, равное тому числу, которым
обладала заменяемая пара, и, во-вторых, чтобы
характер относительного движения исследуе-
исследуемых звеньев при этом сохранялся. Для соблю-
соблюдения первого условия необходимо, чтобы
число п звеньев заменяющей цепи и число /?5
пар V класса были связаны условием
A6)
Рб г»
Из уравнения A6) следует, что наименьшее
число низших пар V класса у заменяющей цепи
равно двум, и, следовательно, число звеньев
будет равно единице. Таким образом с точки
зрения числа условий связи каждая высшая
пара IV класса в плоских механизмах эквива-
эквивалентна одному звену, входящему в две низшие
кинематические пары V класса (фиг. 33).
Пример. Пусть соприкасающиеся профили /и Я об-
образуют пару IV класса и имеют произвольное очертание
(фиг. 34). В точке С касания профилей проведена к ним
нормаль; точки Ot ri O2 — центры кривизны профилей,
соединённые фиктивным звеном 3, входящим в две низ-
низшие кинематические пары V класса. Мгновенное движе-
движение основного механизма может быть теперь воспроиз-
воспроизведено заменяющим шарнирным ' механизмом ДООв
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД.
Вследствие непостоянства радиусов кривизны соприка-
соприкасающихся профилей фиктивное звено 3 и звенья 1 и 2
будут иметь переменные длины.
Если один из соприкасающихся профилей (профиль //)
будет представлять собой прямую (фиг. 35), то центр
кривизны этого профиля будет удалён в бесконечность.
а
Фиктивное звено 3 будет входить в центре кривизны D
профиля / во вращательную пару V класса. Вторая вра-
вращательная пара, в которую должно входить звено 3,
имеет ось вращения
бесконечно удалённой,
г. е. переходит в по-
поступательную пару С
также V класса.
Если один из со-
соприкасающихся про-
профилей превратится в
точку (фиг. 36), то в
этом случае центр кри-
кривизны соприкасающе-
соприкасающегося профиля будет
совпадать с этой точ-
точкой и, следовательно,
фиктивное звено 3 в
точке соприкосновения
С будет входить во
вращательную пару
Фиг. 34.
V класса со звеном 2;
ось второй вращатель-
вращательной пары V класса, в которую входит фиктивное звено 3,
совпадает с центром кривизны D криволинейного про-
профиля /.
Принцип образования механизма. В со-
состав каждого механизма входят: неподвижное
звено (стойка), ведущие з*енья, т. е. звенья,
законы движения которых заданы, и ведомые
звенья, т. е. звенья, законы движения которых
зависят от законов движения ведущих звеньев.
Если ведущими являются звенья или звено,
соединённые в кинематические пары со стой-
стойкой, то такие звенья называют кривошипами.
В подавляющем большинстве существующих
механизмов ведущими являются именно такие
звенья.
Образование механизмов может быть пред-
представлено как последовательное присоединение
ряда кинематических цепей, обладающих опре-
определённой степенью подвижности. Первая из
таких цепей присоединяется к кривошипам и
стойке или к одним кривошипам. Последую-
Последующие цепи могут быть присоединены или к
звеньям уже присоединённой цепи, или же к
звеньям присоединённой цепи и к стойке, или,
наконец, к кривошипам и стойке и т. д. Таким
последовательным наслоением кинематических
цепей могут быть получены механизмы любой
сложности.
Группа и её структурная формула. Груп-
Группой называется кинематическая цепь, кото-
которая после её присоединения крайними эле-
элементами пар к стойке будет обладать ну-
нулевой степенью подвижности. Всякая группа
удовлетворяет условию
IF-О
или [см. уравнение A5)]
Зп — 2р5— Pi-0.
A7)
A8)
Уравнение A8) представляет собой струк-
структурную формулу группы механизма, третьего
семейства. Образование механизмов можно
представить как последовательное присоеди-
присоединение групп. Первая группа присоединяется
к кривошипам и стойке. Вторая группа—или к
звеньям первой, или частично к звеньям пер-
первой и к кривошипам, или к стойке и т. д.
Кривошип и стойка, т. е. пара V класса,
называется механизмом
I класса (фиг. 37—двухзвен-
ный механизм).
Так как кинематические
пары IV класса могут быть
заменены кинематическими
цепями, образованными низ-
низшими парами V класса, то при
рассмотрении вопросов клас-
классификации плоских механиз-
механизмов можно ограничиться рас-
рассмотрением механизмов, образованных только
низшими парами V класса.
Если в группу входят только одни низшие
пары V класса, то её уравнение будет иметь
следующий вид:
откуда
Зп - 2р5 = О,
3
Рь "
п,
A9)
B0)
т. е. число низших пар V класса, входящих в
группу, должно равняться 3/2 числа, входящих
в неё звеньев.
Так как числа звеньев и пар могут быть
только целыми, то, очевидно, условию B0)
могут удовлетворять только следующие соче-
сочетания чисел звеньев'и пар, входящих в группу:
п — 2, 4, 6, 8 и т. д.,
ръ - 3, 6, 9, 12 и т. д.
Группы II класса. Простейшее сочетание
чисел звеньев и пар, когда п = 2 и рь = 3,
может образовать группы только одного един-
единственного вида (фиг. 38). Эта группа может
быть присоединена к двум любим, но разным
звеньям механизма элементами пар В и D.
На фиг. 39 эта группа присоединена эле-
элементом В к кривошипу, а элементом D — к
стойке.
Группа, имеющая два звена и три пары
V класса, называется группой II класса вто-
второго порядки или двухповодковой группой
ГЛ. I]
СТРУКТУРА И КЛАССИФИКАЦИЯ МЕХАНИЗМОВ
(диадой), так как присоединение этой группы
к основному механизму происходит двумя
элементами В и О двух поводков ВС и DC.
Порядок группы определяется количеством
элементов пар, кото-
которыми группа присоеди-
Фиг. 38,
Стоика
Фиг. 39.
няется к основному механизму. Механизмы,
в состав которых будут входить, группы не
выше групп II класса второго порядка, назы-
называются механизмами II класса второго по-
порядка.
Группа, изображённая на фиг. 38, содержит
два звена и три вращательные пары. Заменяя
вращательные пары группы поступательными
парами, получают различные модификации
этой группы.
Группы Ш класса. Следующее возможное
сочетание чисел звеньев и кинематических
иар, образующих группу, будет п=4 и /?5=6.
Для этого сочетания
могут быть получены
два типа кинематиче-
кинематических цепей, струк-
структурные принципы об-
образования которых
различны.
Первая цепь, пока-
показанная на фиг. 40,
состоит из звена
EFG, от которого отходят три поводка:
BE, CG и DF. Эта цепь носит название
группы III класса третьего порядка. Отли-
Отличительной особенностью этой группы является
наличие в ней звена EFG, входящего в три
кинематические пары и образующего некото-
некоторый жёсткий треугольный замкнутый контур,
образованный как бы тремя звеньями EF, FG
и GE, входящими в три кинематические пары.
Звено EFG называется базисным звеном.
К основному механизму группа присоединяется
элементами пар В, С и D (фиг. 41). На фиг. 41
D
Фиг. 40.
Стопка
^Стойко
Фиг. 41.
элементом В она присоединена к кривошипу,
а элементами С и D — к стойке. Механизмы, в
состав которых входят группы не выше групп
III класса третьего порядка, называются меха-
механизмами III класса третьего порядка.
Образование групп III класса можно пред-
представить как процесс последовательного разви-
развития поводков начального контура. Пусть
имеется начальный контур EFG (фиг. 42);
в точках ?, F и G к этому контуру присоеди-
присоединяется по поводку: BE, CG и DF, тогда мы
получаем ранее рассмотренную (фиг. 40)
группу III класса третьего порядка.
Каждый поводок представляет собой звено,
входящее в две кинематические пары (фиг. 43).
Степень подвижности этого звена W равная
W =.— 1, так как
W-Зп-2р5-3. 1—2-2 - —1.
Фиг. 43.
Таким образом его структурное уравнение-
будет
W - Зп - 2/75 1
Зл + 1
Ръ о
B1).
Уравнению B1) удовлетворяют не только
цепи, состоящие из одного звена, входящего-
в две кинематические пары, но и цепи, со-
состоящие из трёх звеньев и пяти пар (фиг. 44),
Фиг. 44.
Фиг. 45.
или цепи, состоящие из пяти звеньев и восьми
пар (фиг. 45), и т. д.
Замена поводка DF в цепи, показанной
на фиг. 40, цепью вида, показанного на фиг. 44,
даёт группу, показанную на фиг. 46, где заме-
Фиг. 47.
няющая цепь показана пунктиром. Замена по-
поводка DF (фиг. 40) цепью вида, указанного
на фиг. 45, даёт группу, показанную на фиг. 47,
и т. д.
10
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД.
Группа, показанная на фиг. 46, будет груп-
ттой III класса четвёртого порядка, группа, по-
показанная на фиг. 47, — группой III класса пя-
пятого порядка и т. д.
Если все три поводка группы, показанной
на фиг. 40 (поводки BE, CG и DF), заменены
цепями вида, показанного на фиг. 44, то мы
Фиг. 49.
получаем группу, показанную на фиг. 48,
являющуюся группой III класса шестого по-
порядка, и т. д.
Группы IV класса. Вторая возможная цепь
из четырёх звеньев и шести низших пар пока-
показана на фиг. 49. В этой цепи звенья образуют
замкнутую кинема-
кинематическую цепь, у ко-
которой присоединение
^0 происходит не элемен-
элементами поводков, а сво-
свободными элементами
пар В и С. В отли-
отличие от только что рас-
рассмотренной группы
данная группа, кроме двух базисных звеньев
BCD и EGF, образующих два жёстких замкну-
замкнутых контура, имеет один нежёсткий замкнутый
контур CEFD.
Группы, в состав которых входят замкнутые
контуры, образованные четырьмя кинематиче-
кинематическими парами, относятся к группам IV класса.
Поэтому группа, показанная на фиг. 49, будет
группой IV класса и притом второго порядка,
так как присоединение этой группы происхо-
происходит двумя элементами пар В и G. Так, на
«фиг. 50 эта группа элементом В присоединена
Так, в группе II класса, показанной на
фиг. 38, имеются два замкнутых контура ВСВ
и CDC; каждый из них образован двумя ки-
кинематическими парами: первый — парами В
и С, а второй — парами С и D.
В группу III класса, показанную на фиг. 42,
кроме замкнутых контуров BE, CG и DF,
образованных двумя кинематическими парами,
входит также и контур EGF, образованный
тремя кинематическими парами.
В группу IV класса, показанную на фиг., 49,
наряду с другими замкнутыми контурами вхо-
входит подвижный контур, образованный че-
четырьмя кинематическими парами С, D, Е и F.
Рассматривая различные сочетания звеньев
и кинематических пар, удовлетворяющих усло-
условию B0), мы можем получить гурппы более
высоких классов. Группами V класса будут те,
в состав которых будут входить контуры, об-
образованные пятью кинематическими парами,
группами VI класса — группы, имеющие кон-
контуры, образованные шестью кинематическими
парами, и т. д.
Класс и порядок механизма. Класс и
порядок механизма определяются классом и
порядком групп, входящих в состав механизма.
Если в состав механизма входит несколько
групп различных классов и различных поряд-
порядков, то класс механизма определяется по той
группе, которая имеет наивысший класс, а по-
порядок механизма — по той группе наивысшего
класса, которая имеет наивысший порядок.
Например, если механизм образован присоеди-
присоединением к кривошипу АВ (фиг. 51) двух групп:
а) группы BCDEFG—III класса третьего по-
порядка и б) группы HK.LMNO — IV класса вто-
второго порядка, то этот механизм должен быть
отнесён при кривошипе АВ к механизмам IV
класса второго порядка.
При определении класса и порядка меха
низма всегда необходимо указывать, какие из
звеньев, входящих в кинематическую пару со
стойкой, являются кривошипами, так как в за-
зависимости от выбора кривошипа могут изме-
изменяться класс и порядок механизма. Так, на-
например, механизм, показанный на фиг. 51, при
кривошипе — звене /ИЛ/О — будет механизмом
III класса третьего порядка как образованный
тремя группами: двумя группами II класса
•Стойко
Стойка'
Фиг. 50.
к кривошипу, а элементом G — к стойке. Ме-
Механизмы, в состав которых входят группы не
выше IV класса второго порядка, называются
механизмами IV класса второго порядка.
Группы высших классов. Класс группы
определяется числом кинематических пар,
образующих замкнутые контуры, входящие
•в рассматриваемую группу.
Фиг. 51.
второго порядка: ABC и EDF и одной груп-
группой III класса третьего порядка GHKMLN.
Если в механизме, показанном на фиг. 41,
за кривошип принять не звено АВ, а звено FD,
то механизм будет механизмом II класса вто-
второго порядка, как образованный двумя груп-
группами II класса второго порядка (группа CGF
и группа ABE).
ГЛ. 1]
КИНЕМАТИКА МЕХАНИЗМОВ
11
Пример. На фиг. 52, а показан двигатель „Дизель-По-
„Дизель-Поляр". Требуется определить класс и порядок механизма
этого двигателя. Кривошип 1 входит во вращательную
пару V класса со стойкой 8. Далее шатун 2 входит во
8
Фиг. 52.
вращательную пару V класса с кривошипом 1 и во вра-
вращательную пару V класса с поршнем 3. Поршень 3 входит
в поступательную пару V класса с цилиндром, жёстко
скреплённым со стойкой 8. С шатуном 2 во вращательную
пару V класса входит звено 4, в свою очередь входящее
во вращательную пару V класса со звеном 5. Звено 5
входит во вращательную пару V класса со стойкой 8
и во вращательную пару V класса с шатуном 6 компрес-
компрессора. Шатун 6 входит во вращательную пару V класса
с поршнем 7 компрессора, который в свою очередь
входит в поступательную пару V класса с цилиндром,
жёстко скреплённым со стойкой 8. Таким образом ме-
механизм состоит из семи подвижных звеньев, восьми вра-
вращательных пар V класса и двух поступательных пар
V класса. Так как в механизме отсутствуют пассивные
условия связи и лишние степени свободы, то степень
подвижности механизма определится по формуле
W = Зл - 2р5 — р, = 3 • 7 — 2 • 10 = 1,
т. е. механизм обладает одной степенью подвижности
и, следовательно, должен иметь одно ведущее звено.
Для определения класса и порядка механизма и ис-
исследования его движения составляется кинематическая
схема механизма (фиг. 52, б). Если за ведущее звено
(кривошип) принять звено АВ, то механизм должен быть
отнесён к механизмам II класса второго порядка, так как
в его состав входят три группы II класса второго поряд-
порядка. Первая группа образована звеньями 2 и 3, входящими
в две вращательные пары (/, 2) и B, 3) и одну поступа-
поступательную пару C, 8). Вторая группа образована звеньями
D и 5), входящими в три вращательные пары B, 4), D, 5)
и E, 8). Третья группа образована звеньями 6 и 7, вхо-
входящими в две вращательные пары E, 6) и (б, 7) и одну
поступательную пару G, 8). При ведущем звене 7 меха-
механизм должен быть отнесён к механизмам III класса
третьего порядка, так как в его состав входит группа
ABCDE II) класса третьего порядка, образованная
звеньями 1, 2, 3 и 4. При ведущем звене 3 механизм бу-
будет механизмом il класса второго порядка, так как в
этом случае в его состав будут входить три группы
II класса второго порядка (группы ABC, DEF и ОН).
КИНЕМАТИКА МЕХАНИЗМОВ
МЕХАНИЗМЫ С НИЗШИМИ ПАРАМИ
Построение положений механизмов
II класса. Порядок решения задачи о поло-
положениях механизмов совпадает с порядком при-
присоединения групп. Так, если задано положе-
положение кривошипа АВ (фиг. 53), то положение
Фиг. 53.
группы DE не может быть определено до тех
пор, пока не будет известно положение точки D,
т. е. положение звена FCD, принадлежащего
группе BCF. Таким образом, если задано по-
положение кривошипа АВ, то сначала находят
Фиг. 54.
положение звеньев группы BCF, после чего
уже определяют положение группы DE. Так
как размеры звеньев известны, то наносят на
чертеже положение неподвижных точек А и F
и неподвижной направляющей х — х (фиг. 54).
Далее радиусом, равным длине звена АВ, про-
проводят окружность а, представляющую собой
геометрическое место точек В. На этой ок-
окружности наносят ряд положений Во, Вь
В2,... точки В, для которых требуется опре-
определить положения всех звеньев механизма.
Если кривошип будет занимать положение
АВ0, то у присоединяемой группы BCF будут
известны положения крайних шарниров Во
и F. Для определения положения оси проме-
промежуточной пары — шарнира С — как бы разъ-
разъединяют шарнир в точке С и рассматривают
движение звеньев В$С и FC в отдельности
как вращение около точек Во и F. Тогда пер-
первым геометрическим местом точки С будет
окружность р радиуса В0С, а вторым геоме-
геометрическим местом — окружность ^ радиуса FC.
Точка пересечения окружностей М]и опре-
определит положение точки С. Положение звена CF
определит положение оси шарнира D. Таким
образом у второй группы DE будут известны
положения оси шарнира D и направляющей
х — х. Положение оси шарнира Е может быть
определено, если из точки D провести окруж-
окружность о. Точка Е пересечения этой окружности
с прямой х — хи определит положение точки Е.
Таким образом задача о нахождении поло-
положений звеньев механизма II класса сводится
к последовательному нахождению положений
звеньев, присоединяемых групп II класса,
у которых всегда известными будут положе-
положения крайних элементов кинематических пар.
Как это видно из рассмотренного примера,
эта задача решается путём построения про-
простейших геометрических мест и нахождения
их точек пересечения. Если в состав присо-
присоединяемой группы входят только вращатель-
вращательные пары, то геометрическими местами, пере-
пересечение которых должно быть найдено," будут
12
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД.
окружности. Если в состав группы входят
также и поступательные пары, то, кроме
окружностей, будут получены в качестве гео-
геометрических мест и прямые.
Построение положений механизмов
III класса. При решении задачи о положениях
механизмов III класса можно также пользо-
пользоваться методом геометрических мест. В от-
отличие от механизмов II класса у механизмов
III класса этими геометрическими местами
могут быть не только окружности или прямые,
но и некоторые кривые более высоких поряд-
порядков. Если, например, дана группа III класса
BCDEFG (фиг. 55, а) и заданы положения
торию X—X. В случае более сложной груп-
группы надо иметь несколько шаблонов по числу
базисных звеньев.
Построение траекторий. Если Найдены
положения звеньев механизма для достаточно
большого количества заданных положений
кривошипа, то нетрудно построить траектории,
описываемые отдельными точками механизма.
Пусть требуется построить траекторию точки Е
механизма шарнирного четырёхзвенника (ша-
(шатунную кривую) (фиг. 56). Для этого разби-
разбивают траекторию точки В на ряд равных ча-
частей, например на 12 частей, и находят соот-
соответствующие положения точки С звена CD.
Соединив в каждом положении точки В и С,
находят на звене ВС положение точки Е.
Соединив последовательные положения точки Е
плавной кривой, получают траекторию точки Е
(шатунную кривую).
Траектории отдельных точек механизмов
весьма разнообразны. На фиг. 56 показаны
траектории, описываемые различными точками
шатуна ВС четырёхзвенного шарнирного ме-
механизма ABCD. Траектории отдельных точек
Фиг. 55.
точек В, Е и G, то, так же как и для меха-
механизмов II класса, как бы разъединяют один из
шарниров, например шарнир в точке F, тогда
кинематические цепи BCDEF и GF как бы
превращаются в самостоятельные механизмы
BCDE и GF со степенями подвижности, равными
единице. Кинематическая цепь BCDEF будет
механизмом II класса, а цепь GF— механиз-
механизмом I класса. Траектория X—X точки F меха-
механизма BCDEF (фиг. 55,6) будет так называемая
шатунная кривая шарнирного четырёхзвенни-
четырёхзвенника (т. е. кривая, описываемая точкой шатуна).
Находим далее траекторию fj — ч\ точки F кри-
кривошипа GF. Это будет дуга окружности ра-
радиуса GF. Таким образом, геометрическими
местами возможных точек F будут кривая X—X
и дуга окружности ч\—ч\. Точки пересечения
F' и F" этих двух геометрических мест и дадут
истинное положение точки F. Так как шатун-
шатунные кривые являются кривыми высших поряд-
порядков, то в общем случае мы можем получить
ряд точек пересечения этих кривых с окруж-
окружностью. Очевидно, что для выбора среди этих
точек истинной надо пользоваться условием
последовательности положений точки F. Опре-
Определив истинное положение точки F, можно
построить истинные положения всех осталь-
остальных точек механизма.
Метод шаблонов. Так как получение ша-
шатунных кривых по точкам требует кропотли-
кропотливых построений, то для решения задач о на-
нахождении положений групп высших классов
можно применять так называемые шаблоны.
Для этого вырезается фигура, представляющая
собой одно из базисных звеньев. Установив эту
фигуру двумя точками на заданных траек-
траекториях, перемещают по ним эти точки. Кривая,
описываемая третьей точкой, и будет истин-
истинной траекторией этой точки. Так, например,
для определения траектории К — X, описывае-
описываемой точкой F звена CD (фиг. 55, б), изгото-
изготовляется треугольный шаблон этого звена. Точ-
Точками С и D этот треугольный шаблон переме-
перемещается по дугам, описываемым точками С и D.
Точка F при этом описывает требуемую траек-
Фиг. 56.
звеньев механизмов в настоящее время ши-
широко используются в технике в различных
машинах и устройствах.
Шатунные кривые. В общем виде урав-
уравнение шатунных кривых четырёхзвенных ме-
механизмов имеет следующий вид:
цг _|_ V2 ¦= W*. B2)
Для механизма шарнирного четырёхзвенника
(фиг. 57) величины U, V и W соответственно
равны
U- a [(x — k) cos у +у sin 7] (х* + у2 + № — гЦ —
— Ьх[{х-'"
ГЛ. 1)
КИНЕМАТИКА МЕХАНИЗМОВ
13
V-a [(х — k)s\nt—y cos f ] (х2+у* + V- — rs) +
+ by [(a- — &J +y2 + <# — /?2];
IP- 2я& sin 7 [x (x — A) +_y2 — ky ctg f].
Таким образом уравнение шатунной кри-
кривой шарнирного четырёхзвенника будет урав-
уравнением шестой степени.
Фиг. 57.
Для кривошипно-шатунного механизма
(фиг. 58) величины U, V и W уравнения B2)
будут соответственно равны
[/=• а (х3 +j/2 + Ь2 — г2) sin 7 + 2&у (х — е);
V-a(x2+y2 + b2 — r2) cos f + 2&дг(е-гх);
W^2ab (x sin f+y cos у).
Таким образом уравнение шатунрой кри-
кривой кривошипно-шатунного механизма будет
уравнением четвёртого порядка.
У
Фиг. 58.
Для кулисного механизма (фиг. 59) вели-
величины U, У и W уравнения B2) будут соот-
соответственно равны
?/=(& — х) (х2 +у2 + Ь2 — г2) + 2b(e + b sin a) х
х (х sin a — у cos а);
V-y (х* + у* + Ьг — г2) — 2Ь (е + b sin а)' х
X (х cos a+y sin а);
IP- 2b COS а [А" (х — k) +у* + ky tg а].
М
Фиг. 59.
Таким образом уравнение шатунной кри-
кривой кулисного механизма будет уравнением
шестого порядка.
Для механизма с двумя поступательными
парами, показанного на фиг. 60, уравнение ша-
шатунной кривой — траектории точки М — будет
уравнением эллипса.
Для механизма с двумя поступательными
парами, показанного на фиг. 61, уравнение
Фиг. 60.
Фиг. 6К
шатунной кривой будет уравнением улитки
Паскаля.
Основные уравнения скоростей и уско-
ускорений. Если звенья 1 и 2 фиг. 62 входят во
вращательную пару В, то скорости \в и vc
точек В и С связаны уравнением
B3)
6
от точки В до точки С
В этом уравнении \в — скорость точки В
звена 2 и \св — скорость в движении точки С
около точки В, на-
направленная перпен-
перпендикулярно к оси зве-
звена ВС и равная
а* *к\ J PTTf*
VГ*D *"••"' ***^/? -*^ R^i Л*ч^
(осв __ угловая ско- Фиг- 62-
рость звена ВС, а
L5C — расстояние
в натуре.
Соответственно ускорение ас точки С бу-
будет связано с ускорением ав точки В уравне-
уравнением
ас = а5 + асв + аСй" (^)
В этом уравнении а?в — нормальное уско-
ускорение в движении точки С около точки В,
направленное параллельно оси звена ВС и
равное по величине 'flea -
L
ВС
асв — тангенциальное ускорение в движении
точки С около точки В, направленное перпен-
перпендикулярно к оси звена ВС и равное по вели-
величине асв "° гвс^ во где
бвс — угловое ускорение
звена ВС.
Если звенья 1 и 2
(фиг. 63) входят в посту-
поступательную пару В, то ско-
скорость точки Сч, принадле-
принадлежащей звену 2, связана со
скоростью точки Cj, при-
принадлежащей направляющей
х—х, уравнением
vr -= vr +vrr. B5)
Фиг. 63.
В этом уравнении vc — скорость точки
Сх звена 1 (направляющей х —х), совпадаю-
14
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
щей в рассматриваемом положении с точ-
точкой С2 звена 2, vc c — скорость в движении
звена 2 относительно звена Л направленная
параллельно оси х — х направляющей.
Соответственно ускорение ас точки С2
будет связано с ускорением ас точки Сх урав-
уравнением
B6)
Векторное уравнение для определения скоро-
скоростей имеет следующий вид:
В этом уравнении а^ — ускорение точки С\,
а? с — ускорение Кориолиса, направленное
под углом 90° к направляющей х — х и рав-
равное по величине акс с - 2a>j vc c , где «Oj—угло-
«Oj—угловая скорость звена Z и ас с — ускорение в
относительном движении звена 2 относительно
звена /, направленное
параллельно оси х — х
направляющей.
Для определения на-
направления ускорения
Кориолиса а? с необхо-
необходимо вектор относи-
относительной скорости vCCi
повернуть на угол
в 90° в сторону вра-
Фиг. 64. щения, обусловленного
угловой скоростью ш1
(фиг. 64). Направление
повёрнутого таким образом вектора vc c и
определит истинное направление вектора а* с
ускорения Кориолиса. 2 '
Уравнения скоростей и ускорений групп
II класса. Так как механизмы II класса об-
образованы последовательным присоединением
групп II класса, то общее решение задачи
о скоростях и ускорениях этих механизмов
распадается на частные решения этой задачи
для каждой группы в отдельности. Вследствие
того, что каждая группа присоединяется
к звеньям основного механизма, скорость и
ускорения которых известны, искомые скоро-
скорости и ускорения звеньев группы могут быть
выражены с помощью уравнений вида B3)
B6) через скорости и ускорения звеньев
основного механизма. Решением получаемой
системы уравнений полностью определяются
искомые скорости и ускорения звеньев групп.
Планы скоростей групп II класса. Реше-
Решение уравнений скоростей групп II класса обычно
производится графически — построением так
называемого плана скоростей. На плане ско^
ростей все заданные и искомые векторы пол-
полных скоростей изображаются в виде некото-
некоторых отрезков, отложенных из одной точки —
начала плана. Все отрезки, определяющие
скорости, строятся в определённом масштабе,
общем для всех скоростей. Покажем построе-
построение плана скоростей для группы, показанной
на фиг. 65.
В состав группы входят три вращательные
пары В, С и D и два звена ВС и DC. Изве-
Известными будут векторы скоростей vB и vp
крайних точек В и D группы. Требуется
определить вектор v^ скорости точки С и
угловые скорости <в2 и ш3 звеньев ВС и CD:
В этом уравнений известны по величине и
направлению векторы полных скоростей vfi и
'О'
fCB
Векторы же относительных скоростей
и v известны только по направлению.
Вектор vCB относительной скорости в движе-
движении точки С около точки В будет направлен
перпендикулярно к звену ВС, а вектор \qd
относительной скорости в движении точки С
около точки D будет направлен перпендику-
перпендикулярно к звену DC. Таким образом в уравне-
уравнении B7) неизвестными будут только величины
векторов относительных скоростей \св и vCDi
которые и подлежат определению из плана ско-
скоростей. От произвольной точки/? (фиг. 65, б) —
начала плана скоростей — откладывают отрезки
(pb) и (pd), представляющие собой векторы
полных скоростей vB и vD точек В и D
в выбранном масштабе \xv. При выборе вели-
величины масштаба \>.v руководствуются удобством
вычислений и построений векторов скоростей.
Чтобы определить истинные величины пол-
полных скоростей точек В и D, необходимо
отрезки (pb) и (pd), взятые в миллиметрах,
умножить * на масштаб \lv, показывающий,
сколько м/сек соответствует 1 мм отложен-
отложенного отрезка. Таким образом
vв - V-v (Рь) и vD - \Ч> (Pd)-
Отложив отрезки (pb) и (pd) в соответ-
соответствии с векторным уравнением B7), проведём
через точки bud направления векторов
относительных скоростей \св и vCfl, перпен-
перпендикулярных соответственно к звеньям ВС и
DC (фиг. 65, б). Точка с пересечения этих на-
направлений определит конец вектора v^ полной
скорости точки С. Скорость vq на плане ско-
скоростей изобразится отрезком (рс), соединяю-
соединяющим точку р с полученной точкой с. Величина
этой скорости будет равна
Отрезки (be) и (dc) представляют собой
относительные скорости vC5 и v_D в том же
масштабе, т. е.
vcb ~ 1Ч> (Ьс) и vcd = lxv (dc).
Треугольники pbc и pdc представляют со-
собой планы скоростей звеньез ВС и DC, а фи-
фигура pbcdp будет планом скоростей группы
BCD. Для удобства графического построения
скорости всех точек группы иногда повёр-
ГЛ.1)
КИНЕМАТИКА МЕХАНИЗМОВ
тывают в одну и ту же сторону на угол в 90°
(фиг. 66). Тогда векторы относительных ско-
скоростей vCB и vr будут параллельны звеньям
ВС и DC. Такой план скоростей называется
повёрнутым планом ско-
скоростей.
Пользуясь планом ско-
скоростей, можно найти угло-
угловые скорости оJ и <о3
звеньев ВС и DC. Величи-
Величины этих скоростей опре-
определятся из уравнений
'ев
Фиг. 66.
/;
¦вс
DC
B8)
где LBC и L —длины звеньев ВС и DC
в натуре.
Если группа BCD построена на схеме
в некотором произвольно выбранном масштабе
$1, показывающем, сколько метров натуры
соответствует 1 мм отрезка на схеме, то
BC
H(BC) и LCD-H(CD),
где LBC и Z-c — расстояния соответственно
между точками В и С и точками С и D в 'на-
'натуре, а {ВС) и (DC) — отрезки на схеме. Под-
Подставляя в уравнения B8) значения скоростей
VCB и vcdj выРаженные в масштабе \j.v через
соответствующие отрезки плана скоростей,
и длины звеньев ВС и DC, выраженные в мас-
масштабе \ц, получаем
(bc)
к- И o>3 =
(ВС)
Отношение масштабов
Н
И
имеет размер-
ность сек *• Направления угловых скоростей
ш2 и ш3 определяются следующим образом.
Прикладываем векторы \св и vrD в точке С.
Тогда вращение звена ВС будет происходить
в направлении, совпадающем с направлением
вращения часовой стрелки, а вращение звена
DC будет происходить в направлении, обрат-
обратном направлению вращения часовой стрелки
(фиг. 65, а).
Для определения скорости какой-либо точ-
точки Е, лежащей на оси звена ВС (фиг. 65, а),
можем составить векторное уравнение
B9)
Согласно этому уравнению от точки Ъ
плана скоростей проводим направление век-
вектора \ЕВ относительной скорости точки Е
около точки В. Так как относительные скоро-
скорости любых точек, лежащих на оси звена ВС,
будут перпендикулярны к звену ВС, то оче-
очевидно, что вектор скорости \ЕВ совпадает
с вектором скорости vC5, т. е. отрезок (be)
плана скоростей, определяющий скорость vEB,
совпадает по направлению с отрезком (be)'
Величины отрезков, определяющих скорости
VCB и уяв» соответственно равны
VqB — о>2 L Bq = о>2 \^i (ВС) C0)'
и
VEB = 0J 1ВЯ - «>2 jxz (B?), C1>
а отношение этих скоростей
^* (BE)
JEB
(ВС) '
C2>
Из уравнения C2) следует, что скорости
точек Е и С относительно точки В прямо
пропорциональны расстояниям этих точек до
точки В на схеме. Подставляя вместо скоро-
скоростей соответствующие отрезки из плана ско-
скоростей, получаем
(BE)
Vv(bc) (ВС)
откуда
(be)-(be)
(BE)
(ВС)
C3>
Из этого уравнения следует, что для того,
чтобы получить отрезок на плане скоростей,
изображающий относительную скорость \ЕВ,
необходимо отрезок (be), изображающий на
плане скоростей относительную скорость vBQr
разделить в том же отношении, в каком
точка Е делит звено ВС на схеме (фиг. 65, а).
Отложив полученный отрезок (be) на плане
скоростей (фиг. 65, б) и соединив полученную-
точку е с началом плана р, получаем отрезок
(ре), изображающий в масштабе \>.v полную-
скорость \Е точки Е, т. е.
Для определения скорости произвольной
точки F, жёстко связанной со звеном DC
(фиг. 65, а), используют следующие вектор-
векторные уравнения:
откуда
C4>
Векторы уд и vc скоростей точек D и F
известны по величине и направлению, а век-
векторы скоростей \FD и \FC известны только
по направлению. Вектор скорости v^ пер-
перпендикулярен к отрезку FD на схеме, а век-
вектор скорости \рс перпендикулярен к отрезку
FC. Из точки d плана скоростей проводят
прямую, перпендикулярную к направлению
FD, а через точку с — прямую, перпендику-
перпендикулярную к направлению FC. Точка пересече-
пересечения / проведённых направлений (фиг. 65, б) и
определит конец вектора v^ полной скорости
точки F. Отрезок (pf) плана изображает ско-
скорость \р ,величина которой равна
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
Рассматривая треугольник cfd на плане
скоростей и треугольник CFD на звене,
можно видеть, что отрезки (с/), (fd) и (dc)
соответственно перпендикулярны к отрезкам
(CF), (FD) и (DC).
Таким образом треугольник cfd плана ско-
скоростей, изображающий относительные скоро-
скорости v^-c, v^ и vCZ), подобен треугольнику
CFD группы на её схеме и повёрнут отно-
относительно него на угол 90°. Это свойство по-
подобия фигуры относительных скоростей в плане
скоростей фигуре звена на схеме позволяет
определить скорости любых промежуточных
точек звена не из уравнений, а графически,
построением подобных фигур. Проверкой пра-
правильности графического построения подобных
фигур в плане является порядок букв на
схеме и на плане. Так, если порядок букв на
схеме при обходе контура фигуры звена по
часовой стрелке будет С, D и F, то
в плане скоростей этот порядок должен со-
сохраниться, т. е. буквы должны итти в том же
порядке — с, d и /.
,. Векторы всех полных скоростей точек
звеньев имеют своим началом точку р — на-
начало плана скоростей, а векторы всех относи-
относительных скоростей соединяют концы векторов
полных скоростей. При построении подобных
фигур в повёрнутых планах скоростей стороны
подобных фигур будут взаимно параллельны
{фиг. 65, а и 66).
Планы ускорений групп II класса. При
определении ускорений группы BCD, пока-
показанной на фиг. 67, а, будут известными
векторы ав и aD полных ускорений точек В
и D. Кроме того, план скоростей группы
предполагается построенным, и, следовательно,
¦можно считать известными скорости всех
Фиг. 67.
звеньев группы. Требуется определить вектор
ас ускорения точки С и угловые ускорения
ё2 и s3 звеньев ВС и CD, образующих группу
BCD.
Векторное уравнение для определения
ускорений имеет следующий вид:
lCB+aCB
, + а:
t
cd-
C5)
В уравнении C5) будут известны по вели-
величине и направлению ускорения ав и aD то-
точек В и D. Нормальные ускорения асв и a^D
в относительном движении могут быть также
•пределены. Величины этих ускорений будут
равны
2
скоростей, а длины звеньев Lbc и ^dc опре-
определятся по схеме. Подставляя соответствую-
соответствующие отрезки, взятые из плана скоростей, по-
построенного в масштабе pv, и со схемы — в
масштабе [ц, имеем
1св'
V-v {bcf
(DC)'
V-a(dn2),
C6)
где отрезки (dc) и (be) должны быть взяты из
плана скоростей, а (Аа есть масштаб плана
ускорений.
Ускорение ас# будет направ-лено от точки С
к точке В, т. е. будет параллельно звену ВС,
а ускорение anCD будет направлено от точки С
к точке D, т. е. будет параллельно звену CD.
Таким образом нормальные ускорения апсв и
anCD будут известны по величине и направле-
направлению. Векторы асв и a(CD будут известны
только по направлению. Первый будет напра-
направлен перпендикулярно к звену ВС, второй —
перпендикулярно к звену DC. Таким образом
в уравнении C5) неизвестными будут только
величины ускорений aCD и а^в, которые и мо-
могут быть определены следующим построе-
построением.
На плоскости в качестве начала плана
ускорений выбирают произвольную точку it
(фиг. 67, б) и откладывают от неё отрезки (ли)
и (¦xd), представляющие в выбранном мас-
масштабе fAa заданные полные ускорения точек В
и D, Далее, пользуясь уравнениями C6),
подсчитывают величины ускорений апсв и a"D,
и откладывают от точек b и d отрезки (Ьпг)
и (dn2), изображающие в масштабе [>-а эти
ускорения. Из полученных точек щ и л2 про-
проводят направления векторов тангенциальных
ускорений afCB и а*С?), перпендикулярные к
осям звеньев ВС и DC. Точка пересечения с
этих направлений и даст конец вектора ас
полного ускорения точки С. Величина уско-
ускорения точки С равна
ас = ца (пс).
Таким образом, если необходимо опреде-
определить истинную величину какого-либо ускоре-
ускорения, необходимо соответствующий отрезок
в миллиметрах, взятый из плана ускорений,
умножить на [Аа — масштаб ускорений.
Построенные фигуры пЬпхс и т.аще будут
планами ускорений звеньев ВС и DC, а вся
фигура Ttbn-^cn^dK будет планом ускорений
группы BCD.
Соединив точки bud плана с точкой с,
получаем векторы полных относительных
ускорений асв и аС?>< изображаемые на плане
ускорений соответственно отрезкам (cb) и (cd).
Величины этих векторов раины
где величины скоростей vcb. Vcd* «>2 и шв
могут быть определены по построенному плану
ГЛ. I]
КИНЕМАТИКА МЕХАНИЗМОВ
17
Величины угловых ускорений е2 и е3 звеньев
ВС и DC определятся из уравнений
«2"
асв
aCD
C7)
Подставляя в уравнения C7) соответству-
соответствующие отрезки, взятые из плана ускорений
и со схемы, имеем
Отношение масштабов —-р.. есть мас-
Н
штаб угловых ускорений и имеет размерность
сек . Направления угловых ускорений могут
быть определены следующим образом. Пере-
Переносят векторы а.св и а(со в точку С
(фиг. 67, а). Тогда направление е2 углового
ускорения звена ВС будет совпадать с напра-
направлением вращения часовой стрелки, а напра-
направление ускорения s3 будет прямо противопо-
противоположным.
Для определения ускорения аЕ произволь-
произвольной точки Е, лежащей на оси звена ВС
(фиг. 67, а), используют уравнение
аЕ = ав + аЕв- C8)
Согласно уравнению C8) необходимо от
течки Ь плана ускорений провести направле
ние относительного ускорения аЕв.
Так как относительное движение звена ВС
около точки В есть движение вращательное,
то очевидно, что относительные ускорения
всех точек звена ВС будут образовывать с
радиусами-векторами, выходящими из точки Д
постоянный угол |х, равный
tg*--V C9)
Таким образом направление вектора а.ЕВ
должно совпадать на плане ускорений с на-
направлением вектора асв, т. е. с направлением
отрезка (be) (фиг. 67, б), величина же отрезка,
изображающего в плане ускорений относи-
относительное ускорение аЕВ, определится из условия
D0)
Подставляя в уравнение D0) соответствую-
соответствующие отрезки плана ускорений и схемы, имеем
[be) к (ЕВ)
" * = п(СВ)'
откуда
(be)-(be)
(ЕВ)
(СВ)
D1)
Из уравнения D1) следует, что для того,
чтобы определить отрезок плана ускорений,
изображающий относительное ускорение аЕВ,
необходимо отрезок плана, изображающий от-
относительное ускорение асв> разделить в том
же отношении, в каком точка Е делит звено
ВС на схеме. Отложив полученный отрезок
(be) в плане и соединив точку е с точкой тс,
получим отрезок (ъё), изображающий в мас-
масштабе (да полное ускорение точки Е, т. е.
Для определения ускорения произвольной
точки F, жёстко связанной со звеном DC
(фиг. 67, а), можно также воспользоваться вы-
вышеизложенным правилом подобия. Для этого
строят на отрезке плана ускорений треуголь-
треугольник cdf, подобный треугольнику CDF на схеме,
но повёрнутый относительно него на угол м.,
определяемый по уравнению C9). Так как все
стороны треугольника cdf повёрнуты относи-
относительно треугольника CDF на постоянный
угол (х, то построение подобного треугольника
в плане ускорений удобно вести, замеряя углы
между соседними сторонами DC, DF и CD, CF.
При обходе контура cdf в каком-либо напра-
направлении порядок букв должен совпадать с по-
порядком букв контура CDF.
Аналогично векторам полных скоростей
векторы полных ускорений всех точек звеньев
имеют своим началом точку к — начало плана
ускорений, а векторы всех относительных
ускорений соединяют концы векторов полных
ускорений.
Пр.имер. На фиг. 68, а показан шестизвенный кулис-
кулисный механизм II класса, требуется построить планы
скоростей и ускорений звеньев механизма, если криво-
кривоФиг. 68.
шип АВ вращается с заданной постоянной угловой ско-
скоростью О).
Для построения плана скоростей от произвольной
точки р (фиг. 68, б) откладываем в масштабе y.v отрезки
(pb) и (ре), представляющие собой скорости vg и vE
точек В и Е. Эти скорости будут равны
vB =
vE =
(АВ) = v-v{pb)
(АЕ) - \Lv(pe),
где \x-i — масштаб длин механизма. Если отрезки (j)b)
и (ре) выбрать так, чтобы (pb) = (АВ) и (ре) — (АЕ), то
масштаб y.v скоростей будет равен
Отрезки (pb) и (ре) откладываем в направлении, пер-
перпендикулярном к оси кривошипа АВ. Далее через
точку Ь проводим направление скорости \qB, перпенди-
перпендикулярное к звену ВС, а через точку сх(р)— направление
скорости vqCx> параллельное направляющей х — л.
18
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
Точка с пересечения двух проведённых направлений даст
конец вектора скорости \q точки С. Величина скорости
V? будет равна
Так как скорости
равны нулю, то точки а
и d совпадут с началом р плана скоростей. Далее через
точку е проводим направление скорости Vpp , парал-
параллельное направляющей у — у, а через точку d(p) — на-
направление скорости vE D' пеРпенДикУляРное к этой
направляющей. Точка ву пересечения двух проведённых
направлений даст конец вектора скорости vg точки Е .
Величина скорости v^? будет равна
vE
еу).
Для построения плана ускорений от произвольной
точки те (фиг. 68, «) откладываем в масштабе \х.а отрезки
(кЬ) и (ке), представляющие собой ускорения &q и a.g
Величины этих ускорений будут равны
аВ =• ш2 LAB - ">'
аЕ = а>* LAE -
(АЕ)
Выбирая отрезки (nb) и (яе) соответственно равными
отрезкам (АВ) и {АЕ), получаем масштаб \ьа ускорений,
равный
Так как (о — угловая скорость кривошипа АВ посто-
постоянна, то полные ускорения а^ и а^г точек В и Е имеют
только нормальные составляющие. Поэтому отрезки (nb)
и (пе) откладываем в направлении, совпадающем с осью
кривошипа АВ. Первый отрезок направлен от точки В
к точке А, а второй отрезок — от точки Е к точке А.
Далее через точку Ь проводим направление относи-
относительного ускорения а^й' параллельного звену ВС, и
откладываем на нём в направлении от точки С к точке В
отрезок {brii), изображающий на плане ускорений ускоре-
ускорение &?•?•
Величина отрезка (bnt) определяется по формуле
гп -СВ rv •,--, _ = , \ficY
СВ =* т. г„ = (хг (ВС) (ВС)
Так как по предыдущему
то, следовательно.
Через точку щ проводим направление ускорения
ai>g» перпендикулярное к звену ВС. Далее через точку
с (к) проводим направление ускорения b.qq , параллель-
параллельное направляющей х — х. Точка с пересечения двух про-
проведённых направлений даст конец вектора ускорения
а ? точки С.
Величина ускорения я.? будет равна
СС = Ра (rLC)-
Далее через точку е проводим направление ускоре-
ускорения &ff . перпендикулярное к направляющей у—у.
У ь
Величина ускорения
определится из уравнения
(у)
* у.1 (°Еу) v-aS™'-
Полученный отрезок (ke) откладываем на проведён-
проведённом направлении. Конец е вектора ускорения аре
V
будет направлен в точку е. Через точку k проводим на-
направление ускорения а^-? , параллельное направляю-
направляющей у — у. Далее из точки тс, параллельно направляю-
направляющей у—у, откладываем отрезок (пяа), изображающий
нормальное ускорение гЕ д, равное по величине
У
\" А, @О> , Су? , ,
„
V
Через полученную точку яа проводим направление
ускорения аР п, перпендикулярное к направляющей
У
у—У- Точка е пересечения направлений ускорений
ЛЕЕ к aFD 0ПРеДелит собой конец вектора полного
ускорения а п. ¦ Величина ускорения а„ будет равна
аЕу = *а (*еуУ
Уравнения и планы скоростей и ускоре
ний групп III класса. Определение скоро-
скоростей и ускорений механизмов III класса мо-
может быть сделано методом особых точек.
Разбор этого метода проведём на примере
определения скоростей и ускорений группы
III класса третьего порядка.
Пусть задана группа III класса третьего
порядка (фиг. 69, а) и заданы скорости и уско-
5)
Фиг. 69.
рения точек В, С п D её присоединения;
требуется определить скорости и ускорения
звеньев группы.
Продолжаем направление осей поводков
BE и CF до их пересечения в точке 5, при-
принадлежащей звену EGF. От произвольной
точки р плоскости откладываем в произволь-
произвольном масштабе \».v отрезки (pb), (рс) и (pd)
(фиг. 69, б), представляющие собой заданные
скорости точек Б, С и D. Скорость точки 5,
принадлежащей звену EGF, определится из
уравнений
+\SF - vc + vFC + vSF.
В уравнениях D2) над двумя последними
векторами стоит общая черта, так как эти
ГЛ. I)
КИНЕМАТИКА МЕХАНИЗМОВ
19
векторы перпендикулярны к общим направле-
направлениям SB и SC.
Согласно уравнениям D2) проводим через
точку b плана скоростей направление вектора
скорости vSB = vEB + vSE, перпендикулярное
к направлению SB, а через точку с плана —
направление вектора скорости Vsc = wFC + y/SF •
перпендикулярное к направлению SC. Точка 5
пересечения этих двух направлений и пред-
представит собой конец вектора скорости vs точ-
точки 5. Величина скорости этой точки будет
равна
Pv (Ps)-
Соединяем далее точку 5 с точкой G и со-
составляем для определения скорости vG точки G
следующие уравнения:
Vc i- V
GS>
D3)
Согласно уравнениям D3) проводим через
точки s n d плана скоростей направления ско-
скоростей vG5 и vGC, соответственно перпенди-
перпендикулярные к направлениям GS и GD. Точка g
пересечения этих двух направлений и даст
конец вектора vG скорости точки G. Вели-
Величина скорости vG будет равна
К©
С и D. Ускорение а5 особой точки S най-
найдётся из уравнений
хв
- ав + aSB
SF
+ а'с
D4)
Величины нормальных относительных у'ско-
рений определяются из уравнений
гЕВ
'ЕВ
-ЕВ
'FC
>SE
lSE
'SE
'FC
«SF
JSF
'SF
В уравнениях D4) суммы векторов нор-
нормальных относительных ускорений обозна-
обозначены через результирующие векторы anSB и
asc-
Так как направления векторов aFB и aCJ?
совпадают так же, как и направления векто-
векторов a"pQ и а^» то величины результирую-
результирующих векторов anSB и а$с будут соответствен-
соответственно равны
СКОРОСТЬ VG ТОЧКИ G, СКОРОСТЬ Хр
точки F, определяем из уравнений
4 sb
= VG + VFa И
VC + VFC.
Скорость точки E определится из условия
подобия треугольника egf в плане скоростей
(фиг. 69, б) и треугольника EGF на схеме
(фиг. 69, а) или же из уравнений
\EG И
\ЕВ
Точка 5 пересечения направлений двух
любых поводков называется особой точкой.
Особая точка может быть получена путём
пересечения направлений осей двух любых по-
поводков. Таким образом в группе III класса
с тремя поводками (третьего порядка) можно
получить три особые точки и, пользуясь лю-
любой из них, можно построить план скоростей.
Выбор той или иной из этих точек диктуется
удобством графических построений.
Необходимо иметь в виду, что точка 5
принадлежит базисному звену EGF, а не по-
поводкам БЕ и CF, на пересечении направлений
осей которых она находится. В том случае,
когда все эти направления осей поводков пере-
пересекаются в одной точке, особые точки совме-
совмещаются в одну, и группа приобретает допол-
дополнительную мгновенную подвижность.
Для определения ускорений строим план
ускорений, для чего выбираем на плоскости
произвольную точку 7г — начало плана уско-
ускорений (фиг. 69, в) и откладываем от неё от-
отрезки {т:Ь), (т.с) и (кй), изображающие в мас-
масштабе \>.а ускорения ав, ас и а^ точек В,
ЕВ
SE
- SF
Согласно уравнению D4) от точек Ь и с
плана ускорений откладываем отрезки (Ьп2)
и (crii), изображающие в масштабе \у.а уско-
ускорения а$в и а$с.
Далее через точки п2 и щ проводим на-
направления ускорений a^s и а^с , соответ-
соответственно перпендикулярные к направлениям BS
и CS. Точка 5 пересечения и даст конец век-
вектора as полного ускорения особой точки 5,
величина которого равна
as = ixa (-ks).
Ускорение a<j точки G найдётся из урав-
уравнений
aG = as + aGS + aGS
GD
От точек s и d плана ускорения отклады-
откладываем отрезки (dn^) и (sn3), представляющие
в масштабе \>-а ускорения aGD и aG5 . Далее
через точки л3 и щ проводим направления
тангенциальных ускорений aQS и aQD, перпен-
перпендикулярные к направлениям GD и GS. Точка g
пересечения и даст конец полного ускорения aG
20
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. Т
точки G. Зная ускорение точки G, легко опре-
определить ускорения остальных точек группы.
Так, например, ускорение точки Е найдётся из
уравнений
аЕ = aG + aEG + аЕО
Для построения повёрнутого плана скоростей по
методу особых точек находим особую точку S на пере-
пересечении осей поводков GD и ВС (фиг. 71, а). От точки
р — начала плана скоростей — откладываем скорость
точки В в виде отрезка (pb) в масштабе (j.^ (фиг. 71, о).
Далее находим скорость точки 5 из уравнений
аЕ °аВ + аЕВ + аЕВ •
На фиг. 69, в ускорения aEG, aEQ и aES ,
аЕВ показаны в виде отрезков (gn5), (пье) и
(Ьщ), (ще).
Ускорение точки г найдется из условия
подобия треугольника egf плана ускорений
(фиг. 69, в) и треугольника EFG на схеме
(фиг. 69, а) или же из уравнений
aF = aO + aFG + aFG
vc -
aF " аС + aFC + a
FC
Порядок определения особых точек для
тех групп III класса, в состав которых входят
также и поступательные пары, таков. Пусть,
например, дана группа с двумя поступатель-
поступательными парами Е и С (фиг. 70), у которой из-
известны скорости точек В н D я скорости всех
точек направляющей у—у. Для определения
особой точки Si звена EGF поступают сле-
следующим образом. Через точку В проводят
прямую, перпендикулярную к направляющей
х х. Далее через точку F проводят прямую,
перпендикулярную направляющей у—у. Точ-
Фиг. 70.
ка Si пересечения этих двух прямых и опре-
определит первую возможную особую точку зве-
звена EGF. Другая особая точка S2 может быть
найдена на пересечении прямой, перпенди-
перпендикулярной к направляющей х — х, с направле-
направлением оси поводка GD и, наконец, третья осо-
особая точка S3 может быть определена на пере-
пересечении прямой, перпендикулярной к напра-
направляющей,)'—у, с направлением оси поводка GD.
Определив особую точку ранее изложен-
изложенным методом, составляют все необходимые
уравнения и строят планы скоростей и уско-
ускорений.
Метод особых точек применим к группам
Ш класса любого порядка.
Пример. Требуется определить скорости и ускоре-
ускорения механизма грохота (фиг. 71, а), если кривошип АВ
вращается с заданной постоянной угловой скоростью ш.
Механизм грохота при ведущем звене — кривошипе
АВ — относится к механизмам ill класса третьего по-
порядка, так как в его состав входит группа BCDEFG
Ш класса третьего порядка.
VSD = "DO XSD '
VSD = VG * VDG
так как v^ = 0.
Построение плана скоростей показано на фиг. 71,
Фиг. 71.
Соединяем далее точку Е с точкой S (фиг. 71, а) и
для определения скорости точки Е составляем уравнения
VE - VS + VES
и
VE " V + VEF " VEF •
так как
v-°-
Определив скорость точки Е, определяем скорости и
всех остальных точек. Проверкой правильности построе-
построения может служить условие, чтобы все точки d, с и е
лежали на заданных направлениях и треугольник dee
(фиг. 11,6) был подобен треугольнику DCE (фиг. 71, а).
Построение плана ускорений ведётся аналогично
(фиг. 71, в) Откладываем от точки п отрезок (ли), изо-
изображающий в масштабе |* ускорение а^ точки В. Далее
из уравнений
as - ас + а?о + я{
*SC
-лв + а
+ а
sc
+ а
+ а
t
SC
4- а;
SD
*DG
4хг
lSD
~ aDG + &SD + aDG + aSD <так как аО " 0)
О
находим ускорение а« точки 5. Ускорение а~ точки ?
найдём из уравнений
ЛЕ = aS + &ES + aES
и
а? ~ aF + aEF+ *EF~ aEF + aEF'
так как ар = 0.
Зная ускорение а^ точки 2J, ускорения остальных
точек можно определить ранее указанными приёмами
(фиг. 71, в).
ГЛ. I]
КИНЕМАТИКА МЕХАНИЗМОВ
МЕХАНИЗМЫ С ВЫСШИМИ ПАРАМИ
Построение положений кулачковых ме-
механизмов. Задача о положениях кулачкового
механизма рассмотрена на примере механизма
с кулачком 1, поступательно движущимся вдоль
оси х — х (фиг. 72, а). Ведомое звено 2 этого
механизма, движущееся поступательно в на-
направляющих у—у, оканчивается круглым
роликом 3 радиуса /*, вращающимся около
оси В.
Профиль р0 — Эо кулачка / будет практи-
практическим (действительным) профилем. Прежде
чем переходить к нахождению положений зве-
звена 2, необходимо по заданному практическому
профилю построить так называемый теорети-
теоретический профиль. Практический и теоретиче-
теоретический профили представляют собой эквиди-
эквидистантные кривые, т. е. кривые, равноотстоя-
равноотстоящие друг от друга по нормали на величину
г—радиуса ролика. Если известны радиусы кри-
кривизны практического профиля, откладывают в
направлении этих радиусов отрезки, равные ра-
пройденный звеном 2 за время ^_2. Разделив
полученный путь s\~2 на масштаб длин j*j,
получают отрезок 6а> который и может быть
отложен на графике s2-f(t) (фиг. 73). Для
определения третьего положения звена 2 пере-
перемещают его вправо на отрезок 5^~3 и нахо-
находят новое положение В3 точки В. Высота
подъёма BiB3 точки В представит собой
путь $2~3» который изображён на графике
s2 = f(t) в виде отрезка Ьв и т. д. Отсчёт пе-
перемещений Si и 52 удобнее всего вести от на-
начальных положений звеньев / и 2, так как при
этом возможные ошибки графического по-
построения будут меньшими.
Указанный метод обращения движения
может быть распространён и на тот случай
кулачковых механизмов, когда кулачок 1 вра-
вращается с постоянной угловой скоростью «>1
около некоторой оси А (фиг. 74), а ведомое
звено 2 движется поступательно в направля-
направляющих у —у.
а;
Фиг. 72.
5 6 7 В
/ut сем —мм
Фиг. 73.
диусу ролика, и соединяют полученные точки
плавной кривой. В результате такого построе-
построения находят теоретический профиль кулачка.
Так как в большинстве случаев радиусы кри-
кривизны кулачка не бывают заданы, то определе-
определение теоретического профиля ведётся с прибли-
приближённым приёмом. Для этого раствором циркуля,
равным радиусу ролика, проводят ряд окруж-
окружностей, центры которых лежат на практическом
профиле Эо — Ро (фиг. 72, а). Теоретический про-
профиль получится, если обогнуть все проведён-
проведённые окружности плавной "кривой. Так, за-
задача сводится к рассмотрению случая, когда
ведомое звено 2 оканчивается точкой В
(фиг. 72, а).
Для нахождения перемещений звена 2
используют метод обращения движения, за-
заключающийся в том, что звеньям 1 и 2
сообщают общую скорость — vj, равную по
величине и обратную скорости vi кулачка 1,
принятой постоянной. Тогда звено 2 будет
перемещаться в направлении указанной
скорости, последовательно занимая положе-
положения 2\ 3", 4\... (фиг 72, б), а звено /, т. е.
кулачок, будет неподвижным. Так, например,
для определения второго положения звена 2
перемещают его в направлении скорости - \г
(т. е. слева направо) на расстояние s1. Далее
перемещают его в направляющих у —у (снизу
вверх) до того положения, пока точка В будет
касаться теоретического профиля кулачка.
Пусть это будет положение Вг. Высота подъ-
подъёма звена 2 и представит собой путь s^~2,
Пусть #—р будет теоретическим профилем
кулачка / и пусть ведомое звено 2 оканчи-
оканчивается круглым роликом. Сообщаем кулачку 1
Фиг. 74.
и звену 2 общую угловую скорость — щ.
Тогда кулачок / как бы останавливается, а
ведомое звено 2 будет двигаться около оси А
с угловой скоростью —о»! и в направляющих
у — у с линейной скоростью v2.
Поворачиваем звено 2 в направлении'угло-
направлении'угловой скорости — «>х на угол tpj_2, для чего
22
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
используем вспомогательную окружность, опи-
описанную кратчайшим расстоянием АК\- Переме-
Перемещаем далее звено 2 в направляющих х — х до
тех пор, пока точка В не коснётся профиля ку-
кулачка /. Тогда если за начальное положение
точки звена 2 было принято положение В\, то
во втором положении точка В займёт положе-
положение В2. Путь s\~~2, пройденный звеном 2 при
переходе из положения 1 в положение 2,
будет равен
К2В2-
К2В2 — Sq — .Bj B2,
Полученный путь s\~2 откладываем в про-
произвольно выбранном масштабе ^ на графике
Фиг. 75.
2/@ (Фиг- 75) в виде отрезка Ь2. Таким
образом имеем
Далее, откладываем угол поворота <р2—з
и находим новое положение точки В звена 2
(фиг. 74). Пусть это будет положение В$.
Тогда полный путь s^3, пройденный ведо-
ведомым звеном 2 от начального его положения,
будет равен
~
— s0 = B
Полученный путь sl~3 отложен на графике
«2 **/(') в виде отрезка Ь3 (фиг. 75). Анало-
Аналогичными построениями могут быть найдены
все последующие положения звена 2 и может
быть построен весь график 52 = /@-
Если направляющая у—у, вдоль которой
движется точка В звена 2, будет проходить
через ось А вращения кулачка (фиг. 76, а),
то радиус окружности, равный кратчайшему
расстоянию АК\ (фиг. 74), будет равен нулю,
и отрезки АВЪ АВ2, АВЬ,... будут предста-
представлять собой пути, пройденные звеном 2 от
начального положения, увеличенные на посто-
постоянную величину % Для построения графика
s2^f(t) от некоторой оси абсцисс V (фиг. 76,6)
на соответствующих ординатах откладывают
отрезки ABi=s0, AB2, АВь,..., затем перено-
переносят ось абсцисс вверх на расстояние, равное
отрезку AB1 = sa (ось t). Полученная диа-
диаграмма и представит собой график s2 -/(*).
Для определения положений кулачкового
механизма с вращающимся рычагом также
можно использовать метод обращения движе-
движения. Пусть (фиг. 77) задана постоянная угловая
скорость q>i кулачка 1 и пусть ведомое звено 2
оканчивается круглым роликом 3. Находят
теоретический профиль 3 — р кулачка 1 и сво-
сводят тем самым задачу к нахождению последо-
последовательных положений звена А В, точка В
которого находится в соприкосновении с про-
профилем р — р. Для этого сообщают кулачку /
и звену 2 общую угловую скорость — щ, рав-
равную и обратную по направлению угловой скоро-
скорости wj кулачка 1. Тогда кулачок 1 будет как
С
Фиг. 76.
бы неподвижен, и звено 2 будет вращаться
около оси О с угловой скоростью — щ и около
оси А с угловой скоростью а>2. В движении
со скоростью — щ точка А займёт последо-
Фиг. 77.
вательно положения Л1, A2, As,... Если за-
заданная угловая скорость щ будет постоянной,
то углы, образуемые радиусами ОА\ и ОА2,
ОА2 и OAS, ОЛ3 и ОЛ4 и т. д., будут равны
между собой (на фиг. 77 эти углы обозначены
ГЛ. I)
КИНЕМАТИКА МЕХАНИЗМОВ
23
через cpi)- Далее звено 2 поворачивают около
точки А до соприкосновения точки В с про-
профилем р — р кулачка 1. Тогда если в перво-
первоначальном положении угол, образуемый зве-
звеном 2 с радиусом О А, был равен ср0, то во
втором положении этот угол будет равен
<ро+<р2. В третьем положении этот угол будет
равен <ро + ср2'--- и т. д. Таким образом поло-
положения звена 2 будут определены, если из
точек Аь А2, As,... засечь кривую р — 3 ду-
дугами радиусов Афь Афъ А$ВВ,... и т. д.
Полученные углы откладываем в произвольно
выбранном масштабе р.^ в прямоугольной си-
системе координат 92» f (Фиг- 78). Подняв ось
/ 2345678ft1
jut сек — мм
Фиг. 78.
абсцисс из положения f в положение t на
ординату, равную в масштабе (Хщ углу <р0, по-
получаем диаграмму <f2 = /@ углов поворота
звена 2.
Определение скоростей и ускорений ку-
кулачковых механизмов. Определение ско-
скоростей и ускорений ведомого звена кулачко-
кулачковых механизмов можно выполнить различными
способами.
Если радиусы кривизны профиля кулачка
будут известными, то методом замены высших
кинематических пар цепями с низшими парами
кулачковый механизм может быть всегда при-
приведён к механизму с
одними только низши-
низшими парами (см. стр.
7 и 8).
На фиг. 79 показаны
меха-
А
\
\
Vr
ч
t
Фиг. 79.
Фиг.
низмы для кулачкового механизма, у которого
ведомое звено 2, поступательно движущееся
в направляющих у —у, оканчивается точкой С.
На участке ab теоретический профиль ведуще-
ведущего кулачка / очерчен по прямой; на участке be
профиль очерчен по дуге окружности с цен-
центром в точке В; на участке cda профиль ку-
кулачка 1 очерчен по кривой, имеющей перемен-
переменные радиусы кривизны. Тогда на участке be
заменяющий механизм будет кривошипно-ша-
тунным механизмом ABC, у которого криво-
кривошип АВ принадлежит кулачку /, шатуном
будет фиктивное звено 3', а ползуном будет
ведомое звено 2. На участке ab заменяющий
механизм будет кулисным механизмом, у кото-
которого кулиса х — х принадлежит кулачку 1; зве-
звено 3" является фиктивным звеном. Наконец, на
участке cda заменяющим механизмом будет
кривошипно-шатунный механизм АВ"С", у ко-
которого кривошип АВ" будет принадлежать ку-
кулачку 1, фиктивным звеном будет шатун З'",
а ползуном будет ведомое звено 2. На участ-
участке cda длины кривошипа и шатуна будут
переменными вследствие непостоянства радиуса
кривизны отдельных точек профиля кулачка 1
на этом участке.
Если ведомое звено 2 будет оканчиваться
прямой а — а (фиг. 80), то заменяющий меха-
механизм ABC будет состоять из кривошипа АВ,
принадлежащего кулачку /, фиктивного звена 3
и кулисы х — х, принадлежащей ведомому
звену 2.
На фиг. 81 показаны заменяющие меха-
механизмы для кулачкового механизма, у которого
ведомое звено 2 вращается около точки А.
Фиг. 81.
Теоретический профиль кулачка / описан: на
участке ab по прямой, на участке be — по
дуге окружности с центром О\ и, наконец, на
участке са — по кривой переменной кривизны.
Тогда на участке ab заменяющий механизм
будет кулисным механизмом с ведущей кули-
кулисой х — х, принадлежащей кулачку /, и фик-
фиктивным ползуном 3. На участке be заменяю-
заменяющий механизм будет четырёхшарни; ным ме-
механизмом O\OiB2A2, у которого кривошип ОхО2
принадлежит кулачку 1, а звено 3" будет фик-
фиктивным. Наконец, на участке са заменяющий
механизм будет четырёхшарнирным механиз-
механизмом OiO^B^A^ с переменными размерами кри-
кривошипа О\ Оз. принадлежащего кулачку 1,
и шатуна 0$ В%.
Особое внимание при кинематическом ис-
исследовании кулачковых механизмов надо об-
обращать на места сопряжения кривых, обра-
образующих профиль кулачка. Пусть, например,
они сопряжены так, как это показано на фиг. 82.
В точке b кривые ab и be не имеют общей
касательной. Если радиусы кривизны в этой
точке будут соответственно равны pj и р2, то
24
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. (
для этой точки нужно будет построить два
заменяющих механизма с различными разме-
размерами звеньев: первый, образованный звеньями
ЬЗ и 2, и второй, образованный звеньями /',
3,' и 2. Очевидно, что когда конец звена 2,
скользя по профилю кулачка /, будет про-
проходить точку Ь, будет иметь место мгновенное
изменение векторов скорости и ускорения
ведомого звена („жёсткий" удар). Кривые
могут быть сопряжены так, что у них будет
одна общая касательная в точке сопряжения b
(фиг. 83), но радиусы кривизны pj и р2 кривых
в точке b будут различны. Тогда также нужно
построить два таких заменяющих механизма:
первый, образованный звеньями /, 3 и 2, и
второй, образованный
звеньями Г, 3' и 2. Для
а ускорений будут равны
„&s__ d*[f(t)y
или
dt*
Из написанных уравнений следует, что
двухкратным графическим диференцированием
графиков s-f(t) или <р = /@ можно всегда
определить скорости и ускорения ведомых
звеньев.
Кинематика простых зубчатых меха-
механизмов с круглыми колёсами. Вследствие
простоты геометрической формы цилиндри-
цилиндрических круглых колёс их кинематика может
быть дана достаточно просто в аналитической
форме.
Передаточным отношением называется
отношение угловой скорости колеса, принятого
за ведущее, к угловой скорости звена, приня-
принятого за ведомое. Передаточное отношение обо-
обозначается буквой '1Ы, где индекс k обозначает
ведущее колесо, а индекс / — ведомое. Так,
например, если дан механизм с внешним заце-
Фиг. 82.
Фиг. 83.
рассматриваемого момента времени векторы
скорости звена 2 обоих механизмов равны,
а векторы ускорения будут различными, т. е.
будет иметь место мгновенное изменение
только вектора ускорения ведомого звена 2
(„мягкий" удар). Наконец, кривые могут быть
сопряжены так, что у них радиусы кривизны
в точке сопряже-
сопряжения b будут оди-
одинаковы (фиг. 84).
В таком случае бу-
будет только один
заменяющий меха-
механизм (удара не бу-
будет).
~" После замены
Фиг. 84. высших пар цепя-
цепями с низшими па-
парами кинематический анализ кулачковых ме-
механизмов сводится к использованию методов,
рассмотренных ранее (см. стр. 13 — 18).
Заменяющие механизмы не могут быть
построены в тех случаях, когда радиусы кри-
кривизны профиля будут неизвестными. В этом
случае решение задачи о скоростях и уско-
ускорениях может быть получено методом графи-
графического диференцирования графиков путей
и скоростей, построенных в функции вре-
времени. Построив положения ведомого звена
кулачкового механизма, строят график s=f(t)
для поступательного движущегося звена или
«р = /(?) для вращательно движущегося звена.
Величины скоростей таких звеньев будут со-
соответственно равны
Фиг. 85.
плением, показанный на фиг. 85, состоящий из
двух колёс, вращающихся около осей А и В,
то при ведущем колесе 1 передаточное отно-
отношение /12 будет равно
12'
0J
п2
V-
ds d \f{t)\
dt
или
rfcp
dt
d[f{t)\
dt
где п\ и я2 - числа оборотов в 1 мин. рас-
рассматриваемых зубчатых колёс.
При ведущем колесе 2 передаточное отно-
отношение /21, будет равно
Таким образом /21 будет величиной, обрат-
обратной /12,
Передаточному отношению приписывается
знак в зависимости от направления угловых
скоростей. Так, например, у механизма пока-
показанного на фиг. 85, угловые скорости «>i и т,
имеют различные направления, а следова-
ГЛ. II
КИНЕМАТИКА МЕХАНИЗМОВ
25
тельно, и знаки. Поэтому для него передаточ-
передаточное отношение г\2 будет иметь знак минус,
т. е.
Wj Щ
Ш2 П%
Для механизма с внутренним зацеплением,
показанного на фиг. 86, у которого угловые
Фиг. 86.
скорости «>i и «>2 имеют одно и то же напра-
направление, отношение /12 будет иметь знак плюс,
т. е.
I ^ Ш1 -. П1
12 = сог ~ щ '
Таким образом у внешнего зацепления пе-
передаточное отношение будет всегда иметь
так минус, а у внутреннего зацепления —
знак плюс.
Если обозначить радиусы начальных окруж-
окружностей (центроид в относительном движении)
зубчатых колёс через гг и г2, а числа зубьев
соответственно через z± и z2 (фиг. 85), то пе-
передаточное отношение /12 может быть пред-
представлено так:
12 ш Щ " Г " 2
D5)
Таким образом отношение чисел зубьев
зубчатых колёс обратно пропорционально от-
отношениям их угловых скоростей.
Для воспроизведения больших передаточ-
передаточных отношений применяется ряд последова-
последовательно соединённых колёс, т. е., кроме
ведущего и ведомого, применяют ещё проме-
промежуточные колёса. Такие сложные зубчатые
механизмы называются серией зубчатых
колёс или зубчатыми редукторами. Серии
колёс, у которых оси вращения неподвижны,
называются рядовым соединением колёс.
В рядовом соединении, показанном на
фиг. 87, ведущее зубчатое колесо 1 сцепляется
с колесом 2. На ось В колеса 2 жёстко наса-
насажено колесо 2\ которое сцепляется с коле-
колесом 3. На ось С колеса 3 жёстко насажено
колеса 3' и т. д. и, наконец, на оси К жёстко
насажены колесо п—1 и (п — 1)'. Колесо
(п—\)' сцепляется с последним ведомым коле-
колесом п.
Общее передаточное отношение такого
сложного зубчатого механизма есть произве-
произведение частных передаточных отношений ка-
каждой пары сцепляющихся колёс, взятых со
своими знаками; т. е. при ведущем колесе
номер 1 формула для общего передаточного
отношения цп может быть написана в сле-
следующем виде:
L
D6)
или, так как
'12'
3
42'3"
то
(п -IV?»
... rn
z(n - 1)'
r2' r3' •¦¦ Г(П - 1)'
Z3' '" Z
(n - IV
Для определения знака общего передаточ-
передаточного отношения необходимо в формулу "п"
Фиг. 87.
подставить частные передаточные отношения
с соответствующими знаками.
При передаче между осями, находящимися
друг от друга на большом расстоянии, или
при необходимости воспроизведения переда-
передаточного отношения определённого знака часто
применяется рядовое соединение, состоящее
из ряда последовательно соединённых колёс,,
каждое из которых имеет собственную отдель-
отдельную ось вращения (фиг, 88). Общее переда-
Фиг. 88,
точное отношение такого рядового соединения
в случае наличия четырёх колёс будет
*'l4 - — " (
Таким образом величина общего переда-
передаточного отношения /14 такого рядового соеди-
соединения не зависит ни от числа, ни от размеров
промежуточных зубчатых колёс. Такие проме-
промежуточные колёса называются паразитными.
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
Кинематика диференциальных зубчатых
механизмов с круглыми колёсами. К числу
зубчатых механизмов, у которых оси некото-
некоторых колёс будут подвижными, относятся так
называемые диференциальные зубчатые ме-
механизмы (диференциалы) и планетарные
зубчатые механизмы (см. стр. 86-94).
Диференциалом называется зубчато-ры-
зубчато-рычажный механизм, обладающий несколькими
степенями подвижности и имеющий своей
целью сложение дви-
движений. Примером про-
простейшего диферен-
циала может служить
механизм, изображён-
изображённый на фиг. 89. Коле-
Колесо 2 этого механизма
вращается около не
подвижной оси А с
угловой скоростью оJ.
Звено Н вращается
около той же оси А
независимо от коле-
колеса 2 с угловой ско-
скоростью шн. Таким
образом колесо 1 од-
в двух движениях:
во вращении около оси А с угловой ско-
скоростью шн и во вращении около своей соб-
собственной оси В с некоторой угловой ско-
скоростью щ. В рассматриваемом механизме
имеем: число подвижных звеньев и = 3, число
пар V класса />5 = 3 и число пар IV класса
^4-1. Следовательно, по структурной фор-
формуле A5) число степеней подвижности W
(см. стр. 7) будет равно
W-Zn — 2p6 — p4-2.
Таким образом механизм должен иметь
заданными законы движения двух звеньев
{иметь два ведущих кривошипа). Можно, на-
например, задаться угловыми скоростями a>i и <«//
звеньев 1 и Н. Тогда угловая скорость о>2
звена 2 будет вполне определённой. Либо
можно задаться угловыми скоростями щ и <о2
и т. д. Формула, связывающая величины угло-
угловых скоростей a»lt №2 и *°з и звена Н, имеет
следующий вид:
Фиг. 89.
повременно участвует
— пн
П2 — ПН
D7)
где пь п2 и пн — числа оборотов колёс / и 2
и звена Н.
Формула D7) даёт связь кинематических
параметров диференциала. В левой её части
стоит передаточное отношение простого зуб-
зубчатого механизма в предположении неподвиж-
неподвижности звена Н. Формула D7) для общего слу-
случая, когда механизм состоит из п колёс, имеет
следующий вид:
Если жёстко закрепить звено /У, то его
угловая скорость <ан будет равна нулю. Тогда
формула D7) запишется так:
ш2
г. е. диференциал обращается, как сказано
выше, в обычный зубчатый механизм с непо-
неподвижными осями. Если жёстко закрепить одно
из колёс, например колесо 2 (фиг. 90), то
угловая скорость <о2 будет равна нулю, и фор-
формула D7) может быть записана так:
откуда получаем
D9)
E0)
Легко видеть, что при неподвижном ко-
колесе 2 колесо / будет катиться по колесу 2,
причём при внешнем
зацеплении колесо 1
будет иметь так на-
называемое эпицикли-
эпициклическое движение, а
при внутреннем заце-
зацеплении — гипоцикли-
гипоциклическое движение. Чи-
Число степеней под-
подвижности такого ме-
механизма равно
W - Зл — 2рь — р4 -
Зубчато-рычажные *иг- 90.
механизмы, отдель-
отдельные звенья которых имеют эпициклическое либо
гипоциклическое движения, называются плане-
планетарными механизмами.
Зубчатое колесо 2, входящее во враща-
вращательную пару со стойкой, называется солнеч-
солнечным колесом. Зубчатое колесо 1, имеющее
эпициклическое либо гипоциклическое движе-
движения, называется сателлитом. Промежуточное
звено Н, соединяющее солнечное колесо с са-
сателлитом, называется водилом.
В общем случае, когда механизм состоит
из п колёс, формула для передаточного отно-
отношения планетарного механизма имеет вид
Из формулы E1) следует, что, для того
чтобы определить передаточное отношение
планетарной передачи, необходимо из единицы
вычесть передаточное отношение обычной
зубчатой передачи в предположении непо-
неподвижности водила. Передаточное отношение
от водила к колесу будет равно
Планетарные механизмы могут воспроиз-
воспроизводить значительные передаточные отноше-
отношения, для чего необходимо, чтобы передаточ-
передаточное отношение при неподвижном водиле было
близко к единице.
Кинематика зубчатых механизмов с ко-
коническими колёсами. Так же как и для пло-
плоских цилиндрических зубчатых колёс, переда-
передаточным отношением щ будем называть от-
отношение величины угловой скорости шд, колеса
номер k к величине угловой скорости «>j ко-
колеса номер /, т. е.
<Оь Пъ
где Пь
Ли/.
и щ — числа оборотов в 1 мин. колёс
ГЛ. 1]
ПРОЕКТИРОВАНИЕ ПЛОСКИХ МЕХАНИЗМОВ
27
Знак передаточного отношения для рассма-
рассматриваемых механизмов определяется следую-
следующим образом.
При внешнем зацеплении пары колёс пе-
передаточному отношению приписывается знак
минус, а при внутреннем зацеплении — знак
плюс. Кроме этого, знак передаточного отно-
отношения должен учитывать и расположение
колёс на осях. Так, например, если имеется
два механизма
(фиг. 91 и 92)
и предположим,
что наблюда-
наблюдатель, смотря-
смотрящий вдоль осей
А в точку О,
видит вращение
колёс ) обоих
механизмовпро-
исходящим по
часовой стрел-
стрелке, то, несмо-
несмотря на то, что
число колёс с
внешним заце-
зацеплением вобоих
механизмаходи-
механизмаходинаково, наблюдатель, смотрящий вдоль осей В
в точку О', будет видеть впащение колеса 3
механизма, показанного на фиг. 91, происходя-
происходящим против часовой стрелки, а колеса 3 ме-
механизма, показанного на фиг. 92, — происхо-
происходящим по часовой стрелке.
Для того чтобы это изменение вращения
ведомого колеса было учтено в общем знаке
передаточного отношения, в формулу пере-
передаточного отношения вводится дополнитель-
дополнительный знак. Определение этого дополнительного
знака ведётся следующим образом. В месте
соприкосновения колёс 1 и 2 (фиг. 91 или 92)
ставят стрелки а и Ь. Причём если стрелка а
направлена от места соприкосновения, то и
стрелка Ь будет направлена от места сопри-
соприкосновения (фиг. 91) или обратно (фиг. 92).
На колёсах 2', жёстко связанных с колёсами 2
в местах соприкосновения с колёсами 3, ставим
стрелки с того же направления, что и стрелки Ь.
Тогда стрелки d согласно вышеуказанному
условию будут иметь направления: для коле-
колеса 5 (фиг. 91) — совпадающее с направлением
стрелки а, а для колеса 3 (фиг. 92) — обратное
направлению стрелки а. Если направления
стрелок ведущего и ведомого колёс будут
совпадать, то дополнительный знак для пере-
передаточного отношения будет плюс. Если же
направления этих стрелок будут противо-
противоположными (фиг. 92), то дополнительный
знак будет минус.
Общий знак у передаточного отношения ме-
механизма, показанного на фиг. 91, будет плюс,
так как две пары колёс с внешним зацеплением
дают знак плюс (минус X минус даёт плюс);
кроме того, знак, полученный от положения
стрелок, также будет плюс (плюс х плюс даёт
плюс). Общий знак у передаточного отноше-
отношения механизма, показанного на фиг. 92, будет
минус, так как две пары колёс с внешним
зацеплением дают знак плюс, а знак, который
получается от положения стрелок, будет минус
(плюс х минус даёт минус).
Фиг. 92.
Определение общего передаточного отно-
отношения рядового соединения конических зуб-
зубчатых колёс может быть сделано по той же
формуле, что и для цилиндрических зубчатых
колёс. Передаточное отношение i\n от колеса 1
к колесу п будет равно
hn - Ы (<2'з) ( %'4) • • • ('(я-Ч'я). E3)
Для определения чисел оборотов колёс
конических диференциалов и передаточного
числа планетарных конических механизмов
могут быть использованы формулы D8) и E1)
для диференциала
hn -
а для планетарного механизма
hH - 1 — кп-
E4)
E5)
ПРОЕКТИРОВАНИЕ ПЛОСКИХ МЕХАНИЗМОВ*
ОСНОВЫ СИНТЕЗА ПЛОСКИХ
МЕХАНИЗМОВ
Общая задача о воспроизведении дви-
движения. Задачей синтеза механизмов является
проектирование механизмов, обеспечивающих
воспроизведение заданных движений одной
или нескольких механических систем.
Особенно важное значение в технике
имеют задачи:
* Здесь излагаются только общие основы проектиро-
проектирования схем механизмов. Конкретные задачи проектирова-
проектирования рассмотрены в разделах, посвященных соответствую-
соответствующим механизмам (зубчатые механизмы, червячные меха-
механизмы и т. д.).
1) трансформирования вращательного дви-
движения около одной оси во вращательное дви-
движение около другой оси,
2) трансформирования вращательного дви-
движения около одной оси в поступательное дви-
движение вдоль некоторого заданного направления,
3) трансформирования поступательного
движения вдоль одного заданного направления
в поступательное движение вдоль другого
заданного направления.
Практически оказывается, что решение
задач о воспроизведении заданных движений
с помощью механизмов, в состав которых
входят как низшие, так и высшие пары,
28
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД.
является более простым, чем воспроизведение
тех же движений с помощью механизмов, в
состав которых входят только низшие пары.
Это объясняется тем, что высшие пары об-
обладают большим разнообразием форм.
Высшие пары в плоских механизмах могут
быть парами либо V, либо IV класса. В пер-
первом случае движение одного звена пары от-
относительно другого будет сводиться к качению
без скольжения одного профиля элемента
пары по сопряжённому профилю другого эле-
элемента пары.
Такие профили будут центроидами, в
рассматриваемом случае — центроидами в
относительном движении. Во втором случае,
кроме перекатывания, профили элементов пар
проскальзывают друг относительно друга, т. е.
профили элементов пар будут представлять
собой взаимоогибаемые кривые.
Таким образом задача о воспроизведении
заданных движений с помощью плоских меха-
механизмов, в состав которых входят высшие пары,
сводится к решению двух задач: задачи о про-
проектировании высшей пары V класса, т. е.
о проектировании центроид в относительном
движении, и задачи о проектировании высшей
пары IV класса, т. е. о проектировании вза-
имоогибаемых кривых.
Воспроизведение движения методом
центроид. Пусть требуется воспроизвести
передачу движения между двумя системами 5,
и S2 (фиг. 93), ко-
W ...- торые должны вра-
вращаться около цен-
центров О] и О2 с
угловыми скоро-
скоростями О)] И Ш2,
определяемыми не-
некоторыми задан-
заданными функциями
времени и^ ¦=/(/) и
Фиг. 93.
Движение систем St и S2 друг относи-
относительно друга будет определяться положением
мгновенного центра вращения Ро в относи-
относительном движении и мгновенной угловой ско-
скоростью вращения й. Определение положений
мгновенного центра вращения в относитель-
относительном движении и мгновенной угловой скорости
для ряда последовательных положений систем
Si и 52 может быть сделано следующим об-
образом. Пусть угловые скорости вращения
систем Sj и 52 для ряда последовательных
моментов времени будут соответственно равны
' rr m i // m
<av а>1, «Oj ,... и т. д., <я2, а>2, а>2 ... и т. д.
Сообщим обеим системам общую мгновен-
мгновенную угловую скорость, равную по величине
скорости «>2 и обратную ей по знаку. Тогда
система 52, как имеющая две равные и про-
противоположные скорости, будет как бы непо-
неподвижной, а система St будет двигаться с сум-
суммарной мгновенной угловой скоростью й\ рав-
равной
й' -
E6)
относительно системы 52. Мгновенный центр
вращения в этом относительном движении
будет находиться в точке Ро, лежащей на пря-
прямой О\О2. Положение точки P'Q определится
согласно теореме сложения скоростей из от-
отношения
<57)
т. е. мгновенный центр вращения Ро делит
отрезок ОгО2 на части, обратно пропорцио-
пропорциональные величинам угловых скоростей.
Переместим, далее, системы 5, и 52 в по-
положения, соответствующие второму моменту
времени. Угловые скорости движения систем
5] и «S2 будут тогда равны <а1 и <о2. Положе-
Положение мгновенного центра вращения Ро в от-
относительном движении определится на пря-
прямой О\О2 из уравнения
Повторяя подобные построения для ряда
последовательных положений систем S^ и S2,
получим на неподвижной плоскости ряд точек
Ро, Ро, Ро '... , которые образуют геометри-
геометрическое место мгновенных центров вращения
в относительном движении систем 5] и 5S.
Это геометрическое место, принадлежащее не-
неподвижной плоскости, называется бицен-
троидой.
Построив бицентроиду, можно перейти к
построению центроид в относительном движе-
движении систем 5j и «S2. Для того чтобы найти
центроиду, принадлежащую системе 5,, необ-
необходимо найти геометрическое место точек
системы Sit последовательно совпадающих
с точками Ро, Pq , Ро ... Точно так же, для
того чтобы найти центроиду, принадлежащую
системе S2, надо найти геометрическое место
точек системы 52, последовательно совпадаю-
совпадающих с теми же точками: Ро, Ро, Ро .
Для нахождения указанных геометрических
мест поступают следующим образом.
Пусть движение звеньев 1 и 2 задано гра
фиками <Dj =/j (t) и ю2-*/2@ (фиг. 94), причём
величина угловой скорости «oj принята посто-
*****
Фиг. 94.
янной. Угловые скорости o>j и (о2 приняты
разными по знаку. По заданным угловым ско
ростям о>! и «J строят бицентроиду. Для этого
соединяют точки Ох и О2 (фиг. 95) прямой и
находят мгновенный центр вращения в относи
тельном движении звеньев 1 и 2, Согласно
уравнению E7)
Угловая скорость й' будет мгновенной от-
относительной скоростью в движении системы <Sj
ГЛ.1]
ПРОЕКТИРОВАНИЕ ПЛОСКИХ МЕХАНИЗМОВ
29
и так как
Р^11 (фиг. 95)
E8)
Подставляя в уравнение E8) соответствую-
соответствующие значения угловых скоростей а^и <о2, взятые
из диаграммы на фиг. 94, находим на прямой
0^2 положения мгновенных центров враще-
вращения Pq, Pq1, Pq11, ..., соответствующие пер-
первому, второму, третьему и т. д. моментам
времени. Прямая на участке пШ °vn
и представит собой
искомую бицентроиду.
Имея бицентроиду,строят
центроиды, для чего на-
находят точки, принадле-
принадлежащие звеньям 1 и 2,
приходящие последова-
последовательно в соприкоснове-
соприкосновение в точках Pq, Pq1 ,
Р^\... Для этого опре-
определяют углы поворота
if, и <р2 звеньев 1 н 2
по графикам и>э = fj (t) и
bmh{*) (фиг. 96) мето-
методом графического инте-
интегрирования. Графики
принадлежащую звену 2. Движение звеньев 1
и 2 (некруглых колёс) будет осуществляться
качением без скольжения центроид С\ и С2
одной по другой.
Теорема о передаточном отношении.
При воспроизведении движения с помощью
взаимоогибаемых кривых кривые эти должны
удовлетворять следующему условию.
Пусть (фиг. 97) в системах Si и 52 произ-
произвольно выбраны кривые К\ и /B, соприкасаю-
соприкасающиеся в точке А. Проведём в этой точке нор-
нормаль N — N к кривым К\ и /<2 и найдём
точку Ро пересечения нормали N — N с ли-
линией, соединяющей мгновенные центры вра-
вращения Р] и Р2 систем 5t и 52.
и ср2 = /-2(?)
показаны на фиг. 96. Так
как угловая скорость со,
была принята постоян-
постоянной, то график ср1 - Ft (t)
представится в виде пря-
прямой, наклонённой к оси абсцисс.
Углы ср]( взятые с графика «ра - Fr(t),
откладывают при точке Ох (фиг. 95) и полу-
получают ряд лучей О]/, О\2, ОД... с равными
углами между ними.
При точке О2 откладывают углы <р2, <р2
Ь,..., полученные из графика <р2 = ^2@> и
Так как точка Ро является мгновенным
центром вращения в относительном движении
систем Si и 52, то всегда должно удовлетво-
удовлетворяться условие
D D.
E9)
Таким образом если при заданных угловых
скоростях о»! и ш2 одна из кривых, например
кривая Кь будет выбрана произвольно, то
кривая /С2 должна быть выбрана так, чтобы
нормаль в точке соприкосновения кривых обя-
обязательно проходила через мгновенный центр
получают ряд лучей О21, О22, О23,... (фиг. 95),
причём между этими лучами углы будут нерав-
неравные, так как угол <рз — переменный. Из точки Oj
радиусами, равными OiPq1, OjPq11, OjPq7,....
проводят дуги до пересечения в точках 2', 3',
4',... с ранее проведёнными от точки Ол лу-
лучами. Соединив полученные точки Р^, 2',
З1,... плавной кривой, получаем центроиду С„
принадлежащую звену 1. Точно так же из
точки О2 радиусами, равными O2P]q , O2P1q1 ,
O2PqV> • • •» проводят дуги до пересечения в
точках 2", 3", 4\ ... с лучами, проведёнными из
точки О2. Соединив полученные точки Pq, 2",
3",... плавной кривой, получают центроиду С2,
Фиг. 97.
вращения в относительном движении задан-
заданных систем.
Рассмотренное условие носит название
теоремы о передаточном отношении, кото-
которая может быть сформулирована так: нормаль
в точке соприкосновения двух взаимоогиба-
взаимоогибаемых кривых проходит через мгновенный
центр вращения в относительном движе-
движении этих кривых и, следовательно, делит
30
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД.
прямую, соединяющую мгновенные центры
вращения в абсолютном движении, на части,
обратно пропорциональные угловым скоро-
скоростям.
Построение сопряжённого профиля с
помощью центроид. Пусть задана кривая К\
(фиг. 98), принадлежащая системе Sh и тре-
требуется построить кривую /С2, принадлежащую
системе S2, если центроидами в относитель-
относительном движении систем будут кривые Сх и С2.
Отмечают на кривой К\ ряд точек: Ах, Ах,
Фиг. 98.
А'",... и проводят в этих точках нормали А[ 1ъ
А"х /2,... к кривой Кх до пересечения с цен-
троидой С] в точках ГЦ, Flj, Ilj ,... На цен-
центроиде С2 откладывают дуги, соответственно
равные
П2 ¦*
и т. д. Через точки Щ, Ilj, II" ,... проводят
нормали u[nv Т1х'п2, П^Яд,... к центроиде Q ,
а через точки П2, П2, Пг'. • • - нормали Щт\.
П2 m2,U2 т3,...к центроиде С2. Нормаль Л^/i
к кривой Ki образует в первом положении угол cpi
с нормалью П х пх. Во втором положении нормаль
А" /2 образует с нормалью ГЦ л 2 угол Ъ Ит-Д-
Углы <Pi. <p2» Тз«"« известны. В моменты сопри-
соприкосновения центроид С, и С2 направление
нормалей i\1nl, П"п2, П^ %>••• будет после-
последовательно совпадать с направлением норма-
нормалей и'2тх, и'2'т2, U2'm3,... и, следовательно,
нормали к кривой К\ будут образовывать
с нормалями Г2ту П2от2,... известные углы
'¦Ръ ^2> ?з> • • • Строят при этих нормалях углы
'1» ?2> ?з» • • • и проводят прямые И2р^, П2 Р2,
П2 /?3,... Тогда при соприкосновении цен-
центроид Q и С2 направления прямых n2/?lt П2 /?2)
П2 jf3. • • • будут последовательно совпадать
с направлениями нормалей к кривой К\, а
именно прямая П^ совпадёт с нормалью
Ах /j, прямая П2р2 совпадёт с нормалью
л|'/2 и г. д.
Согласно вышеуказанным свойствам кри-
кривых К\ и K<z эти кривые в точках соприкос-
соприкосновения имеют одну общую нормаль, прохо-
проходящую через мгновенный центр вращения.
Тогда точки А2, А2,А2 образующие кри-
кривую К% должны лежать в моменты соприкос-
соприкосновения центроид соответственно на напра-
направлениях нормалей А\ 1х,А'[ /2,... или, так как
с этими нормалями в эти моменты совпадают
прямые U.[ pv IIj' p2,..., то точки А2, А2,
А ,... лежат также и на прямых Ii2pv
П2/у
Для того чтобы найти' на этик прямых
точки А^, Л9, А2 ,..., откладывают отрезки:
П2А2-п1А1,П2
г, П2 А2
Соединив полученные точки АХ,АХ,... плав-
плавной кривой, получают сопряжённую с кривой
К\ кривую /ч2. Из построения следует, что
прямые П2 Л2, П2 А2,... будут нормалями к
кривой /С2.
Таким образом по точкам могут быть по-
построены две кривые, воздействием которых
друг на друга и могут быть воспроизведены
требуемые движения систем «S5 и S2.
Приближённое построение сопряжённо-
сопряжённого профиля. В большинстве технических задач
построение кривойА^2, сопряжённой с кривой/С,,
ведётся не по точкам, с помощью центроид
в относительном движении, а приближённо,
без предварительного построения центроид.
Пусть задана кривая К\ (фиг. 99), принадлежа-
принадлежащая системе Slt двигающейся с заданной угло-
угловой скоростью <alt и требуется построить сопря-
сопряжённую кривую/Сг. принадлежащую системе 6'2,
двигающейся с заданной угловой скоростью в»2-
Сообщают системам 5j и S2 общую угловую
скорость — оJ, равную по величине ш2 и обрат-
Фиг. 99.
ную ей по знаку. Тогда система 52 будет как
бы неподвижной, а система Sx получит допол-
дополнительную угловую скорость — ш2. Далее на-
находят ряд положений кривой К\ в этом обра-
обращенном движении. Вращение системы 5,
с угловой скоростью — <о2 будет происходить
около центра Я2, и, следовательно, точка Рх
займёт ряд последовательных положений
Р'х, Р"х, Р'",... и т. д. на окружности, описан-
описанной из центра Р2 радиусом Р2Р\. Положения
ГЛ. II
ПРОЕКТИРОВАНИЕ ПЛОСКИХ МЕХАНИЗМОВ
31
этих точек
% ?2f ^2 • • •
определятся углами поворота
' определяемыми из уравнения
t
F0)
При этом кривая К^ займёт положения к\,
К\ i К\ < • • • и т. д.
Кроме рассмотренного движения, кривая /<\
получает движение с угловой скоростью в>(
около центра Рь Поэтому поворачивают кри-
кривую К\ в каждом её положении К\, К\ ,
К\[1,... и т. д. около точек Pv Pj, ^,...ит.д.
на углы tpp <fj, <f'i ,..., определяемые из урав-
уравнения
dt-
Тогда кривая /Cj займёт положения:
F1)
и т. д.
К"
Таким образом получают семейство кри-
кривых: Kv Kv K'[s К™,... и т. д., к которому
искомая кривая К2 должна быть огибающей.
Для большей точности построения кривой К,
необходимо построить достаточное количество
положений кривой К] в обращенном движении.
Если в качестве огибаемой будет задана не
кривая, а точка, то её огибающей будет слу-
служить кривая, все точки которой совпадают
с траекторией огибаемой точки в относитель-
относительном движении.
Построение сопряжённых профилей
с помощью линии зацепления. Пусть окруж-
окружности С-[ — С\ и С2 — С2 (фиг. 100), вращаю-
вращающиеся соответственно около центров Ot и О2%
прикосновение двух сопряжённых профилей.
Находят точки av bu сг,... и а2, Ь2,с2,... по-
последовательного соприкосновения центроид,
для чего откладывают на центроидах Q и С2
дуги.
Пусть указанным точкам соприкосновения
центроид на линии зацепления СЕ соответ-
соответствуют точки Ао, Во, Со,... Так, например,
когда в соприкосновение придут точки щ и аг
центроид, то сопряжённые профили взаимо-
огибаемых кривых будут соприкасаться
в точке Ло; когда в соприкосновение придут
точки Ьх и Ь2 центроид, то сопряжённые про-
профили будут соприкасаться в точке В$ и т. д.
Для того чтобы найти точки профилей,
соприкасающихся в точке А$, соединяют точку
Ао с точкой Pq. Когда точки ах и а2 центроид
придут в соприкосновение, их расстояние до-
точки Ап линии зацепления будет равно PqA^
Точка Аь принадлежащая системе S± и при-
приходящая в соприкосновение в точке Aq с со-
соответствующей точкой Л2 системы 52, должна
лежать на окружности А(аь проведённой из
точки Oj радиусом 0^$. Соответственно'
точка А2, принадлежащая системе 52, должна
лежать на окружности А0а2, проведённой из
точки О2 радиусом О.Ио-
Проводят окружности Aq^! и Atfi2. Поло-
Положение точек А\ и А2 на этих окружностях
найдётся, если из точек ах и а2 сделать на
них засечки радиусами, равными отрезку /V^o-
Аналогично для нахождения точек профи-
профилей, приходящих в соприкосновение в точке
Bq, соединяют точку В$ с точкой Pq и радиу-
радиусом Р0В0 делают засечки из точек Ь\ и Ь2 на
окружностях #03i и ^оЗг- Тогда определятся
точки В\ и В? профилей, принадлежащие си-
системам SjH S2. Аналогичными построениями на-
Фиг. 100.
представляют собой участки центроид в отно-
относительном движении систем St и S2, а кривая
СЕ представляет собой заданную линию за-
зацепления, т. е. геометрическое место то-
точек, принадлежащее неподвижной плоскости,
в которых происходит последовательное со-
ходят точки С\, Db Elt... и С2, D2,E2,... со-
сопряжённых профилей. Соединив полученные
точки плавными кривыми К\ и К2, получают
сопряжённые профили взаимоогибаемых кри-
кривых, принадлежащие системам S1 и S2. Таким
образом, зная центроиды и точки, линии за-
32
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
цепления, можно всегда построить по точкам
профили сопряжённых кривых. Приближённо
указанное построение может быть сделано
следующим образом. Из точек щ, bb clt...
(фиг. 101) проводят ряд окружностей <*i, Pi,
7ь... с радиусами, равными PqA0, PoBo, PqCq, ...
Огибающая всех проведённых окружностей и
будет кривой К\. Аналогично, если из точек а2,
Ь2, с2,.-. провести ряд окружностей «2, р2.
72, ••¦ с теми же радиусами, то огибающая
окружностей «2. p2i 72» • • • будет кривой /С2.
КУЛАЧКОВЫЕ МЕХАНИЗМЫ
Основные виды кулачковых механиз-
механизмов. Кулачковые механизмы, применяемые на
практике, в зависимости от характера движе-
движения ведомого звена могут быть разбиты на
следующие три вида:
1) ведомое звено движется поступательно
(возвратно прямолинейно);
2) ведомое звено движется вращательно',
3) ведомое звено движется сложным дви-
движением.
Примером первого вида кулачковых меха-
механизмов может служить механизм, кинемати-
кинематическая схема которого показана на фиг. 102, а.
Плоская кривая 1 вращается около оси А
с заданной угловой скоростью а». Воздействуя
на ролик 3, свободно вращающийся около
оси В, кривая 1 заставляет звено 2 двигаться
поступательно в направляющих х — х. Кулач-
Кулачком в кулачковых механизмах называется то
звено высшей пары, форма элемента которого
определяется условиями воспроизведения за-
заданного относительного движения звеньев,
входящих в высшую пару. Профилем пло-
плоского кулачка называется сечение кулачка
плоскостью, параллельной плоскости движе-
движения кулачка. В механизме, показанном на
фиг. 102, а, звено 1 будет кулачком, а кри-
вая а — а — профилем кулачка. На фиг. 102,5
показан второй вид кулачкового механизма.
Кулачок 1 вращается около оси А с заданной
угловой скоростью to. Воздействуя на ролик 3,
кулачок 1 заставляет звено 2 вращаться
около оси С. На фиг. 102, б показан третий
вид кулачкового механизма. Кулачок вра-
вращается около оси А с заданной угловой ско-
скоростью (о. Воздействуя на ролик 5, кулачок 1
заставляет звено 2 двигаться сложным движе-
движением.
Задание законов движения. При кинема-
кинематическом и динамическом синтезе кулачкового
механизма необходимо иметь заданными за-
законы движения ведущего и ведомого звеньев.
Кроме того, нужно дополнительно иметь за-
заданным вид огибаемой, принадлежащей ведо-
ведомому звену.
Движение ведущего и ведомого звеньев
обычно задаётся аналитически в виде урав-
уравнений движения или же графически — в виде
диаграмм перемещений. Характер этих урав-
уравнений или диаграмм может быть различным
в зависимости от заданных условий движения.
В техническом отношении удобными
являются диаграммы, которые дают закон из-
изменения перемещений ведомого звена в функ-
функции перемещения ведущего звена в виде:
Фиг. 103.
а) прямой линии; б) скруглённой прямой ли-
линии; в) параболы; г) косинусоиды.
Диаграмма перемещения 5 ведомого звена
для кулачкового механизма первого вида
(фиг. 102, а) в функции <р — угла поворота ве-
ведущего звена, построенная по закону прямой
линии, показана на фиг. 103, а. Ордината h
представляет собой полный подъём ведомого
звена, а 9й ~ угол поворота ведущего звена,
соответствующий подъёму h.
На фиг. 103, б показана диаграмма пере-
перемещения, построенная по закону скруглённой
прямой линии. По оси абсцисс откладывается
угол поворота срл, а по оси ординат — вели-
величина h. Из точек А и В проводятся дуги
окружностей радиуса, равного п, до пересече-
пересечения в точках Ь и с с дугами окружностей,
построенными на отрезках АС и СВ, рав-
ГЛ. I]
ПРОЕКТИРОВАНИЕ ПЛОСКИХ МЕХАНИЗМОВ
33
АВ
, как на диаметрах. Соединив полу-
полученные точки бис прямой, получим кривую
«=/(?) в виде: дуги ab, прямой be и дуги
cd, причём прямая be будет общей касатель-
касательной к дугам ab и cd.
На фиг. 103, б показана диаграмма, построен-
построенная по параболическому закону. Под произ-
произвольным углом а к оси ординат проводится
прямая АВ и на ней от точки А отклады-
откладываются отрезки, изменяющиеся в пропорции:
1:4:9:16 и т. д. На фиг. 103, в отложено че-
четыре отрезка. Точку./?, соответствующую де-
делению 16, соединяют с точкой С на оси орди-
h \
¦-о-) и проводят через
деления 9, 4 к 1 линии, параллельные напра-
направлению DC. Тогда на оси ординат будут по-
получены отрезки, удовлетворяющие той же
пропорции. Полученные на оси ординат
отрезки сносят на ординаты, проведённые
через соответствующие точки оси абсцисс
нат (величина АС'
на участке АЕ (величина АЕ--
вая Aabcd будет участком параболы. Уча-
Участок кривой при угле поворота, соответствую-
соответствующем отрезку EF, строится по закону симметрии.
На фиг. 103, г показана диаграмма, по-
построенная по закону косинуса. На ординате
отложен отрезок, равный h, и на нём построена,
как на диаметре, полуокружность. Полуокруж-
Полуокружность разбита на равные дуги, число которых
соответствует количеству определяемых поло-
положений. Через точки а, Ь, с, d, ... проводят го-
горизонтали до пересечения с соответствующими
ординатами. Полученная кривая Aa'b'c'd' и
будет косинусоидой.
Скорости и ускорения ведомого звена опре-
определятся заданным законом перемещений.
Пусть, например, закон движения ведомого
звена 2 кулачкового механизма первого вида
(фиг. 102, а) задан диаграммой перемещений
какой-либо точки этого звена, например
точки В:
а закон движения кулачка 1 задан диаграммой
?=/г@' гДе ? — Угол поворота кулачка/. По
этим двум диаграммам всегда может быть по-
построена диаграмма (фиг. 104, а)
В тех случаях, когда кулачок вращается
с постоянной угловой скоростью, очевидно,
время t диаграммы sB = f1 (t) может быть за-
заменено углом ср без перестройки самой диа-
диаграммы, а только с пересчётом масштаба.
Если диаграмма перемещений точки В
звена 2за полный цикл движения представляет
собой две прямые (фиг. 104, а), то диаграмма
изменения величины скорости vB будет иметь
вид двух прямых, параллельных оси абсцисс
(фиг. 105, б), т. е. скорость ,\в будет постоян-
постоянной по величине, но переменной по знаку.
Таким образом ведомое звено будет двигаться
равномерно. Диаграмма ускорений а.в точ-
точки В совпадает на участках ab и be с осью
абсцисс (фиг. 104, в), т. е. ведомое звено не
будет на этих участках иметь ускорения.
В точках же a, b и с, где скорость v^ мгно-
мгновенно меняет свой знак, теоретически ускоре-
ускорения будут равны бесконечности, поэтому в
этих точках динамиче-
динамические давления, возни-
возникающие в кинемати-
кинематических парах механиз-
механизма, также теоретиче-
теоретически становятся бес-
бесконечно большими.
В эти моменты будут
иметь место удары.
Удары при значениях
сил, равных теорети-
теоретически бесконечности,
носят название жёст-
жёстких ударов.
Если закон движе-
движения точки В ведомо-
ведомого звена за полный
цикл задан двумя
скруглёнными прямы-
прямыми фиг. 105, а, то диа-
Фиг. 104.
-\. Кри- грамма изменения величины скорости vB бу-
будет приближённо иметь вид, показанный на
фиг. 103,E, а диаграмма изменения величины
ускорения ав — показанный на фиг. 105, в.
В точках d, е, f и g также будут иметь
место удары, но характер этих ударов будет
Ч
a d
Фиг. 105.
иным, так как в этих точках динамические
давления не будут принимать значения, тео-
теоретически равного бесконечности, и будет
иметь место лишь мгновенное изменение зна-
значений этих давлений на конечную величину
за бесконечно малый промежуток времени.
Удары, имеющие такой характер, носят на-
название мягких ударов.
Если закон движения точки В звена 2 за-
задан диаграммой, очерченной по параболам
(фиг. 106, а), то изменение величины скооости
\в представится диаграммой, изображённой
на фиг. 106, б, а изменение величины уско-
ускорения ав — диаграммой, изображённой на
фиг. 106, в. В этом случае движение ведомого
звена будет равноускоренным. В точках d
и с механизм будет испытывать мягкие удары.
34
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
При задании движения диаграммой, очер-
очерченной по косинусоиде (фиг. 107, а), мгно-
мгновенные изменения векторов скоростей и уско-
ускорений отсутствуют,
следовательно, от-
отсутствуют и удары
как жёсткие, так и
мягкие.
Для ведомых
звеньев, имеющих
вращательное дви-
движение, должны
быть построены
диаграммы: угло-
углового перемещения,
угловой скорости
и углового уско-
ускорения. Анализ этих
диаграмм приводит
к выводам, анало-
аналогичным выводам
для рассмотрен-
рассмотренУ
1 /
V
/
ъ
\
\
Ь)
ь
с
с
\
с
а е
у
/
а
t
<р
г
<р
е i
Ч
Фиг. 106.
е г
6)
ного случая, когда
ведомые звенья
движутся посту-
поступательно. Таким образом при выборе ' диа-
диаграммы, дающей закон движения ведомого
звена, необходимо учитывать не только пере-
перемещения ведомого звена, но и скорости и
ускорения, которые при этих перемещениях
должны будут иметь место.
Огибаемые ведомых звеньев кулачковых
механизмов могут быть трёх видов. Во-пер-
Во-первых, в качестве
; огибаемой может
быть выбрана ка-
какая-либо кривая.
Чаще всего выби-
выбирается окружность,
эвольвента, спи-
спираль и т. д. Во-вто-
Во-вторых, в качестве
огибаемой может
быть выбрана пря-
прямая и, в-третьих,
в качестве огибае-
огибаемой может быть
выбрана точка.
Этими видами оги-
огибаемых обычно и
ограничивается вы-
выбор огибаемых в
плоских кулачко-
кулачковых механизмах.
Кинематическое проектирование кулач-
кулачковых механизмов с поступательно дви-
движущимся ведомым звеном. Пусть ведущее
звено 1 (фиг. 108) движется поступательно
параллельно оси лг — л: с заданной постоянной
скоростью — Vj, а ведомое звено 2 движется
поступательно в направляющих у —у — со
скоростью v2. Закон движения звена 2 пусть
задан диаграммой s2 = /(si) (фиг. 109).
В качестве огибаемой задана некоторая
кривая а— а (фиг. 108), принадлежащая звену 2:
начальное положение этой огибаемой пусть
будет aj — aj. Так как огибаемая a — а задана
и её последовательные положения могут быть
определены по графику S2"f(s{), то можно
построить огибающую fi — р, принадлежащую
звену /. Для нахождения последовательных
положений огибаемой используют приём обра-
Фиг. 107.
щения движения. Для этого сообщают звеньям
/ и 2 общую скорость + vv Тогда звено / будет
как бы неподвижным, а звено 2 будет дви-
двигаться поступательно с постоянной скоро-
скоростью + Vi вдоль направляющих л: — х и по-
поступательно со - скоростью v2 вдоль напра-
направляющих у —у.
Далее на кривой а, — а2 выбирают какую-
либо точку Ах (фиг. 108) и перемещают эту
кривую вправо на отрезок а, равный в вы-
выбранном масштабе пути, проходимому зве-
звеном /. Тогда кривая аг — а{ займёт положе-
положение а2 — а2, а точка Аг займёт положе-
положение А2. Далее перемещают кривую а2 — % на
отрезок Ь, равный в том же масштабе пути,
Фиг. 108.
проходимому звеном 2. Тогда точка А'2 перей-
перейдёт в положение Л2, а кривая v.'2 — <4 займёт
положение а2 — а2. Аналогично находят все
последующие положения огибаемой a — a.
Обогнув все полученные положения оги-
огибаемой а — а огибающей р — р, получаем про-
профиль кулачка 1. Если огибаемая будет точ-
точкой А (фиг. ПО), s
то аналогичным
приёмом находят
точки АЬА2,АВ,...,
представляющие
отдельные положе-
положения точки А. Со-
Соединив точки А\,
Л2, Аь,... плавной
кривой 3 — Р. по-
получают огибаю-
огибающую, которая и
представит собой профиль кулачка 1,
Если звено 2 снабжено роликом К (фиг. 110),
свободно вращающимся около оси А, то кри-
Фиг. 109.
уя
1
?*!
1
' \2
ly]|L
i
i
* i
u
Ар
г*
i
i
IT
Фиг
1* VT
i|L j|i
! |«
V//, '//ss/*
. 110.
\7
IL
g?
i
p
A
X
/Л
вая @ — р будет геометрическим местом цен-
центров ролика, а практическим профилем кулачка
ГЛ. I]
ПРОЕКТИРОВАНИЕ ПЛОСКИХ МЕХАНИЗМОВ
35
будет эквидистантная кривая Зо — Эо> отстоя-
отстоящая от кривой 3 — Р на расстояние, равное
радиусу ролика. Для построения эквидистант-
эквидистантной кривой из различных точек кривой 3 — 3
проводят окружности радиусом, равным ради-
радиусу ролика. Кривая р0 — Ро получится как оги-
огибающая всех положений ролика К.
Если ведущее звено (кулачок) движется
вращатель но, то передача движения может
быть осуществлена следующим образом. Пусть
закон движения ведомого звена 2 задан гра-
графиком s2=/(<pi) (Фиг- И1) и угловая скорость <ах
I*1
«a
T
r
I
1
an
4?
1
T
1
1
S
2ZJ"
4
770е
fl<Pt)
I г з « s в ? в 1 р;
Фиг. 111.
кулачка / принята постоянной. В качестве
огибаемой пусть задана кривая а — а с на-
начальным положением ot — аг <фиг. 112).
Для нахождения огибающей строят после-
последовательные положения огибаемой а — а по
заданному графику S2 = /(<Pi) и заданной
угловой скорости toj. Сообщают звеньям 1 и
2 общую угловую скорость — (oj. Тогда звено 1
будет как бы неподвижным, а звено 2 вместе
с огибаемой а — а будет двигаться сложным
движением, вращаясь около точки А с угло-
угловой скоростью — o>i и двигаясь поступательно
окружность на равные дуги epi и находят
точки /С2, /Сз, Ка,... При вращении звена 2
с угловой скоростью — о»! направления BiC\,
В2С2,... будут всегда касательными к по-
построенной окружности в точках Къ А^> ^з» • • -
Проводят направления ВгС\, В2С%,.. и находят
на них положение какой-либо точки В звена 2.
Для этого из точек К\, К2, К&- • • отклады-
откладывают равные отрезки К^Вх ~ К2в\ - К$в'3 =¦. . .
и таким образом определяют положения aj — olt
*2 — a2' аз — аз»• • • огибаемой a — a. Так как,
кроме вращения, звено 2 перемещается в на-*
правляющих у —у по закону, заданному диа-
диаграммой на фиг. Ill, то окончательные поло-
положения кривой a — а найдутся, если из точек
Blt В2> В'3,... отложить в выбранном мас-
масштабе отрезки В2 В2 = а2, В3ВВ = Og, BAB± = а4,
взятые с диаграммы на фиг. 111. Таким обра-
образом будет получен ряд положений огибае-
огибаемой a — а. Огибающая кривая 3 — р и обра-
образует практический профиль кулачка /. Вра-
Вращая кулачок 1 около оси А с угловой скоро-
скоростью с»!, получим заданное движение звена 2
со скоростью ± \2.
Из фиг. 112 видно, что для получения пра-
правильного очертания профиля необходимо по-
построить в общем случае достаточно большое
число положений огибаемой кривой a — а. Со-
Соприкосновение огибающей с огибаемой будет
происходить не только в точке В, но и в дру-
других точках огибаемой. Построение кулачка
можно упростить, если принять во внимание,
что отрезки K\BV K2B2 > ^з^з» • • • Равны между
собой. Тогда можно отложить постоянный от-
отрезок, равный KiBv вниз от оси ^ на диа-
диаграмме 52-/(<рг) (фиг. 111) и провести ось <p'v
Фиг. 112.
в направляющих у — у со скоростью ± v2. Так
как угловая скорость т1 принята постоянной,
то звено 2 будет вращаться около точки А,
поворачиваясь каждый раз на один и тот же
угол <fi (фиг. 112). Для нахождения последо-
последовательных положений кривой a — а опускают
из толки А на направление ВАС\ движения
звена 2 перпендикуляр АК\ и проводят окруж-
окружность радиуса AKV Разбивают полученную
Фиг. 113.
Теперь для определения точек Въ В2, Вв,...
(фиг. 112) достаточно отложить от точек /С1г
К2, К$,... отрезки bv b2, b3,...
В качестве огибаемой может быть задана
также точка В (фиг. 113). Тогда огибающая
Р — 3 пройдёт через все положения точки В,
На фиг. 113 показано построение профиля
кулачка этого вида для случая, когда закон
движения звена 2 задан диаграммой s2-
36
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. !
изображённой на фиг. 111. Огибающая р — ? бу-
будет профилем кулачка, если звено 2 оканчи-
оканчивается в точке В остриём. Если же в точке В
поставлен ролик 3 радиуса р, то профиль ? -~ ?
будет теоретическим профилем, практическим
же профилем % — ?0 будет кривая, эквиди-
эквидистантная профилю 3 — Р- Для построения прак-
практического профиля проводим из точек про-
профиля 0 — 3 окружности радиусами р; огибаю-
огибающая Ро — Эо этих окружностей и будет прак-
практическим профилем кулачка (фиг. ИЗ).
Если направление движения точки В звена 2
проходит через ось вращения А кулачка
(фиг. 114), то все отрезки bb b2, bz,... с диа-
диаграммы s2 =¦/(?) на фиг. 111 откладываются
непосредственно на лучах, выходящих из цен-
т а А.
Кинематическое проектирование кулач-
кулачковых механизмов с вращательно движу-
движущимся ведомым звеном. Пусть кулачок 1
(фиг. 115) движется поступательно в напра-
направляющих X — X С ПОСТОЯННОЙ СКОрОСТЬЮ — V],
а ведомое звено 2 вращается с угловой ско-
скоростью <о2. Закон изменения углов <f2 пово-
поворота звена 2 в функции перемещения st кулач-
кулачка У пусть задан графиком <p2 = /(S|) (фиг. 116).
Пусть далее в качестве огибаемой задана не-
некоторая кривая а — у, принадлежащая звену 2,
начальное положение которой есть положе-
положение at — а, (фиг. 115). Сообщаем обоим звеньям
Так как скорость V] принята постоянной, то
поступательное перемещение звена 2 пред-
представит собой перемещение всех его точек на
постоянный отрезок а, взятый в некотором
масштабе с диаграммы <t2~f(si) (фиг. 116).
Точка А звена 2 бу-
будет занимать после-
последовательно положе-
положения Alf А2,... Соот-
Соответственно кривая
а — а будет занимать
положения а'2 — а'2 t
огд — а3, . .. Враща-
Вращательное Движение Фиг. 116.
звена 2 около оси
А определяется углом <р2, закон измене-
изменения которого дан на графике «р2ч/ (si)
(фиг. ! 16). Имея масштаб углов, можно для
каждого положения звена 2 определить соот-
соответствующий угол ср2 поворота звена 2. Если
обозначить первоначальный угол, образован-
образованный звеном 2 с перпендикуляром к направле-
направлению движения кулачка /, через ср0, то в сле-
следующем положении звено 2 образует с этим
перпендикуляром угол <ро + ?2' потом Угол То4
+ с?2 и т- Д- Откладывая указанные углы, по-
получают последовательные положения а} — «j,
а2 — a2i аз — аЗ" • • огибаемой а — а. Огибаю-
Огибающая р — р всех положений кривой а — а и
образует профиль кулачка 1. Так же как и
в ранее разобранном типе кулачков, угол <ро
может быть отложен на графике <р2*=/E1)
в том же масштабе, как и углы <р2- Тогда от-
отсчёт углов может вестись от новой оси s]
(фиг. 116).
В случае, когда огибаемой является пря-
прямая, профиль кулачка строится аналогичным
образом.
Если в качестве огибаемой выбрана не кри-
кривая или прямая, а, например, точка В (фиг. 117),
Фиг. 115.
общую линейную скорость +vv Тогда кула-
кулачок 1 будет как бы неподвижным, а звено 2
¦будет двигаться сложным движением, переме-
перемещаясь поступательно со скоростью + Vj и вра-
вращаясь окол-® оси А с угловой скоростью со2.
///////////////////////////7///S'//////v///
Фиг. 117.
то огибающая 3 — 3 пройдёт через все после-
последовательные положения точки В. Если в
точке В установлен ролик 3, то практический
профиль 0о — Ро получится как огибающая всех
положений ролика 3.
Вторым случаем данного вида кулачковых
механизмов будет тот случай, когда ведущее
звено, так же как и ведомое, вращается.
Пусть ведущее звено — кулачок 1 — вра-
вращается с постоянной угловой скоростью о»,,
около оси О и пусть в качестве огибаемой,
принадлежащей ведомому звену 2, задана кри-
кривая а — а, поворачивающаяся около Оси А с
ГЛ. I]
ПРОЕКТИРОВАНИЕ ПЛОСКИХ МЕХАНИЗМОВ
37
угловой скоростью <о2 (фиг. 118). Закон изме-
изменения угла поворота «р2 звена 2 пусть задан
графиком 42af(9\) (фиг. 119). Начальное по-
положение кривой а — а пусть будет <Xj — alt a
начальный угол, образованный звеном 2 с пря-
прямой ОА, пусть будет равен cf0 (фиг. 118).
Для нахождения последовательных поло-
положений кривой а — а сообщают звеньям / и 2
общую угловую скорость — o)j. Тогда звено 1
будет как бы неподвижным, а звено 2 будет
В том случае, когда в качестве огибаемой
выбрана прямая, построение кулачка ведётся
так же, как и в только что рассмотренном
случае.
Если в качестве огибаемой задана точка В
(фиг. 120j, то огибающую 3 — Р, представляю-
представляющую собой теоретический профиль кулачка,
мы найдём, соединив все полученные точки Вь
В2, Bs,... плавной кривой. Для получения прак-
практического профиля Ро — Ро необходимо по-
Фиг. 118.
иметь сложное движение, состоящее из равно-
равномерного вращения около оси О на углы <р,
и вращения около оси А на углы ср2, опреде-
определяемые графиком (фиг. 119). Из точки О ради-
радиусом ОА проводят окружность и находят на
ней положения точек А2, А3,... Для этого
делят проведённую окружность на равные дуги,
вмещающие равные углы <plt так как (ai при-
принята постоянной. Далее по графику ср3 —.у(срх)
определяют углы <р2, <?2' ?2 «• • • и ПРИ радиусах
0Л8, ОАг, ОА4,... откладывают углы «ро + Тг*
?+?2» 9о + ?2»"" Таким образом получают
строить положение ролика 3. Огибающая по-
положений ролика и даст практический про-
профиль р0 — Ро кулачка (фиг. 120).
Кинематическое проектирование кулач-
кулачковых механизмов со сложно движущимся
ведомым звеном. Пусть ведомое звено 2
является шатуном четырёхзвенника EDCF
(фиг. 121). Требуется воспроизвести заданное
ряд положений аг — <х1, а2 — <*2'"- огибае-
огибаемой кривой а — а. Огибающая [i — р всех
положений огибаемой а — а и образует про-
профиль кулачка. Для удобства подсчёта углов
1
S?
i
г
2\
21
у
*^
f
3
3'
\
5
5'
\
6
6'
•T'W
К
7
7'
8 '
8'
Фиг. 119.
<р;
?о + ?2» • • • м(>жно начальный угол <ро от-
южить на графике <P2 = /(?i) и отсчёт углов
!ести от новой оси абсцисс <pj (фиг. 119).
Фиг. 121.
сложное движение звена 2 воздействием на
него кулачка 1, если в качестве огибаемой
выбрана точка В звена 2. Так как четырёх-
звенник EDCF представляет собой систему
ОСНОВЫ ТЕОРИИ ЛТЕХАНИЗМОВ
[РАЗД.
с одной степенью подвижности, то для опре-
определённости движения ведомого звена 2 до-
достаточно иметь заданным закон движения ка-
какого-либо одного звена этого четырёхзвенника.
Пусть, например,задан закон изменения угла по-
поворота <р4 звена 4 графиком <P4 = /(?i) (фиг. 122).
Сообщаем обеим
системам общую
угловую ско-
скорость — <юг. Тогда
-,_•— система / —кула-
*6Щ чок 1 —будет как
бы неподвижной, а
система //—четы-
'' рёхзвенник EDCF—
будет последова-
последовательно занимать
будет образовывать
углы ере
положения
При этом
со стойкой
звено 4
EF последовательно
То + ?4» <Ро + ?4' • • • • заданные графиком <р4 - / (?i)
(фиг. 122). Тогда определятся последователь-
последовательные положения точки В, а именно положе-
положения В\, В2, В&... Соединив эти точки плав-
плавной кривой [J — 3, получим теоретический про-
профиль кулачка /. Для получения практического
профиля Ро — Ро следует провести кривую,
огибающую все положения ролика 5, которая
и будет практическим профилем кулачка 1.
Углы передачи в кулачковых механиз-
механизмах. Пусть ведущее звено 1 воздействует на
ведомое 2 с силой Р (фиг. 123), и пусть абсо-
абсолютная скорость \к точки К ведомого зве-
звена 2, к которой приложена сила Р, образует
с направлением силы некоторый угол а. Тогда
работа А силы Р на некотором пути 5 будет
равна
F2)
-J
/У
А — \ Р ds cos a.
Таким образом для получения наибольшей
работы желательно, чтобы направление силы Р
совпадало с направле-
направлением абсолютной ско-
скорости той точки ве-
ведомого звена, к кото-
которой приложена эта
сила. Обычно в меха-
-Л. низмах угол а между
силой Р и абсолютной
скоростью v K точки К
ведомого звена не ра-
равен нулю, вследствие
чеготолько часть силы
используется для со-
сообщения движения
ведомому звену, дру-
другая же часть силы Р вызывает дополнительные
вредные сопротивления трения. Кроме того, при
увеличении угла а можно достигнуть такого
его значения, при котором сопротивления тре-
трения в опорах механизма будут настолько
велики, что работа силы Р будет недостаточ-
недостаточной, для того чтобы привести в движение ве-
ведомое звено. Это явление носит название за-
заклинивания механизма и за исключением
всех тех случаев, где оно используется для
стопорения, оно является следствием непра-
неправильной конструкции.
Пусть абсолютная скорость точки К звена 2
равна \к . В том случае, когда сила трения
Фиг. 123.
в высшей паре не учитывается, направление
силы Р будет совпадать с нормалью N — N
к профилям в точке К их соприкосновения.
Тогда угол а будет образован нормалью N—N
и вектором скорости v^ точки К, принадле-
принадлежащей ведомому звену 2 (фиг. 123).
Угол f, образованный касательной t — t
с вектором скорости v^-, равный
т = 90 — а,
называется углом передачи движения или
для краткости углом передачи.
Так как направление касательной t — t со
впадает с направлением относительной скоро-
скорости \к к точки К звена 2 относительно звена /,
то, очевидно, что углом передачи в высших па-
парах называется угол между направлениями аб-
абсолютной и относительной скоростей точки
соприкосновения /(, принадлежащей ведомому
звену. Чем меньше будет угол -у. тем меньше
будет коэфициент полезного действия меха-
механизма и тем больше будет возможность по
явления заклинивания.
Угол передачи у записывается с двумя ин-
индексами, из которых первый индекс обозна-
обозначает номер ведущего звена, а второй индекс —
номер ведомого звена. Так, если ведущим
будет звено 1, а ведомым — звено 2, то угол
передачи обозначают через у12; при ведущем
звене 2 и ведомом звене 1 угол передачи обо-
обозначают через -f2i-
Угол передачи может быть также опреде-
определён, если соединить исследуемую точку К ве-
ведомого звена 2 (фиг. 124) с его мгновенными
Р ,| ОД
Фиг. 124.
центрами вращения Р2 в абсолютном движе-
движении иЯв-в относительном движении, так
как вектор х% абсолютной скорости точки К,
принадлежащей звену 2, перпендикулярен
к прямой КР<ь, а вектор vK K относительной
скорости той же точки перпендикулярен
к прямой KPq.
Для кулачковых механизмов с поступа-
поступательно движущейся штангой минимально до-
допустимый угол 7min рекомендуется выбирать
равным ymjn = 60°, а для кулачковых механиз-
механизмов с вращательно движущейся штангой
угол Ymin рекомендуется выбирать равным
Динамическое проектирование кулачко-
кулачковых механизмов с поступательно движу-
движущимся ведомым звеном. Задача о проекти-
проектировании кулачкового механизма, у которого
ГЛ.1]
ПРОЕКТИРОВАНИЕ ПЛОСКИХ МЕХАНИЗМОВ
39
ни в одном из положений ведомого звена угол
иередачи не был бы меньшим заданного Ymin>
сводится к нахождению положения оси вра-
вращения кулачка. Пусть задан кулачковый ме-
механизм с поступательно движущимся ведомым
звеном 2 (фиг. 125), имеющим в качестве
огибаемой точку В, и пусть звено 2 находится
в некотором промежуточном положении, для
которого нам известны скорость v? его точки В
Фиг. 125.
и угловая скорость щ звена /. Пусть далее
задан минимальный угол передачи fmin* Тре-
Требуется определить, где должен в данном по-
положении звена 2 находиться центр А вращения
кулачка /, чтобы удовлетворялось условие ми-
минимального угла передачи. Для этого проводят
через точку В прямую tBt, перпендикулярную
к направлению движения звена 2. Очевидно,
что мгновенный центр вращения звена 2 лежит
в бесконечности на этой прямой. В точке В
при этой прямой откладывают вверх и вниз
заданный угол Ymin и проводят прямые Вп
и Вп'. На этих прямых должен лежать мгно-
мгновенный центр вращения Ро в относительном
движении звеньев. Чтобы найти геометриче-
геометрическое место центров А вращения ведущего
кулачка, определяют расстояние APq от центра
вращения А до мгновенного центра враще-
вращения Ро. В общем случае это расстояние опре-
определяется из условия
ds?
It
tit
ds.
F3)
Кроме того, отрезок Р0А всегда перпенди-
перпендикулярен к направлению движения звена 2.
Следовательно, если совместить мгновен-
мгновенный центр вращения, например, с точкой Р^
на прямой Вп, то для определения центра
вращения Л1 кулачка /-надо провести через
точку Ро прямую СВР^СВ, параллельную пря-
прямой tBt, и отложить на
определяемый уравнением
ней отрезок PqA],
dsr
Если мгновенный центр вращения выбрать
в точке Pq1, to для нахождения соответствую-
соответствующего положения ЛИ центра вращения сле-
следует отложить на прямой C'^PqCq, параллель-
параллельной прямой tBt, отрезок Pq Л11, равный
так как
ds.
Таким образом, если мгновенный центр
вращения PQ перемещается по прямой п — я,
проведённой через точку В, то центр враще-
вращения А кулачка перемещается по параллельной
прямой т — т, т. е. геометрическим местом
центров вращения кулачка будет прямая т—/п,
положение которой определяется следующим
простым построением: на прямой tBt откла-
откладывается отрезок BD, равный
пп Vb dSB
t>LJ = — —; »
и через полученную точку D проводится пря-
прямая Dm, образующая с прямой tBt заданный
минимальный угол .давления 7min*
Аналогично, если на прямой п'—я', про-
проходящей через точку В, выбрать ряд поло-
положений мгновенного центра вращения, напри-
например положения Pq11, Pov, ..., то для опреде-
определения соответствующих положений центров
вращения кулачка следует отложить на пря-
прямых СВР^СВ и CbPqCb отрезки
Тогда геометрическим местом центра враще-
вращения кулачка будет прямая т! — т', параллель-
параллельная прямой п' — п'.
Центр А вращения кулачка может быть
выбран в любой точке области, заклю-
заключённой между прямыми т — т и т' — т
(на фиг. 125 она заштрихована), так как при
Фиг. 126.
выборе точки А в этой области угол передачи
будет всегда больше 7min.
Если теперь в каждом положении звена 2
в точках В\, #2, Вь,... (фиг. 126) восстановить
40
ОСНОВЫ ТЕОРИИ- МЕХАНИЗМОВ
[РАЗД.*
перпендикуляры к
звена 2, отложить
отрезки
направлению движения
на них соответствующие
'в.
соединив все найденные точки Dj, D2,
з,... плавной кривой, провести к этой кри-
вой касательные аоао и Ьфй, параллельные
прямым т — /ии т' — т\ то касательные
аоа0 и ЬоЬо ограничат область ЬоКао (эта
область на фиг. 126 заштрихована), в которой
может быть выбран центр А вращения кулачка.
Кулачок будет иметь ми-
минимальные размеры, если
центр вращения кулачка
совпадёт с точкой К-
Если огибаемой звена
2 будет прямая а — а
(фиг. 127), то угол Yi2
будет постоянным и, сле-
следовательно, при проекти-
проектировании необходимо
ТОЛЬКО, ЧТОбы уГОЛ 712'
образованный огибаемой
а—а с направлением дви-
движения звена 2, был мень-
меньше заданного угла fmin.
Если огибаемая прямая а — а образует с напра-
направлением движения звена 2 угол 712 = 90°. то в
этом случае мы получаем наивыгоднейшие,
с точки зрения углов передачи, условия ра-
работы кулачкового механизма.
Динамическое проектирование кулач-
кулачковых механизмов с вращательно движу-
движущимся ведомым звеном. Рассмотрим кулач-
кулачковый механизм с качающимся ведомым
звеном АВ, у которого в качестве огибаемой
выбрана точка В.
Заданными являются: угловые скорости шг
и <ю2 звеньев 1 и 2, длина АВ рычага -2 и ми-
минимальный угол передачи Ymin- Пусть рычаг
АВ (фиг. 123) находится в одном из своих
промежуточных положений. Определим, где
Фиг. 127.
Фиг. 128.
должен в данном положении рычага АВ нахо-
находиться центр О вращения кулачка. Для этого
определим сначала геометрические места
мгновенных центров вращения Ро в относи-
относительном движении при заданном минимальном
угле передачи Ymin. При точке В (фиг. 128)
отрезка АВ строим два угла, каждый из ко-
которых равен Tfmin* Прямые п — п и п'—п'
будут геометрическими местами мгновенных
центров вращения Ро. Пусть, например, мгно-
мгновенный центр вращения находится в точке Ро,
Тогда, если угловые скорости <О) и а>2 имеют
разные знаки, точка О' —центр кулачка — бу-
будет находиться на продолжении прямой АР$
на расстоянии Р0О', определяемом из уравне-
НИЯ РО' Р А °*
Р0О -Р0А--,
т. е. точка Ро будет делить отрезок О'А вну-
внутренним образом на части, обратно пропорцио-
пропорциональные угловым скоростям. При совпадении
знаков угловых скоростей ш1 и <ю2 точка Р^
будет делить отрезок О'А в том же отно-
отношении внешним образом. Если мгновенный
центр будет находиться в точке Ро, то центр
вращения кулачка будет находиться соответ-
соответственно в точке О" и т. д. Геометрическим
местом центров вращения О кулачка будет,
очевидно, прямая т' — т', параллельная пря-
прямой п' —п' и проходящая через точку D. По-
Положение точки D на продолжении прямой АВ
определится из уравнения
Если далее через точку D провести пря-
прямую т — т, параллельную прямой п — п, то
она и будет вторым геометрическим местом
центров вращения кулачка. Область, заклю-
заключённая между прямыми т — т и т'—т',
будет областью возможного расположения
центров вращения кулачка, удовлетворяющего
условию наличия в рассматриваемом положе-
положении угла передачи, не меньшего, чем заданный
минимальный угол передачи 7min (на фиг. 128
область эта заштрихована). Проведя анало-
аналогичные построения для последующих поло-
жений звена 2, находят область возможного
расположения центров кулачка 1.
ЗУБЧАТЫЕ МЕХАНИЗМЫ
(см. стр. 86-94 и 212—358)
ЧЕТЫРЁХЗВЕННЫЕ МЕХАНИЗМЫ
С НИЗШИМИ ПАРАМИ
Условия Грасгофа. Вопрос о соотноше-
соотношениях между длинами звеньев механизмов
имеет весьма большое значение при решении
задач синтеза механизмов.
Связь между размерами звеньев четырёх-
звенных механизмов и их движением может
быть представлена мате-
математически в виде не-
некоторых неравенств. Эти
неравенства носят на-
название условий Грас-
Грасгофа. Пусть дан меха-
механизм шарнирного че-
тырёхзвенника (фиг. 129),
длины звеньев которого
обозначены через а,
Ь, с и d; причём а < b < с < d. Звено а такого
механизма будет кривошипом, т. е. будет по-
поворачиваться на угол в 360°, если
d + а < b + с.
Фиг. 129.
ГЛ. I]
ПРОЕКТИРОВАНИЕ ПЛОСКИХ МЕХАНИЗМОВ
.' Таким образом, для того чтобы звено а
было кривошипом*, необходимо, чтобы сумма
длин наименьшего и наибольшего звеньев
была меньше суммы двух других звеньев.
Если в механизме, у которого а < b < с < d,
сделать неподвижными звенья b или d, то мы
получим кривошипно-коромысловый механизм.
Если неподвижным сделать наименьшее звено а.
то механизм будет двухкривошипным, и, на-
наконец, если неподвижным сделать звено с, то
механизм превращается в двухкоромисловый.
Анализ всех возможных случаев располо-
расположения звеньев шарнирного четырёхзвенника
и соотношений между их размерами приводит
к так называемой теореме Грасгофа.
„Все шарнирные четырёхзвенники распре-
распределяются по двум группам. К первой относятся
те, в которых сумма наименьшего и наиболь-
наибольшего звеньев меньше или равна сумме двух
других звеньев; ко второй — в которых эта
сумма больше суммы остальных. Механизмы
первой группы при постановке на наименьшее
звено представляют собой двухкривошипные
механизмы, при постановке на ,
звено, смежное с наимень-
наименьшим, — кривошипно - коромы-
словые, причём кривошипом
служит наименьшее звено, а
при постановке на звено, про-
противоположное наименьшему, —
двухкоромысловое. Механиз-
Фиг. 131.
Фиг. 130.
щ второй группы — все двухкоромысловые".
В кривошипно-шатунном механизме
(фиг. 130) звено а будет тогда кривошипом,
когда
а < Ь — е,
где е есть дезаксиал. Кривошип а будет ко-
коромыслом, если
а > Ь—-е.
Наконец, для кулисного механизма (фиг. 131)
звено с (кулиса) будет кривошипом тогда,
когда
а > d + e.
Кулиса с будет коромыслом тогда, когда
а < d + e.
Проектирование по двум заданным по-
положениям. Пусть два положения В^Сх и
В'^Съ шатуна ВС шарнирного четырёхзвен-
четырёхзвенника (фиг. 132) заданы положениями шар-
шарниров В и С. Требуется найти положение
¦ Здесь под кривошипом подразумевается звено, вхо-
входящее во вращательную кинематическую пару со стойкой
и могущее совершать полный оборот.
Обычно в теории механизмов при изучении струк-
структуры механизмов под кривошипом подразумевают веду-
ведущее звено механизма, входящее в кинематическую пару
со стойкой, причём такое звено называют кривошипом
даже в том случае, когда оно совершает относительно
стойки поступательное движение, т. е. является ползуном.
центров вращения звеньев четырёхзвенника,
соединённых в "кинематические пары со стой-
стойкой. Точки Вг и В% должны лежать на окруж-
окружности некоторого центра А, а точки Cj и С2 —
на окружности некоторого центра D. Через две
точки можно провести бесчисленное множе-
множество окружностей. Геометрическим местом цен-
т ов этих окруж-
окружностей будет пря-
прямая 1 — 1, перпен-
перпендикулярная к от-
отрезку ВХВ% и про-1
ходящая через
точку п, которая
делит отрезок BtB2
пополам. Точку А
можно выбрать со-
совпадающей с лю-
любой точкой прямой
/—1. Аналогично
точка D может
быть выбрана в любом месте прямой 2—2,
перпендикулярной к отрезку СЛС2 и проходя-
проходящей через точку /и, которая делит этот отрезок
пополам. Таким образом можно построить бес-
бесчисленное множество механизмов, выполняю-
выполняющих указанное задание. Дополнительные огра-
ограничения могут быть наложены, если, например,
поставить условие, чтобы механизм был двух-
двухкривошипным или кривошипно-коромысловым
и т. д. Тогда необходимо дополнительно удо-
удовлетворить условиям Грасгофа.
Если требуется, чтобы одна из точек
звена ВС, например точка С, перемещалась
по прямой CiC2, то очевидно, что центр D-
должен находиться в бесконечности, и враща-
Фиг. 133.
тельная пара D переходит в поступательную^
пару (фиг. 133); получаем кривошипно-шатун-
ный механизм.
Можно потребовать дополнительно, чтобы
при заданных положениях звена ВС углы пово-
поворота звеньев АВ и ?>Сбыли также вполне опре-
определёнными. Например, чтобы угол поворота
звена АВ равнялся а, а угол поворота звена
DC равнялся $ (фиг. 134). Тогда соединяют точки
Фиг. 134.
Bi и В2 прямой и откладывают при точках В,
и В2 углы, равные 90° ^-. Точка пересе-
42
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД.
чения А прямых В^ и Вф2 и определит по-
положение оси вращения звена АВ. Точно так
же, если соединить точки С\ и С2 и при этих
точках отложить углы 90° ~- , то точка D
пересечения прямых CjC3 и С2с2 определит
положение оси вращения звена DC.
Проектирование по трём заданным по-
положениям. Пусть требуется построить шар-
шарнирный четырёхзвенник, если три положения
ВгСг, В2С2 и BSC3 шатуна ВС заданы поло-
положениями его шарниров В и С (фиг. 135). За-
Задача сводится к нахождению центра окруж-
(ас,
Фиг. 135.
июсти, проходящей через три заданные точки.
Эта задача имеет только одно решение. Со-
Соединяют точки В] и Б2 и в середине отрезка
В\В2 восстанавливают перпендикуляр щ — п.\.
Затем соединяют точки В2 и В3 и в середине
отрезка В2ВВ восстанавливают перпендикуляр
п2 — п2. Положение оси А найдётся на пере-
пересечении перпендикуляров пх — пх и л2 — п2-
Аналогично на пересечении перпендикуляров
тг — mi и тп2 — т2 найдётся положение оси D.
Если точки Си С2 и С% заданы на прямой, то
звено CD выполняется в виде ползуна так,
как это было сделано на фиг. 133. Тем же
методом может быть решена и задача о про-
проектировании схемы четырёхзвенника по трём
положениям ведомого коромысла или ползуна.
Пусть заданы три положения коромысла: DC,
DiCx и D^C2 (фиг. 136). Можно ещё задаться
Фиг. 136.
тремя произвольными положениями СВ, СгВи
С2В2 шатуна СВ относительно ко омы ела, для
чего можно задаться углами a, aj и а2, обЛа-
зуемыми шатуном и коромыслом. Тогда опре-
определится положение точек В, Вг и В2 криво-
кривошипа АВ. Нахождение точки А и длины кри-
кривошипа АВ сведётся к построению окружности,
проходящей через точки В, В\ и В2.
Случай проектирования схемы четырёх-
звенного механизма, когда заданы три поло-
положения двух его звеньев, приведён на фиг. 137.
где заданы положения кривошипа АВ, зани-
занимающего последовательно положения АВ, АВ'
и АВ", а также положения коромысла DE,
занимающего последовательно положения DE,
DE' и DE". Требуется определить длину ша-
шатуна, образующего кинематические пары со
звеньями АВ и DE. Пусть шатун образует
с кривошипом АВ вращательную пару В. На-
Находят положение оси вращательной пары С,
которую образует шатун и коромысло, для
чего определяют положения точки В криво-
кривошипа относительно коромысла DE. В первом
Фиг. 137.
положении точка В и точки D и Е коро-
коромысла DE образуют треугольник DBE, во
втором положении точка В' и точки D и Е'
коромысла DE' образуют треугольник DB'E'
и, наконец, в третьем положении точка В"
и точки D и Е" образуют треугольник DB"E'.
Чтобы найти положения точки В в её движе-
движении относительно звена DE, остановим это
звено. Тогда в первом положении точка В будет
занимать прежнее положение (положение В$).
Второе положение точки В — положение Во —
найдётся, если сторону DE' треугольника DB'E'
совместить со стороной DE треугольника DBE',
получим точку BQ. Третье положение точ-
точки В — положение Во — найдётся, если сто-
сторону DE" треугольника DB'E" совместить со
стороной DE треугольника DBE.
Таким образом точка В, двигаясь относи-
относительно звена DE, последовательно занимает
положения Во, Во и BQ. Так как в рассматри-
рассматриваемом относительном движении точка С ша-
шатуна будет неподвижной, а точка В шатуна
занимает положения Во, в'о и Bq, to точка С
является центром^ окружности, проходящей
через точки /?0, Во и В^. Положение точки С
найдётся обычным способом. Для этого со-
соединяют точки Во, Bq и Bq прямыми и из се-
середин пит отрезков Вов'о и В0В0 проводят
перпендикуляры пС и тС. Точка С пересече-
пересечения этих перпендикуляров и определит поло-
положение оси вращательной пары С. Таким обра-
образом требуемая схема четырёхзвенного меха-
механизма представится механизмом ABCD. При
трёх заданных положениях кривошипа и коро-
ГЛ. Г]
ПРОЕКТИРОВАНИЕ ПЛОСКИХ МЕХАНИЗМОВ
43
мысла решение будет единственным. При двух
заданных положениях точка С может быть
выбрана в любой точке перпендикуляра, вос-
восстановленного в середине отрезка, соединяю-
соединяющего соответствующие положения точки В.
Совершенно аналогично решается задача,
если вместо положений коромысла заданы
положения ползуна. Решение приведено на
фиг. 138, где заданы три положения АЕ, АЕ'
и АЕ" кривошипа и три положения С, С и С
ползуна.
Проектирование по коэфициенту изме-
изменения скорости хода. Пусть четырёхзвен-
ник ABCD имеет ведущим звеном кривошип АВ
(фиг. 139). Крайними положениями коромысла
пусть будут положения DC и DC". В этих
положениях кривошип АВ и шатун ВС вытя-
вытягиваются в одну прямую. Тогда при переходе
коромысла из положения DC в положение DC"
кривошип АВ повернётся на угол <р", а при
переходе из положения DC" в положение DC
кривошип АВ повернётся на угол <р\ Следо-
Фиг. 139.
вательно, если кривошип АВ вращается с по-
постоянной угловой скоростью, то отношение
углов поворота <р' и <р" будет равно
Т"^' F4)
где V и f — интервалы времени, соответ-
соответствующие повороту кривошипа АВ на углы
«р' и <р". За интервалы времени /' и t" точка С
пройдёт пути, равные дугам
\-> С'С" — w С'С'. F5)
Очевидно тогда, что средние скорости точ-
точки С при прохождении дуг С'С" и С"С не
будут равны. Средняя скорость v" при пере-
переходе точки С из положения С в положение С"
будет равна
v' - w С'с'
7
F6)
а средняя скорость v' при переходе точки С
из положения С в положение С будет равна
; С'С'
v
F7)
Разделив уравнение F6) на уравнение F7)
и принимая во внимание уравнения F4) и F5).
получаем
?i *¦ -?;-/(. F8)
v' t ср
Величина К носит название коэфициента
изменения скорости хода. Из фиг. 139 сле-
следует, что величина коэфициента К равна
180 + е
180-в"
F9)
Угол G, образованный направлениями АС и
АС", находится по формуле
е = ш^1. G0,
С проектированием механизма по задан-
заданному коэфициенту изменения скорости хода
мы встречаемся в тех случаях, когда тре-
требуется, чтобы движение ведомого звена про-
происходило с различными средними скоростями
в периоды прямого и обратного ходов.
Проектирование схемы механизма шарнир-
шарнирного четырёхзвенника по заданному коэфи-
коэфициенту К может быть сделано следующим об-
образом. По заданному К вычисляют, пользуясь
формулой GU), угол 6. Далее, строят заданные
крайние положения коромысла CD (фиг. 140).
Пусть они образуют некоторый угол <\>. Точки С
и С" соединяют прямой и строят угол 0, опи-
опирающийся на эту прямую. Для этого в точке С
Фиг. 140.
восстанавливают к отрезку С'С" перпендику-
перпендикуляр С"п и при отрезке С'С" строят угол 90°—9.
Тогда угол С"АС будет равен б. Через точки
С, С" и А проводят окружность/.. Центр вра-
вращения А кривошипа АВ может быть выбран
в любой точке окружности L, но так, чтобы
удовлетворялись условия Грасгофа. В самом
деле, соединив любую точку окружности L
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД.
с точками С и С", можно получить угол
между прямыми АС и АС", равный 0. Пусть,
например, центром вращения кривошипа вы-
выбрана точка Ах. Тогда отрезки АХС и АХС
будут соответственно равны
АХС- 1 + г,
AtC- l — r.
G1)
где / и г —- соответственно длины кривошипа
АВ и шатуна ВС.
Из уравнений G1) следует, что
АгС — AiC'
'" 2~" *
г-АВ -
Из точки А\ делают засечку дугой ради-
радиуса АХС" до пересечения с линией АгС в
точке Е. Тогда отрезок ЕС будет равен 2г,
откуда
ЕС
'"•
Откладывают из точки Ах на прямой АХС
ЕС
отрезок АгВ', равный -~—, а на прямой АгС"—
ЕС
отрезок АгВ", также равный — jr-. Таким об-
образом получают четырёхзвенный шарнирный
механизм, обладающий заданным коэфициен-
том К. Так как в качестве центра вращения А
звена АВ может быть выбрана любая точка
окружности L, то, очевидно, можно наложить
на размеры звеньев механизма какое-либо до-
дополнительное условие. Например, можно за-
задаться длиной р неподвижного звена AD.
Тогда, если из точки D провести окружность М
радиуса р, то точки А2 и Л3 пересечения
окружностей М и L и определят возможные
центры вращения звена АВ. Отметим, что
точки А могут быть также выбраны на окруж-
окружности L', симметричной окружности L.
Аналогично может быть решена задача о
проектировании схемы кривошипно-шатунного
!*еханизма по заданному коэфициенту /С Для
этого по заданному коэфициенту К опреде-
определяют угол 6. Далее на оси движения х ~ л
ползуна С отмечают крайние положения С и
С" ползуна (фиг. 141). В точке С восстана-
восстанавливают перпендикуляр Сп. При точке С от-
откладывают угол 9СР — 6. Тогда определится
положение точки А — одной из точек окруж-
окружности, вмещающей углы 0. Проводят через
точки С',; А и С окружность L и симметрич-
симметричную ей окружность L'. Центром вращения
звена АВ может быть выбрана любая точка,
лежащая на окружностях L и L', но при усло-
условии, чтобы удовлетворялись условия Грас-
гофа.
На фиг. 141 в качестве центра вращения
звена АВ выбрана точка Ах, Тогда анало-
Фиг. 141.
гично ранее рассмотренному построению опре-
определится длина кривошипа АВ и шатуна ВС.
В качестве дополнительного условия можно
задать, например, размер е дезаксиала.
Рассмотрим также кулисный механизм с
кулисой, качающейся около оси D (фиг. 142).
Из чертежа непосред- п
ственно следует, что
угол 6 равен углу ф по-
поворота кулисы. Следо-
Следовательно, при проекти-
проектировании кулисного меха-
механизма коэфициент К
определится заданным
углом качания ф кулисы,
т. е.
180+ф
А"80 — ф *
Данному значению Фиг. 142.
коэфициента К будут
удовлетворять различные точки прямой Dn,
делящей угол ф пополам. В качестве допол-
дополнительного условия может быть задано рас-
расстояние AD между неподвижными точками А
и D. При задании расстояния AD необходимо
учитывать, что радиус кривошипа АВ должен
быть меньше расстояния AD.
КИНЕТОСТАТИКА ПЛОСКИХ МЕХАНИЗМОВ
ОПРЕДЕЛЕНИЕ СИЛ ИНЕРЦИИ
Величина, направление и линия действия
сил инерции. Все силы инерции звена меха-
механизма, совершгющего плоско - параллельное
движение, могут быть сведены к силе инерции
Рл„ приложенной в его центре тяжести и рав-
равной
G2)
и паре сил инерции, момент Ми которой
равен
Ми Jss. G3)
В уравнении G2) т — масса звена и а^-
вектор полного ускорения точки S — центра
тяжести звена.
В уравнении G3) Js — момент инерции звена
относительно оси, проходящей через его центр
тяжести S, а в — угловое ускорение звена.
ГЛ. I]
КИНЕТОСТАТИКА ПЛОСКИХ МЕХАНИЗМОВ
45
Таким образом для определения величины
силы инерции Рц звена плоского механизма
Г кг-секг~\
надо знать величину его массы т ' ¦ •
которая предполагается сосредоточенной в
центре тяжести 5, и величину вектора а$
[JL}
[сек2 \
полного ускорения этой точки.
Вектор полного ускорения центра тяжести в
механизмах удобнее всего определять по плану
ускорений звеньев (см. стр. 16 — 20). Пусть,
например, дано звено ВС (фиг. 143, а) и за-
заданы полные ускорения а^ и а^ его точек В
Фиг. 143.
и С в виде отрезков (кЬ) и (кс) на плане уско-
ускорений в некотором масштабе (лд (фиг. 143, б).
Для того чтобы определить полное ускорение
точки 5 — центра тяжести звена, соединяем
точки Ъ и с на плане ускорений (фиг. 143, б)
и делим этот отрезок в том же отношении,
в каком точка 5 делит звено ВС на схеме
(фиг. 143, а). Соединив полученную точку s
с точкой тс, получаем, что полное ускорение а$
точки 5 по величине будет равно
Сила инерции Ры звена ВС направлена в
сторону, обратную направлению полного уско-
ускорения точки 5, т. е. в сторону, противопо-
противоположную направлению вектора а$.
Для определения момента Мц пары от сил
инерции необходимо знать момент инерции J$
iKZ-M-cen2] звена ВС относительно оси, про-
проходящей через его центр тяжести S, и угло-
угловое ускорение s I - звена. Величина угло-
углового ускорения ? может быть определена по
плану ускорений (фиг. 143, б) из уравнения
инерции сведутся к одной силе, приложенной
в центре тяжести 5 звена и направленной
в сторону, противоположную ускорению а$
(фиг. 144).
Если звено только вращается около оси,
проходящей через его центр тяжести, то уско-
ускорение центра тяжести 5 этого звена равно
нулю, т. е.
и, следовательно, сила инерции Ра будет так-
также равна нулю, т. е.
Р„=0.
Если в этом случае угловое ускорение
этого звена не равно нулю, то воздействие
сил инерции на звено сведётся к паре сил с
моментом Мц, равным
Мв=—•/$••
Такой случай может иметь место, напри-
например, для неравномерно вращающихся деталей
(шкивы, барабаны, роторы и т. д.), у которых
центр тяжести S совпадает с осью вращения.
При равномерном же вращении таких деталей
силы инерции и моменты от сил инерции будут
равны нулю (при плоской задаче).
В случае неравномерного вращательного
движения звена ВС около некоторой непо-
Фиг. 144.
Фиг. 145.
движной оси В, не проходящей через его центр
тяжести S (фиг. 145), воздействие сил инер-
инерции на звено может быть представлено в виде
силы инерции Рц, приложенной в его центре
тяжести 5, направленной в сторону, противо-
противоположную направлению ускорения а$, и равной
аСВ 1>.а (ПС)
G4)
где |ia и \xt — масштабы ускорений и длин,
а'св — величина тангенциального ускорения
точки С относительно точки В и Lrq— рас-
расстояние от точки В до точки С. Момент Ма
будет иметь знак, обратный знаку углового
ускорения е.
Если звено движется поступательно с не-
некоторой переменной скоростью v, то его сила
инерции Рц будет равна
Рц = — /иа5,
где т — масса тела, а 05- ускорение его
центра тяжести. Так как угловое ускорение s
звена равно нулю, то, следовательно, пара сил
инерции будет также равна нулю, и все силы
и пары сил инерции с моментом Ми, равным
Ми= — Jss,
где Js — момент инерции звена относительно
оси, проходящей через его центр тяжести 5.
Сила Рм и момент Мм могут быть заме-
заменены одной силой Pu, равной Рм=— mas и
приложенной в центре качания К этого звена
(фиг. 146). Положение центра качания (см.
т. 1, кн. 2, стр. 43) определится по следую-
следующей формуле:
LBK==LBS + -mLj3s ' G5)
где LBK — расстояние от центра вращения зве-
звена—точки В до центра качания — точки К,
46
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
LBS — расстояние от точки В до центра тяже-
тяжести звена — точки 5, Js — момент инерции зве-
звена относительно его центра тяжести S, а т —
масса звена.
Если звено имеет сложное движение, то
в общем случае на него будет также действовать
сила инерции Ри и пара сил инерции с момен-
моментом Ми. Эта сила и пара могут быть также
заменены одной силой, равной Рм, точка при-
приложения или линия действия которой нахо-
находится следующим образом.
Пусть требуется определить точку прило-
приложения или линию действия силы инерции зве-
звена ВС, имеющего сложное движение, если за-
в предположении, что осью вращения является
точка В. Положение этого центра качания Къ
определится из уравнения
Фиг. 146.
кон распределения ускорений его точек задан
планом ускорений ъЪс (фиг. 147, б). Полное
ускорение as центра тяжести 5 звена ВС
равно
я =и (—N G61
где (ло — масштаб плана ускорений.
Уравнение G6) может быть представлено
так:
т.е. вектор (tcs) может быть представлен в виде
геометрической суммы векторов (nb) и (bs).
Соответственно полная сила инерции Рв звена
ВС может"быть представлена как геометриче-
геометрическая сумма
Р«= [— пцха (Щ + [- т{ха (bs)]. G8)
Первое слагаемое этой геометрической
суммы представляет собой силу инерции в пере-
переносном поступательном движении звена ВС
с ускорением, равным ускорению точки В.
Второе слагаемое этой суммы представляет
собой силу инерции в относительном враща-
вращательном движении звена около точки В. Пер-
Первая составляющая силы инерции как сила инер-
инерции в поступательном движении может быть
приложена в центре тяжести 5 звена. Обо-
Обозначим эту силу через Рн и приложим её в
точке S, направив в сторону, противополож-
противоположную направлению ускорения ад точки В, т. е.
вектора (тхЬ) (фиг. 147, б).
Вторая составляющая силы инерции как
сила инерции во вращательном около точки В
движении, которую мы обозначим через Р^,
приложена в центре качания Ко этого звена
Jb
mL.BS
G9)
где JB — момент инерции звена ВС относи
тельно точки В. Полная сила инерции звена —
сила Р„ — будет суммой сил Р^ и р"и, т. е.
Так как силы Ри и Р^ приложены к одному
и тому же звену ВС, то пересечение линий
их действия даст точку Т, через которую про-
проходит линия действия полной силы инерции Р„
(фиг. 147, а). Сила Рн может быть опреде-
определена непосредственно из уравнения G2), по-
поэтому нет необходимости в раздельном опре-
определении её составляющих Ри и Р^. Доста-
Достаточно определить только положение точки Т
на звене ВС, в которой и будет приложена
полная сила инерции Рц. Для этого проводим
через точку 5 направление, параллельное век-
вектору (кЬ) плана ускорений, а через точку К<*
направление, параллельное вектору (sb) плана
ускорений. Пересечение этих направлений даст
искомую точку Т приложения силы Ри. В каче-
качестве точки приложения полной силы инер-
инерции Ри может быть выбрана любая точка пря-
прямой / — /, проходящей через точку Т парал-
параллельно вектору (its).
Иногда движение звена ВС удобнее рас-
рассматривать как состоящее из поступательного
движения с ускорением, равным ускорению
не точки В, а какой-либо другой точки звена,
например точки С. Тогда мы получим неко-
некоторую другую точку приложения полной силы
инерции Рм, но лежащую на том же самом
направлении / — /.
Пример. Определить силы инерции звеньев меха-
механизма двухцилиндрового двигателя, показанного на
фиг. 148, а, у которого кривошип АВ имеет заданную по-
постоянную угловую скорость «о. Массы звеньев и их мо-
моменты инерции известны. Буквами 5 с соответствующими
индексами обозначены центры тяжести звеньев.
По заданной угловой скорости и> строим план скоро-
скоростей (фиг. 148,6) и план ускорений механизма (фиг. 148, в).
Для определения величины сил инерции отдельных
звеньев умножаем величины полученных ускорений их
центров тяжести на соответствующие массы.
Если обозначим величину ускорения центра тяже-
тяжести 5 отдельного звена через а с индексом, соответ-
соответствующим номеру этого звена, а его массу—через т
с тем же индексом, то получим
где |».д --масштаб плана ускорений. Направления полу
ченных сил инерции определятся по плану ускорений.
Так, сила PHj будет иметь направление, противополож-
противоположное направлению а^ и т. д. Для определения точек при-
приложения полных сил инерции воспользуемся методами,
изложенными выше.
Так как звено / — кривошип АВ — вращается с по-
постоянной угловой скоростью, то его сила инерции Ри
будет приложена в точке St (фиг. 149, б). Звенья 3 и 5
ГЛ. II
КИНЕТОСТАТИКА ПЛОСКИХ МЕХАНИЗМОВ
47
совершают поступательное движение. Следовательно, их
силы инерции Рм и Рц будут приложены в их цен-
центрах тяжести S3 и Ss, совпадающих с точками С и D
(фиг. 149, б).
Для определения точек приложения полных сил
инерции звеньев 2 и 4. имеющих сложное движение.
Фиг. 148.
определяем положение точек Kt и АГ4 (фиг. 149, а), пред-
представляющих собой центры качания звеньев 2 и 4, в пред-
предположении, что центрами ускорений или точками подвеса
этих звеньев будет точка В. Имеем
где У, и Л — заданные моменты инерции звеньев 2 и 4
относительно осей, проходящих через центры тяжести
St и S«.
Точка приложения Г, полной силы инерции звена 2
найдётся на пересечении направления, параллельного
ускорению ад точки В, проведённого через точку Sa,
с направлением, параллельным относительному ускоре-
ускорению а$ в точки $я относительно точки В, проведённым
через точку к' (фиг. 149, а). Первое направление будет
параллельно отрезку {кЬ) плана ускорений, а второе на-
направление будет параллельно отрезку (bs2) плана уско-
ускорений (фиг. 148, в). Точно так же точка приложения Г4
силы инерции звена 4 найдётся на пересечении напра-
направления, параллельного ускорению ад точки В, прове-
проведённого через точку St, с направлением, параллельным
относительному ускорению 85 д точки St относительно
точки В (фиг. 148, в). В точках Tt и Г4 прикладываем
соответственно силы Ри и Ри< (фиг. 149, б). Так опре-
определяются силы инерции звеньев рассматриваемого ме-
механизма по величине, направлению и линии действия.
Учёт сил инерции методом замещающих
точек. Вместо приведения всех сил инерции
звена к силе и паре сил или к одной силе
инерции, приложенной в определённой точке
этого звена, в случае звеньев, имеющих пло-
плоскость симметрии,параллельной плоскости дви-
движения, заменяют эти силы силами инерции
масс, точечно сосредоточенных в так назы-
называемых замещающих точках. Для того что-
чтобы результирующая сила инерции масс, со-
сосредоточенных в замещающих точках, равня-
равнялась силе инерции всего звена, необходимо,
чтобы удовлетворялись следующие условия:
1) сумма масс, сосредоточенных в заме-
замещающих точках, должна равняться массе всего
звена;
2) общий центр тяжести масс, сосредото-
сосредоточенных в замещающих точках, должен совпа-
совпадать с центром тяжести звена.
Удовлетворение этих двух условий даёт
так называемое статическое размещение
массы звена массами, сосредоточенными в за-
замещающих точках. Для того чтобы результи-
результирующая пара сил инерции масс, сосредото-
сосредоточенных в замещающих точках, равнялась
паре сил инерции звена, необходимо дополни-
дополнительно к первым двум условиям удовлетво-
удовлетворить следующему третьему условию:
3) необходимо, чтобы результирующий мо-
момент инерции масс, сосредоточенных в заме-
замещающих точках относительно оси, проходящей
через общий центр тяжести, равнялся моменту
инерции звена относительно этой же оси.
Удовлетворение этого третьего условия
вместе с двумя первыми даёт так называемое
динамическое размещение массы звена мас-
массами, сосредоточенными в замещающих точках.
Указанные условия статического и дина-
динамического размещения могут быть предста-
представлены в виде следующих уравнений:
(81)
(82)
(83)
1
В уравнениях (80)—(83) т-, — масса,сосредо-
масса,сосредоточенная в замещающей точке с номером /;
т — масса всего звена; х-г и у,- — координаты
/-й точки относительно осей, проходящих через
центр тяжести — точку S, и Js— момент инер-
инерции звена относительно оси, проходящей че-
через точку 5. Соблюдение уравнений (80) — (82)
даёт статическое размещение, а соблюдение
уравнения (83) вместе с уравнениями (80) —
(82) — динамическое размещение.
В общем случае динамически можно разме-
разместить массу т какого-либо звена Q (фиг. 150),
имеющего центр тяжести в точке S, по че-
четырём произвольно выбранным точкам А, В.
С и D.
48
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД.
Уравнения (80) — (83) для этого случая
будут следующими:
т
т
в
= т;
тАхА + тв хв + тсхс + mDxD "
АхА
в хв
схс
+твУв+ тсУс
тА а2 + тв Ь2 + тс с2 +
DxD
1)Уо " °
— Js.
(84)
В уравнениях (84) тА, тв, тс, mD —
искомые массы, сосредоточенные соответст-
соответственно в точках А, В, С и D; т — заданная
масса звена Q; (хАуА); (хвув); (хсус);
i — заданные координаты точек А, В, С и
D относительно осей
х иу, проходящих че-
через центр тяжести зве-
звена — точку S, и Js —
; заданный моментинер-
ции звена относитель-
относительно оси, проходящей че-
Cv D~/ рез точку S. Массы
тА, тв, тс и тD оп-
Фиг. 150. ределятся совместным
решением уравнений
(84).
Если требуется разместить динамически
массу звена Q по трём точкам А, В и S,
лежащим на одной прямой, причём точка S—
центр тяжести звена Q (фиг. 151), то коорди-
координатную ось х — л: можно принять совпадающей
с этой прямой,тогда уравнения будут иметь
следующий вид:
тАа — твЬ — 0;
(85)
J
В этих уравнениях через а обозначено
расстояние от точки 5 до точки А, а через b—
до точки б.
Величины а и Ь, определяющие положение
двух точек А и В, могут быть заданы произ-
произвольно.
Из уравнений (85) получаем
Л
al
тв =
mab j
Ы
где l°-
При динамическом размещении массы
звена Q (фиг. 151), имеющего центр тяжести
Фиг. 151.
в точке 5, по двум точкам А и В, лежащим
на прямой, проходящей через точку S, урав-
уравнения (85) будут иметь следующий вид:
А в
тЛа — то 6 = 0;
mAa'z + m
Js.
(86)
При таком размещении задаться можно
положением только одной из точек А и В,
Если задаться, например, положением точки А,
то положение точки В определится в резуль-
результате совместного решения уравнений (86).
Величина Ь — расстояние точки В от точки
5 — будет равна
(87)
где а — расстояние точки А от точки S, ко-
которое может быть выбрано произвольно.
Массы тА и тв будут равны
Из уравнения (87) следует, что положение
точки В совпадает с положением центра ка-
качания звена Q при условии подвеса его
в точке А [ср. формулу G5)].
В механизмах при размещении масс звеньев
удобнее всего выбирать в качестве тех точек,
по которым размещаются массы, оси шарни-
шарниров и центры тяжести самих звеньев.
При решении некоторых практических за-
задач бывает достаточно ограничиться только
статическим размещением масс, т. е. удовле-
удовлетворить уравнениям (80) — (82).
При статическом размещении массы звена
по трём точкам имеем следующие уравнения:
+ т,
т\
(88)
Из этих уравнений следует, что точки
А, В и С могут быть выбраны произвольно,
т. е. статическое размещение допускает раз-
размещение масс по трём произвольно выбран-
выбранным точкам. Величины масс тд, /ид и т^
могут быть определены совместным решением
уравнений (88).
При статическом размещении масс звена
по двум точкам А л В, положение одной из
них, например точки А, может быть задано
совершенно произвольно, вторая же точка -
точка В — обязательно должна лежать на
прямой, проходящей через точку А и центр
тяжести звена — точку 5, расстояние же b
точки В от точки 5 может быть задано
также произвольно.
Уравнения для определения величин масс
тА и тн в этом случае имеют вид
т. + та=т и т .а-т.
В
откуда
т я = т
г- и т „ - т
а+b в
а+о
ОПРЕДЕЛЕНИЕ ДАВЛЕНИИ
В КИНЕМАТИЧЕСКИХ ПАРАХ
Условия статической определимости. За-
Задача определения давлений (; еакций) в кине-
кинематических парах механизма, находящегося
под действием заданных сил и моментов, сво-
ГЛ. I]
КИНЕТОСТАТИКА ПЛОСКИХ МЕХАНИЗМОВ
49
дится к совместному решению уравнении рав-
новееия, написанных для кинематических це-
цепей и отдельных звеньев. При этом, кроме
внешних действующих сил, в рассмотрение
вводятся и силы инерции звеньев.
Для выяснения вопроса о том, какие кине-
кинематические цепи являются статически опреде-
определимыми, рассмотрим, как будут, направлены
реакции в различных кинематических парах
плоских механизмов, если силы трения в них
не учитываются. Во вращательной паре
V класса реакция одного звена на другое про-
проходит через центр шарнира, т. е. известна её
точка приложения. Величина и направление
этой реакции неизвестны, так как они зависят
от величины и направления внешних сил, при-
приложенных к звеньям пары. В поступательной
паре V класса реакция направлена перпенди-
перпендикулярно к направлению движения этой пары,
т. е. известно её направление, но неизвестны
её точка приложения и её величина. В выс-
высшей паре IV класса реакция приложена в точке
соприкосновения и, если не учитывать сил
трения, направлена по общей нормали, прове-
проведённой к соприкасающимся профилям в точке
их соприкосновения, т. е. известны её напра-
направление и её точка приложения. Таким обра-
образом, для определения реакции в каждой из
низших пар необходимо найти по две неизве-
неизвестные величины, а для определения реакций
в высших парах — только одну неизвестную
величину.
Обозначим число подвижных звеньев пло-
плоской кинематической цепи через я, число пар
V класса через ръ и число пар IV класса —
через /74. Так как для каждого звена, со-
совершающего плоско-параллельное движение,
можно написать три уравнения равновесия,
то очевидно, что число уравнений, которое
мы сможем составить при п звеньях, будет
равно Зп. Число неизвестных, которое необ-
необходимо определить, будет равно: для пар
V класса — 2р5 и для пар IV класса— /?4.
Следовательно, кинематическая цепь будет
статически определима, если удовлетворяется
условие
(89)
откуда
Зп — 2рь
(90)
Сравнивая уравнение (90) с уравнением A8)
{см. стр. 8), видим, что уравнению (90) удо-
удовлетворяют кинематические цепи, являющиеся
группами. Таким образом, статически
определимыми кинематическими цепями
являются группы.
Так как для любого механизма с парами
IV класса может быть всегда получен заме-
заменяющий механизм, образованный только низ-
низшими парами V класса (см. стр. 7 и 8), то для
рассмотрения общего случая достаточно огра-
ограничиться рассмотрением групп, звенья кото-
которых входят только в низшие пары V класса.
Основные уравнения и планы сил групп
II класса. В общем виде группа II класса
представляет собой кинематическую цепь, со-
состоящую из двух звеньев, входящих в три
кинематические пары.
Задачу об определении давлений в кинема-
кинематических парах группы II класса рассмотрим
на примере группы с тремя вращательными
парами В, С и D (фиг. 152, а).
Введём следующие обозначения: звено, к
которому присоединяется звено ВС, обозна-
обозначим номером /, звено ВС — номером 2, звено
CD— номером 3 и звено, к которому присоеди-
присоединяется звено CD, — номером 4', силу, действую-
действующую на звено с номером / со стороны звена с но-
номером k, будем обозначать черезР&/,составляю-
черезР&/,составляющую силы Ры, направленную перпендикулярно
к оси звена или параллельно направлению
поступательной пары, будем обозначать через
Р|г> а составляющую, параллельную оси звена
или перпендикулярную направлению поступа-
поступательной пары, — через Р^; момент силы Pk от-
относительно выбранной точки А — черезМд(Р*)»
расстояние между двумя какими-либо точками ,4
и В звена — через LAB и, наконец, момент
а)
Фиг. 152.
пары внешних сил, действующий на звено
с номером k, — через М^.
Пусть группа BCD нагружена силами Р2
и Р3 и парами с моментами М2 и Мя.
В точках В и D прикладываем неизвестные
пока силы реакции Р12 и Р43 со стороны
звеньев / и 4, к которым группа BCD при-
присоединена, и составляем уравнение равновесия
внешних сил, действующих на группу:
Р12 + Р9 + Р3 + Р43 = 0. (91)
В уравнении (91) нам известны действую-
действующие силы Р2 и Р3 по величине, направлению
и точкам приложения. Силы же реакции Р12
и Р43 нам известны только по точкам прило-
приложения. Для определения величины этих реак-
реакций раскладываем каждую из них на две со-
составляющие: одну — направленную по оси
звена, и другую — направленную перпендику-
перпендикулярно к оси звена:
it.
Р43-Р4З+Р
4З
(92)
Величины сил Р[2 и P^g могут быть непо-
непосредственно получены из уравнений равно-
равновесия сил, действующих на каждое из звеньев
2 и 3 в отдельности. Звено 2 находится под
действием сил Р2, Р> Р'г* Р32 и момента М^
Составив уравнение моментов всех сил отно-
относительно точки С, имеем возможность опре-
определить величину силы РB:
/МС(Р2) | М2
^ • (93)
50
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
|РАЗД.
Направление силы Р{2 определяется зна-
знаком моментов М^ (Р2) и М%.
Аналогично из условия равновесия сил,
действующих на звено 3, получаем величину
силы
), JM
Р43:
Направление силы Р^з определяется зна-
знаками моментов Мс(Р3) и М3.
Теперь взамен уравнения (91) можем на-
тшсать уравнение
в котором неизвестны только величины сил
Pf2 и Р43. Величина этих сил может быть
определена из плана сил. Для построения
плана сил от произвольной точки а плоскости
откладываем в произвольно выбранном мас-
масштабе fi силу Р2 и к ней прикладываем силу
Р3 (фиг. 152, б). Далее прикладываем к ним
в том же масштабе соответственно силы Pf2
и Р43, величины которых нами определены по
уравнениям (93) и (94). Направления этих сил
будут соответственно перпендикулярны к осям
звеньев 2 и 3. Далее из точки d проводим
направление, параллельное оси звена 2, а из
точки е— направление, параллельное оси
звена 3. Точка / пересечения этих двух на-
направлений и определит величины сил Pj" и
Р. Полные реакции Р]2 и Р4з могут быть
получены согласно уравнениям (92). Первая
реакция на плане сил получится, если соеди-
соединить точки а и /, а вторая — точки си/.
Для определения реакции Р2з звена 2 на
звено 3 напишем уравнение равновесия сил,
действующих на звено 3:
Единственной неизвестной силой в этом
уравнении является сила Р23. Она может быть
определена из плана сил, для чего достаточно
-соединить точки / и Ь плана (фиг. 152, б). От-
Отрезок (fb) в масштабе \ьр и изобразит силу Р23.
Реакция Рз?, равная по величине реакции
Р2,, но противоположная ей по направлению,
может быть определена из уравнения равно-
равновесия сил, действующих на звено 2:
Р12 + Р2 + Р32-О.
На плане сил реакция Р32 изобразится от-
отрезком {bf) в масштабе рр.
Основные уравнения и планы сил групп
III класса. При определении давлений в кине-
кинематических парах групп III класса наиболее
удобным является метод планов сил с исполь-
использованием особых точек.
Пусть задана группа III класса — третьего
порядка с тремя поводками (фиг. 153, а).
Разлагая реакции Р12, Рез и Р74 на напра-
направления, идущие вдоль осей поводков, и на
направления, к ним перпендикулярные, имеем
Из уравнения моментов всех сил, действу-
действующих на звено 2 относительно точки Е, опре-
определится реакция Р
12-
12~
\
Г
Аналогично из уравнения моментов всех
сил, действующих на звено д относительно
точки F, определится реакция Pg3:
Р' _
-СР
а из уравнения моментов всех сил, действую-
действующих на звено 4 относительно точки G, опре-
определится реакция Р^4:
Р?4"(
Af,\
Ldq)
Пересечение осей поводков BE и CF даёт
особую точку S. Составляя уравнение мо-
(P'7
74J
Фиг. 153.
ментов всех сил, действующих на группу от-
относительно этой точки 5, получаем
М5 (Р,) + М5 (Р3) + М
+ М5 (Pf2) +MS (Р*,) +M
+ M2 + M3 + M4 + M5 = 0. (95)
При составлении уравнения (95) следует
учитывать знаки моментов.
Так как реакции РB, Pg3 и Ру4 уже опре-
определены, то единственной неизвестной силой,
входящей в уравнение (95), будет реакция
Р, величина момента которой относительно
точки 5 равна Ms[P^) = PjAh (фиг. 153, о).
ГЛ. I]
КИНЕТОСТАТИКА ПЛОСКИХ МЕХАНИЗМОВ
51
Таким образом из уравнения (95) может быть
найдена реакция Р^.
Составляя далее уравнение равновесия
всех внешних сил, действующих на группу,
имеем
Р63
Р12 + Р ?2
В этом уравнении неизвестными будут
только величины сил Р*2 и Рбз> которые и
могут быть определены из плана сил, постро-
построенного в произвольно выбранном масштабе
(л (фиг. 153, 6). Соединив точки а и b плана
сил, получим отрезок (ab), изображающий
в масштабе [х полную реакцию Р]2; соединив
точки сил, получим отрезок {со), изобража-
изображающий в масштабе ;х полную реакцию Рбз;
соединив точки g и /, получим отрезок igt),
изображающий в масштабе .up. полную реак-
реакцию Р74.
Реакции P5J, Р5з и Р54 найдутся из уравне-
уравнений равновесия всех сил, действующих на
каждое из звеньев 2, 3 и 4 в отдельности:
12
В первом из этих уравнений неизвестной
будет реакция Р52, во втором — реакция Р53
и в третьем — реакция Р54. Первая реакция
определится, если в плане сил соединить
точки d и а, вторая — если соединить точки
а и е, и третья — если соединить точки / и d.
Отрезок (da) в масштабе [ip будет изобра-
изображать реакцию Р52, отрезок (ае) в этом же
масштабе — реакцию Р53, и, наконец, отрезок
(fd)— реакцию Рб4.
Метод планов сил может быть распространён
на группы III класса любого порядка.
Кинетостатика кривошипа. Из уравнен-ия
(90) следует, что под действием произвольно
приложенных к нему внешних сил кривошип
не будет находиться в равновесии, так как при
числе подвижных звеньев, равном единице,
и числе пар V класса, равном также единице,
число уравнений равновесия, которое можно
составить, будет на единицу больше числа не-
неизвестных, подлежащих определению, т. е.
Зд — 2;>6-3-2-1.
Для того чтобы кинетостатический расчёт
кривошипа был возможен, необходимо допол-
дополнительно задаваться силой либо моментом, при-
приложенными к кривошипу. Такие силы и моменты
называются уравновешивающими силами и
уравновешивающими моментами. Уравнове-
Уравновешивающая сила обозначается через Ру, а урав-
уравновешивающий момент — через М^,.
Пусть, например, кривошип АВ — звено 1
(фиг. 154, а) входит с неподвижным звеном О
во вращательную пару и пусть на это звено
действует внешняя сила Р± и пара внешних
сил, момент которой равен М^ Сила Рх пред-
представляет собой результирующую всех актив-
активных внешних сил, действующих на криво-
кривошип АВ, в том числе и силы инерции, a Mj
аналогично — результирующий момент. Кроме
этих внешних активных сил, на кривошип АВ
будут действовать силы реакции: давление
в кинематической паре А со стороны стойки
О — сила Ро1 и давление в кинематической
паре В со стороны звена 2—сила P2j.
Для определения величины уравновешива-
уравновешивающей силы Ру нужно задаться направлением её
действия. Пусть это будет направление х— х.
Pzt
Фиг. 154.
Тогда уравнение моментов всех сил, действу-
действующих на кривошип АВ относительно точки А.
будет
МА (Рх) + Мх + МА (Р21) + Pyh » 0.
Момент силы Р01 относительно точки А
всегда будет равен нулю.
Отсюда
-. (96)
где h — есть известное нам плечо уравно-
уравновешивающей СИЛЫ Ру.
Иногда удобнее задаться не направлением,
а величиной уравновешивающей силы Ру. Тогда
из уравнения (96) может быть определено
плечо h этой силы:
h
В этом случае сила Ру будет направлена
по касательной к окружности, описанной из
точки А радиусом Л.
Если величина и направление уравновеши-
уравновешивающей силы Pv определены, то давление Р01
в кинематической паре А найдётся из уравне-
уравнения
Графическое решение уравнения (97) пока-
показано на фиг. 154, б.
Силовой расчёт механизмов. Силовой рас-
расчёт механизмов состоит в определении усилий,
действующих на отдельные звенья в кинема-
кинематических парах механизма.
Для решения задачи силового расчёта ме-
механизм расчленяется на отдельные группы,
начиная с кривошипа (ведущего звена). Поря-
Порядок кинетостатического исследования отсоеди-
отсоединённых групп будет обратным порядку кине-
кинематического исследования, т. е. кинетостатиче-
ский анализ начинается с последней (считая от
кривошипа) присоединённой группы и кончается
кинетостатическим анализом кривошипа. На-
Например, если задан механизм II класса (фиг. 155)
с кривошипом АВ, нагружённый рядом внешних
сил Ри Р2, Р3, Р4 и Р^. причём в число этих
52
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
внешних сил включены и силы инерции, то ис-
исследование должно начинаться с группы, со-
состоящей из звеньев 4 и 5, как самой крайней.
Далее надо перейти к исследованию группы,
состоящей из звеньев 2 и 3, и, наконец, к ис-
исследованию кривошипа А В.
Расчёт начинаем с группы ЕР. Определяем
реакции Р34, Рв5 и Р.,15 во всех кинематических
парах методом планов сил. Далее ведём расчёт
группы BCD. Для этого, кроме внешних сил
Р2 и Ps, к ней приложенных, прикладываем
в точке Е реакцию Р43, равную и противопо-
противоположную реакции Р34. После расчета г руппы
BCD определится реакция Р12. Полученную
реакцию Р]2 заменяем равной ей и противо-
противоположно направленной силой Р21, действующей
на кривошип 1. Расчёт кривошипа 1 ведём
Фиг. 155.
вышеуказанным методом, прикладывая к нему
уравновешивающую силу Ру.
Для определения усилий, действующих на
звенья механизма при расчёте этих звеньев на
ш очность, можно рассматривать каждое зве-
звено в отдельности со всеми действующими на
него силами. Для этого отсоединяют это зве-
звено от других звеньев и прикладывают в точках
отсоединения соответствующие реакции. Если
в число сил, действующих на звено, входит в
виде слагаемого сила инерции, то для большей
точности расчёта рекомендуется эту силу вы-
выделить отдельно и нагрузить звено как бы не-
некоторой сплошной нагрузкой, представляющей
собой силы инерции масс отдельных точек
звена, распределённой по закону, соответству-
соответствующему законам распределения масс и ускоре-
ускорений отдельных точек звена.
Пусть, например, звено АВ (фиг. 156),
обладающее плоскостью симметрии, парал-
параллельной плоскости движения, имеет массы,
Фиг. 156.
распределённые равномерно по всей его длине.
Если ускорения точек А и В будут равны
ад и ав, то эпюра распределения ускорений
по длине звена представится в виде четырёх-
четырёхугольника AgliB. Тогда эпюрой распределения
сил инерции будет четырёхугольник АаЬВ. Сила
инерции каждой единичной массы равна еди-
единичной массе, умноженной на её ускорение.
Таким образом в общем случае силы инерции
единичных масс не будут параллельны друг
другу. Поэтому для расчёта ускорение ад
точки В или ускорение ад точки А удобно
представить в виде двух
составляющих (фиг. 157) и
разложить ускорение ав на
ускорение переносное — по-
поступательное а^ и ускоре-
ускорение относительное — вра-
щательное айд:
as = аА + аВА. фиг 157
Тогда и сила инерции ка-
каждой из единичных масс сможет быть пред-
представлена в виде двух её составляющих.
Первая составляющая силы инерции Ри„
будет равна единичной массе, умноженной на
Фиг. 158.
переносное ускорение ад. Так как массы рас-
распределены равномерно по длине звена, то
эпюра распределения этих сил инерции пред-
представится в виде параллелограма > Aa'b'B
(фиг. 158), сторона a'b' которого параллельна
прямым g'h' и АВ. Эти силы инерции будут
параллельны друг другу.
Вторая составляющая : силы инерции РИ()
единичной массы будет_равна массе, умножен-
умноженной на относительное ускорение аВА (фиг. 159).
Фиг. 159.
Эпюра относительных ускорений представится
в виде треугольника g"h"B. Аналогично эпюра
распределения сил инерции Рц. единичных масс
представится треугольником a"b"B. Так как все
относительные ускорения наклонены к оси звена
под одним и тем же углом, то все силы инер-
инерции РИ() будут также параллельны между собой.
Таким образом расчёт звена АВ, находяще-
находящегося под действием сил инерции, сведётся
к расчёту звена, нагруженного сплошной на-
нагрузкой, распределённой, во-первых, по закону
параллелограма (фиг. 158) и, во-вторых, по
закону треугольника (фиг. 159).
Для механизмов с парами IV класса силовой
расчёт может быть произведён теми же мето-
методами, но предварительно эти механизмы должны
быть заменены механизмами с низшими парами
V класса.
ГЛ. II
КИНЕТОСТАТИКА, ПЛОСКИХ МЕХАНИЗМОВ
53
Фиг. 160.
Пусть дан механизм с парами IV класса
(фиг. 160) с приложенными к нему внешними
силами Pj, P2 и Р3. Строим заменяющий меха-
механизм с низшими парами V класса (фиг. 161).
Точками О\ и
р, О2 обозначены
це"нтры кривиз-
кривизны профилей
звеньев 1 и 2
в точке сопри-
соприкосновения D.
При ведущем
звене / полу-
полученный меха-
механизм будет ме-
механизмом II класса. В его состав входят
две группы. Первая группа составлена из
звеньев 4 и 2 и пар вращения в точках Oj,
02 и В, а вторая — составлена из звеньев 3,
5, пар вращения в точках ?иСи поступатель-
поступательной пары с направлением х — х. Расчёт необ-
необходимо начинать
со второй группы.
В этой группе на-
нагруженным являет-
является звено 3. Звено 5
как фиктивное бу-
будет не нагружено.
Из расчёта этой
группы методом
планов сил опре-
определяются реакции
Рж И P
63-
Реак-
161.
ция Р25 вследствие
ненагруженности звена 5 будет направлена
перпендикулярно к прямой х — х. Для рас-
расчёта группы О-^Оф прикладываем к зве-
звену 2 в точке Е силу Р52, равную и противо-
противоположную силе Р25- Таким образом звено 2
этой группы будет нагружено силами Р2, Р52
и Р42, причём реакция Р42 будет вследствие
ненагруженности звена 4 (как звена фиктив-
фиктивного) направлена по оси звена 4.
Силовой расчёт кривошипа / ведётся по
методу, указанному ранее (см. стр. 51 и 52).
Пример. На фиг. 162 показана схема кулисного меха-
механизма. Требуется определить давления в кинематических
парах, считая нагруженными только звенья 4 и 5: силой Р4,
действующей в точке St звена 4, и силой Р5, действующей
в точке S( звена 5, причём сила Р4 перпендикулярна
Фиг. 162.
к оси х — х, а сила Рв параллельна ей. Направление
уравновешивающей силы Ру выбрано проходящим через
точку $! звена 1, перпендикулярно к его оси, т. е. по ли-
линии 1—1.
Рассматриваемый кулисный механизм представляет
собой механизм II- класса, образованный присоединением
к кривошипу 1 группы, состоящей из звеньев 2 и 3, и
группы, состоящей из звеньев 4 и 5.
Определение давлений в парах начинаем с последней
по порядку присоединения группы, т. е. с группы, состо-
состоящей из звеньев 4 и 5 (фиг. 162). Раскладывая реакцию Р34,
действующую в паре D, на составляющие Р^ и р?
(фиг. 163. а), имеем
Составляем уравнение моментов всех сил, дей-
действующих на звено 4, относительно точки Е. Так как
МЕ(Рй1)-0, то имеем
откуда находим величину силы
Р* „ p*h
j4:
Уравнение равновесия всех внешних сил, действую-
действующих на группу, будет
Силы Р4, Р5 и Р34 известны как по величине, так
и по направлению, сила р'4 известна по направлению.
Сила Рм известна только по направлению (перпендику-
Фиг. 163.
лярна к оси х — х). Для определения величин сил Р^
и Р65 строим план сил (фиг. 163, б). Для этого из точки d
откладываем силу Р34 в виде отрезка (da). К силе F»^
прикладываем силу Р4 в виде отрезка (ab) и к ней при-
прикладываем силу Р5 в виде отрезка (be)- Через точку с
проводим направление силы Р85 перпендикулярно к оси
х — х, а через точку d — направление силы Р^, парал-
параллельное оси звена DE. Точка е пересечения этих напра-
направлений определит начало вектора силы РД и конец вектора
силы Рв5. Соединив точку е с точкой а, получим силу Рм
в виде отрезка (еа). Если соединить точки е и Ь, полу-
получим отрезок (eb), изображающий реакцию Р45. Точка при-
приложения К силы Рм найдётся из уравнения
Откуда
h"--
где h" — плечо силы Рв5 относительно точки Е.
На группу, состоящую из звеньев 2 и 3 (фиг. 164, а),
действуют следующие внешние силы — реакции со сто-
стороны звеньев 1, 4 и 6: сила Р1а, приложенная в точке С,
сила Р43, приложенная в точке D, и сила Рвз, приложен-
приложенная в точке В. Внутренними силами в группе являются
силы Р23 и Р33 — реакции звена 2 на звено 3 и звена 3
на звено 2.
Рассмотрим равновесие звена 3. Так как звено 2 не
нагружено, то реакция Р^ будет приложена к точке С и
будет направлена перпендикулярно к оси звена 3.
Из уравнения моментов всех сил, действующих на
звено 3, относительно точки В, приняв во внимание, что
(Р) -0 имеем
где h'" — плечо силы P4S относительно точки В.
54
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
1РАЗД. I
Затем находим силу Рвз из уравнения равновесия
всех сил, действующих на звено 3,
Р« + Рм + Р., - 0.
Из точки^с (фиг. 164, б) откладываем силу Р,а в ви-
виде отрезка (со) и к ней прикладываем силу Ри в виде
отрезка (ад). Отрезок (Ьс) и будет на плане сил изобра-
изображать силу Рм. Сила Р1Я будет равна силе Pga и противо-
Фиг. 164.
положно ей направлена, так как из уравнения равновесия
всех сил, действующих на звено 2, имеем
Pit +
0.
* Так как кривошип АС принят ненагруженным
(фиг. 165, а), то на него будут действовать только силы
реакции со стороны звеньев 2 и 6: сила Р21, равная по
величине силе Р,3 и противоположно ей направленная,
и сила Р61, приложенная в точке Л. Направление уравно-
уравновешивающей силы Ру задано прямой I — I, перпенди-
перпендикулярной оси кривошипа АС и проходящей через точку 5,
(фиг. 162), Величина уравновешивающей силы Ру опре-
определится из уравнения моментов всех сил относительно
точки А. Так как М . (Pei)=0, то имеем
откуда
* ТпГ
где h — плечо силы Pai, a LA$ — плечо силы Ру отно-
относительно точки А.
Фиг. 165.
Реакцию Р6, в кинематической паре А определяем
графически на основании уравнения равновесия всех сил,
действующих на кривошип АС:
Ра1 + Ру + Р61 = 0.
Для этого из точьи а (фиг. 165, б) откладываем силу
Ра, в виде отрезка (аЬ); к ней прикладываем силу Р.,
в виде отрезка (be). Отрезок (со) и будет в плане сил
представлять собой силу Рб1.
ОПРЕДЕЛЕНИЕ СИЛ И МОМЕНТОВ
Теорема Жуковского о жёстком рычаге.
Силовой расчёт механизмов можно всегда про-
произвести, используя принцип возможных пере-
перемещений (см. т. 1, кн. 2, стр. 24 и 25).
В применении к механизмам, на движение
звеньев которых наложены неосвобождающие
связи, не зависящие от времени, принцип воз-
возможных перемещений может быть аналити-
аналитически представлен в виде уравнения
(/-1,
где Pj, Р2,..., Р„ — силы, действующие на
звенья механизма, в том числе и силы инер-
инерции, a dpi, dp2,..., dpn — проекции элементар-
элементарных действительных перемещений точек при-
приложения этих сил на направления их дей-
действия.
Н. Е. Жуковским дана следующая геоме-
геометрическая интерпретация уравнения (98). Пусть
на звенья механизма действуют силы Р3, Р2
Рп. Строится план скоростей, повёрнутый на
угол в 90°, и в этом плане скоростей прикла-
прикладывают силы Р|, Р2,..., Рп в точках, изобра-
изображающих одноимённые точки приложения этих
сил на схеме механизма. Тогда уравнение (98)
может быть представлено так:
(99)
где hi — плечо силы Р,- в плане скоростей от-
относительно его полюса или
A00)
где Мр (Р,-) — момент силы Р,- относительно
точки р — полюса плана скоростей, повёрну-
повёрнутого на 90°.
Уравнение A00) удобно применять для
решения задач силового расчёта. Для этого
переносим все внешние силы, действующие
в рассматриваемый момент времени на звенья
механизма, в том числе и силы инерции, в
одноимённые точки повёрнутого плана скоро-
скоростей, не изменяя при этом величины и на-
направления этих сил, и составляем далее урав-
уравнение равновесия моментов всех перенесён-
перенесённых сил относительно полюса плана скоростей,
т. е. рассматриваем план скоростей как не-
некоторый жёсткий рычаг с опорой в полюсе
плана скоростей, находящийся в равновесии
под действием всех рассматриваемых сил.
Можно использовать также и неповёрну-
тый план скоростей. В этом случае необхо-
необходимо все силы при их переносе на план ско-
скоростей повернуть в одном и том же напра-
направлении на угол в 90°. Так как гари решении
задач силового расчёта по этому методу план
скоростей рассматривается как жёсткий ры-
рычаг, то уравнение A00; носит название тео-
теоремы о жёстком рычаге, или теоремы
Жуковского.
Определение уравновешивающих и при-
приведённых сил (и моментов). Теорема о жёст-
жёстком рычаге может быть применена к нахо-
ГЛ. I]
КИНЕТОСТАТИКА ПЛОСКИХ МЕХАНИЗМОВ
55
ждению приведённой та уравновешивающей сил
(приведённого и уравновешивающего момен-
моментов). Под приведённой к данной точке меха-
механизма силой понимают силу, работа которой
на рассматриваемом возможном перемеще-
перемещении равна сумме возможных работ всех сил,
приложенных к механизму. Точка приложения
приведённой силы называется точкой приве-
приведения. Пусть, например, на механизм дей-
действуют силы Plt Р2, Р3,..., Р„ (в том числе и
силы инерции), причём под действием всех
этих сил механизм не находится в равновесии.
Пусть, далее, выбрана точка приведения, в
которой приложена приведённая сила. Если
приведённую силу обозначить через P/j, а про-
проекцию элементарного перемещения точки при-
приведения на направление приведённой силы
через dpn, то элементарная работа силы Рц
будет равна
A01)
Если перенести приведённую силу РП и
силы Pi, Р2,..., Рп в соответствующие точки
плана скоростей и применить теорему о жёст-
жёстком рычаге, то уравнение A01) может быть
представлено так:
A02)
т. е. момент приведённой силы относительно
полюса р плана скоростей равняется сумме
моментов относительно той же точки всех
сил, приложенных к звеньям механизма. Если
точкой приложения уравновешивающей силы
Ру будет точка приведения, а линия действия
уравновешивающей силы Ру совпадает с ли-
линией действия приведённой силы Рд, то
т. е. эти силы в этом случае будут равны по
величине и прямо противоположны по напра-
направлению.
Из последнего уравнения следует, что
Рп- dpn- -
dpi,
откуда
не может проходить через полюс плана ско-
скоростей.
Диаграмма приведённых сил. Для сило-
силового расчёта часто необходимо определять
моменты, вызываемые силами, действующими
на кривошип. Определение этих моментов
обычно ведётся с помощью теоремы о жёст-
жёстком рычаге. Для этого строятся повёрнутые
планы скоростей механизма для ряда его по-
положений за полный цикл его движения и в
каждом из этих планов скоростей приклады-
прикладываются силы, моменты которых подлежат
определению.
Далее с помощью уравнения A05) опре-
определяется сила Ру, соответствующая рассма-
рассматриваемому положению механизма. Изменив у
силы Ру знак на обратный, определяют силу Pjj.
По полученным значениям силы Р# строят
диаграмму Pjj - /(9), где 9 — угол поворота
кривошипа. Указанная диаграмма будет диа-
диаграммой приведённых сил. Помножая вели-
величины полученных сил Рп на их плечи отно-
относительно оси вращения кривошипа, можно по-
получить значения моментов приведённых сил и
построить график Мп - ф (ср) изменения этих
моментов за полный цикл движения меха-
механизма.
Пример. На фиг. 166, а показана схема механизм»
двигателя с прицепным шатуном. Считая нагруженными
только звенья 3 и 5 соответственно силами Р3 и Р5, опре-
определить уравновешивающую силу Р > приложенную
Ру ¦ dp у + 2-Pi • dpi - 0. A04)
l
Уравнение A04) с помощью теоремы о
жёстком рычаге может быть представлено в
следующем виде:
п
1
Таким образом, если на звенья механизма
действует ряд сил Pj, Р2, Р3,..., Рп, извест-
известных по величине, направлению и по точкам
приложения, причём под действием этих сил
механизм не находится в равновесии, то можно
определить величину силы Ру, уравновеши-
уравновешивающей заданные силы Ра, Р2, Р3„ ..., Рп, если
составить уравнение моментов всех этих сил
относительно полюса плана скоростей [уравне-
[уравнение A05)]. Направление силы Ру при этом
должно быть задано, причём оно, естественно, (фиг. гй, а).
в точке В кривошипа АВ, при условии, что сила Р на-
направлена по прямой х — х, перпендикулярной к его оси.
Строим в произвольном масштабе повёрнутый план
скоростей (фиг.166, 6) и прикладываем в точках с и е
силы Р3 и Рв. Через точку b проводим направление дг—х
уравновешивающей силы Р . Составляем уравнение мо-
моментов всех сил относительно точки р\
или, подставляя в это уравнение отрезки (pb), (рс) и (ре)
плана скоростей, являющиеся плечами соответственно
сил Р , Р3> Р6, имеем
Ру (Pb) - Р3 (PC) - Р5 {ре) = 0,
откуда величина уравновешивающей силы Р равна
3 '{b)
Р
Так как правая часть уравнения положительна, то
знак у силы Р был нами выбран правильно. Полученная
сила Pj, приложена на схеме механизма в точке В
56
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
УРАВНОВЕШИВАНИЕ МЕХАНИЗМОВ
Основные уравнения. При движении меха-
механизма в его кинематических парах возникают
динамические давления. При этом стойка меха-
механизма будет также испытывать определённые
динамические давления, которые через неё
передаются на фундамент. При проектирова-
проектировании механизмов должна быть решена задача
о подборе масс механизмов, обеспечивающем
полное или частичное погашение динамиче-
динамических давлений в кинематических парах и на
фундамент. Так как при решении этой задачи,
применяя принцип
Д'Аламбера, вво-
вводят силы инерции,
то эта задача ча-
часто носит название
уравновешивания
сил инерции меха-
механизма или машины.
Рассмотрим, к
каким силам (и мо-
моментам от них)сво-
них)сводятся силы инер-
инерции, действующие
на механизм. Для этого выбираем какую-либо
точку О механизма за начало координат. Такой
точкой удобно выбрать точку, лежащую где-
либо на оси вращения ведущего звена (фиг.
167). Из точки О проводим взаимно перпен-
перпендикулярные оси х, у и z. Уравнения проек-
проекций сил инерции на эти оси будут
а уравнения проекций сил и уравнения момен
тов сил примут вид: '¦"•'<'
Фиг. 167.
п
р*
В этих уравнениях пц — масса /-й точки; xi,
y'l и z-t — проекции ускорения i-n точки на
оси х, у и z, равные вторым производным от
соответствующих координат по времени.
Уравнения моментов всех сил инерции от-
относительно осей х, у и z напишутся так:
2
Если рассматривается плоский механизм,
то удобно выбрать одну из осей, например
ось z, перпендикулярной к плоскости, парал-
параллельно которой происходит движение звеньев
механизма, оси х и у в этом случае будут
лежать в этой плоскости. Тогда для плоского
механизма будем иметь
1
л
2*
1
л
>] ^.
n
pv V1 m
"a "* ^j mi
1
л
P^ - "V
a .fii1
JA06)
Для полного уравновешивания сил инер-
инерции плоского механизма необходимо, чтобы
силы инерции и их моменты относительно
осей х, у и z равнялись нулю, т. е. чтобы
удовлетворялись условия
/>*-0и Р*-0; )
Момент Мг (Рк) около оси z, перпендику-
перпендикулярной к плоскости движения звеньев меха-
механизма, обыкновенно уравновешивается от-
отдельно, причём уравновешивание производится
не только соответствующим подбором масс
звеньев механизма, но и подбором соответ-
соответствующих законов изменения действующих
сил.
Для того чтобы удовлетворялись уравне-
уравнения A07), необходимо и достаточно, чтобы
удовлетворялись следующие четыре условия:
(I) xs - const;
(II) ys = const;
(III) A - const;
(IV; В - const,
A08)
где х$ и ys — координаты общего центра
тяжести 5 механизма, а А и В — центробеж-
центробежные моменты инерции масс механизма отно-
относительно плоскостей xz и yz.
Из уравнений A08) следует, что для урав-
уравновешивания сил инерции в плоском меха-
механизме достаточно так подобрать массы этого
механизма, чтобы общий центр тяжести дви-
движущихся масс оставался неподвижным. Для
уравновешивания моментов около осей х и у
достаточно подобрать массы механизма так,
чтобы центробежные моменты инерции этих
масс относительно плоскостей xz и yz были
постоянными.
В практике машиностроения при уравно-
уравновешивании механизмов указанные условия
обычно выполняются только частично, в за-
зависимости от конкретно поставленной задачи.
Так, в некоторых механизмах уравновешива-
уравновешиваются полностью только силы инерции, в дру-
других уравновешиваются полностью только мо-
моменты от сил инерции, а сами силы инерции
уравновешиваются частично, и т. д.
Определение положения общего центра
тяжести механизма. Для уравновешивания
сил инерции механизма необходимо удовле-
удовлетворить условию постоянства координат об-
общего центра тяжести механизма. Положение
ГЛ. I]
КИНЕТОСТАТИКА ПЛОСКИХ МЕХАНИЗМОВ
57
общего центра тяжести 5 механизма может
быть определено из векторного уравнения:
го--
m-jti + m2r2 +;.. + тпхп
•. A09)
где mlt /я2,...., пгп—массы звеньев /, 2, 3,..., п;
Г], Г2, •.. 1 тп — радиусы-векторы, определяю-
определяющие положение центров тяжести звеньев от-
относительно выбранного начала координат, и
го—вектор, определяющий положение общего
центра тяжести 5 всего механизма.
Пользуясь уравнением A09), можно для
любой кинематической цепи определить поло-
положение её общего центра тяжести. Пусть, на-
например, задана кинематическая цепь ABCDE...
...FGK, состоящая из п звеньев (фиг. 168).
Фиг. 168
Центрами тяжести звеньев пусть будут точки
0i, О2, О3, ...,ОЛ. Длины звеньев обозначим
соответственно через 1Ь /2, h< • - ¦»'«> а Рас"
стояния центров тяжести Ох, О2, О3,.. •, Ол
от левых шарниров — через S\, s2, s3,..., sn.
Требуется определить положение точки 5 —
общего центра тяжести цепи.
Из точки А проводим векторы: гч, г2, г3,...,
г„, определяющие положение центров тяже-
тяжести Ои О2, О3. • • •, Оп. Согласно формуле A09)
имеем
n _ i + ТПпХп
го-
Подставляя сюда значения векторов Г], r2l
г3,...,г„, выраженные через расстояния slt
s2, s3,...,sn и 11( 12, 13,...,1л, имеем
r0
m
n-iSfl-i+ mn \n _
._^«f«_, (ПО)
m
где через m обозначена сумма
m = mi + m3 + /я3 +... + mn.
Из рассмотрения уравнения (ПО) следует,
что первый член правой части уравнения
представляет собой некоторый вектор А:, опре-
определяющий положение некоторого фиктивного»
центра тяжести Нх звена АВ (фиг. 168), если
условно предположить, что в точке А звена
сосредоточена масса звеньев слева, а в точке В
сосредоточена масса звеньев справа и, нако-
наконец, в точке Ох сосредоточена масса тп1% т. е
Аналогично, если для звена ВС предполо-
предположить, что в его точке В сосредоточена масса
звеньев слева, т. е. масса т^ в точке С со-
сосредоточена масса звеньев справа и, наконец,
в точке О2 сосредоточена масса т2, то общий
центр тяжести Нг для такого расположения
масс определится вектором й2, представляю-
представляющим собой второй член уравнения (ПО), т. е.
По =
m2s2
тп„) 12
Проведя аналогичные рассуждения для всех
остальных звеньев, получаем, что уравне-
уравнение (ПО) может быть представлено так:
h2
hn
т. е. вектор Го общего центра тяжести может
быть всегда найден как геометрическая сумма
векторовhx,h2,h3,..., h/j, определяемых выше-
вышеуказанным способом. Векторы h,, h2, ...,hn
будут к всегда параллельны осям соответ-
соответствующих звеньев АВ, BC,...,GK (фиг. 168).
Модули этих векторов будут постоянными
вследствие постоянства масс звеньев и рас-
расстояний Sj, s2, s3,.... sn и llt 12, 13, ...,1„. Та-
Таким образом, определение положения общего*
центра тяжести кинематической цепи сводится
к геометрическому сложению постоянных па
модулю векторов, направленных параллельно
осям соответствующих звеньев (фиг. 168).
На фиг. 16У показано определение с по-
помощью векторов h двух положений S' и S№
общего центра тяжести S кинематической це-
цепи ABCD, которая последовательно занимала
положения: А 'В' С D' и А" В" CD". Векторы hlt
h2,..., hn носят название главных векторов,
а точки Ht, H2,...,Нп — главных точек.
Пример. Определим положение общего центра тя-
тяжести механизма шарнирного четырёхзвенника ABC О
(фиг. 170). Даны длины звеньев llr Z2 и 13, их центры тя-
тяжести Ои О2 и О3 и расстояния л,, ?2 и s3 этих центров
тяжести от левых шарниров. За основную точку возьмём
точку А и соединим её с точками Ои О2 и О3. Расстоя-
Расстояния АОи АО3 и АО3 соответственно обозначим через гг,
Га И Г».
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД.1-
Если обозначим массы звеньев через т„ т% и от3, а
сумму всех масс через т, то согласно уравнению A09)
можно написать
Пользуясь уравнениями (ПО) и (lit), получаем
m3s3
Hi—
b,—
и h.~
Определив величины главных векторов h1( h, и h, и
зная, что сумма этих векторов должна давать вектор /•„,
«производим это сложение, для чего к вектору h, (фиг, 1/0)
Фиг. 170.
¦прибавляем вектор Ъя, а к нему—вектор h3. Замыкающая
этих векторов и представит вектор г0, а конец вектора г0
«ли h3 определит точку 5—центр тяжести всего меха-
механизма. Так как главные точки при перемещении звеньев
своего положения относительно этих звеньев не меняют,
то нетрудно, зная положение этих точек при одном ка-
каком-либо положении механизма, найти все последова-
последовательные положения точки 5 путём построения ломаной
линии, состоящей из постоянных отрезков h,, h3 и h3,
параллельных соответствующим направлениям звеньев.
Определение результирующей силы
инерции механизма. Для определения воз-
воздействия сил инерции на стойку и фундамент
механизма необходимо исследование скоро-
скоростей и ускорений общего центра тяжести ме-
механизма и результирующей силы инерции,
приложенной в этой точке. Рассмотрим меха-
механизм ABCD (фиг. 171). Перемещения его об-
<Гиг. 171.
щего центра тяжести удобно представить как
перемещения точки 5 одного из звеньев ме-
механизма, если прибавить к основному меха-
механизму ABCD три группы II класса. Так как
первый вектор ht направлен по оси звена А В
(фиг. 171), то этот вектор будет всегда пере-
перемещаться вместе с этим звеном и с той же
угловой скоростью.
Присоединяем в точках С и Нх группу
CLHX (фиг. 171), у которой звено CL-AB —
— Ъи а звено Иф—ВС.
Звенья CL и HXL вследствие выбранных
размеров будут в любом положении меха-;
низма параллельны звеньям АВ и ВС. Если
теперь на звене НХЬ отложить вектор \\%, то
конец Н2 этого вектора и представит собой
общий центр тяжести звеньев АВ и ВС, полу-
полученный путём сложения векторов hj и h2. ;
Далее прибавляем в точках D и L вторую!
группу DNL, у которой звено DN=*CL, at
звено LN**DC. Точно так же, как и в ранее j
присоединённой группе,звено Z.Nбудет всегда!
параллельно звену CD, а звено ND — парал-i
лельно звену АВ. От точки L откладываем!
по звену LN отрезок LH3, равный вектору h3, •
и присоединяем к точкам Н2 и Нъ третью;
группу H'2SH3 со звеньями, соответственно f
равными !
г/о . „'с аг и
**2О — Яд И /7оО = ?jL> — /*2"
Звено Нф будет всегда параллельно звену ВС,
а звено H2S — параллельно звену CD.
Полученная точка 5 механизма с присоеди-
присоединёнными группами будет совпадать при лю-;
бом положении механизма с его общим центром |
тяжести как полученная путем сложения век-'
торов hi, h3 и h3. Траектория точки 5 будет"'
траекторией его общего центра тяжести. Ско-;
рости, ускорения и силы инерции общего
центра тяжести механизма ABCD найдутся
как скорости, ускорения и силы инерции
точки 5 механизма, образованного присое-
присоединением к механизму ABCD трёх групп
II класса.
На фиг. 172 показано построение планов
скоростей и ускорений для четырёхшар-
Фиг. 172.
нирного механизма ABCD с тремя при-
присоединёнными к нему группами II класса,
перемещение центра тяжести которого со-
совпадает с перемещением точки 5. Отрезок
(ps) в масштабе \xv плана скоростей пред-
представит собой скорость v5 точки S, а отрезок
(tcs) в масштабе у.а плана ускорений пред-
представит собой ускорение as точки 5, т. е.
гл. л
КИНЕТОСТАТИКА ПЛОСКИХ МЕХАНИЗМОВ
59
Зная ускорение общего центра тяжести,
легко определить и результирующую силу
инерции. Очевидно, что эта сила будет равна
Ри= — ma.s — —
где т — общая масса всех подвижных звеньев
механизма ABCD. Сила Ри направлена всегда
в сторону, обратную ускорению as точки S
механизма.
Пример. Для дезаксиального кривошипно-шатунного
механизма ABC (фиг. 173) требуется определить поло-
положение его обшего центра тяжести 5 и результирующую
Фиг. 173
силу инерции Ри _ Пусть масса кривошипа разна ти
шатуна - тй и поступательно движущихся частей — т3<
а расстояния от точек А, В и С до центров тяжести О,,
0] и О3 равны соответственно s,, s2 и s3. Определяем
некторы h,, h, и h3 Имеем
m,s + (Юз + т3) R
'"" " т '
где вектор R по величине равен радиусу кривошипа АВ.
Ееличина ft, представит собой расстояние первой глав-
главной точки Hi от точки А.
Вектор hj будет равен
ш
где вектор L по величине есть длина шатуна ВС.
Вектор h3 будет равен
mss3
Для определения точки 5 общего центра тяжести
всего механизма по оси кривошипа АВ откладываем от
точки А до точки Hi отрезок, равный по величине век-
вектору h,; из точки //, ведём прямую, параллельную зве-
звену ВС, и откладываем на ней отрезок НгК, равный по
величине вектору h2. Из точки К ведём горизонтальную
прямую, параллельную перемещению ползуна С, и от-
откладываем на ней отрезок KS, равный по величине век-
вектору h3. Точка 5 и представляет собой центр тяжести
всего механизма ABC; в ней будет сосредоточена вся его
масса т.
Так как вектор h3 при всех положениях механизма
будет параллелен самому себе, то все его точки опи-
опишут одни и те же траектории. Так, например, точка К
опишет такую же траекторию, что и центр тяжести S,
только смешённую на величину, равную h3 (фиг. 174).
точки К
Фиг. 174.
Таким образом, если траекторией точки 5 будет не-
некоторая кривая Q, то траекторией точки К будет та же
кривая Q, но сдвинутая влево (на фиг. 174 обозначена
через Q' на величину, равную hs=KS. Кроме того, так
как AS=const и АН, =const, то и ВНг— const. Точно
так же постоянен отрезок ВН3 (фиг. 174), т. е. фигура
представляет собой параллелограм с посто-
постоянными сторонами
НХВ=КН* и ?Я2=Я,А'
и переменными углами. Поэтому траекторию точки К
можно найти, если к механизму ABC присоединить
группу Н^КНц (фиг. 175), состоящую из двух звеньев НаК
Фиг. 175.
и HtK, входящих в три вращательные пары: Н,, К и Н„.
Траектория точки К этого механизма и воспроизведёт
траекторию центра тяжести 5 механизма, сдвинутую на
отрезок KS (фиг. 174). Результирующая сила инерции Р
в каждом положении механизма определится из урав-
уравнения
Рц = - т ай
путём построения планов ускорений.
Влияние сил инерции на фундамент.
Зная величину результирующей силы инерции
механизма, можно разрешить ряд задач, свя-
связанных с вопросами расчёта фундамента на
прочность и на его устойчивость.
Пусть, например, для плоского механизма
ABCD (фиг. 176), укреплённого на фундаменте,
777/77//////////'////////7/////7/Л
Фиг. 176.
для положения, указанного на чертеже, най-
найдена результирующая сила инерции Ри меха-
механизма, приложенная в его общем центре тя-
тяжести S. Перенесём силу Ри в точку А, вы-
выбранную в качестве начала координат хну,
для чего в точке А приложим две равные и
прямо противоположно направленные силы Рц.
Тогда на фундамент будут действовать сила
Рм, приложенная в точке А, и пара сил инер-
инерции с моментом Ми, равным по величине
где h — плечо силы Рн относительно точки А,
Раскладывая силу Ри, приложенную в точ-
точке Л, на силы Р„ и Р-^, направленные
вдоль осей х и у, мы получаем, что под дей-
действием силы Р* фундамент будет пере-
перемещаться в горизонтальном направлении, а
под действием силы Р^ — в вертикальном
направлении. Вследствие периодичности и
знакопе :еменности этих сил за каждый цикл
движения механизма под их действием фун-
фундамент будет приходить в колебательное дви-
движение в двух взаимно перпендикулярных
60
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
направлениях. Кроме того, фундамент будет
находиться также под воздействием пары сил
инерции с моментом Ми, периодически изме-
изменяющимся и вызывающим колебания фунда-
фундамента около оси, перпендикулярной к пло-
плоскости движения звеньев механизма. Ука-
Указанные силы и момент должны быть приняты
во внимание как при определении устойчи-
устойчивости механизма и фундамента, так и при рас-
расчётах на прочность.
Уравновешивание сил инерции. Для
уравновешивания одних только сил инерции
плоского механизма (без уравновешивания
моментов от сил инерции) достаточно, чтобы
общий центр тяжести S всех масс механизма
оставался неподвижным, т. е. чтобы удовле-
удовлетворялись условия
xs =¦ const и ys - const A12)
const,
A13)
где го — вектор, определяющий положение
общего центра тяжести.
Пусть, например, дан механизм шарнирного
четырёхзвенника ABCD (фиг. 177). Обозначим
массы звеньев АВ,
ВС и CD через
ть т.2 и гпв; рас-
расстояния центров
тяжести этих
звеньев от точек
А, В и С — через
S-[, S2 И S3 И ДЛИНЫ
звеньев — через /j,
Фиг. 177. \^J /2 и /3. Тогда век-
вектор г0, определяю-
определяющий положение общего центра тяжести S, бу-
будет равен геометрической сумме векторов
главных точек, т. е.
Для удовлетворения условия A13) необ-
необходимо, чтобы
const.
A14)
Последнее условие может быть удовлетво-
удовлетворено, если модули векторов hi, h2 и h3 будут
подобраны так, что векторный многоугольник,
образованный ими, будет подобен четырёх-
четырёхугольнику ABCD, образуемому осями звеньев
механизма (фиг. 177). При таком подборе мо-
модули векторов hi, h2 и h3 должны удовле-
удовлетворять соотношениям
h
к
'в
A15)
Вследствие параллельности векторов h,,
h2 и h3 сторонам АВ, ВС и CD полученная
геометрическая сумма их будет образовывать
как бы второй четырёхшарнирный механизм
AHxH2S, у которого все звенья подобны
звеньям основного механизма и, следовательно,
все точки описывают аналогичные траектории.
Общий центр тяжести 5 механизма ABCD в
этом случае будет находиться на прямой AD
и за всё время движения механизма будет
неподвижным, т. е, будет удовлетворять
условию A13), и, следовательно, силы инерции
механизма четырёхшарнирника будут уравно-
уравновешены. Очевидно, что механизм будет урав-
уравновешен при любом положении точки S на
прямой AD как между точками А и D, так и
вправо и влево от них.
Подставляя в уравнение A15) значения
векторов hi, h2 и h3, получаем для заданных
размеров 1Ь /2 и /3 следующие соотношения:
('3 — •%)•
Из этих уравнений непосредственно следует,
что при решении задачи о подборе масс меха-
механизма, удовлетворяющих условию его уравно-
уравновешенности, можно получить бесчисленное
множество решений, так как в эти два урав-
уравнения входят шесть переменных: тпь пг2 и тпг
и Si, S2 и s3. из которых четыре могут быть
выбраны произвольно.
Далее из этих уравнений непосредственно
следует, что при задании одного из трёх рас-
расстояний S\, s% или 53 на звене между шарни-
шарнирами остальные два расстояния до центров
тяжести получатся за шарнирами звена, т. е.
считая, что расположение центра тяжести за
шарнирами соответствует как бы установке
противовеса, можно сказать, что полное урав-
уравновешивание механизма четырёхшарнирника
может быть достигнуто путём установки про-
противовесов на двух его звеньях.
Практически удобно задаваться положе-
положением центра тяжести и массой одного из
звеньев. Тогда размеры масс противовесов
со звеньями их общих центров тяжести
легко подбираются по уравнениям A16)
и A17).
В случае кривошипно-шатунного меха-
механизма для удовлетворения условия A13) не-
неподвижности центра тяжести 5 механизма
ABC (фиг. 178) необходимо, чтобы точка К
Фиг. 178.
была неподвижна, т. е. чтобы она совпала с
точкой А. Это может иметь место только в
том случае, если векторы hi и h2 будут
порознь равны нулю, т. е.
hj-О и h2-0.
Подставляя в эти уравнения значения hi
и h2, имеем
m^i + (m2 + mb) R - 0
и
m2s2 + m3L - 0,
ГЛ:1]
КИНЕТОСТАТИКА ПЛОСКИХ МЕХАНИвМОВ
61
откуда находим расстояния sx и s2 центров
тяжести О] и О2 звеньев АВ и ВС от точек
Л и Б:
A18)
A19)
Из этих уравнений видно, что как sb так
и 52 должны быть отрицательны, т. е. центры
тяжести Oi и О2 должны лежать не вправо
от точек Л и В, а влево. Следовательно,
противовесы должны быть расположены на
звеньях Ab и ВС влево от точек А и В и
их массы вместе с массами этих звеньев
должны удовлетворять условиям A18) и A19).
Аналогично уравновешиванию четырёхшар-
нирных механизмов и для кривошипно-шатун-
ного механизма можно подобрать массы звеньев
и их центров тяжести так, чтобы главные век-
векторы h образовали фигуру, подобную криво-
шипно-шатунному механизму. В отличие от ра-
ранее рассмотренных схем общий центр тяжести
механизма будет в этом механизме не неподви-
неподвижен, а будет двигаться по прямой, параллель-
параллельной оси ползуна. Очевидно, что в этом случае в
механизме останутся неуравновешенными силы
инерции, напра-
направленные вдоль этой
оси. Все остальные
силы инерции бу-
будут полностью ура-
уравновешены (а мо-
моменты от сил
инерции останутся
не уравновешен-
уравновешенными).
Для того чтобы центр тяжести механизма 5
или точка К (фиг. 179) двигались по оси, па-
параллельной оси ползуна, необходимо, чтобы
удовлетворялось соотношение подобия
Фиг. 179.
A20)
В этом случае мы как бы получаем второй
кривошипно-шатунный механизм с кривошипом
длиной Л] и шатуном длиной Л2. Звено hx
этого механизма вращается с угловой скоро-
скоростью, равной угловой скорости звена АВ\
точка К. этого механизма, а следовательно,
и точка 5 двигаются по прямой, параллельной
оси движения ползуна.
Подставляя в уравнение A20) величины hx
и Л2> получаем
Величины s2, 1 и R обычно бывают заданы.
Тогда, имеем
mxs\ = —jr (L — s2) т2.
A21)
Знак минус у правой части уравнения A21)
показывает, что центр тяжести кривошипа
и противовеса, расположенного на нём, должен
лежать влево от точки А (фиг. 179).
В кривошипно-шатунных механизмах часто
применяется уравновешивание только массы
кривошипа и части массы шатуна. Пусть, на-
например, имеется кривошипно-шатунный меха-
механизм (фиг. 180). Размещают массу. т2 шатуна ВС
статически на две точки В и С (см. стр. 47
и 48), тогда массы, отнесённые к точке Ь и к
точке С, будут соответственно равны
с .
b
A22)
. Установкой противовеса массы тп, располо-
расположенной на расстоянии Sj от точки А, можно
уравновесить силы
инерции массы
кривошипа АВ и
части массы ша-
шатуна ВС, отнесён-
отнесённой к точке В.
Для этого должно
удовлетворяться
условие
Фиг. 180.
т1 а + т2
Неуравновешенными в этом случае остаются
поступательно движущаяся масса ползуна,
часть массы шатуна, отнесённая к точке С,
и момент силы инерции относительно оси,
перпендикулярной к плоскости движения
звеньев механизма..
Балансировка вращающихся масс. Рас-
Рассмотрим задачу об уравновешивании вала z,
на котором жёстко закреплены заданные
массы ть ти2, и тъ (фиг. 181, а). Пусть центры
тр
Фиг. 181.
тяжести масс т^ /и3 и w3 расположены в трёх
плоскостях 7"j, Г2 и Т3, перпендикулярных к
оси вращения z — z. Если принять угловую
скорость ю вращения вала z постоянной, то
величины сил инерции, развиваемые этими
массами, будут соответственно равны
, P2- т2«>2р2;
Переносим все эти силы в какую-либо пло-
плоскость То, проведённую через точку О вала
перпендикулярно к оси z — z. Далее склады-
складываем все перенесённые силы, для чего строим
силовой многоугольник (фиг. 181, б). Так как
62
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. !
силы Plt P2. Р3 пропорциональны произведе-
произведениям из масс на соответствующие расстояния р,
то вместо сил Р^, Р2 и Р3 можно отклады-
откладывать в силовом многоугольнике (фиг. 181, б)
произведения т^, т?р2 и тзРз> Вектор то
и определит величину уравновешивающей
силы V.
i/=mp(U2. A23)
Уравновешивающая масса т может быть
установлена в любой точке по длине вала и
на любом расстоянии р от его оси вращения.
Необходимо только, чтобы произведение из т
на р удовлетворяло уравнению A^3). В рас-
рассматриваемом случае масса т расположена
в плоскости Т.
Установкой противовеса, подсчитанного по
формуле A23), уравновешиваются давления
на подшипники от сил инерции. Для уравно-
уравновешивания моментов от сил инерции соста-
составляем уравнение моментов всех этих сил от-
относительно точки О. Имеем
М2
A24)
Вектор, пропорциональный моменту пары,
перпендикулярен к плоскости действия этой
пары. Поэтому откладываем векторы, соответ-
соответственно пропорциональные моментам, данным
уравнениями A24), в виде замкнутого много-
многоугольника. Так как плоскости действия всех
пар содержат ось z— z, то многоугольник
моментов будет лежать в плоскости, перпен-
перпендикулярной к оси z — г. Направление векто-
векторов моментов выбираем так, чтобы, смотря
вдоль по вектору, видеть вращение происхо-
происходящим по часовой стрелке. На фиг. 181, в
дано построение этого многоугольника мо-
моментов. Так как величина и>2 в уравнениях A24)
входит постоянным множителем, то величину
результирующего момента можно подсчиты-
подсчитывать, не вводя этого множителя.
Замыкающий вектор в многоугольнике мо-
моментов определит величину момента и пло-
плоскость действия уравновешивающей пары.
Обозначая величину этого момента через Мо,
имеем
М *=т о 2 ш2 П25)
""о '"о. о *о * v1 *-"
Плоскость действия уравновешивающей
пары вполне определяется замыкающим век-
вектором m0p0z0. Она перпендикулярна к этому
вектору и будет содержать ось z. Уравнове-
Уравновешивающие массы w0 могут быть в этой пло-
плоскости установлены в любых точках вала.
В качестве плоскостей установки уравновеши-
уравновешивающих грузов с массой т0 по длине оси z
выбираем плоскости Т\ и Т. Тогда, при за-
заданном расстоянии г0 между этими плоскостями,
необходимо подобрать такие значения масс т0
и их расстояния р0 от оси z, чтобы удовле-
удовлетворялось уравнение A25). Одна из масс /и0
устанавливается в плоскости Т, другая — в
плоскости Т\. Знак момента этой пары опре-
определяется замыкающим вектором многоуголь-
многоугольника моментов.
Таким образом установкой двух противо-
противовесов массы /я0 и одного противовеса массы m
достигается полное уравновешивание всех
масс, закреплённых на валу. Так как один из
противовесов массы т0 может быть располо-
расположен в той же плоскости, что и противовес
массы т, то очевидно, что полное уравнове-
уравновешивание масс, закреплённых на валу, может
быть достигнуто установкой двух противо-
противовесов, лежащих в двух произвольно выбран-
выбранных плоскостях.
ДИНАМИКА МАШИН
ДВИЖЕНИЕ МАШИНЫ
Основное уравнение движения. При рас-
рассмотрении движения машины или механизма
обычно делят весь промежуток времени их
движения на три части:
а) время пуска машины в ход или время
её разбега,
б) время установившегося движения ма-
машины и
в) время остановки машины или её выбега.
Время пуска (разбега) характеризуется
возрастанием скорости ведущего вала от нуле-
нулевого значения до некоторого среднего значе-
значения, соответствующего нормальной рабочей
скорости. Во время установившегося движения
скорость ведущего вала машины либо остаётся
постоянной по величине, либо колеблется в
заданных пределах, периодически повторяясь.
Движение машины во время её выбега харак-
характеризуется убыванием скорости ведущего вала
от нормальной рабочей скорости до нулевого
значения.
Движущими силами в машине называются
те силы, которые стремятся ускорить дви-
движение ведущего звена. Иначе, движущими
силами называются те силы, из числа прило-
приложенных к звеньям машины, возможная ра-
работа которых положительна. Силами сопро-
сопротивления в машине называются те силы,
которые стремятся замедлить движение веду-
ведущего звена. Иначе, силами сопротивления на-
называются те силы из числа сил, приложенных
к звеньям машины, возможная работа ко-
которых отрицательна (см. т. 1, кн. 2, стр. 25).
Силами полезного сопротивления назы-
называются те силы сопротивления, на преодоление
которых затрачивается полезная работа, т. е.
работа, для выполнения которой и предна-
предназначены машина или механизм.
Период времени установившегося движения
может содержать один или несколько оборотов
ведущего вала. Так, например, насос с криво-
шипно-шатунным механизмом имеет периодом
времени установившегося движения один обо-
оборот кривошипа. Четырёхтактный двигатель
имеет периодом времени установившегося дви-
движения два оборота кривошипа.
Для изучения движения машины пользу-
пользуются уравнением движения машины, которое
. I)
ДИНАМИКА МАШИН
>жет быть написано в форме уравнения
ивых сил:
Ад-Ас-Т2-Ть A26)
,е Ад—работа внешних движущих сил,
жоряющих движение; Ас — работа сил со-
зотивления, а Тх и 72 — живая сила — кинети-
;ская энергия — машины в начальный и после-
^гощий моменты времени. Очевидно, что для
)емени пуска машины необходимым условием
зляется, чтобы кинетическая энергия Г2 для
зследующего момента времени была больше
ннетической энергии Т\ для начального мо-
ента времени, а это влечёт за собой необ-
одимость того, чтобы работа сил движущих
ыла больше работы сил сопротивления, т. е.
Г2 > Тх, а потому Ад > Ас.
Для времени установившегося движения в
ачале и конце каждого периода кинетиче-
кая энергия должна иметь одно и то же зна-
ение. Следовательно, за каждый период ра-
ота движущих сил должна быть равна работе
ил сопротивления, т. е.
потому
¦А.
i для периода времени выбега
1 ПОТОМУ
А, < Аг
Таким образом за время пуска машины
в ход происходит приращение её кинетиче-
кинетической энергии; во время установившегося дви-
движения это приращение за полный период
равно нулю, и за время выбега машины про-
происходит отдача всей накопленной ею во время
разгона кинетической энергии.
Обычно машина представляет собой ком-
комплекс связанных между собой механизмов. Для
изучения движения всех звеньев этих механиз-
механизмов достаточно знать законы движения их ве-
ведущих звеньев. Пусть, например, имеется меха-
механизм с одной степенью подвижности. В этом
случае механизм будет иметь одно ведущее
звено. Выберем это звено в качестве звена
приведения, т. е. за звено, к которому мы
будем приводить все силы, действующие на
механизм. Далее на этом звене выбираем
точку приведения, т. е. точку, к котооой при-
приложены приведённые силы. Зная движущие
силы, а также силы сопротивления (как по-
полезного, так и вредного), нетрудно с помощью
теоремы о жёстком рычаге (см. стр. 54 и 55)
привести все эти силы, действующие в различ-
различных точках и на различные звенья механизма,
к выбранной нами точке приведения, т. е.
найти результирующие приведённые силы.
Если такое приведение сил произведено,
то тогда решение задачи о движении меха-
механизма значительно упрощается, так как все
силы, действующие в различных точках меха-
механизма, сведены к двум приведённым силам:
приведённой движущей силе Рд и приве-
приведённой силе сопротивления Рс, приложенным
в точке приведения В звена приведения АВ
(фиг. 182). При этом сила Ра производит ра-
работу, равную работе Ад всех движущих сил,
а сила Рс — работу, равную работе Ас всех
сил сопротивления.
Приведённые силы можно заменить при-
приведёнными моментами на валу А относи-
относительно точки А (фиг. 182).
Уравнение движения механизма (через при-
приведённые силы) напишется следующим образом:
Го— Гг
A27)
а через приведённые моменты (на звене при-
приведения)
, — А
Мс'
A28)
В
Если приведённые силы или моменты за-
заданы в функции пути точки приведения либо
угла поворота звена при-
приведения, то можно опре-
определить работу этих сил
на любом желательном
промежутке пути, точки
приведения либо для лю-
любого угла поворота звена
приведения. Таким обра-
образом может быть найдена
разность работ, стоящая
в левой части уравнений
A27; или A28). Величи- *иг. 182.
ны кинетических энергий
механизма в рассматриваемых его положениях,
стоящие в правой части уравнений A27) —
A28), могут быть также определены.
Кинетическая энергия механизма. Кине-
Кинетическая энергия механизма в общем случае,
когда звенья механизма имеют сложные (и по-
поступательные и вращательные) движения, равна
A29)
(/-1, 2,...,п),
где / — номер звена; St — центр тяжести /-го
звена; Js. — момент инерции /-го звена отно-
относительно оси, проходящей через центр тяжести;
и>1 — угловая скорость /-го звена.
Кинетическая энергия звена, имеющего
поступательное движение, равна
mv2
T--J, A30)
где т — масса звена, avs — величина скорости
его центра тяжести.
Для звена, имеющего только вращатель-
вращательное движение, кинетическая энергия равна
Т~. A31)
где J—момент инерции звена относительно
оси вращения, а ш — величина угловой ско-
скорости звена относительно той же оси.
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
Для звена, имеющего сложное движение,
кинетическая энергия равна
mvf
2
A32)
Таким образом, если известны массы, ско-
скорости центров тяжести, моменты инерции и
угловые скорости звеньев, то определение
кинетической энергии Т механизма сведётся
к определению суммы кинетических энергий
отдельных звеньев механизма.
Так, например, задана кинематическая цепь
ABC,..., К, L, N (фиг. 183, а), состоящая из
п звеньев. Требуется определить её кинетиче-
Фиг. 183.
скую энергию, если известны массы гп^, т2,
т^,.... тп и моменты инерции У], Л» Л» • • • > ^п
её звеньев относительно осей, проходящих
через их центры тяжести.
Пусть скорости точек А, В, С,..., K,L и TV
кинематической цепи и скорости центров
тяжести её звеньев Sj, S2, Ss,...,Sn заданы
планом скоростей (фиг. 183, б). Тогда кинети-
кинетическая энергия Т кинематической цепи будет
т-
а\це Vc
JSn
A33)
— величины скоростей
центров тяжести звеньев 1,2,3,..., п и шь
ш2,..., (ол — величины угловых скоростей тех
же звеньев.
Приведённые масса и момент инерции
механизма. Если кинематическая цепь, обра-
образующая механизм, обладает одной степенью
подвижности, то мы можем в этой цепи вы-
выбрать одно звено, например звено АВ
(фиг. 183, а), и принять его за звено приве-
приведения, а одну из точек этого звена, например
точку В. принять за точку приведения. Пре-
Преобразовав уравнение A33) введением квадрата
скорости vB точки приведения В, имеем
2
4f-B\V <!34>
В уравнении A34) кинетическая энер-
энергия Т выражена в функции скорости v^ точки
приведения.
Кинетическую энергию Т можно также
выразить в функции угловой скорости оK звена
приведения Г.
+ m,
+ JJ-!L .A35)
Обозначив величину, стоящую в квадрат-
квадратных скобках уравнения A34), через пгп, а ве-
величину, стоящую в квадратных скобках урав-
уравнения A35), через Jn, получим
X кг-сек? Л
,
A37)
Из уравнений A36) и A37) видно, что ве-
величина nifj имеет размерность массы
а величина Jn имеет размерность
момента инерции [кг-М'сек2]. Таким образом
пгп представляет собой некоторую массу, со-
сосредоточенную в точке В, кинетическая энер-
энергия Т которой равна в каждом рассматрива-
рассматриваемом положении кинетической энергии кине-
кинематической цепи ABC...KLN, т. е. сумме
кинетических энергий всех звеньев этой цепи.
Масса тпп называется приведённой массой.
Аналогично величина ]ц в уравнении A37)
представляет, собой приведённый к звену /
момент инерции кинематической цепи, кине-
кинетическая энергия которого в каждом рас-
рассматриваемом положении кинематической цепи
равна сумме кинетических энергий всех звеньев
этой цепи.
Выражения кинетической энергии Г через
тП и Уд имеют следующий вид:
mnv%
Т=
A38)
A39)
Приведённая масса тп и приведённый мо-
момент инерции J[j могут быть выражены через
соответствующие отрезки плана, скоростей
(фиг. 183, б). Имеем
sn
~ V-v
(ab)
(ab)
vr—
L
(In)
¦АВ ' *-ВС ' ^LN
a \xv — масштаб плана скоростей (фиг. 183, б),
ГЛ. I]
ДИНАМИКА МАШИН
65
тогда
pb LAB\pb
\pb
\с
+ •••+/71,
\Pb
Величина приведённого момента инерции может быть
выражена через соответствующие отрезки плана скоро-
скоростей (фиг. 184, б). Для этого вычисляем все значения
скоростей, входящих в уравнение для кинетической энер-
энергии.
Имеем
LAB
LCB
LFF
LCD
= \>-v(pss).
'ВС
•JZ)\
Подставив полученные выражения в уравнение для
приведённого момента инерции, получим
, LAB ( be
ln
Пример. Определить кинетическую энергию, приве-
приведённую массу и приведённый момент инерции механизма
в положении, показанном на фиг. 184, а, если известны
5)
Фиг. 184.
массы и моменты инерции его звеньев. Скорости центров
тяжести и угловые скорости вращения отдельных звеньев
заданы планом скоростей (фиг. 184, б). В качестве звена
приведения выбрано звено 7.
Общая кинетическая энергия механизма будет равна
I —
J.
от» v
Jn U)
+ —s—i + —
+
В этом уравнении J3 и Jt — моменты инерции звеньев
2 и 4 относительно осей, проходящих через центры тя-
тяжести; Jt и /3 — моменты инерции звеньев 1 и 3 относи-
относительно осей, проходящих через точки Ли D; ш,, ш2, ш3
и ш4 — величины угловых скоростей вращения звеньев
1, 2, 3 и 4; zmj2> v§t и г^. — величины скоростей центров
тяжести звеньев 2, 4 и 5 и '/г2, от4 и /и5 — массы звеньев
2, 4 и 5. Так как в качестве звена приведения выбрано
звено 7, то уравнение кинетической энергии Т механизма
напишется так:
Обозначая приведённый момент инерции через J„ по-
получаем для него следующее выражение:
LAB(pcV
CD
LAB(fe\\
EF
Приведённый момент инерции может быть заменён
приведённой массой, причём точкой приведения может
быть выбрана любая точка звена У — звена приведения.
Так, если точкой приведения мы выберем точку <<. то
уравнение для кинетической энергии примет следующий
вид:
ТПп V о
где приведённая масса
АВ
Величина приведённой массы может быть также вы-
выражена через соответствующие отрезки плана скоростей:
'/Г
'АВ
Л / be у ,_/i_ 1??_У +
ВС CD
Величины отрезков, взятых из плана скоростей, можно
брать в миллиметрах без умножения на масштаб плана,
так как при делении одного отрезка на другой масштабы
сокращаются. Длины звеньев берутся в их натуральную
величину.
Диаграмма кинетической энергии меха-
механизма. Если все силы движущие и силы со-
сопротивления в механизме будут приведены
к точке приведения или звену приведения, то
задача о движении всего механизма сводится
к задаче о движении его звена приведения 4В
(фиг. 185) — ведущего звена, находящегося
под действием приведённой движущей силы Рд
и приведённой силы сопротивления Рс, в точ-
точке В которого сосредоточена приведённая
масса тпп.
Уравнение движения механизма при этом
будет иметь следующий вид:
2
72—^,A40)
где
и Тл =
тп и тп —приведённые к точке В массы
звеньев механизма и vR и vR —величины
66
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. 1
сопротивления
скорости точки приведения В, соответству-
соответствующие положениям звена приведения, выбран-
выбранным за последующее и начальное.
Величины Ард и Ар представляющие со-
собой работу силы движущей Рд и работу силы
могут быть определены,
если известны значения
этих сил для каждого
положения механизма.
В общем случае силы
Рд движущие и силы сопро-
^ тивления могут быть
функциями положений,
скоростей и времени раз-
раздельно или одновремен-
одновременно. В дальнейшем все
силы или моменты сил бу-
будем считать заданными в
функции путей точек при-
приведения или углов пово-
поворота звеньев приведения.
Если известны величины приведённой дви-
движущей силы Р^ и приведённой силы сопро-
сопротивления Рс, приложенных в точке приведе-
приведения В, и графики изменения величины этих сил
в функции пути sB точки приведения, то ра-
работа Ард приведённой силы Р^ будет равна
s
и выразится площадью диаграммы (фиг. 186),
ограниченной, кривой с—си осями координат
вредного сопротивления (график сил трения)
и Ь — Ь (график сил полезного сопротивления).
Приращение кинетической энергии механизма
за какой-либо промежуток времени согласно
уравнению A40) выразится разностью площадей
кривых f)^t=<f(sB) и Pc*=<\>(sB), помноженной
на соответствующие масштабы. Так, например,
на участке 7—2 работа приведённых движу-
движущих сил выражается площадью (П'2'2) мм?,
а работа приведённых сил сопротивлений —
площадью (Л'е2) мм2. Приращение кине-
кинетической энергии ДГ12 представится площадью
A'2'е):
Фиг. 185.
В этом уравнении \ь5 — масштаб путей,
a \ip—масштаб сил. Изменение кинетической
энергии всегда пропорционально площадям,
заключённым между кривыми сил движущих
и сил сопротивления (на фиг. 186, а эти пло-
площади заштрихованы). Эти площади могут
иметь знак плюс (приращение) и знак минус
(отдача) в зависимости от того, какая работа
будет большей: сил движущих или сил сопро-
сопротивления. От точки 1 до точки h приращение
кинетической энергии равно нулю, т. е. сумма
всех заштрихованных площадей со знаком
плюс должна равняться сумме площадей со
знаком минус, так как в момент пуска меха-
механизма и в момент его остановки скорости
точки приведения равны нулю. Точно такое
же равенство должно иметь место и в период
Кривая сил трения
движущих сил
Кривая сил сопротивления (полезных)
2ZL
Г 2 3 4 S 6
-Разбег-
в 9 ю п
!2 13
V юП&>19' Ъ
ко-о-<
№1516 1718 192021 22 23 24 2526272В,
/У Л4 ш AfAi
Установившееся
движение
930 313233343536373839*041
Выбег
5 6 7 8 9 ЮН 12 /3 UtfS1617 18 19 20 2122 23 24 25262728293031 32333* 353637383940Ut SB
Фиг. 186.
(с учётом масштаба); работа Ар приведённых
сил сопротивления будет равна
и выразится (с учётом масштаба) соответ-
соответственно суммой площадей кривых а — а — сил
времени установившегося движения на участке
14—29, так как и в этом случае скорость точки
приведения через каждый цикл повторяется.
Величина этих площадей определяет диа-
диаграмму Т = ф (,s5) изменения кинетической
энергии (фиг. 186, б) в функции пути sB точ-
точки приведения В.
ГЛ. I]
ДИНАМИКА МАШИН
67
Построение надо начинать с положения,
когда точка В звена АВ будет находиться в
точке /. Подсчитываем площадь A'2'е) в мм2.
Пусть эта площадь равна Fi2 мм2, тогда вели-
величина приращения кинетической энергии будет
равна
где jj-p — масштаб сил Р^ и Рс, a ps — мас-
масштаб пути sB точки В звена АВ. Так как
механизм начал двигаться с точки 7, то вели-
величина Т, первоначального запаса кинетической
энергии была равна нулю, и полный запас
кинетической энергии механизма в положе-
положении 2 выразится величиной Г2. Эту величину
A7i2 = T2=-^s fAp^;%i2 = fJ-r(a) и откладывают в
масштаб и.т на ординате, проведённой в точ-
точке 2 в виде отрезка а (фиг. 186, б).
Аналогично подсчитывают следующую пло-
площадь (е 2' 3') в мм2; для неё
[пл. (e2'3'f)) - ^.xp ^
т. е. приращение кинетической энергии на
участке 2 — 3 выразится площадью (е 2'3'f) ммг
(с учётом масштабов \xs и fj-p). Полученную ве-
величину откладывают на ординате в точке 3
в виде некоторого отрезка 3 в масштабе р.^,
прибавляя его к предыдущему отрезку а и т. д.
Диаграмма изменения кинетической энергии
будет расти до положения k, где в точке 6
она будет иметь один из максимумов. Далее,
на участке kp она будет уменьшаться, так
как площадь, заключённая между этими точ-
точками оси абсцисс, имеет знак минус. Начиная
с точки р, кривая кинетической энергии
T-ty{sB)будет увеличиваться до положения/,
где эта кривая достигнет опять некоторого
максимума в точке А, и т. д. На участке
14 — 29, где имеет место так называемое уста-
установившееся движение, эта кривая будет пе-
периодически повторяться, достигая то своего
максимума, то своего минимума. В положении
29 кривая T=*<\>(sB) достигнет в последний раз
своего максимума, после чего начнёт убывать
вследствие наличия на участке 29 — h только
одних сил сопротивления. Точка h, соответ-
соответствующая моменту остановки механизма, опре-
определится путём постепенного вычитания из
кривой кинетической энергии 7 — ty (sB) орди-
ординат, пропорциональных площадям кривой со-
сопротивлений на участке 29—h. Момент оста-
остановки механизма будет соответствовать мо-
моменту полного исчерпания кинетической энер-
энергии, накопленной им во время его разгона.
Таким образом с помощью диаграммы ки-
кинетической энергии Т = <\> (sB) определяется
истинная величина пути sB, пройденного точ-
точкой приведения В при заданных силах движу-
движущих и силах сопротивления. Для рассматри-
рассматриваемого случая это будет длина lh, отложен-
отложенная на оси абсцисс.
Определение скоростей и ускорений
движения механизма. Скорости движения
точки В приведения могут быть определены,
если построить диаграмму изменения кинети-
кинетической энергии Т в функции приведённой
массы тпц, т. е. диаграмму T=f(tnn). Для
эюго по оси ординат (фиг. 187) откладывают
в выбранном масштабе y-j- значения кинети-
кинетической энергии Г с диаграммы кинетической
энергии (см. стр. 65), а на оси абсцисс — зна-
значения приведённой массы тц. В каждом по-
положении механизма кинетическая энергия Т,
приведённая масса
тц и скорость vb | т
связаны уравне- f
ниями 15
тп*В A41) *
2
8 У ™п
A42;
Фиг. 187.
Величина скорости v^ точки В в каком-то
произвольно выбранном положении К (фиг. 187)
выражается так:
V-m K
, (НЗ)
где Т% и тпк — кинетическая энергия и при-
приведённая масса в положении /С; угод tyK есть
угол, образованный лучом, \ соединяющим
точку К диаграммы 7 = f(fn'n) c началом
координат О.
Таким образом, определение скорости точки
в различных положениях механизма сводится
к определению по диаграмме Т = /(тп) -соот-
-соответствующих углов и подстановке тангенсов
этих углов в уравнения A43).
По полученным из уравнения вида A43)
величинам можно построить кривые истин-
истинных скоростей движения точки приведения В
за всё время движения механизма. Зная ско-
скорости движения точки приведения В, можно
определить и период времени движения меха-
механизма. Выражение для величины скорости \в
точки В будет следующим:
dt
Любой промежуток времени от начала
движения (положение 1) до заданного поло-
положения К будет равен
A44)
Интеграл в правой части уравнения A44) мо-
может быть определён, если будет задано изме-
изменение величины в функции пути sB, т. е.
VB
кривая ¦= f (sB). Эта кривая может быть
построена по точкам, так как значения ско-
скорости vB известны. '
Полное ускорение ав точки В (фиг. 188)
может быть представлено как геометрическая
сумма нормального и тангенциального ускоре-
ускорений, т. е.
»? = 4 + 4- 045)
68
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
(РАЗД. I
Величина нормального ускорения ав в ка-
каждом положении механизма, равная
¦ав
может быть определена по найденным значе-
значениям скорости vв.
Величина тангенциального ускорения а.в,
равная
d
dt
может быть определена из уравнения
dv.
dv.
dt
dVj.
dSr
dt
dt_
dsQ
A46)
Для этого строится диаграмма vB — <р {sB) ве-
величины скорости vB точки В в функции пути sfi%
Точно так же строится диа-
диаграмма t-<\> (sB) изменения
а, времени t в функции пути sB.
в Тогда для определения вели-
велико dt
ds
и • достаточно
в dsB
Фиг. 188.
графически продиференци-
ровать графики vB = <p (sB) и
t = <\> (sB) и вычислить со-
согласно уравнению A46) от-
отношения полученных произ-
производных. По полученным значениям ав может
быть определена величина углового ускоре-
ускорения s звена АВ, равная
АВ
Определив а.в и ав, по уравнению A45)
определяют полное ускорение ав точки В.
Таким образом могут быть полностью
определены: путь, скорость, ускорение и пе-
период времени движения точки В звена приве-
приведения АВ. Зная скорость и ускорение веду-
ведущего звена АВ, методами планов скоростей,
планов ускорений и сил находят скорости и
ускорения остальных звеньев механизма, их
силы инерции и давления в кинематических
парах от сил инерции при неравномерно вра-
вращающемся кривошипе.
Уравнение движения в форме Лагранжа.
Уравнение движения механизма может быть
написано также в форме диференциального
уравнения следующего вида:
dmn
A47)
скорости точки В приведения; ад — танген-
тангенциальное ускорение точки приведения и тц —
приведённая масса.
Уравнение A47) может быть также выра-
выражено через приведённые моменты инерции и
приведённые к звену приведения моменты
внешних сил:
М д — Мс = Jn
ЧГ
¦±-*Л?. (U8)
В уравнении A48) Mq—величина приве-
приведённого момента сил движущих; Мс — вели-
величина приведённого момента сил сопротивле-
сопротивления ; со — величина угловой скорости звена при-
приведения и Зц — приведённый момент инерции
механизма.
В случае постоянства приведённых массы
или момента инерции уравнения A47) и A48)
будут иметь вид:
Рд—Рс = тп ав
— Мс - J
n
dT
Механический коэфициент полезного
действия. Так как в начале и конце каждого
периода времени установившегося движения
кинетическая энергия машины или механизма
имеет одно и то же значение, то разность
работы А$ движущих сил и—Ас сил сопроти-
сопротивления равна нулю:
Ад - Ас - 0. A49)
Работа Ас сил сопротивления может быть
всегда представлена как сумма работы Апх —
полезного сопротивления и работы Ав,с — всех
остальных сопротивлений, которые имеют ме-
место в любой машине и представляют собой
трение в шарнирах, сопротивление воздуха
и т. д.; последние называются вредными сопро-
сопротивлениями.
Поэтому уравнение A49) может быть пред-
представлено в следующем виде:
^д ~~ ¦•*п.с + De.ci H"uj
т. е. работа всех движущих сил равна сумме
работ сил полезного сопротивления и всех
сил вредных сопротивлений. Работа веса дви-
движущихся частей в уравнение не введена, так
как очевидно, что за каждый полный цикл
установившегося движения машины эта ра-
работа равна нулю.
Механическим, коэфициентом полезного
действия, или просто коэфициентом полез-
полезного действия, называется отношение абсо-
абсолютных величин работы сил полезного сопро-
сопротивления и работы всех движущих сил, вычис-
вычисленных для периода времени установивше-
установившегося движения.
Коэфициент полезного действия, или сокра-
сокращённо к. п. д., обозначается через t\:
Ап.с~Ае.с
В этом уравнении Р$ есть величина приве-
приведённой движущей силы; Рс — величина приве-
приведённой силы сопротивления; V? — величина
Ад ~~Ав.с
-1-
A51)
ГЛ. I]
ДИНАМИКА МАШИН
69
Отношение работы А8 с сил вредных со-
сопротивлений к работе Aq движущих сил на-
называется коэфициентом потерь в машине и
обозначается через ср.
Введя это обозначение, уравнение A51)
можно записать так:
Y1 = 1 ф.
Из уравнения A51) следует, что так как
ни в одной машине или механизме работа
Ав с практически не может равняться нулю,
то к. п. д. г( всегда меньше единицы, т. е.
и что к. п. д. может быть равен нулю, если
значений приведённой движущей силы P<j
(фиг. 189), то для определения работы Ад дви-
движущих сил разбивают весь этот график на
отдельные участки и определяют площади,
соответствующие этим участкам. Полная ра-
работа Ад движущих сил будет равна сумме
всех этих площадей, умноженной на соответ-
соответствующие масштабы силы Р^ и пути s точки
приведения. Если этим методом определить
среднее движущее усилие Рср, то работа дви-
движущих сил будет равна
Ад = PcpS,
где s — путь точки приведения, пройденный
за период времени установившегося движе-
движения.
Определение к. п. д. ряда (п) механизмов
В этом случае движение машины или ме-
механизма является возможным, но без соверше-
совершения какой-либо полезной работы. Такое дви-
движение называют движением вхолостую.
Коэфициент полезного действия не может
быть меньше нуля, так как для этого необхо-
необходимо [см. формулу A51)], чтобы отношение
Ав с
работ —г1- было больше единицы, т. е.
F Ад
Фиг. 190.
или машин, соединённых последовательно друг
с другом (фиг. 190), производится по фор-
формуле
•%. ^ A52)
> 1 или Аа . > А
д'
Из их соотношений следует, что если меха-
механизм или машина, удовлетворяющие указан-
указанному условию, находятся в покое, то дей-
действительного движения машины произойти не
может. Если же машина находится в движе-
движении, то под действием сил вредных сопроти-
сопротивлений она постепенно будет замедлять свой
ход (тормозиться), пока не остановится. Это
явление носит название самоторможения ма-
машины или механизма. Следовательно, пелуче-
ние при теоретических расчётах отрицатель-
отрицательного значения к. п. д. служит признаком само-
самоторможения машины или невозможности дви-
движения в заданном направлении.
Таким образом к. п. д. машины или меха-
механизма может изменяться в пределах
О
< 1.
В большинстве машин движущие силы и
силы сопротивления во время установивше-
(Z3bS67ggiots
Фиг. 189.
гося движения непостоянны. Поэтому для
определения к. п. д. подсчитывают работу сил
движущих или сил сопротивлений за один пол-
полный цикл установившегося движения маши-
машины. Так, например, если задан график Рд ~/(s)
где А^ — работа движущих сил, поступаю-
поступающих в первый механизм; Ап — работа дви-
движущих сил, отданная последним механизмом;
т]1? т]2, tJ3, ..., i\n — к. п. д. отдельных меха-
механизмов.
Определение к. п. д. различных механиз-
механизмов и машин изложено в разделах, посвя-
посвященных расчёту деталей машин и расчёту
специальных конструкций машин.
РЕГУЛИРОВАНИЕ ДВИЖЕНИЯ МАШИНЫ
Средняя скорость машины. Под средней
скоростью машины понимают среднюю линей-
линейную скорость одной из точек ведущего вала
машины во время её установившегося дви-
движения.
Если обозначить путь, проходимый выбран-
выбранной точкой ведущего вала за один период её
движения от положения 1 до положения л,
буквой 5, то действительной средней ско-
скоростью vcp будет называться величина ско-
скорости такого равномерного движения,, при ко-
котором эта точка прошла бы путь s в тот же
промежуток времени t, который требуется и
для неравномерного движения.
ds
Так как dt = — , то
v
A53)
y'ds
70
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
Величина действительной средней скоро- мальный угол фгаах, другая образует с осью
сти vср часто заменяется величиной средней - - - ¦ - " ¦
ср
арифметической скорости, равной
абсцисс минимальный угол
уравнению A43) имеем
ру
'I>min- Согласно
¦>ср
A54)
где vmax и vm]n—максимальное и минималь-
минимальное значения скоростей точки В, Для машин
с большой равномерностью хода разница
между этими двумя скоростями практически
мала, вследствие чего обычно пользуются той
из них, которая удобнее для решения поста-
поставленной задачи. Для машин с малой равномер-
равномерностью хода предпочтительнее пользоваться
действительной средней скоростью.
Коэфициент неравномерности хода. От-
Отношение разности максимального и минималь-
минимального значения скоростей выбранной точки В
ведущего звена к средней скорости называется
коэфициентом неравномерности хода и обо-
обозначается через 8:
mln
A56)
где vmax и vmin — значения максимальной
минимальной скоростей точки В.
Используя уравнение A55), имеем
tg Фтах — tg frmln
A57)
Углы 4*тах и ФпНп находятся непосредствен-
непосредственно по чертежу (фиг. 191), а величина v^, опре-
определяется по формуле A53).
Если принять, что
Задача регулирования хода машины во
время её установившегося движения сводится
к подбору такого соотношения между массами
машины и действующими на неё силами, при
котором коэфициент 8 не превышал бы какого-
либо заранее заданного значения. В практике
величина 5 колеблется в весьма значительных
пределах.
Средние значения коэфициента Ь, принятые
в современных расчётах для различных машин,
полученные на основе их лабораторного и экс-
плоатационного изучения, таковы:
Электрические генераторы переменного тока 1/200—1/300
Электрические генераторы постоянного тока . i/ioo—1,200
Двигатели внутреннего сгорания, компрессоры 1/80—1/150
Судовые двигатели i/2o—1/100
Ткацкие, полиграфические, мукомольные
машины . i/20—1/50
Металлообрабатывающие станки 1/20--1/50
Насосы . ¦ . . 1/5—1/3°
Сельскохозяйственные машины . • i/ro-1/50
Определение истинной величины 8 и вре-
времени установившегося движения ведётся сле-
следующим образом.
Строится кривая
Т - f(tnn) (см.
стр. 67), соответ-
соответствующая времени
установи вшегося
движения (фиг.
191). Из формулы
A43) следует, что
максимальная ско-
скорость vmax во вре-
время установившего-
установившегося движения со-
соii
Фиг- 191- ответствует макси-
максимальному значе-
значению тангенса угла фтах> а минимальная ско-
скорость vmin соответствует минимальному зна-
значению тангенса угла фтт- Для определения
максимального и минимального значений
угла ф проводим из точки О к замкнутой
части кривой T=f(mn) две касательные. Одна
касательная образует с осью абсцисс макси-
то коэфициент S будет равен
= 2
'тах "•" '¦'min
-2:
/rnin
A58)
Зависимость между массами, скоростями
и коэфициентом неравномерности хода. Из
уравнений A54) и A55) следует
A59)
При малых значениях коэфициента 6 чле-
ном -д- можно пренебречь, для машин же
с большой неравномерностью хода этот член
должен учитываться. Используя уравнение
A59) совместно с уравнением A46), имеем
tg tmin
A60)
С помощью уравнений A60) можно для за-
заданной скорости vcp и для любых заданных
значений коэфициента неравномерности хода 5
определить соответствующие углы фтах и ^min
(фиг. 191). Тогда, если при заданных приведён-*
ной массе и кинетической энергии известна
зависимость между ними, т. е. построена диа-
диаграмма Т ¦= f{tnn), всегда может быть вы-
выяснен вопрос о том, как должны быть изме-
изменены эти величины при изменении коэфи-
коэфициента 8.
ГЛ.1]
ДИНАМИКА МАШИН
71
Пусть задана диаграмма Т =• f(mri) для
времени установившегося движения машины
(фиг. 192), а коэфициент неравномерности хода
для заданных значений кинетической энергии
и приведённой массы пусть будет равен 5;
соответствующие касательные под углами <j>max
и <|чшп пересекаются в начале координат О.
Задаёмся каким-либо новым коэфициентом
V и подсчитываем по формуле A60) значения
углов ^шах и Фт1П» ему соответствующие. Тогда
касательные к кривой Т = /{тп^) должны иметь
углы наклона, соответственно равные углам
*Lax и ^min- Проводим эти касательные к кри-
кривой и находим их точку пересечения О'¦
Точка О' будет новым началом координат
диаграммы Т - f(mn), т. е. изменение коэфи-
циента 8 на Ъг влечет за собой переход от
К
Фиг. 192.
осей координат ОТтпп к параллельным осям
координат О'Тт'п. При этом переходе кине-
кинетическая энергия увеличивается на величину Го,
а приведённая масса — на величину тп0. От-
Отрезки а и b в мм будут изображать в выбран-
выбранных масштабах \хт и pi у величины приведён-
приведённой массы и кинетической энергии, которые
необходимо добавить для того, чтобы машина
работала с коэфициентом 5', а не с коэфи-
коэфициентом 5 (фиг. 192).
Из построения на фиг. 192 непосредственно
следует, что чем меньше будет коэфициент
неравномерности хода 8, тем меньшей будет
разница между углами 6тах и 4*т}П и Тем
дальше, очевидно, от кривой Т - f\mn) будет
находиться начало координат. То-есть при
уменьшении величины 8 возрастает приведён-
приведённая масса машины и её кинетическая энергия,
потребная для приведения в движение машины
с заданной средней скоростью vcp. Таким об-
образом увеличение равномерности движения
ведущего вала машины может быть дости-
достигнуто путём увеличения приведённой массы
машины, что и достигается присоединением
к ведущему валу машины дополнительной
массы в виде колеса с тяжёлым ободом (или
диска), носящего название махового колеса
или маховика.
Определение момента инерции махо-
махового колеса по диаграмме Т ¦= / (пгп). При
определении момента инерции махового колеса
задаются коэфициентом неравномерности хода 8
и средней скоростью машины vcp. Должны
быть также заданы диаграммы приведённых
движущих сил и сил сопротивления и диаграмма
приведённых весов или масс в функции либо
пути точки приведения, либо угла поворота
звена приведения. При расчёте маховика с
помощью диаграммы Т =¦ f (rn.fi) силы инерции
не должны входить в диаграммы движущих
сил и сил сопротивления. Диаграммы движу-
движущих сил и сил сопротивления даются только
для времени установившегося движения. По-
Поэтому интегрирование разностей площадок
между этими двумя кривыми и даст величины
изменения кинетической энергии машины или
механизма АТ = /{Атп), где Апгп— изменение
приведённой массы звеньев механизма. Таким
образом, не зная массы маховика и величины
кинетической энергии, накопленной машиной
во время её разгона, нельзя построить диа-
диаграмму Т — /(/ид), а можно построить только
диаграмму ДГ = /(А/и/7).
Уравнения для приведённых масс и момен-
моментов инерции в общем виде могут быть пред-
представлены так:
mn -*
где ото и ^о — постоянные по величине приве-
приведённые масса и момент инерции.
Переменные величины Атп или AJn опре-
определяют по заданным моментам инерции и массам
Фиг. 193.
звеньев с помощью планов скоростей меха-
механизма (см. стр. 64 и 65).
Для построения диаграммы AT = f(Amn)
для времени установившегося движения ма-
машины достаточно знать только изменение кине-
кинетической энергии и изменение приведённых
масс. Для этого /фиг. 193) откладывают по-
полученное изменение живой силы AT по оси
ординат из точки О, а переменную приведён-
приведённую массу Атп— из той же точки по оси абс-
абсцисс. Откладывание этих величин для всех по-
положений производят из точки О, принятой за
начало координат. Соединяя полученные точки
а, Ь, с,... плавной кривой, получают диа-
диаграмму ДГ-=/ (А/пи), соответствующую вре-
времени установившегося движения машины.
Для определения величин фшах и фт}П поль-
пользуются уравнениями A60).
72
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД.
Подставляя в них заданные значения для
vcp и 8, определяют углы фтах и Фтш. ПР°"
водят одну касательную к кривой kT=*f(kmn)
ПОД уГЛОМ Фтах. Я Другую — ПОД уГЛОМ ^min-
Точка О' пересечения этих касательных и
будет началом осей координат диаграммы
T = f(nif[) полной кинетической энергии всей
машины или всего механизма в функции пол-
полной приведённой массы (фиг. 193). Следова-
Следовательно, для определения полной приведённой
массы тп в каждом положении машины (или
механизма) необходимо отсчитывать абсциссы
от начала координат О'. Приведённая масса т0
махового колеса определится в виде отрезка
O'd, умноженного на масштаб у.т, т. е.
(O'd)
Г кг. сек2 ]
\—-—J.
Приведённый момент инерции махового ко-
колеса определяется из уравнения
Уо = mQ г2 = vm{O'd)r2 [кг-м-сек*],
где г — расстояние точки приведения от оси
вращения звена приведения.
При малых значениях коэфициента 5 вслед-
вследствие незначительной разности между углами
Фтах и Фтш точка пересечения О' касатель-
касательных часто уходит за поле чертежа.
Приведённая масса махового колеса в таком
случае может быть определена через отрезок
(kl) на оси ординат О&Т, отсекаемый каса-
касательными.
Величина приведённого момента инерции Уо
будет равна
Если маховик посажен на общий вал со
звеном приведения, то его момент инерции У
относительно оси вращения вала будет равен
J-Jo-
Маховик обычно выполняется в виде ко-
колеса, имеющего массивный обод, соединённый
со втулкой спицами; моментами инерции этих
соединительных частей обычно пренебрегают
и считают, что масса маховика равномерно рас-
распределена по окружности радиуса /?, пред-
представляющей собой геометрическое место цен-
центров тяжести поперечных сечений обода. По-
Поэтому момент инерции J маховика принимают
равным
где D — 2R — диаметр окружности центров
тяжести сечений обода.
A61)
36O0y.T{kl)
где п — число оборотов маховика в 1 мин.
11роизведение веса обода маховика на ква-
квадрат его диаметра носит название махового
момента, или характеристики маховика.
Характеристика маховика имеет размерность
кг-м%. По характеристике маховика опреде-
определяют необходимый вес маховика, если задан
его диаметр, величина которого определяется
в большинстве случаев из. чисто конструктив-
конструктивных соображений.
Определение момента инерции махового
колеса по диаграмме тангенциальных сил.
Данный метод, являясь приближённым, может
быть с успехом применён для определения
маховиков у машин и механизмов с высокой
равномерностью хода.
Для определения необходимого момента
инерции маховика по этому методу делают
предположение о том, что угловое ускорение
dta
~ ведущего вала (звена приведения) равно
нулю, и определяют величины тех моментов,
которые должны быть при этом на ведущем
валу. Для этого, предполагая вращение веду-
ведущего вала машины равномерным, определяют
силы инерции всех звеньев машины и находят
при помощи плана скоростей приведённый
к ведущему валу момент от силы инерции,
т. е. момент М (Ра). Далее по заданным дви-
движущим силам определяют приведённый мо-
момент движущих сил, т. е. М (Рд)- Сумма этих
моментов, взятых с их знаками, даёт некоторый
идеальный момент [М(РГ)] при предположе-
предположении равномерности вращения ведущего звена
М(Рг) = М(Ра) + М(Ри). A62)
Для полученного идеального момента
может быть построен график. Вместо графика
идеального момента может быть построен
график так называемой идеальной танген-
тангенциальной СиЛЫ Р-р В фуНКЦИИ ПуТИ Sq ТОЧКИ
приведения В, т. е. силы, приложенной в точке
приведения В перпендикулярно к оси звен.а
приведения (фиг. 194). Величина силы Р7
равна
где LaB — длина звена приведения. График
величины силы РТ представлен на фиг. 195.
Фиг. 194.
Построение графика величины силы Pj
ведут для одного полного периода времени
установившегося движения. За один период
времени установившегося движения работа
силы Р7- равна работе приведённой силы Р^
сопротивления
S S
]?Tds -Jpcds. (№3)
причём интегрирование ведётся в пределах
одного полного периода.
Для определения работы тангенциального
усилия (или момента этого усилия) интегри-
ГЛ. 11
ДИНАМИКА МАШИН
руют кривую, изображённую на фиг. 195, для
чего планиметром или каким-либо другим
способом определяют площадь (F ммг), огра-
ограниченную осью абсцисс, кривой и ординатами
ее концов. Интеграл уравнения A63) будет
равен
J Pc
ku5 F,
где м-р и ц3 — масштабы графика.
Определив величину работы сил сопроти-
сопротивления, строим график изменения силы
сопротивления Р^ в функции sg пути точки
приведения В. Для построения графика этой
силы необходимо иметь заданным закон её
изменения, который
Pa t-/nvj для большинства ма-
машин известен. По-
Построение этого гра-
графика удобно вести в
тех же масштабах,
J что и график танген-
9 циальной силы Рт
(фиг. 196).
/
Фиг. 196
вследствие равенства
При налвжении
одного графика на
другой (фиг. 197)
работ тангенциальной
силы Pj- и силы сопротивления Рс за пол-
полный период времени установившегося дви-
движения машины
приращение кине-
кинетической энергии
за тот же период
будет равно нулю.
Внутри рассматри-
рассматриваемого периода
приращение кине-
кинетической энергии
будет меняться
по величине и по
знаку, следователь-
следовательно, ведущий вал
машины будет двигаться неравномерно. Так,
на участке 1а приращение кинетической
энергии ведущего вала выразится разностью
работ тангенциальной силы Рр и сил сопро-
сопротивления Рс. Обозначив работу силы Рр через
Ар и работу силы Р^ через Ар , имеем для
данного участка
be d e f J a s
UjM" MM
Фиг. 197.
ы
[пл. (Irnna)];
lip jx5 [пл. A1 па)].
A64)
где величины, стоящие в скобках, предста-
представляют собой площади диаграмм значений сил
?х и Рс, а {Ар и |л5 — масштабы диаграмм.
Приращение кинетической энергии на
участке 1а будет равно
или, принимая во внимание уравнения A64),
— пл. (И па)] =—н-р (J-5 [пл. (/я/я)],
т. е. приращение кинетической энергии на
участке 1а имеет знак минус и представляет
собой площадь, заключённую между кривыми
значений сил Р^ и Р^. На участке аЬ прира-
приращение кинетической энергии имеет знак плюс
и будет пропорционально площади nqph, т. е.
Для удобства определения площадей, харак-
характеризующих приращение кинетической энергии,,
перенесём участок диаграммы 1а вправо и
построим его от точки 1 вправо (фиг. 197) и
в дальнейшем будем рассматривать диаграмму
на участке а — а. Заштрихуем далее пло-
площади, пропорциональные приращениям кине-
кинетической энергии. Так как приращение кине-
кинетической энергии за полный период времени
установившегося движения равно нулю, то
сумма площадей со знаком плюс должна рав-
равняться сумме площадей со знаком минус.
Приращение кинетической энергии имеет знак
плюс на участках ab, cd и ef и знак минус
на участках be, de и fa, т. е. площадки /, ///
и V имеют знак плюс, а площадки II, IV п
VI имеют знак минус. Тогда имеем
пл. (/+///+ V) =
VI).
Составляя последовательно уравнения при-
приращения кинетической энергии для участков аЪу
be, cd, ef ufa, имеем
и т. д.
Из этих уравнений следует, что на уча-
участке ab ведущий вал машины будет двигаться
с ускорением. Максимального значения для
этого участка скорость достигает в положе-
положении Ь. На участке be ведущий вал будет дви-
двигаться с замедлением. Минимальное значение
для этого участка скорость достигнет в точке с.
На участке cd скорость ведущего вала машиаы
снова будет возрастать и достигнет в точке d
опять некоторого максимума и т. д. Таким
образом в точках b, d и / ведущий вал ма-
машины будет иметь максимумы скорости, а в
точках с, е и а — её минимумы.
Фактические максимальные и минимальные
значения скоростей звена приведения не будут
совпадать с указанными точками, так как при-
приведённый момент инерции в общем случае
будет величиной переменной. Так как в боль-
большинстве случаев изменения приведённого мо-
момента инерции невелики вследствие большого
момента инерции маховика, то для приближён-
приближённого расчёта изменением приведённого мо-
момента инерции можно пренебречь и считать
этот момент инерции постоянным. Среди этих
максимумов и минимумов можно выделить
наибольший максимум (абсолютный макси-
максимум) и наименьший минимум (абсолютный
минимум). Для определения абсолютного ма-
максимума исследуют максимумы в точках bud.
74
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. 1
Для участка bd уравнение приращения кине-
кинетической энергии выразится так:
Zj "?¦ К ~~ Vb) " РР ^S 1ПЛ- (Ш - fI)}-
Сумма ^т 1?АВ - Jn = J — приведённому
моменту инерции всех звеньев механизма отно-
относительно оси вращения звена приведения.
Обозначая величину \кр \is [пл. (III)] через А,
Если разность между площадями /// и //
положительна, то, очевидно, площадь ///
больше площади // и, следовательно, v^
больше Vfr. Если, наоборот, разность между
площадями III и // будет отрицательна, то vd
меньше V/,. Таким образом в первом случае
наибольший максимум будет в положении d,
а во втором случае наибольший максимум
будет в точке Ь. Подобным же образом могут
быть сравнены между собой и два каких-либо
минимума скоростей, например, минимумы в
положениях а и с. Уравнение приращения
кинетической энергии для участка ас напи-
напишется так:
~va) =V-P V-S
Если разность площадей II и I будет по-
положительной, то скорость vc больше скорости va
и, следовательно, наименьший минимум ско-
скорости ведущего вала будет в положении а.
Если же, наоборот, эта разность площадей бу-
будет иметь знак минус, то, очевидно, наимень-
наименьший минимум будет в положении с.
Сравнивая подобным образом последова-
последовательно все площади, можно определить абсо-
абсолютный максимум и абсолютный минимум
скорости ведущего вала. Пусть в нашем слу-
случае абсолютный максимум будет в положе-
положении d, а абсолютный минимум — в положении с.
Тогда для участка cd уравнение приращения
кинетической энергии будет иметь следую-
следующий вид:
[пл- (//7I A65)
«ли
так как
[пл-
min
900 Л
A66)
A67)
где п — число оборотов в 1 мин.
Величина J, полученная из этого уравне-
уравнения, представляет собой приведённый момент
инерции маховика плюс приведённый момент
инерции остальных звеньев маховика. Вслед-
Вследствие незначительности приведённых масс
остальных звеньев по сравнению с массой ма-
маховика, последними при этом способе расчёта
обыкновенно пренебрегают, считая, что весь
найденный момент инерции J относится к ма-
маховому колесу.
Маховой момент или характеристика
маховика определяется формулой
где G — вес маховика; D — диаметр окруж-
окружности, проходящей через центры тяжести се-
сечений обода.
Размерность GD2, принятая в практике ма-
машиностроения, кг-м2 или, реже, т-м%.
Вследствие произвольности принятых нами
положений о равномерности вращения веду-
ведущего вала при посадке вычисленного маховика
и постоянстве приведённого момента инерции,
система будет вращаться неравномерно с коэ-
фициентом неравномерности, близким, но не
равным выбранному. Указанный приближённый
способ определения момента инерции махо-
маховика применяется преимущественно для ма-
машины с высокой равномерностью хода, напри-
например двигателей, генераторов, компрессоров
и т. д. Для машин с низкой равномерностью
хода, как, например, сельскохозяйственных
машин, станков, дробилок и т. д., точнее про-
производить расчёт маховика по диаграмме Т—
-/(«я) (см- СТР- 67)-
СПРАВОЧНЫЕ ДАННЫЕ ПО НЕКОТОРЫМ МЕХАНИЗМАМ
/А Че™*Рёж*енный шарнирный механизм
(фиг. 19а). Если длины звеньев 1,2,3,4 равны
соответственно г, I, k, р и
y-arcsin
rslncp
т =л> тгп
и
2rp - D,
то углы ср, а, р и у связаны уравнениями:
Р = arccos (Л + 5 cos cp);
* Здесь рассматриваются только некоторые простей-
<шие, наиболее распространённые в технике механизмы,
более подробные данные по механизмам можно получить
в специальных справочниках, например, И. И. Артобо-
Артоболевский, Механизмы, т. 1, изд. АН СССР, 1947
Фиг. 198.
ГЛ. I]
СПРАВОЧНЫЕ ДАННЫЕ ПО НЕКОТОРЫМ МЕХАНИЗМАМ
75
При угловой скорости звена 1, равной
«i»i = const, скорость vB точки В равна
скорость
точки С равна
sin a
скорость vqb точки С относительно точки В
равна
v „v sin (Т — 9) .
св в sin {J
Механизм шарнирного параллелограма
(фиг. 199). Если длины противоположных
звеньев 1, 2 и 3, 4 равны, т.е. r = fe и р = /, и
параллельны, то механизм шарнирного четырёх-
Фиг. 199.
звенника превращается в механизм шарнир-
шарнирного параллелограма. Углы поворота звеньев
1 я 3 равны между собой. Все точки шатуна
описывают окружности радиусов, равных
длине г.
Механизм шарнирного антипараллело-
грама (фиг. 200). Этот механизм может
Фиг. 200.
Двухкривошипный механизм Галловея
(фиг. 201). Если длины смежных звеньев равны,
т. е. г •= р и / = /г, и неподвижным будет
одно из малых звеньев, то при одном обо-
обороте звена 3 звено 1 делает два оборота.
Кривошипно-коромысловый механизм Гал-
Галловея (фиг. 202). Этот механизм может быть
получен из предыдущего, если неподвижным
сделать одно из больших звеньев. Угол «р пол-
полного размаха коромысла 3 равен
Кривошипно-шатунный дезаксиальный
механизм (фиг. 203). При указанном располо-
Фиг. 203.
Л , жении оси движения ползуна 3 относительно
быть образован из предыдущего, если в пре- оси Вращения кривошипа АВ звена / переме-
дельном положении механизма, когда^ оси щени? х ползуНа 3 от крайнего правого поло-
жения Со равно
(г + /J— а2 — г cos 9 — I cos %
где
Полный ход 5 ползуна 3 при малых значе-
значениях — и — приближённо равен
Фиг. 201.
звеньев 1, 2, Зн4 совпадают, сообщить звену 3
вращение в сторону, обратную вращению
звена 7, или наоборот.
При угловой скорости звена /, равной
= const.
76
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. 1
скорость vB точки В равна
VB = о)! Г,
скорость vq точки С равна
vc = vB (sin ч? + cos у • tg Р),
где
tgp-- rsincp + a
J+a V
полное ускорение а% точки В равно
а в = <°i Л
полное ускорение qq точки С равно
г cos2 v .
+ sin
Кривошипно-шатунный аксиальный ме-
механизм (фиг. 204). Перемещение х звена 3
Фиг. 204.
от крайнего правого положения Со равно
х - (г+1) — г cos ср — / cos р,
где
cos3="l/ 1 —- — sin2 ср.
Полный ход s звена 3 равен
При угловой скорости W] звена /, равной
«>!=> const, скорость vb точки В равна
v в = «1 г.
Скорость Vq и ускорение ас точки С могут
быть определены по формулам для дезаксиаль-
ного механизма (фиг. 203).
При разложении величины Л/ 1—yjsin2?
в ряд можно ограничиться при малых значе-
, г
ниях А.-—двумя членами ряда, тогда при-
приближённые формулы будут иметь следующий
вид:
Если ограничиться одним членом ряда, то
приближённые формулы имеют следующий вид:
х ~ г A — cos <p);
ас к ав cos ?•
Кривошипно-шатунный механизм с рав-
равными кривошипом и шатуном (фиг. ^05)
Фиг. 205.
Перемещение х звена 3 от крайнего правого
положения Со равно
х = 2/* A — cos ф )
так как / = /*.
Полный ход s звена 3 равен
5 = 4г.
При угловой скорости звена /, равной
ш1 — const, скорость vB точки В равна
скорость Vq точки С равна
х -г
-4)- (cos? + тcos
полное ускорение ав точки В равно
полное ускорение ас точки С равно
Qq = 2as cos f.
Кулисный механизм с вращающейся кули-
кулисой |фиг. 206). Звенья 1 к 2 имеют полные
обороты при г > е. Угол 0
поворота кулисы 2 равен
¦ ж Л Sin a
Р - arctg .
г & е + г cos а
При угловой скорости зве-
звена J, равной coj = const, ско-
скорость Vq точки С равна
угловая скорость о>2
кулисы 2 равна
е cos
2 С ег+-
t;c « vB U\n <p + у sin 2-p j I
ac " ав (cos ? + ^ cos 2'?).
полное ускорение а
точки С равно
COS
Фаг. 206.
ГЛ. 1]
СПРАВОЧНЫЕ ДАННЫЕ ПО НЕКОТОРЫМ МЕХАНИЗМАМ
77
угловое ускорение е2 кулисы 2 равно полное ускорение ав точки В равно
е2 ~ а(
е sin *
е)'г
+ *er cos а + г2J
Кулисный механизм с качающейся кули-
кулисой (фиг. 207). Полный угол Эо поворота ку-
кулисы 2 равен
Зо *= 2arcsin —.
Формулы для определения угла [3, угловой
скорости ш2 и углового ускорения е2 анало-
аналогичны формулам для кулисного механизма
с вращающейся кулисой (фиг. 206).
Кулисный механизм с крестообразной
кулисой (фиг. 208). Механизм представляет
собой частный случай
кулисного механизма
Фиг. 207.
Фиг. 208.
с вращающейся кулисой (фиг. 206), у ко-
которой
угол Р поворота кулисы 2 равен
н- 2".
угловая скорость w2 кулисы равна
где <О] — величина угловой скорости звена 7.
Кулисный механизм с поступательно
движущейся кулисой (фиг. 209). Перемеще-
Перемещение х кулисы 2 равно
X = Г Sin a.
При угловой скорости звена 1, равной
<о, = COriSt,
скорость vB точки В равна
•скорость г>2 кулисы 2 равна
г/2 = vB cos a,
ускорение а2 звена 2 равно
д2 ав sin a.
Фиг. 209.
Кулисный механизм с поступательно дви-
движущейся наклонной кулисой (фиг. 210).
Перемещение х кулисы 2 равно
X = Г (Sin a — COS а • tg 5).
При угловой скорости звена /, равной
ш% = const, скорость vB точки В равна
скорость v>i кулисы 2 равна
f2 - vB (cos a + sin ct-tg 8),
-д.
Фиг. 210
полное ускорение ав точки В равно
аЙ-Аг,
ускорение а2 звена 2 равно
д2 _ _ ав (Sin а — cos oe»tg Ь).
2
¦с
Фиг. 211.
Кулисный механизм муфты Ольдгема
(фиг. 211). Передача вращения мел<ду двумя
78
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. 1
параллельными валами 1 и 2 осуществляется
посредством диска 3, имеющего выступ а и
прорезь Ь, входящие в соответствующие вы-
выступ и прорезь дисков 1 и 2, жёстко наса-
насаженных на валах 1 и 2. Угловые скорости
валов 1 и 2 равны между собой.
Кривошипно-шатунный механизм с при-
прицепными шатуном и ползуном (фиг. 212).
Перемещения, скорости и ускорения главного
механизма ABC определяются по формулам
fa
Фиг. 212.
для кривошипно-шатунного аксиального меха-
механизма (фиг. 204). Перемещение х точки Е зве-
звена 5 для механизма, указанного на фиг. 212,
если /_ CBD" /_ хАу = у, будет равно
где
х - г cos a + R cos j3 + L cos 8,
cosp - у 1 — Н-) sin4« +
cos о
При угловой скорости звена 1, равной
¦= const, скорость vE точки Е звена 5 равна
R , .Г COS (a +
Sin а + -у-Sin (а + 7) Т —1Г
I " I cos 3
формулы кинематики которого аналогичны
формулам для четырёхзвенного шарнирного
механизма (фиг. 198), и кривошипно-шатунный
механизм DCE, формулы кинематики которого
аналогичны формулам для кривошипно-шатун-
кривошипно-шатунного аксиального механизма (фиг. 204).
Механизм антипараллелограма с при-
прицепным шатуном и ползуном (фиг. 214). Не-
Неопределённость в движении механизма анти-
Фиг. 214.
параллелограма ABCD в положениях, когда
оси звеньев совпадают, исключается посред-
посредством вхождения пальцев Е и F в захваты К.
и Н. Перемещения, скорости и ускорения раз-
различных точек механизма могут быть опреде-
определены по формулам, аналогичным формулам
Фиг. 215
rk cos (а — е)
COSO
Четырёхзвенный шарнирный механизм с
прицепными шатуном и ползуном (фиг. 213).
При равномерном вращении звена / ползун 4
Фиг. 213.
имеет различные скорости прямого и обрат-
обратного хода.
При ведущем звене АВ механизм можно
рассматривать как четырёхзвенник ABCD,
для четырёхзвенного шарнирного механизма
(фиг. 198) и кривошипно-шатунного аксиаль-
аксиального механизма (фиг. 204).
Механизм вращающейся кулисы с при-
прицепными шатуном и ползуном (фиг. 215).
При равномерном вращении звена 1 ползун 3
имеет различные скорости прямого и обрат-
обратного хода.
Перемещения, скорости и ускорения звеньев
механизма определяются по формулам, анало-
аналогичным формулам для механизма с вращаю-
вращающейся кулисой (фиг. 206) и кривошипно-ша-
кривошипно-шатунного аксиального механизма (фиг. 204).
Механизм качающейся кулисы с двумя
ползунами (фиг. 216). При равномерном вра-
вращении звена / ползун 5 имеет различные ско-
скорости прямого и обратного хода.
Перемещения, скорости и ускорения звеньев
механизма определяются по формулам, анало-
ГЛ. I]
СПРАВОЧНЫЕ ДАННЫЕ ПО НЕКОТОРЫМ МЕХАНИЗМАМ
79
гичным формулам для кулисного механизма
с качающейся кулисой (фиг. 207) и криво-
шипно-шатунного дезаксиального механизма
(фиг. 203).
~" 5
Фиг. 216.
Кулисный механизм с двумя кулисами
(фиг. 217). Если АВ < АС и BD < ОВ, то при
Фиг. 217.
вращении звена / вокруг оси А кулиса 2
делает полный оборот около оси В, а кулиса 3
качается около оси О. Перемещения, скорости
и ускорения определяются по формулам, ана-
аналогичным формулам для кулисного механизма
с вращающейся кулисой (фиг. 206) и кулисного
механизма с качающейся кулисой (фиг. 207).
У/Л -—•" 5
Фиг. 218.
Кулисный механизм с двумя кулисами,
из которых одна вращается, а другая дви-
двигается поступательно (фиг. 21Ь). Ползун 5
имеет различные скорости прямого и обрат-
обратного хода. Перемещения, скорости и ускоре-
ускорения определяются по формулам, аналогичным
формулам для кулисного механизма с качаю-
качающейся кулисой (фиг. 207) и кулисного меха-
механизма с поступательно движущейся кулисой
(фиг. 209).
Кривошипно-шатунный механизм с зуб-
зубчатой рейкой (фиг 219). Длина хода верх-
Фиг. 219.
ней рейки в два раза больше длины хода цен-
центров зубчатых колёс.
Четырёхзвенныи шарнирный механизм с
червячным зацеплением (фиг. 220). Коро-
Коромысло 3 несёт на себе зубчатый сектор а — а
Фиг. 220.
винтового колеса, сцепляющегося с червяком
Ь — Ь, жёстко насаженным на валу 4.
Кулисный механизм с зубчатым заце-
зацеплением (фиг. 221). Вращение звена 2 около
Фиг. 221.
оси D в различных направлениях осуще-
осуществляется кулисным механизмом' ABC, кулиса /
которого несёт на себе зубчатый сектор а—а.
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД.
Кулисный механизм с реечным зубчатым
зацеплением (фиг. 222). Возвратно-поступа-
Возвратно-поступательное движение зубчатой рейки Ь — b звена 4
осуществляется кулисным механизмом ABC,
У//Л
Х///Л
Фиг. 222.
кулиса 3 которого несёт на себе зубчатый
сектор а —а.
Эксцентриковый кривошипно-шатунный
механизм (фиг. 223)'. Кривошип АВ выполнен
в виде эксцентрика 1, вращающегося около
Фиг. 223.
оси А. Кинематика механизма идентична
кинематике кривошипно-шатунного аксиаль-
аксиального механизма (фиг. 204).
Кулисный механизм с гибкими звеньями
(фиг. 224). Ползун 4 приводится в возвратно-
У///Л
Х////Х
Фиг. 224
поступательное движение с помощью гибких
звеньев 5 и 6, поочерёдно наматывающихся
на сектор а — а.
Рычажно-храповой механизм (фиг. 225).
Поворот храпового колеса 4 около оси D
осуществляется четырёхзвенным механизмом
ABCD, на звене 3 которого установлена со-
Фиг. 225.
бачка 5, входящая в зацепление с зубьями
колеса 4. Собачка 6 предупреждает обратный
ход колеса 4.
Рычажно-кулачковыи храповой механизм
(фиг. 226). При вращении пазового кулачка /
в сторону, обратную движению часовой стрел-
Фиг. 226.
ки, собачка 4 рычага 2 повёртывает храповое
колесо 3.
Рычажно-кулачковыи механизм (фиг. 227j.
При вращении кривошипа / кулачок 3 полу-
получает возвратно-поступательное движение и за-
/?
Фиг. 227*
ставляет возвратно-поступательно двигаться
штангу 4. Закон движения штанги 4 опре-
определяется профилем а — а кулачка 3, по кото-
ГЛ. I]
СПРАВОЧНЫЕ ДАННЫЕ ПО НЕКОТОРЫМ МЕХАНИЗМАМ
81
рому перемещается ролик, укреплённый на
штанге «.
Рычажно-кулачковый механизм перека-
перекатывающихся рычагов (фиг. 223). Возвратно-
поступательное движение звена 6 осуще-
осуществляется качением со скольжением подвиж-
подвижного профилированного рычага 3 по непо-
неподвижной плоскости 4. Рычаг 3 приводится в
движение кривошипом / и шатуном 2. Силовое
3
Фиг. 228.
замыкание рычагов осуществляется пружи-
пружиной 6.
Шарнирно-рычажный механизм с оста-
остановками (фиг 229). При размерах звеньев,
удовлетворяющих условиям: АВ = г; ВС = 4,3 г,
СЕ - 5.85 г, CD = GF - 2,12 r\ EF - 2,45 г;
GD = 8,0г и AG = AD = 4,45 г, когда точка В
кривошипа А В проходит по участку окруж-
окружности, выделенному жирной линией, точка Е
Фиг. 229.
шатуна движется по траектории, близкой к
дуге окружности (выделена жирной линией),
центр которой совпадает с положением точки/7.
Звено 3 при этом почти неподвижно.
) Фиг 230.
Кулисно-рычажный механизм с останов-
остановками (фиг. 230). При размерах звеньев, удо-
удовлетворяющих условиям1 АВ°=г; ВС = 4,28 г;
СЕ - 4,86 г; tf?=8,42 г; CD - 2,14 г; AD -
= 4,55 г; AF- 7,0 г; DF- 3,32 г, когда точка В
кривошипа А В проходит по участку окр/ж-
ности, выделенному жирной линией, точк i E
шатуна 2 движется по участку своей траек-
траектории, близкой к прямой а — а, проходядей
через точку F. Кулиса 3 при этом почти непо
двюкна.
Прямолинейно направляющий механизм
Уатта (фиг. 231). При размерах звеньев, удо-
Фиг. 231.
влетворяющих условиям: Л5 = г; ВС = 0,62 г;
DC = г; AD = 2,15 г; BE = СЕ, на участке
q— q точка Е движется приближённо по пря-
прямой
Лямбдообразный прямолинейно напра-
направляющий механизм Чебышева (фиг. 232). При
размерах звеньев, удовлетворяющих условиям:
АВ - г. AD -1 г; ВС - CD = ЕС - 2,5 г, на
участке q — q её траектории точка Е движет-
движется приближённо по прямой.
Фиг 232.
Механизм инверсора Поселье-Липкина
(фиг. 233). При размерах звеньев, удовлетво-
удовлетворяющих условиям: АВ^ ВС; AD**AF и CD =*
— CF = EF = ED, при вращении звена ВС
около оси В, точка Е движется точно вдоль
прямой а — а, перпендикулярной к прямой АВ.
Рычажно-кулисный механизм „угловой
передачи" (фиг. 234). Передача вращения от
вала А к валу В осуществляется изогнутыми
под прямым углом спицами С, скользящими
и вращающимися в направляющих Ь.
Механизм шарнира Гука (фиг. г35). Меха-
Механизм осуществляет передачу вращения от
вала 1, вращающегося с угловой скоростью wj,
82
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. I
Фиг. 233.
Фиг. 237.
Фиг. 234.
. Ч^/vn/vrv/v >Л/\л/\_«//
Фиг. 238.
Фиг. 239.
Фиг. 235.
Фиг. 236.
Фиг. 240.
ГЛ. I)
СПРАВОЧНЫЕ ДАННЫЕ ПО НЕКОТОРЫМ МЕХАНИЗМАМ
83
к валу 3, вращающемуся с угловой скоро-
скоростью ч>3. Отношение / угловых скоростей ш1
и ш3 равно
со^ COS fi
w3 Sin2 a + COS2 о-COS2 C '
где C — угол между плоскостями, содержа-
содержащими окружности, по которым движутся точ-
точки В и С, а а — угол поворота оси вала 3.
Углы между осями вращательных пар В и С
и осями соответственно валов / и 3 равны 90°.
Зубчатый механизм с скачкообразным
изменением передаточного отношения (фиг.
236). Механизм воспроизводит движение колёс
с двумя различными передаточными отноше-
отношениями: либо /l2 — vr, либо г]2 - 2.
Зубчатый механизм с фасонным зубча-
зубчатым колесом (фиг. 237). Цапфа А зубчатого
колеса / скользит одновременно в кулисе а — а
и в пазу {3 — C колеса 2. Зубчатое колесо 2
вращается попеременно в различных напра-
направлениях с различными угловыми скоростями.
Зубчато-реечный механизм с фасонной
рейкой (фиг. 238). Зубчатый сегмент 1 по-
попеременно сцепляется то с одной, то с другой
стороной зубчатой рейки, заставляя её дви-
двигаться поступательно попеременно то вправо,
то влево.
Цевочно-зубчатый механизм с останов-
остановками (фиг. 239). При вращении ведущего
звена / с укреплёнными на нём цевками b ве-
ведомое звено 2 совершает прерывистое дви-
движение. Пружинная собачка 3 предохраняет
звено 2 во время его покоя от самопроиз-
самопроизвольного поворота.
Звёздчатый механизм (фиг. 240). При вра-
вращении ведущего звена 1 с укреплёнными на
нём цевками b ведомое звено 2 совершает
прерывистое движение.
Запирающая дуга а—а предохраняет звено 2
во время его покоя от самопроизвольного по-
поворота.
Механизм мальтийского креста (фиг.241).
При вращении ведущего звена / с укреплён-
укреплёнными на нём цевками с крест 2 получает пре-
прерывистое движение. Запирающие дуги а — а
и Ь -Ь предохраняют крест от самопроизволь-
самопроизвольного поворота во время его покоя. Число про-
прорезей креста не может быть меньше, чем 3.
Число k цевок й число z прорезей связаны
условием
. . 2
Отношения времени движения гд и вре-
времени покоя tnK общему времени Г - Ъд+гц
равны
[д 1 ! *п 1 1_
Т " 2 * Г ~ 2 г*
Кулачковый механизм с поступательно
движущейся штангой (фиг. 242). Закон дви-
движения штанги 2 определяется формой профиля
кулачка /. Штанга 2 оканчивается роликом 3.
Кулачковый механизм с поступательно
движущейся штангой (фиг. 243). Закон дви-
движения штанги 2 определяется формой профи-
профиля кулачка /. Штанга 2 оканчивается плоской
тарелкой а.
Кулачковый механизм с качающейся
штангой (фиг» 244). Закон качательнсго дви-
движения штанги 2 определяется формой профиля
кулачка /. Штанга ? оканчивается роликом 3.
Кулачковый механизм с качающейся
штангой (фиг. 245). Закон качательного дви-
движения штанги 2 определяется формой профиля
кулачка 1. Штанга 2 оканчивается плоской
тарелкой а.
Пазовый кулачковый механизм (фиг. 246).
Паз в кулачке / обеспечивает кинематическое
замыкание звеньев / и 2.
Кулачковый механизм с кулачком по-
постоянного диаметра (фиг. 247). Кинемати-
Кинематическое замыкание звеньев 1 и 2 осуще-
осуществляется постоянством диаметров теорети-
теоретического профиля кулачка 1, т. е. аа — а'а' =¦
- а"а" - ... -. const.
Кулачковый механизм с самопересекаю-
самопересекающимся профилем (фиг. 248). Самопересекаю-
Самопересекающийся пазовый профиль кулачка,/, воздей-
воздействуя на фасонный ролик 3, укреплённый на
штанге 2, позволяет воспроизвести сложный
закон движения штанги. Рабочий цикл движе-
движения штанги равен двум оборотам кулачка /.
Цилиндрический кулачковый механизм
(фиг. 249). Поступательное движение штанги 2
осуществляется воздействием паза а — а,
расположенного на цилиндрической поверхно-
поверхности кулачка /, на ролик 3, укреплённый на
штанге 2.
Конический кулачковый механизм (фиг.
250). Поступательное движение штанги 2 осу-
осуществляется воздействием паза а — а, распо-
расположенного на конической поверхности кулач-
кулачка /, на ролик ~f, укреплённый на штанге 2.
Трёхзвенный винтовой механизм{фигЛ51).
Винтовое движение звена 1 трансформируется
в винтовое движение звена 2.
Передаточное отношение г12 равно
h -
h2 ~ h, - h2 '
где Л], Л2 и Л3 — ходы резьбы в кинематиче-
кинематических парах, в которые соответственно входят
звенья / и 3, 2 и 1, 3 и 2.
Винторычажный механизм (фиг. 252). Вра-
Вращение звена 4 осуществляется. вращением
винта / около оси х — х.
фрикционный механизм лобовой бессту-
бесступенчатой передачи (фиг. 253) Механизм до-
допускает бесступенчатое изменение величины
и знака передаточного отношения между ва-
валами А и В посредством перемещения колеса 2
вдоль оси х — х, совпадающей с осью вала В.
Передаточное отношение iAB равно
1АВ
Фрикционный механизм бесступенчатой
передачи между пересекающимися осями
(фиг. 254). Механизм допускает бесступенча-
бесступенчатое изменение передаточного отношения уг-
угловых скоростей валов А и В (оси которых
пересекаются) посредством перемещения ко-
колеса 2 радиуса г вдоль оси вала А.
Передаточное отношение ij^ равно
'а*-
84
ОСНОВЫ ТЕОРИИ МЕХАНИЗМОВ
[РАЗД. 1
Фиг. 241.
Фиг. 244.
Фиг. 246.
Фиг. 248.
Фиг. 245.
Фиг. 249.
гл.
ЛИТЕРАТУРА И ИСТОЧНИКИ
85
Фиг. 250.
Фиг. 251.
Фиг. 254.
ЛИТЕРАТУРА И ИСТОЧНИКИ
Структура и классификация механизмов
Артоболевский И. И., Теория механизмов и ма-
машин. М. 1940.
Артоболевский И. И., Курс теории механизмов
и машин, М. 1946.
А с сур Л. В., Исследование плоских стержневых меха-
механизмов с точки зрения их структуры и классификации,
изд. С.-П. политехнического института,т.20, вып 1-2;
т. 21, вып. 1 — 2; т. 22, вып. 1, 1913 — 1914; т. 27,
1918.
Добровольский В. В., Система механизмов, М.
1943.
Д о б р о в о л ь с к ий В. В., Теория механизмов, Машгиз,
1946.
Кинематика механизмов
Артоболевский И. И., Теория механизмов и ма-
машин. М. 1940.
Артоболевский И. И. Курс теории механизмов и
машин, Гостехиздат, М. 1946
Артоболевский И. И., Структура, кинематика и
кинетостатика многозвенных механизмов, М. 1939.
Баранов Г. Г, Кинематика и динамика механизмов,
ч. Т, 1932, ч. II, 1938.
Добровольский В. В , Теория механизмов, Маш-
Машгиз, М. 1916-
КетовХФ. и КолчинН. И., Теория механизмов
и машин, М. 1939.
Малыше в А. П., Кинематика механизмов, М. 1933.
М е'р ц а л о в Н. И., Кинематика механизмов, М. 1914.
Смирнов Л. П., Кинематика механизмов и машин, М.
1926.
Проектирование плоских механизмов
Артоболевский И. И., Блох 3. Ш. и Д о 6 р о-
Вольский В. В., Синтез механизмов, М 1944.
Вяхирев С. В., Автоматы и полуавтоматы. М. 1939.
Кинетостатика механизмов
Артоболевский И. И, Структура, кинематика и
кинетостатика многозвенных механизмов, М 1938.
Баранов Г Г, Кинематика и динамика механизмов,
ч. I, 1932, ч. И, 1938.
Добровольский В. В., Теория механизмов, 1946.
Д е л ь б и. Уравновешивание машин, М. 1932.
Зельцерман И. М., Современные балансировочные
машины, М. 1938.
КетовХ Ф. иКолчин Н. И., Теория механизмов
и машин, М. 1939.
Смирнов Л. П., Кинетика механизмов и машин,
М. 1926.
Динамика машин
Артоболевский И. И,, Теория механизмов и ма-
машин, М. 1940.
Баранов Г. Г., Кинематика и динамика механизмов.
Добровольский В. В., Теория механизмов и ма-
машин, ч. I, M. 1937.
КетовХ. Фи Колчин Н. И., Теория механизмов
и машин, М. 1939.
Николаи Е. Л., Регулирование машин, Л. 1932.
СмирновЛ П., Кинетика механизмов и машин, М. 1926.
Справочные данные по некоторым механизмам
Артоболевский И. И., Механизмы, т. 1, М. 1947,
Элементы механизмов, Оборонгиз, 1944.
Доброгурский С. О., Соколов Р. А., За-
Захарова Е. И., Механизмы, Машгиз, 1947.
Глава И
ПЛАНЕТАРНЫЕ ПЕРЕДАЧИ
ОБЩИЕ ПОЛОЖЕНИЯ
Планетарным (эпициклическим) зубча-
зубчатым механизмом называется механизм,
имеющий зубчатые колёса с движущимися
геометрическими осями. Такие колёса назы-
называются планетными или сателлитами. Си-
Система, которая несёт оси сателлитов, назы-
называется водилом. Колёса с неподвижными
осями (с внешним или внутренним заце-
зацеплением), по которым обкатываются сател-
сателлиты, называются центральными. Неподвиж-
Неподвижные центральные колёса называются упор-
упорными.
Простой планетарный механизм состоит
из трёх соосных валов а, Ъ и с (фиг. 1).
Валы а и b соеди-
соединены двойной или
многократной зуб-
зубчатой передачей.
На вал с насажено
водило, которое
несёт оси сател-
сателлитов.
Если вращают-
вращаются все три вала а,
Ь и с, то механизм
называется дифе-
ренциалом. Он
имеет две степени
свободы и служит для сложения вращений
(в станках) и для разложения вращения
(в автомобилях).
Если закрепить (или затормозить) вал а
или вал Ь, то получится механизм с одной
степенью свободы, называемый простой
планетарной передачей.
Планетарная передача, кроме своего
основного назначения — изменять угловую
скорость, — может также заменить фрик-
фрикционную муфгу, если её снабдить тормозом
на упорном колесе. Для лёгкости управле-
управления тормозом передачу можно проектиро-
проектировать с небольшим моментом на упорном
колесе. При этом передаточное отношение
получается близким к единице.
Если в диференциале соединить передачей
два звена, то останется одна степень свободы
и получится замкнутая планетарная пере-
передача.
Планетарные механизмы применяются:
а) когда необходимо слагать или разлагать
вращения (диференциалы); б) когда особенно
важна компактность передачи (многосахел-
Фиг. 1. Общая схема простого
планетарного механизма.
литные механизмы); в) когда необходимо в
простом механизме иметь очень большое
передаточное отношение, причём к. п. д. не
имеет значения (механизмы приборов);
г) когда приходится фрикционную муфту
заменять устройством более лёгким для
управления (механизмы поворота гусеничных
машин); д) когда особенно важно иметь лёг-
лёгкое управление многоступенчатой коробкой
передач (в танках, автомобилях).
Различают следующие виды планетарных
механизмов: а) простые планетарные пере-
передачи; б) сложные планетарные передачи для
больших передаточных отношений; в) много-
многоступенчатые планетарные коробки передач;
г) планетарные диференциалы; д) фрик-
ционно-планетарные передачи (вариаторы);
е) шарнирно-планетарные механизмы.
Перечисленные механизмы могут выпол-
выполняться с цилиндрическими, коническими,
винтовыми, червячными, цепными и фрик-
фрикционными колёсами.
О планетарных диференциалах см. в раз-
разделах , Справочника", посвященных авто-
автомобилям и металлорежущим станкам.
О фрикционно-планетарных передачах
см. в разделе .Справочника", посвященном
фрикционным передачам.
Шарнирно-планетарные механизмы ввиду
их малого практического значения здесь не
рассматриваются.
ОПРЕДЕЛЕНИЕ ПЕРЕДАТОЧНОГО
ОТНОШЕНИЯ
Для определения передаточного отноше-
отношения планетарной передачи известен ряд ме-
методов, из которых наиболее целесообразно ис-
использовать метод Виллиса и силовой.
Метод Виллиса. Метод заключается
в составлении уравнения, при помощи кото-
которого определяют передаточное отношение
планетарного механизма. Это уравнение свя-
связывает число зубьев колёс с угловыми ско-
скоростями в приведённом механизме, т. е. с уг-
угловыми скоростями относительно водила.
Приведённый механизм представляет собой
непланетараый механизм, полученный из пла-
планетарного, у которого остановлено водило
путём сообщения всему механизму угловой
скорости, равной по величине и противопо-
противоположной по направлению угловой скорости во-
водила, причём упорные колёса освобождаются.
ГЛ. II]
ОПРЕДЕЛЕНИЕ К. П. Д. ПО МЕТОДУ СМЕЩЕНИЯ СИЛ
87
Уравнение Виллиса имеет следующий вид:
*'.
где «>?• шл и сов — угловые скорости соответ-
соответственно &-го звена, л-го звена и водила;
/' — передаточное отношение от ft-го звена
к л-му в приведённом механизме.
При пользовании уравнением необходимо
учитывать следующее:
а) Передаточное отношение /' положи-
положительно, если в приведённом механизме k-e
и л-е звенья вращаются в одинаковом напра-
направлении, и отрицательно — если в противо-
противоположном.
б) Угловые скорости упорных (неподвиж-
(неподвижных) колёс целесообразнее иметь в знамена-
знаменателе, так как это сильно упрощает матема-
математические преобразования. По той же причине
в сложных механизмах выгоднее в уравнение
Виллиса вводить угловую скорость упор-
упорного колеса, чем движущегося.
в) Угловую скорость сателлита не следует
вводить в формулу Виллиса, кроме того слу-
случая, когда она является искомой. Если ось
сателлита не параллельна оси водила (кониче-
(конические, винтовые и червячные сателлиты), то
вводить угловую скорость сателлита в фор-
формулу Виллиса недопустимо.
г) В формуле для передаточного отноше-
отношения приведённого механизма числа зубьев
колёс, зацепляющихся между собой, а также
колёс, заклиненных на общем валу, не должны
стоять рядом (точнее они не должны стоять
оба в числителе или оба в знаменателе).
д) Нецелесообразно решать уравнение Вил-
Виллиса в общем виде, так как при этом теряется
его физическая сущность и возможны ошибки.
Удобнее решать уравнение для каждого слу-
случая отдельно.
е) В сложных механизмах приходится
составлять несколько уравнений Виллиса
(для отдельных элементов механизма), а также
уравнения для отношения угловых скоростей
звеньев, соединённых передачей с неподвиж-
неподвижными осями *, и решать полученную систему
уравнений.
ж) В сложных планетарных передачах
(коробки Вильсона, передачи в электроталях)
часто можн:> свести задачу к решению
одного уравнения. При этом для получения
приведённого механизма следует остановить
не водило, а тот вал, на котором закреплены
два или несколько звеньев механизма. Этот
приведённый механизм получится составлен^-
ным из нескольких последовательно соединён-
соединённых простых планетарных передач (передаточ-
(передаточное число которых известно) и непланетар-
непланетарных передач.
Уравнение при этом отличается от урав-
уравнения Виллиса только тем, что вместо угло-
угловой скорости водила в него войдёт скорость
останавливаемого звена.
Силовой метод. Этот метод опре-
определения передаточного отношения основан
tfa использовании зависимости: угловые ско-
скорости обратно пропорциональны моментам,
вычисленным без учёта трения („золотое
правило механики"). Для вычисления момен-
моментов необходимо, изобразив на чертеже окруж-
окружные усилия и силы на осях, определить их,
причём колёса рассматриваются как рычаги
(закон параллельных сил). Для контроля
(а иногда и для расчёта) может служить
условие, что алгебраическая сумма моментов
на ведущем и на ведомом валах, а также на
всех упорных колёсах должна быть равна
нулю.
Этот метод требует знания только закона
рычага и позволяет найти все силы, необхо-
необходимые для расчёта на прочность.
ОПРЕДЕЛЕНИЕ К. П. Д. ПО МЕТОДУ
СМЕЩЕНИЯ СИЛ [3]
К. п. д. планетарного механизма опре-
определяется по формуле
где М2 и Afg — моменты на ведомом валу,
вычисленные с учётом и без учёта сил тре-
трения, при одинаковом моменте на ведущем
валу. Для вычисления моментов изображают
окружные усилия и силы на осях и опре-
определяют эти силы, рассматривая колёса как
рычаги (так же, как при силовом методе
определения передаточного отношения).
Для учёта трения в осях силу проводят
касательно к кругу трения, радиус которого
Р=/огф гДе гч—радиус цапфы, /0—приведён-
/0—приведённый коэфициент трения. Значения его для под-
подшипников скольжения и качения см. гл. VIII.
Для учёта трения в зубьях окружное усилие
смещают на величину
где т — модуль в мм, f—коэфнциент тре-
трения зубьев, более точно: при е-^ т ц
Д - -j- mfe, а при еь сильно отличающемся
от eg, Д - -^ mf Л 2,
где е— коэфициент
* При этом знак передаточного отношения следует
учитывать так же, как для приведённых механизмов.
перекрытия (е — е^ + е2); ej — коэфициент
перекрытия за полюсом зацепления; е2— коэ-
коэфициент перекрытия до полюса зацепления.
Смещение окружного усилия происходит
в направлении, перпендикулярном ему, в
сторону относительного вращения того
колеса, на которое данное усилие действует.
Это правило пригодно для сил как на зубьях,
так и на осях.
В передачах с неподвижными осями окруж-
окружное усилие смещается в сторону ведомого
колеса.
Расчёт ведут в следующем порядке:
а) изображают все силы на схеме механизма
с учётом их смещения за счёт трения;
б) составляют формулы для моментов на ведо-
ведомом и на ведущем валах и берут их отноше-
отношение; в) заменяют в последнем отношение
сил отношением размеров, применяя закон
рычага (для каждого колеса отдельно);г) под-
подставляют в отношение моментов/ =о и таким
образом получают передаточное отношение
83
ПЛАНЕТАРНЫЕ ПЕРЕДАЧИ
[РАЗД. I
(коэфициент трения / влияет на моменты,
так как от него зависят смещения сил Д и f);
д) разделив отношение моментов с учётом
сил трения на отношение моментов без учёта
сил тренкя, получают требуемый к. п. д.
Методы определения к. п. д. предложены
также Бакингемом, Брандербергером и др.
[1, 2]. По методу Бакингема определяют потен-
потенциальную мощность (мощность в зацеплении ,
т. е. мощность обыкновенной зубчатой пере-
передачи, имеющей такие же потери (влияние
числа зубьев на потери при этом не учиты-
учитывается).
По методу Брандерберге]-а к. п. д. плане-
планетарного механизма определяют по к. п. д.
обычной зубчатой передачи. Оба эти метода
определяют потери неточно, особенно в под-
подшипниках. Поэтому для механизмов с под-
подшипниками скольжения, механизмов с низ-
низким к. п. д., а также для сравнения механиз-
механизмов ими пользоваться нельзя.
си,
Примеры. 1. Найти i = —- для механизма фиг. 2
шв
при ш4 = 0.
Решение. По уравнению Виллиса
получаем
-*- ~ 1 + ^
ZZ
2. Найти i = —
ш7
для электротали
(фиг. 8).
Решение I. По
уравнению Виллиса для
планетарной части (ко-
(колёса 1, 2, 3 и 4)
Фиг. 2. Простой планетарный
механизм с отрицательным
приведённым передаточным
отношением.
При шя= Oi'=-^i г*г< ¦
to< — шг
ИЛИ
'"' _ 1
ш7 z
ш7 ~~1
Для колёс 3,
учитывая, что
имеем
ZiZ3
6 И
7,
Решение. Изображаем силы, действующие на са-
сателлит (фиг. 3).
Определяем моменты:
откуда
A*.
- Д);
-p).
A
где М,— момент на первом валу (.ведущем); Ж —мо-
—момент на водиле (на ведомом валу).
Фиг. 3. Силы, действующие на сателлит,
с учётом трения.
Условие равновесия сателлита (моменты относительно
точки приложения силы ^3)
Q'i ''з + P + Д '
Подставляя это выражение в предыдущую формулу,
имеем отношение моментов с учётом трения:
+ >3
М,
- Р
/3 + р + Д м -t
При / = 0 (т. е. без учёта трения)
V
Разделив почленно формулу моментов с учётом тре-
трения на формулу для моментов без учёта трения, получим
— р
г3
о
М
р + Д '
ш,= 0 —— = 1 + ——
Подставляя это зна-
значение в уравнение и
решая его, имеем
Решение II. Согласно указанию в п. ж на стр. 87
останавливаем колесо 7 и связанное с ним водило сател-
сателлитов 2 и 3 и освобождаем ось колеса 6 (упорную си-
систему). Приведённый механизм получится из двойной не-
непланетарной передачи с колёсами 1, 2, 3 и4 и редуктора
Джемса с колёсами 5, 6 и 7. Поэтому
1 +-
откуда (так как ч> = 0)
1 +
Z2Zt
3. Найти к. п. д. для механизма фиг. 2 при ш4=0 и
трёх сателлитах.
Каждая из дробей
Д з + Д
— , — и !—— значительна
меньше единицы. Поэтому, пользуясь приближённой фор-
формулой д-iiH малых величин
1 —
A + [») A + ,)
(iде i, p и у- малые величины), имеем
Р + Т).
* Эту формулу путём преобразования можно прл-
вести к формуле, полученной по методу Виллиса (см.
пример I).
ГЛ. II]
ПРОСТЫЕ ПЛАНЕТАРНЫЕ ПЕРЕДАЧИ
89
ПРОСТЫЕ ПЛАНЕТАРНЫЕ ПЕРЕДАЧИ
Свойства простой планетарной передачи
в первую очередь определяются знаком пере-
передаточного отношения приведённого механизма
(при остановленном водиле). По его переда-
передаточному отношению V находят передаточное
отношение планетарной передачи по фор-
формуле
Если V отрицательно, то передаточное от-
отношение редко бывает больше 10. К. п. д.
такой передачи одинаков с к. п. д. обыкно-
обыкновенной зубчатой передачи или выше его.
Если i' положительно, то передаточное от-
шд 1
ношение—— = -= -. может быть очень ве-
1 l'
-=
Olj 1 - l'
лико, достигая ± 10 000.
К. п. д. в этом случае невысок. При боль-
больших передаточных отношениях он меньше
0/И. В соответствии с этим области приме-
применения обоих видов простых планетарных пе-
передач совершенно различны.
При отрицательном V = ^ применяется
21гЗ
одно внешнее и одно внутреннее зацепление
(фиг. 2).
Тогда j = ^-=
г1-8
т. е. на единицу
больше, чем у непланетарной передачи. Такая
передача может работать как понижающая и
как повышающая. При нескольких сателли-
сателлитах к. п. д. можно определить по формуле
'3
Обычно т] > 0,9.
Для возможности сборки планетарного ме-
механизма число его сателлитов к не должно
превышать получающегося из неравенства
. 180
sin —- >
k
Чтобы центральные углы между сателли-
сателлитами были одинаковы, необходимо, чтобы от-
отношение * 3 2 4 было целым числом.
Во избежание ошибок при сборке много-
сателлитных передач следует отношение - —
брать целым числом, сцеплять сначала колёса
3 и 4, а потом 1 и 2 и при изготовлении обес-
обеспечивать одинаковое расположение зубьев
третьего колеса относительно зубьев второго
для всех сателлитов.
Последнее условие иногда трудновыпол-
трудновыполнимо. В таких случаях следует б^ать z2 = zs
(фиг. 4; при («4 = 0— редуктор Джемса). Такой
механизм имеет значительно более широкое
распространение, чем механизм с четырьмя
колёсами.
Для возможности сборки редуктора Джем-
Джемса должно быть соблюдено условие:
z4.
Для передаточных отношений, близких к
единице, механизм выполняется с неподвиж-
неподвижным малым центральным колесом (фиг. 4).
Его передаточное отношение
При нескольких сателлитах к. п. д. этого
механизма определяют по формуле
-\±±±3 _._Рч_ __41
L '3 '1 + Гв Г4\'
где f4—радиус круга трения.
Если механизм бы-
4 строходный, то сле-
Фиг. 4. Однорядный пла- Фиг. 5. Простой планетар-
нетарный механизм (ре- ный механизм с положи-
дуктор Джемса). тельным приведённым пе-
передаточным отношением и
При
0^ = 1+ ii;
0 -*- =
с внешним зацеплением.
При iufi= 0 V =— = ^ ;
^~ = 1 —
дует учитывать центробежную силу сателли-
сателлитов, определяя рч по формуле
окруж-
где Q4 — центробежная сила, a Q
ное усилие на оси сателлита.
Момент на упорном колесе
., г л — Д г<, — а — Д
'/-4 —
/ з + р + Д
очень невелик; поэтому механизм приме-
применяется для замены фрикционной муфты, при-
причём на упорном колесе устанавливается тор-
тормоз, управлять которым благодаря малому
моменту очень легко.
Другой вид простого планетарного меха-
низка получается при передаточном отноше-
отношении приведённого механизма V > 0, т. е. если
применить двойную передачу с внешним за-
зацеплением (фиг. 5).
В этом механизме
J! ^L 1 р 1 ?2?4
ZiH - z2z4 {r2 -
_. . . . = _
ПЛАНЕТАРНЫЕ ПЕРЕДАЧИ
[РАЗД. I
При надлежащем выборе чисел зубьев
колёс величина — может быть очень малой,
i
л следовательно, обратная ей величина / —
очень большой, достигая 10 000 (в механизме
по фиг. 5, при zx = z3=100, z2 - 99, z4=-101).
При внешнем зацеплении к. п. д. можно
приближённо найти по формуле *
1
где р — радиус круга трения на оси сател-
сателлита и в подшипниках водил».
К. п". д. падает с увеличением I (в меха-
механизме с»* 10 000 он меньше 0,01).
Для больших передаточных отношений
(i > 400) следует принимать
Zi-=zs = z; z2 — z — 1 и ^4
В этом случае /-га->1; следовательно
можно осуществить только такие передаточ-
передаточные отношения, которые являются квадратами
целых чисел.
Для упрощения изготовления колёс при
20 < / < 100 иногда принимают zs = z2, т. е.
общий сателлит для обеих пар колёс. При
этом для возможности сцепления разница в
числе зубьев первого и четвёртого колёс не
должна превышать единицы, т. е. z^Z\ ± 1;
тогда i = Т zx.
В приведённых двух случах Z\ + z2 ф z3 + zx.
Поэтому одну пару колёс приходится корри-
корригировать для получения одинакового меж-
межцентрового расстояния у обеих пар.
Для средних передаточных отношений
A0 < / < 60) следует брать
; Z2-Z4-Z—I,
т. е.
тогда
Z
1'
Для малых передаточных отношений
(* < 25) следует сохранять zx=z3 и z2=zik\
тогда
При больших и средних передаточных
отношениях многосателлитные конструкции
не применяются из-за низкого к. п. д. меха-
механизма, особенно при больших мощностях. Во
всех случаях таких механизмов следует из-
* Формула выведена для случая, когда расстояние
между подшипниками сателлита равно расстоянию между
колёсами и расстоянию между подшипниками водила и
когда р на оси сателлита и на оси водила одинаково.
Если подшипники расставить шире, то к. п. д. будет
больше.
бегать многосателлитных конструкций также
из-за возможности ошибок при сборке.
При больших и средних передаточных от-
отношениях ведущим звеном может быть только
водило. При малых передаточных отношениях
возможен привод от центрального колеса.
Самоторможение будет происходить
при г3—г2 < 2{Д + р), но так как Д есть сред-
средняя величина смещения окружного усилия,
которая в действительности изменяется от
нуля до максимума, то для обеспечения само-
самоторможения необходимо иметь
г3 - г, < 2 р.
К. п. д. самотормозящегося планетарного
механизма с надёжным самоторможением
много меньше половины.
Совершенно аналогичными свойствами об-
обладает механизм, составленный из двух пере-
передач с внутренним зацеплением (фиг. 6).
Фиг. 6. Простой планетарный механизм
с положительным приведённым передаточ-
передаточным отношением и с внутренним
зацеплением.
При шд = 1 V = —' = -2_* ;
. ш4 — 0 — =1 — ;
. », _ о ^ = 1 - ^2 ¦
Обычно внутренние зацепления, как пока-
показано на фиг. 6, делаются у центральных ко-
колёс; однако можно выполнить внутренние
зацепления на сателлитах или одно на сател-
сателлите, а другое—на центральном колесе. Такие
механизмы применяются только в исключи-
исключительных случаях (например, диференциалы
в текстильных машинах) из-за их очевидных
недостатков и потому здесь не рас-
рассматриваются.
Величину —г можно найти по формуле
< 1.
При V, близком к единице, /=—2- может
быть очень большой величиной. К. п. д.
ГЛ. II] СЛОЖНЫЕ ПЛАНЕТАРНЫЕ ПЕРЕДАЧИ ДЛЯ БОЛЬШИХ ПЕРЕДАТОЧНЫХ ОТНОШЕНИЙ
91
можно приближённо определить по фор-
формуле *
Для избежания интерференции головок
зубьев следует принимать z2 < Z\ — zp и
z%<z4 — zp. Определение минимально допу-
допускаемой величины Zp см. гл. VII.
Передаточное отношение для механизма
с внутренним зацеплением
Наибольшие передаточные отношения по-
получаются при j?4 = ;Zi±1.
Для упрощения изготовления сателлитов
принимают z3 = z%, т. е. берут общий сателлит
для обеих пар колёс. При этом z4 =
Тогда
Механизм с внутренними зацеплениями
значительно более компактен, чем с внешними,
а поэтому такие механизмы применяются
чаще. Однако они не могут дать такого боль-
большого передаточного отношения (в простой
передаче), как механизм с внешним заце-
зацеплением, так как всегда zD > 1.
СЛОЖНЫЕ ПЛАНЕТАРНЫЕ ПЕРЕДАЧИ
ДЛЯ БОЛЬШИХ ПЕРЕДАТОЧНЫХ
ОТНОШЕНИЙ
Большое передаточное отношение можно
получить последовательным включением не-
нескольких простых планетарных передач. Пе-
Передаточное отношение и к. п. д, определятся
как произведение соответствующих величин
простых передач.
При соединении планетарных передач вы-
выгоднее упорные звенья (колёса) освободить
1
9
в
га
_L
1 I
-8
-7
1
t
в
1
-5
s
3
\
--?
У////Л
Фиг. 7.
+ ~ + ^ +
* Формула выведена для тех же условий, что и для
аналогичного механизма с внешним зацеплением (см
сноску на предыдущей странице).
и соединить с ведомым валом, чтобы уве-
увеличить на нём момент, а следовательно, и
передаточное отношение (см. силовой способ
определения i на стр. 87).
При этом необходимо, чтобы моменты
складывались, а не вычитались. На фиг. 7
показана выполненная по этому способу
электроталь, составленная из двух планетар-
Фиг. 8.
.^i- 1
ш7
Z,Z
ных и одной обыкновенной передачи (она
даёт / до 200—ЗоО при высоком к. п. д.).
Можно с ведомым валом соединить водило,
а со следующей передачей—одно из централь-
центральных колёс.
На фиг. 8 показана выполненная по этому
способу электроталь в другом варианте (i до
У////Л
Фиг. 9. Сложный планетарный ме-
механизм для больших передаточ-
передаточных отношений.
При ш4 •= 0 —1
при шв — 0 •
150—250 при высоком к. п. д.). Аналогичная
схема применяется в коробках передач Виль-
Вильсона.
При соединении планетарных передач
иногда удаётся уменьшить число колёс, ис-
используя колёса одной передачи в качестве
колёс следующей. К. п. д. от этого повы-
повышается.
92
ПЛАНЕТАРНЫЕ ПЕРЕДАЧИ
[РАЗД. I
Например, при последовательном соедине-
соединении редуктора Джемса (фиг. 4) с механизмом,
показанным на фиг. 6 (при а>4-0), можно
третье и четвёртое колёса редуктора исполь-
использовать в качестве третьего и четвёртого
Фиг. 10. Механизм с обыкновенным дифе-
ренциалом для больших передаточных
отношений.
При г, = z-j = 1
ZtZti — Z:IZ2
2 • 10е.
колёс механизма, изображённого на фиг. 6.
Так и сделано в механизме на фиг. 9 (без
корригирования у этого механизма / может
достигнуть 400, с корригированием—100i), но
к. п. д. при этом невысок).
Для получения очень больших передаточ-
передаточных отношений, если допустим весьма малый
к. п. д., можно применять диференциальную
передачу. В такой переда_че посредством
двух отдельных передач с очень близкими
передаточными числами вращаются два ко-
колеса. С помощью диференциала на ведомый
вал передаётся разность угловых скоростей
этих колёс, которая может быть очень мала;
следовательно, передаточное отношение мо-
может быть о 1ень большим. Такие передачи
показаны на фиг. 10 (/ до 2-Ш6, фиг. 11 (ре-
(редуктор Гуляева, / до 104) и фиг. 12 (редук-
(редуктор Гоммеля, до 108i. К. п. д. их при том же
передаточном отношении много ниже, чем
механизма Давида, поэтому их можно при-
применять только в случае использования стан-
стандартных деталей или в других исключитель-
исключительных случаях.
МНОГОСТУПЕНЧАТЫЕ ПЛАНЕТАРНЫЕ
КОРОБКИ ПЕРЕДАЧ
Многоступенчатые планетарные передачи
могут быть получены одним из следующих
способов.
а) Каждый сателлит выполняют из несколь-
нескольких соединённых вместе колёс разного диа-
диаметра (фиг. 13 — многорядные сателлиты).
Звенья механизма (центральные колёса и во-
В IP
TV7777A —
ш
////Л
Фиг. 13. Многоступенчатая планетарная
передача с многорядными сателлитами.
(о. Z.2Z,,
1 cos 2,2, !II
'II
Фиг. 11. Редуктор Гуляева. Фиг. 12. Редуктор Гоммеля.
ш, 2 222Я
г,г-л—г.г.
< 1С*.
дило), кроме двух, одно из которых
ведущее, а другое—ведомое, снабжа-
снабжаются тормозами. Каждая скорость
(а также задний ход) включается нажа-
нажатием тормоза; при этом коробка рабо-
работает как простая планетарная пере-
передача. Добавлением в коробку фрик-
фрикционной муфты (прямая передача)
можно прибавить ещё одну скорость.
Следовательно, муфта заменяет один
ряд колёс и тормоз. Недостатком этой
схемы является трудность компоновки,
которая часто заставляет выносить
тормоза вбок и увеличивать габарит
коробки, поэтому она применяется
только при малых мощностях и малом
числе ступеней.
б) Последовательно соединяют не-
несколько двух- или трёхступенчатых
планетарных передач (фиг. 14). (Сумма
цифр, обозначенных на муфтах и тор-
ГЛ. И)
МНОГОСТУПЕНЧАТЫЕ ПЛАНЕТАРНЫЕ КОРОБКИ ПЕРЕДАЧ
03
Фиг. 14. Многоступенчатая планетарная передача, составленная us
четырёх двухступенчатых.
Передаточные отноше-
отношения для первой ¦— вось-
восьмой (I—VIII) скорости |
на переднем ходу
*' = 1в h 'о ;с
V////A
Фиг. 15. Схема, применяемая для
значительного увеличения пере-
передаточного отношения путём до-
добавления к однорядному плане-
планетарному механизму (слева) вто-
второго однорядного планетарного
механизма.
Фиг. 16. Схема, применяемая для Фиг. 17. Схема, применяемая для Фиг. 18. Схема с низким к. п. д.
небольшого увеличения передаточ- уменьшения передаточно) о отно- для уменьшения передаточного
ного отношения. шения (основной механизм справа). отношения (основной планетарный
Za
механизм справа).
= 1 +
1 = -
1
(г,
г,
1
J z.
Z, +
1 —
Zi
) (z*
z,)
1±
T
+¦ -
г»)
3 4
Z3 в 14 0
Zi
94
ПЛАНЕТАРНЫЕ ПЕРЕДАЧИ
[РАЗД. I
мозах, даёт номер скорости, получаемой при
их включении.) Каждая из этих передач
выполняется с двумя тормозами или, как на
фиг. 14, с тормозом и муфтой для получения
прямой передачи.
Преимуществом этой схемы является
большое число ступеней при малом числе
шестерён. Недостатком её является большое
число фрикционных муфт. Чтобы уменьшить
этот недостаток, в коробке (фиг. 14) приме-
применены электромагнитные муфты и тормозы.
в) Отдельные звенья сложного планетар-
планетарного механизма снабжают тормозами.
Проектирование такой коробки можно
вести, пользуясь силовым способом опреде-
определения передаточного отношения. В качестве
одной из ступеней берётся редуктор Джемса
(фиг. 4). Ближайшую низшую скорость
(с большим передаточным отношением
Л4
тпг
можно получить, если включе-
нием дополнительных колёс увеличить мо-
момент на ведомом валу М2 при сохранении
величины момента Mi на ведущем. Для этого
следует упорное колесо освободить и со-
соединить передачей с ведомым валом. Так как
упорное колесо и ведомый вал вращаются
в противоположных направлениях, то пере-
передача должна состоять из одного внешнего и
одного внутреннего зацепления. Планетарная
передача, которая даёт положительное пере-
передаточное число, для этой цели не пригодна.
Передача, полученная последним способом,
для случая большой разницы в передаточных
отношениях показана на фиг. 15, а для слу-
случая малой (небольшая прибавка момента)—
на фиг. 16.
Ближайшую высшую скорость можно
получить, если увеличить момент на ведущем
валу М\ при том же моменте М2 на ведомом.
Для этого следует упорное колесо освободить
и соединить передачей с ведущим валом. Так
как при этом ведущий вал и упорное колесо
вращаются в одинаковом направлении, то их
следует соединить планетарной передачей
(фиг. 17). Если при этом не получится требуе-
требуемого передаточного отношения (велик скачок),
то в крайнем случае можно уменьшить пере-
передаточное отношение уменьшением момента Nit
(вместо увеличения Мг). Для этого упорное
колесо следует соединить планетарной пере-
передачей с ведомым валом (фиг. 18).
При этом моменты на ведомом валу вы-
вычитаются, а следовательно, к. п. д. механизма
уменьшается. Поэтому последний приём
можно употреблять только там, где вычитаю-
вычитающиеся моменты сильно отличаются друг от
друга, и там, где к. п. д. не имеет большого
значения (при заднем ходе).
Другие ступени передачи могут быть,
получены аналогичным образом—освобожде-
образом—освобождением упорных колёс и соединением их пере-
передачами с ведущим, ведомым или промежу-
промежуточным валами.
ОСОБЕННОСТИ РАСЧЁТА НА ПРОЧНОСТЬ
И ДОЛГОВЕЧНОСТЬ *
При расчёте на прочность и долговечность
многосателлитных планетарных передач сле-
следует учитывать неравномерность распределе-
распределения нагрузки по сателлитам. Даже в весьма
точно изготовленных планетарных передачах,
судя по контактным напряжениям, при ко-
которых выкрашиваются рабочие поверхности
зубьев, нагрузка по сателлитам распределяется
так, как если бы работали примерно два сател-
сателлита из трёх.
Динамическая нагрузка в зацеплении пла-
планетарных передач определяется по окружной
скорости относительного движения.
• См. „Расчёт зубчатых колёс", гл. VII.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Кожевников С. Н., Эпициклические передачи,
Машгиз, 1939.
2. Кудрявцев В. Н., Планетарные передачи, Оборон-
гиз, 1940.
3. Решетов Л. Н., Определение к. п. д. планетарных
механизмов, „Рестник инженеров и техников" №12, 1937.
4. КрейнесМ. А. и Розовский М. С., Труды
семинара по теории машин и механизмов, т. 2, вып. 5,
АН СССР, 1947.
Глава HI
ОСНОВЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
ВВЕДЕНИЕ
Теория точности механизмов изучает изме-
изменение движения звеньев механизма, проис-
происшедшее от того, что заданные размеры и
конфигурации звеньев осуществлены прибли-
приближённо.
Звенья действительно существующего меха-
механизма занимают положения и имеют скорости,
ускорения, отличающиеся от положений, ско-
скоростей, ускорений звеньев соответствующего
идеального механизма. Добавочные ускорения
действительно существующего механизма вы-
вызывают в кинематических парах добавочные
силы реакции, а в звеньях—добавочные напря-
напряжения. Так как отклонения в заданных разме-
размерах и конфигурациях звеньев обычно бывают
случайного характера, то разработка теории
точности механизмов носит теоретико-вероят-
теоретико-вероятностный характер.
Теория точности механизмов отвечает на
вопрос о том, какие можно допускать откло-
отклонения от заданных размеров и конфигураций
деталей, чтобы обеспечить взаимную заменяе-
заменяемость деталей и иметь надлежащую точность
машины или прибора в целом и чтобы доба-
добавочные силы реакций в кинематических парах
не разрушили машины.
Все машины и механизмы с точки зрения
точности можно разбить на две группы. К пер-
первой относятся машины и механизмы, в кото-
которых добавочные силы инерции, возникающие
от неточностей размеров машины и зазоров
в кинематических парах, не настолько велики,
чтобы повлиять на точность и надёжность. Для
таких механизмов и машин важны отклонения
положений звеньев действительно существую-
существующего механизма от положений звеньев соот-
соответствующего идеального механизма. В основ-
основном к этой группе относятся тихоходные ма-
машины и приборы или машины, у которых нет
звеньев большой массы, совершающих движе-
движения с большими ускорениями.
Во вторую группу войдут прочие машины
и механизмы.
В настоящей главе кратко рассмотрены
основные понятия теории точности механизмов,
достаточные для исследования машин и меха-
механизмов первой группы. Для второй группы ме-
механизмов и машин эти сведения необходимо
пополнить новыми данными, позволяющими
найти добавочные силы инерции и их дей-
действие.
По последнему вопросу см. работы проф.,
д-ра техн. наук Н. Е. Кобринского [3].
ОСНОВНЫЕ ПОНЯТИЯ
Ошибки механизма. Механизм, осуще-
осуществляющий предписанный закон движения с аб-
абсолютной точностью, называется идеальным.
В действительности нельзя воспроизвести раз-
размеры механизма совершенно правильно, в ре-
результате чего движение действительного меха-
механизма всегда отличается от движения соответ-
соответствующего идеального механизма. Разницу по-
положений ведомых звеньев действительного и
соответствующего идеального механизмов при
одинаковых положениях ведущих звеньев
обоих называют ошибкой положения меха-
механизма, а разницу перемещений ведомых
звеньев действительного и идеального меха-
механизмов при одинаковых перемещениях веду-
ведущих звеньев обоих механизмов — ошибкой
перемещения механизма. Ошибка перемеще-
перемещения, вызванная только изменением в прямо
противоположные стороны сил, приложенных
к ведущим и ведомому звеньям, называется
мёртвым ходом механизма. Иными словами,
мёртвым ходом механизма называется пере-
перемещение ведомого звена при неподвижных
ведущих звеньях, занимающих заданные по-
положения, происшедшее от изменения в прямо
противоположную сторону сил, приложенных
к ведомому звену.
На самом деле, ведущие звенья не могут
занимать заданных положений абсолютно точ-
точно. Разницу положений ведомых звеньев дей-
действительного и идеального механизмов, про-
происшедшую от неточности механизма и неточ-
неточности положений ведущих звеньев, назовём
ошибкой положения ведомого звена меха-
механизма.
Наконец, назовём ошибкой перемещения
ведомого звена механизма разницу перемеще-
перемещений ведомых звеньев действительного и иде-
идеального механизмов, происшедшую от неточ-
неточности механизма и неточности положений ве-
ведущих звеньев.
Определение понятия первичной ошиб-
ошибки механизма. Звено определяется взаимным
расположением в нём элементов кинематиче-
кинематических пар, соединяющих его с соседними звенья-
звеньями. Отклонения расположений в звене эле-
элементов кинематических пар от идеальных по-
положений и отклонения существующих поверх-
поверхностей элементов от заданных геометрических
форм будем называть первичными ошибками
механизма, которому принадлежит звено.
- Пусть,например.поверхность элемента кине-
кинематической пары есть плоскость. Если допу-
96
ОСНОВЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
[РАЗД. I
стить, что, несмотря на неточности, поверх-
поверхность элемента всё же можно считать плоской,
то первичными ошибками будут поступатель-
поступательное смещение элемента из идеального поло
ження в звене по направлению, перпендику-
перпендикулярному плоскости, и поворот элемента вокруг
прямой, параллельной плоскости.
Если звено имеет элемент кинематической
пары, обладающий шаровой или круглой ци-
цилиндрической поверхностью, и если допустить,
что, несмотря на неправильности, форма поверх-
поверхности сохраняется, то первичными ошибками
будут в первом случае поступательное смеще-
смещение шаровой поверхности из идеального поло-
положения по любому направлению и неправиль-
неправильность величины радиуса, во втором случае —
поступательное смещение элемента из идеаль-
идеального положения по любому направлению, пер-
перпендикулярному оси, поворот элемента вокруг
прямой, перпендикулярной оси, неточность ве-
величины радиуса.
В звене с элементом, обладающим любой
цилиндрической поверхностью, если считать,
что, несмотря на неточности, линейчатый харак-
характер поверхности сохраняется, будут следую-
следующие первичные ошибки: смещение каждой
точки поверхности элемента из идеального
положения по любому направлению, перпенди-
перпендикулярному прямолинейной образующей, непра-
неправильности направлений образующей и нормали,
неправильности величины радиуса кривизны
в этой точке поверхности.
В общем случае неправильность поверх-
поверхности элемента состоит из смещений точек
поверхности из идеальных положений по лю-
любым направлениям, из поворотов нормалей,
из изменений радиусов кривизны в каждой
точке.
Пусть звено обладает элементом шарнира.
Элемент имеет круглую цилиндрическую по-
поверхность, ограниченную двумя плоскостями,
перпендикулярными оси цилиндра. Первичные
ошибки состоят из первичных ошибок круг-
круглой цилиндрической поверхности и первичных
ошибок двух плоскостей. Сделаем допущение
о сохранении форм цилиндрической поверх-
поверхности и плоскостей. Тогда имеются первичные
ошибки: поступательное смещение элемента
из идеального положения, поступательные
смещения плоскостей вдоль оси элемента, по-
поворот оси элемента, повороты плоскостей, не-
неточность величины радиуса цилиндрической
поверхности.
В звене с элементом плоской пары первич-
первичными ошибками будут неправильности двух
параллельных плоскостей, образующих поверх-
поверхность элемента. В звене с элементом поступа-
поступательной пары, имеющим поверхность, состоя-
состоящую из нескольких плоскостей, первичными
ошибками будут ошибки этих плоскостей.
Следует заметить, что поступательное сме-
смещение элемента пары из идеального положе-
положения происходит на величину и по направлению
отклонения какой-либо точки элемента от её
идеального положения в звене. Поворот эле-
элемента происходит вокруг прямой, которая про-
проходит через эту же точку. Выбор точки про-
произволен, хотя и может быть ограничен усло-
условиями производства и контроля деталей.
Если положение всех элементов кинемати-
кинематических пар звена определять с помощью систе-
системы отсчёта, принадлежащей звену, но не со-
соединённой непосредственно ни с одним элемен-
элементом, то фактические положения всех элемен-
элементов в звене будут отличаться от идеальных.
Все до одного элементы будут иметь ошибки
расположения в звене.
Можно систему отсчёта неизменно соеди-
соединить с каким-либо одним элементом звена.
Тогда фактическое положение этого элемента
в звене принимается за идеальное положение
и этот элемент не имеет ошибок расположе-
расположения в звене. Фактические расположения всех
прочих элементов в звене не совпадают с их
идеальными положениями и эти элементы
имеют ошибки расположения.
Пусть, например, звено имеет элемент
шарнира. Располагаем начало координат си-
системы отсчёта на оси элемента на определённом
расстоянии от точки пересечения плоскости
торца элемента с его осью. Направляем одну
ось координат по оси элемента, а две другие
к ней перпендикулярно. Направление одной
из двух последних осей не определяется одно-
однозначно относительно элемента шарнира и мо-
может быть выбрано произвольно.
Соединение системы отсчёта с одним из
элементов не может полностью определить
положение этой системы. Было, например, по-
показано, что при соединении системы отсчёта
с элементом вращательной пары направление
одной из осей координат в плоскости, перпен-
перпендикулярной к оси элемента, остаётся произ-
произвольным. Если соединить систему отсчёта с
элементом цилиндрической пары, то становится
неопределённым также положение начала коор-
координат на оси элемента, т. е. путём соединения
с элементом цилиндрической пары из шести
координат системы отсчёта определяются толь
ко четыре. Поэтому систему отсчёта в звене
можно полностью определить только с помощью
нескольких его элементов. Для этого часть
координат системы отсчёта определяют путём
соединения системы с одним из элементов, а
недостающие координаты — с помощью дру-
других элементов.
Неправильности поверхности элементов
кинематических пар приводят к зазорам в кине-
кинематических парах.
В механизмах, содержащих звенья, движе-
движения которых определяются динамически,
первичными ошибками будут отклонения поло-
положений таких звеньев от идеальных положе-
положений. Так, в электромагнитном тахометре алю-
алюминиевый колпачок, движущийся под дей-
действием вращающегося магнитного поля и упру-
упругости пружины, есть звено с динамически опре-
определенным движением.
Ошибки механизма происходят от первич-
первичных ошибок.
Классификация первичных ошибок ме-
механизма. Первичные ошибки механизма
можно распределить на систематические,
случайные и грубые. Результат классифика-
классификации будет разный в зависимости от того, клас-
классифицируем ли мы первичные ошибки кон-
конкретного экземпляра механизма или первич-
первичные ошибки целой группы одинаковых меха-
механизмов, число которых неопределённо велико,
не учитывая индивидуальных особенностей каж-i
дого экземпляра. Для практики большое зна-
значение имеет второй подход, позволяющий изу-
изучать точность в целых классах одинаковых
машин.
ГЛ. ill]
ОСНОВНЫЕ ПОНЯТИЯ
97
Как известно, систематическими ошибками
называют ошибки постоянные или изменяю-
изменяющиеся по определённому закону.
Случайными называют ошибки, не опреде-
определённые по своей величине, числовое значение
этих ошибок нельзя заранее предсказать. С
точки зрения целой группы одинаковых меха-
механизмов случайными будут ошибки в размерах
и конфигурации звеньев. Точно так же зазоры
в кинематических парах являются случайными
величинами.
Грубыми называют ошибки, явно искажа-
искажающие результат. Если принять, что производ-
производство не выпускает в сборку деталей, выходя-
выходящих из границ допуска, и если при работе
механизма эти границы также не будут нару-
нарушены, то грубой ошибкой будет всякая ошибка,
выходящая из границ по взятой системе до-
допусков. Звенья с грубыми ошибками подлежат
замене.
С другой стороны, все первичные ошибки
можно разбить на скалярные и векторные.
Скалярной первичной ошибкой называется
ошибка, определяемая одним числом.
Векторные первичные ошибки в свою оче-
очередь разделяются на плоские и пространст-
пространственные. Плоская векторная ошибка определяет-
определяется двумя числами и её можно заменить двумя
скалярными первичными ошибками. Такова
ошибка поступательного смещения элемента по-
поступательной пары из его идеального положе-
положения в звене. Это поступательное смещение
можно представить как геометрическую сумму
поступательных смещений по двум заданным
направлениям. Величина смещения по каждому
направлению есть скалярная первичная ошибка.
Пространственная векторная первичная
ошибка определяется тремя числами и экви-
эквивалентна трём скалярным первичным ошибкам.
Например, поступательное смещение элемента
вращательной пары из его идеального поло-
положения на звене есть пространственная век-
векторная первичная ошибка. Раскладываем сме-
смещение на перемещения по трём некомпланар-
ным направлениям. Величина перемещения по
каждому направлению есть скалярная первич-
первичная ошибка.
Число первичных ошибок элементов не-
некоторых кинематических пар. Будем искать
число переведённых в скалярные первичных
ошибок элементов кинематической пары. При-
Примем во внимание, что повороты элементов в
силу неточности прои:ходят на весьма малые
углы, и потому повороты можно рассматри-
рассматривать как векторы.
Пусть поверхность элемента есть плоскость.
Число первичных ошибок элемента равно трём:
смещение поверхности по направлению, пер-
перпендикулярному плоскости, и два поворота по-
поверхности вокруг двух взаимно перпендикуляр-
перпендикулярных прямых, параллельных плоскости.
Поверхность элемента плоской пары состоит
из двух параллельных плоскостей. Число пер-
первичных ошибок элемента равно шести скаляр-
скалярным.
Число первичных ошибок элемента круглой
цилиндрической пары равно пяти скалярным:
два смещения элемента по двум направлениям,
перпендикулярным оси элемента, два поворота
элемента вокруг двух прямых, перпендикуляр-
перпендикулярных оси, и неточность величины радиуса круг-
круглой цилиндрической поверхности.
Пусть элемент кинематической пары имеет
какую-либо цилиндрическую поверхность. Чи-
Число первичных ошибок элемента в каждой
точке поверхности равно шести: два смещения
элементарной поверхности по двум направле-
направлениям, перпендикулярным прямолинейной обра-
образующей, три поворота элементарной поверхно-
поверхности вокруг трёх взаимно перпендикулярных
прямых и неточность величины радиуса кри-
кривизны.
Элемент шарнира имеет поверхность, со-
состоящую из круглого цилиндра и двух плоско-
плоскостей, перпендикулярных оси цилиндра. Число
скалярных первичных ошибок элемента равно
одиннадцати: три смещения элемента по трём
взаимно перпендикулярным направлениям, два
поворота элемента вокруг двух прямых, перпен-
перпендикулярных оси цилиндра, неточность величины
радиуса цилиндра, неточность расстояния между
плоскостями торцов, по два поворота каждой
из двух плоскостей торцов вокруг двух прямых,
перпендикулярных оси цилиндра.
Пусть элемент поступательной пары состоит
из четырёх взаимно перпендикулярных плоско-
плоскостей. Число скалярных первичных ошибок эле-
элемента равно двенадцати. Если первичные
ошибки элемента таковы, что перекосы пло-
плоскостей поверхности элемента можно рассма-
рассматривать как перекосы одного целого, то число
первичных ошибок элемента сократится до
семи: два смещения элемента по двум напра-
направлениям, перпендикулярным направлению по-
поступательной пары, три поворота элемента во-
вокруг трёх взаимно перпендикулярных прямых,
и неточности двух расстояний между парал-
параллельными плоскостями поверхности элемента.
Элемент винтовой пары имеет поверхность,
образованную винтовым движением прямой
вокруг оси; взаимное расположение прямой и
оси определяется кратчайшим расстоянием и
углом. Число скалярных первичных ошибок
элемента, если допустить, что, несмотря на не-
неточности, поверхность всё же остаётся винто-
винтовой, равно восьми: три смещения элемента по
трём взаимно перпендикулярным направле-
направлениям, два поворота элемента вокруг двух пря-
прямых, перпендикулярных оси, неправильности
кратчайшего расстояния и угла между прямо-
прямолинейной образующей и осью, неправильность
шага. Таким же образом можно подсчитать
числа первичных ошибок элементов других
кинематических пар.
Число первичных ошибок механизма.
Если системы отсчёта в звеньях выбраны про-
произвольно, то число первичных ошибок меха-
механизма, переведённых в скалярные, равно общему-
числу первичных ошибок всех элементов кине-
кинематических пар механизма. В некоторых слу-
случаях приходится принимать во внимание, что
один элемент кинематической пары не касает-
касается другого элемента, а между ними находится
слой смазки., Этот слой влияет на величину
перемещения одного элемента относительно
другого в силу наличия зазора. Так обстоит
дело в скользящих подшипниках и в поступа-
поступательных парах. Слои смазки в таких кинемати-
кинематических парах будут также первичными ошиб-
ошибками, число первичных ошибок механизма уве-
увеличится на число слоев смазки.
Если же системы отсчёта звеньев механизма
полностью определить путём соединения си-
систем с элементами кинематических пар, то
98
ОСНОВЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
[РАЗД. 1
число первичных ошибок механизма умень-
уменьшится на ушестерённое число звеньев.
Изложенные соображения имеют значение
при выборе баз для производства и обмера
деталей.
ЗАКОНЫ РАСПРЕДЕЛЕНИЯ ПЕРВИЧНЫХ
ОШИБОК
Кривые распределения первичных оши-
ошибок. Величина первичной ошибки механизма
зависит от качества производства, износа, коле-
колебаний температуры деталей, силовой нагрузки.
В неизношенном, правильно спроектирован-
спроектированном и эксплоатируемом механизме первичные
ошибки почти исключительно зависят от по-
погрешностей производства.
Рассмотрим первичные ошибки, вызванные
погрешностями производства.
Обозначим номинальное значение размера
через qs. В результате неточности изготовле-
изготовления детали могут иметь любые размеры
в границах
Qs + cs- Qs + д5,
причём ds > cs, а ошибка hqs размера есть
непрерывная случайная величина, все значения
которой лежат между cs и ds. Вероятность
существования ошибок размера в границах
Aqs,
й
будет
где d — знак диференциала, а величина ps—
функция величины ошибки и называется плот-
плотностью вероятности.
Знание плотности вероятности позволяет
найти вероятность ошибок, лежащих в любых
границах. Очевидно,
так как не может быть деталей, размеры кото-
которых не укладываются в границах
Qs + cs> Qs + ^s-
Закон изменения плотности вероятности
ошибки Aqs определяется технологией произ-
производства, т. е. методом и условиями обработки,
состоянием инструмента и станков, условиями
контроля.
Чаще всего встречается закон Гаусса,
реже — закон равной вероятности и др. Иссле-
Исследования проф., д-ра техн. наук А. Б. Яхина [5],
д-ра техн. наук Н. А. Бородачёва [1] и других
показали, что плотность вероятности довольно
устойчиво зависит от технологии производства.
Пусть для механизма пригодны детали,
имеющие размеры от qs + ms, до qs + gs- На
фиг. 1 границы поля допуска представлены
более жёсткими, чем
qs + cs, qs + ds',
значит, точность производства меньше необ-
необходимой, в силу чего часть деталей, имея
ошибки, не укладывающиеся в заданных гра-
границах, будет забракована. Вероятный процент
брака As равен
100
и
Ss
Ps
m
Вероятность того, что размеры деталей
будут удовлетворять заданному допуску, имеет
величину
Ps -
Ps
A)
ибо интеграл даёт вероятность того, что
размеры деталей будут лежать в границах
Qs + cs> Qs + ds.
Кривая, показанная на фиг 1, называется
кривой распределения первичной ошибки ilq^
Ь точке В находится конец отрезка, изобра-
Фиг. 1»
жающего номинальный размер qs, конец
отрезка величиной qs + cs находится в точке С,
а конец отрезка величиной qs+ds — в точке D.
По вертикали откладываются отрезки, изобра-
изображающие плотность вероятности в данной
точке. Кривая будет отличаться от горизон-
горизонтальной оси только между точками С и D,
Интеграл равен заштрихованной плошади,
изображённой на фиг. 1 и умноженной на
масштаб чертежа.
Будем рассматривать детали, размеры кото-
которых укладываются в границах допуска. Плот-
Плотность вероятности ошибок, лежащих между т5
ugs,no отношению к ошибкам, укладывающимся
в этих границах, а не ко всем ошибкам, воз-
возможным в силу неточности производства, равна
Ps
Ss
Ps
Очевидно, ординаты крииой распределении
ошибок деталей, признаваемых годными, в
1
раз больше соответствующих ординат кривой
распределения ошибок всех произведённых
деталей.
Средние значения первичных ошибок.
Среднее значение, или математическое ожида-
ГЛ. HI)
ЗАКОНЫ РАСПРЕДЕЛЕНИЯ ПЕРВИЧНЫХ ОШИБОК
99
ние, всех возможных ошибок размеров дета-
деталей, которые производятся и могут быть
произведены, равно интегралу
Ps
Среднее значение всех возможных ошибок
kqs размеров деталей, признаваемых годными,
т. е. ошибок, укладывающихся в границах
поля допуска, равно
При симметричном расположении; кривой
распределения относительно поля допуска вер-
вершина кривой распределения совпадает с середи-
серединой поля допуска и ^-=0.
Дисперсия первичной ошибки. / Связь
между средним квадратическим отклоне-
отклонением и половиной поля допуска первичной
ошибки. Дисперсия всех возможных оши-
ошибок размеров деталей, которые пpoизвoдятcяJ
и могут быть произведены, равна
D's " f
(8)
ps ¦
Ss
C)
Следовательно, среднее значение первичной
ошибки определяется границами поля допуска,
формой и расположением кривой распределения
относительно этих границ.
В выражении для as правая часть равна
абсциссе центра тяжести заштрихованной пло-
площади в системе координат, имеющих начало
в точке В.
Середина поля допуска отстоит от номинала
на расстоянии — (ms + gs)
Если ошибки, большие и меньшие середины
поля допуска на одну и ту же величину,
встречаются одинаково часто, то кривая рас-
распределения будет симметрична относительно
середины поля допуска; заштрихованная пло-
площадь на фиг. 1 будет также симметрична,
и интеграл в правой части формулы C) даст
1
D)
Обозначим через ?5 половину поля допуска:
При несимметричном относительно середины
поля допуска законе распределения величину as
можно представить в таком виде:
]
F)
Величина коэфициента as больше — 1
и меньше + 1 и зависит от закона распреде-
распределения. В табл. 1 даны значения величин as и
As для того случая, когда закон распределения
ошибок размеров всех производимых деталей
есть закон Гаусса, а поле допуска годных
деталей различным образом расположено отно-
относительно кривой и имеет различную величину.
Взаимное расположение поля допуска и кривой
распределения определяем с помощью коорди-
координаты хм - вершины кривой распределения отно-
относительно середины поля допуска, выражая её
в долях половины поля допуска:
G)
Дисперсия ошибок размеров деталей, при-
признаваемых годными, т. е. ошибок, укладыва-
укладывающихся в границах поля допуска ms,gs, имеет
величину
Ss
Ps
Di
Ss
(9)
Среднее значение я5 определяется согласно
формуле C). Формула (9) показывает, что
дисперсия равна квадрату радиуса инерции
заштрихованной площади фиг. 1 относительно
вертикальной прямой, проходящей через точку,
отстоящую от точки В на расстоянии as.
Выражая дисперсию через квадрат половины
поля допуска, имеем
Dl-
A0)
В таблице даны значения коэфициента
для некоторых случаев:
1
2
3
4
1
D
—,—
о.дЗб
0,985
о,785
O.59O
2
V-s
о
о
±о,5
+ 1
3
As °/o
0,27
o,3i
1б,0О
5°. 13
4
as
0
0
±0,358
±о,473
5
k's
0,973
1,000
1,385
1.391
6
Закон
распреде-
распределения
См. фиг.
См. фиг. 3
См. фиг. 4
См. фиг. 5
Пояснение к таблице. Ошибки размеров
всех производимых деталей подчиняются закону распре-
распределения Гаусса. В графе 6 дана величина поля допуска
и зависимости от величины среднего квадратического
отклонения D ошибок размеров всех производимых дета-
деталей, а также в зависимости от величины среднего ква-
квадратического отклонения Ds только ошибок деталей, при-
признаваемых годными. Графа 2 определяет взаимное
расположение кривой распределения и поля допуска. При
\i.s = 0 кривая распределения расположена симметрично
относительно поля допуска, точки М и О совпадают.
При \t.s > 0 вершина кривой распределения смещена
относительно середины поля допуска в сторону возраста-
возрастания размера qs, а при [>.s < 0 — смещена в сторону убы-
убывания этого размера. Обеими графами полностью
определяется поле допуска относительно кривой распре-
100
ОСНОРЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
РАЗД.
деления. Графа 1 даёт величину среднего квадратиче-
ского отклонения Ds ошибок размеров деталей, призна-
признаваемых годными (а не всех производимых), в долях от Ds .
Графа 3. даёт вероятный процент брака, происшедшего
от тою, что границы поля допуска даны более жёсткие,
чем точность производства. Графа 4 даёт значение
коэфициента <х^, позволяющего по формуле F) найти
•среднюю величину as ошибок размеров деталей, призна-
признаваемых годными. Знаки у р., и «s одинаковые. Графа 5
даёт величину квадрата коэфициента fry, позволяющего
по формуле A0) найти через половину поля допуска
дисперсию Ds ошибок размеров деталей, признаваемых
годными.
Для скалярных первичных ошибок чаще всего встре-
встречается закон распределения, представленный на фиг. 3,
Фиг. 2.
5,9IB3=6Dt=2{s ¦
Фиг. 3.
Фиг. 4.
Фиг. 5.
для модулей векторных первичных ошибок возможны
только положительные значения ошибок. Здесь чаще
встречается закон распределения, показанный на фиг. 5,
получаемый из закона распределения фиг. 2 путём нало-
наложения отрицательной ветви кривой Гаусса на положи-
положительную ветвь.
Коэфициенты as, ks были предложены Н. А.
Бородачёвым и вычислены для некоторых слу-
случаев производства. Таблицей на стр. 82 — 86
его труда [1] можно пользоваться при уточ-
уточнённом подсчёте математических ожиданий
и дисперсий первичных ошибок в зависимости
от условий производства.
Примеры. Принимаем, что закон распре-
распределения ошибок размеров всех производимых
деталей есть гауссов. Требуется найти мате-
математическое ожидание, дисперсию ошибок раз-
размеров деталей, признаваемых годными, и опре-
определить вероятный процент брака.
А. Поле допуска равно 5,91 D = 6 Ds ирасположено
симметрично относительно кривой распределения.
Этот случай дан в строке 2 таблицы. As°.i0 = 0,31%.
По формулам F) и A0) имеем
as=ms+*s' D* ~ Т ^ '
В этом примере поле допуска равно ушестерённой ве-
величине среднего квадратического отклонения ошибок
размеров деталей признаваемых годными.
Б. Поле допуска равно ЗО^ , а вершина кривой рас-
распределения находится у нижней границы поля допуска.
Этот случай дан в строке 4 таблицы.
А °/и = 50,13°/0. Коэфициенты (j.fi, a^ отрицательны.
По формулам F) и A0) имеем
1,321
2 1,3
Ds = —g
0,154
ЗАВИСИМОСТЬ ОШИБКИ МЕХАНИЗМА
ОТ ПЕРВИЧНЫХ ОШИБОК
Выражение ошибки механизма с по-
помощью закона движения ведомого звена.
Положение ведомого звена есть определённая
функция положений ведущих звеньев, разме-
размеров и конфигурации всех звеньев; вид функ-
функциональной зависимости полностью опреде-
определяется структурой механизма и его размерами.
Для идеального механизма положение ведомого
звена можно определить с помощью уравнения
О1)
где qs — заданные не зависимые между собой
параметры, определяющие положения ведущих
звеньев и размеры всех звеньев. Если пара-
параметры qs в действительности имеют значения,
отличающиеся от идеальных на величины &qs,
то ведомое звено механизма занимает поло-
положение
? - <Р (Яз + b<ls), A2)
где &qs—первичные ошибки.
Выражение A2) обычно будет более общим,
чем выражение П1), так как в силу наличия
ошибок при исследовании точности действи-
действительного механизма нельзя пользоваться упро-
упрощёнными уравнениями, вытекающими из за-
заданных отношений между размерами звеньев.
Например, при изучении влияния ошибок в
размерах звеньев на положение ведомого звена
шарнирного параллелограма придётся прибег-
прибегнуть к уравнению движения ведомого звена
общего случая шарнирного чет^рёхзвенника.
Будем рассматривать только столь малые
ошибки Д<7.?> чт0 ПРИ разложении выражения
A2) в ряд Тейлора по степеням Aqs можно ог-
ограничиться членами, содержащими Дд\,- лишь
в нулевой и первой степенях. Такое ограниче-
ограничение вполне уместно, так как мы условились,
что все первичные ошибки лежат в границах
поля допуска согласно выбранному классу
точности производства деталей, а величина
поля допуска составляет очень малую часть
размера детали. Выполняем разложение в ряд
A3)
\ dq
s /о
нулик внизу указывает на необходимость
подставить идеальные значения параметров q
в нулевой член разложения и в производные,
При отсутствии отступлений от правильной
схемы механизма первое слагаемое правой
части формулы A3) равно ср0, определяемому
формулой A1).
Ошибка положения ведомого звена меха-
механизма равна
cf —<ро — ошибка положения ведомого звена,
вызванная отступлением от правильной схемы
механизма при условии, что размеры всех
звеньев механизма идеально точны.
Выражение суммы по 5 в формуле A4) имеет
сходство с полным диференциалом величины
A2). Действительно, взяв от последней полный
диференциал и заменив диференциалы малыми
конечными приращениями, получим сумму nos.
Ошибка положения механизма выражается
формулой A4), если в её правой части поло-
положить равными нулю ошибки положения веду-
ведущих звеньев, т. е. ошибки их обобщённых ко-
координат.
При замене точного выражения ошибки
положения приближённым линейным полу-
ГЛ. Ill]
ЗАВИСИМОСТЬ ОШИБКИ МЕХАНИЗМА
101
чается погрешность, величину которой всегда
можно определить [2д].
Ошибка механизма, вызванная одной пер-
первичной ошибкой, равна
A5)
Найдём механический смысл частной про-
д
ИЗВОДМОИ -з—
\dqsjo
Берём исследуемый реальный механизм,
жёстко закрепляем в заданных положениях
все ведущие звенья и заменяем звено, опре-
определяемое параметром ±qs. В зависимости от
смысла параметра это приходится осуществлять
различными спесобами. Так, если параметр
обозначает длину звена, то заменяют звено
ползуном и кулисой и направляют прорезь ку-
кулисы вдоль оси заменяемого звена.
Если параметр qs даёт положение оси шар-
шарнира в теле кулачка, то считают, что в теле
кулачка имеется прорезь по направлению из-
изменения параметра qs, а в прорези ходит пол-
ползун, несущий ось шарнира кулачка.
После замены получается новый механизм,
имеющий изменяемость, равную единице, если
направление изменения параметра qs полностью
определяется положениями ведущих звеньев
заданного механизма. Ошибка Aqs в таком слу-
случае определяется только одной величиной и
есть поэтому скалярная ошибка. Если же на-
направление изменения параметра qs не зависит
от обобщённых координат ведущих звеньев и
может быть любое в некоторой плоскости, то
получится двукратно изменяемый механизм, в
котором ползун будет перемещаться по лю-
любому направлению в плоскости независимо от
положений ведущих звеньев, b этом случае
первичная ошибка &qs. определяется двумя
величинами и есть плоская векторная ошибка.
Положение ведомого звена полученного ме-
механизма во всех случаях определяется форму-
формулой A2), в которой переменным будет только
параметр qs.
Считаем ползун ведущим звеном и сооб-
сообщаем ему движение в кулисе с какой-либо
скоростью qs. Для определения скорости ве-
ведомого звена нужно выражение A2) продифе-
ренцировать по времени:
Важно знать величину скорости ведомого
звена полученного механизма при таком поло-
положении ползуна в кулисе и при таких размерах и
конфигурациях звеньев, когда все параметры qs
имеют идеальные значения. Эта скорость опре-
определяется написанным выражением, если в
частную производную подставить идеальные
значения параметров:
A6)
ложениях с идеальной точностью, а звено.
определяемое параметром qs, заменить парой
звеньев, причём взаимное расположение звень-
звеньев пары должно соответствовать идеальному
значению параметра.
В формуле A6) и в формуле A5) частные
производные одни и те же, значит в формуле
A5) частная производная равна отношению
скорости ведомого звена к скорости ведущего
звена преобразованного механизма. Поэтому
частную производную назовём передаточным
отношением и обозначим через ims, где т —
номер ведомого звена.
Содержание формулы A5) можно выразить
так: ошибка положения механизма, вызван-
вызванная какой-либо одной первичной ошибкой,
равняется произведению последней на пере-
передаточное отношение, равное отношению ско-
скоростей ведомого и ведущего звеньев преоб-
преобразованного механизма.
Из формул A4) и A5) находим
Д(^ = <р0 — ?o+5jA'f.s; A7)
значит ошибка положения ведомого звена,
происходящая от совместного действия не-
нескольких первичных ошибок, есть линейная
функция ошибок положения ведомого звена,
из которых каждая происходит только от од-
одной первичной ошибки.
Полученный вывод является весьма важ-
важным, так как позволяет сложный вопрос сов-
совместного действия многих первичных ошибок
исследовать по частям. Получается, что дей-
действие каждой первичной ошибки на ошибку
положения ведомого звена не зависит от про-
прочих первичных ошибок. Назовём описанное
свойство принципом независимости дей-
действия первичных ошибок.
Принцип независимости действия первич-
первичных ошибок является вполне точным, когда
при разложении функции «р по степеням &qs
все смешанные частные производные при всех
положениях ведущих звеньев равны нулю. Если
не только эти частные производные, но во-
вообще все частные производные высших поряд-
порядков равны нулю, то и формула A5) является
вполне точной. В остальных случаях описан-
описанный принцип и формула A5) являются только
приближёнными и их можно применять, по-
поскольку допустима приближённая формула A4).
В заключение установим связь между ошиб-
ошибкой положения и ошибкой перемещения ме-
механизма. Выберем два положения ведущих
звеньев механизма — начальное и конечное.
Считаем, что ведущие звенья действительного
механизма двигаются идеально точно. Пусть
в начальном положении механизма ведомое
звено занимает положение (ср)°. Согласно фор-
формуле A4)
Будем называть преобразованным механиз-
механизмом для одной первичной ошибки такой ме-
механизм, который получен из заданного дейст-
действительного, если в последнем сделать размеры
и конфигурацию звеньев идеально точными,
закрепить все ведущие звенья в заданных по-
погде (?)о — положение ведомого звена идеаль-
идеального механизма при начальном положении ве-
ведущих звеньев; (Д«р)° — ошибка положения
механизма в его начальном положении. Для
ведомого звена в конечном положении меха-
механизма имеем аналогично
102
ОСНОВЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
[РАЗД. I
Перемещение ведомого звена действитель-
действительного механизма равно
? — (9)° - % — W
- (д?)°;
отсюда
Согласно определению в левой части стоит
ошибка перемещения механизма, а в правой —
разность ошибок положения механизма. Полу-
Полученный результат можно сформулировать так:
ошибка перемещения механизма равна раз-
разности ошибок положения механизма в ко-
конечном и начальном положении послед-
последнего.
Такая же связь существует между ошиб-
ошибкой перемещения ведомого звена и ошибками
положения последнего.
Графическое определение ошибки поло-
положения. Указанное выше свойство частной
производной позволяет легко находить её гра-
графически и определять из графиков аналити-
аналитическое выражение частной производной.
Строим картину скоростей преобразованно-
преобразованного механизма, сообщая ведущему звену малое
перемещение, равное Aqs. Отрезок на карти-
картине, изображающий перемещение ведомого зве-
звена, даёт в масштабе картины искомую ошибку
положения. Прочие отрезки картины дадут
ошибки положения всех остальных звеньев
механизма. Так как при построении картины
мы положили в основу не скорость ведущего
звена, а его малое перемещение, то построе-
построение назовём картиной малых перемещений.
Первичные ошибки механизма очень малы,
поэтому картину малых перемещений легко
строить с увеличением в сотни раз. В резуль-
результате предложенное графическое построение
даёт ошибку положения механизма с большой
точностью.
Найдём, например, ошибку положения кривошипного
механизма, представленного на фиг. 6, а.
Сначала определим ошибку, происходящую от неточ-
неточности длины шатуна 3. Преобразуем кривошипный меха-
механизм, закрепляя кривошип 2 и делая шатун 3 переменной
длины. Получим тангенсиый механизм, представленный
на фиг. 6, б. Ползун на звене АВ тангенсною механизма
будет перемещаться от шарнира А или к шарниру в за-
зависимости от того, больше или меньше заданной величины
Фактический размер шатуна. Выбираем масштаб и строим
картину малых перемещений тангенсного механизма
(фиг. 7, б). Проводим линию / — /, параллельную А В,
а откладываем отрезок, изображающий ошибку Д,/3
в длине шатуна. Если фактический размер шатуна боль-
больше заданного, то отрезок нужно отложить по направле-
направлению вправо и вниз. Из точки Ь' проводим линию 11 — 11,
перпендикулярную АВ, а из точки а — линию III — ///,
параллельную направлению движения ползуна 4. Отре-
Отрезок ab в масштабе картины представит искомую ошибку
Дх3 механизма. Отрезок b'b в масштабе картины даёт
ошибку угла поворота шатуна, умноженную на длину
шатуна.
Определяем ошибку положения кривошипного меха-
механизма, происходящую от ошибки в размере кривошипа 2.
На фиг. Ь, в представлен преобразованный механизм, а
на фиг. 7, в — картина малых перемещений. Отрезок pb
изображает ошибку Дл:2 механизма, а отрезок ао —
ошибку угла поворота шатуна, умноженную на длину
последнего.
При определении ошибки механизма, происходящей
от ошибки в размере дезаксиала, жёстко закрепляя
кривошип 2. величину дезаксиала делают переменной.
Этого можно достигнуть или сделав направляющую пол-
ползуна В перемещающейся по направлению, перпендику-
перпендикулярному направлению поступательной пары, или за-
заставив кривошип, потерявший способность вращаться,
передвигаться по направлению, перпендикулярному на-
направлению поступательной пары. В первом случае полу-
получится механизм поступательной кулисы, представленный
на фиг. 6, г', а во втором — механизм эллипсографа,
изображённый на фиг. 6, г". На фиг. 7, г' построена
картина малых перемещений первого механизма. Отрезок
b'b изображает искомую ошибку Ахи а отрезок pb —
ошибку поворота шатуна, умноженную на длину послед-
последнего. На фиг. 7, г" построена картина малых перемете-
Фиг. 6.
ний механизма, изображённого на фиг. 6, г". Замыка-
Замыкающая pb изображает искомую ошибку Д.^. Так как
картины малых перемещений фиг. 7, г' и фиг, 7, г"
представляют одинаковые треугольники, то ошибка Длг,
в обоих случаях преобразования заданного механизма
получилась одна и та же как по величине, так и по на
правлению. Если бы равенства не получалось, то это
указывало бы на неверность преобразованного меха-
механизма.
Обобщение описанного графического ме-
метода определения ошибки положения механиз-
механизма, вызванной всеми первичными ошибками,
которые известны, сводится к графическому
вычислению суммы по s, входящей в правую
часть формулы A4), выражающей ошибку по-
положения механизма. Преобразуем заданный
механизм путём жёсткого закрепления веду-
ведущих звеньев и делая переменными все размеры
звеньев, определяемые параметрами, имеющи-
имеющими первичные ошибки. Размеры звеньев ме-
механизма и положения ползунов в кулисах дол-
должны соответствовать идеальным значениям па-
параметров. Полученный таким образом много-
многократно изменяемый механизм назовём преобра-
преобразованным механизмом для нескольких первич-
первичных ошибок. Строим картину малых переме-
перемещений преобразованного механизма, сообщив
его ведущим звеньям перемещения, равные
первичным ошибкам. Замыкающая картины
даёт полную ошибку положения механизма.
Вернёмся снова к кривошипному механизму, изобра-
изображённому на фиг. 6, а. Ошибка положения этого меха-
механизма происходит от ошибки в размерах кривошипа,
шатуна, дезаксиала. Делаем эти размеры переменными,
а кривошип закрепляем в заданном положении. Получаем
трёхкратно изменяемый механизм, показанный на
ГЛ. Ill]
ОШИБКА ПОЛОЖЕНИЯ МЕХАНИЗМА
103
фиг. 7, д'. На фиг. 6, д" показан другой преобразован-
преобразованный механизм, в котором в отличие от первого для
изменения величины дезаксиала звено 2 может двигаться
поступательно в направлении, перпендикулярном напра-
направляющей ползуна 4, которая остаётся неподвижной,
благодаря чему построение картины малых перемещений
(фиг. 7, д) получается более понятным. Оба механизма
Л
ш
Рассмотрение ошибок положения ползуна 4 и шату-
шатуна 3 кривошипного механизма, представленного на
фиг. 6, а, происходящих от ошибки в размере шатуна,
даёт следующее. Картина малых перемещений (фиг. 7. б)
есть прямоугольный треугольник. Из треугольника на-
находим
>иг. 7.
где Д|33 — ошибка в величине угла р, происшедшая от
неточности длины шатуна, а /3 — длина шатуна АВ. Так
как в картине отрезок b b направлен вправо и вверх, то
шатун поворачивается против стрелки часов, угол [J
уменьшается и ошибка ifS3 — отрицательная величина.
Исследование преобразованного меха-
механизма. В результате преобразования механиз-
механизма для одной первичной ошибки по методу,
указанному в предыдущих пунктах, может по-
получиться не механизм, а ферма. Это будет
в том случае, когда первичная ошибка является
нарушением одной из пассивных связей задан-
заданного механизма и связь эта из пассивной пре-
превращается в активную. Тогда в механизме, пре-
преобразованном для такой первичной ошибки, пе-
перемещение оказывается невозможным (если
принять Fee звенья недеформируемыми).
Преобразовывая заданный механизм для не-
нескольких первичных ошибок, являющихся на-
нарушением как пассивных, так и активных свя-
связей, получим кинематическую цепь, изменяе-
изменяемость которой равна числу исследуемых пер-
первичных ошибок, переведённых в скалярные,
минус число нарушенных пассивных связей.
Значит число независимых первичных ошибок
механизма, переведённых в скалярные, не мо-
может быть меньше числа координат, определя-
определяющих положения элементов кинематических пар
в звеньях, минус ушестерённое число звеньев
и минус число пассивных связей.
дают одну и ту же ошибку положения кривошипного ме-
механизма. В картине малых перемещений замыкающая pb
представляет ошибку Дд: положения кривошипного
механизма. Отрезок b'b в масштабе картины даёт пол-
полную ошибку поворота шатуна, умноженную на длину
шатуна.
Графо-аналитическое определение ошиб-
ошибки положения. Построим картину малых
перемещений для случая, когда ошибка поло-
положения механизма происходит от одной первич-
первичной ошибки. Отношение ошибки положения
к вызвавшей её первичной ошибке, равное
отношению длин некоторых отрезков картины
малых перемещений, равно согласно форму-
формуле A5) значению частной производной. Напра-
Направления всех прямых картины малых переме-
перемещений определяются направлениями прямых
плана механизма, поэтому углы между прямы-
прямыми картины малых перемещений зависят от
углов в плане механизма и являются опреде-
определёнными функциями обобщённых координат
ведущих звеньев механизма. Выражаем с по-
помощью картины малых перемещений отноше-
отношение отрезков через отношение функций углов.
Отсюда получается аналитическое выражение
частной производной.
Построим картины малых перемещений для
всех первичных ошибок механизма. С помощью
картин находим аналитические выражения всех
частных производных, входящих в форму-
формулу A4). Таким образом, получаем аналитиче-
аналитическое выражение для полной ошибки положе-
положения, не пользуясь законом движения ведо-
ведомого звена механизма.
ОШИБКА ПОЛОЖЕНИЯ МЕХАНИЗМА,
ПРОИСХОДЯЩАЯ ОТ НЕТОЧНОСТИ
ПОВЕРХНОСТЕЙ КУЛАЧКОВ
Основные типы механизмов, имеющих
ошибку поверхностей кулачков. В механиз-
механизмах с высшими парами движение передаётся от
ведущего звена к ведомому с помощью соти-
косновения звеньев по специально профили-
профилированным поверхностям. Таковы кулачковые,
зубчатые, червячные, винтовые механизмы.
Перечисленные механизмы имеют ошибки
поверхностей кулачков, зубьев, винтовых по-
поверхностей. Типичным является кулачковый
механизм, так как на прочие можно смотреть,
как на особые случаи кулачковых механизмов.
Ошибка положения трёхзвенного пло-
плоского кулачкового механизма, происходя-
происходящая от неточности поверхностей кулачков.
Пусть в трёхзвенном плоском кулачковом
механизме ведомый кулачок вращается, а ве-
ведущий вращается или двигается поступательно
(фиг. 8); D -- точка соприкосновения идеаль-
идеальных кулачков, пунктиром изображены профили
этих кулачков; А и В - центры кривизны
профилей для точки соприкосновения; С - ось
вращения ведомого кулачка.
Пусть в силу ошибок поверхностей кулач-
кулачков в действительности кулачки имеют около
точки соприкосновения профили .\ - 2Х и
31 — Зх с центрами кривизны соответственно
в точках Ах и Bv В таком случае кулачки не
104
ОСНОВЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
[РАЗД. I
могут соприкасаться в идеальной точке D, а
ведомый кулачок должен занять иное положе-
положение. Для нахождения точки соприкосновения
кулачков и положения ведомого кулачка счи-
считаем ведущий кулачок закреплённым взаданном
положении, т. е. точку А± и профиль 2Л — 2t -
неподвижными. Заменяем профили 2Х — 2г и
3-[ — 3{ дугами соприкасающихся кругов. При
малых углах Дф2 и Д'т'з поворота нормалей
профилей кулачков в точке D соприкоснове-
соприкосновение кулачков произойдёт по дугам соприка-
соприкасающихся кругов. Центр кривизны Bt ведо-
ведомого кулачка займёт положение в точке пере-
пересечения дуги окружности центра Аг и радиуса
AtD2 + B^D3 с дугой окружности центра С
и радиуса В\С (точка пересечения обозначена
через в[).
Кулачки с неправильными поверхностями
будут соприкасаться в точке D\ пересечения
2(ч .
3\ 2,
Фиг. 8.
прямой Аф\ с дугой 21—2V Профиль ведо-
ведомого кулачка займёт положение 31— 3V
В силу ошибок поверхностей кулачков
прямая ВХС, неизменно связанная с ведомым
кулачком, повернётся и займёт положение В[С.
Угол В^СВ^ (обозначен через Д<р ) есть иско-
искомая ошибка положения ведомого кулачка.
Определим величину угла Лср0, считая угол
малым.
Обозначим (на фиг. 8 эти обозначения не на-
нанесены) A\D — AD = A{AD), BiD—BD^&iBD),
/_ВХАХС^^ ?ВАС = $ь /_ВхСА^ч, С—угол
между прямыми АВ и Аф^ DD2 = Дрд ,
Др", Дрз — перемещения элементов поверх-
поверхностей кулачков у точки соприкосновения,
происшедшие от ошибок поверхностей и из-
измеренные по направлению нормали в точке
соприкоснов ения.
Из треугольников Аф^С и Аф^С имеем
cos м =
2A1C-BlC
cos (v + Дер ) = cos v — sin v-Д(р
2AiC-B1C
Вычитаем из второго равенства первое
и делим полученное выражение на sin v:
Дсс.
2/4jfij• y4jC*sin 3 2/ijSj*C/7j
где С/7] = <4iC-sin 3 — расстояние от шарнира
С до прямой Афь Согласно чертежу (фиг. 8)
Аф\ -AD + Др§ + Д (AD) + BD + Др? + Д(AiD);
A(BD)]
Таким образом искомая ошибка положения
Д-f 0 есть функция первичных ошибок Др" ,
A(AD), h(BD), ?u>s, характеризующих ошибки
поверхностей кулачков.
Разлагая полученное выражение ошибки
A'f& в ряд по степеням перечисленных первич-
первичных ошибок, имеем нулевой член разложения
равным нулю, так как если положить все
первичные ошибки отсутствующими, то
Частные производные первого порядка по
Др" равны
1
AC-sin
CF'
где CF — расстояние от шарнира С до нор-
нормали АВ идеальных кулачков в точке их со-
соприкосновения. Частные производные первого
порядка по прочим первичным ошибкам
равны нулю. Следовательно, ограничиваясь
членами разложения, содержащими первич-
первичные ошибки в первой степени, имеем
A9)
CF
CF
2Л1С-В1С
2А1С'ВХС
Формула A9) справедлива при малых по-
поворотах профилей кулачков вокруг точек со-
соприкосновения (малы углы &<bs) и при малых
перемещениях элементов поверхностей кулач-
кулачков по направлению нормалей (малы первич-
первичные ошибки Др"). Что касается ошибок в кри-
кривизне профилей кулачков, то они могут быть
какими угодно.
Для получения ошибки положения меха-
механизма, в котором ведомый кулачок не вра-
вращается, но двигается поступательно, а веду-
ведущий кулак вращается или двигается посту-
поступательно, необходимо шарнир С ведомого
кулачка удалять в бесконечность по напра-
направлению ВС. Тогда ведомый кулачок станет
двигаться прямолинейно и поступательно по
направлению, перпендикулярному ВС1 Если
положение ведомого кулачка определяется
координатой х, то искомая ошибка положе-
положения равна
Ддгр= Игл (Д<р
ВС ->оо
ГЛ. Ill]
ОШИБКА ПОЛОЖЕНИЯ МЕХАНИЗМА
105
CF
Приняв во внимание, что ВС = ¦ и
COS Т)П
использовав формулу A9), перейдя к пределу,
найдём
^x
Ap-1 + Apg
COS Y]0
B0)
Таким образом при принятой точности ис-
исследования можно считать, что ошибки про-
профиля кулачка не искажают его эволюты [фор-
[формулы A9) и B0)].
ОШИБКА ПОЛОЖЕНИЯ МЕХАНИЗМА,
ПРОИСХОДЯЩАЯ
ОТ ЭКСЦЕНТРИСИТЕТОВ КУЛАЧКОВ
Сущность вопроса. Неправильное поло-
положение элемента шарнира, винтовой или ци-
цилиндрической пары в теле кулачка выражает-
выражается, во-первых, в его поступательном смещении
и, во-вторых, в повороте вокруг прямой, пер-
перпендикулярной оси элемента. Поступательное
смещение элемента по перпендикулярному оси
элемента направлению приводит к тому, что
кулачок поступательно перемещается по на-
направлению смеще-
смещения идеальной оси
элемента кинема-
кинематической пары от-
относительно дей-
действительной оси.
Это смещение ку-
,лачка называется
л ошибкой эксцен-
эксцентриситета кулачка
или (если это не
приводит к неясно-
неясности) эксцентри-
эксцентриситетом кулач-
кулачка.
На фиг. 9 представлен кулачок с заданным
номером s, вращающийся вокруг оси О. Пра-
Правильное положение оси элемента кинематиче-
кинематической пары в теле кулачка есть О', а не О.
Вектор, направленный от точки О к точке О'
и равный по модулю расстоянию между этими
точками, есть эксцентриситет кулачка. Та-
Таким образом эксцентриситет кулачка есть
векторная первичная ошибка.
При рассмотрении конкретного экземпляра
механизма можно обмером найти направление
эксцентриситета в теле кулачка s, т. е. угол
между 00' и осью Х'Х'г жёстко скреплённой
с телом кулачка 5. Угол'^Э5 между 00' и
осью OY, жёстко скреплённой с неподвижным
звеном механизма, выразится через обобщён-
обобщённую координату кулачка с номером s, а зна-
значит и через обобщённые координаты ведущих
звеньев. В этом случае векторная первичная
ошибка - эксцентриситет кулачка — выро-
вырождается в скалярную первичную ошибку, и
преобразованный механизм будет однократно
изменяемым.
Ошибка эксцентриситета кулачка суще-
существует у каждого кулачка, имеющего шарнир,
цилиндрическую или винтовую пару, а также
у таких звеньев, на которые можно смотреть,
как на особые типы кулачков (например, зуб-
зубчатое колесо).
Фиг. 9.
Ошибка положения трёхзвенного пло-
плоского кулачкового механизма, вызванная
эксцентриситетами кулачков. Трёхзвенный
плоский кулачковый механизм (фиг, 10), в ко-
котором звено 2 ведущее, а звено 3 ведомое,
имеет эксцентриситет ведущего кулачка 2, рав-
равный 00', а ведомого СС. Кулачки соприка-
соприкасаются в точке D, N — N есть нормаль к про-
профилям кулачков в точке их соприкоснове-
соприкосновения.
Для нахождения ошибки положения, полу-
получающейся от эксцентриситета ведущего кулач-
кулачка, закрепляем ведущий кулачок в заданном
Фиг. 10.
положении так, чтобы он не мог вращаться,.
и перемещаем его поступательно на вели-
величину и по направлению эксцентриситета, т. е.
перемещаем его на величину ОО'. Разлагаем
получившееся от этого перемещение элемента
поверхности около точки D на перемещение
по направлению нормали N— N и на переме-
перемещение по направлению касательной. Ошибку
положения ведомого кулачка вызовет первая
составляющая перемещения, так как в резуль-
результате второй произойдёт только скольжение
поверхности ведомого кулачка по поверхно-
поверхности ведущего.
Если 7. — угол между нормалью А/ — N
и прямой OY, от которой отсчитываютсл
углы Рэ2- Рэ3« то составляюш.ая перемещения
по нормали равна
Действие этого перемещения на положе-
положение ведомого кулачка совершенно такое же,
как ошибки профиля ведущего кулачка, из-
измеренной по нормали. Это перемещение по
нормали даст ошибку положения ведомого
кулачка, равную
cos (Рэ2 — X)
Множитель при Аэ2 есть передаточное от-
отношение от ведомого звена к ведущему зве-
звену преобразованного механизма, полученного
из заданного путём закрепления шарнира ве-
ведущего кулачка и сообщения этому кулачку
поступательного перемещения по направле-
направлению эксцентриситета.
Теперь рассмотрим ошибку положения ве-
ведомого звена, происшедшую от эксцентриси-
эксцентриситета этого звена. Ведомое звено переместится
поступательно на величину и по направлению
эксцентриситета, т. е. по направлению СС.
Чтобы остаться в соприкосновении с веду-
ведущим кулачком, ведомый должен одновре-
одновременно повернуться вокруг своей оси на не-
106
ОСНОВЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
[РАЗД. I
который угол, который и есть искомая ошиб-
ошибка положения.
Для нахождения угла поворота разлагаем
перемещение в силу эксцентриситета на две
составляющие: на перемещение по направле-
направлению нормали Л/—N и на перемещение по
направлению касательной к профилям кулач-
кулачков в точке их соприкосновения. Первая со-
составляющая даст искомую ошибку положения.
Действие этой составляющей таково, как если
бы элемент поверхности ведущего звена пе-
переместился на ту же величину, но в прямо
противоположную сторону по направлению
нормали. Ошибка положения равна
cos%3-l)
- - ср Ы ¦
Знак минус поставлен ввиду того, что пе-
перемещение ведомого звена по направлению
нормали вызывает ошибку положения, кото-
которая равна ошибке положения, происходящей
от перемещения ведущего звена на ту же
величину, но в прямо противоположную сто-
сторону.
Множитель при Ад3 есть передаточное от-
отношение от ведомого звена к ведущему пре-
преобразованного механизма, полученного из за-
заданного путём жёсткого закрепления веду-
ведущего звена и сообщения оси шарнира ведомого
звена поступательной подвижности по напра-
направлению эксцентриситета.
Ошибка положения Д<рэ ведомого звена,
происшедшая от эксцентриситетов обоих ку-
кулачков, равна
cos(Pa2-X) . со5(Рз3-Х)д
CF
CF
Если ведущий кулачок двигается поступа-
поступательно, то ошибка эксцентриситета шарнира ве-
ведущего кулачка отсутствует; ошибка положе-
положения ведомого кулачка выражается формулой
B1), в правой части которой первое слагаемое
равно нулю.
Если, наоборот, ведущий кулачок вра-
вращается, а ведомый двигается поступательно по
направлению, перпендикулярному ВС (фиг. 8),
то эксцентриситет может быть только у веду-
ведущего кулачка. Ош-ибка положения кхд равна
Дл-Э = Ига (^Э-ВС).
ВС-юо
Приняв во внимание, что
CF = ВС-cos y]0.
и использовав формулу B1), перейдя к пре-
пределу, находим
Их -
cos (рз2 —X)
COSY]0 .
B2)
Исследование множителей при эксцен-
эксцентриситетах в выражении ошиэки положе-
положения механизма. Множители при эксцентриси-
эксцентриситетах ведущего и ведомого звеньев в выраже-
выражении ошибки положения трёхзвенного кулачко-
кулачкового механизма [см. формулы B1) и B2)] за-
зависят от обобщённой координаты ведущего
звена и углов ags, определяющих направле-
направления эксцентриситетов. Вид функциональной
зависимости обусловлен поверхностями кулач-
кулачков и взаимным расположением осей шарки-
ров и прямолинейных направляющих идеаль-
идеального механизма.
Направления эксцентриситетов кулачков
в теле последних остаются неизменными до тех
пор, пока не произведена переборка механиз-
механизма, и могут быть какие угодно. В конкретном
экземпляре механизма можно измерением най-
найти направления эксцентриситетов и выразить
углы $gs через обобщённые координаты по-
подвижных звеньев. Поэтому для конкретного
экземпляра механизма множитель при эксцен-
эксцентриситете есть известная величина.
Для целой группы одинаковых механизмов
направления эксцентриситетов представляют
собой случайные явления. Углы $gs являются
случайными величинами и равны обобщённой
координате ведущего или ведомого звена плюс
некоторые углы, случайные по величине и не
изменяемые до переборки механизма. Поэтому
передаточные отношения, с точки зрения целой
группы одинаковых механизмов, также будут
случайными величинами.
Согласно формулам B1) и B2) передаточ-
передаточные отношения по абсолютной величине будут
иметь максимум при таких направлениях
эксцентриситетов, когда
Это значит, что направления эксцентриси-
эксцентриситетов должны быть параллельны нормали к
профилям кулачков в точке соприкосновения.
Передаточные отношения будут равны
нулю, когда направления эксцентриситетов
окажутся перпендикулярными нормалям. В этом
случае
- X.
±-2--
Так как передаточные отношения для целой
группы одинаковых механизмов являются
случайными величинами, то для определения
их как случайных величин нужно, исходя из
условий работы и особенностей конструкции
механизма, задаться законом распределения.
Наиболее естественным является предположе-
предположение, что любое направление эксцентриситета,
перпендикулярное оси шарнира кулачка, оди-
одинаково вероятно. Тогда вероятность значений
углов, лежащих в интервале
равна
2-
Той же величине равна вероятность того,
что передаточное отношение будет иметь
величины, соответствующие значениям углов,
лежащим в интервале
Среднее значение передаточного от-
отношения, или его математическое ожидание,
равно
2тс
1
ГЛ. Ill]
ОШИБКА ПОЛОЖЕНИЯ КУЛАЧКОВОГО МЕХАНИЗМА
107
либо
COS 7]0
Первая из этих формул относится к случаю,
когда ведомый кулачок вращается, а вторая —
когда он движется поступательно.
Б качестве второй числовой характери-
характеристики берём среднее квадратическое значение.
Так как среднее значение частной производ-
производной равно нулю, то квадрат её среднего ква-
дратического значения равен её дисперсии.
Обозначая квадрат среднего квадратического
значения передаточного отношения через
о? , при выбранном нами законе распределе-
<f3S
ния имеем соответственно
о2 ¦
у»
либо
.-ХЛ2
CF
1
2(CF)''
-,B3)
l Г fcos (Рэ2 - X) i:
-^)I2.4 1
,B4)
Направления эксцентриситетов в трёхзвен-
ном кулачковом механизме, при которых аб-
абсолютные значениячастныхпроизводных равны
их средним квадратическим значениям, опре-
определяются согласно формулам B1) — B4) соот-
соответственно из условий
либо
отсюда
cos(j^-X)
CF
cos ($э2 - X)
1
V2-CF
cos
-X-±45%
т. е. эксцентриситет кулачка должен быть на-
направлен под углом ± 45° к нормали профилей
кулачков в точке их соприкосновения.
ОШИБКА ПОЛОЖЕНИЯ КУЛАЧКОВОГО
МЕХАНИЗМА, ПРОИСХОДЯЩАЯ
ОТ ПЕРЕКОСОВ ШАРНИРОВ
И ПОСТУПАТЕЛЬНЫХ ПАР
Ошибка положения трёхзвенного пло-
плоского кулачкового механизма, происходя-
происходящая от перекосов шарниров. Перекосы шар-
шарниров кулачкового механизма происходят в
теле стойки и в теле каждого из кулачков.
Перекос шарнира выражается в том, что дей-
действительное положение оси каждого элемента
вращательной пары отличается от идеального
на некоторый угол поворота вокруг некоторой
прямой, пересекающей ось под прямым углом.
Выбираем на прямой положительное напра-
направление по правилу буравчика в зависимости от
угла поворота, который считаем малым. Пере-
Перекос элемента шарнира есть плоская векторная
первичная ошибка.
Если перекосы элементов шарниров проис-
происходят вокруг прямых, пересекающих оси эле-
элементов в точках, определяющих положения
элементов в звеньях, то ошибка расстояния
между осями элементов шарниров, эксцентри-
эксцентриситеты и перекосы будут не зависимыми
между собой первичными ошибками. В даль-
дальнейшем мы будем считать, что задания на-
направлений осей элементов шарниров осуще-
осуществлены относительно произвольно выбранных
систем отсчёта.
Рассмотрим плоский кулачковый механизм,
в котором ведомое и ведущее звенья вра-
. V
N
—X
щаются и оба кулачка соприкасаются по всей
длине образующей D'D" (фиг. 11).
Пусть в теле стойки элемент шарнира
ведущего кулачка повернулся из идеального
положения на угол Ду^м вокруг прямой Ел — Ev
проходящей через точку О, а элемент шарни-
шарнира ведомого кулачка 3 повернулся на угол Дус1
вокруг прямой Е1 — Ер проходящей через
точку С; С и О — точки, определяющие поло-
положения осей элементов шарниров С и О в теле
стойки, неточность расстояния между ними
есть ошибка длины стойки. Примем точки
лежащими в одной плоскости, перпендикуляр-
перпендикулярной осям шарниров и делящей образую-
образующие поверхностей кулачков пополам:
DD" - — DD' - z.
Направление прямой Ех — Ег определяется
углом $EOi между прямой и перпендикуляром
OY к осям шарниров. Направление прямой
Ei -~ Е^ определяется углом $eqi между пря-
прямой и тем же перпендикуляром.
Рассмотрим сначала действие перекоса эле-
элемента шарнира в теле стойки. В силу малости
угла Дуо1 поворот оси шарнира О вокруг
прямой ?\ — Ех можно спроектировать на
нормаль N — N и на касательную г — -и к про-
профилям кулачков в точке их соприкосновения.
Первая проекция, равная
cos (р?01 — X) Ат01,
даёт поворот элемента шарнира вокруг пря-
прямой, проходящей через точку О и параллель-
108
ОСНОВЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
[РАЗД. 1
ной нормали. В результате этого ведущий
кулачок будет скользить по поверхности ве-
ведомого кулачка, не изменяя положения по-
последнего. Произойдёт как бы верчение веду-
ведущего кулачка по поверхности ведомого.
Так как положение последнего не изменится,
то ошибка положения ведомого звена равна
нулю.
Проекция на касательную т —т к профилям
кулачков равна
и даёт поворот, в результате которого кулач-
кулачки не будут соприкасаться по всей образую-
образующей, а только концом образующей ведущего
кулачка. На фиг. 12, а показан вид по стрелке /
а)
Фиг. 12.
(фиг. 11) кулачкового механизма, имеющего
перекос элемента шарнира О в теле стойки.
При этом точка D2 соприкосновения кулач-
кулачков переместится по направлению нормали на
величину
/2 cos <bzl
+ z sin
где /2 = CD — проекция расстояния OD на
нормаль N — N; ^т1 — угол поворота оси шар-
йира О в теле стойки вокруг прямой, парал-
параллельной касательной, и равный
Ф,1 - sin (feoi—V atoi-
Так как угол А^о\ мал, то и угол фх1 тоже
мал. Поэтому найденное выражение переме-
перемещения точки D2 по нормали равно следую-
следующему:
Составляющая перемещения конца D2 об-
образующей ведущего кулачка по направлению
нормали имеет такое же выражение, но только
величина z будет отрицательной. В резуль-
результате перекоса получается ошибка положения
ведомого звена, равная [ср. с формулой A9)]
CF
Ведущий кулачок будет касаться ведомого
тем концом образующей, для которого полу-
полученное выражение больше нуля.
От перекоса элемента шарнира С в теле
стойки также будет нарушено соприкоснове-
соприкосновение кулачков по всей образующей, ведомый
кулачок будет касаться ведущего концом своей
образующей [см. фиг. 12, б, представляющую
вид механизма по стрелке / (фиг. 11)]. Точка
D3 соприкосновения, принадлежащая ведо-
ведомому кулачку, переместится по направлению
нормали к профилю кулачка на величину
(координата z здесь отрицательна). Соста-
Составляющая перемещения конца D3 образующей
ведомого кулачка по направлению нормали
имеет такое же выражение, но координата z
будет положительна.
Получающаяся ошибка положения ведо-
ведомого звена равна
— X)
CF
tc\-
Впереди взят знак минус, так как действие
перемещения точки соприкосновения ведомого
кулачка такое же, как перемещения в прямо
противоположную сторону точки соприкоснове-
соприкосновения ведущего кулачка. Ведомый кулачок будет
касаться ведущего тем концом образующей,
для которого полученное выражение больше
нуля.
Переходим к рассмотрению перекосов эле-
элементов шарниров в теле кулачков. Образую-
Образующие поверхностей кулачков в результате пе-
перекосов не будут параллельны осям элементов
шарниров.
Повернём элемент шарнира ведущего
кулачка 2 (фиг. 11) на угол Д702 вокруг пря-
прямой Е2—к2 (на фигуре не показана), прохо-
проходящей через точку О, и в таком неправиль-
неправильном положении жёстко закрепим в теле веду-
ведущего кулачка. В результате прямая ?2 — ?2
также окажется закреплённой в теле ведущего
кулачка, и поэтому угол $Ео% между Е2 — Е^
и осью OY станет изменяться в зависимости
от угла поворота ведущего звена. При пово-
повороте элемента шарнира в теле ведущего
кулачка сам кулачок повернётся в прямо
противоположную сторону и будет касаться
ведомого концом своей образующей (фиг. 12, в;.
Угол поворота кулачка вокруг прямой, па-
параллельной касательной г — -г, равен
— фт2 - — sin
где фт2 — составляющая угла поворота элемен-
элемента шарнира в теле ведущего кулачка 2 по
напровлению касательной. Точка ?>2 сопри-
ГЛ. IllJ
ОШИБКА ПОЛОЖЕНИЯ КУЛАЧКОВОГО МЕХАНИЗМА
109
косновения кулачков переместится по напра-
направлению нормали на величину
4cos(-4<t2) - l'2 + z.sm( -фх2) =
- — z фт2 z sin @?О2 — X) Дуо.'.
Координата z здесь отрицательна. Полу-
Получающаяся ошибка положения ведомого звена
равна
гфх2 z sin
CF
CF
Ведущий кулачок будет касаться ведомого
тем концом образующей, для которого это
выражение больше нуля.
Наконец, остановимся на перекосе элемен-
элемента шарнира ведомого кулачка 3 в теле по-
последнего. Поворачиваем этот элемент в теле
кулачка 3 (фиг. 11) на угол Д-усч вокруг пря-
прямой ?3 — Е3 (на фигуре не показана), прохо-
проходящей через точку С и образующей с осью OF
угол $ЕСз. Так как прямая Е^ — Еп, жёстко
закреплена в теле ведомого кулачка 3, то
угол Зясз будет изменяться в зависимости от
вращения этого кулачка. Ведомый кулачок по-
повернётся в прямо противоположную сторону
и будет касаться ведущего концом своей об-
образующей (фиг. 12, г). Угол поворота ведомого
кулачка вокруг прямой, параллельной касатель-
касательной т — т, равен
— ФхЗ " ~ Sin CfiC3 - *) ДТГ
ГСЗ,
где ^з — составляющая угла поворота эле-
элемента шарнира в теле ведомого кулачка 3 по
направлению касательной.
Перемещение точки О"ъ соприкосновения
ведомого кулачка по направлению нормали
равно
Ошибка положения ведомого звена имеет
величину
z • sin
CF
CF
В левой части перед квадратными скобками
поставлен знак минус, так как действие пере-
перемещения точки соприкосновения ведомого
звена равно действию перемещения в прямо
противоположную сторону точки соприкосно-
соприкосновения ведущего звена.
Ведомый кулачок будет касаться ведущего
тем концом образующей, для которого полу
ченное выражение больше нуля.
При совместном действии всех четырёх пе-
перекосов ведущее звено 2 повернётся вокруг
прямой, параллельной касательной х—т, на угол
звена 2, измеренное по нормали (фиг. 13) и
происшедшее от всех четырёх перекосов, равно
cos ( фтЧ — ^3) -
cos (p -
cos
Но по фиг. 13, а
OO2'-cosP = /2> O
Значит искомое изменение расстояния
равно
«(Фх1-М-°з^(Ф,'1-Ы-
Согласно фиг. 13, б
Ч — 4>t3) — 4 — 'з -
sin ? (<!>,! — фт2)
sin 3 = 2.
"'D
D"'D - D"'D3
-sin (P-
¦= OD'2 • sin pi — OD'2 ¦ cos p • (<bxX -i)^2) —
Как видим, расстояние D3D'^ отличается на
малую величину от расстояния r)^D'^, равно-
равного Z,
Фиг. 13.
Выражение искомого изменения расстояния
принимает вид
а ведомое звено 3 — вокруг прямой, тоже па-
параллельной касательной, на угол
¦ Рассмотрим перемещение той точки ведо-
ведомого звена ¦<, которая совпадает с основанием
F перпендикуляра, опущенного из шарнира С
на нормаль JV — N (фиг. 11). Изменение рас-
расстояния этой точки до точки G ведущего
Получающаяся от всех перекосов ошибка
положения ведомого звена равна
B5)
+ sin (??с8 - X) ДТСЗ].
по
ОСНОВЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
[РАЗД.I
Обратим теперь внимание на то обстоятель-
обстоятельство, что после перекосов элементов шарниров
соприкосновение кулачков будет происходить
тем концом образующей одного из кулачков,
который даёт большую ошибку положения, так
как конец образующей одного кулачка не мо-
может войти в тело другого. Но при соприкосно-
соприкосновении любым концом образующей любого ку-
кулачка ошибка положения выражается форму-
формулой B5), в которой в зависимости от точки
соприкосновения изменяется только знак ве-
Л
личины z, равной но модулю -^, в силу чего
ошибки положения ведомого звена при двух
возможных точках соприкосновения одинаковы
по величине, но противоположны по знаку.
Поэтому ошибка положения ведомого звена
равна абсолютному значению правой части
выражения B5)
~7CF I \S
— s'n (feoi—
-sin ($ЕС1~
+ sin (§ЕСз — X) ДТсЛ
B5')
где Л — длина образующей (т. е. существенно
положительная величина).
Иногда применяют такие конструкции кулачковых
механизмов, в которых длины образующих поверхностей
обоих кулачков неодинаковы. Тогда в формулах, выража-
выражающих ошибку положения, происходящую от перекосов
элементов шарниров, следует под Л подразумевать тол-
толщину более тонкого кулачка.
В точной механике встречаются конструкции, содер-
содержащие кулачок, опирающийся на другой остриём. В таких
механизмах перекос элементов шарниров вокруг точек
О и С не вызывает ошибки положения.
Ошибка положения трёхзвенного пло-
плоского кулачкового механизма, происходя-
происходящая от перекосов шарниров и поступа-
поступательных пар. Перекос поступательной пары
состоит из перекосов каждого элемента пары.
Пере-кос элемента есть его поворот вокруг
прямой, проходящей через ту точку звена, ко-
которая определяет положение элемента в звене.
Прямая может иметь любое направление в
пространстве, и перекос элемента поступатель-
поступательной пары есть пространственная векторная
первичная ошибка.
Если механизм плоский, то ввиду малости
угла поворота последний можно разложить
на поворот вокруг прямой, перпендикулярной
плоскости движения механизма, и на пово-
поворот вокруг второй прямой, параллельной этой
плоскости. Поворот вокруг первой прямой есть
скалярная первичная ошибка. Она не нару-
нарушает соприкосновения кулачков по всей длине
образующих. Вторая прямая с точки зрения
целой группы одинаковых механизмов может
иметь любое направление в плоскости движе-
движения. Поэтому поворот вокруг неё есть плоская
векторная гервичная ошибка, уничтожающая
соприкосновение кулачков по всей длине обра-
образующих. На основании принципа независимости
действия первичных ошибок заключаем, что
ошибка положения механизма, происходящая
от перекоса элемента поступательной пары,
равна сумме ошибок положения механизма,
происходящих от поворотов вокруг обеих
прямых.
Обозначим через Ду^5 угол поворота эле
мента s поступательной пары sk вокруг пря-
прямой, перпендикулярной плоскости движения.
С помощью картины малых перемещений опре-
определим получающуюся ошибку положения ве-
ведомого звена, которую обозначим через
Примем, что вторая прямая Es — Es (фиг. 11)
поворота лежит в плоскости, параллельной дви-
движению механизма и делящей пополам образу-
образующую поверхности кулачка, являющегося од-
одним из элементов кулачковой пары. Ошибка
положения механизма, происходящая от пере-
перекоса вокруг этой прямой, определяется со-
согласно предыдущему пункту.
Ошибка положения кулачкового механизма,
имеющего поступательно двигающееся веду-
ведущее звено, происходящая от перекосов эле-
элементов шарнира и поступательной пары, равна
-X) дТ1-
l - X) Д-fc
B6)
где Ayj, $ei ~~ Угол поворота и угол, образован-
образованный прямой Е\ — Ei, вокруг которой повёрнут
элемент номер 1 поступательной пары; ДC,
рй—угол поворота элемента номер 2 пары
в теле ведущего кулачка 2 и угол, образован-
образованный прямой ?з - Е2 поворота. Так как веду-
ведущее звено двигается поступательно, то послед-
н-ий угол не изменяется при движении меха-
механизма.
Исследование множителей при величи-
величинах углов перекосов шарниров и поступа-
поступательных пар в выражении ошибки положе-
положения плоского кулачкового механизма. Оста-
Остановимся на случае действия перекоса только
одного элемента шарнира или поступательной
пары. Как было показано выше, множители,
стоящие при углах перекоса одного элемента,
имеют вид
либа
2 Cf
h
sin (?Es — X)
2 cos y]0
и являются передаточными отношениями соот-
соответствующих преобразованных механизмов.
Все величины, входящие в эти выражения, за
исключением углов $Es суть определённые
функции положения ведущего звена и не за
висят от углов р?> Вид функциональной за-
зависимости обусловлен идеальными поверхно
стями кулачков и структурой механизма.
Направления прямых Es- Es перекоса эле-
элементов шарниров и поступательных пар с точки
зрения целой группы одинаковых механизмов
могут быть какие угодно. Поэтому углы (j?<s
являются случайными величинами. Передаточ-
Передаточные отношения будут также случайными ве-
величинами.
Приведённые выражения передаточных от
ношений показывают, что перекос элемента
шарнира или поступательной пары даёт наи-
ГЛ. Ill)
ОШИБКА ПОЛОЖЕНИЯ КУЛАЧКОВОГО МЕХАНИЗМА
111
большую ошибку положения ведомого звена, откуда
когда
т. е. прямая Es— Es перпендикулярна нормали
профиля кулачка в точке соприкосновения.
Если прямая Es—Es и нормаль параллельны,
то перекос не даёт ошибки положения меха-
механизма.
Принимаем любое направление прямойEs—Es
в плоскости движения одинаково вероятным.
Вероятность любого значения угла, лежащего
в интервале
равна
l
2к
Той же величине будет равна вероятность
того, что передаточное отношение будет иметь
значения, соответствующие величинам углов,
лежащим в интервале
Средние значения, или математические ожи-
ожидания, передаточных отношений имеют вели-
величины
1
2~*J2
и
либо
2т;
h
CF\
sin (fiEs —
sin
7.)
Обозначив через а.
<pEs
' *~* тг cos тH
квадрат среднего
квадратического значения передаточного от-
отношения, будем иметь
<?Es
либо
.2
B7)
2к
2-JL 2cosrH
о
8 cos2 %
соответственно вращательному либо поступа
тельному движению ведомого звена.
Направления прлмой Es — ts перекоса эле-
элемента шарнира или поступательной пары, при
которых значение передаточного отношения
равно его среднему квадратическому значе-
значению, находим соответственно из следующих
условий:
AlsinfB*. —Х)| Л
2 cos rjo
2|/cosri0
т. е.
Значит прямая Es — Es перекоса шарнира
или поступательной пары должна быть на-
направлена под углом ±45° к нормали профиля
кулака в точке соприкосновения.
Среднее значение и дисперсия ошибки
положения кулачкового механизма, про-
происходящей от всех перекосов шарниров и
поступательных пар. Ошибка положения ве-
ведомого звена, происходящая от перекосов
шарниров, выражается формулой B5'). Среднее
значение этой ошибки, равное
- М .О.Д '
си - j
Роса • д ?
есть, с другой стороны, среднее значение аб-
абсолютной величины ошибки Д<росм. определя-
определяемой формулой B5), т. е. среднее арифмети-
арифметическое отклонение; роси есть плотность вероят-
вероятности ошибки A'focu. которую находят по за-
законам распределения случайных величин, вхо-
входящих в правую часть формулы B5).
Для упрощения вычислений примем во вни-
внимание, что ошибка положения, происходящая
от перекосов, есть функция многих случайных
величин. Поэтому имеются некоторые основа-
основания применить предельную теорему теории
вероятностей и считать, что ошибка Д<росн
подчиняется закону распределения Гаусса не-
независимо от законов распределения слагаемых.
В таком случае существует простая связь
между средним арифметическим и средним
квадратическим отклонениями:
"оси
причём
D2 ' = М. О.
^ оса
Но
М. О. sin
°9
2г.
Поэтому
'w'ocu
4(CFIjLJ2
У-
/ 1 О
где
<?-м. о.,
Значит,
BS)
112
ОСНОВЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
[РАЗД. 1
Дисперсия ошибки положения А<рс?.и равна
Dl
. О. (Д?осцJ - (М. О.
J
8т: (С/7J
.)¦
B9)
С помощью формулы A0) это выражение
можно представить также в следующем виде:
ГJ -
иоси -
№ (я - 2)
8тх (С/7K
Г?__Т?
~9"
B90
$ -половина поля допуска угла перекоса
элемента шарнира. Величину k2 можно найти
согласно указаниям, данным на стр. 99 и 100.
Формулы B8) и B9) дают также среднее
значение и дисперсию ошибки положения,
определяемой последним слагаемым формулы
B6) и происходящей от перекосов как вра-
вращательных, так и поступательных пар.
ОШИБКА ПОЛОЖЕНИЯ МЕХАНИЗМА,
ПРОИСХОДЯЩАЯ ОТ ЗАЗОРОВ В
ШАРНИРАХ И ЦИЛИНДРИЧЕСКИХ ПАРАХ
Сущность вопроса о действии зазора в
шарнире. Назовём зазором в шарнире раз-
разность радиусов охватывающего и охватывае-
охватываемого элементов пары. Пусть охватывающий
элемент имеет номер s, а охватываемый — но-
номер А. Обозначим через bqs, Aqk ошибки в ра-
радиусах цилиндрических поверхностей элемен-
элементов шарнира через cs^ — толщину слоя смазки,
а через hsk — длину шарнира. В зависимости
от характера действия сил в шарнире и в си-
силу наличия зазора один элемент шарнира от-
относительно другого может или поступательно
переместиться по направлению, перпендику
лярному оси шарнира, или повернуться во-
вокруг некоторой прямой, перпендикулярной оси,.
что приведёт к перекосу. Первый случай бы-
бывает, когда составляющие силы реакции одного
элемента на другой по всей длине шарнира
направлены в одну сторону, второй — когда
эти составляющие направлены в прямо проти-
противоположные стороны
Поступательное перемещение одного эле-
элемента шарнира относительно другого из пра
вильного положения может произойти на ве-
ветчину, не большую
*Язк - A1s — bQk — Csk- C0)
Если оба элемента шарнира сохраняют фор-
форму круглого цилиндра, то величина перемеще-
перемещения в шарнире не зависит от направления.
Перемещение происходит по направлению
составляющей силы реакции в шарнире, пер-
перпендикулярной его оси, и представляет собой ¦
плоскую векторную первичную ошибку. Полу-
Получающаяся от перемещения в шарнире ошибка
положения механизма равна
Г
C1)
где
-л~ ) — передаточное отношение дву-
Jqsk 0
кратно изменяемого преобразованного меха-
низма, полученного из заданного путём закре-
закрепления ведущих звеньев и сообщения поступа-
поступательного перемещения одному элементу шар-
шарнира относительно другого по направлению
силы реакции в шарнире. Передаточное отно-
отношение есть функция направления перемещения
в шарнире, аналитическое выражение которой
определяется структурой преобразованного ме-
механизма и его размерами. Обозначим через fJ^
угол между направлением перемещения в шар-
шарнире sk элемента с номером 5 относительно
элемента с номером k и некоторым постоянным
направлением, перпендикулярным оси шар-
шарнира.
Поворот одного элемента шарнира относи-
относительно другого из правильного положения мо-
может произойти на угол, не больший следующей
величины:
s*
C2)
Если оба элемента шарнира сохраняют
форму круглого цилиндра, то величина пово-
поворота не зависит от направления.
Поворот происходит вокруг прямой, пер-
перпендикулярной оси шарнира и составляющей
силы реакции в шарнире. Это есть плоская
векторная ошибка. Происходящая от этого
ошибка положения механизма равна
Л / Т
Дт.
sk-
C3)
Здесь / ;—*— ) — передаточное отношение
двукратно изменяемого преобразованного меха-
механизма, полученного из заданного путём закре-
закрепления ведущих звеньев и поворота одного
элемента шарнира относительно другого вокруг
прямой, перпендикулярной оси шарнира и со-
составляющей силы реакции в шарнире.
При исследовании действия зазора в шар-
шарнире встречаются два случая: силы, приложен
ные к механизму, и распределение масс звеньев
известны, силы, приложенные к механизму,
неизвестны и носят случайный характер.
Случай, когда силы, приложенные к ме-
механизму, и распределение масс звеньев из-
известны. Пусть силы, приложенные к механизму. ¦
распределение масс звеньев и законы движения
ведущих звеньев известны. По правилам кинето-
кинетостатики находим уравновешивающие, приложен-
приложенные к каждому ведущему звену, и силы реакции
в кинематических парах, считая механизм
выполненным идеально точно. Пренебрегаем
разницей направлений сил реакций в шарнирах
действительного и идеального механизмов.
В таком случае силы реакции в шарнирах
идеального механизма укажут в каждом шарни-
шарнире действительного механизма, переместится
ли один элемент шарнира относительно другого
поступательно или повернётся. Если составля-
составляющие силы реакции одного элемента на другой
по всей длине шарнира направлены в одну
сторону, то произойдёт поступательное переме
щекие. Именно, элемент номер s переместится
относительно элемента номер к по направлению
действия силы реакции первого элемента на
второй.
Если составляющие силы реакции одного
элемента на другой по всей длине шарнира
ГЛ. Ill]
ОШИБКА ПОЛОЖЕНИЯ МЕХАНИЗМА, ПРОИСХОДЯЩАЯ ОТ ЗАЗОРОВ
113
направлены в прямо противоположные стороны,
то произойдёт поворот одного элемента шарни-
шарнира относительно другого вокруг прямой, пер-
перпендикулярной оси шарнира и составляющим
сил реакции. Направления составляющих силы
реакции укажут, в какую сторону произойдёт
поворот вокруг прямой.
При задании только действующих сил и масс
звеньев сначала находят движение ведущих
звеньев идеального механизма, для чего инте-
интегрируют уравнения динамики. Затем методами
кинетостатики находят силы реакции в шарни-
шарнирах идеального механизма.
Итак, для определения ошибки положения
механизма, происходящей от зазора в шарнире,
нужно сначала по заданным внешним силам
и силам инерции путём построения планов
сил найти силы реакции в шарнирах идеаль-
идеального механизма; затем преобразовать заданный
механизм, закрепив ведущие звенья и сообщив
в исследуемом шарнире поступательное пере-
перемещение по направлению силы реакции или
повернув один элемент шарнира относительно
другого вокруг прямой, перпендикулярной
оси шарнира и силам реакции; наконец, по-
построить картину малых перемещений преобра-
преобразованного механизма и из неё найти искомую
ошибку положения.
Пример. Найти ошибку положения неподвижного криво-
кривошипного механизма (фиг. 14), происходящую от зазора
в шарнире А.
Сила Р3 приложена к середине шатуна 3 перпендику-
перпендикулярно его оси. Сила Р4 параллельна направлению движе-
движения ползуна 4. Обе силы лежат в плоскости, парал-
параллельной плоскости чертежа и делящей длины всех под-
подшипников и ширину прямолинейной направляющей
пополам.
Из уравнения моментов сил, приложенных к звену 3,
относительно точки В следует, что составляющая силы
реакции звена 2 на звено 3 в шарнире А, перпендикуляр-
перпендикулярная оси шатуна, равна половине силы Р3 и направлена
прямо противоположно этой силе. Составляющая силы
реакции, параллельная оси шатуна, остаётся неизвестной.
Фиг. 14.
ючно так же остаётся неизвестной величина Ри - силы
реакции стойки 1 на ползун 4; эта сила реакции перпен-
перпендикулярна направлению поступательной пары.
Строим план сил (фиг. 14, б), приложенных к звеньям
3 и 4 механизма (фиг. 14, а). Через середину отрезка,
изображающего силу Р3, проводим линию /—/, перпен-
перпендикулярную этой силе, через конец отрезка, изобра-
изображающего силу Р4, проводим перпендикулярную ей
линию II—II. Точка пересечения этих линий даёт возмож-
возможность найти силу Р23, представляющую действие звена
2 на звено 3 в шарнире А и силу Р14, представляющую
действие стойки 1 на ползун 4 в поступательной паре.
Обе силы реакции лежат в плоскости действия сил Р3
и Р4, поэтому в шарнирах произойдут поступательные
перемещения элементов.
. Закрепляем ведущее звено 2 и изменяем механизм
так, чтобы элемент шарнира Л, принадлежащий звену 3,
мог перемещаться по направлению, параллельному
силе Р23. Получающийся преобразованный механизм
представлен на фиг. 14, в. Ползун 2' двигается
в направляющей, поворачивающейся вокруг точки А
и остающейся всегда параллельной силе Р23. Путём пере-
перенесения на этот механизм действующих сил легко убе-
убеждаемся, что элемент шарнира Л, принадлежащий звену 3,
перемещается вправо и вниз, т. е. прямо противоположно
направлению силы Р23.
Строим картину малых перемещений (фиг. 14, г). Ли-
Линия III—///параллельна силе Р23. Откладываем в сторону,
прямо противоположную направлению силы Раз, отрезок
ра, изображающий перемещение Д#32 того элемента
в шарнире А, который принадлежит звену 3. Через а
проводим линию IV—IV, перпендикулярную оси шатуна,
а через точку р — линию V— V, параллельную направле
нию поступательной пары. Отрезок pb в масштабе кар-
картины изображает по величине и направлению искомую
ошибку положения механизма.
Случай, когда силы, приложенные к ме
ханизму, носят случайный характер. Если
механизм подвергается разнообразным сотря-
сотрясениям или назначение и условия его работы
неизвестны, то силы, приложенные к механизму,
носят случайный характер. При многократном
занятии механизмом одного и того же поло-
положения сила реакции в каждом шарнире будет
иметь самые разнообразные величины и напра-
направления. Так как передаточные отношения
суть функции направления перемещения в шар-
шарнире, то эти передаточные отношения также
будут случайными величинами. Согласно фор-
формулам C1) и C3) ошибка положения механизма,
вызванная зазором в шарнире, при действии
случайных сил будет случайной величиной
независимо от характера величин kqsk и A^sk.
Найдём числовые характеристики переда-
передаточного отношения как случайной величины.
Ошибки положения механизма для прямо
противоположных и равных поступательных
перемещений в шарнире равны по абсолютному
значению и противоположны по знаку. Со-
Согласно формуле C1) перемещение Aqsk в шар-
шарнире есть величина существенно положительная.
Следовательно, передаточные отношения, взя-
взятые для прямо противоположных и равных
поступательных перемещений в шарнире, равны
по абсолютному значению и противоположны
по знаку.
Принимаем перемещение по любому напра-
направлению в шарнире одинаково вероятным.
Вероятность любого значения угла р^, лежа-
лежащего в интервале
fish
равна
2%
Вероятность того, что передаточное отно-
отношение будет иметь значения, соответствующие
значениям угла $sk, лежащим в интервале
Psk>
Psk>
равна вероятности этих значении угла.
Из равенства нулю суммы передаточных
отношений для прямо противоположных пере-
перемещений в шарнире и из одинаковой плот-
плотности вероятности значения передаточного
отношения, соответствующего любому углу
114
ОСНОВЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
[РАЗД.
JJS?. вытекает, что среднее значение переда-
передаточного отношения равно нулю.
Квадрат среднего квадратического значения
передаточного отношения равен
°L-
2*
dq
sk )o
C4)
При принятом нами законе распределения
для угла §5ь среднее значение и среднее ква-
дратическое значение частной производной
J1\
равны соответственно
fJl.
C5)
"М
Пример. К кривошипному механизму, представлен-
представленному на фиг. 14, приложены случайнее силы. Иссле-
Исследовать передаточное отношение преобразованного меха-
механизма, получаемого при рассмотрении действия поступа-
поступательного перемещения в шарнире А в силу наличия
зазора.
Преобразованный механизм представлен на фиг. 14, в,
а картина малых перемещений—на фиг. 14,. г. Обозначим
через p3J угол между горизонталью и направлением посту-
поступательного перемещения в шарнире А элемента, принад-
принадлежащего звену 3, относительно элемента, принадлежа-
принадлежащего звену 2. В треугольнике рва угол apb равен ри,
а угол рЬа равен —t— р. Из этого треугольника находим
"JO ~ Д^зз
cos (р33 - р)
cos p
В полученном. выражении угол р32 есть случайная
величина. Принимаем для неё закон равной вероятности.
Квадрат среднего квадратического значения переда-
передаточного отношения равен
<f32
-4
COS3 (P33 - Р)
cos2 р
2 cos»
Если принять, что любое направление по-
поступательного перемещения в шарнире, проис-
происшедшее от зазора и под действием случайных
сил, одинаково вероятно, то для четырёхзвен-
ных плоских механизмов с низшими парами
можно доказать следующий важный резуль-
результат. Зазоры в шарнирах дают наибольшие
ошибки положения ведомого звена, когда по-
поступательные перемещения в шарнирах парал-
параллельны оси шатуна; наоборот, зазоры в шар-
шарнирах не дают ошибки положения ведомого
звена, когда поступательные перемещения в
шарнирах направлены перпендикулярно оси
шатуна; зазоры в шарнирах дают ошибки
положения ведомого звена, равные среднему
квадратическому значению ошибки положения,
если поступательное перемещение в шарнире
направлено под углом ± 45° к оси шатуна.
Остановимся для пояснения на кривоши. ном
механизме (фиг. 14). Зазоры в шарнирах О,
А, В не дают ошибки положения ползуна,
если поступательные перемещения в шарнирах
Фиг. 15.
перпендикулярны АВ. Зазоры дают наиболь-
наибольшую ошибку положения ползуна при поступа-
поступательных перемещениях в шарнирах, парал-
параллельных АВ.
Аналогичный результат получается для
плоских кулачковых механизмов, только здесь
для сравнения берётся направление нормали
к профилю кулачка в точке соприкосновения.
Рассмотрим, например, кулачковый меха-
механизм, представленный на фиг. 15 и имеющий
шарниры О, В, С. Зазоры в них дают наиболь-
наибольшие ошибки положения коромысла 3 при
направлениях
поступательных
перемещений в
шарнирах, па-
раллельныхнор-
мали N-/.'про-
N-/.'профиля кулачка в
точке соприко-
соприкосновения. При
перпендикуляр-
перпендикулярных к нормали
поступательных
перемещениях в
шарнирах полу-
получается ошибка
положения, равная нулю. Если поступательные
перемещения в шарнирах образуют с нормалью
N — N угол ± 45°, а величина этого переме-
перемещения равна среднему квадратическому значе-
значению величины зазора, то получается ошибка
положения коромысла 3, равная среднему
квадратическому значению ошибки положения.
Ошибка положения механизма, происхо-
происходящая от зазора в цилиндрической паре.
Зазор в цилиндрической паре определяется
как зазор в шарнире; поступательное переме-
перемещение в силу наличия зазора имеет величину
согласно формуле C0). Перемещение в силу
зазора в цилиндрической паре есть векторная
ошибка, перпендикулярная оси пары, и проис-
происходит по направлению составляющей силы
реакции, лежащей в плоскости, перпендикуляр-
перпендикулярной к оси пары. Получающаяся от перемещения
в этой паре ошибка положения механизма
выражается той же формулой C1), которая
служит для определения ошибки положения,
происходящей от зазора в шарнире. Поворот
одного элемента цилиндрической пары отно-
относительно другого в силу наличия зазора
происходит вокруг прямой, перпендикулярной
оси пары, и на величину, определяемую
формулой C2). Происходящая от этого ошибка
положения механизма выражается формулой
C3). Поэтому изложенное выше полностью
относится к рассмотрению ошибки положения,
вызванной зазором в цилиндрической паре,
Ошибка положения плоского механизма,
происходящая от зазора в поступательной
паре
В поступательной паре зазор измеряется
по перпендикуляру к направлению пары
и равен половине разности ширины охваты-
охватывающего и охватываемого элементов пары.
В зависимости от характера действия сил
в поступательной паре и в силу наличия зазора
один элемент пары относительно другого может
или поступательно переместиться по направле-
направлению, перпендикулярному направлению поступа-
ГЛ. HI]
СРЕДНИЕ ЗНАЧЕНИЯ ОШИБОК ПОЛОЖЕНИЯ МЕХАНИЗМА
115
тельной пары, или повернуться вокруг пря-
прямой, перпендикулярной плоскости движения.
Первый случай будет иметь место, когда со-
составляющие силы реакции одного элемента на
другой по всей длине направляющей пары
направлены в одну сторону, второй — когда
эти составляющие направлены в прямо противо-
противоположные стороны.
Один элемент поступательной пары может
поступательно переместиться относительно
другого по направлению перпендикуляра в ту
или другую сторону на величину &qsk- опре-
определяемую формулой C0).
Получающаяся от перемещения в поступа-
поступательной паре ошибка положения механизма
выражается формулой C1), причём частная
производная есть передаточное отношение
преобразованного механизма, полученного из
заданного путём закрепления ведущих звеньев
и сообщения поступательного перемещения
одному элементу поступательной пары отно-
относительно другого параллельно плоскости дви-
движения и перпендикулярно направлению посту-
поступательной пары.
Поворот одного элемента поступательной
пары относительно другого из правильного
положения может произойти на угол, не боль-
больший величины, определяемой формулой C2).
Силы реакции в паре покажут, в какую сто-
сторону будет происходить поворот одного
элемента относительно другого. Получающаяся
ошибка положения механизма выражается
формулой C3), причём частная производная
есть передаточное отношение преобразован-
преобразованного механизма, полученного из заданного
путём закрепления ведущих звеньев и поворота
одного элемента поступательной пары относи-
относительно другого вокруг прямой, перпендикуляр-
перпендикулярной плоскости движения.
В исследовании действия зазора в посту-
поступательной паре встречаются два случая:силы,
приложенные к механизму, и распределение
масс звеньев известны, силы, приложенные
к механизму, неизвестны и носят случайный
характер.
В первом случае задача решается совер-
совершенно так же, как при рассмотрении действия
зазора в шарнире механизма, нагруженного
известными силами.
При действии на механизм случайных сил
частные производные будут также случайными
величинами, имеющими каждая значения, оди-
одинаковые по абсолютному размеру и отличаю-
отличающиеся только знаком. Поэтому среднее ква-
дратическое значение каждой частной произ-
производной равно её абсолютному значению.
СРЕДНИЕ ЗНАЧЕНИЯ ОШИБОК
ПОЛОЖЕНИЯ МЕХАНИЗМА
Определение. Формулы среднего значе-
значения ошибки положения. Будем рассматривать
вопрос с точки зрения целой группы одинако-
одинаковых механизмов.
Ошибка положения, вызванная одной пер-
первичной ошибкой, равна произведению этой
ошибки на передаточное отношение от ведо-
ведомого звена к ведущему преобразованного
механизма. Получающееся от одной первичной
ошибки среднее значение, или математическое
ожидание, ошибки положения ведомого звена
равно
Если величина частной производной не
зависит от величины первичной ошибки, то
математическое ожидание произведения будет
равно произведению математических ожиданий:
Частная производная, стоящая множителем
при ошибке-скаляре, не есть случайная вели-
величина, её математическое ожидание равно самой
величине. Первичными ошибками-скалярами
являются ошибки размеров и конфигураций
звеньев и др.
Частная производная, стоящая при модуле
векторной ошибки, зависит от направления век-
вектора. Векторными ошибками являются эксцен-
эксцентриситеты и перекосы осей шарниров, цилин-
цилиндрических и винтовых пар, перекосы поступа-
поступательных пар, перемещение в силу наличия за-
зазоров в шарнирах, цилиндрических и поступа-
поступательных парах. Если направление векторной
ошибки имеет случайный характер, то и ча-
частная производная будет случайной величиной.
Таким образом среднее значение ошибки
положения, происходящей от одной первичной
ошибки, определяется не только свойствами
первичной ошибки, но и условиями задачи —
известны ли действующие на механизм силы.
Среднее значение, или математическое
ожидание, ошибки положения ведомого звена,
происходящей от всех первичных ошибок
и выражаемой формулой A4), равно
а-М. О. Др=М.О. <р0—
м. о. [ (-^
.C6)
В выражении C6) у'о и ср0 не являются
случайными величинами и потому их матема-
математические ожидания равны самим величинам.
Кроме того, частные производные приняты не
зависимыми от величин первичных ошибок, что
в механизмах имеет место при условии незави-
независимости величины перемещения в зазоре от
направления этого перемещения. Поэтому
as = М. О. Д^у
и определяется по формуле F);
ask = М. О. Aqsk -as — ak- acsk; C7)
~м- О. Aysk - j— (as - ak-acsk); C7')
. O. csk;
Стоящие в правой части формулы C6)
частные производные и величины <р0, <ро явля-
116
ОСНОВЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
[РАЗД. I
ются функциями обобщённых координат веду-
ведущих звеньев. Поэтому среднее значение
ошибки положения ведомого звена изменяется
в зависимости от положений ведущих звеньев.
Формула C6) справедлива во всех случаях,
когда имеет место фундаментальная фор-
формула A4). При рассмотрении действия переко-
перекосов шарниров и поступательных пар плоского
кулачкового механизма было установлено, что
при соприкосновении кулачков по прямой по-
получающаяся ошибка положения равна абсолют-
абсолютному значению суммы, в которой абсолютное
значение каждого слагаемого равно ошибке
положения, происходящей только от одного
перекоса. То же самое происходит от пово-
поворота одного элемента шарнира или одного
элемента поступательной пары относительно
другого в силу наличия зазора и под дейст-
действием сил. Поэтому для таких механизмов
фундаментальная формула A4) видоизменяется,
и формула C6) не имеет места. Так, для
плоского кулачкового механизма, в котором
в силу наличия зазоров в шарнирах и посту-
поступательных парах происходят поступательные
перемещения одного элемента относительно
другого, вместо формулы C6) будет следующая:
+ а,
C6')
по 5 суммируются все первичные ошибки за
исключением перекосов шарниров и поступа-
поступательных пар; аоси определяется согласно фор-
формуле B8).
Систематическая ошибка положения
механизма, вызванная отступлениями от
правильной схемы механизма. Отступления
от правильной схемы механизма обусловли-
обусловливаются желанием упростить механизм. Так, са-
самое простое точное прямило (прямило Гарта)
состоит из шести звеньев, а многие приближён-
приближённые прямила имеют всего четыре звена. Пере-
Переход от точного прямила к приближённому зна-
значительно уменьшает количество первичных
ошибок. В результате приближённое прямило
оказывается не только более простым, но иногда
и более точным, чем точное прямило. В неко-
некоторых случаях практики сразу проектируют
механизм, который осуществлял бы предло-
предложенное движение приближённо.
Для определения систематической ошибки,
происходящей только от искажения правиль-
правильной схемы, следует считать в приближённом
механизме все детали осуществлёнными
идеально точно.
ПРЕДЕЛЬНЫЕ ОШИБКИ ПОЛОЖЕНИЯ
МЕХАНИЗМА
Определение. Формула предельной
ошибки положения механизма. Вопрос рас-
рассматриваем с точки зрения целой группы
одинаковых механизмов.
Предельной ошибкой положения ведомого
звена называется максимальное возможное
отклонение величины ошибки положения от
её среднего значения. Предельное значение
ошибки положения приходится находить через
дисперсии первичных ошибок. Так как число
первичных ошибок велико, а сами эти ошибки
невелики и примерно одинакового порядка,
то можно принять, что ошибка положения ме-
механизма подчиняется закону Гаусса незави-
независимо от законов распределения первичных
ошибок. Если принять предельную ошибку
положения ведомого звена в три раза большей
её среднего квадратического отклонения, то
вероятность появления механизмов, имеющих
ошибку положения, отклоняющуюся от её сред-
среднего значения на величину, большую предель-
предельной ошибки, будет равна 0,270/0.
Обозначая предельную ошибку положении
ведомого звена через ?, имеем
C8)
Если в правой части положить ошибки
обобщённых координат ведущих звеньев рав-
равными нулю, то формула C8) даст предельную
ошибку положения механизма.
Все величины, входящие в правую часть
этой формулы, известны, если заданы схема
механизма, действующие силы и распределение
масс звеньев, назначены допуски и выбрана тех-
технология производства деталей. Если рассматри-
рассматривать группу одинаковых механизмов, нагру-
нагруженных известными силами, то по 5 сумми-
суммируются эксцентриситеты и перекосы, а по/—все
остальные ошибки. При действии случайных
сил по 5 суммируются эксцентриситеты и пе-
перекосы, а также зазоры, по / — остальные
первичные ошибки.
Частная производная f ^-Ч , равная пере-
передаточному отношению преобразованного меха-
механизма, полностью определяется схемой меха-
механизма, положениями ведущих звеньев, распре-
распределением масс звеньев, действующими силами.
Методы определения частной производной были
изложены ранее.
D's есть дисперсия частной производной
при модуле векторной первичной ошибки, ко-
которой может быть перемещение в силу на-
наличия зазора в кинематической паре эксцен-
2
триситет или перекос. Для определения D^s
нужны те же данные, что и для отыскания
самой частной производной; кроме того, нужно
знать закон распределения различных напра-
направлений векторной первичной ошибки. Наиболее
естественно принять, что все направления оди-
одинаково вероятны. При равенстве нулю мате-
математического ожидания частной производной её
дисперсия равна квадрату её среднего квадра-
квадратического значения. Дисперсия, стоящая мно-
множителем при эксцентриситете, выражается фор-
формулами B3) и B4), а дисперсия частной произ-
производной, стоящей множителем при величине
поступательного перемещения в силу наличия
зазора в кинематической паре, выражается
формулой C4).
Если значение /=*, k представляет посту-
поступательное перемещение в силу наличия зазора
в кинематической паре, то на основании фор-
формулы C0) имеем
ГЛ. III]
КРИТЕРИИ ТОЧНОСТИ МЕХАНИЗМА
117
Используя зависимость A0) и принимая
имеем
+ икл ucsk)
й2 , ut t2
'ft + Kcsk Kcsk ¦
C9)
Величины ?^, ?у равны половинам полей
допусков первичных ошибок с номерами / и 5
соответственно. Коэфициенты kj, k2s опреде-
определяют, как было изложено на стр. 99 и 100.
Таким образом по формуле C8) можно
вычислить предельную ошибку положения.
Формула C8) справедлива, когда имеет
место фундаментальная формула A4) и когда
ни один преобразованный механизм не является
механическим выпрямителем движения, т. е.
при перемещениях ведущего звена преобра-
преобразованного механизма в прямо противополож-
противоположные стороны ведомое звено также переме-
перемещается в противоположные стороны. Для
плоского кулачкового механизма, в котором
в силу наличия зазоров в шарнирах и посту-
поступательных парах происходят поступательные
перемещения одного элемента относительно
другого, вместо формулы C8) будет следующая:
tfl (тс — 2)
+ 8т: (CF?
по / и S суммируются все первичные ошибки
за исключением перекосов шарниров и посту-
поступательных пар. Добавочное слагаемое в пра-
правой части формулы C8) получено по формуле
B9') путём умножения на 9 величины диспер-
дисперсии Dom •
Наибольшее значение предельной ошиб-
ошибки положения. Частные производные и их
дисперсии, входящие в формулу C8), изме-
изменяются в зависимости от положений ведущих
звеньев, вследствие чего предельная ошибка
положения является переменной величиной.
В однократно изменяемом механизме такое
положение ведомого звена, при котором пре-
предельная ошибка имеет наибольшее значение,
находится следующим образом. В случае воз-
возможности ведомому звену непрерывно вра-
вращаться в одном направлении предельная
ошибка положения есть периодическая функ-
функция. Обозначив через q обобщённую коорди-
координату ведущего звена, диференцируя по q пре-
предельную ошибку положения и приравнивая
нулю производную, получим уравнение для
определения q:
«о.
dq
D0)
Подставив найденные значения q в фор-
формулу C8), определим наибольшее значение
предельной ошибки положения.
Если ведомое звено не может совершать
непрерывного вращения в одном направлении,
то предельная ошибка положения достигает
наибольшего значения или в одном из край-
крайних положений, или в положении, найденном
по формуле D0).
ПРАКТИЧЕСКИ ПРЕДЕЛЬНЫЕ ОШИБКИ
ПОЛОЖЕНИЯ МЕХАНИЗМА
Назовём практически предельной ошибкой
положения %Практ ведомого звена максималь-
максимальное возможное расхождение положений ведо-
ведомых звеньев действительного и идеального ме-
механизмов.
Согласно определению она равна
практ
D1)
здесь а — среднее значение ошибки положе-
положения ведомого звена, определяемое формулами
C6) и C6'); |—предельная ошибка положения,
определяемая формулами C8) и C8')- Перед k
следует взять такой знак, чтобы оба слагае-
слагаемых правой части формулы D1) были одного
и того же знака.
Если величины а, ? не учитывают ошибки
обобщённых координат ведущих звеньев, то
формула D1) даёт практически предельную
ошибку положения механизма.
При экспериментальном определении ошиб-
ошибки положения ведомого звена механизма изме-
измеряют положение ведомого звена действитель-
действительного механизма и сравнивают с положением
ведомого звена идеального механизма. Таким
образом экспериментом находят ошибку поло-
положения, вызванную как систематическими, так
и случайными первичными ошибками. Поэтому
результаты эксперимента по абсолютному зна-
значению должны быть меньше абсолютного значе-
значения практически предельной ошибки положения
и укладываться в границах
Некоторое количество экспериментально
проверенных механизмов может, однако, иметь
ошибки, не укладывающиеся в указанные гра-
границы, так как для всякого отношения между
предельной ошибкой положения и её средним
квадратическим значением имеется некоторый
вероятный процент механизмов, обладающих
ошибками положения, большими чем ?.
КРИТЕРИИ ТОЧНОСТИ МЕХАНИЗМА
Назовём частным практическим крите-
критерием точности механизма ^,чаСтн. практ ~
частное от деления модуля практически пре-
предельной ошибки положения механизма при
заданных положениях ведущих звеньев на ве-
величину полного хода ведомого звена. Если ве-
ведомое звено вращается, то деление произво-
производится на величину перемещения звена, соот-
соответствующую одному обороту:
части. практ
Ф
'части, а
.> D2)
где Ф — полный ход ведомого звена.
Первое слагаемое правой части характери-
характеризует среднее действие первичных ошибок ме-
механизма; второе слагаемое правой части
назовём частным критерием точности меха-
механизма.
118
ОСНОВЫ ТЕОРИИ ТОЧНОСТИ МЕХАНИЗМОВ
[РАЗД. I
С помощью этого критерия можно отве-
ответить на вопрос: что сильнее изменяется с из-
изменением размера механизма — полный ход
в-едомого звена или практически предельная
ошибка положения механизма? Если с увели-
увеличением размера механизма полный ход ведо-
ведомого звена увеличивается быстрее, чем прак-
практически предельная ошибка положения, то
точность механизма с увеличением размера
возрастает.
Этот критерий может служить для оценки
при заданных положениях ведущих звеньев
качества осуществления разными механизмами
предписанных законов движения. Качество
будет выше в тех механизмах и при тех поло-
положениях ведущих звеньев, в которых частный
критерий точности меньше.
Называя практическим критерием точ-
точности механизма интеграл от частного, прак-
практического критерия точности, взятый за полное
перемещение ведомого звена и разделённый
на это перемещение, и обозначив практиче-
практический критерий точности через &практ, имеем
''практ
Второе слагаемое правой части назовём
критерием точности механизма.
Практический критерий точности механиз-
механизма зависит от тех же факторов, что и част-
частный практический критерий, но охватывает
качество механизма в целом, а не при одном
каком-либо положении ведущих звеньев. Прак-
Практический критерий точности механизма есть
среднее значение частного практического кри-
критерия точности за полный ход ведомого звена.
Практически обычно важна точность меха-
механизма не вообще, а только в его рабочем
диапазоне. В таком случае практический кри-
критерий точности можно взять только за рабо-
рабочий диапазон.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бородачёв Н. А., Обоснование методики расчёта
допусков и ошибок кинематических цепей, изд.
АН СССР, М. 1943.
2. Бруевич Н. Г. а) О точности механизмов, изд.
АН СССР, М. 1941.
б) Ошибки механизмов для черчения линий, изд.
АН СССР, М. 1942.
в) Ошибки кулачковых механизмов с двумя степенями
свободы, изд. АН СССР, М. 1942.
г) Об основах теории ошибок механизмов, .Вестник
машиностроения" № 7—8, 1943.
д) О точности основной формулы теории ошибок меха-
механизмов, „Известия Академии Наук СССР (Отделение
технических наук)" № 9, 1944.
е) Точность механизмов, Гостехиздат, М. 1946.
3. Быковский М. Л., Точность механизмов, у ко-
которых положения звеньев описываются диференциаль-
ными уравнениями, .Известия Академии Наук СССР
(Отделение технических наук)" № 11, 1947.
4. К о б р и н с к и й Н. Е. а) Кинематические и динами-
динамические ошибки плоских механизмов, „Известия Акаде-
Академии Наук СССР (Отделение технических наук)" J* 3,
1944.
б) Кинематические ошибки плоских механизмов с низ-
низшими парами, вызываемые неточностью размеров
звеньев, „Известия Академии Наук СССР (Отделение
технических наук)" № 6, 1944.
в) Кинематические ошибки плоских механизмов, вызывае-
вызываемые зазорами в кинематических пазах, „Известия Акаде-
Академии Наук СССР (Отделение технических наук)" № 2,
1946.
5. Я х и н А. Б., Технология точного приборостроения,
Оборонгиз, М. 1940.
Глава IV
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
ВВОДНАЯ ЧАСТЬ
Виды трения
Трением называется сопротивление, возни-
возникающее при относительном перемещении двух
соприкасающихся тел в плоскости их касания.
Сила сопротивления, направленная противо-
противоположно сдвигающему усилию, называется
силой трения.
По величине перемещения и зависимости
его от приложенной силы различают: а) силу
трения движения, б) неполную силу трения
покоя и в) полную силу трения покоя, которую
обычно называют силой трения покоя.
Сила трения движения соответ-
соответствует очень большим необратимым относи-
относительным перемещениям, величина которых не
зависит от приложенной силы. В этом слу-
случае последняя в случае равномерного дви-
движения уравновешивается силой трения дви-
движения.
Неполная сила трения покоя
соответствует очень малым частично обрати-
обратимым перемещениям, величина которых про-
пропорциональна приложенной силе. Величина
перемещения, соответствующего неполной силе
трения, называется предварительным смеще-
смещением. Обычно визуально обнаружить предва-
предварительное смещение не удаётся, так как оно
измеряется микронами. В случае предваритель-
предварительного смещения приложенная сила уравнове-
уравновешивается неполной силой трения, и тело нахо-
находится в покое. Неполная сила трения зависит
от приложенной силы и изменяется с увеличе-
увеличением последней от нуля до некоторого макси-
максимального значения, при котором она получает
название силы трения покоя. В этом случае
предварительное смещение переходит в отно-
относительное.
В зависимости от кинематических призна-
признаков относительного перемещения различают
следующие виды трения:
а) Трение скольжения, при котором
одни и те же точки одного тела приходят
в соприкосновение всё с новыми и новыми
точками другого тела.
б) Трение качения, при котором сле-
следующие одна за другой точки одного тела при-
приходят в соприкосновение со следующими одна
за другой точками другого тела, причём мгно-
мгновенная ось вращения одного тела относи-
относительно другого проходит через одну из точек
касания.
в) Трение верчения, при котором
все точки, расположенные в плоскости каса-
касания двух тел, описывают концентрические
окружности с центром, лежащим на оси вер-
верчения.
Трение верчения является разновидностью
трения скольжения.
Приведённые выше определения характе-
характеризуют трение идеальных тел; для реальных
деформированных тел касание будет происхо-
происходить не в точках, а в зонах.
На фиг. 1 представлена схема кинематиче-
кинематических условий, соответствующих разновидно-
разновидностям относительного движения двух тел.
Часто один вид трения сопровождается дру-
другим: например, качение сопровождается сколь-
скольжением („качение с проскальзыванием").
По признаку состояния поверхностей тру-
трущихся тел в зависимости от смазки разли-
различают:
а) Чистое трение, возникающее на
фрикционных поверхностях при полном отсут-
отсутствии на них посторонних примесей (жидко-
(жидкостей и газов в адсорбированном состоянии).
Практически чистое трение очень трудно осу-
осуществимо; оно может быть реализовано лишь
в вакууме.
б) Сухое трение, возникающее при
отсутствии смазки и загрязнений между по-
поверхностями. Часто его называют трением не-
несмазанных поверхностей. (Термин применять
не рекомендуется.)
в) Граничное трение, при котором
поверхности разделены слоем смазки настолько
незначительной толщины @,1 fx и менее), что
он обладает особыми свойствами, отличными
от объёмных свойств смазки и зависящими
от природы и состояния трущихся поверхно-
поверхностей. Обычные уравнения гидродинамики вяз-
вязкой жидкости в этом случае неприменимы.
Пограничный слой имеет слоистое строение [53].
Ближе к металлу располагаются более актив-
активные молекулы, которые, прикрепляясь свои-
своими активными концами к поверхности ме-
металла, образуют как бы ворс из молекул
смазки.
г) Жидкостное трение, при кото-
котором поверхности полностью разделены слоем
жидкости, причём внешнее давление вслед-
вследствие специфичной формы зазора воспри-
воспринимается слоем вязкой движущейся жидко-
жидкости.
д) Полусухое трение, смешанное
трение, одновременно граничное и сухое.
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
[РАЗД. I
е) Полужидкостное трение, сме-
смешанное трение, одновременно жидкостное и
граничное или жидкостное и сухое.
Сила трения, действуя в общей касатель-
касательной плоскости к поверхностям взаимодейству-
взаимодействующих тел, всегда направлена в сторону, про-
противоположную относительной скорости пере-
перемещения (для каждого из тел). Как всякая
сила, она связана с изменением конфигурации
тел, но не с макроскопическим, а с микроско-
микроскопическим, локализованным в поверхностных
слоях.
Фиг. 1. Схема кинематических
условий, соответствующих
разновидности относительного
движения двух тел:
при и =0; <»„=0;
» v ф 0 — скольжение;
а>в=0; <»КФ0;
» v = 0 — качение;
„ v = 0 — верчение,
где шд — мгновенная угловая
скорость вокруг оси Z; ш—
то же, вокруг оси X; v —
мгновенная линейная скорость.
Нижний предел для микрогеометрии ставит
дискретная структура вещества. Так как атомы
кристаллической решётки располагаются зако-
закономерно на расстоянии около 10~7 мм друг
от друга, то все объекты на поверхности можно
микрогеометрически изучить лишь с точностью,
не превышающей 10~6 мм.
Объединяя макро- и микрогеометрические
признаки поверхности, можно её характеризо-
характеризовать с двух точек зрения: как плоскост-но-ше-
роховатую, волнисто-гладкую и т. д.
10
7,5
-Аг
2,5\ J \A—a
мк
2fi
1,6
%2
0,8
О,1*
О
а)
гхА^
ЗЁ
мк
1,6
1,2
0,8
0,4
6)
2 3
в)
Фиг. 2. Профилограммы поверхностей, обработанных: я — обточкой;
б—шлифовкой; в—доводкой. Масштаб по ординате больше масштаба
по абсциссе для а — в 60 раз, для бив — в 420 раз.
В связи со слабой изученностью поверх-
поверхностных свойств тел наука о трении получила
пока недостаточное развитие.
Физическая поверхность твёрдого тела
Физической поверхностью твёрдого тела на-
называется тот его слой, который является пере-
переходом от сплошной массы материала к окру-
окружающей среде или к ближайшему телу.
Современное учение о поверхностях физи-
физических тел разделяется на макро- и микрогео-
микрогеометрию.
Макрогеометрия характеризует форму по-
поверхности тела либо в целом (поверхность ко-
коническая, цилиндрическая и т. д.), либо частич-
частично, в пределах больших участков (поверхность
волнистая, плоскостная и т. д.).
Микрогеометрия характеризует форму по-
поверхности настолько малых участков тела (по-
(поверхность шероховатая, гладкая и т. д.), что
их топография не влияет на общую форму
его поверхности.
В настоящее время [28] принято считать
микрогеометрической зоной тела участки менее
1 мм2. Однако такое предложение может быть
принято лишь условно, учитывая, что в на-
настоящее время изготовляются чрезвычайно мел-
мелкие детали, как, например, шарики диаметром
75 }х. Очевидно, что для них микрогеометриче-
микрогеометрической зоной будет значительно меньший участок.
Наглядной геометрической характеристи-
характеристикой поверхности служит её профилограмма
(фиг. 2), на которой в увеличенном виде, но
при соблюдении поперечного и продольного
масштабов изображены выступы и впадины
реальной поверхности. Профилограмма, служа-
служащая графическим изображением шерохова-
шероховатости поверхности, является не только нагляд-
наглядным изображением поверхности, но и исполь-
используется в настоящее время для инженерных
расчётов [18].
С 1946 г. в СССР действует ГОСТ 2789-45
„Чистота поверхностей. Микрогеометрия по-
поверхности. Классификация. Обозначения", име-
имеющий большое значение для многих отраслей
машиностроения.
Этот стандарт устанавливает классифика-
классификацию и обозначения чистоты поверхности в за-
зависимости от среднеквадратичного отклоне-
отклонения Нск их неровностей.
Схема профиля поверхности показана на
фиг. 3, где средняя линия @0) профиля делит
его таким образом, что площади по обеим
сторонам от этой линии, ограниченные про-
профилем, равны между собой, т. е. что соблю-
соблюдено условие
Fm\ + F
m2
Fnl + Р
п2
Среднее квадратичное отклонение неров-
неровностей поверхности (Нск) есть корень квад-
квадратный из среднего квадрата расстояний
ГЛ. IV]
ТРЕНИЕ СКОЛЬЖЕНИЯ
121
точек профиля неровностей до его средней
линии:
Таблица 2
или приближённо
Для грубых подсчётов можно считать,
что Нск и Нтях (максимальная высота шерохо-
шероховатости) связаны с соотношением Нтах » 4//с;..
Это показывает, что большая часть варьиру-
варьирующих по высоте неровностей укладывается
Средняя пини?
профиля
О
Фиг. 3. Схема профиля поверхности.
в интервал ± 2а, что для кривой Гаусса соот-
соответствует Эб^'/о всех возможных случаев. Более
точное соотношение между Яшах и hск даёт
зависимость Итах = 3,38НС'^. Однако и этой
формулой не рекомендуется пользоваться для
поверхностей 12-го, 13-го и 14-го классов
чистоты, так как для них соотношение —2L?2L
Нск
резко увеличивается.
Табл. 1 и 2 дают классификацию чистоты
поверхности по ГОСТ 2789-45.
Для оценки шероховатости поверхности в
настоящее время пользуются или механически-
механическими ощупывающими приборами (профилометр
Аббота, профилограф Аммона и Левина) или
Классы
чисто-
чистоты
i
2
3
4
5
6
7
8
9
ю
II
12
Х3
-
-
3«
аб
3»
4«
Аб
48
5«
5б
.58
6а
66
бе
7«
76
7«
8а
8E
8и
9«
чб
as
юа
юб
Юй
на
ггб
не
12в
12#
128
13й
13<?
138
г\а
14-6
Разряды
Обозначения
-
-
V 3«
V зб
V 38
W 4«
VV Аб
VV4»
VV 5«
W 5б
VV 58
VV бе
VV 66
VV 68
VV V Та
VVV 76
V VV 7 в
VVV 8а
VV V 86
VVV 8в
vvv 9«
vчу дб
VV V 9«
vv w юа
W w ю<5
V V V V Ю8
Vv vvna
VVVVntf
VV WHS
V VV VI2«
VVV Ч126
V V V V128
VV V VI3«
V V V V 13*5
VVVVI38
V V V V 14a
VVV VI4#
чистоты
яг «¦ в
-
-
25 ДО
2О „
16
12,5 ДО
IO,O „
8,0 „
6,3 до
5.° »
4.о „
3,2 ДО
2,5 »
2,О „
1,6 ДО
1,25 »
1,00 „
о,8о до
о,6з »
°,5° »
о,4о до
°,32 v
O,2j „
О,2Э ДО
O,l6 „
0,125 »
0,10 до
о,о8 в
0,063 „
0,050 до
0,040 „
0,032 „
О,О25 ДО
0,020 „
O,Ol6 „
0,012 до
о,ооб „
V-
2О
16
12,5
10,0
8,0
6,3
5-о
4,0
3.2
2,5
2,0
1,6
1.25
1,00
0,80
0,63
0,50
0,40
0,32
0,25
0,20
0,16
0,125
0,10
0,08
0,063
0,050
0,040
0,032
0,025
0,020
0,016
0,012
0,006
0,000
Таблица 1
I
и
III
IV
Группы
Наименование
поверхностей
Грубые
Получистые
Чистые
Весьма чистые
чистоты
Обозна-
Обозначения
V
VV
VV V
V VVV
Нск
В |Х
IO0 ДО 12,5
12,5 Д° !.6
1,6 ДО О,2
О,2 ДО 0
I
2
3
4
5
6
7
8
9
ю
и
12
13
14
Классы
Обозна-
Обозначения
VI
V3
V3
v V4
W5
V V6
VV V7
V V V8
V V V9
V V V V10
VVV VII
V V V VI2
V V V V13
V V V VI4
чистоты
HCK B I"-
100 до so
5° » 25
25 „ 12,5
12,5 ДО 6,3
6,3 > 3>2
3.2 , 1,6
1,6 до о,8
о,8 „ о,4
о,4 , о,2
О,2 ДО О,1
о, I » o,oj
0,05 . 0,025
О,О25 я О,О12
О,О12 „ 0,000
оптическими приборами (интерфе-
(интерферометр Линника, двойной микро-
микроскоп и др.). Профилометр Абботш
выражает Нскв микродюймах A ми-
микродюйм « !/4о у)- Профилограф
даёт на бумаге увеличенное изо-
изображение шероховатости оцени-
оцениваемой поверхности — профило-
грамму.
Если через низшую точку про-
филограммы провести горизон-
горизонтальную линию и, разделив отсе-
отсечённую этой линией площадь по-
посредством вертикальных линий на
возможно большее число участ-
участков-стерженьков, расположить по-
последние от вертикальной оси в
убывающем порядке по длине
(фиг. 4), то кривая АВ, проходя-
проходящая через их вершины, называется
кривой опорной поверхности, так
как ограниченные этой кривой
122
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
[РАЗД. I
горизонтальные линии представляют собой ве-
величину опорной поверхности. Исследование по-
показывает, что она близка к интегральной кри-
кривой Гаусса, а в интервале некоторых средних
значений может быть заменена прямой [10].
Физические свойства тела в поверхностном
слое иные, чем внутри его.
В теле атомы кристаллической решётки
находятся в равновесии, взаимодействуя
с окружающими их со всех сторон атомами
других кристаллических решёток; в поверх-
поверхностных же слоях тела имеет место (в резуль-
Опорная поверхность
Фиг. 4. Опорная кривая.
тате избыточной молекулярной энергии) по-
поверхностное натяжение, в связи с чем атомы
практически мгновенно входят во взаимодей-
взаимодействие с окружающей средой.
На поверхности металла мгновенно (в сотые
доли секунды) образуются тончайшие плёнки
окислов и различных веществ, резко изменяю-
изменяющие коэфициент трения. Такие плёнки оказы-
оказываются чрезвычайно прочно связанными с ме-
металлом, причём они, увеличиваясь с течением
времени, могут изменять механические свой-
свойства его поверхности.
Всякая обработанная поверхность металла
большей частью теряет свою кристаллическую
структуру. Такая поверх-
поверхность обычно состоит из
мелких раздробленных
кристаллитов и имеет
аморфный характер (на
ней образуется так на-
называемый слой Бейльби
[43]), приближаясь по
своему строению к жид-
жидкости.
Образовавшиеся на
поверхности металла
плёнки окислов обычно
понижают его твёрдость
(у алюминия, наоборот,
они её повышают).
Твёрдость поверх-
поверхности изменяется также
в результате механической обработки (наклёп),
трения и износа. Исследования [11] показали,
что при окончательной (финишной) механи-
механической обработке твёрдость металла мини-
минимальна на глубине 3—4 fj.. В изношенных ме-
металлических деталях твёрдость с глубиной
возрастает (фиг. 5).
ТРЕНИЕ СКОЛЬЖЕНИЯ
Сухое трение
Сущность явления. Если детально проана-
проанализировать поведение фрикционной пары, то
можно обнаружить, что по мере возрастания
приложенной тангенциальной силы вначале
имеет место невидимое простым глазом „пред-
„предварительное смещение поверхностей" [19 и 29]
порядка от 0,1 }х до нескольких микронов (ве-
0 J 2 3 * 5 6 мк
Гпубина
•Фиг. 5. Кривые изме-
изменения твёрдости по-
поверхности металличе-
металлической детали по глу-
глубине: / — после меха-
механической обработки;
2—после износа.
личина его возрастает по мере увеличения да-
давления), а далее, начиная с момента, когда сила
достигнет определённого значения, — сколь-
скольжение.
Если две поверхности некоторое время
были неподвижны друг относительно друга,
то величина силы трения увеличивается вслед-
вследствие продолжительности неподвижного кон-
контакта [34], причём это увеличение для некото-
некоторых пар может достигнуть значительной ве-
величины.
Если заставить поверхности медленно сколь-
скользить друг относительно друга, то обычно в слу-
случае наличия упругости механической системы
не удаётся осуществить плавного скольжения, а
происходит движение скачками („скачки при
трении") [32]. Возникновение скачков пояс-
поясняется фиг. 6. Изменение силы трения в зави-
зависимости от продолжи-
Время
Фиг. 6. Изменение прило-
приложенной силы и силы тре-
трения в зависимости от вре-
времени.
тельности неподвиж-
неподвижного контакта пока-
показывает кривая /, воз-
возрастание приложенной
силы Р — прямая 2.
Точке пересечения
кривой / и прямой 2
соответствует скачко-
скачкообразное смещение
поверхностей, так как
сила трения скольже-
скольжения меньше.
Тщательный ана-
анализ двух трущихся по-
поверхностей показывает, что при сухом
трении всегда происходит их повреждение и
на них образуются царапины или матовые пятна.
Сухое трение всегда сопровождается выде-
выделением тепла и возникновением звука. Большая
часть энергии при трении переходит в тепло.
Это позволило Джаулю установить величину
механического эквивалента теплоты при приве-
приведении в движение колеса типа турбины. Тепло,
выделяемое при трении, локализованное вна-
вначале в соприкасающихся элементах поверх-
поверхности, может привести к высокому местному
нагреву до температуры плавления одного из
элементов пары [46]. Температура контакта об-
обусловлена соотношением между скоростями об-
образования и отвода тепла.
Сила трения зависит от природы трущихся
поверхностей, их физического состояния (за-
(загрязнённости, шероховатости), давления, раз-
размера поверхности, но она слабо зависит от
температуры.
До сих пор остаётся спорным вопрос о при-
причинах сухого трения. Существуют три точки
зрения:
а) Трение является результатом зацепления
взаимно внедрившихся неровностей двух со-
соприкасающихся шероховатых поверхностей.
Усилие, необходимое для среза этих неровно-
неровностей или для упругого их оттеснения (гипо-
(гипотеза Лесли), вызывает соответствующую реак-
реакцию, которая и является трением (Амонтон,
Делягир, кулон).
б) Трение обязано своим происхождением
преодолению сил молекулярного взаимодей-
взаимодействия, возникающих на расстояниях, не пре-
превышающих 3—4 А, между двумя соприкаса-
соприкасающимися или тесно сближенными поверхно-
поверхностями (Бриллюен, Дерягин).
ГЛ. IV)
ТРЕНИЕ СКОЛЬЖЕНИЯ
123
в) Трение имеет смешанный характер: оно
обусловлено одновременно как механическим,
так и молекулярным взаимодействием [33].
Третья из указанных точек зрения более
полно объясняет явления трения.
Распространённая механическая интерпре-
интерпретация уравнения Амонтона Г - f-P, по кото-
которому трение обусловлено подъёмом одного
тела по макронеровностям другого тела, тан-
тангенс угла наклона которых равен коэфи-
циенту трения /, здесь не рассматривается,
ввиду того, что эта модель совершенно не
соответствует действительности.
Очевидно, что трение может возникать
лишь в точках фактически соприкасающихся
или тесно сближенных поверхностей.
Имеющиеся на поверхностях тел микро-
микроскопические выступы и углубления мешают
тесному соприкосновению поверхностей. Даже
для весьма тщательно отполированной оптиче-
оптической поверхности высота выступов не менее
100 А. Поэтому две наложенные друг на друга
поверхности соприкасаются лишь своими вы-
выступами, причём площадь касания этих высту-
выступов составляет ничтожную долю общей пло-
площади всей поверхности (от Vwoooo Д° 1/ioo)»
она возрастает при увеличении давления.
В связи с этим различают (фиг. 7):
а) номинальную площадь сопри-
соприкосновения (геометрическую) SH-a-b,
очерченную внешним контуром соприкоснове-
соприкосновения трущихся тел;
б) фактическую (физическую) пло-
площадь соприкосновения 5^, предста-
представляющую собой
сумму фактических
(малых) площадок
касания соприка-
соприкасающихся тел;
в) расчёт-
расчётную площадь
соприкосно-
соприкосновения Sp, охва-
охватывающую все воз-
возможные фактиче-
фактические площадки ка-
касания.
Аналогично раз-
разделяют и номи-
номинальное фактическое среднее удельное давле-
давление:
Фиг. 7. Номинальная SH (л"Х &)
и фактическая S^ (закрашена
чёрным) площади соприкосно-
соприкосновения двух тел (схема). Верх-
Верхнее тело условно показано
прозрачным.
Рн- J~ и ^""S~"«
где р _ нагрузка в месте контакта в кг;
SHn Бф — площади в см2.
Вследствие малой величины 5^ на сопри-
соприкасающихся поверхностях даже при малой
нагрузке развиваются огромные удельные да-
давления—порядка десятка тысяч кг/см2. Под
влиянием этих давлений выступы поверхностей
взаимно внедряются и на прижатых друг к другу
элементах поверхностей возникают силы моле-
молекулярного взаимодействия. Внедрившиеся вы-
выступы зацепляются один за другой.
Очевидно, что трение представляет процесс,
обусловленный двумя факторами: преодолением
механического зацепления, с одной стороны,
и молекулярным взаимодействием,—с другой.
Молекулярное взаимодействие тел невозможно
без их тесного сближения, а при тесном сбли-
сближении неминуемо взаимное внедрение наиболее
высоких выступов.
Из сказанного ясно, что силы трения всегда
возникают в дискретных зонах и потому
имеют дискретный характер. Так как непре-
непрерывность контакта двух тел только кажущаяся,
то силы трения возникают не сплошь по всей
площади контакта, а только в отдельных кон-
контактных зонах. Равнодействующая этих эле-
элементарных сил трения и является силой тре-
трения.
Величина элементарных сил трения различна
в разных точках контакта, поскольку она об-
обусловлена величиной местного удельного да-
давления.
Зависимость удельной силы трения (силы
трения на единице площади фактического кон-
контакта) от удельного давления выражается так
называемым „элементным" законом трения.
Для молекулярного взаимодействия [30]
где Ао — молекулярная сцеплённость, т. е. до-
добавочное давление в месте контакта, обусло-
обусловленное молекулярным притяжением, в кг/см2;
р — удельное давление в кг/см2; /м — коэфи-
циент молекулярной шероховатости.
С другой стороны, для механического за-
зацепления тангенциальное напряжение среза на
отдельных микроплощадках выражается фор-
формулой
где ibcp — предел прочности при срезе, при
отсутствии давления в кг/см2; k — коэфициент
пропорциональности между давлением и пре-
пределом прочности при срезе.
„Элементный" закон трения в обоих слу-
случаях, как видим, выражается линейной зави-
зависимостью
Суммируя силы трения по отдельным ми-
микроплощадкам, считая постоянным соотноше-
соотношение между молекулярным и механическим тре-
трением, имеем
A)
Зависимость A) является обобщённым за-
законом сухого трения. Такое выражение силы
трения заставляет различать коэфициент тре-
трения /, представляющий собой отношение силы
трения к нормальному давлению / = -д, и ве-
величины констант трения о и Р, связанных с
механическими и физическими характеристи-
характеристиками трущейся пары.
Коэфициент трения выражается суммой
Второе слагаемое является инвариантой,
тогда как первое (поправка к закону Амонтона)
о
зависит от отношения —&. Это отношение обу-
обусловлено геометрической формой контактиру-
ющихся тел, их волнистостью, шероховатостью
и упругими свойствами.
124
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
[РАЗД. 1
Выражать коэфициент трения через факти-
фактическую площадь контакта практически не-
неудобно. Его выражают через другие параметры.
Для пластического контакта
-¦-= COnst» ffj>
S
где Of — предел пластичности в кг/см2.
В этом случае коэфициент трения является
константой, т. е. соблюдается закон Амонтона
T-fP.
В случае упругого контакта -0 выражается
сложнее. Например, для сферы, соприкасаю-
соприкасающейся с плоскостью,
где
/. 2
тела I ») = —
и &2—постоянные Герца для 1-го и 2-го
2A—
/, 2A—р) , _
(!} = — ' ' , jj, — коэфициент Пуассона,
G — модуль сдвига в кг/см2): г — радиус сферы
в см; Р — нагрузка в кг.
Для цилиндра, соприкасающегося с пло-
плоскостью:
Р '
где R — радиус цилиндра в см;.Ь —длина ци-
цилиндра в см.
Для реальной шероховатой поверхности
величина —g- зависит
от шероховатости, вол-
волнистости, нагрузки, размера поверхности, мо-
модуля сдвига и коэфициента Пуассона [33].
Аналитическое выражение -0- в общем виде
ещё не установлено.
Очевидно, что величина первого члена
формулы B), характеризующего отступление
от закона Амонтона, значительнее для малых
нагрузок, а также для гладких поверхностей,
очищенных от посторонних плёнок, так как
чем менее шероховата' поверхность, тем боль-
больше фактическая площадь контакта. Чем мень-
меньше посторонних плёнок на поверхности, тем
больше величина молекулярной сцеплён-
ности, а следовательно, и величина коэфици-
коэфициента а.
В реальных условиях имеет место смешан-
смешанный, упруго-пластический характер контакта.
Усилие, необходимое для разрушения взаимно
внедрившихся элементов двух соприкасаю-
соприкасающихся поверхностей, зависит от скорости
и от скорости сколь-
скольрезультатом вязкости
приложения нагрузки
жения, что является
контакта.
С другой стороны, вследствие вязкости
имеет место как бы искусственное выравнива-
выравнивание получивших удар неровностей поверхности
тела.
В связи с указанным при упруго-пластиче-
упруго-пластическом контакте величина силы трения при уве-
увеличении скорости скольжения переходит через
максимум.
Следует учесть, что вследствие дискретного
характера взаимодействия двух соприкасаю-
соприкасающихся тел происходит рассеяние энергии в
результате возникающих колебаний и что пла-
пластическая деформация сопровождается выде-
выделением тепла, которое также рассеивается.
Таким образом трение скольжения всегда со-
сопровождается возникновением колебаний и
выделением тепла. Кроме того, трение сопро-
сопровождается явлением трибо-электричества.
Отсюда следует, что трение скольжения яв-
является сложным физическим явлением, при-
применительно к которому представление о трении
как о „силе, которая противодействует суще-
существующему движению",... „является весьма
неполным выражением сложного процесса, при
котором наступает взаимодействие различных
молекулярных сил" (Гельмгольц).
Влияние относительной скорости сколь-
скольжения. Величина коэфициента трения при уве-
увеличении относительной скорости скольжения
обычно переходит через максимум [15] (фиг. 8).
Фиг. 8. Зависимость коэфициента
трения / от скорости скольжения v
при трёх нагрузках: 1 — малой;
2—средней; 3— большой.
Зависимость коэфициента трения от скоро-
скорости скольжения v выражается следующей фор-
формулой [15]:
где а, Ь, с, d — константы, зависящие от при-
природы тел и от давления.
Положение максимума на кривой зависит
от давления на трущуюся пару и от твёрдости
каждого из трущихся тел: чем больше давле-
давление и чем твёрже поверхность тела, тем ближе
к началу координат располагается максимум.
В некоторых случаях возрастающая ветвь кри-
кривой отсутствует.
Этим объясняется встречающееся в техниче-
технической литературе противоречие, заключающееся
в том, что, например, в ремённых передачах
(малые давления и скорости) рядом исследова-
исследователей констатировано увеличение коэфициента
трения при возрастании скорости, причём за-
зависимость для коэфициента трения имеет сле-
следующий вид:
f - а + bv,
где а и Ь — константы для различных материа-
материалов.
Применительно к торможению железнодо-
железнодорожных вагонов (большие давления и скорости)
установлено, что при увеличении скорости коэ-
коэфициент трения понижается, как это видно из
следующих формул [15].
ГЛ. IV)
ТРЕНИЕ СКОЛЬЖЕНИЯ
125
Формула Боше:
1+0,03г> '
С помощью закона Амонтона выводится
формула Эйлера
C)
где v — скорость в м\секш
Коэфициент k для очень сухих рельсов —
0,31, для сухих — 0,22, для мокрых —0,14.
Формула Вихерта:
\ + av .
' = \+bv /o"
Для чугунных тормозных колодок по сталь-
стальным бандажам: а = 0,0112; Ъ = 0,060; v — ско-
скорость скольжения в км/час; /0 для сухих
поверхностей равно 0,45 и для влажных — 0,25.
Формула Франке:
где v — скорость скольжения в м\сек, а /0 и
с — для различных пар металла:
Пара /о с
Чугун — сталь, сухие 0,29 1,25
Ковкая сталь — ковкая сталь . . . . • -0,29 150
То же, слегка влажные 0,24 1/30
По данным советских исследователей
(НИИЖТ) зависимость коэфициента трения от
скорости скольжения и давления на чугунную
тормозную колодку при торможении вагонов
выражается следующей формулой:
17
f-
где Р— нагрузка на стандартную чугунную
тормозную колодку в т; v — скорость в км]час.
Трение гибкой нити, перекинутой через
цилиндр в плоскости его поперечного се-
сечения. Если из двух трущихся тел одно пред-
представляет собой твёрдую поверхность, а дру-
другое— гибкую механическую систему (нить,
лента, ремень, цепочка и т. п.), то ни закон
Амонтона Т •= /Р, ни обобщённый закон тре-
ния 7' = «-т^+р к такой системе в целом не-
неприменимы. Однако если, разделив нить мыс-
мысленно на исчезающе малые части, рассматри-
рассматривать их как твёрдые звенья единой цепи, то
указанные законы применимы и к этим систе-
системам с той же степенью точности, что и для
обычных фрикционных поверхностей. Таким
образом для элемента нити АВ разница в
которая для случая Q2 > Qj даёт связь между
натяжениями на концах нити, расположенной
на круглом цилиндре перпендикулярно к обра-
образующей.
Здесь Q] и (^ — натяжения нити на концах;
/—коэфициент трения для пары нить—цилиндр;
ср—угол обхвата цилиндра нитью, выраженный
в радианах (фиг. 10).
Эта формула справедлива только в случае
перехода от покоя к скольжению (трогание с
места), т. е. когда
величина коэфици-
ента трения по всей
дуге обхвата до-
достигла максималь-
максимального значения(пол-
значения(полная сила трения по-
покоя).
Если сила Q,
недостаточна для
начала скольже-
скольжения, то в формуле
C) величина / не
будет одинаковой по всей дуге обхвата, так
как на участках, близких к Q2, будет разви-
развиваться неполная сила трения.
При работе ремённой передачи коэфициент
трения изменяется по дуге обхвата, что при-
приводит к значительному усложнению формулы
Эйлера [7, 12 и 25].
Из формулы Эйлера следует, что при Q2 =
=- 0 натяжение Q, также равно нулю, что
часто не наблюдается на практике. В связи с
этим в некоторых случаях целесообразно поль-
пользоваться формулой Эйлера, видоизменённой
на основании закона трения по Кулону rfx=
-a ds + $p ds. Получим
Фиг. 10. Условие равновесия
нити, охватывающей цилиндр
в плоскости его поперечного
сечения.
-О-
Трение гибкой нити, перекинутой через
произвольную поверхность вращения. Для
подсчёта натяжения на концах нити, переки-
перекинутой через произвольную поверхность вра-
вращения (конус, гиперболоид и др.), формула
Эйлера неприменима. Приведём формулы Ми-
накова [35].
Для натяжений на концах нити, перекину-
перекинутой через такую поверхность вращения, в пло-
плоскости её поперечного сечения имеет место
следующая зависимость:
\dP
Фиг. 9. Условие равновесия элемента нити
на шероховатой поверхности.
где
k ¦=
9db
натяжениях Q и Q + dQ, обусловленная силой
трения dT (флг. 9). равна по Амонтону у коэфициент трения покоя по Амонтону;
г' - г {г) - уравнение образующей кривой АВ
(фиг. 11); <р — угол обхвата].
126
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
{РАЗД. 1
Для определения натяжения на концах нити,
перекинутой как угодно через произвольную
поверхность (выпук-
(выпуклую), служит формула
Таблица 3
где
й.
Фиг. 11. Условие равно-
равновесия нити, охватывающей
тело с произвольной по-
поверхностью вращения в
плоскости его поперечного
сечения.
(ds — элемент длины
нити; R — радиус кри-
кривизны нормального
сечения поверхности,
проведённого через
касательную к нити;
Ri — радиус геодези-
геодезической кривизны ни-
нити).
Основные факторы, влияющие на коэфи-
коэфициент трения. В табл. 3 приведены основные
факторы, влияющие на коэфициент трения /,
с указанием характера влияния каждого из них.
Ниже приводятся некоторые эксперимен-
экспериментальные данные по влиянию плёнок загрязне-
загрязнения и других факторов на коэфициенты сухого
трения.
Влияние толщины плёнки загряз-
загрязнения на величину коэфициента трения
для меди по меди
[47] показано на
фиг. 12.
При удалении
плёнки окисла в
вакууме получены
следующие значе-
значения коэфициентов
трения для пар ме-
металлов [52].
Необычно вы-
высокие значения
коэфициентов тре-
трения в табл. 4 мо-
могут быть объясне-
объяснены не только удалением адсорбированной
плёнки, но также и тем, что наблюдения про-
производились при очень малых нагрузках. В этих
условиях роль молекулярных сил сцепления
особенно велика.
Данные по влиянию шерохова-
шероховатости на коэфициент трения для стали
марки ШХ15 при трении трёх сферических
ножек по плоскости приведены на фиг. 13.
Удельное давление дано по Герцу. (Очистка
очень тщательная — активированной угольной
пылью.)
Как видим, по мере увеличения шерохова-
шероховатости поверхности величина коэфициента тре-
трения уменьшается.
\
ч
Oj 0,2 0,3 0,U мк
Толщина пленки
Фиг. 12. Влияние толщины
плёнки окисла и загрязнения
на коэфициент трения пары
медь —¦ медь.
Фактор,
влияющий на
коэфициент
сухого трения
Характер влияния
Примеча-
Примечания
Природа тру-
трущейся пары
Наличие
плёнки загряз-
загрязнения на по-
поверхности тел
Шерохова-
Шероховатость поверх-
поверхности
Давление
Величина по-
поверхности
Продолжи-
Продолжительность не-
неподвижного
контакта
Температура
Относитель-
Относительная скорость
скольжения
Чем меньше твёрдость
одного из тел пары, тем
/ больше. Для одноимён-
одноимённых материалов / боль-
больше, чем для разноимён-
разноимённых
Понижает /: значи-
значительно — для весьма
гладких поверхностей
при небольших нагруз-
нагрузках; незначительно —
для шероховатых пло-
плоскостей при больших
нагрузках
Чем шероховатость
поверхности больше,
тем / меньше. Спра-
Справедливо для доста-
достаточно гладких по-
поверхностей (шлифо-
(шлифованных, полирован-
полированных)
При увеличении
давления обычно пе-
переходит через макси-
максимум. Положение ма-
максимума на кривой
.коэфициент трения—
давление" зависит от
шероховатости и
твёрдости тел. Чем
шероховатость боль-
больше, тем ближе ма-
максимум к началу коор-
координат
При уменьшении
размера поверхности
f снижается, особен-
особенно резко для поверх-
поверхностей малых разме-
размеров
Увеличивает /
Не влияет на / (если
механические свойства
трущихся тел остаются
без изменения)
При увеличении ско-
скорости коэфициент трения
скольжения переходит
через максимум. Чем
больше давление и чем
больше твёрдость пары,
тем ближе максимум к
началу координат
В условиях
пластиче-
пластического кон-
контакта со-
прика-
прикасающихся
тел шеро-
шероховатость,
давление
и величина
поверхно-
поверхности не
влияют
на/
Проскаль-
Проскальзывание
увеличи-
увеличивает "/
Зависимость коэфициента тре-
трения от давления для стали марки ШХ15
при трении трёх сферических ножек по пло-
плоскости изображена на фиг. 14. (Очистка очень
тщательная — активированной угольной пылью)
[17].
Для очень гладкой поверхности величина /
переходит через максимум, для шероховатой—
падает.
Различие в ходе зависимостей обусловли-
обусловливается разным характером кривой опорной
Таблица 4
Пара
/
4)
fc.
!
ы
<
о.З
<и
[L.
1
3
и
о,6д
V
1
Z
0,69
Z
1
<
0,86
и.
i
<
1,28
|
<
1.47
3
и
1
<
1,72
Z
1
з
о
2,О1
!
<
2,2О
|
<
2,3б
О
PU
1
ш
Я,
о,8
Z
1
._
Z
I.I
и
1
а
и
2.3
<
1
<
2,6
<
1
<
3.1
ГЛ. IV]
ТРЕНИЕ СКОЛЬЖЕНИЯ
127
поверхности (см. фиг. 4). Отношение Бф к N
для гладкой поверхности переходит через ма-
максимум, для шероховатой — монотонно умень-
уменьшается [18].
20 25 микродюпмы
Шероховатость
Фиг. 13. Влияние шероховатости поверхности на коэфи-
коэфициент трения при трении трёх сферических ножек по пло-
плоскости. Шероховатость поверхности оценивается величи-
величиной среднего квадратического отклонения, выраженного
в микродюймах. Приведены кривые для трёх нагрузок:
; — 4500 kzIcm1; 2 — 8500 кг/гл2; 3 — 11 000 кг1см%. Сталь
марки ШХ15.
0,7
0,6
0,5
ОМ
0,3
0,2
0,1
О
~ 0,1 ОМ 1 2 3 ч кг
Фиг. 14. Зависимость коэфициента трения от нагрузки
в граммах для материала (сталь—сталь марки ШХ15) раз-
различной шероховатости. Трение трёх сферических ножек
по плоскости: 1—шероховатость плоскости 0,25 микро-
микродюйма; 2—шероховатость плоскости 6 микродюймов;
Я — шероховатость плоскости 35 микродюймов.
Г
| -С»
2
>п_ У
"*
3
с—-^
Влияние скорости скольжения
на величину коэфициента трения для некото-
некоторых пар материалов представлено по данным
Конти на фиг. 16 [15].
Недостаточная известность аналитических
зависимостей, учитывающих влияние указан-
указанных выше факторов, приводит к тому, что в
настоящее время в инженерных расчётах при
определении величины силы трения пренебре-
пренебрегают влиянием всех факторов, кроме давления,,
причём считают, что сила трения прямо про-
пропорциональна нормальному давлению (закон
Амонтона): T—fP; коэфициент пропорциональ-
пропорциональности / берут из таблиц.
Табличные значения коэфициентов трения
определены без учёта указанных выше фак-
факторов, и потому они значительно различаются
у разных исследователей. Этим же объяс-
объясняется, что часто результаты расчётов сильно
расходятся с тем, что имеет место в действи-
действительности.
Обычно в таблицах приводятся значения
коэфициентов трения покоя и скольжения.
Граничное трение
На поверхности твёрдого тела всегда имеет-
имеется тонкая плёнка из различных посторонних
веществ, адсорбированных из воздуха. Обычно
это моно- или полимолекулярная плёнка, обра-
образованная молекулами кислорода, воды или ка-
каких-либо содержащихся в воздухе примесей.
Образующаяся на поверхности плёнка умень-
уменьшает коэфициент трения за счёт погашения
сил молекулярного взаимодействия (константа
AqB уравнении, характеризующем зависимость
удельной силы трения от удельного давления;
см. стр. 123).
Влияние оксидной плёнки на коэфициент тре-
трения иллюстрируется следующими данными [47]:
Пара сталь — сталь
Поверхность чистая
„ с плёнкой
Пара медь — медь
Поверхность чистая
с плёнкой
Коэфициент трения
0,78
о, 27
Коэфициент трения
1,21
0,76
Многими исследователями в целях устране-
устранения влияния плёнки были проведены опыты
Влияние размера по-
поверхности на коэфи-
коэфициент трения для стали
марки ШХ15 при трении трёх
г
0,40
0,30
0,20
0,10'
о
10 20 30 ^0 50
t
0J270
от
0,250
0240
0.230
0.220
~0,72кг/см! t
0,230
О
0,180
1,2 1.6 Ум/сек О ОМ
0,250
1,25 кг/см2
Фиг. 15. Зависимость коэфициента
трения от площади касания (по
Герцу) Sr. Трение трёх сфериче-
сферических ножек различного диаметра
по плоскости (сталь марки ШХ15).
сферических ножек разного
диаметра по плоскости при не-1
изменной нагрузке в 645 г
представлено на фиг. 15. Осо-
Особенно значительно величина /
изменяется в зоне поверхно-
поверхностей малых размеров [16].
'5)
1,2 WvM/сек 0,6
1,8 VM/сек
0.680
0,660
ото
0.620
с
\10.17кг/смг
\\
I
f
ОМ VM/сек
г)
f
0.820
0.800
0,780
П7ЯП
иуьи
у
/
/
/
/
/
1 ОМ им/сек
д)
Г
0,170
0,160
0,150
пшп
U,l4-U
303
О ОМ 0,8
е)
1,6 2,0 2,4 vл.
Фиг. 16. Зависимость коэфициента трения / от скорости скольжения v для
различных материалов: а — медь по чугуну; б—сталь по чугуну; в—дуб
по чугуну; г—кожа по чугуну; д — резина по чугуну; е — чугун по
чугуну.
128
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
[РАЗД. I
по изучению трения в вакууме на телах неор-
неорганического происхождения при предваритель-
предварительном прокаливании образцов [44 и 52]. Коэ-
Коэфициент трения для металлов в этом случае
„чистого трения" достигал значительной вели-
величины: 3—4 и даже 6.
Наличие на поверхности металлов очень
тонких и прочных плёнок приводит к тому,
что фактически определяют коэфициент трения
не для собственно металлов, а для их окислов.
Для уменьшения трения наносят плёнку
смазывающего вещества. Рентгеновские иссле-
исследования и метод
электронной диф-
дифракции позволили
установить карти-
картину взаимодействия
молекул смазывае-
смазываемого и смазыва-
смазывающего вещества.
На фиг. 17 схема-
•~~<w*~!~r~ ~v. тически изображе-
изображено взаимодействие
молекул твёрдого
тела и смазочного
слоя. Цепи жирных
кислот своими ак-
активными концами
присоединяются к
бы ворс [53]. Это
Фиг. 17. Схема взаимодействия распространяется
между молекулами смазки и только на ДВЭ-
поверхностью твердого тела. л
у три слоя молекул.
Дальше сила при-
притяжения становится настолько незначительной,
что частицы смазки имеют возможность сво-
свободно скользить по поверхности ворса. Обычно
механизм действия слоев смазки отождествляют
¦с перемещением сложенных в стопу листов
бумаги, легко скользящих относительно друг
друга.
Естественно, что чем слой смазки тоньше,
тем больше коэфициент трения.
На фиг. 12 изображена зависимость коэфи-
коэфициента трения от толщины плёнки загрязнения,
образовавшейся на поверхности меди. Как ви-
видим, коэфициент трения при уменьшении тол-
толщины плёнки увеличивается [47].
Гарди удалось экспериментально установить
закономерность между величиной граничного
трения и химическим составом смазки. Чем
0,5
N.
\Ч
'V
ч.
100 200 300
Молекулярный Вес смазки
U00-
Фиг. 18. Зависимость коэфициента
трения от молекулярного веса
смазки по Гарди G — кислоты;
2—спирты; 3—парафины).
больше молекулярный вес смазки, тем меньше
коэфициент трения.
Результаты этих экспериментов [51] пред-
представлены на фиг. 18. Исследования последних
лет показали, что установленная Гарди зако-
закономерность не всегда соблюдается.
Гарди установил, что в зоне незначитель-
незначительных давлений коэфициент граничного трения
при понижении давления резко возрастает.
Роль смазки сводится не только к умень-
уменьшению трения вследствие скольжения слоев
смазки друг по другу. Исследования Ребиндера
показали, что смазка, проникая в имеющиеся
на поверхности твёрдого тела микропоры, резко
изменяет механические свойства поверхно-
поверхностных слоев [23]. Эффект „адсорбционного по-
понижения твёрдости", заключающийся в значи-
значительном облегчении пластического деформи-
деформирования материала, что способствует процессу
приработки трущихся поверхностей, резко из-
изменяет коэфициент трения и является основ-
основным фактором, объясняющим наблюдаемое при
полужидкостном трении пластическое течение
поверхностных слоев металла. Последнее явле-
явление получило математическое оформление в
теории полужидкостного трения [39].
Тонкая плёнка смазки не только оказывает
значительное сопротивление сдвигу,- но и спо-
способна выдерживать огромные нормальные да-
давления.
Как показали исследования советских учё-
учёных, при плёнке тоньше 0,2 (д. так называемое
расклинивающее давление, т. е. давление, про-
противодействующее уменьшению толщины плён-
плёнки, может достигать нескольких тысяч кг/см%[9].
Таким образом плёнка смазки является как
бы чехлом, защищающим поверхность металла.
Повреждение последнего, правда, может про-
происходить и через плёнку; однако наличие
плёнки сглаживает шероховатости, способ-
способствует более равномерному распределению да-
давления и пластическому деформированию ме-
металла, что в целом уменьшает трение.
Тонкие плёнки "очень мягких металлов
(индий), нанесённые на твёрдую стальную пла-
пластинку, являются своеобразной смазкой. Для
плёнки индия D а) Боуден получил / порядка
0,04 [45].
Жидкостное трение *
Вязкость и способы её определения.
Основными свойствами смазочной жидкости,
позволяющими осуществлять жидкостное тре-
трение, являются вязкость и маслянистость.
Вязкость, или внутреннее трение жидкости,
характеризуется величиной коэфициента вяз-
вязкости (см. т. 1).
В настоящее время, учитывая, что боль-
большинство механизмов работает на разных тем-
температурных режимах, вязкость смазочных ма-
масел определяют при трёх значениях темпера-
температуры (см. ГОСТ 33-46 для смазочных масел):
100, 50 (посредством капиллярного вискози-
вискозиметра Оствальда — Пинкевича, фиг. 19) и 0°
(посредством капиллярного вискозиметра Ост-
Оствальда — Воларовича). В случае необходи-
необходимости можно вязкость ниже нуля определять
посредством ротационного вискозиметра Вола-
Воларовича. Пользоваться для определения вяз-
вязкости масел различными приборами прихо-
приходится ввиду резкого влияния температуры на
вязкость.
* Автор — канд. техн. наук В. С. Щедров.
гл. iv]
ТРЕНИЕ СКОЛЬЖЕНИЯ
129
На фиг. 20 приведены данные по измене-
изменению вязкости от температуры для четырёх
сортов смазочных масел.
Чем более полога температурная кривая, тем
выше эксплоатационные свойства смазки [3].
Степень пологости температурных кривых
вязкости выражают следующими отношениями:
Это изменение выражается формулой
и
v100
Чем меньше эти отношения, тем выше
эксплоатационные качества смазки.
Закон падения вязко-
вязкости в связи с изменением
температуры хорошо вы-
выражается уравнением
Вальтера:
-Л-Big Г,
где А и В — константы,
определяемые по специ-
специальным формулам (см.
ГОСТ 2878-45); Т— абсо-
абсолютная температура.
Для менее точных рас-
расчётов можно рекомендо-
рекомендовать формулу
i
Фиг. 19. Вискозиметр
Оствальда— Пинкевича
(размеры в мм).
г (од о3
где i — характеристиче-
характеристическое число; t — темпе-
температура в °С.
На основании уравне-
ния Вальтера ASTM со-
составлена диаграмма. Эта
диаграмма в перерабо-
переработанном виде включена в
ГОСТ 2878-45 [1]. Поль-
Пользуясь ею, можно интерполировать и экстра-
экстраполировать значения вязкости в интервале
температур от +150 до — 25° С.
1д\1
"' 5
Ч
3
2
1
0
-1
-2
Фиг. 20. Изменение динамической вязкости
в пуазах в зависимости от температуры для
четырёх сортов масел. По оси ординат отло-
отложены логарифмы вязкости масел, а по оси
абсцисс—температуры в °С: / — авиамасло
МК; 2 —автол 10; 3 — автол 6; 4 — SAE10.
Вязкость смазки значительно изменяется
в зависимости от давления [2]. На фиг. 21
приведены данные, показывающие возрастание
вязкости в пуазах при увеличении давления
в атмосферах [50].
\\
\\
\
X
SO -25 С
у'
2
25 50 75 W0 125 "С
где {х — вязкость смазки при давлении р;
(л0 — вязкость смазки при атмосферном давле-
давлении; k—пьезокоэфициент. „
Величина к зависит
от температуры. Для тем-
пературы 100—120*, этот
зо
коэфициент в среднем ра-
равен 5- Ю-4 кг/см*; для О W00 2000 3000pam
температуры 30—40° ОН фиг. 21. Возрастание
1 г 1 Л_4 / о вязкости смазки а (в
равен 15-10 кг/см2. пуазах) при увеличе-
ВяЗКОСТЬ ОСОбо реЗКО нии давления р (в ат-
возрастает при высоких м0С-г^1ам'1аслаТ9е8М9оера"
давлениях.
При давлении в несколько десятков ты-
тысяч кг(см'г смазочные масла практически уже
оказываются твёрдыми.
При изучении зависимости вязкости от
давления для отечественных смазочных мате-
материалов установлено, что возрастание вязкости
характеризуется формулой [2]
где а — константа порядка 0,12—1,0; Ъ — по-
порядка 5.10~4—10-10~4.
Вязкость служит характеристикой объём-
объёмных свойств смазочного масла. В достаточно
тонких слоях смазки, порядка 0,1 \х и менее,
объёмные свойства смазки под влиянием мо-
молекулярного поля твёрдого тела изменяются.
Комплекс свойств, обусловливающих смазоч-
смазочное действие тонких слоев смазки, называется
маслянистостью.
Вопрос о природе маслянистости до сих
пор ещё не выяснен. В Советском Союзе
в результате исследований в этой области
предложены два косвенных метода оценки
маслянистости: метод проволоки и метод щу-
пового профилометра [9]. Однако эти методы
не вышли ещё из стадии лабораторного иссле-
исследования.
Основные характеристики наиболее ходо-
ходовых стандартных смазочных материалов — см.
гл. X.
Основы гидродинамической теории
смазки [22]. Гидродинамика вязкой жидкости
основана на физической гипотезе Стокса, ко-
которая формулируется следующим образом:
компоненты тензора напряжений являются
линейными функциями компонентов тен-
тензора скоростей деформаций.
Диференциальное уравнение движения вяз-
вязкой жидкости Навье-Стокса в векторной форме
имеет вид:
где р — плотность жидкости; v — скорость с
компонентами и, v, w по осям прямоугольной
системы координат; F—сила, отнесённая к
единице площади (поверхностная сила;; t —
время; р — сила, отнесённая к единице массы
(массовая сила): р. — коэфициент абсолютной
130
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
[РАЗД. I
вязкости; Д—оператор Лапласа; v—опера-
v—оператор „набла".
Это векторное уравнение равноценно трём
скалярным
du_
dt
dv
dw
—t
at
p'x—
dx
dp
dp
d ,
Данная система уравнений дополняется
уравнением неразрывности
и уравнением физического состояния жидкости
P-Pifi-
Кроме указанных уравнений, большое зна-
значение в практическом отношении имеет сфор-
сформулированная выше гипотеза Стокса сама по
себе. Её тензорное выражение имеет вид сле-
следующего символического равенства:
-piO jo
0—"p 0
0 0-p
dx
dv_
dx
dw\
dx'
ди dv dw
ду ду ду
да dv dw
\dz ~dz~dz/
div v \ ° : °
0 divi? 0__
0 0 div v
Оно может быть использовано для соста-
составления соотношений между напряжениями и
скоростями деформаций. Например, пользуясь
членами, очерченными прямоугольниками, по-
получим
ди dv
Аналогично находят и остальные компо-
компоненты тензора напряжений. Для одномер-
одномерного течения вязкой жидкости, когда поток
ограничен твёрдой плоскостью (фиг. 22), ско-
скорость меняется поперёк потока линейно и не
зависит от х. При jy = O величина ц равна
нулю, так как жидкость прилипает к непо-
неподвижной плоскости.
В этом случае справедлив закон Ньютона
du
у dy
который при указанных условиях непосред-
непосредственно следует из вышенаписаныой фврмулы
и является частным случаем гипотезы Стокса.
Отсюда сила вязкого сдвига (сила внутрен-
внутреннего трения)
F-S —.
^ dy '
по которой происходят
где 5 — площадь,
сдвиги слоев.
Закон Ньютона остаётся верным и в том
случае, когда вязкая жидкость течёт между
двумя параллель-
параллельными плоскостями,
из которых одна
перемещается от-
относительно другой
со скоростью и
(фиг. 23).
Если обе пло-
плоскости неподвижны
и течение жидко-
V/////////////////////// Х
Фиг.22. Распределение скоро-
скоростей при одномерном течении
вязкой жидкости, ограничен-
ограниченной твёрдой плоскостью.
сти между ними
осуществляется пе-
перепадом давления
вдоль потока (вдоль оси Ох), то эпюра ско-
скоростей оказывается очерченной по параболе
Фиг. 23. Распределение скоростей
в потоке жидкости, ограниченном
двумя параллельными плоско-
плоскостями, имеющими относительную
скорость и.
(фиг. 24), и скорость в любом сечении опре-
определяется уравнением:
и = — v2 — — —*—»
2|х у [ 2 j J dx
где р — давление вдоль потока.
При j> = 0
и = и =_ *-. ?Р_.
max 8fx dx
Объём Vx жидкости, протекающей в еди-
единицу времени через сечение hi, перпенди-
перпендикулярное к потоку (расход жидкости), равен
12р. ' dx
w/J/////////////////////////,
Фиг. 24. Распределение ско-
скоростей в потоке жидкости, за-
заключённом между параллель-
параллельными неподвижными плоско-
плоскостями. Этот поток переме-
перемещается под влиянием перепада
давления.
Напряжение
вязкого сдвига (си-
(сила, отнесённая к
единице площади)
для граничных по-
поверхностей равно
u
r d
du
dy
- ±-
2 ' dx
ГЛ. IV]
ТРЕНИЕ СКОЛЬЖЕНИЯ
131
Если одна из плоскостей движется относи-
относительно другой со скоростью и и если, кроме
того, поддерживается перепад давления, дви-
движущий жидкость в противоположном напра-
направлении, то распределение скоростей имеет
вид, показанный на фиг. 25. В этом случае
расход жидкости равен
л 2 12(л dx
Угол наклона а принимается малым, так
что h = ах. /г0 - высота зазора в точке, где
dp n
-^- = 0, т. е. где />=_рШах- х« — координата
точки, через которую проходит главный век-
вектор сил давления, xq — координата, соответ-
соответствующая /z0.
В рассматриваемом случае уравнение Рей-
нольдса принимает вид:
Напряжение вязкого сдвига для граничных
поверхностей равно
dx
При указанных условиях течения вязкой
жидкости непосредственным следствием общих
уравнений Навье-Стокса и уравнения нераз-
неразрывности является следующее уравнение Рей-
нольдса:
dp _ h — hn
где Ло — такое значение высоты слоя, при
котором р имеет максимальное значение (ртах).
7JP77777771////////////7////.
Фиг. 25. Распределение
скоростей в потоке жид-
жидкости при наличии пере-
перепада давления и относи-
относительном движении плоско-
плоскостей.
Фиг. 26. Принцип действия
подшипника Мичелля; р —•
нагрузка; v — относитель-
относительная скорость движения.
В современной технике пользуются мно-
многими способами создания перепада давления.
Из них основные: а) жидкость подаётся
между двумя плоскостями под давлением;
б) плоскости, между которыми введена вязкая
жидкость, сближаются с некоторой скоростью
(например при'ударной нагрузке на смазан-
смазанную цапфу); в) одна из плоскостей распола-
располагается под некоторым углом к другой (напри-
(например в упорном подшипнике Мичелля) (фиг. 26);
г) одна из плоскостей, расположенная под
некоторым углом к другой, вращается (ка-
(катится или скользит и вращается) или сколь-
скользит и вращается (катится и скользит).
Расчёты узлов трения на основе гидро-
гидродинамической теории смазки *. Элементы
расчёта движения наклонной пластинки
относительно плоской поверхности. Началь-
Начальные условия расчёта следующие: ось Oz,
проекцией которой на фиг. 27 является точка О,
выбрана таз, что ^ она совпадает с линией
мгновенного пересечения пластинки с плоско-
плоскостью Ох. Ь1 и &2 — координаты точек, которые
являются проекциями сбегающей и набегаю-
набегающей кромок пластинки. В = Ь2 — Ь\ — проекция
длины пластинки на направление движения.
Размер пластинки в направлении оси Ог
принимается неограниченным.
* Конструктивное оформление опор скольжения (под-
(подшипников и подпятников) см. гл. VH1.
dx ct2 X*
Давление в произвольном сечении х
6у.и (х — Ь2)(Ь1—х)
Рх Za~ '
Фиг. 27. Схема движения наклонной пла-
пластинки относительно плоской поверхности.
Полная сила давления Р, действующая на
пластинку с размером в направлении, перпен-
перпендикулярном к чертежу, равным /,
P-lJ pxdx - -^
6/и.и
Удельная нагрузка k на площадку Bl
ВI Ba*
Главный вектор всех сил давления проходит
через точку с координатой хе, определяемой
по формуле
f pxx dx
(ft, + ba) In Ь. - 2 (ft, - ba)
В точке с координатой
давление
имеет максимальное значение
Зци (#1 —
Ртах о„2*~ * и и tu
ИЪ-СТСГ
J \
где hmia — наименьшая высота зазора.
132
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
[РАЗД. I
Сила F, ' необходимая для перемещения
пластинки (сила жидкостного трения), равна
Коэфициентом жидкостного трения назы-
называется безразмерная величина /, определяе-
определяемая отношением силы жидкостного трения к
нормальному давлению,
J -п о
t
p
вци
kB
I"
a.
3
I"
V
I"
I
V-
где L-
о i
Таким образом коэфициент жидкостного тре-
трения прямо пропорционален квадратному корню
из коэфициента вязкости и относительной
скорости движения и обратно пропорционален
квадратному корню из нагрузки на единицу
длины пластинки. С достаточной для практики
степенью точности принимают
У ~ш~
/-2
или с поправкой Гюмбеля для пластинки,
имеющей конечные размеры (В X О,
/.2.
\хи
~kb
где В — длина пластинки в см; L — размер
пластинки в направлении, перпендикулярном
к чертежу* в см; \х. — вязкость в сантипуазах;
и—скорость относительного движения в см;
k — удельная нагрузка в кг\смг.
Наименьшее значение /=/Шш будет иметь
место при -?- - » 3, т. е.
при Ъ\ = 0,5 В,.
Элементы расчёта
цилиндрического под-
подшипника скольжения [22]. Теория цилиндри-
цилиндрического подшипника скольжения строится на
основе уравнения Рейнольдса (см. выше) пре-
преобразованием его к полярным координатам.
Подшипник характеризуется следующими па-
параметрами (геометрическими), смысл которых
уясняется с помощью фиг. 28:
абсолютный радиальный зазор
Ъ-R — r;
абсолютный диаметральный зазор
A-28 = D— d;
относительный зазор
„
г Т D
«абсолютный "эксцентриситет
о "
относительный эксцентриситет
X—i-@<5Ul).
Основные соотношения выводятся на осно-
основе следующих упрощающих допущений:
а) течение жидкости считается одномер-
одномерным и ламинарным;
б) жидкость считается несжимаемой;
в) массовые силы (силы тяжести) и силы
инерции жидкости в расчёт не принимаются;
г) кривизной масляной плёнки пренебре-
пренебрегают;
д) силы капиллярности в зазоре в расчёт не
принимаются;
е) поверхности цапфы и подшипника при-
принимаются идеально гладкими и имеющими
правильную цилиндрическую форму;
Фиг. 28. Схема цилиндрического
подшипника скольжения: Р — на-
нагрузка; h — зазор; ,<р — полярный
угол; 7 — угловой эксцентриситет.
ж) поверхностные явления на границе жид-
жидкости и твёрдой стенки не искажают распре-
распределения скоростей в зазоре. На основе этих
допущений получают следующие соотноше-
соотношения.
Давление р в произвольной точке несу-
несущего масляного слоя
<р
(l+Xcos-f0)
A+Х coscpja
где ш — угловая скорость в 1 сек.; ^х — коор-
координата сечения, соответствующего началу
давления.
Несущая способность цилиндрического под-
подшипника
2rl
2 J f
где выражение /(X, ср) соответствует Р , вы-
вычисленному по формуле D).
Сила вязкого сдвига (сила жидкостного
трения) "
•ГЛ. IV]
ТРЕНИЕ СКОЛЬЖЕНИЯ
133
где выражение f G, а) соответствует т, вычис-
вычисленному по формуле
AL. + JL.
dx h
У
)
Коэфициент трения
Удельная нагрузка
К--.
где К' G) - -р—-Y ~ 0,8 — так называемая от-
влечённая нагрузка.
Эти соотношения приводят к следующим
приближённым формулам трения для подшип-
подшипника бесконечной длины:
F-1
(ЛСОЙ?
1,75
(F— сила вязкого сдвига в нагруженной ча-
части подшипника),
и коэфициент трения
Для подшипника конечной длины в форт
мулу для / вводится поправка Гюмбеля, при-
причём формула приобретает следующий вид:
где X — характеристика режима — весьма важ-
важная величина, характеризующая работу под-
подшипника при тех или иных конкретных усло-
условиях:
Кроме характеристики режима, нормальная
работа подшипника характеризуется критиче-
критической толщиной масляного слоя hKp. Критиче-
Критической толщиной масляного слоя называется
такая его минимальная толщина, при которой
начинается полусухое трение:
Для нормальной работы подшипника
должно иметь место условие
"min > "Kp •
Величина hKp определяется совокупностью
следующих факторов: а) степенью шерохова-
шероховатости погерхностей цапфы и подшипника;
б) степенью точности цилиндрических поверх-
поверхностей в осевом и радиальном направлениях;
в) максимальным прогибом вала; г) темпера-
температурной деформацией подшипника; д) разме-
размерами твёрдых частиц, находящихся в масле
во взвешенном состоянии; быстротой окисле-
окисления масла.
Критической толщине масляного слоя со-
соответствует критическая характеристика ре-
режима
i кр
где поправка на конечную длину подшипника
d
с - 1 + —г-.
Отношение
1кр
при Х>0,5 называется коэфициентом надёж-
надёжности подшипника. Обычно на практике
hHp - 0,005 -+- 0,025 мм, % > 1.
Работу подшипника исследуют обычно по-
посредством графика (фиг. 29), пользуясь ха-
характеристикой режима и коэфициентом тре-
/I
0,01
Фиг.
10 Ж. 10s
29. График зависимости / —
•*5р^-*-р—I для поверхностей разной
шероховатости: 1 — средняя высота не-
неровностей 3,3 • 10—¦* см; 2— средняя
высота неровностей 1,8 • 10 4 см-з—сред-
см-з—средняя высота неровностей 1,3 ¦ 10—^ см.
ния. Участок АВ диаграммы соответствует
жидкостному трению, участок АС — полужид-
полужидкостному. Жидкостное трение является устой-
устойчивой фазой, так как возрастание / на
участке АВ повышает температуру масла, а это
приводит к понижению вязкости, т. е. к умень-
уменьшению X на интервале АВ и к последующему
уменьшению /. Таким образом режим работы
восстанавливается. По тем же соображениям
полужидкостное трение является неустойчивой
фазой и увеличение / на участке АС приво-
приводит к уменьшению X, т. е. к последующему
увеличению трения и к перегреву подшипника
с большим износом его поверхности.
Таким образом режим трения автоматиче-
автоматически регулируется изменением вязкости масла.
Основными требованиями, обеспечивающи-
обеспечивающими нормальную работу подшипника в области
жидкостного трения, являются: гладкость фрик-
фрикционных поверхностей, правильность монтажа,
возможность увеличения жёсткости вала и
подшипника и возможно лучшая очистка масла.
Наиболее распространённые формулы жид-
жидкостного трения.
Формула Петрова:
f »=
тс (л со
kid
Формула Гюмбеля:
/-1,7]/"-
4d+l
у\ (при l-d).
134
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
[РАЗД. I
Формула Фальца:
Формула Мак-Ки:
/-3.36..0"94х +0,55 (АI'5!.
В этих формулах линейные размеры сле-
следует подставлять в сантиметрах. Коэфициент
жидкостного трения составляет величину по-
порядка 0,001—0*Р1. Он изменяется в зависи-
зависимости от смазки и сорта масла.
Механические методы уменьшения силы
трения скольжения в заданном направлении
При поступательном движении. Силу тре-
трения при скольжении тела по плоскости в за-
заданном направлении можно уменьшить (в пре-
пределе—до полного исчезновения, а практи-
практически — до требуемой величины), заставив
Фиг. 30. Скольжение тела по наклон-
наклонной плоскости.
тело скользить под углом к этому направле-
направлению.
Данное обстоятельство объясняет скользя-
скользящее движение ножа при резании, занос авто-
автомобиля на повороте и др.
Если тело лежит в плоскости (фиг. 30),
расположенной к горизонту под углом а, то
слагающая силы тяжести mg sin а по скату
плоскости не в состоянии сдвинуть тело, если
« <JP> гДе ? — угол трения; но достаточно
приложить силу X, перпендикулярную к на-
направлению ската, как тело начнёт сползать с
плоскости.
Это произойдёт, когда равнодействующая
двух сил X и mg sin а станет равна силе
трения, т. е. когда будет соблюдено равенство
X2 + (mg sin aJ = (f mg cos аJ.
При малом значении угла а
X-fmg.
Сила трения как бы переносится в на-
направлении, перпендикулярном к направлению
ската.
Если на горизонтальной плоскости лежит
тело, к которому приложена сила Л', недоста-
недостаточная для преодоления силы трения fmg, то
в случае приложения к нему силы X, перпен-
перпендикулярной к N, движение тела будет осуще-
осуществляться под углом $ к вектору N, связанным
следующим соотношением с N:
При вращательном движении. Если фи-
физический маятник вращается на шипе, совер-
совершая качания, то эффект сил трения суще-
существенно зависит от величины и направления
угловой скорости вращения шипа. Если угло-
угловая скорость вращения шипа Q \\ наибольшая
угловая скорость качаний маятника о>т удо-
удовлетворяют неравенству Q |> шт, то данный
реальный маятник превращается в идеальный,
т. е. в маятник, работающий без трения, неза-
независимо от того или иного конкретного зна-
значения Q. Это справедливо в том случае, если
принять, что сила трения не зависит от ско-
скорости [8 и 37].
Приведённые примеры свидетельствуют о
том, что силы трения не исчезают, а пере-
переносятся из одного механического звена в
другое.
ТРЕНИЕ КАЧЕНИЯ (СОПРОТИВЛЕНИЕ
ПЕРЕКАТЫВАНИЮ)
Физическая сущность этого явления впер-
впервые была объяснена Рейнольдсом, который
свёл трение качения к обычному трению
скольжения. Идея Рейнольдса в общих чертах
заключается в следующем. При взаимодействии
круглого цилиндра с плоскостью (фиг. 31) ма-
материал цилиндра в области местного давле-
давления ab сжат, а материал плоскости в этой
области растянут. Таким образом при качении
цилиндра, т. е. при
последовательном на-
нарушении контакта в
данном месте и по-
появлении его в новом,
точки а и b (а также
промежуточные точ-
точки) плоскости будут
стремиться сблизить-
сблизиться; соответствующие
же точки цилиндра
вследствие упругости Фиг. 31. Взаимодействие
будут удаляться Друг круглого цилиндра с пло-
от друга. Это приве- скостью.
дёт к относительному
скольжению на участках ас, и ЪЬ%, Считают,
что область контакта разделяется на три
участка: два участка скольжения ааь bb1 и
один участок сцепления axb^. Кулон предложил
следующую формулу для силы трения ка-
качения :
Г-~Р. E)
где Т — сила трения качения (сила сопроти-
сопротивления перекатыванию круглого цилиндра по
плоскости); k — коэфициент трения качения,
представляющий собой полухорду зоны сжатия
и имеющий линейную размерность; /? —ра-
—радиус цилиндра; Р—вес цилиндра, или в общем
случае сила, с которой цилиндр давит на
плоскость.
Таблица 5
Константа k в формуле Кулона
Очевидно, что X и N—величины прямо про-
пропорциональные [6j.
Пара
Дерево по дереву
Мягкая сталь по мягкой стали . . .
Дерево по стали
Шарик из закалённой стали по
стали
k в см
0,05—0,06
о,оо5
0,03—0,04
О,ОО1
ГЛ. IV]
ТРЕНИЕ КАЧЕНИЯ (СОПРОТИВЛЕНИЕ ПЕРЕКАТЫВАНИЮ)
135
Из формулы E) следует, что сила трения
качения существенно зависит от упругих
свойств материалов и от радиуса цилиндра.
В настоящее время для различных мате-
материалов (находящихся в пластическом состо-
состоянии, упруго-вязких и т. д.) предложены иные
формулы, из которых приводим формулу
Гранвуане, широко применяемую для опреде-
определения сопротивления перекатывания экипажей
по грунту (дорожному полотну) [5]:
v\
где Р — нагрузка на цилиндр; /—ширина;
R~радиус; с — коэфициент, зависящий от
механических свойств грунта (полотна).
Для реального грунта, обладающего упру-
упругим последействием и релаксацией, выве-
выведены свои формулы [31].
Так как в современной науке о трении
считается, что сила трения существенно за-
зависит от микрогеометрических параметров ма-
материалов (относительной и абсолютной шеро-
шероховатости), а также от упругих свойств по-
последних, то приводим формулу силы трения
качения круглого шероховатого цилиндра ра-
радиуса R по упругой плоскости [42] с учётом
указанных факторов:
где а — параметр, характеризующий упругие
свойства поверхностей и их относительную
шероховатость
% — константа; с — относительная шерохова-
шероховатость (тангенс угла наклона кривой опорной
поверхности, апроксимировэнной в виде пря-
прямой); v — коэфициент Пуассона; Е — модуль
упругости 1-го рода; L — коэфициент формы
шероховатости.
Остальные обозначения те же, что и в
формуле E).
КОЭФИЦИЕНТЫ ТРЕНИЯ
Как указывалось выше, на величину коэ-
фициента трения всякой трущейся пары вли-
влияет ряд обычно не учитываемых параметров
(давление, шероховатость, размер поверхности,
степень загрязнённости и др.). В связи с этим
значения коэфициентов трения, предложенные
различными исследователями, пригодны лишь
для тех частных условий, при которых они
были получены.
Очевидно, что определённую таким образом
величину коэфициента трения нельзя считать
неизменной для данной трущейся пары. Кон-
Константы трения, исключающие влияние указан-
указанных выше параметров, еще не определены.
Ниже приведены коэфициенты трения для
различных материалов применительно к тем
узлам, в которых они работают (табл. 6—15),
а затем сводные таблицы коэфициентов трения
для различных материалов, определённые в
лабораторных условиях на специальных при-
приборах (табл. 16 — 18).
Для пользования данными этих таблиц сле-
следует учитывать условия, при которых коэфи-
коэфициенты были получены.
В первой из этих таблиц приведены ре-
результаты классических исследований XIX века
(Ренни, Морен, Конти); во второй — резуль-
результаты исследований по определению коэфициен-
коэфициентов трения для чистых металлов, полученных
в специфических условиях (трение сфери-
сферических образцов по плоскости при малых на-
нагрузках) ; в третьей — коэфициенты для цилин-
цилиндрических образцов из стали, трущихся по
поверхности.
Трение в тормозных и фрикционных
устройствах
В табл. 6 приведены коэфициенты трения
в тормозных и фрикционных устройствах.
Таблица 6
Коэфициенты трения
» тормозных и фрикционных
устройствах
Пара
Коэфи-
Коэфициент
трения
Примечания
Металл по металлу
Сталь по стали в
масляной ванне ....
Сталь по чугуну
или по стали при
слабой смазке ....
Сталь по чугуну
всухую
Сталь по стали
всухую
Бронза по чугуну
при слабой смазке . .
Бронза по стали
всухую
о,о4
од
0,15—0,18
од 8
о, 15
од8
Для ленточных
тормозов /=
=0,25—0,45 в за-
висимостл от
марки чугуна
Часто доходит
до 0,5 и более
Феродо и райбест по металлу
Сталь или чугун
по феродо и райбесту
насухо
Феродо по чугуну
при интенсивной
смазке
о, 25 —о,з5
о,з5—°,45
о,о8
Низкое каче-
качество феродо и
райбеста — тяжё-
тяжёлые условия ра-
работы; хорошее
качество — хоро-
хорошие условия ра-
работы
Порошковые металлические обшивки по металлу
Порошковые ме-
металлические обшивки
по стали всухую . . .
о,35-о,55
В зависимости
от состава об-
обшивки и условий
работы
Прочие материалы по металлу
Кожа по чугуну,
сильная смазка ....
Кожа по чугуну,
слабая смазка ....
Пластмасса по ста-
стали в масляной ванне .
0,12
О,28
О,О9—О,1
Для деревянных тормозных колодок (по
Клейну) коэфициент трения практически по-
постоянен для скоростей от 1 до. 20 м/сек
и давлений от 0,50 до 10 /сг/сл*2 параллельно
волокнам. л!ля чисто обработанных тормозных
колодок величины / приведены в табл. 7.
136
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
[РАЗД.
Значения / для деревянных тормозных колодок
Таблица 7
Металл
Дерево
бук
дуб
Чугун
Железо
0,29-0,37
°,54
0,30—0,34
0,51—0,40
°>35-<М°
0,65—о,бо
о,6о—о
0,46—о,47
0,63—0,60
При пользовании данными табл. 6 и 7 не-
необходимо учитывать, что:
а) для металлов и порошковых металли-
металлических обшивок при работе всухую / с уве-
увеличением температуры сначала возрастает, а
затем остаётся постоянным;
б) для феродо/с увеличением температуры,
как правило, падает в связи с выделением
связующих веществ, действующих как смазка;
поэтому принято учитывать критическую тем-
температуру для феродо, при которой происходит
резкое снижение / (до 0,15);
в) на величину коэфициента трения оказы-
оказывают влияние конструктивные параметры —
давление, скорость, размер поверхности;
t
0,45
0,40
0,35
0,30
0,25
0,20
0,15
0,10
0.05
О
I
\
\
\
U
у *
,3
— —
——
20 40 60
100 120 140 V км/час
Фиг. 32. Зависимость средних значений коэфициентов
трения / металлических тормозных колодок от ско-
скорости по опытам Гальтона ()), Мецкова B), Иллиной-
ского института C); пунктир построен на основе
экстраполяции и НИИЖТ D).
г) при увеличении давления/уменьшается;
при увеличении скорости величина этого коэ-
коэфициента возрастает [38];
д) коэфициент трения покоя меньше коэ-
коэфициента трения скольжения;
е) поведение тормозных материалов отли-
отличается большой неустойчивостью; наиболее
устойчивые коэфициенты трения наблюдаются
при работе в масляной ванне.
Коэфициенты трения для фрикционных
муфт см. гл. VIII.
Наиболее полно изучены и детально опре-
определены коэфициенты трения для железно-
железнодорожных тормозов [13].
Для них установлено, что величина коэфи-
коэфициента трения уменьшается с увеличением
скорости и увеличением давления.
При постоянной скорости скольжения сила
трения несколько падает с увеличением вре-
времени скольжения.
От нагрева тормозных колодок величина
коэфициента трения почти не зависит. Для
влажных колёс величина коэфициента трения
снижается на 10—20%, но при больших ско-
0,50
0,45
0,40
0,35
0,30
0,25
0,20
0,15
0,10
О 10 20 30 40 50 60 70 Vкм/час
Фиг. 33. Зависимость коэфициента тре-
трения для деревянных тормозных колодок
от скорости при удельном давлении
2 кг/см3: 1 — тополь, не пропитанный мас-
маслом; 2—тополь, пропитанный минераль-
минеральным маслом; 3—красный бук, пропитан-
пропитанный растительным маслом.
ростях скольжения A00 км/час) коэфициент
трения возрастает на 15—20%.
Результаты обобщения большого коли-
количества экспериментов НИИЖТ при тормо-
торможении товарного вагона подъёмной силой в
50 т при таре в 21 ж выражаются следующей
формулой:
коэфициент трения
/
У
1—>
-
——
- —
- —
'Ч
Г2
- —
_
/=0,6
16ft +100 v + 100
80А + 100 5i/ + 100 *
ско-
где k — давление на колодку в т; v
рость в км/час.
Для расчёта коэфициентов трения находят
применение также формулы Боше и Вихерта
(см. стр. 125).
На фиг. 32 изображены средние значения
коэфициентов трения для металлических тор-
тормозных колодок по данным различных иссле-
исследователей.
Данные по коэфициентам трения для де-
деревянных тормозных колодок приведены на
фиг. 33.
Резкое падение коэфициента трения для
смоченных водой деревянных колодок (фиг. 34)
показывает целесообразность применения в
ряде случаев деревянных подшипников, смачи-
смачиваемых водой.
ГЛ. IV]
КОЭФИЦИЕНТЫ ТРЕНИЯ
137
Трение в поршнях, сальниках' и золотниках
(см. гл. XII).
Трение в поршнях и сальниках при давле-
давлении от 1 до 55 кг/см2 характеризуется сле-
следующими коэфициентами:
Сальники с пеньковой или хлопчатобумаж-
хлопчатобумажной набивкой, пропитанной в горячем сале,
для гладкого поршня, сальник не слишком
туго затянут о,об— о,и
Те же сальники при трудных условиях вы-
выполнения набивки (сальник тяжёлый, неудобно
расположен) До 0,25
Сальники (манжеты) из мягкой кожи .... 0,03—0,07
То же из твёрдой кожи 0,1—0,13
То же при плохих условиях работы (грубо
обработанный поршень, грязная вода) о,го
С увеличением диаметра цилиндра коэфи-
циент трения уменьшается.
0,25
пт
0.0 J
\
\
Л
\\
\\
_W-
\\
\\
\
-—.
—^
Ю 20 30 W 50 60 70 V км/час
Фиг. 34. Зависимость коэфициента трения
для деревянных тормозных колодок от ско-
скорости колодки и колеса (смочены водой) при
удельном давлении 2 кг/см*: 1 — тополь, про-
пропитанный минеральным маслом; 2 — красный
бук, пропитанный растительным маслом.
Трение в золотниках характеризуется сле-
следующими коэфициентами (бронза по бронзе
при давлении от 2 до 110 кг/см'2, реверсивное
медленное движение):
Золотники, непрерывно смазываемые о.об
смазываемые водой через многочис-
многочисленные отверстия о,ю
работающие всухую (со скрипом) . . 0,30
Трение при пластическом деформировании
металлов [26]
При обработке металлов пластическим де-
деформированием (прокатка, волочение, ковка,
штамповка и др.) имеет большое значение
величина коэфициента внешнего трения.
Обычно величина коэфициента трения при
этих условиях определяется посредством оса-
осаживания коническими бойками цилиндрических
образцов с коническими выточками на торцах.
На величину коэфициента сухого трения
влияют наличие плёнки окисла и природа
этого окисла.
Следует различать химически индивидуали-
индивидуализированные плёнки окислов и адсорбционные
поверхностно-оксидные плёнки.
Химически индивидуализированные толстые
плёнки окислов увеличивают трение, в то
время как тонкие адсорбционные поверхко-
стно-оксидные плёнки уменьшают его вслед-
вследствие нейтрализации действия сил молеку-
молекулярного взаимодействия.
При трении со смазкой значительное влия-
влияние оказывает род смазки.
В табл. 8 и 9 приведены коэфициенть*
трения для сухих и смазанных поверхностей.
Таблица 8
Коэфициенты сухого трения различных металлов
по стали марки ЭХ12 твёрдостью Яо=- 650
я
Металл
Медь ....
Цинк ....
Железо
„Армко" . .
Латунь мар-
марки Л59....
Алюминий .
Никель . .
Свинец . .
Висмут . .
Кадмий . .
Олово . . .
Серебро . .
, к
СО СИ Он
О н
V «
х ей н
4SS
°>36
о,39
о,71
о,44
>о,97
о,32
о,33
о,27
0,24
o,i8
0,51
. са
ы ? ^
о и ?•
>» Я 05
Но, 5
I37*
IOO
132,5
92
Б
а
узк
о.
U
га
х;
ю,9
7>9
i8,7
24,3
4,9
Примечания
Отжиг произ-
производился в
вакууме
трансформа-
трансформаторном масле
вакууме
муфельной
печи (воздух)
селитровой
ванне
вакууме
цилиндровом
масле
воздухе
воздухе
воде
и
| SLfe
75O
I2O
8оо
боо
375
ооо
i8o
150
180
IOO
Таблица S*
Коэфициенты граничного трения меди и алюминия
по стали марки ЭХ12, твёрдостью Hjg =650 при
различных смазках
Смазка
Вазелиновое масло
1%-ный раствор
олеиновой кислоты
в вазелиновом ма-
Олеиновая кислота
Технический керо-
Трансформаторное
Машинное масло С
Мазут №9 ....
„ № 10 ....
Вода
1%-ный раствор
Na2CO3 в воде ....
1%-ный раствор зе-
зелёного мыла в воде .
Мыло зелёное . . .
1%-ный раствор
натрового мыла
(стружка) в воде . .
Триэтаноламин
N (СН.О),
1"/,)-ный раствор
триэтаноламина в
Мыло натровое
(стружка)
Эмульсия состава:
масло машинное
С - 1,6%,
натровое мыло
(стружка) — 8%,
олеиновая кисло-
кислота 0,2°/0,
вода — остальное
Медь
фи-
трен
1) <П
и о g
с ?? с
0. я я
о X 73
о,15
О.О7
о,об
О,2б
о, 15
0,12
о,и
—
о ,19
о,27
°>°9
°,°9
—
о,о8
о,ю
о
о п
5 м х
3« СО
И о <->
Ч 4
о я са
"- н о.
163
172
/
173
1Ш
163
166
167,5
—
i"8
158
170
170
—
171
i68
Алюминий
к
. 1 Я
зна-
оэфи
трен
а) о
Ж О) j™
2 х *
СХ о) Я
о 3- Sf
п о"
O.QO
v ,O
0,14
0,07
о,о4
о,°7
о, 14
о,24
—
—
°,°4
°,°3
°,°3
о,оя
нус-
ойка
сах
ота >,
Я са
t- О
170
XIЛ
1Л.6
тбл.
172>5
175
172
164
—
—
175
176,5
176
176,5
—
138
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
[РАЗД. I
Образцы были подвергнуты отжигу в соот-
соответствующей для каждого металла среде, при
которой плёнка окисла на металле не обра-
образуется. Осаживание образцов производилось
бойками из стали марки ЭХ 12 твёрдостью
Нв = 650 со скоростью б мм/сек, при ком-
комнатной температуре. Образцы получались от-
отливкой с последующей механической обра-
обработкой. Передосаживанием бойки подвергались
шлифованию наждачной бумагой № 00, а об-
образцы — бумагой № 0000. Размеры образцов
до осаживания: высота — 25 мм, диаметр —
17 мм. Величина осаживания для всех образ-
образцов принималась равной 32%.
Трение в деталях, сопрягаемых с натягом
(Расчёт прессовых посадок см. гл. V).
Сопряжения с натягом находят широкое
применение в машиностроении.
Цилиндрические посадки. Коэфициент
трения / при цилиндрических посадках по
данным различных исследований колеблется
•в пределах от 0,007 до 0,3.
По советским исследованиям, проведанным
применительно к вагонным осям [36],/=0,086.
Детальные исследования [40] показали, что на
Т
0,300
0,260
0,220
0,180
0,140
0,100
Таблица 10
Средние значения коэфициентов трения для
дрических
сопряжений с натягом
Сопрягаемая пара
охватывающая
материал
Сталь 45
Чугун
серый
СЧ 21—40
Чугун
серый
шеро-
хова-
ховатость
в р.
1—1,25
1—1,25
I—1.25
охватываемая
материал
Сталь 45
Сталь
Бронза
ОЦС
6-6-3
шеро-
хова-
ховатость
в у.
1-1,25
3,2—4,оо
I— 1,25
3,2 -4
i,o—1,25
3.2—4.0
га
=t
tu
О "
я <и 3
¦0 S *¦>
4 «"*
щ а> 1»
=t ч
лад
>6оо
>боо
>25°
цилин-
X
<L>
а _
s 5
г. 3
° а
И н
0,12
О, IOO
g o,8o
\
°-?75
0,07
о, об
N
п
\
is
п ш
SI
0,150
0,130
0,110
0.090
0,070
0 200 400 600 800 1000 1200 14001600 1800 2000 2200 2Ч00рк21См^0'050
0,030
0,020
\
\
\
л
V
\
p>
4
\
<
1—
¦^^^
s
0 100 200 300 U00 500р кг/см*
f
0,260
0,220
0,180
0,№
0,100
0,(Щ
°> 0100 300 500 700 900 П00130015001700 ркг/смг
6)
величину коэфициента трения оказывают влия-
влияние давление и шероховатость.
При увеличении давления величина коэфи-
коэфициента трения снижается. Чем поверхности
более гладки (до запрессовки), тем больший
у них коэфициент трения.
Результаты определения коэфициентов тре-
трения для сопряжений с различным натягом
(удельное давление определено по формуле
Ламе) приведены на фиг. 35.
Различные кривые относятся к поверхно-
поверхностям, имеющим одинаковую шероховатость,
но различные коэфициенты полноты профиля
® зависимости от технологии их изготовления.
Фиг. 35. Зависимость коэфициента трения при запрес-
запрессовке и распрессовке от удельного давления для различ-
различных методов механической обработки посадочных по-
поверхностей охватывающей детали. Охватывающая деталь
обработана различными методами, но с одинаковой сте-
степенью чистоты Н =1 -5- 1,25 [i, v VV 7 б; охватываемая
деталь обработана шлифованием с чистотой // к=1-г
-5-1,25 (i, V v V 7 б. Методы обработки посадочной по-
поверхности охватывающей детали: П—протягивание;
Р — развёртывание; Щ — шлифование; Ч — чистовое
растачивание, а — материал охватывающей детали —
сталь 45; охватываемой — сталь 45. б — материал охваты-
охватывающей детали — серый чугун марки СЧ 21-40, охваты-
охватываемой— сталь 45; в—материал охватывающей детали —
серый чугун марки СЧ 21-40, охватываемой — бронза
марки ОЦС 6-6-3.
Номинальный диаметр сопрягаемых деталей
~40 мм, длина равна 1,5 диаметра.
Коэфициенты трения для стали и чугуна
сильно падают для нагрузок до 600 кг)см%
далее же они остаются почти неизменными.
Для бронзы падение коэфициента трения
наблюдается до нагрузки в 250 кг/см2.
Средние значения / для цилиндрических
сопряжений с натягом при достаточно больших
нагрузках приведены в табл. 10.
Коэфициенты трения в прессовых конус-
конусных посадках были Определены при следую-
следующих условиях: конус — сталь марки У8 твёр-
ГЛ. IV]
КОЭФИЦИЕНТЫ ТРЕНИЯ
139
Коэфициенты трения для прессовых конусных сопряжений
Таблица 11
Удельное давление
в кг/см2
ггы
а
За
•&=
(
I при сухом
| трении . .
1 при слабо-
j смазанной
I поверхно-
| сти ....
1
10
°.зз
°.34
'•¦ 15
0,46
°.39
20
о, 48
о,39
25
о,49
О,38
30
о,48
о,з8
40
о,45
о.37
50
о, 42
0,46
100
о,35
0,42
200
О,28
о, 23
400
o,i8
°. 15
500
О,12
о, 13
600
—
О,II
достью HR =62— 65; втулка — серый чугун
твёрдостью Нв = 149—169; конусность 1/50 [24],
сухие поверхности промыты бензином и про-
просушены, слабо смазанные — покрыты расти-
растительным маслом и вытерты насухо.
Трение в болтовых соединениях
При расчёте болтовых соединений вели-
величину коэфициента трения принимают в пре-
пределах от 0,06 до 0,12, иногда до 0,2—0,25.
Трение при качении и скольжении колёс
железнодорожного подвижного состава,
автомобилей, тракторов и прицепов
на полозьях
При расчёте транспортных средств суще-
существенное значение имеют следующие вели-
величины: а) коэфициент сопротивления перека-
перекатыванию; б) коэфициент сцепления; в) коэфи-
коэфициент трения скольжения (между колесом и
дорогой).
Несмотря на наличие ряда расчётных фор-
формул для определения коэфициента сопроти-
сопротивления перекатыванию в зависимости от на-
нагрузки, размеров колёс и механических свойств
сопрягаемой пары, в настоящее время поль-
пользуются простой формулой R = kQ, т. е. считают,
что полное сопротивление перекатыванию R
прямо пропорционально весу экипажа Q. Со-
Сопротивление перекатыванию равно усилию,
которое надо приложить, чтобы тянуть экипаж
по горизонтальному пути.
Коэфициентом сцепления i> называют отно-
отношение максимально допустимого (без буксо-
буксования) окружного усилия на колесе к нор-
мгЦьной реакции между колесом и дорогой.
По существу коэфициент сцепления предста-
представляет собой полную силу трения покоя. Исклю-
Исключительно большое значение коэфициента
сцепления, величина которого ограничивает
предельные значения тяговой силы, объясняет
большое количество исследований, посвящен-
посвященных его определению. Однако все эти
исследования носят, за небольшими исключе-
исключениями, эмпирический характер.
Железнодорожный подвижной состав.
Коэфициенты сопротивления пе-
перекатыванию. Коэфициент сопротивления
перекатыванию железнодорожного состава
(паровоз плюс вагоны) равен 0,0016-0,008,
т. е. 1,6—8 кг на 1 т веса состава. С увели-
увеличением скорости сопротивление возрастает!
Коэфициенты сцепления. Коэфи-
Коэфициент сцепления колеса с рельсом считают
не зависящим от величины нагрузки на ко-
колесо (в пределах изменений, предусмотренных
эксплоатационными нормами). Это понятно,
если учесть, что величины удельных давлений
порядка 3000 кг\сМг.
По мере увеличения скорости коэфициент
сцепления уменьшается. На основе большого
числа наблюдений в интервале скоростей от
нуля до 150 кмi час предложена следующая
эмпирическая формула [13]:
ф = 0,24—0,0007t»,
где v — скорость в км /час.
Применяются также и другие формулы —
для определения коэфициентов сцепления па-
паровозов и тепловозов:
1
^~<x + 0,035i> *
где а — величина, колеблющаяся в пределах
от 3,8 до 4,7.
При сильно смоченных рельсах ф остаётся
таким же, как и при сухих. В случае, если
рельсы слегка влажны, ф уменьшается на
20—300/0.
Коэфициенты скольжения. Трение
скольжения железнодорожных вагонов со
стальными бандажами при движении по сталь-
стальным рельсам в зависимости от скорости ха-
характеризуется следующими данными:
Скорость в км/час ю з° 5° 7° 9°
Коэфициент трения
скольжения о,ю 0,07 о.об 0,05 0,04
Для определения коэфициента трения сколь-
скольжения железнодорожного подвижного состава
применяется следующая формула Боше:
f= Т+оозТ •
где v — скорость в м/сек; k — коэфициент, для
очень сухих рельсов равный 0,31, для сухих —
0,22 и мокрых — 0,14.
Автомобили. Коэфициенты сопро-
сопротивления перекатыванию. Для авто-
автомобилей коэфициент сопротивления перекаты-
перекатыванию k при одинаковом типе шин не зависит
от вертикальной нагрузки, слабо зависит от
скорости, но зависит от эластичности шин и
поверхности дороги, причём при гладкой до-
дороге k тем меньше, чем больше давление
воздуха в шине, при неровной дороге — на-
наоборот [27].
Коэфициенты сцепления. По
классификации Чудакова [27] различают
три разновидности коэфициента сцепления:
1) нормальный коэфициент сцепления при
движении колеса в плоскости качения при
отсутствии скольжения и буксования *; 2) коэ-
* Не следует упускать из виду, что неполная сила
трения обусловливает неполный коэфициент "сцепления.
140
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
[РАЗД.
Таблица 12
Коэфициенты k для различных дорог в зависимости от рода шин и от скорости^
(по данным экспериментальной станции штата Айова, США)
Тип одежды
Асфальтобетонная (песчаный асфальт4) .
Асфальтобетонная (крупнозернистый ас-
асфальт) • ...
Бетонная •
Торцовая мостовая • . . . .
Клинкерная „
Брусчатая „
Гравийная .
Грунтовая мостовая, регулярно содержи-
содержимая
Булыжная и осколочная мостовая . . .
Щебёночная мостовая .
Массивные
шины
км/час
0,012—0,016
O,OI4 0,015
O,OI4 O,Ol6
O,0l6
O,OI4 O,OI7
O,0ig—O,O28
О,О2О—О,О25
0,025—о.оз1
О,О25—О,ОдО
0,030—0,040
км!час
О,Oil — O,OI2
o,oio—o,oi4
O.OI4
О,О12—О,О14
o,oi5—°,°25
0.013—°,О23
О,О23—О,О27
О,О2О—О,О4О
0,025—0,035
Пневматики
V—40 км/час
O,OI2—0,0l6
0,014—°>015
0,012—O,Ol6
0,015
0,014—°iOI7
0,018—0,028
0,020—0,025
0,024—0,028
0,025—0,040
0,030—0,040
z>=56 км /час
0,016—0,019
o,oi7—o,oi8
0,016—0,019
0,018
0,017—0,021
0,020—0,030
0,025—0,030
0,030-^,033
0,05а
0,040
Таблица 13
Коэфициенты k для мягких грунтовых дорог для
трёхосных автомобилей (по английским данным)
Грунт
1 Сухой рыхлый песок тол-
! тиной в 20 еж
То же, но более влажный .
i To же, но ещё более влаж-
! НЫЙ
Глинистый грунт, поросший
травой
Влажный глинистый грунт,
поросший травой
Мокрый глинистый грунт,
поросший травой
Глубина за-
гружения в см
Не поддаётся
учбту
2.5
3,75
k
0,248
0,150
0,180
0,050
0,150
0,187
фициент сцепления при наличии скольжения
или буксования колеса в плоскости его каче-
качения; 3) коэфициент сцепления при наличии
бокового заноса колеса, при котором колесо
вращается и скользит вбок.
Коэфициент сцепления катящегося колеса
примерно на 20% ниже коэфициента сцепле-
сцепления неподвижного колеса.
Многие исследования показывают, что ве-
величина вертикальной нагрузки, так же как
и скорость качения, весьма мало влияет на
коэфициент сцепления. Поверхность протек-
протектора и давление внутри шины сильно влияют
на «р. Фигурный протектор и шина с низким
давлением дают большее значение <р.
Чудаков рекомендует следующие значения
коэфициента сцепления для работы автомобиля
на сухой дороге:
!лина низкого давления .... 0,7—0,75
высокого „ .... о,6—0,65
массивная .... 0,5—0,55
Для плотно утрамбованного на мостовой
снега величина коэфициента сцепления в за-
зависимости от ее состояния следующая:
Замерзшая мостовая o,2i
Обледенелая » o,i8
Оттаявшая . 0,15
При влажной дороге и наличии пробуксовки
или бокового скольжения коэфициент сцепле-
сцепления по мере увеличения скорости скольжения
быстро уменьшается [27].
Понижение коэфициента сцепления при
наличии боковой силы объясняется тем, что
равнодействующая сил трения располагается
под углом к плоскости вращения колеса.
Коэфициенты скольжения. Коэфи-
Коэфициенты скользящего трения для резиновых
шин по данным Арну: по сухому макадаму —
0,67, по сухому асфальту — 0,71, по сырому
асфальту — 0,81 и по мягкой скользкой до-
дороге — 0,07—0,17.
Тракторы [14 и 20]. Коэфициенты
сопротивления перекатыванию и
сцепления для тракторов различных типов
в зависимости от дороги приведены в табл. 14.
Таблица 14
Коэфициенты сопротивления
Дорога
Асфальт
Дорога просёлочная
укатанная сухая:
глинистый грунт . .
песчаный грунт . .
чернозём •
Луг влажный ....
Стерня влажная . .
Пахота слежавшаяся
Песок влажный . . .
Поле свежевспахан-
ное .
Песок сухой ....
Болото сырое . . .
Укатанная снежная,
дорота
перекатыванию
Тракторы
со
стальными
колёсами
0,02
°,О5
о,об
о,о8
о,14
о. 15
О,1б
0,20
0,20
0,30
0,40
0,05
с
балло-
о
о
о
о
о
о
о
0
о
о
о
о
ми
oi5
°3
04
°5
о8
10
12
16
18
20
25
°3
с гусени-
гусеницами
о,об
о,об
о,об
0,07
0,07
о,о8
о,о8
о, ю
о, ю
о,15
о, 15
о,об
Коэфициенты сцепления для тракторов раз-
различных типов в зависимости от дороги харак-
характеризуются следующими данными:
ГЛ. IV]
КОЭФИЦИЕНТЫ ТРЕНИЯ
141
Таблица 13
Коэфициенты сцепления для тракторов
Продолжение табл. 16
Тип дороги
Асфальт
Сухая укатанная дорога на
глиняном грунте
То же на песчаном грунте .
„ „ „ чернозёме . . . .
Луг влажный скошенный
То же некошеный
Стерня влажная
Слежавшаяся пахота ....
Свежевспаханное поле . . .
Песок влажный
сухой
Болото
Укатанная снежная дорога .
Тракторы
,8
>о
,6
о
,8
.7
4
,3
,2
,2
,2
>4
о,8
о,7
о,6
°>7
о,5
о,6
о,5
о,4
о,4
о,з
О,1
о,3
О,6
о,9
о,6
°.7
о.5
о,4
о.З
о,6
Прицепы на полозьях. Для опреде-
определения тяговых усилий, необходимых для пере-
перемещения прицепов к тракторам на полозьях,
необходимо пользоваться следующими коэфи-
циентами сопротивления скольжению:
при деревянных полозьях по плотному снегу .... 0,035
» металлических „ по снегу о,ог
Коэфициенты трения для деревянных со-
сосновых полозьев в зависимости от плотности
снега [4]:
Плотность снега
в Нем3 ....... од о, 15 о,24 о,з7 °>44 °>5° °>55
Коэфициенты
трения o,i о,о9 о,о8 о,об о,о45 0,03 о,оз
Эти данные могут быть охвачены следую-
следующей эмпирической формулой:
/- 0,123 —0,181р.
где р — плотность снега в г\см*.
Коэфициенты трения различных
материалов, определённые
в лабораторных условиях
Наиболее распространены в инженерной
практике коэфициенты трения для различных
материалов, полученные Ренни и Мореном.
Заслуживают внимания также малоизвестные
данные Конти [48]. В табл. 16 дана сводка
этих коэфициентов (в порядке алфавита мате-
материалов). Условия, в которых они были полу-
получены, следующие.
Ренни производил опыты на наклонной
плоскости для поверхностей размерами 36—
42 см'г при малой скорости; среднее удельное
давление pal кг/см2; поверхности — сухие.
Таблица 16
Коэфициенты трения различных материалов
по Ренни, Морену н Конти
Пары
Бронза по бронзе
, „ железу
. „ „ ¦¦ стали .
„ :чугуну
Еид коэ-
фициента
трения
D
D
'¦ .D
D
Коэфициент
трения
О,2О
@,16)
о, 15
0,22
o,2i; @,097)
Исследо-
Исследователь
Морен
Конти
Пары
Вяз. по дубу . . .
„ чугуну .
Дуб по дубу . . .
„ „ вязу . . .
„ „ чугуну . .
Железо по дубу . .
„ вязу. .
„ „ железу
„ чугуну
Канат пеньковый
по дубу
Кожа по дубу . .
, „ железу .
Кожа по чугуну .
Латунь по железу
» „ латуни
„ „ стали .
„ чугуну
Медь по чугуну . .
Олово по железу .
„ „ олову .
„ чугуну .
Резина по чугуну
Сталь по железу .
„ „ стали . .
¦ „ „ чугуну .
Тополь по чугуну
Хвойное дерево по
дубу
Хвойное дерево по
хвойному дереву . .
Чугун по бронзе .
» дубу . .
* „ „ железу .
„ „ стали
„ „ чугуну .
Еид коэ-
фициента
трения
1 П
1 п
D
\ п
1 D
D
{ Л
\ D
\ п
\ D
¦¦ II
i
D
D
( П
J D
1 D
D
D
D
f D
D
\ D
D
D
D
D
i D
\ D
D
D
J D
\ D
D
i n
\ »
D
D
1 П
\ О
D
О
1 D
D
D
Коэфициент
трения
110,69; +°>57
110,43; +°»45
-Ю38
II 0,62; +0,54; ±0,43
110,48; -4-0,34; i.0,19
II 0,38
II 0,29; i-0,39
II 0,62
0,62
0,25
°.i5
0,19
o»i7; @,046)
0,80
110,52
{ 0,61—лицевой
1 стороной
| о,43—бахтар-
1 мой
о,зо—о, 35
о,25
(О, 12)
(о, 15)
о,б9*
(о,59) **
о, 14
о,17
о,15
о,15
o,i8
@,11)***
°f27; @,059)
0,17
0,30
0,18
0,83 ****
@,51) *****
0,19
0,15
@,081)*******
110,41; +0,41
110,53
и 0,36—0,40
0,29
0,13
°.65
0,49
0,17
0,15
0,16
0,16
0,16; @,075)
Исследо-
Исследователь
Морен
Конти
Морен
Конти
Морен
Ренни
Морен
Конти
Морен
>Морен
Ренни
Морен
Конти
Ренни
Я
Конти
Конти
Ренни
Конти
Ренни
Конти
Конти
Морен
Ренни
Конти
Морен
Ренни
Морен
Конти
* р = 0,17 кг/см-; v = 0,55 ж/сел;
*¦ /» = о,16 кг см-; v = 0,6 м/сек;
*** р =0,2 кг сл^; г/ = 1 м.'сек;
**** р = о,21 кг/сл2; v = 0,4 ж/сек;
***** р = о,22 кг,сл*2; г< = 0,4 м/сек;
****** р = з,1 кг\см'2; v = 1 м/сек;
******* р = 2,4 «г.;ел2; г> = 1 ж/сеж;
Примечание. В графе „Вид коэфициента тргння"
буква D означает „коэфициент трения движения"; буква
П—„коэфициент трения покоя".
Значения знаков: II —движение направлено вдоль во-
волокон; + —движение направлено поперёк волокон; J_ —
торец движется вдоль волокон.
В скобках указаны значения коэфициентов тоения
для смазанных поверхностей.
142
ТРЕНИЕ В МАШИНАХ И МЕХАНИЗМАХ
[РАЗД.
Таблица 17
Коэфициенты
Материал ножек
"—^^^^ Нагрузка
., " -~-_ в г
Мате- ^^-~-^_^_^
риал пластины ^~~~—-
Сталь
Си
-~^_^^ Нагрузка
Мате- ^~~^--~_^_^^
риал пластины —
Ni
-~^_^^ Нагрузка
Мате- ^-~^^
риал пластины ^~~-~-
Sn
Pb
трения сферических ножек
Pb
240
1,0
о,5
140
0 68
40
1,00
1,35
2140
0,78
о,Зб
1140
1040
1,14
1.34 ¦
Sn
240
0,66
0,41
140
0 68
40
о,9
0,48
2140
о.56
о,35
1140
1040
0 83
о,57
по полированным
Bi
240
0,62
°,5°
140
4°
о,6
о,6о
2140
о,44
о,34
1140
О 26
1040
о,54
о,39
А1
240
о,71
°,4°
I4O
4О
о,91
1,О0
2I4O
о,45
о,25
U4O
О 2б
юр
0,63
1,О0
пластинам при двух нагрузках
Си
24O
о,37
1,2
I4O
4°
1,О
I ,О0
2140
о.З1
1,46
1140
1040
о,84
1,14
Zn
1
240
0,41
о,35
140
-
40
0,91
0,83
2140
°,3°
о, 34
1140
\
1040
0,69
1,1
i
Сталь
240
о,53
о, 23
140
4°
о,8з
1,38
214°
0,82*
о,17
1140
1040
о,6о
о,57
* Столь высокий коэфициент трения для стали по стали имеет место лишь для очень хорошо полированных по-
поверхностей (шероховатостью в 1—2 микродюйма). Даже незначительное увеличение шероховатости E—6 микродюй-
микродюймов) снижает коэфициент трения до 0,4.
Морен производил опыты на горизон-
горизонтальной плоскости при удельном давлении
р « 1 кг/см2; поверхности — сухие; коэфициент
трения движения определялся при скорости
движения v ~ 1 м\сек.
К о н т и производил опыты на наклонной
плоскости при среднем удельном давлении
р = 1—2 кг/см2 и скорости v « I м/сек (кроме
значений коэфициентов трения, отмеченных
сносками). Поверхности были тщательно обра-
обработаны и промыты спиртом. Размер поверх-
поверхности— 25—50 см2. Слабая смазка произво-
производилась разбрызгиванием нескольких капель,
которые растирались сухой тряпкой.
В дополнение к табл. 15 приведём данные
Ренни материалов: гранит по граниту — 0,30;
песчаник по песчанику — 0,37; шерстяная ткань
по шерстяной ткани — 0,44; сталь по льду —
0,014, лёд по льду —0,028.
В современной технике наряду с распро-
распространёнными сплавами находят применение
чистые металлы.
В табл 17 приведены полученные в лабо-
лабораторных условиях коэфициенты трения для
чистых металлов при скольжении трёх сфе-
сферических ножек диаметром 5 мм по пла-
пластине [41].
Очистка полированных поверхностей ножек
и пластин произведена очень тщательно (тре-
(трение сухое).
Коэфициенты сухого трения для полиро-
полированных образцов различных видов стали при
сравнительно высоком удельном давлении,
при нагрузке 22,5 кг для цилиндра диа-
диаметром 10 мм, скользящего по плоскости
со скоростью 0,5 м1сек, приведены в
табл. 18 [49].
Следует учесть, что при такой нагрузке
происходит сильное повреждение трущихся
поверхностей.
Таблица 18
Коэфициенты сухого трения для стали различных
видов
Материал
плоскости
Низкоуглероди-
углерода)
Сталь 45 средне-
углеродистая
Высокоуглеро-
Высокоуглеродистая инструмен-
инструментальная сталь @,7°/0
углерода)
Материал скользящего
цилиндра
Низкоуглеродистая
сталь
Нержавеющая
сталь 18-8
Низкоуглеродистая
Нержавеющая
сталь 18-8
Медь
Низкоуглеродистая
сталь
Нержавеющая
сталь 18-8
Медь
Алюминий
Коэфи-
трения
0,18—0,23
o,i8—0,22
0,17—0,20
0,16—0,20
0,23—0,32
0,18—0,22
0,16—0,19
0,18-0,28
0,16—о,ао
ГЛ. IV]
КОЭФИЦИЕНТЫ ТРЕНИЯ
14»
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. ВоларовичМ. П., Метод определения кинемати-
кинематической вязкости смазочных масел при 0° С, сборник
„Трение и износ в машинах", вып. II, изд. Академии
наук СССР, 1946.
2. Воларович М. П., Исследование вязкости смазоч-
смазочных масел под давлением до 1000 кг/см*. „Труды Все-
Всесоюзной конференции по трению и износу в машинах",
т. II, изд. Академии наук СССР, 1940.
3. Воларович М. П., Зависимость вязкости смазоч-
смазочных масел от температуры, „Труды 2-й конференции по
трению и износу в машинах", изд. Академии наук СССР,
1947.
4. Горбунов А. Л., Тяговые расчёты зимних аэро-
аэродромных орудий в „Сборнике научно-исследовательских
работ по аэродромному строительству\ вып. 11, Обо-
ронгиз, 1945.
5. Г о р я ч к и н В. П., Собрание сочинений, т. II, Сель-
хозгиз, 1937.
6. ГорячкинВ. П., Собрание сочинений, т. V, Сель-
хозгиз, 1940, стр. 61.
7. Г у т ь я р Е. М., О предельной скорости в ремённой
передаче, „Труды Московского автомобильного дорож-
дорожного института", вып. 9, Дориздат, 1940.
8. Ден Гартог, Теория колебаний,Гостехиздат, 1942,
стр. 385.
9. Дерягин Б. В. и Пичугин Е., Исследование
маслянистости смазочных средств посредством щуповых
профилометров, „Доклады Академии наук СССР',
т. XLV1H, № 4, 1945.
10. Д ь я ч е н к о П. Е., Критерий оценки микрогеоме-
микрогеометрии поверхности, изд. Академии наук СССР, 1942.
П.Дьяченко П. Е., Качество поверхности деталей
авиационного мотора, изд. Академии наук СССР, 1946.
12. Ж у к о в с к и й Н. Е., О скольжении ремня на шки-
шкивах, полное собрание сочинений, т. VIII, ОНТИ, 1937,
стр. 19.
13. К а р в а ц к и й Б. Л., Общая теория автотормозов,
Трансжелдориздат, 1947.
14. Карельских Д. К. и К р и с т и М. К., Теория,
конструкция и расчёт тракторов, Машгиз, 1940.
15. КрагельскийИ. В., О зависимости силы трения
скольжения от скорости, сборник № 1 „Трение и износ
в машинах", изд. Академии наук СССР, 1941.
16. К р а г е л ь с к и й И. В., О влиянии давления и раз-
размера поверхности на величину силы трения скольжения,
сборник „Исследования в области машиноведения", изд.
Академии наук СССР, 1941.
17. К р а г е л ь с к и й И. В., Влияние шероховатости по-
поверхности на трение, изд. Академии наук СССР, 1946.
18. К р а г е л ь с к и й И. В., О расчете величины коэфи-
циента сухого трения по профилограмме поверхности.
Сборник № 3 .Трение и износ в машинах", изд. Акаде-
Академии наук СССР, 1948.
19. Кузнецов В. Д., Физика твёрдого тела, т. IV,
Полиграфиздат, Томск 1947.
20. Львов Е. Д., Теория трактора, Машгиз, 1946.
21. М е р ц а л о в Н. И., Динамика механизмов, изд.
Петровской с.-х. академии, Москва, 1914.
22. Орлов П. И., Смазка лёгких двигателей, ОНТИ,
1937.
23. Ребиндер П. А. и др.. Исследования в области
поверхностных явлений, сборник, 1936.
24. Т р о я н о в И. И., Подбор конических сопряжений
призм к автомобильным весам, „Труды 2-й конферен-
конференции по трению и износу", изд. Академии наук СССР,
1947.
25. Ц е п л я е в М. В., ПереДачи-с^гибкой связью, Оборон-
гиз, 1941. ^^"^
26. Ч е р т а в с к и х А. К., Трение и смазка при обра-
обработке цветных металлов, под ред. И. Л. Перлина, изд.
по чёрной и цветной металлургии, 1945.
27. Ч у д а к о в Е. А., Теория автомобиля, ОНТИ, 1935.
28. Ш м а л ь ц Г., Качество поверхности, НКТМ СССР,
Машгиз, 1941.
29. В е р х о в с к и й А. В., Явление предварительного
смещения при трогании несмазанных поверхностей'
с места, „Журнал прикладной физики" № 3, 1926.
30. Дерягин Б. В., Молекулярная теория трения и
скольжения, „Журнал физической химии", т. V, вып. 9,
1934.
31. И ш л и н с к и й А. Ю., Теория сопротивления пере-
перекатыванию (трения качения)и смежные явления. Сб. „Тре-
„Трение и износ в машинах", т. 2, стр. 285, 1939.
32. Ишлинский А. Ю. и КрагельскийИ. В.,
О скачках при трении, „Журнал технической физики",
т. XIV, вып. 4-5, 1944.
33. К р а г е л ь с к и й И. В., О сухом трении, „Вестник,
металлопромышленности" № 2—3, 1946.
34. К р а г е л ь с к и й И. В., Влияние продолжитель-
продолжительности неподвижного контакта на величину силы трения,
„Журнал технической физики", т. XIV, вып. 4—5, 1944.
35. М и н а к о в А. П., Основы наматывания и сматыва-
сматывания нити, „Текстильная промышленность" № 10, 11, 12,
1944.
36. Мордвинцев, Исследование запрессовки вагон-
вагонных осей, „Транспортное машиностроение" № 2, 1939.
37. С т р е л к о в С. .П., Маятник Фроуда, „Журнал тех-
технической физики", вып. 14, стр. 563—573, 1933.
38. X р у щ о в М. М. и Ш в е ц о в а Е. М., Механиче-
Механические свойства тормозных обшивок, „Известия НАТИ"
№ 3, 1933, стр. 33.
39. Э рте ль А. М., Теория полужидкостного трения,
„Известия Отделения технических наук" № 9, Академия
наук СССР, 1944.
40. Корона А. Б., Исследование влияния чистоты по-
посадочных поверхностей на прочность сопряжений с на-
натягом, диссертация, МВТУ, 1947.
41. К р а г е л ь с к и й И. В., Трение несмазанных по-
поверхностей, диссертация, Институт машиноведения Ака-
Академии наук СССР, 1944.
42. Щ е д р о в В. С, Анализ сухого трения, диссертация,
Институт машиноведения Академии наук СССР, 1946.
43. В е i I b у, „Nature", vol. 137, 1936, стр. 516.
44. В о w d е п F. P. and Huges T. P., The friction
of clean metals and the influence of adsorbed gases,
„Proc. of Royal Soc", A. 172, 1939, стр. 263-279.
45. В о w d e n F. P., M о о г е A., Tabor, The plou-
ploughing and adhesion of sliding metals, „Journal of Appl.
Physik", т. 14, февр. 1943.
46. В о w d e n F. P. and R i d 1 e г К. Е. W., Physical
properties of surfaces. The surface temperature of sliding
iretals. Proc. Rog. Society A-151, 1940, стр. 640—656.
47. Campbell, Transactions of the ASME, окт. 1939.
48. Conti P., Sulla Resistenza di Attrito, Atti della
R. Academia dei Lincei, т. 11, 1875, стр. 16-62.
49. D о k о s S. J., Sliding friction under Extrifi.e Pressur,
„Journal of applied mechanics" .№ 2, т. 13, июнь 1946.
50. D о w R. В., „Physics" № 6, 1935, стр. 71.
51. Hardy W., „Philosophical Magazine", 38, 32, 1919.
52. Shaw and Leavey, Friction of dry solids in
vacuo, „Philosophical Magazine", т. X, ноябрь 1930,
стр. 809.
53. T r i 11 a t F. I., Roentgenographische Untersuchungen.
von Olen, Fetten und bchmiermitteln, „Mettalwirtsch.V
т. 9, 1930, стр. 1023/28.
ДЕТАЛИ МАШИН
Глава V
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
ЗАКЛЁПОЧНЫЕ СОЕДИНЕНИЕ
Заклёпочные соединения имеют примене-
применение в некоторых конструкциях, подверженных
действию высоких температур и коррозии, и
в некоторых объектах, работающих под интен-
интенсивным действием ударных и вибрационных
нагрузок (авиационные конструкции, паровоз-
паровозные котлы, железнодорожные мосты). С усо-
усовершенствованием технологии сварочного про-
производства применение заклёпочных соедине-
соединений постепенно сокращается. В данной статье
затронуты заклёпочные соединения общего
машиностроения и металлоконструкций, исклю-
исключая самолётостроение.
РАЗНОВИДНОСТИ ЗАКЛЁПОК
Материалом заклёпок для плотных швов
служат стали, регламентированные ГОСТ
499-41; заклёпки прочных швов изготовляются
из сталей по ГОСТ 499-41, а также из марте-
мартеновских сталей марок Ст. 2 и Ст. 3 (ГОСТ
38D-41, гр. А), из сталей марок 10, 15 (ОСТ
НКТП 7123). Заклёпки прочных швов малоот-
малоответственного назначения при согласии заказ-
заказчика могут изготовляться из мартеновских
сталей марок МСт. 0 (ГОСТ 502-41) и Ст. Ос
(ГОСТ 380-41, гр. А). Для конструкций из
сталей повышенного качества (низколегиро-
(низколегированных конструкционных) целесообразно из-
изготовлять заклёпки также из легированных
сталей, соответствующих основному металлу.
По форме, размерам головки и по назна-
назначению заклёпки разделяются на следующие
типы.
Таблица I
Типы заклёпок
Прочные швы
Заклёпки с полукруглой головкой . . .
Заклёпки с плоскоконической головкой
Заклёпки с плоской головкой (бондар-
(бондарные)
Заклёпки с полупотайной головкой (для
жестяников) • . . .
Плотные швы
Заклёпки с полукруглой головкой . . .
Заклёпки с полупотайной головкой . .
Заклёпки с конической головкой . . .
Заклёпки с конической головкой с подго-
подголовком
Прочные и плотные швы
С потайной головкой
ГОСТ
и 87-41
H88-4I
1189-41
1190-41
1191-41
1192-41
i I93-4I
i I94-4I
i I95-4I
В табл. 2, 3 и 4 приведены размеры заклё-
заклёпок с полукруглой головкой и потайной го-
головкой для прочных и плотных швов по
ГОСТ 1187-41, 1191-41 и 1195-41.
Таблица 2
Заклёпки с полукруглой головкой (прочные швы)
(по ГОСТ 1187-41)
«к
клёп-
альны
\м
та д ^
3 са
Its a
^ S ев
i=l а в.
ю
13
1б
!9
22
25
28
31
34
37
Размеры головки в жл*
i6
21
25
3°
35
4о
45
5°
55
6о
Л
б
8
9,5
и
13
15
17
19
21
23
R
9
12.5
13
16
13
21
23-5
26
28,5
31
о
о
I
I
I
I
I
I
I
I
г
5
5
о
о
о
о
5
5
5
5
ерсти:
у *
и as
н с
О :1)
о-З
Й«
S m a
«5 w ^
s ??
. о ^
ct с ю
II
14
17
2О
23
2б
29
34
35
38
пки 1
т
ч
т
*Ц
3 Ч
л
ы я
1б- 85
22 — 100
27 — ио
35-15°
4o-i8o
55-18°
55-i8o
55-i8°
70—200
75-200
* Диаметр отверстия под заклёпку следует выбирать
согласно приложению к ГОСТ 885-41 в зависимости от
требуемой точности сборки.
Таблица 3
Заклёпки с полукруглой головкой (плотные швы)
(по ГОСТ 1191-41)
¦S
ёЗ
аи 3
I4 ч ^
» я
S * о.
ЧИР,
IO
13
16
19
22
25
з8
31
34
37
—|Й Г—
1—j A^
~1 —1^ -*
!—2>г^
1
---Из
л г
¦Размеры головки в
D
17
24
29
34
39
44
5°
55
6о
65
h
6
9
10
12
14
16
18
20
22
24
9
12.5
15.5
18
20,5
23
аб
29
32
34
мм
о
О
г
>5
.5
,о
.о
,о
.о
.5
>5
>5
>5
s
с
а
m
BHI
?s
1б-
22—
2б-
32-
38-
52-
55-
55 ~
7°~
85
[00
[10
5°
8о
Зо
8о
Зо
до
75--a»
Примечание. Диаметр отверстия под заклёпку
следует выбирать согласно приложению к ГОСТ 885-41
в зависимости от требуемой точности сборки.
ГЛ. V)
ЗАКЛЁПОЧНЫЕ СОЕДИНЕНИЯ
145
Таблица 4
Заклёпки с потайной головкой (прочные и плотные
швы) (по ГОСТ 1195-41)
Таблица в [I]
•я
аклёп-
нальны
мм
«Is-
8
10
13
16
19
22
25
28
31
34
37
i4! 1 тз
/И j
Размеры гиловки в мм
D
14.4
16
20.5
24.5
30
35
39,5
39-5
44
43
52-5
h
3.2
4
5
7-5
9>5
II
12,5
14
15.5
17
18,5
а°
75
6о
лёпки
зак
S S
i8— 60
20— 75
26—100
26—100
35—*5°
4о—i8o
55-iSo
60—180
65-180
70 — 200
75—200
Примечание. Диаметр отверстия под заклёпку
следует выбирать согласно приложению к ГОСТ 885-41
в зависимости от требуемой точности сборки.
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ
ДЛЯ ПРОЧНЫХ ЗАКЛЕПОЧНЫХ ШВОВ
Допускаемые напряжения для заклёпок за-
зависят от: а) рода работы заклёпок (срез, смя-
смятие, отрыв головою; б) технологической обра-
обработки металла, подлежащего склёпыванию;
Bi характера внешних нагрузок (статические
или динамические), действующих на конструк-
конструкцию.
В табл. 5 приведены допускаемые напря-
напряжения в кг1см'г для заклёпок прочных швов
по ТУ Наркомстроя 1944 г. на стальные кон-
конструкции из малоуглеродистых сталей при
учёте основных нагрузок.
Таблица 5 [I]
Род напряжения
Срез •'..,•.
Срез
Смятие
Смятие
Отрыв головок .
Обработка
отверстия
В
С
В
С
Материал конструкции
Ст. Ос и Ст. 2
1400
IOOO
2800
2400
9оо
Ст. 3
1400
IOOO
320О
28оо
9оо
Срез и смятие В относятся к заклёпкам, поставленным
в сверлёные отверстия или продавленные при меньшем
диаметре с последующей рассверловкой в собранных
элементах. С относится к заклёпкам, поставленным
в продавленные, но не рассверленные отверстия.
Допускаемые напряжения в кг/см% для ос-
основного металла конструкций при учёте основ-
основных нагрузок принимаются по табл. 6. Если
заклёпки работают под действием знакопере-
знакопеременных нагрузок, допускаемые напряжения
понижаются умножением указанных данных
на коэфициент у, определяемый в зависимости
* min
Род напряжения
Растяжение . . . •
Срез
Смятие •
Материал конструкции
Ст. Ос и Ст. 2
1400
9эо
2IOO
Ст. 3
l6oo
IOOO
2400
наибольшего по абсолютной величине усилия,
взятого со своим знаком.
Для конструкций из малоуглеродистых ста-
сталей коэфициент 7 определяют по формуле
Т
A)
р
I , 1 _' mm_
t
Значения для коэфициента у следующие:
nil)
max
T
о
I,OO
—0,2
0.937
—0,4
0,882
—о,6
о,833
—о,8
о, 79°
В конструкциях из Ст. 5 и низколегиро-
низколегированных конструкционных сталей допускается
определение коэфициентов у по формуле $):
у Ц B)
1,2-0,8 -[>iD-
'max
При значениях р > +0,25 коэфициент
¦"max
При соединении одной детали с другой че-
через прокладки или иные промежуточные эле-
элементы, а также в скреплениях с односторон-
t~*¦ —ф-
-¦ф—- ф- ф)
(¦—ф——ф— /^ф—¦ —ф—-ф—
5;
от отношения
т. е. наименьшего и
Фиг. I. Размещение заклёпок.
ней накладкой число заклёпок увеличивается
на 10% по сравнению с количеством, опреде-
определённым по расчёту прочности.
В скреплениях выступающих полок, угол-
уголков или швеллеров с помощью коротышей
количество заклёпок увеличивается относи-
относительно данных расчёта прочности на 50%.
146
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. 1
Допускаемые напряжения на смятие (табл. 5)
соответствуют * = 3d; ?,=2rf (фиг. 1, а). При
увеличении этого расстояния допускаемые на-
напряжения на смятие увеличиваются, но не бо-
более чем на 25()/о-
ОСНОВНЫЕ ТИПЫ ПРОЧНЫХ
ЗАКЛЁПОЧНЫЙ ШВОВ
И РАСЧЁТ ИХ ПРОЧНОСТИ
В прочных заклёпочных швах (балках, фер-
фермах, рамах и т. д.): а) при рядовом располо-
расположении заклёпок шаг заклёпок t > 3 d\ б) при
шахматном расположении расстояние между
центрами заклёпок по диагонали t$ > 3,5 d;
в) расстояние от центра заклёпки до свобод-
свободной кромки по направлению действия силы
tx > 2 d при необрезных кромках и ^ = l,5rf
при обрезных; г) расстояние до свободной
кромки в направлении, перпендикулярном
действию силы, t2>l,5d при необрезных
кромках и t2»l,2d при обрезных кромках
(фиг. 1,«).
Наибольшие! расстояния между заклёпками
установлены из условия плотного соприкаса-
соприкасания ЛИСТОВ. ..!:¦.¦
В крайнем ряду при наличии окаймляю-
окаймляющего уголка и в среднем ряду *<1б^или
t<24s при растяжении, /<l2rf или ?< 165 при
сжатии (фиг. 1, б).
В крайнем ряду при отсутствии окаймляю-
окаймляющего уголка t<Sd или t<l2s при растяже-
растяжении и сжатии (фиг. 1, в).
Наибольшее расстояние заклёпки от края
листа t2<4d или t2<8s при растяжении и
сжатии (фиг. 1, в).
При размещении заклёпок в прокатных
профилях (уголках, двутаврах, швеллерах)
следует руководствоваться данными табл. 7, 8
и 9.
Таблица 7
Размещение заклёпок в уголках
Однорядные швы
полка
уголка
в мм
65
IOO
IOO
IOO
3°
35
35
38
4о
43
45
43
45
48
d
в мм
Двухрядные швы
полка
уголка
в мм
аз
23
25
I2O
I2O
I2O
I4O
140
I4O
150
15°
в мм
45
48
5°
48
5°
53
58
53 ,
58
4
в мм
Зо1
S5
8о
IOO
95
9°
12Э
IIO
ё
в мм
33
аб
23
23
26
23
26 </—расчётный диаметр заклепки
При конструировании клёпаных соедине-
соединений следует производить расчёт или по задан-
заданной величине усилия, или же по принципу
равной прочности заклёпочного соединения це-
целому сечению.
В элементах, работающих на продольную
силу, допускаемое усилие для односрезной за-
заклёпки при её расчёте на срез (фиг. 2, а)
Px-Rs^r-- C)
Таблица 8
Размещение заклёпок по стенке двутавров
и швеллеров '
Г
№ двутавров
и швеллеров
и
10
25
2
м
и
12
3°
1
14
4°
35
16
5°
45
18
55
45
{
20
55
5°
22
55
5°
24
55
б»
26
6о
53
30
65
55
36
55
40
7о
Таблица 9
Размещение заклёпок по полкам двутавров
№ двутавров
и швеллеров
и
и
и
L
м
швеллеров
L
!
10
3°
12
до
14
35
35
Ц_
ff1
I
16| 18
i
I
35 4°
4oj 45
20
40
5o
22
45
50
24
45
55
26
5°
bo
30
55
05
36
75
40
Но
Усилие для заклёпки, имеющей k плоско-
плоскостей среза (обычно k = 2) (фиг. 2, б),
P-kRs—^-. (За)
Допускаемое усилие для односрезной за-
заклёпки при её работе на смятие
p-RcMds* D)
где s — наименьшая толщина соединяемых ча-
частей; RCM — допускаемое напряжение на смя-
смятие.
При расчёте прочности заклёпок за вели-
величину d принимают диаметр отверстия, кото-
Ш
б)
Фиг. 2. Односрезная и двухсрезная заклёпки.
рый больше диаметра стержня заклёпки
(табл. 2—4).
При определении допускаемого усилия для
двухсрезной заклёпки при расчёте на смятие
ГЛ. V]
ЗАКЛЁПОЧНЫЕ СОЕДИНЕНИЯ
147
за величину s принимают наименьшую из двух:
Sj или 2s2 (фиг. 2, б).
Продольное усилие, допускаемое на соеди-
соединение, имеющее п заклёпок.
где pQ_ усилие, допускаемое на одну заклёпку.
При определении прочности основного ме-
металла в заклёпочных соединениях, работающих
на растяжение, следует учитывать ослабление
еечения металла отверстиями
j- „ Р <RZ, E)
где Р — усилие в соединении; FHemmo — пло-
площадь сечения основного металла с учётом
ослабления.
При определении прочности основного ме-
металла в заклёпочных соединениях, работающих
на сжатие, следует проверять два условия:
'брутто
Fа)
где Rd - допускаемое напряжение основного
металла на сжатие, равное /?z-<p, и <р — коэфи-
циент продольного изгиба (см. гл. XIV).
При расчёте прочности заклёпочного соеди-
соединения, работающего под действием продольно
растягивающих усилий и равнопрочного с
целым сечением1, требуемое число заклёпок
определяют по формулам
ni'alF нетто G)
(при расчёте по срезу односрезных заклёпок)
и
ni-*fнетто Gа>
(при расчёте на смятие).
При аналогичном расчёте, но при усилиях
F ф 7) G)
р
сжатия FH
р р у
в формулах G) и Gа) заме-
заменяют величиной Fбрутто шЧ> ^сли последняя
меньше.
Коэфициенты ал и а2 приведены в табл. 10
и 11.
Таблица 10
Коэфициенты at для прочных
Материал кон-
конструкции
Ст. Ос и Ст. 2
Ст. 3
швов заклёпок В
(см. стр. 145)
Диаметр заклёпок d в мм
11
1,052
I.2O2
(расчётный
14
O,6jO
о,743
17
o,44i
0,504
20
о. 319
0.365
23
0,240
O.274
26.
O.2I5
Расчёт прочности заклёпок в соедине-
соединениях, работающих на изгиб. Для расчёта
прочности соединений, работающих при за-
заданном моменте, существует несколько при-
приёмов, не вполне эквивалентных друг другу. Во
всех приёмах следует предварительно задаться
размещением заклёпок, таким образом сам
расчёт будет проверочным.
Таблица И
Коэфициенты а, для прочных швов заклёпок В
(см. стр. 145)
Толщина металла
5 В ММ
6
8
ю
12
14
16
18
20
Диаметр заклёпок
И
о,7|8
о.568
о,455
O.379
0.325
0,284
о,253
О,228
14
о,595
0,446
°,357
0,298
°,255
0,223
о, 197
о, 179
(расчётный;
17
O.49O
о,з68
о,294
O.245
O.2IO
0,184
0,164
о, 147
20
0,416
0,312
0,250
О,2оЗ
о, 179
0,156
о, 139
0,125
d в мм
23
о,зб2
0,272
O.2I7
o,i8i
O.I55
0,136
0,121
0,109
26
0,320
0,240
0,192
одбо
о,138
O.I2O
0,Ю7
0,096
Материал конструкции — Ст. Ос, Ст. 2, Ст. 3.
Расчёт по эпюре нормальных напряже-
напряжений в основном металле (фиг. 3, а). Нермаль-
ное напряжение в листе на уровне крайних
заклёпок
М '
где JHemmo — момент инерции н^тто листа
в месте стыка; ег — расстояние от оси до
центра крайних заклёпок.
Усилие в крайнем ряду заклёпок
Рг - iats,
где 5 — толщина листа; t — шаг вертикального
ряда, переменный по величине.
Фиг. 3. Схемы стыков листов, работающих на изгиб.
148
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
Требуемое число заклёпок в горизонталь-
лом ряду
п > -,—^W , (8)
где Яо — усилие, допускаемое на одну за-
заклёпку.
В следующем ряду на основе аналогичных
соображений
М .._?**-. (8а)
п > -
занных выше. Первый приём используется пре-
преимущественно при конструировании соедине-
соединений при заданном моменте и допускаемом уси-
усилии на заклёпку. Задаваясь расположением и
размерами заклёпок в вертикальных рядах.
можно определять по формуле (8) их коли-
количество.
При наличии в соединении поперечной силы
усилие в заклёпке от Q
JH
Р -Q
(П)
Подобным образом проверяют достаточ-
достаточность шага заклёпок в остальных горизонталь-
горизонтальных рядах.
Расчёт уравновешиванием момента М
.¦моментами пар в заклёпках (фиг. 3, б). Мо-
Момент в соединении уравновешивается парами
¦ горизонтальных сил:
Р\< Г?> • • • указаны на фиг. 3, б.
При линейной эпюре нормальных напряже-
напряжений
где «1 — общее число заклёпок в соединении.
При совместном действии момента М и по-
поперечной силы Q следует:
а) в наиболее нагруженной заклёпке опре-
определить —- по формуле (9), если расчёт про-
производится по второму приёму, или РШах п0
формуле A0), если расчёт производится по
третьему приёму;
б) определить Pq по формуле A1);
в) найти равнодействующее усилие. Если
расчёт производится по второму приёму, то
равнодействующее усилие
откуда
М-
Усилие в заклёпках крайнего горизонталь-
горизонтального ряда
Если число заклёпок в горизонтальном
ряду п, то —— должно быть < Ро, где Ро —
усилие, допускаемое на одну заклёпку.
Расчёт определением момента инерции
заклёпочного соединения (фиг. 3, в). Момент
в соединении уравновешивается парами сил,
перпендикулярных радиусам-векторам.
При этом приёме усилие в заклёпке на рас-
расстоянии е от геометрического центра соеди-
соединения
Наибольшее усилие в крайней заклёпке
2
^гпах
A0)
где xh уi — координаты i-й заклёпки относи-
относительно геометрического центра соединения;
jcmax, j/max — координаты наиболее удалённой
заклёпки.
В данном приёме учитываются вертикаль-
вертикальные составляющие усилий в заклёпках, что не
имеет места в предыдущих приёмах. Послед-
Последний приём расчёта целесообразно применять
при проверке напряжений в заданном соеди-
соединении при значительном числе вертикальных
рядов заклёпок. Второй приём наиболее упо-
употребителен при проверке напряжений в задан-
заданной конструкции зяисключением случаев, ука«
)Ч
0.V
A2)
При наличии в соединении момента М, по-
поперечной силы Q и продольной силы А/ сле-
следует определить: усилие от момента, рав-
Рл N
ное — , усилие от продольной силы — и ариф-
п п.\
метическую сумму
п щ
Равнодействующее усилие по третьему при-
приёму
Pi Л/\2
п пл !
A4)
Расчёт прочности заклёпок в плотных
швах. В плотных заклёпочных швах резервуа-
резервуаров, сосудов, котельных конструкций и т. д.
применяют следующие основные типы швов:
а) однорядные внахлёстку (фиг. 4, а); б) двух-
двухрядные внахлёстку (фиг. 4, б); в) трёхрядные
внахлёстку (фиг. 4, в); г) двухрядные с на-
накладками (фиг. 5, а); д) трёхрядные с наклад-
накладками (фиг. 5, б).
По методике Главкотлотурбопрома [2] в из-
изделиях, работающих при высоких температу-
температурах, принимаются следующие допускаемые на-
напряжения.
а) Температура стенок конструкций Г<
< 250 С. Исходят из величины оЛ, соответ-
соответствующей нормальной температуре
где а& — наименьшее значение предела проч-
прочности стали; гц, — коэфициент запаса прочие
сти.
ГЛ. V]
ЗАКЛЁПОЧНЫЕ СОЕДИНЕНИЯ
149
б) Температура стенок конструкции Т =
¦= 250 — 350° С. При определении допускаемого
напряжения принимают наименьшую из двух
величин
/?г = ^-; A5)
в поперечном шве, гдб D —•
метр барабана; р — давлений^—уел»
пряжение в заклёпках (табл. 14); г —
сечения заклёпки; t — шаг заклёпочного шва.
Форма и размеры наиболее распространён-
распространённых типов плотных швов приведены на фиг. 4
и 5 и в табл. 14.
Минимальное расстояние от центра заклёп-
заклёпки до свободной кромки 1,35с/+ 0,3s на чеканку.
где <^— предел текучести материала при рас-
расчётной температуре; nfs— коэфициент запаса
прочности.
Значения коэфициентов пь и n(s даны
в табл. 12.
Таблица 12
Тип соединения
Внахлёстку с односторонней наклад-
Встык с двухсторонними наклад-
накладками с одним рядом заклёпок . . .
Встык с двухсторонними наклад-
накладками при числе рядов заклёпок не
менее двух
Ч
4.25
4,оо
2,ОО
i,9o
Значения as в кг\мм2 в зависимости от Т°
даны в табл. 1з.
Продольный шов внахлёстку допускается
в случае, если внутреннее давление р <
< 7.0 кг/мм2 и при внутреннем диаметре бара-
барабана D < 700 мм.
При применении стали оь > 44 кг/мм2 про-
продольные швы конструируются встык с пере-
перекрытием двумя накладками.
При толщине листов s > 12,5 мм попереч-
поперечные швы должны иметь не менее двух рядов
заклёпок.
Таблица 13
Характе-
Характеристика
стали
о?=38 иг',мм*
jj, =45 кг\ммг
250
17.°
19.5
Температура
275
1б,О
18,5
300
i5,°
17.5
в °С
325
i4.o
16.5
350
13.°
15-5
Допускаемое напряжение на срез заклёпок
из углеродистой стали: Rs = Q,2sb (при Т <
< 250° С) и Я5-0,4^ (при 7~250 —35и°С).
По методике Главкотлотурбопрома допу-
допускаемое усилие на двухсрезную заклёпку при-
принимается равным 1,85 от усилия на односрез-
ную.
При поверке плотности заклёпок в пределе
одного шага их число
в продольном шве;
pDt
pDt
A7)
A8)
Фиг. 4. Соединения внахлёстку: а — одно-
однорядный шов; б—двухрядный шов; в —трёх-
—трёхрядный шов.
Расчёт прочности соединений внахлёстку
производится следующим образом.
Задаваясь коэфициентом прочности шва <р
(см. табл. 14), находят sx — требуемую тол-
толщину листа:
A9)
где q — усилие на единицу длины листа; Rz —
допускаемое напряжение на основной металл;
Д = 1—3 мм (добавление на коррозию).
По табл. 14 находят диаметр заклёпки d и
проверяют прочность основного металла и за-
заклёпок в подобранной конструкции
где t — шаг шва; F — площадь сечения за-
заклёпки; k — число плоскостей среза в пределах
одногошага: k = 2при двухрядномшве(фиг.4,<5);
& = 3 при трёхрядном шве (фиг. 4, в).
Расчёт прочности швов с накладками ана-
аналогичен расчёту соединений внахлёстку: по
формуле A9) и табл. 14 определяют sx и й.
Поверку напряжений в основном металле про-
производят в каждом ряду в отдельности.
р
Для соединения на фиг. Ъ, б о-
2 (в ряду 1); a-
р р
(/ a) s
R* (в ряду
150
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
Таблица 14
Тип шва
Диаметр
заклёпки d
в мм
Шаг
] Коэфициент
|прочности шва
! t - d
в кг/см3
Однорядный внахлёстку (фиг.
4, я)
Двухрядный внахлёстку (фиг.
4, 6)
Трёхрядный внахлёстку (фиг.
4, "в)
Двухрядный встык с двухсто-
двухсторонними накладками (фиг. 5, а) .
Трёхрядный встык с двухсторон-
двухсторонними накладками (фиг. 5,6") . . .
До 5°° s + & мм
35°~95° ! s + 8 мм
i
45°— J35° ! S + F — 8) мм
45°— J35°
45°—23°°
+ E — 6) мм
s + 5 мм
¦2U + 8 ММ
а,6 d + 15 мм
$d + 22 ММ
3.5'^ + 15 мм
bd ¦+ 20 мм
0,56—о,6о
°.7°
°>75
о, 75
боо—7°°
боо—650
55°—боо
2 D75—575)
2 D50—55°)
р on
<R2 (в ряду 3), где Р—уси- ЗАКЛЁПОЧНО-СВАРНЫЕ СОЕДИНЕНИЯ
лие в листе на интервале шага P-qT, Ро —
Р
усилие на заклепку соединения, равное -^- ;
о
Т— шаг заклёпок.
l.35a
Т-расчетная дшчи/ю шага
Фиг. 5. Соединения накладками: а — двухряд-
двухрядный шов встык; б— трёхрядный шов встык.
Расчётным сечением для накладок в типе
на фиг. 5, б является сечение 3.
-прочности заклёпок на срез
^4--"f<^; B0)
на смятие
_я
B0а)
где k — число плоскостей среза в половине
соединения в пределах шага t\ k^ — число пло-
плоскостей смятия; для соединения на фиг. 5, б
*Ш^5
Комбинированным заклёпочно-сварным на-
называется соединение, в котором одна часть
усилия передаётся заклёпками, а другая —
сваркой.
В плотных заклёпочных швах (резервуа-
(резервуарах, котлах и т. п.) допускается применение
сварки с целью создания герметичности. Швы
выполняются тонкими, нитяными. Все рабочие
усилия должны быть переданы на заклёпки,
сварные швы следует рассматривать как не-
нерабочие соединения.
При проектировании новых конструкций
в прочных заклёпочных швах применение
сварки не допускается вследствие неравно-
неравномерности распределения усилий между обеими
составляющими. Сварные швы, как более жёст-
жёсткие элементы, воспринимают на себя большую
часть усилий.
Исследованиями установлено следующее:
а) в заклёпочных соединениях с фланго-
фланговыми швами усилия распределяются доста-
достаточно удовлетворительно;
б) в отдельных случаях Рк приближается
к Р3 + Рс, где Р3—-усилие, разрушающее за-
заклёпочное соединение; Рс — усилие, разрушаю-
разрушающее сварное соединение ; Рк — усилие, раз-
разрушающее комбинированное соединение;
в) в заклёпочных соединениях с лобовыми
швами Рк значительно меньше Р3 + Рс, и вели-
величина коэфициента использования заклёпок в
комбинированном соединении
в отдельных случаях падает до 0,3.
В случае усиления существующих заклё-
заклёпочных конструкций применение комбиниро-
комбинированных соединений допускается при соблю-
соблюдении условий: а) всё добавочное усилие /V
которое может появиться в комбинированном
соединении после его усиления, следует пере-
передать на сварные швы; б) прочность заклёпок
в соединении проверяется на величину уси-
усилия ?*! +0,5^2» гДе Pi—усилие, действующее
до усиления, причём если заклёпочное соеди-
соединение не удовлетворяет этой поверке, то свар-
сварные швы должны быть рассчитаны на полное
усилие, без учёта работы заклёпок.
Применение заклёпочных соединений в сварных кон-
конструкциях допускается: для разъёмности в монтажньи
ГЛ. V]
ЗАКЛЁПОЧНЫЕ СОЕДИНЕНИЯ
151
соединениях, в соединениях, непосредственно восприни-
воспринимающих ударные нагрузки, и т. д.
Применение сварных соединений в клёпаных кон-
конструкциях допускается при усилении конструкций, для
создания герметичности и т. п.
Яри одиночном срезе
ПРИМЕРЫ РАСЧЕТОВ ПРОЧНОСТИ
ЗАКЛЁПОЧНЫХ СОЕДИНЕНИЙ
Пример 1. Определить количество заклёпок в стыке
клёпаной двутавровой балки, работающей на растяже-
растяжение (фиг. 6). Материал Ст. 2.
Принимаем d = 20 мм При этом напряжение в за-
заклёпке
по аз
\Ь
Ф <>¦ "Ф ф"
А ж А А
Т т Т Т'
/
Т
d-
hp
-4-
Ь?=ф^
-ф—(
4-3
>~
-i—ф
4—ф
-ф ф
,.| .'¦¦
,-ф:
pi-
-—А s- -ft A- -A—1
1 1 T T_J
: - 360*ю
Фиг. 6. Элементы, работающие на продольную силу.
Площадь сечения вертикального листа
— 0,85 • 35 • 1 = оО,6 см-, диаметр заклёпки d = '20 мм.
Число заклёпок при расчёте по двойному срезу [фор-
[формула G)]:
я, = 0,5'j.f нетто = 0,5 ¦ 0,319 - оО,6 = 4,88.
Число заклёпок при расчёте на смятие [формула Gа)]:
я. - ^Рнетто = °-250 • 30,6 - 7,6.
Принимаем восемь заклёпок. Лист прикрепляем к на-
накладке двумя вертикальными рядами заклёпок, по четыре
заклёпки в каждом. Площадь сечения уголка 100 х 100 х
Рнетто - °& • 2™ = 19>4 ^-
Число заклёпок при расчёте по одиночному срезу
(формула G)]:
л, - 0,319 • 19,4 - 6,2.
Принимаем семь заклёпок. Уголковую накладку при-
прикрепляем к поясному уголку четырьмя горизонтальными
и тремя вертикальными заклёпками при шаге t=3d.
Пример 2 (фиг. 7). Определить d заклёпок в стыке
•ри И - 450 мм. s •» 12 мм, при условии его равнопроч-
Фиг. 7. Элементы, работающие на изгиб.
ности основному листу, работающему на изгиб. Материал
Сх. 2. Rz = 1400 кг/см1.
R для заклёпок В согласно табл. 5 принимают рав-
равным 1400 кг/см1. ¦
Момент, допускаемый на лист,
М т 0,85 W • R, - 0.85453
1400 - 481 950 кгсм.
Принимаем ея — 390 мм, et — 270 мм, et — 140 мм. По
формуле (9) усилие в двух заклёпках горизонтального
РЯДа 481 960-»Р _
Hl 39~ГC93 + 27»+ 14) W
Усилие в одной заклёпке ряда
7680
Определяем напряжение в этом же стыке по фор-
формуле A0). Пользуясь табл. 15. вычисляем ?е2.
ve2 ~ 16 + 100 + 2 E5 + 149 + 199 + 283 + 396 + 480) -
" =3260 см*;
480=
Наибольшее усилие в заклёпке
3565
собу
Напряжение в заклёпке при расчёте по этому спо-
4 • 3565
it- 2a
= 1133 кг 1см1.
Таблица 15
*i
4
ю
4
до
4
Ю
4
ю
•V/
о
о
7
7
13,5
13-5
19,5
19.5
2
*/
16
юо
1б
IOO
16
IOO
1б
IOO
yf
о
о
49
49
i83
183
380
380
16
IOO
65
149
199
283
396
480
Пример З. Сконструировать продольный шов бара-
барабана котла при р — 12 кг/см3, D — 1400 лш и темпера-
температуре стенок < 250° С (фиг. 8). По нормам Главкотло-
Ро-
3840 кг.
Фиг. 8. Соединение продольного шва барабана.
л.
турбопрома для стали а^ — 36 кг/см", R? — —- — 9 кг/мм*;
в заклёпках Rg — 0,2з^ = 7,2 кг/мм2. Принимаем <р ~ 0,75
(см. табл. 14).
[РАЗД.
Требуемая толщина стенки (двухрядный шов с на-
накладками С)
Диаметр заклёпки 14 + 4 лш=18 мм. Принимаем диа-
диаметр отверстия 20 мм (ориентируясь на ближайший диа-
диаметр заклёпки, равный 19 мм).
Шаг t = Ъ,\Ы + 15 мм ~ 80 жл.
Усилие на две двухсрезные заклёпки на длине шага
Напряжение на смятие
6720
'ids 2 • 2 • 1,2
1400 кг'см*.
Полученные напряжения допустимы.
Напряжение в накладках толщиной 10 мм
pDt
12 -140-8
2-2sH(t — d) 2-2-1(8 — 2)
560 кг/см*
Напряжение на срез
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Стальные конструкции, Технические условия и нормы
проектирования, Наркомстрой, 1944.
2. Новые нормы Котлотурбопрома для расчёта и про-
проектирования котельных агрегатов ЦКТИ, 1939.
3. С т р е л е ц к и й Н. С, Курс металлических кон-
конструкций, Стройиздат, 1940.
СВАРНЫЕ СОЕДИНЕНИЯ
Сварные соединения получили широкое
распространение в машиностроении и в боль-
большинстве конструкций вытеснили заклёпочные.
В некоторых случаях сварными конструкциями
заменяются литьё и кованые изделия.
Основные преимущества сварных соедине-
соединений по сравнению с клёпаными заключаются
в более рациональном использовании рабочего
сечения элементов, уменьшении веса, в плот-
плотности и непроницаемости швов, упрощении
конструкций, удешевлении технологического
процесса и бесшумности последнего.
Применяемые в машиностроении методы
сварки подробно изложены в т. 5, гл. IV.
Дуговая автоматическая элек-
электросварка должна являться основным ме-
методом сварки, выполняемой в нижнем положе-
положении, при швах, имеющих значительную длину,
в особенности в конструкциях, выпускаемых
сериями.
Дуговая электросварка ручным
методом применяется во всех швах, выпол-
выполняемых в положениях, отличных от „нижнего",
во всех швах, имеющих небольшие длины, где
использование автоматической сварки неэко-
неэкономично, и в ряде конструкций индивидуаль-
индивидуального назначения.
Электроды в рабочих соединениях следует
применять Э42 и Э42А.
В некоторых случаях ручной процесс можно
заменять полуавтоматическим — сваркой на-
наклонным или лежачим электродом.
Контактная сварка, стыковая и
точечная рекомендуется для соединений,
выполняемых крупносерийным и массовым
производством. Контактную стыковую сварку
следует применять для соединений встык,
а для небольших деталей — и для соединений
втавр. Этим методом целесообразно сваривать
элементы прокатные, штампованные, комбина-
комбинации прокатных, штампованных и литых дета-
деталей. Контактная точечная сварка применяется
в соединениях внахлёстку, преимущественно
для элементов толщиной не более 6—8 мм.
Угледуговая сварка применяется
редко. Она целесообразна для сварки элемен-
элементов малых толщин (до 4—5 мм) при сварива-
сваривании в нижнем положении без присадочного
металла.
Газовая сварка более ограничена, не-
нежели дуговая, и целесообразна для сварива-
сваривания элементов из малоуглеродистых сталей
толщиной от десятых долей миллиметра до
2—3 мм, а также при сваривании чугуна, цвет-
цветных металлов и сплавов. Исключительно боль-
большое значение при производстве сварных кон-
конструкций имеют процессы газовой резки.
С помощью дуговой и контактной сварки
в машиностроении сваривают всевозможные
углеродистые и легированные стали, однако
лучше других свариваются малоуглеродистые
и легированные стали с содержанием в послед-
последней менее 0,2% С. Возможность сварки кон-
контактным методом зависит от размера деталей
и мощности машины.
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ
Допускаемые напряжения для сварных
швов назначают в зависимости: а) от допу-
допускаемых напряжений, принятых для основного
металла; б) от технологического процесса про-
производства работ и в) от характера действую-
действующих нагрузок — постоянных или переменных.
Механические свойства наплавленного ме-
металла (электродов из малоуглеродистой стали)
должны удовлетворять требованиям, приведён-
приведённым в табл. 16 и 17.
Таблица 16
Механические свойства наплавленного металла
электродов из малоуглеродистой стали на стан-
стандартных образцах (по ОСТ 7687), вырезаемых
из сварного шва
Метод сварки
Ручной электродами Э34 . .
То же электродами Э42 . .
Автоматический под слоем
флюса и ручной электродами
Э42А
сти
о
Ж
В"
о
ь.
с
Ч *5
О ^
1» л*
с »
3°
38
42
ЛИ-
й ^
со
oS »
ei10 V
о S 2
в
18
22
Й
о
п
ж
к ^
сз ч»
g. J
^ if
Ч *
Рз а
—
8
10
* I — длина испытуемого обрзца и t
поперечного сечения.
площадь его
ГЛ. V]
СВАРНЫЕ СОЕДИНЕНИЯ
155
Таблица 17
Механические свойства стандартных образцов
(по ОСТ 7687), сваренных встык
Метод сварки
Ручной электродами Э34 . .
То же электродами Э42 . .
Автоматический под слоем
флюса, контактный стыковок
с оплавлением, ручной элек-
электродами Э42А
Предел проч-
прочности j,
в к г/мм*
о.г,ь
°ъ
Угол
загиба
а°
4°
I2O
15°
я
03 «
|еЗ
*t о
>> а оз
8
ю
Примечание, от. — нижний предел прочности
основного металла.
Если удовлетворены требования, приведён-
приведённые в табл. 16 и 17, то допускаемые напря-
напряжения для швов, выполненных дуговой элек-
электросваркой, при действии постоянных на-
нагрузок следует принимать в значениях, ука-
указанных в табл. 18.
Таблица 18
Метод сварки
Ручной электродами Э34 . .
То же электродами Э42 . .
Автоматический под слоем
флюса, контактный стыковой
с оплавлением, ручной элек-
электродами Э42А
Допускаемые напряже-
ния
для соединения
встык
при
растя-
растяжении
о,6 R2
о,8 Rz
0,9 Rz
при
сжатии
о,75 Rz
о,9 Rz
Rz
при
срезе
о,5 R,
о,6 R
о,б5 Rz
Примечание. R - допускаемое напряжение
в основном металле конструкции при растяжении.
Для сварных соединений, выполненных угле-
дуговой сваркой, допускаемые напряжения
аналогичны напряжениям при дуговой сварке
электродами Э34 при условии, что механиче-
механические свойства наплавленного металла и свар-
сварных соединений, выполненных угледуговой
сваркой, соответствуют требованиям, приве-
приведённым в табл. 16 и 17 для ручной сварки
электродами Э34. Для сварных соединений,
выполненных полуавтоматической сваркой на-
наклонным и лежачим электродами и газовой
сваркой, допускаемые напряжения такие же,
как при дуговой сварке электродами Э42, при
условии, что механические свойства напла-
наплавленного металла и сварных соединений, вы-
выполненных этими вилами сварки, удовлетво-
удовлетворяют требованиям, приведённым в табл. 17 и
18 для ручной сварки электродами Э42. При
несоответствии качества указанным требова-
требованиям допускаемые напряжения назначают, как
для ручной сварки электродами Э34.
Для тех же сварных швов, работающих
под действием переменных и знакоперемен-
знакопеременных нагрузок, допускаемые напряжения по-
понижаются: 1) в результате уменьшения значе-
значений Rz (табл. 18) и 2) коэфициентом у, значе-
значения которого приведены ниже.
Для соединений встык элементов, работаю-
работающих при переменных нагрузках, 7с/лык = 1«
Для соединений встык элементов, работаю-
работающих при знакопеременных нагрузках,
Лстык'
1
1 —
*¦ *mii
A)
где Prain и Ртлх — наименьшее и наибольшее
по абсолютной величине усилия, взятые со
своим знаком.
Для элементов с валиковыми швами (и
прочими), работающих при переменных и зна-
знакопеременных нагрузках,
"(вал — ~i 1 W
min
Коэфициенты Чстык и 1вал даны на фиг. 9.
Допускаемые напряжения для соединений,
выполненных контактной точечной сваркой.
-/ -Off -0,6 -ОМ -0,2 0 0,2 ОА 0.6
max
Фиг. 9. Коэфициенты (у) уменьшения допу-
допускаемых напряжений в зависимости от
°min „
• "icmuK ~ для соединении встык;
^тах
-[вал—для соединений валиковыми швами;
7г1 - для основного металла в зоне связую-
связующих точек; у_9 — для основного металла в
зоне рабочих точек; -\s — для соединений
точками.
устанавливаются с учётом концентрации на4
пряжений в основном металле около точки. \
При расчёте точечных соединений, рабо-{
тающих под действием постоянных нагру\
зок, следует принимать допускаемое на-!
пряжение точки при срезе RS-Q.,5RZ1 где*
Rz — допускаемое напряжение при растяжении;
основного металла, подлежащего сварке. ',
При расчёте точечных соединений, рабо-^
тающих под действием переменных нагру-
нагрузок, следует устанавливать: Rzl — допу-
допускаемое напряжение для основного металла
элементов, имеющих точки, которые не вос-
воспринимают рабочих усилий; R,^ — допускаемое
154
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
напряжение для основного металла элементов,
имеющих точки, которые воспринимают ра-
рабочие усилия; Rs — допускаемые напряжения
при срезе для сварной точки.
При действии переменных и знакоперемен-
знакопеременных нагрузок допускаемые напряжения, при-
принимаемые при статических силах, умножают
на коэфициент -f> определяемый в зависимости
&
Чг\~1стык определяется формулой A) и фиг. 9,
iA__3_
5 5
min
C)
{см. фиг. 9).
Ъ^Чстнк определяется формулой A) и
фиг. 9.
Указанные выше допускаемые напряжения
соединений точечной сванки могут быть до-
допущены лишь при условии обязательного со-
соблюдения требования, что предел прочности
точки при срезе хь составляет 0,65 предела
прочности при растяжении основного металла.
Изложенное о допускаемых напряжениях
справедливо при сварке мало- и среднеугле-
родистых сталей, а также ряда конструкцион-
конструкционных низколегированных, если механические
свойства сваренных соединений из них удовле-
удовлетворяют требованиям? приведённым в табл. 17.
Допускаемые напряжения в сварных соеди-
соединениях средне- и высоколегированных сталей
и других металлов и сплавов следует назна-
назначить после производства специальных испы-
испытаний.
В табл. 19 приведены установленные со-
согласно ТУ и Н проектирования Наркомстроя
1944 г. допускаемые напряжения для сварных
соединений из малоуглеродистых сталей.
Таблица 1У
Вид
напряжения
Растяжение . .
Сжатие ....
Срез
I — при учёте
Допускаемые напряжения в кг/см*
ручной
электрода-
электродами Э34
I
IOOO
IIOO
8оо
II
IIOO
К5О
IOOO
при сварке
ручной электродами
Э42 и автоматической
под слоем флюса
в конструк-
конструкциях из ста-
стали Ст. Ос
и Ст. 2
I
нею
1250
IOOO
основных нагрузок
II
1250
145°
IIOO
в конструк-
конструкциях из
Сп
I
13оо
145»
IIOO
г. 3
II
145°
iooo
1250
II — при учёте основных и дополнительных нагрузок
При действии переменных нагрузок данные
табл. 19 умножают на t [см. формулу ^1) для
соединений встык и формулу &) для валико-
аых швов].
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ
И РАСЧЁТЫ ПРОЧНОСТИ
Соединения встык при дуговой
электросварке
Основным и наиболее рациональным ти
пом сварного соединения является соединение
встык. При дуговой сварке элементов встык
sy\
а)
Фиг. 10. Соединения встык при автома-
автоматической сварке под слоем флюса.
рекомендуется следующая технологическая
подготовка кромок:
а) для автоматической сварки под слоем
флюса (табл. 20 и фиг. 10);
Таблица 20
Тип соединения
Бесскосное
, с подкладкой
V-образное
„ с подкладкой
С двухсторонней подго-
подготовкой кромок
Толщина
металла
в мм
ДО 12
я 12
„ 12-25
. 12—25
25-5°
Фигура
10, а
10, б
10, в
10, г
10, д
б) для ручной и полуавтоматической сварки
(табл. 21 и фиг. 11).
Все соединения на фиг. 10 и 11 рассматри-
рассматривают как равнопрочные между собой.
Расчётное усилие Р, допускаемое для со-
соединения встык, выполненного по одному из
способов, указанных на фиг. 10 и 11:
P-Rm as,
D)
где Rzi(i) — допускаемое напряжение сварного
шва при растяжении или сжатии; а — длина
шва и $ — толщина свариваемого металла.
ГЛ. V]
СВАРНЫЕ СОЕДИНЕНИЯ
155
Сварное соединение встык, сконструиро-
сконструированное посредством косого шва при угле
0-1,5
фиг. 11. Соединения встык при руч-
ручной дуговой сварке.
р = 45°, равнопрочно целому сечению при
сварке ручным способом электродами Э42,
Э42А и на автоматах под слоем флюса.
Таблица 21
Тип соединения
Бесскосное ....
V-образное
Х-образное
U-образное
То же двойное . . .
К-образное
Толщина металла
в мм
Не более 5
5-40
12-50
20-50
Не менее 50
20-50
Фигура
11, а
11, б
11, в
11, г
11, д
11, е
Соединения внахлёстку при дуговой
электросварке
Соединения внахлёстку выполняются по-
посредством валиковых швов. Валиковые швы
называются: лобовыми, если направление
швов перпендикулярно направлению действую-
действующей силы (фиг. 12, а); фланговыми, если на-
направление швов параллельно направлению
действующей силы (фиг. 12, б); косыми, если
направление швов составляет с направлением
действующей силы угол 0 (фиг. 12, в), и ком-
комбинированными, если соединение состоит из
лобовых и фланговых швов (фиг. 12, г).
Валиковые швы имеют очертания: а) нор-
нормальное — в виде равнобедренного тре-
треугольника (фиг. 12, д) и б) улучшенное —
в виде криволинейного треугольника с осно-
влниеы,ббльшим, чем высота (фиг. 12, е), обес-
обеспечивающее плавное сопряжение наплавлен-
наплавленного металла с основным; это очертание
достигается механической обработкой шва
после сварки.
Наложение валиковых швов может произ-
производиться автоматическим, ручным и полуавто-
полуавтоматическим методами.
Максимальная длина лобового и косого
швов не ограничивается. Максимальную длину
фланговых швов следует принимать 50—60*,
где k — катет шва.
Минимальная длина валикового шва—30 мм,
при меньшей длине дефекты в начале и конце
шва значительно снижают его прочность. Ми-
Минимальная длина катета валикового шва &inin
принимается равной 3 ми, если толщина ме-
металла >3 мм.
Тонкие длинные швы предпочитают корот-
коротким и более толстым. Расчёт прочности ва-
валиковых швов всех типов, приведённых на
фиг. 12 а—г, производится на срез по кри-
критическому сечению, совпадающему с биссек-
биссектрисой прямого угла.
Допускаемое усилие на один валиковыи шов
P = R'S-Q,7ka, E)
где k — длина к-атета шва; а — длина шва;
r's — допускаемое напряжение на сварной
шов при срезе.
Допускаемое усилие на комбинированное
соединение, состоящее из лобовых и фланго-
фланговых швов,
P-^R'S-W ka-R's-U,l kL, Ea)
где L — длина всего периметра валиковых
швов.
При сварке элементов с несимметричными
сечениями (например, уголковых профилей)
шов г
*) Шов-
Фиг. 12. Соединения валиковыми швами.
усилия, передаваемые на швы 1 н2(фиг. 12,ж),
находятся из уравнений статики:
р _p_?l_; p'-/>_??- , F)
где Р — усилия, воспринимаемые соедине-
соединением; Р] — усилия, воспринимаемые швом /;
156
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
Р2 — усилия, воспринимаемые швом 2; е, ех и
е2 — размеры, указанные на фиг. 12, ж.
Допускаемое усилие на соединение, вы-
выполненное посредством двух швов внахлёстку
(фиг. 12, з),
P-2R's.0,7ka.
Соединение на фиг. 12, д равнопрочно це-
целому сечению, если: материал — малоуглеро-
малоуглеродистая сталь, сварка выполнена электродами
Э42, k = s и конструкция не подвержена дей-
действию вибрационных нагрузок. Величина на-
нахлёстки с должна быть не менее 4?.
Соединение на фиг. 12, з является прочно-
плотным. Прочность этого соединения прини-
принимается равной прочности соединения встык
по одному из типов, указанному на фиг. 10 и
11. Лобовой шов в данном соединении при
расчёте прочности не учитывается.
Соединения втавр и угловые при дуговой
электросварке
Соединения втавр конструируют по одному
из типов, указанных на фиг. 13. Тип на
фиг. 13, а — наиболее ,простой в технологиче-
технологическом отношении, типы на фиг. 13, б— г обес-
обеспечивают лучшую передачу усилий. Катет
а)
У/////У/777Ж
Y//////////.
6)
KWWWWWS
г)
у
/
',
1
\V\\\\\\\\\v
}
3J
Фиг. 13. Соединения втавр и угловые.
шва k -должен быть не более l,2^min, где
srain наименьшая толщина свариваемых эле-
элементов.
Соединения втавр могут выполняться авто-
автоматическим, полуавтоматическим и ручным
методами.
При работе элемента на сжатие допускае-
допускаемое усилие в соединении на фиг. 13, а
**й( > " > \1)
где Rd — допускаемое напряжение для шва
при сжатии.
При работе элемента на растяжение допу-
допускаемое усилие в соединении типа на
фиг. 13, а
Р- 2R's-0,7 ka,
где Rs — допускаемое напряжение в шве при
срезе.
Допускаемое усилие в соединении типов
на фиг. 13, б, в, г при работе элемента на
растяжение и сжатие
P-R
z{d)
as>
D)
где R2 (rfj — допускаемое напряжение в шве
при растяжении (сжатии).
Соединения втавр (фиг. 13, б, в, г) при ра-
работе на сжатие обеспечивают равнопрочность
с целым элементом.
На фиг. 13, д показано соединение втавр,
выполненное на автомате под слоем флюса.
Соединение достигается проплавлением кро-
кромок. Расчёт прочности соединения при тре-
требуемом проплавлении производится так же,
как и соединений типов на фиг. 13, б — г.
Угловые соединения выполняются по спо-
способам, указанным на фиг. 13, е, ж, з. Как
правило, угловые швы формируют сечения
элементов из отдельных деталей и не подвер-
подвергаются расчёту прочности. Угловые соедине-
соединения, как и втавр, выполняются ручным, авто-
автоматическим и полуавтоматическим способами.
Соединения прорезные и пробочные
Соединения с прорезями могут быть до-
допущены лишь в тех случаях, когда валиковые
швы оказываются недостаточными для при-
прикрепления элементов. Рекомендуемые геоме-
геометрические размеры прорезей: ширина a = 2s,
длина / =10-~ 23s. где s — толщина прорезае-
прорезаемого металла (фиг. 14, а).
Прорезь располагается в направлении, па-
параллельном действующему усилию. Допускае-
Допускаемое усилие на прорезь
P = R'sl-2s,
(8)
где Rs — допускаемое напряжение для шва при
срезе. Прорезь с раззенкованными стенками
показана на фиг. 14, б.
Во избежание понижения прочности основ-
основного металла от выреза, прорезные соедине-
соединения комбинируют с валиковыми швами таким
образом, чтобы напряжение в сечении, осла-
ослабленном прорезью,
P—2-t-07ke
с ^ < Rz,
где е — размер, указанный на фиг. 14, а;
Fuemmn — сечение основного металла, осла-
бленного прорезью.
Пробочные соединения (фиг. 14, в) допу-
допускаются в качестве нерабочих для повышения
плотности соприкасания прилегающих частей
конструкций. Диаметр пробочного соедине-
соединения принимается равным 2s. Прорезные и
пробочные соединения выполняются ручным
методом.
ГЛ. V]
СВАРНЫЕ СОЕДИНЕНИЯ
157
Разновидность прорезного соединения —
нахлёсточный шов — выполняется автомати-
автоматической сваркой под слоем флюса (фиг. 14, г).
Ъ
d=2s
Фиг. 14. Соединения прорезные, пробочные
и проплавные.
В этом случае сварка двух листов дости-
достигается путём проплавления верхнего листа.
Такие швы могут применяться при толщи-
толщинах не более 12 мм.
Соединения накладками при дуговой
электросварке
Накладки применяются для усиления сты-
стыкового шва при работе конструкции под ста-
статическими нагрузками. Более целесообразно
применение двухсторонних накладок (фиг. 15, а)
при обязательном проваривании шва встык.
Однако применение односторонних накладок
(фиг. 15, 6] также допускается.
Предпочтительно располагать накладку со
стороны, противоположной разделке кромок.
Приваривание накладок, как правило, про-
производится ручным методом. По своему очер-
очертанию накладки бывают прямоугольные
(фиг. 15, 6) и со срезанными или закруглён-
закруглёнными углами (фиг. 15, д). Последний тип наи-
наиболее рационален.
Для двухсторонних накладок sH-0,3— 0,5s,
для односторонних 5к = 0,7— 1,0 s, где sH — тол-
толщина накладки, s — толщина основного ме-
металла.
При наличии накладок последние должны
перекрывать не менее 50% длины стыкового
шва.
Расчёт соединений с двухсторонними на-
накладками производится по допускаемым на-
пряжениям для сварного шва Rz или Rd
в зависимости от знака усилия (растяжения
или сжатия), передаваемого соединением. Тре-
Требуемое сечение FH одной накладки (фиг. 15, а)
соединения, работающего на растяжение,
где F — сечение основного металла; Rz— до-
допускаемое напряжение на основной металл;
Rz — допускаемое напряжение в шве при рас-
растяжении.
В соединении с односторонней накладкой,
в котором последняя вызывает дополнитель-
дополнительный изгибающий момент, допускаемое напря-
напряжение при расчёте прочности сварного шва
понижается и принимается равным Rs (допу-
Фиг. 15. Соединения накладками
листов при работе изделий под ста-
статическими нагрузками.
скаемое напряжение в шве при срезе). Тре-
Требуемое сечение накладки для этой конструк-
конструкции (фиг. 15, б)
[RZ-R'S)F
(9а)
В соединениях с односторонними наклад-
накладками, у которых последние не вызывают
158
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД.
Фиг. 16. Соединения накладками элементов конструкций.
дополнительного момента (фиг. 16), расчёт
прочности производят по допускаемым напря-
напряжениям Rz .
Соединения при газовой и угледуговой
сварке
При газовой сварке типичной формой со-
соединения является сварка встык. При очень
малых толщинах свариваемого металла (менее
2 мм) газовая сварка может осуществляться
Фиг. 17. Соединения при газовой сварке.
без присадочного металла путём отбортовки
кромок.
Способы подготовки кромок для соедине-
соединения встык, выполняемого газовой сваркой, при-
приведены в табл. 22 (фиг. 17, а—г).
Таблица 22
Тип соединения
С отборто'вкой . . .
Бесскосное
V-образное .....
Х-образное .....
Толщина металла
в мм
До 2
2-5
5-15
Свыше 15
Фигура
17, а
17, б
17, в
17, г
Соединения внахлёстку при сварке газом
выполняют валиковыми швами с сечением
в форме равнобедренного треугольника.
При угледуговой сварке наиболее распро-
распространёнными являются соединения, выполняе-
выполняемые без применения присадочного металла, при
толщине свариваемых элементов 1—3 мм.
Фиг. 18. Соединения при угледуговой сварке.
Типы соединений при угледуговой сварке
показаны на фиг. 18.
Расчёт прочности соединений, выполняе-
выполняемых газовой и угледуговой сваркой, произво-
производится по методам, изложенным для соедине-
соединений встык и внахлёстку при дуговой электро-
электросварке.
Соединения при контактной сварке
Контактным стыковым методом можно сва-
сваривать заготовки, имеющие различные про-
профили поперечного сечения. При конструиро-
конструировании соединений, свариваемых встык на кон-
контактных машинах, следует предусмотреть при-
припуск в размере деталей, подлежащих свари-
свариванию. Размеры припусков для деталей круг-
круглого сечения приведены в табл. 23.
Таблица 23
Диаметр дета-
детали в мм
ю—14
15-24
25—34
35-44
45—54
55-^5
Площадь сече-
сечения в мм2
80—150
180—450
490—900
960—1500
IOOO—228о
S37°—3800
Припуск на соеди-
соединение в мм
3
IO—12
14—15
12— 2О
22
24
]
При контактной точечной сварке возможно
соединение двух и большего числа элементов
между собой. Число соединяемых элементов,
а также их суммарная максимальная толщина
зависят от типа применяемых контактных
машин и режима сваривания. [
При конструировании точечных соедине-
соединений необходимо предусматривать следующее;
ГЛ. V]
СВАРНЫЕ СОЕДИНЕНИЯ
159
а) толщины соединяемых элементов по воз-
возможности наименьшими; б) в сильно напря-
напряжённых конструкциях число соединяемых эле-
элементов, как правило, равное двум и только
в мало напряжённых конструкциях— более
двух; в) возможность' свободной усадки эле-
элементов при сварке и г) все условия, обеспе-
обеспечивающие доведение до минимума шунтиро-
шунтирование тока при сварке.
Диаметр сварной точки устанавливается
в зависимости от толщины соединяемых ча-
частей, не превышая величины 1,5s+ 5 мм, где
s — наименьшая толщина свариваемых элемен-
элементов. Для уменьшения шунтирования тока рас-
расстояние между точками назначают: а > 3d и
> 60 мм при двух соединяемых толщинах
(фиг, 19, а), а > Ad и > 89 мм при трёх со-
соединяемых толщинах
(фиг. 19, б). Расстоя-
Расстояние от ряда точек до
рёбер жёсткости, кро-
кромок уголков и тому
подобных элементов
a=3d s 60 мм
^шш
Н^Еч^И
^Г
n=Ud 2 80мм
N-^vwy^
Фиг. 19. Точечные соединения, выполненные контактной
сваркой.
(фиг. 19, виг) должно быть не менее 2d.
Целесообразны соединения: двух листов
одинаковой толщины, одного тонкого листа
с толстым (фиг. 19, о) и двух тонких, прива-
привариваемых к толстому (фиг. 19, е). Привари-
Приваривание тонкого листа между толстыми техно-
технологически нерационально.
Расчёт прочности точки производится на
срез
A0)
где Р—усилие; d — диаметр точки; Rs — до-
допускаемое напряжение для точки при срезе.
При работе точечного соединения на про-
продольное усилие расчёт прочности соединения,
имеющего п точек, производится в условном
предположении равномерного распределения
усилий между отдельными точками:
Z ^<R's' (Ша)
Соединения с односторонней точечной свар-
сваркой могут применяться при сваривании тон-
тонкого металла с толстым (фиг. 20, а) и при
сваривании одинаковых толщин с использовав
нием специальных технологических приёмов,
(например медных подкладок и т. д., фиг. 20, б),
Медная подкладка
Фиг. 20. Соединения при односторонней
точечной сварке.
При конструировании элементов небольших
сечений возможно их взаимное сваривание
втавр посредством точечных или стыковых
машин.
Расчёт прочности соединений, работающих
на изгиб, и сложное сопротивление
При расчёте прочности соединения, со-
состоящего из вертикального стыкового шва
(фиг. 21, а), на из-
изгиб с моментом М
нормальное напря-
напряжение
где U7"-g- E и
h указаны на фиг.
21, а); р' — допу-
z
скаемое напряже-
напряжение на шов при
растяжении.
При работе то-
того же соединения
(фиг. 21,6) на мо-
момент М и продоль-
продольную силу Р усло-
условие прочности
М
Фиг. 21. Соединения с под-
подготовкой кромок, работающие
на изгиб.
Р
' + F
F-hs.
(Па)
При расчёте прочности соединения (фиг.
22, о), состоящего из вертикального валнкового'1
160
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
шва с катетом k и длиной h на изгиб с момен-
моментом М, касательное напряжение в шве
М
A2)
где R' — допускаемое напряжение в шве при
срезе Wc „— .
При действии в этом соединении (фиг. 22, б)
момента М и продольной силы Р расчётное
касательное напряжение
М
Р
Fc
A2a)
Для расчёта прочности соединений, состоя-
состоящих из нескольких швов, работающих на из-
изгиб при заданном моменте, существует ряд
Фиг. 22. Соединения без подго-
подготовки кромок, работающие на
изгиб.
приёмов, в общем не вполне эквивалентных
друг другу. Как правило, во всех приёмах сле-
следует предварительно задаться основными гео-
геометрическими размерами швов в соединениях,
и, таким образом, сам расчёт будет являться
проверочным.
Расчёт по принципу независимости дей-
действия сил (фиг. 23, а). В основе способа —
допущение, что момент, воспринимаемый слож-
сложным соединением, равен сумме моментов, вос-
воспринимаемых каждым из составляющих со-
соединения в отдельности.
Принимают, что момент М уравновеши-
уравновешивается парой сил в горизонтальных швах и
моментом защемления вертикального шва
откуда
М
0,7'ka
0,7?Ла
A3)
где k — катет шва и^ — допускаемое на-
напряжение в шве при срезе.
Этот приём рекомендуется при конструи-
конструировании соединений, когда заданы момент и
допускаемое напряжение. Целесообразно, за-
задаваясь всеми геометрическими параметрами,
кроме одного, находить последний (величину а
или k).
Расчёт по осевому моменту инерции
швов (фиг. 23, б). Принимают, что момент М
уравновешивается моментами усилий в швах
Фиг. 23. Соединения с комбинированными швами,
работающие на изгиб и при сложном сопротивлении.
и напряжения в швах линейно зависят от рас-
расстояния до геометрической оси элемента:
где х — напряжение в шве на площадке dF на
расстоянии у от оси элемента; ij— напряже-
напряжение в шве на единичном от оси расстоянии;
у — расстояние от оси элемента до площадки;
Jz — момент инерции периметра швов относи-
относительно оси элемента. При вычислении Jz
толщину периметра валиковых швов следует
принимать 0,7 k, где k — катет валикового
шва. f
Наибольшее напряжение
М
т= — ymax<Rs. A4)
/г
Этот приём может быть целесообразно ис-
использован при сложных очертаниях периметра
швов, например в соединениях с косыми швами
(фиг. 23, б).
Расчёт по полярному моменту инерции
швов (фиг. 23, в). Принимают, что момент М
уравновешивается моментами усилий, напра-
ГЛ. V]
СВАРНЫЕ СОЕДИНЕНИЯ
161
вленных перпендикулярно радиусам е, и что
напряжения в швах зависят линейно от е
где t — напряжение в шве на площадке dF на
расстоянии е от центра соединения; х1 — на-
напряжение в элементе dF шва на единичном
расстоянии от центра соединения; Jp = Jz + Jy—
полярный момент инерции периметра швов;
J2 и Jy—моменты инерции периметра швов
относительно осей гну.
При вычислении моментов инерции тол-
толщину валиковых швов следует принимать 0,7?.
Наибольшее напряжение в шве
Ме
т^ A5)
Этот приём учитывает вертикальные со-
составляющие усилий пар, уравновешивающих
момент М. Использование" приёма рекомен-
рекомендуется при проверке напряжений в соедине-
соединениях, обладающих относительно значительной
длиной горизонтальных швов.
При действии только продольной силы Р
напряжение в швах соединения (фиг. 23, в)
тр.
дилось по первому или второму способу, и
условно геометрически, если определение -с
производилось по третьему способу.
При наличии в соединении поперечной
силы Q принимается, что последняя передаётся
только на вертикальные швы. Среднее каса-
касательное напряжение в шве
где h - длина вертикального шва.
В случае определения напряжения т по пер-
первому или второму способу условная геоме-
геометрическая сумма
^ R'r A6)
При расчёте прочности точечных соедине-
соединений, работающих на изгиб и сложное сопро-
сопротивление, надлежит пользоваться указаниями,
изложенными в статье „Заклёпочные соедине-
соединения" (см. стр. 144). При этом допускаемое уси-
усилие на точку, определённое по формулам,
не должно превосходить—- Rs
где d—диа-
d—диа0,7kL
где L -длина контура валиковых швов.
При совместном действии момента М и про-
продольной силы Р напряжения в швах от из-
изгиба х и от продольной силы тр суммируются:
арифметически, если определение х произво-
произвометр точки и Rs— допускаемое напряжение
для точки при срезе.
Допускаемые усилия для стыковых и ва-
валиковых швов. В табл. 24 и 25 даны вели-
величины допускаемых усилий на 1 пог. см стыко-
стыкового и валикового швов в зависимости от их
размеров и технологических процессов сварки,
при условном допускаемом напряжении основ-
основного металла Rz=\ кг/см2.
Для действительного значения Rz (кг/см%)
величины усилий, приведённые в табл. 24—25,
соответственно пересчитываются.
Таблица 24
Допускаемые усилия на 1 пог. см соединения встык при работе соединений под статическими нагрузками
Метод сварки
Ручной электродами Э34 ....
_ .„
Автоматический под слоем флю-
4
о,24
о.3°
О,32
0,36
о,Зб
о,4
5
о,3
O.275
о, 40
о.45
о. 45
°.5
6
о,зб
о,45
0,48 •
о,54
о,54
о,б
Толщина металла в мм
8
о,48
о,бо
0,64
0,72
0,72
о,8
10
о,б
о.75
о,8
о-9
°,9
1,О
12
0,72
о,90
0,96
i,o8
1,о8
1.2
14
0,84
I.O5
1,12
1.2б
1,2б
1.4
16
о,об
I.2O
1,23
1.44
1.44
1.6
18
i,o8
1.35
1.44
1,62
1,б2
1,8
20
I.2O
I.5O
1,бо
1,8о
i,8o
2,О
Примечание. В числителе "указаны допускаемые усилия при растяжении, в знаменателе — при сжатии.
Таблица 25
Допускаемые усилия на 1 пог. см соединения валиковым швом при работе соединений под статическими
нагрузками
Метод сварки
Ручной Электродами 334 ...
То же электродами Э42 ....
Автоматический под слоем
флюса и электродами Э42А . . .
4
о, 14
одб8
o.ite
5
о. 175
0,21
О,227
Толщина металла, равная катету валика, в мм
6
О,21
О,252
о,273
8
О,28
0,336
0,364
10
о.35
0,420
0.455
12
о, 42
0,504
о.54б
14
<М9
о,588
О.637
16
0 56
0,672
0,728
18
о,бз
°.75б
0,819
20-
0,70
0,840
0,910
162
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. 1
ПРИМЕРЫ РАСЧЕТОВ ПРОЧНОСТИ
СВАРНЫХ СОЕДИНЕНИЙ
рример 1. Определить длину швов, прикрепляющих
уголок 100 X 100 X Ю к косынке. Площадь сечения уголка
/г=19,2 смй. Соединение конструируется равнопрочным
целому элементу (фиг. 24, а).
l то *гоо*т
Р
ч
L 21 —^
t
-i=1000-
2)
Фиг. 24. Соединения, работающие на продольные
силы, изгиб и поперечную силу.
Допускаемое напряжение R —1400 кг/см3. Расчётное
усилие в уголке Р= 1400 • 19,2=26 880 «г. Допускаемое
иапряжение в валиковых швах при срезе
#^=1400 • 0,6=840 кг 1см3.
Требуемая длина периметра швов (ft=10 мм), прикре-
прикрепляющих уголок к косынке,
Р 26 8Р0 45(8сл<
R 0,7ft 840 -0.7-1
Длина лобового шва а = 10 см. Требуемая длина
обоих фланговых швов
•фл
45,8 - 10 - 35,8 см.
Длина шва 2: /2 - 0,7 ¦ 35,8 = 25 см.
Длина шва 1: г, = 0.3 - 35,8 = 10,8 см.
Принимаем 12 = 27 см, /4 — 13 см.
Пример 2. Определить размеры двухсторонних на-
накладок, перекрывающих соединения встык листов из
стали Ст. 2 сечением 300x12 мм. Соединение конструи-
конструируется равнопрочным целому элементу и работает при
пульсационных нагрузках, меняющихся от Р до Р . =
= 0 (фиг. 24, б).
Допускаемое напряжение при растяжении: основного
металла R =1400 кг/см3; стыкового шва (электроды Э42)
r' — 0,8 R — 0,8 - 1400=1120 кг/см3.
z z
Допускаемое напряжение при срезе шва:
r's = 0,6feaA R = 0,6 • 0,75 • 1400 = 630 кг/см3.
4
По формуле B) fga = 1 :— = 0,75 [? стык= 1, см.
формулу A)].
Усилие, допускаемое на основной элемент,
Р = 1400 • 30 • 1,2 = 50 450 кг.
Требуемое поперечное сечение в месте стыка
„, Р 50 400
F' - 77 = 120 - 45 СМ?'
Поперечное сечение стыкового шва 30 • 1,2=36 см1.
Требуемое поперечное сечение двух накладок
2FH = 45 - а5 = 9 см3.
Принимаем поперечное сечение одной накладки:
Fu =4-150; Fu=6cm?\
ft П
таким образом, F' = 2 • 6 + 36 = 48 см3.
Усилие, передаваемое на накладку,
Рн " Р
Ю 40° "^- - 630°
48
Требуемая длина швов (ft — 4 мм), прикрепляющих
накладку к одному из листов,
6300
7&Р
0,7 • 0,4 • 630
- 35,7 см.
Длина флангового шва, прикрепляющего накладку
к листу,
35,7 - 15
10,3 см.
Принимаем длину накладки равной 240 мм.
Пример 3. Определить длину а швов, прикрепляю-
прикрепляющих швеллер № 20а, нагруженный на конце моментом
М — 2,4 тм (фиг. 24, в).
Материал — Ст. 2, электроды — Э42.
Допускаемые напряжения R <= 1400 кг/см";
Rs — 840 кг/см1.
Момент сопротивления сечения швеллера
Wx= 180,4 см\
Напряжение
1330 кг\см3.
Определение а производится по первому способу
(см. стр. 160).
Катет вертикального шва кх = 7,5 мм, горизонталь-
горизонтальных к„ — 10 мм.
Из формулы A3) находим:
17,0 см.
{h + fta)
0,7 • 1
?40
Принимаем а — 20 см.
При этой длине шва напряжение от изгиба [см. фор-
формулу A3)]
240 000
0,7 • 1 20 B0 + 1) +
0,7 • 0,75 ¦ 20а
730 кг1см\
Пример 4. Определить напряжение в конструкции со-
соединения, изображенной на фиг. 24, г.
По третьему способу [см. стр. 160, фор-
формула A5)].
Абсцисса центра тяжести периметра швов относи-
относительно вертикальной кромки полосы
2 • 10 ¦ 5 — 30 • 1 • 0,5
1,7 см.
с 2-10 + 30-1
Момент инерции периметра швов относительно оси х
-J + 2 (У^- + Ю • 1 • 15,5s) - 7055 см*.
Момент инерции относительно оси у
„ ПО3 • 1
12
+ 10-1
E-1,7)']
10- I3
12"
+ 30 • 1 A,7 + 0,5J = 528 см*.
Полярный момент инерции периметра швов
7056 + 528 = 7584 см*.
Расчётный полярный момент инерции швов
J = 0,7 • 7584 = 5309 см*.
Р
Изгибающий момент М — 2500 • 100 = 250 000 кгсм.
ГЛ. V]
СОЕДИНЕНИЕ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ
163
Наибольшее напряжение от момента
250 000
Расчётное напряжение по второму способу
5309
843 к
+ 1192 = 819 кг/см\
По второму способу [см. стр.160, фор- ",?«?е Р В °М У способУ [«•• "р. 160, фор-
мула A4)]. у к ''
Расчётный момент инерции швов относительно оси г
Jz = 0,7 • 7056 = 4939 см1.
Наибольшее напряжение от момента
М 250 000
250 000
0,7 • 1 • 10 C0 + 1) +
о 7~
4939
¦ 16 = 810 кг/см".
Расчётное напряжение по первому способу
г = /777а + 119а = 786
Соеднее напряжение в веотикальном шве от Расчёт прочности по третьему способу даёт меньшее
л _ -коп напряжение в верстальном шве от значение напряжения, чем при расчёте по первому и
V - ^ош кг второму.
2500 . Определение напряжений в швах по первым двум
Q = 30 ¦ 0,7 ¦ 1 кг/см . способам производится в запас прочности.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Н и к о л а е в Г. А., Гельман А. С., Сварные
конструкции и соединения, Машгиз, 1947.
2. Николаев Г. А., Применение сварки в артилле-
артиллерийских системах и стрелковом оружии, Оборонгиз, 1945.
3. П а т о н Е. О., Автоматическая скоростная сварка под
слоем флюса, АН УССР, 1943.
4. Стальные конструкции, Нормы и технические условия
Наркомстроя, Стройиздат, 1944.
5. С т р е л е ц к и й Н. С, Курс металлических кон-
конструкций, Стройиздат, 1940.
СОЕДИНЕНИЕ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ
ВВЕДЕНИЕ
Применение при сборке машин посадок с
гарантированным натягом имеет весьма боль-
большую давность и распространено в большей
или меньшей мере во всех отраслях совре-
современного машиностроения.
Из наименования соединения следует, что
оно является напряжённым. Разборка (демон-
(демонтаж) соединения связана с приложением
больших усилий и сопровождается, как пра-
правило, нарушением целостности поверхност-
поверхностного слоя, а в ряде случаев — разрушением
элементов соединения.
В зависимости от конструкции узла в це-
целом и условий работы соединения различают
две группы соединений.
Группа А. Соединение из двух деталей
(фиг. 25), охватывающих одна другую с кон-
контактом по цилиндрической (реже конической)
поверхности диаметром d. При всех прочих
одинаковых условиях напряжённость соеди-
соединения и его прочность зависят от величины
натяга (разницы между диаметрами охваты-
охватываемой и охватывающей деталей). В литера-
литературе и техническом обиходе эти соединения
носят наименование „прессовых посадок".
Стандарты прессовых посадок и терминоло-
терминологию— см. т. 5, гл. I*.
Группа Б. Соединение из двух (фиг. 26),
реже — нескольких основных деталей (фиг. 27),
имеющих поверхностью контакта плоскость,
и осуществляемое посредством дополнитель-
дополнительных деталей в виде планок или колец.
* Не рассматриваются соединения деталей призмати-
призматической формы ввиду их исключительно редкого приме-
применения и многослойные соединения (три и более колец),
поскольку они, как правило, не являются соединениями,
нагруженными осевыми усилиями и крутящими моментами.
Напряжённость соединения зависит от ве-
величины натяга, определяемого соответствен-
соответственными размерами охватываемых и охватываю-
охватывающих деталей (фиг. 26 — раз -
мер L; фиг. 27 — размер D).
Сборка соединения во всех
случаях практики связана с
нагревом планок (колец). В ли-
литературе и обиходе она носит
.Стык
Фиг. 26.
стяжками", ,со-
Фиг. 25.
наименование .соединение
единение анкерами".
Первая группа соедине-
соединений является наиболее рас-
распространённой с применяе-
применяемостью по диаметрам от 1
до 5000—10 000 мм. Благо-
Благодаря успехам исследова-
исследовательских работ, достиже-
достижениям технологии обработки
и сборки, а также вслед-
вследствие простоты конструК'
тивного оформления (отсут-
(отсутствие каких-либо деталей-
посредников в соединении)
прессовые соединения этого
вида из года в год завоёвывают всё большую
область применения, вытесняя шпоночные и
другие типы соединений.
Фиг. 27.
164
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
Вторая группа соединений характерна
свокм применением лишь в тяжёлом машино-
машиностроении (соединения крупных маховиков,
станин и т. д.) и имеет тенденцию, в связи с
развитием болтовых соединений и общим по-
повышением культуры сборки, к заметному со-
сокращению.
СОЕДИНЕНИЯ ГРУППЫ А
Назначение соединений. В зави-
зависимости от условий нагружения соединение
с гарантированным натягом может служить
для передачи осевого усилия, крутящего мо-
момента или их комбинации (фиг. 25). В отдель-
отдельных случаях прес-
R совая посадка ис-
используется в со-
соединениях, анало-
аналогичных показан-
показанным на фиг. 28,
также и для обес-
обеспечения момента
защемления (ши-
(шипов 1 я 2).
Технология
сборки соеди-
соединений осве-
освещается в т. 5,
гл. III.
Таблица 2
Фиг. 28.
По способу соединения деталей при прес-
прессовых посадках различают: а) соединения,
получаемые путём приложения осевого уси-
усилия, обеспечивающего взаимное смещение со-
сопрягаемых деталей на заданную величину;
б) соединения, полученные за счёт темпера-
температурных деформаций охватывающей и охваты-
охватываемой деталей (или обеих совместно), сво-
свободно без напряжения введённых одна в дру-
другую. При нагреве охватывающей детали со-
соединение получается за счёт её сжатия; при
охлаждении охватываемой — за счёт её рас-
расширения. Возможность получения и удеше-
удешевление жидкого воздуха (— 190° С) и сухого
льда —СО2 (—72° С) сильно расширили область
применения посадок с охлаждением, особенно
в тех случаях, когда нагрев исключается по
условиям термообработки деталей, наличия
покрытий или другим причинам. Применение
второго способа решает задачу о посадке и
в тех случаях, когда не обеспечена возмож-
возможность примедения мощных механических
средств для запрессовки. Необходимые для
расчёта значения коэфициентов расширения о
и модулей упругости ряда материалов при-
приведены в табл. 26.
Экспериментальные данные и практика ра-
работы соединений, полученных за счёт тепло-
тепловых деформаций, показывают их большую
Материал
Сталь и стальное
фасонное литьё . . .
Чугунное литьё
(cj^ < 20 кг/мм2) .
Ковкий чугун ....
Медь
Бронза (оловянистая)
Латунь
Алюминиевые сплавы
Магниевые сплавы .
Пластмассы ....
Е* в кг1мм-
2О ООО—21 ООО
7 500-Ю5О0
9 ооо—15 ооо
12500
8500
8ооо
б 5оо—7 5°°
3 боо—4 7°°
4оо—i боо
О- 10
нагрев
и
ю
ю
i6
17
18
23
26
46-70
1/°С
охла-
охлаждение
-8,5
-8
-8
-14
-15
—1б
-i8
—21
* При уточнённых расчётах значения Е принимать со-
согласно т. 3 и 4, „Материалы машиностроения".
При предварительных расчётах для стальных и чугун-
чугунных деталей можно принять, что при перепаде темпера-
температур Д/ = 100° одному миллиметру диаметра сопряжения
соответствует расширение (сжатие) — 1 микрон.
их взаимном осевом смещении (фиг. 29), что
не имеет места при посадках с нагревом (охла-
(охлаждением). Протекание операции запрес-
запрессовки, а также выпрессовки в части измене-
изменения усилий в зависимости от взаимного сме-
смещения сопрягаемых деталей схематично по-
показано на диаграммах фиг. 30. Диаграммы от-
Фиг. 29.
Фиг. 30. Протекание процесса запрессовки
и выпрессовки.
прочность по сравнению с собственно прес-
прессовыми. Объяснение этому следует искать в
сглаживании неровностей (шероховатостей)
на сопрягаемых поверхностях деталей при
ражают процесс для двух случаев напряжён-
напряжённого состояния сопрягаемых деталей: 1) де-
деформации упругие, 2) деформации пластиче-
пластические.
ГЛ. V]'
СОЕДИНЕНИЕ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ
16J5
Диаграмма позволяет оценить усилия: за-
запрессовки Рп\ выпрессовки — наибольшее Рв,
соответствующее моменту начала осевого
смещения, и Р после начала смещения (сдвига).
Для области пластической деформа-
деформации характерным моментом является сни-
снижение запрессовочного усилия для положе-
положения k (усилие Рп), а в отдельных случаях
наблюдаемое небольшое повышение усилия
(р'п) при дальнейшем процессе. Заштрихо-
Заштрихованные участки диаграмм соответствуют ра-
работе деформации.
Аналогично диаграммам для усилий вы-
выпрессовки на фиг. 30 приведены диаграммы
крутящих моментов для случая проворота
охватывающей детали в отношении охваты-
охватываемой. Правильно снятая диаграмма запрес-
запрессовки является основным паспортом соеди-
соединения, так как достаточно точно позволяет
оценить качество соединения, соответствие
последнего заданным техническим условиям
(например, диаграммы запрессовки осей по-
подвижного состава). Всякие отклонения от
установленной формы диаграммы свидетель-
свидетельствуют о несоответствии величины натяга,
о дефектах формы сопрягаемых поверхностей,
об изменении условий смазки и т. д.
Подобные диаграммы позволяют устано-
установить также коэфициенты трения (сцепления)
для различных комбинаций материалов, обра-
обработки и условий сборки.
Эффект сцепления сопрягаемых деталей
и его оценка
Прочность прессовых соединений опре-
определяется силами сцепления, развивающимися
на контактной поверхности по мере роста
величины натяга. Многообразие факторов,
влияющих на величину сцепления — материал,
макро- и микрогеометрия сопрягаемых по-
поверхностей, наличие и сорт смазки, наличие
окислов, отклонения в форме сопрягаемых
поверхностей, вибрации и ряд других факто-
факторов,—приводит к тому, что при практиче-
практических расчётах ограничиваются учётом лишь
части из них, наиболее оправданных экспе-
экспериментом и практикой эксплоатации соеди-
соединений.
Используя диаграммы запрессовки и зная
размер поверхности контакта, представляется
возможность оценить величину силы сцепле-
сцепления, отнесённую к 1 мм? вышеуказанной
поверхности. В общем виде эта зависимость
имеет следующий вид:
'-adl
KZJMM*.
Однако для практических расчётов пред-
предпочитают использовать зависимость, связы-
связывающую величину q с давлением (напряже-
(напряжением сжатия) на контактной поверхности и
коэфициентом трения /. Необходимо отме-
отметить условность последних величин, по-
поскольку экспериментально можно определить
лишь величину q, а величину давления р
находят из аналитических зависимостей для
толстостенных сосудов с рядом ограничений
и допущений. Так как q-pf, то
J pizdl
В соответствии с усилиями запрессовки
и выпрессовки (фиг. 30) при опытах и расчё-
расчётах оперируют следующими коэфициентами
трения (сцепления):/„ — коэфициент запрес-
запрессовки; /в — коэфициент выпрессовки, со-
соответствующий начальному моменту взаим:
ного смещения (сдвига) деталей, и /— коэфи-
коэфициент выпрессовки при установившемся про-
процессе смещения.
Оба последних коэфициента необходимо
раздельно оценивать для случаев осевого сме-
смещения (собственно выпрессовка) и кругового
смещения (проворота).
При расчётах прочности соединений
обычно используют значения коэфициента f
В табл. 27 приведены результаты опытов
по определению коэфициентов трения (сце-
(сцепления), проведённых в разное время и в раз-
различных условиях.
Таблица 27
Опытные данные о посадках с натягом (коэфициенты трения-сцепления)
Номиналь-
Номинальный диа-
диаметр
Материал
охватываю-
охватывающей детали
втулки)
охватываемой
детали (вала)
Сведения об
обработке
Смазка
Коэфициент трения
(сцепления)
Исследо-
Исследователь
и год
Прессовые посадка
3V-20"
(88,9-
-508 мм)
Сталь
Сталь
Чугун
/п=0,077-0,33 1
~/п =0,053-0,30 J
Среднее из
200 опытов
0,17
Мак
гилль, ш;
250 мм
Сталь
Стальное
литьё
Обе детали шли-
шлифованы
о
талька+
10°/0 ма-
машинного
масла
8^=20 Г /д =0,106-0,122
микрон | /=0,078-0,101
5^=40 ( /в =0,155-0,201
микрон | /=0,108—0,184
Хуггенбер-
гер, 1926
8-210 мм
Сталь
калёная
Сталь калё-
калёная
Обе детали шли-
шлифованы
Расти-
Растительное
масло
/я= 0,054-0,22,
в среднем 0,18
Савин,
1928
166
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
Продолжение табл. 27
Номиналь-
Номинальный диа-
диаметр
5%' = 133лш
300 мм
5-30 мм
180 мм
Наруж-
Наружное коль-
кольцо:
d2=60 мм
d=25 мм
Внутрен-
Внутреннее коль-
кольцо:
(*| —15 мм
и 20 мм
40 мм
150
6V-
= 165 мм
(небольшая
коничность)
= 163 мм
18 им.
Ю MJn
Материал
охватываю-
охватывающей детали
(втулки)
Сталь
НВ =176
Сталь
Сталь
35-40
Сталь
Сталь 45
Сталь 45
Сталь
Сталь
Сталь
Сталь
35-40
Нв -220
охватываемой
детали (вала)
Стальное
литьё Нв =
=160-260
Чугун
Сталь 35-40
Стальное
литьё(колёса)
Ковкий
чугун
ПФК4-50- 3
Латунь
ЛМцА-57-3-1
Сталь 45
Сталь
Сталь
Сталь
Ртялк ЯП 4П
Нв - 188
Сведения об
обработке
Обе детали шли-
шлифованы
Вал шлифован,
отверстие — чистая
расточка
Вал шлифован,
отверстие развёр-
развёрнуто
Чистая токарная
обработка
Отверстие раз-
развёрнуто: Нск =0,6
микрона
Вал шлифован:
Н ^ 1 микоон
ск *
Вал шлифован:
Я — 1—1,25 ми-
ск
крона. Отверстие
развёрнуто: Нск =
= 1—1,25 микрона
Вал обточен:
Я =3,2—4 микро-
микрона.; Отверстие раз-
развёрнуто: Я -
. . „» ск
=1 — 1,25 микрона
Смазка
Свинцо-
Свинцовые бели-
ла+машин-
ное масло
Тальк
Машин-
Машинное масло
Расти-
Растительное
масло
Насухо
Насухо
Насухо
Коэфициент трения
(сцепления;
fn =0,11—0,14, среднее 0,12
i =0,14-0,15, среднее 0,14
в
/ =0,1
v /в f
120мм/ман 0,086-0,25 0,097-0,17
UGOmmImuh — 0,05-0,095
/„=0,086
Дженкинс A915 г.> и более
ранние исследователи в США
получили /а =0,082— 0,086
/ = 0,06-0,10
/в = 0,09-0,13
/л = 0,04-0,08
/ = 0,04—0,06
О
При /?=4—20 кг/мм*'
запрессовка / =0,14— 0,12
проворачивание / — 0,18—
—0.12
Запрессовка /д — 0,13—0,11
Проворачивание / =0,14 —
-0,11
Посадки с нагревом {охлаждением)
Вал шлифован,
отверстие чисто
расточено
Обе детали шли-
шлифованы
ОаЛИК ШЛИфиВап,
отверстие втулки
развёрнуто
Нагрев
Нагрев
Охла-
Охлаждение
Нагрев в
масле
Охла-
Охлаждение в
жидком
воздухе
Нагрев в
печи
.(окислы)
Проворачивание: / =0,248;
/ = 0,208
При опытах с плоскими
стальными образцами при
р =40-1700 кг/см* fg = 0,25
/„ = 0,21-0,23
О
fo - 0,25-0,33
о
Проворачивание:
fe= 0,13-0,24, / = 0,08-0,19
Выпрессовка:
Л = 0,14-0,36, /=0,055-0,12
* о
Выпрессовка:
/ =0,16-0,40, /=0,065-0,16
'в *
Выпрессовка:
fg=0,35-0,395, /=0,15-0,155
Исследова-
Исследователь и год
Баугхер,
1930
Стрейф,
1934
Верт, 1937
Мордвин-
цев
(МВТУ,
ЦНИИТ-
МАШ) 1938
Канд. техн.
наук Ку-
Кутай А. К.,
1945
А. Корона*
(MKVV
ЗИС), 1947
* См.
также диа-
диаграммы
Л\ yii* QO 99
фИГ. OZ, до
Лаборато-
Лаборатория завода
Круппа,
1 ЛОО
1922
Риттер,
1930
Тимо-
Тимошенко, 1930
1938 /
ГЛ. V]
СОЕДИНЕНИЕ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ
167
s
CU
ИНЭИ
се
ч
о
IS
я
6
рев
наг
о
я
осадк]
С
я
поса
о
овы
О.
С
«
о
о
Он
S
8
л
тал
О
S
о
со
л
ч
сч
Ь
О
i
а*
m
X
о
0-50
Сталь 3
во-
s
ягн
н
о <и
ca S
а> X
х a
с S
И g
3
pa
3
3
и
IU
3
са
to
X <?
>ч 00
- см
при
только
аст- |
i
X
ж
С!
СЗ
X
О
>еве
нагр
5
Ч га
тунь
СЗ
>=:
0)
X
|«
ч
СЗ
3
а
СЗ
спл
00
* *
а* з
4
и
¦П О
ч ю
Л о
О со
•я
си
тал
3
ч
сЗ
ер:
СЗ
!
и f
г s
>< СЗ
о а
2
X
о
са
s
:yxyi
са
1
сух;
2
Всух
о>
о
s5
3 2
га й
2
Всу
2
и
СС
2
й-
Всу
1
1
CU
о
X О
X Ч
S О
11
S
СО
а
со
О
о
14
о"
о"
о
1
о
i'o
00
я.
о
СО
о"
о
о"
1
о
6
г
6
ч
о
t
6
со
о"
ч
0
I'O-t
1
о
о"
?
о
1
с
?
0
ы
о"
1
1
О\
о
о"
ел
о"
<?
о"
CU
X
О1
а>
и
<и
о
а
о
U
а.
ние
я
<и
о
<и
о
са
О)
О
м
о"
'<
О
*j
с
L
!
э"
¦)
о
о"
с
о
о
о"
>
о"
5.
о"
ЧО
о"
с
g;
о
\
\
о
1
I
с
с
<
*
н
з"
«
о"
1
\
о
1
]
{
1
1
0
см
с
з"
г?
о
СО
о"
\
о
е>
X
X
1
CU
г
и
CU
о
п
о
о.
¦к
ние
CU
CU
и
О)
о
са
о
о
4
.54
о
м
о"
1
ю
о
«8
о"
4
о
о"
1
1
о*
Г»
CN
о"
1
"о
о'
;
о)
§
о
О
о>
сд,
а
СЗ
В табл. 28 приведены обработанные опыт-
опытные значения для коэфициентов трения, ко-
которые можно использовать при расчётах как
собственно прессовых посадок, так и посадок
с нагревом (охлаждением).
Неровности сопрягаемых поверхностей
и прочность соединений
Величина неровностей сопрягаемых по-
поверхностей, как уже указывалось выше,
существенно отражается на характере прес-
прессового соединения. Уменьшение величины
неровностей при всех прочих одинаковых
условиях повышает напряжённость прессо-
прессового соединения и его прочность, что более
резко сказывается на собственно прессовых
W 60
И а тяг
80 6Т мН
Фиг. 31. Усилия выпрессовки для посадки с
нагревом в зависимости от обработки сопрягаемых
поверхностей и натяга E^-). Р и Р— усилия для
случая токарной обработки обеих деталей при
s =0,13 на оборот; Р„ и Р'—усилия при развёрну-
развёрнутом отверстии и шлифованном валике.
соединениях. Влияние неровностей на усилия
выпрессовки при посацках с нагревом (охла-
(охлаждением) отражено на диаграмме фиг. 31.
Исследования влияния чистоты поверх-
поверхности на прочность прессовых посадок, про-
проведённые в 1946—1947 гг. в лаборатории
автозавода им. Сталина и МВТУ [1], также
позволяют сделать заключение о положи-
положительном влиянии на прочность соединений
малых неровностей (фиг. 32, 33). Часть выво-
выводов этих исследований см. также в гл. „Тре-
„Трение в машинах и механизмах".
При расчётах влияние неровностей учи-
учитывается снижением табличного (стандарт-
(стандартного) натяга посадки Ьт на некоторую услов-
условную величину и, характеризующую сглажи-
сглаживание неровностей при запрессовке.
Величина и« 1,2 {кх + 1ц) микрон, где к
и /z2 - наибольшие неровности на сопрягае
мых поверхностях. Значения h см. табл. 29
8 = 5Г— и, где В —расчётный натяг; Ьт—на-
Ьт—натяг посадки.
168
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
0,24
0,20
0,16
0,12
0,08
0,04
Я-—
Ч
Ш
Ма
——
териал-/)-сталь 45, Ь
—-—
1 -—_.
-сталь 45
— J
Материал: А-чигунСч21-40
1
6-cm
уль 45
¦—¦
—--.
i Ш j
1
о \
о
0,26
0,22
0,18
0,14
0,10
0,06
\
чЧ
, X
^--^
—
^—-
— ,
-п
р
—
——ш
iO
ч
0.22
0.18
0,10
0,06
0.02
15 20 р кг/мм* 0 5 10
боль/ Чисто обточень!. Нс„=3.? — ь мк, \у\/5в
h
0,24
0,20
0,16
0,12
0.08 -
15 20 р к г/мм * 0 5 10
Валы шлифованы, НСИ =1,0-1.25мк, 4\N76
Г/
trr~——
~^
Фиг. 32. Коэфициенты трения (сцепления) jn при запрессовке в зависимости от давления р при разных методах
обработки сопрягаемых поверхностей: А—деталь охватывающая; В-—охватываемая. Отверстия обработаны
с одинаковой степенью чистоты И t = 1,0—1,25 микрона; \/\/у 76: шлифованием (ш), протягиванием (я), раз-
развёртыванием (р), чистовой расточкой (ч); d =40; d3=l— 60 мм; насухо.
0.22
0.18
0,14
о.ю
0,06
о
г„
0,28
0.24
0.20
0,16
0.12
0.08
0
Материал: Д- сталь 45;
Р-
В-сталь 45
\
!
I
/7
_
п\
^\,
ш-
Материал
\
в- чугун С421-40
В-сп
la/ib 45
>
Г"
ш
ч
\
рСчХК
Ш
р
0,2V
0.16
0,12
0,08
0,0 U
15 20 р к г/Мм г о 5 W
Валы часто обточены^ НСК — 3,2- 4мк, \Л/ 56
0.26
0.22
0,18
0.14
О.Ю
0.06
<5 20 р кг/мн2 Q 5 ю
валы тписровань! Нсн=1.0- 1.25мк. VVV 7S
V
\
-Ч
15 ркг/мм? 0 2 ч- 6ркг/мнг
0,14
0,12
0,10
0,08
0,06
0,04
\
\\
\
Фиг. 33. Коэфициенты трения (сцепления) / при круговом смещении в зависимости от давления р при разных
методах обработки сопрягаемых поверхностей. Обозначения те же, что и для фиг. 32.
Таблица 29
Наибольшая глубина неровностей h при различных методах обработки (в микронах)
Точение
Грубое
Среднее
Сверление
Среднее+одно развёртывание . . .
Чистовое-)-одно развертывание . . .
Чистовое + двукратное развёртыва-
От
i6
а,5
ю
б
До
4°
i6
б
25
Ю
б
Шлифование
Среднее
Чистое
Протягивание (с заглаживанием)
От
i6
б
2-5
а
До
i6
б
4
ГЛ-V]
СОЕДИНЕНИЕ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ
169
Прочность соединений и деформации
сопрягаемых деталей
Деформации сопрягаемых деталей зависят
от большого числа факторов, совокупное
влияние которых на прочность соединений
ещё не поддаётся полному учёту. Более изу-
изучена область соединений, у которых обе
детали выполнены из стали, гораздо менее —
комбинации стальных деталей с деталями
из других материалов. Исследованные объек-
объекты, как правило, имели геометрически стро-
строгие формы — кольцо и массивный цилиндр
(реже кольцо и кольцо). При всех прочих
равных условиях натяг — основной фактор,
определяющий величину и природу дефор-
деформаций.
При весьма малых величинах Ьт (натяга
посадки) имеет место лишь упругая и пла-
пластическая деформация
выступов сопрягаемых
деталей.
На фиг. 34 приведена
схематическая диаграм-
диаграмма, связывающая усилия
запрессов к и
(Р„) с натягом.
Прямая охарак-
охарактеризует иде-
идеальный случай:
отсутствие не-
неровностей на
сопрягаемых
поверхностях и
строгие формы
цилиндрической поверхности; работа запрес-
запрессовки связана лишь с упругими деформа-
деформациями и трением. Кривая Ъ отражает влияние
неровностей при строгости формы поверх-
поверхностей. Кривая с характеризует наличие и
неровностей, и дефектов формы поверхностей.
По мере роста натяга влияние неровностей
и дефектов формы сказывается меньше» и
ббльшая доля затраченной энергии расхо-
расходуется на работу упругой деформации и на
трение. Дальнейший рост натяга приводит
к тому, что у одной из деталей (реже у обеих
одновременно) напряжение во внутренних
слоях превзойдёт предел текучести (а5).
Запрессовка для данного случая (полупла-
(полупластичного состояния) характерна обычно не-
небольшим падением усилия Рп (фиг. 35). Однако
Область
$ (расчетный
натяг)
j (натяг посадки)
Фиг. 34.
кг
\
О;
упру-
упругих
1,
//
//
//
"/
полу-
пласт.
Л-
пластических деформаций-
X ^^
\ ^г ^(запрессовка)
Натяг (8Т) в микронах
Фиг. 35.
по мере того, как пластическая деформация,
сопутствуемая явлениями наклёпа, охватывает
всё большие кольцевые зоны, усилие запрес-
запрессовки снова начинает расти. На фиг. 33 пока-
показаны все три случая напряжённого состояния,
причём наряду с кривой для Рп нанесены
усилия Рв и Р (усилия начала смещения и
усилия при установившемся процессе выпрес-
совки). Усилие
.-§.*
На фиг. 36, а и б приведены диаграммы
для усилия запрессовки Рп и выпрессовки Ре
в зависимости от натяга и толщины стенки
Фт), характерных шириной диапазона натя-
натягов, охваченных экспериментом (от 15 до
500—600 микрон). Диаграммы объединяют
большую серию опытов [5] во всех трёх
вышеуказанных областях деформации.
Сопоставление аналогичных диаграмм с
величинами натягов стандартных посадок
позволяет решить вопрос о наличии при
сборке упругих или пластических деформа-
деформаций. Для вотированных посадок 2—4-го клас-
классов диаметра 18 мм означенное сопоставле-
сопоставление для примера приведено на графике
фиг. 36,а (при практических выводах подра-
подразумевается, что чистота обработки, смазки
и длина соединения общие с эксперимен-
экспериментальными). Сопоставление показало, что для
диаметра 18 мм лишь для посадок 2-го класса
средневероятные и наибольшие значения
натягов лежат в области упругих дефор-
деформаций.
Посадки 3-го класса связаны с полупла-
полупластическим напряжённым состоянием. Всё
поле натяга посадки Пр4 лежит в области
полупластических и пластических деформаций-
Примерно такая же картина имеет место и
при других диаметрах.
Для стандартных прессовых посадок ана-
аналогичные результаты оценки наличия пласти-
пластических деформаций имеют место при сопо-
сопоставлении значений р, подсчитанных по
наименьшему натягу выбранной посадки,
удовлетворяющей условиям прочности соеди-
соединения, с наибольшим допустимым ps, исходя
из значений предела текучести материала
сопрягаемых деталей Оу2 (оуЛ Ориентировочно
при р < 0,5ps имеют место лишь упругие
деформации. При р > Q,bps имеют место уже
и пластические деформации.
Расчётные формулы (см. стр. 171) в
части усилий и моментов, построенные на
значениях р, определяемых из зависимостей
для области упругих деформаций, практически
можно распространить и на область полупла-
полупластических и пластических деформаций. Это
является допущением, не снижающим надёж-
надёжность расчётов и оправданным практикой
конструирсвания и эксплоатации прессовых
соединений.
Использование при сборке подбора и сор-
сортировки (см. т. 5, гл. I) не изменяет суще-
существенно вышеуказанных выводов, однако
делает посадку более однородной, снижая
наибольший натяг и повышая наименьший,
а также уменьшая, что особенно существенно,
напряжения сопрягаемых деталей. Картина
явлений, имеющая место при посадке с на-
нагревом (охлаждением), аналогична тому, что
имеет место и при чисто прессовых посадках.
Необходимо лишь учитывать, что отсутствие
сглаживания неровностей несколько сдвигает
границы зон деформаций в сторону меньших
170
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
1РАЗД. I
-5 0
500 $г мН
Фиг. 36. Усилие запрессовки (Рп) и выпрессовки (Р ) в зависимости от величины натяга (Sjr) и тол-
толщины стенки охватывающей детали. Материал сопрягаемых деталей — сталь 35; dx — 0; d = 18 мм;
1*=25мм; а = 10°. Охватывающая деталь—развёрнута; охватываемая — шлифована. Смазка—машинное
масло; скорость запрессовки v » 2 мм1сек.
натягов. На фиг. 37 показана зависимость
для усилия выпрессовки Рв для деталей, по-
посаженных с нагревом, с теми же размерами
и обработкой, что и на фиг. 36.
Влияние смазки сопрягаемых
поверхностей
Смазка, не требующаяся для посадок с на-
нагревом*, а с охлаждением в жидком воздухе,
недопустимая по условиям безопасности,
играет существенную роль при прессовых по-
посадках, предохраняя поверхностный слой
сопрягаемых деталей от заедания и обеспечи-
обеспечивая однородность посадки в отношении сил
сцепления. Несмотря на трудность отделить
влияние смазки на сцепляемость от влияния
других факторов, в первую очередь — неров-
неровностей поверхности, опыты отечественных
и иностранных исследователей позволяют
\ WOO
2000
Область упруги*
deQ
А
ГУ,
^^
оорма
//
///
иии
/А
'У
^--
-А
' /
у
У
7V
/
/
У
У
Вмм
35
Область полупластических
—"
деформации
S О
20 C2)
Но тяг
60
Фиг. 37. Усилие выпрессовки (Р ) в зависимости от ве-
величины натяга (8,) и толщины стенки охватывающей
детали для посадок с нагревом. dt —¦ 0; d = 18 мм;
I = 25 мм. Отверстие развёрнуто, валик шлифован.
* За исключением тех случаев, когда при наличии
больших натягов (обычно пластическая зона) требуется
демонтаж.
ГЛ. V]
СОЕДИНЕНИЕ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ
171
сделать ряд заключений, частично оправдан-
оправданных и практикой.
Так, по опытам ЦНИИТМАШ, МВТУ [2]
с запрессовкой (и выпрессовкой) стальных
вагонных колёс на оси лучшие результаты
с точки зрения сцепления даёт сырое и ва-
варёное льняное масло (табл. 30).
Таблица 30
Процесс
Запрессовки
Выпрессов-
Выпрессовки через
15 дней
Прочность с
принята за 100
Смазка
s
3
X
V
ч S
и Ч
о та
е S
94
но
мае
зЗ
к
X S
л о
ч ч
IOO
130
я 3
S Q-
зЗ
ч ч
100
97
оединения при
цинковыми
цовыми
или свин-
белилами +
+ варёное льняное ма-
масло (в равных весовых
частях)
8i
92
8i
43
смазке варёным маслом
По данным Верта, прочность соединения
(усилие Рв) зависит от обработки и смазки
согласно табл. 31 и фиг. 38.
Таблица 31
Смазка при сборке
Машинное масло
Сурепное масло
Сало
Насухо
Обработка отверстия
развёрты-
1,ОО
1,65
о,49
0,67
1,0О
о.75
Обработка валика — чистовая обточка.
Прочность соединения при смазке машинным маслом
принята за 1.
Влияние смазочной среды по опытам Рус-
селя A933 г.) показано на фиг. 39.
При нагреве деталей в муфельных и элек-
электрических печах необходимо считаться с тем,
Рфкг
5000
ЬООд
/ ч
Г
1
оепное масло
м
"^—.
^-—^
Усцхцю
Тальк
3000
2000
1000
О 200 400 600 <ГТ мк
натяг.
Фиг. 38. Влияние смазки на усилие
выпрессовки (Рв) при прессовых
посадках.
что при температурах выше 300—350° нали-
наличие окислов может вызывать в ряде случаев
невозможность разъёма соединения без су-
существенного повреждения деталей.
Повторность запрессовок и вы-
прессовок существенно важна при экспло-
атации ряда машин. Многолетняя практика
отечественных и иностранных заводов транс-
транспортного машиностроения, а также отдель-
отдельные эксперименты позволяют сделать заклю-
заключение о допустимости нескольких повторных
Ю 20
Путь прессования
-Длина втулки I1,8мм I
30 мм
Фиг. 39. Влияние смазки на усилие
запрессовки (Рп) и выпрессовки (Р \
d=lVa" C8,1 мм); 1=VU" (~32 мм). Мате-
Материал— сталь. Отверстие развёрнуто; валик
шлифован.
запрессовок без существенного снижения
прочности соединения.
Некоторые эксперименты показали, что для
двух-трёх запрессовок в отдельных случаях
имеет место рост как усилий Рп, так Рв и Р.
Скорость запрессовки и вы-
выпрессовки оказывает некоторое влияние
на усилия Рп, Рв и Р. При резком повыше-
повышении скорости (например с 2 до 20 мч/сек)
усилия несколько падают, особенно — при
больших натягах (область пластической де-
деформации).
Рекомендуется использовать небольшие
скорости не выше 2—5 мм!сек.
Расчётные зависимости для посадок
с гарантированным натягом
При расчёте посадок могут быть поста-
поставлены следующие задачи: а) определение
прочности соединения; б) определение напря-
напряжений и деформаций в деталях, образующих
соединение; в) определение усилий запрес-
запрессовки и выпрессовки; г) установление темпе-
температурного перепада для случая сборки с на-
нагревом (охлаждением).
а) Определение прочности со-
соединения (расчётная схема по фиг. 40).
Наибольшее осевое усилие, которым может
быть нагружено соединение,
P-fpndl кг.
A)
Наибольший крутящий момент, которым
может быть нагружено соединение,
М
кр
кгмм.
B)
Здесь и далее все линейные размеры,
кроме натяга, — в мм, натяг — в микронах.
172
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. 1
Давление р связано с натягом следующей
зависимостью:
В. К
Г3
кг/мм?,
C)
где 5 — расчётный натяг в микронах (см.
стр. 167)
?, и Е2 в кг/мм2 — модули упругости
охватываемой и охватывающей деталей, а ^
и [л2 (соответственно)—коэфициент Пуассо-
Пуассона; для стали (х ~ ОД для чугуна fx « 0,25.
Значения сх и с2 для ходовых в практике
„ dx d
отношении -± и -j- при ^-^-р- 0,3 (сталь)
даны в табл. 32.
Таблица 32
d, d
d d*
0,0
0,1
0,2
¦ 0,3
0,4
Коэфициенты
0,70 *
0,72
0,78
0,89
1,08
c3
1,32
1,38
1,49
1,68
dj d
a d2
°>5
0,6
0,7
0,8
0.9
Коэфициенты
i.37
i,83
2,б2
4,25
9.23
с2
1,97
2,43
З,22
4,85
9,83
* Случай сплошной охватываемой детали.
Наименьшее значение р (напряжения сжа-
сжатия на контактной поверхности), при кото-
котором соединение может
быть использовано, дол-
должно быть не ниже того,
которое обеспечивает
минимальный натяг вы-
выбранной посадки (см.
учёт неровностей, стр.
168).
Значение р, при ко-
котором на внутренних по-
поверхностях деталей по-
появляются пластические
деформации, опреде-
определяется из зависимостей
D)
D+*)
Фиг. 40.
для охватывающей де-
детали;
E)
Явлений пластической деформации со-
согласно вышеуказанному (см. также фиг. 36, а)
нельзя ожидать в том случае, когда минималь-
минимально приемлемый допуск посадки (сумма до-
допуска «отверстия" и „вала"), подсчитанный
из условия обеспечения прочности соедине-
соединения (т. е. по наименьшему значению р) и наи-
наибольшего р — соответствующего о,, будет
больше допуска выбранной (стандартной) по-
посадки.
Для определения усилия Р и момента
Pd
М " —~— в случае пластических и полу-
кр ?
пластических деформаций расчёт, как ука-
указывалось выше, можно вести по зависимо-
зависимостям, общим с упругими деформациями, ис-
исходя из значений ps, соответствующих os
материала деталей.
Для небольших диаметров соединения (до
50—80 мм) можно также использовать чисто
эмпирические зависимости, приведённые на
стр. 173.
Для расчётной схемы по фиг. 28 наиболь-
наибольший располагаемый момент защемления для
шипа (d\ х 1г)
M3atu*>Q>,2-pd1l\ в кгмм;
он должен быть больше момента Мх = Rxv
Напряжение а = ———-— не учтено ввиду его
малого значения при расчёте рассматривае-
рассматриваемого соединения.
Аналогичны зависимости и для шипа d2**2-
Располагаемый крутящий момент соеди-
соединения МКр, а также осевое усилие для шипа
е?2-^2 не зависят от наличия момента заще-
защемления.
Рекомендуется для случаев защемления
по фиг. 28 l>0,9d во избежание больших по-
посадочных натягов. Для случаев защемления
по фиг. 44 l>Q,7d.
б) Определение напряжений и
деформаций в деталях, образую-
образующих соединение. Необходимые зависи-
зависимости для деформаций и напряжений приве-
приведены в т. 1, кн. 2. Там же даны соотношения
между величинами расчётных напряжений на
внутренней поверхности охватывающей де-
детали по разным теориям прочности для слож-
сложного напряжённого состояния.
На фиг. 41 показаны эпюры и значения
тангенциальных (о^) и радиальных (агг) напря-
напряжений для охватывающей и охватываемой
деталей, а на фиг. 42 — номограмма для ориен-
ориентировочных расчётов соединения с гаранти-
гарантированным натягом. Небольшие осевые напря-
напряжения в собственно прессовых посадках
(в тепловых их нет) не учитываются ввиду
малой их величины. Более или менее значи-
значительных величин они достигают лишь при
особо больших натягах.
Увеличение наружного диаметра охваты-
охватывающей детали
для охватываемой детали;
cst И as ~ пРеДелы текучести материала со-
сопрягаемых деталей в кг{ммг.
Е<> 1 dn —
в микронах.
ГЛ. VI
СОЕДИНЕНИЕ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ
173
Уменьшение внутреннего диаметра охва-
охватываемой детали
в микронах.
Последнее необходимо учитывать при раз-
разработке технологического процесса, если диа-
диаметры dx и rf2 защищены допуском.
Фиг. 41.
в) Определение усилия запрес-
запрессовки и выпрессовки.
Усилие запрессовки
г. F)
Усилие выпрессовки
Рв = feP*dl кг G)
и
р = fpndl кг. (8)
Соответственно значениям Ре и Р опреде-
определяются крутящие моменты при провороте
М -Р —
(9)
Мкр=Р\. (Ю)
При использовании для области пласти-
пластических деформаций чисто эмпирических зави-
зависимостей с целью определения усилий Рп,
Р\, а также Р необходимо считаться с рядом
ограничений, налагаемых всей обстановкой
эксперимента. При массивной охватываемой
детали для материала обеих деталей сталь
35—40 при развёртке отверстия и шлифовке
* Значения Р и М, а также соответственных коэфи-
циентов / положены в основу проектного и проверочного
расчёта, приведённого в п. „а".
валика имеем (после округления ряда коэфи-
циентов) [5]
Р„ - П — ^г-J B0/ У~сГ + 0,01rf2Sr+2,55r) кг.
Значения rf, d^l — ъ мм; Ът—в микронах-
Соответственно
p,-i
¦(«4)
Р~@,6 — 0,7) Яв.
Обозначенные зависимости справедливы
при l*>\,bd— 2,5 d; для длин /, меньших
1,5г/, при подсчётах усилия запрессовки в
формулу для Рд необходимо ввести множи-
лгл.
г l,5rf
Момент кручения
и соответственно
М -Р
1Пкр
2
где Рв и Р находятся по вышеуказанным за-
зависимостям.
Из упрощённых зависимостей для опре-
определения усилия запрессовки следует отме-
отметить формулы американского стандарта. В пе-
пересчете на метрические меры усилие за-
запрессовки Р ¦=¦ 2ЬТ1 для стальной ступицы и
сплошного вала при d% = 2d. Соответственно
для чугунной ступицы и стального вала Р —
= 1,15 ЬТ1.
Усилие Я —в кг; натяг Ьт~ в микронах;
длина I ступицы — в мм.
Ниже приведены экспериментальные дан-
данные [5] о запрессовке стальных валиков в
ступицы (втулки) из чугуна, латуни и элек-
электрона.
Область упругих деформаций:
'т.
Область пластических деформаций:
Р м Р •
Значения коэфициентов а и Ъ — в табл. 33.
Таблица 33
Материал
охватывающей
детали
(втулки)
Латунь
типа Л58
Электрон
Чугун
(Яд -180)
Валик сталь 35
Коэфициенты
а
1,58
0,72
1,бО
b
6,00
2,25
/ max
при упру-
упругих дефор-
деформациях
о,ооз5^
О,О02ОB
' O,O022d
; отверстие развёрнуто, валик
Примеча-
Примечание
Всухую
Всухую
Смазка
машинным
маслом
шлифован.
174
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
1
чъ
f4
гч
чЪ
c:
.
4
— -¦'
!
>
*ч
J
Г
У
y^_
y*
У
У
у
"-'
\
\
.- -
ч
^ч,
- -
j
y
у
У
у
—
у
у
У
у^
—s
.—-
,
у
у*
•
¦V
*ч>.
= 5
1
ч
s
ч
п 1
О'
100^
у
у*
У
~?
у
,.?
р.—1—¦
^—-
200.
/
^*
^/
у
у
~—~
>^
/
1
si
/
>
у
у
ч
N
4
к.
^ч.
У*
У
/
/
У
у
У
/
У.
\
——
у
л
У
/
/
У
У
~у
/
\
s
к
-—'
у
у
у
ч
\
\
Ч
¦^ч
ОЭ
\
s
\
ч
L
1 j
¦
у
._
у
У,
1
у
У*
у
у
у^
У
1
/
VI
«с;
\
Ч
\
ч
ч^
у
/
\
У
/
/
УУ
у
У'
у
/
У
/
^-
\
ч
\
ч^
ч
s
^«
•. —
У
у
У
/
/
я
/
у
у
А
/
\
ч
\
s
S
--ч.
¦^ч
.—
уУ
у'
У
/
У
У*^
У
у
У
у
/
/
V
\|
N
i
1
ч
чч
si
4
—" -
—4*
i
L
N
i
У
/
/
/
/
у
у
/
/
'/
\
V
\
\
s
ч
S
"—,
..—¦
у
у
/
У
~у
/
><
\\
\
\
\
ч
\
Ч
[Ч
1
\
/
/
/
/
f
- <\
\*
^7
У/
г
у
У
/
А
7
/
у^
У
У^
у
у
/
/
/
У/
7/
у
t4
L
s\
N
\
\^
ч
s
к,
==>
\
у
Л
\
У
У
/
/
¦1
"у
У
у
/
У/
V/
\
ч
—•
у\
У
[/
\(
\
/
/
у
У
/
У
//
ОГЧ°
\
\Х
ч^
-—
у**
у
У у
/У
у
/
/
/
\ 1
Л
\
\
|
1
У)
у}
Ул
'А
/'
У
II
1
ОчЪ^г
i
J
l
•кЧ
•fcS
I-
у
/'
/
; /
/
f
у у
Уу
'Л
^ (опчиоц щйнд) !Р
(о"пя1/о>1 ysfid
А
%
Т '
?
/
ц
%
<
А
f)
1
L
4
—
¦—
А
i
о 1
4
i
•
ч»
-
-
-
-
F
3
С:
о
i
|
1
f
—
-
—
¦*1чГ
-
vhJ _Е
гр
чт
К
ЧЪ
ч|.—-
ч|
чЪ
II
ем
<
Сч
<Ч5
ч^ &
ч}-
ГЛ. V]
СОЕДИНЕНИЕ ДЕТАЛЕЙ С ГАРАНТИРОВАННЫМ НАТЯГОМ
175
г) Установление температур-
температурного перепада для случая сборки
с нагревом (охлаждением). Темпе-
Температура, до которой должна быть нагрета
охватывающая деталь,
Температура, до которой должна быть
охлаждена охватываемая деталь,
иметь плавное скругление или поднутрение
(на больших диаметрах).
Фиг. 44 показывает часть коленчатого
вала для крупного газового двигателя с дета-
деталями переходной части кривошипных и опор-
опорных шеек, посаженных с нагревом щеки.
Влияние прессовой посадки на концентра-
концентрацию напряжений в охватываемой детали (на-
(например в валу) и средства уменьшения этого
влияния рассматриваются в т. 1, кн. 2, гл. V.
где 87-шах — наибольший натяг посадки в ми-
микронах; Во — минимально необходимый зазор
при сборке в зависимости от веса, размеров
деталей и располагаемых приспособлений;
а —коэфициент расширения (сжатия) деталей
при нагреве (охлаждении) согласно табл. 26;
d — диаметр соединения в мм; ^ — темпера-
температура сборочного помещения в °С.
Конструктивные указания
Форма кромок сопрягаемых поверхностей
оказывает влияние как на усилия запрес-
запрессовки, так и на состояние поверхности (за-
(задиры).
Малотехнологичная форма конца охваты-
охватываемой детали—скругление (фиг. 43, а) небла-
aj
6)
Не менее
Фиг. 43.
гоприятно сказывается как на усилии запрес-
запрессовки Р„, повышая его, так и усилиях Рд и Р,
снижая их.
Замена скруглений конусом рациональна
при том условии, что угол а не будет более
15—20°, так как растёт усилие Рп и НабЛЮ-
Фиг. 44.
дается падение усилий Рй и Р. Форма кромки
(фиг. 43, г) у охватывающей детали (фаска
45—30°) играет лишь ту роль, что облегчает
центрирование при запрессовке и предохра-
предохраняет от случайных местных заеданий.
Переходная часть (галтель) запрессовы-
запрессовываемых деталей при наличии уступов должна
СОЕДИНЕНИЯ ГРУППЫ Б
Расчёт соединения (фиг. 45) при заданном
усилии Р, нагружающем соединение, сводится
к расчёту: а) стягивающих элементов (планки,
кольца), б) элементов, воспринимающих уси-
усилия на скрепляющих деталях (выступы раз-
различной формы), и в) температуры нагрева
стягивающего элемента.
Стягивание должно обеспечить нераз-
неразгрузку стыка сопрягаемых деталей при при-
приложении внешней нагрузки Р, причём усилие
сжатия (Рсж) на стыке в рабочем состоянии
Фиг. 45.
не должно быть менее РР, где 0 в практи-
практически выполненных конструкциях колеблется
от 0,2 до 0,4 (редко выше).
Напряжение в стягивающем элементе при
приложении силы Р равно
Соответствующее заданному значению
удлинение (натяг) стягиваемого элемента
L —
при Е
X -~^
где L — номинальный размер соединения
(длина планки, диаметр кольца) в мм; LQ —
размер стягивающего элемента в холодном
состоянии в мм; Е\ и ?2 — модули упругости
стягивающего элемента и сопрягаемых дета-
деталей в кг/мм?; F1 и F2 — площадь сечения
(суммарная) стягивающего элемента и пло-
площадь стыка сопрягаемых деталей в мм?.
В зависимости от принятых значений и
ориентировочные значения относительного
натяга -у— при [J - 0,2 приведены в табл. 34.
176
НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. 1
Минимально необходимая температура на-
нагрева стягивающей детали
где а — коэфициент расширения согласно
табл. 1; t° — температура рабочего помеще-
помещения.
Таблица 34
Материал стягивающих
деталей
Материал стягиваемых
деталей
Напряжение в стягиваю-
стягивающем элементе в рабочем
состоянии о в кг/мм2
Относительный натяг
посадки
X
L
Сталь
Чугун
СЧ 24-44
юоо
I
i8oo
'5°°
i
125О
2ООО
I
9оо
30-40
Сталь, сталь-
стальное
юоо
i
2ООО
литье
15°°
i
1400
2ООО
I
IOOO
Учитывая громоздкость деталей и затруд-
затруднительность манипуляций сборки, нагрев
ведут на 100—200° выше расчётного.
Конструктивные формы самих стяги-
стягивающих элементов планок и колец весьма
просты. Однако технологичность всего соеди-
соединения сильно зависит от формы выступов,
воспринимающих усилия. При планках („а"),
продолговатых кольцах („в") обработка слож-
сложнее (фрезерование). Варианты „б" и „г" тех-
технологичнее, однако выступ по варианту „б" ме-
менее прочен.Расчёт выступов ведётся по общим
зависимостям сопротивления материалов.
Расчётное усилие Ро - A + Р) Р.
Пример I. Подобрать прессовую посадку из 2-го или
3-го класса точности и определить усилия запрессовки и
выпрессовки для соединения, передающего крутящий мо-
момент
Мкр = 120 кгм.
Размеры соединения da=120 mm, d-60 mm, rf,=30 мм,
4=80 мм.
Обработка: отверстие—развёрнуто, валик —шлифован.
Материал деталей — сталь 40 (%s — 36 кг/мм3).
Решение. Из формулы B) (стр. 171), задаваясь
«оэфициентом /=0,08 по табл. 28, определяем наименьшее
значение р кг/мм2, обеспечивающее передачу момента,
2Мкр 120 000-2
Р ТГ^Г~ " 7775»- Сп» Оп -*3-33 кг/мм*.
0,08* • 60» • 80
Минимально приемлемая величина натяга, соответству-
соответствующая вышеуказанному значению р [из формулы C)],
s Я/С, СП 3,33 - 60 ¦ 10» A,4+2)
8=р Ь:+ т,)d ¦10 —2,гпо^
=32 микрона.
С учётом неровностей, принимаемых равными ftj =
=ft2=8 микрон,
и = 1,2(8+8)«20 микрон,
и намечаемая посадка должна иметь наименьший натяг
j), равный 32+20, т. е. 52 микрона.
Во втором классе точности наиболее подходящей
является посадка -= наибольший натяг 105 микрон;
наименьший — 45 микрон. Применяя сортировку на две
группы (согласно т. 5, гл. I), можно обеспечить наимень-
наименьший натяг 60 микрон и наибольший 90 микрон.
Значение р, при котором в материале деталей будут
иметь место пластические деформации:
для охватывающей детали [формула D)]
для охватываемой детали [формула E)]
PSl - ~^J, " ' -2-A -0,25) =13,5 jb/*iA
Таким образом, при р »13,5 кг/см2 во внутренних слоях
валика появляются пластические деформации.
Соответствующий этому напряжению натяг
ОО 10 С
МИКР°Н>
а с учётом неровностей будет равен 130+20, т. е.
150 микрон.
Так как допуск посадки, подсчитанный исходя из
условий достижения предела текучести и равный
150 — 52 = 98 микрон, более допуска выбранной посадки
60
(с учётом сортировки), равного ¦=- = 30 микрон, соеди-
соединение работает в области упругих деформаций.
Если использовать посадку 3-го класса ПрЗа
и не итти на сортировку, необходимо считаться с нали-
наличием пластической деформации.
Посадка Пр33 характеризуется наибольшим натягом
6„е=21О A90) микрон, наименьшим натягом Sf = НО (90)
микрон, т. е. допуском посадки, равным 120 микрон.
Посадка удовлетворяет минимально потребному на-
натягу Sj = 52 микрона, но вместе с тем по предыдущему
расчёту видно, что переход в полупластичную зону будег
иметь место при натяге >- 150 микрон.
Усилие запрессовки. Для случая использо-
использования посадки — (с сортировкой) напряжение р при
наибольшем натяге равно:
— Цго -«7,2 кг/мм* [по формуле F)];
Рп = /п ртий «0,12 . 7,2 тс 60 • 80 = 13 000 кг.
Усилиевы прессовки [по формуле G)]
рв ~ f8PKdl = 7-2 * °'15 • 60 ¦ 80 = 16 000 кг.
Коэфициенты /л и /в — по табл. 28.
д
При применении посадки 3 расчёт усилий Р„ и
Про3
Рв необходимо вести, исходя из значения р=13,5 кг1мм\
т. е. усилия Рп и Рд примерно удваиваются по сравне-
сравнению с посадкой -=—.
Гр
Пример 2. Чугунная втулка (Et = 1 • 10" кг/см") на-
напрессована на стальной вал (Я, -= 2,1 • 10е кг/см*) с отно-
относительным натягом — = 0,0015. Отношения: —- = 1,4;-^ =
d а1 а
= 1,8. Определить по номограмме (фиг. 42) давление
р в кг/см* на поверхности контакта сопрягаемых^ деталей
и тангенциальные напряжения на их внутренней поверх-
поверхности.
d
Решение. При помощи горизонтальных шкал — ,
—, — и вспомогательных линий I, III, II находим луч
й й
давлений р » 430 кг1см"-. Используя вертикальные шкалы
для — , — и луч давлений р »430 кг/см2, находим тан-
тангенциальное напряжение во внешнем кольце «900 кг!см',
во внутреннем w 1800 kzjcm1.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. К о р о н а А. Б., Исследование влияния чистоты по-
посадочных поверхностей на прочность сопряжений с на-
натягом, диссертация (МВТУ, ЗИС), 1947.
2. Мордвинцев Н. А., Запрессовка вагонных осей,
диссертация (ЦНИИТМАШ МВТУ), 1938.
3. Проф. Соколовский А. П., Технология машино-
машиностроения, 1933.
4. Прессовые посадки (литературный обзор). Руководящий
материал Бюро взаимозаменяемости НКСС, автор инж.
Нестеровский М. М., 1940.
5. W e r t h S., Austauschbare Langspressitze, „Forschungs-
heft", 383, 1937.
6. WassileffD., Austauschbare Querpressitze „For-
senungsheft", 390, 1938.
7. Horget and Nelson, Design of Press and Shrink
Fitied Assemblies. „Journal of Applied Mechanics, XII,
1937; III, 1938.
Глава VI
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Болтовые соединения являются наиболее рас-
распространённым видом разъёмных соединений
во всех отраслях машиностроения. Большая
давность применения болтовых соединений и
широкий обмен резьбовыми крепёжными из-
изделиями внутри крупных промышленных стран
и между последними предопределили необхо-
необходимость унификации в рассматриваемой об-
области сначала в рамках одной страны, а затем
и в международном масштабе. Стандартиза-
Стандартизация прежде всего коснулась основного пара-
параметра каждого резьбового изделия, т. е. резьбы
и её допусков, затем растворов ключей и в
заключение изделий в целом— болтов, винтов,
гаек, фиксирующих деталей и т. п. Общесоюз-
Общесоюзными стандартами охвачена значительная по
количеству продукция предприятий метизной
промышленности, производящей рыночные
резьбовые детали (болты, винты, гайки).
Стандарты применяемых в СССР резьб
(они же наиболее распространены в других
странах с метрической системой мер) приве-
приведены в главе XIII настоящего тома.
Вне общесоюзной стандартизации остаются
детали специальных болтовых соединений
строго целевого назначения, тесно связанные
со специфическими особенностями конструк-
конструкций и эксплоатацией отдельных видов машин
или их узлов (например, шатунные болты).
а)
Однако и для этих специальных резьбовых
крепёжных деталей сама резьба является, как
правило, стандартной.
Основные виды резьбовых крепёжных из-
изделий, используемых в рассматриваемых со-
соединениях, показаны на фиг. 1. Расчётные за-
зависимости, приводимые ниже, могут быть в
равной мере использованы при применении
в соединениях болта (фиг. 1, а), винта (фиг.
1, б), шпильки (фиг. 1, 6) или болта-шпильки
(фиг. 1, г) (если не будет сделано особых
оговорок). Сами же соединения впредь будут
именоваться „болтовыми" независимо от кре-
крепящей детали.
ОСНОВНЫЕ ВИДЫ БОЛТОВЫХ
СОЕДИНЕНИЙ
В зависимости от условий сборки и нагру-
жения соединений различают:
Болтовые соединения, собирае-
собираемые без предварительной затяж-
к и,- нагружённые статической осевой нагруз-
нагрузкой и в процессе эксплоатации также не под-
подвергающиеся затяжке. Область применения
таких соединений крайне ограничена. Харак-
Характерный пример — резьбовое соединение хво-
хвостовика грузового крюка и гайки.
Болтовые соединения, собирае-
собираемые с большой предварительной
затяжкой, нагружённые в общем случае
моментами и усилиями постоянными (статиче-
(статическими) или переменными по величине, а в от-
отдельных случаях и дополнительной затяжкой
при эксплоатации. Подавляющая часть болто-
болтовых соединений во всех отраслях машино-
машиностроения относится к этой группе соединений.
В большинстве случаев практики в болто-
болтовом соединении имеется несколько болтов,
винтов и других крепёжных деталей. Моменты
и усилия, нагружающие соединение, создают
в болтах в общем случае неодинаковые
осевые и поперечные нагрузки, и, поскольку
определение последних является необходимым
для расчёта болтов, расчёт соединений сво-
сводится к последовательному решению двух за-
задач: а) определению усилий, действующих на
каждый болт соединения, и б) расчёту наи-
наиболее нагружённого болта (предполагается,
что все болты данного соединения одного диа-
диаметра).
Во всех нижеприводимых расчётах рассма-
рассматривается соединение, условно состоящее из
одного болта, нагружённого осевым или по-
поперечным усилием. Определение усилий, при-
приходящихся на каждый болт соединения при
двух и более входящих в него (расчёт группы
178
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
болтов) болтах, приведено в основном для
случаев, где возможно неравенство нагрузки
болтов (стр. 189). Расчёт элементов резьбы
рассматривается при обзоре конструктивных
форм гаек (стр. 186).
РАСЧЕТНЫЕ ЗАВИСИМОСТИ
ДЛЯ БОЛТОВЫХ СОЕДИНЕНИЙ
Прочность соединений при статических
нагрузках
Случай первый. Предварительная (и по-
последующая) затяжка отсутствует. Осевая на-
нагрузка постоянна или медленно изменяется до
своего конечного значения.
Проектный расчёт
или
Проверочный расчёт
Р ?_
а" „A " F, '
где Р—усилие, растягивающее болт, в кг;
dx — внутренний диаметр резьбы болта в мм;
F\ — —7 площадь сечения болта по резьбе
в мм2 (значения d1 и Ft основной крепёжной
резьбы приведены в табл. 1); Rz и с — на-
напряжения растяжения в резьбе в кг/ммК Зна-
Значения Rz см. стр. 198.
Таблица 1
Площади поперечного сечения болтов с основной
крепёжной метрической резьбой 6-6S мм
Номиналь-
Номинальный диа-
диаметр резьбы
d0 в мм
6
7
8
9
ю
1Г
та
Ч
i6
18
ao
23
24
27
3°
33
Зб
зэ
42
45
48
5а
5°
6о
64
68
Шаг резьбы
S
в мм
.25
,25
,5
,5
,75
я
а
2,5
2,5
2,5
3
3
3,5
3.5
4
4
4.5
4.5
5
5
5,5
5,5
6
6
Внутренний диаметр
резьбы болта d,
при расчёте на
прочность в мм
4,бп
5,6и
6,2б4
7>2б4
7,9i6
8,916
9,569
11,222
13.222
15,527
16,527
18,527
19.83а
32,832
35,138
28,138
3°.443
33,443
35,749
38,749
4»,°54
45,°54
48,359
52,359
55,664
59,664
Площадь
сечения
F в=
4
мм"
16,7
24,7
3°,8
4',4
49,2
62,4
71,8
98,9
137
166
2'5
270
Зю
495
б2О
73°
88о
ШОО
и8о
1325
i6cx>
1840
2150
2430
2800
Примечание. Для подсчётов, связанных с изме-
измерениями резьбы, размер dx см. в табл. 6 гл. XIII.
Упрощённые зависимости для болтов диа-
диаметром до 30 мм:
V
где С для основной креп2жной метрической
резьбы равно 1,4, для первой мелкой — 1,3 и
Tinrn r»T*"vrw"\iJ wani/ли 1 О^
Случай второй. Наличие предвари-
предварительной (и небольшой последующей) затяжки.
Осевых усилий нет либо они незначительны.
Расчёт предусматривает три варианта.
а) Соединение не несёт поперечных на-
нагрузок. Примером может служить крепление
люков крышек без особых требований к гер-
герметичности. Подбор винтов и болтов ведётся
в этом случае, исходя из условий сборки
(главным образом габаритов и веса деталей),
а также прочности болтов при монтаже (с точ-
точки зрения возможности скручивания их при
неумеренной затяжке). Зависимости для мо-
моментов и напряжений в болтах аналогичны
варианту „б".
б) Соединение несёт значительную попе-
поперечную нагрузку R (фиг. 2) при отсутствии
Фиг. 2.
разгрузочных приспособлений. Усилие затяж-
затяжки V должно обеспечить за счёт сил трения
в стыках следующее условие:"
R < ifV,
где / — число стыков (контактных поверхно-
поверхностей); /—коэфициент трения.
Зависимости, связывающие усилие затяжки
(V) с моментами кручения, следующие.
Момент на ключе
где Мр — момент, необходимый для создания
осевого усилия и преодоления трения в резьбе;
М т — момент сил трения на торцевой поверх-
P=V
ности гайки (фиг. 3, а), головки винта или его
упорного конца (фиг. 3, б).
кгмм.
Для случая по фиг. 3, а
для второй мелкой — 1,25.
Для случая по фиг. 3, б
Vf\df
Мт =—5— кгмм,
где V — усилие затяжки в кг; dcp — средний
диаметр резьбы в мм; D — диаметр опорной
ГЛ. VI]
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
1791
поверхности гайки, головки болта (винта) в мм
(можно принимать его равным размеру „под
ключ"); dc — диаметр сверления под болт
в мм; ^т— диаметр опорной поверхности
упорного винта в мм; <1> — угол подъёма резь-
резьбе '
бы, причём tg 6 = —г— ; S — шаг резьбы в мм;
' ъаср
р —угол трения резьбовой па-
пары; tg р=-/—коэфициенту тре-
трения материалов сопрягаемых
деталей (для остроугольных
резьб значение / надо увели-
увеличить на 12— 15<у0); /i — коэфи-
циент трения на опорной
(и упорной) поверхности болта,
винта, гайки.
Напряжение в стержне болта (винта) от
осевого усилия
у
и — —у кг/мл$;
9т скручивающего момента:
для случая по схеме фиг. 3, а
Мр
для случая по схеме фиг. 3, б
_МР + МТ.
Усилие на ключе
Т — _JL!L
кг,
где L — длина ключа в мм. Ориентировочные
(для расчётных целей) длины ключей указаны
в табл. 3.
Таблица 3
d0 в мм . .
L в мм. .
6
IOO
8
«5
ю
140
12
170
14
2IO
1б
24O
i8
240
20
270
23
27O
24
27O
27
300
30
330
36
400
4а
45°
Для стандартных болтовых изделий диа-
диаметром от 6 до 48 мм и значении /—/i =
-0,15-i-0,18
а^ = 1,25 н-1,35 ( от | ДО у).
Таким образом расчёт болта на сложное
напряжение можно заменить обычным рас-
расчётом на растяжение, беря лишь заниженные
на 25—300/0 напряжения, что в практике ши-
широко используется.
Для тех же резьбовых изделий при пред-
предварительных расчётах для определения кру-
крутящих моментов Мр и МКл возможно пользо-
пользоваться упрощёнными зависимостями:
Мр -"/Я! Wo (для случая по фиг. 3, я);
MKA-m2VdQ;
MKJ( = m3Vd0 (для случая по фиг. 3,6),
где do — номинальный размер болта (винта)
в мм; ту, тпъ ms — коэфициенты по табл. 2.
Таблица 2
Состояние трущихся
поверхностей
Чисто обработанные
поверхности. Наличие
смазки
Чисто обработанные
поверхности насухо;
грубые со смазкой . .
Грубо обработанные
поверхности насухо .
Коэфи-
циент
трения
/-/.
о, 15
0,20
°,з°
/и,
о,ю
о, 13
o,i8
0,20
О,2б
о,37
0,15
0,18
0,27
в) Соединение несёт значительную попе-
поперечную нагрузку при наличии разгрузочных
приспособлений (фиг. 4).
Расчёт сводится к определению прочных
размеров шпонки (фиг. 4, а), конических или
цилиндрических штифтов, колец (фиг. 4, б) или
непосредственно самого болта (фиг. 4, в), по-
посаженного в отверстие d<i с небольшим на-
А А 2а i г.
Болты для
2а
тягом ( посадка — ; =-
посадки „под развёртку" стандартизованы
ГОСТ до МЗб. Расчёт ведётся по общим за-
зависимостям сопро-
сопротивления материа-
материалов на срез и смя-
смятие. Наличие за-
затяжки болта—до-
болта—дополнительный фак-
фактор, повышающий
надёжность соеди-
соединения, учитывает-
учитывается обычно лишь
при особо больших
нагрузках. Пре-
Преимущественное
применение дан-
данное соединение
имеет при знако-
знакопеременных на-
нагрузках.
Случай тре-
третий. Наличие
предварительной
и небольшой по-
и Фиг 4
следующей затяж- *
ки; осевая нагруз-
нагрузка значительной величины постоянна или
медленно изменяется, достигая своего конеч-
конечного значения.
Расчёт предусматривает два варианта.
а) Соединение не несёт поперечной на-
нагрузки.
На фиг. 5—6 схематично показаны после-
последовательная нагрузка болтового соединения
(три позиции) и соответствующие им дефор-
деформации.
Расчётная нагрузка болта
где V -- усилие предварительной затяжки бол-
болта в кг; V — остаточная затяжка после при-
приложения внешней силы в кг; Рг— приращение
усилия в болте после приложения внешней
силы Р в кг.
180
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД.
Для количественной оценки усилий необ-
необходимо знать характеристику жёсткости болта
Cg и сопрягаемых деталей Cq (в сборе) *:
V
Cg—г = const = tgir;
V
Сл - — = const = tg p,
tv
где \у— деформация болта в мм; by—дефор-
by—деформация (суммарная) сопрягаемых деталей в мм.
Ьалт не затянут
болт затянут Болт под рабочей
3 нагрузкой
Фиг. 5.
В элементарных случаях, когда болт имеет
по всей длине / одинаковый диаметр и сопря-
сопрягаемые детали однородны,
; сд=
Ml.
i
где Fg и Fq - сечение болта и сопрягаемых
деталей в мм^\ Eg a Eq—соответственные
Деформации
,-,-. , Фиг. 6.
значения модуля упругости материалов в
кг\ммЦ I — длина болта (толщина сопрягае-
сопрягаемых деталей) в мм.
В общем случае, когда болт имеет пере-
переменное по длине сечение,
1
'Eg
k
¦ + ... + -
* Жёсткость С — усилие в кг, которое необходимо
приложить к детали соединения, чтобы получить упругую
деформацию, равную 1 мм.
где lit l2,..., 1п — длины отдельных участков
болта в мм; llt /2,..., 1п — толщины сопрягае-
сопрягаемых деталей в мм;
щади сечений отдель-
отдельных участков болта
в мм?; Fd , Fd ,... f
Fdn — площади сопря-
сопрягаемых деталей в мм2.
Условность, при- %
нятая при подсчёте
длин для болта %
(фиг. 7): высота гай-
гайки и головки болта
входит в расчетные
длины крайних уча-
участков в половинной
доле.
Условности, при-
принятые при подсчёте
площадей сопрягаемых деталей см. на фиг. 8.
Вариант Л
Фиг. 7.
Фиг. 8.
Вариант А
Площадь верхней детали
Площадь нижней детали
мм2-
Площадь средней детали подсчитываем
по среднему диаметру
Вариант Б
Площадь верхней (нижней) детали
Fd~^ [E + /8J-d2] мм\
Во всех тех случаях (фиг. 9), когда шаг
размещения болтов t < 5^/q» a ширина опорной
поверхности стыка b < 5d0, расчёт bv допу-
допустимо вести, исходя из площади Ь х t, незави-
независимо от толщины сопрягаемой детали.
При сложной форме изделий жёсткость
элементов соединения рекомендуется опре-
определять экспериментально.
ГЛ. VI]
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
181
Связь между усилиями и харак-
характеристиками жёсткости
Расчётное усилие
/V-
-+V.
Под болт d0
Фиг. 9.
Усилие затяжки (если задана минимально
приемлемая величина V)
V-V +
СдР
Сб+Сд
с
с
d
Значения коэфициентов
для ходовых в практике случаев приведены
в табл. 4.
Таблица 4
Материал болта и сопря-
сопрягаемых деталей
Сталь+сталь
Сталь + чугун ?=10000
кг! мм"
Сталь + бетон * ?= 1500
Сталь+дерево** ?=1000
кг1мжх
С
2,5
о,29
0,46
°,85
о>9
Сб
5
о, i7
о,3о
°.75
o,8i
10
°г°9
о,i7
0,6
о,68
Сд
Сб + Сд
1
2,5
о,7i
о.54
о.Ч
о,ю
5
о,Вз
о>7о
о,25
о, 19
10
0,91
o,S3
О,4О
О,32
* Для напряжений сжатия 10—40 /
** Для напряжений сжатия 20—40 жг/си2.
На графике фиг. 10 сопоставлены три слу-
случая нагружения соединения, значения усилий
для которых приведены в табл. 5.
Деформации^ и Деформации и Деформации
а) б) в)
Фиг. 10.
Случай
нагружения
Общий
Частный
Частный
Р
Р
0
Рс
V
р
Таблица 5
V
V
V
0
При проектных расчётах обычно задаются
величиной остаточной затяжки V. Величину
её берут сообразно условиям работы узла (на-
(например герметичности трубных соединений)
в пределах A,5-г- 1,8) Р. ,
Сечение болта в резьбе i
•nd-, 1 3Pn
f\ — —7- i" —p. ¦ MM1.
R
Коэфициент 1,3 (см. стр. 179) учитывает
влияние кручения при небольшой подтяжке
в рабочем состоянии (т. е. под нагрузкой Pq).
При проверочном расчёте
напряжение
kzjmm2; напряжение
кг мм
подсчитывается, исходя из возможности не-
небольшой подтяжки под рабочим усилием
болта Pq > V.
б) Соединение несёт и поперечную на-
нагрузку R.
При отсутствии разгрузочных приспособ-
приспособлений расчёт (обычно проверочный) сводится
к оценке сил трения в стыке, возникающих
от силы V (остаточной затяжки после прило-
приложения силы Р) (стр. 178), т. е. R < ifV, где
i — число рабочих стыков; /—коэфициент
трения. В случае наличия разгрузочных
устройств расчёт ведётся по случаю вюрому,
п. „в" (стр. 179), т. е. независимо от расчёта
на усилие Р.
Прочность соединений при переменных
и ударных нагрузках
Основной предпосылкой конструирования
и расчёта болтовых соединений, нагружённых
переменными по величине усилиям», является
наличие предварительной затяжки, как прави-
правило, весьма значительной по сравнению с внеш-
внешними усилиями. Болтовые соединения; нагру-
нагружённые переменными усилиями, различают в
зависимости от направления усилий. Преобла-
Преобладают соединения с асимметричным циклом на-
нагружения; значительно реже встречаются резь-
резьбовые соединения (например штоки двигате-
двигателей двойного действия) со знакопеременной
нагрузкой.
Наличие большой предварительной затяж-
затяжки при больших деформациях болта и возмож-
возможно малых деформациях сопрягаемых деталей
приводит к тому, что расчётное усилие Pq из-
изменяется значительно менее резко по сравне-
сравнению с изменением внешнего усилия. *
182
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
На .графике фиг. 11 для сравнения при-
приведены два соединения: а) обычное болтовое
соединение и б) соединение болтом с про-
проточкой по гладкой части. При одной и той
же затяжке V и изменении внешнего усилия
от 0 до Р приращение усилия затяжки Рг,
определяющее расчётное усилие Pq = V + Рг,
во втором случае значительно меньше.
Для расчётов наиболее целесообразно
пользоваться экспериментальными данными
по усталостной прочности болтов, так как
при этом охватывается большая совокупность
при этом лежать в пределах поля диаграммы.
На фиг. 12 показан частный случай, когда
при заданном напряжении от использовано
всё поле диаграммы (т. е. без учёта некото-
некоторого запаса).
Сечение болта в резьбе
Ргп
¦ -*—, где
С6Р
С б + С о
Значения Fv d\, Рг, Cg и Cq см. выше
(стр. 180); <sv— предельная амплитуда цикла
/ Время
Колебания нагрузки
6)
Деформации
факторов, учесть которые только по проч-
прочности материала болта часто затруднительно.
На диаграммах усталостной прочности болта
заданного диаметра (фиг. 12) (см. также т. 1,
кн. 2, гл. V) амплитуда напряжений (av)
при большом изменении стот (среднего напря-
напряжения) остаётся практически постоянной.
При одном и том же материале она несколько
Предел текучести болта
предел mekg4?cmu_ __^??
материала болта
Среднее напряжение цикла От кг/ммг
Фиг. 12.
меньше на больших диаметрах. С повышением
качества материала болтов амплитуда также
увеличивается.
Для резьбовой части болтов из углеро-
углеродистых сталей (сталь 35—45), а также для
болтов из легированных сталей диаметром от
10 до 30 мм значения cv приведены на
стр. 201, а также в т. 1, кн. 2, стр. 443.
Соединение можно признать удовлетвори-
удовлетворительным, если среднее значение напряжения
в резьбе болта
не будет превышать значений, определяемых
из диаграммы фиг. 12, а значение sv будет
для резьбовой части болтав кг/мн2; п — коэ-
фициент запаса, колеблющийся в практически
выполненных конструкциях от 1,5 до 2,5.
При определении сечения болта, исходя
из допускаемых напряжений, необходимо ис-
использовать методику, приведённую в т. 1,
кн. 2, гл. „Прочность", а также справочные
сведения на стр. 203.
Долговечность болтовых соединений при
переменных нагрузках в большей степени за-
зависит от конструктивных форм болтов, гаек,
термической обработки и тщательности об-
обработки рабочих поверхностей. Конструк-
Конструктивные указания по повышению стойкости
болтовых соединений приведены на стр. 184.
Температурные напряжения в болтовых
соединениях
Изменение температуры болтового соеди-
соединения по сравнению с температурой сборки
вызывает в болтовом соединении изменение
как предварительной затяжки (V), так и рас-
расчётного усилия болта (Pq).
Учёт температурных деформаций необхо-
необходимо производить: для деталей из стали и
стального литья при температурах t>300° и из
лёгких сплавов— при температурах t> 100°.
Расчёт болтового соединения в этом слу-
случае сводится к трём случаям:
а) расчёту на прочность при длительной
статической нагрузке;
б) расчёту на прочность при длительном
действии переменной нагрузки;
в) расчёту на ползучесть (крип).
Расчёт на прочность при статическЪй или
переменной нагрузке предшествует расчёту
на ползучесть, каковой проводится лишь в том
случае, если вопрос о длительной прочности
решён удовлетворительно.
Болтовые соединения, работающие при вы-
высоких температурах, как правило, являются
ГЛ. VI]
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
183
соединениями с большой предварительной
затяжкой. Методика определения расчётного
усилия и усилия затяжки сходна с изложен-
изложенной на стр. 180. На фиг. 13 приведена схема
Фиг. 13.
фланцевого соединения с тонкой металличе-
металлической прокладкой (в расчёте не учтена), ра-
работающего при повышенной температуре, а
на фиг. 14 — расчётный график для опреде-
определения усилий. Тонкими линиями показан рас-
расчётный треугольник в предположении, что мо-
модуль упругости материала деталей соединения
неизменен (у-const; C = const), и толстыми
линиями — картина нагружения с учётом по-
понижения модуля упругости (-у7* < Y и рг < Р).
В последнем случае приращение предвари-
предварительной затяжки AV меньше, чем в первом
(V"T— V). Узловая точка диаграммы а с
ростом температуры и соответственным па-
а
/
//
f/
/,
/ -
/У ,
f /
\/
L
f Y
<f\ \
X \\
\\
\
\
{
A-, —*-i
/
I
T
\
\
с
<$¦
Деформации
Фиг. 14.
дением модулей упругости соединяемых де-
деталей (Eq) и болтов {Eg) перемещается в по-
положение ат; промежуточные положения для
иных температур лежат на кривой, показан-
показанной пунктиром.
Приращение расчётной деформации \т при
повышении температуры на At* определяется
как разность приращения толщин сопрягаемых
деталей и болта
« 2 (ос^
— a6l6At6,
1б — длины (фиг. 13); Atu &t2, Atg — прира-
приращения температуры сопрягаемых деталей и
болта по сравнению с температурой сборки.
Расчётное усилие
V
= vt+p.
Сечение болта в резьбе при длительной
статической нагрузке
где от — предел длительной прочности болта
в резьбе при заданной температуре; примерно
он равен 0,8 от соответствующего значения
для материала (см. т. 1, кн. 2, гл. V и т. 4,
гл. IX); п — запас прочности (от 2 до 3).
Сечение болта в резьбе при длительном
действии переменных нагрузок
2aT
где Рг определяется из графика фиг. 14 или
из аналитической зависимости, аналогичной
приведённой на стр. 182; av — предел уста-
усталостной прочности болта в резьбе при задан-
заданной температуре; п—коэфициент запаса, ко-
колеблющийся в выполненных конструкциях от
2 до 3.
Справочные сведения по расчёту на пол-
ползучесть (крип) при заданных условиях эксплоа-
тации болтового соединения см. т. 1, кн. 2,
гл. V. Характеристики материалов при вы-
высоких температурах см. т. 3 и 1.
Изгиб болтовых изделий. При рас-
расчёте соединений, аналогичных показанному
на схеме фиг. 13, необходимо также учи-
учитывать деформации болтов, винтов и шпилек
от изгиба. В соответствии с обозначениями
фиг. 15 напряжения изгиба в теле шпильки
area
где alt a2, ag—коэфициенты расширения ма-
материала сопрягаемых деталей и болта; /1э /2,
27
Угол а определяется, исходя из деформа-
деформации сопрягаемых деталей по общим зависи-
зависимостям сопротивления
материалов (см. т. 1,
кн. 2, гл. IV), или задаёт-
задаётся в зависимости от до-
допускаемой ошибки в ча
сти перпендикулярности
опорных поверхностей
сопрягаемых деталей, го-
головок болтов и винтов
или гаек к оси болта
(винта, шпильки).
За счёт односторон-
одностороннего смятия опорных
поверхностей и частич-
частично витков резьбы, а
также её зазоров дей-
действительное напряжение
будет несколько ниже
учесть его точно не
можным.
Фиг. 15.
расчётного, однако
представляется воя-
184
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД.!
В случае переменной по величине нагрузки
амплитуда колебаний напряжения изгиба аа
будет зависеть от изменения угла а:
\EffdQ (arc а, — arc o^
аа = ± j __
Суммарная амплитуда (фиг. 16) колебаний
напряжения в теле
болта (ненарезанная
Время
Фиг. 16.
Если тело болта
или шпильки прото-
проточено, т. е. диаметр
меньше d0 (диаметра
резьбы), в зависи-
зависите мость для о2а под-
подставляется диаметр
проточенной части.
Конструктивные
формы болтов, винтов
и шпилек, обеспечи-
обеспечивающие меньшее
влияние деформации деталей или неточностей
сборки на дополнительное напряжение изгиба,
см. стр. 187—188.
КОНСТРУКТИВНЫЕ ФОРМЫ РЕЗЬБОВЫХ
ИЗДЕЛИЙ И ИХ ВЛИЯНИЕ НА ПРОЧНОСТЬ
И ДОЛГОВЕЧНОСТЬ СОЕДИНЕНИЙ
Концентрация напряжений, особенно резко
сказывающаяся в болте и играющая суще-
существенно большую роль в стойкости резьбового
Фиг. 17. Напряжения в болте, нагружённом
осевым усилием, для „жёсткого" и „упругого"
болтов.
изделия при длительных переменных на-
нагрузках, привела к необходимости совершен-
совершенствования форм болтов, шпилек, винтов.
В равной мере это относится и к гайкам, где
существенным фактором, влияющим на проч-
прочность и долговечность соединения, является
раздача усилия по виткам.
На фиг. 17 для пары болт — гайка, нагру-
нагружённой осевым усилием, схематично пока-
показана напряжённость отдельных участков для
двух вариантов выполнения болта — обычный
рыночный („жёсткий" болт) и улучшенный
(„упругий" болт) *.
Многочисленные лабораторные исследова-
исследования, а также систематизация опыта эксплоа-
тации резьбовых ^соединений нашли следу-
следующее отражение в практике конструирования
резьбовых и крепёжных изделий.
Резьба и формы гайки. Наиболее
распространёнными резьбами являются тре-«
угольные, а из них — метрические (см. гл. XII!
„Общие элементы"). В болтах, винтах и шпиль-
шпильках применяется преимущественно основная
крепёжная резьба. Резьбы первая мелкая и
вторая мелкая используются реже и преиму-
преимущественно в авто- и авиастроении, а также в
точном приборостроении. Они обеспечивают
меньшее ослабление стержня болта, лучшие
кем
ffi -I
ъ/Р
¦=("-
!»
7
0
Ц
\
i \
V
\
\
А
\
Л
1
к
*\
\
г
\
<;
3
-—
—ч—
/
s
\
\
Ю-Юь
2
У
/
f
\
\
чу
3
1
/'
3.00
¦ilo
-1,75
Число ударов
Фиг. 18. Влияние радиуса закруглений впадин резьбы
болта на долговечность соединения при ударной нагрузке.
Диаметр болта М12; радиусы г — в мм; материал-
сталь 35.
условия для самоторможения, но требуют бо-
более тщательного изготовления.
Необходимо иметь в виду, что ослабление
сечения стержня резьбой связано с повы-
повышением предела текучести болта по сравнению
с пределом текучести материала, из которого
он сделан, примерно на 10—15% (показано на
диаграмме фиг. 12 пунктиром). Существенно
важным в конструкции резьбы является за-
закругление впадин резьбы у болта. При всех
прочих равных условиях увеличение радиуса г
увеличивает стойкость резьбового соединения
при переменных и ударных нагрузках (фиг. 18).
Поэтому при выполнении резьбы на болтах и
шпильках, нагружённых длительными пере-
переменными нагрузками, необходимо в пределах
границ впадины, определяемых допусками
резьбы (см. т. 5, гл. I), использовать инстру-
инструмент с возможно большим радиусом закругле-
закругления (в ущерб некоторой его долговечности).
* Статистика аварий обычных болтов при использова-
использовании их при переменных нагрузках даёт до 60% всех разру-
разрушений в резьбе болта под гайкой и до 15% — под го-
головкой.
ГЛ. VI]
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
185
Положительный эффект даёт также тщатель-
тщательность обработки впадины (вплоть до поли-
полировки). В условиях статического нагружения
радиусы закруглений играют значительно
меньшую роль.
Витки резьбы находятся в сложном на-
напряжённом состоянии при наличии неравно-
неравномерности раздачи усилия по виткам и суще-
существенном влиянии неточности изготовления.
Расчётные зависимости на смятие, срез и
изгиб витков (см. стр. 186) вследствие этого
дана более благоприятная форма с точки зре-
зрения раздачи усилия. Предварительная затяжка
обеспечивается клином.
Частичное улучшение нормальной гайки
с h** @,8— 0,9) d$ может быть достигнуто
(фиг. 22) небольшим поднутрением (вариант А)
или частичным срезом (вариант Б) нижних
витков. Оба приёма с технологической сто-
стороны вполне приемлемы, причём второй про-
проще, хотя и несколько менее эффективен (см.
фиг. 24).
Фиг. 19.
носят весьма условный характер и могут ис-
использоваться главным образом при сравни-
сравнительных расчётах однородных резьбовых из-
изделий соответственно данным опыта.
Аналитическое решение [4], данное Н. Е.
Жуковским A902 г.) для обычной гайки,
имеющей 10 витков,
показало, что пример-
Схема силового потока для обычной гайки,,
гайки с поднутрением и гайки с зенковкой
показана на фиг. 23. На фиг. 24 дано сравне-
сравнение ряда конструктивных форм гаек и болтов,
на стойкость при длительных испытаниях под.
переменной нагрузкой. Роль поднутрения и
вариант Л
Вариант 6
Фиг. 20.
Фиг. 21.
Фиг. 22.
но около i/з усилия снимается первым (считая
от опоры) витком и лишь — 1% — десятым.
Эпюра усилия по Н. Е. Жуковскому приве-
приведена на фиг. 19, а. Инж. Мадушка A936 г.)
при решении аналогичной задачи и экспери-
эксперименте получил сходственные результаты, так
как хотя гайка, с которой он оперировал,
имела 6 витков, роль пятого и шестого вит-
витков в восприятии усилий невелика. Эпюры
усилий по Мадушка приведены на фиг. 19 для
двух конструктивных вариантов гайки: обыч-
обычной (фиг. 19, б) и так называемой висячей
(или упругой) (фиг. 19, в). Последняя обеспе-
обеспечивает более благоприятную раздачу усилия
по виткам, повышая прочность всего соеди-
соединения как при статических, так*" и переменных
нагрузках. Однако висячие гайки при их кон-
конструктивном оформлении получаются мало
технологичными (фиг. 20), оправдывая себя
лишь в специальных случаях; использование
их для массовой продукции обезличенного
назначения исключается.
Пример особо ответственного резьбового
узла, нагружённого большими знакоперемен-
знакопеременными нагрузками (шток крупного двигателя),
показан на фиг. 21. Гаечной части узла при-
зенковки гайки в повыше-
повышении av выявлена достаточно
чётко. Для особо тяжёлых
случаев нагружения болтов
было сделано много па-
патентных заявок на различ-
различные модификации резьбы,
долженствующие обеспе-
обеспечить лучшие условия рабо-
работы соединения. Однако
сложность технологического
процесса воспроизведения
таких резьб (особенно в
части измерения) не позво-
позволила им внедриться в прак-
практику. Отметим лишь пред-
предложение Сольта (фиг. 25)
для резьб диаметром более
80—100 мм. Профиль резь-
резьбы обеспечивает за счёт
повышенной упругости вит-
витков гайки более благопри-
благоприятную раздачу усилия по
виткам и большую надёж-
надёжность при переменных на-
нагрузках. При переменных
Фиг. 23.
186
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
1
g
у/Л
Щ
-032-
-Ф25 -
Щ
-If
%¦
WO
4,0
100
100
4,0
100
140
228
7,73
193
4,2
105
4,38
110
125
5,2
130
113
4J8
120
4,0
100
193
5,62
140
193
4,85
121
Фиг. 24. Стойкость резьбовых соединений при переменных нагрузках и различном среднем напряжении
цикла. Материал всех болтов — сталь 35; материал всех гаек, за исключением гайки 10, — сталь 35;
гайка 10 — чугунная; в гайке 11 в резьбу заложена льняная нить.
^нагрузках глубина впадин одинаковая. При-
Пример А" болта со специальной резьбой для на-
нагрузки в 50 000 kz приведён на фиг. 26.
Расчётные зависимости для витков (фиг. 27)
<в предположении равномерной раздачи уси-
Полировать
Смятие витков
Р
Фиг. 25.
лия по виткам и неучёте небольших конструк-
конструктивных зазоров по вершинам и впадинам
резьбы таковы:
Гайка Винт
Срез витков
Р Р
кг\ммг т - „ahs кг/мм*
Изгиб витков
3P(flf0—
кг/мм2,
h
где z — число витков гайки, равное -=-. При
о
однородных материалах винта и гайки зави-
зависимости для оценки напряжений среза и из-
изгиба в гайке отпадают. Коэфициент р зависит
от профиля резьбы. Например, для треугольных
резьб он близок к единице; для квадратной
равен 0,5; трапецеидальных — 0,63—0,68.
Вышеуказанные условные зависимости
обычно используются для специальных (нетре-
(нетреугольных) резьб и при разнородных материа-
материалах винта и гайки. Для крепёжных треуголь-
треугольных резьб практика выработала соотношения
между диаметром резьбы, с одной стороны,
и высотой гайки и глубиной ввинчивания вин-
винта (шпильки) — с другой.
Для основной крепёжной резьбы диаметром
не свыше 60—64 мм высота гайки, равная
0,8rf0, оправдана экспериментом и практикой.
Увеличение высоты до ldo-$- l,5rf0 встречается
лишь в часто отвинчиваемых гайках.
Глубина завинчивания стальной шпильки
с основной крепёжной резьбой в сталь и
бронзу — @,8 -4- 0,9) d0; в чугун — A,3 -н 1,4) dQ;
в лёгкие сплавы — B,3 -н 2,6) do.
-а,
0,5 d,
Фиг. 26.
Фиг. 27.
гл. vi]
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
187
Развитие применения мелких резьб в со-
соединениях, работающих под большими нагруз-
нагрузками, привело к изменению вышеуказанных
соотношений, установившихся для основных
крепёжных резьб.
Влияние измельчения шага резьбы на проч-
прочность резьбового изделия при статической на-
нагрузке было исследовано заводом Шкода
(Чехословакия) и рядом других исследова-
исследователей. Исследования показали (фиг. 28), что
условия равнопрочности резьбы гайки и
i
з
1,5
1
0,8
0,7
0,6
0,5
?
0,3
0,2
¦
1 " Ji
/
\
К
\
/
¦-
Ю 12
do
S
16
20 2U
Фиг. 28. Влияние измельчения шага резьбы на
прочность соединения при статической нагрузке:
кривая 1 — нагружение до разрушения; кривая
2 — нагружение до предела текучести.
стержня болта (материал — сталь) при умень-
уменьшении шага требуют увеличения высоты гайки.
Высота гайки при нагрузке:
до разрушения
@,04%-0,5)
'd0 (кривая 1 на фиг. 28);
до предела текучести
@,018%-0,75)
h - 10v 5 J -d0 (кривая 2 на фиг. 28).
Таким образом во всех тех случаях, когда
-4 > 10, необходимо увеличивать высоту гайки.
При тяжёлых условиях нагружения не реко-
рекомендуется брать -^ > 15—18.
Тело болта и шпильки. Для болтов
и шпилек, работающих при переменных на-
нагрузках, обычные формы болтов неприемлемы
ввиду их большой жёсткости (Cff). Тело болта d
целесообразно уменьшать (фиг. 29) до раз-
размера внутреннего диаметра резьбы (с^), а в
отдельных случаях при d0 > 16 AtM, если по-
позволяет прочность при затяжке, -до 0,8^(даль-
0,8^(дальнейшее уменьшение d нецелесообразно ввиду
необходимости учитывать отклонения по диа-
диаметру, как правило, минусовые). Центриру-
Центрирующие пояски не должны примыкать ни к резь-
резьбовой части, ни к головке; все сопряжения
должны быть по возможности плавные. Во
всех случаях, где нет гарантии строгой пер-
перпендикулярности опорной поверхности сопря-
сопрягаемых деталей и головки болта (и гайки) оси
болта, целесообразно иметь сферическую опор-
опорную поверхность или сферические подкладные
кольца. На фиг. 29, а даны сопряжения двумя
а)
il^^i :
Фиг. 29. Размеры головок бол-
d0 —-4 тов и сопряжения:
ft = @,55-^-u,7)d0; R = (l-i-l,2)d(Z
гх -= @,2-f-0,3)rf,; r3 = U-M.5)rfo;
@,03+0,05)do; /,~0,4rf0; /2>0,8af0. Фиксация головки
не оговаривается.
дугами для плоской и сферической опоры; на
фиг. 29, б — переходные кривые между телом
головки и поясками (чем дальше поясок от
головки, тем лучше). Диаметр пояска, если
нет особых оговорок, принимается равным
dQ с отклонениями Х& реже X.
Проточки за резьбой в том случае, когда
диаметр тела болта равен диаметру резьбы,
желательно делать длиной, равной @,5 ~- 0,6)rf0,
при радиусах сопряжения @,15-5-0,2)rf0- Эффект
применения так назы-
называемых упругих болтов
778
Фиг. 30. Прочность болтового соединения при переменной
и ударной нагрузке в зависимости от конструктивной фор-
формы болтов. Прочность для нормального болта принята
за 100.
для случая переменных и ударных нагрузок
показан на фиг. 30, а для переменных нагру-
нагрузок — на фиг. 24 (болты 1, 2, 3).
Уменьшение диаметра тела болта эффектив-
эффективно и в том случае, когда имеет место изгиб
болта, винта или шпильки (см. стр. 183) неза-
независимо от причин, которые его вызвали. Болт-
шпилька по фиг. 13 с проточкой более надёжно
работает при деформации фланцев, чем болт-
шпилька без проточки или обычный болт. Из
показанных на фиг. 31 трёх вариантов шпильки
188
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
1РАЗД. 1
наиболее надёжна (но более дорога) конструк-
конструкция по фиг. 31, в; несколько менее положительно
можно оценить также и вариант по фиг, 31, б;
наименее удовлетворителен вариант шпильки
по фиг. 31, а, имеющий, однако, наибольшее
распространение; при переменных нагрузках и
возможности изгиба его рекомендуется избе-
шпильки,), необходимо обеспечить длину сво-
свободной части резьбы /0 > 0,75rf0 (фиг. 34). При
статических условиях нагружения длина сво-
в)
гать. Формы шпилек фиг. 31, б и в более бла-
благоприятны и в тех случаях, когда есть опасе-
опасения при длительных переменных нагрузках вы-
рыва материала детали, в которую они ввин-
ввинчены. При несквозных отверстиях надёжности
соединения способствует снятие резьбы в теле
детали на высоту h « @,5 н- 0,8) d0. При сквоз-
сквозных отверстиях наиболее целесообразным ва-
Фиг. 32.
риантом является показанный на фиг. 32, г;
менее целесообразны варианты на фиг. 32 а
и в. Большая надёжность соединения по ва-
варианту фиг. 32, б по-
получена за счёт излиш-
излишнего удлинения резь-
резьбы посадочного конца
шпильки.
При тяжёлых усло-
условиях работы в ответ-
ответственных узлах шпи-
шпилечных соединений,
используемых для
крепления деталей из
лёгких сплавов, при-
применяют также заклад-
закладку гайки-валика в
проточку корпуса, как
показано на фиг. 33.
Свободная
длина резьбы.
Увеличение свободной длины резьбы болта (вин-
(винта) играет при переменных нагрузках, как пока-
показал эксперимент, ту же положительную роль,
что и проточка ненарезанной части болта. По-
Поэтому в тех случаях, когда применяют крепёж-
крепёжные изделия общего назначения (болты, винты,
Фиг. 33.
=
III
Накатка
нарезка
Накатка+отЖиг
'-
—
-——-
—-—.
бодной части резьбы особой роли не играет, и
она может быть сведена к минимуму, диктуе-
диктуемому условиями сборки.
Стабильность затяжки. От ста-
стабильности затяжки (V) зависят надёжность и
и долговечность работы соединения. Затяжка
может понизиться от большого ряда причин,
включая отвинчивание гаек, вывёртывание
винтов, шпилек, смятие рабочих поверхностей
резьбы, от остаточных деформаций стыка, от
конструкции болтов и гаек и т. п.
Средства стопорения резьбовых изделий
описаны на стр. 194. Влияние смятия рабочих
поверхностей резьбы на снижение затяжки
связано со способами механической обработки
резьбы, чистотой поверхности, при этом дости-
достигнутой, и правильностью форм резьбы (углов).
На фиг. 35
приведено срав- Иг/мг-,
нение стойко- _§
сти при удар- |
ной нагрузке |2?
накатанных.на- §
резанных и на- |
катанных с по- | ю
следующим от- §
жигом болтов «j
из стали типа &
30—35. Поверх-
Поверхностное уплот-
уплотнение резьбы
последующей
накаткой в со-
сочетании с луч-
лучшей по глад-
гладкости поверх-
поверхностью также
даёт заметное ^
повышение "•§
стойкости. |^
Шероховато- ?
сти стыков так- §
же оказывают § ю
влияние на ста- |
бильность за- ,§¦
тяжки; ч е м "§
больше стыков, <§• '
тем труднее по-
последнюю обес-
обеспечить. На фиг.
36 приведены
результаты ис-
испытаний соеди-
соединений, имеющих 1, 5 и 10 стыков. В ответ-
ответственных узлах необходимо стремиться к воз-
возможно меньшему числу стыков, а также к
тщательной их обработке.
о w w3 w5 to'
Число нагруЖений болта
Фиг. 35. Влияние способа получе-
получения резьбы на стабильность пред-
предварительной затяжки при дли-
тельных переменных нагрузках.
и
,1стык
}
=^
,5
*—.
*—
ЮЗ
:тык
— ¦
¦ ¦ -
—..
\
Юс/т
105
—-»,
—~.
ikoS
Ю'
Число нагруЖенип Вопта
Фиг. 36. Влияние числа стыков
болтового соединения на стабиль-
стабильность затяжки при длительной
переменной нагрузке.
ГЛ. VI]
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
189
Применение в соединениях „упругих" бол-
болтов целесообразно, в целом и в частности,
потому, что они лучше сохраняют стабильность
затяжки. На фиг. 37 приведено изменение
предварительной затяжки для соединения с
упругим болтом в зависимости от числа на-
W W3 /0- Ю7
Число нагруЖеиий болта
Фиг. 37. Влияние длительной пере-
переменной нагрузки на стабильность пред-
предварительной затяжки.
гружений. Сравнительные данные для трёх
соединений болтами одного диаметра, но раз-
разной жёсткости приведены в табл. 6.
Таблица 6
Характери-
Характеристика жестко-
жесткости в кг/мм
Потеря пред
тяжки после
(в % от V) -
Соединяемых
деталей Cq
Болта Cq
зарительной за-
107 нагружений
2060
27.5
2650
1780
19,5
1490
»5.5
При выборе числа болтов соединения це-
целесообразно распределять нагрузку на боль-
большее число болтов (примерно при равных об-
общих площадях сечения), так как это даёт
лучший эффект при переменных нагрузках.
Однако надо избегать особо малых диаметров
там, где есть риск срыва болта при монтаже.
Допуски резьб. Существующие до-
допуски цилиндрических резьб (см. т. 5, гл. I)
достаточно хорошо обеспечивают надёжность
резьбовых соединений для самых разнообраз-
разнообразных назначений. В части влияния отклонений
размеров отдельных элементов резьбы на её
прочность следует отметить: а) отрицательное
влияние больших отклонений половины угла
профиля при переменных и ударных нагруз-
нагрузках, связанное с явлениями пластической де-
деформации на кромках витков и приводящее
в конечном итоге к снижению предваритель-
предварительной затяжки; б) малое влияние наименьших
предельных рабочих высот витка t% и не-
несколько большее — при переменных нагрузках,
также связанное с обмятием поверхностей
контакта и также приводящее к снижению
затяжки. „
РАСЧЁТ ГРУППЫ БОЛТОВ
Расчёт группы болтов сводится к опреде-
определению наиболее нагружённого болта соедине-
соединения и использованию расчётных зависимостей,
приведённых на стр. 178* для одного болта.
Простота геометрических форм присоеди-
присоединительных поверхностей (стыков), вытекаю-
вытекающая из технологических требований, упро-
упрощает и вместе с тем делает более определён-
определёнными результаты расчёта болтового соедине-
соединения. Как правило, форма стыка и распреде-
распределение болтов на нём (фиг. 38) имеют одну,
две и более осей симметрии независимо от
того, будет ли стык сплошной, ленточный
(кольцевой) или прерывистый, а болты группы
одинаковы по диаметру и длине.
Ленточные, кольцевые и прерывистые
стыки предпочитают сплошными как из техно-
технологических, так и из конструктивных сообра-
соображений. Уменьшается поверхность обработки,-
лучше обеспечивается контакт сопрягаемых
деталей за счёт уменьшения отклонений в
Фиг. 38.
прямолинейности поверхности стыка, умень-
уменьшается размер болтов (или их число), дости-
достигается большая жёсткость соединения при
меньшей затяжке [3].
Расчётные зависимости, приводимые ниже
для наиболее характерных случаев напряже-
напряжения, предполагают:
а) сохранение прямолинейности поверх-
поверхности стыка при всех фазах нагружения
соединения, практически достигаемое за
счёт увеличения жёсткости сопрягаемых де-
деталей ;
б) симметричную, относительно не менее
чем двух осей, форму стыка и такое же рас-
распределение болтов на нём;
в) одинаковый диаметр и длину болтов;
г) одинаковую затяжку болтов, если тако-
таковая имеется.
Случай первый. Группа болтов нагру-
нагружена усилиями, равнодействующая которых Q,
перпендикулярная плоскости стыка, проходит
через центр тяжести стыка (центр тяжести
соединения).
Характерный случай для болтовых соеди-
соединений круглых (фиг. 39) и прямоугольных
крышек, нагружённых избыточным давлением
рабочей среды. Все болты нагружены равно-
равномерно.
Внешняя нагрузка на болт Р-—^—, где г —
число болтов.
.Учитывая, что в подавляющем числе слу-
случаев практики имеет место предварительная
затяжка, расчётная нагрузка на болт
190
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД.
число болтов 2
Зависимость для подсчёта Рг приведена на
стр. 182. Определение размеров болта прово-
проводится в зависимости от наличия статических
или переменных нагрузок по соответствую-
соответствующим зависимостям,
приведённым на стр.
178.
Случай вто-
второй. Группа болтов
нагружена усилием,
действующим в пло-
плоскости стыка по оси
его симметрии
(фиг. 40).
Усилие, приходя-
приходящееся на один болт,
где z —
Фиг. 39.
число болтов.
Расчётное усилие
болта при отсутствии
разгрузочных приспо-
приспособлений (стр. 178)
—~
где /—коэ-
фициент трения; i — число стыков соединения
(по фиг. 40 / = 2).
При наличия разгрузочных приспособле-
приспособлений или при постановке болтов „под раз-
развёртку" расчёт болтов на затяжку ведётся
(стр. 179) на ту долю нагрузки, которую пе-
Z числа болтб
Фиг. 40.
редают за счёт трения; остальную нагрузку
воспринимают разгрузочные устройства, ра-
работающие на срез, смятие.
Случай третий. Группа болтов нагру-
нагружена моментом, действующим в плоскости
стыка; разгрузочных устройств нет.
Для наиболее ходовой формы стыка
при этом случае нагружения — кольце-
кольцевой (фиг. 41) — усилие затяжки болта
или при небольшой, сравни-
Фиг. 41.
тельно с Do, ширине кольцевой поверхности
., 2МК
стыка V"ё
f0
Для стыка прямоугольной формы анало-
аналогичный расчёт носит более условный харак-
характер, особенно когда стык сплошной (менее
ходовой вариант). При одной и той же за-
затяжке ленточный или прерывистый стыки обес-
обеспечивают больший момент сил трения, чем
сплошной в тех* же габаритах, поэтому они
предпочтительны. Условно концентрируя силы
трения в стыке около каждого болта, имеем
Мк <* Vf (r^x + r2z2 +... +- raza),
где zb z2,... ,zn — число болтов, соответ-
соответственно расположенных на радиусах г\, г2,..., гп.
Усилие затяжки каждого болта
V--t
Мк
Соединение выполнено с болтами „под
развёртку" (или разгрузочными втулками).
Момент трения, вызванный затяжкой, как пра-
правило, в расчёт не принимается или прини-
принимается в малой B5 — 35%) доле.
Для кольцевого стыка (фиг. 41) попереч-
поперечная нагрузка, приходящаяся на каждый болт,
R\—~ к . Расчёт болта ведётся на срез и
UZ
смятие по диаметру d2. Для прямоугольного
стыка (фиг. 42) наиболее нагружены болты,
удалённые от центра стыка, а поэтому расчёт
ведут, ориентируясь на них. При r1<r2<ra...
усилие в наиболее удалённом (на радиусе гп)
болте или разгрузочной втулке
о м*гп
Расчёт болта, как и для случая кольцевого
стыка, - по диаметру d2. Практика конструиро-
конструирования предусматривает и комбинированные
случаи соединений, когда часть болтов поста-
ф
si
Ф
Ф
Фиг. 42.
влена „под развёртку" (или с разгрузочными
втулками), а часть — с зазором (более дешё-
дешёвый болт). Такие соединения имеют место в
том случае, когда наряду с крутящим момен-
моментом соединение нагружено также изгибающими
моментами. Болт под развёртку играет также
роль фиксатора взаимного положения сопрягае-
сопрягаемых деталей. Постановка болтов под развёртку
обязательна во всех тех случаях, где имеют
место большие моменты переменной величины
и где нет других разгрузочных приспособлений.
Случай четвёртый. Группа болтов
нагружена моментом и усилием, действую-
действующими в плоскости стыка; усилие приложено
в центре тяжести стыка. (К такой схеме нагру-
нагружения можно свести все моменты и усилия,
действующие в плоскости стыка.)
Соединение выполнено с болтами под раз-
развёртку. Расчёт сводится к раздельной оценке
(по методике, изложенной для второго и
ГЛ VI]
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
191
третьего случаев) нагружения каждого болта от
момента и усилия и их суммирования. Расчёту
на срез и смятие по диаметру йг (стр. 179)
подвергается наиболее нагружённый болт.
Для схемы соединения, приведённой на фиг 43,
Из условия нераскрытия стыка в резуль-
результате предварительной затяжки (обязательна»
предпосылка) и последующих внешних воздей-
воздействий должно быть обеспечено напряжение
сжатия на всех участках стыка. При наиме-
наименее благоприятном, но ещё предельно допу-
допустимом (приемлемом) случае и в соответствии
со схемой нагружения, приведённой на
фиг. 44, ж, суммарное напряжение (фиг. 44, е)
на левой (разгружённой) кромке стыка
°2 л. к ~ азат — QQ ~~ °м = °«
здесь для сплошного стыка
zV
J rmtt
Q
М
наиболее нагружённым будет болт 3, не-
несколько меньше — д. Оценку суммарного уси-
усилия /?2 целесообразно вести лишь для болтов,
наиболее удалённых от центра стыка, по-
поскольку в них будут наи-
наибольшие усилия. В случае от-
отсутствия разгрузочных уст-
устройств (практинески более ред-
редкий случай), т. е. передачи
всех воздействий в плоско-
плоскости стыка лишь трением, вы-
вызванным затяжкой болтов,
вполне удовлетворительного
решения задачи о расчётном
усилии для болта нет. Наиболее
целесообразно расчёт вести на
усилие затяжки, полученное
как сумма минимально потреб-
потребных затяжек для восприятия
порознь момента и усилия. Ра-
Расчёт даёт заведомо несколько
преувеличенное усилие затяж-
затяжки болта (т. е. в запас надёж-
надёжности). Зависимости для част-
частных расчётов — см. второй и
третий случаи расчёта.
Случай пятый. Группа
болтов нагружена (фиг. 44)
усилием, действующим в пло-
плоскости, перпендикулярной сты-
стыку и проходящей через одну
из осей симметрии стыка (со-
(соединения). В соответствии со
схемами, приведёнными на
фиг. 44, а, б, и, воздействие
внешней силы 5 на болтовое
соединение можно свести к
усилию Q, действующему пер-
перпендикулярно стыку и прило-
приложенному в центре соединения;
усилию R, действующему в пло-
плоскости стыка по осилгл;; момен-
моменту М = /?Л0—Q/o, действующему
в плоскости, перпендикулярной
стыку и проходящей через
ось хх.
где z — число болтов в соединении; V — уси-
усилие предварительной затяжки каждого болта;
FcmK — площадь стыка; W — момент сопроти-
сопротивления стыка.
Для сплошного стыка
Рстк=аЬ> WcmK =
~J3a~
а
К)
з)
Фиг. 44.
192
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД.
Улучшение эпюры напряжений на стыке
(фиг. 44, е) в отношении большей надёжности
работы соединения при непредвиденном воз-
возрастании усилия 5 при всех прочих равных
условиях может быть достигнуто за счёт уве-
увеличения предварительной затяжки, т. е. уве-
увеличения или количества или диаметра болтов.
На практике, однако, редко идут по этому
пути, так как частичным изменением формы
стыка в тех же габаритах имеется возмож-
возможность получить или более благоприятную
схему нагружения стыка, или меньшую сум-
суммарную затяжку. На фиг. 44, к показан пре-
прерывистый стык; вырезка в направлении, пер-
перпендикулярном плоскости действия момента хх.
Ширина вырезки §а колеблется от @,4-ь-
-г-0,7)д. При р = 0,5 суммарное усилие за-
затяжки болтов по сравнению со сплошным сты-
стыком можно снизить на 35-40%. Того же, но
в меньшей мере можно достигнуть, применяя
ленточный прямоугольный стык или кольце-
кольцевой вместо сплошного круглого. Напряжение
на правой кромке стыка зХп к = ъзат — 5q + 3Л
должно быть меньше допускаемого на сжа-
сжатие для менее прочной из сопрягаемых дета-
деталей. При контакте металлических деталей
используется, как правило,весьма малая доля
располагаемой величины допускаемого напря-
напряжения, при постановке же металлических де-
деталей на бетон, камень, дерево очень часто
соединения работают на пределе, будучи огра-
ограничены жёсткими габаритами. Допускаемые
напряжения на сжатие для обычного (цемент-
(цементная подливка) бетона — от 8 до 16 кг/см2;
для дерева хвойных пород — 20 до 40 кг\смг\
меньшие значения — для переменных нагрузок,
большие — для статических.
Расчётное усилие на болты зависит как от
затяжки, так и от того воздействия, которое
на них оказывают сила Q и момент М. Для
наиболее нагружённых болтов / и Г (левая
половина стыка) внешняя нагрузка от силы Q
= 2
равна fq ,
момента М равна
соответственно нагрузка от
Ml,
2i\
где Рм — суммарная нагрузка на / болтов
первого поперечного ряда (для схемы расчёта
/ = 2, болты 1 и/')> п—половина поперечных
рядов болтов. При нечётном значении 2л,
/л = 0, т. е. средний болт в расчётной зависи-
зависимости не фигурирует.
Суммарная нагрузка от внешних воздей-
воздействий на наиболее нагружённых болтах (/ и
ПР-P
В соответствии с изложенным на стр. 181
расчётная нагрузка Pq=V + Pб
Зна-
- для ряда случаев
д
чения коэфициента
приведены в табл. 4.
Таблица показывает, что при значе-
яиях-~->10 при соединении чугунных и
стальных деталей вполне допустимо принимать
Яо* (Ы-т-1,2) V; то же при массивных бетон-
ных фундаментах, где -~ обычно больше
100—150. °
Усилие R, действующее в плоскости стыка,
если нет специальных разгрузочных устройств,
воспринимается силами трения, вызванными
в основном предварительной затяжкой. Внеш-
Внешний момент М не оказывает влияния на силу
трения стыка. Должно быть соблюдено усло-
( ) р & В б
вие (°з
) р
>
у
В благоприятном
случае Од может входить в зависимость и со
знаком плюс, однако в большинстве случаев
практики величина его невелика по сравнению
с °.« и сзат и ПРИ предварительных расчётах
им часто пренебрегают. В таком случае
о ад а " о», «w 2а * 2з "о F ~>R
зат м> Ъп. к ^ м ^ зат' зат стк^
В тех случаях, когда (ззат — oq) FcmK<R,
обычно избегают итти на увеличение предва-
предварительной затяжки, используя разгрузочные
устройства.
Эпюра на фиг. 44, з показывает раскры-
раскрытие стыка, т. е. нарушение основной предпо-
предпосылки расчёта о напряжении сжатия на всех
участках стыка.
Фиг. 45.
Случай шестой. При общем случае
нагружения соединения, слагающие действую-
действующего усилия Q, Rx и Ry (фиг. 45) располо-
расположены в плоскостях, параллельных плоскостям
симметрии стыка, хх, уу. Решение задачи об
отыскании наиболее нагружённого болта
группы базируется на методике, изложенной
для пяти предыдущих случаев нагружения.
В соответствии с вышеизложенным после-
последовательно оцениваются воздействия на стык:
нормально действующего усилия Q; момента
Му = R_xHq — Qly, разгружающего левую (узкую)
кромку и нагружающего правую (см. в плане);
момента Mx-=Ryh0— Qlx, нагружающего верх-
верхнюю (широкую) кромку и разгружающего
нижнюю.
Наиболее нагружённым участком стыка бу-
будет угол А, наиболее разгружённым—угол Б.
Аналогично предыдущему напряжение в стыке
в угле А не должно быть более допускаемого,
а в угле Б не должно быть раскрытия стыка
(т. е. всегда должно быть обеспечено сжатие).
Суммарное напряжение для угла А от воз-
воздействия усилия Q и моментов Мх и Му опре-
определит минимальную общую предварительную
затяжку болтов и каждого болтав отдельности..
Таким же порядком, как й в пятом случае,
определяется нагрузка на болты от усилия Q
и моментов Мх и Му. Наибольшую нагрузку
ГЛ. VII
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
193
будет иметь болт в угле Б. Эта нагрузка сово-
совокупно с ранее определённой затяжкой опре-
определит расчётную нагрузку болта Ро.
В заключительной (обычно) стадии расчёта
проводится оценка воздействий, имеющих
место в плоскости стыка. В соответствии со
ехемой фиг. 45 в плоскости стыка действует
момент Мк ~ Ryly — Rxlx и равнодействующая
усилий Rx и Ry.
Расчётные зависимости — во всём согласно
изложенному для четвёртого случая (стр. 190).
Как указывалось выше, при невозможности
удовлетворить передачу усилий и моментов за
счёт сил трения целесообразнее ставить раз-
разгрузочные приспособления, чем итти на доба-
добавочную затяжку. Форма стыка предпочтитель-
предпочтительно ленточная прямоугольная или кольцевая.
Седьмой случай. Группа болтов (вин-
(винтов) клеммового соединения (фиг. 46) обеспе-
Фиг. 46.
чивает прочность соединения в результате их
затяжки.
Расчёт сводится к оценке сил трения в месте
контакта вала (стержня) с клеммой и нахо-
нахождению минимально потребной затяжки V болта
(зинта) для одного из показанных на фиг. 46
вариантов нагружения, к каковым можно свести
все случаи нагружения клеммы.
Вариант нагружения /(фиг.46,а).Распола-
/(фиг.46,а).Располагаемый момент сил трения в клемме зависит
от затяжки болтов (винтов), диаметра d, коэ-
фициента трения /, жёсткости клеммы, стро-
строгости формы сопрягаемых поверхностей, вели-
величины зазора при посадке и не зависит от
ширины клеммы Ъ. Для обеспечения централь-
центральности нагружения болтов (винтов), нарушае-
нарушаемого изгибом, целесообразно иметь а^ » as.
В этом случае
2zfVd < Мк < nzfVd,
при /«0,2 для предварительной оценки усилия
затяжки можно использовать зависимость
V
zd '
Аналогичные зависимости имеют место и
для клеммового соединения по фиг. 46, б:
Вариант нагружения II. Располагаемая
сила трения в клемме зависит от тех же факто-
факторов, что и момент Мк,
R < 2vzfV,
при /«0,2 для предварительной оценки усилия
затяжки можно использовать зависимость
1/ R
Вариант нагружения III. В зависимости
от факторов, приведённых в пояснениях к ва-
варианту I, усилие затяжки винта определяется
из неравенств
*(--?')
Здесь а-=ах.
Восьмой случай. Группа винтов (бол -
тов) обеспечивает за счёт затяжки прочность
клинового соединения по фиг. 47. Нагружение:
вариант I — крутящим моментом Мк;
вариант II — центрально действующим осе-
осевым усилием R.
Вариант нагружения I
17 A+1.07 cos \)zd
(sin -2- +1,07/ cos — J
при /-0,2 и 2a - 60е
минимально потребная
затяжка
1,ШК
zd '
Вариант нагруже
ния II
R<
Фиг. 47.
Фиг. 48.
194
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
при /~0,2 и 2а - 60° минимально потребная
затяжка
Девятый случай. Группа винтов на-
нагружена воздействиями от направляющих пла-
планок, показанных на фиг. 48. Наибольшая по-
погонная нагрузка на участке планки между
винтами q kzjcm.
Стык может быть сплошной (вариант I)
или прерывистый (вариант II). Нераскрытие
стыка — основная предпосылка расчёта.
Вариант I (фиг. 48). Расчётное усилие
винта в предположении остаточного напряже-
напряжения затяжки на правой кромке стыка, равного
азат, находят из зависимости
(бда + сзатЬъ) I
°" (b + Qe)
Усилие предварительной затяжки V ввиду
большой разницы в площадях стыка и винта
можно практически считать равным @,9—1) Ро.
Вариант II (фиг. 48). Исходя из условий,
приведённых в варианте I,
/ (да + °затЬс)
И0 г .
Усилие затяжки V » @,8—0,9) Ро.
Значения о3ат в большинстве осуществлён-
осуществлённых конструкций колеблются от 5 до 20 кг/см2.
ПРЕДОХРАНЕНИЕ РЕЗЬБОВЫХ
ИЗДЕЛИЙ ОТ САМОРАЗВИНЧИВАНИЯ
(СТОПОРЬНИЕ)
Предохранение от саморазвинчивания (сто-
порение) является неотъемлемым элементом
проектирования современных резьбовых со-
соединений. Методы стопорения весьма разнооб-
разнообразны *.
При отсутствии в резьбовом соединении
специальных фиксирующих приспособлений
силы трения являются единственным фактором,
предохраняющим резьбовую пару от самораз-
саморазвинчивания. Силы трения возникают в резьбе
и на торцевой поверхности гайки и головки
винта. В соответствии с обозначениями, при-
приведёнными на стр. 178, и со схемой по фиг. 3
крутящий момент, который необходимо пре-
преодолеть при начале отвинчивания,
- v [tg (р-«
Поскольку в резьбовых крепёжных из-
изделиях угол р в 2—3 раза больше угла <{\ при
спокойной (неударной) нагрузке при отсут-
отсутствии сотрясения всего механизма или машины
в целом и стабильности усилия затяжки, нали-
ч е вышеуказанного крутящего момента бы-
бывает достаточным для обеспечения надёжности
работы соединения. Однако в современных
конструкциях число соединений с лёгкими
условиями эксплоатации заметно уменьшается
* Сотни патентов на различные устройства, обеспечи-
обеспечивающие стопорение, появляются каждый год во всех про-
промышленных странах, сражая искания конструкторов
в этой области; однако устойчивых способов и конструк-
конструкций, оправданных многолетней практикой применения,
значительно меньше, чем предложений.
за счёт соединений, работающих в механизмах
с большими и постоянными сотрясениями, при
пульсирующей или знакопеременной нагрузке
и иных неблагоприятных условиях.
Все способы стопорения резьбовых изделий
можно разбить на четыре основные группы:
1) стопорение наглухо; демонтаж соедине-
соединения связан с разрушением стопорящих элемен-
элементов или с их пластической деформацией;
2) стопорение за счёт повышения сил тре-
трения в резьбе, на опорных торцах головок вин-
винтов (болтов) и гаек или того и другого одно-
одновременно;
3) стопорение посредством специальных
фиксаторов, устанавливающих жёсткую связь
между сопрягаемыми элементами и деталями
резьбовой пары;
4) стопорение при помощи комбинаций спо-
способов, указанных выше в пп. 1, 2, 3.
Способы стопорения первой группы могут
быть иллюстрированы следующими наиболее
характерными решениями: приварка головок
винтов, болтов и гаек (фиг. 49, а, б); кернение
Фиг. 49.
обычное (фиг. 50, а, б) и специальное (фиг. 50, в);
стопорение фасонным кольцом, впрессовывае-
впрессовываемым в тело одной из сопрягаемых деталей,
выполненной из лёгких сплавов (фиг. 51, а, б);
прошивка гайки и винта коническим штифтом
(фиг. 52). Эти способы достаточно надёжны,
однако при необходимости многократной
сборки-разборки с попутной регулировкой они
совсем исключаются или имеют ограниченную
область использования.
В одинаковой мере это относится к повтор-
ности сварки, пайки, кернения или впрессовки
Фиг. 50.
кольца (фиг. 51) в массив детали. Несколько
лучше условия применения стопорящего
устройства по варианту А (фиг. 53), основан-
основанного на расклёпке в гнезде небольшой, легко
ГЛ. VI]
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
195
заменяемой при демонтаже летали в виде брон-
бронзового сухарика а. Способ этот применим в том
случае, когда кернение по варианту Б (фиг. 53)
исключается из-за малой пластичности мате-
материала сопрягаемых деталей и винта (например
калёных).
Вторая группа способов стопорения, осно-
основанная на повышении сил трения в резьбе и
на опорных торцах головок винтов (болтов)и
.___, гаек, как обеспечивающая
; \ !| практическинеограниченную
11 | i) повторность и простоту сбор-
Фиг. 51.
ки и разборки, распространена весьма широко.
Наиболее старым её представителем является
контргайка, эфф?кт действия которой обусло-
обусловлен увеличением сил трения в резьбе за счёт
дополнительных упругих деформаций на
участке резьбы в преде-
пределах высоты обеих гаек.
Однако малая величина
деформации не обеспе-
—г--НО
Фиг. 52.
Фкг. 53.
чивает стабильности дополнительных сил тре-
трения при неблагоприятных условиях нагружения,
и область применения обычной контргайки
в ответственных соединениях резко сокра-
сокращается.
Более современные способы стопорения по-
показаны на фиг. 54. В гайке по фиг. 54, а увели-
увеличение силы трения вызывается тем, что резьба
на участке С за "проточкой К имеет смещение
витка по отношению к виткам на остальной
части гайки; это создаёт в свою очередь допол-
дополнительное (внутреннее) осевое усилие в соеди-
соединении. 1>ружинение верхней части гайки на
участке К обеспечивает стабильность сил тре-
трения.
Для резьбового соединения на фиг. 54, г
тот же эффект достигается прорезкой винта
(пробки) и нажимом винта т, а в варианте по
фиг. 54, в — прорезкой и небольшой разводкой
винта. Аналогичное действие оказывает не-
небольшое обжатие выступов у обычной корон-
корончатой гайки. Закладкой фибрового кольца К
Фиг. 54.
в верхней части гайки (фиг. 54, б), резьбу в ко-
котором при сборке прорезает сам болт (или
шпилька), также возможно увеличить силы
трения в резьбе; без значительного уменьше-
уменьшения момента сил трения сборка и разборка
может быть повторена до 20—25 и более ра^.
К этой же группе стопорных устройств сле-
следует отнести штампованную (из листа) конт >-
гайку по фйг. 55, имеющую повышенную упру-
упругость по сравнению с обычной контргайкой . а
счёт разводки усиков т.
Особое место занимает стопорение гаек,
приведённое на фиг. 56 (гайки Пенна). Нажим-
Нажимной винт гайки Пенна, входящий с небольшн л
зазором в проточку, вызывает дополнительные
силы трения в резьбе и на наружной поверх-
поверхности гайки. Подобное стопоргние часто ис-
используется на шатунных бол-
болтах крупных стационарных
и судовых поршневых ма-
Вариант
фиг. 55.
Фиг. 56.;
шин как самостоятельно, так и в комбинации
с другими видами стопорных устройств. Ди!
круглых гаек с мелкой резьбой использует
нажим винтом через медный отожжённый су-
сухарик а (фйг. 57).
196
РАЗЪЁМНЫр СОЕДИНЕНИЯ
[РАЗД. I
Увеличение сил трения в резьбе может
быть получено также путём радиальных де-
деформаций гайки пофиг. 58 (надёжное, но доро-
дорогое выполнение) или специальной контргайки
по фиг. 59, имеющей сквозной радиальный про-
прорез и контакт с гайкой по конусу.
Изменением профиля резьбы также можно
достигнуть лучшего стопорения. Так, при асим-
асимметричном трапецеидальном профиле момент
сил трения на опорной
поверхности, имеющей
угол наклона в 30°, боль-
больше, чем на поверхности
с углом наклона в 3°.
Более значительный
77777/ эффект сил трения
имеет место в резьбе
по фиг. 60. Контакт на
Фиг. 57.
Фиг 59.
конической поверхности витка с углом обра-
образующей y ~ 6°, приводящий к большой местной
деформации (почти вплоть до посадки на тор-
торцевую поверхность витка), создаёт надёжное
против отвинчивания заедание гайки. Несмотря
на ряд трудностей с воспроизведением такой
резьбы, в частности в силу повышенной стро-
строгости допусков, она нашла применение в таких
Фиг. 60.
областях, как сборка металлоконструкций, где
демонтаж, как правило, исключается, а приме-
применение заклёпочных или сварных соединений
в ряде случаев по тем или другим причинам
затруднено или полностью исключается *.
Другой пример изменения профиля резьбы
показан на фиг. 61 и 62 для случая крепления
винтов и шпилек в лёгких сплавах. Свёрнутая
в спираль калиброванная проволока фасонного
профиля помещается в пазу между телом
детали и винтом (шпилькой). Попутно с полу-
получением более надёжного соединения стальных
резьбовых изделий с особо пластичным мате-
материалом, находящегося под действием длитель-
длительных пульсирующих нагрузок, устройство по
фиг. 61 обеспечивает также увеличение сил
трения в резьбе благодаря благоприятной для
этого форме профиля.
Гнездо под спираль
нарезается нормаль-
нормальным метчиком при не-
несколько большем
сверлении „под резь-
резьбу" и имеет большую
опорную поверхность
по сравнению с обыч-
обычным соединением.
Повышение сил
трения и придание им
устойчивости на опор-
опорных торцах винтов
и гаек достигает-
достигается применением спе-
специальных фасонных
пружинящих шайб. На фиг. 63, а показана
имеющая большую давность применения шайба
Гровера, разведённые концы которой имеют
заострения, а на фиг. 63, б, в — две из наиболее
современных и многочисленных конструкций
шайб с несколькими отогнутыми усиками,
играющими аналогичную роль, что и концы
шайбы Гровера. Многоусиковые шайбы лишены
коренного недостатка шайбы Гровера — нару-
нарушения центральности приложения нагружаю-
нагружающего болт (или винт) усилия. Для винтов с гсо-
Фиг. 62.
* БоЛт' В этом случае имеет рифлёную поверхность
ненарезанной части и под ударом молотка плотно заго-
загоняется « отверстие (так называемый болт-заклёпка).
Фиг. 63.
тайной головкой шайбе типа б или в по фиг. 63
придаётся коническая форма. На фиг. 54, ^
показан пример более сложной пружинящей
шайбы, применяемой с целью обеспечить ста-
стабильность затяжки, повышенный момент тре-
трения на торце и лучшее рас-
распределение нагрузки по вит-
виткам резьбы гайки (висячая
гайка). Фиксация винта при
помощи закладного пружин- '/7Ж
ного кольца а (фиг. 64) /7//
является достаточно надёж-
надёжной, но может быть исполь-
использована только в соедине-
соединениях с числом винтов не
менее двух-трёх.
В целом надёжность второй группы сто-
стопорящих средств несколько ниже, чем стопоре-
ние наглухо или при использовании жёстких
связей (третья группа), однако основное её
достоинство — фиксация резьбового соедине-
соединения для любого взаимного положения сопря-
сопрягаемых частей винта и гайки при практически
неограниченной и легко осуществляемой много-
многократности сборки и разборки — обеспечивает
большое и устойчивое распространение её во
всех областях машиностроения.
Фмг. 64.
Rfl VI]
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
197
Не менее распространена третья групна
стопорящих устройств, обеспечивающих фи-
фиксацию при помощи легко заменяемых и дешё-
дешёвых жёстких связей. Примером могут служить
следующие конструкции: фасонная шайба, кре-
крепящаяся винтом к одной из соединяемых де-
деталей (фиг. 65), корончатая гайка под шплинт
(фиг. 66 и 66а) проволочный или из по-
полоски *, штифт, проволоку или клин (при боль-
Фиг, еб»
Фиг. 66а.
ших диаметрах); стопорение винта прово-
проволокой по фиг. 67; спаренное фиксирующее
устройство по фиг. 68 с зубчатыми накладками;
различного вида
шайбы из мягкой
стали, имеющие
выступы и усики,
входящие в соот-
соответственные пазы
резьбовой пары
(винт, гайка), а в
отдельных слу-
случаях — соединяе-
соединяемых деталей.
Фиг. 67.
Фиг. 68.
Обычная конструкция шайбы с усиками
показана на фиг. 69. При применении на валах
с повышенным числом оборотов эта конструк-
конструкция (так.же как стопорение пружинящим про-
проволочным кольцом по фиг. 70) неприемлема,
и её заменяют конструкциями, аналогичными
показанным на фиг. 71, где инерционные усилия
не отгибают усик. Несмотря на достаточную
надёжность вышеуказанных устройств, слабым
их местом является ступенчатость регулировки
взаимного положения винта. Частичное устра-
устранение этого дефекта достигается показанным
на фиг. 69 смещением одной из групп усиков
* При затяжке прорезь используют для удерживания
болта, предохраняя тем самым от скручивания тело болта
под гайкой; аналогичное решение см. для болта-шпильки
на фиг. 13.
по отношению к другой на угол а, который
не равен и не кратен углу деления усиков.
При длинных упругих болтах, видтах и шпиль-
шпильках недостатки ступенчатой регулировки не-
несколько сглаживаются, так как; небольшой
дополнительный проворот гайки при монтаже
не вызывает заметного приращения напряже-
напряжений в крепящей детали. При коротких болтах
и шпильках, особенно
при корончатых гайках
с шестью прорезями
под шплинт, необхо-
необходимо считаться с воз-
возможностью перегруз-
перегрузки болта (шпильки).
Фиксирующие устрой-
устройства для шестигран-
шестигранных гаек и винтов,
приведённые на фиг.
72 и 73, не имеют это-
этого недостатка, так как
стопорят гайку в лю-
любом положении. Фи-
Фиксация шайбы по
отношению к корпу-
корпусу осуществляется
загибом отростка шай- Фиг- 69-
бы за грань детали,
отгибом усика в специально сверлёное от«
верстие или — при спаренной конструкции —
Фиг. 74.
стержнями двух болтов. При стопорении боль-
большой группы используют вязку проволокой,
пример которой приведён на фиг. 74; соот-
соответственным направлением проволоки случай-
198
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. 1
ное развинчивание одного винта ограничено
затяжкой соседнего.
Наряду с тремя вышеуказанными группами
стопорных устройств имеется ряд устройств
(четвёртая группа), использующих наиболее
целесообразные для каждого частного случая
практики комбинации элементов каждой из
первых трёх групп.
МАТЕРИАЛЫ И ТЕХНОЛОГИЯ
РЕЗЬБОВЫХ ИЗДЕЛИЙ. ДОПУСКАЕМЫЕ
НАПРЯЖЕНИЯ
Выбор материала для резьбовых изделий
зависит от большого числа факторов, связан-
связанных, с одной стороны, со службой металла в
изделии, с другой, — со всем комплексом тех-
технологических операций, определяющих форму
изделия (в первую очередь в части резьбы)
и конечные свойства материала в нём.
Требование к болтовому материалу в от-
отношении повышения механических свойств,
диктуемое условиями нагружения, особенно
при переменных и ударных нагрузках, а также
при высоких температурах, привело к использо-
использованию наряду с мало- и среднеуглеродисты ми
сталями сталей легированных, обеспечивающих
длительную службу резьбового изделия.
Однако основная масса рыночных крепёжных
изделий (примерно до М24) обезличенного
напряжения изготовляется из мало- и средне-
углеродистых сталей, что диктуется не только
чисто экономическими соображениями, но и
условиями массовой фабрикации этих изделий.
Основные тенденции по линии технологиче-
технологического процесса этой группы изделий сводятся
в части заготовительных операций к холодной
высадке головок болтов и холодной же штам-
штамповке гаек. Роль горячей штамповки из года
в год снижается не только на малых и сред-
средних размерах, но и на больших, где часто
более целесообразным находят замену болтов
связями с двумя гайками (болт-шпилька) и ме-
механическую обработку гаек из круглой или
шестигранной заготовки. В части резьбы ме-
метод воспроизведения таковой накаткой является
превалирующим, обеспечивая качество изде-
изделия в части формы, размера, чистоты поверх-
поверхности и уплотнения поверхностного слоя. Повы-
Повышение качества накатанной резьбы при дли-
длительных переменных нагружениях отмечены
были выше на стр. 188. Использование холод-
холодной высадки и накатки резьбы наряду с по-
повышением производительности обеспечивает
весьма благоприятные условия труда на ме-
метизных предприятиях и в цехах крепежа и
нормалей машиностроительных заводов. Одна-
Однако использование холодной высадки потребо-
потребовало пересмотра установившихся десятилетия-
десятилетиями форм в направлении лучшей их приспосо-
приспособленности к процессам большой пластической
деформации в холодном состоянии. Поскольку
при постановке болтов (винтов) в современной
практике обычно имеет место использование
сверлёных отверстий (т. е. малые зазоры),
объём металла в головках многих резьбовых
изделий для облегчения штамповки был умень-
уменьшен за счёт перехода на соседнюю (меньшую)
ступень стандартного раствора ключа. Наряду
с обычными и установившимися формами
резьбовых изделий практика выдвинула ряд
г ~ 0,08 do при
«о < 16 мм
г --= 0,1 dQ при
fi'o > 18 мм
Фиг. 75.
Фиг. 77.
Фиг. 75.
новых, как-то: винты (фиг. 1Ъ) с внутренним
шестигранником (или квадратом) под торцевой
ключ,новый вид винтов „под отвёртку "(фиг. 76).
Конструкции по фиг. 75 дают более благопри-
благоприятные условия использования болтов по отно-
отношению габаритов соединения при неменьших
возможностях в отношении момента затяжки;
конструкция по фиг. 76 позволяет иметь боль-
больший момент затяжки ввиду повышенной проч-
прочности головки и лучшую приспособленность
при механизации сборочных процессов (облег-
(облегчение центрирования инструмента по отноше-
отношению к головке); уменьшение
объёма деформируемого ме-
металла в некоторых конструк-
конструкциях болтов и винтов идёт
за счёт впадин в головке,
как то показано на фиг. 77.
В связи с развитием и
усовершенствованием мето-
методов холодной высадки и
накатки резьбы заметно со-
сократилась область приме-
применения резьбовых изделий,
полученных путём фабрика-
фабрикации из калиброванного прут-
прутка фасонной, большей частью
шестигранной формы и на-
нарезки резьбы плашками.
И для этой группы изделий
ГЛ. VI]
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
199
характерна тенденция перехода на умень-
уменьшенные (по раствору ключа) размеры го-
головок, что даёт до 15-20% экономии в весе
заготовки (прутка) и меньший объём механи-
механической обработки. Требования к чистоте по-
поверхности резьбы наиболее благоприятно
обеспечиваются при использовании так назы-
струкции, условии нагружения, монтажа и
эксплоатации, практика выработала нормы
напряжений для болтов, оправданные много-
многолетним применением. Как пример таких
соединений можно привести фланцевые бол-
болтовые соединения трубопроводов, характерные,
в частности, наличием большой предваритель-
Материал крепёжных резьбовых изделий и его основные характеристики
Таблица 7
Марки стали
Сталь 3
Сталь 4 .
Сталь 5
Сталь автоматная 12 ....
Автоматная 12 цианированная
Сталь 35 нормализованная .
Сталь 35 цианированная . .
Сталь 45 нормализованная .
Сталь 4QX улучшенная .
Сталь ЗОХН
Сталь ЗОХНЗ
Предел проч-
прочности при
растяжении
3800—4 7°°
42эо 5 20°
50О0 —6 2ОО
4о°° 6 ооо
7jOo ю ооо
5000 - 6 ооо
7 ioo - ю ооо
боэо - 7 оо°
QOOO — IO ООО
QOOO — I о ООЭ
QOOO— IO ООО
Предел теку-
текучести с
в кг!см1
22OO
2400
2700
2400
5ооо
Зооо
5ооо
34оо
7ооо
7ооо
8ооо
Расчетный пре-
предел усталости
на растяжение
при знакопере-
знакопеременной нагруз-
нагрузке 3 1
1300
1500
1700
i6oo
2500
1800
2500
2100
3400
4200
4500
Характеристика материала относится к заготовкам болтов М10—МЗб.
Материал для болтов и шпилек, работающих при высоких температурах (>350°),
Области
применения
Рыночные изделия
Тяжело нагружённые болты
Винты
Винты и болты
Вш;ты и болты
Ответственные болты (ша-
(шатунные и т. п.)
То же
см. т. 3, гл. IX и X.
ваемых автоматных сталей (см. т. 3, стр. 432),
обладающих хорошей обрабатываемостью.
Значительно меньшую группу резьбовых
изделий составляют такие болты, винты, гайки
и т. п., у которых ввиду мелкосерийности или
уникальности резьба воспроизводится резцом
или где по особым условиям службы изделия
необходима дополнительная отделочная опе-
операция (шлифовка, полировка). Придание соот-
соответствующих техническому заданию механи-
механических свойств металлу резьбовых изделий
обеспечивается специальной термической обра-
обработкой (см. т. 7, „Термическая обработка
болтовых изделий"), а в случае работы в кор-
корродирующей среде — соответствующими по-
покрытиями (см. т. 7).
Наиболее ходовые марки сталей, применяе-
применяемых для болтов, винтов и шпилек, приведены
в табл. 7. Подробные характеристики этих
марок см. т. 3, гл. „Сталь конструкционная".
Материал гаек берётся или тот же, что
и для болтов, или с несколько м. цьшими меха-
механическими свойствамч. В часто отвинчиваемых
гайках и винтах, работающих в аналогичных
условиях, целесообразно твёрдость граней
иметь в пределах 200 + 10Нв\ твёрдость кон-
концов нажимных винтов — до 300- 350 Нв
Назначение (выбор) допускаемых напря-
напряжений в резьбовых изделиях заданной марки
стали зависит не только от всего комплекса
условий, определяющих нагружение болтового
соединения, т. е наличия статических и пере-
переменных усилий, температурных воздействий,
но и от сборки (монтажа) и последующей
эксплоатации соединений. Для ряда 'болтовых
соединений, характерных однородностью кон-
конной (и последующей) затяжки, обеспечиваю-
обеспечивающей герметичность. При статических и близких
к ним по характеру нагрузках Rz < 0,8 as для
незакалёняых болтов, винтов и шпилек и Rz<
<0,6а5-для закалённых, в том числе цианиро-
ванных.
При определении сечения болтов по резьбе
необходимо учитывать (см. стр. 179) наличие
затяжки. В соответствии с вышеприведёнными
обозначениями расчётные зависимости для
площади сечения болта по внутреннему диа-
диаметру резьбы приведены в табл. 8.
Таблица 8
Площадь
сечения
болта по
внутренне-
внутреннему диаме-
диаметру резьбы
F -rdl
Fl 4
Случай
нагружения
болта внеш-
внешним усили-
усилием Р без
предвари-
предварительной и
последую-
последующей затяж-
затяжки
Р
Случай
нагружения
болта за-
затяжкой с
усилием V
при отсут-
отсутствии внеш-
внешней силы
1,3V
Я,
Случай на-
нагружения бол-
болта предвари-
предварительной затяж-
затяжкой V, внешним
усилием Р и
допущения до-
дополнительной
подтяжки бол-
болта под суммар-
суммарной (расчёт-
(расчётной) нагруз-
нагрузкой Ро
1.3Р0
Коэфициент 1,3 учитывает напряжения кручения в болте
(см. стр. 179).
Определение усилия Ро — см. стр. 181.
Вышеуказанными значениями допускаемых
напряжений при расчёте соединений с боль-
большой предварительной затяжкой рекомендуется
пользоваться лишь при достаточно точном
200
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
определении всех усилий, действующих на
болт (винт, шпильку), и возможности гаранти-
гарантировать усилие затяжки путём применения
динамометрических ключей, контрольных шайб
или каким-либо другим путём. Во всех тех
случаях, когда соблюдение вышеуказанных
условий в полной мере не обеспечено, реко-
рекомендуется снижение величины R2 примерно
в 1,5 раза для резьб диаметром более 14 мм
и до 2,5 и более раз — для меньших размеров,
в основном из-за риска перенапряжений при
предварительной и последующей затяжке.
При применении сталей с повышенными меха-
механическими характеристиками вышеуказанный
риск уменьшается.
На графике фиг. 78 приведены значения R2
(кривая Б) и ~ (кривая В) для чёрных и
Rz кг/см-
•600
^A250)
{1000}
ветствуют изменению механических свойств
болтов при повышении температуры.
Напряжение в болтах (Rz) подсчитано из
зависимости R - ¦— ;?— , где Dp — расчётный
6 12 16 2е* 30 36 42с/ом»
Фиг. 78.
получистых болтов Мб — М48, изготовленных
из Ст. 3. Они обобщают опыт применения в
общем машиностроении сильно затянутых со-
соединений, работающих при нормальной темпе-
температуре it < 100°). Прямая А — граница допу-
допускаемых напряжений из расчёта Rz = 0,%-s, т. е.
без учёта влияния затяжки на болты различ-
различного диаметра. Для стали 35, весьма распро-
распространённой при изготовлении винтов, в табл. 9
приведены для резьб Мб — М36 сведения
о допустимых усилиях по винту, а также уси-
усилиях на нормальном ключе, при которых
можно ожидать в винте появления остаточных
деформаций и разрыва. Значения усилий на
ключе характерны в отношении показа того
риска, с которым приходится считаться при
затяжке винтов малого диаметра.
На графике фиг. 79 приведены обобщённые
данные ряда норм для Rz=-r-^ применитель-
применительно к фланцевым соединениям трубопроводов,
используемых при различной температуре ра-
рабочей среды. Значения Rz для температуры
рабочей среды (температура болта несколько
ниже) до 100-125, 275—ЗиО, 350—375^ отно-
относятся, как 1 :0,8:0,64, т. е. примерно соот-
соотЮ 12 /4 16 18 20 22 24 27 30 33 36 39dol
Фиг. 79.
диаметр соединения (показан на фиг. 79) в см;
р — давление рабочей среды в кг/см2, Ft —
площадь сечения болта по резьбе в см9;
Таблица 9
Предельные допускаемые и разрушающие нагрузки
для болтов, Bi нтов и шпилек с основной метрической
крепёжной резьбой; материал—сталь 35
f
n
a
xo
л
CO
OJ
0.
6
8
IO
12
14
l6
l8
2O
22
24
27
3°
36
я oce-l
g
>-^
я 2 Ч
s >,v
ш =( Sr
h uO
&¦§§
° S1
Я .5* t^
ш с 3
42O
760
i 220
1 780
2450
3 4°°
4 100
5800
6600
7 600
10 000
12 200
18 000
s
ш
я на-
яжки
я н
S га
gs «
С Я jg
Я S
Is 7
Зоо
5°о
97°
i 34°
i 8бо
2бОО
3 '5°
4°5°
5^5°
б ооо
7 9°°
9 5°°
13800
'5 ?
0J Ч
я ^
с g
Ь2 ^
редельный рг
эутящий мом
кгсм
С К 03
4°
95
19°
34°
52°
840
ибо
1900
2259
2700
41°°
55°о
96*00
е уси-
пои
о
41 S
S ч
С JJ;
|я
Сч
4
7.
13,
2О
3°
4°
48
67
85
юо
136
24°
д
та
С;
О
шне ключа п
4
5
5
Усилие
коятке
на ру-
ключа
в кг, вызываю-
вызывающее
l|
5,4
ю,3
i8,6
27,6
42
58
67
93
118
142
189
230
33°
<и
X
ш
а
>>«
аь
п Ч
И.О
9>5
id
За
48
73
96
пб ,
1б0
204
246
33°
400
57°
ГЛ. VI]
БОЛТОВЫЕ И ВИНТОВЫЕ СОЕДИНЕНИЯ
201
г —число болтов. При оценке напряжений
необходимо также иметь в виду, что пробные
давления трубопроводов, которые на малых
давлениях примерно в 1,5 раза, а при средних
и больших в 1,25 раза выше рабочих (по отно-
отношению к рабочей среде с t ¦» 100—125°), соот-
соответственно увеличат и напряжения в болтах.
Так, для болта М24 напряжение будет равно
при пробе около 680 кг/см2.
Для переменных и ударных нагрузок опре-
определение размеров болта в резьбовой части,
как указывалось на стр. 182 и фиг. 12, наиболее
целесообразно проводить, исходя из предель-
предельной амплитуды цикла ov, полученной экспери-
экспериментально для конкретного резьбового изделия.
Расчётная зависимость для сечения болта
в этом случае имеет следующий вид:
%й\ Ргп_
г~ 4 = 2iv '
обозначения см. стр. 182.
При применении углеродистых сталей с % —
-45-KS5 кг\мм? значения *v для нарезанной
кг/мм2
1 1
- J
о ю
20
Фиг. 80. Предельные значения амплитуды цикла
напряжений (з ) для болтов М10 — МЗО, изгото-
изготовленных из стали с ст. — 45—55 кг!мма.
части болтов от Мб до МЗО приведены на
графике фиг. 80.
С увеличением диаметра болта значения rsv
снижаются. При применении сталей с сг^>
>60 kzjmm? (при as>0?ib) величину cv можно
получить из того же графика, корректируя
коэфициентом (множителем) -~ увеличение
ои
предела прочности при растяжении (о^, в
кг/мм2). Факторы конструктивного порядка,
повышающие jw, приведены на стр. 184 и фиг. 24.
В частности, винты и шпильки имеют более
благоприятные характеристики, чем болты;
в том же направлении сказываются примене-
применение для гаек чугуна (болт 10 на фиг. 24) и
лёгких сплавов и наличие в резьбе мягких
прокладок, например льняных нитей (болт 11,
фиг. 24).
При определении диаметра ненарезанной
части болта также целесообразно исходить из
аналогичных величин ov, полученных на глад-
гладких образцах.
Эти значения выше, чем для нарезанной
части болта, ввиду значительно меньших
коэфициентов концентрации. В тех случаях,
когда расчёт ведётся исходя из предела уста-
усталости металла на растяжение (j_i), предель-
ное напряжение в болте <з = от + —^—, а допу-
Q
скаемое напряжение Rz = — , где от — сред-
среднее напряжение цикла; Kz — эффективный
коэфициент концентрации напряжения в резьбе
(или теле болта) <vcm. t. J, кн. 2). Среднее
Р Р*
"q—2~
напряжение <зп = — — . «,
Значения o_j приведены в табл. 7, а также
в т. 1, кн. 2 и т. 3, гл. X; коэфициент кон-
концентрации Kj для резьбы — в табл. 10, а для
гладкой части болта — в т. 1 кн. 2. При
уточнении расчёта необходимо учитывать со-
соотношения размера, для которого дано напря-
напряжение a—lj и диаметра резьбового изделия и
замечания, приведённые в табл. 10. Запас
прочности п берётся в пределах 1,5—2,5.
Таблица 1й
Коэфициент концентрации А'адля резьбовых изделий
Резьба болта основная
крепёжная
Со скруглением впадин ра-
радиусом г
метрическая г » 0,75. . .
дюймовая г » 0,135 . . .
где 5' — шаг резьбы
Материал
сталь угле-
углеродистая
сталь леги-
легированная
закалённая
4.5
3.5
5-5
4,з
Со срезом впадин по прямой
метрическая и дюймовая
По мере износа инструмента с плоским срезом вер-
вершин профиля контур впадин приобретает более благо-
благоприятный характер.
Значения Кя даны для болтов с резьбой, воспроиз-
воспроизведённой режущим инструментом.
Значения Аа снижаются: а) при накатанной резьбе
на 15—20% — большие цифры для легированных ста-
сталей; б) для цианированных резьбовых изделий — на
30—400/0; в) для винтов и шпилек —на 25—35'/0; г) для
„тугих" (см. т. 5, стр. 47) резьбовых соединений —
на 15—20%.
Для поперечных нагрузок бол-
болтов, поставленных „под развёртку*, приме-
применяемые на практике напряжения сжатия »
среза, как правило, ниже тех, которые опре-
определяются свойствами материала болта сопря-
сопрягаемых деталей. С одной стороны, это сово-
совокупно определяется числом болтов, ниже
которого по условиям жёсткости соединения'
итти нежелательно, и стремлением при этом из-
избегать особо малых диаметров, с другой, — не-
неудобствами демонтажа соединения при обмятинь
болта кромками стыка детали из более твёр-
твёрдого материала при значительных усилиях,,
приходящихся на болт, и случайных, непред-
непредвиденных перегрузках. При статических и близ-
близких к ним по характеру нагрузках допускае-
допускаемое напряжение:
среза для болтов
Д5<@,2-г-0,ЗК,
смятия (сжатия) сопрягаемых деталей и болта
#< @,3-—0,4) ay для стали,
/?< @,25 — 0,3) ай для чугуна,
R< @,2 — 0,25) оь для бронз.
202
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
При переменных нагрузках вышеуказанные
значения Rs и R необходимо снизить в 1,25—
1,5 раза. При всех обстоятельствах целесо-
2000
1500
W00
• МЗЩ75сталь
— - /8x1,25 "
— Мд к125алюм.
и Jdn 2d0 3d0
Фиг. 81. Прочность резьбы в пластмассе.
образно высоту опорной /Zj (/г2) поверхности
иметь не менее 1,25с/2 (фиг. 4 и 41).
Прочность резьбы в пластмассах целесо-
целесообразно оценивать экспериментально ввиду
многочисленности факторов, её определяющих.
Многообразие видов и марок пластмасс, а также
различие в методах воспроизведения резьбы
(прессование, нарезка метчиком, нарезка самим
винтом) делают обычные расчёты весьма
условными. Повышенное по сравнению с чисто
металлическими соединениями трение в резь-
резьбовых соединениях „пластмасса + сталь" по-
позволяет применять резьбу с так называе-
называемым „укрупнённым" шагом. При этом лучше
обеспечивается равиопрочность стержня вин-
винта по внутреннему диаметру резьбы (растя-
(растяжение) и витков резьбы (срез —- смятие — из-
изгиб).
На фиг. 81 сопоставлены результаты испы-
испытания винтов одного диаметра, но разных
шагов и из разных материалов. При высоте
гайки 3d0 глубина ввинчивания h изменялась
в широких пределах; наружный диаметр гайки —
около 3rfo>
Кривые позволяют судить о влиянии шага
на усилие вырыва винта из пластмассы при
разных h. Горизонтальные прямые фиксируют
усилия, при которых происходит разрыв
винта.
Для стального винта с резьбой М8 х 0,75
(жирная черта) при глубине ввинчивания 3*/0
разрыва винта не было, а для алюминиевого
Мб х 1,25 это имело место при /г-1,8й/с.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б о 6 а р ы к о в И. И., Детали машин, ОНТИ, 1935.
2. Доллежаль В. А., Конструктивные формы шатун-
шатунных болтов, „Труды ЦИАМ" № 68, 1944.
3. Е н и к е е в X. 3., Какой стык жёстче, „Станки и ин-
инструмент" № 24, 1937.
4. Ж у к о в с к и й Н. Е., Как распределяется усилие по
виткам гайки, „Бюллетень Политехнического общества
при МВТУ" № 1, 1902.
-5. К и м м е л ь м а н Д. Н., Расчёт прочно-плотных бол-
болтовых соединений, .Труды Ленинградской ВВА КА",
вып. 6, 1944.
6. Расчёт винтовых соединений, Руководящие материалы
ЭНИМС (составил Д. Н. Р е ш е т о в) № 49, 1944.
7. Сидоров А. И., Трубы и их соединения, МВТУ,
1912.
8. Ш а ц Я- Ю., Стопорение резьбовых соединений, Обо-
ронгиз, 1946.
9. W i e g a n d H. und Haas В., Berechnung und Ge-
staltung Sraubenverbindungen, Springer, 1940.
10. л mold S. M., Screw treads of fatigue (A review of
the Literature), „Mechanical Engineering", VI. 1943.
ШПОНОЧНЫЕ И ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Виды шпонок
Шпонка служит для соединения вала с по-
посаженной на него деталью.
Обзор типов шпоночных соединений и шпо-
шпонок приведён в ОСТ/НКМ 4078. Различают:
а) клановые шпонки, создающие напряжённое
соединение, при котором шпоночное соедине-
соединение в состоянии передать крутящий момент
и осевую силу; б) призматические и сег-
сегментные шпонки, обеспечивающие ненапря-
ненапряжённое соединение, могущее передать только
крутящий момент.
В современном машиностроении область
применения клиновых шпонок заметно су-
сужается, и в ряде отраслей, например в авиа-
авиаавто-тракторостроении, станкостроении и др.,
они совсем не используются.
Клиновые шпонки смещают ось ступицы
в отношении оси вала на величину посадоч-
посадочного зазора, а при короткой ступице могут
создавать перекос.
При призматической шпонке (обычно ис-
используемой для соединений 2-го класса точно-
точности) смещение детали сказывается в меньшей
степени.
Клиновые шпонки. Уклон рабочей
грани по длине 1 :100. Для обыкновенных
(нетангенциальных} клиновых шпонок паз на
валу делается без уклона, паз же в ступице
детали, закрепляемой шпонкой,— с уклоном
относительно оси.
Для тангенциальной шпонки оба паза укло-
уклона не имеют.
Клиновая врезная шпонка ^фиг. 82).
Поперечное сечение прямоугольник; широ-
широкие грани — рабочие. Сечение шпонок и пазы
стандартизованы по ОСТ/НКМ 4079 (см.
табл.11).
Шпонка на лыске (фиг. 83). Клиновая
шпонка, для постановки которой на валу де-
делается срез (лыека), играющий роль паза. Сор-
Сортамент шпонок и пазы — см ОСТ/НКМ 4082
и 4083.
ГЛ. VI]
ШПОНОЧНЫЕ И ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
203
Таблица И
Выдержки из ОСТЩКМ 4079
Шпонки клиновые врезные
Сечение шпонок и пазы
W///M
Диаметры валов
d
От ю до 14
Свыше 14
i8
24
3°
36
42
48
55
fi
7З ,
9°
!°5
120
. Ц°
„ 2ОО
» =4°
, 23о
33°
4оо
18
, 24
3°
Зб
42
48
55
65
78
9о
, Ю5
12O
14°
, 17°
2ОО
24O
28O
33°
4оо
5оо
Номиналь-
Номинальные разме-
размеры шпонок
bxh
4X4
5X5
6X6
8X7
10X8
12X8
14X9
16X10
18X11
20X12
24X14
28X16
32X18
36X20
40X22
45X25
50X28
60X32
70X36
80X40
100x50
t
-3
3i5
-4
-4,5
—4,5
—5
~5
5,5
—6
-7
—8
—9
— 10
—11
-13
— 14
— 16
— 18
—20
—25
?!
+ 2
+ 2,5
+3
+3.5
+3.5
+ 4
+5
+5.5
+6
+ 7
+ 8
+9
4-ю
+ 11
+ 12
+ 14
+ 16
+ 18
4-20
+ 25
П р и м е ч а н и я: 1. Сортамент шпонок—см. ОСТ/НКМ
4080 и 4081.
2. Допуски шпонок и пазов —см. ОСТ/НКМ 4087.
3. Указываемые для отдельных сечений шпонок ин-
интервалы диаметров валов являются рекомендуемыми и
даны исходя из длины шпонок 1,5<2. В зависимости от
условий работы шпоночного соединения (удары, число
шпонок и т. п.) каждая шпонка данного ряда может
быть поставлена и на другие диаметры.
Фиг. 82.
Фиг. 83.
Фрикционная шпонка (фиг. 84). Кли-
Клиновая шпонка; рабочая грань, соприкасающаяся
с валом, в поперечном сечении очерчивается
по дуге радиуса, равного радиусу вала; про-
противоположная грань плоская. Для постановки
шпонки паза на валу не требуется. Исполь-
Используется для передачи сравнительно небольших
крутящих моментов и там, где случайный про-
ворот вала относительно ступицы не имеет
существенного значения.
Тангенциальная шпонка (фиг. 85).
Шпонка состоит из двух односкосных (одного
уклона) клиньев, составленных таким образом,
что рабочие (узкие) грани шпонки взаимно
Параппепьнь!
| Уклон 1 = 100 1
LJ-
ФИГ. fc-i.
Фиг. 86.
Парамюпъны
Уклон 1:100
л
Фиг. 85.
Фиг. 87.
параллельны (фиг. 86 и 87). Применяется при
нагружении шпоночного соединения боль-
большими знакопеременными крутящими моментами
(обычно при диаметре вала > 100 мм), причём
используют две шпонки (фиг. 88 и 89). Шпонки
ставят под углом 120—135°,
т. е. так, чтобы угол обхва- —|й|-
та вала ступицей был воз- J >>j
можно больше.
Общесоюзные стандарты .!_
ОСТ/НКМ 4089 и 4090 пре-
предусматривают две серии
соединений: „нормальную"
и „усиленную". Первая
охватывает диаметры валов
в пределах 60—250 мм\
вторая — 100—1С00 мм. Элементы, охватывае-
охватываемые стандартом, показаны на фиг. 90.
Фиг.
Фиг. 90.
Связь между шириной Ъ и глубиной t паза:
Ь = У i(D — t). Для усиленного типа со-
соединения t = 0,10; Ь = 0.3D. В нормальной
серии для самых малых диаметров t «0,Ш.
204
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. 1
убывая по мере увеличения диаметра. Запад-
Западноевропейская и американская практика ис-
использует аналогичные соединения с примерно
такими же соотношениями основных элемен-
элементов. Так, например, по Британскому стандарту,
предусматривающему два варианта соедине-
Радиус дополнительной
расточки
Таблица 12
Фиг. 91.
ния (см. фиг. 89), тип А соответствует уси-
усиленному варианту по ОСТ/НКМ 4090 (t -»
= 0,Ш; b = 0,3D). Тип В, имеющий значения
/»0,Ш и меньшую ширину b по сравнению
с типом А, характерен параллельным распо-
расположением широких граней шпонок, что не-
несколько упрощает изготовление пазов в валу
и ступице и их обмер.
В американской практике для тяжёлых усло-
условий работы (валы 4"—36") используют специаль-
специальную клиновую шпонку (фиг. 91). Для уменьше-
уменьшения смещения вала за счёт посадочного зазора,
имеющего место при обычной конструкции
ступицы, последнюю выполняют с дополнитель-
дополнительной эксцентричной расточкой, причём диаметры
вала и основной (первоначальной) расточки
делаются возможно строго одинаковыми. По-
Последнее обеспечивает центровку, а эксцен-
эксцентричный зазор облегчает сборку.
Шпонка имеет квадратное сечение (по
узкому концу) с размером b -» 0,2D.
Призматическая шпонка. Попе-
Поперечное сечение (фиг. 92)—прямоугольник; про-
противоположные грани взаим-
взаимно параллельны. Исполь-
Используется как для неподвиж-
неподвижных шпоночных соедине-
соединений, так и для скользящих;
в последнем случае обяза-
обязательно крепление или к
валу, или к ступице (см.
табл. 12 и фиг. 93). Ра-
<jjIir> 92. бочие поверхности — узкие
грани.
Сечение шпонок и пазы, стандартизо-
стандартизованные в СССР, приведены в табл. 12.
Фиг. 93.
Сегментная шпонка (шпонка Wood-
Woodruff) (фиг. 94). Создаёт ненапряжённое соедине-
соединение. При необходимости постановки двух шпо-
шпонок последние располагаются под углом 180°, а
при длинных втулках — в один ряд. Сечение
Выдержки из ОСТ/НКМ 4084 и 4085
Шпонки призматические
а) Обыкновенные (без крепления на валу)
б) Направляющие (с креплением на валу)
Сечение шпонок и пазы
Диаметры
d
валов
От 7 Д° ю
Свыше ю
14
i8
24.
3°
36
42
48
55
. 65
78
90
105
120
140
170 ,
200
240
280
33°
400 ,
14
18
24
3°
36
42
48
. 55
. 65
78
90
105
120
, 140
170
200
240
280
33°
400
500
Номиналь-
Номинальные разме-
размеры ШПОНОК
bxh
ЗХ з
4Х 4
5Х 5
6Х 6
8Х 7
ю X 8
I2X 8
I4X 9
хбХю
i8Xn
2OXI2
24X14
28X16
32X18
36X20
40X22
45X25
50X28
60X32
70 Хз6
80X40
100 X 5°
t
d-з
2,5
—3
-3-5
—4
—4,5
-4.5
—5
-5
-5о
-6
— 7
-8
-9
— 10
— 11
— 13
— 14
-16
—18
— 20
—25
ti
d+ 1,2
+• 1.7
+ 2,2
+ 2,7
+ 3.3
+ 3-8
+ 3.8
+ 4.3
+ 5.3
+ 5,8
+ 6,3
+ 7.3
+ 8,4
+ 9.4
+ 10,4
+ 114
+ 12.5
+ 14.5
+ 16,5
+ 18,5
+20,5
+25.5
Примечания: 1. Допуски шпонок и пазов и вы-
выбор погадок — см. ОСГ/НКМ 40S8.
2. Указываемые для отдельных сечений шпонок ин-
интервалы диаметров валов являются рекомендуемыми
и даны исходя из длины шпонки l,5d. В зависимости от
условий работы шпоночного соединения (удары, число
шпонок и т. п.) каждая шпонка данного ряда может
быть поставлена и на другие диаметры.
4. Детали крепления шпонок направляющих — см.
ОСТ/НКМ 4086.
4. Материал шпонок — сталь по ОСТ/НКТП 2897
и 7123 (с пределом прочности при растяжении не ниже
50 кг 1мм?).
5. Применение шпонок ¦- см. ОСТ/НКМ 4078.
шпонок, пазы и сортамент — см. ОСТ/НКМ
4091 -4092.
Цилиндрическая и коническая
шпонки (фиг. 95). Используются при втулке,
У/,
Фиг. 94.
Фиг 95.
сидящей на конце вала. Паз получается свер-
сверловкой и развёртыванием при наглухо наса-
насаженной на вал ступице. Цилиндрическая
шпонка создаёт ненапряжённое (или слабо
напряжённое) соединение, коническая — напря-
ГЛ. VI]
ШПОНОЧНЫЕ И ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
205
жённое). Не рекомендуется при ступицах тол-
толщиной < 0,3 D.
Торцевая шпонка. Обычная приз-
призматическая шпонка, поставленная в плоскости
стыка элементов, сопрягающих концы двух
валов (дисковые муфты, фланцевые концы
валов и т. п.). Используется редко и при
больших моментах.
Расчёт шпонок
Принятые обозначения: Мк — крутящий
момент, передаваемый шпонкой; I—рабочая
длина шпонки, d — диаметр вала в ступице;
b и h — ширина и толщина шпонки; ац, асм и
ic — напряжение изгиба, смятия и среза.
При расчёте нагружение шпонки по длине
принимается равномерным.
Клиновая врезная шпонка и
шпонка на лыске. Рабочие грани испы-
испытывают смятие. На фиг. 96 даны эпюры на-
0J
1
У
Фиг. 96.
гружения рабочих граней шпонки. Эпюра а —
от предварительной затяжки; эпюры бив —
возможные эпюры при передаче крутящего
момента; эпюра г — расчётная эпюра.
При передаче крутящего момента на сту-
ступицу (фиг. 97) действуют давление шпонки и
реакция вала N —-^ Ы <зсм, сила трения в месте
Фиг. 97.
контакта ступицы со шпонкой Nf и ступицы
4
с валом — Nf^Nf.
Условие равновесия втулки относительно
её оси даёт [ х - -^- b и при у « 0,5 d \
Мк -jW"
В случае постановки шпонки (фиг. 96, д)
(с небольшой предварительной затяжкой) х =
- -5- Ь и при у « 0,5 d
Фрикционная шпонка. Давление
шпонки на вал от предварительной затяжки
(фиг. 98) N~bloCM.
Фиг. 98.
Из равновесия вала относительно его оси
при передаче крутящего момента следует
MK~l,UfdbtaCM.
Призматическая шпонка (фиг.99).
В сечении а — а имеют место срез и изгиб,
на узких гранях — смятие.
¦_*—,
Фиг, 99.
Условие прочности сечения а — а на срез:
Мк - 0,5 dbl xc.
Условие прочности рабочих граней на смя-
М,
1
dhl or
Тангенциальная шпонка (фиг. 100).
Условие прочности рабочих граней на смятие
(без учёта трения). Расчёт ведут на одну
шпонку:
Мк « у dhl cCM.
Сегментная шпонка (фиг. 101). Се-
Сечение а—а испытывает срез и изгиб, торец —
смятие.
Фиг. 101.
/«0,1—0,15 — коэфициент трения.
Условия прочности сечения а
а) на срез: MK~0,5dhbzc;
б) на изгиб: Мк «•
6т
206
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД.
Условие прочности выступающей части
торца на смятие:
Мк » 0,5dbm aCM.
Много шпоночное соединение из
двух, реже — трёх по окружности клиновых
шпонок применяется: а) при тяжело нагружён-
нагружённых валах, передающих переменный крутящий
момент; б) для выверки положенит посаженного
с зазором колеса на валу; в) для закрепления
разъёмных колёс и г) для понижения напря-
напряжений в шпонке при короткой ступице. Момент,
передаваемый многошпоночным соединением,
зависит от числа и взаимного расположения
шпонок. Например, при двух шпонках, распо-
расположенных под углом 90—120°, момент не-
несколько больше, чем при расположении шпо-
шпонок под углом 180°.
Многошпоночное соединение из призмати-
призматических шпонок используется лишь для пони-
понижения напряжений в шпонке. Прочность со-
соединения не зависит от взаимного расположения
шпонок; предпочтительно ставить шпонки под
углом 180°.
Посадка призматической шпонки в паз вала
и втулки осуществляется по системе вала.
Выбор типа посадки обусловливается характе-
характером работы шпоночного соединения, т. е.
будет ли соединение нагружено постоянным
или переменным крутящим моментом (см.
ОСТ/НКМ 4088).
Эффект понижения прочности вала, созда-
создаваемый шпоночным соединением в целом, за-
зависит от числа шпоночных пазов и их взаим-
взаимного расположения, типа шпонки, конструкции
втулки, величины давления втулки на вал и
материала вала.
Шпоночные соединения сильно снижают
прочность валов, вызывая, помимо ослабления,
значительную концентрацию напряжений.
Действительный коэфициент концентрации
напряжений * в зависимости от марки стали;
1,25—1,65 — при изгибе без ступицы;
i.7°—3>1О~ со ступицей;
1,55—!'75 ~ » кручении без ступицы.
Меньшие значения коэфициентов концен-
концентрации напряжений относятся к углеродистым
сталям, большие — к легированным.
Материал шпонок — углеродистая сталь
с пределом прочности не ниже 50 — 60 кг/мм2,
реже — легированные.
Допускаемые напряжения на смятие для
шпонки обусловливаются режимом работы шпо-
шпоночного соединения. При спокойном режиме ра-
работы Rcm = ao 1500 kzjcm^. Ходовые значения
в общем машиностроении Rcm^6jQ 900 кг/см2
для сопрягаемых элементов из чугунного литья,
стального литья, стали.
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Конструкция шлицевых соединений
Шлицевое соединение образуется высту-
выступами на валу и соответствующими впадинами
в ступице; предназначено для передачи кру-
крутящего момента. Шлицевое соединение в боль-
большинстве случаев практики соединение не-
ненапряжённое; оно не может быть использовано
для передачи осевых усилий.
Шлицевые соединения имеют ряд преиму-
преимуществ перед шпоночными: а) детали на шлице-
шлицевых валах лучше центрируются и имеют луч-
лучшее направление при передвижении вдоль вала;
б) напряжения смятия на гранях шлицев меньше,
чем на поверхностях шпонок; в) прочность
Ступица
Фиг. 102.
при динамических и переменных нагрузках
у шлицевых валов выше, чем у валов со
шпоночным соединением.
Шлицевые соединения по фооме профиля
разделяются на прямобочные (фиг. 102), трапе-
Фиг. 104.
цоидальные (фиг. 103), эвольвентные (фиг. 104)
и треугольные (фиг. 105). Центрирование сту-
ступицы с валом в прямобочном профиле может
Фиг. 105.
* См. .Валы и оси", т. 2.
осуществляться по наружному или внутрен-
внутреннему диаметру вала (фиг. 102, а и б) или по
боковым сторонам его выступов (фиг. 102, в),
ГЛ. VI]
ШПОНОЧНЫЕ И ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
207
Выбор того или другого способа центрирова-
центрирования определяется главным образом технологи-
технологическими соображениями и не связан суще-
существенно с работой соединения.
Наиболее распространённой формой являет-
является прямобочное шлицевое соединение. Однако
за последнее десятилетие повышенные требо-
требования к центрированию сопряжённых элемен-
элементов, наряду с развитием технологии обработки
шлицевых соединений, привели к тому, что
из года в год растёт применимость эвольвент-
ных соединений.
Прямобочное шлицевое соеди-
соединение нормировано почти во всех кпупных
промышленных странах. ГОСТ 1139-41 преду-
предусматривает три основные серии соединений:
лёгкую, среднюю и тяжёлую, отличающиеся
друг от друга высотой и числом шлицев.
Число шлицев в лёгкой серии — 4, 6, 8 и 10;
в средней серии — 6, 8 и 10 и тяжёлой — 10,
16 и 20. Диаметры валов, охватываемые стан-
стандартом,— 11—112 мм.
Трапецоида льное шлицевое со-
соединение даёт лучшее центрирование, чем
обычное прямобочное, имеет более прочное
основание выступа, однако в связи с разви-
развитием за последние годы применения эвольвент-
ного соединения широкого распространения
ни в СССР, ни за границей не получило.
Варьируя числом шлицев г и углом а (фиг. 103),
можно получить профиль, у которого для двух
или большего числа смежных выступов на
валу (и протяжке) разноимённые боковые сто-
стороны будут параллельны, что представляет
выгодные условия для контроля. Угол а =
360 ,, 1Ч
- -— (/г - 1), где k — число выступов на валу,
охватываемых контролируемым 5.
где D( — средний диаметр, ас — доля толщины
выступа вала по отношению к шагу соедине-
соединения (по делительной окружности). Значения е
назначаются в пределах 0,4—0,5. Значения
угла а для ходовых случаев колеблются от
36 до 45°.
Эвольвентное шлицевое соеди-
соединение. Общесоюзного стандарта на эволь-
эвольвентное шлицевое соединение нет. Ведомствен-
Ведомственные стандарты (Министерство авиационной
промышленности) касаются ограниченной обла-
области применения. В заграничной практике пред-
представляет интерес американский стандарт 1939 г.,
охватывающий диаметры валов от 20 до ПО мм
(по ряду диаметров подшипников качения
в миллиметровом измерении).
Стандарт предусматривает 19 сопряжений
пяти серий с 6 — 10 — 16—24 и 36 шлицами. Для
каждой из пяти серий установлены три разно-
разновидности профиля в зависимости от глубины
шлица, а именно: шлицевое соединение мелкое,
среднее и глубокое. Угол зацепления — 30°.
Зазоры по боковым сторонам не нормируются;
выбор подвижности соединения предоста-
предоставляется конструктору.
Треугольное шлицевое соеди-
соединение имеет более ограниченное применение,
чем прямобочное и эвольвентное. По малой
величине шага (<1,5 модуля) часто называется
„мелкошлицевым" и используется наравне
с эвольвентным, имеющим малые шаги. Значе-
Значения угла профиля по впадинам вала C (фиг. 105),
встречающиеся в различных нормах: 9i)° (США,
нормы SAE); 90 и 60° (DIN-5481, Blatt 1);
72° (нормы Министерства авиационной про-
360°
мышленности 105МТ-44). Угол 7 = Р
Разная степень подвижности соединения до-
достигается за счёт применения зазора по боко-
боковым сторонам. При треугольных шлицах воз-
возможно осуществить коническое соединение. Па
стандарту SAE (фиг. 106) рекомендуемая конус-
Ь
Вал
Ось да/га
ность
Фиг. 103
1
соединения -т~- по вершинам вала; угол
установки при фрезеровании паза равен при
этом 1°37'; размеры шлицев нормируются по
большему основанию конуса (сечение а).
Расчёт на прочность
Боковые стороны выступов шлицевого со-
соединения испытывают смятие, а основание их —
изгиб и срез. Для применяемых в практике
соотношений элементов шлицевых соединений
решающее значение имеет расчёт на смятие.
Таблица 13
Значения допускаемого напряжения смятия
на боковых гранях шлицев [1]
Условия ра-
работы соедине-
А. Соедине-
Соединение неподвиж-
неподвижное
В. Соедчне-
ние подв жное
не под нагруз-
нагрузкой
С. Соедине-
Соединение подвижное
под нагрузкой
S-
Сч
О
С
экс
к
ю
о
Ч S
а
б
в
а
б
в
а
б
в
Термообработка материала
рабочие по-
поверхности шли-
шлицев не под-
подвергнуты спе-
специальной тер-
термообработке
RCM*
350-5°°
боо—юоо
8оО- I2OO
150-200
2ОО—уОО
250—400
рабочие по-
поверхности шли-
шлицев подвер-
подвергнуты специ-
специальной термо-
термообработке
hZJCM^
400 — 700
IOOO—1400
1200 — 2000
200 35°
300 - 600
400 — 700
30-100
50 -150
100—200
Примечание, а - условия эксплоатации тяжё-
тяжёлые: нагрузка знакопеременная с ударами в обоих на-
направлениях; вибрации большой частоты и амплитуды,
условия смазки (для подвижных соединений) плохие;,
металлы невысокой твёрдости; невысокая точность обра-
обработки, то же в отношении соосности ступицы и вала».
6 — условия эксплоатации средние;
в — условия эксплоатацин хорошие.
208
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
Расчётная зависимость применительно
-фиг. 102, а имеет следующий вид:
мк-
Мк - FRCMrl,
где RCM — допускаемое напряжение на смятие,
рекомендуемые значения которого для сталей
с аь > 50 кг/мм'2 приведены в табл. 13 [1]; г -
D + d
— —д средний радиус шлицевого со-
соединения; г—число шлицев; / — рабочая длина
ступицы; <\> — коэфициент, учитывающий не-
неравномерность раздачи момента по шлицам и
принимаемый обычно в пределах 0,7 0,8;
—9— ^с\ г — рабочая поверх-
поверхность заданного размера шлицевого соедине-
соединения на 1 см его длины.
Величина F приводится в ряде государ-
государственных и заводских стандартов и нормалей
для упрощения подсчётов; ^ обычно берётся
равным 0,75.
Посадка втулки на вал ква-
квадратного с е ч е н и я (фиг. 107). Одна из
разновидностей шлицевого соединения. Недо-
Недостатки соединения: резкие переходы на валу,
создающие высокую концентрацию напряже-
напряжений, и трудность получения строгого центриро-
вания ступицы с валом. Область использова-
использования соединения ограничена, как правило, про-
простейшими неответственными соединениями
Фиг. 107.
(посадка штурвалов, маховичков, рукояток
и пр.).
Рекомендуемые размеры (фиг. 107): Ъ * 0,75</.
„ А3 А4 А5
Посадка -~ , -~ и -чЛ
в зависимости от
Л3 Л4 Л5
условий работы. Передаваемый соединением
момент ЛТ„ - ~ .
к 6
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ачеркан Н. С, Расчёт и конструирование метал-
металлорежущих станков, т. II, Машгиз, М. 1944.
2. Дашкевич В., Расчёт врезной напряжённой шпонки
по проф. Б. Э. Тиру, .Вестник инженеров и техни-
техников" № 3, М. 1928.
КЛИНОВЫЕ СОЕДИНЕНИЯ
КОНСТРУКЦИЯ КЛИНОВЫХ СОЕДИНЕНИЙ
Соединение клином относится к числу разъ-
разъёмных соединений и может быть как напря-
напряжённым, так и ненапряжённым. Напряжённое
клиновое соединение используется в боль-
большинстве случаев при знакопеременном нагру-
жении.
Соединение клином двух деталей может
быть выполнено или непосредственно, для чего
одна из деталей снабжается отверстием для
другой, сопрягаемой детали (фиг. 108 и 109), или
Фиг. 108.
Фиг. 109.
посредством промежуточной втулки (фиг. ПО),
либо промежуточного стержня, анкера
{фиг. 111).
Отверстие для стержня может быть цилин-
цилиндрическим (фиг. 109) или коническим (фиг. 108).
При цилиндрическом отверстии передача
осевого усилия с одной сопряжённой детали
на другую происходит по торцу самого стержня
(фиг. ПО) или заплечика стержня (фиг. 109),
Фиг. ПО.
при коническом отверстии — по боковой по-
поверхности конуса.
Соединение на конус даёт хорошее центри-
центрирование (конусность 1 :15).
Посадка стержня в цилиндрическое отвер-
отверстие— скользящая или плотная.
Положительная сторона клинового соеди-
соединения — простота конструкции и, сравнительно
с болтовым соединением, быстрота сборки и
разборки. Недостаток — ударный характер
сборки, не допустимый во многих конструк-
конструкциях, в частности, в конструкциях малой жёст-
жёсткости.
ГЛ. VI]
КЛИНОВЫЕ СОЕДИНЕНИЯ
209
Клиновое соединение удержалось в соеди-
соединениях частей разъёмных маховиков (фиг. 111),
поршневого штока с крейцкопфом паровых
машин и насосов
(фиг. 108 и 109) и
в некоторых дру-
других конструкциях.
Форма опорных
поверхностей кли-
клина (фиг. И 2) вы-
выбирается с учётом
простоты изгото-
изготовления как самого
клина, так и от-
отверстия для клина
Фиг. 111. Клиновое соединение (фиг 113) И вели-
разъёмного маховика. \шы к^нцентра.
ции напряжения в
соединяемых дета-
деталях, вызванных от-
отверстием.
Сложность из-
изготовления клина
с полукруглой фор-
формой опорной по-
поверхности компен-
компенсируется меньшей
концентрацией напряжений у отверстия со-
соединяемых деталей и упрощением в ряде слу-
случаев изготовления отверстий под клин.
Односкосный (фиг. 114, а) и двухскосный
(фиг. 114, б) клинья по своему действию рав-
Фиг. 112.
Фиг. 113. Формы отверстия для клина.
ноценны. Рекомендуется применение односкос-
ного клина из-за простоты изготовления.
Геометрия клина. Уклон клина
зависит от типа клина.
5)
Фиг. 114.
Самотормозящие клинья выполняют обычно
1 1 1
~Тьо' 1U"' зо ' реже
24 И 20
Установочные клинья:
1 1 1
10 ' 6 ' 4
и др. в зависимости от условий работы.
Толщина клина (фиг. 112)
Ъ -
где d — диаметр стержня под клином.
Высота клина h (фиг. 112) определяется из
условия прочности клина на изгиб, но обычно
не менее 2,5 Ь.
СИЛЫ В КЛИНОВОМ СОЕДИНЕНИИ
Принятые обозначения (фиг. 115): аъ а% —
углы наклона рабочих граней клина; Q кг—
внешняя нагрузка на клиновое соединение,
Фиг. 115.
действующая по оси стержней; Р кг — усилие,
необходимое для перемещения клина; /j, /2 —
коэфициенты трения скольжения на опорных
поверхностях клина:
/i = tgTi и /2 = tg?2>
где (pi и tf2 ~~ углы
трения (трением стер-
стержня о стенку отвер-
отверстия втулки пренебре-
пренебрегают ввиду малой его
величины); N, R —
реакции стержней на
клин (силы давления'
на опорных поверхно-
поверхностях клина) (фиг. 116).
Усилие, по-
потребное для п е-
р е м е щ е н и я (в к о- иг-
лачивания кли-
клина). Из условий равновесия клина (фиг. 116)
и условия равновесия стержня (фиг. 117)
имеем:
а) для двухскосного клина
Р " Q
+ <Pi) + tg («а +
A)
Фиг. 117.
б) ДЛЯ ОДНОСКОСНОГО
Р - Q
0)
Aа)
210
РАЗЪЁМНЫЕ СОЕДИНЕНИЯ
[РАЗД. I
Усилие, потребное для выкола-
выколачивания клина. Аналогично предыду-
предыдущему (фиг. 118 и 119):
а) для двухскосного клина
Р - Q [tg («1 -
tg («„ - ?,)]; B)
б) для односкосного клина (а2 =• 0)
Р- Q[tg(«i —<Pi)-tg?2]. Ba)
При расчётах можно принять cpj - <р2.
Условие самоторможения. При
самоторможении клин удерживается от про-
продольного перемеще-
перемещения исключительно
трением, возбуждён-
возбуждённым на его опорных
поверхностях.
Из уравнения B),
приравнивая силу Р
нулю и принимая
?i= ?2- имеем условие:
tg fa—<pi) =
" — tg(a2 —<pi)
или для двухскосного
клина
Фиг. 118.
для односкосного кли-
клина (а2 = 0)
«1-2*,.
т. е. для самотормозящего клина, односкос-
односкосного или двухскосного, угол заострения не
должен быть больше двойного угла трения.
Коэфициент трения скольжения на опорных
поверхностях клина при хорошей их обра-
обработке / « 0,1.
По опытным данным [I]: /" = 0,04 — сталь
по стали при смазке салом и тщательной об-
Фиг. 119.
работке опорных поверхностей; / = 0,07 — сталь
по стали при смазке салом позерхности тща-
тщательно строганы; / = 0,15 — сталь по стали
при смазке маслом; /= 0,20 — 0,22 — сталь по
стали при сухих обезжиренных поверхностях.
РАСЧЁТ ЭЛЕМЕНТОВ КЛИНОВОГО
СОЕДИНЕНИЯ НА ПРОЧНОСТЬ
Клиновое соединение нагружается попереч-
поперечной относительно клина силой. В ненапряжён-
ненапряжённом клиновом соединении элементы соедине-
соединения рассчитываются на максимальную внеш-
внешнюю нагрузку. При расчёте элементов напря-
напряжённого клинового соединения расчётная на-
нагрузка, действующая по оси стержня (фиг. 120),
принимается па 25% больше максимальной
внешней нагрузки.
Клин. Поперечное сечение рассчитывается
на изгиб, опорные поверхности — на смятие.
Поперечное сечение (фиг. 12!)
Условие прочности на изгиб:
Фиг. 120.
При цилиндрическом отверстии
D + d
Ж ел ат е л ьно,
чтобы напряжения
смятия "
11 II
О порные по-
поверхности.
Условие прочности
на смятие:
а) для клина и
стержня
Q = d b a ,
б) для клина и Tf
втулки fl
Q = 1sbaCM. I I
— /
Фиг. 121.
jcm "" uc>«"
Стержень (шток). Условие прочности
поперечного сечения на растяжение (сечение
по отверстию):
Q
'- — bd о.
Коэфициент концентрации напряжения от
наличия отверстия примерно равен 1,25.
Напряжение смятия на торце заплечика
(фиг. 109)
4Q_
Напряжение смятия на боковой поверх-
поверхности конуса (фиг. 120)
4Q
«(«I-"!)
Размер е (фиг. 113) определяется из условия
прочности на срез.
Втулка. Проверяется поперечное сечение
по отверстию для клина на прочность при рас-
растяжении.
Дл/i понижения напряжения смятия под
клином конец втулки увеличивается в диа-
диаметре (фиг. 120).
Размер g (фиг. 120) определяется из усло-
условия прочности на срез.
Для втулки стального литья рекомендуется
D - 1М Do - D — B0-ь25) мм.
Материал клина — углеродистая сталь с пре-
пределом прочности не ниже 50—60 j^
ГЛ. VI]
КЛИНОВЫЕ СОЕДИНЕНИЯ
211
Допускаемые напряжения: а) на изгиб —
#я< 1500 кг/см2; б) на смятие—/?сл< 1800 кг/см2.
Чека — клин, у которого рабочие грани па-
параллельны между собой (фиг. 122). Соединение
—)fi
Фиг. 122.
чекой — соединение ненапряжённое. Попереч-
Поперечное сечение чеки рассчитывается на изгиб,
опорные поверхно-
поверхности— на смятие.
Поперечное сече-
сечение (фиг. 122 и 123)
d.
*
—а-
Фиг. 123.
Толщина чеки Ъ
\ 1_
5^4
Опорные поверхности (фиг. 122): а) для чеки
и стержня — Q = dbo'CM. б) для чеки и
опорной детали—Q = 2abcs"CM.
Из условия равенства напряжений смятий
на опорных поверхностях, т. е. а
при
однородных
в - 0.5rf.
материалах соединения следует
ШТИФТЫ
Конический штифт (фиг. 124) имеет уклон
образующей 1 :100 (конусность 1/50), что обес-
обеспечивает ему неподвижность в отверстии от
воздействия поперечных сил. Используется в
качестве установоч-
П Конусность 1:50 П Н0Г0 элеме"нта- КООР"
Т. ' 7 динирующего отно-
сительно друг друга
Фиг. 124. детали, в которые он
вставлен, а также в
качестве соединительного элемента соедине-
соединений, нагружённых усилиями (фиг. 125) или мо-
моментами (фиг. 127 и 129).
Конический штифт с резьбой (фиг. 126),
предназначенной для вытаскивания штифта из
отверстия, ставится в глухое отверстие или
в отверстие, Подступ к которому для выкола-
выколачивания затруднён.
Конический штифт разводной (фиг. 127)
благодаря возможности небольшого развода
конца имеет большую гарантию от самопро-
самопроизвольного выхода из отверстия; чаще всего
используется в качестве шплинта.
Преимущество конического штифта срав-
сравнительно с цилиндрическим состоит в том, что
он допускает постановку его в одно и то же
отверстие большое число раз без потери ка-
качества соединения.
Цилиндрический штифт (фиг. 128) исполь-
используется в качестве элемента, передающего по-
поперечное относительно его оси усилие с одной
детали на другую, а также в качестве устано-
установочного элемента. Штифт удерживается в от-
отверстии трением, создаваемым монтажным натя-
натягом, а в отдельных случаях — совокупно и с
другими средствами, например
расклёпкой концов (фиг. 129),
пластинами, закрывающими от-
Фиг. 125.
Фиг. 126.
Фиг. 128.
Фиг. 127.
Расклепать
В
1
пой В
Фиг. 129.
Фиг. 130.
верстие, и пр. Широкое применение приобре-
приобретает за последнее время цилиндрический штифт
с насечками, изображённый на фиг. 130. На бо-
боковой поверхности цилиндрического штифта
насекаются по окружности три долевых же-
желобка (насечки) переменной глубины.
Насечка желобков имеет своей целью об-
образование на поверхности посадочного конца
выступов материала, которые создают лучшие
условия фиксации штифта в отверстии. Штифт
с насечкой допускает постановку его в одно
и то же отверстие несколько раз. Штифт с
насечкой может быть использован в качестве
как координирующего, так и соединительного
элемента, заменяя в ряде случаев шпонку, за-
заклёпку, винт и конический штифт.
Материал цилиндрических и конических
штифтов — сталь с пределом прочности не
ниже 50 — 60 kzjmm2.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. В а и т а п п, Versuche sur Ermittlung der in Keib
verbindungen wirkenden KrSfte. „Maschinenbau", Heft 14,
1925, S. 665.
Глава VII
ПЕРЕДАЧИ
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ*
ОБЩИЕ СВЕДЕНИЯ
О ЗУБЧАТЫХ ПЕРЕДАЧАХ
Основные понятия
Зубчатой передачей называется механизм,
который посредством зубчатого зацепления
преобразует или передаёт движение при со-
соответствующем изменении сил или их плеч.
Зубчатая передача связывает либо вал с ва-
валом, либо вал с рейкой. Зубчатая передача от
ведущего вала (ведущих валов) к ведомому
(ведомым) служит для того, чтобы угловые
скорости этих валов и крутящие моменты на
них находились в требуемом соотношении (по
величине и направлению). Осуществляется это
зубчатыми колёсами, т. е. такими телами,
которые непрерывно и закономерно зацепля-
зацепляются друг с другом своими зубьями. Зубча-
Зубчатая передача от вала к рейке (или от рейки
к валу) служит для преобразования враща-
вращательного движения в поступательное и кру-
крутящего момента в силу (или наоборот). Осу-
Осуществляется она зубчатым колесом и рейкой.
Если у данной пары сопряжённых, т. е.
закономерно зацепляющихся, зубчатых колёс
(зубчатая пара) бесконечно увеличивать (мы-
(мысленно) числа зубьев при соответствующем
уменьшении высоты последних,то в пределе по-
получатся замкнутые начальные поверхности.
К собственно зубчатым передачам относятся
цилиндрические, с параллельными осями ва-
валов, и конические, с пересекающимися осями
валов, передачи, отличающиеся тем, что на-
начальные поверхности сопряжённых зубчатых
колёс при вращении взаимно обкатываются
без скольжения. Червячные, винтовые—зуб-
винтовые—зубчатые (цилиндрические) и гипоидные (винто-
(винтовые конические) передачи (см. стр. 337, 356 и
336), т. е. передачи со скрещивающимися ося-
осями валов, следует считать зубшто-ванто-
iSUMii передачами (в ОСТ ВКС 8089 они на-
названы винтовыми), поскольку начальные по-
поверхности в этих передачах не только взаим-
взаимно обкатываются, но и скользят друг по другу,
* 1'ачделы ^Расчёт конических зубчатых колёс с
Kpyiовыми зубьями". „Гипоидные конические колёса" и
„Глобондные червячные передачи" составлены с исполь-
использованием материалов канд. техн. наук Г. И. С к у н-
л и на-
в чём находят отражение элементы винтового
движения, присущего этим передачам.
По числу ступеней в изменении угловой
скорости между ведущим и ведомым валами
зубчатые передачи разделяются на односту-
одноступенчатые, двухступенчатые, трёхступен-
трёхступенчатые и т. д., соответственно числу последо-
последовательно сопряжённых пар зубчатых колёс
в передаче.
Передаточным отношением зубчатой
пары называется отношение угловых скоро-
скоростей сопряжённых зубчатых колёс (обыч-
(обычно ведущего к ведомому). Под передаточ-
передаточным числом i сопряжённой пары зубчатых
колёс в дальнейшем (для упрощения расчёт-
расчётных формул) будет подразумеваться отноше-
отношение большего числа зубьев к меньшему, т. е.
всегда i > \. В понижающих (угловую ско-
скорость) передачах угловая скорость ведомого
вала меньше, чем ведущего, в повышающих,
наоборот. Зубчатые передачи с переменным
передаточным отношением, осуществляемым
посредством некруглых (эллиптических, оваль-
овальных) или эксцентричных зубчатых колёс, не
рассматриваются.
Эпициклические *—планетарные и дифе-
ренциальные — зубчатые передачи отлича-
отличаются от обычных тем, что в них некоторые
зубчатые колёса, называемые сателлитами,
совершают двойные движения: вращаются во-
вокруг своих осей (укреплённых в водиле) и
вместе с ними — вокруг оси так называе-
называемого центрального колеса, обкатываясь по
нему.
Зубчатые передачи встречаются либо в
виде составных частей машин, либо в виде
отдельных агрегатов — передач. Последние
бывают трёх видов:
1) открытые, обычно тихоходные пере-
передачи, не имеющие кожуха для масляной ванны
(и для защиты от пыли) и периодически
смазываемые консистентной смазкой; часто
ведомое колесо такой передачи насажено не-
непосредственно на часть рабочей машины (на-
(например на барабан), а ведущее—на вал дви-
двигателя (например электромотора);
2) полуоткрытые передачи, отлича-
отличающиеся от открытых наличием кожуха для
жидкой масляной ванны;
* См. стр. 86—94.
гл vnj
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
213
3) закрытые передачи, зубчатые колёса
в которых заключены в закрытые (крышками)
корпусы и смазываются либо окунанием в
жидкую масляную ванну, либо струйной смаз-
смазкой (под давлением); гнёзда под подшип-
подшипники в корпусе закрытой передачи растачи-
растачиваются за одну операцию на расточном станке,
чем обеспечивается удовлетворительное при-
прилегание зубьев по ширине зубчатых колёс
(если последние также изготовлены доста-
достаточно точно), которое не нарушается при
работе благодаря достаточной жёсткости
корпуса.
В последнее время применяются преимуще-
преимущественно закрытые передачи. Под названием
редукторов (speed reducers—„понизители ско-
скорости") их выпускают на „рынок" (т.е.на не-
неизвестного потребителя) либо изготовляют для
определённых агрегатов или машин (паровые
турбины, прокатные станы и т. д.) заводы,
специализировавшиеся на их производстве.
Вне корпуса редуктора находятся лишь концы
ведущего и ведомого валов под соединитель-
соединительные муфты. Такие передачи называются редук-
редукторами, т. е. „понизителями", несмотря на то,
что в ряде случаев они используются в каче-
качестве повышающих передач. Иногда редукто-
редукторами называют также и встроенные в машины
зубчатые передачи (например бортовые редук-
редукторы танков), либо передачи, являющиеся не-
неразрывной частью агрегатов, например, такого
агрегата, как авиадвигатель —редуктор—про-
—редуктор—пропеллер.
Редукторы бывают зубчатые цилиндриче-
цилиндрические, зубчатые конические, червячные и ком-
комбинированные.
Зубья зубчатых колёс обрабатываются: а)по
методу деления, когда каждая впадина между
зубьями обрабатывается отдельно фасонным
инструментом, имеющим профиль впадины
(пальцевой или дисковой фрезой, фасонным
резцом, однозубой протяжкой, фасонным шли-
шлифовальным кругом), или резцом с подачей по
направляющему шаблону; б) по методу обката,
когда условная „исходная" инструментальная
рейка, действием которой можно заменить дей-
действие работающего по этому методу инстру-
инструмента (червячной фрезы, долбяка гребёнки,
кругового или реечного шевера, резца, шли-
шлифовального круга), в одном из относительных
движений обкатывается по нарезаемому ко-
колесу; некоторые зуборезные и зубошлифоваль-
ные станки работают по методу обката с пе-
пересопряжением, когда обкат сочетается с пе-
пересопряжением инструмента, возвращаемого
после нарезания или шлифовки одного или
двух зубьев в исходное положение; в) по ме-
методу протягивания, когда зубья образуются
кольцевой (или сегментной — для обработки
сегментных колёс) протяжкой.
Не подвергающиеся нарезанию зубчатые
колёса, зубья которых получены при отливке
(литые зубчатые колёса) или в процессе про-
прокатки (катаные зубчатые колёса), называются
необработанными.
По окружной скорости v зубчатые колёса
могут быть разделены на [14]: а) весьма тихо-
тихоходные—с окружной скоростью v до 0,5 м\сек\
б) тихоходные — f = 0,5-r 3 м/сен; в) средне-
скоростные—v - 3-=-15 м/сек и г) быстроход-
быстроходные — v > 15 м/сек.
Назначение и области применения
зубчатых передач и редукторов
Назначение редукторов, а также открытых
и полуоткрытых передач заключается в том,
чтобы как рабочая машина, так и машина-
двигатель работали при наивыгоднейших угло-
угловых скоростях. Поскольку современные двига-
двигатели (электродвигатели, двигатели внутреннего
сгорания, паровые турбины) выполняются бы-
быстроходными и приводимые ими в движение
рабочие машины в большинстве случаев рабо-
работают со значительно меньшими угловыми ско-
скоростями вращающихся деталей, то обычно при-
применяются редукторы с понижающими переда-
передачами.
В тяжёлом машиностроении большую роль
играют мощные приводные зубчатые редук-
редукторы. В связи с широкой механизацией и с
внедрением электропривода во всех отраслях
промышленности очень большое распростра-
распространение получили редукторы различных типов
средней и малой мощности. Они применяются
в качестве приводов подъёмных и транспор-
транспортирующих устройств либо различного рода
рабочих машин. Некоторые заводы за грани-
границей изготовляют электромоторы средней и
малой мощности за одно целое с редукторами
(мотор-редукторы).
Зубчатые передачи, являющиеся состав-
составными частями машин, выполняют либо исклю-
исключительно кинематические функции, осуще-
осуществляя лишь преобразование угловой скорости
без передачи сколько-нибудь значительных
крутящих моментов, либо также и силовые
функции. Зубчатые передачи с исключительно
кинематическими функциями здесь не рассма-
рассматриваются.
Зубчатые передачи в машинах, переда-
передающие мощность с одного вала на другой и
преобразовывающие угловую скорость, можно
разделить на две группы:
1) трансмиссионные передачи,
назначение которых состоит в том, чтобы
передавать энергию различным частям машины
и приводить их во вращение — каждую с
вполне определённой скоростью;
2) передачи коробок передач
(коробок скоростей — в автомобилях, тракто-
тракторах, танках, тепловозах, врубовых машинах,
станках и т. д, коробок подач - в станках
и т. д.), служащие для того, чтобы давать воз-
возможность при остающейся неизменной угло-
угловой скорости двигателя выбирать желательную
в данный период времени угловую скорость
ведомых вращающихся частей машины.
По виду производства зубчатые колёса
можно разделить на две группы:
1) зубчатые колёса массового (или
крупносерийного) производства — в среднем
машиностроении (для авиадвигателей, танков,
тракторов, автомобилей, станков и т. п.);
2) зубчатые колёса индивидуального
(или мелкосерийного) производства в тяжё-
тяжёлом и общем машиностроении и в редукторо-
строении.
Зубчатые колёса массового производства
(за исключением колёс некоторых грубых сель-
сельскохозяйственных машин), как правило, харак-
характеризуются: а) применением высокопроизводи-
высокопроизводительных методов зубообработки; б) использо-
использованием таких материалов (легированные стали)
214
ПЕРЕДАЧИ
[РАЗД. I
и методов термообработки (цементация, циа-
цианирование и т. п.), которые обеспечивают вы-
высокую прочность изделий (обычно на относи-
относительно небольшой срок службы под полной
нагрузкой) при малом их весе; в) применением
зубоотделочных процессов (шлифование, ше-
шевингование, притирка и т. п.1; г) небольшими
размерами зубчатых колёс (модуль редко пре-
превышает 8 мм)\ д) высокой культурой контроля
точности элементов зацепления.
Зубчатые колёса индивидуального произ-
производства, в свою очередь, могут быть под-
подразделены на:
1) грубые — необработанные (литые) или
нарезанные по методу деления — зубчатые
колёса (для тихоходных машин или приводов,
например, для лебёдок, воротов, ручных
подъёмных устройств, тихоходных шестерен-
шестеренных клетей и т. п.); эти зубчатые колёса,
помимо малой точности элементов зубьев в
связи с применением простейших и дешёвых
методов их изготовления, характеризуются
относительно крупными модулями (малыми
числами зубьев), малой шириной, дешёвыми
материалами (чугун, сталь марки Ст. 5, сталь-
стальное литьё) и применяются при окружных ско-
скоростях, обычно не превышающих 3 м/сек;
2) точные — нарезанные по методу об-
обката — зубчатые колёса (для среднескорост-
ных и быстроходных зубчатых передач),
характеризующиеся высокой точностью эле-
элементов зацепления, достигаемой без исполь-
использования, как правило, станочных зубоотделоч-
зубоотделочных процессов (например, шлифования), обой-
обойтись без которых возможно в связи с тем,
что такие колёса, изготовляемые обычно из
стальных поковок или отливок, улучшаются или
нормализуются до относительно невысокой
твёрдости, при которой нарезание можно
производить после термообработки.
То обстоятельство, что зубчатые колёса
индивидуального производства обычно изго-
изготовляются с относительно невысокой твёр-
твёрдостью рабочих поверхностей зубьев (не
свыше 310 — 350 кг\мм^ по Бринелю при
небольших размерах зубчатых колёс и ещё
меньше— при больших размерах), что и опре-
определяет технологию их изготовления, объ-
объясняется следующими соображениями:
а) если зубчатые колёса должны быть рас-
рассчитаны на длительный срок службы и должны
работать при более или менее постоянной на-
нагрузке, то экономия в весе от применения
зубчатых колёс с очень твёрдыми рабочими
поверхностями резко снижается (стр. 259);
б) при резко переменной нагрузке, когда
наибольшая нагрузка действует в течение не-
небольшой части общей продолжительности ра-
работы зубчатых колёс, применять зубчатые ко-
колёса с очень твёрдыми поверхностями зубьев
выгодно; однако при больших размерах зубча-
зубчатых колёс цементация неэкономична, закалка
с малым отпуском не обеспечивает высокой
твёрдости материала вследствие влияния массы
при больших сечениях (стр. 321), а поверх-
поверхностная закалка зубьев (кислородно-ацетиле-
(кислородно-ацетиленовым пламенем) на многих заводах ещё не
освоена; при малых же и средних размерах
зубчатых колёс выгоды от повышения их твёр-
твёрдости сверх той, при которой ещё возможно
нарезание зубьев после термообработки, не
окупают дополнительных расходов на зубоот-
делочные процессы 'иногда последние не приме-
применяют, мирясь с короблением зубчатых колёс, вы-
вызываемым термообработкой после нарезания).
Применение пластмасс в качестве мате-
материала для зубчатых колёс позволяет простыми
методами изготовлять бесшумные средне-
скоростные зубчатые передачи Однако зуб-
зубчатые колёса из пластмасс не могут переда-
передавать больших нагрузок. Часто применение не-
неметаллических зубчаток объясняется тем, что
они могут удовлетворительно работать в усло-
условиях бедной смазки и даже совсем без смазки.
Сравнение зубчатых передач с другими
видами передач
По сравнению с другими видами передач
(фрикционными, ремёнными, канатными, цеп-
цепными, гидравлическими) зубчатые передачи
обладают, рядом крупных достоинств:
1. Компактность. При средних и ма-
малых мощностях зубчатые передачи много ком-
компактнее других передач. Передача больших
мощностей (известны передачи с мощностью
до 50 000 л. с.) без применения зубчатых ре-
редукторов вообще трудно осуществима.
2. Высокий к. п. д. Потери в зацепле-
зацеплении одной пары удовлетворительно смазан-
смазанных цилиндрических зубчатых колёс редко
превышают 1%.
3. Высокая долговечность. Если
в масляную ванну не проникают пыль и грязь,
то правильно спроектированная и точно изго-
изготовленная зубчатая передача с нетвёрдыми ра-
рабочими поверхностями зубьев будет работать
десятки лет без заметного износа зубьев. Зуб-
Зубчатые колёса с очень твёрдыми рабочими по-
поверхностями зубьев обычно имеют ограничен-
ограниченную долговечность, однако вполне поддаю-
поддающуюся расчёту.
4. Надёжность работы. Зубчатые
передачи работают надёжно даже при наличии
больших перегрузок.
5. Простота ухода. Зубчатые и
червячные редукторы обычно не требуют
ухода и наблюдения, за исключением перио-
периодической (например, один раз в шесть меся-
месяцев) смены масла в масляном резервуаре.
6. Возможность использования
недефицитных материалов. За
исключением ответственных сильно нагружён-
нагружённых зубчатых колёс, для которых требуется
применение высоколегированных сталей, зуб-
зубчатые колёса могут изготовляться из углеро-
углеродистых или недорогих легированных сталей.
7. Неизменность передаточно-
передаточного числа.
Основные недостатки зубчатых передач
следующие:
1. Культура производства среднескорост-
ных и быстроходных зубчатых колёс должна
быть очень высока. Такие зубчатые колёса
могут быть изготовлены лишь на специальном
оборудовании (на прецизионных зуборезных
или зубошлифовальных станках) и специаль-
специальным прецизионным инструментом, иначе их
эксплоатационные качества (долговечность,
бесшумность) будут невысокими. Однако
заводы, специализировавшиеся на изготовле-
изготовлении зубчатых передач и редукторов, если они
располагают прецизионными зубообрабаты'-
УД. VH]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
215
вающими станками и точным инструментом,
в состоянии изготовлять практически бес-
бесшумные передачи для любых окружных ско-
скоростей вплоть до 1иО м\сек.
2. В отличие от передач с „нежёстким пере-
передаточным числом" (ремённые, фрикционные),
которые не передают нагрузок сверх неко-
некоторых предельных, зубчатые передачи не пре-
предохраняют машины от поломки при возник-
возникновении очень, больших перегрузок.
3. Зубчатые передачи, в отличие от ремён-
ремённых и гидравлических, не смягчают вибраций,
а наоборот, при недостаточно точном изгото-
изготовлении сами могут являться источником
вибраций и динамических нагрузок, а следо-
следовательно, и шума.
4. Посредством зубчатых колёс нельзя осу-
осуществить передачи и коробки скоростей с не-
непрерывным изменением передаточного числа.
5. При значительном расстоянии между
осями ведущего и ведомого валов зубчатые
передачи более громоздки, чем ремённые и
канатные.
Сравнение различных видов зубчатых
передач
Для передачи больших мощностей приме-
применяются почти исключительно цилиндрические
зубчатые передачи. При средних и малых
мощностях часто находят применение также
конические \\ червячные передачи. Если при-
применение конической передачи не диктуется
конструкцией машины или редуктора, то сле-
следует отдавать предпочтение цилиндрической
передаче, которую легче изготовить с требу-
требующейся точностью. К тому же следует учи-
учитывать, что если хотя бы одно из конических
колёс расположено консольно, то при работе
происходит значительная концентрация на-
нагрузки по длине зуба.
Что касается червячных передач, то они
широко применяются при значительных пере
даточных числах (обычно более 8) благодаря
следующим их достоинствам:
1. Они компактны и отличаются малым
весом. Допускаемую нагрузку на 1 см длины
контактных линий при больших передаточных
числах в среднем можно считать пропорцио-
пропорциональной меньшему радиусу кривизны рабочих
поверхностей в полюсе зацепления, который
в червячной передаче примерно во столько
раз больше, чем в-зубчатой, во сколько диа-
диаметр червячного колеса больше диаметра ше-
шестерни зубчатой передачи. Данное преимуще-
преимущество червячной передачи компенсирует такие
её недостатки, как малая эффективная ширина
червячного колеса и обычно меньшая проч-
прочность его материала по сравнению с материа-
материалами зубчатых колёс.
2. Легче достигается бесшумная работа
при сравнительно больших числах оборотов
в минуту ведущего вала. Это объясняется
хорошей прирабатываемостыо червячной пере-
передачи благодаря большой скорости скольжения
в зацеплении и небольшой твёрдости мате-
материала червячного колеса.
Наряду с этими двумя крупными достоин-
достоинствами, червячные передачи обладают многими
значительными недостатками:
1. В червячных передачах значительны по-
потери мощности на трение в зацеплении, осо-
особенно при малых скоростях скольжения и
больших передаточных числах. Однако, если
червяк закалён, шлифован и полирозан, а
червячное колесо изготовлено из фосфористой
бронзы высокого качества, то коэфициент
трения в зацеплении среднескоростных чер-
червячных передач обычно не превышает 0,015—
0,025, и потери в зацеплении редко превы-
превышают 10%; в особо благоприятных случаях
потери в зацеплении и в подшипниках соста-
составляют всего 3—40/0.
2. При более или менее значительных ско-
скоростях скольжения венец червячного колеса
необходимо изготовлять из бронзы, предпоч-
предпочтительно оловянистой. Чугунные червячные
колёса могут применяться только при небольших
скоростях скольжения в зацеплении. Червяч-
Червячные колёса из неоловянистых бронз, особенно
из высокопрочных, при скоростях скольжения
от 2 до 10 Mjeex (при которых обычно ещё
недссти! ается чистого жидкостного треная в за-
зацеплении) обнаруживают склонность к заеда-
заеданию при повышенных температурах, при пере-
перегрузках, при недостаточной приработанностй
зацепления и т. д.
3. Наименьшие потери в зацеплении, от-
отсутствие износа зубьев червячного колеса и
надёжность против заедания („намазывания"
бронзы на червяк) достигаются лишь при
применении червяков с твёрдой поверхностью
(цементованных, цельнозакалённых или зака-
закалённых с поверхности), шлифованных и поли-
полированных.
4. Для экономичного нарезания червячных
колёс требуются специальные червячные
фрезы; нарезание более дешёвым инструмен-
инструментом — летучками (вращающимися резцами)—
непроизводительно.
5. Для шлифования червяков требуются
специальные станки.
Несмотря на эти недостатки, червячные
передачи благодаря своей компактности и
бесшумности находят большое применение.
В винтовых передачах контакт ограничи-
ограничивается очень небольшим участком поверх-
поверхностей зубьев и поэтому они почти не при-
применяются для передачи сколько-нибудь зна-
значительных нагрузок, тем более, что их всегда
можно заменить червячными передачами (с
большим числом заходов червяка).
ЦИЛИНДРИЧЕСКИЕ ПРЯМОЗУБЫЕ,
КОСОЗУБЫЕ И ШЕВРОННЫЕ КОЛЁСА
Обозначения
Таблица 1
Основные обозначения и термины, относящиеся
к геометрии зацепления цилиндрических зубчатых
колес
(Обозначения расположены в порядке алфавита — латин-
латинского и греческого; определения терминов даны в табл. 3).
Обозначения, относящиеся к шестерне, получают ин-
индекс ш, к колесу — индекс к.
Обозначение
Латинский
алфавит
А
В
Термин
Межцентровое расстояние
Межцентровое расстояние
плотном зацеплении
Ширина зубчатого колеса
ная, с учётом канавки для
да фрезы)
при
(пол-
выхо-
216
ПЕРЕДАЧИ
[РАЗД. I
Продолжение табл. 1
Обозначение
Латинский
алфавит
b
с
,°п
сп \ cs)
С { С \
соп \ os)
De
Di
d
d$
d0
fn(fs)
fon ( fos)
h
h'
h"
hxn
k
nxn
i
m
mn(ms )
Re
Rt
r
rd
ro
S
s
se
sn
^Xfl
?„_
xn
la
t0
z
zc ( zn)
\ p /
Греческий
алфавит
an ( as )
«on ( «o.)
ax
\ & )
Ь„
rv
Be
s
t;
Xn /V )
n ( rs )
Sn { ?c 'i
*-nc \ sc)
а„ ( з„ \
n{ s )
Термин
Рабочая ширина зубчатых колёс
Радиальный зазор
Боковой зазор
Коэфициент радиального зазора в
нормальном(иливторцевом)сечений
Коэфициент радиального зазора
основной рейки в нормальном (или
в торцевом) сечении
Диаметр окружности выступов
Диаметр окружности впадин
Диаметр начальной окружности
(начального цилиндра)
Диаметр делительной окружности
(делительного цилиндра)
Диаметр основной окружности
(основного цилиндра)
Коэфициент высоты зуба в нор-
нормальном (или в торцевом^ сечении
Коэфициент высоты зуба основ-
основной рейки в нормальном (или в
торцевом) сечении
Высота зуба
Высота головки
Высота ножки
Глубина захода зубьев
Нормальная хордальная высота
головки зуба
Рысота головки зуба до постоян-
постоянной хорды
/ Z \
Передаточное число [ i «= )
Модуль зацепления
Нормальный(или торцевой)модуль
Радиус окружности выступов
Радиус окружности впадин
Радиус начальной окружности
(начального цилиндра)
Радиус делительной окружности
(делительного цилиндра)
Радиус основной окружности
(основного цилиндра)
Ход винтовой линии зуба
Толщина зуба по делительной
окружности
Толщина зуба по окружности
выступов
Нормальная толщина зуба по
делительному цилиндру
Нормальная хордальная толщина
зуба по делительному цилиндру
Нормальная толщина зуба по
постоянной хорде
Осевой шаг
Нормальный (или торцевой) шаг
Основной шаг
Число зубьев
Сумма (или разность) зубьев ко-
колеса и шестерни сопряжённой
пары зубчатых колёс
Угол зацепления в нормальном
(или в торцевом) сечении
Угол зацепления основной рейки
в нормальном (или торцевом)сечен1Ч1
Угол давления в торцевом сечении
Угол наклона зубьев по началь-
начальному (или делительному) цилиндру
Угол наклона зубьев по основно-
основному цилиндру
Коэфициент перекрытия в тор-
торцевом сечении
Относительное удельное давление
Удельное скольжение
Коэфициент изменения межцен-
межцентрового расстояния в нормальном
(или в торцевом) сечении
Коэфициент коррекции в нор-
нормальном (или в торцевом) сечении
Сумма (для внутреннего зацепле-
зацепления - разность) коэфициентов кор-
коррекции колеса и шестерни в нор-
нормальном (или в торцевом)сечении
Коэфициент об/атного сдвига в
нормальном(или в торцевом)сечении
Таблица 2
Основные обозначения, относящиеся к расчёту
цилиндрических зубчатых колёс на прочность
и долговечность
(В порядке алфавита — латинского и греческого)
Обозначения могут иметь индексы со следующими
значениями: ш — шестерни, л: —колеса, П — для прямо-
прямозубых колёс, К — для косозубых колёс, р — расчёт-
расчётный (-ая, -ое), н — номинальн., э — эквивалента., у — уста-
усталости. , раб— рабоч., ср — средн., отн — относит.,
max--наибольш., min — наименьш., и — при расчёте
на изгиб, — 1 -- при симметричных циклах напряжений,
О — при предельных знакопостоянных циклах положи-
положительных напряжений, о — при 107 A0е) циклах напря-
напряжений, применительно к допускаемым контактным (из-
(изгибающим) напряжениям, 1 — перв. 2 — втор., » — об-
обобщённый индекс порядкового номера.
Размерности большинства величин выражаются в кило-
килограммах, сантиметрах и секундах за следующими исклю-
исключениями: v — в см/сек или в м/сек, я, х, а., а в кг/см*
или в кг/мм2, N—в л.с. Г—в час, л—в об/мин, /га—в см
или в мм, Hq — в кг/мм2, До и Д — в микронах, с — в
кг/см1 или в кг/см ¦ микрон.
Обозначение
Наименование
Латинский
алфавит
Е
ИВ
Ип
К*
м
N
Р
Рп
я
Иг,
Число вхождений в зацепление
каждого зуба зубчатого колеса за
один оборот последнего
Удельная жёсткость зубьев в
кг/см2 или в кг/см ¦ микрон
Модуль упругости в кг/см"
Коэфициент трения
Твёрдость поверхностного слоя
зубьев по Бринелю в кг/мм?
Твёрдость поверхностного слоя
зубьев по Роквеллу (по шкале С)
Момент инерции в кг ¦ см • сек'
Коэфициент нагрузки для расчёта
зубьев на контактные напряжения
Коэфициент нагрузки для расчёта
зубьев на изгиб
Коэфициент перегрузки
Коэфициент концентрации нагрузки
Коэфициент эквивалентной нагрузки
Коэфициент эквивалентной нагрузки
по прочности зубьев на изгиб
Коэфициент качества
Коэфициент качества для расчёта
зубьев на изгиб
Эффективный коэфициент концен
трации напряжений изгиба у корня
зуба
Крутящий момент на зубчатом ко-
колесе в кгсм или кгм
Модуль зацепления в см
Мощность, передаваемая ведомым
зубчатым колесом пары, в л. с.
Число циклов напряжений
Крутящий момент на зубчатом ко-
колесе (имеющем п оборотов в минуту)
л. с.
в —— , т. е. отношение мощности
оо'мин
в л. с. к числу оборотов в минуту
Число оборотов в минуту зубчатого
колеса
Коэфициент запаса прочности (коэ-
(коэфициент безопасности)
Окружное усилие в кг
Нормальная нагрузка в кг на 1 см
рабочей ширины зубчатых колёс (в
плоскости зацепления)
Удельная контактная нагрузка в
кг/см
Допускаемое напряжение изгиба в
кг/см3
Допускаемое контактное напряже-
напряжение сдвига (условное) для материала
поверхностного слоя прямых зубьев
в кг/см'
Допускаемое контактное напряже-
напряжение сдвига (условное) для материала
поверхностного слоя косых зубьев
в кг;сма
Продолжительность работы в часах
Удельная динамическая нагрузка
в кг на 1 см рабочей ширины зубча-
зубчатых колес (в плоскости зацепления)
Окружная скорость в м/сек или
в cMJceic
Коэфициент формы зуба
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
217
Продолжение табл. 2
Продолжение табл. 2
Обозначение
Греческий
алфавит
а
3
&
А.
1
9
"и
°с
аЬ
Наименование
Теоретический коэфициент концен-
концентрации напряжений изгиба у корня
зуба
Угол перекоса зубчатого колеса
Суммарная деформация (изгиба и
контактного сжатия) сопряжённой
пары зубьев в см
Ошибка в окружном шаге или в про-
профиле зубьев в микронах
Наибольшая (вероятная) разность
основных шагов шестерни и колеса
в микронах
К. п. д. зубчатой передачи
Повышение температуры в зоне
контакта в "С
Эффективный радиус кривизны со-
сопряжённых зубьев в полюсе зацепле-
зацепления в см
Напряжение изгиба у корня зуба
зубчатого колеса в кг/см'
Наибольшее контактное напряже-
напряжение сжатия в кг/см2 или в кг/мм'
Предел прочности(временное сопро-
сопротивление) материала зубьев при ра-
растяжении в кг1?м2 или в кг/мм3
Обозначение
Греческий
алфавит
%Ь
zs
"о
'-»
ч
V
Наименование
Предел прочности при изгибе в
кг 1см* или в кг/ мм?
Предел текучести в кг/см3 или
в кг!мм*
Предел усталости материала зубьев
(сердцевины) на изгиб при предель-
предельных знакопостоянных циклах напря-
напряжений, определённый для полирован-
полированных образцов при Ыц —107, в кг/см*
Предел усталости материала зубьев
(сердцевины) на изгиб при вращении
(с симметричными циклами напряже-
напряжений), определённый для полированных
образцов при Ny = 107, в кг/см3
Расчётное контактное напряжение
сдвига (условное) в поверхностном
слое зубьев у полюсной линии в
кг! см3
Ограниченный предел усталости на
контактный сдвиг при N^ =107 в
кг/см3 или в кг/мм"
Ограниченный предел усталости на
контактный сдвиг при данном Л/ц в
кг/мм3
Термины и определения
Таблица 3~
Термины, обозначения и определения, относящиеся к геометрии зацепления цилиндрических
зубчатых колёс *
(Таблица составлена с использованием ОСТ/ВКС 8089. Термины расположены в алфавитном порядке)
Обозначения, относящиеся к шестернг, получают индекс ш, к колесу — индекс к
Термин
Обозна-
Обозначение
Определение
Боковой зазор
Внеполюсное зацепление
Внутреннее зацепление
Выкружка (галтель; пере-
переходная кривая)
Высота головки
Высота головки зуба до по-
постоянной хорды
Высота зуба
Высота ножки
Высотная (фау-нулевая)
коррекция
Глубина захода зуба
Глубина захода инстру-
инструмента
Головка зуба
Делительная окружность
Делительный цилиндр
Диаметральный питч
А'
h'xn
h
h"
Кратчайшее расстояние между нерабочими профильными поверх-
поверхностями смежных зубьев сопряжённых колёс
Зацепление, полюс которого лежит за рабочим участком линии заце-
зацепления (дополюсное зацепление) или впереди него (заполюсное заце-
зацепление); в частном случае полюс зацепления может совпадать, с одной
из крайних точек рабочего участка линии зацепления, обычно с на-
начальной контактной точкой в понижающих передачах (одностороннее
зацепление)
Зацепление, отличающееся от обычного, внешнего зацепления тем,
что колесо имеет внутренние (расположенные внутри обода) зубья, т. е.
меньший диаметр окружности выступов, чем диаметр окружности
впадин
Скруглённая часть основания зуба у впадины
Высота части зуба между начальной окружностью и вершиной зуба
(фиг. 1)
Радиальное расстояние от вершины зуба до постоянной хорды (фиг. 3)
Радиальное расстояние между окружностью выступов и окружностью
впадин (фиг. 1)
Высота части зуба внутри начальной окружности (фиг. 1)
Коррекция, при которой изменение расположения зубьев по отноше-
отношению к делительной окружности у шестерни компенсируется одинаковым,
но обратным по знаку (при внутреннем зацеплении—одинаковым и по
знаку) изменением расположения зубьев по отношению к делительной
окружности у колеса, для того чтобы межцентровое расстояние и угол
зацепления остались без изменения
Высота части зуба, входящей во впадину сопряжённого зубчатого
колеса (фиг. 1)
Высота части зуба инструмента, входящей во впадину сопряжённого
(нарезаемого или шлифуемого) зубчатого колеса
Часть зуба, выступающая за начальный цилиндр, т. е. лежащая вне
его в зубчатых колёсах внешнего зацепления (фиг. 1) и внутри его
в колёсах внутреннего зацепления
Окружность зубчатого колеса, на которой его шаг и угол давления
в торцевом сечении соответственно равны теоретическому шагу и углу
зацепления основной рейки, т. е. производственная (при образовании
зубьев рейкой) начальная окружность (окружность радиуса г^ на фиг. 2)
Цилиндр, поперечное сечение которого ограничено делительной окруж-
окружностью
Отношение числа зубьев к диаметру делительной окружности в дюймах
* Прямозубое колесо рассматривается как частный случай косозубого с углом наклона зубьев, равным нулю*
индексы п и * в обозначениях, относящихся к прямозубым колёсам, не проставляются.
218
ПЕРЕДАЧИ
[РАЗД. I
Продолжение табл. 3
Термин
Обозна-
Обозначение
Определение
Зубчатая передача
Зубчатые колёса (зубчатки)
Изменение межцентрового
расстояния
Инволюта
Интерференция
Исходная инструменталь-
инструментальная рейка
1 Колесо
Контактная линия
Корень зуба
Коррекция зацепления
Косой зуб
Косые зубья левого хода
(левовинтовые зубья)
Косые ?убья правого хода
(правовинтовые зубья)
Коэфициент высоты зуба
в нормальном (или в торце-
торцевом» сечении
Козфициент высоты зуба
основной рейки в нормальном
(или в торцевом) сечении
Коэфициент коррекции в
нормальном (или в торцевом)
сечении
Коэфициент перекрытия в
торцевом сечении
Коэфициент радиального
зазора в нормальном (или
в торцевом) сечении
Коэфициент радиального
зазора основной рейки в нор-
нормальном (торцевом) сече-
сечении
Коэфициент ширины
Кромка зуба
Линия зацепления
Линия полюсов
Межцентровое расстояние
Межцентровое расстояние
при плотном зацеплении
Начальные окружности (ци-
(цилиндры) сопряжённой пары
зубчатых колёс
Ножка зуба
Нормальная толщина зуба
по делительному цилиндру
Нормальная толщина зуба
по постоянной хорде
I
| Нормальная хордальная вы-
высота головки зуба
Нормальная хордальная
толщина зуба по делитель-
делительному цилиндру .
Л '1
ИЛИ
)- • т
Us)
«Р
Передача, состоящая из одной (одноступенчатая передача) или ш
скольких (многоступенчатая передача) пар зубчатых колёс и служаща
для того, чтобы угловые скорости ведущего и ведомого валов и круп
щие моменты на них находились в требуемом соотношении (в мноп
ступенчатой передаче ведущими и ведомыми валами могут быть такж
и промежуточные валы); см. также стр. 212
Колёса, служащие для передачи вращения между валами посредство
зубчатого зацепления
Увеличение или уменьшение межцентрового расстояния в результат
угловой коррекции, равное расстоянию (по линии центров) между дел
тельными окружностями сопряжённой пары зубчатых колёс
Эвольвентная функция, равная разности тангенса угла и угла в рад
анах (inv о = tg а — а); значения инволют для различных углов прив!
дены в т. 1 справочника (кн. 1-я, стр. 97)
Контакт между сопряжёнными зубьями в точках, не лежащих на р;
бочей части линии зацепления
Рейка, являющаяся исходной при профилировании зуборезного инстр)
мента и в своей рабочей части дополнительной к основной рейке .
Большее зубчатое колесо сопряжённой пары зубчатых колёс
Линия соприкосновения зацепляющихся зубьев
Нерабочая часть ножки зуба (фиг. 1)
Исправление зацепления, производящееся с целью увеличения про
ности и износостойкости зубьев или по геометрическим соображения
и заключающееся либо только в изменении расположения рабочей зон
зацепления по отношению к полюсу зацепления (обычно с целью отд;
ления рабочей зоны зацепления от ближайшей основной окружное™
и уменьшения поверхности ножки зуба шестерни) — высотная коррек
ция. либо еще и в изменении угла зацепления, приводящем к изменении
радиусов кривизны профилей зубьев в полюсе зацепления—углова
коррекция
Зуб, эвольвентные боковые поверхности которого являются следо
движения образующей прямой при развертывании поверхности основ
ною цилиндра
Зубья, закручивающиеся влево, т. е. против часовой стрелки, npi
удалении от наблюдателя, смотрящего на один из торцев зубчато^
колеса
Зубья, закручивающиеся вправо, т. е. по часовой стрелке, при уда
лении от наблюдателя, смотрящего на один из торцев зубчатого колесг
Отношение половины глубины захода зуба к нормальному (или
торцевому) модулю
Отношение высоты головки зуба основной рейки к нормальном
(или к торцевому) модулю (фиг. 2)
Отношение смещения исходного контура к нормальному (или к торце
вому) модулю (фиг. 2)
Отношение длины дуги зацепления (фиг. 1) пары зубьев по делителе
ной окружности к торцевому шагу
Отношение радиального зазора к нормальному (или к торцевому) МО1
дулю
Отношение разности высот головок зубьев исходной инструментальной
и основной реек к нормальному (или к торцевому) модулю
Отношение полной ширины более узкого из зубчатых колёс пары
(включая ширину канавки для выхода фрезы у шевронных колёс) к меж-
межцентровому расстоянию
Линия пересечения боковой поверхности зуба с цилиндром выступов
Общая касательная к двум основным окружностям, проходящая через
полюс зацепления (фиг. 1)
Линия касания начальных цилиндров. (Не смешивать с полюсной линией
зуба.)
Расстояние между осями сопряжённых цилиндрических зубчатых ко-
колёс (фиг. 1)
Расстояние между осями цилиндрических зубчатых колёс, сближен-
сближенных до полного отсутствия бокового зазора
Соприкасающиеся друг с другом окружности (цилиндры), имеющие
общие оси с зубчатыми колёсами и катящиеся одна по другой (один
по другому) без скольжения (фиг. 1)
Часть зуба, лежащая между телом зубчатого колеса и начальной
окружностью (начальным цилиндром, фиг. 1)
Длина дуги между разноимёнными (правой и левой) профильными по-
поверхностями одного и того же зуба, измеренная по винтовой линии,
лежащей на делительном цилиндре под прямым углом к зубьям
Расстояние между точками симметричного касания профильных по-
поверхностей зуба с исходной инструментальной рейкой в нормальном
сечении (фиг. 3)
Радиальное расстояние от хорды, стягивающей дугу, по которой изме-
измеряется нормальная толщина зуба по делительному цилиндру, до вершины
зуба (по средней радиальной линии зуба)
Длина хорды, стягивающей дугу, по которой измеряется нормальная
толщина зуба по делительному цилиндру
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
219
Глубина захода h
Полюс
зацепления Р
Длина
зацепления
"V
Высота
головки зуба
Радиальный
зазор
Угол
зацепления
Торцевой
Окружность шаг
выступов
Начальная
окружность
сновная
окруЖность
'Окружность
впадин
ноЖки зуда
\ Высота зуба
Дуга
зацепления
Фиг. 1 Элементы зубчатого
зацепления
Фиг- 2. Зацепление (в сечении, параллельном торцевому) корригиро-
корригированного зубчатого колеса с исходной инструментальной рейкой.
Фиг. 3 Толщина зуба по постоянной
хорде в нормальном сечении.
220
ПЕРЕДАЧИ
[РАЗД.
Продолжение табл. 3
Термин
Обозна-
Обозначение
Определение
Нормальное зацепление
Нормальный модуль
Нормальный шаг
Образующая прямая
Обратный (сближающий
оси зубчатых колёс) сдвиг
Окружность впадин
Окружность выступов
Осевой шаг
Основная окружность
Основная рейка
Основной цилиндр
Основной шаг
Относительное
давление
удельное
Передаточное число зуб-
зубчатой пары
Плотное зацепление
Подрез зуба
Полюс зацепления
Полюсная линия зуба
Постоянная хорда
Профиль зуба в нормаль-
нормальном (или в торцевом)сечении
Рабочая ширина зубчатых
колёс
Радиальный зазор
Смещение исходного кон-
туря (номинальное)
Ступенчатые зубья
Суммарный коэфициент
коррекции в нормальном
(или в торцевом) сечении
Толщина зуба по делитель-
делительной окружности
Толщина зуба по окруж-
окружности выступов
Торцевой модуль
Торцевой (окружной) шаг
или
пс
« )
SC
Зацепление, в котором элементы зацепления имеют ту же величину,
что и у основной рейки:
f
'n
f — f
Js J
os'
Модуль, равный
к
Кратчайшее расстояние по делительному цилиндру между одноимён-
одноимёнными (обе правые или обе левые) профильными поверхностями смеж-
смежных зубьев
Прямая, в которую превращается винтовая линия зуба на основном
цилиндре при развёртывании его поверхности в плоскость
Разность между суммой смещений исходного контура и изменением
межцентрового расстояния
Окружность, проходящая через основания впадин зубьев (фиг. 1)
Окружность, ограничивающая головки зубьев со стороны их вершин
фиг. 1)
Расстояние в параллельном оси зубчатого колеса направлении между
одноимёнными профильными поверхностями смежных зубьев
Окружность, развёрткой которой является эвольвентная профильная
линия зуба в сечении, перпендикулярном к оси зубчатого колеса (фиг. 1)
Рейка, которую можно рассматривать как частный случай некорриги-
рованного зубчатого колеса (при увеличении его диаметра до бесконеч-
бесконечности) в данном рядовом зацеплении, т. е. в таком зацеплении, в кото-
котором зубчатые колёса любого диаметра и одинакового шага и угла на-
наклона зубьев правильно зацепляются друг с другом (по основной рейке
удобно судить о размерах и форме элементов данного рядового заце-
зацепления)
Цилиндр, поперечное сечение которого ограничено основной окруж-
окружностью
Расстояние по основной окружности (или по касательной к ней) между
одноимёнными профилями смежных зубьев (фиг. 1)
Отношение наибольшего контактного напряжения сжатия или сдвига
пары зубьев в данной точке зацепления к наибольшему контактному на-
напряжению сжатия или сдвига в полюсе зацепления (при одной и той
же нагрузке)
Отношение числа зубьев колеса к числу зубьев шестерни
Зацепление без бокового зазора
Утонение части ножки зуба против её теоретически правильного очер-
очертания
Точка касания начальных окружностей сопряжённой пары зубчатых
колёс (фиг. 1)
Линия пересечения боковой (профильной) поверхности зуба с началь-
начальным цилиндром. (Не смешивать с линией полюсов)
Хорда между двумя точками профильных поверхностей зубьев, кото-
которыми они симметрично соприкасаются с основной рейкой в нормальном
сечении (фиг. 3; положение и длина этой хорды для данного шага, дан-
данного смещения исходного контура и данной формы основной рейки по-
постоянны)
Линия пересечения боковой поверхности зуба с плоскостью, перпен-
перпендикулярной прямой, касательной к полюсной линии, в точке касания
(в торцевом сечении — перпендикулярной оси зубчатого колеса)
Фактическая ширина зацепления зубчатых колёс
Кратчайшее расстояние между вершиной зуба и основанием противо-
противоположной впадины сопряжённого зубчатого колеса (фиг. 1)
Расстояние от делительной (т. е. производственной начальной
в процессе образования зубьев рейкой) окружности зубчатого колеса
до „делительной линии" сопряжённого с ним (в торцевом сечении) кон-
контура исходной инструментальной рейки, т. е. до линии, на которой тол-
толщина зуба рейки равна ширине впадины (фиг. 2); смещение исходного
контура в направлении от оси зубчатого колеса считается положитель-
положительным, а в направлении к оси — отрицательным ; смещение исходного
контура определяется без учёта отклонения глубины захода инстру-
инструмента (табл. 4)
Прямые зубья ступенчатой формы по ширине зубчатого колеса
Сумма (для внутреннего зацепления — разность) коэфициентов кор-
коррекции колеса и шестерни сопряжённой пары зубчатых колёс в нормаль-
нормальном ^ли в торцевом) сечении
Длина дуги делительной окружности между профилями зуба в торце-
торцевом сечении (,фиг. 1 и 2)
Длина дуги окружности выступов между профилями зуба в торцевом
сечении
Отношение диаметра делительной окружности к числу зубьев I т =
-Г")
Расстояние по делительной окружности между одноимёнными (пра-
(правыми или левыми) профилями смежных зубьев в торцевом сечении
(фиг. 1 и 2)
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
221
Продолжение табл. 3
Термин
Обозна-
Обозначение
Определение
Угловая (фау) коррекция
Угол давления в торцевом
сечении
Угол зацепления в нормаль-
нормальном сечении
Угол зацепления в торце-
торцевом сечении
Угол зацепления основной
рейки в нормальном (торце-
(торцевом) сечении
Угол наклона зубьев по де-
делительному (основному) ци-
цилиндру
Угол наклона зубьев по на-
начальному цилиндру
Удельное скольжение
Фланкирование
Ход винтовой линии зуба
Цилиндрическая зубчатая
передача
Цилиндрические зубчатые
колёса
Цилиндрический зубчатый
редуктор
Шевронные зубья
Шевронные зубья со сме-
смешённым шевроном
Шестерня
s
'on
Коррекция, при которой делительные окружности не касаются друг
друга и угол зацепления (я или а Л отличается от угла зацепления
Ч II
основной рейки (а п или о ); если при этом h ф h , то коррекцию
можно называть высотно-угловой
Угол между касательной к профилю зуба в торцевом сечении в про-
произвольной точке х и радиальным лучом, проведённым к той же точке
из центра колеса
Острый угол между касательной в полюсе зацепления к профилю
зуба в нормальном сечении и прямой линией, соединяющей полюс за-
зацепления с точкой пересечения осевой линии зубчатого колеса с пло-
плоскостью нормального сечения
Острый угол между линией зацепления и касательной к обеим началь-
начальным окружностям в полюсе зацепления (фиг. 1)
Угол профиля основной рейки и исходной инструментальной рейки
в нормальном (или в торцевом) сечении
Острый угол между касательной к винтовой линии пересечения боко-
боковой поверхности зуба с делительным (или с основным) цилиндром и об-
образующей делительного (или основного) цилиндра
Угол между касательной к полюсной линии зуба и образующей на-
начального цилиндра
Отношение скорости скольжения в данной точке зацепления к ско-
скорости перемещения данной рабочей поверхности в этой точке относи-
относительно зоны контакта
Изменение бокового профиля зуба основной рейки с целью обеспе-
обеспечения плавного входа сопряжённых зубьев в зацепление
Расстояние между двумя смежными точками пересечения винтовой
линии зуба на начальном, делительном или основном цилиндре с образу-
образующей цилиндра
Зубчатая передача, состоящая из цилиндрических зубчатых колёс
Зубчатые колёса цилиндрической формы, служащие для передачи вра-
вращения между параллельными валами
Цилиндрическая зубчатая передача в виде отдельного агрегата, в ко-
котором зубчатые колёса помешены в закрытом корпусе и смазываются
погружением одного из колёс (обычно каждой пары) в масляную вгнну
или струйной смазкой (под давлением), причём вне корпуса остаются
лишь концы ведущего и ведомого валов (предназначенные под соеди-
соединительные муфты)
Зубья, полюсные линии которых пересекаются или, будучи продол-
продолжены, пересекутся в средней плоскости зубчатого колеса (на центровой
линии канавки)
Зубья, полюсные линии которых, будучи продолжены, не пересекутся
на центровой линии канавки
Меньшее зубчатое колесо сопряжённой пары зубчатых колёс; при
одинаковых или близких друг к другу размерах зубчатых колёс сопря-
сопряжённой пары обе зубчатки могут называться шестернями
Таблица 4
Термины, обозначения и определения, относящиеся к неточностям нарезания, и сборки цилиндрических
зубчатых колес
(Таблица составлена с использованием ОСТ 164342)
Термин
Ошибка в основном шаге
Ошибка в профиле
Ошибка в окружном шаге
Накопленная ошибка
Местная накопленная
ошибка
Ошибка в направлении зуба
Отклонение глубины за-
захода инструмента
Отклонение толщины зуба
Обозна-
Обозначение
д'о
8/
5/
(Д)
Д1
ob
Д/i
Д$
Определение
Разность между действительным и номинальным размерами основного
шага
Измеренное по нормали расстояние между двумя эвольвентами теоре-
теоретической основной окружности, ограничивающими действительный
профиль в пределах его рабочего участка в плоскости вращения
Разность между действительными размерами двух соседних шагов
в плоскости вращения (по окружности, близкой к делительной)
Сумма двух наибольших по абсолютной величине, но противополож-
противоположных по знаку смещений одноимённых профилей в какой-либо плоско-
плоскости вращения от их теоретического положения относительно некото-
некоторого профиля, положение которого условно принято за правильное
Алгебраическая сумма отклонений действительных размеров шагов
от среднею (по окружности измерения) шага на некоторой дуге
Расстояние между двумя теоретически правильными полюсными
линиями зуба, ограничивающими действительную полюсную линию
Дополнительное к номинальному радиальное смещение исходного
контура инструмента в тело нарезаемою зубчатого колеса для созда-
создания бокового зазора
Разность между действительной и номинальной толщиной зуба, из-
измеренными по хорде; As3 и ?>-sH — верхнее и нижнее отклонения тол-
толщины зуба. (При номинальных толщинах парных зубьев и при номи-
номинальном межцентровом расстоянии передача бокового зазора не имеет)
222
ПЕРЕДАЧИ
[РАЗД. I
Термин
Отклонение межцентрового
расстояния
Радиальное биение по на-
наружному цилинару (по шейке)
Торцевое биение
Непараллельность осей
Перекос осей
Отклонение диаметра ок-
окружности выступов
Относительный начальный
контакт
Обозна-
Обозначение
ДА
8х
8у
ADe
Продолжение табл. 4
Определение
Разность между действительным и номинальным межцентровым рас-
расстоянием
Наибольшая разность расстояний от точек наружного цилиндра за-
заготовки (шейки) в данном сечении, параллельном торцевому, до оси
вращения заготовки. Определяется как разность показаний индикатора
(при вращении заготовки), измерительный наконечник которого устано-
установлен по нормали к поверхности наружного цилиндра заготовки (шейки)
Наибольшая разность расстояний от точек торцевой поверхности за-
заготовки, лежащих на окружности данного радиуса (радиус измерения
торпспого биения), до какой-либо плоскости вращения заготовки. Опре-
Определяется как разность показаний индикатора, измерительный наконеч-
наконечник которого установлен по нормали к торцевой поверхности заготовки,
при её вращении
Непараллельность проекций осей на их общую теоретическую пло-
плоскость, выраженная в линейных единицах на длине, равной ширине
колеса (для шевронных колёс — на длине, равной ширине полушеврона)
Непараллельность проекций осей на плоскость, перпендикулярную
к теоретической лннии центров (фиг. 1) зубчатых колёс, выраженная
в линейных единицах, на длине, равной ширине колеса (для шевронных
колёс — на длине, равной ширине полушеврона)
Разность между действительным и номинальным диаметрами окруж-
окружности выступов (наружными диаметрами заготовки)
Отношение (в процентах) площади поверхности действительного кон-
контакта в зацеплении передачи, проверяемого по краске или по блеску
(в работавших передачах), к теоретически возможной площади кон-
контакта
Геометрический расчёт эвольвентного
зацепления
Соотношения элементов исходного кон-
контура зубчатой рейки (основной рейки). В
ГОСТ 3058 45 на зубчатые зацепления дана
основная рейка со следующими соотношениями
элементов зацепления и размерами в нормаль-
нормальном сечении*: аоя = 20°; /O/J=l (в особых
случаях допускается fon = 0,8); с'оп = 0,25
(для укороченного контура со/г=0,3); /г3~
= 2тп (или h3 =» 1,6/ил при /о/г = 0,8). Про-
Профиль исходного контура—прямолинейный в
пределах глубины захода.
Зубообрабагызающий инструмент должен
обеспечивать в практически возможных пре-
пределах теоретические фланки (стр. 294) и тео-
теоретические переходные кривые (определяющие
форму выкружки зуба). Теоретическая пере-
переходная кризая для основной рейки является
дугой окружности с радиусом r-t - 0,38 тп
(фиг. 15, стр. 294).
При обработке долбяками допускается ра-
радиальный зазор до 0,3 тп.
Расчётные формулы Для геометрического
расчёта зацепления зубчатой передачи исход-
исходными обычно являются *:
а) элементы основной рейки в нормальном
или в торцевом сечении: аоп или <xos, fon или
fos, con или cos; при нарезании долбяком, кроме
того, должны быть заданы: число зубьев дол-
бяка гд, диаметр делительной окружности дол-
бяка dda и диаметр окружности выступов
долбякя Бел;
б) коэфициенты коррекции %пш и %пк или
^stu и ?уж> выбираемые по соображениям по-
повышения прочности и износостойкости (стр. 300)
или по геометрическим соображениям, если
задано значение А, отличное от полученного
по формуле: A0 = 0,oms (гш + гк);
в) Л, тп или ms, гш и zK (А и т опре-
определяются расчётом на прочность и долговеч-
долговечность, причём гш и гк подбираются так, чтобы
получить передаточное число /, не выходящее
из пределов, указанных в техническом зада-
задании);
г) $о (при нарезании на зубофрезерных
станках— ориентировочное значение"!^).
Для сборочного чертежа передачи и для ра-
рабочих чертежей парных зубчаток (фиг. 28.
стр. 311) требуются следующие данные о заце-
зацеплении (обозначении см. в табл. 1 на стр. 215—
216): А, В, Ь, тп или ms, гш и гк, аол или oos,
fm или f^ con или с Оеш и DeK, dm и dK,
и sx
хпш "хпк
h.r,,,, и Л,
х
* Значение обозначений см. в табл. 1 (стр 215—216).
или sxniu и ьлпк, ¦¦ хпш .. "Хпк
1хж> * и $д< а также направление вин-
винтовых линий (правое или левое) зубьев ше-
шестерни и колеса, Dilu и DjK или h (которые на
чертежах указываются для определения глу-
глубины чернового прохода при нарезании и на
случай подсчёта толщины обода или толщины
тела насадной зубчатки и на изделиях не кон-
контролируются).
Для того чтобы иметь возможность впо-
впоследствии проверить правильность подсчёта
диаметров окружностей выступов и впадин,
а также размеров для зубомера, и определить
угол установа червячной фрезы (при нареза-
нарезании на зубофрезерном станке), на чертежах
следует указывать также коэфициенты кор-
коррекции \пш и $пк или zSM и ?SK.
Кроме перечисленных величин, на рабочих
чертежах должны быть указаны допуски на
размеры элементов зацепления (стр. 292—294).
Помимо определения названных величин
для рабочих чертежей шестерни и колеса,
целью геометрического расчёта зацепления яв-
является также проверка удовлетворительности
условий зацепления, для чего производятся
подсчёт es, расчёт на отсутствие подрезания
или на запас против подрезания (произво-
(производится при малом числе зубьев, например, при
z < 17 cos3 Э. если ?л = 0) и расчёт на запас
против заострения (производится при больших
коэфициентах коррекции и малых числах
зубьез).
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
223
Кроме того, геометрический расчёт иногда
служит для определения специальных изме-
измерительных размеров, например, толщины зуба
по общей нормали, диаметра измерения при
измерении по роликам, межцентрового рас-
расстояния при плотном зацеплении и т. д.
Основные геометрические расчётные зави-
зависимости содержатся в табл. 5, 6 и 7 и в при-
приведённых далее расчётах (стр. 234—236), в ко-
которых дан порядок расчёта зацепления.
При использовании этих зависимостей не-
необходимо иметь в виду следующее:
1. Формулы даны для общего случая косо-
зубого зацепления с угловой коррекцией (но
не распространяются на внеполюсное зацепле-
зацепление). Они пригодны и для прямозубого заце-
зацепления, если положить р = О и исключить
индексы п и s у всех обозначений, в которых
они встречаются. Если перед величиной стоят
два знака (плюс и минус), то верхний знак от-
относится к внешнему зацеплению, а нижний — к
внутреннему (к колесу с внутренними зубьями).
2. При расчёте некорригированного за-
зацепления следует положить: $пш — %кк - 0;
3. При расчёте высотно-корригирозанного
зацепления следует положить: ?яш - ЯР ?Л/сг
^ш = -F Sj«; d = dd\ а„=ао„; Оу = а0?; ,3 = > ;
4. В тех формулах, в которых обозначения
?>e, D/t rf, rfd, rf0, Л, Л', Л", Л^, А^л, 5, sxn, s'xn :
z, ,?„, %s приведены без индекса ш или к, эти
обозначения следует указывать с индексом ш.
если формула применяется для расчёта ше-
шестерни, и с индексом к, если она применяется
для расчёта колеса.
5. При стандартном торцевом модуле для
удобства расчёта вместо произведений тпсп.
fon% mn B формулы следует подставлять соот-
соответственно ms- ?s и fos- ms. Произведения
%n't&aon и Ss'tga^ в формулах взаимоза-
меняемы.
6. Расчёты следует производить с точно-
точностью до пятого знака, за исключением рас-
расчётов Sj, 1Ш, 1К, С и y) (табл. 6), а также гас-
чётов с использованием номограмм (фиг. 4а —
4г и 5), которые можно производить с по-
помощью логарифмической линейки.
Таблица S
Формулы и данные для геометрического расчёта указываемых на рабочих чертежах элементов зацепления
цилиндрических зубчатых колёс (Расположены в алфавитном порядке обозначений — латинских и греческих^
Элемент зацепления
Обозна-
Обозначение
Формула
Межцентровое
ние (') *
расстоя-
Межцентровое расстояние
при нарезании долбяком (')
Коэфициент радиального
зазора основной рейки в нор-
нормальном или торцевом се-
сечении
Диаметр окружности вы-
выступов
Диаметр окружности впа-
впадин
Диаметр делительной ок-
окружности
Диаметр основной окруж-
окружности
Диаметры начальной ок-
окружности шестерни и колеса
Коэфициент высоты зуба
основной рейки в нормаль-
нормальном или в торцевом сечении
on
i
или г.
D.
Определяется из расчёта на прочность и долговечность и округляется
до значения, удовлетворяющего соотношению
( ± гш + 7Л) тп cos aos ± гш + zK cos a,
2 ms
А -
*os
2 cos
cos о c
4а и 46 (а)
(± ZA + Z)
где гд — число зубьев долбяка; а^д — угол зацепления в торцевом се-
сечении в процессе нарезания долбяком (стр. 225); при а =20° проще
определять Ал с помощью номограммы на фиг. 4а C), а при а л=^0°—
с помощью номограмм на фиг. 4а и 46 (принимая ?„.= ± ?лд + ?. и
По ГОСТ ЗО"8-45: с'оп =0,25 при fon = hc'on =0,3 при /ол=0,8; при
обработке долбяками допускается принимать соп=®$\
c'os=c'on-cos?d
При нарезании червячной фрезой или гребёнкой:
Di = dd q: 2mn ^/on+ cQn T ?„)
При нарезании долбяком:
Dt =2ЛД ;Вед,
где ?)ед — наружный диаметр долбяка
du
dd cos
2A
u ~ 7 ± 1
i = 2Д
По ГОСТ 3058-45 для нормальной основной рейки fQn — 1, а для
основной рейки с укороченным зубом / = 0,8;
* Примечания к текстам, отмеченным цифрами в скобках, см. в конце таблицы.
¦224
ПЕРЕДАЧИ
[РАЗД. 1
Продолжение табл. 6
Элемент зацепления
Высота зуба
Высота головки
Высота ножки
Нормальная хордальная
высота головки зуба
Высота головки зуба до
постоянной хорды
Передаточное число
Нормальный и торцевой
Толщина зуба по делитель-
делительной окружности (номиналь-
(номинальная)
Нормальная хордальная
толщина зуба по делитель-
делительному цилиндру
Нормальная толщина зуба
по постоянной хорде
Основной шаг
Осевой шаг
Число зубьев
Угол зацепления в нор-
нормальном сечении
Обозна-
Обозначение
h
h'
ft"
hxn
h
xn
i
mnn ms
s
s*.
xn
sxn
и
t
a
z
an
Формула
При изменении радиального зазора соответственно изменению вы-
высоты зуба (по отношению к
2/ол +
Vos+c'c
2(fos+c
h — ± A -
высоте зуба основной рейки)
°оп ( л _ °1ш
с ) \
s ( °Ш±
',s)\ 2
Jtll ifC '
2 ол
i d!k\
2
Of.
л '
Рекомендуется первая формула для определения л
/
h = 0,5 Г ± D
хп |^
± D
Г ITI
Для колёс с внутренними
De cos 8е ¦
1С
где *e~2z~~
хп - • ( е
-0,5 (±De
Л = л — я
- e=s 0,5 (~\~ d ~^- D: \
-Р ^ cos о —
е cos2 Р^ ^ "
Чг d^ 5a cos4 Эа
2 4rf *
^ cos3 3 ,
п d
зубьями вместо D
2Е tg о
inv a J O<S +
05 Z
in .
д) - mn\8sm *on
<?/ 2 "^
Для колёс с внутренними зубьями вместо D
De cos Ье
zm
sin'
/
\
/
Pa)]
следует
inv
e следует
подставлять
a ) -
*on)
подставлять
Определяются из расчёта на прочность и долговечность. Один из
модулей округляется до стандартною, второй определяется по одной
из следующих формул:
/
т - ^
s cos
s =>
/ da sin 8_\~"
с ш. ( д п\
хп V " з /
¦= s cos
где
f / ft
sxn - тп \2
Задаётся или выбирается
tg
— m cos 3
2Д co
Sd ~ ± Ztu + ZK cos a05
Tiy (^ ± 2^ tg ooj
4j 1
el rf /
I ?
cos»3a\ л
5 COS3 3 j
П A
cosa а ± in sin 2a
Г ** Kfli cos a
a tg 3i sin fl ,
о = tg a COS В
6
•
1
~
H\
i« i
«1
rJl;"vni
ЗУБЧДТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
225
Продолжение табл. 5
Элемент зацепления
Угол зацепления инстру-
инструмента в нормальном и торч
цевом сечениях
i
; Угол зацепления в торце-
торцевом сечении (')
;; Угол зацепления в торце-
торцевом сечении в процессе на-
нарезания долбяком (')
Угол наклона зубьев по
начальному цилиндру
Угол наклона зубьев по
Делительному цилиндру
Угол наклона зубьев по
основному цилиндру
Поправка к показаниям
радиального зубомера Сайкса
(приводящая, если она от-
отрицательна, к уменьшению
требующейся глубины захо-
захода инструмента)
| Коэфициенты коррекции
В нормальном и торцевом
сечениях (')
Обозна-
Обозначение
аоп и «os
*s
as&
р
Р„
0
Sft'
"хп
Е и ?
Формула
По ГОСТ 3058-45 afl/J - 20°
tff о "¦ tsj к cos В
on o|a д
OS COS В -s
При заданном А:
(± Z + zK) m cos a
cos а ш*
s 2A
При заданном ? = ± Е + S „:
inv a — —*?__О*_ + inv a
Значения инволют углов приведены в т. I справочника (стр. 97)
2 (± Е^д + ? ) tg «
itlV сг ^ 1 inv tt
^ ± гд + z os>
где ^д — толщина зуба долбяка по делительному цилиндру
я/га от_ ^"i.
sin р, — , " ; cos ?, — - ; tg рл - ——-
Ot v m Q t
a s a
\v в ¦» *^— ¦¦ tg 8 д cos а \ '
о zt а о os
sin P = sin ($, • cos a
JTB "" ( g (?) ~" ( *ОП ' л) ОТЛ
Выбираются (стр. 300)
При заданном А:
с _ t с AПУ aS ~ taV "о^С* 7Ш + Z«)
sc * лш JIC 2 tg a
При а -=20° проще определять ? с помощью номограмм на фиг. 4а
и 4в (*).
пс ± пш+ пк 2tga0/j
Примечания: 1. Если o^^
то определить as по заданному -— (где zc — сумма или — для внутреннего
гс 2А
б) б 1
с 2А
зацепления—разность зубьев колеса и шестерни или нарезаемой зубчатки и долбяка) или наоборот, а также
по заданному а^ можно при помощи специальных таблиц. [4, 5]. zcms
опре2дели°тьР А* ° " р а С ч ё т а< Даны:
Р
~ ± l
stu
- *к* гс~±г
ZK>
аоп
" 2°°- Требуется
р
Р е ш е н и е*. Из номограммы на фиг. 4а (график 1) находим значение а равное коэфициенту обратного сдвига
в торцевом сечении о^ при aQS — 20°. Из номограммы на фиг. 46 находим коэфициент До • при a = 20° (например
аця прямозубых колёс) коэфициент Да = 0. После этого получаем:
3. Порядок расчёта. Даны:
бйка- см. стр. 235); 2Д; г; z? = ± zR +
^сд = ± Е^д + Е^ (где ? — коэфициент коррекции в торцевом сечении дол-
Д ? R г; ту, aQS = 20°. Требуется определить Лд.
Решение*. Из номограммы на фиг. 4а (график 1) находим значение а , равное коэфициенту обратного сдвига
рцевом сечении а при a — 20J После этого получаем:
р ф (рф )
е торцевом сечении а^ при aQS — 20J. После этого получаем:
Ло
Од 2 *' "д "" ""од
4. Порядок расчёта. Даны: А; гш; z^. zc - ± гш + zK; ms и $д; п Qn = 20°. Требуется определить
" SUI + SK'
Решение*. Ап ^ —тл
~ 'so) ms-
«о
А-Ао
Из номограммы на фиг. 4а (график 2) находим значение о равное коэфициенту обратного сдвига в торцевом
сечении а при aQS — 20э. Из номограммы на фиг. 4в находим коэфициент Дз • при a — 20° (например для прямо-
прямозубых колёс) коэфициент Дз^ — 0. После этого получаем:
"s - °so - Ч (± гш + гк)> V = ДЛ0 + V
* Расчёт можно производить с помощью логарифмической линейки.
226
ПЕРЕДАЧИ
[РАЗД. I
Ю,0 ~_
9.0-.
8.0-
7.0-
6.0-.
5,0 ^
4,0-.
3.0-_
2,0^
-и,о\
-5,0--
-6,0\
-7,0\
-8.0Ч
-ю,о\
г-0.70
-0.60
-О.50
тО.ЬО
-0.30
-0,20
-0,10
-0,08
-0,06
-0,04
-0,02
°,ои
О,ю
0,20
\0,30
%
-0,50
-0,60
Ь°>70
-0,80
\^0,90
1,00
Е-1,20
1Г
23,0-
22,0-
21.0 -_
20.0-.
19,0-
18,0-
1W-.
16,0-.
15,0-.
13,0-.
12,0-
11,0-3
'-2,90
г2.80
'-270
'-2.60
г2,50
'-2,30
-2,20
'-2,10
г2,00
'-1,90
'-1,80
'-1,70
4,60
4,50
4,40
-1,30
4,20
'-1,10
'-1,00
'--0,90
'-0,80
График /
370-
36,0^
35,0--
33,0-.
32,0-.
31,0-_
30,0\
28,0-.
27,0--
26,0-i
25,(й
Ъ-6,00
1-5,90
1-5,80
\5J0
\-5.60
1-5,50
1-5,30
-5,20
1-5,10
1-5,00
\tt,20
-¦4,10
'-4,00
'-3,90
1-3,80
т-3,70
~ЪЗ,60
тЗ,50
\-з,*Р
гЗ,30
-3,20
^-3,10
-3,00
49,0-.
48.0-.
47,0-.
46,0-
45,0-
43.0-
42,0-_
40,0~
39,0^
38,0-.
37,0^
19,40
\9,30
?9,20
?¦9,10
\8,90
?8,80
?8,70
?8,60
?8,50
т8,30
\8,20
\-8,!0
\8,00
\-7,90
'-7,80
\7,70
\7,60
\-7,50
\-7,40
'-7,30
^-7,20
Ъ-7,10
Ъ-7,00
^6,90
~т6,80
\б,70
\-6,60
'^6,50
1-6,40
1-6,30
\-6,20
z-6.10
Пример. Дано: г. — 64; 5 -» 1,75; т. - 10 мм.
С ос о
Определить »„ .
Решение.
iool» isc looo я
Величине = 27,4 соответствует - — 3,59,
откуда
¦ 6,236.
8,0 i
го-.
6,0-
5,0-.
3,0-.
-2,0-1
-4,0\
-6,0\
-7,0 A
-8,0 A
-9,0\
-m,o\
-12,0^
z-0.50
-0,U0
-0,30
-0,20
-0,10
-0,08
-0,06
-0,04
-0,02
-0,06
rO,08
40,10
\0,20
\0,30
\0,U0
'^0,50
-0,60
-0,70
'-0,80
-0,90
-1,00
~-U0
-1,20
N &
20,0-2
19,0—
18,0-.
17,0-.
15,0-.
13,0-.
12,0-z
11,0-z
Ю,0-_
2,60
2,50
2,W
2,30
2,20
2,10
2,00
1,90
1,80
V',60
h/,50
§-/,40
\1,30
Г 1,20
'-1,10
z-1,00
\0,90
t-0,80
Z-O,70
9,0^
График 2
30.0-.
29,0-z
28,0-
27,0-.
26,0-i
25,0-^
24.0-
23,0~
22,0^
21,0-_
20,0л
\6,00
У.90
T5,80
?5,70
?5,60
?5,50
?5,40
?5,30
-5,20
?5,10
?5,00
--4,90
H80
?4,70
?4,60
?
b-4,30
?3,90
?3,80
r-3,70
?з,бо
'-3,50
?3,40
\-3,30
''-3,20
г-3,10
~-з,оо
Ь-2,90
~—2,80
'—2,70
N <5>
42,0-
41,0-
39,0-.
37,0-.
36,0-
35,0-_
33,0-.
32,0-
31,0-3
5>
г; Щ60
Г/0,50
-10,W
-10,30
-10,20
-10,10
-10,00
-9,90
-9,80
-9,70
-9,60
-9,50
-9,W
-9,30
9,20
-9,10
-9,00
-8,90
-8,80
-8,70
-8,60
-8,50
-8,40
-8,30
-8,20
-8,10
-8,00
-7,90
-7,80
'Г7,70
-7,60
-7,50
-7/fO
-7,30
-7,20
-7,10
-7,00
-6,90
-6,80
-6,70
-6,60
-6,50
~-6,W
-6,30
-6,20
-6,10
Пример. Дано: А = 272 мм; zQ — 52; ms •= 10мм.
Определить а.
А — 0,5 т г„
Решение. Находим ДЛ0= ——^—- — 1,2. Вели-
1000 ДЛ„
откуда
23,1 соответствует
: 0,1825.
1000
3,51,
При использовании графиков 1 и 2 для расчёта внутреннего зацепления следует вместо г подставлять г .
Фиг. 4а. Номограмма для определения о (по В. Н. Кудрявцеву).
ГЛ. Vlt]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
227
0.00170 ~
n notкп —
л пп/сп
OfiOfbO -
0,00130 -
п nn 11 п
q 0,00100-
>? 0.000Q0-
о -
Sf- л nnnan
tf :
^ 0,00070-
000060 -
ПО'ПП40 —
0,0001/0 -
0,00030 -
0,00020 -
0,00010 -
п
j
/
¦ ¦,
/
/
/
/
/
А
/
/
/
т
?
/
/
/
J
I у
.— .—. ¦¦ — _ „
у
. у
/
у!
I ' I ' I
Пример. Дано: г
Найти Д?.
l
<
/
?
-
2
/
49;
7]
^1
is
Si
//
V,
I
^
<!<
(^
г
1
/
соответствует Д<* = 0.00027.
Фиг. 46. Номограмма для
j
1
2
g
2
1
5
и-
^»
=
1,3
/
1
f
>
i
У ,
У
1 ^
-*•
s
/
J
*?
18
v
A
у
/
<±
3C
определения Д'
i_
/
2
>
ъ
=:
%
2.
—1
J
/*
у
/'
/
~?
РИ *
0
A .
v
> A
A
/
*
V
r
:'
?i
on
J
1
(*
/
-j
/¦
U
—«
^-
>
/
/
A
AT
7*
Л
0^
?
3
i
1
j.
7
A
в*
¦i
?
2C
f
/
*-}
/
/
-/¦
/
¦y
4
*>
p»
/
/
/
/
/*
?
/
A
J
-j
?
-?
5
v
/
—f
/
/
k
ш-
<
j
у
A
/
— *
* *
— ¦
= 20" (no B.
17
~
~J
A
}
Й _
— —
/
—
i^
г
j
/
—
f
i
/
-f
/-
?-
ooo L
H
f
f-
Jl
J
J
/
j
u
—¦
-;
У
j
2
r
2
d
"P
-*
J
7
t
A
T
~2_
4-
b
**¦
^>
>¦
f
f
-J
/
7
у
f
yi
л
J
5
у
/
У
/
A
T
\p
~p
r
j
f
/
I
f
/
J
f
_
у
У
>
2
Кудрявцеву).
/
J
J
r
r
t
J.
M
J/
J/
7/7 *^ ^.
219°
. J;
77° ^
11/ ^
23° ^
22° o
_ «^^
9/7° .
/у о
/7
16° *
о cv
/4
in"
9°
8°
7°
6°
с
-• 18° 30'
ПЕРЕДАЧИ ii
0,00270
0.00260
8 Ю о 15
35 ( 40
WOO й Ар
zc
Пример. Дано: гс - 40; А = 215 мм; $д - 15° 30'; т$ - 10 лш; «од - 20°.
i Найти
5 *
Решение. ДА0>
•'А — Ао А — 0,5т$х„
215 - 200
ю
1<5>
Из номограммы (см. пунктир) находим, что величине — 37,5 и Р * - 15° 30' соответ-
• с
ствует Д^ = 0,00055.
Фиг. 4в. Номограмма для определения Дз? при аоД - 20° (по В. Н. Кудрявцеву).
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
1,300 ' 1,325 J350
-0,20
1,200 1,225 1,250 1,275
Пример. Дано: m - 8 мм; г = 16; ?„ - 0,98; #, - 78,16 мм; h - 14,16 мм.
Найти s . ,
h'd 14'16 seo
Решение. При — — —„— = 1,77 и z — 16 величина «= — 0,47 (см. пунктир);^ sg -
- — 0,47 -8 3,76 мм;
1.45 ?о 1,45-0,98
se - seo + —Г* Re = ~ 3'76 + Гб 78Д6 ° ЗЛ9 ММ' \
Фиг. 4г. Номограмма для определения sg при aQS = 20' (по В. Н. Кудрявцеву).
230
ПЕРЕДАЧИ
[РАЗД. I
Формулы для проверки удовлетворительности условий зацепления
Таблица 6
(Эта проверка должна производиться при применении необычного зацепления, например, при малых числах
зубьев, при больших коэфициентах коррекции и т. п.)
Элемент зацепления
Минимальный радиус окружности
впадин, при котором не происходит
подрезания^
Минимальный коэфициент коррек-
коррекции, при котором не происходит под-
подрезания у нарезаемого червячной фре-
фрезой или гребёнкой зубчатого колеса
Толщина зуба по окружности высту-
выступов
Коэфшщент перекрытия в торцевом
сечении
Расстояние по линии зацепления,
проходимое точкой контакта зубьев
за период, в. течение которого нахо-
находится в зацеплении головка зуба ше-
шестерни
Расстояние по, линии зацепления,
проходимое точкой контакта зубьев
за период, в течение которого нахо-
находится в зацеплении головка зуба ко-
колеса
Проверка на относительные удельн
Значения К. на ножке зуба шестер-
шестерни;
в точке полного зацепления с вер-
вершиной зуба колеса (-)
в крайней точке участка зацепления
одной пары зубьев прямозубых колёс
(при 1Ш < to )
Обо-
значе-
значение
Формула
Проверка на неподрезание (')*
s ш!ц
При нарезании червячной фрезой или гребёнкой
Ri min - гд cos2 °os - гв i1 - sin °on),
где тв — радиус закругления у вершины зуба фрезы или гребёнки.
При нарезании долбяком (наружных зубьев)
Ri mln - Y rl + Ka ro + *Ia ~ Re*
(Индекс д указывает, что обозначение относится к долбяку)
г sin2 aos , гв
S ПИП JOS <2 ' ^OS m
Проверка на незаострение
se
se "" e ~j— i lnv aos "^ 'nv axe 1 ',
гпк dd cos aos
Xe De
При внешнем зацеплении и при «о^=20° значение s проще опре-
определять с помощью номограммы на фиг. 4г.
Нормально s > 0,5/и [в редких случаях s — @,3 4- 0,5) от j
Проверка перекрытия
j
1ш
1к
ые дави
сш
с
ш
/ + 1
е в Ш JC
S nms cos ao5
(см. номограмму на фиг. 5)
Для прямозубых колес нормально е > 1,3 (в редких случаях е =
= 1,2 ч- 1,3)
ад / / ш \ . i ш у\ 4L
1ш~ ^Г 1/ V*' STias)+ 4{ ' +l) А,', ' *
LrM чад/ ш J
(см. номограмму на фиг. 5)
^ = ^L ± \/ (—г- sin«^ ) ±4 (-т- ±Пт -г-slna,
L V \ к 1 \ к I к
(см. номограмму на фиг. 5)
h
Для рейки / = — •
К Sin a
В формулы для 1Ш и 1К при нормальном зацеплении вместо -р-
, Z
удобно подставлять— .
*s
ния С (по отношению к удельному давлению в полюсе зацепления)
ад / "" ; 1
V \ ~~^!\ ±T^J
г' 1
Ш Г 1 f 1 \ 1 f /\
1/ I f'ш 1\ 1^ш 1
Примечания к текстам, отмеченным цифрами в скобках, см. в конце таблицы.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
231
Продолжение табл. 6
Элемент зацепления
Обо-
значе-
значение
Формула
Значения С на ножке зуба колеса!*):
в точке полного зацепления с вер-
вершиной зуба шестерни C)
в крайней точке участка зацепления
одной пары зубьев прямозубых колёс
( 1 < t0 )
(при 1К
При Hq > 350 кг/мм3 нормально Cmax < 1,4 (в редких случаях
:max ~ 1'4 Ч" 1>7); при Яв <; 35° Cmax < 1'4
Проверка на удельные скольжения
Значения ¦») на ножке зуба шестер-
шестерни:
в точке полного зацепления с вер-
вершиной зуба колеса B)
в крайней точке участка зацепления
одной пары зубьев прямозубых колёс
(при 1Ш < t0)
Значения т\ на ножке зуба коле-
колеса (>):
в точке полного зацепления с вер-
вершиной зуба шестерни B)
в крайней точке участка зацепления
одной пары зубьев прямозубых колёс
(при lK<t0)
i I-2».ta «,-
'к а.
Нормально т) > — 3 (в редких случаях т) = — 3 -i 6)
Примечания: 1. При нарезании долбяками следует производить также проверку на отсутствие интерфе-
интерференции кромок зубьев одного из зубчатых колёс пары с переходными кривыми зубьев другого. Формулы для этой
проверки даны на стр. 236.
2. Так как полоска контакта обычно имеет некоторую ширину 2й, [формула Aа), стр. 243], то радиус кри-
кривизны в центре этой полоски не может быть очень малым даже при зацеплении зубьев вблизи основной окружности
шестерни или колеса. Поэтому удельные скольжения и относительные удельные давления в начальной и конечной
контактных точках (т. е. при /' = I) часто не отражают действительных условий зацепления, достигая в некоторых
удовлетворительно работающих передачах очень больших значений (когда расстояние от основной окружности до бли-
ближайшей точки рабочего профиля мало). Удельные скольжения и относительные удельные давления следует опреде-
определять в тех точках зацепления, в которых обеспечивается „полное зацепление" (в отличие от кромочного). Эти точки
на ножках зубьев будут отстоять дальше от центров зубчатых колёс, чем основные окружности, по крайней мере на
величину bv На этом основании I следует принимать равным меньшей из двух величин L и р — 0,3/ге51 а 1Ш —
меньшей из двух величин: 1Ш и p^i — 0,3m При высоких контактных напряжениях (t > 5000 «г/сж2) в эти выраже-
выражения вместо 0,3/я следует подставлять 0,6яг„. Точнее
При расчете на заедание рекомендуется принимать:
i ± 1
С Ks ш ш s <если ' < Р«s
3. Для ножек зубьев колеса проверку относительного удельного давления и удельного скольжения следует
производить только в тех случаях, когда kK < 5^. Для ножек колеса с внутренними зубьями проверки этих элементов
можно не производить.
232
ПЕРЕДАЧИ
[РАЗД.
to, in Ч* ro cm_
см см csi см см
wm
-IE
+ «.¦
en
О
rr-r-Tfrrf.
Й11III[11A1 I 11II
о» о* °i.
s as
C/> / «O_ «О 1П T_ ГО
|^«r* to tn чг т ем/ _ сэ o" ef сэ сэ
? IiiiiIiiiiIiiiiTiiiiTi i t i Timlin iTiJihlililihltl il iT. I i I i hinliiiiTiinTi i i i I
/
/
к
Iil.nhli I i I i I t I , I i Тип 11/nil m.I i .nil ¦ ¦ , fi tniilin ¦ T . , i , I . , ¦
CM.
сэ
¦ null 111 .1 i i i i i-T-
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
233
Таблица 7
Формулы для определения специальных измерительных размеров
Измерительный размер
¦ Межцентровое расстояние при плот-
,' ком зацеплении
Толщина зуба по окружности диаме-
диаметром D
Нормальная хордальная толщина зуба
по цилиндру диаметром D
Нормальная хордальная высота головки
зуба до цилиндра диаметром D
Измерительный размер по роликам
для прямозубых колёс
Размер по общей нормали (при изме-
измерении толщины зуба штангенциркулем
или скобой)
Обозна-
Обозначение
А
пл
SD
sxnD
h r\
xnD
M
L
пл
, ± Sfu0
Формула
1+адк cosaos
2 С05а*пл
±sK0**ms , ,_.._
inV Л _ e ~ - . -j- niv »--
о ПЛ d -» I/+1I OS*
дшv '
где s ф и зКф — фактические толщины зубьев шестерни и
колеса по делительной окружности
s =d(—±
\ ^д
cosaxL
invo T Inva );
OS XV J
= ~?cosaos
При внешнем зацеплении и при <*о5=20° проще опреде-
определять in с помощью номограммы на фиг. 4г, понимая под s
и R соответственно Sq и
где
8 —
в
Л -0,5 \±D T -
xnD | ес
При чётном числе зубьев
д
при нечётном числе зубьев
cos с
M-d*
a coso
и
T" '
D (г b*D
—1 Д? I
V 1 в\
—1 д»ы|
D *ь
Ц
д
о ±d
cosaxp рУ
ln 90°
-°- cos — ± dm
z P*
xp
I
3 J
где d —диаметр ролика (следует брать d •= 1,68 т или не-
немного больше для наружных и d =1,5 т или немного мень-
меньше — для внутренних зубьев);
д
L-m созаЛкС*-!
|_
v« ± "P T-
os ddcos«o ¦
m OS 1
ms v J
1С
г
ив\
AL«f
н\
где х—число охватываемых при измерении зубьев; если
/¦, . . ^ -./ / , х — 1 i \ + B-S-4) мм, то рекомендуется
дш(к)*^у ш(к) к (ш) \ / • г ¦>
принимать х равным ближайшему целому числу i
нию с величиной:
180
где а —в градусах.
z
cos p0 cos (t^
io сравне-
С другой стороны, х должно быть таким, чтобы соблю-
соблюдались условия:
L
и
s in 3Л
о
Re>Y ro+ I -^- cos p0 j +{2ч-4)«.
При измерении внутренних зубьев следует вместо S под-
подставлять nms —s и под х
чённых между зубьями,
ножки штангенциркуля или
понимать число впадин, заклю»
которых касаются закруглённые
скобы.
¦ ¦ ¦ '' ¦ -
234
ПЕРЕДАЧИ
[РАЗД. I
Расчёт внешнего зацепления при наре-
нарезании зубчатых колёс червячными фре-
фрезами или гребёнками со стандартным тп.
Даны: А, тп, ао„, fon, с'оп, гш и zK.
Требуется определить: Diu/, DIIO
Deut> DeK, dm, dH, pd, $, слш, inn и размеры
для зубомера.
Расчёт. Сначала определяем приблизи-
приблизительное значение ?д с помощью формулы (для
прямозубых колёс р<5 = В = 0у.
cos Ра прибл "
При этом угле наклона зубьев по делитель-
делительному цилиндру определяем осевой шаг:
Га прибл- *тдпрабл '
Выбираем: ближайший осевой шаг ta, при
котором можно легко подобрать сменные ко-
колёса гитары диференциала зубофрезерного
станка (гитары деления зубострогального
станка — при нарезании гребёнкой) или наре-
нарезать зубчатые колёса без использования ди-
диференциала, либо, если это важнее, получить
целое число осевых шагов в ширине зубчатого
колеса (полушеврона). Тогда при выбранном
значении ta имеем:
smfc
гк)
inv or^ — inv a(
Значения инволют углов приведены в т. I,
стр. 97.
При ао„ = 20° значение %пс проще опреде-
определить с помощью номограмм на фиг. 4а и4в,
по которым следует найти Ъзс (см- примеча-
примечание 4 к табл. 5), после чего knc можно опре-
определить по формуле:
Если по каким-либо соображениям жела-
желательно иметь другое значение ?лг (стр. 300),
то следует соответственно изменить ^ и ta
или А.
После этого можно определить ь"ш и h"K:
(fo
А — (Ri
+ К
Разбивку суммы И.ш+ hK на Иш и hK можно
произвести, например, одним из следующих
способов:
а) Поровну:
б) По Бакингему [33]:
при гш<30
А - (Rlt
при
О это соответствует
.' A I/7-1 _
\f
¦]¦
при zw > 30 (а для прямозубых передач при
гш > 20, если а0 = 20°)
А —
Rite)
Меррит [11, 39] для понижающих передач
при гш + zK > 60 cos3 р и fon = 1 рекомендует
следующую коррекцию: %пш ¦= 0,4A — —— }>
но не менее
0,02 30 —
Коррекцию по Мерриту или по Бакингему
рекомендуется применять при работе зубча-
зубчатых колёс с переменной нагрузкой или при
непродолжительной работе, а также при не-
недостаточном запасе надёжности против заеда-
заедания (стр. 269). О рекомендуемой коррекции
зацепления прямозубых колёс см. на
стр. Й00.
При заданных коэфициентах коррекции
<пш и кт (стр. 300-301):
inv ac--
"г* Zjj
А = Ап
если
COS as
то при известном значении
^с = ?яс~межЦентровое расстояние А проще
/72 о
определить с помощью номограмм на фиг. 4а
и 46 (см. примечание 2 к табл. 5);
п" -
\ + m
+ соп ~
h"«- A-(Ri!U + RiK)-h'M.
Если, наоборот, известны А и Нш, то для
определения ?,пш и ?Яяг (необходимых, в свою
очередь, для определения толщин зубьев
шестерни и колеса) следует воспользоваться
формулами:
. А~А^ __^L +/ол + с'оа ;
пш (i+l)mn mn
ъПК с= -ПС ^ПШ'
Зная hM и hK, определяем остальные раз-
размеры зубчатых колёс:
2Л
dm " т—Г 5 ак - 2А — dtu'>
Такая разбивка рекомендуется для косо-
зубых и шевронных передач при их длитель-
длительной работе с мало изменяющейся нагрузкой
{19], если 5Л( > 0 и Сш< 1,4 (табл. 6).
Dim " dui 2яш ; D-lK ¦= dK z«K,
(Фактические значения Ditu и DiK будут
меньше найденных на величину 2Д/г —двои-
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
235
ного отклонения глубины захода инструмента,
которое необходимо для получения бокового
зазора.)
h
+ со
+ zco
h
(Радиальный зазор в зацеплении согласно
этой формуле изменяется соответственно из-
изменению высоты зуба. Если по каким-либо
соображениям радиальный зазор уменьшать
нежелательно, то следует принимать h =
De
; DeK =
tgP -
Z tutn
Размеры зубьев шестерни и колеса для зу-
бомера определяются по формулам табл. 5. При
необычном зацеплении (при малых числах
зубьев, при больших коэфициентах коррекции
и т. п.) следует производить проверку удо-
удовлетворительности условий зацепления по
формулам табл. 6. Если эта проверка даст
неблагоприятные результаты, то следует из-
изменить i.nui и %пк и произвести расчёт снова.
Расчёт внешнего зацепления при наре-
нарезании зубчатых колёс долбяками.
Даны (индекс д указывает, что обозначе-
обозначение относится к долбяку): aos, zA, sA, ms, DeA*,
'a. /as. c'os' А ИЛИ сда, zm и zK.
Требуется определить: Ditu, DjK,
Detu, DeK, dtu, dK, p, qsiu, 4SK и размеры для
зубомера.
Расчёт. Сначала определяем ?5Ш и ZSK:
(zUl + zk) #*,yCOS
2Л
(zui + zk) (inv as
aos ¦
— inv xos)
2tg«c
Значение f;sc проще определить с помощью
номограммы на фиг. 4а, если ао5. = 20° или
номограмм на фиг. 4а и 4в, если аоп = 20°
(см. примечание 4 к табл.5; при aos=*20 сле-
следует принимать Доу-=0).
Разбивку суммы коэфициентов коррекции
lsc на istu и kSK рекомендуется производить
одним из следующих способов:
а) при длительной работе косозубых
и шевронных паредач с мало изменяющейся
нагрузкой, если ?sc>0 и Сш< 1,4 (табл. 6)
б) при работе зубчатых колёс с перемен-
переменной нагрузкой или при непродолжительной
работе, а также при недостаточном запасе
надёжности против заедания (стр. 269)
О рекомендуемой коррекции зацепления
прямозубых колёс см. стр. 300.
• Если размер D _ неизвестен, то можно принимать
(в ориентации на среднюю изношенность долбяка):
При заданных коэфициентах коррекции
€.ш и Isk (стр. 300-301).
inva.
+ inva05;
H- Zh
cos oos
COSOy
При заданном значении %sc межцентровое рас-
расстояние А проще определить с помощью но-
номограммы на фиг. 4а, если аО(У=»20°, или но-
номограмм 4а и 4б, если аол = 20° (см. при-
примечание 2 к табл. 5; при aos = 20° следует
принимать Да5 = 0).
Во избежание интерференции вершины
зуба колёса с выкружкой шестерни обычно
принимают: /os ¦=¦ 0,8, c'os = 0,3 и при zK>
> 60 cos3 р и />4 5ш.-0,4и ZSK 0,4.
Обозначая углы зацепления в торцевом
сечении в процессе нарезания шестерни и
колеса долбяком через aSAlu и a^, имеем:
+ inva05;
?5Д 2mstgctos 4tgaos
Обозначив межцентровые расстояния при
нарезании шестерни и колеса долбяком через
Адш и Ат, определяем их по формулам:
« V Д И* 'о ^" ь/о •
л*ш 2c6se^; '
_ (.5д + zk) Щ cos aos
2, COS а^д^
Межцентровые расстояния Ааш и ААК проще
определить по способу, данному в примеча-
примечании 3 к табл. 5 (при aOiS = 20°) или в примеча-
примечании 2 к табл. 5 (при «0^ = 2и°; в этом приме-
примечании следует принимать 6^ = ^ + 5^ и zc =
Далее
— Д,д; DtK -2АЛК — De
(Фактические значения Dilu и DiK будут
меньше найденных на величину 2Д/г — двой-
двойного отклонения глубины захода инстру-
инструмента.)
h
А —
У
I Можно также принимать
cos ]
J DeK-DiK + 2h;
2А . d ш
i+l ' к'
tgP
236
ПЕРЕДАЧИ
[РАЗД. I
Если величина внутреннего диаметра не
интересует конструктора (с точки зрения
прочности тела шестерни или обода колеса),
то для упрощения расчёта при некорригиро-
ванном и высотнокорригированном зацеплении
можно принимать:
~ (fos -
De
В этом случае размеры Алш, Ат, Dilu и
DiK можно не определять.
Размеры зубьев шестерни и колеса для
зубомера определяются по формулам табл. 5.
Удовлетворительность условий зацепления
проверяется (при необычном зацеплении) по
формулам табл. 6.
При нарезании долбяками следует произ-
производить проверку на отсутствие интерференции
кромки зуба колеса с выкружкой (переходной
кривой) зуба шестерни (для некорригирован-
ных укороченных зубьев в случае внешнего
зацепления проверку следует производить
нри zK>200) по формуле (справедливой при
нефланкированных долбяках):
Sin <Xy
Sin aS
— Iл
(см. табл. 6 и номограмму на фиг. 5).
При применении угловой или высотной
коррекции с положительным <isul следует про-
производить также проверку на отсутствие интер-
интерференции кромки зуба шестерни с выкружкой
зуба колеса по формуле:
dK Sin as
sin asm
: -
(см. табл. 6 и номограмму на фиг. 5).
В этих формулах:
Utu и Uk — расстояния по линии зацепле-
зацепления, проходимые точкой контакта зубьев за
период, в течение которого находится в за-
зацеплении головка зуба долбяка при нарезании
шестерни и колеса;
А
где dR ~
\*(А*Л- '¦
и Al-
+ 1
^L. (См. номо-
номограмму на фиг. 5; /д •= 1ДШ при а?Л -
J Ав
ztu и 1д"
Область применения прямозубых,
косозубых и шевронных колёс
При применении цилиндрических зубчатых
колёс следует отдавать предпочтение прямо-
прямозубым колёсам перед косозубыми или шев-
шевронными во всех тех случаях, когда имеет
решающее значение какое-либо из следую-
следующих их основных достоинств:
1) прямозубые колёса в отличие от косо-
косозубых не создают осевых нагрузок на валы
или оси, на которые они насажены, и в отли-
отличие от шевронных (если последние не прити-
притираются при определённых осевых положениях
обоих колёс пары) не требуют свободы для
осевой „игры" одного из колёс пары;
2) прямозубые колёса в отличие от косо-
косозубых и шевронных при ошибках в основ-
основном шаге и в профиле (если ошибки в по-
последнем одинаковы во всех сечениях, перпен-
перпендикулярных оси зубчатого колеса) заце-
зацепляются по длине контактных линий, не мень-
меньшей, чем минимальная теоретическая, равная
для прямозубых колёс при е < 2 их рабочей
ширине;
3) прямозубые колёса в отличие от шев-
шевронных (если последние не имеют достаточ-
достаточной для выхода шлифовального камня ка-
канавки) могут шлифоваться на зубошлифо-
вальных станках;
4) износ прямых зубьев в отличие от ко-
косых и шевронных не приводит к неравномер-
неравномерному распределению нагрузки по длине кон-
контактных линий.
Меньшая минимальная длина контактных ли-
линий в зацеплении прямозубых колёс, чем ко-
косозубых или шевронных, компенсируется бо-
более равномерным распределением нагрузки
вдоль контактных линий в связи с тем, что
условия зацепления, условия деформации
зубьев и их износа вдоль контактных линий
прямых зубьев, в отличие от косых или ше-
шевронных, не изменяются.
Однако наряду с указанными достоин-
достоинствами прямозубые колёса обладают тем круп-
крупным недостатком, что они работают с боль-
большим шумом и большими динамическими на-
нагрузками, особенно после износа зубьев, чем
косозубые и шевронные, изготовленные с той
же точностью.
На основании этих соображений прямозу-
прямозубые колёса целесообразно применять в сле-
следующих случаях:
1) при малых окружных скоростях (при
v<2—3 м[сек), когда допустимые для тихо-
тихоходных передач неточности в шаге и в
профиле зубьев не вызывают значительных
динамических нагрузок на зубья
или значительного шума при ра-
¦ sin <у.с„ | боте, в то время как у косозубых
или шевронных колёс такие неточ-
неточности вызвали бы резкое сокра-
сокращение длины контактных ли-
линий;
2) при больших твёрдостях зубьев (когда
динамическая нагрузка при достаточно точ-
точном изготовлении зубчатых колёс невелика
по сравнению с полезной), если отсутствие
осевых нагрузок на опоры валов является
более важным требованием, чем возможно
большее снижение шума;
3) в тех случаях, когда недопустимы ни
осевое усилие, ни осевая игра одной из зуб-
зубчаток.
Кроме того, большое применение прямо-
прямозубые колёса находят в коробках передач с
передвижными колёсами в связи с тем, что
коробки передач такого типа более просты по
конструкции и в изготовлении.
гл. vii).
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
237
Косозубые и шевронные колёса по срав-
сравнению с прямозубыми обладают следующими
основными достоинствами:
1) благодаря постепенному входу в заце-
зацепление косых или шевронных зубьев и мень-
меньшим изменениям величины деформации зубьев
в процессе зацепления, косозубые и шеврон-
шевронные колёса работают с меньшим шумом и с
меньшими динамическими нагрузками, чем
прямозубые, изготовленные с той же точно-
точностью; это достоинство, разумеется, не имеет
значения для тихоходных передач;
2) точно изготовленные косозубые и ше-
шевронные колёса более прочны на изгиб, чем
прямозубые.
Недостатки косозубых и шевронных ко-
колёс следующие:
1) если для 100°/о-ного контакта зубьев в
прямозубых передачах достаточно достичь
полного прилегания зубьев только по ширине
зубчатых колёс, то в косозубых и шеврон-
шевронных передачах для этого необходимо, чтобы
зубья прилегали также и по всей высоте, что
заставляет предъявлять дополнительные тре-
требования к точности профиля зубьев;
2) если зубья при работе изнашиваются
(вследствие, например, недостаточной глад-
гладкости их рабочих поверхностей, загрязнённой
смазки или её малой эффективности, обусло-
обусловленной малыми окружными скоростями), то
распределение нагрузки по длине контактных
линий становится неравномерным, и вблизи
полюса зацепления, где скорости скольжения
малы, контактные напряжения возрастают до
значений, при которых происходит пластиче-
пластическое обминание поверхностных слоев зубьев.
Однако этот недостаток становится достоин-
достоинством в тех передачах, в которых приходится
опасаться заедания зубьев (например, в пере-
передачах шестеренных клетей мощных прокатных
станов).
Ввиду указанных недостатков применять
косозубые и шевронные колёса в весьма ти-
тихоходных передачах (при г><0,5 м/сек) неце-
нецелесообразно. Второй из указанных недостат-
недостатков имеет особо существенное значение для
косозубых и шевронных колёс с высокой
твёрдостью поверхностных слоев зубьев
(выше 350 кг/мм'2 по Бринелю), т. е. с малой
пластичностью. Поверхностный слой зубьев
вблизи полюса зацепления у таких колёс бу-
будет выкрашиваться даже при небольшом из-
износе зубьев. Поэтому косозубые и шеврон-
шевронные колёса с твёрдыми поверхностями зубьев
целесообразно применять только в тех слу-
случаях, когда поверхности зубьев в результате
применения тех или иных доводочных процес-
процессов получаются гладкими и, кроме того, обес-
обеспечивается (хорошими уплотнениями) чистота
смазки, благодаря чему в среднескоростных
и быстроходных передачах зубья не будут
изнашиваться. В противном случае целесо-
целесообразнее применять прямозубые колёса.
В ряде случаев, когда косозубые и шеврон-
шевронные колёса с высокой твёрдостью поверхно-
поверхностных слоев зубьев могли бы быть применены,
их всё же не применяют вследствие того, что
первые требуют устройств, воспринимающих
осевые нагрузки, а вторые — либо должны
изготовляться с канавками значительной ши-
ширины для выхода шлифовального камня, либо
притираться для устранения неточностей
зубьев, вызванных короблением зубчатых колёс
при закалке. Для легковых автомобилей, для
которых первостепенное значение имеет во-
вопрос о снижении шума, в последнее время
широко применяются косозубые колёса.
Среднескоростные и быстроходные зубча-
зубчатые колёса из улучшенных, нормализованных
или термически необработанных сталей реко-
рекомендуется выполнять косозубыми или шеврон-
шевронными, за исключением тех случаев, когда их
применять нежелательно по специальным со-
соображениям (недопустимость осевых усилий
или осевой игры и т. п.). Что касается вы-
выбора между косозубыми и шевронными колё-
колёсами, то первым следует отдавать предпочте-
предпочтение во всех тех случаях, когда их примене-
применение не вызывает необходимости в специаль-
специальных упорных подшипниках или в шайбе на ше-
шестерне, упирающейся в торец обода колеса.
Методы изготовления цилиндрических
зубчатых колёс
Получение зубьев отливкой. Необрабо-
Необработанные литые цилиндрические зубчатые колёса
в настоящее время применяются при окруж-
окружных скоростях до 1—2 м/сек (в редких слу-
случаях—до 3—4 м/сек). В прошлом такие ко-
колёса применялись при окружных скоростях
до 10 м/сек, но это достигалось весьма тща-
тщательным изготовлением отливок, для того
чтобы шаг и профиль зубьев не имели боль-
больших погрешностей, а поверхности зубьев
были гладкими. : .
Формы для отливки зубчатых колёс изго-
изготовляются следующими методами:
1) вручную, с помощью деревянных моде-
моделей — в индивидуальном или мелкосерийном:
производстве прямозубых колёс средних и ма-,
лых размеров;
2) на формовочных машинах, с использо-
использованием металлических моделей — в массовом
или крупносерийном производстве прямозу-
прямозубых колёс небольших размеров;
3) посредством шаблонов-сегментов, со-
состоящих из 2—3 зубьев •- при формовке круп-
крупных прямозубых и шевронных колёс.
Изготовление форм последним из указан-;
ных способов производится с помощью фор-'
мовочных машин или приспособлений двух
типов: а) с вращающейся формой (в опоке)
и неподвижным шаблоном (могущим переме-
перемещаться при извлечении его из формы только
в радиальном или в осевом направлении)—
для формовки колёс диаметром до 2 м; б) с
неподвижной формой (в земле) и вращаю-
вращающимся шаблоном — для формовки колёс диа-
диаметром более 2 м.
При формовке чугунных колёс следует увеличивать
размеры форм на~ 11Х против требующихся размеров ко-
колёс, предусматривая этим усадку отливки. При малых раз-
размерах зубчатых колёс (диаметром 160 мм и менее) это
достигается в результате расталкивания формы при вы-
вынимании из неё модели. Ширина впадины между зубьями
модели или шаблона для получения заданной толщины
литых зубьев увеличивается на 0,4 — 0,6 мм (иногда на
0,8 мм), чтобы иметь запас на расталкивание формы при
вынимании из неё модели или шаблона и чтобы получить
зазор в зацеплении без снятия металла с зубьев.
Нарезание зубьев. Нарезанные по ме-
методу деления зубчатые колёса рабо-
работают удовлетворительно (с незначительным
238
ПЕРЕДАЧИ
[РАЗД. I
шумом и малыми динамическими нагрузками)
лишь при окружных скоростях менее 4—5м/сек.
При нарезании зубчатых колёс по методу
деления имеется целый ряд дополнительных
источников погрешностей в шаге и в профиле
зубьев по сравнению с методом обката, как,
например: а) погрешности механизма переклю-
переключения и фиксации нарезаемого зубчатого ко-
колеса; б) погрешности профилирования фасон-
фасонного инструмента; в) погрешности, связанные
с неправильной установкой инструмента по
отношению к нарезаемому зубчатому колесу.
Для нарезания некорригированных цилин-
цилиндрических прямозубых колёс фасонными
(дисковыми или пальцевыми) фрезами на фре-
фрезерном станке (с помощью делительной го-
головки) или на зуборезном станке применяются
комплекты фрез (для каждого модуля свой
комплект), приведённые в табл. 8. Каждая
фреза данного комплекта точно спрофилиро-
спрофилирована для минимального числа зубьев из тех
чисел зубьев, для которых она предназначена.
В англо-американской практике принята нуме-
нумерация фрез в порядке, обратном указанному
в табл. 8.
Таблица 8
Комплекты дисковых я пальцевых фрез для
нарезания некорригированных цилиндрических
прямозубых колёс
рая их номер (из табл. 8) по эквивалентному
числу зубьев:
№
фрезы
1
17,
2
2'Л
27,
3
37,
зз/4
4
474 •
47.
43Л
5
5'/4
¦67,
53/4
6
« /4
67,
63/4
7
774
71/,
73/4
8
Число зубьев.
для которых применима фреза
данного номера, если комплект состоит из
8 фрез
12 Я 13
—
14—16
—
—
17 — 2О
—
—
21—25
—
—
—
26-34
—
—
35-54
—
—
55-134
—
—
135 и более
15 фрез
12
13
14
—
1дИ 1б
17И 18
19 и 20
—
21 И 22
—
23—25
—
26—29
—
3°—34
—
35-41
42-54
—
55-79
—
8о—134
—
135 и более
26 фрез
12
13
14
15
i6
17
i8
20
21
22
23
24 и 25
2бИ27
28И2О
ЗОИ 31
32-34
35-37
42 -46
47—54
55-65
66—79
8о—юг
юз—134
135 и более
Для нарезания косозубых и шевронных
колёс требуются специальные дисковые или
пальцевые фрезы, так как, во-первых, про-
профиль зуба в нормальном сечении отличается
от эвольвенты и, во-вторых, профиль нарезан-
нарезанного фасонной фрезой зуба в нормальном
сечении будет отличаться от профиля фрезы
в её осевом сечении вследствие искривлён-
искривлённости боковых поверхностей зуба по его длине.
Однако на практике косозубые и шевронные
колёса часто нарезают дисковыми или пальце-
пальцевыми фрезами для прямозубых колёс, выби-
выби*э = cos3 3 '
где г — число зубьев нарезаемого косозубого
или шевронного колеса; (J—угол наклона зубьев.
Погрешности в профиле зубьев цилиндри-
цилиндрических косозубых и шевронных колёс при их
нарезании комплектными фрезами, предназна-
предназначенными для прямозубых колёс, получающиеся
вследствие развалки впадин между зубьями,
будут тем меньше, чем больше число зубьев
нарезаемого колеса и чем меньше угол на-
наклона зубьев. Эти погрешности будут гораздо
меньшими при нарезании пальцевыми фрезами,
чем дисковыми.
Нарезание цилиндрических зубчатых колёс
по методу обката может производиться:
1) червячными фрезами — на зубофрезерных
станках вертикальных (типа Пфаутер) или
горизонтальных (типа Броун-Шарп либо ком-
комплектных к вертикальным—для нарезания
шестерён крупных передач, колёса которых
нарезаются на вертикальных станках); 2) дол-
бяками — на зубодолбёжных станках верти-
вертикальных (типа Феллоу) или горизонтальных
(типа Сайке); 3) гребёнками — на зубостро-
галъных станках (по методу обката с пересо-
пересопряжением) вертикальных (типа Мааг) или
горизонтальных (типа Сандерленд).
Исходным телом для червячной фрезы
является червяк; нормально или под некото-
некоторым углом (у черновых фрез типа Иллинойс)
к его виткам прорезаются канавки для обра-
образования режущих лезвий и для выхода стружки;
образовавшиеся участки витков (зубья фрезы)
затылуются для получения задних углов реза-
резания. Червячные фрезы бывают: а) с архиме-
архимедовым исходным червяком, у которого обра-
образующая -(винтовую поверхность) прямая про-
проходит через ось фрезы; б) с удлинённо-эволь-
вентным исходным червяком, у которого
образующая прямая лежит в плоскости, пер-
перпендикулярной витку (к средней винтовой
линии витка исходного червяка на делитель-
делительном цилиндре); в) с эвольвентным исходным
червяком (т. е. косозубой шестерней с боль-
большим углом наклона зубьев), у которого обра-
образующая прямая касательна к винтовой линии
червяка по основному цилиндру.
Теоретически правильный эвольвентный
профиль у нарезанных зубьев в торцевом
сечении получается лишь при применении
эвольвентных червячных фрез; однако ошибки
в профиле, возникающие при нарезании одно-
заходными червячными фрезами с прямоли-
прямолинейным сечением профиля витка исходного
червяка в осевой или в перпендикулярной
к витку плоскости, до известных пределов
(например, до 30—40 микрон для зубчатых
колёс с небольшой твёрдостью рабочих по-
поверхностей зубьев) не являются нежелатель-
нежелательными. Эти ошибки приводят к более выпук-
выпуклому профилю нарезаемого зуба, чем эволь-
эвольвентный, и способствуют более плавному входу
зубьев в зацепление (см. фланкирование,
стр. 294.).
Для нарезания точных зубчатых колёс при-
применяются шлифованные фрезы (с шлифован-
шлифованными затылованными поверхностями зубьев
фрезы).
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
239
Исходным телом для долбяка является зуб-
зубчатка (с увеличенной высотой зуба). При на-
нарезании долбяками необходимо специально
уделять внимание вопросу об избежании интер-
интерференции парных зубчатых колёс. Исходным
телом гребёнки является рейка.
Главное достоинство зубофрезерных стан-
станков по сравнению с зубодолбёжными и зубо-
строгальными состоит в том, что зубчатые
колёса на них могут быть нарезаны с боль-
большей точностью в окружном шаге (с большей
даже, чем достижимая при шлифовании).
Быстроходные зубчатые колёса типа турбин-
турбинных, выполняемые обычно косозубыми или
шевронными, нарезаются почти исключительно
на зубофрезерных станках. Кроме того, зубо-
фрезерные станки при достаточной их жёст-
жёсткости обычно более производительны, чем
зубодолбёжные и в особенности зубостро-
гальные, (поскольку у гребёнок периметр уча-
участвующих в резании лезвий мал).
Зубодолбёжные и зубострогальные станки
обладают двумя основными преимуществами
перед зубофрезерными: 1) на них можно на-
нарезать зубчатые колёса с малым выходом для
инструмента (например, блочные зубчатки для
коробок передач); 2) поверхность зубьев при
нарезании долбяками или гребёнками полу-
получается более гладкой, чем при нарезании
червячными фрезами. Последнее преиму-
преимущество имеет значение для зубчаток, после
нарезания цементуемых или закаливаемых и
не подвергающихся шлифовке. Шевронные ко-
колёса могут быть нарезаны на станках Сайкса
или Сандерленда без канавки для выхода
инструмента (но не могут вследствие этого
шлифоваться по зубьям), в то время как для
нарезания на зубофрезерных станках тре-
требуется довольно широкая канавка для выхода
фрезы. Правда, широкой канавки не потре-
потребуется, если будут применены шевронные
колёса с зацеплением Вюста (со смещённым
шевроном), но для их нарезания необходимы
специальные многозаходные червячные фрезы
Вюста. В связи с большим углом подъёма
витков у фрез Бюста зубчатые колёса Вюста
обычно не обладают точностью, необходимой
для быстроходных передач (хотя в литературе
отмечены случаи применения колёс Вюста при
v = 50 м1сек).
Зубодолбёжные и зубострогальные станки
часто применяются для нарезания среднеско-
ростных зубчатых колёс. Перед зубострогаль-
ными станками зубодолбёжные, помимо боль-
большей производительности, имеют ещё и то
преимущество, что на них можно нарезать
также колёса с внутренними зубьями (обычно
теми же долбяками, что и для колёс с наруж-
наружными зубьями). Нарезание таких колёс на
зубофрезерных станках связано с необходи-
необходимостью применять специальный инструмент и
специальные приспособления.
Косозубые и шевронные колёса могут быть
нарезаны на зубодолбёжных и зубострогаль-
ных станках только с тем углом наклона
зубьев, для которого имеются направляющие
и зуборезный инструмент (это не относится
к станкам Маага). Шевронные колёса обычно
нарезаются с р^ = 30°.
Протягивание зубьев на протяж-
протяжных станках производится обычно составной
протяжкой, состоящей из набора колец, каждое
из которых имеет внутренние затылованные
зубья.
Горячая накатка зубьев. Горячая накатка
зубьев производится на специальном зубонакатном станке,
состоящем из двух валов, жёстко связанных между собой
делительной передачей, на один из которых насажено
вальцевальное зубчатое колесо, а на другой — нагретая
до температуры ковки заготовка, подлежащая накатке.
При придвигании под достаточно большим давлением
одного из валов к другому охлаждаемое водой вальце-
вальцевальное колесо накатывает зубья на заготовке. Примене-
Применение горячей накатки зубьев вместо их нарезания даёт
большую экономую при массовом производстве зубчатых
колёс [43]. Однако, несмотря на то, что этот метод запа-
запатентован Андерсеном еще в 1905 г., он не получил боль-
большого распространения вследствие, главным образом,
меньшей точности накатанных зубьев по сравнению с на-
нарезанными.
Методы окончательной обра-
обработки зубьев. Цилиндрические зубчатые
колёса, подвергаемые (после нарезания зубьев)
закалке или цементации, если они должны ра-
работать бесшумно при больших окружных ско-
скоростях (например, в некоторых передачах
автомобилей) или надёжно при больших на-
напряжениях (например, в передачах авиадви-
авиадвигателей), обычно шлифуются на зубошлифо-
вальных станках для устранения неточностей,
связанных с короблением зубьев и с измене-
изменением размеров зубчатых колёс в результате
термообработки.
Зубошлифовальные станки работают либо
по методу обката с пересопряжением тарель-
тарельчатыми (станки типа Мааг) или коническими
(станки типа Найльс) шлифовальными кругами,
либо по методу деления — фасонными кругами
(станки типа Оркет). У шлифовальных станков,
работающих по методу обката, точная связь
между поступательным движением шлифоваль-
шлифовального круга и поворотом заготовки (определя-
(определяющая диаметр основной окружности шлифуе-
шлифуемой зубчатки) достигается либо применением
специальных сегментов или барабанов (стан-
(станки типа Мааг), либо настройкой гитар де-
деления и диференциала (станки типа
Найльс).
Во многих случаях закалённые (с малым
отпуском) или цементованные зубчатые колёса
(тракторов, танков, некоторых передач стан-
станков) после термообработки не шлифуются.
Шлифование обходится дорого; кроме того,
оно малопроизводительно и обладает тем не-
недостатком, что при этой операции снимается
наиболее стойкий против контактных напря-
напряжений твёрдый поверхностный слой зубьев.
Поэтому в тех случаях, когда допустим неко-
некоторый шум зубчатых передач, а окружные
скорости не настолько велики, чтобы имели
большое значение (с точки зрения величины
динамических нагрузок), неточности зубьев,
вызываемые термообработкой после нарезания,
шлифование зубьев применять не рекомен-
рекомендуется. При этом, разумеется, необходимо
принимать меры против чрезмерного коро-
коробления зубчатых колёс при термообра-
термообработке (иногда применяют закалку под прес-
прессом).
У цианированных зубчатых колёс зубья
в связи с малой толщиной их твёрдого по-
поверхностного слоя не шлифуются. Азотиро-
Азотированные зубчатые колёса в процессе термооб-
термообработки почти не изменяют своих размеров
и поэтому их зубья также не шлифуются.
Наоборот, когда зубчатые колёса должны быть
очень точными, а шлифование зубьев по
2Ш'
ПЕРЕДАЧИ
[РАЗД. I
каким-либо ^причинам неприменимо, ставят
азотированные зубчатые колёса.
..В.,тех случаях, когда зубчатые колёса на-
нарезаются до окончательной термообработки и
после термообработки их зубья не шлифуются,
большое внимание следует уделять достиже-
достижению достаточной гладкости их рабочих поверх-
поверхностей, от которой сильно зависит долговеч-
долговечность зубчатых колёс. Твёрдые рабочие по-
поверхности зубьев отличаются от поверхностей
мягких и средней твёрдости тем, что неровно-
неровности значительных размеров на них почти не
обминаются и не сглаживаются при работе зуб-
чатыхк колёс и вследствие этого часто стано-
становятся очагами усталостного разрушения по-
поверхностного слоя зубьев. Поэтому следует
применять такие методы зубообработки, при
которых твёрдые рабочие поверхности полу-
получаются достаточно гладкими. Часто ограничи-
ограничиваются тем, что чистовое нарезание производят
на зубодолбёжных или зубострогальных стан-
станках с малыми подачами.
Для ответственных зубчатых колёс, в осо-
особенности если должны быть достигнуты не
только высокая гладкость твёрдых рабочих
поверхностей зубьев, но и бесшумность колёс
и хороший контакт зубьев, применяются сле-
следующие виды окончательной обработки зубьев
(терминология—по ОСТ/НКТП 8883/2345 с не-
некоторыми изменениями):
1) шевингование (шевинг-процесс) — обра-
обработка зубьев зубчатых колёс (до их оконча-
окончательной термообработки, если она применяется)
при помощи специального инструмента (ше-
(шевера), соскабливающего очень мелкие стружки
для обеспечения высокой точности и получе-
получения гладкой поверхности;
2) обкатка — получение гладкой поверх-
поверхности зубьев зубчатых колёс до их оконча-
окончательной термообработки при помощи наклёпа,
возникающего от давления, создаваемого между
закалёнными эталонными зубчатками и обра-
обрабатываемой зубчаткой в процессе их враще-
вращения;
3) шевинг-обкатка — обработка зубьев
зубчатых колёс до их окончательной термооб-
термообработки комбинированием шевингования и
обкатки (резания и наклёпа) при помощи осо-
особого инструмента — обкаточного шевера —для
обеспечения повышенной точности и получе-
получения гладкой поверхности зубьев;
4) притирка — обработка отдельных (не
парных) зубчатых колёс, сводящаяся к удале-
удалению некоторого слоя металла с поверхностей
зубьев при помощи притира и мелкозернистого
абразива при взаимном перемещении изделия
и притира, для обеспечения высокой точности
и получения гладкой поверхности зубьев;
5) приработка — обработка парных зуб-
зубчатых колёс путём их вращения с вспомога-
вспомогательными движениями или без них, с примене-
применением абразивного материала (притирка в паре)
или без него, для получения гладкой поверх-
поверхности зубьев и ускорения взаимной прира-
приработки зубчатых колёс в собранном меха-
механизме;
6) хонингование (хонинг-процесс) — обра-
обработка зубьев закалённых зубчатых колёс при
помощи инструмента, аналогичного притиру,
но состоящего из мелкозернистого абразива,
для обеспечения повышенной точности и по-
получения чистой и гладкой поверхности зубьев;
7) подбор — группирование зубчаток и спа-
спаривание их на специальных станках по техно-
технологическим признакам для получения долго-
долговечной и бесшумной передачи.
В настоящее время часто применяется
шевингование в сочетании с притиркой. Ше-
Шевингование производится круглым шевером
или шевером-рейкой. Оно во много раз произ-
производительнее зубошлифования и обеспечивает
более точный профиль зуба и более гладкую
поверхность [52], чем шлифование (около 10
микродюймов против 20—30 микродюймов при
шлифовании). Однако точность шевингованных
зубчатых колёс может быть нарушена при
последующей термообработке. При применении
закалки под прессом точность зубчатки будет
зависеть от точности поверхностей зажима.
В настоящее время высокая точность профиля
шевингованных зубьев достигается тем, что
профиль шевера назначают с учётом искаже-
искажений профиля зуба зубчатки при её термообра-
термообработке, с тем чтобы окончательный профиль
возможно меньше отклонялся от эвольвенты.
Кроме того, шевингованные зубчатки после тер-
термообработки обычно подвергают притирке. На
некоторых заводах шевингованные шестерни
до термообработки подвергаются ещё обкат-
обкатке (для увеличения гладкости поверхностей
зубьев).
При шевинговании обычно снимается слой
металла толщиной от 0,04 до 0,15 мм, а при
притирке—от 0,01 до 0,03 мм. Для того чтобы
при шевинговании не образовывалось уступов
у зубьев (в области корня зуба), следует либо
завалить вершины зубьев шевера, либо изме-
изменить профиль зуба зуборезного инструмента
так, чтобы у корней нарезаемых зубьев полу-
получалось некоторое поднутрение, достаточное
для плавного сопряжения шевингованного и
нешевингованного участков поверхности зуба.
Для уменьшения влияния деформации валов
на работу зубчатых колёс и для достижения
бесшумной работы иногда применяются бочко-
бочкообразные зубья. Бочкообразность зубьев по
их длине в пределах от 10 до 20 микрон обычно
достигается при шевинговании или при притир-
притирке в результате перемещения оси шевера при
его подаче по кривой поверхности или смеще-
смещения осей притиров по отношению к оси при-
притираемой зубчатки.
Перечисленные выше методы окончательной
обработки зубьев приняты в массовом произ-
производстве зубчатых колёс. В последние годы ше-
шевингование, обкатка и притирка стали находить
применение также и в индивидуальном произ-
производстве зубчатых ко'лёс и редукторов. Поверх-
Поверхностную закалку зубьев шестерён обычно со-
сочетают с притиркой их в паре с колёсами [14].
Виды разрушения или повреждения
зубьев
Поломка зубьев. Трещина, приводящая
в дальнейшем, если зубчатые колёса будут
продолжать работать, к поломке зуба, обычно
начинается у корня и развивается в напра-
направлении, перпендикулярном выкружке (фиг. 6).
Она распространяется в глубину и вдоль зуба
до тех пор, пока оставшееся „здоровое" сече-
сечение зуба не будет в состоянии выдерживать
приложенной нагрузки. У длинных зубьев, в
особенности у косых и шевронных, обычно вы-
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
241
ламывается часть зуба, причём трещина сна-
сначала распространяется вдоль зуба по его осно-
основанию, а затем идёт поперёк зуба или наискось,
выходя к его вершине по сечению, в котором
напряжения становятся большими, чем у осно-
основания зуба вследствие работы надломленной
части зуба (по его длине) как консоли. Зуб
чатки с выломанным краем зуба могут продол-
продолжать работать, если при поломке не произошло
повреждения остальных зубьев от попадания
в зацепление отломившихся кусков зубьев.
Чаще всего причиной поломки зубьев
является образование усталостных трещин
в корне зуба, где возникают наибольшие на-
напряжения изгиба и где вследствие относи-
относительно небольшого радиуса выкружки и нали-
наличия рисок от инструмента происходит значи-
Фиг. 6. Выломившийся зуб с выкрошенной рабо-
рабочей поверхностью.
тельная концентрация этих напряжений. При
нереверсивной нагрузке усталостные трещины
обычно начинаются на рабочей стороне зуба —
на стороне растяжения, хотя напряжения рас-
растяжения в корне зуба меньше напряжений
сжатия.
Следующей причиной поломки зубьев
могут быть редкие, но большие перегрузки,
когда может оказаться недостаточной либо
статическая прочность на изгиб, либо при
ударном характере нагрузки ударная вязкость.
Так как мягкие стали и стали средней твёр-
твёрдости при однократном приложении нагрузки
разрушаются со значительными деформациями,
то большая однократная или редко возника-
возникающая перегрузка может быть причиной по-
поломки зубьев лишь у зубчатых колёс из хруп-
хрупких материалов (чугун, закалённая сталь) или
при очень малом радиусе выкружки, когда
пластические деформации сильно локализу-
локализуются.
В открытых передачах причиной поломки
зубьев обычно является возрастание динамиче-
динамической нагрузки с износом зубьев наряду с умень-
уменьшением их толщины.
Поломке зубьев способствует не только
концентрация напряжений, но и концентрация
нагрузки на краях зубьев, возникающая как
вследствие неточностей изготовления, так и
вследствие деформаций зубчатых колёс, валов
и опор.
Размеры зубчатых колёс в большинстве
случаев определяются не условием прочности
зубьев на изгиб, а их контактными напряже-
напряжениями. Для уменьшения напряжений изгиба
достаточно увеличить размеры зуба, не изме-
изменяя размеров зубчатых колёс, за счёт сниже-
снижения их чисел зубьев. Однако уменьшение
чисел зубьев при соответствующем увеличе-
увеличении модуля приводит к возрастанию потерь на
трение в зацеплении и к опасности заедания,
к некоторому ухудшению условий зацепления
и к увеличению стоимости нарезания зубчатых
колёс. Поэтому точные быстроходные зубчатые
колёса крупных размеров и небольшой твёр-
твёрдости при отсутствии значительных перегрузок
выполняются обычно с весьма большими чис-
числами зубьев шестерни и колеса (какие только
допускаются по условию достаточной прочно-
прочности зубьев на изгиб), причём для избежания
чрезмерной концентрации нагрузки на краях
зубьев зубья шестерни утоняют с каждого
конца (с рабочей стороны) приблизительно на
0,1 мм со сходом на-нет на расстоянии при-
приблизительно 10 мм от торца.
Выкрашивание рабочих поверхностей
(питтинг). Выкрашивание бывает прогрес
сивным и ограниченным. Прогрессив-
Прогрессивное выкрашивание рабочих поверхностей зубьев
является наиболее частой причиной выхода
зубчатых колёс из строя. Процесс прогрессив-
прогрессивного выкрашивания вязких материалов проте-
протекает следующим образом. Сначала на ножках
зубьев (головки зубьев выкрашиванию, как
правило, не подвержены) одного из зубчатых
колёс, около полюсной линии, в результате вы-
выкрашивания частиц металла появляются мелкие
оспинки величиной с булавочную головку,
иногда крупнее (фиг. 6). Число этих оспинок
продолжагт расти (при одновременном увели-
увеличении некоторых из них) до тех пор, пока
контактные напряжения на рабочих поверхно-
поверхностях ножек зубьев, оставшихся неповреждён-
неповреждёнными, не возрастут до значений, приводящих
либо к пластической деформации, т. е. к обми-
нанию поверхностей, либо к интенсивному из-
износу, либо, наконец, к задиру (см. ниже). Уси-
Усиленный износ при прогрессивном выкрашива-
выкрашивании происходит в связи с тем, что поверхности
становятся неровными, и смазка легко выда-
выдавливается в язвинки от выкрашивания. При вы-
выкрашивании преимущественно изнашивается
выкрашивающаяся поверхность (поверхность
ножек зубьев). У прямозубых передач, в связи
с искажением профиля обмявшихся или изно-
износившихся таким образом зубьев, вращение зуб-
зубчатых колёс становится неравномерным, возни-
возникает динамическая нагрузка и шум тем боль-
большие, чем выше окружная скорость и чем доль-
дольше происходил процесс выкрашивания и износа
или обминания.
У косозубых и шевронных колёс слегка
обмявшиеся или износившиеся поверхности но-
ножек зубьев того из зубчатых колёс, на котором
происходит выкрашивание (если оно происхо-
происходит не сразу на обоих колёсах), как бы выходят
из зацепления (частично), и нагрузка на по-
поверхности ножек зубьев парного зубчатого ко-
колеса, как и сопряжённых с ними головок, со-
соответственно возрастает. В результате со вто-
вторым колесом происходит то же, что и с пер-
первым. После того как ножки зубьев обоих зубча-
зубчатых колёс обомнутся или износятся (на глубину
выкрошившегося слоя), зубчатая передача бу-
будет работать с большим шумом и динамической
нагрузкой вследствие того, что обминание или
износ происходит обычно неравномерно по
окружности, и у полюсной линии появляется
242
ПЕРЕДАЧИ
[РАЗД. I
уступ. По мере увеличения глубины обминания
или износа ножек зубьев растёт и динами-
динамическая нагрузка на зубья, особенно при зна-
значительных окружных скоростях, т. е. процесс
обминания всё время ускоряется, пока пере-
передача не выйдет из строя из-за сильного шума
или вследствие чрезмерного износа зубьев, или,
наконец, вследствие задира либо поломки
зубьев. При окружных скоростях порядка
S—8 м\сек зубчатые колёса ещё в состоянии
работать при глубине обминания ножек зубьев
до 1 мм. Иногда описанный процесс выкраши-
выкрашивания сопровождается общим износом зубьев,
вызываемым взвешенными в масле металличе-
металлическими частицами.
Ограниченное выкрашивание мягких по-
поверхностей зубьев, наблюдаемое часто в пер-
первой стадии работы зубчатых колёс из вязких
материалов, связано с концентрацией нагрузки
на ограниченных участках или на мелких не-
неровностях рабочих поверхностей. Оно проис-
происходит до тех пор, пока в результате выкраши-
выкрашивания этих участков нагрузка не распростра-
распространится на большую поверхность. Ограниченное
выкрашивание не должно вызывать тревоги
в отношении надёжности работы зубчатой
передачи.
У твёрдых рабочих поверхностей выкраши-
выкрашивание, как правило, не бывает ограниченным,
так как достаточно появиться на рабочей по-
поверхности зуба мельчайшей оспинке, как
стенки этой оспинки вследствие хрупкости
материала станут обкалываться, и она в конце
концов разрастается до очень крупной язвины.
Обычно на цементованных или твёрдо зака-
закалённых поверхностях в начале выкрашивания
появляются, также на ножках зубьев, очень
мелкие поры, иногда еле заметные на-глаз,
которые затем, постепенно увеличиваясь в раз-
размере и в числе, покрывают поверхность ножек
зубьев, до тех пор пока не произойдёт обми-
обминания или задира зубьев. Обычно зубчатые
колёса в состоянии работать ещё длительное
время (сотни часов), прежде чем начавшийся
процесс выкрашивания доведёт поверхности
до полного разрушения.
Причиной выкрашивания является уста-
усталость рабочих поверхностей (тончайших по-
поверхностных слоев» 15—25 микрон толщиной),
зависящая от усталостной прочности материала
в поверхностных слоях зубьев, от смазки
(например, от её вязкости), от величины и
направления скорости скольжения, от вели-
величины скорости качения (средней скорости пе-
перемещения контактной линии по рабочим по-
поверхностям), а также от гладкости поверхно-
поверхностей. При отсутствии смазки или при очень
слабой её подаче на рабочие поверхности
(лишь в мере, достаточной для предохранения
зубьев от заедания) выкрашивания не возни-
возникает при гораздо больших нагрузках, чем те,
при которых выкрашиваются смазанные рабо-
рабочие поверхности.
В открытых передачах выкрашивание встре-
встречается крайне редко. Повидимому, тонкий по-
поверхностный слой (толщиной 15—25 микрон),
в котором возникают усталостные трещины,
приводящие к выкрашиванию, в открытых
передачах изнашивается раньше, чем в нём
успеют достигнуть конечной стадии процессы
усталости (особенно при очень вязкой
смазке).
С выкрашиванием не следует смешивать
отслаивания, наблюдаемого у некоторых
азотированных, цементованных или закалён-
закалённых с поверхности зубчатых колёс (в особен-
особенности при наличии больших перегрузок), когда
внутренние напряжения недостаточно сняты
отпуском или когда хрупкая корка зубьев не
имеет под собой достаточно прочной сердце-
сердцевины.
Заедание. Рабочие поверхности зубьев при
относительном скольжении без смазки, соче-
сочетающемся со значительным нормальным да-
давлением, будут повреждаться — «заедать*.
Заедание происходит вследствие того, что
частицы одной поверхности при указанных
условиях настолько прочно сцепляются с дру-
другой поверхностью, что они в состоянии ото-
оторваться от первой поверхности (обычно более
мягкой) и при дальнейшем скольжении про-
производить на ней борозды.
Заедание происходит также и на смазанных
рабочих поверхностях зубьев, если масляная
плёнка (непрерывная) между ними не обра-
образуется (смазка выдавливается), что происхо-
происходит либо вследствие больших нагрузок и не-
недостаточных скоростей, с которыми рабочие
поверхности затягивают частицы масла в зону
контакта, как в тихоходных сильно нагружен-
нагруженных передачах, либо вследствие выделения
большого количества тепла трения и повы-
повышения температуры в зоне контакта до такой
величины, при которой масло теряет свою
вязкость, как в быстроходных передачах, ра-
работающих с большой нагрузкой и с большими
скоростями скольжения (у вершин и основа-
оснований зубьев).
Чем больше нагрузка, чем меньше ско-
скорость скольжения и чем мягче и вязче мате-
материал зубьев, тем крупнее могут быть частицы
металла, оторвавшиеся от одной поверхности
Фиг. 7. Характер разрушения зубьев при задире.
и .приварившиеся* к другой. Величиной этих
частиц и определяется степень повреждения
рабочих поверхностей зубьев. Лёгкую форму
заедания иногда называют натирчм, тяжё-
тяжёлую — задиром. Натир на более или менее
значительных участках зубьев нежелателен,
потому что он приводит к износу этих участ-
участков, а следовательно, к искажению профиля
зубьев (прямых). Кроме того, натнр может
перейти в более тяжёлую форму заедания, прн
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
243
которой рабочие поверхности становятся гру-
грубыми и происходит ускоренный износ зубьев.
При задире сильно повреждённые рабочие по-
поверхности зубьев очень быстро изнашиваются,
и зубчатая передача иногда в течение не-
нескольких часов становится непригодной для
дальнейшей работы (фиг. 7). Нередко встре-
встречается ограниченный задир, обусловленный
резко выраженным кромочным контактом
зубьев.
С заеданием в тихоходных передачах обычно
борются посредством применения очень вяз-
вязких смазок. В быстроходных и среднескорост-
ных, а также в тихоходных тяжело нагружён-
нагружённых передачах находят применение активиро-
активированные (противозадирные) смазки (стр. 266).
Износ. Зубья зубчатых колёс могут изна-
изнашиваться по двум причинам: а) из-за недоста-
недостаточной гладкости рабочих поверхностей и
б) из-за наличия абразивных частиц в масле.
Износ по первой причине в закрытых пе-
передачах обычно ограничивается периодом при-
приработки или начальным периодом работы зуб-
зубчатых колёс, после чего поверхности зубьев
становятся достаточно гладкими, чтобы их
шероховатости не превышали толщины ма-
масляной плёнки и не задевали друг за друга.
Такой износ называется приработочны w. Если
одна из поверхностей много твёрже другой и
зубчатые колёса не подвергались притирке,
то более мягкая поверхность может значи-
значительно износиться, прежде чем твёрдая по-
поверхность станет достаточно гладкой, чтобы
износ прекратился. Однако при правильном
выборе соотношения твёрдостей зубьев ше-
шестерни и колеса (в зависимости от передаточ-
передаточного числа) высокая гладкость рабочих по-
поверхностей зубьев достигается в работе очень
быстро, и в дальнейшем при чистой смазке
среднескоростные и быстроходные зубчатые
колёса могут работать десятками лет без за-
заметного износа. При большом различии в
твёрдости рабочих поверхностей зубьев для
достижения гладкости твёрдых зубьев обычно
применяется притирка (с притиром или в паре).
Абразивный износ зубьев (фиг. 8) проис-
происходит вследствие того, что в масле содержатся
абразивные частицы,
как, например: грязь,
песчинки, абразивная
пыль, металлические
частицы. Онпротекает
обычно довольно бы-
быстро, в особенности
при малой твёрдости
зубьев и малой вязко-
вязкости смазки. Для избе-
избежания абразивного из-
износа необходимо пере-
передачи выполнять закры-
закрытыми, с хорошими уп-
уплотнениями от пыли, и
не допускать загрязне-
загрязнения смазки. В тех слу-
случаях, когда нельзя из-
избежать абразивного
износа, следует приме-
применять цементованные или закалённые (напри-
(например, с поверхности зубьев) зубчатые колёса.
Пластические деформации. У тяжело на-
нагружённых зубчатых колёс, выполненных из
мягких сталей, форма зубьев иногда иска-
Фиг. 8. Абразивно изно-
изношенные зубья.
жается вследствие пластического перемещения
частиц поверхностных слоев, направленного
на ведомых зубьях к полюсу и на ведущих —
от полюса. В понижающих передачах на зубьях
колеса в результате этого «течения" поверх-
поверхностного слоя вдоль полюсной линии обра-
образуется хребет, а на зубьях шестерни — соот-
соответствующая канавка. Эффективных мер
борьбы против этого вида повреждения, свя-
связанного с недостаточной твёрдостью зубьев
и наблюдаемого в резкой форме лишь в тихо-
тихоходных передачах, пока не найдено. В неболь-
небольшой мере положение может быть улучшено
посредством повышения вязкости смазки; хре-
хребет время от времени следует опиливать.
Расчёт рабочих поверхностей зубьев
на выносливость (на долговечность) *
Контактные напряжения и контактные
деформации Зубьев. Контактными напряже-
напряжениями (и деформациями) называются напряже-
напряжения (и деформации), возникающие при кон-
контакте (соприкосновении) под нагрузкой двух
тел, в каждом из них. Наибольшее контакт-
контактное напряжение сжатия на гладких цилиндри-
цилиндрических рабочих поверхностях, возникающее
в середине полоски контакта, может быть
определено по следующей формуле Герца,
справедливой: а) при коэфициенте Пуассона
материалов поверхностных слоев ц = 0,3;
б) при отсутствии трения между поверхностями;
в) при бесконечно большой длине* полоски
контакта:
-0,4181/^,
* ?
A)
где ас — наибольшее контактное напряжение
сжатия (удельное давление по Герцу) в кг/см^;
q — удельная контактная нагрузка ^нагрузка
на 1 см длины полоски контакта) в кг,см.\
Е — эффективный модуль упругости материа-
материалов поверхностных слоев соприкасающихся
тел в кг/см*
где Ei и Е2 — модули упругости материалов
соприкасающихся тел|; р — эффективный ра-
радиус кривизны
1 11
Pi P2
рабочих поверхностей
ны
тел ].
рабочих поверхностей в см
Де Pi и Р2 — радиусы кривиз-
соприкасающихся
По теории Герца—Беляева при статических условиях
иагружения цилиндрических рабочих поверхностей:
1) нагрузка пиперёк полоски контакта распределяете»
по эллиптическому закону;
2) полуширина полоски контакта 6, (в см) может быть
определена по формуле
3) наибольшее контактное напряжение сдвига tmai
в поверхностных слоях обоих соприкасающихся тел дей-
• См. методические указания по расчёту цилиндри-
цилиндрических зубчатых колёс на прочность и долговечность
(стр. 2&Ь). Открытые передачи на выносливость рабочих,
поверхностей зубьев не рассчитываются.
244
ПЕРЕДАЧИ
[РАЗД. 1
ствует под углом 45е к направлению нормального да-
давления на глубине (от поверхности), равной 0,785.),, и рав-
равняется 0,Ззс.
4) наибольшее напряжение сдвига на поверхности
равняется 0,-'зс и действует под углом 45° к направле-
направлению нормального давления:
5) сближение центров двух сжатых цилиндров, кото-
которому может быть приравнено сближение центров
кривизны рабочих поверхностей (деформация контактного
сжатия), определяется по формуле [27]:
* _ 2<7A - ц») 2пЕ(р, + р,) 2д 1Л _, „ _
При работе зубчатых колёс на поверхно-
поверхностях зубьев возникают силы трения, которые
изменяют напряжённое состояние в зоне кон-
контакта и увеличивают максимальное контактное
напряжение сдвига. Если принять коэфициент
трения равным 0,2 и неизменным по ширине
полоски контакта, то максимальное контактное
напряжение сдвига получит значение 0,34зг на
глубине 0,4ft, [15, 26]. Это напряжение почти
не отличается от максимального контактного
напряжения сдвига при параболическом законе
распределения нагрузки поперёк полоски кон-
контакта (при вышеуказанной её ширине), приня-
принятого здесь в качестве условного расчётного:
A6)
'-«•'«i/T-w-
Однако, как показывают эксперименталь-
экспериментальные исследования [63, 69], усталостные тре-
трещины в большинстве случаев возникают на
самой поверхности, вернее, в поверхностном
слое толщиной порядка 25 микрон и притом
на той из рабочих поверхностей, на которой
скорость скольжения имеет противоположное
направление по отношению к скорости каче-
качения. Последнее можно объяснить тем, что на
эту рабочую поверхность слой смазки дей-
действует с большими касательными силами, чем
на поверхность, на которой скорость сколь-
скольжения совпадает по направлению со скоростью
качения. Под скоростью качения понимается
полусумма скоростей перемещения полоски
контакта по обеим поверхностям.
Ввиду того что вопрос о величине контакт-
контактных напряжений с учётом сил, действующих
в слое смазки, ещё не исследован, расчёт на
контактные напряжения условно можно про-
производить по максимальному контактному на-
напряжению сдвига, используя формулу A6),
причём допускаемые контактные напряжения
сдвига кс следует определять на основании
экспериментальных и эмпирических данных по
усталости рабочих поверхностей зубьев и ро-
роликов. Имеющиеся экспериментальные данные
позволяют предположить, что опасное кон-
контактное напряжение сдвига, возникающее при
работе смазанных зубьев непосредственно у
поверхности, близко по величине к условному
расчётному контактному напряжению сдвига.
По теории Герца — Беляева контактное напря-
напряжение одинаково для обеих поверхностей, на-
находящихся в контакте.
Связь между удельной контактной нагруз-
нагрузкой q в кг/см и окружным усилием h в кг
[расчётным, определённым по формула Fа),
стр. 244] для прямозубых, косозубых и ше-
шевронных цилиндрических зубчатых колёс выра-
выражается следующей формулой, выведенной ис-
исходя из предположения о равномерном рас-
распределении нагрузки по контактным линиям:
Р = i'qbzs cos as,
B)
где ?' — коэфициент изменения длины контакт-
контактных линий, равный отношению минимальной
суммарной длины контактных линий к её сред-
среднему значению (для прямозубых колёс 5' - — I
для косозубых и шевронных колёс обычно
^ > 0,9); b — рабочая ширина зубчатых ко-
колёс в см; es — коэфициент перекрытия в тор-
торцевом сечении; <х5 — угол зацепления в торце-
торцевом сечении.
Так как усталостные трещины и выкраши-
выкрашивание в поверхностном слое рабочих поверх-
поверхностей зубьев начинаются вблизи полюса за-
зацепления [24], то расчётное контактное напря-
напряжение следует определять при контакте в по-
полюсе зацепления. Эффективный радиус кри-
кривизны рабочих поверхностей зубьев в полюсе
зацепления в см определяется по формуле:
Р -
sin
2 cos
C)
где dm — диаметр шестерни в см; |3О — угол
наклона зубьев по основному цилиндру; i—
передаточное число.
Формулы для расчёта цилиндрических
прямозубых колёс на контактные напря-
напряжения сдвига *. Расчёт на усталость (на вы-
выкрашивание) рабочих поверхностей зубьев
стальных прямозубых колёс при угле зацепле-
зацепления а = 20° можно производить по следующим
формулам [выведенным из формул A6), B)
и C) и несколько упрощённым]:
а) При проверочном расчёте:
100 0С0
АГ~
/W.
100 000
71 620dKb
(см. номограмму на фиг. 9);
Ы.
(JL)
- — К;
м,
D)
E)
F)
71620'
[Для повышающих передач более точна
71620*
формула —)
Рр~
Fа)
' цш
10»
тт -
**ц
107
' цк__
а„Пь
Примечание. Если при твёрдости рабочих по-
поверхностей зубьев шестерни или колеса Jig < 350 hzjmm1
* См. сноску на стр. 243.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
245-
т
b
Г-0,5
Ё
1
—* 1
-
Г 1.5
1 ihTil
i
—
t
F*3
:
Г*4
г
Г
Ё
II ] 1 1
it 111
=^10
ihlii
г
|*20
Ё
Е-
ilih
— 30
Illl
^•4В
г
=-—50
ггг
г
Illlll
ТТфТГ
-•шо
о
1 .hi
О \
илипс) —
р-300
м
Е—200
I '.5-^
- z
— 150
|||||
illlllll
|11И
Illllll
Е ' —
Illl
Г" 90
- 80
-
~
- 70
:
— 60
Г"
=-50
Е
5-40
^-30
Ё> 25
=- 15
Е—'0
— 1
~- 6
Ё-5
г—4
100000...80000 л//А/
/J i Ппк
i
=—г
г-з
1
г*4
Е
;
Е-5
z
-
г*8
г
Г
Г
Е-9
Ё-Ш
Ег"
Е-12
§-13
=-14
-
— 17
-
?- 19
^-•20
и, ii
h 1111 и i
-25
1
I
i
1
Лад.
ь
?хема пользования
1
©
/Л
k
^^
дано
\
-Х-
J 1
1
1
\
г
Rc)
!
г
1*100
^•50
Ё- 40
~ 30
— го
F 15
llh
_
r-5
^— 4
- «
—
2
ml
-
г
z.
г-0,5
=- 0,4
^0.3
=-0,2
г0-1
=-.0,05
Е- 0,04
;
Z- 0,03
=-0,02
Z.
;
г-0,01
III
=- 0,005
Е- 0,004
— 0,002
^-0,001
т
(ила
8000»-^
ТШЮ"-Е
¦z
8000«-^
I
5000^
hhlil
4500-Е
4ООо4
1 ^
1 -Е
| 3500 —
§ 3
% i
| 3000»-:
•¦«, -
>! т
| 2500 —
1 ^
о __
s 2000 «-^
* "=
S 1
о 1500-=
1 1
^ 1
шпсг—i
эоо«^
8оа«-=
тоо*-Е
боа»^
/?с)
=—8000
Е—7000
^-•6000
^.5000
|-4500
Ё^4000
^ 3500
I "§•
Е ^
Е-»зоЗо
'- 1
Е-2500
ООП
Illl
Г э
^—2000
Г Q.
L |
Ё- 1500
И|И
для
Z. О
- §
Г 1
:
;
^.1000
1—300
Е"
E-80U
Е-
Е—700
^600
Фиг. 9. Номограмма для расчета зубьев на контактные напряжения.
246
ПЕРЕДАЧИ
[РАЗД.
число циклов ЛГ1<гн или N^ превышает 10т (или 25 • 10*
при Нр > 350). то рабочие поверхности данного зубча-
зубчатого колеса могут работать без выкрашивания (с исправ-
исправным парным зубчатым колесом) неограниченно долго.
б) При о п р е д е л е н и и д о пускаемой
мощности NH:
'к /Р И ± IK V100000/
(см. номограмму на фиг. 9);
Dа)
F6)
в) При проектировании новой
передачи (см. номограмму на фиг. 9):
.(,ii)'/ifl««?y^ 1 («
о
Отношением -г- следует задаваться (см.
стр. 302).
При известном А\
Если требуется определить модуль т в см,
Ь
задаваясь —, то можно воспользоваться фор-
т т
мулой: ;
т
•Dг)
Определение модуля по этой формуле не
исключает необходимости в расчёте (повероч-
(поверочном) зубьев на изгиб.
г) При зацеплении шестерни с
рейкой:
100000 Г ГлГ\~Т
Гш)р
N\ ( ПсПгш \» .
з Г
I/
г
100000уу N
) \
А/
71 620
Dе)
; DЖ)
Fв)
(Если шестерня ведомая, то вместо ч\х сле-
следует подставлять единицу.)
Обозначения, использованные в этих фор-
формулах, даны в табл. 1 (Л; b; dK; i; гш) и
в табл.2 ашнак;МшниМкН;т;М^н; (—) ;
L V "-к >н
•ш /р
Rcn> х » значения индексов см. в подзаголов-
подзаголовках табл. 1 и 2. Кроме того:
К — коэфициент нагрузки для рас-
расчёта зубьев на контактные
напряжения (см. „Определение
расчётной нагрузки", стр. 275);
Ксош и Rcok — допускаемые контактные напря-
напряжения сдвига Rc <для прямых
зубьев Rc]7, для косых зубьев-
Rck) Для шестерни и колеса при
числе циклов напряжений Л/„ =
- 107 в ¦ "
/;
Тш и Тк —долговечности в часах рабочих
поверхностей зубьев шестерни
и колеса;
¦Цх — коэфициент, учитывающий по-
потери в зацеплении.
Знак плюс принимается для внешнего за-
зацепления, знак минус — для внутреннего.
Примечания: 1. Если угол зацепления рассчиты
ваемой пары прямозубых колёс а отличается от 20°, тс
в формулы D) — Dж) вместо числового коэфициеита
100 000 следует подставить 100 000 т/ .' .
2. Если коэфициент перекрытия рассчитываемой пары
прямозубых колёс (нефланкированных) превышает 2, то
Р,
при рпр
+ в
b cos a
+ и > 16Ei0- где Aq— наибольшая
разность основных шагов шестерни и колеса в микронах,
в формулы D) — Dж) вместо числового коэфициента
*100 000 следует подставить
100 000
0,57
'пр
3. Поправки, приведённые в примечаниях 1 и 2, спра-
справедливы только для прямозубых колёс.
Особенности расчёта на контактные на-
напряжения сдвига цилиндрических косозу-
косозубых и шевронных колёс. При расчёте на
выносливость рабочих поверхностей зубьев
цилиндрических косозубых и шевронных колёс
можно пользоваться теми же формулами, что
и для прямозубых колёс, подставляя в фор-
формулы D) - Dж) числовой коэфициент 80000
вместо 100 000 и допускаемое контактное напря-
напряжение сдвига в поверхностном слое косых и
шевронных зубьев RcK (в кг/см*) вместо
Rcn. Формулы 4, 4а, 46 и 4г для косых и
шевронных зубьев получают следующий вид
(см. номограмму на фиг. 9):
80000
А1
80000
1—\ =
/(I
Y1,
N \ (I ± 1K
2Pp(i± 1
7162OdKb
A-{t±\)
(/±lK\8u0J0
80 000\2/ ЛГ
Dз)
DИ)
Dk)
Dл)
ГЛ. Vll]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
247
Примечания: 1. Если коэфициент высоты зуба
основной рейки /оп рассчитываемой пары косозубых или
шевронных колёс отличается от единицы, то числовой
коэфициент 80 000 в формулах Из1) — Dл) [или D) — Dж),
преобразованных для расчёта косых и шевронных зубьев]
следует разделить на "]/*/оя • Эта поправка к прямозу-
прямозубым колёсам не относится.
2. В тех случаях, когда желательно уточнить расчёт
цилиндрических косозубых или шевронных колёс, напри-
Если Д* < ta B — ву), то при е5 <2:
Если Д* > ta B — «д), то при «^ < 2:
Д'й B — «с)
?'-1 г-^—,
мер, для узких колёс
или при необычном за- где
цеплении, в формулы Dз) — Dл) [или D) — Dж), преобра-
преобразованные для расчёта косых и шевронных зубьев] вместо
числового коэфициента 80 000 следует подставлять
Г 3oooj
ЗОООЕсозрр
sin 2a.
Обозначения в этом выражении те же, что и в фор-
формулах A), B), C); %s следует определять (по формулам
табл. 6, стр. 230—231) с учётом наибольших возможных
отклонений в диаметрах окружностей выступов шестерни
« колеса и в межцентровом расстоянии (стр. 293).
При некорригированном зацеплении
= ta— Aft.
Для шевронных колёс в эти формулы вместо Ь сле-
Ь
дует подставлять -%¦.
Особенности расчёта на контактные на-
напряжения сдвига нестальных зубчатых
колёс. Когда в паре зубчатых колёс одно или
оба зубчатых колеса выполнены не из стали,
числовые коэфициенты в формулах 1—1л(т.е.
НО 000 для прямозубых колёс и 80 000 — для
косозубых и шевронных) следует умножить
V-
cos' аоп + sin'
sin 2a,
sin 2<x.on cos
fде р — угол наклона зубьев по начальному цилиндру;
¦ол— угол зацепления основной рейки в нормальном
сечении.
Коэфициент ?' определяется в зависимости от вели-
величины Дй - излишка рабочей ширины зубчатых колёс по
отношению к максимально укладывающемуся в ней целому
числу осевых шагов:
Дй - ь — <М„
где ф/ — максимальное целое число осевых шагов ta ,
укладывающихся в рабочей ширине Ь
)-
2150-Щ-' ГДе ?-эффективный мо-
дуль упругости. Для серых чугунов СЧ 32 —
СЧ 48 в среднем можно принимать: при работе
чугуна по чугуну Е - 900000 кг\см^ и при ра-
работе чугуна по стали Е - 1 280 000 кг/см*.
Усталость рабочих поверхностей *
Результаты экспериментов со стальными роли-
роликами. Результаты экспериментов со стальными роликами,
цилиндрическими и коническими, приведены в табл. 9,
9а, 10 и 11. В этих таблицах даны ограниченные пределы
усталости Гууу рабочих поверхностей роликов, равные
наибольшим контактным напряжениям сдвига (~у;у), при
которых прогрессивное выкрашивание не наступает в те-
течение данных чисел циклов напряжений Мц (если N^ —
= 10 млн., то предел усталости обозначается через Ту).
Если Дй — 0, то 5' - 1.
* Под усталостью рабочих поверхностей, или контакт-
контактной усталостью поверхностей, здесь и в дальнейшем пони-
понимается усталость тончайших поверхностных слоев A5—
25 микрон толщиной).
Таблицы 9 и 9а
Ограниченные пределы усталости на сдвиг т (для N
цилиндрических роликов при качении со скоростью скольжения v
107) рабочих поверхностей стальных
» О
исключением опытов Нисихара и Кобаяси, производившихся на машине Амслера, вращение ведомым роликам
сообщалось силами трения в зоне контакта)
Таблица 9
Размеры и числа оборотов роликов;
вязкость смазки в градусах Энглера
Диаметры роликов: <* —40 мм,
d „-38,1 мм
ем
Длина полоски контакта Ь—12,7 мм;
Л =400 обмин
Ьязкость масла по Энглеру:
а) при рабочей температуре
б) при 100° С
Е1ГО-2,5°
Материал, термообработка н оконча-
окончательная механическая обработка
Опыты Вея [69]A)*
Оба ролика из 0,40/0 С углеродистой
стали; закалка и отпуск до указанной
твёрдости
Шлифовка; высота неровностей
2,5 — 4,5 микрона
То же, но после шлифовки тщатель-
тщательная полировка тонкой окисью алюми-
алюминия
Твёрдость
Ип
"Л
в кг/мм*
17о
IOO
ai5
240
28а
3°9
За5
465
34O
V
в кг/мм*
14,2
l6,O
16,0
30,8
зз.а
31,а
З1.3
49,3
>49,3
Ту
0,08Яв
i
[,о4
[>°5
>,93
,о8
.°3
[,2б
,2О
',33
>а»57
* Примечания к текстам, отмеченным цифрой в скобках, см. в конце таблицы.
248
ПЕРЕДАЧИ
[РАЗД. 8
Продолжение табл.
Размеры и числа оборотов роликов;
вязкость смазки в градусах Энглера
Условия испытаний не указаны
Материал, термообработка и оконча-
окончательная механическая обработка
Данные Бакингема [33]
Материал обоих роликов одинаковый
Твёрдость
Нв
в кг1ммг
«5°
20О
250
3°°
35°
4оо
45°
5оо
55°
боо
Опыты Наультона и Снаидера [57] (*)
Диаметр испытывавшегося ролика
d, = 27,6 мм; диаметр вспомогатель-
вспомогательных (грех) роликов йГ,=63,5 мм;
Ь=6,35 мм; л3=1800 об/мин; л, »
ж* 4080 об/мин
d =83 мм; deM*=40MM; Ь—Ъ0мм;
пд =1500 об/мин; рабочая темпера-
температура 25 .
Масло — машинное Т: Е50 -= 7,2°;
высота неровностей на поверхности
3— 4 микрона
1
Легированные стали
(SAE4620, 4120, 3115, 5120)
Цементация и прямая закалка (*)$ рабо-
рабочие поверхности:
шлифованные
нешлифованные (после термооб-
термообработки)
Цементация и двойная закалкаE); рабо-
рабочие поверхности:
шлифованные
нешлифованные
Сталь ЬАЕ 52100 (шарикоподшипни-
(шарикоподшипниковая)
Закалка и низкий отпуск; шлифовка
Инструментальная сталь
A2°/0 Сг; 2"/„ С)
Закалка и низкий отпуск, шлифовка
Опыты а в т о р а (")
Сталь 45; улучшение; шлифовка:
ведомый ролик
ведущий ¦
Сталь 20; цементация; шлифовка:
ведомый ролик
ведущий ,
ведомый „
ведущий ,
—
—
—
—
-
321
248
HR =65
HR =53
HR -63
Я*с~63
в кг\ммг
12,2
17,о
21,9
26,7
З'.б
36,4
45.8O
5' ,4(а)
57,°ia)
62,1C)
79.5
85.4
б7,4(в)
67,4
73,30 1
i
б7,4G)
32,6
OfiSIi~Q
1,02
1,06
1,09
1,11
»>'3 .
«.'4
1,27
1,23
1,29
1,29
~_1 ид
~«.78
**• i ,^8
"^ 1 3^
-
—
',27
Выкрашивания не
ОЫ«Р
42,2
42,2(8)
37,7A0)
-
-
-
Выкрашивания не было
Примечания: 1. В опытах Вея значения Н _ и х приблизительные.
2. При Яд > 450 и при N > 107 значение %
меньше указанного в I -'¦) раз.
3. Ограниченные пределы контактной выносливости в опытах Наультона и Снаидера определялись на базе 50 млн.!
циклов напряжений, но поскольку средний (испытывгвшийся) ролик только при одном контакте из трёх работал
как ведомый, то следует считать, что эти пределы выносливости соответствуют примерно 17 млн. циклов напряже-i
НИИ.
4. Науглероживание при 930% охлаждение до 870'. прямая закалка в масле, отпуск при 190° (стг VKTvoa—маотен-!
сит + аустенит). v v [
5. Hayiлсроживгние при 930', охлаждение до 870°, закалка в масле, повторный нагрев до 805°, закалка в масле
отпуск при 190° (структура — мартенсита ':
6. Дли некоторых сталей т можно было увеличить до 80 кг/мм2; при t =85 кг/мм* ролики разруш;л 1сь вслед-
вследствие скалывания краёв, иесмогря на наличие фасок. У ¦
7. Разрушение (при дальнейшем увеличении контактного напряжения) происходило вследствие скалывания краёв
роликов. г
8. Опыты производились в ЦНИИТМАШ.
9. Некоторые ролики, имевшие местами пониженную твёрдость (и структуру: троостосорбит и троостит), а также
малую глубину цементованного слоя после шлифовки @,4—0,Ь мм) разрушались вследствие преждевременного от
слаивгния (после 0,3 и 6,5 млн. циклов).
10. Выкрашивание началось после 50 млн. циклов напряжений.
гл. vii]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
249
Таблица 9а
Размеры и числа оборотов
роликов; вязкость смазки
в градусах Энглера
Материал, термообработка
и окончательная механиче-
механическая обработка
Твёр-
Твёрдость
Предел
проч-
прочности
°Ь
теку-
текучести
as
В KZiMM?
0,03 Нв
0,5 *_!
Те же данные, что и
табл. 9
,; a-40 мм; ft—
=10 мм; и,=208, я,=187
об/мин; vcK-0; %
=7-5-14°; Е5о=2,6°;
Диаметр испытывавше-
гося ролика (ведущего)
d =40 лш; вспомогатель-
вспомогательные (два) ролики (ведомые]
диаметром ^ftw~S0 мм;
Ь—5 мм; п =1400 об'мин
вязкость масла при рабо-
рабочей температуре (/_
Опыты Вея [69] (")
Оба ролика из 0,4% С углеро-
углеродистой стали; закалка и отпуск
до указанного с^; шлифовка; иы-
сота неровностей 2,5—4,5 микрона
Опыты Нисихара и Кобаяси [63]
Оба ролика из 0,41% С углеро-
углеродистой стали; отжиг (9OO'J—1 час)
и нормализация (850—30 мин.);
шлифовка
Опыты Нимана [62](<)
Углеродистые стали
0,27% С, без термообработки .
рабочие поверхности:
а) шлифованные
б) обточенные
в) полированные или лаппин-
гонанные
г) хромированные на глубину
0,08 мм и шлифованные . -.
д) то же, на 0,13 мм
е) то же, на 0,40 мм
О,31"/о С; шлифовка '59
0,47% С . »
О,67"/о С „ =3°
—
—
_
—
—
77
98
Ю7
141
'57
2O2
—
—
—
—
—
19,8
<27,1C)
>3°;9C)
<.4°, 2(*)
47,2
—
—
—
—
—
Легированные стали
Улучшение; шлифовка
0,44% С; 1,5% Si; 0,6% Мп .
0,51% С; 1,61% S1; О,67"/о Мп .
0,28% С; 2,42% Сг; 0,26% МоС'
0,12 V
0,27% С; 2,54% Сг 0,26% Мо
0,18% V
Азотируемая сталь
0,29% С; 0,22% .4; 0,66% Мп;
2,64% Сг ; 0,13% V; шлифовка:
а) без термообработки . . . .
б) закалка
Шарикоподшипниковая сталь
0,95-1,1% С; 0,35% SI; 0,3—
0,4'/,, Мп; 1,45—1,65% Сг; шли-
шлифовка:
а) без термообработки . . . .
б) закалка
Кремнемарганцевистая сталь
Закалка газовой горелкой; шли-
шлифовка
0,38% С; 0,33% S1; 1,29% Мп
О,ЗЬ°/О С; 0,33% Si; 1,30% Мп
Стальное литьё
Без термообработки; шлифовка
0,09% С; 0,;:0% Si; 0,65% Мп
0,23% С; 0,50% Si; 0,76% Мп
0,35% С; 0v53% Si; 0,76% Мп
229
255
345
347
555
2ОО
573
629
6ai
589
6oi
«3°
142
о,97
о,97
i8i
6о,9
35.7
19,8
«t37
495
57.9
66,3
82,2
81,3
88,4
-
117,2
100,8
«94
202
205
210
202
204
43.9
54,4
65,0
34,5
Зб,5
34 9
37,1
53.»
56,6
-
108,6
94.6
70
—
26,1
3°,'
34,о
'4,9
«3,5
«6,3
10,4
и,8
«7,7
«7>о
i8>7
22,9
25,0
27,2
36,8
Зб,8
19,8
59.70
20,8
б.,.н
67,7
72,ОE)
59-8E)
б2,1E)
«4,9
'6,3
21,9
',33
1,2О
—
—
—
«,34
«.2j
'.24
1,36
'.33
«.33
'.32
0,8
1.34
'.3
«.33
«¦34
«,38
1,27
1,29
',43
«,43
1,48
2) [',15
'.37
1,22
'.'7
б
1,28 [1,29
'.3' 1',2О
о,82 [о, 74
1,28
1,2б
«,38
«.43
«.23
«.27
'.25
',4°
.47i
Примечания: 1. Отношение ——У— определялось по значению о-_1 , найденному по формуле A0) (стр. 259).
2. Значения аь и -с приблизительные. 3. Предел контактной усталости не определялся. 4. Метод проведения этих
опытов следует считать неправильным; испытывавшиеся образцы были ведущими, поэтому были получены завы-
завышенные пределы контактной усталости. Для мягких сталей этот недостаток метода испытаний в некоторой мере ком.
пенсировался снижением предела контактной усталости, вследствие большей твёрдости парных роликов (вспомога-
(вспомогательные ролики были выполнены из закалённой шарикоподшипниковой стали). В графе твёрдости приведено наимень-
наименьшее значение Hq из указанного Ниманом интервала. 5. Числа циклов напряжений, соответствующие пределам кои.
тактной усталости, для этих сталей находятся между 10 и 20 млн.
Ограниченные пределы усталости йа сдвиг х (для N^-liP) рабочих поверхностей роликов при качении со скольжением
Таблица 10
ел
о
Размеры и числа оборотов
роликов; вязкость смазки в гра-
градусах Энглера
Материал, термог-Лпяботка и окончательная механи-
механическая обработка
Твёрдость
Предел
прочности
текучести
в кг мм1
Удельное
скольжение (')
KZJMM
У _
0,08Яд
|0.8*-1
Те же данные, что и в табл. 9а
но v ф 0 ( в результате изме-
изменения л,)
d,—70 мм; «/,—90 мм; 6—8 мм;
!—л, = 1000 об/мин.
Данные об условиях испытаний
не указаны; валы роликов свя-
связаны одинаковыми эксцентрич-
эксцентричными колёсами
Конические ролики со средними
диаметрами: </„.„«=83 мм и dotl —
-40 мм; 1-20 мм; /?в —1500
об мин; рабочая температура 25°;
масло — машинное Т с вязкостью
Ею-7,20
О
Углеродистые стали
0,41°/оС; шлифовка; отжиг (900°—1 час)и нормализа-
нормализация (850л—30 мин)
О,34°о С: шлифовка:
а) без термообработки (в состоянии поставки) . .
б) отжиг (900°-1 час)
в) нормализация (900° —1 час)
г) закалка в воде с г— 900° (выдержка 1 час); отпуск
при 600°—1 час .... ... . . . . ......
0.62°/0 С; шлифовка:
а) нормализация (800°—1 час)
б) закалка в масле с t—800° (выдержка 30 мин.); от-
отпуск при 35OJ—30 мин. . . . . .-..-•¦ ........
в) закалка в масле с /—800° (выдержка 30 мин.); от-
отпуск при 550°—30 мин
Малый ролик — хромоникелевая сталь . . . . .
Большой ролик:
а) углеродистая сталь
б) никелевая сталь -
Углеродистые стали без термообработки:
a) St. 60.11 (при работе по St. 70.11)
64 St. 50.11 (при работе по St. 60.11)
В) St. 34.11 (при работе по St. 50.11)
Сталь 45; улучшение; шлифовка:
а) ведомый ролик
ведущий ,
б) ведомый . . . . . •
ведущий „
Сталь 20; цементация; шлифовка:
а) ведомый ролик
ведущий .
б) ведомый
ведущий „
пыты Нисихара и К о б а я с и [63]
149
140
170
19а
47°
Опыт
бо,9
55-3
52>з
56.5
бз,4
85,6
«о,8
'°3.9
ы М е л д а
35.7
3°-3
33,8
38,8
4б,3
7'.5
66.4
[65]
л я [65]
75
45
40
Опыты Туши [68]
>1бб4-<205D)
>3о+<4оD)
>34-К42D)
Опыты автора E)
эбз
ai7
329
207
По Роквел-
лу 63
бо
бо—бз
бо
{е
—о,эз
—0,89
—0,22
—0,33
—0,22
— О,23
— 0,33
— 0,22
—0,22
—0,29
+ 0,22
+ O.23
Отриц.
—(о,О1-ю,о8) F)
—(o,oi-*-o,io) (»)
— 0,1+ +0,1 (»)
19,8
14,6
21.5
36,7
13.а
13,9
19,8
зб,б
3°,8
аб,б
37.5
>37.5C)
>37.5C)
'7,3
14,6
32,6
33,6
32,60
за.бО
42, гП,
,37
,О1
,48
,84
,и
,24
,58
1,29
',33
о,8а
, 05
< 1,
,35
,oo[i,oo]
,47
,82
1,32[i ,31]
1,07A,13]
[-1,60]
<1
\ .
^-»1
<1
>1
<1
>1
,20
>°3
.22
.OI
,27
»°3
<i
^ I
<f
>о
<|
>о
,26]
• °3.
,'7
,97
,°9
,93
1,о8
1,23
о,88
Примечания: 1. Удельные (относительные) скольжения рабочих поверхностей в данной точке определяются по следующим формулам: т.— ——^- и тк— — сн-.
v, vt '3 vt v3 '
где v, и v, — скорости перемещения рабочих поверхностей (относительно зоны контакта); vcK — скорость скольжения. 2. См. примечание 1 к табл. 9а. 3. Выкрашивания у больших
роликов не наблюдалось. При обратной комбинации материалов, когда малый ролик изготовлялся из углеродистой стали с °s—45 кг/мм' или из никелевой с в «40 кг/мм3, выкрашива-
выкрашивание начиналось при -с—24 кг/мм*, после 360 000 циклов. 4. Точные значения не указаны. 5. Опыты проводились в ЦНИИТМАШ. 6. Указаны удельные скольжения, соответ-
соответствующие началу выкрашивания. 7. Выкрашивание началось после 24 млн. циклов на ведущем ролике и после 35 млн. циклов на ведомом; крупные раковины образовались после 72 млн.
циклов (,на ведомом ролике). 8. После 2.3 млн. циклов образовались очень крупные раковины.
m vii]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
251
Таблица 11
Ограниченные пределы усталости на сдвиг х „ рабочих поверхностей конических роликов
(с параллельными осями) из углеродистой стали 45, улучшенных до указанных твёрдостей, по опытам автора (')
Средние диаметры роликов: <*вм — 40 льм; d = 83 мм; ширина контакта й=20 мм; ява<=1500 об/мин. Масло
машинное Т вязкостью по Энглеру Е5и=7,2°. Высота неровностей после шлифовки 3—4 микрона
в кг/мм*
37,8
33,6 («)
33,6
аб,4D)
| з6,4
] зб,4
! зб,4
2б,4
2б,4
а6L
=6,4
аз,6 (•)
за,6
| 33,6
33,6
33,6
33,6
33,6
з°»5
'8,з (*)
'8,з
'8,2 (*)
>8,а
i8,3
»5-8
Твёрдость
ведомого ро-
ролика Но
авм
(верхняя
строка) и ве-
ведущего ро-
ролика Нр>
ащ
в кг/мм*
353
290
393
197
285
285
197
197
329
229
341
355
355
285
269
эб9
377
385
Зоз
341
341
317
217
329
207
355
285
355
229
262
385
26а
ai7
3°з
2°5
235
ззз
197
187
329
217
348
197
зб9
248
285
HR -6о
"С
231
229
скольжения (*)
в зоне началь-
начального выкраши-
выкрашивания 1)_„ И
—
—
—
—
—
—
—
_
—
—
—
_
—
_
+ о
—
—
—
—
—
—
—
—
—
—
—
-
ал*
\щ
@,04+0,07)
— 0,05
0,06 0,17
0.01 4-0.06)
0,01-5-0,20
— 0,05
0.024-0,15
0,02-5-0,04
— 0.01
— 0,01
0,014-0,10)
— 0,01
@,05-i-o, 13
— 0,01
—
—
0,01-4-0,10
0,01^0,03)
0,05+0,17
—
0,01+0,17
0,01-1-0,02
0,01+0,03
0,01+0,10
,09-*-- о,оэ
О,О14Ю,30
— 0,01
O,OI+O,l8
0,01+0,03
0,01+0,23
o,oi+o,oa
О,О1-5 О,О8
o,oi+o,oa
O.0I4O.I8
o,oi+o,oa
o,oi+o,oa
о,01+о,оз
0,01+0,02
o,oi 4-о,оз
0,01+0,03
o,oi+o,o8
0,01 + 0,03
0,01+0,17
О,О1-гО,О4
о,01+о,а5
о,о8+о, ю
¦— 0,01
(o,i+o,aH
Число циклов напряжений
до начала
выкрашивания
i овоооо
9о ооо
360 ooo(s)
180000E)
900000
450000
510000
330000
а 050 ооо
э збоооо
ззооооС)
480000
i 290 ооо (')
i 580000
—
—
1 оЗооос
i 090 ооо
480000 (•)
> 3 500000
—
920 000
1 ООО ООО
5600 ооо
Зооо ооо
i 86о ооо(«)
5 зооооо
33 8ооооо
4 45° ооо
а ооо ооо
I ООО ООО
а ооо ооо
4 5°°ооо
1 2О0ОЭ0(»)
боо ooo(s)
13600000
3090000
I 200 000
1 2jO ООО
42OOO ООО
2880ОООО
250° ООО
1 обо ооо
9 зооооо
а боо ооо
goo ооо (•)
б 500 000
20500 ооо
31500000
до крити-
критического об-
минаиия или
износа C)
975о°°
—
4 зооооо
а 150000
4 72ооэо
з 360 ооо
11 2 -,О ООО
5630000
з 090 ооо (")
—
6 8ооооо(")
3 4°° ооэ
i8 000 000
9 оэоооо
11 5OO ооо
5 7>о ооо
7 ооо ооо (б)
—
i j8o ooo(o)
12 000 000
6 000 000
30 000 000
15 000 000
31 000000
—
—
28 000000
6 200 000 (•)
3 100 000
43000000
31 500 000
—
—
79 000000
39 500000
>8боооооE)
>4 зоо ооэF)
93 ооо ооо
46 5оо ооо
>8 6оооооE\
>4зоооооE)
>юаооооооE)
>5« ооо ооо
33 ооо ооо(в)
137 ооо ооо
—
0,08tf? |/ 1$-
1,1О
—
—
1,34
i,ii
i,47
1.31
i.47
I.3I
i,°5
—
1,21
о,97
«.35
1,2О
1,33
1,0б
i.o3
—
о,68
«,34
1,19
i,48
1,46
1.34
—
—
1,46
о,99
o,8i
1.37
1,48
—
1,54
i,45
S1.05
',44
i,35
>о,89
>1,ОО
^>i,35
>1,30
о,97
>,3°
—
Примечания. 1. Опыты производились в ЦНИИТМАШ.
2. См. примечание 1 к табл. 10.
3. Критическое обминание или износ наступали внезапно, после того как выкрашивающиеся поверхности покры-
покрывались оспинками на 25—40''0 их площади и обнаруживалось по шуму и сильному дрожанию нагрузочных рычагов.
4. Ролики после обточки токарным резцом не шлифовались.
5. Дальше испытания не производились.
6. Снижение числа циклов напряжений по сравнению с другими парами роликов, испытывавшимися при том же
контактном напряжении, повидимому, объясняется тем, что малый (ведомый) ролик имел меньшую твёрдость, неже-
нежели большой.
7. Выкрашивание при положительном удельном скольжении объясняется длительной работой с частично выкро-
выкрошившейся [И, следовательно, неровной) поверхностью парного ролика.
252
ПЕРЕДАЧИ
[РАЗД. I
На основании этих экспериментов можно сделать сле-
следующие выводы:
1. „Опережающая" рабочая поверхность при качении
со скольжением значительно силь ее сопротивляется вы-
выкрашиванию, чем „отстающая". Для сталей с низкой и
средней твёрдостью предел контактной усталости мате-
материала поверхностного слоя отстающей поверхности при-
примерно в два раза меньше, чем опережающей. У цементо-
цементованных поверхностей это отношение значительно меньше.
2. Уже небольшая скорость скольжения (порядка 1°/0
от скорости качения) приводит к значительному снижению
(примерно на 25°/0) предела контактной усталости отстаю-
отстающей поверхности. Результаты опытов с цилиндрическими
роликами при скольжении и с коническими роликами
хорошо согласуются между собой.
3. При испытании цилиндрических роликов в условиях
.фрикционного качения", когда ведомый ролик приводится
во вращение силами трения в зоне контакта, в действи-
действительности имеет место скольжение между роликами—тем
меньшее, чем больше нагрузка, и это скольжение при-
приводит к значительному снижению предела усталости
отстающей (ведомой) поверхности, в особенности при низ-
низких контактных напряжениях.
4. В результате испытаний при чистом качении, когда
передаточное число между роликами, осуществляемое
аубчатой или цепной передачей, точно равно отношению
диаметров роликов, пределы контактной усталости полу-
получаются значительно большими, чем при «фрикционном"
качении.
5. На основании предыдущих выводов можно считать
установленным, что пределы контактной усталости (полу-
(полученные при испытании роликов) при „фрикционном",
и тем .более при чистом качении могут значительно пре-
превышать пределы контактной усталости, полученные при
скольжении, поэтому приведённые в табл. 9 и 9а данные
следует рассматривать как сравнительные для оценки
влияния материала, термообработки, чистоты поверхности
и т. д.
6. Для сталей малой и средней твёрдости предел кон-
контактной усталости материала в поверхностном слое опре-
определяется не только контактным напряжением и твёр-
твёрдостью данной поверхности, но и твёрдостью парной
поверхности. Чем ближе комбинация материалов к опти-
оптимальной в отношении одинаковой прирабатываемости
обеих рабочих поверхностей, тем выше предел контакт-
контактной усталости. Наилучшие результаты даёт такое сочета-
сочетание твёрдостей, при котором та из парных поверхностей,
которая имеет большее число циклов напряжений в еди-
единицу времени, выполнена несколько (в зависимости от
передаточного числа) более твёрдой.
Комбинация мягкого материала со слишком твёрдым
неблагоприятна для мягкого, по крайней мере при от-
отсутствии тщательной приработки или притирки. Особенно
неблаюприятна, по опытам автора, комбинация мягкой
или среднетвёрдой стали с цементованной сталью, так
как при такой комбинации приработка поверхностей, по-
видимому, не достигается, и мягкая поверхность всё
время изнашивается и преждевременно выкрашивается.
Это противоречит данным Бакингема, согласно которым
предел контактной усталости мягкой поверхности при
увеличении твёрдости парной, более твёрдой поверхности
повышается в связи с большим наклёпом мягкой по-
поверхности.
7. Для мягких и среднетвёрдых сталей число циклов
напряжений N^i, соответствующее началу выкрашивания,
не характеризует сопротивления материала контактной
усталости, так как выкрашивание у недостаточно гладких
поверхностей может начаться в период их приработки и
затем прекратиться (ограниченное выкрашивание).
8. Ограниченные пределы контактной усталости, соот-
соответствующие прогрессивному выкрашиванию, для обто-
обточенных (токарным резцом) и для шлифованных мягких
рабочих поверхностей мало отличаются друг от друга,
несмотря на то, что у первых выкрашивание начинается
много раньше, чем у вторых.
9. По опытам Вея, полировка (тонким порошком из
окиси алюминия) повышает предел контактной усталости
более чем вдвое. По опытам Нимана, полировка или при-
притирка повышает предел контактной усталости всего лишь
на 10%. При работе со скольжением после небольшого
числа циклов (около 100 00)) шлифованные рабочие по-
поверхности становятся очень гладкими, поэтому полировка
при скольжении будет сказываться меньше, чем при
.фрикционном" или тем более при чистом качении.
10. Если в результате выкрашивания поверхностей
цементованных роликов образуются еле заметные на-глаз
поры, обычно возникающие группами (пятна .сыпи"), то
такое разрушение прогрессирует очень медленно. В не-
некоторых случаях разрушение развивается медленно и
после образования небольших раковин. Так например,
в одном опыте автора, цементованная поверхность с уже
образовавшимися небольшими раковинами работала (при
напряжении t = 32,6 /сг/мм") ещё в течение 25 млн. циклов
напряжений (раковины образовались после 50 млн. циклов).
прежде чем разрушение развилось настолько, что сделало
невозможной дальнейшую работу.
11. По опытам автора, как с коническими, так и
с цилиндрическими роликами (результаты опытов с цилин-
цилиндрическими роликами в таблицах не приводятся), ограни-
ограниченный предел контактной усталости продолжает сни-
снижаться с увеличением числа циклов напряжений свыше
10 млн. (опыты производились до ~ 100 млн. циклов). По
опытам Бакингема, Нисихара и Кобаяси и Нимана, мяг-
мягкие и среднетвёрдые стали имеют предел (истинный)
контактной усталости при числе циклов менее 10 млн.
По опытам Бакингема, твёрдые поверхности (Яд > 450)
не имеют предела контактной усталости при числе циклов
напряжений менее 100 млн. По опытам же Нимана, число
циклов напряжений, соответствующее пределу контактной
усталости, для твёрдых поверхностей находится между 10
и 20 млн. Таким образом вопрос об истинных пределах
контактной усталости как для мягких, так и для твёрдых
поверхностей, 'поскольку экспериментальные данные про-
противоречивы, остаётся открытым.
12. Сопротивление контактной усталости, вообще го-
говоря, можно считать пропорциональным твёрдости рабочей
поверхности. Однако закалка с малым отпуском углеро-
углеродистой стали не приводит, по опытам автора и Ниси-
Нисихара и Кобаяси, к повышению ограниченного предела
контактной усталости в том же отношении, в каком воз-
возрастает твёрдость. Возможно, что это объясняется высо-
высокими остаточными напряжениями, возникающими при
закалке, и не снимаемыми недостаточно длительным от-
отпуском при низкой температуре. По опытам Вея (при
„фрикционном качении"), повышение твёрдости путём
закалки с малым отпуском, наоборот, приводит к ещ«
большему повышению предела контактной усталости По
опытам Нисихара и Кобаяси, нормализованная углеро-
углеродистая сталь мало уступает в контактной усталости стали,
закалённой с малым отпуском.
13. Показатель степени х в формуле
где ¦*«# — ограниченный предел усталости на контактный
сдвиг для числа циклов напряжений N,, ; Ту — ограничен-
ограниченный предел контактной усталости при М„ = W, не мо-
может быть определён из опытов при „фрикционном каче-
качении", так как изменение, хотя и незначительное, удель-
удельного скольжения с изменением нагрузки сильно отра-
отражается на результатах. ¦
14. Выкрашивание возникает при гораздо меньших
контактных напряжениях, если в процессе работы или
приработки произойдет заедание рабочих поверхностей.
В результате интенсивного износа рабочих поверхностей,
связанного с заеданием, поверхностный слой, в котором
возникают трещины усталости, казалось бы, должен срабо-
сработаться раньше, чем начнётся выкрашивание. Однако
опыты показывают обратное, а именно, что заедание по-
поверхностей, несмотря на сопровождающий его износ,
приводит к преждевременному выкрашиванию поверхно-
поверхностей.
15. В отношении размера оспинок при выкрашивании
закономерности не установлено. Как на мягких, так и на
твёрдых поверхностях выкрашивание может начинаться
в виде -очень мелких пор (или — на цементованных по-
поверхностях — пятен „сыпи"), видимых только под лупой.
Иногда же сразу возникают очень крупные, площадью
в десятки квадратных миллиметров, оспины круглой, про-
продолговатой или веерообразной формы. На цементованных,
цианированных и азотированных поверхностях при выкра-
выкрашивании нередко образуются очень крупные раковины или
у них происходит отслаивание твёрдого слоя. :
Мелдалем найдено, что чем вязче смазка, тем мельче
оспинки при выкрашивании мягких и среднетвёрдых по-
поверхностей. По опытам автора, размеры оспинок за-
зависят от гладкости поверхностей: чем глаже поверхности
и, чем быстрее приработка приводит поверхности к нор-
нормальной гладкости, тем мельче оспинки. Образование
сразу крупных раковин на твёрдых и среднетаёрдых по-
поверхностях и отслаивание твёрдой корки, повидимому,
объясняются остаточными напряжениями, возникающими
при термообработке. Сталь 2с, цементованная при боль-
больших напряжениях, склонна к этим разрушениям в связи
с мягкостью сердцевины.
16 При возрастании абсолютной величины удельного
скольжения (отрицательного) свыше I — @,Зч-0,4) j предел
контактной усталости, по опытам Нисихара и Кобаяси.
начинает также возрастать.
Результаты экспериментов со стальными зубча-
зубчатыми колёсами и эмпирические данные. Результаты
экспериментов со стальными зубчатыми колёсами, а также
эмпирические данные для таких колёс приведены в табл. 12
и 13.
ГЛ. VII)
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
253
Ограниченные пределы усталости на сдвиг t при N
Таблица 12
АО7 (за исключением эмпирических данных)
рабочих поверхностей зубьев цилиндрических стальных зубчатых колёс, термически не обработанных,
вэрмализованных или улучшенных
Размеры и
ГКЛПЛРТК
зубчатых
колёс
т ¦= 4 мм
v = 6,5 м/сек
р-0
*к=48}
1 — 4,15
v — 40 м'сек
р - 30°
i — 1,48
v'- 30 ж/се«
(J ~ 30°
/л = 5,43 лл
г» -= 7,2 м!сек
(J - 30°
i
2Ш - 30
! 2« " 89
>
2^-38
гк = 202
Я15 = 4,23 мм
« = 10 м/сек
j
Косые зубья,
Л = 315 мм
i = 2,3
v = 7,2 Mjceic
гш - 24
гк = 54
/и = 8 лгл
" - 7,5°
о - 7,2 л/сек
Материал, термо-
термообработка и окон-
окончательная механи-
механическая обработка
зубьев
Сталь 45; отжиг
при 810-840'; при-
приработка пастой
ГОИ
(Сталь 45 с по-
повышенным содер-
содержанием Мп)
Шестерня из
Сг — V—Мо-стали
Колесо из Si —Мп-
стали
улучшение; наре-
нарезание
¦ Шестерня из
Сг — V — Мо-стали
Колесо из Сг —V-
стали
улучшение; наре-
нарезание
Никелевая сталь
по углеродистой;
улучшение; наре-
нарезание
шестерня — 3,5°/cNi
колесо — углеро-
углеродистая сталь
_
Шлифовка
Твёр-
Твёрдость
"В
Предел
прочно-
прочности
текуче-
текучести
кг/мм3
Экспериментальные данные
О
163
i63
1бо
170
2OI — 229
(
_
—
—
—
—
О
—
—
О п
28о—з°°
170—430
п ы т ь
59.6
58,2
55,9
59.8
—
Э п ы т
97
85
91
8о
п ы т ь
68,з
54—6о
ы т ы
_
О п ы
-
i Про
29,6 1
33,8 }
29,7 Л
29,4 )
—
ь Во
82
56
8о
69
i Г р е
- 1
i
Ш м и
_
т ы В
-
Эмпирические
Прямозубая передача к
Хромоникелевая
сталь; улучшение;
нарезание
Шестерня из Сг—
V-стали
Колесо из Мп-ста-
ли
улучшение; наре-
нарезание
—
8о
—
Косозубая передача к
—
—
>75
>7°
- )
- J
н и н а [21]
23.3 B4.9) B)
24,оB5,5)О
25.°
я ь ф а [45
>i9-8
>19.8C)
>ai,op)
21,0
1.79 (L9X)
1,87A,99)
1,36-I.55
_
—
—
—
гори [56]
то л (*1
*о, 4 V )
т т е р а [36]
23.5
е я [42]
~o,utfB
данные
1,05—0,98
-1,37
шаровой мельнице
27 C2) (»)
—
шаровой мельнице
20,0
—
L 0>5з-1 J
163A )
[V.7X(V,842)]
[1,82A,93)]
—
>o,8j [>o,8]
>о,97 [>о)931
>о,об [>о,88]
i,og [l.oo]
0,82
1.03-0,93
_
-
1,4A,66)
<x,i9
Примечание
Усталости ра-
рабочих поверх-
поверхностей не было
Передачи име-
имели прогрес-
прогрессивное выкра-
выкрашивание
(осматрива-
(осматривались после
5000 час. ра-
работы)
* Примечания к текстам, отмеченным цифрой в скобках, см. в конце таблицы.
254
ПЕРЕДАЧИ
[РАЗД
Продолжение табл. it
Размеры и
скорости
зубчатых
колёс
Материал, термо-
термообработка и окон-
окончательная механи-
механическая обработка
зубьев
Твёр-
Твёрдость
"В
Предел
прочно- текуче-
текучести сти
кг/мм3
0,24^
Примечание
гк - 132
W = 2i ММ
1 - 3,6 м/сёк
а) г - 21
гк - 144
та —7,5 мм
v — 7 м/сек
б) мш - 25
K
т — 5 мм
v — 7,6 м/сек
в) Л - 613
» -7
w — 5,9
ш
v — 33
ЛГ-4Ш *. с.
ш — 86 мм
i -3.6
— 3,3 л/сек
йш — 160 жм
2-9,2
V— 6.3 л/се«
Открытая прямозубая передача к цементной мельнице
Шестерня из по-
поковки
Колесо из Ст. л2;
нарезание
Шевронные
Шестерня из по-
поковки
Колесо из Ст. л2;
нарезание
Колесо: Сг —NU
стальноелитьё; на-
нарезание
Колесо из сталь-
стального литья; наре-
нарезание \
о—6о
> 15019H
> 1,04+1,25
(> 1,324-1,58)
«• 30V передачи редукторов угле помольных мельниц
197
12,0
1б7
i6o
55-65
и,о
13.7
о.9
о,86
o,88—i,o4
F)
Шевронная ($ т 30°) турбинная передача
Шестерня —
3,0»/„М
Колесо — Ст. 5,
повыш.; нарезание
6о
Шестерня из
Si — Мп-стали
Колесо из
S1 — JVVn-стали
Шестерня из
SI — Мп-стали
Колесо из
SI — Мп-стали
Эмпирические данные Нимана [40]
Прямозубая передача
70—80
0,69—0,83
A,04-1,35)
:}
Прямозубая передача водяной турбины
7О-8о
6о_7о
¦ }
,3.53
A.55-1.8о)
1,14-1.33
A,40-1,64)
Передачи вы-
выкрашивания
не имели;
зубья изнаши-
изнашивались (абра-
(абразивно)
Передача
имела про-
прогрессивное
выкрашивание
и износ ножек
зубьев на
0,5 мм (осма-
тривглись по-
после 25X) час.
работы)
Зубья колеса
имели огра-
ограниченное вы-
выкрашивание
(осматрива-
(осматривались после
1400 час. ра-
работы)
Передачи вы-
выходили из
строя вслед-
вследствие про-
прогрессивного
выкрашива-
выкрашивания (ножки
зубьев после
5000 час. ра-
работы изнаши-
изнашивалась на
1-1,5 мм)
Зубья колёс
быстро выкра-
выкрашивал..сь,
пока не было
достигнуто
(пришабровкой)
прилегания
зубьев по
всей ши-
ширине зубча-
зубчатых колёс
под нагруз-
нагрузкой (которое
нарушалось
вследствие
закручивания
шестерни)
После корот-
короткого време-
времени — выкра-
выкрашивание (по-
(после 1 года —
полный износ)
Выкрашива-
Выкрашивание после
полугода ра-
работы
Примечания. 1. См. примечание 1 к табл. 9а. ;
2. В скобках указаны контактные напряжения сдвига, подсчитанные с приблизительным учётом динамической
нагрузки.
3. Наблюдалось незначительное выкрашивание.
4 Эквивалентное число циклов напряжений [до формулам B5а) и B56)]: для шестерни~4,5 ¦ 10е, для колеса —1,Ь-10?-
ГЛ. VII}
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
255
Таблица IS
Ограниченные пределы усталости на сдвиг рабочих поверхностей зубьев стальных цилиндрических
прямозубых колёс, цементованных, цианированных, азотированных или сплошь закалённых
Сталь, термообработка я оконча-
окончательная механическая обработка
зубьев
0.12°/в С, 3.5% N1; цементация
и двойная закалка; шлифовка
0,17% С, 5,8%М; цементация
и двойная закалка; шлифовка
0,11е/, С, 3,1°/ONI, l,2°/o Сг; цемен-
цементация и двойная закалка; шли-
шлифовка
0,14°/eC, 4,2% Ni, 1,15% Сг; це-
цементация и двойная закалка; шли-
шлифовка
| 0,16°/,, С, 3,5e/0 NI, О.25°/о Мо;
цементация и закалка из ящика;
шлифовка
! 0,40% С, 2.25n/o N1. 0.65% Сг,
; 0,45"/,) Мо; цианирование; шлифов-
¦ ка до термообработки
0,45% С, 0,95"/0 Сг; цианирова-
цианирование; шлифовка до термообработки
i 0.37% С, 2°/о Сг. 03% Мо,
0.16% V; азотирование после шли-
шлифовки
0,40% С, 2.25% N1, 0,657в Сг,
0,45% Мо; закалка в масле; шли-
шлифовка
0,37% С. 4,77,, N1, 1.3% Сг; за-
калка на воздухе; шлифовка
Твёрдость по
Рокиеллу@*
поверх-
поверхности
сердцеви-
сердцевины
ДОГО
р.
« sj
К О
1 ю
°3
Т г В К21МЛ&
yN
Опыты М э н ш е н a (s) [59]
58
59
59 E')
59
58
56
бз; 59
б<; 59
63; 59
58
58
58
59 E6)
60; 57
59 E7)
57
56
57
56
59
59
59
60
59
59
61
60
59
59
60
49
49
49
49
48
49
49
49
48
48
48
48
48
49Г)
49O
44G)
48
48
48
29—37
39 41
35—43
43—44
44
49
53
38
48-49
4»
о.58
о.43
о.бб
о.бб
о.7!
o.i5
о,25
—
—"
> 82,3
>8i,a
59.9
68,0
> 8а,а
69.5
> 8i,o
> 81,0
64.8
66,5
82,2
> 82,3
> 8J.2
64,8
. 68,0
66.5
73.8
>78,з
58,''
73.8
>73.8
73.8
бз.а
55.8
6i,6
7'.°
68,о
73.8
6з<2
55,8
(бз,2)E) 68,о
E9,9)E) 68,о
(б8,1)E) 68,о
58.'
52 >°
53.9
53.9
5а«°
D3.2)Ь 53.9
(оо.о)С1) 58,1
58,1
D7.8) s) 58.1
E3,9)Is) 64,8
52.0
52,0
53>°
43,2
43.2
53.9
о «"?
Ч I 1
и О
?|Т
? 0^
S S *
a^N
к х os
rasa
о,98(*)
ю,8
13.7
0,98@
»4,4
о,97@
о,97A)
12,7
O.Q810
0^98@
о,98@
12,7
13.7
«3,2
о.82@
o,9<V)
s:
0.82@
0.840
0,840
12,2
9,1
и.З
о,76@
о!б8@
o,8j@^
12,2
9.1
@,61) 0.68@
@,54) о,68@
@,50) о,68(')
0,50@
7.7
94
9.4
8,9
@,12H,43@
(о,41)о,53@
о,5з@
(о,з8 о,53D)
(о,47) о,6а@
8,9
7.7
8,9
2,4
6,2
9.4
XyN 6 f Nna
Инс\/ '°7
>о,д6
> о,95
',03 (т,«9)
1,22
>о.9б
>о.93
> о 9.4
i,O7". 1,14
1,2О
о,эб
> ", >б
> O.93 О '.о3)
1,12; i, i8
1.33 A,26)
1,2а
0,87
> о,да
I.O4
0.82
> о,8л
о,8л
I.O9
о,93
i,O7
о,7б
о! 72
о,8а
i,ii
о,93
(o,8i) 0,89
@.7.5) 0.89
@,72) 0,89
0,72
».°4
i ,О9(")
i, O9ve 1
i,O4(e)
@,42) 0,66
(o,6i)o.74(a)
0.74С)
@,56) 0 74O
@,67) 0.80С)
1,041°)
I,O2
I,l6(B)
0,71
o.8j(s)
1,1 ц«)
• Примечания к текстам, отмеченным цифрой в скобках, см. в конце таблицы.
256
ПЕРЕДАЧИ
[РАЗД. I
Продолжение табл. 13
Сталь, термообработка и оконча-
окончательная механическая обработка
зубьев
Твёрдость по
Роквеллу (')
И D —
поверх
ности
- сердцеви-
сердцевины
1ОГО
верх
н s
1*
Опыты Наультона
Легированные стали
, SAE 4620, 4120, 3115, 5120;
цементация
а) т *=¦ 4.23 и 3,63 aim; одинар-
одинарная закалка
двойная закалка при t —870°
б) т ¦= 6,35 мм, двойная за-
закалка
Легированные стали
SAE 3145. 4145, сплошная закалка
одинарная
0,13% С, 3,427,, VI, 0,7° 0 Сг,
0,45% Мп; цементация; одинарная
закахка при t •= 7С0 :
зубья шлифованные
зубья нешлифованные
, шлифованные
0,14%С, 4,3% N1, 1% Сг; цемен-
цементации; одинарная закалка при
t ж. 760°; шлифовка
0,14% С, 0,4% Мп; цементация;
один?рная закалка при t — 770°;
зубья нешлифованные
0,34% С, 4.82% N1, 0,94% Сг,
0,08° о Мо, 0 55% Мп; закалка
струёй воздуха; отпуск при 240°
зубья шлифованные
. нешлифованные
0.34% С, 2,С5% N1. 0.98% Сг,
0,61"/о Мп; закалка в масле; отпуск
при 240'; зубья нешлифованные
0,33% С. 4,82% N1, 0,95% Сг,
0.45'70 Мп; закалка на воздухе;
отпуск при 200Ь; шлифовка
0.35% С. 3,59% Ni, 0,79% Сг,
0.39% Мо, О,45'70 Мп; закалка в ма-
масле; отпуск при 240°; зубья нешли-
нешлифованные
0,46% С, 1% Сг, 029% Мо,
0,63 /„ Мп; закалка в масле; отпуск
при 300;; шлифовка
То же, при цианировании (без
шлифовки)
—
—
—
—
—
—
—
—
—
•с „ w в кг/мм*
и С н а й д е р а (»)
48,6—59,0
35.4—42,а
6i,i
56,2—61,4
Опыты У л ь р и х а (•) [44]
64
64
б4
64
64
66
52
52
52
49
53
51
55
Яд -37°
Яд =37»
Hq =37°
НВ ~37°
Нв - 37O
Яд ¦¦ 270
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
>7',о(>74.2)A0)
> 7'.о (> 74,2)Г)
45,оD9.7)A0)
5о,2 E4.6)A0)
>7i,o(>74,2)A0)
71,оG4,2)П
бо,о(«)(бз.7)П
53,6 E7.8)A0)
53.б(») E7.8)A0)
5о.2E4,6)A0)
5б,9(во,8)П
5б,9(") (бо,8) ('<>)
> 6а)9 (> 66,5)Г)
О 50
о
s и
II
о к
"¦ — ST4
X га Я*Р
** ='|Ь
ее s <y"~?
о ч и 2.
[57]
—
—
—
2,4
2,4
б,2(")
3.4С1)
2,4
2,4
'•7
«,4
«.3
1,6
1,6
1,8
t 6 Г N
уы л / цэ
Hrc у w
—
—
—
> 0,8700,91)
> 0,87 0 0,91)
0,65 @,72)
0,65 (o,7i)
> 0,87 00,91)
о,85(о,89)Aа)
о,86 @,91)
о,74 (о,8о)
о,74 (°>8о)
°.73 (о.79)
о,79(о,84)
о,8а (о,88)
> о,8б (> о.эО
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
257
Продолжение табл. 13
Сталь, термообработка и оконча-
окончательная механическая обработка
зубьев
0,48% С, 0,71-1,04°/., Сг, 0,16—
0,2'Уо Мо, 0.59-0,75% Мп; закалка
в масле; отпуск при 350° и в слу-
случае Нп = 54 — при 200'; зубья
С
нешлифованные
То же, при цианировании; от-
отпуск при 200°
0,52% С, 0.91% Сг, 0,65% Мп,
0,17% Мо; зубья нешлифованные;
а) закалка в масле; отпуск
при 350°
б) закалка в масле; отпуск
при 200°
0,35% С, 1,03% Сг, 0,8% Мп;
цианирование и закалка в масле;
отпуск при 205°; зубья нешлифо-
нешлифованные Aв)
Твёрдость по
РоквеллуA)
поверх-
поверхности
53
51
54
54
54
54
55
—
59
"КС
сердцеви-
сердцевины
_
—
_
—
—
—
—
о
U
а.
Ь g
м ^
1™
5 к
ч о
Е- и
_
—
—
—
—
—
т дт в кг/мм?
56 9 (бо 8)(«0
5б',д Fо',8)Н
68,4A3)G1,7)Г)
>42,5(>47,5)A0)
> 5°,7 (>'55,3)Г)
62,9 F6,5) A0)
53,6E7,8)Г)
б5,7(б9,ОA0)
б7,1Gо,б)П
о
ч
и ш
S О
"*§
<и s -~.
U О * |
S s к "
ю ч в* *
ross fe;*
1,6
1,6
2,1
,9(»)
4,9(а)
1
i,4
1.9
2,1
Я/-.р 1 / 10*
о,79 (о,84)
о,8а (о,88)
0,98A ,О2)
> о,88 (> 0,98)
> о,87(> о,'95)
o,86(o,9i)A5)
0,70 @,76)
0,88 @,92)
Примечания. 1. Указанные в опытах Мэншена твёрдости по Виккерсу и в опытах Ульриха твёрдости по
Бринелю переведены в твёрдости по Роквеллу по таблице О'Нейля [10].
2. Определялось по формулам B5а) и B56) (стр. 279).
3. т = 5,08 мм; гш = 15; гк = 16; / = 1; a -. 26С'19'; Ь = 6,35 мм; пш= 2000 об/мин; f=8 м/сек. Нагрузка повыша-
повышалась ступенями; начальная удельная нормальная нагрузка р = 358 кг/см, за исключением опытов, оговорённых в при-
примечании 6; длительность действия ступени нагрузки 1 час и 20 час; высота ступени нагрузки 41,2 кг\см. Вязкость
смазки по Энглеру при 50° Е50 « 15-5-18°; смазка — струйная и окунанием; температура смазки в масляной ванне —
не свыше 40°; количество подаваемой под давлением смазки — 1,7 л/мин.
4. Длительность действия ступени нагрузки — 1 час.
5. В скобках указаны напряжения, соответствующие началу выкрашивания.
6. В этих опытах начальная удельная нормальная нагрузка была равна 193 кг/см.
7. Закалка в масле.
8. v = 5,33 м/сек. Нагрузка увеличивалась приблизительно через каждые 10 млн. циклов напряжений, пока не
наступало разрушения зубьев.
9. т = 3,5 мм; гш = 21; zK = 30; a = 20"; b = 11,8 мм; пш = 3150 об/мин; v = 12 м]сек. Нагрузка повышалась
ступенями по 58,5 кг/см через каждые 3 часа; начальная удельная нормальная нагрузка р = 175,5 кг/см. Смазка
подавалась в зацепление струёй при температуре 50—75".
10. В скобках указаны контактные напряжения сдвига, подсчитанные с приблизительным учётом динамической
нагрузки, которая принималась равной 75 кг/см.
11. Испытания проводились при постоянной нагрузке.
12. Выкрашивания не было, но в области полюса образовались глубокие трещины (на 1li зуба).
13. Выкрашивание началось при t = 53,6 кг/л(м2.
14. Еыкрашивание началось при г =42,5 кг/мм?.
15. Выкрашивания не было, но под цианированным слоем образовались трещины.
16. т — 3,175 мм; г = 23; г = 24; пш — 1500 об/мин; нагрузка повышалась ступенями через каждые 7,2 часа.
На основании анализа этих экспериментов и эмпири-
эмпирических данных можно сделать следующие выводы:
1. Испытания зубчатых пар из мягких сталей на кон-
контактную усталость отличаются большим рассеиванием
результатов. Отчасти это объясняется влиянием неиз-
неизвестной нам динамической нагрузки на зубья, возникаю-
возникающей из-за неточностей в шаге и в профиле зубьев
(и сильно влияющей на стойкость мягких зубчатых колёс),
а также влиянием перекоса зубчатых колёс (вследствие
деформации валов и неточностей изготовления).
2. Испытания, проводившиеся с повышающейся „сту-
„ступенями" нагрузкой (опыты Мэншена, Грегори, боль-
большинство опытов Ульриха), не могут служить надёжным
основанием для выбора допускаемых контактных напря-
напряжений вследствие других соотношений между упрочнением
и разупрочнением при пониженных напряжениях, чем при
наибольшем напряжении. Принятый при составлении
табл. 13 способ определения эквивалентного числа циклов
напряжений по формулам B5а) и B56) (стр. 279) не учи-
учитывает благоприятной роли „противоусталостной трени-
тренировки" материала при недогрузках (если принимать наи-
наибольшую в опыте нагрузку за 100%) и поэтому приводит
к несколько завышенным эквивалентным числам циклов
напряжений.
3. Зубья косозубых и шевронных колёс из мягких
сталей выкрашиваются при значительно меньших кон-
контактных напряжениях, чем зубья прямозубых колёс из
таких же сталей. Несомненно, что это связано с не-
неравномерностью распределения нагрузки по контактным
линиям косых и шевронных зубьев, обусловленной раз-
различной деформацией зубьев и различным их износом
(хотя бы только приработочным) по длине контактной
линии.
4. Результаты опытов с прямозубыми колёсами, за
исключением опытов Пронина, в среднем хорошо согла-
согласуются с результатами, полученными при испытании роли-
роликов (со скольжением). Поэтому при выборе допускаемых
контактных напряжений для прямозубых колёс можно
руководствоваться табл. 10- 11. Точно так же, к зубчатым
колёсам — как к прямозубым, так и к косозубым — при-
применимы многие выводы, полученные при опытах с роли-
роликами (стр. 252).
5. Контактное напряжение, приводящее к выкрашива-
выкрашиванию при данном числе циклов напряжений, изменяется
258
ПЕРЕДАЧИ
[РАЗД. I
почти прямо пропорционально твёрдости рабочих поверх-
поверхностей зубчаток.
6. Цементованные зубья из малоуглеродистой нелегиро-
нелегированной стали нередко разрушаются из-за усталости мате-
материала сердцевины, прилегающего к твёрдой корке. В циа-
нированных и азотированных зубьях усталостные тре-
трещины, как правило, возникают под твёрдым слоем, кото-
который в результате разрушается не из-за выкрашивания,
а вследствие отслаивания. Такие стали слабее сопро-
сопротивляются перегрузкам, чем легированные цементованные
стали.
7. Легированные стали, закалённые с малым отпуском
в масле или на воздухе, слабее сопротивляются контактным
напряжениям, чем цементованные стали, главным образом
вследствие меньшей твёрдости.
8. Высоколегированные никелем стали не обладают
преимуществами по сравнению с не содержащими никеля
сталями с той же поверхностной твёрдостью и с достаточ-
достаточной прочностью сердцевины.
9. Закалка непосредственно из цементационного ящика
(с охлаждением в нём с 930 до 870°) и одинарная закалка
(после охлаждения в цементационном ящике и повторного
Таблица 14
Ограниченные пределы усталости
Размеры зубчатых колёс или роликов
и условия испытаний
на сдвиг рабочих поверхностей чугунных роликов и цилиндрических
прямозубых колёс
Материал
Опыты Хэма и Хэккерта [35]
??ш=114 мм; i=*4
v=S,8 м\сек; а=14,5°
у. о о gt=_90°
v-=5,6 „ а= 14,5° (усиленная по-
подача смазки)
йш =76 лш; i=4
г>=2,5 MJceK
«=14,5°
а=20°
а=20°; укороченный зуб
Опыт
т=6,35 мм; гш =30;
zK =60; z>=-4,2 м/сек
а) при работе со смазкой
б) „ „ без смазки
Диаметры роликов: rft=58,4 мм\ ds—
=58,4-*-101,6 мм; Ь=2Ь,Амм
Во всех опытах первый ролик из
закалённой стали (•)
Шестерня — сталь 50
Колесо — серый чугун
То же
ы Маркса, Кэттера и Грин
Серый чугун
Данные Бакингема [33]
Сталь Я^=150 по чугуну
Я5=200 ,
» Яо=250 .
Чугун по чугуну
Опыты Бакингема [51]
Полу сталь:
без термообработки
улучшенная
Никелевый чугун l,52°/0Ni
То же, закалённый при 915°, от-
отпущенный при 530°
То же, закалённый при 915°, от-
отпущенный до Я?=35О-5-4ОО
То же, ,прерванная закалка"D)
Xромон и келевый чугун
1,44°/ONI, 0,5%Cr; без термообра- \
ботки /
термообработанный до Я^=26О*-ЗОО)
Молибденовый чугун, 0,66 70 Мо
Условия испытаний те же, что и
указанные в табл. 9а
без термообработки
„прерванная закалка"D)
Опыты Нимана [62]
Серый чугун (по шарикоподшипни-
шарикоподшипниковой стали)
Предел
прочности
при растя-
растяжении или
твёрдость
по Брине-
ЛЮ В KZjMM*
50—60
21,4
То же
а [61]
—
—
—
-
25
32
25
29
—
32,7 /
Яв~29о1
27,5
ЯБ«24О
34,5
н в «з°°
Я?=15б
//.е=234
#5 = 295
в кг/мм1
i5,5(i7.2H)
20,7 B2,о)A)
17,7A8 7)(')
i7.7('8,7)C)
12,6
i3,6-i7,i
12,2
16,8
22,0
22,0
21,4
29,3
'7
35
18,5
32,5
2О
42
2б,2B2,7)E
39 C6,3)E)
f »7.7
\ 3'.i
2О
37,8
| а7,8
1 44,4
9,7
4,9
21,5
Число мил-
миллионов
циклов на-
напряжений
N4 ¦ 10-'
2,3
3,°
7,о
0,65
3.41
i,55
>1,зC>
0,21— 0,42C)
>ю
>ю
>10
>ю
3°
о,3
30
3°
о,3
3°
30
30
о,3
30
о,3
30
о,3
>ю
>ю
>ю
Примечания. 1. В скобках указаны контактные напряжения сдвига, подсчитанные с приблизительным учё-
учётом динамической нагрузки.
2. Опыт дальше не продолжался.
3. Зубчатые колёса выходили из строя из-за износа зубьев @,2—0,9 мм).
4. Равномерный прогрев при 915°; изотермическая закалка при 344° до равномерного прогрева (для роликов
30 мин.); охлаждение в кипящей содовой воде.
5. При 9%-ном отрицательном скольжении.
6. Результаты получены при чистом качении. При скольжении и при перегрузках наблюдалась пониженная
выносливость.
tvi. vii]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
259
иагрева до 870'), по опытам Наультона и Снайдера, дают
несколько лучшую сопротивляемость выкрашиванию, чем
двойная закалка.
10. Удельные скольжения в зоне начального выкраши-
выкрашивания для твёрдых рабочих поверхностей зубьев, по опы-
опытам Ульриха, колеблются от —0,08 до —0,60.
Результаты экспериментов с чугунными роликами
и зубчатыми колёсами. Результаты экспериментов с чу-
чугунными роликами и зубчатыми колёсами приведены
в табл. 14. Из табл. 14 видно, что чугунные зубчатые
колёса сопротивляются контактным напряжениям не хуже
стальных с той же твёрдостью.
Допускаемые контактные напряжения
сдвига
Расчётное контактное напряжение не
должно быть больше допускаемого как для
зубьев шестерни, так и для зубьев колеса.
Допускаемые контактные напряжения сдвига
следует определять по приведённым ниже
формулам (9)—(9к), составленным на основа-
основании опытных (табл. 9—14) и эмпирических
данных, с учётом коэфициента безопасности
(по отношению к средним экспериментальным
данным) ~ 1,25. Если расчёт вести при коэфи-
циенте безопасности, равном 1, т. е. увели-
увеличить допускаемое контактное напряжение на
-25%, то в некоторых случаях (примерно
в 10—20 случаях из 100, если Нв < 350)
долговечность может оказаться меньше ожи-
ожидаемой (в 3—4 раза).
При расчёте ответственных зубчатых ко-
колёс рекомендуется руководствоваться непо-
непосредственно табл. 10—14.
Допускаемые контактные напряжения
сдвига для прямозубых колёс: а) При
твёрдости поверхностного слоя
стальных зубьев рассчитываемого зуб-
зубчатого колеса Нв «350 кг/мм?
(9)
где а__! — предел усталости материала зубьев
на изгиб при вращении (с симметричными
циклами напряжений), определённый для по-
полированных образцов при 10 млн. циклов
напряжений, в кг/см2; в формулу подста-
подставляется 3_j или Нв материала зубьев рассчи-
рассчитываемого зубчатого колеса (для которого
определяется допускаемое контактное напря-
напряжение); Nq — рабочее число циклов напря-
напряжений в материале зубьев рассчитываемого
зубчатого колеса за всё время работы пере-
передачи.
Если предел выносливости на изгиб а—1
для данного материала неизвестен, то его ре-
рекомендуется определять по формуле:
о—1 т 0,25 (аь + о5) + 500, A0)
где с6 — предел прочности ^временное сопро-
сопротивление) материала зубьев при растяжении
в кг/см*; ^— предел текучести в кг/см2.
Рабочее число циклов напряжений
t0ancp'y
(И)
где а — число зацеплений каждого зуба рас-
рассчитываемого зубчатого колеса за один его
оборот; пср — среднее (по времени) число
оборотов в минуту рассчитываемого зубча-
зубчасм. на стр. 277 ]; Т— общее число часов
работы передачи (если нагрузка реверсивная,
то при расчёте на контактные напряжения и
на изгиб следует учитывать лишь продолжи-
продолжительность работы более нагружёнными сто-
сторонами зубьев).
Если для рассчитываемого зубчатого ко-
колеса Л/ц > 107, то при твёрдости этого колеса
Нв <350 кг/мм- следует принимать N4=107.
б) При твёрдости поверхност-
поверхностного слоя стальных зубьев
Нв > 3?0 кг/мм*
1Уц
6/~
1О7
(9а)
где
—твёрдость поверхностного слоя
зубьев по Роквеллу (по шкале С; нагрузка
150 кг).
Для цементованных зубчатых колёс из
легированных сталей (при достаточной проч-
прочности сердцевины: HR > 40)
серди,
Rcn -
107
тт- (9б)
Для цементованных зубчатых колёс из
стали 20 и стали 15
Для цианированных и азотированных зуб-
зубчатых колёс, при отсутствии больших пере-
перегрузок,
Rcn - 90/Ъ
(9г)
Если твёрдость сердцевины цианированных
(или азотированных) зубьев Н^ отличается
^д
от твёрдости их поверхности //# больше, чем
на 20°/о—для цианированных зубьев (и больше,
чем на 35'/о —Для азотированных), то
6
Для азотированных зубьев — вместо ПО
подставлять 120.
При N4 > 25-107 в формулы (9а) — (9д)
можно подставлять N4 = 25-i07.
Цементованные и закалённые до высокой
твёрдости зубчатые колёса обычно выполняют
с HR = //^ ; целесообразность этого под-
подтверждается многими эмпирическими и экспе-
экспериментальными данными.
в) Для прямозубых чугунных
колёс (если Nu > 107, то следует брать
N4 = 107)
Л*™ - 0,5аЬЬЛ/ -—, (9е)
'СП
того колеса ( пср = ¦ ' 1-; обозначения /^ и Г,-
где щ — предел прочности при изгибе
в кг/см\
260
ПЕРЕДАЧИ
[РАЗД. I
Допускаемые контактные напряжения
сдвига для стальных косозубых и шеврон-
шевронных колёс. Нагрузка вдоль контактных ли-
линий косозубых и шевронных колёс, даже при
идеально точном изготовлении последних,
распределяется неравномерно, вследствие раз-
различной жёсткости зубьев на разных участках
контактных линий [11] и различного износа
зубьев (хотя бы только приработочного) при
разных скоростях скольжения (в полюсе за-
зацепления скорость скольжения равна нулю).
Так как расчётные формулы Dз), Dи), Dк)
и Dл) выведены исходя из предположения о
равномерном распределении нагрузки по кон-
контактным линиям, то для согласования расчёта
с эмпирическими данными оказалось необхо-
необходимым снизить значения допускаемых кон-
контактных напряжений для косых и шевронных
зубьев RcK по сравнению с напряжениями
для прямых зубьев Rcn (при Нв «350 —
на 200/0).
При Нв <350:
б ~T7vf
<9ж)
Если для рассчитываемого зубчатого ко-
колеса Ыц > Ю7, то при твёрдости этого ко-
колеса Нв < 350 следует принимать Л^ч = 107.
При работе мягкого или среднетвёрдого
(Нв <250) колеса с шестерней, зубья которой
закалены с поверхности, допускаемые кон-
контактные напряжения для зубьев колеса в при-
притёртых передачах можно повысить на 25% [14].
При Нв > 350:
з
185
/—g- °/ 107
W
(9з)
Если приняты специальные меры, обеспе-
обеспечивающие полное отсутствие износа косых
или шевронных зубьев при работе (тщатель-
(тщательная приработка, числя смазка), то при до-
достаточно высоких (чтобы не происходило
износа зубьев) числах оборотов в минуту
шестерни (например, при пш>Ь0 об/мин) до-
допускаемые контактные напряжения сдвига
можно определять по формуле
6 Л То7"
W
а для цементованных зубьев — по формуле
V IV //
(9к)
Для цианированных и азотированных
зубьев в этом случае RcK = 0,8ИсП.
Если Л/ч > 25-107, то в формулы (9з) —
(9к) можно подставлять А/ч = 2о-1и7.
Общие замечания по выбору допускае-
допускаемых контактных напряжений для стальных
прямозубых, косозубых и шевронных колёс.
1. При числах оборотов в минуту шестерни
пш < L0 допускаемые контактные , напря-
напряжения можно увеличивать на 10%-,
2» Приведённые выше формулы для опре-
определения допускаемых контактных напряжений
сдвига дают значения последних, равные пре-
пределам усталости рабочих поверхностей на
сдвиг по наиболее низким опытным данным.
Так как Rcn или RcK определяются по мини-
минимальной прочности или твёрдости материала
зубьев, а г определяется с учётом динами-
динамической нагрузки, подсчитываемой при наи-
наиболее неблагоприятном характере и при наи-
наибольшей величине ошибок нарезания, то
можно ориентироваться на средние значения
экспериментально найденных пределов кон-
контактной усталости (при обработке экспери-
экспериментальных данных динамическая нагрузка и
неравномерность распределения нагрузки по
контактным линиям в большинстве случаев не
учитывались).
На этом основании при тщательной при-
приработке зубчатых колёс, если при расчёте
надлежащим образом учтены динамическая
нагрузка и влияние перекоса, можно по-
повышать допускаемые контактные напряжения
сдвига на 25%, а для цементованных зубьев —
на 20%. Такое повышение Rc связано* однако,
с известным риском, а именно: при больших
твёрдостях зубьев {Нв> 250) долговечность
работы зубчатых колёс в некоторых (правда,
редких) случаях может оказаться в 3—4 раза
меньше ожидаемой; при малых же твёрдостях
зубьев (Нв < 250) может наступить повы-
повышенный и неравномерный по окружности и
по профилю зуба (т. е. приводящий к шуму
передачи) износ зубьев на глубину, прибли-
зительно равную 800 "| / ~
длит
МИКРОН
за каждые 10 млн. оборотов шестерни.
Чем больше передаточное число, тем мень-
меньше имеется оснований, как показывают эмпи-
эмпирические данные, для того, чтобы воспользо-
воспользоваться настоящим примечанием в отношении
колёс, за исключением мягких или среднетвёр-
дых косозубых и шевронных колёс, работаю-
работающих в притёртых передачах с шестернями,
зубья которых закалены с поверхности.
При Л/ч (Кг • /С3)8 > 25 ¦ 106 ~ 50 . 10« и
Нв < 350 допускаемые контактные напряже-
напряжения рекомендуется повышать не более чем
на 15%, так как ещё не выяснено, имеют ли
мягкие и среднетвёрдые рабочие поверхности
истинный предел усталости при 10 млн. циклов
напряжений или же предел усталости продол-
продолжает снижаться вплоть до50—100 млн. циклов.
Не следует итти на увеличение* контактных
напряжений и для закалённых с поверхности
(газовой горелкой) зубчатых колёс, а также
для мягких и среднетвёрдых колёс, работаю-
работающих с твёрдыми Шв > 350) шестернями вне-
притёртых передачах.
3. Для передач, смазываемых периодически
(для избежания задира зубьев), допускаемые
контактные напряжения можно увеличивать
на 20—40%, если это не будет вызывать за-
заедания (стр 264).
4. При корригированном одностороннем
или внеполюсном зацеплении для зубьев, со-
состоящих из одних головок, Rc можно увели-
увеличивать в 2 раза при tJB < 350 и в 1,5 раза —
при Нв > 350,
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
261
5. При расчёте зубчатых передач, имею-
имеющих шестерни с малым числом зубьев
{гш < 25 при as > 20°, f0 < 1, Чш > 0 и 5К > 0)
или с отрицательным коэфициентом коррек-
коррекции при НВш > 350 необходимо производить
проверку наибольших по профилю зуба кон-
контактных напряжений, которые не должны пре-
превышать более чем на 400/0 допускаемые (для
зоны, близкой к полюсной линии) контактные
напряжения (колеса — для ножки колеса и
шестерни — для ножки шестерни). Эта про-
проверка может производиться по следующим
формулам:
а) для прямозубых колёс при рп + и =
= г-Р—+ и > 12,5 (До — даб)
Ь cos %
75 A2)
б) для прямозубых колёс при рп + и <
< 12,5 (До — А^)
i;<l,4tff/7; A2а)
в) для прямозубых колёс при/0 < 1, кроме
проверки по формулам A2) и A2а\ следует
(при гш < 13. если /0 < 0,8 и 6Ш < 0 или
{ж<0) производить ещё проверку по фор-
формуле
<'<1,4/?с/7; A26)
г) для косозубых колёс
т;<1,4/?ся. A2в)
В формулах A2) — A2в): и — удельная ди-
динамическая нагрузка в кг/см; С и С' — отно-
относительные удельные давления (табл. 6, стр. 23>);
До — наибольшая (вероятная) разность основ-
основных шагов шестерни и колеса в микронах;
Дд5 — суммарная (для пары зубьев) глубина
фланкирования в точке зацепления, отстоящей
от крайней точки зацепления на расстоянии
0,3 ms в микронах.
В некорригированных передачах доста-
достаточно производить проверку лишь для зубьев
шестерни.
6. Если HR и Но больше 350, то при
ш :<
проектировании новой передачи и при опре-
определении допускаемой нагрузки расчёт на кон-
контактные напряжения следует производить по
тому колесу пары, для которого Rc (Rcn или
ИС[Л меньше. При Нвк < 350 расчёт следует
производить по тому зубчатому колесу, для
которого отношение —~_ меньше (К% — коэ-
фициент эквивалентной нагрузки). Расчётную
нагрузку следует определять также для этого
зубчатого колеса.
7. Значения Rcn и RcK при N4 > 107 для
мягких и среднетвёрдых зубчатых колёс в
б 15
Таблица 15
Допускаемые напряжения изгиба (при ка=1,8 и л—2)
и допускаемые контактные напряжения сдвига
для нормализованных и улучшенных сталей
ЛГ 107
при
уу
>107
Предел
прочности
текучести
Допускаемые
напряжения
изгиба
Rou
R
-Ли
Допускаемые
контактные
напряжения
сдвига
*СП
RcK
кг'см3
5°оо
5ооо
55°°
55°°
бооо
бооо
бооо
бдОО
6500
бдОО
7ооо
7ООЭ
7ооо
75°°
75°°
75°°
8ооо
8ооо
8эоо
8ооо
8500
85оо
8500
оооо
9ооо
2боо
3°оо
Зооо
35°°
32OO
35°°
4ооо
35°°
4ООО
45°°
35°°
4°°з
5°оо
45оо
5°оо
бооо »
5оэс
55°°
бооо
6500
55°°
бооо.'
7ооэ
7ооо
75°°
ю5о
1090
1150
1190
124°
12бо
13°°
I32O
'37°
1410
'39°
Н3°
1520
154°
158°
1670
1°О°
1700
174°
1780
1760
i8oo
189°
'9j°
2000
67о
69°
73°
760
780
8оэ
8з°
83о
870
9оо
86о
900
97°
97°
ооэ
о8о
040
о8о
но
J5°
по
140
2IO
250
280
I2O0
1250
13Ю
137°
1400
144°
15°°
15°°
1560
1б20
1560
1б2О
175°
175°
l8lO
194°
188O
194O
2ОО0
2060
20О0
2060
2l8o
225O
23Ю
960
1000
1050
1100
1120
1150
1200
1200
12ДО
13ОО
I25O
13ОО
14ОО
I40O
145°
155°
15OO
155°
16OO
165O
160O
165O
175°
180O
1850
В табл. 16 приведены допускаемые контактные на-
напряжения сдвига Rcjj (для 25 000 час. работы передачи),
к которым надлежало бы приравнивать произведения
О8 / р \0,1 ..
> чт°бы при расчете прямозубых
-{Я
2,54
колёс получить те же результаты, что и по британскому
стандарту. Здесь т — расчётное контактное 'напряжение
сдвига по формуле D); X. — относительное удельное
давление по формуле табл. 6 и р — эффективный радиус
кривизны по формуле C); для d =200 мм при а=20° и
г=3, (-nvj"
«l. С изменением числа оборотов в ми-
минуту рассчитываемого зубчатого колеса изменяется
и kCfj, чем учитывается не только влияние числа циклов
напряжений, но и динамическая нагрузка (при фланкиро-
фланкированных зубьях) из-за неточностей нарезания. Таким обра-
образом следует принимать Ki — 1.
При определении расчётной нагрузки для расчёта на
ЪГТ~
износ принимается
#
р
а для расчёта на изгиб
— - , где 7\ — эквивалентное число часов работы
1^ я
за сутки, определяемое по формуле B56) при т.=т ,
Чтобы проверить косозубые и шевронные колёса по
британскому стандарту, достаточно сравнить произведе-
произведение i' (;rW) ' со значением Rc[j, взятым из табл. 16 и
зависимости от
as приведены в табл. 15. уменьшенным на 6°/0*; здесь х' — контактное напряжение
Допускаемые контактные напряжения сдвига, со-
соответствующие данным британского стандарта на
цилиндрические зубчатые колёса. В британском стан-
стандарте на обработанные цилиндрические зубчатые колёса
A1) расчёт зубчатых колёс проводится по условному на-
напряжению, равному отношению удельной контактной на-
нагрузки (в фн дюйм) к эффективному радиусу кривизны (в
дюймах) в степени 0,8. Расчёт прямозубых колёс произ-
производится по напряжению на границе зоны работы одной
пары зубьев на ножке шестерни, расчёт косозубых ко-
колёс — по напряжению в средней точке контактной линии
(полной длины).
* При составлении формулы для определения зон-
зонного коэфициента [11] для косозубых и шевронных
колёс допущены следующие неточности: было принято
Pti Ps
q—— вместо q по формуле B) и рл = ^-г— вместо
п cos Ро
Эти неточности для шевронных колёс с р = 30° и
а =20° приводят к увеличению допускаемой нагрузки
на 20—35%.
262
ПЕРЕДАЧИ
{РАЗД. I
Таблица 16
Допускаемые контактные напряжения сдвига/? _ и допускаемые напряжения изгиба R. соответствующие
данным британского стандарта на цилиндрические зубчатые колёса
Материал
С».
с
Наименьшая твёр-
твёрдость по Бринелю
Допускаемое
контактное напря-
напряжение Rcn в кг'см*.
при п об/мин(')*, равном:
кг/мм*
100
1000
Допускаемое напря-
напряжение изгиба Ru
в кг/см1 при п об/мин ('),
равном:
100
1000
Фибра (Я=90 000 кг/см1 при
работе по стали) C)
Ковкий чугун B 150 000) (s)
Серый чугун
Обыкновенный (850 000) (») . . .
Среднего качества A10Э 000) C) .
Высококачественный в состоя-
состоянии отливки A 4иО 000) C)
Высококачественный, термиче-
термически обработанный A 500 000) C) . .
Бронза фосфористая
Отливки в песок (850 000) C) . .
Отливки в кокили A 000 000) (*).
Отливки центробежные A060000)C)
Стал.ьное литьё
0,35 — 0,45°/0 С
0,50 — 0,55% С, закалённое с
поверхности
0,12 — 0,22°/0С, цементованное .
Сталь кованая
с) Углеродистые стали:
0,15% С, цементованная ....
0,20'/0С, , ....
0,40% С, нормализованная:
с поперечным сечением св.
125 мм ....
„ до 125 мм . .
0,40% С, закалённая с поверх-
поверхности
0,40% С, улучшенная:
с поперечным сечением св.
125 мм
То же, до 125 мм .v .
0,55% С, нормализованная:
с поперечным сечением св.
125 мм
То же, до 125 мм
0,55%, закалённая с поверх-
поверхности
б) Никелевые стали:
1% Ni, улучшенная
3% Ni,
3% Ni, цементованная
3,5°/О Ni. закалённая с поверх-
поверхности
3,5% N1, улучшенная
3,5% М. цементованная ....
5% Ni, . ....
в) Хромоникелевые стали:
1,5% N1, 1% Сг; закалённая в
масле и отпущенная
1,5% N1, 1% Сг; закалённая с
поверхности
1,5% N1 хромоникелевая, зака-
закалённая в масле и отпущенная . .
3,5% Ni хромоникелевая, зака-
закалённая в масле и отпущенная . .
3,5°/0 Ni хромоникелевомолиб-
деновая, закалённая в масле и от-
отпущенная
3,5% Ni хромоникелевая, зака-
закалённая с поверхности
3,5% Ni хромоникелевая, улуч-
улучшенная (с поперечным сечением
до 75 мм)
19
25
35
35
19
24
27
55
бо
5°
5°
5°
55
55
IO5
210
220
ЗОО
69
(P=iooo кг)
82
(P=iooo кг)
9°
(P= 1000 кг)
145
i6o (сердцевина)
53O (с поверхности)
650 (с поверхности;
14° (сердцевина)
14° (сердцевина)
640 (с поверхности)
146
146
55
7°
7°
7°
63
7°
7°
85
85
7°
85
85
85
155
85
85
85
155
145 (сердцевина)
460 (с поверхности)
175
2оо (сердцевина)
520 (с поверхности)
20О
2ОО
250 (сердцевина)
5оо (с поверхности)
250
2оо (сердцевина)
бго (с поверхности)
250 (сердцевина)
боо (с поверхности)
25°
(сердцевина)
44O
250
250 (сердцевина)
5оо (с поверхности)
44°
270
1640
134°
1710
2280
1120
1310
45°
3IOO
3*4°
534°
534°
534°
2IOO
225O
2980
239°
2.S2O
252O
27О0
35°°
252O
2700
57°°
4O2O
3080
57°°
5960
3°8°
4°2О
4170
3°8°
Зо8о
4°2О
417°
'75
i°5°
86о
1090
I22O
I46O
72О
84O
93°
134°
2010
342°
342O
342O
134°
144°
1ОЮ
153°
i6m
1610
173°
2280
1610
173°
365°
257°
'97°
б
197°
257°
2670
1970
197°
257°
2670
140
840
б8о
870
97°
io6o
57°
670
79°
i6oo
2720
2720
2720
1070
1150
1520
1285
1380
1820
1285
1380
29°°
2050
157°
2900
3040
157°
2050
2130
1570
157°
2050
2130
316
77°
400
535
73°
73°
49°
боо
7О0
133°
9Ю
'97°
197°
197°
I2OO
133°
84°
1400
155°
1520
1690
155°
1690
28 ОО
i3°o
2IOO
28ОО
33°°
13°°
2800
2IOO
13°°
3160
133
325
17°
225
3°5
3°5
205
250
295
56°
З8о
8зо
83о
5°°
56°
35°
59°
650
640
44°
65°
и8о
545
88о
и8о
14°о
545
и8о
88о
88о
545
'33°
* Примечания к текстам, отмеченным цифрой в скобках, см. в конце таблицы.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
263
Продолжение табл. 16
Материал
Наименьшая твёр-
твёрдость по Бринелю
кг 1мм3
Допускаемое
контактное напря-
напряжение Rcn в кг/см1
при п об/мин ('), равном:
100
1000
Допускаемое напря-
напряжение изгиба R
в кг/см' при п об/мин B)
равном:
0
3300
35°° D)
3160
2IO0
25OO
I3OO
I050
2460
100
1400
1470 (*)
1330
880
1050
545
440
1030
1000
3,5°/о N1 хромоникелевая цемен-
цементованная
Высокохромоникелевая, цемен-
цементованная
Хромоникелевая, закалённая
на воздухе (с поперечным сече-
сечением до 50 мм)
г) Хромистые стала:
0,55% С, улучшенная
0,5570С, „
0,55% С, закалённая с поверх-
поверхности
1% Сг, закалённая с поверх-
поверхности
1% Сг, улучшенная
125
155
85
IOO
85
70
'55
250 (сердцевина)
боо (с поверхности)
збо (сердцевина)
боо (с поверхности)
44O
250
250 (сердцевина)
5оо (с поверхности)
5оо (с поверхности)
44°
5960
6310
417°
3080
333°
4O2O
35бо
417°
3820
4°4°
2670
1970
2130
357°
228о
2670
3°4°
322O
213°
157°
1700
а°5°
I82O
2130
890
95° С)
850
57°
670
35°
28о
66о
Примечания. 1. При других числах оборотов в минуту допускаемые значения R.rj могут быть найдены путём
умножения Rcn для п=\ об/мин на величину \f<?a (ти — козфициент скорости пр. износу), которая при различ-
различных числах оборотов в минуту п имеет следующие значения:
п
об/мин
о
1,42
О,О1
1,3*
О, I
1,2О
о,5
i,o8
I
1,ОО
4
0,87
ю
°,79
4°
0,69
IOO
0,64
4оо
°.57
1О00
°,5Г
5°оо
о,41
юооо
о,3б
20ОО0
°.33
2. При других числах оборотов в минуту допускаемые напряжения изгиба Ra могут быть найдены путём умно-
умножения R для л=0 на <рп — коэфициент скорости по прочности, который при различных числах оборотов в минуту
имеет следующие значения:
п
об/мин
о
I
0,01
0,93
О, I
о,8б
о,5
°.79
I
о,7°
4
О,б2
10
°, 57
40
°.47
IOO
0,42
4-ОО
о,31
IOOO
о,27
5°оо
0,167
10 ООО
°. 134
30 ООО
0,107
3. В скобках указаны величины модуля упругости Юнга Е в кг/см3, принятые для того, чтобы определить значе-
значения R г, (при работе по стали), . соотвествующие- условным поверхностным напряжениям R? по британскому
стандарту (Rcn= 0,145\/rRc усл <?иЕ, где <pfl — коэфициент скорости по износу). Для стали и стального литья
принято Я=2 150 000 кг/см1.
4. Допускается при качественной отделке поверхностей. Когда специально обращается внимание на высокое ка-
качество отделки (например, для авиационных зубчатых колёс), поверхности свободны от недостатков и зубья не
имеют острых кромок и острых углов, это значение может быть увеличено на 20''/».
сдвига в средней точке контактной линии, обычно мало
отличающееся от т, найденного по формуле Dз); р' —
эффективный радиус кривизны в средней точке контактной
линии, обычно мало отличающийся от р, найденного по
формуле C).
Допускаемые контактные напряжения сдвига Rck,
соответствующие данным АГМА (Американского об-
общества i зготовителей зубчатых колёс) д чя косозубых
и шевронных зубчатых колёс редукторов.
В табл. 17 приведены допускаемые контактные напря-
напряжения сдвига для косозубых и шевронных колёс, полу-
полученные путём пересчёта соответствующих значений, ре-
рекомендуемых АГМА [33] для определения допускаемой
нагрузки (мощности) для цилиндрических косозубых и
шевронных редукторов. При использовании этих данных
расчётную нагрузку следует определять также по нормам
АГМА (стр. 284) с учётом коэфициента скорости и част-
частного коэфициента качества К^. При гш + гк < 100 и
*/ > 8 указанные в табл. 17 значения RCK неприменимы.
Допускаемые контактные напряжения сдвига для
прямозубых колёс Rcjj, соответствующие данным
Виссмана и Бакингема. В табл. 18 приведены допускае-
допускаемые контактные напряжения сдвига (у полюса зацепле-
зацепления), полученные путём пересчёта допускаемых удельных
давлений по Герцу (в крайней точке участка зацепления
одной пары зубьев на ножке шестерни), рекомендуемых
Виссманом [3] для прямозубых крановых колёс, и получен-
полученных путём поверочных расчётов крановых передач, кото-
которые безупречно работали в течение многих лет. В таблице
приведены допускаемые напряжения Rtfl Для нормаль-
нормального режима работы, полученные при номинальном кру-
крутящем моменте электродвигателя. Для тяжёлого режима
работы их следует уменьшить на 10%, для лёгкого их
можно увеличить на 12°/0 (при i = 1 их следует, кроме
того, уменьшить на 4% и при i =2 — на 1%).
По Бакингему [33], допускаемые контактные напряже-
напряжения принимаются равными пределам контактной уста-
усталости. Последние при одинаковых твёрдостях парных
поверхностей приведены в табл. 9. Если твёрдость ше-
шестерни по Бринелю больше твёрдости колеса на 50 или
100 kzjmm^. то Rcfj можно увеличить соответственно на
225 или 490 кг}см% (за исключением комбинации твёрдо-
стей 300 и 400, для которой Rcu допустимо увеличивать
лишь на 365 кг/см*).
264
ПЕРЕДАЧИ
[РАЗД.. I
Допускаемые контактные напряжения
соответствующие нормам АГМА
Таблица 17
сдвига Rcf{,
Формула Блока имеет следующий вид:
0-0,83, fKb-v*
Наименьшая
Шору)*
225 C3)
245 (Зб)
28о Di)
3*5 D5)
35° Eо)
Наименьшая твёр-
твёрдость колеса по
Бринелю (по
Шору) *
i8oB9)
210 Cа)
24° (зб)
27° D°)
3°°D4)
Допускаемое кон-
контактное напряже-
напряжение сдвига
R г, в кг/см11
2400
2б2О
282O
Зооо
3160
* Указанные значения твёрдости понимаются как
наименьшие в пределах, данных на чертеже (контроли-
(контролируются по наружному диаметру заготовки после чистовой
обточки). В скобках указаны эквивалентные твёрдости
при измерении на склероскопе Шора. Таблицей преду-
предусматриваются улучшенные зубчатые колёса, за исклю-
исключением колеса с твёрдостью 180, которое предполагается
термически необработанным. Колёса с твёрдостью менее
180 по Бринелю условно считаются как бы имеющими
твёрдость 180, чем учитывается наклёп их зубьев при
работе с улучшенными шестернями.
Таблица 18
Допускаемые контактные напряжения сдвига Rcjj для прямозубых
крановых передач, соответствующие данным Виссмана
Материал
Стальное литьё
Ст. 5
Ст. 6
Ст. 7
Si—Мп-сталь .
&I—Мп-сталь .
Предел
проч-
прочности
°Ъ
кг!ммй
R „ для числа оборотов в минуту л рас
считываемого зубчатого колеса
10
50 100
52—6о
5о—6о
6о—7°
7<э—8о
75-8°
8j-9°
2370
2620
28З0
3!3°
352°
—
2170
2500
275°
Зооо
336°
Збю
ig8o
2330
2590
2840
3200
345°
1600
2050
2270
2500
2880
3!3°
I28O
1760
195°
2170
2j6o
28ю
Il8o
'57°
1790
2020
2430
2690
Расчёт стальных зубчатых колёс
на заедание *
Приведённый здесь расчёт зубчатых колёс
на заедание основан на предположении, что
заедание возникает при повышении темпера-
температуры рабочих поверхностей (местном и мгно-
мгновенном — в моменты зацепления) до такого
значения, при котором смазка и пограничный
слой полностью теряют свои смазывающие
и адсорбционные свойства. Эта температура,
по всей вероятности, лежит около темпера-
температуры испарения смазки с поверхности металла.
Поверочные расчёты зубчатых колёс, у ко-
которых наблюдалось заедание, и роликов, на
которых производилось испытание смазок на
противозадирные свойства, показывают, что
приводящее к заеданию повышение темпера-
температуры рабочей поверхности, найденное по
формуле Блока [31], для закалённых сталей
обычно лежит в пределах 200—'25и°, не пре-
превышая 3iJ0° (табл. 19), а для мягких сталей —
в пределах 60—150°.
где 0 — повышение температуры рабочих по-
поверхностей зубьев в °С; /— коэфициент тре-
трения скольжения между зубьями; q — удельная
контактная нагрузка в кг)см', ул и г/3 — ско-
скорости перемещения рабочих поверхностей
зубьев относительно зоны контакта в см/сек
(t>i > t/2); *i — полуширина полоски контакта
в см [по формуле Aа)]; А, и А2 — коэфициенты
теплопроводности материалов зубьев шестер-
шестерни и колеса в кгсм/см-сек-град (при t =
- 200-r-4uo° имеем: А = 4-т-5,5 для углероди-
углеродистых сталей, X = 3-J-4.2 — для хромистых и
хромоникелевых сталей и А = 2 -j- 2,8 — для
аустенитных хромоникелевых и марганцо-
марганцовистых сталей); fi и 72 — удельные веса мате-
материалов зубьев шестерни и колеса в кг/см5;
сг и с2 — теплоёмкости материалов зубьев
шестерни и колеса в кгсм/кг-град (при t=
= 200-5-400° для сталей с - 5000 -т- 7000).
Проверку на заедание следует производить
в точках зацепления, отстоящих от конечных
на расстоянии не менее 0,3%
(lK>lK — °'3ms'> 1ш >1ш— °'3%>'
см. стр. 231; в прямозубых пе-
передачах, при допустимости
ограниченного заедания, при-
приводящего к фланкированию
зубьев, вместо 0,3/Яу в эти вы-
выражения можно подставить
(ss — 1) тс cos *м \
—^ ^г— ^~ ms \ а для
точных прямозубых колёс —
также в крайних точках зоны
работы одной пары зубьев.
Удобнее пользоваться следую-
следующими формулами для расчёта
на заедание (произведение Цс
для стали в среднем принято
равным 196 в указанных выше
единицах):
а) для прямозубых колёс в крайних точках
зоны работы одной пары зубьев на ножке
(на головке, если 1Ш > to) зуба шестерни
250 | 500 | 750
1000
1500
1690
1920
2400
2620
t^-i.
A3а)
на ножке (на головке, если lK^>t0) зуба
колеса
t —I..
где
С
V
V [ iocoJ loou / '
б) кроме того, для прямозубых колёс при
P + 125 (**)
* См. примечание 1 на стр. 265.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
265
на ножке зуба шестерни в точке зацепления,
отстоящей от полюса на расстоянии l'K,
, 4/~Г 7,1 (А - А
ЫХШ\, 0,43+ Lo
L tl
на ножке зуба колеса в точке зацепления,
отстоящей от полюса на расстоянии l'w,
4,
- Q/Тк у [о.
0,43 +
7,1
т
л/
V
б) для прямозубых колёс при рп + «<
< 12,5 (До — Ддй) и для косозубых или шев-
шевронных колёс следует пользоваться форму-
формулами A3г) и A3д), подставляя в них 1 вместо
Рп + и J
Обозначения в формулах A3а) — A3д):
^ — основной шаг в см; г — расчётное кон-
контактное напряжение сдвига, найденное по фор-
формуле D) или Dз) без учёта кратковременных
перегрузок, т. е. при /C = 1 [если для прямо-
прямозубых колёс и > 6 (До — $), то при определе-
определении х для расчёта на заедание и в формулах
A3г)—A3д) следует принимать и = б (До-0)];
пш — число оборотов в минуту шестерни; для
планетарных передач
где vomH—окружная скорость относительного
движения, т. е. окружная скорость при оста-
остановленном водиле; / — передаточное число;
Рр—расчётное окружное усилие в кг [опре-
[определяется по формуле B16) без учёта перегру-
перегрузок] ; и — удельная динамическая нагрузка
ъкг1см; ^0 — наибольшая (вероятная) разность
основных шагов шестерни и колеса в микро-
микронах; Ьф — суммарная (для пары зубьев) глу-
глубина фланкирования в точке зацепления, от-
отстоящей от крайней точки зацепления на
расстоянии 0,3 ms в микронах.
Значения С, С, I n рш определяются по
формулам, приведённым в табл. 6 (стр. 230—
231). Значения / и рш подставлять в см. Коэфи-
циент трения / для шлифованных, шевинго-
ванных или хорошо приработанных зубьев
можно принимать равным 0,08—0,1.
Примечания. 1. При окружной скорости менее
16 м;сек и при Hg > 300 кгг/лш2 расчёт на заедание не-
необходимо производить только для передач, работающих
с очень высокими контактными напряжениями (т ;>
>6000 кг/см**). При Нв < 300 (точнее, при RcK < 1900 и
Rtfl < 240° кг\смъ), йш < 20 см и v < 15 м/сек передачи
не требуется рассчитывать на заедание-
2. Для некорригированных передач расчёт по форму-
формулам A36) и A3д) излишен.
Как показывают поверочные расчёты зуб-
зубчатых передач (табл. IQj, допускаемое повы-
повышение температуры 6- для зубчатых колёс с
твёрдыми поверхностями зубьев, работающих
с минеральной (не активированной) смазкой,
ири температуре последней не свыше 50°,
можно принимать равным 200* и лишь при
очень гладких рабочих поверхностях или при
большой окружной скорости можно принимать
/' 0 - 250°. При этих
—-—¦- ; A3г) значениях Ь может
быть обеспечено от-
отсутствие заедания и
износа зубьев (вы-
ЗЕанного заеданием). При более высокой темпе-
температуре масляной ванны и зубчатых колёс необ-
' ходимо соответственно
снизить допускаемое
значение Ь.
Для тихоходных
A3д)
'1?ш стальных зубчатых ко-
колёс с незакалёнными поверхностями зубьев
(Нв < 300), смазываемых вязким минераль-
минеральным маслом, можно допускать Ь - 60° и для
среднескоростных 0 - 80°. При тщательной
приработке (с постепенно повышающейся на-
нагрузкой), если при этом будет достигнут
контакт зубьев по всей их рабочей поверх-
поверхности, д можно повышать для прямых зубьев
на 20°, а для косых и шевронных зубьев —
на 40*. Для быстроходных стальных зубчатых
колёс с незакалёнными поверхностями зубьев-
можно допускать Ь = 150°. Для нелегирован-
нелегированных углеродистых сталей допускаемые значе-
значения $ можно повышать на 15и/0. В ответствен-
ответственных случаях рекомендуется руководствоваться
табл. 19.
При расчёте и проектировании передач,
недостаточно надёжных против заедания, не-
необходимо иметь в виду следующее:
1. Заедание может произойти от того, что
передача пущена в работу под полной на-
нагрузкой без достаточной приработки. В опы-
опытах Мелдаля 80-миллиметровые ролики из
углеродистой, никелевой и хромоникелевой
стали с небольшой твёрдостью рабочих по-
поверхностей могли работать без заедания при
-с - 2630 кг\см\ т] = —0,67 и tt = 67° (табл. 19)
только после двухчасовой приработки с по-
постепенно (ступенями) повышающейся нагруз-
нагрузкой. Если же ролики нагружались сразу до
указанного контактного напряжения сдвига,
то после 15—30 мин. работы происходило
заедание.
Плохо прирабатывающиеся твёрдые поверх-
поверхности зубьев рекомендуется доводить до высо-
высокой гладкости в процессе изготовления зубча-
зубчатых колёс. Повидимому, существует оптималь-
оптимальная (в отношении противозадирных свойств)
гладкость для твёрдых поверхностей зубьев
(по некоторым данным она лежит в пределах
15^-35 микрэдюймов).
2. Комбинации материалов шестерни и
колеса можно расположить в следующем по-
порядке «по возрастанию сопротивляемости зае-
заеданию):
aj мягкая сталь по мягкой стали;
б) твёрдая (с поверхности) сталь по мяг-
мягкой стали;
в) чугун по мягкой стали;
г) твёрдая сталь по твёрдой стали;
д) чугун по чугуну.
Из твёрдых сталей азотированные лучше
сопротивляются заеданию, чем цементован-
цементованные; цианированные или полностью закалён-
закалённые хромоникелевые стали — лучше, чем нике-
никелевые.
266
ПЕРЕДАЧИ
[РАЗД.1
Таблица 19
Поверочные расчёты на заедание зубчатых передач и роликов, вышедших из строя вследствие заедания
или (когда -с и & указаны со знаком >) работавших без заедания
Коэфициент трения / принимался равным 0,1
Размеры зубчатых
колёс или роликов
и условия их работы
Условия, испытаний
указаны в примеча-
примечании 3 к табл. 13
Смазка маслом SAE
50— для двигателей,
(Е5о»15-ь18) с добав-
добавкой 1% метилдихлор-
стеарата
Удельное скольже-
скольжение т,'ш 1,62
То же, но смазка
только струйная, в ко-
количестве 0,1 л/мин.
Длительность ступени
нагрузки — 5 мин.
Материал, термообработка и
окончательная механическая
обработка зубьев
о* о
Л ^
о ч о.
Си И
:ш a s
ней s
Опыты Мэнше
0,12% С, 3,5% N1; цемен-
цементация и двойная закалка;
шлифовка
0,17% С, 5,8% N1; цемента-
цементация и двойная закалка; шли-
шлифовка
0,11% С, 3,1% Ni, 1,2% Сг;
цементация и двойная, закал-
закалка; шлифовка
0,14% С, 4,2% N1, 1,15% Сг;
цементация и двойная закал-
закалка; шлифовка
0,40% С, 2,25% N1, 0,65% Сг,
0,45% Мо; цианирование;
шлифовка до термообработки
0,45°|0 С, 0,95% Сг; цианиро-
цианирование; шлифовка до термо-
термообработки
SAE 4615 A,8 % N1); закалка
из цементационного ящика;
шлифовка
Испытывались смазки:
59
«3. 59
59 Eб)
58
59
57
58
бз; 59
6i; 59
58
58
57
60
59
59
59
59
60
58-59
Среднее масло для двигателей (SAE 50) с Е5)«15—18°
То же плюс 0,5% смеси из 80% трикрезилфосфата
фосфида
и 20%
, и
§ ° д *
»!>>§
и-е-я s
на [59]
зо—зо
2О—ЗО
2О—ЗО
>5°
>5°
2О—ЗО
>5°
20—3°
2О—3°
2О—3°
20—3°
>5°
2О—3°
2О—3°
2О—3°
2О—ЗО
2О—ЗО
20—3°
2О—ЗО
Зубья
не фланки-
фланкированы
трибутил-
То же плюс 2,5% концентрированной суспензии коллоидального гра-
графита в масле
То же плюс 0,25% нафталентетрахлорида
То же плюс 1% метилдихлорстеарата
То же плюс 0,5% нафталентетрахлорида
То же плюс 1% смеси из 80% трикрезилфосфата
фосфида
То же плюс 1% тиоэфира
То же плюс 5% серохлорной присадки
То же плюс 5% хлорированного парафина
То же плюс 10% серохлорной присадки
Лёгкое масло для двигателей (ЬАЕ 20) с E5J»5—6°
Касторовое масло
Среднее масло для
струёй в количестве 1
и 20%
трибутил-
двигателей (SAE 50) с Е?0» 15—18°, подаваемое
7 л/мин
То же, но со смазкой окунанием (дополнительно к
Прямозубые колёса
Минеральное масло
Данные Олмена [46]
автомобильного типа:
Мягкая противозадирная смазка
Сильная противозадирная смазка
Поверочные
струйной)
расчёты работающих передач
Редукторы авиадвигателей
m -4,37 мм; гш =
-=36; г =60; А' _
-hK-mn ; р=30°; v-
-22 Ml сек; ^=-0,84
12Х2Н4А; цементация >
>58
ie фланки-
фланкированы
1
И
1
69,5
69,5
69,5
>82,2
>82,2
68,о
>8а,з
>8г,о
>8i,o
>82,2
>82,2
>8з,з
78,а
68,о
\>73,8
К53.9Н3)
1>73,8
71, о
>73,8 з
57,°
55,8
58, i
6о,7
6i,6
72,3
73,8
82,2
92,7
94,i
96,2
59,9
71,0
71,0
94,i
—
—
—
>39,°
CJ
2ОС
2ОС
2ОС
>2б5
>26j
195
>26j
>255
>2j5
>2б3
>2б5
245
195
>22О
>22О
2IO
>23О
>l8o
'5°
'45
J55
170
175
215
220
265
320
325
335
210
210
325
—
—
—
>i5o
С S
й^ ¦
ев ^
42С
42С
42С
>5°с
>5°°
4ю
>49°
>49°
>5°°
>5°°
>5°°
480
4Ю
>45°
>45°
43°
>45°
>38о
35°
34°
35°
37°
37°
44°
45°
5°°
57°
58о
Збо
43°
43°
57°
640
8оо
и8о
>5°°
Примечание
Заедание не про-
происходило
* Примечания к текстам, отмеченным цифрой в скобках, см. в конце таблицы.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
267
Продолжение табл. 19
Размеры зубчатых
колёс или роликов
и условия их работы
т=6,86 мм; * =28;
ш
г =42; Ьш =ЛЛ=0,8 от;
Р=0; #=27 м/сек;
;1)ш=-0,73;а=22°20'10»
т-6,35;* =22; * -
И* Л
=0; »=19 л/cev; ?]ш =
= -0,41; «=25°
m=2,54 mm; z =15;
,г =55; ft' =л' ~0,8от;
pio; v-U м/сек; ч] ='
—3,28
т-8**;* =18;* -
=23; Лш=Лк=О,8 т;
р-0; v3,l м/сек; т\ш=
=-2,05
=40; ^щ=^к=^>° "*>
3=0; »=24,5 м/сек;
т = 18 ли»; ^=25;
> »
z^=75; *ш=йк=/я;
»=0,77 м/сек; ^ш=*
=—1,71
тп ^27 wWjm* ^ =<f =^
=23; ^=/2^=0,8 т^;
3=30"; ^=1,6 ж/сек;
7)=—0,73
т =18 лш; * =26;
о Ш
^^=100; йш=1,2 /п^;
г, л j о ОП°. <*.
Л eKU(T ТП j P = oU , v ^
= 14,7 л/сгл; ^л.= — 2,87
Материал, термообработка
и окончательная механическая
обработка зубьев
18ХН4ВА; цементация; шли-
шлифовка
Цементация; шлифовка
:ть по
'У С)
шелю
V *-» н*
о ч о.
•л> g В
И О е
е-о. s
>58
>6о
Передача нагнетателя
Цементация; шлифовка
>58
«ill
51т §*
S ж s
s « <и s
u-e-i ш
Не фланки-
фланкированы
Не флан-
фланкированы
1
а
2
и
43,5
>5Ь5
авиадвигателя
Не флан-
фланкированы
>3б,3
Передачи коробок передач танков
Э16; цементация; зубья не-
нешлифованные
Э16; цементация; зубья не-
нешлифованные
Прямозубая передача
Шестерня хромоникелевая,
улучшенная; нарезание
Колесо
>58
>58
привода
255—285
207—255
Передача шестеренной клети
0,5% С, 0,18°/„ V; поверхно-
поверхностная закалка; нарезание
>475
Не флан-
фланкированы
Не флан-
фланкированы
82,0
40,0
и
m
<*
150
>i65
>29О
325
22O
эскалатора метро
Не флан-
фланкированы
То же
24,5
45
t прокатного стана
Не флан-
фланкированы
>24,7
>55
7ао
>4Ю
>30С»
32O
77O
19
>4б
Передача 1-й ступени двухступенчатого прокатного редуктора
Шестерня: 0,5%, С, 0,18%V;
поверхностная закалка;
Колесо: 0,45% С; отжиг;
притирка
>4оо
140—170
Не флан-
фланкированы
То же
>i5,o
>бо
>i6a
Примечание
От сильных пе-
перегрузок, вызывае-
вызываемых ударами зубь-
зубьев при крутиль-
крутильных колебаниях и
приходящихся на
одни и те же
зубья, происходи-
происходило заедание
Заедание не про-
происходило
Заедание не про-
происходило
Наблюдались
случаи заедания,
но зубчатки рабо-
работали с сильными
перегрузками
Наблюдался из-
износ зубьев вслед-
вследствие заедания в
слабой форме
Наблюдалось за-
заедание в началь-
начальный период рабо-
работы и при пере-
перегрузках, пока не
было применено
смазки осернён-
ным нигролом
Заедание не про-
происходило
Заедание не про-
происходило
288
ПЕРЕДАЧИ
[РАЗД. 1
Продолжение табл. 19
Размеры зубчатых
колёс или роликов
и условия их работы
/те =9,4 мм; ¦? =40;
г =407; Л =0; h -
к ' ш ^ к
z,u+ "l^t р»ои , г/
=63 м1сек; т\ш 1,77
z =54- h —k —т~
к °Z' ,tu nk m<
#=6,5 м'сек; rlul =
= -3,85
Масло машинное Т
d,=dn—8 см; nl =
= 1000 об/мин;
.•г2=1670; t] = -0,67;
ла = 1460, т) 0,46;
rf,=7 см; Л=9 см;
/г1=/г2=1000 об/мин;
7) = — 0,29
Материал, термообработка
и окончательная механиче-
механическая обработка
о
| Ч о
о-и с 2
'4> К Я Ч
ВОчш
hO. S Я
ш
s |s „
х ° 3 g
S я М
>»ч s s
Ufti S
Турбинная передача
Шестерня: 3,5% Ni
Колесо: углеродистая сталь;
улучшение; нарезание
I9O—2IO
150—170
Не флан-
фланкированы
То же
1
1
и
12,0
Экспериментальная прямозубая передача
Сталь 45; отжиг; притирка
в паре с пастой ГОИ
Шестерня
Колесо
i6o
170
Не флан-
фланкированы
Опыты Мелдаля с роликами
Углеродистая, хромонике-
левая и никелевая стали;
улучшение
То же
з =39--75
То же
>29
[65]
зб.з
> 2б,3
>37.5
и
03
ф
>5оD)
67
>47
>49
—» S
&и 3
ей ^
€ <ч
о^ ш
9О0
>243
236
> 146
>
Примечание
Для избежания
заедания произво-
производилась тщательная
притирка шесте-
шестерён с чугунными
притирами
Заедание не про-
происходило
Происходило зае-
заедание (при смазке
турбинным ма-
маслом)
Заедание не
происходило
Заедание ие
происходило
Примечания. 1. Указанная в опытах Мэншена твёрдость по Виккерсу переведена в твёрдость по Рок-
веллу по таблице О'Нейля [10д.
2- 3„ ",,„— произведение из удельного давления в кг/мм2 на скорость скольжения в м\сек в наиболее опасной
(согласно расчёту на заедание) точке профиля.
3. Заедание при этом контактном напряжении имело корректирующий характер (корректировался профиль).
' (е -1) ч cos о я
4. Значение 8- определено при 1К = 1„— — ~ ——— •
Наилучшими противозадирными свойствами
из чугунов обладает отожжённый перлитный
чугун.
Допускаемые значения & для зубчатых
колёс из улучшенных и нормализованных ста-
сталей при смазке маслом достаточной вязкости
не превышают 80-120°,за исключением быстро-
быстроходных, тщательно приработанных зубчатых
колёс I класса точности, для которых значе-
значения & доходят до 165°. При высокой твёр-
твёрдости рабочих поверхностей зубьев можно
допускать 0 = 200° и даже 0 = 250° (например,
в передачах нагнетателей авиадвигателей).
Снижение допускаемых значений 0 для мяг-
мягких сталей по сравнению с твёрдыми объяс-
объясняется не только их более слабой сопро-
сопротивляемостью задиру, но и большей неравно-
неравномерностью распределения нагрузки по полоске
контакта в силу того, что при меньших дефор-
деформациях, соответствующих меньшим нагрузкам,
допускаемым для мягких сталей, менее ком-
компенсируются (за счёт деформаций) перекосы
зубчатых колёс и неровности рабочих поверх-
поверхностей, чем у тяжело нагружённых зубчатых
колёс с твёрдыми рабочими поверхностями.
3. Заедания можно избежать повышением
вязкости смазки. В вышеуказанных опытах
Мелдаля (i = 2630 кг/см2; & - 67°) при при-
применении цилиндрового масла вместо обычного
турбинного заедания не происходило. Поэтому
в тех передачах, в которых возможно заеда-
заедание рабочих поверхностей зубьев, следует
применять смазку с наибольшей практически
целесообразной вязкостью (стр. 298), при кото-
которой ещё не приходится опасаться излишних
потерь и нагрева, а также вспенивания масла
(при смазке окунанием).
4. Мощным средством против заедания слу-
служит активизация смазок. При применении силь-
сильных противозадирных смазок (табл. 19) можно
для твёрдых поверхностей принимать & = 400°
(при / = 0,1), однако применение этих смазок
допустимо лишь при отдельной от подшипни-
подшипников скольжения масляной ванне и при отсут-
гл. vii]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
269
ствии соприкасающихся со смазкой трущихся
частей, подверженных коррозии (например,
трущихся частей из цветных металлов). В про-
противном случае допустимо применять лишь
мягкие противозадирные смазки, для которых
можно принимать & = 300е. Противозадирное
действие активированных смазок основано на
образовании защитных — фосфидных, сульфид-
сульфидных или хлоридных — плёнок при разрушении
масляной плёнки, предохраняющих металлы от
сцепления.
Во многих случаях противозадирные смаз-
смазки целесообразно применять лишь в период
приработки.
5. Значение 0 для твёрдых поверхностей
зубьев может быть повышено до 275—300°,
если зубья будут фланкированы (суммарно —
на величину их деформации под максимальной
длительной нагрузкой).
6. Двукратные перегрузки длительностью
менее 5 мин. не опасны и поэтому при расчёте
на заедание могут не учитываться.
7. Заедание в мягкой форме (натир) может
возникать и при меньших значениях 0, чем
указанные выше, но оно носит обычно кор-
корректирующий характер (для нефланкиро-
ванных профилей) и впоследствии прекра-
прекращается.
8. В среднескоростных и быстроходных
передачах заедание в сильной степени зависит
от количества подаваемого масла. По опытам
Мэншена, нагрузка при струйной смазке сни-
снижалась почти в два раза (если смазка окуна-
окунанием не производилась) по сравнению с той,
которая вызывала заедание при комбиниро-
комбинированной смазке струёй и окунанием.
9. Удельное скольжение не является фак-
фактором, от которого сильно зависит заедание.
Даже при бесконечно большом удельном
скольжении (одна из поверхностей неподвижна)
значения 0, соответствующие заеданию, мало
отличаются от значений 0 при небольших
удельных скольжениях.
Можно считать, что опасность заедания
в какой-то мере возрастает с увеличением
следующего «параметра заедания":
v j + г>2
и v2 —
где vCK — скорость скольжения, a
проекции скоростей перемещения поверх-
поверхностей в данной точке относительно зоны
контакта на перпендикулярное к контактной
линии направление. Если v^ = — z>2, то заеда-
заедание происходит при ничтожно малых нагруз-
нагрузках.
Формула Блока выведена в предположении
полужидкостного трения между зубьями. Но
чем больше средняя скорость качения
тем сильнее должна нагреваться поступающая
в зону контакта смазка, чтобы не образовы-
образовывалось масляной плёнки с толщиной, достаточ-
достаточной для достижения жидкостного трения. Этим
и объясняется повышение допускаемого зна-
значения 0 с увеличением скоростей.
10. Предложенный Олменом [46] критерий
заедания ocm&ivCK неудовлетворителен, так как
он сильно изменяется для разных условий
работы передач.
11. Коэфициент трения при расчёте на зае-
заедание не может быть принят равным полу-
полученному при обычных опытах (стр. 295), так как
с повышением нагрузки до „нагрузки заеда-
заедания" коэфициент трения претерпевает некото-
некоторые изменения. По опытам автора, производив-
производившимся с мягкими стальными роликами при
параметре заедания 2,6, коэфициент трения для
масла .машинное Т" перед заеданием был ра-
равен 0,06—0,08. При применении сильной про-
тивозадирной смазки прочность масляной
плёнки не увеличивалась, и коэфициент трения
при нагрузке, при которой происходило зае-
заедание в случае применения машинного масла,
возрастал до 0,3 (что свидетельствовало о раз-
разрушении масляной плёнки), однако заедание
не происходило, несмотря на высокий на-
нагрев роликов. При дальнейшем увеличении
нагрузки коэфициент трения даже снижался
до 0.2.
12. При раб#оте без смазки заедание сталь-
стальных зубчатых колёс и стальных дисков (на ма-
машине Амслера) с твёрдостью менее 250 кг/мм*
по Бринелю происходит при 0 = 30-=-50°,, при-
причём коэфициент трения [подставляемый в фор-
формулу A3)] доходит до 0,7—0,8. Если работа
происходит с частыми перерывами, то заеда-
заедания может не быть и при 0 = 80— 100°. Чугун-
Чугунные несмазанные зубчатые колёса могут не-
непрерывно работать (довольно быстро изнаши-
изнашиваясь) при 0 = 70-5- 80" (если принять коэфи-
коэфициент трения равным 0,5—0,6).
13. При проектировании тихоходных от-
открытых передач, смазываемых периодически
(тавотом или смесью тавота с графитом), сле-
следует избегать ровных передаточных чисел и
общих сомножителей в числах зубьев, так как
при таких условиях лишившиеся смазки участ-
участки поверхностей зубьев не смогут получить её
вновь, поскольку каждый зуб шестерни
зацепляется лишь с несколькими зубьями ко-
колеса.
14. В передачах с крупным модулем реко-
рекомендуется зубья шестерён закаливать с по-
поверхности, а зубья колёс оставлять с мягкими
поверхностями.
15. При значительных передаточных числах
рекомендуется прибегать к коррекции заце-
зацепления, уравнивающей значения 8 на шестерне
и на колесе.
16. Для избежания заедания в период при-
приработки тяжело нагруженных цементованных
шестерён некоторые заграничные заводы под-
подвергают их омеднению, а английский институт
инженерор-автомобилистов для этой цели при-
применил (в экспериментальном порядке) процесс
фосфатирования [6о], подобный применяемому
для поршневых колец.
17. Запас надёжности против заедания пзае^
равен отношению нагрузки (длительной), при
которой происходит заедание, к действитель-
действительной нагрузке и определяется по формуле
A3е)
где Ь — повышение температуры рабочих по-
поверхностей зубьев, найденное по одной из
формул A3а) — A3д); Ьдоп — допускаемое зна-
значение 0 при данной скорости, комбинации
материалов и смазке.
270
ПЕРЕДАЧИ
[РАЗД. I
Расчёт зубьев на выносливость
по напряжениям изгиба
Формулы для расчёта зубьев на изгиб.
В качестве исходной зависимости для расчёта
на изгиб зубьев прямозубых, косозубых и
шевронных цилиндрических зубчатых колёс
служит зависимость:
A4)
ътпу ' К '
где <зи — расчётное напряжение изгиба в корне
зуба в кг/см2; q — расчётная удельная кон-
контактная нагрузка в кг/см; определяется по
формуле B) (стр. 244), в которую следует под-
подставлять расчётное окружное усилие Рр, най-
найденное по формуле B16) (стр. 275); тп — нор-
нормальный модуль в см; у — коэфициент формы
зуба (в нормальном сечении рассчитываемого
зубчатого колеса; способы определения у см.
на стр. 271—273); К — коэфициент нагрузки
для расчёта зубьев на контактные напряже-
напряжения; определяется по формуле B2) (стр. 275);
Ка — коэфициент нагрузки для расчёта зубьев
на изгиб, определяемый по формуле
К и -
A4а)
Методы определения К\, К2> К3и и КАи
см. далее (стр. 275—285).
Для косых и шевронных зубьев формула A4)
даёт увеличенное примерно в 1,5 раза напря-
напряжение изгиба по сравнению с фактическим
при равномерном распределении нагрузки по
контактным линиям и по ширине зубчатых
колёс.
Удобнее пользоваться следующими, выве-
выведенными из формул A6), C) и A4), форму-
формулами, в которых величины контактных напря-
напряжений сдвига т или Rc отражают величину
действующей на зуб нагрузки.
а) при поверочном расчёте
*аш " ^ 900
УК
^ ;A46)
(Ив)
б) при проектировании новой
передачи
)
J
A4д)
В этих формулах: аыш и quk — напряжения
изгиба в корне зуба шестерни и колеса
в кг,см'1; Rulu и UUK — допускаемые напря-
напряжения изгиба для материалов зубьев ше-
шестерни и колеса в k<jcm'1; т — расчётное кон-
контактное напряжение сдвига, найденное по
формуле D) или Dз); Rc — допускаемое
контактное напряжение сдвига в кг\см? (для
прямозубых колёс — Rcn> для косозубых и
шевронных — RcK); уш и ук — коэфициенты
формы зубьев шестерни и колеса (стр.271—273);
гш и 2к — числа зубьев шестерни и колеса;
. - , ——) — наибольшие допустимые
«/max
отношения чисел зубьев шестерни и колеса
к соответствующим коэфициентам формы зуба;
0 — угол наклона зубьев (для прямых зубьев
0 = 0); -г? — отношение коэфициентов Ha-
Haft
грузки для расчёта на изгиб и на контактные
напряжения; знак плюс — для внешнего заце-
зацепления, знак минус — для внутреннего.
Примечания. 1. Если угол зацепления пары
прямозубых колёс а не равен 20° и при этом коэфициенты
формы зуба известны, то для уточнения расчёта на изгиб
(если в таком уточнении имеется необходимость) правую
часть формулыA4б)следуетумножить,а формулуA4г) или
A4д) разделить на
0,342
¦Р
¦г—-— + Я >
h cos a
2. Если у прямозубых колёс рп + и
> 12,5 (До — Ьф) (обозначения см. на стр. 264), то в тех
случаях, когда желательно расчёт на изгиб уточнить,
напряжение изгиба определяется для следующих двух
случаев приложения нагрузки:
а) к вершине зуба приложена наибольшая возможная
при данном значении (До — Ьф) нагрузка; в этом случае
следует правую часть формул A4), A46) и A4в) умножить,
7,1 '(До — Аф\
а формул A4г) и A4д) разделить на 0,43 н i—;
б) вся нагрузка приложена к зубу по ближайшей
к вершине линии зоны зацепления одной пары зубьев;
в этом случае вместо уш и ук в формулы A4), A46), A4в),
A4г) и A4д) следует подставить уеш и уек — коэфи-
коэфициенты формы зубьев шестерни и колеса, найденные при
приложении нагрузки на зуб не к его вершине, а по бли-
ближайшей (к вершине) линии зоны зацепления одной пары
зубьев (см. стр. 271).
3. Если рабочая длина зуба по полюсной линии V
отличается от длины зуба по основанию Ь,, то вместо у
Ь'\
в формулы A4) — A4д) следует подставить у —rj-.
4. Если ииш > Rutu или оик > RUK, то для достиже-
достижения обратного следует уменьшить числа зубьев шестерни
и колеса (путём увеличения модуля) или применить такую
коррекцию, при которой недостаточно прочное зубчатое
колесо имело бы положительный коэфициент коррекции.
Если это невыполнимо, то необходимо соответственно
снизить допускаемую мощность или увеличить размеры
зубчатых колёс, или, наконец, выбрать более прочный мате-
материал для зубчатых колёс.
¦?ш\
\Уш1та
гк\
и | —--- I из табл. 20 или 21 выбираются 2штах и
max
2ктгх, которые следует уменьшить так, чтобы получился
5. При проектировании новой передачи по
к
модуль, равный стандартному (стр. 301), и • = i.
гш
6. Если при твёрдости поверхностного слоя зубьев
косозубых и шевронных колёс Hq < 350 кг/мм* возможна
значительная перегрузка концов зубьев (вследствие не-
неравномерного распределения нагрузки по зубьям из-за
неточного изготовления или из-за больших деформаций
тела шестерни и валов при неравномерной нагрузке), то
рекомендуется число зубьев шестерни выбирать таким,
чтобы оно не превышало полученного по следующей фор-
формуле
220000 (t + 1)
*
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
271
При работе зубьев обеими сторонами (при реверсив-
реверсивной нагрузке) вместо коэфициента 220 000 в эту формулу
следует подставлять 180 000. Для уменьшения напряжений
на краю зуба при работе зубьев одной стороной рекомен-
рекомендуется (при bid > 1,5) выбирать такое направление на-
наклона зубьев, при котором край зуба со стороны подвода
крутящего момента на шестерню вступает в зацепление
позднее, чем противоположный край того же зуба.
7. Если х < Rc (в результате округления Л), то в фор-
формулы A4г) и A4д) следует вместо Rc подставить т.
8. Если в паре зубчатых колёс одно или оба колеса
выполнены*не из стали, то вместо числового коэфициента
900 в формулы A46), A4г) и A4д) следует подставить
90D 1/ИИГ
*" У 2150 000-
Коэфициент формы зуба. Коэфициент
формы зуба у для 20-градусного некорриги-
рованного зацепления с коэфициентом высоты
зуба основной рейки в нормальном сечении
/о„ = 1 для прямозубых, косозубых и шеврон-
шевронных цилиндрических зубчатых колёс (при не-
нереверсивной нагрузке) следует выбирать из
табл. 20. При /ОпФ 1 можно найти прибли-
Габлица 20
Коэфициенты формы зуба у при 20-градусном
некорригированном зацеплении и при /ол= 1
2
cos»]»
; *6
( *7
i8
; 19
20
21
22
24
26
28
3°
З2
35
37
4°
45
5°
бо
: 80
'5°
З00
(рейка)
Для ведущих
зубьев
У
о,о88
0,089
0,090
0,091
0,092
о,О94
0,096
о(о98
О, IOO
О,Ю2
O.IOj
O,IO8
О,ПЗ
O,Il6
О, I2O
O,I24
O,I28
0,134
0,140
0,144
0,148
0,15!
°,»55
Z*
У
182
191
200
209
217
223
229
245
260
274
286
296
310
3Г9
333
ЗбЗ
39°
447
571
695
IO25
1990
—
Для ведомых
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о,
о,
о,
о,
о,
о,
о,
о,
зубьев
У
,112
П4
U7
п8
120
г 22
124
127
131
135
140
t44
149
'55
'59
i64
173
177
i8i
>85
190
Z *
У
143
!5О
158
1б5
171
i77
i83
197
2IO
22O
229
237
25O
257
268
2О0
зн
Збб
465
565
8з8
1б2О
—
О
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о,
о,
Ур=0**
,ioi (о,Ид)
, IO2 (о, Il8)
,Ю4 (О, I2O)
IOj (О, 122)
106 @.124)
108 @,126)
ПО (О, 128)
112 @,131)
(°.'34)
И7 (СМЗ6)
I2O @,137)
123 (о,«39)
128@,141)
131 (о, 142)
136@,144)
142 @,146)
145 (о, Н9)
'5°@,153)
158@,161)
1б2 —
166 —
I7O -
175 —
* Значения ¦— пригодны только для расчёта прямо-
прямозубых колёс.
¦* В этой графе даны коэфициенты формы зуба, спра-
справедливые при коэфициенте трения /=0. В скобках при-
приведены коэфициенты формы зубьев (по данным А. М. По-
нер-Панина), изготовленных по методу обката инстру-
инструментом, соответствующим исходной инструментальной
рейке с fon= lt ся'=0,2 и с радиусом закругления у вер-
вершины её зуба, равным 0,3/я^. Не заключённые же в
скобки значения коэфициентов формы зубя, приведённые
в этой и в предыдущих графах, пригодны для зубьев,
обработанных по методу деления (или по методу обката
инструментом с незакруглёнными зубьями у вершин),
когда профиль зуба состоит из эвольвенты, дуги окруж-
окружности радиуса 0,2/га и переходной линии (при числах
зубьев менее 37), лежащей вне прямой, параллельной ли-
линии симметрии зуба.
Влияние силы трения может быть учтено посредством
умножения коэфициента формы зуба _Ур=о на поправоч-
поправочный коэфициент, равный — -, где /—коэфициент
трения и У]—коэфициент, зависящий от числа зубьев; с
точностью ±10°/о: *] —1; знак плюс — для ведущих зубьев,
минус—для ведомых зубьев. Для значений v в скобках
4=1,1.
жённое значение у, если величину у, взятую
из табл. 20, разделить на fon. Значениями у,
приведёнными в табл. 20, можно пользоваться
и при небольшой положительной коррекции,
так как вызываемая этим неточность расчёта
лишь повысит запас надёжности. Если же
профиль зуба значительно разнится от нор-
нормального профиля (при некорригированном
зацеплении) и если при этом напряжение аш
найденное при использовании табличного зна-
значения у, получилось больше Ru, то коэфи-
коэфициент формы зуба можно определить по фор-
формуле A5):
6т:
я sin б'
cosp
A5)
cosp
где
— отношение плеча изгибающего мо-
момента (фиг. 10) к нормальному модулю;
р — угол трения; для ведущих зубьев угол
-р для ведущих зубьев
+р для ведомых зубьев
Фиг. 10.
трения вычитается из угла давления, т. е.
изгибающий момент увеличивается, и поэтому
угол трения можно принимать ближе к его
наибольшему встречающемуся на зубьях зна-
значению, а именно ~ 8°; для ведомых зубьев
угол трения прибавляется к углу давления и
его можно брать в среднем равным 5°; -¦-"- —
тпп
отношение хордальной толщины основания
зуба в нормальном сечении к нормальному
модулю; 8' — угол действия на зуб суммарной
силы (полученной путём геометрического
сложения силы нормального давления с силой
трения).
Второй член в формуле A5) учитывает
влияние радиальной составляющей нагрузки
на зуб, уменьшающей напряжение на стороне
растяжения. Напряжение на стороне растя-
растяжения хотя и меньше напряжения на стороне
сжатия, однако оно более опасно для усталост-
усталостной прочности зуба, и поэтому расчёт зубьев на
272
ПЕРЕДАЧИ
[РАЗД. I
изгиб производится по нему. В случае ра-
работы зуба обеими сторонами (с одинаковой
нагрузкой) второй член в формуле A5) не
учитывается.
Значения содержащихся в формуле A5)
величин можно найти путём построения про-
профиля зуба в нормальном сечении (см. ниже)
или по его отпечатку с торца.
Коэфициент формы зуба уе также опреде-
определяется по формуле A5), но значения , ^~
тп тп
и о определяются при приложении нагрузки
по ближайшей к вершине зуба линии зоны
зацепления одной пары зубьев. Для зубьев
с 20-градусным некорригированным зацепле-
зацеплением, изготовленных по методу обката инстру-
инструментом, соответствующим стандартной исход-
исходной инструментальной рейке, приближённое
значение уе можно определить по формуле
У г -
где zt — число зубьев зубчатого колеса, для
которого определяется уе] г2—число зубьев
парного зубчатого колеса; е — коэфициент
перекрытия; /0 — коэфициент высоты зуба
основной рейки.
Для ведомых зубьев коэфициент формы
зуба уе можно увеличивать на 250/0 по сравне-
сравнению с найденным по формуле A5а).
В табл. 21 приведены коэфициенты формы
зуба уш для шестерён в понижающих переда-
передачах при сумме зубьев шестерни и колеса гс =
= 99 и при следующей угловой коррекции:
?$с = 0,52; %stu = 0,3 (подробнее об этой кор-
коррекции см. на стр. 301). Коэфициент ук для
ведомого колеса можно и в этом случае вы-
выбирать из табл. 20.
Таблица 21
Коэфициенты формы зуба для ведущей
шестерни уш при г<?=99, /„„-1, aQn =20°, $5С=0,52
53
z
¦и
2
3
4
5
6
8
го
22
У—
о
о
о
о
о
о
о
о
к»7-
юр
но
III
н8
121
г
У
ш
ш
12
:9
27
33
42
5°
о9
82
гш
24
26
28
ЗО
32
35
38
У—
о
о
о
о
о
о
о
124
128
'33
137
¦4'
148
J54
г *
Уш.
'93
2ОЗ
2IO
219
227
236
246
* Значения — — пригодны только для расчёта пря-
мозубых колес.
Построение профиля зуба. Эвольвентную кривую
основной окружности радиуса г0 можно построить по точ-
точкам в прямоугольных координатах X, Y, направляя ось
дг-ов по касательной к основной окружности, а ось _у-ов
перпендикулярно к оси х-оь в точке касания последней
с основной окружностью. Значения х и у ряда точек, не-
необходимых для построения профиля зуба, даны в табл. 22
для го = \. Для значений г0, отличающихся от 1, х и у
следует умножить на г0. Кривая, проходящая через
точки х, у, будет эвольвентой.
Последовательность действий для построения контура
зуба (для косых и шевронных зубьев — приближённого,
в нормальном сечении) при эвольвентном зацеплении и при
заданных г; т ; d; d-л D ; D-; d0; C может быть выбрана
следующая:
1. Определить s , h и р0 по формулам табл. 5
2. Определить s™, sxndo, sxnD^ hxnd<> no форму-
формулам табл. 7.
3. Провести вертикальную линию симметрии зуба и
горизонталь в нижней части чертежа (фиг. 11).
Фиг. 11
4. Выбрать такой масштаб М, чтобы чертёж зуба
уместился в желательном формате и величина га • УИ/cos2 ра
была кратной 100 мм.
5. Отложить от линии симметрии зуба по горизонтали
sxnd, „
в нижней части чертежа вправо и влево по — —— М и
в полученных точках О, и О2 построить оси координат
так, чтобы оси .у-ов были направлены вверх под углами
sd cos2p0
± !г—; радиан к вертикали, удаляясь от оси сим-
метрии зуба, а оси лг-ов были направлены к оси симме-
симметрии зуба (фиг. 11).
6. Умножить координаты эвольвентной кривой (табл. 22)
на г0 • M/cos3 Зо и нанести точки эвольвент в построенньн
осях координат.
Таблица 22
Координаты точек эвольвенты основной
окружности го = 1 в прямоугольных осях координат,
начало которых лежит на основной окружности,
а ось у-ов направлена по радиусу от центра основной
окружности *
S
, н
« о >,
§§.?¦*
5
8
10
13
15
16
17
18
19
20
21
22
23
24
25
26
X
0,000222
0,000906
0,001767
0,003873
0,005941
0,007202
0,008631
0,010236
0,012022
0,014005
0,016193
0,018594
0,021216
0,024072
0,027167
0,030511
У
0,003801
о,009700
0,015115
0,025410
0,033685
0,038234
о,043054
0,048137
0,053482
0,059081
0,064929
0,071023
°,°77355
0,083921
0,090710
0,097721
s
§ о >,
ГОЛ р
рнут
град
IX **
>э'ш 03 U
27
28
29
ЗО
31
32
33
34
35
36
38
4°
45
5°
55
X
0,034113
0,037982
0,042125
0,046550
0,051266
0,056280
о,061599
0,067232
0,073185
0,079464
0,093032
0,107988
0,151747
О,20)IО5
о,268553
о
о
о
0
о
о
о
о
о
0
о
о
о
0
0
У
Ю4945
и 2375
120004
127825
135839
144000
I52361
160870
169530
178333
i96333
214795
262467
ЗП283
359907
* Таблица составлена канд. техн. наук В. Н. Кудряв-
Кудрявцевым.
** Угол развёрнутости В соответствует дуге основной
окружности от начальной точки эвольвенты до точки ка-
касания нормали к эвольвенте (в точке с координатами х
и у) с основной окружностью; х — г (sin 9 — 9 ¦ cos %
y^r [6 .sin8 — A—cos в)].
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
273
7. По этим точкам построить оба эвольвентных про-
профиля зуба (правый и левый).
8. Построить контур впадины инструментальной рейки
или, если нарезание производится долбяком, — контур
впадины между зубьями долбяка (аналогично контуру зуба).
9. Вырезать (например, из ватмана) часть инструмен-
инструментальной рейки по построенному (п. 8) контуру и обкатать
её по построенному контуру зуба (и по продолженным
эвольвентам профилей зуба) так, чтобы получить контур
выкружки зуба (как огибающую нескольких последова-
последовательных положений закруглённой части вершины зуба
инструмента). Того же результата можно достичь путём
обката построенного на кальке контура зуба по контуру
впадины инструмента.
У зубьев, нарезанных гребёнками или червячными
фрезами, выкружку удобнее строить следующим образом:
а) нанести делительную окружность; б) для нескольких
положений рейки (предположительных) в момент образо-
образования выкружки нанести делительную прямую (каждый
раз касательно к делительной окружности зубчатого
колеса); в) для каждого положения делительной прямой
построить впадину между зубьями инструментальной
рейки так, чтобы один из её боковых профилей касался
построенной эвольвентной кривой; г) построить выкружку
зуба, как огибающую нескольких последовательных по-
положений закруглённой части вершины зуба инструмента.
10. Отложить по линии симметрии зуба вверх от
горизонтали, проходящей через точки О] и О2, отрезок
hxn(jo • М и через полученную точку провести горизон-
горизонтальную прямую до пересечения с эвольвентами. Полу-
Полученный отрезок прямой приближённо можно считать вер-
вершиной зуба. Расстояние между крайними точками этого
отрезка при больших углах р может получиться значи-
значительно отличающимся от sXnDe ' ^' Если требуется по-
построить профиль зуба более точно, то по формулам
табл. 7 следует подсчитать толщины зубьев sxuq , sxjiq
и т. д. и соответствующие значения hxnD^, hXnD* и т- д>
Найденные толщины зубьев следует отложить в масштабе
чертежа на соответствующих расстояниях от вершины
зуба и по полученным точкам построить профиль зуба.
11. Отложить по оси симметрии от вершины зуба
отрезок h ¦ М и по горизонтали от его конца вправо
и влево — по отрезку
_хп
2
М. Полученные точки должны
совпасть (при C ф 0 приближённо) с эвольвентными про-
профилями в точках их пересечения с делительной окруж-
окружностью.
При определении коэфициента формы зуба следует
иметь в виду, что опасное сечение зуба близко к тому,
для которого значение хх (фиг. 10) минимально.
Допускаемые напряжения изгиба*
Формулы для определения допускаемых
напряжений изгиба. Допускаемое напряже-
напряжение изгиба при работе зуба только
одной стороной следует определять по
формуле:
и ~nk^' ^ ^)
где /?о« — допускаемое напряжение изгиба
в кг/см2 при предельных знакопостоянных
циклах напряжений (когда напряжение изме-
изменяется от нуля до максимума); а0 — предел
усталости материала зубьев (сердцевины) на
изгиб при предельных знакопостоянных циклах
напряжений, определённый для полированных
образцов при Ыц = 107, в кгсм2; п — коэфи-
циент безопасности; k7 — эффективный коэфи-
циент концентрации напряжений у корня зуба.
В тех случаях, когда для материала зубьев
неизвестен предел усталости о0, допускаемое
напряжение изгиба при работе зуба только
одной стороной рекомендуется определять по
следующим формулам [41]:
а) для стальных зубчатых колёс
2а_,
A6а)
где a_j—предел усталости материала зубьев
(сердцевины) на изгиб при вращении (с сим-
симметричными циклами напряжений), определён-
определённый для полированных образцов при Л/ч = 107,
в кг/см2; если значение a_j для материала
зубьев также неизвестно, то приближённо его
можно определить по формуле A0) (стр. 259);
at, — предел прочности (временное сопротивле-
сопротивление) материала зубьев при растяжении в kzjcm1',
б) для чугунных зубчатых колёс
1 —
1
A66)
где abb — предел прочности материала зубьев
при изгибе в kzjcm'2.
Для серого чугуна можно принимать
°_i w 0,3aj?, тогда при ?.,= 1,2 будем иметь
ROa ~ 0,15з&й.
Для случая работы зуба обеими
сторонами с одинаковой нагрузкой
с-1и
A6в)
где /?_iB — допускаемое напряжение изгиба
в kzjcm'1 при симметричных циклах напряже-
напряжений (когда напряжение изменяет свой знак).
При редко действующем в обратном (по
отношению к рабочему) направлении крутя-
крутящем моменте R__ia можно повышать на 10—
Примечания. 1. Если действующий на зубчатое
колесо крутящий момент в одном направлении М' отли-
отличается от крутящего момента, действующего в противо-
противоположном направлении М", причём М' > М", то допу-
допускаемое напряжение изгиба следует определять по фор-
формуле:
R,
A6г)
где
М'
2. Для цементованных зубьев допускаемое напряже-
напряжение изгиба следует определять по механическим свой-
свойствам сердцевины.
3. Если Nqa < 10', то допускаемое напряжение изгиба
можно увеличить, умножив правую часть формул A6) —
V ^
—A6г) на
/
-ттг
и прибавляя к ней
где Nj^g — эквивалентное число циклов напряжений, опре-
определяемое по формуле B5а) (стр. 279).
Таким образом, при нереверсивной нагрузке-:
— *Va
I/ ю^ "I""!1"!/ лоН
Aбд)
* См. также „ЭСМ«, т. 1, кн. 2-я, гл. V.
где R — допускаемое напряжение изгиба при эквивалент-
эквивалентном числе циклов напряжений N < 10°'; Rqu — допу-
допускаемое (при N > №) напряжение изгиба, определён-
определённое по одной из формул A6) — A66).
Выбор коэфициента безопасности. Ко-
эфициент безопасности п в среднем можно при-
принимать равным: для поковок — 2, для отливок,
274
ПЕРЕДАЧИ
[РАЗД. 1
не обработанных термически, — 2,5, для за-
закалённых с поверхности зубьев — 3.
В ответственных случаях, когда допускае-
допускаемая на зубья нагр}гзка определяется проч-
прочностью зубьев на изгиб, п рекомендуется опре-
определять как произведение частных коэфициен-
тов запаса прочности [12]:
Если есть основания предполагать, что в
поверхностном слое выкружки (у зубьев с
твёрдой коркой — под коркой) имеются оста-
остаточные напряжения, то следует оценивать, хотя
бы ориентировочно, их величину и определять
коэфициент Т2 по формуле:
Т,
1
A76)
где Sj — коэфициент надёжности материала;
для поковок, проката и т. п. рекомендуется
принимать 61=1,1; для термически необра-
необработанного литья 5!= 1,3; 52 — коэфициент, за-
зависящий от степени ответственности зубчатой
передачи; 52 рекомендуется выбирать равным
от 1 до 1,3 в зависимости от размера убыт-
убытков, причиняемых остановкой или аварией
агрегата, содержащего рассчитываемую зубча-
зубчатую передачу; Мj — коэфициент, зависящий
от полноты и надёжности данных, характери-
характеризующих прочность материала; если предел
выносливости ка изгиб при том виде циклов
напряжений (знакопеременные или предельные
знакопостоянные циклы), при котором рабо-
работают зубья на изгиб, известен, то можно при-
принимать Mi*=\, в противном случае М\ сле-
следует брать не менее 1,1; если зубья зубчатых
колёс в работе могут нагреваться до 100—
120°, то коэфициент Mi следует увеличивать
на 10%, учитывая этим снижение предела
усталости на изгиб при температуре 100—
]20° по сравнению с пределом выносливости
при комнатной температуре [49]; М2 — коэфи-
коэфициент, зависящий от строгости контроля каче-
качества материала зубчатого колеса (от количе-
количества испытуемых зубчаток из партии); обычно
М-2- 1,05-4—1.15; Мв — коэфициент, учитываю-
учитывающий влияние размера зубьев на их проч-
прочность; при модуле т < 10 мм можно брать
/И3=1; при т > 10 мм следует принимать
.М8= 1,05 --г- 1,2; Т\ — коэфициент чистоты по-
поверхности; для цементованных, цианированных
и азотированных зубьев Г,=-1; в остальных
случаях 7"! рекомендуется определять по фор-
формуле A7а); /2 — коэфициент остаточных на-
напряжений растяжения; при отжиге, нормали-
нормализации или закалке с длительным отпуском
7*2=1; в остальных случаях Г2 рекомендуется
определять по формуле A761; iz — коэфициент,
учитывающий влияние посадки и шпоночной
канавки; для цельнокованых (с валом) и ли-
литых зубчатых колёс и для зубчатых колёс
с отверстием для посадки на вал или на
центр, отличающимся от диаметра окружности
впадин зубьев более чем на Ю модулей,
Г3=1 [30].
Коэфициент Т\ рекомендуется [12] опреде-
определять по формуле:
Г1-=1+»а_1> A7а)
где Q имеет следующие значения:
при возможности коррозии 9=0,00020
для необработанной поверхности выкружки д=0,00017
для поверхности выкружки с грубыми
следами инструмента 9=0,00010
для поверхности выкружки с незначитель-
незначительными следами инструмента 0=0,00006
для шлифованной поверхности выкружки . . 9=0,00004
для полированной поверхности выкружки . . 9—0
где <зоспг — остаточное напряжение (остаточное
напряжение растяжения подставляется со зна-
знаком плюс, сжатия — со знаком минус).
В закалённых с малым отпуском зубьях,
особенно в зубьях с твёрдой коркой (цемен-
(цементованных, цианированных и азотированных),
при недостаточной длительности отпуска могут
быть остаточные напряжения .растяжения, до-
доходящие до 2000—2500 кг\см2 [48J. При нали-
наличии остаточного аустенита остаточные напря-
напряжения растяжения (под коркой) будут ещё
большими, чем указанные выше, в результате
распада аустенита (в корке) при повышенных
рабочих температурах и контактных напряже-
напряжениях. Поэтому в случае закалки цементованных
зубчатых колёс непосредственно из цемента-
цементационного ящика следует производить расчёт
зубьев с учётом остаточных напряжений по-
порядка 2500—3500 кг/см2 (большие — при боль-
большем количестве остаточного аустенита после
отпуска). Если зубчатые колёса подвержены
действию значительных, но редких перегрузок,
то некоторый процент остаточного аустенита
в структуре материала поверхностного слоя
является даже желательным.
В закалённых с поверхности (газовой го-
горелкой) зубьях также могут иметься оста-
остаточные напряжения растяжения порядка 2000—
3000 kzjcm2 в зависимости от температуры
и длительности отпуска после поверхност-
поверхностной закалки. При расчёте на изгиб закалён-
закалённых с поверхности зубьев улучшенных зуб-
зубчатых колёс необходимо также учитывать сни-
снижение механических свойств материала у корня
зуба, происходящее в результате высокого
отпуска при поверхностной закалке.
Теоретический и эффективный коэфи-
циенты концентрации напряжений у корня
зуба. Для зубьев со стандартным радиусом
выкружки основной рейки (стр. 222), если зуб-
зубчатые колёса нормализованы или улучшены,
эффективный коэфициент концентрации на-
напряжений изгиба у корня зуба /г3 в среднем
можно принимать равным 1,8, а в ответствен-
ответственных случаях рекомендуется брать ka = 0,9а,
где а — теоретический коэфициент концентра-
концентрации напряжений изгиба на поверхности вы
кружки зуба (на стороне растяжения).
Для зубьев, закалённых до Нв > 350 кг/мм\
следует принимать k7 - 2, а в ответственных
случаях kj^ci. Для чугунных и цементован-
цементованных стальных зубьев (с вязкой сердцевиной),
когда выкружка также цементована и толщи-
толщина цементованного слоя превышает Vio тол"
щины основания зуба, можно принимать k3 -
-1,2 (при радиусе выкружки не менее 0,2/п„
и при достаточно гладкой поверхности вы-
выкружки) и Л3= 1 — при полированной выкружке.
В табл. 15 (стр. 261) и 23 приведены допускае-
ГЛ. VII)
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
275
мые напряжения изгиба ROa и #_1ц для N4>
> 106, полученные при коэфициенте безопасно-
безопасности п = 2 и при указанных значениях k,.
Таблица 23
Допускаемые напряжения изгиба для закалённых
(прий,=2) и цементованных (с толстой коркой —
при Аа=1,2) сталей при я=2
Механические свой-
свойства сердцевины зуба
"ь
Допускаемые
напряжения
изгиба
для закалённых
зубчатых колёс
1
для цементо-
цементованных зубча-
зубчатых колес с це-
цементованной
выкружкой
Rou
KZlCM*
5000
бооо
7ооо
8ооо
юооо
13000
>4 ооо
i6 000
2600
4 000
4500
5500
8000
и 000
12 000
14000
—
—
—
2О0О
26ОО
28 ОО
320О
—
—
—
1250
1б2О
175°
2ООО
1430
1760
2000
2300
2940
3820
—
юоо
1250
1400
1600
2080
2700
—
Для зубьев с твёрдым поверхностным слоем
выкружки (цементованных, планированных и
азотированных) при её радиусе не менее 0,2тп
и при достаточно гладкой поверхности вы-
выкружки
Sin
A8а)
где 5д—толщина твёрдой корки; sin—толщина
основания зуба в опасном сечении (фиг. 10).
Для чугунных зубьев
Ae-1+0,2
A86)
Теоретический коэфициент концентрации
напряжений а рекомендуется определять по
формуле Тимошенко:
1+0,15
A9)
где Sin — толщина основания зуба в опас-
опасном сечении; rt — средний радиус выкружки.
гг можно принимать равным радиусу закруг-
закругления вершины зуба инструментальной рейки.
Примечания. 1. В тех случаях, когда расчёт
прямого зуба производится при приложении нагрузки в
ближайшей к вершине зуба линии, ограничивающей зону
зацепления одной пары зубьев, а следует увеличивать,
умножая его на у ~]J • гДе f и Г — плечи изгибающего
(зуб) момента относительно нейтральной оси опасного
сечения при приложении нагрузки, соответственно, к
вершине зуба и в ближайшей к вершине зуба линии зоны
зацепления одной пары зубьев.
2. При коэфициенте высоты / Ф 1 найденное по
формуле A9) значение а следует разделить на ~l/~ /сД .
Допускаемые напряжения изгиба, соответствую-
соответствующие данным британского стандарта на цилиндриче-
цилиндрические зубчатые колёса. В британском стандарте на об-
обработанные цилиндрические зубчатые колёса [11] расчёт
зубчатых колёс на изгиб производится по напряжениям
у корня зуба на стороне сжатия. Полная нагрузка на
вубья считается приложенной:
а) для прямых зубьев — по ближайшей к вершине
зуба линии зоны зацепления одной пары зубьев;
б) для косых или шевронных зубьев — в середине кон-
контактной линии, причём удельная контактная нагрузка
вследствие большей жёсткости пары косых зубьев при
зацеплении их средних участков увеличивается в 1,Ь раза.
Коэфициент формы зуба у определяется без учёта
сил трения. Значения у при этих условиях для нормаль-
нормального 20-градусного зацепления приближённо можно при-
принимать равными 1,0б^е — для прямых зубьев иО,9^е cosp —
для косых и шевронных зубьев, где ys — коэфициент
формы зуба, найденный по формуле A5а). Расчётная на-
нагрузка принимается та же, что и при расчёте зубьев на
износ. В табл. 16 (стр. 262) приведены допускаемые на-
напряжения изгиба R по британскому стандарту (для
25 000 час. работы передачи).
Запасы прочности зубьев на изгиб. За-
Запасы прочности зубьев шестерни и колеса на
изгиб при поверочном расчёте определяются
по формулам:
и п.
да
Определение расчётной нагрузки*
Формулы для определения расчётной на-
нагрузки. В большинстве случаев зубчатые ко-
колёса работают с переменной нагрузкой, когда
в течение J\, Т2,..., T-t,..., Тч час. действуют
различные крутящие моменты Мь М2....,
Mi,...,M4. Поэтому для расчёта зубчатых
передач требуется определять нагрузку (кру-
(крутящий момент; окружное усилие; мощность,
если число оборотов постоянно), по которой
их следует рассчитывать,—расчётную на-
нагрузку. Под расчётной нагрузкой понимается
такая постоянная по времени и равномерно
распределённая по контактным линиям на-
нагрузка, которой можно заменить при расчёте
заданную переменную нагрузку, считая, что
расчётная и фактическая нагрузки эквива-
эквивалентны по своему эффекту в отношении уста-
усталости рабочих поверхностей зубьев.
Расчётная нагрузка, эквивалентная пере-
переменной действующей нагрузке, определяется
по одной из формул:
N \ I N \ ,
^Jp'v^Ih B1)
мкР-мкнЪ B1а)
Рр-РнК, B16)
IN\ (N\
где (ТГ") и\ л/ —передаваемые колесом
\ к I р \ * I Н
расчётный и номинальный крутящие моменты,
выраженные ^-щ~м ' М*Р И М"н ~~ пеРеда"
ваеиые колесом расчётный и номинальный
крутящие моменты, выраженные в кгсм; Рр
и Рн — расчётное и номинальное окружные
усилия; К — коэфициент нагрузки.
Коэфициент нагрузки определяется по фор-
формуле :
f f IS 1/ 1/ /ООЛ
i\ ягя 1\ з'\2^ 3^4' \ /
где Ki — коэфициент перегрузки; Къ — коэфи-
коэфициент концентрации нагрузки; К% — коэфи-
¦ См. методические указания по расчёту зубчатых
колёс на прочность и долговечность на стр. 285.
276
ПЕРЕДАЧИ
[РАЗД. I
циент эквивалентной нагрузки; К\—коэфи-
циент качества (учитывающий качество изго-
изготовления зубчатых колёс).
Примечания. 1. При приближённом расчёте косо-
зубых и шевронных зубчатых колёс редукторов коэфи-
коэфициент нагрузки можно брать по данным АРМА (стр. 284).
В этом случае допускаемое контактное напряжение сдвига
можно выбирать из табл. 17 (стр. 264).
2. Если нагрузка на зубчатую передачу более или
менее постоянна и передача не испытывает значитель-
значительных перегрузок, то можно принимать Ki = K3 — l, а при
твёрдости рабочих поверхностей /fg ^ 350 и v <: 15 ж/сек
можно принимать K=Kt и К ^К^.
3. При приближённом расчёте быстроходных и рабо-
работающих с v > 10 м/сек среднескоростных косозубых и
шевронных зубчатых колёс с мягкими и среднетвёрдыми
рабочими поверхностями зубьев молено не учитывать
переменного характера нагрузки (если нагрузка пере-
переменная) и вести расчёт по наибольшей длительной
нагрузке, т. е. принимать К1 = К3 = 1, а для среднеско-
среднескоростных колёс и К, = 1.
Такая рекомендация основывается на следующих со-
соображениях. Динамическая нагрузка, возникающая на
зубьях среднескоростных зубчатых колёс, нарезанных по
II классу точности, и на зубьях быстроходных зубчатых
колёс, нарезанных по I классу точности, обычно мало от-
отличается от допускаемой (для продолжительной работы)
полезной нагрузки для среднетвёрдых и мягких зубчатых
колёс. Динамическая нагрузка из-за ошибок в окружном
шаге и в профиле снижается с увеличением полезной на-
нагрузки и возрастает с её уменьшением [см. формулы C0),
C0а) и C06)]. Например, если при 1ио°/0-ной нагрузке
динамическая нагрузка равна полезной, то при 50°/п-ной
нагрузке динамическая нагрузка возрастёт на 32%, и
суммарная нагрузка уменьшится лишь на 9%; при пере-
перегрузке же на 50% динамическая нагрузка уменьшится на
35% и фактическая перегрузка составит всего лишь 90<0.
Таким образом полная нагрузка на зубья будет изменяться
мало.
Учитывать переменный характер нагрузки косозубых
и шевронных колёс рекомендуется в тех случаях, когда
динамическая нагрузка из-за ошибок в окружном шаге
мала (Kt ¦< 1,3), т. е. при v < 10 м/сек или при Hg > 350,
либо когда передача часто испытывает многократные пере-
перегрузки.
4. Расчётная нагрузка для расчёта зубьев на изгиб от-
отличается от полученной по формулам B1) —B16) расчёт-
расчётной нагрузки для расчёта зубчатых колёс на контактные
напряжения, так как коэфициенты эквивалентной на-
нагрузки и коэфициенты качества различны (стр. 279 и
стр. 281). Однако различие коэфициентов нагрузки уже
учтено в формулах A4) — A4д) и поэтому отдельно опре-
определять расчётную нагрузку для расчёта зубьев на изгиб
не требуется.
5. При проектировании новой передачи и при опре-
определении допускаемой нагрузки в формулу B2) следует
подставлять коэфициент Дз для того из зубчатых колёс
пары, для которого
меньше. При пове-
YK, УК3
рочном расчёте следует определять коэфициенты нагрузки
для шестерни и для колеса кш и Кк (см. также приме-
примечание 5 на стр. 283).
Коэфициент перегрузки К\- Этот коэфи-
коэфициент определяется по формуле:
B3)
Мн '
Afmax — наибольший крутящий момент,
передаваемый шестерней или колесом и най-
найденный с учётом пиковых нагрузок и инер-
инерционных (например, вибрационных) сил; Ми-
номинальный крутящий момент.
Коэфициент перегрузки К\ вводится в рас-
расчёт с той целью, чтобы иметь возможность
сравнивать между собой коэфициенты нагруз-
нагрузки различных передач, поскольку эти коэфи-
коэфициенты будут относиться не к наибольшей
нагрузке в моменты перегрузок, величина
которой обычно не может быть установлена
с достаточной точностью, а к более или менее
определённой номинальной нагрузке.
Примечания. 1. В качестве номинального кру-
крутящего момента может быть выбран любой крутящий
момент из числа действующих, так как произвольность
выбора Мн не отражается на конечном результате (на ве-
величине расчётной нагрузки). Для получения сравнимых
величин коэфициентов нагрузки рекомендуется принимать
за номинальный крутящий момент наибольший длительно
действующий крутящий момент.
2. При определении коэфициентов Klt K$ и К3 можно
крутящие моменты заменять соответствующими окруж-
окружными усилиями, а при постоянном числе оборотов — соот-
соответствующими мощностями.
Коэфициент концентрации нагрузки /<2
Коэфициент концентрации нагрузки учиты-
учитывает влияние деформации зубчатых колёс,
валов и опор на распределение нагрузки по
ширине зубчатых колёс. Он равен отношению
наибольшей удельной (приходящейся на 1 см
рабочей ширины зубчатых колёс) нагрузки к
средней при действии Мтах( Ршах). Неравно-
Неравномерное распределение нагрузки по ширине
зубчатых колёс точно изготовленных передач
может возникать лишь в результате дефор-
деформации зубчатых колёс, валов и опор (под на-
нагрузкой), которая компенсируется деформа-
деформацией зубьев. Изменение последней в различ-
различных точках по ширине зубчатых колёс и при-
приводит к изменению удельной нагрузки.
Изменение удельной контактной нагрузки
вдоль контактных линий косых и шеврон-
шевронных зубьев вследствие изменения жёсткости
зубьев в разных точках контактных линий
уже учтено в значениях допускаемых контакт-
контактных напряжений для косых и шевронных
зубьев. Здесь же учитывается лишь неравно-
неравномерность распределения нагрузки по ширине
зубчатых колёс.
При твёрдости зубьев колеса #g<
<250 кг[мм'г и при достаточно жёстких валах
(О < 1,6), когда допускается некоторый износ
зубьев (v < 3 м/сек), можно принимать К^ =
-1. При твёрдости зубьев колеса по Бринелю
Нв > 350 для неконсольных зубчатых колёс
с b < 0,2,4 можно принимать /С2 = 1, а при
большом расстоянии между опорами для зуб-
зубчатых колёс, расположенных вблизи опор,
/Сг га 1.2. Если за каждый оборот рассчитывае-
рассчитываемого зубчатого колеса наибольшая нагрузка
передаётся одними и теми же зубьями и
остаётся постоянной, то /С2= 1-
В остальных случаях
К2 - 6 A — тр) + тр,
'B4)
где 6 — коэфициент, зависящий от прогиба,
закручивания и перекоса (в плоскости заце-
зацепления) шестерни и колеса; тр — отношение
крутящего момента Мравн, при котором на-
нагрузка вдоль ширины зубчатых колёс распре-
распределяется равномерно, к наибольшему крутя-
крутящему моменту уИщах.
При Нв < 35о
т.
B4а)
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
277
Если из расчёта по формуле B4) полу-
получится 1<2 > 1»6, то при v < 2 м/сек можно при-
принимать
B46)
При Нв > 350
В этих формулах
~AW ''
B4b)
B4r)
B4д)
где Ti—продолжительность действия в часах
крутящего момента М\ за всё время работы пе-
передачи (или за время цикла нагрузки); Т—
общая продолжительность работы передачи
в часах [или продолжительность цикла на-
нагрузки — в формуле B4д)]; n-t — среднее число
оборотов шестерни или колеса в минуту при
действии крутящего момента M-t; ncp—сред-
ncp—среднее (за всё время работы) число оборотов
шестерни или колеса в минуту (стр. 259);
ч —число ступеней нагрузки.
Коэфициент И, соответствующий концентра-
концентрации нагрузки на расстоянии 0,2Ь от края ше-
шестерни (со стороны подвода на неё крутящего
момента), определяется по формулам:
B4е)
где b — рабочая ширина зубчатых колёс в см;
1— суммарный угол перекоса (в плоскости
зацепления) шестерни и колеса (фиг. 12) при
наибольшей нагрузке [при рас-
расчётной нагрузке, определён-
определённой по формуле Dа) или Dи),
Фиг. 12
если -s- определяется по формуле B4и)]; 8 --
ь
средняя по длине зубьев суммарная деформа-
деформация (изгиба и контактного сжатия) сопряжён-
сопряжённой пары зубьев в см; йш — диаметр началь-
начальной окружности шестерни в см.
Третий член правой части в формуле B4е)
учитывает концентрацию нагрузки со стороны
подвода к шестерне крутящего момента, про-
происходящую вследствие закручивания и изгиба
тела шестерни. Если перекос зубчатых колёс
из-за деформации валов приводит к уменьше-
уменьшению нагрузки на этой стороне, то второй
член правой части формулы следует брать со
знаком минус. Коэфициент 6 на противополож-
противоположной стороне шестерни определяется также
по формуле B4е), но без третьего члена пра-
правой части.
Деформация зубьев
6 =
Гп
B4з)
где рп тах — наибольшая нагрузка в'кг на 1 см
рабочей ширины зубчатых колёс, определяе-
определяемая по приведённой ниже формуле B7а)
(стр. 282), в которой /^принимается равным 1;
с— удельная жёсткость зубьев; для прямых
зубьев с= 180 000 кг/см2 (при зацеплении у
полюса зацепления), для косых зубьев (при
3 < 20°) с -280 000 кг/см* и для шевронных
(и для косых зубьев при |3 > 20 ) с =
-225000 кг/см2; для чугунных прямых зубьев
при работе чугуна по стали с= 110 000 и при
работе чугуна по чугуну с = 75 000 кг/см2.
Примечания. 1. При симметричном расположе-
расположении зубчатых колёс относительно опор, когда нагрузка
на валы передаётся только через рассчитываемые зубча-
зубчатые колёса, угол у, а следовательно, и второй член пра-
правой части формулы B4е) равны нулю. Для шевронных
колёс вместо b tg f следует подставлять -—~±- и вме-
вме0,7В
, где В — полная ширина зубчатых ко-
колес (с учётом канавки для выхода фрезы).
2. При проектировании новой передачи в формулу
B4ej можно подставлять (для стальных зубчатых, колёс)
„ b
следующие приближенные значения — и tg у.
« 60000
1000
2 b
d
B4и)
B4ж) (для прямозубых колёс подставлять Rcjj, для косозу-
бых — RcK' для более точного определения —.— правую
часть формулы B4и) потребовалось бы умножить на
К3
500
— при большом расстоянии
между опорами для зубчатых колёс, расположенных
вблизи опор, при мало жёстких валах; tg у * ^ — для
тех же условий при жёстких валах (напряжение изгиба
в вале не превышает 500 кг1смг); tg 7 >
2000
— для тех
же условий, но когда шестерня расположена вблизи сред-
средней части вала между опорами или когда перекос ше-
шестерни в значительной части компенсируется перекосом
колеса.
При малом расстоянии между опорам
И (при 17
< 8,
где с1 — диаметр вала, л. I — расстояние между опорами |
указанные значения tg у можно уменьшить вдвое.
3. При пружинном соединении обода колеса с центром
в формулу B4з; вместо с следует подставлять
1
B4к)
где 8 — смещение в см обода колеса по отношению к
центру (по дуге начальной окружности) под действием
окружного усилия pab cos а.
278
ПЕРЕДАЧИ
[РАЗД. 1
При проектировании новой передачи значение -г—,
5
найденное по формуле B4и), в этом случае следует умень-
с
шать в отношении .
4. При расположении вала постоянного сечения на
двух опорах А и Б угол наклона касательной к упругой
линии в точке х определяется по формуле:
dy ^nc^_[ С, Злг* \
dx 6EI \ I + cl )'
B4л)
При консольном расположении вала
где Рп — действующая на вал сила, приложенная в точке,
отстоящей на расстоянии с от опоры А и на расстоянии
с, от опоры Б; х — расстояние от опоры А, принятой за
начало координат, до точки х, в которой определяется
угол перекоса; за опору А следует выбрать ту опору,
для которой с > х; I — расстояние между опорами; / —
экваториальный момент инерции поперечного сечения
( ^^
B4м)
где /—расстояние между опорами; с—расстояние от
точки приложения силы Рд до ближайшей опоры.
Располагать зубчатые колёса консольно не рекомен-
рекомендуется.
Если на вал действуют несколько синхронно изменяю-
изменяющихся по времени сил, то следует суммировать (алгебраи-
(алгебраически) углы перекоса от действия каждой из них. При
недостаточно жёстких опорах угол перекоса ? следует
определять с ориентировочным учётом деформации опор.
5. Для колёс с мембранообразными дисками следует
учитывать, что перекос зубчатых колёс пары частично
компенсируется деформацией диска, приводящей к благо-
благоприятному отклонению оси колеса от касательной к ней-
нейтральной линии деформированного вала колеса. Специаль-
Специальному анализу подлежат и .бочкообразные" зубья, у кото-
которых полюсная линия криволинейна, причём она отклоняется
от прямой линии так, что зубья в середине толще, чем
у краёв.
6. При приработке зубчатых колёс под небольшой
нагрузкой и при работе их с чистой смазкой, если
v > 15 м/сек, Яа=8. При тщательной приработке (при-
(притирке, приработке с пришабровкой зубьев и т. п.) под
действием крутящего момента М и при работе с чистой
смазкой, если v > 15 м'сек, Af = М.
7. Если К.2 > 1,6, то при #„ > 350 следует принимать
Я,=1,6 и весь расчёт вести по такой ширине зубчатых
колёс, при которой получается Яа>=1,6.
Если Ка > 1,4, то при Hg < 350 кг/мм1 (хотя бы
одного из зубчатых колёс пары) зубья приобретают „боч-
„бочкообразную" форму. В этом случае К2 можно определить
следующим способом. Площадь F диаграммы относитель-
относительной нагрузки т^ по относительному времени t., заклю-
заключённую между осью t-t (горизонтальной) и линией /я-=
=<9 A1>' разбиваем на г вертикальных полосок, принимая
г равным 3 или 4, или 5 и т. д. При этом площадь ка-
каждого из двух крайних участков должна быть равна /=, «=-
=-j—,- , а площадь каждого из средних участков /%,=
2F
—— . Каждый участок будет иметь свою ширину /
2,т — 1 *•*
Получим г значений tn
Расчёт зубьев можно производить по наибольшей
нагрузке /л, и по соответствующему времени /, (T =
же
¦=Г/,), принимая
1,5
n = V
В качестве расчётного следует брать К3, полученное
при том значении г, которое лучше всего удовлетворяет
условию
0,45*)/ТС^ 1=6,
"*_._„ — m
mln
На практике в.кранах, станках и тому подобных ма-
машинах часто встречаются следующие режимы изменения
нагрузки во времени:
а) тяжёлый режим, когда относительная нагрузка из-
изменяется от от- = 0,5 до Ш; = 1, и любая нагрузка в указан-
указанных пределах возникает одинаково часто: т-%=0,5^+0,5;
в этом случае:
при h=9,9 ft",=l,81 и /,=0,24;
при 8=18,8 Я„=2,29 и /,=0,168;
б) средний режим, когда относительная нагрузка из-
изменяется в пределах от т-=0 до т. — \ и любая нагрузка
возникает одинаково часто: т, = ^; в этом случае:
при 9=4,18 #3=1,53 и /!=0,163;
при 0=8 Я2 = 1,97 и ^=0,113;
при 8 = 14,2 Яз=2,42 и ^=0,086;
в) лёгкий режим, — например, следующий: нагрузка
в пределах от т^=--„— до т^\ действует 5°/0 времени;
1 2
нагрузка в пределах от т, = -5- до т. — -г- действует
20% времени; нагрузка в пределах от /7^=0 до т^=-^-
действует 75°/0 времени; в этом случае:
при 6=3,52 Я3 = 1,37 и /,=0,112;
при 6 6,4 Яа = 1,73 и ?,=0,074;
при 6=10,7 #2=2,08 и /,=0,0542.
Для всех режимов нагрузки при промежуточных зна-
значениях в для определения Ка и /а можно применять интер-
интерполяцию.
Приближённо для всех трёх режимов
Л>0,5 1^9"+0,5.
8. Для шевронных колёс, работающих на подшипни-
подшипниках качения и не притёртых при фиксированных осевых
положениях, следует учитывать также неравномерность
распределения нагрузки по полушевронам, возникающую
вследствие осевых сопротивлений „игре шеврона" в под-
подшипниках (а возможно, и на элементах муфты). Для ро-
роликовых подшипников с цилиндрическими роликами можно
принимать следующие значения коэфициента трения при
перемещениях вала в осевом направлении:
при „игре шеврона" менее 0,5 мм /ос= 0,04+0,1;
более 0,5 „ /о?,= 0,1+0,2.
Ббльшие значения / следует принимать при мень.
шем числе оборотов вала с осевой игрой (обычно вала
шестерни) и при меньшей вязкости смазки.
9. Формулы B4) — B4д) выведены, исходя из предпо-
предположения, что при крутящем моменте М окружное
усилие Р„а8Н вдоль ширины зубчатых колёс распреде-
распределяется равномерно. Таким образом предполагается, что
приработкой под нагрузкой (близкой к Рравн) либо при-
притиркой, либо пришабровкой (или припиливанием) зубьев
устраняются „технологические перекосы". В большинстве
случаев, за исключением быстроходных передач или зуб-
зубчатых колёс с очень твёрдыми поверхностями зубьев, до-
достаточно достичь прилегания зубьев при сборке и обкатке
зубчатых передач вхолостую по всей ширине зубчатых
колёс и по всей высоте зубьев (косых и шевронных),
чтобы можно было рассчитывать на то, что в результате
приработки в течение первого периода работы зубчатых
колёс под нагрузкой будет достигнуто равномерное рас-
распределение нагрузки по ширине зубчатых колёс (при Р=Р„)-
Если же вследствие неточного изготовления или неудовле-
неудовлетворительной сборки зубчатые колёса работают (или
можно ожидать, что они будут работать) не по всей пло-
площади рабочей поверхности зубьев, то коэфициент концен-
концентрации нагрузки К2 следует увеличить в отношении тео-
теоретической площади рабочей поверхности зубьев к дей-
действительной.
При расчёте быстроходных (v > 15 м/сек) зубчатых
колёс, если Hq > 250, или зубчатых колёс с очень твёр-
твёрдыми поверхностями зубьев имеется мало оснований для
того, чтобы рассчитывать на уменьшение влияния переко-
перекосов благодаря износу зубьев или пластической деформации
(течению) их рабочих поверхностей. Поэтому, помимо пе-
перекосов, вызываемых упругими деформациями валов, кор-
корпусов и самих зубчатых колёс, следует учитывать и тех-
технологические перекосы, если последние не устраняются
притиркой или пришабровкой (припиливанием }к В этих
случаях следует принимать #,=9 и к углу перекоса ti
вызываемому деформациями от нагрузок, следует при-
прибавлять „угол технологического перекоса" („угол непри-
ГЛ VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
279
легания зубьев") ij-- Среднее вероятное значение
жет быть определено по формуле:
a+^sin2 a,
B4н)
где ip — отклонение угла C — угла наклона зубьев ше-
шестерни по начальному цилиндру; Ь$к — то же, колеса;
т — угол перекоса осей подшипников; f — угол непа-
раллельности осей подшипников; ч — угол зацепления.
При нарезании и сборке зубчатых колёс, не подвер-
подвергающихся» притирке или приработке с припиливанием
(пришабровкой), не следует допускать значений уа и f
больших, чем те, которые при расчёте по формулам B4з)
или B4и). B4л) и B4е) приводят к в > 1,6.
Коэфициенты эквивалентной нагрузки К%
для расчёта на контактные напряжения
и К%и, Для расчёта на изгиб. Определение
коэфициента эквивалентной нагрузки основано
на том предположении, что нагрузку pni (опре-
(определённую с учётом динамической нагрузки),
действующую в течение Т-г часов, можно заме-
заменить нагрузкой pnmax> действующей в тече-
течение Т;
( Pni
' \ Рп max
часов при расчёте на кон-
контактные напряжения и в течение 7;
Рш
ип max
часов при расчёте на изгиб.
При постоянной нагрузке /Сз-^Сзи"^
Коэфициент К3 (для шестерни /С3ш, для ко-
колеса Ksk) определяется по формуле:
-г
N,,
B5)
где N43 — эквивалентное число циклов напря-
напряжений; Д/ч— рабочее число циклов напряже-
напряжений, определяемое по формуле A1) (стр. 259):
если N4> 107 и Нв <350, то следует прини-
принимать Nq=107; если А/ч > 25-107 и Нв > 350,
то следует принимать Мч = 25>107.
В свою очередь
Щэ = 60апсрТэ, B5а)
где а — число зацеплений каждого зуба зуб-
зубчатого колеса за один его оборот; если зуб
рассчитываемого зубчатого колеса в каждом
из зацеплений с двумя или более парными
колёсами работает с разными окружными
усилиями, то при определении /ч3 следует
учесть эту переменность нагрузки; пср — сред-
среднее число оборотов в минуту рассчитываемого
зубчатого колеса; Тэ — приведённое к наиболь-
наибольшему крутящему моменту (эквивалентное)
число часов работы передачи.
Тэ определяется с помощью формул:
Та
тп,
1=1
ТП; - 1
1 —/П;
B56)
B5в)
где
ф=1 —
Обозначения см. на стр. 277. Отрицатель-
Отрицательные значения т-г не учитываются.
Примечания. 1. Если в течение какого-либо пе-
периода времени Тп крутящий момент равномерно изме-
изменяется от Мп\ до Mn2t а число оборотов при этом
остаётся постоянным и равным пп то в формуле B56)
под знаком суммы эта нагрузка может быть отражена
членом:
n2) {m'nl + m'n2) I
в числителе формулы B4а) — членом:
и в её знаменателе — членом:
Значения тп\ и тП2 определяются по формуле B4r)f
а значения тп^ и т^ — по формуле B5в) с заменой мо-
момента Mi моментом Мп> a tn определяется по фор-
формуле B4д) с заменой периода времени Tt периодом Тп и
числа оборотов п^ числом оборотов пп
2. Если нагрузка в течение каждого оборота рассчи-
рассчитываемого зубчатого колеса изменяется, то расчёт
следует вести по тому зубу, для которого произведе-
произведение К3К3 максимально.
3. В тех случаях, когда допускается повышенный и
неравномерный износ зубьев (точнее, — обминание ножек
зубьев вследствие прогрессивного выкрашивания) и когда
твёрдость зубьев шестерни и колеса Hq ¦< 250, расчётную
. продолжительность работы при расчёте на контактные
напряжения Тд можно принимать равной числу часов,
в течение которого допускается износ зубьев на глубину,
приблизительно равную
800
шах длит
(t±l)b
микрон,
где Nmax длит — наибольшая длительно действующая
мощность, передаваемая зубчатой передачей.
Если вязкость масла при рабочей температуре превы-
превышает 10° по Энглеру, то числовой коэфициент в этой форму-
формуле вместо 800 можно принимать равным 500. Следует иметь
в виду, что при более или менее значительных окружных
скоростях v (порядка 2 м/сек и более) износ зубьев мо-
может привести к сильному увеличению шума при работе
передачи. В среднем при твёрдости зубьев шестерни
и колеса Hq < 250 и при 0,5 < v < 3 м/сек можно умень-
шать Тэ в
- * ) Раз-
( )
4. Формула B56) точна при и = const, т. е. когда ди-
динамическая нагрузка не зависит от полезной нагрузки
(лишь в быстроходных косозубых и шевронных зубчатых
колёсах и в фланкированных прямозубых колёсах, кото-
которые рассчитываются по динамической нагрузке, вызывае-
вызываемой ошибками в окружном шаге, и зависит от полезной
нагрузки) и число оборотов зубчатых колёс в минуту либо
постоянно, либо, будучи переменным, оно также не влияет
на динамическую нагрузку (что обычно имеет место в
среднескоростных и тихоходных передачах, когда динами-
динамическая нагрузка в основном возникает в результате допол-
дополнительного закручивания соединений — валов, упругих
муфт и т. п. — между зубчатыми колёсами и связанными
с ними массивными деталями на угол ошибки в основном
или в окружном шаге).
При и Ф const расчёт можно уточнить, подставив в
формулу B56):
г mi КМ~ тр Ф
К4 —
Ф
Pni
(«j и pni — удельная динамическая и удельная полезная
нагрузки при действии крутящего момента Ж,- ).
5. Если твёрдость поверхностного слоя зубьев рассчи-
рассчитываемого зубчатого колеса Hq < 350 и Л/чэ > 10г, то
принимается К3 = 1- В этом случае, а также когда
t\iK3Ks > 1, редко и кратковременно действующие крутя-
Таблица 24
допускаемые ошибки в основном шаге Д/"о (для прямозубых колёс), в окружном шаге или в профиле зубьев Л и допускаемые накопленные ошибки в шаге 8/j-
и Д2 соответствующие удовлетворительному использованию материала зубчатых колёс (Допускаемые ошибки шестерни обозначаются с индексом ш, колеса с индексом к)
Ю
оо
о
сть
СКО
к
те
X
О о
г/к 50 и
более
„.20
10
v«2
V* 1
VmO.5
Допускаемая ошибка в основном
шаге прямозубых колёс Мо (dm—диа-
(dm—диаметр шестерни в мм)
При Нв < 350:
^^ош = ^ок = ^- @,035 d +3 микр.)
При Нв > 350:
iW==i/W==± @,07^ш+3 микр.)
При Нв < 350:
htotu='ti,tOK-=± @,035 d +3 микр.)
При HB>3bQ:
Ь( ш—- t •= ± @,07 d -f 3 микр.)
их
При Нв < 350:
^^ош = '~^ок= — (^,1 ^ш"* микР0
При Яв > 350:
htoul = ktOK— ± @,2 d +3 микр.)
~ *ош~^?пк~ t @,4 rf +3 микр.)
-
-
Допускаемая ошибка
шаге или в профиле *Д
вой модуль в мм; z —
в окружном
(ms — торце-
число зубьев
зубчатого колеса, для которого опре-
определяется Д; гш—число зубьев ше-
шестерни)
Ьш= Д K=1,S ms+5 микр., при2ш~15
4 ш°= Дк= 2,5 /га^+5 мик]
)., при z.„^30
Д = А „=4,5 т„4-5 микр., при 2 «= 60
А^=Д/(.=3 wi5+5 микр
4w=4m5+5 МИКР- )
hK -=5 яг^ + 5 микр.
при i>3
Дк =4 ^ + 5 микр
при 1 < 3
^^=6 /и 4-5 микр.
Л к = 1 i m +5 микр.,
при /> 3
* к = 6 /71^+5 микр.,
при г < 3
д = /0 1г+5) /
, при ^««15
1
г «60
Л-@.4г+10)«д
-
-
Допускаемые ошибки Д/о и Д в микронах не
должны превышать:
при малоупругом сое-
соединении шестерни со
связанными с ней мас-
массивными деталями
при упругом соедине-
соединении шестерни со свя-
связанными с ней массами
или при малой вели-
величине последних
dlu—диаметр шестерни в мм
0,25 d
0,3 d
0,35 dM
0,35 dlu
Для колеса
Для колеса при
0,35 dlu
Для колеса
Для колеса при i <
0,35 dw
0,5 d
ш
0,5 dM
°'6dut
°'7е1ш
°-7аш
п^и i > 3:
i <3 и для шестерни
0,7 d
при 1 > 3:
; 3 и для шестерни
Допускаемая накопленная ошибка 8/^ и до-
допускаемая местная накопленная ошибка Д^
при малоупругом со-
соединении шестерни со
связанными с ней мас-
массивными деталями
8/Se(-0,25d
При i
?к ~ • ш
При
ш
при упругом соедине-
соединении шестерни со свя-
связанными с ней массив-
массивными деталями** или
Ыхш = 0,5 du(
i>3
3 т ) микр. + Д
(/„ — длина дуги в мм, на которой имеется
максимальное накопление ошибок в шаге;
ms —торцевой модуль
шестерни в мм)
в мм; d —диаметр
Д? - O,2i+50
Д2 = 0,21+50
As = 0.3Z.+75
-
-
* Определена как среднее арифметическое значений допускаемых ошибок,
** Под упругим соединением шестерни с ближайшей связанной с ней масс
го крутящего момента превышает O,1J.
численных по формулам C0) и C0а) при
ной деталью понимается любое соединен
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
281
щие моменты, например перегрузочные или пусковые,
при установлении Мтах (т. е. при определении Ки К3 и A's)
учитываться не должны. Под редко и кратковременно
действующими крутящими моментами следует понимать
такие, общая продолжительность действия которых не
превышает времени, соответствующего 50 000 оборотов
рассчитываемого зубчатого колеса.
Если при Нв > 350 эквивалентное число циклов на-
напряжений ЫцЭ > 25 • 107, то принимается А"а — 1.
6. При определении коэфициента эквивалентной на-
нагрузки по изгибу А'зц в формуле B56) /и. должно быть
взято в 9-й степени вместо 3-й и в формуле B5) корень
кубический должен быть заменён корнем 9-й степени.
Кроме того, при определении т. в формулу B5в) следует
подставлять К$и вместо К^ш
Если М„э > 10", то следует принимать А'зд в !•
Если Ki < 2 и №цЭ >¦ 107, то при расчёте на изгиб
можно не учитывать переменности нагрузки, т. е. можно
принимать Азц = 1-
7. Чтобы в материале зубьев не возникали чрезмер-
чрезмерные пластические деформации, наибольшее напряжение
сдвига ттяу = —Х=г или (при проектировании новой пе-
передачи и при определении допускаемой нагрузки) тшах =
= —L; не должно превышать B^-2,5) Rc0 и соответ-
ствующее наибольшее напряжение изгиба 'тах =
ЛЗн
или (при проектировании новой передачи) «max = ~гг~ не
должно превышать B-:-2,5) Ru0> где Rco и Ruo — допускае-
допускаемые напряжения (контактное и изгиба) приЛ^ = 107; 2,5 Rco
и 2,5 Ru0 могут допускаться только в тех случаях, когда
Л1шах за всё время работы передачи действует не больше,
чем в течение 10 тыс. оборотов рассчитываемого зубчатого
колеса.
По наблюдениям Виссмана [3], при контактном напря-
напряжении сжатия [см. формулу A), стр. 243], равном двой-
двойному пределу прочности материала зубьев, на рабочих
поверхностях последних появляются остаточные деформа-
деформации смятия уже после нескольких оборотов зубчатого
колеса.
По опытам Бакингема [32], рабочие поверхности зубьев
зубчаток из мягкой машинной стали при контактном
напряжении сжатия, мало отличающемся от предела
прочности материала зубьев, начинают выкрашиваться
после 3—5 мин. работы (при различных окружных скоро-
скоростях).
Насколько высока статическая прочность шевронных
зубьев на изгиб (у зубчатых колёс средней твёрдости),
показывает результат эксперимента, произведённого Пар-
сонсом [53]: зубья зубчаток с модулем тп ~ 4,72 мм и с
числами зубьев гш = 32 и гк — 140 не ломались при ста-
статической нагрузке р=7150 кг/см (соответствующее напря-
напряжение изгиба в зубьях шестерни, найденное без учёта
возрастания длины контактных линий вследствие пласти-
пластических деформаций, зиш т 310 кг1мм-).
Коэфициент качества (коэфициент точ-
точности) Л'4. Коэфициентом качества /С4 учиты-
учитываются дополнительные (к полезным) дина
мические (инерционные и ударные) нагруз-
нагрузки на зубья, возникающие из-за неточностей
окончательной обработки зубьев зубчатых
колёс.
Допускаемые погрешности нарезания или
шлифования зубьев зубчатых колёс устана-
устанавливаются обычно такими, чтобы обеспечить
удовлетворительный процент полезного исполь-
использования материала зубьев. Чтобы не произво-
производить приведённых ниже уточнённых расчётов
для определения К^, достаточно для обычных
условий работы среднескоростных передач
принимать Ki*-2 и Я4а = 2. При расчёте средне-
скоростных и тихоходных передач на контакт-
контактные напряжения можно при Нв < 350 при-
нимать К\- 1,5.
При Нв < 350 и при любых значениях
v(MJcer<) влияние динамической нагрузки (при
обычной точности нарезания) достаточно хо-
хорошо для приближённых расчётов отражает
следующая эмпирическая зависимость:
B6)
Учесть динамические нагрузки при уточ-
уточнённом проектировочном расчёте зубчатых
колёс можно одним из трёх способов:
1) следует задаться коэфициентом качества,
исходя из того, какая часть общей нагрузки,
которую могут передать зубчатые колёса,
должна приходиться на полезную нагрузку и
какая — на динамическую; после полного рас-
расчёта зубчатой передачи следует по приведён-
приведённым ниже формулам (соответственно преобра-
преобразовав их) определить допускаемые ошибки
в шаге и в профиле зубьев;
2) следует задаться классом точности на-
нарезания в зависимости от назначения зуб-
зубчатой передачи и, выбрав допускаемые
ошибки в шаге и в профиле зубьев, опре-
определить коэфициент качества по ф°РмУ"
ле B6а), руководствуясь примечанием 2 на
стр. 282;
3) следует, исходя из предположения, что
допускаемые ошибки зацепления будут выб-
выбраны по табл. 24 (после расчёта зубчатой пе-
передачи, так как при пользовании таблицей
необходимо знать окружную скорость), опре-
определить коэфициент качества по форму-
формуле B6а).
Рекомендуется /С4 определять третьим спо-
способом.
Если нет гарантии, что указанные на чер-
чертеже допускаемые ошибки в шаге и нако-
накопленная ошибка в шаге не будут (или не были,
если производится поверочный расчёт) пре-
превышены при нарезании или при шлифовании
зубьев, то при расчёте следует учитывать в
2—3 раза большие ошибки, чем указанные
в табл. 24.
Определение коэфициента ка-
качества при проектировании новой
передачи. При проектировании зубчатых
колёс рекомендуется назначать допускаемые
ошибки в основном шаге для прямозубых
колёс и в окружном шаге и в профиле — для
прямозубых, косозубых и шевронных колёс,
а также допускаемые накопленные ошибки
в шаге, руководствуясь табл. 24 [14].
В этом случае при определении размеров
передачи или допускаемой нагрузки можно
принимать:
1 +
B6а)
где Rc — расчётное допускаемое контактное
напряжение сдвига (для прямозубых колёс
КсПш или КсПк> Для косозубых и шеврон-
шевронных RCKui или ЯсКкУ, С — коэфициент, выби-
выбираемый из табл. 25.
282
ПЕРЕДАЧИ
[РАЗД. I
Таблица 25
Значения коэфициента С
Вид зубьев
Прямые . .
Косые и
шевронные
Твёрдость ра-
рабочих поверх-
поверхностей зубьев
колеса по
БринелюТ/g
<35°
>35°
<35<>
>35О
Значения С
np!i расчё-
расчёте на кон-
контактные
напряже-
напряжения
1400
2800
1ГОО
1600
при расчё-
расчёте на изгиб
2ООО
28ОО
1бОО
i6oo
Примечания. 1. При расчёте быстроходных пе-
передач (v > 15 м1сек) следует учитывать влияние нако-
накопленной ошибки, увеличивая коэфициент С при расчёте на
изгиб на 10—25°/о, а при расчёте на контактные напряже-
напряжения — на 20—40°/0, если Hq < 350, и на 10—25%, если
Нв > 350 (С следует увеличивать на больший процент
при большей окружной скорости и при большей изно-
изношенности зубообрабатывающих станков).
2. При несовпадении указанных на чертеже или на-
назначаемых допускаемых ошибок в окружном шаге и в
ф Ьчерт или в основном шаге &0 черт с приве-
приве&0 черт
ф
черт
профиле »черт
денными в табл. 24 Ьтабл или До табл, коэфициент С,
выбранный из табл. 25, следует умножить наТ/
или на
'о черт
до табл
3. Если угол закручивания у соединения, связываю-
связывающего шестерню с ближайшей массивной деталью, при пе-
передаче номинального крутящего момента, известен и пре-
превышает 0,1° (что имеет место, например, при применении
упругих муфт) и допускаемая ошибка в основном или в
окружном шаге выбрана равной значению, указанному
в S-й графе табл. 24, то коэфициент С можно уменьшить
пт Раз*
Определение коэфициента ка-
качества при поверочном расчёте
зубчатых колёс. При поверочном рас-
расчёте зубчатых колёс коэфициент качества сле-
следует определять по формуле:
Рп max
где рп тг% —нормальная нагрузка в кг па. 1 см
ширины зубчатых колёс при действии крутя-
крутящего момента Мтах; и — удельная динамиче-
динамическая нагрузка в кг на 1 см ширины зубчатых
колёс (в плоскости зацепления).
В свою очередь
Рп
пах ^2 75^тах ^2
COS a vb COS a
vb
B7a)
где v — окружная скорость в м\сек\ b — рабо-
рабочая ширина зубчатых колёс в см.
Примечания. 1. При расчёте прямозубых колёс сле-
следует учитывать динамическую нагрузку, вызываемую
ошибками в основном шаге шестерни и колеса. При рас-
расчёте косозубых и шевронных колёс следует учитывать
динамическую нагрузку, вызываемую ошибками в окруж-
окружном шаге шестерни или колеса. При расчёте быстроход-
быстроходных (и среднескоростных—при малоупругом соединении
шестерни и колеса с массивными деталями) зубчатых ко-
колёс, кроме того следует учитывать динамическую на-
нагрузку Hlt вызываемую накопленными ошибками в шаге
шестерни или колеса, подставляя в формулу B7) вме-
вместо и сумму и -f- в,.
2. Влияние динамической нагрузки на выносливость
рабочих поверхностей зубьев экспериментально не выя-
выявлено. Тем не менее, ввиду того что среднетвёрдые, и
в особенности мягкие, рабочие поверхности не снижают
своего предела усталости при ограниченном выкрашива-
выкрашивании, а ошибки в шаге частично компенсируются в ре-
результате изменения формы зубьев из-за обминания их
рабочих поверхностей, рекомендуется при расчёте на
контактные напряжения, если Hq ¦< 350, в формулу B7)
подставлять лишь половину динамической нагрузки и,
вызываемой ошибками в основном (при расчёте прямо-
прямозубых колёс) или в окружном шаге (при расчёте косо-
косозубых и шевронных колёс). Эти рекомендации отражены
также в значениях коэфициента С, приведённых втабл.25.
Динамические нагрузки, вызываемые накопленными
ошибками в шаге, следует учитывать полностью, так
как наибольшая динамическая нагрузка в этом случае
действует в течение продолжительного времени (на дуге
делительной окружности, равной для быстроходных пере-
передач нескольким окружным шагам).
Динамическая нагрузка, возни-
возникающая на зубьях прямозубых
колёс из-за ошибок в основном
шаге. Удельная (приходящаяся на 1 см ши-
ширины зубчатых колёс) динамическая нагрузка,
возникающая на прямых зубьях при их входе
в зацепление или выходе из зацепления,
определяется по формуле [13]:
и = 0,8i/
B8)
где V — окружная скорость в м\сек (для пла
нетарных передач — окружная скорость отно-
относительного движения); А — межцентровое рас-
расстояние в см; До — наибольшая (вероятная)
разность между наибольшим основным шагом
одного зубчатого колеса и наименьшим—друго-
наименьшим—другого; если ошибки в основном шаге шестерни и
колеса btotu и Мок получены измерением, то
A0 = kt0Ul + &t0K; если же взяты значения Д/ош
пМ0К, указанные на рабочих чертежах, то наи-
наибольшая вероятная разность основных шагов
шестерни и колеса До~1/ Д^ш + Ы2СК'> i—пе-
i—передаточное число; Ь—компенсируемая ошибка;
при До > 10 микрон Ь
= 5 при Д
< 10 микрон.
и Ь
- —у при
Примечания. 1. Если и > 16,5 ( До— &), то сле-
следует принимать и = 16,5 (До — 9). При расчёте на заедание
в тех случаях, когда и ^> 6 (До — 0), следует принимать
и=6(Д0— »).
2. Если и < с^о, то следует принимать
B8а)
где с\ — удельная жёсткость в кг/см-микрон соединении
(валов, упругой муфты) между шестерней и ближайшей
связанной с ней массивной деталью (или между колесом
и связанной с ним масси«ной деталью, если это соедине-
соединение более упруго и ошибки зацепления будут компенси-
компенсироваться за счёт его деформации), определяемая по
формуле:
М
B9)
где
М
— отношение крутящего момента в кгсм к
Узакр
вызываемому им углу закручивания (в радианах) ука-
указанного соединения; /¦„ — радиус основной окружности
шестерни (колеса) в см (го=г совяЛ
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
283
Если шестерня (или колесо) соединяется с массивной
деталью через вал длиной / и диаметром de, то
р
B9а)
где G— модуль сдвига в кг\с\Р (для стали О»850 000
кг!см?);1„ — полярный момент инерции сечения вала в см*
В среднем с, =2 кг\см • микрон при малоупругом со-
соединении зубчатых колёс со связанными с ними деталями
и ^=0,5-5-1 кг 1см ¦ макрон — при упругом соединении.
Если с, получает значение, близкое к с, то следует учи-
учитывать деформацию зубьев и прогиб валов /:
i факт
рп
При v < можно принимать
15
B86)
3. Если с шестерней жёстко связана массивная деталь,
имеющая в а раз больший момент инерции, чем сама
шестерня, то значение а, найденное по формуле B8),
следует увеличить в
1 /"(а + I) (Is
I/
f а + I3
+ 1)
, причем при-
мечания 1 и 2 остаются в силе.
4. При фланкировании (стр. 294) зубьев шестерни и
колеса ошибка в основном шаге переводится в ошибку
в профиле, а поэтому динамическую нагрузку и для
прямозубых колёс следует определять по формуле C0).
Динамическая нагрузка, воз-
возникающая на зубьях зубчатых
колёс из-за ошибок в окружном
шаге и в профиле. Удельная динамиче-
динамическая нагрузка, возникающая на зубьях зуб-
зубчатых колёс при наиболее неблагоприятном
характере ошибки в окружном шаге или в про-
профиле шестерни или колеса, определяется по
формуле [22]:
и т-^ тчт-т - C°)
„ / 2
Дс
d'Lv2
где Д — ошибка в окружном шаге (точнее,
ошибка в окружном шаге, пересчитанная на
основную окружность) или в профиле зубьев
шестерни или колеса в микронах; при
v^. 15 м/сек в формулу C0) вместо Д следует
подставлять Д — 5 или, при Д < 10 микрон,
Д ...
тс; с — удельная жесткость зубьев в
кг/см-микрон; для стальных прямых зубьев
с - 16,5, для косых с = 28, для шевронных
с =22,5кг/см-микрон;рп — удельная нагрузка
в кг/см, определяемая по формуле B7а) при
/Са=1; d — диаметр шестерни или колеса в см;
следует подставлять диаметр того из зубчатых
колёс рассчитываемой пары, на котором
ошибка Д (Дш при d =dm или &к при а ¦= dK)
вызывает большую динамическую нагрузку и;
dm — диаметр шестерни в см; v — окружная
скорость в м/сек.
д
Примечания. 1. При — г < 440 (ms—торцевой
ms
модуль в мм; г*
¦ - — , где d — в
ms
мм) и при нарезании
зубчатых колёс на зуборезных станках (или при шлифо-
шлифовании на зубошлифовальных станках) с хорошими дели-
делительными передачами, имеющими хорошо пригнанное
зацепление, когда ошибки в окружном шаге приводят
к плавному искажению профиля зубьев, вместо фор-
формулы C0) можно пользоваться следующей формулой:
0,75 D с)"
C0а)
где гш — число зубьев шестерни.
2. Если по формуле C0) или C0а) получилось, что
и > рп> то вместо и в формулу B7) следует подставить а':
и' = J/ Bи — рп)рп.
C06)
3. Так как ошибки в основном шаге прямозубых колёс
при обычных точностях зубообрабатывающих станков и
инструмента вызывают значительно большую динамиче-
динамическую нагрузку, чем ошибки в окружном шаге или в про-
профиле, то расчёт по формулам C0) или C0а) для прямо-
прямозубых (нефланкированных) колёс излишен.
4. Если и < €х Д, то следует принимать а=с1 Д. Удель-
Удельная жёсткость сх определяется так же, как при расчёте
прямозубых колёс [формула B9)].
5. Нсли а при d = dK и Д — кк значительно меньше,
чем при d=dut и 4 = Дш, то при расчёте на контактные
напряжения (при определении х) можно учитывать соот-
соответствующие различные значения а для колеса и для
шестерни.
6. Если ширина косозубого колеса меньше 0,8 осевого
шага, то и определяется так же, как и при расчёте пря-
прямозубых колёс.
7. Если с шестерней жёстко связана массивная деталь,
имеющая в о раз больший момент инерции, чем сама
шестерня, то второй член знаменателя в формуле C0) или
C0а) следует уменьшить в —^—z—- раз.
8. См. примечание 3 на стр. 284.
9. Если при расчёте учитывается динамическая на-
нагрузка «!, вызываемая накопленной ошибкой в шаге, те
в формулы C0), C0а) и C06) вместо р следует под-
подставлять рп + и.
Динамическая нагрузка, возни-
возникающая на зубьях зубчатых колёс
из-за накопленных ошибок в шаге
шестерни и колеса. Удельная динами-
динамическая нагрузка, возникающая на зубьях зуб-
зубчатых колёс при наиболее неблагоприятном
характере накопления ошибок в окружном
шаге шестерни или колеса, определяется (без
учёта резонансных явлений) по формуле:
V COS <Ху
C1)
где Д2 — местная накопленная ошибка (в ми-
микронах) в шаге шестерни (^ш) или колеса
(Д е к)на дуге, соответствующей числу зубьев г2
определяемому по формуле C1а); в формулу
C\) следует подставлять большее As из двух
его значений: Д? и Д2 . v — окружная ско-
скорость в м/сек; as — угол зацепления в торце-
торцевом сечении; ls — торцевой шаг в см; mt —
удельная эффективная масса зубчат*ых колёс
и связанных с ними деталей в кг-сек'21см2,
определяемая по формуле C16); с, — удель-
удельная жёсткость, определяемая по формуле B9).
В свою очередь
C1а)
, C16)
2 ~~2f
тсвш(тш + тк
»* + тсвк
где тш и тк — удельные массы шестерни и
колеса (и жёстко связанных с ними деталей),
284
ПЕРЕДАЧИ
[РАЗД.
приведённые К
кг-сек^/см* тсвш
ОСНОВНОЙ ОКруЖНОСТИ, в ческой ошибке в окружном шаге на колесе из-за ошибок
и тпсвк — массы упруго свя-
связанных с шестерней и с колесом деталей, от-
отнесённые к 1 см рабочей ширины зубчатых
колёс и к их радиусам основных окружностей,
в кг-сек^/см2.
Удельные массы определяются по форму-
формулам:
bri
bri
> тсвк =
bri
C1в)
где 1Ш и !к — моменты инерции шестерни и
колеса (и жёстко связанных с ними деталей)
в кг-см -сек2; 1свш и /сдк — моменты инерции
упруго связанных с шестерней и с колесом
деталей в кг-см-секг; b — рабочая ширина
зубчатых колёс в см; гош и гок — радиусы ос-
основных окружностей шестерни и колеса в см.
Примечания. 1. Если соединение между колесом
и связанной с ним массивной деталью более упруго, чем
соединение между шестерней и связанной с ней массив-
массивной деталью, то mt следует определить по формуле:
(т
свш
тсвш + тш
C1г)
и в формулу C1) следует подставить в качестве сх удель-
удельную жёсткость соединения между колесом и связанной
с ним массивной деталью.
2. При синусоидальном законе изменения накоплен-
накопленной ошибки в шаге 8/j по углу поворота зубчатого ко-
колеса ох определяется по формуле:
Г I.
у l1-
\2 10eCl
CU)
т,п3
где 6/j—накопленная ошибка в шаге (наибольшая) в
микронах; п — число оборотов шестерни или колеса в
минуту; следует подставлять число оборотов того из
зубчатых колёс, на котором накопленная ошибка 6/j
вызывает ббльшую динамическую нагрузку в,; ф — цикли-
циклическое относительное рассеивание энергии деформации;
потеря энергии на демпфирование за цикл
наибольш.энергия деформации системы от силы щ-Ь'
При отсутствии упругих муфт ф = 0,04 -*¦ 0,16 (ббль-
шие значения — при больших напряжениях в валах); при
наличии упругих муфт (с кожаными, резиновыми или де-
деревянными упругими элементами) ф = 0,16 -4- 0,32.
Если кривая накопленной ошибки отличается от си-
синусоиды, то, разлагая её в ряд Фурье, можно определить
значения ах, вызываемые 2-й, 3-й, 4-й и т. д. гармониками
крутильных колебаний. Для этого следует поочерёдно
подставить в формулу C1д) в качестве 3^? соответствую-
соответствующие значения амплитуд ряда Фурье и вместо п соот-
соответственно: 2л, Зя, An и т. д.
Для того чтобы не было резонанса крутильных коле-
колебаний, вызываемых накопленной ошибкой в шаге, необ-
106с
ходимо, чтобы ~- не равнялось целому числу.
3. Часто местная накопленная ошибка или ошибка к
окружном шаге имеет синусоидальный характер, напри-
например, когда ошибки в окружном шаге происходят вслед-
вследствие эксцентричной посадки червяка делительной пере-
передачи зуборезного станка. В этом случае при близости
системы к резонансу крутильных колебаний на зубьях
может возникать значительная динамическая нагрузка,
определяемая по формуле:
C1е)
Г Г,
где &¦?„ — циклическая местная накопленная ошибка в
шаге шестерни или колеса с числом циклов а; а — число
циклов на один оборот шестерни (например, при цикли-
д.к
делительной передачи станка а = —— , где zqk— число
зубьев делительного колеса); с — удельная жёсткость
зубьев в кг [см. микрон; v—окружная скорость в м/сек;
ф—циклическое рассеяние энергии; учитывая демпфи-
демпфирование в масляной плёнке, можно принимать ф = 0,1-5-0,3
(большие значения — при большей вязкости смазки и
большей скорости v).
Коэфициентом 0,75 приближённо учитывается попе-
поперечная упругость валов.
Следует заметить, что при достаточно высокой ско-
A
рости (выше критической) щ «
(например,
и, = 7,5 &?ц — для шевронных колёс); при резонансе же
динамическая нагрузка может быть в несколько раз
большей.
Если с шестерней жёстко связана массивная деталь,
имеющая в а раз больший момент инерции, чем сама
шестерня, то числовой коэфициент 300 в формуле C1е)
следует уменьшить в
(а + 1) (t3 + 1)
~ а + t» + 1
раз.
Определение динамической нагрузки по Бакин-
Бакингему. По Бакингему [33], если не учитывать (специаль-
(специальным расчётом) связанных с зубчатыми колёсами масс:
и cos я.
~ + cbcos'?\ cos
s'?\
i + **V р
C2)
где р окружное усилие в кг; b— ширина зубчатых ко-
колёс в см; Д — ошибка в действии (error in action) в микро-
микронах; з угол наклона зубьев по начальному цилиндру;
v _I окружная скоросгь в Micetc; o^ — угол зацепления.
Удельная жёсткость зубьев:
с = 11,2 кг 1см • микрон при «0„ - 14,5° и /оп - 1
с = 11,6 . - «оя - 20' - /ол - »
с = 12,0
. 20°
/ол - °-8
Если эффективный модуль упругости Е -
~т~ К
отличается от Е = 2 150 000 кг/см11, то значения с следует
2150 000
уменьшить в
=,— раз.
Формула C2), обладая многими недостатками, даёт
преувеличенную динамическую нагрузку [22].
Коэфициент нагрузки для редукторов по данным
АГМА (Американского общества изготовителей зубчатых
колёс). Для того чтобы получить эффективную нагрузку
для косозубых и шевронных редукторов по данным АГМА
[33], необходимо фактическую нагрузку умножить на коэ-
коэфициент нагрузки, приведённый в табл. 26 в зависимости
от вида машины-двигателя, от характера нагрузки рабочей
машины, приводимой в движение посредством редуктора,
и от числа часов работы редуктора в сутки.
В этом коэфициенте не учтены точность нарезания и
концентрация нагрузки по ширине зубчатых колёс. Поэ-
Поэтому его можно считать коэфициентом эквивалентной
нагрузки К3 (принимая Кг => 1).
Нагрузки с очень сильными повторными ударами, а
также нагрузки при весьма большой абсорбируемой мощ-
мощности, вызывающей время от времени значительную по-
потерю скорости, должны рассматриваться специально.
Если максимальная мгновенная или пусковая нагрузка
превышает нормальную более чем вдвое, то расчётная
нагрузка должна приниматься равной максимальной мгно-
мгновенной нагрузке, делённой на 2 (при условии, что полу-
полученная таким образом нагрузка будет превышать опреде-
определённую с помощью табл. 26).
Значения частного коэфициента качества Kt , учиты-
учитывающего зависимость динамических нагрузок от располо-
расположения зубчатых колёс в системе масс и упругих связей
агрегата, приведены в табл. 27.
Коэфициент скорости, по данным АГМА, для качества
нарезания, соответствующего современному уровню зубо-
зуборезного дела, принимается равным:
5,5
5,5 + У v
где v — окружная скорость в м!сек.
C3)
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
285
Коэфициент эквивалентной нагрузки Kt для редукторов (по данным АГМА)
Таблица 26
Характер нагрузки,
действующей в рабо-
Равномерная ....
Со средними ударами
С тяжёлыми ударами
Значения Кь при приводе от
электродвигателя
3 час.
о.8
1,О
1,5
8—10 час.
1,0
1,25
',75
и
24 час.
',25
".5
2,0
многоцилиндрового газового
двигателя, паровой машины
ил
1 паровой туроины
при суточной работе
3 час.
I О
•,25
Ь75
8—10 час.
I 2"
i ,5
2,0
в течение
24 час.
i,5
',75
2,25
одноцилиндрового
газового двигателя
3 час.
1,25
',5
2,0
8—10 час.
J _
г>75
2,25
24 час.
',75
2,0
2,5
Таблица 27
Частный коэфициент качества ЛГ4, зависящий от конструкции редуктора (по данным АГМА)
Рассчитываемые зубчатые
колёса
Зубчатые колёса односту-
одноступенчатых редукторов и бы-
быстроходной ступени двух- и
трёхступенчатых редукторов
Зубчатые колёса тихоходной
ступени двухступенчатых ре-
редукторов и промежуточной
ступени трёхступенчатых ре-
редукторов
Зубчатые колёса тихоход-
тихоходной ступени трёхступенчатых
редукторов
Значения Я4 при ширине зубчатых колёс Ь в мм
35
',52
1,22
1,О8
50
i,54
1,22
100
1,б2
1,23
1,15
150
i,7°
1,28
200
i,79
ЬЗЗ
1,27
250
i,88
i,4O
'.34
300
1,97
1,48
i,4i
350
2,о8
1,36
1,48
400
а,2о
¦,65
1.56
450
2,33
i,74
1,б4
Следовательно,
4i+VIH-
C3а)
Концентрация нагрузки по ширине зубчатых колёс
при их расчёте по АГМА не учитывается, однако в этом
расчёте имеется указание, что если отношение ширины
зубчатых колёс к диаметру шестерни велико, то следует
производить анализ деформаций и соответственно снижать
допускаемую нагрузку (или увеличивать расчётную на-
нагрузку). Корпусы редукторов должны быть жёсткими.
Подшипники должны быть расположены так, чтобы дефор-
деформации зубчатых колёс и валов были минимальными. Удель-
Удельные давления в подшипниках скольжения не должны пре-
превышать 14 кг. ли"'на быстроходном валу редуктора,
28 кг 1см2 — на промежуточном и 42 кг'см? — на тихоход-
тихоходном, при условии применения хорошо смазываемых под-
подшипников авиационного типа,— бронзовых с баббитовой
заливкой. Удельные давления для простых бронзовых под-
подшипников не должны превышать двух третей от указан-
указанных выше. Скорость скольжения не должна превышать
8 м/сек в бронзо-баббитовых подшипниках и 6 м!сек— в
бронзовых. В противном случае должна быть предусмо-
предусмотрена смазка под давлением.
Напряжения в валах редуктора не должны быть
больше следующих:
Вал
Быстроходный:
из улучшенной стали Hq >
>250
из термически необработан-
необработанной стали SAE 1035 или
лучшей
Тихоходный или промежуточ-
промежуточный:
из улучшенной стали Hq >
> 250 •
из термически необработан-
необработанной стали SAE 1035 или
лучшей
Наибольшее напряже-
напряжение в кг/см'
кручения
изгиба
42O
280
53°
35°
840
5бо
io6o
Напряжения растяжения в фундаментных и подшип-
подшипниковых болтах и шпильках при наибольших консольных
нагрузках на валы не должны превышать 700 кг/см2 для
обыкновенных болтов и шпилек или 1050 кг/см* для тер-
мообработанных (улучшенных) болтов и шпилек.
Внешние нагрузки на валы редуктора должны при
расчёте умножаться на следующие коэфициенты:
при нагрузке от цепи . . • ¦ i,o
„ „ „ клиновидного ремня i,$
„ „ „ плоского ремня 2,5
, » в шестерни • 1,25
Методические указания по расчёту
цилиндрических зубчатых колёс
на прочность и долговечность
ЗАКРЫТЫЕ ПЕРЕДАЧИ
Область применения норм расчёта зуб-
зубчатых колёс. Изложенные выше методы рас-
расчёта зубчатых колёс могут применяться для
расчёта работающих со смазкой металличе-
металлических зубчатых колёс—цилиндрических с эволь-
вентными зубьями: прямыми, косыми и шеврон-
шевронными, во всех тех случаях, когда известны
величины передаваемых зубчатой передачей
крутящих моментов и длительность действия
каждого из них.
Нормы составлены применительно к сле-
следующим случаям расчёта зубчатых передач:
1. Проектировочный расчёт.
Известны нагрузка (мощности или крутящие
моменты) и режим работы; заданы или выби-
выбираются материалы зубчатых колёс; требуется
286
ПЕРЕДАЧИ
[РАЗД. I
определить размеры зубчатой передачи. Иногда
один из размеров, например, межцентровое
расстояние, также задан, и требуется опре-
определить другие размеры, например ширину
зубчатых колёс.
2. Поверочный расчёт (для передач,
размеры которых известны или выбраны из
конструктивных соображений).
Известны нагрузка, размеры и материалы
зубчатых колёс; требуется определить напря-
напряжения, с которыми работают зубья, и срав-
сравнить их с допускаемыми (а иногда по этим
напряжениям выбрать материалы зубчатых
колёс или определить долговечность работы
зубчатой передачи).
3. Расчёт допускаемой нагрузки.
Известны размеры и материалы зубчатых
колёс, требуется определить допускаемую на-
нагрузку.
Данные, необходимые для расчёта.
1. Данные для проектирования
новой передачи.
1) Передаваемые колесом крутящие мо-
/ N \
менты: М-,, М2,..., Мз в кгсм или — I ,
(JL\.....
л. с.
наиденные
пк )i o6jmuh'
учётом инерционных (вибрационных) нагрузок,
всех возможных перегрузок и пиковых на-
нагрузок (N — мощность на ведомом валу зуб-
зубчатой передачи в л. с, пк—число оборотов
в минуту вала колеса рассчитываемой пере-
передачи). Особенно важно знать действительные
величины и продолжительности действия наи-
наибольшего длительно действующего крутя-
крутящего момента и близких к нему длительно
действующих крутящих моментов. Крутящие
моменты, мало отличающиеся друг от друга
(менее чем на 10—20%), для упрощения рас-
расчёта можно объединять в один крутящий
момент. В случае реверсивной работы следует
указывать и угловые направления приложен-
приложенных извне крутящих моментов (т. е. указывать,
является ли реверсивной и нагрузка).
2) Соответствующие продолжительности
действия крутящих моментов — суммарные за
всё время работы зубчатой передачи:
У], У3,..., Т{ в часах или, если работа пере-
передачи может быть разбита на циклы, за время
одного цикла: Тф Тц2,..., Т^ в часах. В
последнем случае должно быть задано также
число циклов Пц за всё время работы пере-
передачи.
Перечисленные в пп. 1 и 2 данные можно
также представить в виде диаграммы
Mj = f (Ti), которая затем разбивается на
участки: Т\М\, Т2М2 и т. д. или Тц1Мг,
Тц2М2 и т. д. (фиг. 13).
3) Числа оборотов в минуту колеса при
различных крутящих моментах: пкЬ п^ и т. д.
4> Общая продолжительность работы пере-
передачи У = 2У/ •= У, + У2 + ... + У,- - (Тц\ +
5) Требующееся передаточное число и до-
допустимый процент отклонения от заданной его
величины (например ^ 3%), или пределы, в
которых должно быть выдержано передаточ-
передаточное число.
6) Род нагрузки (односторонняя или ревер-
реверсивная работа передачи; зубья работают од-
одной стороной или обеими).
7) Типы и размеры станков, на которых
будут нарезаться зубчатые колёса, а также
высший достижимый на них класс точности
изготовления зубчатых колёс.
8) Имеющиеся в распоряжении предпола-
предполагаемого завода-изготовителя марки сталей,
пригодных для зубчатых колёс, и оборудова-
оборудование для их термообработки (если зубчатые
колёса крупные).
При передаваемой мощности свыше 100 л. с.
должны указываться также:
9) Наибольшее число часов непрерывной
работы и средняя передаваемая мощность за
это время (для теплового расчёта). Неболь-
Небольшие перерывы (до 0,5 часа) не учитываются.
10) Наибольшая длительная (длительностью
не меньше 1 к аса) температура воздуха,
окружающего корпус передачи.
11) Условия, затрудняющие отдачу тепла
корпусом редуктора окружающему воздуху
Фиг. 13. Диаграмма изменения нагрузки по времени
(пыль, неподвижное состояние воздуха
и т. п.), а также условия теплоотвода в фун-
фундамент.
12) Наибольшая температура имеющейся в
наличии воды (при потребности в водяном
охлаждении).
2. Данные для поверочного рас-
расчёта.
1) Те же данные, что и при проектирова-
проектировании новой передачи, за исключением указан-
указанных в пп. 5, 7 и 8.
2) Размеры передачи и элементов зацепле-
зацепления: межцентровое расстояние А в см, рабо-
рабочая ширина зубчатых колёс b в см, угол на-
наклона зубьев по начальному цилиндру 0, угол
зацепления в нормальном сечении ал, модуль
в нормальном сечении щп, коэфициент высоты
головки зуба основной рейки fon.
3) Числа зубьев шестерни и колеса гш
нгеи передаточное число /.
4) Пределы прочности аЪш и аЬк и пределы
текучести astu и aSK материалов зубьев
шестерни и колеса или твёрдости поверхност-
поверхностного слоя зубьев по Бринелю НВш и НВк
(или — по Роквеллу HD и Но , если
Нв > 350 по Бринелю).
5) Если нет данных о том, что зубчатая
передача выполнена без коррекции и что зуб-
зубчатые колёса нарезаны инструментом с исход-
исходным контуром по ГОСТ 3U58-45, и при этом
можно ожидать, что решающей для долговеч-
долговечности передачи будет прочность зубьев на
изгиб, то необходимо построить профили
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
287
зубьев шестерни и колеса или снять их
отпечатки с торцев.
6) При несимметричном расположении
шестерни или колеса относительно опор и
при сильно изменяющейся нагрузке не-
необходимо (за исключением тех случаев, когда
твёрдость зубьев колеса НВк < 250 и окруж-
окружная скорость v < 2 м/сек) определить (рас-
(расчётом) углы перекоса шестерни и колеса
1Ш и Тк (СТР- 277—278) при наибольшей на-
нагрузке.
7) Ошибки в основном шаге Atotu и AtQK в
микронах (наибольшая вероятная разность
основных шагов шестерни и колеса)—при
поверочном расчёте прямозубых колёс; ошибки
в окружном шаге шестерни и колеса Дм
и Дк — при поверочном расчёте косозубых и
шевронных колёс; диаграмма накопленной
ошибки в шаге — для быстроходных колёс.
8) Процент действительно участвующей в
зацеплении поверхности зубьев по отношению
к теоретической — для косозубых колёс или
действительная ширина зацепления — для
прямозубых колёс.
9) Площадь поверхности охлаждения кор-
корпуса передачи в м2 (указывается при пере-
передаваемой мощности свыше 100 л. с).
3. Данные для определения до-
допускаемой нагрузки. Те же данные,
что и при поверочном расчёте, за исключе-
исключением величины крутящего момента (которая
является искомой). При переменной нагрузке
её режим задаётся в виде относительных ве-
величин крутящих моментов в процентах от
номинального крутящего момента, который
является искомым.
Порядок (методика) расчёта цилиндри-
цилиндрических прямозубых, косозубых и шеврон-
шевронных зубчатых колёс на прочность и долго-
долговечность (обозначения см. на стр. 215—217).
Проектировочный расчёт. Заданы
данные для расчёта, перечисленные на стр. 286.
В двухступенчатых и трёхступенчатых
передачах разбивку общего передаточного
числа io6 на передаточные числа отдельных
ступеней следует производить по табл. 38, 39
и 42 (стр. 302 и 303).
Выбрать: материалы для зубчатых колёс и
их термообработку (стр. 317); вид зубчатых
колёс (стр. 236), основную рейку и систему
коррекции зацепления (стр. 300).
Установить: р, /оп, аоп, ал (из предвари-
предварительного геометрического расчёта по фор-
формулам, приведённым в табл. 5, стр. 223);
; н
вш
к (или
Хш
и Н# ); если при установлении механиче-
ских свойств материалов зубчатых колёс тре-
требуется знать размеры их сечений (табл. 48
стр.322), то по формулам D6) или Dк) (стр.246)
A4г) и (Ид) (стр. 270), пользуясь табл. 15
(стр. 261) или табл. 23 (стр. 275), следует опре-
определить ориентировочные размеры передачи
по наибольшей длительной нагрузке при коэ-
фициенте нагрузки К ~ 1,5^-2 (меньшее зна-
значение— для тихоходных передач).
Требуется определить: А, Ь, тп или ms,
гш и zK и допускаемые ошибки нарезания
или шлифования.
Определение расчётной нагрузки. Учесть
примечания 1—4 на стр. .76.
1. Установить величину Мн согласно при-
примечанию 1 на стр. 276 (справа). По формуле B3)
(стр. 276) определить 1<л.
2. Определить средние числа оборотов в
минуту шестерни и колеса псрш и псрк; по
формуле A1) (стр.259), определить NtifUnN4K;
по одной из формул (9) — (9к) (стр. 259—260)
или по табл. 1о (стр. 261) определить Rctu и
RCK, найдя предварительно, если требуется,
а—1Ш и а—1« по формуле A0) (стр. 259); учесть
общие замечания 1, 2, 3, 4и6 на стр. 260 и 261.
Из двух значений Rc (RCJU и RCK) выбрать
расчётное значение Rc (обычно меньшее);
правильно ли произведён этот выбор, будет
установлено позднее (см. п. 5).
3. По формуле B6а) (стр. 281) опре-
определить /Q и /<4и- Учесть примечания 1—3 на
стр. 282.
4. Задаться -j- (стр. 302) и по формуле
B4ж) (стр. 277) определить——; при несим-
ш
метричном расположении зубчатых колёс
относительно опор по формуле B4и) опреде-
b
лить —; задаться значением tg 7 согласно при-
примечанию 2 на стр. 277; по формуле B4е) опре-
определить 6; учесть примечания 1,3, 5 и 9 на
стр. 277—278; по одной из формул B4а)—B4в)
определить тр\ учесть примечание 1 на
стр. 279; по формуле B4) (стр. 276) опреде-
определить /С2; учесть примечания 6, 7 и 8 на стр. 278,
5. Согласно примечанию 3 на стр. 276
установить, требуется ли определить К%. Если
требуется, то по формулам B56) и B5в)
(стр. 279) определить Тэ\ учесть примечания
1, 2 и 3 на стр. 279; по формуле B5а) опре-
определить Nti3lu и N43K; по формуле B5) опре-
определить К%ш и К3к', учесть примечание 5 на
стр. 279; учесть примечание 7 на стр. 281 и
примечания 2 и 6 на стр. 260—261; если со-
согласно этим примечаниям требуется изме-
изменить Rc, то произвести расчёт по пп. 3 и 4
вновь. Согласно примечанию 6 на стр. 281
определить Тэа и К3и.
6. По формуле B2) (стр. 275) определить К;
учесть примечание 5 на стр. 276. По фор-
формуле B1) или B1а) (стр. 275) определить
( — \ или Мко.
\ пк)р кр
Расчёт на контактные напряжения.
7. По формуле D6) или Dк) (стр. 246)
определить А; учесть примечание 1 на стр. 24й
или примечание 1 на стр. 247; по вы-
выбранному значению ——- определить Ь; при за-
данном Л по формуле Dв) (стр. 246) или по
формуле Dк) (стр. 246), соответствующим
образом преобразованной, определить Ь; если
величина А не нормируется, то, задавшись
— и гш , по формуле Dг) или Dл) (стр. 246)
ms ш
определить ms, но при этом необходимость в-
расчёте зубьев на изгиб сохраняется. Най-
Найденные значения А или ims (т„}< округ-
288
ПЕРЕДАЧИ
[РАЗ Д. I
лить до ближайших, больших, стандартных
(стр. 301).
Примечание. Одно увеличение модуля, без из-
изменения диаметров зубчатых колёс или их ширины, не
приводит к увеличению нагрузки, допускаемой для рабо-
рабочих поверхностей зубьев.
Расчёт на изгиб. 8. Задаться значением коэ-
фициента безопасности п (стр. 273); в ответ-
ответственных случаях определить пш и пк по фор-
формуле A7) (стр. 274); установить значения kzux
и k^K (стр. 274); в ответственных случаях
определить kzlu и ftaK по формуле A8а) или
A86) (стр. 275), либо по формулам &0 =¦ 0,9а
и kg - а (согласно указанию на стр. 274),
предварительно определив по формуле A9;
аш и ак с учётом примечания 2 на стр. 275;
по одной из формул A6) — A6д) (стр. 273) или
по табл. 15 (стр. 261) и 23 (стр. 275) опреде-
определить Ruul и RUK ; учесть примечание 7 на
стр. 281.
9. По формуле A4а) (стр. 270) определить Ки;
по формулам A4г) и A4д) определить ¦ - ш '
/max
И
\~) ; учесть примечания 7 и 8 на
* У к ! max
стр. 271; по табл. 20 или '21 (стр. 271 и 272) опре-
определить гштах и zKmax; установить, согласно
примечанию 5 на стр. 270, значения гш и zK;
при выборе модуля, числа зубьев некорриги-
рованных зубчатых колёс назначить не выше
полученных из расчёта; учесть примечание 6
на стр. 270; числа зубьев прямозубых колёс
можно увеличить, если поверочный расчёт,
проведённый согласно примечанию 2 на стр.270,
не приводит (при увеличенных числах зубьев)
к напряжениям изгиба, большим чем допу-
допускаемые.
Если модуль был найден или выбран при
расчёте на контактные напряжения, то следует
произвести поверочный расчёт на изгиб по
формулам A46) и A4в) (стр. 270) при выбран-
выбранных числах зубьев гш и zK.
При расчёте зубчатых колёс в многосту-
многоступенчатых передачах уточнить при выборе гш
и zK разбивку общего передаточного числа,
руководствуясь указаниями на стр. 303—304.
Примечание. Для увеличения прочности зубьев
на изгиб следует прибегнуть в первую очередь либо к
увеличению модуля без изменения диаметров зубчатых
колёс (что достигается уменьшением их чисел зубьев),
либо к упрочняющей зубья коррекции зацепления.
Расчёт на заедание (производится после
геометрического расчёта).
10. Согласно примечанию 1 на стр. 265
установить, требуется ли произвести расчёт
на заедание. Если требуется, то по формуле D)
(стр. 244) или Dз) (стр. 246) определить т
¦Мтах длит
при /<i =
и АГз — lj по формулам
табл. 5 и 6 (стр. 223—231) определить необхо-
необходимые для расчёта на заедание значе-
значения С. С, / и рш ; по формулам A3а) — A3д)
(стр. 264—265) определить значения & и сра-
сравнить их с допускаемым значением & (стр. 265);
учесть примечание 2 на стр. 265.
Определение допускаемых ошибок зубо-
нарезания или зубошлифования.
11. Определить v; по табл. 24 (стр. 280)
определить Дш и ДЛ, а также о72и/ и Ыгк или
Д^д:' Ддя прямозубых колёс определить также
по табл. 24 Д^оши &t0K. Согласно примечанию 9
на стр. 278 определить допускаемые значе.
ния &ЬШ, АР*. 7л и Тя (задаваясь соотноше-
соотношениями между ними), если передача не под-
подвергается притирке или приработке с припи-
ливанием (или с пришабровкой).
Уточнение расчёта (производится в особо
ответственных случаях).
12. По найденным в п. И (или по задан-
заданным) значениям ошибок в шаге и по фор-
формуле B8) (стр. 282) или C0) (стр. 283) опреде-
определить и; учесть примечания 1—4 на стр. 282—
283 или примечания 1—9 на стр. 283; при
расчёте быстроходных колёс (о > 15 м/сек)
по формулам C1) —C1в) (стр.283—284) опре-
определить щ] учесть примечания 1—3 на стр.284;
по формулам B7) и B7а) (стр. 282) опреде-
определить/^; учесть примечания 1 и 2 к этим фор-
формулам.
13. При несимметричном расположении (или
нагружении) зубчатых колёс относительно
опор определить наибольшие действующие на
валы зубчатых колёс нагрузки; по формуле
B4л) или B4м) (стр. 278) определить угол
перекоса шестерни и колеса от каждой на-
нагрузки; определить суммарный угол перекоса у
шестерни по отношению к колесу; учесть
примечания 5 и 9 на стр. 278; по формуле B7а)
(стр.282) при /<2 - 1 определить /?лтах>" учесть
примечание 8 на стр. 27й; по формуле B4з)
(стр. 277) определить 8; учесть примечание 3
на стр. 277; по формуле B4d определить 8;
по одной из формул B4а)—B4в'> (стр. 276—
277) определить тр; по формуле B4) (стр.276)
определить Кг\ учесть примечания 6 и 7 на
стр. 278.
14. По формулам B56) и B5в) (стр. 279)
Т
определить Тэ или -~; учесть примечания 1—4
на стр. 279; по формуле B5а) определить Ыцэш
и N,,
N..
N
или
цэк
по формуле B5)
ЦШ ЦК
определить /C3w и К^к; учесть примечания 5
и 7 на стр. 279 и 281; согласно примечанию 6
на стр. 281 определить KSu.
15. По формуле B2) (стр. 275) определить
коэфициент нагрузки К, и если он значительно
отличается от найденного ранее, то расчёт
по пп. 6, 7, 9 и 11 произвести вновь; учесть
примечание 2 на стр. 246 или примечание 2 на
стр. 247.
16. При малом гш или при ?ш<0, если
НВш > 350, произвести проверку по формулам
A2)—A2в) (стр. 261).
17. Если допускаемую нагрузку лимити-
лимитирует прочность зубьев на изгиб, то при кор-
корригированном зацеплении определить для ше-
шестерни и колеса (или только для шестерни,
если зубья колеса заведомо прочнее) уш кук
и для прямозубых колёс уеш и уек по фор-
формуле A5) (стр. 271), предварительно построив
профили зубьев (стр. 272); при некорригиро-
ванном зацеплении определить уеш и угк по
формуле A5а) (стр. 272); по формуле A4) или
A46) и по формуле A4в) (стр. 270) произве-
произвести поверочный расчёт зубьев на изгиб с учё-
учётом примечаний 1—3 и 8 на стр. 270—271.
ГЛ. Vll]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
289
ЦК)
Т
* hi
после чего руководствоваться примечанием 4
на стр. 270.
Поверочный расчёт (составлен для
случая определения долговечности зубчатой
передачи). Заданы данные для расчёта, пере-
перечисленные на стр. 286—287.
Требуется определить Тш и Тк и запасы
надёжности зубьев на изгиб пш и пк, а также
запас надёжности против заедания.
Определение расчётной нагрузки. Учесть
примечания 1—4 на стр. 276.
1—5. Пункты 1, 2, 3, 4 и 5 поверочного
расчёта соответствуют пп. 1, 2, 12, 13 и 14
проектировочного расчёта с тем исключением,
что в п. 2 требуется определить лишь RC0Ul
и ^сок (Rctu и Rck ПРИ -N4=>107); при прибли-
приближённом расчёте угол f (п. 13) можно опреде-
определить согласно примечанию 2 на стр. 277.
6. По формуле i22) (стр. 275) определить
Кш и %к> п0 одной из формул B1)—B16)
(стр. 275; определить расчётную нагрузку.
Расчёт на контактные напряжения.
7. По формуле D) (стр.244) или Dз) (стр.246)
определить т; учесть примечания 1 и 2 на
стр. 246 и примечания 1 и 2 на стр. 247; по
формулам G) (стр. 244) определить N4tu и
по формулам (8) (стр. 244) определить
и Т
8. См. п. 16 проектировочного расчёта.
Расчёт на изгиб.
9. См. п. 8 проектировочного расчёта.
10. По формуле A4а) (стр. 270) определить
Ки; по табл. 20 или 21 (стр. /7\ и 272) опре-
определить уш и ук; по формулам A46) и A4в)
(стр. 270) определить аиш и аик, учтя приме-
примечания 3 на стр. 270 и 8 на стр. 271; по фор-
формулам B0) (стр. 275) определить пш и пк.
11. См. п. 17 проектировочного расчёта.
Расчёт на заедание.
12. См. п. 10 проектировочного расчёта.
Определение допускаемой на-
нагрузки. Определение коэфициента нагрузки
производится так же, как и при проектировоч-
проектировочном расчёте — по относительным (к М„1а1) зна-
значениям крутящих моментов. I асчёт на контакт-
контактные напряжения производится по формуле Dа)
или Dи) и по формуле F6) (стр. 246).
Расчёт на изгиб и на заедание производится
так же, как и при поверочном расчёте. В особо
ответственных случаях расчёта следует произ-
производить уточнённое определение коэфициента
нагрузки и проверку контактных напряжений
но формулам A2)-A2в) (пп. 12—16 проекти-
проектировочного расчёта).
ОТКРЫТЫЕ ПЕРЕДАЧИ
Особенности расчёта открытых пере-
передач. 1. Расчёт открытых передач (если НВк>
> 150 кг/мм'-) ьа контактные напряжения не
производится. Контактные напряжения сдвига
подсчитываются лишь при необходимости в
расчёте на заедание.
2. При отсутствии значительных перегрузок
и пиковых нагрузок расчёт зубьев открытых
передач на изгиб можно производить по наи-
наибольшему длительно действующему крутящему
моменту Л1тах длит , умноженному на коэфи-
циент качества К4и- В таких случаях для проек-
проектировочного расчёта достаточно знать лишь
vWmax длит, род нагрузки и заданное переда-
передаточное число. При наличии больших перегру-
перегрузок или пиковых нагрузок расчёт следует
производить по крутящему моменту, равному
мтах ^Зи^4и« определяя К3а по форму-
формулам Bi6) (полагая т\ = mt), BГа) (стр. 279),
A1) (стр.259) и B5) (стр. 279), с учётом при-
примечания 6 на стр. 281. Коэфициент качества
можно определять по формулам V2/) и B3а)
или B86) (стр. 282-283).
3. Расчёт зубьев на изгиб удобно произ-
производить по формуле A4) (стр. 270), задаваясь
размерами зубчатых колёс (m, zul, zK и b),
К» 1
принимая —гг = 1 и пользуясь для опрзде-
ления у табл. 20 и 21 или формулой A5). До-
Допускаемые напряжения изгиба следует опреде-
определять согласно указаниям, приведённым в п. 8
на стр. У88.
4. Если qu > 1500 кг/см2 или m > 10 мм,
то при г;>3 м!сек следует произвести расчёт
зубьев на заедание согласно указаниям, при-
приведённым в п. 10 на стр. 2^8; при этом необ-
необходимо учесть замечания 12 и 13 на стр. 269.
5. При работе открытых передач без
смазки долговечность стальных зубчатых
колёс можно определить исходя из того, что на
каждую теряемую на трение в зацеплении лоша-
лошадиную силу с поверхностей зубьев шестерни
удаляется вследствие износа около 1 смъ ма-
материала в час (если передача работает без
заеда ия — см. указание 12 на стр. 269).
Для расчёта долговечности по износу)
смазываемых открытых передач не накоплено
¦достаточного количества опытных данных.
Пример проектировочного расчёта
Пример взят из британского стандарта „Обработанные
зубчатые колёса" D3о—1940).
На фиг. 14 дана диаграмма изменения крутящего мо-
момента на колесе и числа оборотов колеса в течение одного
рабочего цикла. Передача должна быть рассчитана на
30 000 час, работы; / = 7,5 t 5%.
Выбираем: материал шестерни — хромоникелевая сталь
ЗОХНЗА, закалённая с поверхности до Н = 475 кг/мм1'.
—--_
/
/
/
/
t
16,67
38
материал
стальное
колеса — х
эомомарганцовистое
литьё ХГ-Л, нормализованное
(с отпуском); зубья -
занные на
- шевронные,
станке Саикса.
Пк = 51 о5/мин
/?° Я?
— UctOJL
-I7SM-
ч
\
\
\
ч
-4,6
-15,1
-я,
in
IV
наре-
—-
tcek
Фиг. 14. Диаграмма изменения нагрузки по вре>.1ени
для шахтной машины (к примеру расчёта;
Устанавливаем: р =30";
с' =0,3; /оп = 0,У23
и 7о7,=17,5с (так как производство долбяков с более
290
ПЕРЕДАЧИ
[РАЗД. I
выгодными параметрами /оп-=1 и аоп «* 20° ещё не осво-
освоено); ?,уШ=0,3; ?у?=0,74; ъЬш > 85 кг/мм3; а^ш>60 кг/мм";
"Ьк ^ 7^ кг/мм*; Зуд > 35 кг/мм*.
Расчёт (по приведённой на стр. 287—288 методике).
1. Мн ¦=Л'тах"'40 тж; ^'= 1*
2. За время работы зубчатых колёс более нагружён-
нагружёнными сторонами зубьев:
25,5 • 16,67+51 • 114
СРк 16,67 + 114
16,67+114
=46,8 об/мин;
Т - 30 000
- - 23 300 час;
175,66
lm «= 60 • 46,8 • 22 300 = 62,5 • 10»;
ЛГМШ=62,5 • 10» • 7,5 - 468 • 10».
Принимаем ЛГчш=250 • 10».
Rctu - 6,4 • 475
250'• 10»
— 1780
По табл. 15 RCK=\2$Q кг/см3. Предполагая, что ше-
шестерня и колесо будут притираться в паре, увеличиваем
Кск на 25°/0. Кроме того, предполагая, что Л^Л-Х
X (^1А'з«-K< 107> согласно замечанию 2 на стр. 260 уве-
увеличиваем RCK ещё на 25° 0. Таким образом RCK =
-=1250 • 1,25* = 1950 кг!см". Предполагая, что / зш < K%Kt
за расчётное значение Rc принимаем RCK.
3. Полагая, что допускаемые ошибки в окружном шаге
будут выбраны в 2 раза меньшими, чем по табл. 25,
уменьшаем коэфициент С в V 2 раз.
1 A100,2 „ 1 ПШ)\2
4. -j =0,4; -~ - 0,5 • 0,4 • G,5 + 1) =1,7.
Исходя из симметричного расположении зубчатых ко-
колёс относительно опор, принимаем у=0.
6=-1 + 0,1 • 1,72 = 1,29.
Al!=40 тм; Г,=16,67 сек.; Л!-=25,5 об/мин;
Ж/7]=27,4 тм; Л1п2=0; 7 = 114 сек.; яа=51 об/мин;
27 4
tiii — 1; /пл1= . -=0,685; т/;2=0;
,_ 16,67 25,5
'» Ж67+ 114 46,8 U>Ob9>
t .. 114 JL.0 95-
h 16,67 + 114 46,8 ' '
О Q1?
0,069 + -, • 0,685*
О
0,069 + —¦. 0,685
=0,55;
5. Ф = \ -
Ка = 1,29 • A — 0,55)+0,55 = 1,13.
1
= 0>22; тР ф**°& • 0,22=0,12;
11~1: тпГ1~ 1,16"- 0,12 =0J:
22300 • Го,О69 + -~ ¦ @,7а+0,042) • @,7+0,04I
=3500 час;
"вж-60 • 46,8 • 3500=9,8 • 10»;
3/~9 8 • 10е
следовательно, Лз&~"|/ —т~—— 0,993.
- 9-8 * 10° • 7,5=73,5 ¦ 10»;
_ 1780 ^
Так как —z=- >
/065
3,5 • 10s
250 • 10»
1950
= 0,665.
•/0,665 /0,993
жение Rc -= 1950 кг/см^ выбрано правильно.
, то расчётное напря-
напряПри расчёте на изгиб т. °= 1; т=1
0,75;
1 - 0,685
1,41 — 0,12
Тэи «22 300 ¦ @,069 + 0,95 ¦ 0,75»)= 3100 час;
пза ~ m • А6<8 • 310° - 8>7 • 108; следовательно, К
При работе зубьев в обратную сторону
16,67
1; Г=30 000
17,1
175,66
0,43;
1710 час;
лэм=60 • 25,5 • 17 = 26 000;
9 ^^-о.бв.
6. АГ—1,13 - 1,16=1,31;
40 000 ¦ 1,31
716,2
об/мин.
73
50 • 7,5 / 0,4 • 0,923
г
=154 см.
Принимаем (стр. 301) Л=»1600 мм и &=640 мм.
8. 5lw = 1,1; 51к=1,3; 5", = 1,2; ^-1,1;
а_1ш=0,25 • (8500+6000) + 500 = 4125 кг/см*
Т\ш= 1+0,00006 • 4125 - 1,25;
о_1л. = 0,25 • G000+3500)+Б00=3125;
Т1к =1+0,00006 • 3125=1,19.
При остаточном напряжении после поверхностной
закалки зубьев шестерни зосто»2500 кг/см3;
Т2ш =
26С0
~8500
= 1,42; Т2к - 1;
пш = 1,2 • 1,13 • 1,05 • 1,25 ¦ 1,42 = 2,98;
пк = 1,3 ¦ 1,2 • 1,12 • 1,05 • 1,19 = 2,36.
При s-t « 2mn и г; ~ О,3ти„
а = _^_L__ . (i-j. 0,15 • ?-) = 2,08.
У 0,923 ^ О-3/
Принимаем а = 2,08, ?зш = а = 2,08 и kZK — 0,9 а = 1,87.
2 • 4125
-ЮЗОяг/дк3;
2,98-2.08
670
1,52 • 1080 ¦ 670
1080 + A,52 - 1) • 670
1
11 = 066 =
— 770 кг!см;
1,52;
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
291
2 • 3125
-1140 кг/см*;
3125
2,36 • 1,87
— 710 кг/лк»; RUK — 810 кг1см*.
177С кг
( г
770 • G,5+1) • 0,866 l_._3
'" 7'5 ' 1.5
Так как RUK ук > /?цм уш, то расчёт зубьев колеса
на изгиб излишен. При суммарном числе зубьев гс —198
имеем гш= 24; гк = 174; г = 7,25; т5 ¦= 16 мм (стр. 301).
При гш = 24 и р = 30° по табл. 21 (с учётом того, что
/ол- 0.923)
-Уш
146, т. е. имеется некоторый дополни-
дополнительный запас на случай снижения механических свойств
у корня зуба при поверхностной закалке.
? 1600
10. г = 1770 кг см"; йш = -=~~ = 387,88 мм; йк -
"* 7,2о +1
= 2 • 1600 - 387,88 = 2812,12 мм;
Ritu + RiK = 0,5 • B4 + 174) . 16-16 • B • 0,8 + 2 • 0,3 -
-1,04} = 1565,44 мм;
2 0,8+0,3
Dilu = 24 - 16-2 • 16 @,8+0,3 -0,3) - 358,4 мм,
DiK-2- 1565,44-358,4 = 2772,48 мм;
.» 387,88-358,4 ,, _.
h =• —-— = 14,74 мм;
ш 2
к 2
Л„. - 29,8-14,74=15,06 мм; й„-29,8 — 19,27 - 10,53 мм;
coso_5
sin as - 0,3669.
15,06
^ - 0.9302634; .,-2
34,44 мм;
10,53 h / /2812,12 03669V 4Bl^iH A _
K ~ 2 ' {У \ 10,53 ' J \ 10,53 + )
_ ifl?!-— ¦ 0,3669 = 29,25 jkjk;
1U,5o J
= 387,88-Ojgg = 71Д лл; 03m^ _ 03 _ 16_4>8 jicj|.
i = 34,44-4,8 - 29,64 мм; l' ¦= 29,25-4,8 ^= 24,45 мм;
ш к
- 1,21;
71.
7,25-7U
- 1,155;
(l I 29'64) fl 29'64
V1+ 71,1 J I 7,25 - 71.1
С - 1Э2 - 0 1 V A77(Y 51 • (?'25 +17" - 20 1-
»ш= 29,4 V1,21-
2,445
7,11
-—.= 43°
7,25 • 7,11
- 29,4-/l,155-
2,964
7,25-7,11
- 43°.
Для среднескоростных зубчатых колёс с незакалёнными
зубьями допускается 8 = 80°.
„ к- 174- 16-51 пл
"• р йббТбб- - 7>4
лш . 0,5 • @,1 • 24 + 5) • 16 = 60 микрон;
Дк -= 0,5 • 0,6 ¦ 16 • 24 = 115 микрон.
12-17. Ввиду того что влияние перекоса зубчатых колёс
и динамические нагрузки определены по уточнённым за-
зависимостям, дальнейшего уточнения расчёта производить
не требуется.
Точность зубчатых колёс в связи с их
расчётом и эксплоатационными качествами
Значение точности зубоофработки и точ-
точности сборки зубчатых колёс. Точное из-
изготовление и точная сборка зубчатых колёс
необходимы для того, чтобы избежать: а) из-
излишнего шума зубчатой передачи; б) недо-
недопустимых дополнительных динамических нагру-
нагрузок на зубья, валы, подшипники и т. д.;
в) преждевременного выхода из строя зубча-
зубчатых колёс вследствие динамических нагрузок,
неполного контакта зубьев или чрезмерного
нагрева передачи.
Основная причина шума зубчатых передач
и возникновения динамических нагрузок на
зубья заключается в том, что при нарезании,
шлифовании или окончательной доводке зуб-
зубчатых колёс возникают такие ошибки в располо-
расположении профильных поверхностей зубьев
(в шаге и в профиле зубьев), которые при
равномерном поступательном движении сопря-
сопряжённой с зубчатым колесом точной (эталонной)
рейки (или при равномерном вращении эта-
эталонного зубчатого колеса) приводят к его не-
неравномерному вращению. Эти ошибки являются
причиной неравномерности передаточного чис-
числа зубчатой передачи и в то же время не
влияют на величину зоны касания зубьев (при
медленном вращении зубчатых колёс). В связи
с этим они не устраняются в результате ста-
станочных доводочных процессов (шевингования,
притирки и т. п.) или приработки и притирки
в паре, за исключением тех случаев, когда при
доводке больше металла снимается на участ-
участках с положительными (от тела) отклонениями
действительных поверхностей зубьев от теоре-
теоретических. Например, притирка в паре при та-
таких условиях, когда положительные ошибки
в шаге вызывают дополнительную закрутку
соединения между шестерней и приводным ва-
валом (и притом такую, которая приводит к
значительным дополнительным нагрузкам на
зубья), может привести к уменьшению ошибок
в шаге, а следовательно, и шума передачи.
Накопленные ошибки в шаге, в сочетании
с местными ошибками в профиле на участке
одного окружного шага, приводят при работе
зубчатых передач к крутильным, поперечным
и осевым колебаниям зубчатых колёс и связан-
связанных с ними деталей. При резонансе или близо-
близости к резонансу этих колебаний динамические
нагрузки и шум зубчатых передач могут
292
ПЕРЕДАЧИ
[РАЗД. I
оказаться недопустимыми, даже при относи-
относительно небольших погрешностях.
Резонанс крутильных и поперечных колеба-
колебаний возникает при совпадении с частотами
собственных колебаний:
а) числа оборотов любого из зубчатых
колёс пары;
б) числа зацеплений;
в) числа циклов ошибки в окружном шаге
любого из зубчатых колёс пары; это число
циклов обычно равно произведению из числа
оборотов зубчатого колеса на число зубьев
делительного колеса станка, на котором на-
нарезалось или шлифовалось данное зубчатое
колесо (или на котором нарезалось само дели-
гельное колесо);
г) числа циклов накопленной ошибки в шаге
любого из зубчатых колёс пары; это число
циклов может быть равно частному от деления
числа оборотов зубчатого колеса на отношение
его числа оборотов при нарезании или шлифо-
шлифовании к числу оборотов любого из зубчатых
колёс кинематической цепи зуборезного или
зубошлифовального станка (при нарезании дол-
бяком — также к числу оборотов долбяка),
накопленные ошибки или ошибки в посадке
которых передаются в той или иной мере на
нарезаемое колесо.
Кроме указанных резонансных частот 1-й
гармоники, могут быть также резонансные
частоты 2-й, 3-й и т. д. гармоник. Отсюда
видно, как много имеется частот (основных и
их гармоник) вынужденных колебаний зубча-
зубчатых колёс из-за неточного их изготовления.
Вследствие упругости зубьев, поперечной и
крутильной упругости валов и т. д. могут воз-
возникать собственные колебания зубчатых колёс
и связанных с ними деталей или лишённых
рёбер участков корпуса передачи также с мно-
многими различными частотами. В связи с этим
трудно избежать, особенно в быстроходных
передачах, резонанса колебаний или близости
их к резонансу из-за неточности зубчатых
колёс. Поэтому необходимо стремиться изго-
изготовлять быстроходные зубчатые колёса с та-
такой точностью в шаге и в профиле зубьев,
при которой даже при резонансе колебаний
шум и динамические нагрузки не были бы
чрезмерными. В среднескоростных передачах
для этой цели обычно бывает достаточно не
допускать больших местных накопленных оши-
ошибок и кратности zk и Zut.
Технологически достижимый в настоящее
время уровень точности изготовления зубчатых
передач нашёл отражение в ГОСТ 1643-46 на
допуски цилиндрических зубчатых передач,
в котором зубчатые колёса по точности раз-
разбиты на четыре класса.
В зубчатых передачах, работающих с высо-
высокими числами оборотов зубчатых колёс в ми-
минуту, может возникать большой шум, вызывае-
вызываемый изменением деформации зубьев в процессе
зацепления, происходящим вследствие измене-
изменения длины контактных линий. С целью умень-
уменьшения этого шума косозубые и шевронные
быстроходные мелкомодульные передачи сле-
следует выполнять с кратной осевому шагу рабо-
рабочей шириной зубчатых колёс (или шириной
полушеврона — в шевронных передачах).
Ошибки в направлении зубьев, перекос и
непараллельность осей зубчатых колёс и под-
подшипников в корпусе передачи (а у косозубых
и шевронных колёс и ошибки в основном шаге)
приводят к неполному контакту зубьев. По-
Поскольку достижение требующегося начального
контакта зубьев при сборке или доводке зуб-
зубчатых колёс представляет значительные за-
затруднения, необходимо изготовлять с высокой
точностью и эти элементы зубчатых пере-
передач.
Отклонения толщины зуба или глубины
захода инструмента и-межцентрового расстоя-
расстояния должны быть такими, чтобы боковой зазор
в собранной зубчатой передаче не был слиш-
слишком большим или слишком малым. За исключе-
исключением передач, работающих с неравномерностью
хода, вызываемой внешними причинами (на-
(например, при приводе от двигателя внутреннего
сгорания), или передач с реверсивной нагруз-
нагрузкой (или с переключением в коробках передач),
боковой зазор не оказывает влияния на работу
передачи [14], и допускаемые пределы его из-
изменения, а следовательно, и допуски на тол-
толщину зубьев или глубину захода инструмента
могут быть выбраны несколько большими, чем
установлено в ГОСТ 1643-46. При нарезании
по методу деления ошибки в толщине наре-
нарезаемых зубьев отражаются на их профиле и
шаге, и поэтому толщина зубьев в данном
случае, а также наружный диаметр заготовки
(если он является базой для измерения тол-
толщины зубьев) должны выдерживаться с боль-
большей точностью.
Допуски на межцентровое расстояние и на
диаметры окружностей выступов зубчатых
колёс, даже если эти окружности и не являются
базой для измерения толщин зубьев, должны
быть достаточно жёсткими, особенно в косо-
косозубых и шевронных передачах, чтобы избежать
чрезмерного сокращения длины зацепления.
Допуски на размеры элементов зацепле-
зацепления зубчатых колёс и корпусов. При нареза-
нарезании тихоходных и среднескоростных зубчатых
колёс индивидуального производства (стр. 213)
обычно измеряется лишь толщина зубьев или
глубина захода инструмента. Только при наре-
нарезании быстроходных зубчатых колёс индиви-
индивидуального производства измеряются ещё и
ошибки в шаге (основном — у прямозубых,
окружном — у косозубых и шевронных колёс)
и накопленная ошибка в шаге. Однако допу-
допускаемые ошибки в шаге следует назначать так-
также и для тихоходных и среднескоростных зуб-
зубчатых колёс с целью облегчить выбор (но точ-
точности) зубообрабатывающих станков и инстру-
инструмента.
При нарезании зубчатых колёс в массовом
производстве обычно выполняются все про-
проверки (основные или заменяющие), указанные
в ГОСТ 1643-46, за исключением проверок точ-
точности профиля, окружного шага, направления
зубьев и проверок на непараллельность и пе-
перекос осей, которые производятся в редких
случаях (см. т. 5, стр. 76—84).
Для прямозубых колёс в массовом произ-
производстве, помимо проверки основного шага,
точность которого при нарезании определяется
точностью зуборезного инструмента, рекомен-
рекомендуется производить также проверку и окруж-
окружного шага, точность которого зависит от точ-
точности зуборезного станка. У ответственных
шлифуемых колёс рекомендуется, кроме того,
проверять профиль зубьев (при d<400 мм).
Накопленную ошибку в шаге (местную или
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
293
наибольшую) рекомендуется проверять лишь
у быстроходных колёс.
При назначении допусков на окружной
шаг или профиль для прямозубых, косозубых
и шевронных колёс, на основной шаг для прямо-
прямозубых колёс, а также допускаемой накоплен-
накопленной ошибки в шаге рекомендуется руководство-
руководствоваться табл. 24. Следует иметь в виду, что
указанные в табл. 24 значения &t0 и Д приво-
приводят к высоким динамическим нагрузкам, дости-
достигающим величин полезных нагрузок. Поэтому
в тех случаях, когда это возможно (например,
для тихоходных передач), рекомендуется вы-
выбирать меньшие допускаемые ошибки, чем
приведённые в табл. 24. При нарезании по
методу обката допуски на толщину зуба или
глубину захода инструмента рекомендуется вы-
выбирать из табл. 28 [14].
в системе вала (или при скользящей посадке —
в системе отверстия). Для тихоходных и
среднескоростных прямозубых колёс можно
брать в 1,5 раза большие значения — ADewu и
—АОенк, а при измерении толщины зубьев по
общей нормали — в 2 раза большие. Действи-
Действительная кривая, проходящая через выступы
зубьев, не должна выходить за пределы
удвоенного поля допуска на диаметр окружно-
окружности выступов. На этом основании можно
назначать допускаемое биение по окружности
ADeH
выступов, принимая его равным ——-. Для
ответственных колёс больших размеров сле-
следует назначать также допускаемое радиаль-
радиальное биение по шейкам вала и торцевое бие-
биение [14].
Таблица 28
А
У-
и
о
а
о
X
Окружная
в м\сек
>з
<з
Допускаемые отклонения
\ Крутящий
\ момент
От- \
клонения \
Верхнее
Нижнее
Верхнее
Нижнее
толщины зуба и глубины захода инструмента
Допускаемые отклонения
толщины зуба
Нереверсивный **
— [15тл B+60)+40]
-[0,8/»и B+60)+200]
-[0,2 тп B+60) +40]
-[отл B+60)+250]
в микронах As
Реверсивный ***
-[0,1та B+60L 25]
-[0,4 тп B+60)+ 100]
-[0,15та B+60)+25]
-[0,5тп B+60) + 125]
глубины захода инструмента ДА при а я=20°
в микронах *
Нереверсивный **
0,2 тп B+60L 55
l,lmn B+60)+280
0,28отл B+60) + 55
1,4тд B+60)+350
Реверсивный ***
0,14 тп B+<Ю)+35
0,55 тп B+ 60)+ 140
0,2 тп B+60) +35
0,7тл (z+6O) + 17O
¦ 20° значения Д h должны быть умножены на
¦При «ол-
** Если 2 > 200, то принимать 2=200.
*** Если 2 > 300, то принимать 2-300.
Если зубчатые колёса притираются, то ниж-
нижнее отклонение толщины зуба следует выбрать
с учётом припуска на притирку. Допускаемые
отклонения межцентрового расстояния в кор-
корпусе передачи (в микронах) можно принимать
равными:
ААе = 25тп + 50 микрон;
ААН = — {Ьтп + 10 микрон),
где тп — нормальный модуль в мм.
Верхние отклонения в диаметре окружно-
окружности выступов шестерни и колеса рекомен-
рекомендуется брать раВНЫМИ нулю (ADeetu = ADeerc "
= 0), а нижние — определять по формулам
(для косозубых и шевронных колёс незави-
независимо от того, является ли окружность высту-
выступов базой для измерения толщины зубьев или
нет):
АОенш - — -J^+350 микрон,
1+УТ
tg
округляя полученные значения до ближайших
по стандартам на допуски и посадки для вала
Если зубчатые колёса могут быть подвер-
подвержены действию вибрационного внешнего кру-
крутящего момента, превышающего полезный (что
может иметь место при приводе от двигателя
внутреннего сгорания, если не принято мер,
исключающих возможность возникновения
больших резонансных нагрузок), либо частым
переключениям на ходу в коробках передач,
то допуски на толщину зуба или глубину за-
захода инструмента, на межцентровое расстоя-
расстояние и на диаметры окружностей выступов, г
также допускаемые биения этих окружностей
рекомендуется назначать по ГОСТ 1643-46.
То же относится и к передачам для механиз-
механизмов, требующих большой точности передаточ-
передаточного числа или малой величины мёртвого хода.
Допускаемые отклонения угла наклона
зубьев по начальному цилиндру шестерни и
колеса, а также допускаемые перекос и непа-
непараллельность осей в корпусе передачи могут
быть определены по формулам B4е) (стр. 277)
и B4н) (стр. 278), если положить, что при
Y^Yj. коэфициент 6 не должен быть больше
1,6, т. е. что зубчатые колёса под полной на-
нагрузкой будут (при отсутствии перекоса по
другим причинам) зацепляться по всей ширине.
294
ПЕРЕДАЧИ
[РАЗД. I
Такой расчёт в среднем приводит к следую-
следующим значениям допускаемых ошибок в напра-
направлении зубьев шестерни и колеса 8ЬШ и ЪЬк, пе-
перекоса осей Ьу и непараллельности осей Ъх, вы-
выраженных в микронах на длине, равной ширине
/ Ь N
зубчатых колёс Ъ ( -~- — для шевронных
ЪЪШ = ЪЬк = Ьу - 0,58л: - 0,02dw (щ^-) микрон,
где йш — диаметр шестерни в мм; т — кон-
контактное напряжение сдвига при работе зуб-
зубчатых колёс под полной нагрузкой в кг/см2.
Во второй редакции британского стан-
стандарта на обработанные цилиндрические зубча-
зубчатые колёса D36—1940) допуски на элементы
зацепления значительно изменены [14] по срав-
сравнению с первой редакцией [П]. В США в 1941 г.
опубликован стандарт общества изготовите-
изготовителей зубчатых колёс на допуски цилиндриче-
цилиндрических зубчатых колёс [14].
Фланкирование зубьев. В тех случаях,
когда динамическая нагрузка, вызываемая
ошибками в основном шаге прямозубых колёс,
определяется значением, полученным по фор-
формуле B8) (стр 282), т. е. когда примечания
1 и 2 к этой формуле не имеют силы, прямые
некорригированные или высотнокорригирован-
ные не укороченные зубья полезно фланки-
фланкировать, тем самым переводя ошибку в основ-
основном шаге в ошибку в профиле. Последняя в
'анец закругления
Фиг. 15. Фланкированный контур зуба основной рейки
(по ГОСТ 3058-45; параметры фланкирования рекомен-
рекомендуемые).
этих случаях вызывает меньшую динамиче-
динамическую нагрузку, нежели ошибка в основном
шаге. По ГОСТ 3058-45 рекомендуется при-
принимать: фланкированный участок профиля
зуба основной рейки прямолинейным (фиг. 15),
высоту фланкированного участка — равной
0,45 т, и угол фланкирования — по таблице:
большую глубину фланка (наибольшее откло-
отклонение фланкированного участка зуба основ-
основной рейки от нефланкированного) — не больше
До (если нет опасности заедания).
Косые и шевронные зубья фланкировать
не рекомендуется (за исключением косозубых
колёс автомобильного или турбинного типа,
когда фланкированием преследуется цель сни-
снижения шума). Во многих случаях можно
ограничиться фланкированием, автоматически
получающимся при нарезании нормальным
зуборезным инструментом, профилированным
по одному из принятых на практике прибли-
приближённых методов профилирования [14].
Трение в зацеплении, нагрев
и охлаждение цилиндрических
зубчатых передач
Коэфициент полезного действия цилин-
цилиндрической зубчатой передачи. Коэфициент
полезного действия цилиндрической зубчатой
передачи определяется по формуле
C4)
где y]j — коэфициент, учитывающий потери в
зацеплении; тK — коэфицлент, учитывающий
потери в подшипниках; %—коэфициент, учи-
учитывающий потери на разбрызгивание и раз-
размешивание масла.
О потерях в подшипниках качения и сколь-
скольжения смотри гл. VIII.
Потери на трение между зубьями. Коэ-
Коэфициент, учитывающий потери на трение в
зацеплении, определяется по следующей фор-
формуле:
1
cos as cos j
1 (Vi\
d,,, d^ I I,,. + I.
где / — коэфициент трения скольжения между
зубьями; as — угол зацепления в торцевом се-
сечении; р — угол наклона зубьев по начальному
цилиндру; dw и dK — диаметры начальных
окружностей шестерни и колеса (знак минус —
для внутреннего зацепления); (ш и /^—уча-
/^—участки зацепления головок зубьев шестерни и
колеса, определяемые по формулам, приведён-
приведённым в табл. 6 (стр. 230).
В формуле C5) не учтена неравномерность
распределения нагрузки по контактным ли-
линиям косых и шевронных зубьев. При при-
Класс точности
Угол фланкирования а , ....
1
!—1.75
3°
2—3,75
1°2О'
4—ю
i°
2
I-I.75
3°2О'
2-3,75
2°
4—2О
1°2О'
3
I—',75
4°3°'
2-3,75
3°2О'
4—20
2°
4
I—2O
О*
Если фланкированный участок зуба основ- ближённом учёте этой неравномерности для не-
ной рейки выбирается прямолинейным, то угол корригированного зацепления или при такой
фланкирования а^ (угол наклона фланкиро- коррекции (угловой), когда полюсная линия
ванного участка к нефланкированному) еле- находится вблизи середины зуба,
дует брать не больше l/ ——-.— , а наи %-1
2d,,.sinct '
ГЛ. Vll]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
295
где е5 — коэфициент перекрытия в торцевом
сечении (см. табл. 6); гш и zK —числа зубьев
шестерни и колеса.
Числовой коэфициент 2 в формуле C5а)
верен для прямозубых колёс и для первого
периода работы косозубых и шевронных колёс,
коэфициент 5 — для приработанных тихоход-
тихоходных косозубых и шевронных колёс; для бы-
быстроходных колёс этот коэфициент следует
брать в пределах от 2 до 3.
Если в результате коррекции зацепления
полюсная линия будет расположена вблизи
вершины зуба, то потери на трение возрастут
в 3—4 раза по сравнению с определёнными
по формуле C5а).
Коэфициент трения скольжения между
зубьями. По экспериментальным данным Ба-
Бакингема [32] и [33], коэфициент трения сколь-
скольжения между смазанными зубьями умень-
уменьшается с уменьшением скорости скольжения;
при средней скорости скольжения vCk ср ¦=
-2 м/сек /=0,04, а при vCKCp= 0,5 м/сек /=
-0,02. В опытах Нисихара [63], производив-
производившихся на машине Амслера (табл. 9а, стр 249)
с увеличением скорости скольжения (в ре-
результате уменьшения п} — см. табл. 9а) до
значения, при котором удельное скольжение
составляло около ^Ь ^>2> коэфициент трения /
повышался до 0,15 (несмотря на полное
отсутствие износа после некоторой прира-
приработки роликов); дальнейшее же увеличение
скорости скольжения не отражалось на вели-
величине /.
По опытам Дитриха [34], производившимся
с прямозубыми колёсами (гш = zK - 25; т = 5 мм)
при окружной скорости не свыше 2 м/сек и
при небольших нагрузках, значения / для тон-
кошлифованных зубьев в среднем получились
равными 0,07—0,09, для грубошлифованных—
0,11—0,12. В процессе зацепления одной пары
зубьев при вязкой смазке коэфициент трения
несколько возрастал с увеличением скоро-
скорости скольжения и понижался с её уменьше-
уменьшением, при маловязкой смазке он оставался
неизменным. С возрастанием вязкости смаз-
смазки (при рабочей температуре) до 100° по Эн-
глеру и выше коэфициент трения снижался
до 0,04 — 0,06. Увеличение числа оборотов
также приводило к снижению коэфициента
трения.
Ввиду противоречивости имеющихся дан-
данных, в ЦНИИТМАШ С. И. Яцкевичем были
проведены опыты по определению коэфициента
трения на цилиндрических роликах при раз-
различных числах оборотов, различной скорости
скольжения, смазке и нагрузке [28]. Измене-
Изменение скорости скольжения при данной сумме
окружных скоростей vc сравнительно слабо
отражалось на величине /. При смазке авто-
автолом с олеиновой кислотой (которая в коли-
количестве около 2о/о по весу была добавлена с
целью избежать заедания при больших ско-
скоростях скольжения) и при /?с = 2000 кг/см*
коэфициент трения / изменялся в пределах
от 0,05 до 0,07, уменьшаясь с возрастанием
vc (от 1 до 8 м/сек); при смазке лёгким ма-
машинным маслом он изменялся в пределах, со-
соответственно, от 0,07 до 0,1.
По опытам автора (не опубликованным), из-
изменение нагрузки не приводило к существен-
существенному изменению коэфициента трения между
хорошо приработанными роликами (/д= 0,07 —
при смазке турбинным маслом), но на его ве-
величине сильно отражался сорт смазки.
В связи с тем, что опыты Бакингема произ-
производились с зубчатыми колёсами при неуста-
неустановившемся режиме скоростей ^силы трения
определялись по замедлению вращения двух
пар зубчаток, нагружённых „замкнутым спо-
способом", после отключения привода), более на-
надёжны результаты опытов Яцкевича и Дитри-
Дитриха. согласно которым коэфициент трения между
зубьями следует выбирать в пределах от 0,05
до 0,15 в зависимости от гладкости поверх-
поверхностей, окружной скорости зубчатых колёс и
вязкости смазки. С увеличением окружной
скорости и вязкости смазки коэфициент тре-
трения уменьшается. При средних условиях наи-
наиболее вероятно значение / в пределах от 0,07
до 0,1.
При работе без смазки коэфициент трения
стальных дисков (при испытании на машине
Амслера с 10%-ным и большим скольже-
скольжением) достигает 0,7—0,8.
Потери мощности на разбрызгивание и
размешивание масла (на „барботаж"). Вви-
Ввиду отсутствия достаточных опытных данных
по потерям на разбрызгивание и размешива-
размешивание масла, имеется возможность указать лишь
весьма приближённую формулу для определе-
определения этих потерь (для одного зубчатого колеса,
погружающегося в масляную ванну на высо-
высоту зубьев):
C6)
N - 0,001 v0K В У Е° —
где А/ — передаваемая мощность в л. с; v0K —
окружная скорость окунающегося зубчатого
колеса в м/сек; В — ширина окунающегося
зубчатого колеса в см; Е° — вязкость смазки
в градусах Энглера при рабочей температуре;
zc—сумма зубьев шестерни и колеса.
При струйной смазке можно принимать
N-
лкс\\ ьЛ/ Е
А/
C6а)
где v — окружная скорость зубчатой пере-
передачи в м/сек; h — ширина зацепления в см.
В быстроходных передачах потери сильно
возрастают с уменьшением зазоров между
зубчатками и корпусом.
Расчёт зубчатой передачи на нагрев.
Количество выделяющегося в передаче тепла
в ккал/час определяется по формуле
0-632,2A-
C7)
где Neui — мощность в л. с, получаемая пере-
передачей.
Количество тепла в ккал, отводимое по-
поверхностью передачи в течение 1 часа, опре-
определяется по формуле
01 = k (^ —12) Sh C7a)
где k — коэфициент теплопередачи корпуса
зубчатой передачи в ккал/м%- час -град; tx —
температура смазки в °С; t% — температура
296
ПЕРЕДАЧИ
[РАЗД. 1
окружающего воздуха в °С; S^ — поверхность
охлаждения корпуса передачи в м'2.
Значение коэфициента k следует брать от
7,5 до 15 ккалш'час-град.
Большее значение k допустимо принимать
при благоприятных условиях циркуляции воз-
воздуха вокруг корпуса передачи и масла в мас-
масляной ванне (хорошая естественная вентиля-
вентиляция; обдувание вращающимися вблизи частями;
незапылённость коопуса; отсутствие рёбер
внутри корпуса, препятствующих циркуляции
масла; интенсивное движение масла; малая
вязкость масла и т. п.). Температура масла tv
обычно принимается равной 60—65°. Наиболь-
Наибольшая температура масла не должна превы-
превышать 80°. Температура окружающего воздуха
указывается в задании на проектирование
передачи (обычно /2 = 20°).
Под поверхностью охлаждения передачи S\
понимается только та часть наружной поверх-
поверхности корпуса передачи, которая внутри омы-
омывается или обрызгивается маслом, а снаружи
обдувается свободно циркулирующим возду-
воздухом. При подсчёте этой поверхности можно
учитывать 50% поверхности рёбер и бобышек.
При благоприятных условиях отвода тепла
через основание корпуса передачи следует
учитывать также и эту поверхность. По иссле-
исследованиям Г. В. Карпенко [20], через днище
и фундаментную плиту в некоторых случаях
рассеивается до 40и/0 тепла.
Если <?><?,, то разность Q — @, должна
быть отведена посредством искусственного
охлаждения (змеевик, вентилятор, охладитель).
При наличии вентилятора k можно увеличить
на G-ч-15) i/0/o (на больший процент — для
более быстроходных передач), где v — средняя
(по поверхности охлаждения) скорость дви-
движения воздуха в м/сек.
Смазка цилиндрических зубчатых
передач.
Условия эффективной смазки зубчатых
передач. Система смазки зубчатой передачи
должна быть выбрана такой, чтобы: а) обеспе-
обеспечивалось достаточное покрытие рабочих по-
поверхностей зубьев и подшипников масляным
слоем; б) отводилось столько тепла, обра-
образующегося между рабочими поверхностями,
сколько требуется для предотвращения их
чрезмерного нагрева; в) смазочная среда не
оказывала чрезмерного сопротивления враще-
вращению зубчатых колёс.
Смазка открытых и полуоткрытых пе-
передач. Корытная смазка применяется
для ответственных тихоходных полуоткрытых
передач при окружной скорости до 1—1,5 м/сек.
Корыто монтируется под одним из зубчатых
колёс пары в таком положении, чтобы часть
зубьев окуналась в масляную ванну, напол-
наполненную вязким и липким маслом.
Ручная смазка применяется для смазки
открытых передач (при окружных скоростях
до 4 м/сек). Мазь или очень вязкую жидкую
смазку наносят на зубья лопаточкой или щёт-
щёткой либо, для ответственных передач, в разо-
разогретом состоянии периодически поливают на
зубья с помощью маслёнки или ручного пресса.
При непрерывной работе зубчатой передачи
смазку наносят или поливают на зубья обычно
один или два раза в смену. Однако для тяжело
на-ружённых передач, работающих с повы-
повышенными окружными скоростями, может по-
потребоваться более частая смазка зубчатых
колёс. Зубья следует смазывать тем чаще и
тщательнее (для избежания их задира), чем
больше нагрузка и окружная скорость и чем
более склонны к задиру зубья при данной ком-
комбинации материалов зубчатых колёс (стр. 265).
Капельную смазку выгодно приме-
применять только в тех редких случаях, когда из-
изготовление кожуха для масляной ванны либо не-
невыполнимо из-за недостатка места, либо тре-
требует затрат, не окупающих расходов, связан-
связанных с потерей смазки при отсутствии кожуха.
В тех агрегатах, в которых имеется цен-
центральная система смазки мазями —
ручная или автоматическая, — открытые зубча-
зубчатые передачи можно смазывать от этой системы.
Смазка закрытых передач. Смазка
набивкой мази (например, противозадирной)
в масляную ванну часто применяется для
тяжело нагружённых передач автомобильного
типа.
Смазка окунанием зубьев в жидкую
масляную ванну может применяться при окруж-
окружных скоростях до 12—15 м/сек, а при непро-
непродолжительной периодической работе — и при
больших скоростях. При окружных скоростях
свыше 15—20 м/сек всё масло, находящееся
выше нижней точки окунания зубьев, обычно
превращается в пену, которая в состоянии
отвести образующееся в зацеплении тепло
только при небольших мощностях (не свыше
15 л. с. на 1 си ширины зацепления пары
зубчатых колёс в зубчатых передачах средних
размеров). Зубчатые колёса должны погру-
погружаться в масляную ванну на глубину от 0,75ft
до h, где h — высота зуба, но не менее чем
на 10 мм. Крупномодульные зубчатые колёса
(т > 20 мм) при очень высокой вязкости
смазки достаточно погружать на половину
высоты зуба.
Для того чтобы в многоступенчатых пере-
передачах тихоходные колёса не погружались в
масляную ванну слишком глубоко, быстроход-
быстроходную передачу необходимо смазывать с по-
помощью специального устройства (от масляного
насоса; от паразитного текстолитового колеса,
Фиг. 16.
сцепляющегося с быстроходным колесом и
окунающегося в масляную ванну, и т. п.).
Смазка окунанием со специальной кон-
конструкцией масляной ванны применяется и в
быстроходных передачах типа турбинных
(фиг. 16).
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
297
Подшипники качения при смазке зубчатых
колёс окунанием смазываются либо мазями,
которые вводятся в изолированные от масля-
масляной ванны (например, маслоотражательными
шайбами) подшипниковые камеры, либо мас-
маслом из масляной ванны, которое попадает в
подшипниковые камеры в результате разбрыз-
разбрызгивания, образования масляного тумана и рас-
растекания по валам, а иногда подаётся туда
по специальным желобам со скребков или из
маслоуловителей. Последний способ иногда при-
применяется и при смазке подшипников сколь-
скольжения. Набрызгивание масла в маслоулови-
маслоуловители осуществимо при окружной скорости
свыше 3 м/сек.
Емкость масляной ванны для одноступен-
одноступенчатых передач должна выбираться такой, чтобы
на каждую передаваемую лошадиную силу при-
приходилось от 0,25 до 0,5 л масла (большие
значения — при более вязком масле). Чем
выше окружная скорость окунающегося зуб-
зубчатого колеса, тем больше должно быть рас-
расстояние от окунающихся зубьев до ближай-
ближайшей стенки или до дна масляной ванны (для
того чтобы на место масла, сгоняемого зубьями
в одну сторону масляной ванны, успевало
притекать масло, возвращающееся обратно).
В многоступенчатых передачах размеры мас-
масляной ванны при смазке только окунанием
определяются обычао из тех соображений,
чтобы колесо быстроходной ступени также
окуналось в масляную ванну.
У шевронных колёс с непрерывным шевро-
шевроном (без канавки посредине) при повышенных
окружных скоростях рекомендуется выбирать
такое направление зубьев, при котором заце-
зацепление происходит „углом вперёд". В против-
противном случае при обильной смазке (когда оку-
окунающиеся зубья движутся по направлению
к зацеплению) может происходить запирание
масла, в результате которого возникают силь-
сильный шум и чрезмерные распирающие нагрузки
на валы.
Струйная, или циркуляционная,
смазка применяется при окружных скоростях
свыше 12 — 15 м/сек, а также и при меньших
скоростях в многоступенчатых передачах (часто
только для смазки быстроходной ступени),
в которых положения нижних точек колёс
значительно разнятся по высоте и примене-
применение общей масляной ванны привело бы к боль-
большим потерям на барботаж. Из этих сообра-
соображений даже тихоходные колёса не рекомен-
рекомендуется погружать в масляную ванну более
чем на 100 мм. Иногда струйная смазка
применяется в связи с тем, что в агрегате
имеется общая циркуляционная смазочная
система, или в связи с необходимостью в цир-
циркуляционной смазке для подшипников сколь-
скольжения.
При окружной скорости менее 12 м/сек
в горизонтальных передачах струйную смазку
рекомендуется подавать в зону зацепления
всегда сверху, при большей же скорости — по
направлению вращения (т. е. со стороны входа
зубьев в зацепление) в косозубых и шеврон-
шевронных передачах и против направления враще-
вращения (т. е. на удаляющиеся от зоны зацепле-
зацепления поверхности зубьев) — в прямозубых пе-
передачах. При очень высоких окружных ско-
скоростях прямозубых колёс может оказаться
необходимым подавать небольшое количество
масла и со стороны входа зубьев в зацепле-
зацепление, предусматривая достаточный боковой и
радиальный зазоры для предотвращения запи-
запирания масла между зубьями.
Если масло подаётся через сопла в виде
круглых отверстий, то последние рекомен-
рекомендуется располагать достаточно часто по ши-
ширине зацепления, — не реже чем через 100 мм
одно от другого. Более равномерное распре-
распределение смазки дают сопла, образующие
веерообразную струю (фиг. 17). Такие сопла
Г-/7-1
Фиг. 17.
можно располагать через 200—250 мм по
ширине зацепления [16].
При окружной скорости зубчатых колёс
до 60 м/сек их можно смазывать под давле-
давлением 0,5—0,8 am, а при подаче смазки сверху
и при меньших скоростях достаточно даже
давление 0,1—0,15 am. Сумма площадей всех
выходных сечений, через которые подаётся
масло в подшипники и в зацепление, должна
быть меньше площади сечения нагнетатель-
нагнетательного маслопровода. Потребное количество по-
подаваемого в минуту масла определяется из
того расчёта, чтобы разность температур'
подводимого и отводимого масла не превы-
превышала 5—8°. Это примерно соответствует рас-
расходу масла в 4—6 л на одну потерянную
лошадиную силу.
Для того чтобы не происходило вспенива-
вспенивания масла и ускоренного его старения, необ-
необходимо:
а) выбирать маслопроводы с такой площадью-
поперечного сечения, при которой скорость
Фиг. 18. Типовая схема циркуляционной смазки односту-
одноступенчатого цилиндрического редуктора: 1 — фильтроохла-
дитель; 2—вход охлаждающей воды; 3 — термометр;
4 — манометр; 5 — пусковой зубчатый насос; 6 — попла-
¦ вок; 7—указатель уровня масла; 8— рабочий иасос.
298
ПЕРЕДАЧИ
[РАЗД.
масла во всасывающих маслопроводах не пре-
превышает 1,5 м/сек, а в нагнетательных 2—3 м/сек;
б) уменьшать до минимума сопротивления
на стороне всасывания, избегать изгибов труб
по дугам малого радиуса, клапанов и т. п.;
в) корпус передачи выбирать такой кон-
конструкции, при которой сбрасываемое с зубча-
зубчатых колёс масло ударяется в расположенные
под углом стенки корпуса передачи;
г) избегать больших давлений в масло-
маслопроводе;
д) назначать количество масла в маслоот-
стойнике или в ванне корпуса передачи не
менее 3—5-минутного расхода масла;
е) не допускать попадания воды в масло.
На фиг. 18 показана типовая схема цирку-
циркуляционной смазки. Пусковой масляный насос
предусматривается только для крупных и мощ-
мощных редукторов.
Выбор смазки для зубчатых колёс*. От-
Открытые передачи смазываются либо мазями
(с температурой каплепадения не ниже 45°),
преимущественно графитной мазью, а при её
отсутствии—солидолом Л, смешанным с 10%
графита, либо жидкими очень вязкими маслами
(нигрол Л, вапор Т, гудрон или полугудрон).
Если масло подаётся на зубья с помощью
щётки или лопаточки в разогретом состоянии,
то рекомендуется выбирать его вязкость в
пределах от 25 до 35° по Энглеру при темпера-
температуре 100°.
При смазке набивкой зубчатых передач
автомобильного типа могут применяться
мази, содержащие мыла (например, свинцо-
свинцовистое) и серу (например,полученную в резуль-
результате приготовления мази на основе серосодер-
серосодержащего минерального масла с асфальтовым
основанием). Температура каплепадения у такой
мази должна быть не ниже 75°.
При смазке окунанием или струйной для
уменьшения риска заедания рекомендуется
выбирать смазку с наибольшей вязкостью,
при которой ещё не слишком велики потери
на размешивание и разбрызгивание масла.
В табл. 29 приведены рекомендуемые Мерри-
том и основанные на опыте завода Д. Браун [39]
значения вязкости смазки (пересчитанные с
секунд Редвуда на градусы Энглера) в зави-
зависимости от окружной скорости v и предела
* Характеристики индустриальных масел и смазок см.
в гл. X.
прочности материала зубчатых колёс <т$. Более
точно выбор смазки может быть произведён
на основании определения запаса надёжности
против заедания пзаед (стр. 269). При доста-
достаточном запасе против заедания (больше 3)
можно вязкость понизить в 1,5—2 раза
против указанной в табл. 29, если в результате
этого будут заметно снижены потери мощности
(благодаря снижению потерь на барботаж масла
или потерь на трение в подшипниках сколь-
скольжения при общей их смазке с зубчатыми
колёсами). Если же потери на барботаж и в
подшипниках невелики и слабо возрастают
при повышении вязкости смазки, то наоборот,
рекомендуется повышать вязкость в 1,5—2 раза
против указанной в табл. 29, так как с повы-
повышением вязкости масла уменьшается коэфи-
циент трения на зубьях. Повышать вязкость
следует также и при повышенной температуре
масляной ванны.
В двух- и трёхступенчатых передачах
с общей масляной ванной следует выбирать
смазку с вязкостью, промежуточной между
требующимися для быстроходной и тихоходной
ступени.
В табл. 30 приведены данные, облегчающие
выбор масла по заданной вязкости, по техни-
техническим нормам на нефтепродукты Техрацнефти
A946 г.). Из двух масел с одинаковой вязкостью
меньший коэфициент трения на зубьях даёт ма-
масло с парафиновым основанием. Косвенно об
этом свойстве масла можно судить по удельному
весу, а именно: при одинаковой вязкости луч-
лучшим будет то масло, которое имеет меньший
удельный вес. Меррит рекомендует при вяз-
вязкости по Энглеру Е50 < 8° выбирать масло
с удельным весом 7 < 0.89; при E5o=ll-j-36
(Е100- 1,57 -г- 7) — с 7 < 0,895 и при Ем-
-6О(Е100-7) —с т<0,9.
В тех случаях, когда запас надёжности
против заедания при применении минераль-
минерального масла находится в пределах от 2 до 1,
рекомендуется применять мягкую противоза-
дирную смазку. Наиболее распространена мяг-
мягкая противозадйрная смазка, состоящая из
минерального масла требуемой вязкости с
растворённым в ней свинцовым мылом олеи-
олеиновой или нафтеновой кислоты в количестве
от 3 до 150/о
Можно рекомендовать следующий способ приготовления
свинцового мыла [38]: 100 весовых частей жира, животного
или рыбьего или невысыхающего растительного масла,
10 частей минерального масла нафтенового основания
Таблица 29
рекомендуемые вязкости смазки в градусах Энглера при температуре 50° A00г) для зубчатых колёс
Материал
Пластмасса, чу-
чугун, бронза ....
Сталь, цементовг
калённая с поверхн
<j? кг/мм3
47—ioo*
IOO—12 5*
125-158* Л
иная или за- [
эсти J
ЕЕ0 (Ешо^ при окружной скорости v в м/сек
<0,5
24C)
36D,5)
ЗбD,5)
6оG)
0,5-1
16B)
24C)
36D,5)
36D,5)
1-2,5
и
16B)
24C)
36D,5)
2,5-5
8
11
.6B)
24C)
5-12,5
б
8
и
¦6B)
12,5-15
4,5
6
8
и
>25
8
* Зубчатые колёса (нецементованные) из хромоникелевых сталей (при а^ > 80 кг/мм?) должны смазываться более
вязким (на одну ступень в градации вязкости, по сравнении с указанной) маслом.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
299
Таблица 30
Масла, применяемые для смазки зубчатых колёс
(Расположены в порядке возрастания вязкости)
Сорт масла
Турбинное Л
УТ
Машинное Л
с
Автол 6
Автол 6, осернённый
Машинное СУ
Турборедукторное
Автол 10
Автол 10, осернённый
Цилиндровое 2
Полугудрон
Гудрон масляный А
Авиационное МЗС
Автол 18
Авиационное МС
Нигрол тракторный, зимний
Вискозин
Авиационное МК
Нигрол Л
Нигрол тракторный, летний
Нигрол, осернённый
Гудрон масляный Б
Цилиндровое 6
Вапор
Гудрон вапорный
Гудрон масляный Г
Стандарт
ГОСТ 32-42
ГОСТ 32-42
ГОСТ 1707-42
ГОСТ 1707-42
ГОСТ 1862-42
ТУ 175-45
ГОСТ 1707-42
ГОСТ 32-42
ГОСТ 1862-42
ТУ175-45
ГОСТ 1841-42
Ст. Главнефти 2197
ГОСТ 783-41
ГОСТ 1013-41
ГОСТ 1862-42
ГОСТ 1031-41
ГОСТ 542-41
ГОСТ 1859-42
ГОСТ 1013-41
ГОСТ 5?2-41
ГОСТ 542-41
Ст. 2-5864-40
ГОСТ 783-41
ГОСТ 3190-46
ГОСТ 788-43
ГОСТ В-2031-43
ТУ 85-45
Вязкость по Энглеру
при 50° С
Ев0
2,9—3.а
3,5—4,5
4.°—4,5
5,5—7,0
>6
б,о—7,5
7,5—8,о
—
>9,5
i8-25
—
—
—
—
—
—
—
—
—
—
—
—
при 100°С
F
—
—
—
>i,4
>i,6
—
—
>i,8
>i,8
1,8—2,2
—
2,0—6,0
>2,25
>2,3
>2,9
3>°—3,5
3,о—4,о
>3,15
4,°—4,5
4,°—4.5
4.о—5,°
4,о—ю,о
4,5—6,0
5,5—7.°
б,о—8,5
18,8—25, о
Удельный вес
Т
¦—
—
—
—
—
—
—
—
0,926—0,936
—
<о,89
—
<о,895
—
«°,9°5
—
—
—
—
—
Температу-
Температура застыва-
застывания в °С,
не выше
—
— 15
— ю
—17
—20
—2О
—
— 5
5
+ 5
—
—з°
о
—II
—15
— 14
— 2
5
— а
—
—
Кислотное
число в мг
КОН, не
более
о,О4
°,°4
О,2О
°,35
°. '5
0,23
о,15
о,°5
0,28
о,45
ot3
—
0,25
0,42
0,07
—
—
—
—
—
—
—
с Ею = 10°, 280 частей веды и 56 частей 25%-ного натро-
натрового щёлока кипятить в кипятильнике до полного омыле-
омыления жира или растительного масла. После этого ввести
110 частей БО'/о-ного ацетата свинца. После коагуляции
мыла воду удалить и произвести промывку B—3 раза)
в 200 частях горячей воды. Затем воду слить и сварить
мыло с 876 частями минерального масла нафтенового осно-
основания.
В тихоходных тяжелонагружённых переда-
передачах с крупным модулем (т > 20 мм), если
зубья и подшипники смазываются раздельно,
рекомендуется применять осернённый трактор-
тракторный нигрол, который можно отнести к разряду
сильных противозадирных смазок. При его
отсутствии можно такую смазку приготовить
самим, нагревая нигрол с 1,5—2% (по весу)
серного цвета до температуры 120°, выдер-
выдерживая его при этой температуре в течение
часа (при непрерывном помешивании) и затем
медленно охлаждая полученную серосодержа-
серосодержащую смазку (в течение 3 час. до 40°).
Если при смазке обыкновенным минераль-
минеральным маслом запас надёжности против заедания
получается меньше единицы (стр. 269), следует
применять сильную противозадирную смазку
(табл. 19, стр. 266). Из смазок такого тина
наиболее распространены полученные путём
растворения 3—15% (п0 весу) свинцового
мыла в минеральном масле, содержащем
1—3°/0 серы (растворённой полностью или
частично). Рекомендуется применять серосо-
серосодержащие смазки, приготовленные тем же
способом, каким приготовляются сульфофре-
золы. Чем более корродирующим действием
обладает такая смазка (о чём судят по кор-
коррозии медной пластинки в смазке при темпе-
температуре 1003С после 3 час. выдержки), тем
лучше её противозадирные свойства Это
обстоятельство мешает применению сильных
противозадирных смазок при циркуляционной
системе смазки, а также при возможности
попадания смазки в подшипники, особенно
в подшипники скольжения с вкладышами из
цветных металлов. Сильные противозадирные
смазки недопустимо применять в тех случаях,
когда в масляную ванну может попадать вода.
Наибольшее распространение сильные про-
противозадирные смазки получили в зубчатых
передачах автомобильного типа.
Срок эксплоатационной годности масла,
когда в смазку не попадают пыль и влага,
обычно равен 10 000—15 000 час. работы. Ста-
Старение масла заключается в его окислении,
происходящем при повышенной температуре
(при перегрузках) и ускоряющемся при со-
соприкосновении с металлами, при интенсивном
размешивании с воздухом и при попадании
в масло пыли или влаги. Часть образовав-
образовавшихся жирных кислот, а именно, растворимые
в воде кислоты, вызывают образование смо-
лообразного шлама. Практика показывает, что
лишь при кислотном числе (в мг КОН) 0,8—
1,2 масло способно выделять шлам. Последний
особенно вреден тем, что закупоривает масло-
маслопроводы (в холодных местах). Некоторые
масла работают удовлетворительно при кислот-
кислотном числе до 2. При хорошей очистке масла
(например, путём периодического включения
центрифуги в циркуляционную систему) ма-
масло может оставаться годным в течение 10—
15 лет.
При смазке окунанием можно допускать
повышение кислотного числа до 6 и даже
более. Если кислотное число и загрязнённость
не определяются, то следует менять смазку
через каждые 2500—5000 час. работы.
300
ПЕРЕДАЧИ
[РАЗД. |
Коррекция зацепления
Коррекция зацепления прямозубых пе-
передач. Для нефланкированных цилиндрических
прямозубых колёс, работающих в закрытых
масляных ваннах, рекомендуется применять
угловую коррекцию с такой суммой коэфи-
циеытов коррекции Ьс, при которой осуще-
осуществляется угол зацепления а, максимально до-
допустимый по условиям отсутствия заострения
зубьев (толщина зуба по окружности высту-
выступов se должна быть не меньше 0.4—0,5 мо-
модуля) и получения достаточного коэфициента
перекрытия (е > 1,2). Чем больше угол заце-
зацепления а, тем ббльшую нагрузку могут пере-
передавать прямозубые колёса (см. примечание 1
на стр. 246). Примеры выполнения такой кор-
коррекции для разных передаточных чисел / и
сумм зубьев zc приведены в табл. 31, где для
повышения угла зацепления использованы все
возможности, вплоть до снижения радиаль-
радиального зазора на 0,05 т. Размеры зубчаток сле-
следует определять по формулам, приведённым в
табл. 5 или на стр. 234—236, причём высоту
зуба h необходимо увеличивать на 0,05 т. До-
Допуски на наружные диаметры зубчатых колёс
при применении этой коррекции должны быть
выбраны по 2-му классу точности, и верхнее
отклонение межцентрового расстояния в кор-
корпусе передачи не должно превышать 35 т ми-
микрон (т — модуль в мм).
В точных и мощных прямозубых передачах,
у которых наибольшая разность (в микронах)
Рпр
8 '
Таблица 31
Угловая коррекция цилиндрических прямозубых
колёс
основных шагов шестерни и колеса Ао<
где рпр — удельная расчётная нагрузка на зуб
в kzjcm, рекомендуется применять угловую
коррекцию, обеспечивающую коэфициент пере-
перекрытия е>2.
Рекомендуемая коррекция для прямозубых
колёс цилиндрических редукторов приведена в
примечании 2 к табл. 36.
Для открытых прямозубых передач выбор
коррекции зацепления определяется следую-
следующими соображениями. При бедной смазке и
при работе зубчатых колёс с малой окружной
скоростью трудно избежать износа зубьев,
причём ножки зубьев изнашиваются значи-
значительно быстрее сопряжённых с ними головок.
Если же учесть, что зубья шестерни по срав-
сравнению с зубьями колеса зацепляются в / раз
чаще, то рациональной следует признать кор-
коррекцию, приводящую к тем большему умень-
уменьшению поверхности ножек зубьев шестерни,
чем больше /. Этим требованиям удовлетво-
удовлетворяют системы коррекции, предложенные Мер-
ритом и Бакингемом (стр. 2.34, а также стр. 235,
п. „б").
При применении коррекций по Мерриту или
по Бакингему к зубчатым передачам с малыми
числами зубьев шестерни следует производить
проверку на незаострение (табл. 6), и если
окажется, что $еш < @,6 — 0,8) т, то необхо-
необходимо изменять коэфициенты коррекции на-
настолько, чтобы было соблюдено условие setu>
>0,6 т, или, при работе в пыльных условиях,
selu>0,8m.
Коррекция зацепления косозубых и
шевронных передач. При продолжительной
работе с более или менее постоянной нагруз-
нагрузкой среднескоростные и быстроходные зубча-
i
m ~
i, 608
1,838
2,063
2,271
2,574
2,784
3,io6
3,488
3,949
4,54
5,226
5,655
6,148
6,720
7,39i
8,190
8,650
9,722
A
tn.
1,639
i,794
2,065
2,276
2,519
2,800
3,130
3,524
4,000
4,588
5,333
5,786
6,308
6,917
7,636
8,500
гш
100,
74
68
63
59
54
5i
47
43
39
35
3i
29
27
25
23
21
20
i8
50,
36
34
31
29
27
25
23
21
19
17
15
14
13
12
11
до
в) ^=25,
1,611
1,765
2,133
2,357
2,615
2,917
3,273
3,7°°
i8
17
15
14
13
12
11
10
(Обозначения см. в
к
г =
с
и9
125
130
134
139
142
146
I5O
154
158
1б2
164
i66
168
170
172
173
175
Z =
С
59
6i
64
66
68
7о
72
74
76
78
8о
8i
82
83
84
85
г =
с
29
3°
32
33
34
35
36
37
««
193,
2,73
2^52
2,44
2,33
2,2б
2,l6
2,о6
г,95
1,84
1,72
1,66
i,6o
1,515
1,43°
1,334
1,285
i,i88
95.
г,875
1,82О
i,73O
1,6б5
1,57°
1,47
1,37
1,26
1,15
i,°3
о,9i
o,8j
о,79
о,73
0,67
о,6о
47-
1,ооб
о, 97°
0,896
0,855
0,814
о,772
0,726
0,680
табл. 1)
seta
^=3,928,
i,io8
1,298
1,4°8
1,488
1,598
1,668
1,768
1,868
1,978
2,о88
2,2о8
2,268
2,328
2,413
2,498
2,594
2,643
2,74О
? =2,
I.O5O
1,105
1,195
1,260
1.355
1,455
1,555
1,665
1.775
1,895
2,015
2,075
2,135
2,195
2,255
2,325
0,795
0,831
0,905
0,946
0,987
1,029
1,075
1,121
\
¦ °,5°
о, 52
о,53
°,54
°,55
о, 57
Э25,
,5
о,52
°,54
°,56
°,59
О,б2
°,65
о,68
°,7°
о, 72
°,73
°, 75
°,77
I
i
{
1
J
8ек
а=24
I.OI
1,ОО
о,99
о,98
о,97
°,9б
о,95
°,94
°.93
о,92
о,91
о,9°
о.89
о,83
о 87
0,85
0,84
0,83
а=2б°
о,95
о,94
о, 92
о,91
°,9°
о,88
о,86
о,84
0,82
°,79
°,77
°,75
о,74
о,73
о,72
°,7°
0,76
°,75
°,74
°,73
о,72
о, 7i
о, 7°
0,69
е
55 '58"
i,i87
—
—
i,i6i
—
—
—
—
—
—
1,111
1,106
,100
47'04"
1,121
—
—
1,163
1 100
57'20"
1,15°
—
1.138
1,134
—
1,123
—
1,114
тые передачи обычно выходят из строя вслед-
вследствие выкрашивания ножек зубьев колеса
[19], в результате которого почти вся нагрузка
переносится на участки контактных линий,
находящиеся в зоне зацепления ножек зубьев
шестерни, и дальнейшее выкрашивание при-
принимает прогрессивный характер (стр. 241).
Поэтому для таких передач не следует при-
применять коррекции, приводящей к значитель-
значительному увеличению поверхности ножек зубьев
колеса.
Рекомендуемая коррекция зацепления ко-
косозубых и шевронных колёс, нарезаемых
инструментом со стандартным нормальным
модулем тп, приведена на стр. 234, нарезаемых
инструментом со стандартным торцевым мо-
модулем — на стр. 235 и зубчатых колёс цилин-
цилиндрических редукторов — в примечании 2 к
табл. 36.
гл. vii]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
301
Основные параметры зубчатых колёс
и редукторов
Модули зубчатых колёс (по ОСТ 1597).
Модули зубчатых колёс по ОСТ 1597 приве-
приведены в табл. 32.
Основные параметры зубчатых цилин-
цилиндрических редукторов по ГОСТ 2185-43
(для редукторов, выполняемых в виде само-
самостоятельных агрегатов). Основные пара-
параметры зубчатых цилиндрических редукторов
содержатся в табл. 33—40.
Таблица 32
Модули зубчатых колёс (в мм) по ОСТ 1597
I
1,25
1,5
1,75
2
IO
II
12
13
14
15
16
18
2О
22
°.з
2,25
2>5
B,75)
3
C,25^
3,5
C,75)
24
2б
28
3°
33
Зб
39
о,4
о,5
0,6
°,7
о,8
4
D,25)
4,5
5
5,5
6
6,5
7
8
9
42
45
5°
Таблица 33
Передачи
одноступенча-
тые и соосные двухсту-
двухступенчатые
Передачи
двухсту-
двухступенчатые
трёхосные
(двухосные)
А
Тихоходная
ступень
л
АТ
Быстроходная
ступень
АБ
Межцентровые
IOO, 150, 2OO, 25
15°
IOO
аоо
0
25°
Х5°
Зоо
2ОО
э, з°<
35°
25°
расстояния
э, 35°, 4°<
4оо
25°
45°
Зоо
э, 45°, 5о
5оо
35°
А (в мм)
о, 6о
о, 7°
2000, 220Э,
боо
4оо
7оо
45°
8оо
о, 8о
2400
9°°
боо
о, go
IOOO
700
0, юоо, 1200,
1200
Boo
1400
900
1600
IOOO
1400
1600, 1800,
1800 2000
1200
1400
2200
1400
2400
1600
Таблица 34
I
1,5
2
2,5
3
3,5
Модули торцевые m
4
4,5
567
^или
8
нормальные тпп
9
IO
12
В ММ
14
i6
18
20
22
24
Таблица 35
0,2
Коэфициент ширины с
°,3
о,4
о,б
о,8
1,3
Примечания.
1. В ширину В = ф А шевронного колеса входит и
ширина канавки для выхода фрезы.
2. Регламентированный коэфициент ф относится к
одному из зубчатых колёс пары. Второе колесо пары
может быть шире.
Примечания к табл. 36.
1. Ряд а является предпочтительным.
2. При ряде а для шевронных колёс со стандартным
торцевым модулем и для прямозубых колёс необходима
коррекция зацепления, осуществляемая смещением ис-
исходного конту[ а при нарезании шестерни и колеса.
Коэфмциешы коррекцил в торцевом сечении ? ре-
рекомендуются:
для шестерни с числом зубьев г , ббльшим 12:
0,3;
для колеса:
Таблица 36
!
Ряд а . , .
Ряд б. . .
Суммарное
99
IOO
-
15°
число зубьев г
198
2ОО
297
Зоо
39б
4оо
495
5оо
594
боо
693
700
792
8оо
1,04.^-0,3.
3. Ряд чисел б может найти применение в одном из
следующих случаев:
а) для суммарного числа зубьев z = 150 (при
межцентровом расстоянии, кратном 150);
б| в шевронных передачах со стандартным торце-
торцевым модулем и в прямозубых, когда применение кор-
коррекции вызывает затруднения;
в) в шевронных передачах со стандартным нор-
нормальным модулем.
Таблица 37
Передаточные
z из ряда а
табл. 36
,ДЛЯ Z яа
числа
198 *
i и числа
/
гк
i
гш
I
4
зубьев
>б°5
76
122
,5°°
зб
1б2
I
5
,829
7о
128
,i87
32
166
ZK
2
5
для
,°94
64
134
,6оо
ЗО
i68
одноступенчатых
2,300
6о
138
6,071
28
170
2,536
56
142
6,615
26
172
2,
7,
передач
8о8
52
146
250
24
174
3,125
48
15°
8,ооо
22
176
3,5°°
44
154
8,900
2О
178
3,95°
4°
153
ю,ооо
18
;. i8o
302
ПЕРЕДАЧИ
[РАЗД. 1
Продолжение табл. 37
из ряда б
табл. 36
?
гк
1
гш
гк
i
4
,632
76
124
,556
ЗЬ
164
1,857
7О
I3O
5,25о
32
168
а
5
,125
Ь4
136
,667
ЗО
170
2,
6,
333
6о
140
143
2Й
173
3
б
,572
56
144
,692
26
174
3
7
,846
52
148
,333
24
176
3,i67
48
153
8.O9I
33
178
3,545
44
156
9,ооо
2О
i8o
4
10
000
40
160
in
10"
182
* Для суммарного числа зубьев, отличного от 198, или
г. г
умножаются на отношение
Таблица 38
198
с
200'
Таблица 39
соответственно от 200, числа зубьев таблицы z,,, и гы
111 ft
Таблица 40
Углы наклона зубьев 3 шевронных колёс
со стандартным нормальным модулем
Передаточные числа i, tg
и 1Т для двухступенчатых
передач
г из ряда а
*Б
1,829
2,О94
2,3°°
2.536
я.8о8
3,125
Зо°°
3,95°
3,95О
4,500
5,'875
5,6оо
6,071
6,6i5
6,071
6,6i5
7,250
8,ооо
8,ооо
ю,ооо
4,5оо
5,'875
6,0714
1об
9,423
ю,з5о
il,4ii
12,6з5
14,063
I5-75O
17,775
2O.491
23-344
26,910
29,050
31,496
34,3'7
Зб,8б2
40,165
44,oi8
48,571
54,озб
60,714
г из ряда б
1Б
1,857
2,125
2,333
2,57'
2,846
3,1б7
3,545
4,ооо
4,ооо
4,55б
5,25°
5,66?
6,143
6,692
6,НЗ
6,692
7-333
8,091
9,ооо
ю,ш
iT
4,556
5,250
6,НЗ
1об
8,460
9,68i
10,630
1^,1Ч
12,9бб
14,426
'б.Го2
i8,222
21,000
23,9i7
27,563
29,75О
32,250
35,135
37,735
41,110
45,048
49,7О1
55,286
62,III
Примечание. В тех случаях, когда для одной
ступени z выбрано из ряда а, а для другой — из ряда б,
передаточные числа ig и if выбираются соответственно:
одно из табл. 38, другое — из тавл. 39, оба из одной и
той же порядковой строки обеих таблиц.
Примечания к табл. 36, 37, 38 и 39.
1. В тех случаях, когда изготовителю не может быть
предоставлено право по его усмотрению заменять назна-
назначенное из ряда б передаточное число ближайшим из
ряда а, рекомендуется назначение i предварительно со-
согласовывать с изготовителем.
2. По согласованию с изготовителем разрешается
вносить изменения в числа зубьев z?, гш иг((и в углы
наклона) при сохранении межосевых расстояний и (при-
(приближённо) передаточных чисел в следующих специаль-
специальных случаях:
а) когда назначаемая в целях повышения качества
передачи коррекция зацепления не может быть осуще-
осуществлена при стандартных параметрах;
б) когда обусловленное назначением редуктора пере-
передаточное число должно быть строго соблюдено и не со-
содержится в стандарте;
в) когда полученное расчётом zQ меньше 99 и не мо-
может быть заменено стандартным.
Выбор основных параметров
цилиндрических зубчатых передач
Еыбор ширины зубчатых колёс. В тех
случаях, когда ширина зубчатых колёс не
ограничивается специальными соображениями,
по многим причинам выгоднее, до известных
Ш
'5°
2ЭО
250
Зоо
35O
4оо
45O
5оо
боо
7оо
8оо
9оо
IOOO
I2O0
1400
i6oo
1800
2000
2200
3400
3,
3,
1;
1;
1;
1;
1;
1
г;
i
а
2
3
2
3
3
4;
4
4
5;
/7Z В ММ
п
5
5
а; 4
2,515
i,5; г; з; D); 6
3,5! 7
2; 4; 8
5; з; 4,5; (б); 9
2,5; s; ю
5! 2; з; 41 6; (8); га
з,5; г. ч
4; 8; i6
4,5; 6; 9; A2); 18
5; 4; 5; IQ; 20
4; 6; 8; ia; A6); 34
5; 4; 7; Н
8; 16
5; 6; 9; !2; i8; C4)
5; 6; 9; 'a; i8; B4)
8; 10; 20
Углы наклона
34°
29°
ЛЗ
а
24'
58'
37°37'
34°
3'°
29°
28°
24'
56'
58'
21'
27°0О'
34°24'
31°
29°
28°
27"
34°
3'°
29°
28'
27'
35°
34°
56'
58'
2l'
ОО'
24'
56'
58'
31 '
ОО'
54'
24'
ряда
К
38"
К
36
27
27"
о3''
4i"
Зб
27
27"
о3"
4i"
зб;
27
27"
о3"
15
4i"
зубьев р
из
б
33°33
28"
Зб
57
°5э
ряда
Г2б"
i8"
12"
33°33'аб"
3'
28
27
25
33
31
28
27
25
33
3i
28
27
25
35
33
оо
°57
°i5
°50
°33
°00
~57
°Г5
°5о
°33
°оо
^57
°J5
°5°
°О5
°33
10"
18
58''
€>
зб"
ю"
i8"
58''
3>"
2б"
ю"
i8"
58''
«
26"
Примечание. Модули, взятые в скобки, приме-
применимы лишь при ряде б.
пределов, выполнять передачи с широкими ко-
колёсами, нежели с узкими, т. е. стремиться к
наибольшему коэфицненту ширины. Однако
для ограничения неравномерности распреде-
распределения нагрузки (по ширине шестерни), вызы-
вызываемой деформациями валов и зубчаток при
наличии более или менее значительных пере-
перегрузок или при переменной нагрузке, отноше-
отношение ширины шестерни В к её диаметру йш
обычно не рекомендуется брать более 2,5.
При сильных перегрузках или колебаних на-
нагрузки, а также при несимметричном распо-
расположении опор относительно шестерни и эта
величина может оказаться слишком большой,
что выявляется при определении коэфициента
концентрации нагрузки /С2 (стр. 276). Поэтому,
если величина коэфициента ширины не обус-
обусловлена заводскими нормалями или имеющи-
имеющимися в наличии моделями корпусов и колёс,
то рекомендуется определить коэфициенты
концентрации нагрузки Кч для различных
коэфициентов ширины ф (табл. 35) и выбрать
наибольший коэфициент ширины, при котором
ещё не слишком велико значение /С2 (не
более 1,1 или, в крайнем случае, 1,2).
Следует иметь в виду, что при больших
значениях ф (например, при ф>0,8 в одно-
одноступенчатых передачах или ф>О,б в много-
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
303
ступенчатых) могут возникать затруднения с
выбором достаточно долговечных подшипни-
подшипников и достаточно прочных валов, а также мо-
могут оказаться недостаточными габариты зу-
зуборезного и прочего технологического обору-
оборудования.
В открытых передачах обычно ф < 0,3.
Если при переменной нагрузке возникает пе-
перекос осей зубчатых колёс (вследствие де-
деформации валов и опор, то следует при-
нимать Ь < 10 тп, но не менее — -.
В тех случаях, когда важно уменьшить
габарит зубчатой передачи по ширине (на-
(например, в коробках скоростей), рекомендуется
выбирать коэфициенты ширины равными 0,1
или 0,2. Широко применяется отношение ши-
ширины зубчатых колёс к модулю, равное 10,
которое при сумме зубьев 100 даёт ф = 0,2.
Шестерни обычно выполняются на 5—
10 мм шире колёс, что облегчает сборку пе-
передач.
Выбор числа зубьев. При некорригиро-
ванном 2С-градусном зацеплении число зубьев
шестерни должно быть не меньше 17—20, и
лишь в тех случаях, когда плавность хода
при работе передачи не играет никакой роли,
можно брать гш = 14. При угловой или высот-
высотной коррекции зацепления число зубьев мо-
может быть снижено до 10- 12. Особенно важно
выбирать малые числа зубьев при высоких
твёрдостях их рабочих поверхностей, когда
долговечность зубьев может лимитироваться
их сопротивляемостью изгибу, несмотря на
применение усиливающей зуб коррекции. На-
Наоборот, при низких твёрдостях рабочих поверх-
поверхностей зубьев, т. е. в случае применения нор-
нормализованных или улучшенных сталей, сле-
следует выбирать большие числа зубьев, так как
потери на трение в зацеплении обратно про-
пропорциональны числам зубьев.
Для избежания периодичности в выну-
вынужденных колебаниях рекомендуется в быстро-
быстроходных передачах и в передачах с цикличе-
циклической нагрузкой выбирать число зубьев ко-
колеса, не кратное числу зубьев шестерни.
Выбор передаточного числа и числа
ступеней. В качестве ориентации при вы-
выборе числа ступеней могут служить следую-
следующие указания: зубчатые передачи с переда-
передаточным числом от 1 до 8 рекомендуется вы-
выполнять в виде одноступенчатых передач; с
передаточным числом от 10 до 40 — в виде
двухступенчатых передач; с передаточным
числом свыше 60 — в виде многоступенчатых
передач, причём число ступеней должно вы-
выбираться возможно меньшим, но так, чтобы
передаточные числа отдельных ступеней не
были больше 8—10.
В табл. 41 приведены рекомендуемые меж-
межцентровые расстояния трёхступенчатых зуб-
зубчатых цилиндрических редукторов при дли-
длительной работе с мало изменяющейся на-
нагрузкой.
Во многих случаях коэфициент нагрузки К
(и допускаемые контактные напряжения) для
отдельных ступеней двух- и трёхступенчатых
передач не отличаются или мало отличаются
друг от друга. В таких случаях, если меж-
межцентровые расстояния взяты из рядов, приве-
приведённых в табл. 33 и 41, разбивку общего пере-
Таблица 41
Межцентровые расстояния (в мм) трёхступенчатых
зубчатых цилиндрических редукторов
J
Апр
АБ
Ат
Апр
АБ
2ОО
'5°
IOO
9ОО
боо
4оо
25°
15°
IOO
IOOO
7оо
45°
3°°
2О0
15°
I2OO
8эо
5°°
35°
25О
'5°
1400
goo
боо
4°°
25°
15°
i6oo
IOOO
700
450
3°о
2ОО
i8oo
1200
800
500
35°
250
2000
1400
900
боо
4°о
25°
22OO
14°о
goo
7О0
45°
3°°
2400
i6oo
IOOO
800
500
35°
Примечание. Aj.t А „ и Ag обозначают меж-
межцентровые расстояния тихоходной, промежуточной и
быстроходной ступеней.
даточного числа по ступеням рекомендуется
производить так, как это сделано в табл. 38
или 39 и в табл. 42. В противном случае сле-
следует производить проверку разбивки общего
передаточного числа по формулам C8) —C8г;.
Таблица 42
Передаточные числа для трёхступенчатых передач
(при использовании ряда чисел зубьев а табл. 36).
i — передаточное число промежуточной ступени
1Б
2,О94
2,3°°
2,53б
2,8о8
3.125
1,828
2,О94
2,3оо
»,53б
2,8о8
3.I2J
3,5°°
3,95°
4,5°°
;пР
3.95°
3.95°
3.95°
3.9j°
3,95°
6,615
6,615
6,615
6,615
6,615
6,615
6,615
6,615
6,615
4.5°°
4>5°°
4-5°°
4,5°°
4.5°°
5.^7
5.^7
5.'87
5.-87
5-'87
5. "87
5.^7
5.'87
5.'87
'off
37.2
4°,9
45.1
49,9
55.5
62,8
7'.9
78,9
87,°
9б,4
ю7
I2O
136
'54
1Б
5.187
5,боо
6,071
6,6i5
7-25°
8,ооо
5, боо
6,071
6,б15
7,2io
8,000
8,900
10,000
''пр
6,б15
6,615
6.6i5
6,6i5
6,6i5
6,6i5
8,9°°
8,900
8.000
8,900
8,9оо
8,000
8,900
iT
5,187
5,187
5,187
5,i87
5.187
5.187
6,071
6,071
6,071
6,071
6,071
6,071
6,071
1об
178
192
2О8
227
249
275
3°3
3=8
357
392
432
481
54°
Разбивка общего передаточного числа
в двухступенчатых цилиндрических пере-
передачах. Разбивку общего передаточного числа
iog в двухступенчатых зубчатых передачах
следует производить по формуле:
' " , C8)
Б |/W-
где 1б — передаточное число быстроходной
ступени; Б — коэфициент, определяемый по
формуле
г. - \„
¦Л
у
C8а)
В формуле C3а) обозначения с индексом Б
относятся к быстроходной, а с индексом Т —
к тихоходной ступени. Если одна из ступеней
выполняется в виде косозубой передачи, а
другая — в виде прямозубой, то отношение
t\CT
-р— берётся таким, как если бы обе передачи
НсБ
были косозубыми или прямозубыми. Отноше-
304
ПЕРЕДАЧИ
[РАЗД. I
нием ¦— необходимо задаваться (ориентиро-
Кт
вочно).
Если в двухступенчатых цилиндрических
передачах, выполненных по развёрнутой схеме
(когда оси ведущего и ведомого валов не со-
совпадают), требуется осуществить примерно оди-
одинаковое погружение колёс обеих ступеней в
общую масляную ванну, то разбивку общего
передаточного числа следует производить по
формуле
q / tr
— @,01 -j- 0,05) 10б,
Б'
где Б' — коэфициент, равный Б ~-.
C86)
Однако двухступенчатые передачи с оди-
одинаковым погружением обоих колёс в общую
масляную ванну рациональнее осуществлять
в виде соосных (оси ведущего и ведомого
валов совпадают). В этом случае
h - V?tf - @,01 -т- 0,05) io6. C8в)
Если в формулах C86) и C8в) отбросить
вторые члены в правой части, то получатся
значения 1Б, соответствующие строго одина-
одинаковому погружению колёс в общую масляную
ванну.
Разбивка общего передаточного числа
в трёхступенчатых цилиндрических пере-
передачах. Для разбивки передаточного числа в
трёхступенчатых передачах следует методом
подбора решить уравнение:
C8г)
где Б) = Б, если рассматривать быстроходную
и промежуточную ступени как двухступенча-
двухступенчатый редуктор, и Б2 = Б, если рассматривать
промежуточную и тихоходную ступени как
двухступенчатый редуктор. Решив это урав-
уравнение относительно iF, следует разделить iog
на ig и найти тем самым произведение inpiT
(inp — передаточное число промежуточной сту-
ступени). Затем это произведение следует раз-
разбить на передаточные числа промежуточной
и тихоходной ступеней так же. как это делается
для двухступенчатых редукторов.
Так как быстроходная ступень играет очень
небольшую роль в общем весе трёхступенча-
трёхступенчатой передачи, то практически целесообразнее
выбирать передаточное число быстроходной
ступени по табл. 42. Оставшуюся часть об-
общего передаточного числа .- следует разбить
1Е
согласно формулам C8) и C8а), рассматривая
тихоходную и промежуточную ступени как
двухступенчатый редуктор.
Зубчатые передачи с внутренним
зацеплением
Термины, определения и обозначения
Для зубчатых колёс с внутренним зацепле-
зацеплением действительны те же термины, опреде^
ления и обозначения, что и для зубчатых пере-
передач с внешним зацеплением (табл. 1 и 2).
Следует иметь в виду, что у колеса с вну-
внутренними зубьями головка зуба лежит вну-
внутри, а ножка зуба — вне поверхности началь-
начального цилиндра и что диаметр окружности вы-
выступов меньше диаметра окружности впадин.
Геометрические зависимости. Расчётные
формулы, содержащиеся в табл. 5, 6 и 7, и
указания 1—6 (стр. 223) по их использова-
использованию пригодны и для геометрического расчёта
зубчатых передач с внутренним зацеплением,
если при расчёте общих элементов зацепле-
зацепления и элементов колеса с внутренними зубь-
зубьями оставлять лишь нижний знак в тех фор-
формулах, в которых перед некоторыми величи-
величинами стоят два знака (плюс и минус).
Расчёт внутреннего зацепления при на-
нарезании зубчатых колёс пары (или только
колеса) долбяками. Даны (индекс д указы-
указывает, что обозначение относится к долбяку):
««> гд. *д. ms, DeA *, ta, fos, c'os, А или qsc, гш
Требуется определить Dilu, DiK, De
[3,
и размеры для зубомера^
Расчёт. Сначала определяем as, ? и ?
COSOto
Та ;
г* ~ г«Л (inv as —
Значение !-sc проще определить с помощью
номограммы на фиг. 4а, если аО5 = 20°, или
номограмм 4а и 46, если ао„ = 20° (см. приме-
примечание 4 к табл. 5; при аО5 = 20° следует при-
принимать Дсу = 0).
Необходимо, чтобы угол as был больше
нуля. Разбивку разности коэфициентов коррек-
корреку
ции на ?SK и
следует производить с таким
расчётом, чтобы не было интерференции (см.
ниже).
При заданных коэфициентах коррекции lm
inv as
+ inv aos;
A=-
г.
m
COS aos
' cosas
При заданном значении ?sc = ± %SUI + %SK меж-
межцентровое расстояние А проще определить
с помощью номограммы на фиг. 4а, если aos-
=•/0°, или номограмм 4а и 46, если ао„ = 20'
(см. примечание 2 к табл. 5; при aOJ-20°
следует принимать Да5 = 0).
Во избежание интерференции вершины зуба
колеса с выкружкой шестерни обычно прини-
принимают /О5 = о,8; со9 = 0,3; aOJ>20°; €,„-0,4 и
^. = 0,4. При таких коэфициентах коррекции
и при aos > 2о° можно применять долбяки с
/os-1, если zptu-\ztc — zuft>% и zp&-
* См. сноску на стр. 235.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
305
Обозначим, углы зацепления в торцевом
сечении в процессе нарезания шестерни и
колеса долбяком через aSRUl и аздК. Второй из
зтих углов определяется по формулам:
invaolI,, =•
ZK
- + tnv aos;
^Д 2mstgaos 4tgcc0/
Межцентровое расстояние при нарезании
колеса долбяком
Формулы для проверки внутреннего заце-
зацепления на отсутствие интерференции и реко-
рекомендуемая коррекция зацепления приведены
ниже.
Формулы для проверки внутреннего за-
зацепления на отсутствие интерференции.
Чтобы не возникало интерференции кромки
зуба колеса с выкружкой (переходной кри-
кривой) зуба шестерни и кромки зуба шестерни
с выкружкой зуба колеса, должны быть со-
соблюдены следующие условия, если нарезание
производится нефланкированными долбяками:
пдш
stna,
;- /n
Межцентровое расстояние Алк проще опре-
определить по способу, данному в примечании 3
к табл. 5 (при ао<у = 20°) или в примечании 2
к табл. 5 (при ао„-20"; в этом примечании
следует принимать: ^-^-^д и zc=>zK-zA).
Значения аздш, Адш и Ditu определяются
так же, как и при расчёте внешнего зацепле-
зацепления (стр. 235).
Ф
(р )
Фактические значения
и DlK будут
меньше найденных на величину 2A/i — двой-
двойного отклонения глубины захода инструмента.
Далее
А„ —А,„
'2 (fos + 4)
I DlK—DUu
Можно также принимать h —:—-- —А
. + 2Л; Л -Д. —2Л;
2Л
izd
г« к
Если величины внутренних диаметров ше-
шестерни и колеса не интересуют конструктора
(с точки зрения прочности тела шестерни и
обода колеса), то для упрощения расчёта при
некорригированном и высотнокорригирован-
ном зацеплении можно принимать:
ht
(fo
Rtu, ,4ДК,
D
itu
В этом случае размеры
DiK можно не определять.
Размеры зубьев шестерни и колеса для
зубомера определяются по формулам табл. 5.
Удовлетворительность условий зацепления про-
проверяется (при необычном зацеплении^) по фор-
формулам табл. 6. Кроме того, следует графиче-
графически или аналитически удостовериться в от-
отсутствии интерференции между зубьями ше-
шестерни или долбяка и колеса.
(См. обозначения на стр. 235, табл. 6 и номо-
номограмму на фиг. 5; 1АШ и /дл; — расстояния по
линии зацепления, проходимые точкой кон-
контакта зубьев за период зацепления головки
зуба долбяка при нарезании шестерни и ко-
колеса, определяются по формулам, приведённым
на стр. 236, причём d
1
При нарезании шестерни червячной фре-
фрезой или гребёнкой предпоследняя формула
получает следующий вид:
sin a.
fos —'
1 * Сп с
sin aos —
{I — sinaon)
S\nao
где гв — радиус закругления у вершины зуба
фрезы или гребёнки.
При малых числах зубьев долбяка или
шестерни (например, при гш < 12 или гд < 12,
если оО5-20°, fos>\, />3 и
0,4)
может возникать эвольвентная интерференция
(если точка касания линии зацепления с основ-
основной окружностью шестерни или долбяка будет
находиться вне окружности выступов колеса).
При нарезании это приводит к срезанию части
эвольвентного профиля у вершины зубьев.
Чтобы не было эвольвентной интерференции,
необходимо соблюдение' следующих условий:
а) при нарезании 1К„ < —
— 1
smac
Ока = '« ПРИ заЦеплении с долбяком);
б) при зацеплении 1К < гш sin <ts.
На фиг. 19 даны коэфициенты высотной
коррекции для избежания звольвентной интер-
интерференции при ао5 = 20° и/0<у=1 [54].
При малой разности zp чисел зубьев ко-
колеса и шестерни или колеса и долбяка [г„д —
- (zK —2Д ) < 8 или zptu = (zK — гш) < 8 при
во*0°« fos>1 и ^ш-5**-0'4] возможна
интерференция головок между кромкой зуба
306
ПЕРЕДАЧИ
[РАЗД.
шестерни или долбяка и профилем зуба ко-
колеса при входе в зону захода зубьев и вы-
выходе из неё (трохоидальная интерференция).
0
щ
Ш
т\
Ш
щ
ш
ш
её
5=
-и
—
——
ш
О ""~kO SO 120 160 200 240 280 320 350 400
Число зубьев колеса ZK
Фиг. 19. Коэфициенты высотной коррекции для избежа-
избежания эвольвентной интерференции.
Для того чтобы не было этой интерференции,
необходимо соблюдение следующих условий:
а) при нарезании
АЯК (Si0 aSAK — «S
C0S aS
+ год (arccos
\
+ inv a.
I arccos
+ inv ao
куда Rejl подставляется с вычетом высоты за-
закруглённой части у вершины зуба долбяка;
б) при зацеплении
A (sin <Xj — as cos as) +
I
¦ь/Цагссоз
+ inv OL
+ inv ал
Ha фиг. 20 указана наименьшая разность
z =zK —2Д (для долбяков с максимально
закруглёнными зубьями у вершин) или 2рш~
•~zK —гш, при которой ещё избегается интер-
интерференция головок, если aos - 20° и fos =¦ 1 [54].
| ?0 U0 60 80 Ю0 120 W 160 180
Число зубьев шестерни zw или долбяка гД
Фиг. 20. Наименьшая разность между числами зубьев
колеса и долбяка (z ) или шестерни (г ) для избежа-
избежания интерференции головок при высотной коррекции
согласно графику на фиг. 19.
Наконец, для того чтобы при zpA = (zK—za) <
< 22 или при грш - (zK — гш) < 2Z, если kslu =
- tsic - ° (либ° ПРИ zPr < 8 или ПРИ Zpiu < 8,
если ^ш -= ^д: = 0,4), /0<у>1, и aos < 20° не было
срезания головок внутренних зубьев при
радиальной подаче долбяка или была возможш
радиальная сборка передачи, достаточно (не
не необходимо) соблюдение условий:
ReK + A\K — R2eA
2Л7„ >Г°К
'ок"
2А
В данном случае из величины ReR высота
закруглённой части вершины зуба долбяка не
вычитается.
Если последние условия не соблюдены, то
указанных дефектов (срезания головок или
несобираемости передачи в радиальном на-
направлении) всё же может и не быть. Для того
чтобы удостовериться в этом, можно восполь-
воспользоваться методом, предложенным И. Милей-
ковским [9], либо методом графического по-
построения.
Рекомендуемая коррекция внутреннего
зацепления для избежания интерференции.
Для того чтобы зубчатая передача с вну-
внутренним зацеплением была заведомо свободна
от указанных выше видов интерференции йот
подрезания, Бакингем [33] рекомендует при-
принимать гя > 16 и при гш > 16 применять сле-
следующую высотную коррекцию зацепления (о
укорочением головки зуба колеса):
а) при с^ - 20°, fos - 0,8 и c's - 0,25 (как обыч-
обычно принимается для косозубых колёс с вну-
внутренним зацеплением):
Я««-(*« + 2,1)тд; DeK-(zK-0,9) ms;
при этом sm = 1,7528 ms (Zstu - tSK - 0,25) и sK -
—1,3888 ms (без учёта бокового зазора). Во
избежание срезания головок при радиальной
подаче долбяка разность zpA-zK — z& должна
быть не менее 7; однако для того чтобы не
происходило задевания закруглённой части
зуба долбяка за зубья колеса, может пона-
понадобиться принять zpA не менее 15;
б) при <х^ = 20о, /ад-1 и с^-
°еш -
2'5)
(zK-\ ,2) mt \
1,7528 ms и sK = 1,3888 ms
при этом sm -1,7528 ms и sK = 1,3888 ms (
— ^-0,25). Во избежание срезания головок
при радиальной подаче долбяка zpR-zK—zl
должно быть не менее 12.
Область применения. Область примене-
применения зубчатых передач с внутренним зацепле-
зацеплением в основном ограничивается некоторыми
типами планетарных передач и передач, кото-
которые должны обеспечивать одинаковое напра-
направление угловых скоростей колеса и шестерни
при малом межцентровом расстоянии. Несмо-
Несмотря на компактность передач с внутренним
зацеплением и лучшие условия их зацепления
(меньшие контактные напряжения, чем при
внешнем зацеплении с теми же диаметрами
зубчатых колёс), они не получили большого
распространения вследствие трудностей зубо-
нарезания и зубошлифования, а также вслед-
вследствие обычно недостаточной жёсткости валов
и опор при консольном расположении ше-
шестерни и колеса.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
307
Методы нарезания зубчатых колёс с
внутренними зубьями. Зубчатые колёса с
внутренними зубьями чаще всего нарезаются
долбяками на зубофрезерных станках типа
Феллоу или Сайкса. При отсутствии указан-
указанных станков тихоходные колёса можно на-
нарезать с помощью специального приспосо-
приспособления на зубофрезерных станках дисковыми
или (при крупных модулях) пальцевыми фре-
фрезами по методу деления, среднескоростные
же — специальными червячными фрезами-
улитками по методу обката. В этих случаях
необходимо выбирать конструкцию колеса,
допускающую полный выход фрезы (напри-
(например, кольцевые колёса). Тихоходные колёса с
внутренними зубьями можно также нарезать
на долбёжном станке или на шепинге (с де-
делительным приспособлением), применяя заце-
зацепление с прямобочными профилями внутрен-
внутренних зубьев. Зубья шестерни в этом случае
должны нарезаться специально спрофилиро-
спрофилированными дисковыми, пальцевыми или червяч-
червячными фрезами. Иногда применяется строгание
внутренних зубьев по шаблону.
Для избежания необходимости в зубошли-
фовании ответственные тяжело нагружённые
зубчатые колёса с внутренними зубьями вме-
вместо цементации подвергают азотированию, при
изготовлении их из азотируемых сталей.
Расчёт на прочность и долговечность.
Цилиндрические зубчатые колёса с внутрен-
внутренним зацеплением следует рассчитывать на
прочность и долговечность по тем же форму-
формулам, что и цилиндрические зубчатые колёса
с внешним зацеплением, причём во всех фор-
формулах, в которых встречается выражевие /±1,
следует оставлять в нём знак минус. Если на-
нагрузка переменная, то при определении рас-
расчётной нагрузки особое внимание следует
уделять коэфициенту концентрации нагрузки.
Допуски на элементы зацепления колёс
с внутренними зубьями. При назначении до-
допусков для нарезания зубчатых колёс с вну-
внутренними зубьями следует иметь в виду, что
ошибки в окружном шаге и в профиле не под-
поддаются измерению с помощью существующих
приборов.
Ошибки в окружном шаге прямозубых
колёс могут быть проверены с помощью ро-
роликов.
Значения допусков следует выбирать такие
же, как и для колёс с наружными зубьями,
однако допуски по I классу точности (дости-
(достижимые лишь посредством фрезерования пре-
прецизионными червячными фрезами или посред-
посредством шлифования зубьев) для зубчатых ко-
колёс с внутренними зубьями неосуществимы.
Конструкция зубчатых колёс и редукторов
Типовые конструкции зубчатых колёс.
Ответственные стальные зубчатые колёса
небольших и средних размеров (при d<500.*uf)
изготовляются обычно из поковок (в штам-
штампах—при многоштучном изготовлении), а не-
неответственные — из проката или из отливок,
преимущественно чугунных.
В настоящее время распространены сле-
следующие конструкции крупных зубчатых ко-
колёс:
1) бандажированная конструкция —
кованый или прокатанный стальной обод (бан-
(бандаж) насажен с нагревом или под прессом на
чугунный или стальной центр;
2) болтовая (составная) конструкция —
кованый или прокатанный стальной обод и ли-
литая ступица (или непосредственно вал) связаны
между собой дисками (обычно двумя) или не-
непосредственно; диски к фланцам обода и сту-
ступицы прикреплены болтами (под развёртку);
3) сварная конструкция; отличается от
болтовой тем, что вместо крепления болтами
диски приварены к ободу и к ступице; иногда
обод выполняется также сварным (вальцован-
(вальцованным и сваренным в стык, на который должна
приходиться впадина зуба);
4) литая конструкция — сплошная сталь-
стальная отливка.
Наиболее распространены бандажированная
и литая конструкции. Первая даёт экономию
качественной стали и обеспечиваем лучшие
механические свойства материала, но она тре-
требует: а) мер предосторожности при горячей
обработке для избежания слоистости (в ре-
результате расплющивания воздушных или уса-
усадочных раковин при ковке); б) тщательного
изготовления и умелой посадки бандажа и
центра (для избежания высоких внутренних
напряжений или проворачивания бандажей в
работе).
В тех случаях, когда долговечность пере-
передачи лимитируется стойкостью рабочих по-
поверхностей зубьев шестерни, т. е. когда ко-
колесо не является слабым элементом зубчатой
пары (что имеет место, например, при кратко-
кратковременно действующих перегрузках и большом
передаточном числе), целесообразно применять
нормализованные зубчатые колёса из углеро-
углеродистого стального литья, которые дешевле и
легче бандажированных.
Высокие механические качества металлга
можно получить в легированном стальном
литье, в случае его улучшения, однако обычно
ограничиваются нормализацией литых колёс,
так как их закалка вызывает большие оста-
остаточные напряжения, которые можно удалить
лишь в результате длительного отпуска при
высокой температуре. Поэтому в тех случаях,,
когда величина допускаемой нагрузки опре-
определяется твёрдостью зубьев колеса, рекомен-
рекомендуется применять бандажированные колёса (при
наличии на заводе-изготовителе достаточного
парка карусельных станков) с улучшенными
бандажами из легированной стали.
Колёса болтовой конструкции применяются
в судовых передачах (турбинных) главным
образом вследствие их меньшего веса.
Область применения сварных колёс огра-
ограничивается неответственными передачами или
передачами, в которых от материала колеса
не требуется высоких механических свойств,
если при этом сварные колёса оказываются,
дешевле литых (при единичном изготовлении).
Содержание углерода в материале обода мо-
может быть повышено, если производить сварку
обода и дисков в нагретом состоянии и подвер-
подвергать колесо тщательному отжигу или длительно-
длительному отпуску при высокой температуре(например,
при 650°). Следует отметить, что американ-
американская фирма Вестингауз выполняет колёса для
главных судовых турбинных передач сварными.
В некоторых передачах (авиадвигателей,
электровозов и т. п.) ободы колёс соединя-
соединяются с центрами через пружины. Пружиннбе
308
ПЕРЕДАЧИ
[РАЗД. I
соединение выгодно применять: а) в быстроход-
быстроходных передачах, когда для компенсации нако-
накопленной ошибки в шаге необходимо предусма-
предусматривать „компенсирующую упругость"; б) когда
необходимо компенсировать неточности в на-
направлении зубьев и перекосы зубчатых колёс
как технологические (например, перекос и не-
непараллельность осей в корпусе передачи), так
и происходящие вследствие деформации валов
и опор под нагрузкой; для этой же цели ино-
иногда зубчатые колёса выполняют с тонкими
мембранообразными дисками.
Для компенсации неточностей нарезания
можно также прибегать к увеличению упру-
упругости соединения между шестерней и ближай-
ближайшей связанной с ней массивной деталью (на-
(например, применять упругие валики, проходя-
проходящие внутри шестерни, и т. п.).
Форма и размеры обода, спиц и сту-
ступицы литых колёс, стальных и чугунных.
Обод. Толщина обода &0 (фиг. 21) должна
выбираться возможно меньшей, чтобы не было
большой разницы в толщине обода (в литье)
и спиц,- но не менее той, которая получается
(в мм) по следующей эмпирической формуле:
150'
C9)
Среднее ребро при
расстоянии между ребрами
более U00 мм
Фиг. 21. Элементы обода ли-
литого колеса.
где ms — торцевой модуль в мм', zK — число
зубьев колеса.
Величина Ьо по формуле C9) допустима
лишь при наличии на ободе рёбер жёсткости
с высотой Л (фиг. 21), не меньшей чем 50.
Рекомендуется брать Л = 25О. Толщину ребра
следует брать от 0,88о до Ьо. Эти рёбра увели-
увеличивают жёсткость
обода и умень-
J шают' напряжения
в ободе, склады-
складывающиеся с напря-
напряжениями у корня
зуба. При расстоя-
расстоянии между рёб-
рёбрами более 400 мм
следует добавить
третье (среднее)
ребро.
Для уточнён-
уточнённого расчёта на из-
изгиб обода колеса
с шестью спицами изгибающий момент Мо
в сечении обода у спицы (где этот момент
хотя и меньше, чем в среднем сечении между
спицами, но напряжения больше вследствие
их концентрации в местах сопряжений рёбер
обода со спицами) можно определять при обыч-
обычных соотношениях между жёсткостью обода
и жёсткостью спицы по формуле [29]
Мо т 0,5PdK @,11 tg as + 0,02),
где Р — окружное усилие; dK — диаметр на-
начальной окружности колеса; as— угол заце-
зацепления в торцевом сечении.
Момент Мо создаёт напряжения растяжения
во внутренних волокнах (в рёбрах). При вра-
вращении колеса и при постоянном направлении
окружного усилия он изменяется примерно
от нуля до указанного значения (максималь-
(максимального).
Допускаемые напряжения изгиба в ободе
можно определить методом, изложенным на
стр. 273—275.
Спицы. При ширине литого колеса В
меньше одной двенадцатой его диаметра dK
обычно применяют колёса однодисковой (с
окнами) конструкции или (при небольших dK)
со спицами эллиптического сечения, при боль-
большей же ширине — со спицами одной из форм,
показанных на фиг. 22.
При d<l(J0O мм и В -100 -т- 200 мм
спицы обычно выполняются крестообразными
(фиг. 22, в), в остальных случаях—Н-образными
(фиг. 22, б) или двутавровыми (фиг. 22, г).
6) в)'** d г)
Фиг. 22. Форма спиц.
Несмотря на то, что двутавровые спицы легче
формуются, чем Н-образные, почти всегда от-
отдают предпочтение последним, так как оста-
остаточные напряжения в отливках колёс с такими
спицами получаются меньшими. С этой целью
поперечные стенки спиц обычно отделяют от
обода просветом s (фиг. 21), который можно
принимать равным
О,550 + 10 мм, или же
выполняют их с окном
в центральной части
поперечной стенки
спицы.
Для колёс диаме-
диаметром до 2500 мм число
спиц обычно выби-
выбирается равным 6. При
больших диаметрах
неразъёмные литые
колёса обычно выпол-
выполняются с разрезными ступицами и с шестью
или девятью спицами и с тремя щелями в сту-
ступице; при большой ширине таких колёс реко-
рекомендуется применять двухшвеллерные спицы
(фиг. 22, а).
Высоту спицы с Н-образным сечением Н
(фиг. 23) при толщине стенки спицы от О,880
до 80 (ббльшие значения — при — > 20 -н 25)
рекомендуется брать не меньшей, чем та, ко-
которая получается по формуле
Фиг. 23. Высота спицы
у ступицы (Я).
D0)
Если спицы с такой высотой не разме-
размещаются у ступицы, то следует выбрать Н из
условия надлежащего сопряжения спиц со сту-
ступицей (например, при шестиспицевом колесе
Н -2Z 0,6dcm, где йст —диаметр ступицы) и про-
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
309
извести расчёт спицы на изгиб по изгибаю-
изгибающему моменту [29]:
Такой расчёт рекомендуется производить
также при реверсивной нагрузке. Если Н-об-
разные спицы недостаточно прочны, то следует
применять двухшвеллерные спицы (фиг. 22, а).
Радиус закругления между спицами реко-
рекомендуется принимать не менее 0,5/У. Сужать
спицы к ободу следует не больше чем на 20%.
Ширину не поддерживаемого спицами края
обода следует брать не более 0,15В.
Ступица. Для выбора толщины металла
в ступице (от шпоночной канавки до наруж-
наружной поверхности ступицы) Ьст мм (фиг. 24)
ОМ мм
1расточка
Фиг. 24. Ступица.
Фиг. 25. Ступица с утол-
утолщением над шпонкой.
можно пользоваться следующей формулой,
выведенной по данным британского стандарта
на цилиндрические зубчатые колёса [11]:
bcm-DYd~e + \,2т3-5мм) )
где de — диаметр- отверстия в ступице под вал
в мм.
Для облегчения ступицы можно, идя на
усложнения моделей и стержневых ящиков,
применять конструкцию ступицы по британ-
британскому стандарту (фиг. 25), при которой тол-
толщина ступицы Ьст везде одинакова, а в отвер-
Фи?. 2Ь. Ступица с щелями.
стии ступицы, если de> 100 мм и длина сту-
ступицы l>de, предусматривается выемка длиной
Е--?г—12 мм и диаметром g>de + 16 мм.
Высоту ребра ступицы рекомендуется брать
не меньше высоты ребра обода.
При диаметре колеса более 2500 мм для
уменьшения остаточных напряжений в литье
и*облегчения посадки колеса на вал ступицу
выполняют с тремя щелями (фиг. 26), получае-
получаемыми в литье, и со стяжными кольцами.
Конструкция и размеры элементов бан-
дажированных колёс. Толщину бандажа (во
впадине между зубьями) можно определять
(в мм) по формулам:
при z < 150
З
мм)
7^ I D2)
при 2>150
мм. D2а)
Толщину обода чугунного центра ооч можно
принимать равной толщине бандажа 8<у. Однако,
если принята рекомендуемая для ответствен-
ответственных передач большого размера конструкция
обода центра с щелями (число которых обычно
принимается равным половине числа спиц),
подобными показанной на фиг. 27, то Ьоц сле-
следует увеличить на 25—40% (на больший про-
процент— при большем диаметре и при ударном
характере нагрузки). В этом случае для пре-
предохранения бандажа от проворачивания или
сползания в стык бандажа с ободом с каждой
стороны колеса ввинчивают от 6 до 12 сто-
стопорных винтов диаметром @,5 -*- 0,6) 5<у и дли-
длиной, равной трём диаметрам. При непрерывном
ободе центра достаточно иметь от трёх до
шести стопорных винтов.
Размеры спиц и ступицы центров можно
принимать такими же, как и для литых колёс.
Отверстие для выпивания
масла.
'/ISO Чк
Фиг. 27. Форма шели в ободе центра колеса.
Для нешироких прямозубых или шевронных
колёс {Ъ < 250 мм) диаметром менее 1600:—
1800 мм можно применять однодисковую кон-
конструкцию центра с толщиной диска от Ьо до
25О (большей — при большей ширине зубча-
зубчатых колёс), так как жёсткость обода центра
с напрессованным бандажом при таких разме-
размерах колеса достаточно велика, чтобы можно
было обойтись без спиц. Однодисковая кон-
конструкция предпочтительна при f > 10 м/сек
вследствие меньших потерь на барботаж.
Масло, попадающее в виде брызг и масляного
тумана в окна между спицами (если они не
закрыты), приводит в быстроходных передачах
к большим потерям.
В табл. 43 указаны рекомендуемые натяги
при посадке бандажа на центр. Меньшие коле-
колебания натяга, чем в табл. 43, могут быть до-
достигнуты, если при обточке центра за номи-
номинальный диаметр будет принят внутренний
диаметр уже расточенного бандажа данного
310
ПЕРЕДАЧИ
[РАЗД. I
колеса. При ободе центра со щелями наиболь-
наибольший натяг можно брать на 10% выше, чем
указанный в табл. 43, наименьший же жела-
желательно брать возможно ближе к наибольшему.
Таблица 43
Рекомендуемые натяги для посадки
стальных
бандажей зубчатых колёс на чугунные центры
" Номинальный
диаметр D
свыше
до
мм
боо
7оо
8оо
юоо
I2OO
15OO
1800
2ООО
22О0
2дОО
280О
ЗООО
32OO
350О
38OO
боо
7оо
8оо
IOOO
1200
1500
1800
2000
2200
2500
2800
3000
3200
3500
3800
4000
Отклонения
отверстия
ниж-
нижнее
верхнее
Отклонения
вала
верх-
верхнее
ниж-
нижнее
па
наиб.
'ЯГИ
наим.
микроны
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
+8о
+ 125
+ 15°
+ 2ОО
+275
+375
+5°°
+6оо
+650
+ 7°°
+8оо
+ ООО
+95°
+ IOOO
+ IIOO
+ I2OO
+5бо
+7оо
+8оо
+95°
+ I2OO
+ I5O0
+ I9OO
+ 22OO
+ 24OO
+ 2бОО
+ 2900
+ 32OO
+345»
+3600
+4ОО0
+ 43°°
+48о
+575
+65о
+75°
+ 925
+ 5
+ 1400
+ IOOO
+ 175°
+ 1900
+ 2IOO
+ 23OO
+2500
+ 2б0О
+2900
+3юо
5бо
7оо
8оо
95°
I2O0
1500
1900
22OO
2400
2бО0
29OO
32OO
345°
Збоо
4ооо
43°°
4оо
45°
5оо
55°
650
75°
9оо
IOOO
1100
1200
1300
1400
1550
1600
1800
1900
Посадка зубчатых колёс на валы. Зубча-
Зубчатые колёса сажаются на валы: а) со скользя-
скользящей посадкой или с посадкой движения (на
шлицевые валы в коробках передач); б) с по-
посадкой на конус (например, при посадке их на
концы валов электродвигателей); в) с одной
из неподвижных посадок из группы прессовых
или переходных.
Тяжело нагружённые, и в особенности ра-
работающие с ударной нагрузкой, непередвижные
зубчатые колёса следует сажать на валы с
прессовой посадкой, так как зазор в посадке
таких колёс (возникающий хотя бы и после
обминания гребешков на посадочных поверх-
поверхностях) непременно приведёт к разбалтыванию
соединения. При неударном характере нагрузки
и при небольших размерах валов можно при-
применять легкопрессовую посадку, а при необхо-
необходимости спрессовывать зубчатые колёса (на-
(например, для смены подшипников) — глухую или
посадку на конус.
Если посадка зубчатого колеса на вал про-
производится под прессом (т. е. без нагрева), то
для уменьшения усилия запрессовки рекомен-
рекомендуется применять двухступенчатые посадочные
поверхности (с разностью номинальных диа-
диаметров, например, в 1 мм). Для колёс неболь-
небольших размеров можно применять посадку с од-
одной посадочной поверхностью, но рекомен-
рекомендуется предусматривать конусную заборную
часть на валу, доходящую до незакруглённой
части шпоночной канавки.
Грубые тихоходные прямозубые колёса для
удобства сборки и разборки иногда сажают
без натяга на клиновую шпонку. В этом слу-
случае зазор целесообразно получать путём экс-
эксцентричной расточки со стороны шпоночной
канавки. Обычно же при неподвижной посадке
ставят одну или две (при больших диаметрах
валов) призматические шпонки. Если зубча-
зубчатые колёса периодически подвергаются дей-
действию многократных перегрузок, то, кроме
шпонок, рекомендуется ставить ещё 2—3 винта,
предусматривая соответствующее утолщение
вала под ступицей, что способствует также
значительному увеличению усталостной проч-
прочности вала. Иногда в этих случаях вместо
шпонок ставят штифты (длиной, равной длине
ступицы).
Если толщина стальной шестерни от шпо-
шпоночной канавки до окружности впадин по ка-
ким-либо причинам выбрана менее 1ms у ^Ш«
то прессовую посадку применять не следует,
Минимальная концентрация напряжений в теле
шестерни достигается при совпадении сере-
середины шпоночной канавки с серединой впадины
между зубьями.
Конструкция штампованных зубчаток.
В штампованных зубчатках следует избегать
резких изменений поперечного сечения, тон-
тонких сечений (<3 мм толщиной), глубоких
выемок и предусматривать выкружки доста-
достаточно большого радиуса. Процесс штамповки
должен обеспечивать направление волокон
(макроструктуры) в зоне расположения зубьев,
возможно более близкое к радиальному.
Ширина канавки в шевронных колёсах.
У нарезаемого червячной фрезой шевронного
колеса должна предусматриваться канавка для
выхода фрезы шириной
w > cos т Укфеф — К) + / sin у + ак sin ъ D3)
где h —- высота нарезаемого зуба; Оеф — на-
наружный диаметр червячной фрезы; -у — угол
установа червячной фрезы (у « р ± X, где I —
угол подъёма витков фрезы); / — расстояние
от полюса зацепления при нарезании до края
фрезы, дальше отстоящего от нарезаемой поло-
половины шеврона при выходе фрезы (обычно / -
- -$¦. где Ьф — длина фрезы); ак — расстояние
от полюса зацепления до конечной контактной
( ОП 'Я ~*~ *У>« 1
ак « _ тп |.
Рабочий чертёж зубчатого колеса. Из
размеров, относящихся к зацеплению, на ра-
рабочем чертеже зубчатого колеса должны быть
даны:Оес указанием нижнего отклонения ADg,
d, Di или ha В. При измерении толщины зубьев
штангензубомером на отдельном эскизе ука-
указываются наибольшая допустимая толщина
зуба, равная sxn — \Asg\ (или sxa — \Ase\) и
нижнее отклонение от неё, равное —\AsH-
— Ase\, а также высота измерения h'xn (или
hxm)' При измерении радиальным зубомером
Сайкса указываются поправка к его показанию
(при угловой коррекции) и допускаемые откло-
отклонения Ah8 и AhH. При измерении по общей
нормали указываются наибольший допустимый
размер по общей нормали L — \ALe\, нижнее
отклонение от него — \ALH — ALe\ и число охва-
охватываемых при измерении зубьев.
На рабочем чертеже должны быть приве-
приведены (в форме таблицы): тп или ms; г; 0; на-
направление зуба (правый или левый ход; ука-
указывается на каждом полушевроне); ?„ или ?4;
наименование зуборезного инструмента с ука-
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
311
занием аоп или а^, fOn или fos и соп или cos > °РИ"
ентировочная высота зуба h; Ы (для косозу-
бых или шевронных колёс); Мо (для прямозу-
прямозубых колёс); S/ и ЬЬ (для ответственных колёс
с малым d); Мг или Дs ; допускаемое радиаль-
радиальное биение по наружному цилиндру и по шей-
шейкам; торцевое биение (для колёс с d> 1000 мм).
Кроме того, на чертеже должны быть приве-
приведены необходимые технологические указания.
мальное погружение колёс обеих ступеней в
масляную ванну, б) малая длина редуктора.
Недостатки: а) неполное использование мате-
материала зубчатых колёс быстроходной ступени,
б) нагрузка по длине зубчатых колёс при пе-
перегрузках распределяется резко неравномерно
вследствие деформации промежуточного вала.
По этой схеме изготовляются мелкие и сред-
средние редукторы с валами на подшипниках ка-
качения и обычно с косозубыми колёсами.
Обработка
особо
W , кроме мест, показанных
1
-<
t
т
¦e.
9
/
Проба
Размеры зуба
в нормальном сечении
(при измерении штангензубомером)у
Данные для зубореза
Число зуНьев
Нормальный модуль
Угол наклона зуба у
Направление зуба
Коэфициент коррекции в нормаль-
нормальном сечении
Нарезать червячной фрЪЗОй:
а) с углом зацепления
б) • коэфициентом высоты зуба
в)- " радиального
зазора
7 Высота зуба ориентировочная
Размеры для зубомера
9 Допускаемая ошибка 6 окружном шаге
10 Допускаемая накопленная ошибка
Допускаемое радиальное биение
Допускаемое биение по шейкам
Зубья нарезать тоньше эталона ^_____^
(т- ос0= ...) по компаратору \на ,.|
(при измерении компаратором)
После нарезки произвести закалку поверхнос-
поверхности зубьев до твердости по Бринелю Нд=
Затем подвергнуть притирке в паре с дет
М. Ц.Р. при плотном зацеплении •
8
8:::z
ОкруЖная скорость V:
Приемка материала по ТУ
м/Сек
Фаску
срубить по контуру каждого
Зуба перед поверхностной
закалкой
Колесо
шевронное
К сбор, черт
Фиг. 28. Рабочий чертёж шестерни, нарезаемой червячной фрезой.
На фиг. 28 дан типовой рабочий чертёж
шестерни, зубья которой нарезаются червячной
фрезой и подвергаются последующей поверх-
поверхностной закалке.
Предельные допускаемые значения боко-
бокового зазора Сдтхп и сптах и требующаяся наи-
наименьшая начальная зона контакта (при про-
проверке по краске) должны быть указаны на
сборочном чертеже, а в тех случаях, когда
сборочный чертёж не выполняется (например,
для открытых передач),— на рабочих чертежах
зубчатых колёс.
На рабочем чертеже корпуса передачи
должны быть даны: ДЛ, Ьх и Ьу {Ьх и 8у — в
примечании).
Типовые схемы двухступенчатых и трёх-
трёхступенчатых цилиндрических редукторов.
В двухступенчатых цилиндрических редук-
редукторах с горизонтально расположенными валами
наиболее распространены следующие схемы
расположения зубчатых колёс (фиг. 29):
1. Первая, или „двухосная", схема (фиг. 29,а).
Её достоинства: а) легко достигается опти-
2. Вторая, или „трёхосная развёрнутая',
схема (фиг. 29, б). Рекомендуется к применению
при более или менее равномерной нагрузке.
3. Третья схема — с раздвоенной тихоход-
тихоходной ступенью (фиг. 29, в). Применяется сравни-
сравнительно редко. Основной её недостаток—вредное
влияние деформации валов при переменной
нагрузке на работу тихоходной ступени.
4. Четвёртая схема — с раздвоенной быстро-
быстроходной ступенью (фиг. 29, г). Симметричное
расположение шестерни тихоходной ступени
относительно опор делает эту схему подхо-
подходящей для редукторов с переменной нагруз-
нагрузкой.
Из схем трёхступенчатых редукторов при
переменной нагрузке рекомендуется схема
с раздвоенной промежуточной ступенью
(фиг. 29, д).
Элементы конструкции редукторов.
Опорные узлы с подшипниками ка-
качения. В мелких и средних редукторах
обычно применяются подшипники качения, что
объясняется многими их достоинствами, из
312
ПЕРЕДАЧИ
[РАЗД. I
которых для редукторов особое значение
имеют следующие:
а) для зубчатых колёс можно применять
смазку с высокой вязкостью;
б) изменение величины и направления на-
нагрузки, разное направление реакций в опорах
вала, изменение числа оборотов зубчатых ко-
колёс, несимметрично расположенных по отно-
отношению к опорам, и т. п. не приводят к такому
si
Фиг. 29. Наиболее распространённые схемы цилиндри-
цилиндрических двухступенчатых и трёхступенчатых редукторов:
в)—двухосная; б)—трёхосная развёрнутая; в)—с раздвоен-
раздвоенной тихоходной ступенью; г) — с раздвоенной быстро-
быстроходной ступенью; д) — с раздвоенной промежуточной
ступенью; е) — четырёхосная развёрнутая; Б—быстро-
Б—быстроходный вал; Г—тихоходный вал.
нарушению правильности прилегания зубьев,
какое возникает при применении подшипников
скольжения;
в) во многих случаях отпадает необходи-
необходимость в искусственном охлаждении.
В крупных редукторах также целесообразно
применять подшипники качения, если их вы-
выносливость не будет лимитировать долговеч-
долговечности редуктора. Часто вопрос о выборе типа
подшипников для мощных редукторов (до
1000 л. с.) решается в пользу подшипников
качения в связи с тем, что при их примене-
применении отпадает необходимость в циркуляцион-
циркуляционной системе смазки и в искусственном охла-
охлаждении. При числе оборотов в минуту быстро-
быстроходного вала более 1500 трудно достичь бес-
бесшумной работы подшипников качения. Иногда
для уменьшения шума (при л>500 об/мин)
ставят по два подшипника рядом.
При применении шевронных колёс в ком-
комбинации с подшипниками качения, препятству-
препятствующими осевой „игре" вала (роликовые под-
подшипники — цилиндрические и, в особенности,
бочкообразные и конические), зубчатые колёса
не должны иметь „игры" в осевом направле-
направлении, что обычно достигается притиркой зубьев
при постоянном осевом положении валов. Для
избежания этой трудно осуществимой опера-
операции рекомендуется при применении подшип-
подшипников качения указанных типов ставить косо-
зубые колёса с небольшим углом наклона
зубьев. При этом применяются подшипники,
могущие воспринимать небольшую осевую
нагрузку, или же рядом с цилиндрическим
роликовым подшипником, принимающим на
себя радиальную нагрузку, ставится обыкно-
обыкновенный шариковый подшипник — для восприя-
восприятия осевой нагрузки.
Когда наружное кольцо подшипника тре-
требуется фиксировать в осевом направлении
(например, при фиксации вала с реверсивной
Фиг. 30.
осевой нагрузкой)» либо применяется стакан
с буртом внутри и с фланцем снаружи, либо
гнездо под подшипник растачивается с бур-
буртом. В обоих случаях подшипник прижимается
своей крышкой к этому бурту.
Если конструкция подшипникового узла
не позволяет внутреннему кольцу подшипника
сколь-либо значительно сдвинуться в осевом
направлении (фиг. 30), то крепить его на валу
гайкой нецелесообразно. Внутреннее кольцо
должно сажаться на вал обязательно с натягом.
Смазка подшипников качения обычно осу-
осуществляется; а) брызгами от зубчатых колёс
(фиг. 30); иногда для поддержания уровня масла
до центра нижнего ролика или шарика ставят
козырьки или устраивают запруды из замазки;
б) струями, стекающими из маслособиратель-
ных желобов (фиг. 31), расположенных вдоль
всей крышки редуктора; в) мазями, закладывае-
закладываемыми в подшипниковые камеры, изолирован-
изолированные от остального пространства внутри кор-
корпуса мазеудерживающими шайбами (фиг. 32).
Последний способ смазки рекомендуется
применять в тех случаях, когда первые два не-
недостаточно надёжны (например, при ю<Ьм\сек).
В ответственных мощных (например, прокат-
прокатных) редукторах подшипники качения обеспе-
обеспечиваются струйной смазкой от центральной
системы.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
31$
Из многочисленных видов уплотнений наи-
наиболее распространены: а) резьбовое — с правой
и левой трапециевидной резьбой (фиг. 30);
б) канавочное — с двумя или тремя канавками
в отверстий крышки подшип-
подшипника и с дополнительной охва-
охватывающей шайбой (фиг. 32)
или без неё (зазор ~ 0,5 мм).
Фиг. 31.
Фиг. 32.
Опорные узлы с подшипниками
скольжения. Подшипники скольжения
применяются преимущественно в комбинации
с системой циркуляционной смазки под давле-
давлением (от насоса). Циркуляция масла в подшип-
подшипнике обычно осуществляется способом, анало-
аналогичным указанному на фиг. 33: масло под
давлением подводится в масляную сектор-
секторную канавку А, на фиг. 33 расположенную
снизу (т. е. в бобышке корпуса редуктора),
отсюда по сверлёному отверстию В во вкла-
Отверстие
в плоскости,
перпендикулярной
к плоскости
чертеЖо
Фиг. 33.
дыше — на поверхности скольжения, далее,
по отверстию С в верхнем вкладыше — в мас-
масляную секторную канавку D крышки под-
подшипника; из этой последней через сверление
в цилиндрической головке винта (предохра-
(предохраняющего вкладыши от проворачивания) по
трубочке — к термометру и указателю цир-
циркуляции масла и, наконец, через отверстие Е—
в ванну корпуса.
Для смазки подшипников скольжения
используются также стекающие с крышки
редуктора брызги масла (при г>>4 м/сек), ко-
которые по желобам на крышке или на плоско-
плоскости разъёма корпуса (фиг. 34) направляются
к поверхностям скольжения.
Для избежания осевых нагрузок в редук-
редукторах с подшипниками скольжения рекомен-
рекомендуется ставить шевронные колёса. В редук-
Корпус
редуктора
Фиг. 34.
торах с шевронными колёсами, одноступен-
одноступенчатых и многоступенчатых, в осевом напра-
направлении фиксируется лишь тихоходный вал.
Чтобы работа редуктора происходила без из-
износа подшипников скольжения; который на-
нарушил бы прилегание зубьев, удельное давле-
давление при наибольшей длительной нагрузке
в подшипниках редукторов обычно выбирают
не свыше 12—15 кг/см2.
Иногда, для того чтобы иметь возможность
ликвидировать перекосы зубчатых колёс, проис-
происшедшие вследствие неточной расточки кор-
Фиг. 35. Пластины для регулировки подшипника
скольжения.
пуса, его коробления или, наконец, вследствие
износа подшипников, вкладыши в корпусе
и в крышке редуктора выполняются с не-
несколькими рядами центрирующих пластин,
прижатых стальными планками (фиг. 35). Путём*
314
ПЕРЕДАЧИ
[РАЗД. I
перекладывания тонких пластин из одной по-
половины подшипника в другую можно пере-
переместить подшипник в поперечном направлении.
Рекомендуется в каждую канавку укладывать
следующий набор пластин: две — по 0,05 мм,
две—по 0,1 мм, одну— 0,2 мм и одну—0,4 мм.
На фиг. 36 представлена одна из конструк-
конструкций вкладыша подшипника, служащего одно-
одновременно и для фиксации вала в осевом на-
направлении.
При смазке редуктора под давлением
обычно применяется масляный зубчатый на-
cocN который чаще всего приводится во вра-
7
1
i
i
i
[У
1 <j
V
V
h
Фиг. 36.
щение от конца
одного из валов
непосредственно
или через допол-
дополнительную пере-
передачу. При таком
приводе корпус
зубчатого насоса
устанавливается
вместо боковой
крышки подшип-
подшипника.
Корпусы и крышки редукторов.
Корпусы длиной свыше 2,5—3 м выполняются
с двойными продольными (а иногда и попе-
поперечными) стенками (фиг. 37). Внешняя стенка
нередко выполняется с уклоном. Крышки под-
подшипников в крупных редукторах часто вы-
выполняются отдельно от крышки редуктора,
которая в этом случае в тихоходных и средне-
скоростных редукторах может быть сварной
(из тонкого листа).
В мелких и средних редукторах применяется
Чосле отливки концы труб отрезаются
^автогенным пламенем
Г
Отверстия для отвода
в ванну масла, вытекающего
с наружной стороны подшипника
-Фиг. 37. Сечение корпуса редуктора с двойной продоль-
продольной стенкой.
одностеночная конструкция корпуса, крышки
же подшипников выполняются за одно целое
с крышкой редуктора.
Материал корпуса — обычно серый чугун,
а иногда, в крупных редукторах, — стальное
литьё (с привариваемой или привёртываемой
масляной ванной). В целях снижения веса
редуктора при единичном производстве при-
применяются также сварные корпусы (иногда
с подшипниковыми опорами из стального
литья). При достаточном оребрении хорошо
отожжённые сварные корпусы удовлетвори-
удовлетворительно глушат шум зубчатых колёс и не про-
производят сами шума (из-за резонанса). Не-
Несколько меньшая демпфирующая способность
у мягкой стали, чем у чугуна, компенсируется
большим модулем упругости, а следовательно,
большей жёсткостью стенок корпуса при до-
достаточной их толщине. Толщины стенок и флан-
фланцев корпуса и крышки из плотного (не пори-
пористого) чугунного литья ориентировочно можно
определять по формулам:
а) толщина стенки одностеночных корпусов
(фиг. 38) 8К ~ б.ОЗЛ + 5 мм и двухстеночных
Ьк - 0,02А + 5 мм, где А — межцентровое
расстояние в мм
(тихоходной сту- 1_
пени — в много-
многоступенчатых пере-
передачах);
б) толщина стен-
стенки крышки (если
с крышкой редук-
редуктора за одно це-
целое выполнены и
крышки подшип-
подшипников) Ьк « 0,8Ьк;
в) толщина фланца корпуса для крепления
его с крышкой (фиг. 38) 8^ » 1,5Ъ^;
г) толщина фланца крышки 8^ « 1,55^.
Стенки крышки и корпуса в месте примы-
примыкания к ним фланцев рекомендуется выпол-
выполнять с уширительным уклоном (фиг. 38).
Отверстия для фундаментных болтов вы-
выполняются либо короткими (фиг. 37), либо
с продольной стороны длинными (фиг. 39),
а с поперечной — короткими (при одностеноч-
одностеночных поперечных стенках; фиг. 40). В нижней
части масляной ванны предусматриваются
люки диаметром 200—300 мм, служащие для
постановки стержней, пла-
тики (фиг. 41), на которых
корпус может стоять в цехе
или при транспортировании,
и отверстие для спуска
масла (фиг. 42).
На фиг. 43 показано одно
из возможных выполнений
маслоуказателя в виде при-
прилива, К которому крепится
рамка со стеклом (небью-
(небьющимся). Иногда для из-
измерения уровня масла слу-
служит прут с делениями.
Вдоль верхних фланцев кор-
корпуса обычно фрезеруются
канавки для обратного стока
масла, проникающего сквозь
стык фланцев корпуса и
крышки (фиг. 38). В круп-
крупных корпусах эти масло-
Фиг. 38.
ГЛ. VIП
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
315
Отверстие под_
фундаментный
бО/Mhy
Ощверстия для крепления
крышки
для подвода масла
ч\ во 2-й подшипник
из маслопроводяще-
го канала 1-го под-
подшипника
Mill
Фиг. 43. Прилив для маслоуказателя в кор-
корпусе редуктора.
Фиг. 41. Опорный платик
корпуса редуктора.
Фиг. 42. Отверстие
в корпусе редуктора
для спуска масла.
Фиг. 40
Канавка
Фиг. 45. Паз в отверстии кор-
корпуса редуктора для уплотни-
тельного кольца.
Фиг. 46. Отверстие
в корпусередуктора
для подачи масла
к маслоразбрызги-
вателю.
Фиг. 44.
Этот угол может дыть равен нулю
Фиг. 47. Маслопроводы для подачи масла в под-
подшипники.
Фиг. 48. Гнездо под вкладыш подшипника скольжения
при одностеночной конструкции корпуса редуктора.
316
ПЕРЕДАЧИ
[РАЗД. I
отводящие канавки частично выполняются
в литье (более широкими). Для лучшего уплот-
уплотнения поверхности разъёма смазывают жидким
стеклом или спиртовым лаком. Во фланце
крышки рекомендуется предусматривать от-
отжимные болты.
Для уменьшения шума редуктора его кор-
корпус и крышку желательно снабжать рёбрами
и притом в возможно большем количестве
но внутренние рёбра (в
масляной ванне) нежела-
нежелательны, так как
они создают „те-
„тепловые мешки" и
уменьшают тепло-
теплопередачу через
стенки корпуса.
кольца (фиг. 44). Кольцо состоит из двух по-
половин, которые закладываются с посадкой А/С
в соответствующие пазы в отверстиях в кор-
корпусе (фиг. 45) и в крышке. Масляные скребки
изготовляются из латуни или из бронзы.
Маслоприводы для подачи масла в подшип-
подшипники и к зацеплению могут проходить в самом
корпусе (фиг. 46 и 47). Маслопроводящие
трубы перед постановкой в
литейную форму должны лу-
лудиться.
Одна из форм опорного
гнезда под подшипники сколь-
скольжения при однестеночной кон-
В редукторах с подшипниками скольжения
эффективная система уплотнения осущест-
осуществляется следующим образом. Вместо крышек
у подшипников делаются дополнительные
стенки с отверстиями, которые закрываются
заглушками, в случае же выходящих концов
валов в них вставляются уплотнительные
струкции корпуса показана на фиг. 48. Вто-
Вторая стенка выполняется на части высоты кор-
корпуса и крышки так, чтобы она охватывала
гнёзда подшипников. Назначение этой стенки
то же, что и в крупных редукторах.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
317
Бобышки под все болты, за исключением
очень длинных фундаментных, должны прове-
проверяться на станке (циковаться). Болты или
шпильки, прикрепляющие крышку к корпусу
и корпус к фундаментной плите или к фунда-
фундаменту, должны быть рассчитаны на такие
усилия предварительной затяжки, при которых
созданные этими усилиями удельные давления
в плоскости разъёма при работе редуктора
ни в одной точке стыка не уменьшаются до
нуля (если учесть действие на прикрепляемый
элемент всех сил и их моментов относительно
нейтральной оси стыка).
Конструкция редукторов. Многочислен-
Многочисленные примеры конструктивного выполнения
¦редукторов и зубчатых передач приведены
в специальных трудах [например, 2, 6, 7 вып. 2,
16,17]. На фиг. 49 дан общий вид одноступен-
одноступенчатого редуктора небольшого размера по
проекту Центрального бюро редукторострое-
ния (ЦНИИТМАШ).
Определение сил, действующих на валы.
При расчёте валов и подшипников общая на-
нагрузка на зубья обычно заменяется тремя
силами, приложенными к середине зубчатого
колеса (фиг. 50):
1) окружное усилие Р—— ;
2) радиальная сила Q-P- -?¦;
3) осевая сила (действующая вдоль образу-
образующей начального цилилдра) /V-PtgP.
На ведущий и ведомый валы, связанные
с двигателем и рабочей машиной муфтами,
кроме этих сил и веса зубчатого колеса, дей-
Фиг. 50. Силы, передающиеся с зубчатого колеса на вал.
етвуют вес муфты и неуравновешенная часть
окружного усилия на муфте. Для зубчатых
муфт последняя может быть принята равной
нулю; для пальцевых и колодочных упругих
муфт эту силу рекомендуется принимать по
величине равной -~-Рм — при расчёте валов
о
и -^Рм—при расчёте подшипников (где Рм —
окружное усилие на рабочих элементах
муфты), а по направлению — вращающейся
вместе с валом.
Материалы для зубчатых колёс*
Стали для зубчатых колёс, подверга-
подвергающихся термической обработке после на-
нарезания зубьев. Качественные зубчатые
колёса при многоштучном их изготовлении
обычно выполняются с твёрдыми рабочими
поверхностями зубьев, что достигается следу-
следующими видами термообработки (после нареза-
нарезания): а) цементацией, б) цианированием, в) азо-
азотированием, г) поверхностной закалкой (обычно
с нагревом поверхностного слоя посредством
электричества) и д) сплошной закалкой (с низ-
низким отпуском). Последний наиболее дешёвый
вид термообработки имеет тот недостаток, что
при нём не может быть достигнута высокая
твёрдость рабочих поверхностей зубьев в со-
сочетании с достаточной вязкостью их сердце-
сердцевины.
При поверхностной закалке токами высо-
высокой частоты возникают значительные остаточ-
остаточные напряжения под твёрдым слоем, поэтому
она не нашла пока широкого применения.
Цианированные и азотированные стали не
уступают цементованным в сопротивляемости
контактным напряжениям при постоянной на-
нагрузке, но не выдерживают значительных
перегрузок вследствие малой толщины поверх-
поверхностного слоя. Азотированные зубчатые колёса
часто применяются в тех случаях, когда не-
неосуществимо шлифование зубьев (например,
внутренних) и поэтому необходимо уменьшать
до минимума коробление зубчатых колёс. Наи-
Наибольшей сопротивляемостью контактным на-
напряжениям отличаются цементованные зубча-
зубчатые колёса из легированных сталей.
Цементуемые стали. Углеродистые
цементуемые стали для зубчатых колёс почти
не применяются вследствие недостаточной со-
сопротивляемости металла, примыкающего к твёр-
твёрдому слою, контактным напряжениям и напря-
напряжениям изгиба (даже при закалке в воде) и
неоднородной твёрдости цементованного слоя.
Большую прочность сердцевины зуба обеспе-
обеспечивают стали марганцовистые (пригодные для
прямой закалки из газовой цементационной
печи) и хромистые A5Х, 15ХА, 20Х).
В тех случаях, когда тяжело нагружённые
зубчатые колёса могут подвергаться значи-
значительным перегрузкам и ударным нагрузкам
(например, в коробках передач танков и гру-
грузовых автомобилей — при переключении ско-
скоростей, в редукторах авиадвигателей — при
переходе числа оборотов через резонансные
зоны и т. п.), помимо усталостной прочности
сердцевины, имеет большое значение сопро-
сопротивляемость зубьев перегрузкам или сопроти-
сопротивляемость закруглённых торцев ударам у пере-
* Указания относительно выбора материалов для зуб-
зубчатых колёс см. также на стр. 214, 252, 258, 265 и 268.
О химическом составе приводимых здесь марок стали,
стального и чугунного литья см. т. 3 и 4.
318
ПЕРЕДАЧИ
[РАЗД. I
ключаемых зубчаток, которая находится в не-
некоторой связи с ударной вязкостью и пласти-
пластическими свойствами сердцевины. Наилучшим
сочетанием всех этих качеств отличаются хро-
моникелевые цементуемые стали 12ХНЗА,
12Х2Н4А и 18ХНВА. Последняя сталь даёт пре-
предел усталости сердцевины а_1~53—56 кг/мм*-
при ударной вязкости свыше 10 кгм/см^.
Полноценными заменителями хромоникеле-
вых цементуемых сталей являются стали 15ХФ
и 18ХГМ, так как содержание ванадия в пер-
первой и молибдена во второй способствует тому,
что сердцевина зуба приобретает высокую
ударную вязкость в сочетании с высокой
прочностью.
Цементованные стали с содержанием угле-
углерода свыше 0,2—0,25%, обеспечивающие боль-
большую усталостную прочность зубьев, чем стали
с меньшим содержанием углерода, приме-
применяются для крупных зубчаток, работающих
с более или менее постоянной нагрузкой, без
значительных перегрузок (например, для не-
переключаемых тракторных зубчаток). При
этом содержание легирующих элементов
должно быть подобрано таким, чтобы зубья
не прокаливались насквозь.
Если требуется выбрать сталь, которая
давала бы наибольшую прочность сердцевины
зубьев, то рекомендуется принимать во вни-
внимание критическую толщину SK, определяе-
определяемую в мм [56, 23], при которой зубья прока-
прокаливаются насквозь (на 50%-ный мартенсит
в центре зуба). Эта толщина определяется
по идеальной (при закалке в идеально сильной
закалочной среде) критической толщине SKU
и по силе h фактической закалочной среды
(Л — отношение коэфициента теплопередачи
к коэфициенту теплопроводности) с помощью
табл. 44 и 45.
В свою очередь, размер SKa в мм можно
определить по химическому составу стали при
помощи следующей формулы (в которой при-
приближённо уже учтено влияние серы и фосфора
при обычно допускаемом их содержании):
SKU-3,5-l№5-Ny5C A +3,ЗМп).A +0,7 Si) x
Коэфициенты h (в 1/см)
Таблица 44
Циркуляция
или перемеши-
перемешивание (в резуль-
закаливаемой
детали в зака-
закалочной среде)
Отсутствует
Слабая . . .
Средняя . .
Выше сред-
средней
Сильная . .
Очень силь-
сильная
воздух
О,О1б
—
—
0,04*
Закалочная среда
масло
0,2—0,24
0,24—0,28
0,28—0,32
0,32-0,40
0,40—0,64
0,64—0,88
вода
0,72—о,8о
о,8о-о,88
0,96—1,04
1,12—1,2О
1,28—1,бО
З.з
соляной
раствор
i,6
1,6-1,7б
—
—
4
* При естественной конвекции воздуха.
тического размера следует подставлять верх-
верхние пределы процентного содержания указан-
указанных элементов; Л/ — номер аустенитного зерна
по ASTM (при температуре закалки).
Повышение содержания хрома сверх 0,4°/0
и молибдена сверх 0,2% не даёт почти ника-
никакого эффекта вследствие образования нерас-
творённых карбидов, если выбранная темпе-
температура нагрева при закалке недостаточна для
их растворения. При 0,04% ванадия правую
часть формулы D4) следует умножить на 1,4.
Дальнейшее увеличение содержания ванадия
приводит к снижению его влияния на закали-
закаливаемость (например, 0,17% ванадия уже не
дают никакого эффекта).
Если зубчатые колёса могут подвергаться
при работе большим ударным нагрузкам, то
размер 5л; должен быть меньше хордальной
толщины основания зуба в нормальном сече-
сечении Sin. Лишь для сталей с высоким содержа-
содержанием никеля и для высоколегированных нике-
лемолибденовых сталей допустимо принимать
SK>sin.
Если Sin мало отличается от SK, подсчитан-
подсчитанного по среднему допускаемому содержанию
в стали легирующих элементов, то при рас-
расчёте зубьев на изгиб можно принимать:
x(l+2,2Cr)-(l+0,4Ni)-(l+3,2Mo), D4) при С = 0,150/0
где С, Mn, Si, Cr, Ni, Mo — процентное содер-
содержание в стали соответствующих химических
элементов; при определении наименьшего кри-
105;
Оу-80 кг\мя\
Если Sin<SK, то ориентировочно (для целей
проектировочного расчёта) можно считать.
Таблица 45
Отношение критической толщины к идеальной (при Л — =°) критической толщине]—— ) и критического
K
диаметра к критической толщине I -=-^ 1 в зависимости от произведения (безразмерного) й •Sh
DK
0,3
-
1,80
0,5
1,82
0,8
0,19
1,86
1,0
0.25
I.91
1,3
о,3°
i,9o
1,6
о,37
i,90
2
о,43
1.99
3
°,54
2,Об
4
O,6l
2,07
6
0,73
2,07
8
о,79
2,18
10
0,82
2,27
16
0,88
2,28
20
0,91
з,34
40
о,94
-
* Здесь SKU— в см. ** Здесь SKU — в мм.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
319
что оь снижается пропорционально
a os - ab — 20 кг/мм?.
На практике применяются следующие виды
термообработки при цементации:
1.Закалка из цементационного
ящика, дающая структуру твёрдого слоя
с остаточным аустенитом (в высоколегирован-
высоколегированных сталях), хорошо сопротивляющуюся кон-
контактным напряжениям. При закалке из ящика
следует применять стали, которые не стано-
становятся крупнозернистыми при температуре на-
науглероживания. Недостаток этого вида тер-
термообработки состоит в повышенном коробле-
короблении при закалке с высокой температуры
(которую можно несколько снизить путём
охлаждения в ящике до ArS).
2. Одинарная закалка с высо-
высокой температуры — охлаждение в ящике,
повторный нагрев до температуры свыше Ас3
и закалка — даёт меньшие остаточные напря-
напряжения, чем закалка из ящика.
3. Одинарная закалка с низкой
температуры — охлаждение в ящике, по-
повторный нагрев до температуры 780—800°
(в зависимости от стали) и закалка —даёт
мартенситную структуру корки, повышенную
прочность сердцевины и малое коробление, ко-
которое к тому же может быть ещё уменьшено,
если перед цементацией произвести нормали-
нормализацию, а перед закалкой охлаждать зубчатки
до температуры, несколько превышающей Ап,
которая для никелевых и хромоникелевых ста-
сталей значительно ниже Ас1 (например, для ста-
сталей SAE 2512, 2515, 2520, 4815 и 4820 крити-
критическая точка Лп<500°, т. е. зубчатки перед
закалкой можно охлаждать до температуры
500—550°). Иногда перед закалкой производят
высокий отпуск (при 630—650°). Недостаток
одинарной закалки с низкой температуры со-
состоит в том, что в заэвтектоидных сталях при
медленном охлаждении в ящике образуется
цементитная сетка, делающая корку хрупкой.
Процесс цементации для уменьшения количе-
количества свободного цементита следует вести так,
чтобы получить заданную толщину науглеро-
женного слоя при содержании углерода не
свыше 1о;о.
4. Двойная закалка — закалка с тем-
температуры выше Аг3 (из ящика или после по-
повторного нагрева до температуры выше Д^,
т. е. до 830—870°, в зависимости от стали),
затем повторный нагрев до 750—800° (в зави-
зависимости от стали и желательной твёрдости
корки) и закалка; иногда вместо первой за-
закалки производят нормализацию; производится
для устранения цементитной сетки в корке.
Двойная закалка приводит к мартенситной
структуре корки и к большей прочности серд-
сердцевины (у никелевых и хромоникелевых ста-
сталей). Недостатки двойной закалки заключаются
в большом короблении (или в необходимости
производить закалку под прессом), в понижен-
пониженной сопротивляемости контактным напряже-
напряжениям и в дороговизне процесса термообра-
термообработки.
Для среднелегированных сталей обычно
применяют закалку из ящика, при которой
обеспечивается наибольшая твёрдость корки.
Закалочная среда, в большинстве случаев, для
углеродистых сталей — вода, для легирован-
легированных — масло. При двойной закалке легирован-
легированных сталей вторую закалку иногда также про-
производят в воде, что повышает твёрдость с по-
поверхности. Для уменьшения внутренних на-
напряжений после окончательной закалки обычно-
производится отпуск при 150 или 200°.
По опытам Наультона и Снайдера [57]
однократная закалка сталей SAE 4620, 4120,
3115 и 5120 с температуры 860° (из ящика
или после повторного нагрева) приводит не
только к повышенной контактной прочности
зубчаток или роликов (см. табл. 9 и 13), но »
к значительно большей прочности зубьев на-
изгиб.
Закалка из ящика или одинарная закалка:
с высокой температуры даёт для цементованных
зубчаток из стали 15ХФ и 18ХГМ более высо-
высокую прочность и ударную вязкость сердце-
сердцевины, чем двойная закалка.
Толщину цементованного слоя рекомен-
рекомендуется брать равной около 15% толщины осно-
основания зуба, но не свыше 1,5 — 1,8 мм. По опы-
опытам Бакингема [50] при толщине цементован-
цементованного слоя в 0,9 мм была достигнута большая
сопротивляемость контактным напряжениям,
чем при толщине в 0,63 мм или в 1,4 мм (вид
стали и вид термообработки после цементации
не указаны). Сопротивляемость зубьев цикли-
циклическим напряжениям изгиба с увеличением
толщины корки возрастает.
Для зубчаток с небольшим модулем обычно
применяется газовая цементация.
Стали, закаливаемые с низким
отпуском (сплошь закаливаемые стали).
Наибольшая достижимая твёрдость стали опре-
определяется содержанием в ней углерода и почти
не зависит от содержания легирующих при-
примесей:
при С
. с
. С
-о,з%. . .
¦= °»4% • • •
> о.5% • • •
* ^Rr
Lmax
"**Rc
-55
-> 60
-65
Зубчатки из среднеуглеродистой стали при
закалке в воде имеют примерно такую же
прокаливаемость зубьев, как и зубчатки из
содержащей никель легированной стали при
закалке в масле, но обычно — меньшую ударную
вязкость. Стали, у которых SKa>30 мм, зака-
закаливать в воде не рекомендуется, в особен-
особенности при тонких сечениях. При закалке
с низким отпуском Ni, Mo, V и Si повышают
ударную вязкость, а Сг — понижает её. С по-
повышением содержания С (сверх 0,3%) и Ми
ударная вязкость снижается. Поэтому при
работе с перегрузками и с ударной нагрузкой
обычно применяют стали типа 40ХН или
40ХНМА.
Однако ударная вязкость далеко не всегда
играет решающую роль и поэтому ответствен-
ответственные зубчатки часто изготовляют из хромистой
стали 40Х. Эта сталь несколько дороже угле-
углеродистой, но зато она имеет то преимущество
перед последней, что позволяет производить
закалку в масле, благодаря чему уменьшаете»
риск образования трещин при закалке. Сопро-
Сопротивляемость зубьев ударам от вида стали за-
зависит в меньшей степени, чем от величины
радиуса закругления выкружки и от чистоты
её поверхности.
320
ПЕРЕДАЧИ
[РАЗД. I
Для повышения твёрдости поверхностного
слоя зубьев зубчатки из среднеуглеродистой
стали обычно подвергаются цианированию.
Цианированные зубчатые колёса значительно
дешевле цементованных. В связи с тем, что
при цианировании может быть получен твёр-
твёрдый слой лишь небольшой толщины @,1—
0,2 мм), шлифовать зубья после цианирования
недопустимо. Поэтому необходимо принимать
меры для уменьшения коробления при закалке,
как-то: а) производить закалку в штампах;
б\ применять мелкозернистую сталь и обеспе-
обеспечивать — предварительной термообработкой —
однородную структуру перед закалкой; в) вы-
выполнять зубчатки простыми по форме, не
допуская резких изменений в толщине по-
поперечных сечений; г) избегать закалки в
воде.
Иногда для возможно ббльшего устране-
устранения коробления и повышения ударной вяз-
вязкости сердцевины зубьев цианированные зуб-
зубчатки изготовляют из сталей, закаливающихся
на воздухе и имеющих низкую критическую
точку Ап.
Цианированные зубчатые колёса можно
применять лишь при работе в закрытых мас-
масляных ваннах с чистой смазкой, так как после
износа твёрдого слоя они быстро выходят из
строя.
Для того чтобы при обычном для сталей,
закаливаемых с низким отпуском, среднем
содержании углерода С - 0,4% получить
твёрдость сердцевины HR > 38, необходимо
подобрать сталь, для которой SK > sin. Ме-
Механические свойства сердцевины зубьев можно
установить достаточно точно (при проекти-
проектировании зубчатых передач), если для выбран-
выбранной стали известны предельные кривые про-
каливаемости по Джомини.
Пластина толщиной Su, закалённая в иде-
идеально сильной закалочной среде, будет иметь
ту же твёрдость, что и образец Джомини
(диаметром 25 мм) на расстоянии / от зака-
закаливаемого (водой) конца, которое опреде-
определяется по Su на основании соотношений [56]:
Submm
1 в мм
15
о
3°
5
47
IO
6i
15
74
SO
83
25
93
ЗО
100
35
107
40
45
118
50
По данным Остина, Ван Наута и П рей-
рейтера [47] при 1 = 4мм Sa^l7 мм, при / = 2 мм
Su = 9 мм.
По фактической толщине зуба 5,-л соответ-
соответствующая ей идеальная толщина Sa (при оди-
одинаковой твёрдости в середине) может быть
найдена с помощью табл. 44 и 45 (в которых
под SK следует понимать $,л, а под Sm под-
подразумевать Su).
Твёрдость сердцевины не должна превы-
превышать HR - 45 [58] для углеродистых сталей
и HR =50 для содержащих Ni или Мо леги-
легированных сталей, так как даже у ненадрезан-
ных образцов при больших твёрдостях резко
снижается сопротивляемость удару.
Стали для поверхностной за-
закалки пламенем. При поверхностной за-
закалке зубьев газовой горелкой одной из наи-
наиболее подходящих сталей является сталь 45.
При содержании углерода более 0,4—0,5°/о
достигается большая твёрдость поверхност-
поверхностного слоя, но возможно появление трещин в
последнем. Прибавка к стали ванадия сооб-
сообщает ей ценное свойство сопротивляемости
росту зерна при высоких температурах закалки
[14]. Повышение прокаливаемости и прочно-
прочности закалённого слоя может быть достигнуто
путём прибавления хрома (порядка 0,5"/о).
Материалы для зубчатых колёс, подвер-
подвергающихся термической обработке до наре-
нарезания зубьев. Улучшаемые стали.
Основными факторами, определяющими выбор
стали для зубчатых колёс, термически обра-
обрабатываемых до нарезания зубьев, являются
прокаливаемость и обрабатываемость. Чем
больше диаметр и ширина зубчатого колеса
и чем выше требующаяся точность зацепле-
зацепления, тем ближе должна выбираться твёрдость
к оптимальной по обрабатываемости, так как
затупление зуборезного инструмента в про-
процессе нарезания допустимо лишь в той мере,
которая обусловливается допусками на точ-
точность элементов зацепления. В понятие обра-
обрабатываемости для материалов зубчатых колёс
должна включаться также и способность до-
достигать требуемой чистоты поверхности.
Наилучшая обрабатываемость требуется от
материала крупных турбинных колёс, процесс
нарезания которых при твёрдости Нв<
< 200 кг/мм2 длится иногда 500 час. и более.
Повышение твёрдости сверх этого значения
привело бы к увеличению длительности наре-
нарезания, т. е. снижение веса и размеров зубча-
зубчатой передачи в этом случае было бы достиг-
достигнуто за счёт удорожания зубчатых колёс и
удлинения срока их изготовления. Лишь не-
немногие турбостроительные заводы для сниже-
снижения веса турбинных передач идут на повыше-
повышение верхнего предела твёрдости до 220—230.
Наилучшая обрабатываемость достигается
при содержании углерода около 0,4о/0. Чем
однороднее структура стали, тем лучше обра-
обрабатываемость при данной твёрдости. Поэтому
стали с большей закаливаемостью (прокали-
ваемостью), которые для получения заданной
твёрдости требуют более высокого отпуска,
обрабатываются легче. По этой же причине
сталь, у которой данная твёрдость достигается
после нормализации с высоким отпуском, об-
обрабатывается легче, чем улучшенная сталь
при той же твёрдости. Увеличение содержа-
содержания фосфора и серы в стали приводит к рез-
резкому повышению обрабатываемости, но вредно
отражается на ударной вязкости, а сера, кроме
того, ухудшает ковкость.
Венцы крупных и быстроходных зубчатых
колёс (типа турбинных) обычно изготовляются
из углеродистой стали и перед обработкой
нормализуются, причём содержание углерода
подбирается такое, чтобы получить предел
прочности от 50 до 60 или от 55 до 65 кг)мм\
Крупные и быстроходные шестерни изгото-
изготовляются из легированной стали, имеющей после
улучшения или нормализации предел прочно-
прочности, примерно на 20 кг\мм* больший, чем у
колеса.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
321
Быстроходные зубчатые колёса средних
размеров и крупные среднескоростные зубча-
зубчатые колёса (II класса точности) допустимо на-
нарезать при большей твёрдости, чем крупные
быстроходные колёса. Повышенная твёрдость
обычно достигается в результате применения
легированных сталей. При повышенной твёр-
твёрдости достаточно хорошую обрабатываемость
имеют улучшенная кремнемарганцовистая
сталь 50С2Г @,45—ОДОп С; 0,7—О,9о/О Мп; 1,3—
1,60/0 Si) и нормализованная и отпущенная хро-
мокремнемарганцовистая сталь 35ХГС @,3—
0,4°/0 С; 0,8—1,1% Мп; 1,1—1,4о/о Si и 1,1 —
],4%Сг). Кроме того, зубчатые колёса из этих
сталей хорошо прирабатываются и менее
склонны к заеданию, чем из сталей, содержа-
содержащих никель.
Для получения твёрдости Нв = 220 -ч-
-ь260 кг/мм2 сталь 35ХГС обычно бывает до-
достаточно подвергнуть нормализации и высо-
высокому отпуску. Если же по условиям обрабаты-
обрабатываемости допустимо улучшение и большая
твёрдость, то можно применить закалку в масле
с отпуском до твёрдости Нв = 240 4-280.
В обоих случаях желательно,
чтобы наименьшая твёрдость
шестерни не была ниже наи-
наибольшей твёрдости колеса, что
может быть достигнуто только
в результате её улучшения .
(табл. 48).
Для зубчатых колёс малых
размеров рекомендуется при-
применять стали, дающие после
улучшения для колеса //в=-
= 280-=-320 и для шестерни
#5 = 320-7-350. Ударная вяз-
вязкость с увеличением твёрдо-
твёрдости резко снижается, но это
не может служить препят-
препятствием к повышению твёрдо-
сти.так как для зубчатых колёс,
работающих при температуре свыше 20°, зубья
которых имеют радиус выкружки не менее
0,3 тп, а также гладкую и чистую поверх-
поверхность выкружки, сопротивляемость перегруз-
перегрузкам и ударным нагрузкам с увеличением твёр-
твёрдости до Нв •= 350 -ь 40и возрастает. Поэтому
следует нрименять стали и термообработку,
дающие наибольшую допустимую по усло-
условиям обрабатываемости твёрдость. Имеются
примеры, когда зубчатые колёса с диаметром
около 600 мм при многоштучном изготовле-
изготовлении улучшали (до нарезания) до Нв = 360-г-410.
Препятствием к повышению твёрдости при
больших размерах зубчатых колёс из малоле-
малолегированных сталей обычно является недоста-
недостаточная их закаливаемость (влияние массы), в
особенности, если применяется нормализация.
Крупные колёса обычно нормализуются, а
шестерни либо нормализуются, либо улуч-
улучшаются.
Предел прочности на глубине 0,3 радиуса
от поверхности круглой заготовки после улуч-
улучшения или нормализации с отпуском можно
определить по формуле, применимой при D =
-@,5+ IO)D'K:
D5)
где аЬз—-предел прочности сердцевины в се-
сечении критического размера после закалки
Таблица 46
Предел прочности i^3 стали с 50°/0-ной мартенситной
структурой
*
К1Х Kit
MM
До 30
Свыше 30 до 80 . . .
80 „ 150 . . .
, 150
1
о. при содержании углерода
0,3%
0,4%
0,5%
0,6%
кг1ммй
I2O
125
13°
13О
45
'45
'5°
Г55
'65
170
175
* SKU определяется по формуле D4) (стр. 318).
(табл. 46); ф — коэфициент снижения прочно-
прочности 50%-ной мартенситной структуры при от-
отпуске (табл. 47); DK — диаметр, при котором
Таблица 47
Значения ф и я в зависимости от температуры отпуска Т t
DKa~i,dss*u
До 80 ....
Свыше 80 . .
400°
Ф
о,8
о,85
я
/з~ /в
1ри температуре отпуска Тотп
500е
Ф
°.75
я
1е но
Ф
о,б
0,65
500°
я
'/т-1/,.
650°
Ф
о,55
о,6о
п
V.-1/.,
*
ших
Большие
D'
значения п принимаются при больших DKU и при боль-
сталь на глубине 0,3 радиуса от поверхности
закаливается на 50°/0-ный мартенсит (табл. 45);
D—¦ диаметр заготовки при термообработке;
п — показатель степени, выбираемый из
табл. 47.
Если улучшаемая или нормализуемая заго-
заготовка полая, то для определения предела проч-
прочности сердцевины данного сечения вместо DK
и D в эту формулу следует подставлять SK
(табл. 45) и S, причём под 5 следует пони-
понимать толщину стенки полого цилиндра.
Значения ^ для некоторых сталей, в зави-
зависимости от вида термообработки и от размера
сечения заготовки, приведены в табл. 48. Так
как маловероятен случай, когда химический
состав стали находится на нижнем (что неже-
нежелательно с точки зрения прочности) или на
верхнем (что нежелательно с точки зрения
обрабатываемости) пределе по всем элемен-
элементам, то значения а^, в табл. 48 были подсчи-
подсчитаны по среднему химическому составу ста-
сталей.
Стальное литьё. Б настоящее время
в крупных передачах применяются колёса из
стального литья в комбинации с коваными
шестернями. Основной недостаток стального
литья — это затруднительность улучшения (по
сравнению с коваными бандажами), так как
охлаждение поверхности обода между спицами
322
ПЕРЕДАЧИ
[РАЗД. I
Таблица 48
Средние ожидаемые пределы прочности в зависимости от размера сечения заготовки
5 — толщина бандажа, обода или тела насадной шестерни перед термообработкой (например, после обдирки).
Если ширина зубчатого колеса В < S, то под S понимается В. Для цельнокованых шестерён значение с. для дан-
данного D следует определять из таблицы по 5 —
D'JSk
— из табл. 45 ]; приближённо 5 =-
k
Таблица
составлена в расчёте на средний химический состав сталей и на: А = 1 при закалке в воде, h = 0,3 при закалке
в масле, h = 0,04 при закалке на воздухе (нормализация), N — 5 для углеродистых и N = 7 для легированных сталей.
Расчёт произведён по среднему размеру сечения в пределах, указанных для каждой графы.
Марка
стали
Термообработка
Темпе-
Температура
отпуска
Значения ij при 5 в мм
10-20 | 20-30 | 30-50 | 50—70 | 70—100|l00—150|l50—300|300—500J500-75(
кг/мм*
40
45
50
50Г
50Г2
35Х
40Х
45Х
55Х ***
50С2Г***
40ХН***
34ХМ ***
35ХМ-А***
ЗОХГС***
35ХГС***
ЗОХНЗМ***
50-Л ***
40Г-Л ***
ХГС-Л***
ХН2-Л***
Закалка в воде . .
Нормализация *
Закалка в воде .
Нормализация *
Закалка в воде .
Закалка в масле
Нормализация *
Нормализация .
Закалка в воде .
Закалка в масле
Нормализация .
Закалка в масле
Нормализация .
Нормализация'
Закалка в масле
Нормализация .
боо
о
боо
о
о
55°
{ 5°°
1 боо
о
4оо
55°
боо
55°
45°
боо
5оо
55°
5°°
5°°
боо
боо
боо
55°
5оо
5оо
55°
5°°
74
—
8о
—
—
95
97
84
—
86
—
78
9°
1Об
88
Ю4
1Об
95
ii7
IOO
—
—
—
—
Ю4
—
но
И око
69
—
75
—
—
89
9i
79
—
78
86
75
85
97
83
98
99
89
log
94
9а
9°
93
—
97
—
хоз
зки
б?
—
71
—
—
85
85
75
—
75
8i
71
80
89
79
92
94
83
103
89
86
84
87
но
9з
—
99
65
—
69
—
—
82
83
73
—
—
77
68
76
85
75
88
89
8i
98
86
81
80
82
104
89
—
95
63
56**
67
60**
62**
80
80
70
65**
• 75**
75
66
74
82
74
85
87
—
95
84
78
76 '
79
IOO
85
99
92
_
54
—
58
бо*
—
—
—
62
73*
7з
64
71
8о
7Г
82
82
—
9'
8i
76
74
77
95
83
95
88
54
—
58
60*
—
—
—
62
73*
68
—
-
-
-
—
78
—
87
78
71
69
72
9'
—
90
84
5а
—
56
58*
—
—
—
—
7о*
—
—
—
—
—
—
—
—
—
—
68
—
69
85
—
84
—
Стальное литьё
боо—650
4оо
400—45°
65°
боо
—
—
—
83
62
65
7°
9б
85
62
65
7°
92
8о
62
65
7°
88
75
62
65
7°
86
—
62
65
7°
83
—
62
65
7°
82
—
_
—
—
—
—
* Данные — по марочнику сталей НКТМ, 1942.
** Данные — по марочнику сталей НКТМ; применимы для любых сечений до 100 мм толщиной.
*** Химический состав — по марочнику сталей НКТМ, 1942.
при закалке происходит с большей скоростью,
чем вблизи спиц, что приводит к неравномерной
закалке, короблению и внутренним напряже-
напряжениям. Поэтому литые зубчатые колёса обычно
подвергают нормализации (и высокому от-
отпуску— для снятия остаточных напряжений).
Обрабатываемость отливок может быть сильно
увеличена в результате присадки в сталь
серы (до 0,14%).
Чугунное литьё. Хорошая сопроти-
сопротивляемость чугуна заеданию в условиях бед-
бедной смазки делает этот материал весьма под-
подходящим для открытых передач. Благодаря
более высокой сопротивляемости контактным
напряжениям модифицированных и легирован-
легированных (в особенности с изотермической закал-
закалкой — см. табл. 14 на стр. 258) чугунов, чем
сталей той же твёрдости, малому модулю упру-
упругости, дешевизне и простоте процесса отливки,
чугунное литьё стало способно конкурировать
со стальным литьём и в качестве материала
для зубчатых колёс закрытых передач.
Однако зубчатые колёса, имеющие большую
рабочую ширину или работающие с неравно-
неравномерным распределением нагрузки по ширине
F > 1,4-7-1,6— см. стр. 277), выполнять из чу-
Гл. vii]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
323
гунного литья не рекомендуется, так как в
случае работы зуба краем стальной зуб при
Яд < 350 кг/мм2 скорее обомнётся, чем сло-
сломается, чугунный же, наоборот, скорее сло-
сломается, чем обомнётся. Работа зуба краем
возможна как вследствие деформации валов
и зубчатых колёс при перегрузках, так и
вследствие недостаточно точного изготовле-
изготовления и монтажа зубчатых колёс.
При Нц = 200-:-220 чугун обладает хорошей
обрабатываемостью (при нарезании зубьев).
Фосфор (при содержании до 0,8%) повы-
повышает сопротивляемость чугуна износу, что
является ценным качеством для открытых пе-
передач.
Пластмассы. Пластические материалы
для зубчатых колёс обычно выполняются слои-
слоистыми — из наложенных друг на друга тонких
слоев ткани (текстолит) или тонких слоев дре-
древесины—фанерного шпона (лигнолит), склеен-
склеенных искусственной смолой (обычно фенолфор-
мальдегидной) под давлением при высокой
температуре A60—170").
Из пластмассы выполняется обычно одно
из зубчатых колёс пары, а второе делается
либо чугунным, либо закалённым стальным.
Такая комбинация материалов позволяет по-
получать бесшумную работу зубчатой передачи
при значительных окружных скоростях без
повышенных требований к точности зацепле-
зацепления и к жёсткости валов и опор. Главный не-
недостаток пластмассовых зубчаток — это низ-
низкие допускаемые нагрузки, лимитируемые не
столько прочностью зубьев на изгиб, сколько
выносливостью (против выкрашивания) и из-
износостойкостью рабочих поверхностей зубьев.
Для смазываемых текстолитовых зубчаток, из-
изготовленных на основе хлопчатобумажной
ткани, Яс = 150-н200 кг/см2 и ? = 60 000-г-
+80 0Ю кг/си2, для лигнофолевых зубчаток
Re- 180ч-220 кг/см*н Е- ШОоО ,-?-120<>0окг/см*.
Для пластмассовых зубчаток допускаются при-
примерно в 2—3 раза меньшие нагрузки, чем для
стальных тех же размеров с твёрдостью Нв-
= 180-4-220.
По конструкции пластмассовые зубчатые
колёса можно разделить на: а) пластмассовые,
сболченные или склёпанные с торцевыми ме-
металлическими пластинами (иногда — с посадкой
на металлические втулки или, при больших
размерах, на металлические центры); б) изго-
изготовленные из текстолитовых пластин (при
большой ширине — из нескольких рядов пла-
пластин, сболченных или склепа шых); в) формо-
формованные (иногда на металлических втулках).
КОНИЧЕСКИЕ ЗУБЧАТЫЕ КОЛЕСА
Обозначения
Следующие обозначения (и соответствую-
соответствующие им термины — см. табл. 1, стр. 215 -216) —
общие для конических и цилиндрических колёс
(определения терминов для конических колёс
даны в табл. 50):
ft; с; сп; cs; con', c'os; De; D& d; fa; fs\ fon; f^,
h; h'; \i'\ h3', i; mn; ms; Re; Rt; r; se; ta; ts; z;
. Таблица 49
Основные обозначения и термины, относящиеся
к геометрии зацепления конических зубчатых колёс
Обозначения, относящиеся к шестерне, получают
индекс ш, к колесу — индекс к
Обозна-
Обозначение
сп
hx
hx
L
h
г.
if
s
sn
sxs
sxs
zo
?cp
к
Д"
s
8e
t
9
Термин
Боковой зазор по начальной окружности
Хордальная высота головки зуба
Высота головки зуба до постоянной хорды
Конусное расстояние
Конусное расстояние до окружности впадий
Эквивалентный радиус начальной окруж-
окружности
Толщина зуба по начальной окружности
Нормальная толщина зуба
Хордальная толщина зуба
Толщина зуба по постоянной хорде
Число зубьев основного плоского колеса
Средний угол наклона зуба
Угол наклона зуба в данной точке
Угол головки зуба
Угол ножки зуба
Межосевой угол
Коэфициент сдвига терцев зуба
Угол кенуса выступов
Угол начального конуса
Обозначения, относящиеся к шестерне, по-
получают индекс ш, к колесу—индекс к.
Термины и обозначения, применяемые
только для конических колёс, приведены в
табл. 49 (определения терминов даны в табл. 50).
Фиг. 51. Основные размеры конических зубчатых колбе
Фиг. 52. Основное плоское колесо.
324
ПЕРЕДАЧИ
[РАЗД. I
Таблица 50
Термины, обозначения и определения, относящиеся к геометрии зацепления конических зубчатых колёс*
Обозначения, относящиеся к шестерне, получают индекс ш, к колесу — индекс к
Термин
Обозначение
Определение
Боковой зазор
окружности
Высота головки
по начальной
Высота головки зуба до постоян-
постоянной хорды
Высота зуба
Высота ножки
Высотная коррекция зацепления
Глубина захода зуба
Глубина захода инструмента
Дополнительный конус
Зацепления зерол, поллоидное,
формейт и др.
Исходное инструментальное пло-
плоское (или плосковершинное) колесо
Конические зубчатые колёса
Конус выступов
Конусное расстояние
Конусное расстояние до окружно-
окружности впадин
Косые (в частном случае — пря-
прямые) зубья
Коэфициент высоты зуба основ-
основного плоского колеса в торцевом
(нормальном) сечении
Коэфициент коррекции в торце-
торцевом (или в нормальном) сечении
Коэфициент радиального зазора
основного плоского колеса в торце-
торцевом (или в нормальном) сечении
Коэфициент сдвига торцев зуба
Коэфициент ширины (степень пол-
полноты)
Кромка зуба
Круговые зубья
Межосевой угол
Начальная окружность
"п
h
h"
fos
(fan)
Длина дуги по начальной окружности, на которую мож
быть повёрнуто одно из сопряжённых зубчатых колёс пр
закреплённом другом
Высота части зуба между начальной окружностью и ве
шиной зуба, измеренная по образующей дополнительной
конуса (фиг. 51)
Расстояние от вершины зуба до постоянной хорды, изм'
ренное по образующей дополнительного конуса
Расстояние от окружности выступов до окружности вп,
дин, измеренное по образующей дополнительного конус
(А-А'+А")
Высота части зуба внутри начального конуса, измерение
по образующей дополнительного конуса (фиг. 51)
Исправление зацепления, при котором изменение угл;
конуса выступов одного из конических зубчатых колёс ком
пенсируется одинаковым, но обратным по знаку изменение
угла конуса выступов парного колеса. (Углокая коррекция
для конических зубчатых колёс обычно не применяется **)
Высота части зуба, входящей во впадину сопряжённое
зубчатого колеса, измеренная по образующей дополнитель
но го конуса
Высота части зуба исходного инструментального плоског
колеса, входящая во впадину сопряжённого (нарезаемой
или шлифуемого) зубчатого колеса, измеренная в сечени
зуба поверхностью дополнительного конуса обрабатываемог
колеса
Конус, образованный линией, лежащей под прямым углом
к образующей начального конуса и пересекающей началь
ную окружность и ось
См. стр. 330 и 333.
Плоское (или плосковершинное) колесо, являющееся исход
ным при профилировании зуборезного инструмента, и в своей
рабочей части дополнительное к основному плоскому колесу
Зубчатые колёса конической формы, служащие для пере
дачи вращения между валами с пересекающимися осями
Конус, ограничивающий головки зубьев со стороны вер-
вершин последних
Длина образующей начального конуса от начальной окруж
ности до его вершины (фиг. 51).
Длина образующей конуса, проходящего через основания
зубьев, от окружности впадин до его вершины
Зубья с прямолинейными полюсными линиями на основном
плоском колесе
Отношение высоты головки зуба основного плоского ко-
колеса к торцевому (или к нормальному) модулю
Отношение величины изменения высоты головки и ножки
зубьев шестерни и колеса к торцевому (или к нормальному)
модулю
Отношение разности между высотой головки зуба исход'
ного инструментального плоского колеса и высотой головки
зуба основного плоского колеса к торцевому (или к нормали
ному) модулю
Отношение угла между радиальными (проходящими через
ось зубчатого колеса) плоскостями, проходящими через
концы полюсной линии, к угловому шагу
Отношение рабочей ширины зубчатых колёс к конусному
расстоянию
Линия пересечения боковой поверхности зуба с конусом
выступов
Зубья, полюсные линии которых являются дугами окруж-
окружности
Угол между осями зубчатых колёс, внутри которого на-
находится полюс зацепления (фиг. 51)
Окружность, образующая основание начального конуса
(фиг. 51)
* Прямозубое колесо рассматривается как частный случай косозубого, с углом наклона зубьев, равным нулю;
индексы пин обозначениях, относящихся к прямозубым колёсам, не проставляются (за исключением с_).
** Меррит [39] при малых числах зубьев шестерни и колеса рекомендует применять угловую коррекцию и для
конических колёс.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
325
Продолжение табл. 50
Термин
Обозначение
Определение
Начальные конусы сопряжённой
[ары конических колёс
Нормальная толщина зуба
Нормальное зацепление
Нормальный шаг (или нормальный
модуль)
Окружность впадин
Окружность выступов
Октоидное зацепление
Основное плоское колесо
Постоянная хорда
Рабочая ширина зубчатых колёс
Радиальный зазор (на дополнитель-
дополнительном конусе)
Спиральные зубья
Средний угол наклона зуба
Толщина зуба по начальной ок-
окружности
Толщина зуба по постоянной хорде
Угол головки зуба
Угол зацепления в нормальном се-
сечении
Угол зацепления в торцевом се-
сечении
Угол конуса выступов
Угол наклона зуба в данной точке
Угол наклона зуба на начальной
окружности
Угол начального конуса
Угол ножки зуба
Фланкирование
Хордальная высота головки зуба
Хордальная толшяна зуба
Цилиндро-коническая передача
Число зубьев основного плоского
колеса
Эвольвентные (поллоидные) зубья
Эквивалентное число зубьев
Эквивалентный радиус начальной
окружности
xs
Д'
Конусы, имеющие общие с коническими колёсами оси и
катящиеся друг по другу без скольжения
Толщина зуба, измеренная по начальной окружности и
умноженная на косинус угла наклона зубьев на начальной
окружности
Зацепление, в котором элементы зацепления не отличаются
о элементов зацепления основного плоского колеса: fn =fon;
fs'for сп'с'оп' c's-cos' Veo/iHVeM
Торцевой шаг (или торцевой модуль), умноженный на коси-
косинус угла наклона зубьев на начальной окружности
Окружность, проходящая через основания зубьев на до-
дополнительном конусе
Окружность, по которой поверхность конуса выступов
(наружный конус, фиг. 51) пересекается с поверхностью до-
дополнительного конуса
Зацепление конических колёс, изготовленных инструмен-
инструментом, у которого исходное инструментальное плоское колесо
имеет зубья с плоскими боковыми поверхностями
Колесо с 90-градусным углом начального конуса и с до-
дополнительным конусом, превратившимся в цилиндр, раз-
развёртка поверхности которого (вместе с очертанием зубьев
на ней) даёт форму и размеры зубьев основной рейки в
торцевом сечении за исключением угла профиля (фиг. 52)
Хорда, стягивающая точки симметричного касания про-
профильных линий зубьев в торцевом сечении с зубьями основ-
основного плоского колеса
Фактическая ширина зацепления, измеренная в направле-
направлении общей образующей двух начальных конусов (фиг. П)
Кратчайшее расстояние между вершиной зуба и основа-
основанием впадины сопряжённого зубчатого колеса, измеренное
по образующей дополнительного конуса
Зубья, полюсные линии которых на основном плоском ко-
колесе являются спиралями
Угол наклона зуба в точке, отстоящей от вершины началь-
начального конуса на расстоянии L — 0,5ft
Длина дуги начальной окружности между профилями зуба
Длина постоянной хорды
Угол между образующими начального конуса и конуса
выступов (фиг. 51)
Угол профиля зуба основного плоского колеса в нормаль-
нормальном (к полюсной линии) сечении
Острый угол между общей нормалью к профилям зубьев
на дополнительных конусах в полюсе зацепления и общей
касательной к обеим начальным окружностям (фиг. 51)
Угол между образующей конуса выступов и осью зубча-
зубчатого колеса (фиг. 51)
Острый угол между касательной к полюсной линии в дан-
данной точке и образующей начального конуса
Острый угол между касательной к полюсной линии зуба
в точке примыкания последней к начальной окружности и
образующей начального конуса
Угол между осью и образующей начального конуса
(фиг. 51)
Угол между образующими начального конуса и конуса,
проходящего через основания зубьев (фиг. 51)
Изменение бокового профиля зуба основного плоского ко-
колеса с целью обеспечения плавного входа сопряжённых зубь-
зубьев в зацепление
Расстояние по образующей дополнительного конуса от
хорды, по которой измеряется хордальная толщина зуба, до
вершины зуба (в плоскости симметрии сечения зуба поверх-
поверхностью .дополнительного конуса)
Длина хорды, стягивающей дугу, по которой измеряется
толщина зуба по начальной окружности
Зубчатая передача, в которой одно колесо обыкновенное
цилиндрическое, а другое — эвольвентное коническое (обыч-
(обычно нарезается долбяком на станке Феллоу — см. стр. 333)
Отношение диаметра начальной окружности основного
плоского колеса (который равен двойному конусному рас-
расстоянию) к торцевому модулю
Зубья, полюсные линии которых на основном плоском ко-
колесе являются эвольвентами (при отклонении полюсных ли-
линий от эвольвент, для достижения неполного прилегания по
длине зуоьев, зубья называются поллоидными)
Отношение двойного эквивалентного радиуса начальной
окружности к нормальному модулю
Радиус кривизны поверхности начального конуса в полюсе
зацепления в плоскости, нормальной к полюсной линии, слу-
служащий для сравнения конического колеса (по форме зуба)
с воображаемым прямозубым колесом, имеющим г=га
326
ПЕРЕДАЧИ
[РАЗД. I
Основные обозначения, относящиеся к рас-
расчёту конических зубчатых колёс на прочность
и долговечность, — те же, что и для цилин-
цилиндрических зубчатых колёс (табл. 2, стр. 216).
Термины и определения
Если заменить термины «начальные цилин-
цилиндры (окружности)" или „делительные цилиндры
(окружности)" термином „начальные конусы
(окружности)" и под торцевым сечением пони-
понимать сечение поверхностью дополнительного
конуса, то для конических колёс будут при-
пригодны те же определения, что и для цилиндри-
цилиндрических (табл. 3 на стр. 217—221), для следующих
терминов: выкружка, головка зуба; диаметраль-
диаметральный питч р; зубчатая передача; зубчатые ко-
колёса (зубчатки), интерференция; колесо; кон-
контактная линия; корень зуба; косые зубья левого
хода; косые зубья правого хода; коэфициент
высоты зуба в нормальном (или в торцевом)
сечении /„ (fs); коэфициент перекрытия в тор-
торцевом сечении е^; коэфициент радиального за-
зазора в нормальном (или в торцевом) сечении
сп (cs); линия полюсов; ножка зуба; относи-
относительное удельное давление С; передаточное
число /; плотное зацепление; подрез зуба; по-
полюс зацепления; полюсная линия зуба; толщина
зуба по окружности выступов se; торцевой
модуль ms; торцевой (окруж-
(окружной) шаг ts; удельное скольже-
скольжение t\; шестерня.
Размеры ms, s, se и ts от-
относятся к торцевому сечению
(сечению поверхностью допол-
дополнительного конуса). Термины
„делительный конус" и «дели-
«делительная окружность" не упо-
употребляются в связи с тем, что
для конических колёс угловая
коррекция не применяется *, а
для нормального и высотно-
корригированного зацепления
делительный конус совпадает
с начальным. Определения тер-
терминов, применяемых только
для конических колёс, даны
в табл. 50.
Если неточности нарезания
вместо плоскости вращения
относить к поверхности допол-
дополнительного конуса, то для
конических колёс будут при-
пригодны те же определения, что
и для цилиндрических (табл. 4
на стр. 221), для следующих
терминов, относящихся к неточ-
неточностям нарезания: ошибка в
окружном шаге 8/(Д); нако-
накопленная ошибка о/2; местная
накопленная ошибка Д2 ; ошиб-
ошибка в направлении зуба ЬЬ, верх-
верхнее и нижнее отклонения толщи-
толщины зуба Ase и AsH; отклонение
диаметра окружности выступов
Д?)е, относительный начальный
контакт. Другие термины, отно-
относящиеся к неточностям нареза-
нарезания конических колёс, и их
определения см.в ГОСТ 1758-42.
Геометрический расчёт зацепления
Расчётные формулы. Соотношения эле-
элементов исходного контура зуба основного пло-
плоского колеса обычно принимаются те же, что
у основной рейки цилиндрических зубчатых
колёс (стр. 222).
Для геометрического расчёта зацепления
конической зубчатой передачи исходными
обычно являются следующие величины (обо-
(обозначения см. "на стр. 323):
а) элементы исходного контура зуба основ-
основного плоского колеса в нормальном или в
торцевом сечении: ап или as, fon или fos, cm
или c'os;
б) коэфициенты коррекции %пш = — Чпк или
?5Ш = — Ък, которые выбираются по соображе-
соображениям прочности и износостойкости (табл. 51)
или по геометрическим соображениям (отсут-
(отсутствие подрезания и заострения при малом
числе зубьев);
в) 8, L, тп или ms, гш и zK (L и т опре-
определяются расчётом на прочность и долговеч-
долговечность, причём гш и гк подбираются так, чтобы
получить передаточное число /, не выходящее
из пределов, указанных в техническом зада-
задании).
Данные для зубореза
Торцевой модуль (наибольший)
Число зубьев
Угол наклона зубьев
Направление зубьев
5 \усол зацепления в нормальном
сечении
Коэфициент коррекции в тор-
торцевом сечении
Диаметр начальной окружности
Диаметр окружности выступов
Высота головки
Высота нрЖки
Высота зуба
Размеры для зубомера
Угол начального конуса
ш\ Угол головки зуба
Угол ншкки зуба
Угол конуса выступов
Конусное расстояние
18 Конусное расЬтояние до окруж-
окружности впадин
19 Допускаемая ошибка в окружном
шаге
2п\допускаемое биение по конусу
s
г -во
Левое
d* 720 мм
Щ'730,75мн
h'7,65мм
Ь"*3,Ям»
h-17 мм
См. эскиз
u"=t°03'2l'
St'lWM*
70 мк
Окружная скорость V'11 "/сек
Боковой зазор при зацеплении с дет. WSft
Приемка материала по ТУ №15
\
\Колесоконичес-\
кое косозубае
* См. вторую сноску на стр. 324.
Фиг. 53. Рабочий чертёж косозубого конического колеса.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
327
Таблица 51
Формулы и данные для геометрического расчёта указываемых на рабочих чертежах элементов
зацепления конических прямозубых и косозубых колёс (расположены в алфавитном порядке обозначений —
латинских и греческих)
Элемент зацепления
Рабочая ширина зубчатых
колёс
Коэфициент радиального
зазора в нормальном или в
торцевом сечении
Диаметр окружности вы-
выступов
Диаметр окружности впа-
ДИН
Диаметр начальной окруж-
окружности
Коэфициент высоты зуба
основного плоского колеса
в нормальном или в торце-
торцевом сечении
Высота зуба
Высота головки
Высота ножки
Хордальная высота голов-
головки зуба (')*
Высота головки зуба до
постоянной хорды (*)
Передаточное число
Конусное расстояние
Конусное расстояние до
окружности впадин
Нормальный и торцевой
модули
Толщина зуба по началь-
начальной окружности (номиналь-
(номинальная^ Р\
Нормальная толщина зуба
(номинальная) (')
Хордальная толщина зуба(!)
Толщина зуба по постоян-
постоянной хорде (')
Число зубьев основного
плоского колеса
Обозна-
Обозначение
b
соп ИЛИ
i
cos
De
Di
d
'on или
ft
ft'
ft"
ft
X
ft
nx
i
L
L.
i
mnKms
s
n
s*¦»
xs
s'xs
zo
Формула
При переменной нагрузке рекомендуется принимать Ъ
При постоянной нагрузке можно принимать, если это
условиям нарезания на зуборезном
По ОСТ 6922 с = 0,2 -$- 0,3
О
станке, Ь = 0,41
De-d + 2ms (fQS + у cos у
D.-d-2ms(fos
d -
- Ч + c'os) cos f
mz
s
Для нормальной основной рейки по ОСТ 6922 / = 1
Для основной рейки с укороченным зубом по ОСТ
(или foa ~ 0,8)
h -msB'os+cos)
h' - ms (/0(S + is)
ft" = m (fos — SL + cQS)', при черновом нарезании
увеличивать ft" на 0,15 мм
Do — d cos S
ft LU
x 2 cos <p
- ^ COS f
S d
D-d (
ft ru m 1
x 2 cos <p * \
De - d tg
2 cos 9
zu
i =- —— ; рекомендуется принимать
s* cos 9
~ h ' Ad '
8 s s s
aon ( s' )
«<5
ш
Определяется из расчёта на прочность и долговечность
до значения, удовлетворяющего соотношению
А
I •
2 sin <р '
при г - 90°: L — 0,5ms т/ ггш
L
i
+ 4
L
cos Д"
= @,254-0,3I.
допустимо по
6922 fQS = 0,8
рекомендуется
\
j "*
и округляется
Определяются из расчёта на прочность и долговечность. При наре-
нарезании на зубострогальных станках
дартными и дробными. Если задан
(ъ
С та ГП 1
s ms\2
sn~
s » 1 '—— 1
xs \ cos <p / .
"^V1 6 )
модули могут выбираться нестан-
тп
ma, то ms =- cQs ^
f \
s gas)
s cos 3
d и h\~
cos (p v S 6 '
1 4 * COS <B
, где «_у ~ ^
+ e sm 2« )
2L
z — (z может быть дробным числом)
о т$ о
-We
-\ASHf
* Примечания к текстам, отмеченным цифрой в скобках, см. в конце таблицы.
328
ПЕРЕДАЧИ
[РАЗД. I
Продолжение табл. 51
Элемент зацепления
Числа зубьев шестерни и
колеса
Угол зацепления в нор-
нормальном сечении
Угол зацепления в торце-
торцевом сечении
Угол наклона зуба на на-
начальной окружности
Угол головки зуба
Угол ножки зуба
Межосевой угол
Угол конуса выступов
Коэфициенты коррекции в
нормальном и в торцевом
сечении
Углы начальных конусов
шестерни и колеса
Обозна-
Обозначение
гш и гк
а
а
s
3
Д'C)
Д"
8
vC)
/* Л
щ И Ф
.
Формула
Задаются или выбираются в соответствии с результатами расчёта
зубьев на изгиб
По ОСТ 6922 о = 20° или о = 20°. Рекомендуется принимать
а. =20°
to. -ig*n
s COS fS
Выбирается такой величины, чтобы не было значительных колебаний
суммарной длины контактных линий. Следует учитывать также вели-
величины действующих на валы сил и ограничения, накладываемые зубо-
зуборезными станками.
\ Д'=Л'
tgu"=^
Задаётся
v = « + Д' .
При постоянном (вдоль ширины зацепления) радиальном зазоре (что
рекомендуется в целях повышения радиуса выкружки)
ч и
При длительной работе с малоизменяющейся нагрузкой рекомен-
рекомендуется принимать %пш = 1пк = 0 (если ?> 1,4). При работе с пере-
переменной нагрузкой или при непродолжительной работе, если
tit К
¦ + — — > 60 cos3 В и /. =1, рекомендуется принимать:
cos срш т cos <p on r J r
/ COS It \
? _ t cos р. (ПрИ 8 - go»; — *—= ]
s n ' V I ¦ COS ерш i3/
I + COS 0
(проверка: tg cpK - г + . ^J
Примечания. 1. При измерении прямых и косых зубьев на некотором расстоянии Ь' от торца (по обра-
образующей) размеры s , sxs, ft и h корректируются посредством их умножения на . Зависимости для
s и А приближённы, но погрешность не выходит за пределы точности цеховых измерений.
Для косых зубьев рекомендуется указывать нормальную хордальную толщину зуба s в сечении, проходящем
?ерез точку примыкания полюсной линии зуба к начальной окружности (со стороны тупого угла)
хп j
и хордальную высоту головки зуба в этом сечении
Л„ — h
Z j-Slr
4Z.
Jrcsin2?
2 В целях достижения равнопрочности зубьев на изгиб можно к толщине зуба s одного из зубчатых колёс
пары прибавить и от толщины зуба другого отнять одну и ту же величину.
3. Если исходное инструментальное колесо не является плосковершинным, то при больших углах наклона зубьев
(C > 16е) следует изменить углы Д' и v, а также высоту головки зуба h' так, чтобы не возникало недопустимого
уменьшения радиального зазора при зацеплении какого-либо участка длины зуба (поскольку траектории движения
точек кромки резца, обрабатывающей основание впадины между зубьями, лежат не на поверхности конуса выступов
инструментального плоского колеса, а на поверхности некоторого гиперболоида вращения).
ГЛ. VIII
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
329
Кроме того, должны быть выбраны про-
продольная форма зубьев основного плоского ко-
колеса и угол (J.
Для сборочного чертежа передачи и для
рабочих чертежей парных зубчаток (фиг. 53)
требуются следующие данные о зацеплении:
5; L; Ц\ тп ^или ms\ гш и zK; z0, an или as;
fan
или
fas', с
; D
или co
кш и hK\ ?
*«*A
ful и Оек;с1ш
Д,„ и Д •
или
и dK
9к;
или
; ft;
и продольная форма зубьев шестерни и ко-
колеса
Кроме перечисленных величин, на рабочих
чертежах должны быть указаны допуски на
размеры элементов зацепления (стр. 326).
Целью геометрического расчёта является
также проверка удовлетворительности условий
зацепления, для чего производится подсчёт zs
(при малых числах зубьев или при больших
коэфициентах коррекции) и расчёт на отсут-
отсутствие подрезания или на запас против подре-
подрезания (производится при малом числе зубьев,
например, при zul<\l cos3 % cos«р, если 6д = 0)
и расчёт на запас против заострения (произво-
(производится при больших коэфициентах коррекции и
малых числах зубьев), а также определяется
коэфициент сдвига торцев зуба га. Для про-
проверки удовлетворительности условий зацепле-
зацепления можно воспользоваться формулами для ци-
цилиндрических зубчатых передач, приведён-
приведёнными в табл. 6 (стр. 230). Для этого кониче-
конические колёса следует заменить эквивалентными
цилиндрическими, размеры которых (как ше-
шестерни, так и колеса) определяются по фор-
формулам (в правой части формул — размеры ко-
конических колёс, в левой-эквивалентных ци-
цилиндрических) :
__d_ _d_ _d hffn
д COS 'f ' e COS «p '
d
COS ф
-<*$; aon = an> Jos ¦=Jo
с (при по-
постоянном радиальном зазоре в плоскости, про-
проходящей через оси зубчатых колёс, следует
принимать: cos = с
COS
cos aov.
os
Основные геометрические расчётные зави-
зависимости содержатся в табл. 51 и в приведён-
приведённых далее расчётах специальных зацеплений
конических колёс (с круговыми зубьями —
стр. 329—330, поллоидного зацепления —' стр.
ЗЗи—331). При использовании этих зависимо-
зависимостей необходимо иметь в виду следующее:
1. Формулы в табл. 51 даны для косозубого
внешнего зацепления с высотной коррекцией
при условии, что нарезание конических колёс
производится на зубострогальных станках
(Глисона, Бильграм-Рейнекера, Гайденрайх и
Гарбека и др.). Они пригодны и для прямозу-
прямозубого зацепления, если положить ? = 0 и исклю-
исключить индексы п и s у всех обозначений, где
они встречаются. Геометрические зависимости
для конических колёс с круговыми зубьями,
нарезанных резцовыми головками Глисона»
даны на стр. 329—330, а для конических колёс
с поллоидным зацеплением, нарезанных чер-
червячными фрезами на станках Клингельнберга, —
на стр. 330—331.
2. При расчёте некорригированного заце-
зацепления следует положить:
3. В тех формулах, в которых обозначения
De, Dj, d, h, h', h", hx, hx, s, sa, sxs, sxs, z,
?л> ?$¦» <P» v> А' и А" приведены без индекса ui
или к, эти обозначения следует указывать с
индексом ш, если формула применяется для.
расчёта шестерни, и с индексом к, если она
применяется для расчёта колеса.
4. При стандартном нормальном модуле для
удобства расчёта вместо произведений m?s,
fosm? и %s tg«s> в формулы следует подста-
подставлять, соответственно, та (•„, fonmn и ?л *g %-
5. Расчёты следует производить с точно-
точностью до пятого знака, за исключением расчё-
расчётов es, 1Ш, 1К, С, С, ч] (табл. 6) и га, которые
можно производить с помощью логарифмиче-
логарифмической линейки.
6. Конические колёса с внутренним заце-
зацеплением здесь не рассматриваются.
Расчёт конических зубчатых колёс с
круговыми зубьями, нарезаемыми резцовы-
резцовыми головками на станках Глисон. Для ко-
конических зубчатых колёс с круговыми зубьями
(„спиральных конических колёс" — по терми-
терминологии, применяемой иногда) обычно приме-
применяется система геометрического расчёта заце-
зацепления, разработанная фирмой Глисон. В 1942 г.
в этой системе были изменены значения углов-
зацепления и принят постоянный радиальный
зазор вдоль зуба.
Геометрический расчёт элементов зацепле-
зацепления конических зубчатых колёс с круговыми
зубьями с учётом рекомендаций фирмы Гли-
Глисон (не относящихся к передачам задних мо-
мостов автомобилей) при межосевом угле o = 90°v
при числе зубьев шестерни гш > 12 и при на-
нарезании односторонним способом (а также
одинарным двухсторонним способом, если
Р < 20°) можно производить в следующем по-
порядке :
1. Установить значения чисел зубьев ше-
шестерни и колеса гш и zK, торцевого модуля т^
или диаметрального питча р, угла наклона
зубьев на начальной окружности р и рабочей
ширины зубчатых колёс Ь. Эти величины опре-
определяются расчётом на прочность и долговеч-
долговечность или выбираются из конструктивных сооб-
соображений. Значения ms, fi и Ь рекомендуется
выбирать такими, чтобы отношение га угло-
углового сдвига торцев зуба к угловому шагу на-
находилось в пределах 1,25—1,5. При этом реко-
рекомендуется принимать b = 0,3 L и |Cjr, = 35°.
2. Определить элементы исходного контура
зуба основного плоского колеса: а) угол за-
зацепления в нормальном сечении ап выбирается
из табл. 52; б) коэфициент высоты зуба основ-
основного плоского колеса в торцевом сечении fOs
принимается равным 0,85; в) коэфициент ра-
радиального зазора инструмента в торцевом се-
сечении cos принимается равным: 0,188 при
/77У>1,25 мм. и 0,195 при ms< 1,25 мм.
330
ПЕРЕДАЧИ
[РАЗД. 1
Таблица 52
Углы зацепления в нормальном сечении а-п
в зависимости от чисел зубьев шестерни и колеса
г
ев а
«в 3
>>s
т х
§!
X <и
v a
28
27
йб
25
24
23
22
21
2О
19
х8
«7
:6
15
Ч
13
12
Числа зубьев колеса гк и
>28
>29
>3°
>33
>33
>зб
>4о
>42
>5°
>7°
—
—
—
—
¦—
—
ая
ЧЧ3°
гк
27—28
26-29
25-31
24—32
25-35
гб—39
27-41
29-49
31-69
Зб-ioo
45—гоо
59-IQO
—
—
—
ая
16°
пя "л
гк
—
—
—
23-34
22-25
21-26
22 — 28
22—ЗО
23-35
25—44
27—58
ЗО—юо
37—юо
6i—100
—
углы зацеп л е-
ап
I71/.0
гк
—
—
—
—
—
—
2О—21
19—21
18-22
17-24
18—26
19-29
2О Зб
22—ОО
26—1ОО
кл
20е
* Таблица неприменима для авиационных конических
зубчатых колёс, а также для зубчаток, применяющихся
в приборостроении.
3. Определить коэфициенты коррекции в
торцевом сечении |уи/ и Zsk по формулам (ог-
(ограничиваясь двумя знаками после запятой):
4. Определить по формулам, приведённым
в табл. 51, значения следующих элементов за-
зацепления: Л, йшк dK, L, hm и h'K, Нш и h"K,
<?ги и f«¦» Дш и 4к' vua И v^ (по формулам для
постоянного радиального зазора), Deut и Д.#.
При pfp<35° следует производить проверку
на неподрезание.
5. Определить расчётные (номинальные)
толщины зубьев шестерни и колеса по началь-
начальной окружности sw и sK по формулам:
Sk — nms — s-щ.
Значение 8s следует выбирать такое, чтобы
зубья шестерни и колеса были равнопрочными
(на изгиб).
Для того чтобы по этим формулам полу-
получались такие же значения sw и sK, что и при
расчёте по системе Глисон для односторон-
одностороннего способа нарезания [25], следует брать
значения Bs из табл. 53 и в формулу для sw
вместо 2 -S—? подставлять:
cos р
При а =141/а° о,6о
. ага = 16" о,65
. «я = 177/ о,7о
„ 0^^ = 20" 0,84
Фактическая толщина зуба будет меньше
расчётной на половину бокового зазора сп,
значения которого, рекомендуемые фирмой
Глисон, приведены в табл. 54. При нарезании
одинарным двухсторонним способом боковой
зазор достигается путём утонения только
зубьев шестерни (на величину са).
Таблица 53
Значения 8s в зависимости от передаточного
числа ( и числа зубьев шестерни гш
I—*'
к
гш
ОТ 1,0О ДО 1,25
Свыше 1,25 >
i.5o
1.75
2,00
2,25
2,5О
2,75
З-оо
3.25
3.5O
3.75
4,оо
4.5°
. 1.5°
• L75
» 2,ОО
. 2,25
, 2.5O
. 2,75
* З.оо
' 3.25
• 3.5O
' 3-75
, 4.оо
. 4.5°
. 5,оо
5,оо и более
Значения bs при числе
12-13
о,оо5
o,oi5
O.O25
о,оз5
O.O45
о,О55
0,065
о,о75
о,о85
о,о95
о,ю5
о, us
0,125
о, 135
о,135
шестерни гш
14-16
0,000
о,оо5
o,oi5
О,О25
о,оз5
0,050
0,060
0.075
0,085
0,095
0, гоо
o,ioj
о,Ю5
о,Ю5
о,ю5
17-19
0,000
0,000
о,оо5
о,о15
O.O25
о,оз5
0,050
0,065
о,о75
0,085
0,090
0,090
0,090
0,090
0,090
зубьев
20 и~
более
0,000
О,000
0,000
о,оо5
o,oi5
O.O25
0,040
0,050
O.O55
о.обо
о,обо
о.обо
о.обо
о.обо
о.обо
Таблица 54
Значения бокового зазора сп, рекомендуемые
фирмой Глисон
Модуль
От 13
п 8
. б
• 4
. 8.5
. 1.25
1,25
/п„ в мм
¦J
ДО 25
я 12
я 8
> б
я 4
я 2,5
и менее
Боковой зазор
сп в мм
о,5° —°,75
о,зо —о,4о
0,20 —0,25
о, 15 —о,2о
о,ю —о, 15
о,о5 —о, ю
0,0025-0,075
Расчёт „поллоидного" зацепления [кони-
[конические колёса с поллоидным зацеплением на-
нарезаются коническо-гиперболоидной червячной
фрезой на станке Клингельнберга (фиг. 54)].
Расчёт поллоидного зацепления можно про-
производить в следующем порядке [37]:
Парный
зуб
Фиг. 54. Коническая зубчатая пара
с поллоидным зацеплением (на фигуре
нанесено также положение основного
плоского колеса)*
Углы делительных конусов шестерни и ко-
колеса
cir, X
Чдш-Vui — Дфш-arctg
где Д<р.ш — коррекционный угол, выбираемый
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
331
из графика на фиг. 55 (в зависимости от $ и i)
с округлением до 1° или до 0,5°
Число зубьев основного плоского колеса
Zk
sin cp qk
Радиус основной окружности основного
плоского колеса
2 '
0
ч
1
95и65
I00U80
105и 75
110и70
II5US5
120 и 60
125 и 55
ГЗОиЗО
uAukO
\
\\
\\
ЛчЧ,
\
ч«^
^ч.
2 3 U «¦ 6 7 6 1
Фиг. 55. График для определения коррекционного угла
Внутренний радиус основного плоского
колеса
где g — расстояние зоны зацепления от основ-
основной окружности основного плоского колеса,
выбираемое из табл. 55.
Ь = -к^-, но не более 10 тпа.
Таблица 55
Значения g в зависимости от модуля отд
/Яд в мм
i
1,25*
i,5
1,75*
2
2,25*
2,5
2,75*
3
3,25*
g в мм
4
4
4.5
4.5
5
5
5.5
5.5
6
б
тп в мм
3-5 Л
3,75*
4
4.25*
4.5
5
5.5
6
6.5
7
g в мм
6.5
6,5
7
7
7,5
8
8,5
9
ю
и
Примечание. Модули, отмеченные звёздочкой,
применять лишь в исключительных случаях.
Наружный радиус плоского колеса
(конусное расстояние по делительному
конусу) RQe - Roi + b. Диаметры начальных (де-
(делительных) окружностей:
dK -
sin <р8л; ms - J*
- zmms.
Высоты головок зубьев:
где }'пш и Д^—значения, выбираемые из
табл. 56 и 57.
hK-2mn — Нш.
Диаметры окружностей выступов:
Оеш-аш + 2hL cos W Аж ~ Лк + 2Л«С0*9а*.
Таблица 56
Значения коэфициента нескорректированной высоты
головки зуба шестерни fntu для aQn — 20°
в зависимости от чисел зубьев колеса и шестерни
%is И Ztn
гк
15
17
i8
19
20
21
32
23
34
25
2б
27
28
29
3°
35
40
45
5°
55
60
65
75
100
6
1,45
i,45
1,46
1,46
1,46
1,46
1,46
1,46
1,46
1,46
1,46
1,46
1,46
1,46
1.46
1,47
i,47
i,47
1,47
1,47
1.47
1.47
1,47
1.47
1,48
Значения j
1,38
,38
•39
,39
¦39
,39
.39
,40
,40
,40
¦40
,40
,4°
,40
,40
.40
1,40
[,41
1,41
,41
f,4i
,4i
[,41
,41
.42
пш для
числа
шестерни гш
8 1
1.3»
I.3I
1,32
1,32
1,32
1,32
1,33
1,33
1.33
1,33
1,33
1.34
1,34
1,34
1,34
1.34
1,34
1,34
1,35
1,35
1,35
1,35
1,35
1,36
1,36
9
,23
,23
,24
,24
,25
,25
,2б
,2б
,26
,2б
,27
.27
.27
,27
.27
,28
[,28
,28
[,28
,29
,29
,29
,29
,29
10
.15
,15
,i6
,17
,18
,18
,18
,19
,19
,20
,20
,20
,21
,21
,31
,21
,22
,22
,22
,23
,23
,23
,23
,23
,24
зубьев
11
^о8
>°9
,ю
,ю
,и
.11
,12
.12
ДЗ
.13
.14
.14
.И
.14
.15
15
,i6
.16
.16
,17
.17
,17
,17
,18
12
,00
,00
,00
,01
,02
,03
.04
,04
.05
,06
,06
,06
.07
.07
,с
,с
>7
)8
>9
,О9
,
о
о
о
I
I
I
3
13
1,ОО
I.OO
1,ОО
1,00
I.OO
1,00
1,00
1,00
1,00
1,00
1,00
1,00
1,00
1,00
1,00
1,01
1,03
1,03
1,04
1,04
1,04
1,05
1,05
i,°5
1,06
Таблица 57
Значения коррекционной высоты головки зуба
шестерни ААШ
b+g
в мм
6
8
ю
12
14
1б
i8
20
25
3°
35
40
45
5°
55
60
65
70
75
5°
о,о8
о,ю
о.'З
O,l6
0,19
0,21
0,24
0,27
0,34
0,40
Значения Ah
6°
0,10
0,13
0,16
0,20
0,23
0,26
0,30
о.ЗЗ
0,41
°,49
о,47°,58
о,53 °,66
о,6о
0,67
о,74
о,8о
о,87
°,93
1,ОО
°,74
о,82
°>91
о,99
х,°7
1,15
',24
8°
о, 14
о, 19
0,23
0,28
о,33
0,38
о,42
°,47
о',&3
о.94
1,Об
I, i8
1,30
1,41
i,53
1,64
1,76
10°
0,18
0,24
0,29
0,35
0,41
о,47
0.53
о,59
0,89
1,03
1,18
1,33
1.47
1,62
1.77
1,92
2,07
2,20
ш в
12°
0,21
O.28
0,34
о,41
0,48
о,55
мм
14°
о,зз
о.з1
о,з8
0,46
о,54
О,б2
о,б2 0,69
0,69
0,87
i,°4
1,21
1,38
1,65
1,72
1,9О
2^25
о,77
0,96
1,15
i,35
1,54
1,73
при
16°
O.25
о,33
0,41
0,50
0,58
о,бб
о,75
о,8з
1,°4
1,24
1,45
1,66
i,87
1,93,3,07
2,И
2,28
з,зо 2,48
2,5°
2,43 2JO
3,58,2,88
2,09
2,90
3,4
fdtu
18°
0,27
0,36
о,45
0,53
О,б2
о,7'
о,8о
0,89
1,12
1,34
1,56
1,78
2,ОО
2,22
2,45
2,67
2,89
3,"
3>34
равном
20°
0,28
о,з8
о,47
0,56
о,6б
о,75
°,8j
22°
0,29
25°
о,33
0,390,45
0,48
о,59
0,69
о,79
0,89
о,94|о,98
1,18
1.41
1,65
1,88
2,11
1,23
1,48
i,73
i,97
3,22
3,34 2,46
2,382,71
2,81
З.О5
з,95
3,20
3.28з,44
3,52
3,«
о,55
о,66
о,78
о,8д
I,OI
i,ii
1,39
1,67
1|9б
2,22
з,5о
2,78
3,об
3,33
3,6i
3,88
4,17
332
ПЕРЕДАЧИ
[РАЗД. 1
Области применения прямозубых,
косозубых и криволинейнозубых
конических колёс
Конические колёса применяются в тех слу-
случаях, когда необходимо, чтобы ведущий и ве-
ведомый валы были расположены под углом, а
также в диференциальных и планетарных пе-
передачах. В последних при применении кони-
конических колёс можно достичь более равномер-
равномерного распределения нагрузки по сателлитам
при монтаже, путём их осевого смещения
(идя на некоторое нарушение правильности
расположения начальной зоны контакта).
Прямозубые конические колёса целесооб-
целесообразно применять в следующих случаях:
а) при малых окружных скоростях
(v<2 м/сек), когда допустимые для тихо-
тихоходных передач неточности в шаге и в про-
профиле зубьев, не отражающиеся на правиль-
правильности прилегания зубьев по их длине, не вы-
вызывают значительных динамических нагрузок
на зубья или значительного шума при ра-
работе, в то время как у косозубых или у
шевронных колёс такие неточности вызвали
бы резкое сокращение длины контактных
линий;
б) когда применяются зубчатые колёса с
твёрдыми поверхностями зубьев и масляная
ванна не может быть достаточно эффективно
защищена от попадания пыли или абразивных
частиц (поскольку износ прямых зубьев, в
отличие от косых и криволинейных, не приво-
приводит к изменению распределения нагрузки
по длине контактных линий);
в) когда, вследствие отсутствия соответ-
соответствующего зуборезного оборудования, кони-
конические колёса нарезаются дисковыми фре-
фрезами;
г) когда при реверсивной нагрузке неже-
нежелательна перемена направления осевого уси-
усилия на одной или на обеих зубчатках и её не
удаётся избежать путём выбора соответствую-
соответствующей формы зуба; в таких случаях применяют
также зацепление зерол, которое в отно-
отношении осевых усилий не отличается от прямо-
прямозубого.
При v>2 м/сек в конических передачах
обычно применяются колёса с косыми или
криволинейными (см. стр. 332—333) зубьями,
обладающие теми же преимуществами перед
прямозубыми колёсами, что и в цилиндриче-
цилиндрических передачах (стр. 215).
В коническо-цилиндрических передачах
рекомендуется коническую передачу исполь-
использовать на первой ступени, так как большие
конические колёса затруднительно нарезать
с достаточной точностью. Кроме того, крупные
зуборезные станки для нарезания конических
колёс мало распространены.
Методы изготовления конических зубчатых
колёс
Получение зубьев отливкой. Несмотря
на большую лёгкость формования конических
колёс по сравнению с цилиндрическими, не-
необработанные конические колёса применяются
редко, вследствие большого числа элементов,
погрешности в которых отражаются на каче-
качестве работы передачи.
Получение зубьев штамповкой. В по-
последние годы стал находить применение ме-
метод образования зубьев у конических колёс
в процессе горячей штамповки. В этом случае
отпадает необходимость в черновом нарезании
зубьев.
Методы нарезания зубьев. Нарезание
зубьев прямозубых конических зубчаток
дисковой фрезой на фрезерном станке произ-
производится за три установа заготовки (один —
для черновых проходов, два — для чистовых).
При чистовых проходах заготовка устанавли-
устанавливается так, чтобы получались правильные
хордальные толщины зубьев с обеих концов.
Профиль фрезы выбирается по эквивалент-
эквивалентному числу зубьев и по модулю зацепления.
Излишек металла на зубьях вне начального
конуса, возрастающий по мере приближения
к их тонким концам (к вершине конуса), уда-
удаляют посредством опиливания. Обработанные
таким способом конические зубчатки могут
удовлетворительно работать лишь при окруж-
окружных скоростях менее 2 м/сек.
Нарезание прямозубых конических колёс
по методу обката производится на зубо-
строгальных станках для конических колёс.
Конические колёса с непрямыми зубьями
обычно нарезаются:
а) с косыми зубьями (косыми — при раз-
развёртке конической поверхности в плоскость) —
по методу строгания прямобочными резцами
на станках типов Глисон, Бильграм-Рейнекер
и Гайденрайх и Гарбек;
б) с круговыми зубьями — по методу фре-
фрезерования резцовой головкой на станках
типа Глисон;
в) с поллоидными зубьями — по методу
фрезерования коническо-гиперболоидной чер-
червячной фрезой на станках типа Клингельнберг.
Два последних метода применяются для
нарезания зубчатых колёс небольших диа-
диаметров (до 600—700 мм), преимущественно
в массовом и крупносерийном производстве
конических колёс специального назначения.
Длительность наладки станков и высокая
стоимость инструмента при применении этих
методов в индивидуальном и мелкосерийном
производстве часто не окупаются повышением
производительности станков.
Консольно-расположенные конические зуб-
зубчатые колёса типа автомобильных при пере-
перегрузках обычно работают небольшими участ-
участками зубьев со стороны их толстых концов.
Для уменьшения концентрации нагрузки с
края зуба такие зубчатки нарезаются при
различной продольной форме зубьев исход-
исходного инструментального плоского колеса для
шестерни и колеса. Так например, круговые
зубья нарезаются с разными радиусами дуг
на выпуклой и вогнутой стороне. Достигнув
оптимального расположения пятна касания
(а именно — ближе к тонкому концу), можно
избежать резкой концентрации нагрузки на
толстых концах зубьев при перегрузках (это
относится и к зубчатым колёсам зерол).
Для зубчатых колёс, работающих с более
или менее постоянной нагрузкой, а также для
крупных зубчатых колёс, у которых дефор-
деформации валов и опор относительно невелики,
нарезание производится методами, обеспечи-
обеспечивающими возможно более полное прилегание
зубьев по длине. В таких случаях обычно
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
333
применяются косозубые колёса, нарезанные
на зубострогальном станке.
Конические зубчатые колёса зерол наре-
нарезаются резцовыми головками и имеют, следо-
следовательно, круговые зубья, но, в отличие от
спиральных конических колёс с круговыми
зубьями, у них угол наклона зубьев на поло-
половине ширины равен нулю. У колёс зерол воз-
возникают такие же осевые усилия, что и у
прямозубых, но в отличие от последних ко-
колёса зерол работают с меньшими динами-
динамическими нагрузками и меньшим шумом, осо-
особенно если зубья шлифованные. Недостаток
таких колёс — большое колебание длины кон-
контактных линий вследствие малого коэфициента
углового сдвига торцев зуба по отношению
к его середине.
В зацеплении формейт нарезаемое по ме-
методу деления резцовой головкой колесо имеет
зубья с прямолинейным боковым профилем в
нормальном сечении. Шестерня при нарезании
резцовой головкой по методу обката полу-
получает профиль зубьев, сопряжённый с прямо-
прямолинейным профилем зубьев колеса. Преиму-
Преимущества зацепления формейт — в большей про-
производительности, простоте и дешевизне зубо-
зуборезного и зубошлифовального оборудования для
колёс. Колёса зерол также могут выполняться
с зацеплением формейт. Конические зубчатые
колёса с зацеплением формейт применяются
только в массовом производстве вследствие
сложной наладки станков при нарезании ше-
шестерен и необходимости в специальных станках
для чистового нарезания колёс.
Конические колёса с круговыми зубьями
нарезаются либо по методу обката — односто-
односторонним, одинарным двухсторонним или двой-
двойным двухсторонним способом, либо, при приме-
применении зацепления формейт, колесо — по методу
деления, шестерня — по методу обката — оди-
одинарным двухсторонним способом. Все эти спо-
способы относятся к чистовому нарезанию зубьев;
способы чернового нарезания в общем одина-
одинаковы и принципиальных различий не имеют.
При о д но с т о р о н н е м способе, приме-
применяемом в индивидуальном и мелкосерийном
производстве конических колёс торгового ка-
качества, правые и левые профильные поверхно-
поверхности зубьев шестерни и колеса начисто наре-
нарезаются раздельно. При одинарном двух-
двухстороннем способе у зубьев колеса правые
и левые профильные поверхности нарезаются
одновременно одной резцовой головкой, а у
зубьев шестерни — раздельно. Этот способ
применяется в крупносерийном и массовом
производстве. При двойном двухсто-
двухстороннем способе зубья шестерни и колеса
нарезаются одной и той же резцовой головкой
и одновременно по правым и левым профиль-
профильным поверхностям. Так как при двойном двух-
двухстороннем способе нарезания не может быть
обеспечен надлежащий контакт зубьев, то этим
способом нарезаются лишь слабо напряжённые
зубчатки с модулем менее 2,5 мм.
В индивидуальном и мелкосерийном произ-
производстве вместо одностороннего способа часто
применяется одинарный двухсторонний спо-
способ, при использовании разработанной фирмой
Глисон системы таблиц и графиков (из ко-
которых легко можно определить все необхо-
необходимые данные для изготовления конических
зубчатых колёс) — так называемой системы
джобинг. Преимущества этой системы заклю-
заключаются в повышении производительности
станков Глисон, в простоте расчёта их на-
наладки и в возможности достижения лучшего
контакта зубьев.
Если колесо конической формы нарезать
долбяком или гребёнкой, сохраняя (посред-
(посредством соответствующего крепления заготовки
на станке для нарезания цилиндрических ко-
колёс) постоянную глубину захода инструмента
вдоль образующей конуса выступов, то полу-
получится так называемое коническое эвольвентное
(точнее приближённо-эвольвентное или псевдо-
эвольвентное) колесо. Профиль зуба в сечении
поверхностью дополнительного конуса, раз-
развёрнутой на плоскость, будет эвольвентным.
Два конических эвольвентных колеса с парал-
параллельными осями будут иметь полный контакт
по длине зуба и обладать свойством, весьма
желательным в ряде случаев, изменять (или
ликвидировать) боковой зазор в результате пе-
перемещения одного из колёс в осевом напра-
направлении. Конические эвольвентные колёса с
непараллельными осями имеют контакт лишь
в одной точке.
Методы окончательной обработки зубьев.
Быстроходные колёса с круговыми зубьями,
цементованными или сплошь закалёнными, ре-
рекомендуется шлифовать после термообработки,
особенно колёса для планетарных передач, в
которых равномерность распределения нагруз-
нагрузки по сателлитам сильно зависит от точности
зацепления. Для среднескоростных ответствен-
ответственных передач обычно ограничиваются притир-
притиркой (с притиром или в паре) и подбором (см.
стр. 240).
Расчёт и конструирование конических
зубчатых колёс
Особенности расчёта конических колёс
на контактные напряжения сдвига. Если
зубья шестерни и колеса в ненагруженной
конической передаче прилегают друг к другу
по всей длине, то при приложении нагрузки
деформация зубьев будет пропорциональна рас-
расстоянию точки зацепления от вершины началь-
начальных конусов. Следовательно, нагрузка в точно
изготовленных или тщательно приработанных
конических передачах распределяется вдоль
ширины зубчатых колёс по трапецоидальному
закону (который при износе зубьев не нару-
нарушается). При таком распределении нагрузки
не будет большой погрешности, если расчёт
на контактные напряжения производить по
окружному усилию и эквивалентному радиусу
кривизны в среднем сечении, определяемым
по формулам:
D6)
2L
В формулы D), Da) и D6) (стр. 244—246)
при расчёте конических прямозубых колёс
или в формулы Dз), Dи) и DК) (стр. 246;
при расчёте конических косозубых и криво-
линейнозубых колёс следует вместо А под-
334
ПЕРЕДАЧИ
[РАЗД. I
ставлять L — 0,56 и вместо / + 1 подставлять
Т^Р + 1. При межосевом угле 8=^90° вместо
. , sin 8
i + 1 следует подставлять — .
sin?w
В результате этих замен формулы D), Dа)
и D6) при 8 - 90° получают следующий вид:
100 000 ^ /~(Л_
~(L — Q,5b)t у \пк
¦I)»
100 000
\/ 71620 dKepb * D7)
где РСр.р — расчётное окружное усилие, при-
приложенное в середине зуба
Особенности расчёта конических колёс
на заедание. Расчёт конических колёс на за-
заедание можно производить по формулам A3а)—
A3д) (стр. 264—265), подставляя в них значе-
значения t0, /и рш эквивалентных цилиндрических
колёс.
Особенности расчёта зубьев конических
колёс на выносливость по напряжениям
изгиба. В формулы A46), A4г) и A4д)
(стр. 270) вместо /+1 следует подставлять
V'i% + 1 • исходя из расчёта зубьев на изгиб по
их размерам в среднем сечении. В остальном
расчёт конических колёс не отличается от
расчёта цилиндрических колёс.
Коэфициент формы зуба конического ко-
колеса определяется по эквивалентному числу
z
'к ср
зубьев za =
так же, как для ци-
к ср
ному конусу;
IJL) - \ » V.
100 000 J '
D7а)
^Ч • D76)
COS Ср COS8 Р
линдрического колеса.
В тех случаях, когда допускаемая на-
нагрузка лимитируется прочностью зубьев на
изгиб, рекомендуется достигать равнопроч-
ности зубьев шестерни и колеса путём уве-
увеличения толщины зуба шестерни и соответ-
соответствующего уменьшения толщины зуба колеса
(в особенности, если это может быть вы-
выполнено без применения специаль-
специального инструмента).
I Отношением —т- следует задаться, j
Обозначения см. на стр. 246.
При расчёте косозубых и криволинейнозу-
бых конических колёс вместо числового коэ-
фициента 100 0U0 в эти формулы следует под-
подставлять 80 000 и вместо RcTI — RcK.
Примечания 1 и 2 на стр. 246 и примеча-
примечание 1 на стр. 247 действительны также и для
конических колёс.
Радиус кривизны рабочих поверхностей
зубьев шестерни в полюсе зацепления при
нереверсивной нагрузке можно увеличить
(в особенности при малом /), путём выбора
такого наклона зубьев, при котором зуб ше-
шестерни будет вступать в зацепление сначала
своим толстым концом. Недостаток такого
расположения зубьев заключается в том, что
зуб шестерни при перегрузках будет работать
заострённым концом, а также в том, что осе-
осевая нагрузка на подшипник вала шестерни
увеличивается. Поэтому указанное располо-
расположение зубьев осуществлять не рекомендуется,
тем более, что на эффективном радиусе кри-
кривизны изменение направления зубьев отра-
отражается мало.
Если отношение ва углового сдвига торцев
косого или криволинейного зуба к угловому
шагу конического зубчатого колеса меньше
0,8, то косозубые и криволинейнозубые кони-
конические колёса следует рассчитывать как
прямозубые. Для избежания колебания длины
контактных линий рекомендуется принимать
еа = 1 при постоянной нагрузке иеа=1,2-=-1,4
при переменной.
Допускаемые контактные напряжения для
конических колёс следует выбирать такими же,
как для цилиндрических колёс (стр. 259—264).
Определение расчётной нагрузки. Коэ-
Коэфициент нагрузки для конических колёс с пря-
прямыми и косыми зубьями определяется так же,
как для соответствующих цилиндрических
колёс, причём динамическую нагрузку при определе-
определении коэфициента качества следует определять по сред-
средй й ф B8) Л
ф
ней окружной скорости v
ср
и в формулу B8) вместо А
- 0,56 при
следует подставлять L — 0,5& или
8+90*.
Коэфициент нагрузки К при поверочном расчёте ко-
конических колёс с круговыми или поллоидными зубьями,
имеющих при нулевой нагрузке точечный контакт в за-
зацеплении, можно определить либо, при благоприятном
контакте зубьев, по формуле для Кй, приведённой на
стр. 278 (приближённый способ), либо уточнённым спосо-
способом, при применении которого необходимо:
1) найти точки начального контакта при различных
действующих нагрузках, исходя из расположения пятна
касания при монтаже (по техническим условиям), из раз-
различия продольной формы зуба на плоском колесе для ве-
ведущих и ведомых зубьев и из деформации валов; углы
перекоса валов можно определять по формулам B4л) и
B4м) (стр. 278) с учётом деформации опор;
2) найти кривые изменения расстоянии 8 между ра-
рабочими поверхностями (минимальных) вдоль ширины за-
зацепления при касании зубьев в точке начального кон-
контакта, исходя из продольной формы ведущих и ведомых
зубьев и разного положения точек начального контакта
при различных нагрузках;
3) найти кривые распределения удельной нагрузки рп
по ширине зацепления, исходя из того, что площади,
ограниченные этими кривыми, должны соответствовать
общим нагрузкам на зубья, а сами кривые — подчиняться
зависимости — 8 =8„, где с — удельная жёсткость
с н р
зубьев (см. стр. 277); 6Д — деформация в точке началь-
начального контакта, при этом следует учесть, что поворот
зубчатого колеса за счёт деформации зубьев приводит
к разным перемещениям по ширине зацепления;
4) выбрать в качестве расчётной ту точку, в которой
возникает наибольшая удельная нагрузка р
п max
при
наибольшей общей нагрузке, и определить для неё'значе-
ния рп- при других общих нагрузках;
5) условно приняв Ка и Ь равными единице, опреде-
определить К3, исходя из значений гга-, равных ——— ; в
Рп max
этом случае K=K3Kt.
При проектировании новых передач следует назна-
назначать такое расположение пятна касания и выбирать та-
такие продольные очертания ведущих и ведомых зубьев,
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
335
при которых коэфипиент нагрузки минимален. Для кру-
круговых зубьев это условие достаточно хорошо удовлетво-
удовлетворяется при соотношении радиусов зубьев шестерни и ко-
колеса р и рк (при развёртывании начальных конусов в
плоскость), определяемом из уравнения:
arctg
3ft . 3ft
; arctg
*'
где т — суммарный угол перекоса шестерни по отноше-
отношению к колесу при наибольшей нагрузке.
В остальном коэфициент нагрузки для конических
колёс с начальным точечным контактом определяется
так же, как и для цилиндрических колёс.
Порядок расчёта конических зубчатых
колёс. Методические указания по расчёту
цилиндрических зубчатых колёс на прочность
и долговечность (стр. 285—291) применимы и
к коническим колёсам, с учётом указанных
выше особенностей их расчёта.
Допуски на элементы зацепления кони-
конических зубчатых колёс. В конических ко-
колёсах шаг вдоль линии зацепления зависит
как от точности профиля инструмента, так и,
в отличие от цилиндрических колёс (не шли-
шлифуемых), от точности делительного механизма
зуборезного (или зубошлифовального) станка.
Кроме того, на разности шагов вдоль линии
зацепления шестерни *и колеса сказывается
изменение осевого положения последних.
Практически требующаяся точность шага
вдоль линии зацепления для прямозубых ко-
конических колёс определяется значениями &t0,
приведёнными в табл. 24. Допускаемая ошибка
в окружном шаге и в профиле должна по
указанным соображениям составлять лишь
часть Мо. Отсюда следует, что необходимой
точности этих элементов зацепления для
среднескоростных и быстроходных прямо-
прямозубых конических колёс достичь гораздо
труднее, чем для соответствующих цилиндри-
цилиндрических.
У косозубых и криволинейнозубых кони-
конических колёс основным элементом, точность
которого наиболее важна, является окружной
шаг.
При назначении допусков на окружной
шаг рекомендуется руководствоваться табл. 24
(стр. 280).
Допускаемые отклонения в диаметре окруж-
окружности выступов &Dee и &Оен можно опреде-
определять по тем же формулам, что и для цилин-
цилиндрических колёс. Соответственно этим откло-
отклонениям следует выбирать допускаемое биение
/ - ДОон \
по конусу выступов ( не более —~-1 и
отклонения угла конуса выступов. Верхнее и
нижнее отклонения межосевого угла можно
принимать равными (в радианах):
... , 25тл + 50ц .
5т
Верхнее отклонение толщины зуба рекомен-
рекомендуется брать таким же, как для цилиндри-
цилиндрических колёс (табл. 28), нижнее — вдвое мень-
меньшим. Если зубчатые колёса могут быть под-
подвержены действию вибрационного крутящего
момента, по величине превышающего полез-
полезный, то допуски на толщину зуба и на диа-
диаметры окружностей выступов, а также допу-
допускаемые биения конусов выступов рекомен-
рекомендуется назначать по ГОСТ 1758-42 (см. т. 5,
стр. 87—93).
В табл. 58 приведены допуски на кониче-
конические и гипоидные зубчатые колёса по стан-
стандарту АГМА [66]. В отличие от британского
стандарта на обработанные конические зубча-
зубчатые колёса [11] и от ГОСТ 175S-42, в этот
стандарт допуски на профиль зуба не вклю-
включены.
Определение сил, действующих на
валы. Условно принято, что силы приложены
к середине зуба.
Окружное усилие
Р —
2М
--?- V
Осевая сила, действующая параллельна
оси зубчатки по направлению от вершины
начального конуса, определяется по формуле
tg <in sin cp
Ч cos $c
Радиальная сила
Q-P
tg aa COS у
cos $cp
В этих формулах: Р — окружное усилие;
РГр — угол наклона зубьев в точке, отстоящей
от вершины начального конуса на расстоянии
L — О,5Ь; ср — угол начального конуса; ап — угол
зацепления в нормальном сечении. При вра-
вращении зубчатки по часовой стрелке (если
смотреть на неё со стороны вершины началь-
начального конуса) для ведущих зубчаток правого
хода (правоспиральных) и для ведомых зуб-
зубчаток левого хода (левоспиральных) в этих
формулах следует брать верхние знаки, а для
ведомых зубчаток правого хода и для ведущих
левого хода — нижние; при вращении же зуб-
зубчаток против часовой стрелки, наоборот.
Конструкция конических колёс и редук-
редукторов и материалы для конических колёс.
Соображения, относящиеся к цилиндрическим
зубчатым колёсам и редукторам, о типовых
конструкциях зубчатых колёс, о размерах обо-
обода, спиц и ступицы литых колёс и центров,
о посадке зубчатых колёс на валы и бандажей
на центры, о конструкции штампованных зуб-
зубчаток, об элементах конструкции редукторов и
о материалах для зубчатых колёс во многом
применимы и к коническим зубчатым колёсам
и редукторам, если будет учтено своеобра-
своеобразие их формы и расположения. Примеры кон-
конструкции опорных узлов при применении
подшипников качения см. в гл. VIII. Много-
Многочисленные примеры конструктивного выполне-
выполнения конических редукторов и зубчатых передач
приведены в специальных трудах [2, 6, 7.
вып. 5, 17].
336
ПЕРЕДАЧИ
[РАЗД. I
<*>
•о
3
й.
ч
о
о.
<и
03
•ями
>>
ю
S
S
R
х>
>>
П
Я
¦S
й
О
>.
о.
И
*.
я
s
¦R
зуб
S
рямым
с
и
о
ли
ч
о
*
3
я
о
>>
а
^
в
X
о
а>
tr
S
1 X
о
к
я
*)
¦ч
с
ф
3
X
•V
«
№
(в
S
<
О
¦<
>>
а
ев
as
«
и
О
в
Допуск!
°/о я хмвхноя
ИМНЧ1ГЭХИЭ0Н1О
ипнчи-виинии
KDHH!nraAa,3dj,
и
К
S
РЗ
о
ч
о
я
я
is
S
р
% а
s s
о. о.
с с
<и*
t- *
" я
|i
>.
а.
X
о
ю
<а
ю
3
О
>«
и
>,
У KOF
О
X
л
ч
я*
S
о
н со
N s
л^
о
«
о
ж
•а
к*
га
Я
О
с
а>
S
Биен
о
8
CN
S
CN
300
S
о
см
8
CN
250
8
о
S
ю
о
¦ч4
дуль
V
о
с с зубчатых
ч
2
о
D.
S
g.
G5)
ю
^—'>-^
юю 1 I
"со^о
111 I
со со со
IO 'О 'О .
-Л'З' СЧ ]
*-**-• "-1
_«,^ (М С»
СО 00 СО СО
1 -3.2-^!-
00 СОЮ
. , юю
осГоо"
in!
09
3 111
3511
coco со 1
\П 1П1Г) 1
« ei <м 1
о о о о
01 О О «
1 SRS
1 1 и 8
III!?
ю
юс-
<О СО "• cf
оход-
стр
5
зионные 6i
> 10 м/сек)
5?.
о.
С |
s
?, 1
00 00 00
1
1
СО 00 00 00 ]
Ю1Г
•О»
00 00 СО СО 00
| 00 СО СО СО
1 I
1 1
R.I
о о
Ю1Г
О 0
со со со
МММ
1
1
1
со
м
1
1
3>S>I
О О 1
] #
1 1
1 1
1 1
©ю
^ о
о ч
оходные (v д
мых зубьях
е.«
о с
3
О,
с
сое
о 1
со со со
1 &g>
1
с?
ю
Я" 0
о качества
Р4
о
Л
1-е
с"
и
ю
СО
1
1
1
1
8
со
со
со
1
1
1
1
1
я
о
,
1
сое
1
1
осо
СО 1
1 О
1 "'S
1
1
1
1
со
I
1 1
1
о
0
0 <
ЮЮЮ 1
!
1
1
1
1
1
I
1
3 0
о ю
I д.*
1
1
д.
1
ю
JO СИО СО <-<"
тихо-
S
горго-
"?
; скоростные
(v до 2 л/с
X
ш
3
о
[ества
Я
О
о
со
0J Ю
1
SB О
а с
S О
Гипоидные передачи (винтовые конические
зубчатые передачи)
Во многих случаях целесообразно приме-
применять передачи, подобные коническим, но со
скрещивающимися осями валов. Из этого
класса известны гиперболоидные пере-
передачи, начальные поверхности зубчатых колёс
которых являются поверхностями гиперболои-
гиперболоидов вращения. Однако эти передачи не полу-
получили распространения, так как у гиперболоид-
ных зубчатых колёс очень сложно нарезать
зубья. Фирма Глисон предложила взамен ги-
перболоидных передач применять передачи с
перекрещивающимися осями, состоящие из
конических колёс, нарезанных резцовыми го-
головками. Если мысленно воспроизвести отно-
относительные положения последних (относительно
шестерни и колеса) в собранной передаче, то
они совпадут. Такие передачи названы г и-
поидными.
Шестерня и колесо гипоидной передачи
имеют различные углы наклона зубьев на на-
начальных окружностях $ш и $к и зацепляются
в прямом и обратном направлениях с различ-
различными углами зацепления: Утверждают [39],
что в гипоидных передачах теоретически до-
достижим контакт по всей длине зубьев. Однако
практически, для компенсации деформации
валов и неточностей нарезания и сборки, ги-
гипоидные передачи, так же, как и конические
с круговыми зубьями, выполняются с началь-
начальным контактом в точке.
При работе гипоидной передачи сопряжён-
сопряжённые зубья шестерни и колеса скользят друг
по другу не только в поперечном, но и в
продольном направлении. Следовательно, на
контактных линиях в каждый момент времени
будут иметься участки, где относительное
движение поверхностей зубьев сводится в
основном к относительному скольжению по-
поверхностей вдоль контактных линий. На та-
таких участках гидродинамические условия обра-
образования масляной плёнки крайне неблаго-
неблагоприятны, в связи с чем зубья гипоидных пе-
передач подвержены заеданию в гораздо боль-
большей степени, чем цилиндрических и кониче-
конических. Особенно приходится опасаться заеда-
заедания в гипоидных передачах с крупным мо-
модулем при небольшой твёрдости зубьев.
С заеданием в гипоидных передачах борются
путём применения противозадирных смазок.
Последние своим развитием и обязаны как
раз гипоидным передачам, первоначально на-
нашедшим применение в задних мостах автомо-
автомобилей. Однако даже при применении сильных
противозадирных смазок и при выполнении
поверхностей зубьев твёрдыми (цементован-
(цементованными) и гладкими (притёртыми) необходимо
ограничивать смещение оси шестерни Е
(фиг. 56) такими пределами, при которых опас-
опасность заедания сравнительно невелика. По
данным фирмы Глисок размер Е не должен
превышать:
для легковых автомобилей и легких грузовиков 0,2dK
для грузовиков, автобусов и тракторов .... 0,125 dK
для промышленного применения:
при i -1 0,33 йк
„ i=l,164-l,5 . . 0,30 dK
, ?=1,51ч-2,0 0,26 dK
„ ?=2,014-2,5 ... • . . . • 0,23 dK
. i>2,5 0,20 dK
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
337
Углы наклона зубьев (Зш и $к, рабочую
ширину зубчатых колёс Ъ и модуль ms сле-
следует выбирать такими, чтобы коэфициент
сдвига торцев зуба колеса гак (если ЭЖ<РШ)
был возможно более близок к 1,3. Это
обычно приводит к ^ = 30-4- 35°, однако не
рекомендуется брать §К>ЪЬ°. Фирма Глисон
рекомендует принимать:
при г^-б-г-13 ^=50°
» *ш=14+15 $ш=^
• гш>16 *ш=40°
Если в виде на гипоидную передачу со
стороны вершины начального конуса колеса
шестерня будет находиться слева вверху или
справа внизу, то следует брать шестерню ле-
левого хода и колесо правого хода, если же
Фиг. 56. Гипоидная зубчатая пара.
шестерня будет находиться слева внизу или
справа вверху, — с противоположными напра-
направлениями зубьев. У Глисон приняты следую-
следующие значения углов зацепления: ore = 17>/2°—
для вогнутой стороны зубьев шестерни и для
выпуклой стороны зубьев колеса и ап = 25°—
для противоположных сторон зубьев шестерни
и колеса.
Несмотря на склонность гипоидных пере-
передач к заеданию, они всё же применяются до-
довольно часто благодаря следующим своим
преимуществам:
1. Гипоидные передачи выдерживают боль-
большие нагрузки, чем конические. Это объяс-
объясняется, во-первых, несколько большим диа-
диаметром шестерни при тех же размерах пере-
передачи и, во-вторых, — возможностью допу-
допускать повышенные контактные напряжения
благодаря большей гладкости зубьев в резуль-
результате лучшей их прирабатываемости.
2. Вал шестерни, как и вал колеса, можно
располагать на двух подшипниках.
3. От одного вала посредством гипоидных
передач можно передавать движение несколь-
нескольким перекрещивающимся с ним валам.
4. Гипоидные передачи работают с мень-
меньшим шумом, чем конические с круговыми
зубьями.
5. Рабочие поверхности зубьев в гипоид-
гипоидных передачах притираются быстрее и равно-
равномернее.
6. При применении гипоидной передачи в
заднем мосту автомобиля ось шестерни можно
поместить ниже оси колеса, в результате чего
достигается понижение центра тяжести авто-
автомобиля.
Последнее обстоятельство способствовало
широкому применению гипоидных передач в
автомобилестроении.
Колёса и шестерни гипоидных передач
обычно нарезаются резцовыми головками на
станках Глисон либо по методу обката, либо,
при применении зацепления формейт, колесо —
по методу деления, а шестерня ¦— по методу
обката. При многоштучном изготовлении при-
применяется одинарный двухсторонний способ
нарезания (см. стр. 333). Геометрический рас-
расчёт зацепления и расчёт установочных раз-
размеров для нарезания зубьев производится, как
указано в инструкции фирмы Глисон [64].
Колёса передач, подобных гипоидным, но
не с круговыми зубьями, вообще говоря, мо-
могут быть нарезаны на любом станке для на-
нарезания конических колёс с той продольной
формой зубьев, которая осуществима на дан-
данном станке, однако для наладки станков тре-
требуется производить специальный расчёт (поль-
(пользуясь инструкциями заводов).
Расчёт гипоидной передачи на контактные
напряжения и на изгиб можно производить
так же, как конической, имеющей одинаковые
с гипоидной размеры с1ш, b, ms и L. Если нет
соответствующих эмпирических или экспери-
экспериментальных данных, позволяющих увеличи-
увеличивать допускаемые напряжения по сравнению
со значениями, рекомендуемыми для кониче-
конических передач, то следует придерживаться
этих последних значений.
Для определения сил, действующих на
валы, можно пользоваться формулами, при-
приведёнными на стр. 335, вместо Р подставляя
вних:Рм— для шестерни и Рк — для колеса
(Рш и Рк— окружные усилия на шестерне и
на колесе).
ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
Обозначения
Следующие обозначения (и соответствую-
соответствующие им термины, см. табл. 1, стр. 215—216) —
общие для червячных передач и для цилин-
цилиндрических колёс (определения терминов для
червячных передач даны в табл. 60):
с; сп; De; Di; d; dd; d0; A; A'; A"; h3; hxn;
i; Re\ Ri', /*; Tq\ ro\ S', se', sn; sxn', ts; z; an;
Обозначения, относящиеся к червяку, по-
получают индекс ч, к колесу — индекс к. Тер-
Термины: „высота зуба", „толщина зуба" и т. п.,
если они относятся к червяку, следует заме-
заменить терминами: „высота витка червяка",
„толщина витка червяка" и т. п. (слово „зуб"
заменяется словом „виток").
Обозначения и термины, применимые
только для червячных передач, приведены
в табл. 59 (определения терминов даны в
табл. 60).
Основные обозначения, относящиеся к рас-
расчёту червячных передач на прочность и дол-
338
ПЕРЕДАЧИ
[РАЗД. I
Таблица 59
Основные обозначения и термины, относящиеся
к геометрии зацепления червячных передач
(Обозначения расположены в порядке алфавита — латин-
латинского и греческого)
"ад
Межосевое расстояние
Ширина контура червячного колеса
Наружный диаметр червячного колеса
Коэфициент высоты зуба
Коэфициент высоты зуба основной рейки
Хордальная высота головки зуба червячного
колеса
Высота головки зуба червячного колеса до
постоянной хорды
Длина нарезанной части червяка
Модуль
Число модулей в диаметре делительной
окружности червяка
Ход винтовой линии витка червяка
Осевая толщина витка червяка по дели-
делительному цилиндру
Осевая толщина витка червяка по среднему
цилиндру
Толщина зуба червячного колеса по началь-
начальной окружности
Хордальная толщина зуба червячного ко-
колеса в нормальном сечении
Хордальная толщина зуба червячного ко-
колеса в центральной плоскости
Толщина зуба червячного колеса в цен-
центральной плоскости по постоянной хорде
Осевой шаг червяка
Число заходов
Осевой угол давления (или угол профиля
в осевом сечении — для архимедовых червя-
червяков)
Угол зацепления в нормальном сечении
Угол подъёма витка по делительному ци-
цилиндру
Коэфициент коррекции
говечность — те же, что для цилиндрических
зубчатых колёс (табл. 2, стр. 216—217) с за-
заменой индекса ш индексом ч (и с соответ-
соответствующим изменением термина).
Термины и определения
Если рассматривать червяк как косозубую
цилиндрическую шестерню, у которой началь-
начальный цилиндр совпадает с делительным, а
червячное колесо в центральном (среднем)
сечении — как цилиндрическое колесо, то для
червячных передач будут пригодны те же
определения, что и для цилиндрических колёс
(табл. 3 на стр. 217 — 221 и табл. 4 на стр.
221—222), для следующих терминов: боковой
зазор сп; выкружка; высота головки зуба чер-
червячного колеса h'K; высота головки зуба чер-
червячного колеса до постоянной хорды hXK\ вы-
высота головки витка червякакц; высота зуба чер-
червячного колеса hK; высота витка червяка h4;
высота ножки зуба червячного колеса hK;
высота ножки витка червяка hH\ высотная кор-
коррекция; глубина захода зуба h3; глубина за-
захода инструмента h03; головка витка червяка;
инволюта; интерференция; контактная линия;
корень зуба; нормальная толщина витка червя-
червяка snH; нормальная хордальная высота головки
зуба червячного колеса hxaK; нормальная хор-
хордальная высота головки витка червяка hxm;
нормальная хордальная толщина зуба червяч-
червячного колеса sXnK; нормальная хордальная тол-
толщина витка червяка $*пч; нормальное зацепле-
зацепление; окружность впадин; окружность выступов;
Угол
Угол наклона /3
Фиг. 57. Основные размеры червячной передачи.
основная окружность; основной цилиндр; основ-
основной шаг t0; относительное удельное давление С;
передаточное число i\ плотное зацепление; под-
подрез зуба; радиальный зазор с; толщина зуба
червячного колеса по окружности выступов seK;
удельное скольжение к;; ход винтовой линии
витка червяка S; ошибка в окружном шаге чер-
червячного колеса ЫК (Ак); накопленная ошибка
червячного колеса ^?к; местная накопленная
Фиг. 58. Обозначения размеров червячной передачи.
ошибка червячного колеса Л2к; отклонение
толщины зуба червячного колеса &sK; откло-
отклонение толщины витка червяка Д$ч; отклонение
межосевого расстояния АА; радиальное биение
по наружному цилиндру; отклонение диаметра
окружности выступов Д0в; торцевое биение;
относительный начальный контакт.
Определения терминов, применяемых только
для червячных передач, приведены в табл. 60
(см. также фиг. 57 и 58).
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
339
Таблица 60
Термины, обозначения и определения, относящиеся к геометрии зацепления червячных передач
(Термины — в алфавитном порядке)
Термин
Обо-
значе-
значение
Определение
Архимедов червяк
Делительный цилиндр червяка
Диаметр делительной окружности чер-
червяка
Диаметр начальной окружности червяка
Диаметр начальной окружности червяч-
червячного колеса
Диаметральный питч
Исходный инструментальный червяк
Коэфициент высоты зуба
Коэфициент высоты зуба основной рейки
Коэфициент коррекции
Коэфициент перекрытия в торцевом
сечении
Межосевое расстояние
Модуль
Начальный цилиндр червяка
Начальный цилиндр червячного колеса
Наружный диаметр червячного колеса
Осевая толщина витка червяка по дели-
делительному цилиндру
Осевая толщина витка червяка по сред-
среднему цилиндру
Осевой угол давления (или угол профи-
профиля в осевом сечении — для архимедовых
червяков)
Осевой шаг червяка
Основная рейка
Полюс зацепления
Постоянная хорда
Смещение (сдвиг)полюса
Толщина зуба червячного колеса в цен-
центральной плоскости по постоянной хорде
Толщина зуба червячного колеса по
начальной окружности
Торцевой шаг червячного колеса
Угол зацепления в нормальном сечении
Угол подъёма витка по делительному
цилиндру
Удлинённо-эвольвентный червяк
Ход винтовой линии витка червяка
адн
f
6ад
i-m
XSK
Червяк с прямолинейным профилем в осевом сечении
(в торцевом сечении профиль архимедова червяка очерчен
по архимедовой спирали)
Цилиндр, на котором угол подъёма витка червяка равен
номинальному углу подъёма витка исходного инструменталь-
инструментального червяка
Условия контакта витков червяка (с зубьями червячного
колеса) на делительном цилиндре характеризуют средние
условия контакта (обычно делительный цилиндр делит глу-
глубину захода витков червяка пополам)
Диаметр делительного цилиндра червяка
Диаметр начального цилиндра червяка
Диаметр начального цилиндра червячного колеса
Отношение числа зубьев червячного колеса к диаметру его
начальной окружности
Червяк, являющийся исходным при профилировании зубо-
зуборезного инструмента для нарезания червячного колеса
Отношение половины глубины захода к модулю
Отношение высоты головки зуба основной рейки к модулю
Отношение смещения полюса к модулю
Отношение длины дуги зацепления зуба червячного колеса
по начальной окружности к торцевому шагу червячного
колеса
Расстояние между осями червяка и червячного колеса,
измеренное но общему перпендикуляру
Модуль, равный —
Цилиндр, имеющий ту же ось, что и червяк, и соприка-
соприкасающийся с начальным цилиндром червячного колеса
Цилиндр, на котором торцевой шаг червячного колеса
равен осевому шагу червяка. Начальный цилиндр червячного
колеса совпадает с делительным
Наибольший диаметр червячного колеса
Расстояние между разноимёнными (правой и левой) про-
профильными поверхностями витка червяка, измеренное по
делительному цилиндру в направлении, параллельном оси
червяка
То же по среднему цилиндру, т. е. по цилиндру, делящему
высоту витка червяка пополам
Острый угол между осью червяка и нормалью к профилю
осевого сечения витка в полюсе зацепления
Расстояние между одноимёнными (обе правые или обе
левые) профильными поверхностями смежных витков, изме-
измеренное параллельно оси червяка
Зубчатая рейка, сечение которой под углом (90° — \)
к направлению зубьев можно рассматривать как частный
случай сечения некорригированного червячного колёса
центральной плоскостью (при увеличении его диаметра до
бесконечности)
Точка касания начальных цилиндров червяка и червяч-
червячного колеса
Хорда, стягивающая точки симметричного касания профи-
профилей зуба червячного колеса в средней плоскости с контуром
соответствующего сечения основной рейки
Смещение полюса по отношению к делительному цилиндру
червяка в направлении от оси червяка к оси червячного колеса
(отрицательное смещение - в обратном направлении)
Длина постоянной хорды
Длина дуги начальной окружности червячного колеса
между профилями зуба (в центральной плоскости)
Длина дуги по окружности начального цилиндра в цен-
центральной плоскости червячного колеса между одноимёнными
профильными поверхностями смежных зубьев
Угол профиля в нормальном сечении исходного инструмен-
инструментального червяка (в случае удлинённо-эвольвентных червя-
червяков) или зубчатой рейки, сопряжённой с исходным инстру-
инструментальным червяком (в случае эвольвентных червяков)
Острый угол между касательной к винтовой линии витка
на делительном цилиндре червяка и касательной к делитель-
делительной окружности червяка в той же точке
Червлк, образующая прямая винтовой поверхности кото-
которого не проходит через ось; обычно применяются удлинённо-
эвольвентные червяки с прямолинейным профилем в нор-
нормальном сечении по витку (при нарезании летучкой с пря-
прямолинейными режущими кромками)
Расстояние между точками пересечения винтовой линии
витка на начальном или делительном цилиндре червяка
с образующей цилиндра
340
ПЕРЕДАЧИ
[РАЗД.
Продолжение табл. 60
Термин
Хордальная высота головки зуба чер-
червячного колеса
Хордальная толщина зуба червячного
колеса в нормальном сечении
Хордальная толщина зуба червячного
колеса в центральной нлоскости
Число заходов
Число модулей в диаметре делительной
окружности червяка
Ширина контура червячного колеса
Эеольвентный червяк
Обо-
значе-
значение
hxsK
sxntc
SXSK
г
ч
Q
В
Определение
Радиальное расстояние от хорды, стягивающей дугу, по
которой измеряется толщина зуба червячного колеса по
начальной окружности, до вершины зуба (в средней пло-
плоскости)
Длина хорды, стягивающей точки симметричного пересе-
пересечения профилей зуба червячного колеса в нормальном сече-
сечении с линией, отстоящей от вершины зуба на расстоянииh K
Длина хорды, стягивающей дугу, по которой измеряется
толщина зуба червячного колеса по начальной окружности
Число витков червяка, пересекаемых плоскостью, перпен-
перпендикулярной его оси
Отношение диаметра делительной окружности червяка
к модулю (обычно равное целому числу)
Ширина проекции рабочей поверхности зуба червячного
колеса на плоскость, проходящую через ось колеса
Червяк с эвольвентными винтовыми поверхностями (даю-
(дающими в перпендикулярном оси червяка сечении эволь-
эвольвенты)
Обработка V , кроме мест
показанных особо
Размеры витка
в нормальном сечении
Острые углы притупить.
Радиус закругления внутренних углов профиля R = 0,4 мм.
Заострённые концы витков запилить до толщины у вершины в 1,5 мм.
Окружная скорость v„=4,2 м/сек.
1
2
3
4
5
6
7
8
9
Данные для нарезани
Модуль (в осевом сечении червяка). .
Ход винтовой линии витка •
Угол профиля в осевом сечении . . .
Угол подъёма витка по делительному
цилиндру (d^ =80 мм)
Направление винтовой линии витка . .
Номинальная осевая толщина витка
червяка по делительному цилиндру
(*/=, —80 мм)
Размеры для зубомера
Допускаемая ошибка в осевом шаге
червяка (проверяется периодически)
я червяка
/п=10 мм
г =1
ч
5=/*ч=31,416 мм
а=20'
Х~7°07'30'
Левое
5ал=14,98 мм
См. эскиз
«/, — .
Фиг. 59. Рабочий чертёж червяка
Кроме перечисленных
терминов, относящихся
к неточностям нарезания
и сборки червячных пе-
передач, употребляются
также следующие.
Ошибка в про-
профиле 8/— измеренное
по нормали расстояние
между двумя теоретиче-
теоретическими профилями, огра-
ограничивающими действи-
действительный профиль в пре-
пределах его рабочего уча-
участка (для архимедовых
червяков о/ измеряется
в осевом сечении, для
червячных колёс—в цен-
центральной плоскости).
Накопленная
ошибка в шаге
червяка ДЕч — алге-
алгебраическая сумма оши-
ошибок в осевом шаге чер-
червяка (б7ч) на некотором
заданном числе зубьев
(^lч измеряется обычно
на трёх шагах).
Отклонение рас-
расстояния между
осями червя чного
колеса и червяч-
червячной фрезы при на-
нарезании — разность
между действительным
и номинальным расстоя-
расстоянием между осями чер-
червячного колеса и фрезы
при нарезании.
Перекос осей —
неперпендикулярность
проекций осей на пло-
плоскость, перпендикуляр-
перпендикулярную к теоретической
линии центров, выражен-
выраженная в линейных единицах
на длине, равной ширине
червячного колеса.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
341
Геометрический расчёт зацепления
Соотношения элементов исходного контура
зуба основной рейки (в осевом сечении чер-
червяка) обычно принимаются те же, что и
у основной рейки цилиндрических зубчатых
колёс (стр. 222).
Для геометрического расчёта зацепления
червячной передачи исходными обычно
являются следующие величины (обозначе-
(обозначения см. на стр. 337—338):
а) элементы исходного контура основной
рейки: а или ат /0 и — ;
Размеры для замера зуба
в нормальном сечении '
. (см при меч 2)
Острые ребра притупить
-До центра дуги г=30
Данные для зубовеза
1
2
3
4
5
6
7
8
9
10
И
12
13
14
15
Число зубьев
яку
о
с.
Щ
В"
*
и
о
о;
и
OHJ
о
<v
3
Дани
Модуль (торцевой)
Число заходов .......
Ход винтовой линии витка .
Угол профиля в осевом се-
Угол подъёма витка по де-
делительному цилиндру ....
Направление винтовой ли-
линии витка
Диаметр окружности высту-
выступов червяка
Номинальная осевая тол-
толщина витка червяка по дели-
делительному цилиндру
Высота зуба в среднем сечении
Размеры для зубомера
Допускаемая ошибка в окруж-
окружном шаге
Допускаемое радиальное бие-
биение по окружности выступов в
средней плоскости
Допускаемое торцевое биение .
Допускаемое отклонение рас-
расстояния между осями червячного
колеса и фрезы при нарезании .
zK-27
т=10 мм
z =1
5=31,416 мм
а=20°
Х=7°07'30"
Левое
De4=100 мм
•%<}=14,98 мм
Л =22 мм
См. эскиз
8/ =
к
0,045 мн
0,06 мм
0,035 мм
Примечания. 1. Если окончательная обработка по-
поверхностей зубьев производится в корпусе передачи, то
отклонения межосевого расстояния при нарезании уста-
устанавливаются цехом.
2. Если нет возможности выдержать при нарезании
межосевое расстояние 175 мм с отклонениями ±0,035 мм
или отсутствует точная фреза, то окончание нарезания
определяется по толщине зуба. При этом для диаметра
окружности выступов 290 мм допускаются отклонения
±0,08 мм и биение 0,045 мм.
Фиг. 60. Рабочий чертёж червячного колеса (указаны
лишь размеры, относящиеся к зацеплению)
б) коэфициент коррекции ?. который выби-
выбирается с таким расчётом, чтобы повысилась
прочность зубьев червячного колеса и отсут-
отсутствовало их подрезание или заострение или
чтобы было получено, при стандартных пара-
параметрах передачи (табл. 67), передаточное
число, возможно более близкое к требующе-
требующемуся;
в) А, т, q, z4 и zK (A, m и q, определяе-
определяемые расчётом на прочность и долговечность,
причём z4 и zK подбираются так, чтобы полу-
получить передаточное число i,t не выходящее из
пределов, указанных в техническом задании,
и наибольший коэфициент полезного действия
передачи).
Для сборочного чертежа передачи и для
рабочих чертежей червяка и червячного
колеса (фиг. 59 и 60) требуются следующие
данные о зацеплении (обозначения см. на
стр. 337—338): А, В, т, q, S,z4 nzK; килиа„;
форма червяка или сечение, в котором про-
профиль витка червяка прямолинеен; De<l и DeK;
dd4 и dK; ?, sxnv s'XSK или sXSK или sXnK;
Аглч; h'хк или hXSK или hxnK; А. и направление
винтовых линий витка червяка; D^ и DlK или
Нч и hK.
Кроме перечисленных величин, на рабочих
чертежах должны быть указаны допуски на
размеры элементов зацепления (см. т. 5.
стр. 93—98, а также [7, вып. 5, 11 и 67]).
Основные геометрические расчётные зави-
зависимости содержатся в табл. 61. Они приме-
применимы для 90-градусных червячных передач с
цилиндрическими червяками, имеющими в осе;
вом или в нормальном сечении прямолинейный
профиль. При расчёте некорригированного
зацепления следует принимать $ = 0. Расчёт
следует производить с точностью до пятого
знака.
При геометрическом расчёте эвольвентных
червячных передач можно пользоваться бри-
британским стандартом [11].
Методы изготовлении червяков
и червячных колёс
Литые (чугунные) червяки и червячные
колёса в настоящее время почти совершенно
не применяются вследствие их низкого коэ-
фициента полезного действия.
Червяки нарезаются либо резцами на токар-
токарных станках, либо дисковыми фрезами на спе-
специальных червячно-фрезерных станках. Для
качественных червячных передач применяются
шлифованные червяки с твёрдыми рабочими
поверхностями витков.
Червячные колёса нарезаются либо червяч-
червячными фрезами, либо летучками (вращающи-
(вращающимися резцами); однако второй способ мало-
малопроизводителен. Для достижения полного кон-
контакта в зацеплении червяка с червячным коле-
колесом при нарезании последнего червячной фре-
фрезой необходимо, чтобы рабочая поверхность
червяка не отличалась от поверхности исход-
исходного инструментального червяка (на которой
располагаются режущие кромки фрезы). Этого
можно достигнуть при применении архимедо-
архимедовых и эвольвентных червяков и соответственно
спрофилированных фрез. Изготовление эволь-
эвольвентных червячных фрез требует специального
342
ПЕРЕДАЧИ
[РАЗД. I
Таблица 61
Формулы и данные для геометрического расчёта указываемых на рабочих чертежах элементов
зацепления червячных передач
(Расположены в алфавитном порядке обозначений — латинских и греческих)
Элемент зацепления
Обозна-
Обозначение
Формула
Межосевое расстояние
Радиальный зазор
Диаметры окружностей
выступов червяка и червяч-
червячного колеса
Диаметры окружностей
впадин червяка и червячного
колеса
Диаметры начальных ок-
окружностей червяка и чер-
червячного колеса
Диаметр делительной ок-
окружности червяка
Коэфициент высоты зуба
основной рейки
Высота витка червяка и
высота зуба червячного
колеса
Нормальная хордальная
высота головки зуба червяч-
червячного колеса
Нормальная хордальная
высота головки витка чер-
червяка
Хордальная высота голов-
головки зуба червячного колеса
Высота головки зуба чер-
червячного колеса до постоян-
постоянной хорды *
Передаточное число
Модуль
Число модулей в диаметре
делительной окружности
червяка
Ход винтовой линии витка
Осевая толщина витка по
делительному цилиндру (но-
(номинальная)
Осевая толщина витка по
среднему цилиндру (номи-
(номинальная)
Толщина зуба червячного
колеса по начальной окруж-
окружности (номинальная) *
Нормальная толщина вит-
витка червяка (по делительному
цилиндру) (номинальная)
А = 0,5тга (Q + гк + 2?) (см. табл. 67)
Обычно принимают — = 0,2-5- 0,3
2/от
'о
hu и /г..
лад
dK = zKm
dd4 - qm
Обычно принимают / = 1
НХпк - °.5 [°ен ~ ^1 (cos 8л ~
DeK-dK + 4C0S'X
где S,
hxnu ~ fnm
s sin X
— cos I " радиан
йдч
- fm
>fi[oe
гдч
ек - дк cos (jK Радиан)
1"
?„., - d.
Ad.
ftIr« g* 2 K" ~ OT LU ~ °'°5 tg " ) si" 2a + ? sinl" 1
i = —?- (см. табл. 67)
од
= — (см. табл. 67)
q + z + 2?
17 = ——- (см. табл. 67)
Рекомендуется принимать sa^ = т \ =¦ — 0,2 tg a J
nm
Рекомендуется принимать sac — —s~
sk = m (| + 0>2tg a + 2*tg a)
snn - sad cos l
* Формула точна лишь для архимедовых червяков. Если sad — —5- , то член + 0,2 tg a или — 0,05 tg a сле-
следует исключить.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
343
Продолжение табл. 61
Элемент зацепления
Хордальная толщина зуба
червячного колеса в цен-
центральной плоскости *
Хордальная толщина зуба
червячного колеса в нор-
нормальном сечении *
Толщина зуба червячного
колеса в центральной пло-
плоскости по постоянной хор-
хорде * и **
Хордальная толщина витка
червяка в нормальном сече-
сечении
Осевой шаг червяка
Число заходов
Число зубьев червячного
колеса
Осевой угол давления
Угол зацепления в нор-
нормальном сеченни
Угол подъёма витка чер-
червяка по делительному ци-
цилиндру
Коэфициент коррекции
Обозна-
Обозначение
sxrtK
SXSK
s
лпч
'а
гч
гк
а
ап
X
?
Si:4te = dK Sltl 8
¦лет л
где 8 = -~
dK
Формула
-.
As
н
— |Д* 1
1 «1
svnu w sre»cos^ 1 погрешность невелика при—-<0,2
s'xsK = m [{}+0
r/lu 1/ 1 ftu \ г
ЛПЧ 1/ 1 U4 \ й
/
-, 1
\
Выбирается (см. табл. 67)
ZK "°
aj cos2 а '+ 6 sin 2а 1
— \ks 1
sin X \а / \2
дч
i
ta
6da^4 /— I Д* 1
= кт
(см. табл. 67)
Для архимедовых червяков обычно принимают а — 20°
Для удлинённо эвольвентных
нимают ад = 20°
и эвольвентных червяков обычно
tg)
А
т
Q
-°-5 (»+*«)
As
н
при-
* Требующуюся толщину червячного колеса при нарезании рекомендуется выдерживать посредством точной
установки расстояния между осями фрезы или оправки летучки и нарезаемого червячного колеса.
** См. сноску на стр. 342. \
оборудования (для производства отделочных
фрез с насечёнными зубьями) и может быть
освоено лишь на заводах, специализировав-
специализировавшихся на производстве червячных передач.
Преимущество эвольвентного червячного за-
зацепления заключается в том, что эвольвент-
ные червяки можно шлифовать плоской сторо-
стороной шлифовального камня.
Наибольшим распространением пользуются
архимедовы червяки. Шлифование таких чер-
червяков производится конусной стороной шли-
шлифовального круга (подвергаемого фасонной
правке) на червячно-шлифовальных станках.
Для избежания погрешностей, обусловленных
фасонной правкой шлифовальных кругов, не-
некоторые заводы изготовляют червяки с такой
формой рабочих поверхностей витков, которая
получается в результате шлифования конус-
конусными кругами при прямолинейной их правке
(по образующей конуса), и соответственно
профилируют червячные фрезы.
Червяки для особо качественных передач
рекомендуется после шлифования подвергать
притирке (с деревянными червячными колё-
колёсами).
Расчёт рабочих поверхностей зубьев
червячных колёс на выносливость
(на долговечность)
Исходные зависимости. Исходя из пред-
предпосылки о постоянстве глубины износа зубьев
червячного колеса во всех точках контакта,
можно доказать, что в формулу A6) (стр. 244)
для определения контактных напряжений
сдвига следует подставлять значения удель-
удельной контактной нагрузки q и эффективного
радиуса кривизны рабочих поверхностей р,
определяемые по формулам:
<7° , *L: D8)
й„ sin a
cos a
360
Р —
cosa
D8а)
D86)
где Р — расчётное окружное усилие на чер-
червячном колесе; LK — длина контактных линий;
344
ПЕРЕДАЧИ
[РАЗД. 1
2-у — условный угол обхвата (червяка червяч-
червячным колесом) в градусах, дающий рабочую
поверхность зубьев червячного колеса, экви-
эквивалентную действительной; ?' — коэфициент,
учитывающий колебания длины контактных
линий.
Остальные обозначения см. на стр. 337—338.
Формулы D81, D8а) и D86) выведены для
червячных передач с 90-градусным межосевым
углом и с цилиндрическими архимедовыми
червяками (имеющими прямолинейный про-
профиль в осевом сечении), но ими можно поль-
пользоваться и при расчёте 90-градусных передач
с эвольвентными или удлинённо эвольвентными
червяками, а также с червяками, шлифуемыми
конусными кругами, так как допускаемые на-
нагрузки для червячных передач при любом
типе червяка (из указанных) остаются при-
примерно одинаковыми.
Формулы для расчёта зубьев червяч-
червячного колеса на контактные напряжения
сдвига. Из формул A6), D8), D8а) и D86)
выведены (и несколько упрощены) следующие
формулы, которыми и рекомендуется пользо-
пользоваться при расчёте зубьев червячного колеса
на усталость (на выкрашивание) рабочих по-
поверхностей:
а) при поверочном расчёте
формулах: А — межосевое расстояние в см;
q — число модулей в диаметре делительной
окружности червяка; zK — число зубьев чер-
червячного колеса; йдч — диаметр делительной
окружности червяка в см; Рс — допускаемое
контактное напряжение сдвига для материала
поверхностного слоя зубьев червячного колеса
в кг/см2.
Примечания. 1. Если ширина червячного ко-
колеса отличается от В =¦ 0,75 ?> при г = 1ч-3 или от
еч v ч
В = 0.67Z) при z„»=4, то вместо числового коэфициента
формулы D9) — D96) следует подставлять
> где В факт —фактически вкпэл-
кт
50 000
50 000
V
ненная или принятая ширина червячного колеса.
2 Если контур червячного колеса отличается от кон-
контура, рекомендуемого на стр. 352, то под шириной
червячного колеса следует понимать ширину контура,
подобного рекомендуемому и обеспечивающего поверх-
поверхность зубьев червячного колеса, равную фактической.
Более точно: вместо 50 000 в этом случае следует
подставлять
50000т / -s-
/100 1,05
2>' VW-
..)¦
+1
50000
Значения
t N \
и
Jp определяются по
формулам E), F) и" Fа) (стр. 244).
fR-~ E0)
ЦК
60акпк
E1)
б) при определении допускае-
допускаемой мощности
в) при проектировании новой
передачи
з
А
¦+1
50 000
z
. D96)
(Значениями zK и q следует задаться.)
Значения аи, du, К, N, Л/„, | 1 , | —
Мцк, пк, Рр, RCOK, Тк и г в этих формулах
те же, что и приведённые на стр. 246, если
под колесом или под ведомым колесом пары
понимать червячное колесо. Кроме того, в этих
• D9)
Допускаемые контактные напряжения
сдвига для материалов червячных колёс.
Допускаемое контактное напряжение сдвига
для фосфористой бронзы при работе червяч-
червячного колеса со стальным червяком, имеющим
достаточно гладкие рабочие поверхности вит-
витков, рекомендуется определять по формуле:
If W
E3)
где Qb — предел прочности бронзы на разрыв
в кг\смг\ Ыцк—рабочее число циклов напря-
напряжений в материале зубьев червячного колеса
за всё время работы передачи; определяется
по формуле A1) (стр. 259).
Если Ar4W>250-106, т0 следует принимать
iV^-250-10».
При применении цементованных или за-
закалённых до твёрдости Н% >45 шлифованных
и хорошо полированных червяков допускае-
допускаемое контактное напряжение сдвига можно
увеличить на 20%. Допускаемые контактные
напряжения сдвига при А/чл:=107 для некото-
некоторых материалов приведены в табл. 64.
Значения Rc по формуле E3) применимы
при условии, что зацепление и подшипники
надёжно смазываются и что температура масля-
масляной ванны в корпусе передачи ни в коем слу-
случае не будет превышать 90—95°.
На основании некоторых данных можно
полагать, что допускаемые контактные напря-
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
345
жения сдвига для малооловянистых и безоло-
вянистых бронз с пределом прочности на раз-
разрыв менее 30—35 кг/мм? также допустимо вы-
выбирать по формуле E3), однако ввиду отсут-
отсутствия опыта применения таких бронз и повы-
повышенного риска их заедания числовой коэфи-
циент 0,25 в формуле E3) для них следует
изменить на 0,2.
При выборе допускаемых контактных напря-
напряжений сдвига для червячных колёс из алюми-
алюминиевых, магниевых и цинковых сплавов, при
условии применения цементованных или за-
закалённых до твёрдости Нр > 45 шлифованных
и хорошо полированных червяков, можно поль-
пользоваться формулой
Re - 0,25
чу-
750000
где Е— модуль упругости применяемого сплава.
Для высокопрочных бронз (а?>30-г-35л:г/.мл*2)
и для чугунов допускаемые контактные напря-
напряжения сдвига следует определять не по пре-
пределам усталости на сдвиг рабочих поверхностей
зубьев червячных колёс из этих материалов,
а исходя из того, чтобы было предотвращено
заедание рабочих поверхностей или „намазы-
„намазывание" бронзы на червяк. В таких случаях
допускаемое контактное напряжение может
даже увеличиваться с уменьшением прочности
материала; оно определяется прежде всего
скоростью скольжения, твёрдостью и глад-
гладкостью рабочей поверхности червяка, тщатель-
тщательностью приработки передачи и вязкостью
смазки. Имеют значение также величина и дли-
длительность перегрузок и жёсткость конструкции
передачи. К сожалению, соответствующих
экспериментальных или эмпирических данных
накоплено очень мало. Для комбинаций мате-
материалов: чугун по чугуну и сталь по чугуну —
при тщательной приработке передачи — ориен-
ориентировочно можно выбирать значения допускае-
допускаемых контактных напряжений сдвига из табл. 62.
Таблица 62
Допускаемые контактные напряжения сдвига Rc
в кг/см" для чугунных червячных колёс
Комбинация материалов
Червяк из СЧ15-32,
СЧ18-36 или из СЧ21-40
Червячное колесо из
СЧ12-28 или из СЧ15-32
Червяк из стали 20, \
цементованной 1
Червячное колесо из |
СЧ15-32 или из С 418 - 36 J
Червяк из Ст. 6 \
Червячное колесо из 1
СЧ12-28 или из СЧ15-32 J
при
скорости
скольжения в
0
75°
бдО
боо
0,25
7оо
55°
5оо
0,5
1
кг/см3
650
45°
4оо
боо
4оо
35O
м/сек
2
5оо
300
ago
3
35°
—
Комбинацию материалов червяк из сырой
етаяи по чугунному червячному колесу не ре-
рекомендуется применять при передаваемой мощ-
мощности свыше 1 л. с. Вообще говоря, комбина-
комбинация материалов сталь по чугуну весьма не-
ненадёжна, и передачи, рассчитанные по приве-
приведённым в табл. 62 напряжениям, могут быстро
выйти из строя вследствие заедания рабочих
поверхностей, особенно при недостаточной
первоначальной приработке или же при смазке
маслом с малыми противозадирными свойствами
и с малой вязкостью. При отсутствии прира-
приработки приведённые в табл. 62 напряжения сле-
следует снижать, по крайней мере, на 30%. Если
передача работает периодами длительностью
менее 5 мин., то приведённые в табл. 62 значе-
значения допускаемых напряжений можно увеличи-
увеличивать на 25%.
Расчёт зубьев на выносливость
по напряжениям изгиба
Формула для расчёта зубьев червячного
колеса на изгиб. Исходной зависимостью для
расчёта зубьев червячного колеса на изгиб
служит формула A4) (стр. 270), в которой со-
содержится дополнительный коэфициент безо-
безопасности 1,5 (на случай износа зубьев). Если
в формулу A4) подставить коэфициент формы
зуба у для цилиндрических косозубых колёс
с таким же профилем зуба, как и у червячного-
колеса в средней плоскости, и ввести постоян-
постоянный коэфициент 1,2 (учитывающий как бы „кор-
„коррекцию" зуба во всех плоскостях червячного-
колеса, за исключением средней) и коэфициент,
равный отношению длины ножки зуба в попе-
поперечном сечении обода червячного колеса
к длине дуги делительной окружности, уме-
умещающейся в условном угле обхвата 2у, то усло-
условие прочности зубьев червячного колеса на
изгиб выразится следующей зависимостью:
E4)
где zK—число зубьев червячного колеса; у —
коэфициент формы зуба (табл. 63); Ru — до-
допускаемое напряжение изгиба в кг/см2; К—коэ-
К—коэфициент нагрузки для расчёта зубьев на кон-
контактные напряжения, определяемый по фор-
формуле E6) (стр. 346); Ка — коэфициент нагрузки
для расчёта зубьев на изгиб, определяемый па
формуле
К
E4а)
Значения К\, К* К%а и ^4и определяются
по формулам и данным, приведённым на
стр. 346-347.
Если условие E4) не соблюдается, то необхо-
необходимо уменьшить — или допускаемую
мощ-
мощность настолько, чтобы оно соблюдалось.
Таблица 6$
Коэфициенты формы зуба
гк
so
24
26
28
3°
32
35
37
У
о,
о,
о,
о,
о,
о,
о,
о,
IO6
112
П4
I2O
123
128
'З1
У
189
214
228
239
2дО
2бо
273
282
ZK
40
45
5°
60
80
100
150
300
У
о
о
о
о
о
о
о
о
«36
142
45
I.5O
гф
1б2
166
Х70
У
294
3Г7
345
4оо
5о6
617
904
1764
346
ПЕРЕДАЧИ
[РАЗД. I
При поверочном расчёте в формулу E4)
вместо Rc подставляют i:
6501 у ' К '
E46)
Коэфициент перегрузки
E6а)
Для корригированных с большим коэфи-
циентом сдвига червячных колёс в тех слу-
случаях, когда решающей является прочность
зубьев на изгиб, необходимо определить коэ-
фициент формы зуба у по формуле A5)
{стр. 271 \ принимая в ней р = 0 и Ь' = §.
Допускаемые напряжения изгиба. До-
Допускаемое напряжение изгиба при работе зуба
только одной стороной для бронзы рекомен-
рекомендуется определять по формуле:
-@,25а,+ 0,08<хЛ)
V:
106
E5)
где zb — предел прочности материала зубьев
при растяжении в кг/см2; as — предел теку-
текучести в кг\сн%; Ыщк—см. стр. 344; если
Ыцк < 106 или > 250-106, то следует принимать
Л/106 Л/ 2510
цк
-соответственно Л/чк=106 или
где Мтах — наибольший передаваемый червяч-
червячным колесом крутящий момент, найденный
с учётом пиковых нагрузок и инерционных
сил; Мн — номинальный крутящий момент.
Коэфициент концентрации нагрузки Кг-
E7)
где zK — число зубьев червячного колеса;
0j — коэфициент деформации червяка;/?^ —
отношение среднего по времени крутящего
момента к наибольшему.
Коэфициент Gj определяется из табл. 65.
Таблица 65
Значения коэфициента деформации червяка в,,
в зависимости от числа заходов червяка гц и числа
модулей в диаметре делительной окружности
червяка q
р
250-106.
Для серого чугуна можно принимать:
Rou « 0,12а^, E5а)
где abi, — предел прочности при изгибе в кг/см2.
Для случая работы зубьев обеими сторо-
сторонами, т. е. при реверсивной нагрузке:
для бронзы
\. q
2ч \.
i
2
3
4
6
4О
32
29
27
7
55
44
39
зь
8
72
57
5i
47
9
89
71
ы
5«
10
ю8
86
70
7О
11
127
IO2
89
82
12
147
и7
i°3
94
13
i68
'34
и8
io8
1Q6
ли
E56)
для чугуна
E5в)
При применении цементованных или за-
закалённых до твёрдости Н% > 45 шлифованных
и полированных червяков допускаемые напря-
напряжения изгиба можно увеличивать на 25%.
Допускаемые напряжения изгиба при
A/4K<lli6 Для некоторых материалов приведены
в табл. 64.
Значения 0j, приведённые в табл. 65,
действительны при соблюдении следующих
условий удовлетворительной работы передачи:
а) зазоры в подшипниках валов червяка и
червячного колеса или их износ не вызывают
значительного изменения межосевого расстоя-
расстояния;
б) осевое перемещение червячного колеса
по условиям конструкции или вследствие чрез-
чрезмерного износа подшипников, осуществляющих
упор, не имеет места;
в) корпус, червяк, колесо, валы и опоры
обладают достаточной жёсткостью.
Таблица 64
Допускаемые контактные напряжения сдвига У? при N = 107 и допускаемые напряжения изгиба
Roa и Jf_ при N < 106 для некоторых материалов червячных колёс
Марка бронзы или
чугуна
Бр. ОФ10-1
Бр. ОФ10-1
Бр. ОНФ .
СЧ12-28. .
СЧ15-32. .
СЧ18-36. .
СЧ21-40 . .
Способ отливки
В песок
В кокиль
Центробежн.
В песок
Механические
свойства
кг 1мм3
2б
29
28
4°
Допускаемые напряжения
при твердости
червяка //^ < 45
v— 1«
при твердости чер-
червяка Hf^r > 45
45O
650
720
400
580
650
340
380
43°
480
290
420
460
210
240
270
300
54O
780
860
—
—
—
500
720
810
420
480
54°
600
360
520
570
260
300
340
370
Коэфициент нагрузки
Коэфициент нагрузки К определяется по
(формуле
E6)
Если расстояние между подшипниками вала
червяка /^значительно отличается от 0,9rfK,то
в формулы E7) и E8г) вместо 0! следует подста-
09L л „
01. При насадных червяках вместо
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
347
следует подставлять
где da —
диаметр вала червяка.
Коэфициенты эквивалентной нагрузки Къ
для расчёта на контактные напряжения и
Кгц, Для расчёта на изгиб.
tfs-
E8)
где №цэк — эквивалентное число циклов напря-
напряжений; Nm — рабочее число циклов напряже-
напряжений в материале зубьев червячного колеса,
определяемое по формуле A1) (стр. 259); если
N4K > 250-10е, то следует принимать Л/ч<-
= 250-108. Если Ыцдк > 250-Ю6, то следует
принимать /С3 = 1.
В свою очередь:
Мцж = 60псркГд, E8а)
где псрк — среднее число оборотов в минуту
червячного колеса; Тэ — приведённое к наи-
наибольшему крутящему моменту (эквивалентное)
число часов работы передачи.
Значение Тэ определяется с помощью
формул:
TB-TZti(m'Y- E86)
где
E8в)
E8г)
Обозначения см. на стр. 279. Отрицатель-
Отрицательные значения т[ не учитываются.
Примечания. 1. Если число оборотов в минуту
червячного колеса меньше 10, то расчёт передачи сле-
следует вести на продолжительность работы, не большую,
чем получается по следующей формуле (независимо от
фактической продолжительности работы):
Г =
10 000
пк A - ¦»))
где тг) — коэфициент полезного действия червячной пере-
передачи.
2. Если нагрузка в течение каждого оборота рассчиты-
рассчитываемого зубчатого колеса изменяется, то расчёт следует
вести по тому зубу, для которого произведение К^л ма-
максимально.
3. Для чугунных и высокопрочных бронзовых (з^ > 30 -*•
-$-35 кг/мм?) червячных колёс К3 = 1.
4. При определении коэфициента эквивалентной на-
нагрузки по изгибу К в формуле E86) вместо четвёртой
степени от, должна быть девятая степень, а в формуле E8)
вместо корня 4-й степени должен быть корень 9-й сте-
степени. Кроме того, при определении /п. вместо К, следует
подставлять [в формулу E8в)] К .
Если NligU> 250 ¦ 10", то следует принимать ЛГ =1.
5. Чтобы в материале зубьев не возникало значитель-
значительных пластических деформаций (текучести), каждый из
коэфициентов Ка и К следует принимать не менее 0,5.
Коэфициент качества /Q. При окружной
скорости червячного колеса vк < 3 м/сек
можно принимать К± = К\и = 1 н- 1,3 в зависи-
зависимости от точности изготовления передачи.
Можно принимать -/Q-l. если обеспечивается
процент площади контакта не менее 75 при
скорости скольжения vc>2 м/сек и не менее
60 — при vc < 2 м/сек, а также бесшумность
работы (что указывает на незначительность
динамических нагрузок, вызываемых неточ-
неточностями изготовления).
При окружной скорости Vk > 3 м/сек Ка
и /QH следует определять так же, как для
цилиндрических косозубых колёс (стр. 281),
увеличивая второй член знаменателя правой
части формул C0) и C0а) в —* ё —
раз,
ч
принимая с = 18 и понимая под йш и гш, со-
соответственно, йк и Zk (L — длина червяка).
Трение в зацеплении и нагрев червячных
передач
Коафициент полезного действия чер-
червячной передачи. Коэфициент полезного дей-
действия червячной передачи определяется по
формуле
где X — угол подъёма витков по делительному
цилиндру червяка; pt — фиктивный угол тре-
трения; f\p — коэфициент, учитывающий потери
мощности на размешивание и разбрызгивание
масла.
Можно принимать
Pi х р = arctg /,
где/-—коэфициент трения скольжения в чер-
червячном зацеплении.
Более точная зависимость:
р! = arctg (/y^l + tg2 a cos2 x).
При применении червячных колёс из фосфо-
фосфористой бронзы коэфициент трения или угол
трения можно выбирать, в зависимости от
скорости скольжения vCK, из табл. 66.
Таблица 66
Коэфициент трения / и угол трения о при работе
червячного колеса из фосфористой бронзы
по стальному червяку
vCK в м/сек
О,О1
О,1
о,35
°,5
i
',5
а
2,5
3
4
7
ю
15
/
0,11—О
о,о8—о
0,065—°
°,°55—°
0,045—о
о,о4—о
°,°35—°
о,оз—о
О,О28—О
О,О23 О
o,oi8—о
O,Ol6 О
o,oi4—о
,12
,°9
i°75
,обд
,°55
,°5
,°45
,°4
>°35
,°3
,О2б
,О24
,О2О
6
4
3
2
2
2
I
I
I
I
О
°
'17
'34
>43
'35
17
'оо
Чз
36
Т9
О2
'55
48
Р
'_6°5i'
—5°О9'
—4 Т7
'—3°43'
' 3°О9'
'_2°52'
'—2°з5'
' 2° 17'
' 2°ОО'
'~~С43'
' 1°22'
'-i°O9'
Скорость скольжения червяка (в м/сек)
определяется по формуле
vu
ск cosX 1910
F0)
где v4 — окружная скорость червяка в м/сек;
т — модуль в см; пч — число оборотов в ми-
348
ПЕРЕДАЧИ
[РАЗД. I
Числа зубьев
т
А в мм
120
150
180
210
240
270
300
360
420
480
540
600
А в мл
т
в мм
ч ^~~~"~--
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
1
2
о
4
1
2
4
1
2
*
4
1
2
3
4
1
2
3
4
1
2
3
4
в л*и*
6
9
29-32
З1
39—43
39—42
39-41
41
49—53
49-51
51
59-63
?9-°'
6i
69-73
69—71
71
79 -8з
79-8г
8i
89-93
89-91
91
109-113
109— 111
ш
9
(И)
27-30
27-29
29
37—41
37 4°
39
47-51
47-5O
49
57 61
59
67—71
69
77 81
79
87-9'
89
107
109
(И)
6
G)
9
32—35
З2 34
34*
41—43
41—42
42*
49-53
49—51
51
58-61
58-60
60*
67-70
67—68
68*
75-78
75-77
77*
92-95
92-94
94*
109-113
109— in
in
9
(И)
ЗО-33
30—З3
32*
39 41
40*
47-51
47-5O
49
56 59
58*
66*
75*
92*
109
i (И)
G)
8
(8)
28-30
29*
35-39
35-37
37
43—46
43—44
44*
5O—54
50-52
52
58-61
58-59
59*
65-69
65-67
67
80—84
80-82
82
95—99
95-97
97
no —114
IIO—112
TI2
8
A1)
32-36
32-34
34
41*
47-51
47—5O
49
55-58
55—57
56*
p2—66
64
79
94
107
109
A1)
8
(9
8
32
37-40
37-39
39*
44-47
44—45
45*"
5O-54
50-52
52
57-60
57-59
59*
70-74
70-72
72
84-87
84-85
85*
97-100
97—99
99*
no—114
IIO—112
112
8
A1)
27-30
27—29
29
34—37
34—36
36*
42*
47 -5"
47-5O
49
56*
69
82*
96*
109
(ID
(9)
10
8
26 28
28
32-36
32-35
34
38—42
38-41
38-40
40
44-48
44—46
46
5°-54
5o—52
52
62-66
62 64
64
74-78
74-76
76
86-90
86-88
88
98—102
98—100
100
no—114
no—112
112
8
1С
A1
,-.
29-3:
31
35-3!
35-3!
37
41-4:
43
47—51
47-50
49
59—63
61
71—75
73
83-87
85
95-99
97
109
(П)
)
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
349
вячных колёс г„
Таблица 67
30-33
32
35-39
35 За
35-37
37
40-43
40-42
5°-54
50 52
52
бо-б4
60-62
62
70-74
70-72
72
80-84
8о-82
82
90-94
90—92
92
8
27-30
27-29
29
32—36
32—35
32-34
34
47-51
47-50
49
59
69
77-8i
79
87-91
89
(И)
12
28— зо
Зо*
*
4^-43
41—42
42*
49-53
49—51
51
58-бт
58-59
59*
67-70
67-68
68*
75-78
75—77
77*
9
A4)
т
А в мм
80
100
120
150
27-28
28*
34—48
34—37
36
42-44
42-43
43*
49-53
49-51
5i
57-6о
57-58
58*
64—68
б4-66
66
9
16
в мм
7\
ч
Я
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
18J
32
37—4°
37-39
39*
44—47
44-45
45*
5O-54
5O-52
52
57-6о
57 - 59
59*
8
A8)
2б
2)
13
65
85
6а
57
8о
37
Ю9
Ю7
1
2
3
4
210
26-28
28
32-
34
38-
35
42
38-41
38-40
4°
44—48
44 —4^
46
5O-54
5°-52
5=
8
20
Зо
B,5)
12
5°~54
5"—53
52
66 7
68
82 86
84
io8
1
2
3
4
240
-зз
З2
35—39
35-38
35-37
37
4O-44
40-43
4О—42
42
8
24)
з
12
41*
55
56
*
66 ""
68
86
88
юб
io8
1
2
3
27и
26-28
28
ЗО-ЗЗ
32
8
C0)
C,5)
12
32-35
32-34
34*
44-47
44-46
45*
57*
74*
91*
IOU 1 -w
io8
1
2
3
4
300
4
И
27-30
27—29
29
39
47-51
47 -5°
49
62 66
64
77-81
79
92-96
94
T*Y7
°7
1
2
3
4
D,5)
(И)
З2—34
32-33
33*
42*
56*
67-71
69
82*
96*
IO7
IO9
10
28-31
28-30
ЗО
36-4O
36-39
38
48-52
48-51
5о
60—64
62
74
84 88
86
96—100
о8
но
A2)
20—29
26-28
28
34 -38
34—Зб
36
46 5°
46-49
48
58-62
6о
72
82 86
84
96
io8
350
ПЕРЕДАЧИ
[РАЗД.
нуту червяка; z4 — число заходов червяка;
q — число модулей в диаметре делительной
окружности червяка.
Меньшие значения коэфициента трения из
табл. 65 можно брать только для цементован-
цементованных, шлифованных и полированных червяков
при тщательной приработке и сборке передачи,
при обильной смазке зацепления и при доста-
достаточной вязкости масла. Если контакт рабочих
поверхностей сосредоточивается „на выходе",
т. е. на той стороне червячного колеса, где
витки червяка выходят из впадин между
зубьями колеса, то при указанных выше усло-
условиях действительные значения / могут быть
в 1,5—2 раза меньше минимальных табличных.
В приведённых в табл. 66 значениях коэфи-
коэфициента трения учтены также потери в под-
подшипниках червяка и червячного колеса в
предположении, что используются исключи-
исключительно подшипники качения.
Для обработанных червячных колёс из
чугуна коэфициент трения выбирается в пре-
пределах от 0,06 до 0,12, причём меньшие значе-
значения должны приниматься лишь при значи-
значительных скоростях скольжения (vc > 1 -f-
-~ 2 м/сек).
Потери мощности на размешивание и раз-
разбрызгивание масла зависят главным образом
от окружной скорости червяка или червячного
колеса, от вязкости масла, а также от ши-
ширины и глубины погружения червяка или
колеса в масло. Ориентировочно, при погру-
погружении окунающегося тела в масло не больше,
чем на высоту зубьев или витков, коэфициент.
учитывающий эти потери, можно определять
по формуле
V
N — 0,001 У0
N
F1)
где v0K — окружная скорость погружённого
в масло тела (червяка или червячного колеса)
в м/сек; Е — вязкость масла в градусах
Энглера при рабочей температуре; N — пере-
передаваемая червячным колесом мощность в л. с;
В— ширина погружаемого в масло тела в см
(для червяка — длина)
При струйной смазке и при смазке раз-
разбрызгиванием от крыльчаток потери на раз-
размешивание и на разбрызгивание масла будут
в 2—3 раза меньшими. При больших окруж-
окружных скоростях червяка (v4 > 4—5 м/сек) ре-
рекомендуется червяк ставить над червячным
колесом.
расчёт червячной передачи на нагрев.
Расчёт червячной передачи на нагрев можно
производить по формулам C7) и C7а) (стр. 295).
При непрерывной работе без искусствен-
искусственного охлаждения червячный редуктор может
быть использован для передачи следующей
мощности (термическая мощность):
N.
632A—7)) *
F2)
Полученное значение NeUim следует срав-
сравнить с фактически передаваемой червяком
мощностью NeUi. При NeUim > Neui редуктор
может работать непрерывно без искусствен-
искусственного охлаждения; если же Nmm < Nm, то
редуктор должен работать с перерывами,
а если требуется непрерывная работа, то не-
необходимо ввести искусственное охлаждение
(вентилятор, змеевик и т. п.).
При работе редуктора с перерывами и при
N8uim < Neui продолжительность возможного
периода работы редуктора в часах опреде-
определяется по формуле
+ G2 c2 (tmax —
F3)
где G] — вес редуктора в кг; X — средняя раз-
разность температур редуктора (внутри) и окру-
окру*
~ ма~
жающего воздуха; X - ша*
ксимально допускаемая температура нагрева ре-
редуктора; ^тах<90°; С] — средняя теплоёмкость
металла; С] « 0,12 ккал)'кг-град; с2 — теплоём-
теплоёмкость масла; с2 « 0,4 ккал/кг-град; G% — вес
масла в кг.
Продолжительность перерыва для охла-
охлаждения редуктора определяется по формуле
Г = -^-^ -J^lJ^—?-. (б3а)
Коэфициент теплопередачи k в формулах
F3) и F3а) следует брать несколько меньшим
по сравнению с его значениями, приведён-
приведёнными на стр. 296.
Конструкция червячных передач
и материалы червяков и червячных колёс
Элементы червячного зацепления.
1. Червяк обычно выбирается с прямо-
прямолинейным профилем в осевом (при нарезании
червячной фрезой) или в нормальном (по
витку — при нарезании летучкой) сечении.
Модуль измеряется в осевом сечении.
2. Модули т (в осевом сечении) при
нарезании червячной фрезой должны выби-
выбираться из табл 67—см. стр. 348—349 (по ГОСТ
2144-43 на основные параметры червячных ре-
редукторов).
3. Угол профиля червяка а = 20°
при нарезании червячной фрезой; при наре-
нарезании летучкой можно принимать а„ = 20°.
4. Число модулей в диаметре де-
делительной окружности червяка
<7=—-.стандартизовано (ГОСТ 2144-43) для
каждого модуля и содержится в табл. 67,
причём для ходовых модулей предусматри-
предусматривается по два значения q. Червяки с большим
значением q следует применять только в тех
случаях, когда чрезмерная деформация чер-
червяка не может быть избегнута путём приме-
применения при том же межосевом расстоянии боль-
большего модуля, а также при насадных червяках.
В нередукторных передачах при нарезании
червячных колёс летучками могут применяться
нестандартные значения q.
5. Число заходов червяка zH целе-
целесообразно выбирать таким, чтобы число зубьев
червячного колеса zK находилось в пределах
30—70 (если это выполнимо при заданной ве-
величине передаточного числа). При малых пере-
ГЛ. VII}
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
351
даваемых мощностях, когда достижение высо-
высокого коэфициента полезного действия не имеет
существенного значения, так как потери на тре-
трение в зацеплении обычно невелики и не при-
приходится опасаться сильного нагрева передачи,
следует выбирать число зубьев zK в пределах
от 30 до 50, при значительных же передавае-
передаваемых мощностях (jV>20 л. с.) —в пределах от
60 до 70.
При выборе числа заходов следует также
учитывать влияние на к. п. д. числа модулей
в диаметре червяка. Напри-
Например, при z4 - 4 и q = 11 к. п. д.
червячного зацепления будет
меньше, чем при гц = 3 и q~8.
Для суждения о величине к.п.д.
необходимо сравнивать значе-
значения углов подъёма витков чер-
червяка или— при данном переда-
передаточном числе — значения диа-
диаметров делительной окружно-
окружности червяка, которым пропор-
пропорциональны скорости скольже-
скольжения, а следовательно, и потери в зацепле-
зацеплении (если не учитывать изменения йк-cos2 X
и некоторого снижения коэфициента трения
с увеличением скорости скольжения).
6. Число зубьев червячного ко-
колеса Zk следует выбирать из табл. 67 (по
ГОСТ 2144-43), за исключением тех случаев,
когда в целях точного соблюдения заданного
передаточного числа необходимо брать проме-
промежуточные значения Zk по отношению к таблич-
табличным. Чисел зубьев червячного колеса более 80
следует по возможности избегать, так как при
zK > 80 решающей часто становится прочность
зубьев на изгиб, особенно для бронз с высо-
высокой износоустойчивостью. В этом случае уве-
увеличение числа зубьев свыше 80 приводит к
уменьшению допускаемой нагрузки по двум
причинам: а) из-за уменьшения модуля; б) из-за
уменьшения ширины червячного колеса.
Число зубьев zK не рекомендуется брать
менее 26—28, так как при меньших значениях
zK будут излишне велики потери в зацеплении;
кроме того, если гч > 2, то зона контакта в
червячном зацеплении может оказаться умень-
уменьшенной вследствие подрезания зубьев червяч-
червячного колеса. Следует учитывать, что примене-
применение малых значений zK не даёт значительного
выигрыша в габаритах передач, так как при
малых числах зубьев червячного колеса допу-
допускаемая нагрузка почти никогда не опреде-
определяется их прочностью на изгиб.
При передаче небольших мощностей в
случае необходимости иметь большое переда-
передаточное число, например, в механизмах деления,
могут применяться весьма большие числа
зубьев червячного колеса (делительные колёса
некоторых зуборезных станков изготовляются
С Zk ДО 1000).
В табл. 67 для каждого межосевого рас-
расстояния в нижней строчке приведены „основ-
„основные" числа зубьев, осуществляемые без кор-
коррекции или с минимальной коррекцией для по-
получения целого числа Zk (отмечены звёздочкой)
при любом числе заходов z4. Все остальные
помещённые в таблице числа зубьев zK осу-
осуществляются путём коррекции червячного ко-
колеса, причём межосевые расстояния, размеры
червяка и заготовки червячного колеса
остаются неизменными (при zK < 50 предпочти-
предпочтительны положительные коэфициенты коррек-
коррекции).
7. Угол подъёма витка червяка
по делительному цилиндру X опре-
определяется по формуле
X = arctg
F4)
Значения X для стандартных значений z4 и
q приведены в табл. 68.
Таблица 68
Углы подъёма витка червяка по делительному цилиндру X
\. q
*«\
i
2
3
4
13
4 23
8°44'
i2°59'
i7°o6'
ho
46"
41"
10"
9
14
18
12
4.V
U27'
°O2'
us6'
49"
44"
IO
06"
JO1'
151"
i9u
11
18'
i,5'
58'
40"
17"
18"
59"
11
Ю
21
10
°42'38"
°18'зб"
°4i'57"
=48-05"
6
9
12 31
18е
аз1
26
57'
2.-.'
44"
06"
45"
7^07
I4°O2
2O°33
2б°зз
'3o"
'10''
'22"
54"
8. Межосевые расстояния А для
червячных редукторов стандартизованы (см.
в табл. 67). Но и для нередукторных червяч-
червячных передач при межосевых расстояниях, от-
отличных от приведённых в табл. 67, рекомен-
рекомендуется хотя бы посредством коррекции осуще-
осуществлять стандартные значения т и q (табл. 67).
9. Смещениеполюса?тпоотношению
к делительному цилиндру червяка применяется
с целью получить передаточное число, более
близкое к требующемуся при стандартном
червяке и при стандартном межосевом рас-
расстоянии. При этом как межосевое расстояние,
так и все размеры червяка и заготовки ко-
колеса остаются теми же, что и при отсутствии
смещения (т. е. при нормальном зацеплении).
Смещение полюса допускается в пределах
плюс или минус одного модуля, за исключе-
исключением тех случаев, когда это невыполнимо по
условиям подрезания или заострения зубьев
червячного колеса. В табл. 67 приведены все
допускаемые числа зубьев червячного колеса
при применении коррекции с коэфициентом
коррекции от — 1 до +1.
10. Д л ину нарезанной части чер-
червя к a L (фиг. 58) рекомендуется определять
по формулам табл. 69. Для шлифуемых чер-
червяков во избежание ряби на рабочих поверх-
поверхностях, возникающей вследствие дрожания шли-
шлифовального камня при его выходе из впадины,
полученную по табл. 69 длину следует уве-
увеличить :
при т < 10 мм на 25 мм
» /ге=10 4-1б мм „ 35—40 мм
„ т > 16 мм ,50 мм
Таблица 69
Длина нарезанной части червяка L
о
—о,5
—i
о»5
i
1 и 2
L>(n+o,o6zK) m
i>( 8+ о,о6г^ т
1>(ю,5+ гц) т
?>(и +o,izK) m
Z>(i2 +o,i2K) m
3 и 4
L>(i2,5 +0,092^) m
?¦>( 9>5+°,°9О я»
L>{io,=,+ z4^ m
I>^i2,5+ o,izK-m
I>(i3 + °>lZKj т
352
ПЕРЕДАЧИ
[РАЗД. I
Быстроходные червяки для избежания ди-
динамического дисбаланса должны иметь отно-
отношение , равное целому числу. Торцевые
поверхности у них должны быть плоскими.
11. Наружный диаметр червяч-
червячного колеса DH (фиг. 58) рекомендуется
рассчитывать по формулам:
при z4 = 1 DH < DeK + 2 т
„ гц = 2 или з DH< °ек + !'5 т
- гч = 4 DH<DeK+m
12. Ширину червячного колеса В
(фиг. 5й) рекомендуется рассчитывать по фор-
формулам:
для г < 3 В < 0,75 Dg4
. *ч - 4 В < 0,67 De4
13. Условный угол обхвата 2у,
входящий в формулы, по которым находится
допускаемая нагрузка, для контура червяч-
червячного колеса, приведённого на фиг. 58, опре-
определяется точками пересечения окружности диа-
диаметром De4 — 0,5 т с торцевыми (контурными)
линиями венца червячного колеса и подсчи-
о
тывается по формуле: sinY = -y=: ?rv—•
L/gn—v,otn
Расчёт не указанных здесь элементов чер-
червячного зацепления производится по форму-
формулам, приведённым в табл. 61. О допусках на
элементы зацепления зубчатых передач см.
т. 5. стр. 93—98 а также [7, вып. 5].
Типовые конструкции червячных колёс.
В настоящее время распространены следую-
следующие конструкции червячных колёс:
1) бандажированная—литой бронзовый обод
насажен на чугунный центр (фиг. 60 и 61, а);
Недостаток бандажированной конструкции
в том, что при нагреве бронза расширяется
больше чугуна, и посадка может ослабнуть;
большие же натяги недопустимы вслед-
вследствие ограниченной прочности бронзового
обода.
Наибольшее распространение имеет болто-
болтовая конструкция, преимущество которой перед
сплошной литой — в экономии бронзы.
На фиг. 6L приведены минимально допу-
допустимые толщины ободов (по британскому стан-
стандарту на червячные передачи).
а) 6) 6)
Фиг. 61. Формы обода червячных колёс.
При определении размеров спиц и ступицы
центра можно пользоваться соответствующими
рекомендациями для цилиндрических зубчатых
колёс (стр. 308-309).
Типовые конструкции червячных редук-
редукторов. Одноступенчатые червячные редук-
редукторы выполняются со следующими располо-
расположениями червяков и червячных колёс: а) чер-
Фиг. 62. Червячный редуктор с червяком внизу.
2) болтовая — литой бронзовый обод имеет
фланец (фиг. 61. б), который крепится к цен-
центру болтами (под развёртку);
I 3) сплошная литая (фиг. 61, в);
4) составная литая (чугунный центр вста-
вяк под колесом; б) червяк над колесом; в) чер-
червяк сбоку колеса, вертикальный; г) червяк
сбоку колеса, насаженного на вертикальный
вал.
Общий недостаток редукторов двух послед-
вляется в форму для отливки бронзового них типов — затруднительность смазки под-
обода).
шипников вертикального вала.
ГЛ. V1I1
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
353
При окружных скоростях червяка менее
4—5 м/сек обычно применяется конструкция
передачи с червяком под колесом (фиг. 62).
В настоящее время червячные редукторы вы-
выполняются с валами на подшипниках качения.
Примеры конструктивного выполнения под-
подшипниковых узлов см. в гл. VIII. Много-
Многочисленные примеры конструктивного выпол-
выполнения червячных редукторов приведены в
специальных трудах (например [2,7, вып. 2,
16, 17J).
Определение сил, действующих на валы.
При расчёте валов и подшипников общая на-
нагрузка на зубья и на витки обычно заме-
заменяется тремя силами, приложенными к точке
касания начальных цилиндров червяка и чер-
червячного колеса:
1) окружным усилием на червячном колесе,
равным осевому усилию на червяке,
2Л1„
2) радиальной силой.
3) осевой силой на колесе, равной окруж-
окружному усилию на червяке,
Силы, передающиеся на валы от муфт,
определяются так же, как для цилиндрических
колёс (стр. 317).
Смазка червячных передач. Для повы-
повышения надёжности червячных передач против
заедания и „намазывания" бронзы на червяк
рекомендуется применять наиболее вязкую
смазку, при которой ещё не слишком велики
потери мощности на размешивание и разбрыз-
разбрызгивание масла. Повышение противозадирных
свойств смазки достигается путём прибавления
к минеральному маслу от 3 до 10% раститель-
растительных или животных жиров (последние более
эффективны). Применение для червячных пе-
передач с бронзовыми червячными колёсами
сильных противозадирных смазок исключается
вследствие того, что бронза в такой смазке
сильно корродирует.
В табл. 70 приведены рекомендуемые Мер-
ритом [39] и основанные на опыте завода
Д. Браун значения вязкости смазки (пересчи-
(пересчитанные с секунд Редвуда на градусы Энглера)
в зависимости от скорости скольжения, а также
способ подачи смазки в зацепление. Для чер-
червячных передач особенно важно применять
масло с малым удельным весом, при котором
потери на трение в зацеплении меньше. При
работе с перерывами, когда период работы
недостаточен для того чтобы вызвать замет-
заметное повышение температуры масляной ванны,
а также при невысокой максимальной тем-
температуре окружающего воздуха следует при-
применять смазку меньшей вязкости, чем указан-
указанная в табл. 70.
Материалы червяков и червячных колёс.
Червячное колесо. При скорости сколь-
скольжения свыше 2 м/сек в качестве материала
червячного колеса обычно применяется фос-
фосфористая бронза ОФ 10-1. Можно также при-
применять малооловянистые и безоловянистые
бронзы с пределом прочности на разрыв менее
30—35 кг/мм?, а также алюминиевые, магние-
магниевые и цинковые сплавы. При повышенных
нагрузках (мощностях) можно применять
фосфористую бронзу, отлитую в кокиль,
фосфористую бронзу ОНФ, отлитую центро-
центробежным способом, и никелевую бронзу или
сурьмяно-никелевую бронзу G—8% Sb;
1,5 —2,50/0Ni).
При работе с сырыми червяками хорошие
результаты даёт оловяно-свинцовистая бронза,
содержащая 10% олова и 5 —10% свинца.
При скорости скольжения менее 2 м/сек и
при больших нагрузках можно применять твёр-
твёрдую бронзу, в частности, железо-алюминиевую
АЖ 9-4 по закалённой стали, а при меньших
нагрузках — чугун по стали или чугун по
чугуну. Следует иметь в виду, что бронзы с
пределом прочности свыше 40 кг/мм2 при ско-
скорости скольжения более 1 м/сек можно при-
применять только в тех случаях, когда закалён-
закалённый до HR > 45 червяк тщательно шлифован
и полирован (желательны цементованные или
азотированные червяки).
В табл. 71 приведены данные о некоторых
бронзах, применяемых для червячных колёс.
Червяк. Наилучшие качества работы чер-
червячной передачи достигаются при применении
отполированных (после шлифования) закалён-
закалённых до Нд « 45 -г- 50 или цементованных
(HR — 56-f-62*1 червяков, которые обеспе-
(HR
Таблица 70
Рекомендуемые вязкости смазки по Энглеру при температуре 50° (в скобках
1
Червячные передачи
Условия работы
Рекомендуемая вязкость
смазки по Энглеру
Сказка
и способ подачи смазки
0-1
Тяжёлые
6оG)
Передачи со
0—2,5
Тяжёлые
36D,5)
Окунанием
0-5
Средние
24C)
в зацепление
— при 100 ) для червячных передач
скоростью скольжения в м/сек
5-10
-
!бB)
Струйная или
окунанием
10—15
и
Струйн
о,7 am
15—25
-
8
ая под давл
2 am
Свыше 25
-
б
гнием
3 am
354
ПЕРЕДАЧИ
[РАЗД. I
Таблица 71
Механические свойства некоторых бронз
для червячных колёс*
со
S
Марки брс
Бр. ОФ 10-1
Бр. ОНФ
Бр. АЖ 9-4
Способ
отливки
( В песок . .
\ В кокиль . .
Центробежн.
Г В землю . .
\ В кокиль . .
Механические свойства
предел
прочности
а ? в кг\мм?
не менее
:8
2б
24-34
40
относи-
относительное
удлинение
6,о в °0, не
менее
8
3
го
ю
75-9°
>120
9°—1°5
>120
* Химический состав см. в т. 4.
чивают меньший износ и меньшее выкраши-
выкрашивание рабочих поверхностей, ббльший коэфи-
циент полезного действия,, а также большую
надёжность работы передачи в отношении за-
заедания. Более мягкие, нарезанные после тер-
Глобоидные червячные передачи
Контактные напряжения в зацеплении чер-
червячной пергдачи могут быть значительно
уменьшены, если вместо цилиндрического чер-
червяка применить глобоидный (фиг. 63), началь-
начальная поверхность которого есть поверхность
глобоида.
Червячные передачи с глобоидными червя-
червяками называются глобоидными.
Зубья червячного колеса на его половине
(от центральной плоскости) со „стороны входа*,
т е. с той стороны, с которой витки червяка
входят во впадины между зубьями колеса,
работают с участками витков червяка, имею-
имеющими наибольший угол подъёма, т. е, на сред-
средней части червяка (по одну сторону от гор-
горлового сечения). На половине червячного ко-
колеса со „стороны выхода" зубья находятся
в контакте с участками витков червяка, имею-
имеющими наименьший угол подъёма, т. е. у тор-
цев червяка. В связи с этим каждая сторона
зуба червячного колеса образована двумя
поверхностями, пересекающимися по линии,
образующей профиль зуба в центральной пло-
плоскости.
Фиг. 63. Глобоидная червячная пара.
мообработки (улучшения), нешлифованные чер-
червяки рекомендуются, в особенности, если они
предназначены для работы при высоких ско-
скоростях скольжения, тщательно полировать по
рабочим поверхностям витков, благодаря чему
уменьшается опасность .намазывания" бронзы
на червяк и последующего быстрого износа
зубьев червячного колеса. Кроме того, поверх-
поверхности зубьев червячного колеса более стойки
против выкрашивания (питтинга), если червяк
полирован.
Контакт рабочих поверхностей червяка и
колеса в центральной плоскости, подобно кон-
контакту грани призмы с плоскостью, не является
ценным. Зато весьма ценен контакт на поло-
половине червячного колеса со „стороны входа",
который подобен контакту в подшипниках
скольжения, так как здесь образуется масля-
масляный клин на значительной поверхности. Рабо-
Рабочие же поверхности зубьев колеса на его по-
половине со „стороны выхода" менее эффек-
эффективны, так как на них контакт начинается
ГЛ. VII)
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
355
с граней, лежащих в центральной плоскости,
которые соскребывают смазку, и лишь вблизи
торцев червяка достигается контакт на значи-
значительной поверхности, но и здесь с неблаго-
неблагоприятными для создания масляного клина усло-
условиями. Поэтому следует стремиться к дости-
достижению контакта зубьев колеса на „стороне
входа".
На практике нашли распространение гло-
боидные передачи типа Коун с прямолиней-
прямолинейными профилями зубьев червячного колеса и
витков червяка в центральной плоскости
(фиг. 63) и передачи типа Босток-Ренк — с
криволинейными профилями (червяк шли-
шлифуется конусным кругом большого диаметра).
Фирмами Мичиган Тул и Гулд Эбергардт вы-
выпускаются специальные станки для изгото-
изготовления глобоидных пар типа Коун, отличаю-
отличающиеся от нормальных зубофрезерных станков
наличием специального механизма для угловой
(круговой) подачи стола, дополнительной к
его вращению, передающемуся через гитару
деления.
Чистовое нарезание производится при меж-
межосевом расстоянии, равном эксплоатационному.
Каждая сторона зуба червячного колеса или
витка червяка начисто нарезается отдельно.
Червячное колесо, укреплённое на оправке
стола станка, нарезается глобоидной червяч-
червячной фрезой, укреплённой на оправке фрезер-
фрезерных салазок. Червяк, укреплённый на оправке
фрезерных салазок, нарезается инструментом,
напоминающим долбяк, укреплённым на оправ-
оправке стола и получающим при межосевом рас-
расстоянии, равном эксплоатационному, помимо
вращения, угловую подачу (для снятия
стружки).
Червяки крупного модуля иногда начерно
нарезаются пальцевой фрезой.
Глобоидные пары типа Коун можно изго-
изготовлять и без специального оборудования.
Червяк можно нарезать на токарном станке
с помощью приспособления, обеспечивающего
поворот резца вокруг центра, отстоящего от
оси червяка на расстоянии, равном межосе-
межосевому расстоянию передачи А. С помощью
такого же приспособления нарезается и за-
тылуется глобоидная червячная фреза, слу-
служащая для нарезания на зубофрезерном станке
червячного колеса. Толщина зубьев червяч-
червячной фрезы должна быть меньше ширины впа-
впадин между зубьями на величину, превышаю-
превышающую суммарный припуск для чистового на-
нарезания зубьев червячного колеса (по обеим
сторонам).
После установки фрезы при эксплоатацион-
ном межосевом расстоянии включается угло-
угловая подача стола, настраиваемая с помощью
гитары диференциала (при этом винт для по-
подачи фргзерных салазок должен быть удалён
или отключён), и нарезаются сначала правые
профильные поверхности зубьев, а затем при
изменённом направлении подачи—левые. Угло-
Угловая подача может производиться вручную.
Последняя стружка всегда должна сниматься
при ручной подаче, причём величина подачи
должна быть постепенно уменьшена до
нуля.
При геометрическом расчёте глобоидной
передачи типа Коун можно пользоваться сле-
следующими зависимостями (обозначения те же,
что для передач с цилиндрическим червяком:
йдч, Di4, De4 и X относятся к сечению по гор-
горловине червяка):
Диаметр dd4 выбирается таким, чтобы по-
получилась достаточная жёсткость тела червяка.
Мичиган Тул рекомендует брать Di4 > 0,ЗЛ и
4
Далее определяем:
t — ; ^-tfcosX.
По рекомендации Мичиган Тул:
h4~=fiK-=0,5tn; с - 0,1ft;
л'-л'=0Д5Л; Л'-Л" «0.55Л.
Далее
/ //
De%l =- йдч + 2/?^ J ^гч = ^дч — 2ЛЧ J
Угол профиля в нормальном сечении ап
можно принимать равным 20°. При заданном
угле ап
Диаметр профильной окружности колеса
Ширина колеса B<dd4.
Длина нарезанной части червяка L не
должна превышать йцк, так как иначе червяч-
червячная пара не может быть собрана.
Угол охвата колеса червяком
L
{3 - arc sin „-г — .
la иеч
Наибольший наружный диаметр червяка
DH4 - 2/4 — De4co^.
По данным Мичиган Тул, допускаемая на-
нагрузка для глобоидных передач равна четы-
четырёхкратной допускаемой (по стандарту AGMA)
нагрузке для передач с цилиндрическими червя-
червяками при том же межосевом расстоянии и том
же передаточном числе. Следует учесть, что эта
ф лрма предусматривает очень жёсткие чер-
червяки (Лдч~0АА). Указанное соотношение до-
допускаемых нагрузок для червячных передач
с глобоидным и цилиндрическим червяком, по-
видимому, достигается только при весьма точ-
точном изготовлении глобоидных передач, осу-
осуществимом ллшь при применении специального
прецизионного оборудования, если при этом
нагрузку не лимитирует нагрев передачи. При
изготовлении глобоидных передач со средней
точностью не следует итти более чем на полу-
торакратное или, в крайнем случае, двух-
двухкратное увеличение допускаемой нагрузки по
сравнению с нагрузкой для передач с цилин-
цилиндрическим червяком.
Расчёт к. п. д. и расчёт на нагрев можно
производить так же, как для передач с цилин-
цилиндрическим червяком.
356
ПЕРЕДАЧИ
[РАЗД. I
В настоящее время нет ещё достаточных
данных для того, чтобы указать, в каких слу-
случаях можно выполнять глобоидные передачи
из менее качественных, с точки зрения анти-
антифрикционных свойств, комбинаций материалов.
ВИНТОВЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
(ЦИЛИНДРИЧЕСКИЕ)
Краткие сведения о винтовых зубчатых
передачах
Пара косозубых колёс (в частном случае
одно из них может быть прямозубым), пере-
передающих вращение между непараллельными и
непересекающимися валами, называется вин-
винтовой (точнее, винтовой цилиндрической, в
отличие от винтовой конической — гипоидной)
зубчатой передачей. Винтовая зубчатая пере-
передача (за исключением винтовой передачи, осу-
осуществляемой шестерней и рейкой) теоретиче-
теоретически имеет контакт в одной точке, практически
же вследствие износа и деформации зубьев
контакт распространяется на некоторую очень
небольшую поверхность. В связи с этим винто-
винтовые передачи могут передавать лишь малые
нагрузки, и для надёжной работы они должны
изготовляться из материалов, образующих
противозадирную комбинацию (табл. 72).
При межосевом угле 8 = 90° рекомендуется
применять вместо винтовых передач червяч-
червячные с многозаходными червяками, обеспечи-
обеспечивающие надёжную работу при значительно
более высоких нагрузках.
При геометрическом расчёте винтовой пе-
передачи необходимо подобрать такие значения
тл, гш, zK, pw и PK, Раю и §дк, которые удо-
удовлетворяли бы следующей системе уравнений
(для уменьшения указанной ниже неточности
приближённого расчёта следует стремиться к
меньшему расхождению в величинах Рдши рш;
Здк и Pw; ddtu + ddn и А):
«¦- — ; dm + dK - 2А;
ZUl
гштп tg Рш . . zKmn tg Pw
sin
sin
sin
sin
где i — передаточное число (задаётся с указа-
указанием допускаемых пределов изменения); гш и
гк — числа зубьев шестерни и колеса (под
шестерней понимается зубчатка с меньшим
числом зубьев); dm и dK — диаметры началь-
начальных окружностей шестерни и колеса; А —
межосевое расстояние; тп — нормальный мо-
модуль; рш и рж — углы наклона зубьев ше-
шестерни и колеса по начальным цилиндрам;
%дш и fW — углы наклона зубьев шестерни
и колеса по делительным цилиндрам: для не-
корригированных зубчаток ра*и - рш и §дк —
= $к; 8 — межосевой угол.
Без учёта обратного сдвига, что при Ра ф C
создаёт неточность расчёта, приводящую к
увеличению бокового зазора, коэфициент кор-
коррекции можно определять по формуле
г-тп
* cos За '
При точном расчёте коэфициенты коррек-
коррекции должны удовлетворять уравнению плотного
зацепления при номинальных толщинах зубьев:
Ism'tg aosm + Zsk' tg aosK - -~ (mv astu —
— \nva0SK).
Как и для зубчатых передач с параллель-
параллельными осями, для винтовых передач
dd . tgaOri
COSa9 — COS aOc и tg a0o ^—*f— .
s d cos Pa
После решения этих уравнений каждая из
зубчаток рассчитывается для определения
остальных элементов зацепления (De, sxn, hxn
и др.) либо как цилиндрическая зубчатка, либо,
если одна из зубчаток выполняется в виде
червяка, как червяк. Ширину каждой из зуб-
зубчаток достаточно принимать равной
Особенности расчёта винтовых зубчатых
передач на прочность и долговечность
Проблема теоретически и экспериментально
обоснованного расчёта винтовой передачи до
настоящего времени ещё не решена. Известны
случаи, когда, несмотря на малые нагрузки,
винтовые колёса очень быстро изнашивались.
Ввиду того что зацепление винтовой передачи
в каждый данный момент происходит теоре-
теоретически (согласно теории зацепления) в одной
точке, а практически — в результате износа
и контактной деформации сжатия, контакт рас-
распространяется на небольшую площадку, то
даже при небольшой нагрузке на этой пло-
площадке возникают высокие удельные давления.
Если не принимать во внимание износа, то
контактные напряжения, даже при небольших
допускаемых на практике нагрузках, достигают
очень высоких значений. Учесть же влияние
износа на размеры контактной площадки весьма
затруднительно. Поэтому расчёт винтовых ко-
колёс может быть основан только на эмпириче-
эмпирических данных.
Для долговечности винтовой передачи ре-
решающим является заедание рабочих поверх-
поверхностей, вызывающее их быстрый износ. Чем
больше нагрузка и скорость скольжения, тем
больше опасность заедания. Наоборот, чем
глаже рабочие поверхности и чем тщательнее
приработана передача, тем ббльшую нагрузку
может выдержать винтовая передача. При не-
недостаточной же гладкости рабочих поверхно-
поверхностей риск заедания или задира зубьев возра-
возрастает, и если процесс заедания начался, то он
не прекратится до тех пор, пока не будет
значительно снижена нагрузка.
ГЛ. VII]
ЗУБЧАТЫЕ И ЧЕРВЯЧНЫЕ ПЕРЕДАЧИ
357
Наиболее хорошей комбинацией материа-
материалов для винтовой передачи является тексто-
текстолит по чугуну или по закалённой стали или
чугун по бронзе. Выполнять винтовые колёса
из сырых или улучшенных до небольшой
твёрдости сталей не рекомендуется ввиду
склонности этих материалов к заеданию. При
применении в качестве материала обеих зуб-
зубчаток закалённой или цементованной стали в
целях дальнейшего повышения допускаемой
нагрузки можно использовать противозадирные
смазки (табл. 19).
Допускаемое по условиям износа усилие
в направлении движения основной рейки (в
направлении, нормальном к зубьям) можно
определить [3d] по формуле
где к — условное напряжение в кг/см2; Q —
фактор передаточного числа; ср — коэфициент
скорости.
В свою очередь
Таблица 72
Допускаемые значения k для
Материалы винтовых колёс
Сталь (//g>> 500) по бронзе
Сталь (#?> 500) по стали
(Hq > 500)
Чугун по чугуну
Чугун по бронзе
Пластмасса по чугуну . . .
Пластмасса по стали
ШВ > 500)
винтовых передач [33]
Значения k
после не-
продолжи-
продолжительной
после тща-
притирки
в паре
hzIcm"
5
7
8
8
ю
IO
13
2О
2О
25
25
Расчёт зубьев винтовых колёс на изгиб
можно производить так же, как зубьев косо-
зубых цилиндрических колёс, условно считая
окружное усилие равномерно распределённым
по ширине винтового колеса.
Коэфициент полезного действия винтовой
передачи определяется по формуле
0,5
+ 0,5,
где vc — скорость скольжения в м/сек.
Значения k приведены в табл. 72*
7) -
Vp+fvc '
где Vp — скорость перемещения основной рейки
(воображаемой);/ — коэфициент трения сколь-
скольжения в зацеплении винтовой передачи.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бакингем Е., Цилиндрические зубчатые колёса,
ОНТИ, 1935.
2. Бекназар-Юзбашян Г. Т., Зубчатые и чер-
червячные редукторы, атлас, ГОНТИ, 1938 (см. рецензию
в „Вестн. металлопром." № 8, 1939).
3. В и с с м а н К., Расчёт и конструкция крановых зуб-
зубчатых колёс, ОНТИ, 1935.
4. Д и к е р Я- И., Внутреннее зацепление прямозубое
и косозубое, Оргаметалл, 1938.
5. Д и к е р Я- И., Эвольвентное зацепление, Оргаме-
Оргаметалл, 1935.
6. Доллежаль В. А., Редукторы числа оборотов
авиационных двигателей, изд. 3, Оборонгиз, 1945.
7. Калашников Н. А., Т а й ц Б. А., Архан-
Архангельский Л. А., Г р у б и н А. Н. и Мухин В. И.,
Допуски на зубчатые ичервячные передачи; К и с т ь я н
Я. Г., Конструкция редукторов. Сб. „Справочное руко-
руководство по зубчатым передачам и редукторам", Машгиз,
вып. 5, 1944; вып. 2, 1947.
8. К е т о в X. Ф., Эвольвентное зацепление, ОНТИ,
1934.
9. Милейковский И. X., в сборн. „Вопросы рас-
расчёта и конструирования деталей машин", Ин-т маши-
машиноведения АН СССР, 1942.
10. О ' Н е й л ь Г., Твёрдость металлов и её измерение,
Металлургиздат, 1940.
11. Обработанные зубчатые колёса и червячные передачи,
Британские стандарты, Каталогиздат, 193J.
12. О д и и г И. А., Допускаемые напряжения в маши-
машиностроении и циклическая прочность металлов, Маш-
Машгиз, 1947,
13. Петрусевич А. И., в сборн. „Вопросы расчёта
и конструирования деталей машин". Ин-т машино-
машиноведении АН СССР, 1942.
14. Петру се вич А. И. и Сабуров М. 3., Об-
Обработка зубчатых колёс и редукторов, Машгиз, 1946.
15. С а в е р и н М. М., Контактная прочность материала,
Машгиз, 1946.
16. Т е в с Н. Г., Редукторы и зубчатое зацепление тон-
тонколистового стана Запорожстали, Каталогиздат, 1938.
17. Т е в с Н. Г., Кавердяев Н. С, Рех-
т е р С. Д., Редукторостроение на Ново-Краматорском
машиностроительном заводе им. И. В. Сталина, Маш-
Машгиз, 1946.
18. Ч у д а к о в Е., Новый метод расчёта шестерён, изд.
АН СССР, 1934.
19. Б а л ю н о в П. Ф. и Петрусевич А. И.,
.Вестн. металлопром.", № 8, 1939.
20. К а р п е н к о Г. В., „Тяж. машиностр.", № 4, 1941.
21. К и с т ь я н Я- Г., «Вестн. машиностроения" № 11—12,
Ш43.
22. Петрусевич А. И., „Вестн. металлопром.",
№ 8—9, 1940.
23. П е т р у с е в и ч А. И., „Вестн. машиностроения",
№ 5, 1945.
24. Петрусевич А. И., „Вестник машиностроения",
№ 6, 1947.
25. Полторацкий Н. Г., „Амер. техника и промыш-
промышленность", № 8, 1943.
26. К о в а л ь с к и й Б. С, Проблема грузоподъёмно-
грузоподъёмности крановых ходовых колёс, докт. диссерт., Ин-т ма-
машиноведения АН СССР, 1943.
27. Петрусевич А. И., Напряжения и деформации
в сжатых цилиндрах, Материалы Центрального бюро
редукторостроения ЦНИИТМАШ, 1938 (.работа не опу-
опубликована).
28. Я Ц к е в и ч С. И., Экспериментальное определение
коэф циента трения на рол ках, Материалы
ЦНИИТМАШ, 1940 (работа не опубликована).
29. В i е г а п о und О г а ш m e I, Technische Dynamlk,
Берлин 1939.
30. В 1 а с k P. H., Univ. Illinois Eng. Exp. Station, Bul-
Bulletin № 288, I93p.
31. В 1 о к Н., в сборн. „General Discussion on Lubricants
and Lubrication, т. 2, Лондон 1937.
32. Ь и с к i n g h a m E., Dynamic Loads on Gear Teeth,
Нью-Йорк 1931.
33. Buckingam E., Manual of Gear Design, ч. 2,
Нью-Йорк 1935; ч. 3, 1937.
34. D i e t r i с h G., Deutsche Kraftfahrtforschung, 1939>
вып. 25.
35. -urn С W. and Huckert I. W., Bull. Univ,
Illinois, 1925, т. 22, № 47.
36. Katzenmayer, Доклад на съезде AGMA (США),
дискуссия.
37. К 1 i n g e 1 n b e r g, Technisches Hilfsbuch, 10-е изд.,
Берлин 1939.
38. M a a s s W., Die Fabrication der Konsistenten Fette
und hochdruckschmierstoffe, Аугсбург 1940.
39 MerrittH, E., Gears, Лондон 1942; русск. пер. 1947.
40. N i e m a n n G., в сборн. „Maschinenelemente-Tagung
Dusseldorf, 1940.
358
ПЕРЕДАЧИ
[РАЗД. I
41. S m i t h J. О., Univ. Illinois Eng. Exp. Station, Bul-
Bulletin № 334, 1942; реф. в „Еестн. маш.", 1945, № 1—2.
42. Т i m о s с h e n к о S., Strength of Materials, Нью-
Йорк 1942.
43. T r a u t s с h о 1 d R., Standard Gear Book, Нью-Йорк
и Лондон 1935.
44. U 1 r i с h М., Verschleissversuche mit Zahnradern
fur Kraftwagen, 1932.
45. W о 1 f О., в сборн. „Maschinenelemente-Tagung
Aachen", 1936.
46. A 1 m e n J. O. SAE-J., 1942, сент.
47. Austin C. R., Van Note W. G. and P r a-
t e r T. A., Trans. Am. Soc. f. Metals, 1943, сент.
48. В е с k e r M. L. and Phillips С. Е., J. Iron and
Steel Inst., 1936.
49. В о e g e h о 1 d A. L., Trans. Am. Soc. f. Metals, т. 25,
1937, № i.
60. В u с k i n g h a m E., SAE-J., 1943, дек.
51. В u с k i n g h a m E., Trans ASME, 1944, № 4.
52. С a 1 i с о a t I. E. and P а у n t о г С. A., The Iron
Age, т. 152, 1943, № 25.
53. D о г е у S., Engineering, 6 ноября 1942.
54. F i s с h e r A., Machinery (L), 1934, № 1158.
55. Gregory E., Proc. Inst. Mech. Engrs, 1930, май.
56. G г о s s m a n M. A., Trans. AIME, 1942, стр. 227—229.
57. К п о w 11 о n H. В. and Snyder E. H., Trans.
Am. Soc. f. Metals, Ш0, № 3.
58. L у о n S. W., Trans. Am. Soc. f. Metals, 1940, март.
59. Mansion D., Autom Engineer, 1942, сент., реф. в
Вести, машиностр., 1944, № 12.
60. Mansion D., Engineering, 1945, № 4152, 4154 и
4! 55.
61. M а г х G. Н., Cutter L. E. and Green В. М„
Mech Eng., 1926, № 1; перевод в сборн. „Конструкция
шестерён и зубчатых передач", ОНТЙ, 1935.
62. biemann G., Z. VDI, т. 187, № 33 34.
63. Nishichara Т., Kobayasy Т., Trans. Soc,
Mech. hngrs Japan, 1937, № 3.
64. S h a w F., Autom. Engineer, 1945. янв.; W 11 d h a-
b e r E., The Machinist, т. 90, 1936, № 36.
65. Testing Gear Wheel Material, Journ. Amer. Soc. Naval
Engrs, 1942, № 2.
66. Tolerances for Bevel Gears, Am. Mach., 1942, 22 июля.
67. Tolerances for Worms and Worm Gears, Machinist,
1940, № 27 и 28.
68. T u s с h у Н., Zentralblatt fur Mechanik, 1939, № 4
(аннотация).
69. Way S., J. Appl. Mech. 1935. № 2; дискуссия, N° 3;
также Machine Desighn, 1939, № 3 и Electric J., 1936,
anp.
Дополнительная литература *
Артоболевский И. И., Курс теории машин и меха-
механизмов. Гостехиздат, 1945.
Архангельский Л. А., Ошибки изготовления зуб-
зубчатых колёс и их измерение. Сб. „Справочное руко-
руководство по зубчатым передачам и редукторам", вып. 5,
Машгиз, 1944.
А ч е р к а н Н. С, Расчёт и конструирование металлоре-
металлорежущих станков, Машгиз, 1944.
Бакингем Э., Руководство по проектированию зуб-
зубчатых передач, ч. 1, Машгиз, 1946.
Беккер И. Э. и Петрусевич А. И., Влияние
различных добавок к маслам на трение и износ, „Вест-
„Вестник машиностроения" № 5, 1947.
Габричевский Б. Н., Смазка редукторов и вспо-
вспомогательные устройства по смазке. Сб. „Справочное
руководство по зубчатым передачам и редукторам",
вып. 5, Машгиз, 1947.
Г р о з и н Б. Д., Образование питтинта и пластических
деформаций метастабильных структур сталей. Сб.
„Доклады Второй всесоюзной конференции по трению и
износу в машинах", т. 1, изд. АН СССн, 1947.
Грозин Б. Д. иКостецкий Б. Н., Износ в зуб-
зубчатых передачах, „Вестник машиностроения" № 12, 1947.
Г р у б и н А. Н., Гидродинамическая теория смазки архи-
архимедовых червячных передач в простейших предполо-
предположениях. Сб. „Доклады Второй всесоюзной конференции
по трению и износу в машинах", т. 1, изд. АН СССР,
1947.
Г р у б и н А. Н., Л и х ц и е р М. Б.. Полоцкий М. С,
Зуборезный инструмент, Машгиз, 1946.
Вайнсон А. А., Зубчатые передачи кранов, Машгиз,
1945.
Вильдгабер Э., Основы зацепления конических и
гипоидных передач, перев. и комментарии А. В. Слепака,
Машгиз, 1948.
Д и к е р Я- И., Глобоидные передачи, .Вестник машино-
машиностроения" № 3, 1947.
Дик ер Я- И., Расшифровка зубчатых зацеплений,
„Вестник машиностроения" № 8 1947.
Добровольский В. А., Детали машин, Машгиз, 1945.
Доллежаль В. А., Исследование конструкций авиа-
авиационных редукторов числа оборотов, Оборошиз, 1945.
Дьяченко П. Е., Качество поверхности деталей авиа-
авиационного мотора, Ин-т машиноведения АН СССР, 1946.
3 а к П. С Глобоидная передача, „Вестник машино-
машиностроения" № 5, 1947.
Златопольский М. Д. Основы теории и расчёта
конических зацеплений. Сб. „Зубчатые зацепления",
кн. 1, Машгиз, 1947.
К о л ч и н Н. И.. Червячное зацепление с произвольным
углом между осями. Сб. „Зубчатые зацепления", кн. 1,
Машгиз, 1947.
К о л ч и н И. И., Червячное зацепление с произвольным
углом перекрещивающихся осей, „Труды семинара по
теории механизмов и машин", т. Ill, вып. 9, изд.
АН СССР, 1947.
Козловский И. С, Прокаливаемость стали, Маш-
Машгиз, 1945.
Корнилов К. А., Производство зубчатых колёс, Маш-
Машгиз, 1947.
* Дополнительная отечественная литература по зубча-
зубчатым и червячным передачам и по связанным с ними
вопросам, охватывающая период 1944—1948 гг., приведена
для желающих более подробно ознакомиться с послед-
последними достижениями в данной области.
Корнилов К. А., Зубообработка, „Труды Всесоюзной
конференции по станкостроению", III, Машгиз, 1947.
Кудрявцев В. Н., Графоаналитический способ рас-
расчёта эвольвентных зацеплений, „Вестник машинострое-
машиностроения" № 12, 1947.
Лащевер А Л., Производство зубчатых колёс слож-
сложных зацеплений, „Станки и инструмент" № 6, 1947.
Литвин Ф. Л., Цилиндрические колёса для передачи
вращения между перекрещивающимися осями. Сб. „Зуб-
„Зубчатые зацепления", кн. 1, Машгиз, 1947.
М а л к и н Л. А., Новые зубчатые зацепления, „Станки
и инструмент" № 1, 1946.
М е р р и т X. Е., Зубчатые передачи, перев. с англ. под
ред. Я- И. Дикера и А. И. Петрусевича, Машгиз, 1947.
Мороз Л. С. и Ш у р а к о в С. С, Проблема проч-
прочности цементованной стали. ЦНИИ Мин-ва транспорт,
машиностр., Ленинград, 1947.
Немировский А. С, Исследование глобоидного за-
зацепления. „Труды ЦИАМ" № 134, Оборонгиз, 1947.
О д и н г И. А., П р о с в и р и н В. И., В и д м а н Д. Н.,
3 у д и н И. Ф., Справочник по конструкционным сталям,
Машгиз, 1946.
О с и п я н А. В., Расчёт на прочность зубьев шестерён
коробок передач автомобилей. Сб. „Исследования
в области машиностроения", Ин-т машиноведения АН
СССР, 1944.
О с и п я н А. В., Экспериментальное исследование пит-
тинговых разрушений в зубчатых передачах, „Труды
НАТИ", вып. 43, Машгиз, 1945.
Петрусевич" А. И., Качество поверхности и проч-
прочность материалов при контактных напряжениях, изд.
АН СССР, 1946.
Петрусевич А. И., Противозадирные смазки для
зубчатых колёс, „Вестник машиностроения" ¦№ 2—3,
1948.
Пронин Б. А., Испытания зубчатых передач и редук-
редукторов. Сб. „Справочное руководство по зубчатым пере-
передачам и редукторам", вып. 5, Машгиз, 1944.
Решетов Д. Н., Расчёт деталей станков, Машгиз,
19.5.
Решетов Л. Н., Трение в зубцах с эвольвентным за-
зацеплением, „Труды семинара по теории машин и меха-
механизмов", т. 1, № 2, 1947.
Руденко Н. Ф., Планетарные передачи, Машгиз, 1947.
Семен ченко И. И., Современные тенденции в обла-
области конструирования режущего инструмента, „Труды Все-
Всесоюзной конференции по станкостроению", III, Машгиз,
1947.
С л е п а к А. В., Цилиндро-конические передачи, «Вест-
«Вестник машиностроения" № 9—10, 194&.
С л е п а к А. В., Гипоидные цилиндро-конические пере-
передачи, „Вестник машиностроения" № 4, 1947.
Сокович А. И., Расчёт рабочих поверхностей зубьев
колёс по наибольшему удельному давлению, „Вестник
машиностроения" № 6, 1947.
Т а й ц Б. А., Обработка зубчатых колёс и редукторов,
„Труды Всесоюзной конференции по станкостроению",
Ш, Машгиз, 1947.
Хельдт П., Автомобильные сцепления и коробки
передач, Машгиз, 194/.
Целиков А. И., Прокатные станы, Металлургиздат,
1946.
Цехнович Л. И., Исследование оптическим методом
напряжений в зубьях, „Вестник машиностроения' Ла 7,
1947.
Чудаков Е. А., Расчёт автомобиля, Машгиз, 1947.
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
359
ЦЕПНЫЕ ПЕРЕДАЧИ
ВВЕДЕНИЕ
Применяемые в машиностроении цепи по
характеру выполняемой работы делятся на
три основные группы: приводные, грузовые
и тяговые. В свою очередь каждая группа
цепей по конструктивным признакам может
быть разделена на типы, приведённые
в табл. 73.
Таблица 73
Обзор типов цепей и их назначение
ГЬснов-1
I ная
| группа
! цепей
Тип цепи
Диапазон приме-
применяемых шагов
Эскиз
Описание и назначение
Пластинчатая! Дюймового из-
зубчатая с бо- мерения, 3/8—11;9",
ковым(наруж- 9,52—38,10 мм
ным)направле-1
нием !
Пластинчатая
зубчатая со
средним (вну-
(внутренним) на-
направлением
Пластинчатая
втулочно-ро-
ликовая (одно-
(однорядная)
Пластинчатая
втулочно-ро-
ликовая мно-
многорядная (двух-
(двухрядная)
Дюймового из-
измерения, */8—I1//*
9,52-38,10 мм
Дюймового из-
измерения, 3 '8—23//,
9,52—69,85 мм
ОСТ 23008-39
ГОСТ 2599-44
ГОСТ 586-41 „В*
8—50 мм
Дюймового из-
измерения, 3/8—2",
9,52-50,80 мм
ГОСТ 586-41 „Д«
8—50 мм
Составляется из звеньев (пла-
(пластин) зубчатой формы. Поворот
цепи ограничивается фасонным
отверстием шарнира, что умень-
уменьшает износ. Работает сравни-
сравнительно бесшумно. Применяется
в качестве привода в различных
механизмах, преимущественно
для главных передач при скоро-
скоростях от 3 до 25 м/сек
Составляется из наружных и
внутренних звеньев. Поворот
в шарнире происходит за счёт
поворота валика во втулке. Нали-
Наличие ролика предохраняет зубья
звёздочки от износа. Имеет ши-
широкое распространение в раз-
различных машинах при скоростях
от 1 до 15 м\сек
Составляется из однорядных
цепей, соединённых удлинённым
валиком. Допускает передачу
больших мощностей, чем одно-
однорядная цепь, при тех же скоро-
скоростях
Пластинчатая
втулочно-ро-
ликовая с изо-
изогнутыми пла-
пластинами
Дюймового из-
измерения. 1'/а—4",
38,10—101,6 мм
ГОСТ 586-41 .Ж"
40-100 мм
Благодаря изогнутым пласти-
пластинам обладает большей упру-
упругостью, чем цепь с прямыми
пластинами. Применяется в ка-
качестве привода для тяжёлого
режима работы
Пластинчатая
втулочная
Дюймового из-
измерения, '/а—3",
12,7-76,2 мм
ГОСТ 586-41 .Б*
15-100 мм
Отличается от втулочно-роли-
ковой отсутствием ролика.
Имеет меньший вес. Приме-
Применяется в приводах мотоциклов
Пластинчатая
блочная
Блочная
сплошными
звеньями
30-60 мм
Отличается от всех привод-
приводных цепей точностью изгото-
изготовления, надёжной и несложной
конструкцией. Применяется в
приводах с лёгким режимом ра-
работы
60-200 мм
Отличается от блочной пла-
пластинчатой сплошным блочным
звеном. Применение то же, что
и предыдущей
360
ПЕРЕДАЧИ
[РАЗД. I
Продолжение табл. 73
'Основ-
'Основная
группа
цепей
Тип цепи
Диапазон приме-
применяемых шагов
Эскиз
Описание и назначение
Фасоннозвен-
ная крючко-
крючковая—Эварта
25-42 мм
ГОСТ 1054-41
Фасоннозвен-
ная втулочная
с изогнутыми
звеньями
25—150 мм
ГОСТ 1054-41
Пластинча-
Пластинчатые шарнир-
шарнирные (Галля):
а) с расклёп- |
кой без шай-
шайбы
б) с расклёп-
расклёпкой на шайбе
в) на шплин-
шплинтах
Круглозвенг
ные:
а) сварная
калиброванная
б) сварная
некалиброван-
ная
15-45 мм
ГОСТ 191-41
йО—80 мм
ГОСТ 191-41
90-140 мм
ГОСТ 191-41
19-64 мм
ГОСТ 2319-43
21-90 мм
ГОСТ 2319-43
Составляется из отдельных
одинаковой формы звеньев, вы-
выполненных из ковкого чугуна
Имеет широкое распространенш
в сельскохозяйственном машино
строении. Применяется в при
водах машин при скоростях до
3 Mice к
Составляется из литых звеньев,
соединённых шарнирно стальны-
стальными валиками. Применяется i
приводах при небольших скоро
стях — до 4 м:сек. Допускает
ударные нагрузки
14
Звенья цепи составляются из
чётного числа пластин, шарнир-
шарнирно соединённых валиками. Обла
дает гибкостью только в напра^
влении навивания на звёздочку
Применяется для работы на
звёздочках или гладких роликах
подъёмных механизмов с руч
ным или машинным приводом
Состоит из овальной формы
звеньев, сваренных из круглой
стали. Обладает подвижностью
в любом направлении. Калибро-
Калиброванная цепь работает на звёз-
звёздочках. Применяется в подъём'
пых механизмах с ручным и ма>
шинным приводом
Отличается от калиброванной
меньшей точностью изготовле-
изготовления, главным образом по шагу.
Работает в желобчатых роли-
роликах или на гладких барабанах.
Применяется в подъёмных меха-
механизмах с ручным приводом
Безвтулочная
60-300 мм
Г
16
Беэвтулочная
с роликами
Втулочная
60-300 мм
100-1250 мм
ГОСТ 588-41 „А"
Звенья цепи образуются пере-
переменно из двух наружных и двух
внутренних пластин, соединён-
соединённых шарнирно валиками. Для
крепления рабочих органов при-
приспосабливаются пластины цепи.
Применяется в качестве тягово-
тягового органа для транспортиру-
транспортирующих машин, преимущественно
для элеваторов и подвесных
конвейеров при лёгком режиме
работы.
В целях использования для
горизонтальных транспортёров
и наклонных элеваторов снаб-
снабжается роликами гладкими или
с ребордой
18
Состоит из внутренних и на-
наружных звеньев. Поворот шар-
сира происходит Tib-ько между
втулкой и валиком. Применяется
д«1Я вертикальных элеваторов И
им подобных машин с тяжёлым
режимом работы
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
361
Продолжение табл. 73
Основ-
Основная
группа
цепей
Тип цепи
Диапазон приме-
применяемых шагов
Эскиз
Описание и назначение
Втулочная с
гладкими ро-
роликами
60—1250 мм
ГОСТ 588-41 „Б, В
Втулочная
роликами
ребордой
75-1250 мм
ГОСТ 588-41 „Г,Д<
Отличаются от втулочных тем,
что на втулке посажены ходо-
ходовые ролики гладкие или с ребор-
ребордами. Ролики устанавливаются,
смотря по надобности, или вну-
внутри между пластинами, или сна-
снаружи цепи. Применяются для
пластинчатых, лотковых и скреб-
скребковых транспортёров, а также
для наклонных элеваторов тяжё-
тяжёлых типов
Фасоннозвен-
ная:
а) разборная
(штампованная)
100-160 мм
ГОСТ 589-41
21
Легко разбирается и соби-
собирается. Обладает значительной
подвижностью в продольном и
некоторой подвижностью в по-
поперечном направлениях. Приме-
Применяется в кольцевых и простран-
пространственных подвесных конвейерах
для перемещения тяжёлых мас-
массовых грузов. Допускает пере-
перемещение по извилистым путям
б) сварная со
звеньями из
круглой и по-
полосовой стали
в) крючковая
со звеньями из
ковкого чугу-
чугуна
50-150 мм
22
Состоит из двоякого рода
звеньев прямоугольной формы.
Рабочие органы прикрепляются
к плоским (блочным) звеньям.
Применяется для вертикальных
элеваторов и пластинчатых
скребковых транспортёров не-
небольшой мощности
25-80 мм
23
Отличается от приводной
крючковой тем, что некоторые
нормальные звенья заменяются
специальными, служащими для
крепления к ним рабочих орга-
органов. Приводится в движение
звёздочками (зубчатыми блока-
блоками). Применяется для неболь-
небольших элеваторов и передвижных
транспортёров
г) с изогну-
изогнутыми звенья-
звеньями из ковко-
ковкого чугуна
100-250 мм
Применяется для элеваторов
среднего и тяжёлого типов
Круглозвен-
ные:
а) сварная
калиброванная
б) сварная
некалиброван-
ная
19-64 мм
21-90 мм
25
Отличаются от грузовых круг-
лозвенных калиброванных нали-
наличием специальных звеньев для
крепления к ним рабочих орга-
органов, необходимых для переме-
перемещения материалов или изделий.
Калиброванная применяется для
элеваторов, круговых подвесных
конвейеров и т. д. Некалибро-
ванная применяется там, где не
требуется фиксации рабочих
органов, например в лебёдках
для подтаскивания тяжёлых
грузов
Карданные:
а) с литыми
звеньями
б) с пластин-
пластинчатыми звенья-
звеньями
80-200 мм
)-200 мм
Составляются из цельных ли-
литых звеньев или из череду-
чередующихся цельных и пластинчатых
звеньев. Звенья соединяются
шарнирами карданного типа, при-
придающими цепям подвижность
во всех направлениях. Приме-
Применяются для пространственных
конвейеров
27
362
ПЕРЕДАЧИ
| РАЗД. I
Приводные цепи в большинстве
случаев осуществляют передачу движения от
источника энергии к приёмному органу маши-
машины. Могут работать с большими скоростями
(примерно до 25 м'сек) при малых и больших
межцентровых расстояниях. Одной цепью
можно соединить и приводить в движение одно-
одновременно несколько валов. Коэфициент полез-
полезного действия этих передач при благоприят-
благоприятных условиях достигает в среднем 0,970.
Грузовые цепи служат для подвески и
подъёма грузов (при скорости перемещения
не более 0,25 м/сек) на блокад, талях, лебёд-
лебёдках, подъёмных установках, гидротехнических
сооружениях и т. д. Выполняются с диапазо-
диапазоном шагов от 15 до 140 чм.
Тяговые цепи служат для перемещения
грузов посредством несущих рабочих органов,
прикреплённых или подвешенных к цепям.
Применяются в транспортирующих машинах,
в частности, в элеваторах, конвейерах, подъём-
подъёмниках, эскалаторах и пр. В зависимости от
размеров машины и величин перемещаемых
грузов тяговые цепи выполняются с диапазо-
диапазоном шагов от 60 до 1250 мм. Скорость дви-
движения цепей этой группы обычно не превы-
превышает 1 м/сек.
ПРИВОДНЫЕ ЦЕПИ
Зубчатые цепи
Конструкция. Зубчатыми (бесшумными)
называют цепи, состоящие из набора пластин
зубообраспой формы, шарнирно соединённых
между собой. Сцепление их со звёздочками
осуществляется благодаря зубообразному про-
профилю пластин (фиг. 64), набор которых обра-
Фиг. 64.
зует две опорные плоские поверхности под
определённым углом. Распространённое в тех-
техническом обиходе наименование „бесшумные"
•объясняется более тихой и плавной работой
по сравнению с цепными передачами других
типов.
Основные конструктив но-эксплоатационные
достоинства зубчатых цепей: а) плавность ра-
работы, т. е. передача мощности без толчков и
вибраций; б) эластичность конструкции (дина-
(динамические воздействия воспринимаются лучше,
чем обычными зубчатыми передачами); в) про-
прогрессивно равномерное распределение нагрузки
на зубья звёздочки, так как в работе уча-
участвует сразу несколько звеньев; г) быстроход-
быстроходность передач (могут применяться при скоро-
скоростях, доходящих до 25 м/сек); д) компактность
при весьма значительных мощностях; е) к. п. д.
передач при хорошем уходе и полной нагруз-
нагрузке достигает 0,98.
К основным недостаткам передачи отно-
относится высокая стоимость цепей и сложность
изготовления звёздочек. Кроме того, привод
требует хорошего ухода при эксплоатации.
Зубчатые цепи различаются главным обра-
образом конструкцией шарниров и в основном
делятся на следующие группы: 1) с простым
шарниром или цепи „Ренольд", 2) с вту-
втулочным шарниром, 3) с шарниром трения
качения и 4) с шарниром, имеющим вкла-
вкладыш.
Зубчатые цепи с простым шарниром
составляются из ряда пластин, имеющих круг-
круглые отверстия. Пластины соединяются между
собой валиками. Ввиду значительного износа
шарниров такие цепи в настоящее время
встречаются редко.
Зубчатые цепи с втулочным шарни-
шарниром отличаются от цепей первой группы на-
наличием втулок, которые предварительно за
прессовываются в отверстия пластин, соеди-
соединяя их между собой по нескольку штук, и тем
самым увеличивают опорную поверхность и
уменьшают износ отверстий в пластинах. Со-
Соединение блоков между собой производится
валиками.
В зубчатых цепях с шарниром трения
качения пара скольжения заменена парой
с трением качения благодаря применению
специальных сегментных валиков или призм,
которые проходят по всей ширине звена и при
повороте его перекатываются друг по другу.
Подобная конструкция шарнира обеспечивает
равномерное распределение нагрузки по. всей
ширине цепи и уменьшает работу вредных со-
сопротивлений (цепи Morse, Ramsey и др.).
Зубчатые цепи с шарниром, имею-
имеющим вкладыш, составляются из пластин,
вкладышей и валиков, подвижно соединённых
между собой (фиг. 65). При этом нагрузка
распределяется достаточно равномерно на всю
ширину цепи (равную длине вкладыша). Тем
самым снижается удельное давление в шар-
шарнире и, следовательно, повышается износостой-
износостойкость. Поворот в шарнирах происходит за
счёт скольжения между вкладышем и вали-
валиком. Вкладыш благодаря специальным отвер-
отверстиям в пластинах одного ряда, ограничиваю-
ограничивающим его движение во время поворота, может
свободно скользить по валику, не соприкасаясь
с отверстиями пластин другого ряда. Подоб-
Подобная конструкция является наиболее распро-
Фиг. 65.
странённой. Изготовляются в СССР, а также
:а границей (Renold, Link-Belt и др.).
¦Кроме зубчатых цепей, имеющих располо-
расположение зубьев пластин в одну сторону (табл.73,
эскизы 1 и 2), встречаются двухсторон-
двухсторонние зубчатые цепи с передаточными
зубьями с обеих сторон цепи (фиг. 66). При-
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
363
меняются при вращении нескольких валов в
разных направлениях или при расположении
натяжного приспособления на обратной сто-
стороне цепи. Допускают применение шарниров
Фиг. 66.
различных конструкций, обеспечивающих двух-
двухсторонний поворот звеньев.
Зубчатые цепи, в целях предотвращения
соскакивания со звёздочек во время работы,
выполняют с направляющими пластинами —
боковыми и внутренними (табл. 73, эскизы 1
и 2). Правильный монтаж цепных передач
должен предохранить направляющие пластины
от каких-либо воздействий со стороны звёздо-
звёздочек. Цепь с боковыми направляющими
пластинами допускает незначительное осевое
смещение звёздочек за счёт боковых зазоров.
Цепь с внутренними направляю-
направляющими пластинами такого смещения практи-
практически не допускает. Опыт эксплоатации пока-
показал, что при высоких скоростях цепи с вну-
внутренними направляющими работают лучше, чем
с боковыми направляющими, и поэтому первые
имеют большее распространение.
Соединение двух концов зубчатой цепи,
имеющей чётное число шагов, производится
соединительным звеном с прямыми пластинами
или одним соединительным валиком со шплин-
шплинтом (фиг. 67, а). Для соединения двух концов
цепи, имеющей нечётное число шагов, необ-
необходимо применять специальные, изогнутые, так
называемые переходные пластины (фиг. 67, б).
Переходные пластины употребляются
для: 1) регулировки натяжения цепи как с чёт-
чётным, так и с нечётным количеством шагов
путём увеличения или уменьшения длины цепи
на один шаг (вместо двух); 2) получения цепи
с нечётным числом шагов при звёздочках
с чётным числом зубьев. Чтобы не прибегать
Фиг. 67. Соединительное звено: а — с пря-
прямыми пластинами; E—с изогнутыми пластинами.
к переходным пластинам, рекомендуется при-
применять цепи с чётным числом шагов, а веду-
ведущую звёздочку делать с нечётным числом
зубьев.
Зубчатые цепи с шарнирами, имеющими
вкладыши, выполняются с двухсторонним и
односторонним поворотами звеньев. При
двухстороннем повороте звенья цепи
могут поворачиваться как по направлению
набегания цепи на звёздочку, так и в проти-
360° „
воположную сторону на угол <р = . При
одностороннем повороте звенья могут
поворачиваться только в направлении нави-
360°
вания цепи на звездочку на угол <р =
min
и обратно до горизонтального положения
(фиг. 65). Подобная конструкция при пульси-
пульсирующей нагрузке уничтожает ненужные дви-
движения звеньев, уменьшает износ шарниров
и шум при работе.
Зубчатые цепи встречаются с различными
наклонами рабочих граней, т. е. углом вкли-
вклинивания а = 52, 60, 70 и 74°. Однако в силу
ряда причин угол а = 60° имеет существенное
преимущество перед остальными и является
ходовым как в советском, так и заграничном
машиностроении (табл. 74).
Таблица 74
Рабочие пластины зубчатых цепей, изготовляемых
в СССР (основные размеры)
Наименование пара-
параметра
Шчг цепи
Шаг пластины . . .
Радиус внешнего
округления пластины .
Радиус „спинки" пла-
пластины
Радиус округления
среднего выреза в пла-
пластине
Радиус среднего вы-
выреза пластины ....
Высота от центра
пластины до основания
Р;диус закругления
рабочих оснований . .
Расстояние от осевой
линии до кривой ра-
радиуса /?3
Расстояние между
центрами окружно-
окружностей радиуса г . . .
Толщина пластины .
Радиус отверстия
под валик
Радиус отверстия
расположения вкла-
вкладышей
Общая высота пла-
пластины
Угол вклинивания
Размеры в мм
12,7
12,62
5,°
1б,о8
4,5
19
7>°
i.o
I,2O
I5.O
1.5
1.75
2,75
14.0
6ou
15.87
15.78
6,0
19,85
5.5
2,5
8.5
1,0
1.5
18,75
1.5
2,0
З.о
17,0
60°
19.0.1
18.94
7.0
23.63
6,5
3,2
10,0
1.5
1.5
21,93
25.4
25,27
10,0
33.38
9,о
4.0
13,0
1.5
2,0
3r>75
3L 5*
12,5
42,75
17,0
2,5
1,5 I 2,0 [ 2,0
2,5 3,0 4,0
3.75
20,0
6o°
4,25
26,0
6o°
5,5
34.O
60°
Исходным параметром при конструировании
зубчатой цепи является шаг цепи t. Шаг —
расстояние между осями двух валиков, распо-
расположенных в смежных звеньях, измеренное при
натяжении цепи нагрузкой, способной выбрать
зазоры в шарнирах.
Рабочие пластины — основные де-
детали звена, так как они непосредственно вхо-
364
ПЕРЕДАЧИ
[РАЗД.
дят в зацепление со звёздочкой. Шаг пла-
пластины Т — расстояние между центрами её от-
отверстий, всегда меньше шага цепи t на вели-
величину среднего зазора в шарнире &tcp, необхо-
необходимого для получения подвижности цепи в шар-
шарнирных соединениях. Размеры рабочей пла-
пластины для двухстороннего поворота цепи при-
приведены в табл. 74.
В отличие от рабочей направляющая
пластина не имеет выреза для проходов
зубьев звёздочки, так как ей не приходится
их перекрывать. Две её стороны соединяются
дугами или прямыми линиями. Направляющие
пластины могут иметь круглые, а не фасонные
отверстия, так как эти пластины усилий не
передают. Износ отверстий под !валик у них
Таблица 75
Вкладыши и валики зубчатых цепей, изготовляемых
в СССР (размеры и расчётные зависимости)
-—-а
Наименование пара-
параметров
Шаг цепи
Внутренний радиус
вкладыша
Наружный радиус
вкладыша
Рабочая ширина
вкладыша
Толщина вкладыша
Диаметр валика . .
Диаметр шейки ва-
валика
Длина шейки валика
Длина вкладыша при
боковом направлении
Длина вкладыша при
среднем направлении .
Номинальная шири-
ширина цепи
Число пластин, рас-
расположенных на вкла-
вкладыше по ширине . . .
Зазор между пла-
пластинами (гарантируе-
Общая длина валика
RS
и <и
О ="
t
A's
а
d
di
I,
h
h
b
m
AS
Размеры в
12,7
*.75
2,75
2,6O
I,O
3.45
If
If
MM И
расчётные
зависимости
15.87
2,0
З.о
3-°
i.o
3.9
13 = S
b -
(
I9.O5
2,5
3-75
3-75
1,25
4,9
', + A
табл.
. b — mS +
(табл.
Табл. 76
Л
m = —j
AS *
0,01-
25-4
З.о
4.25
4.5
1.25
5-9
d
,5-5-2)
3L75
4.о
5-5
6.O5
i,5
7.9
AS(ot-I)
76)
AS (/га—1)
77)
н 77
-0,05
Углы 8 и р соответственно равны 100 и
Г0°.
значительно меньше, чем у рабочих пластин.
В целях компенсации из-за возможного увели-
увеличения шага рабочих пластин по причине износа
шарниров, диаметр отверстия в направляющих
пластинах должен быть несколько больше
диаметра отверстия рабочих пластин. Толщина
направляющей пластины равна толщине рабо-
рабочей пластины. По своей конструкции и размерам
внутренние и боковые направляющие пластины
могут быть одинаковы.
Два вкладыша (желобка) входят в фа-
фасонные отверстия спаренного ряда пластин
(фиг. 65), где свободно скользят по валику
при повсзроте шарнира на угол ср. Размеры
вкладышей даны в табл. 75.
Диаметр валика d зависит от шага
цепи. Для шагов t = 12,7 -j- 31,75 мм d ко-
колеблется от 3,5 до 8 мм. Размеры валиков даны
в табл. 75. Расчётные зависимости звена
цепи на прочность приведены в табл. 78.
В табл. 76 и 77 приводятся основные данные
о зубчатых цепях, изготовляемых в СССР.
Таблица 76
Зубчатые цепи с боковыми направляющими —
пластинами типа Б, изготовляемые в СССР
Or" 4pJ '^&
s
OJ
ers
ь- 3
то ^
Эй
12,7
/1 / "\
VI» )
15.87
С/в")
ТО.ОЧ
(8/* )
Ширина
b в мм
ig,o
23,5
29,5
Зб,о
42,0
48,5
54.5
69,0
81,5
94.O
IO7.5
29,5
36,0
42,0
48,5
54,5
69,0
81,5
94-°
IO7.5
126,0
36,°
42,0
48>о
54.5
69,0
8i,5
Q4.O
Ю7.5
12б,О
13й,5
151 -о
176,0
2О1,5
Разру-
шаю-
шающая на-
нагрузка
Q в кг
I ООО
235°
2 95O
Збоо
4 2ОО
4850
5 45°
6 ооо
8150
9 4°°
10750
3 54O
4 32O
5°4о
582О
6 540
8г8о
9 78о
II з8о
12 9°°
15 I2O
5 35O
6250
7 2ОО
8 юо
10250
12 IOO
14 ооо
16 100
18 9°°
20 80Q
22 ЗОО
26 400
30 200
1
25»о
29.5
35,5
42,О
48,о
54,5
6о,5
75.°
87.5
юо,о
-5
35.5
42,О
48,о
54.5
6о,5
75,о
87,5
1ОО,О
.5
132,0
42,0
48,0
54,5
6о,5
75°
87,5
1ОО,О
ИЗ-5
132,0
I44.O
157.о
182,0
2О7.5
/
В ММ
4,о
4.о
4.о
4,о
4.о
4,о
4,о
4,о
4,о
4,°
4,о
4.5
4.5
4.5
4,5
4,5
4,5
4,5
4,5
4,5
4.5
5>о
5°
5°
5°
5.°
5.о
5,о
5.°
5,°
5.°
5-0
5О
5.о
s
t,5
[.5
С5
,5
,5
,5
,5
>5
[,5
[.5
[,5
1'5
1.5
!>5
!.5
?i5
t-o
i,5
?.5
i,5
1>5
t-5
t,5
[.5
[,5
[,5
[>5
?.5
['5
t.5
.5
¦5
с'5
1.5
Вес
1 ПО2. М
q в кг
мз
1.43
1-79
2,19
2,56
2,94
3,За
4.i8
4.95
5.71
6,45
2Д5
2.57
3.0?>
3-44
3,85
• 4.85
5,72
6,6о
7,51
8,75
2.97
342
3-94
4-42
5.58
6,58
7.58
8,66
ю,14
ИД4
12,40
I4.M
16,28
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
365
S
и
.3»
25>4
(I")
3^75
(iV/)
Нирина
Ь в мм
55-5
8о,5
97.5
Ю5,о
125.°
158.5
¦ 183.5
2о8.5
257,5
82,О
Ю7.5
126,5
152,0
203.0
253-о
278,5
Разру-
шаю-
дая на-*
грузка
Q в кг
9 4°°
13 боо
i6 4°°
17 700
21 2ОО
2б 8ОО
31 ооо
35 2OO
43 5°°
2О 5°°
2б 9°°
31 боо
38000
5°8оо
6з 2оо
6950°
1
63,5
88,5
1О5,о
H3i°
133.°
166,5
I9I.5
216,5
265,5
90,0
.5
134,5
160.0
211,0
261,0
286,5
Продолжение
/
в мм
6,о
6,о
6,о
6,о
6,о
6,о
6,о
6,о
6,о
7.о
7.°
7.°
7,°
7,°
7»о
7.о
5
2,0
2,0
2,0
2,0
2,0
2,О
2,0
2,О
2,0
2,О
2,0
2,О
2.0
2,О
2,О
2,0
табл. 76
Вес
1 ПОсш Jit
q в кг
7-°4
юдб
12,22
13,22
16,16
19,91
23.0З
26,16
3°,9°
13.18
17.26
20,30
24,38
32,54
40-54
44,62
Таблица 77
Зубчатые иепи с внутренними направляющими
пластинами типа В, изготовляемые в СССР
(основные данные)
1.П
«
1 И
1 11
run Buz
f:
Тип В2л2
Требования к изготовлению и приёмка. Основ-
Основные размеры и данные цепи должны соответ-
соответствовать значениям, приведённым в табл. 76 или 77. От-
Отрезок не короче пяти звеньев от каждой партии цепей
длиной 100 м надлежит испытать на разрушающую на-
нагрузку, которая должна быть не менее указанной в
табл. 76 и 77 или определена по разрушающей нагрузке,
выдерживаемой цепью с условной шириной 1 мм:
Шаг цепи t в мм ¦ ¦ • 12,70 15,87 i9.°5 35,40 31,75
Разрушающая на-
нагрузка в кг цепи
шириной 1 мм loo i2o 150 170 250
Детали цепей изготовляются из с т а л е й угле-
углеродистых и легированных (табл. 79).
Допускаемые отклонения действи-
действительного шага цепи должны быть в пределах
+0,6°/0 и — 0,15°/0 номинального шага t. При этом допу-
допускаемые отклонения на длине цепи в 50 звеньев не должны
превышать 0,3% измеряемой длины и быть только поло-
положительными; цепь при обмере нагружается усилием
Разм = 0.003Q кг, где Q — разрушающая нагрузка по
табл. 76 или 77.
Контроль цепи по ширине производится ско-
скобами или штангенциркулем при допускаемом откло-
отклонении ±1 мм; на совпадение рабочих граней ве-
ведётся линейкой и щупом. Щуп 0,15 мм не должен про-
проходить между линейкой и отдельными пластинами.
Проверка цепи на гибкость производится от
руки одновременно с проверкой профиля рабочих пластин,
для чего цепь, накладываемая на эталонную звёздочку,
должна плотно облегать её по всей окружности.
Втулочно-роликовые и втулочные цепи
Конструкция. Втулочно-роликовыми назы-
называются цепи, состоящие из наружных и вну-
внутренних звеньев, шарнирно соединённых по-
средствбм валиков и втулок. Сцепление со
звёздочкой осуществляется роликом, свободно
сидящим на втулке. Основные конструктивно-
эксплоатационные достоинства втулочно-роли-
ковых цепей: нагрузка, действующая на цепь,
распределяется равномерно по всей опорной
поверхности соприкасания валика и втулки;
нагрузка на зубья звёздочки распределяется
прогрессивно равномерно, так как в работе
участвует одновременно несколько звеньев
цепи и зубьев звёздочки; равномерное изна-
изнашивание деталей цепи и зубьев звёздочки
(наличие ролика уменьшает износ зубьев
звёздочки); лучшее восприятие динамических
нагрузок сравнительно с обычными зубча-
зубчатыми передачами (однако худшее, чем у зуб-
зубчатых цепей); возможность применения в
приводах при скоростях до 15 м\сек\ ком-
я
с
Я (л
12,7
С/,')
15.87
f5/ *^
V /( J
19.05
С//')
25.4
(X')
3L75
Ст1; "ч.
С1 U )
1%
1:
2O.5
2б,5
ЗЗ.о
З9.о
45,5
5i,5
бз.о
78-5
91,о
Ю4.5
26,5
ЗЗ.о
З9.о
45.5
5L5
бз.о
78,5
91.°
Ю4.5
I23.O
ЗЗ.о
39-°
45-5
5i>5
63,0
78,5
9Г>о
Ю4,5
123.0
135-5
148,0
I73-O
198.0
-I -
7б,5
93.о
IOI.O
121,0
154 5
179.5
2O4 5
253-5
78,о
ЮЗ-5
122,5
148.0
199,о
249,о
«74.5
? ~
га , О*
а га _,
2 050
2 650
3 3°°
3900
4550
5 i5°
6 300
7850
9 100
ю 45°
3180
3960
4680
5460
6 180
7 5бо
9 420
10 920 "
12540
14760
4900
5800
6800
7 700
9 445
11 700
13 600
15600
18 40°
20 300
22 200
25900
29 7°°
8 7оо
13 ооо
15800
17 loo
2О 5ОО
2б 2ОО
30500
34 7OO
43 ооо
19 5°°
25 8оо
Зо боо
37 ооо
49 7°о
62 2OO
68 боо
Я
с
<и
=f
с
S
bixi
В1Х2
BiX*
В1Х2
В2Х2
В1Х1
В1Х2
В2Х2
у
Dl^I
В2Х2
B1X1
B2X2
l
26,5
32,5
39,0
45,0
51,5
57.5
69,0
84,5
97,0
110,5
325
39°
45,°
57.5
69,0
84,5
97>o
110,5
129,0
32,0
45.O
51.5
57,5
69,0
84,5
97.O
110,5
129,0
141.5
154.0
179,0
204.5
59-5
84,3
101,0
109,0.
129.0
162,0
187,5
212,5
261.5
86,0
m,5
130,5
156,0
207,0
257.0
282,0
f
4,0
4,0
4.0
4,o
4,o
4.0
4,o
4,o
4,o
4/O
;4.5
4.5
4-5
4-5
4,5
4.5
4-5
4.5
4.5
4,5
5,o
5,°
5.°
50
5.0
5.O
5.O
5,o
5,0
5,0
5.0
5,o
6,0
6,o
6,0
6,0
6,0
6,0
6,0
60
6,0
7.O
7>o
7.O
7,0
7.O
7,o
7>o
s
n
в мм
1.5
1,5
1.5
1.5
1.5
15
1.5
1.5
1.5
1-5
1.5
*>5
1.5
1.5
1.5
1,5
1.5
i,5
1.5
1.5
i,5
1.5
1-5
1,5
i,5
1.5
i,5
1,5
1.5
1,5
i-5
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
2,0
36,5
36,5
36,25
42,5
49,75
55,25
35-5
44 0
48,0
60.5
7°-75
36.0
40,25
57,o
73,75
78,0
m
50,0
150,0
'63,0
63,0
73,5
?8,0
5°,o
66,5
83,5
83.5
100,0
50,5
67,5
85.0
101,5
n8,5
0
03 a,
1.3
1-7
2,1
2,4
2,8
3,2
4,o
4,8
5-6
6,3
1-9
2,3
2.7
3-2
3.6
4.6
5,4
6,3
7,2
8,5
2,7,
31
3,7
4.1.
5-3
6-3
7,3
8,4
9,8
io,8
11,8
13,8
16,0
6.4
9,6
n,6
12,6
15,6
19,3
22,4
25,6
30.3
12,5
16,6
19,6
23.7
31.8
39.8
43.9
366
ПЕРЕДАЧИ
[РАЗД. I
Расчётные зависимости для зубчатой цепи
(прочность и удельные давления)
Таблица 78
Наименование параметра
Разрушающее усилие цепи по пластинам в кг
Площадь расчётного сечения в мм?
Число пластин в одном рабочем ряде
Номинальная ширина цепи по пластинам в мм
Предел прочности при растяжении для стали 45, терми-
термически обработанной
Разрушающее усилие цепи по узлу вкладыши—валик
Число пластин, расположенных на вкладыше
Предел прочности при срезе для стали 45
Предел прочности при срезе для стали 10—15
Диаметр валика
Наружный радиус вкладыша
Внутренний радиус вкладыша
Характеристика цепи (проекция опорной поверхности
шарнира цепи)
Удельное давление в шарнире для цепи с вкладышами *
Удельное давление в шарнире для цепи с простым втулоч-
втулочным шарниром *
Обозна-
Обозначение
Q
F
п
Ъ
аБ
Рср
т
d
Rs
Hi
А
Р
Р
Расчётные зависимости
Q=FniB~F^s вВ
F-(R+R3-2Rt)S
Ь
n=-2S
Табл. 76 и 77
65 кг/мм'
Pfp«(m-.l)p? хВ] + 1,5 ( Rl-R]) t^J кг
b
55 кг/мм?
30 кг1мм*
Табл. 75
Табл. 75
Табл. 75
Л =0,76 db мм* для цепей со вкладышем
, db „ .
Д=—— мм1 для цепей с простым втулочным
шарниром
Р= А ~ 0,76 db KZlMM"
Р — передаваемая нагрузка в кг
Р 2Р , „
р=— ~1[ъкг1мм
щ Значения р см. стр. 373.
Таблица 79
Материал деталей зубчатых цепей
¦
Детали
Пла-
Пластины
Вкла-
Вкладыши
Вали-
Валики
Марки стали
43; 50; 40Х;
40ХН
10; 15; 20;
15Х; 20Х
10; 15; 20;
45; 15Х; 20Х;
12ХНЗ
Твёр-
Твёрдость
по Рок-
веллу
40-50
4O-45
45-50
Технологическая
характеристика мате-
материала
Холоднокатаная
полированная лента
с допуском по тол-
толщине 0,05 мм
Холоднокатаная по-
полированная лента с
допуском 0.02 мм; глу-
глубина цементации до ljb
толщины вкладыша
Круглокалиброван-
ный пруток по 3-му
классу точности
(ОСТ 7128)
отсутствием ролика. В зацепление с зубьями
звёздочки входит непосредственно втулка и
поэтому износ зубьев звёздочки увеличивается,
так как трение качения ролика по зубу звёз-
звёздочки заменяется трением скольжения между
втулкой и зубом. Втулочные цепи ввиду от-
отсутствия ролика имеют меньший вес, чем вту-
втулочно-роликовые.
К втулочным цепям относятся (табл. 73):
пластинчатые втулочные (эскиз 6), блочные
(эскизы 7 и 8) и фасоннозвенные из ковкого
чугуна (эскизы 9 и 10).
пактное устройство и возможность передачи
движения одной цепью одновременно несколь-
нескольким звёздочкам.
К приводным втулочно-роликовым цепям
относятся: пластинчатые втулочно-роликовые
с прямыми пластинами (однорядные), пластин-
пластинчатые втулочно-роликовые с прямыми пласти-
пластинами (многорядные) и пластинчатые втулочно-
роликовые с изогнутыми пластинами (табл.73,
эскизы 3, 4 и 5).
Пластинчатые втулочные цепи отли-
отличаются от втулочно-роликовых цепей только
Фиг. 68. Наружное звено втулочно-роликовой цепи:
а—наружная пластина; б, в, г—валики трёх конструкций.
Втулочно-роликовые и втулочные цепи со-
составляются из звеньев наружных, внутренних,
соединительных и переходных.
Наружное звено состоит из двух на-
наружных пластин, в отверстия которых запрес-
запрессовываются два валика (фиг. 68, а). Расстоя-
Расстояние между осями двух валиков, запрессован-
ГЛ. VIII
ЦЕПНЫЕ ПЕРЕДАЧИ
367
ных в одну пластину, называется шагом на-
наружного звена Тн 3 Он меньше номинального
шага цепи tti на величину среднего зазора
во внутреннем шарнире Тнз - t^ — Ыср. На-
Наружные пластины втулочных цепей с шагом
60 мм и выше изготовляются прямыми. Шаг
наружной пластины равен шагу наружного
звена. Валики цепей выполняются с шейками
или без них (фиг. 63, б, в).
Во втулочных цепях шага свыше 60 мм на
концах валиков для предохранения от провора-
проворачивания имеются лыски (фиг. 68, г), в соответ-
соответствии с чем изменяется и форма отверстия в
пластине.
Внутреннее звено состоит из двух
внутренних пластин, в отверстия которых за-
запрессовываются втулки. При сборке звена на
втулку предварительно надевается ролик, ко-
который должен свободно вращаться на втулке
(фиг. 69). Расстояние между осями двух за-
Переходное звено даёт возможность
собирать цепь с нечётным числом шагов, что
необходимо в случаях применения звёздочек
Ролип
Внутренняя пластина
втцпка
Фиг. 69. внутреннее звено втулочно-роликовой
цепи.
прессованных втулок является шагом вну-
внутреннего звена, равным номинальному
шагу цепи: teH3 - t4. Расстояние между вну-
внутренними пластинами определяет ширину
звёздочки. Внутренняя пластина отли-
отличается от наружной диаметром своих отвер-
отверстий и имеет большую ширину. Допускаемое
отклонение по шагу внутренней пластины
(по номиналу равному шагу цепи t) рав-
но Ь( = ± @,015 -=- 0,0005 t) мм (где t — шаг
в мм).
Втулки выполняются цельными и с про-
продольным швом; для цепей с шагом выше
70 мм — с шейками и с фрезерованными лы-
сками. ь
Ролик служит для уменьшения износа зубьев
звёздочек.
Соединительное звено служит для
соединения двух концов цепи. Цепь, соеди-
соединённая только таким звеном, всегда будет
с чётным числом шагов, и её укорочение по
мере вытяжки возможно не менее чем на два
звена.
Для втулочно-роликовых и втулочных цепей
с шагом выше 15 мм (Ь1%г/) необходимо
применять в соединительных звеньях валики со
шплинтовыми отверстиями. Одним концом ва-
валики запрессовываются в наружную пластину
с тем же натягом, что и для нормальных на-
наружных звеньев, образуя соединительную
вилку, на которую надевается соединительная
пластина, укрепляемая на валиках шплинтами
(фиг. 70, а).
Для цепей с шагом 15 мм E/g") и ниже
соединительные звенья имеют валики с соот-
соответствующей заточкой для крепления на них
замыкающих пластин специальной пружиной
(фиг. 70, б).
Фиг. 71. Переходное
звено.
Фиг. 70. Соединительное звено: а — для цепей с шагом
> 15 мм E/8"); б — для цепей с шагом < 15 мм (в")-
с чётным числом зубьев. Кроме того, наличие
переходного звена позволяет укорачивать
цепь только на одно звено по мере её износа
и вытяжки. Переходное
звено представляет собой
комбинацию наружного
и внутреннего звеньев
(фиг. 71).
Основные зави-
зависимости для пове-
поверочных расчётов
на прочность вту-
втулочно-роликовых и вту-
втулочных цепей приведены
в табл. 80.
Для пластин величина ав в зависимостях,
приведённых в табл. 80, принимается равной:
а) 50 кг/мм2—для сталей 45—50 нормали-
нормализованных;
б) 65 кг/мм* —цпя сталей 45 — 50, терми-
термически обработанных (Ндс — 25-г-Зб);
в) 80 кг/мм2' для сталей 40Х, 40ХН, терми-
термически обработанных (Нд^ = 30-=-35).
Для валиков, термически обработанных,
величина \в (табл. 80) принимается равной:
а) 32 кг\ммг— для сталей 10—15;
б) 50—55 кг\ммг— для сталей 40—45;
в) 65 кг\мнг — для сталей 15Х, 12ХНЗА.
Для втулок из сталей 10—15, имеющих
после термообработки твёрдость Н™ — 40-^45,
максимально допускаемые напря-
напряжения по Ляме а! - оа - 20-г 25 кг/ми*
(табл. 80).
В табл. 81 приводятся основные данные по
втулочно-роликовым цепям, изгото-
изготовляемым в СССР и имеющим наибольшее рас-
распространение в различных отраслях народ-
народного хозяйства.
Втулочно-роликовые цепи многорядные.
Цепи составляются из двух, трёх и более вет-
ветвей однорядных соответствующего типа, путём
соединения их в поперечном направлении удли-
удлинёнными валиками (табл. 73, эскиз 4).
Многорядные цепи употребляются как при-
приводные с широким диапазоном выбора по
мощностям и числам оборотов. Работают при
тех же скоростях, что и однорядные того же
шага, но с повышением передаваемой мощ-
368
ПЕРЕДАЧИ
[РАЗД. 1
Таблица 80
Расчётные зависимости для втулочно-роликовых и втулочных цепей (прочность и удельные давления)
Наименование
Разрушающая нагрузка цепи по разрыву
jвнутренних пластин
'¦¦ Разрушающая нагрузка цепи по разрыву
' наружных Пластин
'. Разрушающая нагрузка цепи по срезу ва-
1 лика
Напряжение в проушине внутренней пла-
пластины
Напряжение в проушине наружной пла-
пластины
Характеристика цепи (проекция опорной
поверхности шарнира цепи)
Удельное давление между втулкой и вали-
валиком *
1
Расчётные зависимости
Q*-2{b-dt)SsBKe
Q = 2 (tl—d1)SsB кг
а
ltd,
Q-2 -?- -<В кг
р+4 р
b*-da г&а*
bi + dl р
Ьх -d, 2idl
A-dJem мм*
Р Р
р—л а~, кг1мм'
Примечание. Р—усилие, нагружающее цепь.
* Значение р см. стр. 373.
ности примерно пропорционально числу рядов.
В практике советских заводов имеют место слу-
случаи применения как двух, так и трёхрядных
цепей.
Конструирование многорядных ничем не
отличается от нормальных однорядных цепей
соответствующего типа.
Разрушающая нагрузка многорядной цепи:
QM -
кг,
где Q — разрушающая нагрузка однорядной
цепи соответствующего типа шага и размеров
в л г; п — число рядов.
Втулочно-роликовые цепи с изогнутыми
пластинами (ГОСТ 586-41). Цепи с изо-
изогнутыми пластинами составляются из
переходных звеньев (табл. 73, эскиз 5). Для
изготовления деталей применяют легирован-
легированные стали. Наличие изгиба в пластинах при-
придаёт повышенную упругость и создаёт усло-
условия для надёжной работы цепного при-
привода при толчкообразной, переменной на-
нагрузке.
Шаг пластин меньше номинального
шага цепи на величину половины зазора, со-
соответствующего посадке в шарнире. Шагом
цепи считается расстояние между осями вту-
втулок во втулочных и между центрами роликов
во втулочно-роликовых. При натяжении цепи
шаг её увеличивается на величину половины
зазора, имеющегося в шарнире.
Требования к изготовлению и приёмке втулочно-
роликовых и втулочных цепей (по ГОСТ 586-41 и587-41).
Нагрузка, при которой втулочно-роликовая или вту-
втулочная цепь при испытании разрушается, должна быть
не менее указанной в заказе. Для определения разру-
разрушающей нагрузки должен быть подвергнут испытанию
отрезок не короче пяти звеньев от каждой партии цепей
длиной не более 300 м данного типа и шага.
Детали цепейи соединительных звеньев изго-
изготовляются из сталей, приведённых в табл. 82.
Поверхностное покрытие (воронение, оксидиро-
оксидирование и пр.) пластин втулочно-роликовых однорядных и
двухрядных цепей шага до 30 мм включительно обяза-
обязательно.
Допускаемые отклонения действительного шаг!
цепи должны быть в пределах +1% и —0,25% от но-
номинального шага. При этом допускаемые отклонения на
длине цепи в 50 звеньев для цепей с шагом до 50 мм и
на длине цепи в 35 звеньев для цепей с шагом свыше
50 мм не должны превышать 0,3% измеряемой длины и
могут быть только положительными.
Допускаемые отклонения на длину цепи
измеряются не менее чем на одной цепи, отобранной по
выбору приёмщика от каждых 100 м, предъявленных к
сдаче цепей данного типа и шага.
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
369
Таблица 81
Приводные пластинчатые втулочно-роликовые цепи, изготовляемые в СССР
(Основные данные. Размеры в мм)
Шаг цепи t в мм
8,о
12,7*
12,7**
12,7*
ij.88**
15 88**
19,05***
25 4
254
3°,°
3L75
32.°
ЗЗ.о
38,о***
38.1
4о,о
4L3***
44,45
45.о
5°.8
Характеристика
цепи А в мм3
ю,5
29
39
5°. 5
53-5
68
io8
133
216
225
253
208
2бо
247>5
383
Зю
3°4
518
/JО
8оо
Разрушающая на-
нагрузка Q в кг
i8o
650
1 35°
1 35°
1 75°
1 75°
2 000
2 600
4 000
3 600
4 ЗОО
3 000
4 5°°
2 500
5 5<*>
5 °°°
Зооо
IO ООО
8500
16 ООО
Расстояние между
внутренними пла-
пластинами Сд
З.о
3.4
5.6
8.15
6,45
9-5
12
13
16
17
2О
i8
18
22
23
21
26
25
20
31
Диаметр ролика
d
5
7,3
8,5
8,5
10,05
w.05
12
14
16
16
19
15
18
16
22
20
20
25.4
25.4
32
Длина валика
IO
11,6
14,о
1б,7
J9.5
2О,6
ЗО
3°
37
41.5
4°5
39
39
38
52
ф
42,8
55
45
6о
\?
X
ч
со
о.
2
4.2
4,5
4,5
5
5
б
7
9
9
9
8
ю
9
и
ю
9.5
14
14
17
Ширина пластины
Ь
9
9.8
11,65
11.65
14,40
14,40
i8
22
23.5
24
26
20
28
21
33
27
25
40
36
47
Толщина пласти-
пластины S
i.i
1.5
*.5
1.5
2
2
3
3
4
4
4
4
4
3
6
5
3
б
5
8
Длина соедини-
соединительного валика
12
13
16
18.5
20
23
32
33
44
47
48
46
43
45.5
56
52
5°
61
52
73
Pec 1 пог. м цепи
в кг q
0,23
0.45
0,60
0,69
0,98
1,04
1>59
2,21
2,g6
2,81
3.49
2,17
3.29
2,11
6,13
4.О
3 °4
7.43
7,06
10,18
Си и
s 3
го *3
я а,
СО Св
|э
К я ю
5
13
13
13
25
25
32
5°
5о
75
75
75
IOO
130
13°
13°
130
i6o
160
200
* Велосипедная цепь ОСТ 23008-39.
** Мотоциклетные цепи.
*** Втулочно-роликовые цепи, применяемые в сельскохозяйственном машиностроении (ГОСТ 2599-44).
Таблица 82
Детали
цепей
Пластины. .
Валики . . .
Втулки . . .
Ролики . . .
Тип
Втулочно-ролико-
вая
Ст. 40, 45. 50
Ст. 10, 15, 40,
45 или 15Х, 15ХН
и 12ХНЗА
Ст. 10, 15
Ст. 10, 15
цепи
Втулочная
Ст. 40, 45, 50
Ст. 10, 15 40,
45 или 15Х, 15ХА
и 12ХНЗА
Ст. 10, 15
Примечание. Твёрдость термически обрабо-
обработанных валиков—40—50 Нцг ', соответственно втулок и
роликов—35—45 Hftp-
Измерение действительного шага цепи про-
производится на 10 звеньях, но не более 0,5% звеньев предъ-
предъявленной партии. Цепь должна быть несмазанной, на-
натянутой и лежать на горизонтальной плоскости. На-
Нагрузка цепи при измерении определяется по формулам:
для однорядных цепей Разм = 0.08га кг и для двухрядных
Рш» = 0,15/3 кг, где t — шаг в цепи в мм.
Фасоннозвенные цепи
Конструкция. В СССР распространены два
типа фасониозвенных цепей, или цепей Эвар-
та,—крючковые и втулочно-штыревые (табл. 73,
эскизы 9 и 1U).
Крючковые составляются из литых
звеньев, которые можно соединять и разъеди-
разъединять по любому шарниру, наклонив для этой
цели звенья под углом около 6о°.
Втулочно-штыревые составляются
из литых звеньев, соединяемых стальными шты-
штырями (валиками); разъединить их можно только
по соединительным штырям, снабжённым
шплинтами.
Фасоннозвенные цепи работают на чугун-
чугунных литых звёздочках чаще всего с необрабо-
необработанными зубьями. Вследствие неизбежных от-
отклонений в размерах зубьев звёздочки между
зубом звёздочки и скруглением звена необхо-
необходимо гарантировать зазоры (просветы). Для
этой цели отношение диаметра втулки (шарни-
(шарнира), входящей в зацепление с зубом звёздочки,
к шагу цепи должно быть не менее 0,5. Фасон-
Фасоннозвенные литые цепи применяются в пере-
370
ПЕРЕДАЧИ
[РАЗД. I
дачах с небольшими скоростями и мощностью.
Для крючковой цепи максимально допустимая
скорость v = 3 MJceK', для втулочно-штыревой
v = 4 м/сек. Коэфициент запаса прочности k
(см. стр. 374) для этих цепей принимается в за-
зависимости от условий работы передачи и срока
службы в пределах 10—20. В табл. 83 при-
приводятся основные данные о приводных
фасоннозвенных литых цепях, изгото-
изготовляемых в СССР.
Требования к изготовлению и приёмка
(по ГОСТ 1054-41). Звенья цепей изгото-
изготовляются из ковкого чугуна со следующими
механическими свойствами:
Предел проч- _
ности при рас- Относительное
Тип тяжении в удлинение в °/0 Примечания
кг/мм" не менее не менее
С термообработ-
термообработкой
Перлитовый ков-
ковкий чугун без тер-
термообработки
Без термообра-
термообработки
Штыри изготовляются из стали не ниже Ст. 3,
гр. „А" по ГОСТ 380-41. Твёрдость звеньев
типа 1 должна быть в пределах //д = 145—204. Твёрдость
звеньев типа 2 должна быть не более //g = 163. Разру-
Разрушающие нагрузки должны быть не менее указанных
в табл. 83.
Цепи обкатываются под нагрузкой в '/« от разру-
разрушающей нагрузки при скорости 3 м/сек в течение 3—5 мин.
Звенья после обкатки должны свободно вращаться в шар-
шарнирах на угол не менее 60° в обе стороны.
Овальность цевки (d) звеньев цепей типа 1
не должна превышать допусков, указанных в табл. 83.
Р а з м ер ы звеньев проверяются после обкатки
их в цепи шаблонами и универсальным измерительным
инструментом. Измерение шага tt цепи типа 1 произво-
производится на отдельных звеньях. Измерение шага tt цепи
типа 2 производится в натянутой цепи, расположенной на
горизонтальной плоскости при силе натяжения 20 кг.
РАСЧЁТ И КОНСТРУИРОВАНИЕ ЦЕПНЫХ
ПРИВОДОВ
Исходными данными при проектировании
цепных приводов малой и средней (v < 15 м/сек)
скорости являются: расстояние между центрами
валов, их расположение, передаваемая мощ-
мощность и числа оборотов обоих валов. При рас-
Приводные фасоннозвенные цепи, изготовляемые в СССР
(Основные данные)
Тип 1. Крючковые цепи (размеры в мм)
Таблица
Шаг звена t
3°
38
Шаг цепи
+о,а
30,25' о>4
Разрушающая
нагрузка
боо
9оо
Расстояние
внутри звена
Вг
i8
22
Наружный
радиус втулки
с
8,о
8,о
Наибольшая
ширина цепи
В
32
4о
Вес 1 лог. м
q ъ кг
I.O
1.3
б5+°'4
6,5+О'4
7.о+0'4
7.о+°4
а
4-0,2
i8,75~o>1
26,75 1О>3
4.5 ±О'2
г»
i6
2О
Д
4,8
4.8
К таблице 83а
К таблице 836
Таблица
Шаг
звена
t
41*3
Тип 2. Втулочно-шт
Шаг цепи t3
+0,2
4i,55" о>6
Разрушаю-
Разрушающая на-
нагрузка
^min
в кг
2500
Расстояние
внутри
звена
/
25.°
ыревые цепи (размеры в мм)
Диаметр
втулки
D
Наиболь-
Наибольшая шири-
ширина цепи
h
62,0
Вес 1 пог. м
цепи
q в кг
З.а
Диаметр
штыря
d
1
58,о
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
371
чёте привода необходимо учитывать следующие
факторы: числа зубьев и оборотов звёздочек,
шаг и скорость цепи, род нагрузки, переда-
передаточное число, длину цепи и расстояние между
центрами звёздочек, положение цепной пере-
передачи и расположение звёздочек, провисание
и регулировку цепи, смазку и условия экспло-
атации цепной передачи.
Число зубьев звёздочки
Число зубьев звёздочки г является одним
из основных факторов, влияющих на работо-
работоспособность цепного привода.
В зависимости от выбранного числа зубьев
при заданной мощности и числах оборотов
в первую очередь изменяются: скорость дви-
движения цепи и усилие цепи; удельное давление
в шарнире звена цепи и угол поворота звена
цепи <р в момент посадки звена на звёздочку,
360°
определяемый из соотношения ср = .
При увеличении чисел зубьев звёздочек
до определённого предела изменение перечис-
Таблица 84
Минимальные числа зубьев звёздочки в зависимости!
от передаточного числа (рекомендуемые)
Наименова-
Наименование цепи
Зубчатая
Втулоч-
но-ролико-
вая ....
Передаточное число /
1-2
4°-35
31-27
2-3
35-31
27-25
3-4
31-27
25-23
4-5
27-23
23—21
5-6
23 -19
21 — 17
для ведущей звёздочки и передаточным чис-
числом i по формуле
Максимальное число зубьев звёздочки для
приводных цепей zmax устанавливается исходя
из предельно допустимого увеличения шага
вследствие износа цепи в шарнирах.
Относительная вытяжка цепи впре-
впредь л,
деляется отношением -г-, где М — абсолют-
Минимально допустимые числа зубьев звёздочки
Таблица 85
Наименование цепи
Зубчатая
Втулочно-роликовая
9,52
J7
11
12,7
17
11
15,87
17
J3
Шаг цепр
19,05
17
13
25,4
19
15
[ t В ММ
31,7
21
15
38,1
21
17
41,275
23
17
44,45
23
19
50,8
25
19
ленных выше факторов благоприятно влияет
на условия работы цепной передачи и увеличи-
увеличивает срок её службы. Уменьшение числа зубь-
зубьев звёздочек ухудшает условия работы цеп-
цепной передачи.
Конструкция цепи и профиль зуба звёздочки
допускают минимальное число зубьев:
для зубчатых цепей zmin = 13, для втулочно-
роликовых zmin = 7. Однако данные числа
зубьев звёздочки не обеспечивают надёжной
работы цепного привода и поэтому могут при-
применяться в исключительных случаях для мало-
маломощных и тихоходных передач, а также для
паразитных (регулирующих) звёздочек. При
конструировании цепного привода необходимо
проектировать звёздочки с числом
зубьев не ниже приведённых в табл. 85.
Для обеспечения плавной работы передачи
при п > 1000 об/мин звёздочки втулочно-роли-
ковых цепей должны иметь zm-m > 17. Вместе
с тем целесообразно производить выбор г
для малой звёздочки в зависимости от
передаточного числа по табл. 84.
При выборе числа зубьев (особенно
ведущей звёздочки) следует учиты-
учитывать, что комбинация нечётного числа зубьев
звёздочки и чётного числа звеньев (шагов)
в цепи,или наоборот,обеспечивает более равно-
равномерный износ звеньев цепи.
В большинстве цепных передач звёздочка
с большим числом зубьев является ведомой.
Число зубьев ведомой звёздочкиг3
определяется в соответствии с выбранным z\
ная вытяжка, a t—шаг. Изношенная цепь
стремится передвинуться к вершине зуба и
А* .. -
при превышении —— определенной величины
может выйти из зацепления. Чем больше число
зубьев звёздочки, тем меньшая относительная
вытяжка цепи может быть допущена. Пре-
Предельные допустимые значения относительной
вытяжки, связанные с её нормальной эксплоа-
тацией, определяются из соотношения
(т
I Л
где с — коэфициент, зависящий от типа цепи;
z — число зубьев большой звёздочки пере-
передачи.
Если принять в качестве нижнего предела
/АА
допустимой вытяжки цепи — ) % » 1,25, то
\ t /max
при известных значениях с максимальные числа
зубьев звёздочек гтах определяются из табл. 86.
Значения предельно допускаемой вытяжки
шага цепи в процентах для всех чисел зубьев
приводятся в табл. 104.
Таблица 86
Наименование цепи
Зубчатая
Втулочно-роликовая ....
Роликовая
с
i9o
i6o
I2O
zmax
140
120
9°
372
ПЕРЕДАЧИ
[РАЗД. I
Число оборотов звёздочки и скорость
Число оборотов меньшей звёз-
звёздочки является исходной величиной при вы-
выборе шага цепи. Максимально допускаемые
числа оборотов в минуту меньшей звёздочки
ограничиваются величиной силы удара в шар-
шарнире звена, входящего в зацепление с зубь-
зубьями звёздочки, который в свою очередь за-
зависит от шага и веса цепи, и определяются
по эмпирическим зависимостям:
зубчатая цепь:
66 380, ГШ> 594000
"шах < -J- V Ш " ~ЧГШ7~ об/мин; <1а>
втулочно-роликовая цепь:
44100, /~Щ, 441000
qtz
~^Г и Тгжг об/мин, A6)
где t—шаг цепи в мм; R — радиус внешнего
округления пластины зубчатой цепи в мм
(табл. 74); b — номинальная ширина зубчатой
цепи в мм (табл. 76, 77); d — диаметр ролика
втулочно-роликовой цепи в мм (табл. 81); Св—
расстояние цепи между внутренними пласти-
пластинами (длина ролика) в мм (табл. 81); q — вес
1 пог. м цепи в кг (табл. 76, 77 и 81) я г —
число зубьев меньшей звёздочки.
Формулы применимы для звёздочек, имею-
имеющих z > П для зубчатых и z > 15 для вту-
втулочно-роликовых цепей. При меньших г не-
необходимо лтах принимать постоянными со зна-
значениями, отвечающими z = 17 (для зубчатых
цепей) и z — 15 (для втулочно-роликовых
цепей).
В табл. 87 и 88 приведены наибольшие
допускаемые числа оборотов мень-
меньшей знёздочки при различных z и t для цепей,
изготовляемых в СССР (табл. 76, 77 и 81).
Скорость набегания цепи на звёздочку или
её средняя скорость
v
ztn .
шш м1сек-
В соответствии со значениями ятах, приве-
приведёнными выше, значения vmax таковы:
зубчатая цепь:
1,1
t0 V 1 м^сек'> Bа)
втулочно-роликовая цепь:
.73|/* djf - 7,3/"-f
, B6)
< 0
где z — число зубьев меньшей звёздочки пере-
передачи.
Шаг
Таблица 67
Наибольшие допустимые числа оборотов звёздочки
для зубчатых цепей
Число
зубьев
звёздочки
г
15
17
19
21
23
85
а7
29
Зо
31
33
35
37
39
43
45
12,7
32OO
32OO
3°3°
288о
2760
2640
254°
245°
24 ю
237°
2300
223O
2170
2i ю
2OIO
197°
Шаг
15,87
228О
2г8о
2170
гобо
197°
188о
1810
I75O
1720
1690
1640
159O
I55O
151°
1440
140а
цепи t в
19,05
173°
1730
1640
1560
149°
143°
1370
133°
1310
I28O
I24O
I2IO
и8о
И5°
logo
1070
мм
25,4
II2O
II2O
Ю70
ЮЮ
97°
93O
&9о
86о
850
83о
8ю
780
760
74O
7ю
бдо
31,75
8оо
8оо
760
725
боо
66о
640
6 20
610
боо
58о
5бо
54°
53°
51°
490
Таблица 88
Наибольшие допустимые числа оборотов звёздочки
для приводных втулочно-роликовых цепей
i
слоз;
звё:
чки ;
S Ш О
9
ю
13
15
1б
17
19
2О
21
23
25
27
3°
32
35
4°
45
5°
24OO
2400
2400
2400
233O
¦2330
22OO
2150
2IOO
2О0О
1920
1845
1755
1670
l62j
1525
ИЗ0
137O
00
«
1800
1800
1800
1800
1680
1680
1585
Г545
1дЮ
1440
138о
1330
1гб5
1305
1170
Ноо
1О3°
99°
,05
2
i4oo
i4°°
1400
1400
i3°5
i3°5
1235
I2OJ
П-75
1T2O
i°75
i°35
980
935
910
855
800
770
Шаг цепи
¦*_
9оо
9оо
goo
9оо
84O
840
79°
775
755
72O
690
665
630
боо
585
55°
515
495
га
700
700
7оо
700
650
6jO
615
600
585
560
54°
515
490
470
455
425
400
385
0
8
545
545
545
545
508
508
480
470
455
435
420
400
380
365
355
33°
310
300
t В ММ
о
8
бго
620
620
62O
58о
58о
545
53°
520
495
475
4бо
435
415
4ОО
380
355
45»
45°
45°
45°
420
42O
395
385
375
Збо
345
33°
315
Зоо
гол
275
20О
245
го
¦ч*
-бо
5бо
56о
обо
52O
520
493
480
47°
45°
43°
4*5
39O
375
Зб5
34°
32O
ЗЮ
5*
Збо
Збо
Збо
36о
335
335
315
ЗЮ
300
290
275
265
250
340
235
220
2О5
200
00
50,
320
320
32О
320
Зоо
Зоо
280
275
270
255
245
235
225
215
210
195
i8o
180
дочки л и её зубьев z по следующим эмпи-
эмпирическим зависимостям:
зубчатая цепь:
5800
втулочно-роликовая цепь:
4760
t < -д-^= мм;
(За)
C6)
Основным параметром цепной передачи
является шаг цепи. Он оказывает большое
влияние на плавность, бесшумность и долго-
долговечность работы цепной передачи. При про-
прочих равных условиях цепи с меньшим шагом
обеспечивают повышение указанных качеств.
Выбор шага цепи производится в за-
зависимости от числа оборотов меньшей звёз-
втулочная цепь:
360Э
t < — .
1/
(Зв)
Примечание. Из соображений выбора мини-
минимального шага расчетные значения его, получаемые из
формул (За), C0) и (Зв), несколько уменьшены, чем по-,
лучается из зависимостей Aа), A6).
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
373-
Расчёт и выбор характеристики цепи
При расчёте и выборе характеристики цепи
(проекция опорной поверхности шарнира)
необходимо учитывать: число оборотов звёз-
звёздочек или скорость цепи, число зубьев звёз-
звёздочки, удельное давление, центробежные воз-
воздействия и ряд других факторов.
Допускаемая нагрузка, которую
может передать цепь, исходя из износостой-
износостойкости шарнира звена, определяется по фор-
формуле Т = pAk , где р - допускаемое удель-
удельное давление в шарнире звена цепи в кг\мл&;
Л —характеристика цепи в мм2 и &ц — коэ-
коэфициент, учитывающий при предварительном
подборе цепи центробежные воздействия.
Для обеспечения работоспособности цеп-
цепной передачи требуется, чтобы Т > Р, где
Р — окружное усилие на звёздочке.
Допускаемое удельное давле-
давление в шарнире звена цепи р кг/мм2, зазися-
щее от числа оборотов звёздочки и числа её
зубьев, определяется по формуле
где ро — исходное удельное давление, kn и
&г —поправочные коэфициенты.
При термически обработанных деталях из
углеродистых сталей для зубчатых цепей
/>0<*1,4 kzjmm? и для втулочно-роликовых р0"
«2,5 кг\мм\
Поправочный коэфициент, учи-
учитывающий число оборотов меньшей звёздочки
передачи,
900
Значения удельного давления
р кг/мм2 в зависимости от числа оборотов-
меньшей звёздочки п и числа её зубьев z
приведены в табл. 89.
Характеристика цепи определяется из за-
зависимостей D) и E):
Т>
D)
E)
где кэ — коэфициент, учитывающий условия
работы передачи, и k4 — коэфициент, учиты-
учитывающий центробежные воздействия. Вели-
Величины кц приведены в табл. 90.
Коэфициент k3 (коэфициент эксплоатации)
учитывает наиболее характерные условия при-
применения цепи, отражающиеся на её работо-
работоспособности: кэ - kx - fe.> • &з • &4 * *5 • &е> гл-е
?],..., #6 — частные коэфициенты, приведён-
приведённые в табл. 91. Если невозможно оценить
полностью все частные коэфициенты, необхо-
необходимо учитывать хотя бы один-два коэфициеита,
в наибольшей степени влияющих на работо-
работоспособность передачи.
Рекомендуемые значения коэфициента экс-
эксплоатации передачи (kg): не выше 2,5—для
зубчатых цепей и 2—для втулочно-роликовых.
При значениях кэ > 4 рекомендуется улуч-
улучшить условия работы передачи.
Б цепи работающей передачи возникают
следующие усилия (натяжения): а) полезное
(рабочее) усилие; б) натяжение от центро-
центробежных воздействий; в) натяжение от прови-
провисания цепи.
Таблица 89
Значения удельного давления р в кг/мм*
Число зубьев
меньшей звёз-
звёздочки
Наименование цепи
Число оборотов ведущей звёздочки (л)
<50
400
800
1200
1600
2000
2400
280О
При 2=17
Зубчатая •
Втулочно-роликовая . . . .
2,5
°.97
1.73
о,74
1,32
о,6
о,43
о.77
,з
о,68
°, 34
o,6i
При 2-35
Зубчатая
Втулочно-роликовая . . . .
3,5
1.4
а,49
i,o6
1,9
о,86
о, 72
О.О2
1,11
о5
0,98
о,49
о,88
При 2-50
Зубчатая
Втулочно-роликовая . . . .
2,4
4.3
i,67
2,97
1,27
2,27
з
1,84
о,8б
1.55
о.74
1,32
I.I7
о,58
Примечание. Значения р приведены для цепей, собранных из термически обработанных деталей, изго-
изготовленных из углеродистых сталей.
Поправочный коэфициент, учи-
учитывающий принятое число зубьев меньшей
звёздочки передачи,
'min
где z — принятое число зубьев меньшей звёз-
звёздочки и 2min—минимальноедопустимое число
зубьев звёздочки; для зубчатых цепей 2min =
= 17 и для втулочно-роликовых цепей 2min =
-15.
Полезное усилие
п 2
*
75 N
D
нар
Таблица 90
Скорость движе-
движения цепи в м/сек
Коэфициент йц
v <5
v «6-10
о,85
г»>10
о. 75
374
ПЕРЕДАЧИ
[РАЗД. I
Таблица 91
Частные коэфициенты, учитывающие условия работы
передачи и её конструкцию
(Рекомендуемые значения)
Условия работы передачи
Характер нагрузки:
спокойная
толчкообразная или переменная
Регулировка расстояния:
передвигающиеся опоры
оттяжные звёздочки (не более 3) или
нажимной ролик
нерегулируемое (постоянное) расстояние .
Отношение числа звеньев в цепи (длины
цепи в шагах L( ) к сумме зубьев звёздочек
fo+Za) (приближённо):
h
и Et <25t
Lt
при/° >Ь5
Zl-t-Zj
и Et -C04-50)/
при j- -™— >2,0
Zl + 2a
и Et - F0-5-80) t
(Ef — расстояние между центрами звёз-
звёздочек в шагах)
Положение передачи:
наклон линии центров звёздочек до 60°
к горизонту
наклон линии центров звёздочек больше
60°
Смазка:
непрерывная (масляная ванна или от на-
насоса)
капельная или внутришарнирная (регу-
Продолжительность работы:
односменная
двухсменная
непрерывная
Обозна-
Обозначение и
значение
коэфици-
ента
*i
I.O
о.9
г>5
*3
1.5
1,О
о,8
k<
I,O
i.3
А.
о,8
1,О
1.5
1,О
1,3
1>5
где Мкр — крутящий момент в кгмм; DHap —
наружный диаметр звёздочки в мм; Л/ — пе-
передаваемая мощность а л. с. и v — скорость
движения цепи в м\сгк.
Натяжение цепи Рц, возникающее
под действием центробежных сил, до-
дополнительного воздействия на зубья звёздочки
не оказывает и крутящего момента не изме-
изменяет, но нагружает звенья обеих ветвей дви-
движущейся цепи. Центробежное натяжение
(учитываемое обычно при скорости цепи бо-
более 5 м/сек)
кг,
4 g
где q—вес 1 лог. м цепи в кг; g = 9,81 м/сек-.
Натяжение, создаваемое провиса-
провисанием ведомой ветви цепи,
кг,
где k/ — коэфициент провисания, берётся из
табл. 92, Е—расстояние между осями звёз-
звёздочек в м.
Таблица 92
Значение коэфициента провисания ky
Переда-
Передача
ч
Горизон-
Горизонтальная
2.5
С углом на-
наклона до40°
2,0
С углом на-
наклона до 60°
1.5
Вертикаль-
Вертикальная
х,о
Нагрузка на валы зависит главным
образом от полезного (рабочего) усилия
в меньшей мере от провисания и может быть
определена из зависимости
Se = keP кг,
где Р — полезное усилие в кг; ke — коэфи-
коэфициент нагрузки вала. Значения коэфициен-
тов ke приведены в табл. 93.
Таблица 93
Значение коэфициента нагрузки вала ke
Переда-
Передача
Горизонтальная или с
углом наклона до 40°
при спо-
спокойной на-
нагрузке
при удар-
ударной нагруз-
нагрузке
1,3°
Вертикальная или с
углом наклона более 40°
при спокой-
спокойной нагруз-
нагрузке
I.O5
при удар-
ударной нагруз-
нагрузке
М5
Нагрузка опор определяется в соответствии
с их расположением в отношении звёздочек и
величины Se.
Общее натяжение, которое испыты-
испытывает ведущая ветвь цепи в процессе работы,
определяется как сумма трёх натяжений:
общ'
Р + Р„ + Р
/¦
Общее натяжение составляет только некото-
некоторую часть от предельной прочности цепи на
разрыв (Q). Отношение разрушающей нагруз-
нагрузки к полному натяжению цепи называется
коэфициентом запаса прочности
цепи
к—Я-
Ра'
Г общ
Значения (наименьшие) коэфициента k при
особо благоприятных условиях работы при-
приведены в табл. 94.
Таблица 94
Коэфициент запаса прочности цепи (k)
Тип цепи
Зубчатая
Втулочно-роликовая
Втулочная
к не
менее
Развёрнутые зависимости для
расчёта и выбора основных параметров цепей
имеют применительно к табличным данным
следующий вид.
Зубчатая цепь. Ширина цепи в мм
п) . N (900 + п) t
¦ k* = IT, ~7= ~К\ F)
232
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
375
Характеристика втулочк о- ро-
роликовой цепи А в мм2:
(900 + п) h
> р
581
г k э
7,7v\/7
G)
Обозначение всех величин и размерность
те же, что и в ранее приведённых формулах.
Полученные результаты следует округлять до
ближалших номенклатурных размеров, приве-
приведённых в табл. 76, 77 и 82.
При проверочных расчётах допускае-
допускаемая полезная нагрузка на цепь и
соответствующая ей мощность при нор-
нормальных условиях работы (kg—\) могут быть
определены по формулам, приведённым в
табл. 95.
скаемое (минимальное) межцентровое расстояние для
данных Zi и zs по приведённой в табл. 96 зависимости:
2ге
-1,2
(93+31) 19,05
6,28
= 451 мм.
,600 мм или Et—t -^Ш"
Заданное расстояние Е'
i*31,6 шага, т. е. находится в допускаемых пределах
как в отношении обхвата цепью звёздочки, так и в от-
отношении получения достаточного зазора между наруж-
наружными диаметрами звёздочек. В том случае, когда Е' <
< Ет-1а, числа зубьев звёздочек 2, и zt или Е' следует
изменить до требуемых условий:
Таблица 95
Определение
Допускаемая полезная нагрузка Т в кг
Допускаемая передаваемая мощность
Ng В Л. С.
Для зубчатой цепи
232УТ q&
900+л °а g
N° *900+« М-«М»186^
Для втулочно-роликовой
581VT qv*
900 + л g
7 7V"z~
Примечание. Обозначения и размерность — общие с приведёнными в формулах D), E), F), G).
Для надёжной работы цепного привода
должны быть соблюдены условия Т > Pk9 и
N3>Nk3, где Р и N - рабочая нагрузка и
мощность, а кд — коэфициент эксплоатации.
Для выбора ширины зубчатой цепи ходо-
ходовых шагов (*«-12,7-4-25,4) можно использовать
также номограммы (фиг. 72 и 73), исходя из
числа оборотов и числа зубьев меньшей звёз-
звёздочки. Пользуясь номограммой, можно опре-
определить передаваемую мощность УУ0 зубчатой
цепью шириной 1 см.
Ширина зубчатой цепи Ь, необходимая для
передачи заданной мощности N, определяется
по формуле
О = -тт- «а СМ.
Пример расчёта зубчатой цепной передачи. Про-
Произвести расчёт и выбор элементов зубчатой цепной пе-
передачи для привода компрессора при следующих данных:
мощность электродвигателя тип МА 202-1/6 iV=9,l
кет=12,4 л. с.\ число оборотов вала электродвигателя
л=97О в минуту; передаточное число f=3; приблизительное
расстояние между осями ведущего и ведомого валов
?'=600 мм; предусмотрена регулировка межцентрового
расстояния применением салазок на электродвигателе;
смазка цепи непрерывная (маслёнкой-лубрикатором); ра-
работа цепи трёхсменная (непрерывная); угол наклона при-
привода -30°.
Чтобы уменьшить удар звена цепи о зубья звёз-
звёздочки, число зубьев должно быть как можно большим.
Из табл. 84 по заданному передаточному числу г=3 вы-
выбираем число зубьев ведущей звёздочки г—31. Число
зубьев ведомой звёздочки za определяем по формуле
г,=2,г=31-3=93 зуба.
Шаг зубчатой цепи по формуле (За)
5800
V / 3
/
970». 31
19 мм.
Из табл. 77 или 78 выбираем ближайший номенкла-
номенклатурный шаг зубчатой цепи, таким является / = 19,05.
Для окончательной проверки выбранных чисел зубьев
в отношении охвата цепью звёздочек определяем допу-
Для определения ширины цепи предварительно на-
находим: а) скорость движения цепи
31 • 19,05-970
= 9,5 м/сек
1000-60 1000 • 60
максимально допустимая скорость цепи будет
-ю-./ а. =ю-/ "зГ
max
т. е.
= 12 м/сек;
б) полезную нагрузку
9,5
в) диаметр валика d берём из табл. 75 для шага 19,05
d—Ь мм;
г) поправочный коэфициент на центробежные воз-
воздействия
йч=0,75;
д) поправочный коэфициент, учитывающий условия
передачи, kg:
=l,5 - 0,9
е) ширину цепи
Ъ-Р -_r^_Z
232 у Zi dk
900+970
232 |/"зТ ¦ 5 • 0,75
2=75,5 мм
или, пользуясь номограммой для /=19,05 мм C/4"), имеем
о=9,5 м/сек; г,=31 и и=970 об/мин.
При этих данных зубчатая цепь / = 19,05 мм и b =>
= 10 мм может передать мощность (при кц =1) iVe=»
•= 4,2 л. с. и Nn ¦= 1,1 л. с; No — Ny =3,1 л. с. (что
соответствует ft4^0,74).
Наименьшая ширина цепи, необходимая для передачи
N=12,4 л. с, будет
N , 12,4
3,1
2=80 мм.
Шаг цепи t-i/2
Обороты звездочки в минуту
Шаг цепи t~ $/в"
Обороты звездочки в минуту
со
Спорость движенья щ<епи в т/сен
Фиг. 73. Номограмма выбора зубчатых цепей для шагов г —12,7 и 15,87 мм.
Шаг цепи t
Обороты звездочки
-¦314"
минуту
Шаг цепи t=1*
ибороты звездочки в минуту
15 20 25 1 1,5
Скорость дбимения цепи в м/сек
73, Номограмма выбора зубчаты* цепей для шагов f
19.05 и 25,4 мм.
ОЭ
378
ПЕРЕДАЧИ
[РАЗД. 1
Из табл. 76 для данного шага выбираем ближайшую
номенклатурную ширину цепи Ь; такой будет (зубчатая
цепь тип Б) 6 = 81.5 мм, #=6,58 кг/м и Q=12 100 кг. Вы-
¦бор цепи с боковыми направляющими пластинами произ-
произведён из соображений работы с толчкообразными нагруз-
нагрузками.
Натяжения в цепи.
Центробежное натяжение Р„
Допускаемая передаваемая мощность
6,58 • 9,5"
60,4 кг.
•4 g 9,81
Натяжение от провисания ведомой ветви цепи Р,
Pf=kfqE-2 ¦ 6,58 • 0,6^8,0 кг.
Общее натяжение, испытываемое цепью в процессе
работы,
общ
= р + рц + р
/
+ 60.4 + 8 = 166,4 кг.
Коэфициент запаса прочности k
12100
fe=-
Робщ
-72,8.
Определение длины цепи и оконча-
окончательного расстояния между центрами
звёздочек. Длина цепи L( в шагах (табл. 97)
Ч =2Et+^Y
31 + 93 97,4
2 + 31,5
2к
-128,2=128 шагов.
B — Z \3
-~=—-J выбираем из табл. 98 при
х7 — г!=62 — от=97,4.
Длина замкнутой цепи L, выраженная в мм.
L=Lt /=128 • 19,05=2438,4 мм.
Окончательное расстояние между центрами звёздочек
по округлённому значению Lf до целых чётных шагов
Е=
-8 • 97,4
19,05 = 596 мм,
.128- 31t93 =66 шагов.
При работе цепной передачи с динамическими нагруз-
<ами стрела / провисания ведомой ветви цепи должна
5ыть минимальная. Принимаем /=0.005 Е. Для получения
данного провисания / расстояние между центрами звёз-
ючек Е необходимо уменьшить на величину а (табл. 97)-
..'-[
-[0.005. 600-
.9,05].!
].
Установочное расстояние между центрами звёздочек
с учётом минимального провисания ведомой ветви цепи
/=3 мм
Ец = Е - а - 596 — 1 = 595 мм.
Методика расчёта и выбора элементов цепной передачи
для втулочно-роликовых и втулочных цепей аналогична
разобранному примеру. Расчёт ведётся по соответству-
соответствующим для этих цепей зависимостям.
Пример расчёта втулочно-роликовой цепной пере-
передачи. Определить для нормальных условий работы
kg = 1 мощность N в л. с, которую может передать
втулочно-роликовая цепь (табл. 81) при нижеследующих
данных: *=44,45 мм (I3//), диаметр валика d.=14 мм,
длина втулки 1вт=37 мм, вес 1 пог. м q=7,43 кг, раз-
разрушающая нагрузка Q = 10 000 кг. Цепь работает на
}вёздочках с числом зубьев 2,=23 и 22=90; меньшая
»вёздочка делает 300 об/мин.
Скорость движения цепи
Zxtriy. _
1000 • 60 =
23 • 44,45 • 300
КЮбТбб
М1сек-
Характеристика цепи
я~И ¦ 37=518 мм\
Допускаемая нагрузка
,. 75 nb 75 . 80
5,1
1176 кг.
Удельное давление в шарнире звена
Р 1176
р " ~А = 5Т8" * 2'3 Кг1мМ'
что соответствует данным, приведённым в табл. 89.
Передаточное число
Передаточное число
i __ *2 , «1 ^
zl n2
где щ — число оборотов в минуту ведущего
вала; п2—число оборотов в минуту ведомого
вала. Передаточное число, выраженное в виде
отношения диаметров звёздочек, получает не-
неточное выражение ввиду того, что скорость
движения самой цепи не отвечает скорости
центров её шарниров, располагаемых на звёз-
звёздочках. Максимальное рекомендуемое переда-
передаточное число i = 7. Если i > 7, целесооб-
целесообразнее употреблять двухступенчатую пере-
передачу. При большом / необходимо проверить
число зубьев, охватываемых цепью на малой
звёздочке.
Фактором, ограничивающим передаточное
число, является угол между ветвями цепи,
зависящий от расстояния между центрами
звёздочек и их диаметров. По мере увеличе-
увеличения этого угла уменьшается число зубьев,
входящих в зацепление цепи (фиг. 74). Наи-
Фиг. 74.
большим углом между ведущей и ведомой
ветвями цепи необходимо считать ^тах < 60°.
Угол в 60° соответствует дуге охвата мень-
меньшей звёздочки в 120°. Этот минимальный угол
охвата обеспечивается при любых межцен-
межцентровых расстояниях, если передаточное число
меньше З1/^- Большая дуга огибания, особенно
ведущей звёздочки, способствует лучшему рас-
распределению нагрузки на зубья и лучшему за-
зацеплению цепи. В зацеплении со звёздочкой
должно находиться не менее 5—6 звеньев
цепи.
Расстояние между центрами звёздочек
и длина цепи
Расстояние между центрами звёздочек и
длина цепи являются факторами, влияющими
на долговечность работы цепного привода.
ГЛ. VII)
ЦЕПНЫЕ ПЕРЕДАЧИ
379
Наименьшее допустимое расстоя-
расстояние Emin определяется в зависимости от
передаточного числа i и угла охвата цепью
малой звёздочки, который должен быть не
менее 120°.
Расстояние между центрами
звёздочек, создающее нормальные усло-
условия работы, принимается в пределах
Е = C0 -г- 60) t, где t — шаг в мм. Наи-
Наибольшее расстояние между центрами
звёздочек рекомендуется принимать Ет&х <
<80<.
При проектировании цепного привода с
большим расстоянием между центрами звёз-
звёздочек необходимо предусмотреть возможность
регулировки провисания ведомой ветви цепи
при помощи оттяжных звёздочек или переме-
перемещения опор.
Зависимости, приведённые в табл. 96, дают
возможность установить приближённое наи-
наименьшее расстояние между центрами звёздо-
звёздочек. Окончательное расстояние
между центрами может быть найдено после
Таблица 96
Переда-
Передаточное
число ?
<3
3-4
4-5
5-6
б-7
Наименьшее допустимое расстояние между
центрами звёздочек в мм
'tnin
D2+Dx
+C0-1-50) мм,
где Д и D, - соответственно наружные диа*
метры меньшей и большей звёздочек в мм
^min-1-З 2—
тш ' 2
определения длины цепи по формулам, приве-
приведённым в табл. 97.
Таблица 97
Расчётные зависимости для длины цепи и окончательного расстояния между центрами звёздочек
Определение
Длина замкнутой цепи, выраженной в ша-
шагах (неокруглённые значения)*
Приблизительное (ориентировочное) рассто-
расстояние между центрами звёздочек в шагах
Окончательное расстояние между центрами
(по округлённому значению ?р в мм
Вспомогательная расчётная величина
Вспомогательная расчётная величина
Длина развёрнутой цепи между осями ко-
конечных шарниров или замкнутой цепи в мм
Величина, на которую следует уменьшить
Е в целях получения предварительного про-
провисания /, в мм
Обозна-
Обозначение
Е
е
т
L
а
Расчётные зависимости
Ч =2Et + 2 ' Et '
где г, и z, - число зубьев ведущей и ведомой звёздочек
где t — шаг цепи в мм, Е' — предварительное расстояние
между центрами звёздочек в мм
Е (Ч"^-*»)/
e-Lt - 2Т
/г2-гЛ2
т [ 2* ) (^бл. 98)
L-Lft
—r[/-(^)'']-w,
где / — стрела провисания ведомой ветви в мм
* Полученную величину следует округлять до целого числа шагов. Рекомендуется, чтобы не применять переход-
переходных звеньев, округлять до ближайшего чётного целого числа шагов.
380
ПЕРЕДАЧИ
[РАЗД. I
Значения т
Таблица 98
>г
1
*?
I
3
4
5
6
7
8
9
ю
ii
12
13
Ч
T5 i
16
17
18
19 !
20 1
21
22
23
24
25
0,025
0,101
0,228
0,405
0,633
0,912
1,24
1,62
2,05
2,53
З.07
3-65
4,28
4,97
5.7°
6,49
7.32
8,21
9,14
10,13
ti,i7
12,26
13.40
14.59
15.83
I *
26
27
28
29
3°
31
32
33
34
35
36
37
38
39
4°
41
42
43
44
45
46
47
48
49
50
m
17,13
18,47
19.86
21,3
22,8
24,3
25.9
27,6
29.3
31.0
32,8
34,7
36,6
38,5
4°, 5
42,6
44,7
46,8
49.O
51.3
53.6
56,0
58,4
60,8
63.З
N*
1
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
m
65.9
68,5
71.2
73-9
76,6
79.4
82,3
83.З
88,2
91,2
94,3
97.4
100,5
103,8
107,0
*ю,3
«3.7
«7.1
120,6
124,1
127,7
131.3
135.°
138,7
42.5
1
«4*
76
77
78
79
80
81
82
83
84
85
86
87
83
89
90
91
92
93
94
95
96
97
98
99
100
m
146,3
I5°,2
i54,i
158,1
162,1
166,2
I7O.3
174 5
178,7
183,0
187,3
191,7
196,2
2OO,6
205,2
2O9,8
214.4
219,1
223.8
228,6
233.4
238,3
243.3
248.3
253.3
В многозвёздных цепных переда-
передачах расчёт длины цепи рекомендуется
производить графическим методом. Для этого
необходимо схематично, возможно точнее, вы-
вычертить передачу в соответствующем мас-
масштабе и подсчитать все криволинейные и
прямолинейные участки цепи, используя мас-
масштабную линейку и транспортир.
Положение цепной передачи
Учитывая влияние расположения ве-
ведущей и ведомой ветвей цепи на ра-
работу цепного привода, необходимо последний
проектировать, придерживаясь следующих пра-
правил: 1) наиболее благоприятным является такое
положение цепного привода, когда центры звёз-
звёздочек расположены в горизонтальной плоско-
плоскости или с углом наклона до 45° к горизонту;
2) при передаточном числе / > 2 и нормаль-
нормальном расстоянии Е положение ветвей цепи на
правильность работы цепной передачи не влия-
влияет (фиг. 75, а, б); 3) если центры звёздочек
расположены близко друг к другу (Е < 30/) и
*0,
Фиг. 75.
/>2, ведомая ветвь должна быть нижней
(фиг. 75, в), в противном случае ввиду боль-
большого провисания ведомой ветви есть опас-
опасность нарушения правильности зацепления пу-
путём захвата дополнительных зубьев (фиг. 75, г);
4) когда расстояние между центрами звёздо-
звёздочек сравнительно велико (Е > 50/), передаточ-
передаточное число / < 1,5 и звёздочки с малым числом
зубьев (z < 30), ведомая ветвь должна быть
нижней (фиг. 75, д), в противном случае
(фиг. 75, а) по мере вытяжки увеличивается
провисание цепи и может получиться сопри-
соприкосновение ветвей [в случае применения по-
положения е (фиг. 75) необходима постоянная
регулировка провисания ведомой ветви цепи];
5) вертикальных установок приводов (фиг. 75,
ж, з) следует избегать, так как они требуют си-
систематической регулировки расстояния между
центрами звёздочек, чтобы создать нужное
натяжение цепи; при применении передачи с
вертикальным расположением необходимо сме-
смещать звёздочки на небольшой угол (фиг. 75,
и, к), при этом ведомой ветвью должна быть
та, которая наклонена под меньшим углом к
горизонту.
При проектировании цепного привода дол-
должно быть предусмотрено предварительное про-
провисание ведомой ветви цепи. Стрела про-
провисания цепи для горизонтальных передач
(или с углом наклона до 45° к горизонту)
f <* 0,02? мм, где Е — расстояние между цен-
центрами звёздочек в мм.
С увеличением угла наклона передачи более
45° к горизонту стрелу провисания необхо-
необходимо уменьшать и при положении передачи,
близком к вертикальному, принимать / -
- @,002 -f- 0,003) Е мм.
Для получения гарантированного
провисания ведомой ветви цепи расчёт-
расчётное расстояние между центрами звёздочек
необходимо уменьшать на величину а,
определяемую по формуле, указанной в
табл. 97.
Необходимость предварительного провиса-
провисания ведомой ветви цепи и дальнейшая регу-
регулировка объясняются тем, что небольшая сла-
слабина цепи при работе позволяет её звеньям
занимать наилучшее положение на зубьях звёз-
звёздочек, уменьшает износ рабочих поверхностей
и понижает нагрузку на опоры. Наоборот,
сильное провисание цепи в работающем при-
приводе, превышающее предварительное в 2 раза
и более, ухудшает условия работы привода и
нарушает правильность зацепления звеньев
цепи со звёздочками.
Для регулирования провисания
применяются: регулирующие (оттяжные) звёз-
звёздочки, натяжные ролики и передвижные опоры.
Регулирующие звёздочки рекомен-
рекомендуется употреблять при зафиксированном рас-
расстоянии между центрами звёздочек для гори-
горизонтальных передач или передач с углом на-
наклона 60° к горизонту с передаточным числом
I > 2.
Устанавливать регулирующие
звёздочки необходимо в местах наиболь-
наибольшего провисания цепи по отношению к веду-
ведущей звёздочке. Наиболее выгодным является
установка звёздочки на ведомой ветви на-
насколько возможно ближе к ведущей звёздочке.
Если регулирующую звёздочку необходимо по-
поместить на ведущую ветвь цепи, то в целях
уменьшения вибрации её следует размещать
на внутренней стороне ветви. На фиг. 76 пунк-
пунктиром показано рекомендуемое положение ре-
регулирующей звёздочки при различных поло-
положениях передачи.
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
381
Число зубьев регулирующей
звёздочки должно быть не менее, чем
число зубьев меньшей звёздочки; в противном
случае, эти звёздочки будут обгонять цепь и
ухудшать условия работы привода. В зацепле-
зацеплении с регулирующей звёздочкой должно быть
не менее трёх звеньев цепи.
На фиг. 76 показаны типы приспособлений
для регулировки цепи посредством регулирую-
регулирующей звёздочки.
Натяжные ролики не имеют зубьев,
чем и отличаются от регулирующих звёздо-
звёздочек, причём они натягивают цепь, в то время
как звёздочки её оттягивают. Натяжные ро-
e_i_fc
ш /Ф
Фиг. 76. Схемы приспособлений для регулирования
провисания.
лики рекомендуется применять при переда-
передачах с углом наклона цепи к линии горизонта
более 60° и с передаточным числом не менее 3.
Ролик по ширине должен перекрывать цепь
на 4—5 мм.
Передвигающиеся опоры явля-
являются во всех случаях, когда это возможно, наи-
наиболее желательными, так как с применением
их осуществляется постоянная регулировка
стрелы провисания без понижения работоспо-
работоспособности цепной передачи. Любая конструк-
конструкция приспособления для регулировки провиса-
провисания, как правило, должна быть такой, чтобы
после использования её максимальной способ-
способности можно было бы изъять из цепи два
звена, после чего привести приспособление
к первоначальному положению. Для определе-
определения величины уменьшения расстояния между
центрами звёздочек при удалении двух звеньев
пользуются формулой
где Ех — в мм; t — шаг в мм; Е( - расстоя-
расстояние между центрами звёздочек в шагах.
Динамические нагрузки
При работе цепного привода с
переменными по величине (за один рабо-
рабочий цикл) нагрузками рекомендуется:
давать обильную смазку цепи, могущую со-
создать масляную плёнку в каждом звене шарни-
шарнира цепи, и тем самым в значительной степени
смягчить удары; уменьшать расчётную нагруз-
нагрузку на цепь до 35%; уменьшать расстояния
между центрами звёздочек на 25—509/о против
нормальных Е = B0 — 30) t; обеспечивать по-
постоянную регулировку провисания цепи и по-
повышать скорость цепи (v> 15 м\сек) за счёт
увеличения числа зубьев.
Постоянно действующие ударные нагрузки
не следует смешивать с мгновенными перегруз-
перегрузками, т. е. с кратковременными пусковыми и
пиковыми нагрузками, длящимися в течение
весьма малого промежутка времени. Подоб-
Подобные нагрузки могут безопасно выноситься цеп-
цепными приводами, рассчитанными для нормаль-
нормальной нагрузки, даже в тех случаях, когда пере-
перегрузка достигает величины в 1,5—2,5 раза
больше нормальной.
Проектирование высокоскоростных
приводов
(v « 15 ~ 25 м\сек) *
В практике отмечены случаи удачного ис-
использования цепного привода при скорости
движения цепи в пределах 15—25 м/сек.
Общие положения расчёта и выбора пара-
параметров высокоскоростных приводов отличны
от обычных, изложенных выше, так как в
основу их положен новый взгляд на влияние
в шарнире звена цепи центробежного натя-
натяжения.
В обычном методе расчёта полезная
нагрузка, которую может передать цепь,
находится как разность между допустимой
расчётной нагрузкой и центробежным натя-
натяжением по формуле
Т - Р
расч
(см. табл. 95).
QV
Если -— > Ррасч' чт0 возможно при вы-
высоких скоростях, то никакой полезной нагрузки
цепь не передаёт и даже, работая вхолостую,
может получить интенсивный сверх устано-
установленных норм износ. По этой причине обычный
метод расчёта устанавливает 10— 15 м/сек как
верхний предел для скорости, при которой воз-
возможно и ещё рационально нагружать цепь
полезным натяжением.
Согласно опытным исследованиям устано-
установлено, что ведущая ветвь цепи высо-
высокоскоростного привода может беч
ущерба для своей нормальной износостойкости
нагружаться полезным натяжением, но в пре-
пределах, не превышающих величину центробеж-
ного натяжения, по условию 7 < q— .
Изложенное объясняется упругими свой-
свойствами звеньев цепи, находящихся под дей-
действием постоянно приложенных внутренних
сил центробежного натяжения, что особенно
эффективно сказывается при применении вы-
высокоскоростного привода в машинах, работаю-
работающих с толчкообразными и переменными нагруз-
* Статья .Проектирование высокоскоростных приво-
приводов" написана доц. канд. техн. наук Ю. Б. Столбиным.
382
ПЕРЕДАЧИ
[РАЗД. I
ками. Однако предельная величина этих по-
последних не должна превышать величины цен-
центробежного натяжения.
Для высокоскоростных установок следует
применять зубчатые цепи как дающие мень-
меньший удар звена о зуб звёздочки и большую
бесшумность и плавность работы.
Применение высокоскорост-
высокоскоростного привода требует соблюдения осо-
особых условий при выборе основных пара-
параметров цепной передачи. Главные из них:
эффективность высокоскоростного привода для
передачи мощностей не ниже нескольких де-
десятков лошадиных сил; число зубьев меньшей
звёздочки передачи рекомендуется принимать
равным
при
при
min *
/-1
i-2
> 45;
2. v
mm *°
при I —
^65;
* 50;
^ zmin ^
35;
при i = m
минимальное число зубьев всегда надлежит
брать не менее 35; число зубьев большей звёз-
звёздочки передачи не должно превышать 150;
при заданном числе оборотов меньшей звёз-
звёздочки и установленном для неё числе зубьев
шаг цепи следует выбирать так, чтобы ско-
скорость цепи не превышала значений v -23 м/сек
при / = 1; #=--21 при / = 2; г; =19 при / =
=¦ 3 и v = 17 при / - 4.
Расчёт высокоскоростной зубчатой цеп-
цепной передачи. Максимальное полез-
полезное усилие Т, которое может передать
цепь с условной шириной ?>' = 10 мм, равно
при выбранных шаге и скорости
V2
тч г *s
r
где v—в м/сек; ^ = 9,81 м/сек7.
Для цепей с шарниром, имеющим вкладыш,
вес 1 пог. м q' цепи шириной #'=10 мм
приведён в табл. 99.
Таблица 99
t в мм
q' в кг/м
12,7
О,б25
15,87
о,7Ю
*9,°5
о,8ю
25,4
1,24
31.75
1,бо
Искомая ширина цепи А в мм, исходя
из заданной мощности N л. с, равна
. 750N
о - —=- мм.
vT
Ширина b округляется до ближайшего
большего размера согласно номенклатуре
(табл. 76 и 77).
Условный коэфициент запаса проч-
прочности цепи
k'-
75ЛГ
k' должен быть в пределах 30— 50.
Монтаж и эксплоатация высокоскоро-
высокоскоростного привода. Расположение валов
привода рекомендуется горизонтальное, либо
под углом к горизонту, не превышающим. 30".
Необходимо обеспечивать постоянную регу-
регулировку провисания цепи, осуществляя одну
из опор подвижной. Применение натяжных и
оттяжных (регулирующих) звёздочек не до-
допускается.
Так как в высокоскоростном приводе цен-
центробежное натяжение увеличивает провиса-
провисание ветвей цепи, необходимо перед пуском
в работу цепь натягивать достаточно туго.
В работающем приводе это натяжение будет
ослаблено. Для работы привода необходим
закрытый кожух с масляной ванной или смазка
насосом.
Пример расчёта. Подобрать цепь для привода тяжё-
тяжёлого токарного станка от электродвигателя N = 75 л. с.
и пх — 1440 об/мин к приёмному валу коробки скоростей,
п 1440
имеющему п2 = 600 об/мин. При i = —!¦ = -«^г= 2,4 не-
необходимо zm-ln > 47. Устанавливаем z, = 55 и z2 = 132.
Выбираем скорость v = 21 м/сек и определяем шаг цепи:
t <
60 • lOOQp
г,п.
60-1000-21
' 55 • 1440
Принимаем шаг t= 15,87 мм. Находим полезное уси-
усилие, которое может передать цепь,
Ширина цепи
Ъ
0,71 ¦ 213
32 кг.
750N 750-75
vT
21 -32
84 мм.
Выбираем цепь с внутренним направлением тип В1Х2
с шириной Ь = 91 мм, Qpa3p = 10 920 кг (табл. 77).
Условный коэфициент запаса прочности
Qpa3pv 10 • 920 • 20
75JV " 75Т7Б~ "
СМАЗКА И ЭКСПЛОАТАЦИЯ ЦЕПНОЙ
ПЕРЕДАЧИ
Влияние смазки на работу привода
Смазка является важным фактором, влия-
влияющим на работоспособность и долговечность
работы цепной передачи. Наличие смазки во
внутреннем шарнире звеньев цепи способ-
способствует образованию масляной плёнки, которая
обеспечивает, даже при тяжёлых режимах ра-
работы привода, минимальный износ и вытяжку
цепи, смягчает удар звеньев цепи о зубья
звёздочки и снижает температуру нагрева
внутренних шарниров звеньев.
Способы смазки
Существуют следующие способы смаз-
к и цепных приводов: периодическая, кон-
консистентная— внутришарнирная, капельная, не-
непрерывная—картерная, разбрызгиванием и
непрерывная циркуляционная.
Периодическая смазка приме-
применяется при скорости движения цепи не более
4 mjchk. Осуществляется ручной маслёнкой
через определённые отрезки времени A5—
25 час.) во время работы цепи. Масло должно
подаваться на нижнюю ветвь цепи в том
месте, где цепь входит в зацепление со звёз-
звёздочкой. В этом положении шарниры цепи
имеют наибольшие зазоры, и масло проходит
внутрь шарниров.
Консистентная — внутриша рнир-
ная — смазка постоянного действия приме-
применяется для приводов, работающих при скоро-
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
38а
стях до 6 м/сек, а также в различных маши-
машинах транспортного типа — комбайны, мото-
мотоциклы и т. п. Смазка осуществляется путём
погружения цепи через определённые проме-
промежутки работы A20—180 час.) в специальный
состав, подогретый до температуры, способ-
способной разжижить смазку и обеспечить проника-
проникание её внутрь шарниров.
Капельная система смазки приме-
применяется при скорости цепи до 6 м/сек. Подача
масла на цепь производится при помощи ма-
маслёнок-капельниц и лубрикаторов (фиг. 77).
Для смазки зубчатых цепей рекомендуется
отводы с отверстиями для подачи масла кон-
жается в масло и отбрасывает его на отра-
отражательный щиток, который направляет масло
на цепь (фиг. 79).
Фиг. 77.
струировать на всю ширину цепи. Для смазки
втулочных и втулочно-роликовых цепей необ-
необходимо применять отводы с направлением
подачи масла в зазоры между внутренними и
наружными пластинами (фиг. 77).
Непрерывна я—картерная—смазка при
помощи масляной ванны или подачи масла,
осуществляемой насосом (фиг. 78) с примене-
Фиг. 78.
нием картеров, является наиболее совершен-
совершенной и обязательна для приводов большой
мощности, работающих на повышенных ско-
скоростях (v > б м/сек). С применением этого
вида смазки допускаемая нагрузка на цепь
может быть в случае необходимости повы-
повышена на 20—30%. Погружение цепи в масло
в самой низкой точке не должно превышать
высоты пластины.
Непрерывная смазка при помо-
помощи разбрызгивающих колец и от-
отбрасывающих дисков находит применение при
скорости цепи выше 8 м/сек. Смазка разбрыз-
разбрызгиванием пригодна для закрытых цепных при-
приводов и производится следующим образом:
разбрызгивающий выступ или кольцо погру-
Фиг. 79.
Смазка разбрызгиванием осо-
особенно пригодна в случаях, когда уровень
масла в картере приходится значительно ниже
цепи или когда скорость цепи выше 8 м/сек,
так как при движении цепи с большей ско-
скоростью через масляную ванну масло сильно
сбивается и смазка цепи ухудшается.
Непрерывная циркуляционная
система смазки применяется на ком-
компактных скоростных приводах при v > 8 м/сек.
Подача масла производится из масляного ре-
резервуара, которым чаще всего служит корен-
коренной подшипник, через каналы в валу и звёз-
звёздочке прямо на цепь. Отработанное масло,
пройдя фильтр, поступает обратно в резер-
резервуар. Такая система смазки удобна в приводах,
где по условиям конструкции невозможно
поместить дополнительные приспособления для
смазки (масляную ванну, маслёнку и т. п.).
Циркуляционная смазка цепи имеет широкое
применение в автомоторостроении.
Конструкция картера
При конструировании картега надлежит
установить следующее: расстояние между
центрами звёздочек Е\ радиусы картера Rx и
/?2 П°Д звёздочки (фиг. 79), определяемые по
формуле
-p- + t + 30 мм (DHap —
наружный диаметр звёздочек); зазор на удли-
удлинение ведомой ветви цепи с, определяемый по
Е
эмпирической зависимости с—rjr мм; шири-
ширину картера, которая должна быть на 60 мм
больше габаритной ширины цепи; расположе-
расположение осей звёздочек и диаметры отверстий под
вал и способ регулирования натяжения цепи-
Картер должен быть снабжён: отвер-
отверстием с нарезкой под трубку маслоуказателя
и спускным отверстием. Рекомендуется при
изготовлении картера: дверку располагать
с обратной стороны по отношению к привод-
приводному валу; маслёнку и маслоуказатель рас-
располагать в местах, где за ними можно легко
наблюдать, преимущественно на стороне, про-
противоположной приводному валу. С увеличе-
увеличением износа цепь начинает несколько больше
свисать со звёздочки, и потому должны быть
предусмотрены соответствующие зазоры. Если
предусмотрены достаточные зазоры, устрой-
устройство вентиляционных приспособлений в кар-
картере не является необходимым.
Указатели уровня масла особен-
особенно необходимы для предупреждения нагрева-
384
ПЕРЕДАЧИ
[РАЗД. I
ния цепи из-за слишком глубокого погружения
в масло.
Указатели уровня обычно снабжаются
приспособлением для слива, позволяющим по-
понижать уровень масла.
Смазочные материалы
Масла применяются для периодической
ручной, капельной и непрерывной картерной
смазки.
При выборе масел рекомендуется пользо-
пользоваться табл. KJO.
Рекомендуется в целях повышения стой-
стойкости и качества смазки добавлять в солидол
или консталин 10—12% чешуйчатого гра-
графита.
В качестве консистентной смазки для це-
цепей применяются также мази, составленные
из ряда компонентов, способных уменьшить
тгение и задерживаться в шарнирах на не-
необходимый период между смазками. Составы
мазей марок АТЛ, ТРН и „Марфак", испытан-
испытанные в производственных условиях, приведены
в табл. 102.
Вязкость, тип марки и сорт масла для смазывания цепных передач
Таблица 100
Удельное да-
давление в
шарнире цепи
в кг'мм*
До 1
От 1 до 2
От 2 до 3
Свыше 3
Способ смазки
Скорость цепи
в м/сек
Тип марки и сорт
масла
ESo
Тип марки и сорт
масла
ESo
Тип марки и сорт
масла
Eso
Тип марки и сорт
масла
Ручная и капельная система смазки
при нормальной температуре окру-
окружающей среды G"=2О°)
До 1
3
Веретёньое
3
4-5
Машинное
Л
5-7
Машинное
С
7-9
Машинное
Т
От 1 до 5
4-5
Машинное
Л
5-7
Машинное
С
7-9
Машинное
Т
ю—п
Автол
10
Свыше 5
5-7
Машинное
С
7—9
Машинное
Т
Ю—II
Цилиндро-
Цилиндровое
2
I5-I8
Автол
18
Непрерывная — картерная смазка
при Г=20°
До 5
3
Веретённое
3
4-5
Машинное
Л
5-7
Машинное
С
7-9
Машинное
Т
От 5 до 10
4-5
Машинное
Л
5-7
Машинное
С
7-9
Машинное
Т
IO - II
Цилиндро-
Цилиндровое
2
Свыше 10
4-5
Машинное
Л
5-7
Машинное
С
7-9
Машинное
Т
IO—II
Цилиндро-
Цилиндровое
2
Вязкость — в градусах Энглера. Для цепей, работающих при температурах ниже 0° до минус 10°, значения Eso
необходимо понижать вдвое относительно рекомендованных для цепей, работающих при прочих равных условиях
{по v и р).
Характеристику масел см. в гл. X.
Консистентные смазки. Консистент-
Консистентные смазки (мази) применяются для
смазки шарнирных сочленений цепей (см.
гл. X). Условия применения консистентной
смазки (номенклатурной) приведены в табл. 1U1.
Таблица 101
Таблица 102
Смазки
Характеристика работы цепи
Работа
Работа
Ргбота
ше 100°
по влажных условиях
при температуре 100°
при температуре вы-
Наименование
(мази)
Солидол
Консталин
Консталин,
A2-20) %
смазки
графит
Характеристику мазей см. гл. X, .Смазочные приборы
и устройства".
Марка
мази
ЛТЛ
Наименование
компонентов
Сало техни-
техническое или соли-
солидол Т
Битум № 3 . .
Графит чешуй-
чешуйчатый серебри-
серебристый
Канифоль . . .
Стеарин ....
Содер
нке в
45
35
2
I
Область применения
При тяжёлых режи-
режимах работы цепи, во
влажных условиях с
переменной темпера-
температурой окружающей
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
385
Продолжение табл. 102
Марка
мази
ТРН
Марфак
Б
Наименование
компонентов
Мыло
Графит
Масло цилиндро-
цилиндровое
Масло цилиндро-
цилиндровое 6
Саломас (тех-
сало)
Едкий натр
D0° Б)
31
12
ХО
78
бо
2О
20
Область применения
При тяжёлых режи-
режимах работы цепи с
ударами и меняющи-
меняющимися нагрузками
При тяжёлых режи-
режимах работы цепей,
крупных шагов с боль-
большими зазорами в шар-
шарнирах, с меняющимися
природными условиями
(влажность, темпера-
температура) и трудностями
повторной смазки в
процессе работы
При консистентной смазке цепь погружает-
погружается в заранее подогретую смазку, доведённую
до сравнительно жидкого состояния. В случае
применения солидола необходимо избегать на-
нагревания выше 40°, так как при высокой тем-
температуре солидол теряет свои смазывающие
свойства. Для лучшего проникания смазки
внутрь шарнира рекомендуется цепи сообщать
движение в шарнирах. Смазанная таким путём
цепь может работать в течение 120—180 час.
Расход смазывающих материа-
материалов зависит от величины зазоров в шарни-
шарнирах цепи, способа смазки и температурных
условий. Нормами, приведёнными в табл. ЮЗ,
рекомендуется пользоваться при составлении
нормативов расхода смазывающих материалов
для цепей.
При капельной смазке следить, чтобы мас-
маслёнки объёмом 200 смА расходовали своё
содержимое в течение 8—10 час. работы.
Цепь, работающая в масляной ванне, ну-
нуждается в проверке через 20--2) час. работы.
Следить, чтобы уровень масла в ванне был
не выше уровня пластин. Масляную установку
^Зудуа/пая цепь
с увеличенным шагом
по меревытяЖки
с увеличенным
шагом по мере
дытяЖки
Втулочно-ралиКобая цепь
Фиг. 80.
после 350—400 час. работы подвергать чистке
от различных осадков, грязи и т. д.
При переменных и толчкообразных на-
нагрузках для повышения -амортизирующей спо-
способности цепи следует её более часто смазы-
смазывать и не допускать большого провисания.
Таблица 103
Нормы (ориентировочные) расхода смазочных материалов для смазки I пог. м цепи за час работы
Диапазон шагов приводных
цепей в мм
Средний зазор
в шарнире
цепи в мм
Ручная смазка
в г\час
Капельная Консистентная
смазка в г/час смазка в г\нас
Картерная
Смазка в г]час
До шага 12,7 ....
От » 12,7 до 25,4
. 25,4 . 41,3
. 41,3 . 50,8
Свыше шага 50,8 . .
От 0,05 до 0,1
. 0,1 „ 0,15
. 0,15 , 0,2
» 0,2 , 0,25
„ 0,25 » 0,3
ю—15
15—20
2О—25
25-30
3°~35
6—IO
ю—15
15—2°
2O-25
25-3°
о,3—°,5
о,75—i.o
1,0—1,25
1—2
2-4
4-6
6-8
8—ю
Правила эксплоатации цепных передач
Время от времени проверять натяжение
цепи и в случае необходимости подтягивать
при помощи натяжных приспособлений. У пе-
передачи, не имеющей регулирующих приспо-
приспособлений, при чрезмерной вытяжке цепи вы-
выбросить одно звено при наличии переходных
звеньев и два — при отсутствии их.
При консистентной смазке шарниров сня-
снятую цепь очистить металлическими щётками
и промыть в керосине. После сушки цепь
обильно смазывать путём погружения в горя-
горячую разжиженную смесь. Перед тем как снова
надеть цепь, очистить звёздочки и проверить
износ зубьев.
Допустимое увеличение шага цепи
Вследствие износа во внутренних шарни-
шарнирах происходят увеличение шага и вытяжка
цепи. Центры её шарниров размещаются на
новой начальной окружности звёздочки, при
этом DQ = Do + AD. Такая цепь может с успе-
успехом работать на звёздочках до определённых
пределов увеличения шага цепи, не пони-
понижая работоспособности и к. п. д. передачи
(фиг. 80).
Предельно допустимое увеличение шага
цепи (At) зависит от числа зубьев большой
ззёздочки и профиля зуба (табл. 104).
Для измерения фактического с р ед-
него шага и определения годности
386
ПЕРЕДАЧИ
{РАЗД. L
Таблица 104
Предельно допустимое увеличение шага цепей Д*' в %
Наименование
цепи
Зубчатая ....
Втулочно-роли-
ковая
Втулочная . . .
25
7.6
6,4
4.8
30
6,3
5.3
4,о
35
5.4
4.6
3.4
40
4.7
4.о
З.о
45
4-2
3,5
2,6
Число
50
3.8
3.2
2,4
зубьев большой звёздочки
60
3,i
2,6
2,О
70
2,7
2,3
1.7
80
2,3
2,О
1.5
90
2,1
1.7
1.3
100
1.9
1,6
1/2
110
1.7
1.4
i,i
120
1,6
1.3
1,О
140
1.3
i,i
о,8
следует цепь, снятую со звёздочки и хорошо
промытую, натянуть на отрезке длиной 50
звеньев — для цепей шага до 50 мм и длиной
35 звеньев — для цепей шага выше 50 мм
нагрузкой измерения шага. Послед-
Последняя равна: для зубчатой цепи QU3M = 0.003Q
в кг; для втулочно роликовой и втулочной
однорядной Qu3M~°0,0St2 в кг и для втулочно-
роликовой и втулочнойдвухряднойС?нз^ = 0,15^
в кг, где Q — разрушающая нагрузка в кг.
В натянутой под нагрузкой цепи измеряют
расстояние между центрами конечных шар-
шарниров.
По полученному замеру определяется
средний фактический шаг из зави-
зависимости:
ср Lt
где V— фактическая длина измеряемого уча-
участка цепи в мм; Lt—число звеньев шагов
в данном участке.
Величина фактического увеличе-
увеличения шага цепи At' -tcp — t в мм, где t —
номинальный шаг цепи в мм.
Фактическое увеличение среднего
шага в о/о:
ДГ-^-=^.1ОО,
где V — фактическая длина цепи измеряемого
числа шагов в мм и L — первоначальная (рас-
(расчётная) длина цепи того же числа шагов в мм.
ЗВЁЗДОЧКИ ДЛЯ ПРИВОДНЫХ ЦЕПЕЙ
Материал
На работоспособность цепей передач
влияют: материал и термическая обработка
звёздочки; чистота поверхности зубьев звёз-
звёздочки и точность изготовления звёздочки по
профилю, шагу, углам, концентричности и т. п.
В качестве материала для звёздочек под
приводные цепи применяются различные мар-
марки сталей (углеродистые и легированные) чу-
чугунного и стального литья и текстолит. Соглас-
Согласно опытным данным, для высокоскоростных
приводов высокую износостойкость показали
звёздочки, выполненные из чугуна типа ми-
ханит (характеристику миханита см. т. IV,
стр. 83).
Так как ведущая звёздочка в отношении
износа и удара работает в более тяжёлых
условиях, чем ведомая, материал и термиче-
термическая обработка у ведущей звёздочки для всех
ответственных случаев работы привода должны
быть соответственно выше по качеству.
При выборе материала для звёз-
звёздочек и их термической обработки в зави-
зависимости от условий работы рекомендуется
придерживаться табл. 105.
Материал звёздочек
Таблица 105
Марка материала
Сталь 10, 15,20
Сталь 35, 40
Сталь 40, 45, 50
Сталь loX, 20X
Термическая
обработка
Цементация, за-
закалка, отпуск
Нормализация
Закалка, отпуск
Цементация, за-
закалка, отпуск
Твёрдость
Ядс=45-5°
ЯЛс=4о-45
яяс=4°~45
я/?с=45~5°
Предел проч-
прочности при
растяже-
растяжении в кг/мм*
не менее
4°
52
8о
75
Рекомендуемая область применения
Для ведущих звёздочек с малым числом
зубьев (г<30) при больших скоростях и сред-
средних мощностях
Для ведомых звёздочек больших чисел
зубьев B>30) при нормальных условиях ра-
работы
Для ведущих и ведомых звёздочек B<40),
работающих без резких толчков и ударов.
При неблагоприятных условиях в отношении
износа
Для ведущих звёздочек (z<30) ответствен-
ответственного назначения при работе с динамическими
нагрузками и больших передаваемых уси-
усилиях
ГЛ. VIII
ЦЕПНЫЕ ПЕРЕДАЧИ
387
Продолжение табл. 105
Марка материала
Сталь 40Х, 40ХН
Модифициро-
Модифицированное чугунное
литьё
Обыкновенное
чугунное литьё
(не ниже марки
СЧ15-32)
Текстолит на
парусиновой ос-
основе
Термическая
обработка
Закалка, отпуск
Закалка на глу-
глубину 3 мм
Закалка
-
Твёрдость
Я^с=4о-45
Hq -=280—300
Hq =260-280
35
E/5ОО/ЗО)
Предел проч-
прочности при
растяже-
растяжении в кг) мм*
не менее
9°
4°
—
-
Рекомендуемая область применения
Для ведущих звёздочек ответственного
назначения при применении цепей повышен-
повышенного качества, где требуются высокая изно-
износоустойчивость и прочность зубьев звёз-
звёздочки
Для ведущих и ведомых звёздочек массо-
массового производства и работающих в тяжёлых
условиях на износ (звёздочки комбайнов и
других машин)
Для ведомых звёздочек с большим числом
зубьев (z > 56). Под фасоннозвенные цепи
могут применяться и для ведущих звёздочек
С обязательной термической обработкой
Для ведущих и ведомых звёздочек, где
требуются плавность и бесшумность работы
привода, при мощностях до 6 л. с.
Профиль зубьев
В табл. 106 приведены сведения о профилях
зубьев звёздочек, удовлетворяющих основным
типам приводных цепей.
Таблица 106
Наименование звёздочки
и профиля
Звёздочки с постоянным уг-
углом вклинивания а=60° под
Зубчатые цепи
Звёздочки с переменным уг-
углом давления под втулочно-
роликовые и втулочные цепи
(по ГОСТ 591-41)
Звёздочки с постоянным уг-
углом давления р=-20° под вту-
лочно-роликовые и втулочные
цепи
Звёздочки с цилиндрическим
профилем при необработан-
необработанных литых зубьях, под фа-
фасоннозвенные и втулочные
цепи (по ГОСТ 1055-41)
Область применения
Для цепных приво-
приводов, при всех режи-
режимах работы
Для цепных приво-
приводов машин массово-
массового производства и но-
нового проектирования;
особенно для быстро-
быстроходных приводов и ис-
испытывающих динами-
динамические нагрузки
Для единичных цеп-
цепных приводов, находя-
находящихся в эксплоатации,
и при ограничениях в
изготовлении профили-
профилировочного инструмен-
инструмента. Для литых и необ-
необработанных звёздочек
Для приводов и пе-
передач, работающих при
скорости не выше
3 м/сек '.
Звёздочки для зубчатых цепей
Построение профиля. Для построе-
построения профиля зуба необходимо на начальной
окружности диаметра ?><> нанести деления,
равные (по хорде) номинальному шагу цепи t
(табл. 110). Затем в многоугольник состоронами,
равными номинальному шагу цепи, вписы-;
вается наружная окружность звёздочки. DHap.
От центра окружности звёздочки к точкам
деления проводятся линии, которые образуют
угол 9» соответствующий номинальному шагу.
От наружного диаметра звёздочки DHap через
точки деления, по линиям, образующим углы 9.
откладываются отрезки, равные высоте;зуба h.
На этом же расстоянии h от конечной; точки
проводятся перпендикуляры в обе стороны, рав-
Т
ные по величине -тр- Конечные точки пер-
перпендикуляров соединяются под углом вклини-
вклинивания пластин (в данном случае а — 60° = const),
которые и образуют рабочие грани впадины
зубьев звёздочки.
Необходимые для построения профиля зу-
зубьев звёздочки начальный и наружный диаме-
диаметры звёздочек, углы заострения зуба ] f° и впа-
впадины fie берутся из табл. 107, 108 и i 109. Диа-
Диаметры начальных окружностей /?0, приведён-
приведённые в табл. 107, даны для условного шага
цепи ?= 10 мм, что представляет удобства для
подсчётов Do: :
кл о
Д,-63,93-^-324,76. ; !
В табл. ПО и 111 приведены зависимости для
построения, а также основные и вспомогатель-;
ные размеры профиля звёздочки под; зубчатые
цепи, изготовляемые в СССР. Данный профиль
зубьев звёздочки под зубчатые цепи является;
единым; специальные зубчатые цепи, которые^
например, входят в зацепление внутренним
вырезом в пластине, требуют особого профиля
зуба. ;
Профиль поперечного сечения зуба зависит
от выбранного типа цепи (её ширины и рас-
расположения направляющих пластин).; Расчёт и
388
ПЕРЕДАЧИ
[РАЗД. I
Таблица 107
Диаметры начальных (делительных) окружностей
звёздочек го заданному шагу и числу зубьев
при /=10 мм (размеры в мм)
Продолжение табл. 108
Число
зубьев
г
9
то
и
12
13
14
15
16
17
18
19
2О
21
22
23
24
25
26
27
28
29
3°
31
З2
33
34
35
Зб
37
38
39
4о
41
42
43
44
45
46
Диаметр
началь-
начальной ок-
ружно-
ружности Ц,
2924
32,36
35-49
38.64
4L79
44,94
48,10
5!,2б
54-42
57.59
60.76
63-93
67,10
70.27
73-44
76,61
79,79
82,96
86,н
89-31
92-43
95,67
93,35
O2.O2
[Oj,2O
оЗ,38
tn-56
с 14,74
17,92
[21, Ю
24,28
[27,46
[30-бЗ
133.82
[37,оо
[40,18
ЧЗ1З6
146,54
Число
зубьев
z
47
48
49
5°
51
52
53
54
55
56
57
58
59
6о
6i
62
63
64
66
67
68
¦ 69
7о
71
72
73
74
75
76
77
78
79
8о
8i
82
83
84
Диаметр
начальной
окружно-
окружности Dg
149,42
15290
158,08
159.26
162,44
165,63
168,80
171.98
175,17
178,35
181,53
184,71
187,89
191.07
194,25
197.44
200,62
203,83
206,98
2IO,l6
213-35
216,53
219,7!
222,89
226,О7
229.26
232.44
235.62
238,80
241.99
245,17
248,35
25W53
254,71
257-90
261,08
264,26
267.44
Число
зубьев
Z
85
86
87
83
89
9О
91
92
93
94
95
9б
97
93
99
[ОО
[ОХ
О2
ОЗ
О4
о5
[Об
О7
о8
оэ
ю
и
12
13
14
15
i6
17
[i8
19
[20
Диаметр
начальной
окружности
Dn
270,63
273.81
276,99
23o,i7
283-35
286,54
289,72
292,90
296,08
299.26
3°2 45
30563
3°3,8i
3",99
315,18
318,36
321,54
324.73
327.91
331,09
334,27
337.46
340,64
343.82
347.OI
35o,i9
353.37
356,55
359.74
362,92
366,10
369,29
372,47
375,65
378,8з
382,01
Таблица 108
Наружные диаметры Duap звёздочек для зубчатых
цепей
Число
зубьев
13
15
it
i8
19
20
21
22
23
24
25
26
27
28
29
Зо
31
32
33
34
35
36
37
38
39
40
12,7
51,6
59,7
67,9
72,0
76,1
80,3
84,3
88,3
92,4
96,5
100,5
104,6
108,7
112,7
116,8
120,8
124,9
128,9
I33.O
137.1
141.4
145.2
149.3
i53,i
157.2
161,4
Шаг цепи t в
15,87
64-5
74,5
84,9
9°,°
95,1
Ю0,3
Ю53
но.4
-5
I2O.6
125-7
13°, 7
135-8
140,9
146,0
151.0
15б,1
l6l,2
166,3
171,3
176,4
l8l,5
186,5
191.6
196,7
201,7
19,05
77.4
89-5
101,8
108,0
114,2
120,3
126,4
132.5
138.6
144.7
150,8
156,9
163.0
169,1
175,2
181.2
187.З
193 4
199.5
2056
211,7
217,7
223.8
2299
236,0
242,1
мм
25,4
ЮЗ-2
И9.4
135.8
I44.O
1.52-2
160,4
168,5
176,7
184,8
192,9
201,1
209,2
217,6
225,4
233,5
241.7
2498
2J7.9
265-9
274.1
282,2
200,3
2983
306,6
314.8
322,7
31.75
1290
149.1
169.9
180,0
190,3
200,5
210,7
220,8
231,0
241,2
25L3
261,5
271,6
281,8
292,0
3°2,I
312.2
322,4
332,5
342,7
352.8
3°2.9
373.O
383,2
393,3
4°3.4
Число
зубьев
4i
42
43
44
45
4б
47
48
49
50
51
52
53
54
55
5б
57
58
59
6о
6i
62
63
64
65
66
67
68
69
7°
71
72
73
74
75
76
77
7»
79
8о
8i
82
83
84
85
86
SZ
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
Е03
104
i°5
[Об
[O7
го8
[09
tio
til
[12
45
[16
«7
[18
[19
[2O
12,7
165,4
169,5
173-5
177-6
181,6
185,7
180,7
193.8
197,8
201,9
205,9
210,0
214,0
218,1
222,1
226,1
230,2
234,3
238.3
242,3
246,4
250,4
25I0
258.0
262,6
266,6
270,7
274,7
278.8
282,8
286,8
290,9
294.9
298,9
303.0
307.1
311,1
3I5.I
3192
323,2
327,3
331.1
335,2
339.4
343-5
347.5
351.6
355.6
359.6
363/7
Зб7,7
371,8
375-8
379-8
383.9
387,9
392,0
396,0
400,0
404,1
408,2
412,2
416,3
420,3
424,4
428,4
432,4
436,5
44O,5
444,6
448,6
452,7
456,7
460,7
464,3
468,8
472,9
476,9
480,9
485.0
Шаг цепи t в
15,87
2O6.8
211,9
216,9
222,0
22/,O
232,1
237-2
242,2
247-3
252.3
2.57,4
262,5
267,5
272.5
277,6
282,7
287,8
292,8
297.9
302,9
3O7,9
312.9
318,0
323,0
328,1
333ii
338.2
343.3
343,3
353.4
358,5
3636
368,6
373-7
378,7
383,8
388,8
393.8
3989
404,0
400,1
414,1
419,2
424,2
429.3
434-3
439-4
444,4
449-5
454 5
459,6
464,6
469,7
474,7
479,8
484,9
490,0
495.O
500,0
505,1
510,1
5i5'2
52o,3
525,3
53O,4
535,4
54o,5
545,5
55°,6
555,6
560,7
565.7
57O.8
575.8
58°,9
586,0
59i,o
596,1
601.1
606,2
19.05
248.1
254-2
260,3
266,4
272.4
27З.5
2846
290.7
296,7
302,8
308.9
3150
321.0
327Д
ЗЗ.31
339-2
345-3
351.4
357-4
3630
369,6
375.6
381.7
387 -8
3938
3999
406,0
412,1
418,1
424,2
43O,2
436,3
442,4
448,4
454.5
460 6
466,6
472,6
478,6
484.8
490.9
497,0
50З.1
509.1
515 2
521.2
527.3
533-4
539-4
5*5.5
551.6
557,6
563,7
569,8
57.5-8
58i,9
588,0
594,1
6oo,i
606,2
612,2
618,3
624,4
630,4
636,5
642,6
648,6
654,7
660,8
666,8
672,9
679,0
685,0
€gt,i
697,2
703,2
7O9,3
715,4
721,4
727,5
MM
25,4
33O,5
339.O
347.0
355,2
363-2
371.3
379 4
3З7.5
39;6
403.7
411,8
4199
42^,0
436.1
444,2
452.3
4604
468,5
4766
484,7
4928
5028
5o3,9
5i7,o
525-x
533-2
541,3
549.4
5 57-5
565,6
573.7
5*i.7
589,8
597-9
606,0
6м,1
622,2
630,3
638,3
646,5
654,6
662,7
670,8
678,9
686,9
6950
70ЗД
711,2
719,2
727,3
735-4
743,5
75'-6
759,7
767,8
775-9
784,0
792,i
8ээ,2
8o3,2
816,3
824,4
832,5
840,6
848,7
856,8
864,9
873,0
881,0
889,1
897,2
935,3
9'3,4
921,5
929,6
937,6
945-7
95-3,8
961,9
970,0
31,75
413.6
423.7
433.8
443.9
454.0
464,2
474.3
484,4
494,5
504,7
514,8
5^4 9
535-0
545-1
555.2
5654
575.5
535.6
595-7
605,8
6i5,9
626,0
636,1
646,3
656,4
666,5
676,7
636,8
696,9
707,0
717,1
727,2
737-3
747-4
757,5
7°7.7
777.8
7З7.8
797-9
808,1
818,2
828,4
835.5
848,6
858,7
868,7
878,8
838,9
8Q9-I
909,2
919,3
9294
939.5
949.6
9.59,8
069,9
980,8
990,0
1000,2
1010,3
1020,4
1030,5
1040,6
1050,7
1060,9
1071,0
1081,1
1091,2
noi,3
iin.4
1121,5
1131,6
1141,7
1151,8
1161,9
1172,1
1182 2
1192,3
1202,4
1212,5 ,
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
389
Таблица 109
Значения основных углов <р, В и y при а=60°
Продолжение табл. 10Э
Число
зубьев :
звёздочки jP0Ta
г I '
Угол пово-j Угол впадины
23
24
25
26
27
28
29
30
31
32
33
34
35
Зб
37
3*
39
40
43
4-1
45
4б
47
43
49
50
51
52
53
54
55
56
57
58
59
6о
6i
62
63
64
65
66
67
68
71
72
73
74
75
76
77
78
79
8о
82
83
84
85
86
87
88
89
оо
91
92
i об'
2О ОЭ'
8l5l'
17°об'
6°i8'
3"i8'
2°48'
24'
2°О0'
о; 54
и ЗО'
ОП 12'
о°оэ'
9 42'
842'
8'3°'
848'
8"об'
8"оУ
7°48'
7°3б;
7°i3'
б°зб'
6 'зо'
6°2^'
6°i3'
6" 12'
6°об'
6°оэ'
5°54'
5°48'
5 24'
5 13
5°12'
4 54
4°49'
4°48'
4°42'
4°37'
4°3б'
4°3i'
4°3о'
4 19
4°i8'
4°о6'
4°О4'
4°О2'
4°оо'
3°54'
зуба
34
48'
Зб°оо'
37°
38е
4О
4i°
42°
42°
43°
ЛА°
ЯН
45"
45°
4б°
л(\°
4°
47°
47°
48^
л.8°
4°
48°
49'
49°
49°
5°"
5°"
5°°
5°°
Зо'
54'
оо
об'
оо'
54'
42
Q.A.'
оо'
зб'
12'
42
12'
Зб'
оо1
о*'
48
об'
3°
48'
оо'
г8(
зб1
48'
52 ОО
42° 12'
53
53"
53°
со '
oS
53°
53°
53°
53°
JO
54°
54°
СЛ СП
54
54°
54°
54°
54°
54°
оо
об'
оЗ'
О 1 '
Зо'
36'
42
48'
г 1'
Э +
оо'
об'
12'
i8'
24'
30'
36'
42'
47'
48'
4°
54'
5б'
55°"'
55°24'
55°29
55°3о'
55°3б'
55°4i
55 42
55°47
55°48'
55°53'
55 54
55 56
55°58'
5600
5б°об'
56°О9'
Угол заостре-
заострения зуба
12 ОО'
i5°oo'
17°48'
2О°О0
22°12'
24°оо'
30°оо'
34
35
24'
°12Г
Зб°оо'
Зб" "'
37
зз
39
39
4о
4°
-4»-
"зб'
12
У6'
"оо'
°3б'
42е оо'
43°24'
44
4.5
45
45
46
40
46
4б
47
47
°48
°оо
°24
"Зб
°оо
' 12
°3б
48
"оо
2
47^36'
481
48
чу
49:
49;
49
49'
49
'Зб'
'12'
U'
34
'Зб'
42'
49°52'
5о°оо/
5о'
5°;
5°
5°'
5°с
5ос
5ic
'12'
?22'
'24'
3°
46'
48'
'58'
W
51°22'
51°4б'
52°оо'
Число
зубьев
звёздочки
Z
93
94
95
96
97
98
99
IOO
]
]
01
О2
°3
°4
°5
об
°7
оЗ
°9
ю
tn
ГГ2
43
И
15
1б
17
I8
19
2О
Угол пово-
поворота звена
<Р°
3°49'
3°48'
3°43'
3°4i'
3°38'
3°37'
3°3б'
3°35
3°3°'
3С29'
3°24'
3°23'
3°22'
3"i8'
3°i7'
3"i6'
3°i5'
3°об'
Зсо3'
3°O4
3°оя'
3°O2'
З'ох'
3 oi'
3coo'
З'оо'
З'оо'
З'-оо'
Угол впадины
зуба
5б°1г'
56°12'
56°i3'
5б°19'
56°2l'
56°2з'
5б°24'
56G25'
5б°3о'
56°3i'
5^°35'
5б°37
56°38'
5б°42'
5б°43'
5°°44'
5°°45'
56°54'
56°55'
5б°5б'
563'
5б°58'
5б359'
5°°59'
57е'оо'
57"оо'
57°оо'
57°оо'
Угол заостре-
заострения зуба
Т°
52°22'
52°24'
52°34'
52°33'
52°42'
52°46'
52'ЧЗ'
52°5о'
53°оо'
53°оз'
53°i2'
бЗ^И'
53°i6'
53°24'
53°2б'
53°23'
53°3о'
53°38'
53е40'
53°52'
53°5°'
53°5б'
53°53'
53°58'
54°оо'
54°оо^
54°оо'
54°оо'
Таблица 110
Построение профиля яуба звёздочек для зубчатых
цепей с любым числом зубьев (основные зависимости)
Наименование основ-
основных параметров
звёздочек
Шаг цепи
Диаметр начальной
окружности
Диаметр наружной
окружности
Обозна-
Обозначение
t
Do
D/tap
Расчётные
зависимости
*ц ^ *зв
• (основное условие)
°° . 180°
sin
г
(табл. 107)
D *
инар~ 180»
(табл. 108)
390
ПЕРЕДАЧИ
1РАЗД.
Продолжение табл. ПО
Наименование основ-
основных параметров
звёздочек
Число зубьев звёз-
звёздочки
Высота зуба
Высота от центра
пластины до основа-
основания
Радиальный зазор
Расстояние между
рабочими гранями
зубьев при любом зна-
значении а
Расстояние между
рабочими гранями
зубьев при <х«=60°
Радиус внешнего
округления пластин
Диаметр окружно-
окружности впадин зубьев
Угол вклинивания
Угол поворота зве-
звена на звёздочке
Угол впадины зуба
Угол заострения
зуба
Замеренная толщи-
толщина зуба на расстоя-
расстоянии у
Расстояние от вер-
вершины зуба до места
измерения
Обозна-
Обозначение
г
h
я,
е
т3
R
Den
а
?
"Р
Т
ty
У
Расчётные
зависимости
Табл. 84 и 85
/г =,#,+<?
(табл. 111)
Табл. 74
e=0,08t
(табл. Ш)
r.-(,+ -*U-
\ cosir/
-2Atg-J-
Тш [t+ 0,866")
(табл. Ill)
Табл. 74
вп " Dnap ~ 2^
o=60°=const
Для цепей, изгото-
изготовляемых в СССР
360
(табл. 109)
Р = сс-<р
(табл. 109)
Y-2P—а-«—2о
(табл. 109)
\ Б1пг /
X(sin^+COS|tg2-)X
h
(рекомендуется)
зависимости для построения поперечного про-
профиля зуба с закруглёнными торцами под зуб-
зубчатые цепи с боковыми направляющими пла-
пластинами приводятся в табл. 112. Поперечный
профиль зуба с прорезэм по середине под
зубчатые цепи с внутренними направляющими
пластинами типа В1 х 1 и типа Б1 х 2 приво-
приводится в табл. 113.
Таблица 111
Основные размеры профиля зуба звёздочек
под зубчатые цепи, изготовляемые в СССР
(см. фиг. к табл. 110)
Наименование
размера
Шаг цепи
Высота зуба
Радиальный за-
зазор
Расстояние
между рабочими
гранями зубьев
Расстояние от
точки пересече-
пересечения рабочих гра-
граней до начальной
окружности
Вспомогатель-
Вспомогательный размер
Угол вклинива-
вклинивания для цепей,
изготовляемых в
СССР
Размеры в мм
12,7
8,о
1,0
15,°
21,0
24,22
бо°
15,87
9,75
1,25
18,45
2*75
29,90
бо°
ю о-
и,5
i,5
2i,95
Зо,5о
35,22
5 25,4
2,О
31,20
42,00
48,50!
бо°
52-5°
бО,б2
6о°
Требования к изготовлению и приёмке звёздочек
с углом вклинивания а = 60°. Глубина цемен-
цементированного слоя для цементированных звёздочек
должна быть не ниже 0,6 мм на каждую сторону зуба.
Зубья звёздочки должны быть фрезерованны-
фрезерованными с чистотой обработки поверхности не ниже VV.
Шаг зубьев звёздочки должен обеспечить основ-
основное условие зацепления, а именно быть равным или
меньше шага цепи: t38 <! t^
Отклонения по шагу звёздочки: 0; — О.00Ш.
Нарушение концентричности наружного диаметра к оси
звёздочки должно быть в пределе 0,05 мм на 100 мм диа-
диаметра звёздочки. Угол вклинивания двух впадин
звёздочек а должен быть равен углу наклона рабочих
Фиг. 81. Проверка звёздочки для зубчатых цепей:
а—шага; б—угла вклинивания; в — толщины зуба.
плоскостей пластин. Отклонения по углу о: 0; — A5'+25'|
может быть только отрицательным в пределах 8« г
-=15' —25'. Глубина прореза под внутренние напра-
направляющие пластины должна превышать высоту зуба м
2-3 мм.
Измерение шага звёздочки производится спе-
специальными калибрами; схему обмера—см. фиг. 81, а. Шаг
звёздочки определяется по зависимости t3e = Nx - 2Й,
где Nx — показание шкалы измерения в мм.
Измерение угла вклинивания а и кратчайшего
расстояния между плоскостями двух смежных впадин Ji
производится шаблоном (фиг. 81, б). Проверка по средне!
f Л. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
391
толщине зуба производится зубомером (фиг. 81, в). Изме-
Измерение наружного диаметра в пределах 3—4-го класса
точности звёздочки с нечётным числом зубьев может
производиться при помощи микрометрической скобы со
специальным вкладышем (фиг. 82).
Определ ение твёр-
твёрдости термически обрабо-
обработанных зубьев звёздочки про-
производится прибором Роквелла
(шкала С) на боковых поверх-
Фиг. 82.
иостях двух противоположных зубьев. Разница в твёр-
твёрдости не более 5 единиц по Роквеллу.
Глубина цементированного слоя звёз-
звёздочки проверяется по излому контрольного образца.
Звёздочки для втулочно-роликовых
и втулочных цепей
Профиль зуба с переменным углом да-
давления. Для построения профиля зуба звёз-
звёздочки с переменным углом давления (ГОСТ
591-41) на начальной окружности диаметра Do
наносятся деления, равные по хорде номи-
номинальному шагу цепи t (табл. 114). В точках
деления строятся окружности радиуса г. Угол
прилегания ролика (втулки) 7° — постоянный
при любом числе зубьев звёздочки 7° = 120 =¦
= const, а соответствующий угол впадины
а — 60°. При числе зубьев звёздочки г < 19
головка зуба очерчивается радиусом R\ центр
радиуса лежит на стороне ОМ угла прилегания.
Вторая сторона впадины зуба очерчивается
в зеркальном отображении. При числе зубьев
звёздочки z > 20 головка зуба образуется
касательной линией к окружности радиуса г,
проведённой под углом —у.
Угол впадины а зависит от отношения шага
цепи t к диаметру ролика (втулки) d. Высота
Таблица 112
Построение профиля поперечного сечения звёздочки для зубчатых цепей с боковыми
направляющими пластинами типа Б
(основные зависимости)
Наименование основных параметров бокового
профиля сечения звёздочек
Шаг цепи
Общий боковой зазор между звёздочкой и
направляющими пластинами наименьший
Радиус закругления бокового профиля зуба
звёздочки
Расстояние от вершины до линии радиуса Rx
Разница в ширине звёздочки у основания и
у вершины зуба
Минимальная толщина обода и спицы для
стальной звёздочки
Минимальная толщина обода и спицы для
чугунной звёздочки
Ширина цепи внутри между направляющими
пластинами
Обозначения и рас-
расчётные зависимости
t
cmin=cS-Bo
х3 + @,08/K
к*—бГш
x=0,39f
Во—?=0,16/
Pmin-tfmin-0'5'
CB=b-2S
Размеры в мм
12,7
2, О
13.°
5.о
а,о
6,35
9.°
15,87
2,5
15,°
6,о
2.5
8,о
ю,о
i9.°5
з.°
19.5
7.5
3.°
9.5
13,5
25-4
4,о
2б,О
IO.O
4,о
12,5
1б
31.75
5.°
з°,° ¦
12,О
5.°
17.5
22
Табл. 76
392
ПЕРЕДАЧИ
[РАЗД. 1
Таблицами
Построение профиля поперечного сечения звёздочки для зубчатых цепей с внутренними направляющими
пластинами типов Blxl, B2xl и В2х2
(основные зависимости)
Наименование параметров
Шаг цепи
Ширина поперечного сечения звёздочки (наи-
(наименьшая)
Ширина прореза канавки под направление у
основания
Разница ширины направляющего прореза
Радиус закругления направляющей канавки
наибольший
Расстояние от вершины до линии радиуса Rx
Глубина направляющего прореза наименьшая
Толщина основной пластины
Толщина направляющей пластины
Высота зуба
Расстояние между осями направляющих ка-
канавок для цепи типа В2х2
Номинальная ширина цепи по пластинам !
Расстояние между осями направляющих пла-
пластин
Обозначения и рас-
расчётные зависимости
t
Д-ь,
?-?0=0,16/
R* 0,16*"
й.-й+О.Ш
S
S,
Л
/га,
b
т
Размеры в мм и расчётные
зависимости
12,7
2,О
13,°
5.°
IO
15.87
L
2,5
б,о
12,2
*9°5
З.о
19.5
7.5
14.5
1 25,4
.«,
-1-5
4,о
2О,О
10
19
| 31.75
|
5,°
Зо,о
12
24.5
Табл. 77
Для типа Blxl—S, = S
Для типа В2х1 и В2Х2-25
Табл. 111
ml=m+0,01 мм
Табл. 77.
Табл. 77
Значения pmjn и <7mjn —см. табл. 112.
зуба ограничивается наружным диаметром
звёздочки DHap. Угол давления 3° — перемен-
переменный, зависит от числа зубьев звёздочки и ра-
равен углу заострения зуба. Чем больше угол
давления, тем меньше наибольшее местное
напряжение смятия.
Зависимости для построения
профиля зуба звёздочки с переменным
углом давления приведены в табл. 114.
Профиль зуба с переменным углом давле-
давления обеспечивает благоприятное зацепление
ролика (втулки) с зубом звёздочки. Рекомен-
Рекомендуется для звёздочек с обработанным зубом
в приводных цепях, работающих при скоростях
выше 5 м]сек, и, как правило (по ГОСТ), на
новых машинах и механизмах серийного и
массового производства для всех условий ра-
работы.
Для профилирования звёздочек с перемен-
переменным углом давления требуется набор фасон-
фасонных фрез, которые, как и угол давления,
изменяются в зависимости от числа зубьев
звёздочки.
Профиль зуба с постоянным углем да-
давления. Для построения профиля зуба звёз-
звёздочки с постоянным углом давления на на-
начальной окружности диаметра Do наносятся
деления, равные (по хорде) номинальному шагу
цепи (табл. 115). В точках деления О строятся
окружности радиусом л Угол прилегания у
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
393
Таблица 114
Построение профиля зуба звёздочки с переменным
углом давления для приводных втулочнс-роликовых
и втулочных цеией (основные зависимости)
Наименование пара-
параметров
Шаг цепи
Диаметр начальной
окружности
Обо-
значе-
значение
Радиус впадины зуба
Радиус голов-
ки зуба при
числе зубьев
2>12
Угол впадины зуба
при числе зубьев г>1Э
Диаметр на-
наружной ок-
окружности
наибольший
2<20
г>20
Расчетные
зависимости
Ц
Основное условие
зацепления
. 1К0"
sin •
#=1,2/
1,6
от 1,6
до 1,7
60°
свы-
свыше 1,
62°
¦'нар max
Диаметр окружно-
окружности впадин
Угол давления ро-
ролика (втулки)
Угол прилегания ро-
ролика (втулки)
Угол, соответ-
соответствующий шагу звёз-
звёздочки (цепи)
Диаметр ролика
|втулки) цепи
=30°-^
120°-const
_360о
z
(табл. 1С9)
Табл. 81
зависит от числа зубьев звёздочки. Головка
зуба очерчивается радиусом/?. Центр радиуса R
лежит на прямой ОМ—стороне угла давле-
давления C. Угол давления постоянный и не зависит
от числа зубьев. Высота зуба ограничивается
наружным диаметром звёздочки DKap. В табл. 115
приведены зависимости для построения про-
профиля зуба звёздочки с постоянным углом
давления. Благодаря постоянному углу давле-
давления одним профилировочным фрезом возможно
нарезать все числа зубьев звёздочки данного
шага. Профиль с постоянным углом давления
обеспечивает плавный вход звеньев цепи в
зацепление и выход из него. Напряжение смя-
смятия на рабочих поверхностях звёздочки (по
Герцу) на 8—10% больше, чем при примене-
применении профиля зуба с переменным углом давле-
давления.
Таблица 115
Построение профиля зуба звёздочек с постоянным
углом давления E = ?0°, с любым числом зубьев для
привод,1Ыл втулочно-роликовых и втулочных цепей
(основные зависимости)
Наименование
пара-
метров
Шаг цепи
Диаметр начальной
окружности
Радиус впадины зуба
Радиус головки зуба
Диаметр на-
наружной окруж-
наибольший
при
при
Диаметр окружно-
окружности впадин зубьев
Угол давления
Угол прилегания
Угол, соответству-
соответствующий шагу звёздоч-
звёздочки (угол поворота
звена)
Диаметр
(втулки) цепи
эолика
Обозначе-
Обозначение
t
Da
Г
R
D „
'-'вп
г
о
d
Расчётные
зависимости
Основное усло-
условие зацепления
Do *ш
sin
Z
г-0,505.*
R=At
^нар max =
= Do + 0,8d
™нар max =
= Do + 0,9d
/?„ =ж D Or
p = 20° =¦ const
, -.«»-»:
360°
(табл. 109)
Табл. 81
394
ПЕРЕДАЧИ
[РАЗД. I
Профиль зуба звёздочки с постоян-
постоянным углом давления применяется: в цеп-
цепных приводах со скоростью движения цепи
до 6 м/сек при невозможности использования
профиля с переменным углом давления; при
наличии на эксплоатируемых машинах в боль-
больших количествах звёздочек одного шага с раз-
различным числом зубьев и слабой инструмен-
инструментальной базой в отношении изготовления
профилировочных фрез; для литых и необра-
необработанных зубьев звёздочек.
Профиль поперечного сечения
зуба. Профиль поперечного сечения зуба для
всех видов зубьев звёздочек постоянный и за-
зависит от размеров выбранной цепи и количе-
количества рядов в ней. Зависимости для по-
строения профиля поперечного сечения
зубьев звёздочек для однорядных и двухряд-
двухрядных втулочно-роликовых и втулочных цепей
приведены в табл. 116.
Таблица 116
Построение профиля поперечного сечения зуба
звёздочек для приводных втулочно-роликовых
и втулочных цепей
(основные зависимости)
Наименование
параметра
Шаг цепи
Расстояние
внутренними i
нами
между
чласти-
Диаметр ролика
(втулки)
Ширина зуба
для цепи
одно-
рядной
двух-
двухрядной
Ширина вершины
зуба
Радиус закругления
зуба наименьший
Расстояние
линии
центров окружностей
Ил от вершины
Расстояние
осями зубьев
зуба
между
двух-
рядных звёздочек
Расстояние
продольными
между
осями
двухрядной цепи
Диаметр венца наи-
наибольший
Ширина пластины
цепи
Обозначе-
Обозначение
Расчётные зависи-
зависимости
св
d
1
и
ч
2ПШ1
k
Q
п
Dc max
Ь
Табл. 81
Табл. 81
Z=0,93Cfl -°'15
/=0,90С8 -°»15
U-l - 0,4d
R ¦ •= 1 Id
imva.
ft«0,8d
§-=л+0,03С3
Табл. 84
"с max""
_/ctgi^--1.3*
Табл. 81
Требования к изготовлению и
п р иё м к е обработанных звёздочек для вту-
втулочно-роликовых и втулочных цепей во всём
аналогичны требованиям к звёздочкам зуб-
профипя
Фиг. 83. Проверка звёздочки для
втулочно-роликовых и втулочных
цепей: а — шага; б — профиля.
чатых цепей. Схема измерения шага показана
на фиг. 83, а: контроль профиля шаблоном —
фиг. 83. б.
Звёздочки для фасоннозвенных
и втулочных цепей
Профиль литого необработанного зуба.
Формулы построения цилиндрического про-
профиля зуба звёздочки с литыми необработан-
необработанными зубьями для приводных фасоннозвев-
ных и втулочных цепей приведены в табл. 117.
Таблица 117
Построение цилиндрического профиля литого
необработанного зуба звёздочек для приводных
фасоннозвенных и втулочных цепей
(основные зависимости)
Наименование
параметра
Шаг цепи
Отклонение от но-
номинального шага звёз-
звёздочки наибольшее
Диаметр начальной
окружности
Радиус впадины зуба
Взаимное располо-
расположение центров по-
построения впадины зуба
Радиус головки зуба
Обозна-
Обозначение
t
° Азе. max
О„
г
е
R
Расчётные зави-
зависимости
*ц > he
Основное условие
зацепления
8'*e. max—0.005<
Do . 180°
sin —
г
/¦=0,5d
е=(О,15-О,25)</
t S
*-7+7
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
395
Продолжение табл. 117
Наименование
параметра
Диаметр наружный
Диаметр окружно-
окружности впадин зубьев
Отклонение от но-
номинальной окружно-
окружности впадины наиболь-
наибольший
Ширина основания
зуба
Ширина вершины
зуба
Радиус закругления
поперечного сечения
зуба наименьший
Расстояние линии
центров окружностей
радиусов R1 от вер-
вершины зуба
Диаметр округления
внешнего шарнира
звена цепи
Толщина зуба по
начальной окружности
Обозна-
Обозначение
Dnap
Den
bDen
В
h
я,
k
й
S
Расчётные зави-
зависимости
DHap=°D0 +2r
Aj/i-Д, ~2r
5 Den"
= ± 0,035 YDen
B=0,9Ce
г,=в-одад+
+ 1,5 мм
*=0,6d
d=2r
S w t - Br - I)
Требования к изготовлению и приёмка. Звёз-
Звёздочки, предназначаемые для передачи 'усилия свыше
40 кг или при числе оборотов более 300 в 1 мин., подвер-
подвергаются сплошной или местной термической обработке
(закалка) или отбеливаются при отливке. Глубина отбе-
отбеливания должна быть не менее 2 мм, но не более чем на
'/, толщины и высоты зуба.
Твёрдость зубьев закалённых звёздочек —
280—420 по Бринелю. Твёрдость отбелённых звёздочек не
нормируется. Твёрдость зубьев звёздочек, не подвергаю-
подвергающихся термической обработке, не ниже 17о по Бринелю.
Внешний вид и размеры звёздочек проверяются
осмотром и обмером шаблонами и универсальным изме-
измерительным инструментом. Измерение шага звёздо-
Фиг. 84.
чек производится специальным приспособлением по схеме,
изображённой на фиг. 84.
Твёрдость звёздочек по Бринелю определяется на
боковой поверхности двух противоположных зубьев по
ОСТ 10241-40. Разница в твёрдости зубьев одной звёз-
звёздочки не допускается более 50 единиц по Бринелю.
Глубина отбеливания зубьев и впадин звёздочек опре-
определяется замером по излому.
ГРУЗОВЫЕ ШАРНИРНЫЕ ЦЕПИ
Конструкция
Звенья грузовых шарнирных цепей (Галля)
образуются из чётного числа пластин, подвижно
соединённых валиками. Тем самым обеспечи-
обеспечиваются неограниченный угол поворота звеньев
и подвижность цепи в плоскости пластин
(табл. 73, эскизы 11, 12 и 13).
Шарнирные цепи состоят из следую-
следующих деталей: основных и концевых пластин,
валиков, соединительных валиков, валика кон-
концевой пластины и шайб или шплинтов. Ша-
Шагом шарнирной цепи следует считать рас-
расстояние между осями двух смежных валиков;
шаг цепи должен быть больше или равен
шагу звёздочки D>t3e-
Основные пластины изготовляются до
шага 80 мм в виде восьмёрки, при шаге цепи
90 мм и выше изготовляются прямыми с двумя
отверстиями под шейки валика. Посадка
шеек валиков в отверстиях пластин по-
подвижная (табл\ 118). Шаг пластины, рас-
расстояние между центрами её отверстий меньше
номинального шага цепи на величину сред-
среднего зазора Д* в шарнире: Т = t—At, где
Г — шаг пластины, / — номинальный шаг цепи
и At — средний зазор в шарнире.
Так как отверстие в пластине должно обес-
обеспечить соприкасание шейки валика по всей
толщине пластины, поверхность отверстия в
пластине должна быть тщательно обработана
под W.
Концевые пластины служат для
скрепления концов цепи. Отличаются от ос-
основной пластины формой, шагом и отвер-
отверстиями под концевой валик (табл. 119). Конце-
Концевые пластины имеют с одной стороны отвер-
отверстия, равные отверстиям основных пластин
и предназначаемые для шейки основного ва-
валика, а с другой — увеличенные отверстия
для концевого валика. Валики выполняются
с двумя шейками. Последние не должны иметь
лысок; чистота обработки поверхности не
ниже w.
Для цепей с закреплением пластин шплин-
шплинтами на концах валиков сверлятся отверстия
под шплинты, такие же отверстия сверлятся
и в соединительных валиках. Длина шеек
валиков должна обеспечить размещение на
ней необходимого числа пластин с гарантиро-
гарантированными боковыми зазорами между ними (AS).
Основные данные шарнирных
цепей, выпускаемых в СССР, в соответ-
соответствии с ГОСТ 191-41 приведены в табл. 119.
Расчётные зависимости
Для расчёта шарнирной цепи на прочность
используют следующие зависимости:
разрушающая нагрузка по пла-
пластинам
Q - (b — d2) Si <зв в кг;
нагрузка по ва-
разру ш ающая
ликам
<?-2^-
где Ь — ширина пластины в мм; d% — диаметр
заточенной части валика в мм; S — толщина
пластины в мм; i—число пластин в одном
звене. Значения b, d2, S и i приведены в табл. 119.;
Для пластин и валиков из стали 40 прини-
принимают значения яв =45 кг/мм2 п\в =32 кг/мм2.
Выбор грузовой шарнирной це-(
п и производится по номинальной грузоподъём-
грузоподъёмности. На подъёмный механизм при скорости
не более 0,25 м\сек достаточен пятикратный за-
запас прочности. Если по условиям работы подъ-
подъёмного механизма требуется больший запас
396
ПЕРЕДАЧИ
[РАЗД. I
Таблица 118
Допуски, посадки и зазоры деталей пластинчатых шарнирных цепей (Галля) (размеры в мм)
Наименование размера
Средний зазор в шарнире btCp
Посадки
и отклонения
А3 + А4
2
или А,
х
**ср - Д'"
Тп-*~"ср
Предельные
отклонения
Нижн.
Верхн.
Верхн.
Нижн.
min
max
in+ Л^юах
Верхн.
Нижн.
с 3 до 6
о
+ о,о5з
—о,04
— О,12О
о,о4
0,172
о,юб
Номинальный
с 6 до
10
о
+0,065
— о,о5
— о, 15
о,о3
O.2I5
0,132
с 10 до
18
о
+ о,о77
— о,об
— o,i8
0,06
0,257
0,158
= t~
размер
с 18 до
30
о
+0,092
— 0.07
— О,21
о,о7
0,302
o,iS6
^min
"ср
с 30 до
50
о
+ 0,11
— о,оЗ
-0,25
о,о8
0,360
0,220
Таблица 119
Основные данные грузовых пластинчатых шарнирных цепей (Галля), изготовляемых
Шаг цепи /
15
2О
25
3°
35
45
5°
55
6о
7°
8о
оо
IOO
но
I2O
I4O
Разрушающая на-
нагрузка Q в кг
5оо
I бОО
2 5ОО
4 ооо
6 зоо
8ооо
IO ООО
16 ООО
2О ООО
25 ооо
37 5°°
5о ооо
75 ооо
IOO ООО
12д °°°
i6o 000
200 000
Наибольшая допу-
допускаемая нагрузка
Г в кг
IOO
32O
5°о
8оо
I 2бо
I бОО
2 ООО
3 2OO
4 ооо
5ооо
7 5°о
IO ООО
15 ооо
2О ООО
2д ООО
32 ООО
4О ооо
Расстояние между
внутренними пла-
пластинами Сд
12
15
i8
20
22
25
36
40
45
50
60
70
80
90
но
I2O
Диаметр средней
части валика
. 5
8
ю
11
13
Н
17
22
24
26
32
36
40
45
5°
55
60
и
га
J3
га
к
ч
а
а
X
к
ч
24
3°
38
45
56
58
68
9°
но
17О
2ОО
235
25O
295
34O
Ширина пласти-
пластины b
12
15
18
20
24
28
35
38
46
52
60
70
80
90
IOO
но
Толщина пласти-
пластины 5
1.5
2,0
З.о
2,0
З.о
З.о
З.о
4,о
4.о
4.5
5.о
6,о
6,о
б.о
7,о
7.о
Число пластин
в одном звене
2
2
2
4
4
4
4
б
б
6
8
8
8
ю
ю
IO
12
3S
О 1»
1з
О X
сз га
2О
25
3°
4О
45
55
6о
65
7°
85
95
но
120
I3O
140
165
Диаметр заточ-
заточки du
4
6
8
9
и
12
15
18
20
22
28
32
36
40
44
48
52
Диаметр отверстия
под концевой ва-
валик D
6
9
12
14
15
18
21
26
32
34
4О
45
5°
55
6о
65
8о
в СССР
Ширина в сечении
по концевому ва-
валику В
15
2О
25
3°
35
4°
45
5°
55
6о
7°
8о
9°
IOO
но
I2O
140
(размеры в мм)
Нагрузка измере-
измерения шага Ризм
в кг
ю
25
4°
IOO
*5о
20Э
2дО
5°°
ооо
75O
1300 •
1бОО
25О0
35°°
44OO
53°°
8ооо
Вес 1 пог. м цепи
q в кг
о,7 .
1.2
2,0
2.7
4,6
5.6
7,о
12,0
16,0
19,0
30,0
38,0
58,0
80,0
92,0
122,0
153,°
ГЛ. VII]
ЦЕПНЫЕ ПЕРЕДАЧИ
397
прочности, цепь берётся соответственно боль-
большей номинальной грузоподъёмностью за счёт
увеличения шага. Б механизмах с механиче-
механическими приводами при скорости не более 0,5 ч/сек
необходимо запас прочности увеличивать.
Удельное давление р в шарнире
цепи не должно быть более 3 kzjmm'2. Отно-
Относительно большие удельные давления в шар-
шарнирах объясняются большим числом звеньев
в цепях и низкими скоростями при частых и
длительных перерывах работы. На работо-
работоспособность цепей влияют в основном те же
факторы, что и для приводных цепей (см. также
„Подъёмно-транспортное оборудование", ЭСМ,
т. 9).
Требования к изготовлению и приёмка
Нагрузка, при которой цепь во время ис-
испытания разрушается, должна быть не менее
указанной в табл. 119.
Детали цепей изготовляются: пластины из стали ма-
марок 40, 45, ?.0; валики — 40, 45; шайбы — Ст. 3.
Детали цепей, изготовляемые из нормализованного
проката, термической обработке не подвергаются.
Допускаемые отклонения действительного
шага цепи должны быть в следующих пределах:
Шаг цепи t (диапазон) в мм . 15-2025-4045—5°
+ О,Ю +О,15 +О.2Э
Допускаемое отклонение в мм о о о
Шаг цепи t (диапазон) в мм . . 57~7° 8о—юо iao 140
+0,25 +0,30 +о,35 40,40
Допускаемое отклонение в мм .о о о о
При этом допускаемое отклонение на длине цепи в
35 звеньев не должно превышать 0,5% измеряемой длины
и может быть только положительным.
Действительный шаг цепи измеряется не
менее чем на десяти звеньях несмазанной цепи, лежащей
на горизонтальной плоскости и натянутой нагрузкой из-
измерения, указанной в табл. 119.
Испытанию на разрыв подвергаются отрезки
не короче пяти звеньев, отобранные по выбору приём-
шика от каждых 100 м цепей данного шага. Отрезки
цепей, подвергаемые испытанию на разрыв, должны быть
снабжены концевыми звеньями. Испытуемый отрезок
цепи закрепляется на захватах разрывного пресса кон-
концевыми валиками.
Завод-изготовитель должен гарантировать отсутствие
каких-либо пороков (трещин, волосовин, деформаций),
если статические испытания новой цепи будут произ-
производиться потребителем нагрузкой не более 25а/0 разру-
разрушающей нагрузки, а динамические испытания — нагруз-
нагрузкой не более 22% разрушающей нагрузки для цепи
данного шага.
Звёздочки
Построение профиля зуба звёз-
звёздочки для пластинчатых шарнирных цепей
аналогично построению профиля зуба, приме-
применяемого для приводных фасоннозвенных и
втулочных цепей. Вытяжка цепи по мере
износа в данном профиле учитывается не про-
профилем зуба, а гарантируемым зазором во впа-
впадине зубьев. Профилирование зуба
звёздочек для пластинчатых шарнирных цепей
сводится к выбору двух радиусов, образующих
профили впадин и головок зубьев, и выбору
центров этих радиусов. Метод построе-
построения профиля зуба звёздочки и профиля по-
поперечного сечения зуба приведён в табл. 120.
ТЯГОВЫЕ ЦЕПИ
Основные данные
Основные данные по тяговым втулочным
цепям помещены в табл. 121, 122, 123, 124
и 125. Расчёт тяговых цепей — см. „Подъёмно-
транспортное оборудование" (ЭСМ, т. 9).
Основные сведения по построению профиля
зуба звёздочек приведены в табл. 12/.
Таблица 120
Построение профиля зуба звёздочек дчя грузовых
пластинчатых шарнирных цепгй (Га.л»>)
(основные зависимости) сеч по дд
-I-
Наименование пара-
параметра
Шаг цепи
Диаметр начальной
окружности
Диаметр вспомога-
вспомогательной окружности
Ргдиус впадины зуба
Радиус головки зуба
Диаметр наружный
Диаметр окружно-
окружности впадин зубьев
Диаметр венца наи-
наибольший
Ширина основания
зуба
Ширина вершины
зуба
Диаметр средней
части валика
Расстояние между
внутренними пласти-
пластинами цепи
Ширина пластины
цепи
Число зубьев звёз-
звёздочки
Обозна-
Обозначение
t
Da
DR
г
R
Duap
Den
с max
I
h
C8
b
г
Расчётные зависи-
зависимости
п ...
0 . 180°
sin — —
DR- Do -0,2 t
r = 0.53 rf,
R^t-r
1
J
Den = Do-*'
z
1 - 0,9 CB
1, = I -0,16*
Табл. 119
*min - 7
^max *°
398
ПЕРЕДАЧИ
[РАЗД.
Таблица 121
Тяговые втулочные цепи
Основные размеры в мм (по ГОСТ 588-41)
Таблица 122
Тяговые втулочные цепи с гладким роликом d<b
Основные размеры в мм (по ГОСТ 588-41)
Шаг цепи t
IOO
123
160
200
250
320
i IOO
I25
160
: 200
250
32O
40a
IOO
125
I60
2OO
25O
32O
400
5O0
I25
160
200
250
320
400
500
630
160
200
250
320
400
500
630
800
200
250
32a
Л 4ОЭ
' 5°=>
630
800
12 JO
Разрушающая нагрузка Q в кг
6300
IO ООО
16 000
25 ооо
40ооо
6з ооо
Наибольшая допускаемая рабочая
нагрузка q в кг
8оо
I23O
2ООО
32OO
5ооо
8оэо
Расстояние между внутренними
пластинами Сд
32
38
44
5а
бо
7О
Диаметр втулки d
20
24
30
35
42
5°
Длина валика от оси цепи до конца
'шах
38
4б
53
63
75
9°
Ширина пластин b
3°
40
5°
60
80
IOO
Толщина внутренней пластины S
5
6
7
ю
12
14
Толщина наружной пластины 5,
5
б
7
8
ю
12
Вес 1 пог. м цепи в кг
4,8
4.3
4.о
3.7
3.5
3.4
7-9
7.4
6,5
6д
5.7
5.4
5.1
12,1
и.З
IO.I
9.3
8-7
8,1
7-7 ,
7.4
18.3
1б,3
14.2
13.8
12,8
12,1
11,5
11,О
24 .о
22,2
2O.7
195
i8,5
17.8
17.2
16.7
4°,8
37.о
33.7
31.8
29.7
279
2б,б
25.6
24,5
Шаг цепи t
60
75
80
IOO
125
150
160
200
250
320
IOO
125
160
200
25°
320
400
IOO
125
160
200
250
320
400
500
!25
l6o
2OO
250
32O
4OO
500
630
I6O
2O0
2jO
32O
4OO
500
630
8OO
2OO
2jO
32O
4O0
5OO
63O
800
IOOO
[1250
Разрушающая нагрузка Q в кг
6300
IOOOO
i6ooo
25000
40000
63000
Наибольшая допускаемая рабо-
рабочая нагрузка q в кг
8оо
1250
20ОО
32OO
5ооо
8ооо
Расстояние между.внутренними
пластинами Сд
3=
38
44
52
6о
7°
Диаметр ролика d
30
36
44
52
62
75
Длина ролика С„
31
37
42
5О
58
68
s
I
и
О
н
о
се м
к се
§_Е
ю се
?§
я м
38
46
53
63
75
до
Ширина пластин b
3°
40
5°
60
80
100
Толщина внутренней пластины 5
5
б
7
10
12
14
Толщина наружной пластины 5,
5
б
7
8
10
12
Вес 1 пог. м цепи в кг
7.8
6,9
6,5
5-7
5-1
4-9
4,6
4.2
3-9
3.6
9.8
8,9
7.7
7.°
6,0
5-6
15.3
13.4
II-7
ю,7
9.7
8.9
8,4
7.9
21,9
19,2
17,2
156
14.2
13,2
12,4
11,8
28,6
239
23.7
21.8
20,4
19,3
i8,4
16,6
4б,9
4i,9
37-5
34.4
31.9
298
28,1
23,8
25,8
гл. viq
ЦЕПНЫЕ ПЕРЕДАЧИ
399
Таблица 123
Тяговые втулочные цепи с гладким роликом d>b
Основные размеры в мм (по ГОСТ 588-41)
Таблица 124
Тяговые втулочные цепи, ролик с ребордой
. Основные размеры в мм (по ГОСТ 588-41)
s
V
н
и
я
3
75
80
100
125
160
200
250
125
150
160
200
250
320
160
200
250
320
400.
200
250
320
400
5°°
250
320
400
500
630
250
320
500
630
800
V 320
400
500
630
800
IOOO
1250
я
a
a
а
n
&
я
s
Разрушающая
5000
6300
IOOOO
16000
25000
40000
63000
к
ra m
0 ¦?
Наибольшая д
рабочая нагру;
8оо
IOOO
1600
2500
4000
6300
IOOOO
ен-
a,
X
г s
Расстояние Mt
ними пластина
28
32
38
44
52
бо
70
га
Диаметр роли
55
65
75
9о
но
130
15°
Длина ролика
26
28
34
33
44
5°
6о
к
с
а>
РГ
S
о
о
ч "~"*
и а
sl
32
38
4б
53
63
75
9°
к
я
Ширина плас!
3°
3°
4о
5°
бо
8о
IOO
я
с
OI
Я
рен
Толщина внут
стины S
4
5
б
7
ю
13
14
ч
с
я
о
S
Толщина нару
стины Si
4
5
б
7
8
ю
12
т
с
<и
а
Вес 1 пог. м \
8,6
8,2
6,6
5.9
5-4
5.3
4,8
4,2
7.о
5-4
5,7
5,1
4,7
4,2
9.2
8,9
п
6,3
13 о
ы,б
ю,4
9-5
8,8
19,8
i6,7
15,2
14,0
13.1
28,5
2б,О
OQ Л
-У'4
21,7
2ОЗ
18,2
43.6
40,0
36.7
33.4
30.9
29,1
27,7
Шаг цепи t
75
80
100
125
150
160
200
250
125
150
160
200
250
320
160
200
250
320
400
200
250
320
400
500
250
320
400
500
630
250
320
400
500
630
800
320
400
500
630
800
1000
1250
Разрушающая нагрузка Q в кг
5ооо
6300
IOOOO
16000
25000
4оооо
63000
Наибольшая допускаемая
рабочая нагрузка q в кг
8оо
IOOO
i6oo
2300
4000
6300
IOOOO
Расстояние между внутрен-
внутренними пластинами Са
28
32
38
44
52
6о
7о
Диаметр ролика d
55
65
75
90
но
I3O
15°
Длина ролика Ci
26
28
34
ЗЗ
44
5°
60
Длина рабочей части ролика С
18
23
27
3°
35
40
49
s
а
41
3
и
о
F-
'•1
я -г
ч
га я
Я я
Ii
32
за
4б
53
63
75
9о
Ширина пластины b
30
3°
40
50
60
80
100
Толщина внутренней пла-
пластины S
4
5
б
7
IO
12
14
Толщина наружной пла-
пластины Si
4
5
б
7
8
ю
13
Вес 1 пог. м цепи в кг \
8,8
8,3
6,8
6,1
5.8
5*3
5,°
4,4
7-4
6,8
6,о
5-3
4.8
4>3
9.7
8,6
7.7
6.9
6,4
13-5
12,0
ю,7
9.8
9,°
*9.4
17.2
15.6
14,3
13,2
29.4
2б,3
23,9
22,1
2О,6
18,4
44,6
40,0
36.7
33-4
3°-9
29.I
27.7
400
ПЕРЕДАЧИ
[РАЗД. I
Таблица 125
Тяговые цепи; ролик на подшипниках качения
Основные размеры в мм (по ГОСТ 588-41}
Таблица 127
Построение профиля зуба звёздочек для тяговых
пластинчатых втулочных и втулочно-роликовых
цепей (ГОСТ 592-41)
Шаг цепи /
25°
32O
4оо
5оо
630
25О
32O
4оо
5°°
630
8оо
32O
5°°
630
8оо
IOOO
I2OO
Разрушающая нагруз-
нагрузка Q в кг
25000
4OOD0
63000
Наибольшая допускаемая ра-
рабочая нагрузка q в кг
32OO
5ооо
Расстояние между внутрен-
внутренними пластинами Сд
62
78
IOO
Диаметр ролика d
130
180
240
Длина ролика С„
,
65
о
ч
я
с
IV
ЕГ
Н
О
ее
и
II
64
78
9б
Ширина пластин 6
6о
8о
IOO
Толщина внутренней пласти-
пластины 5
IO
12
14
3
о
С5
С
5S
О
й
о.
то
я
1
О «1
ню
8
ю
12
Вес 1 пог. м цепи в кг
24,7
21,3
17,о
15.4
27.2
24,6
22,6
21,О
19,8
17.7
63.2
54.9
48,6
42.9
33.4
35,°
32.4
Требования к изготовлению и приёмка
По ГОСТ 588-41 нагрузка, при которой цепь
при испытании разрушается, должна быть не менее ука-
указанной в таблицах. Для определения разрушающей на-
нагрузки подвергаются испытанию 1% общего количества
звеньев цепей данного типа и шага, но не менее двух
звеньев (одного внутреннего и одного наружного)
предъявленной к сдаче партии.
Детали цепей изготовляются из материалов,
приведённых в табл. 126.
Таблица 126
Наименование детали
Пластины
Валики
Втулки
Ролики стальные
Ролики чугунные
а) отлитые в землю
б) отлитые в кокиль
Марка материала
Сталь 40, 45, 50
Сталь 10, 15, 40, 15Х,
15ХА, 15ХФ, 12ХНЗА
Сталь 10, 15. 40
Сталь 10 и 15 по
ГОСТ 1050-41
Чугун СЧ 18—36 и СЧ
21—40
а) твёрдость по
ГОСТ В-1412 42
б) твёрдость отбе-
отбелённой части 320—
375 по Бринелю
ы#
'ш о 2 я
Н С | X
40-50
35-45
35—45
Наименование основ-
основных параметров звез-
звездочек
Шаг цепи
Диаметр
начальной
окружности
Взаимно*
центров
: расстояние
пюстроения
впадин зубьев
Радиус впадин зуба
Диаметр
вспомога-
тельной окружности
Радиус головки зуба
Диаметр
наружный
Диаметр
сти впади*
Ширина
зуба
Ширина
вершины
зуба
Диаметр \
при d<75MM
при й>1Ъмм
окружно-
i зубьев
основания
при й<1Ъмм
при d>7b.uM
эолика или
втулки цепи
Расстояние между
внутренними пласти-
пластинами цепи
Длина рабочей части
юлика с ребордой
Разрушающая на-
нагрузка в к
>
Число зубьев звёз-
звёздочки
Обозна
чение
t
Do
е
г
DR
R
Г)
инар
Den
1
h
d
Сд
СР
Q
г
¦ Расчётные зависимо-
зависимости
t
Da "Tso5
sm — -
g
3
e=0,052 VQ
r=0,5d
DR =DQ-0,2t
Пиар =Do+
+0,5^+6 мм
D -D +
+0,25^+10 мм
Den=Do-d
/=0,9 Crf (Cp)
+ 1,5 мм
f » Q QQ^J.
+2,5 мм
Табл. 121, 122, 123,
124, 125
Табл. 124
Табл. 121, 122. 123,
124, 125
ZmJD>6
zmax>2°
гл.- vnj
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
401
Пластины после штамповки должны быть выправлены.
Неровности после правки не должны превышать
0,3 мм для цепей шага до 200 мм, 0,5 мм — для цепей
шага от 200 до 500 мм и 0,8 мм —для цепей шага свыше
500 мм.
Биение поверхности качения литых роликов
не должно превышать 0,5 мм. Ролики должны свободно
от руки вращаться.
Не допускается проворачивание валиков и втулок в
проушинах пластин.
Завод-изготовитель гарантирует отсутствие каких-либо
пороков (трещин, волосовин и др.), если потребителем
будет произведено статическое испытание новой цепи
нагрузкой, превышающей не более чем на 25°/0 наиболь-
наибольшую допускаемую рабочую нагрузку.
ЛИТЕРАТУРА И ИСТОЧНИКИ
]. Ачеркан Н. С, Расчёт и конструирование метал-
металлорежущих станков, т. 1, ОНТИ, М. 1937.
1. Тумаркин В. Н., Инструкция по расчёту передачи
роликовыми цепями, ЭНИМС, М. 1937.
3. Тумаркин В. Н., Инструкция по расчёту передач
бесшумными цепями, ЭНИМС, М. 1937.
4. Шашкин А. С, Производство зубчатых цепей,
Машгиз, 1945.
5. Воробьев Н. В., Цепные передачи, Машгиз, 1946.
6. С т о л б и н Ю. Б., Вопросы расчёта и выбора пара-
параметров цепных зубчатых передач. Диссертация, Стан-
кин, М. 1944.
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
ВВЕДЕНИЕ
Фрикционные передачи применяются для:
а) передачи движения между валами с парал-
параллельными и пересекающимися осями (в ма-
машинах, трансмиссиях и приборах); б) превра-
превращения вращательного движения в поступа-
поступательное или наоборот (колесо рельс или грунт,
подающие валки — заготовка, механизм эволь-
вентомера и т. д.); в) превращения вра-
вращательного движения в винтовое (привод
прутка в правильных и калибровальных ма-
машинах, бесцентрово- шлифовальных станках
и т. д.).
Фрикционные передачи выполняются:
а) с жёсткими рабочими телами; б) с гиб-
гибкой связью (ремень, канат, цепь, стальная
лента).
Фрикционные передачи обладают следую-
следующими достоинствами: а) простота (наибольшая
по сравнению со всеми другими видами пе-
передач); б) равномерность передачи движения
и бесшумность работы (что позволяет приме
нение при высоких числах оборотов, в при-
приборах и т. д.); в) возможность выполнения
функций предохранительного звена *; г) удоб-
удобство применения при необходимости регули-
регулирования передаточного отношения.
Фрикционные передачи с жёсткими рабо-
рабочими телами при достаточном запасе сце-
сцепления могут обеспечить наивысшую точность
в сохранении постоянных истинных значений
передаточных отношений, но они не обеспечи-
обеспечивают получения точных средних передаточных
отношений, как, например, зубчатые и червяч-
червячные передачи. Поэтому они совершенно не-
неприменимы в передачах, где недопустимо
накопление ошибок, например в переда-
передачах к распределительным валам двигателей
я т. д.
Скольжение фрикционных передач связано:
1) с упругими деформациями (существенными
в передачах с ремнём, с упругими проклад-
прокладками и т. д.); 2) с масляными плёнками зна-
значительной толщины — в передачах, рабо-
работающих в масле; 3) со смещением по длине
площадки касания (при изменении передава
емого момента) сечения, в котором имеет
место чистое качение — в передачах с желоб-
желобчатыми рабочими телами и вариаторах.
Однако в современных передачах и вари-
вариаторах с рабочими телами из материалов,
имеющих высокие модули упругости, сколь-
скольжение может быть сведено до долей про-
процента,
Передачи между вращающимися вааами
передачи,преобразующие вращательное движение в поступательное
Передачи, преобразующие вращательное движение в винтовое
Ведущий
диск
* Это свойство не вполне присуще самозатягиваю-
[цимся передачам. Для быстроходных силовых передач
оно не должно использоваться.
комбинированные передачи вращательного движения
Фиг. 85. Схемы фрикционных передач для постоянного
передаточного отношения.
Применение фрикционных передач в на-
настоящее время ограничивается средними и
малыми мощностями, так как при больших
моментах соответственно возрастают усилия
прижатия и передачи получают значительные
габариты. Это ограничение мощности не рас-
распространяется: на передачи колесо—рельс или
грунт самоходного транспорта, в которых до-
402
ПЕРЕДАЧИ
[РАЗД. I
статочно большие силы прижатия обеспечи-
обеспечиваются весом машин и, следовательно, не дол-
должны создаваться искусственно; на передачи
с гибкой связью, в которых благодаря приме-
применяемым значительным углам обхвата нет не-
необходимости в очень больших начальных на-
натяжениях; на передачи винтовых прессов, ко-
которые должны иметь значительные габариты,
так как ведомый диск выполняет функции
маховика, и т. д.
К недостаткам фрикционных передач
(сухих) относят также повышенный и в ряде
случаев неравномерный износ рабочих тел.
Обзор схем фрикционных передач для по-
постоянного передаточного отношения см. на
фиг. 85.
Фрикционные передачи для постоянного
передаточного отношения (фиг. 85) имеют наи-
наибольшее применение в виде передач колесо —
рельс или колесо—грунт, составляющих основу
самоходного транспорта (фиг. 85, д) и передач
гибкой связью (фиг. 85, в, г).
а) 0)
Фрикционные *4уфть'
-т
Лобовые вариаторы
* в) е) Щ у" *) U
Лобовые вариаторы комбинированные
з) и) и к)
Конусные вариаторы без промежуточного звена
Кроме того, они достаточно широко при-
применяются в самых разнообразных машинах;
в кузнечно-прессовом оборудовании (фрик-
(фрикционные прессы Венсана, фрикционные мо-
молоты с доской), в редукторах общего назна-
назначения, в подъёмно-транспортных машинах
(фрикционные лебёдки, рольганги и т. д.),
в правильно-калибровальных и бесцентрово-
шлифовальных станках для привода заго-
заготовки, в приборах и аппаратах (приборы для
проверки зубчатых колёс, планиметры, спи-
спидометры, вибрографы, электроаппаратура сла-
слабых токов — конденсаторы переменной ём-
ёмкости, мотальные аппараты швейных машин,
киноаппараты, питающие приспособления для
бумаги, лент и т. д.).
Фрикционная передача движений приме-
применяется в различных технологических про-
процессах (прокатка профилей, листов, дисков и
труб).
Наибольшее применение фрикционные пе-
передачи имеют в бесступенчатых вариаторах*
(фиг. 86). Современные фрикционные бессту-
бесступенчатые вариаторы небольшой мощности
успешно конкурируют с электрическими и ги-
гидравлическими, выгодно отличаясь своей про-
простотой, малыми габаритами, относительно
малыми вращающимися массами и т. д. при
достаточно высоком к. п. д.
Фрикционные вариаторы имеют достаточно
жёсткую характеристику (относительно малое
«У п) "* о) с)'
Конусное вариаторы с регулированием осевым перемещением
.промежуточного тела
* Бесступенчатое регулирование скоростей, как из-
известно, даёт ряд существенных преимуществ перед сту-
ступенчатым: повышение производительности машин, повы-
повышение качественных показателей работы машин (например,
получение более чистой поверхности обработки на станке,
выход из области резонанса и т. д.), возможность авто-
автоматизации, возможность управления на ходу, что имеет
большое значение в металлообработке, в транспортных
машинах (пуск) и т. д.
Вариаторы с рабочими тепами по форме бферы
mm»d?p,mvpa u'mj конуса,регулируемые изменением наклона осей ¦
Чаоиаггюры с криволинейными оЬраэумиимч раЬочи»
и с регулироданиен изменением нццаош вофКой
Фиг. 86. Схемы фрикционных вариаторов, имеющих промышленное применение:
а -конусная муфта; б — дисковая муфта; в — простой лобовой вариатор; г —сдвоенный лобовой вариатор; о, в—ло-
в—лобовые вариаторы винтовых прессов; ж— лобовой вариатор с зубчатой передачей; з — простой конусный вариатор!
а — конусный вариатор с чашкой, установленной на рычаге; к — конусный вариатор с непараллельными осями; л—ва-
л—вариатор с рабочими телами: шаровой сегмент — конус; м — вариатор с рабочими телами: шаровой сегмент — цилиндр;
«—грибовидный фрикцион; о — вариатор с гибким промежуточным кольцом; я — вариатор с жёстким промежуточным
кольцом; р — вариатор с жёстким охватывающим кольцом; с — ремённый вариатор; m — вариатор с жестким
лромежуточным кольцом; у — колодочно ремённый вариатор; ф — клиноремённый вариатор; х — вариатор
с зубчатой цепью; ц — вариатор с роликовой цепью; ч — вариатор с раздвижными конусами, входящими друг в друга
(для ремней малых сечений); ш — вариатор с раздвижными конусами и цилиндрическим шкивом; щ — вариатор с на-
наклоняющимися роликами; э — вариатор с наклоняющимися роликами, понижающий; ю — вариатор с роликами, н»-
клоняющимися вокруг осей, не лежащих в плоскости роликов.
ГЛ. VII]
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
403
падение числа оборотов в . минуту с возра-
возрастанием передаваемых моментов *.
Фрикционные вариаторы применяются в
металлообрабатывающих станках (в приводах
главного движения и подачи универсальных
станков), в испытательных машинах, в фрик-
ционно-винтовых прессах, в литейных и сва-
сварочных машинах, в приводе конвейеров и
цепных решёток топок, в объектах вооруже-
вооружения, в различных машинах текстильной, хи-
химической, бумажно-целлюлозной и полиграфи-
полиграфической промышленности, в приборах (механиз-
(механизмы для логарифмирования, умножения скаляр-
скалярных величин, возведения в степень, интегриро-
интегрирования и т. д.).
Большую область возможного применения
фрикционных вариаторов составляет аппара-
аппаратура автоматического управления.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
И ОБЩИЕ ПОЛОЖЕНИЯ
КОНСТРУИРОВАНИЯ
Фрикционные передачи и вариаторы вы-
выполняются для мощностей от ничтожно малых
(ручное регулирование электрических при-
приборов) до нескольких сотен лошадиных сил
(фрикционные передачи винтовых прессов,
колодочно-ремённые вариаторы). Однако боль-
большинство применяемых фрикционных передач
и вариаторов по мощности меньше 20 л. с.
Передаточные отношения применяются в
обычных выполнениях силовых передач
до !/7, в силовых передачах с разгруженными
валами до Vis и в ручных передачах при-
приборов (конденсаторы переменной ёмкости и др.)
до i/25. Передаточные отношения на повыше-
повышение также применяются очень большие.
Наибольший диапазон регулирования чисел
оборотов (отношение наибольшего числа обо-
оборотов в минуту к наименьшему) простых фрик-
фрикционных вариаторов с двумя непосредственно
касающимися друг друга рабочими телами
до 3—4, сдвоенных вариаторов с промежу-
промежуточным телом (лента, кольцо, цепь, ролики)
до 12—16, обычно 6—8.
Применение больших диапазонов регули-
регулирования связано со значительным падением
яредельной передаваемой мощности на малых
числах оборотов в минуту и с большими
потерями на трение и сильным понижением
к. п. д., так как при больших диапазонах ре-
регулирования невозможно обеспечить малые
скольжения на площадке касания.
Регулирование чисел оборотов в минуту
фрикционных вариаторов изменением радиуса
касания ведомого тела при постоянном радиусе
касания ведущего тела можно условно отне-
отнести к регулированию при постоянной предель-
предельной мощности.
Регулирование изменением радиуса касания
ведущего тела можно условно отнести к регу-
регулированию при постоянном предельном мо-
моменте **.
* С помощью специальных устройств фрикционным
вариаторам может быть придана эластическая характе-
характеристика, но такие вариаторы практического применения
не получили.
** Следует отметить условность терминов регулиро-
регулирования при постоянной мощности или при постоянном мо-
моменте для механических систем, в которых предельные
моменты ограничиваются не прочностью, а долговеч-
долговечностью деталей.
В большинстве фрикционных вариаторов
регулирование производится одновременным
изменением радиусов как ведущих, так и ве-
ведомых тел, т. е. при некотором падении пре-
предельной передаваемой мощности. На всём
„ Лтах
диапазоне регулирования Д = — падение
го in
предельной мощности примерно равно]/ Д раз.
Прижатие друг к другу рабочих тел во
фрикционных передачах достигается одним из
следующих способов:
1) начальной затяжкой с исте мы;
этот способ применим при изготовлении
одного из рабочих тел или набойки на него,,
из материала с малым модулем упругости*4
(кожа, пластмасса, резина) или вообще малой
жёсткости (кольцо); вследствие износа и оста-
остаточных деформаций этот способ является ме-
менее надёжным, чем другие;
2) начальной затяжкой специ-
специальных пружин; этот способ применяется
для передач, предназначенных для работы с
постоянными режимами при относительно
небольших моментах;
3) собственным весом узла или
машины в случаях, когда это удобно и
осуществимо;
4) от руки — применяемый для кратко-
кратковременно работающих передач с ручным
управлением;
5) гидравлически — применяемый для
мощных, периодически работающих передач
с ручным или автоматическим управле-
управлением;
6) самозатягиванием* передачи,
причём необходимое начальное прижатие до-
достигается одним из первых трёх способов;
этот способ является наиболее рациональным,
особенно для передач, работающих при пере-
переменных режимах, обеспечивает наибольшую
долговечность передачи и постоянство пере-
передаточного отношения, позволяет применение
схем передач с разгруженными подшипниками,
но в целом ряде выполнений связан с неко-
некоторым буксованием при пуске; применяются
следующие типы самозатягивающихся передач:
передачи с самозатягивающимся кольцом
(фиг. 88, 98 и др.), передачи с качающимся
рычагом (фиг. 96), передачи с клиновым
или винтовым механизмом самозатягивания
(фиг. 108, 109);
7) с использованием центробежной силы
(фиг. 118).
В передачах для постоянного передаточ-
передаточного отношения нормально по всей длине
площадки касания должна отсутствовать раз-
разность окружных скоростей (скольжение) ра-
рабочих тел, определяемая геометрией рабочих
тел. Для передач с параллельными осями
площадка касания должна быть параллельна
осям, для передач с пересекающимися осями
она должна быть направлена в точку пере-
пересечения осей. .
Схемы с желобчатыми телами допустимы
только в особых случаях: например, при очень
медленных перемещениях, когда износ прак-
практической роли не играет, или во фрикцион-
* При котором имеет место автоматическое увели-
увеличение сил прижатия друг к другу рабочих тел с увели-
увеличением передаваемого момента. .
404
ПЕРЕДАЧИ
[РАЗД. I
ных лебёдках, в которых вращение произво-
производится механически, а прижатие—от руки, и т.д.
Во фрикционных вариаторах разность
окружных скоростей работающих тел по
длине площадки касания должна быть мини-
минимальна. Это обеспечивается подбором схемы
передачи и выбором формы рабочих тел,
обеспечивающих малую длину площадки
контакта.
Фрикционные передачи с жёсткими рабо-
рабочими телами выполняются с начальным каса-
касанием рабочих тел по линии (цилиндры и ко-
конусы с осями в одной плоскости) или в точке
(одно или оба рабочих тела представляют
собой тела двоякой кривизны, а также оба
тела — цилиндры или конусы с непараллель-
непараллельными осями).
Начальное касание по линии обычно при-
применяется у передач, у которых отсутствует
скольжение по длине площадки контакта за
счёт геометрических форм или оно очень
мало, и когда материал одного из тел или
набвйки на одно из тел имеют малые модули
упругости (что компенсирует возможные на-
начальные и упругие перекосы валов, но исклю-
исключает высокие удельные давления).
При возможности больших деформаций
валов, значительных скольжений по длине
контакта и при материалах с высокими мо-
модулями упругости следует изготовлять рабо-
рабочие те*а с начальным касанием в точке или
по узкому пояску.
Передачи с металлическими рабочими
телами выполняются: 1) масляными и 2)сухими.
Первые обеспечивают большую долговеч-
долговечность. Зато сухие передачи благодаря боль-
большему коэфициенту трения требуют меньших
сил прижатия и получаются более компакт-
компактными, а благодаря меньшим проскальзываниям
имеют более высокий к. п. д.
Сухие передачи требуют изоляции от по-
попадания масла, в частности масла из подшип-
подшипников, что часто представляет существенные
трудности.
Рабочие тела фрикционных передач должны
иметь возможно более чистые поверхности,
так как повышение чистоты поверхности
способствует повышению износоустойчиво-
износоустойчивости, долговечности и коэфициента сухого
трения. Особенно высокие требования должны
предъявляться к рабочему телу из более
твёрдого материала и вообще к телам из
закалённых до высокой твёрдости сталей.
В ручных передачах приборов, где износ не
играет роли, рабочую поверхность одного из
тел для увеличения коэфициента сцепления
иногда делают рифлёной.
В быстроходных фрикционных передачах
для уменьшения износа рабочих тел в слу-
случае толчкообразной нагрузки обычно рекомен-
рекомендуют ставить упругое звено между вариатором
и приводимой машиной, а в случае частых
включений и выключений — между двигателем
и вариатором.
МАТЕРИАЛЫ
Общие требования, предъявляемые к ма-
материалам фрикционных тел: высокая износо-
износоустойчивость, достаточно высокий коэфициент
трения во избежание необходимости больших
усилий нажима (это условие не является ре-
решающим для современных быстроходных пе-
передач на подшипниках качения), достаточно
высокий модуль упругости, низкий коэфициент
внутреннего трения во избежание больших
потерь и малая гигроскопичность.
Для передач с ведущим и ведомым рабо-
рабочими телами, непосредственно касающимися
друг друга и выполненными из разных материа-
материалов, целесообразно выполнять ведомое тело
из более износостойкого материала во избе-
избежание вырабатывания лысок на ведомом теле
при буксовании.
Материалы з"а к а ленная сталь по
закалённой стали обеспечивают наи-
наибольшую компактность передачи и высокий
к. п. д., но требуют точного изготовления
передачи и высокой чистоты отделки поверх-
поверхностей. Ввиду необходимости больших сил
нажатия валы передачи должны быть устано-
установлены на подшипниках качения. Наилучшие
результаты даёт применение шарикоподшип-
шарикоподшипниковых сталей типа ШХ15 с твёрдостью по
Роквеллу свыше 60. Передачи со стальными
закалёнными телами работают обычно в
масле, но при малых скоростях скольжения
на площадках касания могут работать и без
масла.
Материалы чугун по чугуну приме-
применяются преимущественно для рабочих тел
сложной конфигурации и больших габаритов
и в открытых передачах, работающих всухую.
Целесообразно придание рабочим поверхно-
поверхностям повышенной твёрдости путём отбелки,
поверхностной закалки и т. д. Применение
чугуна обеспечивает меньший шум в работе,
чем применение стали. Но так как допусти-
допустимые удельные давления для чугуна существенно
меньше, чем для закалённой стали, а тре-
требования к точности изготовления того же
порядка, изготовление обоих рабочих тел из
чугуна без обкладок применяется сравни-
сравнительно редко.
Материалы стал ь—т е кстолит или
стал ь—ф и б р а предъявляют менее высокие
требования к точности изготовления и отделке
контактирующих поверхностей. Передачи ра-
работают всухую. В связи с большим коэфи-
циентом трения давление на валы меньше, чем
при металлических рабочих телах. Коэфициент
полезного действия, как и вообще для пере-
передач с одним неметаллическим рабочим телом,
несколько ниже, чем с металлическими, благо-
благодаря большей площадке касания и большему
внутреннему трению. Габариты передачи
вследствие меньших, чем для металлических
рабочих тел, допустимых удельных давлений
получаются несколько больше. Фибра гигро-
гигроскопична, что ограничивает область её при-
применения. Материалы сталь — текстолит можно
считать наиболее универсальными материа-
материалами для рабочих тел. Сравнительные испыта-
испытания на шум фрикционных роликов из тексто-
текстолита (новотекста), фибры и сыромятной кожи
показали наименьший шум у текстолита. При
больших габаритах вместо стали применяется
чугун.
Материалы кожа, феродо или про-
прорезиненная ткань по стали или
чугуну применяются преимущественно
в виде набоек, в частности, на колодки в ко-
лодочно-ремённых передачах, на маховики-во
фрикционно-винтовых прессах и т. д. Приме-
ГЛ. VII]
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
405
нение этих материалов для катящихся друг
по другу тел, особенно небольших диаметров,
вызывает повышенные потери на трение. Кожа
лучше работает кромками, чем лицевой сто-
стороной или бахтармой.
Материалы резина по стали, чугу-
н у или по бумаге применяются в тех слу-
случаях, когда потери, связанные со значитель-
значительными деформациями резины, не играют роли,
а важны лишь коэфициент трения и плавность
в работе (мотальные аппараты швейных ма-
машин, питательные приспособления для бумаги
и т. д.).
ФРИКЦИОННЫЕ ПЕРЕДАЧИ ДЛЯ
ПОСТОЯННОГО ПЕРЕДАТОЧНОГО
ОТНОШЕНИЯ
Передачи для винтовых прессов
Венсана (фиг. 87) являются типичным при-
примером фрикционных передач для больших
моментов. Эти передачи реверсивные и обычно
работают с проскальзыванием при реверсиро-
реверсировании, а поэтому лишь условно могут быть
отнесены к передачам с постоянным пере-
передаточным отношением (проскальзывание может
Прижатие рабочих тел друг к другу дости-
достигается благодаря самозатягиванию стального
кольца, которое охватывает ведущий, ведо-
ведомый и вспомогательный ролики, причём по-
Фиг. 87. Фрикционная передача винтового пресса.
быть устранено или уменьшено введением
фрикционной предохранительной муфты). При-
Применение фрикционных передач для винтовых
прессов вызывается отсутствием опасности
поломки передач, выполнением ими функций
предохранительных звеньев, удобством ревер-
реверсирования и т. д.
Материал конусов — обычно чугун, причём
рабочая поверхность ведомого конуса покры-
покрывается лентой кожаной, прорезиненной тканью
или феродо. Долговечность ленты составляет
несколько месяцев. Применяется также изго-
изготовление обода ведомого конуса из тексто-
текстолита.
Быстроходные фрикционные ре-
редукторы и мультипликаторы значи-
значительной мощности выполняются с рабочими
телами из закалённой стали, работающими
в масле и с разгруженными валами (фиг. 88).
Фиг. 88. Фрикционная передача Гарарда.
следний таким образом тоже включается в пере-
передачу момента. ¦
Коэфициент полезного действия таких пере-
передач доходит до 0,98. Передачи выполняются
до мощности в 200 л. с.
Фрикционные передачи в лебёд-
лебёдках (фиг. 89,90) характерны ручным прижатием
-эксцентриситет цапфы
Фиг. 89. Фрикционная лебёдка с эксцентриковым
нажатием.
друг к другу рабочих тел, которое достигается
поворотом рукоятки оси барабана на эксцен-
эксцентриковых цапфах (фиг. 89) или с помощью
системы рычагов, поворотом рычага, несущего
ось одного из рабочих тел (фиг. 90). Рабочие
406
ПЕРЕДАЧИ
[РАЗД. I
тела выполняются цилиндрическими или для
увеличения сцепления — клинчатыми.
=g5gpx Тормозная
стопорная копода
Фиг; 90. Фрикционная лебёдка с рычажным нажатием.
Рабочие тела фрикционных пе-
передач клинчатой формы выполняются
с желобками глубиной 0,1M —0,06 от диаметра
малого диска. Угол желобков (двойной) бе-
берётся обычно 30°. Число желобков — от
одного до пяти. (Большие количества желоб-
желобков применяются редко из-за трудности изгото-
изготовления.)
Фрикционные передачи в при-
приборостроении (фиг. 91) характеризуются
Фиг. 9.1. Фрикционные передачи в приборо- и аппарато-
строении: а —передачи для конденсаторов переменной
ёмкости (в разных конструктивных выполнениях); б — пе-
передачи в швейных машинах; в — питательный механизм
: для бумаги.
следующими особенностями: преимущественно
пружинным поджатием, малыми ширинами по-
поясков контакта, причём иногда применяется
клинчатая форма рабочих тел, и большими пе-
передаточными отношениями (при необходи-
необходимости). -,
ФРИКЦИОННЫЕ БЕССТУПЕНЧАТЫЕ
ВАРИАТОРЫ
Фрикционные муфты
Регулирование передаточных отношений
фрикционными муфтами (фиг. 86, а, б) осуще-
осуществляется за счёт переменного скольжения
или периодического включения и выключения.
Регулирование скольжением, по
аналогии с регулированием гидроприводов
дросселированием и регулированием элек-
электродвигателей реостатами в цепи якоря, свя-
связано с большими потерями мощности. По-
Поэтому применяется оно только при кратковре-
кратковременной работе (разгон), при необходимости
регулирования в небольших пределах (на-
(например в намоточно-натяжных барабанах к
станкам для холодной прокатки) или при
очень небольших передаваемых мощностях
(механизм наматывания фильма в киноап-
киноаппаратах).
Регулирование включением и
выключением муфт в отличие от регу-
регулирования других фрикционных вариаторов
производится ступенчато и приводит к пре-
прерывистому или во всяком случае к неравно-
неравномерному движению. Оно успешно приме-
применяется для перемещения цепных решёток в
топках (фиг. 92). Включение и выключение
осуществляются кулачками. Изменение скоро-
скорости достигается перемещением ролика с од-
одного кулачка на другой.
Фрикционные муфты представляют собой
передачи особого класса (скользящие) по
сравнению с другими фрикционными вариато-
вариаторами (трансформирующими).
Лобовые вариаторы
Лобовые вариаторы (фиг. 86,в—ж)
применяются в виде специальных агрегатов
с индивидуальными электродвигателями, во
фрикционно-винтовых прессах, в металлоре-
металлорежущих станках, в счётно-решающих и в дру-
других машинах. Эти вариаторы вследствие зна-
значительной разности скоростей на площадке ка-
касания в отношении к. п. д. и износа не
являются совершенными, но благодаря своей
простоте имеют очень широкое применение.
Использование лобовых вариаторов в ряде слу-
случаев вызывается также тем, что они являются
почти единственными фрикционными бессту-
бесступенчатыми передачами, передающими движе-
движение между перпендикулярными осями, а также
благодаря тому, что они позволяют ревер-
реверсирование. Лобовые вариаторы принадлежат
к числу регулируемых изменением радиуса
одного из рабочих тел — диска; поэтому при
постоянной силе прижатия, если ведущим
является ролик, регулирование производится
при предельной мощности, близкой к постоян-
постоянной, а если диск, то при предельном моменте,
близком к постоянному.
Постоянство предельной мощности, если ве-
ведущим является ролик, и предельного момента,
если ведущим является диск, следует из усло-
условия постоянного запаса сцепления. Повышен-
Повышенные потери на трение при передаче движения
от ролика к диску на больших числах оборо-
оборотов диска приводят к некоторому понижению
предельной передаваемой мощности в этих
условиях.
Наиболее употребительные материалы ра-
рабочих тел — текстолит по стали или чугуну.
Для больших передач, например во фрик-
фрикционных прессах (фиг. 93), применяется обтяги-
обтягивание маховика лентой из кожи, феродо или
прорезиненной ткани. Применяются следую-
следующие способы крепления ленты: 1) лента изго-
изготовляется в виде замкнутого кольца и наде-
надевается на обод, как шина; 2) лента крепится
к ободу болтами, что. несколько увеличивает
дебаланс, но зато позволяет менять отдель-
ГЛ. VII]
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
407
Фиг. 92. Вариатор с периодически включаемой фрикционной муфтой.
и
Фнг. 93. Лобовой вариатор винтового пресса.
408
ПЕРЕДАЧИ
(РАЗД.
ные повреждённые участки; 3) лента крепится
при помощи натяжного приспособления с хра-
храповиком, что связано с возможностью некото-
некоторых толчков при прохождении участка рас-
расположения натяжного устройства через кон-
контакт.
Диапазон регулирования лобовых вариа-
вариаторов обычно 3—4.
Фрикционные вариаторы в виде отдельных
агрегатов изготовляются мощностью до 20 л. с.
при числе оборотов приводного вала, равном
числу оборотов электродвигателя. Пример ки-
кинематической схемы агрегата лобового вариа-
вариатора, регулируемого при постоянном предель-
предельном моменте, показан на фиг. 86, ж.
В применении к винтовым прессам лобовая
передача по сравнению с конусной передачей
даёт дополнительное преимущество, заклю-
заключающееся в нарастании скорости опускания
бойка. Но она имеет больший износ и при
обычном конструктивном выполнении с соос-
ным расположением ведущих дисков невыгод-
невыгодный закон изменения скорости подъёма. По-
Последнее обстоятельство в современных прес-
прессах устраняется смещением осей дисков для
подъёма и для рабочего хода бойка (фиг. 86, е),
а также постановкой третьего диска.
В лобовых ВЭ:иаторах при передаче дви-
движения от диска к ролику имеет место линей-
б)
Фиг. S4. Фрикционные париаторы в счётно-решающих
машинах.
ная зависимость между координатой положе-
положения ролика и скоростью его вращения, и,
следовательно, шкала для
установки скорости вра-
вращения на выходе долж- /
на иметь равномерные /
деления. I
Лобовая передача"г~
является основной фрик- I
ционной передачей, при- \
меняемой в механиз- \]
мах для математиче-
математических операций. Она вы-
выполняется по фиг. 94;
ролик заменяется двумя
шариками в специальной обойме. Благодаря
этому уменьшаются усилия для регулирования
чисел оборотов передачи и повышается точ-
точность регулирования. Зато вследствие трения
шариков об обойму значительно понижается
к. п. д. передачи.
Для множительных механизмов приме-
применяются схемы по фиг. 94, а, г. Угол поворота
барабана (фиг. 94, а) равен произведению угла
поворота диска на координату положения ро-
. лика (или обоймы с шариками) от оси диска.
Применение этого механизма ограничено не-
необходимостью определённой последователь-
последовательности ввода сомножителей: сначала должен
быть установлен ролик (или обойма с шари-
шариками), а потом может вращаться диск.
Для логарифмирования применяется схема
по фиг. 94, б.
Угол поворота диска выражается логариф-
логарифмической функцией через угол поворота ба-
барабана.
Для возведения в квадрат применяется
схема по фиг. 94, в. Угол поворота барабана
при соответственном выборе начальных усло-
условий пропорционален квадрату угла поворота
диска.
Лобовые вариаторы успешно применяются
в тахометрах, работающих по методу совме-
совмещения, применяемых, например, в приборах
управления артиллерийским зенитным огнём.
В этих тахометрах регулированием скорости
вращения на выходе лобовой передачи доби-
добиваются её совпадения с искомой скоростью,
причём отсчёт скорости производится по
шкале лобовой передачи. Движение регули-
регулирования лобовой передачи может использо-
использоваться для привода в движение механизма
наводки и. т. д.
Конусные вариаторы без промежуточного
звена
Эти вариаторы
(фиг. 86, з, и, к) по
диапазону регулиро-
регулирования аналогичны ло-
лобовым, но имеют не-
несколько более благо-
благоприятное распределе-
распределение скоростей по
длине площадки каса-
касания. При передаточ-
передаточных отношениях, близ-
близких к единице, имеет
место почти полное
Фиг. 95. Конусный фрикционный вариатор.
отсутствие скольжения, связанное с формой
рабочих тел. Зато конструктивное выполнение
этих вариаторов и осуществление регулирова-
регулирования чисел оборотов сложнее, чем лобовых.
ГЛ. VII]
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
40»
Материалы рабочих тел обычно сталь—тек-
сталь—текстолит или чугун—текстолит.
Конусные вариаторы с парал-
параллельными валами (фиг. 86, з, и, 96) могут
работать или только на замедление (тогда ве-
ведущим является конус, и вариатор при по-
постоянной силе прижатия регулируется с пре-
предельным моментом, близким к постоянному),
или только на ускорение (тогда ведущей
является чашка, и вариатор регулируется с пре-
предельной, близкой к постоянной;мощностью)*.
Фиг. 96. Конусный фрикционный
вариатор С чашкой, установленной
на рычаге.
За счёт взаимногонаклона осей
ведущего и ведомого валов (фиг.86,
к, 95) вариатор может быть выполнен для по-
повышения и понижения числа оборотов ве-
ведомого вала. Однако изготовление пере-
передачи с наклонными осями значительно слож-
сложнее, чем с параллельными. Передачи этого
типа выполняются в виде специальных вариа-
вариаторов небольшой мощности: в приводе шпин-
шпинделей вертикально- и радиально-сверлильных
станков и т. д.
Вариаторы с чашкой, устано-
установленной на рычаге (фиг. 86, и, 96),
могут служить связью между электродвигате-
электродвигателем и машиной-орудием, не требуя высокой
точности установки. В этой передаче благо-
благодаря самозатягиванию обеспечивается увели-
увеличение силы прижатия вместе с увеличением
крутящего момента. Регулирование чисел обо-
оборотов достигается одним из следующих спосо-
способов: а) осевым перемещением ведущего ко-
конуса вместе с электродвигателем; б) осевым
перемещением ведущего конуса при .непо-
.неподвижном электродвигателе и в) осевым пере-
перемещением ведомого конуса (чашки). В послед-
последнем случае передача выполняется в виде ва-
вариатора с фланцевым электродвигателем.
Материал ведущего конуса — сталь или чу-
чугун, материал ведомой чашки - пластмасса.
Диапазон регулирования — от 1,2 до 5. Вари-
Вариаторы выполняются от самых малых до мощ-
мощности в 100 л. с. и более.
* В передачах, в которых ведущей является чашка, ¦
при работе с большими числами оборотов на выходе имеют
место повышенные потери на тренье, что приводит
к уменьшению предельной передаваемой мощности в этих
условиях.
Вариаторы с рабочими телами по форме
сферы и цилиндра, тора или конуса,
регулируемые взаимным наклоном осей
Вариаторы (фиг. 86, л, м, н) имеют неболь-
небольшое применение, ограниченное случаями, в
которых способ регулирования чисел оборо-
оборотов наклоном осей валов позволяет удобное
конструктивное осуществление.
Вариатор по фиг. 86, л применяется для
быстроходных сверлильных станков, при-
причём конус насаживается на шпиндель, а диск
со сферической рабочей поверхностью — на
вал электродвигателя, который при регулиро-
регулировании поворачивается винтом и осуществляет
обкатывание диска по конусу. Диапазон регу-
регулирования вариатора несколько больше, чем
у других, регулируемых за счёт изменения
радиусов качения только одного из рабочих
тел. Вариатор не удовлетворяет условию малой
разности скоростей рабочих тел по длине
площадки касания, так как оси ведущего и ведо-
ведомого рабочих тел расположены по разные
стороны от площадки касания.
11ередача по фиг. 86, м применяется в плани-
планиметрах.
Грибовидный фрикцион (фиг. 86, к) приме-
применяется наряду с лобовой передачей в прибо-
приборах и выгодно отличается от последней боль-
большей компактностью. Однако в передаче не
имеет места линейная зависимость между
углом поворота грибовидного фрикциона и
скоростью вращения ролика; поэтому в цепь
управления приходится вводить синусный ме-
механизм или эксцентрик.
Конусные вариаторы с регулированием
осевым перемещением промежуточного
тела
Эти вариаторы (фиг. 86, о — с) относятся к
числу давно известных. Они обычно выпол-
выполняются с симметричным расположением обла-
области регулирования, т. е. с одинаковым отно-
относительным предельным повышением и пони-
понижением чисел оборотов (ведущий и ведомый
конусы одинаковы). Однако возможно выпол-
выполнение вариаторов и с несимметричным рас-
расположением области регулирования. Зависи-
Зависимость между координатой положения промежу-
промежуточного тела и числом оборотов в минуту на
выходе, как и в других передачах с регули-
регулированием изменением радиусов касания обоих
рабочих тел, получается нелинейная.
Вариаторы с ремнём имеют большие
габариты и во избежание повышенных потерь
и износа должны выполняться с рабочими те-
телами, имеющими малую конусность, и с узким
ремнём. Поэтому они имеют ограниченное
применение и во многих случаях уступают ме-
место более современным передачам. Диапазон
регулирования — 5-8.
Вариатор Стевенса (фиг. 86, о) при-
применяется как потолочный привод для неболь-
небольшой мощности. Ремень должен быть доста-
достаточно жёстким во избежание болтания.
Вариатор с охватывающим рем-
ремнём (фиг. 86, с) имеет широкое применение в
текстильной промышленности — в банкабро-
банкаброшах для компенсации увеличения диаметра
катушек по мере намотки.
410
ПЕРЕДАЧИ
[РАЗД.
Рабочие тела могут быть изготовлены с не-
непрямыми образующими, и, таким образом, при
автоматическом регулировании может быть до-
достигнут любой закон изменения скорости. При
малых расстояниях между осями целесооб-
целесообразно делать образующие выпуклыми из усло-
условия постоянства длины ремня.
Вариаторы со стальными про-
промежуточными телами (фиг. 86, п и р)
обладают значительно более высоким к. п. д.,
чем ремённые. Диапазон регулирования этих
вариаторов—до 9—10. Конусы обычно изго-
изготовляются из чугуна, а в быстроходных вари-
вариаторах должны изготовляться из закалённой
стали. Вариатор по фиг. 86, р с промежу-
промежуточным кольцом, охватывающим оба конуса,
и роликом значительно более совершенен, чем
вариатор по фиг. 86, п с кольцом, охватываю-
охватывающим один конус, так как в первом имеют
место увеличение силы сжатия рабочих тел
при увеличении передаваемого момента (за
счёт самозатягивания кольца) и разгрузка под-
подшипников. Оба эти вариатора имеют значи-
значительные габариты.
Вариаторы с раздвижными конусами
Вариаторы с раздвижными кону-
конусами (фиг. 86, т — ш) являются наиболее
распространёнными бесступенчатыми фрик-
фрикционными передачами. Они, как правило, вы-
выполняются с симметричным расположением
области регулирования.
В качестве промежуточных тел применя-
применяются стальные кольца, ленты с колодками,
Фиг. 97. Схемы устройств для регули-
регулирования чисел оборотов в минуту в
вариаторе с раздвижными конусами.
клиновые ремни, канаты и цепи (зубчатые и
роликовые). Вариаторы с раздвижными кону-
конусами обычно легко встраиваются в машины,
так как по конфигурации аналогичны обыч-
обычным ремённым и зубчатым передачам.
Регулирование чисел оборотов — сдвига-
сдвигание и раздвигание конусов — осуществляется
по одной из схем, показанных на фиг. 97,
Для вариаторов с жёстким кольцом и с цепью
применяется жёсткое регулирование, причём;
в вариаторах с жёстким кольцом прижатие
осуществляется за счёт самозатягивания, а в;
цепных — ставятся натяжные устройства. Для:
колодочно-ремённых и клиноремённых вариа-
вариаторов, работающих без натяжных роликов,
применяется регулирование пружинами. Это
необходимо, чтобы удовлетворить условию ;
постоянства длины ремня при применении ¦
конусов.
Вариатор с раздвижными кону-
конусами и жёстким стальным коль—
цом (фиг. 98, 99 и табл. 128) является'
одним из современных и широко распростра-
распространённых, хотя распределение скоростей по
по два)
Фиг. 98. Вариатор с раздвижными конусами и жёстким
стальным кольцом.
длине площадки касания у него недостаточно
благоприятное. Эти вариаторы применяются
преимущественно для быстроходных машин, в
частности, в качестве встроенных в машины
достаточно высокого класса точности (металло-
(металлообрабатывающие стааки и т. д.).
Вариаторы с жёстким кольцом обычно вы-
выполняются с диапазоном регулирования б, 9,
12 (до 16) и с мощностью от 0,5 до 10 л. с.
при числе оборотов ведущего вала около
1500 в минуту. Материалы конусов и ко-
колец — шарикоподшипниковые стали, закалён-
закалённые до высокой твёрдости. Угол конусов (при
вершине) — около 130\
Вариатор обеспечивает увеличение силы
нажима вместе с увеличением крутящего мо-
момента благодаря самозатягиванию кольца.
ГЛ. VII)
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
411
Фиг. 99. Вариатор с раздвижными конусами и жёстким
стальным кольцом.
Таблица 128
Основные размеры вариаторов с раздвижными
конусами в мм (обозначения см. на фиг. 99)
4-9
20-6
20-12
30—6
30—12
35-6
35-12
50-6
70-6
егули-
0,
X
пазо
ания
2 м
^а
9
6
12
б
12
б
12
6
б
ОТОВ
вала
og
ЛО 0
водн
лнут
к s s
У с о
15°°
1225
1300
1225
1300
1225
130О
1225
1225
N
л. с.
о,5
1,О
1,0
г.о
2,О
З.о
З.о
6,о
ю,о
А
127
2ОЗ
28о
28о
345
325
415
43°
6ю
В
140
203
2бо
2бо
292
2Q2
34O
380
с
1б.
аэ5
33°
ЗЗО
Зб2
Зб2
42O
4бо
б2О
Q
1бо
248
325
325
395
372
465
49°
680
Е
152
22O
ЗО5
ЗО5
337
337
4°5
45°
6ю
F
i°5
190
235
235
254
254
286
315
425
О
48
8о
112
112
125
125
145
165
225
н
15.9
28,6
28,6
35
35
44,4
44,4
57.2
7б,2
Фиг. 100. Колодочно-ремённый вариатор.
Таблица 129
Основные размеры колодочно-ремённых вариаторов
в мм (обозначения см. на фиг. 100)
змер
п
ft.
II
21
41
6l
8l
101
регули-
тределы)
х-"
о к
si
S со
5а
2
2
6
2
8
2
Ю
2
Ю
2
б
ьное
ротов
о вала
Soot
v с; н 21
Jusg
S в* с в
75°
075
7оо
55°
55о
4оо
45°
325
4ОО
3°°
325
25°
при ма-
im числе
в мину-
ного
¦ j Ш§
д о и
* ^ ^ s
а В О С ч
5. ою >,са
*С, X О Н М
х.5-2
3—4.5
1-—3
6-9
2-6
I3-I8
3-12
27-37
7-24
8о-и5
25—6о
А
39°
55о
75°
ю5°
1640
253°
В
224
286
406
58о
835
1064
С
239
34^
482
672
992
ЧО5
D
1бо
230
32O
45°
72O
ПОР
Е
но
i6o
225
310
465
595
F
20
25
35
5°
70
90
Колодочно-ремённые вариато-
вариаторы (фиг. 100, табл. 129) принадлежат к числу
наиболее давно известных и показали себя
очень надёжными в работе.
Колодочно-ремённые вариа-
вариаторы выполняются с деревянными колод-
колодками, пропитанными маслом, или с колодками
из лёгких сплавов, которые крепятся к высо-
высококачественной прорезиненной ленте. Колодки
для увеличения коэфициента трения (фиг. 101)
снабжаются кожаными набойками на поверх-
поверхностях прилегания к шкивам. В некоторых кон-
конструкциях применяются цепи с кожаными об-
обкладками на боковых рабочих поверхностях.
Угол конусности — 150—160'.
Колодочно-ремённые передачи являются
более тихоходными, чем другие фрикционные
* В зависимости от числа оборотов на выходе.
Фиг. 101. Лента с колодками колодочно-ремённого
вариатора.
передачи. Число оборотов ведущего вала в от-
открытых передачах — обычно 300—80Э в мин.,
скорость ленты — 3,5—7 м\сек. Диапазон ре-
регулирования— нормально 2—10. Предельное
применяемое значение диапазона регулирова-
регулирования равно 16. Вариаторы выполняются для
мощности от малых до 80—100 л. с. Коэфи-
циент полезного действия при полной мощно-
мощности в зависимости от передаточного отноше-
отношения 0,8-0,95.
Применение колодочно-ремённых ва-
вариаторов часто ограничивается их большими
габаритами. В настоящее время в заграничной
практике имеется тенденция замены ремней
с колодками специальными клиновыми рем-
ремнями.
Вариаторы с клиновыми рем-
ремнями выполняются или с несколькими па-
параллельно работающими нормальными клино-
клиновыми ремнями, или с одним широким спе-
специальным. Нормальные ремни при одноступен-
одноступенчатой передаче и сплошных конусах обеспе-
обеспечивают регулирование в очень небольшом
диапазоне — порядка 1,5; поэтому их примене-
применение ограничено. Одноступенчатые передачи
с нормальными ремнями обычно выполняются
открытыми с одним шкивом, надеваемым не-
непосредственно навал электродвигателя. Регу-
Регулирование передаточного отношения осуще-
осуществляется обычно гайками при остановке
привода; применяются также устройства для
регулирования на ходу.
Повышение диапазона регулирования пере-
передач с нормальными клиновыми ремнями или
канатами достигается применением конусов
с прорезями, позволяющими конусам входить
друг в друга (фиг. 86, ч). Однако наличие этих
прорезей увеличивает износ ремней.
412
ПЕРЕДАЧИ
[РАЗД. I
Специальные широкие ремни позволяют
осуществить диапазон регулирования при-
примерно до 12. Соответствующие вариаторы вы-
выполняются как открытыми с одной парой шки-
шкивов, надеваемых на вал электродвигателя
гичны колодочно-ремённым, но допускают бо-
более высокие числа оборотов. Ремень для уве-
увеличения гибкости снабжается выемками на
внутренней поверхности.
Цепные вариаторы (фиг. 104, 105,
табл. 131) имеют широкое применение в маши-
машиностроении и изготовляются во многих странах.
Вариаторы с желобчатыми конусами и цепью
с выдвижными пластинками лишь частично
являются фрикционными, а частично передают
момент за счёт зацепления пластинок цепи
с зубьями на конусах. При разных положе-
положениях цепи на шкивах (в соответствии с тем,
что шаг зубьев на конусах пропорционален
радиусу) зубья цепи образуются разным чис-
числом пластин. Образование зубьев пластинками
цепи происходит благодаря противоположному
расположению зубьев и в гадин на двух кону-
конусах, сидящих на одном валу. Число зубьев на
каждом из конусов 60, угол конусности-
Фиг. 102. Раздвижной
шкив клиноремённого
вариатора.
^фиг. 102), так и в виде спе-
специальных приводов (фиг. 103,
табл. 130). Последние по вы-
яолнению полностью анало-
Фиг. 103. Клиноремённый вариатор.
Таблица 130
Основные размеры клиноремённых вариаторов
в мм (обозначения см. на фиг. 103)
\ №
'¦ 2000
¦ зооо
¦ 4ооо
; 5°°°
: боОО
5 S
О- g.
о ся
с Й
со п
2
6
2
6
2
6
2
б
S
6
О) о са
О Н со
я о
3 СХО
ТОЮ О >>
2 о я. н
§ О О X
S з- с <а
125°
145°
1250
145°
I2JO
1250
95°
12 jO
93°
са
о
о
а
о
°-75
г,о
3,о
5,о
10
7,5
А
490
5°5
55б
ббо
830
В
527
575
645
78о
870
С
298
32O
346
415
47°
D
24O
2бо
286
368
420
Е
1б2
175
i87
222
254
F
22
22
27
32
37
Фиг. 104. Цепной вариатор.
около 150°. Материал конусов — цементиро-
цементированная или нитрированная сталь. Материал
пластин—закалённая специальная сталь с боль-
большим пределом прочности при растяжении. Наи-
Наибольший диапазон регулирования — 7. Мощ-
Мощность— до 35 л. с. Вариаторы применяются
при средних числах оборотов; обычно число
оборотов приводного вала порядка 600—
750 в минуту. Скорость цепи - 5—9 м\сек.
Распространение цепных вариаторов в маши-
машиностроении объясняется тем, что они могут
передавать значительные моменты. Вариаторы
хорошо зарекомендовали себя в работе, но
они сложны в изготовлении. Коэфициент по-
полезного действия, по результатам испытаний
Британской национальной физической лабора-
лаборатории, при полной мощности—0,85—0,95 в за-
зависимости от передаточного числа.
Цепные фрикционные вариаторы с роли-
роликами обеспечивают более высокий к. п. д.,
чем другие колодочные вариаторы, и несколько
ГЛ. VII]
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
413
лучшее сцепление за счёт закатывания,
роликов. Наибольший диапазон регулирова-
регулирования -10.
Фиг. 105. Цепной вариатор.
Таблица 131
Основные размеры зубчато-цепных вариаторов
в мм (обозначения см. на фиг. 105)
мер
я
а
гули-
пазон ре
ания
Лиа
ров
3,3
6
3
6
з.з
6
3
6
3,4
6
3,1
6
тов
зала
ло оборо
водного
инуту
965
74°
83о
74°
9б5
74°
840
74°
960
735
835
735
945
735
845
735
960
745
835
745
75°
75°
л
1.5-2
1,1-1,5
°,9—1.7
0,8-1,5
3 —4
2,3-3
1,8-3.5
1.5-3
4.5-6.5
3-5-5
2.8-5,5
2,5-5
б,5—ю
5—8
4,5-9
4.O-8
14—18
"-I5
8.5-15
7.5-14
22-3°
14-28
А
460
58°
7оо
В
С
246
,
302
640
D
fin
хоо
248
360
Е
1 уО
опг>
2^О
F
28
оЯ
45
J
* В зависимости от числа оборотов на выходе.
Сдвоенные передачи с раздвиж-
раздвижными конусами (фиг. 106) обеспечивают
получение увеличенного диапазона регулиро-
регулирования или при нормальном диапазоне регули-
регулирования — применение менее широкого или
даже нормального ремня. Однако эти вариа-
вариаторы имеют большие габариты, а поэтому их
применение очень ограничено. Вариатор по
фиг. 106, а более компактен, зато в вариаторе
но фиг. 106, б регулирование более удобно
осуществляется поворотом рычага, на котором
сидят средние конусы, т. е. перемещением сред-
средних конусов по стрелке.
Вариаторы с раздвижными ко-
конусами на валу электродвигателя
и цилиндрическим шкивом на ве-
ведомом валу (фиг.86,ш, 107) предназначаются
для модернизации при невозможности посадить
на вал машины раздвижные конусы и нецеле-
нецелесообразности применения отдельных вариато-
вариаторов. Промежуточным
звеном обычно служит
специальный широкий
ремень, но при невы-
6)
а)
Фиг. 106. Схемы сдвоенных передач с раздвижными кону-
конусами.
соких числах оборотов применяется также
лента с колодками. Раздвижные конусы раз-
размещаются на нормальном конце вала электро-
электродвигателя (фиг, 102, 107). Регулирование произ-
Фиг. 107. Вариатор с раздвижными конусами на
валу электродвигателя к цилиндрическим шкивом
на ведомом валу.
водится перемещением электродвигателя на са-
салазках. Диапазон регулирования ~ 3, регули-
регулирование происходит при постоянном предель-
предельном моменте.
Вариаторы с криволинейными образую-
образующими рабочих тел и с регулированием
изменением наклона роликов
Вариаторы (фиг. 86, щ, э, ю) этого типа до-
достаточно компактны, обеспечивают благоприят-
благоприятные условия скольжения на площадке касания.
Поэтому принцип регулирования скорости вра-
вращения изменением наклона роликов следует
признать одним из наиболее удачных. Однако
вариаторы этого типа менее удобны при
встраивании, чем, например, вариаторы с раз-
раздвижными конусами.
Вариаторы пофиг. 108 (Нью-Депарчур) вы-
выполняются с диапазоном регулирования 6—10.
Материалы рабочих тел — закалённая до вы-
высокой твёрдости сталь. Прижатие друг к другу
рабочих тел устанавливается автоматически,
в зависимости от передаваемого крутящего
момента. Это осуществляется клиновым меха-
414
ПЕРЕДАЧИ
(РАЗД.
низмом между неподвижной
шайбой и шайбой, связанной
с обоймой, несущей оси ро-
роликов, которая стремится
повернуться под действием
момента на обойме осей ро-
роликов. Клиновый механизм
выполнен в виде канавок
переменной глубины и ша-
шариков. Наклон роликов для
получения требуемого числа
оборотов регулируется с по-
помощью рукоятки через чер-
червячную передачу. Вариатор
имеет гидравлический пу-
пусковой механизм, который
обеспечивает пуск при ми-
минимальном числе оборотов
и последующий быстрый
рост скорости до устано-
установленной рукояткой, что
уменьшает проскальзыва-
проскальзывание. Под действием пружи-
пружины ролики стремятся уста-
установиться под углом, соот-
соответствующим минимальной
скорости. После пуска ше-
шестеренный насос подаёт ма
ело в распределительную
коробку, которое преодоле-
преодолевает силу пружины и пово-
поворачивает лопасть распреде-
распределительной коробки и роли-
ролики до упора, устанавливае-
устанавливаемого рукояткой.
Вариатор обеспечивает
плавную и спокойную ра-
работу, однако он очень сло-
сложен и дорог в изготовлении
и не пригоден при толчко-
толчкообразной нагрузке, а потому
не получил устойчивого
применения в машинострое-
машиностроении.
Вариатор по фиг. 86, з
аналогичен предыдущему.
Он является редуцирующим
и пристраивается к элек-
электродвигателям мощностью
до 5 кет.
Вариатор системы
Светозарова (фиг. 109,
110, табл. 132) имеет ролики,
наклоняющиеся вокруг осей,
не лежащих в плоскости
роликов. Благодаря этому
значительно уменьшена раз-
разность скоростей на пло-
площадке касания, так как
вершина конуса, проведён-
проведённого касательно к пояску
касания на ролике, незна-
незначительно отходит от оса
привода. Последнее усло-
условие принимается для вы-
выбора геометрических со-
соотношений в вариаторах.
В приводе осуществляется
прижатие обоих фрик-
фрикционных дисков к роли-
роликам независимыми клн-
ГЛ. VII]
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
415
новыми механизмами. Это уменьшает про-
проскальзывание как при пуске, так и при толч-
толчках, воспринимаемых вариатором от приводи-
Фиг. 109. Вариатор с наклоняющимися роликами системы
Светозарова.
мой машины, создаёт благоприятный закон
изменения усилий прижатия вместе с измене-
изменением наклона ролика и упрощает конструкцию.
-г
,1
(
\
—в
!
i
1
1
1
\
/
SI
/
Д-
т
л
1
V
J
Фиг. 110. Вариатор системы
Светозарова с текстолито-
текстолитовыми роликами.
Материалы рабочих тел — закалённая сталь по
закалённой стали или сталь по текстолиту
(текстолитовыми выполняются ободы ро-
роликов). Вариатор, как показали эксперименты,
позволяет осуществить рабочие тела с на-
начальным касанием по дуге, а также работу
без смазки даже при рабочих телах из стали,
не обнаруживая чрезмерного нагрева. Диапа-
Диапазон регулирования—б- 8. Вариатор показал
себя вполне работоспособным и имеющим
более высокие показатели, чем заграничные
фрикционные вариаторы.
РАСЧЁТЫ ФРИКЦИОННЫХ ПЕРЕДАЧ
И ВАРИАТОРОВ
Кинематические расчёты
1. Передачи с постоянным переда-
передаточным отношением. Передаточное
отношение передач с параллельными осями
(фиг. 111, л)
Передаточное отношение передач е пер-
перпендикулярными осями (фиг. 111,6)
. /?iC С sin а.
1<2 sin а2
Здесь Rt и R2 — радиусы ведущего и ве-
ведомого рабочих тел; С — коэфициент, учитыва-
учитывающий проскальзывание, изменяющийся от ве-
величины, весьма близкой к единице (передачи
приборов), обычно до 0,97; <xj и а2 — углы на-
наклона конусов.
2. Вариаторы с регулированием пе-
передаточного отношения измене-
изменением рабочего радиуса одного из ра-
рабочих тел (фиг. 111,в, г).
Отношение максимального /?тах к мини-
минимальному Rmin рабочих радиусов для получе-
получения требуемого диапазона регулирования Д
¦"•min "min
Передаточные отношения для вариаторов,
регулируемых изменением рабочего радиуса R
ведомого тела, Rmiu < R < Rmax'
R '
Таблица 132
'шш "^
A
h
R
tain
Основные размеры вариаторов системы Светозарова с
регулирования 6,25 и двигателями АДФ в мм (обозначения
; JNs
2-ТУ-б
ЗТУ-6
З-СУ-6
4-ТУ-6
4-G-6
s
о.
а
-г|
О ЧО
о о^
I СХ^*
3?"
о 5 11
S Е»«
1.5
3-2
5i5
5'9
8,8
А
638
755
—
892
В
317
39°
—
475
С
284
354
—
44O
D
297
365
—
465
Е
112
140
—
i8o
F
100
125
125
160
160
G
73
91
91
117
117
И
icy
134
134
172
172
диапазоном
см. на фиг. ПО]
j
10
14
10
16
10
К
IOO
12д
I4O
140
L
85
но
но
I4O
140
Примечание. Вариаторы ТУ имеют текстолитовые ролики, вариаторы
СУ и С — стальные.
Здесь R\ — постоянный ра-
радиус середины пояска контакта
ведущего тела; С — коэфи-
коэфициент, учитывающий проскаль-
проскальзывание, изменяющийся обычно
в зависимости от совершен-
совершенности вариатора от 0,9у5 до
0,94.
Зависимость между пере-
переменным радиусом (координа-
(координатой положения ведомого ра-
рабочего тела) R и числом обо-
оборотов на выходе п
Rn =
Здесь п0 — число оборотов
на входе.
Таким образом имеет место
гиперболическая зависимость.
416
ПЕРЕДАЧИ
[РАЗД.
Передаточные отношения для вариаторов,
регулируемых изменением рабочего радиуса R
ведущего тела, Rmin
. ДС . ..
R < R
^ п ' mm n » "max r>
Здесь Ri — постоянный радиус середины
пояска контакта ведомого тела.
Зависимость между переменным радиусом
и числом оборотов на выходе п
К. = тг .
Таким образом имеет место линейная зави-
зависимость, соответствующая равномерной шкале
регулирования скорости.
3. Вариаторы с регулированием пе-
передаточного отношения одновре-
одновременным изменением рабочих ра-
радиусов обоих тел и с симметричным
расположением области регулирования'1 (/тах =
1
= — , конусные вариаторы, вариаторы с
'min
наклоняющимися роликами, фиг. 111, д, е, ж, з).
Передаточные отношения (общие зависи-
зависимости)
R
min
Потребное число оборотов (п0) в минуту
на входе при заданных предельных числах
оборотов на выходе nmin и птах
«»о — - .
Отношение максимального к минимальному
рабочих радиусов для получения требуемого
диапазона регулирования Д
R.
, Aw
Передаточное отношение в зависимости от
координаты промежуточного звена х для ко-
конусных вариаторов (фиг. Ill, d,e)
Здесь iUQ — передаточное отношение без
учёта скольжения; х — координата положения
промежуточного звена; а — угол наклона ко-
конусов.
Зависимость координаты промежуточного
звена от числа оборотов в минуту на выходе
или от передаточного отношения для градуи-
градуировки шкалы
"Дщах ~ло?Дщт Дтахг*Ц^~Дщ1п
(tt + n0C)tga A+/Ud)tga
Минимальная ширина кольца или колодки,
измеряемая по середине ширины пояска кон-
* Приведённые ниже формулы легко могут быть обоб-
обобщены на случай несимметричного расположения области
регулирования.
такта, в вариаторах с раздвижными конусами
(фиг. \\\,е)
Здесь дополнительно: b—ширина пояска
контакта.
Расстояние между ведущими конусами
(предполагается, что при / •= /min конусы сдви-
сдвигаются вплотную)
и - В-Ь cos a - 2х.
Передаточное отношение в зависимости от
угла а наклона роликов в вариаторах с роли-
3)
Фиг. 111. Расчётные схемы для кинемати-
кинематических расчётов фрикционных передач
и вариаторов.
ками, поворачивающимися вокруг осей, лежа-
лежащих в плоскости роликов (фиг. Ill,ж)
. . г (До-/?! sin а) С
Ro
sin а
Зависимость угла а поворота роликов от
передаточного отношения
sin a
1 - igd
I + iad
ГЛ. VII]
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
417
Передаточное отношение в вариаторах с
роликами, поворачивающимися вокруг осей,
не лежащих в плоскости роликов (фиг. 111, з),
-а)] С
-#! COS
В случаях, когда бесступенчатая фрикцион-
фрикционная передача для увеличения диапазона ре-
регулирования соединяется со ступенчатой, по-
потребное число ступеней ступенчатой передачи
может быть определено по формуле
Здесь До — общий потребный диапазон ре-
регулирования; Д— диапазон регулирования фрик-
фрикционной передачи; ? — коэфициент, который
при необходимости расширения диапазона ре-
регулирования может быть принят несколько
большим единицы, обычно до 1,1, и тогда ха-
характеризует разрыв ряда (по аналогии со зна-
знаменателем ступенчатого ряда чисел оборотов),
а при необходимости полной непрерывности
ряда принимается меньше единицы на вели-
величину возможного скольжения, т. е. принимается
порядка 0,94 — 0,97.
Потребный диапазон регулирования бессту-
бесступенчатой передачи при заданном общем диа-
диапазоне регулирования До и выбранном числе
2 ступеней ступенчатого регулирования
V
Потребная сила прижатия рабочих тел
друг к другу и потребное натяжение
ветвей ремня
Потребная сила прижатия Q, необходимая
для передачи окружной силы Р в передачах
с жёсткими рабочими телами,
Здесь и ниже: р — коэфициент трения на
рабочих поверхностях (см. табл. 133); с—запас
сцепления, принимаемый в силовых передачах
1,25—1,5, а в передачах приборов—до 3.
Сила натяжения ведущей Pi и ведомой Р2
ветви в колодочно-ремённых, ролико-цепных
и аналогичных передачах
сР
cos 0,5 (Y + 4OJ
cP
cos 0,5G-<р)~|" _ - *
Здесь дополнительно: 7 — угол между двумя
смежными колодками или роликами; ср — при-
приведённый угол трения на рабочих поверхностях,
равный для конусных передач с углом конус-
конусности раЗочих тел 2а <р° - 57,3
Значения коэфициентов трения
передачах
Таблица 133
фрикционных
Сталь по стали со смазкой ....
Сталь по стали или по чугуну
всухую
Сталь по текстолиту или фибре
всухую
Сталь или чугун по коже всухую
Сталь по феродо всухую
Сталь или чугун по резине всухую
Сталь или чугун по дереву всухую
Сталь — бумага в питающих при-
приспособлениях
Резина — бумага
Латунь с рифлёной поверх-
поверхностью — бумага • .
о о-
q ^ о 24
°,з -<Ь35
о.З — о,35
о,з5—°»45
°,35-°>5
О 2
о,4
о,4
п- наименьшее число колодок, одновременно
соприкасающихся с одной парой конусов.
Эти формулы получаются из рассмотрения
равновесия (треугольника сил) для колодки,
из которого выводится соотношение между
натяжениями ленты на двух смежных участках
вокруг колодки. Соотношения между натяже-
натяжениями ведущей и ведомой ветви получаются
последовательным обходом контактирующих
колодок. Формулы в пределе, когда ср->0, пре-
превращаются в известные зависимости Эйлера.
Нормальная сила между наиболее нагру-
нагружённой колодкой или роликом и конусом
Р1 sin 7
2 cos 0,5 (у - ср) соз a'
Проверка долговечности поверхностных
слоев рабочих тел и подшипников качения
Проверка поверхностных слоев рабочих тел
производится по удельным давлениям на пло-
площадке касания. Расчётные удельные давления
при начальном касании по линии (рабочие
тела — цилиндры, конусы, тела вращения с
образующими по форме дуг окружностей од-
одного радиуса)
/7-0,418
kQE
кг/см2.
Расчётные удельные давления при началь-
начальном касании в точке (оба или одно из рабо-
рабочих тел очерчены поверхностями двоякой кри-
кривизны)
3
V
р2
кг/см2.
cos a
Здесь Q — сила сжатия рассчитываемых
тел в кг, Е — модуль упругости материала в
кг\смг\ при изготовлении рабочих тел из раз-
„ 2ЕгЕ2 1
ных материалов Е = „ ,. ; приведенная
Е\ + ^2 9
кривизна в —(см. табл. 134, 135); Ъ — длина
контакта в см; т. — коэфициент (фиг. 112); для
рабочих тел, очерченных сферическими по-
поверхностями или плоскостью, т =0,388; k —
коэфициент долговечности, который вводится
при расчёте металлических рабочих тел и учи-
учитывает потребный срок службы передачи и
переменность режима работы. В результате
умножения максимальной нагрузки на коэфи-
коэфициент долговечности получается приведённая
418
ПЕРЕДАЧИ
[РАЗД. I
нагрузка, действие которой в продолжение 107
циклов нагружений эквивалентно действию
всех нагрузок в течение потребного срока
службы передачи.
0,9
0,8
0,7
0,6
0.5
ОМ
0,3
0,2
0J
0
Таблица134
Приведённые кривизны рабочих поверхностей
во фрикционных передачах (площадка касания -
полоска иликруг)
\
\
\
ч
в
007
0,06
005
от
0,01
и
\
1
\
\
ч
1
-\
__ 1
3
—1
02 0,4 0,6 ОМ W
1A 1,6 18 2JJ 2Z т
Фиг. 112. График для определения коэфициента т
(значение тг см. в табл. 135).
в
Схемы передач
С начальным касанием по линии
I, I
Часто ограничиваются условным расчётом
на прочность по максимальным удельным да-
давлениям и тогда принимают k равным единице.
Таблица №
Приведённые расчётные кривизны и отношения кривизн рабочих поверхностей во фрикционных передачах
(площадка касания — эллипс)
Схемы передач
Соотношение ме-
между кривизнами
Расчётная приве-
приведённая кривизна
Отношение
1
Rx
1
1
1 ж
1
__L
~RX Ra
1 _ J_
R\ R%
r<Rx
R,
Rt Ri ' R,
_1 1_ J_ 1
R R
R:
г Rx
R»
ГЛ. VII]
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОР^
419
Наибольшие удельные давления в упругой
ленте, сжимаемой между двумя цилиндриче-
цилиндрическими рабочими телами,
р - 0,655
кг] см2.
Наибольшие удельные давления в упругой
ленте, сжимаемой между двумя телами, очер-
очерченными сферическими поверхностями,
Здесь дополнительно: Л —толщина ленты;
?и (/—модули упругости 1-го и 2-го рода
материала ленты.
Для более общего случая сжатия тел с не-
неодинаковыми, но не сильно отличными друг
от друга главными радиусами кривизны ка-
каждого из тел можно пользоваться той же фор-
формулой, понимая при определении кривизны
(табл. 134) под R\ и /?2 корни квадратные из
главных радиусов кривизны каждого из тел.
В передачах с одним металлическим и од-
одним неметаллическим телом или с неметалли-
неметаллической прокладкой-опасным звеном, подлежа- -
щим расчёту, является неметаллическое тело
или прокладка. В вариаторах с рабочими те-
телами из одного материала опасным, звеном
является тело, которое при всех передаточных
отношениях работает одними и теми же точ-
точками, в частности, промежуточное тело и т. д.
Допустимые удельные давления при началь-
начальном касании по линии для стальных тел, ра-
работающих в масле (расчёт по нагрузке, при-
приведённой к числу циклов, соответствующему
достижению длительного предела усталости
или к 10г циклов), можно принимать*:
р = B5 — ЩНВ кг/см*,
где Нв — твёрдость по Бринелю.
Верхние значения — для закалённых сталей,
нижние — для незакалённых. Эти значения для
незакалённых сталей соответствуют длитель-
длительным пределам поверхностной усталости, а для
закалённых сталей (не имеющих в диапазоне
практически действующих за время службы
деталей чисел циклов нагрузок длительных
пределов усталости) — пределам поверхностной
усталости при 107 циклов нагружений **.
В передачах с металлическими телами, рабо-
работающими всухую, допустимые нагрузки лими-
лимитируются нагревом и износом, так как явле-
явления питтинга при отсутствии смазки возни-
возникают при значительно более высоких удель-
удельных давлениях, чем при смазке.
Поэтому допустимые удельные давления за-
зависят от условий трения на рабочих поверх-
* Можно также пользоваться экспериментальными
значениями пределов усталости т (см. „Зубчатые пере-
передачи"), пользуясь соотношением р — 2,88 т107.
** Можно производить расчёт не по приведённой, а
по максимальной нагрузке; тогда допускаемые напряже-
напряжения должны корректироваться в соответствии с перемен-
переменностью режима работы и потребной долговечностью пе-
передачи: при начальном касании по линии делением на
Yk , а при начальном касании в точке делением на?//г.
Можно так же, как рекомендуется (см. „Зубчатые пе-
передачи") учитывать переменность режима соответствен-
соответственным выбором приведённой нагрузки, а потребный срок
службы — выбором допускаемых напряжений в зависи.
мости от общего числа циклов нагружений.
ностях, условий охлаждения и т. д. В
ствии с опытом постройки вариатора» в
ратории приводов ЦНИИТМАШ
ных, закалённых до высокой твёрдоеюг рабе*
чих тел при малых скольжениях
применять удельные давления (
щие расчёту без введении
вечности) 8000 кг[слА
Для чугунных рабврих" тел, работающие со
смазкой, при начальном касании по линии до-
допускаемые удельные давления можно выби-
выбирать 1,5 оьь> где tf^—предел прочности при
изгибе.
Для текстоЛИТв При Начальном касании но
линии, в соответствдй С опытом работы зуб-
зубчатых колёс и данными лаборатории приво-
приводов ЦНИИТМАШ, допуещмые удельные да-
давления (приняв модуль упругости текстолита
60 00Э кг/см?) можно принимать 1000 кг/смК
При начальном касании в точке допускаемые
удельные давления как для металлических, так
и для неметаллических сжимаемых тел можно
принимать несколько выше. :
Коэфициент долговечности, применяемый
при расчёте металлических рабочих тел, опре-
определяется на основе простейшей схемы сумми-
рования утомлённости, пользуясь степенной за-
зависимостью между нагрузкой Q и числом ци-
циклов до разрушения N. Уравнение кривой по-
поверхностной усталости Q3iV = С, справедли-
справедливое для переменных напряжений одной ампли-
амплитуды, распространяется на действие перемен-
переменных напряжений (нагрузок) разных амплитуд
i i
Здесь ? — знак суммирования; Qt — о^на фз
переменных нагрузок;/^,-— число циклов при-
приложения Q;. ¦ ¦ ; ! !..
Общая формула для коэфициента долго-
долговечности:
з/бО7пт1п^2^ щ ( Qt-y
k'Y ~W~ZiT nm.m{Qmax)'
где Т—общий расчётный срок службы пере-
передачи в часах; Qmux — максимальная действую-
действующая нагрузка; ит1п — минимальное число ци-
циклов нагружений рассчитываемого элемента в
минуту, при котором действует нагрузка Qmax*;
Г/, Qi, rif — соответственно время работы в
часах, нагрузка в кг и число циклов нагру-
жений рассчитываемого элемента в минуту при
режиме L
Для промежуточных тел фрикционных пере-
передач, контактирующих с двумя телами, число
циклов нагружений в минуту равно удвоенному
числу оборотов в минуту.
Для передач, предназначенных для при-
привода машин, в которых, как в универсальных
металлообрабатывающих станках, при каждой
скорости вращения мощность может меняться
в широком диапазоне, коэфициент долговеч-
долговечности удобно представить в следующем виде:
3/-607nmin
-К 107 •
kNkn.
* Исключение составляют вариаторы для вентилято-
роз, у которых Л^ах имеет место при птах, . , ;
420
ПЕРЕДАЧИ
[РАЗД. I
Здесь йдг — коэфициент, отражающий пред-
предполагаемое изменение мощности при эксплоа-
таЦ'ии передачи; kn — коэфициент, отражаю-
отражающий предполагаемое распределение времени
работы- при разных числах оборотов в минуту.
ШерЁый множитель в формуле характери-
характеризует потребный срок службы передачи, вто-
второй и третий — переменность режима работы.
Для передач, работающих с постоянной
силой прижатия друг к другу рабочих тел
(осуществляемой пружинами и т. д.), k^ можно
принимать равным единице, так как расчётное
напряжение мало зависит от передаваемой
мощности.
Для самозатягивающихся передач при пред-
предположении (справедливом для современных
передач) пропорциональности между нормаль-
нормальной и окружной силами можно принимать сле-
следующие значения для krf. а) при постоянном
использовании полной мощности k^= 1; б) при
одинаковом времени работы с каждым значе-
д,00№ 12,70 WO Д
Фиг. 113. График для определения коэфициента кп. Жир-
Жирные кривые соответствуют распределению времени ра-
работы обратно пропорционально числам оборотов в минуту;
тонкие кривые — симметричному параболическому закону
распределения времени в координатах кп — \g Д (принято,
что время работы при максимальном и при минимальном
числах оборотов в минуту каждое в 2 раза меньше, чем
при среднем геометрическом); Д — диапазон регулирова-
регулирования рассчитываемого тела (обычно промежуточного);
Д, - диапазон регулирования рассчитываемого тела, в
котором передаваемая мощность ограничена постоянным
предельным окружным усилием.
нием мощности от половины до полной рас-
расчётной мощности ?;у = О,78 (это значение в
большинстве случаев можно принимать как
расчётное) и в) при одинаковом времени ра-
работы с каждым значением мощности от 0 до
полной расчётной мощности ^=0,63.
Для деталей, вращающихся с постоянными
числами оборотов и работающих одними и
теми же точками, kn = l.
Расчётное распределение времени работы
при разных числах оборотов ведомого вала
в минуту (если оно специально не задано специ-
специфическими условиями работы приводимой ма-
машины) может приниматься: а) обратно пропор-
пропорциональным числу оборотов ведомого вала
в минуту, если диапазон регулирования чисел
оборотов вариатора составляет только часть
диапазона регулирования приводимой машины;
этот случай соответствует одинаковому вре-
времени работы на каждой ступени чисел оборо-
оборотов коробки скоростей с геометрическим рядом
чисел оборотов; б) по симметричному пара-
параболическому закону в координатах логарифм
чисел оборотов в минуту — время работы, если
диапазоны регулирования вариатора и машины
равны. При этом максимальное время работы
предполагается при числе оборотов, равном
среднему геометрическому из предельных.
Этот случай соответствует такому же парабо-
параболическому закону распределения времени по
ступеням чисел оборотов коробки скоростей с
геометрическим рядом.
Значения коэфициента kn для деталей, вра-
вращающихся с разными числами оборотов в ми-
минуту и работающих одними и теми же точками
(промежуточные тела, ведомые тела вариато-
вариаторов, регулируемых изменением радиусов каса-
касания ведущих тел), в соответствии со сделан-
сделанным предположением могут приближённо*
определяться по графику (фиг. 113). Для пере-
передач с постоянной силой прижатия следует
пользоваться кривой АВ, а для самозатяги-
самозатягивающихся передач — падающими кривыми.
В зависимости от условий эксплоатации
вариаторов можно принимать два расчётных
случая: 1) полная расчётная мощность может
передаваться на всём диапазоне чисел оборо-
оборотов; 2) передаваемая мощность на нижних
числах оборотов в диапазоне регулирования
ограничена предельным окружным усилием.
В первом случае при пользовании графиком
следует брать kn по нижней кривой Д^-\.
Расчётные формулы для вычисления коэфициен-
тов kN и kn (в особых случаях)
Коэфициент kj, самозатягивающихса
передач для случая одинакового времени работы при
каждом значении мощности от некоторой доли р до поя-
ной расчётной мощности
Коэфициентыйпри распределении
времени работы обратно пропорцио-
пропорциональны числам оборотов в минуту:
а) передачи с постоянной силой прижатия
б) самозатягивающиеся передачи; передаваемая мощ-
мощность при всех числах оборотов в минуту постоянна
в) самозатягивающиеся передачи; передаваемая мощ-
мощность в некотором диапазоне Д, нижних чисел оборотов
в минуту ограничена предельными окружными усилиями,
а при остальных числах оборотов постоянна
г) самозатягивающиеся передачи, соединённые с двух-
двухступенчатыми зубчатыми; передаваемая мощность в не-
некотором диапазоне Д, (Д] < Д) нижних чисел оборотов
в минуту ограничена предельными усилиями, а при
остальных числах оборотов постоянна;
Здесь Д попрежнему диапазон регулирования рассчи-
рассчитываемого тела при одном включении шестерён.
* Диаграммы и формулы не учитывают изменения
напряжений благодаря изменению радиусов кривизны в
точке контакта и т. д.
ГЛ, VII]
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
421
Коэфициенты кп при симметричном
параболическом законе распределе-
распределения времени работы в координатах логарифм
чисел оборотов в минуту — время работы; передаваемая
мощность при всех числах оборотов постоянна:
а) передача с постоянной силой прижатия
к —.--.
Для фрикционных передач с постоянным
передаточным отношением и для вариаторов,
у которых координаты площадки касания по
оси редуктора меняются в небольших пре-
пределах, можно пользоваться вышеприведёнными
^ _ значениями коэфициентов пере-
I--1/ —^-f1^- Г (Г_7 ' 1пад+4 (д+1) шд- 8{Д- 1I; менности режима kN и kn.
\ду z+a ^ 1 a j Для конусных фрикционных пе-
передач с регулированием чисел
оборотов осевым перемещением
промежуточного звена, предпола-
\ад — 11 • гая число оборотов приводного
вала в минуту постоянным,учёт пе-
б) самозатягивающиеся передачи
2+а
[2(i»_ )
!— 1
Здесь а — отношение времени работы при каждом
из предельных чисел оборотов в минуту к времени ра-
работы при среднем геометрическом из предельных чисел
оборотов в минуту.
Диапазон регулирования чисел оборотов
промежуточного тела (опасного звена вариа-
вариатора со стальными рабочими телами) при сим-
симметричном расположении области регулирова-
регулирования равен корню квадратному из диапазона
регулирования на выходе.
При заданных числах оборотов на выходе
"mfn и rt] в минуту, между которыми предель-
предельная мощность предполагается ограниченной
постоянными окружными усилиями, расчёт-
расчётный диапазон регулирования Д1 промежуточ-
промежуточного тела может быть определён по формуле
где «о—число оборотов в минуту на входе.
При расчёте вариаторов, работающих с по-
постоянным моментом на выходе (конвейеры
и т. д.) как с постоянной силой прижатия
рабочих тел, так и самозатягивающихся, коэ-
фициент ku следует брать равным единице,
а коэфициент ?„—по кривой А В фиг. 113 или
по приведённым выше формулам для передач
с постоянной силой прижатия.
Для закалённых сталей, обычно применяе-
применяемых для рабочих тел, а также для других
материалов, не имеющих в диапазоне практи-
практически встречающихся циклов нагружений по-
постоянного предела усталости, коэфициент долго-
долговечности может быть как больше, так и меньше
единицы. Для незакалённых сталей и других
материалов, имеющих кривую усталости, ана-
аналогичную таковой для незакалённых сталей,
коэфициент долговечности может быть меньше
или равен единице. Если по расчёту он полу-
получается больше единицы, то принимается рав-
равным единице. Это означает, что эквивалентное
число циклов нагружения, соответствующее
требуемой долговечности передачи, больше 107,
и, следовательно, работа деталей протекает в
зоне, где кривая усталости параллельна оси
чисел циклов нагружений.
Минимальные значения коэфициентов долго-
долговечности из условий статической прочности
следует выбирать:
а) при начальном касании по линии — 0,3,
б) при начальном касании в точке — 0,2.
Приведённая нагрузка, по которой произ-
производится подбор подшипников качения фрик-
фрикционных передач, обычно может быть полу-
получена непосредственным умножением макси-
максимальной нагрузки на коэфициент переменно-
переменности режима. Коэфициент, учитывающий по-
потребный срок службы, вводится в том случае,
если потребная долговечность подшипников не
совпадает с каталожной.
уу у
ременности режима можно производить коэфи-
циентами переменности режима kpf и &/. Зна-
Значения и формулы kpj приведены выше.
Коэфициенты ki подсчитываются по отно-
отношению к реакциям на подшипники при по-
положении промежуточного звена у соответ-
соответствующей опоры на основе следующих допу-
допущений: 1) принято, что образующие рабочих
тел представляют собой не прямые, а так на-
называемые граничные кривые, по которым очер-
очерчиваются диаметры шестерён двухваловых
передач для получения геометрического ряда
чисел оборотов и которые при небольших
диапазонах регулирования весьма близки к
прямым; 2) распределение времени работы
принято обратно пропорциональным числу обо-
оборотов в минуту, что соответствует одинаковому/
времени работы передачи при каждом поло-
положении промежуточного звена по оси конусов,
и 3) средние плоскости подшипников приняты
совпадающими с крайними сечениями кону-
конусов.
Коэфициенты переменн о ст й:ре-
ж и м a ki для подшипников к о н у с н ы х
передач с постоянной силой при-
прижатия (фиг. 111, д):
/гм-км = 0,63;
ч-
1 лГ 6 \п 1 1 л WJl 1пЗД
4D-
Коэфициенты переменности ре-
режима ki для подшипников конусных
самозатягивающихся передач при
изменении диапазона регулирования от 2 до 8:
klA = 0,67 — 0,71;
Ли:-0,64-0,63;
= 0,58-0,50;
= 0,63 —0,55.
При промежуточных диапазонах регулиро-
регулирования коэфициенты можно определять интер-
интерполяцией.
Потери во фрикционных передачах
и коэфициент полезного действия
Потери во фрикционных передачах скла-
складываются из потерь: 1) на трение качения;
2) от проскальзывания вследствие масляной
плёнки на рабочих поверхностях, толчкообраз-
толчкообразной нагрузки и т. д.; 3) от скольжения вслед-
вследствие неодинакового.изменения скоростей по
длине площадки касания (клинчатые фрик-
фрикционные передачи, фрикционные вариаторы
и т. д.) и 4) в подшипниках.
422
ПЕРЕДАЧИ
[РАЗД. I
1)'Пбте'ри на прение качения
'¦¦ Ах- Q/(«i cos 04 ± Ш2 cos 02) кгсм/сек -
7500
л. с.
Здесь Q — сила сжатия в кг; wj и ш2 — аб-
абсолютные значения угловых скоростей рабочих
тел (предполагается, что <&% < <oj); 2ax и 2а2 —
углы конусности рабочих тел и /—коэфи-
циент трения качения, принимаемый для стали
по стали при высокой чистоте отделки по-
поверхности 0,005 см, для чугуна по чугуну
0,005—0,01 см, для стали или чугуна по дереву
0,015 см и т. д. (подробнее см. гл. IV).
Знак плюс в формуле потерь на трение
качения применяется при наружном касании,
знак минус — при внутреннем.
Потери на трение качения при высоких
модулях упругости материалов невелики, и
ими часто пренебрегают при расчётах.
2) Потери от проскальзывания
вследствие масляной плёнки на рабочих по-'
верхностях, толчкообразной нагрузки и т. д.
составляют от передаваемой мощности долю, не
превышающую относительного скольжения ф.
и, следовательно, нормально меньше 2—3%,
а у ряда передач ещё значительно меньше.
3) При несовпадении вершин конусов со-
соприкасающихся поверхностей * качение без
проскальзывания может иметь место только
в одном сечении по длине контакта, во всех
остальных сечениях имеет место проскальзы-
проскальзывание.
Координата Д сечения, в котором проис-
происходит качение и которое определяет переда-
передаточное отношение, находится из условия равно-
равновесия одного из тел. Для передач с началь-
начальным касанием по линии (фиг. 114)
Здесь дополнительно: Р — окружная сила
в'/сг, рассматриваемая приложенной по сере-
середине длины контакта; b—длина контакта
в см', R — длина образующей конуса в см.
1 Предполагается, что ширина площади кон-
контакта мала по сравнению с длиной. Если
длина контакта мала по сравнению с длиной
образующей конуса, то можно пользоваться
приближённой формулой
Р
Qv
Координата Д отсчитывается от середины
контакта к вершине ведущего конуса (фиг. 114).
При постоянной силе нажатия А растёт вме-
вместе 'с увеличением передаваемого момента и
благодаря этому уменьшается передаточное
отношение передачи. Предельным является
случай, когда запас сцепления равен единице,
т. е. P-Q\x) тогда Д«~н~ и ПРИ дальней-
дальнейшем увеличении момента начнётся проскаль-
проскаль• • Для тел с криволинейными образующими рассма-
рассматриваются конусы, касательные к пояскам контакта.
зывание передачи*. Это обстоятельство под-
подчёркивает ещё одно преимущество самозатя-
самозатягивающихся передач, в которых сила нажатия
увеличивается вместе с увеличением переда-
передаваемого момента, благодаря чему переда-
Зедущий
конус
Ведомый
конус
Фиг. 114. Расчётная схема для опре-
определения координаты сечения, в ко-
котором имеет место чистое качение.
точное отношение меняется вместе с изме-
изменением нагрузки в значительно меньших пре-
пределах.
Потери на трение
, ?.Qb (u>, sin я, ± to, sine.,) Г /2Д
А - г _ jji + |_
\*1
j J
^см/сек-
sin at ± о», sin 0,)
30 000
Здесь и ниже знак плюс в формулах соот-
соответствует случаю, когда вершины конусов
рабочих тел расположены по разные стороны,
а знак минус — когда по одну сторону от
площадки касания. (При криволинейных обра-
образующих рассматриваются вершины конусных
поверхностей, касательных к пояскам кон-
контакта.)
Для простоты в качестве расчётного слу-
случая при оценке потерь на трение можно
брать предельный случай, когда запас сцепле-
сцепления равен единице и Д = -^-. Тогда
sin a2)
___
л. с.
При начальном касании в точке также для
предельного случая, когда запас сцепления
равен единице, приблизительно
Л
1 + ( g- ~ J («t sJn °1±ш!> Sin a,)
7500
Здесь дополнительно: аэ — полуось эллипса
касания, лежащая в радиальной плоскости
(обычно большая); bg— перпендикулярная по-
полуось (обычно меньшая).
* Благодаря конечности ширины площадки контакт!
Д может быть даже немного больше .
ГЛ. VII]
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
423
4) Потери в подшипниках подсчи-
тываются обычными способами. В качестве
расчётной нагрузки, предполагаемой действую-
действующей в центре площадки контакта, прини-
принимается
В передачах на подшипниках скольжения
потери в опорах весьма существенны.
Коэфициент полезного действия простых
фрикционных передач с параллельными осями
и с начальным касанием по линии прибли-
приближённо может быть подсчитан по следующей
формуле:
4-1-
2/cos<x
+ 6sinal( l±-^-| —
Здесь D\ и ZJ — диаметры ведущего и ведо-
ведомого рабочих тел; d± и rf2 — диаметры шеек
ведущего и ведомого валов; щ и щ—числа обо-
оборотов в минуту ведущего и ведомого рабочих
тел;/—в см; р — коэфициенты трения каче-
качения и скольжения на рабочих поверхностях;
[Xj — коэфициент трения в подшипниках, от-
отнесённый к наружной поверхности шеек;
<\> — коэфициент проскальзывания; Ъ—длина
контакта; а — угол наклона площадки касания
к оси вращения.
Знак плюс в формуле — при наружном ка-
касании, знак минус — при внутреннем.
При начальном касании в точке в преды-
предыдущей формуле вместо длины контакта b сле-
следует подставлять длину оси эллипса касания
2а, умноженную на коэфициент, учитывающий
величину другой оси Ъэ эллипса,
-f •¦?)'
В формуле не учитывается трение в под-
подпятниках.
Из рассмотрения приведённых выше фор-
формул следует, что повышение к. п. д. воз-
возможно за счёт: 1) усовершенствования опор
(уменьшения коэфициента трения); 2) умень-
уменьшения отношений диаметров опор к рабочим
диаметрам фрикционных тел; 3) применения
материалов с более высокими модулями упру-
упругости и с пониженным внутренним трением
(в целях уменьшения площадок касания и ко-
коэфициента трения качения); 4) во фрикцион-
фрикционных вариаторах — уменьшения скольжения на
площадке касания, связанного с геометриче-
геометрической формой рабочих тел, и 5) уменьше-
уменьшения скольжения от толчков нагрузки, масла
и т. д.
Тепловой расчёт для фрикционных передач
и вариаторов в настоящее время не является
установившимся. Передачи, работающие в ма-
масле в закрытых корпусах, могут рассчиты-
рассчитываться по общему тепловому балансу: тепло-
теплообразование — 0,175 N A—ч]) ккал/сек, где
N— передаваемая мощность в л. с; у\ — к. п. д.
по экспериментальным данным или по рас-
расчёту; теплоотдача может определяться по ана-
аналогии с подшипниками, червячными редукто-
редукторами и т. д.
Для сухих передач может оказаться опас-
опасным местный нагрев отдельных рабочих тел,
например^ текстолитовых роликов.
Расчёт механизмов самозатягивания
Передачи со стальным кольцом. Пере-
Передачи должны быть спроектированы и отрегу-
отрегулированы так, чтобы кольцо затягивалось ра-
рабочими телами и создавало требуемую вели-
величину нормального нажатия.
Из условия равновесия кольца силы Q,
с которыми ведущие и ведомые рабочие тела
действуют на кольцо, должны быть равны
друг другу и направлены по одной прямой*.
Фиг. 115. Расчётная схема передач с жёстким
кольцом.
Для передач с раздвижными конусами под Q
надо понимать равнодействующие от каждой
пары конусов.
Предельным случаем передачи вращения,
очевидно, является случай, когда направле-
направление действия сил Q (фиг. 115) касательно к трём
кругам трения для работающих в данное время
сечений pj и р2 рабочих тел и кольца г (т. е.
к кругам с радиусами fj.p1( [хр2, [а/-, где |л для
передач с раздвижными конусами — приведён-
приведённый коэфициент трения, т. е. коэфициент тре-
ния, увеличенный в
раз). Это условие
COSa
может служить расчётным для определения
наибольшего зазора (или минимального на-
тяга) между кольцом и рабочими телами, при
котором передача может работать.
Если при определении радиусов кругов тре-
трения пользоваться значениями коэфициентов
трения, уменьшенными против истинных в от-
отношении запаса сцепления, то это же условие
может быть использовано для определения
оптимального зазора.
Оптимальный начальный зазор может быть
определён из приведённого ниже соотношения
(вытекающего из элементарных геометриче-
геометрических соображений, с последующим выраже-
выражением тригонометрических функций малых
углов через самые углы)
где / — расстояние между осями; pl7 p2 — ра-
радиусы рабочих тел; г — радиус рабочей по-
* Предполагается, что вес кольца мал по сравнению
с действующими на кольцо внешними силами.
424
ПЕРЕДАЧИ
[РАЗД. I
Я/?3'
верхности кольца; 8q -=0,149 —-=—. прираще-
приращение диаметра кольца под действием сил; R —
радиус окружности центров тяжести кольца;
J — момент инерции сечения кольца; Е — мо-
модуль упругости материала кольца.
Установка с зазором возможна только при
горизонтальном располо-
расположении передачи, когда
направление вращения
обеспечивает прижатие
кольца вниз или когда
имеется поджимной ро-
ролик, и пуск производится
не под нагрузкой, а раз-
разгоняемые массы невели-
невелики. В противном случае
кольцо устанавливается
с натягом, причём дефор-
деформации кольца предохра-
предохраняют от возникновения больших сил.
Определение начального зазора для пере-
передач с раздвижными конусами следует про-
производить, принимая за расчётный случай ра-
работу с одним из предельных передаточных
отношений, когда Pi = Ртах и P2 = Pmin> а Раз"
ность pj — р2 — максимальна. При других пе-
передаточных отношениях будет иметь место
излишний запас сцепления.
Величина силы нажатия в случае уста-
установки кольца без зазора или с произвольным
зазором (или натягом) может быть проверена
р
по соотношению Q — , где под \>- следует
понимать уже не действительный коэфициент
трения, а величину, определённую из выраже-
выражения для 80.
Конусные передачи с одним из рабочих
тел, установленным на качающемся ры-
рычаге. Для возможности передачи момента
должно быть, чтобы моменты окружной силы
на зубьях шестерён и окружной силы на
конусе относительно оси качания рычага были
бы больше момента минимально необходимой
силы нажатия относительно этой же оси
(фиг. 116):
Нормально передача должна работать и
рассчитываться таким образом, чтобы угол
{J« 90°, т. е. / « г, тогда расчётные формулы
сильно упрощаются. В противном случае
трудно достигнуть хорошей работы передачи,
так как при изменении чисел оборотов силы
прижатия могут сильно меняться.
Pcoscr
Фиг. 116. Расчётная схема конусной передачи с кача
щимся рычагом.
Вариаторы с клиновым механизмом с<
мозатягивания. Для схемы по фиг. 117,
—a->
г sin
Из треугольника ABC
/2 _ Г2 _ (R1 -
COS»-'
2r{Rx-R)
где Р—передаваемое окружное усилие; R—пе-
R—переменный радиус касания фрикционного ко-
конуса; /?i—радиус касания ведомой чашки;
г- радиус рычага; I — расстояние между осями
ведущего и ведомого валов; a — угол наклона
конусов; zb z2 —числа зубьев шестерён;
{}-угол между рычагом и радиусом, напра-
направленным в точку контакта.
Приведённое выше условие, естественно,
должно выполняться при всех передаточных
отношениях.
Определённые из этого условия значения р.
должны быть меньше истинных значений коэ-
фициентов трения, уменьшенных делением
на запас сцепления, но по возможности близки
к ним во избежание излишних сил нажима.
Фиг. 117. Расчётные схемы механизмов
самозатягивания передач с наклоняющи-
наклоняющимися роликами.
сила сжатия роликов определяется из условия
равновесия обоймы, несущей оси роликов,
Q-
г cos a
ГЛ. VII]
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
425
Здесь Rq— радиус оси поворота роликов;
г—радиус канавки для шариков механизма
самозатягивания; а—угол наклона роликов;
Y —угол подъёма канавки.
Условие работы вариатора
Р гtg у cos а
~Q~" " Щ> < ***
При этой проверке следует рассматривать
положение ролика, когда его плоскость парал-
параллельна оси вариатора и а = 0.
При углах наклона роликов, отличных от
нуля, механизм создаёт завышенные силы
сжатия.
Для схемы по фиг. 117, б сила, нормальная
к рабочей поверхности ролика, определяется
из условия равновесия соответствующей
чашки
Q-
Г Sin (P — а)
Здесь дополнительно: R\ — радиус образую-
образующей чашки, (J — угол ролика.
в которых фрикционная передача соединяет
между собой два звена планетарной пере-
передачи с двумя степенями свободы. Таким об-
образом в замкнутой планетарной передаче в
отличие от простой отсутствует неподвижное
звено.
Применение планетарных фрикционных пе-
передач ограничивается обычно малыми мощно-
мощностями благодаря относительно невысокому
к. п. д., а также благодаря тому, что регули-
регулирование чисел оборотов в минуту происходит
при сильном падении предельной передавае-
передаваемой мощности с уменьшением чисел оборо-
оборотов. При очень малых числах оборотов в ми-
минуту на выходе планетарно-фрикционные ва-
вариаторы не допускают получения точных пере-
передаточных отношений благодаря весьма значи-
значительному влиянию скольжения фрикционных
передач.
Простые планетарные вариаторы
Конусный планетарный вариа-
вариаторе регулированием осевым пе-
перемещением кольца (Грехэм, фиг. 118,
119, табл. 136 и табл. 137, схема а) кинемати-
кинематически представляет собой планетарный меха-
Фиг. 118. Планетарный фрикционный вариатор*
Условие работы передачи
Р г Sin (fi — a) tg f
Р
В этом вариаторе отношение —~- колеб-
колеблется в меньших пределах, чем в предыду-
предыдущем.
ПЛАНЕТАРНЫЕ ФРИКЦИОННЫЕ
ВАРИАТОРЫ
Планетарные фрикционные вариаторы
обычно применяются при необходимости боль-
большого редуцирования, большого диапазона ре-
регулирования и реверсирования ведомого вала.
Планетарные фрикционные вариаторы можно
разделить на простые, в которых планетарный
механизм полностью или частично соста-
составляется из фрикционных тел, и замкнутые,
низм с двумя внутренними зацеплениями и
приводом через водило.
От электродвигателя приводится во вра-
вращение корпус, несущий подшипники фрик-
фрикционных конусов. При вращении корпуса
фрикционные конусы обкатываются по не-
вращающемуся кольцу и через конические
шестерни передают вращение колесу с вну-
внутренним зацеплением, укреплённому на ведо-
ведомом валу.
Вариаторы практически выполняются ре-
реверсивными, с плавным переходом через нуль
(например, с предельными передаточными от-
отношениями — 1/2,5— + 1/30), и нереверсив-
нереверсивными мощностью до 15 л. с.
Регулирование чисел оборотов в минуту
происходит при предельном моменте, близком
к постоянному.
Благодаря простоте кинематики, большому
диапазону регулирования, компактности и до-
достаточно высокому к. п. д. вариаторы этого
426
ПЕРЕДАЧИ
|РАЗД. I
типа относятся к числу моделей, завоевавших
достаточно устойчивое применение в амери-
американской промышленности.
Планетарный вариатор с раз-
раздвижными конусами (табл. 137, схема б)
Фиг. 119. Планетарно-фрикционный вариатор.
аналогичен по своей схеме известному плане-
планетарному редуктору Джемса. Вращение пере-
передаётся от внутренних конусов, сидящих на ве-
Ввиду неблагоприятных условий скольже-
скольжения на площадке касания и сложности вариа-
вариатор не нашёл широкого промышленного при-
применения.
В планетарных вариаторах с
грибовидными и шаровыми сателли-
сателлитами (Эшер-Висс, табл. }]37, схемы виг) вра-
вращение передаётся от ведущих дисков сателли-
сателлитам, которые, обкатываясь по неподвижным
наружным фрикционным телам, приводят во
вращение ведомый диск или конус.
Регулирование чисел оборотов в минуту
осуществляется изменением наклона осей са-
сателлитов, благодаря чему изменяются радиусы
поясков касания сателлитов с ведомыми телами.
В вариаторе с грибовидными сателлитами
изменение наклона сателлитов достигается
осевым перемещением наружного фрикцион-
фрикционного тела. При этом ведущий диск соответ-
соответственно отжимается сателлитами в противо-
противоположном направлении по оси. В вариаторах
с шаровыми сателлитами наклон сателлитов
изменяется с помощью рычагов.
Таблица 136
Основные размеры планетарно-фрикционных вариаторов (обозначения см. на фиг. 119)
Размер
25
5°
IOO
i5o
250
Число обо-
выходе при
пмот~
1800 в 1 мин.
о—4оо
о-5оо
о— 5°о
о-5°о
о-5оо
Крутящий мо-
момент на ведо-
ведомом валу в
кгм
о,35
I-I5
а.з
6,9
23
Наибольшая
вариаторов, ра-
работающих с
М=const
0,25
0,75
1.5
5
15
Наибольшая
мощность для
вариаторов, ра-
работающих с N=
= const в диа-
диапазоне 4:1
0,125
о,33
°'75
1*5
5
А
мм
i63
IQO
223
285
343
В
мм
4 об
546
68о
840
1040
С
мм
197
292
368
413
49°
D
мм
7б
114
14о
159
203
Е
мм
IOO
2ОЗ
2б7
31°
368
F
мм
19
22
27
38
5°.8
дущем валу, водилу, сидящему на ведомом валу
и несущему опоры конусов сателлитов. По-
Последние обкатываются по невращающимся на-
наружным конусам. Регулирование чисел оборо-
оборотов в минуту осуществляется раздвиганием и
сближением наружных конусов.
Вариатор не обеспечивает снижения чисел
оборотов на выходе до нуля и реверсирования;
верхнее число оборотов на выходе несколько
ниже, чем число оборотов на входе.
Вариаторы выполняются самозатягивающи-
самозатягивающимися с начальным поджимом пружинами.
Вариаторы с шаровыми сателлитами позво-
позволяют переход чисел оборотов в минуту на
выходе через нуль и реверсирование. Вариа-
Вариаторы с грибовидными сателлитами имеют
значительно меньший диапазон регулирования:
минимальное число оборотов на выходе в ми-
минуту не доходит до нуля, а максимальное —не-
—несколько ниже числа оборотов на входе.
Таблица 137
Схемы и формулы для передаточных отношений i — — планетарно-фрикционных вариаторов
аоао/
с,- с.
/У а ft, w ™na ]
а)
г)
ГЛ. VII]
ФРИКЦИОННЫЕ ПЕРЕДАЧИ И ВАРИАТОРЫ
427
Вследствие сложности и неблагоприятных
условий скольжения на площадках касания
вариаторы с грибовидными и шаровыми са-
сателлитами не нашли широкого промышленного
применения.
Замкнутые планетарные фрикционные
вариаторы
Встраиванием фрикционной передачи с ре-
регулируемым передаточным отношением в пла-
планетарную передачу с двумя степенями свободы
легко достигается сильное увеличение диапа-
диапазона регулирования чисел оборотов, при не-
необходимости с переходом через нуль и ревер-
реверсированием.
Возможно также применение замкнутых
планетарных фрикционных вариаторов для
изменения чисел оборотов в небольшом диа-
диапазоне (меньшем, чем диапазон фрикционной
передачи), например для синхронизации. Тогда
фрикционная передача может проектироваться
соответственно на значительно меньшую мощ-
мощность.
Обычно применяются следующие типы
планетарной передачи (табл. 138): 1) из кони-
конических шестерён (обыкновенный диференциал)
и 2) из цилиндрических шестерён с одним
наружным и одним внутренним зацеплением.
Планетарные передачи с коническими ше-
шестернями могут быть выполнены с относи-
относительно меньшими габаритами по диаметру
и благодаря возможности различных способов
соединения с фрикционными передачами по-
позволяют получение достаточно разнообразных
характеристик.
Планетарные передачи с цилиндрическими
шестернями по сравнению с аналогичными
схемами передач с коническими шестернями
позволяют дополнительные возможности в
части варьирования характеристик за счёт
изменения чисел зубьев шестерён. Кроме того,
они проще в изготовлении и значительно более
компактны в осевом направлении; поэтому их
применение предпочтительнее.
Применяемые схемы планетарных фрикци-
фрикционных вариаторов и формулы для передаточ-
передаточных отношений приведены в табл. 138.
В замкнутых планетарных фрикционных
вариаторах с двухосной фрикционной пере-
передачей (например, с .раздвижными конусами)
ось ведомого вала вариатора может быть
в зависимости от условий совмещена с осью
ведущего или ведомого вала фрикционной
Таблица 138
Схемы и формулы для передаточных отношений I — —-- замкнутых планетарно-фрикционных вариаторов
2 I
1
/
=
pi «
rii *
z;
2 1
л;
¦А
м
\.
X-
J
'1\
Z!
Z'i ..
¦>4±i4+i+) /--^2L
J«*f% i~-42("»4)-i*>
2 1
Примечание. В формулах для передаточных отношений вариаторов с двухосной фрикционной передачей
A-я и 2-я строка таблицы) верхние знаки в формулах соответствуют выполнению зубчатых передач г , z без пара-
паразитных колёс, как показано на схемах, а нижний знак — выполнению с паразитными колёсами.
Обозначения гх, г3, г , г — число зубьев, i. — абсолютное значение передаточного отношения фрикционной
передачи.
428
ПЕРЕДАЧИ
[РАЗД. !
передачи (см. первую и вторую строки
табл. 138).
В обычных случаях применения планетар-
планетарных фрикционных передач, когда требуются
значительное расширение диапазона регули-
регулирования фрикционной передачи и редуциро-
редуцирование чисел оборотов, применяются схемы,
в которых передаточное отношение выра-
выражается разностью двух членов (табл. 138), а не
суммой. При этом целесообразно выбирать
схемы, в которых ведомый вал соединяется
с наиболее тихоходным элементом планетар-
планетарной передачи — с водилом.
Для определения отдельных параметров
планетарных фрикционных передач (диапа-
(диапазона регулирования фрикционной передачи Д,
передаточных отношений шестерён и т. д.) по
заданным общим предельным передаточным
отношениям следует использовать два соот-
соответственных уравнения для предельных пере-
передаточных отношений, подставив в одно из них
1
_ л/"д. (Здесь и ниже предполагается, что
фрикционная передача, как обычно в плане-
тарно-фрикционных вариаторах, имеет сим-
симметрично расположенную область регулиро-
регулирования.)
Для схем /, 2, 3, 6, 7, 8, 14, 15 эти два
уравнения являются необходимыми и доста-
достаточными для определения двух искомых па-
параметров Д и i3y6. Для схем 4, 5, 9,10 одним
из трёх параметров приходится задаваться.
Наконец, для схем И, 12, 13 можно выбирать
только одно предельное передаточное отно-
отношение.
Если полученные из расчёта параметры
конструктивно невыполнимы или невыгодны,
то следует воспользоваться другой схемой.
Наряду с конусным планетарным вариато-
вариатором, регулируемым осевым перемещением
кольца (фиг. 118), замкнутые фрикционные пе-
передачи могут успешно применяться при необ-
необходимости большого диапазона регулирования,
особенно в случаях, когда к. п. д. не играет
еущественной роли.
ТОЧНОСТЬ ПЕРЕДАТОЧНЫХ
ОТНОШЕНИЙ
(В применении к фрикционным
вариаторам в приборах)
Ошибка в величине передаточного отно-
отношения /--д- для простой передачи (напри-
мер, по фиг. 111, в, где R — переменный радиус
ведущего тела, Rt — радиус ведомого тела и
С — коэфициент, учитывающий проскальзыва-
проскальзывание) может быть выражена следующей фор-
формулой:
8/-_Я_8С+-^Я_ Я_§/?
Здесь bR и о/?2 — ошибки радиусов рабочих
тел; о? — ошибка в оценке коэфициента С или,
если в исходной формуле С был принят равным
единице, — относительное скольжение. Ошиб-
Ошибки R, Rt и С рассматриваются как системати-
систематические.
При противоположном направлении пере-
передачи вращения (фиг. 111, в)—от ролика к диску—
формула остаётся в силе, но в ней R и R)
меняются местами.
Вышеприведённую формулу в случае необ-
необходимости можно распространить и на более
сложные передачи.
В общем случае относительное скольже-
скольжение зависит от передаточного отношения и от
передаваемого момента.
Если для передач приборов, в которых
площадка касания весьма мала (начальное ка-
касание —¦ в точке), а диапазон регулирования
и передаваемые моменты невелики, принять,
что скольжение постоянно, то величины пер-
первичных ошибок, входящих в формулы, легко
могут быть определены экспериментально.
При этом погрешность в оценке коэфициента
проскальзывания может рассматриваться как
дополнительная относительная ошибка рас-
расчётного радиуса ролика (тела неизменного
радиуса) и соответственно формула для Ь1
может быть переписана следующим образом:
Ы
где
Ri Я?
5Я1-8Д!-tfi&C.
Если для передачи по фиг. 1!1, в движение
передаётся от ролика к диску, то
где*
Для определения bR и bRl нужно произ-
произвести замеры 8/ минимум для двух значений/?,
подставить каждое из них в соответствующую
формулу и решить полученные два уравнения
относительно bR и bR[ .
Экспериментальное определение ошибок Ы
может производиться непосредственным от-
отсчётом углов поворота, стробоскопически
и т. д., желательно в рабочих условиях.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А ч е р к а н Н. С, Определение основных параме-
параметров механизмов ступенчатого регулирования, связанных
с бесступенчатым редуктором, „Труды Московского
станкоинструментального института", т. II, М. 1938.
2. Ь р у е в и ч Н. Г., О точности механизмов, М. 1941.
3. Б р у е в и ч Н. Г., Механизмы для выполнения ма-
математических операций, Техническая энциклопедия,
т. VIII.
4. Д м и т р и е в С. Л., Обзор механических бесступен-
бесступенчато-регулируемых передач, ЭНИМС, М. 1938.
5. Дмитриев С. Л., Сравнительное испытание бес-
бесступенчатых редукторов, ЭНИМС, М. 193.-).
6. Кожевников С. Н., Работа фрикционной пе-
передачи с регулируемым числом оборотов, Оргаинфор-
мация № и, М. 1934.
ГЛ. VII)
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
429
7. Кожевников С. Н., Эпициклические передачи
с плавным изменением передаточного отношения,
„Станки и инструмент" № 4, М. 1938.
8. Пчельников. Приборы управления артиллерий-
артиллерийским зенитным огне"м, М. 1940.
9. Решетов Д. Н., Бесступенчатые фрикционные
передачи, „Станки и инструмент" № 11—12, 1943.
10. Р е ш е т о в Д. Н., Расчёт деталей станков на дол-
долговечность, Доклад на совещании по повышению проч-
прочности деталей машин, созванном Институтом машино-
машиноведения Академии наук СССР, М. 1944.
1). Рихтер и Фосс, Детали изделий точной инду-
индустрии. М.—Л. 1932.
12. С в е т о з а р о в В. А., Фрикционный трансформа-
трансформатор — рациональная бесступенчатая передача, „Тяжёлое
машиностроение" № 7—8, 1941.
13. С в е т о з а р о в В. А., Бесступенчатая передача и её
практическое значение „Вестник машиностроения" № 2,
1945.
14. G о s s, Power transmission by friction weels, „Tran-
„Transactions of ASME\ V. 29, № 1180.
15. Preger E., Stufenlos regelbare Kettengetriebe in
Werkzeugmaschlnen, Werkstatt und Betrieb, H. 9—10,
11-12, 13—14, 1938.
16 Sachs G, Versuche fiber die Reibung fester Kor-
per, „Zeitschrift fur ang., Math, und Mech." H. 1, 1924.
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ (РЕМЁННЫЕ)
ОБЩАЯ ЧАСТЬ
ОЗщие сведения о ремённых передачах
Ремённая передача (фиг. 120, а) осущест-
осуществляется при помощи двух шкивов, закреплён-
закреплённых на валах, и надетого на эти шкивы с на-
натяжением бесконечного ремня, имеющего пло-
плоское, клиновое или круглое сечение (фиг. 120,
6, в, г). При клиноремённой передаче обычно
используют несколько ремней.
Ведущий шкив (на фигурах обозначен ВЩ)
благодаря силам трения, возникающим вслед-
вследствие натяжения ремня на поверхности сопри-
соприкосновения шкива с ремнём, приводит в дви-
движение последний, а ремень в свою очередь
заставляет вращаться ведомый шкив (на
фигурах обозначен ВМ), и таким образом
мощность передаётся с ведущего вала на
ведомый.
Для создания и поддержания натяжения
ремня в плоскоремённой передаче (и лишь
изредка в клиноремённой), кроме двух рабочих
шкивов, применяют иногда третий — холостой
(так называемый натяжной ролик), качающийся
Ролик
Фиг. 121.
на рычаге вокруг неподвижной оси и прижи-
прижимаемый к ремню пружиной или грузом R
(фиг. 121).
Ремённые передачи по характеру работы
и способам расчёта подразделяются на сле-
следующие основные виды:
1) плоскоремённая передача: а) обыкновен-
обыкновенная, б) быстроходная;
2) передача с натяжным роликом (плоско-
(плоскоремённая);
3) клиноремённая передача;
4) круглоремённая передача.
После зубчатой передачи ремённая — наи-
наиболее распространённый вид механической
передачи энергии.
По сравнению с зубчатой ремённая пере-
передача имеет ряд преимуществ и недостат
ков.
Преимущества: 1) возможность пере-
перекрывать значительные расстояния; 2) способ-
способность нести перегрузки; 3) эластичность приво-
привода, смягчающая колебания нагрузки и предо-
предохраняющая отзначительных перегрузок(за счёт
скольжения); 4) плавность хода и бесшумность
работы; 5) меньшая начальная стоимость;
6) простота ухода и обслуживания, в част-
частности, простота замены изношенного элемента
(ремня).
Недостатки: 1) меньшая кшпактность,
особенно на больших мощностях;2) некоторое
непостоянство передаточного числа (из-за
скольжения ремня на шкивах); 3) большее
давление на валы и опоры; 4) несколько более
низкий к. п. д.; 5) меньшая долговечность
ремней (но не передачи в целом); б) неприме-
неприменимость, ввиду электризации ремней во взры-
взрывоопасных помещениях.
Развитие ремённых передач за
последнюю четверть века происходило в сле-
следующих условиях:
1. Увеличение чисел оборотов первичных
двигателей; их непосредственное (прямое)
соединение с генераторами; электрическое
(а не механическое) распределение энергии
и ввиду этого—разукрупнение коренных транс-
трансмиссий в пользу индивидуальных приводов
с уменьшением мощностей ремённых передач,
применяемых в трансмиссионных установках
(групповые приводы).
2. Приближение электродвигателя к маши-
машине-орудию (станку) с ликвидацией промежу-
промежуточных (трансмиссионных) звеньев и повыше-
повышение скоростей и мощностей индивидуальных
приводов в результате непрерывного роста
производительности рабочих машин.
В связи с этим: а) усилились требования
в отношении компактности передач — стали
применяться малые межцентровые расстояния
при значительных передаточных числах, шкивы
малых диаметров при больших числах оборо-
оборотов и т. д.; б) получили развитие модификации
430
ПЕРЕДАЧИ
[РАЗД. I
обыкновенной ремённой передачи - привод
с натяжным роликом и в особенности клино-
ремённая передача; в) появились специфи-
специфические быстроходные передачи плоскими тон-
тонкими (бесконечными) ремнями; г) произошло
ужесточение условий работы и повышение
норм нагрузок за счёт снижения долговеч-
долговечности приводных ремней.
Ремённые передачи применяются во всех
областях техники.
Основные характеристики ремённых
передач
Мощности. Ремённые передачи приме-
применяются в основном для передачи мощностей
Л/-0,5-т-2000 л. с. (плоскоремённые-от 1 до
2000 л. с, клиноремённые — от 0,5 до 500 л. с).
Передачи на мощности более 2000 л. с. уни-
уникальны.
Наиболее распространены передачи на
сравнительно малые мощности — до 50 и реже
до 100 л. с.
Скорости. Ремённые передачи обычно
работают при скоростях v - 5 н- 25 м/сек
(в редких случаях их скорость доходит до
30 м1 сек).
Скорость плоскоремённых быстроходных
передач достигает 50 Mjcen, а в отдельных
случаях — 75 м/сек. (При таких скоростях
может работать ещё только зубчатая пере-
передача, изготовленная по первому классу точ-
точности.)
Возможна, но не рациональна из-за гро-
громоздких размеров передача на малых ско-
скоростях t/=l-f-5 м/сек (маломощные вспомо-
вспомогательные или второстепенные и круглоремён-
ные передачи).
Числа оборотов и передаточные числа.
Ремённые передачи между трансмиссионными
валами в старых установках характеризова-
характеризовались: низкими числами оборотов я = 250-г- 100
об/мин и даже меньше, значительными диа-
диаметрами шкивов: D = 300-г-2000 мм и более
(особых ограничений по габаритам не было),
малыми передаточными числами /=1-нЗ (или
i-=lJi-~ V3) и большими межцентровыми рас-
расстояниями: 1 = 5-7-10 м и даже 15 м, причём
передачи большей частью выполнялись гори-
горизонтальными или слабо наклонными.
Современные групповые приводы
имеют число оборотов трансмиссионного вала
л = 400-4-600 об/мин.
Аналогичные изменения (повышения) про-
произошли в числах оборотов ремённых передач
и от первичных двигателей: паровых
машин (и локомобилей), двигателей внутрен-
внутреннего сгорания, водяных турбин, что весьма
упростило схему привода. В настоящее время
передача энергии ремнями от этих двигателей
обычно производится без промежуточной
трансмиссии прямо на генератор или на рабо-
рабочую машину с широким диапазоном переда-
передаточных чисел / — от Vio Д° 5.
Индивидуальные приводы (обык-
(обыкновенные), как правило, осуществляются на
медленный ход (понижающими) от электро-
электродвигателей с числами оборотов п =1500 -f-
-г- 750 об/мин, реже 500 об/мин и менее (круп-
(крупные передачи), при минимально возможных
диаметрах ведущего (моторного) шкива:
Dx — lOO-f-500 мм (и более) и следующих пе-
передаточных числах /:
до 3 (и в крайнем случае до 5) — обыкно-
обыкновенные передачи;
до 5 (до 10) — с натяжным роликом;
до 7 (до 10) — клиноремённые.
В целях компактности эти передачи выпол-
выполняют по возможности с минимальными меж-
межцентровыми расстояниями горизонтальными,
наклонными и вертикальными.
Аналогичны индивидуальным приводам от
электромоторов (по числам оборотов) ремён-
ремённые передачи от быстроходных пер-
первичных двигателей, какова, например,
передача от быстроходного (лёгкого) двигателя
внутреннего сгорания с пх = 600 -г- 2500 об/мин
на рабочую машину (например, от тракторного
двигателя с nt —1500 об/мин на молотилку
с п2 = 2000 -f- 2500 об/мин при D2 = 150-f-
-*-120 мм).
Несколько особняком стоит быстроход-
быстроходная плоскоремённая передача бес-
бесконечными тонкими ремнями от электродвига-
электродвигателей (быстроходных) с числами оборотов:
щ —1500 -г- 3000 об/мин, как правило, на
быстрый ход (повышающая), с числом оборо-
оборотов л2 = до 20 000 и даже до 30 000 об/мин,
D^^-Di" 100-г-50 мм и менее и DmUL-D1
до 300 мм, реже до 400 мм.
Передаточное число / возможно здесь
до V4» а ПРИ наличии натяжного ролика —
до Vio-
Способы натяжения ремней
Без соответствующего натяжения ремня
передача работать не может, так как в этом
случае отсутствуют нормальные силы, вызы-
вызывающие силы трения на поверхностях кон-
контакта ремня и шкивов, обусловливающие
тяговую способность ремня.
Ремённая передача может иметь межцен-
межцентровое расстояние: а) постоянное (/ =
- const) и б) переменное (/ = var).
В первом случае натяжение ремню со-
сообщается:
а) за счёт собственного веса ремня (сле-
(следует учитывать, что при современных корот-
коротких межцентровых расстояниях вес ремня не
играет существенной роли для создания необ-
необходимого натяжения, а при вертикальной
передаче весовой фактор оказывает на натя-
натяжение скорее отрицательное влияние);
б) за счёт упругих деформаций ремня при
надевании его на шкивы с предварительным
натягом;
в) применением натяжных, нажимных
и направляющих роликов.
Во всех случах отрезаемый от круга конеч-
конечный ремень превращается в бесконечный
путём соединения концов (склейкой, сшивкой
и т. п.), причём эту операцию приходится
повторять периодически (чаще при обыкновен-
обыкновенной передаче, реже — при наличии роликов),
укорачивая ремень по мере его вытяжки для
восстановления необходимого натяжения.
Ремни, изготовленные бесконечными (напри-
(например, быстроходные), могут при наличии роли-
роликов вообще не перешиваться.
Во втором случае натяжение ремню (или
ремням) сообщается при помощи так назы-
называемого натяжного вала:
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
431
а) периодическим отодвиганием одного
из валов (шкивов), например,с помощью сала-
салазок у мотора (см. фиг. 126);
б) оттягиванием одного из валов при
помощи натяжного груза — схема, распростра-
распространённая в установках для испытания привод-
приводных ремней (см. фиг. 128), причём подтягивание
ремня производится не периодически, а не-
непрерывно;
в) качанием одного из валов (шкивов)
вокруг неподвижной оси (см. фиг. 129), напри-
например, в тех случаях, когда у мотора имеется
качающаяся плита (пендель-мотор).
Здесь возможно как периодическое (с по-
помощью установочного винта, см. фиг. 127), так
и непрерывное (без винта, см. фиг. 130, что
встречается реже) подтягивание. Натяжным
грузом является обычно собственный вес
электромотора с плитой.
При натяжных валах чаще применяются
бесконечные ремни (например клиновые),
требующие для надевания и натягивания из-
изменения межцентрового расстояния, хотя могут
работать и ремни конечные с соединёнными
концами.
РАЗНОВИДНОСТИ РЕМЁННЫХ ПЕРЕДАЧ
Обыкновенные приводы
Обыкновенные приводы выполняются с
точно установленной (вымеренной) первона-
первоначальной длиной ремня и с обусловленным ею
предварительным натяжением.
Последнее, вызываемое упругими дефор-
деформациями и собственным весом ремня, обес-
обеспечивает нормальную работу передачи. На-
Натяжение в результате остающихся деформаций
(вытяжки) ремня постепенно падает, и ремни
приходится периодически подтягивать (пере-
(перешивать). В связи с этим предварительное на-
натяжение в обыкновенных приводах обычно
даётся с запасом и превышает нормальное
натяжение ремня, необходимое для правиль-
правильной работы передачи. При этом чем короче
межцентровое расстояние, тем меньше эффект
от собственного веса ремня и тем больше
должно быть предварительное натяжение для
передачи необходимой мощности, а следова-
следовательно, тем быстрее наступает вытяжка и чаще
требуется перешивка ремня.
Различают следующие виды обыкновенных
приводов.
1) Открытая передача. Применяется при
параллельно расположенных валах и одинако-
одинаковом направлении вращения (фиг. 122, а).
При горизонтальном или наклонном поло-
положении передачи прежде считалось, что следует
для увеличения углов обхвата ремнём шкивов
нижнюю ветвь ремня делать ведущей, а верх-
верхнюю — ведомой; при современных коротких
межцентровых расстояниях, когда провисание
ремня почти отсутствует, соблюдение этого
правила необязательно.
Валы должны быть параллельны. Средние
плоскости шкивов должны совпадать. Для того
чтобы ремень, несмотря на неточности монтажа
и прогибы валов, не спадал, один из шкивов
(лучше ббльший, на котором ремень подвер-
подвергается меньшему изгибу) рекомендуется вы-
выполнять с выпуклым ободом; другой шкив
должен быть с цилиндрическим ободом. Рас-
Расчётным для определения передаточного числа
у шкива с выпуклым ободом считается его
наибольший диаметр. При этой передаче воз-
возможно передаточное число до 5.
Открытая передача из всех обыкновенных
передач самая выгодная вследствие наиболее
благоприятных условий работы ремня (макси-
(максимальная долговечность ввиду равномерности
напряжений и вытяжки). Передача открытым
ремнём допускает относительно большую
нагрузку, и потому именно ей следует отда-
отдавать предпочтение перед другими разновид-
разновидностями обыкновенных передач; только ею
можно передавать крупные мощности.
Приведённые ниже нормы работоспособ-
работоспособности плоскоремённых передач относятся к от-
открытым передачам.
2) Простая передача с направляющими
роликами. Направляющими роликами назы-
называются шкивы, вращающиеся на неподвиж-
неподвижных осях вхолостую и дающие необходимое
отклонение или направление ветви ремня.
Иногда направляющие ролики могут пере-
переставляться для дополнительного натяжения
ремня, но во время работы они остаются
закреплёнными неподвижно и автоматической
регулировки натяжения не дают.
Передача с направляющими роликами при
параллельных валах (фиг. 122, ж) применяется;
по условиям расположения привода, для воз-
возможности периодического подтягивания ремня,,
для увеличения углов обхвата шкивов, а так-
также с целью получения более длинного ремня
(для повышения его долговечности).
В этом случае допустимы: передаточное
число до 6, скорость не более 25 м/сек и нор-
нормальная (полная) нагрузка передачи, если
диаметр роликов не слишком мал. Ролики ре-
рекомендуется делать цилиндрическими, а вы-
выпуклым — ббльший из шкивов. Возможна
реверсивность привода.
С направляющими роликами выполняется,
также угловая передача (см. ниже).
3) Перекрёстная передача. Применяется
при параллельно расположенных валах, но
с противоположным направлением вращения,
(фиг. 122, б). Она встречается и рядом с откры-
открытой (например, в продольно-строгальных стан-
станках старых конструкций, где главная пере-
передача рабочего движения открытая, а пере-
перекрёстная служит для обратного холостого-
хода).
Хотя углы обхвата у перекрёстной пере-
передачи больше, чем у открытой, однако у неё
ремень деформируется сильнее и тем в боль-
большей степени, чем значительнее его ширина и
чем меньше межцентровое расстояние. Кроме
того, в месте скрещивания ремня поверхности
ветвей трутся одна о другую. Ввиду этого для
избежания чрезмерного износа ремня целесо-
целесообразно выбирать значительное ; расстояние
между валами (lmia «206, где Ъ — ширина
ремня) и небольшую скорость (г/<15 м/сек).
Перекрёстные ремни применяются для пе-
передачи небольших мощностей. Их нагрузка
не должна превышать 75—85% допустимой
для открытой передачи.
Передаточное число можно брать до 6-
Оба шкива должны быть цилиндрическими
(без выпуклости).
4) Полуперекрёстная передача. Приме-
Применяется при непараллельно расположенных
432
ПЕРЕДАЧИ
[РАЗД. I
{скрещивающихся обычно под прямым углом)
валах и при горизонтальном (фиг. 122, е) или
вертикальном (фиг. 122, г) направлении пере-
передачи. Для того чтобы ремень самонапра-
самонаправлялся и не сползал со шкивов, место сбе-
гания ремня с ведущего шкива и место на-
набегания ремня на ведомый шкив должны на-
находиться там, где на это указывает ремень
при своём движении. Большей частью взаим-
взаимное расположение шкивов таково, что линия
внутреннего края обода ведущего шкива при
Для направления ремня служат обычно
один или два направляющих ролика (фиг. 122, д
и е) не слишком малого диаметра, устанавли-
устанавливаемых в нужном положении. Чтобы ремень
набегал на шкивы прямо, он должен подхо-
подходить к роликам в средней плоскости. Поэтому
направляющие ролики размещаются так, что-
чтобы их окружности касались средних плоско-
плоскостей главных шкивов.
Шкивы обычно выполняются цилиндриче-
цилиндрическими; направляющие ролики делаются выпук-
«Фиг. 122. Схемы ремённых передач: а — открытая; б — перекрёстная; в — полуперекрёстная горизонтальная; г—по-
г—полуперекрёстная вертикальная; д — угловая с одним направляющим роликом; е — угловая с двумя направляющими
роликами; ж — простая с направляющими роликами (/ — ведущий шкив; 2 — ведомый шкив; 3 — ведущая
ветвь ремня; 4 — ведомая ветвь ремня; 5 —направляющий ролик).
¦её продолжении касательна к ободу ведомого
шкива.
Так как положение ремня на шкивах не-
несколько зависит от нагрузки передачи, то
шкивы должны быть цилиндрическими и до-
достаточно широкими, особенно ведомый (реко-
(рекомендуется ?=-1,46 + 10 мм). Окончательно
закрепляться на валах они должны лишь
после опробования передачи.
Следует избегать больших скоростей (жела-
(желательно v < 15 м/сек). Передаточное число —
до 3. Нагрузка полуперекрёстной передачи
не должна превышать 70 — 80% допускаемой
для открытой передачи. Движение ремня может
происходить лишь в одном направлении, по-
поэтому такая передача является нереверсивной.
5) Угловая передача с направляющими
роликами. Применяется при скрещивающихся
(большей частью под прямым углом; валах.
Она необходима в тех случаях, когда невоз-
невозможна установка шкивов для полуперекрёстной
.передачи или когда требуется реверсивность.
лыми, что, впрочем, не вполне целесообразно,
так как ремень на роликах изгибается силь-
сильнее, чем на шкивах.
Рекомендуются малые скорости ремней
(v < 15 м/сек). Допускается передаточное
число до 4. Нагрузка не должна превышать
70 — 80% допускаемой для открытой передачи.
Самонатяжные приводы
Самонатяжные приводы применяются при
современных небольших межцентровых рас-
расстояниях, в частности, для компенсации от-
отсутствующего у таких передач эффекта натя-
натяжения от собственного веса ремня.
Эти приводы осуществляются с помощью
специальных устройств, в основном — натяж-
натяжными валами или натяжными роликами.
При передачах с натяжными валами сумма
усилий в ветвях, а при передачах с натяж-
натяжными роликами — усилие в ведомой ветви во
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
433
время работы остаются приблизительно по-
постоянными.
Поэтому самонатяжные передачи, особен-
особенно же передачи с натяжным роликом, требуют
меньшего предварительного натяжения ремня
по сравнению с обыкновенными, так как нет
необходимости давать запас на падение натя-
натяжения от вытяжки ремня.
Различают следующие виды самонатяжных
приводов:
1) Передача с натяжным роликом. На-
Натяжным роликом называется свободно (вхоло-
(вхолостую) вращающийся шкив, который качается
на рычаге вокруг неподвижной оси и по-
посредством регулирующего действия груза или
пружины производит такой нажим обычно на
ведомую ветвь ремня, что натяжение в этой
ветви может быть извне установленопроизволь-
о) г)
Фиг. 123. Схемы передач с натяжным роликом:
а и б — горизонтальные; ваг — вертикаль-
вертикальные G — ведущий шкив; 2 — ведомый шкив;
3 — ведущая ветвь ремня; 4 — ведомая ветвь
ремня; о — натяжной ролик).
но низким и затем автоматически регулиро-
регулироваться, оставаясь приблизительно постоянным.
Таким образом в этой передаче имеет
место искусственнбе натяжение ремня по-
посредством ролика. Кроме того, увеличиваются
углы обхвата ремнём шкивов сравнительно
с обыкновенной передачей, что полезно, но
переоценивать не следует (см. стр. 468).
Типовые схемы передач с натяжными ро-
роликами представлены на фиг. 123.
Натяжные ролики являются ценным сред-
средством улучшения таких ремённых передач,
осуществить которые при обычном устрой-
устройстве затруднительно или невыгодно.
В частности, передачи с роликом применя-
применяются при небольших межцентровых расстоя-
расстояниях, при больших передаточных числах, при
малых диаметрах шкивов и при вертикальном
расположении привода.
Натяжные ролики рекомендуется делать
цилиндрическими.
При наличии ролика возможны передаточ-
передаточные числа до 10, а в исключительных случаях
и больше.
Скорость ремня допускается до 25 м\сек,
а для быстроходных ремней — до 50 м/сек.
2) Передача с нажимным роликом. Под
нажимным роликом понимается холостой шкив,
ФИГ. 124.
создающий давление на ремень путём прижи-
прижима к рабочему шкиву (обычно с помощью
пружины) его ведомой ветви в конечных точ-
точках угла обхвата (фиг. 124).
Такое устройство даёт возможность полу-
получать желаемые углы обхвата, повышает тяго-
тяговую способность передачи и вызывает рас-
растяжение (ведущей ветви) ремня только во
время работы. При этом ведомая ветвь (меж-
(между роликами) может быть почти полностью
разгружена.
Обусловленное действием нажимного роли-
ролика увеличение работоспособности ремённой
передачи зависит от силы прижима ролика
Фиг. 125. Передача с автоматическим
регулированием прижима нажимного
ролика натяжением ведущей ветви
ремня.
к шкиву и от коэфициента трения между
ремнём и шкивом [14].
Конструкция по схеме фиг. 125 автомати-
автоматически увеличивает прижим ролика в зависи-
зависимости от натяжения ведущей ветви [ЗЭ].
В передаче с нажимными роликами ремень
должен быть равномерным по толщине, а
434
ПЕРЕДАЧИ
[РАЗД. I
шкивы должны иметь точную форму и быть
хорошо балансированы во избежание вибра-
вибраций при повышенных скоростях. В этой пере-
передаче допускается v < 25 м\сек.'
При значительных и резких колебаниях
нагрузки (мощности) передача с нажимными
роликами нецелесообразна, поскольку она от-
отличается неспокойным ходом, в результате
чего, в частности, уменьшается долговечность
ремня. Вообще ремень, проходя под ролика-
роликами и подвергаясь сильным напряжениям сжа-
сжатия, снашивается здесь значительно скорее,
чем даже в передаче с натяжным роликом.
Впрочем, приводы обоих этих видов менее
благоприятны для работы ремней сравнитель-
сравнительно с открытой передачей ввиду дополнитель-
дополнительного изгиба ремня на роликах и к тому же
в обратную сторону, чем на шкивах.
К недостаткам передачи с нажимными ро-
роликами относится также некоторое увеличе-
увеличение давления и потерь в опорах.
Передача с нажимными роликами в настоя-
настоящее время мало употребительна.
3) Передача с натяжным валом. Эта
передача отличается возможностью изменять
межцентровое расстояние и регулировать на-
натяжение ремня.
Простым средством периодического
регулирования натяжения ремня у горизон-
горизонтальной или слабо
наклонной переда-
передачи являютсянатяж-
ные салазки, на ко-
которые устанавли-
устанавликачающуюся ось (фиг. 129), также с грузовой
натяжкой.
Наиболее распространённой из таких
устройств является установка с качающимся
Фиг. 126.
Фиг. 127. Натяжение рем-
ремня весом мотора (величина
предельного натяжения ре-
регулируется винтом).
вается мотор (фиг. 126) или, реже, система, свя-
связанная с ведомым шкивом. Для той же
цели могут служить переставные направля-
направляющие ролики (см. выше).
Периодическое подтягивание даёт и кон-
конструкция, изображённая на фиг. 127 для верти-
вертикального или близкого к нему расположения
передачи. Здесь ремень натягивается соб-
собственным весом мотора с качающейся плитой,
причём натяжение регулируется установочным
винтом, позволяющим и передавать на ремень
полный вес и совершенно разгружать его, что
важно при надевании ерошенных или беско-
бесконечных ремней, особенно клиновых, работа-
работающих в канавках.
Более совершенны механизмы, регулиру-
регулирующие натяжение ремня автоматически —
при помощи груза, оттягивающего всю веду-
ведущую или всю ведомую систему по прямолиней-
прямолинейным направляющим (фиг. 128), или с помощью
посадки одного из шкивов на подвешенную
Фиг. 129.
мотором ("без установочного винта), схема-
схематически показанная на фиг. 130 [39].
Описанные устройства имеют то преимуще-
преимущество, что они не вызывают обратного пере-
перегиба ремня и местных напряжений, как это
наблюдается в передачах с роликами.
У передач с натяжными валами допустимы
любые межцентровые расстояния, вплоть до
Фиг. 130.
весьма малых, и большие передаточные чис-
числа — до 8.
В отношении рекомендуемых и предель-
предельных скоростей, норм и методов расчёта эти
передачи не отличаются от обыкновенных
открытых передач.
ПРИВОДНЫЕ РЕМНИ (ПЛОСКИЕ)
Общие сведения
В СССР производятся следующие пять
видов плоских приводных ремней: а) кожа-
кожаные, б) прорезиненные, в) хлопчатобумажные
шитые, г) хлопчатобумажные тканые (цельно-
тканые и прошивные), д) шерстяные тканые.
Кожаные приводные ремни (ОСТ 5773)
изготовляются из ремённых чепраков расти-
растительного дубления.
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
435
Ремни бывают одинарные и двойные.
Одинарный ремень получается сращиванием
(склейкой) отдельных полос (фиг. 131), выре-
вырезанных из ремнёвого чепрака, шириной, соот-
соответствующей ширине ремня.
Двойной ремень представляет собой два
одинаковых ремня, склеенных и прошитых
или только склеенных в одно целое по всей
поверхности полос.
Кожаные ремни прожировываются. Они
поставляются кругами длиной 25 м или крат-
кратной 25 м.
Ремни растительного дубления пригодны
для работы в помещениях с умеренной тем-
температурой и с обычной степенью влажности
воздуха. Для работы в сырых помещениях их
необходимо хорошо пропитывать (прожиро-
вывать) и склеивать специальным (холодным)
клеем.
Ремни минерального дубления (хромовыми
солями) хорошо переносят высокую темпера-
Склейка
Фиг. 131. Сращивание кожаного ремня (фабричное).
туру и не так чувствительны к щелочам
и кислотам, как ремни растительного (обыкно-
(обыкновенного) дубления. Однако приводные ремни
хромовой кожи в СССР неупотребительны.
Кожаные ремни весьма пригодны для ра-
работы с переключениями (отводками), на сту-
ступенчатых шкивах и на шкивах с ребордами.
Обладая большой упругостью, они особен-
особенно хороши для приводов с сильно колеблю-
колеблющейся, даже с ударной нагрузкой, а также
при значительных перегрузках.
Кожаные ремни могут нормально работать
и на шкивах сравнительно небольших диаме-
диаметров (см. табл. 147).
Кожаные ремни стандартных размеров
обеспечивают передачу малых и средних мощ-
мощностей (см. сортамент ширин в табл. 139).
Прорезиненные приводные ремни
изготовляются из нескольких слоев (прокла-
(прокладок) хлопчатобумажной^ ткани (бельтинга),
связанных между собой вулканизированной
. обн/тбка
. Прокладки
•СквидЖ
а)
Прокладка
Фиг. 132. Сечение нарезною
а — с обкладками; б
прорезиненного
- без обкладок.
ремня:
резиной. По ГОСТ 101-41 для стандартных
ширин число прокладок может быть от двух
до девяти. Приводные прорезиненные ремни
выполняются нарезной (фиг. 132) и завёрнутой
(фиг. 133) конструкции и могут быть как без
резиновых обкладок (фиг. 132, б и 133, а), так
и (редко) с резиновыми обкладками (фиг. 132, а
и 133, б).
Нарезные ремни для большей гибкости
целесообразно изготовлять с резиновыми про-
прослойками (сквиджами) между прокладками
(фиг. 132, а).
Завёрнутые ремни изготовляются без
сквиджей между тканевыми прокладками
(фиг. 133). Они могут быть спирально-завёр-
Прскпадки *
а)
Обкпадка
ч
5)
Фиг. 133. Сечение прорезиненного ремня за-
завёрнутой конструкции; а — без обкладки;
б— с обкладкой.
нутыми и прослойно-завёрнутыми, что для
эксплоатации существенной разницы не со-
составляет.
Все ремни выпускаются конечными (завёр-
(завёрнутые ремни могут быть и бесконечными).
Конечные ремни поставляются скатанными
в рулоны (круги). По ГОСТ 101-41:
При ширине
ремня (мм)
До 80
От 100—250
„ 300 и более
Наименьшая
длина (м)
8
20
30
Прорезиненные ремни работают всухую. Их
необходимо оберегать от попадания масел и
жиров, щелочей и бензина (особенно опасны
минеральные масла).
Прорезиненные ремни без обкладок при-
пригодны для работы в сухих и пыльных поме-
помещениях, даже с высокой температурой. Для
влажных помещений, где воздух содержит
пары воды и кислот, рекомендуются ремни
с двухсторонней резиновой обкладкой.
Прорезиненные ремни могут применяться
при наличии переводных вилок, а также на
ступенчатых шкивах, хотя они работают хуже
кожаных (скорее изнашиваются кромки).
Прорезиненные ремни используются для
работы на любых мощностях (см. сортамент
ширин в табл. 140), но из-за слойной конструк-
конструкции они требуют шкивов не слишком малых
диаметров (см. табл. 147).
Колебания нагрузок, а в особенности пере-
перегрузки, они переносят хуже ремней других
видов (буксуют).
Хлопчатобумажные шитые при-
приводные ремни изготовляются из нескольких
(завёрнутых) слоев хлопчатобумажной ткани
(бельтинга), соединённых между; собой по-
посредством продольного прошивания кручёной
хлопчатобумажной нитью (фиг. 134 и 135). Ши-
Шитые ремни пропитываются специальным со-
составом, состоящим в основном из битума и
озокерита (горного воска) в смеси с другими
веществами.
По ОСТ 3156-37 шитые ремни выпускаются
четырёх-, шести- и восьмислойными.
436
ПЕРЕДАЧИ
[РАЗД.
Ремни поставляются кругами ненормиро-
ненормированной длины.
Эти ремни применяются на малых, средних
и крупных мощностях. Более всего они при-
пригодны для работы при спокойной и равномер-
равномерной нагрузке. Однако они выдерживают и
t
Фиг. 134. Схема
прошивки шитого хлопчатобумажного
ремня.
переменные нагрузки средней интенсивности.
Значительных колебаний нагрузки эти ремни
ввиду малой упругости не переносят.
Благодаря своей конструкции (слойность)
шитые хлопчатобумажные ремни не гибки
и могут работать лишь на шкивах значитель-
значительного диаметра (см. табл. 148). При работе на
сеч по ab n
сеч. по cd
Фиг
135. Схема прошивки шитого хлопчатобумажного ремня: а — продольное сечение
по ab\ б— поперечное сечение; в — продольное сечение по cd.
малых шкивах нити продольной прошивки
рвутся, и ремни быстро расслаиваются.
Следует избегать применения хлопчатобу-
хлопчатобумажных шитых приводных ремней на ступен-
ступенчатых шкивах и при работе с отводкой.
Хлопчатобумажные цельно-
тканые многослойные приводные ремни
изготовляются из хлопчатобумажной пряжи
и пропитываются специальным составом,
в основном содержащим битум и озокерит
в смеси с другими веществами.
Ткань ремня состоит из хлопчатобумаж-
хлопчатобумажной основы и хлопчатобумажного же утка
(фиг. 136).
Уток
Основа (коренная)
Фиг. 136. Схема плетения тканых хлопча-
хлопчатобумажных ремней.
Уток
Основа прижимная Основа (коренная)
Фиг. 137. Схема плетения и прошивки
хлопчатобумажных тканых прошивных и
шерстяных ремней.
По ОСТ 3155-37 и ОСТ 10082-39 цельно-
тканые ремни выпускаются четырёх-, шести-
и восьмислойными.
Несколько особняком стоят хлопчато-
хлопчатобумажные тканые прошивные рем-
ремни (фиг. 137), ткань которых состоит из хлоп-
хлопчатобумажных коренной основы, прижимной
основы и утка (аналогично ткани шерстяных
ремней). Пропитка — битум и озокерит в смеси
с другими веществами.
Хлопчатобумажные прошивные ремни по
ОСТ 10082-39 могут быть трёх- и четырёх-
слойными.
Хлопчатобумажные тканые ремни поста-
поставляются кругами длиной не менее 30 м.
Хлопчатобумажные цельнотканые и тканые
прошивные ремни применяются при неболь-
небольших и средних мощностях (см. сортаменты
ширин в табл. 143 и 144). Обладая некоторой
упругостью, они пригодны для работы при
переменной и неравномерной нагрузке сред-
средней интенсивности. При сильных колебаниях
нагрузки, толчках, ударах и т. п. эти ремни
применять не рекомендуется.
Благодаря относительной гибкости цельно-
тканые хлопчатобумажные и тканые про-
прошивные ремни могут работать на шкивах не-
небольшого диаметра (см. табл. 148).
При перекрёстной передаче, при шкивах
с ребордами, ступенчатых шкивах и при на-
наличии отводок упо-
употреблять эти ремни
ввиду довольно бы-
быстрого их износа не-
нецелесообразно.
Хлопчатобумажные
ремни (шитые и тка-
тканые) в сухих помеще-
помещениях выдерживают
устойчивую темпера-
температуру до 50° и мало
чувствительны к щелочам.
Для работы в помещениях сырых и с боль-
большими колебаниями температуры хлопчатобу-
хлопчатобумажные ремни всех видов, в особенности непро-
питанные (суровые), совершенно непригодны.
Шерстяные тканые приводные рем-
ремни изготовляются из шерстяной коренной
основы в несколько слоев, переплетённых
хлопчатобумажным утком и прошитых хлоп-
хлопчатобумажной прижимной основой (фиг. 137).
Шерстяная основа камвольного прядения
вырабатывается преимущественно из смески:
козья, овечья и верблюжья шерсть.
Шерстяные ремни пропитываются спе-
специальным составом, состоящим из железного
сурика, затёртого на искусственной или ра-
растительной олифе.
По ОСТ 3157-37 тканые шерстяные ремни
выпускаются трех-, четырёх- и пятислойными.
Длина шерстяного ремня в круге (рулоне)
должна быть по ОСТ не менее: трёхслойного
ремня — 150 м, четырёх-слойного—120 м, пяти-
слойного—70 м.
Шерстяные тканые ремни применяются
для средних и относительно больших мощно-
мощностей (см. сортамент ширин в табл. 145).
Обладая значительной упругостью, они
пригодны для работы с весьма неравномер-
неравномерной и даже с ударной нагрузкой. Наряду
с кожаными ремнями они отличаются хоро-
хорошей способностью выдерживать как мгновен-
мгновенные, так и длительные перегрузки.
Благодаря относительной гибкости шерстя-
шерстяные ремни, как и хлопчатобумажные тканые,
могут работать на шкивах небольшого диа-
диаметра (см. табл. 148).
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
437
При перекрёстной передаче, при шкивах
с ребордами, ступенчатых шкивах и при на-
наличии отводок употреблять шерстяные тканые
ремни, ввиду быстрого их износа, нецелесо-
нецелесообразно.
Нормально пропитанные шерстяные ремни
мало чувствительны к колебаниям влажности
и температуры, могут работать в сырых и
жарких помещениях и более стойки, чем ремни
других видов, к воздействию пыли, кислот,
едких паров, газов и т. п.
Слойность тканых ремней определяет-
определяется путём подсчёта числа рядов уточных нитей
в продольном разрезе ремня (на фиг. 136 и 137
показаны четырёхслойные ремни).
Слойность прорезиненных и шитых ремней
определяется подсчётом числа слоев бельтин-
гав поперечном разрезе ремней (На фиг. 132—
133 и 134- 135 показаны четырехпрокладочные
или четырёхслойные ремни).
Наилучшей тяговой способностью
(удельной) обладают кожаные и прорезинен-
прорезиненные ремни, затем идут хлопчатобумажные
шитые и тканые ремни; наихудшая работо-
работоспособность наблюдается у шерстяных ремней
(см. зависимости на стр. 454).
Размеры ремней
Размеры для отдельных видов ремней при-
приведены в табл. 139--145.
Таблица 139
Размеры кожаных ремней (по ОСТ/НКЛП 5773/176)
Продолжение табл. 140
1
го;
(as);
to;
IOO
125
175
350
Ширины
ремней b
в мм
25; з°
4°; D5); 5°
7°; G5); So
9°; (95);
15°
200; 225;
; B75); з°°
\
\
Толщины
одинарных
>3,°C,°-3,5)
>3-5 C-5—4.°)
>4,o D,0-4,5)
>4.5 D.5-5.°)
>5,o E,0—5,5)
>5.5 E.5-6,o)
ремней о в мм
двойных
—
—
>7,5 G-5-8,°)
>8,5 (8,5-9.°)
>9,5<9.5-ю.о)
Примечания. 1. Допускаемое отклонение по ши-
ширине ремня: для ширин до 100 мм включительно ±1 мм,
для ширин свыше 100 мм ±2 мм.
2. Допускаемые отклонения по толщине ремня +0,5 мм
(включая склейку); в минус отклонения не допускаются.
3. Ремни шириной свыше 300 мм изготовляются по
особому заказу. Ширины, поставленные в скобки, при-
применять не рекомендуется.
Таблица 140
Размеры прорезиненных ремней (по ГОСТ 101-41)
Ширины ремней b
в мм
so; 25; з°; C5); 4°
50; 6о; уо
Рекомен-
Рекомендуемое
число про-
прокладок z
2
3
3
4
5
_ж?
Номинальные толщины
ремней
завернутых
(и нарез-
нарезных) без
сквиджей
2,5
3.75
3-75
5.°
б,23
0 В ММ
со сквид-
жами
-
4,5
6,о
7.5
Ширины ремней Ъ
в мм
125; I5°; J75; 200:225
35°; 4°°. 45°
5оо
Рекомен-
Рекомендуемое
число про-
прокладок z
3
4
5
6
4
5
б
4
5
6
7
5
6
7
8
5
6
7
8
9
Номинальные толщины
ремней
завёрнутых
(и нарез-
нарезных) без
сквиджей
3.75
5-°
6.25
7>5
5.°
б.*3
7.5
5-°
6,25
7.5
8.75
6,75
8,1
0-45
ю,8
6.75
8,1
9.45
ю,8
12 Д 5
0 В ММ
жами
4.5
о,о
7.5
9,о
6,о
7.5
9,°
6,о
1>Ъ
9,°
ю,5
8,о
9.6
11,2
12,8
8,о
9.6
II.2
12,8
14.4 j
Толщины ремней исчислены с учётом следующих
данных (по ГОСТ 101-41):
Толщина одного слоя (прокладки) при марках
оельтинга
Б-820 (рекомен- Б-930 (рекомен-
Ремни завёрнутые (и на-
нарезные) без сквиджей . .
Ремни нарезные со
сквиджами ........
дуется при
6<300 мм)
1,25 мм
1,5 »
дуете]
?>ЗС0
1,35
1,6
j при
мм)
мм
Толщина резиновой прокладки1 (сквиджа) номинально
равна 0,25 мм.
Допускаемые отклонения по толщине одного слоя
(прокладки) для ремней обоих видов равны: ± 0,2 мм
для 1-го сорта и ± 0,3 мм для 2-го сорта.
При наличии резиновых обкладок толщина каждой
обкладки равна 1 мм с допускаемыми отклонениями
±0,2 мм.
Толщина ремней исчисляется как произведение тол-
толщины одной прокладки на их число плюс общая толщина
сквиджей и резиновых обкладок, где они имеются (с учё-
учётом отклонений, допускаемых для толщин прокладок и
обкладок).
Допускаемые отклонения по ширине для
прорезиненных ремней без обкладок и с об-
обкладками приведены в табл. 141.
438
ПЕРЕДАЧИ
1РАЗД. !
Таблица 141
Допускаемые отклонения по ширине для
прорезиненных ремней (по ГОСТ 101-41)
Таблица 144
Размеры хлопчатобумажных тканых прошивных
ремней (по ОСТ 10082-39)
Ширины ремней Ь
в мм
До 50
От 60 до 100
„ 115 „ 350
„ 400 „ 500
„ 600 и более
Допускаемые отклонения для
ремней в мм
завёрнутых
1-й
сорт
+ 2
± 3
± 5
± 6
±ю
2-й
сорт
± 3
± 5
+ 7
+ 9
±15
нарезных
1-й
сорт
и.
1
±3
±4
2-й
сорт
±3
±4
±5
Ремни шириной более 500 мм изготовля-
изготовляются по специальному заказу; ширина таких
ремней должна быть кратной 100 мм.
Таблица 142
Размеры шитых хлопчатобумажных ремней
(по ОСТ 3156-37)
Ширины ремней b
в мм
50; бо; 75; 9°> 1оа\ 1Х5
125; 15°
i5°; J7,5; 2oo
225; 250; 300
35O
200
225; 250; з°о
35°: 4оо
45°; 5°°
Допускаемые
отклонения
по ширине
в мм
±3
±4
±4
±5
±6
±4
+ 5
+ 6
±7
Толщины рем-
ремней 6 в мм
},о
( И.О
>
Допускаемые
отклонения
по толщине
в мм
±О,2
±о>4
±о,6
Слой-
ность
4
6
8
Таблица 143
Размеры хлопчатобумажных ц^льнотканых ремней
(по ОСТ 3155-37 и ОСТ 10082-39)
Ширины рем-
ремней b
в мм
з°; 4°; 5°
бо; 75
Зо; 4°; 5°
бо; 75! 9°; i°°
us; 125
гэ°; 175
5°
75; 9°; i°o;
125
15°; Х75
2оо; 225; 230
к s
° а
о>
s С s
скае
гния
в м
Ъх ч)
? о а:
о ч s
+ 2
±3
+ 2
±3
±4
±5
+ 2
±3
±4
±5
±6
Толщи-
Толщины
ремней
6 в мм
V
и
J
1
85
?¦ ч
01
3 °
скае
гния
в м
±о>5
±о ч
±о.5
ноет
5S
о
и
4
8
Примечания
По ОСТ
10082-39
Так называе-
называемые одинар-
одинарные ремни по
ОСТ 3155
Так назы-
называемые двой-
двойные ремни по
ОСТ 3155
Ширины рем-
ремней b
в мм
бо; 75; 9°
us; 125
Допускае-
Допускаемые откло-
отклонения по
ширине
в мм
±3
±3
±4
Толщи-
Толщины
ремней
о в мм
.5
6
Допускае-
Допускаемые откло-
отклонения по
толщине
в мм
±о,5
±о,5
Слой-
ность
3
4
Таблица 145
Размеры шерстяных ремней (по ОСТ 3157-37)
Ширины ремней b
в мм
5°; бо; 75! 9°
ioo; 115; 125; 15°; J75
200; 225; 250; 300;
350; 400; 45°; 5°°
Допускаемые
отклонения по
ширине в мм
+ 2
±2
*
±5
Толщины рем-
ремней б в мм
6
9
II
Допускаемые
отклонения по
толщине в мм
±о,5
±°о
±1>О
Слой-
ность
3
•
5
Механические свойства ремней
Предел прочности при растяжении
приводных ремней должен быть по стандартам
равен:
Кожаные ремни
Одинарный по целому месту з. > 250 кг/ся'
„ „ склейке (фабричной) . . . з, > 220 „
Двойной по целому месту о. > 200 „
Прорезиненные ремни
Для одной прокладки номинальной толщи-
толщины ремней:
без сквиджей т. ^440 кг/см*
со сквиджами а, «370 ,
Для ремней с двумя и более прокладками
допускается снижение предела прочности uft:
при г=2 на 2%
, 2 = 3 10%
„ 2=4 „ 15%
Текстильные ремни
Хлопчатобумажные шитые з. > 350 кг/сл*1
„ цельнотканые . . . . з. > 350 „
„ тканые прошивные . з^ > 380 ,
Шерстяные тканые з^ > 300 ,
ГЛ. VI11
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
439
Средние данные ЦНИИТМАШ по опыт-
опытным ремням (довоенные):
Кожаные ремни (одинарные) а^ = 200 кг/см1
Прорезиненные ремни (четырёхпрокладоч-
ные) . • • ofc=4S0 „
Хлопчатобумажные шитые ремни (четырёх-
и шестислойные) с?=400 „
Хлопчатобумажные тканые ремни (шести-и
восьмислойные) з^=450 „
Шерстяные ремни а^=360 „
Механическая прочность почти не влияет
на работоспособность приводных ремней и
обусловливает лишь их долговечность, поэтому
вопрос о тяговой способности ремней нельзя
решать по показателям их предела прочности
при растяжении.
Упругие свойства приводных рем-
ремней характеризуются по стандартам их удли-
удлинением в момент разрыва или же удлинением
под определённой нагрузкой.
Кожаные ремни при напряжении в
100 кг/см2 должны иметь удлинение не более
ДО/,,.
Прорезиненные ремни должны иметь раз-
разрывное удлинение не более 18% и упругое
удлинение от 4 до 12% исходной длины об-
образца при напряжении 144 кг 1см2 A33,3 кг/см'2)
для ремней без сквиджей и 120 кг/см2
A12,5 кг/см2) для ремней со сквиджами из
бельтинга Б-820. (В скобках указаны напря-
напряжения для ремней из бельтинга Б-930.)
Текстильные ремни должны иметь удлине-
удлинение при разрыве:
Хлопчатобумажные шитые • не более 35%
„ цельнотканые. . • . . . „ 35%
„ тканые прошивные . . „ 25%
Шерстяные тканые . . . • ,, 60%
Остающимися удлинениями определяется
вытяжка ремней во время работы, а следо-
следовательно, определяются и сроки их перешивки
(при / — const) или подтягивания (при / = var).
Модуль упругости является пере-
переменной величиной даже для одного и того же
Удлинение
Фиг. 138. Диаграммы растяжения ремней различных видов.
ремня, как это показывает характер протека-
протекания кривых растяжения при статических испы-
испытаниях приводных ремней на разрыв (фиг. 138).
В зависимости от вида ремня, его конструк-
конструкции и слойности, вытяжки, пропитки, напряже-
напряжения и т. д. модуль упругости может колебаться
в широких пределах.
Для отечественных приводных ремней
Е = 1000—3500 кг/см*.
Предварительная вытяжка ремней
Новым или в течение известного проме-
промежутка времени не бывшим в употреблении
приводным ремням необходимо давать перед
установкой для работы предварительную вы-
вытяжку, независимо от фабричной вытяжки,
производимой на специальных машинах. По-
Получившие усадку при хранении ремни, пущен-
пущенные в эксплоатацию без вытяжки, отличаются
неровным ходом, быстро теряют натяжение (до
30% и более в течение первого часа работы),
начинают буксовать, требуют частых переши-
вок или раздвижки центров, обладают пони-
пониженной работоспособностью и более низким
к. п. д.
Если ремень предназначается для работы
с натяжным устройством (мотор на салазках,
пендель-мотор, уста-
установка с натяжным ро-
Фиг. 139.
Фиг. 140.
ликом), то предварительную вытяжку ремня
лучше производить, когда концы его уже со-
соединены, т. е. когда ремень стал бесконечным.
В этом случае обычно ремень перекиды-
перекидывают через консольно сидящий шкив (специ-
(специально приспособленный для этой цели или
случайно незанятый), а к другому концу, тоже
при помощи свободного шкива, подвешивают
необходимый груз (фиг. 139).
При этом минимальные диаметры шкивов
выбираются порядка D^503 (в крайнем слу-
случае J> 40B) для кожаных, прорезиненных и ши-
шитых хлопчатобумажных ремней и D !> 4Оо
(в крайнем случае >. 308) для тканых хлопчато-
хлопчатобумажных и тканых шерстяных ремней (о —
толщина ремня).
440
ПЕРЕДАЧИ
[РАЗД.
Категорически не допускается подвеши-
подвешивать груз вообще без шкива или перекиды-
перекидывать ремень не через шкив, а прямо через
вал.
В тех случаях, когда при вытяжке ремней
требуется большое усилие (в сотни кило-
килограммов), можно применять ручную лебёдку
(фиг. 140).
В процессе вытяжки целесообразно для её
выравнивания ремень несколько раз передви-
передвинуть по шкивам.
Ремни, предназначенные для ремённых пе-
передач с жёстким межцентровым расстоянием
без натяжных устройств, подвергаются вы-
вытяжке до сращивания их концов, так как
заранее определить необходимую длину ремня
практически невозможно.
В этом случае ремень перекидывают через
шкив (диаметром не менее указанного выше),
а к его концам подвешивают необходимые
грузы, например при помощи двух клеммо-
вых зажимов (фиг. 141). Для лучшего сце-
сцепления зажимы делаются
деревянными с рифлёной
поверхностью.
Фиг. 141.
Необходимый груз для вытяжки (на обе
ветви) исчисляется так:
2Q=2abb кг,
где Ъ и Ь — ширина и толщина ремня в см;
а — рекомендуемое напряжение при вытяжке
ремня, q = 30 — 36 кг\см*.
Чем продолжительнее предварительная вы-
вытяжка ремня (она может длиться до трёх
суток), тем лучше будет работать ремень.
Однако не следует пренебрегать вытяжкой в
течение суток или даже одной ночи.
Соединение концов ремней
На надёжность работы и экономичность
ремённой передачи соединения ремней влияют
решающим образом. Прочность и работоспо-
работоспособность ремней наилучшего качества не могут
быть полностью использованы при неудовле-
неудовлетворительном соединении. Обычные в настоя-
настоящее время значительные скорости ремней,
к тому же гее повышающиеся, требуют боль-
большего, чем прежде, внимания к тщательному
выполнению соединения концов.
Наилучшими являются бесконечные ремни
фабричной выработки. Например, для комбай-
комбайнов выпускаются бесконечные прорезиненные
ремни в шесть прокладок шириной Ь = 150 и
175 мм, длиной около 6 м (спирально-завёрну-
(спирально-завёрнутые, без обкладок).
Вырабатываются бесконечными и быстроход-
быстроходные хлопчатобумажные ремни шитые и тканые
(см. стр. 462—463),
а также клиновые ~
ремни (см. стр.470). /
Обыкновенные {-
плоские ремни, от-
отрезаемые от кру-
кругов, требуют со-
соединения концов.
Применяются три основных вида соеди-
соединений: а) склейка, б) металлические
соединители, в) сшивка.
Для кожаных и прорезиненных ремней наи-
наилучшим способом является склейка.
Для кожаных ремней применяется косая
склейка состроганных под острым углом кон-
концов (фиг. 142).
Направление хода склеенных ремней на
шкивах не должно быть против стыка.
Следует стремиться -к тому, чтобы место
склейки сохраняло одинаковую с ремнём тол-
толщину. Склеивающее вещество должно иметь
тот же коэфициент упругости, что и материал
ремня, оно должно быстро высылать и не
должно становиться хрупким.
После склеивания ремни требуют просуш-
просушки в течение от полусуток до суток
Так как склейка боится влаги и пара, то
ремни не могут работать в сырых помеще-
помещениях, если только не был применён специаль-
специальный водостойкий сорт клея.
Для прорезиненных ремней лучше всего
применять ступенчатое склеивание резиновым
клеем расслоенных и нарезанных соответ-
Фиг. 143.
ствующим образом слоёв-прокладок (фиг. 143)
с последующей вулканизацией места соедине-
соединения.
Хорошо склеенные ремни допускают ско-
скорости до 30 MJceK.
Склейка вызывает потерю длины ремня
в виде отрезка длиной Д?=1оО-г-2иО мм для
кожаных ремней и Д Z.=200-s-400 мм и более
для прорезиненных ремней. Склеивание тек-
текстильных ремней ненадёжно.
Металлические соединители
ремней применяются двух основных групп:
а) с жёстким и б) с шарнирным соедине-
соединением концов
Жёсткие соединители пригодны
при малых скоростях (до 10 м\сгк) и при зна-
значительных диаметрах шкивов, а также в ава-
аварийных случаях, чтобы не было простоя рабо-
рабочих машин, при условии, что подобное времен-
временное соединение будет вскоре заменено более
надёжным. Сюда относятся различные скрепки,
скобки, заклёпки, накладки с винтами, шины
и т. п., например типа „Джексон", „Бристоль',
ГЛ. VIIj
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
441
„Лагрель" и др. Концы ремня можно ими
соединить вручную за 15—20 мин., а при по-
помощи несложных приспособлений даже за
5 мин.
Хорошей прочностью и долговечностью об-
обладает на небольших скоростях соединение
„гребешком" (.Лагрель"), но лишь когда на-
накладные угольники закруглены по радиусу
Фиг. 114.
(фиг. 144). Это соединение в рабочем положе-
положении (на шкиве) показано на фиг. 145.
Выступающие части жёстких соединителей
вызывают опасение с точки зрения техники
безопасности и не
позволяют ставить
,на ремни натяж-
натяжные, нажимные и
направляющие ро-
ролики.
Из различных
соединений ремней
преимущество
цолжно отдаваться
тем, которые при
одинаковой проч-
прочности дают мини-
минимальное увеличе-
увеличение веса места со-
соединения и, следо-
следовательно, наимень-
наименьшие динамические воздействия при набегании
ремня на шкивы во время работы.
На фиг. 146 показаны колебания крутящего
момента на шкиве, вызываемые разными спо-
/. LtUUOHQ
Фиг. 145.
1 ! !
-
ix
ГГм illПгПТ]Hi L!
"г i n i ! : ! ITi i 1 i iTT1 t !
З.Накладка
Фиг. 146. Диаграммы колебаний крутящего
момента при различных видах соединений
ремней: / — сшивкой; 2— „Лагрель";
3. — металлической накладкой.
собами соединения концов ремня. Жёсткие
металлические соединители с накладкой дают
наиболее неблагоприятный эффект.
Металлические соединители, захватываю-
захватывающие концы ремня равномерно по всей ширине^
заслуживают предпочтения перед теми, кото-
которые захватывают ремень лишь в отдельных
точках
Далее, следует отдавать предпочтение со-
соединениям, в наименьшей степени отрицательно
влияющим на гибкость ремня.
Поэтому справедливо считают, что шар-
шарнирные соединители лучше жёстких*
Известны подобные соединители типов „Ал-
„Аллигатор", „Рекорд", „Пирлес" и др.
В первую очередь рекомендуется шарнир-
шарнирное соединение из проволочных крючков („Ре-
(„Рекорд") или спиралей („Пирлес"): они легки,
прочны, зажимают ремень по всей ширине
и отличаются равномерной передачей тяго-
тягового усилия.
Соединение проволочными крючками по-
показано на фиг. 147. Оно осуществляется или
Фиг. 147.
вручную ударами молотка или специальным
аппаратом (фиг. 148).
Соединение проволочными спиралями по-
показано на фиг. 149, а на фиг. 150 дан общий
вид прибора
ЦНИИТМАШ
для прошивки
концов и прес-
прессовки спиралей.
В качестве осей
шарниров могут
служить как метал-
металлические, так и
жильные стержни
(последние долго-
долговечнее).
Проволочные
соединители при-
пригодны для ремней
всех видов (кожа-
(кожаных, прорезинен-
прорезиненных и текстиль-
текстильных); однако со-
соединение крючками
менее прочно и долговечно, чем спиралями.
Спиральное соединение может работать обеи-
обеими сторонами при скоростях до 25 м/секг
а также на шкивах малых диаметров (~ 100 мм
и более).
Сшивать ремни сыромятными ремешками
не рекомендуется.
Фиг. 148. Аппарат для осна-
оснащения конца ремня проволоч-
проволочными крючками s,,,Рекорд").
442
ПЕРЕДАЧИ
[РАЗД.
Сшивка внахлёстку и с накладкой даёт
потерю АЦ или Д?2 длины ремня (фиг. 151),
утолщение и утяжеление места соединения
и биение на шкивах; кроме того, она обла-
облаком, вводимой в тело ремня (фиг 153). Этот
способ позволяет сшивать ремни всех видов:
кожаные (фиг. 154), прорезиненные (фиг. 155),
хлопчатобумажные шитые и тканые, шерстя-
До испытания
Через 3 дня работы
12
Фиг. 149.
дает способностью ослабевать — расстраи-
расстраиваться, т. е. требует периодического возобно-
возобновления. Она допустима лишь в тихоходных
передачах (v < 10 *м/сек).
Сшивка скошенных концов или встык также
•обладает существенными недостатками. Ремни,
проколотые ши-
шилом или пробитые
пробойником, осла-
ослабляются и проч-
прочность их умень-
уменьшается. Кроме
того, шов придаёт
ремню жёсткость и
создаёт неровный
ход (биения на шки-
шкивах). Для того что-
чтобы избежать при-
приподнимания места
соединения на шки-
шкиве, следует утопить
сшивку, что свя-
связано с дальнейшим
ослаблением попе-
поперечного сечения
ремня.
В процессе ра-
работы наблюдается
вытяжка или разработка отверстий, протирае-
протираемых ушивальниками при огибании ремнём
шкивов (фиг. 1ь2).
Применять сшивку встык можно до ско-
скорости 20 м\сек для кожаных и прорезиненных
•Фиг. 150. Приспособление
ЦНИИТМАШ для прошивки
концов ремня спиралью и для
прессовки спирали.
&L,
Фиг. 151. Потеря длины ремня при соеди-
соединении: а — внахлёстку; б — с накладкой.
ремней. Предпочтительнее применять свиную
сыромять, а не воловью.
Дыры во избежание позышенных местных
напряжений следует пробивать, а не прокалы-
прокалывать. Чтобы не было перекоса, число ремеш-
ремешков сшизки, наклонённых вправо и влево,
должно быть одинаковым.
Изобретателем Сас предложен метод сшив-
сшивки приводных ремней встык жильной стру-
ные, как при работе без натяжного ролика,
так и при работе с ним (два разных способа
сшивки).
Концы в месте стыка у прорезиненных
и текстильных ремней для предохранения от
Фиг. 153. Соединение ремня сшивкой жильной струной
по способу Сас.
Фиг. 154. Соединение кожаного ремня жильными
струнами.
растрёпывания дополнительно прошиваются
(обмётываются) тонкой жилой (фиг. 155).
Жильные струны для сшивки вырабаты-
вырабатываются из солёного сухого кишсырья и предста-
представляют собой в готовом виде круглую нить
с гладко отшлифованной поверхностью по
всей длине; на конце имеется гладко отполи-
Ф;:г. 155. Соединение прорезиненного ремня жильными
струнами.
рованный конус, покрытый лаком. Диаметр
струн 1,5—3,5 мм, длина их 1,5- 1,2 и и менее,
но не меньше 0,3 м. Предел прочности при
растяжении равен 20 — 15 кг)мм2 при относи-
относительном удлинении 10— 15°/с.
Прочность места сшивки (при статических
испытаниях) не уступает в среднем прочности
соединения концов другими способами, а при
предварительных испытаниях срока службы
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
443
прорезиненных четырёхпрокладочных ремней
эта сшивка оказалась значительно долговечнее
склейки, произведённой на опытном заводе
ЦНИИТМАШ (фиг. 1?б) [26].
Сшивка плоских приводных ремней жиль-
жильными струнами обладает тем преимуществом,
что на рабочей стороне ремня отсутствуют
выступы, наблюдаемые при сшивке сыромят-
сыромятными ремешками и большинством металличе-
1
I
i
§ го-
I
h
ф--
-^
Ремни прорезиненньп
100мм: й =5мм: z ч
7бип>
0
~~—
/ г з ь 5
Число пробегов ремня U до разрыва
16 миллионах!
Фиг. 156. Продолжительность службы соединений
склейкой и сшивкой по способу Сас при раз-
различных натяжениях (по опытам ЦНИИТМАШ).
ских соединителей, нет утолщения и увеличе-
увеличения веса места соединения, так как отсут-
отсутствуют какие бы то ни было накладки, а со-
соединение в торец обеспечивает плавный ход
ремня почти без толчков и вибраций.
Соединение жильными струнами требует
несколько меньше времени, чем сшивка сыро-
Фиг. 157. Соединении клинового ремня встык жильной
струной.
мятными ремешками; с другой стороны, оно
сложнее, длительнее и дороже, чем соединение
проволочными спиралями.
К недостаткам жильной сшивки относятся
большая жёсткость места соединения и неко-
некоторое прорывание ремня струнами в процессе
работы. Кроме того, она неприменима в поме-
помещениях сырых и с высокой температурой, так
Фиг. 158.
как, высохнув, такая сшивка делается ломкой,
а размокнув, становится дряблой и быстро
растрёпывается.
Разработан способ сшивки жильными стру-
струнами и клиновых ремней, причём в месте
стыка проходят лишь две струны, воспринима-
воспринимающие нагрузку. Однако рекомендовать его до
опытной проверки, кроме аварийных случаев,
нельзя, так как существенным недостатком
Фиг. 159.
является выход жил дополнительной прошивки
на рабочие (боковые) поверхности ремня
(фиг. 157).
Важно, чтобы при скреплении любыми
соединителями концы ремня были обрезаны
под прямым углом по угольнику или на спе-
специальной машинке (фиг. 1,18) и точно пригнаны,
иначе возможен перекос.
При соединении на месте применяются
стяжные приспособления (фиг. 159).
Соединению ремней следует уделять такое
же внимание, как выбору вида ремня и пра-
правильному определению его размеров.
ОСНОВЫ ТЕОРИИ РЕМЁННЫХ ПЕРЕДАЧ
Общие сведения
1) Геометрия ремённых передач (беч
роликов). Ниже приводятся приближён-
н ы е зависимости, имеющие, однако, для прак-
практики вполне достаточную степень точности.
Обозначения:
а — угол обхвата ремнём малого шкива в
градусах;
у — угол между ветвями ремня в градусах;
Dmax и Dmln—диаметры большого и малого
шкива в м или в мм;
I— межцентровое расстояние в м или в мм;
L — геометрическая длина ремня в м или
в мм.
Угол обхвата на малом шкиве (с точки
зрения буксования ремня при перегрузке он
более опасен, чем на большом):
обыкновенная (открытая)передача (фиг.160):
Фиг. 160.
перекрёстная передача (фиг. 161):
пах ~Г ^niin
а ж 180° 4-
/
•60°;
444
ПЕРЕДАЧИ
[РАЗД. 1
полуперекрёстная передача (фиг. 162):
Dr
180°
60°.
Угол между ветвями ремня:
открытая передача (фиг. 16Э):
т= 180° — а;
перекрёстная передача (фиг. 161):
у = а—180°;
Фиг. 161.
полуперекрёстная передача (фиг. 162):
у = а— 180°.
Фиг. 162.
Геометрическая длина ремня
(без учёта натяга, провисания и т. п.):
открытая передача (фиг. 160):
4/
на фиг. 163 и 164 (см. вклейку) приведены
номограммы, построенные по этой формуле [4];
перекрёстная передача (фиг. 161):
max~T ^min,
4/
полуперекрёстная передача (фиг. 162):
i=2/+ 1,57 (Dmaxi-DT
ГJ _[_ П2 .
^max Т^ ^шш
21
2;, Кинематика и передаточное число.
Обозначения (фиг. 165):
Л] и п2— число оборотов в минуту веду-
ведущего и ведомого шкивов (валов);
D\ и Ла — диаметры ведущего и ведомого
шкивов в м;
Vi и г/2 — окружные скорости ведущего и
ведомого шкивов в м\сек;
i — передаточное число.
Связь между окружными ско-
скоростями ведущего и ведомого
шкивов.
В отличие от передач зацеплением в пере-
передачах трением v2 Ф vx.
Ввиду наличия скольжения, при рабочем
ходе в ремённой передаче v2 < v\.
Точное соотношение между скоростями:
v2=(i — e)vb
где е — коэфициент скольжения.
Щ~ 60 '
60
Приближённо при нормальной рабочей на-
нагрузке, когда ? = 1—2% (см. стр. 452), или
при холостом ходе
v2 = v х = v,
где v — скорость ремня в м\сек.
Связь между ч и с л а м и о б о р отов
ведущего и ведомого шкивов.
При рабочем ходе
или передаточное число
/ = -1- — -
~" (
— e)D1
При холостом ходе или приближённо при
рабочем ходе
D2n2 =
/72 Z)j
Уточнённо при рабочем ходе:
. А+3
_ HL-
Последним формулам следует отдавать пред-
предпочтение при значительных передаточных
Anln
числах и малых отношениях ——, где о-
о
толщина ремня.
Уточнённо при холостом ходе (или если
пренебречь скольжением ремня):
3) Мощности и крутящие моменты.
Обозначения (фиг. 165):
/Vi и N2—мощности на ведущем и ведомом
валах в л. с;
Mi и М2 — крутящие моменты на ведущем и
ведомом валах в кгм или в кгсм,
ZL-X(D_max.
MJ>max-Dmin) — /
Пример
Дано: Dm)n'320MM\Dinax--i250MM;ls2QQQMM:
находим, пользуясь кптом 1°: L'6570mh-
При L -6750мм, по Клю^у 2° находи»!
1=2090мм
*—J?50
Фиг. 163. Номограмма для подбора длины ремня и определения ие;
Той 2
I
'000MM:
Юмп
8500
d-9000
100—
wo—
300—
ьоо—
500—
600—
700—
800—
900—
1000—
1100—
то-
то—
1400—
1500—
1700—
1800—
1900—
2000—
2100—
2200—
2300—
2*00—
2500—
3SS0 -
[я подбора длины ремня и определения межцентрового расстояния менее 2000 мм.
—2400 %
%
—3000
—2S0O
2S00 [ =
—2700
~2№
Формулы
L-
—2SQ0
—2390
—2200
—2100
—2000
—1900
— WOO
'1700
^1600
— 1500
-1400
-1300
1200
1100
WOO
900
800
700
600
500
2L -
5
Пример
Дано,- Dmm ~-32Qmm; Dmax-2000ммI*w\ju™.
Находим, пользуясь ключом /о-1=Щ0мм.'-
При L =12150 мм, пользуясь Ключом 2°
находим: /= к1б0мм
— 6000
'—то
70®
7500
Фиг. 164. Номограмма для подбора длины ремня и определени)
.2000
-2500
-3000
4500
5000
b-5500
•?000
-6500
\7OQD
7500
L
2500
¦3000
3500
-0000
U500
-5000
5500
<E-6000
6500
Ключ
2o(Dmax+Dmin)-L~I ©
I- moo
'—moo
z—iwo
^-15000
r-WOOQ
1-17009
—18000
100-
200-
300-
2kOO-
2500-
26
270
2800-
29
ора длины ремня и определения межцентрового расстояния более 2009 мм.
гл. vii]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
445
Связь между мощностями
ведущем и ведомом валах:
2М
где yj — к. п. д. ремённой передачи (получен-
(полученный экспериментально).
В отличие от передач зацеплением в пе-
передачах трением к. п, д., кроме силовых, учи-
тывгет и скоростные потери.
ем
Фиг. 165.
Например, при скольжении ? = 2% к. п. д.
г, < 0,98; при скольжении е = 20% к. п. д.
Tj<0,80 (меньше — вследствие силовых потерь
на трение, неупругие деформации, износ и т.д.).
Связь между крутящими момен-
моментами на ведущем и ведомом ва-
валах:
где Мг = 716 -^_ кгм- м~ = 716 -^ кгм.;
Щ
Усилия в ремённой передаче
Обозначения (фиг. 166):
So — предварительное натяжение ремня
в состоянии покоя или натяжение
ветвей при холостом ходе на ма-
малой скорости в кг („свободное"
Фиг. 166.
натяжение; под холостым под-
подразумевается такой ход ремня,
при котором передаваемая им
мощность Л/ =0);
Si и S2 — натяжения ведущей и ведомой
ветвей ремня при рабочем ходе
на малой скорости в кг („свобод-
(„свободные" натяжения; при значитель-
значительных скоростях на натяжении вет-
ветвей сказывается влияние центро-
центробежной силы);
Р — окружное усилие в кг;
V—¦ усилие в ремне от центробежных
воздействий в к?.
1) Окружное усилие. Рабочее окруж-
окружное усилие на шкивах
D 7
Р =
где N—мощность в л. с, М — крутящий мо-
izDn ,
мент в кгм; v = —™ скорость в м\сек
(при п об/мин); D — диаметр шкива в м.
Допускаемое окружное усилие
равно разности натяжений ветвей:
P^SX — S2.
Окружное усилие в ремённой передаче вызывается си-
силами трения. Окружное усилие не является сосредоточен-
сосредоточенной силой с определённой точкой приложения, а есть
сумма элементарных сил трения Р = 2/ на дугах обхвата
а шкивов ремнём, точнее — на дугах скольжения р. (На
фиг. 167 показаны элементарные силы трения t, действую-
действующие и на ремень, и на шкивы.)
При нормальной работе передачи упругое скольже-
скольжение, обусловленное разностью натяжений 5, и 52, а сле-
следовательно, и разностью удлинений в ветвях ремня, рас-
Фиг. 167. Дуги скольжения р и силы трения в ремённой
передаче.
пространяется не на всю дугу обхвата а, а лишь на
так называемую дугу скольжения Р < а [5]. При этом,
чем больше полезная нагрузка передачи (Р = 5t — S2),
тем относительно больше дуга скольжения f> и тем
меньше дуга покоя а — р, на которой трение отсут-
отсутствует [13].
При перегрузке, а следовательно, при буксовании
ремня по шкиву область скольжения распространяется
на всю дугу обхвата, т. е. р становится равным а. В этом
случае скорость скольжения ремня по шкиву склады-
складывается из скорости буксования и скорости упругого
скольжения (буксованием называется вредное скольже-
скольжение, обусловленное перегрузкой передачи, в отличие от
упругого скольжения, неизбежного при наличии разности
натяжения ветвей).
При холостом ходе передачи Р = 0; 5, = 52 = 5„
и дуга скольжения р = 0.
2) Натяжения ветвей. Для каждого мо-
момента работы передачи справедливо равенстве
(фиг. 166)
Si -(- о2 = 250,
т. е. сумма свободных натяжений ветвей при
рабочем ходе равна сумме свободных натяже-
натяжений ветвей при холостом ходе или в состоянии
покоя (провисанием ремня, вызываемым его
весом, при современных коротких межцентро
вых расстояниях можно пренебречь).
Из уравнений
S1 + S2 - 250 и Si — S2 = Р
следует, что
oi = о.
Усилие
So = Sn
p
л во время работы
передачи можно рассматривать как среднее
натяжение ветвей.
446
ПЕРЕДАЧИ
[РАЗД. I
Непосредственная связь между натяжениями ветвей
по Эйлеру:
5, = efaS, = от52,
¦ф
где г»2,72 — основание натуральных логарифмов; / —коэ-
фициент трения между ремнём и шкивом; а — угол об-
обхвата в радианах (меньший из двух в.передаче); т = efa.
Как неоднократно отмечалось в многочисленных ра
ботах, формула Эйлера даёт лишь приближённую, но
сравнительно простую связь между натяжениями вет-
ветвей. Первоначально она была применена к ленточным
тормозам (т. е. к неподвижной ленте и условиям буксо-
буксования) и лишь позднее -к передачам с гибкой связью, т. е.
к движущемуся ремню в условиях упругого его скольже-
скольжения на шкивах (см. также стр. 451).
Практически если известны коэфициенты тяги и нор-
нормируется натяжение (см. ниже), нет необходимости в ис-
использовании формулы Эйлера.
3) Центробежные воздействия. Центро-
Центробежные воздействия (фиг. 168) вызывают в лю-
любом поперечном сечении
ремня дополнительную
растягивающую силу
qvL
кг,
Фиг. 168.
где q— вес 1 лог. лг рем-
ремня данного сечения в кг
(фиг. 16Я, а); V—скорость
ремня в м/сек; g = 9,8
м/сек.2—ускорение сво-
свободного падения.
Таким образом усилия
в каждой ветви ремня
увеличиваются на Vкг, т. е. натяжения ветвей
при любой скорости будут:
для холостого хода
где Sq — натяжение ветвей в состоянии покоя
или свободное натяжение при холо-
холостом ходе;
/CW2
Фиг. 169. Определение веса 1 пог. м ремня:
а — сечением F=bi см?; б — сечением 1 см?.
Фиг. 170.
для рабочего хода
S[ =
V кг; S2 * S2 -j- V кг,
где Si и S2 — свободные натяжения ведущей
и ведомой ветвей.
На фиг. 170 показана диаграмма усилий
в работающем ремне.
На дугах покоя а — р натяжения соответствующих
ветвей сохраняются и меняются лишь на дугах скольже-
скольжения C, где имеет место трение, а следовательно, и передача
полезной нагрузки (Р = %t).
Напряжения в работающем ремне
1) Напряжения от натяжений и полезное
напряжение
Обозначения:
F—площадь поперечного сечения ремня
в см2 (F = ЬЬ, где b — ширина ремня, § — тол-
толщина ремня в см);
з0 — напряжение ремня от предварительного
натяжения в состоянии покоя или при холо-
холостом ходе на малой скорости в кг/см2 („сво-
(„свободное напряжение");
а0 =
F
3j и а2 — напряжения в ведущей и ведомой
ветвях ремня при рабочем ходе на малой
скорости в кг/см* („свободные напряжения")
F '
F
k — так называемое полезное напряжение
в кг\см%
4
Полезное напряжение k является по суще-
существу удельным окружным усилием или раз-
разностью напряжений в ведущей и ведомой ветвях:
k = аг — а2.
Зависимость между напряжениями а по
предыдущему:
2ао=<
С1 = а0 "Г ¦
k
Зависимость Эйлера, выраженная в напряжениях,
имеет вид:
2) Напряжения от центробежных воздей-
воздействий и от изгиба ремня на шкивах
Обозначения:
а3 — напряжение в ремне от центробежных
воздействий в кг 1см'2;
7 — удельный вес ремня в г/см3;
с4 — напряжение в ремне от изгиба на
шкиве в кг/см'2;
Е — модуль упругости ремня в кг\см1.
Растягивающее ремень усилие V кг (см.
выше) создаёт в ремне напряжение растя-
растяжения
V q v* q&fi
c* = wg KZiCM*>
q т
где <70 = - = -г^ кг\м-см1 — вес 1 пог. м
ремня сечением 1 см2 (фиг. 169, б);
v — скорость в м/сен и g = 9,8 м\сек\
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
447
Удельные веса приводных ремней:
хлопчатобумажных ...... -(-=0.9—1,0
кожаных и шерстяных. . . .у» 1,0
прорезиненных и клиновых . у = 1,1—1,2
Приводные ремни испытывают ещё напря-
напряжения от изгиба на шкивах (и роликах1».
Эти напряжения определяют из следующей
зависимости:
Е — кг /см2,
D + о
где jr — отношение толщины ремня к диа-
диаметру шкива.
Условная эпюра напряжений а4 показана
на фиг. 171.
Напряжения от изгиба в ремне не зависят от его на-
натяжения, поскольку для расчёта значение модуля упру-
упругости Е принимается постоянным.
Фиг. 171.
Как указывалось выше, для ремней отече-
отечественного производства Е — 1000-1-3500 кг/см2.
3) Суммарные напряжения в ремне.
Суммируя напряжения а3 от центробежной
силы, действующие как на прямолинейных,
так и на криволинейных участках ремня,
с напряжениями аг и а2 в ведущей и ведомой
ветвях и прибавляя соответствующие напря-
напряжения с4 от изгиба на шкивах, можно по-
Фиг. 172. Диаграмма суммарных напряжений
во время работы передачи.
в ремне
строить диаграмму напряжений в работающем
ремне (фиг. 172).
Сравнительно плавные переходы в местах
набегания и сбегания ремня со шкивов объ-
объясняются жёсткостью ремня, постепенно ме-
меняющего радиус кривизны прямолинейного
участка р = оона радиус кривизны шкива р=
— -у (Фиг- 173)> и наоборот.
Наибольшие напряжения ремень испытывает
в точке А контакта ведущей ветви с малым
шкивом передачи (фиг. 172), точнее — на всей
дуге покоя АВ, так
как там напряжение
cjj = const.
Максимальные на-
напряжения равны сум-
сумме напряжений от на-
натяжения ведущей вет-
ветви, центробежных воз-
воздействий и изгиба на
шкиве (меньшем):
Приведённая зави- иг-173"
симость прежде ис-
использовалась для расчёта ремённой передачи,
исходя из (статической) прочности ремня, no-
условию
max z ji
где Rz - допускаемое напряжение в кг\см%
аь—предел прочности при растяжении
в кг/см^;
п — запас прочности.
Полезное напряжение при этом определя-
определялось из зависимости
k = ?Lzzl (р __ и __ 0 )
несколько видоизменённой по сравнению с при-
приведённой в расчётной нормали AWF [2].
Однако ввиду неопределённости значений,
запаса прочности п, модуля упругости Е,
коэфициента трения / (входящего в выражение
т = е?а) и т. п., а главным образом вследствие
того, что прочность ремня не обусловливает
его тяговой способности и что рассчитанный
на прочность ремень в зависимости от приня-
принятых расчётных величин может на практике
оказаться недогруженным или будет буксо-
буксовать, — все методы расчёта ремней, построен-
построенные на суммировании напряжений, нельзя счи-
считать рациональными.
Более правилен приведённый ниже способ
расчёта, базирующийся на опытных данных
по работоспособности приводных ремней при
различных условиях работы, с рациональным
выбором параметров, влияющих на их долго-
долговечность (срок службы).
Как показывает диаграмма напряжений
(фиг. 172), приводной ремень — деталь, рабо-
работающая при переменных напряжениях, ме-
меняющихся за один цикл (пробег ремня)
4 раза.
Поэтому от прочности, точнее — от
усталостной прочности приводных рем-
ремней, в основном зависит долговечность,
а не работоспособность ремённой пере-
передачи.
Напротив, как показала практика, рацио-
рационально рассчитанный на работоспособность
приводной ремень обычно удовлетворяет усло-
условиям статической прочности.
448
ПЕРЕДАЧИ
1РАЗД.
Усталость приводных ремней
Максимальные напряжения в опасном се-
сечении ремня при рабочем ходе по предыду-
предыдущему равны
k
amax = °1 + cs + а4 = с0 -j- — -f a3 -f- а4.
Ориентировочная оценка входящих в эту
формулу числовых значений даёт порядок
величин напряжений, испытываемых при-
приводными ремнями.
Например, задаваясь натяжением ремня
в состоянии покоя или свободным напряже-
напряжением при холостом ходе ап= 18 кг/см2 (см.
ниже) и полезным напряжением k = 20 кг/см1,
можно найти
k
<jj = а0 -\- — = 28 к?/см?;
k
= ао— у =8 кг/см?;
я
= -?*-=. 3,5,
¦откуда при а — 180° коэфициент трения/ zz 0,40.
Для оценки напряжений в ремне от центро-
центробежных воздействий, принимая f дг 1 a g =
= 9,8 ss 10 м/сек2, можно использовать при-
приближённую зависимость
где v — скорость ремня в м/сек.
При v = 10 MJceK а3 = 1 кг/см"
v = 30 „ а3 = 9 „
V = 50 „ о3 = 25 „
Как отмечалось выше, обыкновенные ремни
применяются до 25—30 м/сек, быстроходные —
до 50 м\сек.
Для скоростей до 10 м/сек напряжением
а3 можно пренебрегать. Отсюда следует, что
под „малой" скоростью ремня выше подразу-
подразумевалась скорость v < 10 м/сек.
Напряжения от изгиба на шкиве (меньшем
в передаче) равны по предыдущему
04 = Е —=Г кг/см.
Задаваясь модулем упругости Ета 1500 кг/см2
(ближе к низшему пределу), имеем:
при —— = 150 о, = 10 кг 1см1
о
, -^—100 J4 = i5
.' -j— 50 а4=30 ,
„ -у-= 25 !i4 = 6O
Учитывая условность вышеприведённой
зависимости для ремня, так как в действитель-
действительности
а4 = eE-jy kzjcm2,
где коэфициент е<1 можно всё же конста-
констатировать, что ввиду применяемых в современ-
современных передачах (из соображений компактности)
низких значении —=— в общей сумме напря-
напряжений, испытываемых ремнём, напряжения от
изгиба доминируют.
При этом в проектном расчёте можно (пу-
тем выбора -^—1 влиять до известной степени
лишь на напряжение изгиба с4 при значи-
значительно более узких интервалах изменения ве-
величин а0, k и даже а3.
Поэтому расчёт ремня на статическую
прочность в опасном сечении по макси-
максимальному напряжению заменяется более
эффективным с современной точки зрения вы-
,, „ mm
бором рациональных отношении —ч—
Изгиб ремня является основным силовым
фактором, вызывающим усталостное разру-
разрушение приводного ремня и обусловливающим,
следовательно, его долговечность.
Для первоначальных ориентировочных рас-
расчётов величину Д1Ш можно принимать по
о
табл. 146.
Таблица 146
'min
D,
Отношения
для приводных ремней разных
видов
Вид ремня
Прорезиненный (слойный) .
Хлопчатобумажный шитый
(слойный)
Хлопчатобумажный тканый
Шерстяной тканый ....
Отношение тш
рекомен-
рекомендуемое
>4о
>з°
>з°
допускае-
допускаемое
>3°
>45
D
При малых -5- нити продольной прошивки
хлопчатобумажных шитых ремней рвутся и
ремни эти быстро расслаиваются.
Так как с увеличением толщины ремней
требуются не только абсолютно, но и относи-
относительно большие диаметры шкивов (отноше-
(отношение —s— увеличивается), то на практике поль-
пользуются более диференцированными таблицами
(табл. 147 и 148) [19 и 24].
Таблица 147
Минимальные диаметры шкивов для кожаных
и прорезиненных приводных ремней
Вид ремня
Кожаный одинарный
Тол-
Толщина 6
в мм
3
3.5
4
4.5
5
5.5
6
Слой-
ность
z
Минимальный
диаметр шкива
•^-min
реко-
мендуе-
мендуемый
ЮО
i6o
180
2ОО
225
В MM
допу-
скае-
скаемый
8о
IOO
125
140
1бО
i8o
200
ГЛ. VIJi
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
449
Вид ремня
Кожаный двойной
Прорезиненный
(при й<300 мм)
Прорезиненный
(при b > 300 мм)
Тол-
Толщина 5
в мм
7-5
8
8,5
9
9.5
ю
Продолжение
Слой-
ность
z
2
3
4
5
6
7
5
б
г~оо
9
табл. 147
Минимальный
диаметр шкива
реко-
мендуе-
мендуемый
36о
400
45°
5оо
5<5°
6з°
юо
i6o
223
280
360
450
320
400
500
630
800
в мм
допу-
скае-
скаемый
28о
32O
Збо
4оо
45°
5°°
8о
125
i8o
250
320
400
280
360
45°
560
710
Примечание. Прорезиненные ремни как завёр-
завёрнутой, так и нарезной конструкции допускают применение
шкивов одинаковых диаметров. Следовательно, отноше-
отношение —«— для завёрнутых ремней приблизительно на 20%
о
больше, чем для ремней со сквиджами (более гибких).
Толщины прорезиненных ремней см. в табл. 140.
Таблица 148
Минимальные диаметры шкивов для текстильных
приводных ремней
Вид ремня
Хлопчатобумажный
шитый
Хлопчатобумажный
целыютканый
Хлопчатобумажный
тканый прошивной
Шерстяной тканый
Толщи-
Толщина о
в мм
5.6
7*
8,5*
и
4
6.5
8,5
6
9
и
Слой-
ность
г
4
5
6
8
4
6
8
3
4
3
4
5
Минимальный
диаметр шкива
реко-
мендуе-
мендуемый
28о
4оо
5оо
7ГО
112
2ОО
32O
1бо
2ОО
i8o
320
450
в мм
допу-
скае-
скаемый
2дО
Збо
45°
630
IOQ
i8o
280
125
160
160
280
40а
* Согласно позднейшим техническим условиям для
хлопчатобумажных шитых ремней, по сравнению с
ОСТ 3156, введён пятислойный ремень и скорректирована
толщина шестислойного ремня.
Испытания приводных ремней на долго-
долговечность [11] принято проводить при полез-
полезном напряжении k=0 (полезная нагрузка мало
влияет на долговечность ремня, если нет бу-
буксования), одинаковых диаметрах шкивов
(ZJ=?>i) и форсированных условиях работы —
D
силовых (малое -^-. повышенное а0) и скоро-
скоростных (большая скорость v и малое межцен-
межцентровое расстояние /).
Показателем сравнительной долговечности
ремня является число его пробегов за время
работы до разрушения в результате наступле-
наступления усталости материала [20]. За один пробег
ремень испытывает на шкивах два изгиба
в обыкновенной передаче и три изгиба в пе-
передаче с натяжным роликом.
Общее число пробегов, выдержанных рем-
ремнём до разрушения,
U=h ¦ я,
где h — долговечность ремня в часах; и — число
пробегов в единицу времени;
ЗбООг/
в минуту=
= -V- в секунду.
Здесь /- — длина ремня в м\ v — его ско-
скорость в м/сек.
Чем больше и, тем большее число пере-
перемен нагрузки испытывает ремень в единицу
времени при заданной амплитуде напряжений
(фиг. 174), тем скорее наступит усталость ма-
"""*• i пробег
rS
щ
III
ВетвЬ
и
г"
Шкив
|(
\
t
Ветвь
m
R
"ДО/Л?
ТПТГ1
тттт
Фиг. 174. Диаграмма колебания напряжений в приводном
ремне по времени при холостом ходе передачи.
териала и тем меньше будет срок службы
ремня.
На фиг. 175, а показан доведённый до уста-
усталостного разрушения хлопчатобумажный ши-
шитый ремень, а на фиг. 175, б — такой же про-
прорезиненный ремень (на установке для испыта-
испытаний).
Практика показала, что для обеспечения
нормальных сроков работы приводных рем-
ремней в обыкновенной плоскоремённой пере-
передаче число пробегов должно быть «тах<3,
в крайнем случае < 5 в секунду, откуда мини-
минимальная длина ремня
где v — скорость ремня в м\сек.
По L и диаметрам шкивов D\ и ?>2 можно
найти минимальное межцентровое расстояние
Ашп- Этот расчёт лучше всего производить
с помощью номограмм (фиг. 163—164).
По эмпирической зависимости рекомен-
рекомендуемое
'min > 2 (Dmax + Dmin)-
450
ПЕРЕДАЧИ
[РАЗД.
На фиг. 176 приведена кривая усталости,
показывающая влияние натяжения а0 на долго-
долговечность хлопчатобумажного шитого ремня,
а на фиг. 177 — такая же кривая, характери-
б)
Фиг. 175. Усталостное разрушение ремня:
а — хлопчатобумажного шитого; б — прорези-
прорезиненного.
зующая влияние отношения —— , обусловли-
обусловливающего напряжения изгиба (при форсиро-
форсированных условиях опыта) для хлопчатобумаж-
хлопчатобумажного цельнотканого ремня [27].
бь
см
28
26
2U
22
20
18
16
12 0 5 10 U миллионы Г5н
Фиг. 176. Зависимость долговечности шитого хлопчатобу-
хлопчатобумажного ремня от натяжения з0 {-^—=20; 17=4,7 м/сек;
?=800 мм)
\
V
¦
Следующий пример также иллюстрирует влияние
диаметра шкива на продолжительность работы привод-
приводного ремня.
При сравнительных испытаниях шитых хлопчатобу-
хлопчатобумажных ремней в специально форсированных условиях
(для ускорения испытаний) долговечность одного из рем-
ремней при Di=D3 = l50 мм была получена примерно в 30 час.
(ремень разорвался в результате усталости материала).
При изменении диаметров шкивов на D,=ZJ = 200 мм
и прочих неизменных параметрах, вплоть до числа пробе-
пробегов в единицу времени, долговечность следующего (отре-
(отрезанного от одного круга) ремня превысила 100 час.
[2, стр. 52].
О влиянии на усталость ремня частоты изгибов можно
судить на основании результатов следующего опыта. Тот
/
щ
20,1
1
25j5
\
1
0 0,25 US имиппионы fi/5.
Фиг. 177. Зависимость долговечности тканого шести*
слойного хлопчатобумажного ремня от отиошения —г
(D-80; 115 и 150 мм; ао=18 кг/см»; г?-10 м1сек).
же ремень был испытан на шкивах диаметром 150 мм
с пониженным в 1,36 раза числом пробегов в единицу
времени. При этом общее количество выдержанных рем-
ремнём пробегов увеличилось в 1,39 раза, т. е. долговечность
ремня возросла пропорционально уменьшению числа про-
пробегов.
ИСХОДНЫЕ ДАННЫЕ ДЛЯ РАСЧЕТА
ПЛОСКОРЕМЁННЫХ ПЕРЕДАЧ
Кривые скольжения (и кривые к. п. д.)
Основными рабочими характеристиками
приводных ремней являются полученные экспе-
экспериментальным путём кривые скольженщ
[18 и 8].
На основании этих кривых, построенных
в результате испытаний [10] целого ряда рем-
ремней каждого вида (кожаных, прорезиненных,
текстильных), устанавливаются нормы работо-
работоспособности.
Вспомогательное значение имеют кривые
к. п. д.
Типовые кривая скольжения и
к. п. д. изображены на фиг. 178 [3].
: По оси ординат откладывается относитель-
относительное скольжение в °/0:
кривая
-1 —
или к. п. д.
J
а по оси абсцисс (в условных единицах, до-
допускающих сравнение) — относительная полез-
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
451
ная нагрузка, передаваемая ремнём в виде
так называемого „коэфициента тяги*:
или то же в напряжениях:
k
3
г
|
1
_
>-
-
.^эпн
Полное
з\ + с2 2а0
Кривые скольжения (вместе с кривыми
к. п. д.) дают полную картину работы ремня
при данном режиме от холостого хода (на-
(начало координат) до полного буксования ('fmax
на фиг. 178).
Вначале каждая кривая скольжения имеет
близкий к прямолинейному участок, отра-
7*
80
60
йО
0.2 0,3 пЬ % 0J5 №/рщ!мр
Фиг. 178. Зависимость скольжения и к. п. д. от
степени тяги <р (кривые скольжения и к. п. д.).
жающий упругое скольжение или скольжение,
обусловленное разностью натяжений (напря-
(напряжений), а следовательно, и удлинений в веду-
ведущей и ведомой ветвях. При наличии полезной
нагрузки оно неизбежно (см. выше о дугах
скольжения и покоя в пределах угла обхвата,
стр. 445).
При дальнейшем нагружении передачи до-
достигается известный предел ?0—„критиче-
?0—„критическая точка", в которой прямолинейный уча-
участок кривой скольжения переходит в криво-
криволинейный, что указывает на дополнительное
появление буксования вредного скольжения
(обычно на малом шкиве). С дальнейшим уве-
увеличением полезной нагрузки последнее быстро
возрастает, и при некотором значении коэфи-
циента тяги <ртах ремень полностью буксует.
При этом последний участок кривой скольже-
скольжения асимптотически приближается к ординате,
соответствующей <ртах, и практически сли-
сливается с нею.
Теоретические пределы изменения сколь-
скольжения е — от 0 до 100°/о (когда л2=0) и коэ-
коэфициента тяги <р — от 0 до 1 (когда 5=0или
з2=0 — теоретически наивыгоднейший случай).
Числовая зависимость между коэфициентом
тяги ср> характеризующим степень нагрузки
ремня, и коэфициентом скольжения ео/о, а
также их абсолютные значения для ремней
разных видов, их толщин, натяжений, скоро-
скоростей, диаметров шкивов, углов обхвата и т. д.—
различны. Однако указанный характер кри-
кривых скольжения сохраняется при любой ком-
комбинации перечисленных факторов, что даёт
возможность установить нормы работоспо-
работоспособности с учётом влияния различных пара-
параметров.
Пределом рационального использования
ремня является коэфициент тяги <ро—крити-
<ро—критическая точка кривой скольжения.
При малых коэфициентах тяги <р ремень
недоиспользуется; кроме того и к. п. д. ре-
ремённой передачи низок (фиг. 178).
С другой стороны, работу ремня при на-
нагрузках, соответствующих криволинейному
участку кривой скольжения (в пределах от ср0
до <Ртах)' также нельзя считать нормальной.
Ремень находится в неустойчивом рабочем со-
состоянии: в любой момент при незначительном,
иногда случайном, повышении нагрузки он на-
начинает буксовать, соскакивает, а иногда и
рвётся. Кроме того, повышенное скольжение
(в 5, 10°/0 и более) влечёт за собой соответ-
соответствующую потерю скорости (число оборотов
ведомого вала „садится"), а вместе с тем
снижается и производительность приводимой
в движение машины-орудия (станка). Одно-
Одновременно с переходом нагрузки за .<р0> т- е.
при буксовании передачи, её к. п. д^ сильно
падает и при ?=100% становится , равным
нулю. Наконец, при повышенном скольжении
и соответствующем ему нагреве ремень го-
гораздо быстрее изнашивается, что является
одной из причин нередко наблюдаемого не-
ненормально короткого срока службы приводных
ремней.
Рациональными следует считать нагрузки,
приблизительно соответствующие критиче-
критической точке <ро на кривых скольжения (не
превышающие их).
Эти нагрузки, полученные как средние из
целого ряда опытов, положены в основу при-
приведённых ниже норм (см. стр. 454 — 455).
При определённых нормальных рабочих
D
условиях (в частности, при отношениях -г- =
= 33 -г- 37) были получены экспериментально
следующие средние значения критических
коэфициентов тяги <р0:
кожаные ремни 0,59
прорезиненные ремни о,6г при &<зоо мм
о,57 при 6>зоо „
хлопчатобумажные шитые ;
ремни 0,50
хлопчатобумажные тканые \
ремня о.47
шерстяные тканые ремни . . . 0,39
То обстоятельство, что коэфициент тяги <р0
выбран в качестве базы для назначения ра-
рациональных режимов работы и способов
использования ремней, не означает, что при-
приводные ремни не могут кратковременно нести
нагрузку, соответствующую участку кривой
скольжения за сро и Даже до полного буксова-
буксования (<ртах). —при пусковых нагрузках, времен-
временных перегрузках и т. п.
Ф
Отношение —-п^с- по кривым скольжения,
То
характеризующее способность приводных рем-
ремней к перегрузкам, лежит приблизительно
в пределах:
для кожаных ремней . . . i.35-I5°
„ прорезиненных ремней 1,15 !>3О
„ хлопчатобумажных тканых ремней ..... 1.25 — 1,4°
„ хлопчатобумажных шитых ремней .... 1,20—1.35
„ шерстяных тканых ремней . 1,35—i>5a
452
ПЕРЕДАЧИ
[РАЗД. I
Сопоставление этих показателей приво-
приводит к выводу, что кожаные и шерстяные
ремни обладают относительно лучшей способ-
способностью выдерживать и кратковременные и
длительные перегрузки, так как переход к бу-
буксованию у них более плавный. Промежуточ-
Промежуточное положение в данном отношении занимают
хлопчатобумажные ремни. Наиболее неблаго-
неблагоприятны показатели для прорезиненных рем-
ремней.
Скольжение ц, соответствующее критиче-
критической точке <ро> составляет:
для прорезиненных и текстильных
ремней всех видов не более 1°/0
для кожаных ремней 1—2°/0 (в сред-
среднем 1,5%)
Наивыгоднейший к. п. д. т\ ремённых пере-
передач (вблизи критической точки щ), по опыт-
опытным данным, при нормальных условиях рабо-
работы (при нормальном натяжении, отношении
диаметра шки^а к толщине ремня, угле обхва-
обхвата и т. д.) лежит в пределах 0,92—0,98.
В среднем можно принимать для привод-
приводных ремней всех видов yj ~ 0,95.
Рекомендуемое натяжение приводных
ремней и его контроль
Работоспособность ремня больше всего за-
зависит от его натяжения [8].
Малое натяжение влечёт за собой недо-
недоиспользование — пониженную работоспособ-
работоспособность ремня. Чрезмерно большое натяже-
натяжение одна из причин того, что приводный ре-
ремень слишком быстро выходит из строя
(в результате усталости материала), хотя его
тяговая способность при повышении натяже-
натяжения будет до известного предела возрастать.
Коэфициент тяги <р0, соответствующий критической
точке кривой скольжения, с увеличением натяжения
уменьшается (фиг. 179), однако, так как полезное на-
напряжение в критической точке А0=<р0>2и0, то до известного
является решающим фактором) и большом да-
давлении на валы и опоры, а следовательно, и
потерях в последних, повышенное натяжение
трудно поддерживать в производственных усло-
условиях, особенно без натяжных приспособлений.
У
Г/сг/
i i i 1
33
7
i
ft/ 02 0,3 a* Q5 Ц6 Q7 0,8 0,9 <p=j
Фиг. 180. Зависимость полезного напряжения k0 от натя-
натяжения <у0 для хлопчатобумажных ремней.
Чем больше натяжение, тем сильнее ре-
ремень будет тянуться и тем чаще его придётся
перешивать (в результате увеличатся простои).
Кроме того, способность ремня практически
сохранять полученное натяжение ограничена:
чем больше натяжение, тем резче, как правило,
его падение. Это относится особенно к первым
часам работы ремней (фиг. 182), причём через
5—10 час. вытяжка почти прекращается.
Специальные испытания ремней в СССР
показали, что при начальном натяжении
Фиг. 179. Кривые скольжения при различных
натяжениях ег„ для хлопчатобумажного четырёх-
слойного тканого ремня F=77,2 мм; 8=4,3 мм;
v=\0 м/сек; ?>,=200 мм и D2=400 мм).
32 б0 кг/см1
Фиг. 181. Зависимость полезного напряжения
от натяжения а0 для ремней различных видов.
предела увеличение натяжения з0 компенсирует сниже-
снижение (Ро и экспериментальная зависимость *0=/ (з0) харак-
характеризуется кривой, представленной на фиг. 180 и 181 [27].
Обе диаграммы показывают, что за пределом сго=2О кг]см3
рост полезного напряжения k0 замедляется.
Увеличение натяжения ремня выше извест-
известного предела в качестве меры повышения
его работоспособности нельзя рекомендовать,
так как, не говоря уже о пониженной долговеч-
долговечности (что в ряде случаев, например* в пере-
передачах к дорогим и высокопроизводительным
станкам и другим машинам-орудиям, не
a?s30 кг/см2 приводные ремни в общем сохра-
сохраняют рабочее натяжение а0 порядка 18 kzjcm*
(фиг. 182), что соответствует и рекомендуемым
иностранными источниками рабочим натяже-
натяжениям ао=14 ч- 20 tczjCM'2.
Лучше всего держат натяжение клиновые
и прорезиненные ремни, затем кожаные я
шерстяные; последнее место в данном отно-
отношении занимают хлопчатобумажные шитые
и тканые ремни.
В связи с применением различных натяж-
натяжных устройств намечается тенденция к повы-
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
453
шению рекомендуемых рабочих натяжений
приводных ремней с целью форсировки их
работоспособности, хотя бы за счёт снижения
долговечности.
На основании экспериментальных данных
(с учётом нормальной долговечности), в каче-
качестве рекомендуемого рабочего натяжения
Под действием груза ремень получает провес у
(фиг. 184), измеряемый глубиномером. Замеряется также
(лучше всего угломером с нониусом) угол наклона р ветви
ремня к горизонту.
Для этих измерений используют деревянную планку
прямоугольного сечения, накладываемую на шкивы, как
показано на фиг. 184.
Натяжение ремня определяется из зависимости
\\
\
J
\ J
\
\
S
—*
К
N
-Л.
0
1
'л
1
опь,
та
Кон
опы
чему соответствует напряжение ветви ремня
0 1 2 3 U' 5 6 7 8 9 Ю 11 12 ЖЪчас
Фиг. 182. Кривые падения натяжения по времени при
sj,-2O и 30 кг1см3 и Z=const (/ — прорезиненные ремни;
2 — хлопчатобумажные тканые ремни).
для плоских приводных ремней всех видов
можно принимать
а0—18 кг/см2,
т. е. рабочее натяжение ветви ремня должно
быть
S0—a()F=GQbb кг,
где F = Ы — площадь поперечного сечения
ремня в см2.
Ниже приводится методика определения
допускаемых полезных усилий (норм работо-
работоспособности) для ремней всех видов также
при натяжениях, отличных от натяжения о0=
= 18 кг/см'г, принятого за основное.
Правильная постановка ремённого хозяйства и рацио-
рациональное использование ремней, невозможные без обеспе-
обеспечения нужного натяжения, требуют и соответствующих
методов контроля натяжения в производственных усло-
условиях [3]. Этот контроль в простейшей форме может
быть осуществлён приближённым способом по провесу
ветви ремня (в состоянии покоя) под действием опреде-
определённого груза (фиг. 183). К ремню по середине пролёта 2/
Фиг. 183.
между точками касания ветви ремня со шкивами подве-
подвешивают при помощи металлического или даже деревянного
клеммового зажима (со скосом боковых граней планок
в месте захвата ремня) груз G (фиг. 184).
Нормальный вес груза О можно рекомендовать от 1
до 5 кг (включая вес зажимного приспособления) в зави-
зависимости от размеров сечения ремня и его натяжения.
Стрела провеса у не должна быть слишком малой. Во-
Вообще же для данной передачи можно каждый раз под-
подвешивать один и тот же груз с тем, чтобы по измене-
изменению стрелы провеса судить о величине натяжения ремня.
Для крупных и длинных ремней вес груза G следует
брать больше — до 10 или даже до 20 кг.
; I
Чем больше размер t, тем результаты точнее. Чем
меньше натяжение ремня, тем менее точным является
измерение. :
Указанный метод даёт несколько завышенный резуль-
результат. Фактическое натяжение обычно бывает нщ 1—2 кг/см'
меньше измеренного, что необходимо учитывать при
определении рабочего напряжения а0. !
При вертикальной или сильно наклонной передаче от-
оттягивать одну из ветвей можно (с помощью того же
клеммового зажима) или грузом через направляющий ро-
ролик, или пружинным динамометром — в обоих случаях
Фиг. 184.
непременно в направлении, перпендикулярном к ветви
ремня, замеряя при этом стрелу провеса.
На том же принципе измерения основан и прибор для
определения натяжения ремней инж. С. И. Крестникова
[16]. Прибор этот требует предварительной тарировки.
В момент постановки или подтягивания
ремня ему необходимо дать натяжение а, зна-
значительно превышающее нормальное ао=
= 18 кг/см2, причём большей частью уже в
течение первого часа работы это натяжение
резко падает, далее постепенно снижаясь, по
мере дальнейшей вытяжки ремня. Это отно-
относится особенно к новым или долгое время не
работавшим ремням. Наоборот, длительно ра-
работавшие ремни почти или даже совсем не
вытягиваются и хорошо держат установлен-
установленное натяжение. Поэтому новым ремням дают
первоначальное натяжение, приблизительно
в 1,5 раза превышающее нормальное (т. е.
<т=25ч-30 кг\смг), особенно если они предва-
предварительно были плохо или совсем не были вы-
вытянуты. ' ; . .
В зависимости от длительности работы
приработанным ремням или совЬем не даётся
запаса натяжения, или же им сообщается на-
натяжение, лишь на 10—20% превышающее
нормальное (т. е. а=20ч-22 яг\су&).\
Допускаемое полезное напряжение
Исходя из определения коэфициента тяги
(см. стр. 451), полезное напряжение;
k = 2а0ср кг]см2, '
или при ао=18 кг/см2 (см. выше)
k == 36? кг\см^.
454
ПЕРЕДАЧИ
[РАЗД. I
Аналогично для критической точки
fe0=2а0ср о=Збсро-
Коэфициент тяги <ро. а следовательно, и по-
полезное напряжение Лд, соответствующие кри-
критической точке, зависят от диаметра шкива —
меньшего в передаче как более опасного с
точки зрения наступления буксования (фиг. 185,
4
3
2
1
150
бо = 18 кг/смг
/
I
/
I
/
/
и—"
i
/
%=Z50
0,3 Oft 0,5 0,6 0,7 00 0J if
06 W 180 Ш 251 Z83 31Ьк\
0 OTvZ 0,3 Oft 0,5 0,6 , 00 0J f
0 3.6 tl 10.6 W 18.0 Ш 25.1 Z83 31Ьк\/см>
Фиг. 185. Кривые скольжения хлопчатобумажного
шитого пятислойного ремня при различных диа-
диаметрах ведущего шкива Dl F—52 мм; 8-«5,2лш;
да=10 м'сек; Z>2=400 мм).
186, 187). Влияние диаметра шкива на тяговую
способность ремня обусловлено тем, чтокоэ-
фициент трения между ремнём и шкивом па-
%
QS
G5
о,ь
0,3
0,2
0,1
о
ведённым на фиг. 185,186 и 187) получается сле-
следующая зависимость между k0 и отношением
— в общем виде [9 и 2]:
S
ko=a —w~ кг/см2.
Для ремней различных видов эта зависи-
зависимость при основном натяжении со=18 кг\см%
такова:
для ремней кожаных k0 = 29 — 300-ту кг\сл^
. прорезиненных
(при 6<300 mm) k0 = 25 —100-?¦ ,
, я прорезиненных
(при й>300 мм) k0 = 23—100 -^- .
„ , хлопчатобумаж-
хлопчатобумажных шитых . kfi = 23 — 200
хлопчатобумаж-
хлопчатобумажных тканых . #о = 21 — 150
шерстяных
тканых . . . #0=18—150
D
D
D
60Щкг/см
-
1
\
~ — -
216
* — толщина ремня; D—диаметр шки-
шкива, меньший в передаче.
Значения коэфициента а при дру-
других натяжениях и0 даны в табл. 149.
Работоспособность, долговечность
и экономичность (см. фиг. 188) пере-
передачи растут с увеличением D.
В табл. 150 и на фиг. 189 приве-
приведены для ремней разных видов по-
полезные напряжения k0, исчисленные
Фиг. 186. Зависимость коэфициента тяги <р0 и полезного напряжения «„ по вышеприведённым формулам при
от отношения -=т- для шерстяного тканого четырёхслойного ремня со=18 KZJCM^ и различных ОТНОше-
(ft =75,9 мм; 6 -=5,85 мм; v=VS м/сек; /),=.?>; ?>,-=400 мм). D
дает с ростом удельного давления, которое
выше на малом шкиве, и наоборот.
В результате обработки опытных материа-
материалов по кривым скольжения (аналогичным при-
ниях
Экспериментальная зависимость
о
— ,
связывающая полезное напряжение
k0 в критической точке с видом ремня, натя-
в ох о/* о.б
а)
и/'
шй р<
емею
0 02 0/, 0.6 (f
б)
{/85 '/50 '/33 '/25
Фиг. 187. Зависимость полезного напряжения kB
S
от отношения — при разных натяжениях ремня <з0.
Фиг. 188. Зависимость к. п. д. от диаметра шкива для
ремня: а — кожаного; б — верблюжьего (ао=17,5 кг/см';
¦и-1,5-4 м/сек) [31 и 2J.
D
жением а0 и отношением -тг- , получена при
следующей комбинации прочих влияющих
факторов: а) при угле обхвата а=180°;б) при
ГЛ. Vll]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
455
Таблица 149 а) С\ —геометрический коэфициент
Коэфициент а в зависимости от »0 и вида ремня (табл.151),учитывающий влияние угла обхвата
а (коэфициент угла обхвата):
d=l—0,003A80° —а),
где а—угол обхвата на малом шкиве в гра-
градусах.
Для плоскоремённой передачи (без натяж-
натяжного ролика) рекомендуется применять лишь
углы обхвата а>150°.
б) С2 — скоростной коэфициент (табл.
152), учитывающий влияние центробежной силы,
под действием которой уменьшается сцепление
ремня со шкивом:
С2~ 1,04 — 0,000410,
где v — скорость ремня в м/сек.
Таблица 150
Допускаемые полезные напряжения k0 для плоских приводных ремней при натяжении оо — 18 кг! см?
к
X
о.
5й
ч
1б
i8
20
Коэфициент а в
S5.5
27,3
29lO
30,6
прорезиненных
при
6 4 300
мм
21,2
23,2
25,о
26,7
при
Ь > 300
мм
19.6
21,4
23,°
24,5
кг/см* для ремней
хлопчато-
хлопчатобумажных
шитых
2О, I
21,6
23,°
24,2
тканых
!8,4
19,8
21,0
22,1
X
2
X
хиь
BID
3 и
16.!
I7-I
i8,o
18,8
Вид ремня
Прорезиненный (при b < 300 мм)
(при b > 300 мм)
Хлопчатобумажный шитый . .
Хлопчатобумажный тканый . .
Шерстяной тканый
20
A4,0)
—
—
A3.5)
A0,5)
25
B1,0)
—
—
15,0
12,0
30
19,0
21,7
—
16,0
13,0
При отношении —
0
35
2O.4
22,1
—
—
16,7
13,7
40
*о в
21,5
22,5
BО,5)
(i8,o)
17,2
14,2
45
кг!см3
22,3
32,8
2О,8
18,5
17.7
14,7
50
23,0
23,О
21,0
19,о
i8,o
15.0
60
24.0
23,3
21,3
I9\7
18,5
15,5
75
25,0
23,7
21,7
20,3
I9,O
1б,О
100
26.0
24,0
22,0
21,0
I9o
16,5
Примечание. Значения в скобках соответствуют диаметрам шкивов, на которых данные ремни, как правило,
не должны работать. Приводятся они лишь в качестве справочного материала не для проектного расчёта новых,
а для поверочного расчёта существующих передач.
скорости V—10 м\сгк\ в) при спокойной и рав-
равномерной нагрузке передачи.
Поэтому напряжение йо называют иногда
приведённым.
Для условий, отличных от указанных, вво-
вводятся поправочные коэфициенты, позволяющие
ff Л? «О 5& gff Ш 120
Фиг. 189. Зависимость полезного напряжения
от отношения s— при зо=\8 кг/см? для ремней
о
различных видов.
найти практическое полезное (действительное
для любых условий работы) напряжение k:
k = &0 Ci С2 Сь =» С kQ
где С"С] С2С5 — корректирующий коэфи-
коэфициент, содержащий следующие три частных
коэфициента:
Нормально vmM=25 м/сек, а предельно до-
допустима для обыкновенной плоскоремённой
передачи скорость ^тах=30 м/сек.
Таблица 151
Геометрический коэфициент С] (коэфициент угла
обхвата)
Угол обхвата а0
Коэфициент С,
.50
о.91
1б0
о,94
170
о.97
i8o
1,0
Таблица 152
Скоростной коэфициент С,
Скорость
ремня v в
м/сек
Коэфи-
Коэфициент С2
i
i,o4
5
1,оз
ю
1,ОО
15
о, 95
20
о,88
»5
о,79
3°
о,68
в) С3 — коэфициент режима, учитываю-
учитывающий характер и продолжительность работы
передачи: пусковые нагрузки, колебания рабо-
рабочей нагрузки, долговременность работы и т. п.
Коэфициент режима зависит от назначения
передачи и от рода двигателя.
Примерные значения коэфициента С3 для
приводов различных рабочих машин приведены
в табл. 153 [24].
456
ПЕРЕДАЧИ
[РАЗД.
Таблица 153
Коэфициент режима и длительности работы С3
\
Класс
машин
I
II
III
IV
Приводимые в движение рабочие машины
Характер нагрузки
Лёгкая пусковая на-
нагрузка — до 120% нор-
нормальной
Почти постоянная ра-
рабочая нагрузка
Пусковая нагрузка —
до 150'/0 нормальной
Незначительные коле-
колебания рабочей нагрузки
Пусковая нагрузка —
до 200'7о нормальной
Значительные колебания
рабочей нагрузки
Пусковая нагрузка —
до ЗОС/о нормальной
Весьма неравномерная
и даже ударная рабочая
нагрузка
Наименование машин
Небольшие вентиляторы и
воздуходувки
Насосы и компрессоры цен-
центробежные и ротационные
Токарные, сверлильные и
шлифовальные станки
Динамомашины (генераторы)
Ленточные транспортёры
и т. п.
Лёгкие трансмиссионные
приводы
Станки фрезерные, зубофре-
зерные, револьверные и авто-
автоматы
Поршневые насосы и ком-
компрессоры с относительно тя-
тяжёлыми м?ховиками
Пластинчатые транспортёры
и т. п.
Реверсивные приводы
Станки строгальные, долбёж-
долбёжные и зубодолбёжные
Поршневые насосы и ком-
компрессоры с относительно лёг-
лёгкими маховиками
Транспортёры винтовые и
скребковые
Элеваторы
Винтовые и эксцентриковые
прессы с относительно тяжё-
тяжёлыми маховиками
Станки ткацкие, прядильные,
банкаброши, ватера и т. п.
Подъёмники, экскаваторы,
драги
Бегуны, глиномялки
Лесопильные рамы
Мельницы жерновые, шаро-
шаровые, вальцовые
Эксцентриковые и винтовые
прессы с относительно лёгкими
маховиками
Ножницы, молоты, дробилки
и т. п.
Род двигателя
Группа
А
Электромоторы по-
постоянного тока
Электромоторы пере-
переменного тока однофаз-
однофазные
Электромоторы пере-
переменного тока асинхрон-
асинхронные с короткозамкну-
тым ротором
Турбины водяные и
паровые
1
г,о
о,д
о,8
о, 7
о,9
о,8
о,7
о,6
з
о,8
о,7
о,6
ia ведущем валу
Группа
Б
Электромоторы пере-
переменного тока синхрон-
синхронные
Электромоторы пере-
переменного тока асинхрон-
асинхронные с контактными
кольцами
Двигатели внутрен-
внутреннего сгорания
вые машины
и паро-
Трансмиссионные ва-
валы
1
°.9
о,8
о,7
о, 6
2
о,8
о, 7
о,6
о.5
1 3
1
°>7
0,6
°5
о,4
Примечание. Обозначения в группах А и Б: 1-односменная, 2 — двухсменная, 3 — трёхсменная (непрерывная)
Не рекомендуется ставить для машин
IV класса шитые хлопчатобумажные и проре-
прорезиненные ремни.
Введением в расчёт коэфициента режима С3
стремятся не только обеспечить нужную
работоспособность передачи при рабочих
условиях, отличных от нормальных (спокойная
и постоянная нагрузка), но и добиться нор-
нормальной долговечности приводных ремней.
Допускаемое полезное окружное усилие
с учётом всех рассмотренных выше параме-
параметров:
wiy) ciczc& кг<
а допускаемая мощность
кг Pv
N=7EA'C-
Допускаемое полезное окружное усилие
может быть выражено и так:
Р=рЬ кг,
где р — удельное окружное усилие на единицу
ширины ремня:
р = PqC—Pq Cj 6'2 C3 kzjcm,
а Po=k()b KZJCM.
Как уже отмечалось, нет необходимости
в проверке на прочность (статическую) при-
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
457
водных ремней, рассчитанных по полезному
напряжению, если обеспечены рациональные
силовые | crn, -v- | и скоростные
раметры передачи.
па-
Фиг. 190.
Давление на валы в ремённой передаче
Так как в ремённой передаче давления на
валы определяются свободными натя-
натяжениями ветвей ремня, то нижеприво-
нижеприводимые зависимости справедливы при любой
практической скорости v. Вследствие коротких
межцентровых расстояний в современных
передачах предполагает-
предполагается, что провисание ремня
отсутствует.
При передаче в по-
покое или при холостом
ходе.
1) Ветви рем-
ремня параллельны
(а =180°).
В этом случае (фиг.
190) давление на валы
(и шкивы) Q, направленное по линии центров
передачи,
Q = 250 = 2j0F кг,
где а0 — рекомендуемое напряжение от натя-
натяжения (о0 = 18 кг/см2); F—площадь сечения
ремня в см1 (F — ЬЪ).
С учётом того, что начальное натяжение
или натяжение при перетяжке (раздвижке
центров) примерно в 1,5 раза больше нормаль-
нормального (см. стр. 453)
<?max « 1-5Q = 3a0F кг.
Р k
Так как коэфициент тяги <р = -~~- = -п—.
то
2ср
Таким
при '
образом
? > 0,5 (
¦? = 0,5 l
а < 0,5 i
0 >
2Р
2Р
2Р
Q
>
2) Ветви ремня непараллельны
(«ф 180°).
Давление на валы (и шкивы) направлено
по линии центров передачи (фиг. 191)и равно
(определение углов 7 и а см. на стр. 443—444)
Q = 2S0cos-b= 2
i= 2jo/='sin -1
« 1,50 =3vQF cos i = 3a0JPsin ~ .
Для обыкновенной передачи (a > 150°) можно-
считать ветви приблизительно параллельными
и вести расчёт по приведённым выше (п. 1)
зависимостям.
При рабочем ходе передачи.
1) Ветви ремня параллельна
(а = 180°).
Давления на шкивы (фиг. 192, а)
Q = Si + 52 = 250 кг
приложены в точках А и В ведущего и ведо-
ведомого шкивов. Плечи е сил Q относительно-
центров О валов равны
D
где ср — коэфициент тяги
1 + <->2 ^1 + С_
Давление на валы равно (фиг. 192, б)
.п. 1 S2 s,
Фиг. 192.
или после перетяжек, учитывая, что запас на-
натяжения принят равным 1,5, на валы будет
действовать усилие
где а0—рекомендуемое натяжение, равное
18 кг/см2, а F—площадь поперечного сечения
ремня в см2 (F = ?5).
2) Ветви ремня непараллельны
(а ф 180°).
Давление на валы и шкивы
cos 7
Давление Q приложено в точках Л и В
шкивов (фиг. 193, а); при этом
sin о.
Угол 0 отклонения силы Q от линии цен-
центров можно найти из выражения
tgfj = cptg^-= cpctg-?r (см. табл. 154),
J
где ср — коэфициент тяги
-=—
458
ПЕРЕДАЧИ
[РАЗД. I
Таблица 154
Приближённые значения углов 8 в градусах в зави-
зависимости от коэфициентов тяги <р и углов обхвата <х
1
1
Коэфициент
тяги <р
о,4
О,6
о.8
180°
о
о
о
При
угле обхватг
150°
Угол 9
6
9
12
1 а
120°
13
19
25
Давление на валы равно (фиг. 193, <5")
Q = 2a0F cos -±- 5 = 2a0F sin ~ g лгг
«ли
где коэфициент
0Fcos -1- ? — 3a0 Fsin -"- ?,
5 = 1/ 1 +
,3JL
5 2
¦/
1 + -I- ctg* -?-
<(см. табл. 155).
Табл. 155 показывает, что для обыкновенных
передач (а > 150°) можно принимать ?«1,0
и исчислять давление на валы, как при холо-
холостом ходе передачи.
Таблица 155
Значения коэфициента 5 в зависимости от коэфи-
коэфициентов тяги <р и углов обхвата a
Коэфициент
тяги ср
о,4
о,6
о,8
180°
1,СЮ
1,ОО
1,О0
При
ггле обхвата
150°
Коэфициент i
I,OI
I.OI
1,О2
a
120°
1.03
1.05
1.07
РАСЧЁТ ПЛОСКОРЕМЁННЫХ ПЕРЕДАЧ
(ОБЫКНОВЕННЫХ)
Методика расчёта
В зависимости от того, определяются ли
необходимые размеры новой передачи или
проверяется (на чертеже или в натуре) суще-
существующая передача, производится проектный
или поверочный расчёт [24].
Проектный расчёт. Для расчёта проекти-
проектируемой передачи необходимы следующие дан-
данные: а) назначение передачи, режим её работы
и род двигателя на ведущем валу; б) переда-
передаваемая (максимальная) мощность N л. с;
в) числа оборотов в минуту щ и п2 ведущего
и ведомого валов.
Примечание. В отдельных случаях могут быть
заданы ориентировочное межцентровое расстояние I или
диаметр D одного из шкивов (например.шкива на моторе),
что несколько упрощает расчёт, но не меняет его суще-
существа.
Расчётом требуется определить: вид и раз-
размеры ремня (ширину, толщину и длину), раз-
размеры шкивов (диаметры и ширину), межцен-
межцентровое расстояние (точное) и давление на
валы.
Порядок расчёта.
1. Выбирают вид (материал) ремня,
учитывая главным образом возможность при-
применения такого ремня для заданного назначе-
назначения (см. стр. 434—437) и считаясь с условиями
снабжения.
Иногда параллельно просчитывают 2—3
варианта, из которых выбирают наивыгодней-
наивыгоднейший (по габаритам, стоимости и т. д.).
2. Диаметры шкивов можно опре-
определять двумя способами.
Первый способ заключается в том, что за-
задаются ориентировочной скоростью ремня, ко-
которую рекомендуется выбирать в пределах
v = 10 ч- 20 м/сек (иногда 5—25 м/сек).
Тогда диаметры ведущего и ведомого шки-
- г, 60»
вов определятся из соотношении D\ =
и ?>2 = iD\ (без учёта скольжения), где i =
= —— передаточное число.
С учётом скольжения, задаваясь ? и 1°/0
для прорезиненных и текстильных и ? = 1,5°/о
для кожаных ремней, диаметр второго шкива
находят из уравнения
D2n2 = (I — ?)D1n1.
Во-вторых, что более удобно, меньший диа-
диаметр передачи может быть ориентировочно
определён по формуле, предложенной проф.
М. А. Савериным:
3 /~N~
ч-1200I/
V "max
MM,
где N — передаваемая мощность в л. с; птх —
число оборотов в минуту быстроходного вала
передачи. В этом случае скорость ремня опре-
определяют по формуле
izDn
V = Ж < Vw* '
где Ртах = 25 C0) м\сек — скорость ремня,
предельно допустимая для обыкновенных
передач.
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
459
Найденные тем или иным способом диа-
диаметры шкивов следует округлить, руковод-
руководствуясь стандартным рядом этих диаметров по
ОСТ 1655 (см. табл. 172) и корректируя в слу-
случае необходимости число оборотов ведомого
вала по формуле
Как правило, рекомендуется округлять по
ОСТ 1655 D\ в большую, а ?>2 в меньшую
сторону.
3. Минимальная длина ремня в
соответствии с изложенным на стр. 449 выби-
выбирается по формуле
v v
где v—скорость ремня в м/сек.
Минимальное межцентровое расстояние,
зная Lmin, D\ и D2, определяют для открытой
передачи по номограммам фиг. 163 и 164 или
по формуле
а0 = 18 кг/см2. Если а0 ф 18 кг/см2, то коэфи-
циент а берут по табл. 149 в зависимости от
предполагаемого значения о0. Отношением -у-
либо задаются, причём должно быть-г>—s—
0 0
по табл. 146, либо, что лучше, по табл. 147 или
148 вычисляют -г-, задаваясь S (под D здесь
подразумевается меньший диаметр шкива в
передаче). Толщина ремня Ь не обязательно
должна соответствовать D по табл. 147 и 148,
а может быть взята и меньше (но никак не
больше) из ряда стандартных толщин.
6. Передаваемое ремнём практическое
полезное напряжение для любых ра-
рабочих условий
k = k0C =
кг/см2.
2Imin-3,14(D
Dmin)
- 3,14 (Dmax + Dmin)p - 8 (Dmax-
8
где Dmax — диаметр большего, a Dmin — диа
метр меньшего шкива в передаче.
Но эмпирической формуле
Корректируя полученное межцентровое
расстояние в соответствии с конструктивными
или габаритными условиями, либо только
округляя его, принимают
В отдельных случаях может быть / < tmin, но
при этом следует считаться с пониженной
долговечностью ремня.
После окончательного выбора величины /
определяют соответствующую длину ремня по
формуле (ем. стр. 444)
Коэфициенты Сь С2 и С3 в зависимости от
угла обхвата а, скорости ремня v, назначения
передачи, рода двигателя и продолжитель-
продолжительности (с учётом сменности) работы берутся
(для промежуточных значений с помощью
интерполяции) из табл. 151, 152 и 153.
7. Необходимую площадь попереч-
поперечного сечения и ширину ремня опре-
определяют по формулам:
где
F = J. ел2,
D 75N
P = ЛГ2,
Ь = -=— см
D
1,57 (Dr
D
min)
+
4/
Это — геометрическая длина ремня, которую
при наличии сшивки увеличивают на вели-
величину AL (см. стр. 440—442), чтобы получить
длину, отрезаемую от круга.
4. Угол обхвата на малом
шкиве для открытой передачи определяют
по формуле (см. стр. 443)
а = 180° — —mi?T" °тт ¦ 60°.
/
Угол а должен быть не менее 150°; в про-
противном случае следует либо соответственно
увеличить межцентровое расстояние /, либо
применить натяжной ролик.
5. Приведённое полезное напря-
напряжение kQ, передаваемое приводным рем-
ремнём, берётся по табл. 150 или же вычисляется
по формуле
5 о
0 = а— иг — кг/см*
на стр. 454, конкретизированной для ремней
разных видов при рекомендуемом натяжении
толщина ремня; если задавались —^-,то,
зная D, находят В и округляют полученную ве-
величину по ОСТ для ремней данного вида).
Найденную ширину ремня Ь округляют по
ОСТ, пользуясь табл. 139—145, и проверяют,
соответствуют ли полученные расчётом раз-
размеры Ь и о таковым по стандарту.
При несоответствии этих размеров произ-
производят перерасчёт передачи, задаваясь новой
скоростью v или принимая другой (также
стандартный) диаметр D шкива.
8. Определив окончательно размеры b и 8,
находят ширину шкивов в зависимости от b
по ОСТ 1655, пользуясь табл. 172.
Найденную ширину В сопоставляют с наи-
наибольшим диаметром Draax шкива в передаче.
Целесообразно, чтобы полученное отношение
Dmnv
лежало в пределах
В
6 < %- < 12,
причём большие значения A0—12) возможны
лишь для передач, обеспеченных наилучшим
выполнением и монтажом.
460
ПЕРЕДАЧИ
{РАЗД.
9. Давления на ведущий и ведо-
ведомый валы (см. стр. 457-—458).
Максимальное давление (начальное или
после подтягивания)
Фтах ~ 3^0^" Sin -^- ;
нормальное (рабочее) давление
Q = 2j0 F sin -^-,
причём (при
sin—- « 1.
а > 150°) можно принимать
Угол 0 отклонения сил Q от линии центров
в направлении вращения валов при передаче
полной мощности находится из выражения
2 250 2 2а0 2
Указанная методика расчёта имеет в виду обыкновен-
обыкновенную открытую передачу, или передачу с натяжным валом,
или, наконец, простую передачу с направляющими роли-
роликами. В последнем случае угол обхвата а и угол между
ветвями у зависят от расположения роликов. То же
можно сказать и об угловой передаче с направляющими
роликами.
Последняя передача наряду с перекрёстной и полу-
полуперекрёстной, как указывалось на стр. 431—432, должна
рассчитываться по несколько пониженным нормам, для
чего в систему корректирующих коэфициентов вводится
ещё один, т. е. полагают
С =
t С3 С„
где Со — коэфициент, зависящий от рода передачи.
€9 — 1,0 для передач: обыкновенной открытой, с натяж-
натяжным валом и простой с направляющими роликами;
Со = 0,75s-0,83 для перекрёстной передачи; Со = 0,70^-0,80
для передач полуперекрёстной и угловой с направляю-
направляющими роликами.
Для перекрёстной и полуперекрёстной передач углы \
и а, а также длину L ремня находят по зависимостям,
приведённым на стр 443—444. При расчёте указанных
передач см. рекомендуемые на стр. 431—432 данные отно-
относительно предельных скоростей (v < 15 mjcbk) межцен-
межцентровых расстояний и ширин шкивов.
Поверочный расчёт. Для поверки суще-
существующей передачи должны быть известны:
а) назначение передачи, режим её работы и
род двигателя на ведущем валу; б) число обо-
оборотов в минуту п одного из валов (обычно
моторного—Пх); в) вид (материал) ремня; г) раз-
размеры ремня (ширина b и толщина 8); д) меж-
межцентровое расстояние /; е) диаметры Dj, ?>2
и шьрина В шкивов; ж) при наличии напра-
направляющих роликов — их диаметр Do и схема
расположения (в масштабе).
Кроме того, желательно иметь фактическое
натяжение ремня з0 (напряжение ремня от
натяжения).
В случае отсутствия ремня в натуре или све-
сведений об его толщине, его материалом задаются,
ширину b принимают в зависимости от ши-
ширины шкива В по ОСТ 1655 (табл. 172), а тол-
толщину б выбирают для данной ширины b в соот-
соответствии с материалом (табл.139—145), соблюдая
условие -^->'—s—» по табл. 146 (или берут
прямо по табл. 147 или 148 в зависимости от
диаметра меньшего шкива D передачи).
Целью расчёта является определение до-
допустимой мощности Na.c. и оценка передачи
по работоспособности и долговечности при-
приводного ремня.
Порядок расчёта следующий:
1. Определяют скорость ремня v=-^r-
2. Находят угол обхвата
а = 180° gmax-Qmin
3. Принимают рекомендуемое а0 = 18 кг/см*
либо на основании ряда измерений (выпол-
(выполненных, например, способом, описанным на
стр. 453), выбирают другое значение натя-
натяжения с0, постоянное для данного вида рем-
ремней, применяемых на данной машине или на
машинах той же группы.
4. По принятому с0 из габл. 149 берут коэ-
коэфициент а и находят приведённое полезное
напряжение для заданного вида ремня по фор-
формуле
?0 = а — w -jr- кг/см2,
а для а0 = 18 кг\смг находят к§ прямо по
табл. 150 в зависимости от отношения -z- —
6
диаметра (меньшего) шкива к толщине ремня.
5. Вычисляют практическое полезное на-
напряжение
k = k0 С = &0 Ci C2 С3 кг\см\
Коэфициенты С\, С2 и С3 берут соответ-
соответственно по табл. 151, 152 и 153.
6. Находят допускаемое окружное усилие
р = Fk = bbk кг,
где F — ЬЬ — площадь поперечного сечения
ремня в см2.
7. Определяют допускаемую мощность
кг Pv
8. Производят оценку передачи:
а) по работоспособности—сопоставлением
допустимой мощности с фактически переда-
передаваемой (если последняя известна), по углу об-
обхвата (должно быть а > 150°) и скорости
(должно быть 5 < v < 25 м/сек);
б) по долговечности — сравнением ра-
D °тЫ
бочего отношения — с допускаемым — —
о s
по табл. 146 или сравнением меньшего из диа-
диаметров D с допускаемым Dmin для заданного I
по табл. 147 или 148, а также проверкой числа
v
пробегов и =-7-<«maXi где «max<3-f-5 в секунду.
Определять длину ремня L в зависимости
от /, ?>! и D2 лучше всего по номограммам
(фиг. 163 и 164).
Если особо оговорены условия работы пе-
передачи в отношении температуры, влажности
и т. д., то должно быть сделано заключение
о применимости передачи и при этих усло-
условиях.
При расчёте не открытых, а перекрёстных
или полуперекрёстных передач следует учи-
учитывать данные выше указания.
ГЛ. VII)
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
461
Примеры расчёта [24]
Пример 1. Рассчитать привод от асинхронного элек-
электромотора с контактными кольцами, типа АД-42/4, мощ-
мощностью N =- 5,8 кет с л, = 1445 об/мин на шкив токар-
токарного станка ел,- 320 об/мин. Ремень — хлопчатобумаж-
хлопчатобумажный. Работа-односменная. Мотор поставлен без нормаль-
нормального шкива.
1. Расчётная мощность N = 5,8 • 1,35 — 7,9 л. с.
2. Задаёмся ориентировочной скоростью в пределах
10-20 м/сек; примем v = 15 м/сек.
3. Диаметр ведущего шкива тогда будет
17. Окружное усилие
18. Необходимая площадь сечения ремня
F „. „з,5 см3.
k
19. Необходимая минимальная ширина ремня
0,198 м » 200 мм.
- -5- = 5,4 см « 60 мм.
По формуле
Z), - A000 -*- 1200)
3/ ЛГ
1/
Г "таз
159—191 мм.
По ОСТ 1655 могут быть приняты D% — 160 и 180
Останавливаемся на D, =• 180 мм.
4. Скорость
v _ ™_ ' J. „ 13,6 м/сек.
5. Диаметр ведомого шкива, задаваясь в — 1°/0,
г) _ _i_ 1—!—I. = 800 мм,
что соответствует ОСТ 1655.
6. Рекомендуемая длина ремня
Примем ориентировочно Lmin = 5 л.
7. Тогда межцентровое расстояние
'min —
21 - с (О,
Округляем Z до 2 jk, что соответствует » 2 (D, +
8. Угол обхвата
9. Длина ремня
? -21 + 1,57 (Da + ?>,) +
^ 161о
l)a « 5,6 ж.
К этой длине следует прибавить на соединение концов
отрезок Д/., размер которого зависит от системы сшивки.
10. По табл. 148 подбираем толщину ремня в зависи-
зависимости от меньшего диаметра -О, = 180 мм. Шитый ремень
не может быть поставлен при этом диаметре; тканый —
можно принять толщиной о = 6,5 мм.
11. Задаёмся натяжением ремня а0 — 18 кг/см2 (реко-
(рекомендуемым).
12. По табл. 149 выбираем коэфнциент а ¦= 21,0 в фор-
формуле для приведённого полезного напряжения тканых
хлопчатобумажных ремней.
fe0 - а - 150 — - 21
150 15,6 кг/смК
13. Геометрический коэфициент по табл. 151 для
в-16Г С, =0.94.
14. Скоростной коэфициент по табл. 152 при v —
= 13 6 м\сек (определяем с помощью интерполяции) Са <•
* 0,96.
15. Коэфициент режима работы для односменной ра-
работы по табл. 153 для машин I класса и двигателя группы Б
на ведущем валу (асинхронные электромоторы с контакт-
контактными кольцами) С3 = 0,9.
16. Полезное напряжение
k - k0 Cj Ca С, т 12,7 кг/см*.
Такая ширина для ремня данной толщины в табл. 143
имеется.
Необходимая ширина шкива для ft = 60 мм по ОСТ
1655 (табл. 172) должна быть В = 70 мм, лучше 80 мм.
20. Проверка отношения
'max
даёт 11,4, что указы-
указывает на необходимость хорошего выполнения и монтажа
шкивов.
21. Давление на валы
Qmax = 3jo -Fsin ~ = 186 кг;
124
Пример 2. Привод к поршневому насосу с тяжёлым ма-
маховиком осуществляется прорезиненным ремнём на шки-
шкивах диаметром Dl = 700 ым и А, = 3000 мм при межцеь-
тровом расстоянии I = 6 м и ширине шкивов В — 500 мм.
Необходимо подобрать прорезиненный ремень и про-
проверить, подходит ли имеющийся электромотор постоян-
постоянного тока мощностью N = 135 кет при числе оборотов
я, = 600 об/мин.
Мотор — передвижной на салазках. Натяжной ролик
отсутствует. Работа — двухсменная.
1. Ширина шкива В — 500 мм соответ-
—~-rj ствует по ОС Г 1655 (табл. 172) ширине
~ ии .. ремня b — 450 мм.
* 2. При диаметре А. = 700 мм по табл. 147
может быть выбран ремень с максималь-
максимальным числом прокладок z = 9.
Останавливаемся на z=8, что для ремня со сквиджами
(нарезная конструкция)даёт толщину й=12,8ло«(табл. 140).
"rD ft
3. Скорость передачи v = —^—~ — 22 м/сек.
оО
4. Угол обхвата на малом шкиве
5. Так как в результате вытяжки ремня натяжение
будет падать (до очерёдного подтягивания), то примем
для расчёта несколько пониженное натяжение: з, =.
=¦ 16 кг/сл12.
6. По табл. 149 для прорезиненных ремней (при b >
> 300 мм) коэфициент а — 21,4 и приведённое полезное
напряжение
fe0 - а — 100 2э" = 19,6 кг!с и".
7. Геометрический коэфициент при о — 157° по табл 151
(интерполяция) С, = 0,93.
8. Скоростной коэфициент при v — 22 м/сек по табл. 152
(интерполяция) С2 — 0,81.
9. Коэфициент режима для двухсменной работы по
табл. 153 для машин класса II (поршневые насосы с тя-
тяжёлым маховиком) и двигателя группы А на ведущем
валу (электромоторы постоянного тока) С3 = 0,8.
10. Полезное напряжение k =» ^С^С^Сз — 11,8 кг/см".
11. Площадь сечения ремня F = &S = S7.7 см?.
12. Допускаемое окружное усилие Р = kF =- 680 кг.
Pv
13. Допускаемая мощность N =• -^р- «» 200 л. с.
75
14. Давление на валы
?тах " 3j<> f sin "у "" 2710 кг'
Это (максимальное) давление будет в начальный пе-
2
риод работы. Нормально Q = -— Qmax — 1800 кг.
Таким образом выбранный ремень обеспечивает при
двухсменной работе не только нормальную мощность.
462
ПЕРЕДАЧИ
[РАЗД. \
но и длительную перегрузку мотора в 10% (мощность
мотора N = 1,36 • 135 = 183 л. с).
Длина ремня
L = 21 + 1,57 (?>2 + Д) +
= 17,9 м.
V
Это даёт число пробегов и ¦« — *= 1,23 меньше допу-
БЫСТРОХОДНАЯ ПЛОСКОРЕМЁННАЯ
ПЕРЕДАЧА
Общие сведения
Быстроходные ремённые передачи приме-
применяются в приводах к быстроходным станкам,
главным образом шлифовальным, к центрифу-
центрифуг/ад щ
0,-90
Ремень ф шитый й=50 мы, 1=1100 мм
п,=2920
Ремень х/б тканый
Ь=25нм, 1=1620 мм
Фиг. 194. Схемы быстроходных передач
бесконечными ремнями: а — привод к дез-
дезинтегратору; б — привод к станкам „Бра-
„Бранит" (с направляющими роликами); в—при-
в—привод к машине ЭНИИПП для испытания
подшипников (с натяжным роликом); г —
привод к центрифугам „Шарплекс".
Ходовые числа оборотов, диаметры и пе-
передаточные числа для этих приводов были
приведены на стр. 430.
При указанных (скоростных) условиях пе-
передача может осуществляться лишь пло-
плоскими тонкими бесконечными при-
приводными ремнями как при отсутствии натяж-
натяжного ролика, так и при его наличии.
Никакие сшивки или другие соединения
концов недопустимы, так как ремни неизбежно
рвутся от развивающихся при набегании
места соединения на шкивы динамических
воздействий и от усталости материала в зоне
СШИВКИ. •'¦'¦
Не могут при подобных скоростях работать
и современные клиновые бесконечные ремни
(см. стр. 470), быстро выходящие из строя
вследствие высоких напряжений изгиба при
больших числах пробегов в единицу времени.
Тонкими быстроходные ремни должны быть
из соображений долговечности, требующей
минимальных напряжений изгиба, от которых
зависит в основном при высоких числах про-
пробегов усталость материала.
Виды ремней
Для быстроходных передач применяются
главным образом бесконечные хлопчатобу-
хлопчатобумажные шитые ремни, затем прорезиненные,
тканые хлопчатобумажные, тканые льняные
и шёлковые ремни.
Ни один из ремней этих видов пока, не
стандартизован. Имеются лишь временные
технические условия (см. табл. 156).
Длина ремней — по договорённости с по-
потребителем. Допускаемые отклонения по
длине ± 29/0.
Хлопчатобумажные шитые (суровые) ремни обладают
сравнительно низкими качественными показателями: они
отличаются небольшим сроком службы и дают значитель-
значительное удлинение в процессе эксплоатации ([29], стр. 43).
Долговечность их обычно исчисляется днями и редко
превышает 1—2 недели. Сроки службы пропитанных рем-
ремней, как правило, больше, чем непропитанных суровых.
Прорезиненные бесконечные ремни специально для
быстроходных передач пока не вырабатываются.
До войны в опытном порядке была изготовлена партия
хлопчатобумажных прорезиненных (склеенных) бесконеч-
бесконечных приводных ремней, давших сравнительно с шитыми
повышенные (на 20—100°/,,) сроки службы ([28], стр. 146
и [29], стр. 43).
На ЧТЗ была применена пропитка хлопчатобумажных
бесконечных ремней резиновым клеем, также давшая
весьма положительные результаты, поскольку долговеч-
долговечность ремней повысилась до 100—150 час.
В последние годы в СССР вырабатывались
(см. табл. 157) следующие размеры хлопчато-
хлопчатобумажных тканых бесконечных ремней (для
промышленности нефтяной, химической, авиа-
авиационной и транспортного машиностроения).
Наиболее ходовой размер таких ремней
25 X 1620 мм.
Таблица 156
Данные из временных технических условий A941 г.) на бесконечные хлопчатобумажные шитые (суровые)
ремни
гам (сепараторам), дезинтеграторам и т. п.
На фиг. 194 показаны схемы некоторых подоб-
подобных передач.
Быстроходными считаются ремённые пере-
передачи при скоростях v от 25 C0) до 50
(и более) м\сек.
Слой-
ность
ремня
4 )
8 1
ю )
Ширина ремня
b
Ремни вырабатываются
шириной от 20 до 135 мм
Отклонение по ширине
±3%
Максимальная
толщина ремня
S в мм
2,2 1
2,5 1
з.з {
Разрьшная
крепость Gfo
в кг/см2
не менее
275
Удлинение
ремня при
разрыве
^ /0
1б±з
Количество
стежков на
100 мм строчки
35-4°
Число стежков
на 10 мм шири-
ны ремня
6-7 ¦«
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
463
Таблица 157
Размеры тканых хлопчатобумажных бесконечных приводных ремней (по данным 1946 г.)
Ширина Ъ в мм
Длина L в мм
2О
IOOO
*
1б2О
3°
1600
35
900
40
1200
40
1300
40
1500
1400
50
1600
1650
5°
1700
60
1100
Все ремни — толщиной о = 1,5—2 мм, гар-
нитурового переплетения (однослойные).
Сроки эксплоатации тканых ремней по сравнению
с шитыми более длительны, достигая при благоприятных
условиях 1 месяца ([28], стр. 78).
Льняные и шёлковые тканые ремни выпускались
(до войны) лишь в опытном порядке, хотя ими показана
ещё большая долговечность в работе.
Улучшению качества и конструкции тканых ремней
могут способствовать следующие мероприятия: а) изго-
изготовление более тонких ремней; б) изготовление ремней
с более прочным утком, воспринимающим всю нагрузку
(уток в бесконечном ремне работает как основа, так как
ремни ткутся аналогично мешковине); в) изготовление
ремней с утком, обладающим малым модулем упругости Е
(как известно, хорошие шёлковые ремни имеют Е <
< 500 кг/см3); г) облегчение основы, не несущей полезной
нагрузки, но увеличивающей центробежные воздействия
(снижение удельного веса у ремня); д) изготовление рем-
ремней с переплетением утка и основы под углом для рав-
равномерного распределения нагрузки между ними; е) при-
применение пропитки (или прорезинивания).
Расчёт передачи
Установившегося и достаточно апробиро-
апробированного практикой метода расчёта быстроход-
быстроходных приводных ремней пока не существует.
Поэтому нижеследующее надлежит рассматри-
рассматривать как первое приближение.
Решающим в быстроходных передачах
является не работоспособность ремня, которая
обычно почти всегда может быть обеспечена,
а его долговечность, что и должно быть поло
жено в основу расчёта при проектировании
передачи.
Поскольку указанные выше мероприятия,
улучшающие качественные показатели ремней,
не зависят от конструктора передачи, выну-
вынужденного считаться с имеющимся сортаментом
ремней, постольку следует стремиться к ра-
рациональному выбору геометрических и экспло-
атационных факторов, обусловливающих при-
приемлемые сроки службы приводных ремней.
При заданном назначении (а следовательно,
и режиме работы) передачи, передаваемой
мощности N и числах оборотов щ и п2 к тако-
таковым относится в первую очередь рациональное
отношение -г- (табл. 158).
о
Минимальные отношения
Таблица 158
для быстроход-
быстроходных приводных ремней
Виды ремней
Шитые хлопчатобумажные .
Прорезиненные
Тканые (хлопчатобумажные,
льняные, шёлковые)
¦°min
8
рекомен-
рекомендуемое
>5°
>4°
>3°
допускае-
допускаемое
>4°
>3°
>25
Стремиться к особо большим отношениям
D D
— нерационально, так как с увеличением-г-
0 О
возрастает скорость v (при заданном числе
оборотов п) и растут и без того значительные
в быстроходной передаче напряжения от цен-
центробежных воздействий.
Скорость ремня v должна находиться в со-
соответствии с его длиной L, чтобы число про-
пробегов ремня (быстроходного) по возможности
не превышало десяти в секунду, т. е. и = -у
должно быть меньше «max ~ 10 в секунду.
Чем больше и, тем меньше при прочих
равных условиях долговечность ремня. По-
Поэтому при превышении указанного значения и
следует заранее мириться с низкой продол-
продолжительностью работы ремней.
При оценке работоспособности передачи
можно рекомендовать для быстроходных рем-
ремней до скоростей t/max «50 м\сек пока со-
сохранять нормы и методы расчёта обыкновен-
обыкновенных плоскоремённых передач с некоторыми
отмеченными ниже особенностями, поскольку
экспериментальные данные для быстроходных
передач подтверждают в основном принятые
выше зависимости. На фиг. 195 приведена
. II-
—0-
-с
-А-
J
f
0,1
42 ОД
Фиг. 195. Кривая скольжения быстроход-
быстроходного хлопчатобумажного шитого беско-
бесконечного ремня (^=45 м/сек; <т0—°18 кг/см3;
D, = 165 мм; А = 160 мм).
опытная кривая скольжения для быстроход-
быстроходного хлопчатобумажного шитого ремня [27].
принципиально не отличающаяся от таковых
для обыкновенных ремней.
Рекомендуется натяжение а0 = 18 кг/см2
с возможностью отступлений в ту и другую
сторону в пределах а0 = 14 -^ 20 кг\см^.
При выбранном натяжении ст0 коэфициент а
(для определения &0 по приведённой ниже
формуле) берут из табл. 159.
Таблица 159
Коэфициент о в зависимости от а0
(быстроходного) .
Натяжение ремня
в кг/смп
*
14
16
i8
20
i вида ремяя
Коэфициент а в кг/см2 для ремней
хлопчатобумажных
шитых и прорези-
прорезиненных
20,1
21,6
23.°
24,2
тканых хлопца^
тобумажных,'
льняных и
шёлковых
18,4
19.8
2i,o :
22,1 ' ' ;
464
ПЕРЕДАЧИ
[РАЗД.
Далее, по зависимостям типа
k0 = а — w -- кг/см2
определяют приведённое полезное напряжение
<при а= 180°, v = 10 м\сек и спокойном режиме
работы).
При с0 = 18 кг\см? для хлопчатобумажных
алитых и прорезиненных ремней
Л0 = 23— 200^ кг/см*,
•а для тканых хлопчатобумажных, льняных и
шёлковых ремней
/го
21 — 150^ кг/см2.
Практическое полезное напряжение
k = k0 С kzjcm'K
Общий корректирующий коэфициент
С = CqC) C2C3 •
где Со — коэфициент, зависящий от рода пе-
передачи (см. стр. 460).
Для быстроходной передачи можно при-
принимать С0~0,7.
Этот козфициент вводится при расчёте
в основном для некоторого повышения долго-
долговечности передачи. С точки зрения увели-
увеличения работоспособности передачи, не считаясь
« её долговечностью, можно в крайнем случае
принимать Со = 0,7 ч- 1,0.
С, — геометрический коэфициент, подсчи-
подсчитываемый по формуле С] = 1 —0,005A80° — а)
:в соответствии с опытными данными [27] или
принимаемый по табл. 160.
Таблица 160
Геометрический коэфициент Сх для быстроходных
передач
с
с
i_
i5°°
0,85
1600
0,90
1700
O.95
ч
i8o°
1,00
Угол а должен быть не менее 150°. В про-
противном случае или увеличивают межцентро-
межцентровое расстояние /, или применяют натяжной
ролик (реже — направляющий).
Расчёт передачи с натяжным роликом, от-
относящийся и к обыкновенным, и к быстро-
быстроходным ремённым передачам, см. на стр.
465—468.
Сч — скоростной коэфициент, учитывающий
влияние центробежной силы. Ввиду низкого
Таблица 161
Скоростной коэфициент С„ для быстроходных
передач
Вид ремней
Хлопчатобу-
Хлопчатобумажные ремни
Прорезинен-
Прорезиненные ремни . .
ю
1,ОО
1,ОО
При
15
°«97
0,96
2О
о,94
о,91
скорости
25
о,9°
0,84
3°
0,84
0,76
V В
35
0,78
о,66
м1сек
40
о,7О
°.55
45
o,6i
5°
0.52
j
удельного веса быстроходных ремней этот
коэфициент подсчитывается по формулам:
С2 = 1,02 — 0,0002г>2 — для хлопчатобумаж-
хлопчатобумажных ремней (vlllax = 50 м/сек);
С3 =1,03 — 0,0003t;2 — для прорезиненных
ремней (vm&x = 40 м/сек).
По этим зависимостям составлена табл. 161.
С3 — коэфициент режима и длительности
работы берётся по табл. 153 в зависимости от
назначения передачи, сменности работы и рода
двигателя.
Необходимая площадь сечения ремня
(в проектном расчёте)
F = ЬЪ— — см2, где
о 75N
Р = кг.
v
Разбивка F между b и 8 производится
с таким расчётом, чтобы толщина ремня 5
была возможно меньшей, а ширина b — воз-
возможно большей:
При поверочном
окружное усилие
расчёте допускаемое
Р = kF = k-bb кг,
.. Pv
а допускаемая мощность Л/ = -=^ л. с.
to
Методика как проектного, так и повероч-
поверочного расчёта быстроходных передач принци-
принципиально не отличается от таковой для обык-
обыкновенных плоскоремённых передач (см. cip.
458—461).
КРУГЛОРЕМЁННАЯ ПЕРЕДАЧА
Общие сведения
Передача круглыми ремнями, иногда назы
ваемая шнуровой, применяется в мелких ста»
ках-автоматах, в верстачных станках, в при-
приводах к механизированным приспособлениям,
а также в приводах машин швейной, пищевой
промышленности и домашнего обихода (пыле-
(пылесосы, стиральные машины и т. п.).
Передачи эти большей частью работают
от электромоторов малой мощности при ско-
скоростях ремня v = 2 -*- 15 м/сек, чаще всего
в пределах v = 3 ч- 10 м\сек.
Числа оборотов ведомого вала могут коле-
колебаться в широких пределах, например: в на-
настольных металлорежущих станках шпиндели
имеют щ " 500 -г- iSGOO об/мин при межцентро-
межцентровых расстояниях / = 500 — 600 мм и более.
Передаточные числа круглоремённых пере-
передач лежат приблизительно в пределах / = „-гЗ.
Ремни в этих
передачах приме- Ж )
няются главным
образом кожа-
кожаные и хлопча-
хлопчатобумажные
(фиг. 196), изредка
встречаются про-
прорезиненные.
Ходовые диа-
диаметры ремней d ==
= 4-т-8 мм; более широкие пределы изменен!
диаметра ремней d — 3 -~ 12 мм.
Фиг. 196.
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
465
Минимальные диаметры шкивов (фиг. 197)
для круглых ремней всех видов можно опреде-
определить с помощью отношения —~^;
рекомендуется -
допускается -™
-30;
20.
При меньших значениях
D
min
также
при числе пробегов и = -г более пятив секун-
секунду возможно преждевременное разрушение
ремня в результате усталости материала.
¦?¦
Фиг. 197.
Профиль канавок шкивов выполняется или
полукруглым (фиг. 197, а), или клиновидным
(фиг. 197, б) — при угле <р я^г 40°.
Расчёт передачи
Установившегося метода расчёта кругло-
ремённой передачи не существует. Можно
в первом приближении рекомендовать для
расчёта круглых ремней применять вышеиз-
вышеизложенную методику расчёта плоскоремённой
передачи со следующими изменениями.
Приведённое полезное напряжение
можно принимать (при рекомендуемом натя-
натяжении ао= 18 KijCM2):
для кожаных ремней
k0 — 29—300 ¦— кг/см*;
для хлопчатобумажных ремней
Л:о = 21—150 —кг/см2
(для прорезиненных ремней
^л =,23—100 §¦ кг/cjfi).
Практическое полезное напряжение
где корректирующий коэфициент С = С^С2СЭ.
Геометрический коэфициент С] бе-
берётся по табл. 151; скоростной коэфициент
C<i — по табл. 152. Ввиду того что скорость
круглых ремней обычно не превышает
12—15 м/сек, можно принимать Сч л-, 1,0.
Коэфициент режима и длительности ра-
работы С3 выбирают по табл. 153.
Расчётные зависимости:
для проектного расчёта
„ тга2 р 75/V ,
р ^— == __ =— . см"
4 k vk
для поверочного расчёта
Порядок расчёта круглоремённой передачи
аналогичен таковому для плоскоремённой.
ПЕРЕДАЧА С НАТЯЖНЫМ РОЛИКОМ
Общие сведения
Ремённая передача с натяжным роликом
получила распространение 40—30 лет назад
в связи с развитием электромашиностроения
и с приближением двигателей к машинам-ору-
машинам-орудиям, т. е. в связи с появлением индивидуаль-
индивидуальных (электрифицированных) приводов.
Основные схемы передач с натяжным роли-
роликом были представлены на фиг. 123. На фиг. 198
показан двухрычажный натяжной ролик (ле-
никс). Лениксом — одно из обиходных наиме-
наименований натяжного ролика — называют также
всю установку ролика: со стойками, рычагами,
грузами (или пружиной) и т. д. Конструкции
натяжных роликов рассмотрены ниже (стр.
482—485).
Передача с натяжным роликом имеет ряд
преимуществ и недостатков по сравнению с
обыкновенной.
Преимущества: 1) ббльшие переда-
передаточные числа (см. стр. 430); 2) меньшие меж-
межцентровые расстояния; 3) как следствие —
большая компактность (при одинаковых пере-
Фиг. 198.
даточных числах); 4) большее постоянство
натяжения ремня; 5) несколько лучшая рабо-
работоспособность передачи; 6) меньшее давление
на валы и опоры; 7) постоянство межцентро-
межцентрового расстояния; 8) более редкая перешивка
ремня.
Недостатки: 1) меньшая долговечность
ремня вследствие работы не по II, а по III
роду нагрузки и вследствие того, что за один
пробег он подвергается трём изгибам (вместо
двух); 2) повышенные требования к соедине-
соединению концов ремня ввиду того, что он со-
соприкасается с роликом обратной стороной;
3) большая начальная стоимость передачи
с лениксом; 4) нереверсивность передачи.
Геометрия передачи
При проектировании геометрии ремённых
передач с натяжным роликом (фиг. 199) особое
внимание должно быть уделено следующим
моментам (см. [2J, стр. 20-22 и 110—111).
1. Диаметр натяжного ролика Dq следует
по возможности брать равным диаметру Dmln
меньшего шкива и ни в коем случае не ниже
466
ПЕРЕДАЧИ
[РАЗД. I
„, т. е. 00=0x4-0,80], так как обычно
Ширина ролика берётся равной ширине
шкивов: Bq = В.
2. Ролик должен быть расположен на ве-
ведомой ветви вследствие того, что постановка
его на ведущую ветвь даёт более тяжёлые
условия работы как для ремня (дополнитель-
(дополнительный изгиб на его наиболее нагружённом
участке), так и для самого ролика (так как
^i > ^г)- Кроме того, на ведомой ветви ролик
работает спокойнее.
3. Для увеличения угла обхвата на мень-
меньшем шкиве натяжной ролик следует ставить
ближе к последнему; однако слишком малое
Расстояние а2 между роликом и большим
шкивом следует назначать не менее av
Ориентировочное межцентровое расстояние
Фиг. 199.
расстояние между роликом и шкивом снижает
срок службы ремня (уменьшается время ме-
между двумя перегибами в разные стороны). По
нормали AWF-151 расстояние между центра-
центрами ролика и малого шкива рекомендуется
брать равным:
Л, > Di+D0
А
При исследовании долговечности ремней
этих передач ([2], стр. 20—21) получена для
выбора расстояния между роликом и малым
шкивом следующая зависимость:
1С03 ©2
r
где Ъ — толщина ремня в мм; v — окружная
скорость в м/сек; I — расстояние между цен-
центрами шкивов в мм; Dt и Dq—диаметры
шкива и ролика в мм.
На практике часто эти расстояния не вы-
выдерживаются, и натяжной ролик располагают
ближе к меньшему шкиву, что нерационально
с точки зрения работы ремня, но облегчает
конструкцию.
4. Длина ремня должна выбираться так,
чтобы натяжной ролик погружался между
шкивами достаточно глубоко. Это обеспечи-
обеспечивает большие углы обхвата и большее по-
постоянство натяжения ремня при его вытяжке.
По нормам AWF-151 рекомендуется назна-
назначать угол 2* «г 120°.
Иногда располагают ролик так, чтобы
минимальное расстояние между ведущей и
ведомой ветвями ремня (под роликом) было
Д = ЗО-т-50 мм, что ведёт к увеличению угла
обхвата а, но часто снижает угол 2'f.
Несоблюдение вышеуказанных условий
(главным образом по соображениям компакт-
компактности привода) почти не отражается на рабо-
работоспособности передачи, но резко снижает
срок службы (долговечность) ремня.
Примеры установки ролика показаны на
фиг. 200, а и б.
На фиг. 201 изображена мощная передача
к трубопрокатным станам, у которой по выше-
вышеуказанным причинам ремень обладал пони-
пониженным сроком службы.
Аналитическими зависимостями для опреде-
определения углов обхвата а шкивов ремнём, углов
7 между ветвями, длины L ремня и т. п.
пользуются редко. Проще всего все эти
геометрические параметры определять гра-
графически по схеме передачи, вычерченной
в масштабе (фиг. 199).
Особенности работы передачи
Сопоставление передач указывает на сле-
следующие особенности работы передачи с на-
натяжным роликом по сравнению с обыкновен-
обыкновенной [22]. В передаче без ролика поддержи-
поддерживается приблизительно постоянным натяжение
ветвей в покое или при холостом ходе
Sq лз const.
В передаче с натяжным роликом поддер
живается (при помощи последнего) приблизи-
приблизительно постоянным натяжение ведомой ветви
S2 ~ const.
Некоторое непостоянство этих натяжений
обусловливается в первом случае вытяжкой
ремня с последующим подтягиванием или
перешивкой его, а во втором случае, также
вследствие удлинения ремня, некоторым из-
изменением угла 2f и плеч рычагов ролика и
груза, что требует иногда возможности изме-
изменения момента груза. Поскольку окружное
усилие Р изменяется от 0 (холостой ход) до
максимума (полная рабочая нагрузка), постоль-
постольку отмеченная специфичность натяжений при-
приводит к таким следствиям:
Передача без Передача с ро-
ролика ликом
Sq = const 52 = const
/э —var P=var
i = So + 9- = var
5o = ^L±A = var
z
= o0 — - = var
5, ¦ f S2=2S0= con st Q ^ 5, + S2=2S0=var
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
467
Таким образом: а) в отношении условий
передачи полезной нагрузки и б) в натяже-
натяжениях и давлении на валы — передачи без ролика
и с роликом значительно отличаются друг от
друга.
Коэфициент тяги передачи без ролика
JL *L
неприменим для оценки передачи с натяжным
роликом, так как в последнем случае
const.
Теоретические пределы изменения <Ь равны
от 0 до ОО (коэфициент <р в передаче без ро-
ролика меняется от 0 до 1).
Опытная кривая скольжения в координа-
координатах е и ili для прорезиненного ремня передачи
с натяжным роликом представлена на фиг. 202
(по оси ординат откладывается скольжение
е°/0). По характеру протекания она совершен-
совершенно аналогична кривой скольжения передачи
без ролика. Она также имеет „критическую
точку" 60 перехода прямолинейного участка
в криволинейный, являющуюся пределом нор-
нормального использования ремня, так как на
участке от е0 до <1>пш% имеет место вредное
скольжение (буксование).
Зная полученную экспериментальным путём
величину Фо при натяжении as во время опы-
опыта и комбинацию прочих влияющих факторов
(вид и размеры ремня, диаметр шкива, ско-
скорость, угол обхвата, режим работы и т. д.),
можно рассчитать полезное напряжение (при-
(приведённое) /?0 = ^0а2> a затем определить соот-
соответствующие G], а0 И Т. Д.
Однако критерия для сравнительной оценки
передач с роликом и без него установить не
удалось, так как неясно, какому натяжению а2
передачи с натяжным роликом соответствует
принятое в передачах без ролика сто=18 кг/см2.
Если исходить, например, из равенства в обеих
передачах напряжений а1 в ведущих ветвях,
то по опытным данным работоспособность пе-
передачи с роликом будет на 20—15°/п ниже ра-
Для передачи с роликом предложена * иная
характеристика тяговой способности, а именно
Оо Go
* Автором настоящей статьи В. Н. Беляевым.
Прим. ред.
ботоспособности передачи без ролика, что
противоречит установившейся практике.
Расчёт передачи
Решающее значение в передаче с натяжным
роликом имеет натяжение, а ремень, очевид-
468
ПЕРЕДАЧИ
[РАЗД. I
но, должен работать в более форсированных
условиях и обладать меньшей долговечностью.
Поэтому ввиду недостаточности опытных
данных по передаче с натяжным роликом рас-
расчёт её строят (для всех видов ремней), исполь-
используя методы и нормы расчёта обыкновенной
вертикальное давление натяЖного
ролика на ремень Н= 1000 кг
I Верхнее положение натяжного ролика
II Нижнее положение натяЖного ролика
Nhomuh. :-гоОйлс. NMakc.=3500n.c
n-WO оЩмин- при холостом ходе
п= 418 оЬ/мин. при N= Шил. с
п - 360 об/мин при N - 3500м. с
Фиг. 201.
передачи (без натяжного ролика), изложенные
выше, в частности, зависимость для полезных
напряжений вида
ko = a — w —=r
при рекомендуемом а0 = 18 kz'jcm2 и
?¦= &0 С\ С2 С3 кг/см2.
Особенностью передачи с роликом является
то, что здесь геометрический коэфициент
о
Фиг. 202. Кривая скольжения для пере-
передачи прорезиненным трёхпрокладочным
ремнём с натяжным роликом (<?2=7 кг/см3;
•Dj=300 mm; v = 15 м/сек).
С]>1, ввиду того что обычно угол обхвата
а> 180°.
В пределах наиболее употребительных углов
обхвата на малом шкиве а=180 — 220° можно
считать, что при увеличении угла а. на ка-
каждые 10° коэфициент Cj возрастает на 5°/0
Таблица 162
Геометрический коэфициент Ct для передач
с натяжным роликом
Сг- 7кг/сг>
^о—"
Г2
*-*
I
/
а
с,
i8o
I,OO
190
1,05
200
1.ю
210
1.15
220
1,20
данным [27] в пределах а== 225^-275° при уве
личении угла а на 10° коэфициент С\ возра-
возрастает лишь на ~ 1%.
Прочие корректирующие козфициенты
Q — скоростной и С3 — режима и длительности
работы выбираются по табл. 152 и 153 или (для
быстроходных ремней) С2 берётся по табл. 161.
Допускаемое окружное усилие (в пове-
поверочном расчёте)
= kF=kbb кг,
а допускаемая мощность
Необходимое сечение ремня (в проектном
расчёте):
F .. Р 75Л/ .
F = оо = — = см*.
к vk
В передаче с натяжным роликом за счёт
коэфициента С\ допускаемое Р получается
несколько большим, а необходимое F=bi —
несколько меньшим, чем в обыкновенной пе-
передаче.
Параметры, обусловливающие долговеч-
долговечность приводного ремня, выбираются: а) от-
Anin
ношение -—s— —по табл. 146 и б) число пробе-
гов и = —. не более чем ытах= 2, в крайнем
случае 3 в секунду, так как в передаче с на-
натяжным роликом ремень испытывает три из-
изгиба на шкивах за один пробег и работает по
III роду нагрузки.
Давление на ролик и на валы
При среднем напряжении а0 = —«-=- =
= 18 KZJCM2, зная разность напряжений cj—a2—
~k, определяют значения напряжений cj, a2
и усилий Si и S2 из следующих зависимостей:
ai = a0 + 4-=18 + _i K2jCMi
k k
= °о 2~ = 18 ~~ Т кг1см2'>
= o^F кг
52 = 02^ кг.
Давление на ролик (фиг. 199) R равно рав-
равнодействующей усилий S2> или /?=2S2 cos cp-
При 2? = 120е давление R — S2.
Необходимый вес груза ролика (если прене-
пренебречь собственным весом ролика)
G
Rh
кг,
Стремиться к дальнейшему увеличению
угла обхвата а нет смысла, так как по опытным
где Л. и t — плечи сил.
Давления Q± и Q2 на валы в передаче
с роликом не равны между собой, так как
не равны углы fi и у2 (фиг. 203).
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
469
Согласно изложенному на стр. 457—458,
давления на валы
Q = 2S0cos ~r- = 2а0 F cos ~ .
Ввиду наличия ролика и автоматической
регулировки его прижима, первоначальный
(полуторный) запас натяжения не нужен.
вм
ВЩ
Фиг. 203.
Углы 6 отклонения сил Q от биссектрис
углов у определяются из выражения:
Эти углы не будут равны между собой
для ведущего и ведомого валов F2 ф Ь{),
и силы Q отклоняются от биссектрис в напра-
направлениях, показанных на фиг. 203.
КЛИНОРЕМЁННАЯ ПЕРЕДАЧА *
Общие сведения
В клиноремённой передаче гибким элемен-
элементом служит один или, чаще, несколько про-
прорезиненных ремней трапецоидального профиля,
работающих на шкивах с канавками соответ-
соответствующего сечения.
При больших передаточных числах боль-
больший шкив может быть с гладким ободом.
Клиноремённая передача обладает всеми
преимуществами плоскоремённой, а именно:
простотой конструкции, плавностью и бес-
бесшумностью работы, меньшей стоимостью
и возможностью проскальзывания ремня при
перегрузках, опасных для ведомой и ведущей
систем.
По сравнению с плоскоремённой клиноре-
клиноремённая передача отличается лучшим сцепле-
сцеплением ремня со шкивом, что обеспечивает
возможность осуществления: а) малого меж-
межцентрового расстояния; б) больших переда-
передаточных чисел; в) меньших давлений на валы;
г) одинаково хорошей работы при любом по-
положении передачи вплоть до вертикального.
Кроме того, клиновый ремень вследствие
отсутствия сшивки обеспечивает более спокой-
спокойную работу (без вибраций), что весьма важ-
важно в передачах некоторых видов (например,
в приводе к шлифовальному кругу).
Недостатками клиноремённой передачи
являются меньший срок службы ремней и боль-
большая стоимость шкивов.
Клиноремённая передача применяется как
короткоцентровая (при малом расстоянии
между валами), а также преимущественно при
больших передаточных числах, когда она
успешно заменяет плоскоремённую передачу
с натяжным роликом.
При больших расстояниях между центрами
преимущество должно быть отдано открытой
передаче плоским ремнём.
Клиноремённые передачи применяются
главным образом в индиви-
индивидуальных приводах от моторов
к рабочим машинам, реже —
в качестве второстепенных пе-
передач машин-орудий.
На фиг. 204 показан типич-
типичный привод клиновыми рем-
ремнями от мотора на полуав-
полуавтомат.
Клиновые ремни выпол-
выполняются только бесконечными.
Для того чтобы можно было
регулировать натяжения рем-
ремней при их вытяжке, один из
валов должен иметь свободу пе-
индивидуальных приводах для
этой цели мотор ставится на салазки или на ка-
качающуюся плиту (фиг. 204) Если оба вала
ремещения.
В
* Соавтор — инж. Б. А. Пронин.
Фиг. 205.
должны иметь фиксированное положение, то
для натяжения ремней может ставиться ролик:
плоский при расположении снаружи (фиг. 205),
желобчатый — при расположении внутри пе-
передачи (оттяжной ролик).
470
ПЕРЕДАЧИ
[РАЗД. I
Клиновые ремни
Клиновые ремни выполняются стандартных
сечений и длин.
Ремень современной конструкции состоит
из нескольких рядов прорезиненной ткани /
(фиг. 206) в верхнем слое, испытывающем
растяжение, нескольких рядов корда с толстыми
нитями 2 или одного ряда шнуров, идущими
вдоль ремня у нейтраль-
ного слоя, резины 3 в
-2 нижнем слое ремня, под-
верженном сжатию (при
обегании ремнём шкива),
обёртки 4 из прорези-
Фиг. 206. ненной ткани. Ткань как
слоя растяжения, так и
обертки располагается по диагонали к оси
ремня.
Такая конструкция обеспечивает высокую
прочность ремня наряду с большой гибкостью.
С целью придания ремню ещё большей
гибкости ряд иностранных фирм изготовляет
Фиг. 207.
их зубчатыми (фиг. 207) или с гофрированной
внутренней поверхностью (фиг. 2ой).
В СССР ремни выполняются семи следую-
следующих сечений (фиг. 20У и табл. 163).
Таблица 163
Основные размеры клиновых ремней
(по ОСТ 1284-45)
ie сечения
Обозначен!
О
А
Б
В
Г
д
Е
Величины,
определяющие
размеры сече-
сечения
а в мм
ю
13
17
22
32
38
5°
h
в мм
6
8
1°.5
13-5
19
23.5
3°
ср в граду-
градусах
4°
4о
4о
4°
4О
4°
4°
ечения* F
=(
я
С»
о.47
o,8i
1,33
2,3°
4.7б
6,92
11,70
Допускаемые отклоне-
отклонения по размерам
а
в мм
+о,4
—о.З
+о,6
-о,4
+о,7
—о.э
+о,8
-о,5
+о,9
-о,6
+ 1,о
о.7
+ I.O
-о,8
Л
в мм
±°,3
±о,4
±о,5
±о,5
±о,6
±о,7
±о,8
ф
в гра-
градусах
±1,0
±1,0
±1,0
±1,0
±1,0
+ 1.0
* В ГОСТ 1284-45 площадь сечения не регламентиро-
регламентирована. В табл. 163 она включена дополнительно.
Стандартные длины ремней приведены
в табл. 164. При этом номинальной и контроль-
контрольной длиной является внутренняя длина ремня,
соответствующая внутренней его окружности.
Расчётная длина клинового ремня соответ-
соответствует его длине по нейтральному слою. Она
служит для определения межцентрового рас-
расстояния. Расчётная длина ремня на величину
х — 2jc (Л — Ло) больше его внутренней длины
(Ло— расстояние от нейтральной линии до боль-
большего основания трапеции). Величина х дана
в последней строке табл. 164.
Таблица 164
Стандартные длины клиновых ремней
(по ГОСТ 1284-45)
%
К S
x <u
X ft
to ci «
500
560
630
710
800
900
1 000
1 120
1 250
1 400
1 600
1 800
1 900
2 000
2 120
2 240
2360
2503
2 650
2 800
3150
3 55O
4 000
4500
5000
5600
6 300
7 100
8000
9 000
10 000
11 20Э
12 5OO
I4OOO
X
Расчётные длины для сечения ремней
0
А
Е
В
Г
Л
Е
в мм
519
579
649
729
819
919
1019
9
1269
1419
1679
1819
2019
2259
25 J9
19
525
585
655
735
825
925
IO25
5
1275
1425
1825
ЗО25
2265
2525
2825
3175
3575
4025
25
6б3
743
833
933
t°33
3
1283
1433
1833
2ОЗЗ
2273
2533
2833
3183
3583
юзз
4533
5ОЗЗ
5633
6333
33
18-14
1944
2044
2164
22 34
24°4
2 544
2б94
2844
3194
3594
4044
4544
5O44
5644
6344
7 Н4
8044
9O44
44
3 2IO
Збю
4 обо
4 эб°
5 обо
5 ббо
б з6э
7 тбэ
8 обо
9 обо
ю обо
II 2бО
6о
4 574
5°74
5 ^74
6 374
7 174
8о74
9O74
ЮО74
и 274
12 574
14074
74
б 395
7 195
8 095
9 095
юо95
и 295
12 595
НО95
95
Допускаемые отклонения по длине ремня:
,75°/о и —1.2%. Допуск для длин ремней
в одном комплекте
(для данной переда-
передачи) — не более 0,25%.
Угол профиля щ
по ГОСТ 1284-45 равен
Фиг. 208.
Фиг. 209.
40°. Большинство импортных ремней выпол-
выполняется с углом ф = 38 -+- 40° и только зубчатые
ремни „Родервальд" имеют ср = 28°.
ГЛ. VII)
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
471
Помимо стандартных прорезиненных ремней,
на практике находят применение различные
составные клиновые ремни. Наиболее оправ-
оправдали себя кожаные звеньевые ремни, обладаю-
обладающие высокими фрикционными качествами и
достаточной гибкостью.
Преимущества составных клиновых ремней:
легкое восстановление при выходе из строя
и возможность выбора для ремня любой дли-
длины. Выполняются они со склёпанными звеньями
(так называемые неразборные ремни) или со-
составными с соединением звеньев на штырях.
Последние особенно удобны в эксплоатации,
так как облегчают условия монтажа и позво-
позволяют изменять длину ремня по мере его вы-
вытяжки. В СССР такие ремни распространения
не получили.
Пределы применения передачи
Расстояние между центрами/
яожет быть взято минимальным. Практически
можно принимать
где h — высота сечения ремня.
Часто принимают / равным диаметру боль-
большого шкива, т. е. lmin = Dmax. Следует иметь
в виду, что чем меньше межцентровое рас-
расстояние, тем большему числу изгибов под-
подвержен ремень в единицу времени и тем
меньше его долговечность. Поэтому слишком
малых / рекомендуется избегать.
Максимальное межцентровое расстояние,
рекомендуемое для клиноремённой передачи:
Передаточное число / может быть
взято до 7, в крайнем случае—до 10.
При выбранных величинах межцентрового
расстояния / и передаточного числа I угол
обхвата на меньшем шкиве определяется по
формуле
а « 180° —
60°(Pmax-Omin)
/
Рекомендуется угол обхвата не менее 120°.
Однако и при а — 90° передача работает ещё
достаточно надёжно.
Последнее обстоятельство позволяет осу-
осуществлять с помощью клиновых ремней слож-
сложные схемы передач с приводом одновременно
на два (фиг. 205) или на три вала, при которых
малые углы обхвата неизбежны.
Передаточное число клиноремённой передачи не
является величиной постоянной. При изменении натяжения
ветвей ремень больше или меньше погружается в канав-
канавки шкивов и тем самым изменяются расчётные радиусы.
Это изменение также зависит от того, является ли мень-
меньший шкив ведущим или ведомым. На фиг. 210 приведён
по результатам опытов Нормана [37] график зависимости
изменения передаточного числа и скольжения от натяже-
натяжения ремня 2Sa. Опыты проведены для холостого хода
Р=0 и для окружного усилия Р=100 фунт., причём
малый шкив был попеременно ведущим (верхние кривые 1)
и ведомым (нижние кривые 2). Куцбах [33] в результате
опытов пришёл к заключению, что кажущееся сколь-
скольжение (приводящее к указанному изменению передаточ-
передаточного числа) с увеличением разницы натяжения ветвей
S: и 52 возрастает, и это обстоятельство значительно
искажает передаточное число, особенно при малых диаме-
диаметрах шкивов.
Скорость ремня — максимально допу-
допустимая равна 25 м/сек. Наивыгоднейшая с точ-
точки зрения максимального к. п. д. по опытам
ЦНИИТМАШ — около 10 м/сек, а соответ-
соответствующая максимальной передаваемой ремнём
мощности—22 м/сек [34].
2J
§2,0
'А
я—
_*<
\
V
——ч
. ¦
Ik,
d=150
Р=ЮО(,
Ъунт.
'\
2
_———
л
>7,5
¦2.5,
¦2.5!
5 S
-15
«90 200 300 Ш 500
Натяжение 2S0 фунт
Фиг. 210. Изменение передаточного числа I в зави-
зависимости от натяжения 2S0 и окружного усилия Р.
Скорости менее 5 м/сек нерациональны и
могут применяться только во второстепенных
передачах малой мощности.
Минимальные диаметры шкивов.
Стремление создать компактную передачу за-
заставляет выбирать, насколько это возможно,
минимальные диаметры шкивов. Однако необ-
необходимо учитывать, что при уменьшении диа-
диаметра шкива: а) работоспособность ремня, т. е.
передаваемое им усилие, падает (см. стр. 473);
б) увеличивается изгиб ремня и уменьшается
его долговечность; в) уменьшается к. п. д. пе-
передачи.
На фиг. 211 показана (на логарифмической
сетке) зависимость продолжительности службы
час
380
3,14
3,96
7,83 Ядюйм.
Фиг. 211. Изменение долговечности ремня в за-
зависимости от диаметра шкива.
ремня от диаметра шкива по опытам Нор-
Нормана [38]. Последний нашёл, что продолжи-
продолжительность службы пропорциональна L)x, при-
причём показатель степени х равен — 5 при D =
= 100-f-150 мм и ~ 10 при D = 150 ~ 200 мм
(для ремня Ч1ъ~х-Ь1ъ")' Увеличение диаметра
выше известного предела не даёт увеличения
долговечности ремня.
Характеристикой изгиба ремня служит
отношение диаметра шкива к высоте про-
D
филя —.
472
ПЕРЕДАЧИ
[РАЗД. I
По опытам Куцбаха [33], к. п. д. передачи г\
при разных D и Djh для профиля В ока-
оказался равным:
• • 250 150 7°
D в мм .
h ' " ' "
7) В % .
93-97.5 9°-94.5 80-87
Следовательно, для получения экономич-
экономичной передачи и достаточной долговечности
ремкей следует по возможности избегать при-
применения шкивов малых диаметров.
В практике эксплоатации клиноремённых
передач минимально допустимые диаметры
шкивов установились соответственно отноше-
нию: —— ~ И Для ремней малых сечении
h
D
и до —г— ~ 27 — для
п
ремней крупных сечений
(у приводных клиновых ремней).
Расчётные диаметры меньшего шкива DmiTi
могут быть выбраны из табл. 165 [23]. Под
расчётным диаметром понимается диаметр
окружности, по которой располагается на шкиве
нейтральный слой ремня.
Таблица 165
Расчётные диаметры малого шкпна клиноремённой
передачи (по ГОСТ 1284-45)
Dmln для сечений ремня
0
7О
9°
JI2
140
и бо-
более
А
IOO
125
1бо
200
и бо-
более
Б
140
i8o
225
280
и бо-
более
В
Г
в мм
2ОО
2дО
32O
4оо
и бо-
более
32O
4ОО
5°°
630
и бо-
более
Д
5°°
630
8оо
юоо
и бо-
более
Е
8оо
IOOO
1250
i6oo
и бо-
более
ующие
глобков
адусах
2 ч S
34
Зб
38
4О
Примечание. При выборе Dm\n из таблицы
следует по возможности брать ббльшие его значения.
Исходные данные для расчёта передачи
Работоспособность передачи клиновым рем-
ремнём данного профиля зависит от натяжения
ремня Sq, его скорости v, диаметра меньшего
шкива Dmin, угла обхвата а и режима работы.
Основанием для расчёта клиноремённой
передачи, так же как и плоскоремённой, долж-
должны служить полученные экспериментальным
путём „кривые скольжения".
Однако ввиду отсутствия исчерпывающих
и достаточно надёжных экспериментов расчёт
клиноремённой передачи базируется на опыт-
опытных данных, выработанных практикой эксплоа-
эксплоатации этих передач.
Практикой установлено, что усилия, пере-
передаваемые ремнями различных сечений, пропор-
пропорциональны площадям, т. е. что ремни разных
сечений, поставленные в относительно одина-
одинаковые условия работы, могут передать одно
Р
и то же полезное напряжение k = —=r .
В приведённом ниже расчёте исходное до-
допускаемое полезное напряжение k принимается
в первую очередь зависящим от натяжения
ремня Sq (или о0) и диаметра шкива Dmin .
Влияние скорости, угла обхвата и режима ра-
работы учитывается соответствующими коррек-
корректирующими коэфициентами.
Влияние натяжения ремня а0 видно
из фиг. 212, на которой даны кривые скольже-
скольжения при разных 2S0= S\ -\-Ss по опытам ЦНИИТ-
МАШ. Кривые по своему характеру аналогия-
Q.2 аз ол us as 0,7 qjs яз
Фиг. 212. Влияние натяжения ремня 250 на его
работоспособность (<р) (по опытам ЦНИИТМАШ).
ны кривым для плоских ремней, но степень
тяги ср для клиновых ремней больше. С увели-
увеличением натяжения степень тяги ср уменьшает-
уменьшается, но незначительно. По опытам Куцбаха [33]
кривые скольжения при
разных Sq почти совпадают,
Следовательно, полезное на-
пряжение k = 2сри0 (или
окружное усилие Р = <р2^»0)
с увеличением натяжения
ремней возрастает. Однако,
как показали опыты Нор-
Нормана, долговечность ремней
с возрастанием натяжения
резко падает (фиг. 213). По-
Поэтому брать излишнее натя-
жение ни в коем случае не
следует. Оптимальные натя-
натяжения ст0 = 12-J-15 кг/си'2.
Натяжение ремней 2S0
при указанных значениях с0
приведены в табл. N3 В
табл. 167 приведены значе-
значения 2S0 согласно стандартному расчёту кли-
клиноремённых передач, принятому большинством
производителей ремней в США.
Таблица 166
1
1
ЮО 150
Натяжение 2S0
Фиг. 213. Влияние
натяжения ремня
на его долговеч-
долговечность, i
'с
в кг/см*
12
15
Значение
О
11
14
19,5
24
2S0 в
Б
33
41
кг при сечении ремня
В
55
69
Г
И4
МЗ
Д
i66
2ОЗ
Е
з8о
35°
Натяжение клинового ремня может контро-
контролироваться так же, как и плоского (см.
стр. 453).
Влияние диаметра шкива. На
фиг. 214 даны по опытам Куцбаха [33] кривые
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
47а
Таблица 167
Сечение ремня
Размеры сечения
2Sa
Л
X
i8
В
t
X
32
с
X
57
D
X
н
Ю4
Е
X
17з кг
скольжения для ремня В (сечением 5/8" X 7/i6")
при Si + S2 = 2S0 = 20, 40 и 60 кг, v = 3 и) сек
и D = 250 мм, а на фиг. 215—для D = 70 мм
при прочих равных условиях. С уменьшением
0 0.1 0.2 0.3 0? 0.5 0,6 0.7 0.8 0,9 <р
Фиг. 214. Кривые скольжения при ,0=250 мм.
диаметра шкива скольжение ремня сильно
возрастает, а степень тяги ср уменьшается и,
следовательно, работоспособность передачи
падает.
Установлено, что влияние диаметра на до-
допускаемое полезное напряжение может быть
выражено зависимостью вида
h i о
&о = л — w ~п кг/см2,
где а и
2S0=60te\I
v=3 м/ceh
//
/
ъ
/I
f/So-Шг
w — коэфициенты, постоянные для
данного профиля;
D — диаметр мень-
меньшего шкива пере-
передачи; h — высота
сечения ремня.
Увеличение D
до известного пре-
предела увеличива-
увеличивает ktf, дальнейшее
увеличение диаме-
диаметра меньшего шки-
0 0,1 0,2 0,3 ОМ 0,5 0.6 <р ва практически ра-
. „ ботоспособности
Фиг. 215. Кривые скольжения пеиелачи не попы
при D=70 мм. передачи не повы-
повышает.
Допускаемые полезные на-
напряжения для клиноремённои передачи &0=
Р
=-=, полученные на основе практики, приведе-
приведены в табл. 168 [25], в которой значения &0 даны
для каждого профиля в зависимости от диаме-
диаметра меньшего шкива, для натяжений а0 = 12 и
15 кг/см2. Рекомендуется брать нагрузки, со-
соответствующие а0 = 15 кг/см2. В случаях, когда
хотят получить более долговечную и надёж-
надёжную передачу, следует брать меньшее натяже-
натяжение: а0 = 12 кг/см?.
Табличные значения k0 даны для а = 180°,
v = 10 м/сек и спокойной работы с постоян-
постоянной нагрузкой.
Таблица 168
Допускаемые полезные напряжения k0
(при о = 180°, V—=10 м\сек и спокойной нагрузке)
Диаметр ма-
малого шкива D
В ММ
70
80
90 и более
100
112
125 и более
140
160
180 и более
200
225
250
280 и более
320
360
400
450 и более
500
560
630
710 и более
800
900
1000
1120 и более
Сече-
Сечение
ремня
О
А
Б
В
Г
д
?
Допускаемое полезное напря-
напряжение ka при натяжениях
зо=12 кг/см3
<jo=15 кг/см3
в кг/см"
15Д
15,7
i6,i
i5,i
i6,i
17>О
!-г
16,7
18,2
15Л
i6,9
со
19.9
I5.I
17,2
19,1
2О,8
15. i
17.2
19>3
21,1
15>1
17-3
21,1
i6,7
17.4
i8,o
16,7
i8,o
19.1
16,7
18,8
20,5
16,7
18,9
20,7
22,4
16,7
19 з
21,6
23.6
16,7
19.3
21,8
24H
16,7
21,8
24,0
Допускаемое полезное напряжение с учётом
влияния всех факторов (рабочее)
k — k0
С3,
где Ci — коэфициент, учитывающий влияние
угла обхвата; С3—^коэфициент, учитывающий
влияние скорости; С3 — коэфициент, учитыва-
учитывающий режим работы.
Влияние угла обхвата учитывается
геометрическим коэфициентом С\ согласно
табл. 169.
Таблица 169
Коэфициент угла обхвата Ct для клиноремённых
с
i8o
1,00
170
0,97
160
0,94
передач
15°
O.Q1
I4O
о,88
13°
о,85
I2O
О,82
НО
о» 79
IOO
о,75
9О
о,7о
Влияние скорости. Изменение фрик-
фрикционных свойств передачи прорезиненными
клиновыми ремнями в зависимости от скорости
не наблюдается, и потому влияние скорости
на работоспособность проявляется только в.
виде центробежной силы, отбрасывающей ре-
ремень от шкива.
474
ПЕРЕДАЧИ
[РАЗД. 1
Коэфициент (?2, учитывающий действие
центробежной силы в зависимости от скорости,
дан в табл. 170. Он исчисляется по формуле
С2= 1,05 —0,0005в2.
Таблица 170
Скоростной коэфициент С2 для клиноремённых
передач
1
V
с,
i
5
i,O4
ю
1,ОО
^5
о,94
2О
о,85
25 MjceK
°. 74
Режим работы и характер нагрузок
учитываются коэфициентом С3. Значения С3
для наиболее типичных условий работы даны
в табл. 153.
Число ремней при допускаемом полез-
-ном напряжении k кг/см9, площади сечения
ремня F см* (табл. 163) и передаваемой мощ-
лости N л. с. определяется из зависимости
Р
kF
75N
vkF'
Эта зависимость основана на предположе-
предположении, что все ремни принимают равное участие
в работе. В действительности в результате
разных длин и отклонений в размерах сечения,
разных механических свойств ремней и неточ-
неточного выполнения отдельных канавок шкивов
ремни будут испытывать разные натяжения и
передавать разные нагрузки. Поэтому число
ремней в передаче следует брать не более
8—10. С другой стороны, при выполнении пе-
передачи должны быть приняты все меры к тща-
тщательному подбору комплекта ремней по дли-
длинам и к точному изготовлению шкивов. В край-
яем случае при соблюдении указанных условий
число ремней может быть доведено до 12—16.
Долговечность передачи наряду
<. работоспособностью является фактором,опре-
фактором,определяющим её рациональные и необходимые
размеры и силовую нагрузку. Однако в данное
время зависимость долговечности от основных
параметров не установлена, и потому расчёт
передачи на долговечность провести нельзя.
Принимают, что для достаточного срока
службы ремня число его пробегов в секунду
/ и = -j- ) не должно превышать десяти, в
крайнем случае — пятнадцати, а диаметр ма-
малого шкива должен быть не ниже наимень-
наименьших значений, приведённых в табл. 165.
Размеры шкивов определяются, как
указано на стр. 481 — 482.
ней, размеры шкивов, межцентровое расстоя-
расстояние и давление на валы.
Ход расчёта следующий.
1. Выбирают сечение ремня по табл. 171.
Таблица 171
Сечения ремня в зависимости от передаваемой
МОЩНОСТИ
Передаваемая
мощность в л. с.
От 0,5 до 5
, 1 , Ю
. 3 , 25
„ Ю » 50
i О)
я Э
QJ X ^
В- S К 41
0J 0J О О
О О. Я! S
о
Б
В
Передаваемая
мощность в л. с.
От 25 до 100
» 50 „ 200
„ 100 и выше
ние
я ре-
ндуе-
¦г = "i
^ CJ О 0
Г
Л
?
Из возможных для данной мощности сече-
сечений ремня отдавать предпочтение следует
меньшему, так как в этом случае при тех же
габаритах можно получить большее —, и
передача будет более долговечна. Однако
число ремней не должно быть слишком
большим.
Размеры и площадь сечения ремня берут
из табл. 163.
2. Расчётный диаметр меньшего шкива Е^
(при замедляющей передаче) выбирают из
табл. 165.
В целях большей долговечности ремней
и лучшей работоспособности передачи реко-
рекомендуется выбирать возможно больший для
данных габаритов диаметр меньшего шкива.
3. Диаметр большего шкива с учётом сколь-
скольжения определяют по формуле
Коэфициент скольжения клиновых ремней г
можно в среднем принимать равным 2—4°/о.
4. Определяют скорость ремня:
60
5. При заданном ориентировочном межцен-
межцентровом расстоянии /0 сопоставляют его с полу-
полученными D\ и ГJ.
Если /0 не задано, то его выбирают по D\
и L*2 (см. стр. 471).
о. Длину ремня определяют по формуле
i
'О
Расчёт передачи [25]
Проектный расчёт. Исходными данными
лри проектировании новой передачи являются:
.а) назначение передачи, режим её работы и
род двигателя; б) передаваемая мощность;
в) числа оборотов в минуту ведущего и ведо-
ведомого валов; г) желательное межцентровое
расстояние.
В результате расчёта должны быть опреде-
определены: размеры (сечение, длина) и число рем-
причём полученное её значение округляют
до ближайшей стандартной длины L по
табл. 164.
Проверяют число пробегов ремня в секунду
и — у, которое, для того чтооы ремень
обладал достаточной долговечностью, не долж-
должно превышать 10 A5).
Если число пробегов слишком велико,
то межцентровое расстояние следует увели-
увеличить.
гл. vii]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
475
7. По стандартной длине ремня L находят
окончательное межцентровое расстояние по
номограмме фиг. 163 и 164 или по формуле
где
А2 = j (As - Dx)\
С целью обеспечения необходимого предварительного
натяжения фактическое межцентровое расстояние должно
быть установлено на 0,5 — 1% больше найденного расчёт-
расчётного.
Для того чтобы можно было надевать ремни и, с
другой стороны, в дальнейшем подтягивать их, конструк-
конструкция передачи должна предусматривать возможность из-
изменения межцентрового расстояния в сторону уменьше-
уменьшения на две высоты Л сечения ремня и в сторону уве-
увеличения на 3—5% от расчётного I.
8. По формуле
а «180°— -А°'П
/
находят угол обхвата на малом шкиве, кото-
который не должен быть ниже 120°, в крайнем
случае 90°.
По а и -у устанавливают приемлемость най-
найденных основных размеров Dh D2 и I.
9. Определяют окружное усилие:
10. По табл. 168 находят приведённое полез-
полезное напряжение k0 и по табл. 169, 170 и 153—
коэфициенты Сь С2 и С3.
По формуле k = Aq^iQQ определяют до-
допустимое рабочее полезное напряжение.
11. Число ремней в передаче z — -rw •
12. Определяют размеры шкивов (см.
стр. 481—482).
13. Находят давление на валы
= 2S0 cos
-g- = 2<jqFz cos -j ,
где 7 — угол между ветвями ремня в передаче
G=18(Г —х).
Силы Q отклоняются от линии центров в
сторону вращения на угол 6, определяемый из
зависимости
Поверочный расчёт. Для поверочного
расчёта существующей передачи должны быть
известны: а) число ремней и их размеры a, h
и <р (определяются из-
измерением); б) число
оборотов в минуту
ведущего и ведомого
валов; в) наружные
диаметры шкивов Dm
и DH2; г) величина
погружения ремней
в канавки: Ах — веду-
ведущего шкива, До —ве-
ц.т.
Фиг. 216.
редачи, а также род двигателя. Желательно
иметь, кроме того, фактическое натяжение
ремней и0.
Целью расчёта является определение допу-
допустимой мощности и оценка передачи по рабо-
работоспособности и долговечности ремней.
Порядок расчёта:
1. По фактически измеренным a, h и ср
определяют площадь сеченил ремня
и расстояние нейтральной оси от большего
основания трапеции (фиг. 21о)
0 3
a_htg
Размеры ремня сопоставляют с размерами
стандартных ремней по табл. 163.
2. Находят расчётные диаметры шкивов:
—-
3. Находят передаточное число i
щ а, 2
юмого шкива (фиг. 216); д) межцентровое рас-
расстояние; е) назначение и режим работы пе-
сопоставляют его с отношением чисел оборо-
ni
тов —.
п2
4. По приведённым выше формулам нахо-
находят угол обхвата а, скорость ремня v, длину
ремня L и число пробегов ремня и в секунду.
5. По табл. 168, 169, 170 и 153 находят полез-
полезное напряжение k0 и коэфициенты С\, С2 и Q.
6. Определяют допустимое полезное напря-
напряжение
k = &о Сх С2 С3 kz
допустимое окружное усилие
Р = zFk кг
и допустимую мощность
Оценка передачи производится:
а) по работоспособности — сопоставлением
допустимой мощности с фактически передавае-
передаваемой (если последняя известна), по углу обхвата
(а>120"\ в крайнем случае ^90°) и скорости
E </у <С 25 Mjcen);
б) по долговечности — сравнением размера
малого шкива с минимально допустимым шки-
шкивом для данного профиля и определением
числа пробегов ремня, которое не должно
превышать 10 A5) в секунду.
Пример расчёта
Рассчитать клиноремённую передачу от асинхронного
мотора с контактными кольцами мощностью N — 25 л. с.
и /г, = 1160 об/мин на центробежный вентилятор, с ла —
= 400 об/мин. Работа — 8 час. в сутки. Желательное меж-
межцентровое расстояние /О=1000 мм.
1. Согласно табл. 171 для N = 25 л. с. могут быть
выбраны ремни как профиля Б, так и профиля В. Даль-
Дальнейший расчёт ведём для обоих вариантов.
Вариант I Вариант II
2. Профиль ремня Б В
Размеры сечения а X Л . . . . 17X10,5 22X13,5 лги
Площадь сечения F . ¦ . 1,38 2,30 см*
3. По табл. 165 выбираем диаметр
малого шкива ?), . 225 320 мм
476
ПЕРЕДАЧИ
[РАЗД.
4. Диаметр ведомого шкива:
D. = ^Ь
5. Скорость ремня г>
6. Длина ремня
^—^
Вариант , Вармнт „
630 900 мм
19,4 м/сек
Ближайшая стандартная длина L
Ремень по ГОСТ 1284-45 ....
7. Число пробегов в секунду ы=—
8. Расстояние между центрами
при выбранной длине ремня:
A
13,65
3384
3583
Б 3550
3,8
560
20 500
400°
4044 *
В 4000
4,8
532 мм
42 050 лш
- Ай 1010 1022 мм
9. Угол обхвата
«_180o_®li5^ .... 157' 148°
10. Окружное усилие Р = . . 138 97 кг
11. При зо = 15 кг/см2 по табл. 168
полезное напряжение kQ . . . . 20,5 22,4 кг/см?
12. Коэфициенты: угла обхвата С! 0,93 0.90
скорости С2 0,95 0,86
режима работы С3 0,9 0,9
13. Допускаемое полезное напря-
напряжение k = ftgCjCaCg 16,3 15,6 кг/см*
14. Число ремней: z = ~„ .... 6,2*7 2,7~3
КГ
15. Давление на валы:
Q = 2?0/\г cos -? - 284 200 кг
Угол отклонения
•-arctgf -tg-J-l 5°30' 7°5О'
В варианте II при меньшем количестве ремней (и не-
несколько меньшей ширине шкивов) габариты по диаметрам
больше, а долговечность ремней при большем числе про-
пробегов будет меньше, чем в варианте I.
ШКИВЫ РЕМЁННЫХ ПЕРЕДАЧ*
Общие сведения
Конструирование и изготовление шкивов
должны обеспечивать возможно более лёгкую
конструкцию, отсутствие значительных вну-
внутренних напряжений при отливке и сварке,
центрированное расположение всех масс, рав-
равномерное распределение материала и надёж-
надёжное восприятие окружных и центробежных
сил.
Наружная поверхность обода должна быть
тщательно обработана и, желательно, отполи-
отполирована. Грубая обработка рабочей поверхно-
поверхности шкива ведёт к быстрому износу ремня.
Шкивы должны быть хорошо балансиро-
балансированы. При этом уравновешивающий груз дол-
должен быть расположен возможно ближе к спи-
спицам и ни в коем случае не на ободе в сере-
середине между спицами, так как такой сосредо-
сосредоточенный груз может вызвать в ободе значи-
значительные напряжения изгиба.
Для лучшей балансировки у быстроходных
шкивов внутреннюю поверхность обода реко-
рекомендуется протачивать.
Шкивы могут выполняться цельными и
разъёмными. Последние более удобны при
монтаже и смене, но дороже.
Ремённые шкивы выполняются: а) чугун-
чугунными литыми, б) стальными литыми, в) сталь-
стальными сварными, г) комбинированными сбор-
сборными и д) деревянными.
Наиболее распространены чугунные литые
шкивы. Они применяются до окружных ско-
скоростей ~ 25 м/сек. Для нормальных условий
работы шкивы выполняются из чугуна маркк
СЧ 12-28, а для ответственных передач, при
больших скоростях, из чугуна марки СЧ 15-32,
Стальные литые шкивы, применяемые редко,
используются для скоростей до 40 м/сек.
Стальные сварные и комбинированные
сборные шкивы применяются, когда изгото-
изготовление модели для литого шкива нерацио-
нерационально. Вес их менее литых, они меньше на-
нагружают валы и потому предпочтительны
для больших скоростей (до 50 м/сек).
Деревянные шкивы обладают малым ве-
весом и дают лучшее сцепление с ремнём. Их
недостатком является большая чувствитель-
чувствительность к влаге и к изменению температуры,
вызывающим коробление шкивов. Выпол-
Выполняются такие шкивы преимущественно малых
размеров. Согласно нормам охраны труда они
могут применяться до скорости 15 м/сек.
Основные размеры шкивов: диаметр и ши-
ширина определяются из расчёта передачи на
работоспособность (см. стр. 458—461).
Фиг. 217.
Определённые расчётом диаметр и ширина
шкива должны быть взяты стандартными по
ОСТ 1655 (фиг. 217 и табл. 172).
Таблица 172
Основные размеры шкивов (по ОСТ 1655)
* Автор — инж. Б. А. Пронин.
q
о.
<u
и
=t
5O
63
80
90
IOO
112
I25
140
160
180
200
225
250
280
320
360
400
45°
500
0 я
S <u
0 ч
в
+ 1
+ 2
±3
Q
Q.
<u
ce
ct
560
630
710
800
900
IOOO
II2O
I250
14OO
16OO
1800
20O0
2250
25OO
28OO
32OO
3600
4OOO
s
. sc
и S
Е?^
±4
+ 6
±8
cq
(Ч
s
a.
s
3
0 s
?,*
n 0
0L 4
а. ж о
Л ^ю
U с о
Применять
при ширин
ремня
Ь
в мм
40
50
60
70
IOO
125
r5°
175
200
225
250
300
35°
400
45°
500
600
—a
—4
_6
-8
—10
i
1.5
2,5
3
4
30
40
5°
6о
G°) и 75
8о, 85 и 9»
100
125
150
175
200
225
250 и 275
Зоо
350
400
450
5оо и 55»
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
477
Стандартные диаметры согласованы с нор-
нормальными числами оборотов по ОСТ 1656
(табл. 173). В случае необходимости точно вы-
выдержать заданное число оборотов (с учётом
скольжения) в некоторых приводах прихо-
приходится отступать от стандартного диаметра.
Таблица 173
Нормальные числа оборотов (по ОСТ 1656)
28
32
Зб
40
45
5°
5б
63
/I
8о
9°
I0O
112
14°
i6o
180
2ОО
825
250
а80
320
ЗбО
400
45°
500
560
630
710
800
900
1000
II2C
1250
I4OO
160O
1800
Ширина шкива по ОСТ 1655 выбирается
по ширине ремня. Для перекрёстных и полупе-
полуперекрёстных ремённых передач стандартной
ширины шкива недостаточно и таковая (В)
должна быть взята в пределах от 1,46 + 1 см
до 26.
Рабочая поверхность ©дного из шкивов
выполняется выпуклой (см. стр. 431—433).
Стрела выпуклости назначается по ОСТ 1655
(табл. 172).
Чугунные шкивы
Типовая конструкция шкива показана на
фиг. 218.
Толщина обода у края берётся равной
5=0,01 г + 0,3 см, где г—радиус шкива в см.
При шаблонной и машинной формовке
внутренняя поверхность обода может выпол-
Фиг. 218.
няться цилиндрической. При формовке по мо-
модели она должна делаться с уклоном от 1 :25
до 1:40.
Для более равномерного охлаждения шкива
при отливке и для избежания внутренних на-
напряжений в местах соединения спиц с ободом
последний выполняется с ребром в плоскости
спиц.
Шкивы шириной Б-<300 мм делаются
с одним рядом спиц, более широкие — с двумя
рядами. Число спиц (в одном ряду) берётся в
зависимости от диаметра шкива:
Диаметр шкива D в мл . . до 500 5°°—i6°° 1600—3000
Число спиц А 4 6 8
Спицы выполняются эллиптического сече-
сечения с большой осью, расположенной в пло-
скости шкива. Малая ось а эллипса прини-
принимается равной @,4 -=-0,5) Л, где h — его боль-
большая ось.
Так как жёсткость обода по сравнению
с жёсткостью спиц мала, то не все спицы при-
принимают одинаковое участие в передаче кру-
крутящего момента.
При приближённом расчёте спиц на изгиб
от окружного усилия принимают, что крутя-
крутящий момент передают не все спицы, а лишь
одна треть их.
Уравнение прочности спиц на изгиб по-
получается в виде
~
Если принять #=0,4 h и 7?ця:300 кг/см2, то
большая ось спицы равна
El
АА
см,
радиус
где Р — окружное усилие в кг;
шкива в см', А\ — число спиц.
а и Л — размеры спиц, отнесённые к услов-
условному диаметральному сечению, в см.
Если шкив имеет два ряда спиц, то А\ —
общее их число. К ободу сечение спиц умень-
уменьшается так, что а' —0,8 а и Л'=и,8Л.-
Диаметр ступицы dx = A,8 s- 2)d, где
d— диаметр вала.
Если шкив передаёт только часть переда-
передаваемого валом крутящего момента, то диаметр
ступицы можно брать относительно меньшим.
Длина ступицы /.=A,5 н-2) d. ЕслиВ<1,5^,
то длина ступицы берётся равной ширине
шкива. Для уменьшения в шкиве внутренних
напряжений ступицы больших шкивов де-
делаются разрезными (по осевому сечению) и
стягиваются напрессованными кольцами.
На фиг. 219 представлена типичная кон-
конструкция крупного шкива.
Разъёмные шкивы могут выполняться
с разъёмом как между спицами (фиг. 220, а),
так и по спицам (фиг. 220, б).
Первая конструкция нерациональна, так
как: а) приливы на ободе в середине между
спицами под действием центробежных сил
дают весьма большие дополнительные напря-
напряжения изгиба; б) болты на ободе оказываются
расположенными в месте максимального мо-
момента (иногда для избежания этого стык со-
совмещают с точкой С).
Поэтому конструкцию по фиг. 220, а реко-
рекомендовать нельзя.
Разъёмные шкивы могут изготовляться
разбивными или с обработанным стыком.
В разбивных шкивах обе половины заформо-
вываются как одно целое; после отливки шкив
разбивают на две половины, причём места
излома оставляют необработанными (фиг. 221).
Размеры разъёмной спицы должны быть
назначены так, чтобы момент сопротивления
каждой её половины W^ был равен ~ ]/2 мо-
момента сопротивления целой спицы, т. е.
1
478
ПЕРЕДАЧИ
[РАЗД. t
Так как обычно а\= а, то большая ось сече-
сечения разъёмной спицы должна быть
hi= Y:Z-h = \Ah.
Болты, скрепляющие обод, с целью умень-
уменьшения изгибающего момента обода следует
располагать как можно ближе к центру тя-
тяжести его сечения. Поэтому рациональнее
применять не болты, а шпильки.
т две
Принимают, что это усилие воспринимается
только болтами, расположенными у обода.
Тогда расчётное усилие для болта
Qi =
_д_
4z
360gz
¦кг,
где z — число болтов у обода с одной сто-
стороны.
Из условия равнопрочности обода и бол-
болтового соединения, расчётное усилие для
болта:
кг.
Болты у втулки следует ставить ближе
к оси вала, так как это увеличивает жёсткость
и надёжность крепления шкива на валу.
Болты шкива испытывают воздействие от:
а) предварительной затяжки; б) центробежной
силы половины шкива; в) окружного усилия;
г) веса половины шкива.
Последние два фактора дают незначитель-
незначительные напряжения.
Центробежная сила половины шкива равна:
Q 2 2
Фиг. 219.
где Fo — площадь сечения обода в см2;
с0 — напряжение в ободе как в свободно вра-
G
900
Р ==
G
Фиг. 220.
кг,
щающемся кольце в кг\см.2 [ <т0 = -'— ( где
= 7,2 г/см? для чугуна и у = 7,8 г\см% для
где G — вес шкива в кг; g —981 см/сек2 —
ускорение свободного падения; р — радиус
центра тяжести половины шкива в см; стали; g= 9,8 м1сек*; v м/сек) ;
п — число оборотов в минуту. /
ГЛ. VII)
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
479
С— коэфициент, учитывающий центробежную
силу спиц,
два диска (фиг. 222, б). Выполнение диска
цельным увеличивает расход материала, не-
незначительно облегчает изготовление шкива.
Величина С колеблется мало [17]. Для
однорядного расположения спиц С= 1,15-4-1,25,
для двухрядного С= 1,25-1-1,35.
Приведённый расчёт надо производить по
максимально допустимой скорости для шкива
из данного материала (стр. 476).
Фиг. 221.
Болты рассчитываются обычным поряд-
порядком по силе Q1 с учётом предварительной за-
затяжки.
При ширине ?<100 мм у обода с каждой
стороны ставится по одному болту; при боль-
больших ширинах — по два болта, что позволяет
приблизить их к центру тяжести сечения
обода.
Болты у ступицы, воспринимающие, кроме
того, усилия от шпонки, берутся обычно на
номер больше, чем у обода.
Сварные шкивы
Сварные шкивы применяются при ?T>500-V-
ч-600 ли*.
При индивидуальном производстве они вы-
выполняются двух типов: типа I (фиг. 222) и
типа II (фиг. 223) [15].
При серийном изготовлении рациональнее
выполнять такие шкивы из штампованных
элементов, дающих более лёгкую конструк-
конструкцию.
Шкив типа I состоит из стальной ступицы,
одного или двух дисков, обода и рёбер жёст-
жёсткости.
В конструкции фиг. 222 расположение рё-
рёбер жёсткости неудачно, так как при боль-
больших скоростях они оказывают значительное
сопротивление движению. Более удачно уве-
увеличение жёсткости достигается с помощью
приваренных изогнутых V-образных рёбер из
листовой стали, имеющих обтекаемую форму
(фиг. 224).
При передаваемой мощности N <С 40 л. г.
и В < 350 мм ставится один диск (фиг. 222, а),
при больших мощностях и ширинах шкивов —
Фиг. 222.
Диски выполняются из листовой стал»
марки Ст. 3. Для облегчения веса (а при двух
дисках — для возможности внутренней сварки)
в них делаются соответствующие прорези.
Фиг. 224.
Фиг. 225.
Толщину диска sl определяют из расчёта
на срез по опасному сечению, прилегающему
к ступице (фиг. 225). Ввиду неравномерности
распределения напряжений по окружности
480
ПЕРЕДАЧИ
[РАЗД. I
в расчёт вводят i/3 опасного сечения; тогда
минимальная толщина диска
td\Rcp
1
Допускаемое напряжение на срез Rcp=-^RXX
принимают равным 500 — 600 кг/см2.
Толщину дисков не следует делать менее
8 мм для однодискового и менее 6мм— для
двухдискового шкива.
Расстояние от внутреннего края выреза до
центра (фиг. 225) следует брать rx ss 0,8rfi; ши-
ширину ребра у обода 1\ >¦ C -$- 4) sx.
Число спиц А берётся в зависимости от
диаметра шкива, как для литых шкивов.
Ширину спицы h (отнесённую к диаме-
диаметральному сечению) определяют из расчёта на
изгиб, условно считая, что в работе прини-
принимает участие 1/8 всех спиц:
= ¦/"¦
18М
кр
AxsxRu
Допускаемое напряжение на изгиб Ra~
= RU « 1000-5-1100 кг/см2.
Ширина спицы у обода К' = 0,8 Л.
Сварной шов, крепящий диск к ступице,
должен воспринимать момент Мкр и при на-
наличии зазора между диском и ступицей — по-
поперечную силу 5 = 5!+ 52, где 5i и 52 — на-
натяжение ведущей и ведомой ветвей ремня.
Учитывая неравномерность распределения на-
напряжений, при расчёте считают, что усилие
воспринимается одной третью площади сече-
сечения швов. Тогда напряжение от момента Мкр
2Мкр 3 2,7 МкР . _
— * - — v кг/см2,
¦axdx
zxd\ax
где zx — число швов у ступицы: два — при
одном диске, четыре - при двух дисках;
а1 — размер катета сварного шва в см.
Напряжение от поперечной силы:
35 1,355 , ,
то = , - _— = кг см*.
* ZiKd1-0,7ai zxdxax '
Суммарное напряжение среза
Т = Tj —р Т2 =
2М
1,35
Чф
h
Размер катета шва у ступицы
1,35 / 2Мкр . s
S)<R'cp кг/см*.
ср
Допускаемое напряжение среза Rc для
сварного шва берётся в пределах 500 —
600 kzjcm2 [6].
Длина шва, крепящего диск к ободу и
воспринимающего окружное усилие Р, значи-
значительно превышает максимальную длину, реко-
рекомендуемую для фланговых швов E0а). Фак-
Фактическая длина шва, принимающая участие
в работе, будет зависеть от угла обхвата
ремнём шкива, жёсткости обода и диска. Ве-
Величина её не установлена и потому условно
в расчёт вводится также х/з Длины шва
Тогда напряжение в шве
М,
кр
0,68
откуда размер шва у обода
а2 = 0,68
М
кр
ср
Рёбра жёсткости выполняются из стали Ст.З
или Ст. 0 толщиной 52 = @,7 -=- 0,8) sx.
В швах, прикрепляющих рёбра, принимают
«з = и-5 <*2-
Сварные швы не должны быть менее
4X4 мм.
Обод шкива вальцуется из стали марки
Ст. 3 и сваривается встык V-образным или
Х-образным шеом. Толщина обода берётся
равной
.у = 0,004 (Ь + г) + 0,3 см,
где Ъ — ширина ремня в см; г— радиус шкива
в см.
В шкивах по фиг. 223 диски заменены спи-
спицами из полосовой стали (фиг. 223, а) или из
Фиг. 226.
труб (фиг. 223, б). Конструкция легче по весу,
чем конструкция шкивов по фиг. 222, но ме-
менее удобна в производстве. Она применяется
при iV<40 л. с.
Диск у ступицы и шов, крепящий его на
ступице, рассчитываются так же, как для шкива
типа I.
Спицы при расчёте на изгиб должны удо-
удовлетворять условию
Миз = Р(г—гх)= Л^ WRU кгсм,
где г—радиус шкива в см; гх — расстояние
от центра до опасного сечения в см; W —
момент сопротивления одной спицы в смК
Число спиц в двух рядах Ах рекомендуется
брать в зависимости от диаметра:
D . . 5°о—8°° 8оо—юоо юоо —15°° 15ОО~35°О 2500—4000
A t . i2 i6 24 з° 4° и более
Сварной шов, крепящий спицу к диску
(фиг. 226), воспринимает момент М=—~р-кгсм.
Он должен удовлетворять условию [б]
М
0,7а/! (Л
0,7 ah2
KZJCM?.
ГЛ. VIII
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
481
Сборные шкивы
В большинстве случаев обод и спицы ком-
комбинированных сборных шкивов выполняются
стальными, а ступица — чугунной.
Спицы, преимущественно круглого сечения
(фиг. 227), заливаются в ступицу. Для надёж-
надёжности заливки концы
спиц заёршиваются. От-
Отливка втулок произво-
производится в кокиле. В ободе
спицы расклёпываются.
При ширине шкива
В < 250 мм спицы рас-
располагаются в один ряд,
при большей ширине —
в два ряда. При двух-
двухрядном расположении
спицы выгибаются к
средней плоскости шки-
шкива, что увеличивает его
жёсткость.
Выбор числа спиц и
определение раз-
размеров как спиц,
так и сечения обо-
обода этих шкивов
производятся, как
Фиг. 227. для сварных шки-
шкивов.
На фиг. 228 представлен стальной шкив,
склёпанный из штампованных элементов. Обод
для увеличения жёсткости отбортован. Кон-
Фиг. 228.
струкция получается лёгкой и весьма жёсткой,
но для её выполнения требуются специальные
приспособления.
Деревянные шкивы
Основные части шкива — обод, набираемый
из сегментов, спицы и ступицы выполняются
деревянными. Части склеиваются между собой
или же склеиваются и соединяются шпонками,
шипами или гвоздями.
В качестве материала может служить древе-
древесина лиственных пород: для обода —¦ тополя,
ивы, бука, липы, ольхи, груши; для спиц и
ступицы — только твёрдых пород — бука и
дуба.
Согласно нормам DIN/RAL ([2], стр. 145)
деревянные шкивы со спицами выполняются
диаметром до D = 1500 мм и шириной до
В = 300 мм.
Влажность древесины не должна превы-
превышать 12%.
По DIN основные элементы определяются
по формулам:
максимальная толщина обода (фиг. 229)
для шкивов диаметром D < goo мм . . . s=—\-zo мм
4°
D > 9°о . ¦ ¦ ¦ *=—+15 .
4°
минимальная ширина спицы
ММ.
Спицы при ?><900 мм — простые сквозные,
при D>900 мм — крестообразные.
Фиг. 229.
Вставные втулки выполняются деревян-
деревянными— составными из четырёх частей. При
толщине менее 5 мм могут применяться втулки
из прессованной бумаги.
Клиноремённые шкивы
Клиноремённые шкивы выполняются пре-
преимущественно литыми чугунными, реже —
сборными из штампованных стальных дисков
(фиг. 230).
Расчётные диаметры шкивов (диаметры
окружностей, по которым располагается ней-
нейтральный слой ре-
ремня) определяются
из расчёта переда-
передачи (см. стр. 472-
476).
Рекомендуется
эти расчётные диа-
диаметры брать из
стандартного ряда
диаметров шкивов
для плоских ремней
(по ОСТ 1655 -
табл. 172).
Размеры про-
профиля желобков Фиг. 230.
шкивов (фиг. 231)
могут быть выбраны из табл. 174 в зависи-
зависимости от сечения ремня по приложению
к ГОСТ 1284-45.
При обегании шкива ремнём последний де-
деформируется и угол его клина меняется. По-
Поэтому для хорошего прилегания рабочих
(боковых) поверхностей ремня к канавкам
482
ПЕРЕДАЧИ
1РАЗД.
шкива угол сро желобков должен быть назначен
в зависимости от диаметра шкива по табл. 165.
Наружный (DH) и внутренний (De) диаметры
и ширина шкивов (В) определяются по фор-
формулам:
DH = D-\- 2с;
где D—расчётные диаметры; z — число рем-
ремней; с, е, t н s - размеры, выбираемые по
табл. 174.
Фиг. 231.
Таблица 174
Размеры профиля желобков клиноремённого шкива
в мм
Ь «то
X Чсч
Ц о к
а
е
с
t
s
0
ю
ю
3
12
9
А
13
13
4
1б
12
Сечения ремня
Б
17
17
5
21
S
22
22
7
27
18
32
3°
9
38
23
Л
38
30
12
44
26
5°
48
16
5В
32
Остальные элементы клиноремённых шкивов
конструируются аналогично таковым у плоско-
плоскоремённых шкивов.
Натяжные ролики
Указания относительно выбора основных
размеров натяжного ролика (Z>0 и В) и его
установки по отношению к шкивам см. на
стр. 465-466.
Ось качания ролика должна быть располо-
расположена так, чтобы при вытяжке ремня угол об-
обхвата на шкивах увеличивался и чтобы вы-
вытяжка ремня компенсировалась минимальными
угловыми поворотами рычага ролика, что обес-
обеспечивает большее постоянство натяжения
ремня. Часто ось качания ролика совмещают
с центром меньшего шкива. Необходимое
давление ролика на ремень может создаваться :
а) грузом, непосредственно сидящим на ры-
рычаге или воздействующим через канатик и
систему блоков, или б) пружиной. Натяжение
грузом более надёжно и отличается большей
гибкостью. Натяжение пружиной применяется
лишь в передачах малой мощности.
По способу крепления оси ролика кон-
конструкция может быть однорычажной — с
консольным закреплением оси ролика, и двух-
рычажной, в которой ось ролика опирается на
два рычага, жёстко связанных между собой.
Однорычажная конструкция может приме-
применяться при ширине ролика до В = 300 мм,
двухрычажная — при более широких роли-
роликах.
Конструкция ролика должна: а) обладать
большой жёсткостью во избежание перекоса
ролика, ведущего к боковому смещению ремня
и его спаданию; б) обеспечивать лёгкую регу-
регулировку давления ролика на ремень пере-
перемещением или изменением груза или же натя-
натяжением пружины; в) обеспечивать возмож-
возможность регулировки при монтаже положения
оси ролика по отношению к осям шкивов;
г) обеспечивать надёжную смазку ступицы ро-
ролика.
При монтаже обоих валов передачи и ро-
ролика на общей станине (в индивидуальных
приводах) регулировка положения оси ролика
может не предусматриваться, однако в этом
случае изготовление деталей и монтаж должны
обеспечивать строгую параллельность оси ро-
ролика осям валов.
На фиг. 232 и 233 представлена типовая
однорычажная, а на фиг. 234 и 235 — двух-
двухрычажная конструкция в выполнении завода
им. Вл. Ильича.
В табл. 175 указаны основные размеры одно-
однорычажной конструкции, а в табл. 176 — двух-
рычажной.
Как правило, ролик вращается на шари-
шариковых подшипниках. При однорычажной си-
системе ось ролика закреплена в рычаге непо-
неподвижно, а ролик вращается на оси. В двухры-
чажной системе применяются как неподвижные,
так и вращающиеся оси роликов.
Рычаг ролика может быть эллиптического
и двутаврового сечения. Последнее из-за боль-
большей жёсткости предпочтительнее.
Грузовое плечо может составлять с ры-
рычагом ролика в зависимости от располо-
расположения передачи рычаг первого или вто-
второго рода.
В универсальном выполнении (фиг. 232 и
234) предусматривается возможность приме-
применения тех и других рычагов при одних и тех
же стандартных деталях конструкции.
Регулировка положения оси ролика про-
производится перемещением оси качания, распо-
расположенной в стойке с зазором и укрепляемой
винтами.
Давление ремня на ролик (фиг. 236)
R = 52 -f- 52 = 26 cos <p кг.
Давление на ось ролика с учётом его веса
R' = R + G*
где
R — 26'2 cos ср.
Величину груза Gi (фиг. 237) находят из ура-
уравнения
Ra ± Ga cos 7 = Gi b.
Размеры всех деталей конструкции назна-
назначаются из условия обеспечения достаточной
жёсткости. Напряжения в деталях, как пра-
правило, незначительны.
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
483
484
ПЕРЕДАЧИ
[РАЗД. I
Основные размеры однорычажного натяжного ролика (обозначения см. на фиг. 233)
Таблица /75
Обозняче-
60-Т-100
60-Т-125
60-Т-175
Наи-
боль-
большее
окруж-
окружное
усилие
15°
Размеры
ролика
В
IOO
125
175
D
125
175
275
la
Ss4
2OO
30O
4OO
ft
наиб.
наим.
275
A
С
в мм
2OO
25O
36°
8оо
Размеры
Е
200
2О5
29°
F
6о
«5
IOO
Л
_
6о
а
280
а,
200
17э
2IO
*|
130
ffl
Фиг. 234.
Таблица 176
Основные размеры двухрычажного натяжного ролика (обозначения см. на фиг. 235)
Обо-
значе-
значение
ролика
61-Т-250
1-Т-350
1
та-т-ззо
, Q,
« <у
° S
о g
d >.
Л
ч «
о о
ю и
К с оа
25°
4ОО
Размеры
ролика
В
D
а а
¦° о.
5 н
Наибе
диаме
ва ?>,
Н
А
С
К
Размеры
Е
а
а,
Ь
m
в м
25°
35°
45°
35°
45°
5°°
45°
700
85°
45°
55°
55°
7оо
5
!35°
бэ°
IOOO
915
-
375
44°
17°
25°
170
___
20О
о _
120
25
0
щ
Щ
«чЗ
|;(
ГЛ. VII]
ПЕРЕДАЧИ ГИБКОЙ СВЯЗЬЮ
485-
486
ПЕРЕДАЧИ
1РАЗД.
Оси роликов проверяются на изгиб под
действием усилии —, приложенных в местах
расположения подшипников. Рычаг ролика при
однорычажной системе работает на изгиб мо-
моментом
Миз = Ra,
а на кручение — моментом
При определении результирующего напря-
напряжения необходимо учитывать, что определён-
определённые по этим моментам аитах и хтах действуют
в разных точках.
Ось качания ролика проверяется на изгиб
под действием момента
= Мх -f M2,
с , , ,
где
и М2 = G\l<i-
Направляющие ролики
Направляющие ролики применяются при
угловых передачах (с перекрещивающимися
валами) (фиг. 122, е), а также в передачах с па-
параллельными валами там, где необходимо уве
личить угол обхвата (фиг. 238) или обойи
какие-либо препятствия на пути ветвей ремн:
(фиг. 122, ж и фиг. 239).
При проектировании направляющих роли
ков руководствуются теми же соображениями
что и для натяжных.
При использовании направляющих роликоЕ
для подтягивания ремня их выполняют пере-
переставными.
Направляющие ролики для угловых пере-
передач должны допускать возможность лёгкой
регулировки их положения в пределах 20-
40° для приспособления к положению ремня.
Для этой цели они выполняются с шаровым
(фиг. 240 и 241) или с шарнирным (фиг. 242)
креплением осей. В последней конструкции
изменение положения ролика осуществляется
поворотом его на двух взаимно перпендику-
перпендикулярных осях, касательных к ободу ролика.
Особое внимание при проектирования
должно быть обращено на надёжную работу
подшипников ролика и надёжность их смазки
при любом положении ролика.
Наиболее рационально применять шари-
шариковые подшипники.
Часто применяются скользящие втулки
с циркуляционной центробежной смазкой
(фиг. 243).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А ч е р к а н Н. С, Расчет и конструирование ме-
металлорежущих станков, т. I, гл. 4, изд. 2-е, ОНТИ,
1937.
2. Б е л я е в В. Н., под редакцией Саверина М. А.,
Ремённые передачи, Сборник иностранных стандартов
и нормалей с приложением стандартов СССР, Каталог-
издат, 19.Н8.
3. Беляев В. Н., Определение усилий, передаваемых
приводными ремнями, гл. VIII, § 2, „Руководства по пас-
паспортизации металлорежущих станков Наркоммала1,
Каталогиздат, 1939.
4. Беляев В. Н., Номографический расчёт клиноре-
мённой передачи по промстандарту Главрезины, ОНТИ
НКТП, 1934.
5. Ж у к о в с к и й Н. Е., О скольжении ремня на шки-
шкивах, Полное собрание сочинений, т. VIII, стр. 19, ОНТИ,
1937.
6. Н и к о л а е в Г. А., Применение сварки в артилле-
артиллерийских системах, Оборонгиз, 1945.
7. Р е т ш е р Ф., Детали машин т. II, Госмашметиздат,
1933.
8. Беляев В., Н., К проекту новых норм работоспо-
работоспособности приводных станковых ремней союзного про-
производства, „Машиностроитель" № 8—9, 1936.
9. Б е л я е в В. Н. и Иванов Е. А., Влияние диа-
диаметра шкива на работоспособность некожаных при-
приводных ремней, „Вестник металлопромышленности"
№ 9, 1939.
10. Б е л я е в В. Н. и И в а н о в Е. А., Испытание при-
приводных ремней (на работоспособность), „Лёгкая промыш-
промышленность" № 2, 1940.
11. Беляев В. Н. и И в а н о в Е. А., Испытание при-
приводных ремней на износ, „Каучук и резина" № 3, 1941.
12. Г у т ь я р Е. М., Начальное натяжение в ременной
передаче, „Вестник металлопромышленности" № 18,
1936.
13. Г у т ь я р Е. М., Скольжение ремня на шкивах,
„Вестник металлопромышленности" № 18, 1937.
14. Г у т ь я р Е. М., Ремённая передача с нажимными
роликами, „Вестник машиностроения" № 2, 1944.
15. К о ч е р г и н А. И., Сварные шкивы, «Вестник ме-
металлопромышленности" № 10, 1937.
16. К р е с т н и к о в С. И. Измерение предварительного
натяжения станочных ремней, „Вестник инженеров и
техников" № 9, 1933.
17. Тихомиров И. Н., О расчёте болтов шкивов,
„Вестник инженеров и техников" № 1, 1926.
18. Б е л я е в В. Н. и Пронин Б." А., Эксперимен-
Экспериментальное определение норм работоспособности привод-
приводных станковых ремней союзного производства, Отчёт
по теме Оргаметалла - СПН НКТП, 1936.
19. Б е л я е в В. Н. и П р о н и н Б. А., Разработка ти-
типового расчёта передач приводными текстильными рем-
ремнями союзного производства, Тема ЦНИЛ Союзтехно-
ткани, 1936.
20. Беляев В. Н., Методика испытаний шитых хлоп-
хлопчатобумажных приводных ремней на износ, Темг
№ 6134 ЦНИИТМАШ, 1937.
21. Б е л я е в В. Н. и П р о н и н Б. А., под редакцией
Саверина М. А., Разработка Союзного варианта проекта
международного стандарта на клиновые ремни, шкивы
к ним и нормы нагрузки клиноремённой передачи, Тема
Главрезины НКТП, 1937.
22. Б е л я е в В. Н.. Изучение ремённой передачи с на-
натяжным роликом, Краткая методика по теме
ЦНИИТМАШ, 1938.
23. Беляев В. Н., Разработка расчётного приложения
к стандарту на ремни приводные клиновые, Тема от-
отдела стандартов химической промышленности ВКС,
1941.
24. Б е л я е в В. Н., под редакцией Саверина М. А.,
Нормы и методы расчёта ремённых передач, ч. I,
Инструкция по расчёту плоскоремённых передач,
ЦНИИТМАШ, 1941.
25. Беляев В. Н., под редакцией Саверина М. А.,
Нормы и методы расчёта ремённых передач, ч. II,
Инструкция по расчёту клиноремённых передач,
ЦНИИТМАШ, 1941.
26. Иванов Е. А., Исследование сшивки системы Сас
для приводных ремней. Отчёт по теме № 4179
ЦНИИТМАШ, 1941.
27. И в а н о в Е. А., Влияние некоторых факторов на
работоспособность текстильных бесконечных привод-
приводных ремней при повышенных скоростях, Диссертация
(ЦНИИТМАШ), 1944.
28. Сборник № 1—2 научно-исследовательских работ
ЦНИЛ Главтехноткани, Отраслевое бюро технической
информации Главрезины, 1938.
29. Сборник № 3 научно-исследовательских работ ЦНИЛ
Главтехноткани, Гизлегпром, 1939.
30. Е n d e E., Riemen und Seiltriebe, Verlag Walter de
Gruyter & Co, Berlin 1933.
31. Griinder G., Der Riemen im Werkzeugraaschinen-
Antrieb, Verlag „Ledertreibriemen und Techniscne
Lederartikel", Berlin 1933.
32. H e r z о g G., F i e k О., Н о 1 d t P., Untersuchungen
an Textilriemen zur Verbesserung der Leistung, Verlag
J. Springer, Berlin 1930.
33. Kutzbach und W i e g a n d, Versuche zur Emit-
tlung des giinstigsten Winkels fur Keilriemen, Forschungs-
Arbeiten fur das Kraitfahrwesen, 1934.
ГЛ. VII]
ШАТУННО-КРИВОШИПНЫЕ ПЕРЕДАЧИ
487
84. D с g e n h а г d t W., Weiterentwicklung der Keilrie-
mennormen unter besonderer Beriicksichtiguig der Nor-
inungszalilen, „Werkstattstechnik und V\ erksleiter", 1938,
№ 8.
35. G a h 1, Use New V-Belt Ratings for Economical Drive
.Machine Design", April 1941, стр. 45—47 и 90—92.
36. L e h r, Versuche zur Ermittlung der giinstigsten Vor-
spannung bei Riementriebe, „AWF — Mitteilungen",
1936, № 9.
37. H о г m a n, Life Tests on V-Belts, „American Machi-
Machinist", 1932, m. 76, № 19, стр. 605.
38. H о г m a n, V-Belt Life, Overload and Pulley Diamete ,
Product Engeneering, 1932, № 6 и № 7.
39. S w i f t H. W.. Shurt - Centre Belt Drives, „The
Institution of Mechanical Engineers Procetdings", 1937,
m. 135, стр. 485.
ШАТУННО-КРИВОШИПНЫЕ ПЕРЕДАЧИ
ОПРЕДЕЛЕНИЯ. СИЛЫ В ШАТУННО
КРИВОШИПНОЙ ПЕРЕДАЧЕ
Основными элементами шатунно-кривошип-
шатунно-кривошипной передачи являются (фиг. 244): кривошип,
совершающий вращательное или качательное
Шатун
Кривошип
Ползун
Фиг. 244.
движение, ползун, имеющий возвратно-посту-
возвратно-поступательное движение, и шатун, являющийся со-
соединительным звеном первых двух элементов
и совершающий общее движение. Для осу-
осуществления шарнирного соединения ползуна с
шатуном служит цилиндрическая или шаровая
цапфа. В поршневых машинах поршень соеди-
соединяется с ползуном: а) через промежуточный
элемент — поршневой шток (фиг. 245), причём
Поршневой шток
ч> Поршень
Фиг. 245.
ползун именуется крейцкопфом, или б) непо-
непосредственно, причём в последнем случае порш-
поршню придают форму, обеспечивающую возмож-
возможность замены крейцкопфа (фиг. 246). В рабочих
Поршень
А
эксцентрично относительно оси вала располо-
расположенным. В ряде случаев утолщения на валу
заменяются эксцентриком, надеваемым на вал
(фиг. 247).
В шатунно-кривошипной передаче действуют
силы: давления газа или жидкости на поршень,
возникающие при прессовании, резании или
вытяжке в прессах;
инерции поступатель-
поступательно движущихся масс
(поршня, поршневого
штока, крейцкопфа и
пр.), шатуна, совер-
совершающего сложное
движение, и кривоши-
кривошипа, вращающегося
около неподвижной
оси; веса движущихся
элементов передачи;
трения.
Усилие на поршень
для любого положения
кривошипа опреде-
определяется по индикатор-
индикаторной диаграмме. Ана-
Аналогично для прессов усилие на ползун опре-
определяется по диаграмме прессования, резания
или вытяжки. Для определения сил инерции
необходимо знание закона изменения угловой
скорости кривошипа. (Для большого круга ма-
машин угловая скорость кривошипа является
постоянной.)
Шатун совершает сложное движение: один
конец его движется с ползуном возвратно-по-
возвратно-поступательно по оси направляющих (цилиндра),
в то время как другой вращается по окружно-
окружности, описываемой центром цапфы кривошипа.
Точный учёт силы инерции шатуна возможен
при использовании теоремы о разложении об-
общего движения на поступательное и враща-
вращательное (см. гл. I). Существует ряд методов,
приближённо учитывающих силу инерции ша-
шатуна. Вес поступательно - движущихся масс
можно считать сосредоточенным на оси пальца
поршня или крейцкопфа.
Силы трения, поглощающие 15—20% рабо-
работы, подводимой к передаче, учитываются меха-
механическим к. п. д.
Нагрузка на шатун (фиг. 248)
Фиг. 246.
машинах (кривошипные прессы и т. п.) ползун
обычно используется для непосредственного
крепления инструмента.
При небольшом радиусе кривошипа сравни-
сравнительно с радиусом вала кривошип заменяют
круглым (в поперечном сечении) утолщением,
Нагрузка на направляющие крейцкопфа
488
ПЕРЕДАЧИ
[РАЗД. I
Нагрузка на кривошип:
а) радиальная от воздействия шатуна
?* —• Г^ -~"
cos^
Фиг. 248.
б) радиальная от вращающихся масс
в) тангенциальная
t__d sin (ct + р)
ДЕТАЛИ ШАТУННО-КРИВОШИПНОЙ
ПЕРЕДАЧИ
Поршневой палец
Поршневой палец—деталь, предназна-
предназначенная для соединения поршня с шатуном
(фиг. 249). Выполняемые варианты соединения
поршня с шатуном: палец
неподвижен относительно
поршня (фиг. 250/; палец не-
неподвижен относительно ша-
шатуна (фиг. 231) и палец по-
подвижен как относительно
поршня, так и относительно
шатуна — плавающий палец
ф22
Фиг. 249.
(фи?252254)-
Неподвижность пальца
относительно поршня чаще
всего достигается закрепле-
закреплением одного его конца вин-
винтами или поперечным кли-
клином (фиг. 250). Шпонка,
служащая направлением пальца при посадке,
предохраняет палец от проворачивания. Для
удобства посадки палец в большинстве случаев
делается ступенчатым.
Палец, неподвижный относительно шатуна,
закрепляется в головке винтом (см. фиг. 271)
или привертывается непосредственно к стержню
шатуна (фиг. 251). Отверстие поршня необхо-
необходимо предохранить от разработки постановкой
втулки или заливкой.
по аа
Плавающий палец фиксируется лишь от
осевых перемещений (фиг. 252—254). Положи-
Положительная сторона применения плавающего паль-
Фиг. 252. Плавающий палец.
ца — равномерный износ рабочей поверхности
пальца.
Требования, предъявляемые к
п а л ь ц у— высокая твёрдость рабочей поверх-
поверхности, достаточная прочность при малых раз-
размерах и жёсткость.
Фиг. 253. Плавающий палец.
Материал пальца—стали углеродистые
(С < 0,20°/р) и легированные. Рабочая поверх-
поверхность пальца цементуется и закаливается.
Хромирования поверхности следует избегать,
так как оно отрицательно влияет на прочность.
Расчёт пальца. Поперечное сечение
рассчитывается на прочность по изгибу, рабо-
рабочая поверхность — на смятие.
При расчёте на изгиб палец рассматривается
как двухопорная свободно лежащая балка с
равномерно распределённой нагрузкой (фиг.255).
Изгибающий момент
М = ?- (/0 —0,5/)-
ГЛ. VII]
ШАТУННО-КРИВОШИПНЫЕ ПЕРЕДАЧИ
489
Напряжение изгиба
где 1^=0,1
— момент сопротивления
поперечного сечения при изгибе при
Фиг. 254. Плавающий палец.
при do<"o~ принимают W ^ O,lds. Для опре-
определения запаса прочности необходимо опреде-
определить предельные значения положительного и
отрицательного на-
напряжений, т. е.
Jmax и amln"
Коэфициент за-
запаса прочности
принимается рав-
равным 1,8—2 и бо-
более.
Проверка на
смятие:
шиш
\\ \ I i П
Допускаемое
. „ k — до 250 кг/см*
г&т ътъ и более в зависи-
фиг 255. мости от распола-
располагаемого габарита и
весовых требова-
требований; например, для авиадвигателей &- до
400 -f- 600 kzjcm^.
Крейцкопф
Крейцкопф предназначается для шарнир-
шарнирного соединения шатуна с поршневым што-
штоком. Направление движения крейцкопфа обе-
обеспечивается направляющими (параллелями),
укрепляемыми на станине машины.
Основные элементы крейцкопфа:
собственно ползун, головка (кулак, крестовина),
несущая цапфа, или палец» для шатуна и при
отсутствии цапф — крейцкопфный палец. Порш-
Поршневой шток . соединяется непосредственно с
головкой. Число ползунов — один (фиг. 256—
258), два (фиг. 259) и четыре (фиг. 260—261)
в зависимости от типа и размеров машины.
В машинах двойного действия используются
крейцкопфы с двумя и четырьмя башмаками с
целью обеспечения надлежащего направления
поршневого штока, исключающего воздействие
штока на сальник.
Опорная поверхность ползуна выполняется
плоской или цилиндрической с центром» лежа-
лежащим на оси цилиндра (фиг. 257—259). Цилин-
Вид по стрелке X
1
1
Фиг. 256. Крейцкопф.
дрическая поверхность используется при на-
направляющих, которые составляют одно целое
со станиной машины и допускают обработку
их на расточных станках. Башмаки крейцкопфа,
заливаются баббитом. Заливка баббита произ-
Фиг. 257. Крейцкопф.
водится или непосредственно на тело башмака,,
или на специальные шины (фиг. 260), привёрты-
привёртываемые к башмаку винтами. Наличие шиа
обеспечивает быструю замену дефектной баб-
баббитовой заливки. Для лучшей связи баббита с
Фиг. 258. Промежуточный крейцкопф.
ползуном последний снабжается пазами. Для
регулировки зазора между крейцкопфом и на-
направляющими в стык ползуна с головкой по-
помещают стальные прокладки. Болты для кре-
крепления ползуна с головкой необходимо разгру-
разгружать от поперечных усилий при помощи шпо-
шпонок или других элементов (фиг. 256).
490
ПЕРЕДАЧИ
[РАЗД.
Соединение поршневого штока с головкой
крейцкопфа осуществляется посредством гаек
(одной или двух), навинчиваемых на конец
Фиг. 259. Крейцкопф.
штока (фиг. 256, 260), клина (фиг. 262), болтов
(фиг. 261) и разъёмной муфты (фиг. 257—258).
Фиг. 260. Крейцкопф.
Элементы соединения должны иметь надёж-
надёжные замки, предохраняющие их от самопроиз-
самопроизвольного перемещения (осевого или вращения).
Крейцкопфы мощных паровозов для сниже-
снижения напряжения смятия изготовляются с опор-
од Дй
Фиг. 262. Сопряжение поршневого штока с шатуном.
ными плоскостями, расположенными одна над
другой (фиг. 263).
Опорная поверхность ползуна крейцкопфа
рассчитывается на смятие от нормальной силы
по уравнению N = RCMF, где F — площадь
проекции опорной поверхности крейцкопфа на
плоскость, перпендикулярную плоскости вра-
вращения шатуна; RCM — допускаемое напряже-
напряжение смятия, RCM = 2-i-12 kzjcm2 в зависимости
от располагаемого габарита и интенсивности
охлаждения. Большие значения берутся при
достаточно хорошем теплоотводе, например,
при охлаждаемых направляющих крейцкопфа.
Ма тер и ал ползуна - чугун или сталь-
стальное литьё; чугун используется в тихоходных
машинах. Головка с цапфами изготовляется
Фиг. 261. Крейцкопф.
Фиг. 263. Крейцкопф паровоза ФД.
из углеродистой стали с пределом прочности
70—80 кг/мм2. При вставном крейцкопфном
пальце материал для головки — сталь с преде-
пределом прочности 40—45 кг/мм2 или стальное
литьё.
Крейцкопфный палец
Крейцкопфный палец соединяет крейцкопф
с шатуном.
По характеру выполняемой ра-
работы крейцкопфный палец идентичен порш-
поршневому пальцу. Палец закрепляется или
в крейцкопфе, или при вильчатом шатуне в
головке шатуна (фиг. 264). Сопряжение пальца
с крейцкопфом или шатуном осуществляется
по конусу, причём образующая обоих конусов
общая (фиг. 265). Рекомендуемая конусность
1:10. Закрепление пальца достигается затяж-
ГЛ. VII]
ШАТУННО-КРИВОШИПНЫЕ ПЕРЕДАЧИ
491
кой гайки (фиг. 264) или нажимным фланцем Шатуны выполняются с одной (фиг. 266) или
(фиг. 265). Предохранение пальца от прово- двумя (фиг. 267) крейцкопфными головками.
Фиг. 264. Крейц-
копфная i оловка
шатуна.
рачивания осуществляется шпонкой. Крейц-
копфный палец рассчитывается так же,
как и поршневой палец.
Для паровозов k =
= 350 кг/см2.
Шатун
Шатун шарнирно со-
соединяет крейцкопф или
поршень с кривошипом.
Основные элементы ша-
шатуна крейцкопфная или
поршневая головка, стержень и кривошипная
головка.
Фиг. 265. Крепление
крейцкопфного пальца.
Фиг. 267. Шатун.
У поршневых машин, не имеющих крейцкопфа
(его функцию выполняет поршень), поршневая
Фиг. 266. Шатун.
Фиг. 268. Шатун.
головка одна, в подавляющем большинстве
случаев неразъёмная (фиг. 263). В разъемную
головку ставятся вкладыши бронзовые или
492
ПЕРЕДАЧИ
[РАЗД. I
стальные с баббитовой заливкой. Для умень-
уменьшения веса и размеров головки вкладыши
в ряде конструкций не ставят, а баббитовую
заливку наносят непосредственно на стенку
расточки головки. В этом случае головка
делается отъёмной и соединяется со стержнем
болтами (фиг. 266—267). Для регулировки за-
Фиг. 269. Поршневая головка шатуна.
зора между пальцем и головкой в стык обеих
частей головки помещают металлические про-
прокладки. В неразъёмную головку ставятся
вкладыши (фиг. 269) стальные с баббитовой
заливкой или бронзоные, или запрессовывается
стальная с баббитовой заливкой или бронзовая
втулка (фиг. 26S, 269). Подтяжка вкладышей
осуществляется клином или винтом (фиг. 269).
втулка должны иметь твёрдость рабочих
поверхностей не ниже твёрдости колец под-
подшипников качения. На фиг. 273 показана кон-
конструкция шатуна с шарообразной поршневой
головкой, используемая в ряде машин, шатун
которых в основном не подвергается действию
растягивающей силы (например, в двухтакт-
двухтактных двигателях
внутреннего сго-
сгорания простого
действия, эксцен-
эксцентриковых прессах
и пр.)
Кривошипная го-
головка шатунов, на-
надеваемых на не-
неразборный колен-
коленчатый вал, выпол-
выполняется разъёмной,
чаще всего в диа-
диаметральной плоско-
плоскости, перпендику-
перпендикулярной (фиг. 267,
274,) или наклонной
к оси шатуна, и ре-
реже в других пло-
плоскостях (фиг. 275).
Шатуны, работаю-
работающие на открытый кривошип, имеют замкнутую
кривошипную головку (фиг. 276). Крышка разъ-
разъёмной в диаметральной плоскости головки кре-
крепится к стержню шатунными болтами. Головки
шатунов крупных размеров делаются отъём-
отъёмными от стержня; соединение их со стержнем
осуществляется шатунными болтами. Вклады-
Вкладыши — стальные, с баббитовой заливкой или с
заливкой из свинцовистой бронзы. В отъёмных
головках баббитовую заливку можно наносить
непосредственно на расточенную поверхность;
в этом случае вкладыши не нужны.
В неразъёмную кривошипную юловку пред-
представляется возможным поставить втулку с зазо-
Фиг. 270. Поршневая
головка шатуна.
Вальцевать Вальцевать
Фиг. 271. Шатун.
Клин желательно располагать на менее нагру-
нагруженной стороне. Запрессованные втулки фикси-
фиксирую г винтами, шпонками, ригелями и другими
деталями.
На фиг. 272 изображена поршневая головка
с игольчатым подшипником. Поршневой (крейц-
копфный) палец и запрессованная в головку
ром.Такая втулка.называемая плавающей.будет
иметь вращение как относительно головки,
так и относительно шейки. При плавающей
втулке улучшается теплоотвод и устраняется
односторонний износ самой втулки. Плаваю-
Плавающей втулкой невозможно компенсировать уве-
увеличения зазора; в этом случае приходится
ГЛ. Vll)
ШАТУННО-КРИВОШИПНЫЕ ПЕРЕДАЧИ
493
Фиг. 272. Поршневая го- Фиг. 273. Поршневая шаро-
лобка шатуна с иголь- образной формы головка
чатым подшипником. шатуна.
Фиг. 274. Кривошипная головка шатуна с одним
вкладышем.
Вид по стрелке О
Фиг. 276. Ведущее дыш-
дышло (шатун) паровоза
ФД.
494
ПЕРЕДАЧИ
[РАЗД. I
втулку заменять. Обе рабочие поверхности
втулки должны быть обеспечены смазкой.
Материал плавающей втулки — свинцовистая
Фиг. 277. Сечение стержня шатуна.
бронза. Для паровозов серии ИС и ФД пла-
плавающие втулки изготовляются из бронзы со-
состава: Си—76—81%, Sn — 8,0%, Pb - 10-15%.
6000 кг/см?
a) 6J
Фиг. 278, Распределение напряжений в закрытой головке.
Для предохранения головки от износа пла-
плавающей втулкой в головку запрессовывается
с натягом термообработанная стальная втулка
(фиг. 276).
обусловливается простотой изготовления на
имеющемся оборудовании. Сопряжения стержня
с головками необходимо выполнять плавными.
Шатун с отъёмной кривошипной головкой
позволяет изменять расстояние между осями
головок / путём постановки прокладки в стык
стержня с головкой. Зазор между головкой
и валом регулируется прокладками, помещае-
помещаемыми в разъём головки.
Для шатуна / выбирается в зависимости от
радиуса кривошипа и габаритов машины.
С увеличением длины шатуна сравнительно
с радиусов кривошипа понижается давление
крейцкопфа (поршня) на направляющие (на
стенку цилиндра). В двигателях внутреннего
сгорания, насосах, компрессорах выполняют
/= C -г- 5) г, где г— радиус кривошипа; в паро-
паровозах / = E-f- 10) г.
В качестве материала шатунов
применяются углеродистая сталь с пределом
прочности не ниже 50 кг/мм3 и легиро-
легированные стали.- Отъёмные головки изготовля-
изготовляются из стального литья.
Напряжения в поперечных сечениях
головки шатуна зависят от величины зазора
(фиг. 278) и от формы головки.
Экспериментально установлено [24], что в
сечении / -/при зазоре (фиг. 278, б) в наружных
волокнах возникают напряжения на растяжение,
а на внутренних —на сжатие, т. е. имеют место
значительные напряжения на изгиб; при плотно
пригнанном пальце (фиг. 278, а) сечение 1-1
напряжено только на разрыв.
Расчёт головок с учётом переменной кри-
кривизны изложен в ряде работ по расчёту
кривых брусьев [12].
Расчёт круговой замкнутой го-
головки с равномерно распределин-
Основное требование,
предъявляемое к головкам
шатуна, — жёсткость. При
мало деформирующейся го-
Фиг. 279. ловке уменьшается вероят-
вероятность изгиба шатунных бол-
болтов и образования трещин в баббитовой за-
заливке.
Стержень шатуна в поперечном сечении
выполняется прямоугольным, двутавровым,
круглым и кольцевым (фиг. 277). Двутавровое
сечение даёт возможность выполнения любого
значения отношения Jx:Jy, где Jx и L —
экваториальные моменты инерции сечения.
Всё же выбор формы поперечного сечения
280
ной нагрузкой (фиг. 279) [4]. Для попе-
поперечного сечения головки, проходящего в зоне
приложения нагрузки, изгибающий момент
Мг = M0-\-Xr(l —costf) — 0,5Pr(l —cos 9),
нормальная к сечению сила
Ni — X cos cp -f- 0,5Р A—cos <р).
Для поперечного сечения головки, прохо-
проходящего вне зоны приложения нагрузки, изгиба-
изгибающий момент
М2 — Мо -\- Хг A — cos cp) — 0,5Рг (sin <p — cos ^),
нормальная к сечению сила
N2 = X cos cp 4- 0,5Р (sin 9 - cos ^).
ГЛ. VI1J
ШАТУННО-КРИВОШИПНЫЕ ПЕРЕДАЧИ
495
Значения X и Мо определяются или по
графику (фиг. 280), или по формулам (прибли-
(приближённо):
Х= Р @,572—0,0008 в°);
/VIо = Рг @,00033 а° — 0,0297).
Максимальное значение напряжения возни-
возникает на внешней поверхности в месте сопря-
сопряжения головки со стержнем, т. е. в заделке
Фиг. 281.
Фиг. 282.
(для ср — а). На фиг. 281 даны эпюры напряже-
напряжений на внешней поверхности головки: правая
эпюра —расчётная, левая — экспериментальная.
Расчёт круговой головки по Берн-
гарду [25]. Головка рассматривается как
тонкое круговое кольцо, нагруженное сосре-
сосредоточенными силами (фиг. 282). 1 ]ринятое нагру-
жение в известной мере отражает наличие
зазора в головке. Рекомендуется а ss 70°.
Сечение В—В. Изгибающий момент
Рг . -
= ~о sin а1 ~ cos
(т-)]¦
При в1 = 70° М л 0,164Рг.
Нормальная к сечению сила
NB = 0,5 Р.
Сечение С—С, Изгибающий момент
р
Mq— ~- r(l — cos a{) -\- Mb*
Фиг. 283.
При а=70°
Мсх --0,165 Рг.
Нормальная к сечению сила
Лс = 0 •
При значительном зазоре в головке (cj — 90°)
Мв « 0,182 Рг и Мс ss — 0,318 Рг.
Определение М и N в головке при сжатии
шатуна (фиг. 283) [4]. Нагрузка распределена
по дуге обхвата косинусоидально и ртях =
АР 2 Р „
= — ¦ о— = — • — • Для поперечного сечения
тт 2г -к г
головки, проходящего вне зоны приложения
нагрузки, изгибающий момент
нормальная к сечению сила
N1 = X coscp.
Для поперечного сечения головки, прохо-
проходящего в зоне приложения нагрузки, изгибаю-
изгибающий момент
М2 = М0 + ХгA —
¦к sin ср
-Р —
— ср sin ср—cos ср
— COS ср ]-.
нормальная к сечению сила
I
N2 = — f-^- sincp—cpsincp—coscp ) -j- Xcoscp.
Значения X
и Mq определя-
определяются по графи-
графику, изображён-
изображённому на фиг.
284.
На фиг. 285
приведены эпю-
эпюры напряжений
на внешней по-
поверхности го-
головки шатуна
авиадвигателя :
правая эпюра—
расчётная, ле-
левая — экспери-
экспериментальная.
Уменьшение
диаметра голов-
головки, лежащего в
плоскости, пер-
перпендикулярной
к оси шатуна,
от силы, растягивающей шатун, рекомендуется
определять по формуле
8 мм =
-0,0025
Фиг. 284.
где Уг и Je — моменты
инерции поперечного
сечения головки и
втулки (вкладыша).
Расчёт раз-
разрезной головки
при действии растяги-
растягивающей шатун силы.
Крышка имеет непо-
непосредственный контакт
с остальной частью
шатуна. Принимается,
что вследствие пред-
предварительной затяжки
шатунных болтов стык
не раскрывается. Распределение нагрузки no-
дуге принято косинусоидальное (фиг. 286)
[4]. Головка рассматривается как круговая е
поперечным сечением, равным среднему сече-
сечению действительной головки.
Фиг. 285.
496
ПЕРЕДАЧИ
[РАЗД. I
Для поперечного сечения головки, прохо-
проходящего в зоне приложения нагрузки, изгибаю-
изгибающий момент
Т
Мг — Мо + N(,r (I—cos <f) — Pr — sin ср
Фиг. 286.
Для поперечного сечения головки, про-
проходящего вне зоны приложения нагрузки, из-
изгибающий момент
Ms --M(y+ Nor A —cos <р)—Pr(sincp—— cos И
Значения NQ и Мо определяются или по
графику (фиг. 287), или по формулам (прибли-
(приближённо)
Д/0 = Я @,522-0,003 ао)\
Мо = Рг @,0127 + 0,00083 aj) .
Можно принять г = 0,5 С, где С — рас-
расстояние между осями шатунных болтов
(фиг. 286).
Ik
Рг
0,6
0,2
No
-Л
Рг
/
0,06
W
0,02
° 20° 40° 60оа„
Фиг. 287.
Проверяется сечение С—С (фиг. 286). Учи-
Учитывая зазор в головке, рекомендуется рассчиты-
рассчитывать крышку головки как прямую балку с про-
пролётом /=С, защемлённую по концам и нагру-
нагруженную посредине сосредоточенной силой Р
(фиг. 288). В этом случае
Мв - 0,125 PL
Уменьшение диаметра головки, лежащего
в плоскости, перпендикулярной к оси шатуна,
8 мм =
Напряжения в поперечных се-
сечениях головки. При наличии запрессо-
запрессованной втулки поперечные сечения головки
будут нагружаться только частью силы N и
частью момента М, а именно:
и M, =
1м,
где
1 | f-s1 a
1~Г р р
Eg и Ег— модули упругости материала втул-
втулки и головки; Fe и Ег — площади поперечного
сечения втулки и головки; Je и Jz — моменты
инерции поперечного сечения втулки и го-
головки.
Напряжения (как для кривого
бруса прямоугольного сечения):
на внешней поверхности
=Л К
ah L
hBr+h)
<.]:
на внутренней поверхности
п.. 6г—Л
h Br—h)
где а и h - размеры поперечного сечения го-
головки (фиг. 279).
1
р
р
1
Фиг. 288.
В
Фиг. 289.
поперечных сече-
сечениях головки, кроме
указанных напряжений,
имеют место напряжения
от посадки втулки с натягом и при брон-
бронзовой втулке—от различия термических коз-
фициентов расширения материалов головки а,
и втулки а8 при повышении температуры на А/.
Имеем (фиг. 289)
о + В,
Напряжения: на внешней поверхности
головки
на внутренней поверхности головки
d*-d2'
Обозначения: 8-посадочный натяг; d-на-
ружный диаметр втулки; 5^ — натяг от разли-
ГЛ. VH]
ШАТУННО-КРИВОШИПНЫЕ ПЕРЕДАЧИ
497
чия термических коэфициентов расширения; Для прямоугольного сечения (фиг. 277)
для втулки Св =
для головки С2 —
2
CL —
Ъ и V-г — коэфициенты Пуассона материалов
втулки и головки.
Коэфициент запаса прочности для головки
определяется по усталостным характеристикам.
Поэтому в расчётном сечении определяются
предельные (положительное и отрицательное)
значения напряжений.
Расчёт стер ж н я шатуна. Стержень
шатуна испытывает растяжение или сжатие от
осевой силы и поперечный изгиб в плоскости
движения от сил инерции. Наибольшее напря-
напряжение растяжения или сжатия в минимальном
поперечном сечении а = Ятнх: F, где F —пло-
—площадь сечения. Проверка стержня на устойчи-
устойчивость от осевой сжимающей силы произво-
производится по Эйлеру, если гибкость — !>• 100, где
i' — Л/ -р . В этом случае условие устойчиво-
устойчивости в плоскости движения шатуна (концы ша-
шатуна шарнирно опёрты)
Р = Ркр = *
пМ
и условие устойчивости в плоскости, нормаль-
нормальной к плоскости движения (концы шатуна
имеют заделку),
р
max
ПуР
Для удовлетворения условия nx = nv = n
требуется Jx ss 4Jy, где п — коэфициент запаса
устойчивости; пх—коэфициент запаса на устой-
устойчивость в плоскости движения шатуна; пу—
коэфициент запаса на устойчивость в плоскости,
нормальной к плоскости движения шатуна;
Jx— экваториальный момент инерции попе-
поперечного сечения относительно оси, нормальной
к плоскости движения шатуна; Jy — экватори-
экваториальный момент инерции поперечного сечения
относительно оси, лежащей в плоскости дви-
движения шатуна.
Для круглого сечения (фиг. 277)
"х~ 12 '
Коэфициент запаса устойчивости в суще-
существующих конструкциях колеблется в широких
пределах: п = 2 -г- 15. В большинстве случаев
практики п = 4ч-8; в паровозах п = 2 -г- 3 (для
ведущих дышел).
При — < 100 расчёт вести по зависимостям:
акр = C350 — 6,2 —) кг/см* — углеродистая
сталь;
а = D700 — 23,0 —) кг/см2 — никелевая
КР \ II
E% Ni) сталь,
п — —^—»
где п = 1,8 4- 7.0;
шах
Q — критическое напря-
напряжение
Расчёт прочности ша-
шатуна на поперечный из-
изгиб в плоскости движе-
движения от силы инерции про-
производится при макси-
максимальном значении на-
нагрузки, которое полу-
получается при угле между
шатуном и кривошипом,
равном 90°. Эпюру на-
гружения стержня ша-
шатуна см. на фиг. 290.
Для стержня шатуна по-
постоянного поперечного
сечения максимальный
изгибающий момент
Фиг. 290. Схема на-
нагрузки шатуна силами
инерции в плоскости
его движения.
М
== 0,0642 JL
При 7 = 0,00785 кг/см*, g = 981 см/се/0 и
1
178-106
кггм.
Для кольцевого сечения (фиг. 277)
Для двутаврового сечения (фиг. 277)
Сечение с максимальным изгибающим мо-
моментом находится от оси кривошипной головки
на расстоянии ~ 0,42 /.
У вильчатых шатунов (фиг. 267) прове-
проверяется прочность сечений, расположенных в
секторе угла ср, испытывающих растяжение
или сжатие, изгиб и срез.
Шатун будет иметь вынужденные продоль-
продольные и поперечные колебания вследствие пе-
периодичности воздействия на него внешней осе-
осевой силы и поперечных сил инерции. Следует
избегать совпадения периода вынужденных ко-
498
ПЕРЕДАЧИ
[РАЗД. 1
лебаний с периодом собственных колебаний,
чтобы шатун не работал при резонансе.
Для приблизительной оценки периода соб-
собственных продольных колебаний шатуна можно
воспользоваться зависимостью
т сек. =
предусматривающей стержень постоянного
поперечного сечения. При у = 0,00785 кг/см3,
? = $81 см/сек* и ? = 5,1 ¦ 106 кг\см?
хсек. =
1,3 • 105
(см. также ЭСМт. 1, кн. 2-я, стр. 131).
Шатунные болты
Шатунные болты предназначаются
для соединения крышки с головкой шатуна
и в случае отъёмной головки — для соединения
головки со стержнем шатуна. В ряде конструк-
конструкций шатунов болты фиксируют взаимное
положение стянутых ими деталей. Болтов на
головку ставят два или четыре; четыре болта
ставятся при невозможности размещения в габа-
габарит головки двух болтов крупного диаметра.
Шатунный болт подвергается растяжению
и кручению от предварительной затяжки и ра-
растяжению от переменной внешней нагрузки.
Кроме того, в случае недостаточно жёсткой
головки шатуна болт во время работы нагру-
нагружается переменным изгибом, величину кото-
которого заранее учесть невозможно.
Правильно выбранная предварительная за-
затяжка служит защитой болта от влияния
переменных нагрузок; с увеличением предва-
предварительной затяжки уменьшается переменная
составляющая цикла нагружения (см. гл. VI,
а также ЭСМ т. 1, кн. 2-я, гл. V).
Для увеличения упругости болту следует
назначать длину возможно большую и гладкую
часть' стержня делать по площади поперечного
сечения меньше площади поперечного сечения,
определяемой по внутреннему диаметру резь-
резьбы, примерно на 15%. Упругость болту
необходима для снижения влияния на болт:
допустимых неточностей изготовления и мон-
монтажа, деформирования головки шатуна, ударных
воздействий и потери части предварительной
затяжки из-за пластических деформаций самого
болта и стянутых деталей.
Уменьшение площади поперечного сечения
гладкой части стержня болта достигается
либо стачиванием стержня (фиг. 291, в, г), либо
осевым сверлением (фиг. 291, а). Сверлёный
болт сравнительно с болтом без сверления обла-
обладает при равных площадях поперечного' сече-
сечения меньшей упругостью при изгибе, так как
момент сопротивления кольцевого сечения
гораздо больше и. как показали опыты, имеет
большую концентрацию напряжений в зоне
перехода стержня к головке.
Уменьшение площади поперечного сечения
гладкой части стержня преследует, кроме того,
и цель переноса опасного сечения из резьбовой
части на гладкую часть, ибо резьба, помимо
того что является причиной возникновения
концентраций напряжений, снижает удлинение,
что особенно чувствительно для болтов малого
диаметра.
Резьба для болтов применяется метрическая
мелкая с шагом ^ 1,25 мм. Мелкая резьба
обеспечивает сравнительно с крупной больший
предел усталости материала болта, более
тонкую регулировку силы предварительной
затяжки, большее самоторможение. Образова-
Образование резьбы накаткой без последующей термо-
термообработки болта снижает концентрацию напря-
ееч по ab
10
а)
5)
¦Е
г)
Фиг. 291. Типовые конструкции шатунных болтов.
жений на 14—18% для болтов, изготовленных
из углеродистой стали, и на 20—25% —для
болтов, изготовленных из легированной вязкой
стали.
Вследствие наличия во впадине резкого
изменения формы трапецеидальная резьба,
являющаяся особенно опасной в смысле по-
появления трещин усталости, не может быть
рекомендована к использованию на шатунных
болтах. '¦ ,
Наружный диаметр резьбы, во избежание
порчи резьбы при постановке болта в отвер-
отверстие, следует делать меньше диаметра отвер-
отверстия на 1—2 мм.
Опорные поверхности головки болта и гайки
выполняются плоскими (фиг. 291) или кониче-
коническими (фиг. 292).
Фиг. 292. Шатунный болт.
Болты снабжаются центрирующими бурти-
буртиками для фиксации взаимного положения
стянутых ими деталей.
Опорные поверхности головки болта и гайки
следует назначать минимальными, так как
с увеличением опорной поверхности растёт
вероятность неполного прилегания головки
или гайки, влекущего появление изгиба
болта.
Опорная поверхность головки болта или
гайки при плоском опорном торце составляет
от 1,0 до 1,2 площади расчётного поперечного
ГЛ. VII]
ШАТУННО-КРИВОШИПНЫЕ ПЕРЕДАЧИ
499
сечения стержня. В случае конического опор-
опорного торца площадь проекции опорной поверх-
поверхности на перпендикулярную к оси болта
плоскость выполняется равной 0,75—0,90 пло-
площади расчётного поперечного сечения стержня.
Галтели переходов стержня болта в головку
или в центрирующий буртик следует выполнять
плавными, чтобы избежать значительной кон-
концентрации напряжений, обусловленной изме-
изменением формы.
Галтель у головки (фиг. 291):
R = @,05 -т- 0,10) d — болт несверлёный
(фиг. 291,0),
R = 0,5d — болт сверлёный,
где (I— диаметр болта.
Галтель у буртика: R — A,0 н- 1,5) d. Угол
сбега резьбы должен быть не больше 15е.
Проточка у резьбы, заменяющая сбег резьбы,
делается шириной не менее 0,5rf и диаметром
несколько меньше внутреннего диаметра резь-
резьбы; галтель в проточке имеет R « 0,'id.
Фиг. 293. Шатунная шпилька.
Длина нарезанной части болта назначается
в зависимости от того, будет ли болт иметь
сбег резьбы или проточку. У болтов со сбегом
резьбы длина нарезанной части, выступающей
из гайки со стороны опорного торца, должна
быть больше размера наружного диаметра
резьбы. При наличии проточки резьба не
должна выходить за опорный торец гайки;
она должна оканчиваться в гайке за один-два
витка от опорного торца.
Шпильки, заменяющие в ряде конструкций
шатунов болты, должны иметь центрирующий
поясок, обеспечивающий перпендикулярность
их к опорной поверхности гаек (фиг. 293).
Гайки для болтов приме-
применяются шестигранные (про-
(простые или корончатые) или
круглые корончатые со шли-
шлицами под специальный ключ
Гайки должны иметь надёж-
надёжные замки. Наибольшее рас-
распространение получила ко-
корончатая гайка благодаря
простоте фиксирования её
на стержне болта. Некото-
Некоторые заводы ставят двойной
замок: замок Пенна в соче-
сочетании с корончатой гайкой
(фиг. 292). На фиг. 294 изо-
.бражена часть шатунного болта с простой
шестигранной гайкой. Конец болта имеет
долевой прорез и осевое коническое отверстие
с резьбой. Конический винт раздаёт конец
болта и тем самым фиксирует гайку.
Грани гайки во избежание обмятия их при
завёртывании цементуются и закаливаются.
Приспособления, предохраняющие болт от
проворачивания при завёртывании гайки, не
должны являться причиной возникновения
в болте дополнительных напряжений. Следует
избегать применения болтов, у которых при-
приспособление (например, штифт и пр.), предо-
Фиг. 294.
храняющее болт от проворачивания, нарушает
форму стержня. Можно рекомендовать удер-
удерживать болт от проворачивания штифтом,
который для этой цели ставится в головку
шатуна; выступающий конец штифта входит
в прорез головки болта, предохраняя болт от
проворачивания (фиг. 267). См. также о сто-
порении резьб гл. VI.
Шатунным болтам при монтаже должна
быть сообщена предварительная затяжка,
вполне достаточная для удержания стянутых
ими частей головки шатуна в сжатом состоя-
состоянии в течение всего периода работы, даже
при наличии растягивающих болты усилий.
, Минимальная сила предварительной затяжки
болтов, при которой внешняя нагрузка растянет
их настолько, что части головки при отсут-
отсутствии между ними зазора не будут испытывать
сжатия, может быть определена из рассмотре-
рассмотрения диаграммы сила — деформация, построен-
построенной для болтов и стянутых ими частей головки
шатуна.
Расчётные зависимости для болта см. гл. VI.
Расчётное усилие болта Ро = V -f- Рг, где V—
усилие предварительной затяжки; Рг — доба-
добавочное усилие, зависящее от Р внешнего уси-
усилия, и Cg и Cq — характеристики жёсткости
болта и сопрягаемых деталей.
Так как определение аналитическим мето-
методом деформации сжатия стянутых болтами
частей головки представляет значительные
трудности, Cg следует определять опытным
путём. При отсутствии сведений о Q расчёт
болта производят по внешней нагрузке, уве-
увеличенной на 10—50%, принимая P0 = (l,l~f-l,5)P.
В ряде конструкций поршневых машин
(например, двигатели внутреннего сгорания
простого действия, особенно двухтактные)
шатунные болты при нормальных условиях
работы нагружаются весьма незначительными
внешними силами. В этом случае, учитывая
серьёзность последствий обрыва шатунных
болтов, сечение болтов следует увеличивать
до возможного конструктивного предела, опре-
определяемого размерами головки шатуна.
Крутящий момент М, необходимый для
вращения гайки в конце процесса затягивания
болта, при плоском опорном торце гайки,
согласно гл. VI,
где V1—сила предварительной затяжки на один
болт; D—наружный диаметр опорного торца
гайки; dc- диаметр отверстия под гайкой; dcp~~
средний диаметр резьбы; <Ь — угол подъёма
резьбы; / = t;j p — коэфициент трения на кон-
контактных поверхностях, равный 0.1 — 0,15.
Перемещение и угол поворота гайки отно-
относительно болта при предварительной затяжке:
перемещение
AS = (C6+Cd)V,
угол поворота
а° = -~ 360°,
о
где 5 — шаг резьбы, V — сила предваритель-
предварительной затяжки.
500
ПЕРЕДАЧИ
[РАЗД.
В качестве материала для шатунных болтов
применяется углеродистая сталь с пределом
прочности 50—65 кг/мм2 и удлинением В^ =
= 23 4-19% или легированные (Сг или CrNi)
стали.
Легированные стали в сравнении с углеро-
углеродистыми дают повышенный коэфициент кон-
концентрации напряжений (примерно на 20—35%
и выше).
Допускаемые напряжения следует назначать
с учётом переменности нагрузки на болты
и концентрации напряжений в резьбе и галте-
галтелях (см. гл. VI).
Рекомендуемые допускаемые напряжения:
400—600 кг/см2 — для углеродистой стали
800—1000 к?/см2 — для легированной стали.
Коленчатый вал
Коленчатый вал представляет собой одну
из ответственных деталей, поэтому на его
конструирование, выбор материала и изгото-
изготовление должно быть обращено особое внимание.
В качестве материала для изготовления
коленчатых валов применяются углеродистая
Стальные коленчатые валы изготовляются
ковкой или штамповкой. Чугунные коленча-
коленчатые валы отливаются из легированного (Си,
Ni, Сг и другими присадками) или модифици-
модифицированного чугуна. Положительная сторона
литых валов состоит в возможности повыше-
повышения прочности кривошипов за счёт придания
им форм, более выгодных в отношении рас-
распределения напряжений, благодаря чему литые
валы по сопротивлению усталости могут стоять
на уровне, близком к стальным. Недостатком
литых валов является неустойчивость харак- ,
теристик прочности при статической и осо-
особенно при переменной нагрузке. Твёрдость
рабочей поверхности шеек Нв >• 300.
Стальные коленчатые валы при значитель-
значительной их длине состоят из двух или трёх сек-
секций, соединённых между собой болтами. Валы
с большим радиусом кривошипа, представля-
представляющие значительные трудности при ковке, из-
изготовляются составными.
Шейки вала и их галтели должны иметь
гладкую полированную поверхность без сле-
следов резца, щёки — чисто обработанную поверх-
поверхность. Края пазов, канавок и сверле-
сверлений должны быть закруглены и за-
зачищены.
На фиг. 295 и 296 показаны образцы
выполненных конструкций.
по йЬ
Фиг. 295. Коленчатый вал.
сталь с пределом прочности 45—60 кг/мм2 и
удлинением не ниже 20%, легированные стали
и чугунное литьё.
Крупные и средние коленчатые валы для
дизелей и паровых машин изготовляются пре-
преимущественно из мартеновской углеродистой
стали марок Ст. 4, Ст. 5. Быстроходные и на-
напряжённые валы изготовляются иногда из ста-
сталей слаболегированных и легированных (на-
(например, применяется сталь: С = 0,4-5-0.5%,
Si < 0,4%, N1 = 1 -f- 1,50/0, Мп = 0,6 ~ 0,7%).
Использование сложных высоколегированных
сталей для крупных поковок коленчатых ва-
валов целесообразно лишь в том случае, если
есть уверенность в том, что в таких поковках
отсутствуют внутренние пороки (флокены).
Валы автомобильных и тракторных двигате-
двигателей изготовляются из хромоникелевых, а также
из углеродистых сталей.
В связи с развитием методов термической
и термохимической обработки углеродистые
стали вытесняют легированные из многих кон-
конструкций, где использование их ранее счита-
считалось обязательным.
Обычно применяется следующий порядок
проектирования коленчатого вала: соста-
составляется эскиз вала с использованием при опре-
определении размеров частей вала эмпирических за-
зависимостей и рекомендаций, в частности, клас-
классификационных обществ (Регистр СССР, ан-
английский Ллойд, Бюро Veritas во Франции
и др.); проводится проверочный расчёт вала и
окончательно устанавливаются его размеры.
Число кривошипов и их взаимное распо-
расположение определяются типом машины, урав-
уравновешенностью, равномерностью вращения
и рядом других условий. Например, валы
четырёхтактных двигателей внутреннего сго-
сгорания с чётным числом цилиндров для дина-
динамической уравновешенности симметричны от-
относительно поперечной плоскости, делящей
вал пополам.
Во избежание одностороннего износа под-
подшипников число коренных шеек выбирается
из того соображения, чтобы получились не-
незначительные прогибы вала. В большинстве
поршневых машин, особенно в паровых маши-
машинах, компрессорах, двигателях внутреннего
ГЛ. VII]
ШАТУННО-КРИВОШИПНЫЕ ПЕРЕДАЧИ
501
сгорания и др., между смежными коренными
подшипниками располагается только один кри-
кривошип.
Расстояние между серединами кривошипов
зависит от диаметра цилиндра, конструкции
подшипников и расположения деталей на валу
(эксцентриков, кулачков и пр.).
Диаметр кривошипной шейки берётся в за-
зависимости от диаметра цилиндра. В машинах
центрацию напряжений, улучшает распреде-
распределение напряжений в щеке и увеличивает
предел усталости до 30%. Рекомендуется
ri:r2 = 4:l.
Осевое рассверливание шеек, преследу-
преследующее в основном цель уменьшения веса
и удаления менее качественного материала,
благоприятно сказывается на прочности щеки.
Бочкообразная форма сверления (фиг. 301)
1 (
>
1
I
-4
—
1
f
Фиг. 296. Ко
-t
ленчать
бескрейцкопфной конструкции наибольший
диаметр шейки кривошипа принимается рав-
равным около 0,7 диаметра цилиндра.
Диаметр коренной шейки берётся или рав-
равным диаметру шейки кривошипа, или больше.
Увеличение диаметра коренной шейки в ряде
случаев обусловливается необходимостью уво-
увода критического числа оборотов из зоны рабо-
рабочих оборотов.
Цельные, лёгкие коленчатые валы гнут для
некоторых видов машин из круглой стали
и обрабатывают у них только трущиеся по-
поверхности (фиг. 297). Такие валы просты
и обладают большой прочностью, так как
волокна у них не
прорезаются. На-
Наклон щёк улучшает
распределение на-
напряжений.
При больших
размерах вала, пол-
полностью обработан-
обработанных, щёки обычно
имеют прямоуголь-
прямоугольное сечение. Тол-
Толщина щеки, т. е. размер в направлении оси
вала, при предварительном определении раз-
размеров #= @,4ч-0,55) d; ширина щеки предва-
предварительно h — A,5-т-1,7) d. Форма щёк показана
на фиг. 298. Срез углов у щеки преследует
цель удаления металла, не участвующего в
передаче силового потока.
Галтели в местах сопряжения щёк с шей-
шейками должны очерчиваться по плавной кривой
возможно большего радиуса. Рекомендуется
г— O,OJd и выше. Галтель с поднутрением щеки
(фиг. 299) и эллиптическая галтель (фиг. 300)
дают снижение концентрации напряжений.
Для эллиптической галтели рекомендуется
а 1 о с а /
¦7 = 1—2,5- (для сверленых шеек в качестве
d принимается двойная толщина стенок).
Галтель с поднутрением сохраняет длину
цилиндрической части шейки, снижает кон-
в сочетании с уширением щеки значительно
увеличивает предел усталости сравнительно
со сплошными шейками [16].
При центральном расположении сверления
наиболее нагруженной стороной шейки при
изгибе и в известной мере при кручении
является сторона, обращенная к просвету
между щеками. Смещением оси сверления
в противоположном направлении (для криво-
кривошипных шеек наружу от кривошипа) можно
Фиг. 297. Коленчатый вал.
Фиг. 298. Форма щёк коленчатого вала,
добиться равномерного распределения напря-
напряжений по окружности поперечного сечения
шеек. Диаметр осевого сверления принимается
равным 0,4— 0fid.
Отверстия для смазки
располагаются или ради-
ально, или наклонно. На-
Наклон оси смазочного
Фиг. 299.
Фиг. 300.
отверстия, расположенного в плоскости кри-
кривошипа, при изгибе уменьшает концентрацию
напряжений, а при кручении — увеличивает.
502
ПЕРЕДАЧИ
[РАЗД.
Усиления шеек в местах выхода отвер-
отверстий (фиг. 302) и постановка в отверстия вту-
втулок с натягом (фиг. 303) снижают концентра-
концентрацию напряжений в зонах расположения отвер-
отверстий. Края отверстий должны быть закру-
закруглены и тщательно зачищены. Диаметр отвер-
отверстий для смазки принимается равным 5—15 мм
в зависимости от величины диаметра шейки.
Секции вала соединяются между собой
цилиндрическими болтами, поставленными
в отверстия фланцев с натягом, или кониче-
коническими болтами. Для взаимного центрирования
секций фланцы снабжаются выточками, в ко-
которые при выверке линии вала вставляются
центрирующие шайбы.
Перед окончательной постановкой болтов
шайбы удаляются, и дальнейшее центрирова-
центрирование возлагается на болты.
Термообработка — азотирование и цемен-
цементация — рабочей поверхности шеек способ-
способствует снижению пиков напряжений.
Рабочая поверхность шеек подлежит
термообработке, если подшипники имеют за-
заливку из свинцовистой бронзы (см. гл. VIII).
Требуемая твёрдость поверхности около 300
Нв или 30 /?с-
При расчёте коленчатого вала должно быть
учтено влияние на прочность: состояния по-
поверхности, т. е. будет ли поверхность шейки
или щеки гладкая или иметь следы инстру-
инструмента; размера сечения; поперечных для цир-
циркуляции масла отверстий; концентрации на-
напряжений в местах сопряжений щёк с шей-
шейками; галтелей и ряда других факторов
(термообработки, напрессованных на вал
деталей и пр.) *.
Расчёт шеек коленчатого вала на смятие
производится по максимальной силе, действу-
действующей на шейку,
Ртях = dlk,
где d и / — диаметр и рабочая длина шейки;
k — допускаемое напряжение на смятие, за-
зависящее от режима
работы опоры, мате-
материала опорной поверх-
Фиг. 301.
Фиг. 302.
ности шейки и типа машины. Числовые зна-
значения k для некоторых машин приведены
в табл. 177.
Расчёт шеек на нагрев ведётся по средней
за цикл машины силе, действующей на шейку,
где п •— число оборотов вала; / — длина вкла-
вкладыша в см; )
ния в м/сек.
дыша в см; kcp — —2', v—скорость враще-
Таблица 177
Примерные значения к в кг/см9 и kcpv в кг/см3 X
X м/сек для шеек коленчатого вала
Машина
Авиадвигатели . .
Автодвигатели . . .
Дизели тихоходные
, быстроход-
быстроходные
Газовые двигатели
Паровые машины .
Паровозы
Компрессоры . . .
Эксцентр. прессы,
ножницы
Коренная
шейка
k
15°
150
100
150
70
35
100
250
kcpv
>8оо
>5°°
30—150
15°—25°
~15°
~>1ОО
~25
Шейка
кривошипа
k
До 250
200
120
• 22°
, 13°
, IOO
IOO
IOO
5°°
kcpv
^1000
>8оо
30—15°
150—250
~15О
~5°
Фиг. 303.
* Подробно о расчёте коленчатого вала см. гл. VIII.
Правая часть в уравнении kcp v — величи-
величина, характерная для каждого типа подшипника,
применительно к определённому режиму ра-
работы опоры данного вида машин. При коль-
кольцевой смазке kcp v <T 30; при циркуляционной
смазке kcp v неограниченно
при обязательном обеспече-
обеспечении в подшипнике режима
жидкостного трения. Число-
Числовые значения kcp v для не-
некоторых машин приведены
в табл. 177 и могут служить
для предварительных расчё-
расчётов.
Коленчатый вал фиксируется от осевых пе-
перемещений по коренному подшипнику, близко
расположенному к шестерне передачи или к
маховику. Относительно других коренных под-
подшипников вал должен иметь свободу переме-
перемещения. Зазор между торцом фиксирующего
(упорного) подшипника и щекой кривошипа
равен при отжатом к противоположному торцу
коленчатом вале 0,1—0,25 мм.
Коренные и кривошипные шейки вала це-
цементуются и закаливаются, если подшипники
имеют заливку из свинцовистой бронзы. При
подшипниках с баббитовой заливкой шейки
оставляют без термообработки.
Составные коленчатые валы
В составных коленчатых валах (фиг. 304)
шейки и щёки, изготовленные отдельно друг от
друга, соединяются между собой неподвиж-
неподвижными посадками с гарантированным натягом.
Силовой поток с шейки на щеку или
в обратном направлении передаётся трением,
возбуждённым на поверхности контакта. Со-
Составные коленчатые валы возможны в том
случае, когда проекции шеек (коренной
и кривошипной) на широкую грань щеки
взаимно не перекрываются, а находятся друг
от друга на некотором расстоянии (фиг. 304).
Минимально допускаемое расстояние между
проекциями шеек составляет около */з Диа"
метра отверстия в щеке под шейку. При
меньшем расстоянии щёки и кривошипная
шейка изготовляются как одно целое, а ко-
коренные шейки — вставными 1фиг. 305).
ГЛ. VII]
ШАТУННО-КРИВОШИПНЫЕ ПЕРЕДАЧИ
503
Перед постановкой шейки на место щека
нагревается примерно до 200° С или шейка
соответственно охлаждается.
Основные требования, предъявляемые
соединению щеки с шейкой: прочность соеди-
соединения при передаче крутящего момента ма-
мало а в
ксимального значения и возможно малая кон-
концентрация напряжений в шейке, вызванная
посадкой.
Прочность соединения достигается назна-
назначением соответствующего натяга и качеством
обработки контактных поверхностей. Реко-
Рекомендуемый натяг J/goo — Viooo от Диаметра по-
посадочного конца шейки.
На прочность шейки оказывают влияние
контактное напряжение и конструкция шейки
и щеки. С увеличением контактного напря-
напряжения концентрация напряжений в шейке у
края щеки растёт (см. главу VIII стр. 512—514).
Гладкая шейка, простая в обработке, даёт
высокий коэфициент концентрации напряже-
напряжений, равный 1,7—2,0, ступенчатая шейка
(фиг. 304) — благоприятная конструкция с точ-
точки зрения уменьшения концентраций напря-
напряжений, даёт коэфициент концентрации, близ-
близкий к единице. Разгружающие выточки на
по ДД
ДГ
^305^300-^305^
Фиг. 305.
щеке (фиг. 306) и -галтели с поднутрением на
ступенчатой шейке (фиг. 307) значительно
снижают концентрацию напряжений. Шпоноч-
Шпоночный паз на посадочном конце шейки вызы-
вызывает высокую концентрацию напряжений,
поэтому постановку шпонки в соединение
ставить не рекомендуется.
Наклёп посадочного конца шейки повышает
стойкость поверхностного слоя против появле-
появления усталостной трещины. Рекомендуется про-
производить накатку поверхности посадочного
конца шейки для сообщения ей наклёпа.
Диаметр и длина шейки в подшип-
подшипнике составного коленчатого вала
определяются так же, как для цельнокованых
валов. Рекомендуется принимать (см. фиг. 304)
do=1.05d—диаметр посадочного конца шей-
шейки; ft=l,8rf0—ширина щеки; b = ^h—толщи-
о
на щеки, где d — диаметр шейки в подшип-
подшипнике. Намеченные размеры проверяются рас-
расчётом.
При проверке прочности соеди-
соединения определяется (см. гл. V) располагае-
располагаемая на поверхности контакта щеки с шейкой
сила трения
где /—коэфициент трения скольжения щеки
относительно шейки; /=0,08 -=-0,125 — при
передаче осевого усилия, /= 0,15ч-0,20— при
передаче крутящего момента; р кг\см"' — напря-
напряжение сжатия на поверхности контакта; d —
Фиг. 306.
Фиг. 307.
номинальный диаметр отверстия щеки под
шейку; /—длина шейки.
Момент трения MT = 0,5dfN =0,5тс/рШ
должен быть больше крутящего момента,
передаваемого соединением.
Проверка прочности щеки. От за-
запрессовки шейки в теле щеки возникают на-
напряжения растяжения в диаметральных сече-
сечениях и напряжения сжатия в сечениях, нор-
нормальных к радиусу. Расчётные зависимости
см. в гл. V.
Проверка прочности шейки. От
запрессовки в отверстие щеки в теле шейки
возникают напряжения сжатия как в диа-
диаметральных сечениях, так и в сечениях, нор-
нормальных к радиусу, причём напряжения сжатия
в диаметральных сечениях имеют наибольшую
величину.
Расчётные зависимости см. в гл. V.
Кривошип
Кривошип (открытый) — рычаг, скреплён-
скреплённый с валом или составляющий с ним одно
целое, предназначаемый для передачи работы
от шатуна валу или в обратном направлении.
Основные части кривошипа: палец, охваты-
охватываемый шатуном, тело со ступицей, служащей
для посадки кривошипа на вал. Если на
пальце кривошипа находится второй криво-
кривошип, последний называется контркривошипом
(фиг. 30S). Расстояние между осью вала и осью
пальца кривошипа — радиус кривошипа.
Палец кривошипа или составляет одно
целое с телом кривошипа, или изготовляется
отдельно. Соединение обеспечивается натягом
504
ПЕРЕДАЧИ
[РАЗД. I
(фиг. 309) или посадкой на конус (конусность
1 :10) с закреплением гайкой или клином
(фиг. 310—311). Посадочный натяг равен Vsoo—
Viooo от Диаметра отверстия. Такой же натяг
назначается и для посадки кривошипа на вал.
Для снижения концентрации в сечениях пальца,
вызванных посадкой, посадочный конец делает-
делается большего диаметра, а тело кривошипа
снабжается выточкой.
Если посадочный конец меньше диаметра
выступающей части пальца, переходную гал-
галтель следует делать с поднутрением (см.
фиг. 306). Длина посадочного конца прини-
принимается равной 0,8 — 1,0 диаметра отверстия.
Конический конец пальца (фиг. 310—311):
lx = (l,5-r-l,75)rf; d0 = 0,5d; h = @,34-0,4)^; b =
= @.2-*-0,25)rf.
Длина ступицы кривошипа l^D — при по-
посадке с натягом; / = A,25-5-1,5)Z)— при закре-
закреплении кривошипа шпонками.
Наружный диаметр ступицы стального
кривошипа приблизительно равен 1,8D, где
Расчёт пальца кривошипа производится на
прочность по изгибу и кручению от воздей-
воздействия шатуна и контркривошипа. От шатуна
палец изгибается.
Изгибающий момент (фиг. 312—313)
М = 0,5Р1.
Напряжение изгиба
а = М : W,
где W д:
— момент сопротивления
поперечного сечения.
Допускаемое напряжение на изгиб при
расчёте по номинальным напряжениям при-
принимается равным 900—1000 кг/см'г. При опре-
определении запаса прочности по усталостным
характеристикам коэфициент концентрации
а =1,7 -=-2,0 для пальца одного диаметра при
посадке с натягом; а ~ 1,4 — то же при нали-
наличии выточки на теле кривошипа и а ~ 1,0 при
посадке с натягом и при диа-
диаметре посадочного конца паль-
пальца, большем, чем диаметр вы-
выступающей части пальца.
Расчёт тела кривошипа про-
производится по сечению Л—А,
лежащему в плоскости, каса-
касательной к окружности втулки
(фиг. 312). Сечение испытывает
растяжение или сжатие от
Фиг. 308. Кривошип с контркривошипом.
Фиг. 309.
D — диаметр вала под кривошипом. В каче-
качестве материала кривошипов применяется угле-
силы Z; изгиб от моментов М% = Zx и Mf =
= Тхи кручение от момента Мк=Тх (фиг. 313),
родистая сталь с пределом прочности 40 — где Т — тангенциальное усилие.
50 кг/мм2 и стальное литьё. Палец криво-
кривошипа изготовляется из углеродистой стали
с пределом прочности не менее 50 кг/мм2.
сеч по QR
Фиг. 310.
Фиг. 312.
Поверхности пальца (рабочую и под запрес-
запрессовку) накатывают роликами для сообщения
наклёпа.
Контркривошип закрепляется на пальце
клеммой при наличии шпонки (фиг. 308).
Напряжение растяжения или сжатия для
всех точек сечения
Z
bh'
ГЛ. VII]
ШАТУННО-КРИВОШИПНЫЕ ПЕРЕДАЧИ
505
Напряжение изгиба для всех точек широких
граней
Zx
где
wy~ 6 '
Напряжение изгиба для всех точек узких
граней
» Тх
где
bh*
Суммарное нормальное напряжение:
a — cz±au для точек- лежащих на середи-
серединах широких граней (точки С, D);
o = az±a^ —для точек, лежащих на сере-
серединах узких граней (точки А, /?);
<3=3z±Gai-0"u ~~~для точек> лежащих по
углам сечения (точки а, Ъ, с и d).
Напряжение кручения:
Тх (о , 1 о b
для точек» лежащих
на серединах широких граней (точки С, D);
для точек, лежащих
на серединах узких граней.
Наиболее опасной точкой будет точка, на-
находящаяся на галтели, сопрягающей ступицу
с телом кривошипа.
Фиг. 313.
При расчёте по номинальным напряжениям
допускаемое напряжение для стальных криво-
кривошипов 800—1000 кг/см2.
Эксцентрик
Эксцентрик — круглый диск, ось вращения
которого не совпадает с его геометрической
осью (фиг. 247, а). Посаженный и закреплён-
закреплённый на валу эксцентрик заменяет: эксцентрико-
эксцентриковый вал (фиг. 247, б); кривошипный вал малого
радиуса (сравнительно с диаметром вала)
с несоосно расположенным цилиндрическим
утолщением, кривошип. В качестве материала
"для изготовления эксцентриков применяются
чугун, углеродистая сталь и редко бронза.
Твёрдость рабочей поверхности стальных
эксцентриков Нв~ 230-?-250. В зависимости от
возможности посадки на вал эксцентрик может
быть цельным или разъёмным по диаметраль-
диаметральной плоскости.
Разъёмные экс-
эксцентрики свёрты-
свёртываются болтами
или винтами. Со-
Соединение эксцен-
эксцентрика с валом осу-
осуществляется шпон-
шпонкой, если не тре-
требуется угловая ре-
регулировка ПОЛО-
Фиг. 315.
жения эксцентрика относительно вала. При
требовании угловой регулировки (например,
в парораспределении) в соединении эксцен-
эксцентрика с валом используются особые шпонки
с треугольными шлицами (фиг. 314). Примеры
эксцентриков с переменным радиусом см.
также в т. 8.
Ступицы эксцентриков должны иметь до-
достаточную длину для уменьшения перекоса
эксцентриков при применении клиновой шпон-
шпонки. Рабочая поверхность — поверхность кон-
контакта с хомутом — обтачивается по цилиндру
или по сфере значительного радиуса или по
конусу.
Поверхность рассчитывается на смятие
и нагревание. Допускаемое kcpv=5-^-l0. Голов-
Головка хомута эксцентрика заливается баббитом.
Пример комплектного шатуна эксцентрика
(собственно эксцентрик, хомут, штанга) по-
показан на фиг. 315.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ваншейдт В. А., Судовые двигатели внутреннего
горения, ч. II, Государственное союзное издатель-
издательство судостроительной промышленности, Л. 1941.
2. Доллежаль В. А., Конструктивные формы ша-
шатунных болтов, Труды ЦИАМ № 68, Оборонгиз,
М. 1944.
3. 3 а с с Ф., Бескомпрессорные двигатели дизеля,
ОНТИ, Главная редакция энергетической литературы,
М.-Л. 1935.
4. К и н а с о ш в и л и Р. С, Расчёт прочности шату-
шатунов авиадвигателей. Труды ЦИАМ № 66, М. 1945.
5. К и н а с о ш в и л и Р. С, Расчёт прочности колен-
коленчатых валов рядных авиационных двигателей. Труды
ЦИАМ № 94, М. 1945.
6. К о г а н С. А., Расчёт разрезной щеки разъёмного^
коленчатого вала звездообразного двигателя, Труды
ЦИАМ № 46, М. 1943.
506
ПЕРЕДАЧИ
[РАЗД. I
7. Либрович Б. Г. иПоздняковС. Н., Тепло-
Тепловозные двигатели, ОНТИ, М. 1937.
8. М а л и н ь н Н. Н., Расчёты на прочность при пере-
переменных напряжениях, изд. МВТУ, 1945.
9. О д и н г И. А., Допускаемые напряжения в машино-
машиностроении и циклическая прочность металлов, Машгиз,
М. 1944.
10. Паровоз „Феликс Дзержинский", изд. редбюро Локо-
мотивпроекта, М. 1934.
11. ПисаренкоГ. С, Исследование статического
изгиба многоопорного коленчатого вала, „Вестник ма-
машиностроения" № 6—7, М. 1945.
12. Попои А, А., Новый метод расчёта головки ша-
шатуна, Труды Кр. МММИ, вып. 41-42/2, М. 1938.
13. Р е б а н э А. И., Уравновешивание масс и выбор
расположения колен в поршневых машинах, изд. МВТУ
им. Баумана, М. 1944.
14. С е р е н с е н С. В., Инженерный сборник, т. 1,
вып. 1, М. 1941.
35. Сервисен С. В., Прочность валов и осей в связи
с напрессовкой деталей, Сборник Института машино-
машиноведения АН СССР, М. 1944.
16. С е р е н с е н С. Б., О прочности коленчатых валов
в связи с их конструкцией и технологией изготовле-
изготовления, „Вестник машиностроения" № 6 — 7, М." 1945.
17. Серенсен С. В., Тетельбаум П. М., П р и-
горовский Н. И., Динамическая прочность в ма-
машиностроении, Машгиз, М. 1945.
18. С и м а к о в Ф. Ф., Расчёт шатуна на силы инерции,
.Вестник инженеров и техников" № 11, 1936; № 6, 1937;
№ 4, 1938.
19. Ц ы д з и к В. Е„ Б а р м и н В. П. и В е й и-
б е р г Б. С., Холодильные машины и аппараты, Маш-
Машгиз, М. 1946.
20. F re у Н., Schubstangen und Kreuzkopfe, Berlin, 1929.
21. Schmidt — Schrauben, ZVDI № 9, 1940.
22. S t a e d e 1W., Die Dauerfestigkeit von Schrauben, 1933,
Реферат по работе Штеделя напечатан в журнале
„Техника воздушного флота" № 12/100, 1935, с. 105.
23. ZVD1 № 42, 1933.
24. Mathar 1., Versuche fiber die Spannungsverteilung
an Stangenkopfen, „Forschungsarbeiten" № 306, 1928.
25. Berngard J., Berechnung von Stangenkopfen,
ZVDI № 27, 1930.
Глава VIII
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
ВАЛЫ И ОСИ
ВВЕДЕНИЕ
По условиям работы различают ва-
валы: а) коренные, или основные, передающие
или воспринимающие работу двигателя; корен-
коренной вал может быть прямым, кривошипным или
коленчатым; б) передаточные, являющиеся од-
одновременно ведомыми и ведущими; в) транс-
трансмиссионные, получающие работу от двигателя
и передающие её отдельным рабочим машинам;
г) контрприводные, имеющие назначение ме-
менять число оборотов ведомых валов относи-
относительно ведущих и в случае необходимости —
направление вращения.
По конструкции различают валы:
а) гладкие, имеющие на всём своём протяже-
протяжении сечения одинаковых форм и размера; б) фа-
фасонные с различными поперечными сечениями;
в) фланцевые оканчивающиеся соединительным
фланцем; г) сплошные; д) полые (облегчённые
валы), обычно кольцевого сечения, и е) со-
составные из нескольких частей, жёстко соеди-
соединяемых между собой.
Особый класс представляют гибкие валы,
допускающие передачу вращения под любым
углом и состоящие из предохранительного ру-
рукава (оболочки) и сердцевины из прямой про-
проволоки, окружённой несколькими соосными
слоями витой проволоки.
ПРЯМЫЕ ОСИ И ВАЛЫ
Материалы осей и валов
Для осей и валов применяются разнооб-
разнообразные марки углеродистых и легированных
сталей.
Валы и оси в зависимости от предъявля-
предъявляемых к ним требований могут подвергаться тер-
термической и термохимической обработке (це-
(цементация, азотирование).
Марка стали и термообработка обеспечи-
обеспечивают достаточную прочность вала (оси) и до-
достаточное сопротивление истиранию. На вы-
выбор марки стали и её термообработки влияют
условия работы вала/ его напряжённость при
заданных габаритах, скорость вращения, на-
назначение и конструкция вала и его опор.
Для валов, особенно для гладких, приме-
применяются преимущественно углеродистые стали
марок 25, 30, 35, 40 и 45 (ГОСТ В 1050-41) и
Ст. 3, Ст. 4, Ст. 5 нормальная и повышенная
(ГОСТ 380-41).
Особенно часто применяется сталь 45. Для
изготовления тяжело нагружённых, фасонных
и шлицевых валов часто применяются легиро-
легированные стали.
Применение дорогостоящих легированных
сталей вызывается требованиями ограничения
веса и габаритов вала и повышением износо-
износоустойчивости его элементов.
Термохимическая обработка применяется
в случаях, когда необходимо повышение из-
износоустойчивости шеек вала. Помимо этого це-
цементирование, а особенно азотирование умень-
уменьшают влияние концентрации напряжений на
предел усталости.
В отдельных случаях валы и оси изгото-
изготовляются из стального литья, чугуна и дерева.
Конструкция осей и валов
Форма вала (или оси) определяется его
напряжённостью при принятых габаритах, по-
положением и способом крепления деталей, с
ним связанных, способом регулировки его по-
положения, посадками, типом и размерами под-
подшипников и условиями обработки и сборки.
Форма вала должна быть сообразована с ука-
указанными факторами, из которых часть выби-
выбирается в процессе конструирования, а часть
заранее задана.
В целях уменьшения веса и габаритов
сильно нагружённые валы ответственных ма-
машин изготовляются обычнЪ фасонными и ча-
часто полыми.
Вал, рассчитанный на основании действу-
действующих на него моментов так, что сечения его
равнопрочны, имеет форму, близкую к форме
Фиг. 1.
тела равного сопротивления. Между отдель-
отдельными участками вала сопряжения делаются
плавными в виде галтелей возможно больших
радиусов или конических переходов. Такой
вал изображён на фиг. 1. Пунктиром отмечена
форма тела равного сопротивления.
Пустотелые валы и оси выгодны в отно-
отношении использования материала. В табл. 1
508
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Таблица 1
d0
dt
d,
d
а в %
°.4
1,009
15
0.5
1,022
22
0,6
1.047
29
0.7
1.006
39
0,8
1,192
49
O.9
I.472
61
указаны: а) экономия в весе G% пустоте-
пустотелого вала по сравнению со сплошным при оди-
одинаковых моментах сопротивления и б) отно-
отношение наружного диаметра пустотелого ва-
вала dt к диаметру сплошного вала d (фиг. 2)
при различных отно-
отношениях внутреннего
и наружного диаме-
диаметров пустотелого вала.
Пустотелые валы
вследствие их малого
веса и относительно
большого момента со-
сопротивления особенно пригодны для передач с
большими расстояниями между отдельными
опорами. Иногда пустотелые валы приме-
применяют в тех случаях, когда они получают уси-
усилия от проходящего сквозь них сплошного
вала.
Детали закрепляются на валу чаще всего
либо шпонками, либо на шлицах, либо по-
посадкой с гарантированным натягом.
В местах, где должны быть шпонки, обычно
утолщают поперечное сечение на глубину шпо-
шпоночных канавок для устранения ослабления вала
Фиг. 3.
Фиг. 4.
и для облегчения закладывания и затягивания
шпонки.
Для осевого фиксирования вала и деталей
на валу используются уступы самого вала
Фиг. 5.
Фиг. 6.
(фиг. 3), заплечики (фиг. 4), конические
участки вала (фиг. 5) и стопорные кольца
(фиг. 6).
Вал для возможности удлинения при коле-
колебаниях температуры должен быть закреплён
только в одном месте: возле деталей, весьма
чувствительных к смещениям (например, у ко-
конического зубчатого колеса).
Заплечики, составляющие одно целое с ва-
валом, применяются там, где не мешают сборке
цельных деталей (зубчатых
колёс, шкивов). Однако они
дороги, так как приходится
стачивать много материала
или высаживать их. На глад-
гладкие валы при больших про-
продольных усилиях заплечики
надеваются в горячем со-
состоянии, а при продольных усилиях средней
величины заплечики лучше заменять стопор-
стопорными кольцами.
Размеры заплечиков принимаются (фиг. 7):
высота а = @,07 d + 3 мм> ч- @,1 d + 5 мм);
ширина ft = 1,4 а; радиус галтели р = 0,5а.
По нормам ряда заводов размеры галтели
у заплечика (в мм), фиксирующего положения
вала, даны в табл. 2.
Таблица 2
d
Р
а
28
1.5
2
68
2
3
IOO
3
4
175
4
6
що
6
9
290
6
ю
32O
IO
14
37°
12
16
420
12
18
Радиусы закруглений у уступов, как и у
заплечиков, следует брать возможно больши-
большими для обеспечения прочности при знакопе-
знакопеременных напряжениях и для уменьшения
опасности появления закалочных трещин. Там,
где это возможно, следует делать радиус гал-
галтели р больше 0,Ы.
Когда радиус галтели по условиям сопря-
сопряжения с деталью, сидящей на валу (например,
шариковым подшипником), мал, целесооб-
а) б)
Фиг. 8.
разно увеличить его разгрузочной выточкой
(фиг. 8, а) или применяя дистанционное кольцо
(фиг. 8, б).
На предел усталости вала влияют конфи-
конфигурация вала и сидящих на нём деталей, спо-
способы их крепления и величины натягов. Да-
Давление на вал в результате натяга от сидящей
на валу детали снижает предел усталости. Не-
Неблагоприятно влияет на прочность вала рез-
резкое возрастание давлений. Целесообразны та-
такие формы деталей, при которых удельные
давления нарастают постепенно. Такими, на-
например, являются: а) форма втулки, котора*
утоняется к концам (фиг. 9, а); б) форма де-.
ГЛ. V11I]
ВАЛЫ И ОСИ
509
тали с разгрузочной выточкой (фиг. 9, б);
в) шпонка с пружинящими концами (фиг. 9, в).
Детали целесообразно насаживать на вал
так, чтобы края втулки свисали над краями
уступов вала (фиг. 5).
Для облегчения сборки вала, на который
насаживается несколько деталей с различными
посадками по системе отверстия, вал выпол-
выполняется ступенчатым.
У вала с постоянным номинальным диа-
диаметром разные посадки осуществляются шли-
шлифовкой отдельных участков. Между участками,
имеющими разные отклонения, делаются не-
неглубокие проточки @,2 — 0,25 мм) с шириной
B — 3 мм), достаточной для выхода шлифо-
шлифовального камня.
Детали, закрепляемые на ступенчатом ва-
валу с натягом, должны располагаться так, что-
чтобы каждая деталь проходила при сборке по
валу с зазором; на гладком валу неподвижные
посадки допустимы только на концах.
В случае гладкого вала, когда на нём си-
сидит несколько деталей с отверстиями (под-
(подшипники, шкивы, муфты, установочные коль-
кольца, шестерни и т. д.), бывает целесообразно
применять систему вала и устанавливать по-
посадки изменением отверстий насаживаемых
деталей. Ту же систему применяют, когда ва-
Система отверстия
Фиг. Ю.
лы идут в сборку без механической обра-
обработки (светлотянутые). На фиг. 10 показаны
конструкции концов вала при обеих системах
допусков.
РАСЧЁТ НА ПРОЧНОСТЬ ПРЯМЫХ ОСЕЙ
И ВАЛОВ
При расчёте на прочность валов и осей по
заданному запасу прочности (или допускае-
допускаемому напряжению) находят необходимые „проч-
„прочные" размеры сечений вала (оси) либо, задав-
задавшись этими размерами, определяют фактиче-
фактические запасы прочности (проверочный расчёт).
Целесообразно сначала приближённо, при-
принимая пониженное допускаемое напряжение
(повышенный запас прочности), найти необ-
необходимые размеры вала (или оси), по конструк-
тивным соображениям установить его форму
со всеми деталями (галтели, посадочные места,
шпоночные канавки и пр.), а затем подверг-
подвергнуть вал или ось уточнённому проверочному
расчёту.
На основании уточнённого расчёта вно-
вносятся изменения в конструкцию вала, которые
в последующем проверяются. У осей, работа-
работающих на изгиб, нормальные напряжения мо-
могут изменяться по величине и не изменяться
по знаку (фиг. 11), но могут изменяться и по
величине, и по знаку (фиг. 12). В приближён-
приближённом расчёте первый случай относят ко II ре-
режиму нагрузки (напряжение считают изменяю-
изменяющимся от нуля до максимума), а второй слу-
случай — к III режиму нагрузки (напряжение
считают изменяющимся по симметричному
циклу).
У валов напряжения от изгиба изменяются
по знаку (вал вращается), и допускаемое на-
Фиг. 11.
Фиг. 12.
пряжение в приближённом расчёте должно
устанавливаться по III режиму нагрузки; на-
напряжение от кручения обычно не изменяется
по знаку, и допускаемое напряжение должно
устанавливаться по II режиму нагрузки. Однако
часто разница в режимах напряжений от из-
изгиба и кручения не учитывается, и допускае-
допускаемое напряжение устанавливается по III ре-
режиму.
В уточнённом расчёте валов учитывается,
что каждое напряжение, как нормальное, так
и касательное, изменяется по определённому
режиму по времени.
В отличие от приближённого расчёта в
уточнённом учитывается влияние концентра-
концентраций напряжений в опасных сечениях вала и
его абсолютных размеров на предел усталости.
Запасы прочности при расчёте валов и
осей должны быть повышены (допускаемые
напряжения снижены) в случаях: 1) если дей-
действующие нагрузки и возникающие в отдель-
отдельных частях вала напряжения не могут быть
точно рассчитаны [например, в случаях: а) ста-
статически неопределимого вала, опоры которого
имеют осадки, не поддающиеся расчёту; б) на-
наличия вибраций.не поддающихся расчёту; в) та-
такой формы вала, при которой неизвестны эф-
эффективные коэфициенты концентрации напря-
напряжений и т.д.]; 2) если вал (или ось) изготовляется
из неоднородного материала, механические ка-
качества которого плохо известны; 3) если вал
(или ось), работающий в условиях высоких
температур, может быть подвергнут действию
коррозии; 4) если вал (или ось) имеет большие
абсолютные размеры, при которых сильнее ска-
сказываются технологические факторы и внутрен-
внутренние напряжения; 5) если вал (или ось) имеет
ответственное значение и разрушение его мо-
может привести к тяжёлым последствиям (напри-
(например, оси железнодорожного подвижного со-
состава).
510
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. 1
Приближённый расчёт осей и валов
на прочность
Расчёт сплошной оси постоянного сече-
сечения ведётся по уравнению
Расчёт полой оси постоянного сечения ве-
ведётся по уравнению
, 4-4
Мь = 0.1 * Rb. B)
ние разницы в режимах напряжений от изгиба
и кручения а = —-—, где в свою очередь
R\\
Кц и Riu ~ допускаемые напряжения для II
и III режимов нагрузки.
В случае пустотелого вала расчётные урав-
уравнения имеют вид:
/'
E)
В этих уравнениях Мb — максимальный из-
изгибающий момент; d — диаметр сплошной оси;
d\ и d?0 — наружный и внутренний диаметры
пустотелой оси; JRf, — допускаемое напря-
напряжение на изгиб, устанавливаемое по II ре-
режиму нагрузки, если ось не вращается, и по
III режиму, если ось вращается.
Уравнение B) неопределённо до тех пор,
пока не задан один из диаметров dx или d0 или
пока не выбрано отношение C = —~- -
Ьсли ось имеет переменное сечение, то по
эпюрам изгибающих моментов легко нахо-
находятся наиболее напряжённые сечения оси, по
которым и производится расчёт.
Если конструируется ось в форме, близкой
к телу равного сопротивления, то по изгибаю-
изгибающим моментам, даваемым эпюрами, и допу-
допускаемому напряжению'из расчётного уравне,-
ния находятся диаметры ряда сечений. В очер-
очертание оси эти диаметры должны вписываться
(см. фиг. 1).
Расчёт сплошных валов ведётся (по III
теории прочности): а) по уравнению
= /?*
C)
если не учитывается разница в режимах из-
изменения нормальных (от изгиба) и касатель-
касательных (от кручения) напряжений, или б) по
уравнению
0,1
D)
F)
где р = —— ; d± — наружный диаметр вала;
d0 — внутренний диаметр вала.
При проверочном расчёте, когда известны
размеры вала в наиболее напряжённых сече-
сечениях, находятся наибольшие напряжения от
изгиба о и кручения т:
а) в случае сплошного вала
Мн . Мк
б) в случае пустотелого вала
Мь . Мк
Результирующее напряжение (по III тео-
теории прочности) должно быть равно или меньше
допускаемого: а) без учёта разницы в режи-
режимах напряжений от изгиба и кручения
в) с учётом разницы в режимах напряже-
напряжений от изгиба и кручения
если учитывается, что напряжение от круче-
кручения изменяется по II режиму.
В формулах C) и D) Мь — изгибающий
момент в опасном сечении; Мк-—крутящий
момент в опасном сечении; d — диаметр рас-
рассчитываемого сечения вала; Rf, — допускаемое
напряжение, устанавливаемое по III режиму
нагрузки; а — коэфициент, учитывающий влия-
При приближённом расчёте допускаемые
напряжения можно брать для I, II и III режи-
режимов нагрузки из табл. 3.
По ;>яду европейских норм максимальные
допускаемые напряжения для идеального слуг
чая" (отсутствие значительной концентрации
напряжений, небольшие абсолютные размеры
вала) устанавливались следующим образом:
Таблица 3
Материал
Предел прочности
3? в кг/см2
Допускаемые напряжения в кг/см*
1 режим нагрузки II режим нагрузки III режим нагрузки
Ст. 2., Ст. 3., Ст. 4 • .
Ст. 5., Ст. 6
Сталь легированная 40Х, 40ХН,
ЗОХНЗ • . - ¦
Стальное литьё углеродистое 50-5019,
45-5516
Чугун •
3000—5000
5000-7500
7ООО—ioooo
Збоо-бооо
1400—i8oo
900—1500
1200—1800
1500—2700
750—iaoo
600-750
600—1000
800—1200
1000—1800
500—800
400-500
300-500
400—600
500—900
250—400
200—250
ГЛ. VIII]
ВАЛЫ И ОСИ
511
Для I режима нагрузки (статическая на-
нагрузка)
где as — предел текучести; щ — запас прочно-
прочности при статической нагрузке.
В зависимости от отношения предела те-
текучести <ss к пределу прочности а$ запас проч-
прочности для стали берётся
-о,5
- i,4
о,6
i.5
о, 7 о,8
Для чугуна щ = 3.
Для III режима нагрузки /?ш=
пт
,где
<!_! —предел усталости при симметричном
цикле; я1П = 2—запас прочности. Для II режима
I <~ ^Ш
нагрузки Rn = ^- .
По Ретшеру, при этих режимах нагрузки
D S • г> ,. Г) *
1 ~ Т4" ' " ~~ Т9~ П1=Т '
Этими напряжениями пользоваться можно
лишь при малых концентрациях напряжений.
Для валов, несущих тяжёлые маховики и
шкивы, в ряде случаев принимают
Уточнённый расчёт осей и валов
Имея законы изменения по времени нагру-
нагрузок, действующих на вал (или ось), можно
расчётным путём установить режим измене-
изменения во времени t нормального о и касатель-
касательного х напряжений. Из каждого этого напря-
напряжения выделяются среднее значение цикла
(постоянная составляющая напряжения) от или
im и амплитуда цикла (переменная составляю-
составляющая напряжения) <sv или \v (фиг. 13). При рас-
Ликл
Фиг. 13.
чёте предполагается, что компоненты напря-
напряжений меняются в одной фазе. Влияние кон-
концентрации напряжений относится только к
амплитудам цикла.
Запас прочности в каком-либо сечении
определяется по формуле
1
п =
где пп —
— запас прочности при
где л = 7-7-9. Меньшее значение запаса
прочности берётся для сталей, большее — для
чугуна.
На основании больших экспериментальных
работ на моделях валов Лером применительно
к расчёту валов составлена табл. 4 допускае-
допускаемых напряжений. В этой таблице допускаемые
напряжения устанавливаются при учёте абсо-
абсолютных размеров вала (d в мм) и концентра-
концентрации напряжений у галтелей, зависящей от
Р
отношения
Таблица 4
!
"Ь
р
d
о
о,о5
о,1
в кг'мм3
в кг/мм-
d в мм
3°
6о
IOO
Зо
6о
IOO
Зо
бо
IOO
Сталь
углеро-
дистая
45
25
R
55°
5оо
43°
75°
620
55°
goo
75°
63о
65
36
R
650
55°
5°°
goo
73°
670
IIOO
92O
850
Сталь
CrNi
80
об
R
75°
600
55°
1050
900
800
1300
нею
IOOO
Сталь
CrNiW
120
IOO
R
IOOO
820
750
1570
1300
1150
195°
1600
I45O
учёте только изгиба;
я, =
— запас прочности при учёте только кручения.
В этих формулах:
1) о_! и z—y — пределы усталости при из-
изгибе и кручении при отсутствии концентра-
концентрации напряжения при симметричных циклах;
в тех случаях, когда t_i неизвестно, его можно
брать равным О.б-ЮДа^;
2) е — масштабный фактор, учитывающий
изменение пределов усталости при изгибе и,
кручении вследствие влияния абсолютных раз-
размеров вала; на фиг. 14 кривая 2 даёт значе-
• /5 20 25 303540 50 60 80 ЮО 150 200 dMM
Фиг. 14.
ния г для углеродистой стали при умеренной
концентрации напряжений (/С<2), кривая 3
даёт значения е для углеродистой и легиро-
512
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД.1
ванной стали при значительной концентрации
напряжений; ? устанавливается по диаметру
вала;
3) tya и фх — коэфициенты, определяемые
из следующих выражений:
если значения пределов усталости при пуль-
пульсирующем цикле а0 и т0 неизвестны, коэфици-
коэфициенты ^а и Фт можно принять равными:
для углеродистых сталей (ab = 35-T-55 кг/мм2)
^ ~0Д5; фх ^0,1;
для углеродистых сталей (аь = 65-4-75 кг\ммг)
для хромоникелевых сталей
^0 =0,25ч-0,3; <\>х ~ ОД;
4) Ка и /Сх — эффективные коэфициенты
концентрации напряжений при изгибе и кру-
кручении для рассматриваемого сечения вала.
Эти коэфициенты определяются через коэфи-
коэфициенты (/С3)о и (/Ст)о' полученные на лаборатор-
лабораторных образцах и моделях. Так как на величины
(/Са)о и (/Ст)о влияют размеры образцов, на ко-
которых они определяются, то для исключения
этого влияния производится пересчёт:
SOfe
Ч ' х
Здесь е0 — масштабный фактор для размеров
образца (или модели), на котором определя-
определялись (Ка)о или (Л"хH при отсутствии концен-
концентрации напряжений; на фиг. 14 кривая 1 даёт
значения Bq для углеродистых сталей и кри-
кривая 2 — значения е0 для легированных ста-
сталей coj= ЮО-г-120kzjmm2; sQk — масштабный
фактор для размеров образца, на котором
определялись (Ka)Q или (/Сх]опри наличии кон-
концентрации напряжений; на фиг. 14 кривая 2
даёт значения eok для углеродистой стали при
умеренной концентрации напряжений (К ^ 2),
кривая 3 даёт значения eOfe для углеродистой и
легированной стали при значительной кон-
концентрации напряжений.
Эффективные коэфициенты концентра-
концентрации напряжений при изгибе и кручении.
Ниже приводятся значения эффективных коэ-
фициентов концентрации
напряжений при изгибе и
кручении для различных
элементов вала.
Галтель (фиг. 15).
Эффективные коэфициенты
концентрации напряжений
при изгибе, полученные
для разных сталей на об-
образцах диаметром d = 30 мм и отношением
диаметров -— = 2, приведены на фиг. 16.
Фиг. 15.
Эффективные коэфициенты концентрации
напряжений при кручении, полученные для
образцов диаметром d = 12 мм и отношением
диаметров —==1,4, (КвH
приведены на фиг. \
Идя ступенча-
ступенчатых валов с отно-
отношением диаметров
D
—г- , не равным
0,0330! 0,2 0,3
Фиг. 16.
отношениям, для
которых построе-
построены графики фиг.
16 и 17, можно
пользоваться поправочным коэфициентом v по
фиг. 18 и определять эффективные коэфи-
\
S
12
»*«
ь=
а
h-
/л
и
7
1
ю-
¦у
80 кг 1мi
0,1
Фиг. 17.
циенты концентрации напряжений по формуле
При кручении, когда (^С„)о
нимать (*хH = 0.6(/С.H.
можно при-
приW /,/ /J? Ь ifi i? Ifi /,7 1,8 Ifi f
Фиг. 18.
Выточка (фиг. 19). Эффективные коэ-
коэфициенты концентрации напряжений при из-
изгибе, полученные для разных сталей на об-
v разцах с отношениями
= 0,025, приведены на
фиг. 20.
При кручении, когда
(КсH > 2, можно при-
принимать
*)„= 0.6(*вH.
Фиг. 19.
ГЛ. VIII]
ВАЛЫ И ОСИ
513
Эффективные коэфициенты концентрации
напряжений при кручении можно определить
по формуле
где q — коэфициент чувствительности мате-
материала к концентрации напряжений; q = 0,6 для
сталей средней прочности; q = 0,8 для сталей
Таблица 5
Фкг. 20.
высокой прочности. Значения q соответствуют
диаметрам d= 10ч-12 мм. Значения ат приве-
Р D , П1
дены в зависимости от ~- и —г- на фиг. 21.
а а
Номинальные напряжения при выточках опре-
определяются по наименьшему сечению.
Поперечное отверстие. Эффектив-
Эффективные коэфициенты концентрации напряжений
при изгибе и кручении
()о(H
ные на образцах диаме-
диаметром d = 30 мм для раз-
Ч 0,05 0,10 0,15 0,20 ?
а
Фиг. 21.
2
t
п
----
——¦
ч
3
>
60 80
Фиг. 22.
ных сталей с отношением диаметров отвер-
отверстия к диаметрам вала-— = 0,15 -4-0,25, при-
приведены на фиг. 22. Номинальные напряжения
отнесены к сечению нетто.
Нарезка на валу. По данным С. В. Се-
ренсена эффективный коэфициент концентра-
концентрации напряжений при изгибе вала с нарезкой
может быть принят для образцов d = 12 мм
(/С„)о = 1,6 ч-2,4,
при кручении
Шпоночная канавка. Значения
для различных материалов при наличии двух
шпоночных канавок, выполненных пальцевой
фрезой, и насаженной на вал детали даны
в табл. 5.
Форма образца
Y//////A
о^ в кг/мм*
<ss в кг/мм?
»_! в кг/мм"
37
25
17
2.45
43
21
19
2.4
59
аб
24
3.2
82
75
37
4.35
При наличии на валу напрессованной де-
детали, сидящей на шпонке, следует определять
(/СаH отдельно от напрессовки и от влияния
канавки и принимать больший из них.
Эффективные коэфициенты концентрации
напряжений при кручении, полученные на об-
образцах с двумя шпоночными канавками, при-
приведены в табл. 6.
Таблица в
Форма образца
\
Ж
vf, в кг/мм*
vs в кг/мм'
о_, в кг/мм'2
(К^)о в кг/мм?
43
21,5
17
...
56>2
3L5
24
1.75
65.4
5°.4
32
1,85
88,4
55.5
43
2,25
При наличии на валу детали, сидящей на
шпонке, распределение давлений по поверхно-
поверхности вала неравномерно, и поэтому значения
(КА- будут выше табличных (на 25—50%).
За номинальные напряжения принимаются на-
напряжения по сечению брутто.
Шлицы. Эффективные коэфициенты кон-
концентрации при кручении можно брать из табл. 7,
причём большие значения Кх относятся к вы-
высокопрочным сталям, меньшие — к сталям сред-
средней прочности.
Таблица 7
1-1
??*
•е-э-гг
•&о§
СП х и
Форма шлицев
2.25 -2,63
ЭВольвентный
профиль
^.35-1.5
2
Напрессованные детали. В табл. 8
и 9 даны значения эффективных коэфициен-
тов концентрации напряжений при изгибе(АГ0 H,
возникающих при напрессовке втулки из мяг-
мягкой стали с относительным натягом 0,001—0,002
на вал с пределом прочности о^ = 50 kzjmm2.
В случае А—втулка не нагружена, в случае
Б — втулка нагружена силой Р и в слу-
случае В — втулка нагружена силой Р и момен-
моментом М.
514
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД.
— Для А ж Б даны на графике
В табл. 9 даны коэфициенты концентрации
напряжений (КаH для втулок: Г—с закруг-
закруглёнными краями (радиус закругления г = 0,06 d),
Д — с разгружающей выточкой, Е — с пружи-
пружинящими концами, Ж — посаженной на утол-
утолщённый участок вала и 3 — посаженной на вал,
азотированный на глубину 0,2—0,3 мм.
Таблица 8 Пример. Рассчитать вал, передающий
мощность N = 60 л. с. и делающий п —
= 240 об/мин. Диаметр шкива Dl = 1000 мм.
диаметр начальной окружности зубчатого,
колеса Da ¦• 320 мм. Вал схематически изо-
изображён на фиг. 25. Материал вала — сталь 30.
Решение. Крутящий момент, передавае-
передаваемый валом,
М ~ 71620 — - 17 900 кгсм.
п
Со стороны зубчатого колеса на вал дейст-
действуют: а) в вертикальной плоскости — окруж-
2М
ное усилие Pt = —— ~ 1120 кг; б) в гори-
горизонтальной плоскости - радиальное усилие
tg 20° » 410 кг. Окружное усилие на шкиве
Ыт2<1
2,15
Сумма натяжения ветвей ремня принята равной
Q *= 3<?„ « 1100 кг.
Таблица 9
Ж
(К д)п на 20°/0 меньше, чем
^Jo Для А и Б
(Чо
1,35
Ж
(Чо
В случае, когда предел прочности мате-
материала вала а& ф 50 к?1мм^, для пересчёта можно
использовать график фиг. 23.
В случае, когда втулка из бронзы, коэ-
коэфициенты концентрации следует уменьшить
на 250/0.
Влияние давлений р (возникающих при
напрессовке) на коэфициент концентрации на-
'40 во т юо
Фиг. 23.
Фиг. 24.
пряжений может быть учтено на основа-
основании графика (фиг. 24). Как видно, при
р > 600 kzjcmi коэфициент концентрации изме-
изменяется незначительно.
При уточнённом расчёте на усталость по
Зодербергу для наиболее благоприятных слу-
случаев в смысле возможности точного опреде-
определения нагрузок и напряжений, а также при
однородном материале считается возможным
допускать минимальные значения запасов
прочности п = 1,3.
В случаях, когда нагрузки и напряжения
достаточно точно не известны, предлагается
придерживаться повышенных запасов прочно-
прочности. В средних условиях п= 1,5-5-2,5.
Так как ремень идёт вверх под углом 30°, то со стороны
шкива на вал действуют: а) в вертикальной плоскости
Qj = 1100 cos 30°= 950 кг, б) в горизонтальной плоскости
Q3 = 1100 sin 30== 550 кг.
-2004——1000-
Фиг. 25.
На фиг- 26, а изображены силы, действующие на вал
а вертикальной и горизонтальной плоскостях. По этим
силам найдены опорные реакции и построены эпюры
изгибающих моментов. На фиг. 26, б изображены эпюры
изгибающих и крутящих моментов, причём последняя
изображена витками.
Примем допускаемые напряжения (по табл. 3) /?[[[ =
-400 кг/см2 и йц = 800 кг/см1-
В опасном сечении, проходящем через середину левого
подшипника, суммарный изгибающий момент
Мь= У 190002 +
Приведённый момент в
мПр=у К + {
Из уравнения
«7 = 0,1 d-
11000-
этом
#111
мпр
" #111
» 22 000
сечении
- 59,5 с
кгсм.
23 800 кгсм-
-. .«а
находим d = 8,4 см- Примем d = 85 мм.
ГЛ. VIM]
ВАЛЫ И ОСИ
515
В опасном сечении, проходящем через середину
чатого колеса, суммарный изгибающий момент
Mb = у 218002 + 86001 « 23 400 кгсм.
Приведённый момент в этом сечении
Мпр =¦ у 218002 + @,5 ¦ 17900)а •= 25 100 кгсм.
Из уравнения
W
М
пр
~ 63 см*.
Диаметр этого сечения d = 86 мм. Учитывая наличие
шпоночной канавки, примем d = 95 мм.
1129кг
й) 17900km
950кг 920кг
17900
8600кгс»
17900кгсн
Размеры в сашриметрах
Фиг. 26.
На фиг. 27 показан вал, сконструированный по этим
главным размерам и из условий достаточной работоспо-
работоспособности шеек. Определим запасы прочности вала в опас-
опасных местах.
Рассматривая эпюры изгибающих и крутящих момен-
моментов и принимая во внимание форму вала, заключаем.
{K;s)n ¦" 3. Из табл. 6 при d — 30 мм и eft — 54 кг[мм*
коэфициент концентрации при кручении можно принять
(/^T) = 1,7. Допуская, что неравномерное распределение
давлений по поверхности вала повышает концентрацию
напряжений на 30%, принимаем (К^)а = 1,3 • 1,7 « 2,2.
Масштабный фактор г для вала (d = 80 мм) по кри-
кривой 3 фиг. 14 (так как значительная концентрация на-
напряжений) г = 0,5. По кривой 1 фиг. 14 масштабный
фактор для образца (d ¦= 30 мм) при отсутствии концен-
концентрации напряжений s0 = 0.9. По кривой / фиг. 14 мас-
масштабный фактор для образца при наличии концентрации
напряжений е„ ^ —> 0,72.
Тогда
0,72
Для стали 30 можно принять
^-'¦-
Запасы прочности при изгибе и кручении f я —
- 2300 кг/см*. i_j = 1100 кг\см*)
К*
2,23; пх =
А'-
=3,53.
Общий запас прочности
1
у ULU
= 1,88.
Аналогично определяем номинальные напряжения в се-
сечении П — II'
Mt
22 />00
тах 0,Ы3 0,1 • 8,5»
мк 17 900
max "" 0 2rf3 ~ q,2 . 8,53
146 кг/см*.
что запас прочности следует рассчитывать в сечении /—/,
проходящем через край шпонки у маховика, в сечениях
//—// и III—III, где имеет место концентрация напря-
напряжений у галтелей, и в сечении IV—IV, где имеется кон-
концентрация напряжений от шпонки.
В сечении / — / действует изгибающий момент М^ =
= ]/"(950 - 10)'J -I- E5СГП0)а"« 11000 кгсм и крутящий мо-
момент Мк = 17 900 кгсм.
Нормальные напряжения в этом сечении
МЬ
Ь
^ 215
Мк
Амплитуды цикла и средние напряжения
146
т "• J»
362 кг/г^; тт - ,w - 2
— 73 кг/смК
При -?- — —- = 0,06 и —j- = 2 по графику фиг. 16-
и оо и
Учитывая, что у вала -j- — -— = 1,06, используя-
график фиг. 18. находим
(К3) =1+0,2 A,7 — 1) = 1,14.
По кривым фиг. 14 для диаметра образца d-=30 жл
га - 0,9, ?oft = 0,84.
Тогда эффективный коэфициент концентрации при;
0,84
изгибе Кд = 1,14 -0--9— - 1,1.
Используя график фиг. 17, при —г- — 1,4 для диа-
диаметра образца d =¦ 12 мм
Амплитуда нормальных напряжений от изгиба
% - "max - 215 кг 1см*.
Амплитуда и среднее напряжение цикла от кручения
Используя данные табл.5, при d=30 мм и ал=54 кг,ммж
коэфициент концентрации при изгибе можно принять
Используя график фиг. 18 для —-?- = 1,06, получим
(/<:_)„' = 1 + 0,25 A,4 - 1) = 1,1.
При d = 12 л-и е0 « е^ » 1 и, следовательно, эффек-
эффективный коэфициент концентрации напряжений при круче-
кручении Кх = (h\)'a = 1.1.
516
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Для вала d = 85 мм масштабный фактор по фиг. 14
е = 0,64.
Запасы прочности в сечении II — II при изгибе и кру-
кручении
2300
1,1 ¦ 362
0,64
= 3,7;
1100
+ ^\
1,1 • 73
0,64
~ 8.
+ 0,1 • 73
Общий запас прочности
« 3,37.
Аналогично определяются запасы прочности в сече-
сечениях III - III и IV— IV.
Расчёт на прочность с учётом вибраций
Валы быстроходных машин, находящиеся
под действием периодических внешних сил,
могут получить значительные напряжения от
возникающих в них колебаний.
В гл. Шт. 1, кн. 2-я Справочника даны спо-
способы определения критического числа оборо-
оборотов вала, при которых движения валов стано-
становятся динамически неустойчивыми и в них воз-
возникают значительные поперечные колебания.
Конструктивные размеры вала и масс деталей,
на нём сидящих, должны выбираться такими,
чтобы угловая частота собственных колебаний
вала со отличалась от угловой скорости вра-
вращения вала Q.
При работе в „докритической зоне" должно
осуществляться условие
При работе в „закритической зоне"
l,4«oI<Q<0,7<oII,
где coj и u>jj —угловые частоты I и II форм
собственных колебаний.
При крутлльных колебаниях таким же пу-
путём надо избегать состояния, при котором
собственная частота колебаний совпадает с
частотой действующих на вал гармоник внеш-
внешних сил (особенно мажорных).
Пример. Проверить прочность приставного вала ди-
зельгенератора с учётом возникающих в нём крутиль-
крутильных колебаний. Данные: мощность двигателя JV = 140 л.с,
угловая скорость вращения вала п — 430 об/мин, двига-
ная (ч^ = 65 кг/мм*, з ., — 30 кг/мм*, ч , =¦ 18 кг/мм?).
Коленчатый и приставной валы изображены на фиг. 23.
Расчёт крутильных колебаний (напря-
(напряжения от крутильных колебаний). Для расчёта крутиль-
крутильных колебаний системы коленчатый вал— приставной вал
необходимо определить моменты инерции масс, связан-
связанных с валом, и податливости участков вала между от-
отдельными массами. Массами системы вала являются
массы /, 2, 3, 4, связанные с коленами вала, масса 5 —
соединительной муфты, масса 6—маховика и масса 7—
ротора генератора. Моменты инерции масс в,. 02,.., в;
определяются, как указано в гл. Ill т. 1, кн. 2-я
ЭСМ.
Так, момент инерции массы (формула G4)), связанной
с кривошипом колена вала,
в, - е3 = в3 = в4 = ек +
( + «я ) (l +
где момент инерции колена 0,г = '^щеки ^
+ ®шат. шейки + ®кор. шейки = 2 " а 975 + 2»52ti +
+ 0,176 = 8,62 кгсм • сек?; масса поршня тп ¦
= 0,0308 кгсек21см; масса шатуна, отнесённая к центру
шатунной шейки, тш = 0,0174 /сгсек2/см\ масса шатуна,
отнесённая к пальцу поршня, пгШ2 ~ 0.0113 кгсекНся;
R
отношение радиуса кривошипа к длине шатуна у- -
160 J_
™ 640 = 4 *
в,= 0, =. 03 = 0, = 8,62 + 10,0174 +
+ 0,5 @,0113 + 0,0308) (\ + щ\\ 16" «. 18,5 кгсм ¦ сек\
Величины моментов инерции I, 2, .... 7 масс приве-
приведены на фиг. 30, а.
Податливости участков вала между массами опреде-
определяются по формулам, приведённым в гл. Ill т. 1, кн. 2-я.
Так, податливость колена вала (между мас-
массами, связанными с соседними кривошипами) по Зеель-
ману [формула 87]:
32 Г/, + 0,96
— е = е
1 2 3 3 4
1К + 0,% Зге G R
Зге G R \ 1 I
где все линейные размеры указаны на фиг. 29,^=0,73—
коэфицпент, определяемый по диаграмме фиг. 48 (гл. Ill
т. 1, кн. 2-я ЭСМ).
32
i — * г.8.25 •
[10,24-0,9-6
,2 + 0,9 ¦
12*
6
+
Зп
4
2,02
8,25
2 .
• 10"
• 10»
10е
-8 1
кгсм
/-Ротор
Маховик /генератора
Ш
Фиг. 28-
тель двухтактный, число цилиндров / = 4, диаметр ци-
цилиндра D = 190 мм, среднее индикаторное давление
Pl =* 6,6 кг/см'2, порядок вспышек в цилиндрах 1—3—4—2,
вес маховика Qt = 2000 кг, вес ротора генератора Qa =
«• 800 кг, материал приставного вала Ст. 5 повышен-
Податливость участка 5—6. Длина подо-
вины муфты, приведённая к d0 =¦ 140 мм,
мм;
гл.
ВАЛЫ И ОСИ
517
фиктивная длина перехода от <1q — 240 к d — 140 (по
графику фиг. 46 в гл. III. т. 1, кн. 2-я) при —— « 1,7
Таблица
Резонансная (последнее приближение)
10
факт
140 = 12«б
длина под ступицей маховика /, = 0,3d = 0,3 • 140 =42 мм;
длина между муфтой и ступицей маховика la = 330.
Таким образом об-
шая длина участка 5—6
I = 3,9 + 12,6 + 42 +
+ 330 = 388,5 мм =
=. 38,85 см.
Податливость
стка
е_
- 1,
6—6
32
ic8,25
242 -
32
• 38,85
• 1о« •
ю-8-
14*
1
уча-
Размеры 8 сантиметрах
Фиг. 29.
На фиг. 30, а изобра-
изображена система вала и приведены значения всех масс и
податливостей.
Определение собственных чисел колебаний ведётся по
методу Толле (см. гл. III, т. 1, кн. 2-я).
Вычисление произведено для двух форм колебаний
в табл. 10 и 11.
Собственная частота колебаний одноузловой формы
а>г ¦= 240,5 1/сек (пг = 2300 колебаний в минуту). Форма
колебаний изображена на фиг. ЗЭ, б.
Пгг --5375
0,358 0,211 -0,028 +0,0065
Фиг. 30.
Собственная частота колебаний лвухузловой формы
«1^2 = 536 1/сек (пГ2 — 5375 колебаний в минуту). Форма
колебаний изображена на фиг. 30, в.
В табл. 10 к 11 i — порядковый номер массы; с/ — от-
относительные амплитуды углов закрутки; R — остаточный
момент в кгсм.
Наиболее близкими к резонансным частотам одноуз-
одноузловой и двухузловой форм колебаний пг\ = 2300 колеба-
колебаний в минуту и nri — 5375 колебаний в минуту являются
частоты 5, 6 и 12-й гармоник:
п5 = 5л = 5 ¦ 430 = 2150 колебаний в минуту (отли-
(отличается на 6,5% от резонансной);
лв = 6л = 6 • 430 = 2580 колебаний в минуту (отли-
(отличается на 16,5"/о °т резонансной);
п12 = 12п = 12 • 430=5160 колебаний в минуту (отли-
(отличается на 2,9°,0 от резонансной).
Амплитуды гармонических составляющих по фор-
формуле A00) гл. Ш, т. 1. кн. 2-я ЭСМ.
•"*v 100 4 'ч>
где р. ¦= 6,5 кг/см" —среднее индикаторное давление; D —
= 19 см — диаметр поршня; R = 16 см — радиус криво-
кривошипа; Су — гармонический коэфициент v-й гармоники из
табл. 10 гл. III, т. 1, кн. 2-я ЭСМ.
Для 5, 6 и 12-й гармоник с6 — 16, с„ =» 9 и с1% = 0,6.
| № строки
i
2
3
4
5
6
7
8
9
ю
и
12
13
тоГ1= 240,5 1/сек; ш2 —
(пг = 2300 колебаний
i
I
i
1—2
2
2-3
3
3-4
4
4-5
5
5-6
6
6-7
7
е;
18,5
2,О2 •
18.5
2.O2 ¦
18,5
2,О2 ¦
18,5
О,8б2 •
34.3
1,242 •
224O
4-37 •
475
сек
И)
ю~~
IO
ю-
IO
ю~
ю~
R =
-8
8
8
-8
_8
а;
1
°3
ф
„ ^
1 j
5* »
1,00000
—O,O2l6l
0.97839
— 0,04276
093563
— 0,06209
0,87264
—°.°3493
1
0,83771-
—0,07097
0,76674
-0.59085
1
- 3.82411
9716.; (— =
\ <о3
57 840 1/сек»
в минуту)
1
«¦¦¦
->
<—
—^
—>
<
—>-
«—
—*¦
*
в
— I 070 040
—I 070 O4O
—I 046 916
—а иб 956
— I OOI 1б2
—3 118 118
-933 760
—4 051 878
—1 661 943
—5 713 821
-99340061
—105 053 882
105 обЗ 593
— 0,168 « 0 i.
При- |
я
ч
О)
са
X
<и
я*
crt
| Обозн;
X
S
я1
S
ч
са
си
Обозначени
меча- I
ние 1
X
3
Х>§
чин д;,
строк
X
о
СТр
для четных
таблицы
s
Ч
а СТ1
азан
пок
1
ч
и
3
со
СТЬ
§
1=5
1
о
Et
Щ
ч
1 Пос
Амплитуды гармонических составляющих:
16 • 6,5 тс192
100
-16 = 4710;
Амплитуды колебаний масс системы вала, а следо-
следовательно, и напряжения в валу пропорциональны произ-
произведению
где %^ а — геометрическая сумма относительных ампли-
амплитуд формы свободных колебаний, резонирующей с v-й гар-
гармоникой.
Геометрическая сумма относительных амплитуд опре-
определяется путём построения фазовой и векторной диа-
диаграмм. Построим фазовую диаграмму для резонанса 5-й
гармоники с одноузловой формой при чередовании вспы-
вспышек 1—3—2—4. Направим амплитуду вала в плоскости
первого цилиндра вверх (фиг. 31). Рабочий процесс в
третьем цилиндре отстаёт от первого цилиндра на 90°.
518
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. 1
Таблица 11
Резонансная (последнее приближение)
роки
s-
и
%
I
2
3
4
5
6
7
8
9
IO
ii
12
o)^- 563,4 1/сек; to2 -= 316 969 1/сек»
i
1—2
2
2-3
3
3-4
4
4-5
5
5-6
6
6-7
7
e
в/сг<:л(
ч
x8,5
2,O2 •
i8,5
2,O2 •
18,5
2,O2 ¦
18,5
0,862 •
34.3
1,242 •
2240
4.37-
475
R-
= 5375
• сек2
и
—8
IO
8
IO
g
IO
io~8
—8
—8
IO
колебаний в минуту)
¦ ф~
II ?^\
ч" -—.
1 +
+ 5Г
«" II
I. ООООО у
—о,и845<
o,88i55 —>
- 0,22^87^
4-
0,65865—>
—0,30089..
Q.35779—>
— 0,14649 ч
4-
О,2113О у
-0,23959 <
0,02829 *¦
—о,оз474-«
4-
0,00646 +.
=. - 177 455; / — = -
\ 2
г i*"
в**
1
—5 86з 92б
;
—5863926
- 5 1б9 344
1
—ii озз 270
—3 86г 45°
4-
— 14895720
—2 098 O54
i
—16 993 774
—2 297 261
—19 261 035
20 086 199
1
795 164
—972 619
0,56 « 0^ .
'Приме-
'Примечание
3
а>:0) S
и у Ч
s я н
в в а
Обоз
ЛИЧИ
ных (
в
S
е велич
строк
is
1|1
о _ ч
Очн
S
s
зелкг
и
s
аза
пок
52
;ни:
5
V
3
to
ост
ч
я
со
О
:лед
о
С
поэтому относительную амплитуду в плоскости третьего
цилиндра мы должны направить под углом 90° • 5 =
= 450°. Амплитуду в плоскости второго цилиндра, где
процесс отстаёт на 180° • 5 = 900°, мы должны направить
под углом 900J и т. д.
Геометрическая сумма относительных амплитуд пред-
представляет собой замыкающую векторной диаграммы
(фиг. 32), в которой относительные амплитуды (из табл. 10)
Фиг. 33.
«! = 1,0000, Яа — 0,978, Оз - 0,936 и at — 0,873 откладыва-
откладываются по направлениям, даваемым фазовой диаграммой.
Для рассматриваемого случая
о - |/'A — 0.978K + @,936 — 0.873)» - 0,066
м, 2« - 471° • °.°66 - 31°-
Фазовая и векторная диаграммы для случая резонанса
6-й гармоники с одноузловой формой изображены на
фиг. 33.
Геометрическая сумма амплитуд
2« = A + 0,978) — @,936 + 873) - 0,17
МвУ)а = 2640 • 0,17 = 448.
Фазовая диаграмма для случая резонанса 12-й гармо-
гармоники с двухузловой формой изображена на фиг. 34.
Геометрическая сумма относительных амплитуд (из
табл. 11)
а -. 1,00 f 0,881 + 0,659 + 0,358 = 2,898
/И1
176,5 • 2,898 » 530.
Таким образом наибольшее возбуждение оказывает
наиболее близкая к резонансу 12-я гармоника (удалена от
резонанса всего лишь на 2,9°/0). Так как при резонансе
этой гармоники амплитуда генератора
невелика (а, =• 0,0065), то демпфирование
колебаний происходит в основном за счёт
внутреннего трения в материале в отли-
отличие от резонансов 5-й и 6-й гармоник, при
которых сильно демпфирует колебания
генератор (при резонансе 5-й и 6-й гармо-
гармоник а, — 3,824). Это даёт основание про-
произвести расчёт напряжений только от
действия 12-й гармоники, полагая для ком-
компенсации влияния остальных гармоник,
что 12-я гармоника находится в резонансе с двухузловой
формой.
Амплитуда равновесия [по формуле A07) гл. ill, т. 1,
кн. 2-я], представляющая закрутку первой массы,* отно-
относительная амплитуда которой принята равной единице,
М1а
Фиг. 34.
где 'V в^.а.—сумма произведений моментов инерции масс
системы на квадраты их относительных амплитуд,
^ вга. = 18,5 (I3 + 0,881а + 0,659а + 0.3582) +
+ 34,3 • 0,214а + 2240 • 0.02832 + 475 • 0.00652 = 46,5;
. 530 ок „_»
*-66У-46,5 *36'10 РЗД-
Соответствующее напряжение равновесия по Кер
Вильсону для наиболее напряжённого участка 5—6 (как
показывает форма колебаний, наклон формы здесь круче,
чем на остальных участках)
с „ ("в — «б) Л
«.»¦,-?-¦
гЛ43
16
= 538 см3
противления сечения вала; с.
полярный момент со-
— жёсткость
участка 5 — 6 вала.
1
1,242 • 10"
{0,2113 — (— 0,0283)] 36 . 10
538
- 1,29.
Для материала вала—Ст. 5, повышенная при ft = 290
(k — коэфициент, характеризующий свойство материала),
коэфициент усиления при резонансе [по формуле A21)
гл. III, т. 1, кн. 2-я]:
*™ -255
и максимальное напряжение от крутильных колебаний
на участке 5—6
iK с \^ =. 255 • 1,29 = 330
Напряжение от крутящего момента.
Приставной вал скручивается моментом
N 140
Мк - 71 620-^- -71 620 щ - 23300 кгсм.
ГЛ. Vlll]
ВАЛЫ И ОСИ
519
Напряжение от крутящего момента в опасном сечении
Мк 23300 .........
Напряжение от изгиба. Для надёжности рас-
расчёта будем считать, что монтажные и эксплоатационные
смещения опор вала, износ подшипников, деформация
фундамента и т. д. превращают работу многоопорного вала
в работу разрезного. Расчётная схема приставного вала
и эпюра изгибающих моментов изображены на фиг. 35.
Размеры в сантиметрах
1Шкг 2000кг
ЯбОкг
76500
В расчётном сечении т — ту края втулки маховика (на
расстоянии 13 см от оси маховика) изгибающий момент
М = 76 500 кгсм.
Так как осевой момент сопротивления сечения т — т
w напряжение от изгиба
М
^ - 269 см°,
- 285 кг/см1.
Определение запаса прочности. Таким
образом в опасном сечении вала действуют напряжения
-v = 330 кг/см2; хт = 45 кг/см*; з'у = 285 кг/см3 и о^ = 0.
Используя данные табл. 5 и 6, а также графики /
и 3 фиг. 14, определяем эффективные коэфициенты кон-
концентрации напряжений у края шпоночной канавки:
Ка = 2.8 и Кх - 1,9.
Масштабный фактор для вала по кривой 3 фиг. 14
е = 0,5.
Для стали Ст. 5 повышенной можно принятъ 4)а*= 0,2 и
фт =0,1, a_j = 3000 кг1см\ г—1 = 1800 кг /см*.
Запас прочности при изгибе
- 1,88.
Запас прочности при кручении
л, = ^-г^1 1,43.
— +
Lm
Общий запас прочности
1
п —
1 \2
1,14.
Запас прочности недостаточен. Мерами, повышаю-
повышающими запас прочности, могут быть, например: 1) увели*
чение носадочного диаметра вала под втулкой маховика
(по фиг. 36); при этом податливость участка 5 — 6 следует
сохранить; 2) введение промежуточного подшипника у
приставного вала для уменьшения влияния изгиба.
РАСЧЁТ ВАЛОВ НА ДЕФОРМАЦИЮ
Под действием внешних сил в валу возни-
возникают деформации от изгиба и кручения.
Деформация изгиба валов
При значительной деформации изгиба ухуд-
ухудшается работа подшипников и деталей, сидя-
сидящих на валу. Общепринятых норм, устанавли-
устанавливающих пределы допускаемых деформаций из-
изгиба валов, нет. Широко распространена сле-
следующая норма: наибольший допустимый про-
прогиб вала должен составлять 0,003 от расстоя-
расстояния между опорами.
У валов станков, от которых требуется по-
повышенная жёсткость, этот прогиб не должен
превышать 0,002 от расстояния между опо-
опорами. Некоторые заводы (станкостроительные)
принимают для наибольшего прогиба значе-
значение, равное 0,01—0,03 модуля зубчатых колёс,
сидящих на валу. У асинхронных двигателей
наибольший прогиб вала не должен быть боль-
больше 0,1 междужелезного пространства.
Наибольшие углы наклона вала в опо-
опорах могут быть оценены величиной 0,001 ра-
радиана.
При расчёте деформации вала силы, дей-
действующие на него, принимаются обычно со-
сосредоточенными. Опоры валов чаще всего рас-
рассматриваются как шарнирные. Это допущение
близко к действительности, когда подшипники
самоустанавливающиеся, и, наоборот, даёт гру-
грубое приближение, когда опора представляет
группу подшипников качения или длинный не-
самоустанавливающийся подшипник скольже-
скольжения с малыми зазорами. В последнем случае
возможен уточнённый расчёт: опору следует
заменить двумя близкими концевыми опорами
или, исходя из наиболее вероятного зазора
в опоре и её длины, следует найти макси-
максимально возможный
угол поворота ва-
вала в опоре и реак-
реактивный момент в
опоре, вызываю-
вызывающий совместно с
заданной нагрузкой
эту деформацию.
Действительные
деформации вала Фиг- 37.
согласно принципу
наложения деформаций определяются сумми-
суммированием деформаций от заданной нагрузки Ьр
(фиг. 37, а) и деформаций от реактивного мо-
момента Ьм (фиг. 37, б).
Точное определение деформаций валов
сложно, так как на деформацию влияют жёст-
жёсткость корпусов подшипников, зазоры в под-
подшипниках, напрессованные на вал детали, мест-
местные ослабления в валу и т. д.
Графический способ определения дефор-
деформаций вала. Упругую линию изогнутой оси
вала можно получить как верёвочную кривую
грузовой площади, ограниченной контуром
эпюры изгибающих моментов. В случае сту-
ступенчатого вала упругую линию его изогнутой
оси можно построить как верёвочную кривую,
соответствующую грузовой площади, ограни-
ограниченной линией
J '
520
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. !
Ордината этой фиктивной грузовой пло-
площади в каком-либо сечении получается умно-
умножением действительного изгибающего момента
в этом сечении на отношение выбранного по-
постоянного момента инерции сечения Jo к дей-
действительному моменту инерции сечения J.
Грузовая площадь—эпюра М'ь—разбивается
на участки, вычисляется площадь каждого
участка, и величины этих площадей в выбран-
выбранном масштабе откладываются на многоуголь-
многоугольнике сил, в котором за полюсное расстояние
принимается жёсткость вала EJ0. Верёвочный
многоугольник, построенный по многоуголь-
многоугольнику сил, даст упругую кривую вала.
Так как размерность ординат грузовой ли-
линии — кгсм, то площади будут иметь размер-
размерность кгсл&, т. е. ту же размерность, что имеет
жёсткость вала EJ0. Если для величин, имею-
имеющих измерение кгсм2, взять один и тот же
масштаб (для элементов грузовой площади на
многоугольнике сил и полюсного расстоя-
расстояния EJq), to прогибы вала получатся в мас-
масштабе длины вала на чертеже.
Для того чтобы увеличить ординаты про-
прогиба в л раз, следует вместо полюсного рас-
расстояния EJn ОТЛОЖИТЬ -.
п
Пример. Определить графическим способом прогибы
и углы наклона упругой линии оси, изображённой на
фиг. 38. Ось нагружена силой 18 т. Нагрузка на ось пе-
передаётся в сечениях В и Д.
Очевидно, опорные реакции получаются равными
9000 кг каждая.
Эпюра изгибающих моментов М^ для оси изображена
на фиг. 38, а. В табл. 12 во второй и третьей графах
приведены значения диаметров моментов инерции J сече-
сечений А, Б, В, Г, Д и Е и в четвёртой графе — значения
изгибающих моментов в этих сечениях.
9000кг
Таблица 12
Примем за расчётный момент инерции момент инер-
инерции сечения, в котором ось имеет диаметр 170 мм.
Jo - 4100 см*.
тогда ординаты грузовой площади определяются из усло-
условия
}
Грузовая площадь изображена на фиг. 38, б. Значе-
Значения ординат этой площади приведены в пятой графе
табл. 12.
1
4)
ечени
и
д
Б
В
Г
л
р
2
а
•о
и
14
14
17
J7
17
17
17
11
3
719
1890
1890
4100
4100
4100
4100
4100
719
4
Щ
в кгсм
бз- io»
бз- го»
1б2 • 10я
1б2 • IO3
2l6 ¦ Ю3
2l6 • IO3
21б • IO3
63 • io3
5
M'b
в кгсм
359 • ю3
137 • io3
352 • io3
162 • io3
216 • io3
216 ¦ ic3
216 • io3
63 ¦ 10»
63 • «Л359 • io3
6
Fb
Среднее
основание
179.5 • ю3
244,5 • io3
189 • io3
216 • io3
216 • io3
139.5 • к»3
179.5 • io3
кгсм
га
H
0
и
pa
7
11
6
14
14
17
7
Площадь
i25,s • Io*
269 • io4
113.5 • Io<
302,5 • io4
302,5 • io4
237 • io*
125,5 • 10*
7
№.
I
11
111
IV
V
VI
V11
Грузовая плошадь разбита на 7 участков, обозначенных
на фиг. 38, б и в табл. 12 (графа 7-я) цифрами /, II, III
VII. В шестой графе таблицы приведены величины пло-
площадей этих участков.
Расчётная жёсткость вала
EJ0 - 2,2 . 10е . 4100 * 1 • 1010 кгсм1.
Примем масштабы в силовом многоугольнике: для
площадей участков 1 мм — 2 • 105 кгсм2', для полюс-
полюсного расстояния 1 мм — 2 • 108 кгсм3. При этом прогибы
получатся в результате построения увеличенными вп =
2 • 108
= 27Ж=1000раз-
Числовые значения площадей участков в принятом
масштабе откладываются снизу вверх по прямой тп и
вычерчивается силовой многоугольник сил с полюсом О
(фиг. 38, г). Затем строится верёвочный многоугольник
(фиг. 38, в). Ограниченные верёвочным многоугольником
ординаты представляют собой прогибы оси в соответ-
соответствующих местах. Так, для сечения Г (фиг. 38, в) отрезок
равен 15 мм. Следовательно, действительный прогиб
в этом месте при принятом увеличении п = 1000 и мас-
масштабе чертежа Ml : 10 равен
Для того чтобы вычертить упругую линию изогнутой
оси в её правильном положении, при котором замыкаю-
замыкающая сторона верёвочного многоугольника будет горизон-
горизонтальна, вычерчивают второй многоугольник сил с по-
полюсом О[.
Положение полюса О, находится следующим построе-
построением. Из полюса О проподится линия ОК, параллельная
замыкающей верёвочного многоугольника, до пересечении
с прямой тп. Из точки пересечения К проводится горизон-
горизонтальная прямая, которая и определяет положение полюса 0,.
По выправленным верёвочному и силовому многоугольни-
многоугольникам определяются углы наклона упругой линии.
Так, фиг. 38, г даёт для угла а на левой опоре
Действительный угол наклона упругой линии будет
в л — 1000 раз меньше:
а' 0.76 3
При определении углов наклона масштаб, в котором
вычерчена ось, принимать во внимание не следует.
Аналитический способ расчёта дефор-
деформаций изгиба вала *. От действующих на
вал сил в его сечениях возникают изгибаю-
изгибающие моменты Ма.
Для нахождения прогиба какого-либо сече-
сечения вала в этом сечении прикладывается в
направлении искомого прогиба сила, равная
единице. Для нахождения угла поворота какого-
либо сечения (или угла наклона упругой линии
* См. ЭСМ т. 1, кн. 2-я, гл. IV.
ГЛ. VIH]
ВАЛЫ И ОСИ
521
Таблица JS
Эпюры М и М'
Форма участка
вала
PMM
J Ej
ds
km.
^
J
О 294 Ed
s
0,294 Eo\dl
J
0,008 Ed'
- [Мг Bм[ + Af,')
п~ м
0,294 Edxd,
- {м[ + м'Л м
» + dxd%
м'Л
гт
0,294 fdjufj,
2d1MtM')
H -+
0,147 Ed*
MM'
0,294
0,294 ?d
A)
B)
C)
D)
E)
F)
G)
(8)
(9)
A0)
вала) в этом сечении / прикладывается момент,
равный единице. От такой единичной силы
(или момента) в сечениях вала возникают из-
изгибающие моменты — Мг.
Если вал разделить на участки, в преде-
пределах которых изгибающие моменты Ма и Mt,
а также и момент инерции сечения изменяются
по одному закону, то по формуле Мора иско-
искомое перемещение
MMd
2. Если конический участок вала полый, с внутренним
диаметром d0, табличное значение, взятое для сплошного
конуса, следует умножить на величину
С
1 _
\4 '
Д,„ =
EJ,
Знак 2 показывает, что суммируются ин-
интегралы, взятые по всем участкам; 5 — длина
участка вала; Е — модуль упругости мате-
материала вала; Js — момент инерции сечения вала
(если участок вала цилиндрической формы Js =
= const).
Индексы у перемещения bia указывают:
первый — место перемещения (место, где при-
приложена единичная сила), второй — чем вы-
вызвано перемещение.
„ р MaM;ds „ -
Для нахождения интегралов \ :—удоо-
s
но использовать готовые формулы. Значения
этих интегралов для эпюр Ма и Mi различной
формы для цилиндрических и конических уча-
участков вала приведены в табл. 13 (см. также
табл. 8 в гл. II т. 1, кн. 2-й ЭСМ, стр. 68).
В таблице одна из эпюр Ма или Mi обо-
обозначена через М, другая — через М'.
Примечания. 1. Если цилиндрический участок
вала полый, с наружным диаметром d и внутренним диа-
диаметром d0, в табличном значении, взятом для сплошного
вала, величину d* надо заменить на dk — dl •
В этом случае результат имеет приближённое значение.
3. Если ординаты эпюр на-
направлены в разные от оси сто-
стороны, то любое направление
принимается за положитель-
положительное, и ординаты, совпадаю-
совпадающие с этим направлением,
берутся со знаком плюс, орди-
ординаты же, напразленные в про-
противоположную сторону, берут-
берутся со знаком минус; напри-
например, для эпюр, приведённых
на фиг. 39, и цилиндрическо-
цилиндрического участка вала [формула A)
из табл. 131
Фиг. 39.
ds
EJ
0.294?d*
- 2МХ + МЛ —
Таким образом для нахождения перемеще-
перемещения следует построить эпюры M-t, Ma, затем
разбить вал на участки, выписать значения
интегралов Мора из таблицы и произвести
арифметический подсчёт.
При более точном расчёте, когда учиты-
учитываются весовые нагрузки и внешние силы,
приложенные к валу, считаются не сосредо-
сосредоточенными, а распределёнными и контур
эпюры Ма не будет очерчиваться прямыми
линиями, следует составить уравнения Мр и Щ
и вычислять интегралы непосредственным ин-
интегрированием.
Если отношения длины / вала к диаметрам
его участков dj невелики, на деформации ока
522
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
зывают влияние перерезывающие силы. Так,
при —т— < 7— 8 ошибка при неучёте влияния
поперечных сил может составить 15-20%
и более. С учётом влияния поперечных сил
перемещение находится по формуле
MgMjds
—7
в правом подшипнике при среднем зазоре
'ср 0,081
(Г _ = ¦! ¦ ш =
U
40
0,00202.
Угол наклона вала в левом подшипнике по формуле
Мора
^ С
где Qa и Qf — поперечные силы от внешней
и единичной нагрузок; G—модуль упругости
2-го рода; F—площадь поперечного сечения
участка вала.
Значения 1,33
Угол наклона вала в правом подшипнике
' ММ,
ds,
приведены в табл. 14.
где М — эпюра изгибающих моментов от заданной на-
нагрузки; Mi — эпюра изгибающих моментов от единич-
единичного момента, приложенного у левой опоры; уИ, —
Таблица 14
Эпюра Qa и Q.
, + T,
В случае, когда силы, приложенные к валу,
действуют в различных плоскостях, их следует
разложить на составляющие в двух выбран-
выбранных взаимно перпендикулярных плоскостях
и определить перемещения в каждой из этих
двух плоскостей. Полное перемещение будет
равно геометрической сумме отдельно найден-
найденных перемещений.
Пример. Проверить, допустимы ли углы поворота вала
в подшипниках. Размеры вала и нагрузки на вал даны
на фиг. 40. Длина левого подшипника 1г ^ 45 мм, длина
правого 22 = 40 мм. Посадка вала в подшипниках легко
/ А \
ходовая по второму классу точности - •
Решение. Для посадки -=¦ зазоры в подшипниках;
минимальный 8mjn = 0,05 мм, средний о = 0,081 мм. Ис-
Исходя из условия отсутствия кромочного трения, допускае-
допускаемыми углами наклона вала в подшипниках могут быть
.приняты:
в левом подшипнике при минимальном зазоре
6ш1п
0,05
45"
о,оош;
левом подшипнике при среднем зазоре
_ 6ср _ 0,081
Чср
45
0,0018;
правом подшипнике при минимальном зазоре
0,05
amln
"P2min - —l—
= 0,00125;
270 кг
\ 600 кг
-гиь-
i i 6 5 <* 3
{270кг \ЮОкг\ \600кг\
20\г-
2 1
j ! 3000 \5200 7Ш \SWO
3nM
"t
Фиг. 40.
эпюра изгибающих моментов от единичного момента,
приложенного у правой опоры.
На фиг. 40 изображены построенные эпюры момен-
моментов М, iWj и М3 . Вычисленные значения ординат этих
эпюр выписаны у эпюр в сечениях 1, 2, . . . , 6 в кгсм.
Используя таблицу интегралов Мора для угла наклона
вала в левом подшипнике (по эпюрам М и МА, полу-
полу0,147 ¦ 2,1 2 10" .3.6* 460-°'045 +
'Мб г
2 • 5,82 • 460 • 0,045+
0,294 - 2,1 • 10" • 4,5» • 5,8;
+ 4,5 • 5,8 D60 ¦ 0,596 + 6100 • 0,045) +
+ 2 • 4,5'2 • 6100 • 0.596J +
0,294
J
*ТбГ-[610° $ ¦ °'596
+ 7450 B • 0,731 + 0,596I +
0,294 .2,16 10°. 6* [745° B • °'731 + °'866) +
+ 5200 B • 0,866 + 0,73!)] +
— [5200B-0,866 + 1) +
0,294 • 2,1 • 10й ¦ 4,5
+ 3000 B ¦ 1 + 0,866I
1,33
103
0,00133.
Аналогично для угла наклона вала в правом подшип-
подшипнике (по эпюрам М и Мг>] получаем
9а = 0,00086.
Сравнивая полученные величины углов наклона с до
пускаемыми, убеждаемся, что недопустимые условия
работы возникают в левом подшипнике лишь при мини-
минимальном зазоре (вероятность чего мала).
ГЛ. VIII]
ВАЛЫ И ОСИ
523
Деформация кручения
В большинстве случаев величина угла за-
закручивания вала практического значения не
имеет. Общепринятое в недалёком прошлом
ограничение деформаций валов в */4—2/з° на * м
длины вала условно и, будучи связано с огра-
ограниченной областью применения, устарело. Де-
Деформация кручения в основном может служить
лишь для сравнительной качественной оценки
жёсткости на закручивание.
Угол закручивания гладкого круглого вала
(или его участка) постоянного диаметра опре-
определяется по формуле
В этих уравнениях свободные члены
?~ GJp
где Мк— крутящий момент вала; / — длина вала
{участка вала); Jp — полярный момент инерции
сечения вала (или участка).
РАСЧЁТ СТАТИЧЕСКИ НЕОПРЕДЕЛИМЫХ
ОСЕЙ И ВАЛОВ
За лишние неизвестные в многоопорном
валу целесообразно принимать опорные мо-
моменты, представляющие действие на рассма-
рассматриваемый пролёт вала со стороны соседних
пролётов. Например, для пятиопорного вала
(трижды статически неопределимого) (фиг.41,я)
за лишние неизвестные следует принять опор-
опорные моменты /Mj, Mu и Мт (фиг. 41, б).
Направления опорных моментов, указанные на
г)
Фиг. 41.
чертеже, приняты за положительные. Эпюра
изгибающих моментов изображена на фиг. 41, в.
Условия деформаций для нахождения опор-
опорных моментов сводятся к следующему: изме-
изменения углов между торцовыми сечениями
междуопорных пролётов вала (над опорами)
равны нулю. Это условие в форме канониче-
канонических уравнений (см. гл. II т. 1, кн. 2-й ЭСМ,
<,тр. 73) записывается:
on
8,8 Мт
о;
hi Щ + S22 Mn
Mlu + Д2/> = 0;
hi Щ + 832 Ми + 8
Aip =
h^s * — V Г
7—; 2Р 2,]-
EJ
представляют изменения углов между торцо-
торцовыми сечениями участков вала над I, II и III
опорами от действия заданной нагрузки. Для
нахождения этих перемещений над опорами
следует приложить по два взаимно противо-
противоположных момента Afj=l, Л12=1 и М3=1 и от
каждой пары единичных моментов построить
эпюры Мь М2 и Мв (фиг. 41, г).
Коэфициенты при неизвестных в канони-
канонических уравнениях деформаций
\Mxds
Ю
EJ
= Ъ \
EJ
31
- у С м*МФ .» - у Г
^"J EJ ' ^J
EJ
; Оз2 =
EJ
S
3з
+
= 0.
представляют собой изменения углов между
торцовыми сечениями участков вала над I,
II и III опорами от действия опорных моментов
Мх=1, Af2=l и -/W3i=l. На основании теоремы
Максвелла коэфициенты с одноимёнными ин-
индексами равны F/im = bmk), и потому в данном
случае следует определить шесть коэфициен-
тов.
Подсчёт коэфициентов и свободных членов
канонических уравнений производится по эпю-
эпюрам с помощью табл. 13.
Для вала постоянного сечения может быть
использовано уравнение трёх моментов [см.
формулу A2) в гл. II т. 1, кн. 2-й ЭСМ, стр, 52].
После нахождения из канонических уравне-
уравнений опорных моментов М1. Мп и Мш не пред-
представляют затруднений определение опорных
реакций и построение действительных эпюр
изгибающих моментов для пролётов вала.
При действии на вал сил, не лежащих
в одной плоскости, все силы проектируются
на вертикальную и горизонтальные плоскости
и определяются составляющие опорных момен-
моментов в вертикальной и горизонтальной плоско-
плоскостях.
Б приведённом расчёте предполагалось, что
все опоры точно расположены на одной высоте
и являются жёсткими. Очень большое влияние
на величины опорных моментов и реакции опор
оказывает повышение или понижение проме-
промежуточных опор, а также их осадка под дей-
524
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
ствием внешних сил. На фиг. 42 построены
эпюры изгибающих моментов при изменениях
положения средней опоры вала Дизеля. Буквой
Д обозначена величина смещения средней опоры
вверх или вниз. При перемещении опоры 2
вверх на величину А = 0,8 мм опорный момент
увеличивается в 2,6 раза. При понижении опо-
опоры на А = 0,0567 мм опорный момент равен
500 кг
21200кг
Фиг. 42.
нулю и т. д. Это обстоятельство в значительной
мере понижает достоверность всех расчётов,
относящихся к статически неопределимым ва-
валам, и заставляет в тех случаях, когда смеще-
смещения опор могут иметь место, понижать нормы
допускаемых напряжений или рассматривать
многоопорный вал как статически определи-
определимый, разрезанный над опорами.
Пример. Рассчитать трёхопорный вал, изображённый
на фиг. 43, а (длины показаны в см). Примем за лишнее
неизвестное момент над средней опорой (в сечении 5).
Эпюра изгибающих моментов от заданной нагрузки изо-
800кг
300кг
ЗпМ,
ОЛЬ 0.5 0,875^~t 0,055
Фиг. 43.
бражена на фиг. A3, б. Ординаты эпюры в сечениях 1—10
выписаны в кгсм. Эпюра изгибающих моментов от опор-
опорного единичного момента изображена на фиг. 43, в.
Условие деформации имеет вид
«1,ЛГ + Д1„=О,
где Aj — изменение угла между сечениями левого и
правого участков вала от заданной нагрузки над средней
опорой (фиг. 43, б); ujj — изменение угла между этими
сечениями от единичного момента (фиг. 43, в). Подсчёт
величин Д^ и 8jj производим, используя таблицу инте-
интегралов Мора (табл. 13). При подсчёте Д. примем эпюры
Мр за эпюры М и эпюры Мх — за эпюры М1. Тогда
Х^ С MM'as
Д1р = > \ рг-. для участков 1- 2, 2—3,3—4,4—5,
5-6, 6—7 и 7-8
г^-^ [ЗСОB • 0,125+0,5)+1200B • 0,5+0,125I +
+ "О29Т.33'2*?Г [120°B " 0,5+0,875)+ 300B ¦ 0,875+0,5)] +
+ Т29Т^Я30°B-а875+1^ +
+ 0,294 .W100B-°'945+1) +
+ -0 2941-4т?Г" [1ШB ' 0>945 + 0'055) + 170° B ф 0,0>5+
+ 0,945I + \ A700 ¦ 2 • 0,055+1800 . 0,055I -
J 0,294 ¦ 3,5* Ь I
926
Знак минус у Ь\р принят потому, чго эпюры М и М
имеют разные знаки.
При подсчёте 6П одни и те же эпюры Mt должны быть
приняты один раз за эпюры М и другой раз — за эпюры
М'.
MM'ds
подсчитанная для тех
Величина 8П = j^ Г
же участков вала,
EJ
0,984
Произведя подста«овку полученных значений Д^ и
5„ в уравнение деформаций и решая последнее, получим
М _ ___ „ 950 «гсж.
Знак плюс указывает, что опорный момент имеет на-
направление, принятое на фиг. 43.
600кг
300кг \
А-
M/SMS
Фиг. 44.
После нахождения величины опорного момента задача
сводится к обычному расчёту на прочность двух разрез-
разрезных статически определимых валов, загруженных помимо
заданных сил моментами М =950 кгсм (фиг. 44). Этот
расчёт здесь не приводим.
ТРАНСМИССИОННЫЕ ВАЛЫ
Для трансмиссий, приводящих в движенш
тихоходные тяжёлые машины, принимают ско
рость вращения п=100ч-160 об/мин, для при
вода лёгких станков и машин л=160-т-300об/ми1
и для привода деревообделочных, текстиль
ГЛ. VIII]
ВАЛЫ И ОСИ
525
ных и других быстроходных машин я = 50-т-
-т-400 об/мин.
Нормальные числа оборотов трансмиссион-
трансмиссионных приводов, установленные в ОСТ 1656,
приведены в табл. 15. Соотношения между
числами оборотов трансмиссий, диаметрами
ремённых шкивов и окружными скоростями —
см. ОСТ 1657.
Таблица 15
Таблица 15а
Диаметры трансмиссионных валов (по ОСТ 1654)
25
28
32
36
4о
45
5°
56
63
71
8о
Числа оборотов
9°
IOO
112
125
140
1бо
i8o
2ОО
225
250
280
32O
360
400
45°
5О0
в минуту
5бо
630
7Ю
8оо
goo
IOOO
II2O
1250
1400
i6oo
1800
В трансмиссионных передачах, работаю-
работающих на подшипниках скольжения, при надле-
надлежащем уходе потери мощности составляют
12—15%; в передачах на шарикоподшипниках
эти потери составляют 10%.
Материал и конструкция трансмиссионных
валов
Для трансмиссионных валов обычно при-
применяют Ст. 4 и Ст. 5 по ГОСТ 380-41. Валы диа-
диаметром больше 200 мм изготовляются ковкой;
диаметром от 140 до 200 мм изготовляются
из прокатного материала или ковкой, а диа-
диаметром до 140 мм — только из прокатного ма-
материала.
Трансмиссионные валы изготовляются глад-
гладкими, гладкими с шпоночными пазами, глад-
гладкими с заточками для посадки муфт, с обвар-
обварками для восприятия осевых усилий и с вы-
выточенными шейками.
Размеры гладких трансмиссионных валов
установлены стандартом ОСТ 1654 (см. та-
таблицу 15а).
Длины валов. Для гладких трансмиссион-
трансмиссионных валов без обварков и шеек рекомен-
рекомендуются следующие длины:
При диаметре 30 и 35 мм 4 м
„ 40 „ 45 , 5 ,
50 „ 90 , 7 „
100 „ НО 6 „
Для уменьшения концентрации напряжений
в месте изменения диаметра на конце вала
(фиг. 45) рекомендует-
рекомендуется радиус закругле-
закругления принимать -- \-
4-5 мм < < d
-\- 5 мм.
Фиг« 45- Для фиксирования
в осевом направлении
вала и насаженных на нём деталей приме-
применяются в случае небольших осевых усилий
съёмные упорные кольца (фиг. 46), а при зна-
Диа-
Диаметр
в мм
3°
35
4°
43
5°
6о
7°
8о
9°
IOO
но
140
l6o
i8o
20О
22O
24°
2бо
28о
Зоо
32O
34°
360
380
4оо
42O
44°
460
480
5°°
Теоретиче-
Теоретический вес
1 пог. м
(уд. в. 7.85;
в кг
5-55
7'55
9,86
12,48
15.41
22,20
30,21
39.46
49.94
6i,65
74.6о
96,33
I2O.8
157.8
199-8
246,6
298,4
355.1
4i6,8
4834
554.9
631.З
712,7
799.O
890,3
986,4
1088
1194
1305
1421
1541
Момент со-
противле-
противления в см3
2,65
4,21
6,28
8.95
12,27
21,20
33.67
50,27
7Ь57
98.17
*3°>7
191,7
2бд,4
4О2,1
572,6
7854
i°45
1357
1726
2155
2651
3217
3859
458о
5 387
6283
7 274
8363
9 556
ю857
12 272
Предельные отклоне-
отклонения по ОСТ 1023 (Са)
верхнее
о
о
о
о
о
о
о
нижнее
— °.°45
—0,050
— о.обо
— 0,070
о,о8о
— 0,090
- O.IOO
— О,12О
Примечания: 1. Указанные в таблице диаметры
распространяются на все виды трансмиссионных валов
в части опорных шеек и мест посадки шкивов, муфт,
зубчаток, маховиков и т. п.
2. Для гладких трансмиссионных валов без обварков
и шеек устанавливается указанный в таблице ряд диа-
диаметров в пределах от 30 до 110 мм,
3. Обработка отдельных мест валов с большей, чем
указано в таблице, точностью выполняется по соглаше-
соглашению.
чительных усилиях—пояски и обварки (фиг. 47).
Обварочные кольца вытачиваются отдельно
и насаживаются на вал в горячем состоянии,
после чего окончательно обрабатываются на
валу. У толстых валов большей частью вме-
Фиг. 46.
сте с валом из одной заготовки вытачиваются
пояски. Двойная обварка (фиг. 48) приме-
применяется для валов диаметром 45—140 мм, оди-
одинарная (фиг. 47) — для валов диаметром 160—
526
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
260 мм. Для того чтобы вал при изменении
температуры помещения имел возможность
свободно удлиняться, пояски, обварки или сто-
стопорные кольца, фиксирующие вал, должны
устанавливаться только у одного подшипника.
На фиг. 49 изображён вал с выточенной
шейкой. Так как при обточке удаляются наи-
наиболее прочные поверхностные слои металла,
целесообразна предварительная
оттяжка шейки кузнечным спо-
способом.
Длину трансмиссионной ли-
линии в современных условиях
использования электропривода
не рекомендуется брать более
30—40 м. При коротких линиях
в случае ремонта или аварии
бездействует меньше оборудо-
оборудования. Монтаж коротких линий
более удобен и эксплоатация
проще. В практике принято сохранять выбран-
выбранный диаметр вала, пока передаваемая валом
= 125 Yd см; б) для валов, нагружённых
вами, расположенными на значительных рас-
расстояниях между опорами, / = 100 Yd см; в) для
валов, тяжело нагружённых, /= I35j/rf см.
В табл. 16 приведены ориентировочные,
допускаемые расстояния между опорами для
первых двух случаев.
Таблица 16
d в мм
Расстояние 1 —
= 125 VT см . .
Расстояние 1 —
•= 100 Yd см . .
30
170
l6o
35
190
165
40
200
J75
45
210
180
50
220
190
60
240
200
70
260
210
80
280
220
90
300
230
100
320
245
110
330
245
125
250
Фиг. 47.
Фиг. 48.
Фиг. 49.
мощность не уменьшится на 10—15 л. с. При
переходе от большего диаметра к меньшему
уменьшают диаметр вала
на 5—10 мм. В транс-
трансмиссиях необходимо
предусматривать воз-
возможность свободного
удлинения и укороче-
укорочения валов при изменении температуры поме-
помещения с помощью уравнительных муфт.
Приближённый расчёт трансмиссионных
валов
Если вал передаёт мощность N л. с. и вра-
вращается со скоростью п об/мин, момент, скру-
скручивающий вал, равен
кгсм.
В приближённом расчёте считают, что вал
работает только на кручение, и влияние из-
изгиба компенсируют снижением допускаемого
напряжения на кручение Rt, определяемое по
формуле
t =
nd*
где м/р~-ул полярный момент сопроти-
сопротивления вала.
Принимая Rt= 120-I-200 кг/см^ (для Ст. 4)
и преобразовывая расчётную формулу, полу-
3 Г «Г
шм rf = A2-5-14,4)
Меньшее напря-
жение берётся для толстых валов (d > 70 мм),
большее — для тонких валов (d <^ 70 мм). Рас-
Расчёт по этой принятой у нас норме даёт за-
завышенные значения для диаметра вала.
Расстояние между подшипниками прини-
принимается: а) для валов, слабо нагружённых, / =
По американским нормам для
стали типа Ст. 4: а) для валов в первых от дви-
двигателя передачах, работающих с ударами, Rt =
= 280 кг/см2; б) для длинных валов в обыкно-
обыкновенных условиях работы Rt = 420 кг/см2;
в) для коротких валов лёгких передач Rf=
= 600 кг/см2. При этом необходимо стре-
стремиться к уменьшению .
деформации изгиба,и в
этих целях следует
располагать шкивы,
зубчатые колёса и
муфты вблизи опор,
облегчать вес шкивов
и полностью баланси-
балансировать их.
Зависимость
т
1,
/
50 60 70 80 90
Фиг. 50.
ме-
между диаметром вала
и расстоянием между
подшипниками по американским нормам при^-
ведена на фиг. 50. Уточнённо расчёт транс-
трансмиссионных валов целесообразно производить
так, как это описано выше, в расчёте прямых
валов.
КРИВОШИПНЫЕ И КОЛЕНЧАТЫЕ ВАЛЫ
Материал и конструкции валов — см. гл. Vil
стр. 500—505.
Расчёт коленчатых валов на прочность
Усилия и крутящие моменты, действующие
на коленчатый вал, изменяются при измене-
изменении угла поворота вала, и поэтому их опреде-
определяют для нескольких положений вала. При
упрощённом способе расчёта выявляются наи-
наиболее невыгодные для прочности вала случаи
комбинированного действия сил, нагружающих
на вал, путём расчёта в нескольких положе-
положениях.
Для валов тихоходных стационарных ма-
машин можно ограничиться тремя следующими
положениями вала: 1) когда колено вала на-
находится в верхнем мёртвом положении; 2) когда
колено находится в положении, отстоящем от
мёртвого на 35—45°; 3) когда колено нахо-
находится в положении, перпендикулярном мёрт-
мёртвому.
Для валов быстроходных машин, например,
автомобильных двигателей, определяют уси*
ГЛ. V1II1
ВАЛЫ И ОСИ
лия, действующие на вал, в положениях, со-
соответствующих поворотам вала через 10—20°.
В быстроходных двигателях в расчёте по-
помимо сил, действующих на вал, учитывают
центробежные силы инерции шатунных шеек
и противовесов.
В опасных сечениях вала находят при наи-
наименее выгодных случаях действия сил нормаль-
нормальные и касательные напряжения и определяют
запас прочности по III теории прочности:
где /?jjj — допускаемое нормальное напряже-
напряжение, принимаемое по III случаю действия на-
нагрузки.
В зависимости от способа изготовления
вала, его размеров" формы и пр. принимают
допускаемые напряжения в валах из углеро-
углеродистой стали (марок 40; Ст. 5 повыш.): а) для
шатунных шеек и щёк /?1}1=600—800 кг/см2,
б) для коренных шеек /?и=400—600 кг/см2.
Результирующие номинальные напряжения,
полученные при проверочном расчёте основ-
основных сечений коленчатого вала, не должны
превосходить 8U0 —1000 кг/см2 для углероди-
углеродистой стали и 1000—1200 кг/см2—для легиро-
легированной стали.
Более надёжно рассчитывать валы по пре-
пределу усталости с учётом их абсолютных раз-
размеров, концентрации напряжений и характе-
характеристик стали.
Опасными местами коленчатого вала при
расчёте на усталость являются те, где при
значительных номинальных напряжениях воз-
возникает концентрация напряжений, т. е. места
у галтелей, смазочных отверстий и т. д. Для
коленчатого вала, изображённого на фиг. 51,
такими местами являются: а) места у смазоч-
смазочных отверстий — точки 3 и 6; б) во входящем
угле, в местах перехода щеки в шейку —
точки 1, 2, 4 и в) у галтелей — точки 7, 8, 9
и 10. В валах с толстыми щеками (большой
размер b и малый h)
опасной точкой
щеки часто являет-
является точка на ребре
щеки, где склады-
складываются напряжения
от изгибающих мо-
моментов и продоль-
продольной силы.
Имея закон изме-
изменения усилий, дей-
действующих на вал в зависимости от угла поворо-
поворота вала, находят максимальные и минимальные
величины изгибающих и крутящих моментов
в сечениях, проходящих через опасные точки
шеек, величины изгибающих, крутящих момен-
моментов и сил в сечениях, проходящих через опас-
опасные точки щёк. По этим величинам моментов
и сил находятся амплитуды нормальных и каса-
касательных напряжений av и iv и средние напря-
напряжения ст и хт в опасных сечениях вала. На-
Например, если на коренную шейку за цикл дей-
действует наибольший крутящий момент Мктау.
Фиг. 51.
и наименьший — М„
то амплитуда цикла
"'кта%
и среднее напряжение
*т —
кт\п
2Wp
где Wp — полярный момент сопротивления
сечения коренной шейки.
Если в сечении щеки, проходящем через
входящий угол, за цикл действуют в плоскости
колена изгибающие моменты /Итах и Mmia и
сжимающие силы Nmux n Ninin, то во входя-
входящем угле (фиг. 51, точка 2) амплитуда цикла
2WX
среднее напряжение
+
2WX
,
2F
где Wx —осевой момент сопротивления сече-
сечения щеки; F—площадь сечения щеки.
Запас прочности в опасных точках колен-
коленчатого вала определяется по формуле
1
п =
/
где пд —запас прочности при учёте только из-
изгиба; пт— запас прочности при учёте только
кручения.
Запас прочности принимается в пределах
я= 1,5 — 3,0. При повышении точности опре-
определения расчётных нагрузок и возможно пол-
полном учёте факторов, влияющих на прочность,,
запас прочности может быть снижен до п =
= 1,25, в противном случае п = 3.
Значения эффективных коэфициентов кон-
концентрации напряжений могут приниматься для
смазочных отверстий и галтелей по данным,
фиг. 22,16, 17 и 18. Значения эффективного коэ-
фициента концентрации при изгибе во входя-
входящем угле при коэфициенте чувствительности
к концентрации напряжений q = 0,7o (для проч-
прочных сталей) приведены в табл. 17 в зависи-
зависимости от отношения радиуса галтели р к тол-
толщине щеки Ь.
Значение эффективного коэфициента кон-
концентрации напряжений во входящем угле
при кручении может быть принято равным
Таблица 17
±
ь
к.
о,ю
3.°5
одз
2.5
О,20
2,2
О,25
2,0
о,зо
1-9
о,35
1,85
о,40
1,8
2W
Пример. Произвести проверочный расчёт коленчатого
вала одноцилиндрового двухтактного дизеля (фиг. 52).
Мощность двигателя N = 50 л. с; угловая скорость вра-
вращения коленчатого вала п = 350 об/мин; вес маховика Q—
= 600 кг; диаметр маховика D = 1200 мм; направление
передаточного ремня горизонтальное; материал вала —
сталь с пределами усталости: a_f = 3000 кг/см3 и т_ —
800 к г1 см3. В табл.18 в графах 2-й и 3-й даны значения-
528
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
радиальных и тангенциальных сил, действующих на колена
вала при разных его положениях через 20°.
Расчёт произвести двумя способами: 1) приближённым,
принимая за допускаемые напряжения для щёк и шатун-
г—220
ной шейки R = 800 -5-1000 кг/см" и для коренных шеек
# = 600 -s- 800 кг/см3, и 2) на усталость, принимая наимень-
наименьший запас прочности л ¦= 1,2э.
Таблица 18
( 1
о
- 2О
4°
бо
8о
IOO
I2O
I4O
i6o
i8o
200
220
240
260
280
300
320
340
360
2
Р
в кг
i8 100
11 700
4 040
1830
1 670
2 но
2 720
ззоо
2 4°О
2 47O
—2 3OO
2 22O
—i83o
1 IOO
—170
+730
+ 700
-2380
+ 18 100
3
T
в кг
о
384°
2770
1670
1360
i83o
1830
1195
670
0
-560
—1280
—155°
IIIO
—33°
+ 56°
+ ЗЗО
—1280
0
4
QP
в кг
boa
850
1000
1040
940
73O
440
90
—270
—600
— 850
—1000
—1040
—940
—73O
—440
—90
+ 270
+600
5
QT
в кг
—850
'—59°
—265
+ 1OO
+ 45°
+ 73°
+ 94°
+ 1040
+ IOOO
+85°
+ 59°
+ 265
IOO
—-1.5°
—7J3
—94°
—1040
—1000
—850
Приближённый проверочный расчёт.
Крутящий момент, передаваемый двигателем,
М,
/V
= 71620 —
п
10 200 кгсм.
Окружное усилие
Ро =
¦¦ -=— « 170 кг.
Для расчёта примем, что давление от ремней на вал
равно пятикратному окружному усилию:
S = 5Р0 = 170 • 5 = 850 кг.
За опасные для прочности положения вала следует при-
принять, как видно из табл. 18, два положения: 1) когда на
колено действует наибольшее радиальное усилие Ртах =
— 18100 кг при » = 0 (в в. м. т.)
и 2) когда на колено действует
наибольшее тангенциальное
усилие Гтах = 3840 кг при зна-
значительном радиальном усилии
Р = 11 700 кг, когда «р = 20°.
Ниже приводится расчёт вала
при да = 0° (в в. м. т.).
По силам, действующим
на вал, Рпах, 5 и К (фиг. 53),
определяются опорные реакции
в плоскостях колена и пер-
перпендикулярной плоскости колена и строятся эпюры из-
изгибающих моментов в этих плоскостях, а также эпюры
крутящих моментов. На фиг. 54 изображены эти эпюры
°пзнерь1 в сантиметрах
Фиг. 53.
и выписаны значения характерных их ординат. Эпюры
крутящих моментов изображены витками. Как видно из
фиг. 54, левая щека сжимается силой TV, — 8750 кг, пра-
правая — силой Na — 9950 — 600 = 9350 кг. По построенным
эпюрам выявляются наиболее загруженные сечения:
1) у шатунной шейки — среднее сечение 2—2; 2) у корен-
коренных шеек — сечение 3-3 в месте перехода правой корен-
коренной шейки в тело щеки (в расстоянии 4 см от оси щеки);
22100
U 700
JS700
¦6Ш
Фиг. 54.
3) у тёк — сечение 1—1 в месте перехода шатунной
шейки в щёку (в расстоянии 7 см от оси шатунной
шейки).
В сечении 2—2 шатунной шейки действует изгибаю-
изгибающий момент
Мь.^ ]/л2275002+П0002 « 228 000 кгсм
и крутящий момент
Мк = 7200 кгсм.
Приведённый момент в этом сечении
М„р =¦ У 228 0002 + 7200» « 228 000 кгсм.
Так как осевой момент сопротивления сечения шейки
W =¦ -^7 = 270 см\
то наибольшее напряжение в ней
а = -^«845 кг/си».
В опасном сечении коренной шейки действует изги-
изгибающий момент
Мь = у 96200я ¦+¦ 47002 м 96 300 кгсм.
Наибольшее напряжение в опасном сечении коренной
шейки
о - —¦ ~ 360 кг/см'.
В опасном сечении щеки 1—1 действует сжимающая
сила Nt = 8750 кг, вызывающая напряжение
и изгибающие моменты в плоскости большей жёсткости
щеки № = 4250 кгсм и в плоскости меньшей жёсткости
Mh = 131 000 кгсм.
ГЛ. VIII]
ВАЛЫ И ОСИ
529
Моменты сопротивления щеки в этих плоскостях:
6 6
Напряжения от изгиба:
^Ь _4250 _
"аз = W "42
" МЬ 131 000
W"
171
12 кг/см";
765 кг/см*.
Наибольшее нормальное напряжение в опасной точке
сечения 1—1 у угла щеки
"max = 9rf+ анз + !Гиз = 68 + 12 + 765 = в45 «*/c*a.
В середине длинной стороны сечения 1-1 напряже-
напряжение от крутящего момента Мц ¦= 6400 кгсм;
Мк 6400
Результирующее напряжение по III теории прочности
в этой точке
= т/ (
4 • 252 ~
Наибольшие напряжения в опасных сечениях не пре-
превышают допускаемых. При расчёте вала во втором поло-
положении, когда ф — 20°, следует силы натяжения ремней 5
и веса маховика К представить в виде составляющих,
действующих в плоскости колена и в плоскости, перпен-
перпендикулярной колену, и в дальнейшем вести расчёт так же,
как и в первом положении.
Проверочный расчёт на усталость. Когда
колено вала находится под углом ip к верхнему мёртвому
положению (фиг. 55), составляющие сил — веса махо-
маховика К и натяжений рем-
ремней S, действующие в пло-
плоскости колена вала и в пло-
плоскости, перпендикулярной
ей, Qp4 QT равны:
Q =» К cos <p + 5 sin <p;
Фиг. 55. Q =Ksin<p-Scos<p.
1к ^Qo
Вп
Значения этих сил при положениях вала ф = 0,20°,
40°, ... выписаны в графах 4 и 5 табл. 18. Знак плюс
у этих сил указывает, что их направление совпадает с на-
направлениями Р и Т.
Таким образом на вал, находящийся в произвольном
положении, действуют силы Р, Г, Q я Q~, изобра-
изображённые на фиг. 56, при
этом их численные зна-
значения следует брать из
табл. 18 при каждом зна-
значении ф. Для определения
моментов и напряжений '
в элементах вала доста- А Т
точно определить реакции
левой опоры (на фиг. 56 \^W
връ ВТ~ реакции пра- Разнеры в сантиметрах
вой опоры): фиг 56
Р26
76
- Qp26
2-26
-Qr26
2726 °,5(r-Qr).
Определение запаса прочности ша-
шатунной шейки. Опасным является среднее сечение
шейки, место у смазочного отверстия (см. фиг. 52). Изги-
Изгибающий момент в этом сечении
М
ь = /р'26-О,5(Р- Qp) 26= 13 (р-
Крутящий момент
Мк~ Атг = 0,5 (Г - QT) 17 =8,5G"— Qr).
По табл. 18 наибольший изгибающий момент в этом
сечении будет действовать в положении <р = 0:
МЬ max =13 (Р ~ Qp) = 13 A8 !°0 - 600) * 227 000 кгсм;
наименьший изгибающий момент будет действовать в по-
положении <р = 340°:
^min =13(P- Ср) =13(-23?0-270) 26 400 кгсм.
Также наибольший крутящий момент в положении
<Р = 20J:
/Ил:шах =8-5 (т ~ Qt) ~ 8>5 C840 + 590) = 37 600 кгсм;
наименьший крутящий момент в положении <р = 240°:
Мк mln -8,5 (Г - QT) = 8,5 (- 15эО+1ОО)= -12 300 кгсм.
Так как осевой и полярный моменты сопротивления
шейки
32
270 см3; W,
16
- 540 cms,
то наибольшие и наименьшие напряжения у смазочного
отверстия:
26 400
"max 270~ "
227 000
amin = 270~— " — ^ к*!см*'
37 600 2
хтах = ~54(Г " Кг'СМ '
12 300
хтт = ~540~ кгц.м .
Среднее нормальное напряжение цикла и амплитуда
цикла:
"max + CTmin 100-840
— — 370 кг)см%;
2 2
amax ~ "min 100 + 840
470 кгlсм*.
v 2 2
Среднее касательное напряжение цикла и его ампли-
амплитуда:
^тах + хтт 70—20
2 2
Jm_ax ~xmin 70 + 20
~ 2
25 кг!см';
— 45 кг\см*.
Для материала вала коэфициенты ф3 = 0,15; ф^ =0,1.
Эффективные коэфициенты концентрации напряже-
напряжений у смазочного отверстия (по фиг. 22 и 14) при изгибе
и кручении:
_ 1.9-0,85
Масштабный фактор, учитывающий влияние размеров
вала, по фиг. 14 е = 0,56, запасы прочности при изгибе и
кручении:
3000
1,8
0,56
470 + 0,15 • 370
1,8
1800
45 + 0,1-25
1.92;
12,2.
Общий запас прочности в опасном месте шатунной
шейки
У \
1 у /1 у
г&) + \Щ~2)
1,9.
Определение запаса прочности левой
щеки. Опасной точкой щеки является точка а (фиг. 57)
в месте сопряжения шейки и щеки, т. е. у входящего
угла. В сечении т— т, проходящем через эту точку, дей-
действуют: а) продольная сила N = Ар — — 0,5 (Р — Ср),
б) изгибающий момент М^ = Лр15=0,5 (Р — Qp] lb =
= 7,5 (Р — Q р) и в) крутящий момент ltiK — Aj 15 =
= о,5(г- QrI5 = 7-5(p- Qt)-
530
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Изгибающий момент, действующий в плоскости наи-
наибольшей жёсткости щеки, в опасной точке напряжений
не вызывает и поэтому не определяется.
Нормальные напряжения в точке а от продольной
силы и изгибающего момента:
3
- 0,5 (P-Qp) 7,5(P- QpN
16-8»
- - 0,0478 (P- Qp).
Касательное напряжение в этой точке
Мк 7,5 (T-QT)
ab*
- 0.493-8»Г -0.0297 (Г-Qr).
Как нетрудно установить по табл. 18, наибольшее и
наименьшее нормальные напряжения будут возникать при
положениях вала под углами
(в = 0° и (р ¦= 340° к в. м. т.:
а) при <р = 0° amin 0.0478X
ХA8100 — 600) 837 кг/см1;
б)при<р=340° omax—0.0478X
Х(— 2380 — 270) =+126 кг1см\
Наибольшее и наименьшее
касательные напряжения: а) при
(р = 20° tmax - 0,0297 C840 +
+ 590) = 131 кг/см3; б) при
<р «= 240° тш1п=-0,0297 (-1550+
+ 100) — — 43 кг/Сл2.
Среднее нормальное на-
напряжение цикла и его ампли-
амплитуда;
— 837 + 126
ffmin 837 + 126
355 кг/см*;
480 кг/см*.
Среднее касательное напряжение цикла и его ампли-
амплитуда;
2
- Tmin
131
131
—
2
+
43
43
44
— 87 кг/см1.
Примем коэфициенты: ф, — 0,15 и фх = 0,1.
Эффективный коэфициент концентрации напряжений
при изгибе во входящем .угле при ~~-
табл. 17
Ка - 2,2.
-^- = 0,2по
Масштабный фактор при/^„>2 по кривойЗфиг. 14 е—0,5.
Эффективный коэфициент концентрации напряжений при
кручении АГТ = 2. Масштабный фактор по кривой 2
фиг. 14 е = 0,57.
Запасы прочности при изгибе и кручении:
3000
+ Фс
2,2 • 480
0.5
-1,39;
+ 0,15 • 355
1800
5,8.
Общий запас прочности
1
ГI 1
т 1,35.
Аналогично определяются напряжения и в остальных
опасных точках коленчатого вала.
В случае, если вал статически неопреде-
неопределимый (число его опор больше двух), прини-
принимается различная методика расчёта. Целесо-
Целесообразность учёта статической неопределимости
в коленчатых валах ниже, чем у прямого вала,
вследствие деформации щёк. Расчёт вала с
учётом статической неопределимости громоз-
громоздок и требует, особенно при расчёте по пре-
пределу усталости, большой вычислительной ра-
работы.
Благодаря возможности упругой осадки
опор, некоторой их несоосности, износам опор
и шеек вала во всех быстроходных двигате-
двигателях лёгкого типа, у которых отсутствуют
мощные фундаменты, вал обычно рассчиты-
рассчитывается без учёта статической неопределимости.
Вал разрезается плоскостями, проходящими
через середины смежных коренных шеек, и
выделенные участки рассматриваются как сво-
свободно опёртые брусья.
В тихоходных двигателях тяжёлого типа,
установленных на мощных фундаментах, т. е.
в стационарных условиях, целесообразен учёт
статической неопределимости. В этих случаях
вал рассматривается как податливая неразрез-
неразрезная пространственная балка, свободно лежащая
на неподатливых опорах, расположенных в се-
серединах коренных шеек. При этом, так как уси-
усилия, действующие на какой-либо пролёт (ко-
(колено) вала мало влияют на деформации удалён-
удалённых пролетов, то многопролётный вал можно
разбить, например, на ряд трёхпролётных и
снизить этим степень статической неопреде-
неопределимости с ничтожным ущербом для точности.
Расчёт коленчатых валов с учётом
статической неопределимости
Положительные направления осей, сил и
моментов, действующих на кривошип, пока-
показаны на фиг. 58. Ось у совпадает с направле-
направлением щеки колена вала. Ось г (перпендикулярно
плоскости колена вала) направлена так, чтобы
вращение винта правой нарезки от у к z да-
давало перемещение в направление оси х.
За положительные изгибающие моменты
над опорами принимаются такие моменты, век-
векторы которых совпа-
совпадают с положитель-
положительными направлениями
осей координат (ме-
(между направлением
вращения момента и
его вектором суще-
существует такая зависи-
зависимость, как между
вращением и перемещением винта правой
нарезки).
Положительные направления углов поворо-
поворотов сечений над опорами совпадают с положи-
положительным направлением моментов, действующих
в плоскостях этих поворотов.
Для упрощения решения предполагается,
что коленчатый вал представляет собой стер-
стержень вида абвгде (фиг. 59).
Фиг. 59.
ГЛ. VIIИ
ВАЛЫ И ОСИ
531
Со-
32
В,-
64
Г
12
Обозначим:
С] - -як- G — жёсткость шатунной шейки
при кручении;
G — жёсткость коренной шейки
при кручении;
G — жёсткость при кручении щеки
колена;
Е — жёсткость шатунной шейки
при изгибе;
Е — жёсткость коренной шейки
при изгибе;
Е — жёсткость при изгибе щеки в
плоскости большей жёсткости;
Е — жёсткость при изгибе щеки в
плоскости меньшей жёсткости.
Пусть вал опёрт в средних сечениях корен-
коренных шеек (фиг. 60) и пусть номера опор бу-
будут /, 2, 3,..., л, п +1,... Обозначим колено,
расположенное между
о <ъ» л—1-й л опорами, че-
через п — 1; тогда все силы,
„-у а-- >— действующие на него, бу-
Фиг. 60. ДУТ иметь тот же знак-
Силы и моменты, дей-
действующие на следующее л колено, отметим
знаком л и т. д. Силы, действующие на ша-
шатунные шейки колен, Р и Т известны. Крутя-
Крутящие моменты по концам колена определяются
на основании уравнений статики.
Если обозначить изгибающие моменты над
опорой п, действующие на левое колено в
плоскости левого колена и в плоскости, пер-
перпендикулярной левому колену, через пг1п и М1п
и соответственно изгибающие моменты, дей-
действующие над л-й опорой на правое колено
в плоскости правого колена и в плоскости,
перпендикулярной правому колену, через mrn
Мгп, то при угле между левым и правым ко-
коленами у„ зависимость между этими момен-
моментами может быть записана в виде
т sin уп — 0; |
cos т(в—-О. J
A)
Из уравнений типа A) следует:
ml- —
cos?,,
sin 7„
m'
sin и
'л-Г
sin у
Л-1
B)
Обозначим через у1п и <\>ln углы поворота по-
поперечного сечения коренной шейки п—1-го
колена, проходящего через опору п в плоско-
плоскоперпендикулярной
стях п—1-го колена и
ему, и через угп п<\>гп — углы поворота попе-
поперечного сечения коренной шейки л-го колена
над л-й опорой в плоскостях л-го колена и
перпендикулярной ему.
Углы «р*, «J/*, уг и Y могут быть определены
по способу Мора. Угол поворота коренной
шейки над какой-либо опорой в какой-либо
плоскости (ср или ф)
-2J
в
J
где М и Мк — изгибающие и крутящие мо-
моменты, возникающие в элементах колена вала
(шейке, щеке) и вызываемые нагрузкой, дей-
действующей в пределах пролёта, и изгибающими
и крутящими моментами, действующими в
опорных сечениях; М\ и Мкх — изгибающие и
крутящие моменты, возникающие в элементах
колена и вызываемые моментом, равным еди-
единице, приложенным над опорой, где опреде-
определяется угол поворота в плоскости поворота;
В и С — жёсткости при изгибе и кручении
элементов колена вала.
Каждый из интегралов Мора
f
\
^
для какого-либо элемента вала
удобно определять по готовым формулам, по-
полученным для эпюр изгибающих и крутящих
моментов М, М\, Мк, Мк1 различных конфи-
конфигураций, действующих
на рассматриваемый
элемент кривошипа.
Определим, напри-
например, интеграл Мора
для шатунной шейки.
Эпюра изгибающих
моментов от внешней
нагрузки Р изображе- .
на на фиг. 61, а, а эпю- *х' ,
ра изгибающих момен- [^
тов от единичной на-
нагрузки — на фиг. 61, б: Фиг-
MMxds
В
+ -^ \ 2 —
64
?(»*¦«)]}•
и т. д.
Ниже, в табл. 19, приведены такие формулы
для элементов колена вала, причём формулы
расположены в таком порядке, что горизон-
горизонтальные строчки дают значения углов q>', </,
ф* и <{/. Таблица составлена для симметричного
колена, обозначения размеров элементов ко-
которого даны на фиг. 62.
532
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Нагрузки, действующие на колено вала
Эпюры изгибающих и крутящих моментов
от действующих на колено вала нагрузок
От силы Т
Т
От силы Р
От крутящих
моментов
я Я о
Н X О
Ое Ч
CL с> С
О и
в и ш
о
2 2
>> о. о
Pt,
где
с (За + Ь) а*
16S 4В
При В^В,,
16В, 2Bt
»,
-Tvlt
*
с (За + Ь)
16В,
а1 га г3
4В.
>> я я к
2С3 2В3/
гЧ
2CJ1
При В, — В3
- 1* та
~ 16В, + 2С3 ~
г3
2ВЛ
гЧ
2CJ
я S а ч
gs§§
ч ж о.
о я о
Pt,
где
4В,
16В,
+ Wt'
При Bj -= В3
бВ1 + 2В7
г-3 =
а;
В й
ч^|
>> я в
с (За + Ь)
Щ +
4В2 2С3
^ 2Bsf + 2C,i'
При В, = В,
|= 16В", + 2С7 +
+ 2В^г + 2CJ
' вл + c,i
ГЛ. VHI]
ВАЛЫ И ОСИ
533
Таблица 19
От левых опорных моментов
От правых опорных моментов
где
а Bа2 4- bab + 3ft3)
г (а2 4- ft3)
+ BJ
При В, = Bs
I r (a3 4- ft2)
11 = звГ + Щ
с (аа + Aab + 6")
аМа + 3ft)
При
I lab
f (а3 + 4д& +
а Bа2 4- ЗаЬ 4- 3ft2)
'2/-3 тЧ г (а3 + ft3)
При В^ = В,
Pi ¦" ^5—Ь- „„ п +
оа^ 6В31*
, rV , r(a24-ft2)
1 6В,
аа (а 4- 3ft)
ЧтаЪ
С /3"
При В, ¦
1
6В С
2гоЬ
гз
2/-а
'f3
Л!
5в3гз
гЧ
где
с (а* + 4аЬ 4- Ь3)
= ~—Mj* +
а3 (а 4- Щ 2ab_
+ Г
Ь3~а3
а Bа3 4- За& 4- ЗЬ3)
г (а2 4- Ь3)
При
I
lab
+ BJ-
При В, = Я,
г_ г (аз 4-
ЗВ, + jB«Z
с (аа 4- 4aft 4- ft3)
о3 (о 4- 3ft) 2/*
2raft _ тЧ_
+ С3/2 С,Р"
При Ва ¦= Bs
о _^ ^ |
РЗ ?} ГЛ ОП ГО "I
СЛ3
а Bа3 4- 3aft 4- 3ft2)
При .
1
ЗВ,
г (а' 4-
С,Р
В, = В,
2rs
зв3г
г(а34-
fta)
' '
Ь3)
534
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Так как ср„ и <bln, а также угп и Yn предста-
представляют углы поворота одного и того же попе-
поперечного сечения коренной шейки, проходящего
L
Фиг. 62.
через л-ю опору, но по обе стороны от неё,
то равнодействующая углов поворота <рл и tyln
Это уравнение совместно с уравнениями A)
даёт систему четырёх уравнений для я-й
опоры.
Подобные же уравнения могут быть напи-
написаны для всех промежуточных опор.
Таким образом общее число уравнений
будет равно числу неизвестных т1п, тгп, М'л и
Мгп, где я-1, 2, 3,... —число опор.
В результате подстановки в уравнения C)
значений т*, <\>1, уг и Фг из табл. 19 и исполь-
использования уравнений B) получим для каждой
опоры по два уравнения:
sin 7Я_
п — Ч
sin у,,
шJ п
sin Тя +1
+ «2
ьш in + 1
-\
s +
s cos
sin ч„ cos т„ , 1
ьш Тл + 1
Тп_ № - Tnvl cos чп - Pnt sin Тя.
должна быть равна равнодействующей углов
я п'
Это даёт
ф* -</ cosYw + (i>'' sin 7Л;
?п ?« skiТя+Фл cos?,,.
C)
Эти уравнения играют такую же роль при
расчёте многоколенчатых валов, как и теоре-
ма трёх моментов при расчёте неразрезных
балок. После определения опорных момен-
тов нетрудно, определить изгибающие и
крутящие моменты в опасных сечениях кри-
вошипа.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А ч е р к а н Н. С, Расчёт и конструирование металло-
металлорежущих станков, т. 2, ГНТИ. Машиностр. литерат.
М. 1944.
2. Ванд шей д В. А., Судовые двигатели внутрен-
внутреннего горения, ч. II, Судпромгиз, Л. 1941.
3. К и н а с о ш в и л и Р. С, Расчёт прочности коленча-
коленчатых валов рядных авиационных двигателей, Труды
ЦИАМ № 94, Оборонгиз, М. 1945.
4 Р е т ш е р Ф., Детали машин, т. 2, Госмашметиздат,
*М, 1933.
5. СеренсенС. В., ТетельбаумН. М., При-
горовский Н. И., Динамическая прочность в ма-
машиностроении, Машгиз, М. 1945.
6. С е р е н с е н С. В., Расчёт прочности коленчатого
вала, .Прикладная математика и механика", т. Ill,
вып. 1, М. 1936. '
7. С е р е н с е н СВ., О прочности коленчатых валов
в связи с их конструкцией и технологией изготовления,
„Вестник машиностроения" № 6—7, М. 1945.
8. Я м п о л ь с к и й Л. С, Сере н сен СВ., Розра-
хунок многоколшчатых вал1в (ВУАН.Мист. Буд1в. Мех.),
Ки1в, 1935.
9. Тимошенко С. П., Лесельс Дж., Приклад-
Прикладная теория упругости.
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
ВВЕДЕНИЕ
Муфтами называются устройства для со-
соединения в длину двух деталей цилиндрической
или призматической формы: труб, штанг, тяг,
валов и пр. В этой главе рассматриваются
только муфты для соединения валов.
Конструкция муфты выбирается в зависи-
зависимости от условий работы соединения.
В случае соединения валов наглухо, т. е.
таким образом, чтобы составной вал работал так
же, как если бы он был цельным, применяются
глухие муфты. Если соединяемые валы должны
обладать некоторой относительной подвиж-
подвижностью (за исключением проворачивания од-
одного вала относительно другого), то приме-
применяются подвижные или компенсирующие
муфты. Подвижные муфты в зависимости от
характера допускаемого ими относительного
перемещения валов и от характера соединения
могут быть жёсткие и упругие. Жёсткие муфты,
в конструкцию которых входят только жёсткие
металлические части, вместе с крутящим мо-
моментом передают с одного вала на другой
удары, упругие же муфты, в конструкцию ко-
которых входит какой-нибудь упругий элемент
(стальная пружина, резиновый буфер и т. п.);
задерживают распространение ударов. Если
упругие элементы в муфте не металлические
и две полумуфты получаются электрически
изолированными, то такая муфта получает до-
дополнительное наименование изолирующей.
В том случае, когда валы в некоторые мо-
моменты своей работы должны разъединяться без
демонтажа муфты, употребляются сцепные
муфты. Последние разделяются на кулачковые
муфты с жёстким зацеплением посредством
кулачков, т. е. выступов на одной из полумуфт,
ГЛ. VIII]
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
535
входящих в соответствующие впадины другой
(подвижной), и фрикционные, у которых жёст-
жёсткое зацепление заменяется силами сцепления
в результате трения рабочих поверхностей
между собой.
Фрикционные муфты разделяются на упра-
управляемые, требующие внешнего воздействия на
включающий механизм, и автоматические, вклю-
включающиеся самостоятельно при достижении ве-
ведущим валом установленной скорости враще-
вращения. Фрикционные муфты различаются также
по форме рабочих (трущихся) поверхностей
(муфты конические, барабанные, дисковые),
по условиям работы рабочих поверхностей
(муфты масляные — со смазываемыми рабочи-
рабочими поверхностями, и сухие — работающие без
смазки), по методу (средствам) включения
(муфты механические,электрические, гидравли-
гидравлические, пневматические).
висимости от ряда факторов: характера и
назначения приводимых во вращение машин,
рода двигателя, величины приводимых в дви-
движение масс и т. д. Вследствие этого требуе-
требуемые размеры муфты определяют не по сред-
среднему (номинальному) крутящему моменту, а
по увеличенному в k раз (k — коэфициент ре-
режима).
Единая методика выбора k ещё не раз-
разработана. В табл. 20 на основе обработки
справочных материалов заводов, изготовля-
изготовляющих муфты, приведены значения k, ко-
которыми можно руководствоваться при выборе
муфты.
Табличными значениями k [10 и 21] сле-
следует пользоваться как средними, уточняя их
в зависимости от типа муфты и условий её
работы: так, жёсткие муфты требуют больших
значений k, чем упругие; для фрикционных
Муфты
сцепные
\ 1
кулачковые
фрикционные
сухие
масля-
масляные
конические
одинарные
двойные
(Прямой 1
• конус 1
1 Обратный
конус
1
барабанные
колодочные
1С колодками
внутри
It
1
0
1
с навивающей- \
ся пруЖиноп \
f
|
|
¦а ^
й
1
однодиско-
вые
дисковые
1
-ко-
i
Фиг. 63. Классификация муфт.
В тех случаях, когда необходимо передавать
крутящие моменты, не превышающие извест-
известного предела, употребляются предохранитель-
предохранительные муфты. Последние могут быть получены
как из управляемых фрикционных муфт по-
посредством исключения замыкающего меха-
механизма (муфты постоянно замкнутые), так и из
автоматических фрикционных муфт (муфты
центробежные).
Если необходимо передавать крутящие мо-
моменты от двух двигателей на общий вал или
если требуется, чтобы ведомый вал вращался
только в одну сторону, то употребляются муф-
муфты свободного хода.
Схема классификации муфт приведена на
фиг. 63.
Передаваемый муфтой крутящий момент
не является постоянным, но меняется в за-
муфт следует брать промежуточные значения,
предохранительные же муфты требуют наи-
наименьших k. Для фрикционных муфт на вели-
величину k влияет также число включений в еди-
единицу времени; по мере увеличения числа вклю-
включений растёт и величина k.
Заводские таблицы для выбора размера
муфты составлены таким образом, что для ка-
каждого номера муфты указаны наименьший и
наибольший диаметры вала или „характери-
„характеристика муфты" (наибольшее значение N: п).
В дальнейшем приняты следующие обозна-
обозначения: N—передаваемая мощность в л. с;
п — число оборотов в минуту; k — коэфициент
режима; /—коэфициент трения скольжения;
МК — номинальный крутящий момент в кгем;
г — число болтов, число колодок и т. д.; Е —
модуль упругости материала в кг\см\
536
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Таблица 20
Коэфициенть
Наименование машин
Динамомашины . . .
Центробежные на-
Воздуходувки . . •
Поршневые насосы
простого действия
(число цилиндров>3)
Поршневые насосы
двойного действия
(число цилиндров > 2)
Деревообделочные
станки, ремённые или
цепные транспортёры
(без нагрузки)....
Текстильные маши-
Поршневые компрес-
Прокатные станы:
муфта между мо-
мотором и маховиком .
муфта между махови-
маховиком и станом ....
муфта между мото-
мотором и станом ....
Рольганги
Металлорежущие
Станки с приводом
от трансмиссии . . .
Реверсивная пере-
передача у строгального
Судовые турбины:
муфта между тур-
турбиной и передачей •
муфта между пе-
передачей и гребным
Мельницы-дробилки:
муфта между мо-
мотором и передачей .
муфта между пе-
передачей и машиной .
Краны, подъёмники,
элеваторы
Автомобили
режима
L k
Род двигателя
Турбо-
маши-
машины
1-1,1-
1-1,5
I Ч
Элек-
тромо-
тромотор
1-2
2—Ч
* о
1,25 -2
2-3-5
L75-3
1.5-2
2.2^ — Q ^
1.2?—2 ^
3—5
Порш-
Поршневой
двига-
двигатель
1-5—2,5
ч—<
2,25-3-5
5-6
4-5
Особые
случаи
2.5
5-6
4
4
1.5
з
1-5
ч—л.
о ^
2-5
4
1,2-1,5
шипники качения обычных типов, цельные
шкивы и т. п. Плоскость разъёма муфты долж-
должна быть строго перпендикулярна оси валов,
ГЛУХИЕ МУФТЫ
Из довольно большого количества кон-
конструкций глухих муфт в настоящее время из-
изготовляются только поперечно-свёртные и
продольно-свёртные. В связи с тем, что теперь
повсеместно приняты методы обработки валов
и втулок по предельным калибрам, обеспечи-
обеспечивающим необходимые посадки и взаимозаме-
взаимозаменяемость, отпала необходимость в муфтах с
пружинящими втулками (например, типа Сел-
лерс), позволяющих применять их и при недо-
недостаточно точно выдержанных размерах диа-
диаметров валов. Все подобные муфты на фиг. 63
объединены в группе „Прочие".
На фиг. 64, а изображена поперечно-свёрт-
ная муфта, состоящая из двух частей, свёрты-
свёртываемых болтами. Каждая часть надевается на
конец вала с гарантированным натягом (раз-
(размеры муфты — в табл. 21).
Так как соединение валов с муфтой полу-
получается неразъёмным, что создаёт некоторые
неудобства, особенно в тех случаях, когда
муфты сидят на обоих концах вала, то на та-
такой вал нельзя ставить цельные детали: под-
подФиг. 64. Поперечно-свёртные глухие муфты.
Таблица 2}
Размеры в мм (обозначения см. на фиг. 64)
d
35
40
50
60
80
IOO
125
160
200
D
200
200
220
260
300
35O
410
490
580
80
80
IOO
115
150
185
225
23o
350
В
8o
80
90
95
no
130
140
160
180
1
IOO
IOO
IIO
150
160
180
200
L
150
150
170
190
230
280
34O
410
500
Li
170
170
190
210
250
300
37°
440
53O
I
80
80
90
IOO
120
134
180
215
260
h
69
69
79
89
109
130
159
194
239
Do
135
135
155
180
220
265
305
375
465
ITOB
0
0
0
и
s
3"
4
4
4
4
6
6
8
8
8
бол-
0.
S
4h
Ml6
Ml6
Ml6
Ml8
M22
M24
M27
M30
M39
Значения размера А в таблице не приведены
что требует проверки торцовой поверхности
муфты на станке после её запрессовки на вал.
Для того чтобы оба вала имели совпадающие
центры, полумуфты имеют центрирующие за-
заточки (фиг. 64, а). Заточки заставляют
вал при разборке сдвигать вдоль подшипников,
что сильно усложняет монтажные работы.
Во избежание этого неудобства часто приме-
применяются муфты с разъёмным центрирующим
кольцом (фиг. 64, б), показанным отдельно
на фиг. 65. Материал полумуфт — обычно чу-
чугун марки СЧ28 - 48 или
СЧ32 - 52; в тяжёлых усло-
условиях работы и при f!>30
м/сек (на окружности муф-
муфты) — стальное фасонное
литьё или поковка.
При определении разме-
размеров муфты расчёту подле-
подлежат болты и шпонки.
Если муфта скрепляется
чёрными болтами, входящи-
входящими в отверстия с зазором,
то они рассчитываются по
силе Q затяжки (в кг) ка-
каждого болта, необходимой для того, чтобы
крутящий момент передавался с одной поло-
половинки муфты на другую только трением:
Фиг. 65. Разъём-
Разъёмное кольцо к попе-
речно-свёртной
муфте.
4MKk
A)
где D — внешний диаметр муфты в см;
D] — диаметр заточки полумуфты или внутрен-
внутренний диаметр центрирующего кольца в см.
ГЛ. VIII]
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
537
Если по формуле A) диаметр болтов полу-
получается чрезмерно большим, то чёрные болты
заменяют точёными, ставя их под развёртку;
посадка — типа тугой или глухой. В последнем
случае каждый болт будет подвергаться срезу
силой
S = 2Ml± кг, B)
Doz
где Do — диаметр окружности, по которой
расположены болты, в см.
Шпонки — клиновидные (затяжные) или
призматические — рассчитываются по общим
правилам.
Более удобны для монтажа продольно-свёрт-
продольно-свёртные муфты (фиг. 66 и табл. 22). Отверстие
Фиг. 66. Продольно-свёртная глухая муфта.
Таблица 22
Размеры в мм (обозначен, см.
d
40-45
50-55
70-75
90-95
но—115
I3O-I35
150-165
190—200
D
по
125
165
22O
=45
29O
345
4 до
на фиг. 66)
L
150
i8o
240
300
365
45°
500
720
7
II-5
25
55
75
145
285
435
муфты растачивается для посадки на концы
валов с некоторым натягом, что обеспечивает
прямолинейность соединения и центрировку ва-
валов. Продольно-свёртные муфты, как правило,
ставятся на концы валов одинакового диаметра;
если же у одного из валов диаметр больше,
чем у другого, то тот конец его, на который
будет посажена муфта, стачивают до диаметра
более тонкого вала.
Для постановки продольно-свёртных муфт
шпонки употребляются призматические. В слу-
случае тяжёлых передач при возможности ударных
нагрузок применять продольно-свёртные муфты
не рекомендуется.
При проверке болтов муфты предполагают,
что шпонки отсутствуют и что крутящий мо-
момент передаётся только трением между концами
валов и корпусом муфты.
Усилие Q затяжки болта можно определить
по формуле
zfd
C)
ПОДВИЖНЫЕ (КОМПЕНСИРУЮЩИЕ)
МУФТЫ
Если соединяемые валы несоосны, то
муфта должна иметь такую конструкцию, чтобы
смещение оси одного из валов возможно
менее отражалось на нагрузке подшипников.
По характеру смещения одного из валов
подвижные муфты разделяются на четыре
группы.
Муфты I группы компенсируют раздвижку
на величину х (см. фиг. 63) торцов соединяе-
соединяемых валов при сохранении совпадения их
геометрических осей. Такая раздвижка может
произойти, например, вследствие удлинения
или укорочения валов при изменении их тем-
температуры, вследствие чего муфты этой группы
часто называются расширительными.
Муфты II группы компенсируют смещение
оси одного из валов на некоторое расстояние х
при сохранении параллельности осей в резуль-
результате ошибок изготовления и сборки, дефор-
деформаций оснований и т. п.
Муфты III группы компенсируют перекос
осей у валов на некоторый угол а*, по тем же
причинам, что и муфты II группы.
Муфты IV группы компенсируют любые
комбинации смещений из указанных выше.
Жёсткие муфты
На фиг. 67 представлена расширительная
муфта, в табл. 23 даны её размеры. Такая
муфта состоит из трёх частей: из двух полу-
полумуфт с прилитыми к ним кулачками и центри-
центрирующего кольца. Кулачки одной полумуфты
свободно входят в промежутки между кулач-
кулачками другой. Передача крутящего момента
осуществляется нажатием кулачков друг на
друга.
Фиг. 67. Расширительная муфта.
Таблица 23
Размеры в мм
d
45; 5°
70
90
но
125
D
I3O
17О
225
275
Зоо
обозначения см.
L
2ОО
2до
ЗО5
375
4оо
а
8о
юо
I2O
i5o
1бо
на фиг.
Ь
4о
5о
65
75
8о
67)
е
IO
IO
*5
J5
15
Вес
в кг
и
25
53
93
123
Значения размера D, в таблице не приведены.
Так как вследствие неточностей изготовле
ния не все опорные поверхности будут нагру-
нагружаться одинаково, то в расчёт вводят поло-
половинное их число. Предполагая, что напряжение
смятия будет изменяться на опорной площадке
по закону трапеции, наибольшее напряжение
в кг/см? можно определить по формуле
2. D)
z {Ь - 2е) (D - p^]
538
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Если принять, что ?>! = 0,5Д'то
z{b-2e)D2'
E)
Для чугунной муфты о не должно превы-
превышать 200—250 кг/см2. Для муфт II группы
типична муфта системы Ольдгема [16]. Эта
муфта состоит из трёх частей: из двух полу-
полумуфт, насаживаемых на концы валов, и сред-
среднего диска, имеющего с обеих сторон призма-
призматические выступы, расположенные вдоль двух
взаимно перпендикулярных диаметров. Эти
выступы входят в соответствующие впадины
полумуфт. Если оси валов смещены на вели-
величину х, то при вращении валов каждая точка
среднего диска описывает в пространстве
окружность диаметра, равного эксцентриси-
эксцентриситету х, а выступы среднего диска скользят
во впадинах полумуфт. На фиг. 68 показаны
отверстия для подводки смазки к трущимся
поверхностям выступов для уменьшения их
износа (размеры муфты — в табл. 24). Потерю
мощности в муфте определяют, исходя из её
к. п. д.:
D
Z/4f)Yl_4-?.) F)
TZ\DJ\ TC/'W
где с — коэфициент, зависящий от бокового
зазора качества отделки рабочих поверхностей,
упругих свойств материалов полумуфт и диска
и величины М^ Коэфициент с меняется в пре-
пределах от 1 до 3. Чаще всего с = 1,3—1,5. Коэ-
Коэфициент трения /= 0,12—0,25. Скорости ведо-
ведомого и ведущего валов всегда одинаковы.
Центр диска делает за каждый оборот валов
два оборота, причём на диск действует центро-
центробежная сила (в кг)
F=Gx
450'
G)
где G —вес диска в кг; х — в м.
Центробежная сила при большом п может
достигнуть большой величины.
Во избежание этого уменьшают G, выполняя
диск в виде кольца, у которого внешний диа-
диаметр равен D, а внутренний достигает 0JD.
В табл. 24 указаны размеры муфт Ольдгема
в исполнении УЗТМ им. Орджоникидзе.
При проверке муфты определяют величину
удельного давления' в кг/см2 на плоскостях
скольжения (боковые грани выступов сред-
среднего диска шириной а см):
430 000 NDk
= na(D* — d?)
(8)
посадку или же поставить вторую шпонку.
Вариантом муфты Ольдгема является муфта,
показанная на фиг. 69 (см. также табл. 25). Здесь
Фиг. 68. Муфта Ольдгема.
Таблица 24
N
п
о,45
о.85
1,48
3.5
6,85
",9
аз.8
4°.5
74
189
N
/7
max
I,O2
1,82
3-07
6,85
15
24,6
37.7
77
119
300
л
шах
2ОО
IOO
i8o
160
140
130
85
70
40
Размеры в мм
(обозначения
d
40
5°
60
80
100
120
150
180
220
300
D
I2O
140
1бо
2ОО
250
28о
32O
4оо
4бо
боо
L
170
2O2
234
272
Збо
4°5
47O
58о
665
goo
см. на
1
75
оо
IOO
I2O
IDO
18о
210
260
300
400
фиг.
г
i
i
i
2
2,5
2,5
2,5
2,5
з.5
5
68)
а
i8
20
22
28
35
40
45
go
90
Вес
в кг
10
17
24
47
94
131
193
5°4
5б7
1240
N
для муфты при одной шпонке и напряжённой
N
посадке; — max — для муфты при двух шпонках или
же при прессовой или горячей посадке.
Фиг. 69. Муфта Ольдгема с текстолитовой призмой.
Таблица 25
Ввиду постоянного про-
проскальзывания р не должно пре-
превышать 150—200 кг/см2.
Полумуфты и средние диски
для муфт диаметром до 85 мм
завод выполняет из стали мар-
марки Ст. 5, а для муфт диаметром
более 85 мм—марки 15-4020
или 25-4518 по ГОСТ 977-41.
Если напряжение на кручение
на концах валов превышает
250 кг/см2, то требуется, прове-
проверив прочность шпонок, приме-
применить прессовую или горячую
N
п
O.OO24
O.OII
O.O29
°,°93
О,23б
о,5б
1,22
N
п
max
0,0049
0,021
0,038
0,125
0,305
0,98
М
п
шах
82OO
57°о
47°°
32OO
220О
1бОО
15°°
GD*
в кгм"
0,0038
о,о15
0,048
°,3б
1,64
98
J5-7
Размеры в мм (обозначения см. на фиг. 69)
d
15
25
35
55
75
100
130
D
70
100
120
180
250
Збо
39°
L
84
124
149
224
274
39б
446
3°
5°
60
90
но
1бО
180
52
72
«7
132
162
233
263
z
з
2
2
2
2
3
3
a
20
20
2=5
40
5°
70
80
t>
35
55
65
90
130
190
210
Bee
в кг
i.5
4
7
32,5
»
160
209
ГЛ. VI11]
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
539
средний диск заменён сухарём—призмой ква-
квадратного сечения. По данным того же УЗТМ
материалом служат: для полумуфт с rf<45 мм—
Ст. 3, для полумуфт с d^> 45 мм—чугун марки
СЧ. 12-28, для сухарей — текстолит.
Муфта допускает параллельное смещение
валов *<!0,2 мм при сборке и лг<!0,0Ы+
-f-0,25 мм при работе, а также угловое, не пре-
превышающее 40 мин. Завод рекомендует приме-
применять муфту при отсутствии резко ударной на-
нагрузки и при напряжении кручения валов до
250 кг1см\
На фиг. 70 показана муфта III группы
крестово- шарнирная или шарнир Гука (Карда-
(Кардана) [1,11 и 15] (размеры муфты —в табл. 26).
Фиг. 70. Крестово-шарнирная муфта (шарнир Гука).
Таблица 26
Размеры в мм (обозначения см. на фиг. 70)
<*
45; 5°
7°
9°
но
135
D
ioo
25°
32O
4<х>
45°
170
215
2бО
Ззо
34°
8о
IOO
I2O
15°
1бО
Ь
IO
15
2О
2О
2О
Вес в кг
2
46
IOO
128
На каждый из соединяемых валов насажи-
насаживается по втулке, имеющей по два отростка
с цапфами на концах (вилки). Все цапфы охва-
охватываются общим разъёмным кольцом, скре-
скрепляемым болтами.
Если ведущий вал вращается с постоянной
угловой скоростью toj, то скорость ш2 ведо-
ведомого вала меняется от <с2 min = o>i cos x до
<°2ъгл—ш\ » гДе х — угол перекоса осей
• cos х J r
валов. Во избежание неравномерности враще-
вращения ведомого вала ставят последовательно
две муфты Гука (фиг. 71); при этом на про-
промежуточном валу части муфт устанавливают
так, чтобы цапфы на них находились в одной
плоскости, а валы располагались или сим-
симметрично (фиг. 71, а), или параллельно друг
другу (фиг. 71,6).
В двух последних случаях неравномерно
будет вращаться только один промежуточный
вал.
Усилие на цапфу вилки ведущего вала
определяется как окружное усилие Р1 в кг,
действующее на радиусе г — расстояние от
центра вала до середины цапфы (фиг. 72).
„ 71620 Nk
Усилия в
ковы:
других элементах шарнира та-
cos 8-
-—Pi
COS oty"tg2ot-|-COS2Jf
COSJf
cos*
A0)
A2)
T2=PK sin 82=Л cos2 о tg * V"tg2 a-f cos2 x. A3)
Фиг. 71. Схемы установки шарниров Гука
при условии равенства скоростей ведущего
и ведомого валов.
При постоянном на валу 1 моменте 2Ptr
на вал 2 действует переменный момент 1P<f.
Моменты 2Тгг и 2Т2г действуют в плоско-
плоскостях, проходящих через оси соответствующих
валов, изгибают последние и вызывают в их
опорах дополнительные реакции.
Фиг. 72. Разложение усилий в шарнире Гука.
Средняя работа трения в цапфах вилки
вала 1 в 1 сек.
Ал =
71
cos*
То же в цапфах вилки вала 2
где
Я — Ml
A4)
A5)
A6)
2пг
/zt — число оборотов в минуту вала /; г$ — ра-
радиус цапфы.
540
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Трущиеся поверхности цапф вилок в боль-
большинстве случаев смазываются при помощи ин-
индивидуальных маслёнок Штауфера; если же
муфта заключена в кожух, то смазка произво-
производится заливкой масла в последний. Эти способы
смазки требуют регулярной смены масла и его
пополнения. При повышенных удельных да-
давлениях смазка выжимается с трущихся поверх-
поверхностей, что резко влияет на величину работы
трения.
Количество тепла, выделяющегося в 1 сек.
на трущихся поверхностях, в ккал\сек
А
427
где А — работа трения.
Коэфициент полезного действия муфты
определяется по формуле:
2r0 sin ч
где ср — угол трения.
Удельное давление в цапфах в кг/см2
определяют по формуле
Р=-
A9)
где / — рабочая длина цапфы в см.
Условно принимаем, что износ трущихся
поверхностей характери-
характеризуется произведением р на
скорость v скольжения,
причём
-B0)
Кольцо рассчитывается
на изгиб. Наибольший изги-
изгибающий момент действует
в сечении кольца 0 — /,
проходящем под углом 45е к направлению
осей вилок (фиг. 73):
Фиг. 73. Кольцо
шарнира Гука.
м„
0,2 Рг.
B1)
В сечении 0 — //, проходящем под углом р
к сечению 0 — /, изгибающий момент Мо мо-
может быть определён по формуле
Л*р=Яг[0,707A —cos?)—0,2]. B2;
Напряжение на изгиб в кольце определяют
по формуле кривого бруса. Если принять се-
сечение кольца за прямоугольник (Ь — ширина,
h — высота), то
Mr,
2rcp — h
ср-.
B3)
где гср — средний радиус кольца.
На фиг. 74 изображена шарнирная муфта,
так называемый кардан автомобиля ЗИС-101
[9 и 11]. Две вилки 1 п 2 соединены здесь не
кольцом, а крестом, несущим четыре цапфы 4,
снабжённые игольчатыми подшипниками 3.
Наряду с карданами, у которых ведомый вал
имеет отличную от ведущего вала скорость,
в последнее время осуществлён ряд конструк-
конструкций карданов, обеспечивающих (практически)
одинаковые скорости вращения соединяемых
валов. На фиг. 75 показан такой кардан си-
системы Rzeppa. На конце вала / имеется чашка
с дорожкой внутри для шариков 4. Такие же
дорожки имеются на внешней поверхности
тела 5, установленного на конце вала 6. Чтобы
скорости валов были одинаковы, необходимо,
A7) —
Фиг. 74. Кардан автомобиля ЗИС-101.
чтобы шарики 4 располагались всегда в пло-
плоскости, делящей угол, под которым располо-
расположены валы 1 и 6, пополам. Для этой цели
в конструкцию введён рычажок 7, который
при отклонении одного вала по отношению
к другому через шаровой колпак 2 повёрты-
Фиг. 75. Кардан Rzeppa.
вает сепаратор 3. При этом, однако, всё же
нельзя достигнуть надлежащего расположения
сепаратора при всех угловых отклонениях ва-
валов. При правильном подборе плеч рычажка 7
можно достигнуть лишь того, что колебания
в скорости вращения ведомого вала 6 не бу-
будут превышать доли процента при угловом
смещении валов, достигающем 35—40°.
Стандартная шарнирная муфта для станков,
разработанная ЭНИМС (Ст. 20-2167), показана
на фиг. 76.
В пазы каждой из полумуфт / вставлены по две
шёчки 3, положение которых фиксируется штифтами 2,
поставленными с посадкой Г как в полумуфты, так и
в щёчки. Щёчки прижимаются к полумуфтам гильзами 4
(посадка Пр13). 5 — крестовина, имеющая форму шара
с четырьмя срезанными сегментами, просверлённая в двух
взаимно перпендикулярных направлениях. В отверстия кре-
крестовины входят цапфы щёчек (посадка X). Внутренняя
полость крестовины заполнена мягкой набивкой 8, про-
пропитанной маслом, подаваемым через отверстие 6, 7— пру-
пружина, действующая на запирающий шарик. В табл. 27
указаны размеры муфты.
Материалы деталей муфты: щёчки — сталь марки
12ХНЗ, крестовины — марки ШХ12, гильзы, полумуфты
и гфвбки — марки 45У.
Технические условия на изготовление и сборку - см.
в приложении к СТ 20-2167.
На фиг. 77 представлена номограмма для
подбора муфт, размеры которых приведены
в табл. 27.
Наиболее характерна из муфт IV группы
зубчатая муфта типа Пул (фиг. 78 и табл. 28).
ГЛ. Vlil]
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
541
Муфта состоит из двух полумуфт 1 с внутрен-
внутренними зубьями и двух втулок 2 с наружными
зубьями. Зубчатые венцы на втулках обто-
обточены по шаровым поверхностям радиуса р,
центр которых лежит на оси валов. Сфериче-
2 3 U 5 6 7 8
/
Фиг. 76. Шарнирная муфта.
Таблица 27
я
нир
о.
а
Е
%
12
16
2С
25
SO
35
Размеры в мм (обозначения см. на
к
S
о
S
12
16
2О
25
35
if
as
X
s
X
26]
32
42
52
5«
68
D
L
54
66
85
105
122
142
a
8
10
12
14
10
20
фиг.
14
i8
22
28
3°
38
76)
3
4
5
6
8
10
0 3
s ^
0 *
0,15
0,20
0,20
0,20
0,25
екая, обточка зубьев и боковые зазоры ме-
между ними в пределах 0,25 до 1,5 мм допу-
допускают смещение одного из валов по отноше-
отношению к другому на величину л-, значения кото-
которой приведены в табл. 28.
Муфты допускают перекос валов примерно
на угол, равный Г, при полном совпадении
осей, радиальные смещения, а также их раз-
раздвижку. На фиг. 79 схематически показаны
разные смещения валов и „игра" муфты. На
фиг. 78 показаны типы зубчатых муфт в испол-
исполнении Ново-Краматорского завода: тип а —
нормальный — для малых и средних моментов,
тип б— тяжёлый — для больших моментов.
Если относительное смещение валов значи-
значительно и одна муфта скомпенсировать его не
может, то ставят муфту так называемого удли-
удлинённого типа, соединяющую валы посред-
посредством промежуточного вала с муфтами по
концам. Для уменьшения износа зубьев
в муфту через специальное отверстие зали-
Число п о5/мин валов
Фиг. 77. Номограмма для подбора шарнирных муфт.
вают масло. Завод выполняет для муфт номе-
номеров от Р/г ДО 5 полумуфты из стали марки
Ст. 5, втулки — из стали Ст. 6, для муфт но-
*;
Фиг. 78. Зубчатая муфта.
Таблица 28
N
———
О,25
0,84
1,98
3-87
8,оо
1б,ОО
Зо.оо
6о,оо
150,00
Зоо.оо
п
max
9300
6800
5300
433°
2200
1900
1600
1200
500
200
Габаритные размеры в мм
(обозначения см. на
d
max
55
85
145
200
250
320
400
55O
650
D
i8o
245
325
400
470
580
735
905
1240
143°
120
175
230
295
380
485
59O
745
1060
1240
L
127
167
247
314
35°
482
562
810
975
975
фиг. 78)
В
34
44
56
8о
4б
6о
7°
9°
но
но
j "
3
5
7
3
ю
12 *
12
2О
25
25
Зубчатое заце-
зацепление
Модуль
2-5
3
4
4
6
8
ю
12
12
14
Число
зубьев
38
48
48
ба
56
54
54
56
8о
8о
!«*
а х ю
Допу
смещ
ЛОВ J
i
2
2
3
4
5
6
8
8
о 2
»о,
и%
я* 5 -
Коли
залив
масла
о,3
°.55
°-95
1>15
2,3
6,9
18^4
36
64
Вес
в кг
Х5 1
35
75
130J
225
45°
737
1474
3685
6962
Примечания
Нормальный тип
(фиг. 78, а)
Тяжёлый тип
(фиг. 78, 6)
542
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
меров от б до 24 — полумуфты и втулки из
стали марки 15-4020 или 25-4518 по ГОСТ977-41.
Профиль зуба муфт — эвольвентный, с углом
зацепления а = 20°. Расчёт зубьев муфты до-
довольно сложен и имеет приближённый харак-
характер, так как в точности не-
неизвестен закон распределе-
распределения нагрузки по зубьям и
по длине отдельных зубьев.
и без учёта деформаций вала
-
¦Kg
dpil
-
Фиг. 79. .Игра"
зубчатой муфты.
Фиг. 80. Зубчатая муфта
с шариками.
Наиболее уточнённое решение изложено в
статье инж. Балюнова [13].
К той же группе принадлежит муфта, пока-
показанная на фиг. 80. По своей конструкции по-
подобна муфте Пул, но несколько более про-
проста в изготовлении.
Особенность её в том, что зубья полумуфты
давят на зубья втулки не непосредственно, а
через стальные шарики.
Упругие муфты с металлическим
контактом
Если подвижная муфта должна компенси-
компенсировать изменение крутящего момента, то в её
конструкцию вводят упругий элемент — пру-
пружину. Схематически упругую муфту можно
представить в виде двух кривошипов А и В,
насаженных на концы валов и соединённых
пружиной (фиг. 81). При вращении криво-
кривошипа А против часо-
часовой стрелки на его
пальце возникает си-
сила Р, которая будет
деформировать пру-
пружину и действовать
через неё на палец
кривошипа В. При
возникновении удара
на ведущем валу и
резком изменении ско-
скорости последнего пру-
Фиг.
81. Схема упругой
муфты.
тем
жина будет поглощать
самым предохранять
работу удара и
ведомый вал от вредных последствий этого
удара.
Наиболее резкое изменение скорости веду-
ведущего вала происходит при пуске его в ход.
Если время разгона ведомого вала t сек., наи-
наибольшая угловая скорость — ш, приведённый
момент инерции ведомых масс —У кгм>сек2 и
радиусы кривошипов—г м, то в общем случае
,, , d<&
инерционный момент MUH=J ——— ; в част-
частном— при равномерно ускоренном разгоне
B5)
где 5 — деформация пружины, которая может
быть представлена в виде произведения дей-
действующей силы Р и коэфициента жёсткости
пружины <р:
5 = чР. B6)
Искомые значения Р и / таковы:
P = «i / — : B7)
?'
г=¦
B8)
Из уравнения B7) видно, что сила Р ра-
растёт вместе с ростом ш и J и уменьшается
при увеличении «р, т. е. что при мягкой пру-
пружине (при большом ср) потребуется меньшая-1
сила для того, чтобы ведомый вал приобрёл
необходимую скорость. При мягкой пружине
увеличится и время t [см. уравнение B8)]. Мож-
Можно подобрать ср таким, что t по уравнению B8)
станет больше периода колебаний силы Р; тогда
ведомый вал будет вращаться с почти постоян-
постоянной скоростью.
Если валы в некоторые моменты времени
испытывают слишком сильные удары и муфта
должна быть снабжена пружинами с малым <р,
то при нормальной работе валов муфта ока-
окажется очень жёсткой и ведомый вал будет вра-
вращаться неравномерно. В таких случаях ставят
муфты переменной жёсткости. На фиг. 82 по-
показана схема рабочего элемента упругой муфты
Mail=J—=Pr
B4)
Фиг. 82. Работа пружины упругой муфты с пе-
переменной жёсткостью.
постоянной (фиг. 82, а) и переменной (фиг. 82, г)
жёсткости. Изменение жёсткости связано с вве-
введением специального упора k. Фиг. 82,6, в, д, е
дают соответствующие характеристики этого
элемента.
"Иную характеристику имеет муфта по
схеме фиг. 83. Благодаря предварительному
натяжению пружины (Ро) при малых значе-
значениях крутящего момента муфты работает как
жёсткая и лишь при достижении моментом ве-
ГЛ, VIII]
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
543
личины P0R начинает работать как упругая
(см. также стр. 76).
При выборе типа муфты целесообразнее
всего в качестве критерия использовать вели-
величину Г, представляющую собой наибольшую
а)
Фиг. 83. Схема упругой муфты с переменной
жесткостью с витой пружиной.
работу деформации всех пружин, отнесённой
к единице объёма всей муфты [1 и 22], обо-
обозначенную через К.
Для муфт с упругими элементами, рабо-
работающими на изгиб,
Га—-у
v
= 5-106.
доп
B9)
Для муфт с упругими элементами, рабо-
работающими на кручение,
л ,2
V
V.
кгмм/дм*. C0)
Если муфта переменной жёсткости, то зна-
значения Az и Az проще получаются посредством
планиметрирования кривых (s, Р) или (а, Мк).
Чем больше величина Т, тем муфта совер-
совершеннее в отношении поглощения ударов.
При сравнении муфт с пружинами, изго-
изготовленными из стали одной и той же марки
и подвергнутымн одинаковой термообработке,
достаточно сравнить только их величины К-
Значения К для наиболее часто применяе-
применяемых пружин приведены на фиг. 84.
Упругие муфты как муфты компенсирую-
компенсирующие принадлежат по классификации фиг. 63
к IV группе, т. е. они могут компенсировать
всевозможные комбинации смещений валов.
Муфты постоянной жёсткости. На фиг. 85
показан один из вариантов конструкции.
Муфта состоит из двух полумуфт 1, соединён-
соединённых между собой пакетами тонких стальных
пластинок 2. Пакеты пластинок предваритель-
предварительно вставляются концами в стальные, цилиндри-
цилиндрические снаружи гильзы 3,
которыезатем вставляют-
вставляются в отверстия полумуфт.
При больших размерах
муфт в отверстия полу-
полумуфт сначала запрессо-
запрессовываются бронзовые или
графитизированные втул-
втулки, которые подлежат
замене после износа.
Гильзы закрепляются в
полумуфтах стальным
пружинным кольцом.
В Европе подобные муф-
муфты распространения не
получили.
Муфты переменной жёсткости. На фиг. 86
представлен один из вариантов конструкции
(размеры муфт — в табл. 29). Здесь 1 — про-
пространство для смазки; 2—кольцо, закрепляющее
Фиг. 85. Муфта посто-
постоянной жёсткости с осе-
осевым расположением
пластин.
Фиг. 84. Коэфициенты А для наиболее часто встречаю-
встречающихся пружин.
Фиг. 86. Муфта переменной жёсткости с радиальным
расположением пластин.
Таблица 29
¦х
Максим
ный диа
вала в i
i
i5/8
2V4
з'/«
43/4
б
10
N
—. 100
л
i
33/4
8
32
9б
15о
51°
IOOO
Максим
ное чис
оборото
в 1 мин
42OO
35°°
2IOO
1650
1250
IOOO
85о
8оо
D
43/4
6Е/8
83/1в
и1/»
14'/2
17'/«
аг>и
251/,
Размеры в
!«/«
2 3/4
313/1в
5V.
878
io'/4
МЧа
17
L
К1,1*
43/8
55/8
8;/8
«•/в
14 V8
i87/s
2I3/8
дюймах
h
i'/в
i1/,
2V4
37/ie
46/a
4%
47/8
обозначения см.
k
il5/ie
2
a'/s
37/ie
43'1в
45;8
47,8
47/8
la/ie
iB/8
2'Д
38/4
47/8
7
81/*
на фиг
a
ils/«,
aVi
3V4
43/4
6'/,
8
ioVa
H3/«
86).
b
1V4
IS/4
2V4
43/*
6
8V4
97,
С
V.
v8
V.
Vi
Ve
Va
V.
V.
Bee
в кг
3
8
i6
45
9i
172
34O
715
544
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
пакеты стальных пластинок; 5 —поверхность,
ограничивающая деформацию пакетов; 4 —
уплотняющее кольцо. Муфта допускает как
угловые, так и параллельные смещения ва-
валов. Работа муфты ясна из фиг. 86, 87 и 88.
В тот момент, когда набор (пакет) пласти-
пластинок повернётся на угол а и упругая линия
Фиг. 87. Работа пружин муфты переменной жёсткости,
приведённой на фиг. 86.
станет касательной к наклонной плоскости
паза, связь между усилием Рг, приходящимся
на один пакет, и углом а выразится уравне-
уравнением
р'(! =«* CD
где J—момент инерции сечения одной пла-
пластинки; /— число пластинок в пакете.
При возрастании усилия от 0 до Pi муфта бу-
будет обладать постоянной жёсткостью (фиг. 88).
При дальнейшем увели-
s i __—- чении крутящего момен-
момента усилие на пакет будет
также возрастать, а точ-
точка (условная) его прило-
приложения переместится к
центру муфты на величи-
величину jc. Учитывая, что
угол а останется по-
постоянным, получим
= tga C2)
•в-
Рс-
2ЕЛ
Фиг. 88. Изменение
деформации пружин и
коэфициент <р в зави-
зависимости от изменения
силы Р в муфте по
фиг. 86.
* — / 1 —
При х = с сила Р' получит предельное зна-
значение
C4)
При увеличении силы Р от Pi до Р'с
жёсткость муфты будет постепенно увеличи-
увеличиваться.
Если усилие на пакет будет продолжать воз-
возрастать, то его можно будет считать прило-
приложенным в точке 1 (фиг. 87), а пакеты рассма-
рассматривать как защемлённые балки длиной 1-е
с нагрузкой на конце, т. е. муфта опять будет
иметь постоянную жёсткость.
Для определения поглощённой муфтой ра-
работы удара необходимо подсчитать сумму
работ упругих деформаций пружин на всех
трёх этапах нагружения.
При проектировании муфты следует сна-
сначала установить величину момента Мо, при
котором она должна приобрести переменную
жёсткость, и по этому моменту определить
силу Рх (в кг)
р1 = _Мо_, C5)
где г — число пакетов.
Затем, задавшись Rz, шириной пластинок b
и их толщиной s, можно определить число
пластинок:
Г» I П
C6)
Далее, определив окружное усилие Р в кг
на радиусе муфты R
п 71 620 Nk
Р= Rnz *2' <37>
следует определить напряжение в пластинках
в кг] см? при действии этого усилия:
_ Р(/-сN m
ibs* "
Угол а определяется по уравнению C1).
На фиг. 89 представлена переменной жёст-
жёсткости со змеевидной пружиной (такназываемыи
тип Бибби) одна из наиболее совершенных
упругих муфт с металлическим контактом
[5 и 7] (размеры муфт-в таблице 30).
Муфта состоит из двух полумуфт с зу-
зубьями на поверхности,- между которыми закла-
закладываются 6—8 секций змеевидных пружин
Фиг. 89. Муфта Бибби.
Таблица 30
N
п
0,005
о,оз
ОД5
о,б
2
5
15
38
Макси-
Максимальное
число
оборо-
в 1 мин.
15000
ю ооо
Зооо
I 5оо
9<х>
75°
боо
45°
Размеры в мм (обозна-
(обозначения см. на
Диа-
Диаметр
вала
15
25
5о
76
И4
i65
229
3°5
Наиболь-
Наибольший диа-
диаметр вала
31
63
89
И4
I52
229
33°
456
фи!
D
95
127
28о
342
5°5
775
88о
137°
\ 89)
L
37
5°
7б
102
139
278
223
355
В
62
82
82
127
133
133
228
228
Вес
в кг
3
7
23
63
274
«15
912
1820
ГЛ. VIII]
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
545
ст;
Нормапьная нагрузка
прямоугольного сечения. Пружины прикрыты
разъёмным кожухом, который препятствует
выскакиванию пружин под действием центро-
центробежных сил и служит резервуаром для смазки
(обычно тавота). Зубья делаются специаль-
специальной формы: по высоте они постоянной вели-
величины, а в плане —
их боковые сторо-
стороны очерчены ду-
дугой окружности не-
некоторого радиу-
радиуса г. Каждая пря-
прямолинейная часть
пружины работает
как балка, заще-
защемлённая с двух сто-
сторон и нагружённая
парой сил Р и мо-
моментами защемле-
защемления т (фиг. 90).
В начале прило-
приложения нагрузки
муфта работает с
постоянной жёст-
жёсткостью. Пружины
касаются зубьев
в крайних точках
(/ = 2а -j- с). По достижении силой Р некоторой
величины Ро пружина, изогнувшись в достаточ-
достаточной степени, начнёт прилегать к боковым гра-
граням зубьев, в связи с чем начнёт увеличиваться
и жёсткость муфты. Максимальный изгибаю-
изгибающий момент (он же и момент защемления т)
будет равен:
Фиг.90. Работа пружины муфты
Бибби.
Р01 _
C9)
а радиус кривизны р упругой линии в конеч-
конечном сечении будет равен
EJ
т
где Е к 2 200 000 кг/см?, J = ¦
D0)
12
Боковые грани зубьев очерчиваются ра-
радиусом г, несколько большим р. Этот же
радиус г воспримет и балка, вследствие чего
будем иметь
EJ P I
1И = —=-4- D1)
и напряжение в пружине
т 6EJ
D2)
При дальнейшем возрастании нагрузки
связь между Р и I будет выражаться уравне-
уравнением
2EJ
Р1 = —--• = const.
г
D3)
Величина / может уменьшиться до с, когда Р
2EJ
достигнет Рс= ; это будет предельное уси-
гс
лие, при котором ещё можно рассматривать
ветви пружины как балочки, а жёсткость
достигает своей наибольшей величины.
Если обозначить через R рабочий радиус
муфты, т. е. расстояние от центра вала до
середины ширины пружины, то сила Р при
максимальной нагрузке (фиг. 90, в) может быть
определена по формуле
Р =
71620JV&
Rzn
D4)
где г—число зубьев на одной втулке
При этом будем иметь соотношение:
РО<^Р<^РС. При проектировании муфты вели-
величины сил Pq и Рс устанавливаются заранее.
При работе пружин по схеме фиг. 90,. г их
необходимо проверить на срез по формуле
bs
D5)
Муфта (в зависимости от размера) допу-
допускает смещения валов: в осевом направлении—
от 4 до 20 мм, параллельное смещение — от
0,5 до 3 мм, угловое — до Г15'. Полумуфты
чаще всего выполняются из стального литья
или из поковки, кожухи — из чугуна, а пру-
пружины — из специальной легированной стали,
обеспечивающие при термообработке предел
прочности при растяжении аь = 17 000 кг/см2.
Упругие муфты с неметаллическим
контактом (изолирующие)
Муфты этой группы наиболее распростра-
распространены, так как по сравнению с предыдущими
они просты и более дёшевы [3, 5 и 10]. К не-
недостаткам этих муфт следует отнести износ
упругих элементов, а на средних и больших
моментах — повышенные габариты. Муфты
могут компенсировать любое по характеру
смещение валов и являются обычно муфтами
постоянной жёсткости. Вследствие того что
неметаллические упругие материалы не сле-
следуют закону Гука, поглощённую работу удара
подсчитать теоретически не удаётся и её
обычно определяют опытным путём.
На фиг. 91 изображена упругая муфта по
общесоюзному стандарту ГОСТ 2229-43 (раз-
(размеры муфты — в табл. 31).
Напряжение смятия (в кг/см2) на рабочей
поверхности упругого элемента в аналогичных
муфтах
71620 Nk
nzRdS
D6)
где d — диаметр пальцев в см; R — радиус
окружности, на которой располагаются пальцы,
в см; S — толщина кожаного кольца в см,
а — обычно в пределах 12—20 кг[см2.
Резиновые кольца трапециевидного сечения
могут быть заменены толстостенной резиновой
трубкой или кожей.
На фиг. 92 представлена ремённая муфта
(размеры её — в табл. 32), применяемая крайне
редко, и то лишь в случаях тихоходного
привода и грубого монтажа.
У этой муфты упругим элементом является
кожаный ремень, натянутый зигзагообразно ме-
между выступами левой и правой полумуфты. Как
показывает опыт, скольжение ремня по высту-
выступам во время.работы муфты почти не проис-
546
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Полумуфто J
ГоиКО 6М ОСТ НКТП 3312
ц
Полумусрто П
L
Конусность I
Выполнение расточки
Ц - под цилиндрический
конец вала
ЦТ- - с торцевым
креплением
К - под конический конец вала
L лМеста рисок
монта/к пальца в
собранном виде
Фиг. 91. Упругая муфта
с пальцами
Таблица 31
№ муфты
МУВП 1
МУВП 2
МУВП 3
МУВП 4
МУВП 5
МУВП 6
МУВП 7
МУВП 8
МУВП 9
МУВП 10
МУВП 11
МУВП 12
МУВП 13
МУВП 14
МУВП 15
МУВП 16
МУВП 17
МУВП 18
Наибольшее
отношение
N
п
л. с.
об/мин
о,оо5о
о!оо88
0,0185
о,озз
O.O59
O.IOI
0,189
0,2875
O.394
о,675
o,8i
1,165
1.47
2,15
З.05
4,876
5-43
7.24 ,
Наибольшее
число оборотов
в минуту
л
бзоо
57оо
47оо
4ооо
35оо
Зооо
2500
22OO
1900
1700
155°
1400
1250
Ноо
IOOO
89O
8оо
75°
Размеры в
Расточка под
вал
dmin
12
16
19
24
30
35
40
50
60
70
80
90-
100
но
13°
15°
170
18
22
28
38
38
55
55
75
75
95
95
120
120
150
150
180
200
220
40
5°
55
72
75
112
150
155
185
190
аза
240
295
300
355
39O
430
da
35
42
52
70
70
too
100
135
135
175
175
220
220
270
270
320
360
мм
f
I
30
38
44
60
60
85
85
HO
HO
138
138
172
172
308
208
248
288
288
(обозначения
L
42
52
62
82
82
112
112
142
142
175
175
215
215
255
255
305
355
355
и
go
100
120
140
160
190
225
260
295
33°
З65
405
445
500
57°
640
700
760
1
60
70
83
IOO
HO
140
160
195
210
245
265
305
325
450
485
600
CM.
ZJ
84
92
112
130
148
178
210
245
280
314
318
385
420
475
545
610
670
73°
на фиг. 91)
0
24
24
3°
4°
4°
55
55
7°
7°
82
82
Ю5
io5
IO5
125
125
125
L
0
22
22
35
35
45
45
55
55
70
90
90
HO
HO
HO
145
145
145
Средний мон-
монтажный зазор
с
2
2
2.5
2.5
3
3
4
4
5
5
б
6
7,5
7-5
7-5
8
8
8
Продолжение табл. 31
№ муфты
МУВП 1
МУВП 2
МУВП 3
МУВП 4
МУВП 5
МУВП 6
МУВП 7
МУВП 8
МУВП 9
МУВП 10
МУВП 11
МУВП 12
МУВП 13
МУВП 14
МУВП 15
МУВП 16
МУВП 17
МУВП 18
d3
32
38
42
55
80
85
120
126
J45
i4o
180
180
220
220
260
280
310
dt
29
35
40
52
52
75
75
но
но
13о
I3O
*б5
1б5
20О
2ОО
23O
25O
23О
Размеры
d5
76
86
102
120
13*
166
194
229
252
287
315
355
389
444
514
5бэ
620
680
Взаимное положение
ксировано
рисками
3
3
4
4
5
5
6
6
7
7
8
8
10
10
10
12
12
12
d7
20
20
28
28
36
36
46
46
58
58
72
72
88
88
88
3 ММ
ds
10
10
14
14
18
18
24
24
30
30
38
38
46
46
46
60
60
60
(обозначения
/
4
4
4
4
5
5
б
б
7
7
9
9
ю
ю
ю
IO
IO
IO
к
12
12
1б
1б
22
22
23
28
36
36
44
44
54
54
54
7°
7О
7°
4
б
8
12
12
12
12
12
12
12
15
J5
15
15
2О
25
ЗО
35
см.
R
1.5
1-5
2
2
2
3
5
5
8
ю
ю
ю
IO
15
2О
25
3°
на с
Ri
2
2
2
2
2
2
5
5
5
5
8
8
8
8
15
15
20
20
риг.
Р
2
2
2
2
3
3
3
3
4
4
б
6
7
7
7
9
9
9
полумуфт при совместном выполнении
на ободах полумуфт.
Материал полу муфт
— чугун,
качеством не
ниже марки
СЧ
91)
Наименьший
монтажный
размер В
2б (
2б
4о
4о
52
52
65
65
8о
8о
IO2
IO2
126
12б
12б
1б2
1б2
1б2
отверстий d7 и
21-40 по ГОСТ В
№
пальца
i
i
2
2
3
3
4
4
5
5
6
6
7
7
7
8
8
8
Число
паль-
пальцев
4
б
4
б
б
8
8
ю
8
ю
8
ю
8
ю
12
IO
IO
12
Вес*максимальный
полумуфты в кг
I
о,9
1.3
2,4
4,о
5.9
ю,7
1б
26
34
51
64
96
121
178
2ОО
33°
417
5оо
II
0,84
i,i
24
3.9
5,о
94
12
21
28
42
54
8о
99
147
175
275
38i
431
da под пальцы должно быть фи-
1412-42.
• Вес теоретический при выполнении расточки Ц под конец вала dmi0. Вес пальцев учтён в весе полумуфты 1.
ГЛ. V11I]
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
547
ходит, вследствие чего натяжение ремня в раз-
разных сечениях неодинаково. Наиболее сильно
натягиваются ведущие участки ремня, но и это
Фиг. 92. Ремённая муфта.
Таблица 32
N
п
О,О1
о,оз
0.О75
о,15
0,27
0,46
0.75
i,6
5.25
о ¦ >>
я° н
Е9о?
sol
Л w Л
ggea
«1»
1700
ибо
870
7<эо
630
58о
5оо
39°
25°
Размеры в дюймах
(обозначения см. на фиг
D
8
К3/*
157*
197<
21»/4
23М»
a7'/i
35
55 •
Dx max
37.
47»
57.
»U
tu
9
97,
11
177,
d max
2
a7.
3
3s/«
47*
4»/4
57*
&u
94,
L
2
3
4
5
57,
61
71
97
13
92)
1
с
3U
t'/
1 /4
I1/.
2
натяжение у разных выступов различно. Так
как ремень быстро вытягивается и натяжения
ведущих участков постепенно уравниваются,
то при расчёте ремня
обычно считают, что
общее усилие распреде-
распределяется равномерно по
всем ведущим участкам,
но допускаемое напряже-
напряжение ремня несколько сни-
снижают (а < 40^50 кг/см2).
Если 1—2— направление
ведущей части ремня
(фиг. 93) и z — число вы-
выступов на каждой из по-
полумуфт, то разрывающее
усилие может быть определено по
Фиг. 93. К расчёту
ремённой муфты.
ремень
формуле
71620Mfc
nzr
D7)
где г — плечо силы в см.
СЦЕПНЫЕ МУФТЫ
Кулачковые муфты
Кулачковые муфты [1 и 2] дают жёсткое
сцепление, при котором в момент включения
муфты на ходу угловая скорость ведомого
вала в короткий промежуток времени t повы-
повышается от 0 до и (скорость ведущего вала).
При таком включении на среднем радиусе R
муфты (кулачков) развивается дополнительная
сила Pi (сверх силы Р, идущей на преодоле-
преодоление полезных сопротивлений)
7ш
D8)
где J — приведённый момент инерции ведо-
ведомого вала.
По уравнению B8) время t зависит от
коэфициента жёсткости ср, который при ко-
коротких валах и большой жёсткости самой
муфты очень мал. Это приводит к тому, что
сила Pt получается такой величины, при ко-
которой поломки валов и муфты неизбежны.
Для уменьшения силы Рг кулачковые муфты
следует включать при неподвижном ведомом
вале только при очень небольших скоростях а».
При вращении обоих валов условия включе-
включения тем благоприятнее, чем меньше разность
условных скоростей ведущего и ведомого
вала. Применяемые формы кулачков показаны
на фиг. 94.
Кулачки — прямоугольные. Муфты с такими
кулачками характерны затруднённым включе-
РазИертка цилиндрической
поверхности кулачковой муфты
q) 6J
а) 5) 6)
Фиг. 94. Форма кулачков кулачковых муфт.
нием и выключением вследствие трения на
кулачках и отсутствия осевых слагающих
окружного усилия. Эти муфты реверсивны;
для них невозможно достигнуть беззазорного
включения. На фиг. 94, б показаны кулачки
трапециевидные симметричные; угол а у них
делается от 2 до 8°; по сравнению с кулач-
кулачками формы фиг. 94, а эти кулачки дают более
затруднённое включение, но более лёгкое
выключение; при больших а можно получить
муфту самовыключающуюся; муфты — ревер-
реверсивные. На фиг. 94, в кулачки несимметрич-
несимметричные; они придают муфтам те же свойства,
что и кулачки формы фиг. 94, б, но эти муфты
не реверсивны; они лучше обеспечивают по-
попадания кулачков во впадины при включении.
Материалы муфт: для упрощённых приво-
приводов (включение в состоянии покоя) — чугун
марки СЧ 21-40; для станков и аналогичных
машин — сталь марок Ст. 5, 15 и 20Х.
Стальные кулачки цементуются и закали-
закаливаются до твёрдости HR = 56ч-62. Поверхно-
Поверхности кулачков должны быть обработаны до-
достаточно чисто (без шлифовки).
Расчётные зависимости. Сила вы-
выключения муфты
[%ts(a-^]' D9)
где /' — коэфициент трения муфты по валу;
dcp — средний диаметр муфты по кулачкам
в см\ d — диаметр вала в см.
548
ВАЛЫ И ССИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Самовыключение муфты возможно при
E0)
где /—коэфициент трения на гранях кулач-
кулачков (/=tg<p).
Сила включения муфты
Коэфициенты / и /' можно принимать
одинаковыми — от 0,15 до 0,20.
Напряжение смятия (в кг/см2), отнесённое
к проекции опорной поверхности кулачка
Fdr
E2)
Напряжение изгиба (в кг/см2) в основании
кулачка
АЛ и
E3)
где F — площадь проекции опорной поверх-
поверхности на диаметральную плоскость кулачка;
z — число зубьев C — 60); h — высота кулачка
в см; W\ — момент сопротивления основания
кулачка; Mk—сумма моментов установив-
установившегося движения и инерционного.
Для термически обработанных кулачков
удельное давление можно допускать:
для муфт, включаемых в состоянии покоя
р =900—1200 кг/см?
„ „ „на тихом ходу
р=500+700
» „ * быстром „
р«=35О-М5О
На фиг. 95 показана кулачковая муфта
для упрощённых приводов (размеры муфты —
в табл. 33). Правая полумуфта — подвижная —
Фиг. 95. Кулачковая муфта.
Таблица 33
Размеры в мм (обозначения
d
35; 40
55; 60
80
100
125
D
100
150
200
250
300
L
200
275
35°
435
500
а
7°
9°
но
140
1бо
см. на фиг.
95
139
182
225
2бо
С
5
6
8
ю
до
95)
h
3°
40
5°
60
70
5!
Вес в
8
ао
45
89
143
может отодвигаться по валу на двух шпонках
на расстояние h.
Как и все сцепные муфты, рассматривае-
рассматриваемая муфта чувствительна к разверке валов,
поэтому в её конструкции предусмотрено
центрирующее кольцо (укрепляется винтом
к левой полумуфте), а подшипники вала дол-
должны быть возможно ближе к муфте.
Фрикционные муфты
Общие данные для расчёта. Процесс
включения [5, 10, 19 и 20]. Фрикционная
муфта (муфта трения) работает по следующей
схеме (фиг. 96). На концы валов / и 2 наса-
насаживаются диски 3
и 4. Диск 4 мо-
может отодвигаться
или прижиматься к
диску 3 под влия-
влиянием отводочного
кольца 5, на ко-
которое действует
сила Q. При поло-
положении, показанном
Q
Фиг. 96. Схема фрикционной
муфты.
на фиг. 96, Q есть
нажимающее уси-
усилие, которое воз-
возбуждает между дисками силу трения Р (на
схеме не показана), подчиняющуюся закону
Of (кл\
где / — коэфициент трения и
М = QfR. E5)
При включении муфты следует различать
два периода. Сначала ведомый вал, получив
некоторое ускорение, постепенно приобретает
скорость ведущего вала. Для этого периода
имеет значение характер приложения усилия Q.
Оно может быть приложено сразу (мгновенно)
или же может возрастать по любому закону
от нуля до максимума, в соответствии с чем
будет происходить и движение ведомого вала.
По окончании первого периода, когда скоро-
скорости валов сравняются, установится состояние,
соответствующее внешним сопротивлениям.
В продолжение первого периода ведомый вал
вращается медленнее ведущего и между ди-
дисками происходит скольжение, а работа, по-
потребляемая муфтой, тратится на ускорение
вращающихся с ведомым валом масс и на тре-
трение дисков.
Обозначаем: Mi — крутящий момент, пе-
передаваемый муфтой с ведущего вала на ведо-
ведомый, в кгсм; М% — момент внешних сопроти-
сопротивлений в к^см; J—момент инерции вращаю-
вращающихся вместе с ведомым валом деталей (при-
(приведённый) в кгсм-сгкг\ г — угловое ускорение
ведомого вала в сек ; ш^ и cd2 — угловые ско-
рости ведущего и ведомого валов в сек; Г —
полное время включения в сек. Исходя из
предположения, что внешний момент сопро-
сопротивлений отсутствует, имеем, что полная ра-
работа, расходуемая муфтой при включении,
т
А =
Из этой работы на ускорение расходуется
= J
ГЛ. VIII]
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
549
и потеря работы вследствие трения на рабо-
рабочих поверхностях муфты равна:
А" = A-A' = J-
E8)
таким образом половина затраченной муфтой
работы идёт на преодоление трения.
При наличии внешнего момента сопроти-
сопротивления М2, до тех пор пока Mi<^M2, муфта
будет скользить, не передавая вращения ве-
ведомому валу, и вся работа будет поглощаться
трением. Спустя tx сек. Мх станет равным М2,
и ведомый вал начнёт вращаться.
Полная работа, расходуемая муфтой за
время Т, может быть определена по формуле
E9)
сек., поглощае-
поглощаегде Ло — работа за первые
мая целиком трением
к
J
А\ — работа за промежуток времени Т— tb
идущая на ускорение ведомого вала,
1
—М2) ^dt =
F1)
Из этой работы, как указано выше, поло-
половина тратится на трение.
А2— работа, идущая на преодоление внеш-
внешних сопротивлений,
т
= IМ2 <о1 dt = M2 <»i (Т — tt).
F2)
Из этой работы ведомый вал восприни-
воспринимает часть
т
>2dt, F3)
а остальное: Л2=Л2 — А2 — теряется на тре-
трение.
т
А2 = М2 ш! (Г— t{) - М2 Гш2 dt. F4)
Таким образом полная потеря на трение
в муфте
Г
F5)
Т
—
Для получения наименьших потерь при
включении необходимо учитывать следующее.
Если с самого начала Мг^>М2, то первый
член правой части уравнения F5) вообще
отпадает. Величина второго члена не меняется
ни при каких условиях, и эта часть потерь
является неизбежной. Третий член получает
наименьшее значение, когда период включе-
включения Т возможно короток, а значение <о2 вы-
высоко, для чего необходимо, чтобы момент Mt
сразу получил наибольшую величину и оста-
оставался постоянным, что видно из уравнения
dt.
F6)
Однако, если Мх значительно превышает М2,
то это невыгодно в том отношении, что все
части муфты будут излишне тяжёлыми при
сравнительно небольшом выигрыше в работе.
С другой стороны, при слишком малом Мх
затягивается период включения. При внезап-
внезапном приложении крутящего момента происхо-
происходит удар, который может неблагоприятно ото-
отозваться на всей установке. Если разность
Mi — М2 очень велика, то в конце периода
включения происходит обратный удар, кото-
который также может быть опасным.
Таким образом Мх не следует допускать
ббльшим, чем это необходимо. Муфта не дол-
должна быть излишне мощной и её не следует
включать быстро. Наиболее целесообразно
включать её плавно при быстро возрастающей
силе Q. Поэтому муфта во многих случаях
может быть выбрана без учёта момента, затра-
затрачиваемого на ускорение (с коэфициентом ре-
режима ?= 1), при условии, что внешнее сопроти-
сопротивление будет доведено до полной величины
только после полного включения муфты.
Материалы трущихся элементов
икоэфициенты трения [1, 6, 10,23,
24 и 26]. Для трущихся элементов муфт при-
применяются следующие комбинации материалов
(сухих или со смазкой): чугун по чугуну, сталь
по бронзе или латуни, сталь по чугуну или
стальному литью, дерево по стали или чу-
чугуну, асбест по чугуну или стали, кожа по чу-
чугуну или стали, пробка по стали, текстолит по
стали.
Чугун обладает относительно хорошими
антифрикционными свойствами и проявляет
малую склонность к заеданию, однако хорошая
смазка для него необходима. По закалённой
стали чугун может работать и без смазки.
Дерево, отличающееся высоким коэфициен-
коэфициентом трения, имело широкое применение в прош-
прошлому настоящее время оно применяется реже.
Форма рабочих элементов — колодки, вставлен-
вставленные в специальные гнёзда. Поверхность тре-
трения торцевая. Из пород древесины наиболее
часто употребляются береза и бук: они не смо-
смолисты, не засаливают трущиеся о них диски, до-
достаточно тверды и вследствие свилеватости не
раскалываются. Недостатки дерева — неравно-
неравномерность износа и гигроскопичность. Сопря-
Сопряжёнными материалами для дерева обычно
являются чугун или сталь, которые при работе
по дереву дают примерно одинаковые коэфи-
циенты трения. При больших скоростях сколь-
скольжения и происходящем при этом сильном на-
нагреве дерево обугливается и его коэфициент
трения уменьшается. Во избежание этого более
целесообразно применять асбестовые обклад-
обкладки, выполненные из асбестово-проволочной
ткани (феродо и др.), пропитанные бакелитом,
550
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. 1
асфальтом или резиной и спрессованные при
высокой температуре. Асбестовые обкладки
нетканые приготовляются прессованием корот-
коротких асбестовых волокон с прибавлением мелких
металлических стружек, обрывков тонкой ла-
латунной проволоки и т. п. Для склейки приме-
применяют резину с серой или пластмассы.
Асбестовые обкладки применяются главным
образом для сухих муфт.
В станкостроении для масляных муфт при
обильной смазке применяют термически об-
обработанную сталь по стали или, реже, бронзу
по стали, а при слабой смазке — текстолит по
сырой стали. Текстолит по стали при слабой
смазке следует применять в тех случаях, когда
необходимо ограничить износ трущихся дета-
деталей и поверхностей вследствие попадания на
них частиц износа закалённых стальных дисков.
Материалы для трущихся поверхностей муфт
выбирают с учётом условий работы послед-
последних: возможной степени изнашивания, стои-
стоимости замены муфт, величины коэфициента
трения / при различных относительных ско-
скоростях, давления, температуры, теплопровод-
теплопроводности и т. д.
Коэфициенты трения, рекомендуемые
ЭНИМС для станочных муфт, приведены
в табл. 34.
Таблица 34
Коэфициенты трения (по данным ЭНИМС)
Материалы трущихся поверх-
поверхностей муфты
Закалённая сталь по стали .
Сталь по чугуну
„ „ бронзе
„ „ феродо или пресс.
асбесту
Сталь по фибре
„ „ текстолиту ....
Чугун по чугуну
„ „ бронзе
Условия смазки
без
смазки
о, 15
о ч
О, 2
—
о,17
о, 17
со смаз-
смазкой
маслом
о,о8
О,1
о,о8
_
О,1
О,1
О,12
0,12
с попа-
попаданием
масла
о
о
о
о
о
о
о
I
12
II
п-
fl
12
15
15
Коэфициенты трения для дерева по чу-
чугуну (или стали) для муфт трения можно при-
принимать при расчете в пределах 0,25—0,3.
Коэфициент трения в муфте не является
величиной постоянной. Он зависит от многих
факторов, обусловливающих режим работы
муфты, как-то: от нажимного усилия, скоро-
скорости скольжения, состояния поверхностей тре-
трения (обработка, загрязнённость), температуры,
точности прилегания поверхностей (разверка
муфты), сотрясений, которым подвергается
муфта, и т. д. Наиболее закономерное влияние
на коэфициент трения оказывают скорость
скольжения, удельное давление и температура;
однако определённых зависимостей для этих
факторов до сих пор ещё не имеется, и потому
при расчётах приходится брать средние зна-
значения коэфициента трения, возможные же
при этом ошибки выправлять регулировкой
муфты при её установке.
Нагрев муфт. Работа трения опреде-
определяет нагрев и износ трущихся поверхностей
муфты. Температура трущихся поверхностей,
а вместе с тем и температура всей муфты
будет повышаться до тех пор, пока теплоот-
теплоотдача посредством поглощения тепла металлом,
теплопроводности и лучеиспускания не будет
равна количеству тепла, возникающего при
работе муфты. Вследствие некоторых побоч-
побочных неблагоприятных обстоятельств (заедание,
испарение и затвердевание смазки, обуглива-
обугливание дерева, коробление металлических по-
поверхностей) удельную мощность трения на
единицу поверхности в кгм]сек'СМ? ограничи-
ограничивают величиной
L = fpvcp,
F7)
где /—коэфициент трения; р — удельное да-
давление на трущихся поверхностях в кг\сяР\
vcp — скорость скольжения на среднем ра-
радиусе муфты в м\сек.
Для того чтобы муфта была чувствительна
к регулировке, необходимо, чтобы её рабо-
рабочие поверхности были тщательно обработаны
(во избежание заедания) и чтобы удельные
давления были невелики.
Значения удельного давления р для раз-
различных материалов трущихся элементов
муфт:
кожа, пробка и тонкий листовой металл . 0,5—1 кг1с*Р
чугун, сталь (толстые диски) 5~10 »
дерево з~6 »
феродо и другие асбестовые обкладки . . до 2,5 ,
При частом включении и при значительном
vcp следует для уменьшения износа значения
р брать меньшие. ЭНИМС рекомендует сле-
следующие значения р:
для закалённой стали $-6 кг\сяу
„ стали по чугуну:
при дисковых муфтах 2,5—3
„ конических и барабанных муфтах . . 4 .
для стали по бронзе:
при дисковых муфтах 4—5 ¦
„ конических и барабанных муфтах . . 6 ,
для стали по феродо:
при дисковых муфтах 2—2,5 »
„ конических и барабанных муфтах • • 3 »
для стали по текстолиту $—6 »
„ фибре з.5-4 .
„ чугуна по чугуну:
при дисковых муфтах 2,5—3 >
„ конических и барабанных муфтах . . 4 ¦
Большие значения р рекомендуются при ма-
малых числах дисков, меньшие — при больших.
Для многодисковых муфт с тонкими стальными
закалёнными дисками р понижается на 30°/о.
Значения р могут в случае необходимости
быть увеличены на 10%. Если муфта предна-
предназначается для постоянной работы с большим
числом включений (большим 10 в час), то р
снижается на 1—2°/0 на каждое дополнитель-
дополнительное (сверх 10) включение в час. При этом
уменьшенное значение р не должно быть ме-
менее 40% указанного выше. Влияние окружной
скорости на поверхностях трения на величи-
величину р ЭНИМС рекомендует учитывать коэфи-
циентом ? (табл. 35).
гл; vmi
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
551
Таблица 35
Коэфициенты р для определения расчётного удельного давления
1 Окружная ско-
скорость на сред-
среднем диаметре
поверхности
трения
в м/сек
Р
i
1-35
1.5
1.19
2
i,o8
а.5
i
3
о,94
4
о,86
5
о,8
б
°^75
8
о,68
го
о,6з
13
о.59
15
°.55
Фрикционные управляемые муфты. К о-
нические фрикционные муфты. На
фиг. 97 представлена муфта одного из то-
карно-винторезных станков. Здесь для удоб-
удобства переключения зубчатых колёс соединены
две конические муфты. Внутренний двойной
конус, сидящий на скользящей шпонке на по-
полом валу, может прижиматься к внешним
конусам (к правому или левому). На втулки
конусов посажены с прессовой посадкой ше-
шестерни, вращающие механизмы станка. Конусы
зубчатых колёс свободно вращаются по валу
и удерживаются от продольного перемещения
по валу гайками.
Передвижение двойного конуса достигается
посредством передвижения муфточки М, соеди-
Фиг. 97.
нённой со штангой штифтом, проходящим
сквозь овальное отверстие в валу.
Штанга имеет фасонный вырез abcdefkl,
в который входит своими нижними отростками
кулачок А, могущий вращаться на оси, укре-
укреплённой на утолщении вала.
Так как при крайнем положении штанги
соответствующий отросток кулачка А нахо-
находится на горизонтальной части de фасонного
выреза, то муфта самостоятельно выключиться
не может. Сила нажатия Q муфты поддержи-
поддерживается здесь упругостью деталей, составляю-
составляющих механизм включения, т. е. кулачка, его
оси, штанги в месте фасонного выреза и кону-
конусов трения. Так как деформации этих деталей
очень малы, то муфта требует точной регули-
регулировки, что и производится гайками.
Усилие нажатия Q определяют по фор-
формуле
0-3 F8)
V- Rf '
где R — средний радиус конусов; /' — приве-
приведённый коэфициент трения:
f- f ¦
F9)
Удельное давление на конических поверх-
поверхностях
где /?2 — радиус окружности большего осно-
основания конуса; Rt — радиус окружности мень-
меньшего основания конуса.
Для возбуждения усилия Q необходимо
к штанге через муфточку М приложить силу N.
Величина силы N опреде-
определяется из чертежа (фиг. 98) ял
так: ' '
Фиг. 98. К определению силы
включения муфты на фиг. 97.
fs — угол между образующей конуса и его
осью (обычно р = 12-f-15°).
где <р — угол
нйя (ср = 8°).
Барабанные
фрикционные
муфты. Барабан-
Барабанные, или цилиндри-
цилиндрические, муфты со-
состоят из барабана цилиндрической формы и
колодок, имеющих радиальное перемещение,
или цилиндрической пружины (или пружин-
пружинного кольца), изменяющей свой диаметр под
воздействием замыкающего механизма.
Колодочные муфты по сравнению
с муфтами других видов отличаются большими
размерами и требуют в большинстве случаев
значительного усилия для замыкания. С дру-
другой стороны, эти муфты менее требовательны
в отношении точности установки валов. Они
менее чувствительны к перекосам, разверке
и т. д. Перекос детали, несущей колодки (так
называемого „креста"), вообще не влечёт за
собой сильного изменения в положении коло-
колодок, не связанных с ним жёстко и допускаю-
допускающих всегда небольшую „игру" в направляю-
направляющих креста. Только муфты с клинчатыми
(рифлёными) колодками требуют тщательной
сборки и установки.
На фиг. 99 (размеры в табл. 36) предста-
представлены два варианта колодочной муфты. Вверху
показан (фиг. 99, а) нормальный тип муфты —
для соединения двух валов, внизу (фиг. 99, б) —
сдвоенный для получения реверсивного при-
привода. На левом ведущем валу (фиг. 99, а) на-
насажен барабан, а на правом ведомом — крест
с шарнирно связанными с ним двумя колод-
колодками. Колодки прижимаются к барабану под
действием плоских рессор, которые при вклю-
включённом положении муфты нажимают на концы
винтов, ввёрнутых в колодки. Эти винты слу-
служат для регулирования силы нажатия. Колодки
обшиваются феродо. Муфта — сухая. Так как
серьга, соединяющая рессору с отводочной
муфточкой во включённом положении, пере-
переходит за мёртвое (вертикальное) положение,
552
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
1РАЗД.
то самовыключение муфты исключено. Для того,
чтобы колодки при выключенном положении не
касались барабана, а также для уравновеши-
уравновешивания центробежных сил, они имеют хвосты,
на которые действуют спиральные пружины,
стремящиеся отжать колодки от барабана.
Фиг. 99. Муфта с поворотными колодками.
Таблица 36
Размеры в мм (обозначения см. на фиг. 99)
d
45! 5°
55; 60
70
80
D
175
200
230
255
275
L
180
213
241
262
285
55
65
75
85
95
и
122
145
i6a
172
185
а
3
3
4
5
5
Н
24
2б
28
3°
35
Вес
ормаль-
ый тип
X X
=5
32
4°
48
58
в кг
•К
двоенны
ип
о н
5°
65
8о
95
Усилие нажатия Qt в кг для одной колодки
можно определить из уравнения
2QJR = 71620 —
п
G2)
где R — внутренний радиус барабана в см.
Распределение давления по рабочей пло-
площади колодки неравномерно: чем ближе пло-
площадка к центру поворота колодки, тем меньше
напряжение; однако расчёт обычно ведут по
средним напряжениям, пользуясь формулой
Р--
G3)
где F — площадь трущейся поверхности одной
колодки в см2.
Усилие Q', с которым плоская рессора
должна давить на регулирующий винт колодки
(фиг. 100), определится по формуле
Q' =
G4)
Усилие К, сжимающее спиральную пру-
пружину, должно уравновешивать центробежную
силу N и вес колодки. Если точка А — центр
тяжести колодки — находится на расстоянии
г0 см от центра муфты и скорость точки А
Фиг. 100. К расчёту муфты по фиг. 99.
равна Vo MJceK, то при весе колодки S кг сила
N в кг равна
N =
где ^=9,81 м/сек*.
Силу К определяют по формуле
(N+S)a
к ь—•
G5)
G6)
Изменение усилия К в рабочем и холостом
положении муфты не учтено ввиду малых
перемещений.
Рессора нагружается по схеме фиг. 101.
Если обозначить толщину рессоры через s, a
её ширийу — через /, то максимальное напря-
напряжение в рессоре в кг/см2 в сечении, где при-
приложена сила Q1, будет
v
Все размеры — в см, а в зависимости от
марки стали принимается до 6000—8000 кг/см2,
F
Фиг. 101. Определение силы включения муфты
по фиг. 99.
Прогиб f в см можно определить по фор-
формуле
f~
Величиной /, так же как и размерами с и
е, обычно задаются из конструктивных сооб-
ГЛ. VIII]
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
553
ранений, а толщину s и ширину / рессоры
определяют по формулам G7) и G8).
На фиг. 101 приведено графическое реше-
решение задачи по определению усилия включе-
включения муфты для разных положений муфточки
и его наибольшего значения X.
Муфты с полукольце вой пружиной. На
фиг. 102 представлена муфта, имеющая пру-
пружинящие колодки (полукольца) с винтовым
замыкающим механизмом. Корпус муфты и
колодки — чугунные, смазывающиеся посред-
~0-\
Фиг. 102. Муфта с полукольцевой пружиной.
ством маслёнок Штауфера, поставленных с
внутренней стороны колодок (на чертеже не
показаны). Разжимающий колодки винт с пра-
правой и левой резьбой ввёртывается в бронзо-
бронзовые гайки-стаканчики, вставленные в гнёзда
колодок. Один из стаканчиков винта может
быть повёрнут на угол, необходимый для регу-
регулирования силы нажатия колодок. Винты —
самотормозящиеся.
Хотя в замыкающем механизме пружины
отсутствуют, муфта всё же включается срав-
сравнительно мягко. Недостатком муфты являются
неравномерный износ колодок и трудность их
ремонта.
Удельное давление на трущихся поверхно-
поверхностях в kzjcm^ выражается величиной (в сред-
среднем)
где D — диаметр рабочей поверхности кор-
корпуса в мм.
Муфты со спиральной пружиной. Изобра-
Изображенная на фиг. 103, 104 и 105 муфта выпол-
Фиг. 103. Муфта со спиральной пружиной.
няется в нескольких вариантах, основное раз-
различие между которыми заключается в меха-
механизме включения. Замыкание муфты произво-
производится автоматически после того, как тем или
другим способом будет создан надёжный кон-
контакт между барабаном 3 и свободным концом
пружины 4. На фиг. 103 и 104 показано меха-
Фиг. 104.
ническое управление замыканием муфты, а на
фиг. 105 — электромагнитное (размеры муфты -
в табл. 37).
Эл.магнищ
Фиг. 105. Муфта со спиральной пружиной
с и с электромагнитным управлением.
Таблица 37
Наиболь-
Наибольший диа-
диаметр вала
в мм
55
6о
8о
9°
IOO
но
135
15°
175
225
Размеры в мм
IOO
125
15О
175
2ОО
25°
3°о
35°
45°
боо
(обозначения
см. на фиг. 104)
i8o
22O
або
Зоо
340
42O
5оо
575
74O
98о
D»
i8o
215
25°
290
33°
395
475
53O
660
855
L
270
305
375
410
465
560
650
73°
875
1110
Вес
в кг
30
4о
65
85
I2O
200
38о
62O
IIOO
IOXXJ
Всё время, пока ведомый вал вращается,
необходимо поддерживать усилие на кольце
отводки, обильно его смазывая. Это усилие
(обычно весьма небольшое) необходимо ула-
улавливать в ближайшем подшипнике. Муфта вы-
выгодно выделяется из ряда других своей про-
простотой и надёжностью действия. Толщина пру-
пружины, выполняемой из стали типа 35—40/
определяется возможностью механической об-
обработки её внутренней поверхности. Мате-
Материал барабана — чугун марки СЧ 28-48 или
СЧ 32-52.
Во избежание заедания требуется смазка.
Муфта может передавать вращение только
в одну сторону, именно в сторону закручи-
закручивания пружины, что следует учитывать при
проектировании муфты. При передаче крутя-
крутящего момента в обратном направлении пру-
пружина будет выпрямляться (раскручиваться).
Во избежание поломок применён стопор 2.
554
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Расчётные зависимости. Если Р и Pt —
окружные усилия, приложенные к пружине со
стороны её закрепления (головки) и рычага 1
А
(фиг. 104), условно отнесённые к радиусу -?р
и пружина имеет т-\-1 витков, то при коэфи-
циенте трения / между пружиной и барабаном
будем иметь
1 = 91тт/, где Р к, —-— . (80)
Усилие Рх представляет собой ту силу тре-
трения, которая должна развиться на последнем
витке пружины под действием стягивающей
последний виток силы X, возникшей от воз-
воздействия рычага /,
Х=
(81)
Вследствие жёсткости пружины действи-
действительную величину X берут на 50—100%
больше вычисленной по формуле (81).
Усилие включения находят по силе X из
условия равновесия рычага /.
Удельное давление под первым витком
р r~ ~- < 10 -=- 50 кг/см?. (82)
К муфтам с внутренним пружинным коль-
кольцом принадлежит муфта, представленная на
фиг. 106 и 107 (размеры муфт—в табл. 38).
Эта муфта, предназначенная для лёгких при-
приводов, весьма компактна. На фиг. 106 она пока-
показана для случая неразрезного вала.
К внутренней поверхности барабана 1 при-
прижимается кольцевая пружина 2, соединённая
шпонкой с цилиндром 3. Кольцо разжимается
Фиг. 106. Муфта с внутренней кольцевой
пружиной.
рычагами 4 и клином 6, укреплённым на отво-
дочной муфточке 5. Благодаря пружинению ры-
рычагов 4 муфта даёт плавное включение.
Кольцо отрезается от трубы, внешний диа-
диаметр которой немного меньше внутреннего диа-
диаметра барабана, затем оно разрезается. Торцы
кольца раздвигаются и обтачиваются до вну-
внутреннего диаметра барабана. Так как кольцо
всегда стремится сжаться, то выключение
муфты происходит свободно.
Надёжность действия муфты в сильной сте-
степени зависит от точности обработки её де-
деталей.
Область применения барабанных муфт (так
же как и конических) из года в год умень-
уменьшается за счёт распространения дисковых
муфт.
Дисковые фрикционные муфты.
Дисковая муфта, запроектированная по схеме
фиг. 96, для передачи даже небольших кру-
крутящих моментов получается или слишком боль-
большого диаметра, или требует несоразмерно боль-
большой силы нажатия Q. Во избежание этого, а
также чтобы уменьшить габаритные размеры и
усилия включения, муфту осуществляют мини-
минимально с двумя рабочими поверхностями (одно-
дисковой), а чаще многодисковой (фиг. 108).
Передаваемый муфтой момент увеличивается
пропорционально увеличению числа поверхно-
поверхностей трения.
Дисковые муфты имеют ряд преимуществ
перед прочими: они отличаются меньшими
габаритными размерами, плавным включением,
простотой обслуживания и регулирования,
легко поддаются стандартизации как в целом,
так и в части отдельных деталей и позволяют
обойтись наименьшим числом типо-размеров.
Вследствие этого дисковые муфты имеют боль-
большое распространение во всех областях машино-
машиностроения [1, 3, 9 и 10].
Исходя из предположения, что удельное
давление распределено по трущейся площади
Фиг. 107. Детали муфты, показанной на фиг. 106.
Таблица 38
N 1(Ю
п '
О,25
о. 75
1.5
5.°
N
• IOO
п
о,25
о.75
1.5
D
fin
45/8
5а/»
9"/ie
А
а»/.
за/4
413/1в
8V»
Размеры в дюймах (обозначения
А
iio
215/ц
37/1в
4u/ie
А
21S/l.
474
5Vi
8»/1в
A
2,4375
3.5
4.5
7-5625
CM.
D
на фиг. 106)
2.4245
3.49°
4.483
7.534
A
274
3V4
474
75/15
С
2
37»
4Vi
6
a
374
6l/s
67/8
h
Vie
м/м
15/i»
• i3/i6
Размеры в дюймах
d
I /l(
23/ц
38Л.
i
Vi
т/8
l3/e
2в/„
215/..
m
VM
V»
V»
V*
e
»L
i7/16
113/]
1 /3
e
9
f
I
27,
ft
I25/32
i3/ie
17,4
I27«4
d,
3/s
7,,
Vi
V.
Bee
в «
4.5
3o
16
59
Bee
в кг
4,5
3.5
i6
59
ГЛ. VIII)
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
555
равномерно, имеем момент Мь передаваемый
одной поверхностью трения,
(83)
(84)
или менее точно
a *vi
М[ « Qf^P ,
где Dc0 = Ra + Rlt Ra — внешний радиус
рабочей площади в см; Rj — внутренний радиус
той же площади
в см.
Если муфта
имеет т поверхно-
поверхностей трения, то
передаваемый ею
полный момент в
кг см будет
Фиг. 108. Схема многодисковой
муфты.
М =М-,т = 71620
Nk
(85)
Используя зависимости (83) или (84) и (85),
можно найти число рабочих поверхностей т.
Удельное давление в kzjcm2 определяют по
формуле
где J3 — коэфициент, зависящий от скорости.
Средние ходовые значения отношения -1 ^
¦^ 0,60. В области станкостроения отношение
Ri'.Ra встречается в пределах 0,55—0,8.
Однодисковые муфты. На фиг. 109 и 111
изображены два варианта дисковых муфт, от-
3 5
Фиг. 109. Муфта однодисковая с деревянными колодками.
Таблица 39
8
б
IO
18
45
IOO
23°
45°
85°
Размеры
d
8о
85
IOO
14°
170
2IO
24°
3°°
D
4оо
45°
55°
75°
95°
125°
1510
i85°
в мм (обозначения см
п
136
152
152
2°3
243
291
325
37°
т
65
8о
92
112
14°
17°
2°5
242
е
ю
15
2О
3°
5°
ею
7°
7°
а
140
15°
IOO
2IO
255
3°о
335
38о
Ь
140
15°
ibo
210
255
300
335
380
. на
с
6
ю
ю
IO
15
15
25
25
фиг.
/
IO4
IO7
log
144
log
193
2Э2
22O
109)
S
2О
35
3°
4°
5°
7°
9°
но
к»
Ю
Вес
8о
«5
i8o
410
79°
1420
265°
4600
личающиеся между собой лишь в части меха-
механизма замыкания. Диск / (фиг. 109) имеет ряд
гнёзд, расположенных по окружности, со вста-
вставленными деревянными колодками в виде куби-
кубиков. Деревянные колодки зажимаются между
фланцами левой части и подвижным диском 2,
скользящим по цилиндрическому выступу на
фланце. С целью не допустить провёртывания
диска 2 поставлено несколько шпонок. В диск 2
ввёрнуты регулировочные болты 3, к которым
прижимаются ролики, сидящие на коротких
плечах угловых рычагов 4. Последние шар-
шарнирными болтами 5 укреплены в проушинах
болтов 6, которые в свою очередь накрепко
соединены с фланцем левой части муфты. Для
включения муфты необходимо отводочную муф-
муфточку 7 вдвинуть вправо (на фиг. 109 муфта
показана во включённом положении) (размеры
муфт — в табл. 39).
Расчётные зависимости для рабочих по-
поверхностей см. выше. При определении тру-
трущейся поверхности
необходимо учесть,
что решётки занимают
около 23—25% всей
площади колец.
Усилие включения
определяют, исходя
из предположения,
что в тот момент,
когда ролик коснётся
болта 3, он воспримет
от болта нормальное
усилие К (фиг. 110),
а вдоль его оси ра-
разовьётся полная сила Фиг« 110«
нажатия Qb прихо-
приходящаяся на один замыкающий механизм.
Силу х' определяют из условия равновесия
рычага 4 по формуле
t
х' =
bcosa
(87)
Полная сила включения
где z — число замыкающих механизмов.
На фиг. 111 изображена муфта того же за-
завода (с другим замыкающим механизмом),
предназначенная для передачи небольших мо-
моментов (размеры муфты — в табл. 40).
Угловой рычаг, замыкающий муфту, де-
делается пружинящим. Силу включения можно
определить по формуле
X = zN tg (a + <р), (88)
где N — усилие на конце углового рычага; о —
угол наклона к горизонтали наклонной пло-
плоскости отводочной муфточки; <р — угол трения.
На фиг. 112 показана муфта автомобиля
ГАЗ-АА. Ведомый диск 3, сидящий на колен-
коленчатом валу /, с обкладками феродо пружи-
пружинами 12 сжимается между маховиком 2 и на-
нажимным диском 14. Чтобы диск 14 не провёр-
провёртывался относительно маховика, в диске 14
сделаны прорези, в которые заходят шипы 15,
укреплённые в колпаке 13. Включение произ-
производится нажатием на педаль сцепления по-
556
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
средством вала //, рычагов 10, втулки 7 с
шарикоподшипником 6. Пружина 8 постоянно
отжимает втулку 7 вправо. При этом рычажки 5,
опираясь на колпак 13, болтами 4 отжимают
ством притягивания магнитом шайбы 18, да-
давление от которой лередается стержнями 19 на
Таблица 40
N
— •100
л
1.5
З.о
4,5
6,о
ю
18
Размерь
d
20—40
30—60
40—80
85—100
90—120
105—200
в мм (обозначения см. на фиг. 111)
D
235
2ЙО
33°
4оо
45°
55°
п
QI
Ф
IOO
13°
154
156
от
°5
68
71
а?
i°5
¦
а
122
132
142
171
197
2°5
b
70
80
IOO
130
15°
170
с
3
3
3
4
4
6
/
Q2
оа
Ю7
I2Q
*47
155
S
15
15
18
24
27
27
а
Вес
32
35
бо
95
140
2°5
Фиг. 112. Муфта автомобиля ГАЗ-АА.
/6,
пружины 12 и освобождают диск 3. Момент
передаётся первичному валу 9 коробки передач.
Многодисковые муфты. На фиг. 113 изо-
изображена муфта с электромагнитным замыка-
замыканием фирмы Magnetic Mfg Co (размеры муфт —
в табл. 41).
На левом ведущем валу сидит на шпонке
втулка 15 с привёрнутым к ней корпусом
электромагнита 17. К последнему привёрнут
болтами 16 внешний барабан 14, с внутренней
стороны которого имеются шпонки для внеш-
внешних ведущих дисков 13,10 и 8. Между внеш-
внешними дисками зажимаются внутренние диски 11,
обшитые асбестовыми обкладками 12. Вну-
Внутренние диски сажаются на шпонки внутрен-
внутреннего барабана .5 (ведомого), находящегося на
правом валу. Нажатие производится посред-
Фиг. 113. Электромагнитная муфта.
Таблица 41
— • 100
п
7°
юз
124
238
386
Работа
вклю-
включения
в вт
39°
480
боо
700
840
Маховой мо-
момент в кгм1
Веду-
Ведущая
часть
29.1
35.6
42,2
i°5
196
Ведо-
Ведомая
часть
0,84
1.9
1.9
6,4
и.З
d
133
133
158
190
216
Размеры в
D
7и
711
825
1ооз
и68
L
445
47°
495
571
629
мм (обозначения см. на
а
165
178
184
210
235
b
114
114
127
140
159
с
165
178
184
216
235
фиг. 113)
и
IO2
IO2
IO2
IO2
IO2
¦и
2Q2
321
333
398
k
51
48
60
70
Hi
Вес
в кг
428
566
657
III0
178а
ГЛ. VIII]
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
557
диск 13. Магнит имеет две кольцевые об-
обмотки — внешнюю / и внутреннюю 2. Пру-
Пружина 4, поставленная на направляющий болт 3,
производит разжатие дисков, когда муфта
должна быть выключена. Для точного центри-
центрирования валов предназначен шариковый под-
подшипник 6. Деталь 7 служит для уплотнения
пространства, занимаемого подшипником 6,
во избежание .--вытекания смазки и попадания
её на трущиеся поверхности. Электрический
ток для замыкания подаётся электромагниту
через коллекторы 20. Кольцо 9, ввёртываемое
в барабан 14, служит для регулирования воз-
воздушного зазора электромагнита. Муфта вы-
выпускается также с четырьмя и шестью ди-
дисками, причём размеры её увеличиваются
только в длину, диаметры же остаются те же.
Расчёт поверхностей трения производится
по формулам (83), (84), (85) и (86).
Для расчёта обмоток электромагнита слу-
служат следующие соотношения [10 и 25].
Усилие нажатия в кг
-10,2,
(89)
где fj. — магнитная постоянная воздуха (р—
= 1,25• 10~8ом-секj'см)\ В— магнитная индук-
индукция для стального литья (#=12 000 -Ь 15 000) х
Х10~~8 в •сек/см2; / — площадь магнитных по-
полюсов в см2. .
По формуле (89) определяют /.
Необходимое для возбуждения магнитной
индукции число ампервитков
ZA W=
+ Hcmlc
(90)
где Н— напряжённость поля (для воздуха
Нв —— ; для стального литья Нст берётся
Фиг. 114.
по кривой намагничивания для соответствую-
соответствующей магнитной индукции В); 1в — путь сило,
вых линий в воздушном зазоре (обычно 1в х;
~2>0,1 см); 1ст — путь силовых линий в кор-
корпусе магнита в см.
Диаметр проволоки обмотки в мм
LAWDmc-4
(91)
где Dm — средний диаметр катушки в м;
с — удельное сопротивление (для меди с =
=0,0175 — мм2); Е — напряжение в в.
Число витков
Е
Dmcm'
(92)
где i — плотность тока [обычно i = A -f- 3)
а/млР].
Сила тока I в а
HAW
(93)
Диаметр изолированной проволоки 51=1,28-
Площадь сечения катушки F' = Wti\.
На фиг. 114 изображён вариант двух-
двухдисковой муфты. Наружные диски по ок-
окружности име-
имеют шестьотвер-
стий, которыми
они надеваются
на направляю-
направляющие стержни,
ввёрнутые в ве-
ведомую или в ве-
ведущую часть:
маховик двига-
двигателя трактора,
шкив привода и
т. п. Левый фиг-115-
диск, запрессо-
запрессованный на втул-
втулке, имеет направляющие пальцы для вну-
внутренних дисков. Наружные диски обшиты
асбестовыми обкладками. Замыкающий меха-
Фиг. 116. Муфта автомобиля ЗИС-5.
низм прост и понятен из чертежа. Регулиро-
Регулирование силы нажатия достигается проворачи-
проворачиванием кольца, несущего опоры для рычагов.
558
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
РАЗД. I
Кольцо, фиксируемое штифтом, сидит на вин- и 14 поверхностей трения. Диски, как наружные,
фру
товой резьбе втулки.
Рё б
р р Д, руе,
так и внутренние,—тонкие стальные. Они рабо-
работ В
Расчёт рабочих поверхностей муфты про- тают в масле. Внутренние диски надеваются на
изводится по формулам (83), (84), (85) и (86). внутренний барабан, имеющий несколько шпо-
Усилие включения X определяют по формуле нок, предохраняющих диски от проворачивания,
(фиг. 115)
где ср — угол трения.
На фиг. 116 изображена муфта автомобиля
ЗИС-5. По своему устройству она аналогична
муфте фиг. 112.
Фиг. 117. Многодисковая муфта.
Многодисковая муфта общего назначения
(фиг. 117, табл. 42) имеет семь наружных дисков
Фиг. 118. Муфта с пневматическим замыканием.
Крайний правый внутренний диск неподвижный.
Он упирается на две круглые гайки, навёрну-
навёрнутые на барабан. Перестановкой этих гаек
можно регулировать силу нажатия. Нажатие
производится угловым рычагом, действие ко-
которого понятно из чертежа.
На фиг. 118 изображена многодисковая
муфта с пневматическим замыканием, которое
Таблица 42
?.100
л
о.5
ii5
3.5
5.5
12
35
d
15-35
20—50
30-90
40—100
45—120
75-I5O
15—22
2О—32
3°-45
4о—6о
45—7°
75—но
D
9°
125
170
215
2б5
38о
Размеры
А
55
7°
I2O
13°
15°
2ОО
75
IOO
140
170
2O5
290
в мм (обозначения см. на фиг. 117)
60
85
120
145
175
250
L
134
175
250
275
310
410
и
3°
4°
6о
65
65
IOO
k
56
73
104
«5
137
180
h
[
13.5
18
34
37
37
45
h
26,5
33
54
62
67
85
а
IO
15
26
20
3°
40
с
i
2
4
a
a
10
m
24
3*
ЬО
Ь2
70
80
n
38
bu
73
80
80
120
Тормоз
Пневматический Муфта
цилиндр
Фиг. 119. Трёхдисковая муфта кривошипного пресса.
ГЛ. VIII]
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
559
производится посредством пуска
сжатого воздуха из трубки 1, про-
проходящей через сальник 2, в про-
пространство 3, откуда он попадает
(через отверстия, не показанные
на чертеже) в промежуток между
двумя дисками 4 и 5. Диски 4 и
Ь соединены по периферии метал-
металлической гармоникой 6. При повы-
повышении давления между дисками 4
и 5 последние стремятся удалиться
друг от друга, диск 5 отодви-
отодвигается влево и нажимает на вы-
выступы 7 крайнего правого рабо-
рабочего диска. Спиральная пружина 8
служит для сжатия гармоники при
выключенном состоянии муфты.
На фиг. 119 представлена трёх-
дисковая муфта кривошипного
пресса фирмы Toledo с пневма-
пневматическим замыканием, сконструи-
сконструированная в одно целое с диско-
дисковым тормозом.
На фиг. 120 и 121 изображены
станочные муфты по проекту
ЭНИМС. Обе муфты — сдвоен-
сдвоенные, реверсивные. Внешние ба-
барабаны с внутренними шлицами
не показаны. На фиг. 121 показана
муфта с дисками сталь по стали:
с правой стороны — с девятью
дисками, с левой (как вариант)
с семью дисками. Замыкающий
noEF
А-
Фиг. 120. Станочная муфта ЭНИМС.
noEF
Фиг 121. Станочная муфта ЭНИМС.
Размеры
d
32А
36А
46А
62Л
72А
75_ „2
85_,и8
100 -о«
в мм (обозначения см
до
IOO
125
15°
175
</i
38.5+V
52.5+U>2
7°-5+О'2
82.5+0'2
d,
М45Х1.5
М52Х1.5
М76Х1.5
М95Х1.5
M125XL5
на фиг. 120
с
3
3
3
3
5
ь
8,3+°<15'
8,3+°'15
¦ О 15
12,3^ '
1б,з+ '
, 4-° 1В
1б,з+ '
и 121)
В
20+°'al
2о+0'21
2О+0""
Т0»О7
Муфта
фиг
120
Раздкры в мм
d3*
65
75
90
но
13°
а
13
13-5
13.5
17
17
L
ЗЪ
6i
6i
9°
до
и.
5°
55
55
7о
7°
К
9.5
ю
IO
18,5
18,5
1
4б
7°
7°
м
83
92
92
121
128
Муфта
Таблица 43
фиг.
121
Размеры в мм
d3
10С3
юСэ
1зС3
1зС3
i6C3
dt*
68
75
90
но
а
13.5
13-5
1б
i6
2О,5
L
64
64
90
52
52
65
65
75
h
28
28
31
31
35
К
2О
2О
2О
2О
23
Ж
95
95
но
по
13°
* Посадка по диаметрам d3 и dt — .
механизм — роликовый. Справа включённое
положение, слева — выключенное. На фиг. 120
сверху — диски сталь по стали, снизу —
чугун по стали (два варианта). Замыкающий ме-
механизм — кулачковый, действие которого ясно
из проекции справа внизу (вид по стрелке т)
(размеры муфты — в табл. 43).
Фрикционные автоматические муфты.
Автоматические сцепные муфты в
отличие от управляемых не имеют включа-
включающего механизма и включаются самостоятельно
по достижении ведущей частью муфты опре-
определённого числа оборотов, обычно 0,7 — 0,8
полного числа их. Это достигается тем, что
замыкающий механизм приводится в действие
не извне, а центробежной силой, действующей
на одно из его звеньев. В муфтах больший-
ства конструкций эта центробежная сила мо-
может проявить себя только после достижения
известной величины, до этого же момента она
погашается действием пружин или каким-либо
иным образом. Существуют, однако, и такие
конструкции, в которых никаких приспособле-
приспособлений, уравновешивающих центробежную силу,
не имеется. В таких муфтах трущиеся поверх-
поверхности всё время находятся в соприкосновении
и скользят до тех пор, пока сила нажатия не
увеличится настолько, что произойдёт полное
включение муфты [5 и 10].
Автоматические (центробежные)
фрикционные муфты чаще всего упо-
употребляются для соединения вала мотора трёх-
трёхфазного тока со шкивом или с иным потреби-
потребителем мощности. Реже эти муфты встречаются
560
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
ЧРАЗД.
в других областях машиностроения, у автомо-
автомобилей, тепловозов и т. п.
На фиг. 122 изображена центробежная муфта
с радиально перемещающимися колодками. На
вал мотора посажен на шпонке крест 1, име-
имеющий направляющие для колодок 2. Сквозь
прорези в стенках колодки проходит стальная
¦3 пластинка 4, кон-
,2 цы которой вхо-
,дят в специаль-
специальные ниши, устро-
устроенные в напра-
направляющих креста.
Пластинка 4 вы-
выполняет роль пру-
пружины, оттягиваю-
оттягивающей колодку к
центру. Пластинка
воздействует на
колодку посред-
посредством ввёрнутого
в последнюю бол-
болта, который, упи-
упираясь своим кон-
концом в пластинку,
выгибает её, если
колодка удалится
от центра вала.
3—шкив, свобод-
свободно вращающийся
по втулке креста 1.
Наклонным пунк-
пунктиром показаны ка-
канавки на втулке
фиг. 122. креста для её
смазывания (сма-
(смазывается втулка шкива, колодки же обшиты
феродо и работают всухую) (размеры и мощ-
мощности муфты — в табл. 44).
Таблица 44
Сила, действующая на пружину, в кг
(96)
Размеоы в мм
*
я
Нару:
метр
Ю1,б
127
152,4
177,8
228,6
279-4
330,2
38i
457-2
558-8
шкива
сЗ
Ж
Шири
76,2
76,2
Ю1,5
127
165,1
177.8
228,6
279,4
3°4,8
4о6,4
колод-
м
X
а.
is
44.4
60,3
66,7
71.4
82,5
88,9
95-2
104,8
.5
130.1
1ЛЬНЫЙ
вала
и%
2О 6
ЗО.2
38,х
47i6
63,5
79.4
93.7
107,9
133.3
158.7
Мощность в л
числе
400
—
—
—
—
1.5
4
3
18
45
600
—
—
2
5-5
Т3
29
65
15°
Збо
эборотов
800
O.375
0,625
2
5
12
31
7°
155
35°
840
. с. при
в минуту
1000
O.625
2
3.625
IO
25
6г
133
Зоо
—
1500
2
5
13
32
84
2IO
—
—
—
Обозначив: R — радиус барабана (внутрен-
(внутренний) в см, z — число колодок, G—вес ко-
колодки в кг, g = 9,81 м/сек*, г—расстояние от
центра тяжести колодки до центра вала в м,
v и vx — линейные скорости центра тяжести
колодки при числах оборотов п и пх в м\сек,
имеем следующие зависимости.
Сила нажатия колодки в кг
(95)
Полная центробежная сила колодки в кг
(97)
По формулам (95), (96) и (97) можно опре-
определить вес колодки G. По силе Ft рассчиты-
рассчитывают пружину (рессору):
где / — длина между опорами пружины в см;
с — ширина пружины в см; h — толщина пру-
пружины в см', о—допускаемое напряжение на
изгиб в кг/см?.
Прогиб пружины в см
где
=j2 CM •
Pznf
Прогибом / задаются, исходя из радиаль-
радиального зазора @,8—1.5 мм). Тогда по формулам
(98) и (99) можно определить с и h.
Удельное давление, создаваемое колодкой,
в к?/см2
Н?-' A00)
где а — длина колодки по хорде в см\ Ь — ши-
ширина колодки в см.
Применение автоматических центробежных
муфт в автостроении имеет целью упростить
управление автомо-
автомобилем. При трогании
с места достаточно
несколько приоткрыть
дроссель карбюрато-
карбюратора, чтобы муфта вклю-
включалась автоматически.
На фиг. 123 изо-
изображена одна из кон-
конструкций автомобиль-
автомобильных муфт. К маховику
мотора привёрнут шу-
шурупами кожух 8, в
котором, получив на-
направление от не-
нескольких пальцев,
может двигаться коль-
кольцо 1. В кожухе бол-
болтами укреплены три
ушка 2, в которых
на осях держатся
рычаги 9, наружными
своими концами опи-
опирающиеся на кольцо.
Пружины 4, располо-
расположенные по окруж-
окружности, прижимают
кольцо к диску 5 и
таким образом вызы- фиг J2g
вают силу трения,
необходимую для передачи момента. Вы-
Выключение муфты "производится принуди-
принудительно посредством нажатия специального
стакана (на чертеже не показан) на внутрен-
5 I
ГЛ. VIII]
СОЕДИНЕНИЯ ВАЛОВ (МУФТЫ)
561
Г
ние концы рычагов. Для автоматического вы-
выключения введены три специальных рычага 7,
укреплённых на осях 10, лежащих в ушках, свя-
связанных с кожухом. Пружины 3, действуя на ры-
рычаги, стремятся отжать кольцо вправо и та-
таким образом выключить муфту. Эти пружины
выбраны такой силы, чтобы при неподвиж-
неподвижном моторе они пересиливали действие пру-
пружин 4. Вместе с тем рычаги имеют грузы ^ко-
^которые при вращении муфты благодаря центро-
центробежной силе заставляют сжиматься пружины 3,
гем самым освобождая кольцо от действия ры-
рычагов. Придавая такую
величину грузам, чтобы
при определённом числе
оборотов в минуту рыча-
рычаги освобождали кольцо,
можно добиться автома-
автоматического включения
муфты.
Расчёт трущихся по-
поверхностей производит-
производится по формулам (83),
(84), (85) и (86). В даль-
дальнейшем принимаем (фиг.
123 и 124): G - вес гру-
груза 6 в кг, г—расстоя-
г—расстояние центра тяжести груза 6 до центра вала
в ж, Qj — усилие нажатия, приходящееся на
один рычаг 7, в кг, R — усилие одной пру-
пружины 3 в кг, пг — число оборотов в минуту
мотора, при котором должно произойти вклю-
включение муфты. Имеем: при выключенном со-
состоянии
Фиг. 124.
Rb = a
A01)
где а —некоторый коэфициент, больший еди-
единицы, которым следует задаться;
при включённом состоянии
где
Rb = Qxa -f Fc,
A02)
900
По формулам A01) и A02) получаем необ-
необходимый вес каждого груза 6 в кг
S0)
Qxa (a - 1)
гсп;
A03)
ПРЕДОХРАНИТЕЛЬНЫЕ МУФТЫ
Постоянно замкнутые муфты
Эти муфты применяются при напряжённой
работе или в чувствительных механизмах для
предохранения их от ударов и перегрузок. Они
представляют собой постоянно замкнутые муф-
муфты, рассчитанные таким образом, что могут
передавать момент не более определённой ве-
величины и что при перегрузке должно прои-
произойти выключение [3 и 10].
Наиболее просты те предохранительные
муфты, выключение которых при перегрузке
происходит вследствие разрушения одного из
звеньев, входящих в конструкцию муфты. Схе-
Схема подобной муфты, употребляющейся в про-
прокатных станах, показана на фиг. 125. Она со-
состоит из двух полумуфт 1 и 2, соединённых
стальными пальцами 3; по середине пальцев
имеются утонения, по которым пальцы должны
срезаться при увеличении момента свыше из-
известного предела. Для того чтобы материал
полумуфт от давления пальцев не сминался,
в отверстия полумуфт запрессованы стальные
калёные стаканчики 4. Существенный недоста-
Фиг. 125. Схема предохранительной муфты, при вклю-
включении которой происходит перерезывание пальцев.
ток таких муфт заключается в том, что при
моментах, при которых должны наступить рас-
расцепление муфты и разрушение пальцев, ма-
материал последних претерпевает большие пла-
пластические деформации, что приводит к затяги-
затягиванию процесса среза и к превышению сре-
срезающего момента над расчётным. Закалённые
пальцы не подвержены пластическим дефор-
деформациям, а потому постановка таких пальцев
определяет более чёткую работу муфты. Опре-
Определение расчётного выключающего момента
сильно затрудняет также то обстоятельство,
что при числе пальцев, большем чем один,
в распределении нагрузки между ними нет
строгой определённости.
Более часто в качестве постоянно замкну-
замкнутых предохранительных муфт применяются
фрикционные без выключающего механизма
и с таким усилием нажатия на трущиеся по-
поверхности, которое обеспечивает передачу
лишь моментов, не превышающих заданного.
Но так как коэфициент трения между трущи-
трущимися поверхностями не является величиной
постоянной, то работа фрикционных муфт от-
отличается известной неопределённостью.
Опыт применения фрикционных предохра-
предохранительных муфт установил, что наиболее це-
целесообразны плоские трущиеся поверхности с
трущимися материалами — асбест по чугуну
или асбест по стали. Смазывать такую муфту
нецелесообразно.
Более чётко работают муфты, которые не
могут быть отнесены целиком к фрикционным
и в которых сцепление осуществляется по-
посредством проскальзывающих друг по другу
зубьев, сухарей, шариков и т. д.; но такие
муфты могут передавать лишь сравнительно
небольшие моменты.
На фиг. 126 изображён вариант конструк-
конструкции многодисковой муфты (размеры муфты —
в табл. 45). Постоянное нажатие дисков со-
создаётся спиральной пружиной квадратного се-
сечения. Диски — стальные, тонкие; работают
со смазкой. Регулирование нажатия произ-
производится вращением кольца, ввёрнутого на
резьбе во внешний барабан. Для хорошей ра-
работы муфты рекомендуется возможно чаще
промывать и смазывать диски.
Для расчёта применяются формулы (83),
(84), («5) и (86). Пружина рассчитывается по
силе Q.
562
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. 1
На фиг. 127 изображена однодисковая муф-
муфта. Средний диск обшит обкладками феродо.
Корпус — шкив, сидящий на валу мото-
Фиг. 126.
Таблица 45
N ^
— • 100
п
1.5
3
Размеры
d
15-50
20—70
в мм (обозначения
15-20
20-50
d,
90
12,5
см. на фиг. 126)
а
47
65
L
но
145
ра, — чугунный; правый внешний диск — сталь-
стальной. Диски стягиваются тремя-пятью спираль-
спиральными пружинами, сквозь которые проходят
болты. Эти болты
служат для напра-
направления правого ди-
диска и для подтяж-
подтяжки пружин. Муфта
рассчитывается по
формулам (83), (84),
(85) и (86).
На фиг. 128 изо-
изображена муфта с
сухарями револь-
револьверного станка
Вард. Схема рабо-
работы муфты ясна из
чертежа.
Усилие Q в кг,
сжимающее пру-
Фиг. 127. жину при вклю-
включённом состоянии
муфты, можно определить по формуле
Q = 71620
Nk
п
(« 4- <р)
2R
A04)
где а — половина угла заострения сухаря;
¦Р — угол трения; R — радиус внутренней по-
поверхности барабана в см.
На фиг. 129 изображён другой вариант
аналогичной муфты (с шариками). Грани гнёзд,
в которых сидят шарики, для предохранения
последних от выпадания расчеканиваются.
Фиг. 129. Предохранительная муфта г шариками.
Муфта (показанная в разведённом состоянии)
работает по тому же принципу, что и преды-
предыдущая. Усилие 0 в кг, сжимающее пружину,
определяют но формуле (фиг. 130)
-J- ' A05)
Фиг. 128. Предохранительная муфта с сухарями.
где <f — угол трения; R —
радиус окружности, по ко-
которой расположены шари-
шарики, в см; а — угол, указан-
указанный на фиг. 130; /—коэ-
фициент трения полумуфты
по шпонке; г—радиус вала
в см.
Центробежные муфты
Фиг. 130. К расчёту
Предохранительные цен- муфты с шариками,
тробежные муфты рабо-
работают более чётко, чем постоянно замкну-
замкнутые, но они в большинстве случаев более слож-
сложны по конструкции и более дороги. Эти
муфты ставятся в тех случаях, когда число
оборотов муфты заметно зависит от величины
передаваемого момента, например, в случае
постановки муфты на валу электромотора.
В качестве постоянно замкнутых или цен-
центробежных предохранительных муфт исполь-
используются рассмотренные выше фрикционные
автоматические муфты без каких-либо кон-
конструктивных изменений.
МУФТЫ СВОБОДНОГО ХОДА
(ОБГОННЫЕ МУФТЫ)
Муфты свободного хода (обгонные) упо-
употребляются в тех случаях, когда ведомый
вал должен воспринимать крутящий момент
только определённого знака. В приводах такое
требование предъявляется, например, к муфте
при установке двух двигателей — главного
и вспомогательного, помогающего главному
только в моменты его перегрузки. Такие
муфты устанавливаются и в транспортирую-
транспортирующих машинах: велосипедах, автомобилях и т. п.,
для того чтобы при движении машины по
инерции или при езде по наклонной дороге
вниз ведущие колёса не вращали всех меха-
механизмов.
По конструкции различают муфты свобод-
свободного хода с зубчатым храповиком и фрикцион-
фрикционные. В последних зубчатый храповик с со-
ГЛ. VIII]
СОЕДИНЕНИЯ ВАЛОВ(МУФТЫ)
565
бачками заменён поверхностью трения,
ккоторои прижимаются колодки, устанавливаю-
устанавливающиеся под таким углом к нормали, направлен-
направленной к поверхности трения, чтобы происходило
самоторможение. В последнее время всё чаще
стали употребляться муфты, в которых ко-
колодки заменены роликами, защемляющимися
в сужающейся щели между полумуфтами [4,
10, 14 и 17].
На фиг. 131 изображена муфта с храпо-
храповиком системы Ульгорна. Муфта предназна-
предназначается для тяжёлых приводов. Главный дви-
двигатель вращает полумуфту 1 и связанный
Советскими заводами кольца подобных
муфт изготовляются из шарикоподшипниковой
стали марки ШХ15 твёрдостью Ид =62 -г- 64»
Ролики берутся готовыми из ассортимента
изготовляемых на шарикоподшипниковых за-
заводах. Вместо стали указанной марки иногда
по /IBCDEF
ЛеВая модель
Правая модель
Загонка шпонок
Фиг. 132.
Таблица 47
Фиг. 131.
Таблица 46
N 100
п
3
35
15°
22O
Размеры в
(обозначения
d max
43
IOO
176
252
D
178
ЗУ г
554
7Ь7
А
75
J52
254
355
мм
см.на фиг
/
i°5
213
282
572
h
70
140
251-
270
. 132)
а
5i
И4
133
14б
Ъ
76
133
219
241
Размеры в мм (обозначения см. на d
d
85-95
но -Ид
I2O — I3O
140-150
D
480
55°
62O
68о
Li
160
180
200
220
190
210
230
250
а
I4o
155
i65
i»5
b
120
135
160
180
)иг. 131)
/
IOX>
210
230
255
и
22O
24о
2бо
2В5
а
: 0J
0Q
155
25»
345
5°о
употребляют цементованную сталь с глубиной
цементации не менее 1,5 мм.
Для того чтобы муфта работала надёжно,
точность её изготовления должна быть доста-
достаточно высока (до
0,01—0,02 мм — раз-
размеры С и 2R на
фиг. 133). Усилия Q
на ролик можно опре-
определить с
уравнения
помощью
с ней храповик. Полумуфта 2 несёт две со-
собачки, которые под действием пружин входят
в зацепление с храповиком, если только
последний начнёт вращаться в обратную сто-
сторону (против стрелки) или если полумуфта 2
станет обгонять полумуфту / (размеры муфты —
в табл 46).
На фиг. 132 приведён вариант конструк-
конструкции свободного хода, в которой между сталь-
стальным калёным кольцом, посаженным на шпонке
на втулку левого вала, и таким же кольцом,
впрессованным в барабан, сидящий на правом
валу, расположены шесть стальных калёных
роликов. Ролики сепаратором удерживаются на
определённом расстоянии друг от друга. Вну-
Внутреннее стальное кольцо на своей внешней по-
поверхности имеет шесть плоских лысок, обра-
образующих суживающуюся щель для защемления
роликов. Сепаратор роликов тремя пружинами
постоянно оттягивается в определённую сто-
сторону, что заставляет муфту включаться только
при повороте внутреннего кольца по часовой
стрелке относительно наружного и включаться
в момент самого начала этого поворота (раз-
(размеры муфты — в табл. 47).
RQfz=7\620~, A06)
где z — число роли-
роликов. ч
Для того чтобы
ролик не выдавли-
выдавливался из защемляю-
защемляющей щели, необходимо,
чтобы угол защемле-
защемления а был связан с
углом трения уравнением <р!>-~-.
Угол а определяется с помощью соотно-
соотношения
С+г
A07)
Фиг. 133.
cos а:
R-r
а усилие Q—по формуле
z{R — r) sin a
A08)
С увеличением угла а увеличивается амор-
амортизирующая способность муфты, силы Q
564
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД.
уменьшаются и муфта более свободно выхо-
выходит из включённого состояния. С другой
стороны, при больших а существует опасность
проскальзывания роликов по внешнему кольцу
в рабочем состоянии муфты. Если угол а
слишком мал, то появляется опасность закли-
заклинивания роликов и затрудняется выключение
муфты, а также возникает опасность разда-
раздавливания роликов и порчи колец. По экспе-
экспериментальным данным [4] предельный угол
а=14 -г- 17° (при твёрдости колец Ндс=82-~6'6),
но практически его выполняют равным
около 4°.
Прочность ролика проверяется по напря-
напряжению смятия в кг[см2
для смазки трущихся боковых поверхностей.
Рычаг отводки или сгибается из полосовой
стали, или отливается из чугуна. Чугунными
= 0,418т/".
QE_
br
A09)
где b — длина образующей ролика в см; Е —
модуль упругости в kzjcm^.
Напряжение а не должно превышать
40 000 кг/см2.
ПРИСПОСОБЛЕНИЯ ДЛЯ ВКЛЮЧЕНИЯ
МУФТ
Эти приспособления, называемые отвод-
отводками, состоят из отводочного кольца (фиг. 134),
рычага отводки, захватывающего цапфы
кольца и поворачивающегося около стержня,
укреплённого на специальной стойке. Пово-
Размеры в мм
(обозначения
см.
а
6о
7°
»5
I2O
145
175
215
25°
на фиг.
If
84
94
114
154
i«5
225
265
315
с
до
10
15
26
26
3°
35
4О
134)
d
20
20
20
25
25
25
25
30
Примечание.
Значения размеров
L, h, R, г в таблице
не приведены
Фиг. 134. Отводочное кольцо.
рот рычага производится или вручную,
когда сила для включения требуется неболь-
небольшая, или с помощью какого-нибудь механизма:
винтовым, рычажным, зубчатыми передачами
и т. д. — при включающей силе значительной
величины. При малых нагрузках кольцо заме-
заменяют двумя сухарями»
На фиг. 135 изображена ручная отводка.
Отводка может укрепляться на полу, стене
и потолке в зависимости от формы стойки.
На фиг. 136 показан винтовой механизм,
передвигающий конец отводочного рычага.
Механизм изображён в двух вариантах: для
крепления к стене и для крепления к полу
(фундаменту, стойке и т. д.).
Кольцо отводки отливается из серого чу-
чугуна. Оно снабжается маслёнкой Штауфера
Фиг. 135. Ручная отводка завода Flender.
литыми или сварными выполняются другие
детали отводки—стойки, передачи и т д., кроме
шарнирных валиков, ходовых винтов, болтов
и т. д., которые выполняются из стали марки
Фиг. 136. Винтовой механизм для отводки.
Ст. 3. Ходовые гайка и сменные стаканчики-
вкладыши, если таковые имеются, изгото-
изготовляются из серого чугуна.
Наибольшее напряжение изгиба в кольце
возникает в сечениях, близких к плоскости
разъёма. Если предположить, что сила вклю-
включения X, распределённая по всей опорной
кольцевой площади кольца, действует на два
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
565
центра тяжести полуколец, то при обозначе-
обозначениях, принятых на фиг. 134, напряжение
в кольце в кг/см'2 будет
{L—2r)X
(ПО)
4 Лс2
Усилие Р в кг, с которым должен быть
ЛИТЕРАТУРА
1.АчерканН. С, Расчёт и конструирование метал-
металлорежущих станков, т. II, Машгиз, 1944.
2. Добровольский В. А.. Детали машин, Машгиз,
1945.
З.Комиссаров В. Н. и Тимофеев И. Я-. Со-
Соединительные муфты, ЭНИМС, ОНТИ, 1936.
4. Лаврентьев С. А., Исследование трения первого
рода цилиндрических тел, т. I, Всесоюзная конферен-
конференция по трению и износу в машинах, изд. Академии
наук СССР.
5. Л у к и н М. Г., Муфты сцепные и упругие, ОНТИ,
1935.
6. М и н у т С. Б., Опытные исследования трения несма-
несмазанных фрикционных материалов применительно к ра-
работе муфт сцепления, ОНТИ, 1938.
7. Мишарин А. М., Муфта Бйбби и её расчёт,
Сборник статей по редукторостроению, Оргаметалл,
1935.
8. Ретшер Ф., Детали машин, т. II, Госмашметиздат,
1933.
9. Чудаков Е. А., акад., Конструкция и расчёт шасси
автомобиля, изд. Наркомхоза РСФСР, 1939.
10. Э н д е Е., д-р инж.. Соединительные и сцепные муфты,
ОНТИ, 1938.
11. А б р а м о в и ч Д. Г., Универсальные шарниры, „Ма-
„Машиностроитель" № 6, 1936.
12. Архангельский А. Ф., Расчёт кулачковой
муфты, „Вопросы механизации" № 5, 1938.
13. Балюнов П, Ф., Расчёт зубьев зубчатых муфт
типа Пул и определение передаваемых ими крутящих
затянут каждый из скрепляющих болтов,
можно определить по формуле
Р„±. (L_zi2?L*, (ill)
2 с
где г—расстояние центра тяжести полукольца
от плоскости разъёма в еж (г = -)• A12)
и источники
моментов, „Вестник металлопромышленности" № 9.
1939.
14. В и л л ет В., Конструкция и применение роликовых
фрикционных муфт, „Мировая техника" № 5, 1934.
15. Л ы с о в М. И., Карданные механизмы, Машгиз, 1945.
16. Ту рилов Г. И., Теория и графическое исследова-
исследование муфты Ольдгема, „Вестник инженеров и техников"
№ 5, 1936.
17. Ill-ейферЯ- Р. Муфты свободного хода. Труды
ЦИАМ, вып. 65, НКАП, Оборонгиз, 1944.
18. ГОСТ 2229-43, Муфты соединительные упругие вту-
лочно-пальцевые типа „МУВП".
19. Ernst A., Ausruckbare Kupplungen fur Wellen und
BSderwerke, Berlin 1890.
20. F 1 о r i g, Beitrage zur Kenntnis der Reibungsverhalt-
nisse bei Konus-und Scheibenkupplungen im Automobil-
bau, Dresden 1925.
21. H a b e г s t о 1 z, Kupplungen, Berlin 1932.
22. A 11 m a n n, Drehfedernde Kupplungen, „Z. des Ve-
Vereines deutscher Ingenieure" № 9, 1936.
23. E h r h a r d t A., Verschleiss von Reibscheiben in
Mehrscheibenkupplungen, „Z. des Vereines deutscher
Ingenieure" № 40, 1936. \
24. Geisler K., Asbest und seine Verarbeitung, „Z. des
Vereines deutscher Ingenieure" № 1, 1929.
25. Wright, Electromagnetic clutcher, .Machinery",
London 1928.
26. Weber O., Versuche mit Rutschkupplungen, Versuchs-
feld fur Maschinenelemente der Techn.' Hochschule zu
Berlin, № 6, 1927.
ПОДШИПНИКИ КАЧЕНИЯ
ТИПЫ ПОДШИПНИКОВ КАЧЕНИЯ
Общая классификационная схема
типов подшипников качения приве-
приведена в табл. 48. Характеристика кон-
конструктивных и эксплоатационных осо-
особенностей подшипников каждого типа
дана в табл. 49—58.
Тип подшипников в основном опре-
определяют следующие признаки.
1. С п о с о б н о с т ь подшип-
подшипника воспринимать нагруз-
нагрузки преимущественно в том
или ином направлении (фиг.
137). По этому признаку подшипники
разделяются на три основные груп-
группы: радиальные — приспособленные
к восприятию нагрузок, направлен-
направленных нормально к оси (радиальные
подшипники некоторых конструкций
могут воспринимать и осевые нагруз-
нагрузки);" упорные — приспособленные
к восприятию осевых нагрузок; ра-
диально - упорные — приспособлен-
приспособленные к восприятию комбинированных
по направлению нагрузок—нормаль-
нагрузок—нормальных к оси и осевых.
2. Форма элементов каче-
качения. По этому признаку подшипни-
подшипники разделяются на шарик о .в ы е
и роликовые. Поскольку ролики
бывают цилиндрические, конические,
витые, игольчатые и пр. (фиг. 138),
их разновидность также учтена при
характеристике типов подшипников.
Таблица 48
Таблица 49
Сл
Радиальные шарикоподшипники
Конструк-
Конструктивная
разновид-
разновидность
Наимено-
Наименование
Эскиз
Условное обозна-
обозначение
Характеристика
конструктивных i
эксплоатационных
особенностей
Несамоустанавливающиеся
шариковые однорядные без отверстия для вставления шариков
основной
конструк-
конструкции
с одной за-
защитной
шайбой
боооо
с двумя за-
защитными
шайбами
8оооо
с одним вой-
войлочным уплот-
уплотнением
с двумя войлоч
ными уплотне-
уплотнениями
с упорной
шайбой
на наруж-
наружном кольце
Зоооо
Воспринимают, кроме радиальных, также и осевые нагрузки^
При высоких числах оборотов применяются взамен упорных под-
подшипников.
Применяются при необходимости одностороннего или двухсторон-
двухстороннего компактного уплотнения (кроме серии 00000). Допускают
весьма незначительный перекос вала
упрощён-
упрощённой
конструк-
конструкции
шариковые
однорядные
: отверстием
для вставления
шарика (с се-
сепаратором или
без него)
шариковые
двухрядные,
допускающие
осевое переме-
перемещение
1.1.1 1—..
Упорная
шайба за-
заменяет за-
заплечики в
корпусе и
сокращает
габариты
узла в осе-
осевом напра-
направлении
Грузо-
подъём-
подъёмность по
сравнению
с основ-
основной кон-
конструкцией
занижена.
Допуска-
Допускают невы-
невысокие чис
ла оборо-
оборотов. Жёло-
Жёлоба не шли-
шлифованы.
Без сепа-
сепаратора
70000
Воспринима-
Воспринимают по срав-
сравнению с основ^
ной конструк-
конструкцией повышен-
повышенные радиальные
нагрузки и не-
незначительные
осевые нагруз-
нагрузки
Самоустанавливающиеся
шариковые двухрядные
сферические
основной
конструк-
конструкции
на закрепи-
закрепительных втул-
втулках
.1
Допускают смеще-
смещение наружного коль-
кольца в обе стороны
Воспринимают, кроме ра-
радиальных, небольшие осе-
осевые нагрузки
Допускают перекос вала
Устанавлива-
Устанавливаются на глад-
гладких валах без
заплечиков
РАДИАЛЬНЫЕ РОЛИКОПОДШИПНИКИ
Роликоподшипники с короткими цилиндрическими роликами
Таблица 50
Конструк-
Конструктивная
разновид-
разновидность
Наимено-
Наименование
Эскиз
Несамоустанавливаюшиеся
с бортами на внутреннем кольце
без бортов
на наружном
кольце
с одним бортом
на наружном
кольце
с одним бортом
на наружном
кольце и с
упорной шай-
шайбой
без бортов на
наружном
кольце, с дву-
двумя шайбами
(без сепара-
сепаратора)
с бортами на наружном кольце
без бортов
на внутреннем
кольце
с одним бортом
на внутреннем
кольце
без бортоь
на внутреннем
кольце
с одним бортом
на внутреннем
кольце
с упорной фасонной шайбой
без бортов на
наружном
кольце
с одним бортом
на наружном
кольце и с
упорной шай-
шайбой
на буксовых втулках
Условное обозначение
32OOO
52000
62000
7200О
82OOO
Воспринимают значительные радиальные нагрузки
Характеристика кон-
конструктивных и экспло-
атационных особен-
особенностей
Осевые на-
нагрузки не вос-
воспринимают.
Допускают
осевое сме-
смешение вала
относительно
корпуса в обе
стороны
Восприни-
Воспринимают неболь-
небольшие односто-
односторонние осе-
осевые нагрузки.
Допускают
осевое смеще-
смещение вала в
одну сторону
Еоспрши-
мают неболь-
небольшие осевые на-
нагрузки пере-
переменного напра-
направления. Фи-
Фиксируют вал
в осевом на-
направлении
Комплект роликов с сепаратором напра-
направляется бортами внутреннего кольца. Наруж-
Наружное кольцо можно монтировать отдельно
Осевые на-
нагрузки не вос-
воспринимают;
неразборные.
Комплект ро-
роликов напра-
направляется бор-
бортами внутрен-
внутреннего кольца
Осевые на-
нагрузки не вос-
воспринимают.
Допускают
осевое смеще-
смещение вала отно-
относительно кор-
корпуса в обе сто-
стороны
Воспринимают небольшие
односторонние осевые нагруз-
нагрузки. Допускают осевое смеще-
смещение вала или корпуса в одну
сторону
Восприни-
Воспринимают неболь-
небольшие осевые
нагрузки пе-
переменного на-
направления; фи-
фиксируют вал
в осевом на-
направлении
Комплект роликов с сепаратором направляется бортами
наружного кольца. Внутреннее кольцо можно монтировать
отдельно
Осевые нагруз-
нагрузки не воспри-
воспринимают
Восприни-
Воспринимают неболь-
небольшие осевые
нагрузки пере-
переменного на-
направления
Приспособлены к установке
на цапфах осей и валов (без
заплечиков)
568
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Таблица 51
Роликоподшипники с длинными цилиндрическими роликами
Конструктивная раз-
разновидность
Наименование
Эскиз
Несамоустанавливающиеся
комплектные
У/'///Л | У
с одним наружным
кольцом
без колец
Условное обозначение
4ооо
34ооо
64000
Характеристика конструктивных и эксплоа-
тационных особенностей
Воспринимают только радиальные нагрузки. Имеют небольшие га-
габариты по наружному диаметру. Каждое из колец, а также комплект
роликов с сепаратором взаимозаменяемы и монтируются отдельно
Вал точно обработан
и закалён
Вал и корпус точно
обработаны и закалены
Роликоподшипники с витыми роликами
Таблица 52
Конструктивная раз-
разновидность
Наименование
Эскиз
Несамоустанавливающиеся
комплектные
с одним.наружным
кольцом
V////////
с одним наружным
разрезным кольцом
без колец
Условное обозначение
5ООО
бдООО
Характеристика конструктивных и
эксплоатационных особенностей
Воспринимают только радиальные нагрузки. Хорошо воспринимают удар-
ударные нагрузки радиального направления. Допускают меньшие нагрузки, чем
подшипники с длинными роликами, но менее чувствительны к перекосу вала
Вал точно обработан
Не требуют точ-
точной обработки кор-
корпуса
Вал и корпус
точно обработаны
Роликоподшипники игольчатые
Таблица 53
Несамоустанавливающиеся
Конструктивная
разновидность
Характеристика конструктивных
и эксплоатационных особенностей
Обладают значительной грузоподъёмностью при малых габаритах в ради-
радиальном направлении. Сепараторов не имеют. Воспринимают только радиаль-
радиальные нагрузки. Могут применяться одни иглы, без колец
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
569»
Таблица 54
Роликоподшипники двухрядные сферические
Самоустанавливающиеся
Конструктивная раз-
разновидность
Наименование
Эскиз
основная конструк-
конструкция
на закрепительных
втулках
на буксовых втулках
Условное обозначение
Зооо
13000
Характеристика конструктивных и зксплоа-
тационных особенностей
Воспринимают весьма значительные радиальные и осевые нагрузки
Допускают перекос вала
Устанавливаются на
гладких валах без за-
заплечиков
Приспособлены к
установке на цапфах
осей и валов (без за-
заплечиков)
Таблица 55
Радиально-упорные роликоподшипники (конические)
Наи-
мено-
менование
Несамоустанавливающиеся
однорядные
(основная кон-
конструкция)
однорядные
с упорным
бортом на на-
наружном кольце
двухрядные
с двумя внутрен-
внутренними кольцами
с двумя наружны-
наружными кольцами
четырехрядные с двумя
внутренними и тремя наруж-
наружными кольцами
Эскиз
Условное
обозна-
обозначение
7ооо
67000
3700О
47°оо
77000
Характе-
Характеристика
конструк-
конструктивных и
эксплоата-
ционных
особенно-
особенностей
Воспринимают значитель-
значительные радиальные и односторон-
односторонние осевые нагрузки. Наруж-
Наружные кольца монтируются от-
отдельно. Требуют регулировки
Воспринимают большие радиальные
нагрузки и осевые нагрузки перемен-
переменного направления. Наружные кольца
монтируются отдельно
Воспринимают очень боль-
большие радиальные нагрузки.
Допускают также осевые на-
нагрузки переменного напра-
направления. Наружные кольца
монтируются отдельно
Могут быть изготовлены с большим углом конуса; при этом воспринимают более значи-
значительные осевые нагрузки. Наружные кольца подшипника в пределах монтажного допуска
на ширину собранного подшипника взаимозаменяемы при одинаковом угле наклона дорож-
дорожки качения
Борт на на-
наружном коль-
кольце заменяет
заплечики в
корпусе и
уменьшает га-
габарит узла
Могут быть регулируемые и нерегулируемые
Таблица 66
Радиально-упорные шарикоподшипники
О
Конструк-
Конструктивная раз-
разновидность
Наимено-
Наименование
Эскиз
Несамоустанавливающиеся
однорядные нераз-
неразборные
однорядные неразборные, сдвоенные „дуплекс"
щ
I
ш
однорядные (магнетные)
со съёмным наружным
кольцом
четырёхто-
четырёхточечные
без вну-
внутреннего
кольца
(сверхско-
(сверхскоростные)
комплект-
комплектные
однорядные упро-
упрощённой конструк-
конструкции
двухрядные
неразборные
Условное обозначение
Збооо
46000
бооо
дбооо
56000
Характеристика кон-
конструктивных и эксплоа-
тационных особенно-
особенностей
Воспринимают, кро-
кроме радиальных, значи-
значительные односторон-
односторонние осевые нагрузки
Воспринимают большие радиальные нагрузки при значительных
числах оборотов
Допускают значительные осевые на-
нагрузки переменного направления, вос-
воспринимаемые одним рядом шариков.
Могут устанавливаться с предвари-
предварительным натягом. Обеспечивают жёст-
жёсткую фиксацию вала
Допускают
большие осе-
осевые нагрузки
одостороннего
направления,
воспринимае-
воспринимаемые обоими ря-
рядами шариков
Для радиаль-
радиальных и значи-
значительных осе-
осевых нагрузок
при высоких
скоростях.
Воспринимают не-
небольшие радиальные и
осевые нагрузки
Воспринимают
незначительные ра
диальные и осевые
нагрузки.
Устанавливаются
в малоответствен-
малоответственных узлах
Воспринимают
значительные ра-
радиальные и осевые
нагрузки перемен-
переменного направления.
Обеспечивают
жёсткую фикса-
фиксацию вала
Компенсируют
незначительный
прогиб вала
Не допускают прогиба вала
Упорные шарикоподшипники
Таблица 57
Наимено-
Наименование
Несамоустанавливающиеся
одинарные с плоскими кольцами
нормальные
в кожу-
кожухе без
сепа-
сепаратора
упрощён-
упрощённой кон-
конструкции
двойные с плоски-
плоскими кольцами
двухрядные
с плоскими
кольцами
Самоустанавливаюшиеся (сферические)
одинарные
с подкладным
без подклад-
подкладного кольца
двойные
с подкладным
кольцом
без подклад-
подкладного кольца
Эскиз
''линолеу*
Условное
обозначение
ю8ооо
98000
38000
i8ooo
28000
48000
Характеристи-
Характеристика конструк-
конструктивных и экс-
плоатационных
особенностей
Воспринимают только осевые нагрузки
Воспринимают осевые нагрузки
в одном направлении
Грузо-
подъём-
подъёмность по
сравнению
с нормаль-
нормальным под-
подшипником
занижена.
Допускают
невысокие
числа обо-
оборотов. Жё-
Жёлоба не
шлифуются
Воспринимают
осевые нагрузки
в обоих направле-
направлениях
Воспринимают осе-
осевые нагрузки в одном
направлении
Не допускают перекоса вала относительно оси корпуса
Воспринимают осевые нагрузки в
одном направлении
Воспринимают осевые нагрузки в обоих
направлениях
Компенсируют монтажные перекосы
572
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. -1
Таблица 58
Упорные роликоподшипники
Конструктив-
Конструктивная разновид-
разновидность
Наимено-
Наименование
Эскиз
Условное обозначение
Характеристика конструк-
конструктивных и эксплоатационных
особенностей
Несамоустанавли-
вающиеся
с цилиндриче-
цилиндрическими роликами
1+М[ '
?«;«#
QOOO
Воспринимают боль-
большие осевые нагрузки.
Не допускают пере-
перекоса вала относитель-
относительно оси корпуса "
3. Способность подшипника са-
самоустанавливаться или не само-
самоустанавливаться при перекосе
вала или корпуса. Данная особенность
подшипника имеет весьма существенное зна-
значение при его эксплоатации (в смысле дости-
достижения необходимой
соосности посадочных
мест и возможности
использования отдель-
но стоящих корпусов
подшипников).
R
Ш
ш
У
Фиг. 137. Схемы нагрузок на
подшипники: 1 радиальная
(/?); 2-осевая (А); 3—ком-
3—комбинированная.
4. Способ
уст ановки под-
ш ипник а—п р и
помощи за-
закрепительных
или буксовых
втулок. (Некото-
(Некоторые типы подшипни-
подшипников специальной кон-
конструкции, имеющих
весьма ограниченные
области применения,
в схему не включены.)
Подшипники ка-
каждого типа могут быть
Фиг. 138. Формы тел каче-
качения.
изготовлены с различными соотношениями
габаритных размеров (внутренний диаметр d,
наружный диаметр D, ширина Ь; фиг. 139).
В зависимости от соотношений этих разме-
размеров подшипники относятся к сериям: особо
лёгкой, лёгкой, средней, тяжёлой, широкой
и т. д. При заданном d повышение грузо-
грузоподъёмности подшипника достигается увели-
увеличением размеров Dub.
КИНЕМАТИКА И РАСПРЕДЕЛЕНИЕ
НАГРУЗКИ В ЭЛЕМЕНТАХ
ПОДШИПНИКОВ КАЧЕНИЯ
Кинематические соотношения движущихся
элементов в подшипниках
Исследование кинематических соотношений
движущихся элементов в подшипниках каче-
качения необходимо для определения количества
повторных нагрузок, выдерживаемых мате-
материалом до наступления усталости. Рассматри-
Рассматривая это количество нагрузок как функцию
продолжительности работы подшипника под
определённой нагрузкой, можно на основе
опытных данных установить связь между
сроком службы и допускаемыми в подшип-
подшипнике напряжениями.
Радиальный шарикоподшипник (фиг. 140)
1-й случай. Вращается внутрен-
внутреннее кольцо (наружное кольцо непо-
неподвижно). Окружная скорость по центрам ша-
шариков, как видно из графика фиг. 140, вдвое
Средняя
Легкая
-¦V
Особо —
пегкая
1_
^1 Сред
I ! широ
Y//A
11
И
riiJ
- 1яЖелая
рняя
широкая
Фиг. 139. Габариты подшип-
подшипников различных серий при
постоянном а.
Фиг. 140. График скоростей (v) для радиального
подшипника.
меньше окружной скорости точки В жёлоба
внутреннего кольца.
Обозначая через do — диаметр шарика;
Do — диаметр окружности, проходящей через
центры шариков; пс — число оборотов сепара-
сепаратора в минуту; пв — число оборотов внутрен-
внутреннего кольца или вала в минуту, имеем
широкая
Пг —
A)
Из уравнения A) видно, что при вращении
внутреннего кольца и при неподвижном на-
наружном кольце сепаратор при одном обороте
внутреннего кольца поворачивается немного
меньше чем на полоборота (использование
подшипников качения для редуцирования
числа оборотов—см. стр.626).
2-й случай. Вращается наружное
кольцо (внутреннее кольцо неподвижно).
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
573
При вращении наружного кольца и при не-
неподвижном внутреннем кольце число оборотов
сепаратора немного больше половины числа
оборотов наружного кольца:
B)
где пн — число оборотов вращающегося на-
наружного кольца в минуту.
Число оборотов шарика вокруг своей оси
не зависит от того, какое кольцо вращается
со скоростью п об/мин — внутреннее или на-
наружное:
пк
т
Dl-d\
Dodo
C)
где пш — число оборотов шарика в минуту
вокруг своей оси [3].
Упорный шарикоподшипник
В упорных шарикоподшипниках диаметры
желобов колец и сепаратора равны между
собой. Поэтому
п~ •
D)
Число оборотов шарика в минуту
Do E)
_ »
Количество повторных нагрузок, воспри-
воспринимаемых желобами колец внутреннего
и наружного
Внутреннее кольцо
1-й случай. Внутреннее кольцо
вращается.
Каждая точка на жёлобе внутреннего
кольца при одном его обороте проходит две
почти одинаковые зоны, причём одна из них
нагружена, а другая разгружена. Точка, при-
принадлежащая внутреннему кольцу, при враще-
вращении испытывает давление только в пределах
нагруженной зоны подшипника. Число воспри-
воспринимаемых точкой нагрузок te при одном обо-
обороте внутреннего кольца выразится следую-
следующим образом:
2О0 /
где
— число шариков в нагруженной зоне.
Нагрузка на каждую точку жёлоба—пере-
жёлоба—переменная. В зависимости от занимаемого ею
положения она изменяется от нуля до наи-
наибольшей нагрузки, определяемой по зависи-
зависимости, приведённой на стр. 574.
2-й случай. Внутреннее кольцо не-
неподвижно
G)
вому перемещению сепаратора при одном
обороте наружного кольца.
Из сравнения выражений F) и G) видно,
что при вращении наружного кольца одна
из точек на жёлобе внутреннего кольца
воспринимает наибольшую нагрузку вдвое
чаще, чем при неподвижном яаружном
кольце.
Наружное кольцо
1-й случай. Наружное кольцо вра-
вращается.
Все точки жёлоба наружного кольца рабо-
работают при одинаковых условиях, воспринимая
нагрузку от нуля до Ро и обратно до нуля:
(8)
2-й случай. Наружное кольцо не-
неподвижно.
Одна из точек жёлоба наружного кольца
воспринимает наибольшую нагрузку Р по
сравнению с предыдущим случаем вдвое чаще:
(9)
Кинематика игольчатого подшипника
Исследованиями, проведенными методом
скоростной киносъёмки, установлено следую-
следующее [4].
Общий характер движения игл
по беговым дорожкам определяется
тем, что иглы и скользят, и катятся, причём
качение происходит главным образом в на-
нагруженной зоне.
Вязкость смазки сильно влияет на
характер движения иглы, поскольку вязкая
смазка внутренним трением гасит инерцию
вращения иглы. При вязких смазках иглы
поворачиваются при проходе главным обра-
образом нагруженной зоны подшипника, не обна-
обнаруживая (при отсутствии толчков и вибраций
вала) тенденции к проворачиванию в нена-
груженной зоне.
На фиг. 141 представлена траектория
движения иглы, полученная в результате
величина, эквивалентная угло-
углоФиг. 141. Кинематика иглы.
обработки кинокадров. Точки 0 — 27 со-
соответствуют мгновенным положениям иссле-
исследуемой иглы.
574
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. 1
Отношение угловой скорости „плавания'
слоя игл <ос к угловой скорости вала юв
=-? = 0,414-=-0,486.
A0)
Распределение воспринимаемой подшип-
подшипником внешней нагрузки между телами
качения
В упорном подшипнике осевая нагрузка А
теоретически распределяется между шари-
шариками равномерно. Поэтому давление на один
шарик упорного шарикоподшипника
А
— кг, (Ц)
Р =
где z — число шариков в подшипнике.
При расчётах в знаменатель вводят по-
поправочный коэфициент 0,8, учитывающий прак-
практическую неравномерность распределения на-
нагрузки между шариками.
В радиальном или радиально-упорном под-
подшипнике нагрузка распределяется между ша-
шариками неравномерно (фиг. 142). Закон рас-
Фиг. 142. Распределение нагрузки между
шариками в радиальном подшипнике:
80—деформация в направлении нагрузки
Q; 8,—деформация в направлении силы Р,;
Р„, Р„ Po—нагрузки на шарики.
пределения этой нагрузки впервые был дан [27J
на осно»е следующих двух предпосылок: а) в
подшипнике, находящемся под нагрузкой, от-
отсутствует радиальный зазор; б) кольца под на-
нагрузкой не прогибаются (деформируются толь-
только шарики и кольца непосредственно в местах
соприкосновения).
Усилие в радиальном однорядном шарико-
шарикоподшипнике на любой шарик
Рп = 4,37 ^ cos /2 (я-г) кг,
A2)
где Q — центральная нагрузка на подшипник
в кг; г—число шариков в подшипнике; -у —
угол между смежными шариками; пт — угол
между вертикальной осью подшипника и осью
рассматриваемого шарика, направленной к
центру подшипника.
Для наиболее нагруженного шарика
4.37Q
Ро = —~- кг.
A3)
С поправкой на влияние радиального за-
зазора и деформации колец
=^ кг,
а для двухрядных шарикоподшипников
р _
кг.
A4)
A5)
Уравнение, выражающее усилие, приходя-
приходящееся на любой ролик цилиндрического роли-
роликоподшипника,
Рп = —- cos (n у) кг.
A6)
С учётом вышеизложенного для наиболее
нагруженного ролика справедливо уравнение
Р0 - Ш „. ' A7,
а для двухрядных роликоподшипников
р" = 2ДЗ^ кг. A8)
Поле напряжений в кольцах
подшипников
Упругое равновесие систем вал — кольцо
и корпус — кольцо можно рассматривать, ис-
исходя из взаимного уравновешивания напряже-
напряжений, возникающих от нагрузки и посадочного
Фиг. 143. Эпюра напряжений во внутрен-
внутреннем кольце от давления роликов: Ра, Р,,
Р3 — усилия, оказываемые роликами на
внутреннее кольцо (В. К.).
натяга [12]. Это позволяет решать вопрос о
рациональных посадках колец и о необходи-
необходимых внутренних зазорах в подшипниках в за-
зависимости от нагрузки. Эпюры распределения
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
575
нормальных напряжений, возникающих в ре-
результате натяга и внешней нагрузки, приве-
приведены на фиг. 143, 144, 145. 146 и 147.
Фиг. 144. Эпюра напряжений во внутрен-
внутреннем кольце от посадочного натяга.
Фиг. 145. Эпюра нормаль-
нормальных напряжений от в-неш-
ней нагрузки на наружном
кольце (Н. К.) роликопод-
роликоподшипника (при отсутствии
радиального зазора). На
эпюре указаны значения
наибольших напряжений
растяжения и сжатия в се-
сечении кольца.
Фиг. 146. Эпюра нормаль-
нормальных напряжений от внеш-
внешней нагрузки на наружном
кольце при большом ра-
радиальном зазоре в подшип-
подшипнике. На эпюре указаны
значения напряжений, рас-
растяжения и сжатия в раз-
различных сечениях кольца.
соприкасающихся тел, которая примыкает не-
непосредственно к месту взаимного контакта,
Герц [17] установил зависимость между:
а) величиной площадки деформации и нагрузкой;
б) величиной сближения центров тел под
влиянием их упругой деформации и нагруз-
нагрузкой; в) величиной сжимающего напряжения и
нагрузкой.
В основу этой теории положены следующие
предпосылки: а) оба соприкасающихся тела
однородны (изотропны); б) соприкосновение
тел происходит по очень малой поверхности
в сравнении с их полными поверхностями;
в) действующие усилия направлены нормально
к поверхности соприкасания обоих тел; г) дей-
действующие в месте касания напряжения не
превышают предела упругости материала
соприкасающихся тел.
В отношении закалённой хромистой под-
подшипниковой стали первая предпосылка обычно
соблюдается. В предельном случае площадка
деформации может составлять !/4оо поверх-
поверхности шарика; при увеличении её за этот пре-
предел расчёт по указанному методу проводить
нельзя. На практике это соотношение обычно-
не превышается; следовательно, вторая пред-
предпосылка реальна.
Третья предпосылка в приложении к под-
подшипникам качения заключает требование,
чтобы к площадкам соприкасания не были
приложены те касательные усилия, которые
возникают вследствие трения поверхностей
при их деформации. Это условие нельзя счи-
считать выполненным полностью.
Наконец, четвёртая предпосылка в боль-
большинстве случаев соответствует действитель-
действительности, так как нельзя допускать работу под-
подшипника за пределом упругости материала [3.
6, 21, 23, 26 и 28].
Определение полуосей эллипса
деформации двух сжатых тел
Форма проекции площадки соприкасания
представляет эллипс, полуоси которого а и b
являются функциями радиусов кривизны со-
соприкасающихся тел (фиг. 148), их модулей
упругости и сжимающей силы Р. Эти зависи-
зависимости таковы:
Фиг. 147. Эпюра нормальных на-
напряжений в наружном кольце от
посадочного натяга.
СТАТИЧЕСКИЙ РАСЧЁТ ПОДШИПНИКОВ
Предпосылки теории контактного расчёта
Существует способ определения напряже-
напряжений и деформаций при касании твёрдых упру-
упругих тел в точке и по прямой линии. Огра-
Ограничиваясь только той частью поверхности
Р-
Ра + Pi2 + Р21 + Р22
(
Pll + Pl2 + Р21 + Р22
, B0>
где а — большая полуось эллипса деформации
в см; b — малая полуось эллипса деформации
в см\ fii и (л2—коэфициенты Пуассона для
обоих соприкасающихся тел; Ег и ?2 — модули
упругости обоих соприкасающихся тел в-
кг/см2; рц и р]2 — главные кривизны первого-
сдавливаемого тела; p2i и р%ь — главные кри-
кривизны второго сдавливаемого тела; vj и v2 —
коэфициенты, учитывающие кривизну тел в.
месте их взаимного касания, определяемые по-
576
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. 1
средством вспомогательного угла 9 по формуле
V (Рп — Pi2>2+2 (Pu — Р12) (Pai — Р22) cos~2<b -f (p2l —
cos 0—-
Pll + P12 + P21 + P22
B1)
где о ¦— угол между главными соответствую-
соответствующими сечениями обоих соприкасающихся тел
(обычно 90°). По углу 8, пользуясь кривыми
фиг. 149, находят величины v5 и v2.
Фиг. 148. Общий случае
контакта упругих тел.
Уг
10
Д9
Щ
Д7
Д5
т
дз
о,г
0,1
о
/
/
\
ys
\
\
\
\
\
/
\
\
у
A
~~—*.
20
/4
1?
10 20 30 40 50 60 70
Фиг. 149. Кривые значений v,, v, и v,-»,, в зависимости
от вспомогательного угла 9.
Определение величины упругой
деформации двух сжатых тел
Величина сближения центров двух тел под
влиянием их упругой деформации опреде-
определяется по уравнению:
dz'
Ж- С22)
ap
81c
где %i и 92 — коэфициенты эластичности, зави-
зависящие от модуля упругости Е, в кг/см2-
8,=-
tlm1
E»mi
B3)
где тг и /и2 —обратные величины коэфици-
ентов Пуассона; z' — длина нормали к любой
точке эллипса деформации до пересечения её
с эллипсоидом напряжений, выражающая на-
напряжение в рассматриваемой точке; k — — ~
а
отношение малой полуоси к большой полуоси
эллипса деформации.
Значения эллиптического интеграла
0
dz'
B4)
находят в зависимости от cos 6 по диаграммам
фиг. 150 и 151.
15
п
13
J2
11
< 0.1 0.2 0.3 QA 0.5 0.6 0.7 0.8
Фиг. 150. Интеграл 1 для cos 9 в пределах от 0 до 0,85.
Для подшипников качения согласно уравне-
уравнениям A9), B0) и B1) формула максимального
напряжения имеет следующий вид:
Ркг\см\{Ъ)
-1 -
1——i
—. —
1—•——
г
J
№ 0.88 0,90 0.92 ОМ 0.96 Ш cos$
Фиг. 151. Интеграл I для cos 9 в пределах от 0.85 до 1.
гл. vini
ПОДШИПНИКИ КАЧЕНИЯ
577
Для шарикоподшипниковой стали отах <
< 50 000 кг/см2. В ответственных случаях
расчётное а редко принимают большим
30000 кг\см*.
Определение величины наибольшего
напряжения сжатия на площадке
взаимного касания двух сжатых тел
Уравнения A9) и B0) дают возможность
определять форму и величину проекции пло-
площадки деформации в месте соприкасания двух
тел.
Полуэллипсоид, изображающий характер
распределения нормальных напряжений по
площадке соприкасания, называемый „эллип-
„эллипсоидом нормальных напряжений", определяется
уравнением
Таблица 59
Ir.ab
При х=0 и_у=О это уравнение даёт величину
наибольшего напряжения атах, возникающего
в центре контактной площадки:
ЗР
Среднее напряжение amed по всей площадке
соприкасания -
Р ' ' B8)
Частные случаи применения формул
контактного расчёта
На основе приведённых выше уравнений
Герца определяют величины деформаций и на-
напряжений, возникающих в месте взаимного
касания двух тел любой кривизны.
Наиболее часто встречающиеся в подшип-
никостроении случаи касания тел под нагруз-
нагрузкой приведены в нижеследующих формулах,
где принято: т = ЗиО = -^-, а значения cos 6
приведены в табл. 8.
Контакт двух шаров (фиг. 152).
Материал обоих шаров различ-
различный. Контур проекции площадки деформации
Р
Фиг. 152. Контакт двух шаров.
двух сжатых шаров в данном случае предста-
представляет собой круг. Так как кривизны рц =
= pi2 = Pi И p2i = р22 = Р2. ТО Vj V2 = 1.
Значения cos 9 для частных
случаев применения
формулы контактного расчёта
Типы подшипников
Упорные шарикоподшипни-
шарикоподшипники с плоскими кольцами (без
желобов)
Сферические шарикопод-
шарикоподшипники
Радиальные однорядные
шарикоподшипники (наруж-
(наружное кольцо)
То же (внутреннее кольцо).
Упорные роликоподшипни-
роликоподшипники с цилиндрическими роли-
Цилиндрические роликопод-
роликоподшипники (наружное и вну-
внутреннее кольцо)
Сферические бочкообраз-
бочкообразные роликоподшипники ...
Упорные шарикоподшипни-
cos 9
0
0
1 1
4- —
п '
R г
4 1 1
d~~R T
я+т
4 1 1
1+~R ~~r
0
0
1_ 1
112
л + /^~^
1
г2
2 1
/-, г3
Обозначе
букв в ф
лах см. i
фигурах
156
155
i6o
Радиус кругового контура проекции пло-
площадки деформации
B9)
_.3/ ± + ±
а = 0,872 I/ />-^_?«-
V 77 + т;
'-^Г C0)
(rt и г2 — радиусы шаров).
Сближение шаров:
о = 0,33
J-) см. C1)
Максимальное напряжение в центре пло-
площадки деформации
=1>5 ^=0,63 у U^
C2)
Материал обоих шаров одина-
одинаковый:
32
1~~ 2~ 9? '
578
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Радиус кругового контура проекции пло-
площадки деформации
f~p Г"
•-'hi
Сближение шаров
см. C3)
C4)
Максимальное напряжение в центре пло-
площадки деформации
<W = 0,388
Контакт шара с плоскостью (упорный
шарикоподшипник с плоскими кольцами без
желобов (фиг. 153).
Шар и плита из различного ма-
материала. Радиус кругового контура проек-
проекции площадки деформации
4- + 4Л см. C6)
Сближение обоих тел, полагая г2 = °°>
Ж см. C7)
Максимальное напряжение в центре пло-
площадки деформации
р 3/ р-
= 1-5-^Г = 1Д6 J/ -^-—^-
= 0,63
C8)
Шар и плита
из одинакового
материала:
32
Радиус кругового
контура проекции
площадки деформации
Фиг. 153. Контакт шара
с плоскостью.
Сближение обоих
^7 см. D0)
Максимальное напряжение в центре пло-
площадки деформации
W = 0,398
D1)
Внутренний контакт шара с шаром (на-
(наружное кольцо сферического шарикоподшип-
шарикоподшипника) (фиг. 154).
Материал обоих шаров раз-
различный:
а = 6 = 0,872
P[^ + i
2 1
d ~~ /?
см; D2)
8-0,76^ (jj- + i)!D - i
'K D4)
стах = 0,62
Материал обоих шаров одина-
одинаковый:
в, = 92 = ^ и ?j - ?2 = 2,1 • 106 /rz/дкв.
a = b = 0,00856
В = 0,000073
fW§4H
; D5)
D6)
= 6500 j/7-| - -I]2- Я
Фиг. 154. Контакт
шара с шаром.
Фиг. 155. Контакт шара с то-
роидом (внутреннее кольцо
радиального шарикоподшип-
шарикоподшипника).
Внутренний контакт шара с тороидом
(внутреннее кольцо радиального шарикопод-
шарикоподшипника) (фиг. 155).
Материал соприкасающихся
тел различный:
а = 1,1
E
/±,J L
V d ^ R r
cm;
D8)
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
579
b = 1,1 v2
J---U
R г I
см; D9)
\d R r)
кг/см?,
E6)
E0)
где R — радиус окружности качения (по дну
жёлоба) в см; г — радиус кривизны беговой
дорожки в см (г = 0,515) d.
Материал соприкасающихся
тел одинаковый:
где R — радиус окружности качения (по дну
жёлоба) в см; г—радиус кривизны беговой
дорожки в см (г = 0,515 й).
Материал соприкасающихся тел
одинаковый:
а = 0,0108 v
= 0,0108 v
l / см'у
У 4-1 1
? d R ~Т
E7)
i = ?2 = 2.Ы08
см; E8)
a=0,0108v
см. E2)
Фиг. 156. Контакт шара с
тороидом (наружное коль- П риКЭСаЮЩИХСЯ
до радиального шарико- тел раЗЛИЧНЫЙ.
подшипника).
Внутренний кон-
контакт шара с торой- Контакт двух параллельных цилиндров
дом (наружное коль- (внутреннее кольцо цилиндрического ролико-
цо радиального ша- подшипника) (фиг. 157).
рикоподшипника)
(фиг. 156).
Материал со- !
а = 1,1 у
см; E3)
Ь = 1,1
см. E4)
Обозначив I
о
dz'
*р ' ' IP
Фиг. 157. Контакт двух цилиндров.
Материал обоих цилиндров
различи ы й:
32 32
Ь^чТГ'* 82=отг» F1)
ty через /,
имеем
Максимальное напряжение
IP P,
а = iLi — 0 637 —i
а,
F2)
о - ..
8-0,387 ^ у р2^+?2] ( d R г)см'> где Pi=-j давление на единицу длины ци-
(?5) линдра в кг\см,
580
ВАЛЫ И ОСИ. ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
ИЛИ
= 1.13
ЧЬЁ!
= 0,59
__\?l 51 кг/см*. F3)
— 4- —
?\ E2
Материал обоих цилиндров оди-
одинаковый:
*-»,=§.
Полуширина проекции площадки упругой
деформации
^ч/'-х-ттт"-
F4)
Максимальное напряжение
гшах = 0,418 Л/ РХЕ ( — + —) кг/с «2. F5)
Фиг. 158. Контакт ци-
цилиндра с плоскостью.
Контакт цилин-
цилиндра с плоскостью
(фиг. 158).
Материал ци-
цилиндра и плиты
различный:
ft - 32 •
о 32
Полуширина проекции площадки упругой
деформации, принимая г2 = оо,
F6)
или
Максимальное контактное напряжение
*шах = 0-637 -^=0,637 Pi
if —
V TZ
emax
= 1ДЗ/-
Материал цилиндра и плиты оди-
одинаковый:
с а 32
.- F8)
Максимальное контактное напряжение
а = 0,418]/"^. F9)
Контакт сплошного цилиндра с полым
(наружное кольцо цилиндрического ролико-
роликоподшипника) (фиг. 159).
Фиг. 159. Контакт сплошного цилин-
цилиндра с полым.
Материал обоих цилиндров раз-
различный:
= 1,07
-T^f1—f2/ см. G0)
Упругая деформация ролика
кг/см*. G2)
Материал обоих цилиндров оди-
одинаковый:
Р,
0,264
' 106
2г
G3)
G4)
G5)
^ /сг/сд/2. F7)
Формулы для цилиндров распространяются
на роликоподшипники с короткими и длин-
длинными цилиндрическими роликами и на
игольчатые подшипники, а также приближённо
на конические роликоподшипники. Формула
для деформации W приближённа.
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
581
Внутренний контакт эллипсоида с шаром Материал соприкасающихся тел
(наружное кольцо сферического роликопод- различный:
шипника) (фиг. 160).
Материал соприкасающихся тел
различный:
2" ем; G6)
см; G7)
+
/3/~ /1 1\2/1 1 2\
5=0,387-1/ Я2( ^ +i_) (_L-|_J___?W
G8)
кг/см*. G9)
Материал соприкасающихся тел
одинаковый:
0,394
107
105'
Г-.
р
н
и 107
/'г
см; (80)
ом; (81)
см; (82)
:лА (83)
«-O887 ^
amax =
2
1
r2
(84)
__?! [J
_L + J_42
?1 ?2.
(85)
(86)
(87)
. Материал соприкасающихся тел
одинаковый:
?, = ?2 = 2,1.106 кг\смК
a = 0.0108VJ
6 = 0,0108v2
см;
~105
4100
см;
1_Ц
L?
-2—L?
(88)
(89)
V '
(91)
Второй радиус кривизны жёлоба принят
равным бесконечности.
РАБОТОСПОСОБНОСТЬ
И СРОКИ СЛУЖБЫ ПОДШИПНИКОВ
Под сроком службы подшипника следует
условно понимать время (в рабочих часах),
в течение которого не менее 90% испытуемых
подшипников должны проработать при задан-
заданных условиях нагружения без появления при-
признаков усталости материала. Характерными
признаками начала усталости материала
являются следы выкрашивания металла на ра-
рабочих поверхностях в виде мелких точек (яз-
Фиг. 160. Контакт элли- Фиг. 161. Контакт шара вщл отслаивания (шелушения) (фиг. 162 И
псоида с шаром. с тороидом. ^ Ддя подшипников1опре^елённь{ Лонструк -
ций, размеров и качества материала срок
Контакт шара с тороидом (кольцо упор- службы зависит от величины, направления и
ного подшипника) (фиг. 161). характера действующих на подшипник усилий,
582
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
от числа его оборотов и от того, какое кольцо
вращается — наружное или внутреннее.
Влияние на срок службы подшипников ха-
характера нагрузки, вращения наружного кольца
и действия осевых усилий учитывается при
выборе подшипника тем, что в расчёт вводится
в часах (расчётная долговечность); С— коэфи-
циент работоспособности подшипника, приня-
принятый в отечественной практике; условная для
каждого типо-размера подшипника постоянная
(неизменная по времени) нагрузка в кг, соот-
соответствующая расчётной долговечности его
Фиг. 162. Усталостное шелушение на шарике (Х2).
не действительная нагрузка, а условная — по-
постоянная по величине и направлению радиаль-
радиальная нагрузка Q. При этой нагрузке срок служ-
службы подшипника при вращении внутреннего
кольца предполагается одинаковым со сроком
службы подшипника в данных конкретных
условиях работы. Зависимость между сроком
службы, нагрузкой и числом оборотов выра-
выражается эмпирической формулой
„ кг
час-об/мин ' * '
где Q —- приведённая радиальная нагрузка на
подшипник в кг', п — число оборотов подшип-
подшипника в минуту; Л — срок службы подшипника
б)
Фиг. 163. о—прогрессирующее усталостное шелушение
на кольце роликоподшипника (Х2); стрелка указывает
направление вращения; б— предпиттинговая усталостная
трещина, направленная наклонно в глубь металла
(Х340).
в один рабочий час при одном обороте вала
в минуту.
Величина С для подшипников разных типо-
типоразмеров приводится в каталогах.
Коэфициенты работоспособности подшип-
подшипников основных типов могут быть вычислены
с помощью зависимостей и величин, приведён-
приведённых в табл. 60, 61 и 62.
Таблица 60
Формулы для определения коэфициентов работоспособности подшипников (С) по их внутренним размерам
Типы подшипников
Номер
стандарта
Зависимость для под-
подсчёта коэфициента
работоспособности
подшипников
Значение букв в зависимостях
Шариковые радиальные подшип-
подшипники
ОСТ 6121-39
Шариковые радиальные двухрядные
(сферические) подшипники
ОСТ 6266-39
C-6Oz°'7dl
То же на закрепительной втулке
ОСТ 7634-39
z—число шариков в подшипнике
для сферического подшипника в
одном ряду (z ' —см. табл. 62);
d0—диаметр шариков в мм;
<Р—корректирующий коэфициент,
учитывающий влияние диаметра
шарика (см. табл. 61)
Роликовые цилиндрические под-
подшипники с короткими роликами
при -т«3
"о
ГОСТ 294-41
Подшипники с витыми или длин-
длинными сплошными роликами с наруж-
наружным разрезным кольцом (при термиче-
термически обработанном вале)
г—число роликов в подшипнике;
d0—диаметр ролика в мм;
/—длина ролика в мм
Сферические (бочкообразные)
ликоподшипники
рО" ОСТ 6771-39
То же на закрепительной
буксовой втулке
ОСТ 7634-39
C=85z0l7d0Z
z—число роликов в одном ряду;
d,, -диаметр ролика по наиболь-
наибольшему сечению в мм;
/—длина ролика в мм
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
583
Продолжение табл. 60
Типы подшипников
Комплектные игольчатые подшип-
подшипники (с наружным и внутренним коль-
кольцами)
Однорядные радиально-упорные ша-
шарикоподшипники
Шарикоподшипники магнетного
типа
Конические роликоподшипники
Упорные шарикоподшипники всех
типов
Номер
стандарта
ГОСТ 26073
ОСТ 6772-39
ОСТ 7028-39
ОСТ 6451
ОСТ 7219-39
ОСТ 7221-39
Зависимость для под-
подсчёта коэфициента
работоспособности
подшипников
С=250Ш0>7
C=552°'7d0J cos p
С=80г°'7йв%
Значение букв в зависимостях
—полная длина иглы в мм;
¦О—диаметр окружности качения
игл на внутреннем кольце в мм
z—число шариков в подшипнике;
d0—диаметр шарика в мм;
<р—корректирующий коэфициент
(см. табл. 61);
ft—угол линии давления (обычно
26°, у магнетных 12°)
г—число роликов;
d0—средний диаметр конического
ролика в мм;
1—длина ролика в мм;
Р—угол конусности (от 9 до 30е,
обычно <~ 15°)
г—число шариков в одном ряду;
d0—диаметр шарика в мм;
«р—корректирующий коэфищиент
(см. табл. 61)
Таблица 61
Значение коэфициента <р (табл. 60) в зависимости
1
от диаметра й0 по формуле <?—.
Таблица 62
-0,7
Значение величины г '" (табл. 60) в зависимости
от числа шариков или роликов г
в
мм
I
2
3
4
5
6
7
8
9
ю
<Р
о,98
0,96
о.94
о.93
0,91
о,89
0,87
о,86
о,85
о,8з
а9
в
мм
II
12
13
14
15
хб
17
18
19
20
0,82
o,8i
о,79
0,78
о,77
0,76
о,75
о,74
°-73
0,72
da
в
мм
21
22
23
24
25
26
27
23
29
3°
o,7i
0,70
0,69
о,68
0,67
о 66
0,65
0,64
о,6з
о.бз
ъ
мм
31
32
33
34
35
зб
37
38
39
4О
0,62
0,6l
0,6О
О,бО
О,59
О,58
0,58
О,57
О,5б
О,5&
do
в мм
41
42
43
44
45
46
47
48
49
5°
1>
о,55
о,54
о.54
о. 53
о.53
о,52
о, 52
о.51
o.S1
о,5
г
4
5
6
7
8
9
ю
и
12
13
0,7
z
2,64
3,°8
3.5O
3,9°
4,29
4,65
5,oi
5,36
5,69
0,О2
г
н
15
i6
17
18
*9
2О
21
22
23
0,7
Z
б,Я4
6,66
6,9б
7.27
7,56
7,85
8,14
8,42
8,7°
898
г
24
25
26
27
28
29
Зо
31
32
33
0,7
z
9,25
9,52
9,8о
Ю,1
ю.З
ю,6
ю,8
ид
11,3
и,6
г
34
35
36
37
38
39
4о
41
42
43
0,7
г
и,8
12,О
12,3
12,5
12,7
13.о
13,2
13.5
13.7
13-9
г
44
45
4б
47
48
49
5°
0,7
г
I4.I
14,4
14,6
14,8
15,°
15.3
15-5
Средний срок службы превышает расчёт-
расчётный от 2 до 5 раз. Усталостное выкрашивание
рабочих поверхностей выражается обычно
в том, что в зоне контакта отделяются неболь-
небольшие кусочки металла, на месте которых
остаются мелкие углубления, так называемые
питтинги. Явление питтингообразования возни-
возникает как при одновременном смятии и воло-
волочении поверхностных слоев металла, т. е. при
комбинированном трении скольжения и каче-
качения, так и при чистом качении в присутствии
смазки. Под распорным гидравлическим воз-
воздействием смазки, попадающей в предпит^ин-
говые трещины, происходит постепенное вы-
выкрашивание частиц при проходе через зону
нагружения [13, 14, 19, 25].
Помимо усталостного шелушения существует
много других видов повреждений подшипников
качения: а) абразивный износ, вызываемый
присутствием в смазке подшипника песка,
пыли и кусочков выкрошившегося при обра-
образовании питтингов металла; б) задиры и на-
наволакивание при отпуске металла, вызванном
нагревом при защемлении подшипника, а также
в случае недостатка смазки; в) закалочные,
шлифовальные и другие трещины не усталост-
усталостного происхождения; г) шелушение, обусло-
обусловленное выкрашиванием металла в местах, где
имеются шлаковые включения (сульфиды и
оксиды), строчечные карбиды, мягкие пятна
и т. п.
Эти повреждения нередко выводят подшип-
подшипник из строя задолго до появления следов
усталостного износа.
В партии подшипников, работающих при
одних и тех же условиях, приходится сталки-
сталкиваться с расхождениями в величине срока
службы подшипников в 20—50 раз (рассеива-
(рассеивание результатов испытания). Для оценки
реальных результатов для партии подшипников
(не менее чем в 10 шт.) желательно у$тана-
вливать не только максимальную и минималь-
минимальную долговечность подшипников Лшах
но также и средний срок службы
и h
mln,
Лтед =¦
i
а также среднюю квадратичную долговечность
Лтед. Квадр
о 2 2
584
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Количество под-
подшипников, вышед-
вышедших из строя
Характерный пример кривой рассеяния ре-
результатов испытания для партии подшипников
представлен на фиг. 164, а соответствующий
„линейный график"
для данной партии
подшипников — на
фиг. 165.
Большое влияние
на сроки службы под-
подшипников оказывает
качество металла, из
которого они изгото-
изготовлены. Загрязнение
стали неметаллически-
неметаллическими включениями, кар-
карбидная ликвация и
газовые пузыри (фло-
=Н 1 1 ¦ 1 Нт+-
Дшыазоны сроков апркш
Фиг. 164. Форма кривой рас-
рассеяния для партии под-
подшипников, испытанной на
срок службы.
кены) резко усиливают
микроскопическую неоднородность металла
и в случае их выхода на рабочую поверх-
поверхность детали в несколько раз ускоряют нача-
начало разрушения рабочей поверхности подшип-
подшипников.
Сульфидные включения в шарикоподшипни-
шарикоподшипниковой стали марки ШХ-15 и др. в виде MnS
ускоряют выход подшипника из строя вслед-
(по факти-
:125 ч чески м
pacu5
/ , . размерам)
(по стандарту)" >
h
Ш
Фиг. 165. Линейный график испытания на срок службы
партии шарикоподшипников № 206, 1-го ГПЗ при
/?=480 кг и п—1600 об/мин.
ствие естественного износа, так как во время ра-
работы хрупкие включения MnS выкрашиваются
и в дальнейшем, находясь на рабочих поверх-
поверхностях подшипника, действуют как абразивный
материал.
Концентрируя вокруг себя напряжения, не-
неметаллические включения снижают предел
усталости стали, так как высокая концен-
концентрация напряжений вызывает образование
микротрещин, которые, постепенно расши-
расширяясь, приводят впоследствии к разрушению
детали
Снижение твёрдости, обычно Нр = 62-=-65
(иногда 67), резко уменьшает износостой-
износостойкость подшипников. Работоспособность нека-
некалёных колец в десятки раз ниже, чем зака-
закалённых.
В'сельскохозяйственных машинах и в не-
непрецизионных узлах различных других ма-
машин иногда применяются роликовые и иголь-
игольчатые подшипники, в которых. тела качения
имеют непосредственный контакт с валами
и корпусами, обладающими пониженной твёр-
твёрдостью.
Обусловленное этим снижение сроков
службы подшипников следует учитывать на ос-
основе экспериментальных данных.
Повышение твёрдости поверхности де-
деталей сверх Нр = 67 вызывает возрастание
их хрупкости, что недопустимо.
Фиг. 166. Виды зазоров (и сме-
смещений): ?—радиальный; с—осе-
с—осевой (осевая игра); C—угловое
смещение.
ВНУТРЕННИЕ ЗАЗОРЫ В ПОДШИПНИКАХ
Подвижность наружного кольца подшип-
подшипника по отношению к внутреннему опреде-
определяется внутренними зазорами подшипника, за-
зависящими от его типа, конструкции, условий
монтажа и нагружения.
Различают следующие виды зазоров между
рабочими элементами подшипника (фиг. 166):
а) радиальный зазор е; б) осевую игру с
(зазор в осевом на-
направлении); в) уг-
угловое смещение р!
(угол поворота
подшипника во-
вокруг его центра
в плоскости, пере-
пересекающей ось).
Радиальным
зазором назы-
называется сумма зазо-
зазоров между тела-
телами качения, изме-
измеряемая по одному
диаметру.
Осевой игрой (зазором) называется
величина полного осевого перемещения в обе
стороны одного из колец при закреплённом
другом кольце от одного крайнего положения
до другого при совпадении их геометри-
геометрических осей.
Угловым смещением называется ве-
величина угла поворота в ту и другую сторону
одного кольца подшипника относительно дру-
другого вокруг центра подшипника в плоскости,
пересекающей ось.
Радиальные зазоры подшипника в
зависимости от условий монтажа и нагружения
подразделяются Следующим образом: а) чер-
чертёжный — вычисляемый по размерам желобов
(или роликовых дорожек); б) контрольный —
измеряемый в собранном подшипнике под
условной нагрузкой; в) монтажный—измеряе-
монтажный—измеряемый в монтированном на валу и в корпусе под-
подшипнике; г) рабо-
рабочий — существую-
существующий в работающем
подшипнике при
заданной темпера-
температуре и нагрузке.
Для осевой иг-
игры (осевого за-
зазора) пользуются
аналогичным под-
подразделением.
Измерение ра-
радиального зазора и
осевой игры необ-
необходимо для опре-
определения экспло-
атационных ка-
качеств подшипника.
Измерение углово-
углового зазора произ-
производится только в
исключительных
случаях.
На фиг. 167—170 представлены простейшие
методы измерения радиальных и осевых зазо-
зазоров подшипников качения.
Чертёжный радиальный зазор больше по-
посадочного зазора g на сумму величин Д^2+/.
Напрабления
давления
J
НоМа ин-
индикатора/^
Фиг. 167. Прибор для измере-
измерения радиального зазора.
^Направление
\ усилия
Фиг. 168. Замер радиального
зазора методом сдвига наруж-
наружного кольца.
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
585
где Д^2 — уменьшение зазора, вызванное рас-
расширением диаметра жёлоба (роликовой до-
дорожки) внутреннего кольца от натяга при
насаживании на вал (или аналогично — умень-
уменьшением диаметра жёлоба наружного кольца
при запрессовке в корпус), а /—- уменьшение
зазора в результате изменения температуры
подшипника.
Следовательно,
e — g = Ad2+f. (93)
При посадке кольца на вал с натягом
(фиг. 173, см. ниже) приращение диаметра жё-
жёлоба кольца равно лишь около 0,7 натяга по
следующим причинам: а) деформации от-
отдельных частей колец при посадке на вал
прямо пропорциональны напряжениям, а так
миниметра
Пластинка
Фиг. 169. Замер осевого
зазора методом нада-
надавливания на внутрен-
внутреннее кольцо.
Фиг. L70. Замер осевого
зазора методом нада-
надавливания на наружное
кольцо.
как напряжение по внутреннему диаметру
больше, чем по наружному, то и увеличение
наружного диаметра меньше, чем внутреннего;
б) при неподвижной посадке получается не
только расширение кольца, но и сжатие вала;
в) шероховатости и неровности отверстия
кольца и поверхности вала (следы механи-
механической обработки) сглаживаются. Вал и от-
Та блица 63
Формулы для определения увеличения диаметра
жёлоба при посадке кольца на вал
Серия подшипника
2300
I3OO
Однорядные радиаль-
радиальные шарикоподшипни-
шарикоподшипники (ОСТ 6121-39)
Подшипники с ко-
короткими цилиндриче-
скими роликами
(ГОСТ 294-41)
o,8i
0,76
0,70
0,81
о,75
0,68
Сферические шари-
шарикоподшипники (ОСТ
6266-39)
о.79
Я
0,81 rft _
di+2,0
И °i7JdJ
d+2
Я
я
d,+2,0
rfi+2,5
Я-
0,68^
Я
верстия кольца могут иметь отклонения от
строго цилиндрической формы, так что при
посадке обе детали соответственно деформи-
деформируются.
Для определения увеличения диаметра
жёлоба при посадке кольца на вал с заданным
натягом может быть использована следующая
зависимость [18, 14]:
d
где Д</2 — увеличение наружного диаметра
так называемого приведённого кольца, т. е
кольца с прямоугольным сечением, имеющего
площадь сечения и ширину, одинаковые с
кольцом подшипника, или, что почти то же,
увеличение диаметра жёлоба (роликовой до-
дорожки) внутреннего кольца подшипника после
посадки на вал с натягом; Н — эффективный
натяг, равный 80% теоретического в мм;
dx — внутренний диаметр кольца в мм; S — от-
отношение dt к D' (s=-^\, где ?)' — на-
наружный диаметр .приведённого" кольца.
Для приближённого определения Ad2 могут
быть использованы следующие зависимости
(табл. 63) [14, 18].
Уменьшение зазора от разности темпе-
температур / вычисляется по формуле
f~d&t, (95)
где d2—диаметр жёлоба внутреннего кольца
в мм; а — коэфициент линейного температур-
температурного расширения;
t—расчётная раз- «,
ность температур
колец- в X.
Для закалённой
стали можно при-
ниматьа=0,000011.
Осевая игра
(осевой зазор) в
радиальном шари-
шарикоподшипнике с
идеально правиль-
правильными формами де-
деталей, изготовлен-
изготовленных из недефор-
мирующегося ма-
материала, может
быть определена ,„ _
ПО следующей за- Фиг. Ш. Зюор^а-р^адиальный.
висимости меж-
между радиальными и осевым зазорами (фиг. 171):
Фиг. 172. Схема прибора для
измерения осевых зазоров.
2rVBr-do)e, (96)
где с—осевая игра
(осевой зазор) в
мм; г—радиус жё-
жёлоба в мм; dQ —
диаметр шарика
в мм; е—радиаль-
е—радиальный зазор в мм.
Для определе-
определения осевой игры
при определённой
нагрузке может
быть использован
прибор, схемати-
схематически показанный
на фиг. 172.
586
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Зависимость между осевым и радиальным
зазором в шарикоподшипнике с учётом дефор-
деформации деталей выражается формулой
Таблица 64
где с — осевая игра (осевой зазор) в мм\
гн — радиус жёлоба наружного кольца в мм\
гв — радиус жёлоба внутреннего кольца в мм\
d0 — диаметр шарика в мм; е — радиальный
зазор в мм; и — сумма общих деформаций
обоих колец, т. е. сумма увеличения радиуса
дорожки качения наружного кольца и умень-
уменьшения радиуса жёлоба внутреннего кольца;
t — угол между направлением силы, сжимаю-
сжимающей шарики при осевой нагрузке, и плоско-
плоскостью, перпендикулярной оси подшипника.
При увеличении осевого зазора способность
однорядного радиального подшипника к вос-
восприятию осевых нагрузок увеличивается
вследствие возникновения углового контакта
шариков с жёлобом (угол контакта доходит
до 12°). Определение осевого зазора в ради-
радиальном шарикоподшипнике не даёт возмож-
возможности с достаточной точностью судить о его
радиальном зазоре. Действительно, при „раз-
„развале" жёлоба подшипник может иметь очень
небольшой (и даже отрицательный) радиаль-
радиальный зазор и в то же время показывать боль-
большой осевой зазор. Следовательно, для более
точной оценки качества сборки подшипника
необходимо наряду с определением осевого
зазора измерять также и радиальный. В узлах,
где необходима жёсткость опор, вместо зазора
необходим определяемый расчётным путем
предварительный натяг. Предельные значения
радиальных и осевых зазоров однорядных
радиальных подшипников приведены в табл. 64.
Угловое смещение характеризует
способность подшипника самоустанавливаться
при перекосе вала. Предельно допустимый
перекос вала для однорядного радиального
шарикоподшипника обычно не превышает lVa"»
Радиальные и
ка по
я»
е2
IS
2ОО
2OI
2О2
2ОЗ
2O4
205
2О6
2O7
2O9
год
2IO
211
212
213
осевые зазоры однорядных радиальных
шарикоподшипников
Зазор
ради-
радиальный
s
S
я
X
IS
S
осевой
s
га
S
\о
се
X
В|Д.
3
4
4
4
4
4
4
5
5
5
5
5
5
6
9
ii
ii
ii
ii
ii
15
15
15
15
15
15
15
19
бо
6о
6о
7°
7°
70
8о
8о
8о
8о
IOO
IOO
хоо
I2O
15°
I5O
15°
i8o
180
180
220
220
220
220
250
250
250
300
ка по
|jo>
с1?
SS
Я *—i
214
215
216
217
218
219
220
221
222
228
23O
23б
244
Зазор
радиаль-
радиальный
S
ив:
X
чэ
я
cd
S
осевой
Е
Я
са
X
45
га
X
В|А
б
6
6
б
6
6
6
8
8
10
IO
12
12
19
19
19
19
19
19
*9
32
22
»5
»5
Зо
Зо
120
150
15°
15°
150
15°
15°
i8o
180
250
250
300
300
Зоо
350
35о
350
350
35°
35°
4оо
4оо
боо
боо
70О
79О
Для определения зависимости между ради-
радиальным и осевым зазорами в сферических
двухрядных подшипниках (шариковых и роли-
роликовых) можно с достаточным приближением
пользоваться уравнением
с = 1е ctg р. (98)
где р — угол линии давления, т. е. острый угол,
образованный прямой, соединяющей центр
тела качения с центром подшипника, и пло-
плоскостью, перпендикулярной оси подшипника.
Нормы радиальных начальных зазоров
в игольчатых роликоподшипниках зависят от
точности обработки дорожек качения. 1-й
и 4-й ГПЗ установили зазоры для игольчатых
подшипников согласно табл. 65.
Таблица 65
S
ха
аи
« *
5 о
Sfe
I*
>3 *
17
2О
25-35
4°
45-бо
б5
7O-95
IOO
но—150
Диаметр до-
дорожки качения
о я
Х-?>
а> се
^§с1
со и со
я
1 §>.
&§§•
ММ
25
28
34-44
5о
55-72
78
82— IOO
125-170
Зо
33
40-50
5б
61-78
84
83-иб
121
133-178
Зазоры
1-й класс
игольчатых
точности
Отклонения диаметра дорожки
качения
в
н
наружного
кольца или
корпуса
в
н
подшипников
Радиальный
зазор
наим.
наиб.
2-й класс
точности
Отклонения диаметра дорожки
качения
внутреннего
кольца
илг
в
вала
н
наружного
кольца или
корпуса
в
н
Радиальный
зазор .
наим.
наиб.
о
о
о
о
о
о
о
о
о
-9
-9
— ii
— и
-13
-13
-15
-15
-18
+38
+4б
+46
+54
+54
+70
+7о
+83
+83
+ 2О
+25
+25
+ЗО
+3о
+4О
+4О
+5О
+5О
20
25
25
Зо
Зо
4о
40
5о
5о
47
55
57
. б5
б7
83
85
98
IOI
о
о
о
о
о
0
о
о
о
-14
-14
-17
-17
—2О
—2О
-23
-23
-27
+50
+6о
+6о
+7О
+7О
+90
+9о
+Ю5
+ Ю5
+2О
+25
+25
+3°
+3о
+4О
+ 40
+5О
+5О
20
25
25
Зо
Зо
4о
40
50
5°
б4
74
77
87
90
но
128
132
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
587
Резко увеличенный зазор является одним из
браковочных показателей для подшипников
всех типов в условиях эксплоатации. Пределы
увеличения зазора определяются назначением
машины. Если для шпинделей иногда недо-
недопустимо увеличение зазора даже на 25%, то
для большинства узлов общего машинострое-
машиностроения двукратное, а иногда и трёхкратное
увеличение зазора вполне допустимо, а иногда
даже желательно.
ПОСАДКИ ПОДШИПНИКОВ
Правильный выбор посадок для колец
подшипников качения имеет весьма суще-
существенное значение с точки зрения их рацио-
рационального использования. При выборе посадок
необходимо учитывать: какое из колец вра-
вращается (внутреннее или наружное), величину
и характер нагрузки, скорость вращения, тип
подшипника и условия его монтажа [2,7,9,20].
Посадка шарико- и роликоподшипников на
вал осуществляется по системе отверстия:
отклонения внутреннего диаметра подшипника
остаются постоянными, а для разных посадок
меняются предельные размеры вала. Посадка
шарико- и роликоподшипников в корпус осуще-
осуществляется по системе вала: отклонения на-
наружного диаметра подшипника остаются
постоянными, а для разных посадок меняются
предельные размеры отверстия корпуса.
Кольцо, вращающееся вместе с сопряжён-
сопряжённой деталью, должно иметь с ней неподвиж-
неподвижное соединение (посадку с натягом), потому
что при взаимном обкатывании соприкасаю-
соприкасающихся поверхностей, в случае если между
ними имеется зазор, происходит интенсивный
износ этих поверхностей, что влечёт за собой
выход из строя подшипника иногда после
нескольких часов работы.
В чертежах деталей, сопряжённых с под-
подшипником, в ответственных случаях конструк-
конструктор должен оговаривать допуски: а) на оваль-
овальность и конусность посадочных мест; б) не-
неконцентричность посадочных поверхностей
с осью вращения; в) неперпендикулярность
поверхностей, являющихся упором для под-
подшипника, к оси вращения; г) несоосность
гнёзд под несамоустанавливающиеся подшип-
подшипники, сидящие на одном валу.
При монтировании подшипника на вал
с большим натягом (посадки Н, Т и Г) не
исключена возможность полного исчезновения
радиального зазора. Это не касается регули-
регулируемых подшипников (радиально-упорных и
конических), где зазор устанавливается после
регулировки. Уничтожение зазора при не-
небольших нагрузках, действующих на подшип-
подшипник, когда деформации колец и тел качения
весьма невелики, связано во многих случаях
с опасностью заклинивания подшипника из-за
защемления шариков или роликов.
Осевая затяжка кольца подшипника)не за-
заменяет неподвижного соединения Увеличение
скорости вращения связано обычно с умень-
уменьшением допускаемой нагрузки, следовательно,
при больших числах оборотов можно выби-
выбирать менее напряжённые посадки.
При посадке с натягом между кольцом
и валом возникают предварительные напряже-
напряжения, равномерно распределённые по всей
цилиндрической поверхности (см. фиг. 144),
после приложения внешней радиальной нагруз-
нагрузки перераспределяющиеся согласно схемам
фиг. 145. При выборе посадки подшипника на
вал с натягом можно пользоваться форму-
формулой [14]
где Д — натяг в мм; Q — радиальная нагрузка
в кг; Ь — ширина внутреннего кольца в мм;
г— радиус закругления (фаска) в мм.
Величина N принимается равной для под-
подшипников лёгкой серии 2,78; средней 2,27; тя-
тяжёлой 1,96. <
Отклонения валов. В зависимости
от характера требующегося соединения пре-
предельные отклонения для вала в соответствии
с ОСТ 1011 и 1012 должны выбираться под
посадки (ГЛ, (Г), (ТО, (Т), Н„ Н, nlt П, С
и (Д) по системе отверстия. Под подшипники
на конических втулках валы могут обрабаты-
обрабатываться с отклонениями, установленными для
основного вала 3-го (В3 = С3) или 4-го
(В4 = С4) класса точности. Желательно, чтобы
овальность, т. е. разность между наибольшим
и наименьшим диаметрами в одном сечении,
не превышала половины допуска вала.
Отклонения отверстий корпу-
корпусов. В зависимости от характера требуемого
соединения предельные отклонения отверстий
ТОСТ
1045
Т ОСТ
1046
НОСТ
1047
П ОСТ
1048
ДОС)
1050
Фиг. 173. Схема посадок подшипников на вал.
У/Ж
Р7
ISA
/////,
Г
ОСТ
1Mb
т <
ост
1146
н
ост
1UI
п
ост
1Щ
Шш
с=д
UCI
1149
ПГТ
'////////Ж.
Фиг. 174. Схема посадок подшипников в корпус.
корпусов должны выбираться под посадки:
(Р7)— ISA III (по международной системе
допусков и посадок) (Тг), (Г), (Tj), (T), Hlf
Н, nlf П, С, А3 = С3, установленными для
отверстий по системе вала в соответствии
с ОСТ 1021, 1022 и 1023. Посадки, указанные
в скобках, для шарикоподшипников применять
не рекомендуется.
Схемы посадок (для номинальных диаме-
диаметров 50 — 80 мм) приведены на фиг. 173 и 174.
В табл. 66, 67, 68 и 69 приведены от-
отклонения диаметров колец, валов и корпусов,
позволяющие осуществлять посадки по
ГОСТ 3325-46.
588
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. 1
Посадки шарико- и роликоподшипников классов точности Н, П и В на вал
(по ГОСТ 3325-46)
Таблица 66
Номинальные
диаметры в мм
До 6
Св. 6 до 10
Св. 10 до 18
Св. 18 до 30
Св. 30 до 50
Св. Б0 до 80
Св. 80 до 120
Св. 120 до 180
Св. 180 до 250
Св. 250 до 260
Св. 260 до 315
Св. 315 до 360
Св. 360 до 400
Размеры в {х A jj. = 0,001 мм)
Отклонения
диаметра под-
подшипника
в
н
о
— ю
о
— IO
о
— ю
о
— IO
о
— 12
О
-15
о
— 2О
О
-25
о
-Зо
о
-35
о
-35
о
-4о
о
-4О
До 6
Св. 6 до 10
Св. 10 до 18
Св. 18 до 30
Св. 30 до 50
Св. 50 до 80
Св. 80 До 120
Св. 120 до 180
Св. 180 до 250
Св. 250 до 260
Св. 260 до 315
Св. 315 до 360
Св. 360 до 400
Г
в
н
+1б
+ 8
+ 2О
+ю
+ 24
+ 12
+ЗО
+15
+35
+18
+4°
+ 2О
+45
+ 23
+ 52
+35
+6о
+3°
+6о
+ЗО
+7О
+35
+7О
+35
+ 8о
+ 4°
Наиб.
Наим.
2б
8
3°
10
34
12
4О
15
47
i8
55
2О
«5
23
77
25
9о
3°
95
3°
i°5
35
по
35
I2O
4о
г,
в
н
+ 13
+ 8
+ 1б
+9
+2О
+ 11
+ 24
+13
+ 28
+1б
+33
+ 19
+38
+ 23
+ 45
+ 2б
+52
+ЗО
+ 52
+3°
+58
+35
+58
+35
+65
+ 4О
Наиб.
Наим.
238
2б
9
3°
и
34
13
4о
1б
48
19
58
23
2б
82
3°
87
3°
93
35
98
35
к>5
4О
Т
в
н
+ 13
+5
+1б
+б
+ 19
+7
+23
+8
+ 27
+9
+3°
+ ю
+35
+ 12
+4О
+13
+45
+ 15
+45
+ 15
+5°
+ 15
+5<э
+ 15
+6о
+ 2О
Наиб.
Наим.
23
5
б
29
7
338
39
9
45
ю
55
12
65
13
75
15
8о
15
85
15
9°
15
IOO
2О
т,
в
н
+ ю
+5
+ 13
+6
+15
+7
+ 17
+ 8
+ 2О
+9
+24
+ ю
+ 28
+ 12
+ 32
+ 14
+36
+16
+36
+16
+4°
+ 18
+4о
+ 18
+45
+ 20
Наиб.
Наим.
20
5
22
6
25
7
27
8
3»
9
39
ю
48
12
57
14
66
i6
1б
75
18
8о
i8
85
2О
Отклонения вала
Н
в
н
+9
+1
+ 12
+ 2
+ 14
+ 2
+17
+2
+ 20
+3
+ 23
+3
+ 2б
+3
+3°
+4
+35
+4
+35
+4
+4о
+4
+4°
+ 4
+45
+5
Н а 1
Наиб.
Наим.
J9
i
22
2
24
2
27
2
32
3
38
3
46
3
55
4
65
4
70
4
75
4
80
4
85
5
в
н
+6
+i
+8
+ 2
+ IO
+2
+ 12
+ 2
+ 14
+ 2
+ 1б
+3
+ 19
+3
+ 22
+4
+ 25
+4
+25
+4
+28
+ 4
+ 28
+ 4
+32
+5
яСг и
Наиб.
Наим.
i6
i
18
2
2О
2
22
2
2б
Я
31
3
39
3
47
4
55
4
бо
4
63
4
63
4
72
5
П
в
н
+4
— 4
+5
—5
+6
-6
+7
-7
+8
-8
+ю
— IO
+ 12
— 12
+ 14
-14
+ 16
-1б
+ 16
-16
+ 18
-18
+ 18
-18
+20
—20
Наиб.
Наим.
14
-4
15
-5
i6
-б
17
-7
зо
-8
35
— ю
32
— 12
39
-14
46
-1б
51-х6
53
-18
58
-i8
60
— 20
п,
в
н
+3
— 2
+ 4
-з
+5
-з
+6
-з
+7
-4
+ 8
-5
+9
-6
+ IO
-7
+ и
-8
+ и
-8
+ 13
~9
+ 13
-9
+ 15
— ю
Наиб.
Наим.
13
— 2
14
- з
15
- з
1б
- з
19
4
23
— 5
"-6
35
- 7
41
- 8
46
- 8
48
- 9
53
- 9
55
—10
С
в
н
о
-8
о
— 10
о
— 12
О
-14
о
-i7
о
—20
О
-23
О
-27
о
-ЗО
о
-з°
о
-35
о
-35
о
-40
Наиб.
Наим.
ю
-8
ю
— IO
IO
— 12
IO
-14
12
-17
15
— 20
2О
-23
25
-27
3°
-з°
35
-3°
35
-35
4о
-35
4°
-40
Д
в
—4
-6
-8
— ю
— 12
-15
-i8
—22
—22
-26
-60
-26
-60
-ЗО
—70
Наиб.
Наим.
б
— 12
5
-15
4
-i8
2
—22
2
-27
3
-За
5
-зз
7
-45
8
-5»
13
-52
9
-бо
14
-бо
10
-7о
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
589
Таблица 67
Посадки шарико- и роликоподшипников классов точности А и С на вал (по ГОСТ 3325-46)
Номинальные диаметры
в мм
До 6
Св. 6 до 10
Св. 10 до 18
Св. 18 до 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 180
Отклонения внутрен-
внутреннего диаметра подшип-
подшипника
в
н
—а
-8
-3
—а
-8
—а у
-8
-з
— ю
-4
— 12
5
-15
-б
-18
До 6
Св. 6 до 10
Св. 10 до 18
Св. 18 до 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 180
Размеры в
г,
в
н
+ 13
+8
+ 1б
+9
+2О
+и
+ 24
+ 13
+ 28
+ 1б
+33
+ 19
+38
+23
+45 ?
Наиб.
Наим.
21
IO
24
II
28
13
З2
15
38
19
45
23
53
23
6з
З2
|i A A.=0,001 мм)
Отклонения вала
т,
в
н
+ IO
+5
+ 12
+6
+ 15
+7
+ 17
+8
+ 2О
+9
+24
+ IO
+28
+ 13
+32
+ 14
Н а т
Наиб.
Наим.
i8
7
2О
8
23
9
25
IO
ЗО
12
Зб
14
43
17
5°
so
н,
в
н
+6
+ i
+8
+ 2
+ ю
+2
+ 12
+ 2
+ 14
+2
+ 16
+3
+ 19
+3
+23
+4
яги
Наиб.
Наим.
14
8
i6
4
18
4
20
4
24
5
28
7
34
8
40
IO
п.
в
н
+3
— 2
+4'
-з
+5
+б
-з
+7
-4
+8
-5
+9
-6
+ ю
-7
Наиб.
Наим.
и
Q
12
-4
13
— I
14
— I
17
20
— I
24
28
— I
590
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Таблица 68
Посадки шарико- и роликоподшипников классов точности Н, П и В в корпус (по ГОСТ 3325-46)
Номинальные
диаметры в мм
До 18
Св. 18 до 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 150
Св. 150 до 180
Св. 180 до 250
Св. 250 до 260
Св. 260 до 315
Св. 315 до 360
Св. 360 до 400
Св. 400 до 500
Откло-
Отклонения
наруж-
наружного
диа-
диаметра
под-
шип-
шипника
в
н
о
g
О
- 9
о
— II
о
-13
о
-15
о
-18
о
-25
о
-Зо
о
-35
о
-35
о
-4О
о
-4О
о
-45
До 18
Св. 18 до 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 150
Св. 150 до 180
Св. 180 до 250
Св. 250 до 260
Св. 260 до 315
Св. 315 до 360
Св. 360 до 400
Св. 400 до 500
P7-ISA
в
н
— и
-29
-ч
-35
-i7
-42
—21
-51
-24
-59
-28
-68
-28
-68
-33
-79
-зб
-88
-36
-88
-41
-98
-41
-98
-45
-io8
Наиб.
Наим.
29
3
35
5
«"б
51 8
59
9
68
ю
68
3
79
3
83
I
83
I
98
I
98
I
юЗ
о
Г
в
н
-5
-24
-б
-3°
-7
—35
-8
-4о
—ю
-45
— 12
-52
— 12
-52
-15_бо
-15_6о
-18
-70
-18
-70
—20
-80
—20
-85
Наиб.
Наим.
21
- 3
Зо
- 3
35
- 4
40
- 5
45
- 5
*-6
52
-13
6о
-15
6о
— его
7°
-17
70
—22
8э
— 20
8о
-25
г,
в
н
-8
— 2О
— IO
-24
— 12
-28
-14
-зз
-17
-38
— 2О
-45
—2О
-45
-23
-52
-23
-52
-27
-58
-27
-58
-Зо
-65
-з°
-65
Наиб.
Наим.
2О
О
24
I
28
I
33
I
38
2
45
2
45
- 5
52
- 7
52
— 12
58-8
53
-13
65
— ю
65
-15
Размеры в |* A
т
в
н
о
-19
о
-23
О
-27
о
-Зо
о
-35
о
-4о
о
-4О
о
-45
о
-45
о
-5°
о
-50
о
-6о
о
-бо
Н
Наиб.
Наим.
19
- 8
23
- 9
27
— II
Зо
-13
35
-15
4о
-i8
40
-25
45
-30
45
-35
5°
-35
50
-40
60
-40
60
—45
ц.-0,001
мм)
Отклонения отверстий
т,
в
н
-4
-15
-4
-17
-5
—20
-5
-24
-6
-28
-7
-32
-7
-32
-8
-36
-8
-зб
-9
-4О
-9
-4о
— ю
-45
—ю
-45
Н
в
н
+5
-14
+б
-17
+7
— 2О
+8
-23
+9 ^
—2б
+ ю
-Зо
+ю
-ЗО
+ и
-35
+ и
-35
+ 12
-4О
+ 12
-4О
+ 15
-45
+ 15
-45
а т я г и
Наиб.
Наим.
15
- 4
17
- 5
го
- 6
24-8
28
- 9
32
— II
32
-i8
Зб
—22
36
-27
40
-26
40
-31
45
-30
45
-35
Наиб.
Наим.
Ч
-13
17
-15
2О
-18
23
—21
26
-24
3°
-28
ЗО
-35
35
-41
35
-46
40
-47
40
-52
45
—55
45 л,
—6о
в
н
+1
— ю
+2
— 12
+ 2
-14
+2
-16
+3
-19
+3
— 22
+3
— 22
+3
-25
+3
-25
+4
-28
+4
-28
+5
-32
+5
-32
Наиб.
Наим.
IO
- 9
12
— II
ч
-13
16
-15
19
-18
22
—21
22
-28
25
-33
28
-39
23
-44
32
-45
32
-5°
П
в
н
+13
-6
+ 16
-7
+ i8
-8
+2О
— ю
+23
— 12
+27
-14
+27
-14
+Зо
—16
+30
-16
+35
-18
+35
-18
+40
—20
+40
—20
Наиб.
Наим.
6
— 21
7
-25
8
-29
IO
-33
12
-38
14
-45
Ч
-52
i6
-6о
1б
-65
18
-70
18
-75
20
-80
20
-85
п,
в
н
+7
5
+8
-б
+9
-7
+ ю
-8
+ 13
-9
+ 14
— ю
+ 14
— ю
+ 1б
— и
+ 16
— II
+ 18
-13
+ 18
-13
+2О
-15
+2О
-15
Наиб.
Наим.
5
-Г5
6
-17
7
— 2О
3
-23
9
-27
IO
-32
ю
-39
и
-46
и
-51
13
-53
13 о
-58
15
-6о
С
в
н
+19
о
+23
О
+ 27
о
+ЗО
о
+35
о
+4О
о
+4о
о
+45
о
+45
о
+5о
о
+5о
о
+6о
о
+6о
о-
3 а з
Наим.
Наиб.
о
27
о
32
о
38
о
43
о
5о
о
58
о
65
о
75
о
8о
о
85
о
90
о
юо
о
Ю5
с,
в
н
+35
о
+35
о
+5°
о
+ 60
о
+7°
о
+8о
о
+8о
о
+90
0
+9°
0
+ IOO
0
+ IOO
о
+ 120
0
+ 120
0
о р ы
Наим.
Наиб.
о
43
о
54
о
6i
О
73
о
85
о
98
о
Ю5
о
120
О
125
о
135
о
140
о
1б0
о
1б5
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
591
Таблица 69
Посадки шарико- и роликоподшипников классов точности А и С в корпус (по ГОСТ 3325-46)
Номинальные диаметры
в мм
До 18
Св. 18 до 30
Св. 30 до 50
Св. 50 до 8С
Св. 80 до 12С
Св. 120 до 150
Св. 150 до 180
Св. 180 до 250
Св. 250 до 260
Св. 260 до 315
До 18
Св. 18 до 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 150
Св. 150 до 180
Св. 180 до 250
Св. 250 до 260
Св. 260 до 315
Отклонения наружного
диаметра подшипника
в
н
—а
-6
— а
-а
-8
-з
— 10
-4
— 12
V: -5
-15
-б
-18
— 22
-8
-28
-8
-28
Г
Размер в
г,
в
н
-8
— 2О
— IO
-24
— 12
-28
— 1Л
—33
'" -*
— 20
-45
— 20
-45
-23
-52
-23
-52
-27
-58
Наиб.
Наим.
i8
2
22
3
гб
4
30
4
34
5
40
5 '
39
2
45
I
44
-5
5°
—I
|х Aц. =0,001 мм)
Отклонения
т,
в
н
4
-17
—5
—20
-5
-24
-6
-28
-7
-32
-7
-32
-8
-36
-8
-зб
-9
-4О
Н а т
Наиб.
Наим.
13
_а
15
-з
18
-з
21
-5
24
-б
27
-8
2б
— и
29
-14
28
— 2О
32
-i9
отверстия
в
н
+ I -IO
+ 3
— 12
+ 2
-14
+а
-16
+3
-19
+3
—22
+3
— 22
+3
~а5
+3
-25
+4
—28
ЯГИ
Наиб.
Наим.
8
-7
ю
-9
12
— IO
13
— 12
15
-15
17
-i8
16
—21
I8
-25
17
-31
2О
-За
в
н
+7 -5
+8
+9
-7
+ ю
-8
+ 12
-9
+ 14
— ю
+ 14
— ю
+16
—и ".
+ хб
— II
+ 18
-13
Наиб.
Наим.
3
-13
4
-15
5
-17
5
— 20
5
-24
5
-29
4
-32
*-*
3
-44
5
-4*
592
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Примеры применения отдельных посадок
приведены в табл. 70 и 71.
Под признаком „Вращается вал" подразу-
подразумевается, что направление действующего уси-
усилия при вращении вала остаётся постоянным.
Аналогичны условия работы подшипника,
когда вал неподвижен, а вращается корпус
с приложенным к нему в определённой точке
радиальным усилием. Под признаком „Напра-
„Направление усилий неопределённое" подразуме-
подразумевается случай, когда вследствие влияния
неуравновешенных вращающихся масс (или
других факторов) направление действующих
на подшипник усилий меняется при вращении
вала или корпуса неопределённо. Это имеет
место обычно при повышенных числах оборо-
оборотов (свыше 2000 в минуту) и небольших ста-
статических нагрузках.
Следует иметь в виду, что новый рекомен-
рекомендуемый стандарт на посадки шарико- и роли-
роликоподшипников (ГОСТ 3325-46) построен на
использовании при обработке посадочных мест
вала и корпуса 1-го и 2-го классов точности.
Для прецизионных и сверхбыстроходных валов,
где устанавливаются шарикоподшипники клас-
классов С, А, В и т. п. (ГОСТ 520-45), посадки
следует назначать, ориентируясь на отклоне-
отклонения валов и отверстий по 1-му классу точно-
точности. Например, для валов — посадки П, и Cj;
для вращающихся колец чаще всего — Flj, для
неподвижных — С^
В практике европейских заводов в пред-
предвоенные годы получили распространение по-
посадки подшипников по ISA III, которые для
сопоставления приводятся в табл. 72 и 73.
Таблица 70
Примеры выбора посадок шарико- и роликоподшипников па валы (по ГОСТ 3325-46)
Общая характеристика
деляющих выбо]
Вращается
или не вра-
вращается вал
Не вра-
вращается
к
о
S-
3
я
о.
оэ
Вид нагру-
жения вну-
внутреннего
кольца
Местное
а>
о
о
S
а
к
ч
¦ ^
о.
&
условий, опре-
) посадки
Режим работы
(и дополни-
дополнительные при-
примечания)
Лёгкий или
нормальный
Нормальный
или тяжёлый
(возможно пе-
перемещение
вдоль оси)
Лёгкий или
нормальный
Нормальный
или тяжёлый
Тяжёлый
(ударная на-
нагрузка)
Тяжёлый
Нормальный
Наименования машин и под-
подшипниковых узлов
Ролики ленточных транспор-
транспортёров, конвейеров и подвесных
дорог для небольших грузов
Передние и задние колёса
автомобилей и тракторов; ко-
колёса вагонеток, самолётов
и т. п.; натяжные ролики (ле-
никсы); блоки, ролики роль-
рольгангов, ролики органов упра-
управления самолётом
Электроприборы, центри-
центрифуги; малые сменные шестер-
шестерни; турбокомпрессоры; цен-
центробежные насосы, вентиля-
вентиляторы
Электромоторы мощностью
до 100 кет; станки, турбины,
подшипники кривошипно-ша-
тунных механизмов; коробки
передач автомобилей и трак-
тракторов; шпиндели металлорежу-
металлорежущих станков
Железнодорожные и трам-
трамвайные осевые буксы; колен-
коленчатые валы двигателей, элек-
электромоторы мощностью свыше
100кет; ходовые колёса мосто-
мостовых кранов; ролики поворотных
кругов
Железнодорожные и трам-
трамвайные осевые буксы
Трансмиссионные валы
Диаметры
Радиальные
подшипники
шари-
шариковые
ролико-
роликовые
Подшипники
До 18
—
Св. 18
—
—
До 100
Св. 100
_
До 40
—
До 100
—
До 250
До 40
До 180
_.
До 250
Радиально-
упорные под-
подшипники
шари-
шариковые
ролико-
роликовые
в мм
зсех диаметров
До 100
—
Св. 100
—
—
До 18
До 100
Св. 100
Роликоподшипники i
диаметров
Подшипники
До 40
—
До 100
—
До 250
До 40
До 180
До 250
зсех
на стяжных
втулках всех диаметров
Подшипники
на конических
втулках всех диаметров
Посадки
Д
С
П или П[
П или Н
П или Н,
Н
Tj
т
Н или Н,
н
Т или Т,
Т
Г,
Г
Г
в3
в*
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
593
Таблица 71
Примеры
выбора посадок
Общая характеристика условий
Врашается
вал или
корпус
Вращается
а е т с я i
3
«
а.
0Q
Вид нагружения
наружного кольца
Циркуляционное
Местное
Местное или ко-
колебательное
Местное
шарико- и роликоподшипников в корпусы из чугуна или стального литья
(по ГОСТ 3325-46)
определяющих выбор посадки
Режим работы (и дополнитель-
дополнительные примечания)
Тяжёлый при тонкостенных
корпусах
Тяжёлый или нормальный
Нормальный
Тяжёлый или нормальный
Тяжёлый или нормальный
(перемещение вдоль оси невоз-
невозможно)
Тяжёлый или нормальный
Нормальный
Нормальный
Нормальный или тяжёлый
Нормальный или лёгкий
(разъёмные корпусы)
Наименования машин и подшипнико-
подшипниковых узлов
Колёса самолётов; передние колёса
автомобилей и тракторов на кониче-
конических роликоподшипниках; ходовые
колёса мостовых кранов
Ролики рольгангов; передние колёса
автомобилей и тракторов на шарико-
шарикоподшипниках; подшипники коленча-
коленчатых валов компрессоров
Ролики ленточных транспортёров;
натяжные ролики (лениксы)
Подшипники шпинделей расточных
станков
Конические роликоподшипники ко-
коробок передач и задних мостов авто-
автомобилей и тракторов
Подшипники шпинделей шлифоваль-
шлифовальных станков (передние); коренные
подшипники коленчатых валов дви-
двигателей
Центробежные насосы, вентиляторы,
центрифуги; железнодорожные и
трамвайные буксы
Подшипники шпинделей станков
(металлорежущих и деревообделочных)
Большинство подшипников общего
машиностроения
Трансмиссии
Посадки
Р-7 — ISA
Г
Т
Г, или Ti
Н
н,
П
п,
С
с3
Посадки внутренних колец на вал по ISA III
Таблица 72
Калибр
вала
по ISA
g6
Враща-
Вращающееся
кольцо
Наруж-
Наружное
Наруж-
Наружное
Вну-
Внутреннее
Вну-
Внутреннее
Вну-
Внутреннее
Направление действия
нагрузки (слева) и харак-
характер изменения нагрузки Р
и числа оборотов п по
времени (справа)
А
т
?
1
Q
<\
у\ р\
Лги—»—»_/—\J
Л*
Pt
ППП ПППП П
DDO DOBD JDi
rthh nh nri
ODD OU 0Ц
n
nnn nPf
UUIJ Ui
Типы подшипников
Роликоподшипники конические
Шарикоподшипники радиальные
Роликоподшипники конические
Магнетные шарикоподшипники
(
Шарикоподшипники радиальные
сферические
Шарикоподшипники радиальные;
подшипники с короткими цилин-
цилиндрическими роликами; роликопод-
роликоподшипники конические
Примеры применения
Передние колёса автомобилей. Ха-
Характер изменения Р и п показан для
спортивных автомобилей
Небольшие направляющие ролики
подвесных дорог
Задние колёса автомобилей-грузо-
автомобилей-грузовиков; натяжные ролики
Молочные сепараторы, тахометры
и т. п.
Электромоторы небольших размеров
с диаметром вала до 30 мм
Передаточные валы в станках
594
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Продолжение табл. 73
Калибр
вала
по ISA
Направление действия
Враща- нагрузки (слева) и харак-
ющееся тер изменения нагрузки Р
кольцо и числа оборотов п по
времени (справа)
Типы подшипников
Примеры применения
J6
k5
k5
k6
пб
Вну-
Внутреннее
Вну-
Внутреннее
Вну-
Внутреннее
Вну-
Внутреннее
Вну-
Внутреннее
Вну-
Внутреннее
Вну
треннее
i
\
\
е-е
Шарикоподшипники радиальные
Коробки скоростей в автомобилях
(при больших нагрузках для подшип-
подшипников с короткими цилиндрическими
роликами применять калибр к5)
Магнетные подшипники
Электрические машины для автомо-
автомобилей
Подшипники с короткими цилин-
цилиндрическими роликами
Электромоторы средней величины с
диаметром вала от —35 до ~75 мм
Подшипники с короткими цилин-
цилиндрическими роликами; роликопод-
роликоподшипники конические
Валы червяков
Подшипники с короткими цилин-
цилиндрическими роликами
Электромоторы с диаметром вала
более 75 мм; трамвайные моторы
Роликоподшипники сферические
двухрядные
Большие стационарные моторы
Подшипники с короткими цилин-
цилиндрическими роликами; подшип-
подшипники широких серий
Трамвайные и железнодорожные
буксы
Посадки наружных колец в корпусе по ISA III
Таблица 73
Калибр
отвер-
отверстия
корпуса
по ISA
Враща-
Вращающееся
кольцо
Направление действия на-
нагрузок (слева) и характер
изменения нагрузок Р и
числа оборотов п (справа)
Типы подшипников
Примеры применения
Н8
Н7
J7
J6
К7
Кб
М7
Вну-
Внутреннее
Вну-
Внутреннее
Вну-
Внутреннее
Вну-
Внутреннее
Вну-
Внутреннее
Вну-
Внутреннее
Вну-
Внутреннее
Вну-
Внутреннее
Наруж-
Наружное
Шарикоподшипники и ролико-
роликоподшипники сферические само-
самоустанавливающиеся
Трансмиссии
Роликоподшипники сферические
самоустанавливающиеся
Большие зубчатые передачи, ме-
медленно вращающиеся
Подшипники с короткими цилин-
цилиндрическими роликами, широкая
серия; роликоподшипники сфери-
сферические самоустанавливающиеся
Трамвайные и железнодорожные
буксы. Характер изменения Рил
показан для вагонов скорых поездов
Шарикоподшипники радиальные;
роликоподшипники сферические
самоустанавливающиеся
Зубчатые передачи средней величи-
величины, быстроходные
Шарикоподшипники и ролико-
роликоподшипники сферические само-
самоустанавливающиеся
Электромоторы
Коробки скоростей станков
Подшипники с короткими цилин-
цилиндрическими роликами
Большие зубчатые передачи, быстро^
ходные
Шарикоподшипники радиальные;
роликоподшипники сферические
самоустанавливающиеся
Вертикальные валы деревообрабатк>
вающих станков
Шарикоподшипники радиальные;
подшипники с короткими цилин-
цилиндрическими роликами
Натяжные ролики, слабо нагружён-
нагружённые
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
595
Продолжение табл. 73
Калибр
отвер-
отверстия
корпуса
ио ISA
Враща-
Вращающееся
кольцо
Направление действия
нагрузок (слева)и характер
изменения нагрузок Р и
числа оборотов п (справа)
Типы подшипников
Примеры применения
N7
Р7
Наруж-
Наружное
Наруж-
Наружное
Вну-
Внутреннее
Наруж-
Наружное
Наруж-
Наружное
Шарикоподшипники радиальные;
подшипники с короткими цилин-
цилиндрическими роликами
Натяжные ролики
Подшипники с короткими цилин-
цилиндрическими роликами; роликопод-
роликоподшипники сферические самоуста-
самоустанавливающиеся
Подшипники шатуна поршневых
машин
Подшипники с короткими цилин-
цилиндрическими роликами
Центрифуги
Роликоподшипники конические
Передние колёса автомобилей (при
тонкой втулке возможно применение
калибра N7)
Подшипники с короткими цилин-
цилиндрическими роликами
Направляющие ролики в подъёмных
приспособлениях
ВЫБОР ПОДШИПНИКОВ
Выбор подшипников для работы
при статической нагрузке
Допускаемые нагрузки на невращающийся
подшипник должны приниматься с таким рас-
расчётом, чтобы вызываемые ими напряжения
не приводили к остаточным деформациям.
Однако во время работы в подшипнике могут
возникать мгновенные контактные напряжения,
превышающие предел упругости для элементов
подшипника, без повреждения дорожек каче-
качения. Мгновенные динамические нагрузки осо-
особенно характерны для транспортных машин.
Если их действие регулярно, то по ним сле-
следует проверить подшипник на статическую
грузоподъёмность с учётом характера нагру-
жения, но нельзя принимать их за основные
расчётные усилия.
Если вал опирается на радиальную шарико-
шариковую опору (в состоянии покоя), то действу-
действующая на него нагрузка должна уравновеситься
реакциями по крайней мере трёх шариков (в
двух подшипниках), причём наихудшие усло-
условия будут иметь место в той опоре, где на-
нагрузки воспринимаются лишь одним шариком,
так как грузоподъёмность такого подшипника
должна быть равна грузоподъёмности одного
шарика [14]. Число работающих шариков в ра-
радиальном подшипнике при самом медленном
вращении сразу увеличивается: в движении
вал не может опираться меньше чем на два
шарика в каждой опоре. Поэтому при самых
малых числах оборотов грузоподъёмность ра-
радиальных подшипников должна увеличиться
сравнительно со статической примерно в 2 раза.
При конструировании узлов машин и ме-
механизмов, останавливаемых под нагрузкой,
сказанное выше во избежание аварий ни (в
каком случае нельзя упускать из виду. Осо-
Особенно большое значение это имеет при кон-
конструировании букс тележек и платформ гру-
грузоподъёмных машин и прочих устройств, ко-
которые, работая в тяжёлых условиях, в то же
время могут быть остановлены под полной
нагрузкой на очень долгий срок.
Выбор подшипников, работающих при ста-
статической нагрузке или при числе оборотов
менее одного в минуту, производится по вели-
величине статической нагрузки.
Формулы для приближённого подсчёта до-
допускаемой статической нагрузки подшипников
качения различных типов таковы [3, 6, 24]:
Радиальные шарикоподшипники од-
однорядные Q,85zd'o кг
Радиальные шарикоподшипники
сферические двухрядные Q,T2zd'Q „
Радиальные роликоподшипники с ко-
короткими цилиндрическими роликами l,6zdut „
Радиальные роликоподшипники сфе-
сферические двухрядные 3zdol „
Радиально-упорные шарикоподшипни-
шарикоподшипники однорядные 0,85zd0 cos p кг
Шарикоподшипники магнетные . . . 0,28zdg кг
Роликоподшипники конические . . l,6zd0 I cos fi кг
Шарикоподшипники упорные .... 3,3zd0 кг
В этих зависимостях z — число шариков
или роликов в одном ряду; d0 — диаметр ша-
шариков или роликов в мм (для бочкообразных
роликов — наибольший диаметр, для кониче-
конических — средний диаметр); / — рабочая длина
ролика в мм; C — угол наклона линии давле-
давления шариков в контакте с наружным кольцом
к средней плоскости шарикоподшипника; в ко-
коническом роликоподшипнике — угол дорожки
качения наружного кольца к оси вала.
Выбор подшипников по работоспособности
и сроку службы
Внутренние размеры подшипника (р — ра-
радиусы кривизны рабочих элементов), число его
тел качения (г), число оборотов в минуту (п) и
срок службы (h час.) определяют допускаемую
расчётную нагрузку (Q) на подшипник при
прочих равных условиях изготовления, монта-
монтажа и эксплоатации, т. е.
<?=/(Рш Р12. Р21- Р22» *. Л» Л).
На практике подшипники имеют самые
различные отклонения работоспособности от
596
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. 1
расчётной и соответственно дают значительное
рассеяние сроков службы. У одинаковых под-
подшипников при одном и том же режиме испы-
испытаний часто наблюдается настолько широкое
„поле рассеяния", что сроки службы для под-
подшипников одного и того же типо-размера в тех
же условиях работы могут различаться в 20 и
более раз. Объясняется это тем, что на срок
службы подшипника влияет целый ряд факто-
факторов, не учитываемых расчётными зависимостя-
зависимостями, как то: качество материала и его терми-
термическая обработка; размерные отклонения де-
деталей, хотя бы и в пределах установленных
допусков; чистота доводки поверхностей дета-
деталей подшипника, смазка, загрязнение и т. д.
Все эти факторы, комбинируясь в подшипнике
в различных сочетаниях, и вызывают столь
большие колебания в сроках службы у оди-
одинаковых подшипников.
Зависимость между сроком службы, нагруз-
нагрузкой и числом оборотов выражается для под-
подшипников качения эмпирической зависи-
зависимостью (92):
Q (л/гH'3 = С.
Справедливость данной зависимости много-
многократно проверялась для отечественных под-
подшипников при стендовых испытаниях их на
машинах с рычажными или гидравлическими на-
нагружающими устройствами A-й ГПЗ, 4-й ГПЗ,
ЭНИИПП).
Из зависимости (92) следует, что срок
службы подшипника с изменением нагрузки
резко меняется; например, при увеличении
нагрузки в 2 раза срок службы подшипника
сокращается в 10 раз.
Для пользования указанной зависимостью
при выборе радиальных и радиально-упорных
подшипников необходимо определить прежде
всего приведённую условную нагрузку Q на
подшипник:
Q = (R+yA)K6KK, A01)
где R — действительная радиальная нагрузка
в кг; А — действительная осевая нагрузка в кг;
у—„коэфициент приведения", учитывающий
неодинаковое влияние на долговечность под-
подшипников качения радиальных и осевых уси-
усилий; определяется опытным путём в зависи-
зависимости от типо-размера подшипника; значения
коэфициента у приведены ниже, в табл. 74;
Кб — динамический коэфициент подшипников
качения (коэфициент безопасности), учитыва-
учитывающий влияние на долговечность подшипников
качения динамических условий их работы,
характерных для различных машин и механиз-
механизмов; устанавливается на основании система-
систематизации опыта работы подшипников в осуще-
осуществлённых конструкциях с аналогичным ха-
характером нагружения (значения коэфициента
Kg см. в табл. 75); Кк ~ коэфициент, учиты-
учитывающий влияние вращения наружного или
внутреннего кольца подшипника качения на
его долговечность (значения коэфициента К*
см. в табл. 76).
Развёрнутая зависимость для С имеет сле-
следующий вид:
С = (/? + уА)К6Кк ("Ь)°'г- 002)
По подсчитанной по этой формуле величи-
величине С подбирают подходящий для данных усло-
условий подшипник. Для упрощения расчётов можно
величины (nhH'3 брать непосредственно из
табл. 77, подбирая в ней числа, ближайшие
к заданным п.
Некоторые дополнительные вопросы, свя-
связанные с выбором подшипников различных
.типов, см. ниже (стр. 618—625).
Результаты расчёта одного и того же под-
подшипника качения по изложенной выше приня-
принятой в отечественной практике методике иногда
расходятся с результатами аналогичных расчё-
расчётов по справочным материалам и каталогам
иностранных фирм. Для тех же нагрузок по-
последние в ряде случаев рекомендуют более
лёгкие и компактные подшипники, что объ-
объясняется моментами рекламного порядка, а
также большей однородностью продукции,
выпускаемой указанными фирмами.
Фирмой SKF в 1940 г. была предложена
следующая формула для подсчёта эквивалент-
эквивалентной нагрузки:
Q = x(R+yA). A03)
Значения х и у приведены в табл. 78.
Номограммы для выбора подшипников
Стремление облегчить выбор подшипников
качения привело к разработке ряда номограмм
Таблица 74
Значения „коэфициента приведения"
Типы подшипников
Шарикоподшипники радиальные однорядные всех серий (для этих подшип-
подшипников осевые нагрузки в пределах до 20°/0 от радиальных в расчёт не при-
принимаются)
Шарикоподшипники радиальные сферические лёгкой серии на закрепи-
закрепительных втулках или без таковых
Шарикоподшипники радиальные сферические лёгкой серии для валов
диаметром 45 мм и более
Шарикоподшипники радиальные сферические средней серии на закрепи-
закрепительных втулках или без таковых
Шарикоподшипники радиальные сферические средней серии широкого типа
на закрепительных втулках или без таковых
Роликоподшипники радиальные сферические на закрепительных втулках
или без таковых
Шарикоподшипники магнетные
Шарикоподшипники радиально-упорные однорядные (неразборные)
Конические роликоподшипники (с нормальными углами конусности)
У
Серии и номера подшипников
Серии 200, 300 и 400
Номера 1005 - 1009; 1200;
1208; 11204—11207
Номера 1209 и выше; 11208 и
выше
Серии 1300 и 11300
Серии 1600 и 11600
Серии 3500; 3600; 13500 и
16600
Серия 6000
Серии 26200 и 26300
Серии 7300; 7500 и 7600
У
1,5
3,5
5
4
3
3
2
0,74
13
Примечание. Роликоподшипники цилиндрические игольчатые и витые всех серий и конструкций выби-
раются без ковфициента у.
ПОДШИПНИКИ КАЧЕНИЯ
597
[9,14], использование которых во многих слу-
случаях может оказаться целесообразным. Таковы
номограммы Р. Д. Бейзельмана (фиг. 175),
К. А. Кувшинова и Н. А. Спицына для выбора
стандартных подшипников качения (фиг. 176).
На номограмме фиг. 175 приведен пример, поясняющий
способ пользования ею.
Заданы: Q=25O кг; я=500 об/мин; Л=5000 час.
Коэфициент работоспособности подшипника С=-20 800.
Если величина С взятого подшипника настолько велика.
что она вышла за пределы шкалы, то необходимо: а) при
9/7
40~
-
7 50-r-
60—
70—
80—
90-=
—
200 —\
inn —
Ш —
500 —
finn .—¦
700-=
800 -==
900 —
woo —
—
000 -~
—
'000 —
7J/7/7 —^
000 _^=
Ш -=
—
—
t
1
/
у
уУ
y'
у
у
у
у
-p.
у
у
у
у
у
у
у
y
уУ
у
у
у
у
^L
/-
у
у
III
1
споднь
p i
1 i
y^
У
y7*
у
y*
y*
y''
/'
у
-"
y'
у
y'
^¦'
^y
у
y'
y7*
у
У
у
у
-
уУ
w
¦n
4
11
y^
y'
^ ^y-
^У-
^ y'
y"
Ж
C5 «=> PS.
cv, ^ If,
1 { >
iim
—*^-—
-pr-
• ?** ¦
-'
^ >-
fnrn
ill
7бозначения
Illl
Is*
\^
i^ ^
*~ ^^
^ /•
—•s—
" /
-- /¦
/ /
/^ /
^ /^
' /
' У
1 f
1
1 1 !
И N
^2a
'\.
/^
A.
/Г1
^/
^^
У~\
^V
^^
/
\
1
--
^,
/"
I1!
i
14
У"
^*
г!
"У"
^^
^^
/^
^^
/^*
/^
^У
/-¦
/
у/
1
-200
Illl
* ^'
y' ^
Л -
\
У
¦^ -
И
л^-
А -
М -
л ,
—р ^~ ~
Л' -
А'
-К
к
Y
111
11
{ 1
lllil
1 §
mi
>^
1 -
к
V,
-Г
-Л
,у
/
у\
У~
||Г
1
-500
III
у\
А
1
л
/А
1
1
|
ji
1
1
II
А
1 \ I
уЛ /
А*
Л
1
>
-
--1
*~\
/
\\
1
ll III
-г
-"'
~*
/¦
1
/
<-•
<
/
^-
_^
/|
^=
/л
у\
/\
у"
/
У*
-У
А
^4
—pj
Ь-'Т
/А
1
/*
1
1
Л
А
/^
^^
^^
)
/-
1'|Ф
.
Illl I
1
1
/
А .
А^\
Л
^^
/-—
/S
/^
/•
у\
//
/^
yS
у'
/
у*
¦у
¦Л ,
1 fi
а
1 III
1
II
¦7
s^
1
y\
yS
H
уЛ
yS
yS
yS
у*
yS
^,
y*
3
Э
¦5
III
/
У
,\
У 1
y^
y-
y^
y^
¦ v
'¦
III
1
III
'i
1
III
y^
/
yS
у
уУ
y~
У
yS
У
/
^y
y'
_уУ
У
у*
yS
/>
^y
^y_
У
у!
у
ПТ
-5000
||
у
^У
<у
У^
\\\
-¦
¦у
у
У
yS
У
у'
у^
у
У
у^
^у
У^
1
||
у
^У
У
У
у
—
у^
у^
^с
У
уУ
^у
У
^у
У~
'
у
у
У*
г
г"
у
у-
||
1
I
III
к
у
у
\
i
1 1
1
1-1
•У
уУ
у
у
^У
У-
—
У
у*
fy
У
'
уУ
У
уУ
у
У
У
уУ
У
У"
у
У"
и
1
1
1
||
У
уУ
У
У
У
уУ
у-
уУ
/
уУ
Г*
у
*^
У
у.
У
У
У
У
у
У
у
-
-с
1
с
1
1
—гооо
— зооо
^-4000
—лш
^6000
=-7000
^-8000
3-9000
=-10000
—20000
z^-20000
—40000
—50000
' ЙПППЛ
— 70000
=-80000
^90000
^-woooo
—гооооо
^-300000
=
— 40000С
— S0OOQV
=•- 600000
s
III
=~ 800000 <¦
— 900000
- -1000000
—
_
-
—
—
-
—
illl
ill
—
IE
;
—.
ill
ill
1 20 1
—~ §
=-50 |
—200 %
rrcuu g
4j
=^500
=-1000
-
—?ooo
\—-
1— кппп
illl
2000Q
—
— 50000
=^100000
1
—
lllllllil
Q-приведенная нагрузка ЮО/о
но подшипник {hi}
П-число оборотов в мин.
h - допгобвчность подшипника в часах
С - коэсрициент работоспособности
50U0 30 20 10 5 <
Процентная шкала
Фиг. 175. Номограмма для выбора подшипников качения.
598
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Значения динамического коэфициента (коэфициента безопасности) Kg
Таблица 75
Характер нагрузки на подшипник
Спокойная нагрузка. Толчки отсутствуют
Лёгкие толчки. Кратковременная перегруз-
перегрузка — до 125°/0 нормальной нагрузки
Примеры машин и узлов, соответствующих данному Kg
Передачи гибкой связью. Фрикционные передачи. Лен-
Ленточные транспортёры. Блоки
Металлорежущие станки. Вентиляторы и воздуходувки.
Элеваторы, конвейеры и тяжёлые транспортёры. Рольганги
мелкосортных прокатных станов. Шестерни с фрезерован-
фрезерованными или шлифованными зубьями. Паровые двигатели.
Оборудование холодильников. Машины для обработки льна,
хлопка, шерсти
1.3—1
Умеренные толчки. Кратковременная пе-
перегрузка -— до 150°/0 нормальной нагрузки.
Вибрация нагрузки
Коробки передач тракторов и автомобилей. Редукторы.
Комбайны. Молотилки. Центрифуги. Зернодробилки. Ком-
Компрессоры. Валки мелкосортных станов. Электродвигатели
Колёса автомобилей и тракторов. Двигатели внутреннего
сгорания. Строгальные и долбёжные станки. Шестерни
с грубо обработанными зубьями. Вагонетки для угля
Нагрузка со значительными толчками и
вибрацией. Кратковременная перегрузка —
до 200'/о нормальной нагрузки
Валки и рабочие рольганги среднесортных прокатных
станов. Шаровые мельницы. Дробилки для руды. Полиро-
Полировальные барабаны
2-2,5
Дробилки для камней. Копры. Мелкие ковочные машины.
Железнодорожные буксы
Нагрузка с сильными ударами. Кратковре-
Кратковременная перегрузка — до 300J/0 нормальной на-
нагрузки. Плохие условия работы. Повышен-
Повышенная температура, ненадёжность уплотнений
2,5-3
Тяжёлые ковочные машины. Валки и рольганги крупно-
крупносортных станов, блюмингов, слябингов. Рольганги у ножниц
и манипуляторов. Буксы железнодорожные скоростные.
Лесопильные рамы (дышла). Вертлюги. Подшипники в обо-
оборудовании, работающем под водой. Подшипники в обору-
оборудовании для производства хлора, соды, серной кислоты
и т. п.
Таблица 76
Значения коэфициента Кк
Какое кольцо
вращается
Внутреннее
Для каких подшипников
Для всех
Для сферических
Для всех, кроме сфериче-
сферических
i
i,i
1,45*
* По исследованиям Пальмгрена данный коэфициент
может быть снижен до 1,33.
определении допускаемой нагрузки Q величину С разде-
разделить на 10 и по ней отыскать Q, после чего найденную
величину Q умножить на 10; б) при определении срока
службы — величины С и Q разделить на 10 и величину
расчётного срока службы принять без каких бы то ни
было поправок.
Данная номограмма позволяет также производить вы-
выбор подшипника и определять срок службы взятого под-
подшипника, работающего при переменных нагрузках и пе-
переменных числах оборотов. Для этой цели справа помещена
.вспомогательная шкала", а внизу „процентная шкала".
Искомые величины определяют следующим способом.
Задано несколько режимов работы подшипника (для дан-
данного примера три):
Режим I Режим II Режим III
Q1 = 500 кг Q, - 1000 кг Q3=2000 кг
л, — 1000 об/мин «а — 750 об/мин п3=Ю0 об/мин
Продолжительность каждого из режимов по отноше-
отношению к общей продолжительности работы подшипника
(или к продолжительности цикла) соответственно: 40, 35
и 25'7о-
Для режима I находят по номограмме точку пересече-
пересечения прямых, проведённых через точки осей координат,
соответствующие заданной нагрузке и заданному числу
оборотов. Эта точка пересечения укажет некоторую на-
наклонную прямую. На „процентной шкале" отмечают число
процентов соответственно продолжительности режима I,
и через эту точку проводят вертикаль до пересечения с
найденной наклонной, а через полученную таким образом
точку пересечения — горизонталь, которая на „вспомо-
„вспомогательной шкале" укажет некоторое вспомогательное
число.
Точно так же определяются вспомогательные числа и
для следующих режимов.
Для данного примера вспомогательные числа равны:
для режима I — 40, для режима II —¦ 265 и для режима
III - 2G0.
Сумму этих величин откладывают на „вспомогательной
шкале", и через конечную точку отрезка проводят гори-
горизонталь до пересечения с вертикальной прямой, проходя-
проходящей через точку, соответствующую lOOJ/o шкалы. Точка
пересечения определит некоторую наклонную прямую,
параллельную линиям сетки.
Если задан коэфициент работоспособности подшип-
подшипника, то, проведя горизонталь через точку, соответству-
соответствующую этому коэфициенту, до пересечения с упомяну-
упомянутой выше наклонной, находят точку, перенос которой
на вертикаль укажет на шкале срок службы подшип-
подшипника.
Если задан требуемый срок службы подшипника, то
обратным способом находят коэфициент его работоспо-
работоспособности.
В данном примере сумма вспомогательных чисел
равна 555.
При заданном сроке службы в 500 час. указанным
методом найдено значение С=86 000.
При выборе стандартного подшипника ка-
качения по номограмме фиг. 176 надлежит руко-
руководствоваться следующими указаниями.
Долговечность подшипника в часа»
I
Число оборотов в минуту
Приведенная нагрузка подшипника (в кг) Q- Кб -
Ц81Ц1
¦4-
Требуемып коэсрициент работоспособности подшипника С
Эскизы стан-
стандартных типов
подшипников
669
йинзьум ининиигтгои
[ШЛ /J
600
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Для выбора подшипника должны быть за-
заданы:
а) h — требуемая долговечность подшип-
подшипника в часах;
б) п — число оборотов вала или корпуса
в минуту;
в) R — действующая радиальная нагрузка
в кг;
г) А — действующая осевая нагрузка в кг;
д) условия и режим работы подшипника
(какое кольцо вращается, характер действую-
действующей нагрузки: постоянная, толчками, ударами
и т. д.; температура, смазка, пыльность поме-
помещения и т. д.);
е) конструктивный тип подшипника (ша-
(шариковый, роликовый, самоустанавливающийся
и т. д.) и его габаритные размеры.
Должны быть установлены:
а) у — коэфициент для приведения осевой
нагрузки к условной радиальной, зависящий
от типо-размера и конструкции данного под-
подшипника (числовые величины этого коэфи-
циента указаны в табл. 74);
б) Кк — коэфициент кольца, зависящий от
того, какое кольцо вращается — наружное или
внутреннее;
в) Q — приведённая (условная) нагрузка, ве-
величина которой обычно вычисляется как допу-
допускаемая для данного подшипника при опреде-
определённой долговечности и определённом числе
оборотов:
Q = (R + уА) КкКб\ (Ю4)
г) S — осевая составляющая, возникающая
в подшипнике при действии радиальной на-
нагрузки, появляющаяся в радиально-упорных
шариковых и конических роликоподшипниках.
Расчёт соответствующего заданным усло-
условиям подшипника и определение номера стан-
стандартного подшипника заключаются в опреде-
определении требуемого коэфициента работоспособ-
работоспособности С по формулам:
для радиальных подшипников
C=(R+yA) КкКб (л/гH,з. (Ю5)
для радиально-упорных подшипников
С = { [R + у (А — S)] КкКб } (л/гH'3; A06)
для упорных подшипников
C=AKKK6n°'3h0-3. A07)
Подшипники с цилиндрическими роликами
рассчитываются только по действующей ра-
радиальной нагрузке R, а именно:
C—RKKK.6(nh) ' . A08)
Осевая нагрузка допускается для подшип-
подшипников с цилиндрическими роликами только
в случае наличия бортов на кольцах, причём
величина, характеризующая осевую нагрузку
на борт подшипника в зависимости от коэфи-
коэфициента работоспособности С, принимается:
при постоянной осевой нагрузке o,ooi6 С кг
при непостоянной, часто действующей
нагрузке 0,0022 С кг
при редко действующей нагрузке .... 0,0043 С кг
При расчёте радиально-упорных подшипни-
подшипников в случае наличия неуравновешенной осе-
осевой составляющей 5 в расчёт принимается
только разность (А — S) между действующей
осевой нагрузкой А и осевой составляющей 5.
Таблица 77
Числовые значения
в зависимости от п и ft
\л об/мин
h час. ^v.
100
125
160
200
250
320
400
500
630
800
1 000
1250
1 боо
2 ООО
2500
3 2OO
4 ооо
5 ооо
6300
8ооо
юооо
I2 5OO
16 000
20 000
25000
32 000
40 000
500ЭО
63 000
80000
\л об/мин
IOO
125
IOO
2О0
250
32O
4оо
5°°
630
8оо
I ООО
I 250
I боо
2 ООО
2500
3 2OO
4 ооо
5 ооо
6300
8 ооо
юооо
12500
16 000
20000
25000
32000
40000
50000
63 000
80 000
-^
10
8,о
8,5
9.2
9.8
ю,5
11,2
12,О
13.°
13.8
14,8
1б,О
17.0
18,2
19.5
21,0
22,4
24,0
25.7
27.5
29.5
32,0
34.O
Зб.З
39.O
41.7
44,7
48,0
51.3
55.O
59.O
63
13.8
14.8
16,0
17.°
18.2
19-5
21.0
22,4
24.0
25.7
27,5
29.5
З20
34.O
Зб.З
39.O
41.7
44,7
48,о
51.3
55.о
59.°
63.Р
67,6
72.5
77.7
83.2
89,0
95.о
102,0
16
9.2
9.8
11,2
12,0
13.O
13.8
14,8
l6,O
17.0
18,2
19.5
2Г,О
22,4
24.°
25.7
27-5
29-5
32,О
33.9
Зб.З
З9.о
4L7
44.7
48.0
51,3
55.о
59»о
бз.о
67,6
80
14,8
1б,О
17.0
18,2
19.5
21,0
22,4
24,0
25.7
27-5
29.5
32>о
34,о
36,3
З9.о
41,7
44-7
48.0
5Х>3
55.о
59.о
бз.о
б7,'б
72,5
77,7
83,2
89,0
95.5
Ю2,О
20
9.8
11,2
12,О
I3-O
13.8
14.8
l6,O
17,0
18,2
19.5
21,0
22,4
24,0
25.7
27.5
29.5
32.0
34.O
Зб,3
39.O
41.7
44-7
48,0
51.3
55.O
59.O
63,0
67,6
72,5
100
16,0
17.0
18,2
19.5
21,0
22,4
24,0
25.7
27.5
29.5
32.0
34.0
36,3
39.0
41.7
44.7
48,0
51.3
55.0
59,0
63,0
67,6
72,5
77.7
83.2
89,0
95.5
102,0
110,0
117,0
25
10,5
11,2
12,0
13.0
13.8
14.8
16,0
17,0
18,2
т9,5
21,0
22,4
24,0
25,7
27.5
29.5
32.0
34.O
Зб.З
39.O
41.7
44-7
48,0
5Х'3
55.о
59.о
бз.о
67,6
72,5
77.7
125
18!г
19.5
21,0
22,4
24,О
25.7
27.5
29.5
32,О
З4.о
Зб.З
З9.о
41,7
44,7
48,0
51,з
55-O
59.о
6з,о
67,6
72>5
77-7
83,2
89,0
95.5
102,0
1Ю,О
П7.о
12б,О
32
11,2
12,О
13.о
13,8
14.8
1б,О
17.0
18,2
19.5
21,0
22,4
24,0
25.7
27.5
29.5
32,0
34.O
Зб.З
39.°
41.7
44.7
48,0
51,3
55.O
59.O
63,0
67,6
72,5
77.7
83,2
160
18,2
195
21,0
22,4
24,0
25,7
27.5
29'5
32,о
З4.о
36,3
З9.о
41-7
44.7
48,о
51-3
55O
59.о
63,0
67,6
72.5
77.7
83.2
89,0
95-5
102,0
110,0
И7.О
12б,0
135°
12,0
13.°
13.8
14,8
1б,О
17.0
18,2
'19,5
21,0
22,4
24,0
25.7
27.5
29,5
32,0
34.O
36.3
39.O
41.7
44,7
48,0
51.3
55.O
59-O
63.0
67,6
72,5
77.7
83,2
89,0
200
195
21,0
22,4
24,0
25.7
27.0
29.5
32.9
34.O
Зб.З
39.O
4i,7
44.7
48,0
51.3
55.O
59.0
63,0
67,6
72.5
77.7
83,2
89.0
95.5
102,0
110,0
117,0
126,0
I35.O
1450
50
13.0
13.8
14,8
16,0
17.°
18,2
I9.5
21,0
22,4
24.0
25.7
27.5
290
32.0
34-O
Зб.З
39.O
41.7
44.7
48,0
51.З
55.0
59.0
63.0
67,6
72.5
77.7
83.2
89.0
95.5
250
21,0
22,4
24,0
25.7
27.5
29,5
32.0
34.0
Зб.З
39.O
41.7
44,7
48,0
51.3
55.0
59.0
63.0
67.6
72.5
77.7
83,2
89,0
95.5
102,0
110,0
117,0
126,0
135.0
145.0
155.0
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
601
Продолжение табл. 77
\п об/мин
h час^\.
1ОО
125
i6o
200
250
320
400
500
630
800
1 000
1 250
1 600
2000
2500
3200
4000
5000
6300
8000
10000
12 500
16 000
20000
25000
32000
40000
50000
63000
80000
\л об/мин
h часГ4--
1ОО
125
i6o
2ОО
25°
32О
4оо
5оо
бзо
8оо
I ООО
1250
I боо
2 ООО
2 5°°
3 2OO
4ооо
5 ооо »
6300
8ооо
IOOOO
12500
16 000
20000
S5OOO
32000
40 000
50000 ¦<
63 000
80 000
320
22,4
24.0
25.7
27.5
29.5
32,0
34i°
35,3
39.O
41.7
44,7
48,0
51-3
55,о
59.O
630
67,6
72,5
77.7
83,2
89,0
95.5
102,0
IIO,O
117,0
126,0
135.0
145.0
155,0
166,0
2000
39.O
41.7
44-7
48,0
5!.3
55.о
59.о
63.0
67»б
72,5
77.7
83,2
89.о
95.5
Ю2,О
IIO.O
II7.0
12б,О
I35.O
I45.O
I55.O
1бб,О
178,0
191,0
204,0
219,0
235,о
251,0
269,0
289,0
400
24.0
25.7
27,5
29.5
32,0
34.O
Зб.З
39.O
41.7
44.7
48,0
51.3
55.O
59.O
63.0
67,6
72.5
77-7
83*2
89,0
95,5
102,0
110,0
117.0
126,0
I35.O
I45.O
I55.O
166,0
178.0
2500
41,7
44.7
48,0
51.3
55.O
59.O
63,0
67,6
72,5
77.7
83,2
89,0
95-5
102,0
110,0
117,0
126,0
135.0
145.0
155.0
166,0
178,0
191,0
204,0
219,0
235'°
251,0
269,0
289,0
309,0
500
25,7
27,5
29,5
32,0
34.O
36,3
39.O
41.7
44.7
48,0
5i*3
55.O
59,о
63,0
67,6
72*5
77.7
83.2
89,0
95«5
Ю2,О
ио,о
И7,о
12б,О
I35.O
145,°
I55-O
1бб,О
178,0
191,0
3200
44.7
48,0
51.З
55.0
59.O
63.0
67,6
72.5
77.7
83,2
89.0
95>5
Ю2,О
но,о
117,0
12б,О
I35.O
J45.o
I55.O
166,0
178,0
191,0
204,0
219,0
235.0
251,0
269,0
289.С
3°9.с
33I.C
630
27.5
29.5
32.O
34,о
Зб.З
39.°
4L7
44,7
48,о
5L3
55.о
59.о
63.0
б7,б
72,5
77-7
83.2
89,0
95,5
I02..O
по,о
И7.о
12б,О
I35.O
!45.о
155-0
166.O
178,0
191,0
2O4.O
4000
48,0
51.3
55.°
59.о
бз.о
67,6
72,5
77.7
83,2
89,0
95-5
Ю2,О
1Ю...0
Н7>о
12б,О
I35.O
I45.O
I55.O
1б6,О
178,0
191,0
204,0
219.0
235.0
251,0
269,0
2891Q
309. с
331 ,с
355.<
800
295
32.O
З4.о
Зб.З
39,о
4L7
44,7
48,0
5!.3
55-о
59.о
бз.о
67,6
72,5
77.7
83.2
89.0
95.5
IO2.O
1Юл>
117'°
12б,О
135<о
I45i°
155Л
1бб,О
178,0
191,0
2O4.O
2I9.O
5000
51.3
55-о
59,о
6з-о
67,6
72,5
77-7
83,2
89,0
95,5
Ю2,О
1Ю,О
И7,о
I26.O
I35.O
I45.O
I55-O
l66,O
178,0
191.0
204,0
219-0
235,0
25х,о
269,0
28д„0
ЗО9.С
33LC
355.С
38о,с
1000
32,о
34.о
зб.з
З9.о
4L7
44-7
48,0
51-3
55.о
59O
6з,о
67,6
72.5
77.7
83.2
8д,о
95.5
1О2,0
НО,О
Н7.о
12б,0
135.0
145-0
I55.O
1бб,О
178,0
191,0
204,0
219,0
235.0
6300
55.0
59.0
63.0
67,6
72,5
77.7
83.2
89,0
95.5
ЮЗ>О
11О,О
117.0
126,0
I35.O
145.0
I55.O
166,0
178,0
191,0
204,0
219.0
235.0
251,0
269,0
289,0
3°9>о
ЗЗ1-0
355.O
)h8oo
>г|го7,о
1250
З4.о
Зб,3
39.°
4L7
44.7
48,о
5L3
55.о
59.о
6з.о
67,б
72.5
77.7
83.2
89,0
95-5
Ю2,О
IIO.O
И7,о
12б,О
135,°
I45.O
I55.O
1бб,О
178,0
191,0
204,0
219.0
235.°
251,0
8000
59»о
6з,о
67,6
72.5
77.7
83,2
89,о
95-5
102,0
IIO.O
н7,о
I26.O
I35.O
145.о
15з.о
i65,o
178,0
191,0
2O4.O
219,0
235-O
25I.O
269,0
289.0
ЗО9.О
ЗЗ1-0
З55.о
380,0
407,0
437.0
1600
Зб>3
39.°
4L7
44.7
48,о
5L3
55,о
59.о
6з,о
67,6
72,5
77.7
83.2
89,о
95,5
Ю2,О
но,о
и?.0
12б,О
I35.O
I45.O
I55.O
1бб,О
178,0
191,0
204.О
219,О
235.°
251.0
269,0
10003
бз.о
67,6
72,5
77-7
83,2
89,0
95/5
102,0
ио,о
Н7.о
12б,О
135'°
145 .о
I55.O
1бб,О
178,0
I9L0
204.О
2I9.O
235.O
251,0
269,0
289,0
3°9.о
ЗЗ^.о
355.O
1 38о,о
407,0
437'°
477«°
Таблица 78
Коэфициенты х и у для определения приведённой
нагрузки
Характер
приложения
нагрузки
Тип подшипника
X
У
Для приведённой нагрузки при подвижном
а
X
X 0J
п ЕГ
О.Ч
rt *?
si
R X
а|
йх
га
я
т о>
(ХЛ
s§
х а
м S
х *
°&
м
м
>-.сг
Сил
jj ч
X х
К g
X &
х 5
si:
55
0 *
и
внутреннем или наружном кольце
•я
3
S
сС
(Я
вух
ct
'Я
А
X
о.
X
о
1
S
к
вух
с*
>s
2
ч
о
S
о
Сферический ша-
шариковый
Сферический ро-
роликовый, радиально-
упорный шариковый
Конический роли-
роликовый, радиально-
упорный шариковый
Однорядный ра-
радиальный (модерни-
(модернизированный—с шари-
шариками увеличенных
диаметров)
Сферический ша-
шариковый
Сферический роли-
роликовый радиально-
упорный шариковый
Конический роли-
роликовый, радиально-
упорный шариковый
Однорядный ра-
радиальный (модерни-
(модернизированныйJ **
i
i
о,5*
i
i
1.4
о.7
1.4
Для приведённой статической
нагрузки
Двухрядный радиально-
упорныи
Однорядный радиально-
упорный
Однорядный радиальный
(модернизированный) или с
канавкой для вставления
шариков
i
О.5-*-
i
о,5 Ctg p
о,8 ctg p
о,8 ctg P
1,ба
о,5 ctg P
о,57 ctg p
о,57 Ctg p
1,15-1.4
о,4
о,4
о,8
* При Q > R.
** При Q > 1,4/?.
В случае /4^S в расчёт принимается
только действующая радиальная нагрузка /?.
Для выбора подшипника качения по номо-
номограмме Кувшинова и Спицына следует соеди-
соединить точку на шкале долговечности (шкала /)
с точкой заданного числа оборотов на шкале 2
и, продолжив данную прямую до пересечения
с вспомогательной шкалой 3, отметить на ней
найденное деление. Затем следует соединить
полученное деление на шкале 3 с числом на
шкале 4, соответствующим вычисленному зна-
значению приведённой нагрузки Q. Продолжая
602
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
1РАЗД. I
прямую до пересечения со шкалой 5, находят
коэфициент работоспособности С подшипника.
Каждому коэфициенту работоспособности С
соответствует ряд номеров подшипников раз-
разных типо-размеров, из которых следует вы-
выбрать наиболее подходящий для данных усло-
условий работы.
Выбор подшипников по каталогам
При использовании для выбора подшипни-
подшипников качения каталогов необходимо иметь в
виду различия в построении приводимого в
них справочного материала.
Обычно для каждого подшипника при-
приводится нагрузка в зависимости от числа
оборотов для одной какой-либо оговорённой
долговечности (например для 500, 1000,
5000 час). Значения коэфициентов Кк и Кб
при этом приравнены единице. Коэфициент ра-
работоспособности С в прямой форме для расчё-
расчётов не используется. Поэтому при пересчётах
на другую долговечность (если это потре-
потребуется) в основные приведённые ранее зависи-
зависимости необходимо ввести поправочный коэфи-
коэфициент Кд (коэфициент срока службы). Зависи-
Зависимость A01) для условной приведённой нагрузки
в этом случае будет иметь вид: для всех ра-
радиальных и радиально-упорных подшипников,
кроме подшипников с витыми роликами,
Q = (R+yA) КаКкКд\ A09)
для роликовых подшипников со сплошными
и витыми роликами
Q = RK6KKKd. A09а)
В том случае, когда одно или оба кольца
витого подшипника отсутствуют, заменяющие
их элементы (вал-корпус) должны иметь твёр-
твёрдость Н# ;>50.
Значения Кд для перерасчета долговечно-
долговечности при расчётной долговечности в 5000 час.
приведены в табл. 79.
Эквивалентная нагрузка
з.зз 1
?3,33j (no)
где ф], С2,.. • Qn~ нагрузки, соответствую-
соответствующие числам оборотов щ, /г2,..., пп;
а,, а2,..., ал —доли общей продолжитель-
продолжительности работы (принимаемой за единицу),
соответствующие данному режиму;
Эх, ?2,..., Рл — отношения чисел оборотов
при соответствующих режимах к одному из
чисел оборотов, произвольно выбранному:
C, = —— ; р2 = — и т. д.
п п
Условная нагрузка, по которой произво-
производится выбор подшипника,
Q= QaK,f<6 К к- (П1)
В случае комбинированной нагрузки Qv
Q%y-> Qn подсчитываются в зависимости от
типа подшипника по формуле
(? = /?!+ уА± и т. д.
Выбор подшипника производится по общей
формуле
С = Q (ллH>3.
Выбор подшипников по степени точности
Основные требования к точности нормаль-
нормальных и прецизионных подшипников качения
изложены в ГОСТ 520-45. В том же стандарте
даны принципиальные методы контроля точ-
точности готовых подшипников. Для шпинделей
станков имеет решающее значение радиаль-
радиальное биение, обусловленное эксцентриситетом
желобов или роликовых дорожек внутренних
колец подшипников; для конических ролико-
Значения коэфициента срока службы Kg
(для расчётной долговечности в 5000 час.)
Таблица 79
Типы подшипников
Подшипники всех типов, за исключе-
исключением подшипников с витыми роликами .
Подшипники с витыми роликами . . .
500
°.5
О,32
1000
О,б2
0.45
1500
о,7о
°.55
Срок службы в
3000
о,8з
0,78
5000
i
i
часах
10 000
1.24
1.43
15 000
1.40
1.75
25 000
1,б5
2,2б
50 000
2
3.2
Выбор подшипников для работы
при переменной нагрузке
и переменном числе оборотов
Для подшипниковых узлов, работающих
при переменной нагрузке и переменном числе
оборотов, выбор подшипников производится
по эквивалентной нагрузке QgK и условному
числу оборотов п. Метод расчёта по максималь-
максимальным („пиковым") нагрузкам в данном случае
¦исключается, так как он противоречит основ-
основным положениям расчёта на усталость и даёт
явно искажённые результаты.
подшипников — характер и точность шлифовки
базового борта внутреннего кольца; для упор-
упорных — биение торца плотно смонтированного
кольца подшипника [1, 8, 11].
Расчётное радиальное биение шпинделя
из-за неточности его опор может быть опре-
определено геометрически, если известны располо-
расположение подшипников и величины их радиаль-
радиальных биений. Увеличение числа подшипников
в опоре позволяет несколько снизить требова-
требования к точности подшипников вследствие по-
повышения жёсткости узла, что обычно и прак-
практикуется в станкостроении.
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
603
Нормы точности вращения шпинделей стан-
станков в отношении допускаемого радиального и
осевого биений обычно лежат в пределах от
0,005 до 0,03 мм (в большинстве случаев —
от 0,01. до 0,02 мм). Этому соответствуют
классы точности подшипников А, АВ, С, СА,
В, ВП и П по ГОСТ 520-45 в зависимости от
заданного предела точности и конструкции
узла. Ещё более высокой точности требуют
высокоскоростные сверхпрецизионные под-
подшипники для гироскопических приборов, при-
применяемых для судо- и самолётовождения.
Выбор шарикоподшипников
с предварительным натягом
Подшипники качения, применяемые в
станкостроении (и в других отраслях машино-
машиностроения), изготовляются с весьма жёсткими
допусками и с тщательной отделкой рабочих
поверхностей. Однако необходимыми усло-
условиями для полного устранения вибраций шпин-
шпинделей являются отсутствие зазоров между
шариками и желобами, а также уменьшение
начальных упругих деформаций валов. Этим
условиям удовлетворяют прецизионные под-
подшипники с предварительным натягом. За по-
последние годы предварительный натяг получил
применение и для роликоподшипников в
автомобилестроении [7, 8, 11, 14, 15].
Предварительный натяг шарикоподшипни-
шарикоподшипников осуществляется одним из следующих двух
способов:
а) с помощью распорных втулок или колец
неравной ширины, устанавливаемых между
наружными и внутренними кольцами подшип-
подшипников, причём разность ширины втулок или
колец, составляющая обычно несколько деся-
десятых долей миллиметра, определяется в зависи-
зависимости от необходимой величины предвари-
предварительного натяга;
б) подшлифовкой торцов колец подшипни-
подшипников (в собранном виде) со смещением в осе-
осевом направлении под действием нагрузки,
соответствующей предварительному натягу.
Подш.2
Оодш.1
Подш.2
Подш.Т
Фиг. 177. Монтаж пары подшипников с распорными труб-
трубками. A, /Jj и Л3 — силы, действующие на подшипник.
Установка подшипников с распорными
кольцами неравной ширины производится по-
посредством: а) затяжки наружных колец, при-
причём наружная втулка короче внутренней
(фиг. 177, а); либо б) затяжки, внутренних
колец, причём внутренняя втулка короче на-
наружной (фиг. 171,6). Наиболее распространён
способ затяжки колец, показанный на
фиг. 177, б, особенно при отношении осевой
нагрузки к радиальной более 0,4. г
11ри осуществлении предварительного на-
натяга вторым способом (подшлифовкой торцов
колец) радиально-упорные подшипники монти-
монтируются в зависимости от условий нагрузки
так, что:
а) наружные кольца соприкаса-
соприкасаются низкими бортами (фиг. 178); этот
вид монтажа применяется при комбинирован-
комбинированной нагрузке (радиальной и осевой) в том слу-
случае, когда не требуется большой угловой
Ра
Ж
те
б)
Фиг. 178. Установка радиально-
упорного подшипника с соприкаса-
соприкасанием высоких бортов: а — до за-
затяжки, б—после затяжки; я—сме-
я—смещение торцов колец до затяжки,
обеспечивающее получение пред-
предварительного натяга.
жёсткости (большого сопротивления прогибу
вала);
б) наружные кольца соприкаса-
соприкасаются высокими бортами (фиг. 179);
этот вид монтажа применяется при комбини-
комбинированной нагрузке, где требуется большая
Фиг. 179. Установка радиально-
упорного подшипника с соприкаса-
соприкасанием низких бортов: а—до затяж-
затяжки; б—после затяжки. Значение
а — см. в подписи к фиг. 178.
угловая жёсткость; при действии одной радиаль-
радиальной нагрузки или при действии переменной
осевой нагрузки;
в) высокий борт одного наруж-
наружного кольца соприкасается с низ-
низким бортом другого наружного
кольца (фиг. 180, а); этот вид монтажа при-
применяется для больших осевых нагрузок, дей-
действующих в одном направлении.
В случае необходимости устанавливают
последовательно две-три пары подшипников
(фиг. 180, б).
Затяжка колец подшипников производится
гайкой или пружинами (фиг. 181). Пружины
Фиг. 180. Установка радиально-упорного
подшипника по типу тандем. Значение а—
см. в подписи к фиг. 178.
применяются большей частью для шлифо-
шлифовальных шпинделей, где они обеспечивают
автоматический натяг за счёт деформации
сжатия или кручения. При этом употребля-
употребляются тарельчатые пружины типа Бельвилля,
либо одна или несколько винтовых пружин.
Величина предварительного натяга опреде-
определяется по формуле
где R — действительная радиальная нагрузка
в кг\ А — действительная осевая нагрузка в кг\
604
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
3 —угол линии давления, т. е. угол между пря-
прямой, проходящей через точки касания шари-
шариков с желобами, и плоскостью центров шари-
шариков [Р=/(е)].
Приведённая условная нагрузка на под-
подшипник определяется по формуле
QycA=[R+y(A0mln±0,5 А)} КбКк . (ИЗ)
Знак плюс относится к подшипнику, непо-
непосредственно воспринимающему рабочую осе-
осевую нагрузку, а знак минус — к подшипнику,
который разгружается от рабочей осевой на-
нагрузки.
Коэфициент работоспособности С опреде-
определяется по формуле
С - [R+y (AOmin ± 0,5 A)] (nhH3K6KK . A И)
Разность в длине распорных втулок или ко-
колец Д/ определяется по формуле
А — осевая нагрузка на 1-й подшипник, равная 60 кг;
п = 2000 об/мин;
d — диаметр вала, равный 35 мм;
h — заданный срок службы подшипника, равный
¦ИЮ0 час.
Подшипники — радиальные однорядные повышенной
точности.
Требуется определить: величину предварительного
натяга, коэфициент работоспособности пары подшипников
и разность в ширине втулок для осуществления натяга.
а) Определяем величину предварительного натяга для
пары подшипников'по формуле A12):
А01 = 0,45 • 100 + 30 - 75 кг;
Aw = 0,45 • 150 - 30 -= 37,5 кг.
Принимаем: ЛО=75 кг.
б) Находим условную нагрузку по формуле (ИЗ):
Яусл - [100+1,2 G5 + 30)] = 226 кг;
в) Определяем коэфициент работоспособности под-
подшипника по формуле A14):
С-226 B000 • 1600H'3 • 1,5 • 1-30 200.
Выбираем подшипник М° -307 класса П (по ОСТ
/3 Г-рК
0,0000041/ —~
+ 0,00012
- 0,25 ё* + 0,03 d0 e мм,
A15)
где Рп — нормальное давление на шарик от
действия предварительного натяга в кг;
A16)
zsinB '
6121-39), у которого 2=8; d0 = 12,7; е = 0,03 мм.
г) Определяем по формуле A16) Ро:
д) Находим по формуле A15)
AZ - 2 1/ 0,000004 т/ -^5- + 0,00012 |/362 • 12.72 + 0,25 • 0,03» + 0,03 ¦ 12,7 • 0,05«0,
0,274 мм.
z — число шариков в подшипнике; d0 — диа-
диаметр шарика в мм; е — радиальный
начальный зазор подшипника в мм.
Наиболее целесообразны ограниченные
величины предварительного натяга, незначи-
Предварительный натяг может быть осу-
осуществлён и в случае цилиндрических ролико-
роликоподшипников при посадке их на коническую
шейку или втулку (например, в шпинделях то-
токарных станков).
ПОТЕРИ НА ТРЕНИЕ
Потери на трение в подшипниках качения
включаются обычно в общий к. п. д. уста-
установки так же, как для подшипников сколь-
скольжения.
При необходимости
счёта момента трения
более точного под-
Мтп и потерь мощ-
1тр
ности на трение (Nmp) в тяжёлых передачах
можно воспользоваться формулами:
Pfd
кгмм;
Pfndn
1000-60-75
_ Pfdn
~ 716 200
(Н7)
¦л. с, A18)
Фиг. 181. Предварительный натяг подшипников шлифо-
шлифовальных шпинделей пружинами: а —гайка с пружиной;
б — группа пружин, осуществляющих осевое давление.
тельно превышающие приведённую осевую
нагрузку на подшипник.
Пример. Шпиндель шлифовального станка работает
при следующих условиях:
Rt — радиальная нагрузка на 1-й подшипник, равная
100 кг;
/?3 — радиальная нагрузка на 2-й подшипник, равная
150 кг;
где Р— действующая нагрузка в кг; d — диа-
диаметр вала в мм; п — число оборотов вала в
минуту;/— „приведённый" (к валу) коэфициент
трения (для шарикоподшипников/, — 0,0010ч-
н-0,0040; для роликоподшипников /2 = 0,0025 -г-
ч-0,0100).
Верхние пределы коэфициента / соответ-
соответствуют применению смазок малой вязкости
(веретённое масло), нижние — тяжёлых конси-
консистентных смазок (солидол Т).
В игольчатых подшипниках эти пределы
ещё несколько расширяются, так как в по-
последних создаётся добавочное трение от сдви-
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
605
гов в слоях самой смазки. Коэфициент трения
для этих подшипников может изменяться в
пределах от 0*005 до 0,020. Для предваритель-
предварительных подсчётов при консистентной смазке и
ненадёжных уплотнениях для любых подшип-
подшипников качения практически принимают f\ =
= /а = 0,005 -- 0,01.
ШУМ В ПОДШИПНИКАХ
В некоторых машинах шум от шарикопод-
шарикоподшипников вообще недопустим, в большинстве
же случаев такой шум, хотя и не исключает
возможности применения машины, всё же
должен быть устранён, поскольку он утомляет
обслуживающий персонал (особенно при вы-
высокоскоростных машинах).
Простейший метод исследования шума осу-
осуществляется при помощи полосовых фильтров.
Для того чтобы иметь возможность судить об
интенсивности отдельных компонентов шума
различной частоты, анализируемое напряжение
с усилительного устройства пропускается через
полосовой фильтр, отфильтровывающий все ча-
частоты, кроме лежащих в пропускаемой полосе
частот. После фильтра напряжение измеряется
стрелочным прибором, отградуированным в
единицах воспринимаемого микрофоном зву-
звукового давления, т. е. в барах (дин/см2). Из-
Измеряя величину общего звукового давления
исследуемого шума, т. е. до фильтра, и срав-
сравнивая эту величину с показаниями звукового
давления отдельных пропускаемых фильтром
полос частот, получим отчётливое предста-
представление о частоте наиболее мощных компонен-
компонентов шума. Для той же цели применяются
электромагнитные осциллографы.
Опыты показали, что: а) шум шариковых
подшипников при всех прочих равных усло-
условиях почти не зависит от величины нагрузки;
б) сила шума нагруженного шарикоподшип-
шарикоподшипника в основном определяется его числом обо-
оборотов и видом посадки; в) во всех случаях
с увеличением натяга шум подшипников в на-
нагруженном состоянии уменьшается; г) вид по-
посадки мало влияет на общий характер кривой
зависимости шума от числа оборотов.
Влияние качества поверхности, безусловно,
слабее влияния других факторов: свойств се-
сепаратора, геометрии
подшипника, правиль-
правильности подгонки дета-
деталей при сборке.
Минимальная мощ-
мощность шума шарико-
шарикоподшипника неболь-
небольшого размера Р„цП=
=4,41 микробар.
Неточность штам-
штампованного сепаратора,
представляющего со-
бой весьма грубую де-
-зо -20 -ю о *п+го -зомк галъ во МНОгих слу-
Нтяг Зазор qaJJX ведёт к возни?_
новению доминирую-
доминирующих в общем шуме
подшипника „сепара-
„сепараторных^ компонентов.
Чрезмерные зазоры
между телами качения (шариками или роли-
роликами) и стенками гнёзд сепаратора также вы-
вызывают сепараторные шумы.
Зазор
Фиг. 182. Влияние натяга
на шум шарикоподшипника
№ 308 в зависимости от
скорости вращения при на-
нагрузке 100 кг.
При „тугой сборке" подшипника, т. е. при
слишком малом радиальном зазоре, шум в нём
усиливается и приобретает характерный тон,
тем более высокий, чем больше число оборо-
оборотов одного из колец подшипника. В случае
„слабой сборки" шум шарикоподшипника
также несколько усиливается, в особенности
в несмазанном подшипнике.
Влияние натяга и числа оборотов на шум
шарикоподшипника иллюстрирует фиг. 182.
МОНТАЖ И ДЕМОНТАЖ
ПОДШИПНИКОВ [2, 9, 14]
Если качественно изготовленный подшип-
подшипник правильно выбран для данных условий
работы, правильно установлен в узле и при
эксплоатации защищен от пыли, грязи и пр.,
если своевременно добавляется и меняется
смазка, то такой подшипник будет работать
положенный ему срок службы при заданном
режиме работы. Грязь и песок, попавшие на
беговые дорожки в результате небрежного
обращения с подшипником во время монтажа
или во время его эксплоатации, смешиваясь
со смазкой, образуют абразивную массу, вы-
вызывающую износ тел и дорожек качения,
вследствие чего точность и работоспособность
подшипника снижаются.
Монтаж подшипников на валу. Посадоч-
Посадочные места вала должны быть промерены ка-
калибром, микрометром или другим инструмен-
инструментом надлежащей точности во избежание отсту-
отступлений от размеров, заданных чертежом, а
также для того, чтобы убедиться, что оваль-
Непрабильно
Фиг. 183. Проверка галтели вала.
ность и конусность не выходят за допусти-
допустимые пределы. Проверка должна быть произ-
произведена в нескольких точках по длине окруж-
окружности и вала.
Необходимо проконтролировать размер
галтели у заплечика вала (фиг. 183). Если гал-
галтель изготовлена с радиусом, большим, чем
радиус фаски подшипника, то последняя бу-
будет упираться в галтель, и в результате под-
подшипник может быть перекошен. Если подшип-
подшипник крепится на валу закрепительной гайкой,
то рекомендуется предварительно провернуть
её A—2 раза) по резьбе вала.
Монтаж подшипника на вал можно произ-
производить при помощи ручного или гидравличе-
гидравлического пресса (фиг. 184, а), а также монтажного
стакана или отрезка трубы и молотка
(фиг. 184, б и в; 185, а и б). В последнем
606
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. 1
случае вал зажимают в тиски, губки которых
во избежание повреждения вала накрываются
накладками из мягкого металла. Ни в коем
случае не следует ударять молотком непо-
Фиг. 184. Монтажные приспособления: а—ручной пресс;
б— монтажные стаканы; в—применение стакана для мон-
монтажа подшипника.
средственно по подшипнику. Подшипник дол-
должен быть установлен на валу строго перпен-
перпендикулярно к его оси
Тщательно очистить
отрезок трубы
Выпуклая
'заглушка
Шайба
Отрезок трубы
Фиг. 185. Монтаж с помощью отрезка трубы и молотка:
а—внутреннего кольца на вал; б— внутреннего кольца на
вал и наружного в корпус.
Иногда наружное кольцо должно быть уста-
установлено в корпус одновременно с посадкой
внутреннего кольца на вал. В этом случае
применяется специальная труба
(стакан), которая упирается в тор-
торцы обоих колец подшипника одно-
одновременно Сфиг. 186).
Для облегчения посадки на вал
с натягом, особенно крупногаба-
крупногабаритных подшипников, можно реко-
рекомендовать подогрев их в горячем
масле и монтаж в нагретом состоя-
состоянии. Температура масла не должна
превышать 80—90°, так как при
высокой температуре (^>>140°)
возможны отпуск металла подшип-
подшипника и утрата им первоначальных
механических качеств.
Установка для нагрева подшип-
подшипников в масле представлена на
фиг. 187. Бак изготовляется из ли-
листовой стали толщиной 0,8—2 мм.
На расстоянии 50—70 мм от дна
бака должна быть установлена
металлическая решётка или сетка,
на которую укладываются подшипники. Схема
установки для электроподогрева показана на
фиг. 187, б. Необходимо после монтажа под-
подшипника на вал проверить имеющийся в нём
радиальный зазор; проверку следует выпол-
выполнить только после полного охлаждения под-
подшипника.
Немедленно после сборки следует подшип-
подшипник смазать, так как горячее масло нагрева-
нагревательной ванны стекает очень быстро, оста-
оставляя подшипник обнажённым.
Необходимо перед установкой подшипника
в корпус охладить его, в противном случае
монтаж будет затруднителен.
о)
6)
Фиг. 187. Масляные ванны для нагрева подшипников
перед монтажом на вал: а—ванна обогревается паяльной
лампой; подшипники надеты на крюк; б— ванна с элек-
электроподогревом; подшипники лежат на сетке.
Особенности монтажа подшипников
некоторых типов. Часто, особенно при
длинных валах, применяются подшипники на
закрепительных втулках. При их монтаже на
вал надевают подшипник с вставленной
в него втулкой, передвигают его на нужное
место и затем вращением гайки втягивают
втулку в коническое отверстие подшипника.
Во избежание ослабления затяжки гайки ста-
ставится стопорная шайба. При монтаже разбор-
разборных роликовых цилиндрических подшипников
одно из колец обычно монтируется отдельно
на вал или в корпус, другое же кольцо мон-
монтируется с комплектом роликов. Необходимо
иметь в виду, что кольца разных подшипни-
подшипников одного и того же номера, кроме наруж-
наружных колец конических и некоторых цилин-
цилиндрических роликоподшипников, как правило,
не взаимозаменяемы.
Операция монтажа подшипников с витыми
роликами и разрезным наружным кольцом
значительно упрощается, если применить
специальное приспосо-
приспособление, показанное на
фиг. 188. Кольцо вста-
Фиг. 188. Монтажное
приспособление для
разрезных наружных
колец.
Фиг. 189. Монтане игольча-
игольчатого подшипника поршне-
поршневого пальца.
вляется в отверстие корпуса после того, как
его концы соединятся встык, и ударами мед-
медной выколотки вгоняется на место.
Сборку игольчатых подшипников без вну-
внутренних колец лучше всего производить с по-
помощью вспомогательных втулок (фиг. 189), на-
наружный диаметр которых на 0,1—0,2 мм
меньше диаметра вала. Процесс сборки про-
происходит следующим образом. На беговую до-
дорожку наружного кольца „наклеивается" гу-
густой смазкой ряд игл, затем ставится проме-
промежуточное кольцо, „наклеивается" второй ряд
игл и т. д. Когда все иглы установлены.
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
607
в отверстие легко вводят вспомогательную
втулку немного меньшего диаметра, а за ней
проталкивают монтируемый вал.
Большое значение для облегчения монта-
монтажа подшипников имеют мероприятия кон-
конструктивного характера, которые должны быть
предусмотрены ещё в процессе проектиро-
проектирования соответствующего узла. Сюда относятся:
а) устройство гнёзд на валу для лап съём-
съёмника, позволяющих захватить подшипник при
демонтаже за внутреннее кольцо; б) монтаж
нескольких подшипников в общей гильзе,
вставляемой в узел в комплекте с валом;
в> применение ступенчатых валов с посадкой
подшипников на короткие шлифованные шей-
шейки; г) шлифовка различных участков вала для
облегчения монтажа под различные посадки
(по системе отверстия), чтобы не препятство-
препятствовать передвижению по ним подшипника, с натя-
13
Фиг. 190. Съёмники для демонтажа подшипников.
гом только на предназначенной для подшип-
подшипника шейке; д) монтаж спаренных подшипни-
подшипников там, где это возможно, с заранее преду-
предусмотренной регулировкой (автоматизирован-
(автоматизированной); е) конструктивное предохранение ци-
цилиндрических роликоподшипников без бор-
бортов от случайных осевых перемещений
и т. д.
Проверка подшипников после установки.
По окончании установки подшипника на вал
необходимо проверить правильность его мон-
монтажа.
Прежде всего необходимо убедиться, что
подшипник прижат к заплечику вала вплот-
вплотную. Необходимо также заранее проверить
высоту заплечика, которая обычно прини-
принимается равной примерно половине толщины
внутреннего кольца. При монтаже упорных
подшипников следует проверить правиль-
правильность установки тугого (вращающегося вме-
вместе с валом) кольца, т. е. проверить перпен-
перпендикулярность его по отношению к оси вала.
Обычно в подшипнике должен сохраниться
некоторый радиальный „посадочный" зазор.
(Только в случаях комплектовки подшипников
с предварительным натягом для шпинделей
посадочный радиальный зазор может отсут-
отсутствовать). В подшипнике не должно быть за-
заметного торможения и он должен вращаться
легко и плавно.
После установки смонтированного на валу
роликоподшипника в корпус проворачивают
вал от руки и наблюдают за качением ро-
роликов.
Демонтаж подшипников. Демонтаж под-
подшипника должен производиться чистым ин-
инструментом и чистыми руками. Если сборка
не будет производиться немедленно, то под-
подшипник следует завернуть в чистую бумагу
во избежание попадания пыли и грязи в име-
имеющуюся в нём смазку. Если подшипник уже
работал и есть основание полагать, что в
него могла проникнуть грязь, то необходимо
его сразу же после демонтажа промыть в ке-
керосине, а затем в чистом бензине.
Обычно для демонтажа подшипников при-
применяются съёмники с разрезными .кольцами
и иные приспособления [2], типовые конструк-
конструкции которых представлены на фиг. 190. Такой
съёмник оказывает
давление только на
внутреннее кольцо,
причём усилие дей-
действует равномерно
на всю торцевую
поверхность коль-
кольца и перпендику-
перпендикулярно к ней. Могут
быть использоваьы
и ручные или ги-
гидравлические прес-
прессы. Во избежание
затруднений при демонтаже
подшипников конструктор дол-
должен обеспечить возможность
захвата того или иного кольца
подшипника лапами съёмника,
особенно если подшипник смон-
смонтирован с большим натягом
по посадочной поверхности.
Демонтаж подшипников на за-
закрепительных втулках ясен из
фиг. 191. При демонтаже подшипников на
буксовых втулках последние стягиваются при
помощи гайки, которая навёртывается на сво-
/Ъпка
Труба
Фиг. 191. Демонтаж подшип-
подшипника на закрепительной втулке.
Фиг. 192. Демонтаж
подшипника на бук-
буксовой втулке.
бодный конец втулки, снабжённый резьбой
(фиг. 192). В тех случаях, когда производится
демонтаж подшипника, пришедшего в полную
негодность, меры предосторожности по отно-
отношению к нему излишни.
Необходимо следить лишь за тем, чтобы
в процессе демонтажа подшипника не повре-
повредить вал.
Исчерпывающие сведения по монтажу и
демонтажу подшипников качения, в частности,
не затронутые здесь правила установки и вы-
выверки подшипниковых корпусов, см. в спе-
специальной литературе [2 и 3].
608
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
РЕГУЛИРОВКА РАДИАЛЬНО-УПОРНЫХ
И УПОРНЫХ ПОДШИПНИКОВ
Величина зазора, необходимого для пра-
правильной работы подшипника, зависит от:
а) конструктивных особенностей подшипника;
б) деформации его тел качения и беговых
дорожек; в) рабочего режима (нагрузки и
числа оборотов); г) пределов колебаний рабо-
рабочей температуры; д) углов поворота опорных
сечений вала в местах установки регулируе-
регулируемых подшипников и е) неточностей узла, пе-
перекосов, биений, эксцентричности и т. п., ко-
которые заставляют практически расширять за-
зазор в U/г—2 раза, что, естественно, отрица-
отрицательно влияет на срок службы подшипника,
но предотвращает аварии от защемления
A5 и 16].
Геометрическая зависимость между зазо-
зазорами по линии давления X, осевым (односто-
Фиг. 193. Зазоры в коническом роликопод-
роликоподшипнике.
ронним) с и радиальным е определяется из
прямоугольных треугольников фиг. 193 по сле-
следующим формулам:
X = c.sinP;
X = e-cos P;
A19)
A20)
где Р — угол конуса наружного кольца под-
подшипника (Р = 6,4-5-16,6° для подшипников нор-
нормальных серий и Р = 29-J-300 для подшипников
с большим углом конуса).
При смещении наружного кольца в осевом
направлении точка пересечения образующей
конуса наружного кольца с осью подшипника
сместится вдоль оси из полюса подшипника О
на величину осевого зазора с в точку О'
<фиг. 194). Для нормальной работы конических
Фиг. 194. Сдвиг полюса наружного кольца кони-
конического подшипника при осевом зазоре с.
роликоподшипников и для предотвращения за-
хцемления роликов необходимо регулировкой
установить оптимальную величину осевого за-
зазора с. Пределы регулировки осевых зазоров
для конических роликоподшипников приведены
в табл. 80. В станкостроении (например для
шпинделей) нужны нередко более жёсткие за-
зазоры, а иногда и натяги.
' Таблица 80
Осевые зазоры для регулировки конических
роликоподшипников
Диаметр вала
До 30
Он 30 л о SO
Г*и RO по ЙП
Серия подшипника
Лёгкая
Лёгкая широкая, сред-
средняя и средняя широкая
Лёгкая
Лёгкая широкая, сред-
средняя и средняя широкая
Лёгкая
Лёгкая широкая, сред-
средняя и средняя широкая
Лёгкая
Лёгкая широкая, сред-
средняя и средняя широкая
Пределы
осевого за-
зазора в мм
о,оз-»-о,1о
0,044-0,11
0,04-4-0,11
0,05-5-0,13
0,05-5-0,13
0,064-0,15
0,06-5-0,15
0,07-5-0,18
Непосредственно регулировать и измерять
зазоры по линии давления в радиально-упор-
радиально-упорных шарикоподшипниках не представляется
возможным. Поэтому при их монтаже произво-
производится регулировка осевого зазора, от которого
зависит величина наименьшего зазора между
шариками и кольцами.
Примерные значения осевых зазоров для
радиально-упорных шарикоподшипников при-
приведены в табл. 81.
Таблица 81
Осевые зазоры для регулировки радиально-упорных
шарикоподшипников
Диаметр вала
в мм
До 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Серия подшипника
Лёгкая
Средняя и тяжёлая
Лёгкая
Средняя и тяжёлая
Лёгкая
Средняя и тяжёлая
Лёгкая
Средняя и тяжёлая
Пределы
осевого
зазора
в мм
0,02-О,О6
0,03-0,09
0,03-0,09
0,04—о,ю
0,04—0,10
0,05-0,12
0,05-0,12
0,06-0,15
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
609
Примеры установки радиально-упорных
подшипников, обеспечивающей отсутствие за-
защемления вала при его тепловом расширении,
и методы регулировки этих подшипников ил-
иллюстрируют фиг. 195 и 195. Смещение вала при
Зазор по
верхнему
пределу
вращается
6а/>
Осебой зазор правого и левого подшипника не одинаков
Фиг. 195. .Прямая" установка радиально-упорного под-
подшипника с регулировкой прокладками и эффект тепло-
теплового расширения вала.
регулировке обычно контролируется штифтом
индикатора, упирающимся в хорошо выверен-
выверенный торец шестерни, шкива или самого вала.
Для компенсации теплового удлинения вала
при установке радиально-упорных подшипни-
подшипников следует брать приведённые в табл. 81 не-
несколько расширенные значения осевого зазора.
В наиболее ответственных случаях необходимо
учитывать тепловое удлинение вала и других
элементов подшипникового узла, могущее вли-
Тепловое расширение не
Вращается корпус
^Тепловое расширен, не опасно'
Вращается вал
Фиг. 196. .Обратная* установка радиально-упорного под-
подшипника с регулировкой резьбовыми деталями и эффект
теплового расширения вала.
ять на изменение осевого зазора, и соответ-
соответственно выбирать пределы регулировки, вы-
выходя в случае необходимости за рамки ука-
указанной таблицы. Тепловое удлинение вала (если
корпус не расширяется)
Д/= 1,17'Ю-51 At мм, A21)
где / — длина в мм; М— изменение темпера-
температуры в °С.
Примерные значения осевых зазоров для
двойных упорных шарикоподшипников на гори-
горизонтальных валах, а также при установке пар-
парного комплекта одинарных шарикоподшипни-
шарикоподшипников приведены в табл. 82.
Таблица 82
Осевые зазоры для регулировки двойных упорных
шарикоподшипников
1
Диаметр вала
в мм
До 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Серия подшипников
Лёгкая
Средняя и тяжёлая
Лёгкая
Средняя и тяжёлая
Лёгкая
Средняя и тяжёлая
Лёгкая
Средняя и тяжёлая
Предел
осевого за-
зазора двой-
двойных упор-
упорных шари-
коподшип-
коподшипников
в мм
0,03—0,08
0,05—0,11
о,о4—о,ю
О,Об —О,12
0,05—0,12
0,07—0,14
о,об—о,15
o,ro—o,i8
В двойном упорном подшипнике о зазоре
можно говорить применительно к разгружен-
разгруженному ряду шариков, находящемуся всецело
под действием центробежных сил. При этом
деформацию самих колец и шариков под дей-
действием как внешней нагрузки, так и центро-
центробежных сил можно не принимать во внимание.
Вредное действие центробежных сил особенно
сказывается при малых осевых зазорах, так
как силы распора между кольцами в сочета-
сочетании с монтажными и производственными не-
неточностями нередко вызывают в этом случае
защемление и аварию подшипника. Наоборот,
Фиг. 197. Схема нагрузок на элементы двойного упорного
шарикоподшипника (слева—разгруженный ряд, справа —
нагруженный ряд).
расширение зазора, спасая узел от защемления,
вызывает износ шариков и колец (особенно
в разгруженном ряду двойных упорных под-
подшипников) под влиянием трения скольжения,
создаваемого инерционными гироскопическими
моментами.
Пользуясь схемой нагрузок на элементы
двойного упорного подшипника (фиг. 197), мож-
можно для разгруженного и нагруженного ряда
610
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
установить между геометрическими параме-
параметрами и действующими усилиями ряд зависи-
зависимостей, на основе которых должен произво-
производиться выбор осевого зазора.
Зависимости эти следующие.
Разгруженный ряд
N' — нормальное давление шарика на жёлоб;
М.г — главный момент сил инерции шарика — гироско-
гироскопический момент
Мг- lAA-WT* <foi*D0,
где d0 — в см; Do — диаметр окружности центров
шариков в см; п — число оборотов в минуту;
а — угол отклонения линии давления шарика на жёлоб
о г оси вала
D d0 с
р d°
«ж г"
где Яж — радиус жёлоба; с — осевой зазор под-
подшипника;
t — главный вектор сил инерции, или центробежная
сила шарика
^=5,6 • Ю-9 d3n2D0,
где da и О0 в см; п — число оборотов в минуту;
Л" — сила распора
2а «-"" —
где а — смещение шарика под действием центро-
центробежной силы.
Нагруженный ряд
Р — внешняя нагрузка, действующая на шарик;
N — нормальное давление шарика на жёлоб;
Р . — нагрузка при начале гироскопического скольже-
min
_F
б/1
/—коэфициент трения скольжения шариков о кольца,
/=О,О7ч-О,О8;
о — угол отклонения линии давления шарика на жёлоб
от оси кала;
? — эксцентрическое смещение ксгец вследствие погреш-
погрешности монтажа.
Рекомендуемый зазор подкладных колец~0,25 мм
на сторону.
Эксплоатационный осевой зазор подшип-
подшипника
где cmjn—теоретически необходимый осевой
зазор.- .Cmln — 0,05-5-0,08 мм', Ц5—сумма всех
неточностей технологии и монтажа.
Рекомендуемые значения допускаемого бие-
биения по жёлобу для смонтированных на шей-
шейках валов тугих колец упорных подшипников
приведены в табл. 83.
Таблица 83
Допускаемое биение по жёлобу для вращающихся
вместе с валом колец упорных подшипников
Номинальный
диаметр '
в мм
До
Св. 30 до
50 „
. 80 „
. 120 „
а
30
ьо
80
120
180
Допускае-
Допускаемое биение
по жёлобу
в мм
0,010 — 0,040
0,010—0,040
0,010 — 0,040
0,015-0,045
0,015-0,045
Номинальный
диаметр
в мм
Св. 180 до
» 250 „
. 315 »
. 400 «
а
250
31Ь
400
ЬОО
Допускае-
Допускаемое биение
по жёлобу
в мм
0,020—0,055
0,025—0,065
0,030-0,075
°.о35-.0.°85
СМАЗКА ПОДШИПНИКОВ И УПЛОТНЕНИЕ
ПОДШИПНИКОВЫХ УЗЛОВ
Смазка подшипников. Основное назначе-
назначение смазки для шарико- и роликоподшипни-
роликоподшипников— обеспечение их долговечности и сниже-
снижение потерь энергии на трение. Правильно по-
подобранная смазка должна: а) уменьшать тре-
трение скольжения между телами качения и коль-
кольцами, телами качения и сепаратором, а также
между сепаратором и бортами колец; умень-
уменьшать трение скольжения, возникающее вслед-
вследствие упругих деформаций рабочих поверхно-
стей (тел качения и желобов) под действием
нагрузки при работе подшипника; б) способ-
способствовать равномерному распределению тепла
во всех частях подшипника и отводить от
него тепло, развивающееся вследствие работы
трения; в) предохранять полированные поверх-
поверхности тел качения и желобов, а также осталь-
остальные поверхности подшипника от коррозии;
г) заполнять зазоры между деталями подшип-
подшипника и тем самым обеспечивать большую
эластичность восприятия ими нагрузки; д) со-
создавать надлежащее уплотнение между враща-
вращающимся валом и корпусом и предотвращать
проникание внутрь подшипника пыли, влаги,
посторонних тел и уменьшать шум при работе
подшипника.
Большое значение имеет смазка в смысле
поглощения импульса силы при мгновенном её
приложении за счёт буферного действия
упругой смазочной подушки, представляющей
собой при высоких давлениях в ограниченном
пространстве почти твёрдое упругое тело,
пластическая деформация которого требует
времени, что и способствует поглощению
энергии удара.
Подшипниковые смазки должны удовле-
удовлетворять следующим требованиям: а) они
должны отличаться возможно большей хими-
химической и физической стабильностью; б) их ме-
механические качества должны соответствовать
условиям работы подшипников (жидкие масла
должны быть достаточно вязкими, консистент-
консистентные смазки — достаточно пластичными); в) они
должны обладать необходимыми смачивающи-
Фиг. 198. Диаграмма для выбора смазки.
ГЛ. VU1J
ПОДШИПНИКИ КАЧЕНИЯ
611
мисвойствами(липкостью,„маслянистостью" и
поверхностной активностью); г) смазки не
должны расслаиваться и вызывать коррозию
и должны хорошо предохранять от неё; д) они
должны быть свободны от примесей (грязи,
песка, абразивов и т. д.); е) должны допускать
работу при широком диапазоне нагрузок и
чисел оборотов.
Конструктор, проектируя установку с под-
подшипниками качения, должен принимать во вни-
внимание условия её эксплоатации: рабочую тем-
температуру, влажность, число оборотов, доступ-
доступность места установки подшипника для осмо-
осмотра, возможность защиты его от попадания
грязи, огнеопасность и т. д.
Диаграмма фиг. 198 и табл. 84 дают воз-
возможность выбирать минеральные масла для
смазки подшипников качения в зависимости
от рабочей температуры, числа оборотов и
диаметра вала. Этой диаграммой пользуются
следующим образом. Проводят горизонталь-
горизонтальную прямую от числа, указывающего вну-
внутренний диаметр подшипника, подлежащего
смазке, и вертикальную прямую от числа обо-
оборотов в минуту, при котором данный подшип-
подшипник работает. Точка пересечения этих прямых
окажется в одной из зон А, Б, В или Г.
По табл. 84 в зависимости от зоны и ра-
рабочей температуры находят смазку, соответ-
соответствующую данным условиям работы подшип-
подшипника.
Таблица 84
Выбор масел для смазки подшипников качения
в зависимости от рабочей температуры смазки
(обусловленной числом оборотов и диаметром вала)
я *
CQ о
А
Б
В
Г
Д
Рабочая температура смазки в СС
до 0
Сепара-
Сепараторное
Веретён-
Веретённое 2
Сепара-
Сепараторное
Веретён-
Веретённое 2
Сепара-
Сепараторное
Веретён-
Веретённое 2
Сепара-
Сепараторное
Веретён-
Веретённое 2
0-60
Веретён-
Веретённое 3
Турбин-
Турбинное УТ
Веретён-
Веретённое 3
Турбин-
Турбинное УТ
Сепара-
Сепараторное
Веретён-
Веретённое 3
Сепара-
Сепараторное
Веретён-
Веретённое 2
60-100
Машин-
Машинное 2
Машин-
Машинное Т
Машин-
Машинное 2
Машин-
Машинное Т
Турбин-
Турбинное С
Машин-
Машинное Л
Веретён-
Веретённое 3
Турбин-
Турбинное Л
выше 100
Брайсток
Брайсток
Автол 18
Цилиндро-
Цилиндровое
Автол 18
Цилиндро-
Цилиндровое
То же, что для зоны /"(но работа на данном
режиме недостаточно изучена), смазка прес-
прессовая (струёй) или распылением (обычно ве-
веретённое масло 2 или авиамасло).
Физико-химические характеристики мине-
минеральных масел и консистентных смазок см.
в главе X.
К конструкции корпуса подшипника для
обеспечения надёжной смазки предъявляются
следующие основные требования: а) наличие
полостей для заправки надлежащего количе-
количества смазки и специальных устройств, обеспе-
обеспечивающих подачу смазки; б) простота запол-
заполнения корпуса смазкой и её смены; в) обеспе-
обеспечение необходимой плотности для предотвра-
предотвращения вытекания смазки, для чего могут слу-
служить крышки корпуса — концевые или закры-
закрытого типа (фиг. 199) и открытые (фиг. 200).
Первые устанавливаются у конца вала, вторые
имеют отверстие для вала и обычно снаб-
снабжаются уплотнением.
К решению вопроса о подводе жидкого
масла следует подходить с большой осторож-
осторожностью и ни в коем слу-
случае не подавать масла
Фиг. 199. Концевая
крышка корпуса
подшипника.
Фиг. 200. Открытая
крышка корпуса
подшипника.
больше, чем это необходимо. В каждом кон-
конкретном случае необходимое количество масла
лучше всего определять опытным путём. Так,
при числах оборотов порядка 10 С00 в минуту
и выше для надёжной работы подшипника
достаточно подавать по нескольку капель
масла в час, а в некоторых случаях (например,
при высоких скоростях) в камере подшипника
достаточно создавать лишь масляный туман.
Уровень масла в корпусе с жидким маслом
должен быть не выше центра шарика, зани-
занимающего в подшипнике наиболее низкое место
(фиг. 201). Один из способов подачи масла —
Уровень масла
Слишком Высоко
Слишком низко
Фиг. 201. Уровень жидкого масла в корпусе
подшипника.
Уровень
масло
Фиг. 202. Подъём жидкого масла
с помощью конической насадки
(для вертикального вала).
вращающейся конической насадкой — показан
на фиг. 202. Вследствие сил трения (между на-
насадкой и маслом) и инерционных сил масло
612
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
поднимается к основанию конуса, с острой
кромки которого оно и попадает в подшипник.
Кроме подъёма масла коническими насад-
насадками, для вертикальных валов применяют фи-
фитильную смазку с подачей к верхнему под-
подшипнику и с естественным стоком масла вниз;
реже используется винтовой подъём масла.
В редукторах подача масла к подшипникам
вертикального вала обеспечивается путём раз-
разбрызгивания шестернями с сосредоточением
избытка смазки в верхнем резервуаре, откуда-
она стекает самотёком, или же посредством
насоса. При небольших числах оборотов це-
целесообразно для обеих опор вертикального
вала применять консистентную смазку с на-
надёжными уплотнениями.
При любой смазке в начале работы под-
подшипника можно ожидать повышения темпера-
температуры. При этом, чем смазки
в камере подшипника боль-
больше, тем выше температура
последнего и тем быстрее
она нарастает. С увеличе-
увеличением числа оборотов или
с повышением вязкости
масла температура подшип-
подшипника также повышается.
В ряде машинных узлов,
где условия работы связаны
с пылью, грязью и невоз-
невозможностью подвода смазки,
стали применять закрытые
(герметизированные) под-
подшипники (фиг. 203) с изгото-
изготовленными с ними за одно
целое уплотнениями в виде
фетровых колец или защит-
защитных шайб, либо просто под-
подшипники, завальцованные в кожух.
В некоторых узлах затруднительно, а ино-
иногда и невозможно смазывать подшипник в экс-
Фиг. 203. Закрытый
подшипник с по-
постоянным запасом
смазки.
плоатации; в этих случаях его заполнение ра-
рабочей консистентной смазкой и уплотнение
производятся на заводе-изготовителе.
Уплотнение подшипниковых узлов. Для
нормальной работоспособности подшипника
большое значение имеет защита его при экс-
плоатации от пыли, грязи, металлической
стружки, опилок, влаги, паров, кислот и пр.
Универсального и вместе с тем совершенного
уплотнения, годного для любых условий ра-
работы, не существует. Необходимо также от-
отметить, что полной защиты подшипника от
грязи в любых условиях, а также от вытека-
вытекания смазки не всегда можно достигнуть про-
простыми средствами. Более надёжная защита
подшипника, как правило, может быть осу-
осуществлена более сложным, а следовательно,
и более дорогим уплотнением.
Основные конструктивные модификации
уплотнений для подшипников качения предста-
представлены на фиг. 204.
Конструкция уплотнений определяется:
а) числом оборотов вала или корпуса; б) ро-
родом смазки и её вязкостью; в) рабочей тем-
температурой сопряжённых с подшипником дета-
деталей; г) габаритами подшипника; д) условиями
окружающей среды (пыль, влага, кислоты
и пр.).
Как видно из фиг. 204, существующие типы
уплотнений разделяются на войлочные (фетро-
(фетровые) кольца, используемые преимущественно
при консистентной смазке для окружных ско-
скоростей до 5 м/сек; проточки, желобки и лаби-
лабиринты, применяемые независимо от скорости
вращения; маслоулозительныешайбы,задержи-
маслоулозительныешайбы,задерживающее действие которых весьма ограничено,
и сложные комбинированные уплотнения. Для
высоких скоростей при жидкой смазке исполь-
используются маслоотбойные кольца, принцип дей-.
ствия которых основан на отбрасывании ча-
частиц масла центробежной силой с выступаю-
Фиг. 204. Типовые уплотнения для шарико- и роликоподшипников: а—войлочные кольца;
о"—проточки и лабиринты; в—маслоотбойные кольца и сложные уплотнения; г—маслоуло-
вительные манжеты шайбы; д—уплотнения для вертикальных валов.
¦//г—S V,
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
613
щих гребней вращающегося вала. В ответ-
ответственных случаях (шлифовальные шпиндели)
наиболее удобны лабиринтные уплотнения,
изготовляемые для разъёмных корпусов как
система гребней, вытянутая в направлении
оси вала, а для неразъёмных — в виде кон-
концентрических выступов, входящих во впадины
приставного кольца. При вертикальных валах
характерны ступенчатые втулки в сочетании
с маслоподъёмными приспособлениями (фиг.
204. д).
В ряде отраслей машиностроения в послед-
последнее десятилетие довольно широкое применение
получили уплотнения в виде манжет из пласт-
пластмассы или кожи, представляющие готовый
комплект (фиг.204, г — второй слева), монтиру.
емый в расточку корпуса (фиг. 205). Комплект
Таблица 85
Размеры фетровых и лабиринтных уплотнений в мм
(обозначения см. на фиг. 206)
б)
Фиг. 205. Монтаж манжетных уплотнений: а—монтаж
уплотнения из пластмассы; б—монтаж кожаного уплот-
уплотнения.
d
ю
15
2О
25
Зо
35
4°
45
5°
55
6о
65
7°
75
8о
85
9°
95
IOO
*°5
но
I2O
125
130
135
14о
I5O
хбо
170
180
и
16
21
26
31
36
41
46
51.5
56.5
61,5
66,5
71.5
76,5
81.5
87
92
97
102
107
112
117
122
128
133
13З
143
153
163
173
183
d3
23
23
33
38
43
48
59
64
69
74
79
84
89
98
103
108
ИЗ
118
123
128
133
149
Г54
160
165
170
178
188
198
208
218
а
б
б
б
б
б
б
9
9
9
9
9
9
9
12
12
12
12
12
12
12
12
16
1б
1б
1б
16
19
19
19
19
19
Ь
4.3
4.3
4.3
4.3
4.3
4.3
6,5
6,5
6,5
6,5
6,5
6,5
6.5
9
9
9
9
9
9
9
9
И.5
ii.5
11.5
11,5
II-5
*4
14
и
14
14
С
5
5
5
5
5
5
8
8
8
8
8
8
8
ю
ю
ю
ю
ю
№
№
Ю
13
13
13
13
13
i6
i6
16
16
16
е
О,2
0,2
О,2
О,2
О,2
О,2
0,2
О,2
°з
о,3
о,3
°'3
°'3
о.З
о,3
о,4
о. 4
о, 4
о,4
о, 4
о,4
о,5
о,5
о.5
°>5
о.5
о.5
о. 5
°О
о-5
°"
/
i
i
i
i
i
i
i
i
*>5
1,5
i-5
1.5
i»5
1,5
1.5
2
2
2
2
2
2
2.5
2,5
2,5
2.5
2,5
2.5
2,5
2-5
2.5
2,5
г
1.5
1,5
г.5
1'5
1.5
1,5
1.5
!.5
1.5
2
2
2
2
2
2
2
2
2
2
2
2
2.5
2.5
2.5
2.5
2,5
2.5
2,5
2.5
2,5
2,5
S
о,6
о, б
о, 6
о, 6
О,6
о,6
э,6
э,6
о.8
о.8
о, 8
о, 8
о,8
о,8
о,8
С,2
,2
[,2
,2
,2
.2
[,2
Е.2
1.5
1,5
1.5
1,5
1.5
х,5
1.5
1.5
2
2
2
2
2
2
2
2.5
2,5
2,5
2.5
2,5
2,5
2,5
2.5
3
3
3
3
3
3
3
3
Таблица 86
Уплотняющие пружинные манжеты (обозначения си.
на фиг. 207) в мм
Фиг. 206. Фетровые и лабиринтные уплотнения: а —про-
—простые фетровые уплотнения; 6— уплотнения с проточками;
в—простой точёный лабиринт; г—простой штампованный
лабиринт.
d
IO
A3)
4
15
16
A7)
18
B2)
25
B8)
ЗО
32
35
40
D
30
З2
35
40
45
5o
55
60
65
70
5
18
20
24
30
34
b
10
T
i,5
¦<
45
5°
55
60
65
70
75
80
85
90
95
100
(Ю5)
no
120
D
75
80
85
90
95
IOO
105
no
«5
120
130
140
145
150
160
170
102
b
14
r
Примечание. Манжеты размеров,
скобках, применять не рекомендуется.
указанных в
614
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
(РАЗД. I
состоит из кожи и спиральной (или фасон-
фасонной) пружины, помещённых в штампован-
штампованный кожух-чашку.
Размеры наиболее хо-
ходовых элементов уплот-
уплотняющих устройств, фетро*
вых колец, проточек для
них, жировых канавок и
лабиринтов указаны на
фиг. 206 и в табл. 85;
размеры манжет — на
фиг. 207 и в табл. 86.
Фиг. 2D7. Уплотнение в
виде кожаного ман-
манжета с пружинкой.
КОНСТРУИРОВАНИЕ ПОДШИПНИКОВ
Конструкторам общего машиностроения при
современной специализации производства не
приходится иметь дело с конструированием
подшипников качения, за исключением тех слу-
случаев, когда надо изготовить (подчас хотя бы
в ущерб работоспособности и сроку службы)
подшипник специального габарита или специ-
специальной конструкции, отсутствующий в сорта-
сортаменте продукции подшипниковых заводов.
Обычно конструирование подшипников про-
проводится на основе внутризаводских техниче-
технических условий и нормалей с возможно широким
использованием имеющихся деталей ходо-
ходовых конструкций — в первую очередь тел
качения.
В качестве вспомогательного материала
ниже приводятся некоторые соотношения, не-
необходимые для проектирования однорядного
радиального шарикоподшипника, которые в той
или иной степени распространяются и на под-
подшипники других типов.
Если нельзя изготовить специальный под-
подшипник, используя сепаратор, кольца и другие
детали нормального подшипника, то прежде
всего определяют диаметр окружности центров
(По) по заданным наружному (D) и внутрен-
внутреннему (d) диаметрам:
Do =
± @,03 -=- 0,05)
мм. A22)
Согласно исследованиям запас прочности
колец достигает 20-кратного и более при
5-кратном запасе прочности тел качения [12].
Поэтому при данном габарите подшипника
следует стремиться для небыстроходных под-
подшипников к максимальному увеличению раз-
размеров тел качения в пределах технологически
допустимого утонения стенок колец.
Диаметр шарика устанавливают как функ-
функцию высоты „живого сечения" подшипника:
где h-
d0
—d
@,60 ~ 0,635) h мм,
A23)
Первый коэфициент при h относится к мало-
малогабаритным и крупногабаритным подшипни-
подшипникам, подшипники же средних типо-размеров
удаётся обычно оснастить шариками диаме-
диаметром до 0,645 h мм.
Ширина подшипника Ъ связана с диаметром
шарика зависимостью
Для обеспечения правильной сборки под-
подшипника необходимо иметь определённую ве-
величину „угла заполнения" <р между центрами
двух крайних шариков при прилегании всех
шариков на дорожке
качения наружного
кольца вплотную друг
к другу (фиг. 207).
Максимальное значе-
значение угла ср: для лёг-
лёгкой серии —1S63, для
средней и тяжёлой
—194°. Однако для об-
облегчения сборки под-
подшипника часто берут
9^186°.
Определив вели-
величину угла а, соответ-
соответствующего прилега-
прилеганию шариков друг
к другу, по формуле
Фиг. 207. Угол заполнения <р
однорядного радиального
шарикоподшипника.
Sin?r =
A25)
а также задавшись <р, можно определить число
шариков в одном ряду:
* = "f+l. 026)
Допускаемые отклонения по диаметрам
желобов колец: наружного Dj = Do -f- d0 мм
и внутреннего D2 = O0 - dQ мм установлены
в ^0,025 мм; таковы же допускаемые от-
отклонения по радиусу желобов, который для
уменьшения контактных напряжений прини-
принимают равным (для обоих колец)
R = 0,515 d0 мм.
A27)
Работоспособность и срок службы подшип-
подшипника подсчитываются по приведённым на
стр. 582 зависимостям. Минимальная толщина
колец (по дну жёлоба), обеспечивающая их
прочность, не должна быть меньше 0.15Л.
Учитывая, что основной причиной выхода
из строя штампованного сепаратора является
прилегание его к бортам одного из колец,
устанавливают минимальный гарантийный за-
зазор
мм. A28)
Радиус гнезда сепаратора
Rc = 0,505rfo + 0,05 мм.
A29)
Теоретическая ширина сепаратора
Ятах = @,40 ± 0,02) d0 ММ. A30)
Практически берут В = 0,85Z?max с учётом
возможной недоштамповки.
Для сферического шарикопод-
шарикоподшипника
do) cos
3
A31)
d0 = @,69 -г- 0,75) b мм.
A24)
где р — угол между осью шарика и средней
плоскостью подшипника.
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
615
Радиус жёлоба
Rm = @,515 -f- 0,52) d0 мм. A32)
Для упорных подшипников ра-
радиус жёлоба обычно берут несколько боль-
большим, чем для однорядных радиальных, а имен-
именно @,52-5-0,54) dQ.
При конструировании последних для зна-
значительных чисел оборотов следует учитывать
величину центробежных сил шариков
F=5,6.dl'D0.n*'lQ-9 кг, A33)
где do и Dj — в см', п — число оборотов вала
в минуту.
Размеры и вес прецизионных шариков из
Гироскопический момент шарика, вызыва-
вызывающий трение при его скольжении о внешний
борт кольца,
- 9 .
Мг = 1,14-10 do n2A> кгсм. A34)
Коэфициент трения скольжения/= 0,07-г-
-ь 0,08.
Минимальная нагрузка на шарик, при кото-
которой прекращается его гироскопическое сколь-
скольжение,
Лпш ~ 5/ кг- A35)
Таблица 87
хромистой стали (ШХ6, ШХ9 и ШХ15)
Диаметры шариков в дюймах
То же в мм.
Вес 100 шт. в кг ¦
12,5
0,803
12,7
0,842
13
0,903
17/з3
13.494
I.OI
13-5
1,О2
14,288
1,2
14,5
1.25
Диаметры шариков в дюймах
То же в мм • •
Вес 100 шт. в кг
15
1-39
15,082
М*
15.5
15.М
1,65
16
1,68
5
1,85
16,669
1,91
17
2,02
17,463
2,19
Диаметры шариков в дюймах
То же в мм
Вес 100 шт. в кг
17-5
2,2
18
2,5
18,257
2,5
18,5
2,6
19
2,82
9.5
2,84
19.5
3-O5
19,844
3-24
3-29
Диаметры шариков в дюймах
То же в мм . ¦
Вес 100 шт. в кг
3.54
20,638
21,5
4.38
7/8 *
22,220
4.52
22,5
4,63
23
5
23,5
5.33
Диаметры шариков в дюймах
То же в мм
Вес 100 шт. ь кг
28,813
5>55
24
5.68
24,5
6
25
6,42
25.401
6,74
2б
7,23
26,989
8,о8
27
8
28
Диаметры шариков в дюймах
То же в мм
Вес 100 шт. в кг ......
29
Ю,О2
11,1
/,6
30,164
11,28
31
12,25
.751
32
13.47
33
14-77
I5/,»
33.339
15.21
34
16,16
Диаметры шариков в дюймах
То же в мм •
Вес 100 шт. ь кг
35
V,.
36.514
20,01
37
20,82
38
22,55
I'/l
38,101
22,73
39
24,38
1%,
39,689
25.71
40
26,31
Диаметры шариков в дюймах
То же в мм
Вес 100 шт. в «г
41,277
28,96
42
30,45
42,864
32,45
43
32,68
44i453
36,1
45
37,44
46
40,01
46,039
40,27
Диаметры шариков в дюймах
То же в мм
Вес 100 шт. в кг
I?i8
47,627
45>4б
49,214: 5°
48,99 1 51,38
50,802
53,88
53-977
64,63
55
68,38
2V4
57-I52
76,92
Диаметры шариков в дюймах
То же в мм ¦....-..
Вес 100 шт. в кг
/8
60,327
89,41
я1/»
6з,5°2
105,24
65 о
112,78
25/8
66,677
121,97
/4
69,853
140,38
2%
70
140,98
75
173.4
3
76,203
i8i,86
Диаметры шариков в дюймах
То же в мм
Вес 100 шт. в кг •••...
8о
з'Л
82,553
231,64
252,42
33/8
85,728
258,71
373
88,903
888,79
до
299,64
35/R
92,078
311,11
95
352,41
95,254
355,75
Диаметры шариков в дюймах
То же в мм
Вес 100 шт. в «г
4
ioi,6o4
431>°7
Ю7.954
6
4V.
4%
120,655
721,9
5
127,005
841,9
57«
133,355
974,6
51/,
139,705
И2О,6
5/*
146.055
8
616
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Радиус жёлоба
#ж=@,52-?-0,54) d0 ± 0,025 мм. A36)
При конструировании конических ролико-
роликоподшипников (радиально-упорных и упорных)
следует учитывать, что у роликов может
иметься конический плоский или сферический
базовый торец (фиг. 208). С точки зрения при-
Ппяская база пюрцо ролики
Коническая база торца
ролика
Фиг. 208. Современные модификации конических
подшипников.
легания торца к борту кольца плоская база
целесообразнее, чем коническая, сферическая
же база (теоретически наилучшая) в практи-
практическом выполнении нередко уступает плоской.
При конструировании шарикоподшипников
можно использовать сортамент шариков, при-
приведённый в табл. 87.
ОСНОВНЫЕ СВЕДЕНИЯ
О ПРОИЗВОДСТВЕ ПОДШИПНИКОВ
Материалы для подшипников
Основным материалом для подшипников
качения является высокоуглеродистая хро-
мистомарганцевая сталь.
В Советском Союзе для изготовления ко-
колец и тел качения используются стали марок
группы ШХ (характеристику марок см. в табл.
88).
Таблица 88
Сортамент хромистых сталей для подшипников
качения
Марка
ШХ6
ШХ9
ШХ10
ШХ12
ШХ15
Углерод
С
o,95-i.i°
0,95—1,10
0,32-0,42
o,95-i,io
0,95-1,10
Хром
Сг
о,45-о-75
о,75-х-о5
о,8о—i,2o
1,05—1,40
i.So-1,65
Марганец
Мп
0,20—0,40
О,2О - О,4О
0,40—0,70
0,20—0,40
О,2О—О,4О
Кремний
Si
0,15-0,35
0,15-0,35
0,15-0,35
0,15-0,35
0,15-0,35
Ряд иностранных фирм для изготовления
подшипников применяет стали с присадками
молибдена 0,Зи—0,50% и ванадия 0,3%. Так,
для конических (особенно крупногабаритных)
подшипников применяют малоуглеродистые
хромоникелевые стали с химическим составом:
0,12 — 0,17<у0 углерода; 1,5-2% никеля и
0,2 — 0,3% молибдена с последующей цемен-
цементацией, в результате чего получаются подшип-
подшипники с мягкой сердцевиной и высоконаугле-
роженным слоем рабочих поверхностей.
Изготовление деталей подшипников
Кольца.6 Заготовки подшипниковых колец
получаются одним из следующих способов:
а) горячей ковкой (штамповкой) на высадоч-
высадочных ковочных машинах, механических прес-
прессах или падающих молотах; б) горячей рас-
раскаткой штампованных заготовок меньшего
диаметра, позволяющей изготовлять кольца
больших размеров с нужным профилем.
Процессы токарной обработки за-
заготовок и колец могут быть следующие:
а) выточка колец из сплошного круглого прут-
прутка (диаметром до 45 мм); б) комплектная рез-
резка двух колец наружного и внутреннего из
одного прутка; в) обточка кованых заго-
заготовок и г) обточка колец из цельнотянутых
труб.
Закалка колец придаёт необходимую
твёрдость их рабочим поверхностям F2—64
по Роквеллу, шкала С), для чего кольца на-
нагревают в электрических или газовых печах
до температуры 820—840°. Нагретые кольца
выдерживают при постоянном интервале выс-
высшей температуры закалки, после чего их быстро
охлаждают.
Для колец прецизионных подшипников в
целях стабилизации геометрических размеров
вводится дополнительная операция — обработ-
обработка холодом.
Получение колец с окончательными раз-
размерами в пределах установленных допусков
достигается шлифовкой: а) торцов обоих ко-
колец; б) наружной цилиндрической поверхности
наружного кольца; в) внутренней цилиндри-
цилиндрической поверхности внутреннего кольца; г) до-
дорожек качения обоих колец.
Отверстия самых мелких внутренних колец
вместо шлифовки дорнуют.
Все кольца по окончании шлифовальных
операций пропускают через специальный де-
магнитизатор. Кольца ответственных подшип-
подшипников, кроме того, иногда протравливают в
кислотном растворе с целью выявления поро-
пороков (трещин, мягких пятен и пр.).
Операции механической обработки колец
заканчиваются полировкой желобов, обеспе-
обеспечивающей получение гладкой и блестящей по-
поверхности. Контроль макроструктуры металла
колец может быть осуществлён путём иссле-
исследования формы магнитного потока (магнитного
спектра кольца), создающегося в кольце при
намагничивании его специальным аппаратом.
Шарики. Заготовки для шариков получа-
получаются посредством холодной или горячей
штамповки на эксцентриковых горизонталь-
горизонтальных прессах. В последнее время проводятся
опыты по изготовлению заготовок шариков
методом прокатки.
Для облегчения дальнейшей обработки
шарики после штамповки подобно кольцам
отжигаются в электропечах. После этого они
подвергаются грубой обдирке на специальных
опиловочных станках с дисками, имеющими
спиральные канавки и насечку подобно напиль-
напильнику.
Следующей операцией является предвари-
предварительная шлифовка.
Термическая обработка шариков произво-
производится для придания их поверхности необходи-
необходимой твёрдости, а также для устранения на-
напряжений в металле, возникших при штамповке
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
617
и опиловке. Она производится в электропечах
почти без доступа воздуха, что обеспечивает
незначительное их окисление.
Отпуск закалённых шариков производится
в масляных ваннах при температуре 120—130°.
Твёрдость шариков рекомендуется несколько
увеличивать против твёрдости колец (до
HR = 64-=-66). Качество и структура кале-
ных шариков проверяются выборочным рас-
раскалыванием их (для проверки макроструктуры)
или раздавливанием под гидравлическим
прессом.
После термообработки шарики поступают
на окончательную шлифовку. Отделочные
операции иногда разбивают на две: первая
производится при помощи чугунных дисков с
применением тонкого наждачного порошка,
смешанного с керосином. Окончательная от-
отделка шариков достигается путём полировки
их в чашах-барабанах с различными полирую-
полирующими составами („венская известь" и т. п.).
Для придания шарикам зеркально-блестящей
поверхности применяют полировку их в го-
горизонтальных деревянных барабанах с обрез-
обрезками мягкой кожи или замши.
Все полированные шарики обязательно
проверяются „глазным" световым контролем.
Шарики, в которых при контроле обнаружены
дефекты (пятна, царапины, точки), отсорти-
отсортировываются.
Для достижения требуемой точности
шарики сортируются по отклонениям в очень
узких пределах (обычно через 2 \х) на специ-
специальных сортировочных машинах по принципу
щели переменной ширины, причём под щелью
расположен ряд гнёзд, соединённых с ящи-
ящиками, в каждом из которых собираются
шарики одной сортировочной группы. Преци-
Прецизионные шарики сортируются через 0,5 р.,
а в специальных случаях даже через 0,2 fi.
Ролики. Конические ролики изго-
изготовляются главным образом посредством горя-
горячей или холодной штамповки аналогично
шарикам. Реже для этой цели применяются
токарные автоматы, производительность кото-
которых значительно ниже.
После предварительной шлифовки торцов
термически обработанных роликов произво-
производится первая шлифовка их конической по-
поверхности на бесцентрово-шлифовальном
станке с направляющим барабаном, снабжён-
снабжённым винтовой канавкой; затем — окончатель-
окончательная шлифовка торцевой базы ролика (обычно
плоской или сферической) и после этого
окончательная шлифовка образующей ролика.
Для заключительной доводки роликов или
обработки их „лаппинг-процессом" использу-
используются вертикальные доводочные станки с мелко-
мелкозернистыми кругами. Готовые ролики сортиру-
сортируются по группам автоматическими машинами.
Цилиндрические ролики подразде-
подразделяются: а) на сплошные короткие (прецизион-
(прецизионные); б) сплошные длинные; в) сплошные
длинные с цапфами на концах; г) со сверлё-
сверлёным отверстием; д) витые из полосы.
/ Резка прутков на отдельные ролшш про-
производится на токарных автоматах. Закалка
роликов производится подобно шарикам
и коническим роликам во вращающихся элек-
электрических печах с последующей очисткой от
окалины в барабанах.
После грубой шлифовки цилиндрической
части роликов производится одновременная
шлифовка обоих их торцов (у роликов, не
имеющих цапф). Окончательная шлифовка
и доводка роликов производятся так же, как
конических.
Витые ролики изготовляются из полосовой
стали (марки ШХ10), поступающей бунтами,
которая завивается специальной машиной
в цилиндрическую спираль. Пруток, навитый
из полосы, режется дисковой пилой на от-
отдельные куски длиной в несколько метров.
Эти куски шлифуются на бесцентрово-шлифо-
вальных станках и поступают на токарные
операции, где производится одновременно
разрезание роликов и снятие фасок с их тор-
торцов. Далее ролики подвергаются термической
обработке. После отпуска твёрдость роликов
50—55 единиц по Роквеллу, шкала С.
Изготовление сферических (бочко-
(бочкообразных) роликов отличается наиболь-
наибольшей сложностью. Выточенные из прутка
бочкообразные ролики подвергают термиче-
термической обработке. После очистки роликов от
окалины сначала шлифуют их торцы на
вертикально-шлифовальном станке (с выпук-
выпуклым или вогнутым магнитным столом), затем
шлифуют их боковую поверхность на жёлобо-
шлифовальном станке, после чего ролики
полируют.
Сепараторы. Наиболее распространены
стальные сепараторы, изготовляемые из поло-
полосового материала посредством холодной
штамповки. В последнее время для этой цели
стали применяться мощные многошпиндель-
многошпиндельные прессы, выполняющие одновременно не-
несколько операций. В производстве конических
сепараторов чаще применяются индивидуаль-
индивидуальные прессы с пооперационной наладкой, но
возможен и комбинированный процесс на
одном многошпиндельном прессе.
Бронзовые, латунные, дюралевые, тексто-
текстолитовые и прессованные деревянные сепара-
сепараторы обычно изготовляются в прессформах
или со сверлёными или фрезерованными от-
отверстиями для шариков. Они могут быть как
цельными, так и состоящими из двух частей
(на заклёпках).
Сборка подшипников
Подшипниковые кольца после промывки
промеряют на аппаратах с миниметрами и рас-
рассортировывают на установленное число групп
(например, с градацией в 2 ц). Подбор под-
подшипников производится вручную. При соот-
соответствующем навыке обеспечивается преци-
прецизионная продукция [5].
Порядок сборки однорядных радиальных
подшипников таков. Вложив в серпообразный
зазор между наружным и внутренним коль-
кольцами, вставленными одно в другое, необхо-
необходимое число шариков, их разгоняют кониче-
коническим медным стержнем по окружности, при-
приводя внутреннее кольцо в положение,
концентричное с наружным. После этого
сборщица, удерживая одной рукой внутреннее
кольцо, другой рукой вращает наружное.
Если последнее вращается туго, то подшип-
подшипник разбирают и берут плюсовое наружное
кольцо или минусовое внутреннее (реже —
минусовые шарики).
618
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
В случае слишком большого зазора посту-
поступают наоборот.
На скомплектованный подшипник накла-
накладывают первый полусепаратор, распределив
шарики по гнёздам. Далее, покрыв полусе-
полусепаратор вспомогательным подкладным коль-
кольцом, подшипник перевёртывают. После этого
накладывают сверху второй полусепаратор
со вставленными в него заклёпками и подают
подшипник под пресс для осаживания заклё-
заклёпочных головок. После контроля подшипник
поступает снова на промывку в керосине с
маслом или в бензине, после чего его смазы-
смазывают консистентной антикоррозийной смаз-
смазкой (пушечным салом или техническим вазе-
вазелином) в ванне, подогретой до температу-
температуры 80—90°. Смазанные подшипники завёрты-
завёртывают в парафинированную бумагу, упаковы-
упаковывают в коробки и укладывают в деревянные
ящики.
Более подробные сведения об изготовлении
подшипников качения см. в специальной
литературе [5].
ПРИМЕНЕНИЕ ПОДШИПНИКОВ
КАЧЕНИЯ
Подшипники в редукторах
Зубчатые редукторы. Разнообразие кон-
конструкций редукторов с зубчатыми (прямозу-
(прямозубыми, косозубыми, шевронными, коническими)
передачами, где нагрузки и числа оборотов
валов могут варьировать в широких пределах,
затрудняет выбор подшипников, удовле-
удовлетворяющих требованиям эксплоатации этих
редукторов.
Условные обозначения
Таблица 89
Передачи
Цилиндрическая
™ зубчатая передача
с прямым зубом.
Наружное заце-
зацепление
Цилиндрическая
_ зубчатая передача
с шевронным зу-
зубом
Коническая зубчатая пе-
передача с прямым зубом
Цилиндриче-
Цилиндрическая зубчатая
передача с ко-
косым зубом
Цилиндри-
Цилиндрическая зуб-
зубчатая пере-
передача с пря-
прямым зубом.
Внутреннее
зацепление
Коническая зу&чатая
передача со спираль-
спиральным зубом
Подшипники
Таблица 90
Радиальный однорядный шари-
шарикоподшипник
Радиальные сферические шари-
шариковый и роликовый подшипники
Радиально-упор-
ный шарикопод-
шарикоподшипник
Сдвоенный ради-
ально-упорный ша-
шарикоподшипник ду-
дуплекс (Faceto lace)
Радиально-
упорный шари
коподшипник
с двумя вну-
внутренними КОЛЬ'
цами
Радиальный роликоподшипник
с короткими цилиндрическими
роликами—один из типов, допуска
ющих осевое смещение вала от-
относительно корпуса (например,
роликоподшипник без бортов на
наружном кольце или без бортов
на внутреннем кольце)
Радиальный роликоподшипник
с короткими цилиндрическими ро-
роликами,— один из типов, не допу-
допускающих осевого смещения вала
относительно корпуса (например,
роликоподшипник с одним бортом
на наружном кольце и с упорной
шайбой)
Конические однорядные и двухряд-
двухрядные роликоподшипники
Упорные одно-
однорядные и двух-
двухрядные шари-
шарикоподшипники
Таблица 91
Регулировка подшипников и зацепления
L
V///
1
//<
'/J
1
Регулировка осевого зазора кони-
конических роликоподшипников и радиаль-
но-упорных шарикоподшипников по-
посредством прокладок
Регулировка зацепления зубчатых
колес посредством прокладок
Табл. 89—94 могут служить пособием при
выборе подшипников в соответствии с воспри-
воспринимаемой нагрузкой для различных типовых
схем установки подшипников качения в ре-
редукторах. В табл. Й9, 9Э и 91 представлены
условные обозначения (передач, подшипников\
и регулировки подшипников и зацепления),
принятые в табл. 92-94.
На схемах табл. 93 и 94 буквы Вщ
обозначают .ведущий вал", Вм—„ведомый
вал".
гл. viii]
ПОДШИПНИКИ КАЧЕНИЯ
619
Редукторы одноступенчатые цилиндрические
Таблица 92
I. Лёгкий редуктор с
прямыми зубьями
Вщ
дм
II. Лёгкий редуктор с
косыми зубьями
III. Тяжёлый редуктор с
прямыми зубьями
'8м
IV. Тяжёлый редуктор
с косыми зубьями
8ui
V. Косозубый редуктор с
однорядным радиальным ша-
шарикоподшипником, воспри-
воспринимающим осевую нагрузку
на ведомом валу
VI. Косозубый редуктор
со встроенным электро-
электромотором
VII. Лёгкий шевронный
редуктор
V111. Шевронный редуктор
для средних и тяжёлых
нагрузок
Недостаток редуктора — труд-
трудность регулировки
IX. Тяжёлый шевронный
редуктор
X. Тяжёлый шевронный
редуктор с подшипниками
в разъёмных корпусах
Редукторы одноступенчатые конические
Таблица 93
I. Лёгкий редуктор
(вариант 1-й)
II. Лёгкий редуктор
(вариант 2-й)
III. Лёгкий редуктор
(вариант 3-й)
Мо>кно
\заменить Вм
Двойной радиально-упор-
ный подшипник может быть
заменён двумя радиально-
упорными подшипниками
IV. Редуктор средней мощно-
мощности (вариант 1-й)
V. Редуктор средней мощ-
мощности (вариант 2-й)
\Вм
VI. Тяжёлый редуктор
(вариант 1-й)
VII. Тяжёлый редуктор (вариант 2-й)
Вм
VIII. Вариант конической зубчатой передачи
на упорных подшипниках
620
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Редукторы двухступенчатые
Таблица 94
I. Цилиндрический лёгкий
редуктор (вариант 1-й)
II. Цилиндрический лёгкий III. Цилиндрический ре-
редуктор (вариант 2-й) дуктор средней мощности
But
IV.
Цилиндрический тяжёлый
редуктор
V. Редуктор с одной кони-
конической и одной цилиндри-
цилиндрической ступенью (привод
для транспортера слябов
тонколистового стана Запо-
рожстали)
VI. Редуктор с одной ко-
конической и одной цилин-
цилиндрической ступенями
Двойной конический ролико-
роликоподшипник может быть
заменён двумя коническими
подшипниками
Червячные редукторы. Валы червячных
редукторов характеризуются большими осе-
осевыми нагрузками, как правило, переменного
направления, для восприятия которых должны
быть установлены соответствующие опоры.
Схемы фиг. 209 и 210 изображают различные
варианты установки
подшипников в опорах
валов червяка и чер-
червячного колеса.
Для быстроходных
передач (при я>>
>750об/мин) на валу
червяка обычно
устанавливаются двой-
двойные радиально-упор-
ные шарикоподшип-
шарикоподшипники типа дуплекс; при
этом второй конец
вала червяка имеет
„плавающий" подшип-
подшипник (фиг. 209, а).
При л< 1000 об/мин
возможна установка
конических ролико-
роликоподшипников сдвоен-
Фиг. 209. Варианты уста-
установки подшипников каче-
качения на валу червяка.
ным комплектом. На
второй опоре червяка
устанавливается „пла-
„плавающий* шарико- или роликоподшипник
(фиг. 209,6). Для редукторов до 5 кет с малой
длиной вала и при малом числе оборотов воз-
возможна установка с каждой стороны червяка
по одному коническому подшипнику.
При я<750 об/мин и жёстком червяке воз-
возможна установка для восприятия осевой на-
нагрузки двойного подшипника в сочетании
с „плавающими" радиальными опорами (при
условии тщательного монтажа и регулировки
осевого зазора) согласно фиг. 209, в.
В современных конструкциях эта схема при-
применяется редко.
Типы подшипников для валов червяч-
червячных колёс выбираются в зависимости от
передаваемых мощностей: при малых мощно-
мощностях (до 5 кет) — по схеме фиг. 210, а или б;
при средних мощностях — по схеме фиг. 210, в
или г; при больших мощностях —по схеме
фиг. 210, д; при очень больших мощностях
(80—200 кет) — по схеме фиг. 210, е.
Стрелками на схемах фиг. 209 и 210 ука-
указаны места регулировки осевого зазора про-
прокладками.
Типовая конструкция современного червяч-
червячного редуктора средней мощности без воздуш-
воздушного охлаждения представлена на фиг. 211.
Подшипники шпинделей токарных
и шлифовальных станков
Подшипники шпинделей токарных и шли-
шлифовальных станков должны удовлетворять
требованиям ГОСТ 520-45.
Долговечность подшипника принимается не
менее 3000 час. для токарных и 200 час. для
быстроходных шлифовальных шпинделей.
Для устранения радиальных и осевых пере-
перемещений шпинделя применяется предваритель-
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
621
ный натяг. Он осуществляется: а) применением
шарикоподшипников с внутренним предвари-
предварительным натягом —по схеме фиг. 212, б и в, при
распорных втулках
равной длины (/3=/2);
б) втулками различной
длины при отсутствии
в подшипниках пред-
предварительного натяга
(фиг. 212, г); в) пру-
пружинами (этот способ
применяется главным
образом для подшип-
подшипников шпинделей
шлифовальных стан-
станков); г) гайкой или
крышкой с резьбой.
Величина натяга дол-
должна бытьдостаточной,
чтобы подшипники
шпинделя нагревались
не выше 60 — 80° при
нормальной работе
станка.
При числе оборо-
оборотов шпинделя токар-
токарного станка п ^1000
вминуту рекомендует-
рекомендуется установка в перед-
передней опоре двух кони-
конических роликоподшип-
роликоподшипников с предваритель-
предварительным натягом 0,25 R,
где R — расчётная ра-
радиальная нагрузка.
В зависимости от ве-
величины нагрузки на
заднюю опору устана-
устанавливается: а) пара ша-
шариковых или кониче-
конических роликоподшип-
роликоподшипников с предваритель-
предварительным натягом (фиг.
212, а); б) один шари-
шариковый или кониче-
конический роликоподшип-
роликоподшипник без осевого за-
зазора. При жёстком шпинделе (малая длина,
большой диаметр) и небольших нагрузках мо-
может быть установлено по коническому роли-
роликоподшипнику в каждой опоре.
Фиг. 210. Варианты уста-
установки подшипников каче-
качения на валу червячного ко-
колеса.
Фиг. 211. Червячный редуктор средней мощности без
воздушного охлаждения.
Быстроходные шпиндели токарных станков
устанавливаются на радиальных или радиально-
упорных шарикоподшипниках. При скоростях
сепаратора, превышающих 15 м/сек, подшип-
подшипник должен иметь массивный сепаратор
(число оборотов сепаратора—около половины
числа оборотов вну-
внутреннего кольца).
Передняя опора
конструируется на
подшипниках с пред-
предварительным натягом:
при — >¦ 0,4—по схе-
схеме фиг. 212, г; при
_ ^ 0,4 — по схеме
фиг. 212, в.
Задняя опора в за-
зависимости от нагру-
нагрузок имеет: а) пару
шарикоподшипников
с предварительным на-
натягом (фиг. 212, б) или
б) один шарикопод-
шарикоподшипник без люфта.
Подшипники в же-
железнодорожных
буксах
При назначении ти-
типа подшипника сле-
следует отдавать предпо-
предпочтение сферическим
роликоподшипникам
серий 3600, 73600,
13600 или железнодо-
железнодорожной серии SKF-I-
26300 и SKF-I-37600
(фиг. 213). При нор-
нормальных эксплоатаци-
онных требованиях
(средние нагрузки, не-
небольшой процент кри-
криволинейных участков
пути) можно приме-
применять более простые
в изготовлении под-
подшипники с цилиндри-
цилиндрическими роликами серий 2600, 42600, 52600,
62600, 72600 и 82600 (фиг. 214).
Роликоподшипники цилиндрические с ви-
витыми роликами и цилиндрические с длинными
роликами менее
распространены.
Конические роли-
роликоподшипники ши-
широко применяются
в практике США;
они хорошо вос-
воспринимают комби-
комбинированные на-
нагрузки, но требуют
жидкой смазки и
тщательного на-
наблюдения за со-
состоянием послед-
ШШГ/,>1?
г)
Фиг. 212. Варианты уста-
установки подшипников шпин-
шпинделей токарных и шлифо-
шлифовальных станков.
Фиг. 213. Железнодорожная
букса на сферических подшип-
подшипниках со стяжными втулками.
ней. Подшипники
с витыми роликами
дёшевы в изгото-
изготовлении, допускают
меньшую точность обработки посадочных мест,
хорошо воспринимают ударные нагрузки, од-
однако они совершенно не воспринимают осевых
622
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
1РАЗД. 1
нагрузок. Подшипники с цилиндрическими
длинными роликами также не воспринимают
осевых нагрузок. Применение наряду с ради-
радиальными специальных упорных подшипников
на практике себя не оправдало.
Число подшипников в опоре определяют,
исходя из следующих соображений. Как пра-
правило, в роликовых
буксах, сидящих на
шейках осей, ста-
ставится по два под-
подшипника. Это объ-
объясняется тем, что
по заданному диа-
диаметру шейки оси и
расчётному коэфи-
циенту работоспо-
работоспособности обычно
бывает невозмож-
невозможно подобрать один
подшипник. При
Фиг.214. Железнодорожная или
трамвайная букса с горячей
посадкой внутренних колец
подшипников на вал.
межколесном рас-
расположении букс
чаще устанавливается один подшипник в буксе,
так как подшипник выбирается по средней
части оси, и в этом случае обычно бывает
легче подобрать подшипник по расчётному
коэфициенту работоспособности.
Посадка подшипника рекомендуется втулоч-
втулочная (фиг. 217), так как она обладает следу-
следующими преимуществами: а) обработка шеек -
по 3-му классу точности, а не по 2-му, как при
горячей или прессовой посадке; б) за счёт тол-
толщины втулки возможен выбор диаметра шейки
оси, отступающего от стандартного ряда диа-
диаметров валов; в) монтаж и демонтаж подшип-
подшипников упрощаются; г) возможна некоторая ре-
регулировка люфта.
Недостатком втулочной посадки является
увеличение габаритных размеров буксы вслед-
вследствие применения подшипников большего диа-
диаметра.
Подшипники валков прокатных станов
Четырёхрядные подшипники с коническими
роликами наиболее употребительны для ста-
станов холодной прокатки, а также для непре-
непрерывных тонколистовых станов, т. е. при весьма
больших давлениях и невысоких скоростях
прокатки; двухрядные подшипники с кони-
коническими роликами — для непрерывных станов
с большими скоростями прокатки и со срав-
сравнительно небольшими давлениями на опоры
валков.
Двухрядные сферические роликоподшип-
роликоподшипники применяются для станов как холодной,
так и горячей прокатки — по два на опору.
Для валков с большой скоростью прокатки
и сравнительно малым давлением на опоры
(проволочные станы) они устанавливаются по
одному на опору (при наличии упорного под-
подшипника).
Радиальные роликоподшипники с цилин-
цилиндрическими роликами применяются редко и
только для валков с небольшой рабочей дли-
длиной бочек (в листовых и ленточных станах,
где осевые усилия меньше, чем в сортовых).
На одном конце валка устанавливается упор-
упорный подшипник.
В прокатных станах крупноразмерные под-
подшипники ввиду частого и весьма сложного
перемонтажа подшипников при „перевалке"
монтируются на вал и в корпус с посадкой Д.
Фиг. 216. Валок прокатного стана на двухрядных сфери-
сферических роликоподшипниках.
Примеры установки подшипников качения
на шейках валков в прокатных станах при-
приведены на фиг. 215 и 216.
Подшипники трансмиссионных валов
Для трансмиссионных валов применяются
самоустанавливающиеся шарико- и ролико-
роликоподшипники на закрепительных втулках серий:
11200, 11300, 11500, 11600, 135С0. и 136U). На
каждом валу один из подшипников должен
быть фиксирован в осевом направлении. При
многоопорном вале желательна осевая фи-
фиксация одного из подшипников, близкого к
середине вала и несущего большую радиаль-
радиальную нагрузку.
CxeMtrl
Щ
Фиг. 215. Подшипник с коническими роликами на опор-
опорном валке стана кварто для холодной прокатки.
Фиг. 217. Варианты установки подшипников на валах
центробежных насосов.
ГЛ. VIII]
ПОДШИПНИКИ КАЧЕНИЯ
623
Подшипники центробежных насосов
При /г ^ 1000 об/мин для восприятия ради-
радиальных нагрузок устанавливают двухрядные
сферические шарикоподшипники; для восприя-
восприятия же осевой нагрузки— двойные упорные
шарикоподшипники (фиг. 217, схема /). Воз-
Возможна также установка подшипников по
схеме 2.
При п > 1000 об/мин подшипники устана-
устанавливают по схемам 3, 4 или 5.
Установка подшипников по схемам 3 и 5
возможна при условии расточки корпусов
подшипников с одного установа.
Подшипники вентиляторов и эксгаустеров
Ввиду того что подшипники монтируются
обычно в отдельных корпусах, при больших
расстояниях между опорами для компенсации
возможного перекоса вала и его прогибов
необходима установка сферических двухряд-
двухрядных радиальных шарико- или роликоподшип-
роликоподшипников. Учитывая, что подшипник, нагружен-
нагруженный значительными радиальными усилиями,
не сможет „плавать" в осевом направлении
ввиду значительной силы трения скольжения
в корпусе, желательно фиксировать для вос-
восприятия осевой нагрузки более нагруженный
подшипник. Второй подшипник с целью уни-
унификации корпусов можно взять таким же.
В случае работы вентилятора в условиях
высокой температуры необходимо отобрать
из партии подшипники с увеличенным при-
примерно в 2 раза радиальным зазором ввиду
неизбежного теплового расширения вала и
внутреннего кольца. В этом случае следует
принимать Кб = 3- Необходимо ещё учесть,
что подшипники, работающие в условиях
высоких температур, подвержены повы-
повышенной коррозии и что при температурах
выше 150°, кроме того, происходит отпуск
подшипниковой стали, вследствие чего резко
снижаются твёрдость деталей подшипника и
его работоспособность.
Наиболее распространены в узлах эксгау-
эксгаустеров и вентиляторов сферические подшип-
подшипники в отдельных корпусах, причём исполь-
использование их при температуре более 100° заста-
заставляет применять специальные корпусы, имею-
имеющие: а) водяную рубашку (фиг. 218) с непрерыв-
непрерывной подачей воды от водопровода (чаще —
при неразъёмном корпусе подшипника) или
специальное устройство для охлаждения
смазки путём пропускания последней по сту-
ступенчатой или ребристой стенке, омываемой
изнутри холодной водой; б) змеевик, охла-
охлаждающий смазку непрерывно протекающей
через него водой (из водопровода), пристраи-
пристраиваемый к корпусу подшипника (фиг. 219).
ВЫСОКОСКОРОСТНЫЕ ПОДШИПНИКИ
С развитием авиации, станко- и приборо-
приборостроения, особенно на протяжении послед-
последнего десятилетия, резко повысились требова-
требования к быстроходности и точности шариковых
подшипников.
В качестве высокоскоростного подшипника
для работы при числах оборотов более 10 000
в минуту может быть использован радиальный
или радиально-упорный шарикоподшипник
повышенной точности с хорошо сбалансиро-
сбалансированным сепаратором, в гнёзда которого перио-
периодически проникает очень небольшое коли-
количество распылённой смазки.
Вопрос о выборе материала для сепаратора
высокоскоростного подшипника имеет боль-
Фиг. 218. Корпус подшипника с водя-
водяной рубашкой.
шое значение, так как от физико-химических
свойств материала зависят величина трения
скольжения в гнёздах сепаратора и их износо-
износостойкость. Наилучшим материалом для сепа-
сепараторов являются сплавы дюраля (тордаль,
бондюр) с высоким коэфициентом теплопере-
теплопередачи. Наряду с этим используются текстолит,
резитекс и турбакс, буковая слоистая прес-
прессованная бакелизированная фанера (в виде
труб), а также балинит, спрессованный из
берёзовой фанерной крошки, пропитанной
Змеевик
Фиг. 219. Корпус подшипника
с змеевиковым охлаждением
масла.
Фиг. 220. Быстро-
Быстроходный однорядный
радиальный шари-
шарикоподшипник с мас-
массивным разъёмным
сепаратором, на-
направляемым борта-
бортами внутреннего
кольца.
Фиг. 221. Способ винтового
крепления быстроходного се-
сепаратора однорядного радиаль-
радиального подшипника (справа винт
с большим шагом).
фенолоформальдегидной смолой. Желательна
хорошо направляемая бортами одного из ко-
колец (предпочтительнее внутреннего) жёсткая
устойчивая и прочная конструкция сепаратора.
Основные конструктивные разновидности
высокоскоростных подшипников представлены
на фиг. 220—231. Подшипники с добавочным
рядом сепарирующих шариков (фиг. 225 и 226)
себя не оправдали. Обеспечение достаточного
эксплоатационного срока службы высоко-
высокоскоростных подшипников возможно лишь при
624
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
точной геометрической форме дорожек каче-
качения, минимальной их эксцентричности и по-
повышенной чистоте отделки, а также при вы-
высокой точности сортировки шариков (до 0,2 р).
Точная сортировка шариков позволяет
уменьшить добавочные растягивающие усилия,
передаваемые ими
на сепаратор. Кро- Смазочные канавко
ме того, требуется
жёсткое соблюде-
соблюдение пределов за-
зазора между сепара-
сепаратором и направля-
Фиг. 222. Б ыстроходный
однорядный радиальный
подшипник с клёпаным
текстолитовым сепара-
сепаратором.
Фиг.|223. Магнетный подшипник
с массивным сепаратором,снаб-
сепаратором,снабжённым смазочными канавками
(для гирокомпасов).
ющими бортами и хорошая балансировка се-
сепаратора.
Точность быстроходных подшипников дол-
должна соответствовать ГОСТ 520-45. Классы
точности таковы: сверхпрецизионный (С),
Кольцо
Hunneflb
Фиг. 224. Шпин-
Шпиндельный ради-
яльно-упорный
подшипник с
текстолитовым
сепаратором
без разъёма.
Фаг. 225. Шпин-
Шпиндельный двух-
двухрядный шари-
шарикоподшипник с
дополнительным
рядом сепари-
сепарирующих ша-
шариков.
Фиг. 226. Шпин-
Шпиндельный шари-
шарикоподшипник за-
завода „Калибр"
с скреплением
обоих наружных
полуколец нипе-
лем.
Фиг. 227. Шпиндельный шарикоподшипник „Эксцелло" с
трёхточечным контактом шариков (точки А, В, С), име-
имеющий текстолитовый сепараторе пружинами ("max"*
=65000 об/мин при габаритных размерах 3lB"Xllla"Xuj16").
особо прецизионный (СА), прецизионный (А),
особо высокий (АВ), высокий (В). Подшип-
Подшипники классов особо повышенного (ВП) и по-
повышенного (П), пригодные для менее точных
и более тихоходных узлов, иногда отбираются
из нормальных подшипников класса Н с про-
проверенной геометрией.
Фиг. 228. Ради- Фиг. 229. Сфе-
ально-упорный рический ша-
шарикопод- рикоподшипник
шипник для с массивным се-
гироскопов. паратором.
Фиг. 230. Сдвоенный
шарикоподшипник
тандем для восприя-
восприятия значительной
осевой нагрузки.
Исследования материалов подшипников ка-
качения [12] показали, что для высокоскорост-
высокоскоростных подшипников имеет большое значение
полное отсутствие неметаллических включений
Фиг. 231. Сдво- Фиг. 232. Под- Фиг. 233. Двух-
енный шарико- шипник дуплекс рядный ради-
подшипник более жёсткого ально-упорный
с предваритель- типа с предва- шарикоподшип-
ным натягом, рительным на- ник, с предва-
тягом. рительным вну-
внутренним натя-
натягом.
в стали, из которой изготовлены их кольца и
шарики.
Характеристическим параметром для сверх-
сверхскоростных подшипников является окруж-
окружная скорость по центровой окружности шари-
шариков Dq, т. е.
A37)
%ах = -go" < 35 М1СвК
(для лучших подшипников).
Практически чаще руководствуются пара-
параметром dn, где d — диаметр вала в мм, ал —
число оборотов в минуту [30].
Обычные значения параметра dn для вы-
высокоскоростных подшипников внутришлифо-
вальных шпинделей, авианагнетателей и ком-
компрессоров при числе оборотов в пределах
15 000—35 000 в минуту и при диаметрах вала
от 9 до 50 мм лежат для лучших конструк-
конструкций в пределах 500 000 — 1 000 000 (сепараторы
из бондюра и лучшего текстолита). Рекордные
значения dn превышают 1200 000 (сплав
бондюр).
Для токарных и фрезерных шпинделей
требуются подшипники на 20 000 об/мин с на-
нагрузками до 1,5 т на опору. Максимальные
числа оборотов достигнуты при использова-
использовании миниатюрных турбинок, действующих от
сети сжатого воздуха при давлении 4—7 am,
а также с помощью мелких электромоторов,
питаемых током повышенной частоты, они
превышают 150 000 об/мин. Служба сепарато-
сепараторов подшипников исчисляется здесь часами.
На фиг. 234 представлена турбинка на
60 000 об/мин, используемая для шлифовки мел-
мелких изделий.
Срок службы высокоскоростных подшип-
подшипников в шлифовальных шпинделях опреде-
ГЛ. VIH]
ПОДШИПНИКИ КАЧЕН, 1Я
625
ляется началом „дробления" шпинделя, вы- трения, с другой, — повышенной кратковре-
званного возрастанием радиального зазора
подшипника или разрывом сепаратора.
Бессепараторные высокоскоростные под-
подшипники пока не дали надёжных результатов
вследствие быстрого появления в них эффекта
„кольцевого износа", вызванного встречным
Фиг. 234. Быстроходная воздушная шлифовальная турбинка на
60 000 об/мин.
трением соприкасающихся шариков, сохра-
сохраняющих при высоких скоростях почти одно-
одноосное вращение в средней плоскости подшип-
менной грузоподъёмностью и быстроходностью
(фиг. 236).
ПОДШИПНИКОВЫЕ РЕДУКТОРЫ
Если шарики или ролики подшипника свя-
связать с некоторой деталью, ось вращения ко-
которой совпадает с осью подшипника,
то при вращении последнего эта де-
деталь, увлекаемая шариками, будет
вращаться в iB раз медленнее, чем
внутреннее кольцо, или в iH раз мед-
медленнее, чем наружное, если то или
другое кольцо неподвижно. Таким
образом подшипник превращается в
редуктор с передаточным числом
ie или iH. В случае одновременного вра-
вращения обоих колец подшипника в разные сто-
стороны передаточное число теоретически может
ника (фиг. 23b). Это явление ускоряется при быть сколь угодно велико. Если числа оборо-
оборотов наружных колец у обоих подшипников
Фиг. 235. Кольцевой износ шариков.
очень малых зазорах и больших посадочных
натягах, а также при эксцентричности же-
желобов колец.
Основным условием, обеспечивающим ка-
качественную работу и безаварийность высоко-
высокоскоростных шпинделей, является возможно
максимальная соосность посадочных мест под-
подшипников. Большинство высокоскоростных
подшипниковых узлов
для уменьшения про-
прогибов выполняется с
массивными тщатель-
тщательно выбалансирован-
ными шпинделями и с
толстостенными кор-
корпусами, но сущест-
существуют конструкции и
с „гибкими" валами
(турбодетандеры и
ультрацентрифуги).
Для восприятия
больших осевых на-
нагрузок при коротких
сроках службы под-
подшипников (до 50 час.
и даже до 20 мин.),
что имеет место в
ракетно - газотурбин-
газотурбинных двигателях и са-
самолётах-снарядах, ис-
используются одноряд-
однорядные шарикоподшипни-
шарикоподшипники с четырёхточечным контактом, с одной сто-
стороны, обладающие повышенным коэфициентом
¦Фиг. 236.Четырёхточечный
шарикоподшипник для вос-
восприятия осевых нагрузок
при высоких скоростях
(четыре точки на желобах
обусловлены смещением
радиусов У?! и Яй). Разъём
может быть сделан вместо
наружного на внутреннем
кольце.
Фиг. 237. Схема подшипникового
редуктора.
одинаковы (конструкция по фиг. 237), то пе-
передаточное число редуктора
h
h — h
A38)
где ц и г3 — передаточные числа первого и
второго подшипников.
Характеристики некоторых подшипниковых
редукторов приведены в табл. 95.
Таблица 95
Характеристики (примерные) подшипниковых
редукторов
Номера
подшипни-
кон
(по
ОСТ
6121-39)
4 и 7
2ОО
2O5
206
4°5
2О6
2О7
2O9
412
317
, 2O2
, 206
, 2O7
, Зоб
, 2O9
год
, 212
• 214
220
О
В1
о
се
So
?*п
С ir
27,7
23,4
75.2
120.4
19 2
64,8
141,3
744.4
13.4
27
Мотор
° els
3* о о
92O
920
—
1400
—
1400
1400
1400
93O
1500
л
н
о
В Е
Э *
о *
5 ?0
о,о5
O.OJ
—
О,25
—
0,25
0,23
0,23
°,52
2
0 §
° 2
°вя
* о я
У и а
33-2
39,3
—
и,6
—
21,6
9.9.
1.9
69.4
55.6
о.
о
3 ~>
S-m
S «
СЗ ^*,
си с
18x23
3^X43
35Х7О
43X84
50X88
47X96
47Х96
52X120
7ЗХ165
88X194
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А ч е р к а н Н. С, Расчет и конструирование метал-
металлорежущих станков, т. 1, ОНТИ, 1937; т. И, ОНТИ,
1945.
2. Б е й з е л ь м а н Р. Д. и Р а б и н е р Е. Г., Монтаж,
эксплоатация и демонтаж подшипников качения, Ката-
логиздат, 1940.
3. Бейзельман Р. Д., С п и ц ы н Н. А. и
Ц ы п к и н Б. В., Подшипники качения, Машгиз, 1945.
4. Добровольский В. А., Детали машин, Маш-
Машгиз, изд. 2-е, 1945.
5. Д о л л е ж а л ь А. Ф. и Гильберт А. В., Под-
Подшипники качения и их производство, ОНТИ, 1936.
626
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. 1
6. Краткий справочник по применению и расчёту под-
подшипников качения, Союзшарремонтсбыт, 1941.
7. К у г е л ь Р. В., Подшипники качения в автомо-
автомобилях, Машгиз, 1946.
8. Решетов Д. Н., Главные шпиндели и их опоры
в металлорежущих станках, ОНТИ, 1937.
9. Сборники бюллетеней по подшипникам качения
Техношарснаба и Союзшартреста—Союзшартехмонтажа
№ 1-4, ОНТИ, 1936.
10. Т р е й е р В. Н., Теория и расчёт подшипников
качения, Машгиз, 1936.
11. Т р е й е р В. Н., Шарико- и роликоподшипники в
металлорежущих станках, Машгиз, 1940.
12. Труды Всесоюзного научно-исследовательского
института подшипниковой промышленности—ЭНИИПП,
1943-1947.
13. Труды конференции по трению и износу, Академия
наук СССР, Отделение технических наук, т. 1,1939 и т. И,
1940.
14. .Подшипник", 1932—1940.
15. К у г е л ь Р. В., О жёсткости, регулировке и
выборе типа опор главной передачи автомобилей. Диссер-
Диссертация, НАТИ, 1944.
16. С п и ц ы н Н. А., Регулировка подшипников каче-
качения. Диссертация, МВТУ, 1939. •
17. Hertz H., Gesammelte Werke, гл. 5, 6, „Veriag
I. A. Rarth ", 1895.
18. F о е р р 1 A. und L., Drang und Zwang, .Veriag
V. R", Oldenbourg, 1928.
19. Jurgensmeyer W., Die WSlzlager, . VeriagJ.
Springer» 1937.
20- Kir n e r, Die Passungen der Walzlager, Stuttgart
1935.
21. Stellrecht H., Die Belastbarkeit der Walzla-
Walzlager, „Veriag J. Springer", 1928.
22. BousslnesqS,, Comptes Rendus, т. CXIV,
Paris 18S5. 1510 - 1516.
23. Clelndlnst W., „Journal of Applleed Mecha-
Mechanics", 1937.
24. M u n d t R., „ZVDI" № 2, Bd. 73. 1929.
25. M u z zo 1 i M , Ricerche di Ingegneria, IX-X, 1934.
26. P a 1 m g r e n A., „ZVDI" № 14, 1924.
27. S t r i b e с k „ZVDI". 1901, 121.
28. „S far en", „Die Kugellager-Zeitschrift", „Ball
and Roller Bearing Journal", комплекты журналов за
1923-1946 гг.
29. П о р т у г а л о в а А. А. и С п и ц ы н Н. А.,
Подшипниковые узлы высокоскоростных приводов, Маш-
Машгиз, 1948.
30. С п и ц ы н Н. А., К вопросу о работе подшипни-
подшипников на высоких скоростях. Диссертация, МВТУ, 1947.
ПОДШИПНИКИ СКОЛЬЖЕНИЯ *
ОБЩИЕ СВЕДЕНИЯ
Подшипник скольжения, являющийся основ-
основной частью опоры вала, обеспечивает режим
вращения вала в условиях относительного
скольжения поверхности цапфы (шейки,
шипа, пяты) по соответствующей поверхно-
поверхности подшипника. Радиальный подшипник
скольжения (сокращённо — подшипник сколь-
скольжения) предназначен для восприятия радиаль-
радиальных (поперечных) относительно оси вала
усилий, упорный подшипник скольжения (под-
(подпятник скольжения) — осевых усилий.
В конструктивном оформлении упорный
подшипник скольжения применяется в соче-
сочетании с радиальным подшипником скольже-
скольжения.
Подшипники вращающихся осей транс-
транспортных машин, характеризующихся пре-
преобладающей радиальной нагрузкой, направлен-
направленной вверх, называются буксами.
Форма опорной трущейся по-
поверхности подшипника зависит от
формы цапфы, которая может быть чаще
.\WK44\-4l
Фиг. 238.
всего цилиндрической, конической, шаровой
и плоской (фиг. 238, а — д).
Основные элементы подшип-
подшипника: корпус, прикрепляемый ксооружению,
машине и т. п. или составляющий с ними
* Специальные сведения о подшипниках скольжения
для отдельных видов машин — см. Энциклопедический
справочник .Машиностроение", т. 9, 10, 11,12—„Кон-
11,12—„Конструирование машин".
одно целое, и вкладыши — детали, заклады-
закладываемые в корпус радиального подшипника
и непосредственно соприкасающиеся с цап-
цапфой вала (оси). Корпус подшипника может
Фиг. 239.
Фиг. 240.
быть монолитным (фиг. 239— 240) или разъём-
разъёмным (фиг. 241).
У подшипника с разъёмным корпусом
соединение крышки с основанием корпуса
Фиг. 241.
осуществляется с помощью болтов, шпилек,
винтов или клиньев. В целях разгрузки бол-
болтов (шпилек, винтов) от поперечных усилий,
появляющихся при расточке корпуса, и уси-
усилий, могущих возникнуть во время работы,
крышка и основание должны снабжаться
сопрягаемыми — координирующими —поверх-
—поверхностями. В тех случаях, когда по ряду сообра-
ГЛ. VIII]
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
627
жений придание крышке и основанию кор-
корпуса указанных поверхностей исключается,
например, при заранее ограниченном габа-
габарите, поперечные усилия воспринимаются
по /JBCBEF
Фиг. 242.
установочными штифтами или призонными
болтами.
В том случае, когда болты подшипника
работают с переменным напряжением, болтам
по Л В
—360
noEF
Фиг. 243.
должна быть придана возможно большая,
определяемая конструкцией подшипника
длина (фиг. 242), или ненарезанная часть болта
(шпилька) (фиг.243) уменьшается до @,9—0,8) dj
(см. гл. VI). Уменьшение жёсткости болтов
уменьшает также напряжение изгиба при не-
небольших нарушениях перпендикулярности
оси болта к опорной поверхности гайки.
С целью облегчения подшипники крупных
размеров снабжают двумя крышками (фиг. 243).
При назначении положения плоскости
разъёма корпуса, а также и вкладыша необ-
необходимо учитывать возможность монтажа
крышки, например, в блок-подшипниках
(фиг. 244), вписывание подшипника в заданный
габарит, например, кривошипные головки
Фиг. 244.
ряда конструкций шатунов двигателей вну-
внутреннего сгорания, необходимость прило-
приложения превалирующих радиальных усилий по
возможности дальше от стыка частей вкла-
вкладыша. Число белтов — 2, 4, реже 6.
Конструкция вкладыша опреде-
определяется конструкцией корпуса и требованиями
эксплоатации в части создания необходимого
зазора между цапфой и вкладышем. В моно-
монолитный корпус вставляется в т у л к а — не-
разъёмньйй вкладааш, — которая может быть
неподвижной относительно корпуса подшип-
подшипника (фиг. 239,245) или подвижной как относи-
относительно корпуса,
так и относитель-
относительно цапфы (фиг.245).
Втулка, имеющая
свободу вращения
относительно кор-
корпуса подшипника я
цапфы, называет-
называется плавающей.
Неподвижность
втулки относи-
J <Ьйг
тельно корпуса **"*
достигается посад-
посадкой её с гарантированным натягом или фикси-
фиксирующими деталями — винтом, ригелем и др.
628
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Плавающая втулка может быть рекомен-
рекомендована к постановке при переменных нагруз-
нагрузках на подшипник или при качательном дви-
Фиг. 246.
жении. При этих условиях представляется
возможным реализировать вращение втулки
относительно корпуса и тем самым получить
увеличивают их жёсткость. Предохранение
круглых вкладышей от проворачивания дости-
достигается чаще всего одним из способов, пока-
показанных на фиг. 248, а — в.
Условия разборки, например, выемка вкла-
вкладыша из-под вала без перемещения послед-
последнего, определяют местоположение фиксиру-
фиксирующего элемента.
В целях улучшения передачи тепла от вкла-
вкладыша корпусу и избежания прогибов послед-
последнего при больших нагрузках соприкосновение
вкладыша с корпусом должно происходить
по возможно большей поверхности (фиг. 249, г
и 250).
Несмотря на технологические преимуще-
преимущества вариантов а, бив (фиг. 249), применение
их допустимо при лёгких условиях работы
или проточном охлаждении, т. е. когда пере-
передача тепла корпусу имеет второстепенное
значение. Соприкосновение вкладыша с цап-
цапфой зависит от прогиба вала и деформации
корпуса подшипника; с увеличением послед-
последних ухудшаются условия работы масляного
слоя. Поэтому увеличение длины вкладыша
часто не даёт должного эффекта. Наряду
У/Л Л/////Х////Л Y////
Фиг. 247.
примерно равномерный износ её внутренней
поверхности.
Внешняя и внутренняя поверхности пла-
плавающей втулки должны быть обеспечены
смазкой. Положительная сторона постоянной
и плавающей втулок — простота конструкции
и малые габариты подшипника; недостаток
их — невозможность компенсации увеличения
зазора, кроме как сменой втулки.
Плавающая втулка уменьшает выделение
тепла почти в два раза.
Комплект вкладышей для подшипника со-
состоит, как правило, из двух (фиг. 241—245 и др.)
и, реже, более частей (фиг. 246). Применение
одного вкладыша встречается весьма редко
(фиг. 254).
Неподвижные относительно
корпуса вкладыши снабжаются одним
или двумя буртами, которые предлхраняют
вкладыши от продольного перемещения и
с жёсткостью вкладышей существенно важно
обеспечение жёсткости корпуса подшипника.
Деформация корпуса при тонкостенных вкла-
вкладышах приводит к за-
защемлению вала, заеда-
заеданиям, выплавке залив-
заливки. Коробчатые и ребри- °)
а) 6) в)
Фиг. 248.
стые конструкции корпуса подшипников при-
приведены на фиг. 242-244, 246-247, 250; спе-
специальное разгрузочное устройство а —см
фиг. 251.
ГЛ. VIII1
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
629
Фиг. 250. Подшипник тяжёлого типа со
смазкой под давлением (Н.-Краматорский
завод им. Сталина в Электростали).
Подвижные (самоустанавливающиеся) в от-
отношении корпуса вкладыши показаны на
фиг 252 и 253. Сопряжение корпуса и вклады-
Фиг. 251.
шей допускает угловое перемещение оси
вкладышей относительно оси корпуса. Вкла-
Вкладыши устанавливаются по валу без вмеша-
вмешательства извне, что благоприятно в отноше-
отношении распределения нагрузки по длине вкла-
вкладыша. В большинстве конструкций сопряжён-
сопряжённые поверхности корпуса и вкладышей выпол-
выполнены по сфере. Для того чтобы вкладыши
могли иметь угловое перемещение относи-
относительно оси корпуса в любой диаметральной
плоскости, сферические поверхности обоих
вкладышей должны очерчиваться из одного
центра, лежащего на оси. В более редких
случаях сферические поверхности вкладыша
сопряжены с цилиндрической. Пример особо
крупного самоустанавливающегося вкладыша
показан на фиг. 254 (подшипник цементной
печи). Сокращая внешнюю опорную поверх-
поверхность вкладыша (фиг. 255), можно за счёт её
деформации обеспечить самоустановку вкла-
вкладыша на валу, однако в более ограниченных
пределах, чем при контакте по сфере.
Наличие самоустанавливающихся вклады-
вкладышей не всегда полностью устраняет односто-
односторонний износ последних при прогибах вала.
Наличие момента сил трения в опорном сопря-
сопряжении препятствует необходимому смещению
вкладыша по отношению корпуса.
Масляные канавки и полости.
Основное назначение масляных канавок в под-
подшипнике состоит в распределении смазки
вдоль оси подшипника; функцию распределе-
распределения смазки по рабочей поверхности выпол-
выполняет цапфа. Маслораспределительная канавка
располагается по направлению вращения
§30
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. 1
цапфы впереди зоны давления в масляной
плёнке. Продольные канавки, находящиеся в
зоне давления, способствуют вытеканию мас-
масла, чем уменьшается грузоподъёмность подшип-
Фиг. 252. Подшипник с самоустанавливающимися
вкладышами для размеров 80—200 мм. Смазка
кольцом, закрепляемым на валу. Левые половин-
половинки вкладышей показаны без заливки.
ника. Подвод смазки
в подшипник должен
обеспечивать непре-
непрерывное заполнение
распределительной
канавки смазкой.
ряде конструкций представляется воз-
кожным подачу смазки осуществить непосред-
непосредственно в канавку.
В подшипниках с густой смазкой (работа-
ощих, как правило, с периодической пода-
податей) распределительная канавка должна быть
ки до следующего периодического поступле-
поступления таково*й. Кроме того, в силу малой теку-
текучести густой смазки распределительную ка-
канавку в тяжело нагруженных подшипниках
медленно вращающихся ва-
валов следует располагать
ближе к зоне давления.
Подшипники для больших
скоростей скольжения и с
меньшей нагрузкой, а так-
также подшипники с жидкой
смазкой можно снабжать
одной маслораспредели-
тельной канавкой, распола-
располагая её по середине нена-
груженной части вкладыша.
При вращающемся на
неподвижной цапфе под-
подшипнике и при возможно-
возможности подвода смазки по цап-
цапфе маслораспределительную
канавку следует распола-
располагать на цапфе, а не на под-
подшипнике.
В нагруженном вкладыше
подшипника со стороны вхо-
входа масла перед нагруженной
поверхностью должен устраиваться так назы-
называемый масляный карман б (камера, холодиль-
холодильник) для смазки (фиг. 250, 251 и 259), сообща-
сообщающийся с маслораспределительной канавкой,
играющий роль сборного резервуара, обеспе-
обеспечивающего постоянную подачу смазки и спо-
способствующего затягиванию смазки в нагру-
нагруженную зону. Длина маслораспределительных
канавок и масляных карманов назначается до
4/5 длины вкладыша.
В вертикальных направляющих подшипни-
подшипниках распределительную канавку следует рас-
Фиг. 253. Подшипник с самоустанавливающимися вкладышами с кольцевой смазкой; а—трубка
для независимой подачи смазки под давлением.
несколько шире, чем при применении жидкой полагать у верхнего конца вкладыша, придавая
смазки, так как она в то же время является ре- ей кольцевую форму, чтобы вытекающее из
зервуаром для достаточного количества смаз- неё масло могло стекать вниз равномерно по
ГЛ. VIII]
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
631
всей рабочей поверхности вкладыша. Для
установок, где утечка масла вниз нежела-
нежелательна, во вкладыше протачивается спираль-
спиральная канавка такого направления, чтобы вра-
канавок, резкие переходы, выступы и пр.),
безусловно должны быть устранены. Форму и
ориентировочные размеры масляных канавок
см. в табл. 96.
Фиг. 254. Подшипник цемент-
цементной печи с водяным охлажде-
охлаждением вкладыша: а — водяная
полость; б — маслоподаюшая
труба; в - маслоотводящая
труба (Н.-Краматорский завод
им. Сталина в Электростали).
щающаяся цапфа могла бы гнать масло
обратно вверх.
по CD
t&ti3j
Фиг. 255.
Следует избегать спиральной канавки в на-
нагруженных вертикальных подшипниках.
Все факторы, способствующие нарушению
целостности масляной плёнки (острые кромки
Металло-керамические подшипники и пла-
плавающие втулки с большим числом радиальных
сверлений, имитирующих поры, никакими
маслораспределительными канавками и масля-
масляными карманами не снабжаются.
Для плоских цапф (пят) рекомендуемую
форму и размеры канавок см. также в табл. 96.
Опорная поверхность ползу-
шеки крейцкопфов (фиг. 256). Уклон
— назначается равным -^т^г для больших ско-
k am
ростей и малых давлений;
1
400
— для малых
скоростей и больших давлений.
Вкладыши, предназначаемые под заливку
антифрикционным сплавом, изготовляются из
чугунного литья, малоуглеродистой стали,
стального литья и бронзы. Из всех вышеука-
вышеуказанных материалов чугунное литьё обладает
меньшей связью с антифрикционными спла-
сплавами, что необходимо учитывать при заливке,
особо тщательно подготовляя поверхность.
632
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
6) 3}
Таблица 96
u=.l,5r
/
До 60
3
1.5
65-80
4
г»5
85—90
5
2
95-110
6
2
115-140
7
2,5
Маслораздающие канавки для радиальных подшипников: а, б, i
Маслораздающие канавки для упорных подшипников: d, e — на
145-180
8
2,5
185-260
10
2,5
265—380
12
3
? — во вкладыше; г — в валу,
подпятнике; ж — на пяте.
385-500
i6
4
Бронзовый вкладыш обладает повышенной с учётом несколько большей толщины слоя а
способностью демпфирования возникающих (см. табл. 97). Толщина втулок (без заливки)
колебаний, а в случае выплавки баббитового s = 0,03 «?-[-Зл*л* для бронзы и 5 = 0,03 rf-f 5 мм
слоя сам обеспечивает бесперебойную (вре-
^Резьба, шаг 1,5-Змм
Фиг. 256.
Фиг. 257.
менную) работу машины до возможности её
остановки. Для улучшения связи между баб-
баббитом и вкладышем последний снабжается
пазами (фиг. 257) различной формы, резьбой,
коническими или пирамидальными (фиг. 252)
отверстиями или грубо обрабатывается.
Формы пазов для стальных и чугунных
вкладышей — см. фиг. 257, а — к, для бронзо-
бронзовых — фиг. 257, л и м и для • чугунных —
фиг. 257, н. Толщина слоя заливки и приве-
приведена в табл. 97. Ориентировочные данные для
размеров пазов в стальных вкладышах при-
приведены в табл. 98.
Эти данные взяты из практики построе-
построения поршневых машин средней быстроходно-
быстроходности (дизели, компрессоры, насосы) и могут
быть распространены на чугунные вкладыши
для чугуна. При назначении толщины необхо-
необходимо учитывать ослабление стенок вкладыша
Таблица 97
Толщина заливки вкладышей (в мм)
Диаметр
подшипника
От 25 до 5°
Свыше 5°
75
, юо
15°
2ОО
3°°
4оо
75
юо
15°
2ОО
3°°
4оо
5°°
Вкладыш
чугунный
3
3
3,5
4
о
6-7
7-8
стальной
2
2,5
3
3,5
4
5
6
7
бронзовый
°M
i
1,5
2
2>5
3,5
4,5
э
ГЛ. VIII]
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
633
Таблица 98
Диаметр
подшипника
d
От 25 до 5°
Свыше 5°
75
„ IOO
, I5O
„ 200
v 3°°
„ 4°°
. 75
п 1О°
15°
, 2ОО
, 3°°
. 4°о
» 5°°
а
2
2,5
3
3,5
4
5
6
7
Число продольных пазов
вкладышей.
i,5
2
2
2,5
2,5
3,5
3.5
4
при:
е
8
ю
12
14
Х7
20
24
28-
d< IOC
С
8
9
10
12
15
i8
20
22
— дв
а
12
14
16
20
24
28
З2
зб
/ГС
4
4,5
5
6
7
8
9
10
= 100+250
й
5
6
7
8
9
10
II
12
_
п
—
—
—
—
12
14
16
три; d
18
20
25
30
35
40
45
5°
I
7
9
10
12
16
20
24
28
0
—
—
—
—
22
28
35
> 250 — четыре
г
2,
4
4
6
ю
15
18
22
ДЛЯ
5
Л
1,5
2j5
2,5
4
5
10
15
каждого из
h
1
1
1
1
1.5
i,5
2
2
двух
продольными пазами (фиг. 2й8). Необходимо
иметь DH^\,22D(j. Радиусы скруглений торцов
вкладышей и втулок (и галтелей вала) и разме-
размеры маслосборных канавок приведены в табл. 99.
Таблица 99
Bmy/ika
9//////}///////////////////
Диаметр
вала
ю—18
20—28
30-45
48-68
JO— 100
105 -150
155-200
с
3
4
5
6
8
ю
~
е
2,5
3,5
5
7
9
и
~
/
1,5
2
2.5
3
4
5
Вкладыш
Я,
2,5
3
4
4E)
6(8)
10
г,
1,5
2
3
3D)
5F)
8
Втулка
I
1,5
2
3
4
5
г,
0,6
I
1.5
2,5
3
4
В стык частей разъёмного вкладыша реко-
рекомендуется постановка прокладок для восста-
восстановления зазора при износе поверхностей
скольжения.
Удовлетворительные результаты в смысле
прочности соединения баббита с вкладышем
и уменьшения его затрат получаются при
наплавлении баббита по пористой основе.
Для лучшего сращивания баббита воздух из
пор основы должен быть удалён за счёт
вакуума. Толщина слоя баббита может быть
Фи1. 258,
снижена до 25—75 fx. Для того чтобы подшип-
подшипник был пригоден для работы при тяжёлых
переменных нагрузках, например, в быстро-
быстроходных двигателях внутрен-
внутреннего сгорания, пористая
основа должна отличаться
также и прочностью.
В этом отношении с положи-
положительной стороны показали
себя пористые никелевые
бронзы FО°/о меди, 4O|J/O
никеля), полученные спе-
спеканием (при 1100°) порош-
порошкообразной смеси на сталь-
стальной ленте и уплотнённые
прокаткой при удельном
давлении до 700 кг/см2. Стремление умень-
уменьшить вес вкладыша и его заливки привел»
к созданию так называемых тонкостенных
вкладышей, харак-
характерных малой тол-
толщиной как соб-
собственно корпуса,
так и нанесённого
слоя антифрикци-
антифрикционного сплава.
Подшипники изго-
изготовляются из ма-
малоуглеродистой
стали • толщиной
2—5 мм в зависи-
зависимости от диаметра
и длины. Заливае-
Заливаемая поверхность
не имеет ни па-
пазов, ни отверстий
(фиг. 259, Б). Тол-
Толщина антифрик-
антифрикционного слоя а—
не выше 1,5 мм.
ТОНКИЙ СЛОЙ В Фиг. 259.
634
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
отношении прочности приближает антифрик-
антифрикционный сплав к прочности основы вкладыша.
Пример заливки малой толщины толстостен-
толстостенного вкладыша показан на фиг. 259, А.
Многослойные вкладыши пред-
представляют возможность одновременного исполь-
использования нескольких металлов или сплавов,
которые раздельно — по-разному (или только
частично), а в сочетании — почти полностью
удовлетворяют требования, предъявляемые к
подшипниковому материалу, повышая надёж-
надёжность подшипника. Например, слой метал-
металла с высокими механическими и антифрикци-
антифрикционными свойствами, но с пониженной устой-
устойчивостью коррозии, покрывается антикорро-
антикоррозийным металлом. Так, практикуется электро-
электролитическое покрытие рабочей поверхности
слоем индия, предохраняющего от коррозии
и улучшающего антифрикционные свойства.
Выполняются комбинации: 1) сталь (основа
вкладыша) — серебро — свинец — индий;
2) сталь — свинцовистая бронза — баббит;
3) сталь — серебро — свинец — олово и др. Слои
наносятся на основу чаще всего электроли-
электролитически и имеют небольшую толщину.
ПОДШИПНИКОВЫЕ МАТЕРИАЛЫ
(Состав и физико-химические свойства под-
подшипниковых материалов — см. ЭСМ т. 3 и 4).
Металлические подшипниковые материалы
Баббиты на оловянной основе являются
одними из лучших антифрикционных сплавов
при умеренном режиме эксплоатации, стойки
против действия даже сильно корродирующих
смазочных масел, обладают высокой способ-
способностью к приработке; при высоких нагруз-
нагрузках (при удельном давлении > 250 кг\см'1) и
скоростях проявляют усталость.
Баббиты на свинцовой основе дешевле,
и необходимое сырьё более доступно, но по
своим антикоррозийным свойствам уступают
баббитам на оловянной основе. Для работы
по баббиту на оловянной или свинцовой
¦основе закалка поверхности цапфы не обя-
обязательна.
Кадмиевые сплавы обладают высо-
высокими механическими свойствами, но недоста-
недостаточно коррозиеустойчивы, особенно кад-
миево-никелевые; кроме того, ввиду выхокой
их твёрдости поверхность цапфы должна быть
закалённой (Нв^>250).
Свинцовистая бронза наряду с
высокими механическими свойствами, позво-
позволяющими применять её в подшипниках для
высоких нагрузок и скоростей, обладает
каталитическим действием ка процесс окисле-
окисления масла и плохо прирабатывается. Для
сохранения цапфы от износа поверхность её
закаливается (/Ув>250). Особо благоприятны
условия применения подшипников из свинцо-
свинцовистой бронзы на валах из перлитового
чугуна.
Серебро обладает высокими механиче-
механическими и антикоррозийными свойствами, но
как антифрикционный металл его нельзя счи-
считать вполне удовлетворительным. Антифрик-
Антифрикционные свойства серебра улучшаются от
присадки небольшого количества свинца. При-
Применяется в подшипниках для высоких нагру-
нагрузок и скоростей.
Чугуну присущи хорошие антифрик-
антифрикционные свойства, обусловленные наличием
в нём свободного графита, но в , отноше-
отношении приработки он стоит ниже баббита и
бронз.
Весьма существенным фактором для безот-
безотказной работы подшипника является состоя-
состояние рабочих поверхностей. Для цапфы наи-
наилучшей поверхностью является закалённая и
шлифованная. У некалёных цапф поверхность
может быть улучшена полировкой или накат-
накаткой. Рабочая поверхность вкладыша должна
быть обработана наиболее совершенным спо-
способом, например, шлифованием, протяжкой,
алмазной расточкой и др.
При выборе антифрикционного металла
необходимо наряду со стоимостью и доступ-
доступностью получения (главным образом в
эксплоатации) учитывать также следующие
основные свойства.
1. Сопротивление усталости. На
практике чаще всего усталость является
основной причиной выхода подшипников из
строя.
2. Механическая прочность, т. е.
сопротивление выдавливанию от воздействия
сжимающих сил. Повреждения этого харак-
характера встречаются довольно редко, в случае
аварий, так как большинство сплавов содер-
содержит отверждающие присадки, способствую-
способствующие росту механической прочности.
3. Пластичность. Подшипники должны
допускать некоторую деформацию, соответ-
соответствующую небольшим перекосам вала, и вда-
вдавливание в поверхностный слой небольших
частиц металла или грязи, попадающих в за-
зазор, во избежание повреждения поверхностей
скольжения.
4. Связующие свойства. Весьма
существенна хорошая связь антифрикцион-
антифрикционного металла с металлом вкладыша, особенно
для подшипников, работающих под перемен-
переменной нагрузкой.
5. Приработка.
6. Стойкость против износа. Коэ-
фициент трения между подшипником и цап-
цапфой должен быть возможно низким, для того
чтобы не было заедания цапфы в течение
кратковременных периодов соприкасания её
с металлом подшипника (пуск в ход и оста-
останов).
Металл подшипника должен обладать ма-
малым износом, однако он должен легче изна-
изнашиваться, чем металл цапфы.
7. Сопротивление коррозии.
8. Теплопроводность.
Основной причиной разрушения опорной
поверхности подшипника в эксплоатации
являются высокие удельные давления, дефор-
деформации вала, опор и вкладышей, усталость
антифрикционного слоя, плохая фильтрация и
окисление масла, коррозия и пр.
Заедание можно рассматривать как свари-
сваривание материала цапфы и материала подшип-
подшипника, вызванное на малой поверхности кон-
контакта высоким местным давлением и высокой
температурой, развившейся от трения. Не-
Непосредственный контакт цапфы с подшипни-
подшипником происходит главным образом вследствие
нарушения целостности масляной плёнки про-
ГЛ. VIII]
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
635
дуктами окисления масла и коррозии и пере-
перекосом вала.
На коррозию влияют температура подшипника, на-
нагрузка, состав и устойчивость смазки против окисления,
характер продуктов разложения смазки, окружающая
среда, вентиляция и другие факторы. Высокие темпера-
температуры действуют на коррозию через повышение скорости
окисления масла; повышение температуры на 10э повы-
повышает скорость окисления почти в два раза. Нагрузка,
не являясь решающим фактором, способствует проникно-
проникновению коррозии в глубь антифрикционного сплава путём
сдвига и удаления продуктов коррозии с поверхности.
Свежие масла, как правило, обладают слабым корроди-
корродирующим действием; коррозийные свойства развиваются
в них постепенно за счёт окисления. Окисление масла
зависит от температуры, физико-химических свойств
антифрикционного сплавай окружающей среды, доступа
кислорода, наличия примесей и добавок и пр. Вентиляция
замедляет или ускоряет коррозию. С одной стороны, по-
повышение циркуляции окружающей среды повышает ско-
скорость образования коррозийных кислот; с другой, — наи-
наиболее летучие коррозийные кислоты испаряются в по-
потоке. Таким образом положительный или отрицательный
эффект вентиляции зависит от относительного значения
обоих факторов. Интенсивность вентиляции необходимо
ставить в зависимость от физико-химических свойств ан-
антифрикционного металла.
Некоторые продукты коррозии, например, соединения
серы масла с медью или серебром, на первой стадии
образуют на поверхности подшипника прочную и устой-
устойчивую плёнку, уменьшающую каталитическое действие
металла. Однако при высокой температуре плёнка ста-
становится твёрдой и хрупкой и легко отслаивается, ускоряя
коррозию и загрязняя масло.
Меры, предупреждающие или замедляющие коррозию:
1) эксплоатация подшипников при сравнительно низких
температурах и правильном режиме вентиляции; 2) улуч-
улучшение качества масла, выбор сорта масла с учётом спе-
специфических свойств антифрикционного сплава и приме-
применение подходящих ингибиторов (замедлителей) коррозии,
вводимых в масло; 3) покрытие рабочей поверхности под-
подшипника металлом, например, индием, или сплавом, спо-
способным защитить её от коррозийной агрессии; 4) приме-
применение антифрикционных сплавов с присадками, повышаю-
повышающими коррозийную стойкость.
Алюминиевые сплавы [18]. Под-
Подшипники из алюминиевых сплавов обладают
высокой нагружаемостыо, мало чувствитель-
чувствительны к колебаниям нагрузки сравнительно с
бронзой и чугуном; быстро прирабатывают-
прирабатываются, хорошо проводят тепло, легки, износо-
износоустойчивы, мало ухудшают свои механические
свойства от нагревания при работе и легко
обрабатываются резанием. При сильном на-
нагревании подшипника алюминиевый сплав в
противоположность баббиту не плавится и не
вытекает;поверхностьцапфы не повреждается,
а в случае заедания к ней пристаёт тонкий
слой алюминия, механически легко удаляемый.
Отрицательная сторона алюминиевых подшип-
подшипников — высокий коэфициент термического
расширения.
Алюминиевый подшипниковый сплав в
основном состоит из алюминия (-90%) с при-
присадкой олова (до 8°/о), никеля (до 8и/0) и не-
небольших количеств других металлов, как, на-
например, меди, цинка, марганца, кремния,
железа, магния и сурьмы. Присутствие в
сплаве сурьмы повышает устойчивость против
коррозии. Твёрдость обработанной поверх-
поверхности 35— \50Нв в зависимости от состава и
термообработки; предельное удельное давле-
давление — 650—800 кг; см2. Материал цапфы —
сталь и чугун.
Поверхность стальной цапфы подвергается
термообработке.
При разрезном вкладыше, поставленном в
чугунный или стальной корпус, компенсация
расширения может быть осуществлена по-
постановкой встык вкладышей стальных пру-
пружин.
Для подшипников из алюминиевых сплавов
пригодна любая система смазки, причём для
малых нагрузок пригодна смазка тавотом, в
особенности если вал испытывает вибрации;
смазку надлежит подавать на несущую поверх-
поверхность непрерывно.
Длина подшипника ZssO,5d.
М ета л л о-к ерам и к а [2]. Характер-
Характерной особенностью металло-керамического под-
подшипника является пористость вкладыша. Поры,
имеющие вид капилляров, используются в
качестве резервуара, периодически заполняе-
заполняемого маслом, предназначенным для смазки
подшипника. При вращении цапфы имеет
место самосмазывание подшипника, благодаря
тому, что масло автоматически выходит из
пор и по выходе образует на рабочей поверх-
поверхности сплошную масляную плёнку. Убыль
масла в порах восполняется периодическим
погружением подшипника в масло, забором
его из специальных карманов или может быть
компенсирована путём непрерывного подвода
масла к наружной поверхности вкладыша.
Расход масла значительно меньше (до 10 раз),
чем в обыкновенных бронзовых подшипниках.
Втулки (с микропорами) изготовляются прес-
прессованием в штампах из порошкообразной
массы, полученной спеканием смеси металлов
(бронзы, железа) и графита. Втулки могут
быть изготовлены непосредственно прессо-
прессованием и спеканием опилок. Наиболее рас-
распространённый состав пористой бронзы:
83—85% меди, 9,5—10,50/0 олова, 4— 1О>/0
свинца и 1,5—2<% графита.
Составы массы для подшипников на желез-
железной основе особенно разнообразны. Наряду
со смесями типа воизитов (99—97°/Р электро-
электролитического железного порошка, 1—3% гра-
графита) используют, помимо графита, добавки
меди, свинца.
Графит в сплаве играет роль смазываю-
смазывающего материала в процессе штамповки и
одновременно повышает пористость и устра-
устраняет возможность заедания цапфы при не-
нехватке масла. Обработка втулки резцом допу-
допустима лишь для внешней поверхности. Раз-
Размеры внутренней пористости должны обес-
обеспечиваться штампом.
До монтажа в гнездо втулка погружается
примерно на 15—60 мин. в ванну из смазоч-
смазочного масла. Для ускорения пропитывания
масло подогревается до температуры 50—100°.
Сорт масла определяется рабочей температу-
температурой и материалом втулки.
Металло-керамические самосмазывающиеся втулки
с основой из меди не следует применять для работы в
условиях высоких температур, так как имеющее место
при этих условиях окисление масла не только ухудшает
качество смазки, но, кроме того, засоряет поры, вслед-
вследствие чего ухудшается самосмазывание. Так как медь
оказывает каталитическое действие на окисление масла,
которое усиливается при повышенной температуре и
большой поверхности соприкосновения, которую в этих
втулках представляют капилляры, то предпочтение сле-
следует отдавать маслам, устойчивым против окисления и
не оставляющим лакообразного осадка.
Нормальный износ металло-керамических
втулок не влечёт за собою закупоривания
находящихся в них пор. Металло-керамиче-
Металло-керамические самосмазывающиеся втулки типа воизи-
товых не обладают каталитическим действием
в отношении окисления масла даже при высо-
высокой температуре. Самосмазывающая способ-
636
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
ность их ниже, чем у подшипников на мед-
медной основе. Степень пористости определяет
величину допустимой нагрузки. Так, напри-
например, тяжёлая нагрузка, особенно переменная,
требует большой прочности втулки, ограни-
ограничивая тем самым степень пористости. При
небольшой же нагрузке пористость, а следо-
следовательно, и содержание в подшипнике масла
может быть увеличена и доведена, например,
до 35% по объёму. Прочность втулки в резуль-
результате прессования зависит от её плотности.
Рекомендуемая пористость: 25—35% для ра-
работы при больших скоростях и малых нагруз-
нагрузках, 18—25% — для обычных условий работы
и 10—18%—для малых скоростей при средних
и высоких нагрузках, для периодической ра-
работы.
Для тяжёлых ударных нагрузок, как, на-
например, в двигателях внутреннего сгорания,
прокатных станах и пр., металло-керами-
ческие подшипники не могут быть рекомендо-
рекомендованы.
Допускаемые удельные давления для
металло-керамических втулок в общем такие
же, как и для монолитых бронзовых втулок.
Посадка вала в подшипнике -^ , =^. По-
садка втулки в гнездо — -„"• Необходимо
учитывать уменьшение внутреннего диаметра
втулки, каковое ввиду разнообразия составов
рекомендуется определять опытным путём.
Для пористого бронзового подшипника, не
пропитанного маслом, поверхность цапфы
закаливается. Пористые, пропитанные маслом
подшипники, изготовленные из материала,
содержащего свинец, олово или кадмий, мо-
могут работать удовлетворительно в сочета-
сочетании с цапфой, имеющей твёрдость около
2Ь0Нв. Пористые железные подшипники
сравнительно с бронзовыми требуют по-
повышенного качества монтажа вследствие
меньшей их прирабатываемости. Металло-
керамические самосмазчывающиеся подшип-
подшипники не нуждаются в маслоподводящих
канавках или отверстиях. Металло-керами-
ческие подшипники освоены производством
Фитиль
Фиг. 260.
для диаметров от 1,5 до 90 мм. Коэфициент
трения воизитовых подшипников A,5% и
1,75% графита) при испытании на машине АЭ
(лаборатория проф. А. К. Зайцева) колебался
от 0,026 до 0,014 при нагрузках в пределах
от 5 до 50 иг/см-, скорости цапфы 10 м/сек
и смазке веретённым маслом 3. Примеры
применения металло-керамических втулок
приведены на фиг. 260.
Неметаллические подшипники
Лигнофолевые и лигностоновые под-
подшипники [3]. Лигнофоль, идущий на изгото-
изготовление вкладышей подшипников, предста-
представляет собой слоистый с крестообразным рас-
расположением волокон древесный (берёзовый
или бакаутовый) пластик, состоящий из
фанерного шпона толщиной 0,5—1,0 мм, про-
пропитанный бакелитом и спрессованный под
давлением 150 — 300 кг\смг при температуре
140—150°.
Лигностон — древесный (берёзовый
или бакаутовый) пластик, пропитанный баке-
бакелитом или технической глюкозой и спрес-
спрессованный под давлением 350 — 400 кг/см2 при
температуре 160—180°. Теплопроводность
~ 0,15 нкал/мчас°С Твёрдость вдоль волокон:
лигностона 15—13 Нв, лигнофоля 20—35 Нв.
Предельно допускаемая температура под-
подшипника 70°. Превышение указанной темпе-
температуры вызывает разбухание подшипника и
обугливание рабочей поверхности его. Коэ-
фициент трения скольжения лигнофоля и
лигностона на торец по стали при удельном
давлении 75 — 110 кг\см? составляет ~ 0,005.
Диаметр расточки разрезного вкладыша на
0,5% больше диаметра
цапфы. Отверстие втул-
втулки растачивается по А3а,
вал шлифуется под раз-
размер Хза.
Лигнофоль и лиг-
лигностон лучше всего
работают на торец,
т. е. при положении,
при котором скорость
скольжения перпенди-
перпендикулярна волокнам (фиг.
261). Так как лигно-
лигнофоль и лигностон в
большинстве случаев
набираются в кассеты, то при наборке
¦должно быть соблюдено определённое рас-
расположение волокон и слоев материала отно-
относительно цапфы. Кроме того, лигнофоль и
лигностон следует располагать таким обра-
образом, чтобы усилия при разбухании воспри-
воспринимались боковыми, а не торцевыми сторо-
сторонами кассеты. Разбухание идёт в направле-
направлении, противоположном прессованию при
изготовлении.
Обработанные вкладыши, предназначен-
предназначенные для работы всухую, пропитываются в
машинном масле при температуре 35—40° С
в течение 5—7 суток. Если же вкладыши
предназначаются для работы на водяной
смазке, то их следует выдерживать в воде в
течение 7—10 суток. Допускаемые нагрузка
и скорость зависят от характера смазки и
охлаждения. Лигнофолевые и лигностоновые
подшипники могут работать без смазки
только при малых нагрузках, когда всё тепло
отводится валом. При густой или жидкой
(нециркуляционной) смазке нагрузка и ско-
скорость могут быть повышены вследствие
уменьшения трения. Смазка водой и смазка
Фиг. 261. Вкладыш
из лигнофоля.
ГЛ. VIII]
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
637
комбинированная позволяют работать с боль-
большими нагрузками и скоростями. Ориенти-
Ориентировочно тип смазки выбирается при помощи
[шка, представленного на фиг. 262 [3].
vn/cen
10
—1 I ~ГГЕ
III
Вода + густая смазка
Машинное масло\\
без
смаз-
смазки
Густая
смазка
Вода
N
О г а 6 810 20 kQ 6080100 WO № к Кг/см*
Фиг. 262. Области применения различных видов смазки
для лигнофолевых и лигностоновых подшипников.
Расход воды на деревянные подшипники
в л на 1 см2 площади диаметральной проек-
проекции цапфы:
o,oi л.см1 — при удельном давлении до :5 кг/см1
0,02 — 0,05 » л я п 2О 4° »
о,ю—о, 15 „ „ „ 80—150 „
Текстолитовые подшипники [1]. Те-
Текстолит представляет собой хлопчатобумаж-
хлопчатобумажную или целлюлозную ткань, пропитанную
пластмассой и спрессованную
под высоким давлением в на-
нагретом состоянии.Разновидно-
состоянии.Разновидности: слоистый текстолит и
текстолит, изготовленный из
измельчённой ткани. Характе-
Характеристики механических свойств
слоистого текстолита выше
таковых текстолита, изгото-
изготовленного из измельчённой
ткани. Подшипники изгото-
изготовляются из текстолита обеих
разновидностей или путём
прессования в спецформах, или
путём механической обработки
из заготовок (труб, плит).
Текстолит любой разновидно-
разновидности обладает значительной
прочностью на износ и пре-
превосходит в этом отношении
твёрдые породы дерева. Ма-
Максимально допускаемая дли-
длительная температура подшип-
подшипника 80—85°; кратковремен-
кратковременная—до 110°. Превышение
указанных температур вызы-
вызывает обугливание. Коэфициент
термического расширения те-
текстолита B5-ь30).10~6. Тепло-
Теплопроводность крайне низкая—
всего 0,15—0,20 ккал\м час °С,
вследствие чего подшип-
подшипники необходимо охла-
охлаждать. Твёрдость — 30—40 Нв. Разбухание от
воды или масла не наблюдается благодаря
малой гигроскопичности. Смазочная среда —
масло или вода — хорошо пристаёт к по-
поверхности текстолита, впитывается волок-
волокнами ткани, находящимися на поверхности,
и удерживается даже при больших удельных
нагрузках. Следует иметь в виду, что в про-
процессе прессования на поверхности подшип-
подшипника образуется корка, затрудняющая обра-
образование несущего слоя смазки, которую не-
необходимо снять механическим путём.
Коэфициент трения скольжения тексто-
текстолита по стали: 0,14—сухие поверхности;
0,01—0,03—нормальная смазка, скорость
скольжения 1—2 м/сек; 0,003—0,006— цир-
циркуляционная смазка, скорость скольжения
свыше 2 м/сек.
Обработка текстолита, включая и шлифо-
шлифование, производится всухую, без охлаждающей
жидкости, при высокой скорости резания и
небольшой подаче.
Подшипники из текстолита особенно при-
пригодны для работы на низких скоростях, когда
не требуется обеспечения жидкостного тре-
трения.
Вкладыши из текстолита во избежание
прогибов должны полностью прилегать к кор-
корпусу.
Толщина стенок вкладышей — 0,10—0,15rf
и не должна быть меньше Змм.
Длина подшипника — 0,6—\,0d. У коротких
подшипников уменьшается опасность возник-
возникновения перегрузки на кромке, в отношении
которых все пластмассы являются чувстви-
чувствительными.
Рекомендуемый угол обхвата цапфы под-
подшипником— не более 120°; большие углы
Фиг. 263. Текстолитовый подшипник прокатного стана.
часто являются причиной зажатия цапфы. Для
улучшения ходовых качеств текстолитовые
подшипники выдерживаются в масле в тече-
течение 2—3 дней при температуре 30°. Втулки
(с предварительно обработанной наружной
638
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
поверхностью), запрессовываемые в металли-
металлические корпусы, выдерживаются в масле.
Окончательной обточке втулка подвергается
перед постановкой на место; при этом удаляют
с поверхности масло, присутствие которого
недопустимо с точки зрения прочности со-
соединения. Потребный натяг для соединения
назначается сравнительно с металлическими
втулками больший вследствие повышенной
упругости материала. Фиксирование запрес-
запрессованной втулки не является необходимым.
Отверстие втулки от запрессовки умень-
уменьшается в диаметре практически точно на
величину натяга. Поверхность цапфы шли-
шлифуется; твёрдость её ;> 200 Н^.
Зазор в текстолитовых подшипниках дол-
должен быть больше, чем в металлических под-
подшипниках. В подшипниках для непрерывной
работы зазор должен быть не меньше 0,2—
0,3 мм (диаметр >. 100 мм).
Допускаемая нагрузка для текстолитового
подшипника в значительной степени зависит
от конструкции, смазки и охлаждения.
Допускаемое удельное давление (в кг/см2):
до 75— густая смазка, непрерывная работа,
скорость скольжения 0.35 м/сек; до 300—
густая смазка в сочетании с водяным охлажде-
охлаждением, скорость скольжения 0,35 м/сек; до 100—
густая смазка в сочетании с водяным охлажде-
охлаждением, непрерывная работа, скорость скольже-
скольжения 3м/сек; до 180 — циркуляционная смазка;
до 500 (и более) — кратковременная нагрузка
при низкой скорости скольжения.
В целях увеличения долговечности в под-
подшипниках из волокнистого текстолита волокна
ткани следует располагать перпендикулярно
действующим усилиям. Крупные подшипники
составляются из сегментов, вырезаемых из
плит (фиг. 263). Благодаря высокой упругости
текстолитовые подшипники пригодны для
ударной нагрузки. Цапфы валов при при-
применении текстолитовых подшипников шли-
шлифуются.
Резиновые подшипники. Подшипник со-
состоит из стального неразъёмного или разъём-
разъёмного вкладыша, снабжённого с внутренней
стороны слоем резины. Большая упругость ре-
резины позволяет подшипникам работать удо-
удовлетворительно при вибрациях валов, переко-
перекосах, абразивной пыли. Смазка — только водой,
пресной или морской. Вода подаётся в количе-
количестве, потребном для смазки и охлаждения. Из-
Изготовляются подшипники гладкие или с доле-
долевыми канавками (фиг. 264). Долевые канавки
позволяют прокачивать большее количество
охлаждающей воды, даже загрязнённой песком,
придают подшипнику относительно большую
упругость. Число канавок — 8 и более в зави-
зависимости от размеров подшипника. При разъём-
разъёмном вкладыше плоскость разъёма должна про-
проходить по канавке. Вода подводится в кольце-
кольцевую канавку. Коэфициент трения почти не
зависит от нагрузки, но уменьшается при
увеличении скорости скольжения. В подшипни-
подшипниках с канавками наблюдаются меньшие потери
от трения в том случае, когда направление
нагрузки проходит через середину резиновой
полосы. Коэфициент трения резиновых глад-
гладких цилиндрических подшипников при смазке
водой колеблется от 0,001 до 0,02; минималь-
минимальная величина коэфициента трения подшипни-
подшипников с канавками при той же смазке 0,01. До-
Допускаемое удельное давление: до 14кг/см2 —
подшипники из мягкой резины и до 40—
50 кг/см2 — подшипники из твёрдой резины.
по ДВ
/У///////////////////////,
Резина |
Фиг. 264.
Область применения — центробежные насосы,
гидротурбины, центрифуги и пр.
СЕГМЕНТНЫЕ РАДИАЛЬНЫЕ
ПОДШИПНИКИ
Нарушение целостности масляной плёнки
в подшипнике скольжения, работающего при
режиме жидкостного трения, влечёт за собой
отказ в работе подшипника. Принцип ра-
работы сегментного радиального подшипника
скольжения состоит в том, чтобы в подшип-
подшипнике образовать не одну, а несколько неза-
независимых друг от друга масляных плёнок и тем
самым ослабить эффект факторов, нарушаю-
нарушающих работу подшипника.
В сегментных радиальных подшипниках
скольжения комплект вкладышей состоит из
трёх и более частей. Каждый вкладыш имеет
в корпусе (фиг. 265) или на валу (фиг. 266)
несимметрично
расположенную
опору, на которой
он может вра-
вращаться в попе-
поперечной относи-
относительно вала пло-
плоскости. Положе-
Положение опоры выби-
выбирается сообразно
направлению вра-
вращения вала, а
именно: передняя
относительно вра-
вращения вала кром-
кромка вкладыша от-
отстоит от опоры
дальше, чем зад-
задняя. Такое поло-
положение опоры обес-
обеспечивает при вра-
вращении вала образование масляной клиновидной
плёнки между вкладышем и сопряжённой по-
поверхностью скольжения. Число масляных плё-
плёнок, образующихся в подшипнике, соответ-
соответствует числу вкладышей. Так как вкладыши
устанавливаются независимо друг от друга, то
и масляные плёнки будут создаваться точно
Частичная развертка вкладыша
Фиг. 265.
ГЛ. VIII)
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
639
так же независимо. Нарушение какой-либо
масляной плёнки не отразится на целостности
остальных масляных плёнок, что не повлечёт
за собой отказа в работе подшипника.
В серийном производстве подшипники по-
подобного типа оправдали себя при применении
в станкостроении (подшипник „Фильматик"),
где используются при числе оборотов от 1000
до 10 000.
Примером конструкции сегментного под-
подшипника, намечавшейся как объект массового
Фиг. 266.
производства (в противовес подшипникам ка-
качения), является подшипник Nomy (фиг. 266).
Зазор между вкладышем и наружным коль-
кольцом — около 0,125 мм (диаметр 80—120 мм).
Сегментный радиальный подшипник
Nomy. Подшипник представляет собой инди-
индивидуальный, аналогичный подшипнику качения
комплект, элементы которого не являются
взаимозаменяемыми. Подшипник состоит из
внутреннего с и наружного b колец и вкла-
вкладышей а. Опоры вкладышей расположены на
внутреннем кольце, надеваемом на вал. Вкла-
Вкладыши вращаются относительно наружного
кольца вместе с внутренним кольцом. Наруж-
Наружное кольцо, вставляемое в корпус, имеет
внутреннюю поверхность, очерченную по
сфере. Аналогичную сферическую поверхность
имеют и вкладыши. Благодаря сферической
форме контактной поверхности вкладышей и
наружного кольца внутреннее кольцо имеет
возможность самоустановки. Форма вклады-
вкладышей обеспечивает работу подшипника при лю-
любом направлении вращения вала (в противо-
противоположность подшипнику по фиг. 265). При
перемене направления вращения вала вкла-
вкладыши меняют свою опору. Наружное кольцо
изготовляется из чугуна перлитной структуры,
легированного никелем; внутреннее кольцо —
из термообработанной (Нц — 500) хромони-
кедевой стали. Материал вкладышей — нитри-
нитрированная сталь (Нв = Ю00 на поверхности
скольжения).
Подшипник, несмотря на ряд эксплоата-
ционных преимуществ, не получил большого
распространения ввиду сложности изготовле-
изготовления и сборки, а также неконкурентной спо-
способности с современными типами подшипников
качения.
УПОРНЫЕ ПОДШИПНИКИ (ПОДПЯТНИКИ)
Рабочие элементы: пята (цапфа) и подпят-
подпятник — элемент, принадлежащий корпусу. Рабо-
Рабочая поверхность скольжения — плоская или
сферическая; проекция её на плоскость вра-
вращения представляет круг (сплошная пята) или
кольцо (кольцевая пята). Сплошную пяту воз-
возможно расположить только на конце вала
(фиг. 238,Э). Гребенчатая пята (фиг. 238,г)—сово-
238,г)—совокупность пят, расположенных на обеих сторо-
сторонах гребня (или нескольких гребней), образо-
образованного на валу, — позволяет фиксировать
вал от осевых перемещений противоположных
знаков и, следовательно, передавать знако-
знакопеременную нагрузку. Различают два типа
упорных подшипников, ориентируемых отно-
относительно пяты: подшипники, у которых под-
подпятник не меняет своего положения относи-
относительно пяты, и подшипники, у которых под-
подпятник, составленный из нескольких незави-
независимых друг от друга сегментов (башмаков,
сухарей), принимает положение, соответствую-
соответствующее текущему режиму работы. Последний тип
составляют так называемые сегментные само-
самоустанавливающиеся упорные подшипники Ми-
челля и Кингсбери, в которых за счёт подвиж-
подвижного соединения с корпусом сегменты при
изменении режима работы автоматически
самоустанавливаются применительно к благо-
благоприятным условиям трения, вследствие чего
подшипники работают в условиях жидкостного
трения.
В упорных подшипниках с неподвижным
подпятником возникновение жидкостного
трения осуществляют тем, что подпятник раз-
разбивают смазочными канавками на несколько
сегментов и поверхности скольжения ка-
каждого сегмента дают постоянный относительно
пяты наклон, соответствующий основному
режиму работы (фиг. 267, 268). Одно из
основных условий удо-
удовлетворительной рабо-
работы упорного подшип-
подшипника состоит в равно-
равномерном (по окружно-
окружности) распределении ста-
статической нагрузки по по-
поверхности скольжения*
Пята
Фиг. 267.
иодпятник
Фиг. 268.
В подшипниках е неподвижным подпятником
в большинстве случаев это достигается сопря-
сопряжением подпятника с корпусом по сфере
(фиг. 269) или постановкой в плоский стык
подпятника с корпусом податливой свинцовой
прокладки. В самоустанавливающихся упор-
упорных подшипниках равномерное распределение
нагрузки по сегментам получают главным
образом тем, что сегменты опирают на ребро
(фиг. 270), или на упругое кольцо (фиг. 271),
или на рычаги (фиг. 272), или на шарики
640
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
(фиг. 273). Последние два способа создают
замкнутую силовую систему, автоматически
распределяющую нагрузку равномерно.
Опора сегмента должна по возможности
допускать установку его в любой плоскости;
шаровая опора предпочтительнее цилиндри-
цилиндрической. В конструкции предусматривается
сплавы, баббит и дерево. Самоустанавливаю-
Самоустанавливающиеся сегменты изготовляются из бронзы,
алюминиевых сплавов и стали; опорная по-
поверхность стальных сегментов заливается
баббитом (фиг. 270).
Упорные подшипники с подпятниками, со-
состоящими из неподвижных или из самоуста-
Фиг. 269.
ограничение перемещения сегментов в пло-
плоскости вращения.
Сегменты неподвижных подпятников
(фиг. 267) со стороны пяты снабжаются поверх-
поверхностью, образованной
двумя плоскостями:
параллельной плоско-
плоскости пяты и наклонной
Спуск масла
I из паты
по DEFG
поДВ
по CL
С\ /Ось поборота
сегменто
Фиг. 271.
к той же плоскости. Наклонная поверхность
способствует возникновению масляного
клина; параллельная поверхность предназна-
предназначается для восприятия нагрузки, когда клино-
клиновидный слой масла обладает недостаточной
Пята
Угподои термом&тр
Фиг. 274.
Фиг. 272.
Фиг. 273.
несущей способностью. Опорная поверхность
самоустанавливающихся сегментов — пло-
плоскость. Опору сегмента располагают на рас-
расстоянии 40—45% длины от его задней кромки
для постоянного вращения и в середине для
реверсивной работы. Число сегментов —3—20,
предпочтительнее —не больше 12. Материал
пяты _ сталь без термообработки или термо-
обработанная. Материал опорных поверх-
поверхностей неподвижных обыкновенных подпятни-
подпятников— чугун, сталь, бронза, алюминиевые
навливающихся сегментов, сравнительно
с упорными подшипниками, у которых под-
подпятники имеют сплошную
рабочую поверхность, до-
допускают удельную нагрузку,
в 6—8 раз большую, и
имеют меньшие потери от
трения в 10—20 раз.
Ориентировочные раз-
размеры сегментных подшип-
подшипников для горизонтальных
и вертикальных валов при-
приведены в табл. 1С0. Сбороч-
Сборочный чертёж крупного сег-
сегментного подшипника ги-
гидротурбины приведён на
фиг. 274 [8].
Число гребней z гребенчатой пяты (фиг. 275)
определяется из условия допускаемого удель-
удельного давления (k) по уравнению
Выполняют d=(l,2-*-l,6)tf0 и s=@,1-5-0,2)<*.
Фиг. 275.
ГЛ. VIII]
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
641
Основные размеры упорных подшипников
Таблица 100
Водяная полость.
1
2
3
4
5
6
7
8
9
10
Hi
Q кг
57°
8оо
I юо
1 4оо
2 000
3 2ОО
4 3°°
5 9°°
9 ооо
12 500
i8 ioo
d ММ
6а
75
87
юо
124
15°
175
200
351
302
353
d0MM
За
40
48
54
72
83
97
.ю8
137
1*3
191
F см3
i6
23
31
40
58
9°
122
168
258
355
516
13
15
18
21
24
29
33
38
4б
51
57
Q — рабочая нагрузка; F — суммарная площадь
сегментов, пусковая нагрузка ~ 0.7Q.
СМАЗКА ПОДШИПНИКОВ *
Смазка подшипника скольжения имеет
своим назначением: понижение сопротивле-
сопротивления вращению вала от трения, предохранение
поверхностей скольжения от износа и заеда-
заедания, перенос тепла работы трения. Идеальным
режимом работы подшипника скольжения
является режим жидкостного трения (см.
гл. IV), при котором цапфа вала, находяще-
находящегося в работе, совершенно отделяется от
опоры масляной плёнкой, вследствие чего не
допускается соприкосновения поверхностей
скольжения. Получение непрерывной и необ-
необходимой толщины масляной плёнки между
поверхностями скольжения зависит от целого
ряда факторов, главнейшим из которых
являются конструкция подшипника и располо-
расположение смазочных канавок на несущей по-
поверхности вкладыша. Независимо от того,
будет ли в действии смазка сплошной или
частичной плёнкой, подшипники с правильно
расположенными канавками работают с не-
небольшим сопротивлением и малым износом.
* Подробнее о смазочных материалах и устройствах
см. гл. X.
Смазочный материал должен образовать
прочную плёнку, хорошо прилипающую к сма-
смазываемым поверхностям. Преимуществами
жидкой смазки являются равномерное распре-
распределение смазки по рабочей поверхности, не-
небольшое внутреннее трение, хороший отвод
тепла — при циркуляционной смазке. Сорт
масла назначается в зависимости от нагру-
нагрузочного и скоростного режимов. Подшипники
для умеренных нагрузок и больших скоростей
должны смазываться маслами средней вяз-
вязкости (?5о — Д° 7,5-1-8,5), между тем как сильно
нагруженные подшипники с рабочей темпера-
температурой > 63° целесообразно смазывать маслами
повышенной вязкости (Е50 = до 25). Системы
подвода смазки: периодическая — через сма-
смазочное отверстие, и непрерывная — цир-
циркуляционная, кольцевая и капельными или
фитильными маслёнками. Циркуляционная
смазка даёт возможность подавать в подшип-
подшипник масло в количестве, необходимом как
для смазки, так и для охлаждения, и созда-
создавать непрерывную очистку и охлаждение его
путём пропуска через фильтр — один или
два — и холодильник; давление масла перед
подшипником ре = 1,5 -т- 5 am.
642
ВАЛЫ И ОСИ; ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД. I
Водяное охлаждение металлических под-
подшипников применяется реже и лишь в особо
тяжёлых случаях работы, как-то: подшипники
дымососов вращающихся печей (фиг. 254)
и пр.
Для понижения трения в ненагруженном
вкладыше выполняются полости (фиг. 242, 253
и др).
Смазка, подаваемая в нагружённую зону
при высоком давлении, имеет своим назна-
назначением разделение поверхностей скольжения
в периоды пуска и остановки для предотвра-
предотвращения износа и заедания и обеспечение на-
надёжности работы при установившемся ре-
режиме. Такой смазочной системой снабжаются
подшипники с тяжёлой нагрузкой. Насосы,
подающие смазку, должны иметь индиви-
индиви32
Смазка при
низком давлении
1/
Смазка при
высоком давлении
О
8 минуты
Фиг. 276. Нагрев подшипника при
разном давлении подаваемого масла
в начальный период работы.
дуальный привод для возможности подачи
смазки при неподвижной цапфе. На фиг. 276
приведены кривые температуры подшипника
в начальный период работы.
Кольцевая смазка подшипника состоит
в том, что подачу масла к рабочим поверх-
поверхностям производит кольцо [или несколько
колец, свободно надетых на цапфу (фиг.253) или
неподвижно закреплённых на ней (фиг. 252)],
которое при вращении цапфы забирает масло
из масляного резервуара, развитого в кор-
корпусе подшипника. В отличие от ряда других
систем подачи смазки кольцевая смазка мо-
может функционировать только при вращении
цапфы. Подача масла непрерывна и равно-
равномерна и не может быть регулируема внеш-
внешним вмешательством.
Количество масла, подаваемого свободным
кольцом, зависит от вязкости масла, формы
, Кольцо Вез канавок
2 Кольцо с канавками
Об/мин.
Фиг. 277.
внутренней поверхности и размеров попереч-
поперечного сечения кольца и числа оборотов цапфы
(фиг. 277).
С уменьшением вязкости масла подача
кольца уменьшается вследствие того, что
масло с малой вязкостью в меньшем коли-
количестве прилипает к кольцу и легче сбрасы-
сбрасывается с кольца центробежной силой. Коль-
Кольцевые канавки на внутренней поверхности
увеличивают подачу, так как обеспечивают
более толстый масляный слой в месте пере-
перехода масла на цапфу.
Подшипники со свободным кольцом могут
быть использованы лишь для непрерывно
вращающихся горизонтальных валов стацио-
стационарных машин, работающих относительно
спокойно и имеющих не ниже 50—60 об/мин.
При высоких числах оборотов вследствие
малой подачи масла на рабочие поверхности
условия теплоотвода от подшипника заста-
заставляют отказываться от применения кольцевой
смазки.
Вместо гладких (фиг. 278) свободных колец
иногда применяются цепочки, дающие воз-
а) 6) 6) г) д)
Фиг. 278.
габариты
можность несколько сократить
крупных подшипников.
Несущий вкладыш должен быть снабжён
долевой распределительной канавкой или
карманом (фиг. 253) таких размеров, чтобы
доставляемое кольцом масло могло возможно
быстрее распространиться по длине цапфы.
В подшипниках с большой длиной вкла-
вкладыша, когда нет уверенности в равномерном
распределении доставляемого одним кольцом
масла по длине цапфы, необходимо ставить
два.
Масло с неподвижно закреплённого н»
цапфе кольца снимается принудительно соот-
соответствующим маслосъёмным приспособле-
приспособлением (обтюратором).
В вертикальном подшипнике скольжения
(фиг. 279) циркуляцию масла можно обеспе-
обеспечить за счёт винтовых канавок Л, подаю-
подающих масло в верхнюю полость подшипника.
Пример „ороситель-
„оросительной" смазки приве-
приведён на фиг. 254 для
крупного @ 1290 мм)
подшипника, имею-
имеющего лишь один
вкладыш. Подача ма-
масла— через ряд от-
отверстий в трубке б. \
П е риодич еская
смазка применяется
в подшипниках с не-
небольшой нагрузкой.
Густая смазка металлических подшипников
применяется при низких скоростях, высоком
удельном давлении, периодической работе и
переменней нагрузке.
Подшипники из неметаллов, кроме рези-
резиновых, смазываются маслом или густой смаз-
смазкой, водой (фиг. 280) или совместно: густой
смазкой и водой.
Коэфициент трения для подшипников:при
кольцевой смазке — /—0,02 -ь 0,04; фитильной
или капельной — 0,04-^-0,07; периодической
смазке через отверстие — 0,07-f0,10.
ГЛ. VIII]
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
643
Графитовая смазка. Некоторые природ-
природные вещества — тальк, слюда и графит, — хотя
и не принадлежат к группе жиров, масел и
восков, могут быть использованы в качестве
смазочной среды. Тальк и слюда не нашли
существенного применения, графит же при-
Фиг. 280.
меняется в довольно значительных коли-
количествах, причём в обеих формах — чешуйча-
чешуйчатой и коллоидальной. Оба вида графита обя-
обязаны своими смазочными качествами той
лёгкости, с которой их частицы скользят
друг по другу. Преимущество коллоидального
графита перед чешуй-
чешуйчатым заключается в
ничтожной величине его
частиц.
' Графит образует на
несущей поверхности
подшипника и поверх-
поверхности цапфы так назы-
называемую „графоидную поверхность (фиг. 281),
обладающую низким коэфициентом трения и
малой изнашиваемостью даже в случае вре-
временного прекращения подачи смазки. Пре-
Преимущественно область применения графитовой
смазки — подшипники, работающие при высо-
высокой температуре окружающей среды, напри-
например, подшипники вращающихся печей. В ряде
масел и мазей графит используется как доба-
добавок, обеспечивающий повышение их смазоч-
смазочных свойств.
РАСЧЁТ РАДИАЛЬНЫХ ПОДШИПНИКОВ
Фиг. 281
Расчёт подшипников по удельному
влению (&). Расчётная формула:
да-
дагде Ятах — максимальная за цикл нагрузка
в кг\ й и / —диаметр и длина подшипника
в см.
Допускаемое удельное давление зависит
от материала трущейся пары, скорости сколь-
скольжения, режима работы (табл. 101). Подшипники
медленно или периодически вращающихся
валов, например, в механизмах с ручным при-
приводом и т. п., рассчитываются только по до-
допускаемому удельному давлению.
Таблица 101
Значения ft в kv в выполняемых конструкциях
Ходовые значения k в зави-
зависимости от материалов цап-
цапфы и вкладыша при режиме
полужидкостного трения
Сталь по чугуну
» ио бронзе
» по баббиту ....
„ закалённая по бронзе
я „по баббиту
» „по стали . .
Предельные значения k при
работе опоры в условиях
жидкостного режима трения
для чугуна
, антифрикционного чу-
для баббита
„ бронзового литья . .
„ алюминиевых сплавов
Ходовые значения k и kv
для опор:
валов металлорежущих
валов зубчатых редукто-
осей локомотивов ....
валов паротурбин ....
валов электродвигателей .
трансмиссионных валов .
k
кг\см*
3°
5°
6о
75
9°
»5°
2ОО
чад
оо
400
650
7оо
с—2О
10—до
12—го
ю-зо
ю—15
7-15
kv
кгм/см^сек
го— 25
Зо—2оо
35— 7°
До 850
До i8o
ю— 20
Значения k и kv для подшипников шатунно-криво-
шипной передачи см. гл. VII.
Расчёт подшипников по характеристике
(kv). Зависимости допускаемого удельного
давления k кг/см? от скорости скольжения
v м\сек, полученные
в ряде экспериментов
приблизительно со-
соответствуют кривой
kv2 =• const (фиг. 282).
Всё же характери-
характеристика kv является до-
довольно определён-
определённым указанием на
способность подшип-
подшипника нести нагрузку,
и она может быть
использована для
первого ориентиро-
ориентировочного выбора под-
подшипникового мате-
материала ирасчёта(опре-
деления d и /) под-
подшипников строго
конкретных типов,
предназначенных ра-
работать в условиях,
для которых длительной практикой эксплоа-
тации выявлены допустимые значения харак-
характеристики.
Фиг. 282. Зависимость до-
допускаемого удельного да-
давления от скорости. Под-
Подшипник с баббитовой за-
заливкой и кольцевой смаз-
смазкой.
644
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
1РАЗД. 1
Расчётная формула
Рсрп
1910/!
где Рср — средняя за цикл нагрузка в кг;
I — длина подшипника в см; v — скорость
скольжения в м/сек.
Допускаемые значения kv, зависящие глав-
главным образом от интенсивности охлаждения,
для некоторых машин приведены в табл. 101.
Расчёт подшипников по жидкостному
трению (см. также гл. IV ,Трение в маши-
машинах и механизмах"). Расчёт производится при
условии разделения цапфы и подшипника мас-
масляной плёнкой, толщина которой для задан-
заданных условий работы должна быть больше
суммы неровностей обработки поверхности
цапфы и подшипника (табл. 102). В расчёте ис-
используется зависимость коэфициента трения /
от характеристики режима -L- — (зависи-
(зависимость Герси) (фиг. 283).
Таблица 102
Максимальные высоты неровностей обработки
(по Шмальцу)
Вид обработки
Чистовая обточка и расточка, шли-
шлифование средней чистоты, шабровка
до 1,5—3 пятен на 1 см*
Гладкая обточка и расточка (твёр-
(твёрдыми сплавами), чистовое шлифова-
шлифование, шабровка до 3—5 пятен на 1 см1
Алмазная обточка и расточка и
очень чистое шлифование
Суперфиниш, полирование
Максимальные
высоты неров-
неровностей
(в микронах)
6—16
i,o—а,5
До i,o
Обозначения:
Р—радиальная нагрузка на под-
подшипник в кг;
п — числооборотоввалав минуту;
d — диаметр цапфы ;
/—длина подшипника;
k — удельная нагрузка в кг/см?
диаметральной проекции не-
несущей поверхности подшип-
подшипника;
Л — диаметральный зазор;
•*) — вязкость масла в сантипуа-
сантипуазах;
ftmin — толщина масляной плёнки в
месте наибольшего сужения
зазора (фиг. 284);
/tmin — предельное или критическое
значение hmin, при котором
происходит разрыв
масляной плёнки;
с = 1 —]—- поправка
на конечную длину
подшипника;
x™=(-irL- кри-
криФиг. 284.
тическое значение
величины режима X,
при котором проис-
происходит разрыв масля-
масляной плёнки;
X = -г характеристика рабочего ре-
режима;
У. = г коэфициент надёжности под-
подшипника.
Расчётные формулы для подшипника ко-
конечной длины: нагрузка Р статическая:
кр
кр
2е
(при относительном эксцентриситете -=^-
>-0,5J, где отдельные входящие величины
имеют следующие размерности: d, Д, hmin —
в мм; k — в кг/см2; -q — в сантипуазах; л —
в оборотах в минуту.
Р = kdl,
где d и I в см.
Нагрузка Р переменна по величине: рас-
расчёт ведётся по максимальному значению, как
для статической нагрузки.
Если критическая величина режима X =
== ~тг) Для аналогичного подшипника из-
\ « /кр
вестна, то расчётные формулы:
Р = kdl.
ния X
Ниже приводятся ориентировочные значе-
/ У]П \
кр= ( -V- ! для некоторых подшипни-
д
ков при относительном зазоре — = 0,001 —
d
д
для пластических и — = 0,0015 — для твёр-
твёрдых подшипниковых материалов.
а) Поверхность цапфы стальная закалён-
закалённая, шлифованная:
ГЛ. VIII]
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
645
285 — подшипник баббитовый;
р
425 — из пластической бронзы; 570 — из твёр-
твёрдой бронзы.
б) Поверхность цапфы стальная без тер-
термообработки, чисто обработанная:
) =355 — подшипник баббитовый;
\k )кр
500 —из пластической бронзы; 710—из твёр-
твёрдой бронзы.
Под пластической бронзой подразуме-
подразумевается бронза с содержанием свинца >• 120/0
и олова <7°/0.
Коэфициент трения в подшипнике
1 d\bb
Поправка [—г) вводится только для зна-
значений
На фиг. 285 и 286 даны графики [12] для
определения толщины масляного слоя hmin
и коэфициента трения / при известных d,
А, 4- Для подшипника конечной длины и с
к
несущим слоем масла, ограниченным дугой
в 120°.
Расход масла через цилиндри-
цилиндрический подшипник, работающий с при-
принудительной подачей (циркуляционная смаз-
смазка). Полный расход Q слагается из объема^',
вытекающего из нагружённой части, и объ-
объёма q", вытекающего под влиянием давления
подачи. Таким образом [10]
Q смь\сек = q' -j- q" =
правочный коэфициент, зависящий от числа
и расположения маслоподзодящих отверстий.
Ре — давление масла перед подшипником в
кг/см2', величины d, A — в мм.
При подаче масла через канавку, парал-
параллельную оси, расход масла [9]
Q л/мин
10*/
Ь
I "г
где d и /—диаметр и длина подшипника в еж;
Ь—длина канавки в см; а — 0,5 (/ — b) cm; h —
зазор между цапфой и вкладышем в месте
подачи смазки в микронах; А — диаметраль-
диаметральный зазор в микронах; v — окружная ско-
скорость в м\сек\ Ре— давление масла перед
подшипником в кг/см2.
Тепловой баланс. Тепловыделение за
счёт преобразования работы трения AL =
1 г,, ,
~ 427 *V ккал1свк' где
окружная скорость.
ndn .
— ~pR MlceK —
Теплоотдача W для подшипника склады-
складывается из теплоотдачи от поверхности в окру-
окружающую среду и через смазку в случае под-
подшипника с циркуляционной смазкой:
W ккал\сек = № (tn-t0) + ^ (teux - tex)t
где tn, tQ, teblx, ^ — температуры в °С соот-
соответственно: подшипника, окружающей среды,
масла, выходящего из подшипника, и подавае-
подаваемого масла; d и / — диаметр и длина под-
подшипника в см', К—коэфициент теплоотдачи
в ккал\смНек "С, отнесённый к 1 см2 проек-
проекции цапфы; с = 0,4 -г- 0,5 — теплоёмкость масла
в ккалЫг °С; у = 0,87 ч-0,9 — удельный вес
масла; Q — расход масла через подшипник
в см9/сек.
Теплоотдача от поверхности зависит от
материала, размеров и конструкции подшип-
подшипника и состояния окружающей среды (интен-
(интенсивность циркуляции). Для подшипников с
обычной конфигурацией корпуса
К = 7-10~6 ккал\смЧек °С.
По Ляше теплоотдача от поверхности
R ккал\час = adl (/„ — *0I<3»
где а — коэфициент, зависящий от рода уста-
установки; а = 50-=- 10 000.
Для сравнительной оценки теплоотдачи от
поверхности можно пользоваться уравнением
[14]
~-
где / — длина подшипника в см; as — коэфи-
коэфициент, характеризующий теплоотдачу, в
кг/мсек.
По Ляше: Оу = 5 кг\мсек — для подшипни-
подшипников лёгкой конструкции; 8—для подшип-
подшипников нормальной конструкции; 14 — для под-
подшипников тяжёлой конструкции с большой
массой.
Тепловой баланс W=AL, или
Для подшипников с циркуляционной смаз-
смазкой принимается, что все тепло уходит с
маслом. Тогда
1000
Температуру подшипника tn можно при-
приближённо считать равной средней темпера-
температуре масляной плёнки, т. е.
, _ *вых ~Ь tex Д^
гл- 2 —'«-г 2*
где Д* — прирост температуры масла в под-
подшипнике.
В таком случае уравнение теплового ба-
баланса
Тепловым расчётом подшипника оконча-
окончательно устанавливаются необходимый зазор,
давление масла и температура подшипника.
d
асш
0,0020
0,0018
0,0016
0,0014
0,0012
0,0010
to 15 20 зШ.ботюо гЬош' ббо tdoo 2000 uooo moo
Фиг. 285. Относительная толщина масляного слоя
и коэфи-
d
0,0022
0,0020
0,0018
0,0016
o,oom
0,0012
0,0010
0,0008
0,0006
0.0004
0,0002
10 1520 30 U0 60 80 W0 200 300 6 0 1000 2000 W00 10000
ент трения / для подшипника с .— ¦« 1.
m
Фиг. 286. Относительная толщина масляного слоя —г
д
фициент трения / для подшипника с —г- — 1.5.
ГЛ. VIII)
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
647
Оценка расчётных величин. Диаметр
цапфы. С увеличением диаметра растёт на-
надёжность работы подшипника. Однако сво-
свобода выбора диаметра ограничена, так как
диаметр цапфы связан с прочностью и жёст-
жёсткостью вала и часто с габаритными услови-
условиями, как, например, в поршневых машинах.
Зазор. Для увеличения грузоподъёмно-
грузоподъёмности зазор в подшипнике следует брать воз-
возможно малым. При назначении практической
величины зазора следует учитывать жёст-
жёсткость, число опор, уравновешенность и тре-
требуемую точность вращения вала, длину под-
подшипника, качество изготовления и монтажа,
жёсткость опор и фундамента. Так, например,
при многоколенчатых валах зазор берётся
больший, чем при прямых. Рекомендуемый от-
относительный зазор — = 0,001 -ь 0,003.
В подшипниках при высоком качестве об-
обработки трущихся поверхностей и жёстких
валах относительный зазор
может быть
уменьшен. При выборе зазора необходимо
руководствоваться посадками ОСТ.
Температура подшипника. Тем-
Температура влияет на механические свойства
подшипникового металла и на коррозию в под-
подшипнике (см. стр. 635). С ростом темпера-
температуры понижается надёжность подшипника;
низкие температуры являются причиной боль-
больших потерь на трение. Высокая температура
представляет большие опасности в отноше-
отношении заедания.
Температура подшипника: 35—75° — паро-
паротурбины, двигатели внутреннего сгорания,
паромашины, компрессоры, зубчатые передачи
и пр. Наибольшая температура подшипника
лимитируется сортом масла, выбранного для
смазки.
Длина подшипника. Нагружаемость
длинных жёстких и частично самоустанавли-
самоустанавливающихся подшипников уменьшается в ре-
результате давления на кромки, вызванного из-
кг'
2500 \
2000
%<500
%моо
^ 500
У—
0 0,5 1,0 0 2,0 %
20 40 60 301мм
Фиг. 287. Зависимость грузоподъём-
грузоподъёмности подшипника от длины вкла-
вкладыша.
гибом вала и неточностями обработки и мон-
монтажа (фиг. 287). Короткие подшипники ха-
характеризуются быстрой потерей масла, но в
них допускаются меньшие зазоры, чем в
длинных. В ряде случаев пределом увели-
увеличения длины является габарит. Рекомендуемое
/:rf = 0,5-s-l,5.
В существующих конструкциях l:d при-
принято :
0,8—1,0 — транспортные двигатели вну-
внутреннего сгорания и паромашины, прокатные
станы (подшипники Моргойля);
W
/
/
ч
i/= / М/свк
|
т
1
1,0 — 1,5 — стационарные двигатели внутрен-
внутреннего сгорания, оси паровозов и вагонов;
1,5 — 2,2 — стационарные паровые машины,
подъёмники;
1,1 — 2,0 — станки, турбогенераторы, элек-
электромашины ;
до 3,0 — самоустанавливающиеся подшип-
подшипники.
Коэфициент надёжности. Значе-
Значение коэфициента надёжности X выбирается в
зависимости от режима работы и условий
эксплоатации; спокойная работа и надлежа-
надлежащий контроль за работой подшипника явля-
являются основанием к выбору относительно ма-
малых значений. Обычно X = 1,5 -т- 10, доходя в
некоторых случаях до 15.
Предельная толщина масляной плёнки оце-
оценивается в зависимости от точности обработки
и монтажа, условий работы и т. д.; hm-m =
— 0.005 -г- 0,025 мм.
РАСЧЁТ УПОРНЫХ ПОДШИПНИКОВ
Обозначения: Р — осевая нагрузка на пяту
в кг; п — число оборотов пяты; d и rf0 — на-
наружный и внутренний диаметры пяты; z—
число опорных сегментов.
Момент трения относительно оси пяты
или
где dcp — средний диаметр трения;/— коэфи-
коэфициент трения скольжения.
Скорость скольжения
60 '
Расчёт по удельному давлению
Допускаемое удельное давление зависит от
материала трущейся пары, скорости скольже-
скольжения, режима работы.
Допускаемые удельные давления в кг/см2
без учёта канавок: 20—25 — некалёная сталь
по чугуну; 40—50 — тоже по бронзе;50—60—
то же по баббиту; 75—80 — закалённая сталь
по бронзе; 80-90 — то же по баббиту; 120—
150 — то же по закалённой стали; 3—9 — не-
некалёная сталь по баббиту (для гребенчатых
пят); 22—26 — твёрдая сталь по баббиту (для
гидротурбин при нагрузках до 600 т по дан-
данным завода Фойт) [8].
Для сегментных самоустанавливающихся
упорных подшипников Кингсбери [16] при
цементированной и калёной стали по баббиту:
20—25 — при лёгких смазках и средних ско-
скоростях скольжения; до 35 — при лёгких смаз-
смазках и больших скоростях скольжения; до 50—
для тяжёлых масел.
Расчёт по характеристике (kvcp). Допу-
Допускаемое значение величины kvcp кгм/см2 сек:
до 20 — подпятники гидротурбин без прину-
принудительного охлаждения; до 80 — то же с при-
принудительным охлаждением; до 20 — гребен-
гребенчатые пяты стационарных паровых турбин;
648
ВАЛЫ И ОСИ, ИХ СОЕДИНЕНИЯ И ОПОРЫ
[РАЗД.!
до 80 — то же судовых турбин; 4—12 —гре-
—гребенчатые пяты; 1000 и более — сегментные
упорные подшипники при охлаждении, доста-
достаточном для удержания надлежащей темпера-
температуры.
Расчет по жидкостному трению. При рас-
расчёте сегмент рассматривается как прямо-
прямоугольная опорная поверхность, скользящая
прямолинейно поступательно (фиг. 288). Основ-
Тепловыделение
Фиг. 288.
ная предпосылка расчёта — разделение по-
поверхностей скольжения масляной плёнкой.
Обозначения: В — длина сегмента по окруж-
окружности среднего диаметра трения; /—ради-
/—радиальная ширина сегмента. В я I принимаются
за размеры заменяющего прямоугольника.
Фиг. 289.
Упорный подшипник с неподвижными сег-
сегментами (фиг. 288).
Удельная нагрузка [10]
* "min
Несущая способность
Р = гЫВ.
Коэфициент трения скольжения с поправ-
поправкой на конечную ширину сегмента (по Гюм-
белю) [10]
' ТЕ
kB ¦
AL ккал/сек = -^r= Pfv.
В формулах: у\— вязкость масла в санти-
пуазах; v — скорость скольжения в м/сек;
#,/—размеры сегмента в см; а — угол на-
наклона в радианах; hmin — минимальная допу-
допустимая толщина масляного слоя в мм;
$ = ¦; = —поправка на конечный радиальный
I + В
размер сегмента, z—число сегментов.
Упорный подшипник с самоустанавливаю-
самоустанавливающимися (качающимися) сегментами (фиг. 289).
Условие: равнодействующая давления прохо-
проходит через точку опоры. Расчётные уравне-
уравнения [10]:
ъ\-b\-
'. = 2-
(а)
I/ .. ,
i)i/
Порядок расчёта: подстановкой в уравне-
уравнение (а)
хе = Ьх + С и b2 = *i + В ¦
определяется
(фиг. 290) опреде- с
ляется значение ^
величины /'=-
и -* = X. Затем по графику
а по ней а и
другие параметры. $
В выполненных
конструкциях С— б
=@,40 чг- 0,45) В.
При определе- г,
нии тепловыделе-
тепловыделения следует учи- ?
тывать трение на-
наружной поверхно-
поверхности упорного ди-
диска и вала о масло.
0,2
0,4
- 0.3
0,1
- 0,1
0,4 0.6 0,8 1.0К
Фиг. 290.
1
V
1
У
в
-
-
-
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Александров А. А. и Полномочный С. X.,
Текстолитовые подшипники, ОНТИ, 1935.
2. БальшинМ. Ю. и Короленко Н. Г., Пори-
Пористые подшипники (ЦНИИТМАШ), „Вестник инженеров
и техников" № 5, 1940.
3. Г а л л а й Я. С. и Филиппов Н. М., Лигнофоле-
вые и лигностоновые подшипники, Машгиз, 1946.
4. Г у т ь я р Е. М., Приближённая гидродинамическая
теория трения цилиндрического шипа, „Вестник ме-
металлопромышленности" № 10—11, 1939.
5. Г у т ь я р Е. М., Работа шипа конечных размеров
на основании приближённой гидродинамической тео-
риз трения. „Вестник металлопромышленности" № 12,
1939.
S. Дьячков А. К., Расчёт подшипников быстроходных
двигателей, 1939.
1. 3 а й ц е в А. К., Основы учения о трении, износе и
смазке машин, ч. I—III, Машгиз, 1947.
8. К у к о л е в с к и й И. И., Водяные турбины, Атлас,
ОНТИ, 1937.
9. К у ц а е в СИ., Протекание масла через подшип-
подшипник. Сборник „Трение и износ в машинах", т. II, Ака-
Академия Наук СССР, 1940.
10. Орлов П. И., Смазка лёгких двигателей, Машгиз,
1937.
11. Ретшер Ф„ Детали машин, т. 2, ОНТИ, 1933.
12. Р е ш е т о в Д. Н., Расчёт деталей станков, Машгиз,
1945.
13. Фом и н В. Н., Тенденции развития подшипников со-
современного авиадвигателя, -Техника воздушного флота'
№ 4, 1944.
14. Ш и б е л ь А., Скользящие опоры, ОНТИ, 1936.
15. Я н о в с к и й М. И., Судовые паровые турбины,
гл. XII и XIII. ОНТИ, 1937.
16. „Американская техника и промышленность" J* 9, 1945.
17. „Aluminium —alloy bearing Light Metals" № 95, 1945.
18. К u h n e I R., Werkstoffe fur Gleltlager. 1S39.
Глава IX
ПРУЖИНЫ И РЕССОРЫ
ПРУЖИНЫ
ОБЩАЯ ЧАСТЬ
В машиностроении применяются пружины
следующих основных типов: витые (цилиндри-
(цилиндрические, призматические, конические, фасон-
фасонные), многожильные винтовые, плоские спи-
спиральные, тарельчатые (Бельвилля) и коль-
кольцевые.
Изображения и условные обозначения пру-
пружин на чертежах предусмотрены ГОСТ 3461-46.
Материал для пружин
К материалу для пружин предъявляют вы-
высокие требования: после соответствующей
термообработки он должен обладать устойчи-
устойчивыми во времени упругими свойствами, значи-
значительной прочностью как статической, так и
усталостной, большим сопротивлением ударным
нагрузкам, а также способностью давать доста-
достаточно большие пластические деформации.
При приёмке материала для пружин образцы
его должны быть подвергнуты осмотру и испы-
испытаниям в соответствии с техническими усло-
условиями [33]. Серьёзного внимания заслуживает
состояние поверхности заготовок для пружин
(проволоки). Она должна быть гладкой, без
плен, закатов, раковин, штрихов и других де-
дефектов, видимых глазом. Недопустимо повре-
повреждение поверхности заготовок в процессе из-
изготовления пружин [68]. Обезуглероживание
поверхностного слоя отрицательно сказывается
на механических свойствах и особенно на уста-
усталостной прочности пружин [58]. Допустимая
глубина и степень обезуглероживания загото-
заготовок устанавливаются техническими условиями;
например, по СТ С1-332 Наркомата судострои-
судостроительной промышленности, 1940, для поставляе-
поставляемой пружинной стали обезуглероженный слой
допускается: для прутков диаметром до 12 мм—
толщиной до 1°/о диаметра, но не толще 0,15 мм
на сторону; для прутков диаметром более
12 мм—толщиной до 2% диаметра, но не толще
0,2 мм на сторону. Толщина слоя, обезуглеро-
женного до чистого феррита, допускается в
0,5% диаметра, но не более 0,06 мм на сторону.
При термообработке в процессе изготовле-
изготовления пружин, которая должна вестись в стро-
строгом соответствии с установленным оптималь-
оптимальным режимом [15 и 30], нельзя допускать за-
заметного обезуглероживания поверхностного
слоя пружины.
Технические условия на качественную рес-
рессорную пружинную горячекатаную сортовую.
сталь приведены в ГОСТ В-2052-43.
Химический состав и механические свой-
свойства термически обработанных образцов пру-
пружинных сталей по ГОСТ В-2052-43 приведены
в табл. 1 и 2.
В табл. 1 стали даны примерно в порядке
их стоимости — от более дешёвых и распро-
распространённых к более дорогим [32].
Содержание С, Мп, Si, Cr, Ni, Va и W в
количествах, указанных в табл. 1, определяет
эффективность процессов термообработки »
повышение упругих свойств и прочности пру-
пружинной стали [7, 19 и 41]. Легирующие при-
присадки повышают предел упругости пружинной
стали, приближая его к пределу прочности [30].
Ванадий и вольфрам включаются в материал
для пружин особо ответственного назначения,
а также для пружин, работающих при повы-
повышенных температурах.
Пружины, работающие при температурах
250—450° [63] в коррозионной среде, можно
изготовлять и из весьма устойчивой в этих
условиях быстрорежущей стали (см. стандарт
на пружины СТ С1-332 Наркомата судострои-
судостроительной промышленности), однако применение
её ограничено экономическими соображе-
соображениями.
Выбор пружинной стали [30] следует вести»
с учётом условий эксплоатации пружин, их
назначения и ответственности. При этом не-
необходимо принимать во внимание степень и
продолжительность нагружения, способ прило-
приложения нагрузки и её цикличность во времени,
состояние окружающей среды, температуру
и пр. (Специальную диаграмму, облегчающую-
выбор марки стали по ГОСТ В-2052-43 с учё-
учётом указанных выше обстоятельств — см. в-
работе [3].)
Установив предполагаемые размеры и фор-
форму сечения заготовки и приступая к выбору
марки стали, следует учесть технологические
свойства намечаемого материала в отношении
возможности изготовления пружины и её тер-
термообработки (закалки), которая должна ока-
оказывать влияние на материал по всей его тол-
толщине (полноценная прокаливаемость).
Соображения экономии и дефицитности ле-
легирующих присадок заставляют обращаться к.
возможно более дешёвым сортам стали. Наибо-
Наиболее часто для самых разнообразных пружин:
650
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
Таблица 1
Химический состав качественной рессорно-пружинной горячекатаной сортовой стали
(по ГОСТ В-2052-43)
Группа стали
Углеродистая . .
• * •
> . •
Марганцовистая
„
Кремнистая . . .
я ...
„ ...
„ ...
Хромомарганцо-
Хромомарганцо-
вистая
Хромокремни-
стая . ....
Хромованадие-
вая . ¦. ....
Хромокремнева-
надиевая
Вольфрамокрем-
нистая
Никелекремни-
стая
Марка
стали
65
70
75
85
65Г
55ГС
55С2
60С2
6( С2А
70СЗА
60ХГ
50ХГА
60С2ХА
50ХФА
60С2ХФА
65С2ВА
6СС2Н2А
Содержание элементов в "
углерод
С
0,60—0,70
0,65-0.75
0.70—0,80
о,8о—о,9о
о, 6—о, 7
о,5-о,6
о,5—о.6
°.55 -°.б5
°>чэ—и.оэ
г, л ~ л е~
°>4Э и>0Э
0 6 —О *7
олч —о.б^
марганец
Мп
о,45 - 0,70
°,45 - 0,70
0,45—0.75
0-45-0,75
о,6—о,9
о,6—о,9
о,6—о,9
о,6—о,9
о,6-о,9
0,7—I.O
* / *
о,8 -i,o
Q A'Z О П
о,з -о,6
о,45—°,7
0 7*-" О
о,45-о,7
кремний
Si
0.17-0,37
0.17—0.37
°,i5-°,3°
0,15—0,30
0,17-0,37
о,5 — °<8
1,5 — я.о
1.5-2.о
1,6—2,О
2,4-2,8
о т^ о з
0 1^— Q
1
j * j Q
О Т^—О Q
w»*0 "'О
1.4—З.О
1,4-1,8
хром
<о,зо
<о,зо
<°,3°
<о,зо
<о,зо
<о,зо
<о,зо
<о,зо
<о,зо
<о,3°
0,9 — 1,2
Q Q- ТО
1
О 7^—I.IO
0.Q —1.2
<о,3о
никель
Ni
<о3о
<о,зо
<о,5о
<о,5о
<о,5о
<о,5о
<о,5о
<о,5о
<о,5о
<о,5о
^0,2О
^О Q0
<о,з<э
^0,30
0 ЧО
1,4-1,8
а
прочие ле-
легирующие
ОПй|| flUTLt
1°
1°
—
—
—
—
д/a ¦
,15-0,25!
—~ V& ——
,10—0,20]
,_, ~}JJ
o,8-i^|
—
сера
S
фосфор
p
не более
o,o45
0,055
0,050
о, 05
0.O55
o,o5
0,05
0,05
0,04
0,04
о
0 Od.
О OJ.
0 o±
0,04
0.04.
0,04
0,045
0,045
0,050
0,05
0,045
0,05
0,05
0,05
0,04
0,04
0,05
0,04
0 04
0 04
O/04
0 01
0,04
Прим ечание. Макроструктура стали в изломах и в протравленных поперечных темплетах должна быть без
усадочной рыхлости, без пустот, трещин, пузырей и шлаковых включений.
Таблица 2
Механические свойства термически обработанной
качественной рессорно-пружинной горячекатаной
стали при испытаниях на растяжение
(по ГОСТ В-2052-43)
Марка
стали
65
70
75
85
65Г
55ГС
55Сз
6ССз
бОСзА
70СзА
50ХГ
50ХГА
50ХФА
60С2ХА
ЮС2ХФА
65С2ВА
60С2Н2А
830
820
8ю
8ю
820
830
88о
86о
8бо
85о
850
8jo
860
860
840
840
840
Термообработка
(ориентировочно)
среда
Масло
Воздух
Масло
темпе-
температура
отпуска
в °С
38о
380
38о
8
400-510
400 — 510
400-510
4оо—5
490
49°
4оо - 45°
420
45°
45°
4оо
Показатели меха-
механических свойств
E
S
¦e
Я
s
(LI
ж
a
с
4)
К
s
8о
85
9°
100
38
35
I2O
120
140
l6o
но
120
ПО
i6o
I7O
170
l6o
IOO
Ю5
НО
«5
70
65
130
130
160
180
130
13°
130
180
190
190
175
9
8
7
6
8
10
6
5
5
5
5
6
10
5
5
5
5
Примечания. 1. 810 — относительное удлинение
•при разрыве на круглых образцах длиной / = 10d (пло-
(плоские образцы длиной I = 11,3 VF).
2. Результаты определения ф (относительное сужение
площади поперечного сечении) для плоских образцов
имеют факультативное значение.
3. В работе [3] табл. 2 дополнена значениями -zs кг/мм*;
В кг/мм1 и О кг 1мм" ш
применяются углеродистые пружинные стали.
В этом случае предельные размеры попереч-
поперечных сечений заготовок, при которых обеспе-
обеспечена качественная термообработка пружин,
следующие: для полосового материала — тол-
толщина 12—15 мм, для круглой заготовки-
диаметр 15 мм [30].
Марганцовистые стали дёшевы и широко
используются для изготовления пружин. По
окончании горячей механической обработки
поверхность заготовки обладает большей чи-
чистотой. Эта сталь отличается хорошей про-
каливаемостыо (диаметр заготовки можно до-
доводить до 20 мм) и в малой степени подвер-
подвержена поверхностному обезуглероживанию. Не-
Недостатками её являются повышенная чувстви-
чувствительность к перегревам и к образованию
закалочных трещин, а также склонность к те-
тепловой хрупкости [30].
Кремнистые стали — наименее дефицитные
пружинные стали. В то же время они хорошо
поддаются термообработке и отличаются вы-
высокой степенью прокаливаемости, что по-
позволяет доводить диаметр заготовок до 20—
25 мм.
Наилучшее сочетание механических свойств
имеет место для кремнистой и вольфрамокрем-
нистой стали при содержании углерода 0,55—
0.60% и кремния около 2% [10]. При горячей
механической обработке такой стали могут
получаться дефекты поверхности. Кремнистые
стали имеют склонность к повышенному обез-
обезуглероживанию поверхности и к графитизации.
Введение в сталь Мп, Сг и W снижает опас-
опасность выделения свободного углерода.
ГЛ. 1X1
ПРУЖИНЫ
651
Чем выше содержание в стали углерода и
кремния, тем в большей степени происходит
обезуглероживание поверхностного слоя [10].
Применение несколько более дорогих хро-
момарганцовистых пружинных сталей позво-
позволяет увеличивать толщину заготовок до пре-
предельных размеров B5—30 мм). Эти стали об-
обладают глубокой прокаливаемостью и высо-
высокими характеристиками прочности. Недостат-
Недостатком их является склонность к отпускной хруп-
хрупкости [30]. Хромованадиевая пружинная сталь
отличается высокими механическими свой-
свойствами вообще и высокой усталостной проч-
прочностью в особенности. Она обладает понижен-
пониженной склонностью к поверхностному обезугле-
обезуглероживанию и отличается устойчивостью по
отношению к температурам до 350°. Эта сталь
по своим качествам занимает среди других
пружинных материалов одно из первых мест
(клапанные пружины двигателей), однако вы-
высокая стоимость ограничивает её применение
(холоднокатаная проволока из хромованадие-
вой стали может изготовляться диаметром
до 10 мм).
Исследования пружинных сталей [10] в от-
отношении их способности воспринимать раз-
различные виды нагрузок показывают, что с
увеличением содержания кремния в стали
(Si >2°/0) повышается её сопротивление мно-
многоповторным ударам. Хорошо противостоят
ударным нагрузкам кремневольфрамовая и
хромованадиевая стали; марганцовая и хро-
момарганцовая стали имеют в этом отношении
наиболее неблагоприятные характеристики.
Усталостная прочность пружинной стали
в ббльшей степени зависит от состояния её
поверхности, чем от химического состава.
Обезуглероживание поверхности резко сни-
снижает предел усталости стали и её сопроти-
сопротивление повторным ударам.
Максимальные значения пределов устало-
усталости наблюдаются у образцов с полированной
поверхностью. Лучшей усталостной прочно-
прочностью обладают углеродистые и особенно хро-
мованадиевые стали.
Модуль сдвига пружинной стали зависит
от её химического состава и термообработки.
С повышением в стали содержания углерода
и кремния модуль сдвига понижается, а с уве-
увеличением содержания хрома и марганца он
возрастает (в среднем величина модуля сдвига
примерно равна 8000 кг/мм2). С повышением
температуры величина модуля сдвига заметно
снижается [112 и 130] (фиг. 1).
В табл. 3. 4 и 5 приведены химический со-
состав, термообработка и механические и уста-
усталостные свойства наиболее употребительных
пружинных сталей для витых пружин [28].
В табл. 6 приведены данные о сталях, при-
применявшихся до войны в германской практике
для спиральных пружин [41].
Для изготовления пружин, работающих в
условиях переменной влажности, соприкасаю-
соприкасающихся с водой, паром или кислотами, к при
S
&ЮО
4000
2000
У
Стал
, /
^Рояльная
А углерооистоя закал, о масле
{Угле/.
юдисто
? холоди
отянут
мая нержавеющая холоднотянутая
Нзбр
¦/
/ ~
Из пс
онзы фс
1
тупи с
-ч
сфорисп
пеииаль
поп
ной
?•
Из м
{Аромованадиев.
-J. термообрадот
п/[Б
онель -
олырра
металл
мовая
—¦ ¦«,
7
о
гоо
300
400
Фиг. I. Графики изменения модуля упругости при сдви-
сдвиге Q кг 1мм? в зависимости от температуры для проволоки
0 2,5 мм [130].
наличии других условий, способствующих кор-
коррозии, применяются сплавы цветных метал-
металлов [132]: алюминиевая бронза (А1 — 9%; Мп —
2—3°/0; ой%50 кг/мм2; а,«24 кг /мм?; 5^30%);
латуни специальные (Си 55—5б°/0; Sb~l,5%;
Мп 1 — 2Р/0; оь « 38 Kzjjufl; В = 35-^40%)
и др. [90 и 125].
В табл. 7 приведён химический состав спла-
сплавов цветных металлов для витых пружин по
стандарту Главного управления НКОП СТ
1542-К, 1939.
Образец паспорта на поставляемые пру-
пружинные материалы приведён в приложении 5
к СТ С1-332 Наркомата судостроительной про-
промышленности, 1940.
Полуфабрикатами для изготовления пру-
пружин служат полосовая сталь, проволока и
лента.
Для холодновитых пружин с последующей
термообработкой (закалка-отпуск) применяется
мягкий, хорошо отожжённый материал
Химический состав наиболее употребительных сталей для витых пружин [28]
Таблица 3
Группа стали
Среднеуглеродистая
Рысокоуглеродистая
Хромованадиевая. .
Кремнемарганцовая
Хромокремнистая .
Кремневанадиевая .
Хромомолибденовая
Содержание элементов в °/„
углерод
С
0,45—0.7
о,9—1,о5
о.4-о,55
°.35 - °.б
о,4—о,6
о,8—о,95
0.4—0,55
марганец
Мп
о,8—i,a
о.3-о,5
о,5—о,8
0,6—1,0
0,5—0,7
о,4~о,5
о,7- о,9
хром
Сг
о,8—1,з
о,5—it»
о,7—i,o
кремний
Si
До о,з5
о.ЗЗ
0,2—0,3
1,0—2,2
о,8-1,5
°»5—°»65
о,1—о,з
ванадий
V
O.I5—O.25
0,1-0,3
молибден
Мо
0,15—0.3
фосфор
Р
сера
S
не более
о,о4
0,04
о,о4
0,045
о.оз
о.оз
о,О45
о,05
°,°4
о,О45
о.оз
0,02
Примечание. Режимы термообработки пружинных сталей приведены в табл. 4; их механические свойства
табл. 5.
652
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. S
Таблица 4
углерод
С
1,04
о,5а
о,53
I.O5
о,94
Термическая обработка пруж
Содержание элементов в °у
марга-
марганец
Мп
оз8
о.зб
0,66
о,8з
о,зб
0,21
о,4б
крем-
кремний
Si
O,l6
0,l6
—
1,96
0,15
0,27
0.63
хром
Сг
—
о,88
—
—
—
ванадий
V
—
0,21
—
—
о,17
0
фосфор
р
0,036
°.О15
—
—
О,О2
о,оо8
о,о19
сера
S
o,oi8
—
—
0,032
0,011
0,014
||?
" X °
Е о о
"§§
Нов
5°5
432
460
370
370
4бо
иниых
эш
V
•хла:
О
Воздух
*
сталей [28]
Температу-
Температура навива-
навивания пружи-
пружины
в °С
925
Холодная
навивка
Горячая
навивка
То же
ш
»
Я) ^
Ip
865
845
870
870
88о
895
850
й i- &j§
0 0 Я
?• (и сз 3
С н х х
зо
4°
4°
—
—
эш
щ
'хла:
О
Масло
Масло, 50°
Масло, 55°
„
Масло
•
Примечание. После закалки пружины производится её отпуск при температуре 250—450°. Температура
отпуска должна быть уточнена в каждом отдельном случае.
Таблица 5
Механические и
Группа стали
Среднеуглеродистая .
Высокоуглеродистая .
Хромованадиевая . . .
Кремнемарганцовая .
Кремневанадиевая . .
усталостные свойства пружинных сталей [28i
Растяжение
ч
g*
0 «
g" 0.
SS
ш и
§¦§
75-90
8о—юо
9о—юо
9O-95
60-65
to
S
екучес
ч ^
о» ^
с и
ЮО —120
95-135
150—160
140—150
95-Ю5
s
рочнос
с «
ч ^
о. 3
с в
150—160
145-17°
160-175
160—170
140-150
в
пругос
% п
2,1 • IO*
2 ¦ 10* —
— 2,2 • 10*
2,1 • 10*
2,05 • Ю*
2,3 • Ю*
,о
в
&>
X
X
X
s
7-9
5-7
10—11
Ю—12
12
Кручение
в
екучес
0J \>
Он
С а
6о—8о
65-90
95—юо
95—юо
9о
Е
рочнос
с ^
Ч «Г
с га
85—1Ю
но —140
120 — 130
135
120-125
О
X
пругос
§*
S дз
8,2 • Ю3
7,6-ю3-
-8,з • ю3
8- ю3
7,5 • ю3
8,з • ю»
111
lo.*
El"
ч ^
3 х с
ЧЧц
с с ?
ell
[редел
эй пуль
икле т,
Е ЕЯ
получено при
испытании
образцов
30 -4о
35-40
50-55
45-8о
40-85
50-90
95-юо
40-45
щ
сталос
цикле ¦
и испы
>>_ о
ч^с
U ^ 0
С а?
50—65
50-70
55-6°
5°-55
Примечание. Химический состав пружинных сталей — см. в табл. 3.
Стали для спиральных пружин (по данным довоенной германской практики) [41]
Таблица 6
Назначение стали
Содержание элементов в °/0
углерод С
кремний Si
марганец
Мп
хром Сг
Закалка
темпера-
температура в °С
охлажда-
охлаждающая среда
Пружины для замков и дет-
детских колясок
Спиральные пружины для
граммофонов
Пружины конические, бу-
буферные тарельчатые Бель-
вилля
Спиральные пружины для
часов и музыкальных ящиков
O.45-O.55
O.55—°.б5
C95-I.I
о,4—о,б
1,5-2,0
О,2
0,2
Без закалки после
холодной протяжки
0,25—0,35
о,6—о,8
о,2—о,з
800—830
800—820
760—780
Масло
«5-75
190 —210
«5-135
i8o—2оо
Примечание. После закалки — отпуск при температуре 300—500° С.
(Нв= 15-Т-20), легко поддающийся свиванию.
Для пружин горячей навивки предварительная
термическая обработка заготовок практиче-
практического значения не имеет. После навивки такие
пружины подвергаются тщательной термообра-
термообработке [52]. Для пружин холодной навивки, изго-
изготовляемых из предварительно подготовленного
материала и подвергающихся после навивки
только отпуску, обычно используется углеро-
углеродистая проволока. Легированные пружинные
стали применяются главным образом для пру-
пружин, подвергаемых термообработке в готовом
ГЛ. IX]
ПРУЖИНЫ
653
Сплавы цветных металлов для антикоррозионных пружин
(по стандарту Главного управления НКОП СТ 1542-К, 1939)
Марка сплава
Оловянистоцин-
ковая бронза
Бр. ОЦ 4-3
Кремне марганцо-
вистая бронза
Бр. КМц 3-1 ....
Бериллиевая брон-
бронза Бр. Б2
олово
Sn
3.5-4.O
—
Содержание
цинк
Zn
а,7—3.3
—
крем-
кремний Si
_
а.5—3.5
элементов в %
марга-
марганец Мп
—
1,0—1,5
—
берил-
бериллий Be
—
—
2,3—2.6
медь
Си
Остальное
„
*
Примечания. 1. Предельное содержание примесей (Sb, Fe, Al, Si,
S, Bi, Pb и т. д.) — суммарно не более 0,25—0,35%.
2. Механические свойства проволоки из указанных сплавов см. в табл. 9.
виде. Исключение составляют кремневольфра-
мовая и хромованадиевая стали, которые в
виде предварительно подготовленного холодно-
холоднокатаного материала используются для изго-
изготовления ответственных (клапанных) пружин.
В основном применяются следующие разно-
разновидности предварительно подготовленного ма-
материала из углеродистой стали [30]: холод-
холоднотянутый (патентированный), твёрдотянутый,
термообработанный (полуфабрикатом обычно
является проволока диаметром менее
8—10 мм).
Патентированная (рояльная) прово-
проволока изготовляется из высокосортной углеро-
углеродистой стали, обычно выплавляемой в элек-
электропечах с содержанием С = 0,95 ч- 1,05%. По
окончании процесса предварительного формо-
формообразования выполняется последняя термиче-
термическая операция, при которой проволока пропу-
пропускается через печь, нагретую до темпера-
температуры 950—980°. В печи проволока нагре-
нагревается на 150—200° выше нормальной темпе-
температуры закалки, после чего она погружается в
расплавленный свинец
(операция патентирова-
ния). Этим достигается
укрупнение зерна, что
существенно для после-
последующего волочения. При
заключительной протяж-
протяжке проволока получает
большой наклёп.
Рояльная проволока,
отличающаяся однород-
однородностью и чистотой по-
поверхности и обладающая
высокими механическими
свойствами (ай = 175-*-
-*- 300 кг/мм3), приме-
применяется для изготовления
небольших пружин осо-
особо точных и ответствен-
ответственных механизмов.
Технологический про-
процесс изготовления теёр-
дотянупюй проволоки
отличается от описан-
описанного выше в основном
тем, что патентирование
заменяется отпуском при
температуре 600 — 680°.
Таблица 7 При заключительной протяжке
проволоке даётся несколько
меньший наклёп, вследствие
чего для неё <зь = 140 -г-
-±-210 кг/мм2, но зато пластич-
пластичность проволоки данного вида
несколько больше, чем рояль-
рояльной.
Технология изготовления
предварительно термически
обработанной проволоки за-
заключается в чередовании про-
процессов отпуска и волочения
до окончательного размера.
Заключительной операцией
является закалка с последую-
последующим отпуском. Закалка мате-
материала ведётся в жидком свинце
или в масле с температурой
около 60°.
Отпуск достигается протя-
протягиванием материала через ванну с нагретым
до надлежащей температуры свинцом или с
горячим маслом [30].
С уменьшением диаметра проволоки в про-
процессе её волочения предел прочности мате-
материала при растяжении сильно возрастает.
Одновременно число перекручиваний и пере-
перегибов, которое выдерживает проволока до
излома, сокращается [25].
В американской практике используются
эмпирические зависимости, выражающие ме-
механические свойства проволоки в функции её
диаметра [85]. В частности, для углероди-
углеродистой, закалённой в масле проволоки при
0,25<rf<38 мм
4 =
216
V
28 . ,
—— кг мм2
а
(d — в мм).
На фиг. 2 представлены графики изме-
изменения аь в зависимости от d для проволоки
Марко Р (рояльная)
марко ПК (повышенной крепости)
По ASTM для проволока
углеродистой закаленной в масле
/
Марка
(нормальной крепости)
т—
Диаметры, бключенные д OCJ 20006-38
'50
100
с/мм
Фиг. 2. Графики изменения предела прочности о^ углеродистой круглой стальной
пружинной проволоки (по ОСТ 20006-33) в зависимости от её диаметра.
654
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
марок Р, ПК и НК по ОСТ 20006-38. (В этом же
стандарте приведены допуски, правила приёмки
и испытаний проволоки указанных марок.)
В табл. 8 приведены показатели механических
й пластических свойств, а также допускаемые
отклонения диаметров проволоки по ГОСТ
В-1546-42' Таблица 8
Проволока стальная углеродистая (по ГОСТ В-1546-42)
для пружин, применяемых в авиапромышленности
Диаметр
проволоки а
5
4.5
4,о
3.5
3>°
2,5
з,3
2,О
1.8
1,6
1,5
1,4
1,2
1,О
°.9
о,8
о,7
о,б
о.5
о,4
о.З
]
1
в мм
' -f- о,об
— О,О2
. т °.°5
*"~ *
-|- 0,04
— O.OI
-}-о,о4
Предел
прочности
0
b
В KZJMM*
•я
sO
140
145
lio1
1б5
17О
170
175
175
i8o
180
180
180
190
200
200
210
210
210
220
220
О
03
со
SS
о.
сз
S
НО
I2O
125
13°
145
—
155
155
Гбд
1бд
l65
175
180
180
190
190
190
—
Число
перегибов
со
sO
4
5
5
б
7
б
7
9
и
14
16
18
24
32
Зб
4о
О
CQ
Я
X
о.
S
5
6
2
9
6
—
ю
12
14
15
22
29
32
35
Испытание
на
>азрыв
с узлом
Число
скручива-
я
sO
6
7
9
11
13
17
20
23
26
3°
33
36
42
5°
55
62
73
84
100
но
I2O
у
m
я!
0.
S
б
7
9
и
13
17
—
23
26
3°
33
42
5°
55
62
73
84
—
— ¦
Примечания. 1. Испытания и приёмка проволо-
проволоки - по ГОСТ В-1516-42.
2. Ещё о пружинной проволоке: ГОСТ 1069-41.
Катанка стальная углеродистая для клапанных и других
особо ответственных пружин, ГОСТ 1070-41. Проволока
стальная углеродистая холоднотянутая для клапанных
пружин ответственного назначения, ГОСТ 1071-41. Прово-
Проволока стальная пружинная, термически обработанная,
ответственного назначения из катанки по ГОСТ 1069-41,
ГОСТ В-1796-42. Проволока стальная углеродистая пру-
пружинная специального назначение @,2 < d < 1,5 мм) из
стали по ГОСТ В-1435-42, ОСТ 20006-38. Проволока сталь-
стальная углеродистая круглая (см. фиг. 2).
Отношение условного предела текучести
или упругости проволоки при кручении к
тем же характеристикам при её растяжении
колеблется в пределах 0,6—0,7 [10].
Термическая обработка, повышая механи-
механические свойства проволоки, не оказывает су-
существенного влияния на её предел усталости.
Значительно сильнее отражается на усталост-
усталостной прочности проволоки отделка поверхности
(например, при шлифовке усталостная проч-
прочность резко повышается). Обезуглероживание
поверхностного слоя, мелкие повреждения и
коррозия резко снижают предел усталости
проволоки.
В табл. 9 приведены показатели механиче-
механических и пластических свойств проволоки из
цветных сплавов по стандарту НКОП СТ
1542-К.
Лента, из которой навиваются плоские спи-
спиральные пружины часовых механизмов, авто-
автоматического оружия, патефонов и пр., изгото-
изготовляется обычно из углеродистой стали и по-
поставляется в нагартованном или термически
обработанном виде. Поверхность и кромки
ленты должны быть чистыми, без следов вда-
влин от окалины, без плен, закатов, трещин
и пр. Не допускаются на полотне ленты изви-
извилины и волнистость. Глубину обезуглерожен-
ного слоя в пределах, установленных техни-
техническими условиями, желательно иметь воз-
возможно меньшей.
Особенно хорошими механическими свой-
свойствами обладает лента, прошедшая термообра-
термообработку (закалка—отпуск) в распрямлённом
виде [49] (температура закалки 830—850°;
температура отпуска 350—430° в зависимости
от химического состава стали).
В результате указанной термообработки
пружинная лента приобретает высокую проч-
прочность в сочетании с хорошими пластическими
свойствами, что необходимо для ответствен-
ответственных спиральных пружин. В этом случае лента
из углеродистой стали (С = 0,70 ч-0,90°/0) сече-
сечением 12X1 мм имеет с$^170 кг\мм2 при
8ао = 3»/„;Я» = 470~530 [49].
По ГОСТ 1543-42 стальная инструменталь-
инструментальная холоднокатаная лента из подката по ГОСТ
Таблица 9
Механические свойства проволоки из сплавов цветных металлов (по стандарту Главного управления НКОП СТ
1542-К, 1939)
Проволока из оловянистоцинковой бронзы
Бр.
диаметр в мм
1,0-2,5
2,5—4-0
4,о-8,о
8,0—ю
ОЦ4-3
"Ь
в кг/мм*
9о
85
83
78
8 на 100 мм
в%
о.5
1,0
1,0
2,0
Проволока из кремнемарганцо-
вистой
диаметр
в мм
0,7—1,5
2,о - 3.5
3.5—4.5
8-ю
бронзы Бр.
в кг 1мм?
100
95
9о
85
КМц 3-1
S на 100 мм
в /0
о.5
1,0
1,0
З.о
Проволока из бериллиевой бронзы
диаметр
в мм
ОД —1,0
I—10
—
Бр. Б2
в кг/мм1
100
8о
—
S на 100 мм
в%
о.5
1,0
—
Примечания. 1. Химический состав проволоки — см. табл. 7.
2. Проволока при испытании на повторные перегибы до излома должна удовлетворять следующим требованиям:
Диаметр проволоки
в мм
1,0—2,5
2,5—6@
Радиус закругле-
закругления губок в мм
5
ю
Число
на
перегибов
180°
3
3
8. Пружины из проволоки бериллиевой бронзы применяются в особо ответственных случаях для работы в кор-
коррозионной среде высокой температуры под переменными нагрузками.
4. Некоторые данные об усталостной прочности сплавов цветных металлов см. [28].
ГЛ. IX]
ПРУЖИНЫ
655
1540-42, предназначенная для изготовления
пружин, при поставке должна обладать сле-
следующими механическими свойствами:
Состояние поставки
Лента нагартованная .
Лента после высокого
отпуска
в? в кг/мм' 810
75 — 120 1°/0 (показатель
имеет факульта-
факультативное значение)
Не менее 75
10%
Химический состав ленты — по ГОСТ В-1435-42.
Лента для спиральных пружин часов должна
иметь аь = 230 -г- 240 кг/мм2 и о10 = 0,5-*- 1,0°/0
[13].
Выбор допускаемых напряжений
Вопрос о выборе допускаемых напряжений
при расчёте пружин — один из наиболее от-
ответственных [23].
При его решении необходимо учитывать:
а) качество материала и вид термообработки
(состояние поверхности витков, обезуглерожи-
обезуглероживание поверхностного слоя и т. д.); б) харак-
характер нагружения пружин (статический, динами-
динамический, см. ниже); в) условия работы пружины
(характер окружающей среды, её коррозион-
коррозионную активность и температуру, истирание и
повреждение поверхности витков в процессе
работы и т. д.); г) степень ответственности
пружины (последствия от её поломки, воз-
возможность быстрой замены повреждённой пру-
пружины и т. д.)
Пружины как упругие элементы конструк-
конструкций могут быть разбиты на следующие группы.
1. Пружины статического дей-
действия (пружины предохранительных устройств,
пружины механизмов боеприпасов и т. п.).
В этом случае расчёт ведут по максимальной
нагрузке, воспринимаемой пружиной, исходя
из установленных опытом допускаемых на-
напряжений в зависимости от механических ха-
характеристик (оу, т5) материала пружины и дру-
других отмеченных выше обстоятельств.
2. Пружины ограниченно крат-
кратного динамического действия (пру-
(пружины оружия, операционные пружины в маши-
машинах-орудиях и т. п.): а) при переменной плавно
прилагаемой или импульсивной нагрузке с
кратностью 50 000—100 000 циклов (и менее)
и б) при резко выраженных ударных нагруз-
нагрузках.
В случае „а" расчёт обычно ведут по ста-
статическим формулам, исходя из наибольшего
усилия или деформации пружины с несколько
пониженным допускаемым напряжением, в за-
зависимости от степени динамичности приложе-
приложения нагрузки, её пульсации, желаемой долго-
долговечности пружины и т. д.
В случае „б* основное внимание должно
быть обращено на выбор материала, лучше
всего выдерживающего ударную нагрузку
(кремнистая сталь).
Расчёт ведут, исходя из энергии, которая
должна быть накоплена пружиной при дефор-
деформации ударом. Коэфициент запаса выбирают
в соответствии с условиями удара и желае-
желаемой долговечностью пружины.
Во многих случаях пружины статического и
©граниченно кратного динамического действия
целесообразно „заневоливать" (см. стр. 693),
так как этот процесс повышает несущую
способность пружин и позволяет проектировать
их более компактными и лёгкими.
Долговечность пружин устанавливается
опытом в условиях, близких к реальным усло-
условиям работы пружины.
3. Пружины многократного и не-
ограниченнократного вибрацион-
вибрационного действия (клапанные пружины
и т. п.) должны рассчитываться на усталость
[122] и на резонанс.
Выбор материала для таких пружин должен
производиться с учётом его усталостной проч-
прочности в тех условиях (температурных, корро-
коррозионных и др.), в которых предстоит работать
пружине. Для расчёта пружин при нагрузках,
переменных во времени, желательно распола-
располагать кривыми разрушающих напряжений в за-
зависимости от числа циклов нагрузки (фиг. Зг
кривые Велера), причём наибольший интерес»
e.w5 8.w5
Чиспо uuknoB погружения
Фиг. 3. Напряжения разрушения при пульсирующем цикле
крутящего момента для некоторых пружинных сталей
(°^ )
особенно для витых пружин, представляет пуль-
пульсирующий цикл @=^Pmsa), исследованный
на пружине в условиях, близких к реальным.
(Предел усталости т0 для пружин при пульси-
пульсирующем цикле см. в табл. 5.)
Располагая упомянутой кривой, можно
обоснованно рассчитать пружину на необхо-
необходимое число нагружений.
Для углеродистых сталей при знакопере-
знакопеременном кручении t_jS; 0,55 ffj, (значения t_il.
ff_i> zb и ПР- см- в табл. 13), предел устало-
усталости углеродистых сталей при пульсирующем
цикле: со=( 1,4-т-1,6) о—1 и то'=A,7-т-2,О) ¦с_1
(табл. 5).
Предел усталости исключительно сильно
зависит от состояния поверхности пружины и
от влияния условий работы на поверхностный
слой её витков (коррозия, износ и другие по-
повреждения).
При оценке усталостных характеристик
пружинных сталей может оказать большую
помощь работа [128], в которой сопоставлены
результаты усталостных испытаний многих
исследователей (см. также [28]).
Пружины, обслуживающие машины и при-
приборы самых разнообразных конструкций и,
таким образом, выполняющие различные функ-
функции по виду развивающихся в них напряже-
напряжений, могут быть разделены на: а) пружины
656
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
•с основной деформацией кручения (витые пру-
пружины растяжения-сжатия; допускаемое напря-
напряжение /?5); б) пружины с основной деформа-
деформацией изгиба (витые пружины кручения, плоские
спиральные и фигурные пружины; допускаемое
напряжение — /?йI в) пружины со сложным
напряжённым состоянием, рассчитываемые по
теориям прочности (многожильные и призма-
призматические пружины).
Основные допускаемые напряжения /?^ и Rs
в пружинах приведены в табл. 10.
Таблица 10
Допускаемые напряжения различных материалов для
пружин при изгибе и при кручении
(по рекомендации различных авторов)
Материал для пружин
Незакалённая пружин-
пружинная сталь
Обыкновенная зака-
закалённая пружинная сталь
{зь =110 кг/мм")
Специальная закалён-
закалённая пружинная сталь
(зй - 145 кг/мм1)
Хорошая пружинная
закалённая сталь
Специальная закалён-
закалённая сталь
Проволока из фосфо-
фосфористой бронзы
О = 4800 кг/мм3
Проволока из металла
дуран ML
О = 3800 кг/мм*
Нейзильберовая про-
проволока ЕК
О - 5100 кг/мм3
Нагрузка
Постоянная
Переменная
0^=?Р
Постоянная
Переменная
0^Р
Постоянная
Постоянная
Переменная
0^=±Р
Постоянная
Постоянная
Переменная
о-г~»р
Постоянная
Переменная
от—«-р
Постоянная
Переменная
0iZ±P
?*
3°
ао
-
-
75
5°
-
-
-
-
24
16
45-5°
3°
60—65
60
40
100
a5
16,7
so
13.3
SO
13.3
Примеча-
Примечания
]
По Ретшеру
,1
о
С
Баху
о
Е
По Ретшеру
Для витых цилиндрических пружин растя-
растяжения-сжатия сельскохозяйственных машин
(ОСТ 4812) максимальные допускаемые на-
напряжения при статической нагрузке в зависи-
зависимости от диаметра проволоки d равны:
d в мм Л'о в
0.5 - 3.5 •
3.5 — 5.5 ¦
5.5-6,5.
6,5 — 8,0.
кг/мм*
• 7°
¦ 65
. 6о
5°
волоки и прутков различных видов в зависи-
зависимости от их диаметра [130].
Фиг. 5 показывает значения Rs при высо-
высоких температурах [130].
Приведённые на фиг. 4 и 5 допускаемые
напряжения могут быть использованы при
Волырромодая и рояльная
АрпмоОанадиевая термоодрадотанная
Углеродистая закаленная в мосле
Углеродистая холоднотянутая и
нержавеющая холоднотянутая
Из монель - металла
Из бронзы
фосфористой
Из латуни специальной
30
35 а»»
Фиг. 4. Графики допускаемых напряжений при кручении
для проволоки и прутков в зависимости от их диаметра
[130].
расчёте пружин статического действия. При
плавно прилагаемой, но несколько пульсирую-
пульсирующей динамической нагрузке предлагается [130]
понижать допускаемые напряжения в 1,25
раза. Для пружин, систематически работаю-
работающих при пульсирующей нагрузке с циклом
На фиг. 4 представлены графики допускае-
допускаемых напряжений при кручении {Rs) для про-
Фиг. 5. Графики допускаемых напряжений при кручении
для проволоки 0 2,5 мм в зависимости от температуры
[130].
(O^Z^^max)» коэфициент понижения должен
быть увеличен до 1,5.
В табл. 11 приведены допускаемые напря-
напряжения для витых пружин растяжения-сжатия
по стандарту СТ С1-332 Наркомата судострои-
судостроительной промышленности, 1940.
Согласно этому стандарту, при расчёте пру-
пружины разбиваются на четыре группы.
К первой группе относятся пружины,
подвергающиеся динамическим нагрузкам; при
работе этих пружин следует учитывать воз-
возможность разрушения от усталости, причём
замена пружины затруднена, а её поломка
может вызвать аварию механизма в целом.
Ко второй группе относятся пружи-
пружины, несущая способность которых по конструк-
конструктивным соображениям (ограниченность габа-
габарита, необходимость уменьшения веса) должна
быть повышена заневоливанием [их расчёт
ГЛ. IX]
ПРУЖИНЫ
657
Таблица 11
Допускаемые напряженна при кручении для цилиндрических винтовых пружин растяжения-сжатия из стали
круглого сечения (рекомендуемые стандартом Наркомата судостроительной промышленности СТ С1-332, 1940)
1
Марка
СТЕЛИ
ПК-1
ОСТ 20006
85
60С2
58СН2А
50ХФ
ЭЖ4
РФ-1; РФ-2
Назначение
Для пружин, изготовленных
из проволоки 0 0,2—6 мм спо-
способом холодной навивки с по-
последующим отпуском
Для пружин, изготовленных
из проволоки или прутков
06—13 мм способом холодной
и горячей навивки с последу-
последующей термообработкой
Для пружин, изготовленных
из прутков 0 6—25 мм спосо-
способом холодной и горячей на-
навивки с последующей термо-
термообработкой
Для пружин, изготовленных
из прутков 0 13 — 40 мм спо-
способом горячей навивки с по-
последующей термообработкой
Для пружин, работающих
при температуре до 250°
Для пружин, работающих
при температуре от 250 до 450°
как в воздушной, так и в кор-
коррозионной среде
Модуль упругости
При
при сдвиге О
в кг/мм*
> олпл
оиии
t= 25° G=8200
г=250° G=79O0
*=350° G=7500
/= 25° G=8200
/=200° G=7850
/=350° G=7725
Наибольшие допускаемые напряжения при
группа I
(°.3«ft)
—
40
45
4°
—
—
кручении Rs в kzImM*
группа II*
(о,6»л)
—
9°
IOO
9О
—
—
группа III
(о,5»й)
5°
75
85
75
D5)
F5)
группа IV
(о.5»й)
5°
75
—
—
—
Примечание. Допускаемые напряжения, заключённые в скобки, следует считать ориентировочными.
* Пружины группы II заневоливаются. Метод их расчёта — см. стр. 693.
К четвёртой группе относятся все
пружины неответственного назначения (двер-
(дверные, мебельные).
В табл. 11 указаны также марки стали и
модули упругости при сдвиге.
В табл. 12 приведены показатели механи-
механических свойств пружинных сталей, находя-
находящих применение в производстве артиллерий-
артиллерийских пружин [51].
Таблица 12
Механические свойства пружинных сталей в термически обработанном состоянии и допускаемые напряжения
для пружин [50]
см. на стр. 693; стандарт предлагает их рас-
рассчитывать по условным (завышенным) напря-
напряжениям]. По СТ С1-332 к этой группе могут
быть отнесены главным образом пружины со
статической характеристикой нагрузки, замена
которых легко осуществима.
К третьей группе относятся пружи-
пружины, работающие при статической или плавно
прилагаемой, переменной по величине нагрузке.
Группа стали
Углеродистая . .
Кремнистая. . .
п ...
Марганцовая . .
Кремнемарганцо-
вая
Кремнехромистая
Хромованадиевая
углерод
O.55—°.б5
о, 55-0,65
0.65— оло
о,45—°.55
q ее о foz
0,50—О,6о
°.45—°.55
Содержание
кремний
0,13-0
!.5 ~2
2,5—2
о,з—о
1.4—а
0,9—i
о,15-о
ЗО
о
8
5
2
3°
4
марганец
o,8-i,o
о,з—о,7
о, 5—о, 7
1,6—1,9
о,9—1,2
о,4—о,6
0,4-0,6
злементо!
GO
а
а>
0.
¦&
•9
не более
о, 04
о,оз
0,03
0,04
0 04
0,03
0,04
0
0
0
0
0
0
0
п
1
04
°3
03
п/\
°3
О4
В°/о
хром
Сг
—
—
—
о,9-1,2
о,9—1,2
ванадий
V
_
—
—
—
_
_
0,15—0,23
Механические свойства (средние
и
IOO
15°
17°
145
145
i3o
п
¦©
о
13°
О
а
со
5-8
170 6—8
19° 5—7
130 6—8
тбо
160
145
5—7
5-7
ю
•э-
2О
ЗО
2,5
4°
ч°
3°
6-3 4O
В
7°
95
но
75
95
95
«5
Предел усталости
при симметричном
цикле
при изгиб
'—1
54
62
63
6о
6з
64
68
В KZfMH'-
1
ex t*
II
35
37
3°
32
3°
Зб
X Q)
cu ^
3 *
** -
Rs для ви
сжатия е
более)
6о
оо
ICPO
7°
9°
8о
Примечания. 1. Закалка стали производится в масле при температуре от 780 до 880° в зависимости от состава
стали. Отпуск — при температуре 400—-?00°.
2. Значения максимально допускаемых напряжений R , приведённые в последней графе тгблицы, относятся к пру-
пружинам сжатия статического и ограниченно кратного динамического действия A0 000—20 000 циклов нагружения),
сжимаемых до соприкосновения витков (витки круглого сечения). Для пружин с витками прямоугольного сечения
значения допускаемых напряжений могут быть повышены на 10—15%.
Химический состав, механические свойства и допускаемые напряжения для пружинных сталей и проволоки [89]
Таблица 13
Разновидность прово-
проволоки и марка стали
Холодно-
Холоднотянутая
пружинная
проволока
Рояльная
проволока
SAE-1350
SAE-1360
Спец. № 1
Спец. № 2
Закалённая в масле
высокоуглеродистая
пружинная
SAE-1065
сталь
Хромованадиевая за-
закалённая в масле сталь
SAE-6150
Кремнемарганцовая
сталь SAE-9260
Содержание
углерод
С
0,45—0,5"
0,55-0.7
о,8-о,9
0,85-0,95
о,б-о,75
°.45 °'55
(Хром
о,55—о,бя
марганец
Мп
0,9—1,2
0,9—1.2
о>25-°-35
0,25—0,45
0,9—1.2
о,6—о,9
-0,8-1,1"
о,б—о,9
элементов
кремний
Si
0,15 — 0,3
0,15-0,3
0,15—0,25
0,15—0.3
—
0,15-0,3
в %
фос-
фосфор
tr
сера
S
не более
о,о4
0,04
0,025
0,025
0,04
0,04
1а, ванадий — 0,!
1,8-2,2
°,°4
о,05
о,о5
0,025
0,025
о.°55
о,о5
8%)
о,05
Е
в лгг/жж2
20 ООО
21 000
20 000
20 300
21 000
20 300
Механические свойства
"ь
в кг/мм"
При 0 0,6
мм 210—200
При 0 12
мм 105—100
При0
ОД мм
310-250
При 0
3,6 мм
200-170
Для про-
проволоки
0 0,8 мм
215-195,
0 12,5 мм
135-120
Для про-
проволоки
0 0,7 мм
210-195,
0 10 мм и
выше
155-140
8
в°/0
5
8
Для про-
проволоки при
диам. до
3 мм 8 =
=2,4-4,5%,
при 0 3—
6 мм 8 =
_ о с со/
= о,0—О"/0,
при 0 6-
12 мм
8=4-5°/о
—
Для проволоки
При диам.
до 20 мм
170-160,
при диам.
свыше
20 мм
160-145
9—12
п
^h
0
ой an
•7
Об
0,75
0,85-0,9
0,88 — 0,93
после
о,7—о,8
G
в кг/мм-
Диам.
до
2,5 мм
8400
Диам.
более
2,5 мм
8200
785о
7350
хр
а и
0
°.4э °>5э
о,4э °'Э
При ди-
диам. до 6 мм
0,45-0,50,
при диам.
более 6 м и
0,4-0,45
0,65—0,75
1вердость
Н р
_
При диам.
более 2,5мм
42-46
При ди-
диам. до Зли*
45 -50,
при диам.
3-6 мм
при диам.
6—12 мм
40-45
42-50
гермообработки
7600
о,6—о,7
42-46
Допускаемые
напряжения
режим
работы
Лёгкий
Средний
Тяжёлый
Лёгкий
Средний
Тяжёлый
Лёгкий
Средний
Тяжёлый
Лёгкий
Средний
Тяжёлый
Лёгкий
Средний
Тяжёлый
Jf
м
а?
42
28
70
6о
5°
53
45
35
дб
5°
40
56
45
35
Назначение
Для пружин неот-
неответственного значения
с относительно низки-
низкими напряжениями (ме-
(мебельные, матрацные) с
большими допусками
на все размеры и на-
нагрузки
Для малых ответ-
ответственных пружин вся-
всякого рода машин, мо-
моторов и т. п. при диа-
диаметре проволокидо '/в"
Для пружин всех ос-
основных типов при диа-
диаметре проволоки 0,8—
12,5 мм
Для пружин при ди-
динамической и вибра-
вибрационной нагрузках
(пружины клапанных
амортизаторов) при
диаметре проволоки
0,8—12,5 мм
Для пружин при ди-
динамической нагрузке
при диаметре прово-
проволоки более 10 мм, а
также для рессор
Примечания. 1. Для проволоки диаметром менее 1,0 мм напряжения увеличиваются на 10%.
2..При внезапном ударном приложении нагрузки расчёт следует вести на допускаемые напряжения, пониженные на 50%.
3. Для пружин изгиба Rb = 1,25/?,,..
ГЛ. IX]
ПРУЖИНЫ
659
В сводной табл. 13 представлены дан-
данные о пружинных сталях и проволоке, даны
указания об их назначении и приведены допу-
допускаемые для них напряжения при различных
режимах работы пружин [89].
Напряжения для клапанных пружин авиа-
авиамоторов колеблются в пределах 30—45 кг/мм^
[20]. Клапанные пружины должны непременно
проверяться на резонанс (см. стр. 702).
ВИТЫЕ ПРУЖИНЫ
Классификация пружин
Витые пружины имеют в технике особенно
широкое распространение. По внешнему виду
витые пружины очень разнообразны, однако
наиболее часто встречаются цилиндрические
винтовые пружины, свитые из прутков круг-
круглого поперечного сечения.
Витые пружины могут быть расклассифици-
расклассифицированы по виду воспринимаемой ими нагрузки
и по форме, причём классификации по первому
и второму признакам тесно между собой свя-
связаны.
По виду нагружения различают:
а) пружины растяжения, воспринимающие
продольно-осевую нагрузку, растягивающую
Пружины растяжения и кручения должны
иметь специальные прицепы. Пружины сжа-
сжатия изготовляются с наложенными (т. е. при-
прижатыми) витками по концам и с тщательно
обработанными торцевыми поверхностями.
б)
б) г)
Фиг. 7. Конструкции пружин сжатия.
По форме различают пружины:
а) цилиндрические: 1) с открытой навив-
навивкой, когда между витками имеются просветы,
как, например, у пружин сжатия; обычно ось
витков идёт по винтовой линии постоянного
Фиг. 6. Конструкции пружин растяжения
пружину в целом, причём витки
пружины в основном закручива-
закручиваются (фиг. 6); б) пружины сжа-
сжатия, воспринимающие продоль-
продольно-осевую нагрузку, сжимающую
пружину в целом, причём витки
пружины в основном закручива-
закручиваются (фиг. 7); на фиг. 7, е и ж
показаны специальные конструк-
конструкции пружин сжатия); в) пружины
кручения — воспринимающие на-
нагрузку, сводящуюся к парам сил,
действующим в плоскостях, пер-
перпендикулярных оси пружины,
причём витки пружины в основ-
основном изгибаются (фиг. 8); г) пру-
пружины специальные, воспринима-
воспринимающие комбинированную нагрузку,
причём витки пружины в основ-
основном работают на совместное дей-
действие изгиба и кручения.
Вид и величина нагрузки пред-
предопределяют конструкцию пру-
пружины и способ её крепления.
Фиг. 8. Конструкции пружин кручения и специальных пружик.
660
ПРУЖИНЫ И РЕССОРЫ
[РАЗД.!
шага; однако с целью получения пружин сжа-
сжатия с нелинейной характеристикой иногда
изготовляют пружины переменного шага, что
приводит к постепенной посадке витков друг
на друга, вследствие чего жёсткость пружины
возрастает (см. стр. 687); 2) с закрытой
навивкой, когда витки плотно прижимаются
друг к другу (часто витки пружины растяже-
растяжения в процессе навивки закручиваются в со-
соответствующем направлении и плотно накла-
накладываются друг на друга, вследствие чего при
упругой отдаче создаётся предварительная
сила натяжения пружины);
б) конические (обычно работают как пру-
пружины сжатия): 1) с постоянным шагом (угол
подъёма — переменный, горизонтальная проек-
проекция пружины — архимедова спираль); 2) с по-
постоянным углом подъёма (шаг переменный,
горизонтальная проекция пружины — логариф-
логарифмическая спираль; не исключена возможность
применения конических пружин более слож-
сложного вида);
в) параболоидные (угол подъёма — постоян-
постоянный, горизонтальная проекция — архимедова
спираль; не исключена возможность примене-
применения пружин и более сложного вида);
г) фигурные (матрацные, бочкообразные
и др.);
д) призматические — навитые на оправку
специальной призматической формы (фиг. 7,м).
Пружины всех указанных видов могут
иметь витки круглого, квадратного и прямо-
прямоугольного сечения.
Изготовление пружин*
Технологический процесс изготовления
витых пружин включает: а) навивку, б) от-
отделку торцов или прицепов, в) термическую
обработку, г) технологическое испытание или
заневоливание.
Навивка пружин. Из удовлетворяю-
удовлетворяющих техническим условиям заготовок (прово-
(проволоки) пружины навиваются холодным или го-
горячим способом [18].
Из полностью подготовленного материала
(проволока диаметром до 8—10 мм) пружины
навиваются холодным способом [75], после
чего они подвергаются только отпуску.
При массовом производстве навивка про-
производится на универсальных автоматах [38],
дающих возможность навивать пружины са-
самых разнообразных видов как цилиндриче-
цилиндрические, так и фасонные. При мелкосерийном
производстве навивка производится на оправ-
оправках.
На оправках навиваются, также холодным
способом, пружины из отожжённых прутков,
после чего они подвергаются закалке и от-
отпуску.
Мощные пружины из толстых заготовок
также навиваются на оправках в горячем
виде, а затем тщательно термически обраба-
обрабатываются (закалка-отпуск).
Температура навивки в зависимости с г
диаметра прутка выбирается в пределах 800---
10С0°.
Для пружин, навиваемых в горячем состоя-
состоянии, диаметр оправки должен быть равен
внутреннему диаметру пружины.
. Для пружин, навиваемых в холодном со-
состоянии из предварительно подготовленной
проволоки, диаметр оправки DQ берётся
меньше, чем внутренний диаметр пружины Di
по чертежу, на установленную опытом вели-
величину [9] в зависимости от размеров и формы
сечения витков.
По теоретическим исследованиям [55] вну-
внутренний диаметр пружины с витками круглого
сечения (d) при снятии с оправки диаметром
Д> увеличивается на
где h — шаг пружины; с =
диаметр пружины);
коэфициент ? = \ —
О С
(—-1)
где Б;, — относительное удлинение, соответ-
соответствующее пределу прочности с$; а0 — истинное
напряжение при разрыве проволоки; е0—истин-
е0—истинное относительное удлинение при разрыве;
ccq — угол подъёма витков пружины.
Диаметр оправки Do = D,- — Д?).
Di — внутренний диаметр пружины.
Одновременно с увеличением диаметра при
отдаче изменяются шаг и число витков пру-
пружины.
Чтобы готовая пружина имела шаг h и
нужное число витков i, её надо навивать
с шагом hQ — h — Ah и с числом витков L =
= i + Д/.
B)
32
At =
t
C)
* См. также ЭСМ т. 7.
Навивка пружин из заготовок прямоуголь-
прямоугольного сечения (txs) при размещении их длин-
длинной стороной t перпендикулярно оси пру-
пружины весьма сложна (в этом случае должно
соблюдаться условие 1 <: tjs < 4, где s — ши-
ширина сечения), а сильная деформация изгиба
на оправке приводит к значительному утол-
утолщению внутренней части сечения, так что
вместо прямоугольника в сечении получается
трапеция. (Круглое сечение при навивке почти
не меняет своей формы.) Для того чтобы по-
получить после навивки пружины поперечное
сечение витка правильной формы (квадрат,
прямоугольник), сечению заготовки необхо-
необходимо предварительно придать специальную
форму.
Рекомендуемая [103] форма сечения заго-
заготовки для получения витков, примерно с
квадратным сечением (фиг. 9, в), приведена
на фиг. 9, а.
На графиках (фиг. 9, б) даны необходимые
размеры сечения заготовки в процентном отно-
отношении к стороне квадрата а в зависимости
D
от с = •
а
Экспериментальными исследованиями уста-
установлено [9/J, что деформация сечения не за-
ГЛ. IX]
ПРУЖИНЫ
висит заметным образом от температуры на-
навивки и марки стали.
Для пружин с витками прямоугольного се-
сечения заготовка должна иметь трапециевидное
сечение. Сторона сечения t, перпендикулярная
оси пружины, и ширина сечения s\s<^t) в
и
п
р
т
с
/Г
7
•у
\
9
а
\\
\\
\\
V
\
/
/
/
!
у
У\
/\
г
а
/
\"
/
/
/
/
О ? 4 6 8 10 12 П 1Ь
o=a-l
Фиг. 9. а и б — конструктивные соотношения размеров
поперечного сечения заготовки для винтовой пружины
с сечением витка по в [103].
среднем слое заготовки практически не ме-
меняются.
Ширина меньшей стороны трапециевидного
сечения заготовки
Ширина его большей стороны, обращаемой
наружу,
t
s2
Подробные данные о подборе профилей
заготовок см. [10].
Если оборудование не позволяет произво-
производить навивку пружин с требуемым шагом, то
после навивки они разводятся по шагу: пру-
пружины, навитые холодным способом, — в хо-
холодном состоянии; пружины, навитые горя-
горячим способом, — при температуре 700—850°,
в зависимости от диаметра витка.
Отделка концов (торцов или
прицепов). Отделка концов навитой пру-
пружины сжатия производится так, чтобы опор-
опорные витки на длине 3/4—1 витка были под-
поджаты почти до соприкосновения с соседними
рабочими витками.
Для обеспечения перпендикулярности оси
пружины опорной плоскости торцы пру-
пружины сжатия протачиваются на специальном
заточном станке при поджатом опорном витке.
После обработки толщина свободного конца
составляет ^4 высоты сечения (фиг. 10).
Для облегчения последней операции концы
заготовки мощных пружин предварительно
оттягивают (фиг. 11). При листовом материале
для буферных пружин концы заготовок под-
подрезают по выкройке. Для пружин растяжения
и кручения концевые витки получают спе-
специальную форму прицепов, необходимую для
крепления пружин нешлифованные
(см.ниже). При мас-
массовом производ-
производстве для получения
прицепов стан-
стандартной формы
пользуются специ-
специальными автома-
автоматами.
Термическая
обработка. По:
еле навивки все |
пружины должны |
подвергаться тер-|^
мообработке. Пру- <§
жины, навитые хо-
холодным способом
из предварительно
подготовленного
материала, подвер-
подвергаются только от-
отпуску в масляных
или соляных ван-
ваннах при темпера-
температуре 230-315° в
течение 15 — 30
мин., в зависимости
от размеров сече-
сечения витка [30].
Пружины, навитые
холодным способом из отожжённого мате-
материала или горячим способом, подвергаются
после навивки термообработке. Для по-
получения пружин высокого качества необходимо
каждую операцию производить возможно более
В случае круглого сечения
прутка
nD пР
2
Шлисро данная
поверхность
заштрихована
Фиг. 10. Конструкция и от-
отделка торцевых витков пружин
сжатия.
в случае прямоугольного
сечения прутко
Фиг. 11. Оттяжка концов заготовок для пружин
сжатия (по ГОСТ 1-152-42).
тщательно, в течение определённого времени
и при температурах, установленных специально
для каждого вида стали в зависимости от раз-
размера пружины.
Термическая обработка распадается на
предварительную (нормализация или отпуск) и
окончательную (закалка с последующим отпу-
отпуском).
662
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
В табл. 14а, 146 приводятся рекомендуемые
режимы термообработки стали различных ма-
марок по стандарту СТ С1-332 судостроительной
промышленности, 1940 (см. также табл. 2).
По СТ 1542-К пружины из оловянистоцин-
ковойи кремнемарганцовистой бронзы (табл.7
и 9) подвергаются лишь небольшому отпуску,
снимающему возникшие при навивке остаточ-
остаточные напряжения.
Термическая обработка пружин,
рекомендуемая стандартом
судостроительной промышленности
СТ С1-332
Таблица 14а
Предварительная термическая обработка
Марка
стали
85
60С2
58СН2А
58ХФ
РФ-1;
РФ-2;
ЭЖ4
Темпера-
Температура в °С
830—840
850—860
850-860
После на-
навивки от-
отпуск при
720-730
Отжиг
при 850-860
При диаметре
до 10
(прутка) в
10-15
15-20
1рОВОЛОКИ
мм
20-25
25-40
выдержка в минутах
15—20
15—20
15—20
15-20
20-25
20—25
20—25
20—25
20—25
25-30
25-Зо
25-30
25-30
25-3°
3°-35
ЗО-35
30-35
3°-35
30—35
35 40
35-40
35-40
35—40
35-40
45-5°
S
<и
ч
Охла
<и
ч
о
К
о
и в1
s ё
Примечания. 1. Нагрев пружин производится в
пламенной или муфельной печи.
2. Для предупреждения поверхностного обезуглерожи-
обезуглероживания стали на под печи периодически насыпается угле-
углеродистый порошок в смеси с 10% соды.
Пружины из бериллиевой бронзы (табл. 7
и 9) обязательно подвергаются термообра-
термообработке, состоящей из: а) длительного постепен-
постепенного нагрева до температуры 80[)° под закалку,
б) быстрого охлаждения в воде и в) отпуска
при температуре 275°.
Твёрдость, полученная при этом режиме,
в случае необходимости понижается дополни-
дополнительным отпуском при более низкой темпе-
температуре.
Подробные данные по термической обра-
обработке пружин можно найти в работах [10],
[22] и [30].
После термической обработки торцы пру-
пружин сжатия должны быть зашлифованы на
наждачном камне строго перпендикулярно
оси пружины в соответствии с примечаниями
к табл. 16.
Технологическое и сп ы тание.За-
неволивание. Процесс изготовления пру-
пружины завершается внешним осмотром её и
технологическим испытанием или заневолива-
нием. Технологическое испытание (двукратное
или трёхкратное сжатие до соприкосновения
витков у пружин сжатия; растяжение предель-
предельным грузом для пружин растяжения и т. д.)
имеет целью проконтролировать термическую
обработку и выявить дефекты пружины.
После такого испытания разгруженная пру-
пружина должна иметь длину, указанную на чер-
чертеже в пределах допусков табл. 15 и 16. Зане-
воливанием пружины называется предельное
её нагружение на длительное время F—48 час.)
(см. стр. 693).
Эту операцию следует рассматривать не
только как испытание пружины длительной
нагрузкой, но в основном (если пружина
в процессе заневоливания получает пластиче-
пластические деформации) как способ повышения её
несущей способности.
В результате пластического заневоливания
(в процессе разгрузки) в пружине возникают
остаточные напряжения.
Окончательная термическая обработка
Закалка
Таблица 146
Отпуск
Марка
стзли
85
Р0Г2
58СН2А
50ХФ
ГФ-1;
i- Ф-2;
ЭЖ4
Темпе-
Температура
в °С
830- 850
850—870
820—840
875- 9°°
850-860
980—99°
I0OO—IOIO
При диаметре проволоки
до 10
(прутка) в
10-15
15-20
ММ
20-25
выдержка в минутах
15—20
15 20
15-20
15 20
10-15
ю—15
20 25
20 25
2O-25
20-25
15— 20
15~ 20
25 35
25 35
25 35
25 — 35
20-25
20- 25
Примечание. Нагрев пружин
или муфельной печи.
35-40
35 4°
35-4"
35- 40
25-3°
25-3°
25-40
40-50
4° 5°
40-50
40 - so
30—40
30—40
Закалочная
среда
-г
ч ч
Масло
или
мазут
То же
—
—
Масло
Си
н ^
<U 4» "Ч
« ч
S О СО
—
—
Г
t" ода
35-40° С
М?сло
и мазут
Масло
„
производится в пламенной
Марка
С I аЛИ
85
60С2
58СН2А
50ХФ
НФ-1;
РФ-2;
ЭЖ4
Темпе-
Температура
в °С
375—400
4оо - 425
400—425
400 — 420
56° - 575
480 495
При диаметре
до 10
(прутка)
10-15
проволоки
в мм
15-20 20-25
25-40
продолжительность отпуска
в минутах
25 30
25 - 3°
ЗО-35
25- 3° ЗО-35
25-3°
120
бо
Примечания. 1.
соляной
ванне.
30-35
I2O
бо
40—45
45-5°
40-45 45-5°
40-45
^о—45
120
бо
45-5°
45-5°
15°
9°
50-70
50-70
50-70
5о-7о
9°
Отпуск в свинцовой или
2. Продолжительность отпуска относится к
случию
проведения отпуска i
i свинцовой ванне.
При пользовании соляной ванной продолжитель-
продолжительность отпуска должна
быть
увеличена на
25" «•
3. Твёрдость пружин после термической обра-
СОТКИ! I-
для стали марок 85, 60С2, 8СН2А L
1
марки 50ХФ
марок РФ-1
марки ЭЖ'
\RC =40-49
"R,, =4Я-47
и РФ-2 . ?
Г^С =«-52
Яс =4б-?9
Таблица 15
Допускаемые отклонения размеров цилиндрических винтовых пружин из стали круглого сечения, установленные стандартом СТ С1-332 Наркомата судостроительной
промышленности, 1940, для пооперационного контроля в процессе их изготовления
Допускаемые отклоне-
отклонения диаметра стали для
пружин сжатия и растя-
растяжения в мм
ю
при
До о,55
» °>9
я 1.2
. 1.8
я 3'°
я 4.5.
я 6.О
До ю
. i8
. 3°
Более
3°
класс точности
I. II
И III
+О.О2
—О,О1
+о,оз
—О,О1
+
о.оз
—О,О2
+о,о4
—О,О2
+
о,оз
—О,О2
+
о,07
—о,оз
+
о,о8
—о.оз
1
— 0,10
—0,12
—о,14
— о,17
II и III
±°,25
±о,з
±о,4
±о,5
Допускаемые отклонения числа i
рабочих витков пружин сжатия
при 1
До 2
. 4
. 6
„ 8
» ю
„ 12
- 15
» 20
Более
20
и растяжения ±
класс точности
I
0,10
о,15
о, 15
0,20
0,20
О,2О
0,25
0,30
0,1 +
+ o,oii
11
0,15
0,20
0,20
0,25
0,25
0,25
0,30
0,35
0,15+
+o,oii
III
0,20
0,30
0,30
0.35
0,40
0,40
0,50
0,60
0,2 +
+ 0,021
Допускаемые отклонения равно-
равномерности шага
в свободном
состоянии пружины сжатия
в мм ±
при за-
зазоре 80
между
витками
в мм
До 2
я 3
я 4
я 5
„ 6
i 7
„ 8
и О
я Ю
я 12
я 15
Более
15
класс точности
I
0,2
о.З
о,4
о,5
0,6
о.7
о,8
о,9
1,0
1,2
1.5
o,i80
II
о,4
0,4
о,4
о,5
0,6
0.7
о,8
о.9
1,0
1.2
1.5
III
1
Замет-
Заметной
разни-
1 цы в
( вели-
величине
шага
не дол-
должно
быть
Допускаемые отклонения длины
Нд сжатой до совмещения вит-
витков пружины сжатия в
при Н,
в мм
До 20
я 3°
я 4°
» 5°
я 75
я ЮО
я 125
. 150
я 200
Более
200
мм ±
класс точности
1
I 0
1,5
i,5
2,0
3'°
4,о
5.о
6,0
8,о
11
1,0
i.5
2,0
2.5
4,о
5-о
6,0
8,о
10,0
о,о5%
Hd
III
2,0
З.о
4.°
5.о
7.о
ю,о
12,0
15.о
20,0
o,j.°loHd
Допускаемые отклонения сво-
свободной длины Нсв до технологи-
технологического обжатия для пружин
сжатия в мм +•
при
ев
в мм
До го
я 40
- 7°
я НО
я 17°
я 240
- 33°
я 45°
Более
450
класс точности
I
2-5
З.о
4.0
4.5
6,0
8,о
9.о
11,0
о,оз
нсв
II
З.о
4.0
5>°
6,0
8,о
10,0
12,0
15'°
о,о4
III
4.0
5.0
6.5
7.5
10,0
13.0
15.0
19,0
0,05
Нее
Допуски—рекомендуемые
Подлежат проверке опытным
путём
Допускаемые отклонения
свободной длины до
технологического растя-
растяжения для пружин растя-
растяжения в мм +
при
числе
рабочих
витков
1
До 5
я Ю
» J5
* 20
я 25
я 3°
- 35
я 4°
- 45
я 5°
Более
50
класс
I
1,0
2,0
З.о
4.0
5.о
6,0
7.о
8,0
9,о
10,0
0,21
точности
II
2,0
4.о
6,0
8,0
10,0
12,0
14>о
l6,0
18,0
20,0
0,41
III
3.0
6,0
9,0
12,0
15.0
18,0
21,0
24,0
27,0
3°>o
o,6i
Примечания. 1. При пооперационном контроле проверяются также отклонения, предусмотренные табл. 16 (кроме отклонений стрелы прогиба).
2. Для обеспечения получения расчётных упругих свойств пружины необходимо при её изготовлении, если диаметр стали больше (меньше) расчётного, т. е. если допускаемые
отклонения для d в плюс (минус), средний диаметр пружины делать больше (меньше) расчётного в пределах допускаемых отклонений в плюс (минус).
3. Под допускаемым отклонением равномерности шага подразумевается допустимая разница между максимальным и минимальным значениями величин шага у готовой пружины.
664
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. 1
Остаточные напряжения в опасных зонах
сечения противоположны рабочим напряже-
напряжениям и снижают последние (см. стр. 693).
Это позволяет повысить рабочую нагрузку пру-
пружины в процессе эксплоатации. Степень раз-
развития пластических деформаций и продолжи-
продолжительность заневоливания должны быть опре-
определены заранее на основе действительных ме-
механических свойств материала и требований,
предъявляемых к пружине. Эффективность вы-
выбранного режима заневоливания следует по
возможности проверить опытным путём непо-
непосредственно в условиях нормальной работы
пружины. Пружины, предназначенные для ра-
работы под нагрузкой в течение длительного вре-
времени и пластически сильно деформируемые
в процессе заневоливания, должны во избежа-
избежание релаксации находиться „в неволе" значи-
значительное время C6—48 час).
Под релаксацией понимается уменьшение
несущей способности пружин, находящихся
длительное время в деформированном со-
состоянии.
Остаточные деформации и искажения ха-
характеристик пружин в условиях длительного
нагружения делают их со временем непригод-
непригодными к действию и приводят к нарушению нор-
нормальной работы тех механизмов, которые пру-
пружины обслуживают (например, ударных меха-
механизмов в боеприпасах).
Пружины оружия обычно выдерживаются
под нагрузкой 24 часа; менее ответственные
пружины можно держать „в неволе" 6—12 час.
Пружины длительного вибрационного действия
(например, клапанные пружины обычной кон-
конструкции), а также пружины, предназначен-
предназначенные для работы при повышенных температу-
температурах A50—450°) и в коррозионной среде, не
должны подвергаться пластическому заневоли-
ванию ввиду опасности усталостного разру-
разрушения при работе (в первом случае) и не-
неустойчивости предварительного напряжённого
состояния, создаваемого при заневоливании
(во втором случае). Отсюда же следует, что
после заневоливания никакая термическая
обработка не может быть допущена.
При проектировании и изготовлении пру-
пружин-заготовок, подвергающихся заневолива-
нию, необходимо принимать во внимание по-
получаемые ими при этом остаточные дефор-
деформации.
Приёмка и испытание готовых пружин.
Приёмка готовых пружин включает: а) внеш-
внешний осмотр, б) обмер, в) производство испы-
испытаний (испытаниям может подвергаться лишь
часть выпускаемой продукции, причём виды
испытаний устанавливаются в зависимости от
назначения пружины).
Внешний осмотр имеет целью вы-
выявить видимые невооружённым глазом поверх-
поверхностные дефекты у готовой пружины, как-то:
трещины, заусенцы, продольные и поперечные
риски, могущие вызвать трещины в дальней-
дальнейшем, и т. д. Пружины, на поверхности кото-
которых обнаружены указанные дефекты, бра-
бракуются.
Обмер пружины должен установить
соответствие её размеров требованиям чер-
чертежа. Он должен производиться по следующим
элементам: измерение наружного и внутрен-
внутреннего диаметров, свободной длины пружины и
отклонения её оси от перпендикуляра к тор-
торцевой плоскости (у пружин сжатия) или от
плоскости симметрии крючков-прицепов (у
пружин растяжения). Дополнительно прове-
проверяется качество отделки торцевых плоско-
плоскостей пружин сжатия.
Условия приёмки и техника обмера ука-
указаны в соответствующих стандартах (ГОСТ
1452-42; СТС1-332 Наркомата судостроитель-
судостроительной промышленности, 1940; ASTM A-125-31T
и др.).
При обмере надлежит руководствоваться
допусками, установленными, например, стан-
стандартом Наркомата судостроительной промыш-
промышленности СТ С1-332, 1940, в зависимости от
класса точности изготовления пружин. Пер-
Первому классу точности должны удовлетво-
удовлетворять пружины, требующие строгой тарировки
(пружины динамометров, весов, индикаторов
и т. п.); второму классу точности должны
удовлетворять пружины, требующие точной
регулировки на определённую нагрузку (пру-
(пружины предохранительных и автоматических
перепускных клапанов, пружины регуляторов
и т. п.); третьему классу точности должны
удовлетворять пружины, не требующие точной
регулировки по нагрузке (клапанные пружины
насосов и двигателей, пружины тормозов, бу-
буферные пружины и т. п.). Допуски на.размеры
пружин разделяются на: допуски пооперацион-
пооперационного контроля, которыми руководствуются при
переходе от одной операции к другой (табл. 15),
и допуски для окончательной приёмки пружин
(табл. 16), которые и проставляются на ра-
рабочем чертеже в соответствии с выбранным
классом точности. В случае отступления от
допусков хотя бы одного измерения по
одному из элементов пружины последняя
бракуется.
Испытание пробным грузом про-
производится по соответствующим техническим
условиям обычно на гидравлическом или вин-
винтовом прессе с плавным приложением груза.
При этом пружина не должна получать оста-
остаточных деформаций.
После снятия нагрузки пружина испыты-
вается сбрасыванием с высоты 1,5—2 м на
горизонтальную плиту. Затем снова произво-
производится измерение её длины, которая должна
попрежнему оставаться в пределах допусков
зависимости от назначения пружина мо-
может подвергаться целому ряду испытаний,
специально предписанных соответствующими
техническими условиями. Так, например, пру-
пружины, предназначенные для измерительных
приборов, точно тарируются [8]. Пружины ди-
динамического действия испытываются, под
копром. Образцы от каждой партии клапан-
клапанных пружин испытываются на усталость
[22J. Машины для различных испытаний
пружин и технику этих испытаний—см.
[51] и [60J.
Для предохранения поверхности от окисле-
окисления пружины ответственного назначения чаще
всего покрываются цинком электролитическим
способом. После цинкования пружину необ-
необходимо некоторое время выдержать в масля-
масляной ванне с температурой 100—120° для устра-
устранения хрупкости.
Для пружин менее ответственного назна-
назначения удовлетворяются покрытием лаком или
промасливанием [22].
ГЛ. IX]
ПРУЖИНЫ
665
Таблица 1&
Допускаемые отклонения размеров цилиндрических винтовых пружин из стали круглого сечения, устано-
установленные стандартом СТ G1-332 судостроительной промышленности, 1940, для окончательной приёмки
Допускаемые откло-
отклонения стрелы про-
прогиба
при
заданной
нагрузке для пружин
сжатия и растяжения
при
стреле
проги-
прогиба?
в мм
10
20
3°
40
5°
6о
7°
8о
9о
too
Более
100
в мм ±
класс точности
I
о.5
1,О
1.5
2,0
2.5
З-о
3.5
4.о
4.5
5.о
0,05 X
II
1,0
2,0
З.о
4.о
5,0
6,0
7>о
8,о
9.о
10,0
0,юХ
III.
1.5
Зо
4,5
6,0
7-5
9.о
10,5
12,6
13.5
15-0
о,15^
Допускаемые откло-
отклонил диаметра
, наруж-
ного или внутреннего,
для пружин
сжатия
и растяжения
Е
при
сред-
среднем
диа-
диаметре
D в мм
До 5
» 12
» 25
» 4°
.55
» 8о
» но
. 150
щ 200
Более
200
мм
±
класс точ-
I
0,1
0,2
о.З
о,4
о.5
о,7
1,0
1.3
1.7
2,0
_
ности
II
0,3
о.З
о,4
0,6
о,8
i,i
*.5
2,0
2,6
З.о
_
III
о.З
о,4
о.5
о,8
1Д
1,5
2,0
з.7
3,5
4,о
_
Допускаемые
длины
отклонения
Нп свободной
пружины сжатия в мм
при
длине
в мм
ДО 20
. 40
- 70
. но
* 17°
» 240
» 330
» 450
Более
45°
_
класс точности
I
+ 1,0
-0,5
+ 1,О
—0,5
— 1,о
+ 1,5
— 1,о
+ 2,0
— 1,0
+ 3.0
-1.5
+3.о
+ 4^о
— 2,О
+5,о
--2,5
_
11
+ 1.5
+ 2,0
—i,5
+3,о
—1,5
+4.о
— 2,0
+ 5>°
-2,5
+6,о
+8,о
—4,о
+ ю,о
-5,0
_
III
+2,5
—1,5
+3.о
+4*°
—2,5
+ 4,5
—2,5
+ 6,0
-З.о
+ 8,о
-4,о
+ 9,°
—4к
+ I2.O
- 6,0
+ 15,°
7>5
_
Допускаемые откло-
отклонения длины свобод-
свободной пружины растя-
растяжения в
при
числе
рабо-
рабочих
витков
i
До 5
» 1О
» J5
» 20
- 25
- 30
. 35
. 40
» 45
- 5о
Более
5°
мм
класс точ-
точности
I
з,5
5.°
7,5
10
12,5
15
17.5
2О
22,5
25
о,5*
II
5.о
ю
15
20
25
3°
35
40
45
5°
1,01
III
7.5
15
22,5
30
37.5
45
52,5
бо
62,5
75
i,5
Допускаемые отклоне-
отклонения плоскости симме-
симметрии крючка от
оси
пружины растяжения
при
сред-
среднем
диа-
диаметре -
D в мм
До 5
» 12
- 25
» 4°
- 55
. 8о
» но
. 150
„ 200
Более
20О
—
В ММ
класс точно-
1
о.З
о,4
о.5
о,7
о,8
1,О
1,4
1,8
2,3
2,5
_
сти
II
о,б
°,7
о,9
1.1
х.З
1.7
2,2
2,8
3,5
3,5
III
о,9
I.O
1,3
1,6
1.9
2,4
3>°
3,8
4,8
5. о
—
Примечания. 1, Допускаемые отклонения оси пружины от перпендикуляра к торцевой плоскости на каждые
100 мм длины: для класса I — не более 0,5 мм; для класса II — не более 1 мм; для класса 111 — не более 1,5 мм.
2. Качество торцевых плоскостей пружин сжатия должно удовлетворять следующим требованиям: для классов
точности 1и II качка при установке пружины на плоскость не допускается; для класса точности III допускается
незначительная качка, при которой обеспечиваются допускаемые отклонения, предусмотренные в примечании 1.
Цилиндрические винтовые пружины
(основные зависимости) [17]
Цилиндрическая винтовая пружина - пред-
представляет собой винтовой брус. Уравнение оси
этого бруса в цилиндрических координатах
(фиг. 12)
D
cos
D . h
где D — диаметр образующего цилиндра (сред-
(средний диаметр пружины); <р — полярный угол
@<ср<]2дг; i — число рабочих витков пру-
пружины); h—; шаг пружины;
h = %D tg a,
D)
где а — угол подъёма винтовой оси витков
пружины (угол, составляемый касательной
к винтовой оси с горизонтальной плоскостью,
при условии, что ось Z образующего цилиндра
вертикальна).
Ось Z направлена по оси пружины
(фиг. 12, 6).
Применяются пружины как левого, так и
правого подъёма (фиг. 12, а).
Длина винтовой оси рабочих витков пру-
пружины
I =
cos а
E)
Радиус кривизны винтовой оси пружины
Фиг. 12. Геометрия винтовых пружин.
Кривизна
Кручение винтовой оси пружины
sin 2a
Fa)
G)
Поперечное сечение витков пружины обычна
имеет круглую или прямоугольную (квадрат-
(квадратную) форму, причём оси симметрии сечения
€66
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
направлены по нормали (я) и бинормали (Ь)
винтовой оси (фиг. 13, б и в).
В технических расчётах кривизну витка
D
характеризуют индексом пружины с = -г-, где
Ъ — ширина сечения в направлении п .
Обычно нагрузки бывают приложены по
концам пружины и в общем случае сводятся
к силе Р, направленной по оси Z пружины,
и к паре Мо, действующей в плоскости, пер-
перпендикулярной этой оси.
[Если принять сжимающую силу Р и мо-
момент ЛГ0. закручивающий пружины по ходу на-
навивки (фиг. 13,а и б), за положительные, как
это сделано в дальнейшем, то растягивающую
-силу и раскручивающий момент (фиг. 13, в) сле-
/MJ-M,
Фиг. 13. Внутренние силовые факторы в поперечном
сечении витка пружины.
дует вносить в формулы этого раздела со зна-
знаком минус]
В этом случае все сечения витков рабо-
работают одинаково и внутренние силы в них
(фиг. 13, а) приводятся [25]:
а) к крутящему моменту
Мкр = М^ =
PD
j>— cos a
(момент считается положительным _при пово-
повороте сечения около касательной t от нор-
нормали/г к бинормали Ь)',
б) к изгибающему моменту
PD
М^ = Мъ = Mq COS а -|- - sin а
z
{сечение поворачивается относительно бинор-
бинормали; момент считается положительным при
повороте сечения около бинормали Ь от оси
7 к л);
У
Примечание. Для пружин правого подъёма ис-
используем правую тройку осей t, п, Ь (фиг. 12, а); для
«пружин левого подъёма — левую тройку.
в) к нормальной^ силе N (проекция внутрен-
внутренней силы на ось 7)
N= — Р sin а
(нормальная сила растяжения считается по-
положительной);
г) к поперечной силе Q (проекция вну-
внутренней силы на ось Ъ)
Q= — Я cos a.
Силы N и Q при расчёте пружин в сравнении
с Мкр и Мизг имеют второстепенное значение.
При нагрузках Af0 и Р цилиндрическая
пружина в процессе деформации остаётся вин-
винтовым брусом; изменяются шаг, угол подъёма,
диаметр, число витков и т. д.
При относительно небольших перемеще-
перемещениях, которые обычно имеют место, можно
при расчёте пружин не учитывать зависи-
зависимости внутренних силовых факторов в сечениях
витков от изменения геометрических размеров
пружины в процессе деформации. Такие пе-
перемещения называются малыми. Тогда, при-
принимая во внимание только размеры ненагру-
женной пружины (т. е. начальные размеры,
как-то: диаметр D, число витков / и угол
подъёма а0), имеем следующие линейные зави-
зависимости перемещений от Я и Мо.
Осевое перемещение торцов пружины
sin2 ао
В
"T
/ COS2 a0
4 COS oq \ С
&-f
где С — жёсткость кручения (см. табл. 20);
B—EJb—жёсткость сечения при изгибе отно-
относительно оси Ь.
Если дополнительно учесть силы N и Q,
то X по абсолютной величине возрастёт, на
T.PDI i sin2 o0 cos2 (уо
"cos^" \EF~ ' ~GF~
где F—площадь поперечного сечения витка.
Это уточнение практически мало суще-
существенно.
Относительный угол поворота торцов
( Sin2 a0 COS2 a0
Изменение диаметра
sin2 op ¦ cos2a0
{Щ
Перемещения пружин растяжения-сжатия,
воспринимающих только продольную силу,
когда РфО, а -М0 = 0 (обычно предполагают
ГЛ. IX]
ПРУЖИНЫ
667
что торцам предоставляется
полная свобода поворота),
приведены в табл. 17.
При сжатии пружины с
витками круглого попереч-
поперечного сечения (к < 0) она
раскручивается Ор<0) и
диаметр её несколько увели-
увеличивается (AD>0).
При предельном нагру-
жении такой пружины в слу-
D
¦ = 70 кг/мм2, с =
= —г- = 6и« = 0,25 имеем
d
при а0 в |tp| на один —=—
град. виток в град. I ~
\D_
в%
5 о,32 о,55
ю 0,65 1,13
2О 1,22 2,44
Для того чтобы воспре-
воспрепятствовать торцам пружи-
пружины, нагружаемой осевой си-
силой Р, поворачиваться друг
относительно друга, к ним
необходимо приложить за-
закручивающий момент Мторц:
0)" K '
PD(B-C) sin
Таблица 17
Сводная таблица формул для вычисления перемещений пружин
растяжения-сжатия, нагруженных продольной силой Р
AD
Общий случай
¦H.PD4 1 cos2 o0 sin2 ao\
4 cos а0 1 С В J
nPlPl sin aj 1 1 \
Т 2 [в С )
г, г., . /1 1 cos 2а0
И ° \ 1С АВ cos^ а0
(8а)
(9а)
1 И0я1
Частный случай:
пружина с витками
круглого поперечного сечения
Jb - * \
° 64
16PTI
32
16PD3 /
nEd* \cos
cos a0
jaPD3 sin а0?
Ed*
1 \
- (яа\
(96)
Таблица 18
Сводная таблица формул для вычисления перемещений пружин
кручения, нагруженных моментом Мо
Общий случай
%Мат (sin'oo cos3 a0 \
¦ЕоТ^" \~С~ + ~~В~) (ЭВ)
2~ I "С" ~ "В") Sin<Xo ( }
ad—^-
2 cos a0
sin3a0 cos 2a(
A0b)
Честный случай: пружины с витками
круглого поперечного сечения
64 '
я0)
Ed* cos aa
(9г)
ш
sin oo (8r)
я Ed*
COS Од
Осевое перемещение пружины
с неповорачивающимися торцами (ср =0)
Х° 4 cos а0 (В sin2 a0
Если витки имеют круглое поперечное се-
сечение, то
A3)
При оо= 5° Мтор„ = 0.0108PD)
а0 = 10° Af^oJJ = 0,0212Я/)[(при
ао = 20° Мторц = 0.0390PDJ
sin2
A3a)
Перемещения пружин кручения, восприни-
воспринимающих только крутящий момент, когда Р=0,
а М0ф0 (обычно предполагают, что торцы,
пружины могут свободно перемещаться в осе-
осевом направлении), приведены в табл. 18.
При закручивании пружины с витками
круглого поперечного сечения (<р>0) она
удлиняется (X > 0) и диаметр её уменьшается
(AD < 0). В этом случае эти линейные пере-
перемещения малы.
Для того чтобы воспрепятствовать торцам
пружины, нагружаемой моментом Мо, получать
осевое перемещение, к ним необходимо при-
приложить сжимающую силу
торц
ТЧ *rl|J t7*»* A*»y
{В—С)
с sin2 «0 + 5 cosa oq *
A4)
Угловое перемещение при отсут-
отсутствии осевого перемещения торцов (Х = 0)
A5)
Y0 COS a0 (B COS2 cr0 -|- С Sin2 a0)"
Если витки имеют круглое сечение, то
_ fxAfosin 2a0 б
A6а)
64AfoP/(l-j-K)
?а4 cos «о A + [^ cos2
При значительных углах ог0 и больших пе-
перемещениях необходимо при вычислении по-
последних учитывать зависимость внутренних си-
силовых факторов в сечениях витков от измене-
изменения в процессе деформации угла подъёма а.
В этом случае следует пользоваться нели-
нелинейными формулами [3].
Для пружин растяжения-сжатия со свободно
поворачивающимися торцами (I случай)
4С C
р - ,
Гуточн— D3 CQSa
X
С \
cosa-^—„- sinaosinajsin(ao—a)
где a0 — угол подъёма, а D
ненагруженной пружины.
средний диаметр
668
ПРУЖИНЫ И РЕССОРЫ
1РАЗД; I
Для пружин растяжения-сжатия с неповора-
чивающимися торцами (II случай)
пользоваться формулами A7), A8) и (t9), при-
приводим табл. 19, дающую значения
уточн
[с (sm „-*
А =
прибл
—р
уточн
уточн
100о/0
COS a
A8)
Задаваясь последовательными значениями
угла подъёма нагруженной пружины (а), можно
по формулам A7) и A8) подсчитать силу Руточн,
соответствующую осевому перемещению,
I — I (sin a—sin cr0) A9)
и построить характеристику пружины (фиг. 14).
Характеристика
пруЖины растяжения
для пружин сжатия при I и II случаях закре-
закрепления и а==0.
Для пружин кручения, торцы которых в осе-
осевом направлении могут свободно переме-
перемещаться, можно воспользоваться уточнённой
формулой B0), связывающей <р и Мо в неяв-
неявном виде,
\+\
Т
+
M0D
Характеристика
пруЖины акатия
(ал а о)
где f=
где /—число витков ненагру-
Приближенная
линейная
характеристика
Фиг. 14. Уточнённые и приближённая характеристики
винтовых пружин.
Жёсткость пружин сжатия Z=
dP
уточн
dl
в
процессе деформации убывает. Жёсткость пру-
пружин растяжения при нагружении несколько
увеличивается.
Чтобы судить об отклонении приближён-
приближённых (линейных) характеристик от действитель-
действительных и знать, когда практически целесообразно
женной пружины.
При закручивании жёсткость пружины не-
несколько увеличивается. Отклонение действи-
действительной характеристики от приближённой (ли-
(линейной) незначительно.
Для пружин кручения, торцы которых в осе-
осевом направлении не могут перемещаться, ре-
результаты точной и приближённой теории совпа-
совпадают и действительная уточнённая характе-
характеристика линейна [см. формулу A5)].
При нагружении пружины силой Р и мо-
моментом Mq в поперечных сечениях витков раз-
развиваются нормальные (а) и тангенциальные (т)
напряжения (а = атг +vN; т==~^круч + xQ).
Наиболее напряжёнными точками, как пра-
правило, являются точки на „внутреннем волокне"
витка, т. е. точки сечения, ближайшие к оси
пружины (за исключением витков сильно вы-
вытянутого прямоугольного
сечения с длинной сто-
стороной, перпендикулярной
Таблица 19 оси пружины),
Отклонения приближённых (линейных) характеристик пружин сжатия
от действительных
7Ось пруЖины,
Ма
F- + 4; B1)
м
:=«2-
круч
B1а)
Случаи закрепления торцов пружин
II
II
I
II
I
Д в
1,64
5.3
12,4
23.0
о,9
3-9
9.о
i6,5
1.74
6,о
13^5
25
i,i
4,6
ю,7
19.7
1,4
4.2
ю,о
i8,o
2,8
6.5
12,0
i»9
7.о
17,0
3L5
2,8
И.4
2б,3
48,о
1.3
3.5
Ю,О
17,о
0,6
2'5
5.7
ю.5
з.о
7,4
18,3
З4.о
5.4
22,5
5L5
94.3
Примечания. 1. В заголовке таблицы указаны поперечные сечения
витков и их расположение относительно оси пружины.
2. Для пружин сжатия уточнённое значение силы (Руточн) ПРИ предель-
предельном сжатии пружины (условно принимаем <х«=0) меньше силы РПрабл% соответ-
соответствующей той же осадке X, но получаемой по линейным приближённым зависи-
зависимостям (8а) и A2), полагая в них ао= О
где Wf, — момент сопро-
сопротивления изгибу сечения
витка относительно би-
бинормали винтовой оси в
рассматриваемом сече-
сечении.
Значения А приведе-
приведены в табл. 20.
Коэфициенты
&2^>1 отражают
кривизны витка.
Коэфициент"(
от закона распределения
по сечению тангенциаль-
тангенциальных напряжений, связан-
связанных с возникновением
поперечной силы Q. (Для
круглого сечения р=1,2'3,
и
влияние
зависит
руточн
при а = 0
прибл
100
[25].
3. Приближенные формулы дают заметную погрешность при а>10", осо-
особенно когда сечение витка имеет вид вытянутого прямоугольника с длинной
стороной! перпендикулярной к оси пружины.
d
В первом приближе-
приближении при индексе пру-
ГЛ. IX]
пружины
669
жины с >- 4 можно принять, что величина коэ-
фициентов k\ и &2 примерно равна 1,2—1,4.
При грубых предварительных подсчётах
коэфициенты kv k2 и р часто принимают рав-
равными единице.
Максимальное тангенциальное напряжение
B2)
Им обычно пользуются при расчёте пру-
пружин на прочность [56], требуя, чтобы
Однако, строго говоря, при оценке проч-
прочности пружины следует руководствоваться
эквивалентным напряжением, вычисленным по
теории прочности О. Мора
. B2а)
где т
1; asz — предел текучести пру-
пружинной стали при растяжении; о^ - то же
при сжатии.
При расчёте должно быть выполнено усло-
условие
экв
max
где R2 — допускаемое напряжение пружинной
стали при растяжении, выбранное с учётом
всех обстоятельств работы пружины в рас-
рассматриваемом случае.
Цилиндрические винтовые пружины
растяжения-сжатия
Эти пружины имеют наибольшее примене-
применение и используются во всех отраслях техники
для самых разнообразных целей (пружины
оттяжные, упорные, регуляторные, буферные,
рессорные, клапанные и т. д.)-
При статическом приложении осевой
силы Р в поперечном сечении витков возни-
возникают:
.... PD
крутящий момент \Мкр\ — —~-
поперечная сила j Q |=Pcosa;
PD
изгибающий момент | М
нормальная сила
= ^psina;
изг
| N |=Psina.
При малых углах подъёма пружины, нахо-
находящейся под нагрузкой, когда а< 12 — 15°
(для пружин сжатия a < a0, для пружин рас-
рас) Мизг и N существенного зна-
знаимеют и решающим фактором
PD
тяжения а ^ а0) М
чения не
Возникающими в опорах моментами, пре-
препятствующими повороту торцов, и дополни-
дополнительным изгибом пружины вследствие практи-
практически несколько эксцентричного приложения
силы Р и несоосности витков [117] в типо-
типовых расчётах пренебрегают как малыми и не
поддающимися точному учёту факторами.
Распределение тангенциальных напряже-
напряжений в поперечном сечении витка малого угла
подъёма тем сильнее отличается от распре-
распределения напряжений в поперечном сечении
(тех же размеров, что у витка) прямого бруса,
закручиваемого парой Мкр = —=¦—, чем больше
кривизна витка, причём внутреннее волокно
последнего сильно перегружается.
Учитывая сказанное, необходимо, чтобы
индекс пружины с был не менее 4 (обычно
12 ^ с ]> 4 и лишь в редких случаях 4 ^с > 3).
В опасной точке сечения
B3)
М
кр
где т0 = —??- — наибольшее напряжение в по-
перечном сечении упомянутого прямого бруса
при закручивании его парой Мк„=—~—;
А—геометрический фактор, определяемый
размерами и видом сечения (табл. 20).
Коэфициент k > 1 зависит от формы сече-
сечения и кривизны витка, от его угла подъёма,
а также от наличия в сечении напряжений,
связанных с Q, Мизг и N.
Величина коэфициента k уточнена ниже
раздельно для круглого, квадратного и прямо-
прямоугольного сечений.
В первом приближении &=-1,2ч- 1,4. При
предварительных расчётах часто принимают
k"\ (в этом случае положение прямоуголь-
прямоугольного сечения относительно оси пружины во
внимание не принимают в отличие от уточ-
уточнённого расчёта, где это крайне важно).
Осевое (линейное) перемещение торцов
пружины при а = 6 ~- 12° практически доста-
достаточно точно вычисляется по формуле Рело
где Z — жёсткость пружины.
B4)
B4а)
является
Мк„
(табл. 20).
Уточнение этой формулы в связи с кри-
кривизной витков, их изгибом и влиянием Q и N
при малых углах подъёма практического значе-
значения не имеет, так как принятые допуски на
размеры пружин и на число их витков, а также
неточное знание величины модуля сдвига G
всё равно могут привести к значительному от-
отклонению (достигающему ± 10%) действи-
действительного осевого перемещения от расчётного
[131]. Для того чтобы сила упругости пру-
пружины при заданной осадке достигала в преде-
пределах допусков нужной величины, необходимо
установить жёсткую систему допусков на все
размеры пружины [6Ь]. [При а>10° в ряде
случаев (табл. 19) для вычисления осевого
670
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. 1
а.
II
СУ
DC
5» К:
II
с?
О ел
а. In
о.
I о
c?
Ql
a. In
a?
II
• Таблица 21
Вспомогательные коэфициенты к формулам для
расчёта пружин растяжения-сжатия с витками
прямоугольного сечения
t
S
1,0
1.5
1.75
2,0
2,5
З.о
4,0
6,о
Ю,0
V
О,2о8
0,231
о,239
0,246
0,258
0,267
0,282
о,299
0,312
0,141
0,196
0,214
0,229
о,249
0,263
0,281
0,299
0,312
2,404
1,442
1,195
1,016
0,775
0,625
0,442
0,278
0,16
д
5,567
2,67
2,о8б
**!*$
1,256
о,995
0,698
0,439
0,252
0.154
0,136
0,132
0,131
°.133
0.135
0,142
0,151
о,157
k'
0,98
0,827
о,779
о,737
0,672
0,625
о,557
о,477
о,397
k"
0,754
о,715
0,712
0,726
0,767
0,81
0,905
1,05
1,265
перемещения торцов пружины целесообразно
воспользоваться формулами A7), A8) и A9).]
Полная потенциальная энергия, накопляе-
накопляемая пружиной,
Расчётные формулы для т0, X, U и пр.
приведены в табл. 20.
При заданных Р, D и / для „равнопрочных"
пружин (одинаковые т0) с прямоугольным
(t X s) и круглым (d) сечением витка имеем
5 = k'd и Х„_ям — #" X
Значения k' и &" приведены в табл. 21
в зависимости от отношения t\s~^>.\.
С помощью этих коэфициентов легко де-
делать пересчёт размеров пружины при пере-
переходе от круглого профиля витка к прямо-
прямоугольному, и наоборот.
Из табл. 20 и 21 следует, что при кон-
конструировании жёстких пружин для значи-
значительных нагрузок должно предпочитать витки
прямоугольного сечения.
Средняя удельная энергия а=——-. При
определённых т0 и G она достигает наи-
наибольшей величины для пружины из круг-
а- _L _V_J U
,62 И а. -¦- "~ • "'*
лои проволоки I —
*кр *¦»*"• ~кр
Поэтому пружины, имеющие круглое сечение
витка и накопляющие заданную энергию U
(при выбранных %q и G), будут наиболее лег-
легкими.
Пружины, предназначенные для аккумули-
аккумулирования некоторой заданной энергии ?/0, це-
целесообразно монтировать, создавая предвари-
предварительное нагружение Pmin. При этом следует
принимать:
1
min
6
— -—\Р
(Значения Рт\п и Ртах см., например, на
фиг. 17 или фиг. 25.)
Тогда
А-Р ¦
xT^ ram
х,
где ход
р р
^ max r rain
ГЛ. IX]
ПРУЖИНЫ
671
Для того чтобы пружина при выбранном
ходе х накопляла (в пределах допуска) задан-
заданную потенциальную энергию Uq, необходимо
установить жёсткую систему допусков на все
размеры пружины [47].
Статический расчёт пружин растяже-
растяжения-сжатия с витками круглого сечения.
Прис>4 и а^ 20° наибольшие тангенциальные
напряжения в поперечном сечении витка воз-
возникают в точке, ближайшей к оси пружины
[100]. Они равны
р
V
1
иг
1
2р
1
8
TTdS
2Wp
B6)
16
Нормальные напряжения в этой же точке
поперечного сечения витка равны [100]
1,12 , 0,64\ PDsi?a_
ту/- • \ll)
W p
По формулам B2), B3), B6) и B7)
1
где
PD
Используемый в расчётах коэфициент k
(см. фиг. 15) приближённо представлен фор-
формулой [84]:
с + 0,5 + sin2 т.
с—0,75+1,51 sin2a"
B8)
При практически встречающихся углах
подъёма <х=5—8° можно пользоваться следую-
следующими значениями k:
D
"^ 4
6,3
ю 12,5
к 1,448 1>35б 1,389 1,237 1,2° 1,184
В американской практике широкое рас-
распространение получила приближённая фор-
формула [129]:
и__ 4с —1 , 0,615
к~ 4с — 4 Н Г~
B9)
Первое слагаемое учитывает кривизну,
второе — влияние поперечной силы. Угол
подъёма а во внимание совершенно не при-
принимается.
Формула B9) даёт для k примерно те же
значения, что и формула B8) [99).
Основная формула для расчёта на проч-
прочность
РР
8kPD
C0)
(О выборе допускаемого напряжения R3 см.
стр. 655.)
Допускаемая нагрузка
Осевое перемещение
"moY *~ —
-kDH
Gd* kGd
R*.
Осевое перемещение, приходящееся на один
рабочий виток при нагрузке в 1 кг,
к = ¦
откуда
А = \ЧР.
Диаметр проволоки
d:
r=l,6j/
Средний диаметр пружины
C3)
C4)
C5)
C6)
Длина рабочей части пружины, когда витки
соприкасаются,
Используя формулы C0) — C7), расчёт
удобно вести, задаваясь Rs и с = 5 + 8 (k—вы-
(k—выбирают по фиг. 15 в зависимости от с).
.сей
¦а-гь
о
Фиг. 15. Графики значений коэфициента k для
пружин с витками круглого поперечного сечения
D
в зависимости от индекса пружины с = —т- и ее
угла подъёма а. Кривые построены по прибли-
приближённой формуле B8); точки подсчитаны по уточ-
уточнённой формуле [100].
Если даны усилие Ятах и необходимое
соответствующее емуосевое перемещениеХШах,
то: а) по формуле C5) определяют d; б) по
формуле C6)—D и в) по формуле C7) уста-
устанавливают необходимое число рабочих витков.
Затем увязывают все конструктивные раз-
размеры пружины в соответствии "с назначением
(пружина растяжения или пружина сжатия,
см. ниже).
Если конструкция окажется неудачной^
расчёт легко повторить, исходя из вновь
выбранного значения с.
672
ПРУЖИНЫ И РЕ€СОРЫ
[РАЗД. I
омм
Стандарт НКОП СТ 1542-К рекомендует
выбирать с в зависимости от диаметра про-
проволоки.
d в мм 1—2,5 3—5 б—13
с 5—12 4-ю 4~9
Большую помощь при подборе размеров
пружины оказывают номограммы [21], 125]
и [27].
На фиг. 16 приведена одна из таких уни-
универсальных номограмм, построенная по методу
выравненных шкал.
Центральная часть номограммы предста-
представлена системами параллельных прямых, поме-
16. Номограмма для расчёта винтовых пружин растяжения-
сжатия.
ченных буквами D, d, Р и X (кружочками нд
центральном поле номограммы выделены
точки, соответствующие пружинам, включён-
включённым в германский стандарт DIN).
При подборе пружины с помощью номо-
номограммы следует исходить из D и d (в нашем
примере D = 10 мм и d = 1 мм).
Ищем точку пересечения прямых, соответ-
соответствующих ?>= 10 мм и d= 1 мм (см. шкалы
справа). В нашем случае это точка а. Дви-
Двигаясь от точки а по стрелке в направлении Р,
легко установить допускаемую нагрузку в за-
зависимости ОТ ПРИНЯТОГО То KdJMM*.
Принимая то=4О кг (мм2'{си. шкалу//слева
вверху), останавливаемся на соответствующей
вертикали в точке Ь. Двигаясь от неё в на-
ГЛ. IX]
ПРУЖИНЫ
673
правлении Р— X по стрелке вправо, находим
Р= 1,6 кг. Возвращаясь к точке а и следуя
по лучу, связанному с направлением X, нахо-
находим на вертикали при т0 — 40 кг/мм2 точку с.
От неё по стрелке в направлении Р — X влево
находим /^ = -г- а= 1,55 мм (см. левую шкалу).
Значения X подсчитаны при модуле G =
= 8000 кг\мм?. При переходе к другому мо-
модулю G\ следует результат, полученный по
8000
номограмме, умножить на —~—
Точка а расположена на вертикали при
— = 10. По шкале III находим коэфициент k,
подсчитанный по формуле B8) [100]. В дан-
данном случае I при — = 10 ] k — 1,2. Поэтому
здесь по формуле B3) xmax = kx0 = 48 кг/мм*.
При предварительных расчётах в поисках
лучших конструктивных форм удобно пользо-
пользоваться вспомогательными таблицами [107].
Примером такой таблицы может служить
табл. 22 [96].
Расчёт ведут приближённо, принимая k = 1
(G=8000 кг/мм?).
Пример применения таблицы.
Подобрать пружину, которая при Р=100 кг имеет к —
= 50 мм, если Rs = 45 кг/мм3.
В таблице приведены нагрузки Pw, вызывающие в пру-
пружине напряжения 10 кг)мм". В нашем случае
Р1В-/>™ 100 J° 22,2 «г.
К* 45
Выписываем из таблицы размеры пружин, для которых
Рм примерно равно 22,2 кг.
Рю - 24,5 кг; d =¦ 5 мм; D =• 20 мм; с = 4; Xw -
-0,128 мм
L Jl при Q кг обозначается 1 _. Например, —г- при Q«=
\ i V *
и,)-
— 10 кг обозначается X
X
50
» 39.
В таблице приведены размеры ещё трёх пружин, удо-
удовлетворяющих поставленным условиям,
Рю=19,6 кг; d=5 mm; Z)=25 мм; с=5;
Я1О-=24,6 кг; d=6,3 мм; D=40 мм; с=6,3;
d63 мм; ?>=50 мм; с=8;
х'0=0,25жл; /=20;
Xio-0,406 мм; /=12,5;
/=6,5.
Теперь имеется возможность из целой
группы подходящих пружин выбрать лучшую
с конструктивной точки зрения.
Конструкция пружин растяже-
растяжения с витками круглого сечения.
Пружины растяжения обычно навиваются за-
закрытой навивкой (закручиваемые при навивке
витки при отдаче плотно прижимаются друг
к другу, в результате чего создаётся предва-
предварительная сила натяжения Ро).
Связь между нагрузкой и осевым переме-
перемещением (характеристика пружины) предста-
представлена на фиг. 17.
Практически вследствие переменной по
длине силы прижатия витков начальный уча-
участок характеристики при нагрузках, близких
к Ро, может оказаться нелинейным [77].
пред
Фиг. 17. Характеристика пружины растяжения.
На фиг. 17 Ртах — наибольшая рабочая
нагрузка, соответствующая напряжению Rs,
по которой следует производить расчёт.
Нкон — длина пружины при нагрузке Рткх\
PBiia — наименьшая нагрузка (установочная —
выбирается в зависимости от назна-
назначения пружины);
Ннач — длина пружины при нагрузке P^,
Рпред — предельная нагрузка [Ряр«э~0.05-г-
4-1,2) Рт»т]>пРи которой напряжения
почти достигают предела упругости;
дальнейшему растяжению пружины
препятствуют специальные упоры;
— предельная длина пружины, допускае-
допускаемая при её регулировании и уста-
установке;
х — рабочий ход, 5 — регулировочный ход;
Pq — сила предварительного натяжения.
(Предлагают принимать [102]
при
мм Ро = И"Ред ;
о
р "пред
Примерно те же значения, но в за-
зависимости от с реквмендуются и в ра-
работе [107]. По проекту DIN предва-
предварительные напряжения хпр = 15 +
+ 2 кг\мм\)
fj0 — длина разгруженной пружины [//0 = id -j-
-f A н- 2) Ь и более в зависимости от
вида прицепов];
На — длина, занятая витками (Hd—id).
Длина проволоки, идущей на изготовление
пружины,
где 1пр — длина заготовки для прицепов.
674
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
Таблица для подбора пружин растяжения-сжатия в зависимости от индекса с-
и жбсткости
Размеры в мм
Таблица 22
—г-, грузоподъёмности
d
0,5
0,63
0,8
1
1,25
1,6
2
2,5
3,2
4
5
6,3
8
10
"о
16
20
25
32
40
Da
i5,7
20
25
3i,3
39.5
5°
62,5
79
IOO
125
157
200
D
12,5
16
20
25
31.5
40
50
63
80
IOO
160
Di
9,3
12
15
18,7
23.5
30
37.5
60
75
93
120
Ло
кг
ю.з
15,7
24,5
39,3
кг
63.8
98,2
153
255
393
6I4
1030
*57°
X'
Хм
o,i86
0,160
0,128
0,099
^¦100
0,763
0,640
0,512
0,382
0,320
0.256
0,178
0,160
d &
Da
7,55
9,6
12
15
19,2
24
3°
37.8
48
60
75,5
96
120
150
192
240
D
6,3
8
10
12,5
16
20
25
3i,5
40
50
63
80
100
125
160
200
Di
5,05
6,4
8
10
12,8
16
20
25,2
За
4O
5O.5
64
80
100
128
160
Ло
кг
1,22
2,OI
3,14
4,9*
кг
8,O4
12,6
19,6
31,2
кг
5о.З
78,5
122
2OI
314
491
8o4
1260
X'
h
0,128
0,078
0,063
0,048
*w
0,390
0,313
0,250
0,198
^¦100
1,56
1,25
1,02
0,781
0,624
o,477
0,391
0,313
Da
З.65
4,63
5,8
7-3
9,25
11,6
14,5
18,5
23,2
29
36,5
46,3
58
73
92.5
116
145
185
232
290
D
3,i5
4
5
6,3
8
10
12,5
16
20
25
31.5
40
63
80
IOO
125
160
200
250
Di
2,65
3,37
4,2
5.3
6,75
8,4
10,5
13,5
16,8
21
26,5
33.7
42
53
67.5
84
105
135
168
210
Ло
г
15б
246
402
623
кг
о,959
i,6i
2,51
3,84
кг
6,43
10,1
15.6
24.6
кг
4°.2
62,3
95.9
i6i
251
384
643
10 ю
X'
С
0,050
0,041
о,оз5
О,О25
\
0,210
O.I53
о,117
о, юз
С
0,762
о.бго
о,500
0,406
^¦100
3.»5
2,5°
2,09
1.53
I.I7
1,05
о, 7<>3
о,6ю
Продолжение табл. 22
<
0,2
O,25
O,32
о, 4
о,5
0,63
о,8
I
1,25
1,6
2
2,5
3-2
4
5
6,3
8
ю
12,5
i6
D
d
Da
1,8
2,25
2,82
3-55
4.5
5.63
7.1
9
11,25
14.1
18
22,5
28,2
35.5
45
56,3
71
90
112,5
141
D
1,6
г
2,5
з,*5
4
5
6.3
8
ю
12,5
16
20
25
3L5
40
5°
63
80
100
125
Di
1.4
1,75
2,18
2,75
3,5
4,37
5,5
7
8,75
10,9
14
17-5
21,8
29.5
35
43.7
55
70
87,5
109
Ло
г
19.6
ЗО.7
5'.5
79,8
123
196
3*9
491
кг
0,767
1,29
1,9б
З.О7
кг
5.15
7-98
12,3
19,6
кг
3L9
49.1
7°, 7
129
X'
0,256
0,205
о, 149
0,122
0.IO2
о,о79
о.обг
0,048
\
о,4Ю
0,285
0.256
0,205
"• 10
1,49
1,22
1,О2
о,793
*'ioo
61IO
5,12
4,10
2,85
Da
2,2
2,75
3.47
4.4
5.5
6.93
8,8
11
13.75
17.6
22
27,5
34,7
44
55
69,3
D
2
2,5
3,15
4
5
6,3
8
10
12,5
16
20
25
31,5
40
50
63
§--»
Щ
1,8
2,25
2,83
3.6
4.5
5.67
7-2
9
11.25
14,4
18
22,5
28,3
36
45
5б,7
Ло
г
15-7
24,5
4О,9
62,8
98,2
156
251
393
кг
0,614
I,OI
1-57
2,45
кг
4,о9
6,28
9.82
15,6
X'
о,5оо
о,400
0,298
0,250
0,200
о, 159
0,125
о,юо
\
о,8оо
0,625
о, 5оо
о,4оо
*',„
2,98
2.5O
2,0О
1.58
Ц- «12,5
а
Da
2.7
3-4
4.32
5-4
6,8
8,63
10,8
13.5
D
2.5
3.15
4
5
6,3
8
ю
12,5
w
Фт
ft:
ft
1
d—диаметр
Di
2,3
2,9
3.68
4.6
5.8
7.37
9.2
-~-4-Z?
- и,—4
' °~^
Ло
г
12,6
19-5
33,2
5°-3
77,9
123
2ОГ
314
>
>
э-
Л
проволоки;
V
о,977
о.8оо
o.6i8
0.488
0,400
0.325
0,244
0,187
Da —наружный диаметр пружины;
D—средний
диаметр пружины;
D-t —внутренний диаметр пружи-
пружины.
ГЛ, 1X1
ПРУЖИНЫ
675
Необходимое число витков
[см. формулу C4)].
Число витков, полученных расчётом, округ-
округляют до целого числа, если 1^>20, или до
полувитка, если i < 20.
При большом количестве витков обычную
пружину растяжения, целесообразно заменить
более компактной и лёгкой многожильной
пружиной растяжения с той же характеристи-
характеристикой (см. стр. 705).
Способы крепления пружин растяжения
весьма разнообразны (фиг. 18). В основном
Фиг. 18. Конструкции прицепов пружин
растяжения.
конструкции креплений могут быть следую-
следующих типов.
1. Отгиб крайних витков (фиг. 19, а, б и в)
[25]. Разновидности крепления: а) прицеп в виде
полукольца, образованного отгибом крайнего
полувитка на 90° в плоскость, проходящую
через ось пружины (фиг. 19, а); б) прицеп
в виде почти полного кольца, образованного
отгибом крайнего витка на 60°, так что точка
приложения силы располагается на оси пружи-
пружины (фиг. 19,<5);в) прицеп в виде полного кольца,
образованного целым витком, заведённым в
центр (фиг. 19, в).
Лучшим является вариант „а"; наиболее
простым в изготовлении — вариант „б".
Эти конструкции рекомендуются для про-
проволоки диаметром до 3 мм. Практически они
применяются значительно шире (цо Ю мм), но
при этом допускаемое напряжение Rs пони-
понижается примерно на 25%.
Все прицепы, полученные отгибом край-
крайних витков, сильно деформируются и в них
развиваются значительные напряжения из-
изгиба, что является слабым местом этих кон-
конструкций.
Более совершенным является петлевой
прицеп [25], представленный на фиг. 20.
Фиг. 19. Крепление пружин растяже- Фиг. 20.
ния при помощи прицепов, полученных Конструкция
посредством отгиба крайних витков петлевого
пружины. прицепа.
2. Коническая заделка закладных прице-
прицепов (фиг. 21).
3. Крепление на металлических пластинках
(фиг. 22 и 24, д) рекомендуется для пружин
из проволоки диаметром 0,2—4,0 мм.
Фиг. 21. Крепление пружины растяжения
при помощи закладных прицепов с кониче-
конической заделкой по стандарту НКОП 793-С-
1937.
Фиг. 22. Крепление пружин растяжения
при помощи металлических пластинок по
СТ ГЛМ 35/2249, тип F.
Фиг. 23. Крепление пружин растяжения
при помощи пробок по СТ ГЛМ 35/2249,
тип Е.
4. Установка на винтовых (ввёртных) проб-
пробках с крючками (фиг. 23). Эта конструкция
наиболее надёжна для крепления пружин из
проволоки диаметром более 5 мм (винтовая
пробка захватывает !,5—2,5 витка).
На фиг. 24, а — д показаны способы кре-
крепления пружин растяжения в точных прибо-
приборах.
676
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
Конструкции креплений пружин растяже-
растяжения, допускающие регулирование силы PmiB,
приведены в работе [113]. Типовой чертёж
пружины растяжения и нормальная специфи-
Фиг. 24. Конструкция креплений пружин растя-
растяжения в точных приборах.
кация приведены в стандарте Наркомата су-
судостроительной промышленности СТ С1-332,
1940.
Конструкция пружин сжатия с
витками круглого сечения. Пружи-
Пружины сжатия навиваются с просветами 8q между
витками. Эти просветы (берутся с некоторым
запасом) позволяют пружине давать требуемую
осадку.
Зависимость между нагрузкой и осадкой
(характеристика пружины) представлена на
фиг. 25. Практически вследствие неравномер-
неравномерности шага конечный участок характеристики
Фиг. 25. Характеристика пружины сжатия.
при нагрузках, близких к Rnped, может ока-
оказаться нелинейным [15].
На фиг. 25:
Ртах — наибольшая рабочая нагрузка (расчёт-
(расчётная), соответствующая напряжению Rs;
при этой нагрузке длина пру-
пружины — Нкон;
Р^Хл — наименьшая рабочая нагрузка (уста-
(установочная), выбираемая в зависимо-
зависимости от назначения пружины; обычно
0,1 Ртшх < /\nin < 0.5Ятах; при этой на-
нагрузке установочная длина — Ннач]
РПред — нагрузка, сжимающая пружину до
соприкосновения витков;
х — рабочий ход.
В связи с неравномерностью шага в пре-
пределах допусков РтвЛ для обеспечения работы
пружины по линейной характеристике не
должно превышать @,8-f-0,9) Рпред. Этв тре-
требование предопределяет зазор ор между вит-
витками при максимальной рабочей нагрузке
где
X — m**
Учитывая допуск на диаметр проволоки,
зазор Ьр во избежание соприкосновения вит-
витков должен быть больше 0,1 d.
Для создания надёжной опоры торцевые
витки пружины-заготовки поджимаются к со-
соседним виткам (по ГОСТ 1452-42 зазор между
концами опорных витков и рабочими витками
не должен превышать !/4 о0) и шлифуются
так, чтобы на длине 3/4 витка от концов об-
образовалась опорная плоскость, перпендику-
перпендикулярная оси пружины (фиг. 10).
Поджатые витки практически не дефор-
деформируются [126] и иногда называются „мёрт-
„мёртвыми". Обычно пружины имеют по 3/4 мёртвых
витка на каждом торце. Для длинных пружин
с семью и более витками можно рекомендо-
рекомендовать делать по 1—П/4 мёртвых витка с ка-
каждой стороны.
Длина пружины, сжатой до соприкоснове-
соприкосновения витков,
На ={1' —0,5) d,
где
д — полное число витков (рабочих и
мёртвых), выбираемое кратным 0,5.
Рабочее число витков i = V — A,5-?-2).
Длина ненагруженной пружины
где шаг h = d-\—— -\- Ьр.
Шаг Л обычно находится в пределах
3 " 2 '
Угол подъёма витков ненагруженной пру-
пружины (а0 = 6 -г- 9°).
При выборе шага пружины холодной на-
навивки должна быть учтена возможность полу-
получения такого шага на автомате.
Длина проволоки, используемой для изго-
изготовления пружины,
Длинные пружины с большим числом вит-
витков при сжатии могут терять устойчивость
(выпучиваться) (см. стр. 683).
Большой выигрыш в габарите и весе можно
получить при замене обычных мягких пружин
сжатия многожильными.
Типовой чертёж и нормальная специфика-
спецификация пружин сжатия приведены в приложении
к стандарту Наркомата судостроительной про-
промышленности СТ С1-332, 1940.
В работе [114] приведено свыше 30 кон-
конструкций креплений пружин сжатия, допу-
допускающих регулирование силы поджатия
ГЛ. IX)
ПРУЖИНЫ
677
Статический расчёт пружин растяже-
растяжения-сжатия с витками квадратного и пря-
прямоугольного сечения. Мощные и жёсткие
пружины конструируются с витками прямо-
прямоугольного (квадратного) сечения.
Для квадратного сечения витка, по иссле-
исследованиям [25], [100] и [123], при с = — >3и
а<10° в опасной точке сечения (в середине
стороны, ближайшей к оси пружины)
а*
1,2.0,56
+
0,51 ,мч
*Ф C8)
где а—сторона квадрата. [При 10°^
последнее слагаемое многочлена, заключён-
заключённого в квадратные скобки формулы C8), сле-
следует опустить.]
Учитывая нормальные напряжения от из-
изгиба и опираясь на теорию наибольших тан-
тангенциальных напряжений, имеем в опасной
точке
k
2APD
через а, а длину стороны, нормальную оси
через Ь.
Пружины с отношением —г- <Г4 и —
о а
применять не рекомендуется ввиду трудности
их изготовления и перенапряжения внутрен-
А
VB
US
Ц
1.2
1'°О 1 2 3 4 5 6 7 6 С=%
Фиг. 26. График значений коэфициента k для
пружин с витками квадратного сечения в за-
зависимости от индекса пружины с —— и её
угла подъёма а. Кривые построены по при-
приближённой формуле C9); точки подсчитаны по
уточнённой формуле [100].
\
к
а = 15"
а =25°
где коэфициент k определяется по прибли-
приближённой формуле C9) [84] (фиг. 26):
с -f- 0,73 — 4 sin2 a
с — С',48— 1,56 si п2^*
C9)
При точном расчёте пружин с витками
прямоугольного сечения существенное значе-
них волокон витков вследствие большой кри-
кривизны последних.
Установлено [116 и 100], что вследствие
большой кривизны наибольшие тангенциаль-
тангенциальные напряжения, как правило, развиваются
в середине внутренней стороны а сечения
(в точке А) независимо от соотношения длин
сторон, в то время как при кручении прямого
Квадрат
Фиг. 27. График значений коэфициента ф для расчёта пружин с витками прямоугольного сечения [111].
ние имеет не только соотношение длин сто-
сторон сечения, но в отличие от приближённого
решения и их расположение относительно оси
пружины.
Обозначим длину стороны прямоуголь-
прямоугольного сечения, параллельную оси пружины,
бруса того же профиля наибольшие напряже-
напряжения развиваются всегда в точке сечения, ле-
лежащей на середине длинной стороны.
Лишь в небольшом числе случаев, когда
Ь ^> а и кривизна витка незначительна, можно
ожидать, что максимальные напряжения воз-
678
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
никнут в некоторой точке сечения на уча-
участке BN стороны Ь > а (фиг. 27).
Вероятность последнего предположения
Ъ
тем больше, чем меньше отношение -jr и чем
больше отношение — •
а
Уточнённые формулы для вычисления на-
напряжений в рассматриваемом случае [116 и
100] очень громоздки и практически мало
удобны.
В работе [111] предложена упрощённая
формула [25]
. PD
cmax — Г , „/—г-
D0)
Коэфициенты ф для практически встречаю-
встречающихся случаев объединены на фиг. 27.
Средняя вертикальная линия даёт коэфи-
коэфициенты ф для квадратного сечения. Нижние
наклонные прямые, соответствующие отноше-
D
нию -г- = со, дают значения ф для прямого
бруса. Левая часть диаграммы относится к пря-
прямоугольным сечениям, расположенным длин-
длинной стороной параллельно оси пружины; пра-
правая сторона даёт значения <Ь для прямоуголь-
прямоугольных сечений, расположенных длинной сторо-
стороной перпендикулярно оси пружины. В по-
последнем случае" при определённом сочетании
длин а и Ъ наибольшие напряжения разви-
развиваются на участке BN стороны Ъ. Это обстоя-
обстоятельство отражается в правой части диа-
диаграммы изломом кривых (точки излома выде-
выделен ы).
Для всех прочих случаев опасная точка се-
сечения лежит на середине стороны а, ближай-
ближайшей к оси пружины.
Осевое (линейное) перемещение торцов
для цилиндрических винтовых пружин с пря-
прямоугольным (квадратным) сечением витков
практически достаточно точно можно вычис-
вычислить по соответствующей формуле табл. 20.
Уточнённое решение вопроса см. в рабо-
работах [111] и [25].
Для сечений, у которых -т->3,
2b* {a — 0.G36)
2,36Р?>з/
a — 0,63b)
D0a)
D1)
При проектировании и ориентировочном
подборе размеров пружины можно пользо-
пользоваться таблицами и номограммой для витков
круглого сечения с пересчётом на витки пря-
прямоугольного сечения при помощи коэфициен-
тов k' и k", приведённых в табл. 21.
Весьма распространены специальные табли-
таблицы и номограммы для подбора размеров пру-
пружин с витками прямоугольного сечения
[120].
Полученные таким образом результаты мо-
могут быть уточнены по приведённым выше фор-
формулам.
Пружины с прямоугольным сечением витка
используются главным образом как пружины
сжатия.
Основные конструктивные соображения,
изложенные выше для пружин сжатия с вит-
витками круглого сечения, относятся и к рассма-
рассматриваемому случаю. Дополнительно отметим:
длина предельно сжатой пружины Hd a
да (/' — 0,5) а, где V — полное число витков.
Длина прутка в заготовке не должна пре-
превышать 10—12 м.
Концы заготовки подрезают или оттяги-
оттягивают для облегчения образования и шлифовки
мёртвых витков, концы которых должны иметь
высоту —г- (фиг. 11). Шаг
где / = V— A,5 -f- 2) — число рабочих витков.
При выборе зазора Ьр между витками на-
нагруженной пружины, кроме указанных выше
соображений, следует ещё иметь в виду, что
при ? ]> а практически трудно получить строго
прямоугольное сечение витка.
При навивке сечение заготовки искажается
и внутренняя сторона а увеличивается, что
требует увеличения зазора Ьр при проектиро-
проектировании.
Расчёт составных (концентрических)
пружин сжатия. При больших нагрузках це-
целесообразно использовать составные пружины,
состоящие из нескольких концентрически рас-
расположенных обычных пружин сжатия, воспри-
воспринимающих нагрузку Р одновременно (фиг. 28).
Для устранения сильного закручивания торце-
торцевых опор и пере-
коса концентриче-
ские пружины, раз-
мещаемые одна в
другой, делаются
последовательно
то правого, то ле-
левого подъёма.
Между пружи-
пружинами должен быть
сохранён доста-
достаточный радиаль-
радиальный зазор Ьг, а опо-
опоры должны быть
сконструированы
так, чтобы отсут-
отсутствовало боковое
сползание пружин
во время работы.
Полная нагруз-
нагрузка Р равна сумме
усилий, воспринимаемых составляющими пру-
пружинами, Р= Р1-\-Р2-\-... -\- Рп(обычноп = 2;
редко п > 3).
Обычно пружины бывают смонтированы
так, что осадка у всех пружин одинакова:
Xj = А2 = ... = Хл.
Желательно, чтобы наибольшие напряжения
у всех пружин были одинаковы:
Т1 = Х2 = ' • • = ТЛ = Rs-
Предполагается, что все пружины дости-
достигают предельного сжатия почти одновременно,
т. е. что
Hd «/jrfj « i2d2 да ... « indn
(для прямоугольного сечения d заменяется а).
Фиг. 28. Конструкция составной
(концентрической) пружины
сжатия.
ГЛ. IX]
ПРУЖИНЫ
679
Это — наивыгоднейший случай с точки зре-
зрения компактности пружин.
Из приведённых соотношений можно опре-
определить усилия, воспринимаемые каждой пру-
: жиной в отдель-
отдельности, и по этим
усилиям рассчи-
рассчитать их.
При подборе
размеров и разме-
размещении пружин сле-
следует учитывать,
что все поставлен-
поставленные условия будут
выполнены в том
случае, если сече-
4ния витков соос-
ных пружин будут
расположены отно-
относительно прямых,
образующих угол
20, так, как пока-
показано на фиг. 29, а.
В этом случае
при круглом сече-
сечении витков:
Фиг. 29. Теоретически наи-
наивыгоднейшее относительное
расположение пружин, соста-
составляющих концентрическую
пружину сжатия: а — соста-
составляющие пружины с витками
круглого сечения; б — соста-
составляющие пружины с витками
прямоугольного сечения.
rfj d2
dn
и
tg e =
k\G
D2)
Из тех же соображений соосные пружины
с витками прямоугольного сечения (влиянием
кривизны пренебрегаем и полагаем k = 1) при
условии, что -,- =
и X, = Х« = ... = Хи
(что, вообще говоря, необязательно), жела-
желательно размещать, как указано на фиг. 29, б, где
-/"¦
D2а)
(значения коэфициентов v и г\ см. в табл. 21).
При расчёте Р обычно бывает задано; Н^
определяется желательным габаритом пружины.
Выбирая Rs в соответствии с условиями ра-
работы пружины, легко вычислить уюл 6, кото-
который и будет определять теоретически наивы-
наивыгоднейшее относительное расположение пру-
пружин. Вопрос о размещении пружин следует ре-
решать графическим методом. При выборе зазо-
зазоров Ьг необходимо учитывать допуски на наруж-
наружные диаметры пружины и на размеры сече-
сечений, а также принимать во внимание измене-
изменение наружных диаметров Д?) при деформации
пружин.
Количество пружин определяют из уравне-
уравнения
i-n
(i = 1, 2,..., п, где я — число пружин).
Значения А см. в табл. 20.
Если для пружин с витками круглого сече-
сечения диаметр самой большой пружины принять
равным ?>i и зазор Ьг —
rf, -
Тогда [27]
Р=
0,4Rs
D3)
где
/ 2 \2
, = [l I , а п — необходимое число
V с )
пружин.
Индекс с для всех пружин одинаков.
В частности, для двух концентрических
пружин при Ьг =
1О 2 имеем [61]
di __ Z)j__ h_ с _S\fP\.
d2 ~D2 " k~ c-2~V P2'
/>1 + P2 = P,
где P\ — сила, действующая на наружную пру-
пружину; P<i — сила, воспринимаемая внутренней
пружиной.
После окончательного подбора размеров
пружин и их размещения следует сделать по-
поверочный расчёт по приведённым выше точ-
точным формулам.
Цилиндрические винтовые пружины
кручения
Пружины кручения имеют в технике ши-
широкое применение (например, в сельскохозяй-
сельскохозяйственных машинах, в автоматическом оружии,
в стартёрах автомобилей и т. д.) как пружины
прижимные и аккумуляторные (для возврат-
возвратного поворота деталей), как упругие звенья
силовых передач и т. д.
При статическом нагружении пружины за-
закручивающей парой /Ио в поперечных сече-
сечениях витков возникают: а) изгибающий момент
\^изг\ = -^о cos а (нейтральная ось идёт по би-
бинормали Ъ винтовой оси) и б) крутящий мо-
момент I Мкр | з= Mq sin a.
При малых углах подъёма (аго<42—;15°),
которые обычно встречаются на практике,
Мкр существенного значения не имеет и ре-
решающим является Мазг та Mq.
Возникающими в опорах силами, препят-
препятствующими торцам получить осевое переме-
перемещение, и дополнительным изгибом оси пру-
пружины при обычном способе нагружения по-
последней (см. ниже) в типовых расчётах прене-
пренебрегают как малыми и не поддающимися точ-
точному учёту факторами.
Распределение нормальных напряжений в
поперечном сечении витка малого угла подъёма
тем сильнее отличается от распределения на-
напряжений в поперечном сечении (тех же раз-
размеров, что и у витка) прямого бруса, изгиба-
изгибаемого парой Мизг = Mq, чем больше кривизна
витка, причём внутреннее волокно последнего
сильно перегружается.
Учитывая сказанное, необходимо, чтобы
индекс пружины с удовлетворял требованию
с ^ 4 -г- 5 (лишь в редких случаях допускают
4>с>3).
680
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
В опасной (ближайшей к оси пружины)
точке сечения
D4)
w,.
где Rb — допускаемое напряжение на изгиб.
Коэфициент k (k^> 1) зависит от формы се-
сечения и кривизны витка.
В первом приближении [25] для пружин с
витками круглого сечения
для витков прямоугольного сечения
*в&=з* D5а)
Значения этих коэфициентов приведены на
фиг. 30. Уточнение вопроса см. [76] и [91].
Кривизна витков и их закручивание при
малых углах подъёма а0 в вопросах жёсткости
пружин кручения практического значения не
имеют и потому в формуле D6) они не учтены.
Принятые допуски на все размеры и на число
витков, неточное знание величины модуля упру-
упругости Е, а также иногда трение между витка-
витками, пришедшими в соприкосновение, всё равно
могут привести к значительному отклонению
(достигающему ± 10%) фактического углового
перемещения торцов от расчётного.
Длинные пружины кручения необходимо
проверять на устойчивость (см. стр. 683).
На основе опытов лаборатории МИИССХ
[16] при запасе устойчивости, равном 2, уста-
установлен предельно допустимый угол закручи-
закручивания всей пружины
123,1
D7)
к
14
13
12
'V
1.0
\
2
.1
M
r
Фиг. 30. График зна-
значений коэфициента * в
зависимости от индекса
с пружины: /—для
пружин кручения с вит-
витками круглого попе-
поперечного сечения
-?); 2- для
Полная потенциальная энергия, накопляемая
пружиной кручения при деформации,
U =
D8)
пружин кручения с вит-
витками прямоугольного
поперечного сечения
5 б
При предварительных расчётах часто при-
принимают &¦= 1.
Угловое перемещение торцов пружины при
"*Т практически достаточно точно вычи-
вычисляется по формуле
Ф = ^, D6)
¦р ж
где Zo — —j~. — жёсткость пружины кручения
(см. табл. 23).
Основные расчётные величины для пружин
кручения приведены в табл. 23. Для облегче-
облегчения подбора размеров этих пружин удобно
пользоваться номограммами [121].
На фиг. 31 приведена номограмма в лога-
логарифмических координатах, устанавливающая
зависимость между моментом Мо и диаметром
проволоки d при различных Ri,. (Коэфициент k
приближённо принят равным 1,2.)
Зависимость между закручивающим момен-
моментом Mq и углом поворота торцов <р (характе-
(характеристика пружины) представлена на фиг. 32.
М — наибольшая рабочая нагрузка (рас-
(расчётная), соответствующая напряже-
напряжению /?б!
— Угол закручивания при AfOmax;
Таблица 23
Формулы для расчёта виятовых цилиндрических пружин кручения
Форма поперечного
сечения витка
8 СМ3
в см*
Максимально допусти
мый момент
••ошах j
в кгсм
Жёсткость
Zo kDi
в кгсм
Угол поворота <р°
одного торца пру-
пружины относительно
другого при на-
нагрузке
¦^о шах
т — момент в
кгсм, дающий
угол закручи-
закручивания, равный
1° на 1 виток
при Е=2,1х
Х108 кг/см3
32
ndl
64
М
32ft
т=572
ab*
~W
ab3
12
М_
6k
Zo=
E*
lRb
м.
Eab*
=114,5
kbE
Ось пружины
Примечание. t^
ГЛ. IX]
ПРУЖИНЫ
681
Afomin — наименьшая рабочая нагрузка (уста-
(установочная), выбираемая в зависимости
от назначения пружины, обычно в
пределах: 0,lM0inai<Aforain<0>5yWOm«;
Щпред — предельная нагрузка почти на пре-
пределе упругости; дальнейшему закру-
закручиванию должны препятствовать спе-
специальные упоры;
— соответствующий M§npeQ предельный
угол закручивания.
Соотношение между упред и Укон устана-
устанавливается техническими условиями в зависи-
9
пре
2000
1500
WOO
800
600
500
400
300
250
200
150
100
80
60
50
, 40
30
20
W
1 2 3 4 5 6 7 8 d мм
Фиг. 31. Номограмма для расчёта пружин кручения.
мости от выбранного Rb (например, для пру-
пружин кручения сельскохозяйственных машин
по ОСТ 4211 упред = \,5 9коН).
В пружинах, предварительно закрученных
при установке, энергия, накопляемая в про-
процессе нагружения,
J
/
А
/
/
/
/
/
у
/
У,
* *
г
г J J
J
7 7
г /
7 /
чу
У
У/
у/
ц
щ
/ /
А
У/
/
/
'/
/
L
J
i
A1
/A
V
ж
/j
/ "l
у
/
/
/
yT
' /
Л
w
Щ
A
J
'/
h
J
J
/
/
>
у
'/
у
f
/
J
/
1/
r
si
f/
/
у
/
/
/
A
/
/
A
'
f.
7
j
/
/
/
/
j
A
/
/
J
/
/
J
где б = ср,сок — сряач.
Пружины кручения обычно навиваются с
малым углом подъёма и с небольшими про-
просветами между витками (8 = 0,5 мм). Они от-
отличаются от пружин растяжения-сжатия видом
своих прицепов (фиг. 8 и 33, а, б, в). Концы
прутка, образующего пружину, отгибаются в
о)
однако начальные зазоры 5 необходимы, так
как от взаимодействия прицепов со штырями
ось пружины несколько искривляется; при
этом витки, получив перекос, приходят в со-
соприкосновение между собой, что нежелательно
(возникающее при этом трение между витками
искажает характеристику пружины; см. пунк-
пунктир на фиг. 32), так как сокращает срок
пред
Фиг. 32. Характеристика пружины кручения.
службы пружины вследствие износа. Пружины
кручения желательно смазывать.
Длина пружины
где Нпр — длина по оси пружины, занимаемая
прицепами. (Для пружин с витками прямо-
прямоугольного сечения в последней формуле вместо
d подставляется а.)
Длина заготовки
" COSOq ' "f
где lnp — длина заготовки для прицепов.
Расчёт составных (концентрических)
пружин кручения. При больших крутящих мо-
моментах Mq целесообразно использовать не одну,
а комплект соосных пружин кручения, входя-
входящих друг в друга, связанных по торцам и вос-
воспринимающих общую нагрузку М$.
Все составляющие пружины должны быть
только левого или только правого подъёма,
чтобы они одновременно все закручивались
или раскручивались.
Конструкция опор должна обеспечивать
отсутствие относительного смещения пружин
Фиг. 33. Крепление пружин кручения по СТ ГЛМ 35/2251, типы А. В и С.
сторону, причём получаются прицепы, необ-
необходимые для передачи пружине закручиваю-
закручивающего момента. Эти прицепы приходят во
взаимодействие со специальными штмрями,
с помощью которых пружина и нагружается.
Сами пружины обычно устанавливаются на
оправках. При закручивании пружины по ходу
навивки её длина несколько увеличивается;
и сохранение необходимых радиальных зазо-
зазоров между ними.
Условие равновесия пружины:
(л редко превышает 2).
Условие совместности перемещений торцов:
9i = % = ••• = <рв.
682
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
Условие равнопрочности пружины:
<J] = <?2 == • ¦ • = ал — ^?й-
Условие наивыгоднейшего использования
габарита:
Из приведённых соотношений можно опре-
определить моменты, приходящиеся на каждую из
пружин, и произвести расчёт последних.
При подборе и размещении пружин следует
учитывать, что все указанные выше условия
будут выполнены в том случае, если сечения
витков соосных пружин расположатся отно-
относительно параболы у'1=1рх с параметром
р = —п^гр- так> как указано на фиг. 34 [27].
При проектировании удобно задаться ин-
индексом пружины с. Затем, учитывая, что
Парабола
Фиг. 34.
с <fE
можно перейти к определе-
нию необходимых размеров пружины.
Весьма рационально взамен обычных кон-
концентрических пружин кручения использовать
многожильные пружины кручения.
Изгиб цилиндрических винтовых пружин
Пружины изгибаются: а) если нагружающие
их продольные силы не совпадают с осью;
б) если имеются силы, перпендикулярные оси
пружины, и моменты, действующие в радиаль-
радиальных плоскостях; такие нагрузки возникают,
например, при смещении торцевых опор пру-
пружины друг относительно друга (см. табл. 24).
При указанных условиях витки пружины
изгибаются и закручиваются. Положение опас-
опасного сечения и внутренние силы в нём дол-
должны быть выяснены в каждом частном случае
отдельно [36], в зависимости от нагрузки, усло-
условий закрепления и пр.
В частном случае, при изгибе пружины
парами сил Мо (чистый изгиб), по теории наи-
наибольших касательных напряжений все сечения
витков равноопасны: о б - -^-5-. (Во-
(Вопросы, связанные с влиянием кривизны витков,
требуют специального рассмотрения.)
Прогибы оси пружины и углы наклона
касательных к деформированной оси можно
приближённо определять как прогибы и углы
поворота обычной прямой балки, имеющей
длины пружины и жёсткость в X раз меньшую,
чем жёсткость изгиба витка EJn [25]:
Х = к--— Г1+-ф-81п«а+^со8»а1 , D9)
2 sin а [_ Jb ?•¦ J
где Jn и Jb — моменты инерции витка отно-
относительно главных центральных осей, совпада-
совпадающих с нормалью п и бинормалью b винто-
винтовой оси пружины (фиг. 13) в рассматриваемом
сечении; С — жёсткость сечения витка при
кручении (см. табл. 20).
Для пружин с витками круглого сечения
Значения коэфициентов X для этого случая
следующие:
а
г
5°
i3>21
б
>
10,98
1
°
9.43
8°
8,23
9°
7-33
ю°
6,6i
а
7.
и°
б,о
12°
5-5
13°
5..О8
14
4.73
15°
4.4
зо°
3.31
9°°
1,0
Величина X в сильной степени зависит от
угла подъёма а, поэтому последний должен
быть точно установлен с учётом осевой на-
нагрузки, если таковая дополнительно воспри-
воспринимается пружиной.
sin a
где X — осевое перемещение торцов пружины
(для пружин растяжения X ^> 0, для пружин
сжатия X < 0);
/ =
В табл. 24 приведены уточнённые значения
прогибов для двух практически важных слу-
случаев [77] и [88].
При возможности возникновения изгиба
пружина должна быть закреплена особым спо-
способом.
На фиг. 35, а и б приведены конструкции
[82] универсальных креплений, позволяющих
Фиг. 35. Конструкции универсальных креплений
пружин.
пружине воспринимать любую комбинирован-
комбинированную нагрузку (одновременно растяжение илн
сжатие, кручение и изгиб). Такое жёсткое
ГЛ. IX]
ПРУЖИНЫ
683
Таблица 24
Уточнённые формулы для расчёта винтовых цилиндрических пружин на изгиб
0,751 5-
EJ,
-^- (Z см. в табл. 20)
3
X
P
s-
%EJb tg в
,*Я
2
Формулы справедливы
при малых углах подъёма
аи и малых перемещениях 8
Формулы справедливы
при малых углах подъёма
ос,, и при абсолютно жёст-
жёстком креплении торцов
пружины к опорным пло-
плоскостям, остающимся стро
го параллельными друг
Другу
Примечание. Значения X — см. формулы D9) и D9а).
соединение можно осуществить при помощи
пробки со специальной резьбой с последующей
развальцовкой или расклёпкой резьбы и отги-
отгибом витка. Универсальной опорой для пру-
пружины большого диаметра может служить тон-
тонкостенная стальная труба, на конце которой
образованы винтовые складки [25].
Устойчивость цилиндрических винтовых
пружин сжатия и кручения
Пружины сжатия и кручения значительной
длины в процессе нагружения могут терять
устойчивость. Основные формулы [3] для кри-
критической осадки \кр, при которой пружины
сжатия малого угла подъёма выпучиваются,
приведены в табл. 25. [Предполагается: 1) что
Хкр^/80, т. е. что витки в процессе сжатия не
приходят во взаимное соприкосновение и
2) что напряжения в пружине не превышают
предела упругости.]
ту
пружин с малой гибкостью ~ (см.
димо, чтобы рабочая нагрузка во избежание вы-
выпучивания пружины была значительно меньше
критической силы.
р
Следует иметь запас устойчивости п = -Щ- =»
= 2-7- 2,5.
Длинные пружины (по стандарту СТ С1-332
Наркомата судостроительной промышленности,
1940, при гибкости -fr>o\ необходимо ста-
стаДля
табл. 25) сокращение длины в процессе сжа-
сжатия относительно столь сильно, что такие пру-
пружины совсем неспособны терять устойчивость
[101, 86 и 34].
И
Предельные значения гибкости —~, при
которых теоретически ещё обеспечена абсо-
абсолютная устойчивость пружин, приведены в
табл. 25 в зависимости от профиля витка и его
расположения относительно оси пружины.
Критическую силу вычисляют, исходя из
hKp, по формуле
Значения Z (жёсткость пружины) приве-
приведены в табл. 20.
Учитывая, что пружина может иметь на-
начальную кривизну и некоторую несоосность
витков, и что сила Р может оказаться прило-
приложенной с некоторым эксцентриситетом, необхо-
необховить на оправках или монтировать в гильзах,
что, однако, приводит к нежелательному тре-
трению пружин о направляющие.
При гибкости —=$- > 5 пружины целесо-
целесообразно составлять из отдельных секций
с незначительной гибкостью (—^-•<3) по-
\ D i
очерёдно правого и левого угла подъёма.
Составляющие пружины соединяются центри-
центрирующими кольцами. При этом образуются
промежуточные опоры, что устраняет трение
пружины о направляющие и обеспечивает ев
устойчивость.
Колеблющиеся пружины можно считать
устойчивыми, если максимальная амплитуда
их колебаний меньше X
Пружины кручения, длина которых при на-
гружении остаётся постоянной, теряют устой-
устойчивость, когда крутящий момент достигает ве-
величины [3]
1
Di
E0,
Значения С, EJn и EJb см. в примечании
к табл. 25.
Устойчивость пружин сжатия малого угла подъёма [3]
Таблица 25
о
00
Условия закрепления пружин
Критическая осадка, при которой происходит потеря
устойчивости
Условия, при которых невоз-
невозможна потеря устойчивости
Предельные гибкости ~- при у = — (пружины с
гибкостью меньше предельной не способны терять
устойчивость)
Профиль сечения витка и его расположение
относительно оси пружины
Лля пружин с витками круглого сечения
Для пружин с витками квадратного сечения
Общий случай
' Ы)
Для пружин с витками круглого сечения
Э
Для пружин с витками квадратного сечения
о / /
1 _°//1 '1/1 981
D \2
2.55
2,8
а,85
5-1
5-7
5'7
5-3
2.5
Примечание. Но — длина ненагружённой пружины; EJ ^ — жёсткость сечения витка при изгибе относительно оси, совпадающей с бинормалью винтовой линии (фиг. 13);
EJn — жёсткость сечения витка при изгибе относительно оси, совпадающей с нормалью винтовой линии (фиг. 13); С — жёсткость сечения витка при кручении.
ХЛ; IX]
ПРУЖИНЫ
685
Верхние знаки относятся к случаю, когда
пружина закручивается по ходу навивки,
нижние — когда она раскручивается.
Пружины кручения, длина которых при
деформации может меняться, теряют устой-
устойчивость, когда
М.
COS cxq
Di
>. E1)
что в случае витков круглого сечения даёт [1]
М =-
4?4
Di
COScto
где a0 — угол подъёма ненагруженной пру-
пружины.
Призматические пружины сжатия
специального контура
Призматические витые пружины отли-
отличаются от обычных цилиндрических винтовых
формой витков (фиг. 7, м). Эти пружины на-
навиваются на призматических оправках, попе-
поперечные сечения которых имеют вид выпук-
выпуклого многоугольника со скруглёнными углами
и иногда с криволинейными гранями.
В пружинах с витками некруглой формы
материал находится в значительно более тя-
тяжёлых условиях работы, чем в винтовых
цилиндрических пружинах; поэтому призма-
призматические пружины следует использовать только
в случае острой необходимости, обусловлен-
обусловленной габаритными и другими конструктивными
соображениями. Призматические пружины при
несимметричном очертании витка во избежание
искривления всегда необходимо монтировать
в направляющих стаканах или на оправках.
В табл. 26 приведены расчётные формулы
для некоторых типов призматических витых
пружин [62].
Конические и другие фасонные пружины
Конструктивные соображения, требования,
обусловленные габаритами пружин, и желание
получить более компактные жёсткие пружины
или пружины с нелинейной характеристикой
приводят к применению фасонных пружин,
работающих преимущественно как пружины
сжатия.
Характеристика фасонной пружины и её
габарит определяются поверхностью, на ко-
которой располагаются центры сечений витков,
и уравнением проекции витков на опорную
плоскость.
Наиболее часто на практике встречаются
конические (фиг. 36 и 37) и параболоидные
Развертка осевой пинии
витков - парабола
Архимедова спираль
I
Фиг. 36. Коническая пружина с постоянным шагом.
(фиг. 38) пружины, имеющие в плане архиме-
архимедову (реже логарифмическую) спираль.
Поперечные сечения витков фасонных
пружин имеют обычно круглую форму.
Пружины телескопического вида (фиг. 38
и 39), предназначенные для восприятия боль-
больших усилий (буферные пружины), навиваются
Таблица 26
Формулы для расчёта некоторых призматических пружин [62]
Форма сечения оправки
Г
L
т~
i
1_
1
л
о
I
2а
~т _
it
.—-
ш-а-—
— о —
\
in
ш
Т
г
¦о
•о
1
:
2Р1 \
Х,«=: _ — \ т3
3EJn I
Осевое
л
+ /!» + &» +
3EJn [2&3+
р/? - 2ft sin
перемещение X
с
1 2р; Г ,
J c L
l,5Ar!i? BP — sin 2p)] +
P)+a2f»+0,5fe2/? (P+0,5 sin
п+я)
2РI
Расчётная формула
при круглом сечении
витка
г ^^
J/ &pVa*+b*
Примечания, l. Сила Р перпендикулярна плоскости чертежа в точке О и направлена по оси пружины
2. Расчёт на прочность произведён по теории наибольших касательных напряжений. : '
686
ПРУЖИНЫ И РЕССОРЫ
[РАЗД.
из полосовой стали прямоугольного сечения
с большим отношением сторон —г- •
Фасонные пружины любого вида из пред-
предварительно подготовленной проволоки диа-
диаметром 8—10 мм могут навиваться холодным
Развертка осевой
линии витков-прямая
•' Логарифмическая спираль
Фиг. 37. Коническая пружина с постоянным углом подъёма
витков.
способом автоматами. Но в этом случае не-
необходимо для приведения в движение пальцев
завивочного аппарата использовать кулачки
специально подобранного профиля.
При мелкосерийном производстве и при на-
навивке пружин из заготовок большого диаме-
диаметра или из полосовой стали используются фа-
фасонные оправки (иногда разъёмные).
Развертка осевой
пинии витков-прямая
! / /" Г""\ \-Ярхимедово спираль
Фиг. 38. Параболоидная пружина.
Характерная особенность фасонных пружин
сжатия (например, фиг. 40, а) заключается в
Следующем. При нагружении наибольшие де-
деформации, а следовательно, и изменение угла
подъёма имеют место у витков наибольшего
о радиуса. Это может
привести последние в
мя как остальные витки продолжают деформи-
деформироваться и перемещаться свободно (фиг. 40, б),
В особых случаях при специально подо-
подобранных углах подъёма и определённом виде
спирали в плане можно получить монотонную
посадку, начиная с витков малого диаметра.
При наличии посадки витков жёсткость
пружины в процессе деформации постепенно
возрастает и её характеристика получает вид,
представленный на фиг. 40, в.
Общая теория пружин с нелинейными харак-'
теристиками изложена в работах [26] и [73J.
Прочность фасонных пружин. Фасонные
пружины сжатия рассчитываются на прочность
по формулам для витых цилиндрических
пружин растяжения—сжатия (см. табл. 20 и 21),
в которые вместо диаметра D следует вно-
вносить 2грасч, где грася — радиус наибольшего
свободного витка, т. е. радиус наибольшего
витка из числа тех, которые при расчётной
нагрузке еще не успели сесть на опорную
плоскость или соседние витки и тем самым
выключиться из работы
V\ ^С Грасч ^ Г2)'
Если посадка витков ещё не имеет места
(Р<^Рпос)^° грасч~гй если посадка началась
(Р>Рпос)> то гр^ = rnoc = f{P). Значения
грасч в этом случае для трёх основных типов
пружин приведены в табл. 27.
Во избежание перенапряжения внутренних
волокон витков меньшего диаметра их индекс с
должен удовлетворять требованию с > 3. При
поверочном расчёте на прочность следует, по-
помимо вычисления напряжения у витков наи-
наибольшего радиуса, проверить напряжение и у
витков с наибольшей кривизной, используя
формулу B6) и др. (см. стр. 671).
При желании более рационально исполь-
использовать материал фасонную пружину можно
навивать из заготовки переменного сечения,
меняющегося в соответствии с радиусом витка.
Практически в этом случае удобно исполь-
использовать полосовую сталь переменной ширины а
и постоянной толщины b (a > b). Для получе-
получения равнопрочной пружины ширина а заго-
заготовки должна удовлетво ять условию
о. Р
— а; — = const,
где г — переменный текущий радиус витков
фасонной пружины.
б)
Фиг. 39. „Телескопиче-
„Телескопическая" пружина.
Фиг. 40. а — недеформированная фасонная пружина; б — деформированная
фасонная пружина с „посаженными" друг на друга витками; в — характеристика
фасонной пружины, отражающая наличие посадки витков. v
соприкосновение с опорной плоскостью или
друг с другом (к посадке), вследствие чего они
практически выключаются из работы, в то вре-
Используя последнее равенство и руко-
руководствуясь уравнением проекции пружины на
опорную плоскость г = /F), можно построить
ГЛ. IX]
ПРУЖИНЫ
687
развёртку заготовки для равнопрочной пру-
пружины.
Жёсткость основных типов фасонных
пружин [26]. Геометрические характеристики
трёх основных, применяемых на практике,
типов фасонных пружин и их упругие свой-
свойства (при условии, что витки имеют круглое
сечение) приведены в табл. 27. Сила, при ко-
которой начинается посадка витков, обозначе-
обозначена Рп0Ст При нагрузках Р<^Рпос характери-
характеристика пружины ещё сохраняет линейность;
при Р>Рпос все рассматриваемые пружины
имеют криволинейную характеристику с мо-
монотонно увеличивающейся жёсткостью.
У пружин (из числа рассматриваемых),
проекция оси витков которых на опорную
плоскость имеет вид архимедовой спирали,
Фиг. 41. Предельно сжатая фасонная пружина.
все витки, начиная с большого, монотонно
садятся либо на опорную плоскость (при г2—
—Г] > id), либо друг на друга (при г2 — г, -< id).
Сила, при которой полностью заканчивается
посадка, обозначена PnpeQ (фиг. 41).
Для конических пружин, горизонтальная
проекция которых имеет вид логарифмиче-
логарифмической спирали, в некоторых случаях монотон-
монотонность процесса посадки нарушается, а именно
это может иметь место, если
где
2nk A + itk)
r\
2л/
В частности, если гг — r, < id, то витки
вначале садятся, начиная с большого, на опор-
опорную плоскость, а затем -- друг на друга.
Ввиду некоторой неопределённости момента,
в который начинается изменение способа,
посадки, этот случай не поддаётся точному
расчёту.
Если r2 — /"i > id, то может оказаться, что
монотонность посадки витков со стороны
большего радиуса/*2 прерывается и начинается
посадка витков друг на друга со стороны
меньшего радиуса rh
Однако в рассматриваемом случае это
происходит, когда пружина уже почти пре-
предельно сжата, и поэтому расчёт можно вести
так же, как для пружины, у которой
что и указано в табл. 27.
При /-j :> rk все витки монотонно садятся
на опорную плоскость; при а*2<гд все витки
монотонно садятся друг на друга.
Приведённые в табл. 27 формулы, относя-
относящиеся к случаям посадки витков на опорную
плоскость, применимы и для телескопических
пружин из полосовой стали; следует лишь
под величиной d понимать толщину полос Ь
(фиг. 39, где b — размер прямоугольного се-
сечения, перпендикулярный оси пружины).
Расчётные формулы для основных видов
фасонных пружин с витками различных форм
сечения при условии, что Р^Рп0Су приве-
приведены в табл. 28.
Из этой таблицы следует, что конические
пружины с постоянным углом подъёма (фиг. 37)
отличаются несколько большей жёсткостью,
чем пружины тех же габа-
габаритов (Г], r<i, Н,), имеющие
в плане архимедову спираль
(фиг. 36 и 38), причём пред-
предполагается, что сравнивае-
сравниваемые пружины навиты из оди-
одинаковых заготовок.
Жёсткость равнопрочной
пружины переменного сече-
сечения значительно меньше,
чем жёсткость пружины,
рассчитанной на те же на-
нагрузки из заготовки той же
длины, но постоянного сече-
сечения [25].
Кроме пружин с моно-
монотонно изменяющимся радиу-
радиусом витков от одного торца к другому
(конических, параболоидных), встречаются
пружины и других типов: бочкообразные, ма-
матрацные (фиг. 42), комбинированные (фиг. 43, а)
и т. д. Подобного рода пружины могут быть рас-
Характеристикр Характеристика-
конической
пруЖины
Фиг. 42. Матрацная
пружина.
Характеристика
комбинированная
пру/кины
А см
Фиг. 43. Пружина комбинированная (коническая пружин*
сопряжена с цилиндрической) и графическое построение
её характеристики.
членены на ряд более простых (на цилиндри-
цилиндрические, конические, параболоидные), рассмо-
рассмотренных ранее.
Жёсткость сложной пружины ZCA может
быть определена по формуле
1
1
4-
1
где Z/ при / = 1, 2,..., л — жёсткости отдель-
отдельных составляющих пружин (см. табл. 20 и 28).
Характеристику сложной пружины удобна
строить графически (фиг. 43, б), учитывая,
что при любой заданной нагрузке осевые
перемещения составляющих пружин склады-
складываются.
688
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
^^^-^^ Виды пружин
Величины, ^^-«.
определяемые ^v'"«-.
по формулам таблицы ^^^
Сила, при которой начинается
посадка витков
Сила, при которой вся пру-
пружина сжимается до предела
Осадка пружины под действием
силы Р {0<Р<Рпос)
Осадка, соответствующая на-
началу посадки витков (при Р = РпОс)
Осадка под действием силы Р
( пос< < пред)
Наибольший крутящий момент
при Рпос < Р< РПред (для под-
подсчёта напряжений) и значение
трасч
Угол посадки (в радианах), от-
отсчитываемый от г3
Относительная линейная по-
посадка витков
Длина проволоки пружины
Вид пружины в плане
Параболоидная
(га- /•,) > id
р ся„
' ПОС . 1
р *- Рпос
пред т*
\пое —0,5A +/я3) Яо
0,5Я0 / Раос
1 - m1 \ P
Р \
-~—тЛ
Г/ЮС /
Для малых т
1 Р \
. . , [о пос |
~>\ р ) •
^лГр~р
кр у пос
Г Рпос
грасч =га у р
1--.11 У р )
дг 1 / РпосЛ
I l—m* \ Р )
Архимедова спираль:
Формулы для расчёта
пружина (фиг. 38)
fo—Л) < id
С /Но НЛ
Р ™ / \
1 пос" .2
ъ.1Г3 1/-J+/-J 2r2 I
С / Но Hk\
nirl \r3+rt 2r, 1
P« (ra+rl) ( r3+rA
2C
P • (r* SW ^
лос \ / I ' V
кпос 2С
O.b(Ho-Hk)/ P,
где
С (Н H \
*' (''a + '¦j) r*
M шгУрр
кр
r ~r -,/*¦
грасч тгз у р
ft 2Ki (л ъГ*Л
А* I / ЯЛ
I l-m^1 p)
Z-«i (/¦»+/-,)
2к!
конических и параболом
Коническая пружина А-
(/•»—rj) > id
Р ся0
Р—л Я«ос
РР mt)
рпос )
3
¦'"кр "" г» у Рпос™
ЪГ~Р '
1 / Я0?
грасч'~г*у р
2Ki Yp—
4/ ! f r3/"p d
1 ^w ')*
Примечание. //„ — длина ненагруженной пружины; М — длина проволоки пружины, выпавшей из работы вслед-
вследствие посадки; г, — наибольший радиус рабочей части витков пружины при Р<Рпос\ гх — наименьший радиус рабочей
части витков пружины при Р<Рп0С; i — число рабочих витков, d — диаметр проволоки.
ГЛ. IX]
ПРУЖИНЫ
689
Таблица 27
дых пружин с витками круглого
=const (фиг. 36)
(Л. - Л) < id
С (И Ии\
п
г ЦОС . 3
р
pxi(ra+rl) (г + г)
1 2С
1пос - 0,25 A + т2) A + т) X
X (Яо - Hk)
0,25(Я0-ЯЙ)/
Х= -'|4-
1 — т 1
3/ р р \
3 1/ "^ т*|
"г Р Р /
з
Л1Лр - г*У РаосР'
| / РПОС
грасч — Тч у ~р~~
'Ы ( л Г рпос\
" Mi (лУ""<*)*]
.-l-m'L IF p) J
1
¦
x" 1
сечения [25] и [26]
t
-Яо
-ОТ
3
дг
z
\oc
m
1
k
1
1—ff
p
noc
V~p
- r3y Pr
= r ¦¦/"
In /~
A1 V
Коническая
— r,) > id
CHok
2
ГаСа — Гх)
p
1 A - m?)
noc P
0 Pnoc
Pnoc
p
p
HOC
p \
p I
I
пружина а
СЬ
а
Р
1
С-а-
1 Н
W
( 3
Г» —
Га
-('¦»-
0=const (фиг.
Л) < Id
»\
/-. 1
Ч
—
-л)
Логарифмическая спираль: г —
37)
п «Г Я,
J noc а
/ , d \2
> V2^ArJ J
M2 ,1
w^l/ J
где
PltOC ( з з \
3fcC \ V
~{Ha — Hk)( -\fpi
Л /'
Ck (Hq— Hfe\
Га (ra — r,)
Мкр*> т{\Грхр
/~PX
расч -1/ p
1 i /-p~
U « X (l "l/~Pl ^
/ i-»V pJ
In-
Формулы для расчета конических и параболоидных пружин при
Таблица 28
Форма
поперечного
i
4
сечения
витка
т
Щ
'&,
//^
'&>
'/А
УУ/Л/
/////
*¦ О
I
ш
УЖ/
'(УУУ.
Ь
с
У//,
//?
У//\
—
П
с
7*1
\
/
>
С4
•1
в кг/см*
16Prs
,. Рга
*о - 5,1 -^j-
т° " 0,208а3
Рг
т0 м 4,8 ——
Тл в —
v^62
е 2Рг2
в кг
Р = /?
max 1бл,с¦*
Р аш 0 208 /?
^тах " и'^й ,-, ^
1 tfl
шах *" "g" * чг s
Жёсткость параболоидных
пружин и конических пружин
с постоянным шагом
(Л = const)
Z = -у- в лг/СЛ*
Gd*
16«(/-3 + Л)(^ + л]
1
Gb*
2ЬЦг, + rt) (r[ + r]\
Жёсткость конических
пружин с постоянным
углом наклона витков
(а = const)
_ Р
z х
в кг/см
7 0,294 Gmd*
~ " 1 8 3\
2щ
0,423G/na*
/3 3\
( '"a ~ ri)
- ™ / з зч
(г--'О
Потенциальная энергия пара-
параболоидных и конических пру-
пружин с постоянным шагом
(ft = const)
и
в кгсм
1 ^тах Г, , (гЛЧ
_ 1 ^ шах и _|_ i _i i
8 G L a J
„ ___ шах Г ^1^21
[7 »= 0,077—-р.— V 1 + 1 —
?/=-|.~— V [l + (^J1
а
Потенциальная энергия
конических пружин с посто-
постоянным углом наклона витков
(о — const)
и
в кгсм
-а г
гг.,. 1 maxi4i | СЛ|
U 12 О V L ^,J '
+ CTl
t/ = 0,0513 —-рг— V 1 +
G L
+ ( ' J + С )
<Р ттах Г
а з о 1 [
-f- I — I + I — J 1
П р и м е ч а
н и е. V — объём, занимаемый рабочими витками пружины; г% -наибольший, а гх —наименьший радиус рабочей части витков пружины. Значения коэфициен-
О ПТ)ИЙР ПРНЫ R тяЛл 91 и q^Ruruu п/"рхл rix птиппюииа «
ТОВ ч, -г), ?, д и <р приведены в табл. 21 в зависимости от отношения —
ГЛ. IX]
ПРУЖИНЫ
691
Специальные пружины
Проектирование пружин с линейной
характеристикой. Иногда бывает необходимо
иметь фасонную пружину со строго линейной
характеристикой в течение всего процесса
сжатия.
Исследования [73] показывают, что простей-
простейшими пружинами такого рода являются:
а) пружины параболоидного типа, проекция
оси витков которых на опорную плоскость
имеет вид логарифмической
спирали, а центры сечений
удалены от плоскости мень-
меньшего опорного витка rt на
расстояние
г° ° Ъ-А '
б) пружины параболоид-
параболоидного типа с проекцией на
опорную плоскость в форме
архимедовой спирали и
Графические построения при проектиро-
проектировании специальных пружин производятся
в следующем порядке. В произвольной точке К
заданной характеристики (фиг. 44, а) проводят
касательную КЕ. Из точки Е восстанавливают
перпендикуляр EF. Многократно повторяя
такого рода построение, находят точки кривой,
абсциссы которой в координатах W\P
(фиг. 44, а) выражают в масштабе длин зна-
значения некоторой „посадочной функции"
)
'2 '1
[го=/ (г)—уравнение об-
образующей тела враще-
вращения, на поверхности кото-
которого располагается ось
витков ненагруженной фасонной витой пружи-
пружины; начало координат лежит в плоскости
витка малого радиуса г{, ось г0 направлена
по оси пружины].
Жёсткость и потенциальная энергия, нако-
накопляемая пружиной со строго линейной харак-
характеристикой, определяются по формулам табл. 28
в зависимости от вида спирали в плане и формы
поперечного сечения витков.
Проектирование пружин по заданной
нелинейной характеристике. Часто требуется
спроектировать пружину с заданной характе-
характеристикой. Для этой цели могут быть исполь-
использованы графические способы расчёта [59].
Отсылая интересующихся подробностями к
первоисточнику, рассмотрим лишь следующий
часто встречающийся на практике случай:
определить вид образующей zo=/o(r) по задан-
заданной характеристике пружины с монотонно
и непрерывно возрастающей жёсткостью
(фиг. 44, а).
Характеристика должна удовлетворять сле-
следующим условиям:
Фиг. 44. Графические построения при
проектировании пружин с монотонно воз-
возрастающей жёсткостью по заданной ха-
характеристике.
Чтобы установить функциональную зави-
зависимость С от г [при посадке на опорную пло-
плоскость С = /(/¦) совпадает с z0 = /0 (г)], предва-
предварительно строят вспомогательную функцию
У = /i (г) (см. на фиг. 44, б кривую АВ).
где
8=-7*---^-'- = /@)HC=G/p.
dr
Затем вычисляют отношения
-р-, где зна-
?>«¦¦
dZ
dk
dP
P -
dl
dP
= 0.
P=- P
aped
кпред
ТОЧНО
(Значения Рпос, 1пос и Рпре
фиксированы.)
Предполагается, что вид спирали в плане
, а также гг и г2 (а следо-
следовательно, и i) выбраны из конструктивных
соображений так, что обеспечена посадка на
опорную плоскость (т. е. /*2 — rx > id) и что
диаметр проволоки d удовлетворяет условиям
прочности.
чения и в масштабе длин определяются
горизонтальными отрезками, заключёнными
между кривой С = /(Р) и заданной характе-
характеристикой \ = f(P) (например, отрезок KF на
фиг. 44, а).
Отложив в соответствующем масштабе
найденные отношения —=р см\кг по оси Y
на фиг. 44, б, находят, как указано стрел-
стрелками, значения г, соответствующие исходным
а и С.
Отложив теперь эти значения С, совпадаю-
совпадающие в рассматриваемом случае с z0 на фиг. 44, б,
вниз от оси г, получают кривую г0 = /0 (г),
определяющую вид пружины с нужной харак-
характеристикой.
Построив огибающую к сечениям витков,
находят форму фасонной оправки. При уста-
установлении окончательных размеров оправки
следует учитывать упругую отдачу пружины
при её навивке.
Ещё проще спроектировать по заданной
характеристике, удовлетворяющей тем же
условиям, что и характеристика на фиг. 44, а,
специальную цилиндрическую пружину пере-
692
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. 1
менного угла подъёма. Используя посадочную
функцию Z — f(P), которая строится так же,
как было указано выше (фиг. 44, а), подсчи-
подсчитывают ряд значений полярного угла оси
пружины:
fi— C u
"г3" ' Р '
Тогда
d.
Последнее уравнение позволяет построить
развёртку цилиндрической витой пружины.
ными на опорную плоскость витками (фиг. 46).
Жёсткость системы будет равна сумме жёст-
костей {Z~Zx-\-Z2) пружин. По мере увели-
увеличения нагрузки Р фасонная пружина будет
разгружаться, её жёсткость будет умень-
уменьшаться, а следовательно, характеристика упру-
упругой системы в целом получит вид, предста-
представленный на фиг. 47. Построение этой характе-
характеристики следует вести графически. Линейная
и нелинейная характеристики пристраиваются
друг к другу, как показано на фиг. 48. Гори-
Горизонталь АВ соответствует начальному натяже-
натяжению пружины Q,
Число
Витков
> большого
угла подъема
Число витков
> малого игла
подъема
1,
SP,D%*ig) -—,
6di '?
Развертка рабочих •*.
витков прумин ^\"-31у
nDi, -¦-—
/
Щ
nDi J
Фиг. 45. Пружина с характеристикой, имеющей вид ломаной линии.
Ркг
f Характеристика
фасонной пруЖины
Фиг. 46, Конструкция
системы пружин с мо-
монотонно убывающей
жёсткостью на началь-
начальном участке характери-
характеристики.
Фиг. 47. Характеристи-
Характеристика системы пружин,
представленной на
фиг. 46.
Все необходимые величины, а именно С, и
и Р берутся из графика фиг. 44, «; радиус
пружины г и диаметр проволоки d выбираются
из условий прочности и конструктивных со-
соображений.
Если требуется получить пружину с харак-
характеристикой в виде ломаной линии (фиг. 45), то
следует навивать цилиндрическую пружину,
имеющую на разных участках резко различ-
различные углы подъёма. (Развёртка оси пружины и
необходимые пояснения приведены на фиг. 45.)
Такую же ломаную характеристику имеют и
цилиндрические многожильные пружины сжа-
сжатия (см. стр. 705).
Проектирование пружин с монотонно
убывающей жёсткостью. Для получения
пружин с монотонно убывающей жёсткостью
на начальном участке характеристики можно
воспользоваться конструкцией, состоящей из
двух спаренных, достаточно сильно затянутых
пружин, одна из которых, например, цилин-
цилиндрическая, а другая — фасонная с посажен-
1цил
Фиг. 48. Графическое построение характери-
характеристики системы пружин, представленной на
фиг. 46.
Задаваясь перемещением X стяжного штока,
нагружаемого некоторой силой Р, отклады-
откладываем X от точек А и В влево (отрезки АС
и ВК)- При этом натяжение фасонной пру-
пружины уменьшится, а цилиндрической воз-
возрастёт. Выполняя построение, показанное на
фиг. 48 стрелками, определяем отрезок MN,
величина которого в масштабе сил и даст на-
нагрузку Р, соответствующую выбранному пере-
перемещению X. Повторяя построение многократно,
получим возможность по ряду найденных зна-
значений Р и X построить характеристику
(фиг. 47) системы пружин (фиг. 46). Проведя
вертикальную линию JH через точку излома J
характеристики фасонной пружины, находим
отрезок ВН, равный Xj (см. фиг. 47).
Отложив Хх от точки А влево (отрезок AT)
и выполнив построения, указанные стрелками
на отрезках TS, SF и JE, определим вели-
величину Pv
При этой нагрузке витки фасонной пру-
пружины отойдут от опорной плоскости и харак-
характеристика системы при дальнейшем нагруже-
нии будет уже линейной.
ГЛ. IX]
ПРУЖИНЫ
693
Спаривая две фасонные пружины, можно
получить характеристику с точками перегиба
или с промежуточным линейным участком.
Во всех этих случаях построение характери-
характеристики следует вести графически указанным
выше способом.
Заневоливание пружин
Назначение заневоливания. С целью по-
повышения несущей способности пружин ста-
статического и ограниченно-кратного динамиче-
динамического действия их целесообразно заневоли-
вать [3, 55, 69 и 70].
Заневоливанием называют последнюю опе-
операцию технологического процесса изготовле-
изготовления пружин, состоящую в том, что их выдер-
выдерживают определённое время в деформирован-
деформированном за предел упругости состоянии.
Наиболее широко заневоливание применяет-
применяется к пружинам сжатия, которые сжимаются
до соприкосновения витков и выдерживаются
в этом состоянии в течение 6—48 час. в зави-
зависимости от ответственности и назначения пру-
пружины. Примерно такое же время должны вы-
выдерживаться пружины растяжения в растяну-
растянутом, а пружины кручения — в сильно закручен-
закрученном состоянии. При заневоливании пружины
растяжения и кручения обычно нагружаются
максимальными (в соответствии с техниче-
техническими условиями) нагрузками, вызывающими
предельно возможные перемещения, величина
которых ограничена в конструкции специаль-
специальными упорами.
При заневоливании напряжения в пружине
должны превышать предел упругости, что не-
неизбежно связано с возникновением пластиче-
пластических деформаций.
При разгрузке пружины сердцевина её вит-
витков, деформированная упруго, стремится осво-
освободиться от напряжений и вернуться в исход-
исходное состояние, однако это не может осуще-
осуществиться полностью, так как данный процесс
тормозится пассивными пластически дефор-
деформированными поверхностными слоями вит-
витков.
В результате такого взаимодействия в упру-
упругой части (внутри) витков сохраняются в осла-
ослабленной степени напряжения, возникшие при
заневоливании, в то время как пластически
деформированные слои, лежащие ближе к по-
поверхности витков, увлекаются упругой зоной
и вновь получают некоторые деформации и
напряжения, но теперь по направлению уже
противоположные тем, которые они имели при
первом нагружении.
Возникшие таким образом при заневоли-
заневоливании пружины остаточные напряжения по-
позволяют повысить её рабочую нагрузку в экс-
плоатации.
Итак, процесс заневоливания следует рас-
рассматривать как способ повышения несущей
способности пружин. Одновременно при этом
пружины подвергаются испытанию длительной
нагрузкой, что способствует отсеиванию не-
неполноценной продукции.
Продолжительность выдержки в нагружен-
нагруженном состоянии и степень развития пластиче-
пластических деформаций при заневоливании устана-
устанавливаются опытным путём в соответствии с
качеством материала и рабочим режимом пру-
пружины в эксплоатации.
Заневоливание есть заключительная опе-
операция в процессе изготовления пружин, по-
позволяющая получать полезные остаточные на-
напряжения, и потому никакая термообработка
пружин после заневоливания недопустима. Для
вычисления предварительных напряжений и для
выяснения изменений размеров пружин растя-
растяжения-сжатия при заневоливании необходимо
располагать диаграммой сдвига используемой
пружинной стали.
Диаграмму сдвига (у, т) обычно приходится
строить, исходя из диаграммы растяжения (е, о),
где а—действительные нормальные напряжения
/ N
в поперечных сечениях образца I <* = -р
V действ
Для этой целиможновоспользоваться графо-
графоаналитическим приёмом Смирнова-Аляева [31].
Основные построения приведены на фиг. 49,
На диаграмме (е, а) проводится горизонталь-
горизонтальная прямая АК, принимаемая за базис. Лучом
ОВ, совпадающим в упругой части диаграммы
с прямой Гука, на базисе отсекается отре-
отрезок АВ, который в дальнейшем принимается
за единицу масштаба шкалы на прямой АК для
Е
переменного отношения X = -^-, являющегося
по Смирнову-Аляеву функцией эквивалентно-
эквивалентного напряжения по энергетической теории проч-
прочности (Y — переменная величина, занимаю-
занимающая то же место по отношению к неупругим
0.5 ! 1.5 2
Фиг. 49. Графическое определение координат диаграммы
сдвига (у, i) по методике Смирнова-Аляева [31], исходя
из диаграммы растяжения проволоки.
деформациям, что и модуль упругости Е по от-
отношению к упругим).
За начало шкалы, измеряющей величину X,
принимается точка В, от которой отклады-
откладывается ряд отрезков, составляющих доли АВ.
Намеченные точки делений шкалы соединяют
с началом координат (фиг. 49) прямыми. Орди-
Ординаты точек пересечения кривой о = /(е) и
лучей, каждый из которых соответствует опре-
определённой величине X (например, луч ОС со-
Е \
ответствует X = — = 0,5 I, определяют неко-
некоторые напряжения а =/(Х) (например, луч ОС
определяет <?о5), тогда
ЗХ
где [j. — коэфициент Пуассона.
694
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
Полученные значения (у , О определяют
точки искомой диаграммы сдвига. Для рас-
расчёта заневоленных пружин необходимо по-
построить лишь начальный участок этой диа-
диаграммы.
Заневоливание цилиндрических пружин
растяжения-сжатия. Изложим метод рас-
расчёта заневоленных цилиндрических пружин
растяжения-сжатия с витками круглого сече-
сечения [3].
Этот метод опирается на гипотезы сохра-
сохранения плоских сечений и сохранения прямо-
прямолинейности радиусов в сечениях, а также на
закон Герстнера.
Руководствуясь диаграммой (^, т), выби-
выбираем наибольший сдвиг fnpeg, который прак-
практически целесообразно допустить в рассма-
рассматриваемом случае при заневоливании. Тем са-
самым мы устанавливаем степень развития пла-
пластической зоны в сечениях витков.
В случае круглого сечения диаметр упру-
упругого ядра
Во избежание чрезмерного брака при за-
заневоливании и с целью обеспечения устой-
устойчивости создаваемых заневоливанием остаточ-
остаточных напряжений целесообразно принимать
-1 ^ 0,5, откуда
G
Чем меньше отношение -~ и чем больше
а
времени предстоит пружине быть под на-
нагрузкой, тем дольше надо держать её „в не-
неволе".
Осевое перемещение пружины X д при
заневоливании, необходимое для получения
в сечениях витков нужного сдвига ~\пред •
E2)
= ^Ф, E3)
^пред ~г- Т'пред '
При этом осевое усилие
~0п I .3 J
Тпред
"Ред 2D
If/гред б
где Ф =
1
Тпред
J
Чпред О
Интеграл, подлежащий вычислению графи-
графическим способом, представляет собой момент
инерции относительно оси i заштрихованной
площади диаграммы сдвига (фиг. 50), ограничен-
ограниченной ординатой при упред (площадь OAECNO).
Практически при заневоливании пружин
сжатия Р„„„д приводит витки в плотное со-
. Тогда длина пружины-заго-
пред
прикосновение
товки
Усадка пружины в соответствии с законом
Герстнера
Принимая начало координат О диаграммы
сдвига (фиг. 50) за центр, проводим окруж-
окружность радиусом ON.
Считая, что построенный круг изображает
сечение витка, можно диаграмму сдвига на
йиаераммо сдвига
« т Вепичию остаточных
С I напряжений В крайнем
\ долокне сечения
Эпюра напряжений,
возникающих про
ч первом погружении
Зпюро напряжение,
снимаемы! пру
разгрузке
/пред j
\ 1Г
Упругое ядро
Фиг. 50. Диаграмма сдвига и эпюры тангенциаль-
тангенциальных напряжений в поперечных сечениях витков
заневоленной пружины.
заштрихованном участке (от О до Упре^) рас-
рассматривать как эпюру напряжений, возник-
возникших в поперечных сечениях витков пружины
при первичном нагружении.
Напряжения, снимаемые при разгрузке
16
PnpedD
F6)
где р — текущий радиус в сечении витка.
(Эпюра напряжений, снимаемых при раз-
разгрузке, представлена на фиг. 50 прямой ОВ.)
Остаточные напря-
напряжения (получение их
и является целью про-
процесса заневоливания)
определяются как раз-
разность напряжений,
возникших при первом
нагружении, и напря-
напряжений, снимаемых при
разгрузке.
Эпюра остаточных
напряжений предста-
представлена на фиг. 51 ло-
ломаной линией ОАЕВ.
Внутренние силы в
любом сечении раз-
разгруженной пружины
взаимно уравновеши-
уравновешиваются.
Для вычисления
истинныхнапряжений,
возникающих при рабочей нагрузке -Ртах.
дует к номинальным напряжениям
Фиг. 51. Эпюра (ОАЕЩ
остаточных тангенциальных
напряжений в поперечных
сечениях витков разгру-
разгруженной пружины (Р = 0) и
эпюра (ОА'Е'В') танген-
тангенциальных напряжений в
поперечных сечениях вит-
витков нагруженной пружины
max,
)¦
сле-
16
Ф
E6а)
E4)
прибавить остаточные напряжения. Эпюра
номинальных напряжений при рабочем на-
нагружении пружины представлена на фиг. 51
ГЛ. IX]
ПРУЖИНЫ
695
линией ОМ. Эпюра истинных напряжений в
этом случае получит вид ломаной линии
ОА'Е'В', отмеченной на фиг. 51 косой штри-
штриховкой. Таким образом в результате заневоли-
вания истинные напряжения в опасной зоне се-
сечения (у периферии) оказываются значительно
меньшими (отрезок СВ'), чем номинальные
(отрезок СМ). Наибольшее истинное напряже-
напряжение представляется отрезком FA'.
В реальных условиях в связи с динамиче-
динамическим приложением нагрузки отдельные витки
пружины сжатия могут притти в соприко-
соприкосновение. При этом напряжения достигнут вели-
величин, которые они имели при первом обжатии
(фиг. 50); однако дальнейшая перегрузка вит-
витков пружин сжатия невозможна, так как витки
упираются друг в друга. У пружин растяже-
растяжения необходимо ставить ограничители хода,
ирепятствующие их чрезмерной вытяжке.Резко
выраженные динамические нагрузки, вызываю-
вызывающие вибрацию витков, могут для заневолен-
заневоленных пружин растяжения всё же оказаться
опасными.
О запасе прочности заневоленных пружин
следует судить по относительным размерам
(аЛ
упругого ядра в сечении ( -~ J и по отноше-
отношению -1Ш3^ , Где 1разр — наибольший сдвиг,
Упред
соответствующий моменту разрушения.
Метод расчёта заневоленных
пружин сжатия.
Даны Лпах и Xmar
Порядок расчёта.
Выбираем марку стали. Для расчёта необ-
необходимо иметь диаграмму сдвига (f, i) мате-
материала, которая может быть построена по диа-
диаграмме растяжения проволоки.
Задаёмся р = -^ > 0,5.
Длина ненагруженной готовой пружины
Определяем 1Пред =-^ffy--
Используя диаграмму сдвига, вычисляем
графически величину Ф, которая входит в
формулу E3).
Задавшись индексом пружины с « 4 -f- 8,
определяем d, исходя из формулы E3):
E7)
где
а _ J"ax ~ 0,8 -г- 0,9,
•* пред
и по d вычисляем диаметр пружины D = cd.
Необходимое число витков [см. фор-
формулу C2)]
E8)
E9)
Эпюра напряжений строится, как указан®
выше (фиг. 50 и 51).
Расчёт заневоленных пружин растяжения
ведётся аналогично.
Теорию заневоленных пружин сжатия с вит-
витками прямоугольного сечения см. в работе [3].
Заневоливание пружин кручения рассмо-
рассмотрено в работе [70].
Заневоливание конических пружин свит-
свитками круглого сечения [3]. Как известно,
витки конических пружин при сжатии послед-
последних постепенно садятся на опорную плоскость
или друг на друга. Установлено, что при г2>
]> гх > Го (значение Гд см. ниже) заневолить пру-
пружину нельзя, так как все витки выпадают ещё
в упругом состоянии; при Г\ < г2 <С г0 все
витки, наоборот, выпадают, будучи деформи-
деформированы пластически; наконец, если гх < rQ < г2,
то витки, имеющие радиус г, при условии
?2 ^>г > го садятся в упругом состоянии, а
витки, имеющие радиус г, при условии гг -<]
О<>0 выпадают при наличии пластических
деформаций.
Пружины с постоянным шагом
h — const (см. фиг. 36).
При посадке витков на опорную плоскость
H0Gd
F0)
где Щ — длина ненагруженной пружины; d —
диаметр проволоки.
Наибольший сдвиг в сечении витков, имею-
имеющих радиус г, при условии гг^г<^г0 при их
посадке
'пред.пос 4r2 it/ * v '
При посадке витков друг на друга
у уСЛ1
F2)
где
В этом случае
_JL JHQ-Hk)d
Тпред. пос~ 4г2 ' ш ' *¦ '
Пружины с постоянным углом
подъёма oto = const (фиг. 37).
При посадке витков только на опорную
плоскость
Gaod
~2х
s уел
F4)
Свободная длина пружины-заготовки [по
формуле E4)]
Чпред-
пос~~ 2г
F5)
При УСЛОВИИ, ЧТО
696
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
При посадке витков только друг на друга
F6)
2т.
s уел
где
In
«А:
2it/
В этом случае
1прео. пас 2/*
Если ( е2^ — 1) rx < d < (l — е~'
вначале витки больших радиусов
d
га, то
> гл =
садятся на опорную плоскость, и
для оценки их состояния в момент посадки сле-
следует руководствоваться формулами F4) и F5).
Витки г < гп садятся уже друг на друга, в со-
соответствии с чем следует пользоваться фор-
формулами [66] и [67]. Зная уПред, тем же мето-
методом, что и для цилиндрических пружин, строят
эпюру напряжений в поперечном сечении вит-
витка при заневоливании (фиг. 50).
Сила Р, необходимая для посадки витка
радиуса г на опорную плоскость или на со-
соседний виток, определяется по формуле E3).
Повторив расчёт для сечений, лежащих на
различных радиусах r{rt < г < г2), строят гра-
график М = Рг = / (г). Располагая этим графиком,
можно определить остаточную осадку при за-
заневоливании.
Для пружины с постоянным шагом
успд — ^0
-rd J
Г МгЫг, F8)
для пружины с постоянным углом подъёма
гз
32 IP
= Но—— ' -kGdT\МЫГ
Интегралы в формулах F8) и F9) вычи-
вычисляют графически.
При посадке витков друг на друга в по-
последних формулах вместо Hq следует поста-
поставить (Но —#fe).
Внутренние силы в любом сечении разгру-
разгруженной пружины взаимно уравновешиваются.
Эпюра остаточных напряжений для любого
сечения на радиусе г находится так же, как
для цилиндрических пружин (фиг. 51).
Для этого из эпюры напряжений, возникаю-
возникающих при первичном нагружении, вычитается
эпюра, построенная по формуле
где М берётся по кривой M = f(r). Складывая
остаточные напряжения с номинальными (со-
(создаваемыми заданной рабочей нагрузкой Ртах),
подсчитываемыми по формуле
32
(в исследуемом сечении — на радиусе /), по-
получают истинное напряжение. Повторив рас-
расчёт для ряда сечений и сравнивая результаты,
выясняют, какое из этих сечений является
опасным.
Расчёт вращающихся пружин
При проектировании плоских регуляторов
и других механизмов приходится сталкиваться
с расчётом вращающихся пружин, для которых
внутренние силы упругости определяются не
только внешними нагрузками, но и ускоре-
ускорениями элементов пружины при её движении.
В рассматриваемом случае внутренние силы
упругости, представляющие собой реакции
упругих связей, могут быть определены по
принципу Даламбера.
Радиально расположенные цилиндриче-
цилиндрические пружины растяжения-сжатия. Иссле-
Исследование работы пружин при их вращении с по-
постоянной угловой скоростью to около оси, пере-
пересекающей ось пружины под прямым углом, —
см. [124]. (Этот случай представлен на фиг. 52,
где ось пружины вращается в плоскости чер-
чертежа вокруг точки О.)
При этом пружина рассматривалась как
брус постоянного сечения длиной Н с пло-
в. niDF
щадью гэкв=—-г?—и жесткостью
п
где F—площадь поперечного сечения витка;
И—длина недеформированной пружины; Z —
жёсткость последней (см. табл. 20).
Принимая, что силы инерции направлены
по оси X приведённого бруса (пружины), можно
вычислить радиальные смещения сечений с,
происходящие вследствие вращения,
? = С\ cos v.x-{-C2 sin х х — х,
где
~ZtP
m—масса пружины I mr.
б
Постоянные Q и С2 определяются из усло-
условий закрепления пружины.
Фиг. 52. Радиальное расположение пружины
относительно центра О при её вращении в пло-
плоскости чертежа.
Для пружины, закреплённой по концам А
и В (фиг. 52), постоянные С\ и С2 опреде-
определяются из граничных условий: при х — хА
имеем ? = 0 и при х = хв имеем 6=0 [25].
Равнодействующая внутренних сил упруго-
упругости в сечениях витков, приведённая к оси
пружины
G0а)
ГЛ. IX]
ПРУЖИНЫ
697
Предварительное осевое нагружение пру-
пружины Ро вследствие её вращения изменяется
у внутреннего конца на величину
Рл=2\хя{1-т*-г
A—^\^A\
у внешнего конца — на величину
где
. , Г т
Положительный знак усилия соответствует
растяжению пружины. Отрицательный знак —
её сжатию.
Значения С приведены в табл. 20.
Результирующие усилия у внутреннего
конца А пружины
результирующие усилия у внешнего конца В
При значениях <\>, кратных л, угловая ско-
скорость ш совпадает с угловыми частотами соб-
собственных продольных колебаний пружины,
вследствие чего последняя впадает в резонанс.
Цилиндрические пружины растяжения-
сжатия, произвольно расположенные в пло-
плоскости, нормальной к оси вращения (фиг. 53).
Для рассматриваемого случая приближённое
решение предложено в работе [29]. Автор этой
работы, предполагая, что осевые перемещения
(по оси х) невелики, рас-
JS сматривает статический
^ расчёт пружин под дей-
sf ствием осевых соста-
Фиг. 53. Нерадиальное расположение пружины относи-
относительно центра О при её вращении в плоскости чертежа.
вляющих сил инерции dCT, интенсивность
которых меняется по закону
q= хш2 -ту кг/см.
Значения m — см. выше.
Координата х отсчитывается от сечения КК
(фиг. 53).
Силы инерции направлены от сечения КК
к концам пружины. Для пружины, закреплён-
закреплённой по концам в точках А и В, дополнитель-
дополнительные осевые усилия у опор при вращении
m со2 2лг2 + оХ\Х2 х-^
G4)
G?л и RB— составляющие реакции опор, нор-
нормальные к оси пружины, которые при расчёте
не учитываются.)
В частном случае, когда пружина располо-
расположена радиально и закреплена по концам,
можно воспользоваться приближённым реше-
решением задачи, для которой выше было приве-
приведено более точное решение. А именно:
а) если пружина расположена радиально па
одну сторону от центра, то
х\ — хв>
: X ,
X а X я П
Bх
= - ^ Bх
х
G3а)
G4а)
б) если пружина расположена радиально
так, что один её конец находится в центре, то
н
В
G36)
G46)
в) если пружина расположена радиально,
так что её середина находится в центре, то
— = —
Ра=Рв = -
-f2~ • G3в) и G4в>
Работа деформированных пружин
При расчёте различных механизмов [2] при-
приходится сталкиваться с вопросами определе-
определения скоростей и продолжительности [57] дви-
движения различных деталей под воздействием
предварительно деформированных пружин.
Работа сжатой пружины при разворачи-
разворачивании [25]. Один из наиболее общих случаев
действия пружины представлен на фиг. 54.
К пружине, предварительно сжатой на вели-
величину Хо и удерживаемой защёлкой, присоеди-
присоединён груз Р.
При снятии защёлки пружина начинает раз-
разворачиваться и груз приходит в движение,
скользя в общем случае вдоль наклонной пло-
плоскости с некоторым трением.
Примем, что коэфициент трения скольже-
скольжения — величина постоянная: /=const (внутрен
ним трением пренебрегаем).
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. 1
Путь х, пройденный грузом в процессе раз-
разворачивания пружины к моменту t (при / = 0;
v — 0 и х = 0),
G5)
х = 2Л sin2 —.
Скорость
Ускорение
где
v = Лл sin nt.
j = АФ cos n t,
No — PsinS—/PcosS
= r-=
К
G6)
G7)
G8)
G9)
(81)
j В случае массивной пружины в формулу G8)
•следует взамен Р внести Р-\- С Qo> гДе Qo—вес
У
Фиг. 54. Схема движения груза Р под действием
разворачивающейся пружины сжатия.
пружины, а С — коэфициент приведения (см.
для цилиндрической пружины
стр. 701);
¦г ___
3 J
Лго—сила предварительного поджатия пру-
пружины, определяемая осадкой Хо и жёсткостью
пружины Z (см. табл. 20). (Л^0 = 2Х0; предпо-
предполагается, что Nq > Р sin 5 -\- Pf cos h).
Время продвижения груза на расстояние
(80)
При 5 = 0и отсутствии трения (/=0)
f = 0,001 llj/ ^-<\>° сек.,
(80а)
-где
,о 180 .
ф = arcsm
л/ jZ-
Формула (80а) проверялась [83] с помощью
(осциллографа и хорошо подтвердилась опы-
опытом.
Наибольший путь, проходимый грузом,
хшах=2А. G5а)
Необходимое для этого время
Наибольшую скорость груз имеет в мо-
момент t = —-, когда х = А:
In
%ах = Ап- G6а)
Если, пройдя путь х, пружина задержи-
задерживается, а груз отбрасывается дальше, то его
кинетическая энергия [48]
NpxBA-x)
2Х0
Работа закрученной пружины при раз-
разворачивании. Закрученная на угол <р0 пру-
пружина внезапно освобождается от удерживаю-
удерживающего её момента Mq и начинает вращать не-
некоторое тело, имеющее массовый момент инер-
инерции 1т (в кгсм-сек2), относительно оси пру-
пружины, причём момент трения Мтр = const (вну-
(внутреннее трение пружины во внимание не при-
принимаем).
Угол поворота ср тела в процессе развора-
разворачивания пружины к моменту t (при t — 0; ш =
— 0 и 9 = 0) определяется по формуле
y = 2Ansivfi^ (82)
( ?max= 2А0 ПРИ ^ = —
Угловая скорость
со = AonQ sin nnt
max= Л0 при t = ^
Угловое ускорение
6 = А{Щ cos Л(/,
где
Щ
' ^/иФП '
(83)
(84)
(85)
В случае массивной пружины в фор-
формулу (85) вместо 1т следует внести Im+Um пруж,
рДе Ля пруж — массовый момент инерции пру-
пружины относительно её оси, а С — коэфициент
приведения (для цилиндрической пружины
А = (Мо—Мтр)
То-
(86)
(Предполагается, что Мо^> Мтр.)
Время поворота груза на угол
t = — aicsin
= 0,0046
ол7- (87)
(87а)
где
2% '
Эта формула также была проверена экспе-
экспериментально [83].
ГЛ. IX]
ПРУЖИНЫ
699
Некоторые случаи винтового движения гру-
за,присоединённого к пружине, см. в работе [27].
Изменение внешних сил- сопротивления в
процессе движения, внутреннее трение вслед-
вследствие вибрации витков, влияние собственной
массы пружины и пр. могут привести к не-
некоторому отклонению действительного режима
работы пружины в механизме от описанного
выше теоретического [2].
Точная картина действительной работы де-
деформированной пружины может быть уста-
установлена только экспериментально.
Расчёт пружин при динамической нагрузке
Пружины по своему назначению особенно
часто ставятся в условия динамического на-
гружения (амортизаторы и пр.), когда воспри-
воспринимаемая ими нагрузка прикладывается прак-
практически мгновенно, с известной энергией удара
(ударная нагрузка), или же очень быстро, так
что витки пружины получают значительную
скорость и их перемещения зависят не только
от предельной величины нагрузки, но и от
продолжительности нагружения и закона воз-
возрастания во времени воспринимаемого пру-
пружиной усилия (кратковременная нагрузка).
Ударная нагрузка. Точный расчёт пру-
пружин при ударном нагружении с учётом всех
обстоятельств, сопровождающих явление,очень
сложен [5] и почти никогда не может быть
выполнен из-за отсутствия необходимых прак-
практических данных. Весьма неполны также све-
сведения по ударной прочности пружинных ста-
сталей. [Лучшим сопротивлением многократно
повторяемым ударным нагрузкам обладают
кремнистые (Si > 2<у0), кремневольфрамовые
и хромованадиевые стали.] В инженерной прак-
практике обычно довольствуются приближённым
расчётом на ударную нагрузку [64 и 28]. При
продольном ударе цилиндрической винтовой
пружины осевая статическая нагрузка SaKe,
эквивалентная ударному действию,
= ZX
¦уд'
(88)
где Z — жёсткость пружины (значения Z при-
приведены в табл. 20 и 21); \у$ — осевое пере-
перемещение торцов пружины.
Если на наклонно поставленную пружину
(фиг. 55), предварительно поджатую на вели-
величину Хо, надвигается груз Р со скоростью vQ
в направлении оси пружины, то Худ можно
определить из уравнения энергии:
-^)smb=(l2yd-^, (89)
после
(90)
(91)
W— кинетическая энергия системы
соударения (в кгсм).
где
Q — вес деталей, присоединённых к пружине;
Qo — собственный вес пружины; С — коэфи-
циент приведения её массы к месту соуда-
соударения
I для цилиндрических пружин при при-
Если предварительное сжатие пружины со-
создаётся только весом присоединённых деталей
(Хо = Xg sin SV то
-/¦
При составлении уравнения энергии пред-
предполагалось, что: а) удар неупругий; б) дефор-
деформация мгновенно охватывает всю пружину и
ведении массы к концу пружины С = -тт [67] ].
Фиг. 55. Схема ударного нагружения пружины
амортизатора.
скорость её отдельных элементов пропорцио-
пропорциональна перемещениям этих элементов при ста-
статическом приложении нагрузки в месте удара
(вообще говоря, это не согласуется с предста-
представлением о постепенном распространении удар-
ударной волны, которое имеет место в действи-
действительности; однако это допущение не вносит
заметных погрешностей при скоростях соуда-
соударения 1»о-<5 м/сек); в) все деформации упруги
и потенциальная энергия может быть подсчи-
подсчитана по формулам, соответствующим стати-
статическому нагружению.
Деформация ударяющего тела во внимание
не принимается; опоры пружины считаются
абсолютно жёсткими.
Экспериментальное исследование динами-
динамического сжатия пружин под копром показало
значительное отклонение приведённой выше
упрощённой схемы процесса соударения от
того, что имеет место в действительности.
Вследствие некоторой упругости удара
(коэфициент восстановления не равен нулю)
торец пружины, выведенный ударом бабы из
положения равновесия, получает скорость,
несколько большую, чем ударяющий по нему
груз; поэтому он уходит вперёд и вновь встре-
встречается с грузом лишь при обратном движе-
движении: при этом происходит ряд ослабленных
ударов. При окончании процесса разворачи-
разворачивания пружины груз подбрасывается на неко-
некоторую высоту, затем вновь падает на пружину
и т. д.
Процесс соударения осложняется ещё тем,
что некоторые витки приходят в плотное со-
соприкосновение друг с другом, что сопрово-
700
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
ждается смятием поверхности витков. Послед-
Последнее обстоятельство особенно резко сказы-
сказывается на поведении пружин с витками круг-
круглого сечения.
У пружин с витками прямоугольного сече-
сечения процесс динамического сжатия протекает
более спокойно.
В случае ударного нагружения конических
и фасонных пружин при составлении основ-
основного уравнения энергии [см. формулу (89)]
следует руководствоваться данными табл. 27
и формулами, выражающими потенциальную
энергию фасонных пружин с учётом посадки
витков [73].
Кратковременная нагрузка. При кратко-
кратковременном воздействии нагрузки витки пру-
пружины получают заметную скорость, а пере-
перемещения значительно отклоняются от стати-
статических [12].
Если наибольший период собственных ко-
колебаний (период основного колебания Т\ сек.)
цилиндрической витой пружины с присоеди-
присоединённым на свободном конце грузом
7* ~^=
Н
(93)
не мал по сравнению с продолжительностью
нарастания нагрузки, то осевое перемещение
нагружаемого конца пружины зависит от им-
импульса силы.
В приведённой выше формуле Н — длина
пружины; а — скорость распространения удар-
ударной волны вдоль оси пружины,
/:
(94)
где С — жёсткость кручения проволоки (см.
табл. 20 и 21), для проволоки круглого сече-
сечения С = GJp, у — вес единицы объёма мате-
материала, F— площадь поперечного сечения про-
проволоки; y,j — наименьший положительный ко-
корень тригонометрического уравнения;
tgx = JL, (95)
где {3 — отношение массы пружины к приве-
приведённой массе присоединённого к пружине
груза.
Значения xj для различных р приведены
в табл. 29 [12].
Таблица 29
Величина наименьших положительных корней урав-
уравнения (tgx=—J при различных значениях C
р
О,О1
о,о5
О,1
0,2
°.з
о,4
о,ю
0,22
О,32
о,43
О,52
о.59
р
о,6
°-7
о,8
о,9
1,О
1.5
С7о
о.75
о,79
О,82
о,8б
о,93
Р
з,о
3,о
4,о
5,о
6,о
7.°
х
1,2О
1,27
i,32
1.37
1.39
Р
8,о
9.°
ю,о
15.о
2О,О
ОО
х,
i,4i
1,417
1.473
1.57
Если закон нарастания во времени кратко-
кратковременной силы, действующей на свободный
конец пружины,
Р = Ф (*),
то отклонение |е| осевого перемещения конца
пружины от статического
(96)
где
у///////////.
|Ф'(^)|—наибольшее значение производной
от функции Ф (t) во время нарастания на-
нагрузки [12].
В случае внезапного нагружения конца
пружины и р = оо осевое перемещение конца
вдвое превышает перемещение, имеющее
место при статическом приложении той же
нагрузки.
Для получения достаточно точных записей
на индикаторе его пружина должна иметь
возможно меньший период собственных коле-
колебаний [104].
Малые колебания пружин
Малыми колебаниями пружин называются
такие колебания, амплитуды которых предста-
представляют собой малые перемещения.
При расчёте пружин на
вибрацию необходимо опре-:
делять частоту их собствен-
собственных колебаний.
Колебания нагружен-
нагруженных пружин. Груз Р, при-
присоединённый к цилиндри-
цилиндрической винтовой пружине
растяжения-сжатия (фиг. 56),
в процессе колебаний со-
совершает, строго говоря,
винтовое движение, т. е.
он не только движется по-
поступательно вдоль оси пру-
пружины, но участвует и во
вращательном движении во-
вокруг её оси.
Рассматривая [92] эту
задачу как задачу о коле-
колебании груза с двумя степе-
степенями свободы (координаты
у и tp; ф отсчитывается от
точки А к Ai), находим
частоту собственных коле-
колебаний системы груз — пру-
пружина:
Фиг. 56. Схема на-
нагружения пружины
грузом Р при его
колебаниях с двум»
степенями свободы.
¦/
•4
1
—, (97)
где
С
lm прав*01
-{I -\-\i cos2a);
ГЛ. IX]
ПРУЖИНЫ
701
С —жёсткость сечения витков при кручении
(см. табл. 20 и 21);
Р =
{л Sin a COS а
1 + (л fin2 а '
\х sin а COS а .
1 -J- \x COS2 а
Im g— приведённый массовый момент инер-
инерции колеблющейся системы относительно оси
пружины
т прав т груз i
т пру ж
"Рив — приведённая к нагруженному концу
g
пружины масса системы
прав
g
g
g
где Qq — вес пружины.
(Собственная масса и момент инерции пру-
пружины учитываются приближённо путём их
приведения к массе груза с помощью коэфи-
циента приведения, равного -^- •)
о
Для пружины малого угла подъёма (a ss 0)
[25] продольные и крутильные колебания
практически будут совершаться независимо
друг от друга.
Частота продольных колебаний для цилин-
цилиндрических пружин растяжения-сжатия малого
угла подъёма
¦-/
Zg
1
Рправ сек
(98)
где Z — жёсткость пружин растяжения-сжа-
растяжения-сжатия (см. табл. 20 и 21).
Частота крутильных колебаний для цилин-
цилиндрических пружин кручения малого угла
подъёма:
1щ прав
сек
(99)
где Zo — жёсткость пружин кручения (см.
табл. 23).
Если к витой пружине малого угла подъёма
присоединены детали значительной массы, то,
рассматривая только продольно-осевые ко-
колебания нагруженного конца пружины и при-
приближённо учитывая собственную массу пру-
пружины, пользуясь коэфициентом приведения С,
можно частоту собственных колебаний си-
системы груз — пружина выразить ещё следую-
следующим образом [25 и 28]:
k =
1
сек
(98а)
где
Коэфициент приведения массы пружины
[42] к нагруженному её концу [28]
__ 3mi° — 10m6 -f 15m2 — 8
(ЮО)
где
г' — радиус витка, прикреплённого к грузу;
г" — радиус неподвижного витка (фиг. 57).
0,5
?535
лззз
'0270*1
от
¦А
\
0202
0 12 3 4 5 6 7 8 9 /п-~.
Фиг. 57. График значений коэфициента С приведения
массы конической пружины к её свободному концу в за-
зависимости от отношения радиусов торцевых витков.
С=
Для цилиндрической пружины т = 1
и
При параллельном включении нескольких
пружин частоты собственных колебаний си-
системы груз — пружина также вычисляются по
формуле (98а), где
Например, для нагруженной составной пру-
пружины — сжатия, состоящей из двух цилиндри-
цилиндрических концентрически размещённых пружин
(фиг. 58),
V
g(Zi-\-Z2)
(986)
При последовательном включении пружин
г. 59)
(Э8в)
У
В этом случае коэфициент приведения
вычисляют в каждом частном случае от-
отдельно, исходя из обычно принимаемого за-
закона о распределении скоростей вдоль пру-
пружин [25](скорость витков считается пропор-
пропорциональной их статическим перемещениям —
см. фиг. 59).
При относительно большой массе присо-
присоединённых к пружине грузов в первом прибли-
приближении собственной массой пружин можно пре-
пренебречь (т. е. принять С =0).
Более сложные случаи колебаний масс,
присоединённых к системе пружин (когда
имеют место колебания с несколькими степе-
702
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
нями свободы), должны быть рассмотрены
в каждом частном случае отдельно на основе
общей теории колебаний упругих систем.
Примеры таких
задач — см. в работах
И- 35 и 79]. ]р
скоростей
'/////Y/// V/////////,
Фиг. 58. Схема нагру-
жения концентриче-
концентрической пружины грузом
Р при его колебаниях
с одной степенью сво-
свободы.
Фиг. 59. Схема нагру-
жения двух последова-
последовательно соединённых
пружин грузом Р при
его колебаниях с одной
степенью свободы.
Псевдогармонические колебания систем,
включающих пружины, подробно рассмотрены
в работах [93 и 94].
Колебания ненагруженных пружин или
пружин, масса которых значительна и срав-
сравнима с массой присоединённых грузов, не
могут быть изучены без подробного учёта
влияния их собственной массы, и приближён-
приближённая оценка последней с помощью коэфициента
приведения С не может быть допущена.
При расчёте клапанных пружин, а также
при исследовании колебаний пружин в различ-
различных приборах (индикаторах и т. п.) неточный
учёт собственной массы пружины может при-
привести к значительным ошибкам.
Исследование [12] собственных колебаний
ненагруженнои цилиндрической винтовой пру-
пружины сводится к решению диференциального
уравнения.
которые чаще всего и разрушаются от уста-
усталости. Изучение законов колебания отдельных
точек пружины удобно вести графически
[106].
Частота собственных колебаний n-го по-
порядка подвешенной одним концом ненагру-
ненагруженнои цилиндрической пружины [79]
где Н—длина пружины.
Частота 1-го порядка (п?=1)
*• =-?¦/
Кг,
A01а)
где Хс/Я — осевое перемещение свободного
конца пружины при нагружении её весом пру-
пружины, сосредоточенным на её конце [25];
j VQ
Частота собственных колебаний n-го по-
порядка цилиндрической винтовой пружины
с закреплёнными концами [65]
пъа
Частота 1-го порядка
A02)
A02а)
Значение \ст такое же, как в формуле
A01а).
В этом случае число колебаний в 1 мин.
(g = 981 см/сек2) определяется по формуле
у K
A03)
Эта формула часто представляется в другом
виде (при 7=0,0078 кг)см* и G=800 000 кг]смЧ
[109]
ЛГ = 2,148-106
(ЮЗа)
где и =f(x, t) — осевое перемещение сечения
витка на расстоянии х от торцевой опоры
пружины в некоторый момент времени t;
а — скорость распространения волны упругих
деформаций вдоль оси пружины [см. формулу
(94)].
При интегрировании волнового уравнения
должны быть соблюдены граничные условия,
зависящие от закрепления пружины и сохра-
сохраняющиеся в любой момент времени t, а также
начальные условия, определяемые движением
пружины в тот момент, который принимается
за начало отсчёта времени [25].
Отклонение любой точки пружины от по-
положения равновесия происходит в результате
наложения упругих волн (волн деформаций),
движущихся вдоль оси пружины с постоян-
постоянной скоростью а к опоре и обратно, отразив-
отразившись от неё [6].
При этом наиболее напряжёнными витками
оказываются витки, прилежащие к торцевым,
В английской практике применяют ту же
формулу, записанную по F. Simmons,
2400 dh VG
D'H
A036)
где h — шаг пружины; Н—её длина.
Метод определения частоты собственных
колебаний фигурных пружин освещен в ра-
работе [40].
Во избежание резонанса следует избегать
совпадения частот собственных колебаний как
1-го, так и высших порядков с частотой воз-
возмущающей силы.
Отношение числа собственных колебаний
пружины в 1 мин. N' к числу вынужденных
колебаний за тот же период (например к чи-
числу оборотов кулачкового вала в 1 мин.) дол-
должно быть возможно большим.
В современных авиамоторах это отноше-
отношение колеблется от 10 до 12 [20].
ГЛ. IX]
ПРУЖИНЫ
70S-
В качестве клапанных пружин фирма Пак-
Паккард рекомендует применять двойные пружины
(две параллельно включённые пружины одного
диаметра и одного угла подъёма витков, со-
нряжённые специальными винтовыми проб-
пробками [115]).
Устранение вибраций искусственным путём
может быть достигнуто: а) установкой спе-
специальных демпферов; б) торможением про-
проскальзывания торцов; в) введением демпфи-
демпфирующих подкладок; г) применением пружин
с переменным шагом [39].
В случае „г" при развитии вибраций про-
происходит посадка витков и изменяется частота
собственных колебаний пружины, вследствие
чего последняя выпадает из резонанса. Этот
способ борьбы с вибрациями пружин оказался
весьма эффективным [133].
Использование в целях устранения вибра-
вибраций многожильных пружин, обладающих боль-
большой демпфирующей способностью вследствие
трения жил друг о друга, может быть реко-
рекомендовано лишь для пружин весьма ограни-
ограниченного срока службы, так как при большом
количестве циклов нагружения жилы перети-
перетираются.
Учитывая, что колебания совершаются при
наличии внутреннего трения, а размеры пру-
пружин отклоняются в пределах допусков от но-
номинальных, следует иметь в виду, что в дей-
действительности частоты несколько не совпадут
с расчётными [24].
Экспериментальные исследования колеба-
колебаний клапанных пружин на специально разра-
разработанных установках освещены в работах
[109] и [105].
Поперечные колебания пружин. Харак-
Характер поперечных колебаний пружин и их ча-
частота в сильной степени зависят от способа
закрепления концов пружины и от силы её
натяжения [25].
Если заменить цилиндрическую пружину
условным эквивалентным брусом приведён-
приведённой жесткости и пренебречь изменением силы
натяжения Р в процессе колебаний, то можно
получить [87] следующие выражения для ча-
частоты собственных поперечных колебаний
пружины (о в зависимости от способа закре-
закрепления её концов.
а) Концы пружины закреплены
шарнирно:
ведено в формулах D9) и D9а); Нр — длина де-
деформированной пружины в условиях установки.
Если сила натяжения Р = 0, то
A04а)
если сила натяжения очень велика и величина
РНр
значительно больше единицы, то
A04б>
б) Концы пружины защемлены
(заделан ы):
Я
где
A05)
g
filP
Р =
р__ . shp — fi^chp
2 рз sh p cos p — ch p sin P
— корень уравнения
1 — ch p cos p = 0.
Значения ряда корней: Pj = 4,73; Э3 = 7,853;
о = 10,996; р4 = 14,137; h = 17,279.
° 2eS р
При Pi = 4,73 выражение ^—— =
РНр
= 0,0124 -=-г
EJ
'же
При Р = 0 имеем
q = ^2 и ш:
02 Г РТ
г -ml L^J 9KS
'—. A05а)'
(п =1,2,3,...),
где F3Ke — площадь
Fava=i:
DFi
эквивалентного бруса
, где / — число витков, F— пло-
щадь их поперечного сечения J; JaKe — мо-
момент инерции эквивалентного бруса
j -
у
где Jn — момент инерции поперечного сече-
сечения витка относительно оси, совпадающей
с нормалью винтовой линии; значение X при-
приПримечание. Если сила Р сжимает пружину, то
её следует вносить в формулы A04) и A05) со знаком минус
Опыты подтвердили возможность
применения приближённых формул A04)
и A05).
Более подробное аналитическое ис-
исследование поперечных колебаний про-
дольно-ненагруженных пружин приведено в;
работе [95].
Прочность пружин при нагрузках,
переменных во времени (усталостная
прочность пружин)
Во многих случаях пружины подвергаются
нагрузкам, меняющимся во времени по мно-
многократно примерно повторяющемуся циклу.
Особенно часто в таких условиях рабо-
работают пружины растяжения-сжатия, много-
многократно нагружаемые силой от Pmij) до Ртгл
(клапанные пружины [11], пружины в аморти-
амортизаторах и т. д.).
704
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
Многократные изменения напряжений от
максимального до минимального и обратно
{при колебании нагрузки Рт1Пт=?Ртпх) вызы-
вызывают в материале разрушение от постепенно
развивающейся трещины, возникающей в ка-
каком-либо сечении витка со стороны его вну-
внутреннего волокна в месте случайно имевше-
имевшегося дефекта (царапины, забоя, включения
¦и т. п.).
Чтобы обеспечить прочность пружины при
неограниченном числе циклов нагружения,
необходимо, чтобы наибольшее напряжение
в сечениях витков пружины не превышало
п- запас прочности
визну витка и дополнительные напряжения,
связанные с поперечной силой [см. формулу
B3)].
При полноценном и однородном материале
с достоверно известной усталостной прочно-
прочностью, представленной диаграммой, и при воз-
возможно полном и точном учёте всех условий
работы пружины запас прочности п можно
принять равным 1,3—1,6.
В большинстве случаев полные усталост-
усталостные диаграммы пружин отсутствуют, и расчёт
приходится вести приближённо, исходя из
предела усталости пружины при пульсирую-
пульсирующей @ :<=1Ртах) нагрузке (т0, о0), предела уста-
усталости для знакопеременного симметричного
цикла (x_j, о—1) и предела текучести прово-
проволоки (т5, as).
Механические характеристики т0, т_1 и is
используются для расчёта пружин растяжения-
сжатия. Для расчёта пружин кручения исполь-
используются величины 50, tj_j и Оу при изгибе.
Упрощённая диаграмма ADKC, на которой
кривая ABC на участке ADB заменяется пря-
прямой ADK, определяемой величинами тх и т0,
представлена на фиг. 60, б.
На диаграмме Хэйга пульсирующий цикл
характеризуется лучом при угле [3 = 45е, так
как tg Р = —°- = 1.
Практические циклы работы пружин растя-
растяжения-сжатия обычно лежат в пределах изме-
изменения угла р от 0 до 45°.
Для циклов, определяемых лучами 3 > Т« гДе
Фиг. 60. Диаграммы прочности пружин при
переменных напряжениях.
предела усталости, экспериментально устано-
установленного при рассматриваемом цикле нагру-
нагружения для образца пружины, конструкция ко-
которого, а также химический состав стали,
термообработка и состояние поверхности
витков соответствуют конструкции, хими-
химическому составу и т. д. рассчитываемой пру-
пружины. Испытание образца должно проводиться
в условиях, приближающихся к условиям ра-
работы пружины при зксплоатации.
Руководствуясь графиками эксперимен-
экспериментальных данных, полученных на соответствую-
соответствующих образцах пружин [графики удобно строить
в координатах, предложенных Хэйгом, фиг.
60, а], необходимо, чтобы точка, характе-
характеризующая режим работы рассматриваемой
пружины, располагалась в области, ограничен-
ограниченной линией ADBC, и примерно ложилась на
кривую i41O1SiCi.
Координаты точки, характеризующие на
диаграмме цикл нагружения пружины растя-
растяжения-сжатия,
условие прочности имеет вид
^min
И хТ| =
тде xmax и Tmin—многократно повторяющиеся
максимальные и минимальные напряжения
в поперечных сечениях витков пружины. При
их вычислении необходимо учитывать кри-
— —р
A06)
Для циклов, определяемых лучами Р<т>
решающим фактором, определяющим проч-
прочность, является текучесть материала, и условие
прочности имеет вид
; ''max .
A07)
оно совпадает с условием прочности ири рас-
расчётах на статические нагрузки.
Отсутствие подробных экспериментальных
данных относительно усталостной прочности
пружин, точно соответствующих рассчиты-
рассчитываемой конструкции, заставляет обращаться
к таблицам осреднённых усталостных ха-
характеристик пружинных сталей (см. табл. 5
и 13).
В этом случае расчёт следует вести с не-
несколько повышенным запасом прочности [43]
я = 1,8 -г- 2,2 в зависимости от ответственности
пружины.
Сведения относительно усталостной проч-
прочности различных марок пружинных сталей
приведены выше.
ГЛ. IX]
ПРУЖИНЫ
705
Если вследствие неполноты опытных дан-
данных значение предела усталости п_1 для ис-
используемой пружинной проволоки (прутка)
неизвестно, то для расчёта можно восполь-
воспользоваться (при условии, что О<C<45°)прибли-
О<C<45°)приближённой (с погрешностью в сторону запаса)
формулой [28]
П 2т5 [
+ W
- 1V 1 _ WI.(W8)
В этом случае диаграмма Хэйга для циклов
0<§<45° заменяется прямой CD (фиг. 61)
вместо ломаной CKD.
Расчёт становится ещё более приближён-
приближённым, если неизвестен предел усталости при
пульсирующей нагрузке т0 и приходится ру-
руководствоваться значением х—1. Тогда (при
0<р<90°) приходится довольствоваться фор-
формулой [28]
. (Ю9)
В этом случае диаграмма Хэйга схемати-
схематизируется и представляется прямой АС (фиг. 61).
Пружины кручения, витки которых рабо-
работают в основном на изгиб, можно рассчиты-
Т-,
п - запас- прочности
Фиг. 61. Упрощённая диаграмма прочности
пружин при переменных напряжениях.
вать на усталость по диаграмме Хэйга и по
формулам, имеющим тот же вид и смысл, что
и формулы AС6)— A09) для пружин растяже-
растяжения-сжатия, но только все характеристики
прочности, связанные с кручением (т0, т_} ,т5).
должны быть замещены аналогичными вели-
величинами (с0, о_1, gs) при изгибе.
Например, для циклов, определяемых углом
? > 7. где
- 2а
tg 7 =
°s-ff-l
условие прочности имеет вид
_ = ^ + ^—™. A06а)
И "о а— 1
Значения сгтах и amiD, характеризуюхцие цикл
am — "л > °Р ~" ' о ' ь Р —
являются многократно повторяющимися макси-
максимальными и минимальными напряжениями в
поперечных сечениях витков пружины и дол-
должны быть вычислены с учётом кривизны по-
последних [см. формулы D4) и D5)].
Для витых пружин со значительным углом
подъёма витков (а^>]5°) расчёт на усталост-
усталостную прочность можно несколько уточнить,
приняв во внимание изгиб витков.
В этом случае можно воспользоваться фор-
формулой усталостной прочности при совместном
действии изгиба и кручения, установленной
опытным путём [28],
Значения величин, входящих в эту формулу,
указаны выше.
Последняя зависимость может быть исполь-
использована также при расчёте на усталость витых
пружин специального контура (см. стр. 685),
витки которых подвергаются совместному дей-
действию изгиба и кручения. В этом случае пе-
переменные части напряжений цикла iv и cv
должны быть дополнительно умножены на
эффективные коэфициенты концентрации на-
напряжений в угловых точках контура.
МНОГОЖИЛЬНЫЕ ВИНТОВЫЕ ПРУЖИНЫ
[71, 2 и 45]
Конструкция,
изготовление
пружин
и назначение
Многожильные пружины (фиг. 64, а) изго-
изготовляются из тросов, свитых из небольшого
числа (л = 2-:-6) тонких проволок (жил). Этот
новый тип пружин,
являющийся раз- _.,./? =,2 &л=3. «, п-4.
новидностью вин-
винтовых концентри-
концентрических пружин,
представляет со-
собой весьма рацио-
рациональную конструк-
конструкцию последних.
Для их изгото-
изготовления в настоя-
настоящее время исполь-
используются: а) тросы
простой свивки без
центральной жилы,
состоящие из двух,
трёхи четырёх вин-
винтовых жил (фиг.
62, о, б и в) с углами
свивки 5 ss 22-S-3O0
(фиг. 64); б) тросы
простой свивки,
имеющие централь-
центральную (осевую) жилу,
которую обегает
ряд E—6) винто-
винтовых (периферий-
(периферийных) жил (фиг. 62,г
и д). Не исключена
возможность при-
применения тросов и
другой, более слож-
сложной конструкции.
Процессы свивания троса и навивки пру-
пружины влияют на характеристику последней и
Фиг. 62. Конструкции тросов
для многожильных пружин.
706
ПРУЖИНЫ И РЕССОРЫ
{РАЗД.
потому они должны приниматься во внимание
нри конструировании пружин.
Технологический процесс изготовления мно-
многожильных пружин состоит из следующих опе-
операций.
1. Свивание троса на специальных станках.
Тросы обычно свиваются из высокосортной,
патентированной углеродистой проволоки
(С ss 0,75-^0,85<>/0) диаметром d = 0,8-т-2,0 мм.
При снятии троса с навивального станка проис-
происходит упругая отдача, жилы перестают плотно
прилегать друг к другу и между ними сохра-
сохраняется лишь точечный контакт.
При последующих нагружениях троса рас-
растягивающей силой или парой сил, закручиваю-
закручивающей трос по ходу свивки, плотность контакта
между жилами восстанавливается лишь при
определённой нагрузке. Начиная с этого мо-
момента, трос делается более жёстким.
В частности, это сказывается и на харак-
характеристике многожильной пружины (фиг. 63),
получающей излом при некоторой на-
нагрузке Pfc
При свивании троса особое внимание сле-
следует обращать на равномерность шага и точ-
точное получение требуемого угла свивки, кото-
который сильно влияет
на жёсткость и
прочность пружи-
пружины.
2. Приёмка тро-
троса (просмотр троса
и промеры его ша-
шага и диаметра).
3. Навивка пру-
пружины на оправку
специально подо-
подобранного диаметра
(сила натяжения троса при его подаче на
оправку влияет на положение точки излома
характеристики, уменьшая Pk).
4. Заварка концов троса и отделка торце-
торцевых витков (форма, придаваемая торцевым
виткам, зависит от способа нагружения и на-
назначения пружины).
5. Промывка с целью обезжиривания.
6. Отпуск.
7. Смазывание в целях предохранения от
коррозии.
8. Обжатие (для пружин сжатия) и вытяжка
(для пружин растяжения) с целью отсеивания
брака. Пружины статического и ограниченно
кратного динамического действия подвергаются
заневоливанию.
9. Приёмка готового изделия (просмотр и
промеры). При приёмке многожильных пружин
следует руководствоваться примерно такими
же допусками на основные размеры, как при
приёмке обычных пружин.
Образцы, отобранные от партии готовых
пружин (фиг. 64, я), должны быть подвергнуты
испытанию в лаборатории. Также должна быть
испытана используемая для изготовления пру-
пружин проволока, диаграммы растяжения кото-
которой необходимы для расчёта заневоленных
пружин.
Конструкция и технология свивки опреде-
определяют ряд специфических особенностей много-
многожильных пружин.
Многожильные пружины изготовляются из
тросов, свитых из относительно тонкой про-
проволоки, обладающей более высокими механи-
Фиг. 63. Характеристика много-
многожильной пружины.
ческими свойствами, чем проволока той же
марки большего диаметра.
Пружины имеют пологую характеристику
(X, Р), что позволяет получать нужную мяг-
мягкость пружины при малом её габарите (т. е.
без увеличения числа витков и наружного диа-
диаметра пружины).
Работая с большим установочным поджа-
тием или натяжением, можно на заданном ра-
рабочем ходе получить значительно меньшие
амплитуды колебания нагрузки, чем у обычных
более жёстких пружин, что во многих случаях
желательно.
Взаимодействие жил обеспечивает пружине
ббльшую прочность при статической нагрузке.
Возникающее при деформации пружины тре-
трение между жилами способствует быстрейшему
затуханию вибраций витков, что, однако, свя-
связано с истиранием поверхности составляющих
жил.
Характеристика пружины имеет излом
(фиг. 63). Ломаная характеристика может ока-
оказаться необходимой в ряде специальных слу-
случаев. Изменяя угол свивки и силы натяжения
троса при его изготовлении и при навивке пру-
пружины, можно заметно менять характеристику
и свойства пружины, что является ценной воз-
возможностью.
По виду нагружения различают: а) много-
многожильные пружины растяжения; б) многожиль»
ные пружины сжатия (существующие кон-
конструкции могут воспринимать предельную
нагрузку в 150—200 кг); в) многожильные пру-
пружины кручения.
Вид нагружения определяет конструкцию
пружины и способ её крепления.
По способу работы различают: а) много-
многожильные пружины статического действия
(пружины предохранительных устройств, пру-
пружины в боеприпасах и т. д.) и б) многожиль-
многожильные пружины ограниченно кратного динами-
динамического действия, воспринимающие ~ 31 • 104 -f-
-т— 5 • 104 циклов (пружины оружия и пр.).
В случаях „а" и „б" при замене обычных
мягких пружин многожильными можно полу-
получать значительно более компактные конструк-
конструкции. Особенно большую экономию в габарите
и весе можно получить при использовании за-
заневоленных многожильных пружин.
Применять многожильные пружины при
неограниченно кратном нагружении, например,
в качестве клапанных пружин, едва ли целе-
целесообразно вследствие износа (перетирания) жил
[39]. В такие условия работы следует ставить
многожильные пружины только при необхо-
необходимости получать' большое внутреннее заглу-
заглушение вибраций витков, при жёстких требо-
требованиях по сокращению габарита и веса пру-
пружины и при наличии условий, допускающих
безболезненную замену пружин при их износе.
Многожильные пружины широко исполь-
используются в автоматическом оружии, где их при-
применение оказалось особенно эффективным.
Есть основания полагать, что в ближайшее
время они будут применяться и в других от-
отраслях машиностроения и использоваться:
а) как амортизаторы, воспринимающие толчки
и удары; б) как аккумуляторы энергии, пред-
предназначенные для приведения в движение ме-
механизмов и отдельных деталей; в) как оттяж-
оттяжные и возвратные пружины с пологой харак-
характеристикой; г) как пружины специального
ГЛ. IX]
ПРУЖИНЫ
707
назначения, если необходимо, чтобы в различ-
различных диапазонах они имели различные жёстко-
жёсткости (точные приборы, специальные тормозные
устройства); д) как антирезонансные пружины
с большим внутренним заглушением.
Режим работы и назначение предопреде-
предопределяют порядок расчёта многожильных пружин,
а также конструкцию и технологию изгото-
изготовления как пружин, так и тросоь.
Геометрия многожильных тросов
для пружин
Трос без центральной жилы. Каждая
жила троса в отдельности представляет собой
цилиндрическую винтовую пружину (фиг. 64,г).
а)
Отношения -~ приведены в табл. 30.
Таблица 30
Значения отношения ~~ для троса
п Х^
2
3
4
15е
о,5
0,58
о, 72
20°
°,5
о,587
°,73
25°
о.5
о. 59
O.745
30°
о,5
о,6
о,76
& — игол свивка
л —
число >кип
—к-индекс пруЖины
L —длина >килы-заготовки
I — длина троса-з
и=—--индекс троса
Фиг. 64. Геометрия тросов многожильных пружин.
Можно принять, что в поперечном сечении
троса (при о <^ 35°) сечения жил имеют форму
эллипсов (фиг. 64, б).
Сам трос в целом можно рассматривать
как тело, образованное винтовым движением
его поперечного сечения. Линии соприкосно-
соприкосновения жил друг с другом представляют собой
винтовые линии.
Угол свивки о есть угол, образуемый раз-
развёрткой винтовой оси жилы с осью троса,
2 1 =, (НО
—^т) cos2 (f — sin2 ^
где t — шаг жил троса; d — диаметр жил; <Ь —
угол жильности I <\i — —~— ~, где п — число жил
троса J.
Радиус образующего цилиндра винтовой оси
жилы
Радиус кривизны жилы
(ИЗ)
С увеличением угла свивки р резко умень-
уменьшается. Во избежание перенапряжения жил
вследствие значительной кривизны угол свивки
целесообразно делать меньше 30е.
Индекс троса, характеризующий его габарит.
Ro-t-d
d
A14)
где Ь — диаметр окружности, описанной во-
вокруг нормального сечения троса (фиг. 64, б).
Значения и приведены в табл. 31.
Вес троса длиной /
где у — вес 1 с.и3 металла в кг.
Длина жилы-заготовки
cos 8'
(П6)
708
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
Таблица 31
Значения индекса троса и=—
6
п \^
2
3
15°
2,О
2,17
2,44
20й
2,О
2,18
2,46
25°
2,0
2,19
2,5
30ь
2,0
2,2
2,52
Трос с центральной жилой. Для повыше-
повышения прочности и жёсткости троса без замет-
заметного увеличения его наружного диаметра 0,
в центральную полость, образующуюся между
жилами, вводят осевую жилу (при л>4).
Центральная жила — прямая, все перифе-
периферийные жилы — кривые с винтовой осью.
Периферийные жилы приходят в соприкос-
соприкосновение только с центральной жилой, между
собой же они не соприкасаются (фиг. 64, в).
Обычно число периферийных жил п = 5-нб.
Радиус образующего цилиндра винтовых
осей периферийных жил
0 — 2
Угол свивки §0
Предельный угол свивки
па
Индекс троса
"о — ~г —
Вес троса длиной /
^и 4 VcosS0
Длина периферийной жилы
cos o0
-h rfg) /т-
A17)
A18)
A19)
A20)
A21)
A22)
Наибольшее распространение имеют тросы
с пятью периферийными жилами (л = 5) при
угле свивки 80 = 25-f-30°. В этом случае все
жилы, как центральная, так и периферийные,
могут быть выполнены из проволоки одного
диаметра (d — d0).
Тогда R0 = d; ЬОпред » 37°20'; и = 3.
Пружины растяжения-сжатия
Конструктивные соображения. Пружины
обычно навиваются с малым углом подъёма
(ао^8--15в).
Просветы между витками должны позволять
пружине сжатия получать требуемую осадку.
При максимальной рабочей нагрузке витки
не должны приходить соприкосновение;
между ними должен сохраняться за-
зазор в 1—2 мм.
Если пружина подвергнется заневоливанию,
то шаг пружины-заготовки при проектиро-
проектировании должен быть увеличен на величину
пластического обжатия.
Витки пружин растяжения следует нави-
навивать вплотную.
Для изготовления пружин сжатия правого
подъёма используется трос левой свивки,
и наоборот.
Для пружин растяжения подъёмы пружины
и троса должны совпадать.
При этих условиях трос в процессе нагру-
жения пружины будет закручиваться (затяги-
(затягиваться) по ходу навивки. Обычно многожиль-
многожильные пружины навиваются с индексом с= -g- > 4
(как предел — 3,5; D — средний диаметр пру-
пружины) из тросов с углами свивки 8 « 25-f-30o.
Желательно, чтобы число жил было не менее
трёх, а их диаметр был равен при-
примерно 1 — 1,5 мм.
Для повышения эффективности заглушения
вибрации витков пружины следует навивать
с большим углом подъёма (а ^г 12—г-18°)
¦?*- (фиг. 63). При
и с малым отношением
* max
поверхности
жил усили-
этом истирание
вается.
Торцевые витки пружины сжатия поджи-
поджимаются к соседним виткам, чем создаётся
жёсткая опора. Эти два витка практиче-
практически не деформируются и называются мёрт-
мёртвыми.
Пружины растяжения целесообразно ста-
ставить на винтовых пробках.
Жёсткость пружин. Характеристика мно-
многожильной пружины, графически связываю-
связывающая осевое перемещение торцов к с нагруз-
нагрузкой Р, вообще говоря, — ломаная линия,
состоящая из двух прямых (фиг. 63).
При нагружении от 0 до Р/г характери-
характеристика — пологая прямая, так как жилы рабо-
работают практически независимо друг от друга.
При нагрузке Pk жилы плотно стягиваются,
приходят во взаимодействие и жёсткость пру-
пружины возрастает, в результате чего наклон
характеристики увеличивается.
Величина нагрузки Р^ зависит от конструк-
конструкции и главным образом от технологии навивки
троса и пружины.
Для выполняемых в настоящее время мно-
многожильных пружин (с ss 4-H-5) из тросов с
углами свивки 6 ss 25-i-30J и п — З-т-4 отноше-
Pk 1 1
ние -=— составляет примерно -= — [пиж-
•^тах 5 о
ний предел относится к более толстой про-
проволоке A,8—2,5 мм); верхний — к более
тонкой].
В каждом частном случае технологи мо-
могут добиться нужного отношения j~-> зада-
задаваемого конструктором. В целях получения
многожильной пружины с примерно линей-
ной характеристикой
следует ис-
пользовать трос
(S - 18-г-22°).
с малым углом свивки
ГЛ. IX]
ПРУЖИНЫ
70,9
Осевое перемещение многожильной пру-
пружины
X =
A23)
где / — число рабочих витков; ? — коэфициент
жёсткости.
Для тросов без центральной жилы:
A24)
A24а)
при
при
где
JL*
~р~
при
>1
6-6'-
1 Pk
Т'~р
8<30°
trr
(I -|-jji)cosS
( 1 -f р C0S2 5) '
1
1 / pk\
+~FV ~~p~/
-j- (a sin2 28
Для тросов с центральной жилой
при *^1
?-;°~ l + }icos280 + ~ЙЛ~*7 ' ( б)
при
> ——
IK1-^
-, A24в)
где
" cos oo
Значения коэфициентов ? при }х = 0,28 при-
приведены в табл. 32.
Таблица 32
Значения коэфициентов жёсткости ? для многожиль-
многожильных пружин
Pk
р
о
О,1
0,2
о.З
О,4
о, 5
о,6
о,7
о,8
о,9
1,О
и более
Трос
5=20°
..19
i,i6
?,135
I,H
1,085
1,06
1,04
1,02
1,005
0,985
0,96
без центральной
5
жилы
=25°
.283
[,24
,2
,16
,12
,085
.O55
,О25
,О
о,97
о,94
5=30°
1.4
1.33
1.265
1,21
1.16
i,n
1,06
1,02
0,99
O.95
0,92
S
Трос
с
жилой
=20°
1.39
t.36
с.335
[,315
1,29
С27
.24
,22
,2
л8
,i6
6
центральной
(п-5;
=25°
.49
.44
,4°
,36
•325
.39
,2О
,23
,2
,17
Д4
d-
S
1
=30°
,6
¦53
t.47
,42
[,365
,32
,27
,23
,19
.155
.12
Полная потенциальная энергия, накопляе-
накопляемая многожильной пружиной при деформации,
A25)
где
2 —
Значения /< и К' (при ц = 0,28) приведены
в табл. 33.
Прочность пружин. Витки многожильных
пружин малого угла подъёма работают в ос-
основном на чистое кручение.
PD
Закручивающий момент М — —^- , где Р —
осевая сила.
Трос без центральной жилы.
Жилы при закручивании троса в основном ра-
работают на изгиб и кручение. Опасные точки
в любом поперечном сечении жилы лежат на
её внутреннем волокне.
Таблица 33
Значения коэфициентов К я К' для вычисления потенциальной энергии многожильных пружин
-р- или
ч
к
о,з
о,5
о, 7
о,9
i,o и более
5 = 20°
о 845
о,86
0,89
о.94
1,О
I.O4
Трос
6=25°
К
о-8
о,8
о,85
0,915
I.OI
1,об
без центральной жилы
5=30°
о,72
о,75
o,8i
о,9
1,02
1,09
5=20°
I.I45
1,075
1,02
0,985
о,97
0,96
о=25°
К'
1,22
1,12
I.O25
о,97
о,95
о,94
о=ЗО°
г, 15
I.O35
°,955
0,9^5
О,92
Трос с центральной жилой (л=
5=20°
О 72
о,73
о,755
о,79
о,835
о,86
5=25°
К
о675
о 69
0,725
о.77
0,84
о,875
5=30°
0,625
0,65
0,695
0,76
°,845
O.895
5
=20°
t-335
С,27
Г,22
[,18
с,16
8
5j dfi=
=25°
К'
[.42
Г-Зг
,23
.175
.145
,14
-«о
&=30°
1.5
1,355
1,235
I.I25
1,12
710
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
Наибольшее эквивалентное напряжение,
подсчитанное по теории „наибольших танген-
тангенциальных напряжений" в опасных точках
_ PD
аэкв.наиб v П ОпИЗУ * A26)
откуда
d =
\PD
A27)
где v — коэфициент, учитывающий влияние
кривизны жил и наличие в сечении витка
пружины поперечной силы; X — коэфициент
прочности, зависящий от конструкции троса.
г__________________^ Значения л и
х г ' ' примерные значе-
значения v при с = 4 и
п — Зи 4 в зависи-
зависимости от угла свив-
свивки 8 и отношения
—j?- приведены на
фиг. 65 и 66.
Трос с цен-
центральной жилой.
При нагрузках Р=
= 100-г-200 кг пру-
пружины целесообраз-
целесообразно навивать из тро-
тросов с центральной
жилой. Обычно ис-
используются тросы,
имеющие пять пе-
W
w
15 20
25
30
Фиг. 65. Графики значений коэ-
фициента прочности * при
а=0,28 в зависимости от угла
свивки 8 и величины отноше-
Р.
ния *
р '
риферийных жил,
охватывающих цен-
центральную жилу то-
того же диаметра
d = dQ). При больших нагрузках приходится ис-
использовать проволоку диаметром до 2—2,5 мм.
1.2
^знании
%
с*
^<
1
^<
•
¦
VPD
в~2хп
»1
¦-4
6=35'
W
6=25^,
при п
=4
10 и
'0 0.2 A4 0.6 0,8 tfi
Фиг. 66. Графики значений коэфициен-
коэфициента v, характеризующего влияние кри-
кривизны витка и поперечной силы на
наибольшее эквивалентное напряжение
жилы пружины в зависимости от ве-
Pk
личины отношения —- , угла свивки 8
и числа жил п.
Периферийные жилы в основном работают
на изгиб и кручение. Опасные точки в любом
поперечном сечении такой жилы лежат на
внутреннем её волокне.
р.
При ——• > 1 имеем
экв. наиб
при —0- < 1 имеем
в
же. наиб
^0,9
PD
PD
A28)
A28а)
Центральная жила в основном работает на
кручение
Л PD
°экв. наиб-Ь-^Г- A29)
Примерные значения коэфициента Д для
рассматриваемого случая приведены (при w =
= 0,28) в табл-34.
Таблица 34
Значения коэфициента Д, необходимого для вычис-
вычисления напряжений по формуле A29) в центральной
жиле многожильной пружины
\\ Pk
\ р
2ОС
0,1
о,735
о,6з
0,3
°!7°5
0,7
о,8з
o,8i
1,0 и
более
о 86
°.895
Приведённые формулы служат для подсчёта
напряжений без учёта контактных напряжений
и остаточных напряжений, возникающих в се-
сечении жил при заневоливании.
При проектировании пружин ограниченно
кратного действия (примерно до 5-10** циклов
нагружения), монтируемых обычно с большим
поджатием и работающих с коэфициентом
амплитуды 0,5—0,6, можно ограничиться ста-
статическим расчётом.
При длительной динамической работе пру-
пружины решающим фактором, приводящим пру-
пружины к разрушению, является износ (исти-
(истирание) поверхности жил.
В целях повышения долговечности пружин
следует уменьшать угол свивки и увеличивать
число жил в конструкции троса, а также
уменьшать угол подъёма и увеличивать индекс
в конструкции пружины. К состоянию поверх-
поверхности проволоки следует предъявлять высокие
требования. Окончательно вопрос о долговеч-
долговечности пружины вновь спроектированной кон-
конструкции можно решить только после испы-
испытания пружины в условиях, приближающихся
к эксплоатационным.
Заневоливание пружин. Для повышения
несущей способности пружин статического и
ограниченно кратного динамического действия
их целесообразно заневоливать. В этом случае
размеры пружины заготовки должны быть пре-
предусмотрены такие, чтобы после возникновения
пластических деформаций пружина имела нуж-
нужные конструктивные размеры.
ГЛ. IX]
ПРУЖИНЫ
711
В результате заневоливания в жилах при
разгрузке развиваются остаточные напряжения,
снижающие рабочее напряжение при после-
последующих нагружениях и позволяющие значи-
значительно облегчить вес пружины и уменьшить
её габарит. Продолжительность заневоливания
должна быть установлена такой, чтобы упо-
упомянутые остаточные напряжения и деформации
получили устойчивый характер. В зависимости
от назначения пружины и допускаемой степени
развития пластической зоны в сечении жил,
устанавливается длительность процесса зане-
'Or fi
Упрочненная юно
где Xft — осевое перемещение торцов пружины
при изломе её характеристики (Н^^зак)-
Для центральной жилы граница упругой
части поперечного сечения представляет собой
окружность радиуса ро
pe=a^cos5v (i35)
Диаграмма (фиг. 68, а) используется на
участке, ограниченном деформацией растяже-
\ I
Фиг. 67. Эпюры напряжений в точках, принадлежащих оси уу поперечного сечения жилы
пружины, при заневоливании последней.
воливания от 12 до 36 и более часов. Границы ния, эквивалентной деформации жил при за-
KDNnK'D'N', отделяющие упругую часть попе- неволивании. На этом участке она схемати-
речного сечения жилы от упрочнённой, пред- чески представляется двумя прямыми, опре-
ставляют собой дуги эллипсов (фиг. 67):
_^4--^— 1 A30>
с0 0 #)
где
» Базис
"s уел
COS О
То
A31)
A32)
— относительный угол закручивания вит-
ков пружины при заневоливании: <р0 =
icDl
L=-
Кан — осевое
D '
перемещение
"cos 8 cos а
торцов пружины при заневоливании; у
условный предел текучести, выбираемый при
схематизации действительной диаграммы рас-
растяжения проволоки (фиг. 68, б).
Коэфициенты р и у отражают влияние не-
нелинейности характеристики пружины на де-
деформацию жил: коэфициент 3 при закручи-
закручивании и коэфициент ? при изгибе
{1 = 1 +
A -|-2|jicos2 5)
A34)
Фиг. 68. Графические построения по методике Смир-
Смирнова-Аляева [31] при расчёте заневоленных многожиль-
многожильных пружин.
712
ПРУЖИНЫ И РЕССОРЫ
[РАЗД.
деляемыми модулем упругости Е и коэфи-
циентом упрочнения Г.
При помощи упрощённой диаграммы
(фиг. 68, б) приведённые ниже формулы для
расчёта заневоленных пружин выводятся по
методике Смирнова-Аляева и по теории проч-
прочности Мора.
Упругое ядро в сечении жилы должно быть
достаточно мощным, так как в противном
случае упругие свойства пружины, прошедшей
заневоливание, будут во время работы неустой-
неустойчивы (—— ~ 0,5 -г- 0,6, где г — радиус жилы,
d
тесно связано со степенью
Отношение
наибольшей деформации жилы при заневоли-
заневоливании.
Эквивалентные этой деформации величины
еОтах и аОтах легк0 найти графически
(фиг. 68, а).
Приняв отрезок АВ$ за единицу, отклады-
откладываем на произвольно выбранном базисе вели-
величину
Х_,= -^ * ч. . .-. A36)
Проведя луч ОВ, найдём точку диаграммы М
с координатами еОтах и аОтах
Положение точки М на диаграмме харак-
характеризует степень приближения материала
к разрушению при предельном нагружении
пружины силой Рзан.
Осевое перемещение торцов пружины при
заневоливании
ОЬя
cos 8
2G
г ft \ r
-.A37)
sin'
Наибольшее усилие при заневоливании
4л П Хм„
Р =
зан
Для троса без центральной жилы
A38)
A39)
где
h-y + A^r*; (но)
(Hi)
иг*
4
Значения коэфициентов Аь А2, As и Ви
В2, B.d приведены на фиг. 69 и 70 в зависи-
зависимости от
( В случае с0 <С г следует принимать щ = -=- • J
я
11
Hfi
01
п?
Я'Гя. (ь
i
1—
\
\
\
\
j
/
/
-А
^11
-с,—
Я,
\
\
\
/
V
/
/
il
1
1 ^х
ШИх X
i _>
""—сс"
/
§
/
/
X-
\
\
1
i
4
W
II
It
//
F
А
//
щ
\
\
\//
///
/.
//,
М
/////
1
1
1
/л
'/,
-^
=^=
1
1
"г
1 .
1
|*=дда
.——
.—¦—
^.—
1
^.
—W
1.2 Ч^
2 i
1*2 „?
При С6Г i
"о-
¦f
Н'0,9
lt'0,8
ft=0,7'
k-OS-
k-096
k=0,9
k=UM
k'OJ
ff-06
k-05-
" u-«
T
20 30 40 50 60 70 80 90 (ul
Фиг. 69. Графики значений коэфициентов Л,, А3 и Д,,
необходимых для вычисления несущей способности
зяневоленных многожильных пружин Р
зан
по формулам A3S) — A43).
Для троса с центральной жилой радиуса
И = п0 = щ 4 2G
n cos 'o0
где п — число периферийных жил;
A42)
+ I —
12
(из)
— см. формулу A35).
ГЛ. IX]
ПРУЖИНЫ
Рабочую несущую способность пружины
Ртат можно принять равной @,8-f-0,9) Рзан.
Пластическое изменение длины пружины
при заневоливании
ост
П cos 8
A44)
где
32
Значения ? в зависимости от о и -~- при-
приведены в табл. 32.
Наибольшее эквивалентное напряжение в
пружине при последующих нагружениях пре-
Фиг. 70. Графики значений коэфициентов Ви В2 и В3,
необходимых для вычисления несущей способности
заневоленных многожильных пружин Рзан по фор-
формулам A38) - A43).
дельной нагрузкой Рзан (т. е. нагрузкой, при-
приложенной при заневоливании) равно аОшах.
Образцы заневоленной многожильной пру-
пружины вновь спроектированной конструкции
необходимо подвергнуть всесторонним испы-
испытаниям.
Пружины кручения
Конструктивные соображения. Пружины
навиваются обычно с малым углом подъёма
(а ^ 5 -г- 8°). Однако между витками всё же
оставляют некоторый зазор, для того чтобы из-
избежать соприкосновения витков между собой
при закручивании пружины.
Направление свивки троса особого значе-
значения не имеет. Угол свивки целесообразно
выбирать малым (8 ж 20 -+- 22°). Индекс пру-
пружины с=—й— должен быть не менее 4. Концы
w
троса, образующего пружину, отгибаются в
зависимости от местных условий способом,
необходимым для передачи пружине закручи-
закручивающего момента. Пружины обычно устана-
устанавливаются на оправках.
Жёсткость пружин. Витки пружины кру-
кручения работают в основном на чистый изгиб
(изгибающий момент равен закручивающей^
внешней паре Мо). При этом жилы троса не
стремятся стянуться в плотный жгут и прак-
практически на всех этапах нагружения работают
независимо друг от друга; поэтому характе-
характеристика пружины, как обычно, — наклонная
прямая.
Фактически многожильная пружина кру-
кручения представляет собой очень компактную,
удобную для монтажа конструкцию концен-
концентрической пружины кручения, где все соста-
составляющие жилы поставлены в совершенно оди-
одинаковые условия работы. Эту конструкцию
можно рекомендовать взамен обычной, когда
проектируемая пружина должна быть мягкой.
При закручивании торцевые витки пружины
поворачиваются друг относительно друга.
Угол закручивания
180 %
~Ё77
Di
п
где
2 cos о
= ~64~*
A45).
} (Н6)
Значения х при ц = 0,28 в зависимости от
величины угла свивки 5:
Ь 15° 2о° 25° 3°°
-л i,o4 i,o8 1,14 i.a
Полная потенциальная энергия, накопляе-
накопляемая пружиной кручения при деформации,
U=-
2nEJx
A47)
Прочность пружин. При нагружении пру-
пружины моментом Mq её жилы работают на
изгиб и кручение. Опасные точки в любом
поперечном сечении жилы лежат на её вну-
внутреннем волокне.
Наибольшее эквивалентное напряжение,
подсчитанное по теории „наибольших танген-
тангенциальных напряжений" в опасных точках,
A48>
наиб nW,,
714
ПРУЖИНЫ И РЕССОРЫ
1РАЗД. 1
откуда
d =
3,1 no
A49)
экв.наиб
Значения коэфициента k, учитывающего
•повышение напряжения вследствие кривизны
жил, приведены в табл. 35.
Таблица 35
Значения коэфициента ft» необходимого
для вычисления напряжений по формуле A48)
в многожильных пружинах кручения
^\ 8
n \^
3
4
20°
1,08
1,06
22°
I,IO
1,08
24°
1,12
X.O9
26°
1.4
i,ii
28°
1.17
30°
i,ao
Колебания нагруженных пружин
Пружины растяжения-сжатия. Если в
процессе колебаний груза Р, присоединённого
ж пружине, жилы не приходят в плотное со-
прикоснозение (^max < hk) или если плотное
соприкосновение жил не нарушается (^min^^fe)»
то груз совершает гармонические колебания
<; частотой kx:
ql
A50)
где q — вес единицы длины троса, образую-
образующего пружину;
A51)
При Xmax <ХА следует принимать ? = ?' или
^ в зависимости от отсутствия или наличия
центральной жилы у троса (см. табл. 32).
При Xmin > \k следует принимать^ = \" или
$о в зависимости от тех же соображений.
Если при колебаниях груза ^ft>XmiD и в то
же время \k < ^max, то груз будет совершать
псевдогармонические колебания.
Затухание колебаний многожильных пру-
пружин происходит значительно интенсивнее, чем
у пружин обычных.
Пружины кручения. Собственная частота
колебаний детали, присоединённой к много-
многожильной пружине кручения и качающейся
чоколо её оси,
к* =
8
пЕ
A52)
где 1т — массовый момент инерции детали
«относительно оси пружины в кгсмсекК
[Значение г. — см. формулу A46).]
ПЛОСКИЕ СПИРАЛЬНЫЕ ПРУЖИНЫ
Конструкция,изготовление и назначение
пружин
Плоские спиральные ленточные пружины
(фиг. 71) широко применяются в конструк-
конструкциях различных механизмов и приборов (в ча-
часовых механизмах, в автоматическом оружии
и т. д.) главным образом как аккумуляторы
энергии (заводные пружины) с последующим
использованием их в качестве двигателей при-
присоединённых к ним деталей.
В соответствии с назначением спиральные
Пружины обладают сравнительно небольшой
жёсткостью и работают обычно при статиче-
статической нагрузке в условиях длительного нагру-
жения.
Спиральные пружины изготовляются из
высококачественной углеродистой стальной
ленты, обладающей большой прочностью и
достаточной пластичностью.
При изготовлении пружины лента нави-
навивается на валик (федеркерн) так, что витки
последовательно накладываются и плотно при-
прилегают друг к другу. (Предварительно концы
ленты, для того чтобы обеспечить возможность
их крепления, на небольшом участке отжи-
отжигают.)
В целях стабилизации формы спирали и
напряжений, развивающихся в сечениях ленты,
последнюю после навивки, почти не распуская,
помещают в обойму (заневоливают) и выдер-
выдерживают так длительное время (сутки и более-
в зависимости от ответственности пружины).
Если в процессе длительного нагружения
пружина не проявит признаков слабости („не
сядет"), а у ленты не обнаружится каких-либо
дефектов (надрывы,
трещины, вмятины, из-
изломы и т. д.), то пру-
пружина, принимающая
в свободном (ргспу-
щенном) состоянии
форму, представлен-
представленную на фиг. 71 и на-
напоминающую архиме-
архимедову спираль, считает-
считается пригодной к экс-
плоатации.
В процессе обра-
образования пружины (на-
(навивка — заневолива-
ние) лента получает
значительные пластические деформации изгиба,
приводящие к возникновению остаточных на-
напряжений, играющих существенную роль
в дальнейшей работе пружины.
Построение спирали ненагруженной
пружины
Уравнение оси пружинной ленты, плотно
навитой на валик, в полярных координатах
(уравнение архимедовой спирали)
Р = -^, ; A53)
где р — текущий полярный радиус; в — поляр-
полярный угол; 2И — толщина ленты.
Начальный радиус р! неотожжённой — ра-
рабочей части — ленты соответствует углу б=§].
Фиг. 71. Плоская спираль-
спиральная пружина.
РЯ. 1X1
ПРУЖИНЫ
715
Конечный радиус р2 имеет место при б2 —
— 2n/-f- Ьь где /—число оборотов спирали пру-
пружины,
г
Р2—Pi
2Н
A54)
Длина ленты пружины (принимая, что
b = ds)
Используя истинную диаграмму растяжения
пружинной ленты (диаграмма приближённо за-
заменяется двумя наклонными прямыми; см.
фиг. 68, б) и опираясь на теорию пластиче-
М -
Мзан -
ских деформаций [14], можно уравнение спи-
спирали свободной пружины представить в по-
полярных координатах в следующей параметри-
параметрической форме:
где параметр s— длина ленты от начала отсчёта
угла (при б' = 0 величина s = 0); о3усл ~ услов-
условный предел текучести, т. е. напряжение, соот-
соответствующее излому идеализированной диа-
диаграммы (точка Сна фиг. 68, б); Y—коэфициент
упрочнения, характеризующий уклон идеали-
идеализированной диаграммы в зоне пластических
деформаций, в kzjcm.
Для многих марок пружинной ленты прак-
практически можно принимать X равным нулю [3].
Задаваясь последовательными значениями
параметра s (sx
где st =
2ti
можно подсчитать соответствующие
ему полярные координаты и построить по
точкам спираль ненагруженной пружины, раз-
размеры которой определяют наибольший её га-
габарит.
Напряжения в поперечных сечениях
спиральной пружины
Напряжения при заневоливании. Эпюра
нормальных напряжений в поперечных сече-
сечениях ленты заневоленной пру-
пружины представлена на фиг. 72, а.
Наибольшие напряжения в крайнем волокне
сечения
A58)
Напряжение на границе упругой зоны попе-
поперечного сечения ленты равно vsycA- Эта гра-
граница отстоит от нейтральной оси на расстоя-
расстоянии
_- °.yw* p.
A59)
Момент внутренних сил в сечении s при
заневоливании
-
Js уел
где В — ширина ленты.
Остаточные напряжения. Эпюра остаточ-
остаточных нормальных напряжений в сечени:-. ленты
свободной (ненагруженной) пружины после за-
неволивания представлена на фиг. 72,6.
Остаточные напряжения г ь ранних волокнах
по направлению противоположны тем напря-
напряжениям, которые имели место при заневоли-
заневоливании (нагружении) пружины; поэтому, скла-
складываясь впоследствии; с напряжениями, возни-
возникающими при работе, они снижают номинальные
рабочие напряжения, повышая таким образом
несущую способность пружины.
Величина наибольшего остаточного напря-
напряжения „отрицательного" направления:
1-Г|П-22), A61)
где
На границе упругой зоны сохраняются на-
напряжения того же знака, что и напряжения
рабочих режимов,
('-I) I'-I'+t
Наибольшие остаточные напряжения имеют
место в сечении ленты, соответствующем р,^.
Напряжения в заведенной пружине
(фиг. 72, в). В крайнем волокне сечения ленты
напряжения
а;--а;+^г. аба)
///7////7//7[7/У77//7Х77/
Фиг. 72. Эпюры нормальных напряжений в поперечных сечениях заневоленной плоской спиральной пружины:
¦а — эпюра напряжений при заневоливании; о —эпюра остаточных напряжений; в — эпюра напряжений
в сечениях заведённой пружины.
716
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
На границе упругой зоны
A63а)
где Мазг ~ изгибающий момент в сечении
wшзг
Формулы справедливы при Мизг^Мзан.
Величина изгибающего момента зависит от
момента на валике и способа крепления на-
наружного конца спирали.
Внутренний конец спирали жёстко связы-
связывается с валиком, посредством которого пру-
пружины нагружаются моментом, вызывающим
изгиб ленты. Наружный конец спирали присо-
присоединяется к детали (к барабану, рычагу и т. д.),
приводимой в движение.
В зависимости от конструкции крепления
наружный конец спирали можно считать либо
заделанным, либо закреплённым шарнирно.
В первом случае можно принять, что во
всех сечениях спирали имеет место чистый из-
изгиб, причём изгибающий момент в работающих
(не лежащих на валике и барабане) витках
спирали равен моменту на федеркерне.
Во втором случае изгибающий момент из-
изменяется от сечения к сечению и в любом из
них равен
где Р — тяговое усилие в шарнире; у — соот-
соответствующее плечо (фиг. 71).
В некоторых, наиболее удалённых от места
закрепления сечениях спирали изгибающий мо-
момент Мизг почти вдвое превышает момент на
федеркерне [27].
Отыскание опасного сечения и вычисление
наибольших напряжений требуют специальных
исследований.
Однако при расчёте пружин этого вида
следует иметь в виду, что, начиная с некото-
некоторого момента процесса нагружения, витки ло-
ложатся на валик и при полном заводе пру-
пружина принимает ту же форму, что и при
заневоливании, а напряжения в сечениях вновь
достигают величины, которую они имели при
навивке (см. эпюру на фиг. 72, а). В этом слу-
случае вопрос о запасе прочности пружины целе-
целесообразно решать, руководствуясь не величи-
величиной наибольших напряжений, близких к вре-
временному сопротивлению, а исходя из макси-
максимальных относительных линейных деформаций
крайних волокон ленты:
н
PmiD
2#
Характеристика плоской спиральной
пружины
Характеристикой спиральной пружины на-
называется графически представленная зависи-
зависимость между моментом на федеркерне Мф и
углом его поворота <р. Теоретически эта зави-
зависимость линейная.
Для спиральной пружины, внешний конец
которой закреплён в барабане жёстко и лента
которой поэтому работает на чистый изгиб.
A64)
где /—развёрнутая рабочая длина ленты;
Для спиральных пружин с шарнирным кре-
креплением внешнего конца, принимая, что ось
ленты идёт по архимедовой спирали [77],
A65)
где а
Р2-Р1
2га
В практических условиях работы пружины
её действительная характеристика заметно от-
отклоняется от теоретической.
При помещении пружины в барабан, диа-
диаметр которого Dg обычно значительно меньше,
чем габаритные размеры пружины (О#л:Зй^),
внешние витки спирали плотно прилегают
друг к другу и прижимаются к внутренней
поверхности кожуха. В результате на началь-
начальном этапе завода не все витки принимают уча-
участие в образовании угла <р на федеркерне.
Наружные витки спирали отходят друг от
друга и включаются в работу лишь постепенно,
вследствие чего характеристика на участке О А
(фиг. 73) криволинейна. Лишь в момент пол-
полного освобождения всех витков от стесняю-
стесняющих их стенок лента пружины получает воз-.
можность деформироваться на всем своём
Фиг. 73. Теоретическая и действительная характе-
характеристики плоской спиральной пружины.
где йф — диаметр валика.
?тах Должно быть меньше истинного отно-
относительного удлинения при разрушении.
Для часовых пружин на практике обычно
2Н \
jjs, что соответствует етах «
о/
« 3% [13].
Выбор этого отношения в соответствии
с пластическими свойствами стальной ленты
и должен служить основой расчёта спираль-
спиральных пружин на прочность.
принимают —
протяжении /. Характеристика пружины ста-
становится линейной, и зависимость угла пово-
поворота <р от Мф удовлетворительно предста-
представляется формулами A65) и A66).
При дальнейшем нагружении витки посте-
постепенно стягиваются к валику и, наконец,
начинают плотно навиваться на него, выклю-
выключаясь из работы. Характеристика опять пере-
перестаёт быть линейной (участок ВС на фиг. 73).
Дело ещё осложняется наличием трения [20}
между соприкасающимися и проскальзываю-
ГЛ. IX]
ПРУЖИНЫ
717
щими друг относительно друга витками, вслед-
вследствие чего характеристики при нагрузке и
разгрузке не совпадают. Образующаяся на
диаграмме петля „гистерезиса" зависит от со-
состояния поверхности ленты, смазки, длины
отожжённых концов ленты и условий закре-
закрепления внешнего конца пружины, что опреде-
определяет вид деформированной оси спирали при
нагружении.
Площадь диаграммы UnCK.0 (фиг. 73) про-
пропорциональна работе при заводе пружины.
Площадь ОтСКО пропорциональна полезной
работе пружины при её разворачивании.
Отношение указанных площадей есть коэ-
фициент полезного действия заводной пру-
пружины.
В практике точного приборостроения для
подсчёта момента на валике применяются эмпи-
эмпирические формулы.
Точный вид характеристики в каждом част-
частном случае может быть получен только экс-
экспериментально.
В случае необходимости подробно иссле-
исследовать деформацию гибкой спиральной пру-
пружины, следует обратиться к теории больших
перемещений кривых брусьев [72].
ТАРЕЛЬЧАТЫЕ ПРУЖИНЫ БЕЛЬВИЛЛЯ
Конструкция, изготовление и назначение
пружин
Тарельчатые пружины сжатия конструкции
инж. Бельвилля (фиг. 74) штампуются из ли-
листовой стали в форме оболочки, имеющей вид
усечённого конуса (угол подъёма 0 = 2-е-6°;
А= 2,0-3,0).
(В ГОСТ 3057-45 включены пружины Бель-
Бельвилля диаметром D от 28 до 300 ми из листо-
р- а —л щписродать
вой стали толщи-
толщиной 5 от 1 до 20 мм,
с высотой конуса h
от 0,6 до 9,0 мм.
Наибольшая рабо-
рабочая нагрузка, вос-
воспринимаемая эти-
этими пружинами, до-
достигает 52 т.) Уси-
Усилия Р, распреде-
распределённые равномер-
равномерно по периметрам
кр\»мок (наружной
и внутренней), из-
изгибают стенки обо-
оболочки и уменьша-
уменьшают угол подъёма 0.
Осадка одной та-
тарелки не. должна
превышать при
этом 0,8 h. Для получения нужного осевого
перемещения пружины составляются из ряда
секций, каждая из которых образуется
двумя тарелками, соприкасающимися наруж-
наружными кромками. Секции монтируются в
гильзе или на общей центрирующей оп-
оправке.
Отдельные секции взаимодействуют, ка-
касаясь друг друга внутренними кромками.
Образуемые таким образом весьма жёст-
жёсткие пружины предназначаются для восприятия
Фиг. 74. Тарельчатая пружина
Бельвилля.
больших усилий и используются главным об-
образом как мощные буферные пружины во
всякого рода амортизаторах.
Для большего гашения энергии восприни-
воспринимаемых ударов между тарелками можно уста-
устанавливать шайбы. В этом случае жёсткость
пружины ещё несколько возрастёт за счёт сил
трения, развивающихся на кромках тарелок
при их скольжении по шайбам. При наличии
особенно больших нагрузок пружины можно
устанавливать пакетами, вкладывая конус в
конус так, чтобы верхняя пружина своей
внутренней поверхностью ложилась на наруж-
наружную поверхность нижней пружины. При этом
рабочая нагрузка может быть увеличена при-
примерно пропорционально числу пружин в па-
пакете.
Пружины Бельвилля изготовляются [46] из
листовой стали марки 60С2А по ГОСТ
В-2052-43 или других, равноценных по механи-
механическим свойствам марок.
Листы стали должны иметь чистую поверх-
поверхность. Пружины из листов толщиной до 6 мм
штампуются в холодном состоянии. В этом
случае листы предварительно получают не-
неполный отжиг при температуре 550—700° с
медленным охлаждением в печи.
Пружины из листов толщиной более 6 мм
штампуются в горячем виде."
Предварительно из листа вырезают полосы-
заготовки, из которых вырубают шайбы; по-
последние выгибают на специальных штампах.
Получение конусности обработкой на станке
нежелательно.
Термообработка пружин состоит из закалки
и отпуска. При закалке пружины нагреваются
в нефтяных или электропечах до 800—830° с
выдержкой при этой температуре в течение
5—30 мин. в зависимости от размеров пружины.
Пружины обычно охлаждаются в масле
или нефти; пружины из листов значительной
толщины — в воде.
Отпуск ведётся при температуре 390—430°
в свинцовой ванне, реже — в нефтяной печи.
При указанных температурах пружины выдер-
выдерживаются 5—30 мин., в зависимости от раз-
размеров, а затем охлаждаются на воздухе.
Пружины, подвергнутые термообработке,
должны иметь однородную мелкозернистую
структуру и твёрдость //#с —40ч-47. Поверх-
Поверхность пружины очищается от окалины и зау-
заусенцев посредством травления, очистки песко-
пескоструйным аппаратом и обработкой на наждач-
наждачных кругах.
Периметры опорных кромок пружин повы-
повышенной точности шлифуются наждачными
кругами. Ширина опорных плоскостей пружин
в зависимости от наружного диаметра приве-
приведена в ГОСТ 3057-45.
Для повышения несущей способности пру-
пружины Бельвилля заневоливаются путём обжа-
обжатия до полного сплющивания. Учитывая обра-
образование пластических деформаций при зане-
воливании, высота пружины-заготовки должна
быть несколько больше еысоты пружины по
чертежу.
При приёмке пружины подвергаются внеш-
внешнему осмотру и проверяются по размерам..
Допуски на размеры пружин Бельвилля при-
приведены в ГОСТ 3iM7-45. Там же указаны тех-
технические условия приёмки и испытаний поу-
жин Бельвилля.
718
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
Расчёт пружин
Пружины Бельвилля имеют нелинейную
характеристику, которая может быть построена
ио формуле [74]
' A66)
где Р—усилие, воспринимаемое пружиной;
Хо — осадка одной тарелки (полное осевое пе-
перемещение Х=/гА0, где л —число тарелок);
В, Ь'о, В1 и В2 — величины, зависящие от коэ-
фициента Пуассона и отношения диаметров
D
т = ч-
Площадь диаграммы сжатия представляет
работу деформации.
При т < 2,5 можно пользоваться прибли-
приближённой формулой [81 и 108]
Р=
A
ния т~—-. Нормальные напряжения в окруж-
окружных сечениях оболочки незначительны [ПО].
Учитывая остаточ-
остаточные напряжения
[37], возникающие
призаневоливании,
напряжения, полу-
полученные расчётом,
следует рассматри-
рассматривать как номиналь-
номинальные, величина ко-
которых условна и
может достигать и
даже превышать
величину предела
прочности.
При выборе
размеров пружи-
пружины, работающей на
начальной (почти
линейной) части
характеристики, удобно пользоваться номо-
0J5
/ г
Фиг. 76. Графики значений коэ-
фициентов для вычисления ма-
максимальных нормальных напря-
напряжений в меридиональных се-
сечениях пружин Бельвилля по
формуле A68).
t/ X \ 1 ларакхертлики, удиино пользовать'
(Л—>о) [h—|-)-И2 • A67) граммой, представленной на фиг. 77.
Все коэфициенты В и А при (х = 0,3 пред-
представлены на фиг. 75 графиками.
Фиг. 75. Графики значений коэфициен-
тов для вычисления усилия, восприни-
воспринимаемого пружиной при заданной осад-
осадке Хо, по формулам A66) и A67).
Расчётная осадка Хо при Ятах во избежание
полного сплющивания и удара колец друг о
друга должна составлять лишь часть высоты
конической оболочки h (АПто„ <[0,8 h).
Наибольшие нормальные напряжения раз-
развиваются в меридиональном сечении кони-
конической оболочки, у внутренней кромки. Их
величина может быть определена по фор-
формуле [74]
A68)
Коэфициенты К, Ко и Ki представлены на
фиг. 76 графиками в зависимости от отноше-
ах = ^-(Л <0-Mvi + 8).
Пример расчёта пружины Бельвилля с помощью
номограммы
Определить толщину листа 8, угол конусности в и число
тарелок пружины амортизатора, если энергия U, которая
должна быть поглощена последним при осадке Х=6 мм,
равна 15 кгм. Из условий габарита принимаем Z>>=80 мм
и d=40 мм.
В качестве материала выбираем высокоуглеродистую
сталь, для которой Ц2=-150 кг/мм1; Е—2 ¦ 10* кг/мм*;
1^=0,3.
Задаемся коэфициентом ?=—=0,7.
А
Вычисляем коэфициент
Kzu K 150s. 802- 6
*~ TlELT" 4 • 0,7 • 2 • 10* ¦ 15 000
- 1,03.
Из номограммы фиг. 77 при а=1,03 и /я—^=2 нахо-
а
дим (как это показано пунктиром) л:—0,13 и р—3,3.
II II К II Л II II II
66
0.4
0,3
М.2
0.1
0.1 0.2 0Л 0.6п81О\2.0 J<S.O 6,08,010 20 40 60 c.fi
а-!.ОЗ р=3.3
Фиг. 77. Номограмма для расчёта пружин Бельвилля.
—
—
¦i
|-Н
2
Л л
Ш
L
\
¦
*¦'
\ 1
[
\
\\ \
ft
v\\
w
V
)
//
%\
\
t
A
f
/,
11
V
^J
1
1
1
1
f
1
I
\
1
fj
IT
ti 1
7 Г
/1
'
I 1
/ /
A
/
/
1
! ! !
II!
i
I
ti i
| Г
h,—
r4
\
ft '
к
1
T"
Ij
T]T
-i^ ij
i i i i
1 | ]l
I'i
ГЛ. IX]
ПРУЖИНЫ
719
Толщина 8——
ТЕ
— 7,5 мм.
Высота конуса Л—лг8—0,13 • 7,5=0,975 мм.
Угол конусности tg 9 —-р; — ; 9=2,8°.
D-d
Число тарелок л — ¦=—?
U5 0,7 • 0,13 . 7,5
>
/
/
/"
/
/
п
9 шт.
г .5
го
1.5
0.35.10
0,3. 1(Р
Q25.W
ozw~e
Фиг. 78. Графики значений величины ч
см*\кг и коэфициента х в зависимости от
отношения т ——г Для приближённого рас-
расчёта пружин Бельвилля по формулам A69),
A70) и A71).
Если заданы наибольшая нагрузка -Ртах и соответ-
соответствующее осевое перемещение X, то при расчёте вначале
следует определить энергию t/=—ш^х ¦ , а затем ис-
использовать номограмму указанным выше способом.
При предварительных расчётах, особенно
в случае тяжёлых, жёстких, грубо выполнен-
выполненных тарелок, удобно пользоваться упрощён-
упрощёнными формулами A69), A70) и A71) [77]:
осадка
_
48
см:
наибольшее напряжение
р
ffmax = *-g2
потенциальная энергия
кгсм.
A69)
A70)
A71)
Необходимые коэфициенты представлены
на фиг. 78.
Результаты экспериментальных исследова-
исследований пружин Бельвилля см. в работах [ 1101
и [781.
КОЛЬЦЕВЫЕ ПРУЖИНЫ
Конструкция, изготовление и назначение
пружин
Кольцевые пружины (фиг. 79) состоят из
внутренних и внешних стальных колец попе-
поперечного сечения специальной формы, опира-
опирающихся друг на друга своими конусными по-
поверхностями. Кольца вальцуются по нужному
профилю, а затем проходят термическую об-
обработку. При их изготовлении необходшио-
следить за тем,
чтобы они не
коробились. В
этом отношении
целесообразно-
выполнять
кольца со стен-
стенками примерно-
равной толщи-
толщины, делая их с
нерабочей сто-
стороны вогнуты-
вогнутыми (фиг. 80).
1
Фиг. 79. Продольный разрез коль-
кольцевой пружины.
Фиг. 80. Сече-
Сечение наружного-
кольца кольце-
кольцевой пружины.
Осевое усилие, воспринимаемое пружиной, со-
создаёт на поверхностях соприкосновения колец,
большие силы давления, под действием кото-
которых наружные кольца растягиваются, а вну-
внутренние — сжимаются. При этом, несмотря на>
значительные силы трения, препятствующие-
относительному проскальзыванию колец, по-
последние вдвигаются друг в друга, вследствие
чего общая высота пружины сокращается.
Поскольку угол конусности р больше угла
трения ср (tg ср = /, где коэфициент трения
скольжения /«ОДч-0,16), внутренние силы
упругости при разгрузке пружины, преодоле-
преодолевая трение, вновь восстанавливают её размеры.
Характеристика пружины изображена на
фиг. 81. Процесс нагружения представлен пря-
R
р
flffi
trl
/
ж
/
**<
ill
//
*--
ь
/
/
/
У
D
0 А
' Фиг. 81. Характеристика кольцевой пружины.
мой ОА. Для этой пружины внешнее усилие,,
приложенное к торцевому кольцу, уравнове-
уравновешивается силами давления и силами трения
(при отсутствии сил трения характеристика
шла бы примерно так, как указано на фиг. 81
пунктиром ОС).
Процесс разгрузки распадается на два этапа.
Вначале (прямая АВ) при уменьшении нагрузки*
от Рты до Рв внутренние силы упругости,
720
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. i
парализованы силами трения. Затем при значи-
значительно уменьшившейся внешней силе внутрен-
внутренние силы упругости, всё ещё сохранившие
своё наибольшее значение, в состоянии преодо-
преодолеть трение. Они возвращают кольца в исход-
исходное положение (линия ВО). Площадь ОАСЬО
представляет собой работу сил трения, пере-
перешедшую в теплоту. В зависимости от смазки
и пригонки колец друг к другу работа сил тре-
трения составляет примерно 60—70% полной ра-
работы, совершаемой при нагружении пружины
(площадь OACBDO).
Столь высокая амортизационная способ-
способность кольцевых пружин трения выдвигает их
на первое место среди других буферных пру-
пружин, в качестве которых они широко и исполь-
используются (на тяжеловесном подвижном железно-
железнодорожном составе, в шасси самолётов [119]
и т. д.), несмотря на некоторую сложность их
изготовления.
Расчёт пружин
Кольца, составляющие пружины, работают
на растяжение (наружные кольца) и сжатие
(внутренние) [78].
Для внутренних колец
Р
A72)
для наружных колец
A73)
Осевое перемещение X торцов пружины,
состоящей из п колец (два из них торцевые —
односторонние либо полные, но работающие
одной стороной),
2ъЕ tg f) tg (Р + 1)
\Db_ Dh\
L FB + FH\
где Fb и Fff — площади поперечных сечений
внутреннего и наружного колец; Дди^ —
диаметры их осевых линий (см. фиг. 79).
Если внутренние и наружные кольца имеют
одинаковое поперечное сечение (Fb = FH), то
Da+Dt
где Н—высота одного кольца; Da — наруж-
наружный диаметр кольцевой пружины; Dt — вну-
внутренний диаметр (фиг. 79).
Энергия, поглощаемая пружиной при одном
цикле нагружение — разгрузка,
7 = С^. A76)
Практически С = 0,6-f-0,7. (Теоретическое
значение коэфициента С, отражающего работу
сил трения, подсчитанное без учёта влия-
влияния пригонки колец друг к другу, получается
завышенным и достигает 0,8.)
При конструировании кольцевых пружин
следует руководствоваться примерно следую-
следующими соотношениями:
tg p и 0,25 -*¦ 0,3; ,8 = 14-к-17°;
Г_7 11 D 1 1
/7 I ф 1 JDcp I 1
где Вср — средняя толщина колец.
Зазор е между двумя последовательно по-
поставленными внешними (или между внутрен-
внутренними) кольцами у предельно сжатой пружины
не должен быть меньше 0,1 см. Лучше делать
зазор несколько большим, особенно для колец
большого диаметра.
Общая длина разгруженной пружины (при
односторонних торцевых кольцах)
077)
где п — общее число колец.
Размеры и расчётные данные для кольце-
кольцевых пружин приведены в табл. 36. Результаты
экспериментальных исследований кольцевых
пружин см. [ПО].
Мощные кольцевые пружины могут быть
составлены из двух пружин, помещённых кон-
концентрически одна в другой.
Таблица 36
Размеры и расчётные данные для кольцевых пружин
диаметры
Da
48,9
3*-3
25
20
16
12,8
10,2
8,2
D.
42,85
34.18
27,43
21,86
17,38
14,05
11,16
8,95
7,21
Размеры пружины в мм
высота
элемен-
элемента
s
5-1
4.1
3-3
2,6
2,1
1.7
1.35
о,9
а
2,45
1.9 5
1.55
1,О
о,8
0,65
о, 5
о,4
ь
1.3
i>°5
о,8
0,65
о. 55
о,4
о.35
О,25
0,2
а,
2,1
1.7
1.35
i,i
о,9
°, 7
о,55
°. 45
о,35
о,95
о,8
о,6
°'\
о,з
О,25
О,2
о, 15
/г
3.9
З.1
2.5
2,0
1,6
1,3
1,05
o,8j
0,7
г
°.з
0.25
О,2
O,l6
O,I3
О,1
—
—
—
Максимальное
напряжение
в кг/мм3
о
К ^
О-
X
92
92
92
92
92
92
92
92
92
1>
1)
с
X
13
[io,4
10,9
ГО9.5
[Об
оо
15
об
ю
я
г<
с§
о. 79
0,625
о.5
°-39
°.33
о, 244
о 0,21
0,165
о, 135
Максимальная
нагрузка в кг
а
''v a
\О Н
124 9°°
79 ооэ
50400
ззооо
2О IOO
13880
89=>о
5 3°°
3 470
a S1
О 1—i
•A, SO
3" 5 ;|
>,!> '1
О i-i>
I9Q 8ОО
120 -1 JJ
ЗобОЭ
52 800
32 200
22 200
14 200
8 500
5 00°
Примечание. При вычислении Хх принималось, что Е = 2,1 • 10' кг:мм1,
ГЛ. IX]
ПРУЖИНЫ
721
При желании получить пружины, облада-
обладающие в начале нагружения несколько мень-
меньшей жёсткостью, чем при больших нагрузках,
йрименяются кольцевые пружины специаль-
специальных конструкций, у которых часть внутренних
колец разрезана по высоте. В этом случае
кольца в начале нагружения работают на из-
изгиб как поршневые кольца, пока их шлицы
не закроются. Замкнувшись, кольца начинают
работать на сжатие. В этот момент пружина
становится более жёсткой и её характеристика
получает излом.
Разрезанные кольца изготовляются пере-
переменного сечения и приближаются по форме
к брусу равного сопротивления на изгиб.
Кольцевые пружины должны быть хорошо
смазаны.
Для пружин, многократно сжимаемых в те-
течение короткого промежутка времени, должны
быть созданы условия хорошего охлаждения.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Атлас нормалей пружин, применяемых в сельскохо-
сельскохозяйственном машиностроении; составлен Центральным
бюро стандартизации ВИСХОМ, изд. „Стандартизация
и рационализация", 1934.
2. Благонравов А, А., Основания проектирова-
проектирования автоматического оружия, Оборонгиз, 1940.
3. Блинник С. И., Малинин Н. Н., Понома-
Пономарёв С. Д., Феодосьев В. И., Черны-
ш ё в Н. А., Новые методы расчёта пружин, Машгиз,
1946.
4. Б о н д а р е н к о Г. В., Малые колебания упругих
систем, Кубуч, 1934.
5. Гродский Г. Д., Теория динамического сжатия
винтовых пружин, изд. Артиллерийской академии
им. Ф. Э. Дзержинского, 1934.
6. Груздев Н. И. и Пискунов Н. С, Расчёт
пинтовой рессоры на динамическое сжатие. Труды
Акад. мех. и мотор. РККА им. Сталина, юбилейный
сборник, 1940.
7. Гудремонт Э., Учение о специальных сталях,
перевод с немецкого, ОНТИ, 1937.
8. Ж е г а л о в Н. и Мамин В., Калибрование ци-
цилиндрических пружин, Труды Института с.-х. машин,
вып. 3, 1929.
9. Знаменский А. П., Справочник металлиста,
ч. 1, разд. X, § 3, ГНТИ, 1933.
10. Константинов В. Н., Производство и испыта-
испытание винтовых цилиндрических пружин, изд. Артилле-
Артиллерийской академии им. Ф. Э. Дзержинского, 1937.
11. К р и в о л у ц к и й В. А., Расчёт клапанных пружин,
изд. Ленинградской военно-воздушной академии, 1943.
12. Крылов А. Н., О некоторых диференциальных
уравнениях математической физики, изд. 2-е, Академия
наук СССР, 1932.
13. Л е в и т а н Е. Н., Часовые механизмы дистанцион-
дистанционных трубок, Оборонгиз, 1944.
14. Л и х а р е в К. К., Пономарёв С. Д. и Фео-
Феодосьев В. И., Расчёт плоских спиральных пружин
с учётом упрочнения при их заневоливании, Труды
каф. сопрот. матер. МВТУ им. Баумана, 1947."
15. Л о р е н ц В. Ф., Влияние термической обработки
на механические свойства пружин сжатия, Труды
ВИСХОМ, 1932.
16. Л о р е н ц В. Ф., Расчёт пружин кручения, Труды
Института с.-х. мех., 1932.
17. Малинин Н. Н., Основные формулы деформаций
цилиндрических пружин. Труды каф. сопрот. матер.
МВТУ им. Баумана, 1947.
18. М е х о в Б. Т. и Т а р а п и н В. Н., Навивка пру-
пружин, ОНТИ, 1936.
19. М и н к е в и ч Н. А., Свойства, тепловая обработка
и назначение стали и чугуна, ч. I, II и III, Госмаштех-
издат, 1932.
20. Нейман И. Ш., Динамика и расчёт на прочность
авиационных моторов, ч. II, стр. 106—198, ОНТИ, 1934.
21. Пименов П. Г., Методы номографического рас-
расчёта спиральных пружин, Труды лабор. испыт. матер.
МИМ и ЭСХ, изд. .Новый агроном", 1931.
22. Пименов П. Г., Пружины, статья в Технической
энциклопедии, т. XVIII, стр. 453—457, 1932.
23. Подзолов И. В., Допускаемые напряжения для
сталей, Оборонгиз, 1940.
24. П о д ч а с о в П. Г., Влияние производственных по-
погрешностей на частоту собственных колебаний клапан-
клапанных пружин, Труды Киевского авиационного инсти-
института, вып. VH, 1936.
25. Пономарёв С. Д., Расчёт и конструкция витых
пружин, ОНТИ, 1938.
26. Попов Е. П., К вопросу о расчёте на деформацию
конических и параболоидных пружин, Труды каф. со-
сопрот. матер. МММИ им. Баумана, вып. 21/22, 1936.
27. Р е й н а л ь К., Пружины и их расчёт методами но-
номографии (перевод с немецкого Полуянова Л. ЯО,
ОНТИ, 1929.
28. С е р е н с е н С. В., Т е т е л ь б а у м И. М., П р и-
горовский Н. И., Динамическая прочность в ма-
машиностроении, изд. 2-е, Машгиз, 1У45.
29. Сидоров А. И., Плоские регуляторы быстроход-
быстроходных машин (их устройство, теория и расчёт), изд.
МВТУ, 1895.
30. Смирнов В. И., Термическая обработка стальных
рессор и пружин, Металлургиздат, 1944.
31. Смирно в-А л я е в Г. А., Теория пластичности
квазиизотропного тела, статья в сборнике „Экспери-
„Экспериментальные методы определения напряжений и дефор-
деформаций в упругой и пластической зонах", вып. II,
ОНТИ, 1935.
32. Стали в машиностроении (справочник), стр. 312—315,
Внитомаш, Машгиз, 1946.
33. Стандартизация в чёрной металлургии, „Библиотека
иностранных стандартов", вып. II, разд. VIII (перевод
Дунаева С. К.), изд. „Стандартизация и рационализа-
рационализация", 1934.
34. Тимошенко С. П., Вопросы устойчивости упру-
упругих систем (перевод с немецкого Даниловского А. П.),
Кубуч, 1935.
35. Т и м о ш е н к о С. П., Теория колебаний в инже-
инженерном деле (перевод с английского Шошина Н. А.),
ГНТИ, 1931.
36. Тимошенко С. Н. иЛессельс Д., Приклад-
Прикладная теория упругости (перевод с английского Ды-
Дымова А. И.), Гостехиздат, 1930.
37. Феодосьев В. И., Расчёт обжатия пружин Бель-
вилля, Труды каф. сопрот. матер. МВТУ, 1947.
38. Француз Р. А., Пружинонавивальные автоматы,
„Библиотека хозяйственника", ОНТИ, 1932.
39. Ч е л о м е й В. И., О вибрациях клапанных пружин
и методах их устранения, Труды Киевского авиацион-
авиационного института, зып. VII, 1936.
40. Ч е л о м е й В. И., Теория пружин, Труды Киев-
Киевского авиационного института, вып. VIII, 1938.
41. Ш в а р ц м а н А. В., Тепловая обработка и приме-
применение сталей в машиностроении и инструментальном
деле, Научн. техн. изд. Укр., 1935.
42. Шершевский Г. А., Вычисление приведённой
массы конической пружины (под ред. С. Д. Понома-
Пономарёва), Труды каф. сопрот. матер. МММИ им. Баумана,
вып. 41 и 42, 1938.
43. Афанасьев* Н. Н., Расчёт на усталость клапан-
клапанных пружин, „Техника воздушного флота" № 3. 1938.
44. Баландин П. П., О расчёте конических пружин,
„Вестник инженеров и техников" № 4, 1935.
45. Б а л а н д и н П. П., Расчёт пружин из витой про-
проволоки, „Вестник инженеров и техников" № 10, 1940.
46. Б е л я е в с к и й Г. Н. и К о п е л ь м а н 3. И.^
Пружины Бельвилля. Метод производства и испытания,
.Вестник металлопромышленности" № 5, 1936;
47. Благонравов А. А., О допусках на пружины
в оружии, „Известия Артиллерийской академии им.
Ф. Дзержинского", т. XXII, 1937. •
48. Е к и м о в В. К. и Г д а л и н И. С, Определение
наибольшей скорости аккумулированной цилиндриче-
цилиндрической пружины при действии на неё постоянной силы
сопротивления и определение времени разворачивания
пружины, „Вестник инженеров и техников" № 8, 1933.
49. Константинов В, Н., Исследование спираль-
спиральных пружин, „Известия Артиллерийской академии им
Ф. Дзержинского", т. XXIV, 1937.,'
50. Константинов В. HV, К 'расчёту винтовых ци-
цилиндрических пружин, „Известия Артиллерийской ака-
академии им. Ф. Дзержинского", т. XXIV, 1937.
51. Константинов В. Н., Методика испытаний
винтовых цилиндрических пружин, „Заводская лабора-
лаборатория" № 10, 1937.
52. Кузнецов Н. Н., Термическая обработка пружин
и борьба с трещинами, „Вестник инженеров и техни-
техников" № 1, 1939.
53. Л е в и н Г. И., Расчёт цилиндрических винтовых
пружин, „Точная индустрия" № 3, 1938.
54. Л о р е н ц В. Ф., Исследование пружин сжатия и
пружинной проволоки, „Сельскохозяйственная маши-
машина" № 10—11, 1930.
55. М а л и н и н Н. Н., Расчёт винтовых цилиндриче-
цилиндрических пружин, „Вестник машиностроения" № 7—8, 1943.
56. Михайловский А. И., О расчёте вагонных
цилиндрических винтовых пружин из прутков круглого
поперечного сечения, „Транспортное машиностроение"
№ 3, 1936.
57. Нагорный'С. М., Время действия парашютной
пружины, .Топливное машиностроение" № 5, 1940.
722
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
58. Погодин-Алексеев Г. И., Некоторые фак-
факторы, влияющие на продолжительность службы рессор
и пружин, «Вестник инженеров и техников" № 1, 1937.
59. П о п о в Е. П., Графические методы проектирова-
проектирования специальных типов пружин, „Вестник инженеров
и техников" № 5, 1941.
60. Р и х т е р Г., Новые машины для испытания рессор
и пружин, „Германская техника" № 4, 1939.
61. Р о г а ч е в с к и й Р. А., Расчёт концентрических
пружин, „Топливное машиностроение" № 5, 1940.
62. Р о д и н И. В., Деформации и напряжения в двух
пружинах специального контура, „Бюллетень техниче-
технической информации" № 4, Владивосток 1943.
63. Смирнов В. И. иСудницина К. И., Иссле-
Исследование релаксации ряда пружинных сталей, „Совет-
„Советское котлотурбостроение" № 2, 1945.
64. Тихомиров Е. Н., Об одной задаче удара,
„Еестник инженеров и техников" № 11, 1933.
65. Трапезин И. И., Определение частоты собствен-
собственных колебаний клапанных пружин, „Вестник инжене-
инженеров и техников" № 11, 1934.
66. Шаблинский Н., К обоснованию допусков на
силу пружины, „Вестник инженеров и техников" №2,
1937.
67. Ш а п и р о Я- М., Об учёте массы винтовых пру-
пружин при изучении движения деталей трубок и взрыва-
взрывателей, „Известия Артиллерийской академии им.
Ф. Дзержинского", т. XXVIII, 1937.
68. Щапов Н. П. и Федорович В. И., Иссле-
Исследование причин поломки тяговых пружин большегруз-
большегрузных цистерн и вагонов, „Железнодорожное дело" № 4,
1931.
69. Блинник С. И., Расчёт и экспериментальное ис-
исследование цилиндрических пружин прямоугольного
сечения, канд. диссерт., МВТУ им. Баумана, 1939.
70. М а л и н и н Н. Н-, Расчёт пружин с учётом пла-
пластических деформаций, канд. диссерт., МВТУ им. Бау-
Баумана, 1942.
71. П о н о м а р ё в С. Д., Расчёт многожильных пру-
пружин, докт. диссерт., МВТУ им. Баумана, 1944.
72. Попов Е. П., Теория и расчёт гибких упругих
деталей (Плоский изгиб деталей бруса малой жёст-
жёсткости при больших упругих перемещениях), изд.
ЛКВВИА, Л. 1947.
73. П о п о в Е. П., Теория деформаций витых пружин
с учётом явления посадки витков, канд. диссерт.,
МВТУ им. Баумана, 1943 (частично опублик. в жури.
„Прикладная математика и механика", т. IV, вып. 1 и 4,
1940 и в „Инж. сборнике Техн. отд. Академии наук",
т. I, вып. 2, 1941).
74. Ф е о д о с ь е в В. И., Гибкие оболочки в машино-
машиностроении, докт. диссерт., МВТУ им. Баумана, 1945.
75. Шатуновский Г. М., Исследование производ-
производства холодновитых цилиндрических пружин, канд.
диссерт., МВТУ им. Баумана, 1940.
76. Cousins F. M., Theory and Design of Springs,
Edwards Brothers. Michigan 1940.
77. Gross S., Berechnung und Gestaltung der Federn,
J. Springier. Berlin 1939.
78. G г о s s S. u. L e h r E., Die Federn, ihre Gestaltung
und Berechnung, VDI, 1938.
79. H о r t W., Technische Schwingungslehre § 96. J. Spring-
Springier. Berlin 1922.
8f>. К е n t ' s, Mechanical Engineers Handbook, 2d Edition,
v, III, part 10, Mechanical Spring (M. Sayre), 1938.
81. A 1 m e n J. O. and L a s zl о A., The uniforme Section
Disc. Spring, „Trans. ASME", v. 58, 1936, p. 305, May,
RP-58-11 .
82. В a 11 z W., Eine Befestigungsart fur Schraubenfedern,
„Die Werkzeugmaschine" № 6, 1929.
83. Beggs J. M., Time Required for the Action of
a Spring, Machinery (NY), v. 365, 1930, № 5.
84. Bergstrasser, Die Berechnung zylindrischer
'Schraubenfedern, VDI, 1933, b. 198.
85. В е г г у W. R., Practical Problems in Spring Design.
„Proceedings of the Institution of Mechanical Engineers",
v. 139, 1933, 431-524.
86. В i e г e n о С. В. u. К о с h J. J., Knickung von
Schraubenfedern. „Z. f. Angew. Math, und Mech.", Bd V,
1925, S. 279.
87. В i r n b a u m W., Untersuchung der Biegungs
schwingungen von Schraubenfedern, „Z. f. Flugtechnik
und Motorluftschiffahrt" № 3, 1925.
88. В u r d i с k W. E., Chaplin F. S. u. S h e p-
p a r d W. L., Deflection of Helical Springs under Trans-
Transverse Loadind, „Wire and Wire Products" № 4, 1939.
89. Carlson H., Spring Steels, „Product Engineering",
Jan.-March. 1942.
90. С a r 1 s о n R. W., New Alloys for Springs. „Product
Engineering". June 1938.
91. Cousins F. M., Torsions Springs Stress Calcula-
Calculations for Varions Wire Forms, „Product Engineering",
July 1939.
92. D a v 1 e s R. M., The Vibrations of Helical Springs,
„Engineering". v. 148, i939, № 3837, 28/VI1,
№ 3839, 11,'VIII.
93. D e n - H a r t о g J. P. u H e i 1 e s R. M., Forced
Vibration In Nonlinear Systems with Varions Combina-
Combinations of Linear Springs. „Journ. of Applied Mech.", ASME
1936, A-127 u. A-130.
94. D e n-H a r t о g J. P. and M 1 k 1 n a. Forced Vibration
with Non-Linear Springs Constant. „Trans. ASME", 1932,
АРМ 54-15, RP. 157.
95. Dick I., The Transverse Vibrations of a Helical
Spring with Pinned Ends and no Axial Load, „Philoso-
„Philosophical Magazine and Journal of Science", v. 33, № 222,
June 1942, p. 513—519.
96. DIN — Mitteilungen, 1933, 5/1, H. 1/2, Сообщение
о немецких нормах Е-2075 на пружины.
97. Е с k a r d t H., Bestimmung des Walzprofils bei
Schraubenfedern mlt rechteckigem Querschnitt, „Stahl
und Eisen" № 45, 1933.
98. E n s s 1 i n M., Belastungsversuche mlt zylindrischen
Schraubenfedern aus Stahl, „Maschlnenbau", 1931, s. 496
u. 536.
99. F 1 n n i e с о m e J. R., Analysis of Effect of Wire
Curvature on Allowable Stresses in Helical Springs,
„Journ. of Applied Mechanics", Dec. 1939, A—188-191.
100. G б h n e г О., Schubspannungverteilung in Quer-
Querschnitt einer Schraubenfeder, „Jng. Archiv", Bd. 1, 1930,
S. 619, Bd. 2, 1931, S. l u. 381, Vergceiche VDI, 1932,
S. 269 u. 735. Исправления см. в VDI, 1932, S. 352
u. VDI, 1933, S. 198.
101. G r a m m e 1 R., Die Knickung von Schraubenfedern,
„Z. f. Angew. Math, und Mech.", Bd. IV, 1924, S. 384.
102. Greyer R., Normung von Federn vom Standpunkt
der Konstruktion, „Maschlnenbau", 1926, S. 450.
103. G г i e b E., Verformung des Federstahles mlt quad-
ratischem oder rundem Querschnitt belm Warmrollen
zylindrischer Schraubenfedern, „Stahl und Elsen"
№ 37, 1932.
104. Holm O., Der Einfluss der Federmassen auf die
dynamischen Eigenschaften von Indikatoren, „Z. f. inst-
rumentenkunde", Bd. 48, Jan. 1928.
105. Jehle F. u. Spiller N.R., Idiosyncrasies of Valve
Mechanisms and their Causes, „Journ. of the Society
of Automotive Engineers" (SAE Journal), v. 24, Feb.
1929.
106. J u h a s z K. I., Graphical analysis of Surges In
Mechanical Springs; „Journ. of the Franklin Institute",
v. 226, № 4, Oct. 1938, p. 505-526; № 5, Nov.,
p. 631—644 .and v. 227, May, № 5, 1939. p. 647-672.
107. К 1 a m p P., Helical Springs Tables, „Product Engine-
Engineering", Aug. — Dec. 1939, Nov. — Dec. 1941 a. Jan. 1942.
108. LaszloA., Belleville Spring Desing, „Product Engine-
Engineering", Sept. 1938.
109. L ehr E., Schwingungen in Ventilfedern, VDI № 18,
1933.
110. LehrE. u Weigand A., Spanungsverteilung in
Federn, „Forschung a. d. Gebiete des Ingenieurwesens",
Bd. 8, № 4, 1937, S. 161-169.
111. Lie seek G., Berechnung zylindrischer Schrauben-
Schraubenfedern, VDI, 1933, S. 423. Исправления см. в VDI, 1933
S. 892.
112. Ludewig J. W., Torsional Moduli Variations of
Spring Materials with Temperature, „Trans of the Amer.
^oc. f. Metals", v. XXII, № 9, 1934, pp. 833-850.
113. Martin H.. Adjustable Extension Springs, „Product
Engineering", /938, June a. 1939, Aug. См. также „The
Machinist", v. 82, № 40, 1938.
114. Martin H., Compression Spring Adjusting Methods,
„Product Engineering", March — April, 1939.
115. M о о r h о u s e A. u. G r i s w о 1 1 W. R., Designing
the Dual Valve Spring, „Journ. Society of Automotive
Engineers" (SAE) № 5, Nov. 1928, S. 461—469.
116. Pilgram D. M., Beitrag zur Berechnung Zylindrischer
Schraubenfedern, „Dinglers Polit. Journal", 1922, S. 21-24
(см. также „Artill. Monatshefte", Bd. VIII, № 79-81,1913).
117. P 1 e 11 a D. H. u M a h e r F. J., Helix Warping In
Helical Compression Springs, „Wire and Wire Products',
Sept. 1940.
118. R a u s с h E., Die Steifigkeit von Schraubenfedern
senkrecht zur Federachse, VDI, Bd. 78. 1934, S. 364 u. 388.
119. Richter E., Rlngsfederbeine fiir Flugzeuge, VDI,
27/V 1939, S. 652-654.
120. Tatarinoff V., The Design of Springs Made of
Square or Flat Material, „Machinery" (L), v. 47, № 2112,
1936.
121. Tatarinoff V., Torsion Spring Design Charts,
„Product Engineering", April — May 1939.
122. T a t n a 11 R. R., The Fatigue of Helical Springs.
„Engineering", v. 150, № 3887, 12/VIII 1940.
123. Thiersch F., Spannungsmessungen an Schrauben-
Schraubenfedern, „Forschung auf dem Gebiete des Ingenieurwe-
Ingenieurwesens", Bd. 5, № 2, Marz — Apr. 1934, S. 53-59.
124 T о 11 e M., Die Durchblegung rotierenden Schrauben-
Schraubenfedern, VDI, 1908, S. 1994-1997.
125. Tour S., Spring of Stainless Steel, „Iron Age", v. 138,
№ 16, 15/X 1936.
126. V о g t R. F., Number of Active Coils in Helical
Splngs. „Trans. ASME", v. 56, June 1934, RP-56-4.
(See also „Machine Design" № 12, 1932.)
ГЛ. IX]
РЕССОРЫ ЛИСТОВЫЕ
723
127. W a h I A. М., General Considerations In Designing
Mechanical Springs, „Machine Design", Jan. — Apr.
1938.
128. Wahl A. M., Spring Materials. .Machine Design",
Oct. 1940.
129. Wahl A. M., Stresses In Heavy Closely Coiled Helical
Springs, .Trans. ASME", v. 51, 1929, АРМ — 185a, v. 52,
1930, АРМ — 518.
130. W h i 11 n g H. W., Easing the Designer's Load Selec-
Selection of Springs, „Machine Design", Febr. 1936.
131. W о 1 f A., Die Berechnung der Schrauben federn, „Die
Werkzeugmaschine", 1932, S. 117—119 u. 141—144.
132. W о о d В., Corrosion — Resisting Springs, „The Machi-
Machinist", v. 84, № 29, 1940, p. 308.
133. Jamamuro M., Variable Pitch Helical Springs at
high Speeds, -Trans of the Mechanical Engineers Japan",
v. 5, № 21. Nov. 1939, p. 101-102.
В „Bybliography on Mechanical Springs", ASME 1927, при-
приведены краткие аннотации 638 журнальных статей и дру-
других работ по различным вопросам, связанным с пружина-
пружинами. Составленные автором краткие аннотации (более 360)
печатных трудов по производству, испытанию, расчёту и
конструированию витых пружин, опубликованные с 1927
по 1942 г. и не попавшие в библиографию ASME, см. [3].
РЕССОРЫ ЛИСТОВЫЕ
ОБЩАЯ ЧАСТЬ
Назначение рессор
Листовые рессоры служат главным образом
для упругого подвешивания экипажей (авто-
(автомобилей, прицепов, железнодорожного подвиж-
подвижного состава и пр.) с целью предохранения их
от ударов при прохождении по неровностям
пути. Под действием рабочей нагрузки рессо-
рессоры должны давать достаточно большие упру-
упругие прогибы, обладая в то же время необхо-
необходимой прочностью.
Чем больше статический прогиб рессоры,
тем в большей степени поглощает она толчки,
разгружая от них подрессоренные части. Тре-
Трение, возникающее между листами рессоры,
способствует затуханию колебаний экипажа
и потому должно быть признано полезным.
Типы рессор
Рессоры состоят из нескольких (обычно
Ь—15) наложенных друг на друга листов раз-
разной длины.
По форме и способу передачи нагрузки рес-
рессоры можно разделить на полуэллиптические
(фиг. 82, а — наиболее часто применяемый
тип), кантилеверные (фиг. 82, б), я четвертные
Фиг. 82. Тины рессор: а — полуэллиптиче-
полуэллиптическая; б — кантилеверная; в — четвертная.
(фиг. 82, в). Расчёты рессор этих типов не от-
отличаются существенно друг от друга, так как
каждую половину полуэллиптической или кан-
тилеверной рессоры можно рассматривать как
четвертную рессору.
К специальным типам рессор могут быть
отнесены так называемые прогрессивные рес-
рессоры (фиг. 83), жёсткость которых изменяется
Фиг. 83. Прогрессивные рессоры.
по мере осадки. Изменение жёсткости в рес-
рессорах этого типа достигается либо благодаря
тому, что между некоторыми листами рессоры
предусматриваются зазоры, которые перекры-
перекрываются при деформации рессоры (фиг. 83, а),
либо благодаря особой конструкции крепле-
крепления концов рессоры (фиг. 83, б).
Материал для рессор
Рессоры изготовляются главным образом
из легированных — кремнистых, хромистых и
кремненикелевых-сталей,имеющих после соот-
соответствующей термообработки весьма высокий
предел текучести, близкий к пределу прочности.
Сортамент и химический состав рессор-
рессорных сталей - см. ГОСТ В-2052-43 (т. 3).
В табл. 37 приведены показатели механи-
механических свойств стали марок 60С2, 60С2А и
60С2Н2А, применяемых для изготовления рес-
рессор.
Таблица 37
Механические свойства некоторых сталей,
применяемых для рессор
Марка
стали
60С2
60С2А
60С2Н2А
Механические свойства
предел проч-
прочности <*?
в кг/мм'
130
1б0
175
предел теку-
текучести ss
в кг/мм3
I2O
140
i6o
удлинение S
в °/о
5
5
5
поперечное
сжатие ф
В°/о
25
20
20
ударная вяз-
вязкость й?
в кгм/см? не
менее
2.5
2.5
Примечание. Механические свойства указаны
для стали после закалки в масле и отпуска. Для стали
марок 60С2 и 60С2А t3aK = 860°, tomn = 400-450°, для
стали марки 60С2Н2А t3aK = 840°, tomn = 400°.
724
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
КОНСТРУКЦИЯ РЕССОР
Типы сечений листов
На фиг. 84 приведены шесть типов сече-
сечений листов. Наиболее широко как в железно-
железнодорожной, так и в автомобильной практике
распространены прямоугольный (фиг. 84, а)
и двояковогнутый (фиг. 84, б) профили сече-
сечения. Для рессор железнодорожного подвиж-
подвижного состава часто применяются также листы
с продольным желобком (фиг. 84, в). Такой
профиль применяется с целью устранения бо-
бокового сдвига листов при небольшом числе
хомутиков. Ту же цель преследует профиль
типа е, применяемый за последнее время
в американской практике, а в СССР — на па-
паровозах ФД и ИС (номинальные размеры по-
показаны на чертеже). Несимметричные профили
(фиг. 84, гид) имеют смещённую нейтраль-
нейтральных модификациях, которые, однако, принци-
принципиально не отличаются друг от друга. Оно
производителе помощью накладок на рессоры,
подкладок и стремянок (U-образные болты),
крепящих рессору к раме или к неподрессо-
ренной части (к тележке).
Крепление средней части рессоры при на-
наличии центрового болта получается более
лёгким, чем при отсутствии такового. Рессоры
железнодорожного подвижного состава, а так-
также тяжёлые рессоры дорожных экипажей
У/////////////////Л %///////У//////Щ
о) 6)
• ел
Фиг. 84. Типы сечений рессорных листов.
D
ную линию сечения, что приводит к увеличе-
увеличению напряжений сжатия и к уменьшению
напряжений растяжения. По некоторым дан-
данным применение листов такого профиля уве-
увеличивает долговечность рессоры.
В настоящее время несимметричные про-
профили проката рессорных листов применяются
лишь в автомобильной практике при исполь-
использовании легированных сталей.
Листы рессоры перед сборкой должны быть
тщательно очищены от окалины (пескоструй-
(пескоструйная обработка) и смазаны (графитовой смаз-
смазкой). Чем глаже поверхность листов, тем выше
их сопротивление усталости и тем больше
долговечность рессоры.
Форма концов листов
На фиг. 85 показаны концы рессорных
листов различной формы. Чаще всего им при-
придают форму 85, а и г. Значительное распро-
распространение (на легковых автомобилях) имеет
также форма 85, к. Форма концов листов
в значительной мере влияет на напряжения
в листах и на деформации рессоры. Наиболее
выгодны в этом отношении листы с оттяну-
оттянутыми концами. Подробнее об этом см. .Теория
рессор" (стр. 727).
Способы крепления рессор
Рессоры крепятся в средней своей части
и по концам. Крепление средней части рессор
выполняется в многочисленных конструктив-
Фиг. 85. Формы концов рессорных листов.
(грузовиков, прицепов и т. д.) часто не имеют
центровых болтов. В этом случае для устране-
устранения возможности продольного смещения ли-
листов в средней части каждого листа имеются
выштампованные выступы, входящие в такие
же углубления смежного листа, и стяжка рес-
рессоры осуществляется надетой на её среднюю
часть кованой обоймой.
Крепление концов рессор отличается значи-
значительно большим разнообразием, чем крепление
их средней части. На фиг. 86 представлены
наиболее простые элементы крепления концов
рессоры — ушки. В верхнем ряду изображены
так называемые основные, или главные, ушки-
ушки коренного листа. У некоторых рессор,
главным образом лёгких, эти ушки —един-
—единственные элементы крепления. На фиг. 86 пока-
показаны также примеры дополнительных, или, как
их иногда называют, аварийных, ушков. На-
Назначение этих ушков, которыми снабжается
второй или третий лист, — предохранять эки-
экипаж от аварии в случае поломки основного
ушка. На фиг. 86, б показано так называемое
центральное ушко, применяемое в рессорах,
передающих тяговое усилие. На фиг. 86, в
изображено кованое ушко, получаемое посред-
посредством осадки конца листа или приварки до-
дополнительного куска. Такая практика широко
распространена на английских рессорных за-
заводах, но почти не применяется из-за дорв-
говизны производства в других странах Ев-
Европы и в США.
ГЛ. IX]
РЕССОРЫ ЛИСТОВЫЕ
725
На фиг. 87, л — г показаны примеры кре- При такой конструкции рессора не может пере-
пления концов рессор, не имеющих ушков, давать толкающих усилий, и для этой цели
Фиг. 86. Типы ушков: а, б, в — основные ушки
г — м — дополнительные (аварийные) ушки.
На фиг. 87, а и б представлено наиболее про-
простое выполнение концов рессор в виде лап.
Фиг. 87. Лапы и особые типы крепления концов рессор.
должны быть предусмотрены специальные тол-
толкающие штанги. На фиг. 87, г показана наклад-
а)
я у///.
Я «^"
а ////.
а \УУ\\
И '///Г-//
а ч,\\\\
е)
УУУЧ
'////.
\\\\ч
'///(¦
ч\\\\
//У/,
н
н
й
и
й
и
__
f^XXKXXXXXX^
VIZ
щ
1
ч\\\\\\
//.А/
\\л>
///////// Л/
s\\\\\\
///////
ч\\\\У'
'//////.
\\\\\У
- —
/г'Ко
я
Фиг. 88. Типы хомутиков.
726
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. 1
ная стальная подушка с отверстием, заменяю-
заменяющая ушко. Эта конструкция применяется в тех
случаях, когда толкающие усилия очень вели-
велики и существует опасность отрыва ушков. На
фиг. 87, ж и з показано крепление в резине,
иногда применяемое в автобусах и тяжёлых
грузовиках (фиг. 87, з). В железнодорожной
практике применяется много других вариан-
вариантов крепления рессор без ушков — через от-
отверстия в концах коренных листов, через по-
подушки и ножи и т. д.
Особенно много типов крепления концов
рессор существует для сложных комбиниро-
комбинированных систем подвесок тележек многоосных
вагонов и паровозов.
Хомутики рессор
Хомутики служат для предотвращения бо-
бокового смещения листов.
На фиг. 88 приведены различные типы
хомутиков. По принципу конструирования они
могут быть разделены в основном на свобод-
свободные и затяжные. Для свободного хомутика на
чертеже оговаривается обязательный зазор
по бокам и сверху рессоры (под стяжным
болтом или под трубкой). Затяжные хомутики
устанавливаются без зазоров сверху и снизу,
а иногда и без зазоров по бокам. Затяжные
хомутики увеличивают трение в рессоре, ме-
мешая свободному относительному перемещению
листов при деформации, что является недо-
недостатком таких хомутиков. Однако в ряде слу-
случаев их применение оказывается целесообраз-
целесообразным, так как они разгружают коренной лист
при передаче через него тормозных или тяго-
тяговых усилий.
На лёгких рессорах часто устанавливают
штампованные тонкие хомутики. Для тяжёлых
рессор соответственно применяются хомутики
более прочной конструкции (фиг. 88, а и б).
Фиг. 88, и изображает кованый хомутик
Woodhead, рассчитанный на особо тяжёлые
условия работы. Нарезанные концы этого хо-
хомутика проходят в отверстия, высверленные
в расширенном конце листа, и затягиваются
гайками.
ИСПЫТАНИЕ РЕССОР
Статическое испытание (тарировка)
Целью статического испытания рессоры
является либо определение её прогиба при за-
заданной нагрузке (рабочей), либо снятие кривой
зависимости прогиба от нагрузки (характери-
(характеристики рессоры). Как видно из фиг. 89, характе-
характеристика рессоры представляет собой замкну-
замкнутую петлю, верхняя ветвь которой даёт зави-
зависимость между нагрузкой и прогибом рессоры
при её нагружении, а нижняя — при её раз-
разгрузке. Разница между ветвями характеру
стики рессоры, соответствующими её нагру-
жению и разгрузке, обусловливается силами
трения.
Площадь петли пропорциональна работе сил
трения. Для рессор обычных типов „средняя"
характеристика (тонкая линия на фиг. 89) пря-
прямолинейна.
Характеристика так называемых прогрес-
прогрессивных рессор криволинейна.
При заводских испытаниях обычно ограни-
ограничиваются определением стрелки рессоры при
рабочей нагрузке. Тарировка рессоры произ-
производится на специальных установках, предста-
Прогиб рессоры мм
Фиг. 89. Характеристика рессоры.
вляющих собой комбинацию нагрузочного при-
приспособления и весов. Эти установки разли-
различаются как методами нагружения (установ-
(установки гидравлические, электромеханические), так
и методами регистрации деформаций и на-
нагрузок.
Тарировка рессоры производится после её
предварительной осадки.
Испытание на долговечность
Рессоры относятся к тем деталям машин,
нагрузка на которые в действительности
является не статической, как это принимается
при расчёте, а изменяется во времени. Рес-
Рессора ломается при приложении статической
нагрузки лишь в исключительных случаях (ава-
(авария или грубая ошибка в расчёте). Обычно
же, как бы слаба рессора ни была, она, пре-
прежде чем выйти из строя, выдерживает тысячи
повторных нагрузок.
В настоящее время ещё нет возможности
привести методику надёжного расчёта рессор
на долговечность, поскольку разработка такого
расчёта не может считаться законченной. По-
Поэтому приходится ограничиваться статическим
расчётом рессор, выбирая для них допускае-
допускаемые напряжения с учётом действительных
условий их работы.
Режим испытаний рессор на усталость в
лабораторных условиях также ещё не стан-
стандартизован, и каждый завод устанавливает
этот режим на основе собственного опыта,
выбирая амплитуды колебаний рессор в соот-
соответствии с систематизированными данными
о работе рессоры в экипаже данного типа.
Испытания рессор на долговечность обычно
преследуют цель сравнения стандартных рес-
рессор, работа которых известна, с вновь спро-
спроектированными, улучшенными или изменённы-
изменёнными. Зная, что при данной амплитуде колебаний
ГЛ. IX]
РЕССОРЫ ЛИСТОВЫВ
727
рессора, выдержавшая такое-то число циклов
колебаний, даёт удовлетворительные в отно-
отношении долговечности результаты, можно срав-
сравнивать с ней другие рессоры, предназначен-
предназначенные для работы в аналогичных условиях.
В настоящее время такие испытания всё боль-
больше и больше становятся обязательными при
контроле рессор на заводах.
Амплитуда колебаний рессор при испыта-
испытаниях на долговечность в зависимости от типа
рессоры и экипажа, для которого последняя
предназначена, меняется в пределах от + 15
до + 50 мм. При этом допустимое (считаю-
(считающееся удовлетворительным) число циклов коле-
колебаний может меняться в пределах от 300000
до 1 500 000.
Испытания рессор на долговечность про-
производятся на специальных стендах, позволя-
позволяющих менять амплитуду колебаний рессоры
(обычно посредством смещения эксцентрика)
и с помощью суммарного счётчика регистри-
регистрировать полное число её колебаний до по-
поломки.
Число колебаний рессоры при испытании
на различных стендах колеблется от 80 до
3€0 в минуту. Как показывает опыт, испыта-
испытание при различной частоте колебаний в ука-
указанных пределах не даёт разницы в полном
числе колебаний до поломки, если только при
большей частоте серьёзно не нарушаются
условия смазки листов вследствие нагревания.
При применении для ускорения испытания по-
повышенной частоты колебаний часто прибегают
к охлаждению рессор с помощью вентиля-
вентилятора.
Следует отметить, что оценка долговечно-
долговечности рессоры по числу циклов нагружения, вы-
выдержанных ею до поломки, наиболее надёжна.
Поэтому усталостные испытания рессор сле-
следует производить во всех случаях массового
или крупносерийного их производства.
РАСЧЁТ РЕССОР
Теория рессор
Идеальная и реальная рессора. Обычно
рессора рассматривается как балка равного
сопротивления постоянной по длине толщины,
в плане представляющая собой треугольник
(фиг. 90, а). Под действием силы Р в каждом
сечении балки возникает изгибающий момент,
прямо пропорциональный расстоянию этого
сечения от конца балки. Так как ширина
сечения, а следовательно, момент инерции и
момент сопротивления его также пропорцио-
пропорциональны этому расстоянию, то напряжения во
всех сечениях оказываются одинаковыми, и
балка изгибается по цилиндрической поверх-
поверхности.
Чтобы перейти от треугольной балки к рес-
рессоре, треугольник (фиг. 90, а) можно пред-
представить себе разрезанным на несколько ча-
частей, которые, будучи наложены друг на друга
(фиг. 90, б), и образуют идеальную рес-
рессору.
Условия работы такой рессоры не отли-
отличаются от условий работы треугольной (в плане)
балки; усилия (фиг. 90, в) на нижележащие
листы рессоры передаются по концам (фиг.
90, в), и каждый из листов изгибается по ци-
цилиндрической поверхности. Прогиб такой рес-
рессоры определяется по формуле
PI
2EnJ'
0)
где / — длина рессоры; п — число листов; J —
момент инерции каждого из листов в корне-
корневом сечении (у места заделки).
Во всех листах возникают одинаковые на-
напряжения
B)
где W — момент сопротивления листа.
Реальная рессора обычно состоит из
листов, которые по своим размерам (длине, из-
изменению ширины
у концов) отлича- Iя
ются от листов :} I
идеальной рессо-
рессоры. Кроме того,
листы такой рес-
рессоры, как правило,
имеют в свобод-
свободном состоянии раз-
различную кривизну
и при сборке стя-
стягиваются цен-
центральным болтом.
Вследствие этого в
листах ещё до на-
нагружения рессоры
возникают напря-
напряжения (так назы-
называемые сборочные
напряжения).
Затяжка рессо-
рессоры при сборке
производится с
тем, чтобы: а) вос-
воспрепятствовать
образованию зазо-
зазоров между листами
при полной раз-
разгрузке рессоры
(когда экипаж подпрыгивает), что может вь.
звать стук при возобновлении нагрузки, и
б) с целью перераспределения напряжений
между листами.
Сборочные напряжения в коротких листах
рессоры складываются с напряжениями, вы-
вызванными нагрузкой, а в длинных листах вы-
вычитаются из них. Благодаря этому удаётся сни-
снизить суммарные напряжения от вертикальных
сил в тех листах, которые передают толкающие
и тормозные усилия (коренной лист или корен-
коренной и второй листы).
Таким образом можно перенести возмож-
возможность поломки в первую очередь на малые
листы, выход которых из строя не так опасен
для экипажа.
Задача о распределении нагрузки между
листами реальной рессоры является статиче-
статически неопределимой и может быть решена
обычными методами строительной механики.
Первое математическое решение основных
вопросов работы рессор дал в 1852 г. Phillips
[13]. В 1918 г. опубликована „Новая теория
рессор" Landau and Parr [12], не отличаю-
отличающаяся по существу от теории Филлипса, но
Фиг. 90. Идеальная рессора
728
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. 1
изложенная математически более просто. Позд-
Позднейшие исследования (Stark [14] r Lehr [11]
и др.) не внесли в общую теорию рессор почти
ничего нового.
Ниже приводится изложение теории рес-
рессор, созданной Филлипсом, Ландау и Парр, а
затем излагается упрощённая методика рас-
расчёта рессор, применяющаяся в течение ряда
лет в НАТИ и дающая надёжные результа-
результаты при малой затрате времени на проекти-
проектирование.
Основные гипотезы. Классическая тео-
теория рессор основана на следующих гипотезах:
а) листы рессоры рассматриваются как прямо-
.р линейные (не учиты-
учитывается их кривизна);
б) предполагается, что
усилия на листы рес-
рессоры передаются толь-
только по их концам и,
таким образом, по су-
существу рассматри-
рассматривается схема рессоры,
подобная изображен-
изображенной на фиг. 91; в) принимается, что трение не
влияет на распределение нагрузки между ли-
листами.
Первая из этих гипотез оправдывается тем,
что под нагрузкой рессоры обычно почти рас-
распрямляются, да и в свободном состоянии кри-
кривизна их не слишком велика.
Вторая гипотеза точна для рессор с роли-
роликами или с вставками из различных мате-
материалов у концов листов. Выше было указано,
что передача усилия по концам листов имеет
место в идеальной рессоре. В отдельных слу-
случаях возможно возникновение контактных уси-
усилий между листами не только по концам [1],
однако данное обстоятельство, поскольку оно
не оказывает существенного влияния на рас-
распределение напряжений, можно не учитывать.
Расчёт на внешнюю вертикальную на-
нагрузку. Для двух смежных листов рессоры —
л-го и л — 1-го (фиг. 92) — перемещение конца
Фиг. 91. Схема рессоры.
Лист п-1 'ь
Лист п i
Фиг. 92. Силы, действующие на листы
рессоры.
(точка 1) л-го листа, вызванное силами Р„ и
Рп, 1 , равняется перемещению соответствую-
соответствующей точки л—1-го листа (точка 2), вызван-
вызванному силами Рп и Pn__i, т. е.
C)
где si"* — перемещение точки / л-го листа,
вызванное единичной силой, приложенной в
той же точке; Ь$ — перемещение точки 1, вы-
вызванное единичной силой, приложенной в точ-
точке 2 (на основании теоремы Betti эта вели-
величина равна также перемещению точки 2, вы-
вызванному единичной силой, приложенной в
точке 1)\ Ь$ — перемещение точки 2, вызван-
вызванное единичной силой, приложенной в той же
точке; о}**, Ь\^ и о^* - соответствую-
соответствующие величины для л — 1-го листа.
Коэфициенты 8 вычисляют, используя обыч-
обычные зависимости из сопротивления материа-
материалов (см. ЭСМ т. 1, кн. 2-я).
Обозначив
л—1
= с
п-1; Рп
= с,
п "' * л+1
имеем из формулы C)
D)
E)
Формула E) позволяет найти отношение
Р—1 Рп
;— , если известно отношение г~-
Для последнего m-го и предпоследнего
т~ 1-го листов
сил
т-1
F)
Второй член уравнения E) в этом случае
л Р
равен нулю, так как — = ^ = 0 (по-
(поскольку т-н лист является последним и
сила Pm+i отсутствует).
Зная ст_1 и поднимаясь последовательно
по листам рессоры вверх, получаем
т-1
т—2
т—Ъ
г. -
Рт
Рт-2
Рт-1
Рт Ч
т—о
Рт-2
tfrn-2)
S(!T)+5g-3)
Ь(т-3)
1
ст-\
1
ст-<
sir"
8Й~21
°12 .
, вГ3»'
Так как сила Ри действующая на ушко
рессоры, известна, то, определив при расчёте
по формулам G) коэфициенты съ..., ст_1,
можно последовательно найти все силы, дей-
действующие между листами рессоры:
Каждый из листов находится под действием
двух сил. Для него легко может быть по-
построена эпюра изгибающих моментов, опре-
определено опасное сечение, в котором действует
максимальный момент, и найдено наибольшее
напряжение. Уравнение эпюры моментов для
л-го листа можно записать в следующем виде;
приО<*</л+1
= Рп Aп -
п+1
(9)
ГЛ. IX]
РЕССОРЫ ЛИСТОВЫЕ
729
при
<х<1п
A0)
где /„ и 1п+1 —длины л-го и я+ 1-го листов,
а х отмеряется от места заделки.
Напряжение в любом сечении определяется
по формуле
М
Прогиб рессоры равен прогибу её первого
листа
или
A2)
Расчёт на затяжку. Выше была рассмо-
рассмотрена работа рессоры под действием внешних
сил. Пользуясь тем же методом, можно опре-
определить перемещения и силы взаимодействия
между листами рессоры, возникающие при её
затяжке во время сборки.
На схеме фиг. 93, а показана пятилистовая
рессора с незатянутым центровым болтом.
Фиг. 93. Последовательная сборка рессоры.
Листы выполнены с различными радиусами
кривизны, вследствие чего между ними име-
имеются зазоры slf s%, *з и *4-
Предполагается, что сборка рессоры про-
производится последовательно, т. е. что пятый
лист стягивается с четвёртым, затем эта
группа стягивается с третьим листом и т. д.
(фиг. 93, б—д).
Обозначив через Q (с соответствующим
индексом) силу взаимодействия между верх-
верхним листом частично собранной рессоры и
стягиваемой с ним нижней группой, можно
последовательно определить её значения, зная
вышеуказанные величины 5 (зазоров). Оче-
Очевидно что эти сщы не являются полными си*
лами затяжки, так как прибавление каждого
нового листа при последовательной сборке
вызывает не только появление соответствую-
соответствующих сил на- концах верхнего листа собирае-
собираемой с ним группы, но и изменяет все силы,
действующие между листами уже собранной
группы. Это изменение усилий и прогиб со-
собранной ранее группы листов можно найти,
рассматривая последнюю как самостоятельную
рессору и применяя вышеизложенную теорию.
Зазор sm_l между последним т-и и пред-
предпоследним т—1-м листами при сборке этих
листов ликвидируется за счёт их деформации:
ът-\
A4)
г
ст-\
(величины 8 имеют попрежнему значение еди-
единичных перемещений).
Зазор между т — 2-м листом и уже соб-
собранной группой равен (фиг. 93, б)
Этот зазор при сборке последних трёх
листов (фиг. 93, в) будет перекрываться за
счёт деформации т — 2-го листа и собранных
т-го и т— 1-го листов:
Прогиб т — 2-го листа будет равен
Рассматривая группу двух последних ли-
листов как самостоятельную рессору, можно [по
формуле A2)] найти её прогиб
}«] A7)
g }
[ст_1 определяется по формуле F)], а ис-
используя зависимости G), A5), A6) и A7),
можно найти значение
^+<?¦&-". A8>
Аналогично находят величины всех сил,
возникающих при сборке рессоры:
Qm-2=-
c2S{22>
730
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
Величина Qj равна нулю, так как усилия на
концах первого листа при сборке отсутствуют.
Из всех величин Q только Q% представляет
собой действительное усилие, действующее на
каждый конец второго листа в собранной рес-
рессоре; все остальные усилия, как уже указы-
указывалось, возникают только при накладывании
соответствующего листа и изменяются при
дальнейшей сборке рессоры.
Величины полных сил затяжки, действую-
действующих на концы листов собранной рессоры,
определяются по формулам:
р'о = Q2;
Определение единичных перемещений.
В том случае, когда длина среза или оттяжки
концов меньше или равна разнице длин листов
(}п — 'л + i)> единичные перемещения для я-го
листа определяются по формулам:
2>EJn
'л+1
ъ\2 —-^
\ B2)
,(л)_
6 11 —
\ B0)
п-Л
Зная величины сил Р', воздействующих на
каждый из листов рессоры, можно найти про-
прогибы этих листов при сборке рессоры.
Изменение (увеличение) стрелки первого
листа рессоры при сборке определяется по
формуле
B1)
= «¦
Изгибающие моменты и напряжения в ли-
листах рессоры, вызванные силами затяжки />',
определяются по формулам (9), A0) и A1).
Полные напряжения определяются сумми-
суммированием (с учётом знаков) напряжений за-
затяжки с напряжениями, возникающими при
действии внешних сил.
В этих формулах Jn — момент инерции по-
поперечного сечения и-го листа, 1п и /Л+1 —
длины листов (для симметричной полуэллип-
полуэллиптической рессоры — половины длин листов).
Коэфициент К, дающий увеличение про-
прогиба за счёт оттяжки или среза концов, за-
зависит от выполнения последних. Величина
этого коэфициента изменяется от нуля для
концов, обрубленных по прямой, до 0,5 для
концов, жёсткость которых соответствует
жёсткости балки равного сопротивления. Гра-
Графики и формулы для коэфициента К при не-
некоторых конфигурациях концов листа приве-
приведены в табл. 38.
Для концов листов типов фиг. 85, а, в и г
можно полагать К — 0; для типов фиг. 85, о и
д следует пользоваться данными табл. 38, а\
для типов фиг. 85, е, з и и — данными табл. 38, б.
Для концов типов фиг. 85, ж; и к можно
с известным приближением использовать дан-
данные табл. 38, б или 38, в. В общем случае
коэфициент К определяют по формуле
?\Г*-1* B3)
где/—
— ln I j
прогиб консольной балки длиной /л —
, имеющей такую же конфигурацию,
Таблица 38
Значения коэфициента К при различной конфигурации концов рессорных листов
"J
1
К = —
А 2
A -
- 1п
К
s
ч|
а»
ч
к
•а-
Ч
а-03
аи об ив
6)
61п -р A —
К= а?
1-Р
hl - *'
0J ОМ 05 06 07 08 0,9 1.0 Ц
ГЛ. IX]
РЕССОРЫ ЛИСТОВЫЕ
731
как конец рессорного листа, и нагруженной
единичной силой на конце. Округление кон-
концов листов рессоры (фиг. 85, в и г) не влияет
существенно на их жёсткость, и в этих слу-
случаях можно принимать К = 0.
Обрубка концов по ширине (фиг. 85, б ид)
в принятых на практике пределах также не-
незначительно изменяет их жёсткость. Такая
обрубка производится главным образом с
целью несколько уменьшить вылезание концов
листов в стороны (веерообразность рессоры)
в результате боковой поводки листов при за-
закалке.
иттяжка листов по толщине, как показы-
показывают теория и практика, оказывает большое
влияние на распределение нагрузки между ли-
листами. Посредством оттяжки можно в значи-
значительной мере разгрузить короткие листы рес-
рессоры.
Применять оттяжку концов, соответствую-
соответствующую коэфициенту &>0,5, нецелесообразно,
так как в этом случае гипотеза о передаче
усилий по концам листов оказывается неверной
и нужный эффект не достигается.
Выводы. В табл. 39 приведены коэфи-
ииенты сп для рессор с листами одинаковой
толщины и с одинаковой разницей между дли-
длинами смежных листов, вычисленные по форму-
формулам G) для следующих четырёх случаев: а) дли-
длина последнего листа равна разности длин смеж-
смежных листов и концы листов обрублены по пря-
прямой (К — 0); б) при той же длине последнего
листа концы листов оттянуты так, что К = 0,5;
в) длина последнего листа вдвое больше раз-
разности длин смежных листов и концы обру-
прямой; г) при той же длине
листа концы листов оттянуты
блены по
последнего
(АС =0,5).
Второй
случай из перечисленных выше
соответствует идеальной рессоре.
Таблица 39
Значения коэфициентов ст._\, . . . , ст_§ для
рессор с разной длиной последнего листа
и с различной формой концов листов
Разновидности рессор
(по длине последнего
листа и величине
коэфициента К)
а) 1 - /' - 1
А- = 0
б) 1т~ 1П ~ 1п+1>
К = 0,5
К ™0
К = 0,5
,_
1
j:
о,8оо
1,000
1Д42
i,i79
1
0,020
1.0ОЭ
.,о„
1,052
СО
1
^е
°>957
1,000
1,оо8
I.O23
1
0.975
I.OOO
I,OOI
I.OI2
ю
1
о,08з
г.ооо
о,999
I.OO7
<о
1
0,988
1,000
0,998
1.005
Из табл. 39 видно, что только коэфициенты
ст— v ст—2 и сш-з заметно отличаются
от единицы, остальные же коэфициенты прак-
практически равны единице. Эта особенность имеет
место и для рессор с листами разной толщины,
если длины листов выбраны правильно, т. е.
если разность длин я-го и (п -\-1)-го листов
прямо пропорциональна толщине л-го листа,
т. е. если
пп+1
1 1
1т—\ 1т
B4)
Приближённое равенство единице всех ко-
коэфициентов, кроме cm_v cm_2 и cm_s, по-
позволяет значительно упростить практи-
практический расчёт рессор.
Значения коэфициентов ст_1, ст_2 и
ет_3 зависят от отношения длины последнего
листа к длине уступа /,„_! —1т и от формы
концов листов, определяющей величину коэфи-
коэфициента К. Графики зависимостей cm_v cm_2
и с„_а от —. ——-— и от К приведены
п—1 *т
на фиг. 94.
Изложенная выше общая теория листовых
рессор позволяет сделать следующие выводы,
Ст-з
hi
1,0
0,9
0,8
H-f)
— —
0,6 10
1.5
2,0
Z5 _ Jm_
Qn-2
1,1
',0
0.9
0.8
-К-ПЧ
Iff
1
^-—
0,2
———
0,6 1,0
1.5
2,0
2.5
Cm-1
КЗ
1,2
I,}
КО
0,9
0,8
о,б t?
0.5
П'0.5
\ ЫА
—<
W
У/
K*Q2
0,6 1,0
1.5
10
2.5
rV
l/n-t 1/71
Фиг. 94. Графики коэфициентов fm_i, ст—Ъ
и ст-3.
которые необходимо учитывать при проекти-
проектировании.
Напряжения в листах рессоры зависят
не только от толщины листов, но и от
их длины. В обычно применяемых формулах
эта зависимость не отражена. В большинстве
случаев напряжение определяют по формуле
B5), исходящей из предположения, что полный
изгибающий момент, действующий на рессору,
732
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
делится между листами пропорционально их
моментам инерции:
а _ bPJbh B5)
где Рп-усилие, действующее на ушко рес-
рессоры; /о — половина длины большого листа
(для симметричной рессоры); h — толщина
а?
"/ — -.1-
/ 1 II»
/
^ >: тгт
°^ t 111
Q
^vLllliJI
У \\\\\У
о
ч
0
<:
^i
с
с
"* ' ММ
с
¦ IIIIIU
4\W^
1
— /0
1 1 1
-L II
1 \\^"
w ;
/
_— (
т 1
1
II
\>
о?
1
1 \У^~ '
/
С
II
/
^
>
1
I
»
/
f
h
I
h
Pn
\
: о
Фиг. 95. Влияние длины листов и формы
их концов на распределение нагрузки.
рассчитываемого листа; Ъ — ширина рессоры,
У] Л8 — сумма кубов толщин всех листов рес-
рессоры. Таким образом эта формула не учитывает
влияния Длины отдельных листов на напря-
напряжения.
На фиг. 95, а приведены эпюры изгибающих
моментов в листах четырёхлистовой рессоры,
не имеющей затяжки. Все листы — одинаковой
толщины; концы листов обрублены по прямой
(К = 0); длина последнего листа равна разности
длин смежных листов. Из эпюр видно, что в
самом коротком листе напряжение на 43°/0 вы-
выше, чем даваемое формулой B5). На фиг. 95, б
приведены эпюры моментов в листах анало-
аналогичной рессоры, последний лист которой в 1,5
раза длиннее, чем разность длин смежных ли-
листов.
Из эпюр следует, что изменение длины
листов значительно изменяет и распределение
напряжений в них.
Для рессоры с большим числом листов при
правильной её конструкции напряжения, вы-
вычисленные по формуле B5), мало отличаются
от вызванных внешними вертикальными силами
действительных напряжений в длинных листах.
Практика показывает, что обычно расчёт по
формуле B5) даёт существенную ошибку толь-
только при определении напряжений в двух по-
последних листах рессоры.
Для того чтобы вызываемые внешней
вертикальной нагрузкой максимальные на-
напряжения были одинаковы во всех листах
рессоры, последняя должна быть изго-
изготовлена из листов различной толщины
или концы листов должны быть оття-
оттянуты.
Влияние оттяжки концов листов на распре-
распределение нагрузки можно проследить по фиг. 95,
а кв.
На фиг. 95, в изображена рессора, подобная
рессоре фиг. 95, а, но с оттянутыми концами
листов. Форма оттяжки выбрана такая, чтобы
коэфициент К был равен 0,5 (см. табл. 38).
Как видно из эпюр, эта рессора даёт такое же
распределение моментов, как идеальная рессо-
рессора, и все её листы равнопрочны. Аналогичных
результатов можно достигнуть, уменьшая тол-
толщину нижних листов.
При уменьшении толщины нижних листов
рессоры или при увеличении длины оттяжки
малые листы разгружаются, т. е. оттяжкой кон-
концов листов можно пользоваться для перерас-
перераспределения напряжений между листами.
Практический расчёт рессор
Изложенная выше общая теория позволяет
определять напряжения и прогиб рессор, раз-
размеры которых заданы. При проектировании но-
новых рессор требуется решать обратную задачу,
т. е. по заданному прогибу и выбранным напря-
напряжениям определять размеры отдельных элемен-
элементов рессоры. Кроме того, теоретический расчёт
не учитывает некоторых факторов (осадка рес-
рессоры после изготовления, передача тяговых
и тормозных усилий и т. д.). В связи с этим
при проектировании новых рессор (опытных
образцов) обычно пользуются одним из мето-
методов приближённого расчёта, позволяющим в
случае необходимости быстро просчитать не-
несколько вариантов. Изложенным же выше под-
подробным расчётом целесообразно пользоваться
при окончательном уточнении уже разрабог
тайной конструкции.
Приближённый расчёт рессор охватывает:
а) определение суммарного момента инерции
ГЛ. 1X1
РЕССОРЫ ЛИСТОВЫЕ
733
сечения рессоры по заданной жёсткости (ста-
тической деформации) и проверку правильно-
сти выбора его по напряжениям от внешних
сил; б) определение числа и толщины листов;
в) определение длины листов; г) определение
напряжений в малых листах от внешних сил;
д) расчёт на предварительную осадку; е) опре-
деление величины стрелки свободной рессоры
до осадки; ж) определение радиусов листов
в свободном состоянии и напряжений за-
тяжки.
Определение суммарного момента инер-
ции сечения рессоры по заданной жёст-
кости. Под суммарным моментом инерции
сечения рессоры понимается сумма моментов
инерции сечений всех листов, образующих
рессору,
V
J=
C26>
3—сумма кубов
Таблица 40
Прогибы, максимальные изгибающие моменты и прогибы при предварительной осадке для рессор различных
типов
где Ъ — ширина рессоры;
толщин всех её листов.
Прогиб рессоры:
а) при наличии стре-
стремянок; б) при от-
отсутствии стремянок
Изгибающий мо-
момент (наибольший)^
вызванный силой
Изгибающий момент,
вызванный тормозными
Р или тяговыми усилиями
Примерный
прогиб при
предваритель-
предварительной осадке
Р \1--ъг
48 EJ
РР
Мл-Мп-
P«s)
4
М' - ±
Ra (Z - s)
21
800 Л,
pi
м-
.('.-4)
М' -±
*¦(".-4)
(в сечении АА)
или
«J 1ц
/И-
(в сечении А А)
I,--)
11 2 )
Jo-
200 Л,
I
(в сечении ВВ)
/И'- ±
(в сечении ВВ)
(в сечении А А)
или
Ph(h-4r)
(в сечении ВВ)
То 200Л,
(предполагает-
(предполагается, что при
осадке рессора
нагружается
по оси центро-
центрового болта)
М-
200 Л,
R— тормозное или тяговое усилие на колесе; а — расстояние от точки касания колеса с поверхностью качения
рассчитываемого сечения рессоры; Л; — толщина коренного листа.
734
ПРУЖИНЫ И РЕССОРЫ
[РАЗД.
Если задан статический прогиб рессоры
под данной нагрузкой, то суммарный момент
инерции рессоры определяется по формулам
табл. 41 [формулы а) и б)], rj — коэфициент
деформации, характеризующий отклонение
действительной рессоры от идеальной, для ко-
которой он раЕен 1,5. Значения т] для рессор
различного типа следующие.
Коэфициенты
Типы рессор деформации ч]
Балка равного сопротивления (иде-
(идеальная рессора) 1,5
Рессоры с оттянутыми концами ли-
листов, близкие к балке равного сопро-
сопротивления (рессоры легковых автомо-
автомобилей) 1,4-1,45
Рессоры с концами листов, обру-
обрубленными по прямой, у которых вто-
второй лист равен по длине коренному и
у которых не более одного надко-
ренного листа • . . 1,35
Рессоры с концами листов, обру-
бленнымипо прямой, имеющие 2—3 ли-
листа, равных по длине коренному, и
несколько надкоренных 1,3
Особо тяжёлые рессоры с боль-
большим количеством листов одинаковой
длины 1,25
Опыт показывает, что при установке рес-
рессоры в стремянки она становится более жёст-
жёсткой, чем если она не затянута стремянками,
однако её жёсткость увеличивается не в та-
такой степени, в какой уменьшается её рабо-
рабочая длина. Близкие к действительности ре-
результаты получаются, если из полной длины
рессоры вычесть половину расстояния между
стремянками s. Поэтому в формулах для про-
прогиба полная длина рессоры / везде заменена
величиной / я- •
Проверка правильности выбора
момента инерции сечения рес-
рессоры по напряжениям от внешних
сил производится следующим образом. Ма-
Максимальные напряжения, возникающие в са-
самом толстом листе рессоры (обычно в корен-
коренном), определяются по формуле
м
h
B7)
где М — максимальный изгибающий момент;
J — суммарный момент инерции сечения рес-
рессоры; h — толщина самого толстого из листов.
Для рессор, ке воспринимающих тормоз-
тормозных и тяговых усилий, максимальный изги-
изгибающий момент определяется по формулам,
приведённым в третьей графе табл. 40.
Для рессор, воспринимающих эти усилия,
полный момент слагается из момента, вызван-
вызванного вертикальной силой, и момента, вызван-
вызванного тормозным или тяговым усилием,
Мт!1у.=М±М'. B8)
Формулы для определения М и М' приве-
приведены в третьей и четвёртой графах табл. 40.
При передаче тормозных усилий знак плюс
в формуле B8) относится к задней половине
рессоры, при передаче тяговых усилий — к пе-
передней её половине; знак минус относится
в первом случае к передней половине, во вто-
втором — к задней.
Для кантилеверной и четвертной рессоры
значения М' не приводятся, так как эти рес-
рессоры при обычной схеме их установки не пе-
передают тормозных и тяговых усилий.
По формуле B7) можно, задавшись толщи-
толщиной коренного листа Л, определить напряже-
напряжение в нём или, задавшись величиной допу-
допустимого напряжения, определить максималь-
максимальную толщину коренного листа.
Если подсчитанная по формуле B7) тол-
толщина коренного листа окажется слишком ма-
малой или если при выбранной толщине h напря-
напряжение а окажется слишком большим, то необхо-
необходимо увеличить J. Если увеличение жёсткости
рессоры нежелательно, то одновременно с уве-
увеличением J следует увеличить и длину рессоры.
Величины допустимых напряжений обычно
принимают в соответствии с данными табл. 41.
Таблица 41
Допустимые напряжения в коренных листах
(без учёта напряжений затяжки)
Типы рессор
Рессоры паровозов, вагонов, трамваев
и т. д
Передние рессоры легковых автомоби-
автомобилей
Задние рессоры легковых автомобилей .
Передние рессоры грузовых автомоби-
автомобилей
Задние рессоры грузовых автомоби-
автомобилей, прицепов и т. д. .
Буферные рессоры
Допустимое
напряжение
я в кг/см'
45°°—5000
4500—5000
5000—6000
350О-45°о
45°о -5000
3000—4000
Примечание. В таблице приведены допустимые
напряжения для подсчётов по формуле B7). Действитель-
Действительное напряжение в коренном листе при наличии затяжки
рессоры меньше указанного в таблице вследствие того,
что напряжение затяжки имеет другой знак.
Определение числа и толщины листов.
При выборе числа и толщины листов рессоры
надлежит установить, будут ли все листы оди-
одинаковой толщины или же различной, а также —
во втором случае — число групп толщин.
Изготовление рессоры из листов одной тол-
толщины проще в производственном отношении,
но оно менее выгодно с точки зрения веса рес-
рессоры и рационального использования мате-
материала.
Обычно рессоры составляются не более чем
из трёх групп листов разной толщины. Самыми
тонкими делаются короткие листы, самыми
толстыми — длинные.
Подбирая по сортаменту проката число
и толщину листов, необходимо стремиться
к тому, чтобы величина У = -^у 2 Л3 была
близка к заданной и во всяком случае не
менее её.
Определение длины листов. Обычно
длину листов определяют графическим спо-
способом (фиг. 96).
По вертикали откладывают (в соответ-
соответствующем масштабе) Л3 — кубы толщин ли-
листов, начиная с первого листа и кончая по-
последним. На верхней линии откладывают рас-
ГЛ. IX]
РЕССОРЫ ЛИСТОВЫЕ
735
стояние
D-)
от центрового болта до оси
ушка или до середины лапы, а на второй ли-
линии снизу — расстояние —3- от центрового
болта до конца малого листа. Соединяя эти
две точки прямой (сплошные линии на фиг. 96),
определяем по ней длины листов. Пунктирной
линией, образующей внутри трапеции тре-
треугольник, на фиг. 96 представлено построение
' ""
't г
' -' I
п
; Т7
', t/n
" 7
_ -
2
~г^
а)
—
\
1
2
,^\
-гГТ!
О
5)
-л
J
6}
Фиг. 96. Определение длины листов рессоры:
а — рессора с листами одинаковой толщины;
б— рессора с листами различной толщины;
в — рессора с листами различной толщины,
удлинённым вторым листом и надкоренными
листами.
длин листов идеальной рессоры в предположе-
предположении, что у нижнего листа скос (оттяжка) на-
начинается у места его заделки. Для идеальной
рессоры, на концы всех листов которой дей-
действуют одинаковые силы, длина самого корот-
короткого листа должна равняться длине ступеньки
(см. стр. 727).
Практически последний лист обычно де-
делается длиннее, однако если учесть, что рес-
рессора затягивается стремянками, то „эффектив-
„эффективная" длина малого листа за осью стремянок
(вертикальные пунктирные линии mm на схе-
схемах фиг. 96) не очень сильно отличается от
теоретической. На фиг. 96, б и в показано
определение длины листов при различной тол-
толщине последних.
Ступеньки (разности длин смежных листов),
как видно из схем, получаются тем меньше, чем
меньше толщина листов. На нижней схеме по-
показано также построение, с помощью которога
определяются длины надкоренных листов. Их
обычно считают отдельной рессорой, нало-
наложенной на основную.
Определение напряжений в малых ли-
листах. Проверочные расчёты, основанные на
общей теории рессор, позволяют установить,
что напряжения в длинных листах с достаточ-
достаточной для практики точностью определяются
по формуле B7), где под Л.следует понимать тол-
толщину рассчитываемого листа. Напряжения
в одном или в двух последних листах обычно
значительно отличаются от даваемых форму-
формулой B7), особенно если концы листов не от-
оттянуты. Поэтому напряжения в малых листах
рессоры целесообразно проверять по приве-
приведённым ниже уточнённым формулам.
Предполагается, что изгибающий момент,
в т — 2-м (третьем снизу) листе рессоры не
отличается от даваемого приближённой тео-
теорией, исходящей из того, что полный изгибаю-
изгибающий момент делится между листами пропор-
пропорционально моментам инерции их сечений
^-2 =
B9>
где ЛГ — полный изгибающий момент в опас-
опасном сечении рессоры, определяемый форму-
формулой B8) и формулами, приведёнными в табл. 40.
Изгибающий момент Мт_2, создаваемый
приложенными к т — 2-му листу силами Рт_%
и Pm_i. определяется по следующей фор-
формуле:
^т-2 = Рт-2 1т-2 - Рт-1 1т-1 • C0>
В соответствии с общей теорией рессор
[формулы D)]
/> о Р.
т-2
"т-1
= ст—2»
т-\
— ст-1
C1)
где ст_1 и ст_2 — постоянные коэфициенты,
определяемые размерами листов.
С помощью уравнений C0) и C1) можно-
определить силы Рт__\ и Рт_2:
Р _
М
т-1
т—2
^m-1 (cm-2lm-2 ~ '/n-l)
C2>
Зная силы Pm_i и Рт, можно найти изги-
изгибающие моменты в корневых сечениях двух
последних листов
ст-\
И1-2"
i-l (ст-2 ^-2 ~ '/re-l) '
Ijn
ст-\ {ст—2 'от-2 ~ 1т-\ )
C3).
736
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. I
и напряжения в них
>от-1
bh
В соответствии с формулами G) и B2) коэ-
фициенты cm_i и сот_2 определяются выра-
выражениями:
'т-1
точных деформаций (провисания) рессор в
процессе эксплоатации экипажа. Прогиб рее»
соры при предварительной осадке в 2—3 раза
превышает её заданный статический прогиб.
C4) При этом напряжения в некоторых листах рес-
рессоры превышают предел упругости, и вся рес-
рессора получает остаточную деформацию (обычно
6—12 мм). После второго нагружения тем же
грузом остаточная деформация значительно
меньше A—2 мм), а после третьего нагруже-
нагружения хорошо изготовленная рессора заметной
остаточной деформации больше не получает.
—1
C5)
В формулах C5) К — коэфициент, зависящий
от формы концов листов. Этот коэфициент
определяют по формулам и графикам табл. 39.
Для листов с обрубленными по прямой кон-
концами К = 0; для листов с оттянутыми концами,
жёсткость которых соответствует жёсткости
балки равного сопротивления, К = 0,5.
, В наиболее распространённом случае, когда
три последних листа имеют одинаковую тол-
толщину и длины уступов одинаковы, т. е. когда
от-2
'от—1 '/га—1
формулы C5) упрощаются и принимают сле-
следующий вид:
ст-1 =
l!±fl
\ C5a)
?) B+
tti
m-\
— In
— отношение длины послед-
последнего листа к разности длин смежных листов.
Графики зависимости коэфициентов ст_1 и
ст—2 от /С и 5 приведены на фиг. 94.
В вышеприведённых формулах для про-
простоты не введено расстояние между стремян-
стремянками s. При расчёте следует везде вводить
эффективные длины листов, т. е. расстояния .
от центрового болта до конца соответствую-
S
щего листа минус -^.
Предварительная осадка рессор. Со-
Собранная рессора подвергается на заводе пред-
предварительной перегрузке — осадке.
Операция осадки при изготовлении рессор
введена давно с целью предупреждения оста-
Рессора, подвергшаяся осадке на заводе,
в ^эксплоатации не даёт заметной остаточ-
остаточной деформации до самого момента поломки.
Это явление объясняется следующим: а) пере-
переход листа за предел упругости и образование
остаточной деформации сопровождаются по-
появлением после снятия нагрузки внутренних
остаточных напряжений, имеющих знак, про-
противоположный знаку напряжений от внешней
нагрузки; внутренние напряжения, складываясь
с рабочими, уменьшают суммарные напряже-
напряжения в листе; б) предел текучести материала,
получившего остаточные деформации, повы-
повышается; в) при осадке происходит изменение
напряжений затяжки, благодаря чему обеспе-
обеспечивается более равномерное распределение на-
нагрузки между листами.
Осадка рессор, имеющая целью устранить
появление остаточной деформации в рессоре во
время её работы, может быть названа проч-
прочностной.
На заводах с ручной подгонкой листов рес-
рессор (широко распространённой в английской
практике) иногда применяют дополнительную
осадку, которую можно назвать доводочной
или корректирующей. Не зная точно величины
остаточной деформации при осадке, стрелку
рессоры делают преувеличенно большой. После
первоначальной, или прочностной, осадки стрел-
стрелку замеряют и излишек её против чертежа
E—10 мм) устраняют посредством корректи-
корректирующей осадки при увеличенной деформации
рессоры.
На заводах массового производства коррек-
корректирующей осадки, как правило, не приме-
применяют, так как она может привести к умень-
уменьшению долговечности рессор, и ею пользу-
пользуются лишь в исключительных случаях для
исправления брака.
Для того чтобы осадка предупреждала по-
появление остаточной деформации во время ра-
работы рессоры и повышала долговечность по-
последней, необходимо рессору деформировать
во время осадки на определённую величину.
ГЛ. IX]
РЕССОРЫ ЛИСТОВЫЕ
737
Формулы, приведённые в табл. 40, опреде-
определяют деформацию /0 только для прочностной
осадки.
Стандарты различных стран на испытания
рессор дают формулы для определения про-
прогиба /о рессоры при осадке. Эти формулы,
внешне отличаясь друг от друга, по существу
одинаковы и почти все могут быть приведены
к виду
Л-$- C6)
где /о — прогиб, который следует сообщить
рессоре при осадке; L — длина рессоры между
центрами ушков; /zj— толщина наиболее тол-
толстого листа; А — коэфициент, зависящий от
материала рессор.
Выражение C6) можно получить теоретически, если
задаться величиной допускаемого относительного удлине-
удлинения е для материала наиболее толстого листа. Предпо-
Предполагая, что коренной лист рессоры изгибается по дуге
окружности, можно найти зависимость между прогибом
и изменением кривизны листа. Для симметричной полу-
полуэллиптической рессоры эта зависимость выражается фор-
иулой
/о~ 8 \R - Ro) " ft, ' 4 ~ Ahx '
где R — первоначальный радиус кривизны листа; Re-
радиус кривизны его после деформации.
Таким образом Для симметричной полуэллиптической
рессоры коэфициент А связан с величиной допускаемого
относительного удлинения е зависимостью
должна давать остаточной деформации при
усилии на 50—100 кг меньшем, чем усилие
осадки.
Определение величины стрелки свобод-
свободной рессоры до осадки. Для того чтобы
можно было задать радиусы кривизны отдель-
отдельных листов рессоры до осадки (радиусы штам-
штампов), необходимо определить величину стрел-
стрелки Hq собранной рессоры до осадки.
Эту величину определяют в зависимости
от заданной (в соответствии с конструкцией
подвески) стрелки рессоры под полной нагруз-
нагрузкой И, статического прогиба рессоры под этой
нагрузкой / и остаточного прогиба осадки -у,
определённого, как указано выше:
Н0=Н-\-/+ъ
C8)
Определение радиусов листов в свобод-
свободном состоянии и напряжений затяжки. Ме-
Метод последовательной сборки рессоры (см.
стр. 729) даёт возможность определить стрелку
собранной рессоры Ио, зная размеры листов
в свободном состоянии.
Приближённую связь между размерами ли-
листов до сборки и стрелкой рессоры можно
установить, исходя из предположения, что в
собранной рессоре все листы плотно касаются
друг друга и на каждом участке имеют общую
кривизну.
Таким образом можно получить следующую
формулу для определения стрелки собранной
рессоры:
Стандарты различных стран дают для коэ-
фициента А значения от 700 до 1600.
На основании иностранного опыта, а также
результатов работы большого числа рессор из
хромистой и кремнистой стали, спроектиро-
спроектированных и изготовленных на советских заводах,
в табл. 40 приведены значения /0 для рессор
различных типов. После осадки рессора полу-
получает остаточный прогиб у, величину которого
на основании опытов можно принять равной
5—6°/0 от /о (первое значение т соответствует
более совершенному способу изготовления
рессоры, с устойчивым режимом термообра-
термообработки, второе — менее совершенному; при
кустарном производстве рессор остаточный
прогиб 7 иногда достигает 7% от /0, что является
крайним допустимым пределом). Ввиду того
что основная величина остаточной деформации
получается при первой осадке и что при по-
последующих двух осадках рессора садится
обычно лишь на 1—2 мм, на заводах массо-
массового производства для ускорения технологиче-
технологического процесса часто ограничиваются одно-
однократной осадкой. После осадки рессора не
C9)
где Но — стрелка собранной рессоры; Н\ —
стрелка первого листа до сборки; /j, 1г,...—
длины первого, второго и т. д. листов (от
центрового болта до концов); Л^, Л2,... — тол-
толщины тех же листов; /?j — радиус кривизны
первого листа в свободном состоянии; /?j,
R3,... — радиусы кривизны листов, приведён-
приведённые к первому листу;
Л2);
Ал)
D0)
где R2> /?з- • • ¦ — действительные радиусы кри-
кривизны листов в свободном состоянии.
Исходя из того же предположения о плот-
плотном соприкосновении листов, определяют и
напряжение затяжки в п-м листе
738
ПРУЖИНЫ И РЕССОРЫ
[РАЗД. 1
где Е—модуль упругости материала; hn —
толщина л-го листа; Rn—приведённый радиус
л-го листа в свободном состоянии [см. фор-
формулы D0)]; Ro — радиус кривизны средней ча-
части коренного листа после сборки.
Величина Ro определяется по формуле
D2)
Формула D1) даёт удовлетворительные ре
зультаты при определении напряжений во всех
листах, кроме самого короткого. Напряжение
в самом коротком листе при отсутствии от-
оттяжки конца примерно в 1,5 раза больше, чем
даваемое формулой D1).
Используя зависимости D1) и D2), можно
получить следующее уравнение, которому удо-
влетйоряют напряжения затяжки,
Aj = O. D3)
Это уравнение по существу является усло-
условием равенства нулю суммы изгибающих мо-
ментоз во всех листах, что вытекает из отсут-
отсутствия внешней нагрузки.
Практически радиусы листов в свободном
состоянии определяют следующим образом.
Задаются напряжениями затяжки в листах.
Выбирают желательную величину отрицатель-
отрицательного напряжения затяжки в коренном листе
и допустимую величину напряжения в малом
листе. В остальных листах назначают проме-
промежуточные значения напряжений так, чтобы
обязательно было соблюдено уравнение D3).
Задаются радиусом коренного листа в свобод-
свободном состоянии Ri. По уравнению D1), зная
/?j и <jj, находят R$:
1 1 2 о,
(aj отрицательно).
По тому же уравнению определяют приве-
приведённые радиусы всех остальных листов
R'n До
К Е
По формуле C9) определяют стрелку со-
собранной рессоры. Если вычисленная стрелка
отличается от заданной величины Но, то, из-
изменив соответствующим образом /?l5 повто-
повторяют расчёт. Указанный способ подбора не
требует большой затраты времени и даёт прак-
практически приемлемое решение.
Определяют действительные радиусы ли-
листов в свободном состоянии:
и т. д.
Учёт сил трения при расчёте рессор
В расчётных зависимостях, приведённых
выше, силы трения не учитывались, так как
их влияние на распределение усилий между
листами рессоры и на напряжения невелико.
Однако благодаря трению в рессорах увеличи-
увеличивается затухание колебаний подрессоренного
экипажа, способствующее спокойному его дви-
движению. В то же время слишком большое
трение, увеличивая жёсткость рессоры, ухуд-
ухудшает качество подвески.
Ниже (на примере четвертной рессоры)
рассматривается влияние, оказываемое силами
трения на характеристику рессоры [1].
При нагружении рессоры силой Р имеет
место прогиб рессоры /. При отсутствии тре-
трения для получения того же прогиба следо-
следовало бы приложить иную силу Ро, связанную
с прогибом уравнением A2) или приближён-
приближённым уравнением
/-^ <«>
(см. табл. 41).
Вычисляя работу силы трения (^Рл), при-
приложенной к концу л-го листа (фиг. 97, а), при
изменении прогиба рессоры на малую вели-
Фиг. 97. Силы трения в рессоре.
чину Д/ имеем
где Рп — нормальное давление, действующее
на конец л-го листа, а (л — коэфициент трения.
Работа сил трения для всего набора рессоры
при её деформации
D5)
я=2
Этой величиной и обусловливается разница
между работой силы Р — РД/ и изменением
потенциальной энергии деформации рессоры
Pf
Связь между усилиями Р и Ро такова:
т
=2
/2
D6)
Знак плюс относится к нагружению, знак
минус -- к разгрузке рессоры.
ГЛ. 1XJ
РЕССОРЫ ЛИСТОВЫЕ
739
Примечание. Вывод зависимостей D5) и D6)
предполагает, что: а) листы рессоры прилегают Друг к
другу по всей длине; б) рессоры искривляются по дуге
круга (как идеальная рессора); в) взаимное смещение
точек А и В (фиг. 97, б)
. *я + АЛ-1 д/ • In (hn + hn-\\
где Д/ - дополнительный прогиб рессоры в точке прило-
приложения силы Р.
Сила Рп, действующая на концы л-го ли-
листа, состоит из двух частей — силы, вызванной
внешней нагрузкой, и силы затяжки Рп.
Из формулы (8) следует, что
где коэфициенты с Определяются по уравне-
уравнениям G).
Так как коэфициенты с мало отличаются
от единицы, то можно принять
Уравнение D6) будет иметь вид
D7)
я=2
Выражая прогиб / через Ро [по уравнению
D4)], получим
[1+]±^ D8)
где
«=2
y
л =2
к) определяется по табл. 41; У—суммарный
момент инерции сечения рессоры; р' — уси-
усилие затяжки на конце л-ro листа.
Коэфициент а истолковывается геометри-
геометрически как удвоенное отношение заштрихован-
заштрихованной площади (фиг. 98) к /2. Для рессоры,
очертание которой близко к треугольнику,
В
as-.
где В — полная высота рессоры (сумма тол-
толщин её листов); / — длина её от центрового
болта.
Следовательно, чем больше сумма толщин
листов, образующих рессору, тем больше
влияние трения (при прочих равных условиях).
Фиг. 98. Определение коэфициента а.
В том случае, если в рессоре имеется не-
несколько листов одинаковой длины с коренным
листом, то усилия, действующие на концы
этих листов, нельзя считать равными Р, и в
этом случае для определения коэфициента а
следует пользоваться формулой
1
^ (n'—l)hf
где п' — число листов, имеющих одинаковую
длину (включая коренной); h' — их толщина.
Прогиб рессоры
Фиг. 99. Теоретическая и действительная
характеристики рессоры.
Уравнение D8) изображается графиком
фиг. 99 (сплошные линии), который лишь не-
незначительно отличается от обычной формы
характеристики рессоры (пунктир на той же
фигуре). Величину коэфициента трения \i для
рессор, смазанных графитовой смазкой, можно
принимать ориентировочно равной 0,2—0,3.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б и д е р м а н В. Л., К расчёту листовых рессор, „Труды
2. Г л у х Б. А., К расчёту автомобильных рессор. Труды
НАТИ, вып. АО. Машгиз, 1941.
3. Г л у х Б. А., Экспериментальное определение напря-
напряжений затяжки в рессорах, „Исследования в области
машиноведения", изд. Академии наук СССР, 1944.
4. Д а д ы к о С, Р.. Вагоны, ч. I, Трансжелдориздат, 1935.
5. Сандерс Т., Производство рессор, ОНТИ, 1933.
Ь. Смирнов В. И., Термическая обработка стальных
рессор и пружин, Металлургиздат, 1944.
7. Технические указания по изготовлению и ремонту ва-
вагонных листовых рессор, изд. НКПС, 1944.
8. Т а р у т и н А. А., Новый метод расчёта листовой
рессоры, „Автотракторное дело" № 9, 10 и 11, 1934.
9. О г о s s, Lehr Е„ Die Federn, ihre Gestaltung und
Berechnung, VDI-Verlag, 1938.
10. Ri 11 e г A., Lehrbuch der Teclinischen Mechanic, 1874.
11. Lehr E., Weigand A., Spannungsverteilung in
Federn „Forsch. Jng. Wes.", Bd. 8, 1937.
12. L a n d a u A., Parr P., A new Theorie of Plate
Springs, „J. of the Franklin Institute", USA, Apr.—Dec.
1918, Jan. — Febr. 1919.
13. P h i 11 i p s E., Memoire sur les Ressorts en Acier, Emp-
loges dans le Material des Chemin de Fer, „Annales des
Mines". Bd. I, 1852.
14. S t a r k H., Uber die Enmittlung der statlschen Bieges-
spannungen in geschichteten Federn ATZ, Bd. 34, 1931.
Глава X
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА *
ВВЕДЕНИЕ
Смазочные приборы и устройства обеспе-
обеспечивают подачу жидкой и густой смазки к тру-
трущимся частям машин и механизмов.
К достоинствам жидкой смазки относятся:
а) применение её в механизмах с высокими
числами оборотов; б) применение в трущихся
парах при высоких и низких температурах;
в) смена масла без разборки смазываемого
механизма; г) разнообразие в выборе смазы-
смазывающих устройств; д) охлаждение трущихся
частей при проточных системах и е) приме-
применение контрольных и фильтрующих устройств.
Недостатком жидкой смазки является лёг-
лёгкое вытекание из корпусов, вызывающее не-
необходимость применения уплотнений и частого
пополнения смазки.
К достоинствам густой смазки относятся:
а) применение её в трущихся частях, pa6oj
тающих под высоким давлением и при высокой
температуре; б) смазка механизмов, испыты-
испытывающих динамические нагрузки, и в) простота
уплотнений.
Недостатками густой смазки являются:
а) большой коэфициент внутреннего трения;
б) потеря смазочных свойств при длительной
работе с высокой температурой; в) невозмож-
невозможность использования при низких температурах;
г) полная разборка механизма для смены смаз-
смазки и д) ограниченность способов подвода смазки.
СПОСОБЫ ПОДАЧИ ЖИДКОЙ СМАЗКИ
Обзор основных способов жидкой смазки
механизмов приведён на стр. 741.
Индивидуальная смазка
Индивидуальная смазка разделяется на пе-
периодическую и непрерывную. Оба вида сма-
смазок возможны без принудительного и с при-
принудительным давлением.
Периодическая смазка К индивидуальной
периодической смазке без принудительного
давления относится „точечная смазка" (руч-
(ручная), применяемая для периодически работаю-
* Статья касается наиболее распространённых и об-
общих для многих отраслей машиностроения смазочных
приборов и устройств. В соответствующих статьях тт. 8,
9, 10,: 11, . 12 и 13 приведены специфичные смазочные
устройства для каждого вида машин.
щих механизмов с небольшой нагрузкой и с
малой скоростью. Этот способ—простой и не-
несовершенный, так как смазываемые поверхно-
поверхности работают то с избытком, то с недостатком
масла. Точечная смазка осуществляется отвер-
отверстием с раззенковкой (где установка маслё-
маслёнок невозможна) или маслёнками.
Общепринятыми типами являются маслёнки
с откидной самозакрывающейся (фиг. 1) н с
поворотной (фиг. 2, табл. 1) крышками.
Таблица 1
Основные размеры маслёнок с поворотными
крышками в мм (обозначения см. на фиг. 2)
(по ГОСТ 1303-45)
i мас-
масонки
<> ч
i
2
3
4
Н
ао
25
30
D
12
14
i6
20
1
6
8
Ю
15
а
5
6
8
12
Резьба
d
М8Х1
М10Х1
M12X1.2S
M16XL5
При необходимости утопления маслёнки
заподлицо с наружным габаритом детали при-
применяют пресс-маслёнки с шариком (фиг. 3,
табл. 2).
Фиг. 1. Маслёнка с откид-
откидной самозакрывающейся
крышкой.
Фиг. 2. Маслёнка с пово-
поворотной крышкой.
Периодическая смазка под принудительным
давлением (точечная) осуществляется: а) кла-
клапанными маслёнками, заправляемыми шприцем,
и б) ручными одноточечными лубрикаторами.
С поев бы подачи Жидкой смазки
Индивидуальная смазка
Без принудитепь
ного давления
С принудительным
давлением
Без принудительного
давления
Ручными
одно то чечными
лубрикаторами
Централизованная смазка
Периоди ческа я
Без прину-
принудительного
давления
Групповы-
Групповыми
мае-
ленками
г1
!
!
!
t
i
Регу
1.
1
1
1
1
С принудительным
давлением
1
и
|!
Ручн
рика
п
а-
1|
Ручн
5s
I
i
тель
\
53
'5:
s
P
тель
с и автома
распредели
1
Многоточеч.
лубрикатор,
с мет ни ч.
приводом
диском
1 С одним
<8
.1
(срезерб
¦V)
дискам
вуаром
С двумя
(с резер
742
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД.
Таблица 2
Основные размеры пресс-маслёнок в мм
(обозначения см. на фиг. 3)
(по ГОСТ 1303-45)
№ мас-
маслёнки
i
2
3
4
6
12
2О
3°
А
посад. ПР1„
6
IO
1б
Диаметр ша-
nUvQ ОРТ 9fifl7^
3
6
11
18
Преимущество смазки под давлением — воз-
возможность проникания её в любом направлении
и в минимальные зазоры по каналу. Отрица-
Отрицательная сторона — неравномерность подачи
смазки: вначале излиш-
излишняя подача смазки, а к
концу — недостаток её.
Точечная смазка под
принудительным давле-
давлением осуществляется
шприцем (см: фиг. 69) при
помощи клапанных мас-
маслёнок (фиг. 4). Послед-
Последние имеют малый габа-
габарит, герметичны, разно-
разнообразны по форме и мо-
Фиг. 3. Пресс-маслёнка ГуТ быть установлены в
с шариком. трудно доступных ме-
местах.
Применяются различные конструкции руч-
ручных одноточечных лубрикаторов: а) лубрика-
лубрикатор нерегулируемый без резервуара (фиг. 5),
имеет два отверстия — всасывающее и выпу-
выпускное; объём по-
подаваемого масла
зависит от диаме-
диаметра плунжера и
его хода; б) лу-
лубрикатор нерегу-
нерегулируемый с про-
прозрачным резервуа-
резервуаром (фиг. 6) и в) лу-
лубрикатор с регули-
регулируемой подачей
масла (фиг.7);дози-
ровка подачи
масла определяется
ходом плунжера,
величина которого
bj
Фиг. 4. Клапанная маслёнка: а— без переходного
штуцера; б — с переходным штуцером.
устанавливается промежуточным звеном на
штоке; масло к трущимся поверхностям по-
поступает под давлением пружины через фильтр
и предохранительный клапан.
Непрерывная смазка. Индивидуальная
непрерывная смазка без принудительного да-
давления осуществляется: а) капельными маслён-
маслёнками; б) масляной ванной; в) разбрызгиванием;
г) кольцами; д) центробежной силой; е) вой-
Фиг. 5. Лубрикатор не-
нерегулируемый без ре-
резервуара.
лочными подушками;
ж) роликами из) самоза-
самозасасыванием.
Капельные мас-
маслёнки разделяются
на фитильные, игольча-
игольчатые типа Шарко, авто-
автоматические и специаль-
специальные.
Фитильные маслён-
маслёнки (фиг. 8) приме-
применяются там, где не тре-
требуется обильной подачи
масла. Подача происходит
при условии расположе-
расположения одного конца фити-
фитиля ниже другого конца,
опущенного в масляный
резервуар. Во избежание
засасывания фитиля он не
должен доходить до ва-
вала на 8—10 мм. Коли-
Количество подаваемого масла зависит от его вяз-
вязкости, от характера волокон фитиля и уровня
масла в маслёнке. Тяжёлое масло подаётся
сравнительно медленно. Увеличение количества
нитей в фитиле усиливает его капиллярное'
действие и увеличивает количество подавае-
подаваемого масла. Тонкие волокна увеличивают
подъём масла, грубые—ослабляют капиллярное
действие фитиля. Чем крепче скрутка фитиля
Фиг. 6. Лубрикатор нерегулируемый с прозрачным
резервуаром. ,
тем меньше подача масла. Уровень масла дол-
должен быть не ниже х/з высоты резервуара,
в противном случае подача масла резко сни-
снижается.
¦ГЛ. X]
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
743
К достоинствам фитильной смазки отно-
относятся непрерывная подача масла к рабочим
поверхностям и за-
задержка фитилём грязи
и механических при-
примесей.
Для экономии мас-
масла при длительном
останове машины фи-
фитиль необходимо вы-
вынимать и вставлять
его за несколько ми-
минут до пуска.
Недостатками фи-
фитильной смазки явля-
являются: ограниченная
возможность регули-
регулирования подачи масла
Предохрани-
i тельный
I— клапан
Фиг. 7. Лубрикатор с регу-
регулируемой подачей масла.
U-d-
Фиг. 8. Фитильная мас-
(только изменением толщины и плотно-
плотности фитиля); зависимость величины пода-
подачи масла от уровня его в резервуаре; пре-
прекращение подачи масла при наличии в нём
излишков воды (свыше 0,50/0), смол и при пло-
плохом качестве фитиля (желательно—шерстяные
нитки без узлов, хорошо просушенные); при
длительных перерывах в работе необходимо
вынимать фитиль или делать специальные
устройства.
Основные размеры фитильной маслёнки из
прозрачной пластмассы (по ГОСТ 1303-45)
даны в табл. 3.
Таблица 3
Основные размеры фитильной маслёнки
из прозрачной пластмассы (обозначения см. на фиг. 8)
(по ГОСТ 1303-45)
X
SOI
масл
12
1 25
¦5°
ai>
л, S
О V
о ж
S а %
12
5°
Н
не
более
62
7О
8о
D
не
более
в
28
38
48
ММ
34
44
54
1
12
Резьба
d
M14XL5
На фиг. 9 (табл. 4) дана капельная мас-
маслёнка. Количество масла, поступающего в под-
подшипник, регулируется игольчатым дросселем.
При высоком уровне масла число капель, про-
проходящих через канал, больше, чем при низ-
низком уровне, при том же отверстии. Уровень
масла должен быть не ниже х/з высоты ре-
резервуара. При полностью открытом канале
капли образуют сплошную струю масла. Нали-
Наличие в масле твёрдых частиц может закупорить
канал. Во избежание этого припаивают сетку
и применяют фильтрованное масло.
Таблица 4
Основные размеры капельной маслёнки
(обозначения см. на фиг. 9)
(по ГОСТ 1303-45)
№ мас-
масленки
i6
5°
IOO
i= =
S ^ еи
« а Я
16
25
50
IOO
Н
не бо-
более
D
не бо-
более
в мм
125
Н5
35
4°
45
5°
Резьба
d
М14Х1.5
5
в мм
Недостаток маслёнки — зависимость коли-
количества подаваемого масла от уровня его
в резервуаре — устранён в автоматической
капельной масленке Каретникова (фиг. 10).
Она подаёт непрерывно одно и то же коли-
количество благодаря автоматически устанавли-
устанавливающемуся уровню масла в нижней полости
маслёнки. Подача масла к трущимся поверх-
поверхностям регулируется дросселем. Контроль
осуществляется через смотровой глазок.
Регулирую*
щая гайка
Стекло
Фиг. 9. Капельная маслёнка,.
Фиг. 10. Автоматическая
капельная маслёнка Карет-
Каретникова.
Для смазки деталей, движущихся возвратно-
поступательно, предназначаются специальные
маслёнки (фиг. 11). Масло забрасывается в об-
область А. Количество подаваемого масла регу-
регулируется игольчатым дросселем на трубке Б.
Подача масла прекращается при останове ме-
механизма.
Маслёнки изготовляются ёмкостью 35, 70,
140 и 220 смК
Непрерывная, без принудительного давле-
давления смазка в масляной.ванне при-
применяется весьма широко во всех областях ма-
машиностроения - в редукторах (фиг. 12), в неко-
некоторых подшипниках качения (фиг. 13), Масло
744
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД. i
для зубчатых передач заливается в ванну так, тельным движением (фиг. 16,6). Смазка авто-
автор у ,
чтобы уровень его определялся погружением
шестерён, равным одно- или двукратной вы-
высоте зуба, а в червяч-
червячных передачах — не бо-
матически вступает в действие при вращении
вала и прекращается в момент его останова.
Смазка свободным кольцом при-
применяется для валов с окружной скоростью от
0,5 до 33 м/сек. Размеры колец даны в табл. 5.
Уровень масла t = -j- для
D = 25 и до 40; *=-? для
D — 45 и до 65 и t — -g- для
D = 70 и до 310.
^Э
Фиг. 11.
Фиг. 12.
Фиг. 13.
лее половины (реже полной) высоты витка чер-
червяка.
Для окружных скоростей выше 8—10 м/сек
не рекомендуется производить смазку в ванне
Размеры колец согласованы с размерами
втулок по ГОСТ 1978-43. Количество масла,
подаваемого кольцом, быстро уменьшается
с увеличением температуры масла; наибольшая
Фиг. 14. Редуктор с воздушным охлаждением картера.
Фиг. 15. Смазка разбрыз-
разбрызгиванием.
без охлаждения, в противном случае масло из-
излишне нагревается, вспенивается и постепенно
окисляется.
На фиг. 14 дан редуктор с воздушным
охлаждением картера.
Смазка разбрызгиванием приме-
применяется в герметически закрытых корпусах при
наличии движущихся деталей и ограниченной
подачи масла (фиг. 15).
Кольцевая смазка (фиг. 16, а и б) приме-
применяется в подшипниках скольжения при гори-
горизонтальном расположении вала. Смазка по-
подаётся к трущимся поверхностям свободным
кольцом (фиг. 1о, а) или кольцом с принуди-
подача масла — при 28—30° С. При ширине
подшипника более 100 мм следует ставить
два кольца.
Для механизмов с частыми остановами, с
резким изменением скоростей, с нагруженной
верхней частью подшипника (при применении
вязких масел) смазка свободным кольцом не
рекомендуется.
Смазка с принудительным дви-
движением кольца преимущественно приме-
применяется при малых числах оборотов (от
?0 об мин и выше), хотя может применяться
и при больших скоростях. При этой смазке
возможно применение вязких масел.
ГЛ. X]
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
745
Масло, снятое с наружной поверхности альных стаканов вверх к объекту смазки
кольца специальным скребком (фиг. 16, б), (фиг. 17, а) или создаёт циркуляцию масла
попадает через отверстия к трущимся поверх- благодаря конусности роликов, нагнетаю-
ностям. Кольцо погружают в
масло на половину его толщи-
толщины. Вследствие того что верх-
Скредок
Фиг. 16. Кольцевая смазка: а — свободным кольцом; б —кольцом с принудительным движением.
ний и нижний вкл"адыши разделяются кольцом щих его к своим большим диаметрам
в поперечном направлении, площадь контакта (фиг. 17, б).
вала с подшипником уменьшается. Такая система гарантирует непрерывную по-
Центробежная смазка применяется дачу масла и осуществляет не только смазы-
главным образом в подшипниках качения, вание, но и охлаждение подшипника,
работающих с высокими числами оборотов —
от 3500 до 15 000 в минуту. При быстром вра-
вращении центробежная сила заставляет подни-
подниматься масло по коническим стенкам специ-
Таблица 5
Кольцевая смазка
Размеры свободно сидящих колец в мм
(обозначения см. на фиг. 16)
d
ю
12
13
14
16
Ч
i8
2О
22
25
28
ЗО
33
35
38
4О
43
¦»
5°
; 55
D
25
3°
35
4о
45
5°
55
6о
65
7°
75
8о
оо
Ь
5
8
12
2
3
3
4
В
s
s
б
9
13
о
К
X
8
12
1б
d
6о
62
65
70
7j
80
85
95
00
05
10
15
2О
185
I4O
15°
1бо
170
i8o
190
200
D
TOO
no
120
130
140
165
180
200
220
240
2бо
285
ЗЮ
b
12
4
18
21
s
4
5
6
7
В
s
a
X
13
18
20
24
s
ca
X
16
20
24
23.
Фиг. 17. Центробежная смазка: а — при помо-
помощи специальных стаканов; б — при помощи
конусности роликов.
Смазка при помощи поду-
подушек (фиг. 18) применяется в подшипниках
скольжения с окружной скоростью трущихся
Фиг. 18. Смазка при помощи подушек.
поверхностей до 4 м/сек. Питание подушим
маслом производится из специальных карма-
746
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД. I
нов. Для лучшего контакта со смазываемой
поверхностью подушку поджимают пружи-
пружинами (фиг. 19). Подушки делаются шерстяные
или из хлопчатобумажных концов. Набивка
должна охватывать цапфу или шейку вала
(оси) полукругом снизу по возможности плотно.
Во избежание захвата волокон подушки на
трущиеся поверхности набивка не должна
яодходить к кромкам разрезного вкладыша
ближе чем на
25—30 мм.
Смазка при
помощи поду-
подушек требует хо-
хорошей герме-
герметичности. В про-
противном случае
масло быстро
загрязняется,
подушка заби-
забивается и начи-
начинает плохо тя-
тянуть масло; в
дальнейшем на поверхности подушки обра-
образуется плотная корка, которая, не пропуская
смазку, вызывает интенсивный нагрев тру-
трущихся частей.
Смазка при помощи роликов
применяется в станках при возвратно-посту-
возвратно-поступательном движении плоских или призмати-
призматических поверхностей *.
•Фиг. 19. Поджим смазочной по-
подушки пружинами.
Фиг. 20. Смазка самозасасыванием.
Смазка самозасасыванием при-
применяется при зазорах между шейкой вала
и подшипником сколь-
скольжения не больше 0,01 мм
при окружных скоро-
скоростях не менее 3 м/сек,
и при жидких маслах
(лучше смесь керосин—
масло). У подшипника
по фиг. 20 смазка заса-
засасывается вращающимся
шпинделем из ванны че-
через вертикальнуютрубку.
Перед пуском необхо-
необходимо подшипник залить
маслом во избежание по-
полусухого трения.
Индивидуальная не-
непрерывная смазка под
давлением осуществляет-
осуществляется подачей от насоса.
Он используется для
непрерывной циркуля-
циркуляционной смазки отдель-
отдельных точек, а при помощи маслораспредели-
маслораспределителя — для смазки многих точек узла или ма-
машины в целом. В зависимости от конструкции
маслораспределителя масло подводится к месту
смазки под принудительным давлением или под
действием собственного веса. Применением
специальных автоматических распределителей
можно осуществлять периодическую смазку по
мере надобности.
Для смазки используются насосы: а) ло-
лопастные, б) плунжерные и в) шестеренные.
Лопастные насосы (действующие по схеме
фиг. 21j компактны, надёжны в работе и мо-
могут засасывать масло с уровня Н= до 1,2 м
flonami
Фиг. 21. Схема действия лопастного насоса.
в зависимости от вязкости масла, числа обо-
оборотов и качества изготовления.
Производительность насоса в л/мин:
где D — диаметр статора в мм; В — ширина
лопатки в мм; е — эксцентриситет в мм; п —
число оборотов в минуту; т]— объёмный к. п. д.
насоса, райный 0,6-i-0,8.
Лопастной насос [13] (фиг. 22) применяется
при числе оборотов 100—1000 в минуту и раз-
развивает давление 2,5—3 кг/см*. На фиг. 23 дан
график производительности этого насоса (при
вязкости около 2,8 — 3,2 ?5о)-
Плунжерные насосы (фиг. 24, а, б) приме-
применяются тогда, когда требуется подавать отно-
относительно небольшое количество масла при
высоком давлении (до 50 кг/см2 и выше).
Число двойных ходов рекомендуется не выше
800 в минуту. Насос легко встраивается в ме-
3/в труд.
* Подробнее см. ЭСМ т. 9
Фиг. 22. Лопастной насос конструкции ЭНИМС.
ханизм; работает при реверсивном приводе,
но даёт резко пульсирующую подачу масла.
ГЛ. X]
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
747
плунжерного насоса
Производительность
в л/мин:
1
где d — диаметр плунжера в мм; S — ход
плунжера в мм; п — число двойных ходов
плунжера в минуту; т] —объём-
—объёмный к. п. д., равный прибли-
приблизительно 0,90.
Насосы шестеренные (фиг.
25, табл. 6 и 7) более произво-
производительны, чем лопастные. При
вязком масле и небольшой ве-
величине зазоров эти насосы
могут создавать большие давле-
Рекомендуется: число зубьев г = 12; про-
профильный угол инструмента а = 20°; коэфи-
циент корригирования k = 0,5.
Ю0 300
100 аЫмин
Фиг. 23. График производительности
насоса конструкции ЭНИМС; Н— вы-
высота всасывания в м; Q — производи-
производительность в ajmuh.
Фиг. 24. Плунжерные насосы: а — с вращательным приводом; б — насос
с приводом от эксцентрика.
ния B0—30 кг/см2 и выше). Габарит насосов
невелик.
Если во всасывающее отверстие насоса
проникает воздух, подача масла прекращается.
Во избежание этого насос желательно рас-
располагать ниже уровня масла.
Шестеренные насосы дают неравномерную
подачу масла. Колебания подачи доходят до
15— 20%, а при двух сдвинутых шестернях
,в блоке снижаются до 7 — 8%.
Для уменьшения распорного усилия, воз-
возникающего между зубьями шестерён в заце-
зацеплении, в крышках делаются специальные раз-
разгрузочные канавки для масла. Форма зубча-
зубчатых колёс и канавок дана на фиг. 26, а основ-
основные размеры их — в табл. 8 [13].
Фиг. 25. Шестеренный
насос.
Основные размеры шестеренных насосов в мм (обозначения см. на фиг. 25)
(по данным ЭНИМС)
Таблица 6
Условное
обозначение
насосов
(ГЛ1-11)
С11-12
(С11-13)
СИ—14
(С11-15)
СП-16
СИ—17
Резьба,
труб d
в дюй-
дюймах
9и
V,
zu
,3/'
1
1'А
d,
12
12
14
14
1б
16
2О
d.
9
9
ii
ii
13
13
17
Н
max
95
95
135
135
175
я,
47
47
59
59
7°
7°
«9
бо
6о
75
75
9о
9°
L
max
I2O
125
14°
15°
165
180
215
1
22
22
25
25
ЗО
ЗО
35
h
59
62
70
75
86
94
но
26
2b
3°
ЗО
35
35
40
h
35
35
40
40
5°
50
65
A
40
40
45
45
5»
5«
70
A,
—
—
—
—
—
32
A3
20
20
25
25
30
3°
45
В
7°
7°
8o
80
100
100
115
B,
5°
5°
55
5=)
70
70
90
t
13.5
13.5
16,0
16,0
18,0
18,0
22,5
b
3
3
4
4
4
4
5
Примечание. Размеры, заключённые в скобки, по возможности не применять.
748
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД. I
Таблица 7
Теоретическая производительность шестеренных
насосов в л/мин
Условное
обозначение
насосов
(С11-11)
СП-12
(С11-13)
С11-14
(СП-15)
СП-16
СП-17
Рекомендуемое
число оборотов
п
1500
тооо
Производитель-
Производительность при
числе оборотов
п в л/мин
ю,5
21
3°
28
4°
8о
Производительность шестеренного насоса
в л/мин [13] приблизительно равна
где п — число оборотов в минуту зубчатого
колеса; В — ширина зуба в мм; RH — радиус
наружной окружности зубчатого колеса в мм;
Фиг. 26. Форма зубчатых колёс и канавок
шестеренных насосов.
Таблица 8
Основные размеры
канавок в мм
si
it
>> О X
i,:(Cll-ll)
\ Cll-12
^СП-13)
: СИ-14
kcil-15)
СП-IS
СП-17
6
>>
I
2
2.5
я
4
0) ±
2б
32,5
39
52
зубчатых колёс
\, обозначения см.
К G.
30
37.5
45
6о
и
и
34
40
38
55
62
и разгрузочных
на фиг. 26)
Размеры
зуба
h
>*
3.95
6,31
X
3-85
4.8з
5.78
7-7°
Размеры
разгрузоч-
разгрузочной канавки
а
6,4
7-7
ю,з
b
max
4
5
б
Ra — радиус окружности впадин зубчатого
колеса в мм; vj — объёмный к. п. д., равный
0,85-^0,75.
Производительность насоса обычно выби-
выбирают больше расчётной на 50— lOOJ/o для ком-
компенсирования падения производительности
с износом насоса и при возрастании темпера-
температуры масла. Избыточное масло перепускается
при помощи клапана (см. фиг. 53), который
поддерживает заданное давление в нагнета-
нагнетательной магистрали. Клапан встраивается
в крышку насоса.
Централизованная смазка
Централизованная смазка разделяется на
периодическую и непрерывную. Оба вида сма-
смазок возможны без принудительного и с прину^
дительным давлениями.
Периодическая смазка. Централизованная
периодическая смазка без принудительного
давления осуществляется групповыми маслён-
хами (нерегулируемыми или регулируемыми).
Групповые маслёнки создают эксплоатацион-
ные удобства при обслуживании нескольких
точек смазки.
Групповые нерегулируемые маслёнки, при-
применяемые редко, имеют недостаток: отсут-
отсутствует точная дозировка подачи.
Централизованная групповая
регулируемая смазка с периоди-
периодической подачей масла осуществляется
маслёнкой конструкции, показанной на
фиг. 27. Масло подаётся чашечкой 4 при её
подъёме через отверстие 5. Количество пода-
подаваемого масла регулируется в пределах от 1 до
10 капель через любой промежуток времени,
Регулировка производится передвижением кла-
клапана 1 вверх или вниз при помощи фигурного
винта 2 с эксцентриковым пальцем. Величина
интервала смазки зависит от числа ходов плун-
плунжера 3, который совершает возвратно-посту-
возвратно-поступательное движение под воздействием руки,
Фиг. 27. Маслёнка для централизованной групповой
регулируемой смазки.
сжатого воздуха или специального механизма.
Наличие смотровых глазков даёт возможность
контролировать подачу масла.
Централизованная периодиче-
скаясмазка под принудительный
давлением осуществляется: а) групповой
маслёнкой; б) ручным одноточечным лубрика-
лубрикатором с распределителем; в) ручным многото-
многоточечным лубрикатором; г) автоматическим на;
сосом и распределителем; д) насосом и авто-
автоматическим распределителем.
В табл. 9 приведены основные размеры
групповой маслёнки-панели (фиг. 28) на три
ГЛ. X]
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
749
Таблица 9
Основные размеры групповой маслёнки-панели
в мм (обозначения см. на фиг. 28)
Ручные многоточечные лубрикаторы изго-
изготовляются регулируемыми. Регулирование по-
подачи масла осуществляется изменением вели-
!
Труб-
Трубка
й
4X3
6X4
Ь
20
28
20
24
1
2О
h
2=>
3°
L
от количества
точек
п
A4 • 2)+(J • л)
к
ю
12
Резьба
М10Х1
M12xl,25
потока. Заправка этих маслёнок производится
шприцем (см. фиг. 69).
Лубрикаторы, применяемые для смазки,
очень разнообразны и могут быть классифици-
классифицированы по следующим основным признакам:
1) по характеру привода (ручной, механиче-
Фиг. 29. Схема смазки ручным одноточечным
лубрикатором.
чины хода рабочего плунжера. Величина по-
подачи масла за один ход плунжера у малых
лубрикаторов колеблется в пределах О—ОД смъ.
т tern СпЬЭ ггт
¦"Лубрикатор
Фиг. 28. Групповая маслёнка-панель.
ский, механический с ручной подкачкой); 2), по
количеству потоков (на один или на несколько];
3) по характеру регулирования потоков (с ин-
индивидуальной или парной регулировкой, без
регулировки); 4) по способу контроля за пода-
подачей масла (с каплеуказателем и без него) и
5) по способу питания (с резервуаром для
масла и без резервуара).
Ручные лубрикаторы применяются для пе-
периодической смазки подшипников, работающих
с большой нагрузкой. Ручные одноточечные
лубрикаторы осуществляют смазку согласно
схемам фиг. 29 или 30. Из распределителя масло
Распределитель
Фиг. 30. Схема смазки ручным одноточеч-
одноточечным лубрикатором.
у средних—0—0,2 ел/3, у больших—0—0,3 см1
и выше.
Регулируемые лубрикаторы выполняются
с резервуаром и без резервуара. На фиг. 31
дан лубрикатор ручного действия (на 12 пото-
потоков) с резервуаром. Поворот распределитель-
распределительного золотничка а связан с ходом рабочего
ПО ДВСВ
Фиг. 31. Лубрикатор ручного действия с резервуаром на 12 потоков.
поступает в дозирующий клапан и по трубе —
к трущейся паре (о дозирующих клапанах
см. стр. 758). Излишек масла из распреде-
распределителя поступает в специальный сборник
или бак.
плунжера. На фиг. 32 показан лубрикатор без
резервуара. Для каждого выпуска масла из
лубрикатора в маслопровод имеются два плун-
плунжера: рабочий 1 и распределительный 2.
Плунжер 1 совершает возвратно-поступатель-
750
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД. I
ное перемещение под действием рукоятки и
пружины; плунжер 2 перемещается под дей-
действием давления масла и пружины. Произво-
Производительность лубрикаторов ручного действия
без резерву-
резервуаров приве-
приведена в табл.
10.
Смазка
автом эти-
этическим на-
насосом осу-
осуществляется
по схеме на фиг. 33.
Масло из автома-
автоматического насоса
поступает перио-
периодами в распреде-
распределители, дозирую-
дозирующие клапаны и по
маслопроводу к
трущимся парам.
Смазка насосом
и автоматическим
распределителем
дана на фиг. 34.
Насос подаётфиль-
трованное масло в
автоматический
распределитель,
откуда через ма-
маслопровод проис-
происходит периодиче-
периодическая подача смаз-
смазки к трущимся по-
поверхностям.
Непрерывная
смазка. Центра-
Централизованная непре-
непрерывная смазка без
принудительно-
принудительного дав лени я осу-
осуществляется: а) разбрызгиванием, б) каплями и
в) самотёком.
Таблица 10
Фиг. 32. Лубрикатор ручного
действия без резервуара.
Производительность лубрикатора ручного
действия
Объём масла, по-
подаваемого за
1 оборот рукоятки,
в см3
о,оз
о.об
НаиEольшее
развиваемое
давление
в am
а
ю
Количество выпу-
выпускаемых каналов
для трубопрово-
трубопроводов
13
4 и 6
Смазка разбрызгиванием приме-
применяется в герметически закрытых механизмах
станков (фиг. 35), ряде двигателей внутреннего
сгорания (фиг. 36) и т. д.
При вращении коленчатого вала (фиг. 36)
черпаки шатунов захватывают масло, находя-
находящееся в корытцах картера, подают его в под-
подшипники и разбрызгивают по стенкам цилин-
цилиндров. Масло в виде капель оседает на детали
и проникает к трущимся поверхностям через
специальные смазочные каналы и отверстия.
В коробках скоростей уровень масла не
должен превышать величину, равную дву-
двукратной высоте зуба колеса, расположенного
ближе ко дну коробки скоростей, и не пере-
переходить уровень самого низкого отверстия
коробки.
Смазку разбрызгиванием рекомендуется
применять для зубчатых колёс при окружных
Фиг. 33. Схема смазки автоматическим насосом.
Фиг. 34. Схема смазки насосом и автоматическим
распределителем.
скоростях до 12—14 м\сек, так как при бурном
перемещении масла поднимаемые со дна кор-
корпуса грязь и металлические частицы попадают
на трущиеся поверхности; вследствие интен-
интенсивного перемешивания масла с воздухом про-
Спуск для масла
Фиг. 35. Смазка разбрызгиванием в за-
закрытых механизмах.
исходит быстрое его окисление, а вследствие
ударов и трения о вращающиеся детали - по-
повышение его температуры.
При скоростях выше 12—14 м/сек подачу
масла к зубчатому зацеплению осуществляют
струёй (фиг. 37). Чем больше скорость, тем
обильнее должна быть смазка. При струйной
смазке давление масла не должно превышать
0,6-0,8 и т.
ГЛ. XI
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
751
В картерах или корпусах, в которых про-
происходит смазка разбрызгиванием, необходимо
предусмотреть выход для нагретого воздуха.
Фиг. 36. Смазка разбрызгиванием
в двигателях внутреннего сгорания.
В случае большого числа точек смазки при-
применяются групповые капельные маслёнки с ин-
индивидуальным выклю-
выключением (фиг. 38, а) и
без выключения пото-
потока (фиг. 38, б). Ка-
Капельные групповые
маслёнки имеют все
недостатки капельных
маслёнок для индиви-
индивидуальной смазки.
Смазка само-
самотёком (фиг. 39)
представляет собой
проточную смазку,
осуществляемую при
помощи специальных
Фиг. 37. Подача масла
струёй.
резервуаров - распре-
распределителей, распола-
располагаемых на некоторой
высоте по отношению к пунктам подачи смазки.
Резервуары заполняются маслом непрерывно
от насоса или периодически вручную. Из ре-
резервуара масло растекается самотёком к местам
смазки, обеспечивая обильное смазывание ра-
рабочих частей. Масло поступает к пунктам
смазки под различным давлением в зависимо-
зависимости от положения их по высоте в отношении
резервуара (подача масла—нерегулируемая).
Смазку самотёком рекомендуется применять
в закрытых механизмах.
Централизованная непрерывная смазка под
принудительным давлением осуще-
осуществляется многоточечным лубрикатором с ме-
механическим приводом.
Смазка многоточечными лубрикаторами
(с механическим вращающимся или качаю-
качающимся приводом) осуществляется в виде непре-
непрерывной смазки с циркуляцией или без циркуля-
циркуляции масла.
Движение плунжеров лубрикатора осуще-
осуществляется одним (фиг. 40) или двумя (фиг. 41)
дисками-кулачками. Количество подаваемого
масла регулируется винтом,
ввёрнутым в головку рабо-
рабочего плунжера. Распределе-
Фиг. 39. Смазка самотёком.
Фиг. 40. Лубрикатор
с одним диском.
ние масла по каналам осуществляется враще-
вращением дисков, причём у лубрикаторов с двумя
дисками (фиг. 41) за один оборот рабочий диск
поднимает и опускает плунжер 2 раза, а рас-
распределительный диск — 1 раз.
Лубрикаторы изготовляются без резервуара
(фиг. 42) и с резервуаром (фиг. 43). Последние
обычно имеют маслоуказатель и каплеуказа-
Распределительныи, плунжер
Фиг. 38. Групповая капельная маслёнка: а-—с индиви-
индивидуальным выключением потока; б — без индивидуального
выключения.
'ильтр -сетка
Подача впяслолровод 1
Фиг. 41. Лубрикатор с двумя дисками.
тель. Густые масла при наливе в резервуар
предварительно подогревают.
В табл. 11, 12, 13 и 14 приведены основные
данные по лубрикаторам с одним и двумя ди-
дисками.
752
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД. I
Лубрикаторы с механическим приводом и одним рабочим диском (с резервуаром)
Таблица 11
Ёмкость резер-
резервуара в л
•э
5
Объём Maanaf по-
подаваемого за один
ход плунжера,
в см3
о о68
о о68
о,об8
Наибольшее
развиваемое
давление
в am
Тп
ТО
Количество
выпускных
каналов для
трубопроводов
24
Число обо-
5оо—iooo
2ОО—8оо
500—iooo
200—750
500—1000
200-750
Передача
между приво-
приводом и рабочим
валом
25 :i
50 :1
2 :1
7.5: 1
25:1
50 :i
2 :1
4 :i
7,5 :i
25 :1
5°: 1
2 :1
4 :1
7,5: 1
Род привода
Вращение
Качание
Вращение
Качание
Вращение
Качание
Лубрикаторы с механическим приводом и одним рабочим диском (без резервуара)
Таблица 12
Объём масла,
подаваемого за
один ход плун-
плунжера, в см3
о,о68
Наибольшее раз-
развиваемое давле-
давление в am
10
Количество
выпускных ка-
каналов для трубо-
трубопроводов
i 6
6—12
Число оборо-
оборотов или ходов
в минуту
5оо—iooo
200—800
500—1000
200—800
Передача
между приво-
приводом и рабочим
валом
35:1
50:1
1 :1
2,5:1
25: 1
50 :i
з : 1
7.5 :*
Род привода
Вращение
Качание
Вращение
Качание
Таблица 13
Лубрикаторы с механическим приводом и двумя рабочими дисками (с резервуаром)
Ёмкость
резервуара
в л
\ 2
о
4
' ,8
8
i ¦ : ¦ • :; ¦
Объём масла,
подаваемого
за один ход
плунжера,
в см3
°.3о
о,зо
о.зо
Наибольшее
развиваемое
давление
в am
5°
50
400
Количество
выпускных
каналов для
трубопрово-
трубопроводов
2—1б
1—8
2—16
1—16
г-33
з—1о
6—2О ;
Число оборо-
оборотов или ходов
в минуту
250-500
loo—боо
Э5о—5оо
ioo—боо
250—500
2ОО—6ОО
ioo—4°°
ioo—4°°
ioo—4°°
Передача
между приво-
приводом и рабочим
валом
25
5°
1,3
я,з:
а5
5°
3
3-2
25
5°
2
i
2,6
I
2,6
2,4
I
1
I
I
: i
i
2
I
: i
: i
: i
i
i
: i
: i
: i
Род привода
Вращение
Качание
Вращение
Качание
Вращение
Качание
Качание
Качание
Качание •
ГЛ. X]
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
753
Таблица 14
Лубрикаторы с механическим приводом и двумя рабочими дисками (без резервуара)
Объём масла,
подаваемого за
один ход плун-
плунжера, в см3
Наибольшее раз-
развиваемое давле-
давление в am
Количество выпу-
выпускных каналов
для трубопро-
трубопроводов
Число оборотов
или ходов в минуту
Передача между
приводом и рабо-
рабочим валом
Род привода
loo—боо
ioo—боо
25 :
1.2 : i
2.3 : i
Вращение
Качание
Лубрикатор может одновременно обслужи-
обслуживать несколько смазываемых точек. В случае,
Фиг. 42. Лубрикатор без
резервуара.
если число точек, подлежащих смазке, будет
меньше, чем количество выпускных каналов
у лубрикатора, свободный маслопроводный
канал отключается от лубрикатора вывёрты-
вывёртыванием регулировочного винта до упора. Впуск-
Впускной канал закрывается пробкой.
К недостаткам многопоршневых лубрикато-
лубрикаторов следует отнести: сложность конструкции,
отсутствие сигнализации на случай засорения
маслопровода или выхода из строя одного из
плунжеров (если при лубрикаторе нет капле-
указателя).
Общая производительность лубрикаторов
при числе плунжеров т будет
Q = -т-jra
где л — число оборотов распределительного
вала в минуту; d — диаметр плунжера в мм;
S —ход плунжера в мм; г\—объёмный к. п. д.,
равный приблизительно 0,90.
СМАЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ЖИДКОЙ
СМАЗКИ
Контрольные устройства
Указатели уровня масла бывают встроен-
встроенные и наружные. Из встроенных маслоуказа-
телей широко применяются круглые и продол-
продолговатые.
Круглые маслоуказатели (фиг. 44, табл. 15)
состоят из наружного металлического кольца 1,
Таблица 15
Основные размеры круглых маслоуказателей в мм
(обозначения см. на фиг. 44)
(по данным ЭНИМС)
Размер
глазков d
2О
За
5°
D
55
7°
9°
Dl±0,2
40
53
72
h
б
8
12
Фиг. 43. Лубрикатор с резервуаром.
прокладок 2 и 3, вогнутого
экрана 4 (металлического
или из белой матовой пласт-
пластмассы) и глазка 5 (стекло
с риской). Риска указывает
границу наибольшего уров-
уровня масла. Вместо стекла
и металлического кольца /
754
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД. I
может быть поставлена одна деталь из про-
прозрачной пластмассы.
Наружный маслоуказатель (фиг. 45) приме-
применяется там, где нельзя поставить встроенный
маслоуказатель. Он более подвержен повре-
Фиг. 44. Круглый маслоуказатель.
ждениям при транспортировке или обслужи-
обслуживании механизма и увеличивает габарит
машины.
Указатели потока масла изготовляются для
движения масла: а) непрерывного, б) капель-
капельного и в) пульсирующего.
Для наблюдения за работой насоса в си-
систему маслопровода включают маслоуказатель
(фиг. 47), устанавливаемый на видном месте.
Для автоматического контроля за непре-
непрерывной подачей масла существует электро-
электроконтактный указа-
указатель (фиг. 48). Ма-
Маслоуказатель вклю-
включают в нагнета-
нагнетательную линию.
При прекращении
подачи масла по-
полый резервуар со
стрелкой силой
пружины замкнёт
контакт и подаст
световой сигнал на
пост централизо-
централизованного управле-
управления.
Указатели по-
потока масла, вмон-
вмонтированные в шар-
шарнирные соедине-
соединения (фиг 49) рас- Фиг. 46. Указатель потока масла
Считаны на давле- С "«прерывным движением.
ние до 10 am.
Указатель крепится на прокладке с замазкой
из глета с глицерином.
Периодический каплеуказатель (фиг. 50, а)
предназначен для низких давлений. Капле-
Фиг. 47. Маслоуказатель. Фиг. 48. Электрокон-
Электроконтактный указатель.
Фиг. 45. Наружный маслоуказатель.
Указатель потока масла с непрерыв-
непрерывным движением (фиг. 46, табл. 16) пред-
предназначен для низких давлений.
Таблица 16
Основные размеры указателей потока масла
в мм (обозначения см. на фиг. 46)
(по данным ЭНИМС)
Проэрач-
Трубка
6X4
8X6
Резьба
<*¦
Ml 2X1,25
M14XL5
L
52
бо
I
IO
12
Фиг. 49. Указатель
потока масла, вмон-
вмонтированный в шар-
шарнирное соединение.
Фиг. 50. Каплеуказатель: а — пе-
периодический для низких давлений;
б — специальный для высоких да-
, влений.
ГЛ. X]
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
755
образование регулируется цилиндрической пру-
пружиной. При соответствующем напоре в сети
шарик пропускает масло.
Для высоких давлений до 300 am сконструи-
сконструирован специальный каплеуказатель (фиг. 50, б).
Масло, поступая под давлением,
поднимает нижний шарик и попа-
попадает в резервуар, наполненный для
масел с высоким удельным весом—
солевым раствором E г соли на
20 г воды) или глицерином, а при
лёгких маслах водой. Капли мас-
масла по проволоке поднимаются
-г кверху, заполняя резервуар указа-
указателя, и через верхний шаровой
клапан устремляются в маслопро-
маслопровод.
На фиг. 51 дан промежуточный
указатель с пульсирующим дви-
движением. Масло, поступающее под
давлением, перемещает плунжер /,
открывает боковое отверстие 2 и
устремляется через наружные про-
прорези плунжера в маслопровод.
При падении напора пружина 3
приподнимает плунжер, закрывает
боковое отверстие и тем самым
прекращается доступ масла. Ци-
Фиг. 51. Про- линдрическая пружина маслоука-
межуточный зателя подбирается в зависи-
п^ьсирующим мости от P^hocth давления в
движением, сети.
Предохранительные устройства
Предохранительные устррйства приме-
применяются для: 1) сохранения уровня масла в
резервуаре; 2) обратного спуска масла при
перегрузке в сети; 3) предупреждения пере-
перегрева масла.
Устройства для сохранения уровня масла
в резервуаре бывают простые и автоматиче-
автоматические. Конструкции простых предохранитель-
предохранительных указателей уровня масла, требующих
постоянного наблюдения, весьма различны.
Часто простые указатели изготовляют по типу
маслоуказателя, изображённого на фиг. 45.
Автоматическое сохранение уровня масла
в системе производится устройством, изобра-
изображённым на фиг. 52. При расходе масла уро-
уровень его в ванне опустится ниже верхней
точки среза трубки; в неё пройдёт воздух,
заполняя пространство над маслом, и автома-
автоматически подаст масло в ванну. Подача масла
продолжится до тех пор, пока уровень,
Стекло
масла не поднимется и не закроет отверстие
трубки. Эти устройства применяются для
труднодоступных, высокорасположенных под-
подшипников, в непрерывно работающих мото-
моторах при кольцевой смазке и т. д.
Назначение предохранительных клапанов
(фиг. 53, а и б) — отводить часть масла, пода-
подаваемого насосом, в резервуар и предотвра-
предотвращать повышение давления сверх установлен-
установленной величины. Сечение канала клапана для
обратного спуска масла выбирается из рас-
расчёта пропуска всего количества масла при
требующемся наименьшем давлении и со ско-
скоростью, соответствующей этому давлению.
Имея площадь канала клапана и величину
давления масла, находим усилие пружины
Р = Р/= Р-4- кг*
где р — давление масла в кг/см2; d — диаметр
в см; /—площадь клапана в см3.
В случае высоких давлений и значитель-
значительного объёма масла, которое должен пропустить
предохрани тельный
клапан.требуется пру-
пружина с большим уси-
усилием; при этом появ-
появляются сильные коле-
колебания, давления, виб-
вибрация и резкий шум.
Для уменьшения необ-
Фиг. 54. Диференциальный
предохранительный клапан.
ходимого усилия пру-
пружины при высоких
давлениях масла при-
применяют клапаны дифе-
ренциального типа (фиг. 54). При этом кла-
клапане пружина уравновешивает лишь давление
масла на разность площадей поршней.
Усилие пружины определяется по формуле
где d1 — диаметр большого поршня в см;
d2 — диаметр поршня противодавления в см;
/, — площадь большого поршня в см2; /2 —
площадь поршня противодавления в см2.
Подбирая соответствующие величины d\ и
d2, усилие пружины не следует делать слиш-
слишком малым.
В машинах, где необходимо строгое соблю-
соблюдение температуры подшипников, в качестве
контрольного устройства ставят автоматиче-
автоматические электроконтактные термометры (фиг. 55).
На шкале термометра у делений 52 и 70° С
Фиг. 52. Устрой-
Устройство для авто-
автоматического со-
хранеция уров-;
ня масла.
¦ ' а) б)
Фиг. 53. Предохранительные клапаны.
Подвод масла
Фиг. 55. Автоматический электроконтактный термометр.
756
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД. I
впаяны электроконтакты. При повышении
температуры подшипника до 52° С (при задан-
заданной нормальной температуре подшипника 50°)
первая пара контактов замыкается, давая пре-
предупредительный сигнал на пост управления.
При дальнейшем повышении температуры
до 70° замыкается вторая пара контактов, да-
давая аварийный сигнал.
Соединительные устройства
маслопроводов
Соединительные устройства изготовляются
разъёмными и неразъёмными.
Разъёмные соединительные устройства
бывают: а) с развальцовкой трубопровода;
б) с конусными муфтами и в) с шаровыми
муфтами.
Соединительные устройства с разваль-
цовкойтрубопровода (фиг.56,табл. 17)
делаются согласно ГОСТ 551-41 — ГОСТ 570-41
(фитинги авиационные).
В соединениях, изображённых на фиг. 56,
стальной нипель (ГОСТ 568-41) с конусом под
развальцовку предохраняет конец трубы от
скручивания и обрыва. Соединение выдержи-
выдерживает давление до 20—25 am.
Соединенияс конусными муфтами
(фиг. 57) имеют следующие недостатки: рас-
расходуется цветной
Нипель концевой
Штуцер проходной
ГОСТ 553-41
Угольник проходной
ГОСТ 557-41
металл, необходи-
необходима сильная затяж-
затяжка гайкой, возмож-
возможна утечка масла
при наличии де-
дефектов на поверх-
поверхности конусной
муфты.
Соединения тру-
трубопроводов с при-
припаянными шаровы-
шаровыми наконечниками
(фиг. 58, табл. 18)
дают возможность
устанавливать тру-
трубопровод под лю-
любым углом в гори-
горизонтальной плоско-
плоскости и применяются
не выше 10 am.
ОСТ 20092-38 ОСТ 20086'36
ОСТ 20093-36
Нипель проходной
Фиг. 57. Соединения с
ной муфтой.
ОСТ 20085 -38
конус-
для масла при давлении
шарнирные цглойые
С штуцером
Соединения
и/ррнирные тройные
Сштуце-
¦Фиг. 56. Соединительные устройства с развальцовкой трубо-
трубопровода.
Фиг. 58. Соединения трубопроводов с припаянными шаро-
выми наконечниками.
Таблица 17
Труба
Dxd
3X2
4X3
6x4
8x6
ЮХ8
iaXio
15x13
Габаритные размеры некоторых
о
Резьба
Бриггсг
дюймах
V.
7ч
78
78
%
Vi
L
36
27
28
29
34
36
40
1
9
9.5
10
12
13
15
17.5
34
37
39
42
46
5°
54
соединений маслопроводов с развальцовкой в
(обозначения
?,
31
23
25
27
3°
33
37
14
15
17
18
23
34
28
см. на фиг. 56)
_
—
—
56
68
ё
_
—
2О
25
28
31
Резьба
Бриггса
в дюй-
дюймах
—
—
7.
7,
зи
?.
42
46
5°
54
6о
66
74
Труба
II
3X2
6X4
6X4
6У4
6X4
мм
—
4б
54
об
62
66
—
23
26
27
29
3*
d,
—
—
8
13
16
30
—
9
10
10
10
10
ГЛ. XI
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
757
Таблица 18
Размеры соединений маслопроводов с припаянными шаровыми наконечниками в мм
(обозначения см. на фиг. 58)
Трубы
*н X de
4X3
6X4
8X6
Резьба
dv
M6xl
М8х1,2б
М1ОХ1,5
М10Х1.5
М16Х1.5
I
IO
14
18
h
8
12
L
14
18
22
28
36
44
H
26
32
45
6
8
10
D
15
18
25
ft
5.5
6.5
9
5
9
11
14
14
I9
22
J3
15
20
Неразъёмные соединения (фиг. 59) ком-
компактны, но требуют тщательной припайки их
к трубе; неудобны при демонтаже.
Для канализации смазки применяют трубы
стальные (ГОСТ 301-44), медные (ГОСТ 617-41),
алюминиевые.
Диаметр трубопровода выбирается по ско-
скорости движения масла. Скорость движения
Фиг. 59. Неразъёмные соединения.
масла во всасывающем трубопроводе прини-
принимается от 1 до 1,&м]сек и в нагнетательном •—
от 2 до 4 м)сек.
Площадь поперечного сечения главного на-
нагнетательного трубопровода должна быть
больше суммы площадей поперечных сечений
всех разводящих труб.
Потеря давления при проходе масла по
трубопроводу определяется формулой
Р = 0,0242
кг\см\
где v — скорость движения масла в трубо-
трубопроводе в м/сек; d — диаметр маслопровода
в см; Е° — вязкость масла в градусах Энглера;
L — длина маслопровода в м.
Давление, необходимое для подачи масла
в подшипник, при нормальных зазорах со-
составляет около 0,15 кг/см2.
Распределительные устройства
Маслораспределительные устройства бы-
бывают для непрерывной и периодической подачи.
Маслораспределители для непрерывной по-
подачи масла разделяются на нерегулируемые
и регулируемые.
Нерегулируемые маслораспре-
маслораспределители для непрерывной подачи масла
состоят из основной трубы и нескольких при-
приваренных меньшего диаметра трубраспре-
делителей. Нерегулируемый маслораспредели-
тель с резервуаром на несколько потоков
приведён на фиг. 60. Наполнение маслом про-
производится через трубу / от насоса. Труба 2
уносит излишки масла. Наличие маслоуказателя
даёт возможность наблюдать за общим состоя-
состоянием смазш.
В регулируемом маслораспределителе для
непрерывной подачи масла (фиг. 61) регули-
регулировка производится дросселем. Предохрани-
Предохранительный клапан
подбирается на
нужное давление.
Число потоков не
ограничено.
Распределитель-
Распределительные устройства для
периодической по-
подачи масла бывают
нерегулируемые и
регулируемые.
В нерегулируе-
нерегулируемом маслораспре-
маслораспределителе с перио-
периодической подачей
масла (фиг. 62) пе-
периоды смазки уста-
устанавливаются раз-
размещением кулач-
кулачков при возвратно-
поступательном пе-
перемещении меха-
механизма. Размер кулачков
ство подаваемой смазки.
Фиг. 69. Нерегулируемый ма-
слораспределитель с резервуа-
резервуаром на несколько потоков.
определяет количе-
Фиг. 61. Регулируемый маслораспрёделитель
для непрерывной подачи масла.
Регулируемые маслораспреде-
маслораспределители для периодической подачи масла из-
изготовляются с воздушными камерами (фиг. 63),
с дозирующими клапанами (фиг. 64) и т. д.
Распределители с воздушными камерами изго-
изготовляются двух-, четырёх- или шестиотводными.
Масло от насоса или лубрикатора периодами
поступает в распределитель через верхний
трубопровод. В боковые верхние отверстия
вставлены воздушные камеры, представляющие
758
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД.I
полые цилиндры. Количество масла, подавае-
подаваемого к трущимся парам, зависит от размера
воздушных камер. Для полного обеспечения
-27-А
Фиг. 62. Нерегулируемый маслораспределитель для
периодической подачи масла.
Фиг. 63. Регулируемый маслораспределитель
для периодической подачи масла
с воздушной камерой.
Фиг. 64. Регулируемый маслораспределитель с до-
дозирующим клапаном.
смазкой всех трущихся частей одноточечным
лубрикатором необходимо иметь цилиндр луб-
лубрикатора ёмкостью больше ёмкости всех воз-
воздушных камер на 20— 25<У0.
Регулирующие устройства
Регулировка подачи масла осуществляется:
изменением производительности насоса дроссе-
дросселированием (при постоянной производитель-
производительности насоса), установкой дозировочных или
пульсирующих клапанов.
Для незначительной подачи применяют
игольчатый дроссель (фиг. 65), чувствительный
к настройке. Полному открытию или закры-
Фильтр
Штифт
Фиг. 65. Иголь-
Игольчатый дроссель.
Фиг. 66. Дозировочный
клапан.
от
5
а 7
е- ь
~оЖ
\l
\l /
k
Pi
й здШ
тию канала соответствует несколько оборотов
резьбы. Угол конуса иглы (а = 20 -г- 30°) выби-
выбирается в зависимости от желания получить
ту или иную чувствительность регулировки.
При необходимости подавать смазку через
определённые промежутки времени из одного
источника подачи, но в различных порциях
применяют дозировочные клапаны (фиг. 66).
Масло под давлением поступает от насоса или
одноточечного ручного лубрикатора к фильтру
клапана, который состоит из ваты или фетра
и бронзовой
п роволочной
сетки A24 ячей-
ячейки на 1 см2).
Штифт подби-
подбирается по диа-
диаметру в зави-
зависимости от за-
зазора, которым
определяется
подача масла.
Давлением, со-
созданным насо-
насосом, открывает-
открывается клапан, кото-
который пропускает
заданную дозу
масла.
Диаграмма на фиг. 67 характеризует про-
пропускную способность дозировочного клапана
для машинного масла Л при t-= 20° С.
Источники подачи масла
Заправка смазывающих точек маслом
бывает ручная и механическая.
Приборы для ручного заполнения смазкой
разделяются на мембранные, простые, кнопоч-
кнопочные и поршневые порционные.
Маслёнки мембранные (фиг. 68, а) приме-
применяются для смазки деталей, требующих незна-
незначительного количества масла (в счётных .и швей-
швейных машинах, в приборах и т. д.). Емкость
маслёнок равна 0,025; 0,05; 0,1; 0,15; 0,25; 0,3 л.
0,1 02 0J
Подача масла
0.4 л/час
Фиг. 67. Диаграмма, характери-
характеризующая пропускную способность
дозировочного клапана.
ГЛ. X]
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
759
а)
Маслёнки простые (фиг. 68, б), применяемые для
заполнения резервуаров маслом, имеют ёмкость 0,25;
0,5; 0,75 и 1 л. Маслёнки кнопочные (фиг. 68, в)
действуют при нажатии на кнопку,
служащую для впуска воздуха в ре-
резервуар маслёнки. Применяются для
смазки поверхностей скольжения че-
через маслёнки, изображённые на
фиг. 1, 2 и 3.
Маслёнки поршневые порционные
(фиг.68,2 и д)подают масло порциями,
определяемыми размером цилиндра.
Фиг. 68. Маслёнки: а —мембранная;
б— простая; в—кнопочная; г, д — пор-
поршневые порционные.
Для заполнения каналов смазкой че-
через клапанные маслёнки (фиг. 4) при-
применяются шприцы. На фиг. 69 изобра-
изображён шприц для масла ёмкостью 200 смг.
Он имеет съёмные наконечники, изго-
изготовляемые в зависимости от конструк-
конструкции маслёнок.
Передвижные приборы механического
заполнения маслёнок, резервуаров и т. д.
смазкой бывают различны, начиная от
простых бидонов и вёдер с ручными
насосами, кончая железными бочками,
поставленными на специальные тележки
и снабжёнными электронасосом, шлангом
и наконечниками.
ПОДВОД СМАЗКИ
К ВРАЩАЮЩИМСЯ ДЕТАЛЯМ
Смазочные канавки
Основным моментом конструирования
подшипников скольжения является вы-
выбор рациональной формы и правильная
разводка канавок для подвода и отвода
масла во вкладышах. Изготовление ка-
канавок необходимо тщательно произво-
производить по шаблону. Неправильно^ рас-
расположение канавок нарушает нормаль-
нормальное распределение давлений в масляном
клине и этим понижает способность под-
подшипника воспринимать высокие нагрузки.
Форма и размеры канавок приведены
на фиг. 70 и в табл. 19 (см. также
гл. VIII, стр. 626).
При тонкой филь-
фильтрации масла
При возможности загряз-
загрязнения масла
У///Л
шт %
*\
шшш
Фиг. 70. Размеры смазочных канавок»
Таблица 19
Размеры рекомендуемого профиля канавок
при смазке маслами или мазями в мм
(обозначения см. на фиг. 70)
Фиг. 69. Шприц для масла.
Диаме
подши
ка d
До 6о
6о—8о
8о—до
до—но
но—140
I4O— l8o
180-260
260—380
380—500
ft
!>5
2
2.5
3
3.5
4
5
6
8
Иг
2,3
3
3.8
4,6
5.4
6,2
7.5
9
12
Г
3
4
5
6
7
8
ю
12
16
b
7
8
10
13
16
20
3°
40
5О
R
9
12
15
18
21
24
30
36
48
1
б
8
ю
12
14
i6
20
24
32
/
1.5
2
2
2.5
2.5
3
3
4
4
760
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД. 1
Способы подвода смазки
Ниже приведён ряд способов подвода
смазки для различных условий работы вала
и подшипника.
1. Подвод смазки через подшипник; вра-
вращается вал; направление нагрузки — постоян-
постоянное или меняющееся в пределах 180°; вкла-
вкладыш — цельный (фиг. 71, А). Смазка подводится
в ненагруженную зону, в места наибольшего
зазора (часто из конструктивных соображений
под углом 180° к направлению нагрузки).
2. Подвод смазки через подшипник; вра-
вращается вал; направление нагрузки — постоян-
постоянное; вкладыш — разъёмный (фиг. 71, Б). Подвод
смазки и канавки выполняются, как в преды-
предыдущем примере или иногда через скосы
у стыков вкладышей. В последнем случае при
Фиг. 71. Подвод смазки через подшипник при
вращающемся вале.
направлении вращения вала по стрелке / под-
подвод смазки целесообразно производить через
скосы 2, при обратном вращении — по стрел-
стрелке 3 через скосы 4.
3. Подвод смазки через подшипник; вра-
вращается вал; направление нагрузки меняется
в зависимости от вращения вала (фиг. 71, В).
Смазка распределяется через кольцевую ка-
канавку во вкладыше и продольную канавку на
валу со стороны, противоположной зоне давле-
давления. Если направление нагрузки неопределён-
неопределённое, канавка на валу не делается. Можно
подводить смазку без канавок через два от-
отверстия с противоположных сторон.
4. Подвод смазки через подшипник; вра-
вращается вал; направление нагрузки — постоян-
постоянное или меняющееся; смазка — консистентная
(фиг. 71, Г). Место подвода смазки выбирается
из конструктивных соображений, оно должно
лежать на пересечении смазочных канавок.
5. Подвод смазки через вращающийся
вал; направление нагрузки — постоянное или
меняющееся в пределах 180" (фиг. 72, А).
V/////////A
Фиг. 72. Подвод смазки через вращающийся вал.
Смазка распределяется через кольцевую ка-
канавку или через прямую продольную канавку
со стороны, противоположной направлению на-
нагрузки.
6. Подвод смазки через вращающийся вал;
направление нагрузки меняется в зависимости
от вращения вала (фиг. 72, Б). Смазка распре-
распределяется через продольную канавку на валу
со стороны, противоположной направлению
нагрузки.
7. Подвод смазки через вал; вращается
подшипник (фиг. 73, А); направление нагруз-
Фиг. 73. Подвод смазки через вал с вращающимся под-
подшипником.
ки — постоянное или меняющееся в пределах
180°. Смазка подводится через радиальное
отверстие со стороны, противоположной на-
нагруженной зоне подшипника.
8. Подвод смазки через вал; вращается
подшипник; направление нагрузки меняется
в зависимости от вращения подшипника
(фиг. 73, Б). Подвод и распределение смазки
производятся через радиальное отверстие,
кольцевую и продольную канавки на вкла-
вкладыше. Последняя делается со стороны, проти-
противоположной зоне давления в подшипнике.
9. Подвод смазки для вертикального под-
подшипника с вращающимся валом; направление
нагрузки — постоянное или меняющееся в пре-
пределах 180° (фиг. 74, А). Смазка распределяется
через продольную канавку во вкладыше со
стороны, противоположной зоне давления
в подшипнике; 1 — для смазки без давления
и 2— под давлением.
10. Подвод смазки для вертикального под-
подшипника с вращающимся валом; направление
нагрузки меняется в зависимости от вращения
Фиг. 74. Подвод смазки для вертикального подшипник!
с вращающимся валом.
вала (фиг. 74, Б). Смазка распределяется через
кольцевую канавку во вкладыше и продоль-
продольную канавку на валу со стороны, противопо-
противоположной зоне давления в подшипнике; /—для
смазки без давления и 2—под давлением.
11. Подвод смазки для вертикального под-
подшипника; вращается вал; подвод смазки—через
вал; направление нагрузки — постоянное или
меняющееся в пределах 180* (фиг. 75, А), ме-
меняется в зависимости от вращения вала
(фиг. 75, Б). Смазка распределяется в том и
другом случае через кольцевую канавку во
ГЛ.Х]
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
761
вкладыше и продольную на валу со стороны,
противоположной зоне давления в подшипнике.
При неопределённом направлении нагрузки
канавки на валу не делаются.
Фиг. 75. Подвод смазки для Фиг. 76. Подвод смазки че-
вертикального подшипника рез вал (ось) при вращаю-
с вращающимся валом; под- щемся подшипнике,
вод смазки через вал.
12. Подвод смазки через вал при вращаю-
вращающемся подшипнике; направление нагрузки —
постоянное или меняющееся в пределах 180°
(фиг. 76, А). Смазка распределяется через про-
продольную канавку на валу со стороны, проти-
противоположной зоне давления в подшипнике.
13. Подвод смазки через вал при вращаю-
вращающемся подшипнике; направление нагрузки
меняется в зависимости от вращения вала
(фиг. 76, Б). Смазка распределяется через коль-
кольцевую и продольную канавки во вкладыше
со стороны, противоположной зоне давления
в подшипнике.
Консистентные мази подводятся к подшип-
подшипнику на 10° ниже линии разъёма вкладышей
Направление
вала
Фиг. 77. Подвод консистентной мази.
Ось вала
Фиг. 78. Канавки для консистентной смазки.
по направлению вращения вкладыша (фиг. 77).
На фиг. 78 изображены канавки, по которым
смазка распределяется по большой продольной
канавке. Часть продольной канавки скошена
по ширине к несущей поверхности подшип-
подшипника.
УСТРОЙСТВА ДЛЯ ОЧИСТКИ МАСЕЛ
Очистка масел производится отстойниками
и фильтрами.
Маслоотстойники бывают прямоугольной
или цилиндрической формы с плоскими стен-
стенками из листовой стали. Для ускорения от-
отстоя они снабжаются змеевиками для подо-
подогревания масла. Автоматические регуляторы
устанавливают температуру масла в резер-
резервуаре. Внизу резервуара предусматривается
кран или пробка для удаления отстоя. Резер-
Резервуар устанавливается, в зависимости от раз-
размера, на фундамент или на металлическую-
каркасную подставку. Дно резервуара должно-
иметь уклон в сторону крана. Внутреннюю
поверхность резервуара покрывают слоем
горячего льняного масла. Резервуар испыты-
вается на маслонепроницаемость.
Уровень масла в резервуаре поддержи-
поддерживается таким, чтобы при необходимости остав-
оставшееся свободное пространство могло вме-
вместить всё масло, находящееся в системе. После
подогрева масло должно отстояться 7—8 час.
К началу всасывающей трубы масляного»
насоса прикрепляют сетчатый фильтр (фиг. 79,.
i
Фиг. 79. Сетчатый фильтр для ма-
слоотстойника.
табл. 20), предохраняющий насос от попада-
попадания в него крупных посторонних твёрдых:
частиц.
Очистка масла только отстоем недоста-
недостаточна, так как мелкие частицы не осаждаются,
а продолжают находиться в масле во взве-
взвешенном состоянии. Для удаления взвешенных
Таблица 29
Основные размеры грубого сетчатого фильтра в мм
(обозначения см. на фиг. 79)
(по данным ЭНИМС)
Резьба труб
d в дюймах
Va
\U }
Ки \
D
I2O
I5O
ipo
А
95
I2O
155
5°
6о
75
частиц применяют фильтрацию при помощи
приборов для механической очистки масел —
фильтров и центрифуг.
Фильтры разделяются на две группы:
а) для низких давлений и б) для высоких.
762
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД. I
Фильтры для низких давлений (разность
давлений до и после фильтра не выше
1 — 1,4 am) имеют следующий фильтрующий
¦материал: ткани (бязь, байка и т. д.), метал-
металлические сетки, войлок, бумагу и др. В соот-
соответствии с этим приме-
применяются фильтры: матер-
матерчатые, секционные с
металлической сеткой,
войлочные и бумажные.
Матерч атые
фильтры (фиг. 80) во
избежание нарушения
смазки при загрязнении
и несвоевременной очи-
очистке фильтра снабжают-
снабжаются перепускными клапа-
клапанами. При установке
фильтра необходимо при-
присоединить манометр к
трубопроводу после
фильтра. В некоторых
фильтрах очистка масла
через ткань комбини-
комбинируется с очисткой через
металлические сетки. Ма-
Матерчатые фильтры мало-
малопроизводительны.
Секционный сетча-
сетчатый фильтр для большой
пропускной способно-
способности масла (фиг. 81) состоит из набора пла-
пластин-секций, между которыми проложена ме-
металлическая сетка.
На фиг. 82 дана конструкция сетчатого
фильтра с холодильником.
Войлочные фильтры выполняются
из четырёхугольных и круглых пластин вой-
войлока, надетых на трубу с отверстиями.
Набранный на трубу войлок стягивается гай-
жой. Во избежание просачивания масла между
Тарелочная пружина
пырчатое
опорное
кольцо
Фиг. 80. Фильтр из
ткани.
Выход
масла
Вхоо
масла
Пере клю чательмый
кран
Фиг. 81. Секционный сетчатый фильтр.
пластинками рекомендуется набирать фильтры
из войлока двух сортов: плотного (серого)
и более мягкого и тонкого (белого) вой-
войлока.
На фиг. 83 даны кривые пропускной
¦способности и сопротивления войлочного
фильтра, фильтрующая поверхность которого
в данном случае составляет условно около
700 см\
Ввиду плотности войлока для получения
необходимой пропускной способности фильтра
ему придают более значительные размеры
Выпой Вовы
Вхоа воды
Фиг. 82. Сетчатый фильтр с холодильником.
в сравнении с матерчатым или металлическим
сетчатым фильтром.
Для тонкой фильтрации применяют бумаж-
бумажные фильтры. На фиг. 84, а дана схема
действия бумажного фильтра конструкции
Г. Д. Бернштейна. Часть масла, заполняющего
Л/мин
9
I «
V
Из
Ь
Ifc
3'
/
4
f
!^
¦-^
*^
^^
•~—
-
зо
Вязкость 4
40
t,35
SO
60
0,55
10
0,35
Л
'Л
0,25 пуаза
Фиг. 83. Диаграмма пропускной способности войлочного
фильтра и перепада давления в нём: /—л=800; 2—я—600;
3— я— 400; 4 — я=200 об/мин насоса.
фильтр, просачивается внутрь бумажных сек-
секций, набранных на трубу с отверстиями, вхо-
входит внутрь трубы и, пройдя калиброванное от-
отверстие, стекает по каналу в масляную систе-
систему. На случай чрезмерного повышения давле-
давления перед фильтром имеется клапан, перепу-
перепускающий масло из нагнетательной полости на-
насоса к месту смазки.
ГЛ. X]
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
763
Бумажная секция фильтра (фиг. 84, б) вы-
выполняется из двух листков бюварной бумаги с
отверстиями в центре, склеенных по окружно-
окружности. Ширина проклейки —2,5—3 мм. К наруж-
наружным сторонам бумаги приклеиваются дистан-
дистанционные картонные колечки. Внутри между
листками бумаги прокладывается гофрирован-
гофрированное колечко из жести толщиной 0,2-0,25 мм
по диаметру, равному с дистанционным. Проток
Таблица 21
Средние значения удельной пропускной способности
наиболее применяемых фильтрующих материалов
Фиг. 84. Бумажный фильтр:
а — общий вид; б — бумаж-
бумажная секция фильтра.
масла между листками бумаги, прижатыми
друг к другу давлением масла, происходит за
счёт весьма мелких каналов, образуемых бла-
благодаря шероховатости бумаги.
Согласно исследованиям [2] бумажные, вой-
войлочные, ватные и матерчатые фильтры в со-
состоянии задерживать не только -твёрдые ча-
частицы, но и часть смол, что даёт преимуще-
преимущество перед металлическими сетчатыми и пла-
пластинчатыми фильтрами. В процессе фильтрации
твёрдые частицы образуют на поверхности
фильтрующей среды осадок, представляющий
вторую фильтрующую среду, через поры ко-
которой должна проходить жидкость. По мере
утолщения осадка скорость фильтрации умень-
уменьшается и в дальнейшем прекращается. Помимо
толщины осадка, на скорость фильтрации
влияют величина твёрдых частиц, разность
давлений, температура масла и пористость
фильтрующей среды.
Основные размеры фильтра могут быть
определены по уравнению
Л1МИН,
где Q — количество масла, проходящего через
фильтр, в a/muh; pi — давление перед филь-
фильтром в кг/см2; /^ — давление после фильтра
в кг/см%; F — площадь фильтрующего мате-
материала в см2; г) — динамическая вязкость масла
в пуазах; а — удельная пропускная способность
фильтра в а/см2 мин, определяемая из
табл. 21.
В случае применения войлока толщиной
больше или меньше 1 см приведённые
в таблице значения необходимо пересчитать,
уменьшив (или увеличив) соответственно изме-
изменению толщины.
Фильтрующий материал
Бязь . .
Редкая сетчатая бумажная ткань . .
Мягкий густой войлок чистой вы-
выделки толщиной в 1 см
Густая металлическая сетка (до 40—
50 ячеек на 1 см3)
Металлический пластинчатый фильтр
.
Удельная про-
пропускная спо-
способность филь-
фильтрующего ма-
материала
о,ооб
о,оо9
о,о15
о-°5
о,о8
Для высоких давлений применяются
пластинчатые самоочищающиеся
фильтры (фиг. 85). На фиг. 86 дан
график производительности этого фильтра
Фиг. 85. Пластинчатый самоочищающийся фильтр.
с пластинками диаметром 34 мм. Филь-
Фильтрация достигается прохождением масла че-
л/мик
О
ч
л
1.6
12
fl
4
-3
-z
¦¦ -
A
K,
——
N.
-4=:
I
/f
/ '
9'-
I
-
в Я 3 к О с т ь
Фиг. 86. График производительности фильтра
с пластинками диаметром 34 мм. Зазор:/ — 0,08;
2—0,12; 3—0,2; 4—0,3 мм.
рез промежутки круглых пластинок (фиг. 87),
отделяемых друг от друга звездообразными
764
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД. 1
прокладками, а у пластинок диаметром
200 мм — шайбами. Толщина прокладок опре-
определяет чистоту фильтрации. Масло, направлен-
направленное под давлением, заполняет резервуар
фильтра и проходит через промежутки дисков
во внутреннюю часть его. Твёрдые частицы,
которые по своей величине не могут пройти
в промежутки, остаются снаружи кромок этих
дисков или застревают между ними. Внутрен-
Внутреннее пространство дисков соединено с питаю-
СкреЪок
Фиг. 87. Круглые пластинки,
прокладки и скребки к пла-
пластинчатому фильтру.
щим маслопроводом. Очистка зазоров между
дисками фильтра производится движением
ручки, которой поворачиваются диски. Скребки
при этом удаляют твёрдые примеси, находя-
находящиеся на торцах дисков и между ними.
В табл. 22 приведены размеры промежутков,
применяемых в фильтрах. В табл. 23 и 24
(фиг. 87) даны основные размеры пластинок,
прокладок и скребков по данным ЭНИМС.
Таблица 22
Размеры промежутков, применяемых в фильтрах
Промежу-
Промежуток в мм
о,о8
0.12
О,2
Что примерно
соответствует
сетке с коли-
количеством ячеек
на 25,4X^5.4 мм
17о
но
6о
Промежу-
Промежуток в мм
о.З
о,4
°.5
Что примерно
соответствует
сетке с коли-
количеством ячеек
на 25,4X25.4 мм
5°
4о
3°
Таблица 23
Основные размеры пластинок и прокладок (в мм)
(обозначения см. на фиг. 87)
o
1
34
56
[ [О
2OO
_
О
I
Cj
27
48
102
~—
—
—
174
9
¦«
9
13
20
32
•4
14
22
35
55
—
—
8-5
2,5
4
6
15
•Cl
3
4
4
6
0
CO
7.5
7.5
18
28
—
—
10
0
g и Я
4
8
8
8
—
—
14
—
—
55
Корпус фильтра при рабочем давлении
до 2,5 am делается из прозрачной пластмассы
или чугуна, выше этого — из стали. Диски
и прокладки изготовляются из низкоуглеро-
низкоуглеродистых сталей, латуни или нержавеющей стали.
Таблица 24
Основные размеры скребков (в мм)
(обозначения см. на фиг. 87)
ra ,_
||1
34
56
HO
200
д+0,1
14
24
51
94
д+0,1
17
28
55
100
A
22
35
05
120
Аг
27
41
74
140
A,
82
82
HO
200
5+o,i
6
6
10
20
10
16
22
3°
Производительность фильтра определяется
мощностью насоса, количеством дисков и зазо-
зазоров между ними (т. е. диаметром и длиной
фильтрующего патрона и количеством самих
патронов в корпусе фильтра) и вязкостью
масла.
У фильтров с большой пропускной спо-
способностью поворот дисков для очистки их от
инородных тел производится электромотором
(фиг. 88)
Мельчайшие частички металла, загрязняю-
загрязняющие масло главным образом после обкатки
новых машин или механизмов, не улавливаются
вышеперечисленными фильтрами. Эту задачу
выполняют фильтры с постоянными
магнитами (фиг. 89). Постоянный магнит /
покрывают тонкой трубой 2 из цветного
Электромотор
металла, закрывают
сверху и снизу желез-
железными дисками, снаб-
снабжёнными рядом от-
отверстий для пропу-
пропуска масла. Все части
"— скрепляются винтом 3
из латуни. Фильтр
внутри вылуживается.
Вокруг магнита поме-
помещается вылуженная
улавливающая корзи-
корзина, состоящая из двух
половин. Каждая по-
половина состоит из
железных полос-по-
Фиг. 88. Фильтр с поворо-
поворотом дисков от мотора.
Фиг. 89. Фильтр с постоян-
постоянными магнитами.
луколец 4, которые помещаются на под-
подпорках из латуни. Между корзиной и магни-
магнитом создаётся промежуток в 1,5 мм, а между
корзиной и стенкой резервуара — в 2 мм.
Силовые линии магнита проходят через полу-
полукольцо и щели уловителя, благодаря чему
вытягивается стальная пыль из протекающей
ГЛ. X]
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
765
жидкости. Для равномерного обволакивания
корзины металлической пылью необходимо
несколько раз изменять направление потока
жидкости. Скорость протекания масла через
магнитный фильтр не должна превышать
10 м\сек.
Для тонкой очистки масла от воды, грязи,
окислов, мелких твёрдых частиц, пропущенных
фильтром, предназначаются центрифуги.
Область их применения — крупные масляные
хозяйства.
ОБОРУДОВАНИЕ СМАЗОЧНЫХ СТАНЦИЙ
Оборудование смазочных станций для
жидкой смазки зависит от объёма предприятия
и от характера организации смазочного хозяй-
хозяйства (централизованный или децентрализован-
децентрализованный подвод смазки к машинам и агрегатам).
При организации централизованного под-
подвода смазки к машинам и агрегатам необхо-
необходимо иметь следующие устройства: 1) резер-
резервуары для масла с подогревом; 2) насосы для
перекачки масла; 3) холодильники; 4) фильтры;
5) центрифугу; 6) регуляторы давления;
7) задвижки в магистралях; 8) манометры;
9) редукционные клапаны; 10) обратные пре-
предохранительные клапаны; 11) маслоуказатели
потоков и 12) щит управления с кнопками
для запуска и останова мотора; сигнальные
лампы и т. д. Величина и количество этих
устройств зависят от размера потребления
смазочных масел. Электромоторы устанавли-
устанавливаются взрывобезопасными.
Перед началом эксплоатации систему тру-
трубопроводов нагнетательной магистрали испы-
испытывают воздухом под давлением 5 am,
а обратную магистраль—под давлением 0,5 am,
после чего производят промывку всей системы.
СПОСОБЫ ПОДАЧИ ГУСТОЙ СМАЗКИ
Индивидуальная смазка
Индивидуальная смазка разделяется на
периодическую и непрерывную.
Периодическая смазка осуществляется
без принудительного и с принудительным
давлением. Мази вследствие их большой вяз-
вязкости необходимо подавать к трущимся
поверхностям под давлением.
Поэтому периодическая ручная смазка без
принудительного давления применяется в тех
случаях, когда есть серьёзные причины, пре-
препятствующие применению соответствующих
устройств.
Простым способом густой смазки является
периодическая подача мази шприцем (см.
фиг. 69) посредством специального наконеч-
наконечника через клапанные маслёнки (см. фиг. 4).
Наличие гибкого шланга у шприца даёт воз-
возможность производить подачу мази в трудно-
труднодоступные места и в любом направлении.
Наиболее распространённым способом
является подача мази к трущимся поверхно-
поверхностям при помощи маслёнки Штауфера (по
ГОСТ 1303-45 .Маслёнка колпачковая")
(фиг. 90, табл. 25).
Колпачковые маслёнки не обеспечивают
равномерной подачи мази. Мазь подаётся
периодически только при подвинчи'в'ании
Фиг. 90.
Фиг. 91.
крышки. Контроль за подачей мази невозмо-
невозможен; отвёртывание и завёртывание крышки
во время работы механизма не во всех слу-
случаях возможны.
Указанные маслёнки не рекомендуется при-
применять при окружных скоростях смазываемых
частей выше 3—4 м/сек.
Непрерывная подача мази осуществляется
принудительным давлением посредством авто-
автоматической маслёнки (фиг. 91). О состоянии
мази в резервуаре можно судить по положе-
Таблица 25
Основные размеры маслёнки колпачковой по ГОСТ 1303-45
(обозначения см. на фиг. 90)
ки
3
6
12
25
5°
IOO
зоо
4оо
Ёмкость
не менее
3
б
13
25
5°
IOO
зоо
4ОО
1
8
13
15
Л
28
3°
35
4°
5°
62
78
95
I2O
л,
А.
в мм
14
15
i8
зо
2б
За
S
8
ю
14
Н
14
15
17
2О
24
3°
48
6о
3
5
6
Диаметр
метриче-
метрической
Мю X 1
Mi4 X i.5
Мао X 1.5
резьбы
Бриггс по
ОС Г
20010-38
Чь'
V/
Диаметр
резьбы <*„
Mi4 X 1,5
М18 X 1,5
М24Х1.5
М30 X 1,5
М39 X 1.5
М48 х 1.5
МбоХа
MiooXa
S
в мм
и
14
17
аа
766
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД. 1
нию штока. Винтом запирают шток при запол-
заполнении резервуара мазью. Количество пода-
подаваемой мази регулируется пробковым дрос-
дросселем.
Централизованная смазка
Централизованная смазка разделяется на
периодическую и непрерывную.
ществляется шприцем через групповые ма-
маслёнки и ручными лубрикаторами.
На фиг. 28 дана групповая маслёнка-панель
на три потока. Заправка мазью производится
шприцем со специальным наконечником (см.
фиг. 69).
Основные размеры групповой маслёнки-
панели даны в табл. 9.
Ручной лубрикатор с резервуаром (фиг. 92)
применяется для периодической подачи
ТПТ Ж
Фиг. 93. Схема централизованной
периодической смазки ручным лу-
лубрикатором через распределители.
смазки, развивающей давление
до 40 кг/см2.
На фиг. 93 дана схема цен-
централизованной периодической
смазки ручным лубрикатором
через распределители.
Централизованная непрерывная смазка
мазями под принудительным давлением осу-
осуществляется многоточечным лубрикатором
с механическим приводом. На фиг. 94 дан
лубрикатор ёмкостью резервуара б л,
построенный по схеме фиг. 41. Рабочий
ход плунжеров, т. е. количество подаваемой
мази, регулируется установочными винтами.
Привод лубрикатора настраивается только для
Таблица 26
Производительность лубрикаторов для мази с резервуаром по фиг. 94
пазе- мазе-
провод правое
1 U
Фиг. 92. Ручной лубрикатор с резервуаром.
Централизованная периодическая смазка
мазями под принудительным давлением осу-
Ёмкость
резервуара
в л
'¦
4
\ ( ' ¦
•
3°F .- ,
Об-ьём
мази,
за один ход
в см3
¦¦¦ ' • '••
Наибольшее
развиваемое
давление
в am
[
; ТГ1Г.
Количество
выпускаемых
каналов для
трубопроводов
I 12
j jg
Число оборотов
или ходов
в 1 мин.
15; io; 5
200—5°°
7°
2IO
21
7°
7о
17
70
70
210
21
• : 7О
7°
105
: , ¦ 17
7°
Передача
между
дом и
приво-
рабочим
валом
25
5°
2,5
IO
3°
3
ю
ю
15
2,4
IO
10
Зо
3
ю
IO
15
2,4 =
¦ io:
i
i
: i
I
I
i
I
I
I
I
I
I
I
: i
i ¦
I ;
I ¦
I
I
Род привода
Вращение
Качание
Вращение
Качание
Вращение
Качание
Вращение
Качание
Вращение
Качание
ГЛ. X]
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
767
вращения в одну сторону. В табл. 26 приве-
приведены данные о производительности лубрика-
лубрикаторов для мази.
Фиг. 94. Многоточечный лубрикатор для
мази с механическим приводом.
СМАЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ГУСТОЙ
СМАЗКИ
Контрольные устройства
Указатели потока смазки в трубопроводе
изготовляются для пульсирующего движения
мази (фиг. 95). Подача
мази происходит в пе-
период работы лубрика-
лубрикатора. Указатель уста-
устанавливается в любом
месте смазочного тру-
трубопровода, где возможно за ним наблюдение.
Верхний конец указателя присоединяется к тру-
трубопроводу, связанному с аппаратом подачи-
мази, а нижний — к трубопроводу, направляе-
направляемому к месту смазки трущихся поверхностей.
При каждой подаче мази указатель скользит
по стеклу в ту или другую сторону, показывая
этим движение мази. При прекращении подачи
мази вследствие каких-либо неправильностей
указатель останавливается.
Распределительные устройства
Распределители, регулируемые для перио-
периодической подачи мази (фиг. 96), включаются;
в систему трубопровода по схеме фиг. 93.
Подвинчиванием установочного винта распре-
распределителя регулируется подача мази в широ-
широких пределах, вплоть до полного прекраще-
прекращения подачи смазки. Действие клапана связано'
с работой ручного лубрикатора (см. фиг. 92).
Перемещением золотника лубрикатора напол-
наполняются распределители с двух сторон по оче-
очереди,, а выжимание мази производится через
среднюю камеру золотника распределителя.
Источник подачи
Источником подачи густой смазки дл»
ручного заполнения маслёнок является шприц,
ёмкостью 200 см* (см. фиг. 69), на ^конец
которого привертывается специальный на-
наконечник согласно форме клапанной мас-
маслёнки.
При обслуживании большого количества
точек при централизованном расположении их
применяются ручные лубрикаторы (фиг. 92)
или тележки, снабжённые резервуаром
с устройством для пневматической зарядки
маслёнок.
ооДВ
Иопичертво
клапанов
1
г
3
4
L
56
94
132
ПО
Фиг. 95. Указатель по-
потока смазки в трубо-
трубопроводе.
Наибольший ход -35 мм
Подача от Оде 2.8 см*
За ход алунЖеро
Фиг. 96. Распределитель регулируемый для периодической подачи мази.
768
УСТРОЙСТВА И МАТЕРИАЛЫ ДЛЯ СМАЗКИ
[РАЗД. I
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Арчбютт А., Дилей Р. М., Трение, смазка
и смазочные материалы, перев. и допол. Лосико-
вым Б. В., Крейн С. 3. и Журавлёвым, Гостоптехиздат,
М. 1940.
2. Бернштейн Г. Д., Фильтрация смазочных масел
в автотракторных двигателях, под ред. проф. Вильямса В.,
изд. „Советская наука", М. 1940.
3. Б а ш т а Т. М., Основы расчётов и выбор гидравли-
гидравлического привода, изд. ЭНИМС, М. 1937.
А. Д ь я ч к о в А. К., Применение гидродинамической
теории смазки к расчёту подшипников, изд.
Харьковского института усовершенствования, Харьков
1940.
5. Е р м а к о в В. В., Гидравлический привод, под ред.
Игнатенко А. И., ОНТИ, М. 1936.
6. 3 у д и н В. С, Смазка оборудования машиностроитель-
машиностроительных заводов, ОНТИ, Свердловск 1937.
7. О р л о в П. И., Смазка лёгких двигателей, под ред.
проф. Бриллинга Н. Р., Главная редакция машинострои-
машиностроительной и автотракторной литературы, Л. 1937.
8. Остроумов Г. А., Пособие для смазчика, Гостоп-
Гостоптехиздат, М. 1944.
9. Решетов Д. Н. и Левит Г. А., Руководящие
материалы по подшипникам скольжения, изд. ЭНИМС,
М. 1944.
10. Т о м с е н Т. К., Смазочное дело, перевод со второго
американского издания, под ред. Попича А. Г., Научно-
техническое издательство по машиностроительной, ме-
металлообрабатывающей и чёрной металлургии, М. 1932.
11. Фальц Э., Основы смазочной техники, перевод со
второго немецкого издания Никитина Н. А., Госмаш-
метиздат, ОНТИ НКТП. М. 1934.
12. Шальнев В. Г., Смазка прокатного оборудования,
Металлургиздат, Свердловск 1942.
13. ЭНИМС, Нормали НКСС и руководящие материалы,
изд. ЭНИМС, М. 1943—1944.
СМАЗОЧНЫЕ МАТЕРИАЛЫ
СМАЗОЧНЫЕ МАСЛА
Получение
Все смазочные масла, применяемые в про-
промышленности, получаются из нефти путём раз-
разгонки последней. При перегонке из нефти
испаряются вначале наиболее лёгкие её пого-
погоны — бензины и керосины, или так называе-
называемые светлые продукты. После отгона светлых
продуктов получается остаток — мазут, кото-
который и является сырьём для получения сма-
смазочных масел.
Мазут разгоняют под вакуумом на специаль-
специальных масляных перегонных установках, полу-
получая в первую очередь самые лёгкие масляные
дестиллаты — соляровый дестиллат, затем идёт
дестиллат веретённого масла, далее — машин-
машинного и, наконец, цилиндрового. В остатке по-
получается очень вязкая жидкость, называемая
масляным гудроном. Если при разгонке мазута
на масла в масляном гудроне остаётся часть
цилиндровых дестиллатов, в этом случае ма-
масляный гудрон будет носить название масля-
масляного полугудрона.
Для получения товарных масел из масля-
масляных дестиллатов последние подвергаются очи-
очистке серной кислотой, щёлочью и отбеливаю-
отбеливающими землями. Серная кислота извлекает из
дестиллатов смолистые вещества, частично воз-
воздействуя на них химически, частично их рас-
растворяя. Она также удаляет из дестиллатов не-
некоторые сернистые соединения, непредельные
углеводороды, которые при хранении продукта
вызыва'ют его потемнение и осадкообразова-
осадкообразование.
Щелочная очистка имеет своей основной
целью нейтрализацию кислых соединений, как
образовавшихся в процессе кислотной очистки,
так и находившихся в исходном дестиллате и
оставшихся в нём при кислотной очистке.
Отбеливающие земли (твёрдые адсорбенты)
удаляют из масла смолы, а также нейтрали-
нейтрализуют остатки серной кислоты, оставшиеся в
масле после сернокислотной очистки.
Процесс очистки дестиллатов протекает следующим
образом. Дестиллат закачивается в мешалку, в которую
затем при одновременном перемешивании приливается не-
небольшое количество кислоты для подсушки дестилЛата.
После перемешивания, производимого с подогревом, дают
маслу в течение 1"а—2 час. отстояться от образовавше-
образовавшегося в нём кислого гудрона. Отстоявшийся кислый гуд-
гудрон удаляют и в мешалку заливают остальное количество
кислоты. После очистки серной кислотой отстоявшееся
от кислего гудрона масло перепускают в щелочную ме-
мешалку, где оно нейтрализуется щёлочью или отбеливаю-
отбеливающимися землями. Масла, обработанные щелочью, промы-
промываются затем несколько раз подщелочённой водой для уда-
удаления оставшихся после щелочной обработки солей, а
также остатков кислоты. После промывки водой масло
подсушивается воздухом при температуре 70-90° С.
Высококачественные масла — турбинные, трансформа-
трансформаторные, компрессорные — проходят более глубокую очи-
очистку: после промывки водой масла подогревают до 60-
80° С и затем обрабатывают отбеливающими землями.
Обработка адсорбентами производится путём засыпки
предварительно высушенной и размолотой отбеливающей
земли в перемешиваемое масло.
После перемешивания глина отстаивается, а масло
пропускается через фильтрпресс.
Серная кислота не является вполне удовлетворитель-
удовлетворительным реагентом для очистки масел: расход её велик, ве-
велики потери очищаемого масла, разрушаются и уходят в
кислый гудрон некоторые ценные компоненты масел, а
малоценные слабо затрагиваются кислотой. Этим объяс-
объясняется появление новых, более совершенных методов
очистки масел. Одним из них является метод селектив-
селективной очистки. Сущность этого метода заключается в том,
что масло обрабатывается специальным растворителем,
который растворяет в нём менее устойчивые в химиче-
химическом отношении углеводороды.
Процесс селективной очистки сводится к следующему:
масло в специальной экстракционной установке переме-
перемешивается с растворителем. При этом образуются два слоя:
нижний, в котором сосредоточена часть масла с раство-
растворёнными компонентами, наличие которых в масле неже-
нежелательно, и верхний — масло, из которого удалены эти
нежелательные компоненты. Нижний слой (экстракт) от-
отделяется затем от верхнего (рафината), растворитель
затем отгоняется из масла, а рафинат иногда очищают
дополнительно небольшим количеством серной кислоты
или отбеливающей земли.
Растворителями могут служить фенол, фурфурол,
нитробензол, хлореко и др.
Масла селективной очистки имеют более низкие ко-
коксовые числа, значительно лучшую кривую вязкости, чем
масла сернокислотной очистки.
На заводских нефтеперегонных установках получаются
лишь основные масла из имеющихся в ассортименте: вере-
веретённые, машинные, цилиндровые. Все остальные масла —
компрессорное и т. д. — получаются дополнительно на
масловарках путём смешения основных масел разной вяз-
вязкости.
Для получения промежуточных сортов очищенные
масла подвергаются смешению. Так, например, масло ма-
машинное Л получается путём смешения масел веретённого 2
и машинного С, масло компрессорное Л — из смеси ци-
цилиндрового 2 и машинного С.
Для улучшения качества масел к ним добавляют раз-
различные специальные присадки. Так, для понижения тем-
температуры застывания к маслам добавляют присадки пара-
флоу, сантопур.
Небольшая добавка органических кислот, например,
олеиновой кислоты, повышает липкость масла и проч-
прочность масляной плёнки.
ГЛ. X)
СМАЗОЧНЫЕ МАТЕРИАЛЫ
769
Основные физико-химические свойства
масел
Масла, выпускаемые нефтяной промышлен-
промышленностью, классифицируются на группы по об-
областям их применения, а в пределах каждой
группы — на сорта и марки, составляя так на-
называемый ассортимент масел.
Характеристика масел определяется сово-
совокупностью их физико-химических свойств,
как-то: удельным весом, вязкостью, темпера-
температурой вспышки и т. д.
Удельным весом нефтепродуктов называется
отношение веса нефтепродукта при темпера-
температуре t~ + 20° С к весу воды в том же объёме
при температуре t = -f- 4° С. Удельный вес
обозначается знаком d2%. По удельному весу
возможно судить о происхождении исходного
сырья для изготовления масла. Как правило,
удельный вес браковочным признаком не слу-
служит и в большинстве ГОСТ на масла отсут-
отсутствует.
Вязкость является основным параме-
параметром, характеризующим масла, так как с ней
связаны условия нагружения опор и потери.
Определение понятия для динамической, кине-
кинематической и технических единиц вязкости
(Энглера, Сейболта, Редвуда и др.), а также
перевод единиц см. ЭСМ т. 1, кн. 2-я, стр. 383.
Вязкость масел не является величиной по-
постоянной — она изменяется в зависимости от
изменений температуры окружающей среды.
С повышением последней вязкость масла
уменьшается, и наоборот. Наиболее ценны те
масла, у которых изменение вязкости с изме-
изменением температуры протекает плавно и ко-
которые имеют так называемую пологую кри-
кривую вязкости. Соотношение вязкостей масел
в некотором температурном интервале (напри-
(например, от 0 до 100" или от 50 до 100°) назы-
называется индексом вязкости.
В США индекс вязкости масел опреде-
определяется по методу Дина и Дэвиса. Здесь испы-
испытуемое масло сравнивают с условно выбран-
выбранным маслом из лучшей пенсильванской нефти,
индекс которого принят за 100. Чем больше
приближается испытуемое число к этому услов-
условному маслу, тем оно лучше. В стандартах
СССР индекс вязкости масел не введён.
Вязкость масла изменяется также и от да-
давления. При давлении 100 кг/см2 и больше вяз-
вязкость минеральных масел значительно увели-
увеличивается. Изменение вязкости масла от давле-
давления при высоких температурах происходит в
меньшей степени, чем при низких.
Температура вспышки — темпера-
температура, при которой пары нефтепродукта, нагре-
нагреваемого в определённых условиях, образуют
с окружающим воздухом смесь, вспыхивающую
при поднесении к ней пламени. Определение
температуры вспышки масел производится
обычно на приборе Бренкена (прибор откры-
открытого типа) или на приборе Мартенс-Пенского
(прибор закрытого типа); чем меньше разница
между этими температурами, тем лучше масло:
оно будет давать меньший угар при работе в
двигателях внутреннего сгорания, будет мень-
меньше давать нагарообразований.
Темпеоатура застывания не опре-
:тву застывания или замерза-
говорит лишь о потере мас-
|Гчести. Последняя же имеет
49 Том 2
весьма условный характер. Если определять
температуру застывания в пробирке диаме-
диаметром не 15—17 мм, как оговорено ГОСТ, а в
более широкой, то и температура застывания
того же масла будет ниже. Несмотря на боль-
большую условность определения температуры за-
застывания, она даёт возможность судить о ра-
работоспособности масла при низких темпера-
температурах, о возможности транспортировки и слива
масла в холодное время года.
Зола — остаток, получаемый от сжигания и
прокаливания масла. По количеству золы можно
судить о качестве очистки масла и наличии
посторонних минеральных примесей (солей),
растворённых в масле. При очистке масел сер-
серной кислотой и нейтрализации щёлочью обра-
образуются мыла и соли кислот, которые частично
растворяются в масле. При небрежной или не-
недостаточной промывке масла часть мыл и со-
солей остаётся в масле, и они способствуют
окислению масла, особенно в циркуляционных
системах. Наличие мыл и солей в цилиндро-
цилиндровых маслах приводит к тому, что соли, отла-
отлагаясь на поршнях и цилиндрах, образуют на-
нагары и служат очагами усиленного коксова-
коксования масла. Определение зольности масел та-
таким образом даёт возможность судить о каче-
качестве масла: чем меньше зольность, тем выше
качество масла.
Натровая проба характеризует ка-
качество отмывки масел от посторонних приме-
примесей. Если натровая проба плоха, то это озна-
означает, что в масле имеются растворённые мыла,
соли, свободные органические кислоты. На-
Натровая проба указывается баллами. Отличная
очистка обозначается баллом 1, хорошая — бал-
баллом 2, удовлетворительная — баллом 3.
Сущность натровой пробы сводится к следующему:
в пробирку наливают равные объёмы масла и раствора
едкого натра, смесь кипятят и дают отстояться до раз-
разделения слоев верхнего масляного и нижнего щелочного
раствора. По чистоте (прозрачности) нижнего слоя и
даётся оценка. Если нижний слой прозрачен, как
вода, то очистка признаётся отличной и т. д.
Кислотность. Все масла, даже самой
высокой очистки, содержат в себе небольшое
количество нафтеновых кислот, входящих в
состав всех нефтей. Нафтеновые кислоты при
известной их концентрации в масле действуют
на металлы и образуют при обводнённости
масла металлические мыла. Последние способ-
способствуют окислению масла и, накапливаясь в
масле, выпадают в виде шлама, закупоривая
трубопроводы, засоряя картеры и ванны. Ки-
Кислотность характеризуется числом, представля-
представляющим собой количество миллиграммов КОН,
требующееся для нейтрализации 1 г минераль-
минерального масла.
Определение кислотного числа необходимо
не только для установления стандартности
свежих масел, но и для суждения о поведении
масла в работе, так как даёт возможность
проследить ход окисления масла в процессе
его работы, его порчу и установить сроки
смены.
Водорастворимые кислоты и
щёлочи характеризуют масло с точки зре-
зрения отсутствия в нём после химической очи-
очистки серной кислоты или щёлочи. Серная ки-
кислота вызывает разрушение металла, а щёлочь
является катализатором при окислении масел.
Вода. В маслах, как правило, не должно
быть воды, так как процесс их изготовления
770
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
[РАЗД.
предусматривает полный отстой и сушку масла
перед сдачей его в товарные резервуары.
Однако масла обводняются при транспортиров-
транспортировке, особенно водным путём, и при хранении.
Практически некоторая обводнённость ма-
масел (следы воды, т. е. содержание воды в масле
менее 0,025%) может быть допущена при при-
применении масел в проточных системах смазки.
Для масел же специального назначения и ма-
масел, работающих в циркуляционных системах
длительные сроки, наличие даже следов воды
нежелательно, так как органические кислоты
в присутствии воды образуют металлические
мыла, которые выпадают в виде осадков
(шлама) и забивают маслопроводы. Мыло,
кроме того, способствует окислению масла.
Для цилиндровых масел может быть допу-
допущено и большее содержание воды, чем следы,
так как масло в цилиндрах паровых машин
работает и без того в паровой среде и неко-
некоторое наличие воды никаких неполадок вы-
вызвать не может. Последнее обстоятельство
подтверждается и тем фактом, что для смазки
цилиндров паровозов в последнее время стали
применяться так называемые эмульсионные
смазки, представляющие собой смесь цилин-
цилиндрового масла и воды.
Механические примеси, как дей-
действующие абразивно на трущиеся поверхности,
не допускаются в маслах.
Механическими примесями считаются все
вещества, находящиеся в нефтепродуктах в
виде осадка или во взвешенном состоянии,
которые задерживаются фильтром при филь-
фильтровании нефтепродукта или его бензинового
или бензольного раствора. Такими примесями
в маслах являются пыль, песок, волокна и т. п.
Цвет является условной характеристикой,
определяющей степень очистки масел от ки-
кислородных и сернистых соединений. Чем боль-
больше даётся кислоты и других реагентов для
очистки, тем светлее получаются масла, од-
однако чрезмерная очистка масел снижает их
смазочную способность, удорожает их стои-
стоимость.
Цвет масел определяется на приборе Дю-
боска. Сущность определения цвета по Дю-
боску заключается в сравнении цвета эталон-
эталонного стекла с цветом испытуемого масла.
Результат выражают в миллиметрах, отве-
отвечающих высоте столба масла, дающего окраску,
совпадающую по интенсивности с окраской
эталона. Чем больше число миллиметров по
Дюбоску, тем лучше цвет масла. Практиче-
Практическое значение определения цвета масла заклю-
заключается в том, что этот показатель позволяет
ориентировочно судить о качестве масла, а в
случае резкого отклонения цвета против стан-
стандартного указывает на порчу масла вслед-
вследствие смешения с другими продуктами.
Коксуемость есть свойство нефтепро-
нефтепродукта образовывать углистый остаток (кокс)
при нагревании в определённых условиях на-
нагрева.
Смазочные масла, сгорая в цилиндрах дви-
двигателей внутреннего сгорания, образуют на
стенках и на поршнях коксообразные отложе-
отложения, называемые нагарами.
Такой же нагар образуется под влиянием
высоких температур в цилиндрах паровых
машин и компрессоров. Определение коксуе-
коксуемости масел производится в приборе Конрад-
сона, который является весьма показательным
для суждения о степени очистки масел, так
как чем лучше очищено масло, тем меньше
оно даёт кокса по Конрадсону, тем меньше оно
склонно к окислению и образованию нагаров.
Стабильность масел (метод
С л я я) характеризует способность масла со-
сопротивляться окислению кислородом воздуха
при повышенных температурах. Стабильность
по методу Сляя выражается числом Сляя.
Сущность метода вкратце заключается в том,
что 10 г испытуемого масла отвешивают в
колбу, которую затем заполняют кислородом
и плотно закрывают пробкой. Колбу помещают
на 2 ч. 30 м. в масляную баню, нагретую до
200° С. В течение этого времени масло интен-
интенсивно окисляется. По истечении 2 ч. 30 м. кол-
колбу вынимают, охлаждают и, разбавив окислен-
окисленное масло бензином, извлекают из масла про-
продукты окисления, образующиеся в масле в ви-
виде осадка. Вес осадка в миллиграммах назы-
называется числом Сляя. Чем оно меньше, тем луч-
лучше стабильность масла. Стабильность по Сляю
определяется главным образом для компрес-
компрессорных масел.
Скорость деэмульсации опреде-
определяется для турбинных масел, которые в неко-
некоторых случаях образуют стойкую эмульсию с
водой, попавшей так или иначе в систему ма-
машины.
Лёгкие индустриальные масла
Таблица 27
Физико-химические свойства
Велосит
(ГОСТ 1840-42)
Вазелиновое
(ГОСТ 1665-42)
Соляровое
(ГОСТ 16 66-42
Вязкость при 50° С:
а) кинематическая в ест *
в) соответствующая ей в °Е
Температура вспышки по Бренкену в еС не ниже . . . .
Температура вспышки по Мартенс-Пенскому в СС не ниже
Температура застывания в °С не выше
Кислотное число в мг КОН на 1 г масла не более . . . .
Золы в °/0 не более
Серы в % не более
Механических примесей
Воды не более
Водорастворимых кислот и щелочей . ... •
3,9—5>°
1,3—1.4
120
—25
о,04
0,005
Отсутствие
5,о—8,5
125
20
0,04
0,005
Отсутствие
2,8—9,о
1,2—1,75
125
—20
0,02д
0,2
Отсутствие
Следы
Отсутствие
* Сантистокс — 0,01 слР\сек.
ГЛ. X]
СМАЗОЧНЫЕ МАТЕРИАЛЫ
771
Таблица 28
Средние и тяжёлые индустриальные масла
1
Физико-химические свойства
Вязкость при 50° С:
а) кинематическая в ест . .
6) соответствующая ей в °Е .
Вязкость при 100J С:
а) кинематическая в ест . . .
б) соответствующая ей услов-
условная в°Е
Температура вспышки по Брен-
Температура застывания в °С не
выше
Кислотное число в мг КОН на
1 z масла не более .
Золы в °/0 не более
Кокса по Конргдсону в "/„ не
более
Механических примесей в °/0 не
более
Воды не более
Водорастворимых кислот и ще-
щелочей
Веретённые
2
ГОСТ
и,8—14,о
2,0—2,2
—
1бч
~3°
о,оо7
3
1837-42
19,0—23,0
2,8—3,2
—
—2О
о,оо7
масла
ЗВ
ГОСТ
2855-45
19-23
2,8—3,2
—
—15
—
Отсутствие
Отсутствие
Следы
Отсутствие
Машинное масло
Л
! с
СУ
ГОСТ 1707-42
29-33
4.Q-4.5
—
i8o
—15
0 2
0,007
о.ч
о,оо7
41—53
5,5-7.о
—
190
—ю
о,35
0,007
°'3
О.ООТ
45—57
6,о-7,5
—
—2О
о ,15
о,оо5
о,а
О.ОО7
Отсутствие
СВ
ГОСТ
2854-45
—
5.5—7t°
—
,
180
—8
—
0.007
Следы
Цилиндро-
Цилиндровое
2
ГОСТ
1841-42
—
—
9,6—14,о
1,8—2 2
-f =
0.03
о 8
о.оот
Таблица 29
Авто-тракторные масла
Физико-химические свойства
Автолы сернокислотные
(ГОСТ 1862-42)
4
25—29
3,5—4.о
—
—
i8o
—3°
0,2
0,01
0.15
0
Отсут-
Отсутствие
0
6
—
—
5.о
1.4
8,4
i85
—17
о.З
О,О1
о,15
тсутств*
Следы
тсутств*
10
-
—
9,6
1.8
7.8
2ОО
—5
°. 5
O.O25
0,28
е
Следы
е
18
Автолы селек-
селективные
СТ2-5856-40
10
18
Нигрол авто-
автотракторный
(ГОСТ 542-41)
летний зимний
Удельный вес d ......
4
Вязкость при 5Оа С:
а) кинематическая в ест
б) соответствующая ей в °Е
Вязкость при 100° С:
а) кинематическая в ест не менее
б) соответствующая ей условная в °Е не менее
Отношение кинематической вязкости в ест
при 50° С к кинематической вязкости в сет при
100° С не более
Температура вспышки по Бренкену в °С не
ниже
Температура застывания в °С не выше ....
Кокса по Коирадсону в % не более
Золы в °/(, не более
Кислотное число в мг КОН на 1 г масла не
более
Цвет по Дюбоску в мм не менее
Механических примесей в °/0 не более ....
Воды в % не более
Водорастворимых кислот и щелочей
Фурфурола
Прозрачность при + 20° С ... ¦
Отношение вязкости Еет к вязкости Е100 не более
15
2,3
9.о
215
о,7
О,О2д
0,910
1,8
2IO
5
о,3
о,42
0,914
2,3
215
+3
о,35
0,015
о,42
4.О—4.5
Следы
3
Отсутствие
Отсут-
Отсут-
i8o
0,05
0,05
Отсутствие
Отсутствие
- 5.25
7.35
З.О-3.5
170
Эмульсия может прекратить циркуляцию
масла в системе турбины и тем вывести по-
последнюю из строя.
Скорость деэмульсации определяется по ме-
методу Конрадсона. Сущность этого метода за-
заключается в том, что испытуемое масло с до-
добавленной к нему водой продувается паром в
течение 10 мин. Если образовавшаяся при
этом эмульсия расслоится в течение 8 мин.
или менее опять на воду и масло, то масло
считается выдержавшим испытание.
Ассортимент масел
В табл. 27—34 приведены характеристики
наиболее распространённых масел из числа
нормализованных ГОСТ. В частности, в табл. 27
приведены масла, используемые для металло-
металлорежущих станков и механизмов других машин,
работающих в аналогичных условиях, в пер-
первую очередь температурных. Характеристики
масел для авиадвигателей см. ЭСМ т. 10.
772
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
[РАЗД. I
Таблица 30
Масла
Физико-химические свойства
Вязкость при 50° С:
а) кинематическая в сет
б) соответствующая ей в °Е
Вязкость при 100° С:
а) кинематическая в ест
б) соответствующая ей в °Е
Температура вспышки по Бренкену в °С
Температура застывания в °С не выше . .
Прозрачность при °С
Кислотное число в мг КОН на 1 г масла
Золы в °/0 не более
Натровая проба с подкислением в баллах
Стабильность:
а) осадок после окисления в % не более
б) кислотное число после окисления в мг
КОН на 1 г масла не более
Скорость деэмульсации в минутах не более
Механических примесей в °/0 не более . . .
Водорастворимых кислот и щелочей ....
Стабильность по Сляю (число Сляя) не
более
Продутого растительного масла в °/0 не
менее
смазочные специальные
Турбинные масла (ГОСТ 32-42)
Л
2O-23
2,9—3,2
—
—
i8o
-15
о
°>°4
°,ОО5
2
О,1
°,35
8
УТ
25—33
3,5—4,5
—
—
l8o
— IO
о
о,о4
0,005
2
O.I
°'35
8
Отсутствие
„
Турбо-ре-
дукторное
57-6i
7.5-8.°
—
—
о
0,05
о ,04
2
—
—
8
Компрессорное
масло
(ГОСТ
М
—
—
8,5-1,4
1,7—2,2
218
О Т^
"* Lo
О О^?
—
_
0,007
Отсут
2О
Отсут-
Отсутствие
1861-42)
Т
—
—
15—21
2.3—3>°
240
_
о, 15
°,°3
—
—
0,007
:твие
2О
Отсут-
Отсутствие
Судовое
(ГОСТ 2022-43)
75-9°
IO—12
—
—
2IO
О
.
_
—
о,оо7
Отсутствие
Отсутствие
20
Таблица 31
Моторные
Физико-химические свойства
Вязкость при 50° С:
а) кинематическая в ест не более
б) соответствующая ей в °Е не более
Вязкость при 100° С:
а) кинематическая в ест не более
б) соответствующая ей в °Е не менее
Температура вспышки по Бренкену в °С не ниже ....
Температура застывания в VC не выше
Золы в °!0 не более
Механических примесей в % не более .
Воды
Водорастворимых кислот и щелочей
масла
Моторные масла
(ГОСТ
М
45—5°
6,о-6,5
—
—
195
-8
О Q
8
о,оо7
1519-42)
Т
62-68
8,а—9,о
—
—
2O5
о
4
0,007
Отсутстви
Дизельное
(ГОСТ В 1600-43)
¦j6
ю.о
ю,5
i,9
2IO
— IO
Отсутствие
р
Отсутствие
Масла для паровых машин
Таблица 32
Физико-химические свойства
Вискозин
(ГОСТ 1859-42)
Цилиндровое 6
(ГОСТ 3190-46)
Вапор
(ГОСТ 74843)
Валорный гудрон
(ГОСТ В 2031-43)
Вязкость при 100° С:
а) кинематическая в ест
б) соответствующая ей в °Е
Температура вспышки по Бренкену в СС
не ниже
Температура застывания в "С не выше . .
Кислотное число в мг КОН на 1 г масла
не более
Кокса в °/0 не более
Золы в % не более
Механических примесей в % не более . .
Воды в °/0 не более
Водорастворимых кислот и щелочей . . . .
21—29
3,о-4,о
240
о,°5
о,г
4,5-6,о
Зоо
+ 17
3,°
0,015
Отсутствие
5,5-7,
3,8
О,О1
0,007
Отсутствие
6,0-8,5
4,1
°,3
О,О1
ГЛ. X]
СМАЗОЧНЫЕ МАТЕРИАЛЫ
773
Таблица 33
Таблица 34
Осевые масла
Физико-химические свойства
Вязкость при 50° С:
а) кинематическая в ест .
в) соответствующая ей в
"Е
Температура вспышки по
Бренкену в "С не выше . . .
Температура застывания в °С
Содержание механических
примесей в °/0 не более . . .
Содержание воды в % не
более
Водорастворимых кислот и
щелочей
Осевые масла
(ГОСТ 610-42)
Л
37—53
3
21—2д
5,0—7.03,0—3.5
135
— Iе;
*j
0,07
0,4
13°
—4°
о,°5
о,з
С
12—14
2,О —2,2
125
00
о,о4
О,1
Отсутствие
Полугудрон и гудрон
Физико-химические
Удельный вес d ,
Вязкость при 50° С
в °Е
Вязкость при 100° С
в °Е
Температура вспыш-
вспышки по Бренкену в °С
не ниже
Воды в °/о не более
Водорастворимых
кислот и щелочей . .
Полугуд-
(СТ 2-2197)
0,926—0,936
i8 0—25 0
140
Гудрон масляный
(ГОСТ 783-41)
А
2 О—6,0
185
0,6
Б
—.
о,6
Отсутствие
КОНСИСТЕНТНЫЕ СМАЗКИ
(АНТИФР ИКЦИОННЫЕ)
Получение смазок и их основные физико-
химические свойства
Консистентные смазки представляют собой
масла, загущённые кальциевыми или натро-
натровыми мылами жирных кислот.
Содержание мыла в консистентных смазках
колеблется в пределах 10—20%, остальное со-
содержание смазок составляют масла машинные
или веретённые.
Наибольшее распространение получили
кальциевые смазки, к которым относятся соли-
долы; потребление натровых смазок, к кото-
которым относятся консталины, значительно мень-
меньше. Кальциевые смазки влагоустойчивы, име-
имеют в своём составе несколько процентов воды,
являющейся стабилизатором устойчивости мази,
имеют сравнительно низкую температуру пла-
плавления (ниже 100° С), обладают гладкой струк-
структурой, т. е. при растирании между пальцами
не дают тянущейся нити (уса).
Натровые смазки имеют более высокую
температуру плавления (свыше 100р С), влаго-
чувствительны, т. е. растворяются в воде (раз-
(разлагаются). Натровые смазки, будучи распла-
расплавлены и вновь охлаждены, не теряют своей сма-
смазочной способности, кальциевые же, будучи
расплавлены и вновь охлаждены, теряют свои
смазочные способности, если при расплавле-
расплавлении выпарена содержащаяся в них вода.
Структура натровых смазок весьма раз-
различна — она может быть волокнистой, совер-
совершенно гладкой и зернистой. Волокнистые на-
натровые смазки имеют более высокую темпе-
температуру плавления, чем смазки гладкого и зер-
зернистого строения. Помимо смазок натровых и
кальциевых, имеются ещё кальциево-натровые
смазки (см. табл. 37). Эти смазки обладают бо-
более высокой температурой плавления, чем
кальциевые, и менее чувствительны к влаге,
чем натровые.
К основным параметрам, характеризующим
консистентные смазки, относятся температура
каплепадения, пенетрация (консистенция), на-
наличие кислот и щелочей, механических при-
примесей, содержание воды, золы, корродирую-
корродирующее действие.
Температура каплепадения
определяет температуру, при которой происхо-
происходит падение первой капли размягчённой (либо
расслаивающейся) консистентной смазки, по-
помещённой в капсюлю прибора Убеллоде и на-
нагреваемой в строго определённых условиях.
Определение температуры каплепадения
даёт возможность судить о способности мази
сохранять свою консистенцию при рабочих
температурах.
Пенетрация характеризует консистен-
консистенцию смазки и определяется на пенетрометре
Ричардсона.
Техническим выражением пенетрации смаз-
смазки является глубина (в сотых долях санти-
сантиметра) погружения в мазь свободно падаю-
падающего конуса в течение определённого отрезка
времени E сек.). Чем больше пенетрация, т. е.
чем глубже конус погружается в мазь, тем по-
последняя мягче.
Практическое значение пенетрации заклю-
заключается в том, что она позволяет судить о воз-
возможности прохождения консистентной смазки
к рабочим поверхностям при использовании
различных маслёнок, как-то: штауфера, пресс-
маслёнок и т. п., и способности смазки вы-
выдерживать нагрузки.
Кислоты и щёлочи. Все смазки долж-
должны быть, как правило, нейтральны. Однако в
процессе их изготовления в смазках может
остаться некоторое количество неомыленных
свободных кислот или излишки свободной щё-
щёлочи. Наличие свободных кислот приводит к
коррозии металла. Свободная щёлочь является
стабилизатором для консистентных смазок при
их хранении и работе, предохраняя их от бы-
быстрого окисления, поэтому некоторое её коли-
количество всегда оставляется в смазках. Однако
избыток её не должен быть велик, так как
щёлочи влияют на цветные металлы, вызывая
их потемнение.
Механические примеси попадают
в консистентные смазки или в виде мельчай-,
шей известковой пыли (при её изготовлении),
или извне (при хранении, транспортировке).
Добиться полного отсутствия в смазках меха-
механических примесей практически невозможно;
ГОСТ допускает количество механических
примесей не более 0,025%, причём под меха-
механическими примесями понимается главным
образом песок и другие, нерастворимые в пет-
774
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
[РАЗД. I
ролейном эфире, 10%-ной соляной кислоте и
спиртобензольной смеси.
В связи с абразивным воздействием на
трущиеся поверхности механических приме-
примесей определение их наличия является важной
качественной характеристикой консистентных
смазок.
Вода и зола. Содержанием золы в кон-
консистентных смазках называется выраженный
в процентах остаток, полученный от сжигания
и прокаливания консистентной смазки. Метод
заключается в том, что при сжигании и про-
прокаливании смазки все органические вещества
сгорают, а минеральные вещества переходят
а золу в виде окислов и солей. По золе судят
о количестве мыла, содержащегося в смазке,
если известно содержание механических при-
примесей.
Содержание золы и воды в консистентных
смазках не характеризует полностью послед-
последние с качественной стороны, и определение
этих свойств производится как контрольное
для проверки технологического процесса изго-
изготовления смазок, для сравнения их с ранее
применявшимися и с ГОСТ.
Корродирующие свойства сма-
смазок. Коррозия трущихся поверхностей вызы-
вызывается в основном наличием в консистентных
смазках свободных кислот и щелочей. Опре-
Определение корродирующего действия консистент-
консистентных смазок производится на специально изго-
Таблица 35
Солидолы
1
Марка солидола
№ стандарта
Цвет ....
Внешний вид . .
Мыла не менее, %
Температура ка-
плепадения по Уб-
белоде не ниже, "С
Пенетрация по
Ричардсону при
25° С
Воды не более, %
Содержание сво-
свободных щелочей не
более, %
Механических
примесей не бо-
более, %
Механических
примесей, не рас-
растворимых в соляной
кислоте, не бо-
более, °/0
Испытания кор-
корродирующего дей-
действия на стальных
и латунных пла-
Вязкость мине-
минерального масла,
входящего В смазку,
по Энглеру при
50°С
Золы в 7о • • •
Л
м
Жировой
гост
и
7О
290—20О
2
О,2
о.б
1033-42
*4
8о
190—230
0,2
О,6
Отсут*"™1"*
2,8—4,4
Выде
—
Эмульсионный
(ТУ105-43)
Л
От молоч
Т
но-белпгп
до коричневого
Однородная масля-
маслянистая мазь, без
комков
_
оо
аоо—360
17,0—22,0
—
О I
оживает
—
-
ро
2 ТО— 2QO
*J* *****
О I
—
товленных стальных и бронзовых пластинках,
погружаемых на продолжительное время в ис-
испытуемую смазку, после чего наблюдают, про-
произошли ли на их поверхности какие-либо изме-
изменения.
Ассортимент консистентных смазок
В табл. 35—38 приведены наиболее ходовые
марки консистентных смазок общего и целе-
целевого (подшипники качения) назначения.
Таблица 36
Консталины
Физико-химические свойства
Цвет • • . . .
Внешний вид
Температура каплепадения
по Уббелоде не ниже, °С . .
Пенетрация на пенетроме-
пенетрометре Ричардсона с конусом при
25° С
Содержание воды в % не
выше
Содержание золы в % не
выше
Содержание свободных кис-
кислот и щелочей
Испытание корродирующего
действия на стальных и брон-
бронзовых пластинках
Вязкость минерального мас-
масла, входящего в смазку, по
Энглеру при 50° С не менее .
КонСталин
ГОСТ 1957-43
От светлого до тёмно-
коричневого
Плотная консистент-
консистентная мазь неволокнистой
структуры
130
225-275
4,о
Содержание свобод-
свободных кислот не допу-
допускается, свободной щё-
щёлочи не более 0,2%
Выдерживает
2
Таблица 37
Консистентная смазка № 1—13 (для подшипников
качения)
Физико-химические
свойства
Цвет
Внешний вид
Пенетрация при 25° С ¦
, 70° С .
Температура каплепаде-
каплепадения в °С не ниже
Воды в °/0 не более . .
Испытание на корроди-
корродирующее действие на сталь-
стальных и бронзовых пластин-
Содержание свободных
кислот
Консистентная смазка
№ 1—13 для подшипников
качения (ГОСТ 1631-42)
От светложёлтого до
тё'мнокоричневого
Однородная маслянистая
мазь, в тонком слое проз-
прозрачна, с гладкой неволок-
неволокнистой структурой
175—я*°
I2O
°t75
Должна выдерживать
на стальных пластинках
в течение 72 час, на брон-
бронзовых в течение 24 час.
Отсутствие
ГЛ. X)
СМАЗОЧНЫЕ МАТЕРИАЛЫ
775
Таблица 38
Таблица 39
Физико-химические свойства
Внешний вид
Цвет
Температура каплепадения
по Уббелоде в °С не ниже . .
Пенетрация по Ричардсону
при 25° С:
для летнего сорта ....
„ зимнего „ ....
Воды в °/„ не более
Механических примесей
с разложением соляной кисло-
кислотой в % не более
Испытание на стальных
пластинках в течение 72 час.
при комнатной температуре .
Вязкость минерального мас-
масла, входящего в смазку, по
Энглеру при 50° С
Консистентная мазь
№ 122 (ТУ 26-40)
Однородная масля-
маслянистая гладкая мазь
От жёлтого до тём-
нокоричневого
75
250—290
295—33°
я
о,оз5
Выдерживает
Е100 1,8—2,2
ЗАМЕНА СМАЗОЧНЫХ МАТЕРИАЛОВ
Масла
Всё производственное, энергосиловое и под-
подсобное оборудование можно разбить на две
группы: холодные установки и горячие
установки. К первой группе относятся меха-
механизмы, станки и машины, у которых в про-
процессе их работы не возникает высоких темпе-
температур, могущих в сильной степени повлиять
на физико-химические свойства смазок. Ко
второй группе относятся такие механизмы и
машины, у которых процесс работы сопро-
сопровождается образованием или использованием
высоких температур. К представителям первой
группы могут быть отнесены, например, ме-
металлорежущие станки и т. п., к представите-
представителям второй группы — цилиндры двигателей
внутреннего сгорания,
паровых двигателей и т. д.
Для первой группы
замена масел произво-
производится по признаку вяз-
вязкости, т. е. заменителем
является такое масло,
вязкость которого была
бы равна вязкости заме-
заменяемого. Масло с мень-
меньшей вязкостью будет вы-
выжиматься из трущихся
поверхностей, что при-
приведёт к их преждевре-
преждевременному износу. Масло
с большей вязкостью
будет вызывать увели-
увеличение работы трения.
Целесообразно, чтобы
вязкость масла-замени-
масла-заменителя не была больше
чем на 2° Е вязкости
заменяемого.
При отсутствии ма-
масел нужной вязкости по-
последние можно получать
смешением (в определён-
определённом отношении) высо-
высоковязких масел с мало-
маловязкими. Соотношение
весовых количеств ма-
Вязкость
смеси масел
С вязкостью
6° Ен,
Смешивают масла
1. Веретённое 2 . .
Машинное Л ...
2. Веретённое 2 . .
Машинное С . • .
1. Веретённое 2 . .
Машинное С ...
2. Веретённое 3 . .
Машинное С ...
3. Веретённое 3 . .
Автол 10
1. Веретённое 2 . .
Автол 10
2. Машинное Л ...
Автол 10
Пропорция
смеси
в ча-
частях
i
2
II
9
3
7
I
I
2
1
1
6
2
3
в %
35
65
55
45
3°
7°
5°
5°
65
35
15
85
4О
бо
сел, входящих в смесь, определяется лабора-
лабораторным путём, расчётом (см. ЭСМ т. 1, кн. 2-я,
стр. 384) или же с помощью номограммы (ви-
скограммы). Наиболее часто встречаются слу-
случаи, для разрешения которых может быть ис-
использована вискограмма (фиг. 97).
1. Два нефтепродукта А и В, имеющие разную вяз-
вязкость при данной температуре, должны быть смешаны ме-
между собой в определённом соотношении. Искомое — вяз-
вязкость смеси.
2. Требуется получить нефтепродукт определённой
вязкости при данной температуре из двух других нефте-
нефтепродуктов А к В, вязкость которых известна при той же
температуре. Искомое — процентное соотношение компо-
компонентов.
Пример, Имеются два продукта — Л с вязкостью 3° Е
и 23 с вязкостью 6J Е. Необходимо получить из них смесь
10 15 20 25 30 35 40 Ub 30 55 60 65 70 75 80 65 .90 85 ЮО
Ш
5 Ю 15 20 25
ЮР%В95 90 Я5 80 15
30 35 ъо 45 50 <$$ 60 65 70 75 80 35 90 95
Ю 65 60 55 Ю @5 U0 35 30 25 20 15 Ю 9 О
Фиг. а/
776
СМАЗОЧНЫЕ ПРИБОРЫ И УСТРОЙСТВА
[РАЗД I
с вязкостью 4° Е. Сколько надо взять продукта А и про-
продукта В, чтобы иметь вязкость смеси 4° Е (цифры при-
примера на номограмме показаны в кружках)?
Ответ. Продукта А надо взять 55°/0, продукта В —
45°/0.
Для ходовых в практике случаев в табл. 39 приве-
приведены процентные соотношения смешиваемых компонен-
компонентов для получения масел определённой вязкости.
Если для холодных установок вязкость
является основным признаком, определяющим
выбор заменителя, а все остальные физико-хи-
физико-химические свойства масел играют второстепен-
второстепенную роль, то для горячих установок и специ-
специальных масел одна вязкость не предопреде-
предопределяет выбора заменителя. Так, для турбинных
масел важнейшим после вязкости является
определение деэмульсации, для компрессор-
компрессорных — число Сляя и т. д. Поэтому заменители
масла для горячих установок должны удо-
удовлетворять не только по вязкости, но и по
другим константам, специальным для данной
области применения.
Консистентные смазки
Различие между натровыми и кальциевыми
смазками определяет и область их применения
и замены, а именно:
1) натровые смазки применяются при вы-
высоких температурах окружающей среды, каль-
кальциевые — при температурах не выше 50° С ;
2) натровые смазки не могут применяться
во влажных условиях, кальциевые же могут.
Таким образом основным свойством кон-
консистентных смазок, помимо их основания (при-
(природы мыла), определяющим выбор их для
использования в определённых условиях,
является температура их каплепадения. Смазка
с одной температурой каплепадения может за-
заменяться другой, с более высокой температу-
температурой каплепадения.
В частности, солидол может заменяться
консталинами, но срок службы заменителей
должен быть уменьшен.
Смазка № 1—13, применяемая для подшип-
подшипников качения, может быть при малых скоро-
скоростях и при температурах не выше 50—65° С
заменена солидолами. При больших и средних
скоростях возможно применение в качестве
заменителей консталинов.
Необходимо обращать внимание при вы-
выборе заменителя, чтобы он во избежание пе-
перебоев в подаче был по своей консистен-
консистенции (число пенетрации) близок к основному
сорту
Глава XI
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО
НАЗНАЧЕНИЯ
ОБЗОР ТИПОВ АРМАТУРЫ
Арматурой трубопроводов называются раз-
различные устройства, в которых осуществляется
изменение площади прохода движущейся сре-
среды. Трубопроводная арматура устанавливается
не только на трубопроводах, но и на различ-
различных сосудах (резервуарах,
котлах, аппаратах и т. п.),
машинах, причём в некото-
некоторых случаях является их
составной частью.
В зависимости от спо-
способа приведения в действие
трубопроводная арматура
может быть приводной или
самодействующей.
Арматура, в которой про-
проход движущейся среды из-
изменяется ручным или серво-
моторным способом, назы-
называется приводной. Наибо-
Наиболее распространённым ви-
' дом приводной арматуры
является запорная армату-
арматура, служащая для откры-
Фиг. 1.
Фиг. 2.
тия или закрытия прохода. Приводная ар-
арматура малых размеров (проходов) обычно
управляется непосредственно от маховика.
Арматура крупных размеров или для высоких
давлений, где требуются большие усилия для
вращения шпинделя, приводится в действие
посредством цилиндрических, конических или
червячных передач. Ручное управление осуще-
осуществляется также при помощи цепного ко-
колеса (фиг. 1), тяг, шарниров Гука и т. д.
(фиг. 2).
Сервомоторные приводы арматуры осуще-
осуществляются в виде электроприводов (фиг. 3),
гидроприводов (фиг. 4) и пневматических при-
приводов. При сервомоторном приводе облег-
облегчается управление и сокращается время, необ-
необходимое для открывания и закрывания запор-
запорной арматуры. Для малых размеров арматуры,
где усилие вдоль шпинделя невелико,электро-
невелико,электроприводы выполняются также в виде соле-
соленоидных (фиг. 5), для больших размеров
Маховичок—.
ручного привода
Фиг. 3.
изготовляются в виде редукторов, приводимых
в движение мотором. Применение электропри-
электроприводов ограничивается невозможностью уста-
установки их в особо сырых, затопляемых и взры-
взрывоопасных помещениях. В этих случаях удобны
гидроприводы и пневмоприводы.
Арматура, приводимая в действие непосред-
непосредственно движением среды или изменением е*
давления или температуры, называется само-
778
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. I
действующей. К самодействующей арматуре
относятся обратные, предохранительные редук-
редукционные клапаны, регуляторы давления и дру-
другие виды арматуры,
работающие авто-
автоматически при из-
изменении опреде-
определённых условий.
Изменение пло-
площади прохода до-
достигается переме-
перемещением в корпусе
арматуры затвора,
при помощи кото-
которого перекрывает-
перекрывается проход. В зави-
зависимости от ха-
характера движения
затвора арматура
подразделяется на
следующие основ-
основные типы:
1) вентили —
затвор переме-
перемещается вдоль оси
седла корпуса
(фиг. 6); в венти-
вентилях затвор назы-
называется золот-
золотником;
2) задвиж-
задвижки — затвор
перемещается
перпендикуля р-
но оси про-
прохода уплотни-
тельных по-
поверхностей кор-
корпуса (фиг. 7); в
задвижках за-
затвор называется
клином или ди-
дисками;
3) к р а н ы—
затвор поворачивается вокруг своей оси,
скользя по уплотнительной поверхности корпу-
корпуса (фиг. 8); в кранах затвор называется пробкой;
4) поворотные клапаны — затвор
поворачивается вокруг оси, расположенной
сбоку от уплотнительной поверхности корпуса
(фиг. 9); в поворотных клапанах затвор назы-
называется диском.
В зависимости от назначения арматура вы-
выполняется различных конструкций, которые
можно классифицировать следующим обра-
образом:
1) запорные устройства (привод-
(приводные) служат для эпизодических, полных и
герметичных отключений одной части трубо-
трубопровода от другой. Запорные устройства кон-
конструктивно оформляются обычно в виде вен-
вентилей, задвижек и кранов;
2) предохранительные устрой-
устройства (самодействующие) служат для откры-
открытия прохода при превышении заданного макси-
максимально допустимого давления;
3) обратные устройства допу-
допускают движение среды в одном заданном на-
направлении и перекрывают проход при дви-
движении среды в обратном направлении;
4) регулирующие устройства слу-
служат для автоматического изменения сече-
Фиг. 4.
ния прохода при отклонении давления, темпе-
температуры среды или уровня жидкости от уста-
установленных величин;
5) аварийные устройства служат
для мгновенного закрытия прохода трубопро-
Фиг. 5.
вода в случае резкого изменения скорости
движения среды, вызываемого авариями;
6) конденсационные устрой-
устройства служат для
удаления конден-
конденсата из трубопро-
трубопровода. клин
/ или диски
Золотник
т
Фиг. 6.
Фиг. 7.
Фиг. 8.
Фиг. 9.
В зависимости от присоединительных
концов различают арматуру фланцевую, 'муф-
товую, цапковую, раструбную и с концами для
приварки.
ГЛ. XI]
ОБЗОР ТИПОВ АРМАТУРЫ
779
Трубопроводная арматура изготовляется для
самых разнообразных давлений и проходов.
В табл. 1 приведены (по ГОСТ 356-43)
условные, пробные и рабочие давления для
арматуры, принятые при расчётах трубопро-
трубопровода. Условное давление (ру) соответствует
рабочему давлению воды или воздуха (рр) при
температуре от 0 до 120° С при нормальной
эксплоатации арматуры. С увеличением тем-
температуры рабочей среды свыше 120° С проч-
прочность материала деталей арматуры (так же
как и труб) ограничивает рабочие давления,
что и отражено в табл. 1.
При наличии толчков, гидравлических уда-
ударов, сотрясений и т. д., а также на трубопро-
трубопроводах со средой, требующей в силу своих
физических или химических свойств (большой
коррозийной активности, ядовитости и т. п.)
особых мер предосторожности, для арма-
арматуры принимаются более высокие условные
давления.
Арматура общепромышленного назначения
подвергается гидравлическим испытаниям на
прочность пробным давлением (рпр), после
чего испытывается на герметичность (плот-
(плотность) давлением, равным условному.
Диаметры условных проходов (Dy) и соот-
соответствующая резьба принимаются по ГОСТ
355-41 по табл. 1а.
Величины условных проходов, заключённые
в скобки, использовывать не рекомендуется.
Для арматуры особого назначения допускается
применение условных проходов диаметром
13, 16, 38, 45. 55, ПО, 140 и 160 мм.
Таблица 1
Давления условные, пробные и рабочие для трубо-
трубопроводной арматуры (по ГОСТ 356-43)
§!
к ю
« 3
I
2.5
4
6
IO
1б
BО)
25
C2)
4о
Eо)
64
8о
IOO
(l2g)
IOO
BОО)
225
250
32O
4ОО
5ОО
640
80О
IOOO
Давления рабочие Рр в кг^см
по ступеням температурных
-120
о
i
2.5
4
6
IO
1б
2О
25
32
4о
5°
64
8о
IOO
125
1бо
2ОО
225
25O
32O
4оо
5°о
640
8оо
IOOO
интервалов в
i
2
3.2
5
8
13
16
2О
25
32
4о
5о
64
8о
IOO
160
180
200
250
320
400
5°°
640
8оо
1
СО
—
—
—
—
IO
13
1б B0)
2О
25 C2)
32
4°
5о
64
8о
IOO
125
144
1бо
2ОО
25O
—
—
—
"С
\а
с*
1
о
—
—
—
—
9
и
13
17
22
27
34
43
54
68
86
io8
122
135
172
2l6
—
—
—
—
S
26-4
—
—
—
—
7
9
ю
13
17
га
27
34
43
54
68
86
97
io8
135
172
—
—
—
—
51—4
—
—
—
8
и
13
17
22
27
34
43
3
и
io8
135
—
—
—
—
>бные
Ц О V И
t=lSa a.
2
5
6,5
IO
i6
25
32
40
5О
60
75
96
120
150
190
240
300
34°
375
480
600
75O
960
1200
1500
Примечания: 1. Указанные в таблице давления—
избыточные (манометрические).
2. Условные давления, заключённые в скобки, исполь-
используются в исключительных случаях.
Таблица 1а
Оу в мм . . . .
Резьба в дюй-
дюймах
D в мм ....
Резьба в дюй-
дюймах
& у В ММ ....
Резьба в дюй-
дюймах
Dy в мн . . . .
Резьба в дюй-
дюймах
Dy в мм ....
Резьба в дюй-
дюймах .<
3
г/8
(до,
<з'/3)
4оо
16
9оо
2000
6
V,
IOO
4
D25)
A7)
IOOO
2800
(8)
—
125
5
45°
18
1200
—
3000
10
%
150
6
D75)
—
—
3200
15
V,
A75)
G)
500
20
1400
ч<
2ОО
8
E50)
B2)
i6oo
—
—
25
I
B25)
(9)
600
24
—
_
—
32
I1/.
250
10
F50)
—
1800
—
3400
—
40
B75)
(»)
700
—
2000
—
3600
—
50
2
ЗОО
12
—
—
—
FО)
C25)
A3)
G5O)
—
22OO
38ОО
—
350
800
—
2400
—
4000
—
80
3
C75)
A5)
_
—
_
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ
АРМАТУРЫ ОБЩЕГО НАЗНАЧЕНИЯ
Материалы, применяемые для изготовления
арматуры общего назначения, можно распре-
распределить на следующие группы: 1) материалы
для изготовления основных деталей арматуры:
корпусов, крышек и затворов; 2) материалы
для изготовления уплотнительных колец;
3) материалы для шпинделей, втулок и
пр.; 4) материалы для набивок и прокла-
прокладок.
Выбор материала решается в зависимости
от давления, температуры и химического со-
состава среды, для которой арматура предна-
предназначается.
780
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. I
Материалы для изготовления основных
деталей арматуры
Корпусы подавляющего большинства видов
арматуры имеют сложную конфигурацию и по-
поэтому изготовляются преимущественно литыми
и лишь для высоких давлений при малых про-
проходах — из поковок или штамповок.
Металлы, применяемые для отливки кор-
корпусов, должны обладать хорошими литейными
свойствами и соответствующими механиче-
механическими качествами, обеспечивающими проч-
прочность корпуса при заданных давлениях и тем-
температурах. Этим требованиям отвечают раз-
различные марки серого, в частности модифици-
модифицированного, и ковкого чугунного литья, сталь-
стального литья, бронзы и цинкового сплава.
Чугунное литьё. Корпусы и крышки
арматуры изготовляются из чугуна марок не
ниже СЧ 15-32 (см. ЭСМ т. 4, стр. 42). Чугун-
Чугунная арматура обычно применяется на услов-
условное давление до 25 кг/см*.
По правилам устройства паропроводов и
трубопроводов горячей воды чугунные кор-
корпусы могут применяться для арматуры, если:
а) температура пара не выше 300э; б) рабочее
давление пара не превышает 13 am и услов-
условный проход арматуры при этом не более
200 мм; в) рабочее давление пара не превы-
превышает 8 am, и условный проход арматуры при
этом не более 300 мм.
Применение модифицированного чугуна для
трубопроводной арматуры с невысокой темпе-
температурой среды позволяет повысить пределы
использования этой арматуры при больших
давлениях, а также уменьшить её вес. Меха-
Механические свойства модифицированного чугуна
приведены в т. 4 ЭСМ, стр. 87.
Ковкий чугун применяется для арма-
арматуры малых проходов до 80 мм на условное
давление 16—25 кг\см.2. Для изготовления ука-
указанной арматуры употребляется ковкий чугун
марки КЧ 30-6 (см. ЭСМ т. 4, стр. 72).
Стальное литьё. Для арматуры, рабо-
работающей при повышенных давлениях и темпе-
температурах (примерно до 425°), применяется литая
углеродистая сталь 25-4522 (см. ЭСМ т. 3).
Применение углеродистой стали для изго-
изготовления арматуры С температурой среды
выше 425° недопустимо из-за явлений пол-
ползучести металла.
Для литья основных деталей арматуры, ра-
работающей на трубопроводах с невысокой тем-
температурой среды, может быть использована
углеродистая сталь с механическими свой-
свойствами: а?>45 кг/мм2,8>20% иа^3,5 кгм/мм2.
Детали арматуры, работающей при темпе-
температуре выше 425°, отливаются на заводах
СССР из легированной молибденовой стали
состава: 0,2—0,3«/0 С; 0,2—0,4% Si; 0,5-
O,8<Vo Mn; 0,3— 0,60/0 Mo; P и S до 0,040/0,
Арматурные заводы (США) изготовляют
арматуру из легированной стали по специфи-
спецификации ASTM A157-36, предназначенной для
работы при температуре до 600° (табл. 2).
Бронза применяется для изготовления
арматуры малых проходов на низкое давление
(в основном до 16 кг/см2). Для указанных
условий бронза имеет неоспоримые преиму-
преимущества по сравнению с чёрными металлами,
так как не поддаётся коррозии, легко прити-
притирается и обладает хорошими литейными ка-
качествами. Арматура из бронзы не требует
вставки уплотнительных колец в корпусы и
золотники. Бронзовая арматура для воды и
насыщенного пара при изготовлении из вто-
вторичных бронз применяется для температур не
выше 200°. При изготовлении из бронз более
качественных марок температурный предел
повышается до 260°.
Цинковый сплав. В связи с дефицит-
дефицитностью бронзы в иностранной практике ши-
широко применяется изготовление бытовой арма-
арматуры из цинковых сплавов. Цинковый сплав
(см. ЭСМ т. 4, стр. 229) дешевле бронзы и хо-
хорошо поддаётся литью под давлением и в посто-
постоянные металлические формы. Стойкость пресс-
форм для литья под давлением цинкового
сплава-—до 100 000 отливок. Отливки из цин-
цинкового сплава, полученные литьём под давле-
давлением и в постоянных формах, легко декора-
декоративно отделываются, не требуя большой затра-
затраты труда на полировку. Вт, 4 ЭСМ приведены
сплавы, которые могут быть использованы в
арматуростроении. В табл. 3 приведён состав
цинкового сплава, применявшийся одним из
немецких заводов для изготовления арма-
арматуры.
Арматуру из цинкового сплава без специ-
специальных покрытий можно применять только
для воды с температурой не выше 60° и да-
давлением до 3—4 кг/см2.
Таблица 2
Состав и механические свойства легированной стали
Сорт
С-1 (молибдено-
углеродистая) . .
; С-4 (никелехро-
момолибденовая)
С-5 (от 4 до 6J/0
хрома)
производства
(по спецификации ASTM)
арматуры, работающей при температурах до
А157-36.
-600° С
Химический состав в %
С
<о,45
<о,45
лее
о
ю
?
1,О
1,О
1
(Ц
OI
X
S
Si не
0,2
0,2
0,2
Сг
—
о,5—i,o
4.о-б0
Ni
—
0.75-1.5
Mo
^ о.4
о,з—о,6
0,40—0,65
W
—
—
0,80—1,25
Р
S
не
более
О.О5
°.о5
о,о5
о.об
о,об
о,об
применяемой для
Механические свойства
I
в
-О
56
7°
7°
|
!S
ш
35
46
46
о ' ^
s Is
Относ
удлин
разца
Ь в %
22
18
18
о s
S °"
Н •? V
к S я
3
0 ^а
45
3°
3°
ГЛ. Xl\
МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРЫ ОБЩЕГО НАЗНАЧЕНИЯ
781
Таблица 3
Способ литья
В металлические формы со
стальным стержнем
В металлические формы с
земляным стержнем
В землю
А1
5,6—6,о
3.7—4.3
3-7-4.3
Химический
Си
i,i—i,6
О,6— 1,О
О,б— 1,О
состав в %
Mg
0,02—0,05
0,03—0,05
Zn
Остальное
Температура
плавления
в °С (прибли-
(приблизительно)
300-35°
420—450
420—450
Материалы для изготовления
уплотнительных колец
Материалы, применяемые для деталей, со-
создающих уплотнение между корпусом и за-
затвором, разделяются на две основные группы:
а) материалы для мягких уплотнений и б) ма-
материалы для твёрдых уплотнений.
Мягкие уплотнения могут при-
применяться в вентилях и поворотных клапанах,
где отсутствует трение уплотнительных по-
поверхностей под давлением. При применении
мягкого уплотнения в золотнике или диске
седло корпуса имеет твёрдую уплотнительную
поверхность. Мягкие уплотнения применяются
для небольших давлений и нормальных тем-
температур и выполняются в виде колец из кожи,
резины, асбеста и эбонита. Кольца из асбеста
с оболочкой из тонкого листа никеля или не-
нержавеющей стали, а также эбонитовые коль-
кольца применяются для повышенных температур.
Герметичность перекрытия достигается за счёт
значительных деформаций мягкого уплотне-
уплотнения. Основное требование, предъявляемое к
материалам для мягких уплотнительных колец,
заключается в длительном сохранении упру-
упругости. Применение вентилей с мягкими уплот-
нительными кольцами для регулирования и
дросселирования давления не допускается.
Для повышенных давлений, а также по-
повышенных температур применяются твёрдые
уплотнения. Материалы для твёрдых уплот-
уплотнений арматуры должны при воздействии
среды сохранять коррозиеустоичивость, эрозие-
устойчивость и иметь достаточно высокие ме-
механические свойства и твёрдость при коэфи-
циенте расширения, равном или близком
коэфициенту расширения материала корпуса.
Коррозиеустоичивость необходима для пре-
предотвращения разъедания уплотнлтельных по-
поверхностей колец действием проводимой сре-
среды. Она также сохраняет уплотнительные по-
поверхности арматуры и в атмосферных усло-
условиях.
При прохождении среды через узкую
щель между уплотнительными поверхностями
арматуры с большой скоростью, а также в
случае нарушения герметичности уплотни-
тельная поверхность быстро разъедается, т. е.
подвергается эрозии. Эрозиеустойчивость ма-
материалов уплотнительных колец особенно
важна в арматуре, применяемой для дроссе-
дросселирования насыщенного пара.
Требование высоких механических качеств
вызывается тем, что при разных коэфициентах
расширения материалов кольца и корпуса при
нагреве в кольце возникают большие напря-
напряжения. При повторных нагревах и остываниях
в этом случае нарушается герметичность по-
посадки уплотнительных колец.
Высокая твёрдость колец уменьшает их
износ от попадания твёрдых частиц в момент
закрывания (дробление твёрдых частиц без
нарушения поверхности).
В табл. 4 указаны материалы, применяемые
для уплотнительных колец арматуры, выбор
которых зависит от пропускаемой среды, её
температуры и давления.
Таблица 4
Материалы, применяемые для уплотнительных колец
арматуры
Материал
Резина [9]
Кожа [9]
Эбонитовое кольцо
типа ВГ-15 [9] ....
Марганцовистая ла-
латунь ЛМц58-2 (ГОСТ
В 1019-41) [9]
Оловянистая бронза
ОЦС 8-4-3 [9]
Медноникелевый
сплав C3,15% Ni;
56,1% Си; 6,45% Sn;
3,6% Fe; 0,36% Mn;
0,1% Sin 0,17% Pb) [4]
Монель-металл
НМЖМц 28-2,5-1,5
(ГОСТ 492-41) [4] ...
Оловянномеднонике-
левый сплав F8,25%
Ni; 17,32% Си; 9,6%
Sn; 2,43% А1; 1,05%
Fe; 0,1% Mg и 1,24%
Si) [4]
Никелевый сплав
(99.19% Ni; 0,28% Си;
0,02% Sn; 0,05% Al
и 0,44% Fe) [4] ....
Нержавеющая сталь
3X13 [9] (термически
обработанная) [9] . . .
Нитрированная сталь
35ХМЮА [9]
Стеллит наплавлен-
наплавленный* [9]
Пропускаемая
среда
Вода и воздух
То же
Горячая вода
и насыщенный
пар
Вода, пар
То же
Перегретый
пар
То же
п я
я »
я
» п
гратура
i в "С
I!
<" о.
не (
6о
7°
50—200
225
250
4оо
400—500
500-600
8оо
4оо
^45°
Для вы-
высоких
темпе-
температур
г
ill
я ч
5олее
ю
IO
25
25
30—40
4°
7°
70
—
140
Для вы-
высоких
давле-
давлений
* Применяется для задвижек, работающих в особо
тяжёлых условиях.
782
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД.
Материалы для шпинделей и втулок
Материалы для шпинделей и втулок выби-
выбираются в зависимости от действующих в них
напряжений, температурных влияний и хими-
химической агрессивности среды. Материал шпин-
шпинделей арматуры общего назначения — сталь
марок Ст. 4 и Ст. 5. Для ответственной арма-
арматуры рекомендуется изготовлять шпиндели из
нержавеющей стали типа 2X13, а в отдель-
отдельных случаях из нитрированной стали типа
35ХМЮА.
Втулки шпинделей обычно изготовляются
из медных сплавов. При необходимости при-
применения втулок и шпинделей из нержаве-
нержавеющей стали для изготовления совместно ра-
работающих втулки и шпинделя во избежание
их задирания целесообразно употреблять раз-
разные марки этой стали.
Материалы для набивок и прокладон
В трубопроводной арматуре в основном
применяются только мягкие сальниковые на-
набивки. Выбор сальниковых мягких набивок
в зависимости от среды, давления и темпе-
температуры— см. гл. XII, стр. 818, а также см.
ЭСМ т. 4, гл. V.
Прокладочные материалы для
уплотнения между фланцами трубопроводов
и арматуры разделяются на мягкие прокладки
и металлические прокладки. В табл. 5 при-
приведены материалы для прокладок с указанием
условий их применения.
Таблица 5
Материалы, применяемые для прокладок [11]
Материал
Резина сплошная
Резина с парусино-
парусиновой прослойкой
Резина с металличе-
металлической сеткой
Асбест
Паронит У
Паронит УВ
Паронит Л и ЛВ
Картон технический
промасленный
Асбометаллические
прокладки с медной
оболочкой
То же
Асбометаллические
прокладки с никеле-
никелевой оболочкой
Свинец
Медь
Алюминий
п
Мягкое железо
Нержавеющая сталь
с содержанием 12—1496
Сг и типа ЭЯ-1
Пропускаемая
среда
Вода, вакуум,
воздух
Вода, воздух
То же
Отработанный
пар, горячие газы
Вода, пар
Бензин, керо-
керосин, масло
Вода, пар на-
насыщенный и пе-
перегретый
Вода, нефть,
масло
Вода
Пар
щ
Кислоты
Вода
Пар
Нефть, масло
Пар
Вода, пар
Пар
СЗ
я a
о.
с 2
S "*
?8-
не
Зо
6о
9°
75°
45°
—
375
4°
»5°
25°
3°°
2дО
25°
3°о
Зоо
47°
5оо
е да-
среды
а «?
©? ?
« в
а-шв
более
3
б
до
1-5
5°
75
4°
ю
IOO
35
5°
2
юо
35
ЗО—бо
20
IOO
I2O
Прокладки изготовляются плоские, круглые,
волнистые (гофрированные), плоские с кон-
концентрическими лабиринтными заточками (пило-
(пилообразные), линзовые и овальные или восьми-
восьмигранные. На фиг. 10
изображены проклад-
прокладки различной конфи-
конфигурации, изготовляе-
изготовляемые из материалов,
указанных в табл. 5.
Плоские прокладки
выполняются из мяг-
мягких и твёрдых мате-
материалов и асбестовыми
с металлической обо-
оболочкой; круглые — из
резины, алюминия и
меди; волнистые (гоф-
(гофрированные) — асбо-
б)
в)
Фиг. 10. Конфигурация
прокладок: а — волниста*
(гофрированная) с асбесто-
асбестовым наполнением; б —
плоская с концентрически-
концентрическими лабиринтными заточка-
заточками; в — линзовая; г—оваль
ная.
металлическими и из
тонкого листового ме-
металла (фиг. 10, а); про-
прокладки с концентрическими лабиринтными
заточками (фиг. 10, б)— из мягкого железа
типа Армко (см. ЭСМ т. 3, стр.319) и нержа-
нержавеющей стали; линзовые и овальные (фиг. 10»
в, г) — из стали.
ВЕНТИЛИ
Конструкция вентиля
Общие сведения. Вентили, как и другие
виды запорной управляемой арматуры, должны
обеспечивать: а) возможность герметичного
перекрытия прохода; б) минимальное гидравли-
гидравлическое сопротивление и в) надёжную работу,
исключающую поломку и заедание деталей
при заданных давлениях, температурах и хи-
химическом составе среды.
Подъём и опускание золотника в вентиле
осуществляются шпинделем. В большинстве
конструкций вентилей шпиндели получают
при их вращении поступательное перемещение,
но в некоторых конструкциях перемещение
шпинделей только поступательное (например,
в вентилях с соленоидными приводами, с ги-
гидравлическими и пневматическими приводами
и др.).
Вентили применяются на давления от глу-
глубокого вакуума до 10 0t0 кг/см* и больше.
Изготовляются размером до 300 мм (большие
размеры получаются громоздкими и менее
удобными, чем задвижки и краны таких же
проходов).
Вентили изготовляются с различными при-
присоединительными концами: малые размеры
(до 80 мм) — чаще муфтовыми, более круп-
крупные — фланцевыми; на высокое давление,
с большой толщиной стенок, вентили выпол-
выполняются также с концами под приварку.
В зависимости от направления потока дви-
движущейся среды различают вентили проходные,
угловые и трёхходовые. В проходных венти-
вентилях направление движения среды при выходе
не изменяется по отношению к направлению
при входе; в угловых направление струи при
выходе изменяется на 90° к направлению при
входе; в трёхходовых имеется один вход
и два выхода, и поток может разветвляться в
двух направлениях.
ГЛ. XI]
ВЕНТИЛИ
783
В зависимости от места расположения резь-
резьбы шпинделя различают вентили: а) с наруж-
наружной резьбой шпинделя (вне корпуса) (фиг. 11, а)
и 6) с внутренней резьбой шпинделя (внутри
вентиля) (фиг. 11,5).
Вентили с наружной
резьбой шпинделя
имеют преимущество,
Фиг. П.
так как в них резьба не соприкасается со сре-
средой, при работе на паровых линиях она не при-
прикипает, её можно смазывать. В случаях, когда
среда имеет повышенную температуру, вызы-
вызывает активную коррозию или несёт в себе
частицы тел, могущие загрязнить резьбу, реко-
рекомендуется применять исключительно вентили
с наружной резьбой.
Форма корпуса и гидравлическое сопро-
сопротивление вентиля. Во время эксплоатации
вентиль в течение продолжительного периода
бывает открытым и служит лишь для эпизо-
эпизодических запираний прохода. Весьма важно
(в подавляющем большинстве случаев), чтобы
гидравлическое сопротивление открытого вен-
вентиля было минимальным. Потеря напора ?±р
в вентиле определяется по формуле
Др = С —у Ю~4 кг/см2,
где w — скорость движения среды в м/сек;
Т — удельный вес среды в кг/ж3; С — коэфи-
циент сопротивления вентиля, зависящий от
конфигурации; g = 9,81 м/сеи2.
При малых рабочих давлениях потеря на-
напора, вызываемая конструкцией вентиля, осо-
особенно нежелательна.
Гидравлическое сопротивление вентилей и
связанная с ним потеря напора зависят от
конфигурации корпусов.
Наибольшие потери напора дают бочко-
бочкообразные вентили со стенками перегородки
по фиг. 12, а. Коэфициент сопротивления Z
таких вентилей проходом 100 мм равен 5.
Бочкообразные корпусы со стенками, распо-
расположенными перпендикулярно направлению
струй, имеют лишь одно преимущество: они
обеспечивают возможность получения мини-
минимальной строительной длины. Применение
корпусов такой конфигурации целесообразно
в тех случаях, когда вентили изготовляются
из дорогостоящих металлов и потеря напора
не имеет существенного значения.
Корпусы вентилей с бочкообразной конфи-
конфигурацией по фиг. 12, б обеспечивают меньшее
гидравлическое сопротивление: для вентилей,
проходом 100 мм С = 3,9. В большинстве евро-
европейских стран фланцовые вентили изготовля-
изготовляются в виде бочкообразных с наклонными
перегородками.
Вентили с удобообтекаемой формой кор-
корпуса по фиг, 12, в при вертикальном распэло*
жении шпинделя
обеспечивают на
пути движения
среды в корпусе
почти круглое се-
сечение прохода,
равное условному
проходу. В венти-
вентилях по фиг. 12, в
проходом 100 мм
С = 2,5.
Дальнейшее сни-
снижение коэфициен-
та сопротивления
достигается в кон-
конструкции вентилей
с наклонными
шпинделями. В
вентилях с наклон-
наклонным шпинделем
типа „Косва" (фиг.
12, г), изготовляе-
изготовляемых арматурными
заводами СССР,
корпус устроен та-
таким образом, что
струя в любом се-
сечении сохраняет
круглое сечение
и линия оси потока
выпрямлена по
сравнению с вен-
вентилями по фиг.
12, в. В малых раз-
размерах (до 100 мм)
вентилей этого ти-
типа диаметр про-
прохода в седле ра-
равен диаметру ус-
условного прохода; в
больших размерах
диаметр прохода
в седле меньше
условного прохо-
прохода, что даёт воз-
возможность умень-
уменьшить размеры всех
деталей вентиля.
В вентилях типа
„Косва" проходом
100 мм С = 2,5.
В прямоточных
вентилях (фиг. 12,д)
ось прохода, по
которому движется
среда, не меняет
своего направления и поэтому в них до-
достигается С = 0,51. Для получения в этих вен-
вентилях круглого сечения прохода в плоскости
уплотнительных колец (наклонённой под
углом 45°) части корпуса между уплотнитель-
ным кольцом и присоединительным фланцем
придаётся эллиптическая форма (фиг. 13). Для
сохранения равенства площадей прохода в раз-
разных сечениях корпуса диаметр прохода в седле
784
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. I
берут большим, чем условный проход. В связи
¦с этим размеры сопряжённых деталей (зодот-
ник-а, шпинделя, крышки) получаются боль-
большими, чем в вентилях непрямоточного типа,
что вызывает также увеличение усилия, кото-
которое необходимо приложить к маховику. Ука-
Указанные недостатки ограничивают применение
таких вентилей, и поэтому они заменяются
прямоточными —
равнопроходными,
в которых проход
в седле равен ус-
условному. Коэфи-
циент сопротивле-
сопротивления последних не-
несколько больше и
примерно равен 2.
Для получения
минимальных со-
сопротивлений в вентиле при принятой конфигу-
конфигурации корпуса необходимо, чтобы подъём зо-
золотника не сужал прохода. В вентилях с вер-
вертикальным расположением шпинделя при пло-
плоском уплотнении (фиг. 14) теоретическая мини-
минимальная величина подь-
ёмаЛт]П = 0,25flf, где d —
Фиг. 13.
Фиг. 15.
диаметр прохода в седле. При соблюдении
этого соотношения площадь цилиндрического
прохода между золотником и седлом равна
проходу в седле.
Для получения более плавного движения
среды, а также компенсации потери площади,
занимаемой рёбрами золотника, рекомендуется
увеличивать площадь цилиндрического прохода
на 700/0, т. е. доводить подъём до Л = 0,425</.
В вентилях с коническим уплотнением
(фиг. 15) с углом конуса 90° площадь / про-
прохода между золотником и седлом составляет
y)ft см\
где d— диаметр отверстия седла в см;
h — высота подъёма золотника в см.
В случае применения золотников, имеющих
направляющие рёбра, высоту подъёма h соот-
соответственно увеличи-
увеличивают для компенса-
компенсации потери площади.
В вентилях с на-
наклонными шпинделя-
ми (фиг. 16) золотник
должен подниматься
так. чтобы не прегра-
преграждать эллиптический
проход корпуса. При
наклоне уплотнитель-
ной поверхности корпуса в 45° высота подъёма
золотника h -— 1,43d.
Уплотнительные поверхности золотника
и корпуса. Уплотнительные поверхности золот-
золотника и корпуса служат для обеспечения не-
непроницаемого перекрытия прохода в вентиле.
Общепромышленная арматура обычно изгото-
изготовляется из чугуна и стали со вставными
уплотнительными кольцами (см. табл. 4).
Фиг. 16.
Для получения непроницаемости между
двумя поверхностями требуется определённое
усилие нажатия на эти поверхности. Величина
этого усилия, отнесённая к рабочей поверхно-
поверхности уплотнительных колец, т. е. удельное да-
давление pf, существенно важна при проектиро-
проектировании арматуры и зависит от качества обра-
обработки поверхности, упругости материала, ве-
величины давления и состояния среды.
В расчётах арматуры принимают для
бронзовых уплотнений удельное давление
pf «s 50-=-80 кг/см2 *.
Анализ конструкций многих вентилей на
давление до 40 кг\см% показывает, что усилие,
необходимое для создания герметичности ме-
между бронзовыми уплотнениями, составляет от
10 до 25% от усилия, создаваемого давлением
среды. Для получения минимальных усилий,
а также экономии цветных металлов целесо-
целесообразно ширину уплотнительных колец делать
минимальной. При установлении минимальной
ширины уплотнительных колец необходимо
проверить величину pf для случая, когда после
герметичного закрытия вентиля, находящегося
под давлением, последнее будет затем резко
снижено (при помощи постороннего запорно-
запорного органа).
Пример. В вентиле с проходом 150 мм, закрытом при
давлении среды 16 кг/см3, усилие Q, воспринимаемое
шпинделем, будет составлять 4000 кг. Это усилие сла-
слагается из силы давления среды снизу на золотник
Р,=2750 кг и силы затяжки золотника, н обходимой для
создания герметичности, Р2=1250 кг (см. стр. 789). Рабо-
Рабочая площадь уплотнительных колец /^ = 18,4 см'2.
Под действием силы Q шпиндель, золотник и уплот-
уплотнительные кольца будут сжиматься, соответственно
деформируясь. Удельное давление при этом
Pf = —р- — -jg-|- = 68 кг/см-,
как усилие Р„ действуя под золотник, разгружает
уплотнительные кольца. При спуске системы усилие Q
вдоль шпинделя будет полностью передаваться на
уплотнительные кольца, т. е. удельное давление на
уплотнительных поверхностях возрастёт до
4000
217 кг/см1.
Величины наибольших допустимых удельных
давлений для разных материалов приведены
в табл. 6.
Таблица 6
Удельные давления, допускаемы*
» на уплотнитель-
ных поверхностях вентилей
Материал
Резина мягкая .' . .
Резина твёрдая . .
Чугун серый . . .
Фосфористая бронза
Оловянистая бронза
ОЦН 10-2
Оловянистая бронза
ОЦН 10-3-4
Нержавеющая
сталь (термически
обработанная) ....
I [5]
15
8о
25°
2ОО
—
Зоо
Величина допускаемого
удельного давления
1
II [12]
_
3°
ЗО
8о
I5O-»-20О
20О—3°°
—
250—35°
400—600
з кг!см'2
III [3]
15
3°
4о
Зо
225
2ОО
—
Зоо
IV [10]
_
—
—
35°
25°
440
—
8оО—1200
* Всесоюзным теплотехническим институтом велись
работы, уточняющие эту величину. Результаты этих ра-
работ опубликованы в „Известиях ВТИ" № 4, 1941.
ГЛ. XI]
ВЕНТИЛИ
785
По своей форме уплотнительные поверх-
поверхности могут быть плоскими, коническими или
сферическими на золотнике и коническими в
корпусе. Конические уплотнения изготовля-
изготовляются с углом конусности 90°. При примене-
применении конического уплотнения требуется хоро-
хорошее направление золотника в момент его по-
посадки на уплотнительную поверхность корпу-
корпуса. При плоских уплотнительных поверхностях
небольшие неточности центрирования золот-
золотника и седла сказываются менее вредно, чем
в конических. Конические уплотнения чаще
употребляются в вентилях малых проходов.
В так называемых „игольчатых вентилях*
обычно вместо золотника на конце шпинделя
протачивается конус, а в корпусе снимается
фаска шириной 0,5—1,0 мм, которая служит
уплотнительной поверхностью. В игольчатых
вентилях герметичность достигается благодаря
сминанию поверхности корпуса, который изго-
изготовляется из материала, более мягкого, чем
шпиндель. Уплотнения в виде сферы на зо-
золотнике и конуса в корпусе применяются в
арматуре типа вентилей. Б арматуре малых
проходов такое уплотнение достигается за-
вальцовкой шарика в золотнике.
Крепление уплотнительных колец. Кре-
Крепление уплотнительных колец в теле корпуса
,Усик
J
Фиг. 17.
и золотника должно обеспечивать герметич-
герметичность соединения в течение длительного сро-
срока службы вентиля. Получение такого неразъ-
неразъёмного ^соединения для арматуры,температура
которой часто меняется, достаточно сложно,
так как материалы кольца и корпуса имеют
различные коэфициенты линейного расши-
расширения.
Практикой установлено, что для паровой
арматуры крепление тонкого кольца запрес-
запрессовкой на небольшую глубину (фиг. 17, а) не-
недостаточно. Плотность запрессовки не сохра-
сохраняется в течение длительного периода, и по-
поэтому в кольцах вида втулок один конец втул-
втулки должен иметь буртик, а второй должен
быть развальцован (фиг. 17, б). Такие кольца
должны изготовляться достаточной толщины
и высоты, чтобы сила упругости их запрес-
запрессовки обеспечивала необходимую прочность
крепления. Однако применение подобных ко-
колец связано с большим расходом материа-
материала. Лучшие результаты при меньшем расходе
цветных металлов показали бронзовые коль-
кольца с так называемым двухсторонним ласточ-
ласточкиным хвостом (фиг. 17, б), получаемые путём
запрессовки цилиндрического кольца в соот-
соответствующее гнездо. Внутренний диаметр этих
колец приходится брать большим, чем диаметр
прохода в седле корпуса, что вызывает уве-
увеличение габаритов и передаваемых на шпин-
шпиндель усилий.
Применяется также конструкция крепления
кольца в виде одностороннего ласточкиного
хвоста (фиг. 17, г), где внутренний диаметр
кольца равен диаметру прохода в седле кор-
корпуса.
При изготовлении уплотнительных колец из
металлов высокой твёрдости, не поддающихся
развальцовке, применяется резьбовое соедине-
соединение кольца с корпусом (фиг. 17, д) в двух ва-
вариантах (I и II).
Для крепления уплотнительных колец из
материалов высокой твёрдости применяется
или крепление накидной гайкой (фш\ 17, е),
I
До наплавки
Фиг. 19.
Фиг. 18.
или обвальцовка их в материале корпуса или
золотника (фиг. \1,ж). Широко применяется
наплавка в корпусе и на золотнике твёрдых и
нержавеющих сплавов (фиг. 18). Выбор мате-
материалов для наплавок с
близкими коэфициентами
расширения обеспечи-
обеспечивает прочность наплавки.
Для вентилей, через
которые проходит за-
загрязнённая среда с ока-
окалиной, накипью, песчи-
нами и пр., применяют специальные уплотне-
уплотнения. На фиг. 19 показана конструкция с коль-
кольцом большой твёрдости в корпусе и мягкой
на золотнике. При таком соединении твердые
частицы вминаются в мягкое уплотнение зо-
золотника, не нарушая герметичности.
Направление золотника в корпусе. На-
Направление золотника при посадке в седле
имеет существенное значение, так как незна-
незначительное смещение колец золотника в отно-
отношении колец корпуса может быть причиной
неплотности соединения. На фиг. 20, а показан
786
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. I
золотник, в котором направление осуще-
осуществляется тремя короткими рёбрами. Неболь-
Небольшие размеры рёбер при поднятом золотнике
мало влияют на уменьшение прохода. Недо-
Недостаток такого направления: золотник подвер-
подвержен вращению под действием завихрений сре-
среды, возникающих при протекании через вен-
вентиль, и сами рёбра, постоянно находясь в по-
потоке большой скорости, быстро изнашиваются.
Верхнее направление золотника в корпусе
(фиг. 20, б) может обеспечить достаточно хоро-
хорошее центрирование золотника, но оно менее
технологично, и его нельзя рекомендовать для
вентилей, работаю-
работающих при повышен-
меняются крепления, показанные на фиг. 21, а
и б. Эти крепления можно считать пригод-
пригодными для вентилей малых проходоз—до 50 мм.
Вентили больших размеров часто работают
на кольцевых линиях, где поток может менять
своё направление, и поэтому в них крепление
золотника на шпинделе должно быть более
прочное; для таких вентилей применяются кре-
крепления по фиг. 22, а, б и в. Вариант по фиг.
22, б даёт некоторую экономию материала на
ных температурах (заедание
направляющих рёбер золот-
золотника в горловине корпуса).
Направление золотника
нижним утолщением пока-
показано на фиг, 20, в. Утолще-
Утолщение взамен рёбер даёт боль-
большую жёсткость золотнику,
облегчает его механическую
обработку и уменьшает воз-
возможность его вращения под действием среды.
Такое направление золотника осуществляется
для небольших вентилей проходом не выше
100 мм. Рекомендуется применение золотни-
золотников, которые центрируются исключительно
шпинделем. Такая конструкция исключает из-
изложенные выше недостатки и, кроме того, со-
сокращает высоту подъёма золотника.
Крепление золотника к шпинделю. Кре-
Крепление золотника к головке шпинделя должно
обеспечивать прочность соединения и свобод-
I ное вращение золотника.
При выборе способа кре-
крепления золотника на шпин-
шпинделе решающее значение
имеет направление усилий,
действующих на золотник.
Если давление среды на-
в)
заготовке шпинделя. В варианте по фиг. 22,8
крепление осуществляется двумя половинками
шайб а и Ь, кольцом с и пружинкой d. Все
три крепления характерны отсутствием резь-
резьбовых соединений.
На фиг. 23 показано крепление двумя по-
половинками шайб а одинакового наружного диа-
диаметра, которые удержи-
удерживаются гайкой золотни-
золотника. Крепление, в котором
половинки шайб заме-
заменены головкой на шпин-
шпинделе (фиг. 24), имеет
меньше деталей, но оно
связано с большими '
затратами материала и Фиг. 2з.
времени для обработки
шпинделя. Для предотвращения самопроиз-
самопроизвольного отвёртывания гаек в золотниках (ва-
Фиг. 21.
правлено только под золотник, последний бу-
будет прижиматься к шпинделю, и крепление бу-
будет лишь удерживать золотник от спадания
или бокового смещения. В этом случае при-
Фиг. 24.
рианты креплений на фиг. 23 и 24) применяют
специальные шайбы или ввёртывание кон-
контрольного винта.
В последнее время применяют крепление
золотника на шпинделе при помощи шариков
(фиг. 25). Такое крепление может быть реко-
ГЛ. XI]
ВЕНТИЛИ
787
мендовано только для вентилей, работающих
при температуре до 300" С и при небольших
нагрузках на клапан.
крепление резьбовой втулки шпинделя.
При наружной резьбе шпинделя резьбовая
втулка располагается в бугеле (фиг. 26, а), от-
отлитом заодно с крышкой или укреплённом на
болтах (фиг. 26, б) или на колонках (фиг. 26, в).
С точки зрения обеспе-
обеспечения качества вентиля
следует отдать, предпо-
предпочтение конструкции с
бугелем. В вентилях ма-
малых проходов с внутрен-
внутренней резьбой шпинделя в
большинстве случаев
крышка одновременно
служит и резьбовой втул-
втулкой (фиг. \\,б).
Обводное устрой-
устройство. Обводное устрой-
устройство применяется в вен-
вентилях в целях уменьше-
уменьшения усилий, необходи-
необходимых для открывания вентиля и обеспечения
возможности постепенного прогрева (для
паропроводов).
Обводное устройство может быть выпол-
выполнено в виде наружного обводного вентиля
(фиг. 27) или внутреннего разгрузочного
устройства (внутренний обвод) (фиг. 28).
Преимуществом внешнего обвода является
удобство обслуживания, ремонта и возмож-
Фиг. 28.
Фиг. 27.
ность замены. Внутреннее разгрузочное устрой-
устройство представляет собой малый золотник,
вмонтированный в основной. В начале подъ-
подъёма шпинделя открывается золотник малого
прохода, который даёт возможность среде про-
проникнуть под большой зо-
золотник и создать про-
противодавление. Преиму-
Преимущество внутреннего об-
обвода — экономия места и
дешевизна изготовления.
Однако в случае давления
под золотник (на коль-
кольцевых линиях), когда уси-
усилие, передаваемое шпин-
шпинделем, будет восприни-
восприниматься сравнительно не-
небольшой поверхностью
уплотнений малого золот-
золотника, последнее может
быстро изнашиваться.
Сальниковое устройство. В вентилях, как
и в большинстве видов арматуры, уплотне-
уплотнение между шпинделем и крышкой создаётся
сальником с мягкой набивкой. Уплотнение
достигается затягиванием крышки сальника.
Материалы, применяемые для набивок, — см.
гл. XII, стр. 826, и ЭСМ т. 4, гл. V. Для
получения непроницаемости уплотнения осо-
особенно удобны плетёные набивки квадратного
сечения, которые закладываются в сальнико-
сальниковую камеру в виде отдельных колец, стыки
которых относительно друг друга сдвинуты.
В арматуре, предназначенной для воды,
насыщенного пара, воздуха или газов, пень-
пеньковые и хлопчатобумажные набивки пропиты-
пропитываются расплавленным жиром, парафином или
вазелином, к которым часто добавляют гра-
графит. При высоких давлениях и перегретом
паре употребляются асбестовые набивки, насы-
насыщенные графитом,пропи-
графитом,пропитанные смазкой, стойкой
при высоких температу-
температурах, а также набивка в
виде гранулированного
графита. Жир и графит,
применяемые для пропит-
пропитки набивки, способствуют
полному заполнению ка-
камеры набивкой и служат
также смазкой при дви-
движении шпинделя.
Размеры сальниковой
камеры определяются
приблизительно из сле-
следующих соотношений.
Толщина набивки (фиг. 29) 5 и 1,4 у d -Ь
-i- 2l/"rf, где d—диаметр шпинделя в мм (мень-
(меньшие значения—для сальников с накидной
гайкой).
Глубина камеры Н зависит от давления и
среды и принимается обычно равной от 55
до 85, что соответствует 5—8 виткам набивки
квадратного сечения. Для газа и пара глубина
камеры берётся больше, чем для жидкостей,
при которых легче достигнуть уплотнения.
Длина цилиндрической части крышки саль-
сальника t выбирается таким образом, чтобы вы-
высота набивки hmin была достаточной для со-
создания непроницаемости, когда крышка саль-
сальника затянута полностью. Высота Лтщ = Н—
—t ~ 35.
Для предотвращения гаеданий шпинделя
перекосами сальниковой крышки направление
Фиг. 29.
788
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
{РАЗД. I
шпинделя в ней делается по возможности
коротким (фиг. 30, а) или сальниковая крышка
изготовляется из двух частей (фиг. 30, б). Саль-
Сальниковые камеры рекомендуется изготовлять
Фиг. 30.
с бронзовыми грундбуксами (фиг. 30, б), кото-
которые предотвращают трение шпинделя о по-
поверхность стальной крышки.
Для обеспечения лучшего прилегания на-
набивки к шпинделю нижний торец сальнико-
сальниковой крышки, как и верхняя поверхность
грундбуксы, делается коническим. Качество
обработки деталей, соприкасающихся с на-
набивкой, и в особенности качество обработки
части шпинделя, проходящей через сальнико-
сальниковую камеру, имеет важное значение для обес-
обеспечения герметичности сальникового соеди-
соединения. Для качественной арматуры рекомен-
рекомендуется шлифовка шпинделя. В некоторых
случаях для обеспечения возможности попол-
Фиг. 31.
Фиг. 32.
нения смазкой сальниковой камеры последняя
выполняется с резьбовым отверстием, через
которое подаётся смазка.
На линиях неглубокого вакуума для предот-
предотвращения засасывания воздуха применяется
сальниковое устройство с промежуточной
грундбуксой (фиг. 31). Промежуточная грунд-
букса через резьбовое отверстие заполняется
маслом или соединяется с водопроводом, по-
постоянно находящимся под давлением, что со-
создаёт гидравлический затвор. Засасывание
воздуха на вакуумной арматуре (преимуще-
(преимущественно на задвижках) устраняется также
благодаря гидравлическим затворам в виде
резервуара а, которые помещаются над саль-
сальником (фиг. 32).
Бессальниковое устройство. Сальнико-
Сальниковое устройство,даже с гидравлическим затво-
затвором, не даёт полной непроницаемости. Для
обеспечения полной герметичности в соеди-
соединение между шпин-
шпинделем и крышкой
вентилей вводят-
вводятся гофрированные
томпаковые труб-
трубки—сильфоны (фиг.
33).Сильфон, заме-
заменяя сальник, лег-
легко растягивается и
сжимается, и этим
обеспечивается
подъём и опуска-
опускание золотника.
Сильфоны изгото-
изготовляются из различ-
различных материалов:
томпака полутом-
полутомпака, нейзильбера,
бериллиевой брон-
бронзы, нержавеющей
стали и других ме-
Фиг. 33.
ру
таллов. В вакуум-
вакуумных вентилях сильфонные устройства обеспе-
обеспечивают возможность получения высокой сте-
степени вакуума.
Для кислот и щелочей используются бес-
бессальниковые вентили с резиновыми диафраг-
диафрагмами (фиг. 34). В этих вентилях золотник при
своём опускании прижимает резиновую диа-
диафрагму, зажатую по краям между фланцами
корпуса и крышки, к перегородке корпуса и
тем пересекает проход. Когда поворотами ма-
маховика, укреплённого на резьбовой втулке,
подымается шпиндель с золотником, резиновая
Фиг. 34.
диафрагма под действием давления среды вы-
выгибается выпуклостью вверх и открывает про-
проход. Резиновая диафрагма изолирует все под-
подвижные части вентиля от соприкосновения
со средой и устраняет необходимость сальни-
сальникового устройства. Изоляция подвижных сое-
соединений от действия агрессивной среды даёт
ГЛ. XI]
ВЕНТИЛИ
789
возможность изготовления их из обычных
материалов.
Строительные длины вентилей. Для обес-
обеспечения взаимозаменяемости фланцевых вен-
вентилей с разной конфигурацией корпуса ГОСТ
3326-46 предусмотрены стандартные размеры
строительных длин вентилей с крышкой на
болтах в зависимости от их прохода и давле-
давления (табл. 7).
Таблица 7
Строительные длины вентилей на Ру до 100 кг'см*
(по ГОСТ 3326-46)
и s
>,^
я"
О п,
г!
5о
7о
8о
IOO
'»5
*5°
аоо
а5о
3°°
Строительные длины вентилей в
Чугунные вен-
вентили на да-
давление Ру=16
и 25 кг/см1
Проход-
Проходные
азо
ago
ЗЮ
35°
4оо
480
боо
73°
850
Угло-
Угловые
«5
145
>55
»75
2ОО
225
375
Стальные вентили на
ние Ру
25 и 40
Проход-
Проходные
ззо
ago
ЗЮ
35O
4оо
48о
боо
Угло-
Угловые
145
155
'75
200
235
*75
мм
давле-
в кг/см3
64 и
Проход-
Проходные
3°о
C4о)
380
43°
5оо
55°
650
100
Угло-
Угловые
/15°ч
A7о)
190
а»5
25О
375
325
Строительные длины вентилей с крышкой
на резьбе по нормали Главармалита прини-
принимаются (при муфтовых и фланцевых концах)
следующими в зависимости от Dy:
D . . 15 20 25 32 4° 5°
L . . 9° 1О° 12° Х4° 17° 2°°
Расчёт вентиля *
Силы, действ\ющие на шпиндель. Нор-
Нормально в вентиле давление среды направлено
снизу на золотник, и в этом случае сила Q,
с которой шпиндель должен прижимать зо-
золотник к седлу, будет равна сумме сил:
где Р\ — сила, необходимая для преодоления
давления среды на золотник; Р2—сила, не-
необходимая для создания непроницаемости
между уплотнительными поверхностями кор-
корпуса и золотника.
р1 =
Р2 =
. 0,785 [D1 -
кг;
здесь D\ — внутренний диаметр уплотнитель-
ных колец в см; D — внешний диаметр уплот-
нительных колец в см; b — ширина уплотни-
тельного кольца в см) pf—необходимое
удельное давление на уплотнительных поверх-
поверхностях для обеспечения герметичности в кг/см*
(принимается для вентилей 50—80 кг/см^);ру—
условное давление в кг/см2.
* Приведённый метод расчёта вентиля принят на арма-
арматурных заводах СССР для расчёта арматуры, работающей
при мягких прокладках и температуре до 300°.
Усилие вдоль шпинделя Q в вентилях
обычной конструкции не должно превосхо-
превосходить 5000—6000 кг. В случаях, когда усилие
Q больше 6000 кг, давление среды подаётся
на золотник и создаётся обводное устрой-
устройство.
При наличии обвода диаметр маховика
выбирается конструктивно, исходя из усилия
вдоль шпинделя, не превосходящего 6000 кг.
Открывание и закрывание запорного органа
при наличии обвода возможны лишь при опре-
определённом перепаде давления (разности давле-
давлений перед вентилем и после него):
Рпрд =
Q-Qi
Q
рр кг/см?,
где Q — усилие вдоль шпинделя от полного
давления среды; Ql — усилие вдоль шпинделя
от возможного максимального окружного
усилия, приложенного к ободу маховика в пре-
пределах прочности и жёсткости деталей; рПрд —
противодавление в кг\смг\ рр — рабочее да-
давление в кг/см2.
Крутящие моменты, действующие на
шпиндель. Суммарный крутящий момент Мм
(фиг. 35), который необходимо приложить к
шпинделю через маховик
для обеспечения плот-
плотности,
Мм=
здесь Mt — момент в
гайке (резьбе); М2—мо-
М2—момент трения в сальнике;
Л^з — момент трения
между шпинделем и зо-
золотником.
Момент в резьбе
= Qr
cp
+ Р)
где Q — усилие вдоль
шпинделя в кг) гсР —
средний радиус резьбы в
см; а — угол подъёма
резьбы в градусах; р —
угол трения в резьбе,
принимаемый равным 6°, фиг 35.
что соответствует коэфи-
циенту трения ;j- = 0,1.
Момент трения в сальнике (при давлении
набивки на шпиндель, которое распределяется
примерно на 0,4 глубины набивки)
2 кгсм,
где Л — глубина набивки в см; р2 — коэфи-
циент трения шпинделя о набивку (прини-
(принимается равным от 0,06 до 0,1); рс — давление
набивки на сальник в кг/см2) d — диаметр
шпинделя в см. *
Удельное давление (наибольшее) рс, произ-
производимое набивкой сальника на шпиндель,
устанавливается в зависимости от давления
ереды:
Условное давление
среды р в кг\сл% . . б го i6 35 4° 65 1О°
рс в кг/см11....
i8 25 30 5о 75 1О° 1а5
* См. также гл. XII, стр. 833.
796
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. I
Момент трения между шпинделем и зо-
золотником
ЛТ3 = Q,33Qdn (л3 кгсм,
где dn — диаметр площадки соприкосновения
шпинделя с золотником в см; fig— коэфи-
циент трения в точке опоры шпинделя (при-
(принимается равным 0,15).
Диаметр площадки соприкосновения шпин-
шпинделя с золотником dn определяется из фор-
формулы
4, = 1,75
где Е—приведённый модуль упругости в
кг/см2; йг — диаметр закругления сферической
головки шпинделя в см.
Суммарный крутящий момент
Мм = Qrcp tg (a + р) + 0,63 h H pcd* +
+ 0,33% fi8 кгсм.
При заданном крутящем моменте Мм, раз-
развиваемом маховиком, усилие, передаваемое
по шпинделю,
Расчёт шпинделя. На шпиндель действуют
силы сжатия или растяжения в зависимости
от направления давления среды (на золотник
или под него) и крутящий момент Мм, созда-
создаваемый маховиком.
Проверка прочности шпинделя произво-
производится на: а) сложное напряжение кручения и
сжатия сечения шпинделя по внутреннему
диаметру резьбы; б) продольный изгиб; в) сжа-
сжатие в месте выточки; г) напряжение в пяте;
д) напряжение в месте посадки маховика.
Пр о в е р к а ш п и нде л я на сложное
напряжение кручения и сжатия.
Напряжение кручения в шпинделе (фиг. 35)
т = ——~- кг/сма,
где d\ — внутренний диаметр резьбы.
Напряжение сжатия
KZJCM?.
Для быстрых и приближённых расчётов
усилий, действующих на шпиндель, значения
величин моментов трения в сальнике М% и
пяте Af3 учитываются коэфициентом C =
АЛ
= —гг— • Тогда усилие вдоль шпинделя будет
М D Г\
Располагаемый на маховике момент зави-
зависит от диаметра маховика DM и наибольшего
допустимого значения окружного усилия Рм
на маховике (табл. 8).
Таблица 8
Наибольшие допустимые значения окружного усилия
на маховике
Наружный диа-
диаметр маховика
Ьм в мм
ТОО
I2O
I4O
i6o
i8q
200
225
240—350
280
320
Збо
400—800
Окружное
усилие Рм
в кг
ю
12
; 14
i6
18
21
3°
40
46
57
70
70
Наружный диа-
диаметр шпинделя
d в мм
12
14
i6
i8
20
22
24
26—28
30
33
Зб
7°
Значение коэфициента C принимается в
зависимости от условных давлений.
Условное давле-
давление р в кг /см3 .
Коэфициент {J
Сложное напряжение <sz
сжатия
от кручения и
Допускаемое напряжение для шпинделей
из стали Ст. 5 рекомендуется принимать рав-
равным 900 кг/см*, и лишь в шпинделях диаме-
диаметром 14 и 16 мм малых размеров вентилей это
напряжение (в случае необходимости) повы-
повышается до 1050 кг/см2. При этом напряжение
кручения (действующее совместно со сжа-
сжатием) не допускается выше 500 кг/см2.
Проверка шпинделя на продоль-
продольный изгиб. При проверке шпинделя на
продольный изгиб (фиг. 35) расчётную длину
принимают равной расстоянию от середины
резьбы во втулке до нижней точки опоры
шпинделя. Набивка сальника не может слу-
служить опорой для шпинделя, так как в силу
своей упругости она следует за всеми пере-
перемещениями шпинделя. Отверстие для прохода
шпинделя в крышке обеспечивает большой
зазор,
Проверку шпинделя на продольный изгиб,
I . , лл1 Г 2000
если отношение -т— ]> 1001/ ——. про^зво-
i V ар
дить по формуле
0 =
б ю i6 25 4° 65 и ioo
i,oo 1,оз i,o5 i.ii 1,17 х'а5
где J\ — момент инерции поперечного сечения
по внутреннему диаметру резьбы шпинделя;
. d1
1 = -?; Op — предел пропорциональности ма-
материала шпинделя; 1СМ — расчётная длина
шпинделя (принимается равной расстоянию
между серединой высоты резьбы втулки и
нижней опорной поверхностью головки шпин-
шпинделя при закрытом вентиле); пу — коэфициент
запаса устойчивости.
Коэфициент запаса устойчивости должен
быть не меньше 3,5 для шпинделей диаме-
ГЛ. XII
ВЕНТИЛИ
791
тром 12 и 14 мм и 4,5 — для больших разме-
размеров
вести
1/
расчёт
по
При— <100
формуле
о0 и Ь — константы, зависящие от материала
шпинделей, приведены в табл. 9.
Таблица 9
Металл
Углеродистая сталь
(яЬ > 50 кг/сж2) . . .
Углеродистая сталь
(<j?«50 кг/см?)....
Никелевая сталь
E% Ni)
335°
31оо
47°°
Ь
0,00185
0,00368
0,00490
Пределы для
min
—
10
max
90
105
86
Напряжение сжатия в резьбовой части
шпинделя
Ь^- кг\см\
0,25 ъй[
Коэфициент запаса устойчивости пу —
а
= ——. Значения коэфициента запаса устой-
а
чивости принимаются аналогично приведён-
/
ным при расчёте шпинделей с —>100.
Проверка напряжения на сжа-
сжатие в выточке под разъёмное
кольцо (фиг. 36). Пре-
^ небрегая трением в пяте
._ Q
.ШШ
Й
Фиг. 36.
h
0,25 к d\
Проверка на-
напряжения в го-
головке (пяте). При ра-
работе шпинделя на рас-
растяжение сечение А—В
(кольцевое) проверяется
на изгиб или срез
(фиг. 36):
а)при-?—^0,8 — проверка только на из-
гиб:
QeS
кг/см* < Rb;
б) при 7v-]>0,8 — проверка только на срез:
О
кг/см2.
Проверка напряжения в месте
посадки маховика (в квадрате под ма-
маховик). Пирамидальная поверхность отвер-
отверстия маховика обычно не обрабатывается Рас-
Расчёт конца шпинделя на кручение ведут по
верхнему квадрату. Напряжение кручения
или
где а — сторона квадрата в торце шпинделя.
Расчёт корпуса. Сложность конфигурации
корпусов при наличии внутренних перегоро-
перегородок не позволяет провести особо уточнённого
расчёта; поэтому все ниже приводимые рас-
расчёты носят условный характер
Проверка прочности корпуса производится
на: а) напряжение изгиба в теле фланцев,
присоединительных и среднего; б) напряжение
растяжения в цилиндрической части корпуса
и в) напряжение растяжения в шаровой части
корпуса.
Напря жение из г иб а вофланцах
(фиг. 37). Усилие от давления среды
где
¦ -Q- о кг,
условное давление среды в кг/см2',
Фиг. 37.
D8—внутренний диаметр прокладки в см;
b — ширина прокладки в см.
Учитывая затяжку прокладки, принимаемую
равной ^з^о» расчёт присоединительных флан-
фланцев следует вести на изгиб под действием силы
P0 = ±pr0J85(D3+^bJ кг.
Средний фланец корпуса дополнительно
изгибается под действием усилия Q, напра-
направленного вдоль шпинделя, следовательно, сум-
суммарная сила, изгибающая фланец,
Реум ~ Pq Н~ Q-
Напряжение изгиба в сечении АВ для при-
присоединительных фланцев
кг/см2
соответственно для среднего фланца вместо
Ро необходимо подставить Рсу/Л.
792
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. I
В случае, когда фланец выполняется с вы-
выточкой, опасным будет сечение АС.
Напряжение изгиба в сечении АС для при-
присоединительных фланцев
3P'0[2D1-(D0-{-2s1 + D2)]
ff — —У.— кг! см2;
7I/Zj (i-'Q ~Г" ¦"'"I "Т~ ^2/
соответственно для среднего фланца вместо
Ро необходимо подставить Рсум.
Напряжение растяжения в ци-
цилиндрической части корпусав диа-
диаметральном сечении (фиг. 38)
где с — увеличение расчётной толщины
стенки в см, учитывающее неточности размеров
при литье, с = 0,28 при
8<20 мм и с ^ 0,155 при
S>20 мм.
Толщина стенки по
заданному допускаемому
напряжению (Rz)
Фиг. 38.
-\- с см.
— л
Напряжение разрыва в шаровой
части корпуса (фиг. 39)
а, = % кг/см* < R2,
г 4E — с) ' ^- г
где d—внутренний диаметр шаровой части
в см.
Толщина стенки по заданному напряжению
pd
Ь
с см ,
где с = 0,285 при Ь ^ 20 л/л* исг 0,55 при
6 > 20 л?л«.
При значительной толщине стенок по от-
отношению к диаметру или при условном давле-
давлении ;> 50 кг/см2 необходимо использовать
уточнённые расчётные зависимости для толсто-
толстостенных цилиндрических сосудов и шаров
(см. ЭСМ т. 1, кн. 2-я, стр. 350).
Допускаемое напряжение на растяжение Rz
для корпуса, крышек и других деталей из
стального литья
% >. 45 кг!мм2 при-
Фиг.
Фиг, 40.
нимается равным 800 кг/см2; для молиб-
молибденового легированного стального литья
Rg = 900 kijcm2', для хромомолибденового
Rg = 1000 кг/cjfi.
Для корпусов из чугуна СЧ 15-32 коэфи-
циент запаса прочности принимается разным 8,
из бронзы — равным 5,5.
Расчёт крышки. Крышка (фиг. 40) рассма-
рассматривается как заделанный брус, и напряжение
изгиба определяется в сечении АВ как наи-
наиболее ослабленном. На половину крышки,
расположенную по одну сторону диаметраль-
диаметрального сечения, направлены силы давления
среды, реакции уплотнения и действующие в
болтах.
Уточнённые расчёты пластин — см. ЭСМ
т. 1, кн. 2-я. Для предварительных расчётов и в
том случае, когда х= ¦
2
j, можно
использовать следующие зависимости.
Напряжение от изгиба
Толщина крышки при заданном напряже-
напряжении Rb
где ру — условное давление в кг/см?; ц — по-
поправочный коэфициент, принимаемый для чу-
чугунных крышек равным 1,2, для стальных 1.
Расчёт золотника. Напряжения в золот-
золотнике будут различными в зависимости от на-
направления давления среды (под золотник или
на него сверху).
Давление среды направлено под
золотник. Действующие на золотник силы
(фиг. 41) следующие:
Усилие, направленное под золотник от да-
давления среды,
Л =/>.0,785(?>1+-т*У
где р — давление в кг/см2, а размеры Д и b
см. по чертежу.
Усилие, необходимое для обеспечения сжа-
сжатия уплотнительных поверхностей золотника
и корпуса,
/>2 - /7-0,785 (О» - D\) кг,
где pf — удельное давление, необходимое для
уплотнения (принимается в пределах 50 —
80 кг/см2), а размеры D
и D\ — см. по чертежу.
Усилие шпинделя,
Q = Рх -J- Р2 кг, прило-
приложенное на площадке кон-
контакта диаметром da.
Напряжение в золот-
золотнике определяется по
изгибающим моментам,
действующим на поло-
половину золотника (фиг 41).
Изгибаю дий момент
относительно диаме-
диаметрального сечения от г-
давления среды опреде-
Р 2
ляется усилием -—¦ кг и плечом Х\ = -$¦ X
Z о
X
см,
ГЛ.
ВЕНТИЛИ
793
Изгибающий момент от реакции уплотни-
тельной поверхности определяется усилием
Р% DCP
-— кг и плечом х% ^ —^~ см.
Суммарный изгибающий момент в диаме-
Q
тральном сечении без учета момента -~- -^о
ввиду малой величины диаметра dn
Мсум = ?"
Т *) + ^ D
ct>
По моменту инерции J сечения золотника
и расстоянию от наиболее удалённого волокна
до центра тяжести етах определяется момент
сопротивления сечения:
W = — см* .
^тах
Напряжение изгиба в диаметральном се-
сечении
Давление под золотником спу-
спущено (наиболее неблагоприятный случай).
При этом варианте изгибающий момент опре-
определяется усилием по шпинделю — Q и ПЛе-
ср .
ми= -^ТI кгсм.
Напряжение изгиба в диаметральном сече-
сечении золотника
а = ~- — jx kzjcm2,
где fx — поправочный коэфициент (принимается
для чугуна равным 1,2 и для стали —1,0).
to Давление ере-
j ды направлено
на зо л о тн и к свер-
сверху (фиг. 42). Анало-
Аналогично предыдущему
расчёту на золотник
действуют следующие
силы:
усилие шпинделя
Q кг;
усилие от давления
среды
кг;
реакция опорного (уплотнительного) кольца
Значения хх и дг2 — см. предыдущий расчёт;
2 Aп
Суммарный изгибающий момент в диаме-
диаметральном сечении
кгсм.
Напряжение изгиба в золотнике, подсчитан-
подсчитанное по минимальному W,
где \х — поправочный коэфициент (для
гуна—1,2 и для стали—1,0).
Расчёт мости-
мостика. Расчёт прочно-
прочности мостика (фиг.
43) ведётся по
усилию, действую-
действующему вдоль шпин-
шпинделя Q.
Проверкана
изгиб в сече-
сечении АВ. Мосткк
рассматривается
как балка, свобод-
свободно лежащая на
двух опорах и на-
нагруженная силой,
сосредоточенной
по окружности диа- Фиг 43
метра Dcp.
чу.
где Wab—момент сопротивления в сечении АВ.
Проверка на изгиб в сечении CD.
U~WCD
Do)
4U7,
CD
KZJCM*,
где Wqd — момент сопротивления в сече-
сечении CD.
Проверка на изгиб в сечении СЕ.
При малой толщине втулки мостика, т. е. раз-
?-tj——, целесообразна проверка
D
мера —
напряжений в сечении СЕ (размером Ъ X И)*
проведённом через
точку С под углом
~45°.
Расчёт саль-
сальника. Расчёт саль-
сальника (фиг. 44) ве-
ведётся аналогично
расчёту мостика
по сечениям АВ,
CD и СЕ.
Давление рс кг]см%
на поверхности
торца сальника, до
которого необхо-
необходимо сжать верх-
верхний слой набивки
для обеспечения не-
непринимается по дан-
789.
к набивке.
Фиг. 44.
проницаемости сальника
ным, приведённым на стр
Усилие, прижимающее сальник
рс = PcF = Ре. 0,785 (D2 — (р) кг.
Расчёт бугеля. Бугель проверяется на
прочность в сечениях AfiV и АВ (фиг. 45). Для
арматуры с большими проходами и давлениями
при уточнённых поверочных расчётах бугель
(монолитный и привёртный) рассматривается
как рама (см. ЭСМ т. 1, кн. 2-я).
794
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. I
Каждая стойка рамы растягивается силой
Щ- и изгибается моментом Ми, который дости-
достигает наибольшего значения /Ио в узлах, со-
соединяющих стойку с поперечиной:
н
i
А
j
здесь / = L -+- 2q — длина поперечины; Н — вы-
высота стойки; J и Jt — моменты инерции сече-
сечения стойки и поперечины; Q — осевое усилие
по шпинделю, приложенное по середине попе-
поперечины.
Момент, изгибающий поперечину, имеет
максимальное значение Mt в сечении по сере-
середине:
Определив J и Jv находят напряжения
в стойках и поперечине.
Для предварительных расчётов и при малых
усилиях на шпинделе (Q<\000kz), когда тех-
технологические фак-
факторы при назна-
назначении размеров
превалируют, до-
достаточно ограни-
ограничиться упрощён-
упрощённым расчётом стой-
стойки на растяжение.
Высота по сечению
АВ обычно лими-
лимитируется не изги-
изгибом, а размерами
гайки.
Допускаемые на-
напоД В
Фиг. 45.
пряжения при рас-
расчёте на растяжение /?&: для чугунного литья —
¦375 кг/см2; для стального литья — 750 кг/см'2',
соответственно Rz = 250 и 600 кг/см2.
Гайка золотника. Усилия, действующие на
гайку, зависят от
прикипания колец
и условий откры-
открытия прохода вентиля
при неполной раз-
разгрузке золотника
обводом. Проверка
гайки золотника
производится: а на
смятие нижнего тор-
торца и б) на напря-
напряжение смятия в
резьбе.
Напряжения
смятия ниж-
нижнего торца Фиг« 46.
гайки (фиг. 46).
кг\см?.
см 0,785 (й\ — rf2)
Напряжение смятия в резьбе
п
-= -у-г кг/см\
п — число витков резьбы; ср — коэфициент, рав-
равный 0,7.
Допускаемые нагрузки на болты. На-
Нагрузка на болты, крепящие крышку к корпусу,
слагается из усилия вдоль шпинделя Q и
усилия PQ, прижимающего крышку к корпусу
(Q и Ро определяются по формулам на стр. 789
и 791).
Нагрузка на один болт
о = ' ,
П
где п — число болтов крышки.
Допускаемые нагрузки на болты в зависи-
зависимости от материала и диаметра болтов приве-
приведены в табл. 10.
Таблица 10
Допускаемые нагрузки на болты в арматуростроении
Диаметр
болта
а;
со
12
—
14
—
i6
18
—
2О
22
—
24
—
27
—
3°
36
—
43
—
48
в дюй-
дюймах*
V»
—
—
—
•и
—
—
—
I
—
. I1/.
—
IS/«
—
2
Допускаемая
в зависимости
Ст. 3
140
15°
3°°
39°
400
62O
73°
92O
115°
ибо
144°
1670
2О4°
224O
2б2О
3°5°
415°
479°
6О2О
679°
8гбо
931°
Ст. 4
15°
170
33°
43°
45°
ббо
8оо
I O2O
I 28О
I 29O
i боо
I 840
2 2бО
3 4б°
а 92°
33°°
4620
527°
ббоо
7 47°
917°
ю 250
нагрузка
от марки
Ст. 5
IOO
2ОО
39°
52O
54°
8оо
95°
I 22O
153°
155°
I 92O
2 I7O
а 72о
2 91°
3 5°°
3 97°
5 55°
6 23°
8030
8 82O
II ООО
12 IOO
в кг
стали
Сталь
хромо-
никеле-
никелевая
з8о
Зю
59°
780
8оо
I 200
i фа
1830
2300
2 320
2900
3 34°
4080
4480
5а5°
б 100
8320
9 580
12 О50
13 580
1б52О
13630
где d2 — наружный диаметр резьбы гайки;
d$ — внутренний диаметр резьбы золотника;
* Только для проверочных расчётов существующих
объектов.
ЗАДВИЖКИ
Конструкция задвижки
Общие сведения. По сравнению с вентилями
задвижки имеют следующие преимущества:
а) сопротивление протеканию среды в них во
много раз меньше, что позволяет применять
их на трубопроводах всех проходов, в том
числе и в газопроводах низкого давления, где
недопустимы большие потери напора; б) среда
может протекать в обоих направлениях, что
важно при работе запорной арматуры на
кольцевых трубопроводах; в) строительная
длина меньше. Наряду с этим задвижки имеют
и ряд недостатков: а) они более сложны в из-
изготовлении и поэтому более дороги; б) уплот-
нительные поверхности мало доступны для
притирки, что затрудняет их ремонт; в) уплот-
нительные поверхности затворов (клиньев и
ГЛ. XI]
ЗАДВИЖКИ
795
дисков), перемещаясь при открывании и за-
закрывании, трутся по уплотнительным по-
поверхностям корпуса и вызывают их ускорен-
ускоренный износ; г) полное открытие прохода осу-
осуществляется при подъёме затвора на вели-
величину диаметра прохода, ббльшую, чем в вен-
вентилях; д) при использовании для сред с вы-
высокими температурами неравномерность рас-
расширения деталей затвора может вызвать их
заедание; е) задвижки не пригодны для ре-
регулирования и дросселирования давления.
При определённом соотношении рабочего
давления и диаметра прохода на задвижках
ставятся обводные устройства, при помощи
которых создаётся необходимый перепад да-
давлений (противодавление). Обводные устрой-
ржавеющеис/поти
а,
Фиг. 47.
В зависимости от расположения резьбовой
части шпинделя различают: 1) задвижки с
резьбой шпинделя, расположенной в корпусе
и находящейся в области непосредственного
воздействия среды; в этих задвижках шпин-
шпиндель при вращении не выдвигается наружу, и
они называются задвижками с невыдвижным
шпинделем (фиг. 47, а) и 2) задрижки с ргзь-
бой шпинделя вне корпуса; в этих задвижках
шпиндель при вращении одновременно выдви-
выдвигается наружу, и они называются задвиж-
задвижками с выдвижным шпинделем (фиг. 47, б).
Задвижки с наружной резьбой шпинделя
более надёжна и поэтому более широко рас-
распространены, но в некоторых случаях их
большие габариты ограничивают возможность
их применения.
ства на паровых аадвижках служат также для
прогрева трубопровода.
Сальниковое устройство в задвижках ана-
аналогично конструкции для вентилей.
По конфигурации корпуса различают за-
задвижки плоские, овальные и круглые', по
присоединительным концам — фланцевые, рас-
раструбные, муфтовые и с концами для при-
приварки.
В табл. 11 и 12 приведены строитель-
строительные длины фланцевых чугунных и стальных
задвижек по ГОСТ 3706-47.
По разновидности затвора задвижки могут
быть: 1) с двухсторонним принудительным за-
затвором, 2) с односторонним принудительным
затвором и 3) со свободным затвором. В за-
задвижках с двухсторонним принудительным
796
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. I
Таблица 11
Строительные длины фланцевых чугунных задвижек
(по ГОСТ 3706-47)
1
СО
i>
3
Я
a
о
ч
>i
ч
oxod[
i_
5°
8o
IOO
15°
а 00
25°
Зоо
35°
4oo
45°
5oo
боо
7O0
8oo
900
IOOO
Строительные
цлины
L в мм
при конфигурации корпуса
ПЛОСКО
й на
давление pv
*-*
(^ 1
rt 00
3 ??
x О
(фла
ОпоГ
тГ -ч
—
iao
2ОО
2IO
23O
25°
270
—
—
—
—
—.
—
—
—-
—
в kzIcM1
5^—
X СО
ег н
х О
S О
,5 (ф.
5 по Г
(N СМ
—
—
2ОО
ЗЮ
ЗЗО
35°
39°
43°
47°
5ю
55о
-на р
235-41
а н
х О
§ О
3 о
я. 5
*ч СМ
—
—
—
¦ —
—
—
—
—
430
47°
5Ю
55°
овальн ой
на давление
р в кг/см"
>.¦—-
на р
1237-4
3 н
х и
2 О
3*3
с
о о
25°
280
Зоо
325
35°
4°о
45°
5°°
55°
боо
650
7оо
8оо
ооо
IOOO
IIOO
1200
X см
а н
S о
ё§
_
—
—
—
—
—
—
—
—
—
—
—
—
ооо
IOOO
IIOO
1200
круглой на
давление pv
в /
j на ?
1239-4;
я ь
2 о
ч О
5 (Ф
5 по Г
см см
25O
3°о
ЗЗО
Збо
4оо
480
55°
6з°
7оо
780
850
93°
—
—
—
—
—
? ICM"
^. -
на р
1238-41
X U
са о
«о «о
25°
Зоо
33°
Збо
4-оо
480
55°
630
7оо
780
85°
930
IOOO
1130
1250
1380
1500
Примечания: 1. Строительные длины задвижек
определяются по следующим формулам: а) для плоских
L = 0,4/3,, + 150 мм; б) для овальных L = D +200 мм;
в) для круглых i =1,5-О у+ 175 мм (с округлением до
10 мм).
2. Для круглых задвижек диаметром 50—200 мм на р
Ю допускаются строительные длины из расчёта
+ 130 мм. У
Таблица 12
Строительные длины фланцевых стальных задвижек
(по ГОСТ 3706-47)
Прохо-
Проходы ус-
условные
D
У
в .« я
50
8о
IOO
, 125
I5O
зоо
25°
Зоо
35°
4оо
45°
5оо
боо
7°°
8оо
Строительные длины L в
от конфигурации
овальная на да"
вление р
•е- ^^
см X с2
25°
28о
Зоо
325
35°
4оо
45°
5°°
55°
боо
65°
7оо
—
—
v в кг/см2
3
Д -р5
16 ((
на р
по Г
1240-
25°
28о
Зоо
325
35°
4оо
45°
5°°
55°
боо
650
7оо
8оо
9ОО
IOOO
им в зависимости
корпуса
круглая
л& да-
вление р в кг/см*
з~=с*
250
310
35°
400
45O
55O
650
75O
850
95°
—
—
—
—
2
в н
25°
35°
4оо
45°
55O
650
75°
85°
95°
1О5°
115°
—
—
—
1 н
40 (,
на р
по I
1242-
а5о
35°
4О0
45°
55°
65°
75°
85°
95°
И5°
—
—
Примечания: 1. Строительные длины задвижек
определяются по следующим формулам: а) для овальных
L = Dy+200 мм; б) для круглых L =20^ + 150 мм.
2. Для круглых задвижек диаметром 50-300 мм на р
40 допускаются строительные длины из расчёта L =»
—1,5^* +-175 мм (с округлением до 10 мм).
3. Строительные длины для задвижек на р 100 ре-
рекомендуемые.
затвором удельное давление на уплотнитель-
ные поверхности со стороны входа среды
^¦50 кг1сл& — величины, достаточной для соз-
создания непроницаемости; в задвижках с одно-
односторонним принудительным затворомуцепь-
ное давление на уплотнительные поверхности
со стороны входа среды < 50 кг1см\ и среда мо-
может проникнуть во внутреннюю полость кор-
корпуса, нэ герметичность создаётся суммарным
усилием давления среды и механизма затвора;
в задвижках со свободным затвором удель-
удельное давление на кольца со стороны входа
среды равно нулю, и поэтому среда беспре-
беспрепятственно проникает во внутреннюю полость
корпуса.
По конструктивным признакам задвижки
подразделяются на две основные группы:
1) клиновые задвижки — с затвором, поме-
помещённым в корпусе с наклонными уплотнитель-
ными поверхностями, и 2) параллельные за-
задвижки — с затвором, помещённым в корпусе
с параллельными ушютнительными поверхно-
поверхностями.
Клиновые задвижки. В клиновых задвиж-
задвижках герметичное закрывание прохода осуще-
осуществляется благодаря затвору (клину), который
своими боковыми поверхностями прижимается
к \плотнительным поверхностям корпуса. При
достижении необходимого давления на уплот-
нительных поверхностях перекрытие прохода
становится герметичным.
Клиновые задвижки изготовляются: а) со
сплошным клином и б) с шарнирным клином,
состоящим из двух шарнирно соединённых
между собой дисков.
Клиновые задвижки со сплош-
сплошным клином. Основное преимущество кли-
клиновых задвижек со сплошным клином (фиг. 47, а
и б) заключается в их несложной конструк-
конструкции. В задвижках с выдвижным шпинделем
вращением маховика шпинделю сообщается
поступательное движение, благодаря которому
осуществляются подъём и опускание прикре-
прикреплённого к нему клина. В задвижках с невы-
невыдвижным шпинделем подъём и опускание кли-
клина достигается вращением шпинделя. Надёж-
Надёжность конструкции клиновых задвижек делает
их незаменимыми для целого ряда отраслей
промышленности. Недостатками клиновых за-
задвижек со сплошным клином являются воз-
возможность их заклинивания и неплотность при
работе на трубопроводах с высокой темпера-
температурой среды. Заклинивание и неплотность
клиньев при высоких температурах могут про-
происходить вследствие: 1) неравномерности тол-
толщины клина, вызывающей при повышении тем-
температуры изменение угла, образуемого плоско-
плоскостями уплотнительных поверхностей, и 2) бо-
более слабого нагрева корпуса задвижки, чем
клина, благодаря чему расстояния между
уплотнительными поверхностями в корпусе
и в клине будут различно изменяться. Опас-
Опасность заклинивания будет тем большей, чем
меньше угол наклона уплотнительных поверх-
поверхностей.
Уклон уплотнительных поверхностей за-
задвижек для невысоких темпера гуо 1 :?0, т. е.
угол 5°44'> германская практика).Заводы США,
рекомендующие свои универсальные задвижки
для высоких температур (в том числе и для
крекинг-процессов с температурой450—500°С),
изготовляют их с углом 10°.
ГЛ. XI]
ЗАДВИЖКИ
797
Для уменьшения износа уплотнительных
иоверхностей задвижки на боковых поверх-
поверхностях клина прострогиваются пазы, которыми
клин направляется в корпусе по специальным
направляющим рёбрам (фиг. 48). Рёбра кор-
корпуса воспринимают давление клина и предот-
предотвращают этим износ
уплотнительных ко-
колец, а также изгиб
шпинделя. Длина пути
подъёма клина, на ко-
которой происходит
Фиг. 48. трение между уплот-
уплотнениями клина и кор-
а
пуса, будет Л = , где а — половина зазо-
- tg a
pa между пазом и выступом и а — половина
угла между плоскостями уплотнительных
поверхностей.
Чем меньше зазор при заданном угле а,
тем менее будет изнашиваться уплотнитель-
ные поверхности клина и корпуса. Практи-
Практически, однако, приходится этот зазор делать
достаточно большим @,5 — 1 мм для стро-
строганых направляющих и 1,5—2 мм для литых),
так как он должен компенсировать неизбеж-
неизбежные неточности изготовления корпуса и клина.
Крепление клина к шпинделю обычно вы-
выполняется таким образом, что даётся возмож-
возможность свободно устанавливать клин в зави-
зависимости от положения уплотнительных по-
поверхностей корпуса.
При применении задвижек, особенно кли-
клиновых, для повышенных температур от мате-
материала уплотнительных колец требуется, чтобы
он не изменял своих механических свойств и
не задирал при трении поверхностей клина
и корпуса. Рекомендуются термически обра-
обработанные кольца из нержавеющей стали
марки 3X13. Твёрдость таких колец Нв =
= 300—350.
Клиновые задвижки с шарнир-
шарнирным клином. В задвижках с шарнирным
клином неточность изготовления угла между
плоскостями уплотнительных поверхностей не
имеет существенного значения для гермети-
герметизации, так как диски самоустанавливаются по
месту. Если с изменением температуры де-
деталей задвижки изменяется положение уплот-
уплотнительных поверхностей корпуса, диски шар-
шарнирного клина автоматически следуют за ними,
благодаря чему
исключается воз-
возможность образо-
образования зазора или
заклинивания.
На фиг. 49 по-
показан шарнирный
клиновый затвор,
состоящий из двух
цисков с промежу-
промежуточным шаром. За-
Задвижки с такой
конструкцией шар-
шарнирного клина мо-
могут быть из-за
расположения шара изготовлены только с
выдвижным шпинделем. На фиг. 50 показано
шарнирное соединение дисков для чугунных
задвижек я&ру = 10 кг/см2. Конструкция этого
шарнирного клина позволяет применять одни
Фиг. 49.
и те же диски для задвижек с выдвижным
и невыдвижным шпинделями.
Задвижка с шарнирным клином для тя-
тяжёлых условий работы показана на фиг. 51;
её преимущества: 1) благодаря сужению про-
прохода в корпусе
уменьшается уси-
усилие, передаваемое
на шпиндель, и
исключается необ-
необходимость в об-
обводе; 2) неболь-
небольшие размеры шар-
шарнирных дисков
ПОЗВОЛЯЮТ ИЗГОТО-
ИЗГОТОВЛЯТЬ их полно-
полностью из азотиро-
азотированной стали высо-
высокой твёрдости; в
корпусе завальцо-
вываются кольца
также высокой твёрдости из азотированной
стали; 3) при открытом проходе на участке
между уплотнительными кольцами корпуса
среда движется в гладкой трубе, благодаря
чему исключается возможность оседания в
Фиг. 50.
Фиг. 51.
корпусе твёрдых частиц, а также частично
компенсируется потеря напора, вызываемая
сужением прохода.
Параллельные задвижки. По принципу
действия различают параллельно-дисковые за-
задвижки: а) самоуплотняющиеся, б) распорные
и в) с механическим управлением дисками.
Параллельные самоуплотня-
самоуплотняющиеся задвижки. В самоуплотня-
самоуплотняющихся задвижках герметичность перекрытия
прохода достигается только давлением среды
на второй диск (по направлению движения
среды). Во всякой задвижке давление среды
создаёт усилие, которым затвор своей про-
противоположной стороной прижимается к уплот-
нительной поверхности корпуса. При опреде-
лёнаой величине перепада давления дои после
798
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД I
задвижки усилие давления среды достигает
величины, достаточной (/?/;> 50 кг/см2) для
того, чтобы создать непроницаемость.
Самоуплотняющиеся задвижки выполняются
обычно с параллельными дисками. На фиг. 52
показана конструкция затвора самоуплотня-
самоуплотняющейся задвижки для перегретого пара да-
давлением до 25 кг/см2. Затвор представляет
собой два диска с помещённой между рими
пружиной, прижимающей диски к уплотни-
тельным поверхностям корпуса при отсутствии
давления. Сьободное прижатие диска только
давлением среды обеспечивает герметичность
и при незначительных деформациях корпуса,
связанных с температурными изменениями.
Исключается также возможность заклинивания
дисков.
Самоуплотняющиеся задвижки имеют сле-
следующие существенные недостатки, ограничи-
ограничивающие их применение: 1) при давлениях
среды, меньших определённой величины, за-
тьор не обеспечивает герметичности; 2) уплот-
Сбропзовыми
кольцами
без Копей
Фиг. 53.
за-
за-
яительные поверхно-
поверхности дисков на всём
пути подъёма и опу-
опускания их прижима-
прижимаются давлением сре-
среды к уплотнительным
поверхностям корпу-
корпуса, что вызывает их
повышенный износ.
Параллельные
распорные за-
задвижки. Значительное большинство
движек выполняется с принудительным
твором, в котором необходимое удельное да-
давление на уплотнительные поверхности со-
создаётся частично или полностью специальным
устройством затвора.
Наиболее широкое применение в СССР
получили параллельные распорные задвижки
типа Лудло, в которых прижатие дисков к
корпусу осуществляется одним центрально
расположенным небольшим распорным клином
(фиг. 53). Задвижки эти изготовляются чу-
чугунными на условное давление до 10 кг/см2 в
двух вариантах: 1) с бронзовыми кольцами —
для воды и 2) без колец, т. е. с чугунными
уплотнительными поверхностями, —для нефти
и газа. Изготовляются также задвижки, из-
известные под названием .Москва", с двумя
распорными клиньями, расположенными по
одной вертикальной оси (фиг. 54). Эти за-
задвижки применяются в основном на водо-
водопроводах.
Параллельные задвижки с ме-
механическим управлением диска-
Фиг. 54.
ми. На фиг. 55 показана задвижка с рычажно-
винтовым механизмом разжимания дисков.
Ь этой задвижке при закрывании прохода
сближенные между собой диски опускаются
вертикально вниз и после того, когда их вер-
вертикальное перемещение заканчивается, при-
прижимаются к уплотни-
35 тельным поверхно-
поверхностям корпуса ры-
чажно-винтовым ме-
механизмом. Указанная
конструкция исклю-
исключает трение уплотни-
тельных поверхностей
и даёт возможность
заменять твёрдые
уплотнения мягки-
мягкими. Параллельные за-
задвижки с механиче-
механическим управлением ди-
дисками обеспечивают
возможность устрой-
устройства внутреннего об-
обвода.
Фиг. 55.
Параллельные задвижки с механическим
управлением применяются на трубопроводах
перегретого пара высокого давления, где другие
виды задвижек не могут обеспечить в тече-
течение продолжительного времени герметичность.
ГЛ. XI]
ЗАДВИЖКИ
799
Задвижки с масляным затвором. Практи-
Практикой производства арматуры установлено, что
зазоры весьма малой величины между уплог-
нительными поверхностями, покрытыми слоем
смазки, становятся непроницаемыми для про-
проникновения среды. Однако в обычных кон-
конструкциях смазка лишь временно создаёт непро-
непроницаемость, так как во время эксплоатации
она выдавливается от больших удельных
давлений или может раствориться средой, про-
протекающей в трубопроводе. Специальная за-
задвижка с масляным затвором показана на
фиг. 56. Вся внутренняя полость задвижки
Фиг. 56.
заполнена специальной смазкой, которая под-
подбирается в зависимости от среды. Смазка
не должна растворяться в заданной среде,
должна быть вязкой и антикоррозийной.
Внутри корпуса задвижки с масляным затво-
затвором перемещается затвор, состоящий из двух
клиновых щёк. Последние имеют в нижней
части сквозные отверстия, которые при
подъёме в крайнее верхнее положение откры-
открывают проход для протекания среды. При этом
проход будет представлять собой гладкую
сквозную трубу, исключающую возможность
оседания твёрдых частиц в корпусе задвижки.
При опускании щёк в крайнее нижнее поло-
положение их плоскостями будет перекрыт проход
задвижки. Задвижки с масляным затвором
применяются на линиях высокого давления
газа, воздуха и других сред, для которых
обычные виды затворов не создают достаточ-
достаточной герметичности.
Задвижки с электромоторным и гидра-
гидравлическим приводом. Конструктивной осо-
особенностью задвижек с электромоторным и
гидравлическим приводом являются лишь узлы
и детали их устройства, служащие для пере-
перемещения шпинделя. На фиг. 3 показан элек-
электромоторный привод, позволяющий осуще-
осуществить управление на расстоянии. Путём пере-
переключающего устройства обеспечивается ис-
использование ручного привода. Детали устрой-
устройства привода показаны на фиг. 57. Гидравли-
Гидравлический привод задвижки показан на фиг. 4.
Исходные данные для расчёта электропривода
и гидропривода в части усилий см. на стр. 783
(расчёт шпинделя). Скорость перемещения
шпинделя в зависимости ст диаметра задвиж-
задвижки и других условий колеблется в пределах
от 200 до 400 мм/мин.
Расчёт элементов задвижки
Расчёт ряда деталей (шпинделя, сальника,
круглого корпуса и крышки), работающих
в таких же условиях, как и аналогичные де-
детали вентилей, приведён в расчёте вентиля.
Усилие вдоль шпинделя в кли-
клиновой задвижке. На фиг. 58, а показаны
силы в кг, действующие на клин при закры-
закрывании задвижки. Здесь Р — гидростатическое
давление среды; N^ — реакция уплотнительной
поверхности корпуса на давление клина со
стороны входа среды; N% — то же со стороны
выхода среды; Fj — сила трения уплотнитель-
ных поверхностей со стороны входа среды;
Ег — то же со стороны выхода среды; Яо —
усилие от неуравновешенности давления среды
на шпиндель диаметром d, равное C.78od2py
(Ру — условное давление в кг/см); G — вес
клинкета; Q — усилие по шпинделю.
Гидростатическое давление среды на левый
диск, первый со стороны входа среды, будет
=;у 0,785
кг.
где De —внутренний диаметр уплотнительных
колец в см; Ъ — ширина уплотнительных ко-
колец в см.
Реакция кольца корпуса на клин, равнаж
усилию, необходимому для создания непрони-
непроницаемости между левым уплотнительным коль-
кольцом корпуса и кольцом клина,
где pf — удельное давление, необходимое для
создания непроницаемости, в кг/сл*2; DH — на-
наружный диаметр уплотнительного кольца кор-
корпуса в см.
Из силового многоугольника (фиг. 58, б)
2 1—H-tga
где a — половина угла клина при вершине,
обычно равная 2°52' или 5°; ц —¦ коэфициенх
800
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. I
--СР
трения между уплотнительными поверхностями,
принимаемый в пределах 0,15—0,25.
Фиг. 57. Детали электромоторного привода задвижки.
а — резьбовая втулка <гайка) шпинделя; б — коробка ко-
конечных выключателей и указатель открытия; в — меха-
механизм ограничения наибольших моментов шпинделя (вы-
(выключение планетарного механизма); г — ввод электропро-
электропроводов; д — рукоятка выключения электропривода; е — де-
детали крепления кожуха планетарной передачи с большой
шестерней.
При ja = 0,15 и а = 5°
Q = 0.32Р + 0.47Д/! + Л) - G.
Удельное давление рь определяемое по
более нагруженному кольцу (правому), будет
N2
р1==
кг/см2.
а необходимая ширина уплотнительной по-
поверхности
Фиг. 58.
Приближённо
При (а = 0,15 и а = 2°52' усилие по оси
шпинделя выразится
Q = 0.25Я + 0,40/^ + Ро — G.
Из условия прочности на смятие допуска-
допускаются для задвижек следующие значения удель-
удельного давления рг в зависимости от материала:
Материал рх в кг\см'
Бронза ОЦ Ю-2 125
ОФ10-1 гбо
ОЦН 10-3-4 220
Нержавеющая сталь 4°°-6оо
Нитрированная » боо
гл. хц
ЗАДВИЖКИ
801
Усилие вдоль шпинделя в параллельной
задвижке с распорным устройством вида
двухстороннего клина. Наибольшее сжатие
в шпинделе, слагающееся из давлений на оба
диска, появляется при закрывании прохода.
Усилие вдоль шпинделя будет разным в зави-
зависимости от характера затвора.
Двухсторонний принудитель-
принудительный затвор. Усилие Q, необходимое
для закрывания задвижки, рассматривается
(фиг. 59, а) как сумма сил Qt и Q2, действую-
действующих на левый и правый диски.
По силовому многоугольнику (фиг. 59, б)
определяются силы, действующие на первый
(левый) диск со стороны входа среды: Р =
Составная часть общего усилия Q, прихо-
приходящаяся на второй (правый) диск, будет
С« = 0,644
-0,785
-7г b \ кг
гидростатическое
Общее усилие, передаваемое шпинделем,
выразится
Q = Qx -f- <?2 = 1,26 Nx + 1,14 Р кг.
Односторонний принудитель-
принудительный затвор. При одностороннем затворе
среда проникает через первый (левый) диск
и давит на правый диск. Силы, действующие
на затвор, схематически показаны на фиг. 60, а.
Из многоугольника сил, действующих на
левый и правый диски (фиг. 60, б и в), ана-
аналогично предыдущему расчёту определяют
общее усилие Q, передаваемое шпинделем на
оба диска:
Ttd2
Q «1,26 //, + ОД 5 Р+ ~ ру;
третье слагаемое —^-ру — усилие от неурав-
N, \У
Фиг. 59.
4
в) \у
давление среды на левый диск, первый со сто-
стороны входа среды; Л/j = n(DH -j- b) bpf кг — ре-
реакция уплотнительной поверхности корпуса
на диск со стороны входа среды, где Ъ — ра-
рабочая ширина уплотнительной поверхности
в см; pf — необходимое удельное давление
в кг/см2; Fi = jJiN1 кг—^сила трения между
уплотнительными поверхностями корпуса и
диска со стороны входа среды, где р.г ~ 0,12;
N2 — нормальное давление клина на левый
диск в кг; /Г2 = И2^2 кг — сила трения лезого
диска о клин, где [л2 = 0,2; а — половина угла
клина при вершине, обычно равная 15\
ЛГ2= 1,094 (P-j-A/j) кг.
Составная часть общего усилия Q, прихо-
приходящаяся на первый со стороны входа срзды
диск (левый), будет
0,494 (Р + Nt) =0,494P-f-0,614/V].
По силовому многоугольнику (фиг. 59, в)
определяются силы, действующие на второй
(правый) диск.
iV4 = Р -\- JVi кг — реакция уплотнительной
поверхности корпуса на диск со стороны, про-
противоположной входу среды; F4—in Л/4 кг — сила
трения между уплотнительными поверхностями
корпуса и правого диска, где |х4 = 0,15; Fa =
= (*з N3kz •— сила трения правого диска о клин,
где Л/8 —нормальное давление клина на пра-
правый диск, [*з = 0,2.
/V8 = 1,094
¦новешенности давления среды на шпиндель.
Значения Р и Л^ см. по предыдущему рас-
расчёту.
Свободный затвор. Задвижку со сво-
свободным затвором можно рассматривать как
Фиг. 60.
задвижку с односторонним затвором, в кото-
которой нормальное давление N уплотнительной
поверхности первого диска на уплотнительную
поверхность корпуса равно нулю:
802
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. I
Крутящий момент шпинделя. Работа,
создаваемая маховиком от" приложенного к
нему усилия, затрачивается на преодоление
трения в резьбе гайки или втулки и трения
в сальнике и заплечике (фиг. 61).
Вращательное движение шпин-
шпинделя. Суммарный крутящий момент, необхо-
необходимый для обеспечения плотности затвора,
равен (или меньше) момента, располагаемого
на маховике (табл. 8):
где Мь М2 и М3 — крутящие моменты трения
в гайке или втулке, в сальнике и заплечике.
Afi = Qrcp tg (a
здесь Q — усилие вдоль шпинделя; гср —
средний радиус нарезки; а —угол подъёма
нарезки; р=6°—угол трения нарезки; {^ = 0,1;
{Аз = 0,15; рс — удельное
давление набивки саль-
- Щ^ ника на шпиндель (см.
- ¦""- стр. 789); h — глубина
набивки сальника; гн и
Фиг. 61.
г8 — наружный и внутренний радиусы трения
в заплечике.
Усилие вдоль шпинделя Q, создаваемое
маховиком,
мм-м2
<? = ¦
Л
rl — rt
Поступательное движение
шпинделя. Суммарный крутящий мо-
момент МКр, необходимый для обеспечения
плотного затвора (фиг. 62), составляется из
Mi — крутящего момента трения в резьбе и
Mi — крутящего момента в заплечике втулки.
Трением в сальнике при поступательном дви-
движении шпинделя пренебрегаем ввиду малой
его величины.
Мнр=М1-\~МА;
2 гън-г\
Мкр = Qrcp tg (a + р) -f -у Q з 2^
где |а в случае наличия смазки трущихся
поверхностей принимается равным от 0,05 до
0,1; гн и гв — радиусы заплечика втулки.
Усилие Q вдоль шпинделя, создаваемое
маховиком,
<?=-
Расчёт корпуса с эллиптической и пря-
прямоугольной горловиной. Расчёт сред-
среднего фланца на
изгиб (фиг. 63). Пло-
Площадь эллипса, подвер-
подверженная давлению,
У
где k —
см — малая полуось эллипса;
т— _ см — большая полуось эллипса.
Усилие, действующее на фланец (с учётом
затяжки),
4 „
Суммарное усилие, изгибающее фланец,
кг,
где Q — усилие по оси шпинделя.
Напряжение изгиба
кг/см2,
где L — периметр горловины по расчётному
сечению в см.
Расчёт стенки. Корпус рассчитывается
в сечении MN (фиг. 64) на сложное сопро-
сопротивление от изгиба и растяжения.
ГЛ. XI]
КРАНЫ
803
Для определения момента инерции сече-
сечения J и момента сопротивления W сечение
корпуса разбивается на ряд площадок fx —/3,
как показано на фиг. 64.
W =
" max
W ¦ = —-.
Изгибающий момент в рассматриваемом
сечении MN [17]
кгсм,
где b — малая ось эллипса; Н—расстояние от
дна корпуса до плоскости среднего фланца;
у — коэфициент, зависящий от отношения •—
а
(короткой стороны к длинной), выбирается по
следующей таблице:
ь
— 1,0 0.9 0,8 0,7 о,6 о,5 о,4 о,з
7 о о,обо 0,148 0,283 °>498 0,870 1,576 3>128
Напряжение растяжения при изгибе
**mfn
Напряжение сжатия при изгибе
" max
Стенка корпуса в этом же сечении испы-
испытывает напряжение растяжения от давления
среды, которое определяется путём подсчёта
проекции площади горловины (площадки fn
и Л).
Площадь проекции горловины
Площадь стенки корпуса
Дополнительное напряжение от растяжения
osi = ^г кг/'см2.
Результирующее напряжение:
растяжения
сжатия
Кроме того, стенка корпуса подвергается
продольному напряжению растяжения.
Площадь растяжения
Fq = F — / = tzAB — ъаЬ,
где F = -кАВ и /= nab — соответственно пло-
площади наружного и внутреннего эллипсов.
Растягивающее напряжение по оси горло-
горловины
где Q — усилие по шпинделю.
Результирующее напряжение по двум вза-
взаимно перпендикулярным направлениям
Фиг. 65.
КРАНЫ
Краны в качестве запорной арматуры ши-
широко применяются в трубопроводах низкого
давления и малых проходов. Принцип дей-
действия нормального крана основан на том, что
при герметичном перекрытии конических
уплотнительных поверхностей пробки и гнезда
в корпусе имеется возможность поворачивать
пробку вокруг своей оси.
Для кранов с давлением среды б кг\смг
удельное давление на уплотнительные поверх-
поверхности может быть принято ориентировоч-
ориентировочно—^10 кг/см2.
При проектировании крана необходимо
обеспечить размер п перекрытия уплотнитель-
уплотнительных поверхностей (фиг. 65) при минимальной
величине поверх-
поверхности соприкосно-
соприкосновения пробки и
корпуса, так как с
увеличением по-
последней растёт
усилие, необходи-
необходимое для поворота
пробки. Исходя из
этого, проходу в
пробке крана при-
придают трапецои-
дальную форму с
боковыми поверх-
поверхностями, имеющи-
имеющими уклон пробки.
Ввиду небольшой
величины наклона боковых поверхностей при
расчётах принимают сечение прямоугольной
формы с отношением сторон прямоугольника
прохода примерно 1:2,5 (фиг. 66).
Площадь сечения прохода в пробке
=7^- = bh = 2,5*2 СМ2
4
где hub — высота и ширина прямоугольника
прохода в см; d— диаметр условного прохода
в см. Отсюда Ь = 0,55rf.
При диаметре среднего сечения пробки йъ
равном диаметру условного прохода d, угол $
(фиг. 64) равен ~ 68*. При таком угле уплот-
уплотнительные поверхности крана перекрываются
на 22°. При необ-
необходимости получе-
получения большего пе-
перекрытия берут
dx > d.
По ГОСТ 2423-44
и 2704-44 для про-
проходных кранов,
предназначенных
для жидкостей с
давлением до 10
кг/см2, величина
перекрытия по
среднему диаметру
пробки принимает-
принимается от 5 до 18 мм
в зависимости от
диаметра прохода. Фиг- 66-
Указанная величи-
величина перекрытия должна обеспечиваться во
всех направлениях, т. е. и по высоте пробки.
804
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. I
Конусность пробок для бронзовых и чугунных
натяжных и сальниковых кранов обычных
конструкций принимается равной 1:7. Умень-
Уменьшение угла конусности увеличивает возмож-
возможность заклинивания и заедания.
В кранах особо важно обеспечение воз-
возможности последующей их притирки в усло-
условиях эксплоатации. Для этого в изготовлен-
изготовленном кране отверстие прохода в пробке долж-
должно быть выше отверсшя в корпусе. По мере
притирки крана пробка будет постепенно са-
садиться ниже. В нижней части корпуса 7 и в
верхней части пробки коническая поверхность
должна переходить в цилиндрическую 2 (см.
фиг. 66), чтобы при последующих притирках
на поверхности пробки или корпуса не обра-
образовались выработки, затрудняющие дальней-
дальнейшую притирку.
Выбор материала для корпуса и пробки
имеет весьма важное значение, так как не
все материалы хорошо притираются. Лучшие
результаты показали на практике следующие
сочетания: а) корпус из серого чугуна —
пробка из бронзы; б) корпус из бронзы —
пробка из бронзы; в) корпус из латуни —
пробка из бронзы.
Краны изготовляются проходными, угло-
угловыми, трёхходовыми и многоходовыми.
По присоед,шлтельным концам различают
краны фланцевые, муфтовые и цапкозые. По
конструктивным особенностям краны подраз-
подразделяются на: а) натяжные, б) сальниковые,
в) самоуплотняющиеся, г) с выдвижной проб-
пробкой, д) со смазкой.
Натяжные краны. В натяжных кра-
нах.уплг'тнитсльные поверхности пробки при-
прижимаются к уплотнительным поверхностям
корпуса усилием, создаваемым натяжением
гайки, расположенной на хвсстике пробки
(см. фиг. 66). Натяжные краны обычно при-
применяются для давлений до 6 кг/см2, так как
при больших давлениях в них трудно дости-
достигнуть герметичности.
Сальниковые краны. В сальниковых
кранах (фиг. 67) уплотнительные поверхности
.пробки прижимаются к уплотнительным по-
поверхностям корпуса нажатием сальниковой
Схема .
перекрытии
крана
Фиг. 67.
крышки через набивку на верхний буртик
конусной пробки. Сальниковые краны более
надёжны, чем натяжные, так как в них кони-
коническое гнездо корпуса в нижней части не-
несквозное, а сальниковая камера в верхней
части создаёт дополнительные условия гер-
герметичности. Недостатком сальниковых кранов
является одновременное с уплотнением саль-
никовсй набивки натяжение пробки. Из-за
необходимости уплотнения сальника уплот-
нительрые поверхности пробки и корпуса
должны работать при слишком большом удель-
удельном давлении, что заставляет прилагать зна-
значительные усилия к пробке крана при её по-
повороте. В донышке корпусов сальниковых
кранов проходами от 40 мм и выше поме-
помещается винт, которым можно отжать пробку
до её поворота.
В табл. 13—16 (фиг. 67, 68, 69, 70) приве-
приведены основные размеры различных типов
Таблица IS
Основные размеры сальниковых чугунных кранов
проходных муфтовых в мм (по ГОСТ 2422-44)
(обозначения см. на фиг. 67)
Проходы
условные
D в мм
15
2О
25
За
4»
5°
7о
8о
й
труб
в дюймах
8о
9°
но
13°
15°
170
22O
25O
14
1б
18
2О
23
24
26
3°
8о
9°
i°5
125
Н5
1б5
2ОО
азо
28
За
40
5°
62
75
95
по
Фиг. 68.
Таблица 14
Основные размеры сальниковых чугунных кранов
проходных фланцевых в мм (по ГОСТ 2423-44)
(обозначения см. на фиг. 68)
3«S
32
40
5°
70
80
L
но
13°
15°
170
22O
25°
D
140
15°
165
185
2ОО
Фланец
k
85
100
но
125
145
1бо
Ь
1б
i8
18
20
20
22
Болты
Коли-
Количество
4
4
4
4
4
4
¦ о.
ПЖ
MI2
Ml6
Ml6
Ml6
Ml6
Ml6
я,~
i°5
125
45
16.1
300
320
40
50
6з
75
05
но
Таблица 15
Основные размеры сальниковых чугунных кранов
трёхходовых муфтовых в мм (по ГОСТ 2844-45)
(обозначения см. на фиг. 69)
Проходы
условные
Dy в мм
Э5
За
4О
5°
7О
8о
d
труб
в дюймах
i
2
27,
3
1.
120
140
I7O
2ОО
23O
2бО
1
18
2О
за
34
26
3°
И,-
»45
i«5
аоо
245
270
5°
бе
75
95
«5
ГЛ. XI]
КРАНЫ
805
сальниковых чугунных кранов, изготовляемых
арматурной промышленностью СССР, и в
табл. 1/ (фиг. 71) — основнь е размеры саль-
сальниковых муфтовых бронзовых кранов. Чугун-
Фиг. 70. ,
Таблица 16
Основные размеры сальниковых чугунных кранов
трёхходовых фланцевых в мм (по ГОСТ 2998-45)
(обозначения см. на фиг. 70)
Прохо-
Проходы ус-
условные
Dy. в мм
«5
32
4О
5°
7°
8о
L
145
170
ibo
2ОО
23O
2б6
Фланец
D
юо
I2O
13о
140
IOO
igo
*
75
до
юо
но
130
Х5°
ь
14
ib
16
16
16
18
Болты
Количе-
Количество
4
4
4
4
4
4
Диа-
Диаметр
Мю
Ml2
М12
М12
М12
М16
Я,~
125
45
1б5
200
245
270
Н3ъ
5О
62
75
95
125
ные краны проходные производятся на услов-
условное давление 10 кг/см2, чугунные краны трёх-
Фиг. 71.
ходовые — на условное давление 6 кг/см? и
бронзовые краны проходные —на условное
давление 10 кг/см2.
Таблица 17
Основные размеры сальниковых бронзовых кранов
проходных муфтовых в мм (по ГОСТ 2704-44)
(обозначения см. на фиг. 71)
Проходы
условные
Dy в мм
10
15
20
25
32
4-0
5°
d
труб в
дюймах
%
¦/«
I
2
/.
6а
7°
85
95
по
130
15°
1
ю
12
14
16
i8
20
22
65
8о
оо
i°5
«25
145
1б5
23
28
32
4°
о»:
62
75
Самоуплотняющиеся краны. В
самоуплотняющихся кранах прижим пробки
к корпусу осуществляется давлением прово-
проводимой среды (фиг. 72).
Краны нормально ра-
работают только при
определённой, но не
менее заданной,вели-
чине давления среды.
Краны с вы-
выдвижной проб-
пробкой. В кранах с вы-
выдвижной пробкой
удельное давление на
конических уплотни-
тельных поверхно-
поверхностях пробки и кор-
корпуса создаётся сне- Фиг- 72<
циалЪным устрой-
устройством. В момент поворота пробки этим
же устройством она предварительно припод-
Фиг, 73.
нимается в гнезде корпуса. Получение любых
удельных давлений на уплотнительных по-
806
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД.
верхностях, а также разгрузка последних
во время вращения пробки даёт возможность
применять такие краны для высоких давле-
давлений и больших проходов. На фиг. 73 показан
один из типов кранов с выдвижной пробкой
и на фиг. 74 — устройство для подъёма пробки.
В этом механизме маховик 1 намертво укреплён на
втулке 2. При вращении маховика налево цилиндрический
конец пробки 3 благодаря втулке 2 перемещается вверх
до тех пор, пока фиксаторный диск 4 не упрётся в тор-
Фиг. 74.
цовую поверхность втулки 2. При продолжении враще-
вращения в левую сторону фиксаторы 5 будут выжаты из
гнёзд, и приподнятая пробка станет свободно поворачи-
поворачиваться вокруг своей оси. При совпадении положения
следующего фиксаторного отверстия на диске 4 с поло-
положением фиксатора 5 последний под действием пружины 6
войдёт в гнездо, благодаря чему установка нужного по-
положения пробки осуществляется автоматически. При
многоходовом кране необходимо продолжать вращение
пробки влево. Когда пробка занимает необходимое поло-
положение, дают небольшой поворот в правую сторону, при
котором пробка опустится и будет прижата к уплотни-
тельной поверхности корпуса. Сила сжатия уплотнитель-
ных поверх-ностей пробки и корпуса будет зависеть от
усилия, которым маховик повёрнут в правую сторону.
Заграничная практика использует краны
с указанным подъёмным устройством пробки
для давлений до 125 кг/см^ и температуры
среды до 500° С.
Краны со смазкой и конической
п р о б к о й. За границей (США) широкое при-
применение нашли краны со смазкой. В обычных
кранах смазка, необходимая для предотвра-
предотвращения заедания пробки в корпусе, раство-
растворяется средой, протекающей по трубопроводу,
или постепенно выжимается. Этот недостаток
устраняется в специальных кранах со смаз-
смазкой, непрерывно поступающей в зазор между
поверхностью корпуса и пробки. Смазкой
служит спё^иал^радй состав, который не рас-
растворяется в затщйксш среде.
Краны со см^кой изготовляются преиму-
преимущественно с конической пробкой (фиг. 75).
Смазка в кране закладывается в канал стержня
пробки при вывернутом винте. Ввёртыванием нажимного
винта смазка подаётся в верхние канавки пробки и по
ним и вертикальным четырём канавкам поступает в ниж-
нижний кольцевой канал и в полость, находящуюся под ниж-
нижним торцом пробки. Смазка в этих кранах выполняет
следующие функции: а)облегчает провёртывание пробки,
создавая постоянную смазывающую прослойку между
уплотнительными поверхностями; б) преграждает путь
проникания среды за пределы каналов заполнением вер-
вертикальных и горизонтальных каналов пробки; в) припод-
приподнимает пробку давлением на нижний её торец, благодаря
чему облегчается проворачивание. В случае заедания
пробки или заклинивания её в корпусе затяжкой саль-
сальника можно дополнительным подвёртыванием винта, по-
подающего смазку,
привести пробку в
рабочее состояние,
не разбирая крана.
Шаровой клапан,
расположенный в
канале стержня
пробки, удержи-
удерживает смазку в ка-
каналах при удале-
удалении нажимного
винта, добавляю-
добавляющего смазку.
Краны со
смазкой приме-
применяются для вы-
высоких давлений
с проходами до
750 мм.
В ряде слу-
случаев краны со
смазкой могут
заменить вен-
вентили и задвиж-
задвижки благодаря
своим бесспор-
бесспорным преимуще-
преимуществам: малому
.износу уплот-
нительных по-
в е рхнос т е й;
герметичному перекрытию прохода;небольшо-
му гидравлическому сопротивлению; быстрому
открыванию и закрыванию; небольшим габари-
габаритам, особенно по высоте. При изготовлении
кранов со смазкой не требуется тщательной
притирки пробки и корпуса, так как герме-
герметичность между ними достигается в основ-
основном за счёт слоя смазки.
ОБРАТНЫЕ КЛАПАНЫ
Обратные клапаны предназначаются для
свободного пропуска среды в одном напра
влении и самодействующего запирания про-
прохода при движении среды в обратном на-
направлении. По прин-
принципу действия обрат-
обратные клапаны подраз-
подразделяются на подъём-
подъёмные* (фиг. 76) и по-
поворотные (фиг. 77).
Первые называются
ещё питательными,
применяются часто на
питательных линиях
котлов; вторые назы-
называются также за-
хлопками.
Подъёмные обрат-
обратные Клапаны, В КОТО- Фиг. 76.
Фиг. 75.
* По характеру перемещения затвора подъёмные
обратные клапаны правильнее было бы назвать обрат-
обратными вентилями, но ввиду установившейся терминоло-
терминологии в тексте сохраняется название .подъёмный обратный
клапан".
ГЛ. XI)
ОБРАТНЫЕ КЛАПАНЫ
807
рых обычно применяются корпусы вентилей,
подразделяются по конфигурации корпуса на
бочкообразные и удобообтекаемые. Как и в
вентилях, малые размеры подъёмных обратных
клапанов проходом до 50 мм изготовляются
с крышкой на резьбе, а большие размеры —
с крышкой на болтах. Золотники подъёмных
Фиг. 77.
обратных клапанов направляются стержнем
(фиг. 78, а) или втулкой (фиг. 78, б) крышки.
При выполнении направления предусматри-
предусматривается выход для среды или воздуха. На да-
давление до 100 кг/см2 подъёмные обратные
клапаны изготовляются проходом до 200 мм,
б)
Фиг. 78.
на большее давление — только проходом до
100—150 мм. Строительные длины подъёмных
обратных клапанов приведены по ГОСТ
3326-46 (см. табл. 7).
Поворотные обратные клапаны менее обес-
обеспечивают герметичность перекрытия прохода,
но гидравлическое сопротивление проходу
среды в них меньше. Направление движения
среды в поворотном клапане изменяется не-
незначительно, поэтому их рекомендуется при-
применять при малых давлениях жидких сред,
когда потери напора имеют существенное
значение. В поворотных клапанах все неточ-
неточности положения отверстия для оси вращения
диска компенсируются зазором между осью
диска и отверстием в корпусе или отверстием
в ушке диска. Лучшее направление диска до-
достигается при шарнирном его закреплении
на рычаге (фиг. 79).
Поворотные обратные клапаны при уста-
установке их на трубопроводах с резко меняю-
меняющейся величиной давления предусматриваются
с воздушными и масляными тормозами.
Обычные конструкции обратных клапанов,
особенно больших размеров проходов, имеют
существенный недостаток, который заклю-
заключается в ударе диска об уплотнительные по-
поверхности корпуса при движении среды в
обратном направлении. Так как при этом
проход закрывается
мгновенно, то движе-
движение среды в обратном
направлении сопро-
сопровождается гидравли-
гидравлическим ударом. При
больших проходах
клапанов и значи-
значительных длинах тру-
трубопровода силы уда-
ра диска о корпус и
гидравлического уда-
удара в трубопроводе достигают значительной
величины, в результате чего могут быть
серьёзные аварии. Рекомендуется обратные
клапаны больших размеров изготовлять мно-
Фиг>
Фиг. 80.
годисковыми (фиг. 80). В многодисковых клапа-
клапанах практически диски закрываются не одно-
одновременно, и опасность ударов несколько умень-
уменьшается.
На фиг. 81 показан уравновешенный ,не-
хлопающий" поворотный обратный клапан.
Конструкция уравновешенных обратных кла-
клапанов имеет следующие
значительные преиму-
преимущества: благодаря рас-
Фиг. 81.
Фиг. 82.
положению оси диска ближе к центру про»
хода в них при обратном движении среды
808
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
{РАЗД. 1
давление на часть диска ниже оси враще-
вращения частично уравновешивается давлением
на часть поверхности выше оси вращения,
в результате чего уменьшается сила удара
при закрывании прохода; при открытом про-
проходе гидравлическое сопротивление уравно-
уравновешенных поворотных клапанов меньше, чем
сопротивление обычных клапанов.
К группе обратных клапанов относятся
приёмные клапаны (фиг. 82), которые уста-
устанавливаются на вертикальных всасывающих
линиях. Приёмные клапаны представляют со-
собой подъёмные обратные клапаны для верти-
вертикальных трубопроводов, снабжённые сеткой
в целях предупреждения возуожности засоре-
засорения насоса. Приёмные клапаны, применяю-
применяющиеся главным осразом для всасывания воды,
изготовляются с кожаным или резиновым
уплотнением с присоединительными размерами
на условное давление до 10 кг/см2.
ПРЕДОХРАНИТЕЛЬНЫЕ КЛАПАНЫ
Предохранительные клапаны устанавли-
устанавливаются на паровых котлах и разных ёмкостях,
содержащих среду под давлением, и служат
для выхода избыточной среды в случае пре-
превышения определённого наивысшего давления.
Предохранительные клапаны представляют
собой устройства типа вентиля с подъёмом
золотника вдоль оси седла корпуса*. Давле-
Давлению среды противодействует сила груза
или пружины непосредственно или через ры-
рычаги. Грузовые клапаны чаще выполняются
с рычажной передачей, пружинные — преиму-
преимущественно действующими непосредственно на
золотник. Преимущество рычажных клапанов
заключается в том, что в них нагрузка в
меньшей степени зазисит от подъёма клапана.
Однако применять их можно только на ста-
«иэнарных установках; для подвижных уста-
установок, а также для воздухопроводов и водо-
водопроводов, где величина давления резко ме-
меняется (пульсирует), они неприемлемы.
Грузовые клапаны не пригодны как сред-
средство для предотвращения гидравлических
ударов.
По высоте подъ-
подъёма золотника
различают предо-
предохранительные кла-
клапаны неполно-
подъемные (иногда
называемые обык-
обыкновенными клапа-
пнами) и полно-
I подъёмные. В не-
' полноподъёмных
предохранитель-
предохранительных клапанах
подъём золотника
обычно составляет
Vio -- V40 диаметра
прохода клапана
(в среднем 1/20> •
В полноподъёмных
клапанах подъём
должен быть не
Фиг. 83
• По характеру перемещения затвора предохрани-
предохранительные клапаны правильнее было бы назвать предо-
предохранительными вентилями, но ввиду установившейся
терминоло1ии в тексте сохранено название „предохрани-
„предохранительные клапаны".
меньше */4 диаметра прохода. Наиболее рас-
распространённая конструкция полноподъёмного
клапана показана на ф|и\ 83.
Полный подъём золотника осуществляется
при помощи вспомогательной а айбы, укре-
укреплённой на шпинделе над золотником. При
небольшом превышении давления газообразной
среды золотник приподнимается, и клапан ра-
работает как неполноподъёмный; в этом случае
в щели между шайбой и корпусом среда про-
проходит беспрепятственно. Когда превышение
давления достигает 0,2 >—0,5 кг/см2, в про-
пространстве под шайбой быстро возрастает да-
давление, способствующее дальнейшему подъёму
золотника.
Площадь прохода для среды в клапане (без
учёта площади, занимаемой рёбрами золотника)
f=ndh см2,
где d—диаметр клапана в см; Л —высота
подъёма клапана в см.
Количество пара Gn, проходящее через пре-
предохранительный клапан, определяется по фор-
формуле
Ga = 72/}л "j/Vy кг/час,
где /—сечение прохода в см2; р. — коэфи-
циент истечения, принимаемый равным 0.85;
р — давление пара в кг\смг; -\ — удельный вес
пара в кг/мК
Диаметр прохода клапана d в зависимости
от производительности котла и рабочего да-
давления пара определяется по следующим фор-
формулам!
0.38F
h(Pp+\)
см
в случае производительности ниже 50
кг
час м2
0.0075G,,
см
(вслучае производительности выше50 А,
где F — поверхность нагрева в м2; Л —вы
сота подъёма клапана в см; Gn — наибольшее
количество пара в к?/час, образующееся в
котле; рр — рабочее давление пара в кг/см*.
Для паровых установок не рекомендуется
ставить клапаны с проходами менее 40 мм.
В случае, если давление на золотник превы-
превышает 6С0 кг, следует ставить два и больше
клапанов, смонтированных в одной коробке,
или один импульсный клапан.
По конструкции различают также предо-
предохранительные клапаны закрытые (фиг. 84) и
открытые (фиг. 85). Предохранительные за-
закрытые клапаны с отводящим патрубком при-
применяются для жидкостей также в случаях,
когда пропускается большое количество пара
через предохранительный клапан. Полно-
подъёмные клапаны обычно изготовляются
закрытого типа. Для вредных газов и легко
испаряемых жидкостей применяются герметич-
герметичные отводящие патрубки.
В закрытом рычажном одинарном предо-
предохранительном клапане (фиг. 84) рычаги укре-
укреплены на шарнирах в виде цилиндрических
валиков. Применение сочленений рычага на
приемах вместо валиков (фиг. 85) повышает
чувствительность предохранительных клана-
ГЛ. XI]
ПРЕДОХРАНИТЕЛЬНЫЕ КЛАПАНЫ
809
нов. Призмы таких клапанов выполняются в
виде калёных трёхгранников со скруглённой
опорной гранью. В рычажных предохранитель-
предохранительных клапанах опорные точки рычага должны
быть расположены строго в одной горизон-
горизонтальной плоскости. Для всех видов предохра-
Фиг. 84.
нительных клапанов обязательно, чтобы ниж-
нижняя опорная точка шпинделя, прижимающая
золотник к седлу, была в плоскости или
ниже уплотнительных поверхностей седла.
Необходимый груз Q для рычажного кла-
клапана (фиг. 83) определяется передаваемым
шпинделем на золотник усилия Р. Последнее
слагается как сумма усилий A-fA-f/'j.
/ 2 \2
Рг = 0,785(rf-{- -w-b) />p —усилие от да-
давления среды на золотник;
р2 = \d -f- b) bnpf — усилие, необходимое
для создания непроницаемости;
Фиг. 85.
Р3 < 0,1 Pj — допускаемое увеличение уси-
усилия от давления среды, при котором должен
сработать (открыть проход) клапан.
Необходимый груз Q =- й L t
где О?- вес шпинделя; G\ — вес рычпга.
Большая ширина b уплотнительных поверх-
поверхностей золотника и корпуса понижает каче-
качество предохранительного клапана, так как
она связана с увеличением усилия Р2> необ-
4)
ИТЫ
ч
ч
ж
Е
>,
2
в
я
е
с.'
вны
U
3
с(
0X0
с
в
(
fc
е
с
с
Г0С1
O0frS
OOSS
000S
0C8I
0091
оон
COS I
оют
006
0C8
¦ (csz)
eoz
@S9)
009
(OSS)
ocs
(SZfr)
CSfr
(SSH
oat-
fez.e)
ose
(sze)
осе
(szs)
CSS
(sss)
oos
(SZT)
OST
Ш
001
@6)
08
01
@9)
OS
Of
ZP,
ss
OS
ST
01
¦« a?
'> ш bi
•St.
W
Ю
s»
X
X
X
X
X
x
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
x
Ю
n
„
ъ
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
n
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
о
ъ
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
¦
#
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
{?
«10
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. I
ходимого для создания герметичности. Со-
Составляющая Р в момент, когда золотник при-
приподнят над седлом, стремится опустить золот-
золотник и тем тормозит про-
пропуск избыточной среды.
Меньшая ширина Ь, сни-
снижая необходимое давле-
давление для создания непро-
непроницаемости, обеспечи-
обеспечивает возможность луч-
лучшей притирки уплотни-
тельных поверхностей, а
также уменьшает воз-
возможность попадания
твёрдых частиц между
ними. Ширина уплотни-
тельных поверхностей
предохранительных кла-
клапанов принимается не
более 1—2,5 мм. Неболь-
Небольшая ширина уплотни-
тельных поверхностей
предохранительного кла-
клапана требует изгото-
изготовления их из качествен-
качественных материалов.
В пружинных предо-
предохранительных клапанах,
работающих при повы-
Фиг. 86. шенных температурах
среды, целесообразна изоляция пружины от
воздействия тепла, что может быть дости-
достигнуто отдалением пружины от корпуса
(фиг. 86).
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ
ТРУБОПРОВОДОВ
Соединение труб должно обеспечивать гер-
герметичность и противостоять действующим
усилиям. В некоторых случаях к соединению
труб предъявляется дополнительное требо-
требование лёгкости разборки.
Для металлических труб существуют следу-
следующие виды соединений: 1) фланцевые; 2)резь-
2)резьбовые и винтовые; 3) раструбные; 4) свар-
сварные и в отдельных случаях пайка; 5) ни-
пельные.
Фланцевые соединения. Наиболее
распространённым видом соединения труб
является фланцевое. Типы фланцев, приме-
применяющихся в различных отраслях промышлен-
промышленности, установлены соответствующим ГОСТ.
В табл. 18—27 приведены по ГОСТ 1223-41
пределы применения ру и Dy для различных
типов фланцев с указанием размеров по ГОСТ.
Присоединительные размеры стандартных
фланцев для условных давлений 2, 5, б, 10, 16
и 25 кг/см2 даны в табл. 28, для условных
давлений 40, 64 и 100 кг/см2 — в табл. 29.
Таблица 19
Фланцы стальные литые
Давления
условные
Ру
в кг/см*
i6
4°
б4
Проходы условные Dy в мм
XXX
х!х
х!х
х х
Х| X
Х|Х
I
X X
8 8
X
X
у
X
X
гост
1240-41
1241-41
1242-41
1243-41
1244-41
Таблица 20
Давления
условные
в кг/сл2
2.5
б
IO
16
25
40
64
10
X
X
X
X
X
X
15
X
X
X
X
X
20
X
X
X
X
X
X
25
X
X
X
X
X
X
Фланцы С
шейкой на
Проходы условные
32
X
X
X
X
X
X
40
X
X
X
X
X
X
50
х
X
X
X
X
X
70
X
X
X
X
X
X
резьбе
Dv в .
80
X
X
X
X
X
X
ММ
(90)
X
X
X
X
X
X
100
X
X
X
X
X
X
125
X
X
X
X
ftv4
1
150
X
X
ы
ГОСТ
1245-41
1245-41
1246-41
1246-41
1247-41
1248-41
ГЛ. XI]
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
811
Таблица 21
]
Давления
условные
Ру
в кг/см?
2.5
6
L
10
X
X
1
1
15
X
X
1
20
X
X
Фланцы
25
X
X
плоские под развальцовку
Проходь
32
X
X
40
Х
i условные Dv в мм
50
X
X
(ту
X
X
70
X
X
80
X
X
(90)
X
X
100
X
X
125
X
X
150
X
X
ГОСТ
1250-41
1250-41
Фланцы с шейкой под развальцовку
Таблица 22
Давления
услввные
Ру
в кг!см-
25
40
64
10
15
Проходы условные D в мм
20 25 32 40 ! 50 F0) 70 80 (90) 100 125 150
X
X
X
X
X
X
X
X
X
X
X
V
X
X
гост
1251-41
1251-41
1252-41
1253-4»
1254-41
Фланцы плоские приварные
Таблица 23
Проходы условные D в мм
2.5
6
X X
X X
I
Х;Х
Х|Х
XiX
XjX
X
X
х|х
XlX X
?j 05
X X
xix
X X
x'x
гост
¦255-41
1256-41
1257-41
1258-41
»259-41
Таблица 24
Давления
условные
РУ
в кг1сма
:6
25
40
°4
IOO
i
о
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
л
щ
<М
X
X
X
X
X
\
1
я
X
X
X
X
X
_
3
X
X
X
X
X
]
ь
8
X
X
X
X
X
р
09)
X
Г
о
X
X
X
X
X
фланцы приварные
S
X
X
X
X
X
о
W
X
X
X
X
X
Проходы
8
X
X
X
X
X
125
X
X
X
X
X
150
X
X
X
X
X
! ВСТЫК
условньц
<~
A7
X
X
X
X
X
200
X
X
X
X
X
B2
X
X
X
X
X
1
р
CN
X
X
X
X
X
ю
B7
X
X
X
X
X
в мм
300
X
X
X
X
X
1С
сз
X
X
X
X
350
X
X
X
X
400
X
X
X
X
450
X
X
X
003
X
X
X
009
X
X
700
X
X
800
X
X
006
X
2
X
гост
1260-41
1261-41
1262-41
1263-41
1264-4l
812
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
(РАЗД.
Таблица 25
а
:лови
4°
64
1ОО
о
X
X
X
1О
X
X
X
flu
8
X
X
X
1
еч
X
X
X
S3
X
X
X
9
X
X
X
I
о
X
X
X
09)
X
X
X
Фланцы
свободные
Проходы условые &
X
X
X
о
00
X
X
X
^^
(90
X
X
X
100
X
X
X
125
X
X
X
с буртами
ув
150
X
X
X
мм
(л
A7
X
X
X
200
X
X
X
ю
B2
X
X
X
250
X
X
X
m
B7
X
X
X
сое
X
X
X
1?
C2
X
X
о
го
X
X
400
X
X
гост
1265-41
1266-41
1267-41
Фланцы свободные на приварном кольце
Таблица 26
Давле-
Давления ус-
условные
Ру*
кг/см'
Проходы условные D в мм
ГОСТ
г.5
6
X i X
X I X
X X
1268-41
1268-41
1269-41
1270-41
1271-41
Фланцы свободные на отбортованной трубе
Таблица 27
Давле-
Давления ус-
условные
Ру в
кг/см*
Проходы условные ^ в мм
ю о
— см
ГОСТ
2,5
б
1272-41
1273-41
Назревшая в промышленности потребность
во фланцах более высоких давлений заста-
п
свыше 100 кг/см2. В табл. 30 и 31 и на
фиг. 87 приведены по нормалям Министерства
нефтяной промышленности основные размеры
фланцев с овальной прокладкой на ру~
=160 кг\смЪ и ру~250 кг\см\ Присоединитель-
Присоединительные размеры стальных фланцев на условное
а)
Фиг. 87.
Фиг. 88.
вила отдельные ведомства разработать нор-
нормали для фланцев на условное давление
давление 160, 250 и 320 кг/см* даны по DIN
в табл. 32 и на фиг. 88 (в двух вариантах).
•ГЛ. XI]
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
813
Таблица 28
Присоединительные размеры в мм фланцев на условное давление 2,5, 6, 10, 16 н 25 нг!см>
(по ГОСТ 1235—1239-41)
Dy
10
15
20
25
З2
40
5°
F0)
¦ 70
80
(9°)
100
125
15°
A75)
200
B25)
25°
B75)
3°o
325
C5°)
375
400
D25)
45°
D75)
E°°)
E5°)
600
F5°)
700
G5°)
800
900
1000
1200
1400
1600
1800
2000
2200
2400
1200
1400
1600
1800
2000
P
D
75
80
90
100
120
13°
140
15°
160
190
200
210
240
265
295
320
345
375
400
44°
465
490
515
54°
565
595
620
645
7°5
755
810
860
920
975
"°75
5
К
5°
55
65
75
9°
юо
НО
120
13°
15°
1бО
170
2ОО
225
255
23О
3°5
335
Збо
395
42O
445
47°
495
52°
55°
575
боо
655
7°5
7бо
8ю
8б5
92O
Ю2О
II2O
2,5 и
й
35
4°
5°
бо
7о
8о
до
юо
но
128
138
148
173
202
232
258
282
312
335
Збо
39°
415
44°
4б5
49°
52°
545
57°
б2О
670
725
775
825
83о
98о
io8o
6 кг/см3
Болты
о
к ?
11
4
4
4
4
4
4
4
4
4
4
4
4
8
8
8
8
8
12
12
12
12
12
1б
1б
1б
1б
1б
1б
2О
2О
2О
24
24
24
24
28
0
Мю
Мю
Мю
Мю
MI2
М12
Mia
М12
М12
М16
М16
М16
М16
М16
М16
М16
М16
Mi6
М16
М20
М20
М20
Мао
М20
М2О
М2О
Мао
М2О
М22
М22
М22
Maa
М37
М27
М27
М27
Только для р у-=2,Ькг/см'
1375
»575
1790
1990
2190
1320'128о
1520 1480
173°
193°
213°
2405J2340
2605
254°
1690
1890
2090
2295
2495
32
Зб
4°
41
48
52
Ф
Только для p ~
H°5
1630
1830
•упл с
ZO45
22б5
13401295
1560
1760
Т€У7О
2l8o
15Ю
1710
21IO
32
Зб
4°
АА
44
48
М27
М27
М27
Ма7
Ма7
Мзо
Мзо
Мзо
Мзо
Мзо
Мэб
М42
D
90
95
i°5
«5
140
15°
165
175
185
200
210
220
250
285
3*5
34°
37°
395
420
445
475
5°5
54°
565
59°
6i5
645
670
73°
780
835
895
9б5
Ю15
5
1230
1455
1б75
I9I&
Ру
К
бо
65
75
85
юо
но
125
135
145
1бо
17О
i8o
210
240
270
295
325
35°
375
400
43°
460
490
51
54°
5бэ
595
620
675
725
780
840
900
93°
1050
ибо
138°
159°
i8ao
= 1С
d
40
45
58
68
78
88
102
112
122
138
148
158
188
212
242
268
295
320
345
37°
400
43°
456
482
5°б
532
56°
585
635
685
74о
8оо
855
9°5
ЮО5
Ш5
1325
1525
1745
) кг1см*
Болты
о
я ?
4
4
4
4
4
4
4
4
4
4
8
8
8
8
8
8
8
12
12
ia
16
16
16
16
20
20
20
20
20
20
24
24
24
24
28
28
32
Зб
40
0
Mia
М12
М12
М12
М16
М16
М16
М16
М16
М16
М16
М16
М16
М20
М20
Мао
Мао
М20
М2О
Мао
М2О
Мго
Маз
Маа
М22
М22
М22
М22
М27
Ма7
М27
М27
Мзо
Мзо
Мзо
Мзо
Мзб
М42
М48
1
D
90
95
°5
15
[40
C5°
65
'75
185
2О0
:
'
:
:
;
210
220
25°
285
315
34O
L
L
1
(
37°
t°5
135
t6o
190
520
555
580
5io
340
58o
715
775
З40
Збо
JIO
79°
1025
5
li
I
1
-
i
1
i
i
255
1
[
Py
К
бо
б5
75
85
юо
но
125
135
145
i6o
170
180
210
240
270
295
325
355
385
410
44°
47°
500
525
555
580
615
650
710
77°
790
840
900
95°
1050
1170
J
ж
= ie
d
40
45
58
63
78
83
102
112
122
13З
148
158
183
212
24a
268
295
320
352
378
408
438
465
49°
520
55°
575
610
665
720
74°
790
850
900
1000
I HO
—_
-~-L
~~P
Болты
о
s?
5 «
ttf 9
4
4
4
4
4
4-
4
4
4
8
8
8
8
8
8
12
ia
12
12
12
16
16
16
16
20
20
20
20
20
20
24
24
24
3i
28
2<
_,
и
w
ri
I
D —
Is
0
M12
M12
Mia
Mia
M16
M16
M16
M16
M16
M16
M16
M16
M16
Mao
Mao
M20
M20
M22
Мга
M23
M32
Maa
M27
M27
M27
M27
M30
M30
M30
M36
M36
M36
M36
M36
M36
M4a
4Lr-t-,
1
D
90
95
i°5
140
15°
165
175
185
200
225
235
270
300
33°
360
395
425
455
485
525
555
595
620
645
670
700
73°
785
845
895
960
1020
108
\ »
1
к
бо
65
75
85
IOO
но
125
135
145
IOO
180
190
220
250
280
31°
34°
37Р
400
43°
460
49^>
525
55°
575
600
630
ббо
7io
77°
82
875
935
99
25 i
d
40
45
58
68
78
83
102
112
122
133
152
162
188
218
248
278
3°5
335
Зб5
39°
42O
45°
48о
5°5
53°
555
58о
615
ббо
72O
77°
8i5
875
93°
кг1см
1
Болты
, о
s?
§у
« з-
4
4
4
4
4
4
4
4
8
8
8
8
8
8
12
12
12
12
12
16
1б
1б
1б
1б
2О
2О
2О
2О
2О
го
24
24
2.
2.
0
MI2
Ml2
Ml2
Ml2
Ml6
Ml6
Ml6
Ml6
Ml6
Ml6
М20
Vl2O
Л2О
М22
М22
М22
М27
М27
М27
М27
М30
М30
М30
Мз°
Мз°
Мз°
Мз«
М3б
Мзб
Мзб
Мзб
М42
М42
М42
Общее
для всех
РУ
/
2
2
2
2
2
3
э
3
3
3
3
3
э
3
3
3
э
3
3
4
4
4
4
4
4
4
4
4
4
5
5
5
5
5
814
АРМАТУРА И ЭЛЕМЕНТЫ ТРУБОПРОВОДОВ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД.
Таблица 29
D
IO
15
20
25
32
40
5°
Fo)
70
80
(9°)
IOO
125
15°
A75)
200
(*»5)
250
B75)
3°o
C25)
35°
C75)
400
D25)
45°
D75)
5°°
D
90
95
115
140
15°
165
175
185
2OO
225
235
270
3oo
35°
375
420
45°
480
515
55°
580
625
660
675
685
725
755
Присоединительные
К
бо
65
75
85
IOO
но
«5
135
145
1бО
180
190
220
250
295
320
355
385
415
45°
480
510
55°
585
600
610
640
670
V
d
40
45
58
68
78
88
102
112
122
138
152
162
188
218
260
285
ЗГ5
345
375
410
435
465
5°o
535
55O
560
59°
615
= 40
di
34
39
57
65
75
87
99
109
120
131
149
175
2O3
233
259
286
312
337
ЗбЗ
389
421
447
473
498
523
549
575
кг/см*
d,
35
40
58
66
76
88
IOO
no
131
132
15°
176
204
234
260
287
313
338
364
39°
432
448
474
499
524
55°
576
размеры i
Шпильки
, о
о "
Si у
4
4
4
4
4
4
4
8
8
8
8
8
8
8
12
12
12
12
12
1б
l6
l6
1б
1б
2O
2O
2O
2O
0
M12
M12
M12
M12
M16
M16
M16
M16
M16
M16
M20
M20
M22
M22
M37
M27
Мз°
Мзо
М30
Мз°
Мз°
М3о
Мэ6
М3б
М3б
М36
М36
Мзб
D
IOO
Ю5
13°
I4O
155
170
i8o
190
205
215
240
250
295
345
375
415
44°
47°
500
53O
565
600
645
670
1 мм
(по
К
7°
75
9°
IOO
но
125
135
145
1бо
170
I9O
зоо
34O
з8о
31°
345
37°
4оо
43°
4бо
45°
525
560
585
фланцев на условное давление 40, 6'
ГОСТ 1242-1244-41)
Ру-
d
5°
55
68
78
85
98
108
118
132
142
160
170
205
240
270
300
З25
355
З85
415
442
475
500
525
= 64
34
39
5°
57
65
25
99
109
120
I3I
149
175
203
233
259
286
312
337
389
421
447
473
кг/см-
da
35
40
51
58
бб
7б
88
IOO
но
121
132
15°
176
2O4
234
2б0
287
313
338
364
39°
422
448
474
Шпильки
о
о °
« а-
4
4
4
4
4
4
4
8
8
8
8
8
8
8
12
12
12
12
12
1б
l6
l6
l6
1б
0
Ml2
MI2
Ml6
Ml6
Мзо
Мзо
Мзо
Мзо
Мзо
Мзо
М32
Ms
!2
М27
Mj
о
М30
М;
t°
Мзо
М36
М3б
Ms
|6
М36
М36
М42
М42
я
D
IOO
I
I
°5
3°
140
155
170
195
2IO
220
2
чо
255
265
315
355
385
43°
475
5*5
555
585
и
1 У
)
V/
т
к
7°
75
9°
IOO
но
125
145
1бЪ
170
180
200
210
250
290
320
360
400
43°
470
5°°
Р
4
ч—
/ — i
/
/
/
У
р
у =
d
5°
55
68
78
85
08
130
140
Г5°
'65
2IO
*5о
аЗо
315
352
382
М5
W5
1—-
/
' /
и 100 кг 1см?
= 100 кг/см*
dt
34
39
5°
57
65
75
87
99
109
120
I3I
149
175
203
233
а59
286
312
337
збз
1 EI
н
d,
35
40
51
58
бб
76
83
IOO
по
121
132
15°
176
204
234
2бо
287
313
338
_
Шпильки
о
4- о
О щ
И 9
4
4
4
4
4
4
4
8
8
8
8
8
8
12
12
12
12
12
12
1б
1\
Т7Г 1
0
MI2
Ml2
Ml6
Ml6
М2О
М2О
М22
М22
М22
М22
М27
М27
МЗО
МЗО
МЗО
М3б
М36
М36
М42
М42
Для всех
давле-
давлений
,
f
2
2
2
2
2
3
3
3
3
3
3
3
3
3
3
3
3
3
4
4
4
4
4
4
4
4
4
4
/1-/1
4
4
4
4
4
4
4
4
4
4
4
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
4,5
5
5
5
5
5
5
5
Основные размеры в мм фланцев с овальной прокладкой иа давление р
(По нормалям Министерства нефтяной промышленности СССР)
(обозначения см. на фиг. 87)
Таблица 30
= 160 кг/см1
D
5°
70
80
IOO
125
do
46
60
7i
92
112
138
D
215
245
205
310
375
400
165
190
205
240
290
318
Z),
13°
145
J65
200
240
260
D g
95
no
130
160
190
205
D t
60
76
89
114
140
168
m
IO3
125
135
105
190
230
И
IO2
Ю5
п8
124
156
172
b
38
40
48
54
74
82
f
4
4
4
4
5
6
h
12
12
14
16
22
22
k
5
6
6
6
8
8
С
25
3°
34
34
41
n
8
8
8
8
8
12
a
45
52
58
58
68
68
P
12
12
12
12
12
14
5
8
8
8
8
8
IO
r
4
4
4
4
4
4,2
Bee
1 шт.
в кг
11,2
14,6
23,r
29,6
58,2
72,4
Основные размеры в мм фланцев с овальной прокладкой на давление р
(По нормалям Министерства нефтяной промышленности СССР)
(обозначения см. на фиг. 87)
Таблица 31
= 250 кг/см*
50
70
80
IOO
dn
4i
5°
59
78
D
235
270
3°5
355
D,
170
'95
230
275
135
150
170
205
*>»
95
no
130
160
61
7b
89
114
m
i°5
125
160
190
И
127
43
i68
190
5°
57
67
76
f
4
4
4
4
h
15
20
22
28
R
5
6
6
6
с
3°
34
34
4i
n
8
8
8
8
a
52
58
58
68
P
12
H
14
17
8
10
10
ti
r
4
4,2
4,2
5,8
Bee
1 шт.
в кг
i8,6
25,0
41,0
57,°
Присоединительные размеры стальных фланцев на условное давление 160, 250 и 320 кг1смч по DIN
(обозначения см. на фиг. 88)
Таблица 32
Прохо-
ловные
D
у
ю
15
25
Dо)
5°
65
8о
IOO
'25
»5°
(5)
аоо
25°
Зоо
D
95
IOO
135
165
190
215
225
s6o
310
350
385
425
510
580
к
7°
75
IOO
125
145
170
:8о
210
250
290
320
360
43°
500
й
4°
45
05
85
95
1О5
125
'45
18,5
215
235
2бО
325
375
160 кг/см3
d,
10
»5
25
4°
5°
7о
8о
97
130
'53
i7i
194
239
285
d,
18
24
35
52
63
85
97
124
153
181
218
243
29В
345
DIN
/
2
2
2
3
3
3
3
3
3
3
3
3
3
4
2548)
b
20
20
24
28
30
34
36
40
44
50
54
60
68
78
Шпильки
Коли-
Количество
4
4
4
4
4
8
8
8
8
12
12
12
12
1б
0
Mia
Mia
М16
М20
М24
М24
М24
М27
М30
М30
ЛЗЗ
Мяч
Л139
Мз9
Присоединительные размеры
D
I2O
125
145
i8o
195
235
350
295
335
385
425
480
58о
685
k
85
90
»О5
135
150
180
аоо
235
275
320
355
4<х>
490
59°
Ру
4О
45
<>5
«5
95
i°5
130
1бО
185
215
37O
Зоо
35°
42O
= 250 кг/см*
dt
ю
15
25
40
50
б5
8i
103
'25
'47
184
205
250
300
а»
i8
24
35
52
03
85
97
124
153
181
218
243
298
345
в мм на условное
(DIN
/
2
2
2
3
3
3
3
3
3
3
3
3
3
4
2549)
b
24
26
28
34
38
42
46
?
68
74
82
юэ
120
давление
Шпильки
Коли-
Количество
4
4
4
4
8
8
8
8
12
12
12
12
1б
1б
0
Mi6
М16
М20
М24
М24
М24
М27
М30
М30
М33
М36
М39
М45
М48
D
I2J
125
Г55
190
205
25O
Ж]О
33°
375
420
48э
52О
635
k
8,i
90
145
160
200
22Э
205
ЗЮ
35O
4О0
44O
54O
Ру
d
40
45
65
85
95
130
180
205
245
270
300
395
= 320
ю
»5
25
4О
5°
7°
76
Ю5
125
153
172
191
253
•сг/см* (DIN 2550)
d3
18
24
35
52
63
85
97
124
153
181
218
243
29З
~
J
я.
2
2
3
3
3
3
3
3
3
3
3
3
ь
24
2б
34
за
42
51
55
65
75
84
95
юз
125
Шпильки
Коли-
Количество
4
4
4
4
8
8
8
8
12
12
12
1б
1б
0
Ml6
Ml6
М2О
М24
М24
М27
М27
МЗЗ
МЗЗ
М3б
М39
М39
М48
.SSp
X
§«¦
Размер-
Размерный ОСТ
Соединительные части (фитияги) из ковкого чугуна (по ОСТ 752)
Таблица 34
00
I—»
О5
Наименование
соединительных
частей
Эскиз
Размер
ный
ОСТ
Наименование
соединительных
частей
Эскиз
Размер
ный
ОСТ
Наименование
соединительных
частей
Эскиз
Размер-
Размерный
ОСТ
Наименование
соединительных
частей
Эскиз
Размер-
Размерны"
ОСТ
Угольник прямой
d d
Угольник пере
ходной
dt> d,
Тройник прямой
d, — d, — d3
Тройник пере-
переходной
d, - 4, > d,
К.
А
Тройник с двумя
переходами
а, > d3 > ri3
755
757
758
Тройник с отво-
отводами прямой
<Л - d,- d3
759
760
Тройник с отво-
отводами переходной
dl - d8 > d3
Тройник фасон-
фасонный
dt> d3 > dt
761
Крест с отводами
прямой
Двойной нипель
7бб
76а
Крест с отводами
переходной
d, - d,; da - d4;
d, >d,
767
Гайка соедини-
соединительная
Крест переход-
переходной
dj - d,; ds = d4;
d, > d,
763
Крест фасонный
d, > d, > d3;
d d
Крест с двумя
переходами
dt> d3> ds;
dt •=• d,
Муфта прямая
764
Муфта переход-
переходная
d, > d,
768
769
Футорка
Контргайка
Колпак
Пробка
Седёлка
н
1
II
i
77»
772
773
774
775
777
ГЛ. XI)
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
817
Таблица 35
Фитинги стальные для сварных
соединений встык
(по ASA, стандарт В16—9)
Наименование
фитингов
Ретурбент
Угольник
прямой
Угольник D5°)
Тройник
Переход
Эскиз
Переход со
смещёнными
осями
Таблица 36
Фитинги стальные для сварных
соединений в гнездо
(по ASA, стандарт В16-11)
Наименование
фитингов
Угольники
прямые
(угол равен
90°)
Угольники
(угол равен
45°)
Эскиз
Тройники
Кресты пря-
прямые
Переходные
муфты
Переходные
полумуфты
Резьбовые соединения. Соедине-
Соединение резьбовое осуществляется при по-
помощи фитингов и применяется в основном
для труб малых проходов. Из труб больших
проходов соединение на резьбе производится
лишь для обсадных труб проходом до 600 мм.
Обычное резьбовое соединение применяется
преимущественно для давлений до 25 лг/см2;
при конической резьбе возможно соединение
и на большее давление.
В табл. 33 и 34 приведены наиболее рас-
распространённые виды стандартных фитингов
стальных и ковкого чугуна.
Раструбное соединение. При рас-
раструбном соединении в расширение на одном
конце трубы закладывается нормальный ко-
конец второй соединяемой трубы. В некоторых
случаях второй конец имеет специальный про-
профиль. Зазор между трубами в раструбном со-
соединении уплотняется заделкой
резиновой, свинцовой, цементной
и др. Преимущества раструбных
соединений — дешевизна, неслож-
несложность и возможность перемеще-
перемещения труб в осевом и боковом на-
направлениях.
Раструбные соединения приме-
применяются для низких давлений, в
основном не больше Ш кг\см\
Ограничение предела давления
диктуется недостаточной надёж-
надёжностью герметичности раструб-
раструбного соединения.
Сварные трубные сое-
соединения. Сварные соединения
являются наиболее надёжными в
отношении герметичности и проч-
прочности. Особенно широко приме-
применяется сварка при подземной про-
прокладке трубопроводов, где сое-
соединения труб как мало доступные
для осмотра и ремонта должны
быть высокой прочности. При ча-
частых заменах отдельных участков
трубопроводов, что имеет место
в трубопроводах для химически
агрессивных сред, сварные соеди-
соединения не рекомендуются.
В табл. 35 и 36 приведены по
данным американских стандартов
стальные фитинги, применяемые
для соединения труб сваркой.
При сварке встык (табл. 35) при-
принят сортамент от 1 до 12"; при
сварке в гнездо (табл. 36) —
ОТ 1/4 ДО 3"-
Медные, латунные и другие трубы из плохо
сваривающихся металлов часто соединяются
пайкой. Варианты паяных стыков показаны
на фиг. 89. Пайку труб рекомендуется произ-
производить твёрдыми припоями.
f
Фиг. 89.
Нипельные соединения труб малого диа-
диаметра (маслопроводных и т. и.) — см. гл. X.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б а х К., Детали машин, т. II, ГОНТИ, М. 1930.
2. Л е й б о А. Н., Трубопроводы и арматура нефте-
нефтеперерабатывающих заводов, ГОНТИ, М. 1939.
3. Майзель М. М., Справочное руководство по
машиностроению, т. V, ГОНТИ, ДНТВУ НКТП,
X. 1938.
4. П о р т у г е й с А. В., Исследование замены чи-
чистого никеля никелевыми сплавами для уплотнитель-
ных колец, „Бюллетень литейщика" № 3—4, 1945.
5. Р е т ш е р Ф., Детали машин, т. I, ОНТИ, М. 1934.
6. Т и м о ш е н к о С. П., Теория упругости, ГОНГИ,
М. 1936.
7. Ш в е д л е р, Трубопроводы, ГОНТИ, М. 1937.
8. Э р л и х. Паропроводы и их арматура, ч. I, ГОНТИ,
М. 1937.
9. Информационные материалы ПКК Главармалить.
М. 1938. ч
10. Типовые расчёты на прочность арматуры и её детали
(в рукописи) ПКК Главармалита, 1937.
11. „Piping handbook", 1945.
12. S с h г б d e r P., Absperrmtttel, 1934.
13. С у р и н А. А., Гидравлический удар в водопроводах
и борьба с ним, Трансжелдориздат, М. 1946.
14. Р о м м Э. И., Котельные установки, под ред. Ромма
Э. И., Госэнергоиздат, М. - Л. 1946.
15. Л о с с и е в с к и й В. Л., Автоматические регуля-
регуляторы, Оборонгиз, 1944.
16. Киселёв П. И., Испытание прокладочных соеди-
соединений, .Теплосиловое хозяйство" № 10—11,1939.
Глава XII
САЛЬНИКОВЫЕ И ДРУГИЕ ВИДЫ УПЛОТНЕНИЙ
ОБЩЕГО НАЗНАЧЕНИЯ
ВЫБОР СПОСОБА И КОНСТРУКЦИИ
УПЛОТНЕНИЯ
Рассматриваемые способы уплотнения по-
подвижных соединений служат для устранения
(уменьшения) утечек жидкостей, паров или
газов, которые вследствие избыточного на-
наружного или внутреннего давления просачи-
просачиваются через зазоры между неподвижными и
движущимися деталями. Во всех видах уплот-
уплотнений подвижных соединений используется
свойство щелей или зазоров при известных
условиях оказывать значительные гидравли
ческие сопротивления перетекающей через
них среде. Абсолютной герметичности при
этом не достигается, однако утечка становится
весьма малой.
Все современные уплотнения можно под-
подразделить на три группы. К первой группе
относятся уплотнения, в которых необходимое
гидравлическое сопротивление зазора дости-
достигается без применения специальных уплот-
уплотняющих деталей (набивок, манжет, колец
и т. п.). Примером могут служить пришлифо-
пришлифованные (притёртые) плунжеры и цилиндры
некоторых топливных и смазочных насосов.
Уплотнения этой группы характеризуются
постоянным зазором, малая величина
которого предусматривается при обработке
и сборке деталей.
Во вторую группу входят уплотнения,
у которых гидравлическое сопротивление
достигается многократным чередованием по-
последовательно расположенных щелей (зазо-
(зазоров) и расширительных камер при отсутствии
контакта между подвижной и неподвижной
деталями. Протекающий через зазоры пар
или газ (для жидкостей эти уплотнения обычно
применяются редко) в расширительных каме-
камерах теряет скорость и изменяет своёнаправле-
ние, так что к каждой следующей щели он
поступает уже с более низким давлением и
уменьшенной скоростью. Подобные уплотне-
уплотнения известны под названием лабиринтов.
Область применения лабиринтов не ограни-
ограничена скоростью относительного движения
унлотняемых деталей и температурой рабо-
рабочей среды.
К третьей группе относятся уплотне-
уплотнения, в которых гидравлическое сопротивле^
ние достигается при помощи дополнительных
деталей (манжет, колец, набивок и т. п.), не-
непрерывно прижатых к уплотняемым поверх-
поверхностям соединения. Прижатие деталей уплот-
уплотнения происходит: а) за счёт упругости пру-
пружин или упругости самого материала деталей
(пружинные поршневые кольца, набивки);
б) автоматически, под действием давления
уплотняемой среды (манжеты, разжимные
кольца); в) комбинацией из первых двух.
Практика конструирования и применения
уплотнений широко использует в одном узле
сочетания уплотнений из всех трёх групп.
Например, притёртые (пришлифованные)
поршни A-я группа) нередко снабжают допол-
дополнительными канавками, играющими роль ла-
лабиринтов B-я группа). Точно так же канавки
лабиринтного типа в ряде случаев проре-
прорезают на уплотняющих поверхностях широких
поршневых колец и колец металлической
набивки сальников C-я группа). Канавки не
только улучшают уплотнение, но одновре-
одновременно служат для сохранения в них смазки
и скопления механических загрязнений. Не-
Нередко в уплотнениях манжетами добавляют
пружины, обеспечивающие плотное прилега-
прилегание кромок манжет в начальный момент воз-
возникновения избыточного давления.
Главными факторами, определяющими
конструкцию уплотнений для заданной
рабочей среды в зависимости от условий
рабэты. являются: 1) скорость и направле-
направление относительного перемещения уплотня-
уплотняемых деталей; 2) природа и температура
уплотняемой среды; 3) давление уплотняемой
среды; 4) допустимые утечки (относительная
герметичность); 5) трение и износ уплотне-
уплотнения. Кроме этих факторов, существует ещё
ряд дополнительных соображений, учитыва-
учитывающих условия изготовления, монтажа, ре-
ремонта и т. п. Ниже приводится обзор при-
применимости наиболее распространённых на
практике видов уплотнений по различным
признакам.
Применимость по признаку скорости и направления
относительного перемещения деталей, образующих
уплотняемый узел
Лабиринты (только для
вращательного движения)
Наиболее высокие ско-
скорости (практически не
ограничиваемые конструк-
конструкцией уплотнения)
Высокие скорости до
~30—АО м/сек
Высокие скорости до
— 14 MJcen
Угольные уплотнения
(только для вращатель-
вращательного движения)
Поршневые кольца. Ме-
Металлические набивки саль-
сальников
ГЛ. XII]
УТЕЧКА ЧЕРЕЗ УПЛОТНЕНИЯ
819
Средние скорости до
~2—3 м/сек.
Малые скорости ме-
менее — 1 м\сек
Притёртые (пришлифо-
(пришлифованные) поршни. Мягкие
набивки сальников
Манжеты кожаные и
резиновые. Резиновые раз-
разжимные кольца
Применимость по признаку трения и износа * рабочих
поверхностей уплотнения
Применимость по признаку температуры
уплотняемой среды
Наиболее высокие тем-
температуры (практически не
ограничиваемые конструк-
конструкцией уплотнения)
Высокие температуры
(временами достигающие
наибольших значений — до
1200 — 1400° С и чередую-
чередующиеся с обычными темпе-
температурами (двигатели вну-
внутреннего сгорания и газо-
газовые двигатели)
Умеренно высокие и
средние температуры (па-
(паровые машины с перегре-
перегревом пара с насыщенным
паром, компрессоры и др.)
Низкие температуры до
40е С (кратковременно до
70° С)
Лабиринты (только для
вращательного движения)
Поршневые кольца и
металлические набивки
сальников (при водяном
охлаждении стенок)
Поршневые кольца. Ме-
Металлические и мягкие (ас-
(асбестовые) набивки саль-
сальников
Поршневые кольца.
Мягкие хлопчатобумажные
набивки сальников Ман-
Манжеты кожаные и резиновые.
Резиновые разжимные
кольца
Применимость по признаку давления
Особо высокие давле-
давления (жидкости при давле-
давлениях до 5000—6000 кг!см2)
Высокие давления (жид-
(жидкости, пары и газы
при давлениях до 200—
400 кг:см-)
Высокие давления (жид-
(жидкости, пары и газы при
давлениях до 30—200 кг/си*)
Средние давления (не
выше 5—30 кг.см1)
Последовательно по-
поставленные кожаные ман-
манжеты F--8 рядов)
Лабиринты с большим
количеством камер. Порш-
Поршневые колья много-
многократно повторенные (8—10
рядов). Кожаные манжеты,
многократно повторённые
B—4 ряда). Металлические
набивки с многократно
повторяющимися элемен-
элементами F—8 рядов)
Лабиринты со средним
количеством камер. Порш-
Поршневые кольца F—8рядов).
Металлические набивки
C—4 ряда). Кожаные ман-
манжеты A—2 ряда)
Лабиринты с несколько
меньшим количеством ка-
камер. Поршневые кольца
D—6 рядов). Металли-
Металлические набивки B—3 ряда)
и мягкие набивки саль-
сальников при высоте набивки
Н, не меньшей диаметра
соединения D. Кожаные
манжеты A—2 ряда).
Лабиринты с малым ко-
количеством камер. Поршне-
Поршневые кольца B—3). Метал-
Металлические набивки A ряд).
Мягкие набивки сальников
с И <. D. Кожаные ман-
манжеты A ряд)
Применимость по степени герметичности
уплотнения
Низкие давления
выше 3—5 кг/см?)
(не
Повышенная герметич-
герметичность (ничтожные утечки)
Кожаные и резиновые
манжеты в несколько ря-
рядов или в один ряд. Рези-
Резиновые разжимные кольца.
Притёртые пришлифован-
пришлифованные уплотнения с -уг от 4
до 6 и с
от 2,5 до 4
Удовлетворительная гер-
герметичность (небольшие
утечки)
Пониженная герметич-
герметичность (значительные утеч-
утечки)
(для более низких давле-
давлений).
Уплотнения с мягкой
набивкой при H&D и с
металлической набивкой
при Л<.О. Поршневые
кольца (большое или обыч-
обычное число)
Лабиринтные уплотне-
уплотнения
Наименьшее трение и
износ (износ повышается
при вибрациях и смеще-
смещениях притёртых осей и ва-
валов)
Незначительное трение
и износ
Наиболее значительное
трение и повышенный из-
износ
Лабиринтные уплотне-
уплотнения. Притёртые пришли-
пришлифованные поршни
Поршневые кольца с
малыми значениями удель-
удельных давлений (р=0,3-*-
-г 0,5 кг 1см ) и большими зна-
значениями (/>=0,5-j-1,2/i2,c,k:)-
Металлические набивки
сальников
Манжеты и разжимные
резиновые кольца. Саль-
Сальниковые уплотнения с мяг-
мягкий набивкой (при воз-
возвратно-поступательном и
вращательном движении)
УТЕЧКА ЧЕРЕЗ УПЛОТНЕНИЯ
Утечка через зазоры в направляющих
цилиндрической формы
Величина утечки через зазор в цилиндри-
цилиндрических направляющих может быть опреде-
определена из зависимости
A)
где V—объём среды, выделяющейся через
зазор в течение 1 сек., в см3/сек; S — ширина
кольцевой щели (радиальный зазор) в см;
dm — средний диаметр кольцевой щели в см
(без большой погрешности вместо^ можно
подставлять значение номинального диаметра
штока или втулки); Ар — разность давлений
в начале и конце щели в кг/см2; I — длина
направляющей в см (длина втулки за вы-
вычетом длины, занятой канавками на втулке
или штоке, если они имеются); ц, — динами-
динамический коэфициент вязкости среды в кгсек/м*
(величина р для некоторых рабочих сред см.
т. 1, кн. 1, гл. IV). Уравнение A) действи-
действительно для концентричного расположения
штока или втулки. В случае эксцентричного
их расположения утечка возрастает (для
наибольшего эксцентриситета утечка воз-
возрастает в 2,5 раза). В случае использования
уравнения A) для подсчёта количества смазки,
подаваемой в зазор, необходимо считаться
с тем, что действительные потери масла
будут больше расчётных за счёт масла, увле-
увлекаемого из зазора при движении.
'Пример расчёта. Определить утечку воды через не-
неплотности (зазор) между цилиндрическим штоком и
втулкой. Диаметр штока — 50 ; диаметр втулки —¦ 50 , •
длина втулки / = 75 мм; избыточное давление воды равно
к
6 кг/см"; для воды при 20° С (х — 102,37 • 10 кгсек(м'2;
зазор S для посадки -=- составит: наибольший—0,0038 см,
наименьший — 0,0012 см и средний — 0,0025 см.
Утечка при среднем зазоре составит по формуле A)
0.00253 -5-6
7,5 • 102,37 • 10
-6
= 1,59 см31сек.
* Здесь, как и во всех других случаях износа и тре-
трения, кроме конструкции уплотнения, решающую роль,
играют состояние трущихся поверхностей, скорость дви-
движения, характер смазки, удельные давления и характе-
характеристика материалов трущихся поверхностей. Поэтому
приведённую характеристику трения и износа можно,
рассматривать лишь применительно к средним условиям;
работы каждого уплотнения.
820
САЛЬНИКОВЫЕ И ДРУГИЕ ВИДЫ УПЛОТНЕНИЙ
(РАЗД.
При износе уплотнения (например, до наибольшего
зазора посадки ^-. т. е. до —0,004 см) утечка составит
л
около 6,4 см*!сек, т. е. возрастёт в 4 раза против перво-
первоначального значения.
Утечка через лабиринты
Лабиринты используются преимущественно
для уплотнений пара и газов, реже жидкостей
и масла (например, в нагнетателях).
Для пара утечка через лабиринт опре-
определяется следующим уравнением:
Критическое давление
G =
B)
где G — утечка пара в кг/сек;/ — площадь
зазора в м~; pi—давление перед лабиринтом
в кг/м2; рч — давление после лабиринта
в кг/м2; У] — удельный объём пара перед
лабиринтом в мь/нг; z— число камер лаби-
лабиринта; g — ускорение силы тяжести, равное
~9,81 м/сек2. Уравнение приведено для случая,
когда конечное давление р» больше критиче-
0,85
ского, т. е. при p2^>pi г . . -.Дляслучая,
У z-f-l.o
когда конечное давление р2 меньше критиче-
0,85
ского, т. е. при
—у
У
утечка че-
рез лабиринт определяется по уравнению
G=f
PJL
1,5
C)
Если лабиринтное уплотнение устраивается
не вдоль вала и камеры расположены по ра-
радиусу (например, в турбинах Юнгстрема), се-
сечения щели /, у вала и щели f% У наружного
лабиринта будут различны, так как f^—r.d^S
и /2=тг</25 не равны (здесь rf] и d2 — вну-
внутренний и наружный диаметры уплотнений,
5 — зазор). Для этого случая утечка опре-
определяется по уравнению:
?l
G =
ДЛЯ р2>РКр И
ДЛЯ р2<Ркр.
Задаваясь величиной утечки, можно опре-
определить количество лабиринтовых камер z. При
Рг>Ркр оно составит z^^
^ gp\ P
а при p^pz
__.
Ркр
6
0,85
= 0,99 ата.
Так как pt > ркр, а V,»*0,360 м3,кг (см. т. 1, .Тепло-
.Теплота") для водяного пара по Молье, то по уравнению B)
получим
«0,040 кг1сек,
G - 1,57 • 10- 4 ]/ 9,81 • 10000F* - 1*)
Г 25 • 60 000 ¦ 0,36
или 144 кг/час.
Из уравнений B) и C) следует, что потерн
через лабиринт пропорциональны 1/ —. За-
Зависимость G=/(z), построенная при постоян-
постоянном значении начального давления, имеет вид,
указанный на фиг. 1. Характер кривой пока-
показывает, что при всех прочих равных усло-
условиях увеличение числа ка-
камер сверх некоторого значе-
значения z0 будет мало снижать
потери через лабиринт, а его
длина будет резко возра-
возрастать. Например, увеличение
числа камер от 30 до 60,
0,5
0А
аз
и 20 1*0 ВО 80 Ю0 120 2
Фиг. 1. Зависимость утечки через лабиринт
от числа камер.
т. е. вдвое, уменьшает утечку примерно лишь
на 25%. При г!>100 практически нет даль-
дальнейшего уменьшения утечки.
Зазоры S не могут быть выполнены мень-
меньше 0,2—0,5 мм, так как при износе опор и
деформации вала возможен контакт между по-
подвижными и неподвижными элементами уплот-
уплотнения. Следует оценить лабиринтное уплот-
уплотнение как уплотнение с ограниченной сте-
степенью герметичности.
Формы деталей, образующих щели и ка-
камеры лабиринтного уплотнения, показаны на
Пример расчёта (определение О). Давление перед
лабиринтом (в корпусе) pt = 6 ата, температура 200° С,
наружное давление р2 = 1 ата, число камер лабиринта
2 = 25; радиальный зазор 5 = 0,2 мм. Диаметр уплот-
уплотнения d = 250 мм, сечение зазора (площадь щели)
/ - ic25 • 0.02 — 1.57 см*= 1.57 10-4 л>>
Фиг. 2.
фиг. 2—4. Камеры получают комбинированием
неподвижных и подвижных колец. Щель может
быть радиальной (фиг. 2) и осевой (фиг. 3, 4).
ГЛ. XII]
УПЛОТНЕНИЯ ДЛЯ ПОРШНЕЙ
821
Осевую тормозящую щель применяют в
уплотнениях, расположенных вблизи, а радиаль-
радиальную — вдали от упорных подшипников, так как
Фиг. 3.
трудно сохранить постоянство осевых за-
зазоров при температурных деформациях. Осе-
Осевой зазор в холодном состоянии равен
0,2—0,3 мм, а ра-
радиальный — 0,5 —
1 мм (с учётом
прогиба и вибра-
вибраций вала). При
конструировании
необходимо учи-
учитывать направле-
направление смещений при
температурных де-
деформациях, чтобы
не допустить зае-
заедания и порчи ко-
колец уплотнения.
Элементы уплот-
вал
Фиг. 4.
нения колец де-
делают сменными, из мягких металлов (латунь,
бронза), валы защищают сменными насад-
насадными фасонными втулками.
Утечка через набивки, манжеты и кольца
В уплотнениях 3-й группы утечка при пра-
правильной эксплоатации незначительна, так как
у них обеспечивается постоянство наимень-
наименьшего зазора между деталями. Вследствие
неопределённой величины щели и её крайне
малых размеров расчёт утечки в данном слу-
случае не производится.
УПЛОТНЕНИЯ ДЛЯ ПОРШНЕЙ
Поршневые кольца (общие сведения)
Специальные сведения о поршневых коль-
кольцах двигателей внутреннего сгорания, паровых
машин, компрессоров, насосов см. т. И и 12.
Количество колец. Наиболее распростра-
распространённой формой уплотнения поршней являются
поршневые кольца. Они представляют собой
в большинстве случаев разрезные самопру-
самопружинящие кольца прямоугольного сечения,
надеваемые на поршень, для чего на поверх-
поверхности поршня имеются специальные канавки.
Кольца должны во всех точках возможно бо-
более плотно прилегать к цилиндру. При пра-
правильной конструкции и хорошем изготовле-
изготовлении достигается ничтожно малый зазор между
кольцом и цилиндром. Подвижность соедине-
соединения кольца и канавки поршня должна быть
обеспечена при наименьшем зазоре, чтобы
обеспечить незначительную утечку и через
зазор между торцами кольца и канавкой
поршня.
Для надёжности уплотнения на поршень
надевают несколько колец одно за другим.
Их располагают таким образом, чтобы стыки
смежных колец находились на диаметрально
противоположных сторонах поршня; этим
увеличивается длина пути для рабочей среды,
просачивающейся через зазоры в стыках
колец. Для закрепления колец применяют
фиксирующие устройства, в частности сто-
стопорный винт. Фиксирующие устройства осо-
особенно важно применять в уплотнениях порш-
поршней горизонтальных машин, так как здесь
все кольца стремятся располагаться замками
вверх, и в цилиндрах машин, имеющих на бо-
боковой поверхности окна; в этих случаях воз-
возможно попадание замков колец в окна.
Количество колец зависит от давления в ци-
цилиндре и природы рабочей среды. Роль отдель-
отдельных колец в герметизации соединения ци-
цилиндр — поршень (на примере двигателей вну-
внутреннего сгорания) можно видеть из следую-
следующих цифр [2] измерения давлений в различ-
различных местах:
Место измерения Давление
в кг/см1
Цилиндр двигателя внутреннего
сгорания .... 4°'б
За первым кольцом з°>8
Между первым и вторым кольцом 8,05
За вторым кольцом 8,05
Между вторым и третьим кольцом $,86
За третьим кольцом 3,16
Таким образом, большую часть перепада
давлений воспринимают первые три кольца.
На фиг. 5 показана зависимость между числом
колец и максимальным давлением в конце сжа-
_ ¦"""""
у
/
/
л
///
/
Обильная
смазка
Спадая смазка
Без смазки
Цист Шеи
Фиг. 5. Зависимость между числом колец и максималь-
максимальным давлением сжатия.
тия [2]. Опытами одновременно установлено,
что смазка резко улучшает уплотнение.
В двигателях, компрессорах и насосах
применяют от 3 до 8 (и выше) колец в за-
зависимости от давления, вязкости уплотняемой
среды, допустимой величины утечки и дру-
других условий. В пневматических машинах, ра-
работающих при давлении 5—6 am и одина-
одинаковых температурах цилиндра и поршня,
последний подгоняют к цилиндру с малым
822
САЛЬНИКОВЫЕ И ДРУГИЕ ВИДЫ УПЛОТНЕНИИ
[РАЗД. I
зазором. В этом случае ограничиваются одним-
двумя кольцами.
От числа и ширины колец зависит длина
поршня; целесообразно применять большее
количество узких колец, чем меньшее коли-
количество широких.
Размеры колец. В расчётах для опреде-
определения размеров обычных концентрических
колец прямоугольного сечения в качестве
основы берут удельное давление, создаваемое
кольцом. Так как давление, оказываемое
кольцом на стенку цилиндра, в различных
точках кольца разное, то при расчёте при-
принимают средние значения радиального удель-
удельного давления р в кг/см2. В осуществлённых
конструкциях величина р лежит в пределах
0,1—2 кг/см2. Характерна тенденция в повы-
повышении значений р вместе с ростом числа
оборотов и давлений всех видов поршневых
машин (двигатели внутреннего сгорания, па-
паровые машины, компрессоры). Во многих
тракторных двигателях величина радиального
удельного давления кольца составляет
0,623—0,875 кг/см2 [5], а в отдельных двига-
двигателях она доходит до 1,1 кг/см. По другим
источникам [1] значение р в современных
кольцах колеблется от 0,4 до 1,5 кг/см2.
Можно рекомендовать для расчётов сред-
средние из приведённых величин, т. е. от 0,4 до
1,3 кг/см1*, на основании следующих сообра-
соображений: 1) трение и износ незначительно из-
изменяются при изменении р в этих пределах;
2) уплотнение, а также отвод тепла от колец
к стенке несколько лучше при больших зна-
значениях р; 3) современная технология по-
позволяет обеспечить высокое качество матери-
материала чугунных поршневых колец. Значения
р=0,65 -г- 1 кг\см% следует принимать именно
в тех случаях, когда возможно обеспечить
высокое качество металла и совершенные
способы изготовления кольца. Меньшие вели-
величины — до ~ 0,5 кг\см? — можно рекомендовать
для колец, предназначенных работать при
наиболее высоких температурах, колец
с большим сечением, обусловливающим неко-
некоторое понижение качества чугуна, а также
для того, чтобы обеспечить возможно боль-
большую долговечность колец. Надо иметь в виду,
что повышение р, а также остаточные дефор-
деформации у чугунных колец связаны с наличием
повышенных напряжений в кольце. Проек-
Проектируя кольцо с более низкими величинами р,
создают благоприятные условия уменьшения
напряжений в нём как при работе, так и при
надевании на поршень. В результате упругие
(пружинные) свойства кольца сохранятся
в течение более длительного времени.
Зависимость между размерами поршневого
кольца и выбранным значением среднего
удельного давления р выражается уравнением
Е—условный модуль упругости в кг/мм?;
j—величина зазора в замке, т. е. разность
между зазором в свободном состоянии кольца
и зазором сжатого
кольца, в мм (за-
(зазор измеряется в
направлении, пер-
перпендикулярном к
образующей внеш-
внешней цилиндриче-
цилиндрической поверхности
кольца); D—внеш-
D—внешний диаметр сжа-
сжатого кольца (диа-
(диаметр цилиндра) в
мм; t — радиаль-
радиальная толщина коль-
кольца В ММ. . Фиг. 6.
По Британскому стандарту BESA J* 5023 1927 г. для
зависимости удельного давления и размеров поршневого
кольца принято уравнение
Р =
удобное для расчётов с заданными отношениями-^- и ~.
Величина условного модуля упругости Е
материала (в готовом кольце) и величина
среднего удельного давления р, которое
кольцо будет оказывать на стенки цилиндра,
Фиг. 7.
будучи в него заведено, определяется со-
согласно ОСТ 26072 испытанием по схемам
фиг. 6 и 7.
По схеме фиг. 6
= 0.76
%.
D
7,08 \^- —
_ кг'мм* *,
где р — среднее удельное давление, оказыва-
оказываемое кольцом на стенку цилиндра, в кг/мм?;
* Это уравнение соответствует зависимостям, при-
приведённым в ОСТ 26072.
По схеме фиг. 7 (предпочтительной)
?= 14,16 ¦
\t l) '
bf
где Q2 и Qs в кг; Ь — высота кольца в мм,
остальные обозначения см. выше. Напряже-
ГЛ. XII]
УПЛОТНЕНИЯ ДЛЯ ПОРШНЕЙ
823
ние изгиба кольца в рабочем состоянии (зраб)
и напряжение изгиба кольца в разведённом
для надевания состоянии (онад) определяются
из зависимостей
араб
$&-*)¦•
энад
или для предварительных подсчётов
к — числовой коэфициент, зависящий от
условий надевания кольца; примерное его
значение 0,7 — 1.
При выборе значений f,Dnt принимают
соотношения, рассматриваемые ниже.
Отношение—-. Обычно у большинства
современных поршневых машин принимают
— =20 — 30, причём для больших диаметров
оно несколько больше. Увеличение раз-
размера t связано с повышением величины на-
напряжений при работе кольца с б и надева-
надевании его на поршень (знад). При равенстве
напряжений в кольце во время его надевания
и работы отношение [1]
D
Ц- «0,8+1,24 /А
Увеличение радиальной толщины кольца t
приводит к уменьшению износа поршневых
канавок, так как уменьшаются удельные да-
давления, оказываемые на них торцами кольца.
Это очень важно для быстроходных ма-
машин, поскольку силы инерции в кольце воз-
возрастают пропорционально квадрату числа
оборотов, и особенно важно, если в этих
машинах применяются поршни из лёгких
сплавов.
Вырез замка. Величина / связана с
напряжениями кольца в сжатом положении
я при его надевании. При равенстве этих на-
напряжений fxZJt [1] и по другим источни-
источникам оно близко к вышеуказанному значе-
значению: по IAE -?-= 3,5-г-4, по SAE -?- =
= 3,3 -*- 3,8.
Вырез замка должен быть сделан с та-
таким расчётом, чтобы у кольца, вставленного
в цилиндр, всегда был в замке дополнитель-
дополнительный зазор /0 (фиг. 8), необходимый для ком-
компенсации возможных температурных дефор-
деформаций кольца. В условиях работы поршневой
группы двигателей внутреннего сгорания зна-
значения /„ и 0,006 -г- 0.0075D, где D выражено
в мм. В современных кольцах автомобильных
и тракторных двигателей зазор/0 от 0,1 до
0,6 мм в зависимости от диаметра цилиндра.
Недостаточная величина зазора /0 может
привести к заклиниванию и поломке колец,
а его чрезмерные значения — к увеличению
утечки и проникновению газов под кольцо,
при этом при высоких температурах рабочей
среды происходит пригар колец и усили-
усиливается износ цилиндров.
Величину /0 целесообразно проверять
путём опытов.
Высота кольца Ь. Высота Ь не влияет
ни на удельное давление между кольцом и
цилиндром, ни на напряжения изгиба в
кольце. В зависимости от величины Ь изме-
изменяются вес кольца и сила трения, а следо-
следовательно, и напряжения смятия в канавках
поршня: они возрастают с увеличением Ь.
С уменьшением высоты кольца ухудшаются
Г7/1 Г~
а)
Фиг. 8,
условия передачи тепла от колец к стенке
цилиндра и удержания смазки на рабочей
цилиндрической поверхности кольца.
При назначении Ь можно использовать
эмпирическую зависимость А^1 ¦— 1,2/. В наи-
наиболее быстроходных машинах, а также для
поршней из лёгких сплавов принимают мень-
меньшие значения b и даже нередко b<^t, при-
примерно Ъ яа 0,75 /. Для тяжёлых и тихоходных
машин b ближе к наибольшим значениям и
в ряде случаев доходит до b = 7t.
Конструкция колец. Наиболее распро-
распространена конструкция поршневых колец,
представляющая в сжатом виде концентрич-
концентричное круглое кольцо прямоугольного сечения
(одинакового по всей окружности). Эксцен-
Эксцентричные кольца, у
которых толщина '//
постепенно умень- ^
шается к замку,
не имеют преиму-
преимуществ перед кон-
концентрическими.
Они не обеспечи-
обеспечивают равномерно-
равномерного радиального да-
давления на цилиндр,
вызывают неоди-
неодинаковый износ ка-
канавок поршня и,
кроме того, слож-
сложны в изготовле-
изготовлении.
В современ-
современных быстроход-
быстроходных двигателях внутреннего сгорания порш-
поршневые кольца должны обеспечить не
только герметичность цилиндра и отдачу
тепла стенкам цилиндра, но и удалить из-
излишек масла с его рабочей поверхности;
в зависимости от этого различают: а) обыч-
обычные, так называемые компрессионные коль-
кольца, имеющие прямоугольное сечение, и б) ма-
слосъёмные кольца, имеющие фассонное се-
сечение (фиг. 9). Маслосъёмные кольца ста-
Фиг. 9,
824
САЛЬНИКОВЫЕ И ДРУГИЕ ВИДЫ УПЛОТНЕНИЙ
[РАЗД. I
вятся в канавку с зазорами, меньшими, чем
кольца компрессионные.
Стык поршневого кольца чаще выполняется
в виде: а) прямого, б) косого или в) сту-
ступенчатого замка (фиг. 8). Прямой стык
применяется в кольцах с малой шириной,
у которых b^it или b*Cl,2t. Для большинства
колец, особенно при й>1 -г 1,21, достаточно
надёжным является косой замок. Наиболее
качественное уплотнение достигается кон-
конструкцией ступенчатого замка, несколько более
сложной в изготовлении. Таким замком обычно
снабжают кольца шириной &>6ч-8 мм и осо-
особенно часто кольца, у которых &>Л,2-г-1,5 /.
Кромки колец в замке должны быть тща-
тщательно закруглены во избежание образования
рисок на цилиндре.
Конструкция кольца тесно связана со спо-
способом его изготовления. В зависимости от
него кольцо в свободном состоянии может
иметь различную форму.
Материалы для колец. Материалы для
поршневых колец должны обладать высокими
механическими свойствами и упругими каче-
качествами, антифрикционностью, способностью
работать при высоких температурах без оста-
остаточных деформаций и т. п. Этим требованиям
лучше всего отвечает чугуное литьё перлитной
группы с величиной ?=9000-т-12000 кг/мм?.
Попытки изготовлять кольца и из других ма-
материалов — алюминиевых сплавов, биметалла
в комбинации бронзы с чугуном и т. п. — не
получили распространения,и о работе их до-
достоверных данных нет. В ограниченном числе
случаев (обычно в насосах) применяют кольца
из кованой бронзы для достижения коррозие-
устойчивости.
Характеристика чугунного литья несколько
отлична в зависимости от того, готовят ли
кольца вырезкой из маслот или отливают
индивидуально. Химический состав чугун-
чугунного литья по стандарту BESA и ОСТ для
автомобильных и тракторных двигателей
см. ЭСМ т. 11.
Механические свойства колец должны
отвечать следующим требованиям: твёрдость
колец при сжатии их до размера, соответ-
соответствующего диаметру цилиндра. Испытания
для определения аь и деформаций проводятся
по схеме фиг. 10:
_ 3.PR(D-d)
(обозначения см. выше). Методы механиче-
механических испытаний поршневых колец см. ОСТ
26072.
Манжеты
При малых скоростях движения, примерно
до 1 м/сек, и небольшом числе ходов порш-
поршней весьма качественное уплотнение дости-
достигается применением манжет (уплотняющих
колец). Их обычно изготовляют из кожи или
из специальной маслоупорной резины. Кожа-
Кожаные манжеты (фиг. 11) хорошо работают при
температурах не вы-
выше 40° С; хромовая ко-
кожа выдерживает не-
несколько более высо-
высокие температуры, но
она менее прочна и
чувствительна к воз-
воздействию смазочных
масел.
Манжета под дей-
действием давления
уплотняемой жидко-
жидкости или газа на её кромки (борты) авто-
автоматически и с усилием, пропорциональным
давлению среды, прижимается к стенкам ци-
цилиндра. При этом обеспечивается наилучшая
герметичность как при низких, так и при
высоких давлениях — до 4С00—5000 кг/см1.
Известно уплотнение кожаными манжетами
для давления 5600 am. Оно состоит из не-
нескольких скошенных по краям кожаных шайб,
послойно чередующихся со скошенными ме-
металлическими дисками (фиг. 12).
Кожаные манжеты применяются для са-
самых различных диаметров — от 10 до 1000 мм.
Борты манжет имеют ширину от 4 до 35 мм;
толщина кожи при
этом колеблется от
1,5 до 5 мм.
Фиг. П.
Фиг. 10.
Фиг. 12.
Фиг. 13.
Ркг
в пределах Нр =94—106 или Нв=201— 280;
предел прочности при изгибе аь не ме-
менее 40 кг/мм% для колец двигателей ЧТЗ и не
менее 36 кг/мм2 для колец двигателей дру-
других марок; козфициент остаточной деформа-
деформации при напряжении на изгиб, равном
25 кг/мм\ не более 12%. Кроме того, пре-
предусматривается изменение силы упругости
Внутренний (нерабочий) диаметр d сле-
следует принимать возможно большим, чтобы
уменьшить отходы и использовать вырезку
для манжет меньшего диаметра. Кромки ман-
манжет скашивают под углом 20—30°, что обес-
обеспечивает надёжность их прижатия к стен-
стенкам цилиндра. В табл. 1 приведены размеры
уплотняющих колец (манжет) для цилиндров
по нормали станкостроения А55-1, каковые
могут быть использованы и в других отр»-
ГЛ. XII]
УПЛОТНЕНИЯ ДЛЯ ПОРШНЕЙ
825
елях машиностроения. При длительных пере-
перерывах в работе кожаные манжеты ссыхаются
и отходят от стенки цилиндра. Этот недоста-
недостаток устраним применением показанного на
фиг. 13 разрезного пружинного кольца 1,
которым кромка манжеты и прижимается к
цилиндру. Такое устройство может быть
рекомендовано для машин, работающих с
длительными перерывами.
Таблица 1
Кольца уплотняющие (манжеты) для цилиндров
Материал
хромовый полувал,
резина, хлорвинил
Диаметр
цилиндра
D
45
5°
55
65
75
9°
*°5
125
15°
175
2ОО
25O
3°°
35°
4оо
5оо
D'max
48
53
5»
68
79
95
но
131
156
i8i
208
258
3°9
359
4°9
5°9
.+ 1,0
d+o!5
25
3°
35
40
50
60
75
95
120
J35
160
205
255
305
35°
450
b
IO
14
s
a.5
3.5
4»5
R
3
3.5
4
4.5
5-5
Срок службы манжет в очень большой
степени зависит от механических примесей в
рабочей среде и чистоты обработки уплот-
уплотняемой поверхности. Даже при незначитель-
незначительных шероховатостях поверхности манжеты
работают с большим трением и быстро изна-
изнашиваются. Крайне отрицательно влияют на
работу манжет различные канавки или отвер-
отверстия (для смазки, отвода воздуха и т. п.) на
рабочей части боковой поверхности цилиндра.
Кромки манжет быстро разрушаются и выхо-
выходят из строя именно в местах, где они при дви-
движении встречают такие неровности; можно
допускать лишь отверстия весьма малого диа-
диаметра со скруглёнными кромками.
Наименьший износ и трение испытывают
манжеты с наименьшими размерами рабочей
поверхности, особенно при высоких давле-
давлениях. Это объясняется тем, что нажатие ман-
манжеты на боковую поверхность цилиндра про-
пропорционально давле- __, ^з г i
нию р на боковую поверх-
поверхность манжеты, прибли-
приблизительно равную TiDb.
Манжеты для порш- У/
ней диаметром более Л
200—300 мм требуют
значительной затраты
дорогостоящей кожи. Их
р
можно успешно заменить У,
б '
tttftttlfltll
Фиг. 14.
более дешёвыми резино-
выми пустотелыми коль-
кольцами особой конструк-
конструкции (фиг. 14). Кольцо 2
укладывается в канавке поршня 1. Уплот-
Уплотняемая среда через отверстие в поршне
и желобчатые каналы на внутренней части
кольца поступает в полость, образующуюся
между кольцом и поршнем, создавая давле-
давление, под действием которого кольцо прижи-
прижимается к канавкам поршня и поверхности
цилиндра 3. Уплотнение получается вполне
надёжным. Замок кольца -— ступенчатый
(фиг. 15), обладающий полной герметично-
герметичностью; его скошенные стыки под влиянием да-
давления рабочей среды плотно прилегают друг
к другу.
Назначая размеры резинового кольца, сле-
следует иметь в виду, что длина его должна
быть несколько больше расчётной по сред-
среднему диаметру для того, чтобы кольцо ещё до
возникновения разжимающего давления было
уже достаточно плотно сжато в замке. Оно
должно слегка выступать над поршнем и вхо-
входить в цилиндр с некоторым усилием. Прак-
Практика применения на воздушных и масля-
Фиг. 15.
ных цилиндрах колец данной конструкции
(сечением 16 X16 мм, фиг. 15) показала
удовлетворительные результаты при диаме-
диаметрах цилиндров свыше 350 мм и давлении
5—7 ати (для меньших диаметров сечение
кольца должно быть уменьшено).
Набивки
Основным недостатком уплотнений, для
которых применяются кожаные и резиновые
манжеты и резиновые уплотнительные порш-
поршневые кольца, является их чувствитель-
?26
САЛЬНИКОВЫЕ И ДРУГИЕ ВИДЫ УПЛОТНЕНИЙ
[РАЗД.
яость к высокой температуре (предел при-
примерно 40° С). Этого недостатка лишены уплот-
уплотнения, получаемые с помощью упругих наби-
набивок. Такой наби-
набивочный материал,
как асбестовые
шнуры с графи-
графитом, позволяет
удов л етвор и тель-
но уплотнять ци-
цилиндры, работаю-
работающие при малых
скоростях поршня,
но при несколько
более высоких
температурах, чем
те, которые мож-
можно допустить для
кожаных и рези-
резиновых манжет.
Малая доступ-
Фиг. 16. ность уплотнения
(фиг. 16) для сбор-
сборки и регулировки является отрицательной
стороной его, устранимой лишь за счёт зна-
значительного усложнения всей конструкции.
УПЛОТНЕНИЯ ДЛЯ СКАЛОК, ШТОКОВ,
НЫРЯЛ
Уплотнение штоков, скалок, нырял и дру-
других деталей, имеющих возвратно-поступатель-
возвратно-поступательное движение, выполняется теми же сред-
средствами, что и уплотнение поршней, т. е. при
помощи манжеты, набивки и т. п., но с иным
конструктивным оформлением.
Сальники с мягкой (упругой) набивкой
Устройство и работа. На фиг. 17 по-
показана простейшая конструкция сальника
с мягкой набивкой. Материалом для набивки
служат хлопчатая бумага, пенька, асбест
вириант I
Фиг. 17.
(о набивках из кожи, резины, металлических
кольцах и т. п. см. ниже). Набивка изгото-
изготовляется в виде плетёных шнуров и колец раз-
разнообразной конструкции в зависимости от
условий применения (химические воздействия,
температура, давление). Набивки пропиты-
пропитываются смазкой из графита и технического
жира или консистентной. Для повышения
упругости набивки ряд конструкций преду-
предусматривает введение в них резиновых шну-
шнуров, а для лучшей прирабатываемости к скал-
скалкам и поршням гидромашин — свинцовые
проволоки или пластинки.
Три примера комбинированных мягких на-
набивок приведены на фиг. 18.
Шнур, свёрнутый в кольца, укладывают в
пространство 5 между штоком и корпусом
/ 2
5 2 3
г з
Фиг. 18. Сечение мягких набивок: 1 — резина; 2 - оплёт-
оплётка из хлопчатобумажных волокон; 3— пучки свинцовой
проволоки; 4 — кожаные полоски; 5 — сердечник из
волокна.
сальника и плотно сжимают крышкой а. Бла-
Благодаря упругости материала набивки и нали-
наличию конусов у торцов уплотнения набивка
плотно прижимается к штоку во всех точках
боковой поверхности участка соприкоснове-
соприкосновения. Смазка подводится непосредственно к
штоку; для этого внутрь набивки помещают
разделительное кольцо (фиг. 19) или подво-
подводят смазку непосредственно через крышку
¦ГГМ-
Фиг. 19.
(фиг. 20). При малых скоростях и менее от-
ответственных случаях ограничиваются нали-
наличием смазки в самой набивке.
Материал набивки со временем слёжи-
слёживается, теряет свою упругость и всё менее
плотно прижимается к штоку, поэтому нулшо.
периодически его уплотнять. Это достигается
подтягиванием болтов и нажатием крышки.
Долговечность набивки зависит от условий
работы, т. е. скорости движения штока, тем-
температуры, давления и характера уплотняе-
уплотняемой среды, а также от величины допусти-
допустимых утечек. На необходимость смены на-
набивки указывает чрезмерный нагрев сальника,
возникающий при подтягивании независимо
от степени нажатия крышки (или её пере-
перекоса).
При конструировании смежных устройств
необходимо предусмотреть достаточно места
Г7К XII]
УПЛОТНЕНИЯ ДЛЯ СКАЛОК, ШТОКОВ, НЫРЯЛ
827
для отодвигания нажимной втулки сальника
(на фиг. 19 вправо) для беспрепятственной
набивки. Для экономии на длине всего устрой-
устройства можно применять, как показано на
фиг. 17, шарнирно откидывающиеся болты
или закладные болты.
Для ответственных сальников с большим
диаметром штока применяют устройства, син-
Повача смазки
\
--—I
Фиг. 20.
хронизирующие (при подтягивании нажимной
втулки) вращение всех гаек, связывая их
общей червячной или зубчатой передачей.
При небольшом диаметре штока можно
применять для сальников нажимную втулку
с накидной гайкой (фиг. 21), которая обеспе-
обеспечивает равномерное, без перекосов нажатие.
В этих же случаях пригодна нажимная
втулка с наружной нарезкой (фиг. 22), показан-
показанная в двух вариантах. Вариант первый хотя
и предельно прост, однако наличие нарезки
больше для быстроходных и непрерывно
действующих машин или при высоких давле-
давлениях и меньше для машин тихоходных,
работающих лишь по нескольку часов с боль-
большими перерывами и при малых давлениях.
Повышение h увеличивает всю длину машины;
работа трения тоже несколько больше при
больших значениях Л.
Диаметр болтов нажимной крышки обыч-
обычного сальника определяют из уравнения
ТС ТГй?
где р — давление уплотняемой среды в кг/см2;
z — число болтов; Rz—допускаемое (несколько
пониженное) напряжение для болтов в
kzjcm2 ; d-i — внутренний диаметр нарезки
бслтов в см.
/?г=200ч-250 кг]см2 для обычных сальников.
Для сальников гидравлических устройств с
высокими давлениями принимают Rz —
= 250 ~ 350 кг/см?.
Число болтов z выбирают, исходя из кон-
конструктивных соображений. Обычно для
штоков малых диаметров применяют кон-
конструкцию с накидной гайкой или два болта,
а для больших диаметров — три-четыре и
более болтов.
Высоту нажимной втулки определяют кон-
конструктивно с таким расчётом, чтобы при пол-
полном введении крышки сальника в корпус
оставался слой набивки высотой не менее
dn — d. Толщина фланца t ~ 1,25 диаметра
болтсв. Угол а берётся в пределах 45—60°.
Сальники с кожаной и резиновой набивкой
При температурах до 40°С и кратковремен-
кратковременных температурных воздействиях до 70°С при
высоких давлениях, а также при ограничен-
ограниченной высоте сальников применяют в уплот-
Фиг. 21.
Вариант 1 1^23*— Вариант 2
Фиг. 22.
в корпусе сальника затрудняет равномерное
перемещение набивки при подтягивании и не
даёт равномерного нажатия на рабочую по-
поверхность.
Определение размеров. Размеры элемен-
элементов сальникового уплотнения определяются на
основании эмпирических зависимостей и кон-
конструктивных соображений (см. фиг. 19).
Толщина слоя набивки S не должна быть
слишком малой; даже при самых малых диа-
диаметрах штока её не следует делать менее
3—А мм, иначе будет затрудняться смена на-
набивки. Вообще, чем больше 5, тем дольше
работает набивка. Средние значения S опре-
определяются эмпирической зависимостью d0 =
= d + k Yd, где k принимается от 3 до 5. Это
соответствует S=l,5 V2 до 5 = 2,5 У d~ (все
размеры в мм). Однако SJ>30 мм нецелесо-
нецелесообразно. Значение 5 в арматуростроении
см. стр. 787.
Высота набивки в среднем h — dQ. Наи-
Наибольшие значения h = 6-^85. Для газов
можно принимать большие 5 и Л, для жидко-
жидкостей— несколько меньшие. Точно так же S
Фиг. 23.
Фиг. 24.
нениях вместо мягкой набивки кожаную
или резиновую, выполняемую в виде ворот-
воротников и манжет различной формы * (фиг. 23—
25). Автоматическое прижатие манжет или
воротников к уплотняемым поверхностям
давлением рабочей среды обеспечивает хо-
хорошее уплотнение; такие сальники, кроме
того, требуют меньше внимания и ухода. При
весьма высоких давлениях несколько после-
последовательно расположенных воротников или
* Упругие пластмассы могут послужить материалом
для воротников и манжет, работающих при несколько
более высоких температурах, однако достоверных данных
ввиду новизны их применения не имеется.
828
САЛЬНИКОВЫЕ И ДРУГИЕ ВИДЫ УПЛОТНЕНИЙ
[РАЗД. 1
манжет дают высокую степень герметичности.
При низких и средних давлениях за первой
манжетой давление может быть невелико, и
плотное нажатие не обеспечено. Целесо-
Целесообразно использовать конструкцию фиг. 25,
Фиг. 25.
в которой манжеты (до 5—8 шт.) череду-
чередуются с разжимающими (расклинивающими)
кольцами.
Однако данная конструкция имеет тот не-
недостаток, что износ кромок воротников на-
наступает раньше износа всей поверхности
манжеты. Конструкция, устраняющая этот не-
недостаток, изображена на фиг. 26. Её целесо-
целесообразно применять в условиях особо напря-
напряжённой работы. Конструкция уплотнения по
фиг. 27, выполненная
с кольцами из хлор-
Фиг. 26.
Фиг. 27.
винила или прорезиненной хлопчатобумажной
ткани с графитом, допускает в отличие от
конструкции по фиг. 26 небольшую подтяжку
сальниковой крышкой. Табл. 2 и 3 дают раз-
размеры колец-воротников и колец-манжет по
нормалям станкостроения А-56-1 и А-56-2,
которые могут быть использованы и в других
отраслях машиностроения.
Сальники с металлической набивкой
Наличие высоких температур рабочей
среды, а также повышение давлений и ско-
скоростей предъявляют особые требования к
материалу набивок, приведшие к созданию
сальников с металлическими и полуметал-
полуметаллическими набивками-кольцами. Последние
применяются вместо асбестовых в сальниках
обычной конструкции. Набивки (фиг. 28) имеют
оболочку /, выполняемую из мягких сплавов
(белый металл при t до 300° С, медь и монель-
металл при *>300°С),и упругую мягкую сердце-
Таблица 2
Кольца (воротники) уплотняющие для штоков
Материал:
хромовый полувал,
хлорвинил
Диа-
Диаметр
штока
d
16
20
22
25
3°
33
35
4о
45
5°
55
65
75
оо
Ю5
125
15о
175
2ОО
dlmin
13
17
18
21
26
28
3°
35
40
45
49
59
69
84
99
117
142
167
192
D
35
40
42
45
5°
52
60
65
70
75
85
95
105
120
135
160
190
215
240
0
14
S
2,5
3
3-5
R
4.5
5
вину 2 обычно из асбестовых волокон с гра-
графитом, постепенно выдавливаемым при под-
подтягивании сальника через отверстия 3 на рабо-
рабочую поверхность.
Конструкции сальников с чисто металли-
металлическими набивками весьма разнообразны, но
все они строятся по двум
основным принципиаль-
принципиальным схемам: 1) уплотне-
уплотнение достигается прижа-
прижатием к штоку металли-
металлической набивки по всей
длине сальника (как в
сальниках с мягкой на-
набивкой); 2) уплотнение
достигается в результате лабиринтного дей-
действия весьма малых зазоров между набивкой
и штоком, последовательно чередующихся
с расширительными камерами.
Сальник первого типа изображён на
фиг. 29. Эта конструкция успешно приме-
применяется в компрессоростроении, HacococTpje-
нии и других отраслях. Набивка состоитиз ряда
Фиг. 28.
ГЛ. Xll]
УПЛОТНЕНИЯ ДЛЯ СКАЛОК, ШТОКОВ, НЫРЯЛ
829
Таблица 3
Кольца (манжеты) уплотняющие для штоков
Материал:
хромовый полувал,
хлорвинил
Таблица 4
Диаметр
штока й
i6
2О
22
25
3°
32
35
4о
45
5°
55
65
75
9°
105
125
IgO
175
2ОО
15
19
21
24
29
31
34
39
43
48
53
63
73
87
102
122
147
172
196
D
30
35
37
40
45
47
55
60
65
70
75
85
100
130
155
180
210
235
О
3i
36
38
4i
46
48
56
61
67
72
77
87
102
118
133
158
183
213
239
b
10
14
s
3
H
3
4,5
металлических колец J треугольного сечения,
разрезанных на две половины. Кольца изго-
изготовляют из мягких антифрикционных сплавов,
состав которых приведён в табл. 4.
1-й
2-й
3-й
4-й
РЬ
45
65
8о
Sn
в
45
2О
8д
12—18
Sb
10
15
7
8—2
Си
_
—
4
Темпера-
Температура пла-
плавления
в СС
192
240
23O
~ 190
Такие сплавы могут работать при темпе-
температурах набивки примерно до 100° С; хорошим
материалом для колец набивки, работающих
в условиях высоких температур, является
сплав следующего состава: 60,5% РЬ; 36,8% Си;
0,4% Sb и 2,3% Ni. Этот сплав, применявшийся
для набивок сальников паровозов ФД и ИС,
устойчив до температур 350—370° С. Между-
Международный железнодорожный конгресс 1930 г.
рекомендовал сплав из 96% Си, 2% Sb и
2%А1 для уплотнительных колец сальников,
работающих при температурах перегрева пара
370° С и выше —до 400-430° С.
Кольца из мягких сплавов чередуются с раз-
разрезными кольцами 2, которые разжимаются
наружу и прилегают к внутренней поверх-
поверхности корпуса сальника. Наружные неизна-
шивающиеся кольца обычно изготовляют из
бронзы и используют в качестве постоянных
деталей; кольца из белого металла сменяют
после износа. Для удобства монтажа поло-
половинки колец имеют отверстия с нарезкой,
в них ввинчиваются приспособления, которыми
устанавливают или извлекают кольца из саль-
сальника. Несколько рядов последовательно со-
собранных колец, сместив надлежащим образом
их стыки, укладывают внутрь сальника, при-
причём для достижения большей эластичности
вводят между ними и крышкой один или не-
несколько витков асбестово-графитнои набивки.
Сальники этого типа хорошо работают при
условии надёжной смазки, точной обработки
поверхности штока и отсутствия боковых на-
нагрузок на сальник со стороны штока.
Примером простой и хорошо работающей
конструкции сальника с металлической на-
набивкой по 1-й схеме может служить сальник,
показанный на фиг. 30 *.
Уплотнение достигается прижатием уплот-
йительного кольца в радиальном направлении
к штоку, происходящим под действием давле-
давления пара на торец кольца и нажатия пру-
пружины. Суммарные усилия передаются на
уплотнительное кольцо через его коническую
поверхность. Удельное давление несколько
меньше, чем рабочее давление
пара, и обычно составляет 0,6—
0,7 от его величины. Пружина
создаёт около 10% величины
всего удельного давления, что
составляет примерно 0,9 —
1,1 кг/см2 (близко к удельным
давлениям поршневых колец
на стенки цилиндра).
Достоинством таких саль-
сальников является пропорцио-
пропорциональность нажатия набивки и
давления уплотняемой среды.
'Смазка
Фиг. 29.
* Сальники аналогичной конструк-
конструкции применяются на многих парово-
паровозах, в том числе ФД, ИС и др.
830
САЛЬНИКОВЫЕ И ДРУГИЕ ВИДЫ УПЛОТНЕНИЙ
1РАЗД. 3
Однако данное свойство одновременно яв-
является и недостатком сальника, так как оно
влечёт за собой неравномерный износ штока.
Смазка таких сальников осуществляется
подачей масла (обычно под давлением) в про-
пространство между наружной асбестовой на-
набивкой и упорным кольцом. Асбестовая на-
набивка не находится под воздействием высо-
высокого давления и уплотняющей функции не
Фиг. 30.
выполняет; она служит лишь для защиты
штока от загрязнений и удерживания смазки.
Поэтому её не следует туго набивать, чтобы
не вызвать излишнего трения и износа штока.
Обе торцовые поверхности упорного кольца
притёрты к соответствующим плоским поверх-
поверхностям крышки и набивочного кольца, так
что утечки на стыке притёртых поверхностей
исключены. Сальники этого типа хорошо при-
приспособлены к радиальным смещениям оси
штока, к которому прилегают только уплотни-
тельное (набивочное) кольцо и упорное
кольцо. Последнее может перемещаться в
радиальном направлении;остальные элементы
не препятствуют такому смещению, так как
они охватывают шток со значительным зазо-
зазором. Угол .наклона образующей конуса набивки
к оси штока составляет около 4UQ. Неболь-
Небольшими изменениями этого угла можно изме-
Фиг. 31.
нять величину удельного давления между на-
набивкой и штоком [3].
Пружины сальников, подверженные дей-
действию высокой температуры (порядка 370—
400° С), изготовляются из легированной стали
марки 50ХФА.
Разновидностями конструкции сальников
с металлической набивкой (металлическими
уплотняющими кольцами) являются сальник
по фиг. 31 и несколько более простой в
изготовлении сальник системы, показанной на
фиг. 32. Эти конструкции работают по 2-й
схеме и являются развитием лабиринтного
сальника. Их особенность заключается в равно-
равномерном прижатии уплотнительных колец к
штоку, почти не зависящем от колебаний
давления уплотняемой среды. Поэтому и износ
штока равномернее, чем в сальниках, показан-
показанных на фиг. 29 и 30.
Уплотнительные кольца указанных саль-
сальников изготовляются из бронзы или чугуна;
они состоят обычно из трёх, реже четырёх
отдельных сегментов. В каждой канавке кор-
корпуса сальника помещено два кольца со сме-
смещёнными стыками сегментов. Одно из колец
имеет в канавке прямоугольное сечение, а
другое — выточку, куда плотно пригнано
первое кольцо. В наружной, цилиндрической,
стороне второго кольца устроена полукольце-
полукольцевая выточка, в которую закладывается замкну-
замкнутая в виде браслета спиральная пружина.
Фи;. J2.
Она удерживает все сегменты обоих колец
в собранном виде и обеспечивает их при-
прижатие к штоку в радиальном направлении.
Сила пружины может быть определена,
исходя из удельного давления между штоком
и внутренним диаметром обоих колец, соста-
составляющего около 0,3 — 0,5 кг/см2:
где Р—усилие, растягивающее браслетную
пружину; d — внутренний диаметр кольца
или диаметр штока в см; Ь — суммарная
ширина обоих уплотнительных колец в см',
р — удельное давление 0,3—0,5 кг/см2.
Рассматриваемые кольца обладают вы-
высокой уплотняющей способностью; например,
для давлений 15—20 am достаточно три-четыре
кольца. Эта способность обеспечивается
тщательной пригонкой колец к канавкам в
/ Аэ Аэ
корпусе сальника по посадке ryf- или -~ —
V Ш3 X
в зависимости от колебаний температуры
уплотняемой среды) и к штоку посадка^ •
V л/
Стыки колец должны быть пришабрены.
Уплотняющее действие сальников значи-
значительно улучшается при подаче смазки под
давлением. Она заполняет пространство ме-
между двумя рядами колец и создаёт гидравли-
гидравлический затвор. Смазка под давлением подво-
подводится на шток через войлочное кольцо, при-
прикреплённое к нажимному фланцу сальника.
ГЛ. XII]
УПЛОТНЕНИЯ ДЛЯ ВАЛОВ
831
Описанные конструкции, как и сальник по
фиг. 30, допускают радиальное смещение оси
штока.
Сальники по фиг. 31 удобны для разборки,
так как их корпус имеет разъём по диаметраль-
диаметральной плоскости и его половинки можно снять,
удалив болты. Устройство разъёма несколько
удорожает конструкцию по сравнению с саль-
сальником по фиг. 32, у которого, собственно, кор-
корпус отсутствует, а канавки для1 уплотнитель-
ных колец образованы за счёт промежуточ-
промежуточных колец, прижатых друг к другу осевой
пружиной. Эта пружина работает в условиях
высокой температуры, так что к ней предъ-
предъявляются повышенные требования. В неко-
некоторых конструкциях подобного типа осевая
пружина заменена асбестовой набивкой.
Такие сальники более дёшевы и просты
в изготовлении, чем сальник по фиг. 32.
УПЛОТНЕНИЯ ДЛЯ ВАЛОВ
Принципы конструирования.
Способы и средства уплотнения штоков с
возвратно-поступательным движением можно
в значительной степени отнести и к уплотне-
уплотнению валов. Тем не менее условия работы
уплотнения валов резко отличаются от
условий, в которых работают уплотнения
штоков.
Уплотнения валов обычно находятся под
воздействием неизменного рабочего (наи-
(наибольшего) давления, тогда как уплотнения
штоков с возвратно-поступательным движе-
движением испытывают воздействия переменных
давлений, поскольку циклы работы порш-
поршневых машин проходят с непрерывно изме-
изменяющимся давлением. Максимальные давле-
давления, действующие на уплотнения штоков,
обычно кратковременны. Скорость на поверх-
поверхности вала относительно неподвижных эле-
элементов уплотнения постоянна по величине
и обычно превышает скорости возвратно-
поступательно движущихся штоков. Силы
трения, возникающие между валами и эле-
элементами уплотнения, воздействуют на эти
элементы не по осевому направлению, как
у штоков, а касательно к боковой поверх-
поверхности вала. Элементы уплотнения стремятся
поворачиваться в сторону вращения вала, и
приходится предусматривать меры против
явления затягивания валом как мягких на-
набивок, так и элементов крепления (например,
накидных гаек).
У валов, проходящих через уплотнение,
поверхность подвергается приработке и из-
износу в одних и тех же сечениях (у штоков
износ распределяется по всей длине). По-
Поэтому валы в местах прохода через уплот-
уплотнения часто защищаются наглухо насажен-
насаженными на них сменными втулками. Их нередко
изготовляют из нержавеющей стали, бронзы
и других коррозиестойких материалов, если
имеется необходимость предохранять вал не
только от истирания набивкой, но и от кор-
коррозии.
Перечисленные обстоятельства создают
для уплотнения валов несколько худшие
условия, чем для уплотнений штоков. Утечки
сравнительно больше, требуется более вни-
внимательное наблюдение и уход, сокращается
срок службы уплотнения и вала. Учитывая»
что работа трения, нагрев и износ уплотне-
уплотнений валов пропорциональны окружной ско»
рости, стремятся к тому, чтобы уплотнение
приходилось в наиболее тонких частях вала,,
имеющих наименьшие окружные скорости.
Уплотнения следует снабдить хорошо рабо-
работающей системой смазки, а в случае надоб-
надобности и дополнительным охлаждением. При
особо высоких числах оборотов и больших
Фиг. 33.
диаметрах вала, когда работа трения и износ
чрезвычайно возрастают, вместо уплотнений,,
непосредственно соприкасающихся с валом*
применяют лабиринты.
Поверхность вала, проходящую через-
уплотнение, не следует нагружать дополни-
дополнительными усилиями. Для этого опоры вала
(подшипники) располагают в других его сече-
сечениях, и только при ненапряжённой работе
уплотнение и опору объединяют в одну
общую конструкцию.
Ниже показаны некоторые характерные
конструкции уплотнений валов. На фиг. 33.
Фиг. 34.
изображён сальник насоса, работающего с
давлением 55 am. Перед сальником на валу
и в корпусе насоса смонтированы две втулки /
и 2, образующие первый ступенчатый ла-
лабиринт, и две втулки 3 и 4, образующие
второй ступенчатый лабиринт. Вода, проса-
просачивающаяся через лабиринт, отводится к вса-
всасывающей трубе насоса через специальное
отверстие в корпусе уплотнения. Благодаря
такому устройству давление перед набивкой
сальника 5 значительно снижается, и сальник
работает в лучших условиях.
Аналогичная конструкция показана на
фиг. 34 для уплотнения вала быстроходного^
832
САЛЬНИКОВЫЕ И ДРУГИЕ ВИДЫ УПЛОТНЕНИЙ
[РАЗД.
Лрузкина
браслетная
нагнетателя против утечки масла. Три лаби-
лабиринта и маслосгонная резьба на внешнем
кольце снижают до минимума утечку масла.
Лабиринтные уплотнения паровых турбин
см. т. 11.
На фиг. 35 показано уплотнение валов с
применением кожаной манжеты (воротника).
Манжета плотно охваты-
охватывает сменную втулку,
насаженную на вал. На-
Надёжное нажатие манжеты
обеспечивается прово-
проволочным разрезным пру-
пружинным кольцом а.
Во всех отраслях
современного машино-
машиностроения аналогичное
уплотнение, но выпол-
выполненное в виде комплект-
комплектной сборочной едини-
единицы, особо широко при-
^рузкинное
кольцо с
{надрезами
Дрмирующее
кольцо
На фиг. 37 показано так называемое „уголь-
„угольное уплотнение", которое применяется в не-
некоторых типах тур-
турбин. Оно состоит из
ряда колец, изгото-
изготовленных из прессо-
' ванного графита.
Кольца прямоуголь-
прямоугольного сечения (фиг. 38)
разрезаны на три или
четыре части (сег-
(сегменты) подобно
уплотнительным
кольцам сальников по
фиг. 31 и 32. По внеш-
внешней поверхности они
имеют выточку для
спиральной браслет-
браслетной пружины, охватывающей сегменты и
удерживающей их в собранном виде в канав-
канавках корпуса уплотнения. Канавки образуются
набором Г-образных колец, зажатых крыш-
Фиг. 38.
Фиг. 35.
Фиг. 36.
меняется в узлах с подшипниками качения
(см. стр. 612). На фиг. 36 показано несколько
Фиг. 37.
вариантов уплотнений, выполняемых из кожи,
хлорвинила и упругих пластмасс. Размеры
комплектных уплотнений см. гл. VIII.
кои в корпусе уплотнения.
Сегменты удерживаются от
вращения предохранительны-
предохранительными планками или другими спо-
способами. Вал, проходящий че-
через угольное уплотнение, за-
защищается насадной сменной
втулкой. Графитовые кольца
удерживаются на валу пру-
пружинами. Лабиринт (фиг. 37) 2
и 3 служит дополнительным
препятствием для пробивше-
пробившегося через уплотнение пара,
отводимого через канал 1.
Такие уплотнения допу-
допускают весьма высокие окруж-
окружные скорости, высокие тем-
температуры и значительные да-
давления. Например, угольные
уплотнения типа МАН рабо-
работают при скорости 22 Mjcen,
15 am давления и темпера-
температуре 375° С, а более поздние конструкции —
при скорости 59 м/сек, 32 am давления и тем-
температуре 375° С. Текущий ремонт сводится к
ГЛ. XII]
ТРЕНИЕ В УПЛОТНЕНИЯХ
833
пришабриванию стыков угольных сегментов
и их расточке либо смене изношенных эле-
элементов. Так как во многих случаях это свя-
связано с остановками ответственных агрегатов,
то предпочитают угольным уплотнениям ла-
лабиринтные, несмотря
на их меньшую эко-
экономичность.
На фиг. 39 показан
один из вариантов
лабиринтового уплот-
уплотнения вала. Уплотни-
тельные кольца сде-
сделаны из латуни или
никелевого сплава и
посажены в канавки
корпуса уплотнения.
фиг. 40. Кольца несколько
наклонены, для того
чтобы при вибрациях вала они легче изгиба-
изгибались. За последние годы широкое распро-
распространение получили в ряде отраслей машино-
машиностроения (холодильное машиностроение и
т. п.) уплотнения с мембранами и сильфо-
нами.
На фиг. 40 показано одно из таких уплот-
уплотнений, предназначенное для углекислотного
компрессора. Кольцо / стальное калёное,
тщательно шлифованное, кольцо-вставка 2 —
белый металл, бронза, графит.
ТРЕНИЕ В УПЛОТНЕНИЯХ
Вследствие разнообразия условий работы
уплотнений и данные, которые приводятся
в различных источниках, о потерях на тре-
трение в уплотнениях крайне пестры. Поэтому
расчёты по определению сил трения явля-
являются приблизительными.
Трение поршневых колец. Коэ-
фициент трения между чугунным кольцом и
цилиндром, по разным источникам, колеблется
в пределах 0,15 — 0,07. Большие значения от-
относятся к новым кольцам, меньшие — к при-
приработанным, причём имеются в виду кольца
компрессоров, паровых машин и стационар-
стационарных двигателей внутреннего сгорания, рабо-
работающих при удовлетворительной смазке
цилиндров. Для колец насосов, работающих
в худших условиях, / а 0,25 — для новых колец
я /^0,15 — для приработанных. Если допу-
допустить, что нажатие колец происходит с удель-
удельным давлением р, равномерно распределён-
распределённым по боковой поверхности цилиндра, и
что между кольцом и поршнем давление не
повышается за счёт пробивающихся под
кольцо паров, газов или жидкости, то сила
трения на боковой поверхности между коль-
кольцами и цилиндром определяется из зависи-
зависимости
Pr = fpz% Db кг,
где /—коэфициент трения; г—число колец;
Ь — высота кольца в см; D — диаметр ци-
цилиндра в см; р — удельное радиальное давле-
давление кольца в кг/см2.
Мощность, затрачиваемая на трение в
поршневых кольцах,
где v — средняя скорость поршня в м/сек.
Если допустить, что первое и второе
кольца находятся под дополнительным воздей-
воздействием давления газа или пара, увеличиваю-
увеличивающих их нажатие на стенки цилиндра, то,
приняв для первого кольца добавочное
давление p'zzO,75pit где p-t— среднее индика-
индикаторное давление, а для второго кольца со-
соответственно давление р" ss 0,25pt, имеем
и соответственно
75
л. с.
Трение манжет и воротников.
Усилие трения (Рг) манжетных и воротнико-
воротниковых уплотнений зависит от давления рабочей
среды (р), коэфициента трения / и величины
контактной поверхности уплотнения
я соответственно
Nr = f-
/о
где v — средняя скорость скалки или поршня
для случаев поступательного движения или
окружная скорость вала при вращательном
в м/сек; р—среднее индикаторное давление
рабочего пространства для поршневых машин
и давления рабочей среды в других случаях
в к?/см2.
Дополнительная сила трения, связанная
с упругостью манжет и воротников, обычно
ввиду незначительности не учитывается.
Значения / для кожаных манжет, по дан-
данным ряда литературных источников, ко-
колеблются в весьма широких пределах. Рас-
Распространённые рекомендации отечественных
и заграничных руководств дают для кожа-
кожаных манжет при работе на воде со смазкой
следующие величины для /: 0,03—0,07 для
мягких сортов кожи, 0,10-0,13 для твёрдых
и до 0,2 для манжет, работающих без смазки.
По лабораторным исследованиям [6], при тща-
тщательной обработке скалок, чистой воде значе-
значения / таковы: кожа красного дубления 0,006,
соответственно для хромовой кожи 0,008 и
гуттаперчи 0,01.
Трение 'В сальниковых уплот-
уплотнениях с мягкой и металличе-
металлической набивкой. Условия работы на-
набивок характерны большим разнообразием
применяемых конструкций, их монтажа, рабо-
рабочей среды и её свойств, а потому при опре-
определении потери на трение необходимо ори-
ориентироваться исключительно эксперименталь-
экспериментальными данными. Усилие трения сальниковых
уплотнений приблизительно пропорционально
величине рабочей поверхности набивки п
может быть приблизительно подсчитано по
зависимости
Pr=q
= qF кг.
где q — удельная сила трения, отнесённая
к единице рабочей поверхности набивки,
в кг\см%. По опытам [6], при работе на воде
834 САЛЬНИКОВЫЕ И ДРУГИЕ ВИДЫ УПЛОТНЕНИЙ [РАЗД. I
и средней скорости скалки—0,025 м/сек зна- Удельные потери на трение в уплотне-
чения q в кг/см2 таковы: ниях, выраженные в долях от рабочего уси-
Пеньковая набивка с пропиткой жиром. . . .0,7—1.5 лия на скалке (штоке, поршне), уменьшаются
Комбинированные набивки со свинцовой про- с увеличением давления рабочей среды. При
волокой (по типу фиг. 18) -0,7—1,0 МЯпыт ляплрниях пптрпи п мянжртных уплпт-
Набивки из металлических колец с заполне- малых давлениях потери в манжетных уплот-
нием (по типу фиг. 28) • •. . . • 0,7—0,9 нениях ниже по сравнению с набивками.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Г и н ц 6 у р г Б. Я-> Теория поршневого кольца, 4. Р е т ш е р Ф., Детали машин, Госмашметиздат, 1933»
Машгиз, 1946. 5. X р у щ е в М. М., Поршневые кольца, „Труды НАТИ",
2. К о с с о в Г. С, Поршневые кольца, .Труды ЦИАМ«, вып. 36, ОНТИ, 1935.
вып. 10, ОНТИ, 1935. 6. Gronau H., Utitersuchung von Stopfbeichsenpackun-
3. Н о в и к о в В. Н., Р ж е в у с с к и й Г. О., Паро- gen und Manschettenitchtungen fur hohen hidraulischen
возные поршневые сальники, Трансжелдориздат, 1936. Drflck, Versuchfeld Techn. Hochschule. Heft, 11,1935.
Глава XIII
ОБЩИЕ ЭЛЕМЕНТЫ
(нормальные диаметры, цилиндрические резьбы и гладкие конические
соединения)
НОРМАЛЬНЫЕ ДИАМЕТРЫ
Основной задачей стандартизации нормаль-
нормальных диаметров является ограничение номен-
номенклатуры размеров инструментов (калибров,
развёрток, зенкеров и др.).
В СССР нормальные диаметры установлены
по ОСТ 6270 как для общего (табл. 1), так и
специального (табл. 2) назначения.
Таблица 1
Нормальные диаметры общего назначения в мм
(по ОСТ 6270)
0.5
о,8
i
1,2
1.5-
1,8
2
2,2
2.5
2,8
3
3.5
15
i6
J7
18
Г9
20
21
22
23
24
25
26
48
5°
52
55
58
6о
62
65
68
7°
72
75
I2O
125
I3O
135
14о
145
15о
155
тбо
1б5
17О
270
28о
29O
3°°
ЗЮ
32O
33°
34°
35°
360
37°
38о
4
4-5
5
6
7
8
9
10
и
12
13
14
28
3°
32
34
35
Зб
38
4°
42
44
45
4б
78
8о
82
85
88
9°
92
95
98
IOO
i°5
но
175
i8o
185
190
'95
200
210
220
230
240
250
260
390
400
410
420
43O
440
45°
460
470
480
490
500
Примечание. Если в отдельных случаях возможно
применение не всех диаметров, предусмотренных табли-
таблицей, то рекомендуется отбирать из таблицы диаметры в
следующей последовательности:
в первую очередь диаметры, оканчивающиеся на О
во вторую „ „ , „ 0 и 5
в третью „ . . . 0,2,5 и 8
Примеры: первый отбор 30 40
второй » 30 35 40 45
третий , 30 32 35 38 40 42 45
Таблица 2
Нормальные диаметры специального назначения
(по ОСТ 6270)
Предназначаются к применению в специальных случаях
в дополнение к табл. 1
г
Диа-
Диаметр
1.4
1.7
2,3
2,6
3.2.
3.8
4.2
4,8
5.5
А —-
ружные
При-
мене-
менение
С
С
С
С
А
А
А
А
С, А
сочная
Диа-
Диаметр
6.5
7.5
8.5
9.5
ю,5
".5
12,5
13.5
При-
мене-
менение
А
А
А
А
А
А
А
А
иеханика, В
диаметры), С -
Диа-
Диаметр
14.5
27
29
33
37
39
47
56
б4
При-
мене-
ние
А
С
А
С
В
с
в
с
с
Диа-
Диаметр
76
215
225
—
—
—
При-
мене-
менение
С
В
В
—
—
—
— шарикоподшипники (на-
- метрические резьбы.
По ISA (бюллетень 19) нормальные диа-
диаметры установлены для размеров с 1 до 500 мм.
Рекомендованные ряды диаметров приняты по
5-му, 10-му и 20-му нормальным рядам чисел
с незначительным округлением. Кроме этого,
принято два дополнительных ряда, один из ко-
которых близок к40-му нормальному ряду чисел, а
другой содержит редко применяемые величины.
В СССР получила известное распростране-
распространение также шкала нормальных диаметров
ВООМП (бывшее Всесоюзное объединение
оптико-механической промышленности), кото-
которая содержит 298 размеров против 12i)b табл. 1
и 29 в табл. 2.
Шкала ВООМП характеризуется главным
образом тем, что для диаметров до 50 мм
устанавливаются дополнительные размеры,
оканчивающиеся на 0,2—0,5-0,8, а для раз-
размеров с 50 до 60 мм — на 0,5. Эта шкала, учи-
учитывая её специфическое назначение, не была
отражена при разработке ОСТ 6270.
Для размеров до 1 мм рекомендуются следующие
ряды нормальных диаметров:
основной ряд: 0,1-0,11-0,12-0,14-0,16-0,18-0.20-
0,22-0,25-0,28-0,3-0,35-0,4-0,45-0,5-0,55-0,6-0,7-
0,8-ОД
дополнительный ряд: 0,13-0.15—0,17—0.19-0,21—
0,24— 0,26 - 0,32 — 0,38— 0,42— 0,48- 0,52- 0,58—0,65—0,75—
0,85-0,95.
Шкалами нормальных диаметров рекомен-
рекомендуется пользоваться также й для номинальных
размеров нецилиндрических изделий.
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБЫ*
Определение основных элементов резьбы
Наружный диаметр резьбы dQ
(фиг. 1) —двойной максимальный радиус резь-
резьбы болта или гайки, измеренный перпендику-
перпендикулярно оси.
Внутренний диаметр резьбы rfj
(фиг. 1) —двойной минимальный радиус резьбы
болта или гайки, измеренный перпендикулярно
оси.
Средний диаметр dcp (фиг. 1) — диа-
диаметр воображаемого цилиндра, поверхность
которого должна пересечь витки резьбы та-
таким образом, чтобы ширина виткоэ и ширина
впадин были равны.
Этому определению, в частности, соответствует один
из самых распространённых и наиболее точный метод,
измерение среднего диаметра при помодй трёх прово-
проволочек с так называемыми наивыгоднейшими диаме-
* О конических резьбах — см. ЭСМт. 5.
В36
ОБЩИЕ ЭЛЕМЕНТЫ
[РАЗД. I
трами * (фиг. 1). В то же время средний диаметр есть рас-
расстояние между боковыми сторонами профиля, измерен-
измеренное в любом сечении, перпендикулярном оси (фиг. 2).
При этом определении необходимо делать оговорку в
отношении многоходовых резьб с чётным числом ходов,
у. которых параллельные стороны профиля не противо-
противолежат друг другу. Для этих резьб средний диаметр резьб
принимают равным среднему диаметру одноходовои резьбы
с теми же наружным диаметром и шагом.
Фиг. 1.
Средний диаметр может быть равен полусумме на-
наружного и внутреннего диаметров лишь для остроуголь-
остроугольной резьбы или для такси резьбы, у которой действи-
действительные размеры наружного и внутреннего диаметров
находятся на одинаковом расстоянии от вершины теоре-
теоретического треугольника.
Шаг резьбы 5 — расстояние между па-
параллельными сторонами двух рядом лежащих
витков, измеренное вдоль оси (фиг. 2). Практи-
Практически для осуществления независимой проверки
отдельных элементов измерение шага прово-
проводят приблизитель-
приблизительно по линии, на
которой ширина
витков равна ши-
ширине впадин
(фиг. 1).
Для многоходо-
многоходовых резьб следует
различать термины
„шаг" и „ход". Под
Фиг. 2. термином „ход*
имеется в виду то
• расстояние, на ко-
которое переместится вдоль оси болт при одном
полном обороте. Для одноходовои резьбы оба
термина совпадают. Для многоходовых резьб
„ход" равен произведению шага на число хо-
ходов.
Профиль резьбы — сечение витка в
плоскости оси.
Угол профиля о (фиг. 1) — угол между бо-
боковыми сторонами профиля, измеренный в пло-
плоскости оси. Половина угла профиля -^
(фиг. 1) — угол между боковой стороной про-
профиля и перпендикуляром из
вершины профиля на ось
резьбы. Для резьб с асим-
асимметричным профилем (на-
(например, для упорной резьбы)
каждая половина угла опре-
определяется независимо(фиг. 3).
Высота полной треугольной
.резьбы Ц — высота остроугольного профиля
* Допуски и измерение резьбы — си. ЭСМ т. 5.
Фиг 3.
(исходного треугольника), полученного при
продолжении боковых сторон профиля до их
пересечения (фиг. 1).
Высота профиля *2- Радиально изме-
измеренная высота основного расчётного профиля,
общего для болта и гайки (фиг. 1).
Рабочая высота витка г'г. Наиболь-
Наибольшая высота соприкосновения сторон профиля
резьбовой пары, измеренная радиально.
Рабочая высота витка равна половине раз-
разности между наибольшим наружным диаметром
болта и наименьшим внутренним диаметром
гайки.
При полном использовании допусков на эти
диаметры ^min явится минимальной рабочей
высотой витка.
Несколько иначе следует применять опре-
определение рабочей высоты витка для резьб с за-
закруглённым профилем, в частности, для труб-
трубных цилиндрических
Г
1
болт
резьб. В этом слу-
случае наибольшая вы-
высота соприкоснове-
соприкосновения сторон является
разностью между вы-
высотой профиля t2 и
высотами закруглён-
закруглённых частей профиля
(фиг. 4).
Угол подъёма
резьбы F). Угол,
образованный винто-
винтовой линией и плоскостью, перпендикулярной
оси резьбы (фиг. 5).
В расчётных зависимостях берут угол ф,
соответствующий среднему диаметру, т. е.
Фит. 4.
Для многоходовых резьб в числитель этой
формулы следует
вместо S подста-
подставлять Sn, где л —
число ходов.
Длина свин-
свинчивания / —
длина соприкосно-
соприкосновения поверхно- Фиг- 5-
стей болта и гайки,
измеренная вдоль оси. Для основных, крепёж-
крепёжных резьб нормальной длиной свинчивания
является высота стандартной гайки @,8rf).
Основные параметры цилиндрических
резьб
Цилиндрические резьбы разделяются на:
а) крепёжные резьбы, к которым
относятся метрические резьбы со сравнительно
крупными шагами по ОСТ 94, 32 и 193 (так
называемые основные, крепёжные резьбы)
и мелкие метрические резьбы с измельчён-
измельчёнными шагами. К группе основных крепёжных
резьб относится также и дюймовая резьба по
ОСТ 1260;
б) специальные резьбы, к которым
относятся трубная, трапецоидальная, упорная,
прямоугольная, круглая и часовая резьбы.
В табл. 3 приведён перечень резьб, стан-
стандартизованных в СССР, с диапазонами диа-
диаметров и шагов.
ГЛ. X1IIJ
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБЫ
837
Таблица 3
Цилиндрические резьбы,
Наименование резьбы
Основная кре-
щ пежная
я То же
U n
41
•т »
к 1-я мелкая . . .
н 2-я . ...
2 3-я . . .
* 4-я . . .
5-я . ...
Дюймовая
Трубная цилиндри-
Трапецоидальная
Трапецоидальная
нормальная .....
Трапецоидальная
мелкая
Упорная крупная .
„ нормальная
„ мелкая . .
в СССР
№
ОСТ и
ГОСТ
3196-46*
34
32
*93
271
272
412O
4121
4122
12бо
266
24IO
2411
7739
774°
7741
стандартизованные
Диа-
Диаметры
в мм
°»3—°i9
6-68
72—600
1—400
6-300
8-200
9—150
42—125
s/,.~4"
'/.—18"
10—300
10—300
22—400
22—300
10—650
Шаги в мм или
число ниток
на 1"
0,075—0,225 мм
0,25—0,8 мм
1—6 ММ
6 мм
0,2—4 ММ
°,5—3 »
о,5-а „
о,35—1,5 мм
O-75-I
24—3 нитки
на 1"
28 8 ниток
на 1'
8 4° мм
3 24 »
2—12 „
8-48 MM
5—24 -
2—24 -
* Так называемая часовая резьба.
Метрические резьбы. До 1937 г.
нормализованный в СССР профиль метриче-
метрической резьбы соответствовал профилю резьбы
SI (Systeme International), принятой на основе
решений Цюрихского конгресса в 1898 г. Этот
профиль с закруглениями и зазорами у вну-
внутреннего и наружного диаметров показан на
фиг. 6. В 1937 г. при пересмотре стандартов
Фиг. 6.
на метрические резьбы регламентация зазо-
зазоров и закруглений за пределами основного
профиля была в СССР признана излишней,
поскольку эти зазоры и закругления не имеют
практического значения для взаимозаменяе-
взаимозаменяемости резьбовых изделий и к тому же не про-
проверяются стандартными резьбовыми калибрами
,с плоскими срезами профиля. Таким образом
общий для болта и гайки основной профиль
метрической резьбы по ОСТ определяется
углом профиля а = 60° и плоскими срезами иа
'о
расстоянии -~ от вершин исходного треуголь-
о
ника (фиг. 7). Как видно из фиг. 7, в новом
стандарте метрической резьбы предусмотрен
е'
зазор -я- в пределах высоты основного рас-
расчётного профиля за счёт увеличения внутрен-
внутреннего диаметра гайки. При наличии зазора -^
оказывается возможным принимать (как год-
годную) резьбу болтов, у которой внутренний
диаметр получился при износе инструмента с
закруглением, лежащим в поле зазора.
Из геометрического построения следует, что
т__- -0,0546.
в'
В таблицах ОСТ величины -^- лишь приблизительно
соответствуют этому выражению, так как они приняты с
незначительным изменением, необходимым для получения
округлённого значения наименьшего внутреннего диаметра
гайки (d, + е').
е1
Наличие зазора — даёт следующие преимущества:
1) Увеличивается сечение болта и достигается воз-
возможность выполнения большего радиуса закругления по
внутреннему диаметру, чем уменьшается коэфициент кон-
концентрации напряжения и повышается прочность резьбо-
резьбовых соединений, особенно при динамических нагрузках.
2) Увеличивается срок службы нарелателыюго инстру-
инструмента для болта, так как износ этого инструмента огра-
ограничивается плоскими срезами проходного резьбоного
кольца, построенного по наименьшему внутреннему диа-
диаметру гайки.
3) Облегчается выполнение болтовой резьбы накаты-
накатыванием, которое связано с получением сравнительно боль-
больших радиусов по внутреннему диаметру резьбы.
4) Улучшаются условия работы метчиков, так как
увеличение внутреннего диаметра гайки способствует раз-
разгрузке метчика от нарезания внутреннего диаметра и по-
позволяет несколько увеличить сечение метчика. При отсут-
отсутствии зазора — нередко имели место случаи поломки
метчиков, особенно малых размеров.
Некоторые из приведенных выше соображений могли
бы послужить основанием для регламентации аналогич-
аналогичного зазора и по наружному диаметру резьбы. Но при
наличии обоих зазоров значительно уменьшается рабочая
высота витка, и поэтому зазор оставлен только по вну-
внутреннему диаметру, что имеет специфические преимуще-
преимущества (прочность резьбовых соединений и накатывание бол-
болтовой резьбы).
Сводный перечень диаметров и шагов метрических
резьб, а также коэфициенты измельчения шагов мел-
мелких метрических резьб приведены в табл. 4. В ре-
результате округления и сокращения отдельных шагов
полная номенклатура шагов по всем метрическим резь-
резьбам свелась к следующим числам: 0,2—0,25—0,3—0.35—
0,4-0,45-0,5-0.6-0,75-1 -1,25-1,5-2-3-4-4.5-5-5,5-
6 мм. Это обстоятельство очень существенно с точки
зрения применения того резьбонарезного и резьбомери-
тельного инструмента, который обслуживает различные
диаметры при одном и том же шаге. Принятые по ОСТ
шкалы и коэфициент измельчения шагов были позже
положены в основу рядов ISA no мелким резьбам с той
лишь разницей, что по ISA отсутствует ряд, соответствую-
соответствующий 5-й мелкой метрической резьбе ОСТ.
Число всех стандартизованных метрических»
резьб, включая и резьбы авиапромышленности,
составляет около 400 наименований. Учитывая
838
ОБЩИЕ ЭЛЕМЕНТЫ
(РАЗД. 1
Таблица 4
Резьба метрическая
Основная крепёжная и мелкие 1-я, 2-я, 3-я, 4-я, 5-я
Сводная таблица диаметров и шагов в мм
Диаметр
А
ао
I
1,2
1.4
1.7
2
2,3
2,6
3
3,5
4
4,5
5
5,5
6
7
8
9
ю
и
13
14
16
i8
so
за
24
з7
3°
33
зб
39
43
45
48
52
56
6о
64
63
72
76
8о
85
до
95
IOO
Ю5
но
U5
I2O
I2J
135
140
145
IJO
155
i6o
165
17О
175
i8o
185
190
195
200
i
Основная кре-
крепёжная
1-я
щщ.
ы
Резьба метрическая
мелкая
2-я мелкая
•Шаг
-11
3-я мелкая
4-я мелкая
Уаг
5-я мелкая
Шаги
о,25
0,25
о.З
°,35
о,4
о,4
о,45
о,5
о,6*
о, 7
—
о,8
—
I
I*
1,25
1,25*
1,5
1,5*
1,75
2
2
2,5
2,5
2,5
3
3
3.5
3,5*
4
4*
4,5
4.5*
5
5*
5.5
5.5*
б
6*
б
б
б
6
б
б
6
6
6
б
б
6
б
б
б
6
б
6
б
б
6
б
6
6
6
б
6
О, 2
О,2
0,2
О,2
0,25
(
>»25
°,35
°,35
о,35
°i5
°,5*
°,5
с
•>5
°,75
°,75
1
*
*
.25
>5
.5
1.5
]
]
•5
,5
а "
э
а
3
3
3
3
;
-
<
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
<
с
'»5
>,5
°,75
°-75
°'75
°,75
]
с
[,5
[,5
.5
2
3
8
2
3
а
3
3
J
J
3
3
3
3
3
;
;
•.
а
а
а
а
а
а
а
э
а
а
3
3
3
3
3
°»5
з,5
э>5
э,75
°-75
э,75
э.75
°.75
°»75
1»5
1,5
х.5
',5
',5
i
!
Q.35
о,35
о,35
°'5
о>5
о.5
о,5
°»5
о.5
о,75
о,75
о.75
о.75
i
i
i
i
I
i
1.5
1,5
1.5
1.5
1,5
i,5
i»5
1.5
i,5
1,5
1,5
х,5
i,5
1,5
i,5
1.5
1.5
1.5
i,5
1.5
1.5
г»5
1.5
о.75
<
э,75
о.75
°,75
ГЛ. ХШ]
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБЫ
839
Продолжение табл. 4
Диа-
Диаметр
do
205
¦ 210
215
220
225
230
235
240
245
250
255
260
265
270
275
280
285
290
295
3°°
Зю
32O
ЗЗо
34°
35°
Збо
37°
38о
39°
4°о
41°
420
43°
44°
45°
460
47°
48о
49°
5°°
5ю
52°
53°
54°
55°
56°
57°
5Зо
59°
боо
Основная кре-
крепёжная
Резьба метрическая
1-я мелкая
2-я мелкая
3-я мелкая
4-я мелкая
5-я мелкая
Шаги
б
б
б
6
б
б
6
б
б
б
6
б
6
б
б
б
б
б
б
б
б
б
6
б
6
б
б
б
б
б
б
б
б
6
б
б
б
6
6
6
б
6
б
б
б
б
6
б
б
б
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
3
3
3
3
3
3
3
3
3
3
3
з
3
3
3
3
3
3
3
3
*
Примечания: 1. Резьб, отмеченных звёздочкой, по возможности не применять.
2. Обозначение метрической резьбы — основной и мелких — на чертежах при простановке размерен см. ЭСМ т. 5.
3. Для нужд авиационной промышленности допускается применение следующих резьб: М12Х1.5; M18X2;
М20 х 2; М22 X 2.
что выполнение комплекта резьбового инстру-
инструмента для одной резьбы (метчики, плашки,
резьбовые калибры и контрольные калибры к
ним) вызывает значительные затраты, необхо-
необходимо создавать сокращённые наборы резьб
внутри отдельных предприятий и отраслей.
Для подсчёта среднего диаметра резьб,
приведённых в табл. 4, а также внутреннего
диаметра резьбы болта и гайки необходимые
данные см. в табл. 5. Для основной крепёж-
крепёжной резьбы М1-М68 вышеуказанные размеры
см. в табл. 6.
Дюймовая резьба (табл. 7). Профиль
дюймовой резьбы по ОСТ 1260 в отличие от
метрической резьбы предусматривает зазоры
как по наружному, так и по внутреннему диа-
метрам (-jy и -~ ). Показанный в табл. 7 про-
профиль представляет собой изменённый ВКС
при СТО в 1932 г.* (из технологических сооб-
Таблица 5
Резьба метрическая по ОСТ 32, 94, 193, 271, 272,
273, 4120, 4121, 4122 (обозначения по фиг. 7)
Высота профиля ta и зазор е'
в мм
• В США подобное изменение проведено в 1944 г.
Шаг
S
о,э
0,25
о.З
о,35
о,4
°,45
°.5
о,6
о.7
°.75
о,8
I
Высота
профиля
0,13
0,16а
о, 195
0,227
О,2бо
О,293
°. 325
°,39°
о. 454
0,487
0,52°
0,650
Зазор
е'
O.O25
°.°34
о,°4
O.O44
°°5
о,о54
о,об
о,О7
о,О79
0,084
0,089
o,io9
Шаг
S
1.25
1.5
1.75
г
2.5
3
3.5
4
4.5
5
5.5
б
Высота
профиля
ta
0,81а
о,974
*.137
1,299
1,624
1,948
2,273
2,598
2,923
3.248
3.573
3.897
Зазор
е'
о,133
0,179
«Д93
O,2l8
0,267
о,3»7
°,386
о, 43°"
0,485
о,545
о,595
0,644
840
ОБЩИЕ ЭЛЕМЕНТЫ
[РАЗД.
Резьба метрическая основная крепёжная диаметром от 1 до 68 мм (обозначения см. на фиг. 7)
в мм
Таблица 6
Наружный
диаметр
резьбы da
i
1,2
1,4
1.7
2
2,3
2,6
3
C.5)
4
5
6
G)
8
(9)
ю
(")
12
14
16
Средний
диаметр
резьбы dCg
0,838
1,038
1,205
1.473
1,740
2,040
2,308
2.675
З."о
3.546
4,480
5-35O
6.35O
7,i88
8,188
9,026
10,026
10,863
12,701
14,701
Внутренний
диаметр
резьбы dt
0,676
0,876
1,010
1,246
1,480
1,780
2,016
2,35°
3,720
3,091
3.961
4.7OI
5.7OI
6,377
7.377
8,051
9.O5I
9,727
П,4О2
13.4°2
Шаг
резьбы 5
о,2;
O.25
о.З
о.35
о,4
о,4
о,45
о,5
о,6
о.7
о,8
i
i
1.25
1.25
1.5
1.5
1,75
2
2
Наружный
диаметр
резьбы d0
18
20
22
24
27
30
C3)
36
C9)
42
D5)
48
E2)
56
F0)
64
F8)
Средний
диаметр
резьбы dcp
16,376
18,376
30,376
22,051
25.051
37,727
30,727
ЗЗ.402
36,402
39,о77
42,077
44.752
48,752
52.428
56,428
60,103
64,103
Внутренний
диаметр
резьбы dt
14.753
16,753
i8,753
20,103
23.103
25.454
38.454
30.804
ЗЗ.804
36,155
39.155
41.505
45-505
48.855
52,855
56,206
60,206
Шаг
резьбы S
2.5
2.5
2.5
3
3
3.5
3-5
4
4
4.5
4,5
5
5
5-5
5'5
6Э
б
Таблица 7
Дюймовая резьба с углом профиля 55°
Номинальный диа-
диаметр резьбы
(дюймы)
Vie
5/и
%
С/и)
ав/Г
7.
1
IV.
174
Aэ/8)
1'/а
04)
13/4
A7в)
2
274
27,
23/4
8
8V4
3'/а
33/<
4
x\v\
Болт х
'ЩУ0,
Щщ
'/
\
\
\
\
\
\
i
Гайка //Л
г
1 1
1 1
t
_ 25,4 мм
п
0 - 0,960495
' ta - 0,64035
f
t* M t\
/
1 -
е' с
2~ + ~2
- 1
Размеры в мм
Диаметр резьбы
Наружный
d0
4.762
6,350
7.938
9.525
11,112
12,700
14,288
15,875
19,050
22,225
25,400
28,575
31.750
34.925
38,100
41.275
44,45°
47.6*3
50,800
57,i5o
63,5°°
69,850
76,200
82,550
88,900
95.25°
101,600
Средний
dcp
4.085
5.537
7.034
8,509
9.951
".345
12,932
14.397
17,424
20,418
23-367
26,252
29,427
32-215
35-390
38,022
41,198
44,011
47,186
53>°34
59,434
65,204
71.554
77,546
83,896
89,8.-9
96,1/9
Внутренний
3.408
4.724
6,131
7.492
8,789
9,939
"•577
12,918
15,798
18,611
21,334
23,929
27,104
29,504
32,679
34,77о
37,945
4О,397
43,572
49,oi9
55,369
6о,557
66,907
72,542
73,892
84.409
9О,759
Чяч
с'
о
о
о
о
о
о
о
132
!5О
158
165
182
200
208
0,225
0,240
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
о
265
290
325
330
365
370
425
430
475
480
53O
5JO
590
590
640
640
700
700
e'
0,152
0,186
0,209
0,238
0,271
0,311
о-3'З
о.342
O.372
о,419
0,466
о,531
о,53б
о, 6^6
0,631
о, 75°
о, 755
о,83з
о,838
о, 941
о,941
1.O73
I.O73
1.158
1,158
I.25I
1,251
11Тяг *^^^*-Л
5
i
i
i
i
i
2
3
058
270
4П
588
8i4
117
117
2.3O9
а
3
3
3
4
4
5
5
5
6
7
7
't
8
,822
. >75
.629
,6^9
>233
,233
,о8о
,о8о
.644
.644
.35°
.257
.257
,467
8,467
Число ни-
ниток на 1"
л
24
20
18
16
14
12
12
II
IO
9
8
7
7
б
б
5
5
47s
47»
4
4
37,
З1»
37*
374
3
3
Высота
профиля
и
о,677
о,8ч
о,о°3
1|о17
1,1б2
1.355
1.355
1,479
1,б2б
1,8о7
2,033
2,323
2.323
2.74
2,74
3-253
3-2J3
3,64
з.бч
4,о66
4,о66
4,647
4,647
5,°°4
5,оо4
5-421
5,421
Примечания: 1. Диаметров резьбы, поставленных в скобки, по возможности не применять.
2. Дюймовая резьба может применяться лишь при изготовлении запасных деталей и не должна применяться при
проектировании новых изделий.
ГЛ. XIII]
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБЫ
841
Попе перекрытия
ражений) профиль резьбы Витворта с закруг-
закруглёнными вершинами и впадинами (чертёж
табл. 8). Поскольку дюймовая резьба с за-
закруглённым профилем Витворта в своё время
была широко распространена в СССР, для взаи-
взаимозаменяемости ста-
старых закруглённых
резьб с новыми, пло-
скосрезанными резь-
резьбами потребовалось
предусмотреть зазо-
зазоры по обоим диаме-
диаметрам. При отсутствии
этих зазоров могло
бы иметь место пере-
фиг g крытие контуров резь-
резьбы болта и гайки, как
это показано на фиг.8.
Зазор по внутреннему диаметру дюймовой
резьбы
^- х 0,0745.
Зазор по наружному диаметру -~- подсчи-
подсчитан по формуле
с1 _ 755 + 50
где 5 — в мм, а результат — в микронах.
Дюймовые резьбы по ОСТ 1260 охваты-
охватывают диаметры от 3/i6 Д° 4" с числом ниток
на Г от 24 до 3. Все измеряемые элементы
дюймовой резьбы выражены и стандартизо-
стандартизованы в миллиметрах. Тем не менее в целях
унификации резьб одного и того же назначе-
назначения применение дюймовой резьбы в СССР
запрещено при проектировании новых изде-
изделий, а по изготовляемым изделиям проводится
переход на метрическую резьбу.
Трубная цилиндрическая резьба
(табл. 8). Трубная цилиндрическая резьба при-
применяется главным образом для соединений
труб, арматуры трубопроводов и фитингов.
Эта резьба охватывает диаметры от l/s ДО 18"
при числе ниток на 1" от 28 до 8. Номи-
Номинальный диаметр трубной резьбы условно
отнесён к внутреннему диаметру трубы. По
соотношению шагов и диаметров трубная
резьба представляет собой измельчённую
дюймовую резьбу по ОСТ 1260. Поэтому труб-
трубная резьба в своё время, до стандартизации
мелких метрических резьб, применялась не
только для трубных соединений, но и для
крепёжных деталей, когда являлась надобность
в выполнении резьбы со сравнительно
мелким шагом, при больших диаметрах. Труб-
Трубная резьба является общеевропейским стан-
стандартом для труб и трубных соединений. В
силу большего распространения взаимозаме-
взаимозаменяемых деталей с трубной резьбой не ста-
ставится вопрос о её замене метрической
резьбой.
Профиль трубной цилиндрической резьбы
(по ОСТ 266), как видно из табл. 8, может
выполняться с плоскими срезами или с закруг-
закруглениями.
Плоскосрезанный профиль, более простой в изгото-
изготовлении, может применяться для резьб обычных трубных
соединений с низким давлением, с уплотнением льняной
или хлопчатобумажной пряжей с суриком, а также для
машиностроительных деталей с принятой в своё время
Таблица
Резьба трубная цилиндрическая
2%4 мм
t0 = 0,960495
tx = 0.640315
г = 0,137335
1езь-
а.
и
||
Сю
(V's)
4t
%
V»
E/8)
*/«
С/в)
1
1'/8)
1'/4
A%)
2 *
»/«)
27,
B3/4)
3
C'/<)
3'/3
C3/4)
4
4V,
5
51/,
6
7
8
9
10
11
12
13
14
15
16
17
18
Диаметр резьбы в мм
ужны:
о.
га
X
do
9.729
13.158
16,663
20,956
22,912
26,442
30,202
ЗЗ.250
37.898
41.912
44,325
47,805
53,748
59,616
б5,7'2
75.187
81,537
87,887
93,934
1оо,з34
106,684
ИЗ.О34
125,735
^З^Зэ
I5LI36
163,836
189,237
214,638
240,039
265,440
290,841
316,242
347,485
372,886
398.287
423,688
449,089
474.49O
трен-
X S
И X
dl
8,567
",446
I4.95I
18,632
20,588
24,119
27,878
30,293
34,941
38,954
41,367
44,847
5o,79i
56,659
62,755
72,230
78,5во
84,930
91,026
97,376
103,727
110,07'
122,777
135-478
148,178
160,879
185,984
211,385
236,786
262,187
286,77,:
312,176
343,4'9
368,820
394,221
419,622
445,O23
470,424
НИН»
<и
о.
и
dcp
9,148
12,ЗО2
15.807
19,794
21,750
25,28l
29,040
31.771
Зб,42О
4O.433
42,846
46,326
52,270
58,137
64,234
73.7O8
80,058
86,409
92,505
98.855
105,205
Щ.556
I24,2j6
I36>957
149.657
162,357
187,6ц
213,012
238,412
263.8r3
288,808
314,209
345,452
370,853
396,254
421,655
447,Oj6
472,457
3
to
г рез1
н
ы ц
а «
5
0,907
1,337
1.337
1,814
1,814
1,814
1,814
2,309
2,309
2,309
2,309
2,309
2,309
2,309
2,309
2,309
2,309
2,309
2,309
2,309
2,309
2,309
2,3°9
2,309
2,3°9
2,3°9
2,54о
2,54о
2.54O
2,540
3,175
3,175
3,175
3,175
3,175
3,175
3,175
3,175
о
с
«ю
О is
г s
и
0,581
0,856
о.8^6
1,1б2
1,1б2
i,i6a
1,162
1,479
1,479
1.479
1.479
1-479
1-479
1.479
1,479
1-479
1-479
1-479
1,479
1,479
1-479
1,479
1-479
1,479
«>479
1.479
1,627
1,627
1,627
1,627
2,033
2,033
2,033
2,033
2.033
2,033
2,033
2,033
иус в
cf
га
а
т
О, 125
0,184
0,184
о, 249
о, 249
о, 249
о, 249
о,317
0,317
о,3'7
о,317
о,317
°>3Т7
о,3'7
о.зп
о,317
0,317
о,317
о.З1?
°.3'7
о,317
о,3'7
о,3'7
о,3'7
о,317
о,317
о, 349
о,349
о, 349
о, 349
о,43б
°,43б
°.43б
°,43б
о,43б
о,436
O.436
о,43б
Число
ниток
9
п
28
19
I
I
I
I
I
9
4
4
4
4
i
i
i
i
о
о
о
о
8
8
8
8
8
8
8
8
сч
""*
s
л,
I4O
95
95
7°
7°
7°
7°
55
55
55
55
55
55
55
55
55
55
55
55
55
55
55
55
55
55
55
5°
5°
5°
4°
4°
4°
4О
4О
4О
Примечания: 1. Диаметров резьбы, обозначение
которых поставлено в скобки, по возможности не приме-
применять.
2. Радиус закругления относится только к резьбам
с закруглённым профилем.
3. Для резьб свыше 6" профиль резьбы только за-
закруглённый.
трубной резьбой, которая не может быть заменена одной-
из метрических резьб, исходя из требований взаимозаме-
взаимозаменяемости.
Закруглённый профиль (оригинальный профиль Вит-
Витворта) наряду с общими случаями применения особо ре-
рекомендуется при повышенных требованиях к плотности
(непроницаемости) трубных соединений. Этот профиль
также обязателен при соединении цилиндрической резьбы.
842
ОБЩИЕ ЭЛЕМЕНТЫ
[РАЗД. 1
фиг- 9
муфты с конической резьбой труб. При таком виде со-
соединения, получившем широкое распространение в зару-
зарубежной практике, отпадает надобность в различных
уплотнениях.
Рабочая высота витка (фиг. 4) для закруглённого про-
I
-филя трубной резьбы /2 = 0,4915. Зазоры по наружному
и внутреннему диаметрам, необходимые для размещения
уплотнителей, установлены расположением полей допу-
допусков на эти диаметры. При соблюдении этих зазоров труб-
«ые резьбы с прямым и закруглённым профилями можно
считать практически взаимозаменяемыми.
Трапецеидальная и прямоуголь-
прямоугольная резьбы. Трапецеидальная и прямо-
прямоугольная резьбы относятся к резьбам, пред-
предназначенным для передачи движения (ходо-
(ходовые винты, винты супортов, штурвальные
винты, грузовые винты и др.). Для таких резьб
большое значение имеет работа трения, ко-
которая при прочих равных условиях (качество
поверхности, смазка, материал и угол подъёма)
зависит от угла профиля резьбы. Этим обус-
обусловливаются преиму-
. s -j щества прямоугольной
-т— j j- резьбы, профиль кото-
| _«? :?_ ^ рой приведён, на фиг. 9.
I 2 2 ¦ Однако прямоугольной
резьбе присущ ряд
недостатков, привед-
ших к отказу от стан-
дартизации и внедрения
прямоугольных резьб
в СССР и в других промышленных странах
и к замене её трапецеидальной резьбой
(табл. 9). Недостатки прямоугольной резьбы
сводятся к следующему.
а) В прямоугольной резьбе радиальные
зазоры определяются только посадками по
внутреннему или наружному диаметрам резь-
резьбы. В трапецоидальной же резьбе радиаль-
радиальные зазоры ограничиваются выбранной по-
посадкой по среднему диаметру (по боковым
сторонам резьбы). Это обстоятельство по-
позволяет устранять осевые зазоры в тралецои-
дальной резьбе (мёртвый ход) стягиванием
разрезной гайки, чего нельзя сделать в от-
отношении прямоугольной резьбы.
б) С точки зрения прочности трапецои-
дальная резьба предпочтительнее прямоуголь-
прямоугольной, так как основание витка у трапецоидаль-
трапецоидальной резьбы при одном и том же шаге шире,
чем у прямоугольной резьбы.
в) Трапецоидальная резьба имеет техно-
технологические преимущества по сравнению с
прямоугольной резьбой, в частности, потому,
что прямоугольную резьбу труднее нарезать.
Как видно из чертежа табл. 9, угол про-
профиля трапецоидальной резьбы равен 30°*.
Зазоры по наружному и внутреннему диа-
диаметрам, равные между собой, установлены
для смазки. Необходимый для смазки гаран-
гарантированный зазор по среднему диаметру
предусмотрен расположением полей допу-
допусков.
Трапецеидальные резьбы по ОСТ 2408—
2411 охватывают диаметры от 10 до 300 мм.
Соответствующие этим диаметрам шаги
(табл. 10) могут быть выбраны по одной из
стандартных серий трапецеидальных резьб
(крупная, нормальная и мелкая).
Таблица 9
Резьба трапецоидальная одноходовая
Элементы профиля, зависящие
от ш а г а, в мм
tn - 1,8665
/, - /, = 0,55 + z
/, = 0.5J
dcp~
d} =
d =
2г
d, -do-S
Шаг резь-
резьбы S
3
3
4
5
6
8
IO
12
16
2O
24
32
4O
Глубина
резьбы
*i = t\
1,35
1.75
3,25
3
3-5
4.5
5,5
6,5
9
11
13
17
21
Рабочая
высота
витка ?а
1
i,5
,2
2,5
3
4
5
6
8
10
12
16
20
Зазор
2
O,25
0,25
0,25
°>5
°>5
°>5
°>5
°»5
1
1
1
1
1
Радиус
r
0,25
0,25
0,2.5
0,25
0,25
0.25
°>a5
0,25
0,5
°>5
O.5
0,5
o,5
* По американскому стандарту для аналогичной резь-
резьбы (резьба АКМЕ) угол профиля равен 29°, что связано
с принятым углом профиля червяков.
Используя совместно табл. 9 и 10, можно
получить все размеры для стандартных тра-
пецоидальных резьб.
Упорная резьба (табл. 11 и 12).
Упорная или пилообразная резьба является
резьбой грузовой. Эта резьба находит при-
применение в механизмах с большим односто-
односторонним давлением, как, например, в гидра-
гидравлических прессах, винтовых прессах, в на-
нажимных винтах прокатных станов, в резьбе
крюков, артсистемах и т. д.
Профиль упорней резьбы показан в
табл. 11. Хотя для уменьшения момента тре-
трения следовало бы принять рабочий угол про-
профиля равным нулю, этот угол принят рав-
равным 3° главным образом из технологических
соображений (возможность фрезерования
резьбы и более благоприятные условия наре-
нарезания на токарном станке). Задний угол про-
профиля принят равным 30°. Закругления у впа-
впадин резьбы винта приняты для повышения
сопротивления разрыву при динамической
нагрузке.
Средний диаметр упорной резьбы в та-
таблицах ОСТ определён без учёта рабочего
угла в 3° и, таким образом, подсчитан по
формуле drp = (d0+ 2/) — 'о (табл. И). Между
тем при определении действительного сред-
среднего диаметра (например, при измерении
упорной резьбы методом трёх проволочек)
ГЛ. ХШ]
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБЫ
843
Таблица 10
Резьба трапецеидальная одноходовая крупная, нормальная, мелкая
Сводная таблица диаметров и шагов в мм
Диаметр
<**
ю
12
14
1б
i8
A9)
2О
2а
24
аб
28
3°
32
C4)
Зб
(зз)
4О
D2)
44
D6)
48
50
5а
55
E8)
6о
F2)
«5
F8)
7°
Gа)
75
G8)
8о
(82)
85
Диаметров,
Резьба трапецоидаль- Резьба трапеиоидапь- Резьба трапецоидаль-
ная крупная
ОСТ 2409
ь-Шаг-\
м
ная
Чх
нормальная
ОСТ 2Ы0
Jr~ i i
Шаги
Резьба трапецеидальная
крупная
_
—
—
—
—
—
—
3
8
8
8
ю
ю
10
IO
IO
IO
IO
13
12
12
12
12
13
12
12
16
1б
1б
16
1б
16
1б
16
1б
2O
ходовая
нормальная
поставленных в скобки
3
3
3
4
4
4
4
5
5
5
5
6
б
6
б
б
б
б
8
8
8
8
8
8
8
8
[О
[О
[О
о
о
о
о
о
о
2
одно-
мелкая
j
j
!
3
3
3
3
3
3
3
3
3
3
3
3
4
4
4
4
4
4
4
4
4
5
по возможности н(
Диаметр
4>
(88)
9О
(92)
93
(98)
IOO
(W3)
но
(из)
I2O
A25)
I3O
A35)
I4O
A45)
15°
A55)
1бО
Aб5)
170
A75)
i8o
A83)
190
A95)
200
210
220
230
240
250
260
270
280
290
300
: применять.
ная мелкая
ОСТ2411
Шаг
Шаги
Резьба трапецеидальная
крупная
2О
2О
2О
2О
2О
ао
2О
ао
2О
24
а4
24
24
24
24
24
24
24
24
24
24
32
32
32
33
32
32
32
32
4О
4°
4О
4О
4°
4°
4°
ходовая
нормальная
]
]
]
]
]
1
[2
2
[2
2
2
2
2
2
2
б
[б
[б
б
6
б
б
б
б
б
6
1б
2О
2О
2О
2О
ао
зо
2О
2О
24
24
24
24
24
24
24
одно-
мелкая
5
5
5
5
5
5
5
5
5
б
б
6
б
6
б
б
8
8
8
8
8
8
8
8
[О
[О
(О
[О
[О
а
а
2
2
2
[2
[2
необходимо учитывать поправку у на рабо-
рабочий угол:
у = 0,068085.
В СССР упорная резьба подобно резьбе
трапецоидальной регламентирована тремя
стандартными сериями (см. табл. 12) с по-
последовательным измельчением шагов (круп-
(крупная, нормальная и мелкая упорные резьбы)
при общем диапазоне диаметров с 22 до
650 мм.
Все элементы стандартных упорных резьб
могут быть получены при совместном исполь-
использовании табл. 11 и 12.
Круглая резьба. Круглые резьбы
применяются для вагонных стяжек водопро-
водопроводной арматуры и пр., а также в отдельных
случаях для крюков подъёмных кранов.
Эта резьба отличается сравнительно про-
продолжительным сроком службы при частом
завинчивании в условиях, загрязняющих
резьбу (песок и пр.), а также повышенным
сопротивлением динамическим нагрузкам.
Стандартизация круглой резьбы в СССР в об-
общем масштабе была признана нецелесооб-
нецелесообразной ввиду её ограниченного применения
в промышленности. Лишь в частных случаях
для вагонных стяжек, ещё не заменённых
автосцепкой, круглая резьба выполняется по
специальному ГОСТ 3510-47.
Профиль круглой резьбы, принятый отдель-
отдельными предприятиями в СССР, показан на
фиг. 10. Профиль образован дугами, связан-
связанными между собой коротким участком прямой
линии (*2 = 0,08355). Угол между сторонами
профиля а = 30°.
844
ОБЩИЕ ЭЛЕМЕНТЫ
{РАЗД. 1
Таблица И
Таблица 12
Резьба упорная одноходовая
Элементы профиля, зависящие
от шага, в мм
Шаг
5
2
4
5
6
8
ю
12
16
2О
24
33
4°
48
Глуби-
Глубина ti
!.73б
2,6ОЗ
3,471
4.339
5,2О7
6,942
8,678
10,413
13.884 '
17-355
аэ,82б
27,769
34.7"
41,653
Рабочая
глуби-
глубина ta
1.5
2,25
3
3-75
4,5
6
7.5
9
12
15
18
24
3°
Зб
е
о,528
о,792
1.°55
J.3i9
1,583
2,111
2,638
3,166
4,221
5.277
6.332
8-443
10>554
12,664
Зазор
z
0,236
O.353
о,471
о,589
0,707
о,942
1.178
I-4I3
1,884
2-355
2,826
3.769
4-7 и
5,653
Радиус за-
закругления
т
о,249
O-373
O.497
О,б21
0,746
о,994
1.243
г.491
1,988
3,485
2,982
3-977
4.971
5<9б5
К числу круглых резьб обычно относят
резьбы, накатанные на тонкостенных полых
изделиях. Однако эти резьбы отличаются от
Гайка
to=l866O3S
tf=0,5S
Гг=0,08355
a=0,05S
b=0.68301S
r=0,?3851S
R=0,25597S
RfOffWSS
Фиг. 10.
круглых резьб значительно меньшей высотой
профиля и отсутствием прямолинейного уча-
участка, что необходимо для уменьшения дефор-
гаика
0,31 25 S
Фиг. П.
маций материала в процессе накатывания. Од-
Одной из резьб такого типа является резьба для
противогазов, профиль которой показан на
фиг. 11. Высота профиля этой резьбы ?2 = 02&
Резьба упорная одноходовая крупная,
нормальная, мелкая
Сводная таблица диаметров
и шагов в мм
Диа-
Диаметр d0
10
12
14
16
18
20
B2)
24
26
B8)
30
C2)
34
36
C8)
40
D2)
44
D6)
48
5°ч
E5)
6о
F5)
7о
G5
8о
(85)
9°
(95)
>,
О.
—
—
—
—
—
8
8
8
8
ю
ю
IO
ю
IO
IO
IO
12
12
12
12
12
12
1б
16
16
1б
2О
2О
го
Шаги
о.
о
а
_
—
—
—
—
5
5
5
5
6
6
6
б
6
б
6
8
8
8
8
8
8
ю
ю
IO
IO
12
12
13
Диаметров резьбы
<и
S
2
2
2
2
2
2
2
2
2
2
3
3
3
3
3
3
3
3
3
3
3
3
3
4
4
4
4
5
5
5
Диа-
Диаметр d0
100
(по)
I2O
A3о)
14о
(Чо)
1бо
(I7O)
i3o
A90)
200
220
250
280
300
320
35O
3З0
400
420
45°
480
500
520
55O
580
600
630
650
поставленных
можности не применять.
Шаги
д
С
О.
X
2О
20
24
24
24
24
24
24
32
32
33
З2
4О
4О
4О
48
48
48
48
—
—
—
—
—
.—
—
—
S
о.
о
X
12
12
1б
1б
1б
16
1б
16
2О
2О
2О
20
24
24
24
—
—
—
—
_
—
—
—
—
—
—
—
—
<
и
5
5
6
6
б
б
8
8
8
8
о
о
2
2
2
2
2
6
6
б
16
2О
20
2О
20
24
24
24
24
в скобки, по воз-
т. е. в 2 раза меньше, чем у круглой резьбы
(фиг. 10). Большое распространение получила
резьба такого же типа, предназначенная для
цоколей и патронов электрических лампочек
(фиг. 12). Соотношение элементов профиля
Фиг 12. :
этой резьбы приблизительно такое же, как
в противогазовой резьбе (^ ~ 0,35; г х 0.3S).
Основные элементы профиля связаны зави-
зависимостью
Г = '
ltifo
Часовая резьба. К часовым (услов-
(условное наименование, связанное с преимуществ
венным распространением этих резьб в ча-
часовой промышленности) резьбам следует от-
относить резьбы диаметром меньше 1 мм.
Часовые резьбы выполняются диаметрами на-
начиная с 0,3 мм и шагом 0,075 мм.
Стандартная часовая резьба по ГОСТ
3196-46—см. табл. 13.
¦171. XIH1
ЦИЛИНДРИЧЕСКИЕ РЕЗЬБЫ
845
Таблица 13
Резьба метрическая основная для диаметров от 0,3 до 0,9 мм *
V//
w
1
50 °~^
^ Гайка
1 Болт ***
Го= 1,022255 t'a=t,- 2
$\ #
/,-0,64955 q=0,2113755
Болт и гайка
Диаметр резьбы
наруж-
наружный
d0
о,3
о,35
о,4
о,45
о,5
о,55
о,6
о.7
о,8
о,9
сред-
НИИ
dcp
0,251
0,301
O.335
0,385
0,419
0,469
0,502
0,586
0,670
о,754
вну-
внутренний
dt
0,202
0,252
0,270
0,320
0.338
0,388
0,406
0,472
0.540
0,608
резьбы
5
о,о75
O.O75
О. IOO
О,1ОО
0,125
0,125
0,150
ОД75
0,200
О,225
Высота
профиля
*ш
O.O49
O.O49
о,обз
0,065
o,o3i
o,o3i
0,097
0,114
0,130
0,146
Зазор
е'
о,соЗ
o.^oJ
0.010
0,010
0,022
O.OJ2
0,О24
О,028
О,ОЗО
0,032
• Так называемая часовая резьба
Американская стандартная крупная и мелкая резьба
Таблица 14
t0 = 0,8660255
*, - 0,6495195 |-
t. - -|" it = 0,5412665
6
/ = 0,1082535 - -- t0 —g- t,
Крупная резьба
Обозначе-
Обозначение
Число ни-
ниток на 1*
Шаг
резьбы 5
Наружный диаметр
резьбы d0
дюймы
Мелкая резьба
Обо-
значе-
значение
Число ни-
ниток на 1"
Шаг
резьбы 5
Наружный диаметр
резьбы d0
дюймы
I1/.
2%
а
!¦/.
Й
4
64
5б
48
4О
4О
33
За
34
24
ао
i8
16
14
13
6
А
47,
4
4
4
4
4
4
4
°.397
о,454
0,529
о.6з5
о,6з5
о, 791
о,794
1,058
1.058
1,370
1,4И
1,588
1,814
i'954
3,117
2,309
2.5+0
2.822
3-175
3.629
3.629
4,234
4-234
5.080
5-645
5.645
6,350
6.350
6,350
6350
6,350
6,350
6,350
0,073
0,086
0.009
0,112
0,125
0,138
0,164
0,190
0,216
0,250
0,313
о,375
0,438
0,500
0.563
0,625
0,750
0,875
1,000
1.125
1.250
1.375
ii5°°
1.75O
2,000
2,250
2,500
2,750
3,000
З.250
З.500
3.75O
4,000
i>°54
2,184
2,5Т5
2,845
3»!75
3.3°5
4.166
4,826
5.486
6.35O
7.938
9.525
II.H3
12,7ОО
14.288
15-875
19,050
22.225
25.400
з8,575
3L75O
34.925
38,1оо
44,45О
5о,8оо
57-'5о
6з-5оо
69,850
76,200
82.550
88,9оо
95-23O
IOI.6OO
8о
73
48
44
33
28
з8
34
34
I1/,
I1/*
13/8
I1/,
о,353
о,397
о,454
0,529
о,577
0,635
0,706
о,794
0,007
0,907
1,058
1,058
1.270
1,270
1,411
1,411
1,588
1,814
1,814
2,117
2,117
2,117
2,117
0,060
0,073
0,086
0,099
о.ттэ
О Т2,
о.т.ч8
0,164
0,190
O,2l6
0.250
0.313
0.375
0,438
0.500
0,563
0,625
0.750
0.875
1,000
1,125
1,250
1.375
1,5°°
1,524
1,854
2,184
э,515
2,845
3-175
3.5°5
4,io6
4,826
5-486
6-35O
7.938
9-525
ii,ii3
12,700
14,238
15.8/5
I9.O5O
22,225
25,400
28,578
3L75O
34.9^5
846
ОБЩИЕ ЭЛЕМЕНТЫ
[РАЗД I
Американская стандартная резь-
резьба USSt. Эта резьба, известная также под
названием резьбы Селлерса, в своё время по-
получила широкое распространение в авто-трак-
авто-тракторной промышленности СССР. Как видно из
табл. 14, профиль этой резьбы (с углом 60°)
почти ничем не отличается от профиля метри-
метрической резьбы. Однако резьба USSt является
резьбой с дюймовым исчислением по своим
основным размерам (диаметр и шаг), и она не
может быть взаимозаменяемой с метрической
резьбой.
Резьба USSt по шкале шагов и диаметров
принята по двум сериям: крупная резьба
диаметрами от 1,854 до 76,200 мм C*) при
числе ниток на Г от 64 до 4 и мелкая резьба
диаметрами от 1,524 до 38,100 м (IV2") ПРИ
числе ниток на Г от 80 до 12.
Кроме того, по американскому стандарту
приняты еще три дополнительных ряда резьб,
а именно:
8-ниточная для диаметров от
12 . . .
до 6"
. 6"
. 4"
Наряду с указанными выше двумя сериями
и дополнительными рядами резьбы в США раз-
разработана таблица стандартных шагов для тех
случаев, когда нельзя обойтись нормальными
сериями и рядами. Такая резьба названа спе-
специальной и применяется на крупных диаметрах
при мелких шагах и ненормальных длинах
свинчивания.
ГЛАДКИЕ КОНИЧЕСКИЕ СОЕДИНЕНИЯ
К основным элементам конических соеди-
соединений относятся (фиг. 13)*:
Наружный конус Вк — охватываемая
коническая поверхность соединения (охваты-
(охватываемый конус).
Внутренний конус Лл — охватываю-
охватывающая коническая поверхность соединения
(охватывающий конус).
Поверхность конического со-
соединения S—-общая поверхность соприкос-
соприкосновения наружного и внутреннего конусов.
Длина (высота) конического со-
соединения Н—высота поверхности кони-
конического соединения.
Большой диаметр конуса Do —
диаметр большого основания конуса.
Малый диаметр конуса d0 — диа-
диаметр малого основания конуса.
* По ОСТ 7530.
Длина конуса L — расстояние между
основаниями конуса.
Угол конуса 2<х — угол между двумя
образующими конуса в осевом сечении.
Угол уклона а — половина угла конуса.
Конусность К — отношение разности
диаметров двух поперечных сечений конуса
к расстоянию между ними:
is г> * Da — dя Da — dB
4 & lA Ib
Уклон / — половина конусности:
/ = tg a.
Расчётный диаметр О, d — диаметр
расчётного сеченияконуса, которое выбирается
Малое расчетное
сечение конуса
большое расчетное
i сечение Конуса
Внутренний конус
(охватывающий)
Наружный Конус
(охдатыдаемшй)
Нормальные
Фиг. It.
в-близи одного из его оснований в соответ-
соответствии с удобствами измерений.
Расчётная длина конуса / — рас-
расстояние между расчётными сечениями.
База конуса — плоскость, перпендику-
перпендикулярная оси конуса, по отношению к которой
определяются положения сечений конуса.
Базорасстояние конуса С, с~
расстояние от базы конуса до одчэго из его
расчётных сечений, принятых за основное.
Показанными на фиг. 1 индексам:i В и А
пользуются в случаях, когда необходимо чёт-
чёткое разграничение в обозначении элементов
наружного и внутреннего конусов.
Перечень нормальных конусностей и при-
примеры их назначения приведены в табл. 15.
Таблица 15
конусности
№
по пор.
I
2
3
4
5
б
7
Конусность К
i ": ioop
i : 32
i : з0!1)
i: 24
i: 2о^')
Угол конуса
2a'J
°4\5"
i°47'24w
i°54'35"
а°=3'5"
а°51'51"
Угол уклона
°о8'?7",,
О°34' 23"
О°53 22"
о°57' i8"
1°и'33"
1 255^"
Примеры назначения
Конические штифты; хвостовики калибров-пробок
Резьбы обсадных труб от 43/4 до 6*/g"
Отверстия насадных развёрток и насадных зен-
зенкеров
Конусы инструментов по американскому стан-
стандарту размерами меньше конуса Морзе 1
Метрические конусы инструментов (меньше ко-
конуса Морзе 0 и больше Морзе 6). Призонные болты
по ОСТ 4151
* Примечания к текстам, отмеченным цифрой в скобках, см. в конце таблицы.
ГЛ. XIIIJ
ГЛАДКИЕ КОНИЧЕСКИЕ СОЕДИНЕНИЯ
847
Продолжение табл. 15.
№
по пор.
Конусность К
Угол конуса Угол уклона
2а°
Примеры назначения
16
25
эб
Конусы Морзе (*)
i • i6
1 :15 С)
i: 10 (')
i : 8 (')
i : 7 C)
i : 5 (')
1:4
3°34 48"
18
19
20
21
22
23
24
I
I
I
1
I
I
I
: 3,429 (*) G :
:з(')
: i,866 (•)
:t,5C)
: 1,207 (')
: 0,866 (•)
: o,652(')
i85'3°"
ЗЗЧ1'25"
45'
75°
900
:о,289 A
iu47 =4
lO54'33"
3°34'35"
4°3'54"
4°45'48"
7°7' 3°"
9027' 45"
i6°5o'42"
3o°
37°3<>'
45°
6o°
Резьбы трубные конические общего назначения,
а также обсадных (свыше 6'7S"), бурильных и на-
сосно-компрессорных труб. Конусы инструментов
по американскому стандарту размерами 2 — 12"
Крепление поршневого штока в поршне и крейц-
крейцкопфе паровозов
Закрепительные втулки шарико- и роликопод-
роликоподшипников C)
Концы валов электрических и других машин по
ОСТ 3605 и ISA. Втулки регулируемых подшипни-
подшипников станков
Крейцкопфные валики в паровозостроении
Муфты на валах по американскому стандарту
для автопромышленности (SAE)
Краны в арматуростроении C)
Резьбы замков в нефтепромышленности с нор-
нормальным проходным отверстием 6"; с широким про-
проходным отверстием 5 и 6"
Концы валов для крепления аппаратуры в авто-
автостроении (по ISA)
Резьбы замков в нефтепромышленности с нор-
нормальным проходным отверстием 2—5" и 7 — 8 ,
с широким проходным отверстием 2'/2 — 4". Флан-
Фланцевые концы шпинделей револьверных и других
станков по ГОСТ 835-11
Конец шпинделя и оправки фрезерных станков
по ГОСТ 836 41 C)
Концы шлифовальных шпинделей с наружным
конусом по ГОСТ 2323-43
Головки шинных болтов
Ниппельно-шаровые соединения труб по ГОСТ
1163-41. Тяжёлые винтовые трубные соединения с
коническим уплотнением (а)
Потайные и полупотайные головки заклёпок
0 28 — 37 мм (ГОСТ 1195-41 и 1192-41)
Потайные и полупотайные головки заклёпок
0 16 — 25 мм (ГОСТ 1195-41 и 1192-41). Потайные
головки винтов 0 22 — 24 мм (ГОСТ В1478-42)
Центры станков. Центровые отверстия
Потайные головки болтов. Потайные и полупо-
полупотайные головки заклёпок 0 10 — 13 мм (ГОСТ
1195-41 и 1192-41)
Наружные центры инструментов 0 до 10 мм
Клапаны авто-тракторных двигателей по ОСТ
26063. Потайные и полупотайные головки заклёпок
0 до 8 мм (ГОСТ 1195-41 и 1192-41). Потайные го-
головки винтов по металлу и по дереву D)
Клапаны авто-тракторных двигателей по ОСТ
26063 Предохранительный конус у центровых от-
отверстий по ОСТ 3725
Примечания: 1. Отмечены конусности, принятые по ОСТ 7652 „Нормальные конусности".
2. Конусность конусов Морзе: № 0 - 1 :19,212; № 1 — 1 :20,048; №2-1: 20,020; № 3- 1 19,922; № 4-1 : 19 254'
№ 5 — 1 :19.002; № 6 - 1 : 19,183.
В американском стандарте A941) приведены конусы Морзе 4l/s и 7. Конус Морзе 7 (равно как и Морзе 6) при-
приведён с оговоркой об ограниченном применении.
3. Отмечены конусности, которые по ОСТ 7652 допускаются только для специального назначения (см. графу
«Примеры назначения").
4. Конусность 1 :0,350 B<х=110°), указанная в примечании к ОСТ 7652 со ссылкой на винты по дереву (ОСТ 190)».
не приводится, так как в ГОСТ 1146-41, принятом взамен ОСТ 190, установлен угол конуса 90°.
ЭЛЕМЕНТЫ МЕТАЛЛОКОНСТРУКЦИЙ
В МАШИНОСТРОЕНИИ
Глава XIV
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ
КОНСТРУКЦИЙ
ОБЩИЕ СВЕДЕНИЯ
Металлические конструкции, применяемые
¦в машиностроении, изготовляются преимуще-
преимущественно из малоуглеродистой стали обыкно-
обыкновенного качества (ГОСТ 380-41), а также из
стали качественной конструкционной углеро-
углеродистой (ГОСТ В 1050-41), конструкционной
•низколегированной (ОСТ НКТП 7124) и леги-
легированной (ГОСТ В 1449-42). Значительная
часть изделий конструируется из листового,
сортового и фасонного проката. Кроме про-
прокатного сортамента, в металлических кон-
конструкциях используются штампованные эле-
элементы и реже — стальное и чугунное литьё и
поковки.
Для металлических конструкций могут
проектироваться сварные и клёпаные соеди-
соединения. Пределы их применения, конструкции
-соединений, допускаемые напряжения и расчёт
прочности изложены в гл. V.
При проектировании машиностроительных
(конструкций следует: а) выбирать генеральную
схему с учётом целесообразного распределения
В ней усилий; б) обеспечить возможность ра-
рационального изготовления конструкций; в) учи-
учитывать вибрационную прочность конструкций
« г) учитывать термическое воздействие, ока-
оказываемое на конструкции сваркой (собственные
-напряжения и деформации).
Допускаемые напряжения для основного ме-
металла машиностроительных конструкций при-
принимают в зависимости от рода нагрузок и усло-
условий работы.
Основным является допускаемое напряже-
напряжение при растяжении R2. Остальные виды на-
напряжений при отсутствии специальных указа-
мий можно для расчёта принимать: при сжатии
Rd—Rzy, где ю — коэфициент продольного
изгиба (см. стр. 873); при изгибе Рь — R/, при
•срезе /?, = 0,0/?г; при смятии торцовых по-
поверхностей RCM — 1.50/?г.
По ТУ Народного комиссариата по строи-
строительству СССР 1944 г. [15] приняты допу-
допускаемые напряжения, приведённые в табл. 1.
Концентрация напряжений в сварных
и клёпаных соединениях
Определение напряжений в сварных и клё-
ланых соединениях условно, так как оно не
учитывает концентрации напряжений (см. гл. V).
Таблица /
Вид напряжений
Растяжение, изгиб.
Срез
Смятие торцовой
поверхности
Допускаемые
Ст. Ос
I
1400
goo
2IOO
напряжения
в кг/см3
и Ст. 2
II
i6oo
IOOO
2400
I — с учётом основных нагрузок;
Ci
1
1600
IOOO
2400
г. 3
II
i8oo
1100
2700
II — с учётом основных и дополнительных нагрузок.
В сварных соединениях причинами концен-
концентрации напряжений являются технологиче-
технологические дефекты и конструктивные особенности
соединений [Ь].
Технологи-
Технологические дефек-
ты. Очаги концен-
концентрации напряже-
напряжений возникают око-
около шлаковых вклю-
включений, газовых пу-
пузырей, трещин, в
зоне непровара на-
наплавленного метал-
металла с основным
(в наплавленном
металле) и у под-
подрезов около швов
(в основном метал-
металле). В точечном
соединении при
контактной сварке
очагами концен-
концентрации напряже-
напряжений являются ра-
раковины и непро-
вары.
Иа ограничен-
ограниченном участке коэ-
фициенты концен-
концентрации напряже-
напряжений иногда достигают очень высоких значений.
Концентрация напряжений возникает вслед-
вследствие нерациональной геометрической фор-
Нерационольн*
Фиг. I. Рациональные и нера-
нерациональные формы швов.
ГЛ. XIV]
ОБЩИЕ СВЕДЕНИЯ
849
мы швов. При сваривании встык лучшей являет-
является форма со снятым усилением и с подва-
ром угла, противоположного разделке кромок
(фиг. 1, а). В этом случае распределение на-
напряжений по шву происходит равномерно.
Наиболее целесообразное очертание валико-
вого шва изображено на фиг. 1, б. где плавное
сопряжение достигается механической обра-
обработкой. Приемлемой можно считать форму рав-
равнобедренного шва (фиг. 1, в). Нерациональными
являются: стыковые швы с наплывом (фиг. 1,г),
без подвара угла (фиг. 1,3), а также валико-
вые швы, имеющие форму квадранта (фиг. 1,е).
Рациональное очертание шва — на фиг. \,ж,
нерациональное — на фиг. 1, з. При наличии
усилений в шве распределение напряжений а
по различным сечениям стыкового шва проис-
происходит неравномерно (фиг. 2, б, в, г).
Коэфициенты концентрации напряжений от
нерациональной геометрической формы имеют
высокие значения, так как в большинстве
случаев напряжения концентрируются на не-
небольших участках шва.
Конструктивные особенности
соединений. В рационально сконструиро-
сконструированных стыковых соединениях при всех ви-
видах сварки концентрация напряжений не имеет
места. При выпуклых очертаниях стыкового
шва вследствие наплыва распределение напря-
напряжений в соединении при его работе в упругой
стадии становится неравномерным (фиг. 2) [8].
Коэфициент концентрации Кг— шах дости-
ао
тает 1,5 — 1,6
°0
i = 1,2s (фиг. 2, а), где
ffmax — наибольшее
напряжение в со-
соединении, о0 — на-
напряжение при рав-
равномерном распре-
распределении усилий.
В соединениях
с валиковыми шва-
швами имеет место
концентрация на-
напряжений в основ-
основном металле около
валиков, резко воз-
возрастающая при на-
наличии подрезов и
при квадрантной
форме валиков.
Уменьшается кон-
концентрация при ме-
механической обра-
обработке валиков, ко-
которая обеспечивает
плавное сопряже-
сопряжение наплавленного
металла с основ-
основным (фиг. 1, б).
В соединениях
с лобовыми швами
распределение на-
напряжений равно-
равномерно по длине шва
и неравномерно по его поперечному сечению.
Наиболее напряжённой точкой лобового шва
является вершина прямого угла. Расчёт проч-
прочности производится по касательным напряже-
напряжениям, действующим в плоскости биссектрисы
прямого угла. В действительности распределе-
Фиг. 2. Распределение напря-
напряжений в стыковом шве.
ние напряжений по шву происходит в соот-
соответствии с уравнениями плоской задачи теории
упругости. В точках сечения лобового шва
действуют три компонента напряжений: два
нормальных ах и <3у и касательное т; (фиг. 3, а).
На фиг. 3, б показано распределение напря-
2000
W00
Cl1
IT"
Ь
—г
—
V
б)
У/
\
1000
о
woo
2000
Фиг. 3. Распределение напряжений в лобовом
шве.
жений ах, ауп 1 по сечению, совпадающему с
основанием шва, и по сечению в плоскости
биссектрисы прямого угла.
В соединениях с фланговыми швами (фиг. 4)
концентрация напряжений возникает по не-
нескольким приведённым ниже причинам.
1) Усилия распределяются неравномерно
по длине фланговых швов [4]. При равных
площадях поперечных сечений соединяемых
элементов, т. е. при Рг = F2=F, усилие qx на
единицу длины флангового шва в сечении х
при работе в упругой стадии определяется по
формуле
аР
I (/ - х)\,
где Р — усилие, действующее в соединении,
. . ,/~~4бГ
/ — длина флангового шва; a = 1/ Ff7-;
Е— модуль упругости основного металла;
G — модуль упругости флангового шва, обыч-
обычно принимаемый при расчётах этого рода
— 0,7.106 кг/см2.
Распределение усилий по длине фланговых
швов происходит согласно уравнениям цепных
линий, как указано на фиг. 4, а. При неравных
площадях поперечных сечений соединяемых
элементов (/=", < /%,) распределение усилий по
длине фланговых швов также происходит со-
согласно уравнениям цепных линий, но как ука-
указано на фиг. 4, б.
Коэфициент концентрации КТ = х , где
qmax—наибольшее значение усилия, полученное
850
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. !
теоретически; ^—среднее значение при условии
равномерного распределения усилий по длине
фланговых швов. К.? возрастает с увеличением
Q7fe
¦ где '~ длина шва, к — катет шва.
Фиг. 4. Распределение касательных усилий
' по длине фланговых швов [4].
2) Усилия распределяются неравномерно
по сечению основного металла между флан-
фланговыми швами. Распределение напряжений и
при работе в упругой стадии показано на
фиг. 5. Степень неравномерности возрастает с
а
увеличением у-.
?""•"'
ттппптапп
ГС""""""'"™
-с
Фиг. 5. Распределение нормальных напря-
напряжений в основном металле между фланго-
фланговыми швами.
3) Напряжения распределяются неравно-
неравномерно по поперечному сечению фланговых
швов. Это обстоятельство обычно не учиты-
учитывается при расчётах.
В комбинированных соединениях, состо-
состоящих из лобовых и фланговых швов, концен-
концентрация напряжений возникает вследствие
неравномерного распределения усилий Рх и Р2
между лобовыми и фланговыми швами
(фиг. 6) [8]. Степень неравномерности зависит
от ~а ' ~?~ и G< ' где ^1 и ^2—М°ДУЛИ упру-
упругости лобового и флангового швов. График
построен для случая, когда F\ = F2, G2 =
= 0,7-106 кг/см2, a Et принимает значение от
0,7-106 до 2,1-106 кг/см*. Пунктирная кривая
построена в предположении одинаковой напря-
напряжённости всех швов соединения. Из графика
следует, что лобовой шов во всех случаях
воспринимает усилия Рь большие, чем выте-
вытекающие из элементарных расчётов прочности,
а фланговые швы — Р2 меньшие. Вследствие
неравномерного распределения усилий по длине
швов последние оказываются также перенапря-
перенапряжёнными по сравнению с данными элементар-
0 1 2 3 4 5~ I/a
Фиг. 6. Распределение усилий между лобовыми и
говыми швами комбинированных соединений.
флан-
фланных расчётов (см. гл. V). Указанные соот-
соотношения меняются незначительно при —е- —
= 2 и G2 ¦-— 1,05• 106 кг/см2. График справедлив
при работе соединения в упругой стадии.
В соединениях, сваренных в т а в р, концен-
концентрация напряжений зависит от способа подго-
Расчетное напряж.<
Фиг. 7. Распределение напряженки в соедине-
соединениях втавр (ЦНИИТМАШ).
товки кромок. Без подготовки кромок распре-
распределение напряжений происходит, как показано
на фиг. 7, а, в соединениях с подготовкой
кромок — на фиг. 7, б [б]. В прорезных со-
ГЛ. XIV]
ОБЩИЕ СВЕДЕНИЯ
851
единениях напряжения распределяются, как
при фланговых швах.
В соединениях с двухсторонними наклад-
накладками концентрации напряжений возникают:
а) в зоне основного металла — около валико-
вых швов; б) в валиковых швах вследствие
Фиг. 8. Распределение напряжений в со-
соединениях с накладками.
неравномерности распределения усилий между
швами в комбинированном соединении и не-
неравномерной работы швов — по их длине и
в) в основном металле — между швами. На
фиг. 8 показано распределение напряжений
в соединениях с накладками.
В стыковых соединениях с односторон-
односторонними накладками концентрация напряжений
возникает так же, как при двухсторонних на-
накладках, но неравномерность распределения
усилий увеличивается вследствие изгиба, вызы-
вызываемого несимметричным расположением на-
накладки.
В точечном соединении при контактной
сварке неравномерно работает основной ме-
металл, который перегружен в зоне, прилегаю-
прилегающей к сварной точке, за счёт понижения
напряжений в более удалённой области. В со-
соединении, состоящем из нескольких точек,
расположенных по направлению действия силы,
крайние точки работают значительно интен-
интенсивнее промежуточных [7]. Неравномерность
распределения усилий тем значительнее, чем
больше точек в продольном ряду и больше
расстояние между точками. Это справедливо
Фиг. 9. Распределение усилий в точечном соединении
при контактной сварке (ЦНИИТМАШ). Сплошной
линией показаны средние значения результатов двух
испытаний.
при работе соединений в упругой стадии. На
фиг. 9 показано распределение усилий в то-
точечном соединении.
Испытания, проведённые в Центральном ин-
институте промышленных сооружений над флан-
фланговыми соединениями и соединениями с наклад-
накладкой, показали [5], что в пластической стадии
распределение напряжений выравнивается,
приближаясь к тому состоянию, которое при-
принимается по условным расчётам (см. гл. V).
Испытания под статической нагрузкой раз-
различных видов соединений, выполненных элек-
электродуговой и газовой сваркой, показали, что
прочность их не зависит от концентрации напря-
напряжений, возникающих в упругой стадии, и мо-
может быть рассчитана по формулам, приведён-
приведённым в гл. V.
Испытаниями под статической нагрузкой
соединений, выполненных точечной контактной
сваркой, установлено некоторое понижение
прочности соединения при большом числе
точек, расположенных по направлению усилия,
по сравнению с одноточечным соединением.
В клёпаных соединениях концентрация на-
напряжений также вызывается технологическими
дефектами и конструктивными особенностями
соединений.
Технологические дефекты клёпки.
Очагами концентраций являются рванины, зару-
зарубины, неплотная посадка заклёпки в отвер-
отверстие и т. д.
Коэфициенты концентраций напряжений от
этих причин неоднородны и могут достигать
высоких значений при резко выраженном мест-
местном характере концентраций.
852
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
Конструктивные особенности
соединений. Концентрации напряжений
возникают вследствие: а) ослабления отверстия-
отверстиями основного металла (распределение напря-
напряжений в зоне ослабления показано на фиг. 10);
б) сосредоточенного характера усилия, пере-
передаваемого заклёпкой сечению (местные напря-
напряжения концентрируются в очень короткой зоне
вблизи заклёпок (фиг. 10), и коэфициенты
3,0d 2Pd 1,5d [Od 05d 0 Q|5c/ [Od ijSd 2d 2,5d
По продопьному сечению ДД
iiniiiiiiiiiiiiii-tiiiiiiiiiiiiiiiiiminiiirmJ
Фиг. 10. Распределение нормальных напряжений
в основном металле около заклёпки.
концентрации по опытам достигают 6—8 [14]);
в) неравномерности распределения напряжений
между отдельными заклёпками в соединениях.
Механические свойства сварных
и клёпаных соединений
Сварные соединения малоуглеродистых
сталей, работающих под статической на-
нагрузкой. Механические свойства соединений,
сваренных встык ручным способом электродами
различных марок, приведены в табл. 2 [1].
Механические свойства соединений, сварен-
сваренных встык на автоматах подслоем флюса, при-
приведены в табл. 3 [12].
Предел прочности лобовых швов, равный
28—35 kzjmm^ при сварке электродами с ме-
меловыми покрытиями, повышается при приме-
применении электродов высокого качества. Предел
прочности лобовых швов при работе соеди-
соединения на сжатие выше на 10—15% по сравне-
сравнению с работой на растяжение.
Предел прочности фланговых швов почти не
зависит от их длины. Валиковые швы не по-
понижают предела прочности основного металла
при его работе под статической нагрузкой [Ь].
Сварные соединения углеродистых и
низколегированных конструкционных ста-
сталей, работающих под статической нагруз-
нагрузкой. При сварке встык углеродистых и низко-
низколегированных сталей толстопокрытыми элек-
электродами или автоматической сваркой под
слоем флюса предел прочности швов не усту-
уступает пределу прочности основного металла, а
в ряде случаев превосходит его; угол загиба —
от 120 до 180°. Предел прочности шва, выпол-
выполненного контактно-стыковой сваркой с опла-
оплавлением, также не уступает пределу прочно-
прочности основного металла, а предел прочности
точки не опускается ниже 0,65 предела проч-
прочности основного металла.
Сварные соединения малоуглеродистых
сталей, работающих под ударной нагрузкой.
Значения ударной вязкости сварных соедине-
соединений малоуглеродистых сталей, испытанных на
копре Шарпи (надрезы сделаны по оси шва),
даны в табл. 4 [1].
Значение ударной вязкости сварных соеди-
соединений по величине близко к ударной вязкости
основного металла. Исключение составляют
соединения, сваренные электродами с меловыми
покрытиями.
Величины ударной вязкости соединений
малоуглеродистых сталей, сваренных на авто-
автоматах под слоем флюса и испытанных при вы-
высоких температурах, следующие [12]:
Температура в °С го аоо з°° 45°
Ударная вязкость а^ в кгм/см'2 ю,о 12,3 ю,о 5.9
Таблица 2
Наименование электродов
Марка по
ГОСТ 2823
Предел
прочности
в кг/мм**
Предел
текучести
в кг\мм?
Относи-
Относительное
удлинение
\
в°/0
Сужение
попереч-
поперечного сече-
сечения
'У в %
Угол загиба
образцов,
сваренных
встык,
С «меловым покрытием
ОММ2 .
ОММ5
УОНИ 13/45
УОНИ 13/55
УОНИ 13/65
К-7
Эз4
Э42
Э42
Э42А
Э50А
Эбо
>34
42—50
.5°
43—48
50—55
6о-65
7°
25—35
?>— 45
4°
6
18-эо
26
25—3°
2О—25
8-37
Э°-5°
65—70
6о—7°
Таблица 3
Марка
стали
Сорт проволоки
Марка
флюса
Предел ; Предел
прочности i текучести
'1 ! о'
Ь s
в кг мм? в кг/мм?
Относи-
Относительное
удлинение
К
в
/о
Сужение
попереч-
поперечного сече-
сечения
<К в °/„
Ст. 2—3
Ст. 2—3
Ст. 2—3
Ст. 4
Ст. 4
Кремнистая . . . .
Малоуглеродистая
Кремнистая . . . .
Малоуглеродистая
АН-1
ОСЦ-45
АН-1
АН-1
ОСЦ-45
48—53
42—46
31—39
29—31
37.1
45.3
35,8
27—29
25—30
21,2
20,4
28,2
49-66
62—71
54-9
44,7
64,1
ГЛ. XIV]
ОБЩИЕ СВЕДЕНИЯ
853
Таблица 4
1
Метод сварки
Ручной, электроды с меловым по-
Ручной, электроды ОММ2
УОНИ 13/45 . .
УОНИ 13/55 . .
Автоматический, кремнистая про-
проволока, флюс АН-1
То же, малоуглеродистая прово-
проволока, флюс ОСЦ-45
Ударная вяз-
вязкость напла-
наплавленного
металла а^
в кгм/см?
8—16
До 25—30
» 25—30
9.7—!5,з
ю,5—12,5
Ударная вязкость аналогичных образцов при
низких температурах уменьшается. В табл. 5
приведены полученные значения ударной
вязкости сварных соединений при испыта-
испытании различных образцов при низких темпера-
температурах [20].
Таблица .5
X арактеристика
образцов
I без термообра-
термообработки
И то же •
III
I после высокого
отпуска
II то же
III
После нормализа-
нормализации
II то же
Ш
Ударная вязкость в кгм/см3
при температурах испытаний
в °С
— 20
5,6
8.7
9-35
7>°5
9Д
8.4
6,2
9.6
Ю,1
— 50
3.4
Ю,1
5>о
4,32
9.1
4,4
6.1
5.75
— 78
1.97
2,9
7>5
1,9
2,О2
6,9
1,74
6,17
7,7
— 120
°>55
3-9
7.1
о,8б
О,б2
7.6
2,28
О,б2
7.65
I — образцы из малоуглеродистой стали, сварен-
сваренные электродами с толстыми покрытиями на мине-
минеральной основе; II —то же на органической основе;
III—то же электродами из аустенитовой стали B5% Сг,
12% Ni).
Проковка швов, производимая при высоких
температурах, значительно повышает ударную
вязкость сварных соединений. Опытами
установлено, что образцы из малоуглеродистых
сталей, сваренные встык, имеют без проковки
a'k = 4,9 кгм\смъ и после проковки a'k =
= 16,3 kzmjcm2.
По данным экспериментов образцы соедине-
соединений, выполненных газовой сваркой, имеют без
проковки ak — 3,6 кгм/см2, а после проковки
достигают а^ = 16,0 кгм/см3.
Сварные соединения углеродистых и
низколегированных конструкционных ста-
сталей, работающих под ударной нагрузкой.
Ударная вязкость сварных соединений углеро-
углеродистых и низколегированных конструкционных
сталей при любом высококачественном методе
сварки (ручном с толстопокрытыми электро-
электродами, автоматическом под слоем флюса, кон-
контактном с оплавлением) понижается по сравне-
сравнению с ударной вязкостью основного металла,
но при отлаженном технологическом процессе
может быть доведена в отдельных случаях до
100% ударной вязкости основного металла.
Сварные соединения малоуглеродистых
сталей, работающих под вибрационной на-
нагрузкой. Вибрационная прочность сварных
соединений зависит от количества загружений,
характеристики их циклов, разновидностей уси-
усилий, а также формы и размеров испытуемых
образцов.
Особенное влияние на вибрационную проч-
прочность сварных соединений оказывают техно-
технологический процесс сварки и конструкция
соединений.
Значения пределов усталости соединений
встык при различных способах сварки следую-
следующие (в кг/мм2) [8]:
Ручная дуговая электросварка гонко-
покрытыми электродами 8,о — п,2
То же толстопокрытыми электродами . . 15,0 — 2i,o
Автоматическая электросварка под слоем
флюса i8,9 — si,2
Контактная электросварка стыковая сопро-
сопротивлением • . ¦ 17,6
То же с оплавлением 19,4
Газовая сварка Аналогичны значе-
значениям при сварке
электродами с тол-
толстыми покрытиями
Данные предела усталости приведены для
стандартных образцов при отлаженном техно-
технологическом процессе, в результате испытаний
на изгиб при симметричных циклах. Предел
усталости сварных соединений при дуговой
электросварке не меняется заметным образом
в зависимости от рода тока (постоянный или
переменный). Предел усталости сварных со-
соединений из прокатной малоуглеродистой стали
составляет 11,2 кг/мм"*, литой —11,1 кг/мм2,
соединения прокатной стали с литой —
9,85 кг\мм* [19].
Пределы усталости зависят от характера
подготовки соединений при сварке.
В табл. 6 приведены значения пределов уста-
усталости а'г соединений втавр при асимметрич-
асимметричном цикле, полученные [19] при испытании
продольными силами.
Таблица 6
Соединение
Характеристика шва
Выпуклый в форме
квадранта
Механически обработан-
обработанный. . . . •
Необработанный . . . .
С частичной подготов-
подготовкой кромок
в кг1млР
С полной подготовкой
кромок
ю,5—и,9
1б,о—17,0
9-4
11,0
15»°
Пределы усталости различных соединений
встык и перекрытых накладками даны в
табл. 7 [3].
854
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
Таблица 7
Вид образца
в кгIмм1
Тот же
Тот же
i ' U *"*' /
17
i8
8—ю
8-9
9—13
15—18
22
10,3
Примечание
Х-образный шов,
небольшие непровары
у основания
V-образный шов
без подвара
V-образный шов
с подварком, плавный
переход
То же
Без обработки, шов
выпуклый
Плавный переход
Швы не обработаны
Швы без обработки,
короткие образцы
Длинные образцы
То же
Выфрезерованы за-
закругления
Швы не обработаны
Швы и переход к
основному металлу
обработаны
Результаты сравнения вибрационной проч-
прочности различных сварных соединений приведе-
приведены в табл. 8. Качество соединения определя-
определялось количеством циклов до разрушения [16].
Наибольшую вибрационную прочность име-
имели соединения встык.
Опытами ряда организаций [22] установлено,
что валиковые швы уменьшают вибрационную
прочность образца, и уменьшение это проис-
происходит вследствие концентрации напряжений
в зоне валиковых швов.
Термическая обработка сварных соедине-
соединений малоуглеродистых сталей почти не увели-
увеличивает вибрационную прочность сварных об-
образцов, механическая обработка швов значи-
значительно повышает их механические качества.
Пределы усталости при пульсационных на-
нагрузках, по данным экспериментов, следующие
[22] (в кг/мм*):
Основной образец • . . . 27,3
Образцы после наплавки односторонних
поперечных валиков 16,5
То же после отжига 650° С 18,2
920° С i9,o
„ „ обработки концов швов . . 17,5
, „ снятия валика аб.о
» и отжига ¦ . а6,о
Предел усталости соединений при контакт-
контактной точечной сварке составляет: при рабочих
точках — 9 кг]мм2, при связующих точках —
16 кг/мм* [8].
Проковка швов повышает величину пре-
предела усталости с 12,6 до 14,0 кг/мм2.
Сопротивление многократным ударам за-
зависит от количества загружений и конструк-
конструкции соединений (фиг. 11).
Количество удароО
Фиг. И. Вибропрочность при ударе
в зависимости от количества уда-
ударов и формы шва.
Сварные соединения специальных ста-
сталей, работающих под вибрационной нагруз-
нагрузкой. При сварке низколегированных и углеро-
углеродистых сталей предел усталости сварных
соединений повышается, как правило, в мень-
меньшей степени, чем их предел прочности.
Значения пределов усталости этих ста-
сталей приведены в табл. 9 и 10.
Пределы усталости соединений повышаются
при сварке электродами Э42А и на автоматах
под слоем флюса.
При проведении испытаний в условиях
низких температур [17] предел усталости
сварных соединений повышается.
Основные выводы по сварным соеди-
соединениям, а) Величина предела усталости z'r
сварного соединения в сильной степени зависит
от технологического процесса сварки. Неболь-
Небольшие дефекты шва, не уменьшающие замет-
заметным образом оЬу значительно снижают вели-
величину а'г
б) Для повышения аг следует применять
такие формы соединений, в которых отсут-
отсутствуют значительные концентрации напря-
напряжений.
в) Наибольшую вибрационную прочность
имеют соединения встык прямым и в особен-
особенности косым швом. Соединения встык,
гл. xiv)
ОБЩИЕ СВЕДЕНИЯ
855
Таблица Н
1
(_
(
i
с '
с
Вид образца
1
_J
1
т—
j
-г
—1/501—
i
на
1
1
U-/55—'
ii
II
-300
яг
Li
75 U
г~
—-[
шл
\
У с
1
1
%
т
\\
455SR
э
&>|
1
.Sat
Г
120
i
*
100
i
—г
ф
t
!
щ
i
\
3
1 § <
11 " Г '
Количество загру-
жений до разру-
разрушения N • 10~6
5.OI—ю
0,96—2,43
1.05—3>44
о,27-о,2д
I,об—1,47
0,25—1,63
Предел прочности
при статической
нагрузке в kzjmm3
38,6-42,1
38,0—40,0
39,6—42,2
32>3— 34.4
42,6
37.4
36,2
Характер разрушения
а) Разрыв вне шва
б) „ в шве
в) Образец не разорвался
б) , металла вблизи шва
а) Разрыв по шву
В большинстве случаев разрушались на-
накладки
Разрыв по накладкам
То же
Таблица 9 [18]
Таблица 10
Содержание углерода
и легирующих элементов
в стали в %
0,25С; 1,5 Мп. . •
0,28 С; 1 Мп; 0,5 Си ....
0,35 С; 1,1 Мп; 0,6 Си ...
Предел усталости
в кг/мм?
основ-
основного
металла
18,8
25,0
26,4
27.о
сварно-
сварного со-
едине-
единения
встык
а'г
14.9
15.2
15.6
i8,o
соеди-
соединения
встык
после
отпуска
при
=600° С
и
"г
15-4
18,2
Содержа-
Содержание углеро-
углерода в стали
В ®/
си
оK8
о,68
основ-
основного
металла
9 г
1б,О
21,0
22,0
Предел усталости в кг/мм*
соединения
встык при
сварке тол-
стопокры-
стопокрытыми элек-
электродами
l6,O
14,9
16,0
соединения
встык при
сварке низ-
колегиро-
колегированными
электро-
электродами с
1,5°/о Мп
l6,O
14.9
14.9
соединения
встык при
газовой
гирован-
нои прово-
проволокой
т
"г
l6,O
18,0
17,0
856
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
РАЗД.
перекрытые накладками, уступают по вибра-
вибрационной прочности соединениям встык без
накладок. Соединения с валиковыми швами
имеют меньшую вибрационную прочность, чем
стыковые.
г) В сварных соединениях, работающих
под вибрационными нагрузками, нередко раз-
разрушения наступают в основном металле от
концентрации напряжений, вызванной нера-
нерациональной конструкцией.
д) Вибрационная прочность наплавленного
металла в условиях низких и высоких темпе-
температур меняет свою величину подобно основ-
основному металлу.
Клёпаные соединения, работающие под
статической нагрузкой [14]. Предел прочно-
прочности срезу заклёпок в соединениях приведён
в табл. 11.
Таблица 11
Метод клёпки
Гидравлический
Пневматический
Ручной
Предел прочности
срезу "с в кг/жм?
Ст. 3
33.9
33.8
33.8
Ст. 5
46,7
ф,о
45.5
сталь
крем-
кремнистая
47-2
44.2
44-7
В клёпаных соединениях при напряжениях
менее 700 кг/см2 усилия между листами пере-
передаются силами трения; при напряжениях более
700 кг/см2 наступает сдвиг между листами,
особенно резко выраженный4при неплотной по-
посадке, и при напряжениях 'более 2000 кг/см2
происходят текучесть в стержне заклёпки и
разворачивание дыры.
Относительное удлинение металла в зоне
шва вследствие наклёпа с течением времени
резко падает.
Клёпаные соединения, работающие под
вибрационной нагрузкой., На вибрационную
прочность клёпаных соединений оказывает
большое влияние отношение диаметра за-
клёпки к толщине металла. При малом d
lr
ЗОО0\
2000
W0Q
О
—-
S
ч
\
W00
бг
гоой
woo
а) ' в)
Фиг. 12. Вибропрочность клёпаных соединений
в зависимости от напряжений в основном ме-
металле.
разрушение соединений происходит по заклёп-
заклёпкам, при большом — по основному металлу
у заклёпочных дыр.
Значения, характеризующие вибрационную
прочность соединений, разрушающихся вслед-
вследствие среза заклёпок, приведены на фиг. 12, а,
а вследствие разрушения основного металла —
на фиг. 12, б. Испытания проводились при
цикле 0-»-5тах. По оси абсцисс отложены
величины максимальных напряжений основ-
основного металла, по осям ординат — пределы
усталости соединений.
Учёт динамических нагрузок
При статических нагрузках в конструк-
конструкциях из углеродистых и низколегированных
сталей сварные и клёпаные соединения равно-
равноценны и хорошо обеспечивают при правиль-
правильном проектировании равнопрочность целого
сечения.
При вибрационных нагрузках наивысшую
прочность имеют прокатные элементы без со-
соединений, на втором месте — элементы, имею-
имеющие сварные соединения встык, на третьем —
с клёпаными соединениями, на четвёртом — с
валиковыми швами (табл. 12) [16].
Таблица 12
Тип соединения
Сварной косой стык балки -
„ прямой „ „ .
„ „с наклад-
накладками с ¦
Переменной толщины, вали-
ковые швы обработаны ...
Клёпаный стык двутавровой
балки •...
Сварной прямой стык с ром-
ромбическими накладками по-
постоянной толщины, швы не
обработаны
Сварной прямой стык с на-
накладками переменной толщи-
толщины, швы не обработаны . .
Амплитуда
изменения
напряже-
напряжений в
кг/мм1
I—18
1-16
1-17
1-18
i—16
I~4
i-15
Число за-
гр ужений
до разру-
разрушения
(миллионы)
2.1о6
2,зо8
¦ 1-587
1,8зб
0,824
0-945
О,б28
Для повышения сопротивляемости сварных
соединений действиям вибрационных нагру-
нагрузок необходимо:
а) Иметь высокие механические свойства
наплавленных швов путём применения авто-
автоматического метода сварки под слоем флюса,
электродов с качественными покрытиями,
контактной стыковой сварки с оплавлением —
при автоматическом регулировании. Для кон-
конструкций, испытывающих вызванные сваркой
объёмные напряжения, в США повышают виб-
вибрационную прочность изделий применением вы-
высокого отпуска, а также проковки швов.
б) Проектировать рациональные формы
сварных швов: в соединениях встык, сварен-
сваренных дуговой электросваркой, обязательно
предусматривать подвар вершины стыкового
шва; в соединениях втавр — разделку кромок;
в валиковых швах — плавное сопряжение
наплавленного металла с основным, для чего
в сильно напряжённых элементах ответствен-
ответственных изделий производится механическая об-
обработка швов; в некоторых случаях для
плавного сопряжения наплавленного металла
с основным — сварку газом (в авиационных
конструкциях).
в) Применять соединения встык прямыми
и косыми швами (фиг. 13, а, б), при которых
концентрация напряжений имеет наименьшую
ГЛ. XIV]
ОБЩИЕ СВЕДЕНИЯ
857
а)
6)
Фиг. 13. Рациональные
типы соединений.
величину, и при различных толщинах элемен-
элементов производить плавное изменение их тол-
толщины в месте сопряжения (фиг. 13, в). Избе-
Избегать в сильно напряжённых элементах скопле-
скопления валиковых швов и
швов, направленных
перпендикулярно нор-
нормальным напряже-
напряжениям, действующим в
элементах.
г) Не допускать
соединений с двухсто-
двухсторонними накладками
без сварки встык и
избегать соединений,
сваренных встык, с
односторонними на-
накладками.
д) Во всех сильно
напряжённых деталях
сварных и клёпаных
конструкций избегать по возможности вырезов,
резких скачкообразных изменений геометри-
геометрических форм, создающих препятствия рас-
распространению силового потока.
Для улучшения сопротивляемости сварных
соединений действию удара следует повы-
повышать их пластические сзойства. С этой целью
целесообразно применять сварку: автомати-
автоматическую под слоем флюса, ручную электро-
электродами с качественными покрытиями или кон-
контактно-стыковую с оплавлением при автомати-
автоматическом регулировании. Для изделий, испыты-
испытывающих вызванные процессом сварки объём-
объёмные напряжения, полезен высокий отпуск.
Напряжения и деформации, вызываемые
сваркой
Напряжения [2, 8, 10]. Сварочный процесс
вызывает в конструкциях появление собствен-
собственных (внутренних) напряжений.
Собственные напряжения возникают струк-
структурные и механические; механические назы-
называются напряжениями первого рода.
Структурные напряжения образуются пре-
преимущественно при сварке углеродистых и ле-
легированных сталей. Эти напряжения имеют
практическое значение при сварке сталей, в
которых содержание углерода 0,3—0,35% и
выше, и сталей с меньшим количеством угле-
углерода, но содержащих хром, марганец, воль-
вольфрам, никель и другие элементы, повышающие
их закаливаемость.
Структурные напряжения появляются в
самом наплавленном металле швов, на кон-
контактной поверхности (при контактной сварке)
и в зоне свариваемых участков. Структурные
напряжения не ориентированы определённым
образом в пространстве и взаимно уравно-
уравновешены в микрообъёмах. Величина напряже-
напряжений зависит от химического состава основ-
основного и наплавленного металла, а также от тем-
температурного режима сварки и условий охла-
охлаждения соединения и не может быть опреде-
определена расчётом методами сопротивления мате-
материалов. При неблагоприятных обстоятельствах
структурные напряжения вызывают трещины
в наплавленном металле и переходной зоне как
в горячем, так и холодном состоянии. Трещины
иногда возникают независимо от внешних на-
нагрузок. Структурные напряжения, опасные для
прочности ответственных конструкции, устра-
устраняются термической обработкой — низким от-
отжигом при температуре выше Асг.
Собственные напряжения первого рода
(механические) называются температурными,
если они вызваны неравномерным нагревом
или остыванием изделия, и остаточными,
если возникли в результате пластических
деформаций при сварке.
При сваривании изделия в незакреплённом
состоянии собственные напряжения взаимно-
уравновешены. При сваривании в закрепле-
закреплениях в изделии возникают усилия от реакции
в связях.
В сварных конструкциях собственные на-
напряжения называются продольными, если на-
направлены вдоль швов и наплавок, и попереч-
поперечными, если направлены перпендикулярно им.
В сварных конструкциях всегда действуют
объёмные напряжения, которые имеют сущест-
существенное значение главным обра-
образом при сварке элементов боль-
больших толщин и элементов, рас-
расположенных по различным на-
направлениям в пространстве.
Собственные напряжения
учитываются как плоскостные
при сварке изделий, у которых
один из размеров мал по сра-
сравнению с двумя
б другими,напри-
другими,например, тонких
пластин и обо-
оболочек.
Собственные
напряжения
учитываются
как одноосные.
при сварке из-
изделий, у кото-
которых два разме-
размера малы по срав-
сравнению с треть-
третьим. Это имеет
место в кон-
конструкциях, сва-
свариваемых по-
посредством про-
продольных швов
если они парал-
параллельны и отстоят друг от друга на достаточно
большом расстоянии, например, при сваривании
труб продольными швами, элементов таврового
двутаврового профиля и т. д.
Процесс образования одноосных остаточных
напряжений при сварке показан на фиг. 14 [11].
При установившемся температурном режиме
сварки (при прямом методе ведения дуги) рас-
распределение температуры по ширине попереч-
поперечного сечения элемента определяется в первом
приближении формулой [13]
Ширина пластины
6)
Фиг. 14. Температурные и остаточ-
остаточные напряжения в пластине при
наплавке на кромку (теоретиче-
(теоретические данные).
•х*
Я
К0(и),
где Ко {и) — бесселева функция нулевого по-
порядка от мнимого аргумента, в которой
EJ—мощность сварочного тока; 5 — толщина
пластины; А — коэфициент теплопроводности.
858
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
равный 0,096 кал/см сек °С (для малоугле-
малоуглеродистой стали); а — коэфициент, равный
— ; для малоуглеродистой стали а=0,085 см/сек;
с — теплоёмкость, равная 0,145 кал/г °С (для
малоуглеродистой стали); -у — удельный вес,
равный 7,85 г/см3; г—расстояние от рассма-
рассматриваемой точки до источника нагрева г =
= Ух2 -{-у*, v — скорость движения источ-
источника нагрева (дуги); х, у — координаты точки
относительно источника нагрева; а — коэ-
коэфициент теплоотдачи, равный 0,00046—
0,00068 кал/см2 сек "С (для малоуглеродистой
стали).
Формула выведена для пластин толщиной
10—15 мм.
Значения функции Ко (и) в зависимости от
аргумента следующие:
и
К0{и)
а
KJu)
0,1
4,02
1>5
O.2I3
0,2
1.75
г>7
0,165
О.5
2,0
0,114.
0,7
0,66
=¦5
0,062
1.0
0,43
3,0
0,03
На фиг. 14, а даны: кривая, выражающая
распределение температур деформаций при
сварке в процессе нагрева, и прямая, определя-
определяющая величины полных деформаций пластины 8.
Заштрихованная площадь между этими ли-
линиями является эпюрой напряжений. Эпюра
построена при условном предположении, что
при t ;> 600° С предел текучести равен нулю,
а при г < 500° С — соответствует пределу те-
текучести при нормальной температуре.
Зона, в которой металл находится в пла-
пластическом состоянии, называется зоной уса-
усадочных напряжений. Заштрихованная площадь
на фиг. 14, б представляет эпюру собственных
(остаточных) напряжений, которые появляются
в сечении элемента из малоуглеродистой стали
после его остывания при условии, что оно
остаётся плоским. Распределение остаточных
напряжений по сечению определяется усло-
условиями статического равновесия: сумма проек-
проекWOO
600
200
ZOO
BOO
ш
ш
п
*» 1
1
0 2L
1
Jllll
1
1
rttl
ПИ
-Л
I \\г\
Щй
till
1
V
U
1
1
1^
il J П -
\ ¦' ^
\\ ^
\ =
! М =
1 40 60 80 100 120 140 s
Ширина пластины 1
1
1
Фиг. 15. Остаточные напряжения 8 пластинах
при наплавках на кромки (по данным автора).
ций всех остаточных усилий на ось равна нулю
и сумма моментов этих усилий относительно
оси равна нулю.
Эпюра остаточных напряжений при нало-
наложении валика на кромку листа изображена на
фиг. 15, при сваривании элементов таврового
профиля — на фиг. 16,
двутаврового — на f тте мм
фиг. 17 и в жёстком f~Tl I ffl i I 1 I i i \W0
угле рамы—на фиг. 18.
s
i
—
600 0 60.0WO1400кг/см?
Напряжение
кг/см
1400
woo
g 600
* Щ
% 200
сз й/7/)
/000
то
I
iff TTt^"
i:
II I
]\r
А
—\
ft
it
х ft
щ
zz
ггтттЩ...
.11—
t'
г
n
В попке
0 20 40 60 80 100 120 МОш
Фиг. 16. Остаточные напряжения в сварном тавре (данные
экспериментов автора).
Эпюра остаточных напряжений может из-
изменяться в зависимости от: а) условий техно-
технологического процесса сварки (силы сварочного
тока, последовательности наложения швов и
кг/см2
-, woo
1200800 400 0 400 8001200 кг/ем?
'800
1200
1600
Фиг. 17. Остаточные напря-
напряжения в сварных двутаврах
(данные экспериментов
автора).
наличия флюсов), влияющих на температуру
свариваемой конструкции (остаточные напря-
напряжения изменяются и при применении в
ГЛ. XIV]
ОБЩИЕ СВЕДЕНИЯ
859
процессе сварки искусственного охлаждения);
б) теплофизических свойств металла, подле-
подлежащего свариванию (например, хромоникеле-
вой стали аустенитового класса, у которой
очень малая величина коэфициента теплопро-
теплопроводности меняет характер распределения тем-
температуры по сравнению с обыкновенной мало-
малоуглеродистой сталью); в) геометрических раз-
размеров деталей, особенно при малых значениях
их. Определение ожидаемой величины оста-
остаточных напряжений расчётным путём очень
трудно. Экспериментально установлено, что
при любом методе сварки напряжения в свар-
сварном шве и переходной зоне достигают os.
При сваривании конструкций в закреплён-
закреплённом состоянии к остаточным напряжениям,
вызванным пластическими деформациями, до-
добавляются напряжения от реакции в связях (а0).
Напряжения эти особенно значительны при
сваривании элементов встык. Величина их
уменьшается с увеличением расстояния между
закреплениями. При сваривании в кондукторе
элементы испытывают добавочные напряже-
напряжения а0, при устранении реакций связей напря-
напряжения а0 исчезают.
Остаточные одноосные напряжения о в
конструкциях, изготовленных из пластиче-
пластических материалов (стали), безопасны. Напряже-
Напряжения о алгебраически суммируются с напряже-
напряжениями ад, вызванными внешними нагрузками.
050J2»
Цифры на эпюрах показывают
напряжения б кг/см?
Фиг. 18. Остаточные напряжения в сварном узле безрас-
безраскосной рамы.
При а -\- Сд = текучести наступает релаксация
(исчезновение остаточных напряжений). В дей-
действительности внешние нагрузки не полно-
полностью устраняют остаточные напряжения, а лишь
уменьшают их величину. Остаточные одноос-
одноосные напряжения не оказывают заметного влия-
влияния на понижение прочности в сварной кон-
конструкции при статических и даже при удар-
ударных и вибрационных нагрузках.
Плоскостные напряжения возникают в эле-
элементах с валиковыми швами, расположенными
по разным направлениям, а также в соедине-
соединениях встык. В стыковом шве при прямой по-
последовательности наложения шва возникают
напряжения а', действующие вдоль шва, и а"—
перпендикулярно шву (фиг. 19).
При объёмных напряжениях пластические
свойства конструкции понижаются. Воздействие
внешних сил на конструкцию, обладающую
объёмными остаточными напряжениями, более
опасно, чем на конструкцию, имеющую одноос-
одноосные остаточные напряжения. Если остаточные
объёмные напряжения малы по величине, то
под действием внешних сил может возникнуть
пластическая деформация, а также появляется
Эпюра б'
Эпюра б"
Фиг. 19. Остаточные поперечные и продольные напряже-
напряжения в соединении встык.
частичная релаксация остаточных напряжений.
Если объёмные остаточные напряжения зна-
значительны, то может произойти хрупкое разру-
разрушение. Для уменьшения остаточных объём-
объёмных напряжений при сварке следует избегать:
а) скученности в расположении швов, особенно
пространственных; б) большого количества
сближенных и пересекающихся швов и в) швов
с излишне большой толщиной.
Для той же цели необходимо обеспечить
возможность рационального выполнения техно-
технологического процесса.
Высокий отпуск с целью релаксации оста-
остаточных напряжений рекомендуется: а) для
элементов больших толщин (свыше 30—40 мм
при малоуглеродистых сталях); б) для кон-
конструкций, которые после сварки обрабатыва-
обрабатываются (в особенности по первому и второму
классам точности); в) для элементов, подвер-
подвергающихся значительной правке после сварки,
и г) для конструкций, изготовляемых из сред-
неуглеродистых и легированных сталей, рабо-
работающих под действием динамических нагрузок,
вне зависимости от толщины листа.
Деформации [2, 8, 10]. При сварке кон-
конструкций возникают деформации продольные,
изгиба и от потери устойчивости.
Деформации называются температурны-
температурными, если они протекают во время разогрева,
и остаточными, если имеют место после
остывания. На фиг. 20 показаны деформации
пластины при наплавке на кромку в различные
моменты времени.
Деформации элементов при сварке, проте-
протекающие частично в упругом и частично в
пластическом состоянии, происходят в боль-
большинстве случаев таким путём, как если бы
в усадочной зоне (где величина напряжении
достигала предела текучести) было приложено
усилие, сжимающее элемент.
Величина ожидаемой деформации от из-
изгиба (прогиб элемента) при сварке простейших
элементов конструкций (тавра, коробчатого
профиля и т. д.) может быть определена при-
приближённо по формуле
аР
/ ^
в которой /—величина наибольшего прогиба;
/ — длина элемента; Е— модуль упругости;
860
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
РАЗД. 5
J—момент инерции сечения; а — коэфициент,
зависящий от технологического процесса свар-
сварки, теплофизических свойств металла и усло-
условий теплоотдачи.
Деформации конструкций имеют большую
величину при газовой и меньшую — при дуго-
дуговой сварке электродами с толстыми покры-
покрытиями. При повышении силы тока деформации,
как правило, возрастают. Исключение соста-
составляют изделия малых размеров, в которых
сварка на высоких силах тока вызывает разо-
разогрев всего объекта.
Деформация возрастает при сварке стали
с пониженной величиной коэфициента тепло-
теплопроводности (например хромоникелевой ау-
стенитового класса). Деформации при обратно-
'////}//
Qocne остыбания
Фиг. 20. Деформации пластины в про-
процессе наплавки.
ступенчатом методе ведения дуги и при
сварке „скачками" уменьшаются по сравнению
с прямым методом. При применении искусст-
искусственного охлаждения величина деформации
уменьшается по сравнению с нормальными
условиями остывания. Различные виды дефор-
деформаций показаны на фиг. 21.
Все эти деформации могли быть получены
от сжимающего усилия, приложенного к зоне
усадки эксцентрично относительно геометри-
геометрической оси элемента.
Для избежания после сварки деформации из-
изгиба необходимо сконструировать элементы так,
чтобы продольные усадочные усилия, вызван-
вызванные наложением сварных швов, не создали
однозначных моментов относительно геоме-
геометрической оси элемента. В сварных элементах,
изображённых на фиг. 22, а — д, соединения
расположены целесообразно.
При контактно-точечной сварке располо-
расположение точек в соединениях не должно созда-
создавать усадочных усилий, вызывающих одно-
однозначный момент относительно оси элемента.
Величина деформаций при точечной сварке
также зависит от разогрева элемента и пла-
пластической деформации металла.
Деформации элементов при применении
прерывистых швов подобны деформациям
Фиг. 21. Остаточные деформации элементов конструкций
при сварке: а — деформация пластин при наплавке
валиков на кромку; о — деформация при сваривании эле-
элементов тавра; в — деформация плиты при приваривании
к ней рёбер; г — деформация цилиндра при наложении
продольного шва; д — деформация пластины при привари-
приваривании к ней точечной сваркой уголка.
е)
Фиг. 22. Примеры целесообразного расположения сварных
соединений.
ГЛ. XIV]
ОБЩИЕ СВЕДЕНИЯ
861
при непрерывных (фиг. 22, е). Установлено
181, что
fnp — Ji
непр
а 4- 35 мм
а -[- е
B)
где /непр — деформация (продольная или из-
изгиба) при наложении непрерывных швов;/лр —
деформация элемента при наложении преры-
прерывистых швов; а — длина прерывистого шва
в мм',е — расстояние между прерывистыми
швами в мм.
Прерывистые швы дают заметно уменьшен-
уменьшенные деформации по сравнению с непрерыв-
непрерывными, если е велико по сравнению с а.
В элементах с несимметричными попереч-
поперечными сечениями- для уменьшения деформации
при сварке полезно наложение несимметрич-
несимметричных швов (фиг. 22, д). Располагать сварные швы
в элементе целесообразно таким образом, чтобы
сумма статических моментов объёмов напла-
наплавленного металла относительно оси элемента
равнялась нулю.
Помимо деформаций, вызываемых про-
продольной усадкой, конструкции испытывают де-
деформации под действием поперечной усадки
швов и наплавленного металла, прилегающего
к швам. При симметричном расположении швов
поперечные сокращения элементов симметрич-
симметричны. Величина поперечной усадки стыковых
швов зависит от количества наплавленного ме-
металла и технологического процесса сварки
(фиг. 23, а). При несимметричном распо-
Фиг. 23. Деформации, вызванные поперечной усадкой
швов.
ложении поперечных швов элементы изги-
изгибаются. Например, в балке с поперечными ва-
валиками (фиг. 23, б), где верхние фибры со-
сокращаются по длине, элемент изгибается. По-
Поперечная усадка швов вызывает деформации
пластин из их плоскости (фиг. 24). Величина р
зависит от толщины пластины и технологиче-
технологического процесса сварки [2]. Местные деформа-
деформации деталей при сварке показаны на фиг. 25.
Местные деформации в обечайках (фиг. 25, в)
имеют более существенное значение в тонко-
тонкостенных конструкциях по сравнению с кон-
конструкциями средних и больших толщин. Опре-
Определение величины местных деформаций рас-
расчётным путём не производится.
В тонкостенных элементах в процессе про-
производства работ может появиться коробление,
вызванное потерей устойчивости от сжимаю-
сжимающих напряжений, достигающих критической
величины. Сжимающие напряжения появля-
появляются как в процессе нагревания конструкции
при сварке, так и в процессе её охлаждения.
Фиг. 24. Деформации при сварке встык.
Сжимающие напряжения в тонкостенных кон-
конструкциях тем опаснее, чем большей гибкостью
обладает элемент и чем большую протяжён-
протяжённость имеет зона, в которой они действуют.
а)
Фиг. 25. Местные деформации при сварке: а - деформа-
деформации при угловых швах; б — деформации при соединениях
втавр; в — деформации в обечайках.
Деформации конструкций зависят не только
от расположения швов, но и от последователь-
последовательности их наложения. Особенно большое влия-
влияние на деформации оказывает последователь-
последовательность укладки швов в конструкциях, у которых
в процессе сварки меняется величина момента
инерции их поперечных сечений. В балке, изо-
изображённой на фиг. 26, швы 1 и 3 при своём
наложении изгибают элемент таврового про-
профиля, а швы 2 и 4 — двута-
двутаврового. После наложения всех
четырёх швов элемент оста-
останется изогнутым. Как правило,
деформации будут происходить
в том направлении, которое
было вызвано наложением двух
первых швов. При поперемен-
попеременной укладке швов (/ и 2, 3 и 4)
элемент после сварки можно
получить неискривлённым.
Деформации элементов при
С
Фиг. 26. После-
довательность
сварки дву-
двутавра.
сварке в значительной мере изменятся при
наличии в заготовках собственных остаточ-
остаточных напряжений, вызванных технологическими
операциями, предшествующими сварке (про-
(прокатка, газовая и дуговая резка и т. д.). Опре-
Определить ориентировочную величину ожидае-
ожидаемой деформации конструкции после сварки
можно лишь при условии, когда металл, под-
подлежащий свариванию, не имеет собственных
напряжений. Если свариваемый металл под-
подвергался газовой или дуговой резке, то после
сварки деформации часто оказываются мень-
меньшими, чем в конструкции, элементы которой
были обработаны механическим путём.
862
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
Величины остаточных продольных дефор-
деформаций некоторых соединений после сварки
приведены в табл. 13 [10].
Таблица 13
Соеди-
Соединения
Размеры эле-
ментоЕ
а
I2O
4°
15°
15°
2ОО
Si
8
8
9
9
9
в мм
¦*,
8
16
9
9
14
ft
300
200
300
Характери-
Характеристика
соединения
Соединение
внахлёстку по-
полос из малоуг-
малоуглеродистой ста-
стали, сваренных
непрерывными
швами ручным
методом элек-
электродами Э34
То же
Двутавр из
малоуглероди-
малоуглеродистой стали, сва-
сваренный непре-
непрерывными шва-
швами ручным ме-
методом электро-
электродами Э34
То же
Продольная
деформа-
деформация
« в »/0
0,02—0,036
0,033 —0,052
0,071
0,064
0,031
По данным Института электросварки АН
УССР, при сварке поясных швов балок
из малоуглеродистой стали электродами с
ионизирующими покрытиями продольное оста-
остаточное сокращение составляет 0,05—0,02<у0
(с увеличением s поясов усадка уменьшается).
В результате приварки к вертикальной стенке
балки каждой пары рёбер жёсткости непре-
непрерывными швами возникает дополнительная
продольная деформация элемента, равная 0,3—
0,5 мм.
Проковка швов заметным образом уменьшает
деформации элементов кри сварке (фиг. 27).
Однослойная
метод двойного
слоя
Фиг. 27. Влияние проковки швов на вели-
величину деформации при сварке (МВТУ).
Рационализацией технологических процес-
процессов можно регулировать деформации конструк-
конструкций в желательном направлении. Регулирова-
Регулирование возможно: а) последовательностью нало-
наложения швов, при которой, как правило, наи-
наибольшее влияние на деформации оказывают
швы, уложенные первоначально; б) закрепле-
закреплением конструкции в процессе её сварки, ко-
которым достигается уменьшение деформации;
в) приложением в конструкции в процессе свар-
сварки активных сил [10]; г) прогревом газовой
горелкой металла до пластического состояния
для получения остаточных деформаций в же-
желательном направлении; д) введением искус-
искусственного охлаждения опрыскивающей жидко-
жидкостью или теплоотводящими медными проклад-
прокладками [10]; е) предварительным изгибом эле-
элементов перед сваркой в направлении, обрат-
обратном ожидаемому; ж) применением проковки
швов в горячем состоянии при сварке (пи-
нинг-процесс), а для толстого металла — ка-
каскадного способа наложения швов (фиг. 28).
Высокий отпуск, весьма полезный для уни-
уничтожения собственных напряжений, не даёт
'Спой i
Фиг. 28. Каскадный способ сварки.
желательных результатов в борьбе с деформа-
деформациями [10].
При проектировании сварных конструкций
необходимо предусматривать: а) возможное
уменьшение в конструкциях наплавленного ме-
металла и б) по возможности симметричное рас-
расположение наплавленного металла относи-
относительно геометрической оси элемента с соблю-
соблюдением принципа взаимной уравновешенности
моментов, создаваемых усадочными усилиями.
КОНСТРУИРОВАНИЕ БАЛОК
Разновидности поперечных сечений балок
В качестве балок используют прокатные эле-
элементы: двутавры, швеллеры, тавры и т. д.
Балки небольших размеров могут быть скон-
сконструированы из штампованных элементов
Фиг. 29. Поперечные сечения штампован-
штампованных элементов.
(фиг. 29), толщина металла которых обычно
не превышает 4—5 мм. В машиностроении наи-
наиболее часто применяются балки составные, со
сварными соединениями, реже — с клёпаными.
гл. xiv]
КОНСТРУИРОВАНИЕ БАЛОК
863
Составные балки состоят из вертикального
листа, стенки и поясов (горизонтальные листы,
уголки).
При работе балок на изгиб в одной плоско-
плоскости, как правило, вертикальной, наиболее часто
Фиг. 30. Типы сечений балок двутавро-
двутаврового профиля: о, б—сварные балки;
в — клёпаные балки.
применяются составные двутавры. Типы попе-
поперечных сечений сварных и клёпаных балок
двутаврового профиля даны на фиг. 30. При
изменением числа горизонтальных листов или
толщины вертикальных (фиг. 34 а, б, в). Пере-
Перемену сечений в клёпаных балках производят
главным образом за счёт изменения числа го-
горизонтальных листов и более редко — верти-
вертикальных (фиг. 35). В сварных и клёпаных балках
сечение часто меняют путём изменения их
высоты. Эпюры требуемых моментов сопроти-
сопротивления и моментов сопротивления подобранных
сечений балок переменного профиля показаны
на фиг. 36.
Подбор сечений балок должен обеспечивать:
а) жёсткость конструкции, которая опреде-
определяется как отношение максимального прогиба
к пролёту; б) прочность при наименьшем весе
балки; в) устойчивость: местную, отдельных их
элементов и всей балки в целом; г) рациональ-
рациональность сварных или клёпаных соединений.
Жёсткость балок
Нормы жёсткости для балок, применяемых
в металлических конструкциях, устанавлива-
устанавливаются в зависимости от назначения последних.
В табл. 14 приведены нормы жёсткости для
некоторых элементов строительных конструк-
конструкций промышленных сооружений, принятых по
ТУ Наркомстроя 1944 г.
Эти нормы жёсткости указаны в предполо-
предположении, что / определён от полной нагрузки на
балку. При вычислении / момент инерции се-
сечения балки следует принимать брутто, без
У//////Л///////Л
т У//7/У//У///7777,
Фиг. 31. Типы сечений трубчатых и коробчатых сварных балок.
работе балок на изгиб в двух плоскостях или
нри совместном действии момента и продоль-
продольной силы балки конструируются трубчатыми или
коробчатыми (фиг. 31 и 32). Последние два типа
на фиг. 31 удобны для автоматической сварки.
При тонком металле целесообразно свари-
сваривать балки контактным точечным методом.
На фиг. 33 приведены типы балок из штампо-
штампованных элементов. Как правило, симметрич-
симметричные профили целесообразнее несимметричных.
Балки, имеющие большую длину, часто проек-
проектируются с переменным по величине попереч-
поперечным сечением. Перемена сечения достигается
изменением размеров толщины и ширины
горизонтальных листов, образующих пояса, и
r-t
УЖЛ 'SSSSSSSJ, WSSSSS. WSA
sees aseoKss «kss s*w
Фиг. 32. Типы сечений трубчатых и коробчатых клёпаных
балок.
Односторон-
Односторонняя точечная
сварка
Фиг. 33. Балки, сваренные контактным точечным методом.
864
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
учёта его ослабления заклёпочными дырами. Четкости зависит от А и R где ft —
Для балок, работающих на изгиб при напря- Н0Рма жесткости зависит от ( и кг, где п
жениях, незначительно отличающихся от Rz, высота балки. Поэтому при подборе сечения
балки следует прежде всего установить мини-
минимальную высоту, соответствующую требуемой
норме жёсткости.
Я
I
а)
6)
Фиг. 34. Сварные балки переменного сечения.
по пР
поВВ
Фиг. 35. Клёпаная балка переменного сечения.
Таблица 14
Элементы сооружений
Подкрановые балки
i
Балки рабочих пло-
площадок
Главные балки ме-
междуэтажных перекры-
перекрытий
Род нагрузки
Ручные краны
Электрические краны
То же
Узкоколейный транс-
транспорт
Ширококолейный
Собственный вес и
полезная статическая
/*
1
1/5оо
i/боо
1/75°
i/4oo
i/боо
i/4°°
ill
'Л\ ¦>
Фиг. 36. Эпюра распределения материала
в балке переменного профиля.
Для двухопорной балки постоянного сече-
сечения с сосредоточенным по середине пролёта
грузом (фиг. 37, а)
Т-В-7-t- A)
* О / С
Для той же балки с двумя грузами (фиг. 37, б)
••тг • B)
/ -U
где fx =* — .
Для той же балки, нагруженной равномер-
равномерной нагрузкой интенсивностью q (фиг. 37, в),
А L *к
24 ' f ' Е'
C)
-LJ2-
-Иг l
а)
¦Яш '
1—Г
'T/.W
w,v7
б)
//ш\/
• /— наибольший прогиб балки; / — её пролёт
1
6)
Фиг. 37. Схемы загружения балок.
Для балки при любой конструкции опорных
закреплений, нагруженных равномерной на-
нагрузкой,
h _2a' l R* a\
ГЛ. XIV]
КОНСТРУИРОВАНИЕ БАЛОК
865
где а' и а — числовые коэфициенты в форму-
формулах для определения / и расчётного момента М
в балках
¦f , f
EJ'
М =
Для схемы балки, указанной на фиг. 37, в,
5 1
коэфициент а' =
384 '
В табл. 15 приведены значения минималь-
яых величин —г при R2 — 1400 кг/см*, Е =
= 2-10е кг/см2 и различных нормах жёсткости.
Таблица 15
Схема загружения
(фиг.
Фиг 3*
37)
г а
[А = О,4
Фиг. 37. в
1
1000
I
Ч
1
^5~
6,8
i
6,3
i
7-2
Нормы жесткости —у-
750
i
12
I
Ю
9.1
I
8,4
i
9.6
600
i
15
i
12.5
и,4
i
ю,б
I
12
500
18
i
15
13.6
1
12,7
I
14.4
400
1
22,5
1
^75
17
1
15-8
1
18
Для установления нормы жёсткости при
ограниченном прогибе, только от части дей-
действующей на балку нагрузки, величину Rz
в формулах A), B), C) и D) следует заменить
напряжением
по р мо
RR
где М — расчётные моменты от полной на-
нагрузки и Mq — момент от нагрузки, учитыва-
учитываемой при определении прогиба.
Если расчётныенапряжения вбалке являются
суммой напряжений от вертикального из-
изгиба, горизонтального изгиба и от продольной
силы, то величину Rz в формулах B), C) и D)
следует заменить напряжением, вызванным
лишь одним вертикальным изгибом (при про-
проверке жёсткости в вертикальной плоскости).
Высота балки, определённая из условий
жёсткости, является минимальной.
Прочность балок
Высоту балки определяют с расчётом полу-
получения минимального сечения, следовательно, и
веса балки.
Для одностенчатых балок двутаврового про-
профиля, применяемых в строительных конструк-
конструкциях, высота h, при которой площадь попе-
поперечного сечения имеет наименьшую величину,
определяется по формуле
где М — расчётный момент; Rz — допускаемое
напряжение для основного металла; .у — тол-
толщина вертикального листа; k — коэфициент.
Для балок, несущих на себе тяжёлые на-
нагрузки (в подкрановых путях, мостовых кра-
кранах, мостах и т. д.), в СССР принимают k =
= 1,5 -ь 1,7.
При установлении высоты балки, помимо
требований жёсткости и экономичности, сле-
следует учитывать и прочие условия, определяе-
определяемые рациональной компоновкой конструкции.
Толщину вертикального листа составных
балок принимают s ^ у^ Л, но редко меньше
8 мм. Для высоких балок 5 = G + ЗЛ) мм, где
h — высота балки в м.
В сварных балках двутаврового профиля
последовательность операций при подборе се-
сечения следующая.
Момент инерции вертикального листа
"е- 12 ,
где Л—высота балки; принимается приблизи-
приблизительно равной высоте листа.
Требуемый момент инерции сечения
_ ЛТ h_
тп ~~ R/ 2 '
>тр
Требуемый момент инерции горизонтальных
листов (полок)
Jn = Jmp-Je.
Требуемое сечение одного пояса
Рп=Ц?- F)
Ширина горизонтальных листов в балках
двутаврового профиля принимается равной
10-=-20?л, где sn — толщина горизонтального
листа.
В клёпаных балках двутаврового профиля
требуемый момент инерции
Jтр = а "FT * тГ'
где а — коэфициент, учитывающий ослабле^::2
вертикального листа отверстиями для заклёпок
и принимаемый равным 1,15 — 1,20.
Момент инерции Jn = Jmp -—1в распреде-
распределяется между моментами инерции уголков и
горизонтальных листов.
Приближённо требуемая площадь пояса
нетто двутавровой клёпаной балки
=¦„ = A,05-*-
G)
Определение напряжений в подобранном
сечении сварной балки (фиг. 38, а) произ-
производится по формуле
* = -J Ушах. (8)
где J—момент инерции подобранного сече-
сечения; утал — расстояние от его центра тяжести
866
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
до наиболее удалённого волокна. Отклонения
величины а от Rz допустимы, если они нахо-
находятся в пределах ±5%.
Касательные напряжения в центре тяжести
поперечного сечения балки (фиг. 38, б)
01
Js '
(9)
где О—расчётная поперечная сила; 5 — ста-
статический момент площади поперечного сечения
относительно центра тяжести, определяемый
по формуле
hs h
т- т. A0)
Касательные напряжения в балках весьма
незначительны.
Эквивалентные напряжения целесообразно
определять в сечениях, в которых момент
Отклонения а от Rz не должны быть бо-
более ±5%.
/ / /
нетто брутто *осл'
Момент инерции, вызванный ослаблением
горизонтальных листов балки, равен У dsy2,
где d — диаметр заклёпок; 5 — толщина осла-
ослабленного листа; у — расстояние от центра за-
заклёпки до оси балки.
Момент инерции ослабления вертикального
листа приближённо принимается равным 0,18У8,
где J8 — момент инерции вертикального листа
брутто. Таким образом,
Касательные напряжения на горизонте
центра тяжести находят по формуле (9), в ко-
которой S и J принимают брутто (S для неза-
штрихованной части сечения, фиг. 38, д).
Главные напряжения [формулы A0) и A1)}
следует проверять в сечениях, в которых
изгибающий момент имеет наибольшее значе-
значение и Q ф 0, на уровне заклёпок, прикрепля-
прикрепляющих поясные уголки к стенке. В этом случае
М
у2 и xj = •
Js '
Фиг. 38. Схемы попеоечных сечений балок.
где Уъ — расстояние от оси балки до центра
горизонтальной и поясной заклёпки и S2 —
статический момент уголков, горизонталь-
горизонтального листа и части вертикального (не заштри-
заштрихованы на фиг. 38, е) относительно центра
тяжести.
В балках переменного сечения с поясами,
составленными из нескольких листов, каждый
лист должен быть прикреплён за местом своего
теоретического обрыва из расчёта на усилие
5 ^^
имеет наибольшую величину и О ф 0, на уровне
верхней кромки вертикального листа.
A1)
где а1 и tj определяются по формулам
М h
= -—.—- И Z-, = ¦
в которых Л — высота вертикального листа и
Sj = Fn (—п-У-) — статический момент площа-
ди поперечного сечения пояса (не заштрихо-
заштрихованного) балки относительно её центра тяже-
тяжести (фиг. 38, в); М и Q должны быть опреде-
определены при одном и том же расположении
нагрузки на балке.
Определение нормальных напряжений в по-
подобранном сечении клёпаной балки произ-
производится по формуле
М
A2)
где Fq — площадь сечения обрываемого листа;
Rz — допускаемые напряжения в металле.
В составных балках, имеющих профили,
отличные от двутавровых, подбор поперечных
сечений и проверка их прочности производятся
по приёмам, аналогичным изложенным.
В балках, работающих на косой изгиб,
расчётные нормальные напряжения проверяют
по формуле
М
где
MXW,
A3)
W
Отношение ~ для прокатных профиль-
W у
ных элементов стабильно. В частности, в про-
прокатных двутаврах оно равно 8,5—10, в швел-
швеллерах— 6—8.
Пользуясь формулой A3), удобно произво-
производить подбор требуемых сечений.
В балках из прокатных профилей (двутавры,
швеллеры), закреплённых от потери устойчи-
ГЛ. XIV]
КОНСТРУИРОВАНИЕ БАЛОК
867
вости, работающих под статической нагрузкой,
разрешается учитывать перераспределение уси-
усилий, возникающих при достижении материалом
пластических деформаций.
Если свойства материала следуют диаграмме
Прандтля (фиг. 39, а), то эпюра а в сечении
(фиг. 39, б) при упругой работе имеет вид, пока-
показанный на фиг. 39, в, упруго пластической —
на фиг. 39, г, а при образовании пластического
шарнира — на фиг. 39, д. В этот момент напря-
напряжение
М
При расчёте по методу пластических де-
деформаций
25
A4)
где 5 — статический момент половины пло-
площади поперечного сечения балки относительно
оси, проходящей через его центр тяжести.
р. С я
Фиг. 39. Распределение напряжений в сечении балки
за пределом упругости.
При учёте пластических деформаций можно
повысить грузоподъёмность балки.
В балке прямоугольного сечения (фиг. 39, е)
допускаемый момент при расчёте по методу
упругих деформаций
где а5 — предел текучести; bah — размеры
сечений; k — коэфициент запаса прочности.
В той же балке при расчёте по методу
пластических деформаций
4k '
Таким образом, грузоподъёмность балки
при учёте пластических деформаций повы-
повышается на 50%.
В балке двутаврового профиля (фиг. 39, ж)
допускаемый момент при расчёте по методу
упругих деформаций
Jt
Грузоподъёмность при учёте пластических
деформаций повышается на 15%.
При расчёте прочности балок по методу
пластических деформаций касательные напря-
напряжения х не должны превышать 0,4а, где о —
расчётные напряжения изгиба.
В балках, работающих под динамическими
нагрузками, расчёт по способу пластических
деформаций применения не получил.
Устойчивость балок
Для обеспечения устойчивости балок уси-
усиливают их стенки рёбрами жёсткости в свар-
сварных конструкциях и уголками жёсткости —
в клёпаных (фиг. 40).
При — (отношении расчетной высоты стен-
стенки к её толщине) <!80 элементы жёсткости
не требуются. Это справедливо, когда балка
не несёт на себе подвижных сосредоточенных
нагрузок или подвижная сосредоточенная на-
нагрузка <! 1,5 т/мм.
S стенки
При—> 80, но не свыше 120, если при
S
этом -^ 1,5 т/мм, размещение верти-
scmeHKu
кальных элементов жёсткости (рёбер или угол-
где h — высота вертикальной стенки; s — её
толщина и Fn — площадь сечения пояса.
'рокладки
Фиг. 40. Расположение рёбер и уголков жёсткости
в балках.
ков) должно быть проверено расчётом на
местную устойчивость по формуле
%< 0,67 k2R2, A5)
для которой значения k2 приведены в табл. 16
«68
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
Таблица 16
Коэфициенты fta
d
s
80
85
90
95
100
но
120
130
140
15°
160
170
180
(Ф
1,0
1,38
1,22
1,10
о,97
о, 88
о,73
О,б2
о»53
о,4б
о,4о
о, 34
О,2б
1,1
1,27
1,1О
1,00
о,9°
О,82
о, 68
°о7
о, 49
О, 42
о, 37
о^з8
О,23
При а,
1,2
1,2О
1,об
°>95
о»77
о,бз
о,53
0,46
°,39
°>34
°,3°
О,2б
О,23
1,4
1.09
°,97
о, 86
0,78
°,7°
0,58
о,49
0,42
о,зб
0,31
О,27
0,21
равном
1,6
1,О2
o,9i
o,8i
0,72
0,66
о,54
0.46
°.39
о.34
О, 29
о, 25
О,22
О,2О
2,0
о*93
0,83
°,74
о,6б
о,бо
о,49
o,4i
о,35
°>3°
6,2б
О, 23
О,21
о, 19
3,0
о, 86
0,76
о,68
o,6l
о.55
о,45
о,3^
°.32
О, 28
0,24
О,21
о,19
о, 17
d — меньшая сторона прямоугольника т'
s — толщина стенки балки;
4.0
и более
о,8о
0,70
О,б2
°'55
°,5°
О,42
°,35
°,3°
О,2б
0,22
О,2О
o,i8
0,16
тпп'
а — отношение большей стороны прямоуголь-
ника к меньшей.
h P
При — > 120 и при этом — < 1,5 т/мм раз-
мещение рёбер жёсткости должно удовлетво-
удовлетворять следующим двум формулам:
/025 (аJ + 3x2 < дг; A6)
где
k, —
21600
— см. табл. 16,
1
4- 0,0000463
G — нормальное напряжение в сжатом волокне
на границе расчётной высоты стенки в сред-
среднем сечении рассматриваемого участка балки,
вычисленное по соотношению
М
брутто
т; — касательное напряжение в среднем сече-
сечении, вычисленное по формуле i — —;
/to
А = 5,333^-1/ —,
согласно ТУ Наркомстроя 1944 г. горизонталь-
горизонтальные.
Предельное расстояние между рёбрами
жёсткости в балках двутаврового профиля при
— > 80 не должно превышать 3 м. Рёбра и
О
уголки жёсткости следует располагать попарно
симметрично относительно оси стенки.
Размер выступающей части ребра или
полки уголка определяется по формуле
Ь ^ 30~ ~*~ 40 ММ'
где h — высота стенки в мм.
Толщина ребра или полки уголка должна
быть ^ у^г- Ъ. Между уголками жёсткости и вер-
вертикальным листом следует ставить прокладку
(фиг. 40, б).
В опорных сечениях балки элементы жёст-
жёсткости целесообразно усилить по сравнению
с промежуточными сечениями, например, за-
заменой двух уголков четырьмя или увеличе-
увеличением их размеров.
Торцы уголков в опорных сечениях клё-
клёпаных балок должны быть точно пригнаны
к поясам.
В балках, подвергаемых действию сосредо-
сосредоточенных подвижных нагрузок, между основ-
основными элементами жёсткости иногда ставят
укороченные (фиг. 41) длиной ~^- h. Местная
о
Укороченные ребра жесткости
Треугольники
жесткости
Фиг. 41. Треугольники жёсткости.
устойчивость сжатых поясов балок обеспечена,
если ширина выступающей части полосы (полу-
(полуширина пояса в двутавровых балках) <;15«л,
где sn — толщина пояса.
Для обеспечения общей устойчивости дву-
двутавровых балок следует понижать допускае-
допускаемые напряжения умножением Rz на коэфициент
ср. При этом должно быть удовлетворено усло-
условие
где ал—расстояние в мм между элементами
жёсткости; Р — сосредоточенный подвижный
груз в т и s — в мм.
С= 1,5 для сварных балок и 1,0 — для клё-
клёпаных.
При — > 160 рекомендуется устанавливать, / в м 2 з
зхроме вертикальных элементов жёсткости, ? o.gs 0,94
™брутто
где W6рутто — момент сопротивления сечения
брутто.
Для прокатных балок значения <р приведены
ниже.
/ в м 2 3 4 5 fi
0,82 о,'
3
о,54
9
0,48
ю и
более
о,44
ГЛ. XIV]
КОНСТРУИРОВАНИЕ БАЛОК
869
Для составных сварных и клёпаных балок
коэфициенты <р даны в табл. 17.
Таблица 17
Коэфициенты
1
Ь
го
15
го
«5
3°
4о
10
1,ОО
°,99
0,94
0,90
0,86
O.79
? для составных сварных и клёпаных
балок
При —
sn
30
1,00
0,97
0,90
0,85
0,68
O.55
40
1,ОО
0,96
о,8д
о,77
о-57
о,4б
равном
60
1,ОО
°,95
о,88
о,68
о, 49
°,38
80
т,оо
°.95
0,87
0,65
о,45
о.35
100
и более
1,ОО
0^95
0,86
0,62
о,43
о.ЗЗ
1 — пролёт балки или расстояние между за-
креплениями сжатого пояса
h -
высота
балки;
; о — ширина пояса:
sn — толщина
(включая полки уголков).
пояса балки
Соединения
В сварных балках соединения вертикальной
стенки с горизонтальными листами конструи-
конструируют при помощи валиковых швов. Соедине-
Соединение с подготовкой кромок прочнее, но менее
экономично. Поясные швы целесообразно кон-
конструировать непрерывными с целью: а) воз-
возможности применения автоматической сварки;
б) для уменьшения концентрации напряжений,
которая имеет место на концах прерывистых
швов; б) более равномерного распределения
напряжений по основному поперечному сече-
сечению балок.
При отсутствии на балке движущихся сосре-
сосредоточенных грузов катет валиковых поясных
з t
ипштш
Ниш
ашишшшшшшш
- ¦:
"-—
¦ ~
v
t—^
ф
( ¦*
h —i
Ф 4
t
—т
p
>
/
Ф
0-
4*
"V
ф
J
r- 4. q,— —^ 1
6)
Фиг. 42. Соединения в сварной и клёпаной балках.
швов k следует принимать равным 0,4—0,6 s,
но не менее 4 мм (фиг. 42, о).
Связующие напряжения, которые возникают
в поясных швах, вследствие их совместной
работы с основным металлом не учитываются.
Расчётные касательные напряжения в пояс-
поясных швах
A9)
7.2-0,7ft
где 5 ~ статический момент площади сечения
пояса (не заштрихована на фиг. 42, а) относи-
относительно центра тяжести балки; J— момент инер-
инерции поперечного сечения балки; к — катет шва;
Q—расчётная поперечная сила; Rs—допу-
Rs—допускаемое напряжение при срезе для наплавлен"
ного металла швов.
Швы в соединениях поясов, состоящих
из нескольких листов, конструируют анало-
аналогично поясным швам. Соединение вертикаль-
вертикальной стенки с горизонтальными листами при
подготовке кромок (или при глубоком пропла-
влении) всегда осуществляют непрерывным
швом (фиг. 42, б). Расчёт прочности соедине-
соединения производится по формуле
х = -J— < Rs- B0)
Нормальные связующие напряжения, воз-
возникающие вследствие совместной работы на-
наплавленного металла с основным, в учёт не
принимают.
Швы, приваривающие рёбра жёсткости, на
прочность не рассчитываются. Выполняются они
обычно непрерывными автоматической сваркой
(фиг. 43). Катет швов принимается равным
1 1
Фиг. 43. Поперечное сечение балки на опоре.
O,4-j-O,5s, но не менее 4 мм. Швы, привари-
приваривающие опорные рёбра жёсткости, конструи-
конструируют всегда непрерывными. Швы, привариваю-
приваривающие стенку и рёбра жёсткости, в зоне опорной
стойки (фиг. 43) следует проверять на проч-
прочность по формуле
* = —¦<*'* B1)
г ев
где А — реакция опоры; Fce = 0,7L\L —длина
периметра швов, обваривающих стойку жёст-
жёсткости.
Срезывающие усилия и напряжения в то-
точечных соединениях балки, работающей на по-
поперечный изгиб (фиг. 33), определяются по
формулам
= —Г t B2)
B3)
870
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
где т — напряжение в точке; 5 — статический
момент части сечения (незаштрихованной) отно-
относительно центра тяжести (фиг. 33); /—расстоя-
/—расстояние между центрами точек; d— диаметр точек.
Должно быть соблюдено условие Zd^t^\2s.
В клёпаных балках соединения вертикаль-
вертикальной стенки с поясами конструируют при шаге
заклёпок t = 4ч-7а! (фиг. 42, б); риски заклёпок
в уголках устанавливают на основании ука-
указаний в гл. V. Усилия, срезывающие заклёпку,
при работе балки на поперечный изгиб нахо-
находятся по формуле B2); S и J при расчёте за-
заклёпок принимают брутто. Статический мо-
момент 5 вычисляется от площади поперечного
сечения, не заштрихованного на фиг. 42, б.
Расчёт прочности самой заклёпки производят
на смятие или на срез (см. гл. V).
Вертикальные заклёпки в поясах имеют
шаг, одинаковый с горизонтальными. Их рас-
расчёт прочности производят по той же фор-
формуле при соответствующей величине стати-
статического момента. Расстояние от риски вер-
вертикальных заклёпок до кромки из условия
плотного соприкасания не должно превышать
Ad или 8s.
Расчёт прочности заклёпок, прикрепляющих
к стенке уголки жёсткости, не производится,
шаг этих заклёпок »целесообразно устанавли-
устанавливать от 6rf до 9d. Под уголки жёсткости сле-
следует устанавливать прокладки.
При наличии на поясах балок сосредото-
сосредоточенных подвижных грузов (фиг. 42, а) проч-
прочность поясных валиковых швов рассчиты-
рассчитывается по формуле
1
2-0J&
оР\2
z
B4)
где Р — величина сосредоточенного груза; а =
= 0,4 при наличии пристрожки вертикального
листа к поясу и а = 1,0 при отсутствии при-
3 ГТ
строжки; z = 3,5 1/ —, Зп — сумма моментов
инерции пояса балки и подкранового рельса
относительно собственных осей и s—толщина
стенки балки.
Прочность соединений, выполненных с под-
подготовкой кромок (фиг. 42, б), рассчитывается
по формуле
аР\*
B5)
Расчёт поясных заклёпок балок (фиг. 42, б)
при наличии на них сосредоточенных подвиж-
подвижных грузов производится по формуле
B6)
где Т — усилие, допускаемое на одну двух-
срезную заклёпку; t — шаг заклёпок; S — ста-
статический момент незаштрихованной части се-
сечения относительно центра тяжести (фиг. 42, б);
J— момент инерции сечения балки (S и J при-
принимают брутто).
Стыки сварных балок целесообразно выпол-
выполнять встык автоматической сваркой под слоем
флюса. Сваривание стыков электродами стой-
стойкими покрытиями не допускается. Балки не-
небольших сечений при крупносерийном произ-
производстве рекомендуется сваривать контактной
сваркой с оплавлением.
В монтажных стыках целесообразно произ-
производить стыкование поясов и стенки в одном се-
сечении (универсальный стык) (фиг. 44, а). В сты-
стыках технологических стыкование поясов и
Фиг. 44. Стыки сварных балок.
стенки может быть произведено в одном сече-
сечении и в разных сечениях (ступенчатый стык)
(фиг. 44, б).
Как правило,соединение элемента в одном
сечении (универсальный стык) предпочти-
предпочтительно.
При сварке поясов и стенки косыми швами
при угле р, равном 45°, стыки, сваренные на
автоматах под слоем флюса и электродами
с толстыми покрытиями, следует принимать
как равнопрочные целому сечению. Дополни-
Дополнительный расчёт их прочности не производится.
При сваривании встык прямым швом должно
быть соблюдено условие
а=^</?;, (8)
где М — расчётный момент в месте стыка;
W—момент сопротивления сечения балки;
Rs — допускаемые напряжения для сварного
шва.
Если условие формулы (8) не выполнено, то
балки, работающие под статической нагрузкой,
на участке стыка усиливаются привариванием
дополнительных накладок (фиг. 44, б). В месте
ГЛ. XIV]
КОНСТРУИРОВАНИЕ СТОЕК
871
стыка а = -г=- < Rs, где Wx— момент сопро-
сопротивления поперечного сечения усиленной балки.
Требуемый момент инерции сечения балки
в месте стыка
,_ М
J Г/" .У max"
Требуемый момент инерции накладок
jH — j Jбалки'
Необходимая площадь поперечного сечения
одной накладки
1) Расчёт стыка всей балки в целом. При
этом напряжение в основном металле накладок
М
где h — высота балки.
Толщину накладки следует принимать рав-
равной 0,6-7-1,0s, ширину — не менее 0,5 ширины
Ппанко
¦ ¦ !/! I ' ' ¦ I
Планка
Ч
Фиг. 45. Стыки клёпаных балок.
пояса балки и длину — не менее двойной ши-
ширины.
Стыки прокатных балок конструируют
аналогично составным сварным.
Типы универсальных стыков клёпаных балок
даны на фиг.45, а, б. Тип на фиг. 45, б применяют,
если момент инерции поперечного сечения двух
накладок не менее момента инерции сечения
вертикального листа. В стыке, изображённом
на фиг. 45. в, вследствие непрямой передачи
усилия число заклёпок должно быть увеличено
на 10% по сравнению с теоретическим рас-
расчётом.
Прочность универсальных стыков рассчи-
рассчитывают двумя способами.
где JHemmo — момент инерции нетто сечения,
составленного из накладок в месте стыка
(фиг. 45, б); ут — расстояние от центра тяжести
до наиболее удалённого волокна. Определение
усилий в заклёпочном стыке от М и Q произ-
производят по одному из способов, указанных
в гл. V.
2) Расчёт стыка каждого элемента (вер-
(вертикального листа, уголков, горизонтальных
листов) отдельно. Этот способ целесообразен
при расчёте ступенчатых стыков. Расчёт проч-
прочности вертикальной стенки производят на мо-
момент
где М — изгибающий момент балки в месте
стыка; Jg — момент инерции вертикального
листа брутто; J — момент инерции сечения
балки брутто.
Напряжение в вертикальных накладках
стыка
W
w н
где WHemm0 — момент сопротивления накладки
нетто ~0,83 —^—"', sH и hH указаны на фиг. 45, б.
Определение усилия в заклёпках отМ произ-
производится по одному из способов (обычно вто-
второму) расчёта клёпаного соединения на изгиб
(см. гл. V).
Поперечную силу Q принимают равномерно
распределённой между заклёпками вертикаль-
вертикальной стенки. Определение напряжений в заклёпке
от равнодействующего усилия находится по
указаниям в гл. V.
КОНСТРУИРОВАНИЕ СТОЕК
Разновидности сечений сжатых элементов
Для элементов, работающих на сжатие, при-
применяют сортовой прокат — уголки, тавры и ши-
широкополые двутавры. Сжатые элементы кон-
конструируются обычно сварными, реже — клё-
клёпаными. Для сжатых элементов особенно
целесообразно применение тонкостенных штам-
штампованных элементов, обладающих большим мо-
моментом инерции поперечного сечения при ма-
малой площади.
Типы сечений сварных элементов, работа-
работающих на центральное сжатие, представлены
на фиг. 46, а — з, клёпаных элементов — на
фиг. 47, а — е. При работе элементов на эксцен-
эксцентричное сжатие сечение должно иметь больший
момент инерции в плоскости действия изги-
изгибающего момента. Сечения на фиг. 46, ж, з
удобны для автоматической сварки.
В сечениях сплошных (фиг. 46, а, б, в, е, ж, з)
все главные центральные оси как пересека-
пересекающие сечение материальны; в сечениях состав-
составных, состоящих из двух ветвей (фиг. 46, г),
872
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. 5
ось у является свободной, в составных сече-
сечениях (фиг. 46, д) обе главные оси свободные.
Отдельные ветви сечения соединяются между
собой планками (фиг. 48, а) или соединитель-
соединительными решётками (фиг. 48, б, в. г). Против скру-
у
Фиг. 46. Типы сечений сварных стоек.
чивания сечения следует ставить диафрагмы—
планки, перпендикулярные оси элемента. Число
диафрагм определяется местными условиями.
д) в)
Фиг. 47. Типы сечений клёпаных стоек.
Для обеспечения местной устойчивости
в элементе (фиг. 46, б, е) —должно быть <;60;
S
иногда возможно применять более тонкие
стенки. На фиг. 46, а — должно быть <; 15,
s
где h — ширина выступающей части элемента.
В клёпаных конструкциях (фиг. 47) c<;8s.
В случае, если—^>60, следует ставить диа-
s
фрагмы жёсткости не менее двух на элементе.
• 1
1
1
1
1
rrrrfr
1
1
- 1
Планка
/ i
Дисц
1
1
|т-
орагма
4
т
1
1
1
1
|
6) г)
Фиг. 48. Соединительные планки и решётка на стойках»
Элементы замкнутых сечений обладают боль-
большей местной устойчивостью по сравнению
с открытыми. В табл. 18 приведены значения
радиусов инерции некоторых типов сечений
стоек.
Элементы, работающие на центральное
сжатие
Напряжения сжатых элементов должны
удовлетворять условиям
Р
= -р~ < Rz или о'
Р
— < Rz
A)
где Р- продольные усилия и <р - коэФиЦиент
продольного изгиба.
Значения tp для малоуглеродистой стали
в зависимости от гибкости элемента приведены
в табл. 19.
ГЛ. XIV]
КОНСТРУИРОВАНИЕ СТОЕК
873
Таблица 18
Радиусы инерции для различных сечений стоек
z
rx = 0,30ft
_1 ry= 0,306
,2 rz = 0,195ft
0,42ft
0,226
0,32ft
0,586
Таблица 19
Гибкость X
ю
2О
3°
4о
5°
бо
7°
8о
о,99
0,96
о,94
0,92
о 89
о, 86
o,8i
Oi75
Гибкость X
9°
IOO
но
I2O
I4O
1бо
i8o
200
<Р
0,69
о,6о
O.52
о.45
о.З6
O.29
О,23
о, 19
Если обе главные центральные оси инерции
сечения материальны, то определение гибкости
производится по формуле
rmin
где rmin—наименьший радиус инерции, рав-
раву ~7Г""»Лпп—наименьший момент инер-
инерный
ции сечения брутто; F—площадь сечения
брутто; /—расчётная длина элемента.
На фиг. 49 даны разные случаи загружения.
Соответственно схемам коэфициенты а равны
2; 1,12; 1; 0,72; 0,7; 0,5.
Подбор сечения сжатого элемента следует
производить методом последовательного при-
приближения. В качестве первого приближения
можно задаться произвольной гибкостью, для
которой находят у по табл. 19. Напряжение
вычисляют по формуле A). Сечение считают
подобранным удовлетворительно, если отклоне-
отклонение а от допускаемого составляет не более ±5%.
Если одна из главных осей (например, j
на фиг. 46, г) свободная и концы закреплены
шарнирно, то определяется гибкость относи-
относительно оси х и оси у:
где 1Х и 1у — расчётная длина в направлениях
соответствующих осей х ну; гх и гу — радиусы
,Р инерции сечения относительно
* оси х и оси у.
J Если ветви соединены план-
I ками, то гибкость
т
P-ql
B)
где гибкость ветви \ = —; /t —
расстояние между планками; гх =
-- у -?- ; Jt
наименьший мо-
мент инерции брутто сечении одной
ветви относительно её центра тя-
тяжести; Fj — площадь сечения вет-
ветви брутто.
Рекомендуется гибкость вет-
ветви Xj принимать равной 30. Наи-
Наибольшая из двух величин 1Х и Х^
является расчётной. В остальном
подбор сечения производится ана-
аналогично сечению, имеющему все
оси материальными. Если ветви
соединены решёт-
решёткой, то гибкость
Фиг. 49.
Схемы стоек.
а) 6)
Фиг. 50. Стой-
Стойки переменного
сечения.
1/ ,9 F
где F- площадь се-
сечения всего стерж-
стержня; /*"р — площадь
сечения одного
раскоса решётки.
Для стержней,
имеющих перемен-
переменные сечения, мо-
момент инерции
где JQ — наибольший момент инерции элемента;
k = 0,34 + 0,66 "I/ -?-, если наибольшее сече-
ние находится на середине длины (фиг. 50, а)у
и k = 0,20 + 0,80 I/ -?-, если элемент имеет
г jo
уширяющиеся очертания (фиг. 50, б); JK — мо-
момент инерции у свободного конца.
В остальном расчёт производится аналогично
предыдущему.
\
Элементы, работающие на внецентровое
сжатие
Если сжимающая продольная сила Р при-
приложена к элементу эксцентрично, то определе-
определение напряжений следует прозводить с учётом Р
и момента М.
874
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
При первом приближении М может опре-
определяться в предположении, что ось элемента
остаётся прямолинейной. При этом для стойки
на фиг. 51
М = ^Р&. D)
При уточнении определения напряжений
в элементах, имеющих большую гибкость,
¦следует принимать
е = *о + /о.
где е0—эксцентриситет в предположении, что
ось прямолинейна, и /0 — эксцентриситет
•с учётом искривления оси.
_ ?
/о =
1—¦
кр
где /—прогиб прямолинейного стержня от
загружения его моментом М; Р—расчётная
продольная сила;
Ркр — критическое
т усилие по фор-
формуле Эйлера (для
фиг. 49, а Р =
} 1
Сечение стойки на стеРжня; J—
р у наименьший мо-
0 ~ д мент инерции се-
4
чения; а = — при
постоянном момен-
те,
а = ¦
при
Фиг. 51. Стойка, загруженная
эксцентрично.
треугольном очер-
очертании эпюры мо-
моментов.
Расчётные на-
напряжения должны удовлетворять следующим
условиям:
E)
М
F)
G)
где cpj — коэфициент продольного изгиба при
определении гибкости в плоскости действия М;
^2—коэфициент продольного изгиба при
определении максимальной гибкости элемента;
Rz — основное допускаемое напряжение на
металл.
Момент сопротивления сечения W и пло-
площадь сечения F в формулах E) и F) прини-
принимаются брутто, в формуле G)—нетто (для
клёпаных сечений).
Если сечения составные, то для нахожде-
нахождения коэфициента <р определяется приведённая
гибкость.
При подборе сечения с учётом М и Р
следует в формуле E) принять М = Ре. Таким
образом
Р
W
W
W'
где Мяд„ — момент силы Р относительно при-
приведённой ядровой точки,
= У-. (8)
Ч> — коэфициент продольного изгиба; р— ядро-
ядровое расстояние.
При изгибе относительно оси у (фиг. 51)
2г2
ядровое расстояние р = —^- •
Последовательность операции при подборе
сечений такова: в качестве первого приближе-
приближения задаются высотой сечения Л в плоскости
действия М (h = ОД-т-0,04 /), затем, пользуясь
табл. 18, находят гу и р и по табл. 19 коэфи-
коэфициент ф и, наконец, по формуле (8) опреде-
определяют Мяр,р.
Требуемый момент сопротивления
М
ядо
(9)
Сечение конструируют, как было указано
при конструировании балок, и проверяют на-
напряжение в подобранном сечении по форму-
формулам E) — G). Если отклонение расчётных на-
напряжений от допускаемых более ±5%, то
делают пересчёт при изменении размеров се-
сечения в требуемом направлении.
Соединительные элементы
В сплошных поперечных сечениях соедини-
соединительные швы рекомендуется конструировать
непрерывными и сваривать их автоматическим
методом под слоем флюса. Катет валикового
шва принимается равным 0,4 — 0,5 s, но не
менее 4 мм (фиг. 46, а, б, е).
Нормальные напряжения, возникающие
в шве, вследствие совместной продольной
деформации с основным металлом при расчёте
прочности не учитываются.
Прочность швов определяется касатель-
касательными напряжениями по формуле A9), стр. 869.
При расчёте стойки на центральную сжи-
сжимающую силу принимают условно
Q = 15F кг,
A0)
где F — площадь сжатого сечения в см2.
В клёпаных сплошных сечениях усилие,
срезывающее заклёпки, определяют в зависи-
зависимости от той же поперечной силы Q по
формуле B2), стр. 869.
Расчёт прочности самой заклёпки произ-
производится согласно указаниям, приведённым
в гл. V. Ввиду того что в заклёпках
касательные напряжения от силы Q всегда
ГЛ. XIV]
КОНСТРУИРОВАНИЕ СТОЕК
875
малы, то шаг заклёпок t устанавливают глав-
главным образом из условия плотного соприкаса-
соприкасания листов. Рекомендуется принимать t =
Соединительную решётку на сжатых стерж-
стержнях ставят с соблюдением 1г = 30/*j, где
ij — расстояние между закреплениями ветвей
{шарнирами ферм) и г^ — наименьший радиус
инерции ветви. В элементах соединительной
решётки усилие находится по правилам ста-
статики, как в шарнирных фермах. Считают,
что в типах соединений на фиг. 48, 5, в рас-
расчётные усилия в элементах S и D сжаты,
в типе на фиг. 48, г расчётное усилие в диаго-
диагонали— растяжение. Подбор сечений самих
элементов решётки (уголков, калибров № 5—9)
и их прикрепление к ветвям основного сече-
сечения производятся согласно указаниям выше
(см. стр. 872 и 873).
Соединительные элементы в форме решёток
применяются главным образом в клёпаных
конструкциях; в сварных, как правило, соеди-
соединительные решётки заменяют планками.
Расчёт прочности стойки составного сече-
сечения, соединённой по длине планками, следует
производить как безраскосной рамы. Прибли-
Приближённо можно считать, что точки / — а(фиг.52,а)
имеют М — 0. Из этого следует, что расчётный
момент, изгибающий планку в плоскости её
наибольшей жёсткости,
М = ^ (И)
при парных планках, где Q — поперечная
сила, определяемая по формуле A0), если
реальная Q =¦ 0; /г — расстояние между осями
планок, равное 30гг.
Силы, срезывающие парную планку,
т Qh
A2)
где Ъ — расчётная длина планки, равная рас-
расстоянию между геометрическими центрами
6)
Фиг. 52. Схема составной стойки.
периметров швов при сварке или расстоянию
между рисками при заклёпках.
Планка должна быть жестка в направлении
действия момента, поэтому её высота прини-
принимается ^0,6 Ь. Расчёт прочности планки на
изгиб и срез производится по формулам
ЬМ ^ „ , г Т
5= -Г
При сварке планка обваривается по пери-
периметру обычно с одной её стороны (фиг. 52, б);
шаг заклёпок планки целесообразно устана-
устанавливать 3 -4- 5 d.
При приложении усилия Р эксцентрично
расчёт соединительных элементов произво-
производится совершенно так же, как и при централь-
центральном действии силы. Если, кроме продольной
силы, в элементе действует и поперечная, то
расчёт соединительных элементов производят
по ним в том случае, когда эти силы больше
Q [см. формулу A0)]. Если Q от заданных сил
L
4
Прокладка
а)
Фиг. 53. Стык стойки.
меньше Q условной, определённой по фор-
формуле A0), расчёт соединительных элементов
производится по величине последней.
Стыки сжатых сварных элементов выпол-
выполняют сваркой встык.
При применении автоматической сварки
под слоем флюса или электродов с толстыми
покрытиями усиления места стыка не тре-
требуется.
Условия прочности стыка
Расчёт прочности прикрепления планки
к ветви на М и Т при сварных и клёпаных
соединениях производится по указаниям гл. V.
В сечениях составных (фиг. 53) в стыке
целесообразно поставить соединительные
планки. Стыки могут быть выполнены посред-
посредством прокладок. Этот способ удобен при
сварке.
Клёпаные стыки выполняют при помощи
накладок. Если торцы, подлежащие стыкова-
стыкованию, фрезерованы, то через них передают 0,85
сжимающего усилия и 0,15 через накладки.
Базы колонн
Базы под колонны проектируются обычно
сварными (фиг. 54), в редких случаях клёпа-
клёпаными. При отсутствии изгибающих моментов
требуемая площадь плиты
A3)
где R°d — допускаемое давление на кладку;
Р— усилие. Отношение -т- зависит от местных
876
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
условий. Усиление производится в двух напра-
направлениях, если -г < 2, в противном случае —
только в направлении наибольшего размера.
Требуемая толщина
плиты
где m^-наименьший раз-
размер а0^о прямоугольной
пластины, закреплённой
по всему контуру между
рёбрами (фиг. 54, а);
допускаемое на-
напряжение наоснов-
наосновной металл пли-
плиты; q — давление
Ребра жесткости
Фиг. 54. База стойки.
на 1 см2 площади плиты. Значения k следую-
следующие:
а0
1.4
г.5
0
k 0,187 0,316 0,336 0,245 0,289
Высоту траверсы h устанавливают с учётом
двух факторов:
а) Усилие сжатого элемента переходит на
плиту через швы в горизонтальной плоскости,
приваривающие сечение стойки, и через
вертикальные швы. Требуемая длина верти-
вертикальных швов
P—Rs-0,7kL
А
где k — катет шва; L — длина периметров
швов, приваривающих сечение к плите;
Rs — допускаемое напряжение шва при срезе,
б) Сечение плиты, усиленное траверсами,
работает на изгиб (фиг. 55) при моменте
где с — расстояние от центра тяжести ветви
до края пластины.
Напряжения в сечении АА (фиг. 55)
м
где У—момент инерции плиты, усиленной
траверсами.
В клёпаных базах высота определяется
из условия передачи заклёпками усилия
с элемента на траверсу.
Сварные соединения в пределах базы кон-
конструируют посредством непрерывных швов.
Фиг. 55. Распределение давления под базой
при центральном загружении.
имеющих & = 0,8-f-l,0 s, где 5 —наименьшая
толщина соединяемых элементов.
Швы, приваривающие траверсу к плите,
работают на срезывающие усилия
Г =
QS
где 5 — статический момент плиты относи-
относительно центра тяжести сечения; J—момент
инерции сечения траверсы. ,п
Напряжения в швах
Г
~ 4-0,7*
Если при эксцен-
эксцентричном загружении
стойки под плитой
L..
напряжения
Анкерный
болт
однозначны, то их
эпюра представит-
представится, как показано на
П5) Фиг- 56, а. Расчёт а>
прочности базы
производится сучё-
сучётом принципиаль- б)
ных положений,
принятых при цен-
центральном нагру-
Г
Фиг. 56. Распределение
давления под базой при
Если напряже- эксцентричном загружении.
ния от момента
больше напряжений от продольной силы, то
эпюра принимает вид, показанный на фиг. 56, б.
ГЛ. XIV]
КОНСТРУКЦИИ СОПРЯЖЕНИЙ
877
Требуемая площадь сечения всех болтов,
расположенных в растянутой зоне,
Усилие в заклёпке соединения (фиг. 58, б)
F =
M — Se
A7)
где е — расстояние от геометрической оси
сечения колонны до центра тяжести сжатой
зоны; /а и х указаны на фиг. 56. Соотношение
в формуле A7) справедливо при условии, что
диаметр анкерного болта ^ 60 мм. При
d^60 мм расчёт производится согласно спе-
специальным указаниям ТУ Наркомстроя 1944 г.
Допускаемое напряжение Rz следует при-
принимать пониженным на 20—40%, учитывая
добавочные напряжения от затяжки.
КОНСТРУКЦИИ СОПРЯЖЕНИИ
Расчёт прочности жёстких сопряжений про-
производится на изгиб. В тех случаях, когда вели-
величина изгибающих усилий неизвестна, сопря-
сопряжения целесообразно конструировать равно-
равнопрочными целому сечению. При этом расчёт-
расчётный момент
M=RZW, A)
сопротивления прикрепляе-
прикрепляеW принимают
гд-е W — момент
мого элемента.
В клёпаных конструкциях
нетто.
Расчётные усилия в сопряжениях рам опре-
определяются их статическим расчётом. Если уси-
усилие передаётся через вертикальные стенки
элемента, а полки остаются неприкреплёнными,
то его работа происходит подобно шарнирным
сопряжениям.
А
?
|з-~ \
гасеч по EF
6)
Фиг. 57. Типы сварных шар-
шарнирных сопряжений.
В сварном соединении (фиг. 57)
6)
Шарнирные сопря-
сопряжения элементов мож-
можно конструировать
посредством сварных
(фиг. 57, а, б, в) или
заклёпочных (фиг. 58)
соединений.
Расчёт прочности
шарнирного сопряже-
сопряжения производят на
поперечную силу, ко-
которую в связи с не-
неучётом изгибающего
момента увеличивают
на 20—40<V0.
где L = 2/г, aft — длина вертикального шва.
[доп*
где i — число двухсрезных заклёпок; 7"^ол —
усилия, допускаемые на двухсрезную заклёпку.
Односреэные заклепки
Фиг. 58. Типы клёпаных шарнирных сопряжений.
В односрезных заклёпках (фиг. 58, а), кроме
среза, действуют нормальные усилия
М
где е — расстояние от центра заклёпок до оси
балки.
Напряжение на отрыв в крайних заклёпках
4JV
Напряжение среза в заклёпке
_ Q ш пеР
Эквивалентное напряжение
Сопряжение работает как жёсткое на по-
поперечную силу и момент, если элементы за-
закреплены одним концом или в случае, когда
у них прикреплены стенка и полки.
Типы сварных жёстких сопряжений даны
на фиг. 59, а, б, в, г. Валиковые швы в сопря-
сопряжениях следует конструировать непрерывными
с k = 0,75 -— 1,0 s. Расчёт прочности произво-
производится на момент; влияние поперечной силы,
как правило, незначительно. В сопряжении,
показанном на фиг. 59, при обварке только
контура сечения балки расчёт прочности швов
878
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД.
от момента производится по касательным на-
напряжениям
откуда
Wce =
Св
где Jce — момент инерции контура (затушёвано
на фиг. 59, a); Rs — допускаемые напряжения
на шов при срезе.
Толщину периметров принимают равной
0,7 ft.
Типы сопряжений, изображённых на фиг. 59,
рассчитывают на изгибающий момент согласно
Косынка
—а
7
ЬМпДспп/пм ;
"""¦"'"ЧШ!
Фиг. 59. Типы сварных сопряжений двутавров.
указаниям в гл. V с учётом, что момент М
уравновешивается моментами отдельных со-
составляющих сопряжения при условном соблю-
соблюдении принципа независимости действия сил.
В сопряжении того же типа фиг. 59, а, где
элемент закреплён обваркой периметра и двумя
парами горизонтальных валиковых швов, мо-
момент
M = -zWce + 2%a -0,7ft (h + k),
М
Wce + 2а • 0,7 k(h + k)
D)
длина швов, приваривающих косынку ах + «2»
должна быть ^ 1,2 а.
Расчёт прочности сопряжений указанного
типа может быть выполнен двумя путями:
1) при требовании прочного прикрепления ка-
каждого элемента в отдельности и 2) при расчёте
прочности сопряжения как единого целого.
По первому приёму усилие в поясе
прикрепляемой балки (фиг. 59, в)
уси-
усивстык; Рн =
здесь Fn — сечение пояса; Рст = RzFn
лие, передаваемое соединению
= Рп — Рст — усилие на накладку.
Расчёт самой накладки и швов, прикрепля-
прикрепляющих её, производится согласно указанию
в гл. V.
Момент, действующий в вертикальной
стенке,
Мв = M-f—, где Je = — .
J сеч lz
Прочность прикрепления к стенке опреде-
определяется по формуле
М. = 2 | х J>^L + т. 0,7^й (h - k)\ ,
откуда
2 0,7
kh?
0,7 ka{h—i
<RS- E)
По
M
второму приёму
0.7М2
о г ода* . ... ,. .л
= 2х (- 0,7ka (h — k)\
F)
где Л' — расстояние между центрами поясов;
h" —накладок.
С целью повышения запаса прочности
в сопряжении и упрощения расчёта напряже-
напряжение в швах встык и перекрывающих их на-
накладках принято равным т.
Из формулы F) находят -с, которое должно
быть <; Rs.
Среднее напряжение от поперечной силы
определяется с учётом работы только верти-
вертикальных швов
г -—9— G)
Q~ 2-ода • {'}
Напряжения от момента у верха вертикаль-
вертикального листа
Напряжение, условно результирующее,
На фиг. 60, а, б, в, г изображены типы
сварных сопряжений, у которых благодаря
ГЛ. XIV]
КОНСТРУКЦИИ СОПРЯЖЕНИЙ
879
резке широко использованы соединения встык,
на фиг. 61—сопряжения двухступенчатых эле-
элементов.
При вибрационных нагрузках наиболее
целесообразны сопряжения, в которых широко
развито примене-
применение соединений
встык (фиг. 62).
Клёпаные со-
сопряжения с при-
прикреплением полок
даны на фиг. 63.
Момент воспри-
воспринимает пара сил в
накладках. Усилие
в накладке Р =
Допускаемое
усилие на одно-
срезную заклёпку
Число заклё-
заклёпок, прикрепляю-
прикрепляющих каждую по-
половину накладки
к двутавру,
п =
(на фиг. 63, а п =
= 3X2).
Поперечную си-
силу воспринимают
заклёпки, прикре-
прикрепляющие вертикальную стенку. Усилие на
одну двухсрезную заклёпку
Фиг. 60. Типы сварных сопря-
сопряжений швеллеров.
т =
/г,
' доп
(на фиг. 63, б пг = 4).
Если сварные сопряжения в процессе свар-
сварки возможно кантовать, то их целесообразно
сваривать на автоматах под слоем флюса,
Фиг. 61. Сварное сопряжение двухступенчатых
элементов.
в противном случае — электродами с толсты-
толстыми покрытиями. В сварных сопряжениях, вы-
выполняемых на монтажных площадках, разре-
разрешается для удобства сборки применять в на-
накладках монтажные болты, которые после
сборки обвариваются.
В сопряжениях рекомендуется в первую
очередь варить соединения встык, если тако-
таковые имеют место, и во вторую — валиковые
швы. Если все сопряжения выполнены сваркой
встык, то в последнюю очередь должны быть
сварены стыковые швы, работающие на сжа-
сжатие под внешними нагрузками. Чередованием
' Встабка
сборка бстык
Фиг. 62. Сварные сопряжения, работающие под вибра-
вибрационной нагрузкой.
ш.
Фиг. 63. Сопряжение клёпаных элементов.
наложения швов должно быть обеспечено
горизонтальное положение элемента после его
приварки.
880
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. 1
КОНСТРУИРОВАНИЕ ФЕРМ
Выбор типа и генеральных размеров ферм
диктуется общей компоновкой конструкции,
нагрузками и требованиями, специфичными
для данной отрасли (стропильные перекрытия,
мосты, мачты, краны и т. д.).
Стропильным перекрытиям свойственны
фермы: а) трапецеидального и полигонального
W/У/'/
/ч/\\/ \\л
Л|
л
п
А
Л
Л
Л
д)
-1,4м ; L= 16,8 м
А
h-
А
7,
1м
А
А
5)
А L-9,5m
А
л
ж)
Фиг. 64. Схемы стропильных и крано-
крановых ферм: а, б—очертания лёгких
ферм; в — безраскосная ферма; г—аме-
г—американская стропильная треугольная
ферма; д, е, ж — крановые фермы.
h
которой — =
очертания (фиг. 64, а, б), в
= -g ту; б) треугольные (фиг. 64, г) с отно-
h 1 1
шением —г- =
-~к'> в)
иногда
к — — (/ — расчетная длина элемента, г — его
радиус инерции) не должна превышать сле-
следующих значений:
для сжатых поясов и опорных раскосов .... 120
„ прочих сжатых элементов ферм 150
„ сжатых элементов связей 2оо
„ растянутых поясов 250
„ , элементов ферм, кроме
поясов 35°
» гибких связей 4°°
Для элементов нижнего и верхнего поясов,
а также опорных раскосов / равна теорети-
теоретическому расстоянию между узлами в плоско-
плоскости фермы и расстоянию между горизонталь-
горизонтальными закреплениями в плоскости, ей перпен-
перпендикулярной. Для прочих элементов раскосов
и стоек /= 0,8 теоретического расстояния
между смежными узлами при определении
гибкости в плоскости фермы и / равна рас-
расстоянию между узлами, закреплёнными от сме-
смещения из плоскости
2) Выбирать типы сечений элементов, удоб-
удобные в изготовлении.
3) Обеспечить рациональное конструирова-
конструирование узловых соединений, простоту стыкова-
стыкования элементов по их длине и равномерное
распределение напряжений по их сечениям.
Для уменьшения напряжений в фермах под
тяжёлые нагрузки от жёсткости узлов жела-
желательно иметь —-^Ю, где h — высота эле-
элемента; /—расстояние между узлами.
4) Принимать по возможности однообраз-
однообразный сортамент металла.
Типы сечений сжатых поясов лёгких свар-
сварных ферм изображены на фиг. 65. Сечения
на фиг. 65, а — д применяют преимуществен-
преимущественно в фермах лёгкого типа, например, стро-
стропильных; на фиг. 65, е — в фермах крановых;
на фиг. 65, ж, з, и, к — в фермах, работаю-
работающих под тяжёлыми нагрузками.
Типы сечений сжатых поясов клёпаных
ферм представлены на фиг. 66. Наиболее упо-
употребительно сечение тавровое — из двух равно-
боких уголков (г* = 0,ЗЛ; Гу = О,ЗбЛ) и нерав-
нобоких уголков (rx ~ гу — 0,ЗЛ). Эксцентри-
Эксцентриситет е в положении элемента, т. е. расстоя-
расстояние от фактической оси стержня до геометри-
применяют
Диафрагма
А
фермы безраскосные
и л л
(фиг. 64, в)-у= __ —.Длину
ланели принимают 2 — 2,5 м.
Типы крановых ферм предста-
представлены на фиг. 64, д, е, ж.
Определение нагрузок на
фермы производится на основе
специальных ТУ. Расчёт ферм -
см. ЭСМ т. 1. Крановые фер-
фермы — см. ЭСМ т. 8.
Поперечные сечения
элементов ферм
При подборе сечений эле-
элементов ферм следует:
1) Ограничивать гибкость элементов. В про-
промышленных сооружениях для ферм среднего
я лёгкого типов предельная гибкость элемента
1
/
у
/
у
у
у
Планкп л) з) и)
Фиг. 65. Сечения сжатых поясов сварных ферм.
ческой оси фермы, не должен превышать 0,02
высоты элемента, в противном случае необхо-
необходимо учитывать влияние дополнительного мо-
ГЛ. XIV]
КОНСТРУИРОВАНИЕ ФЕРМ
881
мента на величину напряжения в поясе,
буемое сечение пояса
тр
Тре-
A)
Техника ..подбора сечения аналогична указан-
указанной при конструировании стоек.
Фиг. 66. Сечения сжатых и растянутых
поясов клёпаных ферм.
В первом приближении для лёгких ферм
можно принять гибкость поясов X = 80 -4-100.
Подобранное сечение удовлетворительно, если
при определении в нём напряжений отклоне-
отклонения а от допускаемых составляют от -|-5 до
—100/с.
Расчёт прочности сжатых поясов рекомен-
рекомендуется в форме табл. 20.
В графе „Тип соединения" указываются
размеры швов или d заклёпок. Если сечение
состоит из двух ветвей, соединённых планками
или решётками,- то предварительный подбор
сечения рекомендуется делать с учётом гиб-
гибкости X относительно материальной оси. При
окончательном определении напряжений вы-
вычисляют приведённую гибкость Ло = jAs^- ХД
где К — гибкость относительно свободной оси;
\ — гибкость ветви, которую следует принять
равной 30. Козфициент се устанавливается по
наибольшей гибкости (см. стр. 873).
Сечения растянутых поясов сварных ферм
изображены на фиг. 67. Сечения на
фиг. 67, а, б, в удобны в фермах, работаю-
работающих под лёгкими нагрузками (стропильными
или крановыми), на фиг. 67, д, е — в фермах,
несущих большие нагрузки.
Условия прочности сечения
а=^</?г. B)
t
Типы сечений растя-
растянутых поясов клёпа-
клёпаных ферм те же, что
для сжатых. Условия
прочности сечения
C)
Соедин. <^^
планки \ -
д) е)
Фиг. 67. Сечения растянутых поясов сварных ферм.
Расчёт прочности
растянутых поясов ре-
рекомендуется в форме
следующей таблицы
(табл. 21).
В графе «Тип со-
соединения" указыва-
указываются размеры швов
и d заклёпок.
При переменной
величине сечения поя-
поясов каждый из доба-
добавленных (вертикаль-
(вертикальных или горизонталь-
горизонтальных) листов должен
быть продолжен за
центр узла в наименее
нагруженную панель
Таблица 20
X
8
о.
Ol
д
Р в кг
Усилие
5
к
Длина
Сечение
Тип
Пло-
Площадь
в см*
Моменты
инерции
в см1
в см*
Радиусы
инерции
гх
век
ТУ
в см
Гибкость
V,
V
С ЭИНЭ»
се *
Хш
едине-
Тип со
ииа
882
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. 1
Таблица 21
л
X
Стерже
вз
о.
Усилие
3
ю
Длина
Тип
Сечение
Площадь F в см3
брутто
ослаб-
ослабления
нетто
b
О>
<и
Напрян
s§
s
инерци
ШО) Г В
Радиус
ближе!
X
:а>
К
; Щ
ть (при?
Гибкое
но) X
К
единени
Тип со
на длину, отвечающую полному количеству
швов или заклёпок, требуемых для прикре-
прикрепления элемента по площади его сечения.
Типы сечений решётки сварных ферм даны
на фиг. 68, клёпаных — на фиг. 69. Типы а
Диафрагмы
г) Соединительные планки д)
Фиг. 68. Сечения решётки сварных ферм.
б, в на фиг. 68—69 рекомендуются для лёгких
ферм, типы г, д—для тяжёлых. Подбор сече-
сечений сжатых и растянутых элементов решётки
производят аналогично подбору сечений поя-
j Фиг. 69. речения решётки клёпаных ферм.
сов. РасчётнуЬ длину сжатых стержней — см.
стр. 873; допускаемые номера уголков в зави-
T ^заклёпок указаны в гл. V.
При предварительном определении требуе-
требуемых размеров сечений сжатых элементов ре-
решётки можно принять X = 70 -ь 100. В слабо
работающих стержнях размеры сечений F не-
нередко определяют допускаемой гибкостью.
Требуемый минимальный радиус инерции г =
= --, ° . По величине г находят необходимые
кдоп
размеры сечений.
В случае, если один из поясов фермы
(обычно верхний) работает на совместное дей-
действие продольной силы Р и момента М, под-
подбор сечения и определение в нём напряжений
производят, как указано при конструировании
стоек (см. стр. 874).
Соединительные элементы
Размеры сварных соединительных швов на
элементах назначают из требований конструк-
конструктивности. Катет валиковых швов (фиг. 65, 67,.
68) k = 0,5 -г- 0,8s, но не менее 4 мм. При
сварке ручным методом соединительные швы
могут быть прерывистыми с отношением
— = 2-г-З. Длина прерывистого шва а > 40 мм
при /0<^16s. В сжатых элементах соедини-
соединительные швы работают под действием попе-
поперечной силы Q, определяемой по формуле A0)
(см. стр. 874), напряжение в них незначитель-
незначительное.
Расчёт соединительных элементов планок
и решёток на сжатых стержнях производят,
как указано при конструировании стоек. На
растянутых элементах расстояния между осями
планок и узлами решётки назначают так, чтобы
гибкость ветви между планками была не бо-
более гибкости целого элемента.
В клёпаных конструкциях сечения сжатых
элементов в форме двух уголков соединяются
по их длине прокладками таким образом, чтобы
гибкость ветви между прокладками была не
более 40. Прикрепление прокладок производит-
производится одной заклёпкой. Расстояние между осями
прокладок на растянутых элементах назначают
так, чтобы гибкость ветви между прокладками
была «С 80. Момент инерции уголка определяют
относительно оси, параллельной его кромке.
Соединительные планки и решётку на сжатых
стержнях конструируют и рассчитывают на
прочность, как указано при конструировании
стоек.
Узлы ферм
Для каждого узлового соединения необхо-
необходимо выполнение следующих требований.
1) Элементы в узлах должны быть центри-
центрированы, т. е. геометрические оси элементов,
совпадать с геометрическими осями ферм.;
В клёпаных конструкциях стержни раскосов
и стоек с сечениями из уголков рекомендуется
центрировать по рискам заклёпок.
2) В узлах следует обеспечить прочное при-
прикрепление элементов и прочность самой ко-
косынки. Прочность косынки по любому разрезу
(площадь нетто) должна быть не менее проч-
прочности прикрепляемых элементов; допускаемые
напряжения для частей разрезов, перпендику-
перпендикулярных к оси стержня, равны Rz\ при;угле 65°
ГЛ. XIV]
КОНСТРУИРОВАНИЕ ФЕРМ
883
допускаемые напряжения равны 0,75 Rz; при
углах 90—60° —по интерполяции.
3) Узлы должны конструироваться удоб-
удобными в технологическом отношении.
В сварных конструкциях типовые узловые
соединения следующие.
а) Узлы без косынок. Применяются
при высоких вертикальных листах в поясах
ферм, небольших углах наклона раскоса к го-
горизонту и при двустенчатых сечениях
(фиг. 70, а, б).
Требуемая длина швов, прикрепляющих ка-
каждый элемент к узлу,
L =
0,7kRx
D)
Длина фланговых швов, прикрепляющих эле-
элемент, Ьф = L — Lao6- Фланговый шов со сто-
стороны обушка уголка должен быть равен
JL 70*70*16
Фиг. 70. Узлы сварные без косынок.
СО СТОрОНЫ ПРОТИВОПОЛОЖНОЙ ^>: 0,3Z.g6, P —
продольное усилие в элементе.
б) Узлы с надставками. Рекоменду-
Рекомендуются главным образом для мало нагруженных
элементов решётки. Неприменимы при сечениях
поясов, раздвинутых на толщину прокладки.
К вертикальной стенке пояса приваривают
планку — надставку швами встык. Примеры уз-
узлов с надставками представлены на фиг. 71, а, б.
Чтобы избежать коробления надставок, их сле-
следует приваривать швами с Х-образной подго-
подготовкой кромок, желательно на автомате под
слоем флюса. Ввиду незначительного влияния
момента швы проверяют на срезывающее уси-
усилие
¦р
2 COS а3,
E)
где D\ и D2 — усилия (разных знаков) в рас-
раскосах, соответствующие одному определённому
случаю загружения фермы; ctj и а^ — углы на-
наклона раскосов.
Расчёт прочности швов, прикрепляющих
раскосы и стойки к надставке, производится
по формуле D).
Фиг. 71. Узлы сварные с надставками.
в) Узлы со вставками (фиг. 72, а, б).
Применяются при сильно нагруженных элемен-
200x14
Фиг. 72. Узлы сварные со вставками.
тах решётки. В сжатых элементах равнопроч-
равнопрочные соединения поясов со вставками достига-
достигаются посредством соединения встык прямыми
884
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. 1
швами, в растянутых элементах можно при-
применить косые швы. В фермах, работающих
под статической нагрузкой, соединения встык
разрешается перекрывать накладками
(фиг. 72, б).
г) Узлыспрокладками (фиг. 73, а, б).
Применяются при сечениях поясов, раздвину-
раздвинутых на толщину прокладки. Прочность швов,
на фиг. 77. Эти фермы рекомендуются для
применения в промышленных сооружениях.
В клёпаных конструкциях узлы без косы-
косынок применяются сравнительно редко. Типо-
Фиг. 74. Узлы сварные с накладками.
сеч по ей
Фиг. 73. Узлы сварные с прокладками.
П. 550x17x770
Пол.вО* 10*800
прикрепляющих прокладки к поясу, проверяют
на срезывающую силу по формуле E). Проч-
Прочность швов, соединяющих
стержень решётки с поясом,
определяют по формуле D).
Этот тип узлов весьма рас-
распространён в фермах, имею-
имеющих сечение поясов из двух
раздвинутых элементов:
уголков или швеллеров.
д) Узлы с наклад-
накладками. Эти узлы возможно
применять в одностенчатых,
в большинстве случаев мало
нагруженных элементах
(фиг. 74). Прочность швов,
прикрепляющих стержни к
накладке, проверяется по
формуле D). Расчёт проч-
прочности швов, прикрепляющих
накладки к поясам, произ-
производится на срезывающее
усилие по формуле E).
Примеры типовых опор-
опорных узлов стропильной фер-
фермы и кранового моста даны
на фиг. 75 и 76. Прохожде-
Прохождение опорной реакции через
центр соединений — обяза-
обязательное условие в правильно
сконструированных опорных узлах.
Конструкция узлов лёгких ферм с исполь-
использованием прутковых элементов представлена
Фиг. 75. Опорный узел стропильной фермы.
вые узловые соединения при клёпке следую-
следующие.
а) Узлы с прокладками. Широко
распространены в стропильных, крановых, мач-
мачтовых и других фермах при поясах из уголков
Репье 65*65x5200
Фиг. 76. Опорный узел крановой фермы.
швеллеров и т. д. Центрирование элементов и
порядок расположения заклёпок указаны на
фиг. 78. При d = 20 -г- 23 мм шаг а принимают:
ГЛ. XIV]
КОНСТРУИРОВАНИЕ ФЕРМ
885
при рядовом расположении — обычно 70 мм,
при шахматном—так, чтобы расстояние между
заклёпками было не менее 3,5rf. Согласно ТУ
Наркомстроя 1944 г. центрирование произво-
производится по рискам заклёпок.
НО:
-153
Опорная площадка
от Ю2 до 140
Сечение верхнего и
о> нижнего поясов
фиг. 80. Для лёгких ферм конструкции узлов
расчёт их прочности аналогичен указанному
для узлов с прокладками.
Примеры опорных узлов для стропильных
ферм приведены на фиг. 81, а, б. Для умень-
уменьФиг. 77. Прутковый прогон фермы.
Фиг. 78. Расположение элементов в клёпаных узлах.
Фиг. 79. Узел клёпаный со вставкой.
Прочность заклёпок, прикрепляющих стерж-
стержни раскосов, определяют согласно общим ука-
указаниям гл. V. Прочность заклёпок, прикрепля-
прикрепляющих косынку к поясу, рассчитывают на усилие
по формуле E)*
шения размера косынок в клёпаных узлах
применяют иногда уголки-коротыши. Число за-
заклёпок, прикрепляющих вертикальные полки
1 1
-Ф-
,l<
ll
t»- -<t
-¦-
N-«t»-
Ж)
Фиг. 80. Узел клёпаный с накладками.
б)
Фиг. 81. Опорные узлы: а — опорный узел фермы с перегибом нижнего
пояса; б — примыкание треугольной фермы к колонке.
б) Узлы со вставками (фиг. 79). При-
Применяют в фермах под тяжёлые нагрузки—мо-
нагрузки—мостовые и крановые. Эти узлы часто вытес-
вытесняются узлами с накладками. Прочность стыков
поясов со вставкой проверяют по указаниям
гл. V.
в) Узлы с накладками. Пример узла
стропильной фермы с накладкой приведён на
коротышей, увеличивают на 50% по сравне-
сравнению с их расчётным числом.
Стыковые соединения
Стыки элементов по длине применяются
преимущественно в поясах ферм. В сварных
конструкциях для сжатых элементов рекомен-
рекомендуемые типы стыков: встык прямым швом,
886
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
косым швом, соединение с прокладкой
(фиг. 82, а - е). Расчёт прочности произво-
производится по указаниям, приведённым в гл. V. Для
растянутых элементов целесообразны все
етыки, указанные на фиг. 82 (кроме конструк-
конструкции фиг. 82, ё). Расчёт прочности стыков —
см. гл. V.
Выбор стыка зависит от технологического
процесса сварки. При возможности кантовать
элементы сварку следует производить на авто-
автомате под слоем флюса, в противном случае
применяются электроды с толстыми покры-
покрытиями. При сваривании элементов небольшого
сечения в условиях крупносерийного произ-
производства целесообразно применять контактную
сварку по методу оплавления.
Для монтажных стыков возможно приме-
применение накладок с монтажными болтами. После
б)
Фиг. 82. Различные типы стыков элементов при
сварке.
окончания сварки болты или обвариваются,
или вынимаются, и отверстие заваривается.
При применении стыковых накладок сле-
следует обеспечить наиболее равномерное рас-
распределение усилий в стыке посредством
рационального выбора очертаний накладки,
расположения швов, их обработки и т. д.
В клёпаных конструкциях лёгких ферм
возможно применение стыковых соединений,
указанных на фиг. 83, а — в. Для монтажных
соединений применяют универсальные стыки
(фиг. 83, й, б). Расчёт прочности стыков
лёгких ферм производят или по принципу
равной прочности соединения к целому се-
сечению, или по величине расчётных усилий в
стержнях. В первом случае определяют тре-
требуемое число заклёпок с использованием
таблиц гл. V. В стыках элементов ферм, ра-
по ад
-ф- -ф- -ф-Ц-ф- -» -Ф- -Ф-
'/7
а)
поВВ
ПОСС
I 1-ф -ф. -ф. 1-ф- -ф- -ф-
6)
-ф- -ф- -ф- -ф-
¦ф- -ф- -ф- ф- ф- -ф-
Фиг. 83. Различные типы стыков элементов при клёпке.
ботающих под тяжёлые нагрузки (мосты), число
заклёпок определяют по принципу равной проч-
прочности.
ЛИСТОВЫЕ КОНСТРУКЦИИ
Резервуары для хранения жидкостей, если
они не ядовиты и не взрывоопасны, и газов
при давлении менее 0,5 am и температуре 100° С
проектируются на основе ТУ Наркомстроя
1944 г.; все прочие сосуды проектируются на
основе специальных технических условий.
Вертикальные резервуары с плоскими
днищами
Вертикальные резервуары с плоскими дни-
днищами изготовляют ёмкостью до 10 000 -и3 и
выше. Резервуары ёмкостью до 5000 мв выпол-
выполняются сварными. Высота //(фиг. 84, а) обычно
равна 0,4 -f-1,0 D. Обечайки цилиндрической ча-
1.1.1
1,1,1
Т , 1 ,1.1
V//////////////,
У////////////////////////////////
а) б)
Фиг. 84. Схема вертикального резервуара.
сти состоят из листов, сваренных встык. Между
собой обечайки соединяются встык, внахлёстку
телескопически (фиг. 84, б) и внахлёстку сту-
ступенчатым способом. Изготовление конструк-
ГЛ. XIV]
ЛИСТОВЫЕ КОНСТРУКЦИИ
887
ций, сваренных встык, сложнее в техно-
технологическом отношении, но экономичнее по
весу металла. В конструкциях внахлёстку
наружный шов должен быть сплошным,
внутренний может быть прерывистый. Иногда
при двойном наружном слое внутренний шов
а)
Фиг. 85. Сопряжения стенки резервуара с днищем.
не укладывают вовсе. Подготовку кромок
вертикальных швов производят, как указано
в гл. V; горизонтальные стыковые швы имеют
часто <-образную подготовку.
В резервуарах диаметром свыше 25 м под
стропилами по высоте цилиндрической части
ставятся рёбра жёсткости.
Определение толщины стенки цилиндри-
цилиндрической части резервуаров производится по
формуле
+ $i» но не менее 4 мм, A)
s —
2R,
доп
где s, = 1 + 2 мм (добавляется на коррозию);
у — удельный вес жидкости (для воды -у = 1);
D — диаметр резервуара в м; Н — высота от
уровня заполнения резервуара до рассчиты-
рассчитываемой точки, лежащей на 300 мм выше
нижней кромки рассматриваемой обечайки.
Pdon=z Rz, если соединение выполнено встык
толстопокрытыми электродами с подваркой
корня шва или встык тонкопокрытыми элек-
электродами, но с усилением стыковых швов на-
накладками, обеспечивающими расчётную равно-
прочность соединения целому сечению. При
сварке встык электродами (Э34) без накладок
Rz = 900 кг\см\
Допускаемые напряжения в сварных со-
соединениях резервуаров несколько повышены
вследствие статического характера нагрузки.
Это относится к конструкциям из мало-
малоуглеродистой стали.
Соединения без накладок более целесо-
целесообразны. В случае применения накладок по-
последним придают прямоугольное или ромби-
ромбическое очертание и ставят по 3—4 на 1 пог. м
шва. Двухсторонние накладки рациональнее
односторонних.
Требуемое сечение накладок на длине 1 м
шва:
при односторонних накладках
100s (a — Rs)
Fh = 7/ ~~ CM*>
при двухсторонних накладках
1005 (a — R')
FH = —, ^- см',
R'
B)
C)
выше нижней кромки рассматриваемой обе-
обечайки; R' — допускаемые напряжения на шов
при растяжении; R5 — допускаемые напряже-
напряжения на шов при срезе (см. гл. V).
В клёпаных конструкциях адоп = R2ol, где
а — коэфициент прочности шва (см. гл. V).
Прочность горизонтальных швов в резер-
резервуарах не проверяется.
В сопряжении цилиндрической части со-
сосуда с днище*м возникает изгибающий момент
(фиг. 85, а), не учитываемый обычным расчё-
расчётом прочности, поэтому в этом месте ставят
усиливающие уголки следующих размеров:
D в
D—диаметр резервуара.
В резервуарах небольших диаметров уголок
ставится с внутренней стороны (фиг. 85, б),
при больших диаметрах — снаружи (фиг. 85, в).
Во втором случае все горизонтальные швы
делают непрерывными.
Днище резервуаров устанавливают на
сплошное упругое основание, и днище не
несёт рабочих усилий; толщина листа днища
5 = 4 -г- 6 мм. В листах, расположенных под
стенкой,s — б-г-8мм. Во многих конструкциях
днище состоит из сегментного кольца, со-
составленного из листов, сваренных встык, и
серединной части. Последняя составлена из
полос, сваренных из листов (фиг. 86). Между
собой полосы соединяются встык и внахлёстку.
В первом случае серединную часть соединяют
с сегментным кольцом внахлёстку, во-втором —
полосы серединной части соединены с сег-
сегментным кольцом поочерёдно внахлёстку и
а—//—
где s — толщина листа в см; а — расчётное
напряжение в точке, лежащей на 300 мм
сеч. по а а и ьь
сеч. по ее и dd
Фиг. 86. Конструкция днища.
встык (фиг. 87, б). Величина нахлёстки в со-
соединениях 4 ч- 5s, но не менее 25 мм. Ряц
конструкций резервуаров небольших диаме-
диаметров успешно выполняется без сегментного
кольца.
Крыши резервуаров обычно делают гер-
герметичными. Кровлю изготовляют из листов
толщиной 5 = 2-т-3 мм, поддерживающие про-
прогоны — металлические или деревянные, опи-
опирающиеся на стропильные фермы (фиг. 87, а).
Расстояние между прогонами принимают
равным 1,0—1,2 м. При D^\2-~\b м пере-
перекрытия конструируют посредством ферм;
при меньшем D — из жёстких элементов
(фиг. 87, в). При D;>25 m в центре резер-
резервуара фермы поддерживаются стойкой. На
888
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
фиг. 87, г показана ферма распорной системы.
Серединное кольцо диаметром d = 0,5 -f- 0,8 м,
поддерживающее ферму, воспринимает гори-
горизонтальные составляющие усилий от прикре-
г)
Фиг. 87. Схемы перекрытия резервуаров.
лляемых к нему стропил. Устойчивость кольца
(фиг. 88, а) проверяют по формуле
где г—радиус кольца; EJ—наименьшая
жёсткость его сечения (фиг. 88, б—г).
Расчётное q = ^=-,
где п — число стропил, присоединяемых к
кольцу; Q — горизонтальная составляющая
усилия от каждого элемента.
сеч. по аа
i у
а) 5) в)
Фиг. 88. Центральное кольцо.
Коэфициент запаса на устойчивость -^
должен быть ^3.
Внешний обвязочный уголок при балочных
стропилах ставят без расчёта. Размеры его
следующие:
D в м Размеры уголка
< 9 5° X 5о X б
9—ai 65 X 65 X 8
ai-35 75X75X9
D — диаметр резервуара.
С целью экономии металла резервуары
иногда проектируются сферическими. Эти кон-
конструкции применяют главным образом в США.
Для уменьшения веса перекрытий крыши де-
делают гибкими без стропил, работающими как
мембраны, опирающиеся на периметры ци-
цилиндра и в центре на поддерживающую ко-
колонну.
Резервуары для нефтепродуктов конструи-
конструируются с заклёпочными соединениями при
ёмкости 5500 и 10 500 м* (ГОСТ 2487-44)
(табл. 22).
Расположение первых трёх поясов корпуса
резервуара ступенчатое, остальных — теле-
телескопическое. Стыки верхнего и нижнего об-
обвязочных уголков, сегментов днища, а также
вертикальные стыки смежных поясов корпуса
должны быть расположены вразбежку.
Шов, соединяющий уголок с настилом
кровли, — однорядный d — 12 мм, пере-
перекрышка 45 мм. Настил кровли — сварной, из
листов толщиной 3 мм. Швы сплошные вна-
внахлёстку.
Днище из листов 6000 X 1500 X 60, швы —
однорядные d — 17 мм, а = 46 мм, сегменты
днища — из листов 6000 X 1500 X 8 мм, раз-
разрезанных по длине пополам.
Горизонтальные сварные резервуары кон-
конструируются согласно ГОСТ 793-44.
Стандартом предусмотрены резервуары:
с плоскими днищами V — 9; 10,5; 24; 47 м';
со сферическими днищами V—11; 13,5; 28,0; 51 м*.
Резервуары со сферическими днищами
Резервуары этого типа опираются на
опорное кольцо. Выпуклое сферическое днище
(фиг. 89, а) растянуто, вогнутое днище
(фиг. 89, б) сжато.
Толщину растянутого сферического днища
определяют по формуле
где st = 1 +2 мм (добавляется на коррозию);
Н—наибольшая высота столба жидкости от
рассматриваемого сечения до поверхности
6)
Фиг. 89. Схемы резервуаров со сферическими
днищами.
Фиг. 90. Сопряжения днища с цилиндрической частью
сосуда.
жидкости; /?о — радиус днища; Rz принимают,
как в резервуарах с плоскими днищами (см.
стр. 886).
Определение 5 цилиндрической части ре-
резервуара — см. стр. 887.
Сопряжения цилиндра с днищем (фиг. 90,
а—в) выполняются отбортовкой (фиг. 90, а).
ГЛ. XIV]
ПРИМЕРЫ СВАРНЫХ ДЕТАЛЕЙ МАШИН
889
Таблица 22
Конструктивная схема
Угопьнин 75x75x10
Шпояс
13 лист. 5990*1395*4
1лист.622х1395*4
Шпояс
13лист 5990*1395*4
Шст 647*1395x4
Шпояс
13лист. 5990x1495*5
1 лист 647x1395x5
Упояс 13 лист. 5993x1495x6
Шпояс Шист. 5986x1495x8
Шпояс 13лист. 5990x1495*8
Ппояс 1.3лист.5986х1495х9
1пояс 13 лист. 5990x1495x9
Угольник 100x100x12
Тип шва
Однорядный
Двухрядный внахлёстку
Однорядный
Двухрядный
Однорядный
Двухрядный внахлёстку
Однорядный
Двухрядный впритык
Однорядный
Двухрядный впритык
Однорядный
Трёхрядный впритык
Однорядный
Четырёхрядный впритык
Однорядный
Четырёхрядный впритык
Однорядный
Диаметр
заклёпки
d в мм
Число
делений
33
Толщина
накладки
S
Перекрыш
ка а
в мм
45
54
За
54
4°
6,
4б
4б
54
54
66
73
а = 5s0 при переходном радиусе г, равном
5~l0s0.
При малой величине переходного радиуса
/?1 в переходной зоне возникают очень боль-
большие напряжения сжатия. Чтобы обеспечить
устойчивость оболочки, её опоясывают коль-
кольцом жёсткости и расчёт ведут с учётом изги-
изгибающего момента.
ПРИМЕРЫ СВАРНЫХ ДЕТАЛЕЙ МАШИН
1. Пример конструкции тяжёлой рамы для
большой шахтной подъёмной машины по-
показан на фиг. 91, д.
барабаны
Продольные элементы служат связями, по-
поперечные — представляют собой несущие кон-
конструкции. Расчёт прочности производится
в предположении, что рама не забетонирована.
Сечения поперечных балок изображены на
фиг. 91, б—г. Прочность балок проверяется
на изгиб, прочность поясных швов — на каса-
касательные напряжения под действием попе-
поперечной силы.
2. Пример конструкции рамы, у которой
каждая из средних поперечных балок нагру-
нагружена равномерной нагрузкой, интенсивности
q = 6 т/м, показан на фиг. 92. Ввиду большой
жёсткости продольных элементов поперечные
балки рассчитываются в предположении, что
их концы защемлены.
Опорный момент поперечной балки
М =
= 0,75 тм.
Момент инерции сечения поперечной балки
. 203-1
12
+ 2-16-1-10,5 =4186 см*.
б) б) г)
Фиг. 91. Рама, поддерживающая редуктор.
Момент сопротивления балки
^ = ^ = 200 см*.
890
ОСНОВЫ ПРОЕКТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
[РАЗД. I
Напряжение в поперечной балке
Поперечная сила в балке Q = 3000 кг.
Касательные напряжения в поясных швах
поперечной балки у опоры
Т~ J-2-0,7k~ 4186-2.0,7.0,6 ~^
где S = 16-1 • 10,5 = 168 см*; k = 0,6 см.
В прикреплении (фиг. 92) кромки поясов
поперечных балок скошены, их вертикальные
-2SO0-
А=б
сеч noab
? 6
¦200*10
=i
Фиг. 92. Рама, сваренная из коробчатых и двутавровых
элементов.
стенки приварены валиковыми швами,
k c= 6 ММ.
Момент в прикреплении
M = oFn(h + b) + 2T0Jk~.
Принимая приближённо, что а =т, получим
_ 75 000
202 :
16-1 • B0+1)+2.0,7-0,6. —
3. Пример рамы, сваренной из четырёх швел-
швеллеров, двутавра и двух уголков, показан на
фиг. 93. Все соединения элементов сварены
!L_ -
(Г*
\
Л
II
1
||
||
У
N
. —
А
— —
по ДВ
Фиг. 93.
встык, углы рамы усилены косынками тре-
треугольного очертания.
4. Пример корпуса двухступенчатого ре-
редуктора (фиг. 94) мощностью N = 200 л. с.
при «! = 540 об/мин и л2 = 30 об/мин. Окруж-
Окружное усилие в первой паре шестерён
Рх = 71 620--^- =71620
540-16
=3320 кг.
На каждый подшипник вала / передаётся
сила
Окружное усилие во второй паре ше-
шестерён
Фиг. 94. Конструкция корпуса редуктора.
На подшипник вала // передаётся сила,
направленная вниз,
Рх Р, 3320 10 600
2 + 2 "" 2 + 2
6960 кг.
На подшипник вала /// действует сила,
10 600 _Qnn
направленная вверх, равная —¦=— = 5300 кг.
Принимая, что корпус работает как балка,
опёртая по концам, строятся эпюры Q и М.
Расчётное поперечное сечение корпуса
имеет площадь F = 163 смг, момент инерции
корпуса JK = 67 300 см\ момент сопротивле-
сопротивления W = 2250 см\
139 400
2250
= 62 кг/см*.
Касательное напряжение в стенке
(^3840G2.18,5+20,4-8,5) _
Т~"Л,о 67 300-1,2 ~ У ; '
Касательные напряжения в шве
3840-72-18,5
67 300- 2 -0,7 -0,6
5. Пример сварного зубчатого колеса диа-
диаметром 3650 мм показан на фиг. 95. Обод сва-
ГЛ. XIV]
ПРИМЕРЫ СВАРНЫХ ДЕТАЛЕЙ МАШИН
891
рен встык U-образным швом таким образом,
чтобы его корень был удалён в процессе
обработки. Спицы, сконструированные из
штампованных элементов, работают на изгиб
под действием усилия Т. Швы, соединяющие
Фиг. 95. Сварное зубчатое колесо.
штампованные швеллеры со средним листом,
не испытывают рабочих напряжений.
сеч по ab
Фиг. 96. Сварной маховик.
Прочность сопряжения спицы со сту-
ступицей должна быть проверена на изгибающий
момент
М = 77?а,
где R — радиус колеса; а зависит от коли-
количества спиц и от соотношений между Jo6oda
спицы'
ПРИ Jo6oda> Равном Jc
следующие значения а:
принимаются
при числе спиц, равном
о.ЗЗЗ
6. Пример сварного маховика диаметром
2500 м м показан на фиг. 96. Массивный обод
приварен непрерывными швами к центру, име-
имеющему вырезы. Центр маховика усилен рёбра-
рёбрами жёсткости, образующими спицы. Приварка
рёбер жесткости производится валиковыми
швами. Центр со ступицей сварен втавр с под-
подготовкой кромок. Так как сварка элементов
больших толщин вызывает остаточные объём-
объёмные напряжения, которые могут уменьшать
прочность конструкции и вызвать в ней дефор-
деформации в процессе её эксплоатации, то изделия
после сварки необходимо подвергнуть отпуску
для устранения собственных напряжений.
7. Пример конструкции сварного барабана
шахтного подъёмника диаметром 3732 мм
дан на фиг. 97. Обод барабана, работающего
Фиг. 97. Сварной барабан диаметром 3732 мм.
на сжатие, сварен встык прямыми швами.
Обшивка барабана поддерживается ободом,
усиленным рёбрами жёсткости, передающими
усилие на ступицу.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А л о в А А., Электроды для дуговой сварки и на-
наплавки.
2. В о л о г д ин В. П., Деформации и напряжения при
сварке судовых конструкций, 1945.
3. Горбунов Б. Н., Вопросы сварного вагонострое-
вагоностроения, АН УССР. 1940.
4. Д а н и л о в С. А., „Автогенное дело" № 9 и ш,
1930.
5 Д учинский Б. Н., Научно-исследовательские ра-
работы по сварке, Сборник трудов ВНИТО сварщиков,
1934.
6. М о р д в ин це в. Л. А. „Вестник металлопромыш-
металлопромышленности" № 6, 1938.
7. Н и к о л а е в Г. А., „Автогенное дело" № 10, 1940.
8. Николаев Г. А. и Гельман А. С, Сварные
конструкции и соединения, Машгиз, 1947.
9. Николаев Г. А., Николаев В. П., Новые
режимы сварки и прочность сварных соединении.
ЦНИИТМАШ, 1937.
10. Николаев Г. А., РыкалинН. Н., Деформации
при сварке конструкции, АН УССР, 1943.
11. О к е рб л ом Н. О., „Автогенное дело" № 4, 1944.
12. Пат он Е. О., Скоростная автоматическая сварка
под слоем флюса, Машгиз, 1943.
13. Рыка лин Н. Н., Пространственное распределение
температуры при сварке, АН СССР, 1940.
14. Стрелецкий Н. С, Курс металлических кон-
конструкций.
15. Стальные конструкции. Нормы строительного проек-
проектирования, изд. Наркомстроя, 1944.
16. О г a I, „Bautechnik" № 10 и 12, 1930, № 11-13, 1933.
„Stahlbau" № 2, 1937.
17. Henry, „ Welding Journal", 1942, стр. 291 и 387.
18. О г г, Transactions, Inst. of shippbuilding scotl., 1935, 78.
19. Spraragen W. and Claussen G., „Welding
Journal" № 1, 1937.
20. S p r a r a g e n W. and Claussen G., „Welding'
Journal" № 9, 1938.
21. S p г а г a g e n W. and Chi-swik, „Welding Jour-
Journal" № 6, 1943.
22. T h u m, H a uf m a n n und Schoenrock, „Arch.
fur Eisenhiittwesen" № 10, 1937.
Замеченные опечатки
Стр.
29
88
93
144
146
146
146
148
152
178
182
194
225
279
382
384
495
495
496
501
513
513
739
768
772
792
793
810
820
Строка
25-я сверху,
левая колонка
27-я сверху,
левая колонка
3-я снизу, под-
подпись под фиг. 15
3-я снизу,
табл. 2, 6-я
графа
1-я nu'pxy.
табл. 7,'(>-я
графа
Табл. 7, 5-я
графа
Табл. 7, 6-я
графа
30-я сверху,
правая колонка
Табл. 16,
3-я графа
10-я сверху,
3-я графа
3-я снизу,
левая колонка
17-я снизу,
левая колонка
9-я снизу
7-я снизу,
левая колонка
11-я снизу,
левая колонка
Табл. 102,
1-я графа
фиг. 282
фиг. 282
10-я снизу,
левая колонка
4-я снизу,
лев.:я колонка
Табл. 7,
2-я графа
Табл. 7,
24-я сверху,
левая колонка
22-я снизу,
правая колонка
3-я сверху,
TiifSn 40
laUJl. OKI,
5-я графа
21-я снизу,
левая колонка
9-я снизу, в зна-
знаменателе, ле-
левая колонка
7-я снизу,
правая колонка
6-я сверху,
правая колонка
Напечатано
(фиг. 96)
(Вд ZtZ3
планетарного
34
30
'а
,'
2
по третьему
/ = 11 И ~Y~F*
15,527
Р — V л-^2
0 2 2
пт Fl ~ F, ~
1 (D2—d2) J
v" ' '\з
Qv
75N '
лтл
в — в
с-с
с —с
= 1—2,5 —
d
2,25-2,68
2
PI3 _
Хлореко
8,5-1,4
с «0,53
8
По ГОСТ 1223-41
1/"9,81 • ЮООО(С--Р)
0 * 1,57 ¦ 10 4 у 25-60 000 • 0,36 и
Должно быть
(фиг. 94)
ix>g zx z3
непланетарного
32
80
2
по второму
/ = 5,6т yfp*
14,527
Р Р
Po4t v—Т
i^!zi?i 1.
' / 3 /1 / <л у ¦, I
i =r
АТЛ
c-c
B — B
B — B
=1+2,54
d
2
2,25—2,68
PI3
ОСУ
Хлорекс
8,5—14
c=0,15S
4
По ГОСТ 1233-41
/~ 9.81 • 10 000-F-'—Г;
С»1,57 • 10 4 J/ 25-60 000 • 0,36
Поправка
На стр. 179, левая колонка, в 21-й и 23-й строках сверху, по недосмотру редакции вкралась ошибка. Приводим пр
вильный текст. Строки 20—23-ю следует читать: для случая по схеме фиг. 3, a t= — --; <зрез— Y^+^'i для случая я
02d
схеме по фиг. 3, б т
Мр+МТ
Энциклопедически!! справочник „Машиностроение* т. 3