








































































































































Tags: военное оборудование военная техника ремонт стрелкового оружия
Year: 1960



Text
МИНИСТЕРСТВО ОБОРОНЫ СОЮЗА ССР
ЪТ Для служебного
пользована»
Окз. №
4216
РУКОВОДСТВО
ПО РЕМОНТУ
ПУШЕК
Д-44 и СД-44
l vorov AV 63-64@mail.ru для http://www.russianarm ;
КНИГА ВТОРАЯ
РЕМОНТ АГРЕГАТ
ПУШ*
ОВ ХОДОВОЙ 41
СИ. СД-44
!- '-W*
К-ч. *fe?\
/
VCTH
-
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СОЮЗА ССР
ЛОСКВА-1960
.МИНИСТЕРСТВО ОБОРОНЫ СОЮЗА ССР
Для служебного
пользования
Экз. Л°
4216
РУКОВОДСТВО
ПО РЕМОНТУ
ПУШЕК
Д-44 и СД-44
Suvorov AV 63-64@mail.ru для http://www.russianarms.ru
КНИГА ВТОРАЯ
РЕМОНТ АГРЕГАТОВ ХОДОВОЙ ЧАСТИ
ПУШКИ СД-44
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СОЮЗА ССР
МОСКВА —I960
В книге пронумеровано 120 страниц. Кроме того, имеется 8 вклеек:
1) Вклейка № 1, рис. 17, между стр. 32—33.
2) Вклейка № 2, рис. 23, меж чу стр. 36—37.
3) Вклейки № 3—8, черт. 1—6, в конце книги.
Под наблюдением инженер-майора Гудкова К. Е.
и редактора инженер-подполковника Денисопа И. И.
Технический редактор Срибнис Н. В. Корректор Каждан Е. Л.
Сдано в набор 30.12ЗУ Подписано в печать 20.4.60.
Формат бумаги 70 Nl08'/i6—7'/г печ. л. = 10,27 усл. печ. л. + 8 вклеек — З'/г печ. л.=
=4,79 усл. печ. л.
Изд. К° 3/7348дсп Зак. 1367дсп
2
ВВЕДЕНИЕ
Руководство состоит из двух книг. В первой книге даны указания
по ремонту пушек Д-44 и СД-44, во второй книге изложены требования
по ремонту агрегатов ходовой части пушки СД-44 (двигатель, коробка
передач и электрооборудование).
Настоящее Руководство предназначается в качестве основной
ремонтной документации для подвижных ремонтных мастерских (полковой,
дивизионной, армейской и фронтовой).
Необходимые для ремонта сведения (конструкция, устройство и
работа механизмов и узлов, правила разборки и сборки) изложены в
Руководстве службы.
При сборке узлов, которые в процессе устранения неисправностей
подвергались частичной или полной разборке, пользоваться указаниями
Руководства службы и «Дополнительными указаниями по выполнению
разборочно-сборочных работ», изложенными в приложении 1 данной
книги.
Общие вопросы организации ремонта и дефектации механизмов,
узлов и деталей, а также технологические указания по проведению типовых
ремонтных работ изложены в Общем руководстве по ремонту
артиллерийского вооружения и в настоящем Руководстве не
рассматриваются.
Если некоторые работы, изложенные в настоящем Руководстве, не
могут быть выполнены из-за отсутствия в мастерской соответствующего
оборудования, то эти работы необходимо производить, кооперируясь
г другими ремонтными мастерскими или предприятиями.
В ряде случаев в Руководстве рекомендуется несколько способов
восстановления деталей. Наиболее приемлемый способ ремонта следует
выбирать в зависимости от технических возможностей мастерской.
Двигатели и коробки передач пушки СД-44 имеются двух вариантов
Конструктивное отличие их подробно изложено в Руководстве
службы.
Во втором варианте двигателя изменена конструкция улитки,
масляного насоса, сапуна, крепления двигателя на стаиппе, сцепления,
механизма выключения, привода магнето, бензинового насоса и
вентилятора.
У коробки, передач второго варианта тяги переключения скоростей
присоединяются к верхним концам рычагов включения передач, а у
коробки передач первого варианта —■ к нижним концам этих рычагов.
Одни и те же детали двигателя с коробкой передач первого и второго
вариантов имеют разные номера, но являются взаимозаменяемыми, дру
гне детали имеют одинаковые номера, но не взаимозаменяемы. Поэтому
1* Зак. 1367дсп
3
к Руководству приложен «Перечень деталей и узлов первого и второго
вариантов двигателя с коробкой передач с указанием о их
взаимозаменяемости» (приложение 2).
Номера деталей, указанные в скобках, соответствуют первому
варианту чвпгателя, коробки передач, сцепления и тормоза.
Перечень детален и сборок, изготовляемых в ремонтных мастерских
и поставляемых в готовом виде привечены в приложении 3.
Способы ремонта детален, имеющих срыв резьбы, приведены в
приложении 4.
Обмоточные данные реле-регулятора, магнето и генератора
привечены в приложении 5.
Номера четалей с начальными индексами 400 и W1 соответствуют
каталожным номерам деталей автомобиля «Москвич», номера деталей
с начальным индексом 72 (например, 7205330, 7201618) соответствуют
каталожным номерам детален мотоцикла М-72.
Детали, предельные размеры которых допустимы без ремонта,
разрешаются к дальнейшей эксплуатации.
4
глл-зл i
ДЕФЕКТЛЦИЯ
1. ПОДГОТОВКА К ДЕФЕКТАЦИИ И ДЕФЕКТЛЦИЯ
В целях определения технического состояния агрегатов ходовой
части, объема ремонтных работ и решения вопроса о возможности
необходимого ремонта узлы хотовой части должны быть продефектированы.
Если для дсфсктации ходовой часги ее техническое состояние
позволяет произвести проверку в движении, то необходимо подготовить орудие
к движению, запустить двигатель н проверить работу всех агрегатов
хотовой части во время пробега на расстояние 2—3 км, как указано в
Инструкции по проверке агрегатов ходовой части пушки СД-44 после
ремонта (приложение 6).
При этой проверке должны быть выявлены неисправности, которые
обнаруживаются в процессе работы агрегатов и не могут быть выявлены
при дефектацнн внешним осмотром. К таким неисправностям можно
отнести, например, нарушение регулировок.
Возможные неисправности, их признаки и характер, которые могут
быть выявлены в хотовой части при дефектации во время движения,
приведены в Перечне возможных неисправностей в агрегатах ходовой
части пушки, выявляемых при их дефектации во время движения (п. 3).
Независимо от результатов дефектации агрегатов ходовой части
п\шки, выявленных во время движения, необходимо также произвести
тефектацчю двигателя согласно Перечню обязательных проверок,
приведенных в п. 2.
Прежде чем приступить к дефектации, необходимо выполнить
подготовительные работы, которые состоят в следующем:
—■ очистить снаружи агрегаты ходовой части от грязн и пыли н
протереть их сначала ветошью, смоченной в бензине или керосине, а затем
сухой ветошью;
— слить из картера двигателя и коробки перетач масло, после чего
залить в них керосин или бензин и промыть их. провернув двигатель при
помощи пускового механизма на 15—20 оборотов;
— слить бензин из станин и промыть их, продуть насосом все
бензопроводы, очистить фильтр заливных горловин, фильтр и отстойник
бензинового насоса;
—■ установить пушку на место ремонта так, чтобы при установке ее
в боевое положение был обеспечен свободный доступ ко всем се деталям;
— перевести пушку в боевое положение;
— подготовить необходимый для ремонта инструмент,
приспособления и материалы.
5
Дефектацию пушки в собранном виде производить с обязательной
частичной разборкой.
Кривошипный механизм является самым ответственным механизмом
двигателя. Для его разборки, сборки и ремонта требуются специальное
оборудование, приспособления и инструмент. Поэтому если в процессе
дефектацни обнаружены неисправности, для устранения которых
необходимо произвести разборку кривошипного механизма, то двигатель
необходимо отправить в мастерскую капитального ремонта. Отдельные
неисправности кривошипного механизма, для устранения которых разборки
не требуется, разрешается устранять силами войсковой ремонтной
мастерской.
Если несколько неисправностей проявляются внешне одинаково, то
проверку проводить в такой же последовательности, которая изложена
в п. 3.
Разрешается устранение отдельных неисправностей, признаки и
характер которых хорошо известны, без дефектации всех узлов, используя
при"ремонте деталей технические данные, приведенные в соответствующих
разделах Руководства. Этими техническими данными необходимо
пользоваться и в том случае, если дефектации подвергаются все детали
разобранного узла.
После ремонта агрегаты ходовой части окончательно проверить в
полном объеме в соответствии с требованиями Инструкции по проверке
агрегатов ходовой части пушки СД-44 после ремонта (приложение 6).
2. ПЕРЕЧЕНЬ ОБЯЗАТЕЛЬНЫХ ПРОВЕРОК
(Черт. 1 и 2)
Что подлежит проверке
Технические требования
Способ устранения
неисправности
Кривошипно-шатунный механизм
Нет ли трещин и пробоин
d головке цилиндров и нет
ли в прокладке разрывов.
Отсоединить провода от
запальных свечей,
вывинтить впиты крепления и
осторожно снять головку
цилиндров, чтобы не
повредить прокладку.
Очистить головку от
нагара металлической щеткой
или скребком
Нет ли загрязнений
цилиндров и облома ребер
жесткости (см. гл. II, п. 6).
Отсоединить впускной
воздухопровод и выпускную
трубу, снять карбюратор,
крышку клапанной коробки
и улитку, отвинтить гайки
В камере сгорания не
должно быть нагара.
Головка цилиндров не должна
иметь трещин и пробоин.
Прокладка головки
цилиндров не должна иметь
разрывов. Облом ребер жесткости
не должен превышать 25%
их общей площади
Цилиндры должны быть
чистыми.
Облом ребер жесткости не
должен превышать 25%
общей их площади
Трещины и пробонны
заварить, как указано в
приложении 8.
Прокладки с разрывами
заменить, изготовив их по
месту.
Если облом ребер
жесткости не превышает
25% общей их площади,
место облома зачистить;
если облом составляет
более 25%, головку
цилиндров заменить
Если облом ребер не
превышает 25% общей их
площади, места обломов
зачистить; если облом
составляет более 25%,
цилиндры заменить
I
Что подлежит проверке
Технические требования
Способ устранения
неисправности
крепления и осторожно,
чтобы не повредить прокладку,
снять цилиндры; очистить их
от нагара и смазки
деревянным скребком и ветошью,
смоченной бензином
Не погнут ли стержень
клапана и нет ли износа,
выгорания или забоин на
поверхности фасок головки
клапана; не нотеряна ли
упругость пружины.
Измерить стержень
клапана н диаметр
направляющего отверстия, осмотреть
состояние фасок клапана и
клапанного гнезда
Нет ли загрязнения
поршней.
Вынуть стопорные кольца,
выпрессовать поршневые
пальцы из бобышек
поршней и снять поршни
Очистить поршни от
нагара и смазки. Величина
зазора между поршнем и
цилиндром, между поршнем и
поршневыми кольцами,
поршнем и поршневым
пальцем
Нет ли износа поршневых
колец, не потеряна ли их
упругость и нет ли трещин и
обломов.
Измерить высоту колец
микрометром и щупом за-
1 зор в стыке поршневого
' кольца
Величины радиального и
осевого люфтов шатунов
па шейках коленчатого
вала (см. гл. II, п. 4, «б»
и «в»)
Состояние посадки махо-
нпка 'на конусе коленчатого
пала.
Заклинить коленчатый вал
деревянным бруском и
проверить, нет ли качки
маховика
Величина зазора между
втулкой и поршневым
пальцем (см. гл. II, п. 4, «к»)
См. гл. II, п. 21, «б» и «в» и п. 22
Поршни должны быть
чистыми
См. гл. II, п. 1
См. гл. II, п. 2
Люфт должен быть не
более 0,25 мм (осевой) и
0,05 мм (радиальный)
Качка маховика ие
допускается
Зазор должен быть не
более 0,07 мм
Если люфт превышает
допустимый, то
двигатель отправить в
мастерскую капитального
ремонта
См. гл. II, п. 5, «а>
См. гл. II, п. 4, «к»
Что псыежит проверке
Технические требования
Способ устранения
неисправности
ш
Величина зазоров между
стержнями клапанов и
регулировочными болтами
толкателей
У холодного двигателя
зазоры должны быть не
более 0,1 мм
Отрегулировать зазоры
11
12
13
14
16
Не загрязнен ли
ник бензонасоса
отстой-
Иет ли трешин, отколов,
пробоин и выкрошпваннн:
на крышке К37-3 корпуса
карбюратора, ил стенках
смесительной и
поплавковой камер корпуса К37-6,
выходящих H.i резьбовые
отверстия и каналы, на
головке 400-1106018-Б и на
корпусе 400-1106150-А
бензинового насоса, на гнезде
под штуцер К37-18Л
распылителя, на корпусе и на
крышке поплавковой
камеры карбюратора
Прочно ли закреплен
насос
Нет ли трешни на
корпусе бензинового насоса п
исправны ли его детали.
Отсоединить бензопровод
от карбюратора и при
помощи рычага ручной
подкачки проверить работу
бензинового насоса. После
проверки работы насоса
бензопровод установить па место
Прочно ли закреплен
карбюратор
Исправны ли крышка по-
maiiKOHoii камеры, беизо-
нровоты и шланги
Система питания
Отстойник должен быть
чистым
Трещины, отколы и
пробоины на деталях
карбюратора и бензинового насоса,
нарушающие герметичность,
не дотскаются
Насос должен быть
плотно и прочно присоединен и
прикреплен к картеру
Из бензопровода бензин
должен выбрасываться
полной струей. Подтекание
бензина в местах соединения
отстойника н бензопровода
к насосу, а также
подсасывание воздуха через про-
клатку отстойника насоса
не допускаются
Карбюратор должен быть
плотно и надежно закреплен
гайками с шайбами
Подтекание бензина в
соединениях топливопроводов
п шлангов не допускается
Снять отстойник и
промыть .его чистым
бензином. Установить
отстойник на место
Детали карбюратора п
бензинового насоса,
имеющие трещины, отколы п
пробоины, нарушающие
герметичность, заменить
Подтянуть болты
крепления насоса
См. гл. II.
.Заменить прокладку
отстойника
Подтянуть ганки
крепления карбюратора.
См. гл. II.
Что подложит проверке
Технические требовании
Способ зстранения
неисправности
17
Надежно ли прикреплена
коробка передач к картеру
двигателя
Коробка передач
Коробка передач должна
быть надежно закреплена
болтами с обычными и
пружинными шайбами
Затянуть ганки крете-
нпя
18
19
Нет ли трещин и сколов
на зубчатом секторе 37-164,
зубчатом колесе 37-163 и по-
лумуфтс 37-251
Нет ли погнутости, вмятин
и пробнн на крестовине с
кожухом в сборе
Пусковой механизм
Трещины и поломка
зубьев не допускаются.
Допускается выкрошпванпе по
краям зубьев па длине не
более 3 мм
При наличии трещин и
выкрошнвания более
допустимого детали
заменить
Погнутую и имеющую
вмятины крестовину с
кожухом выправить,
пробоины площадью более
25 мм2 заварить
электродом Э42 или наложением
заплаты с креплением
электросваркой пли же
заклепками
20
21
■)■)
23
Надежно ли соединены
тяги с кулисами и
рукоятками и ие погнуты ли они
Состояние оттяжных
пружин
Величина свободного хода
педалей
Величина зазора между
тормозной лентой и
тормозным шкивом
Система управления
Тяги должны быть
надежно закреплены с кулисами и
рычагами. Приводы
управления должны действовать
без заедания
Оттяжные пружины
должны возвращать педали в
первоначальное положение
Свободный ход педалей
должен быть не менее 5 мм
При отпущенной педали
тормоза зазор между
тормозной лептой и шкивом
должен быть в пределах
1—3 мм
Ослабленное крепление
подтянуть. Погнутые
тяги выправить. Устранить
заедание
Пружины, потерявшие
упругость, заменить
Отрегулировать
свободный ход педалей
Отрегулировать зазор
при помощи стяжки 20 и
болтов 2 (см.
Руководство службы, рис. 100).
Допускается рихтовка
тормозных колодок
24
Запальные свечи и провода высокого напряжения
Нет ли нагара на корпусе
и электродах свечи
Нет ли трещин в
изоляторе свечи
Электроды и корпус свечи
должны быть чистыми
Трещины не допускаются
Очистить свечу от
нагара, для чего промыть
ее бензином и протереть
ветошью
Заменить свечу
<)
Что положит проверке
Технические требования
Способ устранения
неисправности
•25
•26
27
28
Величина зазора между
электродами свечи
Наличие искры на
контактах свечи.
Соединить корпус свечи
с массой, надеть наконечник
и проворачивать нал
двигателя рычагом пускового
механизма. При отсутствии
искры снять наконечник и
проверить, нет ли искры
между наконечником и массой.
Наличие искры указывает
на неисправность свечи,
отсутствие искры — на
неисправность магнето
Не замыкают ли провода
высокого напряжения
Нет лн внутреннего
обрыва в проводе высокого
напряжения
Зазор между электродами
свечи должен быть 0,5 —
0,7 мм
Замыкание не допускается
Обрыв не допускается
Отрегулировать зазор
между электродами
свечи (см. гл. IV, п. 1)
Неисправную свечу
заменить
Присоединить провод к
свече и контакту
крышки распределителя. В
случае повреждения
изоляции провода на
поврежденное место надеть
резиновую втулку и
обмотать ее изоляционной
лентой, после чего
наложить бандаж из ниток
и пропитать его
бакелитовым лаком
Провод заменить
новым марки ПВЛ-1
Магнето
■29
30
.'31
32
Нет лн окисления
контактов прерывателя
Величина зазора между
контактами прерывателя
(измерить щупом)
Нет лн замыкания в
конденсаторе (проверить
пробником или мегомметром)
Нет ли трещин в крышке
распределителя
Окисление не допускается
Зазор между максимально]
разомкнутыми контактами
прерывателя должен быть в
пределах 0,25—0,35 мм
Замыкание не допускается
Трещины не допускаются
Зачистить рабочую
поверхность контактов
надфилем
Отрегулировать зазор.
Изношенные контакты
заменить (см. гл. IV, п. 2)
Заменить конденсатор
Крышку заменить.
Разрешается углубить
трещину напильником,
протереть ее ватой,
смоченной спиртом, и запол-
10
Что подлежит проверке
Технические требования
Способ устранения
неисправности
Нет ли выкрошнваиия в
центральном угольном
контакте
Нет ли окисления
контакта крышки распределителя
Нет ли окисления
контактной пластины
трансформатора и наконечника
провода, идущего от
прерывателя к трансформаторной
катушке
Нет ли пробоя изоляции
трансформаторной катушки
Нет ли обрыва в обмотке
трансформаторной катушки.
Проверить пробником
Если исправность катушки
вызывает сомнение, проверить
ее работу на исправном
магнето
Выкрошнванне не
допускается
Окисление и выпадение
контакта не допускается
Окисление не допускается
Пробой не допускается
Обрыи не допускается
нить трещину разогретым
полиэтиленом или
полистиролом
Вставить в гнездо
новый контакт
Зачистить контакт
шкуркой № 220
Зачистить шкуркой
№ 220
Тщательно протереть
место пробоя ветошью,
смоченной спиртом,
удалить все следы нагара и
наложить бандаж из
трех-четырех слоев лако-
ткани с последующим
покрытием ее лаком
№ 462П (БТ—99
ГОСТ 8017—56)
Заменить катушку
Уровень электролита
Плотность электролита
Напряжение на клеммах.
Измерение производить с
помощью нагрузочной вилки
типа АПС нагрузочным
сопротивлением на 12 а
Аккумуляторная батарея
Уровень электролита
должен быть на 10 мм выше
верхнего края пластин
Плотность электролита
должна быть не ниже:
1,190 (летом), 1,245 (зимой)
Напряжение в каждом
аккумуляторе должно быть не
ниже 1,7 в и не должно
падать в течение 5 сек.
Разница между напряжением
аккумуляторов не должна
превышать 0,1 в
См. гл. IV, п. 5, «д»
Скорректировать тот-
иость электролита (см.
гл. IV, п. 5, «д»)
См. гл. IV, п. 5, «е»
Генератор и электропроводка
Состояние щеток
коллектора
Щетки должны быть
чистыми. Отколы,
выкрошнванне и трещины не
допускаются
Негодные щетки
заменить и притереть (см.
гл. IV, п. 3, «ж»)
11
Что подлежит проверке
Технические требования
Способ устранения
неисправности
12
43
Состояние коллектора и
пластин
Состояние изоляции,
соединения и крепления
провою в
Загрязнение коллектора,
шероховатость и окисление
пластин не допускаются
Изоляция проводов не
должна иметь
поврежденных мест.
Соединения проводов и их
крепление должны быть
прочными
Протереть коллектор
мягкой тряпкой,
смоченной в бензине.
Глубокие риски, шери-
хпватости и
неравномерный износ устранять
проточкой (см. гл. IV, п. 3)
Оборванные провода
соединить пайкой,
оголенные места проводки
изолировать установкой
резиновых,
хлорвиниловых и других
изоляционных трубок пли
наложением изоляционной лен-
гы и бандажа из ниток
с последующим
покрытием бакелитовым лаком.
Негодную проводку,
перегоревшие лампочки и
предохранитель заменить
3. ПЕРЕЧЕНЬ ВОЗМОЖНЫХ НЕИСПРАВНОСТЕЙ В АГРЕГАТАХ ХОДОВОЙ
Ч \СТИ ПУШКИ, ВЫЯВЛЯЕМЫХ ПРИ ДЕФЕКТАЦИИ ВО ВРЕМЯ ДВИЖЕНИЯ
Характер неисправностей
Способ определения или
дополнительные признаки
неисправностей
Способ устранении
неисправностей
Двигатель не заводится
Нет подачи бензина в
карбюратор:
а) Засорились воздушные
отверстия пробок заливных
горловин станин, не
работает клапан пробки, закрыт
нептпль пробки
б) Не работают клапаны
бензинового насоса, порвана
диафрагма насоса, подсос
воздуха через прокладку
отстойника
в) Засорен топливопровод
или сетка фильтра
карбюратора
Надавить пальцем на
уплотнитель
карбюратора, одновременно
работая рычагом ручной
подкачки бензинового
насоса. При этом должна
появиться течь бензина из-
под крышки поплавковой
камеры.
Вывинтить пробку и
повторить операции
ручной подкачки бензина
Проверить насос (см.
гл. II)
Отсоединить
топливопровод и продуть.
Отвинтить штуцер
подачи топлива
Прочистить отверстия;
проверить, открывается
ли воздушный клапан
пробки.
Открыть вентиль
пробки, повернув его на тва-
трн оборота
Сиять насос, разобрать
п отремонтировать по
указаниям гл. II
Очистить
топливопровод и сетку фильтра
карбюратора. Промыть сетку
фильтра
12
Характер 11смсп|мш1истей
Способ определения или
дополнительные признаки
генспранностей
Способ устранения
неисправноетен
Избыток горючего в
цилиндрах в результате
многократного неудачного
запуска
Нет искры между
электродами запальных свечей
Засорен карбюратор
Вода в бензине
Отсутствует или очень
слабая компрессия в
цилиндрах двигателя:
а) Неплотное прилегание
клапанов вследствие
наличия нагара
б) Поломались
поршневые кольца
в) Износ поршневых
колец по наружному диаметру
Отдельные вспышки с
обратным ударом. Из
глушителя выходит не-
сгоревшая смесь
Вывинтить свечу,
корпус свечи соединить с
массой, надеть
наконечник провода высокого
напряжения на свечу и при
провертывании вала
двигателя пусковым рычагом
проверить наличие искры
на электродах свечи. Если
искры нет, проверить
элементы
электрооборудования двигателя по
таблице обязательных проверок
При запуске
наблюдаются отдельные вспышки
с хлопками (в
карбюраторе чихание)
То же
Вал двигателя
провертывается за заводную
рукоятку без признаков
сжатия в цилиндрах или
в одном из них
Дать полный газ при
открытой воздушной
заслонке, провернуть вал
двигателя за пусковой
рычаг 5—10 раз, после
чего завести двигатель
обычным способом
Разобрать и
прочистить карбюратор
Сменить бензин в
станинах и прочистить
карбюратор
Очистить от нагара и
притереть клапаны (см.
гл. II)
Заменить кольца
Заменить кольца
Двигатель работает неравномерно, с перебоями; работ
Обеднение смеси или
плохая и неравномерная подача
бензина в карбюратор
Плохое контактирование в
системе зажигания пли
поврежден конденсатор
Обогащение смеси
вследствие переполнения
поплавковой' камеры бензином:
а) Загрязнен и
пропускает бензин игольчатый
клапан поплавка
б) Поплавок имеет течь
Хлопки в карбюраторе
(чихание)
Хлопки в глушителе
Двигатель сильно чы-
мнт, вспышки в пушпте-
ле (двигатель стреляет),
течь бензина через
карбюратор
ает один цилиндр
Проверить работу
бензинового насоса,
плотность соединения
бензопровода н не засорены
ли трубки бензопровода
Восстановить контакты
или заменить
конденсатор
Прочистить клапан
Отремонтировать
плавок (см. гл. II)
13
Характер неисправностей
Способ определения или
дополнительные признаки
неисправностей
Способ устранения
неисправностей
Обогащение смеси:
а) Засорение впускного
трубопровода отложениями
пыли и грязи
б) Засорение воздушного
фильтра
Нарушение или
неправильная регулировка
карбюраторов
Неправильно установлено
газораспределение после
переборки двигателя
Двигатель дымит
Неравномерная работа
цилиндров
Наблюдаются хлопки в
карбюраторе и глушителе
Очистить впускной
трубопровод и воздушный
фильтр
Отрегулировать
карбюраторы в соответствии с
указаниями Руководства
службы
Установить шестерни
распределения по
меткам
Двигатель внезапно остановился
Прекратилась подача
бензина
Повреждение в системе
электрооборудования
двигателя
См. п.
таблицы
См. п.
таблицы
1 настоящей
3 настоящей
При движении на
крутом спуске переключить
кран иа питание из
сошниковой части станины
Большое опережение
зажигания (раннее
зажигание)
Перегружен двигатель в
результате включения
передачи, не соответствующей
скорости и усювням
движения
Перегрев двигателя
Двигатель стучит
Стук пропадает
позднем зажигании
при
Стук пропадает при
включении более низкой
передачи
Появилось калильное
зажигание, при
включенном зажигании двигатель
продолжает работать
Отрегулировать момент
зажигания по указаниям
Руководства службы (см.
гл. II, п. 14)
Включить более
низкую передачу
Остановить пушку,
работать на средних
оборотах до тех пор, пока не
остынет двигатель
Двигатель развивает малую мощность
Установлено позднее
зажигание
Двигатель работает
неравномерно, с перебоями или
работает одни цилиндр
Двигатель перегревается
Пропуск газов под
головкой цилиндра
Мощность
увеличивается при более раннем
зажигании
См. пп. 7—12
настоящей таблицы
См. п. 17
таблицы
настоящей
Наблюдаются
просачивание газов из-под
головки цилиндра и
пониженная компрессия
Отрегулировать момент
зажигания в
соответствии с указаниями
Руководства службы
Подтянуть гайки
крепления головки цилиндров
или заменить прокладку
14
25
26
27
28
Характер неисправностей
Способ определения или
шполнительные признаки
неисправностей
Способ \странения
неисправностей
22
2J
24
Малы зазоры между
клапанами и толкателями
Засорены глушители
отложениями нагара и сажи
Неправильно установлено
газораспределение
Отрегулировать зазоры
между клапанами и
толкателями (см.
Руководство службы)
Очистить глушители от
нагара и сажи с
помощью ершей, смоченных
в керосине
Установить
газораспределение (см.
Руководство службы)
Позднее зажигание
Продолжительная работа
при перегрузке на высших
передачах
Двигатель перегревается
Двигатель слабо
реагирует на попытки
увеличения числа оборотов.
При установке на более
раннее зажигание
двигатель увеличивает
обороты
Излишне
смесь:
обогащенная
а) Переполнение
карбюратора
б) Неправильная
регулировка нглы золотника
карбюратора
Обедненная смесь
а) Неправильная
регулировка карбюратора
б) Подсос воздуха в
соединениях карбюратора с
цилиндром
Двигатель на холостом
ходу плохо развивает
обороты
Проверить, не
переполнена ли поплавковая
камера горючим
Двигатель под
нагрузкой плохо развивает
обороты. Появляются цвета
побежалости на
выпускных трубках
Отрегулировать момент
зажигания в
соответствии с указаниями
Руководства службы
Дать остыть
двигателю, включать передачи,
соответствующие
нагрузке
Очистить поплавковую
камеру и игольчатый
клапан от грязи
Отрегулировать
карбюратор (см. Руководство
службы гл. II, п. 14)
Отрегулировать
карбюратор (см. выше)
Подтянуть гайки
крепления карбюратора или
заменить прокладку
29
Неправильная
регулировка механизмов выключения,
ввиду чего сцепление
полностью не включается
Сцепление пробуксовывает
Проверить, имеется ли
необходимый свободный
ход (1—3 мм) у рычага
выключения сцепления
Отрегулировать
механизмы выключения
сцепления так, чтобы у
рычага выключения сцепления
был свободный ход в
пределах 1—3 мм
15
Хлрактер непспраиностей
Спосоо опретеленпн или
дополнительные признаки
неисправностей
Способ устранения
неисправностей
Замаслены накладки
ведомых дисков
Изношены пли сгорели
накладки ведомых дисков
Ослаблены или поломаны
пружины сцепления
Разобрать сцепление и
осмотреть накладки
То же
Разобрать сцепление и
осмотреть пружины
Промыть накладки
бензином и высушить
Заменить накладки или
диски в сборе (см. гл. III,
п. 1)
Заменить пружины (см.
гл. III, п. 2)
Сцепление полностью не выключается
Неправильно отрегулиро-
нан механизм выключения
сцепления (большой
свободный ход педали)
Покороблены или
поломаны диски
Склеивание дисков
сцепления в зимнее время
вследствие попадания масла на
поверхность дисков
Проверить свободный
ход педали сцепления,
который должен быть не
менее 5 мм
Проверить
осмотром
диски
То же
Отрегулировать
регулировочными гайками на
тяге сцепление так, чтобы
оно полностью
выключалось н имелся небольшой
свободный ход педали
Заменить сломанные
диски, покоробленные —
рихтовать (см. гл. III,
пп. 1, 3, 4 и 5)
Промыть диски
бензином п высушить
Разрушение дисков
Заедание деталей
механизма выключения
сцепления
Резкое включение
Проверить диски
осмотром
Проверить механизм
выключения при
разборке и осмотре
Неисправные диски
заменить (см. гл. III, пп. 1,
3, 4 п 5)
Детали промыть и
смазать
Не переключаются одна или все передачи или переключаются с трудом
Отрегулировать тяги
3S Неправильная
регулировка механизма переключения,
разрегулировались тягн
переключения передач
Плохо
сцепление
отрегулировано
Не совпадают прорези
па рычагах переключения
передач
См. пп. 33 — %
настоящей таблицы
Самопроизвольно выключаются передачи
Сломана пружина
фиксатора
Снять крышку коробки
передач, разобрать п
осмотреть пружины
фиксаторов
Сменить пружины (см.
гл. III, п. 26)
И»
Характер неисправностей
Способ определения inn
исполнительные признаки
неисправностей
Способ устранения
неисправностей
41
42
43
44
Недостаточно масла или
слишком мала его вязкость
Плюс шестерен
Шестерни недостаточно
приработались
Неправильная
регулировка сцепления (сцепление
«ведет»)
45
16
17
18
49
50
51
53
Шум в коробке
Проверить шестерни
(см. гл. Ml. пп. 9—18)
См. п.
таблицы
33 настоящей
Заменить или
пополнить масло
Заменить изношенные
шестерни
(см. гл. 111, пп. 9- 18)
Обкатать коробку под
нагрузкой в течение 7—
rf мото-часов
Перегрев картера коробки передач
Длительная езда на
первой передаче с большой
нагрузкой
Отсутствие или избыток
масла в картере коробки
Проверять па ощупь
Проверить количество
масла
Пополнить пли убавить
количество масла
Гечь масла из картера коробки
Изношены нлн
повреждены сальники или прокладки
крышек картера коробки
Ослаблено крепление
крышек картер;;
Неплотно завинчена нлн
вывинтилась спускная
пробка
Уровень масла в коробке
выше нормального
Разобрать коробку и
осмотреть детали
Проверить затяжку
болтов ключом
Проверить уровень
щупом
Сменить изношенные
нлн поврежденные
сальники и прокладки
Подтянуть болты,
кренящие крышку картера
Плотно завинтить
пробку, проверить уровень
масл.1
Слить лишнее масло
Тормоз не удерживает nyujKj
Неправильно отрегулнро- I Проверить линейкой I
ван свободный ход педали
тормоза
Замаслились или
загрязнились накладки тормозных
лент
11.ПЮС накладок
тормозных лент
свободный ход педали,
который должен быть не
менее 5 .и.и
Если после
регулировки, указанной в
предыдущем пункте, тормоз не
держит, снять тормозные
ленты и осмотреть их
Спять ленты н
осмотреть (см. гл. 111, п. 28)
Отрегулировать
свободный ход педали
Снять тормозные
ленты, промыть бензином н
высушить
Сменить накладки или
тормозные ленты в сборе
(см. гл. III. п. 281
2 Зак. 1367 кп
ОЬМъ
В/ч. 45935
3
Характер неисправностей
Способ определения или
дополнительные признаки
неисправностей
Способ устранения
неисправностей
54 Неправильная
регулировка, отсутствует свободный
ход педали тормоза,
вследствие чего тормозные ленты
все время прижаты к шкиву
55 Ослабли или сломаны
пружины, оттягивающие
тормозные ленты
Тормоз греется
Проверить наличие
зазора (1—3 ни) между
тормозными лентами и
шкивом
Проверить
пружин
состояние
Отрегулировать зазор
между тормозными
лентами и шкивом -и
обеспечить свободный ход
педали не менее 5 мм
Заменить пружины (см.
гл. III. п. 29)
18
ГЛ ABA II
РЕМОНТ ДВИГАТЕЛЯ
РЕМОНТ ДЕТАЛЕЙ КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА
1. ПОРШЕНЬ 7201237
(Черт. 2)
а) Износ рабочей поверхности юбки.
Если размер поршня менее размера, указанного в приложении 7,
поршень заменить.
При установке поршня ремонтного размера размеры поршневых
колец должны соответствовать ремонтным размерам поршней. В
приложении 7 приведен номинальный размер отверстия под палец, с которым
изготовляется поршень, и первый ремонтный размер отверстия.
б) Износ отверстия под поршневой палец.
Проверять измерением диаметра отверстия индикаторным нугроме-
рсм с пределами измерения 18—35 мм. Номинальный размер отверстия
г> 1—0,009 - -. .-.,• г*
21—0,021 мм, предельно допустимый размер без ремонта 21 мм. Если
отверстие изношено до размера более 21 мм, развернуть его до диаметра
21,15—o,'o2i мм под палец ремонтного размера.
Если диаметр отверстия под поршневой палец более 21,15 мм,
поршень заменить.
в) Износ канавок под
поршневые кольца по
ш и р и и е.
Проверять измерением зазора
uivnoM совместно с новым
поршневым кольцом (рис. 1). Зазор в
сопряжении компрессионных и мас-
тосъемпыч колец с поршнем
должен быть не более 0,1 мм.
Если зазор между кольцом
и канавкой поршня превышает
0,1 мм, снять поршневые кольца
с поршня и измерить ширину
канавок мерной плиткой и набором
щупов.
Рис. 1. Проверка износа канавок под
поршневые кольца
1U»
Поминальный размер канавок пот компрессионные кольца 3+р,'о27 мм,
иод маслосъемпые 5 4o',t2s мм. Предельно допустимып размер без
ремонта для канавок компрессионных колец 3,07 мм, для маслосъемных 5,07 мм.
Если размеры канавок превышают указанные, поршень заменить.
г) Трещины, облом перемычек между канавками
под поршневые кольца и следы выгорания на
днище п о р ш и я.
Трещины и отколы обнаруживаются тщательным внешним осмотром.
Поршень, имеющий трещины, облом перемычек канавок и следы
выгорания днища, заменить.
2 ПОРШНЕВЫЕ КОЛЬЦА 7201218, 7201217 И 7201235
(Черт. 2)
а) Износ кольца по наружной поверхности.
Проверять по зазору в замке поршневого кольца (рис. 2), устаьов-
ленпого в цнлшпр п плоскости, перпендикулярном к его оси, па расстояппи
не более 16 мм от верхнего торца.
Зазор, измеренный щупом, должен
быть не более 0,5 мм.
Если зазор в замке
превышает 0,5 мм, поршневое кольцо
заменить.
б) Износ кольца по
высоте.
Проверять измерением зазора
между поршневым кольцом н
канавкой поршня. Зазор дот жен
быть не более 0,1 мм.
Если зазор превышает 0,1 мм,
снять поршневое кольцо с поршня
и измерить его высоту с
внутренней стороны микрометром в месте
показанном на рис. 3 стрелками. Износ высоты компрессионных колец
допускается до 2,97 мм и маслосъемных колец до 4,97 мм.
В стучае износа колец по высоте до
размеров менее указанных поршневые
кольца заменить.
в) Потеря упругости п о р ш-
н е в ы х к о л с ц.
Упругость поршневых колец может
быть проверена па специальных
приборах, один из которых изображен па рис. 4.
При зазоре в замке 0.25 0.5 мм
усилие сжатия компрессионных колец должно
быть не менее 3 кг, а маслосъемных колец — не менее 2,3 кг. Кольца
потерявшие упругость, заменить.
г) Т р с щ н и ы и о б л о м ы.
Поршневые кольца при наличии трещин и обломов заменить.
Рис. 2. Проверка износа поршневых колеи
Рис. 3. .Место измерения высоты
поршневых колеи
2.)
Рис. 4. Проверка упругости поршневых ьолец
3. ПАЛЕЦ 7201238 ПОРШНЯ
(Черт. 2)
а) И з н о с посадочной поверхности пальца под
бобышки поршня п втулку шатуна.
Зазор между пальцем и втулкой должен быть не более 0,07 мм, эа
зор меж ту пальцем п поршнем не должен превышать 0,02 мм.
Поминальный размер пальца 21Г0>'он мм. При износе пальца до
диаметра, при котором зазоры превышают указанные (0,02 и 0,07 мм),
палец или втулку заменить. Разрешается восстанавливать поршневой
палец хромированием с последующей обработкой под поминальный или
ремонтным размер. При восстановлении пальца до номинального размера
перед хромированием прошлифовать палец до диаметра 20,80 мм. Ш.ти-
W6 остальное
0W-0.035 дегп1
Материал - сталь Ст.З
Острые кромки притупить
Оксидировать
Рис. 5. Оправка для шлифовки поршневых па.миев:
/—оправка; 2 — шл>|фусчын палец; 3 — злжнмной komvc: -J — зажимная гайка
фовать па круглошлпфовальном или па токарном станке с суппортно-
шлпфовалыюп головкой, закрепив палец на оправке (рис 5) в центрах.
Толщина слоя покрытия должна быть не менее 0,15 мм. Для
восстановления пальца до ремонтного размера предварительно прошлифовать его
21
до выведения эллипсности и задиров, затем хромировать до диаметра
21,26 мм и прошлифовать до ремонтного размера 21,I5_0;oi4 мм.
б) Цвета побежалости на рабочей поверхности
паль ц а.
Полировать палец в войлочных жимках с машинным маслом до
удаления цветов побежалости.
После удаления цветов побежалости проверить твердость
поверхности на приборе Роквелла. Если твердость мест с цветами побежалости
больше R- = 58, палец пригоден к дальнейшей эксплуатации, если
меньше, — палец заменить.
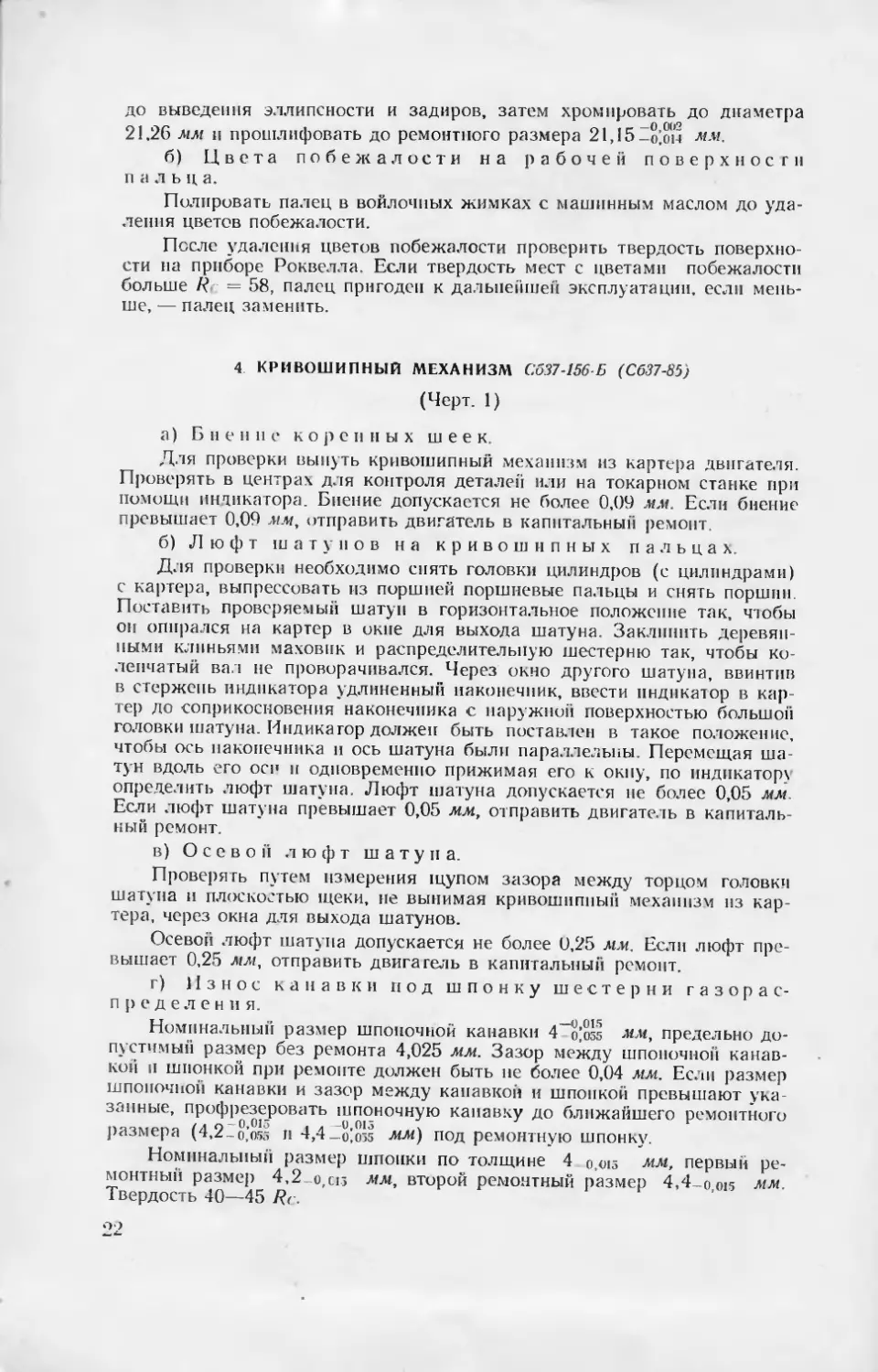
4. КРИВОШИПНЫЙ МЕХАНИЗМ С637-156Б (С637-85)
(Черт. 1)
а) Биение коренных шеек.
Для проверки вынуть кривошипный механизм из картера двигателя.
Проверять в центрах для контроля деталей или на токарном станке при
помощи индикатора. Биение допускается не более 0,09 мм. Если биение
превышает 0,09 мм, отправить двигатель в капитальный ремонт.
б) Люфт шатунов на кривошипных пальцах.
Для проверки необходимо снять головки цилиндров (с цилиндрами)
с картера, выпрессовать из поршней поршневые пальцы и снять поршни.
Поставить проверяемый шатун в горизонтальное положение так, чтобы
он опирался на картер в окне для выхода шатуна. Заклинить
деревянными клиньями маховик и распределительную шестерню так, чтобы
коленчатый вал не проворачивался. Через окно другого шатуна, ввинтив
в стержень индикатора удлиненный наконечник, ввести индикатор в
картер до соприкосновения наконечника с наружной поверхностью большой
головки шатуна. Индикатор должен быть поставлен в такое положение,
чтобы ось наконечника н ось шатуна были параллельны. Перемещая
шатун вдоль его оси и одновременно прижимая его к окну, по пнднкатор\
определить люфт шатуна. Люфт шатуна допускается не более 0,05 мм.
Если люфт шатуна превышает 0,05 мм, отправить двигатель в
капитальный ремонт.
в) Осевой люфт шатуна.
Проверять путем измерения щупом зазора между торцом головки
шатуна и плоскостью щеки, не вынимая кривошипный механизм из
картера, через окна для выхода шатунов.
Осевой люфт шатуна допускается не более 0,25 мм. Если люфт
превышает 0,25 мм, отправить двигатель в капитальный ремонт.
г) Износ канавки под шпонку шестерни
газораспределения.
Номинальный размер шпоночной канавки 4-о;оо5 мм, предельно
допустимый размер без ремонта 4,025 мм. Зазор между шпоночной
канавкой п шпонкой при ремонте должен быть не более 0,04 мм. Если размер
шпоночной канавки и зазор между канавкой и шпонкой превышают
указанные, профрезеровать шпоночную канавку до ближайшего ремонтного
/ 1 о-0,015 . . —0,015 ,
размера (4,2_о,ок и 4,4_о,оз5 мм) под ремонтную шпонку.
Номинальный размер шпонки по толщине 4 o.ois мм, первый
ремонтный размер 4,2_o,ci5 мм, второй ремонтный размер 4,4_o,oi5 мм.
Твердость 40—45 R<.
о о
д) Износ шейки под ведущую шестерню
газораспределения.
, , .. .. „л +0.023
Поминальный тнаметр шейки 30 о.оов мм, предельно допустимый
без ремонта 30,0 мм.
Разрешается ремонт шейки хромированием с последующей
шлифовкой под номинальный размер.
е) Износ шеек под коренные шарикоподшипники.
Поминальный диаметр шейки 35 ^0.оiг мм, предельно допустимый
при ремонте 34,97 мм. Если шейки изношены до диаметра менее 34,97 мм,
заменить кривошипный механизм или восстановить хромированием с
последующей шлифовкой под номинальный размер.
ж) Износ конуса.
Для проверки надеть маховик на конус до упора. Если маховик
качается, конус изношен. При наличии контрольного конуса проверять с
помощью конуса. Качание устранить, отремонтировав маховик (см. п. 5, «ахЛ.
з) Износ шпоночной канавки под шпонку
маховика 7201230.
Проверять аналогично проверке износа шпоночной канавки под
шпонку шестерни газораспределения.
Зазор меж ту стенкой канавки и шпонкой допускается не более
0.04 мм.
Размеры шпоночной канавки и шпонки приведены в табл. I.
Т а б лица 1
Размеры шпоночной канавки и шпонки
Номинальные размеры, мм
шпоночной 1
KUHJBKH | ШПОНКИ
.—0.015
—0.055
(i
-0,015
Предельно допустимые
размеры при ремонте, мм
шпоночной 1
канавки | шпонки
1
0.025
Ремонтные размеры, мм
шпоночной
канавки
I.6.2-"-015
-0.О55
11. 6,4 °'М5
' - 0,055
шпонки
6-2_0,015
(5.4
0,015
и) Износ отверстия ш а т \ н а под втулку 7201234
поршневого пальца (черт. 2).
В случае ослабления посадки втулки в головке шатуна износ
проверять индикаторным нутромером с пределами измерения 18 -35 мм.
Номинальный размер отверстия 23,5+0-023 мм, предельно допустимый
размер при ремонте 23,53 мм.
Если отверстие шатуна под втулку изношено до размера более
23,53 мм, отверстие шатуна развернуть до диаметра 23,7 +0-045 мм и
изготовить новую втулку (рис. 6), вытержав натяг в сочленении в пределах
0,027- -0,095 мм'
Эллнпсность и конусность отверстия под втулку поршневого пальца
допускаются lie более 0,02 мм.
к) Износ отверстия втулки 7201234 пот поршневой
палец.
Проверять, измеряя диаметр отверстия индикаторным нутромером
с пределами измерения 18—35 мм, а поршневой палец — микрометром
23
с пределами измерения 0—25 мм. Номинальным размер отверстия
О .+0,005
Zl_i).U07 ММ.
Если зазор между втулкой головки шатуна и пальцем превышает
0,07 мм, втулку заменить. Новую втулку изготовить по чертежу (рис. 6)
и запрессовать в головку шатуна с натягом 0,027—0,095 мм. После
0,5*45
1X45"
Zфаски 0,5x^5°
Окончательная £
обработка И.
в узле
-0,28
Материал: БрОФЮ-г
Твердость по Бринеллю вО+ЮО
Твердость по Роквеллу 55 Рв
Размер
номинальный
Ремонтный
ФИ,
п, +0,006
" "0,007
о, .г «-0.006
"•'"-0,007
**!
по г «-0.095
'•'•''♦o.oso
оо 7 +0,095
"•'♦0.050
Рис. 6. Втулка малом головки шат\нл
запрессовки развернуть втулку под поминальны» пли ремонтный размер
поршневого пальца. Припуск под развертку отверстия должен быть
0,05- 0,06 мм. Зазор в сочленении втулки с поршневым пальнем после
ремонта должен быть не более 0,013 мм.
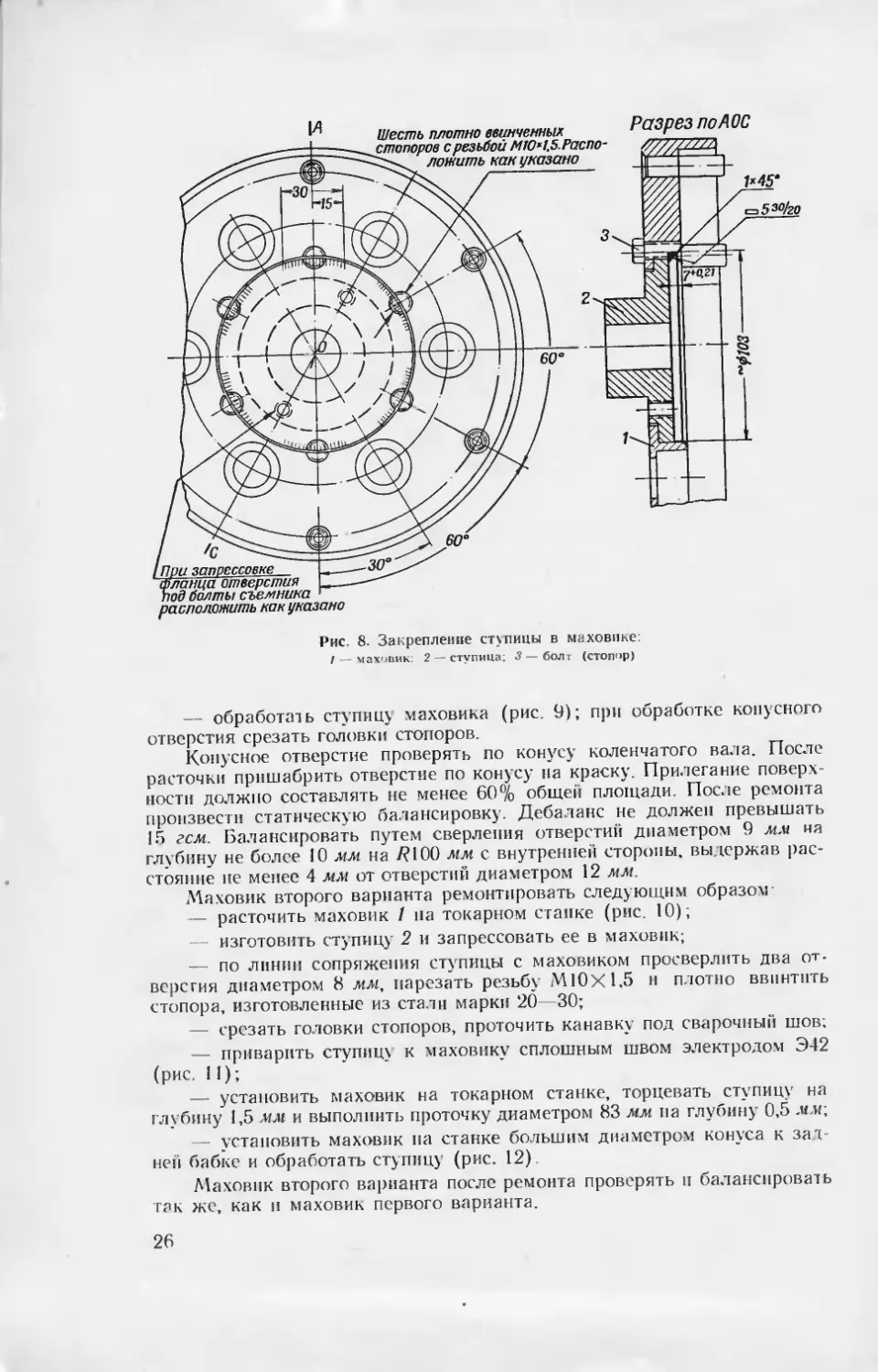
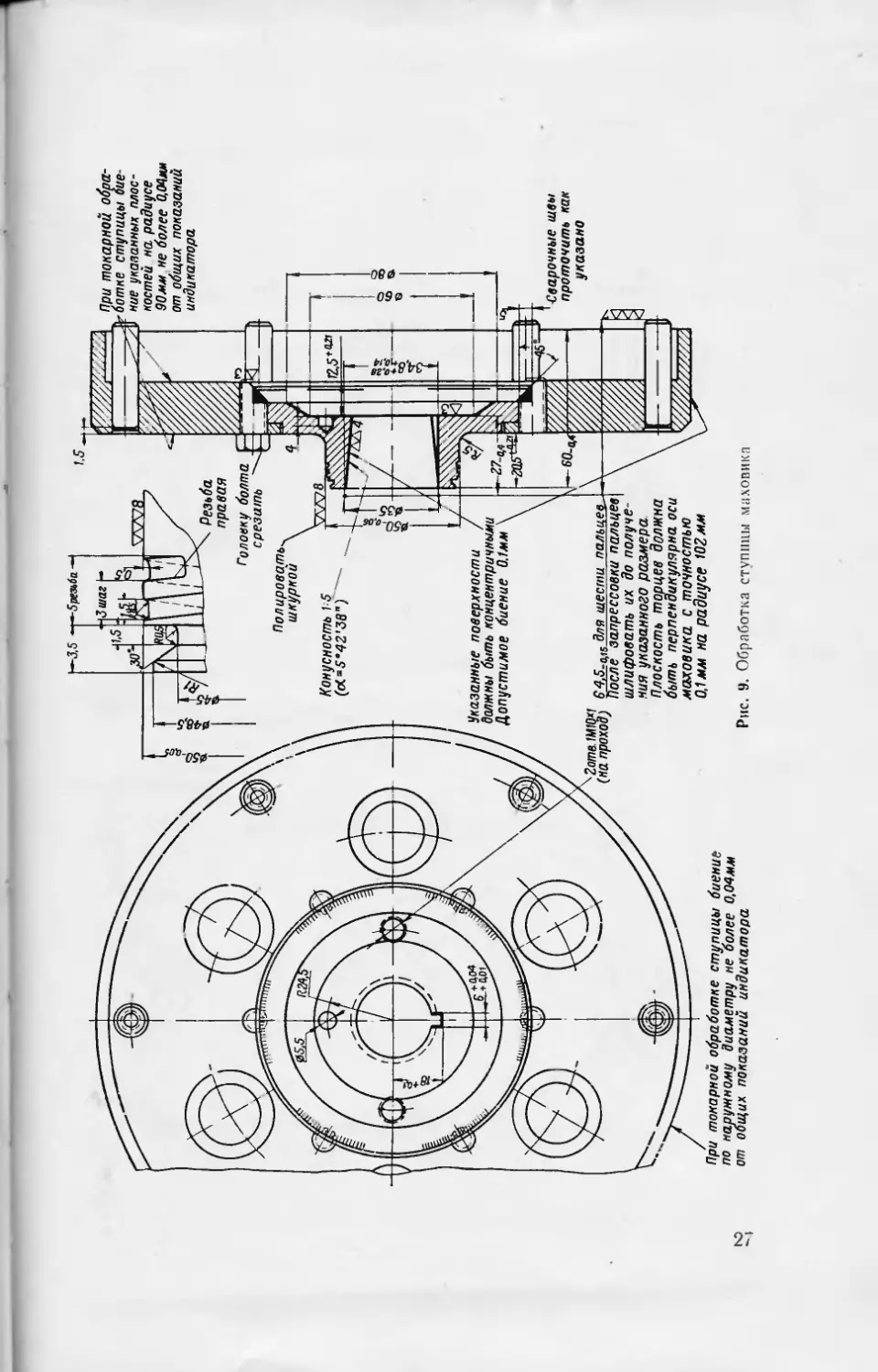
5. МАХОВИК С637-130-Б (С637-84) С ПАЛЬЦАМИ СЦЕПЛЕНИЯ
(Черт. I )
м ст а л л а на
а) Износ, задиры и наволакивание
конусной поверхности отверстия.
Износ отверстия проверять посадкой маховика на конус коленчатого
вала до упора пли контрольным конусом I : 5. Если при проверке
маховик имеет качание, ремонтировать, как указано ниже.
Если задиры и наволакивание металла охватывают поверхность, не
превышающую 10% всей поверхности конуса, зачистить отверстие
шабером. В том случае когда задиры и наволакивание металла охватывают
более 10% всей поверхности отверстия, а также в случае качки па конусе
коленчатого вала, маховик первого варианта ремонтировать следующим
способом:
— расточить на токарном станке маховик / (рис. 7);
— изготовить ступицу 2 и запрессовать ее в маховик;
— по линии сопряжения ступицы с маховиком просверлить шесть
отверстии диаметром 8 мм, нарезать резьбу А\ЮХ1,5 и плотно ввинтить
стопора, изготовленные из стали марки 20—30 (рис. 8);
— установить маховик па токарном станке, торцевать торец ступицы
на глубину 7+0-21 мм;
— приварить ступицу к маховику электродом Э42 прерывисть^г
швом, как показано на рис. 8;
24
При расточке отверстий
08Z и 0ЮЗ биение
указанной плоскости, на радиусе
90мм, не более 0,04мм
от общих показаний,
индикатора
Г73 ОСТЙЛНОЕ
1
1
1 г~
""
в 1
1
t
'TVS
*
~.„
., L "JJ/<
•; ш
. i
i
So
M
l&
_
-
/
RJ/
5*0,Z7
~гг~
-rt-
1
.
\
' "1
*
7
S-
4
§
5
I
§
1
г
О Jo
a
-
Jj^
\l
-«.«■
Si
с
§
*
\i«45'
7*'
21
W£
Z_gme_lMI0*1
/
Материал- сталь в5
Рис. 7. Расточка маховика первого варианта при ремонте ступицы:
/ маховик моею изъяты ступицы рлеючкои; :' стуиши
Рис. 8. Закрепление стлпицы в маховике:
/ — маховик: 2 — ступица: 3—болт (стопор)
— обработать ступицу маховика (рис. 9); при обработке конусного
отверстия срезать головки стопоров.
Конусное отверстие проверять по конусу коленчатого вала. После
расточки пришабрить отверстие по конусу на краску. Прилегание
поверхности должно составлять не менее 60% общей площади. После ремонта
произвести статическую балансировку. Дебаланс не должен превышать
15 гсм. Балансировать путем сверления отверстии диаметром 9 мм на
глубину не более 10 мм на /?100 мм с внутренней стороны, выдержав
расстояние не менее 4 мм от отверстии диаметром 12 мм.
Маховик второго варианта ремонтировать следующим образом-
— расточить маховик / на токарном станке (рнс. 10);
— изготовить ступицу 2 и запрессовать ее в маховик;
— по линии сопряжения ступицы с маховиком просверлить два
отверстия диаметром 8 мм, нарезать резьбу МЮХ1.5 и плотно ввинтить
стопора, изготовленные из стали марки 20—30;
— срезать головки стопоров, проточить канавку под сварочный шов;
— приварить ступиц\ к маховику сплошным швом электродом Э42
(рис. II);
— установить маховик на токарном станке, торцевать ступицу на
глубину 1,5 мм и выполнить проточку диаметром 83 мм па глубину 0,5 мм;
— установить маховик па станке большим диаметром конуса к зат-
неп бабке и обработать ступицу (рис. 12).
Маховик второго варианта после ремонта проверять и балансировать
так же, как и маховик первого варианта.
26
, При токарной обоа-
~Ьр6отне ступицы бие-
23Г ние укапанных
плоскостей на радиусе
90мм не более 0,04мм
от общих показаний
индикатора
-1
При то/гарной обработке ступицы биение
по нарутному диаметру не более 0,04мм
от общих показаний индикатора
Сварочные швы
проточить как
указано
Рис. 9. Обработка ступицы млховикл
п_г">-г~
u
I
I
I
L
I
4^S
Материал стапь35
Рис. 10. Расточка маховика второго париапта при
ремонте ступицы:
/ —Md\ouHK после изъятия ступииы расточкой; 2 — ступица
Разрез по А А
Рис. 11. Закрепление ступицы в маховике второго варианта
28
Допустимое
смещение
шпоночного паза '
с
диаметральной плоское-/
ти не
более 0,1мм
готе.ШЮх1-е
(на проход)
CD
Рис. 12. Обработка ступицы маховика второго варианта
Профиль масляной
канавки (рис 9)
Плоскость торцек
i должна быть пер-
^.пендикулярна оси
маховика с
точностью 0,1мм на
радиусе WZmm
б) Износ отверстия под палец 7201225 сцепления.
Проверить измерением диаметра отверстия индикаторным
нутромером с пределами измерения 10—18 мм при ослаблении посадки пальца
или их замене.
Поминальный диаметр отверстия 12+0,035 мм, предельно допустимый
диаметр при ремонте 12,055 мм.
Если отверстие изношено до размера более 12,055 мм, развернуть его
то ремонтного размера 12,10+о-035 мм под ступенчатый ремонтный палец
(рис. 13). Изготовленный ремонтный палец цементировать па глубину
0,8—1 мм и калить; твердость 54 -58/?г. Резьбу от цементации
предохранять.
$
¥
Я 1,5
АЛЛ7
1М8К1
-ZQ^A
а,ш
222
1—17-А
20-Ч
43
5Z3_.
3.5
#
Материал-сталь 15
Рис. 13. Ремонтный палец сцепления
в) Износ цилиндрической части пальца 7201225
сцепления.
Износ пальца обнаруживается по его ослабленной посадке в
маховике или по вмятинам от дисков.
II •• I..-"-0,080
Поминальны» диаметр пальца 12 иО,045 мм, предельно допустимый
диаметр в сопряжении с дисками сцепления при ремонте 11,5 мм. Палеи,
имеющий значительные вмятины или изношенный до диаметра менее
11,5 мм, а также в случае ослабления посадки к маховике заменить
(рис. 14) пальцем "шаметром А. обеспечивающим натяг 0,01- 0,08 мм.
И 1,5 Ш8*1
Окончательно
обработать в
узле
Материал: стиль 15
Рис. 14. Палец сцепления
Торцы пальцев маховика должны лежать в одной плоскости. При
замене отдельных пальцев припилить пальцы так, чтобы отклонение нх
высоты лежало в пределах 0—0,1 мм.
г) Износ шпоночной канавки маховика.
Зазор между шпонкой и боковой поверхностью шпоночной канавки
должен быть не более 0,08 мм.
30
0,0-1
мм, предельно до-
Поминальная ширина шпоночной канавки о . o.oi
пустнчая при ремонте 6,06 мм.
В случае износа шпоночной канавки по ширине до размера более
6,06 мм, а также если зазор более 0,08 мм, обработать канавку до
ближайшего ремонтного размера 6,2+o,'oi мм пли 6,4to!oi мм. Если
шпоночная канавка изношена до размера более 6,44 мм, профрезеровать нов\ю
шпоночную канавку номинального размера, сместив ее по отношению
к старой на 180".
а) Износ
6. ЦИЛИНДРЫ 7201301 И 7201302
(Черт. 2)
задиры на зеркале цилиндра.
Проверять измерением диаметра цилиндра индикаторным
нутромером с пределами измерения 50—100 мм в двух взаимно-перпендикулярных
плоскостях не менее чем в трех местах по длине цилиндра. Для этого
с помощью микрометра с пределами измерения 75—100 мм установить
измерительную часть индикаторного нутромера на величину 78 мм, а нуль
шкалы индикатора установить против стрелки. После этого ввести
измерительную часть индикаторного нутромера в цилиндр (рис. 15), придать
нутромеру правильное
положение и, слегка покачивая
в плоскости измерительного
стержня, наблюдать за
положением стрелки индикатора.
Сумма размера 78 мм и
минимальной величины
отклонения стрелки от
первоначально установленного
положения дает величину
диаметра цилиндра.
Максимальная разность измерении
диаметра цилиндра в одной
плоскости, перпендикулярной к
его осп, соответствует эл-
липеностп цилиндра, а
максимальная разность
измерений диаметра цилиндра в
очной плоскости,
проходящей через его ось,
соответствует конусности цилиндра.
Эллипсность и конусность
цилингра при эксплуатации
допускаются не более
0,04 мм.
Глубину заднров па
зеркале цилиндров проверять
измерением размера
цилиндра в месте задира
индикаторным нутромером. Для этого
вставить в измерительную
часть индикаторного нутро-
мера остро заточенную встав- Рис 15 Измерение диамстра 1Шлиндра с по-
ку. Измерить размер цплинд- мощью индикаторного нутромера
31
pa в месте затлра, а !атем — где нет задиров. Разность первого и вторло
размеров даст глубину за тира.
Цнлннтр, изношенный до диаметра не более 79,3 мм, а также в
случае задиров на зеркале цилиндра прошлифопать при первом ремонтном
размере или расточить и прошлифовать до ближайшего возможного
ремонтного размера. Размеры цнлинчра приведены в табл. 2.
Т ;i 6 л и ц я '2
Номинальный и ремонтное размеры
цилиндров
Размеры цилиндра
Диаметр, мм
Номинальный
Перпып ремонтным
Втором ремонтный
Tpeniii ремонтным
Ч отпертым ремонтным
Питым ремонтный
Шестом ремонтный
_ +0,03
78,25
78.50
78,75
79,00
79,25
79,50
l0,03
+ 0,03
+ 0,03
+0,03
+ 0,03
+0.03
В случае износа цилиндра до размера более 79,3 мм, а также при
наличии задиров глубиной более 0,6 мм расточить цилиндр до диаметра
Я^"10''' мм и запрессовать гильзу (рис. 16). Внутренний диаметр ппьзы
обработать окончательно под номинальный или ремонтный размер
поршня после запрессовки гильзы в цилииф.
l. 3 ОСТАЛЬНОЕ
0,5*45'
S7W7
IQl
со
■■,'■• '"* "'■' ■••:.. "
J*45°
SSIL—SSSSSS;
wg
7/ОС
'"■'■ '■•?*•""■•■ .•■ ■.■....■■■■■ ' у ;- ■ у^ТТТГ
ад/и
-mjtojs-
160
г,5
со оэ
1 Т "
=ss&
й
Рис. 16. Гильза цилиндра
Цплинтры можно расточить на токарном стайке при помощи
приспособления (рис. 17), закрепляемого в резцедержателе стипка, и борштапги
(рис. 18).
32
■^F
_^a_
c£jb j^^j
/'
z._
4omeM10*lJ5
10 11 12
/_
Разрез по ЛБСД
— ?es+0-9-
Зак 1367дсп
Рис. 17. Приспособление для расточки цилиндров двигателя на гокарпо-вннторезпом
/ — винт M10XI.5; 2 — косынка; 3 — рукоятка; 4 — угольник; 5 — винт MI2X1.3; 6 - гайка MI2XI.5; 7 — гайка о
9 — державка; 10 — винт стопорный М10Х1.5: //— прнварыш; 12— виит Miivl; 13 — планка прижимная: 14 — про
ный; 16— косынка угольника; 17— шпилька MI0XI.5; /« — ходовой вищ (гранен. 10X4); 19— гайка ходовая (
перечный; 21 накладка; 22 — угольник иакладкн; 23 — винт М6Ч1; 2-1 — шпилька М8Х1.25; 25 — плита: 26 — вн
28 — вннт M5XI2
Д \я служебного пользования
Е^^^Щ
Вклейка № 1 к Руководству по ремонту пушек Д-4-! и СД-44,
mi. II, Воениздат, I960 г.
Разрез но Еш
Сечение по ИИ
-щи
2отв M8*1.Z5и4отв MIO*1.5nodwnwv№ 2417
сверлить по цилиндру двигателя
1рнспособленне для расточки цилиндров двигателя на гокарно-винторезном станке 1015;
ынка: 3 — рукоятка; 4 — угольник; 5 — винт MI2XI.S; 6 — гайка MI2X1.5; 7 — гайка опорная M12XI.5; 8 — шинка:
гопорный MI0XI.5; //— прнварыш: 12— винт M6XI: 13 — планка прижимная: 14 — прокладка; 15 — уголок продоль-
ика; П — шпилька М10Х1.5; /« — ходовой винт (трапец. 16X4); 19—гайка ходовая (трапец. 16X4); 20— уголок по-
22 — угольник накладки; 23 — винт MCXI: 24— шпилька MSXI.25; 25 — плита; 26 - виит М12Ч1.75: 27 — кронштейн;
28 — винт М5Х12
OJ
со
СТ)
О
Я
Конусность 1-в
W61 остяльное
со
со
Конусность И я
2 Накатка сетчатая i,8 0CTZ60I7
Сечение, по ДБ
<-7
J*uU8
Материал-сталь Ст.З
Оксидировать
Рис 18. Борштапга для расточки цилиндров двигателя:
/ — борштлнга; 2 — подяпжимй конус: 3 — регулировочиыП винт 1М12Х12; 4 — стопорный ruht MGX20
Установку цилиндра для расточки на токарном станке производить
в следующем порядке:
— установить приспособление в резцедержателе станка, завести и
установить в центрах борштапгу;
— при помощи винтов / (рис. 17) и винтов крепления резца
установить плиту 25 приспособления перпендикулярно к оси центров станка;
проверку перпендикулярности плоскости плиты к оси центров станка
производить при помощи угольника, приставленного к борштанге;
— спять со станка борштангу, установить и закрепить на шпильках
17 и 24 цилиндр на плите;
— вставить в центры борштангу, пропустив ее через цилиндр, н при
помощи винта 18 приспособления и поперечной потачи суппорта
совместить ось цилиндра с осью центров станка, одновременно подтягивая
подвижный конус борштангя и слегка поворачивая винт 18, винт
поперечной подачн суппорта и маховик продольной подачн суппорта до тех
пор, пока цилиндр не будет плотно сидеть на конусах;
— установить па нижние салазки суппорта кронштейн 27 и
закрепить его винтами 26, ввинченными в отверстия для крепления штатива
лампы и подвижного люнета;
— подвинтить опорную ганку 7 дополнительного крепления до
упора в угольник 4 н зажать верхней ганкой 6;
— отвинтить подвижный конус и, сдвинув его, повесить на ппноль
задней бабки;
— вставить в борштангу резец и выдвинуть его па требуемую
величину; измерение выхода резца производить микрометром с пределами
Рис. 19. Измерение выхода ре.ща из борштаигн
измерения 50—75 мм (рис. 19); выход резца (радиус расточки)
определять по формуле D = 2а — d, где D — диаметр цилиндра, а — показание
микрометра, d — диаметр борштанги.
Для получения гладкой поверхности точить цилиндр при
максимально возможном числе оборотов шпинделя п минимальной подаче.
Рекомендуется расточку производить при 1000—1200 об/мин шпинделя. Оба
цилиндра должны иметь один и тот же размер.
Зазор между цилиндром и поршнем после расточки должен быть
в пределах 0,06—0,12 мм в плоскости, перпендикулярной к оси
поршневого пальца.
Пеперпепднкулярность оси цилиндра к фланцу цилиндра допускается
не более 0,03 мм на длине 100 мм.
34
Овальность и конусность цилиндра при его ремонте допускаются не
более 0,015 мм.
б) Износ направляющих отверстий клапанов.
Проверять измерением диаметра отверстия индикаторным
нутромером с пределами измерения 6—10 мм.
Номинальный размер 9+0,ш мм, предельно допустимый размер при
ремонте 9,15 мм. Отверстия, изношенные до размера более 9,15 мм,
рассверлить до диаметра 13^°-гаг> мм, изготовить направляющую втулку
выхлопного клапана (рис. 20) и впускного клапана (рис. 21) и
запрессовать их в отворстия (рис. 22). После запрессовки втулку развернуть до
V3 ОСТвЛЬНОЕ
0д+о.ОЗ'обработать
после запрессовки
■сэсГ
•О
ТЕ*.
1,5x45'
t
Ш?.„...,,„,..~-*у,у:».ъ
,, УТР,,.
,, <.,^,..£у.'.., , ,./,
Wzz —
90
А
т»
»
Материал: чугун Сч. 15-32
Рис. 20. Направляющая ремонтная втулка выхлопного клапана
§S
ОС?
Vl
»
KAJS
из остальное
09+°-озобоаботатпь
RI f5x45* юоеле запрессовки
•г**-:::,-:.:'.'//-/:,-'/:,". >
vyc
- '.-. ■ ■ ■ г - ' <
-.,.,;.', ///,..: ■ ■'/ — ;
г
83 -1
\ ©~о~
♦ Сч.'
■ \
Материал: чугун Сч 15-3Z
Рис. 21. Направляющая ремонтная втулка впускного
клапана
диаметра 9+0,ш мм пли по фактическому размеру стержня клапана,
чтобы зазор в сопряжении стержня с втулкой был в пределах 0,05—
0,10 мм. Припуск под развертку должен быть 0,05—0,06 мм.
в) Выгорание рабочей поверхности седла
клапана, негерметичность клапана.
Проверять наружным осмотром, а также измерением
штангенциркулем с глубиномером просетанпя верхней плоскости клапана
относительной плоскости В (рис. 22). Проседание клапана должно быть не
более 2 мм.
Герметичность клапанов проверять при помощи керосина. Керосин,
залитый под клапан, не должен просачиваться в течение 3 мин.
При наличии выгорания фаски гнезда клапана и негерметнчности
фрезеровать клапанные гнезда вручную при помощи специальных
конических фрез (шарошек), надетых на оправку (рис. 23), хвостовик
которой при фрезеровании гнезда вставляется в направляющую втулку
клапана, центрируя фрезу.
3*
35
ХЛХ+0Л70
Рис. 22. Установка
втулки клапана /
ремонтной направляющей
н ремонтного кольца 2
Прежде чем приступить
к исправлению гнезда клапана,
необходимо проверить,
насколько плотно входит
направляющий стержень оправки фрезы
в направляющее отверстие
клапана. Если диаметр отверстия
втулки окажется больше
диаметра оправки и втулка будет
входить в отверстие с зазором
более 0,3 мм, необходимо
предварительно отремонтировать
отверстие под стержень клапана.
Фрезерование клапанных
гнезд шарошками состоит из
четырех операций.
Первая операция
заключается в обработке гнезда
черновой фрезой с углом скоса
рабочей части, равным 45°. Эта
фреза предназначена для
удаления твердой наклепанной и
пригоревшей поверхности
гнезда.
При работе фрезу
необходимо сначала плотно прижать
к гнезду клапана и медленно
вращать то в одну, то в другую
сторону, пока зубья не
захватят металл. После этого фрезу вращать только в одном направлении —
по ходу часовой стрелки — до полного удаления с клапанного гнезда
твердой наклепанной поверхности и нагара.
Вторая операция заключается в обработке гнезда фрезой
с углом 15°.
Третья операция заключается в обработке гнезда фрезой
с углом 753.
Вторую и третью операции производят для того, чтобы фаска гнезда
клапана располагалась посередине конической поверхности клапана.
Четвертая операция заключается в чистовой обработке
фаски клапанного гнезда. Для этого применяют чистовую фрезу с углом
45°. Ею производят зачистку заусенцев, оставшихся от второй и третьей
операций. При этом необходимо следить за тем, чтобы ширина фаски
была не более 2,4 мм.
Фрезерование допускается до такой глубины, чтобы проседание
клапана было не более 2 мм.
Если клапанное гнездо изношено настолько, что проседание клапана
относительно плоскости В превышает 2 мм, ремонтировать гнездо
установкой ремонтного кольца (рис. 22) следующим способом:
— расточить на сверлильном станке гнездо клапана, используя
оправку с резцом (рис. 24), до диаметра 38+0'05 мм на глубину 8+0-016 мм;
— изготовить на токарном станке кольцо (рис. 22) из чугуна
твердостью 207—235 Яв;
в гнездо клапана
36
Зак. 1367лсп
Рис. 23. Фрезерование клапанного гнезда:
/—цилиндр; 2 — направляющая втулка клапана; 3—фреза: 4— вннт: 5 — шайба; 6 — вороток; 7— ручка
ляющая оправка
Для служебного пользования
Вклейка № 2 к Руководству по ремонту пушек Д-44 и СД-44.
кн. II, Воениздат, 1960 г.
Сечение по ее
Сечение поББ
A5JJJ)
Фреза коническая 45" черновая Z14
Рис. 23. Фрезерование клапанного гнезда:
•фреза: 4 — винт: 5 — шайба; 6 —вороток; 7 —ручка; 8 —стопорный винт; 9 —
направляющая оправка
сечение по СС
О.Щ1У
у//////////-.
Фреза коническая 45" чистовая 215
Сечение по ее
0Л5ЦО
Сечение посС
.qsi-i.o
-г1
Фреза коническая 75" Ъ 20
Материал: сталь VIZ, VIZ A
Rc 62 г 65
GO
I"
0.5'45'
Ю t—
f>3'"mdeml
» W4 1
t}5'45'
Сечение по А А
Материал ■ Сталь У9(резец);сталь СтЗ (оправка)
Вид резца по стрелке В
г
Рис. 24. Оправка с резцом для расточки гнезда клапана под установку ремонтного кольца:
/ — оправка; 2 — штифт
— запрессовать кольцо в расточенное гнездо клапана; при этом
наружная торцовая поверхность кольца должна быть заподлицо с
плоскостью В;
— обработать кольцо коническими фрезами под посадку клапана,
как указано выше.
7. ГОЛОВКИ 7201502 И 7201503 ЦИЛИНДРОВ
Коробление плоскости разъема головки с ц н-
л и н др о м.
Коробление плоскости разъема головки с цилиндром допускается не
более 0,1 мм. Если коробление, измеренное щупом на контрольной плите,
превышает 0,1 мм, плоскость головки пришабрить.
8. КАРТЕР С637-89 СО ВТУЛКАМИ
(Черт. 1 и 2)
а) Т р с ш и н ы, идущие от отверстии под шпильки
и болты, н а фланцах и ребрах жесткости.
Трещины определять при помощи лупы и простукиванием медным
молотком, а также как указано в приложении 5 Общего руководства.
Трещины длимой до 20 мм, идущие от отверстий под шпильки
п болты, а также на фланцах заварить, как указано в Инструкции по
заварке деталей из алюминиевых сплавов (приложение 8).
Картер, имеющий трещины больших размеров п трещины па ребрах
жесткости, заменить.
После заварки трещин проверить картер: пет ли коробления или
новых трещин.
б) Коробление плоскости разъема картера.
Коробление плоскости разъема картера проверять измерением щупом
зазора между плоскостью разъема, установленного па поверочную плиту
картера, и плоскостью плиты. Коробление допускается не более 0,1 мм.
Если коробление превышает 0,1 мм, шабрить плоскость разъема картера
до устранения коробления.
в) Износ отверстия под подшипник 7201404
скольжения распределительного вала.
Если разность диаметров отверстия картера и наружном поверхности
подшипника более 0,055 мм, изготовить подшипник распределительного
вала ремонтного размера, выдержав в сопряжении зазор не более
0,037 мм млн натяг не более 0,027 мм. Подшипник изготовить из бронзы
Бр. ЛЖМц 10-3-1,5.
г) Износ отверстия под втулку 7201107
распределительного вала.
Проверять по зазору между наружной поверхностью втулки п
отверстием картера. Зазор должен быть не более 0,012 мм. Если зазор
превышает 0,012 мм, изготовить втулку (рис. 25), выдержав патяг в
сопряжении в пределах 0,032- 0,100 м.
д) Износ отверстия втулки 7201107 под
распределите л ь п ы п в а л.
Проверять по зазору между inei'iKoii распределительного вала и
отверстием втулки. Зазор должен быть не более 0,17 мм. Если зазор превышает
0,17 мм, изготовить новую втулку (рис. 25). выдержав зазор в
сопряжении вала со втулкой в претелах 0,119—0,080 мм.
38
V3 ОСТЯЛЬНОЕ
0.5мм. не более (след сверла.)
Затупить
Материал:бронза АтМц I0-3-1.S
Эти поверхности должны быть
концентричными. Допустимое биение 0,03мм
Рис 25. Втулка распределительного вала
е) Износ отверстия втулки 7201106 под шестерню
привода масляного насоса.
Проверять по зазору между шейкой шестерни и отверстием втулки.
Зазор не должен превышать 0,095 мм: Если зазор превышает 0,095 мм,
заменить втулку, изготовив ее по чертежу (рис. 26) и пригнав по месту.
Зазор в сопряжении должен быть в пределах 0,052—0,016 мм.
V3 ОСТЯЛЬНОЕ
0W
+0,019
окончательно
обработать в узле
6t-
0,5*45°
ДДЛ7
^'%
0.2*45°
1*45°/ £
<>"
ffifli
JavavJw/
tS
24
43
СЬЮ
соч-
СЬСЭ
Материал? Бр.Аж.Мц. Ю-3-1,5
Твердость не менее 100Ив
Рис. 2G. Втулка шестерни привода масляного насоса
ж) Износ отверстия картера под втулку 7201106
шестерни привода масляного насоса.
Проверять в случае качания втулки в отверстии по зазору между
наружной поверхностью втулки и отверстием картера.
В сопряжении втулки с картером должен быть натяг не менее 0,01 мм.
В случае износа до диаметра более 18,035 мм изготовить новую
втулку (рис. 26). Натяг в сопряжении втулки с картером должен быть
в пределах 0,01—0,08 мм.
з) Трещины и облом плоскостей картера.
Трещины и обломы могут быть в следующих местах картера:
— под пробкой шестерни привода масляного насоса;
— под пробкой маслоналивного отверстия;
39
— Е плоскости крепления картера к раме;
— в приливах под болты, винты и шпильки.
Трещины заварить в соответствии с указаниями приложения 8. После
заварки проверить картер, нет ли коробления.
Если обломы захватывают стенки картера или трещины идут от
резьбовых отверстии под шпильки крепления цилиндров, картер заменить.
и) Износ отверстия в картере под
направляющую втулку 7201409 толкателя.
Проверять по зазору между направляющей втулкой толкателя
и отверстием в картере. Зазор должен быть не более 0,145 мм.
Номинальный размер отверстия 24+0-045 мм, предельно допустимый
при ремонте 24,1 мм.
Если зазор превышает 0,15 мм и диаметр отверстия превышает
24.1 мм, развернуть отверстие до ремонтного размера 24,2+0-045 мм и
установить в него направляющую втулку толкателя ремонтного размера.
9. ПЕРЕДНИЙ КОРПУС 72011-5 (7201136) ПОДШИПНИКА
(Черт. 1)
а) Износ отверстия под подшипник.
Проверять в случае ослабления посадки подшипника в корпусе
измерением диаметра отверстия индикаторным нутромером с пределами
измерения 50—100 мм.
Номинальный размер В (рис. 27) отверстия 72-о.'о2з мм, предельно
допустимый размер при ремонте 72,02 мм. Если размер отверстия более
72.02 мм, корпус заменить, изготовив его по рис. 27.
Разрез по ДОБ
г—23.5-1
W4 ОСТЙЛЬНОС
фЬ,1мм пять ошв
(точность располот 0.1мм)
Зенковать /.30°на глубину
0$мм с двух сторон
Узел 1
Канавка для выхода
камня
материал: сталь ZO
40
Рис. 27. Передний корпус подшипника
I
Зазор в сопряжении корпуса подшипника с подшипником должен
быть не более 0,013 мм и натяг не более 0,027 мм.
б) Трещины корпуса.
При наличии трещин на корпусе подшипника корпус заменить.
10. ЗАДНИЙ КОРПУС 72011-4 (7201141) ПОДШИПНИКА
(Черт. 1)
а) Трещины фланца.
Если трещины фланца не выходят на корпус подшипника, заварить
их прутком из алюминиевого сплава АЛ-25. Сварочный шов на
обработанных поверхностях зачистить заподлицо. После заварки и обработки
проверить концентричность поверхностей и отсутствие коробления.
Корпус подшипника заменить, если трещины выходят на фланец
корпуса.
б) Износ отверстия под подшипник.
Проверять в случае ослабленной посадки подшипника в корпусе
измерением диаметра отверстия индикаторным нутромером с пределами
^ измерения 50—100 мм.
Номинальный размер отверстия 72-о.0з мм, предельно допустимый
при ремонте 72,015 мм. Если размер отверстия более 72,015 мм, заменить
корпус подшипника.
в) Облом гнезда сальника.
Если гнездо сальника обломано на длине не более 0,2 окружности,
обломанный кусок приварить или наварить обломанную часть и
обработать. Наваривать прутком из алюминиевого сплава АЛ-25. После наварки
' обработать наваренное место на токарном станке и проверить отсутствие
коробления.
Если облом гнезда сальника более 0,2 окружности, корпус
подшипника заменить.
11. ПОДДОН 37-598
(Черт. 1)
а) Трещины и пробоины.
Трещины заварить электросваркой прутком из алюминиевого сплава
АЛ-5 (приложение 8).
Пробоины устранять заваркой или наложением заплат, как это
указано в Общем руководстве.
б) Коробление по плоскости разъема с
картером.
Проверять щупом по контрольной плите. Коробление по плоскости
разъема допускается не более 0,2 мм. Коробление плоскости устранять
припиловкой и шабровкой по контрольной плите.
РЕМОНТ ДЕТАЛЕЙ ПУСКОВОГО .МЕХАНИЗМА
12. РЫЧАГ ЗАВОДКИ
а) Износ отверстия под вал пускового
механизма.
Номинальный размер отверстия (квадрат) со стороной 17+0-12 мм,
I предельно допустимый размер без ремонта 17,6 мм.
В случае износа до размера более 17,6 мм втулку осадить в горячем
состоянии или наварить рабочие поверхности отверстия, после чего
обработать их до номинального размера.
41
б) Износ отверстия рычага под конический
штифт.
it •• in +0,045
Номинальным размер отверстия диаметром 10+o.oi5 мм, предельно
допустимый размер без ремонта 10 мм. Износ отверстия проверять по
посадке штифта в отверстии. Если ганка штифта завинчена до конца
резьбы, а штифт при этом имеет ощутимую шаткость, развернуть отвср-
1 i г. о 0,045
стне под штифт ремонтного размера до диаметра 10,2+o|oi5 мм.
13. КРЕСТОВИНА С637-70 С КОЖУХОМ В CBOPF
(Черт. 1)
а) Износ отверстия крестовины С637-66 под вал
пускового механизма.
Номинальный размер отверстия 18+0-43 мм, предельно допустимый
размер без ремонта 18,9 мм. Отверстие, изношенное до размера более
18,9 мм, развернуть до диаметра 19,2 мм под вал ремонтного размера.
Разрешается ремонтировать заваркой отверстия с последующим его
сверлением под номинальный размер.
б) Износ отверстия в корпусе крестовины С637-70
под шарикоподшипник 202.
Номинальный размер отверстия под шарикоподшипник 35ч0027 мм,
предельно допустимый размер без ремонта 35,04 мм. Если отверстие
изношено до размера более 35,04 мм, расточить его до диаметра 37,6+0-027 мм,
изготовить из стали марки 20—30 втулку и запрессовать ее в ступицу
с натягом 0,008—0,052 мм, после чего отверстие во втулке расточить по
фактическому размеру шарикоподшипника, выдержав в сопряжении
натяг не более 0,027 мм и зазор не более 0,008 мм.
Растачивать ступицу и втулку после запрессовки на токарном станке
с высотой центров 250 мм и более.
в) Износ отверстий под штифты крепления к р е-
с т о в н и ы.
Номинальный размер диаметром 5+0-025 мм, предельно допустимый
размер при ремонте 5,08 мм. Отверстия, изношенные до размера более
5,08 мм, развернуть до диаметра 5,2+0-025 мм под штифт ремонтного
размера.
14 ВАЛ ПУСКОВОГО МЕХАНИЗМА В СБОРЕ С СЕКТОРОМ
а) Ослабление крепления зубчатого сектора 37-164
на секторе С637-36.
Если сектор имеет ощутимый люфт, подтянуть заклепки до
устранения люфта или заменить их новыми.
б) Износ зубьев сектора 37-164.
Износ, мелкие выкрошнвання н отколы зачистить наждачным
бруском. Сломанные зубья наварить н обработать.
15. ЗУБЧАТОЕ КОЛЕСО С637-57 В СБОРЕ
(Черт. 1)
а) Ослабление посадки втулки 37-127 в зубчатом
колесе 37-163.
тт.. .. ПГ1 +0,093
Номинальный диаметр втулки в сопряжении с шестернен 22+о,о5о мм,
предельно допустимый размер без ремонта 22,05 мм. Втулку,
изношенную до размера менее 22,05 мм, заменить, изготовив ее из латуни ЛС-59-1
и установить в шестерне с натягом 0,05—0,095 мм.
О) Износ отверстия втулки 37-127.
42
Номинальный размер отверстия 18+0-035 мм, предельно допустимый
размер без ремонта 18,3 мм. Втулку, изношенную до размера более
18,3 мм, заменить. Зазор в сопряжении втулки с валом должен быть
в пределах 0,02—0,105 мм.
в) Износ зубьев зубчатого колеса 37-163.
Износ зубьев по толщине допускается до размера не более 4,8 мм.
Проверять измерением толщины зуба зубомсром на расстоянии 4,7 мм от
вершины зуба.
Номинальная толщина зуба 5,36_о.об мм. В случае износа зуба до
размера менее 4,8 мм пли поломки зубьев шестерню заменить.
16. ПОЛУМУФТА 37-251
(Черт. I)
Износ шпоночной канавки по ширине.
Номинальный размер шпоночной канавки 4+0-025 мм, предельно
допустимый размер без ремонта 4,05 мм. Шпоночную канавку, изношенную до
размера более 4,05 мм, распилить до 4,5+0-025 мм под шпонку ремонтного
размера. Смещение шпоночного паза с диаметральной плоскости
допускается не более 0,1 мм.
РЕМОНТ ДЕТАЛЕЙ МЕХАНИЗМА ГАЗОРАСПРЕДЕЛЕНИЯ
17 РАСПРЕДЕЛИТЕЛЬНЫЙ ВАЛ 37-326
(Черт. 1)
а) Износ кулачков по высоте.
Высоту кулачков проверять микрометром (рис. 28) с пределами
измерения 25—50 мм. Номинальная высота всасывающих и выхлопных
кулачков 36,42-0.017 мм, предельно допустимая высота без ремонта 35,75 мм.
Если кулачки изношены сверх допустимых пределов, вал заменить.
Рис. 28. Измерение высоты кулачка распределительного вала 37-326
Рабочие поверхности кулачков должны быть гладкими, без задпрпп
и вмятин. Задпрнны па кулачках зачпшать наждачным бруском и
шлифовальной шкуркой № 220.
б) Износ зубьев шестерни 7201601 (37-295) привода
масляного насоса по толщине.
Измерять толщину зуба штангепзубомером. Номинальная толщина
. г-л <-. -,г -0,039
зуба на расстоянии 1,53 мм от вершины 2,35 -о,oei мм, предельно
допустимая толщина без ремонта 2,1 мм. Мелкие сколы, забоины, заусенцы
на зубьях шестерни зачистить наждачным бруском.
в) Износ шейки вала под втулку 7201107.
Номинальный размер шейки 22-о.ом мм, предельно допустимый раз-
43
мер без ремонта 21,93 мм. Если диаметр шейки менее 21,93 мм, вал
заменить. Разрешается восстанавливать шейку хромированием с последующей
шлифовкой под номинальный размер.
г) Износ шейки под шарикоподшипник 205.
Дефектацню и ремонт производить по аналогии с указаниями для
шейки под втулку 7201107. Номинальный размер шейки под
шарикоподшипник 25+о.'оо2 мм, предельно допустимый размер при ремонте 24,98 мм.
Если диаметр шейки менее 24,98 мм, вал заменить.
В первом варианте двигателя вместо шарикоподшипника установлен
подшипник скольжения 7201404. В этом случае предельно допустимый
при ремонте диаметр шейки под подшипник 33,9 мм, номинальный дпа-
0, —0,010
метр 34_о,о27 мм.
Радиальный зазор между шейкой вала и подшипником 7201404
должен быть не более 0,15 мм.
д) Износ шеек вала под ведомую 7201406 (37-325)
и промежуточную 37-193-Б (37-193) шестерни.
Дефектировать и ремонтировать по аналогии с указаниями для шейки
под втулку 7201107. Номинальный диаметр шейки под ведомую
шестерню 7201406 22+0,'озэ мм, предельно допустимый диаметр без ремонта
22,035 мм; номинальный диаметр шейки под промежуточную
шестерню 37-193-Б 16+о'оо7 мм, предельно допустимый диаметр при ремонте
16,005 мм.
18. НАПРАВЛЯЮЩАЯ ВТУЛКА 7201409 (37-330) ТОЛКАТЕЛЯ
(Черт. 2)
а) Износ отверстия под толкатель 7201411 (37-331).
Если разность диаметров отверстия втулки и диаметра стержня
толкателя более 0,2 мм, изготовить втулку ремонтного размера (рис. 29), при
этом стержень толкателя шлифовать под ремонтный размер, приведенный
на рис. 30.
б) Износ посадочной поверхности.
Разность диаметров втулки и отверстия картера должна быть не
более 0,15 мм, а диаметр втулки должен быть не менее 23,9 мм. Если
диаметр втулки менее 23,9 мм, омеднить и обработать наружную поверхность,
выдержав зазор в сопряжении 0,066 мм. Если диаметр менее 23,9 мм,
втулку заменить.
19. ТОЛКАТЕЛЬ 7201411 (37-331)
(Черт. 2)
а) Износ стержня по диаметру.
Номинальный диаметр стержня толкателя 1420-'озз мм, предельно
допустимый диаметр без ремонта 13,9 мм.
Разрешается стержень толкателя шлифовать под ремонтный размер
(рис. 30). При этом изготовить новую направляющую втулку толкателя
с отверстием под толкатель диаметром 13,85+0-019 мм.
б) Износ опорной поверхности.
Номинальная длина толкателя 70 мм, предельно допустимая длина
при ремонте 68,5 мм. Если имеется местный износ опорной поверхности,
шлифовать ее до выведения следов износа, при этом длина А после
шлифовки должна быть не менее 68,5 мм. Если длина менее 68,5 мм,
толкатель заменить.
в) Трещины и обломы.
Толкатели, имеющие трещины и обломы, заменить.
44
1*45
! Uz
Hs
ii'
.±ЕГ
■< v 1X45'
«3-0,31
w еостяльное
0d
—19-024"
Затупить ROjs
^N
i
R0,3
7^.)ziVzm&
*bt
-К^оз
(-74 -
-so-
ffO*
5-
J
4,5 ±0,034
Затупить RO,8
Материал-- дуралюминий Д1
Твердость ■■ не менее 65Нв
Размер
номинальный
Ремонтный, Р,
9д
точить
13.85 *°-os
J3.85*0'0'9
развернуть
м «-0.0»
l3.85*°-oti
Рис. 29. Направляющая втулка 7201409 толкателя
0CL Шлифовать
%.
JT
wvg
54
Размер
номинальный
Ремонтный, Рл
0d
шлифовать
14 -В.015
"-0.033
,о fir - O.OIS
M-eo -0,033
Рис. 30. Толкатель 7201411
45
20 РЕГУЛИРОВОЧНЫЙ БОЛТ 7201412 (37-335) ТОЛКАТЕЛЯ
(Черт. 2)
Износ опорной поверхности головки болта.
Номинальная высота головки болта 4 мм, предельно допустимая
высота без ремонта 3,2 мм. Если имеется местный износ опорной поверхности
головки, шлифовать се до выведения следов износа, при этом высота
головки болта после шлифовки должна быть не менее 3,2 мм. Проверить
твердость торца головки, которая должна быть в пределах 58—62 мм.
Если твердость менее указанной, цементировать головку на глубину
0,7—1 мм.
21. КЛАПАНЫ (ВПУСКНОЙ И ВЫПУСКНОЙ) 7201416
(Черт. 2)
а) Износ стержня клапана.
Номинальный диаметр стержня 9_о,'о7 мм, предельно допустимый
диаметр без ремонта 8,85 мм. Если размер стержня клапана меньше
8,85 мм, клапан заменить. Разрешается восстанавливать стержень
хромированием с последующей шлифовкой под номинальный размер. При
шлифовании крепить клапаны в патроне с помощью зажимной втулки
(рис. 31).
б) И з н о с, выгорание, забоины, риски и
раковины на поверхностях фасок головки клапана.
Небольшие риски, раковины, выгорания и следы износа вывести
притиркой. Притирать клапаны следующим образом:
— надеть на стержень клапана слабую пружину, установить клапан
в гнездо и направляющую втулку;
Материал-- сталь 25-45
Оксидировать
Рис. 31. Установка клапана в патроне токарного станка для
шлифовки и полировки:
/ — патрон; 2 — зажнмнан втулка; 3 — клапан
— рабочую поверхность клапана смазать притирочной пастой и с
помощью коловорота пли дрели врашать его вправо и влево на 'А оборота,
постепенно поворачивая кругом.
46
ъ
I
>~0Z5 —*
Материал сталь25^Ц
Оксидировать
Рис. 32. Проточка фаски клапана на токарном станке:
/ — разрезная втулка; 2 — клапан
Рис. 33. Проверка прямолинейности стержня клапана
индикатором на призме
47
При вращении клапан прижимать к седлу, а при изменении
направления вращения — отпускать, при этом пружина будет приподнимать
клапан от седла. В процессе притирки необходимо добавлять пасту.
Конец притирки определять по наличию на рабочей поверхности
непрерывного матово-серого кольца без пятен.
Для проверки плотности прилегания клапана на его поверхность
нанести три риски цветным карандашом, установить клапан в гнездо и
повернуть на lU оборота. Если риски сотрутся, значит клапан притерт
хорошо.
Герметичность клапана проверять путем заливки под клапан
керосина. При этом керосин не должен протекать в течение 2—3 мин.
При отсутствии готовой пасты ее можно приготовить из
мелкого наждачного или стеклянного порошка в смеси с маслом
(автолом).
Если притиркой восстановить поверхность фаски невозможно, фаску
клапана шлифовать или проточить на токарном станке под углом 45°
(рис. 31, 32), при этом высота цилиндрического пояска головки должна
быть не менее 0,5 мм, а биенпе фаски по отношению к стержню должно
быть ие более 0,05 мм. Если в результате неоднократной предыдущей
шлифовки высота цилиндрического пояска клапанной головки стала менее
0.5 мм, клапан заменить.
в) Погнутость стержня клапана.
Погнутость определить индикатором, подведенным к цилиндрической
поверхности стержня, уложенного на призму (рис. 33). Медленно вращая
клапан и периодически перемещая индикатор по всей длине стержня, по
максимальному отклонению стрелки индикатора определить
погнутость.
Если погнутость стержня клапана превышает 0,04 мм, выправить
стержень в тисках или струбциной (рис. 34). Для предохранения поверх -
Рис. 34. Правка стержня клапана в тисках (о) и струбциной (б)
ностп стержня от смятия при правке применение деревянных брусков из
твердых пород пли алюминиевых (медных) прокладок обязательно.
Погнутость после правки не должка превышать 0,04 мм.
Клапан с трещинами любого размера и расположения заменить.
Твердость торца стержня клапана должна быть не менее 48Rr.
48
22. ПРУЖИНА 7201419 КЛАПАНА
(Черт. 2)
Потеря упругости, трещины пли поломка
пружины.
Внешним признаком потери упругости пружины является уменьшение
ее длины в свободном состоянии. Номинальная длина пружины в
свободном состоянии 62^1 Is мм, предельно допустимая длина при ремонте
60 мм. Упругость пружины проверять на специальном приборе
пружинного или рычажного типа. Если таких приборов нет, то для проверки
упругости клапанных пружин может быть изготовлено приспособление,
изображенное на рис. 35.
Рис. 35. Проверка упругости пружины клапана
под нагрузкой:
/ — указатель; 2 — стержень; 3 — линейка
Под номинальной нагрузкой 42±2 кг длина пружины должна быть
38±1 мм. Пружину, которая сжимается на длину 38 мм нагрузкой
менее чем 38 кг, заменить.
PEAVOHT ДЕТАЛЕЙ СИСТЕМЫ ПИТАНИЯ
23. КОРПУС К37-6П КАРБЮРАТОРА
(Черт. 3)
а) Трещины и обломы фланца крепления,
захватывающие отверстия для шпилек.
В случае облома фланец крепления (рис. 36) ремонтировать
следующим способом:
— срезать обломанный фланец на токарном станке или вручную
ножовкой и снять фаску для припайки его;
4 Зак. 1367дсп да
— изготовить из латуни ЛС-59-1 фланец по размерам, приведенным
на рис. 36;
—- припаять фланец к корпусу карбюратора припоем, состоящим из
71% олова, 23% цинка и 6% алюминия или из 60% цинка и 40% кадмия.
Все детали карбюратора, изготовленные из цинкового сплава ЦАА16-1,
паять этими припоями.
В качестве флюса применять нашатырь или флюс следующего
состава: хлористый цинк — 90%, фтористый натрий — 2% и хлористый
алюминий — 8%.
\2X4S'
Рис. 36. Ремонт корпуса карбюратора припайкой фланца
Трещины, пе выходящие на внутреннюю и наружную поверхности
диффузора, зачистить и пропаять.
Если трещины захватывают диффузор, корпус заменить.
б) Износ отверстия смесительной камеры под
дроссель К37-9.
Проверять по зазору между наружной поверхностью дросселя и
отверстием, а также измерением диаметра отверстия индикаторным нутромером
с пределами измерения 18—35 мм.
Зазор должен быть не более 0,15 мм. Номинальный размер отверстия
30+°.о45 мл1> предельно допустимый размер при ремонте 30,06 мм.
Рис. 37. Установка корпуса карбюратора для расточки
отверстия под установку ремонтной втулки
50
В случае износа до размера более 30,06 мм, а также при превышении
зазора 0,15 мм кррпус заменить.
Разрешается ремонтировать корпус карбюратора установкой
ремонтной втулки или изготовить дроссель с увеличенным внешним диаметром.
Для установки ремонтной втулки необходимо:
— расточить отверстие до диаметра 32+0-045 мм; устанавливать
корпус карбюратора при расточке отверстия на оправке, ввинченной в
отверстие под штуцер (рис. 37); чтобы не сорвать резьбу в корпусе под
штуцер KS7-18A слой металла за один проход снимать не более 0,2 мм;
— изготовить втулку из цинка или из стали 3 по размерам,
приведенным на рис. 38;
V3 ОСТАЛЬНОЕ
Материал- сталь Ст.З
Рис. 38. Втулка ремонтная для
запрессовки в корпус карбюратора
— запрессовать втулку в корпус (рис. 39);
— расточить втулку, запрессованную в корпус, до диаметра,
обеспечивающего зазор в сочленении с дросселем в пределах 0,025—0,130 мм,
затем просверлить отверстия диаметром 4,5 мм под винт, ограничивающий
подъем дросселя, и диаметром 24 мм для прохода бензовоздушно/i смеси.
Рис. 39. Ремонт корпуса карбюратора запрессовкой
ремонтной втулки
Дроссеть изготовить по размерам, приведенным на рис. 40.
Диаметр D должен быть такого размера, чтобы зазор между отверстием
корпуса н дросселем был в пределах 0,025—0,130 мм.
4*
51
Разрез по РБВ K7V6 остйльное
Рис. 40. Дроссель
24. ДРОССЕЛЬ К37-9 КАРБЮРАТОРА
а) Износ наружной поверхности.
Проверять, как указано для отверстия смесительной камеры, по
зазору между наружной поверхностью дросселя и отверстием корпуса
н измерением диаметра дросселя штангенциркулем.
Зазор должен быть не более 0,15 мм.
Номинальный размер наружного диаметра дросселя 302о;озз мм,
предельно допустимый размер при ремонте 29,91 мм.
Дроссель, изношенный до размера менее 29,91 мм, заменить, пзтто-
внв его по размерам, приведенным на рис. 40, или отремонтировать
отверстие смесительной камеры.
б) Т р е щ и и ы и облом ы.
Дроссель, имеющий трещины и обломы, заменить.
25. НАКОНЕЧНИК К37-11С С ИГЛОЙ В СБОРЕ
Забоины, заусенцы, следы коррозии на
цилиндре и к о п у с с иглы.
Забоины, заусенцы и следы коррозии зачистить наждачной шкуркой
с маслом.
26. ШТУЦЕР К37-18А В СБОРЕ С СЕТКОЙ К37-16
а) Засорение отверстий сетки.
Промыть бензином и продуть сжатым воздухом.
б) Разрыв сетки.
Если сетка имеет не свыше трех разрывов площадью не более 2 мм
каждый, запаять припоем ПОС40.
Если разрывов больше трех или размер разрыва превышает 2 мм,
сетку заменить.
27. РАСПЫЛИТЕЛЬ К37-19А
Износ отверстия под иглу дросселя.
Проверять контрольной пробкой диаметром 2,76+0'005 мм.
52
Номинальный размер отверстия 2,7+0-02 мм, предельно допустимый
размер при ремонте 2,76 мм. При износе до размера более 2,76 мм
распылитель заменить, изготовив его по размерам, приведенным на рис. 41.
Материал ■ латунь ЛС-59
Рис. 41. Распылитель
28. ИГОЛЬЧАТЫЙ КЛАПАН КЗО-1107015
а) Следы коррозии, риски, царапины и
кольцевая в.ы работка на запорном конусе.
Зачистить и притереть к гнезду в штуцере крышки поплавковой
камеры.
б) Погнутость стержня клапана.
Выправить стержень медным молотком на плите.
29 КРЫШКА КЗО-1107111 ПОПЛАВКОВОЙ КАМЕРЫ
а) Облом приливов под болты крепления крышки.
Изготовить из стали Ст. 10—30 накладку (рис 42) толщиной 2—3 мм
с отверстиями под прилив штуцера и винты.
б) Трещины.
Трещины длиной не более 15 мм зачистить и пропаять. При наличии
трещин больших размеров крышку заменить.
в) Проворачивание штуцера в крышке.
Заменить крышку.
г) Облом направляющего прилива утолителя
поплавка.
Если прилив отломлен на расстоянии не более 5 мм от вершины,
зачистить место облома. Если прилив отломлен на большем рассшянии,
заменить крышку.
30. ПОПЛАВОК КЗО-1107121 В СБОРЕ
а) Вмятины на поверхностях поплавка.
Вмятины на поверхностях поплавка допускаются глубиной не свыше
1 мм, общей площадью около 25 мм2 и количеством не более четырех.
53
Рис. 42. Крепление крышки поплавковом камеры
накладкой
Для выравнивания
вмятин к вмятому месту
припаять кусок латунной (медной)
проволоки и, потянув за ее
конец, выправить запавшую
часть. После правки
проволоку отпаять и зачистить
остатки припоя.
б) Течь поплавка.
Для определения места
течи погрузить поплавок в
воду, нагретую до температуры
80° С. Находящийся внутри
поплавка воздух, нагреваясь,
будеть выходить из
поплавка, образуя пузырьки.
Отверстие в месте
выхода пузырьков несколько
увеличить тонким шилом; слить
из поплавка просочившееся
топливо и воду, выпарить* их
остатки и запаять отверстие
припоем ПОС40 при
помощи паяльника небольшого
размера, чтобы не распаять
поплавок в других местах.
Излишки припоя
тщательно счистить шабером,
чтобы ие увеличивать вес
поплавка. Вес поплавка после
ремонта в сборе с трубкой и
зажимом иглы должен быть
не более 8,6 г.
в) Коррозионные
раковины на
поверхности поплавка.
Зачистить раковины н запаять припоем ПОС40.
31. ГОЛОВКА 400-1106018-Б БЕНЗИНОВОГО НАСОСА
(Черт. 4)
Коробление плоскости прилегания диафрагмы.
Коробление плоскости прилегания к корпусу насоса проверять на
п.ште шупом. Коробление не должно превышать 0,08 мм. Если шуп
0,08 мм проходит, припилить и пришабрить плоскость до устранения
коробления.
32. КЛАПАН 400-1106020 НАСОСА В СБОРЕ
а) Помятость корпуса клапана.
Выправить корпус или, если смятие значительно, заменить клапан
б) Негерметичность клапана.
Герметичность клапана проверять следующим образом:
— отсоединить головку насоса от корпуса;
— заглушить одно отверстие выпускного штуцера, а через другое
подать сжатый воздух под давлением 0,5 ат; выпускной клапан не должен
при этом пропускать воздух.
54
Для проверки впускного клапана поставить его на место выпускного
клапана так, чтобы он открывался вверх, и проверять так же, как и
выпускной. Если клапаны негерметпчны, заменить их.
33. ФИЛЬТР 400-1106045 НАСОСА В СБОРЕ
Разрыв сетки фильтра.
Развальцевать корпус фильтра в местах крепления сетки, заменить
сетку, после чего обжать корпус.
34. КОРПУС 400-1106150-А НАСОСА
а) Трещины или обломы.
При наличии трещин любого размера и расположения корпус
заменить.
б) Неровности и коробление плоскости
прилегания диафрагмы.
См. п. 31.
в) Износ отверстия под ось рычага.
Ось рычага должна быть неподвижной.
Номинальный диаметр отверстия 6+0,025 мм, предельно допустимый
диаметр без ремонта 6,08 мм. Если диаметр отверстия превышает 6,08 мм,
развернуть его до диаметра 6,2+0-030 мм под ось ремонтного размера.
Диаметр осп ремонтного размера 6,2_о^? мм.
35. РЫЧАГ400-1106110-Б ПРИВОДА НАСОСА
а) Износ отверстия под ось.
Рычаг на оси не должен иметь боковой качки. При наличии боковой
качки развернуть отверстие рычага под ось ремонтного размера
диаметром 6,2+0-016 мм. Зазор между рычагом и осью должен быть не более
0,1 мм.
б) Забоины и износ поверхности соприкасания
с эксцентриком.
Забоины зачистить. Опилить плоскость соприкасания рычага
с эксцентриком до удаления следов износа.
36. ДИАФРАГМА 400-1106140-Б НАСОСА
Разрыв диафрагмы.
Заменить диафрагму, изготовив ее из хлопчатобумажной ткани,
пропитанной специальным лаком (ТУ 1510/676—47 МЭП). Разрешается
изготовлять диафрагму из электроизоляционной лакоткани ЛХ-1 или
ЛШ-1 (ГОСТ 2214—46).
37. ВОЗДУХООЧИСТИТЕЛЬ 7215-6 В СБОРЕ
а) Вмятины и пробоины корпуса.
Вмятины выправить. Пробоины площадью до 2 мм2 запаять,
пробоины больших размеров заделывать наложением заплат с последующей
пайкой их припоем ПОС40.
б) Разрыв сетки.
Заменить сетку, вырезав ее по месту нз сетки № 063—0,22
(ГОСТ 3826—47)."
в) Засорение проволочной набивки.
Разобрать фильтр, промыть в керосине или бензине проволочную
набивку, смочить набивку маслом АК-Ю (ГОСТ 1862—51) и установить
на место.
55
38. БЕНЗОПРОВОД В СБОРЕ
топливопровода, резкие пере-
Сплющиванне
г и б ы и трещины.
Глубина допустимых вмятин должна быть не более 0,5 мм.
Топливопровод ремонтировать путем вырезки негодного участка и замены его
другим отрезком трубки. Соединять отрезки топливопровода при помоши
втулки (рис. 43) пли переходного штуцера (рис. 44).
Лаять-ЛОС 40
iiiimnuitftrimiirz.
;t пиит т/шиш.
-SO
=f-f
Материал- сигам Cm.S
Рис. 43. Соединение трубки топливопровода при
помощи соединительной втулки:
/ — трубка топливопровода; 2 — соединительная втулка
Материал: сталь Cm.S
Рис. 44. Соединение трубки топливопровода при помощи переходного штуцера:
/ — трубка топливопровода; 2 — гайка штуцера; 3 — корпус штуцера; 4 — медная прокладка
Новый топливопровод изготовить по образцу из медной трубки 5X8.
Для предотвращения сплющивания при изгибании топливопровода
заполнить его песком, после изгибания очистить промывкой и продувкой
сжатым воздухом. Радиус кривизны изгибаемого топливопровода должен
быть не менее 25 мм.
Развальцовывать трубки при помощи приспособления (рис. 45).
РЕМОНТ ДЕТАЛЕН СИСТЕЛ\Ы СМАЗКИ
Ухудшение работы системы смазки происходит в результате:
— износа или поломки масляного насоса;
— засорения фильтра;
— засорения маслопроводов;
— неплотностей в соединениях маслопроводов.
56
Вид по стрелке Д
Рис. 45. Развальцовка трубки топливопровода
39. КОРПУС 7201602 МАСЛЯНОГО НАСОСА
(Черт. 1)
а) Износ рабочей камеры по высоте.
Номинальная глубина рабочей камеры корпуса 6+0'048 мм,
допустимая глубина без ремонта 6,13 мм. В случае износа днища камеры до
глубины более 6,13 мм днище проточить до выведения следов износа. Для
этого в патрон токарного станка закрепить стальной стержень диаметром
20 мм, длиной 80—100 мм. Свободный конец стержня на длине 15—20 мм
г.+0,028 тт
проточить до диаметра 9+o,oi8 мм. Не вынимая из патрона проточенный
стержень, напрессовать на него корпус отверстием для оси ведущей
шестерни и проточить днище. Аналогично проточить днище камеры ведомой
шестерни. Глубину внутренней камеры измерить микрометрическим
глубиномером.
После ремонта днища рабочей камеры обработать плоскость корпуса,
прилегающую к крышке, на плоскошлнфовальном станке, доведя
номинальный размер глубины рабочей камеры до 6+0-048 мм. Если нет
плоскошлифовального станка, плоскость опилить, пришабрить и притереть по
плите. Прилегание плоскости по плите (на краску) должно быть
равномерным, без разрывов по периметру и не менее чем на 80% сопрягаемой
с крышкой поверхности.
б) Износ рабочей камеры по диаметру..
Зазор между отверстием корпуса и наружным диаметром шестерни
должен быть не более 0,3 мм.
Номинальный диаметр отверстий 21+0-045 мм, предельно допустимый
диаметр без ремонта 21,15 мм. Если диаметр отверстий более 21.15 мм,
корпус заменить.
в) Износ отверстий под хвостовики
шестерен 7201604 и 7201606.
Номинальный диаметр отверстий 9+0'016 мм, предельно допустимый
диаметр без ремонта 9,065 мм. Если диаметр более 9,065 мм, корпус
заменить. Зазор между отверстием и хвостовиком шестерни должен быть не
более 0,105 мм
57
Разрешается ремонт отверстии под хвостовик путем установки ремонт-
пых втулок из бронзы ОЦС 5-5-5 (ГОСТ 613—52).
г) Обломы и трещины корпуса.
При наличии обломов и третий любого характера и расположения
корпус заменить.
40. КРЫШКА 37-538 (7201603) КОРПУСА МАСЛЯНОГО НАСОСА
(Черт. 1)
Износ или коробление крышки по плоскости
прилегания к корпусу насоса.
Плоскость, сопрягаемую с шестернями и изношенную на глубину
более 0,05 мм, шлифовать или шабрить до выведения следов износа.
Коробление крышки проверять по плите щупом. Щуп 0,08 мм не
должен проходить. Если коробление не превышает 0,1 мм, плоскость крышки
притереть по плите и проверить по краске. Если коробление более 0,1 мм,
но не более 0,5 мм, плоскость крышки шлифовать или шабрить. Если
коробление более 0,5 мм. крышку заменить.
41. ШЕСТЕРНИ 7201604 И 7201606 МАСЛЯНОГО НАСОСА
а) Износ зубьев по толщине.
Номинальная толщина зуба на расстоянии 1,58 мм от вершины
2,35 -о.'ом мм, предельно допустимая толшина без ремонта 2 мм. Если
толщина зуба менее 2 мм, шестерню заменить.
б) Износ хвостовика шестерни.
и .. г,—0,013
Номинальный диаметр хвостовика У—0,027 мм, предельно допустимый
диаметр без ремонта 8,96 мм. Если диаметр менее 8,96 мм, шестерню
заменить. Разрешается хромировать хвостовик с последующей шлифовкой
иод номинальный или увеличенный размер, причем зазор между
хвостовиком и отверстием в корпусе масляного насоса должен быть не более
0,103 мм. Если корпус подвергается ремонту методом установки ремонтной
втулки, разрешается шлифовать хвостовик шестерни под уменьшенный
ремонтный размер.
в) Износ зубьев по окружности выступов.
т, о i —0,10
Номинальный диаметр окружности выступов /l_o,is мм, предельно
допустимый диаметр без ремонта 20,75 мм. Шестерни диаметром менее
20,75 мм заменить. Шестерню 7201604 заменять в комплекте с
шестерней 7201606.
г) Износ торцовых плоскостей шестерен.
Торцовые плоскости должны быть чистыми и гладкими, без рисок
и задирнн. Имеющиеся риски или заднрины выводить шлифовкой н
притиркой по плнте. При шлифовке не допускать нарушения параллельности
торцовых плоскостей. Параллельность контролировать измерением
ширины шестерни в нескольких точках микрометром. Нспараллельность
п. юскостей допускается не более 0,05 мм.
42. ШЕСТЕРНЯ 7201601 ПРИВОДА МАСЛЯНОГО НАСОСА
(Черт. 1)
а) Износ зубьев шестерни по толщине.
Номинальная толщина зуба на расстоянии 1,53 мм от вершины зуба
2,35jo;o8i мм, предельно допустимая толщина без ремонта 2,1 мм. Если
толщина зуба менее 2,1 мм, шестерню заменить.
58
\
i б) Износ квадратного отверстия.
Номинальный размер отверстия (сторона кватрата) 7j°>' MM
предельно допустимый размер без ремонта 7,4 мм. Если размер стороны
' более 7,4 мм, шестерню заменить.
в) Износ хвостовика шестерни.
Номинальный диаметр хвостовика 14-о|озз мм, предельно
допустимый диаметр без ремонта 13,92 мм. Если диаметр менее 13,92 мм,
заменить втулку 7201106 (рис. 26) с уменьшенным внутренним диаметром,
обеспечив зазор 0,016—0,052 мм.
РЕМОНТ ДЕТАЛЕН СИСТЕМЫ ОХЛАЖДЕНИЯ
43. КОЛЕСО С637-62 ВЕНТИЛЯТОРА
а) Ослабление заклепок, крепящих лопатки
к дискам.
Ослабленные заклепки осадить или заменить новыми.
Лопатки к заднему диску крепить заклепками 3X8, к переднему
диску—заклепками 3X6 (ОСТ НКТП 8218/1170), изготовленными из
алюминия А-2 (ГОСТ 3549—55). Коробление заднего диска допускается
не более 1 мм, биение плоскости диска, измеренное на диаметре 248 мм,
1 должно быть не более 0,3 мм.
б) Нарушение балансировки колеса вентилятора.
Если при ремонте колеса вентилятора заменены отдельные детали,
необходимо проверить на ножевых призмах статическую балансировку
i колеса в сборе с осью. Небаланс должен быть не более 8 гсм.
Балансировать при помощи несквозиых сверлений в торце
ступицы 37-220 со стороны заднего диска.
в) Износ шпоночного паза ступицы 37-220 колеса
вентилятора.
' Номинальная ширина шпоночного паза 5+0-025 мм, предельно
допустимая ширина при ремонте 5,05 мм. Если ширина шпоночного паза более
5,05 мм, паз обработать под ремонтный размер 5,5+0-025 мм и установить
г- _ +0,021
нов\ю шпонку ремонтного размера 5,5+о,мз мм.
г) Обломы и трещины на деталях колеса.
Колесо с обломами и трещинами любого характера и расположения
заменить.
44. УЛИТКА 37-1
Трещины на плоскостях улитки.
Трещины выявлять тщательным наружным осмотром при помощи
л лупы и простукиванием медным молотком, ремонтировать наложением
заплат или заваркой. Перед заваркой ограничить трещину сверлением
отверстий диаметром 3—4 мм. После заварки шов обработать, а затем
проверить, нет ли коробления улитки. Заплаты накладывать следующим
образом:
— засверлить концы трещин сверлом диаметром 3— 4 мм, а при
наличии пробоин зачистить их края напильником;
— вырезать заплату из листового алюминия, латуни или меди тол-
* щиной 1,5—2 мм так, чтобы она перекрывала края трещин на 20—25 мм,
I из листового свинца вырезать прокладку толщиной 1 мм;
— установить прокладку и заплату на место, подлежащее ремонту,
выколотить их по форме выступов и впадин улитки;
59
— просверлить по контуру в заплате, прокладке и улитке отверстия
диаметром 4 мм на расстоянии 8—10 мм от краев и не более 25 мм между
центрами;
— алюминиевыми или медными заклепками закрепить заплату на
листе;
— зачеканить края заплаты; они должны быть ровными, без
надрезов и заусенцев, а сама заплата вместе с прокладкой должна плотно
прилегать к улитке по всему контуру; после заварки или наложения заплат
проверить, не покоробилась ли улитка в процессе ремонта и не появились
ли новые трещины.
45. ВАЛИК 37-252-Б ВЕНТИЛЯТОРА
а) Износ посадочной шейки под
шарикоподшипник № 202.
Номинальный диаметр шейки 15±0,006 мм, предельно допустимый
чиаметр без ремонта 14,95 мм. Если диаметр шейки менее 14,95 мм, валик
заменить. Разрешается восстанавливать шейку хромированием с
последующей шлифовкой под номинальный размер.
б) Износ шпоночных пазов под ступицу 37-220
колеса вентилятора и полумуфту 37-251.
Номинальная ширина шпоночного паза под шпонку ступицы колеса
вентилятора 5+0-025 мм, предельно допустимая ширина без ремонта 5,08 мм.
Если ширина шпоночного паза более 5,08 мм, фрезеровать шпоночный паз
под ремонтный размер 5,5+0-025 мм и поставить шпонку увеличенного
размера 5,5to|oi3 мм; одновременно прострогать шпоночный паз в ступице
колеса вентилятора под ремонтный размер 5.5+0-025 мм.
Номинальная ширина шпоночного паза под шпонку полумуфты
4+0.025 мм^ предельно допустимая ширина без ремонта 4,05 мм. Если
ширина шпоночного паза более 4,05 мм, фрезеровать шпоночный паз под
ремонтный размер 4,5+0-025 мм и поставить шпонку ремонтного размера
. г-+0,021 .. ,
4,5+oioi3 мм; одновременно прострогать шпоночный паз в полумуфте под
ремонтный размер 4,5+0,025 мм.
46. КОЖУХИ ЛЕВЫЙ С637-81 И ПРАВЫЙ С637-80
а) Ослабление заклепок.
Ослабленные заклепки осадить или заменить новыми, изготовленными
из алюминия А-2 размером 3X6 (ОСТ НКТП 8218/1170).
б) Погнутость, пробоины и вмятины.
Обнаруженные погнутости и вмятины выправить, придав крышкам
кожуха необходимую форму. Пробоины ремонтировать наложением
заплат на заклепках.
60
ГЛАВА III
РЕМОНТ ТРАНСМИССИИ
РЕМОНТ ДЕТАЛЕЙ СЦЕПЛЕНИЯ
I. ВЕДОМЫЙ ДИСК С637-83 (С637-82, С637-83) СЦЕПЛЕНИЯ
(Черт. 1)
а) Износ, коробление, боковое биение, трещины
выкрошивание накладок 7203102 из ферродо.
Общая толщина диска с накладками должна быть не менее 6 мм.
Накладки заменять новыми (рис. 46) в следующих случаях:
— общая толщина диска с накладками менее 6 мм;
Шлифовать
Материал- ферродо ТУ325-Н
Рис. 46. Накладка
Узел 1
61
— коробление, измеренное линейкой и щупом, превышает 0,5 мм;
— наличие трещин и выкрошивания.
Для изготовления накладок разрешается использовать готовые
накладки 7203102 от мотоцикла М-72, высверлив в них шесть
дополнительных отверстий диаметром 4,3+0-7 мм.
Заклепки изготовить по рис. 47.
Головки заклепок должны быть
углублены в накладках не менее чем на
V3 кругом
После развальцовки заклепок
шлифовать или проточить боковые
поверхности накладок до номинального
размера общей толшины диска с
накладками 6,8-о,з мм. Для крепления диска
в центрах токарного станка изготовить
оправку (рис. 48).
Боковое биение накладок должно
быть не более Г,2 мм. Проверять в
следующем порядке:
— закрепить диск на оправке;
— установить оправку с диском в центрах токарного станка;
— подвести измерительный наконечник индикатора перпендикулярно
к боковой поверхности накла ;ки на расстоянии 87,5±0,5 мм от центра
диска, заведя индикатор на 2—3 мм; вращая оправку, определить велн-
Материал- Латунь Л 62
Рис. 47. Заклепка
V3 ОСТАЛЬНОЕ
0,5*45°
"^к
i— гг —
0,5x45'
п1
ю
*
1
J*
X?sA
!<V
l45Z^
V3 КРУГОМ
А 1
V
Материал сталь 25+45
Оксидировать
Рис. 48. Оправка:
/ — оправка; 2 — шайба специальная; 3 — гайка
М20Ч2.5 (ГОСТ 5927—51)
чину наиботьшего и наименьшего отклонении стрелки индикатора;
разность между наибольшим и наименьшим показаниями индикатора равна
величине бокового биения.
62
Если биение накладок более 1,2 мм, снять накладки, рихтовать диск
до устранения биения (в пределах 1 мм), после чего вновь поставить
накладки.
б) Ослабление заклепок или качка
накладок 37-526 (7203102) диска.
Ослабленные заклепки развальцевать при помощи ребристого керна.
В случае необходимости заменить заклепки новыми (рис. 47).
Если качка накладок объясняется износом отверстий и не устраняется
заменой заклепок, заменить накладки новыми, как это указано выше.
в) Трещины на поверхности диска 37-525 (7203101).
Диск с трещинами любого характера, размера и расположения
заменить.
г) Износ боковых поверхностей шлицевых
пазов ступицы 7203108 диска.
Измерить ширину шлицевого паза ступицы и толщину шлицевого
выступа первичного вала 36-349. Разность размеров должна быть не
более 0,45 мм. Если разность более 0,45 мм, зачистить шлицы вала и при
необходимости ступицы, наплавить на все шлицы вала слой металла
2—3 мм электродом ЭП60 (Э50А) диаметром 4 мм и обработать их с двух
сторон, выдержав зазор в сопряжении 0,03—0,127 мм.
Ступица должна плавно, без заедании скользить по шлицам
первичного вала (в первом варианте вала-шестерни) от легкого усилия руки.
д) Ослабление заклепок ступицы диска.
Ослабленные заклепки осадить или заменить новыми.
2. НАЖИМНАЯ ПРУЖИНА 7203115 (37-312) СЦЕПЛЕНИЯ
(Черт. 1)
Трещины, поломка и потеря упругости пружины.
Сломанные или имеющие трещины пружины заменить.
Разница длины пружин в свободном состоянии не должна превышать
2,5 мм.
Упругость пружины проверять на специальном приборе пружинного
пли рычажного типа. В случае отсутствия указанного прибора упр\ гость
пружины проверять на приспособлении (рис. 35).
Пружина должна
сжиматься на 21 мм нагруз- f\ ^№,5±1,5кг
кой не менее 14 кг,
причем в одном сцеплении
допускается разница в
упругости пружин до 1 кг. Если
пружина сжимается на
21 мм нагрузкой менее
14 кг, заменить ее новой
(рис. 49). Пружина
должна иметь правую навивку,
общее число витков 6,5+
±0,125 и рабочее число
витков 4,25±0,25. Вновь
изготовленные пружины
тарировать при сжатии на
21 мм усилием 1'6,5± 1,5 кг.
Сортировать пружины на
три группы и окрашивать
Материал- проволока 02,75 (ГОСТ 1071-41)
'Оксидировать
Рис. 49. Пружина
63
конечный виток одним из указанных цветов: в зеленыи цвет при нагрузке
15—16 кг, в коричневый — при нагрузке 16—17 кг и в синий — при
нагрузке 17—18 кг.
После четырехкратного сжатия пружины до соприкосновения витков
не должно быть остаточной деформации.
3. ДИСК 37-508 (37-307) СЦЕПЛЕНИЯ ВЕДУЩИЙ ПРОМЕЖУТОЧНЫЙ
(Черт. 1)
а) Трещины и износ поверхности.
Диск с трещинами любого характера, размера и расположения
заменить.
Износ определять внешним осмотром и измерением толщины диска.
Номинальная толщина диска З-0.12 мм, предельно допустимая
толщина цри ремонте 2,5 мм. Если толщина диска менее 2,5 мм, диск
заменить.
б) 3 а б о и н ы, задирины, риски, цвета
побежалости на поверхности трения и коробление диска.
Забоины, задирины или риски вывести шабровкой или шлифовкой.
Если диски шлифовались на магнитной плите, то после шлифовки
обязательно их размагнитить. Коробление диска, проверенное щупом на
поверочной плите, должно быть не более 0,2 мм.
Если коробление превышает 0,2 мм, диск рихтовать или шлифовать
до устранения коробления.
Допускаются местные цвета побежалости на поверхности диска не
более 25% обшей плоскости трения. Если цвета побежалости охватывают
поверхность более 25%, диск шабрить или шлифовать до удаления
цветов побежалости, при этом толщина диска после шлифовки должна быть
не менее 2,5 мм.
в) Износ отверстия под палец.
Если разность диаметров отверстия и наружной поверхности
пальца 7201225 более 1,5 мм и при этом диаметр отверстия более 13 мм,
сверлить новые отверстия диаметром 196 мм на равных расстояниях между
старыми отверстиями (под углом 60° между собой), обеспечив зазор в
сопряжениях в пределах 0,42—0,49 мм.
4. ДИСК С637-131 (37-308) СЦЕПЛЕНИЯ ВЕДУЩИЙ НАЖИМНОЙ
(Черт. 1)
а) Трещины и износ поверхности.
Диск с трещинами любого характера, размера и расположения
заменить. Износ определять внешним осмотром н измерением толщины диска.
Номинальная толщина 4-oi3 мм, предельно допустимая толщина при
ремонте 3,38 мм. Если толщина диска менее 3,38 мм, диск заменить.
б) Забоины, риски, цвета побежалости на
рабочей поверхности и коробление диска.
См. «Диск 37-508 (37-307) сцепления ведущий промежуточный»
(п. 3).
в) Износ отверстия под палец.
Если разность диаметров отверстия и наружной поверхности пальца
более 1,5 мм, диск заменить.
64
г) Износ и смятие граней квадратного
отверстия.
Заусенцы, забоины и смятие граней вывести напильником.
Номинальный размер 5+0>08 мм, предельно допустимый размер при ремонте 5,4 мм.
Если расстояние между гранями более 5,4 мм, заварить отверстие и
обработать под поминальный размер.
5. ДИСК 37-509 (37-306) СЦЕПЛЕНИЯ ВЕДУЩИЙ УПОРНЫЙ
(Черт. 1)
а) Т ,р е щ п и ы, износ поверхности.
Диск с трещинами любого характера, размера и расположения
заменить. Износ определять внешним осмотром и измерением толщины диска.
Номинальная толщина диска 3,7_oJ6 мм, предельно допустимая толшнна
при ремонте 3,2 мм. Если толщина менее 3,2 мм, диск заменить.
б) Забоины, риски, цвета побежалости на р а б о-
ч е и поверхности, коробление диска.
См. «Диск 37-508 (37-307) сцепления ведущий промежуточный»
(и. 3).
6. НАКОНЕЧНИК (36-15) ШТОКА ВЫКЛЮЧЕНИЯ СЦЕПЛЕНИЯ
(Черт. 5)
Образование канавки от трения шариков.
Глубину канавки измерять линейкой и проволочным щупом.
Допускается канавка от шариков глубиной не более 0,4 мм. Если глубина
канавки более 0,4 мм, наконечник заменить.
7. АСБЕСТОВЫ1 УПЛОТНЕНИЯ (36-106, 36-107, 36-108)
(Черт. 5)
И з н о с у и л о т н е и и й.
Изношенные уплотнения заменить новыми, изготовленными из
асбестового шпура диаметром 3 мм (ГОСТ 1779—55). Для изготовления
уплотнений 36-106 требуется шпур длиной 320 мм, для уплотнений 36-107
длиной 190 мм, для уплотнений 36-108 длиной 250 мм.
Перед намоткой асбестовый шнур проварить в автотракторном
трансмиссионном масле (ГОСТ 542—50) при 80—90J С в течение одного часа.
Уплотнение наматывать плотно, виток к витку, в один или два ряда в
зависимости от глубины проточки под уплотнение. Направление намотки
должно быть обратным направлению вращения детали.
Посте намотки уплотнение обжать прокаткой между двумя
плоскостями по направлению вращения детали и прокалибровать по рабочему
отверстию. Заусенцы на уплотнении, оставшиеся после калибровки, снять.
РЕМОНТ ДЕТАЛЕЙ КОРОБКИ ПЕРЕДАЧ
8. КАРТЕР 36-301 (36-141)
(Черт. 5 и 6)
а) Трещины, обломы и пробоины.
Трсппшы па необработанных поверхностях картера, суммарной
длиной не более 80 мм, заварить но методике, изложенной в Инструкции по
элсктродуговоп заварке деталей из силуминового литья АЛ-9
(приложение 8). В случае наличия трещин, проходящих через отверстия под
шарикоподшипники и отверстия под оси блока шестерен и промежуточной
шестерни заднего хода, картер заменить. Трещины в ушках крепления
5 Зак. 1367ДСН
65
картера, идущие от отверстия под болты крепления наружу (не более чем
у двух отверстий), заварить, обработать заподлицо с плоскостью фланца,
после чего отверстия сверлить вновь. Трещины и обломы фланца
крепления боковой крышки также ремонтировать сваркой с последующей
обработкой места сварки заподлицо с основной плоскостью, сверлением
и нарезкой новых резьбовых отверстий М6Х1.
После обработки проверить на поверочной плнге, нет ли коробления
плоскости. Щуп U, 15 мм не должен проходить.
Пробоины на стенках картера устранять наложением алюминиевой
заплаты на алюминиевых заклепках, сварке нлп пайке.
б) Износ отверстий под шарикоподшипники 15020/),.
50305 (36-183, 36-198, 401-1701190).
т т •• л„ 0.010
Номинальный диаметр отверстия Ь2 o.ois мм, предельно допустимый
диаметр при ремонте 62,07 мм. Если диаметр отверстия более 62,07 мм,
произвести лужение наружных колец шарикоподшипников или заменить
картер.
в) Износ отверстий под ось 36-346 (36-175) блока
шестерен и ось 36-337 (36-1Н0) промежуточной шестерни
заднего хода.
., .. -in —0.015
Номинальные диаметры отверстии: передних отверстии lb—0,оз4 мм,
задних—16+0-019лш.
Предельно допустимые диаметры при .ремонте: передних отверстий
16,02 мм, задних— 16,05 мм.
Если диаметры отверстий более предельно допустимых величин,
развернуть отверстия под ремонтный размер, изготовив одновременно осп
ремонтного размера; ремонтные размеры превышают номинальные на
0,2 мм (см. гл. III, п. 11, «а»). Разрешается восстанавливать отверстия
постановкой втулок, при этом не должно быть перекоса осей и изменения
межосевых расстояний.
9. ВАЛ-ШЕСТЕРНЯ (36-226)
(Черт. 5)
а) Раковистая сыпь, трещины, мелкие
выкрашивания н обломы зубьев.
Шестерни, имеющие обломы и трещины любого размера и
расположения, заменить. Мелкие выкрошивания и сколы на рабочей поверхности
зубьев общей площадью не более 8 мм2 (если поврежденных зубьев
имеется не более трех, не расположенных рядом) зачистить наждачным
бруском. Допускается раковистая сыпь на рабочей поверхности зубьев
общей площадью не более 15%.
б) Износ зубьев по толщине.
Износ зубьев определять измерением толщины з\бьев штангензубо-
мером на расстоянии 2,306 мм от вершины головки зуба.
Номинальная толщина зуба 3,58-о,04 мм, предельно допустимая
толщина при ремонте 3,3 мм. Если толщина менее 3,3 мм, шестерню заменить.
10. ПЕРВИЧНЫЙ ВАЛ 36-349 И ШЕСТЕРНЯ ТРЕТЬЕЙ ПЕРЕДАЧИ (С636-40)
(Черт. 5 и 6)
а) Износ, раковистая сыпь, трещины, мелкие в ы-
крошивапия и обломы прямых зубьев.
Мелкие выкрошивания н сколы площадью не более 2 мм2 на одном
зубе (если количество поврежденных зубьев не более четырех, не
расположенных рядом) зачистить нажчачным бруском. Если площадь
повреждений больше, чем указана выше, вал (шестерню) заменить.
66
Шестерню с обломами и трещинами любого размера, характера и
расположения заменить.
Износ и отколы зубьев с торца включения, имеющие длину не более
1 мм по длине зуба, зачистить наждачным бруском. При этом длина
оставшейся части зуба поверху должна быть не менее 2,6 мм.
б) Износ шейки под шариковый подшипник 150206
(36-183).
Номинальный диаметр шейки шестерни (C636-4U) 301°-^ мм, шейки
первичного ва.ча (36-349) 30±0,007 мм, предельно допустимый диаметр
шейки при ремонте 29,97 мм.
Если диаметр менее 29,97 мм, рекомендуется шейку хромировать
и шлифовать под поминальный диаметр.
в) Износ конусной .ojs+Ямм
ПОВер.ХНОСТН ПОД б.Ю- 36-349 j-^401-t70ltM
к и р у ю щ е е кольцо
синхронизатора.
Неравномерный износ, за-
дирпны и риски вывести
шлифовкой. После шлифовки
конусные поверхности притереть
с помощью мелкозернистого
наждачного порошка в смеси
с автотракторным маслом.
Величину износа конусной
поверхности проверять в следующем
порядке:
— установить наименее
изношенное или повое
блокирующее кольцо синхронизатора на
конусную поверхность вала
(шестерни) в рабочее
(включенное) положение (рис. 50 и 51);
— измерить зазор между торцами зубчатых венцов кольца
синхронизатора и вала (шестерни) щупом.
Зазор должен быть не менее 0,5 мм. Если зазор менее 0,5 мм,
заменить блокирующее кольцо синхронизатора новым и вновь проверить
Рис. 50. Положение блокирующего кольца
на первичном вале:
36-349 — первичный вал: 401-1701164 —
блокирующее кольцо
сбзе-40
0£+13мм
шптт
Рис. 51. Положение блокирующего кольца на
шестерне третьей передачи:
С636-40 — шестерня; 401-1701164 — блокирующее кольцо
5*
67
зазор. Зазор должен быть в пределах 0,5—1,13 мм. Сели зазор менее
0,5 мм, заменить вал (шестерню).
Разрешается восстанавливать конусную поверхность вала (шестерни)
хромированием с последующей шлифовкой и притиркой.
г) Износ гнезда под иглы переднего
подшипника 401-1701180 вторичного вала.
Измерить диаметры гнезда первичного вала, игл и шейки под
подшипник вторичного вала. Разность между диаметром гнезда первичного
вала и суммой диаметра щенки вторичного вала и удвоенного диаметра
иглы должна быть не более 0,12 мм.
Если разность более 0,12 мм, шейку вторичного вала рекомендуется
хромировать и шлифовать, обеспечив $азор в сопряжениях в пределах
0,1)2 0,065 мм.
Если в гнезде первичного вала имеются следы от игл и за аиры, гнездо
шлифовать до выведения этих следов. Вал в этом случае хромировать по i
размер, обеспечивающий в сопряжении зазор не более 0,065 мм.
д) И з и о с ш л и ц е в по тол щ и и е.
См. «Износ боковых поверхностен шлицевых пазов ступпны 720ЯНШ
диска» (п. 1,«г»).
II. БЛОК 36-339 (36-228) ШЕСТЕРЕН ПРОМЕЖУТОЧНОГО ВАЛА
а) И з п о с отверстии под игольчатые подтип и и к п.
Измерить диаметры отверстии блока, диаметры игл и шеек оси 3(>-34С>
(36-175) блока шестерен.
Разность между диаметром отверстия блока и суммой диаметра
шепкп оси блока и удвоенного диаметра иглы должна быть не более
0,14 мм. Если разность более 0,14 мм. отремонтировать сопряжение сле-
lyioiiuiM способом.
Отверстия под игольчатые подшипники в блоке шестерен шлифовать
на внутрпшлпфовальном станке до диаметра 21,2+0о,'2 мм (рис. 52).
Рис. 52. Блок шестерен
Изготовить новую ось (рис. 53) для коробки передач eioporo варианта"
и ось (рис. 54) для коробки передач первого варианта.
Развернуть отверстия под ось блока Шестерен в картере коробки
перстач второго варианта (рнс. 55) и под ось блока шестерен в картере
коробки передач первого варианта (рис. 56),
68
V3 ОСТНЛЫ/OS
-1564*-*-
r/атериал сталь 45
Закалить, твердость не менее 56Л?с
Рис. 53. Ось блока шестерен коробки передач второго варианта
ЪЗ ОСТАЛЬНОЕ
1*4SV
Н±2
1
t
-— ZS -~
1
-JbBi
1
о"
го
ЧЛЛ/б "S
,
— Z5 - -
1
L
м± г
1 4*0,5
,«. §
ИЕГ
I
Материал сталь 20Х
Цементировать на глубину
1,2Н,5мм.Закалить 56-t-62Rc
Внутренние углы R0,4
Острые ребра притупить Л? 0,6
Рис. 54. Ось блока шестерен коробки передач первого варианта
Рис. 55. Ремонт отверстий под ось блока шестерен в картере коробки передач
второго варианта
69
as*tsm
Рис. 56. Ремонт отверстий пот ось блока шестерен в картере коробки передач
первого варианта
В случае износа игл до диаметра менее 2,49 мм. заменить и\ новыми.
В один подшипник ставить иглы одной группы (I группа — 0 2.5-o.oos мм;
II группа —0 2,5Zo,'mo мм). После ремонта деталей зазор в
сопряжениях должен быть в пределах 0,02—0,072 мм.
Разрешается ремонтировать сопряжения путем хромирования оси
блока шестерен и установкой новых игл.
б) Износ торцов, задирины, забоины, заусенцы и
риск и.
Проверять по месту установки блока шестерен, для чего снять
боковую крышку (С636-37). Переместить блок шестерен с шайбами по осп
V3 ОСТАЛЬНОЕ
120°
ю
с?
й//г+0,24
Материал: сталь Б5Г
Острые кромки притупить
Закалить в масле, отпустить, твердость 45±50RC
Оксидировать
Рис. 57. Промежуточная шайба 401-1701059
70
в сторону тормоза. Измерить суммарный зазор между шайбой 401-1701060
(36-170) и блоком шестерен. Зазор должен быть не более 1,1 мм.
Если зазор более 1,1 мм, снять блок шестерен и осмотреть
сопряженные торцы детален. Если па торцах блока имеются задирнны, шлифовать
горцы до выведения следов износа. Взамен изношенных шайб изготовить
новые шайбы (рис. 57—59). Толшину А шайб выбирать такой, чтобы
S73 ОСТЯЛЬНОЕ
Материал: бронза Бр ОЦС 4 -4 -2,5 (ГОСТ 5017- 49)
Острые кромки притупить
Твердость не менее 70Н^
Рис. 58. Передняя шайба 401-17010С0
Х73 ОСТАЛЬНОЕ
Материал: бронза Бр ОЦС4-4-2.5(ГОСТ5017-49)
Острые кромки притупить
Твердость не менее 70НЙ
Рис. 59. Задняя шайба 401-1701064
суммарный зазор между блоком шестерен, шайбами и картером был в
пределах 0,1—0,545. Поминальная толщина А шайбы 401-1701059 (36-177)
1.5-0025 мм, шайбы 401-1701060 (36-170) 0.8±0,03 мм и шайбы
401-1701064 (36-176) 1.6±0,05лш.
Отклонение от плоскостности, а также пепараллелыюсть
поверхностей Б и В для шайбы 101-1701059 (36-177) допускаются не более
0,02 мм, для остальных шайб иеплоскостность допускается не более
0,08 мм. Для осей ремонтного размера отверстие шайб увеличить на
0.2 мм.
в) Износ, мелкие выкроши вам и я и отколы
торцов з \ б ь е в шестерни первой передачи.
Износ, мелкие выкрошнваиия и отколы зачистить наждачным
бруском. При этом длина оставшейся части зуба поверху должна быть не
менее 10 мм.
71
г) Износ зубьев по толщине.
Износ определить измерением толщины зубьев штапгензубомерим.
Высота измерения, номинальные и допустимые размеры зубьев по
толщине приведены в табл. 3.
Если толщина зубьев менее указанной в таблице, блок шестерен
заменить.
Таблица 3
Номинальная и допустимая при ремонте толщина зубьев шестерен блока
36-339 (36-228)
Наименование зацепления
Зубья шестерни I (рис. 52) постоянного
зацепления блоков 36-339 (36-228)
Зубья шестерни Б втором передачи блоков
36-339 (36-228)
Зубья шестерни В первой передачи блоков
36-339 (36-228)
Зубья шестерни /"заднего хот,а блока36-339
Зубья шестерни Гза тлего хота блока (36-228)
Высота
измерения от нер-
шины гилноки.
«.«
2.284
2,288
2,98
2,91
3.01
Толщина
номинальная
3.48
— 0,04
3,18
-0,04
4,16_о,04
4,26-0.01
4-1('-0,04
зуба, .wjk
допустимая
при ремонте
3,2
3,2
3,9
1.0
3,9
12. ШЕСТЕРНЯ 36-352 (36-187) ПЕРВОЙ ПЕРЕДАЧИ И ЗАДНЕГО ХОДА
ВТОРИЧНОГО ВАЛА
а) Износ канавки под вилку переключения.
Если боковой зазор между канавкой и вилкой более 1 мм, наплавить
на лапку вилки слой металла 2- 3 мм электродом ЭН60 0 4 мм. и
обработать с двух сторон, выдержав зазор в сопряжении в прелелах 0,1 —
0,41 мм. Трущиеся поверхности должны быть зачищены пажтачпым
бруском до выведения следов износа и отполированы.
б) Износ зубьев по длине с торцов включения. .
Если износ и отколы не превышают 1,5 мм, зачистить зубья
наждачным бруском или на шлифовальном камне. При этом длина оставшейся
части зуба поверху должна быть не менее 7,5 мм.
в) Износ зубьев по толщине.
Толщину зубьев измерять штапгепзубомером на расстоянии 2,13 мм
от вершппы головки зуба. Номинальная толщина зуба 3,58 —3,54 мм,
предельно допустимая толщина при ремонте 3,3 мм. Если толщина зубьев
менее 3,3 мм, шестерню заменить.
г) Трещины, обломы, в ы к р о ш и в а н н е, раковистая
сыпь п а рабочей поверхности зубьев.
Трещины, обломы и выкрошнванпе зубьев не допускаются. j
Раковистая сыпь на рабочей поверхности зубьев должна охватывать
пс более 15%. Если коррозиен охвачена большая поверхность зубьев,
шестерню заменить.
72
13. ШЕСТЕРНЯ 36-353 (36-188) ВТОРОЙ ПЕРЕДАЧИ ВТОРИЧНОГО ВАЛА
а) Износ отверстия под вторичный вал.
Если разность диаметров отверстия шестерни и шейки вторичного-
вала более 0,13 мм, шестерню заменить.
Разрешается восстанавливать отверстие хромированием с
последующей обработкой под поминальный диаметр 25^°'°!| мм.
б) Износ конусной поверхности под б л о к и р ую-
щее кольцо синхронизатора.
См. «Износ конусной поверхности под блокирующее кольцо
синхронизатора» (п. 10, «в»).
в) Износ II отколы прямых зубьев с торца вкл ю-
ч е п и я.
Заусенцы, задприны, отколы зубьев с торца включения зачистить
наждачным бруском или шлифовкой, при этом длина оставшейся части
зуба поверху должна быть не менее 2,5 мм.
г) Износ зубьев шестерни Z = 21 по толщине.
Толшина зубьев, измеренная штангензубомером на расстоянии
2,293 мм от вершины головки зуба, должна быть не менее 3,2 мм.
Номинальная толщина зубьев 3,48-о.о4 мм. Если толщина зубьев менее 3,2 мм.
шестерню заменить.
14. ШЕСТЕРНЯ С636-62 (С636-38) ЗАДНЕГО ХОДА
(Черт. 5 н 6)
а) Износ п отколы зубьев с торца включения.
Заусенцы, заднрнны и отколы зубьев зачистить наждачным бруском,
при этом длина оставшейся части зуба поверху должна быть не
менее 7 мм.
б) Износ отверстия во втулке 401-1701084.
Если разность диаметров отверстия втулки и оси шестерни более
0,12 мм, изготовить вгулку ремонтного размера (рис. 60).
После запрессовки втулки в отверстие шестерни зенкеровать и
развернуть отверстие 0 А втулки до размера, обеспечивающего зазор в
сопряжении в пределах 0,03—0,07 мм.
в) Износ зубьев по толщине.
Номинальная толщина зуба 4,16-о.04 мм, предельная допустимая
толщина при ремонте (на высоте 2,28 мм от вершины) 3,9 мм. Если толщина
зубьев меньше 3,9 мм. шестерню заменить.
15. МУФТА 401-1701175 (36-194) СИНХРОНИЗАТОРА
(Черт. о и 6)
Трещины, обломы п выкрошиваппя на рабочей поверхности зубьев не
допускаются.
Износ канавки под вилку переключения 36-364
(.36-206).
Если боковой зазор между канавкой и вилкой более 1,4 мм,
наплавить на лапку внлкн слой металла 2—3 мм электродом ЭП60 0 4 мм
и обработать, выдержав зазор в сопряжении в пределах 0,6—0,92 мм.
73
W5" ОСТЯЛЬНОЕ
3G-425
401-1701084
m*t%%«")
-*^Zt,5±0,Z5\
Сечение по RR
Развертка
9?*.
°.r
Материал: бронза Бр. 0ЦС4-4-2,5{Г0СТ5ОТН!
Оси отверстий в шестерне м втулке должны
совпадать
Рис. 60. Шестерня заднего хода:
36-425 — шестерня заднего хода: 401-1701084 — втулка
16. СТУПИЦА 401-1701155 (36-189) МУФТЫ СИНХРОНИЗАТОРА
(Черт. 5 и 6)
Ступица с трещинами подлежит замене.
Износ боковых поверхностей ш.шцевых пазов.
Измерить ширину шлпцевого паза ступицы и толщину шлпцевого
выступа вторичного вала. Разность размеров должна быть не более 0,35 мм-
Если разность превышает 0,35 мм., зачистить шлицы, наплавить на вес
шлицы вала слой металла 2—3 мм электродом ЭН60 (Э50А) 0 4 мм
и обработать их, выдержав зазор в сопряжении в пределах
0,025 0,09о мм. Ширина шлица Збц^'мз мм> внешний диаметр шлицев
22.2_o.oi4 мм; диаметр впадины 19,5-о.н мм.
Ступица должна плавно, без' заедании скользить по шлицам
вторичного »рла от легкого усилия рук».
74
17. БЛОКИРУЮЩЕЕ КОЛЬЦО 401-1701164 (36-193) СИНХРОНИЗАТОРА
(Черт. 5 и 6)
Кольцо с обломами и трещинами любого характера, размера и
расположения заменить.
Износ конусной поверхности.
См. «Износ конусной поверхности под блокирующее колыю
синхронизатора» (п. 10, «в»).
IS. ВТОРИЧНЫЙ ВАЛ 36-348 (36-229)
а) Трещины и обломы.
Вал с обломами и трещинами любого размера и расположения
заменить.
б) И з н о с шлицев под ступицу муфты
синхронизатора. •
См. «Ступица 401-1701155 (36-189) муфты синхронизатора» (п. 16).
в) Износ шлицев под шестерню первой
передачи и заднего хода 36-352 (36-187).
Износ определять измерением толщины выступа штангензубомерим
на расстоянии 2,35 мм от вершины головки выступа.
Номинальная толщина 4,38zS'$j мм- предельно допустимая при
ремонте 4,2 мм. Если толщина менее 4,2 мм, вал заменить.
г) Износ шлицев под тормозной шкив.
Измерить толщину шлпцевого выступа вала и ширину шлнцевого
паза тормозного шкива.
Разность размеров должна быть не более 0,45 мм. Если разность
более 0,45 мм, зачистить шлицы вала и при необходимости шкива,
наплавить на все шлицы вала слон металла 2—3 мм электродом ЭН60 (Э50А)
0 3 мм п обработать их с двух сторон, выдержав зазор в сопряжении
в пределах 0.038—0,078 мм..
д) И з и о с ше ii к и вала 36-348 под иглы переднего
подшипника.
См. «Износ гнезда мод иглы переднего подшипника 401-1701180
вторичного вала» (п. 10, «г»).
е) Износ шейки под шестерню второй передачи.
См. «Износ отверстия под вторичный вал» (п. 13, «а»).
Разрешается восстанавливать зазор в сопряжении путем
хромирования шейки вала с последующей обработкой под увеличенный или
номинальный диаметр. Номинальный диаметр равен 25_o,02j мм.
Толщина слоя покрытия должна быть не менее 0,15 мм.
ж) Износ шейки под шарикоподшипник.
Номинальный диаметр шейки 25_а014 мм, предельно допустимый
диаметр при ремонте 24.97 мм. Если диаметр менее 24,97 мм, вал заменить.
Разрешается восстанавливать шейку вала хромированием с
последующей обработкой под номинальный размер.
Толщина слоя покрытия должна быть не менее 0,15 мм..
19. ОСЬ 36-346 (36-175) БЛОКА ШЕСТЕРЕН
Износ рабочей поверхности под иглы
подщипли к о в.
См. «Износ отверстий под игольчатые подшипники» (п. 11, «а»).
Шейки оси разрешается восстанавливать хромированием с
последующей обработкой под увеличенный или номинальный диаметр.
Номинальный диаметр равен 16-o,oi2 мм.
Толщина слоя покрытия должна быть не менее 0,15 мм.
75
20. ОСЬ 36-337 (36-180) ШЕСТЕРНИ ЗАДНЕГО ХОДА
И з н о с рабочей поверхности под шестерню.
См. «Износ отверстия во втулке -401-1701084» (п. 14, «б»).
Шейку оси разрешается восстанавливать хромированием с.
последующей обработкой под увеличенный или поминальный диаметр. Номиналь-
.„—0,018
нын размер равен 16—о.ояо мм.
Износ переднего конца оси допускается до диаметра 15,98 мм,
заднего конца осп — до диаметра 16,01 мм.
21. БОКОВАЯ КРЫШКА СбЗб-51 (С636-37) КОРОБКИ ПЕРЕДАЧ
а) Трещины и обломы фланца крышки.
На фланце крышки допускается не более двух трещин суммарной
длиной не более 50 мм. Трещины заварить (приложение 8).
Обломы фланца, захватывающие не более двух отверстий под
шпильки крепления крышки, ремонтировать также сваркой.
В случае наличия трещин и обломов сверх указанных (допустимых)
крышку заменить.
б) Износ отверстий под стержни кулаков
переключен и я.
Если разность диаметров отверстия в крышке (во втулке) п стержня
кулака более 0,1 мм, изготовить втулку ремонтного размера (рис. 61 )„
va остальное
1X4S°
1X45°
Материал-бронза Бр. ПШМ1],10-3-Уз(ГОСТ49Ъ 54}
Острые углы притупить
Рис. 61. Втулка (36-152)
причем диаметр А отверстия втулки выбирать так, чтобы зазор между
диаметром отверстия втулки и диаметром стержня кулака был в
пределах 0,015—0,052 мм.
Для установки втулки в крышке 36-303 расточить отверстие
(рис. 62). Втулки должны быть запрессованы с натягом в пределах
0,003 —0,034 мм и обработаны под увеличенный А или номинальный диа-
, , +0,012
метр N 1-0,016 мм.
22. КУЛАК 36-305 (36-162) ПЕРЕКЛЮЧЕНИЯ ПЕРВОЙ ПЕРЕДАЧИ
И ЗАДНЕГО ХОДА
Кулак с обломами и трещинами любого характера, размера и
расположения заменить.
а) Износ канавок под шарик фиксаторов.
Края канавки не должны быть смятыми, а также не должны иметь
значительного износа. Если фиксация положения кулака непрочная,
наварить канавку сормайтом и обработать по шаблону с радиусом 4 мм.
76
Рис. 62. Боковая крышка:
36-303— боковая крышка; 36-152- втулка
б) И з п о с головки кулака под вилку
переключения.
Если разность между диаметром головки кулака и шириной паза
ннлкн более 0.7 мм, наплавить головку кулака электродом ЭН60 0 3 мм
и обработать, выдержав зазор в сопряжении в пределах 0,18 0,21 мм.
Номинальный диаметр головки кулака 12,5_0,i3 мм.
23. КУЛАК 36-304 (36-163) ПЕРЕКЛЮЧЕНИЯ ВТОРОЙ И TPFTbEH ПЕРЕДАЧ
См. «Кулак ,36-305 {36-162) переключения первой передачи и
заднего хода» (п. 22).
24 ВИЛКА 36-365 (36-204) ПЕРЕКЛЮЧЕНИЯ ПЕРВОЙ ПЕРЕДАЧИ
И ЗАДНЕГО ХОДА
Вилку с обломами п трещинами любого характера, размера и
расположения заменить.
а) Износ отверстия под нижний стержень вилок.
Если разность диаметров отверстия вилки и нижнего стержня более
0,135 мм. отверстие развернуть, изготовить новый стержень, при этом
зазор в сопряжении должен быть в пределах 0,005 0,08 мм.
б) И з п о с лапок в и л о к по толщине.
См. «Износ канавки под вилку переключения» (п. 12, «а-»).
Номинальный размер лапки по толщине 4,4_0и.. мм.
11
п) Износ паза под головку кулака
переключе и и я.
См. «Износ головки кулака под вилку переключения» (п. 22, «б»).
Разрешается восстанавливать паз хромированием с последующей
обработкой под ремонтный или номинальный размер.
Номинальный размер равен 12,5+o,'ui> мм.
25. ВИЛКА 36-364 (36-206) ПЕРЕКЛЮЧЕНИЯ ВТОРОЙ И ТРЕТЬЕЙ ПЕРЕДАЧ
См. «Вилка 36-365 (36-204) переключения первой передачи и зад
него хоца» (п. 24) и «Износ канавки под вплку переключения 36-364
(36-206) (п. 15).
Номинальный размер лапки по толщине 5,85—6,00 мм.
26. ПРУЖИНА 36-407 (36-249) ФИКСАТОРА
Ослабление пли поломка пружины.
Ослабление или поломка пружины приводят к самопроизвольному
выключению передач.
В этом случае снять крышку коробки, разобрать механизм
переключения и осмотреть пружины фиксаторов. Ослабленные или сломанньи
пружины заменить запасными или изготовить новые (рис. 63).
Р*гпе$кг
Материал- проволока 1,en-n{rocTSOQ7-Q$)
Оксидировать
Рис. 63. Пружина фикедторл
Навивка пружины правая, длина развернутой проволоки 160 мм.
число рабочих витков 7,5 ± 0,25 мм, общее число витков 8,5 ± 0,25 мм.
Острые ребра притупить.
27. УПЛОТНЕНИЕ (36-45)
(Черт. 5)
Износ уплотнения.
Изношенные уплотнения заменить новыми, изготовленными по
рис. 64.
Перед установкой уплотнение проварить в автотракторном
трансмиссионном масле (ГОСТ 542—50) при температуре 80- 90 С в течение
одного часа.
78
<75
X
X
we
4-
4tf'
"|SJt-
1
Сшить в кольцо, нитки
льняные 9.5/5 ГОСТ 2350-43
Материал-' Войлок техничесний
тонкашерстныЩГ0СГгВВ-53)
Рис. 64. Уплотнение
Уплотнение ставить па полную глубину проточки. После установки
внутренний диаметр уплотнения прокалибровать валиком. Подрезать
выступающее уплотнение по внутреннему диаметру не разрешается.
РЕМОНТ ДЕТАЛЕЙ ТОРМОЗА
28. ТОРМОЗНЫЕ ЛЕНТЫ ВЕРХНЯЯ С636-56 (СбЗб-11)
И НИЖНЯЯ С636-57 (СбЗб-12)
II з н о с тормозной
Толщина ленты должна
быть не менее 3 мм. Если
та! щи на менее 3 мм,
заменить лепту, изготовив ее из
тормозной асбестовой лепты
Б-50Х4 (ГОСТ 1198—55)
длиной 180 мм, прикрепив ее
заклепками (рис. 65).
Головки заклепок должны быть
углублены в накладках не
менее чем на 0,8 мм (рис. 66).
После клепки проверить
прилегание тормозной ленты к
шкиву. Допускаются местные
просветы до 0,2 мм. Если
просвет более 0,2 мм,
припилить ленту по профилю
наружной поверхности
тормозного шкива.
Выступапнс торца
тормозной лепты должно быть
не более 1 мм.
(Черт. 5 и 6)
ленты 36-326 (36-80).
0.5
VJ ОСТРЛЬНОЕ
4-1
Т-
— 9±0.5—
с-!
Материал- латунь J16Z
С-
i
•О
Рис. 65. Заклепка
32±05-
££
шш
05
гОДЬ
—107
36-326(36-80)
Рис. 66. Крепление тормозном лепты:
36-326 [36-W) - лента; 36-340 — заклепкл
79
29. ПРУЖИНА 36-386 (36-95)
(Черт. 5 и 6)
Поломка п л и потеря упругости пружины.
Сломанные плп потерявшие упругость пружины (рис. 67) заменить
(для первого варианта см. рис. 68). Длина развернутой проволоки
ooKPWOM
Материал Проволока 14П-П
(Г0СГ5047-49)
Оксидировать или цинковать
Рис. 67. Пружина 36-386
Р°6.8%гЛ
■ »-
RhZ
05,Ь
Материал: проволока П-I (Г0СТ5047-49)
Концы пружины притупить
Оксидировать или цинковать
Рис. 68. Пружина (36-95)
316 мм (ЗиО мм), навивка пружин правая, рабочее число витков 8+0Е,
полное число витков 11,5.
30. ТОРМОЗНОЙ ШКИВ С636-68 (36-212)
(Черт. 5 и 6)
Износ шлицев.
См. «Износ шлицев под тормозной шкив» (п. 18, «г»).
■80
ГЛАВА IV
РЕМОНТ СИСТЕМЫ ЭЛЕКТРООБОРУДОВАНИЯ
РЕМОНТ ДЕТАЛЕЙ СИСТЕМЫ ЗАЖИГАНИЯ
1. ЗАПАЛЬНЫЕ СВЕЧИ (НА11/11А-У)
а) Нарушение зазора между электродами.
Боковые электроды подгибать при помощи оправки и молотка
(рис. 69) до получения зазора 0,5—0,7 мм.
б) Облом бокового электрода запальной свечи.
Если боковой электрод обломан, установить новый. Допускается
использовать электрод, изъятый из свечи, не поддающейся ремонту.
Для крепления электрода в торце корпуса
свечи высверлить отверстие диаметром
2,2 мм и глубиной 3,5 мм. Электрод должен
входить в это отверстие под действием
легких ударов медного молотка. Закрепить
электрод керном у основания.
2. МАГНЕТО М-48Д
Если нет искры па свечах, а свечи и
провода высокого напряжения исправны,
проверить контакты 7, 32 и пружину 45
прерывателя магнето (рис. 70).
а) О к и с л е н и е или предельный
износ контактов прерывателя.
Контакты прерывателя зачистить
надфилем. Толщина контактов должна быть не
менее 0,8 мм, они должны соприкасаться по
всей рабочей плоскости. Перед зачисткой
контактов увеличить зазор между ними па толщину надфиля. После
зачистки контакты протереть замшей, смоченной в бензине. Контакты,
изношенные до толшпиы менее 0,8 мм, заменить новыми. Старые контакты
отпаять при помощи угольного электрода и аккумуляторной батареи
стартерного типа. Контактодержатель зажать в тиски, с которыми
соединить зажим «минус» аккумуляторной батареи. К зажиму «плюс» батареи
Рис. 69. Регулировка зазора
между электродами свечи при
помощи оправки и молотка
6 Зак. 1367дсп
81
Рис. 70. Магнето М-48Д:
/ — клемм" высокого напряжения; 2 —
крышка распределителя; 3 — побегушки
распределителя; 4 — вннт крышки распре
делителя; 5 — провод высокого напряже
ння; 6 — винт побегушки;
7—неподвижный контакт прерывателя; 8 — кулачок;
9 — болт; 10 — крышка корпуса; // — винт
крышки корпуса; 12 — пластина; 13 —
конденсатор; 14— контакт крышки
распределителя; 15— пластина трансформатора;
16 — разрядник; 17 — корпус магнето;
IS— первичная обмотка трансформатора;
19 — вторичная обмотка трансформатора;
20 — сердечник трансформатора; 21 — винт
крепления трансформатора; 22 — медная
шнна; 23 — ротор; 24 — автоматическая
муфта опережения зажигания; 25 —
овальная прорезь фланца; 26—магнито-проводя-
Щн(1 пакет; 27 — фланец корпуса; 28—
шарикоподшипник; 29 — наружная обойма
шарикоподшипника: 30 — диск прерывателя;
31 — основание прерывателя; 32 —
подвижный контакт прерывателя; 33 — молоточек
прерывателя; 34 — втулка побегушки; 35 —
боковая пластина побегушки; 36 — сухарь;
37 — центральный контакт побегушки;
3S — центральный угольный контакт; да —
эксцентриковый вннт; 40 — фальцевая
щетка; 41 — винт диска прерывателя; 42 — винт
кулачка; 43 — провод; 44 — винт
прерывателя; 45 — пружина прерывателя
присоединить провод, закрепив на его другом конце заточенный уголь
от дугового фонаря.
Касаясь углем, нагреть контакт, подлежащий удалению, до светло-
красного каления, расплавить твердый припой. Сместить углем
контактную пластинку с места пайки. Перед пайкой нового контакта одну из его
поверхностей зачистить и смочить раствором буры в воде. То же сделать
на месте, к которому был припаян старый контакт. Затем па это место
положить небольшой кусок припоя ПСР70 или латунной фольги,
поверх которого положить вольфрамовый контакт, и прижать его углем.
Как только из-под контакта появится расплавленный припои, уголь
осторожно поднять, не сдвигая контакта. Сечение соединительных проводов
к аккумулятору должно быть не менее 10—16 мм2.
Панку контактов твердым припоем удобно производить на
приспособлении (рис. 71).
Рис. 71. Приспособление для на- Рис. 72. Измерение щупом зазора между
пайки вольфрамовых контактов: контактами
/ — металлический постамент: 2 —
пружинная шнна: 3 — рычаг: 4 — угледер-
жатель; 5 — опора: 6 — прокладка из
слюды или асбеста
б) Нарушение регулировки зазора между
контактами прерывателя.
Зазор измерять щупом (рис. 72), а при необходимости регулировать
перемещением основания наковальни (неподвижного контакта) в
положение, соответствующее зазору 0,25—0,35 мм.
в) Заедание рычажка на оси.
Ось рычажка смазать одной—двумя каплями костяного масла нлн
масла ЛК-6 (автол 6, ГОСТ 1862—57).
г) Поломка или потеря упругости пружины.
Пружину 45 (рис. 70) прерывателя, поломанную или потерявшую
упругость, заменить.
РЕМОНТ ДЕТАЛЕЙ СИСТЕМЫ ОСВЕЩЕНИЯ
3. ГЕНЕРАТОР Г-НА
а) Трещины на корпусе 24 (рис. 73) и к р ы ш к а х 15 и 23.
Трещины устранять заваркой стальным электродом. Сварочный шов
должен быть плотным и ровным. После сварки шов зачистить.
6*
83
Рис. 73. Генератор Г-НА:
/ н 2 —клеммы: 5 —шарикоподшипник; 4 — прокладка; 5 — крышка; 6 — стяжной болт; 7 — винт-
я — вал якоря; 9 — крышка сальника; 10 — корпус сальника; // — сальник; 12 — щеткодержатель-"
м — защитная лента; 14 — картонная прокладка; 15 — задняя крышка; /6 — коллектор якопя:
99 ~ К°РПУС сальника; 18 — крышка сальника; 19 — шарикоподшипник; 20 — шестерня; 21 — сальник-'
/- — обмотка якоря; 23 — передняя крышка: 24 — корпус генератора; 25 — деревянный клии:
■№ — сердечник якоря; 27 — полюсный башмак; 28 — обмотка возбуждения; 29 — щетка; 30 — пружина
щеткодержателя
в местах посадки шарнкопод-
б) Биение вала якоря.
Проверять на токарном станке индикатором часового типа, закрепив
вал в центрах. Если биение вала якоря превышает 0,05 мм, править на
ручном прессе (на призмах) или в центрах токарного станка. В
последнем случае в рсзцедержательпую головку закрепить деревянный или
медный брусок п поперечной подачей суппорта создать нужное для правки
давление.
в) И з п о с шеек вала
ш и п н и к о в.
Диаметр малой шейки вала якоря под подшипник должен быть не
менее 7,9 мм, а большой шейки — не менее 11,9 мм. Изношенные шейки
вала рекомендуется восстановить хромированием с последующим
шлифованием до номинальных размеров.
г) Биение коллектора 16.
Биение рабочей поверхности коллектора относительно шеек вала
проверять в следующем порядке:
— снять защитную ленту 13 и картонную прокладку 14;
— установить поверочную или разметочную призму" на плиту;
— установить генератор на призму;
— установить инцикаторную стойку с индикатором на плиту и через
окно в крышке 15 генератора подвести измерительный наконечник
индикатора к поверхности коллектора, заведя его на 1-2 мм; ось
измерите тыюго наконечника чолжпа быть направлена по радиусу коллектора;
— вращая рукой якорь генератора за шестерню 20, заметить
наибольшее и наименьшее отклонения стрелки индикатора без учета влияния
пазов коллектора; разность между наибольшим и наименьшим
отклонениями стрелки индикатора должна быть равна величине биения рабочей
поверхности коллектора относительно шеек вала; биение должно быть
не более 0,03 мм.
84
Если биение коллектора превышает 0,03 мм и имеются глубокие
царапины или нагар на рабочей поверхности пластин, коллектор проточить
и прошлифовать на токарном станке. При проточке и шлифовке
коллектора необходимо закрыть бумагой и обвязать лобовую часть обмотки
якоря со стороны коллектора так, чтобы не было щелей для попадания
стружек и пыли внутрь якоря.
Проточку производить на токарном станке, в центрах, остро
заточенным резцом при максимальных оборотах шпинделя. Толщина
снимаемой стружки должна быть минимальной. Проточка коллектора
допускается до диаметра не менее 25 мм. После проточки коллектор
шлифовать при помощи деревянной колодки (рис. 74), обтянутой стеклянной
Рис. 74. Деревянная колодка для шлифовки коллектора:
/ — стеклянная бумага; 2 — накладка; 3 — вннт; 4 — кололка
бумагой № 180. Колодку в процессе шлифовки несколько перемещать
в обе стороны по окружности коллектора, при этом станок должен
вращаться на малых оборотах (со скоростью 160—200 об/мин).
Образовавшуюся после проточки и шлифовки пыль тщательно
удалить с помощью мягкой волосяной щетки и продувкой сжатым воздухом.
д) Нарушение изоляции между пластинами
коллектора.
Если на коллекторе выступает миканит, продорожить его ручной
ножовкой (рис. 75). Для этого кусок ножовочного полотна обточить па
наждачном точиле до толщины 0,4 мм. При продороживании вручную
ножовку водить по линейке, уложенной параллельно краю пластины
Рис. 75. Ручная ножовка для продорожи-
вапня коллектора
85
коллектора. Миканит пропиливать на глубину 0,8—1,0 мм. После продо-
роживания тщательно зачистить все заусенцы шабером, вдоль пластин
с краев снять фаски, затем прошлифовать, как указано выше, н продуть
сжатым воздухом.
Правильная форма канавки между пластинами коллектора показана
па рис. 76.
е) Поломка или потеря упругости пружины
щеткодержателя 30 (рис. 73).
Неисправную пружину заменить новой (рис. 77).
ж) Износ щеток 29 (рис. 73).
Минимальная высота щетки 12 мм. Изношенные щетки заменять
комплектно. Они должны прилегать к коллектору всей рабочей
поверхностью. Притирать щетки по коллектору следующим образом (рис. 78).
Под щетку, установленную в щеткодержателе 12 (рис. 73), подложить
стеклянную бумагу № 150—Г80, обращенную гладкой стороной к
коллектору. Прижав щетку к коллектору несколько сильнее нормального,
протягивать стеклянную бумагу между щеткой и коллектором в обе
стороны до тех пор, пока щетка не будет равномерно прилегать к
коллектору по всей рабочей поверхности. Работа выполняется двумя рабочими.
Применение для притирки наждачной или карборундовой бумаги не
допускается. Окончательно притирать щетки на работающем под нагрузкой
генераторе, пока их поверхность не станет блестящей. После окончания
притирки коллектор, щеткодержатель и щетки очистить от пыли
волосяной щеткой и продуть сжатым воздухом.
4. РЕЛЕ-РЕГУЛЯТОР РР-31 (рис. 79)
а) Подгорание панели в местах крепления
ускоряющего сопротивления.
Место подгорания панели зачистить шлифовальной шкуркой № 60-180
и покрыгь бакелитовым лаком. Сушить при температуре от 60 до 160° С
в течение 5 ч в сушильном шкафу.
Если подгорание панели привело к ослаблению крепления детален,
панель заменить.
Ускоряющее сопротивление 6—нихром'0 0,3 (ГОСТ 2771—57)
4 ± 0,2 ом.
б) Нарушение регулировки реле обратного тока.
Установить величины зазоров:
— между якорем 12 и сердечником при замкнутых контактах 14 и 15
зазор должен быть равным 0,5 ± 0,25 мм;
— между контактами 14 к 15 в разомкнутом состоянии зазор
должен быть равным 0,75 ± 0,15 мм.
Устанавливать зазоры подгибанием ограничителя 13 подъема якоря.
Зазоры проверять набором щупов.
После установки зазоров проверить и отрегулировать реле по схеме
(рис. 80). Напряжение включения реле должно быть 6,5—7,2 е.
Напряжение включения регулировать осторожным изменением натяжения
пружины 8 (рис. 79) путем отгибания упора 9.
в) Нарушение регулировки регулятора напря
ж е п и я.
Установить величину зазора:
— между якорем 25 и сердечником зазор должен быть в пределах
1,4 -1,6 мм;
— между контактами 23 и 24 в разомкнутом состоянии зазор
должен быть не менее 0,25 мм.
86
as,,,.
4Г
45
Правильно Неправильно
Рис. 76. Форма канавки между пластинами коллектора
1С
■112
Заготовка для пружины:
сталь паутинная
Рис. 77. Пружина щеткодержателя
^
Неправильно
Рис. 78. Положение стеклянной бумаги при пришлифовке
щеток по коллектору:
/ — щетка; 2 — коллектор: 3 — стеклянная бумага
87
Рис. 79. Реле-регулятор РР-31:
/ — крышка; 2 — сериесная обмотка регулятора напряжения:
3 — ярмо регулятора напряжения; 4 — пружина якоря
регулятора напряжения; 5 — регулировочная гайка; 6 — ускоряющее
сопротивление; 7 — дополнительное сопротивление (угольное)
й0±4 ом; 8 — пружина якоря реле обратного тока: 9 — упор
пружины; 10 — резиновый колпачок; 11— клемма; 12—якорь реле
обратного тока: 13 — ограничитель подъема якоря;
14—подвижный контакт; 15 — стойка с неподвижным контактом: 1С —
клемма; 17 — ярмо реле обратного тока; 18 ~ сериесная обмотка реле
обратного тока; 19 — корпус реле-регулятора; 20 — прокладка;
21 — винт; 22 — ограничитель пластины с неподвижным
контактом; 23 — подвижный контакт; 24 — неподвижный контакт;
25 — якорь регулятора напряжения; 26 — шуитовая обмотка
регулятора напряжения
Величину зазора изменять, сдвигая ограничитель 22 с неподвижным
контактом вверх или вниз, для чего ослабить стопорные винты 21 и после
установки зазора затянуть их.
Если зазор отрегулирован, дальнейшая регулировка производится
изменением величины натяжения пружины 4 при помощи регулировочной
ганки 5. Чем больше натяжение пружины, тем больше поддерживаемое
напряжение и наоборот.
Регулятор напряжения проверять по схеме (рис. 81). Величина
поддерживаемого напряжения должна быть в пределах 6,5—7,2 в при силе
тока 7 а и скорости вращения якоря генератора 3000 об/мин.
5. АККУМУЛЯТОРНАЯ БАТАРЕЯ 3-MT-I4
Просочившийся или пролитый электролит удалить ветошью,
смоченной 10% водным раствором нашатырного спирта, после чего вытереть
батарею насухо.
88
а) Трещины и отколы моноблока.
Моноблоки с трещинами ремонтировать в следующем порядке:
— снять крышку батареи;
— разрядить батарею током 1 а до напряжения 1,7—1,75 в на
каждом аккумуляторе;
— слить электролит;
Рис. 80. Схема
включения приборов при
проверке реле
обратного тока:
/ — нагрузочный реостат;
2 — реле-регулятор; 3 —
генератор
Рис. 81. Схема
включения приборов при
проверке регулятора
напряжения:
/ — генератор: 2 —
нагрузочный реостат; 3 —
реле-регулятор
— высверлить межэлементные соединения вручную сверлом или
трубчатой фрезой при помощи коловорота и снять их при помощи клещей;
— удалить мастику с крышки аккумулятора при помощи нагретой
лопатки;
— вынуть блоки пластин и сепараторов клещами;
— промыть моноблок водой, которая подается под давлением, и
просушить в сушильном шкафу при 40—50° С;
— расфасовать трещину под углом 90—120° на 2/з толщины стенки;
— промыть водой место ремонта и просушить;
— промазать карбинольным клеем, полученным прибавлением
к карбинольному сиропу 2% (по весу) крепкой соляной кислоты;
— после просушки клея шов покрыть смесью из 70% вара и
30% воска.
б) Окисление штырей.
Штыри зачищать стеклянной шкуркой, при этом пробки батареи
должны быть закрыты. Нарастить значительно изношенный или
обломанный штырь, когда наконечник провода на нем не держится, для чего
конусный колпачок или разъемную форму с внутренними размерами по
форме неизношенного штыря установить над выступающим концом
штыря, а затем залить сверху расплавленный свинец. Перед заливкой
поверхность штыря очистить шабером до блеска.
в) Трещины в мастике.
Трещины в мастике загладить слабо нагретым паяльником или
нагретой металлической лопаткой. Расплавлять мастику пламенем
паяльной лампы запрещается, так как при этом может произойти взрыв газов,
скопившихся внутри батареи.
г) Засорение газоотводных отверстий в
пробках.
89
Газоотводные отверстия в пробках прочитать деревянной палочкой,
вывинтив предварительно пробки из аккумулятора. Применение
проволоки недопустимо.
д) Снижение уровня и плотности электролита.
Уровень электролита должен быть на 10 мм выше верхней кромки
пластин. Измерять стеклянной трубочкой с внутренним диаметром
3—5 мм, длиной 100—200 мм, на которой надфилем нанести метку на
расстоянии 10 мм от нижнего конца. Применение для измерения уровня
проволоки или металлических стержней недопустимо. Трубку опустить
в бачок до упора в пластины, зажать ее верхнее отверстие пальцем и
вынуть из батареи. Столбик электролита в трубке укажет высоту уровня
электролита над пластинами.
Если уровень электролита понижен, долить в батарею
дистиллированную воду. Кислоту доливать только в том случае, если электролит
пролит или вытек; при этом плотность доливаемого электролита должна
быть такой же, как в батарее. Воду и кислоту доливать с помощью
тонкой стеклянной трубки.
Электролит приготовлять из аккумуляторной или химически чистой
серной кислоты плотностью 1,83 и дистиллированной воды. Плотность
электролита должна быть 1,29 г/см3, для чего на 1 л дистиллированной
воды при температуре 15° С взять 600 г (325 см3) кислоты плотностью
1,83 г/см3. Электролит приготовлять в стеклянной, керамической или
эбонитовой посуде. При составлении электролита вливать серную кислоту
в воду, но не наоборот, непрерывно помешивая стеклянной пли чистой
деревянной палочкой.
При смешивании серной кислоты с водой температура электролита
повышается.
Серную кислоту, попавшую на кожу рук, нейтрализовать 10%
водным раствором кальцинированной соды или нашатырным спиртом.
Плотность электролита проверять кислотомером (стеклянная трубка
с грушей и заборной трубкой, внутри которой помещен ареометр со
шкалой плотности). Опуская конец трубки в банку, засосать грушей
электролит, пока ареометр не всплывет. Уровень отсчитывать по нижнему краю
вогнутой поверхности (мениска) электролита. Плотность проверять через
5—8 мин после доливки воды.
Измеряя плотность электролита, учитывать, что при повышении
(уменьшении) его температуры на 1° С плотность соответственно
уменьшается (увеличивается) на 0,0007. Исходной температурой считается
+ 15° С, поэтому в случае отклонения температуры электролита от 15° С
вводить поправку на показания ареометра.
После определения плотности электролита с учетом температурной
поправки найти степень разряженное™ батареи, как указано ниже.
е) Пониженное напряжение батареи.
Напряжение батареи проверять при помощи нагрузочной вилки ЛП
на 12 а. Проверка батареи «на искру» категорически воспрещается.
Проверять батарею под нагрузкой можно только в том случае, если
плотность электролита не ниже 1,200.
Напряжение каждого элемента при измерении должно оставаться
неизменным в течение 3 сек, а разница напряжений отдельных элементов
батареи не должна превышать 0,1 в.
Напряжение одного элемента при проверке нагрузочной вилкой в
зависимости от степени разрядки аккумуляторной батареи соответствует
примерно следующим значениям:
90
%
Напряжение, в
Степень разрядки
батареи, %
1,7—1,8
0
1,6—1,7
25
1,5—1,6
50
1,4-1,5
75
1,3—1,4
100
В результате слабого нажатия на ручку нагрузочной вилки могут
быть существенные отклонения в показаниях вольтметра, поэтому при
измерении вдавливать в торец штырей элемента сначала один, а затем
другой стержень вилки.
Нагрузочной вилкой нельзя измерять напряжение на батареях, не
снятых с агрегата и в процессе их зарядки. В первом случае от искрения
па штырях возможно воспламенение паров бензина, а во втором случае —
воспламенение гремучего газа. Проверять батарею не раньше чем через
час после прекращения зарядки.
ж) Сульфатация пластин.
Сильное понижение напряжения батареи при проверке ее под
нагрузкой, несмотря на допустимую плотность электролита, служит признаком
сульфатации пластин.
Дополнительные признаки сульфатации пластин следующие:
— при зарядке сульфатированной батареи ее напряжение в начале
зарядки быстро повышается, затем понижается, после чего снова
начинает медленно повышаться;
— батарея плохо принимает зарядку; в конце зарядки напряжение
ее элементов не превышает 2 в вместо нормальных 2,1—2,2 в;
—■ при зарядке газовыделение (кипение) начинается раньше, чем
у исправной батареи;
— плотность электролита при зарядке повышается незначительно и
только после очень длительной зарядки;
— при зарядке быстро увеличивается температура электролита;
— пластины покрыты белым налетом, при низком уровне
электролита этот налет виден через наливное отверстие;
— сильно снижена емкость батареи.
Батарею, подвергшуюся сульфатации, разрядить в течение 10 ч
током 1 а. Слить электролит, залить вместо него дистиллированную воду,
затем зарядить аккумулятор током 2 а.
По мере зарядки налитая вода постепенно насыщается серной
кислотой и удельный вес раствора возрастает. При напряжении выше 2,3 в
начинается сильное газовыделение, поэтому ток необходимо выключить
на 2 ч. После этого снова заряжать батарею в течение 6 ч. Так повторить
зарядный цикл несколько раз до приобретения пластинами нормального
вида, что можно заметить по исчезновению на верхних частях пластин
белого налета, видимого через отверстие для пробки в крышке
элемента.
з) Короткое замыкание между пластинами.
Пониженное напряжение на зажимах одного из элементов батареи,
сопровождаемое пониженной плотностью электролита и его повышенной
температурой, указывает на наличие короткого замыкания внутри
элемента. При испытании нагрузочной вилкой короткозамкнутого элемента
происходит быстрое падение напряжения элемента до нуля.
Удельный вес электролита такого элемента ниже 1,15 и может дойти
до 1,05—1,02. При зарядке элемента, имеющего короткое замыкание
между пластинами, наблюдается:
91
— незначительное повышение напряжения и плотности электролита:
— слабое газовыделение в конце зарядки, наступающее позднее, чем
у исправных элементов, или полное отсутствие газовыделення.
После зарядки напряжение такого элемента быстро падает. Емкость
батареи с короткозамкнутыми пластинами низкая. Короткое замыкание
в момент его возникновения или через непродолжительное время может
быть обнаружено по повышению температуры электролита в данном
элементе.
Короткое замыкание, вызванное выпаданием активной массы,
устранить промывкой пластин дистиллированной водой. Если после промывки
признаки короткого замыкания не исчезнут, значит они вызваны
короблением пластин и разрушением сепараторов. В этом случае батарею
следует разобрать.
Покоробленные пластины осторожно выправить под прессом.
Пластины с разрушенными решетками, с выпавшей активной массой
заменить исправными из других аккумуляторов, бывших в работе, или
заменить весь комплект пластин новыми. Пластины припаиваются к
свинцовым бареткам при помощи водородного пламени или электрического
паяльника.
Сепараторы с наличием сульфатацни, прорывов и других
повреждений заменяются новыми, изготовленными из ольхи. Новые сепараторы
выщелочить в подогретом 6% растворе едкого натрия или 8—10%
растворе едкого калия, промыть в чистой воде и подвергнуть окислению
в растворе серной кислоты до появления светло-коричневой окраски.
Короткозамкнутые элементы после устранения замыкания должны
быть заряжены, а затем разряжены. Если емкость во время разрядки
окажется меньше емкости других элементов батареи, то этот элемент
вторично зарядить и разрядить, с тем чтобы полностью восстановить его
работоспособность.
и) Зарядка батареи.
Батарею заряжать после ремонта, а также в процессе эксплуатации
примерно один раз в месяц независимо от степени заряженности.
Порядок зарядки следующий:
— присоединить батарею к зажимам источника постоянного тока
так, чтобы положительная клемма батареи была соединена с плюсовой
клеммой источника тока, а отрицательная — с минусовой;
— заряжать батарею током 2 с до тех пор, пока не начнется
обильное выделение газа, напряжение батареи не станет равным 2,3—2,4 вт
а плотность электролита не достигнет величины 1,285 и не будет
повышаться в течение 2 ч;
—■ перед окончанием зарядки проверить плотность электролита и
довести ее до нужного значения в зависимости от температурных
условий эксплуатации; для этого отсосать резиновой грушей электролит и
добавить серной кислоты или дистиллированной воды до получения
требуемой плотности.
Если в процессе зарядки температура электролита поднимется выше
45° С, уменьшить зарядный ток вдвое или прекратить зарядку, пока
электролит не остынет до 30—35° С.
92
ПРИЛОЖЕНИЕ 1
ДОПОЛНИТЕЛЬНЫЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ
РАЗБОРОЧНО-СБОРОЧНЫХ РАБОТ
При ремонте узлов ходовой части выполнять следующие требования.
1. Все трущиеся детали в процессе сборки смазывать маслами, указанными
ъ Руководстве службы (часть II, гл. I, п. 3). Наружную поверхность шкива тормоза
не смазывать.
2. В запрессованных втулках 7201106 и 7201107 отверстия для смазки должны
совпадать с отверстиями в картере. Перекрытие допускается не более чем на 'Д
отверстия.
3. Прочищать каналы для смазки в картере проволочными чистиками и ершиками.
4. Шарикоподшипник № 207 запрессовать до упора в предварительно нагретый
до 150° С корпус переднего подшипника коленчатого вала.
Наружную обойму шарикоподшипника зажать крышкой. Болты крепления
крышки затянуть до отказа.
5. Прокладку корпуса заднего подшипника и прокладку поддона при постановке
■смазать с обеих сторон суриком или лаком «Герметик».
6. Разница в весе комплектов поршней с кольцами и пальцами для одного кри-
.вошипно-шатуиного механизма допускается не более 4 г.
7. Сухарики клапанных пружин установить так, чтобы онн ровно утопали в
тарелке клапана.
8. Собранные цилиндры после притирки клапанов промыть бензином или
керосином.
9. Прокладки и головки цилиндров не должны иметь помятостей, повреждений,
забоин и надрывов.
10. Зеркало цилиндра перед установкой головки протереть и смазать
автотракторным маслом.
11. Гайки крепления цилиндров затягивать равномерно и до отказа. Фланцы
карбюраторов должны плотно прилегать к фланцам цилиндров. Подсос воздуха,
смещение патрубков карбюраторов и цилиндров не допускаются.
12. Торцы пальцев маховика должны лежать в одной плоскости (см. гл. И,
п. 5, «в»).
13. В случае замены пальцев маховика или его ремонта в соответствии с
указанием гл. II, п. 5 статически балансировать маховик с точностью до 15 гсм.
Балансировка достигается сверлением отверстий на радиусе 100 мм и глубиной не более 10 мм
на внутренней торцовой поверхности маховика. Балансировку маховика проверять на
оправке и ножевых призмах, установленных на поверочную плиту.
14. Винт крепления маховика затянуть до отказа и законтрить замочной шайбой.
15. Ведущую шестерню распределения напрессовывать на шейку передней цапфы
кривошипно-шатуннюго механизма до упора.
16. Максимальный боковой зазор между зубьямн шестерен двигателя должен
быть 0,20 ли, минимальный — 0,04 мм.
17. Биение торца венца шестерни при вращении на опорных шейках должно
быть не более 0,1 мм..
«™r-18A,-OceB0e nePeMeule""e распределительного вала должно быть в пределах
0,025—0,5 мм.
19. Рычаг заводки двигателя должен надежно фиксироваться в лирке в
исходном положении, зубчатый сектор при этом не должен находиться в зацеплении
•с шестерней.
93
При заводке не должно быть заеданий в зацеплении сектора с шестерней.
Допускается утыкание зуба сектора в зуб шестерни в момент подвода сектора к шестерне.
Пружина 37-195 должна обеспечивать постоянное зацепление храпового соединения.
20. Колесо вентилятора, напрессованное на валик, при проворачивании
коленчатого вала не должно касаться плоскости улитки.
21. Диски сцепления (ведущий нажимной и ведущий промежуточный) должны
свободно, без заедания н перекосов скользить на пальцах маховика'.
22. Нажимные пружины сцепления комплектовать только из одной
маркированной группы (концы витков всех шести пружин окрашены одним цветом).
23. Расстояния от торцов пальцев сцепления до накладки ведомого диска должны
Оыть не менее 2 мм. Разброс величин этих расстояний в пределах одного сцепления
по результатам измерения всех пальцев не должен превышать 0,5 мм.
24. Вннты крепления упорного ведущего диска сцепления прочно затянуть н
стопорить кернением диска около шлица не ближе 3 мм от кромки диска. Если один край
паза располагается ближе 3 мм от кромки, разрешается керненне в одном месте.
Головка винта не должка выступать за плоскость диска.
25. Если на нажимном диске сцепления и ободе маховика имеется цифра 1, то
при установке совместить их.
26. Рычаг выключения сцепления должен иметь свободный ход 1—3 мм.
27. Максимальный боковой зазор между зубьями шестерен коробки передач
должен быть не более 0,4 мм.
28. Ось шестерни заднего хода коробки передач запрессовать до упора шпонки
в гнездо картера. Выступание шпонки над торцом картера не допускается.
29. Стопорное кольцо шарикоподшипника первичного вала коробки передач
должно плотно ендеть в своем гнезде.
30. Ступицу муфты синхронизатора установить утолщенной частью в сторону
шестерни второй передачи, а муфту утолщенной частью — в сторону первичного вала.
31. Концы пружин синхронизатора не должны попадать во внутренние полости
сухарей.
32. Шестерня второй передачи после постановки стопорного кольца должна легко
вращаться на вторичном валу.
33. Корпус фиксаторов должен быть надежно приклепан к крышке. Замок
кулаков должен легко скользить в пазу корпуса фиксаторов.
34. Передвижение шариков в корпусе фиксаторов должно быть свободным, без
заедания.
£5. Рычаги кулаков переключателя передач должны легко, без заедания
поворачивать кулаки переключения передач.
36. В средней части отверстия блока шестерен установить распорную трубку.
37. Первичный вал 36-349 и вал-шестерню 36-226 установить в картер до упора
стопорного кольца шарикопотшипника.
38. Шарикоподшипник вторичного вала установить на шейку вала до упора
в масчоотражатель, а в картер — до упора стопорного кольца шарикоподшипника.
39. При установке блока шестерен в сборе с промежуточным валом в картер
коробки передан уенк передней шайбы должен войти в паз картера.
40. Ось блока запрессовать в картер так, чтобы передний конец оси (без лыски)
не выступал за торец картер;!, а лыска заднего конца была параллельна оси
вторичного вала.
41. Продольный зазор блока шестерен в картере должен быть не более 0,55 мм.
42. Все прокладки коробки передач ставить на бакелитовом лаке А
(ГОСТ 901—56).
43. Перед установкой шланга С636-65 н обоймы С636-54-А внутренние полости их
должны быть заполнены смазкой УТ-1 нлн УТ-2 (ГОСТ 1957—52).
44. Биенне наружной поверхности шкнва тормоза не должно превышать 0,15 мм.
45. Для выполнения отдельных разборочно-сборочных работ изготовить
приспособления (рнс. 82—-91).
94
R6
€3
8
U
IT
RZ
-IT-
<20
?<45'
1±Щ^-ЖЛ |
Koweu налить
Hr, tO- 45 на длине 15мм
KQ5 ' -■'
СеерЛ{
Острые кромки притупить
— 6
5
,Z L
154
0,5*45'
0,5х4Г
£==ff
Материал сталь 45(упор,траверса и винт)-,
сталь 35 (рукоятка и штифт);
сталь Ст.З (шайба рукоятки)
Рис. 82. Винт к универсальному съемнику в сборе (см. рис. 83—86):
/ — траверса; 2 — виит; 3 — упор; 4 — штифт; 5 —рукоятка; 6 — шайба рукоятки
«О
СП
В"
А
CJ
C6I
Материал.- сталь 45 (болт)
Острые, кромки притупить
Воронить
Рис. 83. Снятие маховика с помощью
универсального приспособления:
СС1 — вннт в сборе; 7 — болт
Rompeaua
Ф'
i УЧ
/7.
02f
of
Материал:сталь 45 (болт)
Острые кромки притупить
Воронить
Рис. 84. Выпрессовка кривошипного механизма
с помощью универсального съемника:
С61 — винт в сборе; 12 — болты
СП
и
ft?
ш-
со
•-4
Материал ■■ сталь 45 (захват)
Острые кромки притупить
Воронить
Рис. 85. Снятие ведущей шестерни
распределения с помощью универсального
приспособления:
СС1 — винт в сборе; 9 — захват
Материал: сталь 45 (болт)
Острые кромки притупить
Поранить
Рис. 86. Снятие заднего корпуса подшипника
с помощью универсального приспособления:
Сб/— винт в сборе; 8— болты
ш&
,.-f
S—
F
i
f
i
i
i
i
i
J
X
p-
i
1
1
-J
- N.
050-
98
V3 ОСТАЛЬНОЕ
щтжж»;
ZjLjT
^=^"—
2(раски /«45
—25-
Ь^
О
/00
.■•--j-r-'—т.-1-
X
' rriArc/j4l'-//4^/r^^ r-^/^^/j'f^Y^r-^:
1-20-*Ч ti
Ш
-/30
/2 фаски 3«30'
Материал Сталь 25 -45
Оксидировать
Рис. 88. Приспособление для снятия валика вентилятора:
' — муфта; 2 — виит; 3 — вороток
7*
99
ЪЗ КРУГОМ
1x45" '
■-,, ,,;,, ~ г
• - ■
67
П
,00
Материал: сталь 45
Закалить 54-^-6ZRc
Оксидировать
Рис. 89. Оправка для напрессовки шестерни 36-379 и
стопорного кольца 36-373 на ось блока
V3 КРУГОМ
о м
to to
10
Накатка сетчатая o,B(0CTZ60l7)
шшжтжж^Ш
80" -
— 30
Материал, сталь 45
Закалить 54+62 Re
Оксидировать
Рис. 90. Оправка для запрессовки шарикоподшипников 305
V3 КРУГОМ
Накатка сетчатая O,8(0CTZE0l7)>.
z ___7
Материал- сталь 45.
Закалить 54 +6ZR.C
Оксидировать
Рис. 91. Оправка для установки тормозного шкива СбЗб-68
- и шестерни 36-377
ПРИЛОЖЕНИЕ 2
ПЕРЕЧЕНЬ
ДЕТАЛЕЙ И УЗЛОВ ПЕРВОГО И ВТОРОГО ВАРИАНТОВ
ДВИГАТЕЛЯ С КОРОБКОЙ ПЕРЕДАЧ С УКАЗАНИЕМ О ИХ
ВЗАИМОЗАМЕНЯЕМОСТИ
О.
о
с
о
2
1
2
3
1
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
№ детали или
сборки (1 вариант
36-80
36-81
36-83
36-84
36-89
36-179
36-187
36-188
36-91
36-93
36-249
36-98
36-270
С636-38
36-183
36-196
36-172
36-173
36-170
36-177
36-176
36-181
36-189
36-190
36-193
36-191
36-192
№ детали или сборш
(11 вариант)
36-325
36-326
36-328
36-329
36-331
36-336
36-352
36-353
36-384
36-385
36-407
36-411
36-426
С636-62
150206
401-1701038
401-1701052
401-1701054
401-1701060
401-1701059
401-1701064
401-1701093
401-1701155
401-1701158
401-1701164
401-1701170-А
401-1701171
Наименование
Тормозная лента
Тормозная лента
Скоба
Упорная планка
Рычаг
Упорная шайба
Шестерня первой
передачи и заднего хода
Шестерня второй
передачи вторичного вала
коробки передач
Вкладыш
Палец
Пружина фиксатора
Болт М6\28
Шайба
Шестерня паразитная
заднего хода
Подшипник первичного
валика коробки передач
задний
Кольцо подшипника
первичного вала
Ролик игольчатый
2,5 X 20
Кольцо упорное
подшипника блока шестерен
промежуточного вала
коробки передач
Шайба упорная блока
шестерен
промежуточного вала коробки передач
(передняя)
Шайба упорная блока
шестерен
Шайба упорная блока
шестерен
Шпонка оси
паразитной шестерни коробки
передач
Ступица муфты
синхронизатора коробки
передач
Стопорное кольцо
ступицы синхронизатора
коробки передач
Блокирующее кольцо
синхронизатора коробки
передач
Пружина
синхронизатора коробки передач
Сухарь синхронизатора
коробки передач
Указание о
взаимозаменяемости
Взаимозаменяема
То же
»
»
»
»
»
»
%
ъ
ъ
»
»
»
»
»
»
»
>
»
>
э
»
>
>
»
»
101
о
с
о
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
№ детали или
сборки (1 вариант]
36-194
36-197
36-160
36-161
36-205
36-158
36-154
36-155
36-153
С637-36
С637-37
С637-57
С637-58
С 637-59
С637-61
С637-62
С637-66
С637-67
С637-70
С637-73
С637-77
С637-78
С637-79
С637-80
С637-81
С637-83
С637-85
С637-89
С637-90
С637-91
С637-103
С637-104
С637-133
tt детали или сборки
(11 вариант)
401-1701175
401-1701195
401-1702019
101-1702020-А
401-1702062
401-1702076
401-1702084
401-1702086
401-1702121
С637-36
С637-37
С637-57
С637-58
С637-59
С637-61
С637-62
С637-66
С637-67
С 637-70
С637-73
С637-77
С637-78
С637-79
С637-80
С637-81
С637-83
С637-85-Б
С637-89
С637-90
С637-91
C637-W3
С637-104
С637-113
Наименование
Муфта синхронизатора
коробки передач
Маслоотражатель
подшипника вторичного
вала коробки передач
Обойма сальника
боковой крышки коробки
передач
Боковой сальник
крышки коробки передач
Распорная втулка
вилок переключения
передач
Замок кулаков
переключения передач
Втулка рычага
переключения передач
Гильза втулки рычага
переключения передач
Рычаг кулаков
переключения передач
Сектор в сборе
Зубчатый сектор в
сборе
Зубчатое колесо в
сборе
Правый глушитель в
сборе
Левый глушитель в
сборе
Рукоятка
Колесо вентилятора
Крестовина
Рычаг заводки в сборе
Крестовина в сборе
Корпус в сборе
Выхлопная труба
(правая)
Выхлопная труба
(левая)
Бензопровод в сборе
Кожух правый в сборе
Кожух левый в сборе
Диск сцепления
Кривошипный
механизм
Картер со втулками
Фильтр масляного
насоса
Масляный насос в
сборе
Воздушный фильтр в
сборе
Воздушный корректор
в сборе
Лнрка в сборе
Указание о
взаимозаменяемости
Взаимозаменяема
То же
Взаимозаменяем
Невзаимозаменяем
То же
Взаимозаменяемо
То же
»
»
Невзаимозаменясмо
То же
»
»
»*
Взаимозаменяема
То же
Невзаимозаменяем
То же
»
»
Взаимозаменяем
То же
о*
с
о
с
2
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
>4 детали или
сборки (1 вариант)
С637-П8
С637-119
С637-123
37-1
37-127
37-140
37-152
37-153
37-154
37-160
37-161
37-163
37-164
37-166
37-167
37-173
37-187
37-189
37-192
37-193
37-195
37-202
37-203
37-217
37-220
37-246
37-248
37-250
37-251
37-252
37-253
37-254
37-257
37-259
37-265
37-266
37-279
37-282
37-284
37-326
■ 37-340
37-343
37-350
37-365
37-368
37-371
37-372
37-373
37-392
Н детали или сборки
(11 вариант)
C637-U8
С637-119
С637-123
37-1
37-127-Б
37-140
37-152
37-153
37-154
37-160
37-161
37-163
37-164
37-166
37-167-Б
37-173
37-187
37-189
37-192-Б
37-193-Б
37-195
37-202
37-203
37-217
37-220
37-246
37-248
37-250
37-251
37-252-Б
37-253-Б
37-254
37-257
37-259
37-265
37-266
37-279
37-282
37-284
37-326
37-340
37-343
37-350
■ 37-365
37-368
37-371
37-372
37-373
37-392
Наименование
Поддон в сборе
Трубка сапуна в сборе
Крышка
Улитка
Втулка
Валик рычага заводки
Наконечник рычага
Сектор
Гайка
Пружинное кольцо
Упорное кольцо
Зубчатое колесо
Зубчатый сектор
Шпилька
Стопорная шайба
Втулка
Угольник конечный
Шланг
Зубчатое кольцо
Зубчатое колесо
Пружина
Гайка соединительная
Шаровая муфта
Корпус
Ступица
Прокладка
Крышка
Стопорная шайба
Полумуфта
Валик вентилятора
Болт
Шайба
Прокладка
Муфта
Сапун
Валик эксцентрика
Прокладка
Провод ''
Прокладка ,
Распределительный вал
Прокладка головки
цилиндра
Винт М6Х58
Винт М5Х20
Оболочка дросселя
(правая)
Оболочка дросселя
(левая)
Выхлопная труба
(правая)
Выхлопная труба
(левая)
Трубка бензопровода
Шпонка 5Х5Х351
1
Указание о
взаимозаменяемости
Невзаимозаменяем
То же
Взаимозаменяема
Невзаимозаменяема
То же
Невзаимозаменяем
То же
Взаимозаменяем
То же
»
»
>
Невзаимозаменяем
То же
Взаимозаменяема
То же
»
»
Невзанмозаме-
няемо
То же
Взаимозаменяема
То же
»
Невзаимозамеияем
Невзаимозаменя-
•- ема
Взаимозаменяема
То же
» <
•
Невзаимозаменяем
То же
Взаимозаменяема
То же
Невзаимозаменяем а
То же '
Невзаимозаменяем
Взаимозаменяема
То же
»
Невзаимозаменяем
Взаимозаменяема
Невзаимозаменяем
То же
»
* 1 .
Взаимозаменяема
То же
. » 1
»
1
1
103
№ детали или
сборки (I вариант)
№ детали или сборки
([1 вариант)
Наименование
Указание о
взаимозаменяемости
ПО
111
112
113
114
115
37-398
37-399
37-400
37-401
37-404
37-414
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
140
141
142
143
■ 144
145
146
147
1 148
149
150
37-416
37-420
37-437
37-438
37-442
37-443
37-444
37-445
37-449
37-457
37-465
37-476
37-482
37-483
37-484
37-485
37-285
37-286
37-287
37-288
С637-87
37-289
37-290
37-336
37-292
37-293
37-333
37-291
37-317
С637-97
37-304
37-303
37-309
37-311
37-321
37-398
37-399
37-400
37-401
37-404
37-414
37-416
37-420
37-437
37-438
37-442
37-443
37-444
37-445
37-449
37-457
37-465
37-476
37-482
37-483
37-484
37-485
7201110
7201120
7201134
7201136
7201139
7201141
7201142
7201158
7201162
7201164
7201170
7201171
7201175
72012-2
720/214
7201215
7201222
7201227
7201229
Крышка
Крышка
Крышка
Крышка
Крышка
Трубка сапуна
Гайка
Планка
Кожух
Карман
Регулировочный болт
Наконечник
Ушко
Ушко
Ручка воздушного
корректора
Заклепка
Цилиндрический штифт
Болт М8 X 22
Прокладка бензонасоса
Пружина лирки
Пружина лирки
Кронштейн
Фильтр масляного
стока (передний)
Фильтр масляного
стока (задний)
Сливная пробка
Корпус подшипника
(передний)
Крышка корпуса
подшипника
Корпус подшипника
(задний)
Сальник кривошипа
Крышка клапанной
коробки
Прокладка поддона
Прокладка корпуса
Уплотнительная шайба
Пробка шестерни
привода |
Контровая проволока
Поршень с кольцами и
пальцем диаметром
21 мм
Распорная шайба
Маслоотра ж атель
Шпонка сегментная
маховика
Шайба замочная
маховика
Распределительная
шестерня (ведущая)
Непзаимозаменя-
ема
То же
Взаимозаменяема
То же
»
Невзаимозаменяема
То же
Взаимозаменяем
То же
Невзаимозаменяема
Взаимозаменяем
То же
»
Невзаимозаменяема
То же
»
Взаимозаменяем
То же
о.
о
с
о
с
2
151
152
153
154
155
156
157
158
159
160
161
162
163
161
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
182
183
184
185
186
№ детали или
сборки (1 вариант)
37-344
С637-95
С637-96
37-341
37-339
С637-100
37-324
37-325
37-330
37-331
37-335
37-334
37-347
37-295
37-297
37-299
37-312
37-305
С637-102
C637-W1
С637-127
37-459
37-460
■ 37-461
37-462
С637-94
С637-99
37-342
37-463
37-346
37-314
37-327
37-322
37-329
37-328
37-464
H детали или сборки
(11 вариант)
7201239
72013-1
72013-2
7201303
7201304
7201308
7201402-Б
7201406
7201409
7201411
7201412
7201413
7201414
7201601
7201609
7201611
7203115
7203123
7215-1
7215-2
7215-5
7215253
7215254
7215256
7215258
72173-А
72188-1
7218811
001102-П2
001103-П2
011407
014107
014110
250511-П2
250513-П2
252153-П2
Наименование
Стопорное кольцо
Цилиндр (правый) с
клапанами
Цилиндр (левый) с
клапанами
Прокладка цилиндра
Болт крепления
головки цилиндра
Прокладка
карбюратора в сборе
Фланец
распределительного вала
Шестерня
распределительного вала
Направляющая
толкателя
Толкатель
Болт регулировки
толкателя
Контргайка болта
толкателя
Направляющая планка
толкателя
Шестерня привода
Соединительная
штанга шестерни (ведущей)
Прокладка корпуса
масляного насоса
Пружина сцепления
нажимная
Винт
Карбюратор (правый)
в сборе
Карбюратор (левый)
в сборе
Хомутик крепления уп-
лотнительной муфты
Трубка воздушного
корректора
Болт крепления ручки
Шайба
Воздухопровод
Запальная свеча
AI-1V
Винт контакта в сборе
Корпус наконечника
Гайка М5
Ганка Мб
Шайба прокладочная
(медная)
Сегментная шпонка
3X13
Сегментная шпонка
4X13
Гайка 1М8
Гайка 1М10
Пружинная шайба
Указание о
взаимозаменяемости
Взаимозаменяемо
То же
»
Взаимозаменяема
То же
Взаимозаменяем
То же
»
»
»
»
»
»
»
»
»
»
8 Зак.
1367дсп
105
ПРИЛОЖЕНИЕ 3
ПЕРЕЧЕНЬ
ДЕТАЛЕЙ И СБОРОК, ИЗГОТОВЛЯЕМЫХ В РЕМОНТНЫХ
И ПОСТАВЛЯЕМЫХ В ГОТОВОМ ВИДЕ
МАСТЕРСКИХ
Наименование детали
или сборки
Номер детали или сборки
Изготовляемые в
ремонтных
мастерских
Поставляемые
в готовом
виде
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
Поршень
Поршневые кольца
Палец поршня
Кривошипный
механизм
Пальцы сцепления
Цилиндры
Головки цилиндров
Картер со втулками
Подшипник
распределительного вала
Втулка
распределительного нала
Втулка шестерни
привода масляного насоса
подшипника
18
19
20
21
22
23
24
25
2G
27
28
29
30
31
32
33
31
35
36
Корпус
(передний)
Корпус подшипника
(задний)
Поддон
Распределительный вал
Шестерня привода
масляного насоса
Направляющая втулка
толкателя
Толкатель
Клапаны (впускной и
выпускной)
Пружина клапана
Корпус масляного
насоса
Крышка корпуса
масляного насоса
Шестерни масляного
насоса
Колесо вентилятора
Валик вентилятора
Крышка корпуса
карбюратора
Корпус карбюратора
Дроссель
Наконечник с иглой в
сборе
Штуцер
Сетка штуцера
Распылитель
Игольчатый клапан
Крышка поплавковой
камеры
Головка бензинового
насоса
Клапан бензинового
насоса в сборе
72012-2
7201218, 7201217,
7201238
С637-85
7201235
7201225
7201301. 7201302
7201502, 7201503
С637-89
7201404
7201107
7201106
7201136
7201141
С637-118
37-326
7201601
7201409
7201411
7201416
7201419
7201602
7201603
7201604, 7201606
С637-62
37-252
К37-3
К37-6
К37-9
К37-11с
К37-18А
К37-16
К37-19А
К-30-1107015
К-30-П07111
400-1106018-Б
100-1106020
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
о
с
2
37
38
39
40
41
42
43
44
45
16
47
18
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
Наименование детали
или сборки
Сетка фильтра
бензинового насоса
Корпус бензинового
насоса
Диафрагма насоса
Сетка
воздухоочистителя
Трубки топливопровода
Клинок крепления
рычага пускового
механизма
Зубчатый сектор
пускового механизма
Шестерня пускового
механизма
Втулка шестерни
пускового механизма
Полумуфта пускового
механизма
Накладка
Заклепка
Диск
Пружина сцепления
Диск сцепления
промежуточный
Диск сцепления
нажимной
Диск сцепления
упорный
Наконечник штока
Асбестовые уплотнения
Картер
Вал-шестерня
Вал
Шестерня третьей
передачи
Иглы подшипника
Блок шестерен
Иглы подшипника
Ось блока шестерен
Шайба
Шайба
Шайба
Шестерня первой
передачи и заднего хода
Шестерня второй
передачи вторичного вала
Шестерня заднего хода
Втулка шестерни
заднего хода
Муфта синхронизатора
Ступица муфты
синхронизатора
Кольцо блокирующее
синхронизатора
Вал вторичный
Ось шестерни заднего
хода
Номер детали или сборки
400-1106150-А
400-11006140-Б
37-249
37-189, 37-574
37-164
37-163
37-127
37-251
7203102
37-525
7203115 (37-312)
37-508 (37-307)
С637-131 (37-308)
37-509 (37-306)
(36-15)
(36-106, 36-107, 36-108)
36-101 (36-141)
(36-226)
36-349
С636-40
401-1701180
36-339 (36-228)
401-1701052 (36-172)
36-346 (36-175)
401-1701059 (36-177)
401-1701060 (36-170)
401-1701064 (36-176)
36-352 (36-187)
36-353 (36-188)
С636-62 (С636-38)
401-1701084
401-1701175 (36-194)
401-1701155 (36-183)
401-1701164 (36-193)
36-348 (36-229)
36-337 (36-180)
Изготовляемые в
ремонтных
мастерских
+
+
+
+
+
+
+
+
+
+
+
Поставляемые
в готовом
виде
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
■S-
8*
107
о
с
с
2
76
77
78
79
80
81
82
83
84
85
86
87
88
Наименование детали
или сборки
Крышка боковая
Втулка
Кулак
Кулак
Вилка
Вилка
Пружина фиксатора
Уплотнение
Тормозная лента
верхняя
Тормозная лента
нижняя
Тормозная лента
Пружина
Шкив тормозной
Номер детали или сборки
С636-51 (СбЗб-37)
(36-152)
36-305 (36-162)
36-304 (36-163)
36-365 (36-204)
36-364 (36-206)
36-407 (36-249)
(36-45)
СбЗб-56 (С636-11)
СбЗб-57 (СбЗб-12)
36-326 (36-80)
36-386 (36-95)
СбЗб-68 (36-212)
Изготовляемые в
ремонтных
мастерских
+
+
+
+
+
Поставляемые
в готовом
виде
+
+
+
+
+
+
+
+
+
+
+
108
ПРИЛОЖЕНИЕ 4
СПОСОБЫ РЕМОНТА ДЕТАЛЕЙ, ИМЕЮЩИХ ПОВРЕЖДЕННУЮ РЕЗЬБУ
И детали
или сборки
Наименование
детали
или сборки
Характеристика резьбы
Способы ремонта резьбы
Кривошипно-шатунный механизм
Цапфа
кривошипа
передняя
Цилиндры
Головки
цилиндров
футорки
свечей
Картер
двигателя
Картер
двигателя
Картер
двигателя
Корпус
подшипника
чзадний
Крестовина
1М8Х1 под болт
валика вентилятора
М10Х1.5 под винты
крепления головок
цилиндров
Резьба
14X1,25
метр),
(внутренний
12,760—12,510
специальная
(средний диа-
13,188—13,300
диаметр)
ЗМ48Х1.5 под пробку
шестерни привода
масляного насоса
1М8Х1; М6ХР,
М8Х1.25; М10Х1.5
под шпильки крепления
агрегатов и узлов
двигателя
2М24Х 1,5 под пробку
наливного отверстия
1М8Х1
съемника
под винты
Пусковой механизм
М6Х1 под винты
крепления крышки
ступицы
Рассверлить резьбовое
отверстие до диаметра 14,4 мм и
нарезать резьбу 1М16Х 1,5.
Изготовить резьбовой ввертыш
(рис. 92), завернуть его и рас-
кернить в трех точках по
окружности
Рассверлить резьбовое
отверстие до диаметра 14,3 мм и
нарезать резьбу 1М16Х 1,5.
Изготовить ввертыш (рис. 93),
ввинтить его в отверстие и рас-
кернить в трех точках по
окружности
Рассверлить отверстие в фу-
торке под свечу до диаметра
13,8 мм и нарезать резьбу
М16Х2. Изготовить резьбовой
ввертыш (рис. 94) и ввинтить
его в отверстие
Рассверлить резьбовое
отверстие, заварить (см.
приложение 8), сверлить и нарезать
резьбу ЗМ48Х1.5
Рассверлить резьбовые
отверстия и нарезать ремонтную
резьбу под ремонтные
ступенчатые шпильки. Ремонтные
размеры резьб соответственио
1М10Х1; М8Х1; МЮХ1.5;
M12XU5
Рассверлить резьбовое
отверстие до диаметра 27 мм,
заварить, просверлить отверстие
диаметром 22,3 мм и нарезать
резьбу номинального размера
2М24Х1.5
Рассверлить резьбовое
отверстие до диаметра 10 мм,
заварить, просверлить отверстие
диаметром 6,9 мм и нарезать
резьбу номинального размера
Просверлить отверстия
диаметром 4,8 мм, сместив их по
отношению к старым по
окружности иа 15°, и нарезать резьбу
номинального размера
109
WJ КРУГОМ
Материал- сталь 30*Ш
ГОСТ 4543-48
Оксидировать
Рис. 92. Резьбовой ввертыш
для ремонта резьбы в
цапфе кривошипа (передний)
ЪЗОСТЙЛЬНОЕ
Z*-4S°
1
МЮ*1.5
?
Л
Материал-сталь 20
Оксидировать
Острые кромки притупите
Рис. 93. Резьбовой ввертыш
для ремонта резьбы в
цилиндрах под винты крепления
головок
Зенковать под
UZO° do нарт-
ного диаметра »В-»
28
К0-
Ш
"■а
•jP^Wr
м
х
«о
т
Резьба специальная 14*1,25
средний 0 13,188+в.ЗОО
внутренний 0 12,760+iZ,5io .
Материал-сталь Ст.З
Рис. 94. Резьбовой ввертыш для ремонта
резьбы в головке цилиндра под запальную
свечу
ПО
J* детали
или сборки
Наименование
детали
или сборки
Характеристика резьбы
Способы ремонта резьбы
К37-6
К37-6
К37-6
К37-6
К37-6
К37-3
К37-18Л
400-1W0U18-B
400-/106094
4ии-110б144-Б
Система питания
Корпус 1М6Х0.75 под жик-
карбюратора лср малых оборотов
Корпус 1МС X 0,75 под устаио-
карбюратора вочный винт и винт
малых оборотов
Корпус 2М8Х0.75 под корпус
карбюратора воздушного фильтра
Корпус
карбюратора
Корпус
карбюратора
* Крышка
корпуса
карбюратора
Штуцер
карбюратора
Головка
насоса
Корпус
насоса
Шток
насоса
М5 X 0,8 под винты
крепления крышки
поплавковой камеры
4М36 X 1 под
накидную ганку крышки
корпуса; 1М1СХ 1 под
штуцер; 1MGX0.75 под
распылитель
1М6Х0.75 под
ограничитель
2ЛИ6Х1
М4Х0.7 под винты
держателя клапанов
М5 X 0,8 под винты
крепления головки
Мб X I под ганку
крепления диафрагмы
Высверлить резьбовую
латунную втулку, нарезать резьбу
2М10Х0.75, ввинтить
резьбовую втулку и раскернить с
торца в трех местах, после чего
нарезать во втулке резьбу
номинального размера
Рассверлить отверстие до
диаметра 6,9 мм, нарезать
резьбу 1М8Х 0,75 под винт
ремонтного размера
Рассверлить отверстие до
диаметра 9,1 мм и нарезать
резьбу 2МЮХ0.75 под
ремонтный корпус воздушного
фильтра
Рассверлить отверстие до
диаметра 4,9 мм и нарезать
резьбу Мб X 1 под винт
ремонтного размера
Корпус заменить
Рассверлить отверстия до
диаметра 6,8 мм, нарезать
резьбу 1Л18Х0.75 под
ограничитель ремонтного размера
Штуцер заменить
Рассверлить отверстие до
диаметра 4,1 мм и нарезать
резьбу М5Х0.8 под ремонтные
винты
Рассверлить отверстия до
диаметра 4,9 мм и нарезать
резьбу Мб X 1 под винты
ремонтного размера
Сточить резьбу до диаметра
5 ли и нарезать резьбу
М5х0,8 под ганку ремонтного
размера
37-1
37-232
Улитка
Валик
вентилятора
Система охлаждения
М8Х 1,25 поч шпильки
крестовины
1М22Х1.5 под гайку
крепления колеса
вентилятора
Рассверлить резьбовое
отверстие и нарезать резьбу
М10Х1.5 под ремонтные
ступенчатые шпильки
Обварить сорванную резьбу,
обработать и нарезать резьбу
номинального размера
111
J* детали
или сборки
Наименование
детали
или сборки
Характеристика резьбы
Способы ремонта резьбы
36-301
(36-/41)
36-302
36-318
36-332А
36-348
(36-229)
36-391
Коробка передач (первого и второго варианта)
Картер
коробки
передач
Крышка
картера
Валик
Сухарь
рычага
тормоза
Вторичный
нал коробки
передач
Ведомый
пл.тик
МС X 1 под все шпиль-
М8Х1.25
шпильки
2М24Х1.5
со щупом
под
под пробку
IM14X1.5 под
сливную пробку 720П34-А
Мб X 1 под шпильки
36-397 крепления крышки
подшипника
1М14Х1.5
7204237
для гаикн
1М8 X 1
36-387
для стяжки
1М18Х1.5 для
А51013-43
ганки
Ш18Х 1,5
36-422
для гайки
Рассверлить резьбовое
отверстие до диаметра 7 мм,
заварить, сверлить и нарезать
резьбу Мб X 1
Рассверлить резьбовое
отверстие до диаметра 9 мм.
заварить, сверлить и нарезать
резьбу М8 X 1,25
Рассверлить резьбовое
отверстие до диаметра 25 мм,
заварить, сверлить отверстие до
диаметра 22,3 мм и нарезать
резьбу 2М24Х1.5
а) Сверлить резьбовое
отверстие диаметром 15 мм, заварить
отверстие, сверлить отверстие
диаметром 12,3 мм и нарезать
резьбу 1М14 X 1,5
б) Рассверлить резьбовое
отверстие до диаметра 14,3 мм.
нарезать резьбу 1MI6X 1.5.
Изготовить новую пробку по
резьбе в картере и прокладку
Рассверлить резьбовое
отверстие до диаметра 7 мм,
заварить, сверлить и нарезать
резьбу М6Х1
Поврежденную резьбу
сточить до диаметра 11 мм,
наплавить слой металла и нарезать
резьбу 1М14Х1.5
Рассверлить резьбовое
отверстие до диаметра 9 мм,
заварить, сверлить отверстие
диаметром 6,9 мм и нарезать
резьбу 1М8Х1
а) Поврежденную резьбу
сточить до диаметра 16 мм,
углубить выточку для выхода резца
до диаметра 14—°-24мм,
нарезать резьбу 1М16Х 1,5.
Изготовить новую гайку по резьбе
вала
б) Поврежденную резьбу
сточить до диаметра 15 мм,
наплавить слой металла и
нарезать резьбу 1М18Х1.5
Поврежденную резьбу
сточить до диаметра 15 мм,
наплавить слон металла и нарезать
резьбу 1MI8X1.5
112
ПРИЛОЖЕНИЕ 5
ОБМОТОЧНЫЕ ДАННЫЕ РЕЛЕ-РЕГУЛЯТОРА, МАГНЕТО И ГЕНЕРАТОРА
Обмотка
Провод
марка
диаметр, мм
Число
Сопротивление
при 20° С, ом
Изоляция
Примечание
Шуптовая реле
обратного хода
Сериесная реле
обратного хода
Шунтовая
регулятора
напряжения
Компенсирующая регулятора
напряжения
Сериесная
регулятора напряжения
ПЭЛ-1 | 0,17-0,19 | 1200-10
ПЭЛ
ПЭЛ-1
ПЭЛ-1
ПЭЛ
1,81-1,9
0,62-0,67
0,86—0,92
1,74-1,83
Реле-регулятор РР-31
38,3+3
15
990
37
11
18 (14 слоев
по 55 витков;
4 слоя по
50 витков)
4,1+0,2
Между слоями обмотки
пять слоев конденсаторной
бумаги 0,022X38X20 и
тринадцать слоев —
0,022X57X20
Между слоями
конденсаторная бумага 0,022X38
Между шунтовой и
компенсирующей обмотками
конденсаторная бумага
0,022X38
Перпичная
трансформатора
Вторичная
трансформатора
Возбуждения
ПЭЛ-1
ПЭЛ
ПЭЛ
0,72
0,07
0,63-0,69
235
13 000+200
380
Магнетс
5
) М-48Д
Генератор Г-НА
23
3,6+0,2
Провод ПЭЛ можно
заменить проводами ПБД,
ПЭВ-2, ПЭВ-3
Сериесная и
компенсирующая обмотки
закрепляются тафтяной лентой
0,25X12X80
Провод ПЭЛ можно
заменить проводами ПБД,
ПЭВ-2, ПЭВ-3
ПРИЛОЖЕНИЕ 6
ИНСТРУКЦИЯ
ПО ПРОВЕРКЕ АГРЕГАТОВ ХОДОВОЙ ЧАСТИ ПУШКИ СД-44 ПОСЛЕ РЕМОНТА
I. Подготовка агрегатов ходовой части к проверке
1. Заправить узлы агрегатов ходовой части смазкой в соответствии с таблицей
смазки, приведенной в Руководстве службы.
2. Провернуть коленчатый вал двигателя за рычаг пускового механизма 8—10 раз
для подачн масла к трущимся деталям.
3. Вывинтить заливные пробки из станин и прочистить воздушные отверстия.
Через шланг или воронку залить бензин (Б-70, А-70 или А-66) в станины до уровня
горловины. Завинтить пробки в горловины и затянуть их.
4. Рычагом ручной подкачки подкачать бензин, пока при нажатии на утолители
не появится течь бензина из-под крышек поплавковых камер; приподнять дроссельные
золотники на 'А хода. (Главный вал не соединять с коробкой передач до окончания
проверки двигателя на холостом ходу.)
5. Выключить сцепление, поставить рычаг переключения передач в нейтральное
положение и запустить двигатель. Включить сцепление.
6. В целях приработки деталей после запуска двигатель должен проработать на
малых оборотах холостого хода не менее 15—20 мин, после чего можно приступить
к его регулировке и проверке.
11. Проверка двигателя и коробки передач иа холостом ходу
В процессе работы двигателя на холостом ходу отрегулировать карбюратор
(см. Руководство службы), проверить работу двигателя иа малых оборотах,
бесшумность работы поршневой группы, клапанного механизма и шестерен распределения.
На холостом ходу и малых оборотах при сброшенном газе двигатель должен работать
устойчиво.
Для проверки двигателя попеременно отключать один из цилиндров и тщательно
прослушивать двигатель при изменении числа оборотов от минимальных 600—750 об/мин
до максимальных 3000 об/мин.
Течь масла или бензина, пропуск газов, подсасывание воздуха в местах
уплотнений, ai также стук и вой в двигателе не допускаются.
Одновременно при работе двигателя на холостом ходу проверить четкость
переключения передач по ступеням в обе стороны и надежность фиксации в нейтральном
положении коробки передач, а также проверить, нет ли пробуксовывания сцепления при
включении и осуществляется ли полное разобщение дисков при выключении сцепления.
111. Проверка двигателя и ходовой части при установке пушки на домкратах
После проверки двигателя с коробкой передач на холостом ходу соединить вилку
главного вала с тормозным шкивом коробки передач и проверить совместную работу
двигателя, трансмиссии и ходовой части, вывесив колеса на подкладках или домкратах.
Эту проверку выполнять на всех ступенях коробки передач с одновременным
изменением числа оборотов двигателя от минимальных, при которых вращаются
колеса, до максимальных. Одновременно проверить работу тормоза сцепления и
измерить с помощью динамометра усилия на педалях управления. Усилие на педали
тормоза для полного торможения не должно превышать 40 кг, а усилие на педали
сцепления при полном его выключении не должно превышать 45 кг. Усилие на педали
газа не должно превышать 15 кг.
IV. Проверка двигателя и ходовой части в движении
Проверка узлов ходовой части под нагрузкой осуществляется при движении
пушки по асфальтовым и грунтовым дорогам, а также по пересеченной местности на
расстояние 5—8 км.
В процессе испытания движением проверить:
— обеспечивает ли двигатель необходимую для передвижения мощность;
— переключение коробки передач;
— работу тормоза;
— работу зажигания двигателя и элементов освещения.
114
Начинать движение разрешается только после прогрева двигателя на первой
передаче с постепенным переходом на последующие передачи.
Как двигатель, так и коробка передач не должны перегреваться. Температура
масла в двигателе не должна превышать 05° С, а в коробке передач 75° С. Измерения
производить ртутным или дистанционным термометром в тех случаях, если есть
предположение о нарушении температурного режима.
Работу сцепления, тормоза, а также переключение коробки передач необходимо
проверять при различных дорожных условиях и на всех скоростях.
Проверить, нормально ли работают зажигание двигателя и элементы освещения.
Периодически, не реже чем через 1,5—2 км, осматривать узлы самодвижения.
Если в процессе проверки движением обнаружены неисправности, устранение
которых требует равборки узлов, орудие возвращается для устранения дефектов
в мастерскую, после чего проверка повторяется в полном объеме настоящей
Инструкции для узлов, подвергшихся разборке, и в объеме проверки движением для
остальных узлов.
115
ПРИЛОЖЕНИЕ 7
НОМИНАЛЬНЫЕ И РЕМОНТНЫЕ РАЗМЕРЫ ЮБКИ ПОРШНЯ И ОТВЕРСТИЯ
ПОД ПОРШНЕВОЙ ПАЛЕЦ
ууу^::ууууу>УУУУУУУУ'у
Место
измерения
ОД в ппос- [/,
кости,
перпенди- W-
кулярной f^
оси пальца
Рис. 95. Приложение 7
Размеры
Номинальный
Первый ремонтный
Второй ремонтный
Третий ремонтный
Размер юбки поршня (0Д)
нормальный
78"°'п6
—0,09
78.20-n'n°Q6
-0,09
—0.06
78-50-о.»
79-0.06
-0,09
предельно
допустимый
без ремонта
77,90
78,11
78, К)
78,90
Размер отверстия подпорш-
иевой палец (0£)
нормальный
п.-0-009
-0.021
21.15^'Т
-0,021
предельно
допустимый
без ремонта
21.00
21,15
116
I
ПРИЛОЖЕНИЕ 8
инструкция
по электродуговой заварке деталей из силуминового
ЛИТЬЯ АЛ-9
Подготовка под заварку
Разделку дефектных мест (трещин, пробоин, отколов) производить
фрезерованием, напильником, слесарным или пневматическим зубилом, образивами и шкурками.
Разделка должна быть выполнена так, чтобы был обеспечен свободный доступ
электрода к любому месту, предназначенному для заварки.
Разделку производить: V-образную (60—9(f), Х-образную (60—90°) или U-образ-
ную с притуплением 2—3 мм в зависимости от вида дефекта.
Если трещина или пробоина сквозная, то разделку следует производить:
V-образную при толщине до 12 мм, Х-образную при толщине свыше 12 мм.
Заварка
1. Перед заваркой, когда габариты отливки достаточно велики, целесообразно
деталь предварительно подогреть до 200—250° С.
2. Заваривать алюминиевыми электродами со специальным покрытием в нижнем
положении на постоянном токе при обратной полярности.
3. Диаметр электрода н силу тока подбирать в зависимости от толщины отливки
и глубины подготовленной разделки, например:
диаметр 3 мм — сила тока 120—150 а;
диаметр 4 мм — сила тока 140—180 а;
диаметр 5 мм — сила тока 180—250 а.
4. При заварке тонкой стенки или заварке отверстий необходимо применять
медные или асбестовые подкладки.
5. При заварке чисто обработанных деталей во избежание деформаций
необходимо применять технологические распорки, кольца и др.
6. Перед сваркой свариваемые кромки тщательно очистить от поверхностной окис-
ной пленки алюминия и других загрязнений. Окисную пленку удалять механическим
способом при помощи металлических щеток, пескоструйной обработкой, наждачной
бумагой или химическим способом. В последнем случае свариваемые кромки изделия
промываются в течение 10—12 мин в растворе каустической соды (50 г на 1 л воды)
при 65° С, а затем в воде при 20° С. После этого кромки, подготовленные к сварке,
сушить и протереть чистой ветошью. Подготовленные травлением кромки не
рекомендуется сваривать по истечении 8 ч, так как на ннх вновь образуется окисная пленка.
7. После сварки с поверхности места сварки удалить остатки флюса, так как
флюс разъедает алюминий. Остатки флюса удалять механическим способом или
травлением 5% раствором азотной кислоты с обязательной последующей промывкой
детали в горячей воде и сушкой.
8. Сварку следует проводить в один проход. При глубокой заварке перед
наложением каждого последующего шва с поверхности места сварки тщательно удалить
окисную пленку и остатки флюса (см. пп. 6 и 7). Каждый предыдущий шов и весь
дефектный участок зачистить.
Контроль качества заварки
Качество заварки контролировать внешним осмотром. Сомнительные места
проверять засверловкой с последующей заваркой, при этом необходимо обращать особое
внимание на оплавление, отсутствие пористости в шве и в основном металле около шва.
Качество заварки силуминового литья считается удовлетворительным, если нет
пепроваров основного металла с наплавленным, трещин и пористости в наплавленном
металле, а также при обеспечении необходимой плотности для деталей, подвергающихся
контролю на проницаемость жидкостей или газов.
Изготовление электродов для сварки алюминия и силуминового литья
Электродные стержни
1. Электродные стержни изготовлять из алюминиевой проволоки сплава АК с
содержанием 5% кремния (ГОСТ 4784—49) или сплава АМЦ с содержанием марганца
1—1,6%. (Допускается изготовление стержней из сплава Д-18П.)
117
2. Стержни изготовлять диаметрами 3, 4, 5 и 6 мм и длиной 400 мм.
3. Стержни должны быть выправлены н не должны иметь вмятин, надрубов и
других дефектов.
4. Поверхности стержней очистить от масла, грязи н окислов.
5. Перед обмазкой стержни обезжирить в 15% растворе каустической соды при
60—70° С в течение 2—3 мин.
6. После обезжиривания стержни промыть горячей водой и протереть сухой
ветошью.
7. После обезжиривания обмазку электродов производить не позднее 4 ч.
Подготовка компонентов обмазки (в % к весу сухой обмазки)
1. Обмазка состоит из химически чистых хлористого натрия (15%) и хлористого
калия (50%), кроме того, технического криолита (35%) и бентонииа (2%).
2. Обмазку разводить дистиллированной водой. Дистиллированной воды брать
25% от веса сухой обмазки (применение жидкого стекла не допускается).
3. Разведенные в воде компоненты пропустить 5—6 раз через краскотерку для
истирания нерастворнвшихся крупинок.
Нанесение покрытия
1. Разведенную и растертую обмазку вылить в специальную воронку,
предназначенную для обмазки.
2. Обмазку производить в рамках или по одному электроду окунанием. Толщина
нанесенного слоя 0,75—0,9 мм на сторону.
3. Обмазанные электроды во избежание эксцентричности покрытия просушить на
специальных подвесках в течение 4—5 ч при 20° С.
4. После просушивания покрытия провести прокалку электродов в электрическом
шкафу в течение 2—3 ч при 200—230" С.
5. Покрытие электродов не должно иметь трещин, выпуклостей, вздутий. Обмазка
должна лежать на стержне ровным слоем.
6. Толщину обмазки измерять специальным шаблоном.
7. Электрод и обмавка должны хорошо плавиться и давать плотный шов.
8. Вследствие гигроскопичности покрытия электроды должны храниться в
герметической таре или сухом вентилируемом помещении.
118
ОГЛАВЛЕНИЕ
Стр.
Введение . .... 3
Глава 1. Дефектация ....... 5
1. Подготовка к дефектации и дефектация . . . —
2. Перечень обязательных проверок 6
3. Перечень возможных неисправностей в агрегатах ходовой части
пушки, выявляемых при дефектацни во время движения . 12
Глава II. Ремонт двигателя 19
Ремонт деталей кривошипно-шатуниого механизма
1. Поршень 7201237 . . —
2. Поршневые кольца 7201218. 7201217 и 7201235 . 20
3. Палец 7201238 поршня 21
4. Кривошипный механизм С637-156-6 (С637-85) ... .22
5. Маховик С637-130-Б (С637-84) с пальцами сцепления 24
6. Цилиндры 7201301 и 7201302 ... . . 31
7. Головки 7201502 и 7201503 цилиндров 38
8. Картер С637-89 со втулками . —
9. Передний корпус 72011-5 (7201136) подшипника . И)
10. Задний корпус 72011-4 (7201141) подшипника . 41
11. Поддон 37-598 —
Ремонт деталей пускового механизма
12. Рычаг заводки —
13. Крестовина С637-70 с кожухом в сборе 42
14. Вал пускового механизма в сборе с сектором . . —
15. Зубчатое колесо С637-57 в сборе ... —
16. Полумуфта 37-251 . 43
Ремонт деталей механизма газораспределения
17. Распределительный вал 37-326 —
18. Направляющая втулка 7201409 (37-330) толкателя 44
19. Толкатель 7201411 (37-331) —
20. Регулировочный болт 7201412 (37-335) . 46
21. Клапаны (впускной и выпускной) 7201416 —
22. Пружина 7201419 клапана . . 49
Ремонт деталей системы питания
23. Корпус К37-6 карбюратора .... ... —
24. Дроссель К.37-9 карбюратора ... 52
25. Наконечник К37-11С с иглой в сборе . .... —
26. Штуцер К37-18А в сборе с сеткой К37-16 —
27. Распылитель К37-19А . —
28. Игольчатый клапан K30-I107015 53
29. Крышка КЗО-1107111 поплавковой камеры —
30. Поплавок К30-1107120 в сборе . _
31. Головка 400-1106018-Б бензинового насоса . 54
32. Клапан 400-1106020 насоса в сборе . ... —
33. Фильтр 400-1106045 насоса в сборе ... 55
34. Корпус 400-1106150-Л насоса . . . _
35. Рычаг 400-1106110-Б привода насоса
36. Диафрагма 400-1106140-Б насоса _
37. Воздухоочиститель 7215-6 в сборе ... . .
38. Бензопровод в сборе 56
Ремонт деталей системы смазки
39. Корпус 7201602 масляного насоса 57
40. Крышка 37-538 (7201603) корпуса масляного насоса . 58
41. Шестерни 7201604 и 7201606 масляного насоса . . . _
42. Шестерня 7201601 привода масляного насоса —
119
Стр.
Ремонт деталей системы охлаждения
43. Колесо С637-62 вентилятора ... 59
44. Улитка 37-1 ~~.
45. Валик 37-252 вентилятора .60
46. Кожухи левый С637-81 и правый С637-80 . ■ —
Глава III. Ремонт трансмиссии . . 61
Ремонт деталей сцепления
1. Ведомый диск С637-83 (С637-82, С637-83) сцепления . . —
2. Нажимная пружина 7203115 (37-312) сцепления .... .63
3. Диск 37-508 (37-307) сцепления ведущий промежуточный . 64
4. Диск С637-131 (37-308) сцепления ведущий нажимной . —
5. Диск 37-509 (37-306) сцепления ведущий упорный . 65
6. Наконечник (36-15) штока выключения сцепления . —
7. Асбестовые уплотнения (36-106, 36-107, 36-108) —
Ремонт деталей коробки передач '
8. Картер 36-301 (36-141) .... . . . —
9. Вал-шестерня (36-226) ... .66
10. Первичный вал 36-349 и шестерня третьей передачи (С636-40) . —
11. Блок 36-339 (36-228) шестерен промежуточного вала 68
12. Шестерня 36-352 (36-187) первой передачи и заднего хода вторичного
вала .72
13. Шестерня 36-353 (36-188) второй передачи вторичного вала 73
14. Шестерня С636-62 (С636-38) заднего хода —
15. Муфта 401-1701175 (36-194) синхронизатора . . —
16. Ступица 401-1701155 (36-189) муфты синхронизатора . . .74
17. Блокирующее кольцо 401-1701164 (36-193) синхронизатора . 75
18. Вторичный вал 36-348 (36-229) —
19. Ось 36-346 (36-175) блока шестерен ... —
20. Ось 36-337 (36-180) шестерни заднего хода ... . 76
21. Боковая крышка С636-51 (С636-37) коробки передач .... —
22. Кулак 36-305 (36-162) переключения первой передачи и заднего хода —
23. Кулак 36-304 (36-163) переключения второй и третьей передач . . 77
24. Вилка 36-365 (36-204) переключения первой передачи и заднего хода —
25. Вилка 36-364 (36-206) переключения второй и третьей передач . . 78
26. Пружина 36-407 (36-249) фиксатора ... —
27. Уплотнение (36-45) ...... —
Ремонт деталей тормоза
28. Тормозные ленты верхняя С636-56 (СбЗб-11) и нижняя СбЗб-57
(С636-12) .... 79
29. Пружина 36-386 (36-95) .... .... 80
30. Тормозной шкив СбЗб-68 (36-212) . . . . —
Глава IV. Ремонт системы электрооборудования ... .81
Ремонт деталей системы зажигания
1. Запальные свечи (НА11/11А-У) .... —
2. Магнето М-48Д . . . —
Ремонт деталей системы освещения
3. Генератор Г-НА ... 83
4. Реле-регулятор РР-31 86
5. Аккумуляторная батарея З-МТ-14 . 88
Приложения:
1. Дополнительные указания по выполнению разборочно-сборочных работ 93
2. Перечень деталей и узлов первого и второго вариантов двигателя с ко-
коробкон передач с указанием о их взаимозаменяемости .... 101
3. Перечень деталей и сборок, изготовляемых в ремонтных мастерских
и поставляемых в готовом виде 106
4. Способы ремонта деталей, имеющих поврежденную резьбу . . . 109
5. Обмоточные данные реле-регулятора, магнето и генератора . . .113
6. Инструкция по проверке агрегатов ходовой части пушки СД-44 после
ремонта 114
7. Номинальные и ремонтные размеры юбки поршня и отверстия под
поршневой палец 116
8. Инструкция по электродутовой заварке деталей из силуминового
литья АЛ-9 117
120
3
Черт. 1. Двигатель с охлаждением в сборе (про;
37-1 — улитка; C637-J35 — хомут генератора в сборе; 37-154 — гайка; С637-136 — генератор с шестерней в сборе;37-/60 — пружинное кольцо; 37-161 — упорное к<
3y6qaToe колесо; 37-193-Б {37-193} — шестерня; 37-195 — пружина: 202—шарикоподшипник радиальный однорядный № 202; 37-220—ступнца вентилятора; 37-251 —
стока; 7201112 {37-286}— задний масляный фильтр стока; 7201134-А (37-287)— пробка сливная; 7201139 {37-288} — крышка корпуса подшипника (переднего); 72011-4 {37-289)
ного насоса; 7201162 (37-292)—прокладка поддона; 37-293—прокладка корпуса; 7201601 (37-295) — шестерня привода масляного насоса; 7201609 (37-297) — штанга соедн
упорного лиска сцепления; 37-509 (37-306) — диск сцепления (ведущий упорный^; 87-508 (37-307) — диск сцепления (ведущий промежуточный); С637-83 (С637-82) —
жимная); 207 — шарикоподшипник радиальный однорядный Ni 207 (OCT 6I2I—39); 7201229 (37-321)—шестерня распределения ведущая; 7201402-Б (37-324) — фланец pi
014107 (37-327) — шпонки сегментные 3X13; 255011-П2 (37-329) — гайка IM8; 37-507 — диск упорный: 37-595 — футорка термометра; 37-545 — корпус сальника; СК-М48-37
С637-57 — зубчатое колесо в сборе; С637-62 — колесо вентилятора; С637-68 — крышка вентилятора: С637-70—крестовина в сборе; С637-73 — корпус в сборе; СбЗ
крышка корпуса подшипника; 37-521 — распорная втулка распределительного вала; С637-90 (7201618)—фнльтрмасляного насоса в сборе: С637-89 — картер со вту
шпонка; 7204226 (А-51050-18) — шпонка; 7201107 — втулка; 205 — шарикоподшипник радиальный однорядный Ш 205 (ОСТ 6121—39); УТ1-Е-016-000 — общий вид термоме
насоса; 7201606 — шестерня ведомая; 7201602—корпус масляного насоса; 7201604 — шестерня ведущая; 011412 —шайба 24 (специальная): 7.
Зак. 1367дсп
Для служебного пользования
Вклейка № 3 к Руководству по ремонту пушек Д-44 и СД-44,
кн. II, Воениздат, 1960 г.
С637-13Б
ш"
к Irr zsosii пг
37-
37
37
ICI
160
/95
С637-57
37
25/
•37/54
УЛ1/////////^!/ 37-545
Сб 37-62 37 /
7201112
20? 72U1110
37-293
пгатель с охлаждением в сборе (продольный разрез):
пружинное кольцо; 37-161 — упорное кольцо; 7204151 {37-162) — сальник; 37-165 — сальник: 37-166—шпилька; С637-171 — ступица в сборе: 37-155 (37-192) —
202; 37-220—ступица вентилятора; 37-25/ — полумуфта; 37-252-Б (37-252) — валик вентилятора; 37-284— прокладка: 72011Ю {37-285) — передний масляный фильтр
а подшипника (переднего); 72011-4 (37-289) — корпус подшипника (задний); 7201142 (37-2'JO) — сальник кривошипа; 7201171 (37-291) — пробка шестерни привода часля-
о насоса; 7201609 (37-297) — штанга соединительная ведущей шестерни; 7201611 (37-299) — прокладка корпуса масляного насоса: 7203123 (37-305) — винт ведущего
Я промежуточный); С637-83 (С637-82) — диски сцепления (ведомые); 7201292 (37-309) — сегментная шпонка маховика; 7203115 (37-312) — пружина сцепления (на-
ия ведущая; 7201402-Б (37-324) — фланец распределительного вала; 7201406 (37-325) — шестерня распределительного вала; 37-326 — вал распределительный;
:тра; 37-545 — корпус сальника; СК-М4Х-3728000Д (С637-54) — магнето М-48Д: 37-392 — призматическая шпоика; 37-567 — болт крепления маховика; 37-598 — поддон;
в сборе; С637-73 — корпус в сборе; Сб37-130-Б(Сб37-84) — маховик с пальцами сцепления; С637-156-Б (С637-85) — кривошипный механизм; 7201139 (С637-И7) —
го насоса в сборе; С637-89 — картер со втулками: C637-I3I — диск сцепления ведущий нажимной; 250977-П (А-51013-5) — гайка; 014110-П (A-51050-2I9) — сегментная
I—391: УТ1-Е-016-000—общий вид термометра; 7201225 — палец сцепления: 400-П06010-Б — бензонасос 100704 — шарикоподшипник: 7201603 — крышка масляного
ущая: 011412 —шайба 24 (специальная): 7201144 — пробка налишюго отверстия в сборе; 7201106 — втулка; 7201124 — сальник; 72V11-5 — корпус
37-282
721880Z
7218811 \
С637ЭЭ
CHCH24 -
-37070005
7201502
Черт. 2. Двигатель с охлаждением в сборе (поперечный разрез):
7218802 (37-230) -колпачок наконечника провода; 37-282 - провод: 250513-П2 (37-328) - гайка т\0: 250511 П2 (37-329) - гайка ]
ляющая- 7201411 (37-331)— толкатель; 223081-П8 (37-332) — винт крышки клапанной коробки: 7201412 (37-335) — болт регулиг
клапанной коробки: 720Ш9 (37-337) — прокладка крышки клапанной коробкн: 72U1304 (37-339) — болт крепления голо
линдра; 7201303 (37-341) — прокладка цилиндра: 7218811 (37-342) — корпус наконечника провода к: свече; 72С
тер со втулками в сборе: 7201234 - втулка; 7201301 — цилиндр правый; 7201238 - палец поршневой; 720/302
Г-„™ J -/л„- _ __ -гол #СЛ9 //""йЗТ.ОЙ» . mimni/i II ы ПЫЫППЭ
7201237 —поршень: 7201217 — кольцо нижнее компрессионное: 7201503 (С637-98) - головка цилиндра левая; 7201218
в сборе: СК-СН24-37070005 — запальная свеча AHV в сборе; 7201417— сухарь разрезной; 7201418 - тарелка клап
7201502 — головка uhj
цилиндр левый
кольцо Мс
апана: 7201419-
Для служебного пользования
Вклейка № 4 к Руководству по ремонту пушек Д-44 и СД-44,
кн. II, Воениздат, 1960 г.
7201IS9
'720115В
223081-П8
72отг
7201418
7201417
7201419
7201416
7201304
рт. 2. Двигатель с охлаждением в сборе (поперечны» разрез):
а- 37-282 — провод- 250513-П2 (37-328) — гайка IMI0: 2505/ 1-П2 (37-329) — гайка IM8; 7201409 (37-330) - втулка толкателя направ-
И (37-332) — винт крышки клапанной короГжн; 7201412 (37-335) — болт регулировочны.1 толкателя; 7201158 (3/-336) — крышка
щка крышки клапанной коробкн; 7201304 (37-339) — болт крепления головки цилиндра: 37-340 — прокладка головки ин-
7218811 (37-342) — корпус наконечника пропода к свече; 7201502 — головка цилиндра правая; 7201233 — шатун: C0d7-8V— кар-
'301 — цилиндр правый- 7201238 — палец поршневой: 7201302 — цилиндр левый; 720123о — кольцо верхнее компрессионное;
лпресснонное- 7201503 (С637-98) — головка цилиндра левая: 7201218 — кольцо маслосборное; 72188-1 (С637-99) — винт контакта
HIV в сборе 7201417 — сухарь разрезной: 7201418 — тарелка клапана; 7201419 — пружина клапана; 7201416 — клапан впускной
K37-48
KI7-13H
K37-13
K37-7
i i i i i
Сечение по Ш-Ш
г "+* 1
K37-26
K37-27
Для служебного пользования
Вклейка № 5 к Руководству по ремонту пушек Д-44 и СД-44,
кн. II, Воениздат, 1960 г.
К30-1107116
K30-1107J1I4
К30-1107113
K30-11D7115
K30-1W71Z1
Н01105
К30- 1W701b
K30-11071Z1
Л30-1107123
кзо-ттт
Сечение по II
Сечение поЕ-П
K37-W /(37-42 К37-43
ак. 1367дсп
Черт. 3. Карбюратор
К37-50-1 — ограничитель; Н00806 — гайка; К37-4 — прокладка; К37-8 —
K37-I0 — наконечник нглы; К37-П — игла дроссельного золотника; К
винт; K37-I5 — прокладка; К37-16 — сетка; K37-I8A — штуцер; Н01708 —
лер; К37-19А — распылитель; К37-20 — фибровая шайба; К37-45 — втулк
карбюратора; K37-I2 — насадок; К17-13Н — пружина дроссельнпй заели
ба; H0I901 — винт; K40-I107013 — упор оболочки троса; Н0П805 — контр
К37-7 — внутренняя трубка крышки карбюратора; К37-26 — штифт уст!
Н00806 — контргайка; K37-4I — винт фильтра; К.37-42 — корпус фильт|
К30-1107116 — штуцер; K30-1107114 — крышка утолителя; K30-1107113—у
K30-1107111 — крышка поплавковой камеры; НО 1105 — шплинт; К.30-1
плавок; КЗО-1107123 — втулка направляющая нглы запор>
Сечение поЛ-Л
i
/ \ \ **
' \ \ <5>"
KJ7-41 К37-42 К37-43 V,
«о
см
LJ
ерт. 3. Карбюратор К-37:
- прокладка; К37-8 — шплинт; К37-9 — дроссельный золотник:
сельного золотника; K37-I3 — жиклер малых оборотов; Н00ПО —
SA — штуцер; Н01708 — фибровая шайба; И06525 — главный жик-
шайба; K3I-45 — втулка; Н08601 — заглушка; К37-6П — корпус
ина дроссельной заслонкн; h.37-48— гайка накидная; K37-I7— плом-
i троса; Н0О805 — контргайка; К37-ЗП — крышка корпуса левого;
а: К37-26— штнфт установочного винта; К37-27 — упорный винт:
К.37-42—корпус фильтра; К37-43— фильтр сетчатый воздушный;
опителя; К30-1Ю7113 — утолитель; К30-Ц07115 — пружина утопителя:
Н01105 — шплинт; К30-ПО7015—клапан игольчатый; K30-I10712I —по-
>авлнющая иглы запорной; КЗО-1107124 — зажим нглы
Для служебного пользования
Вклейка № 6 к Руководству по ремонту пушек Д-44 и <"Д-44,
кн. 11, Воениздат, 1960 г
Черт. 4. Бензиновый насос:
/ — фильтр сетчатый (400-1106045). 2 — отстойник (400-1106056-А); 3 — прокладка пробковая (400-1106058); 4 —клапан
выпускной (400-1106020); 5 — гайка (250608-П8); 6 — кольцо уплотннтелыюс (набор): 7 — держатель (400-1106153); 8 — пружниа
рычага (400-1106118), 9 — ось рычага ручной подкачки(400-1106098-Б); 10 — рычаг (400-1106110-Б); II— ось рычага
(400-1106128-Б); 12— рычаг (400-11О6120-Б); 13 — шток (400-1106144-Б); 14 - шайба (400-1106155); 15 — пружина диафрагмы
(400-II06I50-A); 16 — шайба опорная нижняя (400-1106146-Б); 17 — диафрагма (400-1106140-Б); /« — корпус насоса
(400-1106094); 19 — головка насоса (400-1106018-Б); 20 — вннт (222499-П8); 21 — шайба опорная верхняя (400-1106147-Б);
22- клапан впускной (400-1106020); 23 — вннт держателя клапанов (220028-П8); 24 — держатель клапанов (409-1106036);
25 — гайка скобы (400-1106068); 26 — скобы (400-1106064)
Зак. 1367дсп
Разрез по и к
зе mi
36-207
36 204
Для служебного пользования
Вклейка № 7 к Руководству по ремонту пушек Д-4'l и СД-44,
кн. 11, Воениздат, 1960 г.
ПОНК
Разрез поААБЕ-вв
^М^ШЩЩЩ^
36187
204
36-163
Разрез поДД
f-UJI/CJ Iff/444
36-162
36-203
СС^~36"705
зе-204
Черт. 5. Коробка передач первого вариан/
36-4— маслоотражательная втулка; 36-/4 —муфта; 36-/J — наконечник; 36-/6 —упор: 36-/7 — шарикоподшипник упорный однорядный (ОСТ 948006): 36-45 — уплот
(31-38); 36-106 — уплотнение (асбестовый шнур 0 3X320); 36-107 — уплотнение (асбестовый шнур 0 3X190); 36-108— уплотнение (асбестовый шиур 0 3X250); 36-141 —
(401-1702025); 36-163 — кулак переключения второй н третьей передач (401-1702031); 36-167 — прокладка передней крышки; 36-/69— прокладка боковой крышки; 3
(401-1701054); 36-171 — распорная трубка; 36-175 — ось блока шестерен; 36-/76 — шайба (401-1701064); 36-/77 — шайба (401-1701059); 36-178 — втулка; 36-179 — упорная ш
шарикоподшипнике 150206 (401-1701032); 36-187 — шестерня первой передачи и заднего хода (401-1701112); 36-188 — шестерня второй передачи (401-1701114); Л
ннзатора (401-1701170)- 36-192 — сухарь синхронизатора (401-1701171); 36-193 — блокирующее кольцо синхронизатора (401-1701171); 36-194 — муфта синхронизатора (4U1-1
ка переключения первой передачи (401-1702024); 36-206— внлка переключения второй передачи (401-1702030); 36-207— верхний стержень вилок переключения передач; 31
36-228 — блок шестерен- 36-229 — вторичный вал коробки передач; 36-233 — шарикоподшипник 204 (ОСТ 6121—39); 36-246 — шайба (набор): 36-249 — пружина фикс
няя тормозная лента; С636-15 — рычаг; С636-16 — заливная пробка; С636-30 — кулачок; С636-31 — рычаг; СбЗб-37—боковая крышка; С636-38 — шестерня заднего ход
Зак. 1367дсп
36187
5. Коробка передач первого варианта:
однорядный (ОСТ 948006); 36-45
уплотнение; 36-95 — пружина: 36-103 — уплотннтельная шайба 01-99); 36-104 — пробка (31-57); 36-105 — уплотнительиая шайба
ёТасбестов'ый шнур 0 3X250); 36-141 — картер коробки передач; 36-144 — передняя крышка; 36-162 — кулак переключения первой передачи и заднего хода
36-169 — прокладка боковой крышки; 36-170— шайба (401-1701060); 36-/72 — подшипник (иглы 401-1701052 подшипника блока шестерен); 36-/73 — упорное кольцо
9)- 36-178— втулка- 36-179 — упорная шайба; 36-180 — ось шестерни заднего хода (401-1701092); 36-181 — шпонка оси шестерни заднего хода (401-1701093); 36-183 —
|ес'тепня btodoA передачи (401-1701114); 36-189 — ступица муфты синхронизатора (401-1701155); 36-190 —кольцо стопорное (401-1701158); 36-191 — пружина сннхро-
—.£,.„, н ^ Ч.... 1лп1.птпи\. к.|ш_,„.т»лпллшип™„ 14П1.пП11чп\- ял.9Пп — шайба установочная; 36-203—нижний стержень вилок; 36-204—вил-
[абор): 36-225 — у плотннтельное кольцо: 36-226 — вал-шестерня:
aoopj; ov-ua—уплотннтельное кольцо, uv-ttu — ud^i-iuccicpnn.
айба (набор)- 36-249 — пружина фиксатора: аь-zao — прокладка; jo-z/u — шаиоа; naiuio-чо — гайка 1М18; С636-11 — верхняя тормозная лента: С636-12 — ннж-
рышка;С636-38 — шестерня заднего хода; C6J6-40 — шестерня третьей передачи; С636-41 — крышка задняя; 36-45 — уплотнение; 36-183 — шарикоподшипник 150206
bl
fcggg
Черт. 6. Коробка передач второго вари;
36-301 — картер коробки передач; 36-302 — крышка картера; 36-304 — кулак переключения; 36-305 — кулак переключения; 36-317 — втулка: 36-322 — прокладка; 36-324 —
стеонн заднего хода; 36-339 — блок шестепен ппомежу очного пяля* 16-446 — пгь йлпия шргтрпрн- 36-34Я— пял итппиинлй и-пплЛ»™ гопоп^тт- чп.чао Dn/ поп»»....
Для служебного пользования
Вклейка № 8 к Руководству по ремонту пушек Д-44 и СД-44,
кн. II, Воениздат, I960 г.
Разрез по ААгББ
4011701175
1701171 / 40II70117OA
4170II64
36-369
Шарикоподшипник
150г06(ГОСТ2В9354)
401-1701158
4011701180
36-343
36-389А
3658
Раскернить шлиц
332-А винта с одной стороньп
4011701054
401-1701060
36-377
Ъарикоподшипник
^- 50305
Г0СТ2893-54)
36-324
г72-05318
72-05319
\-720S320
72-05321
7205322
172-05325
1-72-05330
260308-Т18
36-302
401-1701155 36-339 4011701056
rt/йв / j ' "" ""•
40I170W52 fJ40H701059
Шарикоподшипник Ю4(ГОСТ4788-43)
36-382
Разрез по ИИ
,36-367
,36 365
C636i
,36-364
,ЗЬ ЗЬ6
1203207
40U-£W205Z-t
зв-iib
36-120-
-36-305
-36- W7
~36 -304
Разрез по ЕЕ
Шарикоподшипник
\S0305 (ГОСТ2893-54)
tWAWA-»^.^]
77%У////////Г.
\Щ*Л*т№№ШЬ
-зе 391
чс-17-? Шарикоподшипник 305
36 377 г (0СТ612].щ
401-1701093
36337
36-336
36-426
СбЗб-62
Разрез по 33
: 6. Коробка передач второго варианта:
36 371
7204237
С636 5Б
Раскернить шлиц
Зе-ззг-л винта с одной стороны
36-429'
. 36346'
40I-170I0S4 ■
401-7701060
36-ЗС9__
Шарикоподшипник
15огое(гост28эз54)
4011701158 -___^^
1
rt
Т?
401-1701180 ~JJ
36-349 Zr]~~~^
4011701182
C63G-54
36370-
4C
36-367
36-365
C636:68
36-364
ЗЬ -ЗЬ6
VW
1203207^
4ои-гчиго5г-А.
-e
36-4 ГУ
ЛЬ-420-
36-305
36 W7
36-304
Черт. 6. Коробка передач второго вари
S6-301 — картер коробки передач; 36-302 — крышка картера; 36-304 — кулак переключения; 36-305 — кулак переключения: 36-317 — втулка- 36-322 — прокладка- 36-324 -
стернн заднего хода; 36-339 — блок шестерен промежуточного вала; 36-346 — ось блока шестерен; 36-348 — вал вторичной коробки передач- 36-349 — вал' пепвич!
передачи вторичного вала; 36-364 — вилка переключения второй и третьей передач; 36-365 — вилка переключения первой передачи и заднего хода- SSS66 — нижний
36-379- шестерня; 36-382 - прокладка крышки: 36-386 -пружина; 36-387 - стяжка; 36-389-А - тяга тормоза; 36-391 — ведомый валик; 36-407 - пружина фиксатора-
кольцо; 7204237 — гайка вторичного вала; 72-05318. 72-05319. 72-05320. 72-05321, 72-05322, 72-05325. 72-05330 - регулировочные шайбы- 400-2402052-А — сальник- 401-1701052
401-1701060 — передняя шайба; 401-1701064 — задняя шайба; 401-1701093 — шпонка; 401-1701155 — ступнца муфты синхронизатора; 401-1701158 — кольцо стопорное- 401-170116
муфта синхронизатора; 401-1701180 — иглы переднего подшипника; 401-1701182 — кольцо запорное; 2603Ц8-П8 — заглушка 22 (ГОСТ 3111—46); 367050-П —'колпачков
сцепления; С636-56 — тормозная лента верхняя; С636-57 — тормозная лента нижняя: С636-58 — рычаг;
Зак. 1367дсг7
/IIUII
363b?
36-369
Шарикоподшипник
15огоб(гостгв9354)
4OH70IIS8
401I7011BO
36349
4011701182
СбЗБ-54
36-370
Раскернишь шлиц
q винта с одной стороны\
40II7010S4
40/7701060
36377
[Шарикоподшипник
^50305
T0CT2893S4)
36-324
-7205318
72-05319
720532О
■72-05321
7205322
72-0S32S
72 05330
260308 П8
зе-зог
40117ОП55 36-339 WI-I701OS8
4011701052 *Л/>0Н7ОЮ59
Шарикоподшипник Ю4(Г0СТ4788-4Э)
36-382
Разрез по ИИ
Разрез по ЕЕ
Шарикоподшипник
,50305(ГОСТ2893 54)
А
,36-367
,36-365
сбзб:б8
,36-364
Jb 366
miszo'i
40U-d4UZ052-A-
4011701093
36 337
36-336
36 -426
С636-62
Разрез no 33
-36-331
пс ч-77 Шарикоподшипник 305
J6-J/' г (ост6п,.щ
Коробка передач второго варианта:
гулка: 36-322 — прокладка; 36-324 — крышка заднего подшипника вторичного вала; 36-332-А—сухарь рычага тормоза: 36-336- - упорная шаПба; 36-337—ось ше-
5ки передач; 36-349 — вал первичной коробки передач; 36-352 — шестерня первой передачи и зад него хода вторичного вала; 36-353 — шестерня второй
j и заднего хода; 36-366 — нижний стержень; 36-367 — верхний стержень; 36-369 — прокладка; 36-370 —передняя крышка; 36-371 — втулка; 36-377 — шестерни;
1ик: 36-407 — пружина фиксатора; 36-419—крышка подшипника: 36-420 — прокладка; 36-426 — шайба; 36-429—прокладка; 720I134-A — сливная пробка: 7203207 —
W-2402052-A — сальник; 401-1701052 — иглы подшипника; 401-1701054 — упорное кольцо; 401-1701058 — распорная трубка; 401-1701059— промежуточная шайба;
11158— кольцо стопорное; 401-1701164 — блокирующее кольцо; 401-1701170-А—пружина синхронизатора: 401-1701171 — сухарь синхронизатора; 401-1701175 —
Л- 3111—46); 367050-П — колпачковая масленка; Зь7110-11 — сапун: 011407 — шайба 14 (специальная); С036-51 — крышка: C636-U-A — обойма; С636-55 — рычаг
л лента нижняя; СбЗб-58 — рычаг; С636-62 — шестерня заднего хода; С636-68 — тормозной шкип