

































































































































































































































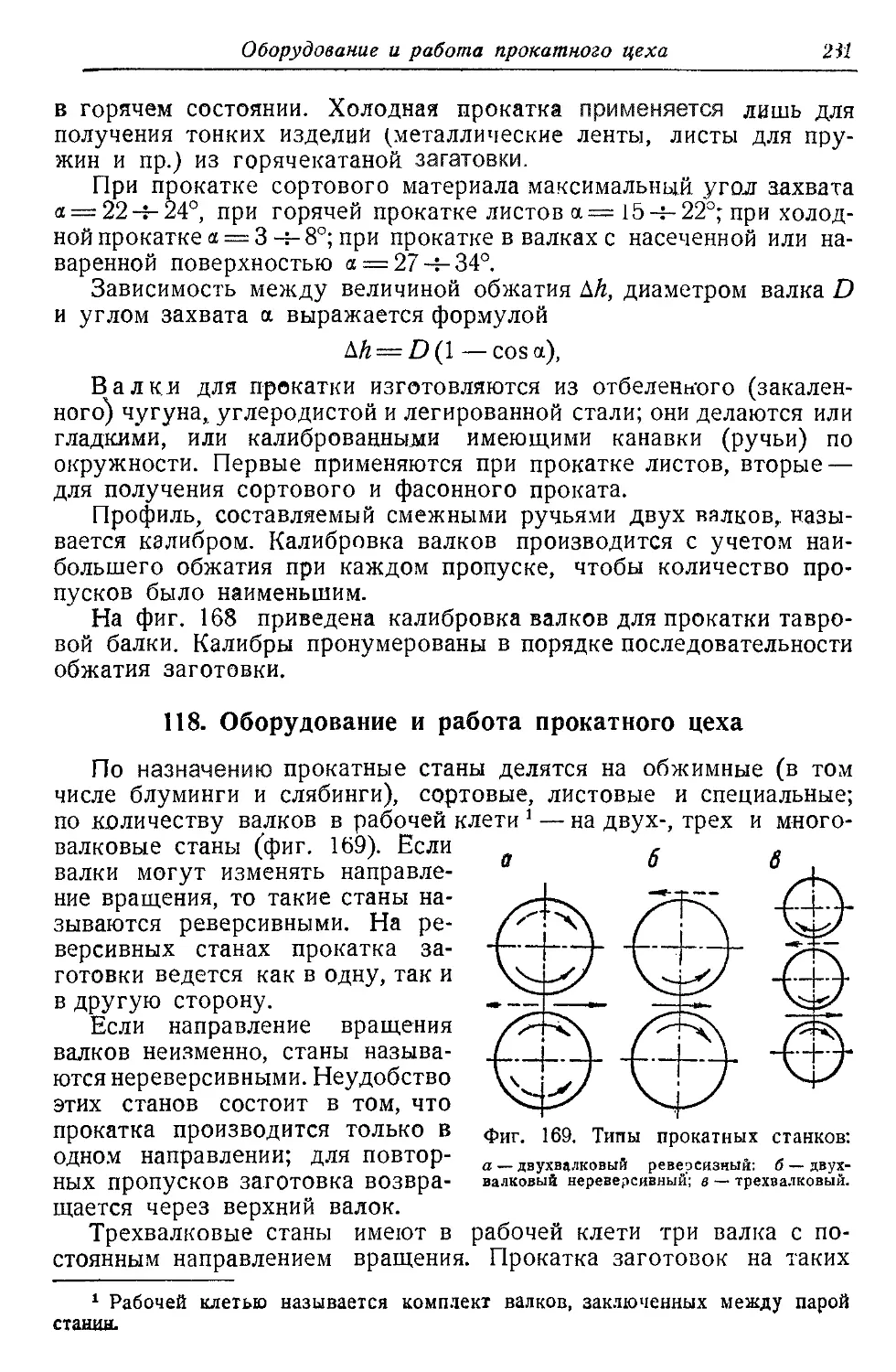















































































































































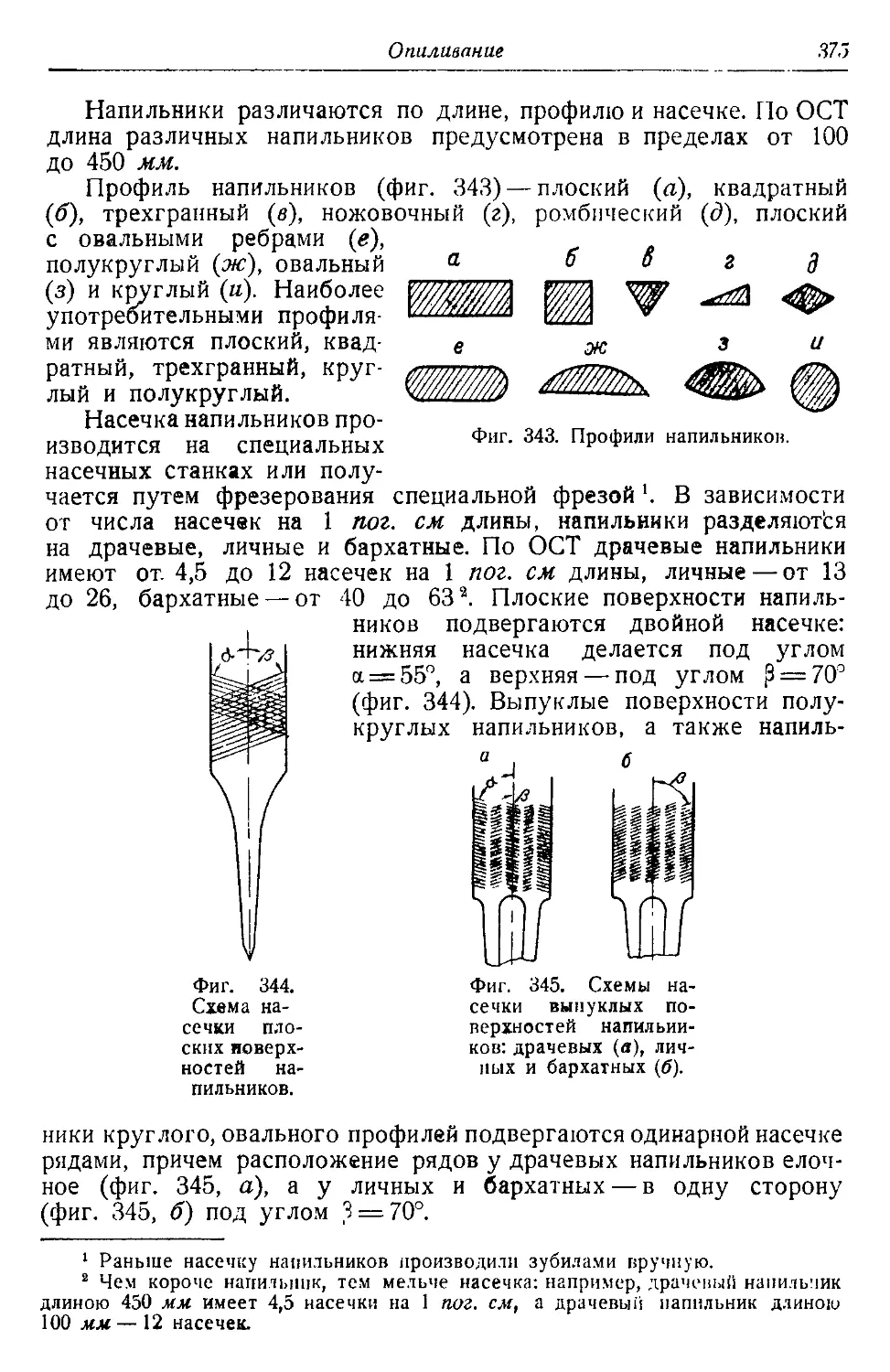


















Text
В. М. НИКИФОРОВ
ТЕХНОЛОГИЯ
МЕТАЛЛОВ
мЛшгкз-1953
Книга содержит данные о свойствах метал-
лов и их испытаниях, о производстве чугуна,
стали и цветных металлов, основы металлографии,
термической и химико-термической обработки,
сведения о коррозии металлов, литье, обработке
металлов давлением и резанием, а также о сварке
и пайке металлов.
Книга предназначена в качестве учебного
пособия для немашиностроительных техникумов.
Рецензенты: инж. Н. М. ГУДКОВ, доц. Л. Ю. ПОТИНГ
Редакторы: канд. техн, наук А. Н. СОКОЛОВ,
канд. техн, наук А. С. АЗАРОВ
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ МАШГИЗА
Редакция литературы по технологии машиностроения
Заведующий редакцией инж. П. С. НИКИТИН
ВВЕДЕНИЕ
Предмет технологии металлов
В технологии металлов изучаются свойства металлов1, а также
практика и теория их получения и обработки. Составными частями
технологии металлов являются: металлургия, металлография, терми-
ческая обработка металлов, химико-термическая обработка, литей-
ное производство, обработка металлов давлением, сварочное произ-
водство, обработка металлов резанием и электрическая обработка
металлов.
Металлургия является отраслью промышленности, которая про-
изводит переработку руд и отходов в металлы и сплавы.
Термическая обработка объединяет ряд процессов, изменяющих
механические и физические свойства металлов путем применения
различных режимов их нагрева и охлаждения.
Химико-термическая обработка имеет целью насыщение поверх-
ностного слоя металлов различными компонентами (составляю-
щими) для изменения свойств детали на определенную глубину.
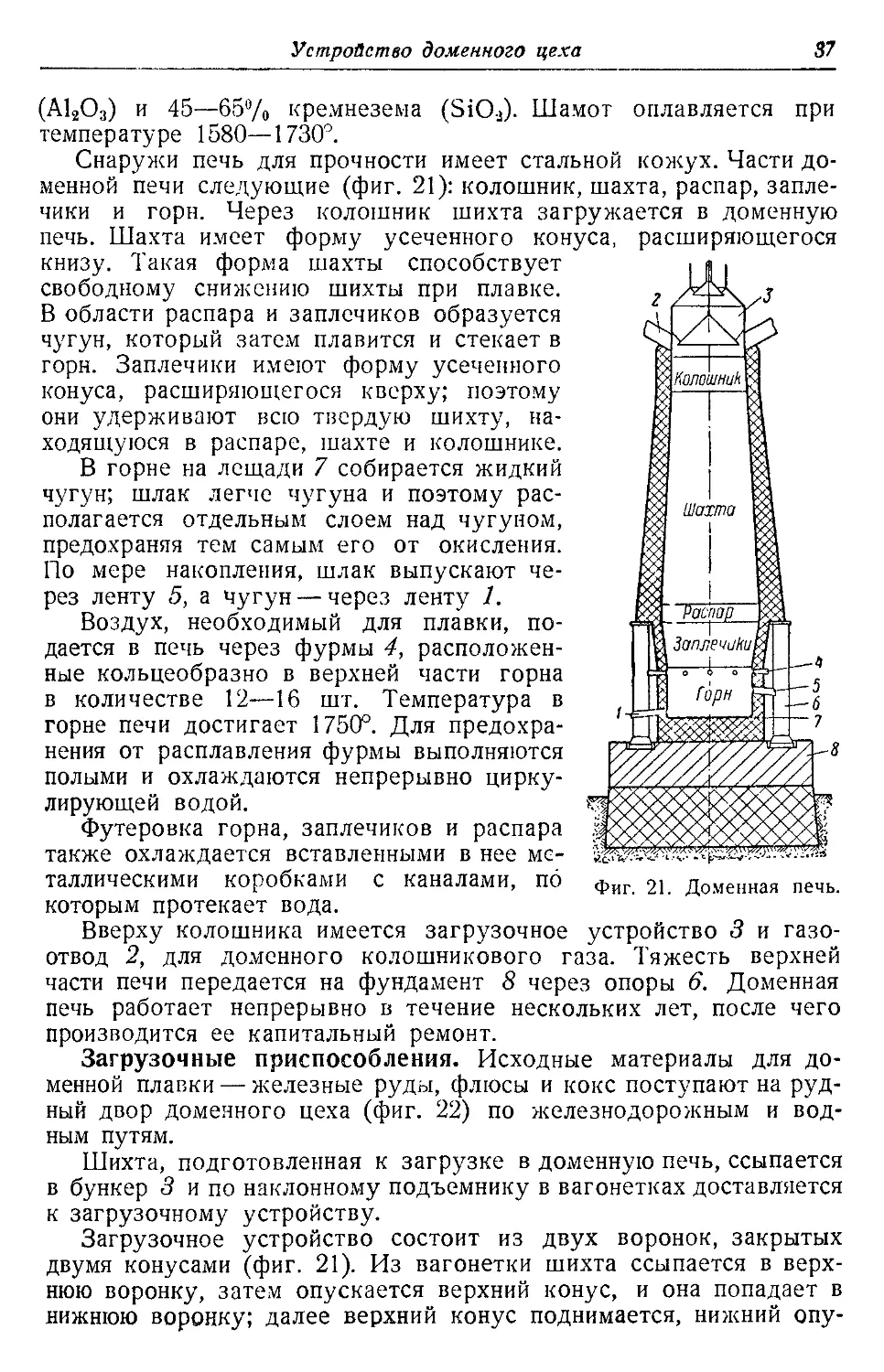
Литейное производство есть процесс получения отливок путем
заполнения заранее приготовленных форм жидким металлом.
Обработка металлов давлением (ковка, прокатка) является тех-
нологическим процессом, обеспечивающим получение заготовок или
готовых деталей заданной формы с применением давления.
Сварочное производство и пайка обеспечивают получение не-
разъемных соединений металлических частей.
Обработка металлов резанием заключается в снятии с поверх-
ности заготовки некоторого слоя металла с целью получения
детали заданной формы при соблюдении требуемой чистоты и
точности.
Электрическая обработка непосредственно использует электри-
ческий ток в виде искр для целей обработки металлов.
В процессе развития перечисленных отраслей производства,
в результате накопившихся опыта, знаний и их обобщения, а также
развития смежных наук (физики, химии и др.), каждая из этих
отраслей явилась предметом специальной науки под тем же назва-
нием.
Так, например, металлургия — наука, изучающая способы полу-
чения металлов и сплавов. Термическая обработка — наука об изме-
1 Понятие о металлах и сплавах, см. стр. 4.
4 Введение
нении механических и физических свойств вследствие нагревания
и охлаждения сплавов и т. д.
Самостоятельной наукой является металлография, изучающая
структуру (строение) металлов и зависимость их свойств от струк-
туры.
Металлы, их виды и роль в народном хозяйстве
Металлы представляют вещества, характеризующиеся специфи-
ческим блеском, ковкостью, непрозрачностью, электропроводностью,
теплопроводностью.
Все металлы могут быть разделены на две группы:
1) простые металлы — более или менее чистые химические эле-
менты металлического характера;
2) сложные металлы или сплавы, образованные сочетанием ка-
кого-либо простого металла, как основы, со всевозможными дру-
гими элементами.
Периодическая система элементов Д. И. Менделеева показы-
вает, что около трех четвертей всех существующих в природе
элементов составляют металлы. Однако промышленное применение
имеет значительно меньшее число металлов.
Важнейшим промышленным металлом является железо (Fe),
которое в сплавах с углеродом (С) и другими элементами образует
группу черных металлов: сталь, чугун и ферросплавы1.
Все инженерные сооружения, машины и механизмы имеют де-
тали, изготовленные из черных металлов, а многие из них преиму-
щественно состоят из таких деталей.
Отсюда ясно, почему уровень народного хозяйства страны ха-
рактеризуется количеством выплавляемых в стране черных металлов.
Из цветных металлов весьма важное промышленное зна-
чение имеют медь (Си), алюминий (А1), магний (Mg), свинец (РЬ),
цинк (Zn), олово (Sn). Эти металлы обладают весьма ценными
свойствами. Но стоимость цветных металлов по сравнению с чер-
ными металлами очень высока, поэтому во всех случаях, когда это
допустимо, их стараются заменить черными металлами.
Кроме перечисленных, промышленное применение имеют сле-
дующие цветные металлы: хром (Сг), никель (Ni), марганец (Мп),
молибден (Мо), кобальт (Со), ванадий (V), вольфрам (W), титан (Ti).
Эти металлы употребляются в основном в качестве присадок
(добавок) для улучшения свойств черных металлов; некоторые из
них (W, Ti, Со) служат для получения твердых режущих сплавов.
Все перечисленные металлы можно назвать техническими,
в отличие от благородных (платина, золото, серебро), редкоземель-
ных и др.
Металлы в технике, как правило, применяются в виде сплавов,
так как свойства сплавов обычно лучше свойств составляющих их
Ферро —от латинского названия железа „феррум*.
Введение
5
простых металлов. В связи с теми или иными требованиями, предъ-
являемыми к готовым деталям, изыскивают специальные сплавы,
имеющие необходимые свойства. Часто эти сплавы бывают весьма
сложными по своему составу.
Из простых металлов широкое применение находят лишь медь
и алюминий — в качестве проводников электрического тока.
Развитие производства металлов в нашей стране
Добыча металлов из руд известна человечеству уже несколько
тысячелетий. Имеются данные, указывающие, что медь, олово,
сталь и ртуть добывались еще за 50Э0 лет до нашей эры.
Раскопки русских городов VII—VIII вв. показывают, что в этих
городах работало немало ремесленников, занятых добычей и обра-
боткой металлов. Люди „огненных" работ обеспечивали прекрас-
ным оружиехм Олега, Святослава, Ярослава Мудрого, Владимира
Мономаха, Александра Невского.
Однако до Петра I железоделательные заводы были невелики и
действовали не постоянно.В 1701 г. на Урале начал работать пер-
вый петровский металлургический завод. С этого времени метал-
лургия в России начала быстро развиваться. В 1724 г. в России
было выплавлено 1 165000 пудов чугуна и она заняла первое место
в мире, оставив позади передовую тогда Англию. В 1800 г. вы-
плавка чугуна достигла 9 971 000 пудов. Русская сталь экспортиро-
валась в другие государства, в том числе и в Англию.
Однако дальнейшее развитие металлургии в России тормози-
лось феодально-крепостническим строем. В течение XIX века Россия
в этой области очень отстала от других стран, и, несмотря на то, что
с конца столетия производство чугуна и стали заметно увеличилось,
все же в 1913 г. на душу населения в России приходилось в 18 раз
меньше чугуна и стали, чем в США, в 8 раз меньше, чем в Герма-
нии, в 4 раза меньше, чем во Франции.
Победа Великой Октябрьской социалистической революции при-
вела к созданию в нашей стране нового общественно-экономического
строя. Плановая система народного хозяйства потребовала прежде
всего реконструкции металлургической промышленности страны.
За годы сталинских пятилеток в СССР на новой технической
базе создана мощная черная металлургия.
В годы первой пятилетки, наряду с первой металлургической
базой, находящейся на юге СССР — в Донбассе, в Приднепровье
и в Приазовье, по инициативе товарища И. В. Сталина была со-
здана вторая угольно-металлургическая база на востоке — в Куз-
бассе и на Урале.
В своем докладе на XVIII съезде партии товарищ Сталин ука-
зал, что „...по технике производства и темпам роста нашей промыш-
ленности мы уже догнали и перегнали главные капиталистические
страны" (И. Сталин, Отчетный доклад на XVIII съезде партии
о работе ЦК ВКП (б), Госполитиздат, 1939, стр, 22).
6
Введение
В 1940 г. в СССР было произведено чугуна почти в 4 раза
больше, чем в дореволюционной России в 1913 г. (фиг. 1),
а стали — в 4,5 раза больше.
В четвертой сталинской пятилетке металлургическая промыш-
ленность Юга, полностью разрушенная фашистскими захватчи-
ками во время войны, была восстановлена и в настоящее время
дает металла больше, чем до войны. Следует отметить, что при
восстановлении металлургических заводов Юга особое внимание
было уделено механизации трудоемких и тяжелых работ. Систе-
матически вводится меха-
низация также на дей-
ствующих металлургиче-
ских предприятиях. Это
приводит к росту произ-
водства, экономии рабо-
чей силы и облегчению
труда рабочих.
Рабочие советской ме-
таллургической промыш-
ленности достигли луч-
ших в мире технических
показателей использова-
ния основных агрега-
тов.
Передовые заводы до-
Фиг. 1. Производство чугуна и стали в дорево-
люц ионной России и в СССР в млн. тонн (для
1950 и 1951 гг. округленно).
срочно выполнили зада-
ния четвертого пятилет-
него плана, достигли уже
в 1949 г. установленного
на 1950 г. уровня произ-
водства чугуна, стали, проката. Особенно значительны успехи ме-
таллургов Магнитогорского и Кузнецкого комбинатов и заводов
им. Серова, Верх-Исетского, Лысьвенского, „Серп и молот". Кол-
лектив Магнитогорского комбината дал в 1950 году чугуна на
7,5%, стали на 26,5%, проката на 30% больше, чем предусматри-
валось пятилетним планом.
Для ускорения темпов роста производительности труда боль-
шое значение имеет замечательный почин инженера-новатора
Ф. Л. Ковалева. Ф. Л. Ковалев осуществил на практике система-
тическое изучение, научное обобщение и внедрение в производ-
ство наиболее прогрессивных и производительных способов исполь-
зования стахановцами рабочего времени. Метод Ф. Л. Ковалева,
возникший и внедренный впервые на тонкосуконной фабрике
„Пролетарская победа", с успехом осваивается всеми отраслями
социалистической промышленности, в том числе и металлургиче-
ской и машиностроительной промышленностью. На ряде пред-
приятий применение метода Ф. Л. Ковалева дало повышение
производительности на 20—30% и более.
Введение
7
В 1950 г. производство чугуна по сравнению с довоенным уров-
нем увеличилось на 29%, а выплавка стали — на 49%. В 1951 г.
прирост выплавки чугуна по сравнению с 1950 г. составил
2 млн. 700 тыс. тонн, а стали — около 4 млн. тонн1 (фиг. 1).
Производство цветных металлов — меди, алюминия, никеля,
свинца, цинка и др. — й 1950 г. значительно превысило довоенный
уровень в результате строительства новых рудников, обогати-
тельных фабрик и заводов, а также улучшения работы действую-
щих предприятий.
По пятому пятилетнему плану развития СССР на 1951-—1955 гг.
предусматривается рост выплавки чугуна на 76%, стали — на
62%, производства проката — на 64%. Наряду С новым развитием
черной металлургии в районах Юга, Урала, Сибири, Центра и Се-
веро-Запада намечено дальнейшее развитие металлургической про-
мышленности в районах Закавказья.
Производство цветных металлов в пятой пятилетке возрастет
примерно в следующих размерах: меди рафинированной на 90%,
свинца в 2,7 раза, алюминия не менее чем в 2,6 раза, цинка в 2,5
раза, никеля на 53% и олова на 80%.
В своей исторической речи перед избирателями 9 февраля
1946 г. Иосиф Виссарионович Сталин поставил задачу добиться
годовой выплавки чугуна 50 млн. тонн и стали 60 млн. тонн. Эта
почетная задача успешно выполняется советскими металлургами.
Значение русской и советской науки в области технологии
металлов
Первые теоретические основы металлургии были разработаны
великим русским ученым М. В. Ломоносовым в его книге „Первые
основания металлургии или рудных дел“, вышедшей в 1763 г.
Дальнейшее развитие металлургия получила благодаря трудам
П. П. Аносова (1799—1851), основоположника производства литой
высококачественной стали, и Д. К. Чернова (1839—1921).
Для металлургии Д. К. Чернов является таким же выдающимся
ученым, как Д. И. Менделеев для химии. Он создал металлогра-
фию— новую науку о термической обработке металлов, базирую-
щуюся на законах физики и химии, — вследствие чего термическая
обработка металлов из искусства, основанного на интуиции и прак-
тике, превратилась в процессы, четко и полностью обоснованные.
Кроме того, Д. К. Чернов и его предшественники А. С. Лавров
и Н. В. Калакуцкий создали научную базу для изучения процесса
затвердевания слитков и их строения. Исключительное значение
в теоретической металлургии имеют труды акад. Н. С. Курнакова
(1860—1941) по физико-химическому анализу металлов и сплавов
и по изучению природы химических превращений в металлах.
1 По материалам доклада Л. П. Берия на торжественном заседании Москов-
ского Совета 6 ноября 1951 г.
8
Введение
Труды акад. А. А. Байкова (1870—1946) имеют большое значе-
ние для развития советской металлургии; он разработал оригиналь-
ную теорию металлургических процессов, руководил работами по
решению проблемы рациональной переработки керченских полиме-
таллических руд, внес большой вклад в теорию медеплавильного
производства и пр.
Акад. М. А. Павлову принадлежит заслуга научного обосно-
вания строительства мощных доменных печей с полезным объемом
1000—1300 куб. м. М. А. Павлов доказал несостоятельность
„теорий“ зарубежных ученых о нецелесообразности строительства
доменных печей с полезным объемом выше 700—800 куб. м. Бла-
годаря трудам акад. М. А. Павлова и акад. И. П. Бардина в СССР
разрешена проблема применения кислородного дутья в доменном
и мартеновском производствах, значительно увеличивающего про-
изводительность печей и сокращающего расход горючего.
Приоритет в применении электрической энергии для целей
обработки металлов принадлежит русским ученым. Электрическая
дуга, открытая акад. В. В. Петровым в 1802 г., была использо-
вана для целей сварки и резки металлов русскими инженерами
Н. Н. Бенардосом (1882) и Н. Г. Славяновым (1888). Изобретения
Н. Н. Бенардоса и Н. Г. Славянова произвели переворот в тех-
нологии производства судов, машин и сооружений. Под руковод-
ством акад. Е. О. Патона незадолго до Великой Отечественной
войны был разработан метод автоматической электродуговой
сварки, широко применяющийся в настоящее время.
В 1938 г. Б. Р. и Н. И. Лазаренко открыли способ электро-
искровой обработки металлов. При этом способе электрическая
энергия в виде искр используется для обработки металлов, при-
чем обработке могут подвергаться все металлы, независимо от
их твердости.
Начало машиностроения положено А. К. Нартовым, который
в 1712 г. изобрел механический супорт токарного станка. Даль-
нейшему своему развитию машиностроение обязано прежде всего
тульским механикам (П. В. Захаве и др.), которые создали лучшие
в мире модели станков.
В годы сталинских пятилеток в СССР создана передовая ма-
шиностроительная промышленность. В 1950 г. в СССР работало
26 автоматических станочных линий и один автоматический завод.
В пятой пятилетке предусматриваются высокие темпы развития
машиностроения и увеличение продукции машиностроения и метал-
лообработки за пятилетие примерно в 2 раза.
Первые труды по резанию металлов были выполнены во второй
половине XIX века И. А. Тиме, который поставил и разрешил
основные научные вопросы резания металла и дерева. Исследо-
вания К. А. Зворыкина в конце прошлого века, труды проф.
Т. И. Тихонова и Я- Г- Усачева в начале текущего столетия
выдвинули отечественную науку о резании металлов на первое
место в мире.
Введение 9
Опираясь на передовые достижения физики и общеинженерных
дисциплин, советская наука о резании металлов является ведущей,
прогрессивной. Не случайно поэтому, что именно Советскому
Союзу принадлежит приоритет в вопросах разработки и внедре-
ния методов скоростного резания металлов: резцы с отрицатель-
ными передними углами применялись в СССР уже в 1936 г.,
в то время как в промышленности США подобные резцы начали
применяться лишь в 1944 г.
Нет такой области в технике, в которую русскими и советскими
учеными не был бы внесен большой вклад.
Трудящиеся Советского Союза, люди науки и производства
в тесном содружестве упорно борются за технический прогресс.
Результатом этого является внедрение в производство достижений
передовой научной мысли, оснащение всего народного хозяйства
СССР передовой техникой.
Ежегодно десятки и сотни передовых деятелей науки,техники
и производства удостаиваются высокого звания лауреатов Сталин-
ских премий, среди них большое количество рабочих-стахановцев.
Активное участие стахановцев в рационализации производства,
в создании новых методов, повышающих производительность
труда, является фактором исключительной важности. И. В. Сталин
в своем выступлении на Первом всесоюзном совещании стаханов-
цев сказал: „Разве не ясно, что стахановцы являются новаторами
в нашей промышленности, что стахановское движение представ-
ляет будущность нашей индустрии, что оно содержит в себе
зерно будущего культурно-технического подъема рабочего класса,
что оно открывает нам тот путь, на котором только и можно
добиться тех высших показателей производительности труда,
которые необходимы для перехода от социализма к коммунизму../
(И. Сталин, Вопросы ленинизма, изд. 11-е, ОГИЗ, 1947,
стр. 496).
В 1950 г. по инициативе товарища И. В. Сталина приняты
постановления Совета Министров СССР и ЦК ВКП (б) о строи-
тельстве величественных гидроэлектростанций на реках Волге,
Днепре, Дону и Аму-Дарье, о создании новых строительных и
обводнительных систем в приволжских и донских степях, в ни-
зовьях Аму-Дарьи, Западной Туркмении, пустыне Кара-Кум, южных
районах Украины и северных районах Крыма, а также о строи-
тельстве Волго-Донского судоходного канала, который введен
в эксплуатацию в 1952 г. Указом Президиума Верховного Совета
СССР Волго-Донскому каналу присвоено имя В. И. Ленина.
Великие стройки коммунизма за короткий срок — в течение
5—7 лет — создадут новые оросительные системы на площади
в несколько миллионов гектаров.
Пустыни и степи превратятся в цветущие края земледелия.
Энергия электростанций будет широко использована в сельском
хозяйстве (электропахота, питание водокачек, мельниц и др.),
в промышленности и на транспорте.
10
Введение
На великих стройках работают новейшие мощные механизмы,
изготовленные на заводах Советского Союза, обеспечивающие
высокую производительность труда.
По пятому пятилетнему плану предусматривается ввести в дей-
ствие Куйбышевскую гидроэлектростанцию на 2100 тысяч киловатт,
а также Камскую, Горьковскую, Мингечаурскую, Усть-Каменогор-
скую и другие общей мощностью 1916 тысяч киловатт.
Пятым пятилетним планом обеспечивается дальнейший подъем
всех отраслей народного хозяйства, рост материального и культур-
ного уровня народа. Это обеспечивается, наряду с вводом в дей-
ствие новых предприятий и агрегатов, также увеличением мощно-
стей действующих предприятий за счет их реконструкции, уста-
новки нового оборудования, механизации и интенсификации про-
изводства и улучшения технологических процессов.
Выполнение пятого пятилетнего плана явится крупным шагом
вперед в создании материально-технической базы коммунистиче-
ского общества.
ГЛАВА ПЕРВАЯ
СВОЙСТВА МЕТАЛЛОВ И МЕТОДЫ ИХ ИСПЫТАНИЯ
I. ОСНОВНЫЕ СВОЙСТВА МЕТАЛЛОВ
Свойства металлов делятся на физические, химические, механи-
ческие и технологические.
К физическим свойствам относятся: цвет, удельный вес, плав-
кость, электропроводность, магнитные свойства, теплопроводность,
теплоемкость, расширяемость при нагревании.
К химическим — окисляемость, растворимость и коррозионная
стойкость.
К механическим—-прочность, твердость, упругость, вязкость,
пластичность.
К технологическим — прокаливаемость, жидкотекучесть, ков-
кость, свариваемость, обрабатываемость резанием.
1. Физические и химические свойства
Цвет. Металлы непрозрачны, т. е. не пропускают сквозь себя
свет, но отполированные поверхности металлов хорошо его отра-
жают, и в этом отраженном свете каждый металл имеет свой осо-
бый оттенок—-цвет.
Из технических металлов окрашенными являются только медь
(красная) и ее сплавы. Цвет остальных металлов колеблется от
серо-стального до серебристо-белого. Тончайшие пленки окислов
на поверхности металлических изделий придают им дополнительные
окраски, о чем подробнее будет сказано ниже (стр. 111); эти окра-
ски нельзя считать цветом металлов.
Удельный вес. Вес одного кубического сантиметра вещества,
выраженный в граммах, называется удельным весом.
По величине удельного веса различают легкие металлы (удель-
ный вес ниже 3) и тяжелые металлы. Из технических металлов лег-
чайшим является магний (удельный вес 1,74), наиболее тяжелым —
вольфрам (удельный вес 19,3). Удельный вес металлов в некото-
рой степени зависит от способа их производства и обработки.
Плавкость. Способность при нагревании переходить из твердого
состояния в жидкое является важнейшим свойством металлов.
При нагревании все металлы переходят из твердого состояния в
жидкое, а при охлаждении расплавленного металла — из жидкого
состояния в твердое. Температура плавления технических метал
12
Свойства металлов и методы, их испытания
лов колеблется от Д- 232° (олово) до 3370° (вольфрам). Большин-
ство сплавов имеет не одну определенную температуру плавле-
ния, а интервал температур, иногда весьма значительный (стр. 77).
Электропроводность. Электропроводность заключается в пере-
носе электричества свободными электронами. Электропроводность
металлов в тысячи раз выше электропроводности неметаллических
тел. При повышении температуры электропроводность металлов
падает, и при понижении — возрастает. При приближении к абсо-
лютному нулю (—273°С) электропроводность беспредельно увели-
чивается (сопротивление падает почти до нуля).
Электропроводность сплавов всегда ниже электропроводности
одного из компонентов, составляющих сплав.
Магнитные свойства. Явно магнитными (ферромагнитными) яв-
ляются только три металла: железо, никель и кобальт, а также
некоторые их сплавы. При нагревании до определенных темпера-
тур (стр. 85) эти металлы также теряют магнитные свойства. Ниже
будет показано, что некоторые сплавы железа и при комнатной
температуре не являются ферромагнитными. Все прочие металлы
разделяются на парамагнитные (притягиваются магнитами) и диа-
магнитные (отталкиваются магнитами).
Теплопроводность. Теплопроводностью называется переход
тепла в теле от более нагретого места к менее нагретому без види-
мого перемещения частиц этого тела. Высокая теплопроводность
металлов позволяет быстро и равномерно нагревать их и охлаждать.
Из технических металлов наибольшей теплопроводностью обла-
дает медь. Теплопроводность железа значительно ниже, а тепло-
проводность стали меняется в зависимости от содержания в ней
компонентов. При повышении температуры теплопроводность умень-
шается, при понижении — увеличивается.
Теплоемкость. Теплоемкостью называется количество тепла,
необходимое для повышения температуры тела на 1°.
Удельной теплоемкостью вещества называется то количество
тепла в килограмм-калориях, которое нужно сообщить 1 кг веще-
ства, чтобы повысить его температуру на 1°.
Удельная теплоемкость металлов в сравнении с другими веще-
ствами невелика, что позволяет относительно легко нагревать их
до высоких температур.
Расширяемость при нагревании. Отношение приращения длины
тела при его нагревании на 1° к первоначальной его длине назы-
вается коэффициентом линейного расширения. Для различных
металлов коэффициент линейного расширения колеблется в широ-
ких пределах. Так, например, вольфрам (W) имеет коэффициент
линейного расширения 4,0- 10~6, а свинец (РЬ) 29,5- 10-6.
Коррозионная стойкость. Вопросам коррозии отведена спе-
циальная (восьмая) глава этой книги. Здесь укажем лишь, что
коррозия есть разрушение металла вследствие химического или
электрохимического взаимодействия его с внешней средой. Приме-
ром коррозии является ржавление железа.
Механические свойства
13
Высокое сопротивление коррозии (коррозионная стойкость) яв-
ляется важным природным свойством некоторых металлов: пла-
тины, золота и серебра, которые именно поэтому и получили назва-
ние благородных. Хорошо сопротивляются коррозии также никель
и другие цветные металлы. Черные металлы корродируют сильнее
и быстрее, чем цветные.
2. Механические свойства
Прочность. Прочностью металла называется его способность
сопротивляться действию внешних сил, не разрушаясь.
Твердость. Твердостью называется способность тела противо-
стоять проникновению в него другого, более твердого тела.
Упругость. Упругостью металла называется его свойство вос-
станавливать свою форму после прекращения действия внешних
сил, вызвавших изменение формы (деформацию).
Вязкость. Вязкостью называется способность металла оказывать
сопротивление быстро возрастающим (ударным) внешним силам.
Вязкость — свойство, обратное хрупкости.
Пластичность. Пластичностью называется свойство металла
деформироваться без разрушения под действием внешних сил и
сохранять новую форму после прекращения действия сил. Пластич-
ность^— свойство, обратное упругости.
В табл. 1 приведены свойства технических металлов.
Таблица 1
Свойства технических металлов
Название металла Символ i. Удельный вес (плотность) г/см* Температура : плавления °C Коэффициент ли- нейного расшире- ния а • (10“^) Удельная электро- проводность при 0°С у m/qai • мм* Твердость по Бринелю Hq Предел прочиости (временное сопро- тивление) кг/мм^ Относительное । удлинение <5 о/о i Относительное сужение попереч- ного сечеиия фи/0
Алюминий Al 2,7 658 24,0 37,0 20-37 8-11 40 85
Вольфрам . W 19,3 3370 4,0 18,1 160 НО — —
Железо . . Fe 7,87 1530 11,9 11,0 50 25—33 21—55 68—55
Кобальт . . Co 8,9 1490 12,08 10,2 125 70 3 —
Магний . . Mg 1,74 651 25,7 23,0 25 17-20 15 20
Марганец . Mn 7,44 1242 23,0 22,7 20 хрупкий
Медь.... Cu 8,94 108.3 16,42 64,0 35 22 60 75
Никель . . Ni 8,9 1452 13,7 8,5 60 40-50 40 70
Олово . . . Sn 7,3 232 22,4 8,5 5—10 2-4 40 74
Свинец . . Pb 11,34 327 29,5 4,9 4—6 1,8 50 100
Хром . . . Cr 7,14 1550 8,1 38,4 108 хрупкий
Цинк .... Zn 7,14 419 32,6 17,4 30-42 11,3-15 5-20 —
14 Свойства металлов и методы их испытания
3. Значение свойств металлов для их обработки и применения
Механические свойства. Первое требование, предъявляемое ко
всякому изделию,— это достаточная прочность.
Металлы обладают более высокой прочностью по сравнению
с другими материалами, поэтому нагруженные детали машин, ме-
ханизмов и сооружений обычно изготовляются из металлов.
Многие изделия, кроме общей прочности, должны обладать еще
особыми свойствами, характерными для работы данного изделия.
Так, например, режущие инструменты должны обладать высокой
твердостью. Для изготовления режущих и других инструментов
применяются инструментальные стали и сплавы (стр. 134).
Для изготовления рессор и пружин применяются специальные
стали и сплавы, обладающие высокой упругостью (стр. 131).
Вязкие металлы применяются в тех случаях, когда детали при
работе подвергаются ударной нагрузке.
Пластичность металлов дает возможность производить их обра-
ботку давлением (ковать, прокатывать).
Физические свойства. В авиа-, авто- и вагоностроении вес дета-
лей часто является важнейшей характеристикой, поэтому сплавы
алюминия (А1) и особенно магния (Mg) являются здесь незамени-
мыми. Удельная прочность (отношение предела прочности к удель-
ному весу) для некоторых, например алюминиевых, сплавов выше,
чем для мягкой стали.
Плавкость используется для получения отливок путем за-
ливки расплавленного металла в формы. Легкоплавкие металлы
(например, свинец) используются в качестве закалочной среды для
стали. Некоторые сложные сплавы имеют столь низкую темпера-
туру плавления, что расплавляются в горячей воде. Такие сплавы
применяются для отливки типографских матриц, в приборах, слу-
жащих для предохранения от пожаров, и т. п.
Металлы с высокой электропроводностью (медь, алю-
миний) используются в электромашиностроении, для устройства
линий электропередач, а сплавы с высоким электросопротивле-
нием—-для ламп накаливания, электронагревательных приборов.
Магнитные свойства металлов играют первостепенную
роль в электромашиностроении (динамомашины, моторы, трансфор-
маторы), для приборов связи (телефонные и телеграфные аппа-
раты) и используются во многих других видах машин и приборов.
Теплопроводность металлов дает возможность произ-
водить их термическую обработку и тем самым изменять их меха-
нические и физические свойства. Теплопроводность используется
также при производстве пайки и сварки металлов и т. п.
Некоторые сплавы металлов имеют коэффициент линей-
ного расширения, близкий к нулю; такие сплавы применя-
ются для изготовления точных приборов, радиоламп и пр. Расши-
рение металлов должно приниматься во внимание при постройке
длинных сооружений, например, мостов. Нужно также учитывать,
Современные методы испытания металлов
15
что две детали, изготовленные из металлов с различным коэффи-
циентом расширения и скрепленные между собой, при нагревании
могут дать изгиб и даже разрушение.
Химические свойства. Коррозионная стойкость особенно важна
для изделий, работающих в сильно окислительных средах (колос-
никовые решетки, детали химических машин и приборов). Для
достижения высокой коррозионной стойкости производят специаль-
ные нержавеющие, кислотостойкие и жаропрочные стали, а также
применяют защитные покрытия.
Технологические свойства. Имеют весьма важное значение
при производстве тех или иных технологических операций. От-
дельные технологические свойства рассмотрены в главах, осве-
щающих соответствующие технологические процессы: прока-
ливаемость—-в гл. V (стр. 107), жидкотекучесть — в
гл. IX (стр. 189), ковкость — в гл. X (стр. 207), свари-
ваемость— в гл. XI (стр. 238), обрабатываемость реза-
нием— в гл. XIII (стр. 313).
II. ИСПЫТАНИЯ МЕТАЛЛОВ
4. Современные методы испытания металлов
Современными методами испытания металлов являются: хими-
ческий анализ, спектральный анализ, механические испытания, ме-
таллографический и рентгенографический анализы, технологические
пробы, дефектоскопия. Эти испытания дают возможность получить
представление о природе металлов, их строении, составе и свойствах,
а также определить доброкачественность готовых изделий.
Химический анализ. Является средством контроля химического
состава металлов и сплавов. Различают качественный и количест-
венный химический анализ. Задачей качественного анализа являет-
ся определение того, какие элементы входят в состав исследуемого
металла или сплава. Количественный анализ служит для определе-
ния веса (количества) составных частей, или элементов, в данном
металле или сплаве. Химический анализ является важнейшим мето-
дом испытания металлов. Отклонение от указанного химического
состава на десятые и даже сотые доли процента некоторых эле-
ментов приводит к резкому изменению свойств сплавов.
Спектральный анализ. Применяется наряду с химическим ана-
лизом для определения химического состава металла по спектру,
излучаемому его атомами. Подобно химическим методам анализа,
спектральный анализ подразделяется на качественный и количест-
венный. Наличие в образце тех или иных элементов (качественный
анализ) определяется присутствием в спектре характерных линий
анализируемых элементов, а количественное содержание анализи-
руемых элементов (количественный анализ) определяется путем
измерения интенсивности линий анализируемых элементов. Спект-
ральный анализ имеет преимущество перед химическим анализом
вследствие высокой чувствительности и точности, быстроты прове-
16 Свойства металлов и методы их испытания
дения, дешевизны и т. д. Спектральный анализ при определении
состава металлов получил в СССР широкое распространение. По
методу акад. Г. С. Ландсберга, скоростной спектральный анализ
металлов и сплавов производится с помощью стилоскопов. Первый
стилоскоп был сконструирован Г. С. Ландсбергом и его сотрудни-
ками в 1932—1933 гг. по инициативе Московского автомобильного
завода имени И. В. Сталина.
Механические испытания. Детали машин, механизмов и соору-
жений работают под нагрузками. Нагрузки на детали бывают раз-
личных видов: одни детали нагружены постоянно действующей
в одном направлении силой, другие подвержены ударам, у третьих
силы более или менее часто изменяются по своей величине и на-
правлению. Некоторые детали машин подвергаются нагрузкам при
повышенных температурах, при действии коррозии и т. п.; такие
детали работают в сложных условиях.
В соответствии с этим разработаны различные методы испы-
таний металлов, с помощью которых определяют механические
свойства.
Наиболее распространенными испытаниями являются статиче-
ское растяжение, динамические испытания и испытания на твер-
дость.
Статическими называются такие испытания, при которых
испытуемый металл подвергают воздействию постоянной силы или
силы, возрастающей весьма медленно; динамическими назы-
вают такие испытания, при которых испытуемый металл подвер-
гают воздействию удара или силы, возрастающей весьма быстро.
Кроме того, в ряде случаев производятся также испытания на
усталость, ползучесть и износ, которые дают более глубокое пред-
ставление о свойствах металлов.
Дефектоскопия. Магнитная дефектоскопия и ультразвуковая
дефектоскопия относятся к методам, позволяющим выявлять вну-
тренние пороки изделий без разрушения последних.
Магнитная дефектоскопия применяется для выявле-
ния пороков деталей, подвергающихся высоким переменным напря-
жениям. Такйе пороки, как трещины, волосовины, пузыри, неме-
таллические включения и т. п., в условиях переменной нагрузки
становятся очень опасными, так как понижают динамическую проч
ность деталей.
Испытание происходит быстро, и показания получаются надеж-
ными и чрезвычайно наглядными при условии неглубокого местона-
хождения пороков. Этот метод весьма прогрессивен, так как дает
возможность устанавливать причины брака, гарантирует качество
изделий и обеспечивает надежность и безопасность работы изго
товляемых машин.
Первый промышленный магнитный дефектоскоп был сконструи-
рован и изготовлен акад. Н. С. Акуловььм в 1934 г.
Магнитное испытание слагается из трех основных операций:
1) намагничивания изделий; 2) покрытия намагничениях изде-
Современные методы испытания металлов
17
Фиг. 2. Схема распределения
магнитных силовых линий
на детали с пороком а.
Фиг. 3. Схема ультра-
звукового исследова-
ния детали:
а — зона акустической
тенн.
лий порошком и 3) осмотра поверхности и размагничивания из-
делий.
У намагниченных изделий, имеющих пороки, магнитные силовые
линии, стремясь обогнуть места пороков (ввиду их пониженной
магнитной проницаемости), выходят за пределы поверхности изде-
лия и затем входят в него, образуя неоднородное магнитное поле.
Поэтому при покрытии изделий магнит-
ным порошком частицы последнего рас-
полагаются над пороком, образуя резко
очерченные рисунки (фиг. 2). По харак-
теру этих рисунков судят о величине и
форме пороков металла.
Ультразвуковая дефекто-
скопия создана в СССР. В 1929 г.
проф. С. Я. Соколов опубликовал сооб-
щение об опытах по прозвучиванию здо-
ровых и дефектных металлических цилин-
дров. По простоте и дешевизне этот
метод уступает порошковой магнитной
дефектоскопии, однако он имеет и свои
достоинства, а именно: позволяет испы-
тывать любые металлы (а не только фер-
ромагнитные, как метод магнитной дефектоскопии) и дает возмож-
ность определять пороки, залегающие в толщине металла на значи-
тельной глубине и не поддающиеся контролю магнитным методом.
Для исследования металлов применяются ультразвуковые коле-
бания с частотой от 2 до 10 млн. периодов в секунду (герц). При
такой частоте ультраакустические колебания
распространяются в металле в виде неправиль-
ных лучей, почти не рассеиваясь по сторо-
нам. Такими лучами можно „просвечивать“
металлы на глубину свыше 1 м. Распростра-
няясь в металле, ультраакустические лучи
не проходят, однако, через встречающиеся в
нем пороки — внутренние трещины, раковины,
неметаллические включения и т. п., создавая
таким образом акустическую тень (фиг. 3). На
этом принципе С. Я- Соколов и сконструиро-
вал свой ультраакустический дефектоскоп,
впервые изготовленный и внедренный в произ-
водство в СССР.
Металлографический и рентгенографиче-
ский анализы. Металлографический анализ —
исследование структуры и пороков металлов путем: а) рассмо-
трения образцов невооруженным глазом или при небольших уве-
личениях (макроанализ) и с помощью микроскопа (микроанализ);
б) наблюдения за характером изменений, происходящих при охла-
ждении и нагревании металлов, сплавов и др.
2 В. М. Никифоров
18
Свойства металлов и методы их испытания
Рентгенографический анализ — исследование строения (струк-
туры) металлов и сплавов, а также выявление пороков металличе-
ских изделий путем их просвечивания.
Сведения о методах металлографического и рентгенографиче-
ского анализов изложены на стр. 72—74.
Технологические пробы. Технологические пробы являются
наиболее простыми испытаниями, определяющими возможность
производить те или иные технологические операции с данным ме-
таллом или применять металл в тех или иных условиях (стр. 29).
Ниже рассмотрены наиболее распространенные способы меха-
нических испытаний металлов.
5. Статические испытания
Испытание на растяжение. Статическое испытание на растяже-
ние является весьма распространенным способом механических
испытаний металлов.
Для статических испытаний изготовляются круглые или плоские
образцы испытуемого металла (фиг. 4). В большинстве случаев
используются круглые об-
разцы; образцы плоской фор-
мы обычно применяются при
испытании листовых мате-
Фиг. 4. Образцы для статических испыта-
ний металлов:
1 — круглый; 2 — плоский.
риалов.
Образцы состоят из ра-
бочей части и головок, пред-
назначенных для закрепле-
ния их в захватах разрывной
машины. Рабочая часть об-
разцов /] должна выпол-
няться с высокой точностью
и иметь ровную и гладкую поверхность. Расчетная длина /0 берется
несколько меньше длины рабочей части
Размеры образцов стандартизованы. Диаметр рабочей части
нормального круглого образца равен 20 мм. Образцы других диа-
метров называются пропорциональными. Расчетную длину /0 реко-
мендуется брать равной десяти диаметрам (длинные образцы) или
пяти диаметрам (короткие образцы). Если применяются образцы
других диаметров или плоские образцы, то вычисления следует про-
изводить соответственно по формулам Z0 = ll,3 /Д, (для длинных
образцов) и /0 — 5,65 /Д, (для коротких образцов), где Fo— пло-
щадь поперечного сечения образца в мм.
Для испытаний образец закрепляют в захватах 2 разрывной
машины (фиг. 5).
Основу конструкции разрывной машины составляет система
рычагов (как в десятичных весах). Червячное колесо 5 вращается
с помощью червяка 4, затягивает винт 3 вниз и приводит ма-
шину в рабочее положение. Растягивающее усилие создается гру-
Статические испытания
19
растяжения мягкой стали,
координат. По оси ординат
оси абсцисс — деформация
зом 1 и увеличивается при перемещении последнего влево. Это
усилие создает напряжение в испытуемом образце и вызывает его
удлинение, а когда напряжение превзойдет прочность образца, он
разрывается.
В современных машинах растягивающее усилие создается меха-
низмом.
На фиг. 6, а приведена диаграмма
построенная в системе прямоугольных
отложено разрывающее усилие Р, по
(абсолютное удлинение об-
разца Д/). Эта диаграмма
получается при постепен-
ном увеличении растяги-
вающего усилия вплоть до
разрыва испытуемого об-
разца.
(а), образец до растяжения (б)
жения (в).
Фиг. 5. Схема разрывной ма-
шины.
Фиг. 6. Диаграмма растяжения мягкой стали
' ' . ') и после растя-
Величина напряжения в любой точке диаграммы может быть
высчитана путем деления усилия Р в данной точке на площадь
поперечного сечения Fo образца до испытания. Напряжение обо-
значается греческой буквой а (сигма).
На диаграмме можно отметить несколько характерных точек.
Участок ОР является отрезком прямой и показывает, что до
точки Р удлинение образца пропорционально усилию (нагрузке):
каждому приращению нагрузки соответствует одинаковое увели-
чение деформации. Такая зависимость между удлинением образца
и приложенной нагрузкой называется законом пропорциональности.
Наибольшее напряжение, которое может выдержать образец
без отклонения от закона пропорциональности, называется пре-
делом пропорциональности и подсчитывается по формуле
кг/мм1,
20
Свойства металлов и методы цх испытания
где — предел пропорциональности;
Рв — нагрузка в точке Р;
F,— начальная площадь поперечного сечения образца.
При дальнейшем нагружении образца наблюдается отклонение
от закона пропорциональности; на диаграмме появляется криво-
линейный участок. Точка Е на диаграмме соответствует пределу
упругости. До точки Е деформации образца являются упругими.
Деформация называется упругой, если она полностью исчезает
после разгрузки. Условное напряжение, соответствующее появле-
нию первых признаков остающейся при разгружении образца пла-
стической деформации, называется пределом упругости.
Предел упругости <зе подсчитывается по формуле
р
ае — -Е^- KMjMM1,
где Ре— нагрузка в точке Е.
Точки Р и Е лежат обычно близко друг от друга, поэтому
практически предел упругости ае принимают равным пределу про-
порциональности <зр, для определения которого не требуется раз-
гружать машину.
Точкой S на диаграмме отмечено начало горизонтальной пло-
щадки. Эта площадка показывает, что образец удлиняется без уве-
личения нагрузки; металл как бы течет. Наименьшее напряжение,
при котором без заметного увеличения нагрузки продолжается
деформация испытуемого образца, называется физическим пре-
делом текучести. Предел текучести подсчитывается по
формуле
Ps / 2
<\ = 7г- кг!мм1.
где Ps — нагрузка в точке S. Напряжение, при котором растяги-
ваемый образец получает остаточное удлинение, равное 0,2% своей
начальной длины, называется условным пределом теку-
чести:
% 2
3q,2 = р KZjMM/\
* О
Текучесть характерна только для малоуглеродистых отожженных
сталей. Высокоуглеродистые стали и другие металлы не имеют
площадки текучести на диаграммах растяжения.
Точка В показывает наибольшую нагрузку, которую может вы-
держать образец. Условное напряжение, отвечающее наибольшей
нагрузке, предшествовавшей разрушению образца, называется
пределом прочности при растяжении (временным сопро-
тивлением разрыву) и высчитывается по формуле
— -Л кг/мм*,
* о
где Рь — нагрузка в точке В.
Статические испытания
21
До точки В удлинение (Му 4- AZJ образца и сужение его по-
перечного сечения происходят равномерно по всей длине рабочей
части.
По достижении точки В деформация образца сосредоточи-
вается в месте наименьшего сопротивления, и дальнейшее удлине-
ние (Д/2) образца протекает за счет этого места. Здесь образуется
шейка и происходит разрыв образца при нагрузке Рг.
При разрыве упругая деформация (AZV) исчезает, и абсолютное
остаточное удлинение AZ сложится из удлинения равномерного AZj
и удлинения местного AZ2, т. е. AZ = AZ2.
На фиг. 6, б приведен круглый образец из мягкой стали до раз-
рыва. Расчетная длина образца разделена на 10 равных частей.
На фиг. 6, в приведен тот же образец после разрыва. Риски,
сделанные при разметке, дают возможность видеть, что удлинение
в области шейки значительно больше, чем в других частях расчет-
ной длины.
Для характеристики пластичности металла важно знать относи-
тельное удлинение 8 (дельта) и относительное сужение площади
поперечного сечения 4 (пси) в процентах.
Относительное удлинение (в %) определяется по формуле
8 = ^-4^ • 100,
*0
где Ц— длина образца после разрыва в мм\
1й — расчетная длина образца в мм.
Легко понять, что при удлинении одновременно уменьшается
площадь поперечного сечения образца. В месте разрыва эта пло-
щадь F, будет наименьшей.
Относительное сужение (в %) определяется по формуле
’Р=Ло7Л1 • 100>
где Fo — начальная площадь поперечного сечения образца в мм'--,
Fj — площадь в месте разрыва в мм1.
У хрупких металлов относительное удлинение 2 и относитель-
ное сужение 4 близки к нулю; у пластических металлов они до-
стигают нескольких десятков процентов.
Испытания на сжатие, на изгиб и на кручение. Статические
испытания на сжатие и на изгиб не получили такого широкого
применения, как испытания на растяжение, и производятся лишь
для материалов, которые по условиям работы подвергаются сжа-
тию или изгибу.
Такими материалами являются чугун и антифрикционные
сплавы (стр. 164).
Испытания на кручение производятся на специальных машинах.
Этим испытаниям подвергается в основном сталь, применяемая для
изготовления различных валов.
22
Свойства металлов и методы их испытания
6. Динамические испытания
Если та или иная деталь машины, механизма и т. п. по роду
своей службы испытывает ударные напряжения, то металл, идущий
на изготовление такой детали, кроме статических испытаний,
подвергают еще испытанию динамической нагрузкой, так как не-
которые металлы с достаточно высокими показателями статической
прочности разрушаются при малых ударных нагрузках.
Испытания на изгиб. Ударные испытания на изгиб получили
широкое применение. Эти испытания проводятся над образцами
стандартной формы па приборах.
Фиг. 7. Схема маятникового
копра.
называемых маятниковыми коп-
рами (фиг. 7).
Для испытания образец уста-
навливают на опорах копра
(фиг. 8) надрезом по ходу ра-
бочего движения маятника.
Маятник I весом Q поднимают
Фиг. 8. Установка образца на
опорах копра.
на определенную высоту /7; в этом положении маятник обладает
известным запасом потенциальной энергии. Затем маятник осво-
бождают, и он, свободно падая, ударяет по образцу и разрушает
его; на это расходуется часть энергии. Оставшаяся энергия под-
нимает маятник на некоторую высоту h, которую определяют,
пользуясь шкалой копра.
Работу удара, поглощенную образцом, высчитывают по формуле
Ак — Q(H — /г) кгм.
Сопротивление удару называют ударной вязкостью и высчиты-
вают в килограммометрах на квадратный сантиметр.
Ударная вязкость ак вычисляется по формуле
ак — кгм/см\
где Ак — работа удара, затраченная на излом образца в кгм;
F—площадь поперечного сечения образца в месте надреза
в см?.
Испытания на твердость
23
Прочие динамические испытания. Кроме испытания на изгиб,
в специальных случаях производят еще динамические испытания
на растяжение, сжатие и кручение.
7. Испытания на твердость
Испытания на твердость производятся быстро и не требуют
сложных образцов. Кроме того, данные испытаний на твердость
позволяют судить, на основании установленных соотношений,
о других механических свойствах металлов (например, о пределе
прочности). Поэтому испытания на твердость получили самое ши-
рокое распространение в практике.
Существует два основных принципа испытания на твердость:
1) принцип вдавливания твердого наконечника и
2) принцип упругой отдачи.
На первом принципе основаны методы Бринеля, Польди, Рок-
велла, Виккерса и метод Хрущева и Берковича (испытание на мик-
ротвердость); на втором — метод Шора.
Метод Бринеля. По методу Бринеля стальной закаленный шарик
диаметром (D) 10, 5 или 2,5 мм вдавливается в испытуемый
образец силой Р (3000, 1000, 750 кг или меньше). В результате на
поверхности образца остается отпечаток в форме шарового сег-
мента диаметром d (фиг. 9). Величина отпечатка будет тем меньше
чем тверже металл.
Число твердости по Бринелю Нв вычисляется по формуле
р
Нц— р кг/мм?,
где Р — нагрузка на шарик в кг;
F—величина поверхности отпечатка в мм*.
Величина поверхности сферического отпечатка
вычисляется по
формуле
F=~ — D* — ~d*.
где D — диаметр шарика в мм\
d— диаметр отпечатка в мм.
Отсюда
Практически величина Нв берется из таблиц в зависимости от
диаметра отпечатка.
Толщина металла под отпечатком должна быть не меньше деся-
тикратной глубины отпечатка, а расстояние от центра отпечатка
до среза поверхности — не меньше D, поэтому для малых изделий
применяют шарики меньшего диаметра, при меньших усилиях
вдавливания.
24
Свойства металлов и методы их испытания
Диаметры отпечатков измеряются по двум взаимно перпен-
дикулярным направлениям.
Для испытания твердости по методу Бринеля применяются спе-
циальные прессы.
Широко распространены гидравлические прессы (фиг. 10). Обра-
зец 6 помещается на столик 7 подъемного винта 9. Вращая махо-
вичок 8, поднимают образец до сопри-
косновения с шариком 5, после чего на-
р сосом через отверстие 1 накачивают
масло в рабочий цилиндр, и коромысло 2
с гирями 4 (заданная нагрузка) подни-
мается. Манометр 3 указывает величину
давления. После установленной выдержки
(10—60 сек.) нагрузку снимают, ме-
дленно выпуская масло через отверстие 1.
Кроме гидравлических, в настоящее
Фиг. 9. Схема испытания
по Бринелю.
время широко применяются рычажные
автоматические прессы конструкции Цни-
итмаш *. Скорость нагружения, время
выдержки под нагрузкой и скорость разгружения у этих прес-
сов постоянны, что является их большим преимуществом, так как
при этом обеспечивается однообразие условий испытания.
Как показывают исследования, между пределом прочности ме-
таллов при растяжении а6 и твердостью по Бринелю Нв суще-
ствует зависимость:
Для катанной и кованой стали . а6 = 0,36 Нв-
Для литой стали.........а6 = (0,3 — 0,4) • Нв-
Для серого чугуна.......а6 = 0,1 • Нв и т. д.
По методу Бринеля нельзя испыты-
вать твердые металлы, так как стальной
шарик может при этом деформироваться;
этот метод непригоден также для испы-
таний тонколистового материала.
Метод Польди. Для испытания между
шариком 4 (фиг. И,а) и бойком 1 прибора
помещают эталон 3, который удержи-
вается давлением пружины 2 через боек.
Прибор с эталоном ставят шариком на
поверхность испытуемого металла 5 и по
бойку производят удар молотком (фиг.
Фиг. 10. Схема пресса
Бринеля.
П, б).
В результате этого на эталоне и на поверхности испытуемого
металла остаются отпечатки.
1 Центральный научно-исследовательский институт технологии машино-
строения Министерства тяжелого машиностроения СССР.
Испытания на твердость
25
Твердость образца вычисляется по формуле
г г г г
“Тг ’
ио
где Нв0 и /7дз — величины твердости по Бринелю образца и эталона;
do и do — диаметры отпечатков на образце и эталоне.
Прибор Польди прост и удобен для измерения твердости гро-
моздких изделий, однако этот метод дает значительные ошибки,
что является его большим недостатком.
Фиг. 11. Прибор Польди.
Метод Роквелла. По методу Роквелла испытание на твер-
дость производится путем вдавливания в образец стального
шарика диаметром D = 1,58 мм
(‘/и дюйма) или алмазного конуса
с углом 120°.
Стальной шарик применяется для
испытания мягких металлов (твердость
меньше 220 по шкале Бринеля) при
нагрузке 100 кг; алмазный конус при-
меняется для испытания твердых ме-
таллов при нагрузке 150 кг.
Образец помещают на столик 2
прибора Роквелла (фиг. 12) и враще-
нием маховичка 1 поднимают его до
соприкосновения с алмазным конусом
3 (или стальным шариком). Вращение
маховичка продолжают, пока давление
конуса или шарика на образец станет
равным 10 кг (предварительная на-
грузка), что указывается малой стрел-
кой индикатора 4. Далее включают
Фиг.
12. Прибор Роквелла.
основную нагрузку с помощью рукоятки 5. Вдавливание длится
5—6 сек., затем основная нагрузка снимается обратным поворотом
26
Свойства металлов и методы их испытания
рукоятки 5. После этого большая стрелка индикатора показывает
величину твердости.
Для освобождения образца нужно снять предварительную на-
грузку (10 кг) обратным вращением маховичка 1.
Циферблат индикатора имеет две шкалы: красную В (130 деле-
ний) для испытаний с помощью стального шарика и черную С
(100 делений) для испытаний с помощью алмазного конуса.
Твердость по Роквеллу является величиной условной, характе-
ризующей разность глубин отпечатков.
Число твердости по Роквеллу обозначается HR с добавлением
по которой производилось испытание, например,
Нцв или Hrc. Для испытания очень твердых
материалов применяют алмазный конус при на-
грузке 60 кг. Отсчеты производят по черной
шкале, а число твердости обозначают Hra.
Метод Виккерса. Метод Виккерса позволяет
измерять твердость как мягких, так и очень
твердых металлов и сплавов. Он может быть
использован для определения твердости тонких
поверхностных слоев (например, при химико-
термической обработке).
По этому методу в образец вдавливается четырехгранная алмаз-
ная пирамида с углом при вершине 136°. Нагрузка может приме-
няться от 5 до 120 кг.
Замер отпечатка производится с помощью микроскопа, находя-
щегося при приборе. Для удобства замера поле зрения, не занятое
отпечатком, затемняется шторками (фиг. 13).
Число твердости определяется по формуле
р
Hv = j= кг/мм1,
индекса шкалы,
Фиг. 13. Шторки
микроскопа.
где Р— нагрузка в кг-,
F — площадь пирамидального отпечатка в мм1.
Легко заметить, что формулы для определения твердости по
Виккерсу и Бринелю одинаковы, поэтому и числа твердости, опре-
деляемые этими методами, почти совпадают.
Определение твердости по Виккерсу и подготовка образца тре-
буют значительной затраты времени, что является основным недо-
статком этого метода.
Метод Хрущева и Берковича. Испытание на твердость по этому
методу производится вдавливанием алмазной пирамиды с углом
при вершине 136° под нагрузкой от 2 до 200 г; число твердости
выражается в килограммах на квадратный миллиметр.
Испытание на твердость с применением таких малых нагрузок
получило название испытания на микротвердость, а
приборы, на которых производят эти испытания, называют при-
борами для испытания на микротвердость. По
этому методу может быть определена твердость отдельных струк-
Испытания на твердость
27
турных составляющих сплавов, мелких деталей механизмов часов
и приборов, металлических нитей, очень тонких металлических
лент, тонких слоев покрытий, искусственных окисных пленок, эмалей,
стекол и пр., причем величина твердости испытуемого материала
не ограничивается: испытанию могут быть подвергнуты как самые
мягкие материалы, которые имеют число твердости меньше 1 :г/мм2,
так и самые твердые (например, алмаз) с числом твердости
10000 кг/мм?.
Прибор для измерения микротвердости был разработан в 1943 г.
в Институте машиноведения Академии наук СССР проф. М. М. Хру-
Фиг. 14. Прибор ПМТ-З для испытания на микротвер-
дость:
/—станина; 2— испытуемый предмет; 3 — груз; 4— стойка;
.5— окуляр; 6—окулярный микрометр: 7—тубус микроскопа;
8— рукоятка установки алмазной пирамиды: 9— объектив;
10 — алмазная пирамида: 11— предметный стол.
щевым и канд. техн, наук Е. С. Берковичем. Оригинальный по схеме
действия и по конструкции, прибор значительно лучше иностранных
приборов того же назначения.
Приборы для испытания на микротвердость нашли широкое
распространение в лабораториях заводов, вузов и научно-исследо-
вательских институтов.
На фиг. 14, а представлен прибор ПМТ-З для испытания на
микротвердость. Испытуемый предмет 2 устанавливают на стол 77
под объектив 9 и производят наводку на фокус микроскопа и уста-
новку нитей с помощью окулярного микрометра 6. Затем столик
поворачивают, причем испытуемый предмет попадает под алмазную
пирамиду 10. Далее поворачивают рукоятку 8, при этом алмазная
пирамида опускается и вдавливается действием, груза 3 в испытуе-
мый предмет в течение 5—7 сек. После снятия груза столик пово-
рачивают под тубус микроскопа 7 и производят измерение диаго-
нали d (фиг. 14, б), совмещая пересечение нитей сначала с правым
28
Свойства металлов и методы их испытания
Фиг. 15. Склероскоп
Шора.
углом отпечатка (пунктирные линии), а затем с лезым (сплошные
линии). Отсчет десятых долей миллиметра производят по цифрам,
видным в поле зрения, а сотых и тысячных — по барабану оку-
лярного микрометра 6.
Метод Шора. Для испытаний по методу Шора применяется
ппибор, называемый склероскопом. Мерой твердости является вы-
сота отскока h бойка 1 (фиг. 15) весом 2,5 г,
падающего с постоянной высоты Н на об-
разец 2.
Склероскоп имеет шкалу для оценки
высоты отскока. Отскоку в 100 делений
соответствует твердость закаленной высо-
коуглеродистой стали. Всего 140 делений.
Основным недостатком этого метода яв-
ляется зависимость отскока от упругости
металла и невозможность поэтому испыты-
вать твердость металлов с высокой упру-
гостью. Кроме того, показания прибора не-
устойчивы.
Метод Шора применяется для измерения
твердости больших и тяжелых изделий (на-
пример, валков прокатных станов).
8. Испытания на усталость
Некоторые детали машин (шатуны дви-
гателей, коленчатые валы и др.) в процессе
работы подвергаются нагрузкам, изменяю-
щимся по величине и направлению. При
этих повторно-переменных напряжениях ме-
талл постепенно из вязкого состояния пере-
ходит в хрупкое („устает"). Хрупкое состояние объясняется появ-
лением в слабых местах металла микротрещин, которые посте-
пенно развиваются и ослабляют металл. В результате этого, разру-
шение наступает при напряжениях, меньших предела упругости.
Из сказанного следует, что статическая прочность не может
характеризовать выносливость металла при переменных нагрузках.
Испытания на усталость (выносливость) производятся на раз-
личных машинах, в зависимости от характера службы изделия.
Наиболее распространенными типами машин являются:
1) машины для испытаний изгибом при вращении;
2) машины для испытаний при растяжении — сжатии;
3) машины для испытаний при кручении.
Максимальная амплитуда нагрузок применяемых в настоящее
время машин достигает десятков тонн, а частота 20—50 гц.
Для испытания металлов, работающих в сложных условиях,
машины перечисленных классов снабжаются установками и приспо-
соблениями для испытаний при повышенных и пониженных темпе-
ратурах, при коррозии и в других специальных условиях.
Технологические пробы
29
9. Технологические пробы
Проба на искру. При обработке сталей шлифовальными кру-
гами снимаемая стружка горит на воздухе и образует сноп искр.
Обилие искр, их характер и цвет различны и зависят от хими-
ческого состава стали. Цвет искр колеблется от ослепительно
белого до темнокрасного. Имея известный навык, по искре можно
приблизительно судить о химическом составе стали.
Фиг. 16. Проба на загиб.
Проба на свариваемость. Для определения способности прочно
свариваться два бруска испытуемого металла сваривают и подвер-
гают сравнительным испытаниям с цельным бруском на загиб
(см. ниже) или на растяжение.
При хорошей свариваемости сопротивление разрыву в месте
сварки должно составлять не менее 80% от предела прочности
цельного бруска.
Проба на загиб. Проба на за-
гиб производится в нагретом или
в холодном состоянии и служит
для определения способности ме-
талла принимать заданный по раз-
мерам и форме загиб.
При этом проба может про-
изводиться до определенного угла
(фиг. 16, а), до параллельности
сторон (фиг. 16, б) или до сопри-
косновения сторон (фиг. 16, в).
Пробе на загиб подвергают пла-
стичные металлы при толщине не
более 30 мм. Образцы, выдерживающие пробу, не должны иметь
после загиба надлома, надрывов или трещин.
Проба на осадку. Эта проба производится в холодном состоя-
нии и служит для определения способности металла принимать
заданную форму при сжатии. Образец должен иметь форму ци-
линдра, высота которого равна двум диаметрам.
Образец считается выдержавшим пробу, если при осадке до
заданной высоты hr (фиг. 17) на нем не появляются трещины,
надрывы или излом.
Пробам на осадку подвергаются в основном болтовые и закле-
почные материалы.
30
Свойства металлов и методы их испытания
Проба на перегиб. Эта проба служит для определения спо-
собности металла выдерживать повторный загиб и разгиб и при-
меняется при испытании качества
Фиг. 18. Проба на перегиб.
полосового и листового материала
толщиной до 5 мм, а также
проволоки и прутков.
Проба состоит в загибе и
разгибе образца в плоскости,
перпендикулярной к линии ка-
сания губок прибора, в кото-
ром образец зажимается в вер-
тикальном положении (фиг. 18).
Загиб образца производится
попеременно в правую и левую
сторону на 90° с равномерной
скоростью не более 60 переги-
бов в минуту до определенного
числа перегибов, указанного в
соответствующих технических
условиях.
11роба на перегиб имеет
важное значение для оценки
способности к деформированию проволоки, при испытании ко-
торой на разрыв невозможно определить о и ф.
Проба на выдавливание. Служит для определения способно-
сти тонкого листового металла к холодной штамповке и вытяжке
(стр. 229). Проба состоит в выдавли-
вании лунки сферической головкой 1
пуансона (фиг. 19) до появления пер-
вой трещины в пластинке 2, зажатой
в кольцевой поверхности.
Глубина выдавленной лунки (в мм),
соответствующая появлению первой
трещины, и является характеристиче-
ским числом.
Стандартная головка пуансона
имеет диаметр 20 мм. Для испытаний
применяются образцы в виде квадрат-
ных листов 70 Х 70 мм.
Фиг. 19. Проба на выдавли-
вание.
10. Отечественная аппаратура для испытания металлов
За годы четвертой сталинской пятилетки научно-исследова-
тельскими институтами и заводами СССР решены серьезные за-
дачи в области создания принципиально новых машин и приборов
для испытания металлов. Наша социалистическая промышленность,
научно-исследовательские и учебные институты оснащаются луч-
шими в мире приборами и машинами, позволяющими полно и
точно определять различные свойства металлов.
Отечественная аппаратура для испытания металлов
31
Большая работа проделана в Цниитмаш по созданию машин
для испытания механических свойств металлов, аппаратов и машин
для испытания на коррозию, приборов и
машин для физических испытаний и пр.
В настоящее время заводы СССР
выпускают сотни марок различных ма-
шин, аппаратов и приборов для испы-
тания металлов.
На фиг. 20 приведена машина марки
ИМ-4Р, предназначенная для испыта-
ний на растяжение, сжатие, изгиб и
срез. Специальные приспособления по-
зволяют проводить испытания при вы-
соких температурах. Для всех видов ис-
пытаний может быть автоматически
записана диаграмма „нагрузка-дефор-
мация", позволяющая определить вели-
чину пределов пропорциональности,
текучести и характерные точки про-
цессов деформирования. Нагружение
образца производится механически с
помощью электромотора.
Кроме машины ИМ-4Р, выпуска-
ются разрывные машины РМ-500, РМ-50
для испытания тонкой проволоки, уни-
версальная разрывная машина Р-5 для
испытаний на растяжение и сжатие, а
Фиг. 20. Машина ИМ-4Р
для испытаний металлов.
также специальные машины для испы-
таний на усталость, ползучесть, приборы для определения твер-
дости различными методами.
Изготовляются приборы для исследования микроструктуры при
высоких температурах, различные дефектоскопы, приборы для
исследования жидкотекучести сплавов, приборы для различных
испытаний формовочных материалов, применяемых в литейном про-
изводстве, и многие другие машины и приборы.
ГЛАВА ВТОРАЯ
ПРОИЗВОДСТВО ЧУГУНА
Сплавы железа (черные металлы), как уже отмечалось, имеют
первостепенное значение в народном хозяйстве. Если принять вес
всех металлов, выплавляемых металлургической промышленностью
мира, за 100%, то выплавка черных металлов составляет около
94%, меди — около 2%, свинца—1,57%, цинка—1,52%, алюми-
ния— 0,6% и т. д.
Черные металлы представляют собой сплавы железа с углеро-
дом; кроме того, эти сплавы содержат кремний, марганец, фосфор,
серу и другие элементы.
Элементом, оказывающим главное влияние на свойства этих
сплавов, является углерод, и в зависимости от содержания его
черные металлы делят на сталь и чугун.
Сталью называют железный сплав с содержанием углерода
до 2%, причем если в стали углерода меньше 0,25%, то она на-
зывается низкоуглеродистой, при содержании углерода
0,25—0,6% — среднеуглеродистой, при содержании угле-
рода 0,6—2,0% — высокоуглеродистой.
Чугуном называют железный сплав, содержащий более 2%
углерода.
Химически чистое железо в технике не применяется, так как
механические свойства его невысоки, а получение весьма затруд-
нительно.
Сталь, отличающуюся ковкостью и свариваемостью, прежде
получали непосредственно из руд, сыродутным способом, в не-
больших древесно-угольных плавильных горнах с кожаными ме-
хами для дутья. В этих горнах сталь получалась в тестообразном
состоянии, в виде спекшихся кусочков. При увеличении размеров
горна стал получаться сплав, не обладающий ковкостью и свари-
ваемостью, но зато плавящийся при сравнительно низкой темпе-
ратуре, — чугун.
Позднее были выработаны способы передела чугуна в мягкую
сталь. Оказалось, что производство стали из чугуна гораздо вы-
годнее, чем производство ее непосредственно из руд. Поэтому
сыродутный способ был оставлен, и чугун сделался основным
исходным материалом сталеплавильной промышленности.
В настоящее время в технике применяются три способа произ-
водства чугуна:
Исходные материалы для доменной плавки
83
1) восстановительная плавка железных руд в доменных печах,
в горне которых сжигается топливо для того, чтобы дать нуж-
ное для хода процесса количество тепла, и газы, необходимые
для восстановления руды; кроме того, углерод топлива наугле-
роживает железо до чугуна;
2) восстановительная плавка железных руд в электрических
печах, где необходимая температура развивается путем преобразо-
вания электрической энергии в тепловую, а восстановление ведется
преимущественно за счет твердого углерода топлива;
3) плавление стального лома в электропечи в присутствии угле-
родосодержащих веществ.
Первый способ — доменная плавка — является основным спосо-
бом массового производства дешевого чугуна различных сортов
и марок, применяемых для передела на сталь, для производства
отливок и пр.
Второй способ применяется в странах, не имеющих дешевого,
пригодного для доменной плавки, топлива и располагающих деше-
вой электроэнергией, также запасами руды, богатой железом
(Швеция, Норвегия и Италия).
Последний способ является весьма дорогим и применяется
редко.
11. Исходные материалы для доменной плавки
Исходными материалами для получения чугуна в доменных
печах являются железные руды, топливо и флюсы.
Железные руды. По распространенности в земной коре же-
лезо занимает четвертое место — после кислорода, кремния и алю-
миния. Однако в чистом виде железо в земле не встречается.
Земная кора содержит около 4,2% железа в составе различных
химических соединений. Наиболее распространенными соединениями
железа являются окислы — соединения железа с кислородом, суль-
фиды— соединения железа с серой и шпаты — углекислые соеди-
нения железа.
Для получения сплавов железа употребляют такие соединения
его, которые технически и экономически целесообразно перера-
батывать. Эти соединения называются железными рудами.
Руда представляет собой горную породу, состоящую из смеси
соединений железа с пустой породой. Пустая порода содержит
кремнезем (SiO2), глинозем (А1.2О3), окись кальция (СаО), окись
марганца (МпО), окись фосфора (Р2О8) и др. Чем меньше пустой
породы, тем богаче руда и тем проще и выгоднее ее переработка.
В настоящее время для получения чугуна употребляют сле-
дующие руды:
Магнитный железняк — минерал черного цвета — содер-
жит железо в виде закиси-окиси (Fe3Os), обладает магнитными
свойствами; содержание железа в нем доходит до 72%. Наиболее
богатые месторождения магнитного железняка на Урале — горы
8 В. М. Никифоров
34
Производство чугуна
Магнитная, Высокая, Благодать. Магнитный железняк — плотен и
восстанавливается труднее, чем другие железные руды.
Красный железняк — минерал красного цвета, содержит
до 65% железа в виде окиси железа (Fe2O3). Доменные печи ме-
таллургических заводов на юге СССР работают в основном на крас-
ном железняке Кривого Рога.
Бурый железняк — содержит железо в виде водной окиси
nFe2O3.mH2O; цвет — желто-бурый; содержание железа колеблется
от 30 до 50%. Бурые железняки очень распространены в природе.
В СССР крупными месторождениями являются Бакальское — на
Урале, Керченское, где руды залегают на поверхности и поэтому
легко добываются. В центральном районе СССР находятся Туль-
ское и Липецкое месторождения бурого железняка.
Шпатовый железняк — содержит железо (до 45%)
в виде углекислого соединения FeCO3; является более бедной
рудой. В СССР шпатовые железняки залегают близ Златоуста и
в Омутнинском районе Кировской области.
Подготовка руд к плавке. Для выплавки чугуна руды под-
вергаются предварительной подготовке. Качество подготовки руд
к плавке оказывает большое влияние на ход плавки, расход топ-
лива и качество металла.
Дробление — измельчение крупных кусков руды произво-
дится специальными машинами — дробилками, при этом стараются
получить куски размером 30—100 мм. Мелочь отсеивается при
грохочении, для выплавки непригодна, идет для спекания (см.
ниже).
Промывка руды водой применяется для отделения пустой
породы, которая постепенно отмучивается и уносится водою.
Обжиг руды производится для удаления воды, углекислоты
и выжигания серы, в результате чего руда очищается и обога-
щается. Кроме того, при обжиге руда растрескивается и приобре-
тает пористость — свойство, необходимое для облегчения воздей-
ствия газов на руду во время доменной плавки.
Магнитное обогащение руд применяется с целью отде-
ления от пустой породы части руды, содержащей железо и обла-
дающей магнитными свойствами. Для магнитного обогащения
руда измельчается и поступает на вращающиеся латунные бара-
баны, внутри которых находятся электромагниты. При этом часть
руды, содержащая железо, притягивается к барабанам и отделяется
от немагнитной пустой породы.
Спекание (агломерация) пыли и мелких кусков руды в круп-
ные пористые куски производится на специальных ленточных ма-
шинах. Мелкая руда перемешивается со спекающимся топливом
(мелким коксиком) и проходит через спекательную печь. Под дей-
ствием высокой температуры (около 1000°) происходит спекание
мелочи в пористые, удобные для плавки, куски.
Топливо. Твердое минеральное топливо состоит из остатков
растений. Скапливаясь на дне болот, озер и морей и подвергаясь
Исходные материалы для доменной плавки
35
частичному окислению, эти растения при недостаточном доступе
воздуха и под давлением вышележащих пород проходили различ-
ные стадии обугливания: сначала стадию торфа, затем стадию бу-
рого угля, далее стадию каменного угля и, наконец, антрацита.
Топливо, употребляемое для доменного процесса, должно иметь
высокую теплотворную способность, давать малую зольность, об-
ладать пористостью, прочностью при высоких температурах и со-
держать возможно меньше серы, которая переходит из топлива
в чугун и ухудшает свойства последнего.
В качестве топлива при доменном производстве используются
каменноугольный кокс, древесный уголь, антрацит, термоантрацит
и торфяной кокс.
Основная масса чугуна выплавляется на каменноугольном коксе.
Кокс получается в результате тепловой обработки некоторых
сортов каменного угля при температуре 1000—1100° без доступа
воздуха. Вторым продуктом разложения угля является коксоваль-
ный газ. Коксование производится в течение 12—20 час. в камер-
ных печах емкостью до 20 т, которые нагреваются генераторным
или коксовальным газом.
Кокс — легкое, пористое и достаточно прочное топливо. Для
доменных печей идет крупный кокс — размеры кусков свыше
30 мм. Теплотворная способность кокса — около 6500 ккал! кг,
содержание углерода — до 85%. влаги — до 6%, серы — до 2%,
золы — до 15%.
При сухой перегонке торфа получается торфяной кокс и
другие продукты. Торфяной кокс, наряду с каменноугольным, при-
меняется в качестве топлива для вагранок (стр. 192).
Древесный уголь — продукт сухой перегонки древесины;
получается путем нагрева древесины до 350—600° без доступа
воздуха. Теплотворная способность его около 7300 ккал/кг. В дре-
весном угле почти полностью отсутствует сера, что является его
большим достоинством, так как дает возможность выплавлять
особо чистые сорта чугуна. Однако количество чугуна, выплав-
ляемого на древесном угле, незначительно — ввиду его дорого-
визны ц дефицитности.
Антрацит является ценнейшим топливом; он характеризуется
черным цветом, металлическим блеском и раковистым изломом;
теплотворная способность его — около 8000 ккал/кг. Антрацит со-
держит до 94% углерода, горит почти без пламени, не дымит, не
спекается и имеет небольшую зольность. Однако антрацит при
горении рассыпается, что является его недостатком.
Путем тепловой обработки антрацита при температуре около
1150° получают так называемый термоантрацит. Термоантра-
цит порист, прочен и не рассыпается при высоких температурах.
Флюсы. Как отмечалось выше, руды всегда содержат некото-
рое количество пустой породы. Путем обогащения удается устра-
нить только часть пустой породы, другая же часть попадает в
доменную печь. Пустая порода очень тугоплавка, поэтому к руде
*
36
Производство чугуна
приходится добавлять вещества, которые образовали бы с этой
пустой породой легкоплавкие соединения. Эти вещества назы-
ваются флюсами или плавнями.
Если руда содержит кислые пустые породы, например кремне-
зем (SiO2), то флюсы берутся основные, например известняк
(СаСО3); если же пустые породы основные, то флюсы берутся
кислые. Легкоплавкие соединения флюсов с пустыми породами и
золою топлива называются шлаками.
Для нормального хода доменной плавки соотношение руды,
флюсов и топлива должно быть заранее рассчитано. Эта заранее
рассчитанная смесь руды, флюсов и топлива называется шихтой.
Загрузка исходных материалов в доменную печь производится
порциями, причем руда и флюсы перед загрузкой перемешиваются
в рассчитанном соотношении; порция этой смеси называется руд-
ной колошей. Топливо (кокс, антрацит или древесный уголь)
загружается отдельно, и каждая порция его называется топлив-
ной колошей.
12. Устройство доменного цеха
Доменная печь. Служит для получения различных сортов чу-
гуна из железных руд. Размер и профиль доменной печи имеют
большое влияние на производительность печи и качество чугуна.
Акад. М. А. Павлов в своих классических трудах обобщил
многолетний практический опыт и впервые в истории доменного
производства установил основные размеры доменных печей для
различных условий работы. Под его руководством проведены
исследовательские работы по изучению процессов, протекающих
в мощных доменных печах, с целью определения оптимальных
размеров печей, их конструкций и технологического режима. Эти
работы дали возможность определить влияние способов загрузки
печей на распределение потока газов и разработать наилучшие
методы эксплуатаций мощных доменных печей. Эти работы дока-
зали также несостоятельность утверждений немецких металлургов
о нецелесообразности сооружения доменных печей объемом более
700—800 м3.
Большое значение имеют исследовательские работы по изуче-
нию свойств шихтовых материалов и шлаков, причин преждевре-
менного износа кладки печей и т. д.
Доменная печь (фиг. 21) представляет шахтную (вертикальную)
печь высотою до 20 м — для печей, работающих на древесном
угле, и до 32 м — для печей, работающих на коксе. Полезный
объем первых — до 250 м3, вторых — до 1300 м3.
Внутри доменная печь выкладывается огнеупорным кирпичом—
шамотом; эта кладка называется футеровкой. f
Шамотный кирпич изготовляется из обожженной и размолотой
огнеупорной глины и сырой огнеупорной глины с последующим
обжигом. Обычный состав шамотного кирпича: 30—45% глинозема
Устройство доменного цеха
37
расширяющегося
Фиг. 21. Доменная печь,
устройство 3 и газо-
(А12О3) и 45—65% кремнезема (Si0.2). Шамот оплавляется при
температуре 1580—1730°.
Снаружи печь для прочности имеет стальной кожух. Части до-
менной печи следующие (фиг. 21): колошник, шахта, распар, запле-
чики и горн. Через колошник шихта загружается в доменную
печь. Шахта имеет форму усеченного кон
книзу. Такая форма шахты способствует
свободному снижению шихты при плавке.
В области распара и заплечиков образуется
чугун, который затем плавится и стекает в
горн. Заплечики имеют форму усеченного
конуса, расширяющегося кверху; поэтому
они удерживают всю твердую шихту, на-
ходящуюся в распаре, шахте и колошнике.
В горне на лещади 7 собирается жидкий
чугун; шлак легче чугуна и поэтому рас-
полагается отдельным слоем над чугуном,
предохраняя тем самым его от окисления.
По мере накопления, шлак выпускают че-
рез ленту 5, а Чугун — через ленту 1.
Воздух, необходимый для плавки, по-
дается в печь через фурмы 4, расположен-
ные кольцеобразно в верхней части горна
в количестве 12—16 шт. Температура в
горне печи достигает 1750°. Для предохра-
нения от расплавления фурмы выполняются
полыми и охлаждаются непрерывно цирку-
лирующей водой.
Футеровка горна, заплечиков и распара
также охлаждается вставленными в нее ме-
таллическими коробками с каналами, по
которым протекает вода.
Вверху колошника имеется загрузочное
отвод 2, для доменного колошникового газа. Тяжесть верхней
части печи передается на фундамент 8 через опоры 6. Доменная
печь работает непрерывно в течение нескольких лет, после чего
производится ее капитальный ремонт.
Загрузочные приспособления. Исходные материалы для до-
менной плавки — железные руды, флюсы и кокс поступают на руд-
ный двор доменного цеха (фиг. 22) по железнодорожным и вод-
ным путям.
Шихта, подготовленная к загрузке в доменную печь, ссыпается
в бункер 3 и по наклонному подъемнику в вагонетках доставляется
к загрузочному устройству.
Загрузочное устройство состоит из двух воронок, закрытых
двумя конусами (фиг. 21). Из вагонетки шихта ссыпается в верх-
нюю воронку, затем опускается верхний конус, и она попадает в
нижнюю воронку; далее верхний конус поднимается, нижний опу-
38
Производство чугуна
скается, и шихта ссыпается в колошник. Работа подъемника и
загрузочного устройства осуществляется автоматически.
Выпуск и разливка чугуна и шлака. В небольших цехах го-
товый чугун по желобу 1 (фиг. 22) стекает в литейный двор, где
растекается по формам, приготовленным в земле, и застывает
в виде чушек (чушковый или штыковой чугун). В настоящее время
крупные доменные цехи оборудуются специальными разливочными
Фиг. 22. Схематический разрез доменного цеха.
машинами, представляющими собою конвейер из чугунных форм.
Чугун, залитый в форму конвейера из ковша, затвердевает, по-
степенно охлаждается, а на перегибе конвейера чушки чугуна
выпадают из формы и скатываются по желобу на железнодорож-
ную платформу. Выпуск чугуна из доменной печи производится
4—6 раз в сутки.
Чугун, предназначенный для передела на сталь на том же за-
воде, сливается ковшами в специальный сборник жидкого чугу-
на— миксер. В миксере чугун выравнивает свой химический со-
став и может сохраняться в жидком состоянии длительное время;
одновременно производится частичное удаление серы из чугуна
в шлак. В случае надобности в миксере производится подогрев
чугуна. Емкость миксеров достигает 1 500 т чугуна.
Шлак через желоб 2 (фиг. 22) выпускают в особые ковши
и по рельсовым путям отвозят для дальнейшего использования.
Выпуск и очистка доменного газа. Доменный газ, вследствие
неполного сгорания топлива в печи, содержит 25—30% окиси
углерода (СО) и представляет собою ценное топливо (теплотвор-
ная способность доменного газа 900—1000 ккал]м?). Поэтому он
Устройство доменного цеха
39
улавливается в области колошника и направляется в газоотвод.
Перед использованием доменный газ подвергают очистке от пыли,
которую он за ватывает из шихты ’. Необходимость очистки
газа очевидна, так как при сжигании запыленного газа го-
релки и насадки печей (для нагрева которых он используется)
забиваются.
Сперва газ проходит грубую очистку в пылевом мешке
и включенном с ним последовательно коленчатом газопроводе
(циклонах). Мешок и циклоны изготовляются из листового железа
и имеют воронкообразные днища с клапанами внизу для удале-
ния накопившейся пыли. Осаждение пыли в мешке и циклонах
происходит вследствие изменения скорости и направления движе-
ния газового потока: значительная скорость газа при проходе его
по газоотводу в широком пылевом мешке резко понижается, и
газовый поток не в состоянии удержать частички шихты, которые
поэтому под влиянием силы тяжести падают вниз. В результате
грубой очистки улавливается 80—85% пыли. Затем производится
полутонкая очистка (мокрая) путем увлажнения газа в спе-
циальных аппаратах, где навстречу проходящему через аппарат
газу пропускают воду, которая разбрызгивается в мельчайшие
капельки. Частицы воды смачивают пыль, и образующиеся капельки
выпадают из газа и падают вниз или осаждаются на влажных по-
верхностях резервуара, откуда смываются водой.
После этого производится тонкая очистка газа, которая
разделяется на сухую, мокрую и очистку электрофильтрами. Су-
хая очистка производится в рукавных фильтрах, где газ пропу-
скают сквозь ткани, задерживающие пыль. Мокрая очистка про-
изводится в специальных аппаратах центробежного типа (наподобие
вентиляторов), в которых вода распыляется и тесно перемеши-
вается с газом под действием подвижных бичей вращающегося
ротора между неподвижными бичами статора. Смоченные частицы
пыли становятся тяжелее и центробежной силой отбрасываются
к стенкам кожуха, откуда смываются водой.
Электрофильтр состоит из камеры, в которой подвешены па-
раллельные металлические пластины; между пластинами натянуты
тонкие проволоки. К проволокам и пластинам подводят постоян-
ный ток высокого напряжения (до 90 000 е). Вокруг проволок,
присоединенных к отрицательному полюсу, образуется область
ионизированного газа. Положительные ионы притягиваются к про-
водам, а отрицательные — к пластинам, заряженным положительно.
По пути ионы оседают на взвешенных в газе пылинках и увле-
кают их с собой. Время от времени осевшую пыль стряхивают
в бункер.
В результате тонкой очистки содержание пыли в газе падает
до 0,01—0,08 г/м3.
1 Количество пыли, уносимое газом, составляет до 10% ог веса шихты и
больше.
40
Производство чугуна
Подача и нагрев воздуха. Чтобы выплавить 1000 кг чугуна,
нужно 800—1150 кг кокса, для сжигания которого требуется около
3000 м3 воздуха. Воздух в доменную печь вдувается через фурмы
под давлением 0,5—1,5 апш. Для увеличения производительности
и уменьшения расхода топлива производится предварительный
нагрев воздуха до температуры 600—800°. Нагрев осуществляется
в специальных воздухонагревательных аппаратах.
Поперечной разрез
Воздухонагревателя
Фиг. 23. Схема действия воздухонагревателей.
Воздухонагреватель (каупер) 5 (фиг. 23) представляет собой
башню диаметром 6—8 м, высотой 25—40 м. Корпус (или кожух)
воздухонагревателя сделан из толстой листовой стали и футерован
внутри огнеупорным кирпичом. В футеровке имеется камера 3 для
сжигания доменного газа; остальное пространство 4 заполнено на-
садкой, воспринимающей тепло от продуктов горения доменного
газа.
По схеме (фиг. 23) воздух от воздуходувной машины 6 направ-
ляется к воздухонагревателю 5, где проходит через горячую насадку,
камеру сжигания и по трубам направляется к фурмам, через
которые вдувается в печь.
Из колошника доменный газ по газоотводу поступает на очистку
(на схеме не показана), после которой частично используется для
подогрева воздухонагревателя 2 путем сжигания в смеси с возду-
хом. Проходя через насадку воздухонагревателя 2, продукты горе-
ния охлаждаются до температуры 300—400° и направляются в ат-
мосферу через трубу 1.
Доменный процесс
41
Нагрев насадки длится около 2 час., а работа по подогреву воз-
духа может продолжаться лишь около 1 часа, поэтому одновре-
менно должны работать три воздухонагревателя (два — на газе,
один — на дутье).
13. Доменный процесс
Сущность доменной плавки состоит в восстановлении железа из
его окислов, имеющихся в руде, науглероживании железа до чугуна
и ошлаковании пустой породы. Эти процессы требуют определенных
весовых соотношений между веществами, загруженными в печь,
а также наличия соответствующих температур.
Кислород воздуха, вдуваемого через фурмы, вступает в реакцию
с углеродом топлива по формуле
С -j- 0.2 = С02;
при этом развивается температура 1600—1750°.
Поднимаясь, углекислота встречается с раскаленны.м топливом
и восстанавливается его углеродом в окись углерода:
СО2 + С = 2СО
Встречая при своем подъеме рудную колошу, окись углерода вос-
станавливает окислы железа, а сама при этом вновь превращается
в углекислоту. Поднимаясь далее, углекислота опять встречает
топливную колошу, восстанавливается в окись углерода и т. д. Эти
процессы происходят преимущественно в нижней половине шахты.
Температура печи к колошнику постепенно понижается и в обла-
сти распара составляет около 1000°, в средней части шахты — около
500°, в области колошника около 300°. Таким образом, углерод
топлива при доменной плавке является источником необходимой
для плавки теплоты; кроме того, он восстанавливает окислы и
науглероживает железо.
Получение чугуна. Загруженная в печь руда в области колош-
ника и в верхней части шахты высушивается и теряет химически
связанную воду. Начиная от середины шахты происходит постепен-
ное восстановление окиси железа окисью углерода:
3Fe2O3 + СО = 2Fe3O4 + СО2;
Fe3O4 + СО = 3FeO + СО2;
FeO-j-CO — Fe + CO2.
Восстановление закиси железа (FeO) производится также твер-
дым углеродом в области распара и верхней части заплечиков по
реакции
FeOС = Fe + СО.
Окислы марганца и кремния, находящиеся в пустой породе,
также частично восстанавливаются в области заплечиков раскален-
ным углеродом:
МпО4-С = Мп4-СО;
SiO94-2C = Si4-2CO.
41
Производство чугуна
Полученное губчатое железо опускается вниз, поглощает угле-
род, кремний и марганец, в результате чего превращается в чугун,
имеющий гораздо меньшую температуру плавления, чем губчатое
железо.
Чугун плавится в области распара и заплечиков при температуре
1150—1200° и каплями стекает в горн.
Образование шлака. В качестве флюса для ошлакования пустой
породы и золы топлива в доменную печь обычно вводят известняк
(СаСО3), который при температуре около 900° распадается на
известь СаО и углекислоту СО2.
Вместе с кремнеземом SiO2, глиноземом А12О3, сернистым желе-
зом FeS и окисью фосфора Р2О8 из пустой породы и золой топлива
известь образует шлак, который плавится в распаре и заплечиках и
стекает в горн. Фосфор частично восстанавливается из шлака вслед-
ствие взаимодействия с углеродом чугуна и кокса по реакции
Р2О8 + 5С = 2Р + 5СО.
Известь способствует также удалению серы из чугуна и переводу
ее в шлак, так как образуется нерастворимое в чугуне соедине-
ние— сернистый кальций CaS по реакции
FeS + СаО = FeO + CaS.
Поэтому при известковистых шлаках содержание серы в чугуне
уменьшается.
14. Продукция доменного производства
Чугун. Углерод в чугуне может содержаться или в виде меха-
нической примеси (свободного графита) или в виде химического
соединения с железом, называемого карбидом железа или цемен-
титом (Fe3C). В зависимости от этого различают два вида чугунов.
Чугуны, содержащие свободный графит, имеют в изломе серый
или темносерый цвет и крупнозернистое строение. Эти чугуны при-
меняются для отливок, так как хорошо заполняют формы и легко
поддаются обработке режущими инструментами. Они называются
серыми, или литейными, чугунами.
Чугуны, содержащие углерод в виде химического соединения
с железом (Fe3C), имеют белый блестящий излом. Для отливки они
мало пригодны, трудно обрабатываются режущим инструментом.
Эти чугуны преимущественно перерабатываются на сталь и назы-
ваются белыми или передельными чугунами. Путем
продолжительной выдержки при высокой температуре отливок из
белого чугуна получают так называемый ковкий чугун (см. стр. 115).
Получение того или иного вида чугуна зависит от количества угле-
рода, кремния, марганца и серы в шихте.
Характер влияния кремния, марганца, серы и фосфора на свой-
ства чугуна освещен в главе девятой (стр. 190).
В литейных чугунах содержание серы должно быть минималь-
ным.
Продукция доменного производства
43
В табл. 2 приведено содержание примесей в передельных и ли-
тейных чугунах. Передельные чугуны различаются по способу их
дальнейшей переработки на мартеновские (М), бессемеровские (Б)
и томасовские (Г).
Таблица 2
Содержание примесей в передельных и литейных чугунах в %
Чугун Кремний Марганец, Фосфор Сера
Литейный .... 1,2.5—4,25 0,5—1,3 Не более 0,3 1 Не более 0,05
Передельный (М) 0,3—1,5 1,5—3,51 . . 0,3 . . 0,07
и более
Передельный (Б) 0,9—2,0 0,6-1,5 . . 0,07 . . 0,06
Передельный (Т) 0,2—0,6 0,8—1,3 1,6—2,0 . 0,08
1 Для фосфористых литейных чугунов содержание фосфора до 1,2%.
Кроме литейных и передельных чугунов, в доменных печах полу-
чают специальные чугуны, или ферросплавы. Ферросплавы
имеют повышенное (более 10%) содержание одного или нескольких
элементов, например, кремния, марганца, хрома и др. Применяются
в качестве специальных присадок при выплавке стали. Количество
железа в ферросплавах должно превышать 1О’/о-
В доменных печах выплавляются следующие ферросплавы:
Ферросилиций — сплав железа с кремнием (Si). Домен-
ный ферросилиций бывает двух марок: 1) с содержанием кремния
9—13% и 2) с содержанием кремния 13,1% и более.
Зеркальный чугун имеет блестящий излом, содержит от
10 до 25% марганца.
Ферромарганец — выплавляется двух марок: 1) с содер-
жанием марганца 70—75% и 2) с содержанием марганца 75,1% и
более.
Основной задачей доменного производства является получение
чугуна, однако побочные продукты — доменный газ и шлак — полу-
чаются в большом количестве и представляют значительную цен-
ность.
Доменный газ. Нормальный состав доменного газа следующий:
8—10% углекислого газа (СО2), 25—30% окиси углерода (СО),
1—2% водорода (Н2), 55—60% азота (N2).
Использование газа приблизительно следующее:
Для подогрева воздухонагревателей................ 30—40%
Для силовых установок доменного цеха............12—18%
Избыточный газ, используемый для прочих нужд. . 30—50%
Потери............................................. 5—10%
44
Производство чугуна
Шлак. Образуется в доменной печи в количестве 45—70% от
веса чугуна и является сложным веществом, состоящим из СаО,
А12О3, SiO2, MnO, FeO, MgO, CaS и пр.
В зависимости от состава, шлаки делятся на основные и кислые.
Шлаки называются кислыми, когда отношение 1, основными,
’ СаО
SiOa .
когда ^<1.
Для древесноугольных печей ^——1,5— 2 (шлак кислый).
Кокс содержит серу, которая является вредной примесью в чу-
гуне и в процессе доменной плавки должна быть переведена в шлак.
Поэтому для доменных печей, работающих на коксе, должен пред-
усматриваться основной шлак, с преобладанием извести (СаО),
поглощающей серу.
Шлак из доменной печи выпускается в ковш или по желобу
в водяной бассейн, в котором он превращается в мелкораздроблен-
ный песок (гранулированный шлак). Для грануляции шлака, выли-
ваемого из ковша, применяют охлаждение и распыление струей
сжатого воздуха или пара.
Из гранулированного шлака приготовляют шлакобетон, шлако-
вый кирпич. При гранулировании паром из шлака изготовляется
шлаковая вата, которая используется в качестве тепловой изоляции.
15. Производительность доменных печей
Борьба за выполнение великой задачи, поставленной
И. В. Сталиным, — довести производство чугуна до 50 млн. тонн
в год, идет как по линии повышения темпов строительства новых
заводов, так и по линии наилучшего использования существующих
металлургических агрегатов.
Производительность доменных печей характеризуется коэффициен-
том использования полезного объема, показывающим, сколько куби-
ческих метров объема печи приходится на одну тонну чугуна, вы-
плавленного в среднем за сутки. Чем меньше абсолютное значение
коэффициента использования, тем, соответственно, лучше работает
доменная печь. К концу 1950 г. использование полезного объема
доменных печей в СССР увеличилось на 25% по сравнению с 1940 г.
Современные советские доменные печи имеют объем 1 000—
1 300 м3. Каждая такая печь дает в сутки 1 000—1 500 т чугуна,
600—800 т шлака и 4—5 млн. м3 доменного газа.
Доменное производство СССР заняло авангардное место в миро-
вой технике. Новые советские доменные цехи являются самыми пе-
редовыми в мире по мощности, техническому оснащению, механи-
зации, автоматизации и достигаемым техническим коэффициентам
использования полезного объема печей. В сравнении с дореволюци-
онной металлургией, на новых советских заводах время пребывания
шихты в печах сократилось в два раза (с 14—16 час. до 7—8 час.)
Производительность доменных печей
45
и более, коэффициент использования полезного объема снизился
с 1,62—2,16 до О,SO—0,85 (металлурги завода им. Серова на Урале
добились коэффициента использования 0,57 и даже 0,53), расход
кокса на одну тонну передельного чугуна снизился с 1,05—1,20 до
0,75—0,85 т. Производительность труда в новых доменных цехах
в пять-шесть раз выше, чем была на лучших заводах дореволю-
ционной России, при значительном сокращении рабочего дня.
Весьма важное значение имеют опыты промышленного масштаба
по применению кислорода для обогащения дутья доменных печей,
проводимые под руководством академиков М. А. Павлова и И. П.
Бардина.
Первые полузаводские опыты, проведенные в 1932—1934 гг. на
Чернореченском химическом заводе, установили возможность веде-
ния процесса на дутье, содержащем до 60% кислорода, без подо-
грева. При этом было установлено, что производительность печей
на обогащенном кислородном дутье значительно выше, чем на
обычном; кроме того, получается высококалорийный доменный
газ — вследствие уменьшения количества вносимого дутьем азота,
который является балластом.
Опыты промышленного масштаба, проведенные в 1940—1941 гг.,
показали, что производительность печи на обогащенном кислород-
ном дутье возрастает вдвое, а расход кокса сокращается на 25% по
сравнению с результатами работы на обычном дутье.
В настоящее время осуществляется всестороннее изучение до-
менно-кислородного процесса на Ново-Тульском металлургическом
заводе.
Полученные опытные и расчетные данные говорят о том, что
применение кислорода в доменном производстве откроет новые ши-
рокие перспективы развития черной металлургии.
ГЛАВА ТРЕТЬЯ
ПРОИЗВОДСТВО СТАЛИ
В настоящее время сталь производится преимущественно путем
передела чугуна.
Сталь имеет более высокие физико-механические свойства по
сравнению с чугуном: ее можно закаливать, ковать, прокатывать;
она имеет высокую прочность и достаточную пластичность, хорошо
обрабатывается резанием. В расплавленном состоянии сталь обла-
дает удовлетворительной жидкотекучестью для получения отливок.
Мягкая сталь, с содержанием углерода менее 0,2%, закалку не
принимает, но обладает высокой пластичностью, способностью хо-
рошо свариваться, легко куется и прокатывается в горячем и в хо-
лодном состоянии.
Имеются данные, указывающие на то, что сталь добывалась не-
посредственно из руд в тестообразном состоянии еще за 500Э лет
до нашей эры. Позднее научились получать сталь из чугуна в крич-
ном горне, также в тестообразном состоянии. В 1740 г. был открыт
способ получения жидкой стали в тигле, а с 1784 г. начали приме-
нять пудлингование — получение стали в тестообразном состоянии
на поду пламенной печи. Все эти способы малопроизводительны,
требуют больших затрат топлива и труда.
Бурный рост промышленности и железнодорожного транспорта
во второй половине XIX века потребовал громадного количества
стали, а старые способы получения стали не могли удовлетворить
этим требованиям. Это привело к созданию ряда высокопроизводи-
тельных способов плавки стали. В 1856 г. появляется бессемеров-
ский, а в 1878 г. — томасовский способ получения стали из жидкого
чугуна в конвертерах. С 1864 г. применяется мартеновский способ
получения стали в пламенных печах, а с 1899 г. — способ производ-
ства стали в электропечах.
По своему химическому составу сталь отличается от чугуна
меньшим содержанием углерода (меньше 2%). Другие элементы
(кремний, марганец и др.) также содержатся в ней в меньшем ко-
личестве, чем в чугуне, если при выплавке не делают специальных
присадок. Задача переработки чугуна в сталь сводится к удалению
из чугуна избытка углерода, кремния, марганца и других примесей.
Разрешение этой задачи возможно потому, что углерод и другие
примеси при высокой температуре соединяются с кислородом го-
раздо энергичнее, чем железо, и их можно удалить путем окис-
ления при незначительных потерях железа.
Конвертерный способ
47
Углерод чугуна, соединяясь с кислородом, превращается в газ —
окись углерода (СО), — который улетучивается. Другие примеси
превращаются в жидкие окислы (SiO.2, МпО и др.), которые вслед-
ствие меньшего удельного веса всплывают и образуют на поверх-
ности металла шлак.
В настоящее время в промышленности Советского Союза приме-
няются следующие методы получения стали: конвертерный (бессе-
меровский и томасовский), мартеновский, электроплавка и тигель-
ный способ.
Всеми этими способами получают сталь в жидком виде. Наибо-
лее важное значение имеет мартеновский способ. Этим способом
выплавляется наибольшее количество стали. Остальными способами
выплавляется сравнительно немного стали.
16. Конвертерный способ
Сущность конвертерного способа получения стали заключается
в том, что через жидкий чугун, залитый в конвертер, продувается
Фиг. 24. Бессемеровский конвертер.
воздух, кислород которого выжигает из чугуна углерод и другие
примеси.
Конвертер (фиг. 24) является сосудом грушевидной формы,
сваренным из толстой листовой стали и футерованным внутри
огнеупорным материалом. Снаружи в средней части конвертер имеет
два цилиндрических выступа 1 и 2, называемые цапфами, которые
служат для опоры и поворота конвертера. Одна из цапф (2) делается
полой и соединяется с воздухопроводом 3. От цапфы к днищу 6
воздух подводится через трубу 4 и воздушную коробку 5. В днище
48
Производство стали
Фиг. 25. Положение кон-
вертера при заливке его
чугуном.
конвертера имеются отверстия — фурмы 7, через которые под давле-
нием 1,5—2,5 ати воздух подается в конвертер.
Для облегчения ремонта конвертера днище делается приставным.
При заливке жидкого чугуна и при перерывах процесса конвер-
тер поворачивается на цапфах в положение, показанное на фиг. 25,
с помощью зубчатой рейки, сцепленной с шестерней 8 (фиг. 24).
После заливки чугуна пускают дутье, и конвертер поворачивают
днищем вниз. Слой металла составляет при этом от % Д° 7з
высоты цилиндрической части конвер-
тера. Емкость современных конвертеров
достигает 40 т.
Бессемеровский процесс. Бессеме-
ровский конвертер футеруют кремнистым
огнеупорным кирпичом (динасом). Хоро-
ший динасовый кирпич содержит не ме-
нее 94,5% SiO2, сохраняет механическую
прочность при высоких температурах и
оплавляется при температуре не ниже
1710°. Динасовый кирпич разъедается
основными шлаками, поэтому в бессеме-
ровском конвертере могут перерабатываться лишь кремнистые
чугуны (см. табл. 2), дающие кислый шлак. Чугун из доменной
печи или из миксера поступает в ковш, а из него вливается в
конвертер при температуре около 1 300°. Выгорание примесей при
продувании воздуха происходит бурно, с выделением большого
количества тепла. При этом наблюдается определенная последова-
тельность выгорания примесей при ярко выраженных периодах.
Первый период — период шлакообразования. Основную массу
залитого в конвертер чугуна составляет железо (около 93% по
весу), поэтому молекулы кислорода вдуваемого воздуха преимуще-
ственно сталкиваются с молекулами железа и окисляют его:
Fe + О2->FeO + 64430 кал. (1)
Образующаяся закись железа (FeO) частью переходит в шлак,
частью же растворяется в ванне металла и вступает во взаимо-
действие с кремнием и марганцем:
2FeO 4- Si 2Fe + SiO2 + 78 990 кал; (2)
FeO-LMn^Fe + MnO + 32 290 кал. (3)
Закись железа и закись марганца (МпО) соединяются с кремне-
кислотой (SiO2) и образуют слой шлака на поверхности ванны, по-
этому первый период и называют периодом шлако-
образования.
Продолжается первый период 4—5 мин. и сопровождается повы-
шением температуры металла до 1 550—1570° вследствие выделения
большого количества теплоты (реакции 1, 2, 3).
Конвертерный способ
49
Второй период характеризуется появлением над горлови-
ной конвертера длинного языка ослепительно-белого пламени и уси-
лением шума. Оба эти явления есть следствие окисления углерода.
В ванне окисление углерода протекает при его взаимодействии
с закисью железа:
FeO + С -> Fe 4- СО — 34 460 кал. (4)
Увеличение количества вырывающихся из горловины газов
(вследствие образования окиси углерода) вызывает усиление
шума.
Окись углерода в атмосфере (вне кон-
вертера) сгорает за счет кислорода воз-
духа, с образованием яркого пламени
по реакции
СО 4- 4 Оа = СОа. (5)
Третий период характеризуется
уменьшением шума и появлением бурого
дыма, что свидетельствует о начале ин-
тенсивного горения железа. На этом опе-
рацию продувки следует закончить.
Как видно из приведенных формул,
все реакции бессемеровского процесса,
кроме реакции (4), протекают с выделе-
нием тепла, поэтому температура гото-
вой стали достигает 1600—1620°.
При изготовлении углеродистой стали
процесс иногда останавливают на задан-
ном количестве углерода, тогда третий
период отсутствует. Однако заданный
Фиг. 26. График выгорания
кремния, марганца и углеро-
да при бессемеровском про-
цессе.
состав при этом получить трудно, поэтому чаще продувку ведут
до получения стали с весьма малым содержанием углерода, а затем
делают присадку рассчитанного количества ферромарганца или зер-
кального чугуна для раскисления 1 и науглероживания мягкой стали.
На фиг. 26 приведен график хода бессемеровского процесса. По
этому графику можно проследить за изменением химического со-
става и температуры ванны по периодам. Продувка чугуна воздухом
длится 12—15 мин., на вспомогательные операции (заливка чугуна,
загрузка ферросплавов и т. д.) расходуется от 5 до 15 мин. Про-
должительность всего процесса составляет 20—30 мин.
Готовый металл выливают в ковш и разливают по изложницам.
Футеровка бессемеровского конвертера выдерживает 1000—2000
плавок, днище — до 30.
Русский способ бессемерования, примененный впер-
вые Д. К. Черновым на Обуховском заводе в 1876 г., служит
1 Раскислением стали называется операция восстановления железа из закиси
железа (FeO), ухудшающей качество стали.
4 В. M. Никифоров
50
Производство стали
Фиг. 27. Малый бессемеров-
ский конвертер.
для переработки малокремнистых чугунов на сталь. По этому спо-
собу перед заливкой в конвертер чугун перегревается в вагранке
или в регенеративной пламенной печи до 1400—1500°, что способ-
ствует началу выгорания углерода в первом периоде бессемеров-
ского процесса (сразу после заливки жидкого чугуна).
В 1888 г. этот метод был подробно разработан и исследован на
Нижне-Салдинском заводе К. П. Поленовым. Сокращение времени
продувки, попутная переработка некоторого количества железного
лома, а также отсутствие брака в слит-
ках — являются характерными чертами
русского процесса.
Малое бессемерование. Малые бес-
семеровские конвертеры имеют емкость
2—3 т и применяются исключительно
с целью плавки стали для фасонного
литья. Дутье в малом конвертере (фиг. 27)
осуществляется не через днище, а через
фурмы 1 с боковой стороны. Это позво-
ляет, изменяя угол наклона конвертера,
либо продувать воздух через металл,
либо подавать его на поверхность для
сжигания выделяющейся окиси углерода
(СО) в углекислоту (СОД в результате
чего повышается температура ванны. Малобессемеровская сталь
выдается из конвертера при температуре до 1650°, поэтому она
обладает большой жидкотекучестью и годна для отливок самой
сложной конфигурации.
Чугун для малого бессемерования расплавляют в вагранке
(см. стр. 192).
Томасовский процесс. Томасовский способ получения стали
появился вследствие необходимости переработки фосфористых чугу-
нов, которые получаются из фосфористых руд, достаточно распро-
страненных в природе (например, Керченские руды в СССР).
Для перевода в шлак окиси фосфора (Р2ОВ), образующейся при
продувании чугуна, необходимо применять основной флюс — окись
кальция (СаО). Однако в бессемеровский конвертер СаО загружать
нельзя, так как она будет разъедать кислую динасовую футеровку.
Для переплавки фосфористых чугунов применяются конвертеры
с основной футеровкой из обожженного доломита (СаО • MgO).
Эти конвертеры называются томасовскими. В конвертер за-
гружается сперва известь в количестве 12—18% от веса чугуна,
а затем производится заливка самого чугуна при температуре
около 1200° (фосфористый чугун плавится при температуре
1050—1100°).
Томасовский процесс имеет четыре периода плавки.
В первом периоде интенсивно выгорают железо, кремний и мар-
ганец и начинается шлакообразование. Так как кремния и марганца
в чугуне немного, то это короткий период (3—4 мин.).
Конвертерный способ
51
Во втором периоде интенсивно выгорает углерод, что сопровож-
дается появлением длинных языков пламени и некоторым пониже-
нием температуры металла.
Фосфор выгорает последним, в третьем периоде, поэтому про-
цесс необходимо вести до конца. Образующаяся при этом окись
фосфора (Р2ОВ) вместе с окисью кальция (СаО) дает прочное
соединение (СаО)4 • Р2О3, которое переходит в шлак. Этот фосфо-
ристый шлак применяется в сельском хозяйстве в качестве удо-
брения. Одновременно проте-
кает процесс удаления серы (до
30%):
FeS + CaO = FeO4-CaS. (6)
По окончании продувки
производят присадку ферро-
сплавов (четвертый период).
На фиг. 28 приведен гра-
фик хода томасовского про-
цесса. Пунктирные кривые на
фиг. 26 и 28 показывают, что
при бессемеровском процессе
основное количество тепла вы-
деляется в первом периоде, а
при томасовском — в третьем
периоде. Некоторое понижение
температуры во втором пе-
риоде (фиг. 28) благоприятно
для удаления фосфора, так как
Фиг. 28. График выгорания кремния,
марганца, углерода и фосфора при тома-
совском процессе.
реакции его окисления проте-
кают с выделением боль-
шого количества теплоты. Футеровка томасовского конвертера вы-
держивает около 300 плавок.
Преимущества и недостатки конвертерного способа. Преиму-
ществами конвертерного способа получения стали являются: высо-
кая производительность, компактность и простота устройства, отсут-
ствие потребности в топливе для процесса. Поэтому стоимость
конвертерной стали невысока.
К существенным недостаткам конвертерного способа относятся:
1) ограничение состава перерабатываемого чугуна: для бессеме-
ровского процесса пригодны лишь кремнистые чугуны, а для тома-
совского— фосфористые (табл. 2); 2) ограничение количества пере-
плавляемого стального лома (5—10%); 3) большой угар металла
(10—15%); 4) трудность регулировки процесса вследствие его
большой скорости; поэтому невозможно получить стали точно
определенного состава; 5) повышенное содержание в стали азота и
закиси железа, ухудшающих ее свойства.
Бессемеровская сталь применяется для производства проволоки,
мелких строительных профилей, сварных труб, болтов.
52
Производство стали
Бессемеровская сталь, полученная из низкофосфористого чугуна,
выплавленного из криворожских руд, применяется для изготовления
рельсов.
Продукция томасовского процесса идет для изготовления мягкой
кровельной, листовой и сортовой стали.
В будущем можно ожидать расширения применения конвертер-
ного способа в связи с внедрением кислородного дутья, при кото-
ром качество конвертерной стали резко улучшается вследствие
отсутствия в ней азота.
17. Мартеновский способ
Мартеновское производство возникло в связи с необходимостью
перерабатывать скопляющиеся на заводах отходы (стальной лом,
стружка и т. п.). Существовавшие ранее способы получения литой
стали — тигельный и бессемеровский — не решали задачи перера-
ботки отходов.
Первые работы по усовершенствованию способа получения литой
стали были произведены крупным русским металлургом 11. М. Обу-
ховым в 50-х годах прошлого столетия. В 1857 г. он получил при-
вилегию на изобретенный им способ производства орудийной стали
путем сплавления чугуна и мягкой стали. Орудийная сталь П. М.
Обухова по качеству превосходила лучшие заграничные марки и
была в семь раз дешевле английской и в два раза дешевле немец-
кой крупповской стали. Первая пламенная печь для производства
стали была построена в 1864 г. П. Мартеном. Пионером организа-
ции мартеновского производства в России был горный инженер
А. А. Износков, под руководство.м которого в 1869 г. на Сормов-
ском заводе началась постройка первой русской печи емкостью 2,5 т.
Устройство мартеновской печи. Но мартеновскому способу
сталь плавят в пламенных печах, которые дают возможность по-
лучать жидкую сталь как из чугуна с различным содержанием
примесей, так и из стальных и чугунных отходов.
Мартеновская печь (фиг. 29, а) состоит из плавильного про-
странства 4, ограниченного снизу подиной 7, сверху сводом 3,
с боков стенками. По обе стороны плавильного пространства на-
ходятся головки 7 и 5, соединяющие это пространство с регенера-
торами 8 и 6, которые представляют собою устройства с огне-
упорной насадкой для подогрева воздуха и газообразного топ-
лива.
Каналы 2 служат для подвода воздуха и газообразного топлива,
образующих пламя в печи, а также для отвода продуктов горения.
Перекидные устройства (фиг. 29, б и в) изменяют направление дви-
жения газообразного топлива (газа) и воздуха. Между перекид-
ными устройствами имеется канал для отвода продуктов горения
к дымовой трубе.
При положении перекидных устройств (клапанов), показанном
на фиг. 29, б, газ и воздух через правые регенераторы поступают
Мартеновский способ
53
54
Производство стали
в рабочее пространство, где смешиваются и образуют пламя. Про-
дукты горения проходят через головку 1 и насадки левых реге-
нераторов и нагревают их; далее продукты горения по каналам на-
правляются к дымовой трубе.
При повороте клапанов перекидных устройств на 90° (фиг. 29, в)
газ и воздух меняют свое направление и попадают в плавильное
пространство, предварительно нагретые насадками левых регенера-
торов, а продукты горзния будут нагревать первые регенераторы
(фиг. 29, в), охлажденные газом и воздухом при предыдущем
положении клапанов (фиг. 29, б).
В процессе работы печи производится периодическое (через
10—15 мин.) изменение направления движения газа и воздуха, чем
обеспечивается, во-первых, их постоянный подогрев до 1000—1200°
и, во-вторых, в плавильном пространстве температура до 17OO01.
Для нагрева мартеновских печей применяется газообразное
или жидкое топливо (мазут). Мазут распыляется в плавильном
пространстве струей воздуха или пара под давлением 5—8 ати.
Печи, работающие на мазуте, оборудуются только двумя регенера-
торами для подогрева воздуха; при газообразном топливе (генера-
торный, доменный, смешанный газ) необходимы четыре регенера-
тора (фиг. 29).
Мартеновские печи разделяются на кислые и основные, в зави-
симости от материала футеровки подины и стенок.
Для плавки стали под кислым шлаком применяются кислые печи,
ванна которых футерована динасовым кирпичом, поверх которого
наварен слой кварцевого песка.
В отличие от бессемерования, в мартеновской печи процесс
идет в основном за счет теплоты от сжигания топлива, поэтому
нет необходимости в высоком содержании кремния в мартеновском
чугуне (см. табл. 2).
Для передела в сталь фосфористых чугунов и отходов с повы-
шенным содержанием фосфора и серы применяют основные печи,
ванна которых футерована доломитом или магнезитом, как в тома-
совском конвертере; при этом большое содержание фосфора в чу-
гуне, как это нужно для томасовского процесса, не является
обязательным.
Свод и головки как кислых, так и основных мартеновских печей
делаются из динасового кирпича, который лучше других огнеупоров
переносит резкие колебания температуры, не растрескиваясь, и со-
храняет прочность при высокой температуре.
Для верхних рядов насадок регенераторов применяется динасо-
вый кирпич, для нижних рядов — шамотный кирпич.
В передней стенке мартеновской печи находятся загрузочные
окИа 9 (фиг. 29), через которые с рабочей площадки заваливается
шихта, берутся пробы и ведется наблюдение за плавкой. Подина
1 Если не производить предварительного нагрева воздуха, то температура
в печи ие превысит 1400° (температура плавления мягкой стали — около 1500°).
Мартеновский способ
55
печи имеет наклон к задней стенке, в которой находится отверстие
для выпуска готовой стали.
Плавка в мартеновских печах. Существуют две главные разно-
видности мартеновского процесса: скрап-процесс и рудный процесс.
Скрап-процесс характерен для мартеновских цехов маши-
ностроительных заводов, где всегда имеются в большом количестве
отходы производства в виде стального и чугунного лома, стружки,
обрезков и обрубков металла, в виде частей машин, пришедших
в негодность, и т. п.
При скрап-процессе загружаемая шихта содержит 65—80% отхо-
дов (скрапа), остальное — чушковый чугун. Шихта для кислой
плавки может содержать не более 0,03% серы и 0,04% фосфора,
так как их удаление в печи с кислой футеровкой невозможно.
Расплавление твердой шихты занимает около половины всего
времени плавки. При этом часть железа окисляется за счет кисло-
рода атмосферы печи и руды, образуя закись железа (FeO), раство-
ряющуюся в ванне металла и окисляющую примеси шихты. Сначала
окисляются кремний и марганец:
Si + 2FeO = SiO2 + 2Fe; (1)
Мп 4- FeO = МпО 4- Fe. (2)
При кислом процессе образующаяся кремнекислота (SiO2) всту-
пает в реакцию с закисью железа (FeO) и закисью марганца
(МпО) и образует слой шлака на поверхности металла:
SiO2 -|- FeO — FeSiO3;
SiO2 4” МпО = SiMnOa
Далее выгорает углерод:
C-J-FeO— CO-4 Fe. (3)
Окись углерода (CO) выделяется на поверхности пузырьками,
что создает впечатление кипящего металла. О ходе плавки судят по
интенсивности кипения ванны и по форме пузырьков, применяя для
наблюдения темнофиолетовые стекла. Кипение ванны приводит
к улучшению качества стали, так как оно способствует перемешива-
нию ванны, выделению растворенных газов и шлаковых включений.
Определение состава и свойств металла производят по пробе,
которую зачерпывают ошлакованной стальной ложкой.
К концу плавки в металле находится некоторое количество рас-
творенной закиси железа (FeO), присутствие которой в готовой стали
недопустимо, так как уже при содержании 0,1% FeO сталь дает
трещины при прокатке и ковке. Для раскисления стали в конце
плавки в печь загружают ферросплавы, марганец, кремний и угле-
род которых восстанавливают железо из закиси по реакциям (1),
(2), (3). Окислы марганца и кремния уходят в шлак, а окись
углерода поступает в атмосферу плавильного пространства печи.
SB
Производство стали
При выгорании большинства примесей в процессе плавки выде-
ляется значительное количество теплоты, которая повышает темпе-
ратуру ванны.
Основной скрап-процесс появился вследствие необходимости
перерабатывать шихту с повышенным содержанием фосфора и серы.
Для ошлакования фосфора и серы при основном процессе в печь
вводится известь.
После расплавления, как и при кислом процессе, сначала окис-
ляются кремний и марганец по реакциям (1) и (2), а получившаяся
при этом кремнекислота (SiO2) вступает в реакцию с окисью каль-
ция (СаО) и образует силикат:
2СаО + SiO.2 = 2СаО • SiO.2. (4)
После марганца и кремния окисляется углерод по реакции (3)
и фосфор по реакции
2Р 4- 5FeO = Р2О3 + 5Fe.
Фосфорный ангидрид (Р2О8) с окисью кальция (СаО) образуют
прочное соединение:
Р2О8 -Н 4СаО = (СаО)4Р2О8.
Так происходит удаление фосфора (дефосфорация) из металла
в шлак.
Удаление серы в шлак (десульфурация) происходит в основном
при действии окиси кальция:
FeS 4- СаО = FeO 4- CaS.
Следовательно, для ошлакования фосфора и серы в шлаке дол-
жно быть значительное количество окиси кальция (СаО).
Кремнекислота (SiOJ при основном процессе не может связать
закиси железа (как при кислом процессе), так как сама связывается
известью по реакции (4). Поэтому закись железа (FeO) находится
в шлаке в свободном состоянии и может легко переходить в металл.
Этим объясняется то обстоятельство, что основная мартеновская
сталь содержит большее количество закиси железа, чем кислая
сталь.
Емкость печей для скрап-процесса обычно составляет от 20 до
100 т.
Рудный процесс характерен для мартеновских цехов
металлургических заводов, где имеются доменные печи. В качестве
шихты для рудного процесса применяется жидкий чугун и железная
руда. Так как руда и чугун всегда содержат некоторое количество
серы и фосфора, то печи для рудного процесса делаются основными.
Чугун составляет 75—90% шихты; железная руда вводится для
окисления примесей чугуна. Кислород руды соединяется с углеро-
дом чугуна, и образующаяся окись углерода (СО) поступает в пла-
вильное пространство печи. Окислы кремния, марганца и фосфора
переходят в шлак. Восстановленное при этом железо увеличивает
количество металла в ванне, создавая так называемый пригар.
Электроплавка и тигельная плавка стали
57
Емкость стандартных печей для рудного процесса 150—350 т.
Применяются -Также качающиеся печи емкостью до 400 т. Эти печи
удобны тем, что при наклоне можно сливать шлак и выливать
часть готовой стали (обычно около 50%); это резко увеличивает
производительность, так как загружаемый вслед затем в печь жид-
кий чугун перемешивается с жидкой сталью, и выгорание примесей
идет очень быстро.
Разработка технологии рудного процесса в основной печи была
осуществлена впервые братьями Горяйновыми на Александровском
заводе в Екатеринославе в 1894 г., а затем и на других заводах.
Следует отметить большое народнохозяйственное значение мар-
теновского способа. Так, если количество стали, получаемой из кон-
вертера, составляет 85—90% от веса залитого чугуна, то выход
металла при скрап-процессе составляет 93—95% от веса металличе-
ской шихты, а при рудном процессе в результате пригара выход
стали обычно превышает вес металлической шихты и доходит до
104%.
Мартеновский способ выгодно отличается от конвертерного тем,
что процесс протекает спокойно и можно получить более точно же-
лаемый состав стали.
Мартеновская печь дает от 3 до 5 плавок в сутки, в зави-
симости от ее емкости, механизации обслуживания, качества шихты.
Свод печи выдерживает 200—250 плавок, насадки регенераторов
400—500 плавок.
Советскими учеными (чл.-корр. АН СССР Б. В. Старк, проф.
К. Г. Трубин и др.) и сталеварами (М. Мазай, П. Болотов и др.)
разработаны методы скоростного сталеварения.
Стахановцы-сталевары непрерывно увеличивают производитель-
ность мартеновских печей, улучшая технологию процесса, сокращая
его продолжительность и увеличивая съем стали с каждого квадрат-
ного метра пода печи.
Развернувшееся в начале 1950 г. по инициативе знатного стале-
вара Ново-Тагильского завода П. Болотова патриотическое движе-
ние за улучшение использования мартеновских печей путем приме-
нения скоростных плавок охватило все металлургические предприя-
тия страны и играет важную роль в успешном выполнении заданий
пятилетнего плана по производству стали.
В 4-й сталинской пятилетке освоено применение кислорода в ста-
леплавильном производстве, что значительно повышает производи-
тельность мартеновских печей.
К концу 1950 г. съем стали с одного квадратного метра площади
пода мартеновских печей увеличился по сравнению с 1940 г. на 33%.
18. Электроплавка и тигельная плавка стали
Плавка металлов с помощью электрической дуги впервые осу-
ществлена русским ученым В. В. Петровым еще в 1802 г. Однако
в промышленной металлургии открытие Петрова начало использо-
58
Производство стали
ватьсялишь в текущем столетии, когда достигло значительного раз-
вития производство дешевой электроэнергии.
Этот способ выплавки стали является наиболее совершенным.
Отсутствие окислительного пламени и незначительный доступ воз-
духа дают возможность создавать в печах восстановительную атмо-
сферу. Высокая температура в печи обеспечивает получение туго-
плавких высокоизвестковых шлаков,
Фиг. 30. Электродуговая печь.
проходят через динасовый
трододержателях и могут
которые способствуют полному удале-
нию серы и фосфора из металла.
Благодаря возможности более точ-
ного управления процессом достигается
получение металла заданного состава.
В настоящее время этот способ ши-
роко применяется для выплавки высо-
кокачественных легированных сталей
и ферросплавов. Существуют два вида
печей для электроплавки: дуговые и
индукционные.
Дуговые печи. На фиг. 30 приве-
дена дуговая электросталеплавильная
печь. Теплота в этой печи выделяется
электрическими дугами, образующи-
мися между электродами и металли-
ческой ванной и развивающими тем-
пературу до 3500° и выше.
Три угольных или графитовых элек-
трода 1 расположены вертикально и
свод 2 печи. Они закрепляются в элек-
иметь вертикальное перемёщение для
регулирования дуги.
Снаружи печь имеет железный кожух. Завалка шихты произво-
дится через загрузочное окно 3 или через верх печи (в печах
со съемным сводом); выпуск готового металла — через специ-
альное отверстие 6 и желоб 5. Для наклона при выпуске
шлака и металла печь имеет поворотный механизм 4. Футеровка
пода и стенок основных печей делается из магнезита, кислых —
из динаса.
В печах с вертикальными электродами ванна является провод-
ником тока, который течет по ее поверхности от одного электрода
к другому, а дуги расположены между электродами и металлом,
поэтому расплавление шихты идет быстро и управление плавкой
просто. Это является причиной широкого распространения таких
печей.
Для переплавки небольшого количества чугуна и медных спла-
вов применяются печи с горизонтальными электродами (фиг. 31).
В этих печах дуга образуется между двумя графитовыми электро-
дами 1 и расплавление шихты происходит за счет теплоты, излу-
чаемой дугой.
Электроплавка и тигельная плавка стали
59
Емкость дуговых электропечей колеблется в широких преде-
лах: от 250 кг до 120 т (для печей с вертикальными электро-
дами).
В настоящее время в СССР уделяется большое внимание изго-
товлению и установке крупных дуговых печей. Эти крупные элек-
троплавильные агрегаты имеют
весьма высокую производитель-
ность. Установка крупных дуго-
вых печей позволит в короткий
срок добиться нового мощного
подъема советской электрометал-
лургии.
Индукционные печи. Бывают
печи со стальным сердечником
(низкой частоты) и без стального
сердечника (высокой частоты).
Печи со стальным сердечни-
Фиг. 31. Дуговая печь с горизонталь-
ными электродами.
ком (фиг. 32) представляют, по
существу, трансформатор, вторичной обмоткой которого является
только один виток — кольцеобразная металлическая ванна 1. Пере-
менный ток, пропускаемый через обмотку 2 сердечника, создает
в сердечнике магнитный поток, возбуждающий в металлической
ванне индукционный ток большой силы, который превращается
Фиг. 32. Индукционная печь низкой
частоты.
в теплоту и разогревает ме-
талл.
Печи со стальным сердеч-
ником не получили широкого
распространения, так как имеют
Фиг. 33. Индукционная
печь высокой частоты.
ряд существенных недостатков: узкое и неудобное для работы пла-
вильное пространство, невозможность сливать всю выплавленную
сталь и др.
Печи без стального сердечника (фиг. 33) представляют собою
огнеупорный тигель, окруженный обмоткой (индуктором) из полой
медной трубки, внутри которой циркулирует вода для охлаждения.
Между обмоткой и тиглем, наполненным металлом, находится теп-
ловая изоляция.
60
Производство стали
Образующиеся в металле вихревые токи производят его нагрев
и расплавление. Вихревые токи усиливаются с увеличением частоты
переменного тока.
Высокочастотные печи нашли более широкое распространение,
чем низкочастотные. Их емкость достигает 8 т. Однако для плавки
стали наибольшее применение имеют дуговые печи, обладающие
рядом преимуществ.
Процесс электроплавки. Процесс начинается с расплавления
загруженной шихты, состоящей преимущественно из стального лома.
По мере расплавления шихты, за счет кислорода воздуха и,
главным образом, за счет окислов железа происходит окисление
примесей, как в мартеновском процессе. Для образования шлака
в печь с основной футеровкой понемногу загружают известь.
К концу первого периода плавки заканчивается окисле-
ние всех примесей (кроме серы), но в стали остается растворен-
ная закись железа (FeO).
Задачей второго периода плавки является очистка (рафи-
нирование) стали — раскисление и десульфурация ее. Для этого
печь наклоняют и сливают весь шлак, затем из извести и плавико-
вого шпата наводят новый шлак, на который забрась вают молотый
кокс. Раскисление и десульфурация идут по реакциям
C + FeO = Fe4-CO;
FeS 4- СаО = FeO -ф CaS.
Когда металл вполне раскислен, делают присадку специальных
(легирующих) компонентов — хрома и др., и доводят сталь до за-
данного состава. Некоторые ферросплавы (ферросилиций, ферро-
марганец) служат одновременно и раскислителями, поэтому их
вводят в печь раньше, и в этом случае процессы раскисления и
легирования совпадают.
Возможность удаления серы и фосфора, а также полного рас-
кисления стали при основной электроплавке является причиной ее
преимущественного распространения.
В кислых электропечах сера и фосфор из стали не удаляются.
Кислые печи применяются главным образом при плавке стали для
получения фасонных отливок.
Двойной процесс. Двойным процессом называют процесс вы-
плавки стали в двух печах. Выплавка электростали из твердой
шихты обходится дорого. Для понижения стоимости высококаче-
ственной и легированной стали первый период плавки иногда про-
водят в мартеновской печи, а в электропечи выполняются лишь
операции раскисления и доводки стали до заданного состава (вто-
рой период плавки).
Двойные процессы могут быть и при других сочетаниях печей.
Для получения высококачественной стали используют, например,
основную и кислую мартеновские печи: в первой получают сталь
с низким содержанием фосфора и серы, а во второй раскисляют
Разливка стали
61
сталь. Ведутся также двойные процессы в сочетаниях: конвертер —
мартеновская печь, вагранка — конвертер и др.
Тигельная плавка. Целью тигельной плавки является получе-
ние инструментальных углеродистых сталей. Тигли изготовляются
из смеси огнеупорной глины с графитом и выдерживают темпера-
туру до 1700°. Емкость тиглей невелика — от 10 до 50 кг. В каче-
стве исходных материалов для тигельной плавки служат чистые
обрезки стали, чугун и ферросплавы.
Сера и фосфор при тигельной плавке не удаляются из стали,
поэтому их содержание в шихте не должно превышать допусти-
мого в готовой стали.
Процесс плавки ведется в печах с регенеративным устройством.
В плавильное пространство загружается от 20 до 100 тиглей. Из
расплавившегося металла выделяется шлак, газы и окислы, и сталь
освобождается от неметаллических включений. Стенки тигля обла-
дают восстановительным действием, так как содержат углерод.
Продолжительность плавки 4—5 час. Состав готовой стали
мало отличается от среднего состава шихты, поэтому может быть
Заранее довольно точно рассчитан.
Недостатками тигельной плавки являются низкая производитель-
ность и большой расход топлива.
С развитием электроплавки тигельное производство уменьши-
лось до самых незначительных размеров.
19. Разливка стали
Готовая сталь выливается из печи в разливной ковш, в кото-
ром с помощью мостового крана переносится к месту разливки,
где и разливается по изложницам.
Изложницы (фиг. 34) представляют собой чугунные или, реже,
стальные формы, для облегчения выемки слитка — конусные. По-
перечное сечение изложниц бывает различной формы: для слитков,
идущих на прокатку, — квадратной (фиг. 34,а) или прямоугольной,
62
Производство стали
Фиг. 3S. Заливка изло-
жниц снизу (сифоном).
для слитков под ковку — многоугольной (фиг. 34,6) или круглой
формы.
Разливочные ковши (фиг. 35) изготовляются из листовой стали
и выкладываются внутри шамотным кирпичом. В дне футеровки
ковша имеется отверстие 2, которое закры-
вается огнеупорной пробкой 1.
Заполнение изложницы сталью может про-
изводиться сверху или снизу. Для получения
большого количества мелких и средних слит-
ков применяется так называемая сифонная
разливка (фиг. 36) в изложницы, не имеющие
дна и расширяющиеся книзу (фиг. 34,а). При
этом струя металла направляется в централь-
ный литник, от которого металл по каналам
расходится к изложницам. Заполнение сверху
производится в глухую изложницу, причем
слиток получается более плотным, чем при
сифонной разливке. Для заполнения сверху
применяются преимущественно большие изложницы, дающие
слитки весом до 15 т.
На крупных металлургических заводах принята технология, по
которой значительная часть слитков из сталеплавильных цехов
направляется на прокатку в горячем состоянии. При такой техно-
логической схеме весь путь переработки руды — от колошника
доменной печи и до выпуска готового проката — оказывается не-
прерывным.
ГЛАВА ЧЕТВЕРТАЯ
ОСНОВЫ МЕТАЛЛОГРАФИИ
I. ПРЕДМЕТ МЕТАЛЛОГРАФИИ
Свойства металлов зависят не только от их химического со-
става, но также в значительной степени от их строения. Например,
при закалке стали химический состав ее остается неизменным, а
твердость увеличивается. Это объясняется изменением структуры
стали при закалке.
Роль металлографии в металловедении исключительно велика.
Металлографические исследования дают научное объяснение явле-
ниям, происходящим при термической обработке сплавов; они по-
зволяют заранее судить о свойствах металлов и сплавов, определять
их предыдущую обработку, выявлять местные пороки в деталях.
Изучение кристаллов различных веществ занимало ученых еще
в XVII и XVIII вв. Гениальный русский ученый Михаил Василье-
вич Ломоносов в 1763 г. в своем «Трактате о слоях земных»
устанавливает закон постоянства углов для кристаллов алмаза.
Геометрически правильную форму кристаллов различных веществ
Ломоносов связывает с определенным расположением атомов в про-
странстве; группы атомов составляют кристаллические многогран-
ники. Вследствие одинакового расположения атомов во всех кри-
сталлах одного вещества, одинаковыми будут и углы между со-
ответственными гранями. В данном вопросе Ломоносов далеко
опередил своих современников и высказал взгляды, разделяемые
наукой нашего времени.
Творцом современной кристаллографии — науки о строении и
свойствах кристаллов — является акад. Е. С. Федоров (1853—1919).
Е. С. Федоров указал на возможность определения вещества по
форме кристалла. Вместе со своими учениками он составил книгу
«Царство кристаллов». Эта книга излагает основы современной
кристаллографии и данные о величинах углов между гранями
огромного количества кристаллов.
Анализ вещества по методу Е. С. Федорова производится на
специальных приборах — гониометрах, позволяющих измерять углы
между гранями кристаллов и определять по разработанным им пра-
вилам, с каким веществом мы имеем дело. Анализ по методу Федо-
рова широко применяется в различных отраслях промышленности.
Величайшей заслугой Е. С. Федорова является решение слож-
ной математической задачи о кристаллических пространственных
64
Основы, металлографии
решетках — законах расположения (укладки) атомов в кристаллах по
отношению друг к другу. Он доказал, что должны существовать
230 способов построения кристаллов. После открытия рентгенов-
ского структурного анализа опытные проверки строения кристаллов
привели к блестящему подтверждению теории Е. С. Федорова.
20. Основоположник металлографии Д. К. Чернов
Металлография возникла в России. Ее возникновение нераз-
рывно связано с именами П. П. Аносова (1797—1851), впервые
применившего микроскоп для исследования структуры металлов,
и Д. К. Чернова (1838—1921), сделавшего ряд открытий мирового
значения. Важнейшие среди них — исследование критических точек
стали (1868) и кристаллической структуры литой стали (1878).
П. П. Аносов, работавший на Златоустовском оружейном за-
воде, впервые в 1831 г. применил микроскоп для изучения струк-
туры (узоров) литой и кованой булатной стали, более чем на
30 лет опередив англичанина Сорби, который лишь в 1863 г. пред-
принял исследование стали с помощью микроскопа.
Заслугой П. П. Аносова является также открытие секрета
древних мастеров Востока по изготовлению булатной стали, кото-
рая идет для производства клинков. Булатная сталь Аносова сла-
вилась во всем мире и вывозилась за границу. Клинки, изгото-
вленные из этой стали, отличались высокой твердостью и вязко-
стью: ими можно было рубить гвозди без порчи лезвия, рассекать
свободно падающий тонкий газовый платок; клинки можно было
сгибать до соприкосновения концов.
П. П. Аносов по заслугам считается «зачинателем» производ-
ства высококачественной стали.
Открытие Д. К. Черновым критических точек а и b совершило
революцию в познании природы металлических сплавов вообще и
позволило объяснить ряд «таинственных» явлений, происходящих
при термической обработке сталей.
Работая инженером на Обуховском сталелитейном заводе и
наблюдая процессы нагрева и охлаждения стальных болванок,
Чернов невооруженным глазом по степени накала открыл крити-
ческие точки стали а и Ь, характеризующие изменение ее состоя-
ния при определенных температурах. Он установил также влияние
превращений, происходящих в этих точках, на строение и свой-
ства стали при различных скоростях охлаждения.
Чернов указал, что сталь, будучи нагрета ниже точки а, не
принимает закалки, как бы быстро ее ни охлаждали, и что при
дальнейшем нагреве в точке b сталь изменяет свою структуру.
В работе о структуре литой стали Д. К. Чернов осветил про-
цесс образования стального слитка, рассматривая его как резуль-
тат кристаллизации расплавленной стали при охлаждении.
Своими работами Д. К. Чернов заложил основы современной
науки о металлах и сплавах-
Работы русских и зарубежных последователей Д. К. Чернова
65
21. Работы русских и зарубежных последователей Д. К. Чернова
Через 20 лет после открытия Д. К. Черновым критических
точек французский инженер Осмонд в лабораторных условиях,
с помощью термоэлектрического пирометра, определил численные
значения температур, соответствующих критическим точкам; а
через 30 лет англичанин Роберт Аустен опубликовал первую диа-
грамму состояния железо-углеродистых сплавов, построенную по
критическим точкам.
Дальнейшим развитием металлография обязана выдающемуся
советскому химику Н. С. Курникову (1860- 1941), создателю физи-
ко-химического анализа сплавов. Н. С. Курнаков сконструировал
саморегистрирующий пирометр,позволяющий точнозаписывать изме-
нение температуры при нагреве и охлаждении металлов и сплавов.
Изучая диаграммы состояния сплавов и свойства этих сплавов,
Курнаков установил зависимость между видом диаграмм состоя-
ния и свойствами сплавов (электропроводностью, твердостью, вяз-
костью и др.), что дало возможность строить диаграммы «состав —
свойство» (закон Курнакова, см. стр. 82). Закон Курнакова дает
возможность заранее определять свойства сплавов, что имеет
большое практическое и научное значение.
Творческая деятельность Н. С. Курнакова и его учеников раз-
вернулась в полной мере лишь после Великой Октябрьской социа-
листической революции, когда при Академии наук СССР был
создан специальный институт физико-химического анализа (ныне
Институт общей неорганической химии им. акад. Н. С. Курна-
кова), когда начался бурный рост промышленности СССР и в пер-
вую очередь — металлургической промышленности, когда совет-
ские заводы начали выпускать сложные приборы и машины, не-
обходимые для работы в металловедческих лабораториях.
Акад. А. А. Байков (1870—1946) в своих трудах осветил
теоретическую сущность металлургических процессов, способство-
вал установлению правильных взглядов на природу металлов,
открыл явления закалки сплавов меди и сурьмы, выявил поли-
эдрическую структуру аустенита стали при высоких температурах.
Член-корр. Академии наук СССР С. С. Штейнберг (1872—1940)
разработал новые основы термической обработки стали (см. стр. 100)
в результате изучения превращений аустенита при различных ре-
жимах охлаждения.
Ученые-металловеды Н. С. Курнаков, А. А. Байков, С. С. Штейн-
берг, А. Л. Бабошин, Н. Н. Давиденков, А. А. Бочвар, Г. В. Кур-
дюмов, Н. Т. Гудцов и их ученики создали советскую металло-
ведческую школу, разработавшую передовые методы исследования
металлов и сплавов и накопившую большое количество опытных
данных металлографического характера.
Современное металловедение, представляющее собою стройную
науку о металлах и сплавах, своим существованием обязано
прежде всего русским и советским ученым.
5 В. М. Никифоров
66
Основы металлографии
II. СТРОЕНИЕ МЕТАЛЛОВ И СПЛАВОВ И МЕТОДЫ ИХ ИЗУЧЕНИЯ
22. Кристаллическое строение металлов
Все вещества в твердом состоянии имеют или кристаллическое,
или аморфное строение.
Аморфное вещество бесформенно, атомы его расположены хао-
тично, без всякой системы. Аморфные тела изотропны, т. е. все
Фиг. 37. Микроструктура
чистого железа (X 150).
имеют неопределенную
их свойства одинаковы во всех направ-
лениях. Примером аморфных тел является
стекло, канифоль.
Все металлы и сплавы имеют кристал-
лическое строение. В этом можно легко
убедиться при рассмотрении изломов ме-
таллов невооруженным глазом или через
лупу. При микроскопическом исследова-
нии кристаллическое строение металлов
выявляется с большей отчетливостью.
На фиг. 37 приведена микроструктура чи-
стого железа. Кристаллические зерна
форму и внешне не похожи на типичные
кристаллы — многогранники; поэтому эти зерна называют нс кри-
сталлами, а кристаллитами, зернами или гранулями. Однако внут-
Фиг. 38. Схема образования кристаллитов.
реннее строение кристаллитов ничем не отличается от внутреннего
строения кристаллов, и тела, составленные из кристаллитов, явля-
ются кристаллическими.
На фиг. 38 приведена схема образования кристаллитов при за-
твердевании жидкого металла. При определенной температуре
появляются центры кристаллизации (а), которые, растут за счет
атомов, примыкающих из жидкой фазы {б, в). Свободно растущие
кристаллы имеют правильную форму, однако эта форма нарушается
при соприкосновении кристаллов (г, д') и в результате, при пра-
Кристаллическое строение металлов
67
вильном внутреннем строении зерен, их внешние очертания непра-
вильны и зависят от ориентировки и количества центров кристал-
лизации (е).
В случае плотной сплошной укладки частиц внутри металла
по схеме фиг. 38 кристаллы принимают округлые очертания.
В отдельных случаях частицы металла в начале образования
кристаллов не укладываются вплотную друг к другу, а образуют
оси, симметрично растущие из центра
и разветвляющиеся. Эти образования
(фиг. 39) называют дендритами.1 Если
жидкого металла достаточно для запол-
нения промежутков между осями, то об-
разуется кристаллит; если же жидкого
металла недостаточно, то форма дендрита
сохраняется.
Д. К. Чернов обнаружил в усадочной
раковине стального слитка дендрит весом
3,5 кг, обычно называемый кристаллом
Чернова (фиг. 40).
В отдельных кристаллах свойства
различны в разных направлениях. Если
Фиг. 40. Кристалл
Чернова.
Фиг. 39. Дендрит.
взять большой кристалл, вырезать из него несколько одинаковых
по размеру, но различно ориентированных образцов и произ-
вести испытания этих образцов, то иногда можно получить
весьма значительную разницу в свойствах между отдельными
1 В настоящее время существуют методы выращива >ия кристаллов метал-
лов весом до нескольких килограммов.
68
Основы металлографии
образцами. Например, при испытании образцов, вырезанных из
кристалла меди, величина удлинения изменялась в пределах от
10 до 55%, а величина предела прочности — от 14 до'35 кг/лш2
для различных образцов.
Это свойство кристаллов называют анизотропностью. Анизо-
тропность кристаллов объясняется определенным расположением
атомов в пространстве.
Другим характерным свойством кристаллов является спайность,
которая выявляется при разрушении. В местах излома кристалла
можно наблюдать правильные плоскости, указывающие на то, что
смещение частиц под влиянием внешних сил происходит не беспо-
рядочно, а правильными рядами, в определенном направлении, со-
ответственно расположению частиц в решетке. Эти плоскости
называются плоскостями спайности.
Излом аморфного тела всегда имеет неправильную, искривлен-
ную, так называемую раковистую поверхность.
Металлы, затвердевшие в обычных условиях, состоят не из
одного кристалла, а из большого количества отдельных кристал-
лов, различно ориентированных по отношению друг к другу, по-
этому свойства поликристаллического металла будут приблизи-
тельно одинаковы во всех направлениях.
Итак, процесс затвердевания металла представляет собою про-
цесс образования кристаллов и кристаллитов, поэтому и назы-
вается кристаллизацией.
23- Виды кристаллических решеток
При затвердевании атомы металлов располагаются в кристал-
лах, образуя геометрически правильные системы, называемые кри-
сталлическими пространственными решетками.
Порядок расположения атомов или молекул в решетке может
быть различным. Технические металлы образуют решетки, элемен-
тарные ячейки которых представляют собой центрированный куб
[а- и 8-железо (стр. 85), хром, молибден, вольфрам, ванадий, мар-
ганец], куб с центрированными гранями [у-жслсзо (стр. 85), алю-
миний, медь, никель, свинец] или гексагональную ячейку (магний,
цинк, титан, а-кобальт).
Элементарная ячейка центрированного куба состоит из девяти
атомов, из которых восемь расположены по вершинам куба, а
девятый — в его центре. Этот атом принадлежит также восьми
другим элементарным ячейкам, одна из которых приведена на
фиг. 41. Атомы 7 и 9 будут общими для обеих элементарных
ячеек, причем атом 9 находится в центре первой элементарной
ячейки (белые кружки) и в вершине второй (темные кружки), а
атом 7—наоборот, в центре второй и в вершине первой. Так,
в пространственной решетке центрированного куба каждый атом
является центром одной элементарной ячейки и составляет вер-
шину восьми других элементарных ячеек.
Виды, кристаллических решеток
69
Фиг. 41. Две элементарные Фиг. 42. Элемеп-
Фиг. 44. Схема плотной
укладки атомов в ячейке
центрированного куба.
Фиг. 45. Схема плотной
укладки атомов в ячей-
ке гранецентрированного
куба.
70
Оснозы металлографии.
Элементарная ячейка куба с центрированными гранями (фиг. 42)
состоит из 14 атомов, из них 8 атомов расположены по вершинам
куба и 6 атомов — по граням. В пространственной решетке куба
с центрированными гранями каждый атом составляет вершину
восьми элементарных ячеек и центрирует грани шести других
элементарных ячеек.
Гексагональная ячейка (фиг. 43) состоит из 17 атомов, из них
12 атомов расположены по вершинам шестигранной призмы, 2 ато-
ма— в центре основания и 3 атома — внутри призмы.
На фиг. 41, 42 и 43 показаны только центры атомов. Упаковка
атомов в пространственных решетках является компактной, и если
атомы представить в виде шаров, то элементарная ячейка центри-
рованного куба будет иметь вид, примерно соответствующий
фиг. 44, а гранецентрированного куба — фиг. 45. Объем, занимае-
мый этими шарами, составит для центрированного куба 68%, а
для гранецентрированпого куба — 74% от всего объема решетки.
Для измерения расстояний между соседними атомами кристал-
лических решеток „пользуются специальной единицей, называемой
ангстремом' (А); А = 10“8 см.
Параметр решеток (сторона элементарного куба или шестигран-
ника) у меди 3,6 А, у алюминия 4,05 А, у цинка 2,67 А и т. д.
24. Кристаллизация чистого металла
Процесс кристаллизации металла легче всего проследить с по-
мощью счетчика времени и термоэлектрического пирометра
Фиг. 16. Схема измерения температуры металла
термоэлектрическим пирометром.
(фиг. 46), который представляет милливольтметр 2, подключенный
к термопаре. Термопару 3 (две разнородные проволоки, спаянные
в конце) погружают в расплавленный металл 4. Возникающий при
1 Ангстрем во столько раз меньше миллиметра, во сколько раз миллиметр
меньше десяти километров. Это сравнение дает наглядное представление о ве-
личине ангстрема.
Кристаллизация чистого металла
71
этом термоток пропорционален температуре металла, и стрелка
милливольтметра отклоняется, указывая эту температуру по спе-
циально градуированной шкале 1.
Показания пирометра записывают во времени и по полученным
данным строят кривые охлаждения в координатах температура —
время (фиг. 47). При температуре Т (фиг. 47, а) на кривой полу-
чается горизонтальный участок, указывающий на остановку темпе-
ратуры при охлаждении. Это и есть температура затвердевания
металла, при которой происходит процесс кристаллизации металла,
сопровождающийся выделением теплоты.
Фиг. 47. Кривые охлаждения чистого металла:
Фиг. 48. Кривая нагрева-
ния чистого металла.
а — без переохлаждения; б — с переохлаждением.
Температура, соответствующая какому-либо превращению в ме-
талле, называется критической точкой.
При охлаждении большинства металлов имеет место отклоне-
ние от кривой, приведенной на фиг. 47, а, которое заключается
в том, что кристаллы начинают образовываться при температуре,
несколько меньшей Т (фиг. 47, б). Вследствие выделенной теплоты
при образовании кристаллов температура металла вновь повы-
шается до критической точки и останавливается в этой точке до
полного затвердевания сплава.
Это явление называют переохлаждением, а температуру начала
выпадения центров кристаллизации из жидкой фазы — температу-
рой переохлаждения Тп.
На фиг. 48 приведена кривая, которая получится при нагрева-
нии того же металла. Здесь горизонтальный участок указывает
место критической точки плавления (перехода металла из твердого
кристаллического состояния в жидкое аморфное). Начало горизон-
тального участка (точка а) соответствует началу плавления, конец
этого участка (точка Ь) — окончанию плавления.
В дальнейшем (стр. 87) мы увидим, что в некоторых металлах
превращения (критические точки) имеют место не только при
плавлении или затвердевании, но также и в твердом состоянии.
Кривые охлаждения аморфных тел — плавные, без площадок и
уступов.
72
Основы, металлографии
25. Понятие о сплавах
Сплавами называются сложные тела, получаемые из двух или
более компонентов путем их взаимного проникновения (диффузии).
Большинство сплавов получают в жидком состоянии, однако
они могут быть получены также путем спекания, электролиза,
конденсации из парообразного состояния и др.
В качестве компонентов в состав металлических сплавов могут
входить и неметаллы (металлоиды), но преобладать должны ме-
таллы.
Не всякое сочетание компонентов дает сплав. Железо и свинец,
например, в жидком состоянии разделяются на два слоя, и получе-
Фиг. 49. Схемы распределения атомов в ре-
шетках твердых растворов:
а — решетка замещения: б—решетка внедрения.
(Светлые кружки — атомы растворителя, темные
кружки — агомы растворимого).
ние сплава этих компонентов
становится невозможным.
По числу составляющих
компонентов сплавы делятся
на двойные, тройные и т. д.
Мы будем изучать двой-
ные сплавы, приводя лишь
некоторые данные о более
сложных сплавах.
Если два компонента
в жидком состоянии обра-
зуют однородный жидкий
раствор, то при затвердева-
нии получается сплав. При
этом, в зависимости от при-
роды компонентов, составляющих сплав, могут образоваться сплавы
одного из трех типов: 1) сплав — механическая смесь компонен-
тов; 2) сплав—'Твердый раствор компонентов; 3) сплав — хими-
ческое соединение компонентов.
Сплавы — механические смеси неоднородны и представляют
мельчайшую смесь кристаллитов компонентов.
Сплавы—-твердые растворы и сплавы—-химические соединения
однородны, причем первые могут образоваться при различном
соотношении компонентов растворителя и растворимого, а вторые
только при строго определенном весовом соотношении компонен-
тов, как всякое химическое соединение.
В сплавах-—твердых растворах атомы растворимого либо заме-
щают атомы растворителя в кристаллической решетке (фиг. 49,а),
либо внедряются в нее (фиг. 49,6), а сплавы — химические соеди-
нения образуют новую, особую кристаллическую решетку.
26. Методы анализа сплавов
Макроанализ. Как уже указывалось, макроанализом называется
изучение структуры металлов и сплавов невооруженным глазом
иди при небольших увеличениях.
Методы анализа сплавов
73
Для макроанализа приготовляют специальный образец — шлиф.
По шлифу выявляют макроструктуру — строение металла или спла-
ва, видимое невооруженным глазом или при небольшом увеличении.
Подготовка шлифа состоит в выравнивании и полировке поверх-
ности напильником и наждачной бумагой. В случае надобности
производят травление шлифа реактивами, которые по-разному
окрашивают или растворяют отдельные составляющие сплава.
С помощью макроанализа можно обнаружить усадочные рако-
вины и рыхлость, пустоты, трещины, неметаллические включения,
наличие и характер расположения некоторых вредных примесей,
например серы.
Микроанализ. Шлиф для микроанализа приготовляется так же,
как и для макроанализа, однако полировку поверхности произво-
дят более тщательно, до получения гладкой, зеркальной поверх-
ности.
По шлифу с помощью специального металлографического мик-
роскопа выявляют микроструктуру: наличие, количество и форму
тех или иных структурных составляющих, загрязненность сплава
посторонними включениями.
Металлографические микроскопы работают с помощью отра-
женного света, так как металлы непрозрачны. Оптика современных
микроскопов позволяет производить увеличение от 30 до 5000 раз.
Наряду с обычным световым микроскопом в последние годы
стал широко применяться электронный микроскоп, в кото-
ром вместо световых используются электронные лучи. Электрон-
ный микроскоп, созданный под руководством лауреата Сталинской
премии академика А. А. Лебедева, обладает электронно-оптическим
увеличением порядка 25 000 раз. С помощью этого микроскопа
можно наблюдать, например, структурные составляющие, выде-
ляющиеся при старении сплавов (стр. 112).
Рентгеноанализ. Рентгеновы лучи получаются в специальных
рентгеновских трубках. По своей природе они аналогичны свето-
вым, но длина волны их в несколько тысяч раз меньше и нахо-
дится в пределах от 2-10~8 до 0,06-10-8 см. Столь малая длина
волны рентгеновых лучей позволяет применять их для исследова-
ния кристаллического строения металлов и их просвечивания
Рентгено-структурный анализ основан на явлении
интерференции рентгеновых лучей при прохождении ими простран-
ственной решетки атомов кристалла. Этот анализ позволяет уста-
новить типы кристаллических решеток металлов и сплавов и их
параметры.
Рентгенографический анализ (просвечивание) ос-
нован на проникновении рентгеновых лучей сквозь изделие. При
этом выявляются внутренние дефекты изделия: пористость, тре-
щины, газовые и шлаковые включения и т. п.
Термический анализ. Сводится к выявлению критических точек
при нагревании и охлаждении металлов и сплавов и обычно сопро-
вождается построением кривых в координатах температура —
74
Основы, металлографии
время. Такие кривые нами уже приводились на стр. 71. Недостатком
термического анализа является то, что критические точки могут
быть выявлены лишь тогда, когда превращения в металле или
сплаве происходят с большим тепловым эффектом; если этот
эффект мал, то и превращение может остаться незамеченным.
Дилатометрический анализ. Основан на изменении объема,
происходящем в металле или сплаве в момент превращения, и при-
меняется для определения критических точек в твердых образцах.
Для дилатометрического анализа пользуются специальными при-
борами-дилатометрами.
Фиг. 50. Кривая изменения длины железного образца
при нагревании и охлаждении.
Образец закрепляется в приборе; нагревание его производится
с помощью маленькой электрической печи сопротивления. Кривые
изменения длины образца при нагреве и охлаждении фиксируются
на равномерно вращающемся барабане. На фиг. 50 приведена кри-
вая, полученная при нагревании и охлаждении железа; при этом
Ас и Ас —являются критическими точками при нагревании, а
Аг3 и Аг*—критическими точками при охлаждении.
III. ОСНОВНЫЕ ТИПЫ ДИАГРАММ СОСТОЯНИЯ СПЛАВОВ
Диаграммы состояния характеризуют процессы затвердевания и
структурного изменения различных систем сплавов и дают нагляд-
ное представление о структуре любого сплава данной системы.
Имея диаграмму состояния сплавов данных компонентов и зная
закон Курнакова, можно заранее судить о свойствах всех сплавов
данной системы. Диаграмма состояния позволяет научно подойти
к выбору режимов горячей и термической обработки сплавов.
Изучение диаграмм состояния способствует пониманию природы
сплавов, помогает разобраться в структурах, видимых под микро-
скопом, и определить, имеем ли мы дело с механической смесью
компонентов, их химическим соединением или твердым раствором.
Прежде чем перейти к изучению отдельных типов диаграмм
состояния сплавов, следует дать понятие о фазе.
Фазой называется однородная часть системы сплавов. Следо-
вательно, фазы представляют собою или простые элементы, или
Диаграмма состояния I типа
75
растворы, или химические соединения. Сплавы, состоящие из одной
фазы, являются однородными, а сплавы, состоящие из смеси фаз,—
неоднородными. В расплавленном виде сплав представляет жидкий
раствор — одну фазу. При затвердевании всегда налицо две фазы —
жидкая и твердая.
После затвердевания образуется или однородный сплав, содер-
жащий только одну фазу (твердый раствор компонентов или их
химическое соединение), или сплав-смесь, содержащий смесь фаз.
27. Диаграмма состояния I типа
Диаграммы состоянии I типа характеризуют системы, компо-
ненты которых в жидком состоянии полностью взаимно растворя-
ются, а в твердом состоянии образуют механическую смесь кри-
сталлов обоих компонентов.
Фиг. 51. Кривые охлаждения сплавов свинец — сурьма:
а — 5% Sb: б — 10% Sb; в — 13% Sb; г — 20% Sb; О — 40% Sb; е - 80% Sb.
Построение диаграммы состояния I типа разберем на примере
системы сплавов свинец — сурьма (РЬ — Sb).
Систему сплавов представляют все возможные количественные
сочетания данных компонентов; следовательно, к системе сплавов
свинец—сурьма будут относиться все составы между чистым
свинцом (100% РЬ) и чистой сурьмой (100% Sb).
Чтобы не делать наблюдений над всеми составами сплавов,
ограничимся анализом лишь шести сплавов данной системы с со-
держанием сурьмы о, 10, 13, 20, 40 и 80%. Если мы нагреем каж-
дый из этих сплавов до полного расплавления и с помощью пиро-
метра и счетчика времени зафиксируем процесс их охлаждения, то
по полученным данным сможем построить кривые, приведенные на
фиг. 51. Перегибы и горизонтальные участки кривых характеризуют
76
Основы металлографии
замедление или остановки падения температуры сплавов при рав-
номерном охлаждении и указывают на наличие критических точек
при данных температурах.
Пять приведенных кривых указывают на наличие двух крити-
ческих точек для взятых сплавов при затвердевании, и только
одна кривая, соответствующая сплаву с содержанием 13% Sb,
имеет одну критическую точку — 246°. Верхние критические точки
соответствуют началу перехода сплавов из жидкого состояния
в твердое, нижние — окончательному затвердеванию.
Сурьма %
Фиг. 52. Диаграмма состояния системы сплавов Pb — Sb.
Для построения диаграммы состояния сплавов свинец — сурьма
отметим в масштабе по горизонтали точки взятых нами сплавов,
принимая, что слева будет чистый свинец, а справа — чистая
сурьма. По вертикали разметим шкалу температуры (фиг. 52) и
отложим критические температуры указанных сплавов. Свинец
имеет температуру плавления 327°, сурьма 630°.
Соединяя нижние критические точки, получим прямую DE, а
соединяя верхние точки — две кривые АВ и ВС, сходящиеся в
точке В с прямой.
Построенная диаграмма показывает, что начало затвердевания
различных сплавов системы происходит при различных температу-
рах, а окончание затвердевания — при одной определенной темпе-
ратуре для всей данной системы сплавов, и что один сплав
(13% Sb) имеет, как и чистые металлы, только одну критическую
точку В, в которой происходит его полное затвердевание.
Выше линии АВС все сплавы находятся в жидком состоянии.
Линия АВС называется линией ликвидуса. Ниже линии DBE
все сплавы находятся в твердом состоянии. Линия DBE назы-
вается линией солидуса.
Проследим процесс кристаллизации сплавов данной системы и
получающуюся в результате структуру.
Диаграмма состояния I типа
77
В точке В, при содержании 13% Sb и 87% РЬ и при темпера-
туре 246°, кристаллизация свинца и сурьмы происходит одновре-
менно, и образуется тонкая механическая смесь кристаллов свинца
и сурьмы (двух фаз). Эта смесь называется эвтектикой, а
сплав соответствующего состава — эвтектическим. Эвтектический
сплав имеет самую низкую температуру плавления из всех сплавов
данной системы. Схема микроструктуры эвтектического сплава
свинец — сурьма приведена на фиг. 53. Здесь мы видим черточки
кристаллов свинца на фоне участков кристаллитов сурьмы.
Сплавы, содержащие меньше 13% Sb, называются доэвтектиче-
скими, а содержащие больше 13% Sb — заэвтектическими.
Фиг. 53. Схема микро-
структуры эвтектиче-
ского сплава РЬ — Sb.
Фиг. 54. Схема микрострук-
туры доэвтектического
сплава РЬ — Sb.
Доэвтектический сплав, содержащий 5% Sb, выше первой кри-
тической точки <2] (фиг. 52), находится в жидком состоянии. При
охлаждении в точке из жидкого раствора выпадают центры
кристаллизации чистого свинца, так как свинец в этом сплаве нахо-
дится в количестве, избыточном против эвтектического состава.
При дальнейшем охлаждении, между точками аг и Ьх продолжается
рост имеющихся кристаллов свинца и выпадение новых, поэтому
количество свинца в жидком (маточном) растворе постепенно
уменьшается, и к точке Ьх маточный раствор имеет эвтектический
состав. Во второй критической точке bt, при температуре 246°,
происходит кристаллизация всего оставшегося маточного раствора
эвтектического состава. Ниже точки Ьг сплав находится в твердом
состоянии и состоит из смеси кристаллов избыточного свинца и
эвтектики (фиг. 54).
Аналогично идет процесс кристаллизации заэвтектических спла-
вов. Сплав, содержащий 40% Sb, выше первой критической точки
(фиг. 52) находится в жидком состоянии. При охлаждении в точке ах
из жидкого раствора выпадают центры кристаллизации чистой
сурьмы. При дальнейшем охлаждении, между точками и про-
должается рост имеющихся кристаллов сурьмы и выпадение новых,
поэтому количество сурьмы в маточном растворе постепенно умень-
шается, и к точке Ьг маточный раствор имеет эвтектический состав.
78
Основы металлографии
Во второй критической точке Ьг при температуре 246° происходит
кристаллизация всего оставшегося маточного раствора эвтектиче-
ского состава. Ниже точки Ь2 сплав находится в твердом состоянии
Фиг. 55. Схема микрострук-
туры заэвтектического
сплава РЬ — Sb.
BD находятся твердые
и содержит смесь кристаллов сурьмы и
эвтектики (фиг. 55).
Обобщая изложенное применительно
ко всей системе сплавов свинец—сурьма,
отметим следующее: а) по линии АВ
диаграммы (фиг. 52) начинается выпаде-
ние кристаллов свинца; б) в области
диаграммы ABD находятся кристаллы
свинца и жидкий раствор, концентрация
которого к линии BD приближается к
эвтектической; в) по линии BD затверде-
вает весь оставшийся маточный раствор
эвтектического состава; г) ниже линии
доэвтектические сплавы, состоящие из
кристаллов свинца и эвтектики; д) по линии ВС начинается выпа-
дение кристаллов сурьмы; е) в области диаграммы СВЕ находятся
кристаллы сурьмы и жидкий раствор, концентрация которого к ли-
нии BE приближается к эвтектической; ж) по линии BE затверде-
вает весь оставшийся маточный раствор эвтектического состава;
з) ниже линии BE находятся твердые заэвтектические сплавы,
состоящие из кристаллов сурьмы и эвтектики.
При нагревании сплавов происходят обратные явления: вначале
по линии солидуса (DE) расплавляется эвтектика, в которой при
дальнейшем нагревании постепенно
растворяются кристаллы свинца (у до-
эвтектических сплавов) или сурьмы
(у заэвтектических сплавов); раство-
рение заканчивается по линии ликви-
дуса (АВС), выше которой находятся
жидкие растворы системы сплавов.
Правило рычага. Пользуясь диа-
граммой состояния, можно определить
количество эвтектики в сплаве, а также
количество жидкого раствора (жидкой
фазы) и его концентрацию в любой мо-
мент затвердевания сплава. Для примера
возьмем часть диаграммы системы спла-
вов свинец — сурьма, характеризую-
щую доэвтектические составы (фиг. 56).
Соотношение жидкой и твердой фаз
Фиг. 56. Определение количе-
ства эвтектики в сплаве но
правилу рычага.
в любой точке отрезка ab
(при любой температуре затвердевания сплава) определяется пле-
чами горизонтального рычага, проведенного через данную точку.
Так, вес жидкой фазы в точке k соответствует плечу Ik, вес твер-
дой фазы — плечу ks рычага Is, а вес всего сплава — длине всего
рычага Is. Для измерения плеч рычага можно пользоваться любым
Диаграмма состояния II типа 79
масштабом; проще всего для этого взять готовую шкалу процент-
ного содержания сурьмы. Пользуясь этой шкалой, находим, что
жидкая фаза взятого сплава в точке k составляет 8/и, а твердая
фаза 6/п от веса сплава. При дальнейшем охлаждении количество
жидкой фазы будет постепенно уменьшаться, и к точке Ь-составит
в/13 от всего сплава. В точке b произойдет затвердевание оставше-
гося жидкого раствора, который перейдет в эвтектику. Следова-
тельно, содержание эвтектики в сплаве 5% Sb составит в/13 веса
сплава.
Если обозначить через Q вес всего взятого сплава, через Qz; — вес
жидкой фазы, а через Qs—-вес твердой фазы, то по правилу
рычага можно написать следующие соотношения:
Ql lk . Ql ik _ Qs Jts
Qs ks ’ Q si ’ Q si
Концентрация маточного раствора сплава в любой точке отрез-
ка ab определяется проекцией данной точки на линию ликвидуса;
так, в точке а маточный раствор будет содержать 5% Sb, в точке
k—11% Sb, а в точке b—13% Sb. Таким образом, состав маточ-
ного раствора данного сплава при затвердевании определяется
точками на линии ликвидуса в зависимости от температуры.
Ликвация по удельному весу. Если доэвтектический сплав
свинец — сурьма охлаждать медленно, то образующиеся кристаллы
свинца, будучи тяжелее маточного раствора, станут спускаться
вниз и скапливаться на дне тигля. В затвердевшем таким образом
слитке эвтектика будет сосредоточена в верхней части, а свинец —
в нижней. При затвердевании заэвтектических сплавов выпадаю-
щие кристаллы сурьмы окажутся легче маточного раствора, и
поэтому будут всплывать вверх, и в затвердевшем слитке эвтек-
тика окажется внизу слитка, а чистая сурьма--вверху.
Это явление носит название ликвации по удельному
весу.
В результате ликвации по удельному весу получаются слитки,
не однородные по составу, структуре и свойствам в различных
частях и поэтому непригодные для изделий.
Для предотвращения ликвации охлаждение сплавов следует
вести быстрее, чтобы затвердевшие кристаллы не успевали всплы-
вать или погружаться.
28. Диаграмма состояния II типа
Диаграммы состояния П типа характеризуют системы, компо-
ненты которых взаимно полностью растворяются как в жидком,
так и в твердом состоянии. Примером этого может служить система
сплавов висмут — сурьма (Bi — Sb).
Если взять несколько сплавов Bi — Sb различной концентрации
и произвести наблюдение за процессами их охлаждения, подобно
тому, как мы это делали со сплавами РЬ — Sb, то по полученным.
80
Основы металлографии
критическим точкам можно построить диаграмму состояния сплавов
системы Bi — Sb (фиг. 57).
При соединении критических точек образуются две кривые,
верхняя — ликвидуса и нижняя — солидуса. Эти кривые показывают,
что как начало, так и окончание затвердевания происходит при
неодинаковых температурах для различных сплавов системы.
Проследим процесс затвердевания на примере сплава 40% -Sb.
Выше точки а сплав находится в жидком состоянии. При охла-
Фиг. 57. Диаграмма состояния системы спла-
вов Bi — Sb.
ждении, в точке а, из
жидкого раствора выпа-
дают центры кристалли-
зации в виде твердого рас-
твора висмута в сурьме,
причем концентрация это-
го первоначального твер-
дого раствора отличается
от исходной и может быть
приблизительно опреде-
лена, если из точки а про-
вести горизонталь до пе-
ресечения с линией соли-
дуса. В нашем примере
концентрация сурьмы в
центрах кристаллизации достигнет 83%. При дальнейшем охлаж-
дении кристаллы твердого раствора будут расти, однако концен-
трация сурьмы во внешних слоях их будет непрерывно умень-
шаться. К моменту окончательного затвердевания сплава (точка Ь)
эта концентрация будет значительно меньше исходной (т. е. 40%).
Таким образом, каждый кристаллит сплава — твердого раствора
в центральных участках будет значительно богаче сурьмой (высоко-
плавким компонентом), чем в наружных.
Это явление называется внутри кристаллической лик-
вацией.
Внутрикристаллическая ликвация может быть уничтожена пу-
тем отжига (стр. 101), и тогда сплав — твердый раствор будет
всюду иметь исходную концентрацию сурьмы (40%).
Следовательно, сплавы —твердые растворы, в отличие от спла-
вов-смесей, являются однофазными.
Соотношение жидкой и твердой фаз при затвердевании в любой
точке может быть определено по правилу рычага из соотношений
Qi,_ki
Os sk
29. Прочие типы диаграмм состояния двойных систем
Рассмотренные два типа диаграмм состояния сплавов являются
основными. В зависимости от природы компонентов могут полу-
чаться системы, которые приводят к более сложным видам диа-
Прочие типы диаграмм состояния двойных систем
81
грамм состояния, однако эти диаграммы представляют сочетания
двух приведенных типов диаграмм той или иной сложности.
Диаграмма с ограниченной растворимостью компонентов
в твердом состоянии и эвтектикой. Такую диаграмму дает система
сплавов медь — серебро (Си — Ag). Линия АВС (фиг. 58) является
линией ликвидуса, линия ADBEC — линией солидуса. Верхняя часть
Фиг. 58. Диаграмма состояния системы спла-
вов Си — Ag.
диаграммы показывает, что оба компонента взаимно растворимы,
но в ограниченном количестве: предельная концентрация раствора а
(серебра в меди) — 7%, а раствора 3 (меди в серебре) — 8%. При
большей концентрации по линии DE образуется эвтектика раство-
ров a-j-р. Кривые DFhEG показывают, что при охлаждении, нижели-
Фиг. 59. Диаграмма состояния системы
сплавов Mg — Са.
нии эвтектики (DE), происходит постепенный распад твердых раство-
ров а и р, и при температуре 0° раствор а не существует, а раствор [3
имеет концентрацию 1% во всех сплавах, содержащих более 1% меди.
Диаграмма с химическим соединением компонентов. Неко-
торые металлы образуют между собою химические соединения.
6 В. М. Никифоров
82
Основы металлографии
Примером может служить соединение Mg4Ca3. Диаграмма со-
стояния системы магний — кальций (Mg — Са) приведена на
фиг. 59.
Химическое соединение Mg4Ca3 представляет собою новый, тре-
тий компонент и делит диаграмму состояния Mg — Са на две
диаграммы I типа: Mg — Mg4Ca3 и Mg4Ca3 — Са. Рассмотрим систему
Mg — MgiCa3. О ней мы можем сказать все то, что уже говорили
о системе свинец — сурьма (см. стр. 75). Линия АВС является
линией ликвидуса, линия FG — линией солидуса. По линии АВ
начинается выпадение кристаллов магния, по линии ВС — кри-
сталлов соединения Mg4Ca3. В точке В одновременно кристалли-
зуются Mg и Mg4Ca3 и образуется эвтектика. Доэвтектические
сплавы этой системы представляют смесь кристаллов магния и
эвтектики, а заэвтектические — смесь кристаллов соединения Mg4Ca3
и эвтектики.
Количество эвтектики в каждом заданном случае может быть
определено по правилу рычага.
Анализ системы Mg4Ca3 — Са мы предлагаем сделать самим
учащимся.
30. Закон Курнакова
Закон Курнакова устанавливает связь между видом диаграммы
состояния и свойствами сплавов.
На фиг. 60 приведены диаграммы состав — свойство. Верхний
ряд составляют виды диаграмм состояния, второй ряд — характер
изменения твердости, третий ряд — характер изменения электро-
проводности по закону Курнакова.
В сплавах I типа (фиг. 60, а) свойства изменяются прямолинейно
от одного компонента к другому, в сплавах II типа (фиг. 60,6)
изменение свойств идет неравномерно, причем твердость при уве-
личении содержания компонента сначала возрастает, а затем
падает; электропроводность, наоборот, вначале падает, потом воз-
растает.
В системе сплавов с ограниченной растворимостью компонен-
тов (фиг. 60, в) свойства изменяются в соответствии с принад-
лежностью той или иной части диаграммы к I или II типу: сначала,
пока образуется твердый раствор, свойства изменяются неравно-
мерно; далее, когда образуется смесь растворов, свойства изме-
няются прямолинейно; затем опять неравномерно.
Изменения свойств в сплавах — химических соединениях (фиг.
60, г) выражаются ломаными линиями, и каждое из них может
быть представлено двумя различными прямыми на двух отдельных
диаграммах, так же как и сама диаграмма может быть разделена
на две диаграммы I типа.
Для определения свойств всех сплавов системы по закону Кур-
накова достаточно иметь данные о свойствах компонентов, состав-
ляющих эту систему, и диаграмму состояния сплавов.
Закон Курнакова
83
Фиг. 60. Диаграммы состав — свойство (закон Курнакова)
84
Основы металлографии
31. Понятие о тройных сплавах
Большинство двойных сплавов в настоящее время изучено.
Изучение тройных систем требует построения пространственных
диаграмм. Пространственная диаграмма строится в виде фигуры,
основанием которой является равносторонний треугольник. Диа-
грамма для системы висмут — свинец —
олово (Bi — РЬ — Sn) приведена на
фиг. 61. Методы изучения четверных
и более сложных систем весьма по-
дробно разработаны советскими уче-
ными А. А. Бочваром и Б. Е. Воловиком.
IV. ДИАГРАММА СОСТОЯНИЯ СИСТЕМЫ
СПЛАВОВ ЖЕЛЕЗО —УГЛЕРОД
Некоторыесведения по теории метал-
лов и сплавов, изложенные выше, дают
возможность приступить к ознакомле-
нию с важнейшимитехническимисплава-
ми и прежде всего со сталью и чугуном.
Наличие небольшого количества
обычных примесей в стали не влияет
Фиг. 61. Диаграмма состояния
сплавов Bi — РЬ —Sn.
существенно на положение критических точек и характер линий
диаграммы, поэтому сталь можно с известным приближением рас-
сматривать как двойной сплав железо — углерод (Fe — С). Изу-
чение диаграммы железо — углерод имеет важнейшее зна-
чение для металловедения.
Фиг. 62. Кривые охлаждения и нагревания железа.
Углерод с железом может образовать химическое соединение
(цементит) или может находиться в свободном состоянии (в форме
графита); соответственно, существуют две диаграммы сплавов
железо — углерод: цементитная и графитная.
Прежде чем перейти к изучению системы сплавов, остановимся
на характеристике ее основного компонента — железа.
На фиг. 62 приведены кривые охлаждения и нагревания чистого
железа. Железо плавится при температуре 1530°. Наличие крити-
Диаграмма состояния системы сплавов железо — цементит 85
ческих точек при более низких температурах указывает на то, что
железо имеет несколько аллотропических видоизменений в твер-
дом состоянии.
Критические точки превращений железа обозначают буквой А,
приписывая букву с — при нагревании и букву г — при охлажде-
нии; индексы 2, 3 и 4 служат для отличия аллотропических превра-
щений друг от друга.
При низких температурах железо обладает магнитными свой-
ствами и имеет кристаллическую решетку центрированного куба
(фиг. 41). Эта модификация (видоизменение) носит название а-же-
леза; при нагреве она существует до температуры 768° и в точке
Л2 переходит в немагнитную модификацию ,3-железо.
В точке Ас.,, при температуре 906’, p-железо переходит в 7-же-
лезо, имеющее кристаллическую решетку гранецентрированного
куба (фиг. 42).
Кристаллическая решетка 3-железа та же, что и «-железа, по-
этому она не является самостоятельной модификацией, и ее нередко
опускают, принимая одну модификацию (a-железо) существующей
до точки АС}- Тогда можно считать, что в точке АС} происходит
переход a-железа в 7-железо.
В точке ACi, при температуре 1401° С, 7-железо переходит в 8-же-
лезо, причем кристаллическая решетка вновь перестраивается из
гранецентрированного куба в центрированный куб.
При охлаждении все переходы будут иметь место в обратной
последовательности, однако 7-железо способно к переохлаждению,
и поэтому точка АГ} несколько ниже симметричной точки АСв.
Из перечисленных превращений наибольшее практическое значе-
ние имеют превращения в точке Д3 как при нагреве, так и при
охлаждении. Если крупнозернистое (литое) железо нагреть намного
выше 906°, то аллотропический переход a-железа в 7-железо
будет сопровождаться измельчением зерен. Мелкие зерна сохра-
няются при возвращении железа в a-модификацию. Кроме того,
7-железо способно растворять в себе углерод, который «.-модифика-
цией практически не растворяется. Это свойство 7-железа исполь-
зуется для производства ряда операций термической и химико-тер-
мической обработки (стр. 96).
Превращение в точке Л3 связано с изменением объема, так как
плотность кристаллической решетки 7-железа больше плотности
решетки а-железа.
32. Общий обзор диаграммы состояния системы сплавов
железо — цементит
На фиг. 63 приведен упрощенный вид диаграммы состояния си-
стемы железо — цементит. Начало исследованиям, в результате ко-
торых диаграмма приобрела современный вид, было положено
Д. К. Черновым, открывшим в 1868 г. существование критических
точек стали и их зависимость от количества углерода в ней. Наи-
86
Основы металлографии
большее количество углерода по диаграмме 6,67% соответствует
содержанию углерода в химическом соединении — цементите (Fe3C).
Из предыдущего (стр. 81) известно, что химическое соединение
является самостоятельным компонентом, поэтому Fe3C является есте-
ственным пределом для диаграммы состояния системы железо —
углерод. Следовательно, компонентами, составляющими сплавы
этой системы, будут являться, с одной стороны, чистое железо (Fe),
с другой-—цементит (Fe3C). Поэтому эту диаграмму называют
диаграммой состояния системы сплавов железо — цементит
или просто ц е м е н т и т н о й.
Фиг. 63. Диаграмма состояния системы Fe — Fe3C.
Сплавы, содержащие больше 6,67% С, не изучаются, так как их
получение связано с трудностями, а главное, такие сплавы не имеют
практического значения.
Превращение из жидкого состояния в твердое. Линия ACD
является линией ликвидуса, а линия AECF— линией солидуса
(фиг. 63). Характер этих линий показывает, что перед нами слож-
ная диаграмма, представляющая сочетание диаграммы II типа (от
типа А до точки Е) и диаграммы 1 типа (от точки Е до точки F).
Выше линии ACD сплавы системы находятся в жидком состоя-
нии (Ж). По линии АС из жидкого раствора начинают выпадать
кристаллы твердого раствора углерода в y-Fe, называемого
аустенитом (А); следовательно, в области АСЕ будет находиться
смесь двух фаз: жидкого раствора (Ж) и аустенита (А). По линии
CD из жидкого раствора начинают выпадать кристаллы цементита
(Ц); в области диаграммы CFD будет находиться смесь двух фаз:
жидкого раствора (Ж) и цементита (Ц). В точке С, при содержании
4,3% С и при t 1 130°, одновременно происходит кристаллизация
аустенита и цементита и образуется их тонкая механическая
смесь — эвтектика, называемая в этой системе ледебуритом. Леде-
Диаграмма состояния системы сплавоз железо — цементит 87
бурит (эвтектика) будет присутствовать во всех сплавах, содержащих
от 2,0 до 6,67% углерода. Эти сплавы относятся к группе чугуна.
Точка Е соответствует предельному насыщению железа углеро-
дом (2,0%). Сплавы, лежащие левее этой точки, после полного за-
твердевания представляют собою один аустенит. Эти сплавы отно-
сятся к группе стали.
Превращения в твердом состоянии. Линии GSE и PSK пока-
зывают, что в системе сплавов в твердом состоянии происходят
изменения структуры. В области диаграммы AGSE находится
аустенит (A). 11ри охлаждении сплавов аустенит начинает распа-
даться с выделением по линии GS чистого железа — феррита (Ф),
а по линии SE— цементита (Ц). Этот цементит, выпадающий из
твердого раствора, называется вторичным, в отличие от первичного
цементита, выпадающего из жидкого раствора. В области диаграммы
GSP находится смесь двух фаз — феррита (Ф) и распадающегося
аустенита (А), а в области SEE, смесь вторичного цементита и
распадающегося аустенита. В точке S при содержании около 0,8% С1
и при температуре 723° весь аустенит распадается и одновременно
кристаллизуется тонкая механическая смесь феррита и вторичного
цементита — эвтектоид, который в этой системе называется перли-
том. Сталь, содержащая 0,8% С, называется эвтектоидной, менее
0,8%С-—доэвтектоидной, от 0,8 до 2,0%С — заэвтектоидной.
По линии PSK происходит распад всего аустенита, оставшегося
в любом сплаве системы, с образованием перлита; поэтому линия
PSK называется линией перлитного (эвтектоидного) превращения.
Нафиг. 64 приведено распределение структурных составляющих
по различным областям диаграммы состояний системы сплавов
Fe — Fe3C, а на фиг. 65 — процентное соотношение структурных
составляющих охлажденных сплавов в зависимости от содержания
углерода.
Сравнивая между собою точки С и 5 диаграммы (фиг. 63),
можно отметить следующее: а) выше точки С находится жидкий
раствор, выше точки 5—твердый раствор — аустенит; б) в точке С
сходятся ветви АС и CD, которые указывают начало выделения
кристаллов из жидкого раствора (первичной кристаллизации);
в точке S сходятся ветви GS и ES, указывающие начало выделе-
ния кристаллов из твердого раствора (вторичной кристаллизации);
в) в точке С жидкий раствор, содержащий 4,3% С, кристаллизуется
с образованием эвтектики — ледебурита; в точке S—твердый рас-
твор, содержащий 0,8% С, кристаллизуется с образованием эвтек-
тоида— перлита; г) на уровне точки С лежит прямая EF эвтекти-
ческого (ледебуритного) превращения, на уровне точки 5 — прямая
РК—эвтектоидного (перлитного) превращения.
Установленная аналогия позволяет отметить, что если точка С
является центром первичной кристаллизации системы сплавов, то
точка S является центром вторичной кристаллизации.
1 Точнее — 0,83% С.
88
Основы металлографии
\У[) ^лы
/ цементита
аустенит
'^2ие3еВ^ит
Фиг. 64. Распределение структурных составляющих по различным
областям диаграммы состояния системы Fe— Fe3C.
Фиг. 65. Процентное соотношение структурных составляю-
щих в сплавах системы Fe — FeaC.
Структура и свойства медленно охлажденной стали
89
33. Процесс охлаждения. Структура и свойства медленно
охлажденной стали
Для лучшего ознакомления с природой стали проследим про-
цесс охлаждения эвтектоидной, доэвтектоидной и заэвтектоидной
стали.
Рассмотрим сначала эвтектоидную сталь (фиг. 66). Выше точки
а сплав находится в жидком состоянии. При охлаждении в точке а
на линии ликвидуса начнут
выделяться первые центры
кристаллов аустенита, содер-
жащие меньше 0,8%С. При-
мерное содержание углерода
в этих центрах можно опре-
делить, если провести гори-
зонталь до пересечения с
линией солидуса. Между точ-
ками а и b количество маточ-
ного раствора (жидкой фа-
зы) постепенно уменьшается
до нуля, а концентрация
углерода в нем постепенно
увеличивается; одновременно
растут кристаллы аустенита
и к точке b (линия солидуса)
первичная кристаллизация
заканчивается. Внутрикри-
сталлическая ликвация в зер-
нах аустенита уничтожается,
и состав во всех частях зерен
Фиг. 66. Часть диаграммы Fe — Fe3C, отно-
сящаяся к группе стали.
выравнивается, поскольку
охлаждение между точками b и S ведется медленно. В точке 5,
как нам уже известно из предыдущего, однородный аустенит
распадается и образуется смесь цементита и феррита — перлит.
На фиг. 67 приведена микроструктура перлита при большом
увеличении; здесь ясно видно равномерное распределение цемен-
тита (темные участки) по светлому полю феррита.
Итак, эвтектоидная сталь по структуре представляет один
перлит.
Для ознакомления с процессом охлаждения доэвтектоидной
стали возьмем, например, сталь, содержащую 0,3% С. В точках
и bi происходят превращения, аналогичные превращениям эвтек-
тоидной стали в точках <2 и Ь. В точке ct на линии GOS начи-
нается вторичная кристаллизация стали — выделение феррита и
аллотропический переход у-железа ва-железо. Превращение сплавов
по линии GOS для краткости обозначают через ,43. В точке dt при
температуре 768° происходит магнитное превращение выпавших
кристаллов феррита, т. е. то, что раньше (стр. 85) рассматрива-
90
Основы, металлографии
лось как переход £ железа в a-железо. Превращение сплавов по
линии ЛЮ обозначают через Д2. Кристаллы феррита, выпадающие
из аустенита ниже точки Д2,— магнитны. В связи с выпадением
кристаллов феррита количество углерода в остающемся аустените
постепенно увеличивается и к точке ег доходит до эвтектоидного
состава (0,8%). Концентрация углерода в аустените при любой
температуре между точками с} и et может быть определена про-
екцией на линию (jOS. В точке et выпадение кристаллов феррита
Фиг. 67. Микрострук-
тура перлита (X 1200).
Фиг. 68. Микроструктура
стали, содержащей 0,3%
углерода (ХбОО).
Фиг. 69. Микрострук-
тура стали, содержа-
щей 1,2% углерода
(Х600).
заканчивается, и происходит распадение оставшегося аустенита
в смесь феррита и цементита — перлит. Превращение сплавов по
линии PSK (эвтектоидное превращение) обозначают через At.
Проследив процесс охлаждения доэвтектоидной стали, мы уста-
новили, что в ее структуру входят перлит (П) и феррит (Ф), кото-
рый называют избыточным (против эвтектоидного состава). Коли-
чество перлита в любой доэвтектоидной стали можно определить по
правилу рычага:
П _ Ре_
Q ps '
Принимая Q — 1, получим П = ^-.
о з з
Для стали, содержащей 0,3% С, П = т.’0 = -5-.
и,о о
На фиг. 68 приведена микроструктура стали с содержанием 0,3% С.
на которой светлые зерна феррита составляют около %, а полосча-
тые участки перлита — около % поля зрения.
При охлаждении заэвтектоидной стали, например стали с 1,2%
углерода (фиг. 66), в точке с2 начинается вторичная кристаллиза-
ция цементита из аустенита. Превращение по линии SE обозначают
через Аст. Количество углерода в аустените между точками % и ег
непрерывно уменьшается, так как кристаллы цементита содержат
6,67% С. В точке е.г происходит эвтектоидное превращение аусте-
нита.
Структура и свойства медленно охлажденной стали
91
Таким образом, в структуру заэвтектоидной стали входит пер-
лит и цементит (избыточный).
На фиг. 69 приведена микроструктура заэвтектоидной стали.
Здесь цементит образует тонкую сетку игл на поле перлита. Коли-
чество цементита в заэвтектоидной стали можно определить по
правилу рычага.
Для нашего примера (1,2% С) можно написать:
Ц __ e,S
Q — s/< ’
Принимая Q = 1, получим
___ 1,2 -0,8 _ 0,1_
1 6,67 — 0,8 ~ 5,87
Подсчитывая количество
с предельным содержанием
составит около % части.
Таким образом, из-
быточный цементит в
структуре стали ни-
когда не занимает боль-
ших участков, и заэв-
тектоидная сталь в ос-
новном состоит из пер-
лита. Количественное
соотношение структур-
ных составляющих лю-
бого сплава системы
можно весьма просто
определить, пользуясь
диаграммой, приведен-
ной на фиг. 65.
Свойства спла-
вов зависят от их со-
става
Выше было
что в
избыточного цементита для стали
углерода (2,0%), находим, что оно
Фиг. 70. Изменение механических свойств горяче-
катанной стали в зависимости от содержания
углерода.
и структуры,
указано,
зависимости от
содержания углерода различаются эвтектоидная, доэвтектоидная
и заэвтектоидная сталь, причем первая имеет структуру перлита,
вторая — перлита с избыточным ферритом, третья — перлита с
избыточным цементитом.
Феррит (чистое железо) является мягкой и пластичной фазой;
цементит, наоборот, придает стали твердость и хрупкость; перлит
содержит ’/в цементита (см. соотношение исходных структурных
составляющих на фиг. 63) и имеет соответственно повышенную
прочность и твердость по сравнению с ферритом.
На фиг. 70 приведены кривые изменения свойств стали в зависи-
мости от содержания углерода.
92
Основы металлографии
V. ЧУГУНЫ. КЛАССИФИКАЦИЯ ЧУГУНОВ
Чугуны представляют собою сложные сплавы, содержащие, кроме
основных компонентов (Fe и С), примеси кремния (Si), марганца (Мп),
фосфора (Р) и серы (S), причем кремний, марганец, а иногда и
фосфор входят в состав чугунов в значительном количестве (табл. 2).
Однако основой для изучения чугуна все же является диаграмма
системы железо — углерод, поэтому мы будем рассматривать чу-
гуны как простые сплавы системы Fe — С, отмечая в отдельных
случаях влияние других примесей.
34. Белые чугуны
Белые чугуны кристаллизуются по диаграмме состояния системы
сплавов железо — цементит (фиг. 63). Мы уже отмечали, что при
охлаждении сплава с содержанием 4,3% С в точке С диаграммы
образуется эвтектика цементита и аустенита — ледебурит. При
охлаждении от точки С до точки АГ1 (линия РК) аустенит ледебу-
рита будет распадаться с выделением вторичного цементита, и кон-
центрация углерода в этом аустените будет уменьшаться от 2,0 до
0,8% (в соответствии с линией ES), а в точке АГ1 произойдет пер-
литное превращение оставшегося аустенита.
Таким образом, в структуру охлажденного чугуна с содержа-
нием 4,3% С будет входить цементит (первичный) в тесной смеси
с аустенитом, распавшимся на вторичный цементит и перлит. Однако
все эти превращения аустенита происходят в уже затвердевшем
сплаве (вторичная кристаллизация), поэтому при обычной темпера-
туре мы наблюдаем расположение структурных составляющих в том
виде, в котором они располагаются при затвердевании.
Микроструктура ледебурита приведена на фиг. 71. Здесь тем-
ные пластинки и зернышки распавшегося аустенита рассеяны по
белому полю первичного цементита.
Чугуны, содержащие 4,3% С, называются эвтектическими.
Проследим теперь процесс охлаждения доэвтектического чугуна
(3% С). В точке (фиг. 63) из жидкого раствора начнут выде-
ляться центры кристаллов аустенита. Между точками <2, и bY кри-
сталлы аустенита будут расти, а концентрация углерода в маточ-
ном растворе — увеличиваться до эвтектического состава (4,3%).
В точке bi произойдет затвердевание эвтектического раствора
с образованием ледебурита.
При дальнейшем охлаждении между точками Ь} и сх будет про-
исходить вторичная кристаллизация.
В структуру охлажденного доэвтектического чугуна будет вхо-
дить ледебурит и распавшийся избыточный аустенит.
Количество эвтектики (ледебурита Л) в сплаве можно опреде-
лить по правилу рычага: — Принимая Q—1, для нашего
примера (3% С) получим: Л = 4-3—2 о2 .
Серые чугуны
93
На фиг. 72 приведена микроструктура доэвтектического чугуна
(3% С), где кристаллы распавшегося избыточного аустенита (тем-
ные включения) занимают половину поля зрения, а другую поло-
вину составляет ледебурит.
При охлаждении заэвтектического чугуна (5% С) в точке аг нач-
нется кристаллизация цементита. Между точками а2 и Ь.2 (фиг. 63)
кристаллы цементита будут расти, а концентрация углерода в ма-
точном растворе — уменьшаться до эвтектического состава (4,3%);
Фиг. 71. Микрострук-
тура эвтектического
чугуна (ледебурит)
(Х200).
Фиг. 72. 'Микрострук-
тура доэвтектическо-
го чугуна (3% С)
(Х200).
Фиг. 73. Микрострук-
тура заэвтектического
чугуна (5'7О С) (X200).
в точке Ьъ произойдет затвердевание всего оставшегося раствора
с образованием ледебурита. Далее, между точками Ьг и с,2, будет
происходить вторичная кристаллизация аустенита, входящего в со-
став ледебурита.
В структуру охлажденного заэвтектического чугуна входят
цементит (первичный) и ледебурит. Количественное соотношение
этих структурных составляющих можно определить по правилу
рычага.
На фиг. 73 приведена микроструктура заэвтектического чугуна
(5% С), где кристаллы избыточного (первичного) цементита распо-
ложены в виде игл на поле ледебурита.
Заэвтектические чугуны как технические сплавы применяются
редко и лишь с содержанием до 5% углерода.
Значительное количество твердого и хрупкого цементита в со-
ставе белых чугунов (фиг. 63) является причиной того, что эти
чугуны трудно поддаются механической обработке.
35. Серые чугуны
При весьма медленном охлаждении сплавов железо — углерод
происходит выделение графита. Для этого случая на диаграмме
(фиг. 74), кроме сплошных линий знакомой уже нам системы желе-
зо— цементит, нанесены пунктирные линии системы железо — гра-
фит, несколько смещенные влево вверх. Таким образом, получаются
как бы две диаграммы, наложенные друг на друга: цементитная
(метастабильная) и графитная (стабильная).
94
Основы металлографии
По линии CD' происходит выпадение первичного графита, по
линии Е'С'Р — затвердевание графитной эвтектики, представляю-
щей тонкую механическую смесь аустенита и графита. При даль-
Фнг. 74. Диаграмма состояний цемеититной и графитной системы
Fe — С.
нейшем охлаждении из аустенита выпадает вторичный цементит,
который может распадаться на феррит и графит по реакции:
F е3С — 3F е —Сграфит-
По линии PSK' происходит выделение эвтектоидной смеси,
состоящей из феррита и графита.
Полнота реакции распадения цементита зависит от скорости
охлаждения чугуна. Если увеличить скорость охлаждения, напри-
мер, около линии PS'K', то выделения графитного эвтектоида не
Фиг. 77. Микрострук-
тура перлитного чу-
гуна (X 150).
Фиг. 76. Микрострук-
тура феррито-перлит-
ного чугуна (Х150)
Фиг. 75. Микрострук-
тура ферритного чу-
гуна (х 15')).
произойдет, а по линии PSK будет иметь место перлитное превра-
щение аустенита, и в структуре чугуна, кроме ранее выпавшего
графита, будет присутствовать перлит. В зависимости от степени
распадения цементита различают следующие виды серых чугунов:
Серые чугуны
95
1. Ферритный чугун (фиг. 75), в котором весь цементит
разложился нацело. Структура такого чугуна будет представлять
чистое железо (феррит) с чешуйками графита.
2. Феррито-перлитный чугун (фиг. 76): если скорость
охлаждения увеличивается во время выделения графитного эвтек-
тоида, то в структуре чугуна, наряду с ферритом, будет присутство-
вать перлит. Такой чугун будет иметь основу доэвтектоидной стали,
испещренную чешуйками графита.
3. Перлитный чугун (фиг. 77) получается, если графит-
ный эвтектоид не успевает выделиться. Такой чугун имеет основу
эвтектоидной стали — перлит и графитные включения в форме
чешуек.
4. Перлито-цементитный чугун получается, если вто-
ричный цементит, выделяющийся при охлаждении из аустенита,
не успевает разложиться, так же как не успевает выделиться гра-
фитный эвтектоид. Такой чугун имеет основу заэвтектоидной стали
и графит.
Серые чугуны имеют структуру стали, испещренную включе-
ниями графита.
Иногда в структуре чугуна, наряду с графитом, имеется ледебу-
рит. Такой серо-белый чугун называют половинчатым.
ГЛАВА ПЯТАЯ
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
УГЛЕРОДИСТОЙ СТАЛИ И ЧУГУНА
I. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Путем термической (тепловой) обработки стали и чугуна до-
стигается весьма значительное изменение их свойств при неиз-
менном химическом составе. Поэтому термическая обработка
является распространенным и важным видом обработки стали и
чугуна и применяется как к заготовкам, так и к готовым деталям.
В предыдущей главе мы ознакомились со структурой и свой-
ствами сплавов системы железо — углерод, полученных в резуль-
тате охлаждения, настолько медлен-
ного, что все превращения в критиче-
ских точках успевали полностью за-
вершиться.
Термическая обработка состоит в
изменении структуры сплавов путем
нагрева их до температуры выше кри-
тической и последующего охлаждения
с той или иной скоростью.
I1роцессы термической обработки
стали и чугуна основаны на явлении
вторичной кристаллизации в точках
А3 и Аст (фиг. 78).
Фиг. 78. Области температуры
нагревания стали при термиче-
ской обработке.
36. Структуры, получаемые при
различной скорости охлаждения
аустенита
Для простоты возьмем сначала
эвтектоидную сталь, имеющую только
одну критическую точку.
При медленном охлаждении в точке Аг (фиг. 66) произойдет
полное распадение аустенита с образованием перлита . Это распа-
дение состоит из следующих этапов: 1) перегруппировка атомов
из решетки гранецентрированного куба у-железа в решетку цен-
трированного куба a-железа с одновременным смещением атомов
углерода, находившихся в твердом растворе у-железа: 2) выделе-
ние из раствора мельчайших (молекулярных) частиц карбидов
Структуры, получаемые при различной скорости охлаждения аустенита 97
железа (В3С) и 3) скопление карбидов железа и образование более
крупных кристаллов цементита на ферритной основе.
На фиг. 67 можно ясно различить пластинки цементита на
светлом ферритном поле. Размеры этих пластинок измеряются
тысячными долями миллиметра.
При увеличении скорости охлаждения до 50° в секунду третий
этап распадения аустенита не успевает произойти полностью, и
степень измельченности (дисперсности) пластинок цементита будет
более высокой. Эти пластинки измеряются десятитысячными долями
миллиметра и могут быть различимы только при очень больших
увеличениях микроскопа. Такая структура называется сорбитом
(фиг. 79).
При увеличении скорости охлаждения до 80--100 в секунду
полностью успевает завершиться лишь второй этап распадения
Фиг. 79. Микрострук-
тура сорбита (после
закалки) (X 100.)).
Фиг. 80. Микрострук-
тура троостита (после
закалки) (X 500).
Фиг. 81. Микрострук-
тура мартенсита (по-
сле закалки) (X 500).
аустенита, а третий этап останавливается в самом начале. В ре-
зультате— пластинки цементита неразличимы при обычных увели-
чениях, так как измеряются стотысячными и миллионными долями
миллиметра. Такая структура носит название троостита. На
фиг. 80 участки троостита наблюдаются в виде отдельных черных
пятен (результат хорошей протравливаемое™) на светлом мартен-
ситном поле (см. ниже). В этих пятнах невозможно отличить
каких-либо структурных составляющих. Однако наличие тончай-
ших пластинок цементита можно обнаружить с помощью электрон-
ного микроскопа.
При скорости охлаждения 150—180° в секунду успевает завер-
шиться лишь первый этап распадения аустенита, поэтому углерод
остается в виде твердого раствора в a-железе. Эта структура
называется мартенситом (фиг. 81).
Характерным признаком структуры мартенсита является иголь-
чатость или штриховатость, однако в некоторых случаях иглы
мартенсита могут быть настолько мелкими, что не различаются
под микроскопом.
Подводя итог сказанному, заметим, что перлит, сорбит и тро-
остит по структуре представляют смесь двух фаз — феррита
7 В. М. Никифоров
98
Термическая обработка стали и чугуна
и цементита и отличаются друг от друга только степенью дисперс-
ности цементита, а мартенсит содержит только одну фазу —
твердый раствор углерода в а-железе.
Структура перлита, получаемая при медленном охлаждении
сплавов, называется равновесной, как и другие структуры диа-
граммы состояния. В отличие от этого, структуры сорбита, троостита
и мартенсита, получающиеся при повышенных скоростях охлажде-
ния, называются неравновесными.
37. Сдвиг критических точек при охлаждении
При увеличении скорости охлаждения сплавов
положение критических точек изменяется, проис-
ходит их сдвиг (явление переохлаждения). Этот сдвиг уве-
личивается с увеличением
скорости охлаждения. На
фиг. 82 приведена зависи-
мость положения критичес-
ких точек от скорости охлаж-
дения для эвтектоидной ста-
ли. Кривая Аг показывает, что
величина переохлаждения
аустенита растет при увели-
чении скорости охлаждения.
При малых скоростях
охлаждения величина пере-
охлаждения также невелика
(верхние точки кривой Д)),
и сталь, охлажденная при
этих скоростях, будет иметь
структуру перлита. Пластин-
ки цементита в перлите бу-
дут тем мельче, чем больше
Фиг. 82. Зависимость положения критиче-
ских точек эвтектоидной стали от скоро-
сти охлаждения.
скорость охлаждения, и структура перлита при дальнейшем повы-
шении скорости охлаждения будет постепенно переходить в структу-
ру сорбита. При скорости охлаждения, необходимой для получения
структуры сорбита (~50°/сек.), переохлаждение составит более
100°, и фазовое превращение аустенит — сорбит произойдет при
температуре около 600° (точка С на кривой Аг).
Фазовое превращение аустенит — троостит произойдет при пе-
реохлаждении 150—180°.
Скорость (^ 150°/сек.) соответствует началу появления мар-
тенсита в структуре стали. Часть линии Д/, характеризующая
превращение аустенит — мартенсит, прямая. Это указывает на то,
что данное превращение имеет место при постоянной температуре
(около 220° для эвтектоидной стали), независимо от дальнейшего
увеличения скорости.
Изотермическое распадение аустенита
99
Таким образом, кривая А'г характеризует распадение аустенита
в смесь двух фаз — феррита и цементита, а прямая Аг — переход
аустенита в мартенсит. При скоростях охлаждения от до ф2
превращение происходит как по линии А'г, так и по линии А",
и охлажденная сталь содержит троостит и мартенсит. При скоро-
стях охлаждения, ббльших V*, ниже линии А" наряду с мартен-
ситом будет присутствовать некоторое количество еще не распав-
шегося остаточного аустенита.
38. Изотермическое распадение аустенита
Наблюдениями над переохлажденным аустенитом установлено,
что и скорость и характер распадения аустенита зависят от сте-
пени его переохлаждения.
На фиг. 83 приведена диаграмма изотермического распадения
аустенита эвтектоидной углеродистой стали. Диаграмма построена
в координатах темпера-
тура— время, причем
время откладывается на
логарифмической шка-
ле, что дает возмож-
ность проследить пре-
вращения, протекающие
за промежуток времени
от долей секунды до
суток и более.
Предположим для
простоты, что за время
1 сек. удается охла-
дить образец из состо-
яния аустенита до лю-
бой температуры от
точки АГ1 до 0° и ниже.
Охлаждая образец до
температуры 705° и
Время сек
Фиг. 83. Диаграмма изотермического распадения
аустенита эвтектоидной стали.
выдерживая его при
этой температуре, мы заметим, что в течение примерно 30 сек.
в аустените никаких превращений не происходит. В точке щ
начинается распадение аустенита. Период времени до точки нх
называется инкубационным периодом. Распадение аустенита закан-
чивается полностью в точке к}, и весь аустенит перейдет в перлит.
Скорость и характер дальнейшего охлаждения не влияют на струк-
туру образца, поэтому за точкой к, мы обрываем линию.
Наблюдая образец, охлажденный из состояния аустенита до
температуры 650° и нанося точки начала («2) и конца (к2) распа-
дения аустенита на диаграмму, мы заметим, что как инкубацион-
ный период, так и период распадения аустенита уменьшились,
а в результате распадения получился сорбит.
100 Термическая обработка стали и чугуна
В образце, охлажденном до температуры 500', получим, соот-
ветственно, точки н3 и распадения аустенита и структуру тро-
остита, как результат распадения.
При увеличении числа подобных опытов будем иметь ряд
точек начала и окончания превращений аустенита. Соединив
эти точки, получим две кривые изотермического1 превращения
аустенита: кривую / начала превращения и кривую // конца пре-
вращения.
Если продолжим опыты охлаждения образцов до температуры
ниже линии Мн (~22()’), то мы не обнаружим никаких превра-
щений при постоянной температуре, а будет происходить мгновен-
ное превращение части аустенита в мартенсит, без предваритель-
ного инкубационного периода. Превращение остаточного аустенита
в мартенсит будет происходить только при дальнейшем понижении
температуры, и окончание этого превращения для эвтектоидной
углеродистой стали наступит лишь при температуре — 90 С.
Подводя итоги рассмотрению диаграммы, приведенной на
фиг. 83, отметим следующее.
Верхняя часть диаграммы характеризует изотермический про-
цесс распадения аустенита в смесь фаз феррита и цементита.
Левее кривой / находится переохлажденный аустенит, между
кривыми / и II протекает процесс распада переохлажденного
аустенита, правее кривой // находятся продукты распада аусте-
нита: перлит, сорбит и троостит. Инкубационный период распаде-
ния аустенита изменяется в зависимости от степени переохлажде-
ния последнего и вначале уменьшается до некоторой критической
величины, а затем вновь увеличивается; этот период для каждой
температуры определяется абсциссой кривой / начала распадения
аустенита.
Окончание распадения аустенита характеризуется кривой II,
которая также показывает, что длительность превращения зависит
от температуры переохлаждения.
Прямая Мн является границей между верхней и нижней частями
диаграммы. Эта прямая характеризует начало мартенситного пре-
вращения аустенита и соответствует прямой А’г (фиг. 82).
Нижняя часть диаграммы показывает, что для перевода всего
остаточного аустенита в мартенсит необходимо понижать тем-
пературу стали до линии Мк (конец мартенситного превра-
щения).
Кривые изотермического распадения аустенита имеют форму
буквы С и называются С-образными кривыми. Форма этих кривых
установлена в результате трудов проф. С. С. Штейнберга и других
советских ученых, доказавших ошибочность утверждений амери-
канских ученых об изотермических превращениях при температу-
рах ниже линии Мн-
1 Изотермическим превращением называется превращение при постоянной
температуре.
Свойства структур мартенсита, троостита, сорбита и перлита 101
У доэвтектоидной и заэвтектоидной стали С-образные кривые
смещены влево по сравнению с кривыми эвтектоидной стали, а
прямые Мн и Мк у первой расположены выше, а у второй —
ниже, чем у эвтектоидной стали.
39. Свойства структур мартенсита/гроостита сорбита и перлита
Сначала рассмотрим свойства структур только эвтектоидной
стали.
Мартенсит является самой твердой и самой хрупкой структурой.
Твердость мартенсита составляет Ни — 600650 (Нрс = 62 ч- 66),
а пластические свойства при
растяжении (8 и 4) и ударная
вязкость (а,,) близки к нулю.
Плотность мартенсита
меньше, чем плотность дру-
гих структур, и составляет
7,75 г'см''. Мартенсит маг-
нитен и обладает наиболь-
шей способностью сохранять
в себе остаточный магнетизм,
поэтому магниты изготовля-
ются из стали, имеющей
мартенситную структуру.
Троостит и сорбит явля-
ются промежуточными струк-
турами между перлитом и
Фиг. 84. Диаграмма изменения механиче-
ских свойств эвтектоидной стали в различ-
ных состояниях от перлита до мартенсита.
мартенситом, поэтому их
свойства будут средними между свойствами перлита и мартенсита.
На фиг. 84 приведены кривые изменения твердости (Иц), предела
прочности (<з6) и относительного удлинения (о) эвтектоидной стали
в различных состояниях — от перлита до мартенсита.
Свойства структур неэвтектоидной стали будут отличаться от
свойств тех же структур эвтектоидной стали в зависимости от со-
держания углерода, однако характер изменения свойств структур
от перлита до мартенсита будет тем же, что и у эвтектоидной
стали. Изучив вопросы теории термической обработки, познакомимся
с отдельными ее видами: отжигом и нормализацией, закалкой и
отпуском.
II. ОТЖИГ И НОРМАЛИЗАЦИЯ СТАЛИ
В процессе отливки, прокатки и ковки, а также по завершении
этих операций стальные заготовки охлаждаются неравномерно,
результатом чего является неоднородность структуры и свойств
в различных местах заготовки и наличие внутренних напряжений.
При затвердевании отливки, кроме того, получают неоднородный
состав по причине ликвации.
102
Термическая обработка стали и чугуна
Отжиг стали заключается в нагреве ее до температуры выше
критической, выдержке при этой температуре и относительно мед-
ленном охлаждении. Температурный режим отжига определяется
той целью, с которой он производится.
Целью отжига может быть получение мелкого зерна, приведе-
ние структуры стали к равновесному состоянию, уничтожение вну-
трикристаллической ликвации, снятие внутренних напряжений.
40. Отжиг на мелкое зерно
Крупнозернистая структура стали обусловливает ее понижен-
ные механические свойства. Такая структура получается при за-
Фиг. 85. Крупнозер-
нистая структура до-
эвтектоидной стали
(X 500).
твердевании стали (например, в отливках), а
также в результате ее перегрева. Рост зерна аус-
тенита начинается при температурах на 50—100°
выше точки АСз—для доэвтектоидной стали и
точки АС1-—для заэвтектоидной стали; таким
образом, перегрев стали, т. е. очень крупное
зерно, легче всего получить в твердой, осо-
бенно заэвтектоидной, стали.
На фиг. 85 приведена крупнозернистая
структура доэвтектоидной стали. Эта струк-
тура называется видманштетовой и характерна
тем, что включения феррита (светлые участки)
и перлита (темные участки) располагаются в
виде вытянутых пластин под различными угла-
ми друг к другу. В заэвтектоидных сталях видманштетова струк-
тура получается, главным образом, в отливках и характеризуется
штрихообразным расположением избыточного цементита.
Размельчение зерна связано с перекристаллизацией а-железа
в у-железо, которая для эвтектоидной и заэвтектоидной стали
полностью завершается в точке АС1, а для доэвтектоидной начи-
нается в точке ACt и заканчивается в точке АСз.
Отжиг на мелкое зерно доэвтектоидной стали состоит в нагре-
вании ее до температуры на 30—50° выше точки АГз, выдержке при
этой температуре для полного перехода всей структуры в аустенит
и медленном охлаждении. Получившиеся в результате этого зерна
перлита и феррита по размеру будут соответствовать зернам аусте-
нита, из которого они образовались.
Отжиг на мелкое зерно эвтектоидной и заэвтектоидной стали
состоит в нагреве до температуры на 30—50° выше точки ACl, вы-
держке при этой температуре и медленном охлаждении. Если
в структуре заэвтектоидной стали имеется цементитная сетка (вид-
манштетова структура), то перед операцией отжига производится
нагрев до температуры на 30—50° выше линии Аст и выдержка
при этой температуре для растворения цементита; охлаждение
после этого ведется достаточно быстро, чтобы сетка цементита не
успела вновь образоваться.
Изотермический отжиг
103
41. Отжиг на равновесное состояние
Как уже известно из предыдущего, эвтектоидная сталь в рав-
новесном состоянии содержит перлит, а доэвтектоидная и заэвтек-
тоидная сталь содержит, кроме того, соответственно избыточный
феррит или цементит. В равновесном состоянии сталь наиболее
мягка и пластична и поэтому легче, чем в других состояниях,
поддается обработке режущим инструментом.
Отжиг на пластинчатый перлит (фиг. 67) произво-
дится путем нагрева стали до состояния аустенита (выше точек АСа,
Асст) и последующего весьма медленного охлаждения с тем, чтобы
все процессы распадения аустенита в точках АГз, АГст и особенно
в точке АГ1 успели полностью завершиться.
Для этого охлаждение стали производят вместе
с печью, искусственно замедляя его до 10—20'
в час. В результате такого отжига получаются
структуры стали, знакомые нам по диаграмме
состояния системы железо -- цементит (фиг. 63).
Отжиг с полной перекристаллизацией, когда
нагрев стали производится выше точек АСа и
Аст, называется полным. Отжиг называется
неполным, когда нагрев стали производится фи1; Микрострук-
лишь выше первой критической точки ЛС1; TyP\nTpiI(xT500).n Р
перекристаллизация при этом будет неполной.
Неполный отжиг применяют в основном для заэвтектоидной стали,
в связи с тем, что при высоких температурах наблюдается быстрый
рост зерна аустенита, а нам известно, что крупное зерно отрица-
тельно влияет на механические свойства стали.
Отжиг на зернистый (глобулярный) перлит про-
изводится следующим образом.
После обычного нагрева стали производят ее медленное охла-
ждение до температуры, несколько меньшей ДГ), выдерживают при
этой температуре, затем вновь нагревают до температуры немного
выше АС1, выдерживают, опять охлаждают ниже точки АГ1 и т. д.
Так нагрев и охлаждение около точки At повторяют несколько раз.
В зернистом перлите цементит находится в виде зернышек или
глобулей, равномерно рассеянных по полю феррита (фиг. 86).
Свойства зернистого перлита существенно отличаются от свойств
пластинчатого перлита в сторону уменьшения твердости и повыше-
ния пластичности и вязкости. Особенно это относится к заэвтек-
тоидной стали, в которой весь цементит (как эвтектоидный, так и
избыточный) получается в виде глобулей.
42. Изотермический отжиг
Недостатком обычного отжига на перлит является его большая
продолжительность и, следовательно, высокая стоимость. За по-
следние годы все более широкое применение находит изотермиче-
104
Термическая обработка стали и чугуна
ский отжиг, который состоит в том, что после обычного нагрева
сталь быстро охлаждают до температуры несколько ниже точки Аг,
и выдерживают при этой температуре до полного распадения
аустенита на перлит, после
чего охлаждают на воздухе.
Эффективность от при-
менения изотермического от-
жига весьма велика, так как
производительность при этом
увеличивается в два раза и
более.
Ход изотермического от-
жига можно проследить по
схеме фиг. 87.
1 ю юо то тоо юоооо
Время сек
Фиг. 87. Схема изотермической закалки
и изотермического отжига.
43. Прочие виды отжига
Отжиг для вырав-
нивания химического
состава твердого рас-
твора применяется в тех случаях, когда в стали наблюдается
внутрикристаллическая ликвация. Выравнивание состава в зер-
нах аустенита достигается- путем диффузии углерода и других
примесей в твердом состоянии. В результате сталь> становится
однородной (гомогенной), поэтому этот отжиг называется так-
же гомогенизацией или диффузионным отжигом. Температура
гомогенизации должна быть достаточно высокой, однако нельзя
допускать пережога и оплавления зерен. При пережоге кисло-
род воздуха соединяется с частицами металла, в результате чего
образуются окисные оболочки, разобщающие зерна.
Пережог в металле устранить нельзя, поэтому пережженный
металл не может применяться.
При гомогенизации обычно получается крупное зерно, которое
следует исправлять последующим отжигом на мелкое зерно.
Отжиг для снятия внутренних напряжений при-
меняется особенно широко для отдельных сортов проката, отли-
вок и пр.
Внутренние напряжения возникают вследствие неравномерного
охлаждения отдельных частей заготовки. Для полного снятия внут-
ренних напряжений нужна температура порядка 600°С. Необхо-
димо следить, чтобы охлаждение после выдержки стали было до-
статочно медленным, так как при быстром охлаждении внутренние
напряжения могут вновь возникнуть.
Рассмотренные виды отжига часто совмещаются друг с другом
в одну операцию, в результате чего одновременно дости-
гается несколько целей (например, измельчение зерна, приве-
дение стали к равновесному состоянию и снятие внутренних на-
пряжений )
Нормали зация
105
44. Нормализация
Нормализация отличается от отжига тем, что охлаждение про-
изводится не в печи, как при отжиге, а на спокойном воздухе.
Нагрев для нормализации ведется до полной перекристаллизации
(на 30—50° выше точек ЛСз и ЛСст). В результате нормализации
сталь приобретает мелкозернистую и однородную структуру. Твер-
дость и прочность стали после нормализации выше, чем после от-
жига.
Структура низкоуглеродистой стали после нормализации та же,
что и после отжига (феррито-перлитовая), а у средне- и высоко-
углеродистой стали — сорбитовая, поэтому нормализация может
заменить для первых отжиг, а для вторых — закалку с высоким
отпуском (стр. 111). Иногда нормализация является подготовитель-
ной операцией для последующей закалки.
Для некоторых марок углеродистой и специальной стали норма-
лизация является окончательной операцией термической обработки,
так как в результате нормализации эта сталь приобретает требу-
емые свойства.
111. ЗАКАЛКА И ОТПУСК СТАЛИ
Целью закалки и отпуска стали является улучшение ее меха-
нических и других свойств. С помощью этих операций можно полу-
чить у одной и той же стали различные свойства, в соответствии
с требованиями, предъявляемыми к готовому изделию. Операциям
закалки и отпуска подвергается значительное количество стальных
деталей, а в инструментальном производстве — почти 100% дета-
лей, причем часто эти операции производятся в самом конце техно-
логического процесса изготовления деталей, иногда очень дорогих.
Поэтому операции закалки и отпуска являются весьма ответствен-
ными и требуют высокой квалификации рабочих.
Операция закалки стали основана на явлении вторичной крис-
таллизации и состоит в нагреве стали до температуры выше крити-
ческой, выдержке и быстром охлаждении. Закалка предотвращает
превращение аустенита в перлит, и благодаря ей при нормальной
температуре сохраняются те состояния стали, которые свойственны
ей при более высоких температурах; эти состояния будут неравно-
весными. Крайним неравновесным состоянием в стали является
переохлажденный аустенит, который в углеродистой стали неустой-
чив и в зависимости от степени переохлаждения переходит в
одно из промежуточных состояний: мартенсит, троостит и сор-
бит. Таким образом, при закалке неравновесное состояние полу-
чается в процессе быстрого охлаждения стали от высоких тем-
ператур.
Чаще всего закалка производится путем резкого охлаждения
стали, в результате чего в ней преобладает мартенсит — очень
твердая и хрупкая структура.
105
Термическая обработка стали и чугуна
Для смягчения действия закалки производится отпуск, состоя-
щий в нагреве стали до температур несколько ниже точки At. При
отпуске сталь из состояния мартенсита переходит в состояние
троостита или сорбита.
45. Температурный режим закалки
Температура нагрева стали при закалке та же, что и при от-
жиге: для доэвтектоидной стали на 30—50° выше точки ДСз, для
заэвтектоидной — на 30—50° выше точки (фиг. 78).
В случае нагрева доэвтектоидной стали до температуры между
точками АС1 и ACs (неполная закалка), в структуре быстро охлаж-
денной стали, наряду с закаленными участками, будет присутство-
вать избыточный (нерастворенный) феррит, резко снижающий
твердость и прочность. Поэтому для доэвтектоидной стали обяза-
тельна полная закалка (нагрев выше точки Дс„).
Другое дело в заэвтектоидной стали. Там избыточной фазой
является цементит, который по твердости не уступает мартенситу
и даже превосходит его. Следовательно, с этой точки зрения не-
обходимость растворения цементита отпадает. Кроме того, нам
известно, что при высоком нагреве заэвтектоидной стали наблю-
дается быстрый рост зерна. Поэтому для заэвтектоидной стали
применяется неполная закалка. Если в заэвтектоидной стали
имеется цементитная сетка, то для размельчения зерна перед за-
калкой производят нормализацию.
Нагрев изделий (особенно крупных) должен производиться
постепенно, чтобы избежать напряжений и трещин, а время вы-
держки нагретого изделия должно быть достаточным, чтобы весь
процесс перехода перлита в аустенит полностью завершился. Про-
должительность выдержки обычно устанавливается равной 25%
общей продолжительности нагрева.
46. Охлаждение при закалке
Охлаждение деталей при закалке является самым ответствен-
ным элементом этой операции. Скорость охлаждения должна обес-
печивать получение нужного для данной детали состояния: мартен-
сита, троостита или сорбита. Нам известно, при какой скорости
охлаждения аустенита получаются эти состояния. Скорость
(фиг. 82), обеспечивающая получение структуры мартенсита
(с остаточным аустенитом, но без троостита), называется крити-
ческой скоростью закалки. На практике не удается по-
лучить равномерной скорости охлаждения на всех участках от
температур критических точек до комнатной температуры: вначале
скорость больше, в конце меньше. Однако нет необходимости до-
биваться этой равномерной скорости. Для получения структуры
мартенсита (без троостита) важно быстро пройти зону температур
Охлаждение при закалке УЯ
наименьшей устойчивости аустенита. У эвтектоидной стали (фиг. 83)
эта зона ограничивается температурами от 600 до 500° (левые
точки перегиба С-образной кривой), где инкубационный период
распадения аустенита является наименьшим. Скорость охлаждения
за перегибом С-образной кривой может быть значительно меньшей,
так как получение структуры мартенсита уже обеспечено. На фиг.
83 критическая скорость закалки обозначена кривой г^р.. Все
точки этой кривой находятся в области инкубационного периода
распадения аустенита. На первый взгляд кажется, что изгиб этой
кривой влево указывает на непрерывное увеличение скорости ^кр.,
но нужно помнить, что время по оси абсцисс откладывается в ло-
гарифмическом масштабе; если такую диаграмму построить в ли-
нейном масштабе, то изгиб кривой г>к?. будет вправо.
Так как С-образные кривые доэвтектоидной и заэвтектоидной
стали смещены влево по сравнению с кривыми эвтектоидной стали,
критическая скорость закалки их выше, и получение структуры
мартенсита более затруднительно, а для некоторых марок стали —
невозможно.
Введение в сталь легирующих примесей облегчает выполнение
закалки, так как при этом С-образные кривые смещаются вправо,
и критическая скорость закалки понижается (об этом подробнее
см. стр. 126).
При скорости охлаждения меньше критической в структуре
закаленной стали, наряду с мартенситом, будет находиться троос-
тит, а при дальнейшем уменьшении скорости получаются структуры
троостита или сорбита без мартенсита.
Степень резкости закалки зависит от природы и температуры
охлаждающей среды. Охлаждение струей воздуха или холодными:
металлическими плитами дает слабую закалку на сорбит. Наиболее
распространенным является охлаждение деталей путем погружения
их в жидкую среду — воду, растворы щелочей или кислот, масло,
расплавленный свинец и др. При этом получается резкая или
умеренная закалка (на мартенсит или троостит).
Охлаждающая способность воды резко изменяется в зависимо-
сти от ее температуры: если эту способность при 18° принять за
единицу, то при 74° она будет иметь коэффициент 0,05.
К наиболее резким охладителям относится 1О"/0 раствор
NaOH в воде, имеющий при 18° коэффициент 2,0, к умеренным—•
минеральные масла (0,2—0,25).
При закалке применяются различные приемы охлаждения в за-
висимости от марки стали, формы и размеров детали и техниче-
ских требований к готовой детали.
Простая закалка в одном охладителе выполняется
путем погружения детали в охладитель (чаще всего в воду или
водные растворы), где она остается до полного охлаждения. При
охлаждении необходимо освобождаться от паровой рубашки, про-
изводя энергичные движения детали в ванне. Этот способ является
наиболее распространенным.
108
Термическая обработка стали и чугуна
Для получения высокой твердости и наибольшей глубины за-
калки углеродистой стали применяют душевое охлаждение, которое
заключается в интенсивном обрызгивании водой.
Прерывистая закалка — это такая закалка, при которой
охлаждение производится в двух средах: первой средой является
охлаждающая жидкость (обычно вода), второй — воздух. Резкость
такой закалки меньше, чем предыдущей.
Ступенчатая закалка отличается от прерывистой тем,
что в качестве второй среды используется не воздух, а также
жидкость, но с меньшей охлаждающей способностью (например,
первая среда — вода, вторая — масло).
Способ погружения деталей в закалочную ванну должен быть
таким, чтобы при закалке детали деформировались (коробились)
как можно меньше.
Детали с большим отношением длины к диаметру или ширине
(например, напильники, сверла и др.) следует погружать в охла-
дитель вертикально.
47. Изотермическая закалка
Изотермическая закалка (закалка в горячих средах) является
новым видом термической обработки, но уже широко применяется
в практике. Она основана па изотермическом распадении аустенита
(см. стр. 99).
Изотермическая закалка отличается тем, что охлаждение ве-
дется не до комнатной температуры, а до температуры несколько
выше начала мартенситного превращения (200—300°, в зависимости
от марки стали).
В качестве охладителя берутся расплавленные соли или нагре-
тое до 200—250° масло. 11ри температуре горячей ванны деталь
выдерживается продолжительное время, пока пройдут инкубацион-
ный период и распадение аустенита. В результате распадения
аустенита получается структура игольчатого троостита, по твердо-
сти близкого к мартенситу, но более вязкого и прочного.
Последующее охлаждение до комнатной температуры произво-
дится на воздухе.
При изотермической закалке вначале требуется быстрое охла-
ждение, со скоростью не меньше критической, чтобы избежать
распадения аустенита в месте перегиба С-образной кривой
(фиг. 87).
Следовательно, по этому методу можно закаливать только не-
большие (в среднем, диаметром до 8 мм) детали из углеродистой
стали, так как запас теплоты в более массивных деталях не
позволит получить необходимой скорости охлаждения. Это не отно-
сится, однако, к легированной стали, которая имеет значительно
меньшую критическую скорость закалки. Большим преимуществол!
изотермической закалки является возможность производить рих-
товку (исправление искривлений) изделий во время инкубацион-
Виды поверхностной закалки
109
ного периода распадения аустенита (который длится несколько
минут), когда сталь еще мягка и пластична.
После изотермической закалки детали свободны от внутренних
напряжений и не имеют трещин, так как не испытывали резкого
охлаждения.
Способ закалки в горячих средах открыл Д. К. Чернов в 1885 г.,
однако тогда его открытие не было оценено по достоинству, и лишь
работы С. С. Штейнберга и других ученых по изотермическому
превращению аустенита показали, какое большое значение имеет
это открытие.
48. Виды поверхностной закалки
При поверхностной закалке выше критической температуры
нагревается только тонкий поверхностный слой детали, а внутрен-
няя масса металла не нагревается и не закаливается. По спосо-
бам нагрева различают следующие виды поверхностной закалки.
а) закалка при помощи
газовой горелки; { ffrj?
б) контактная поверх-
ностная закалка по методу JZ/ Iff №-_-н
проф. Н. В. Гевелинга; /ff fkJj
в) закалка токами вы-
сокой частоты по методу ; У
проф. В. П. Вологдина.
Закалка при по- '////////////////^^
МОЩИ газовой го- Фиг. 88. Схема закалки с помощью газовой
редки схематично пред- горелки.
ставлена, на фиг. 88. Кисло-
родно-ацетиленовое пламя газовой горелки, имеющее температуру
около 3200°С, направляется на поверхность закаливаемой детали
и мгновенно нагревает ее до температуры выше критической.
Вслед за горелкой из трубки на поверхность детали направляется
струя воды, в результате чего нагретый слой стали закаливается.
Этим методом достигается большая поверхностная твердость при
вязкой сердцевине; он с успехом применяется, например, для за-
калки рабочих поверхностей зубьев больших шестерен, подвер-
женных сильному износу.
Контактная поверхностная закалка по методу
проф. Н. В. Гевелинга производится с применением электри-
ческого тока большой силы и малого напряжения с помощью кон-
тактов— медных роликов, охлаждаемых водою. Охлаждение
нагретых поверхностей массивных деталей происходит за счет их
внутренних холодных частей, охлаждение мелких деталей — жидки-
ми охладителями.
Контактный метод является дешевым и высокопроизводитель-
ным, однако не получил широкого распространения, так как за-
калка получается недостаточно равномерной.
no
Термическая обработка стали и чугуна
щается в специальный индуктор
Фиг. 89. Схема индукционной закалки по
метолу В. II. Вологдина.
Закалка токами высокой частоты по методу
пр оф. В. П. Вологдина нашла очень широкое применение
в промышленности, так как отличается высокой производитель-
ностью, легко поддается регулированию и обеспечивает хорошее
качество.
На фиг. 89 приведена схема устройства для индукционной за-
калки по методу В. П. Вологдина. Закаливаемая деталь 5 поме-
по которому пропускается
ток высокой частоты. Ток
поступает через трансфор-
матор 3 от машинного гене-
ратора 1, приводимого во
вращение электромотором 2.
Индуктирующийся при этом
в детали ток имеет наиболь-
шую плотность у поверхно-
сти и производит сильный и
быстрый нагрев поверхности
детали. Когда нагрев закон-
чен, на поверхность детали
подается вода из индуктора,
который для этого делается
полым и имеет отверстия, на-
правленные к детали. Для
улучшения коэффициента
мощности установки вклю-
чены конденсаторы 6.
Регулируя частоту тока,
его мощность и время вы-
держки, можно получить нагрев на толщину от долей милли-
метра до десятков миллиметров.
Машинные генераторы обычно применяются для закалки на глу-
бину свыше 2 мм; они дают частоту до 10 000 гц. При закалке
на глубину меньше 2 мм применяются высокочастотные ламповые
генераторы.
49. Обработка холодом
Обработка холодом является новейшим видом термической об-
работки. Приоритет введения этого метода, практикуемого теперь
повсюду, принадлежит Советскому Союзу (работы С. С. Штейн-
берга, А. II. Гуляева и Н. А. Минкевича).
Целью обработки холодом является повышение твердости путем
перевода остаточного аустенита закаленной стали в мартенсит. Это
выполняется при охлаждении стали до температуры нижней мар-
тенситной точки Mk (фиг. 83).
Обработка холодом применяется для углеродистой стали, содер-
жащей более 0,5% С, у которой точка Mk находится ниже 0°, а также
для легированной стали, например быстрорежущей (стр. 136).
Отпуск закаленной, стали
111
50. Отпуск закаленной стали
Целью операции отпуска является смягчение действия закалки —
уменьшение или снятие остаточных напряжений, повышение вяз-
кости, уменьшение твердости и хрупкости стали.
Отпуск производится путем нагрева деталей, закаленных на
мартенсит, до температуры ниже критической. При этом в зависи-
мости от температуры нагрева могут быть получены состояния
мартенсита, троостита или сорбита отпуска. Эти состояния несколько
отличаются от соответственных состояний закалки по структуре
и свойствам: при закалке цементит (в троостите и сорбите) полу-
чается в форме удлиненных пластинок, как в пластинчатом перлите,
а при отпуске он получается в форме зернышек, или точек, как
в зернистом перлите. Преимущества точечной структуры заклю-
чаются в более благоприятном сочетании прочностных и пласти-
ческих свойств. При одинаковом химическом составе и одинаковой
твердости, точечная структура имеет значительно более высокое
относительное сужение Ц) и ударную вязкость (аА), повышенное
удлинение (8) и предел текучести (as) по сравнению с пластинчатой
структурой.
Мартенсит закалки имеет неустойчивую тетрагональную ре-
шетку1, а мартенсит отпуска'—устойчивую кубическую решетку
а-железа.
Отпуск разделяют на низкий, средний и высокий в зависимости
от температуры нагрева.
При низком отпуске (нагрев до температуры 200—300°)
в структуре стали в основном остается мартенсит, который, одна-
ко, изменяет решетку; кроме того, начинается выделение карбидов
железа из твердого раствора углерода в a-железе и начальное
скопление их в небольшие группы (см. стр. 96 о распадении аусте-
нита), что влечет за собою некоторое уменьшение твердости и
увеличение пластических и вязких свойств стали, а также умень-
шение внутренних напряжений в деталях.
Низкий отпуск обычно производят в масляных или соляных
ваннах, где детали выдерживаются в течение определенного вре-
мени. Если низкий отпуск производится в атмосфере воздуха, то
для контроля температуры нагрева часто пользуются цветами,
появляющимися на поверхности детали. 11оявление этих цветов
связано с интерференцией белого света в возникающих при нагреве
детали пленках окислов железа. В интервале температур от 220
до 330° в зависимости от толщины пленки цвет изменяется от
светложелтого до серого (табл. 3).
В закаленной стали с течением времени происходят превраще-
ния без всякого нагрева при нормальной температуре. 11ри этом
повышается твердость стали и уменьшается ее хрупкость. Это
1 Тетрагональная решетка имеет искажение: стороны основания элементарней
ячейки меньше ее высоты (2,84 А и 3,04 А).
112
Термическая обработка стали и чугуна
Таблица 3
Температура цветов побежалости
Цвет побежалости Температура в °C Цвет побежалости Температура в °C
Светложелтый 220 Фиолетовый 285
Соломенно-желтый . . . 240 Васильково-синий . . . 295
Коричнево-желтый .... 258 Светлосиний 315
Коричнево-красный . . . 265 Серый 330 и выше
Пурпурно-красный 275 1
связано с постепенным переходом остаточного аустенита в мартен-
сит, а главное, с переходом тетрагонального мартенсита закалки
в кубический мартенсит отпуска. Этот процесс превращения при
атмосферной температуре называют естественным старе-
нием. Однако естественное старение протекает медленно, и для
ускорения процесса применяют искусственное старение
при температуре 100—200°. Длительность искусственного старения
5—15 час.
Искусственное старение отличается от низкого отпуска тем, что
при старении твердость повышается, а при отпуске — понижается.
При среднем (нагрев в пределах 300—500°) и высоком
(500—700е) отпуске сталь из состояния мартенсита переходит,
соответственно, в состояние троостита или сорбита. Чем выше
отпуск, тем меньше твердость отпущенной стали и тем больше ее
пластичность и вязкость. Происходящее при этом изменение свойств
стали можно проследить по кривым диаграммы, приведенной на
фиг. 84.
При высоком отпуске сталь получает наилучшее сочетание
механических свойств — повышенные прочность, пластичность и
вязкость, поэтому высокий отпуск стали после закалки ее на мар-
тенсит называют улучшением стали.
51. Печи для термической обработки
Нагрев деталей при выполнении операций термической обра-
ботки производится в кузнечных горнах, в пламенных и муфельных
печах или в ваннах.
Горн может применяться для нагрева перед закалкой простых
и неответственных деталей, так как нагрев в нем происходит не-
равномерно, контроль температуры производится на глаз и поэтому
не надежен; кроме того, деталь сильно окисляется кислородом
продуваемого воздуха.
В пламенных, нефтяных и газовых печах производится нагрев
деталей при отжиге, нормализации и закалке. Здесь путем сжига-
Дефекты закалки
ИЗ
ния топлива без избытка воздуха может быть достигнуто наимень-
шее окисление изделий.
В муфельных печах детали не соприкасаются ни с топливом, ни
с пламенем и нагреваются равномерно, так как помещаются в за-
крытый огнеупорный муфель. Эти печи могут использоваться для
нагревания деталей при всех видах термической обработки (включая
высокий отпуск). Нагреваются муфельные печи пламенем или
электричеством.
Соляные и свинцовые ванны представляют собою печи-тигли,
нагреваемые электричеством. В свинцовых ваннах детали могут на-
греваться от 330 до 850°, в соляных — от 150 до 1350°, в зависимости
от состава солей. Эти печи применяются как для нагрева под закалку
и отпуск, так и для охлаждения при изотермической закалке.
Соляные и свинцовые ванны имеют ряд преимуществ перед
печами. К их числу относятся быстрота нагрева изделий, отсутствие
окисления и обезуглероживания изделий с поверхности, точность
регулирования температуры нагрева. Однако эти печи-ванны при-
менимы преимущественно для малых деталей. Для низкого отпуска,
наряду с соляными ваннами, применяются также масляные ванны.
52. Дефекты закалки
Дефектами закалки являются трещины, поводка, или коробле-
ние, и обезуглероживание.
Главная причина трещин и поводки — неравномерное изменение
объема детали при нагреве и особенно при резком охлаждении;
другая причина — увеличение объема при закалке на мартенсит.
Трещины являются результатом того, что напряжения, возни-
кающие при неравномерном изменении объема в отдельных местах
детали, превышают прочность металла в этих местах.
Начало изучения внутренних напряжений положено русским
инженером Н. В. Калакуцким (1866). В дальнейшем внутренние
напряжения были исследованы Н. Н. Давиденковым, И. А. Один-
гом и др.
Наиболее эффективным способом уменьшения напряжений
является медленное охлаждение в районе мартенситного превра-
щения (точка Мн). 11ри конструировании деталей необходимо учи-
тывать, что наличие острых углов и резких изменений сечения уве-
личивает внутренние напряжения при закалке.
Коробление (или поводка) возникает также от напряжений
в результате неравномерного охлаждения и проявляется в искрив-
лениях деталей. Если эти искривления не велики, они могут быть
исправлены дальнейшей обработкой (шлифовкой). Трещины и ко-
робление могут быть предотвращены предварительным отжигом
деталей, равномерным и постепенным нагревом их, а также приме-
нением ступенчатой и изотермической закалки.
Обезуглероживание стали с поверхности является результатом
выгорания углерода при высоком и продолжительном нагреве дета-
8 В. M. Никифоров
114
Термическая обработка стали и чугуна
ли в окислительной среде. Для предотвращения обезуглероживания
нагрев деталей нужно производить в восстановительной или ней-
тральной среде (восстановительное пламя, муфельные печи, нагрев
в жидких средах).
IV. ТЕРМИЧЕСКАЯ ОБРАБОТКА ЧУГУНОВ
53. Термическая обработка серого чугуна
Из предыдущего (стр. 96) нам известно, что структурной осно-
вой всякого серого чугуна является сталь, поэтому теоретические
основы термической обработки являются общими для стали и чу-
гуна; к чугуну применимы те же операции термической обработки,
что и к стали.
Однако при термической обработке чугуна необходимо учиты-
вать присутствие графита, который при нагревании может перехо-
дить в твердый раствор, а при охлаждении — выделяться в различ-
ных количествах.
Отжиг чугуна применяется для снятия напряжений в от-
ливках и для уменьшения или увеличения твердости путем измене-
ния количества цементита в стальной основе чугуна.
Отжиг для снятия напряжений в отливках называют также от-
пуском, так как он производится при температуре ниже критиче-
ской (нагрев до 520—550°). При более высокой температуре может
происходить дополнительная графитизация чугуна с распадом це-
ментита и изменение свойств чугуна.
Отжиг для изменения количества цементита применяется в двух
случаях.
Если при отливке образовалось повышенное количество цемен-
тита (например, в результате ускоренного охлаждения), то. произ-
водят нагрев и выдержку отливок при температуре выше крити-
ческой (900—950°) и очень медленное охлаждение; при этом про-
исходит распадение цементита с образованием феррита и графита;
путем такого отжига можно, например, перлито-цементитный чугун
перевести в перлитный.
В том случае, если основа чугуна оказалась слишком мягкой
(ферритной), отливки нагревают до температуры 800—900° для
перевода части графита в твердый раствор, а затем охлаждают
на воздухе, чтобы не произошло новой графитизации.
Закалка и отпуск чугуна производятся с целью улуч-
шения его свойств. Изменения в структуре и свойствах, происхо-
дящие при закалке и отпуске чугуна, аналогичны соответствующим
изменениям при закалке и отпуске стали. Выполнение операций
закалки и отпуска чугуна производится так же, как и стали, однако
в большинстве случаев применяют умеренное охлаждение (в масле)
ввиду большей хрупкости чугуна.
Закалка и отпуск применимы к высококачественному чугуну
с мелким графитом, а также к легированному и модифицированному
чугуну (стр. 191).
Термическая обработка белого чугуна (козкий чугун}
115
54. Термическая обработка белого чугуна (ковкий чугун)
Ковкий чугун получают путем продолжительного томления (от-
жига) отливок из белого чугуна. Получение белого чугуна обеспе-
чивают подбором соответствующего химического состава. Отжиг
(томление) производится в особых печах, причем создаются условия
для распадения цементита белого чугуна на феррит и графит.
Таким образом, ковкий чугун, как и серый, состоит из стали-
стой основы и содержит углерод в виде графита, однако характер
графитовых включений в ковком чугуне иной. Разница в том, что
графит ковкого чугуна расположен не в виде чешуек, как в сером
чугуне, а в виде скоплений округленной формы, расположенных
изолированно друг от друга. В результате этого металлическая
основа является менее разобщенной, и сплав имеет значущие вели-
чины вязкости и пластичности, так что поддается ковке в холодном
состоянии.
Свойства ковкого чугуна зависят от величины графитных вклю-
чений (чем мельче эти включения, тем прочнее чугун), но прежде
всего они определяются его металлической массой. Основная ме-
таллическая масса ковкого чугуна, так же как и серого, может
представлять либо феррит, либо перлит, либо их сочетание.
Существуют два вида ковкого чугуна: черносердечный и бело-
сердечный, которые получаются в зависимости от способа отжига.
Для получения черносердечного ковкого чугуна отливки из
белого чугуна закладываются в ящики и засыпаются песком (ней-
тральная среда). Ящики помещают в печь и нагревают до темпера-
туры 900—950°. При этой температуре происходит распадение
первичного (эвтектического) цементита; это первая стадия графи-
тизации. Далее производят медленное охлаждение с переходом
через точку АГ1 для полной или частичной графитизации эвтекти-
ческого цементита; это вторичная стадия графитизации. Обычно
при данном способе доводят цементит до полного разложения, и
структура ковкого чугуна представляет феррит с включениями
графита, который называют углеродом отжига (фиг. 90). В изломе
такой чугун имеет черный цвет, поэтому его принято называть
черносердечным.
Операция отжига на черносердечный чугун длится 70—120 час.
(3—5 сут.).
Для получения белосердечного чугуна производится обезугле-
роживающий отжиг. Отливки помещаются в ящики с рудой или
окалиной (окислительная среда).
Выдержка при температуре 900° (первая стадия) составляет
большую часть времени всего про гесса. При этом углерод отжига
из поверхностных слоев детали в значительной степени выгорает.
Вторая стадия — перевод через точку АГ1 и охлаждение —при этом
способе проходит относительно быстро, в результате чего метал-
личеекая основа в этом чугуне большей частью представляет
перлит (фиг. 91).
116 Термическая обработка стали и чугуна
В изломе такой чугун светлый, поэтому его принято называть
белосердечным.
Операция отжига на белосердечный чугун длится 90—150 час.
Белосердечный ковкий чугун имеет меньшую пластичность и
вязкость, но большую прочность по сравнению с черносердечным
чугуном.
Фиг. 90. Микрострук-
тура ковкого чугуна
на ферритной основе
(X 150).
Фиг. 91. Микрострук-
тура ковкого чугуна
па перлитной основе
(X 159).
Продолжительность отжига на ковкий чугун непрерывно сокра-
щается благодаря тщательному изучению технологии процесса и
его рационализации. В последние годы на заводах СССР с успехом
применяется ускоренный отжиг на ковкий чугун, при котором
отливки простой конфигурации из белого чугуна перед отжигом
подвергаются закалке от температуры выше перлитного превраще-
ния (850—900°). Графитизация закаленных чугунов при последую-
щем отжиге протекает значительно быстрее вследствие наличия
большого количества центров графитизации, выпадающих при за-
калке. Время отжига закаленных отливок в обычных камерных
печах сокращается до 6—12 час., а в специальных агрегатах — до
1 часа.
Приоритет в разработке методов ускоренного отжига ковкого
чугуна принадлежит Советскому Союзу. Метод предварительного
нагрева и закалки отливок из белого чугуна разработан металлур-
гами Московского автозавода имени И. В. Сталина А. Д. Ассоно-
вым и В. И. Прядиновым.
Ковкий чугун по сравнению со стальным литьем является более
дешевым материалом и обладает достаточно хорошими механиче-
скими свойствами и высокой коррозионной стойкостью. Поэтому он
широко применяется в сельскохозяйственном машиностроении (для
изготовления шестерен, звеньев цепей и др.), автомобильной и
тракторной промышленности (задний мост, картер дифференциала
и др.), вагоностроении (часть тормозов, кронштейны и др.), стан-
костроении и во многих других отраслях промышленности. За по-
следнее десятилетие ковкий чугун стал широко применяться также
для замены цветных металлов и сплавов.
Цементация
117
V. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Целью химико-термической обработки является получение твер-
дого, износоустойчивого, жаростойкого или коррозионностойкого
поверхностного слоя детали.
Химико-термическая обработка состоит в насыщении поверх-
ностного слоя стальных деталей некоторыми элементами, например,
углеродом, азотом, алюминием, хромом, кремнием и др. Это насы-
щение производится путем диффузии указанных элементов на не-
которую глубину в поверхностный слой деталей при их нагреве.
Насыщение протекает лучше всего, когда диффундирующий
элемент выделяется в атомарном состоянии при разложении какого-
либо соединения. Такое разложение легче всего происходит в газах
в летучем состоянии, поэтому их и стремятся получить для химико-
термической обработки стали. Выделившийся при разложении акти-
визированный атом элемента проникает в решетку стали и образует
или твердый раствор, или химическое соединение.
Наиболее распространенными видами химико-термической обра-
ботки стали являются: цементация, азотирование, цианирование и
алитирование.
55. Цементация
Цементацией называется процесс насыщения поверхностного
слоя стали углеродом с целью получения детали с твердой поверх-
ностью и вязкой сердцевиной.
Цементации подвергают такие детали, которые работают одно-
временно на истирание и на удар.
Существуют два вида цементации: цементация твердым карбю-
ризатором и газовая цементация.
При цементации твердым карбюризатором в ка-
честве карбюризаторов (обуглероживающих материалов) применяют
древесный уголь в смеси с углекислыми солями (Na2CO3, К2СО3,
ВаСО3 и др.), которые при нагревании легко распадаются с выде-
лением углекислого газа (СОЦ. Эти соли называются карбонатами.
Количество карбонатов в карбюризаторах колеблется обычно в пре-
делах от 20 до 40%.
Многими заводами применяется карбюризатор, выпускаемый
Бондюжским заводом, следующего состава: древесный уголь (бере-
зовый) 74—78%, ВаСО3 12—15%, Na2CO3 1 — 1,5%, СаСО3 3—5%,
мазут (или патока) 4,5—5,0%.
Цементации подвергают детали из углеродистой или легиро-
ванной стали с содержанием углерода до 0,2%. Такое содержание
углерода обеспечивает высокую вязкость сердцевины после цемен-
тации и, следовательно, хорошее сопротивление динамической на-
грузке.
Детали помещают в железные цементационные ящики и засы-
пают карбюризатором. Ящики закрывают крышками и тщательно
118
Термическая обработка стала и чугуна
обмазывают глиной, затем помещают в печь и выдерживают 5—10 час.
при температуре выше критической (809—950°).
При нагреве углекислые соли распадаются с выделением СО2,
например:
Na2CO3 -> Na2O Д- СО2;
углекислый газ с углеродом древесного угля образует окись угле-
рода:
СО2С-> 2СО,
которая в присутствии железа распадается с выделением атомар-
ного углерода:
2С0->С0,4С.
Атомарный углерод диффундирует в у-железо, постепенно обра-
зуя карбиды железа (Fe3C).
Таким образом, действительным цементирующим веществом при
цементации твердым карбюризатором является окись углерода (СО).
Глубина цементации зависит от времени и температуры выдержки
изделий и обычно составляет 0,5—1,5 мм, а количество углерода
в поверхностном слое колеблется от 0,95 до 1,1%.
В процессе цементации, вследствие продолжительной выдержки
при высокой температуре, наблюдается значительный рост зерна
(стр. 103). Для измельчения зерна детали подвергаются нормали-
зации; затем производятся их закалка и отпуск.
При газовой цементации в качестве карбюризаторов
применяются различные газы и газовые смеси, как-то: природные
газы, светильный газ, генераторный газ и др. В состав этих газов,
кроме уже известной нам окиси углерода, входят углеводороды.
Из углеводородов особое значение имеет метан (СН4).
Для газовой цементации детали помещают в специальные ка-
меры— муфели, через которые пропускают газы. При этом в ка-
мерах поддерживается температура в пределах.909—950°. Обтекая
детали, газы выделяют атомарный углерод по реакциям:
СН4 -> 2Н2 + С;
2СО-> СО2 + С.
Преимуществами газовой цементации перед цементацией твер-
дым карбюризатором являются сокращение времени процесса
(в 2—3 раза), чистота рабочего места, возможность более точного
регулирования процесса. Недостаток газовой цементации — необ-
ходимость в весьма сложной установке.
Качество цементации зависит от правильного выполне-
ния технологического процесса, а также от качества карбюризатора.
Дефектами цементации являются: 1)наличие феррита на поверх-
ности, недостаточная концентрация углерода (причины — низкая
температура цементации; применение истощенного карбюризатора);
Азотирование, цианирование, алитирование
119
2) недостаточная глубина цементированного слоя (причина — недоста-
точная продолжительность цементации); 3) наличие мест (пятен)
с низким содержанием углерода (причина — применение карбюри-
затора, загрязненного окалиной, песком и др.).
После цементации детали подвергают закалке. Закалка цемен-
тированной стали имеет свои особенности, так как цементация вы-
зывает значительный рост зерна вследствие продолжительности
выдержки при высокой температуре; кроме того, распределение
углерода по сечению является неравномерным.
Для неответственных деталей закалку производят непосред-
ственно из цементационного ящика. В этом случае деталь с поверх-
ности будет иметь структуру крупноигольчатого мартенсита, а
в сердцевине — крупное зерно доэвтектоидной структуры. После
закалки производят низкий отпуск (150—170°С).
Более ответственные детали после цементации охлаждают на
воздухе и затем закаливают от температуры 850—900°С (нагрев
выше точки ДСз). При переходе через точки АС1 и АС.Л зерна сердце-
вины и поверхностного слоя измельчаются, и в структуре закален-
ной детали будет мелкоигольчатый мартенсит (поверхностный слой)
и мелкое зерно (сердцевина). Закаленные детали подвергают низ-
кому отпуску (150—170° С).
Для особо ответственных деталей производят двойную закалку.
Первая закалка — от температур выше точки Ас, (850—900° С) —
имеет целью измельчить структуру сердцевины. Так как для этого
нет необходимости в достижении критической скорости (стр. 106),
то охлаждение ведут в масле или на воздухе (нормализация).
Вторая закалка — от температур выше точки ACl (760—800° С) —
имеет целью придать поверхностному слою высокую твердость.
В результате второй закалки поверхностный слой имеет структуру
мелкоигольчатого мартенсита, а сердцевина — структуру неполной
закалки (сорбит-f-феррит).
Углеродистая сталь имеет очень большую критическую скорость
закалки, и сердцевина деталей, изготовленных из этой стали, неза-
висимо от скорости охлаждения, будет иметь структуру перлит -4-
феррит. Поэтому для ответственных деталей, с целью получения
прочной сердцевины (сорбит-]-феррит), применяют легированную
(стр. 127) сталь, имеющую меньшую критическую скорость закалки.
56. Азотирование, цианирование, алитирование
Азотирование представляет процесс поверхностного насыщения
деталей азотом, в результате чего они {фиобретают высокую по-
верхностную твердость. Процесс азотирования основан на выделе-
нии активного азота при диссоциации аммиака:
2NH3 -> 2N ЗН2.
Азотированию подвергают легированную сталь, содержащую
алюминий (А1), титан (Ti). вольфрам (W), ванадий (V), молибден
120
Термическая обработка стали и чугуна
(Мо) или хром (Сг), так как азотирование углеродистой стали не
приносит нужного эффекта. Количество легирующих компонентов
обычно составляет 1,5—2%.
Азотирование, подобно газовой цементации, производится в спе-
циальных камерах-печах при температуре 500—600°. Активный азот,
выделяющийся при диссоциации аммиака, диффундирует в деталь
с поверхности и вместе с перечисленными специальными элементами,
а также с железом, образует очень твердые химические соедине-
ния— нитриды (AIN, MoN, Fe4N и др.).
Продолжительность выдержки в камере при азотировании до-
стигает нескольких десятков часов; в этом основной недостаток
азотирования.
Однако азотирование имеет ряд преимуществ перед цемента-
цией. Оно выполняется при сравнительно низкой температуре и не
требует последующей закалки. Твердость азотированных изделий
значительно превосходит твердость закаленной стали и опреде-
ляется числом 1 100—1 200 по Виккерсу, а хрупкость азотирован-
ного слоя меньше цементированного и закаленного. Следует отме-
тить также повышенную стойкость азотированных изделий против
коррозии и усталости.
Вследствие этих преимуществ азотирование широко применяется
как для стали, так и для чугуна.
Цианирование — процесс поверхностного насыщения изде-
лий одновременно углеродом и азотом — бывает жидкое и газовое.
Процессы цианирования подробно исследованы проф. Н. Н. Мин-
кевичем.
Жидкое цианирование производится в ваннах с растворами
цианистых солей (NaCN, KCN, Ca(CN)2 и др.). При температуре
процесса эти соли разлагаются, выделяя активные атомы С и N.
Низкотемпературное (550—600°) цианирование применяется главным
образом к инструментам из быстрорежущей стали для повышения
их стойкости и производится в почти чистых цианистых солях
(NaCN-Ц KCN). Твердость цианированной быстрорежущей стали
составляет №?с=67-:-72. Высокотемпературное (800—850°) циани-
рование производится в ваннах (20—40% растворами цианистых
солей в нейтральных солях NaCl, Na2CO3 и др.) и применяется
к стальным изделиям, так же как и цементация.
Продолжительность жидкого цианирования колеблется в преде-
лах от 5 мин. до 1 часа.
Недостатком жидкого цианирования является опасность ядови-
тых цианистых солей, а также их высокая стоимость.
Газовое цианирование отличается от газовой цементации тем,
что в состав газа добавляют аммиак, дающий активизированные
атомы азота. Газовое цианирование, так же как и жидкое, разде-
ляется на низкотемпературное и высокотемпературное. При низко-
температурном (500—700°) газовом цианировании преимущественно
диффундирует азот (с образованием нитридов), а углерод диф-
фундирует в небольшом количестве. Этот способ, так же как
Азотирование, цианирование, алитирование 121
жидкое низкотемпературное цианирование, применяется для обра-
ботки инструментов из быстрорежущей стали.
При высокотемпературном (800—850°) газовом цианировании
преимущественно диффундирует углерод с образованием аустенита,
подвергаемого закалке. Преимуществом этого способа перед газо-
вой цементацией является более низкая температура процесса и
меньшая его продолжительность.
Газовое цианирование (называется также нитроцементацией)
является новейшим и более совершенным видом химико-термиче-
ской обработки и получает все большее распространение.
Процессы низкотемпературного цианирования разработаны
проф. Д. А. Прокошкиным.
Алитирование представляет собою процесс поверхностного
насыщения деталей алюминием с образованием твердого раствора
алюминия в железе. Алитирование применяется преимущественно
к деталям, работающим при высоких температурах (колосникам,
трубам и др.), так как в результате этой операции значительно
повышается стойкость при высокой температуре (1000°).
Алитирование осуществляется путем диффузии алюминия либо
в условиях непосредственного соприкосновения деталей с распла-
вленным алюминием при 750—800°, либо посредством действия
летучего алюминиевого соединения (А1С13) с разложением его и
выделением атомного алюминия.
Алитированный слой изделия обладает значительной хрупкостью,
поэтому применение алитированных деталей ограничено.
Из других видов химико-термической обработки укажем на
хромирование — насыщение деталей с поверхности хромом путем
диффузии последнего — и силицирование.
Диффузионное хромирование производится в порошко-
образных смесях (аналогично цементации твердым карбюризатором)
или в газовой среде. В процессе хромирования углерод диффунди-
рует из внутренних слоев изделий к поверхности и соединяется
с хромом, образуя карбид хрома. Хромированию подвергается
в основном сталь с содержанием углерода не более 0,2%. Хроми-
рованный слой малоуглеродистой стали незначительно повышает
твердость, но обладает большой вязкостью, что позволяет под-
вергать хромированные детали сплющиванию, прокатке и т. д.
Хромированные детали имеют высокую коррозионную стойкость
в некоторых агрессивных средах (азотной кислоте, морской воде
и др.), что позволяет заменять ими детали из дефицитной высоко-
хромовой стали.
Силицирование, заключающееся в диффузии кремния в сталь,
представляет большой интерес, так как повышает коррозионную
стойкость изделий, однако этот вид химико-термической обработки
не получил еще достаточного применения в технике и является
предметом разработки научно-исследовательских учреждений.
ГЛАВА ШЕСТАЯ
УГЛЕРОДИСТАЯ И ЛЕГИРОВАННАЯ СТАЛЬ.
ТВЕРДЫЕ СПЛАВЫ
I. КЛАССИФИКАЦИЯ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ
Выше уже говорилось о том, что существуют различные спо-
собы выплавки стали. В соответствии с этими способами сталь раз-
деляют на сорта: мартеновская (основная и кислая), бессемеров-
ская, томасовская, электросталь и тигельная сталь.
В зависимости от состава, сталь делится на углеродистую и ле-
гированную.
Углеродистая сталь является наиболее распространенным про-
дуктом металлургической промышленности и широко применяется
для всевозможных сооружений (железных дорог, мостов, зданий
и пр.), деталей машин, приспособлений и т. д.
Легированная сталь отличается или более высокой прочностью,
или особыми свойствами, но является более дорогой.
57. Классификация и маркировка углеродистой стали
Углеродистая сталь в зависимости от применения разделяется
на конструкционную (мягкая сталь и сталь средней твердости, со-
держащая до О,6°/0 углерода) и инструментальную (твердая, содер-
жащая более 0,6°/о углерода).
Конструкционная сталь, в свою очередь, разделяется
на сталь обыкновенного качества и сталь качественную.
Сталь обыкновенного качества получается бессемеровским, то-
масовским или мартеновским способами и применяется для сорто-
вого и листового проката, гвоздей, заклепок, болтов, труб и т. д.
Эта сталь маркируется буквами Ст. и номером от 0 до 7. Чем
больше номер, тем выше содержание углерода в стали и тем она
более твердая и менее пластичная. Сталь, поставляемая по хими-
ческому составу, помимо номера имеет букву Б или М. Буква
указывает способ производства: Б-—бессемеровский, М — марте-
новский. Например, маркировка БСт.5 означает бессемеровскую
сталь номер 5. Торцы кусков стали всех марок, кроме того, марки-
руются окраской. Для окраски установлены следующие цвета:
Ст.О, МСт.О и БСт.О — красный и зеленый; Ст.1 и МСт.1—белый
и черный; Ст.2 и МСт.2 — желтый; Ст.З, МСт.З и БСт.З — красный;
влияние примесей на свойства углеродистой стали 123
Ст.4, МСт.4 и БСт.4 — черный; Ст.5, МСт.5 и БСт.5 — зеленый;
Ст.6, МСт.6 и БСт.6—синий; Ст.7 и МСт.7 — красный и коричневый.
Качественная конструкционная сталь выплавляется в мартенов-
ских или электрических печах и применяется для изготовления
более ответственных деталей машин и механизмов. Сталь каче-
ственная превосходит сталь обыкновенного качества по однород-
ности, а также содержит меньше серы и фосфора. Маркировка
этой стали производится двумя цифрами, указывающими среднее
содержание углерода в сотых долях процента. Так, марка 25 со-
держит углерода в среднем 0,25%, марка 40—0,40% и далее до
марки 65.
Инструментальная сталь выплавляется в мартенов-
ских, электропечах и тиглях. Применяется для изготовления раз-
личных инструментов (режущих, измерительных, ударных и пр.).
Инструментальная сталь делится на качественную и высококаче-
ственную. Сталь качественная обозначается буквой У и цифрой,
указывающей количество углерода в десятых долях процента, на-
пример, У7, У8 и далее до У13.
Сталь высококачественная инструментальная содержит меньше
примесей (серы, фосфора), чем качественная; при ее маркировке
добавляют букву А, например, У8А.
Выбор марки стали и термическая обработка определяются на-
значением и характером эксплуатации инструмента.
58. Влияние примесей на свойства углеродистой стали
Кроме углерода, в углеродистой стали всегда присутствуют
другие постоянные примеси — кремний, марганец, сера и фосфор,
которые оказывают различное влияние на свойства стали.
Углерод является основной примесью, и в зависимости от
его содержания сильно меняются механические свойства стали.
Выше (фиг. 70) было установлено, что твердость (Ив), предел
прочности при растяжении (ай) и предел упругости (%) непре-
рывно увеличиваются с повышением содержания углерода до 1,2%,
одновременно уменьшается относительное удлинение (8). Это из-
менение свойств стали связано с изменением количества основных
структурных составляющих — феррита и цементита.
Постоянные примеси в стали обычно содержатся в следующих
пределах:
Кремний (Si).................................до 0,3 %
Марганец (Мп)................до 0,5 %
Фосфор (Р)...................до 0,05%
Сера (S).................... до 0,05%
Кремний и марганец в указанных пределах существен-
ного влияния на свойства стали не оказывают. С повышением их
содержания наблюдается увеличение твердости и прочности стали.
Однако такая сталь уже считается легированной. Как марганец,
Углеродистая и легирояанная сталь. Твердые сплавы
так и кремний являются хорошими раскислителями стали; кроме
того, марганец парализует вредное влияние серы, образуя с ней
соединение MnS, выделяющееся в шлак.
Сера является вредной примесью. Она не растворяется в же-
лезе, как все другие нормальные примеси, а образует с ним хими-
ческое соединение FeS (сернистое железо). Сернистое железо
с железом образует эвтектик}7 Fe— FeS, имеющую температуру
плавления 985°. 11ри затвердевании стали эта эвтектика распола-
гается в виде легкоплавких оболочек вокруг зерен. Наличие этих
оболочек является причиной красноломкости (хрупкости при крас-
ном калении) стали с повышенным содержанием серы при горячей
обработке (ковке, прокатке и т. и.), так как оболочки расплав-
ляются, в результате чего между зернами теряется связь и обра-
зуются трещины.
Кроме того, сера понижает пластичность и прочность стали,
а также сопротивление истиранию и коррозионную стойкость.
Фосфор придает стали хладноломкость (хрупкость при
комнатной температуре). Это объясняется тем, что фосфор вызы-
вает сильную внутрикристаллическую ликвацию (так как увеличи-
вает интервал между линиями ликвидуса и солидуса) и способ-
ствует росту зерна в металле. Вредное'влияние фосфора особенно
сказывается при повышенном содержании углерода. Следовательно,
чем тверже сталь, тем вреднее для нее фосфор. Однако в так
называемых автоматных сталях (с содержанием углерода до 0,3%)
допускается повышенное содержание фосфора — 0,1 и даже 0,2%,
для облегчения снятия стружки и для получения гладкой поверх-
ности при обточке на станках, в частности, при нарезании резьбы.
59. Понятие о легированной стали
Существенным недостатком углеродистой стали является то, что
эта сталь не обладает нужным сочетанием механических свойств.
С увеличением содержания углерода увеличиваются прочность и
твердость, но одновременно уменьшаются пластичность и вязкость,
растет хрупкость.
Закаленные на мартенсит резцы и другие режущие инструменты
из углеродистой инструментальной стали тверды, но не выдержи-
вают высокой скорости резания, так как теряют режущие свойства
уже при нагреве до температуры 180°. Кроме того, режущие
инструменты из углеродистой стали очень хрупки и не пригодны
для выполнения операций с ударной нагрузкой на инструмент.
Глубина проникновения закалки (прокаливаемость) углероди-
стой стали также невелика в связи с ее большой критической ско-
ростью закалки (стр. 106). В результате на мартенсит закаливается
только поверхностный слой деталей, а внутренние слои оказываются
закаленными на троостит или сорбит, а в более или менее массив-
ных деталях — и вовсе не закаленными. Таким образом, углероди-
стая сталь часто не отвечает требованиям ответственного маши-
Взаимодействие легирующих элементов с железом и углеродом 125
построения и инструментального производства. В таких случаях
необходимо применять легированную сталь.
Легированной сталью называют такую сталь, которая,
кроме железа и углерода, содержит специально введенные хими-
ческие элементы (компоненты), повышенное количество марганца
(более 1,0%) или кремния (более 0,8%).
Вводимые в сталь легирующие элементы изменяют (зачастую
весьма существенно) ее механические, физические и химические
свойства. В зависимости от назначения стали, т. е. от характера
ее службы в готовом изделии, вводят те или иные элементы, из-
меняющие свойства стали в нужном направлении.
Однако легированная сталь имеет ряд недостатков. 11роизводство
легированной стали более сложно, чем углеродистой стали. 11ри
обработке давлением легированная сталь требует медленного на-
грева, чтобы не образовалось трещин; температурные интервалы
обработки для этой стали более узки, чем для углеродистой стали.
Термическая обработка ряда марок легированной стали требует
весьма точного выдерживания режимов нагревания и охлаждения,
для чего необходимы высокая квалификация рабочих и более со-
вершенное оборудование. Свариваемость большинства марок леги-
рованной стали пониженная. Стоимость легированной стали выше
стоимости углеродистой стали.
Для легирования стали применяются следующие элементы:
хром, никель, марганец, кремний, вольфрам, молибден, ванадий,
кобальт, титан, алюминий, медь.
Особенно часто сталь легируют первыми семью элементами, как
порознь, так и в сочетании друг с другом.
60. Взаимодействие легирующих элементов с железом
и углеродом
Прежде чем перейти к изучению влияния легирующих элемен-
тов на свойства стали, остановимся кратко на их отношении
к железу и углероду.
Все перечисленные легирующие элементы образуют с железом
твердые растворы различной концентрации. В тех случаях, когда
легирующие элементы вводятся в количествах, превышающих пре-
дел их растворимости, наряду с твердым раствором предельной
концентрации в структуре сплава будут присутствовать другие
фазы — химические соединения легирующих элементов с же-
лезом.
Таким образом, легирующие элементы в сплавах
с железом образуют либо твердые растворы, либо твердые
растворы в сочетании с химическими соединениями.
По отношению к углероду легирующие элементы разделяются
на две группы:
1. Карбидообразующие элементы—хром (Сг), марганец (Мп),
молибден (Мо), вольфрам (W), ванадий (V), титан (Ti) — обра-
126 Углеродистая и легированная сталь. Твердые сплавы
зуют устойчивые карбиды в присутствии железа. Карбиды могут
быть простые (например, Сг4С, Мо.2С) или сложные (двойные)
легированные [например, (FeCr)7C3; (FeW)6C и др.]. Твердость
карбидов (простых и сложных) обычно выше твердости карбида
железа (Fe3C),a хрупкость ниже.
2. Элементы, не образующие карбидов: никель, кремний, ко-
бальт, алюминий, медь.
61. Влияние легирующих элементов на положение критических
точек стали и изотермическое распадение аустенита
Введение в сталь легирующих элементов сопровождается сме-
щением критических точек как по температуре, так и по концентра-
ции. Это смещение тем значительнее, чем больше введено леги-
рующего элемента. 11оэтому для легированной стали нельзя поль-
зоваться диаграммой состояния системы железо — цементит (Fe —
Fe3C).
Как же влияют легирующие элементы на положение критиче-
ских точек?
Большинство легирующих элементов смещает точку S влево,
т. е. снижает количество углерода в легированном перлите. Так,
если в сталь ввести 10% хрома, то эвтектоид (легированный пер-
лит) такой стали будет содержать не 0,8% углерода, как в угле-
родистой стали, а всего лишь около 0,4%. То же нужно сказать
и в отношении точки Е диаграммы: предельная концентрация
твердого раствора углерода в железе (аустенита) тем меньше, чем
больше количество легирующих элементов в стали.
При некотором содержании легирующего элемента в стали
точка Е оказывается смещенной влево настолько, что при концен-
трации углерода в несколько десятых долей процента в структуре
стали уже наблюдается ледебурит, который в простых углероди-
стых сплавах появляется лишь при концентрации углерода
больше 2,О°/о-
Цо характеру влияния на положение критических точек и Л3
легирующие компоненты разделяются на две группы. Элементы
первой группы — никель, кобальт, марганец и медь снижают поло-
жение этих критических точек; например, температура эвтектоид-
ного превращения (Д) никелевой стали при содержании 8% Ni
будет 600" (в углеродистой стали 723% Элементы второй группы —
хром, молибден, вольфрам, ванадий, титан и алюминий, наоборот,
повышают положение этих критических точек; так, температура
эвтектоидного превращения (Д,) молибденовой стали при содер-
жании 2% Мо будет около 900°.
Влияние легирующих элементов на превращения аустенита при
охлаждении было подробно исследовано С. С. Штейнбергом и его
учениками. Школой С. С. Штейнберга установлено, что все леги-
рующие элементы, кроме кобальта, повышают устойчивость пере-
охлажденного аустенита (увеличивают инкубационный период) и
Классификация и маркировка легированной стали
127
уменьшают скорость его распадения (увеличивают период времени
между началом и концом распадения аустенита), а также способ-
ствуют измельчению перлита (кроме марганца).
На фиг. 92 приведены области изотермического распадения
аустенита углеродистой стали 1 и аустенита легированной стали 2.
Как видно из диаграммы, для легированной стали область распа-
дения аустенита значительно сдвинута вправо. Положение точки 7ИК
(температура начала мартенситного превращения) у большинства
марок легированной стали понижается с увеличением количества
легирующих компонентов.
Особенно сильное влияние
в этом направлении ока-
зывают марганец, хром и
никель. При некотором со-
держании перечисленных
элементов в стали точка
Мн понижается до тем-
пературы ниже нуля, и
аустенит, переохлажден-
ный до комнатной темпе-
ратуры, не превращается
в мартенсит.
Критическая скорость
закалки легированной ста-
ли Vi (фиг. 92) оказывается
Время
Фиг. 92. Диаграмма изотермического распаде-
ния аустенита углеродистой и легированной
значительно меньше кри- стали.
тической скорости закалки
углеродистой стали в связи со сдвигом кривых изотермиче-
ского распадения аустенита. Соответственно меньшей является и
необходимая для закалки на мартенсит скорость охлаждения, по-
этому многие марки легированной стали лучше прокаливаются, и
для них сквозная закалка на мартенсит может быть достигнута
даже при деталях большого сечения. Это является существенным
преимуществом легированной стали.
Критические скорости закалки легированной стали многих ма-
рок позволяют получить структуру мартенсита даже при охлаж-
дении на воздухе.
62. Классификация и маркировка легированной стали
Легированная сталь классифицируется по одному из следую-
щих признаков:
а) по структуре в отожженном состоянии;
б) по структуре в нормализованном состоянии;
в) по применению;
г) по количеству легирующих элементов.
Классификация по структуре в отожженном состоянии.
В зависимости от входящих в состав стали структурных соста-
123 Углеродистая и легированная сталь. Твердые сплавы
вляющих различается доэвтектоидная, заэвтектоидная и ледебурит-
ная сталь.
На фиг. 93 приведена диаграмма разделения хромовой стали
по структуре в отожженном состоянии. Как уже отмечалось (стр. 126),
легирующие элементы (в том числе и хром) сдвигают точки 5 и £
Углерод, %
Фиг. 93. Диаграмма разде-
ления хромовой стали но
структуре.
Фиг. 94, Диаграмма закаливае-
мости на воздухе для никеле-
вой стали.
влево (см. фиг. 63). Концентрация легиро-
ванного эвтектоида (точка £) для стали
с различным содержанием хрома харак-
теризуется линией I, а предельная кон-
центрация углерода в легированном аусте-
ните— линией II (фиг. 93).
Доэвтектоидная сталь состоит из ле-
гированного перлита и избыточного леги-
рованного феррита, заэвтектоидная — из
легированного перлита и карбидов, а ле-
дебуритная — из легированного ледебу-
рита и карбидов.
На диаграмме указана область фер-
ритной стали, получающейся при боль-
шом количестве хрома и минимальном
количестве углерода. Таким образом,
классификация легированной стали по структуре в отожженном
состоянии аналогична классификации углеродистой стали.
Классификация по структуре в нормализованном состоянии.
На фиг. 94 приведена диаграмма закаливаемости на воздухе для
никелевой стали. Диаграмма показы-
вает, что при охлаждении на воздухе
получается структура аустенита, мар-
тенсита или перлитообразная (перлит,
сорбит, троостит), в зависимости от
количества никеля и углерода ’. В соот-
ветствии с этим сталь делят на классы:
аустенитный, мартенситный и перлит-
ный.
Нам уже известно, что при повы-
шенном содержании легирующих эле-
ментов (например, никеля) точка мар-
тенситного превращения может ока-
заться ниже нуля. Тогда при охлаж-
дении на воздухе до комнатной темпе-
ратуры в стали сохранится аустенит
в чистом виде. При меньшем содержании никеля и углерода мартен-
ситная точка лежит выше, и при охлаждении на воздухе до комнатной
температуры сталь принимает структуру мартенсита. 11ри неболь-
шом содержании никеля и углерода скорость охлаждения на воз-
духе оказывается меньше критической скорости закалки, и сталь,
1 Углерод также понижает мартенситную точку (см. стр. 101).
Классификация и маркировка легированной стали
129
охлажденная на воздухе до комнатной температуры, имеет струк-
туру троостита, сорбита или перлита. Заштрихованные участки
диаграммы указывают состав стали, занимающий положение про-
межуточных классов: перлито-мартенситного и мартенсито-аусте-
нитного.
Аналогичные диаграммы могут быть построены также для стали,
легированной другими элементами, причем, кроме трех названных
классов, могут образоваться еще два: карбидный и ферритный.
Наличие карбидного класса характерно для стали, легированной
карбидообразующими элементами; такая сталь очень твердая.
Некоторые легирующие элементы (хром и др.) сокращают об-
ласть у-твердых растворов, и при пониженном содержании угле-
рода может оказаться, что в стали будут отсутствовать превраще-
ния в твердом состоянии. Такая сталь при любых температурах до
расплавления будет находиться в состоянии а, т. е. представлять
легированный феррит (фиг. 93). Эта сталь не закаливается и на-
зывается ферритной.
Таким образом, легированная сталь, в зависимости от струк-
туры и состояния, получаемых при охлаждении на воздухе, делится
на пять классов: перлитный, мартенситный, аустенитный, карбидный
и ферритный.
Классификация по применению. По применению легированная
сталь разделяется на конструкционную, инструментальную и сталь
с особыми свойствами. Сталь с особыми свойствами имеет спе-
циальное назначение, выплавляется для определенных изделий.
Классификация по количеству легирующих элементов. Число
легирующих элементов может быть различным. Если введен один
легирующий элемент, то сталь называют тройной, так как она
содержит железо, углерод и легирующий элемент (постоянные при-
меси не считаются), причем наименование сталь получает по леги-
рующему элементу. Если, например, ввести никель, то сталь назы-
вается никелевой. Если введено два легирующих элемента (четвер-
ная сталь), то сталь называют в зависимости от наличия легирую-
щих элементов. Например, если введены хром и молибден, то сталь
называется хромомолибденовой, и т. п.
Маркировка легированной стали. По ГОСТ (Государственный
общесоюзный стандарт) для обозначения легирующих элементов
приняты следующие буквы: X — хром, Н — никель, Г — марганец,
С — кремний, В — вольфрам, М — молибден, Ф — ванадий, К — ко-
бальт, Т — титан, Ю — алюминий, Д — медь.
Для обозначения легированной стали той или иной марки при-
меняется определенное сочетание цифр и букв. Для стали кон-
струкционной легированной принята маркировка, по которой пер-
вые две цифры указывают среднее содержание углерода в сотых
долях процента, буквы — наличие соответствующих легирующих
элементов, а цифры, следующие за буквами, — процентное содер-
жание этих компонентов в стали. Если после какой-либо буквы
отсутствует цифра, то это значит, что содержание данного эле-
9 . В» М. Никифоров
130
Углеродистая и легированная сталь. Твердые сплавы
мента в стали не превышает 1%. Так, например, марка 35Х обо-
значает хромовую сталь, содержащую около 0,35% С и 1% Сг;
марка 45Г2 обозначает марганцовую сталь, содержащую около
0,45% С и 2% Мп; марка ЗОХНЗ обозначает хромоникелевую сталь,
содержащую около 0,3% С, 1% Сг и 3% Ni, и т. д. Для стали
инструментальной легированной порядок маркировки по легирую-
щим компонентам тот же, что и для конструкционной, а количество
углерода указывается первой цифрой в десятых долях процента.
Если цифра отсутствует, то сталь содержит около 1% углерода
или больше. Примеры маркировки инструментальной легированной
стали с указание.м химического состава приведены на стр. 135.
Для обозначения высококачественной стали в конце маркировки
добавляют букву А. Высококачественная сталь содержит меньше
серы и фосфора, чем качественная.
Быстрорежущая сталь, а также некоторые марки стали с осо-
быми свойствами имеют особую маркировку.
И. КОНСТРУКЦИОННАЯ ЛЕГИРОВАННАЯ СТАЛЬ
Конструкционную легированную сталь применяют для изготов-
ления ответственных деталей машин и металлических конструкций.
Такая сталь относится в основном к перлитному классу и по сум-
марному количеству содержащихся в ней легирующих элементов
делится на низколегированную (до 2,5% легирующих элементов),
среднелегированную (от 2,5 до 10%) и высоколегированную
(свыше 10%)- Свойства легированной стали определяются не только
количеством легирующих элементов, но также в значительной сте-
пени термической обработкой. Большинство изделий из легирован-
ной стали подвергается улучшению, после которого сталь получает
лучшее сочетание механических свойств: высокую прочность и
упругость одновременно при большой пластичности и вязкости.
63. Тройная конструкционная сталь
Хромовая сталь. Хром в качестве легирующего компонента
получил наибольшее распространение, так как способствует уве-
личению прочности стали и является относительно дешевым. Хром
сообщает стали хорошую сопротивляемость износу, а с увеличе-
нием количества углерода — высокую твердость, вследствие обра-
зования карбидов.
Низко- и среднелегированная хромовая сталь довольно широко
применяется в авиа-, авто- и тракторостроении, а также в других
отраслях машиностроения для изготовления осей, валов, шестерен
и других деталей. Низколегированная хромовая сталь при содер-
жании 0,4—1,65% Сг и 0,95—1,15% С образует группу шарикопод-
шипниковых сталей, которые имеют особую маркировку, например,
ШХ6, ШХ15 и т. д. (цифра показывает количество хрома в десятых
Тройная конструкционная сталь 131
долях процента). Низколегированная хромовая сталь применяется
также для изготовления инструментов.
Высоколегированная хромовая сталь (12—20% С г) является
нержавеющей и отличается стойкостью против коррозии не только
на воздухе, но и в агрессивных средах (например, в азотной кис-
лоте и др.); кроме того, она сохраняет прочность при повышенных
температурах, поэтому применяется для изготовления лопаток тур-
бин, цилиндров высокого давления, труб пароперегревателей и т. п.
При содержании 25—30% Сг и 0,1% С (ферритный класс) сталь
является окалиностойкой — способной выдерживать длительные и
высокие нагревы (до 1100°) в окислительной атмосфере.
Никелевая сталь. Никель является прекрасным легирующим
элементом, но он очень дефицитен и дорог, поэтому его стараются
по возможности заменять или применять в сочетании с хромом,
марганцем и другими легирующими элементами (сложная легиро-
ванная сталь). Никель увеличивает прочность, вязкость и твердость
стали, не снижая пластичности, сильно повышает прокаливаемость
и коррозионную стойкость. После закалки и низкого отпуска
никелевая сталь имеет высокую твердость, по не обладает хруп-
костью.
Низко- и среднелегированная никелевая сталь (перлитный
класс) применяется в автостроении и ответственном машинострое-
нии, причем в большинстве случаев детали подвергаются цемента-
ции и последующей закалке с отпуском.
Высоколегированная никелевая сталь (сплав аустенитного класса)
отличается особыми свойствами. Сплав инвар (35—37% Ni и до
0,25% С) имеет коэффициент линейного расширения, близкий
к нулю, немагнитен (как всякая сталь аустенитного класса), обла-
дает высокой пластичностью и коррозионной стойкостью. Инвар
применяется для изделий в тех случаях, когда требуется неизме-
няемость размеров при нагревании (например, приборы для иссле-
дований, эталоны-измерители и т. п.). Сплав платинит (47—49% Ni
и до 0,25% С) имеет коэффициент линейного расширения, одина-
ковый с платиной и стеклом, поэтому является заменителем платины
в лампах накаливания.
Кремнистая сталь. Кремний (Si) является нормальной примесью
всякой углеродистой стали, если содержание его не превышает
0,8%. Сталь, содержащая 0,8% Si и более, является легированной.
Кремний повышает прочность, упругость и твердость стали, сни-
жая, однако, ее вязкость.
В практике нашла применение низколегированная кремнистая
сталь перлитного класса.
Низкоуглеродистая кремнистая сталь (0,08—0,18% С и 0,8—•
1,2% Si) применяется для сооружения мостов и др. Эту сталь не
подвергают термической обработке.
Сталь марок 55С2, 60С2 и др. применяется для изготовления
пружин и рессор. После закалки и отпуска эта сталь отличается
высоким пределом прочности и упругости. Кремнистая сталь яв-
«
132
Углеродистая и легированная сталь. Твердые сплавы
ляется наиболее дешевым пружинным материалом. Сталь, содер-
жащая от 1 до 4% Si и очень небольшое количество углерода,
после особого отжига при 1000° имеет крупнозернистую структуру
и отличается высокой магнитной проницаемостью, малым остаточ-
ным магнетизмом и значительным электрическим сопротивлением,
уменьшающим потери на вихревые токи. Применяется в электро-
промышленности для изготовления динамомашин и трансформа-
торов.
Марганцовая сталь. Легированной марганцовой сталью назы-
вается такая сталь, которая содержит не менее 1% Мп. Марганец
повышает твердость и прочность стали, а также увеличивает ее
прокаливаемость и улучшает свариваемость. В практике применяют
низколегированную и высоколегированную марганцовую сталь.
Низколегированная сталь перлитного класса широко приме-
няется для изготовления деталей, от которых требуется износо-
устойчивость. Для шестерен, осей, болтов и других деталей, ра-
ботающих в условиях значительного износа, применяется сталь,
содержащая 0,3—0,5% С и 1,4—1,8% Мп (марки 30Г2, 45Г2,
50Г2 и др.).
Низколегированная марганцовая сталь применяется для изго-
товления инструментов (стр. 134).
Широкое распространение получила высоколегированная сталь
марки ПЗ, содержащая 1,0—-1,3% С и 11—14% Мп (аустенитный
класс). Эта сталь обладает очень высокой вязкостью и сопроти-
вляемостью истиранию; из нее изготовляют стрелки и крестовины
железных дорог, черпаки и козырьки землечерпальных машин,
гусеницы тракторов и др. Детали из стали марки ПЗ закаливают
при высокой температуре (1000—1050°) для растворения карбидов,
снижающих вязкость и прочность стали. После закалки сталь
имеет структуру сплошного аустенита (без карбидов) и ввиду
большой вязкости и способности наклепываться очень трудно под-
дается обработке резанием, причем только инструментами, осна-
щенными твердыми сплавами.
64. Сложная конструкционная сталь
Сложная конструкционная сталь имеет в промышленности большее
распространение, чем тройная сталь. Это объясняется тем, что
путем одновременного легирования стали несколькими элементами
получение заданных свойств достигается легче, полнее и при мень-
шем общем содержании легирующих элементов.
Основным элементом большинства марок сложной конструкци-
онной стали является хром. На втором месте стоит никель, однако
он дорог и вводится обычно в небольших количествах.
Хромоникелевая сталь. Наибольшее распространение имеет
сталь перлитного класса. Эта сталь обладает высокой прочностью,
вязкостью и является одним из лучших конструкционных матери-
алов.
Сложная конструкционная сталь
133
Хромоникелевая сталь получила широкое применение в авиа-
строении— для изготовления наиболее нагруженных деталей авиа-
моторов (шатуны, поршневые пальцы, ролики рычагов и др.),
в авто- и тракторостроении и др. В зависимости от характера
службы в изделии, одни детали должны подвергаться цементации,
другие — закалке и высокому отпуску (улучшению). В соответ-
ствии с этим хромоникелевая сталь делится на две группы стали:
цементируемая и улучшаемая. Примером цементируемой стали
является сталь марки 12Х2Н4А, содержащая небольшое количе-
ство углерода (0,1—0,15%); примером улучшаемой стали — сталь
марки 37XH3A.
Сталь марки 20ХНЗА после закалки и отпуска имеет предел
прочности aft=120 кг/мм?, ударную вязкость afe=10 кгм/см*,
твердость /?в = 350—400, т. е. весьма высокие механические
свойства.
Еще более высокие механические свойства достигаются путем
дополнительного легирования хромоникелевой стали вольфра-
мом (до 1,2%) или молибденом (до 0,55%)- Такая сталь при-
меняется для изготовления особо ответственных деталей, испыты-
вающих очень высокие напряжения на срез, скручивание и удар
при динамической переменной нагрузке. Примерами могут служить
коленчатые и другие валы мощных моторов, сильно нагруженные
болты и пр.
Хромоникелевая сталь аустенитного класса является нержавею-
щей и кислотостойкой. Она применяется для изготовления про-
мышленной аппаратуры в нефтяной, химической, пищевой промыш-
ленности и др. Примером кислотостойкой хромоникелевой стали
является сталь марки 1Х18Н9.
Хромомолибденовая сталь. Молибден придает стали спо-
собность сохранять прочность при нагреве (жаростойкость),
способствует образованию мелкозернистой однородной струк-
туры, улучшает свариваемость и обрабатываемость реза-
нием.
Хромомолибденовая сталь отличается высокой прочностью и
вязкостью, простотой применяемой термической обработки.
Хромомолибденовая сталь используется в котлотурбостроении
для котельных труб, труб пароперегревателей, котельных бараба-
нов и т. п. Сталь марки 15ХМ применяется для различного рода
трубопроводов, работающих при температурах до 600° и давлении
до 100 ати в агрессивных средах.
Низколегированная хромомолибденовая сталь применяется также
в моторостроении и других отраслях.
Хромованадиевая сталь. Обладает высокой прочностью, вяз-
костью и упругостью и применяется для изготовления осей, шесте-
рен, пружин и пр. Содержание ванадия обычно колеблется от 0,15
до 0,25%, и содержание хрома — около 1%. Пружины, изготовлен-
ные из этой стали, сохраняют упругие свойства при нагреве до
температуры 380°.
134
Углеродистая и легированная сталь. Твердые сплавы
Низколегированная сталь повышенной прочности. Незадолго
до Великой Отечественной войны советскими учеными совместно
с работниками промышленности была разрешена задача получения
низколегированной стали повышенной прочности, не содержащей
дорогостоящих элементов (никеля, молибдена, ванадия, воль-
фрама и др.).
Хромомарганцовокремнистая сталь (сокращенно хромансиль)
марок 20ХГСА, 25ХГСА и других легко сваривается, а после соот-
ветствующей термической обработки по своим механическим свой-
ствам не уступает хромомолибденовой стали.
III. ИНСТРУМЕНТАЛЬНАЯ ЛЕГИРОВАННАЯ СТАЛЬ
По назначению инструмент делится на три вида: ударно-штампо-
вочный, измерительный и режущий.
Условия работы отдельных видов инструментов различны,
поэтому для каждого вида инструмента необходимо применять
сталь, наиболее подходящую по своим качествам к условиям работы.
65. Сталь для ударно-штамповочного и измерительного
инструмента
Марганцовую сталь, содержащую 0,4—0,5%С и 1,0—1,5%Мп,
широко применяют для изготовления инструментов, подверженных
ударам (штампы, матрицы, кувалды, наковальни и пр.).
Для более нагруженных штампов, деформирующих металл в хо-
лодном состоянии, применяют высоколегированную хромовую сталь
ледебуритного класса (например, сталь марки XI2, содержащую
2,0—2,3°/0С и 11,5—13,О°/оСг), отличающуюся после закалки и
отпуска весьма высокой твердостью (Н«с=58—62), износоустой-
чивостью и удовлетворительной вязкостью.
11римером стали для тяжело нагруженных штампов, деформи-
рующих металл в горячем состоянии (горячая штамповка), может
служить низколегированная сталь марок 5ХНМ и 5ХГМ. Содержа-
ние хрома, никеля, молибдена и марганца и пониженное содержа-
ние углерода — характерны для этих марок стали. После закалки
и высокого отпуска сталь такого состава обладает повышенной
прочностью, вязкостью и износоустойчивостью при высоких тем-
пературах.
Для изготовления измерительного инструмента высокого класса
точности (калибры, измерительные плитки, микрометры) приме-
няют сталь марки ХГ (1,3—1,5%С, 0,4—О,7°/оМп, 1,3—1,6%Сг).
После закалки и низкого отпуска (или искусственного старения)
эта сталь обладает высокой износоустойчивостью и не изменяет
размеров во времени.
Для изготовления измерительных инструментов меньшей точ-
ности применяют инструментальную углеродистую сталь и низко-
легированную сталь.
Быстрорежущая сталь
135
66. Низколегированная сталь для режущего инструмента
Низколегированная инструментальная сталь по своей режущей
способности не отличается существенно от углеродистой стали и
применяется при сравнительно небольших скоростях резания, так
как размягчение стали начинается уже при температуре 200—220°.
Однако эта сталь имеет меньшую критическую скорость закалки
по сравнению с простой углеродистой сталью и поэтому обладает
более высокой прокаливаемостью, что позволяет получить структуру
мартенсита в более крупных инструментах; кроме того, она менее
хрупка, чем углеродистая сталь.
В качестве основного легирующего элемента для стали этих
марок применяется хром (1—3°/0), а также вольфрам.
Наиболее распространенными марками низколегированной
стали для режущих инструментов являются:
1) сталь марки X — хромовая (0,95—1,1°/(|С и 1,3—1,6°/0Сг),
применяемая для изготовления резцов, сверл, напильников;
2) сталь марки 9ХС — хромокремнистая (0,85—О,95"/оС, 0,95-—
1,25°/0Сг и 1,2—l,6°/0Si), применяется для изготовления резцов,
сверл, фрез, зенкеров;
3) сталь марки ХВ5—хромовольфрамовая (1,25—1,5"/0С, 0,4—
0,7%Сг, 4,5—5,5°/0W, 0,15—0,30%V), применяемая для изготовле-
ния разверток и резьбонарезного инструмента (метчиков, лерок);
4) сталь марки В1 — вольфрамовая (1,05—1,25°/0С, 0,8—1,2%W,
0,15—O,3O°/oV), применяемая для изготовления сверл, резцов и
фрез.
После закалки на мартенсит и низкого отпуска подобные марки
стали имеют твердость А/дс=60—62, а сталь ХВ5 — твердость Нрс
до 67.
67. Быстрорежущая сталь
Быстрорежущей сталью называют высококачественную инстру-
ментальную сталь, которая обладает красностойкостью, т. е. не
теряет режущих способностей при нагреве до 600’. Это позволяет
применять для инструмента из быстрорежущей стали скорости
резания, повышенные против скоростей для инструмента из угле-
родистой и низколегированной инструментальной стали в 3—4 раза.
Основными легирующими элементами быстрорежущей стали
являются хром и вольфрам.
ГОСТ устанавливает две марки быстрорежущей стали: Р18 и Р9.
Цифры указывают среднее содержание вольфрама в процентах;
химический состав стали приведен в табл. 4.
По структуре в равновесном состоянии эта сталь относится
к ледебуритному классу; после ковки и отжига опа имеет перлито-
сорбитную основу с округлыми включениями зерен легированных
карбидов.
Термическая обработка быстрорежущей стали состоит из за-
калки с температурой нагрева до 1260—1300° и двух-, трехкратного
136 Углеродистая и легированная сталь. Твердые сплавы
Таблица 4
Химический состав быстрорежущей стали
Марка стали Химический состав в °/о
углерод : м.:рганец не более , кремний не более хром вольфрам ванадий молибден £ с и X X не о\ ® сера ей <Т> фосфор
Р 18 0,7—0,8 0,4 0,4 3.8—4,4 17,5—19,0 1,0-1,4 0,3 0,4 0,03 0,03
Р 9 0,85-0,95 0.4 0,4 3,8—4,4 8,5—10,0 2,0-2,6 0.3 0,4 0,03 0,03
отпуска при температуре 550—600°. Высокая температура закалки
необходима для растворения возможно большего количества леги-
рованных карбидов в аустените, чтобы получить мартенсит, более
насыщенный легирующими элементами.
Быстрорежущая сталь имеет малую критическую скорость за-
калки, поэтому охлаждение после нагрева может производиться на
воздухе (такую сталь называют само-
закаливающейся). Однако закалка в ма-
сляной ванне дает лучшие резуль-
таты.
После закалки сталь состоит из
мартенсита и остаточного аустенита
(около 30%).
При температурах отпуска (550—
600°) из остаточного аустенита выде-
ляются легированные карбиды, в ре-
зультате чего мартенситная точка обед-
ненного легирующим компонентом оста-
точного аустенита повышается, и при
охлаждении часть его переходит в мар-
тенсит.
Фиг. 95. График термической При повторении операции отпуска
обработки быстрорежущей стали, значительная часть остаточного аусте-
нита переходит в карбиды и мартенсит,
результатом чего является повышение твердости (Hrc до 62—65) и
износоустойчивости стали.
Правильное объяснение процессов, происходящих при отпуске
быстрорежущей стали, было дано впервые С. С. Штейнбергом.
Для более полного превращения остаточного аустенита в мар-
тенсит применяется обработка быстрорежущей стали холодом,
состоящая в охлаждении закаленной стали до температуры 80—100°
ниже нуля. В этом случае необходимость в многократном отпуске
отпадает и количество отпусков может быть сведено к одному.
График термической обработки быстрорежущей стали приве-
ден на фиг. 95.
Литые и порошкообразные твердые сплавы
137
IV. ТВЕРДЫЕ СПЛАВЫ
Твердые сплавы в течение последних двух десятилетий получили
очень широкое распространение в промышленности. Они исполь-
зуются в горной промышленности — для бурения, металлообраба-
тывающей промышленности — для резания, штамповки и волоче-
ния, а также для наплавки быстроизнашивающихся деталей.
Широкое распространение твердых сплавов в промышленности
объясняется тем, что инструменты, оснащенные твердыми сплавами,
позволяют во много раз повысить производительность имеющегося
оборудования и снизить себестоимость изготовляемых изделий и
что детали, наплавленные твердыми сплавами, работают на исти-
рание значительно (иногда в десятки раз) дольше ненаплавленных
деталей.
Основной составляющей всех твердых сплавов являются кар-
биды металлов: вольфрама, молибдена, хрома, титана, марганца
и др. Карбиды придают сплавам высокую твердость и износоустой-
чивость. Кроме того, в состав твердых сплавов входят кобальт,
никель, железо и др.
Твердые сплавы делятся на литые, порошкообразные и метал-
локерамические.
68. Литые и порошкообразные твердые сплавы
Эти сплавы применяются для наплавки быстроизнашивающихся
деталей.
Литые твердые сплавы — стеллиты и стеллитоподоб-
ные — отличаются высокой коррозионной стойкостью, в частности
в серной кислоте; сохраняют стойкость при высоких температурах
(стеллиты — до 800°, стеллитоподобные — до 600°).
В СССР выпускаются стеллиты марок В2К и ВЗК и стеллито-
подобные марок сормайт № 1 и сормайт № 2.
Стеллиты представляют собою сплавы на основе кобальта с со-
держанием вольфрама, хрома и углерода.
В стеллитоподобных сплавах кобальт заменен железом, а воль-
фрам отсутствует.
Стеллиты и сормайт широко применяются в машиностроении
для наплавки деталей и инструментов, работающих без ударов,
и там, где деталь после механической обработки должна быть
ровной и чистой (главным образом при трении скольжения), на-
пример: для гибочных и вытяжных матриц, центров станков, изме-
рительных скоб, колец для протяжки. Ввиду высокой жаропроч-
ности этих сплавов их применяют также для наплавки деталей,
работающих при высоких температурах, например: для деталей
металлургического оборудования, ножей для горячей резки, кла-
панов двигателей внутреннего сгорания и др. Стеллиты и сормайт
выпускаются в виде прутков диаметром 5—7 мм и длиною 200—
300 мм.
138
Углеродистая и легированная сталь. Твердые сплавы
Наплавку литых твердых сплавов можно производить на сталь-
ные (железные) и чугунные детали независимо от их сечения и
конфигурации. Покрытие рабочей поверхности детали слоем сплава
производится с помощью газовой горелки ацетилено-кислородным
пламенем.
Порошкообразные твердые сплавы — вокар и стали-
нит— применяются главным образом для наварки деталей, произ-
водящих грубую работу, где допускается максимальное количе-
ство пор и раковин и обработка наваренной поверхности не является
обязательной (щеки дробилок, зубья экскаваторов, землечерпалок
и др.).
Вокар содержит 86% вольфрама, 9,5—10,5% углерода, до 0,5%
кремния и до 2,5% железа; сталинит—16—20% хрома, 8—10%
углерода, 13—17% марганца, до 3% кремния, остальное — железо.
Наварка порошкообразных твердых сплавов производится элек-
трической дугой постоянного тока по способу Бенардоса (с приме-
нением угольного электрода). Поверхность, подлежащая наварке,
устанавливается горизонтально, на нее наносят тонкий (0,2—0,3 мм)
слой флюса (прокаленной буры) и слой порошкообразного твер-
дого сплава (шихты) толщиной 3—5 мм. Электрод соединяется
с отрицательным полюсом, деталь — с положительным. Электриче-
ская дуга, образующаяся между электродом и деталью, расплав-
ляет шихту и близлежащие слои основного металла, при этом
образуется небольшая ванночка расплавленного твердого сплава и
основного металла. Электроду сообщают поступательное зигзаго-
образное движение, причем дуга непрерывно переносится по по-
верхности детали. Так производится наварка всего насыпанного
на поверхность твердого сплава.
69. Металлокерамические твердые сплавы
Эти сплавы применяются в виде пластинок к режущему инстру-
менту. Инструменты с пластинками твердых сплавов в настоящее
время широко применяются в заводской практике для скоростного
резания металлов. Достижения, полученные в этой области лауре-
атом Сталинской премии токарем-скоростником Г. С. Борткевичем
и другими стахановцами, основаны на правильном использовании
твердых сплавов в сочетании с новой геометрией режущего инстру-
мента.
Характерной особенностью металлокерамических твердых спла-
вов является их высокая твердость (НрА=%7—91) и способность
сохранять режущие свойства при температуре до 1000—1100°.
Г. С. Борткевич и другие стахановцы показали, что режущие
свойства твердых сплавов еще не использованы до конца, что
скорости резания 1000 и даже 1500 м/мин не являются пределом
и что для более полного использования режущих свойств твердых
сплавов необходимо провести модернизацию существующего ста-
ночного оборудования и выпускать новые быстроходные станки.
Металлокерамические твердые сплавы
139
Основной режущей составляющей металлокерамических твер-
дых сплавов являются карбиды вольфрама; некоторые марки спла-
вов содержат, кроме того, карбиды титана. В качестве связующего
металла применяют кобальт. Марки и состав твердых металлоке-
рамических сплавов приведены в табл. 5.
Таблица 5
Химический состав металлокерамических твердых сплавов
Марка сплава Химический состав в и/о
W с TiC Со
вкз 97 — 3
ВК6 94 — 6
ВК8 92 — 8
ВК10 90 __ 10
ВК15 85 — 15
Т5К10 85 5 10
Т15К6 79 15 6
Т30К4 66 30 4
Для изготовления пластинок металлокерамических твердых
сплавов порошкообразные составляющие тщательно перемеши-
ваются и смесь прессуется под давлением от 1000 до 4200 кг1см\
Полученные в прессформах полуфа-
брикаты помещаются в электропечи,
где при температуре 1400—1500° про-
исходит их спекание. При спекании
связующий металл (кобальт) расплав-
ляется и, обволакивая зерна карби-
дов, связывает их. При производстве
твердых сплавов операции прессова-
ния и спекания часто заменяют одной
операцией — горячим прессованием.
На фиг. 96 приведены некоторые
Фиг. 96. Изделия из металлоке-
рамических твердых сплавов.
изделия из металлокерамических твер-
дых сплавов.
Пластинки твердых сплавов служат для оснащения резцов,
сверл, фрез, зенкеров и других инструментов Оснащение произ-
водится путем напайки пластин на державки или путем механи-
ческого крепления пластинок к державкам.
ГЛАВА СЕДЬМАЯ
ЦВЕТНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ
I. КЛАССИФИКАЦИЯ И ПРИМЕНЕНИЕ ЦВЕТНЫХ МЕТАЛЛОВ
Цветные металлы — медь (Си), алюминий (А1), магний (Mg),
свинец (РЬ), цинк (Zn) и олово (Sn) — широко применяются в про-
мышленности, несмотря на относительно высокую стоимость. Это
объясняется их особыми природными свойствами, которые для
многих изделий очень ценны. Однако в тех случаях, когда это воз-
можно, цветные металлы заменяют черными металлами или дру-
гими неметаллическими материалами. Применяют цветные металлы
лишь тогда, когда замена их невозможна, и необходимые свойства
изделия могут быть получены только при изготовлении из цветных
металлов или сплавов.
Данные об общих свойствах цветных металлов были приведены
ранее в табл. 1. Ниже свойства цветных металлов рассмотрены
подробнее.
70. Свойства и применение цветных металлов
Медь — по применению в промышленности занимает одно из
первых мест среди цветных металлов. Высокая пластичность, элек-
тропроводность, теплопроводность, повышенная коррозионная стой-
кость являются ценнейшими свойствами меди.
Высокая пластичность меди позволяет легко производить ее
обработку давлением: прокатку, волочение и штамповку. При холод-
ной обработке давлением, в результате наклепа, предел прочности
и твердость меди значительно повышаются (а& до 40—50 ягг/лш2;
Нв до 100 ч-120). В случае надобности медь путем отжига можно
легко привести в мягкое состояние.
Вследствие высокой электропроводности медь является самым
лучшим металлом для электромашиностроения, изготовления кабе-
лей и проводов для передачи электроэнергии.
Для изготовления отливок медь применяется редко, так как
в расплавленном состоянии она мало подвижна и плохо заполняет
формы.
Медь служит основой для изготовления различных сплавов,
широко применяемых в машиностроении.
Свойства и применение цветных металлов
141
Алюминий — легкий металл, обладает высокой пластичностью,
хорошей электропроводностью и коррозионной стойкостью. Поэтому
он применяется для изготовления электропроводов, посуды, для
предохранения других металлов и сплавов от окисления путем
плакирования (стр. 171).
В машиностроении чистый алюминий применяется мало, так как
обладает невысокими механическими свойствами. Он является осно-
вой для получения многих сплавов, широко применяемых в самолето-
строении, авто- и вагоностроении, приборостроении и пр.
Магний — очень легкий металл. Это его большое и единст-
венное преимущество.
Главным недостатком магния является его малая стойкость про-
тив коррозии. Будучи нагрет на воздухе до температуры 550—600°,
магний вспыхивает и горит ярким пламенем, поэтому резку его
нужно производить очень осторожно. Кроме того, он имеет малую
пластичность. Ввиду этих недостатков чистый магний не нашел
применения в технике, а применяется в качестве основы для произ-
водства весьма легких сплавов.
Свинец — очень мягкий и тягучий металл, легко обрабаты-
вается в холодном состоянии и хорошо отливается; активно сопро-
тивляется действию кислот. Применяется для изготовления труб,
кислотоупорных сосудов, аккумуляторных пластин и пр., а также
для получения подшипниковых сплавов (стр. 163).
Цинк при нормальной температуре хрупок, при нагреве до
100—150° — пластичен и легко обрабатывается давлением, при даль-
нейшем нагреве (свыше 250°) вновь становится хрупким и может
быть измельчен в порошок. В расплавленном состоянии обладает
жидкотекучестью. Применяется для защиты железа от коррозии
(оцинкованное железо) и в сплавах.
Олово имеет две модификации: a-Sn и P-Sn. [3-Sn — белое
олово, обычно применяемое, является очень мягким и вязким метал-
лом, хорошо обрабатывается давлением, на воздухе почти не
окисляется. Используется для лужения, пайки и для получения
различных сплавов. В расплавленном состоянии хорошо заполняет
формы.
Аллотропическое превращение £-Sn в a-Sn при охлаждении
должно совершаться при температуре 4-18°; но при этой темпе-
ратуре оно идет очень медленно. 11ри охлаждении до температуры
ниже нуля этот переход протекает значительно быстрее.
a-Sn — серое олово; представляет собою очень хрупкий металл,
рассыпающийся в порошок при воздействии на него.
Переход p-Sn в a-Sn сопровождается полным изменением вида
кристаллов и образованием новых, совершенно иных по форме
и размерам. Свойства металла при этом легко изменяются, и изде-
лия приходят в негодность. Это явление называют „оловянной
чумой".
Руды олова редки и запасы их ограничены, поэтому олово
является весьма дефицитным металлом.
142
Цветные металлы и их сплавы
Свойства и применение цветных металлов
Таблица 6
Химический состав в (%) и примерное назначение некоторых марок цветных металлов (по ГОСТ)
Металл Марка Основной элемент не менее Предельное с одер жание примесей Всего примесей не более
железо крем- ний медь висмут сурьма мышьяк олово никель свинец сера кислород цинк серебро магний сумма кальция и натрия другие примеси
Алюми- ний АВ1 АО АЗ 99,9 99,6 98,0 0,06 0,25 1,1 0,06 0,20 1,0 0,005 0,01 0,05 — — — — 1 1 1 — 1 1 1 1 1 1 — 1 1 1 о,1 0,4 2,0
Медь МО М2 М4 99,95 99,7 99,0 0,005 0,05 0,1 —- 0,002 0,002 0,005 0,002 0,005 0,2 0,002 0,01 0,2 0,002 0,05 0,002 0,02 0,005 0,01 0,3 0,005 0,01 0,02 0,02 0,1 0,15 0,005 1 1 1 — 1 1 1 1 — 0,05 0,3 1,0
Олово 01 04 99,9 96,25 0,009 0,05 — i 0,01 - |0,15 0,01 0,1 0,015 0,3 0,015 0,1 — — 0,04 3,0 0,01 0,05 — — — — — — 0,1 3,75
Свинец СВ С4 99,994 99,5 0,001 0,01 — 0,0005 0,09 0,004 0,1 0,0005 0,0005 0,001 Sb + As + Sn 0,25 — — — — 0,001 0,1 0,0003 0,002 0,001 0,02 0,002 0,1 — 0,006 0,5
Цинк ЦВ Ц4 99,99 97,5 0,003 0,15 — 0,001 0,05 — 0,02 0,01 0,05 — 0,005 2,0 — — 0,002 (кадмий) 0,2 (кадмий) 0,01 2,5
Магний Мг1 Мг2 99,91 99,85 0,04 0,05 0,03 0,05 0,01 0,02 — — — — 0,001 0,002 — — — — — 0,01 (натрий) 0,2 (натрий) 0,005 (калий) 0,005 (хлор) 0,09 0,15
Примерное назначение
Алюми- ний АВ1 АО АЗ Для особой Химической аппаратуры; для электролитически Для фольги; для кабельных и токоподводящих изделий и др Для изделий широкого потребления и др. конденсаторов и др. . _ .. . — —
Медь МО М2 М4 Для проводников тока и сплдвов высокой чистоты Для проводников тока, для проката и др. Для литейных бронз и для различных неответственных сплавов
Олово 01 04 Лужение консервной жести, изгото!!ление припоя Изготовление баббитов, припоев и низкооловянных сплавов
Свинец СВ С4 Для особо ответственного применения в аккумуляторной Для горячего свинцевания; для баббита марки БК, для промышленности закалочных ванн и др.
Циик ЦВ Ц4 Для отливок под давлением особо ответственных деталей Для обычных литейных и свинцовых медно-цинковых авиа- и автопромышленности и др. сплавов —
Магний Мг1 Мг2 Для специальных литейных и деформируемых сплавов на Для литейных и деформируемых сплавов на магниевой и магниевой и алюминиевой основе алюминиевой основе
143
144 Цветные металлы и их сплавы
ГОСТ установлены следующие марки перечисленных цветных
металлов: алюминий — АВ1, АВ2, А00, АО, Al, А2 и АЗ; медь-
МО, Ml, М2, М3, М4; олово — 01, 02, 03 и 04; свинец — СВ, СО,
Cl, С2, СЗ, С4; цинк —ЦВ, ЦО, Ц1, Ц2, ЦЗ, Ц4; магний —Мг.1
и Мг.2.
Химический состав и назначение некоторых из перечисленных
марок металлов приведены в табл. 6.
71. Работы русских и советских ученых в области
металлургии цветных металлов
В развитии цветной металлургии, как и горнозаводского дела
вообще, выдающееся значение имеют труды гениального русского
ученого М. В. Ломоносова. В своей работе „Первые основания
металлургии или рудных дел“ Ломоносов дает описание извлечения
из руд золота, серебра, меди и свинца, а также указания по кон-
струкции печей, контролю плавки, технике безопасности и по
подготовке руд.
В области медеплавильного производства большое значение
имеют опыты инж. В. А. Семенникова по бессемерованию штейнов
(стр. 149) на Богословском медеплавильном заводе, проведенные
в 1866 г. Впоследствии идеи инж. Семенникова были положены
в основу процессов плавки сульфидных руд и бессемерования
штейнов.
Широкую известность получили исследования В. А. Ванюкова
в области огневого рафинирования меди.
А. А. Байков своей классической работой о реакции взаимодей-
ствия металлической меди с сернистым железом (1907) внес пер-
вый большой вклад в создание теоретической базы металлургии
меди.
В оценке влияния отдельных примесей на свойства меди перво-
степенное значение имеют исследования акад. Н. С. Курнакова
и его школы. Эти исследования позволили также объяснить про-
цессы шлакообразования, штейнообразования и т. д.
За годы сталинских пятилеток в СССР создана мощная медная
промышленность. Советские ученые создали ряд выдающихся работ
в области металлургии меди. К ним относится исследование В. Я-
Мостовича „Кислород в штейнах медной плавки" (1924), разработка
теории пиритной плавки А. А. Байковым (1925), опыты М. С. Макси-
менко в области электроплавки медных и медно-никелевых руд
и др.
В области металлургии алюминия и магния наиболее важное
значение имеют работы русских ученых Н. Н. Бекетова, Н. А.
Пушина и П. П. Федотьева. Акад. Н. Н. Бекетов в 1859 г. открыл
алюминотермию (вытеснение металлов из их соединений другими,
более активными металлами). П. П. Федотьев является основопо-
ложником теории современного электролитического способа произ-
водства алюминия и электрометаллургии других цветных металлов.
Медные руды
145
Н. А. Путин доказал возможность получения алюминия из отече-
ственного сырья.
В СССР созданы институты по проектированию предприятий
цветной металлургии и построены крупнейшие заводы, оснащенные
передовой техникой.
II. МЕДЬ И ЕЕ СПЛАВЫ
72. Медные руды
Медь изредка встречается в виде самородной металлической
меди (99,9% Си) в смеси с пустой породой. Однако руды с само-
родной медью очень редки (лишь около 5% всех мировых место-
рождений меди), и в промышленности их значение невелико.
Медь в форме различных соединений содержится в минералах.
Количество таких минералов достигает 240, но наиболее распро-
странены лишь полтора десятка минералов, которые и приме-
няются в промышленности в качестве руд меди. Эти руды делятся
на две основные группы: сульфидные руды, или сульфиды, в состав
которых медь входит в форме соединения с серой, и окисленные
руды, в которые медь входит в форме окислов.
Сульфиды составляют около 80% всех мировых месторождений
меди. Наиболее распространенными сульфидными рудами являются
халькозин (медный блеск) Cu2S, халькопирит (медный кол-
чедан) CuFeS2 или Cu2S • Fe2S3, борнит Cu3FeS3 или 3Cu2S • Fe2S3,
ковеллин CuS.
Среднее содержание меди в промышленных рудах 1—2%, мини-
мальное— 0,5%; руды, содержащие 3% меди и выше, считаются
богатыми.
Окисленные руды составляют около 15% всех мировых место-
рождений меди. Наиболее распространенными окисленными рудами
являются куприт Си2О, малахит СиСО3 • Си (ОН)2, тенорит
(мелаконит) СиО, азурит 2СиСО3 • Си (ОН)2.
Богатые окисленные руды содержат 3—5% меди и больше,
бедные 1—2%.
В состав пустой породы руд входят кварц, глинозем, барит,
кальцит и различные силикаты.
Как видно из приведенных формул химического состава, в рудах
обычными спутниками медных соединений являются сульфиды
железа. Кроме железа, которое в этих рудах не представляет цен-
ности, большинство медных руд содержит золото, серебро, никель,
цинк, свинец, иногда кобальт или молибден и др. В связи с этим
при добыче меди из руды обычно попутно извлекают те ценные
элементы, которые она содержит. Задача комплексного извлечения
ценных элементов из руд успешно разрешена советскими метал-
лургами.
В Советском Союзе основные месторождения руд находятся на
Урале, в Казахстане, в Закавказье и Узбекистане.
10 в. М. Никифоров
146
Цветные металлы и ах еплавы
73. Производство меди
В настоящее время существуют два способа переработки мед-
ных руд:
1) пирометаллургический способ — непосредственная плавка руд
или плавка концентрата (продукта обогащения руды);
2) гидрометаллургический способ, при котором руда обрабаты-
вается растворителем, переводящим медь в раствор и не действую-
щим на другие составляющие руды; медь из растворов осаждается
путем электролиза или химическим способом.
В отличие от гидрометаллургического способа (мокрого), пиро-
металлургический способ называют также сухим.
До начала текущего столетия медь добывали, как правило,
путем непосредственной плавки окисленной руды или обожженной
сульфидной руды. Однако по этому способу оказывается выгодным
добывать медь лишь из богатых руд, запасы которых в значитель-
ной степени исчерпаны. Переработка бедных руд способом непо-
средственной плавки требует очень большого расхода топлива и
флюсов, поэтому невыгодна. В настоящее время основная масса
меди (до 80%) добывается путем плавки медного концентрата.
При пирометаллургическом способе медные концентраты (или
богатые медные руды, не содержащие заметного количества других
тяжелых металлов) подвергают окислительному обжигу и затем
продукты обжига плавят в особых отражательных или шахтных
печах, в результате чего получают два жидких несмешивающихся
продукта: внизу, на поду печи, — штейн1, сверху — шлак, в кото-
рый переходит вся пустая порода и значительная часть железа.
Таким образом, в основе пирометаллургического способа лежит
разделение жидких фаз.
Штейн представляет сложный расплав, содержащий сульфиды
меди и железа (80—90%), шлак (4—5%) и сульфиды других
металлов (никеля, свинца, цинка).
Переработка штейнов осуществляется в конвертерах, где через
жидкий штейн продувают воздух, в результате чего сера выгорает,
а железо переходит в шлак. Продуктами бессемерования являются
черновая медь и конвертерный шлак. Черновая медь содержит
98,5—99,5% меди и до 1,5% различных примесей (никель, сурьма,
сера, железо, кобальт, алюминий, кислород и др., а также серебро
и золото). Она подвергается огневому и электролитическому рафи-
нированию.
Такова общая схема производства меди. Ознакомимся теперь
с отдельными операциями этого процесса.
Медный концентрат (или медная руда) подвергается обжигу
с целью окисления железа, уменьшения содержания серы и удале-
ния мышьяка, сурьмы и др. Обжиг обеспечивает при последующей
плавке получение штейна с достаточно высоким содержанием меди.
1 Штейном называют промежуточный продукт плавки медных руд
Производство меди
147
Фиг. 97. Печь для обжига руды.
В настоящее время обжиг осуществляется почти исключительно
в многоподовых печах с механическим перегреванием. Печь имеет
форму цилиндра диаметром 6—7 м и высотой 9—10 м. Рабочее
пространство печи разделено на отделения арочными перекрытиями
из огнеупорного (шамотного) кирпича, причем образуется несколько
внутренних подов и один наружной. Различные печи имеют 7, 10, 12
а некоторые даже 16 подов.
На фиг. 97 приведена схема
семиподовой обжиговой печи.
В центральной части печи про-
ходит медленно вращающийся
полый стальной вал 1, к кото-
рому на уровнях каждого от-
деления прикреплено по два
перегревателя 3 с гребками.
Воздух, необходимый для про-
цесса, поступает в печь через
центральный вал, перегревате-
ли и гребки. Зажигание шихты
при пуске печи производится
с помощью форсунок 2.
Шихта загружается на под-
сушивающий (наружный) под,
где высушивается от влаги, и
перегревателями постепенно
подводится к загрузочному
устройству, через которое по-
ступает на 1-й под, там пере-
гребается и через отверстия
попадает на 2-й под и т. д.
Температура газа в печи постепенно увеличивается от 320—
400° (верхний под) до 650—800° (5—6-й под), затем понижается
до 600—700° (нижний под).
В процессе обжига протекают следующие основные реакции:
2FeS —|— 3 Оз== Fе20з 2SO2 ~I- 292 400 ккал\
Cu2S -ф 1 2‘ О2 = Си2О + SO2 + 91 800 ккал.
Степень десульфурации в зависимости от состава шихты, ее из-
мельченное! и и других причин колеблется от 30 до 75%-
Как видно из приведенных уравнений, реакции окислительного
обжига протекают с выделением большого количества теплоты,
поэтому в большинстве случаев процесс обжига идет без затраты
топлива. Отходящие газы содержат 4—7% SO2, которая исполь-
зуется для получения серной кислоты.
Через обжиговую печь пропускают всю шихту отражатель-
ной печи: руду (концентрат), флюсы и оборотные материалы.
148
Цветные металлы а ах сплавы
Таким образом, в обжиговой печи протекает полная подготовка
всех исходных материалов для плавки, и из нее выдается готовый
для отражательной плавки полуфабрикат, называемый самоплав-
ким огарком. С нижнего пода обжиговой печи огарок поступает
в бункер, а оттуда — к колошнику отражательной печи. Произ-
водительность обжиговых печей составляет в среднем 250—350 т
шихты в сутки.
Плавка в отражательной печи является основным спо-
собом переработки медных руд и концентратов. Современная отра-
жательная печь имеет длину 32—36 м и ширину 7—8 м. Футе-
руется динасовым кирпичом. Загрузка шихты в печь производится
через загрузочные трубы диаметром 15—20 см, расположенные вдоль
боковых стенок. Отверстия для выпуска штейна и шлака устраи-
вают в боковой и в задней стенках, первые — на уровне лещади,
вторые — на уровне 0,9—1,2 м от лещади.
Для нагрева отражательных печей используют мазут, природ-
ный газ, угольную пыль. Форсунки или горелки для подачи топлива
располагаются в передней стенке. Для утилизации тепла отходя-
щих газов при отражательных печах устанавливают водотрубные
котлы.
Атмосфера в печи нейтральная или слабоокислительная (не более
1,5% кислорода).
Загруженная шихта поступает в ;ону высоких температур
(1 400—1 500°) и сразу плавится.
Главные реакции процесса определяются сульфидами Cu2S, FeS
и окислами Fe2O3, Cu2O и SiO2, составляющими основную массу
шихты.
Температура шлакообразования около 1 100°, температура обра-
зования штейна 800—900°, поэтому тепловой режим печи опреде-
ляется в первую очередь условиями шлакообразования.
Приводим основные реакции процесса:
Си2О FeS = Cu2S -1- FeO;
Cu2S Ц- 6ге2О3 = 2Cu 4- 4Fe3O4 SO2;
2Cu + FeS^Cu2S + Fe;
Fe -|-Fe3O4 = 4FeO;
2?'eO + SiO2 = 2FeO • SiO2.
Полусернистая медь (Cu2S) и сернистое железо (FeS) состав-
ляют основную массу штейна. 2FeO • SiO2 переходит в шлак.
Средняя суточная производительность современной отражатель-
ной печи колеблется от 700 до 2000 т твердой шихты при плавке
обожженных материалов и от 400 до 1000 т при плавке сырых
материалов.
Помимо плавки в отражательных печах, существует также спо-
соб плавки медных руд в шахтных печах. Этот способ применим
Произзодство меди
149
лишь к кусковым материалам и имеет значительно меньшее рас-
пространение, чем отражательная плавка.
Бессемерование медных штейнов на черновую
медь производится в специальных конвертерах, где через рас-
плавленный штейн продувают воздух в присутствии кварцевого
флюса, причем сернистое железо интенсивно горит, образуя закись
железа и сернистый ангидрид:
FeS-f-1 4°* = FeO + SO2.
Сернистый ангидрид улетучивается, а закись железа реагирует
с кремнеземом флюса и переходит в шлак:
2FeO + SiO2 = 2FeO • SiO2.
В результате выгорания сернистого железа и перехода его
в шлак в конвертере остается почти чистая полусернистая медь
(Cu2S). На этом заканчивается первый период плавки.
После окончания первого периода шлак сливают и ведут про-
дувку до получения черновой меди (второй период). При этом идет
окисление сульфидов меди:
Cu2S + 1 у О2 = Cu2O -р SO2.
Закись меди реагирует с полусернистой медью, в результате чего
получается медь:
2Cu2O Cu2S = 6Cu + SO2.
Приведенные реакции и их последовательность показывают, что
железо и сера имеют большее сродство к кислороду, чем медь,
которая поэтому энергично окисляется лишь во втором периоде
плавки.
Принцип работы конвертеров для бессемерования медных штей-
нов тот же, что и конвертеров для бессемерования чугуна. Дутье
в рабочее пространство конвертера подается с боковой стороны
через фурмы, расположенные на высоте 250—300 мм от уровня
лещади. Емкость современных конвертеров колеблется от 15
до 25 т.
Длительность процесса бессемерования медных штейнов соста-
вляет в среднем 10—12 час. и более, что обусловлено наличием
в штейнах большого количества серы и железа (до 80% по весу),
которые в процессе бессемерования должны быть окислены.
Процесс идет за счет теплоты реакций окисления серы и железа.
Эта теплота обеспечивает поддержание в конвертере температуры
в пределах 1 100—1 200°.
Огневое рафинирование черновой меди произво-
дят с целью удаления различных примесей, ухудшающих механи-
150
Цветные металлы и их сплавы
ческие свойства и электропроводность меди. Процесс огневого рафи-
нирования протекает на поду отражательной печи, где черновая
медь подвергается окислению с целью получения некоторого коли-
чества закиси меди. Закись меди растворяется в меди и окисляет
находящиеся в ней примеси. В дальнейшем раскисление меди (вос-
становление избытка закиси меди) производят обугленными дере-
вянными шестами, при перемешивании ванны.
В печь загружают твердую или жидкую конвертерную медь.
Емкость современных рафинировочных печей достигает 250—350 т
меди. Продолжительность рафинирования твердой меди составляет
16-4-26 час., жидкой—10-4— 14 час.
Электролитическое рафинирование меди произ-
водят с целью получения наиболее чистой меди (99,9% Си и выше)
и попутного извлечения золота и серебра, которые почти всегда
содержатся в конвертерной меди и при огневом рафинировании
почти полностью переходят в рафинированный металл.
В настоящее время электролитическому рафинированию подвер-
гают более 95% выплавляемой меди. Для электролитического
рафинирования медь после огневого рафинирования отливают
в анодные плиты. Анодные плиты помещают на специальных под-
весках в электролитическую ванну, заполненную водным раствором
медного купороса с серной кислотой (до 18%). Между анодными
плитами в ванне находятся тонкие (0,6—0,7 мм) листы из чистой
меди — катоды для осаждения на них электролитической меди. При
включении ванны в электрическую цепь медь анодов растворяется
и из электролита осаждается на катодах, а благородные металлы
и некоторые другие (например, селен, теллур) выпадают в шлам1.
Плотность тока, применяемого для электролитического рафиниро-
вания, составляет 160—200 а на 1 м- катодной поверхности. Напря-
жение ванны 0,3—0,35 я. Средний выход шлама составляет 0,2—
0,5% от веса анодов. Шлам медного электролиза собирают и под-
вергают дальнейшей переработке с целью извлечения золота,
серебра и др.
Продолжительность растворения анодов составляет в среднем
20—30 сут.
Сплавы меди имеют более высокие механические и литей-
ные качества, чем чистая медь, поэтому более 75% меди идет на
приготовление сплавов.
Сплавы меди с цинком называются латунями, все другие мед-
ные сплавы называются бронзами.
Для получения сплавов со специальными свойствами часто
добавляют еще те или иные элементы, в результате чего получают
более сложные (тройные, четверные и т. д.) сплавы. В этих слу-
чаях получаются специальные легированные латуни или специаль-
ные бронзы.
1 Шламом называют измельченный материал, в состав которого входят раз-
личные металлы.
Сплавы меда с цинком (латуни)
151
74. Сплавы меди с цинком (латуни)
При добавлении к меди цинка в количестве 39% образуется одно-
фазный a-твердый раствор цинка в меди; при большем количестве
цинка в структуре латуни появляются кристаллы ^-твердого раствора.
С увеличением количества ₽-фазы прочность латуни умень-
шается, а хрупкость увеличивается, поэтому практическое приме-
нение имеет латунь, содержащая до 43% цинка (Zn).
Характер изменения механических свойств — предела прочности
(аь), относительного удлинения (8) и твердости (Нв)— в зависи-
мости от количества цинка
Из этого графика видно,
что по сравнению с чистой
медью латуни имеют увеличен-
ную прочность, пластичность
и твердость. Кроме того, они
более жидкотекучи и корро-
зионностойки.
Следует отметить, что так
как цинк дешевле меди, то и
латуни дешевле меди.
Кроме простой латуни, при-
меняются еще специальные ла-
туни с добавками железа, мар-
ганца, никеля, олова, крем-
ния и др.
Количество легирующих
компонентов в специальных ла-
тунях не превышает 7—8%. Спе-
Фиг. 98. Зависимость механических
свойств латуни от содержания цинка.
циальные латуни имеют повы-
шенные механические свойства; некоторые из них по прочности
не уступают среднеуглеродистой стали.
По ГОСТ латуни обозначаются буквой Л и цифрой, указываю-
щей количество меди в сплаве. Например, марка Л96 обозначает
латунь, содержащую около 96% Си, марка Л62 — латунь, содержа-
щую около 62% Си и т. д. Обозначение легирующих компонентов
следующее: Ж — железо; Мц — марганец; Н — никель; О — олово;
К — кремний; С — свинец. Количество легирующего компонента
указывается цифрами. Например, марка ЛМцЖ52—4—1 обозна-
чает марганцово-железную латунь, содержащую около 52% Си,
4% Мп и 1 % Fe (остальное — циик).
Латуни, как и все сплавы цветных металлов, принято разделять
на литейные (применяемые для фасонного литья) и подвергаемые
обработке давлением.
Латунь применяют для изготовления листов, проволоки, гильз,
всевозможной литой и штампованной арматуры, посуды и т. д.
В табл. 7 приведены некоторые марки латуни с указанием
области их применения.
152
Цветные металлы и их сплавы
Таблица 7
Некоторые марки латуни
Наим нояание Марка Назначение
Латуни, обрабат ываем ые давлением
Томпак Л96 Радиаторные трубки
Латунь Л68 Полосы, листы, ленты, трубы и проволока
Свинцовая латунь ЛС64-2 Полосы, ленты, прутки
Кремнистая латунь ЛК80—3 Поковки и штамповки
Л и т е й н ы е латуни
Алюминиевая латунь ЛА67—2,5 Коррозионностойкие детали
Марганцово-свинцовая латунь. . ЛМцС58— 2—2 Подшипники, втулки и другие антифрикцион- ные детали
Марганцово-железная латунь . . ЛМцЖ55— 3 -1 Арматура, детали для морского судостроения
75. Оловянные бронзы
Подобно латуни, оловянные бронзы по структуре бывают одно-
фазными (до 8%Sn)*, состоящими из твердого раствора олова
в меди, и двухфазными (8—22% Sn), содержащими смесь кристал-
лов названного твердого раствора и кристаллов химического соеди-
нения Cu3Sn. Бронзы с содержанием более 22% Sn хрупки й по-
этому не применяются.
На фиг. 99 приведена диаграмма изменения механических
свойств бронзы в зависимости от количества олова.
Олово является дорогим металлом, поэтому в практике бронзы
с повышенным содержанием олова применяются редко.
Оловянные бронзы обладают высокой коррозионной стойкостью,
жидкотекучестью и повышенными антифрикционными свойствами.
Из них изготовляют главным образом отливки. Бронзы с 4—7%Sn
применяются для художественного литья (статуи, памятники и т. п.).
Бронзы с содержанием олова 5—7% употребляются для изгото-
вления различных частей машин. Раньше из 10% бронзы отливали
стволы пушек, поэтому ее называли пушечной. Бронза такого же
состава идет для отливки вкладышей подшипников и называется
подшипниковой или антифрикционной бронзой.
1 При очень медленном охлаждении можно получить однофазную структуру
в бронзах, содержащих до 14% Sn.
Алюминиевая и кремнистая бронзы
153
Фиг. 99. Зависимость меха-
нических свойств бронзы от
содержания олова
Простые бронзы применяются в настоящее время сравнительно
редко, так как путем введения дополнительных элементов (цинка,
свинца, фосфора и никеля) можно достиг-
нуть тех же или даже лучших свойств при
меньшем содержании дефицитного олова.
По ГОСТ оловянные бронзы марки-
руются буквами Бр.О и цифрой, указы-
вающей содержание олова; дополнитель-
ные буквы и цифры указывают наличие
и количество в бронзе дополнительных
элементов. Для обозначения дополнитель-
ных элементов применяют те же буквы,
что и при маркировке специальной ла-
туни; кроме того, цинк обозначается
буквой Ц, а фосфор буквой Ф. Напри-
мер, маркировка Бр. ОЦС 6—6—3 обозна-
чает оловянно-цинково-свинцовую бронзу,
содержащую около 6% Sn, 6% Zn и
3% РЬ (остальное — медь).
В табл. 8 приведены некоторые
марки оловянной бронзы с указанием обла-
сти их применения.
Таблица 8
Некоторые марки оловянной бронзы
Наименование Марка Назначение
О.ювянно-цинковая брон- за (обрабатываемая давле- нием) Бр. ОЦ 4-3 Прокат и поковки
Оловянно-свинцовая бронза (литейная) Бр. ОС 8—12 Вкладыши подшипников
Оловянно-цинково-свин- цово-нике.тевая бронза (ли- тейная) Бр. ОЦСН 3-7—5—1 Арматура, устойчивая в морской воде, а так- же работающая под да- влением до 25 ати.
76. Алюминиевая и кремнистая бронзы
Заменителями оловянной бронзы являются алюминиевая, крем-
нистая, марганцовая и другие бронзы.
Алюминиевая бронза применяется с содержанием до
11% А1. По структуре эта бронза в основном (до 9,7% А1) является
154
Цветные металлы и ах сплавы
однофазной и представляет твердый раствор алюминия в меди.
По механическим свойствам алюминиевая бронза превосходит оло-
вянную, а также обладает большей пластичностью, коррозионной
стойкостью и износоупорностью. Недостатками алюминиевой
бронзы являются ее ббльшая усадка при охлаждении от жидкого
состояния (2,3% вместо 1,3—1,5% у оловянных бронз), а также
легкое образование окислов алюминия на поверхности в жидком
состоянии, что ухудшает ее жидкотекучесть.
Введение в алюминиевую бронзу дополнительных элементов
(железа, марганца и др.) еще больше повышает ее механические
свойства. Например, предел прочности (оь) алюминиево-железно-
марганцовой бронзы Бр. АЖМц 10—3—1,5 составляет 60 кг)мм*.
Кремнистая бронза в практике применяется с содержа-
нием 2—5% Si. Относится к однородным сплавам — твердым рас-
творам. Эта бронза обладает достаточно высокими механическими
и литейными качествами и с успехом заменяет во многих случаях
оловянную бронзу.
Для повышения свойств в кремнистые бронзы вводятся марга-
нец, никель и другие элементы.
В табл. 9. приведены некоторые марки алюминиевых и кремни-
стых бронз с указанием области их применения.
Таблица 9
Некоторые марки алюминиевых и кремнистых бронз
Наименование Марка Назначение
Алюминиевая бронза (обрабатываемая давлением) Бр. А5 Монеты, ленты, полосы
Алюминиево-железно-свиицо- вая бронза (литейная) Бр. АЖС 7—1,5—1,5 Отливки
Кремне-марганцовая бронза (обрабатываемая давлением) Бр. КМц 3—1 Проволока, листы, ленты
77. Никелевые бронзы и сплавы
Никель сообщает меди повышенную стойкость против коррозии
н улучшает ее механические и литейные свойства.
Бронзы, содержащие только никель, не применяются ввиду
высокой стоимости никеля. Обычно никель вводится в сочетании
с другими элементами. Примером бронзы, - содержащей никель,
является бронза марки Бр.АЖН 10—4—4.
Производство алюминия
155
В промышленности распространены также никелевые сплавы,
имеющие специальные названия; например, мельхиор (сплав меди
с 18—20% никеля) применяется для гильз, имеет белый цвет и
высокую коррозионную стойкость; константан — сплав меди с 39—
41% никеля и др.
Константан имеет большое электрическое сопротивление и при-
меняется в виде проволок и лент для реостатов, электроизмери-
тельных приборов и пр.
III. ЛЕГКИЕ МЕТАЛЛЫ И ИХ СПЛАВЫ
78. Производство алюминия
Руды. По распространенности в природе алюминий занимает
первое место среди металлов; его содержание в земной коре со-
ставляет 7,45%. В чистом виде алюминий не встречается вследствие
своей высокой химической активности, а находится в составе раз-
личных соединений, которые образуют около 250 минералов. Одна-
ко алюминиевыми рудами могут служить лишь такие породы, ко-
торые имеют высокое содержание глинозема (А13О3) и зале-
гают крупными массами на поверхности земной коры. К таким
породам относятся бокситы, алуниты и каолины (глины).
Важнейшей алюминиевой рудой являются бокситы, состоя-
щие из гидратов окислов алюминия и железа, кремнезема, соеди-
нений кальция, магния и др.
Крупные месторождения бокситов в СССР находятся в Тихвин-
ском районе Ленинградской области и на Урале.
Технология получения алюминия слагается из двух основных
процессов: получения глинозема из руды и получения алюминия из
глинозема.
Производство глинозема. Способы получения глинозема делятся
на три группы: способы щелочные, кислотные и электротермические.
Наибольшее распространение имеет мокрый щелочной
способ К. И. Байера, разработанный в России. По этому
способу боксит подвергают дроблению и размолу, затем производят
выщелачивание глинозема, содержащегося в боксите, в специаль-
ных аппаратах, представляющих собою стальные пустотелые ци-
линдры. Эти аппараты называются автоклавами. Размолотый бок-
сит и раствор едкого натра загружают в автоклав, куда вводится
также пар, необходимый для поддержания рабочего давления (до
12 ати) и температуры (170—195°).
Глинозем, содержащийся в бокситах в форме гидратов окислов
алюминия, взаимодействует с едким натром и переходит в раствор
в виде алюмината натрия:
А1 (ОН)3 + NaOH = Na АЮ2 + 2Н2О.
Другие составляющие боксита едким натром не растворяются
и образуют шлам. С целью отделения алюминатного раствора от
1Л
Цветные металлы и их сплавы
шлама производят сгущение последнего в специальных сгустите-
лях и последующее фильтрование раствора, после чего раствор
направляется на разложение.
Разложение алюминатного раствора называется выкручива-
нием и производится в специальных аппаратах, где происходит
энергичное перемешивание. При этом имеет место явление гидро-
лиза алюминатного раствора и выделение кристаллической гидро-
окиси алюминия в осадок:
NaA102 + 2Н2О = NaOH + А1(ОН)3.
Скорость кристаллизации гидроокиси увеличивается при наличии
затравки — некоторого количества уже выпавших кристаллов гид-
роокиси, играющих роль центров кристаллизации.
Кристаллическая гидроокись, отделенная фильтрованием, посту-
пает для обезвоживания (кальцинации) в специальные трубчатые
вращающиеся печи. В этих печах гидроокись алюминия проходит
последовательно этапы сушки (при 200°), обезвоживания (950°),
прокаливания (1250°) и охлаждения, в результате чего гидратная
влага удаляется и получается глинозем (А12О3).
При повышенном содержании кремнезема в боксите возрастают
потери А12О3 в шлам, поэтому по способу Байера перерабатывают
бокситы с содержанием кремнезема, не превышающим 3—5%.
По сухому щелочному способу получения гли-
нозема, разработанному проф. А. А. Яковкиным, руду и извест-
няк смешивают с содой (Na2CO3) и спекают во вращающихся
печах, в результате чего получается алюминат натрия в твердом
виде:
А12О3 Na2CO3 = Na2O • А12О3 -J- СО2,
а также двухкальциевый силикат (2СаО • SiO2) и феррит натрия
(Na2O Fe2O3).
Далее алюминат натрия выщелачивают водой, а полученный
алюминатный раствор разлагают углекислотой, причем выделяется
гидроокись алюминия. Получение глинозема из гидроокиси произ-
водится путем прокаливания, так же как и в предыдущем способе.
При кислотных способах на руду действуют кисло-
тами (H2SO4, НС1 и др.), в результате чего образуются соли алю-
миния [Al2 (SO4)3, А1С13 и др.], при разложении которых получается
гидроокись алюминия. При прокаливании гидроокиси получается
глинозем.
При электротермических способах руду в смеси
с углем плавят в электропечах. В результате плавки получается
алюминат кальция, из которого затем извлекается глинозем по
сухому щелочному способу. Кроме того, в виде побочного про-
дукта получается ферросилиций.
Электротермический способ разработан А. Н. Кузнецовым и
Е. И. Жуковским применительно к отечественному сырью и принят
на Днепровском алюминиевом заводе.
Производство алюминия
1~>7
Электролитический способ получения алюминия. Получение
алюминия в настоящее время осуществляется путем электролиза
глинозема, растворенного в криолите. Ванна (фиг. 100) имеет
стальной кожух, выложенный огнеупорным кирпичом 3, угольную
футеровку 2, служащую катодом (к ней подводятся катодные
шины 7), и угольные аноды 4, представляющие блоки с ребром
350 — 500 мм, подвешенные на анодной шине 5. Электрический
ток используется как для осуществления электрохимического про-
цесса, так и для нагрева электролита 8 за счет теплоты, выделяю-
щейся при прохождении тока через электролит. Криолит
Фиг. 100. Ванна для электролиза алюминия.
(3NaF • A1F3) служит растворителем глинозема, так как глинозем
имеет высокую температуру плавления.
Процесс идет при температуре 935—950°. Жидкий алюми-
ний 1 собирается на подине ванны. Расплавленный электролит
покрыт сверху застывшей коркой 6, предохраняющей его от быст-
рого охлаждения.
Глинозем имеет потенциал разложения, меньший, чем криолит;
поэтому при прохождении тока через электролит он разлагается;
при этом на аноде выделяется кислород, который с углеродом
образует СО, а на катоде — алюминий. Убыль глинозема в рас-
плаве восполняется загрузкой новых порций его, так что содер-
жание глинозема в электролите поддерживается более или менее
постоянным (8—10%).
Рабочее напряжение ванны 4,3—4,5 в, сила тока от 20000 до
60000 а.
В ванне на 50000 а за сутки выделяется до 360 кг алюминия.
Электролитический алюминий подвергается последующей рафини-
ровке — или переплавкой в электрических печах сопротивления
с продувкой хлором, или путем специального электролитического
процесса.
158
Цветные металлы и их сплавы
79. Производство магния
Руды. В чистом виде магний в природе не встречается вслед-
ствие своей высокой химической активности. В виде соединений
магний широко распространен в природе: он составляет 2,35% от
веса земной коры, причем находится не только в твердых породах,
но также в морской воде и в воде соленых озер.
В качестве руд для производства магния обычно используют
магнезит, содержащий преимущественно карбонат магния
(MgCO3), доломит, содержащий преимущественно двойной кар-
бонат магния и кальция (MgCOa • СаСО3), карналлит, содер-
жащий двойной хлорид магния и калия (MgCls • КС1 6Н2О) и
бишофит — шестиводный хлорид магния (MgCl2 • 6Н2О), полу-
чаемый из морской воды и воды некоторых озер путем испаре-
ния и кристаллизации.
В Советском Союзе наибольшее промышленное значение имеют
следующие месторождения магниевых руд: магнезита — Саткин-
ское на южном Урале и Халиловское в Чкаловской области; до-
ломита — Жигулевское, Никитовское в Донбассе, Щелковское и
Подольское в Московской области и др.; карналлита — Соликамское
на Урале; бишофита — озера Сакское и Сасык-Сивашское в Крыму.
Магнезит и доломит подвергаются механическому обогащению
и обжигу. Обжиг производится при температурах 850—900°. При
этих температурах происходит диссоциация карбонатов:
MgCO3 = MgO + СО2;
MgCO3 • СаСО3 = MgO • СаО + 2СО2.
Окись магния (MgO) носит название каустического магнезита.
Существуют электролитический и термические способы полу-
чения магния.
Электролитический способ получения магния. По этому спо-
собу сначала получают безводный хлорид магния (MgCl2), который
затем подвергают электролизу с целью получения магния.
Получение хлорида магния из бишофита и карналлита
производится путем их обезвоживания нагревом. Получение хло-
рида магния из каустического магнезита производится путем об-
работки его при температуре 800—900° газообразным хлором в
присутствии углерода в электрической печи:
MgO + Cls + С = MgCls + СО.
Электролиз хлорида магния производят в плотно за-
крытых электролитических ваннах. Как и при электролизе глино-
зема, электрический ток используется здесь для электрохимиче-
ского процесса и для нагрева ванны; рабочая температура процес-
са около 750°, напряжение тока 6 в, сила тока 30 000—50 000 а.
Аноды изготовляют из графита, катоды — из стали в форме
пластин; те и другие расположены в ванне вертикально и парал-
лельно друг другу.
Алюминиевые литейные сплавы
159
11ри электролизе на анодах выделяется газообразный хлор, ко-
торый пузырьками всплывает на поверхность и по хлоропроводам
отводится для дальнейшего использования; на катодах выделяется
магний. Удельный вес электролита больше удельного веса магния,
поэтому последний всплывает на поверхность электролита, откуда
по мере накопления извлекается. С целью предупреждения взаимо-
действия хлора с магнием, рабочее пространство ванны разделяют
на анодное и катодное с помощью огнеупорных перегородок, уста-
навливаемых между анодами и катодами.
Термические способы получения магния. За последние годы
термические способы производства магния получили широкое рас-
пространение вследствие своей простоты. Сущность термических
способов состоит в восстановлении окиси магния или нефтяным
коксом в смеси с каменноугольным пеком, или металлами, спла-
вами и карбидами металлов (например, алюминием, ферросилицием,
карбидом кальция и др.)
Легкие металлические сплавы на основе алюминия и магния
с удельным весом меньше 3 г/сл? в последнее время получают
все большее распространение в авиа-, авто- и вагоностроении,
приборостроении и других отраслях промышленности.
Сплавы на основе алюминия делят на литейные и обрабатыва-
емые давлением.
80. Алюминиевые литейные сплавы
В качестве литейных сплавов чаще всего применяются алюми-
ниевые сплавы с кремнием, с медью и с марганцем.
Сплавы алюминия с кремнием, называемые также
силуминами, образуют простую диаграмму I типа с эвтектикой,
отвечающей 11,7% Si.
В технике находят применение
силумины, близкие к эвтектиче-
скому составу (от 6 до 13% Si).
Эти сплавы обладают хорошими
литейными свойствами (высокой
жидкотекучестью и малой усад-
кой), большой плотностью и по-
вышенными механическими свой-
ствами по сравнению с алюминием. а. 6
Повышенные механические свой-
ства достигаются путем модифи-
цирования, состоящего в обра-
ботке расплавленного силумина
модификатором (металлическим
Фиг. 101. Микроструктура силумина
(12% Si):
а — немодифицированного* б — модифициро-
ванного.
натрием или смесью фтористых солей натрия и калия). Небольшое
количество модификатора (около 0,01% по весу) резко меняет
структуру силумина: кристаллы становятся мелкими, а излом при-
обретает бархатистый вид. Силумины, не подвергнутые модифици-
160
Цветные металлы и их сплавы
рованию, имеют грубозернистую структуру и худшие механиче-
ские свойства. На фиг. 101 приведены микроструктуры немодифи-
цированного и модифицированного силумина, содержащего 12%Si,
при одинаковом увеличении. Механические свойства модифициро-
ванных силуминов характеризуются следующими данными: Нд =
= 50 ч-70; а6= 15 ч-20 кг/мм*-, 8 = Зч-5%.
При введении в состав силуминов небольшого количества маг-
ния и марганца их механические свойства еще более улучшаются.
Некоторые марки (АЛ2, АЛ4, АЛ9) силуминов с указанием обла-
сти их применения приведены в табл. 10.
Таблица 10
Некоторые марки алюминиевых сплавов
Марка Химический состав в % Назначение
медь магний марганец кремний
Литейные сплавы
АЛ2 .... — — — 11,0-13,0 Отливки сложной конфигурации
АЛ4 .... — 0,17—0,30 0,25—0,5 8,0—10,5 Крупные и средние отливки двигателей, подверженные значи- тельным нагрузкам
АЛ9 .... — 0,2—0,4 6,0-8,0 Детали узлов слож- ной конфигурации и средней нагруженно- сти
АЛ12 . . . 7,0-14,0 — — — Детали маломощных двигателей; детали приборов
АЛЮ . . . 5,0-8,0 0,2-0,5 — 4,0-6,0 Поршни автомобиль- ных двигателей
АЛ8 .... 9,5—11,5 Детали, несущие значительные ударные нагрузки; детали вы- сокой коррозионной стойкости
Сплав ы, о б р а б а т ы в а емые дав л е н и е м
Д1 3,8-4,8 0,4—0,8 0,4-0,8 — Силовые элементы конструкций, лопасти винтов
ДЮ 3,8—4,9 1,2-1,8 0,3—0,9 — Силовые элементы конструкций, детали корпусов, заклепки
Сплавы, на основе алюминия, обрабатываемые давлением
161
Диаграм.ма состояния
Фиг. 102.
системы сплавов А1 — СиА13.
Сплавы алюминия с медью для литья применяются
чаще всего при содержании 4-4-14% Си. Эти сплавы, как видно
из диаграммы состояния А1 — СиА12
(фиг. 102), содержат смесь двух
фаз: твердого раствора а и соеди-
нения СиА12. Фаза а пластична и
по механическим свойствам сходна
с алюминием; фаза СпА1г является
твердой и хрупкой.
Некоторые марки алюминиево-
медных сплавов с указанием обла-
сти их применения приведены в
табл. 10.
Сплавы алюминия с маг-
нием для литья содержат 5 -4- 11%
Mg. Эти сплавы обладают высокими
механическими свойствами и хорошо
сопротивляются коррозии. Наиболее
распространен сплав марки АЛ8
(табл. 10). Примеси железа понижают
коррозионную стойкость алюминиевых
держание должно быть наименьшим.
механические свойства и
сплавов, поэтому его со-
81. Сплавы на основе алюминия, обрабатываемые давлением
Для ковки, штамповки, прокатки и т. п. широко применяются
сплавы типа дуралюмина. Содержание составных частей в дур-
алюмине различных марок колеблется в широких пределах: Си от
2,2 до 5,2%, Mg от 0,2 до 1,6%, Мп от 0,3 до 1,1%, остальное —
алюминий s.
Основными компонентами, определяющими повышенные меха-
нические свойства дуралюмина, являются медь и магний, так как
они при термической обработке дают увеличение прочности сплава.
Марганец увеличивает твердость и коррозионную стойкость дур-
алюмина.
Соединение CuAh при высоких температурах образует с алю-
минием твердый раствор и при медленном охлаждении выделяется
из него. Для повышения механических свойств дуралюмин под-
вергают термической обработке, состоящей из закалки от 500—
520° с последующим старением.
При закалке дуралюмина, в результате быстрого охлаждения,
предотвращается выделение кристаллов СиА12 и при комнатной
температуре фиксируются нераспавшиеся твердые растворы этих
соединений в алюминии.
1 Кроме того, в состав дуратюмина входят примеси Fe и Si, каждый в ко-
личестве до 0,7’/».
П В. М. Ника форов
162
Цветные металлы а ах еплавы
Однако зафиксированный быстрым охлаждением твердый рас-
твор является пересыщенным и поэтому неустойчивым. При ком-
натной температуре с течением времени в твердом растворе про-
исходит образование зон — „дисков" диаметром 50 А с повышен-
ным содержанием меди: твердый раствор становится неоднородным.
При температуре 100° С и выше размеры этих зон увеличиваются,
а при продолжительных выдержках выделяется СиА12.
Наибольшую прочность сплавы имеют в состоянии неоднород-
ного твердого раствора, поэтому после закалки их подвергают
выдержке при комнатной температуре в течение 5—7 суток (есте-
ственное старение) или при температуре около 150°С в течение
нескольких часов (искусственное старение).
При искусственном старении важно закончить процесс до на-
чала образования СиА1.2, так как выделение этой фазы сопрово-
ждается понижением прочности. Это объясняется тем, что решетка
соединения СиА12 не связана с решеткой твердого раствора.
В результате закалки и старения механические свойства дур-
алюмина повышаются до показателей среднеуглеродистой стали
(Нв до 120, аь Д° 43 кг/мм*, ае до 28 кг/мм*).
Дуралюмин подвергается механической обработке в горячем
(440—480°) и в холодном состоянии. Обработку в холодном состо-
янии рекомендуется делать до старения.
Сплавы типа дуралюмина широко применяются в промышлен-
ности, особенно в авиационной (табл. 10).
82. Сплавы на основе магния
Из сплавов на основе магния наибольшее распространение в тех-
нике получили сплавы магния с алюминием и цинком. Для повы-
шения свойств магниевых сплавов в них вводят марганец, титан,
бериллий (Be) и другие элементы. Магниевые сплавы обычно со-
держат до 11% алюминия и до 4,5% цинка.
Повышение механических свойств магниевых сплавов произво-
дится путем закалки и старения (подобно термической обработке
дуралюмина). При закалке соединения Al.2Mg3 и MgZn перево-
дятся в твердый раствор, а при старении происходит дисперсный
распад твердого раствора. Механические свойства магниевых спла-
вов после термической обработки характеризуются пределом проч-
ности аь до 32 кг! мм* и относительным удлинением 8 до 12%.
Несмотря на относительно невысокие механические свойства,
сплавы магния широко применяются для изготовления различных
деталей автомобилей и вагонов, при этом решающее значение
имеет малый удельный вес этих сплавов, колеблющийся в преде-
лах 1,74—1,8 кг/см3.
Примером литейного магниевого сплава может служить сплав
марки МЛ4, содержащий 5ч-7% А1; 2ч-3% Zn; 0,15ч-0,5% Мп.
Этот сплав применяют для отливки картеров двигателей и для
тормозных барабанов.
Баббиты
163
Для деталей, изготовляемых ковкой и штамповкой, применяют,
например, сплав марки МА2, содержащий 3 4-4% А1, 0,34-0,7% Zn;
0,1 -*-0,4% Мп, 0,03 4-0,07% Be.
Сопротивляемость магниевых сплавов коррозии низка, поэтому
готовые изделия защищают от коррозии путем создания защитных
окисных пленок (оксидирование) и последующих покрытий спе-
циальными лаками, красками и т. п.
IV. ПОДШИПНИКОВЫЕ СПЛАВЫ
Вкладыши подшипников скольжения непосредственно соприка-
саются с вращающимися валами. Поэтому они должны изготов-
ляться из сплавов, имеющих достаточную пластичность, чтобы
легко прирабатываться к поверхности вращающегося вала, и до-
статочную твердость, чтобы удовлетворять требованиям опоры.
Однако твердость должна быть не слишком высокой, чтобы не
вызывать сильного истирания вала. Кроме того, сплавы должны
иметь малый коэффициент трения с материалом вращающегося вала,
микропористость — для удержания смазки и обладать достаточно
низкой температурой плавления, удобной для заливки.подшипников.
Сплавы, удовлетворяющие перечисленным требованиям, назы-
ваются подшипниковыми или антифрикционными.
Антифрикционные сплавы состоят из пластичной основы, в ко-
торой равномерно рассеяны более твердые частицы. При вращении
вал опирается на эти твердые частицы, а мягкая основа вкладыша
по поверхности контакта изнашивается, в результате чего и обра-
зуется сеть каналов, по которым циркулирует смазка.
В качестве подшипниковых сплавов применяются баббиты на
свинцовой или оловянной основе, алюминиевые сплавы, бронзы и др.
83. Баббиты
В оловянном баббите марки Б83 (табл. 11) пластичной основой
является твердый раствор сурьмы и меди в олове, а твердыми
Таблица 11
Некоторые марки баббитов
Марка Химический состав в °/о
сурьма медь свинец ОЛОВО кальций другие элементы
Б83 10-12 5,5—6,5 — Остальное — —
Б16 15-17 1,5-2,0 Остальное 15—17 — —
БК Не более 0,25 — Остальное — 0,85—1,15 Натрий 0,60—0,90
164
Цветные металлы и их сплавы
частицами — соединения SnSb и Cu3Sn. Микроструктура баббита
Б83 приведена на фиг. 103. Баббиты Б83 являются наиболее ка-
чественными и применяются для заливки подшипников особо на-
груженных машин. Оловянные баббиты доро-
ги, поэтому их стремятся заменить баббитами,
состоящими преимущественно из свинца. При-
мером таких баббитов являются баббиты ма-
рок Б16 и БК.
В свинцовых баббитах с сурьмой (Б16)
твердые частицы образуют кристаллы со-
единений SnSb и Cu3Sn, рассеянные в мяг-
кой основе — растворе Sb и Sn в свинце.
Фиг. 103. Микрострук- Эти баббиты уступают по качеству оловян-
тура баббита Б83(х 50). ним, однако с успехом применяются для
подшипников средней нагруженности (напри-
мер, для подшипников тракторных и автомобильных моторов).
В кальциевом баббите БК твердой составляющей являются ча-
стицы соединения РЬ3Са, а мягкой — раствор натрия в свинце.
Несмотря на незначительные добавки к основной свинцовой
массе, кальциевый баббит по твердости и стойкости при нагреве
не уступает сурьмяным, свинцовым и даже оловянным баббитам,
являясь более дешевым. Недостаток этого баббита — малая кор-
розионная стойкость на воздухе и легкая окисляемость в расплав-
ленном состоянии.
84. Прочие подшипниковые сплавы
Сплавы алюминия. Сплавы алюминия по сравнению с бабби-
тами имеют преимущество меньшего веса, большей прочности и
дешевизны. Недостатком их является значительная разница в коэф-
фициенте расширения при нагревании со сталью.
Наиболее распространенным является алюминиево-медный
сплав (7,5-т-9,5% Си, 1,5ч-2,5% Si, остальное — алюминий), в ко-
тором мягкой основой служит раствор кремния и меди в алюми-
нии, а твердыми частицами — соединение СиА12. Этот сплав при-
меняют как заменитель баббита марки Б16.
Кроме того, применяются алюминиево-никелевые, алюминиево-
железные сплавы, силумины и др.
Бронзы. Оловянные бронзы, содержащие 8% Sn, применяются
как подшипниковые. По структуре они представляют основную
массу мягкого твердого раствора олова в меди и твердые частицы
соединения Cu3Sn.
Оловянная бронза является прекрасным антифрикционным спла-
вом и применяется для наиболее ответственных подшипников, так
как допускает большие удельные давления:
В качестве антифрикционных сплавов применяются также оло-
вянно-свинцовые и свинцовые бронзы (например, марок Бр. ОС8 —
12 и Бр. С — 30), причем последние употребляются для заливки
подшипников моторов.
Прочие подшипниковые сплавы 16S
Пористые подшипники. В последнее время в автотракторной
промышленности получили распространение пористые самосмазы-
вающиеся подшипники из порошковых сплавов (стр. 237). Эти
подшипники постоянно имеют в порах запас масла, что снижает
износ подшипников и вала; они очень хорошо прирабатываются
и могут работать как на закаленных, так и на сырых валах. По-
ристые металлы по ряду свойств превосходят подшипниковую
бронзу.
В табл. 12 приведены характеристики наиболее распространен-
ных пористых антифрикционных материалов.
Таблица 12
Характеристики наиболее распространенных пористых
антифрикционных материалов
Наименование Химический состав в % Пори- стость В %
железо медь ОЛОВО ‘графит
Бронзо-графит — 87—90 9—10 1—3 20—30
Железо-графит 98—99 — — 1-2 20—30
Железо-медь-графит 83—97 3—15 — 0-2 20—30
Неметаллические подшипниковые материалы. В качестве за-
менителей металлических материалов для подшипников применяют
следующие неметаллические материалы: пластифицированную дре-
весину, текстолит и резину. Во многих случаях они успешно за-
меняют более дорогие и дефицитные металлы и сплавы для под-
шипников.
ГЛАВА ВОСЬМАЯ
КОРРОЗИЯ МЕТАЛЛОВ И БОРЬБА С НЕЙ
Коррозией металлов и сплавов называется их разрушение под
влиянием внешней среды.
Все металлы и сплавы, применяемые в технике, корродируют
в той или иной степени; только золото и платина в обычных усло-
виях не подвержены коррозии.
В качестве примеров коррозии можно привести ржавление
железа под действием атмосферы, разъедание подводных частей
судов, порчу деталей химической аппаратуры от воздействия рас-
творов солей, кислот или щелочей и т. п. Коррозия приводит
изделия в частичную или полную негодность.
По приблизительным подсчетам около 2% количества всех
потребляемых металлов и сплавов ежегодно теряется от коррозии.
Ущерб, наносимый коррозией народному хозяйству, исключительно
велик, поэтому борьба с коррозией является серьезной народно-
хозяйственной задачей.
I. ОСНОВЫ ТЕОРИИ КОРРОЗИИ МЕТАЛЛОВ
В зависимости от среды, в которой протекает процесс, разли-
чают электрохимическую и химическую коррозию.
85. Электрохимическая коррозия
Электрохимической коррозией называют такую коррозию, кото-
рая сопровождается появлением электрического тока. Чаще всего
электрохимическая коррозия металлов протекает в жидкости —
электролите. Электролитами могут являться кислоты, щелочи, их
растворы, растворы солей в воде, вода, содержащая растворенный
воздух, и пр.
Атомы металлов состоят из положительно заряженных ионов,
колеблющихся около своего среднего положения в кристаллической
решетке, и беспорядочно движущихся внутри пространственной
решетки отрицательно заряженных электронов.
При погружении металла в электролит ионы, находящиеся на
поверхности, переходят в раствор в количестве, зависящем от при-
роды металла и электролита. Этот процесс растворения металлов
Электрохимическая коррозия
167
в электролите подобен обычному растворению, например, соли
в воде, которое прекращается тогда, когда раствор станет насы-
щенным. Однако при растворении металла в электролит переходят
лишь положительно заряженные ионы, в результате чего электро-
лит, прилегающий к металлической пластинке, заряжается положи-
тельно, а сама пластинка — отрицательно, за счет оставшихся элек-
тронов. Все металлы обладают различной способностью переходить
в раствор, т. е. различной упругостью растворения, поэтому если
пластинки разных металлов опустить в один электролит, то они
будут иметь различные потенциалы, причем чем больше ионов
металла перейдет в раствор, тем больше будет отрицательный
потенциал этого металла. В табл. 13 приведены значения потен-
циалов некоторых элементов, измеренные по водородному электроду,
потенциал которого принят равным нулю.
Таблица 13
Стандартные значения потенциалов элементов
Элемент Нормальный потенциал по отношению к водороду Элемент Нормальный потенциал по отношению к водороду
Золото +1,50 Никель —0,23
Ртуть +0,86 Кобальт —0,27
Сёребро +0,80 Железо —0,439
Медь +0,344 Хром —0,51
Висмут . . +0,226 Цинк —0,762
Сурьма +0,20 Марганец —1,10
Водород 0,000 Алюминий —1,3
Свинец —0,127 Магний —1,55
Олово —0,136 Натрий -2,71
При соединении различных металлических пластинок, находя-
щихся в электролите, образуются гальванические пары, где анодом
будет являться металл с более низким потенциалом, а катодом —
металл с более высоким потенциалом. В гальванической паре пере-
ход ионов анода в раствор будет продолжаться до полного раство-
рения пластинки анода. Так, если пластинку цинка и пластинку
железа опустить в электролит и соединить их электрически, то
цинк будет растворяться до полного разрушения пластинки.
Структура технических металлов и сплавов в большинстве
случаев неоднородна и состоит из двух фаз (например, феррита
и цементита). При погружении такого сплава в электролит отдель-
ные неоднородные кристаллы его будут иметь различные потен-
циалы, а так как эти кристаллы электрически замкнуты друг на
168
Коррозия металлов и борьба с ней
друга через массу металла, то сплав будет представлять собою
большое количество отдельных гальванических микропар. Схемати-
чески явление коррозии двухфазного сплава приведено на фиг. 104.
Из сказанного следует, что чистые металлы и однофазные
сплавы должны иметь большую коррозионную стойкость, чем
сплавы, состоящие из смеси фаз.
~Элёктролит ~=- —Опыты подтверждают это. На-
пРимер, сталь, закаленная на мар-
тенсит, корродирует значительно
▼•'а меньше, чем та же сталь после от-
жига или высокого отпуска (со-
Фиг. 104. Схема электрохимической стояние перлита, сорбита или тро-
коррозии. остита). Из предыдущего (стр. 98)
известно, что мартенсит пред-
ставляет собою твердый раствор углерода в a-железе, а перлит,
сорбит и троостит — смесь феррита и цементита.
Слой электролита при коррозии может быть весьма незначи-
тельным: достаточно небольшой конденсации влаги из воздуха
на поверхности металла, как начинается процесс его ржавления,
поэтому электрохимическая коррозия наблюдается и в закрытых
помещениях.
86. Химическая коррозия
Химической коррозией называют коррозию, не сопровождаю-
щуюся появлением электрического тока. Обычно в этом случае
на металл действует сухой газ или жидкость — неэлектролит (бен-
зин, масло, смола и т. п.). При этом на поверхности металла
образуются химические соединения, чаще всего — пленки окислов.
Прочность пленок окислов различных металлов различна. Напри-
мер, пленки окислов железа являются непрочными, сплошность их
легко нарушается, и железо продолжает ржаветь. У других метал-
лов например алюминия, окисные пленки весьма прочны, плотно
прилегают к поверхности металла и тем самым защищают его от
дальнейшего разрушения.
Наличие прочной окисной пленки предохраняет металл и от
электрохимической коррозии, так как изолирует его от действия
электролита. Этим объясняется, между прочим, тот факт, что
некоторые металлы (например, алюминий, хром), имеющие весьма
низкие потенциалы, обладают хорошей коррозионной стойкостью.
Химическая коррозия в чистом виде наблюдается довольно
редко. Примером ее может служить появление окалины при горячей
обработке металлов.
Атмосферная коррозия (коррозия на открытом воздухе) пред-
ставляет собою комбинированную химическую и электрохимическую
коррозию.
Изучению вопросов коррозии и борьбе с ней в СССР придается
весьма серьезное значение. Многие лаборатории научно-исследова-
Металлические покрытия
169
тельских институтов, вузов и заводов разрабатывают проблемы
коррозии металлов, в том числе лаборатория Академии наук СССР,
организованная акад. В. А. Кистяковским. В. А. Кистяковский еще
в 1906—1910 гг. разработал фильмовую теорию, согласно которой
каждый металл, находящийся на воздухе, покрыт с поверхности
пленкой (фильмом), представляющей тонкую прозрачную и элек
тропроводную пленку окислов. Впоследствии В. А. Кистяковский
доказал наличие пленки (фильма) у металлов.
Большой вклад в теорию электрохимической коррозии внесен
акад. Г. В. Акимовым и другими советскими учеными. Г. В. Акимов
развил и обобщил теорию о работе микроэлементов в металлах.
Благодаря социалистической системе хозяйства в Советском
Союзе проводится большая планомерная работа по вопросам кор-
розии и борьбы с ней.
II. СПОСОБЫ ПРЕДОХРАНЕНИЯ МЕТАЛЛОВ ОТ КОРРОЗИИ
Сталь и чугун, составляющие главную часть всех технических
металлов и сплавов, весьма сильно подвержены коррозии, поэтому
их защита от коррозии требует особого внимания.
Производство коррозионностойких сплавов (например, высоко-
хромовой и хромоникелевой стали) само по себе уже является спо-
собом борьбы с коррозией, причем наиболее эффективным. Нержа-
веющие сталь и чугун, так же как и крррозионностойкие сплавы
цветных металлов, являются наиболее ценным конструкционным
материалом, однако применение таких сплавов не всегда возможно
по причине их высокой стоимости или по техническим соображе-
ниям.
Способы защиты металлических изделий от коррозии могут
быть сведены к следующим:
1) металлические покрытия;
2) химические покрытия;
3) катодная защита;
4) неметаллические покрытия.
87. Металлические покрытия
Защита от коррозии путем нанесения тонкого слоя металла,
обладающего достаточной стойкостью в данной среде, дает хорошие
результаты и является весьма распространенной.
Металлические покрытия могут быть нанесены горячим спо-
собом, гальваническим способом, диффузионным способом, термо-
механическим путем, металлизацией (распылением) и т. д.
Горячий способ применяется для нанесения тонкого слоя
легкоплавких металлов: олова (лужение), цинка (цинкование) или
свинца (свинцевание). По этому способу очищенное изделие погру-
жают в ванну с расплавленным металлом, причем последний сма-
чивает изделие с поверхности и отлагается на нем тонким слоем.
170
Коррозия металлов и борьба с ней
Лужение применяется в основном для посуды (котлов, кастрюль
и др.); цинкование — для кровельного железа, проволоки, труб;
свинцевание — для химической аппаратуры и труб.
Гальванический способ заключается в нанесении на
изделие цинка, кадмия, олова, свинца, никеля, хрома и других
металлов.
Различают анодные и катодные гальванические покрытия.
Анодное покрытие производят металлами, потенциал которых
в данном электролите ниже потенциала покрываемого (основного)
металла. В условиях эксплуатации готовых изделий анодное
покрытие защищает основной металл электрохимически. Срок
службы анодных покрытий увеличивается при увеличении их
толщины.
Катодное покрытие производят металлами, потенциал которых
в данном электролите выше потенциала основного металла. Катод-
ные покрытия создают механическую защиту основного металла.
Нарушение сплошности покрытия (разъедание, механические по-
вреждения и т. п.) влечет за собою интенсивную электрохимиче-
скую коррозию основного металла, имеющего более низкий элек-
трохимический потенциал. Таким образом, катодные покрытия
защищают основной металл, пока они остаются сплошными. Во
многих случаях сплошность покрытия может сохраняться очень
продолжительное время; столь же продолжительной будет и защи-
та основного металла.
Для нанесения покрытий изделия погружают в электролитиче-
скую ванну с раствором солей того металла, который нужно на-
нести в виде защитного слоя. Погруженное изделие служит ка-
тодом, а в качестве анода применяют или металл, не растворяю-
щийся в данном электролите, или осаждаемый металл. К элек-
тродам от динамомашины подводится постоянный ток низкого
напряжения (3—12 в).
Гальванический способ нашел широкое применение, так как
допускает нанесение любого металла на изделия так же из любого
металла, дает возможность точно регулировать толщину слоя
защитного металла и не требует нагрева изделия.
Гальванические покрытия наносят не только с целью предохра-
нения от коррозии, но также и для повышения поверхностной
твердости и стойкости против истирания(хромирование, никелиро-
вание), улучшения декоративного вида изделий (золочение, нике-
лирование, хромирование), повышения их жаростойкости (хроми-
рование), получения поверхности с большей отражающей способ-
ностью (никелирование с последующей полировкой, хромирование)
и т. д.
Диффузионный способ состоит в насыщении защит-
ным металлом поверхностного слоя изделий. Это насыщение осу-
ществляется путем диффузии при высоких температурах. Сущность
и технология диффузионных процессов были рассмотрены в главе
пятой.
Прочие способы защиты металлов 171
Диффузионным способом производится алитирование (насыще-
ние алюминием), хромирование и силицирование (насыщение
кремнием).
Термомеханическое покрытие (плакирование) заклю-
чается в получении биметаллов (двойных металлов) путем совме-
стной горячей прокатки (стр. 229) основного и защитного металла.
Сцепление между металлами осуществляется в результате диффузии
под влиянием давления и высокой температуры.
Термомеханическое покрытие является наиболее надежным
способом защиты от коррозии. Сталь защищают медью, томпаком,
нержавеющей сталью, алюминием; применяют также дуралюмин,
плакированный чистым алюминием.
Металлизация производится путем разбрызгивания капель
расплавленного защитного металла по поверхности изделия с по-
мощью специального аппарата — пистолета. Защитный металл в
виде проволоки подается в пистолет, где расплавляется ацетилено-
кислородным пламенем или электрической дугой и распыляется
струей воздуха. Металлизация удобна для защиты больших изделий
и производства односторонних покрытий. В качестве защитных
металлов при металлизации применяют нержавеющую сталь и
цветные металлы.
88. Прочие способы защиты металлов
Химическое покрытие заключается в том, что на по-
верхности изделий искусственно создают защитные неметалличе-
ские пленки, чаще всего окисные. О защитном действии окисных
пленок было сказано выше (стр. 168).
Процесс создания окисных пленок называют оксидированием
или воронением (в связи с получающимся после операции сине-
черным цветом изделий).
При оксидировании стали изделие подвергают действию каких-
либо окислителей. Наиболее распространенным является способ
погружения изделий в растворы азотнокислых солей при темпера-
туре около 140°.
После оксидирования для увеличения коррозионной стойкости
изделия обычно покрывают жировыми веществами или минераль-
ными маслами, которые заполняют поры окисной пленки и препят-
ствуют проникновению влаги в металл.
Помимо стали и ее сплавов оксидирование применяют для
алюминия, магния и их сплавов.
Этим способом осуществляется защита изделий, работающих в
атмосферных условиях (различные инструменты и приборы). Для
изделий, работающих в более агрессивных средах, этот способ не
дает нужных результатов.
Кроме окисных пленок, на стальных изделиях для уменьшения
коррозии создают также пленки фосфорнокислых солей железа
и марганца. Этот способ называется фосфатированием.
172 Коррозия металлов а борьба с ней
Катодная защита применяется к изделиям, работающим
в электролитах. Сущность ее заключается в том, что к поверхно-
сти, подлежащей защите, или вблизи ее прикрепляют протекторы,
сделанные из металла, имеющего потенциал, меньший, чем потен-
циал защищаемого изделия. При этом образуется гальваническая
пара изделие — протектор, в которой анодом будет протектор,
а катодом — изделие. В таких условиях протектор будет посте-
пенно разрушаться, защищая тем самым изделие. После разру-
шения протектора его заменяют другим. С помощью цинкового
протектора защищают от коррозии, например, подводные части
судов (винты и киль).
Неметаллические покрытия — это покрытия красками,
эмалями, лаками и смазкой.
Роль лакокрасочных покрытий, как средства защиты от корро-
зии, сводится к изоляции металла от внешней среды и препят-
ствию деятельности микроэлементов на поверхности металлов.
Лакокрасочные покрытия применяются весьма часто, составляя
около 70% всех случаев защиты металлов от коррозии. Это
объясняется надежностью этого способа защиты от коррозии
в атмосферных условиях и простотой выполнения операции по-
крытия.
Недостатками этого способа защиты являются хрупкость по-
крытий и обгорание их при высоких температурах.
В качестве смазок применяются различные минеральные масла
и жиры. Защита смазкой производится, как правило, при хране-
нии и транспортировании металлических изделий. Смазку перио-
дически обновляют.
ГЛАВА ДЕВЯТАЯ
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Русские литейщики издавна славятся как лучшие мастера мира.
В 1586 году московский литейщик Андрей Чохов отлил из бронзы
Царь-пушку весом 2400 пуд. (39 400 кг), калибром 730 мм, а в
1735 году литейщики Иван и Михаил Моторины отлили из бронзы
Царь-колокол весом 12 000 пуд. (196 800 кг). Царь-пушка и Царь-
колокол находятся в Московском Кремле.
Однако еще сравнительно недавно изготовление отливок явля-
лось ремеслом, основанным исключительно на опыте, интуиции
и секретах, передававшихся по наследству.
Научные основы литейного производства были установлены
русскими учеными, из которых прежде всего нужно назвать Д. К.
Чернова, который впервые указал, что прочность литой,
непрокованной стали нисколько не меньше проч-
ности прокованной, если обе имеют одинаковое
сложение.
Необходимо также отметить труды А. С. Лаврова и Н. В. Ка-
лакуцкого, которые первыми дали глубокий научный анализ за-
твердевания жидкой стали в литейной форме и установили поло-
жения о получении здоровых отливок.
Советские ученые внесли большой вклад в развитие науки и
техники литейного производства. Так, большое значение в области
изучения физико-механических свойств литейных сплавов, про-
цессов кристаллизации и условий получения здорового литья
имеют работы А. А. Бочвара и А. Г. Спасского. В области усовер-
шенствования технологии литья необходимо отметить работы
Л. И. Фанталова и других ученых. Большое значение имеют
работы Л. С. Константинова по теории центробежного литья,
Н. Н. Рубцова и других советских ученых по кокильной от-
ливке.
В годы сталинских пятилеток выросли литейные цехи, осна-
щенные первоклассным оборудованием, освоены новые технологи-
ческие процессы получения отливок — центробежное, кокильное,
точное литье. По разработке и внедрению научных достижений
в литейное производство СССР занимает первое место в мире, а
по механизации производства, его масштабам и мощности — далеко
обогнало все страны Европы.
174
Литейное производство
Стахановское движение и внедрение в литейное производство
метода инж. Ф. Л. Ковалева способствуют техническому прогрессу
и новому подъему производительности работы литейных цехов
заводов.
1. СУЩНОСТЬ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Литейное производство есть процесс получения фасонных отли-
вок путем заполнения жидким металлом заранее приготовленных
форм, в которых металл затвердевает. Литые детали широко при-
меняются в станках, машинах и механизмах, составляя от 50 до
85% их веса. Путем отливки могут изготовляться детали, самые
разнообразные по форме и размерам; для деталей сложной конфи-
гурации отливка является единственным способом производства и
не может быть заменена каким-либо другим технологическим про-
цессом. В ряде случаев стоимость отливок значительно меньше
стоимости деталей, изготовленных другим способом.
Отливки могут быть или вполне готовыми деталями, или заго-
товками, подвергающимися в механических цехах окончательной
обработке, которая производится с целью получения точных раз-
меров и требуемой чистоты всех или некоторых поверхностей. На
отливках предусматривается припуск (дополнительный слой ме-
талла) на механическую обработку.
В последнее время в литейных цехах развернулось патриотиче-
ское движение по почину Л. Корабельниковой и О. Муштуковой за
экономию металла. В числе других средств эта экономия дости-
гается за счет уменьшения припусков на механическую обработку,
при сохранении высокого качества отливок.
Отливки изготовляются преимущественно из чугуна, стали и
сплавов цветных металлов.
Успехи в области улучшения структуры литья, формовочных
материалов и качества формовки привели к значительному повы-
шению механических свойств фасонного литья, что дало возмож-
ность изготовлять путем отливки весьма ответственные детали,
например: коленчатые валы двигателей, траки гусениц тракторов,
рамы паровозов заодно с цилиндрами и др.
Существуют три способа заливки форм: а) обычная заливка,
когда металл заполняет форму свободно, под действием силы
тяжести; б) центробежное литье, когда металл заливают во вра-
щающуюся форму и он распределяется в ней под влиянием центро-
бежной силы; в) литье под воздушным или поршневым давлением
с применением специальных машин.
Формы для заливки металла могут быть разовыми или постоян-
ными. Разовые формы изготовляются из формовочной смеси и
годны для получения только одной отливки. Постоянные формы —
обычно металлические; они выдерживают большое число заливок.
Для литья под давлением и центробежного литья применяют по-
стоянные формы.
Модели и стержневые ящики
175
В последнее время наблюдается стремление к переходу на литье
в постоянные формы не только в массовом и крупносерийном, но
также и в мелкосерийном производстве. Однако наибольшее коли-
чество отливок все же производится в разовых формах.
Технологический процесс получения отливок в разовых формах
складывается из следующих основных операций:
1) приготовление формовочных и стержневых смесей;
2) изготовление стержней и их сушка;
3) формовка по моделям (ручная или машинная) или по шаб-
лону;
4) заливка форм;
5) выбивка и очистка отливок.
Стержни образуют сквозные отверстия, полости или углубления
в отливке. Для изготовления стержней применяются формы, назы-
ваемые стержневыми ящиками.
Модели, шаблоны и стержневые ящики производятся в модель-
ных цехах заводов.
89. Модели и стержневые ящики
Модели выполняются из дерева или из металла. Форма
модели соответствует форме готовой отливки. При изготовлении
моделей в соответствующих местах учитывается припуск на меха-
ническую обработку. По ГОСТ величина припусков на обработку
чугунных отливок колеблется от 2 до 20 мм, стальных — от 4 до
28 мм, в зависимости от размеров отливки и от характера произ-
водства (массовое, серийное или индивидуальное). Так как все
металлы при охлаждении уменьшают свои линейные размеры, мо-
дели делаются больше отливки н-а величину усадки. Для различных
металлов и сплавов величина усадки составляет от 1 до 2,5%. При
изготовлении моделей пользуются специальными, так называемыми
усадочными, метрами, которые больше нормальных на величину
усадки.
Металлические модели изготовляются для серийного и массо-
вого производства отливок. Деревянные модели выдерживают лишь
несколько десятков формовок. Для предохранения от влаги и для
создания гладкой поверхности, к которой не прилипает формовоч-
ная смесь, они окрашиваются модельным лаком. По ГОСТ модели,
предназначенные для отливок из черных металлов, окрашиваются
в красный цвет, для отливок из сплавов цветных металлов — в жел-
тый. На поверхностях моделей, соответствующих поверхностям
отливок, подвергающимся механической обработке, наносятся круг-
лые черные пятна по основному (красному или желтому) фону.
Знаки (выступы для установки стержней) окрашиваются в черный
цвет.
Модели бывают цельные и разъемные. Разъемные модели со-
стоят из двух, трех и более частей и применяются там, где по
условиям формовки невозможно применять цельные модели.
176
Литейное производство
На фиг. 105 изображена готовая отливка втулки, а на фиг.
106—деревянная модель для этой отливки, состоящая из двух
частей. В плоскости разъема одна часть модели имеет шипы, дру-
Фиг. 105. Отливка
втулки.
Фиг. 106. Модель отлив-
ки втулки.
гая — соответствующие гнезда. На концах моделей имеются знаки
для стержня.
Для облегчения выема частей модели из формы боковые по-
верхности их выполняются не перпендикулярно к плоскости разъема,
а с формовочным уклоном. Этот уклон колеблется в пределах
1—3° у деревянных моделей, у металлических 1—2° при ручной
формовке и 0,5—1° при машинной формовке.
Каждая часть модели для ручной формовки должна иметь на
плоскости разъема специальное гнездо, куда завинчивают подъ-
емник для ее извлечения из формы.
Стержневые ящики также делаются из дерева или ме-
талла. Стержневой ящик и стержень для втулки, изготовленный
в нем, показаны на фиг. 107.
Фиг. 107. Стержневой ящик (7) и стержень (2) для отливки втул.ки.
Диаметр стержня соответствует диаметру отверстия отливки
втулки, длина стержня примерно равна длине модели вместе со
знаками.
Для формовки сложных изделий могут потребоваться несколько
стержней и, соответственно, несколько стержневых ящиков.
Модель и стержневые ящики, необходимые для формовки, на-
зываются модельным комплектом данной отливки.
Формовочные и стержневые смеси
171
90. Формовочные и стержневые смеси
Формовочные и стержневые смеси служат материалом для
изготовления разовых форм. Они составляются из песка, глины и
других веществ. Процентное соотношение составляющих в
смеси зависит от вида литья (сталь, чугун или сплавы цветных
металлов).
К формовочным и стержневым смесям предъявляются следую*
щие требования:
1) Пластичность, т. е. способность хорошо формоваться —
легко воспринимать и отчетливо сохранять определенную форму.
Пластичность улучшается прежде всего при увеличении влажности
и количества глины в смеси.
2) Прочность, т. е. способность сохранять форму при воз-
действии внешних сил, как-то: толчков, неизбежных при изго-
товлении формы, струи металла, стремящейся размыть форму,
и др. Прочность зависит также от содержания глины и влаж-
ности, причем каждому составу смеси соответствует опре-
деленная влажность, при которой прочность является наивыс-
шей.
3) Податливость, т. е. способность сжиматься под давле-
нием отливки, уменьшающейся в размерах при усадке. Если смесь
не будет достаточно податливой, то возможны трещины отливки,
особенно около выступов. Лучшей податливостью обладает круп-
ный речной песок; глина ухудшает податливость. Для улучшения
податливости в формовочные смеси вводят выгорающие при
сушке форм добавки, например опилки.
4) Огнеупорность — способность смеси противостоять дей-
ствию высокой температуры заливаемого в форму металла. Фор-
мовочные и стержневые смеси не должны оплавляться или раз-
мягчаться от соприкосновения с расплавленным металлом, а также
пригорать к поверхности отливки. Кварцевый песок и белая глина
имеют высокую огнеупорность.
5) Газопроницаемость — способность пропускать газы.
11ри контакте горячего металла с влажными формами выделяются
пары воды и газы, которые должны свободно выходить из формы
через ее стенки. Кроме того, из формы должен выходить воздух,
находящийся в ее полости. Если газопроницаемость смеси недоста-
точна, в отливках образуются газовые раковины. Хорошую газо-
проницаемость имеют смеси, содержащие крупный речной песок;
глина ухудшает газопроницаемость.
Формовочные смеси. Смеси разделяют на облицовочные, на-
полнительные и единые. Облицовочная смесь непосредственно со-
прикасается с металлом. Толщина слоя смеси 20—30 мм. Она дол-
жна обладать в полной мере всеми перечисленными свойствами.
Наполнительные смеси служат для заполнения остальной части
формы. К ним предъявляются, в первую очередь, требования
прочности и газопроницаемости.
12 В. М. Никифоров
178
Литейное производство
Единые смеси применяются для изготовления всей формы при
машинной формовке.
Заливка металла производится или в сырую форму, или в пред-
варительно высушенную. Заливка в сырую форму, непосредствен-
но после формовки, экономически весьма выгодна, однако не всегда
возможна. Прочность сырой формы для крупного литья оказы-
вается недостаточной, и такое литье производится в сухую форму.
Для формовки всырую применяются формовочные смеси, содер-
жащие от 8 до 12% глинистых веществ. Такие смеси называются
тощими. Для предохранения чугунных отливок от пригорания
к тощей смеси прибавляют молотый каменный уголь в количестве
от 5 до 12% (по объему). Крупинки угля при соприкосновении
с расплавленным металлом выделяют газы, которые располагаются
тонким изолирующими слоем между стенками формы и металлом.
Для дополнительной защиты чугунных отливок от пригара полость
формы и стержни посыпают тонким слоем измельченного в порошок
древесного угля, называемого припылом.
Для изготовления форм с последующей их сушкой применяют
жирные формовочные смеси, содержащие от 12 до 20% гли-
нистых веществ. В эти смеси вводят органические вещества в виде
торфа или опилок, выгорающие при сушке; тем самым увеличи-
вается газопроницаемость и податливость форм.
Высушенные формы для чугунного литья покрывают внутри
формовочными красками, содержащими графит; для стальных
отливок применяются формовочные краски, содержащие порошко-
образный кварц и другие материалы.
Для формовки по шаблону применяются формовочные смеси,
содержащие свыше 25% глинистых веществ. Эти смеси называют
глинами.
Стержневые смеси. Стержни находятся в более тяжелых усло-
виях, чем стенки формы. Обычно стержни поддерживаются в форме
лишь концами (знаками), и при заливке они почти полностью
находятся в расплавленном металле, который вначале стремится
их вытеснить вверх, как более легкие, а после затвердевания сжи-
мает— вследствие усадки. Если стержни при этом не будут до-
статочно податливы, то в отливке появляются трещины. Выделя.
ющиеся газы могут отводиться лишь через знаки стержней. Вслед-
ствие этих причин стержни должны обладать повышенной проч
ностыо, огнеупорностью, податливостью и газопроницаемостью.
Стержневые смеси разделяются по составу на песчано-глини-
стые и песчано-масляные. Песчано-глинистые смеси приме-
няются в основном для изготовления крупных стержней на карка-
сах (стр. 181). Песчано-масляные смеси состоят из речного
или кварцевого песка с добавкой связующих веществ: льняного
масла, которое при перемешивании смеси обволакивает зерна песка,
а при сушке окисляется, твердеет и придает стержню прочность;
канифоли, которая вводится в смесь в виде порошка, а при сушке
расплавляется и связывает зерна песка; декстрина, патоки и дру-
Формовочные и стержневые смеси
179
материалов производится на
из чаши 2, в которой пере-
7
Фиг. 108. Смешивающие бегуны.
гих веществ, которые вводятся в смесь в водных растворах и при
сушке связывают песок *.
Приготовление смесей. Приготовление свежих формовочных и
стержневых смесей состоит из операций сушки (при 100—110°)
исходных материалов (песка, глины, каменного угля и др.), раз-
мола глины, просеивания, смешивания с оборотной землей и раз-
рыхления. Для выполнения этих операций литейные цехи заводов
имеют специальное оборудование.
Операция смешивания исходных
бегунах (фиг. 108). Бегуны состоят
катываются тяжелые чугунные
катки 1, перемешивающие загру-
жаемый туда материал. Находя-
щиеся в чаше изогнутые лопатки
3 подгребают обрабатываемые ма-
териалы под катки.
Для размола сухой глины,
угля и кокса применяют шаровые
мельницы, представляющие собою
барабаны, внутри которых нахо-
дятся стальные шары. При вра-
щении барабана шары перекаты-
ваются и размалывают загружен-
ные материалы.
Просеивание формовочных ма-
териалов производится ситами
различных конструкций. Барабан-
ное сито имеет стенки в виде
сетки с отверстиями определенного
бана крупные частицы отделяются
сторону, противоположную загрузке, вследствие некоторого на-
клона оси барабана. Применяются также переносные и ручные сита
для просеивания смесей непосредственно у места формовки. Пере-
мешанные смеси поступают в разрыхлители, после чего смеси го-
товы для употребления.
Свежие формовочные смеси применяются в качестве облицовоч-
ных.
Наполнительные смеси приготовляются из „оборотной" (горе-
лой) земли, полученной при выбивке отливок из форм. При этом
посторонние предметы (застывшие брызги металла, шпильки, кус-
ки дерева и др.) отделяются, производится увлажнение,
небольшого количества свежего песка и глины, а затем
вание полученной смеси.
размера. При вращении бара-
от мелких и скатываются в
добавка
просеи-
1 В настоящее время вместо льняного масла в промышленности применя-
ются его заменители. Сюда относятся: сланцевая смола, заменители, представ-
ляющие собою битумы или пеки с добавками небольшого количества масел или
искусственных смол и др.
180
Литейное производство
Наполнительные смеси в современных цехах приготовляются
специальными машинами на местах формовки или в землеприго-
товительных отделениях цехов.
П. ИЗГОТОВЛЕНИЕ РАЗОВЫХ ФОРМ (ФОРМОВКА)
Формовка может производиться вручную или на машинах,
с применением стержней или без них.
Машинная формовка преимущественно применяется при мас-
совом и серийном производстве мелких и средних отливок, руч-
ная формовка — при индивидуальном и мелкосерийном производ-
стве.
91. Изготовление стержней
Изготовление стержней производится путем набивки стержне-
вых ящиков (фиг. 107) стержневой смесью или путем обточки по
шаблону на специальных станках. Перед набивкой рабочие поверх-
Фиг. 109. Изготовление точеного стержня.
ности стержневого ящика протирают и припыливают, чтобы не при-
липла стержневая смесь; затем части ящика соединяют с помощью
шипов и скрепляют струбцинкой. Полость стержневого ящика
постепенно наполняют стержневой смесью и утрамбовывают до
определенной плотности. При слабой набивке стержень не будет
иметь необходимой прочности, при очень плотной — будет недо-
статочно газопроницаем. Каналы для отвода газов в прямых
стержнях образуются прокалыванием их душником или предвари-
тельным закладыванием прямых стальных проволок наподобие
спиц, которые удаляются после набивки. Для образования каналов
в криволинейных стержнях пользуются восковыми фитилями, ко-
торые расплавляются при сушке. Когда формовка стержня закон-
чена, стержневой ящик разбирают и стержень осторожно укла-
дывают на плиту, покрытую тонким слоем песка или на специаль-
ные металлические подставки (сушители). В средние и крупные
Ручная формовка
181
стержни для прочности при набивке закладываются литые или
проволочные каркасы. При массовом производстве наполнение
стержневых ящиков стержневой смесью производится высокопро-
изводительными пескодувными машинами. Стержневая смесь по-
дается через сопло под давлением 1,5-—2 апш и заполняет полость
стержневого ящика, получая при этом необходимое уплотнение.
Для изготовления точеных стержней (фиг. 109) на металличе-
ский каркас 1, имеющий отверстия для отвода газов, наматывают
соломенный жгут 2 для улучшения податливости стержня при
усадке отливки. Поверх жгута наносят слой глины 3, который
затем обтачивают шаблоном 4 при вращении каркаса до получе-
ния стержня нужного диаметра.
Большинство стержней для увеличения прочности подвергают
сушке в печах.
92. Ручная формовка
Ручная формовка может производиться в опоках и в почве,
по модели и по шаблону. Инструментами для формовки являются
лопаты, трамбовки (ручные или пневматические), карасики — для
Фиг. ПО. Инструменты для формовки:
/ — ручная трамбовка; 2 — карасик; 3—подъемник для
извлечения модели из формы; 4 — крючок для извлечения
нз формы; 3 — гладилка; 6 —душник; 7 —лопата.
прорезания каналов и отделки формы, крючки — для извлечения
из формы осыпавшейся формовочной смеси, гладилки — для вы-
глаживания формы, душники — для образования в форме отверстий
для выхода газов, а также другие инструменты и приспособления
(фиг. 110).
182
Литейное производство
Формовка в двух опоках по разъемной модели. Опоки
(фиг. 111) представляют собою ящики без дна из чугуна, стали
или алюминиевых сплавов. По форме они могут быть прямоуголь-
ными, круглыми или фасонными, в зависимости от очертания от-
ливок. Для удерживания формовочной смеси крупные опоки снаб-
жаются внутренними перегородками; мелкие опоки перегородок
не имеют, и формовочная смесь удерживается стенками опоки и
буртиками 3. Соединение опок производится с помощью штырей 1,
которые вставляются в отверстия приливов 2. Подъем и пере-
носка мелких опок осуществляется с помощью скоб 4, крупных (кра-
новых)— с помощью цапф.
Процесс формовки в двух опоках рассмотрим на примере полу-
чения формы для отливки втулки по модели фиг. 106.
На подмодельную доску 1 (фиг.
112, а) кладут половину модели 2, имею-
щую формовочные уклоны 4 (фиг. 112,д)
на вертикальных поверхностях, и ставят
нижнюю опоку 3. Модель припудривают
припылом, затем через сито покрывают
облицовочной формовочной смесью сло-
ем 20—30 мм (фиг. 112, б); этот слой
уплотняют руками, после чего в опоку
набрасывают наполнительную- формо-
вочную смесь (фиг. 112 , в) и утрамбовы-
вают ее доопределенной плотности.Из-
быток земли удаляют линейкой и в фор-
мовочной смеси душником накалывают отверстия для отвода газов
(фиг. 112, г). Этим заканчивается формовка нижней опоки.
Далее нижнюю опоку накрывают второй подмодельной доской
и переворачивают, после чего первую подмодельную доску сни-
мают и поверхность разъема формы посыпают разделительным
песком. На заформованную половину модели накладывают вторую
половину, направляя шипы последней в гнезда первой. Затем верх-
нюю опоку ставят на нижнюю и положение ее фиксируют шты-
рями, которые вставляют в отверстия приливов (фиг. 112, д).
Для образования литника и выпора применяют отдельные мо-
дели 5 и 6 (фиг. 112, е). Наполнение верхней опоки формовоч-
ными смесями производится так же, как нижней. Когда набивка
верхней опоки закончена и проколоты отверстия для отвода газов,
модели литника и выпора вынимают, прорезают литниковый канал
и, осторожно произведя расколотку, извлекают из формы поло-
винки модели. После этого с помощью карасиков и гладилок про-
изводят подправку формы там, где оборвалась смесь, крючками
удаляют осыпавшуюся смесь и полость формы покрывают фор-
мовочной краской (при формовке всухую) или припыливают моло-
тым древесным углем (при формовке всырую). В знаки нижней
половина формы кладут стержень 7 (фнг. 112, ж). после чего
форму собирают и она готова к заливка.
Ручная формовка
183
Отливка втулки с необрубленным литником и выпором при-
ведена на фиг. 112,з.
При массовом производстве мелких отливок применяют съемные
и разъемные опоки разменом до 300 X 600 мм. При помощи одного
комплекта таких опок можно изготовить большое количество форм.
Фиг. 112. Формовка модели втулки:
л — л — последовательные переходы операции формовки.
Формовка в двух опоках по неразъемной модели. Изготов-
ление разъемных моделей сложно и дорого. Поэтому часто при-
бегают к формовке по целой модели с применением особых прие-
мов формовки; например, с подрезкой формовочной смеси.
При формовке с подрезкой модель кладут на под-
модельную доску 1 (фиг. 113, а) и заформовывают в нижнюю
опоку, затем опоку переворачивают и срезают ту часть смеси, кото-
184
Литейное производство
рая препятствует извлечению модели из опоки (фиг. 113, б.) Далее,
на нижнюю опоку ставят верхнюю, поверхность формовочной смеси
в нижней опоке посыпают разделительным песком, ставят модели
для литника и выпора и производят набивку верхней опоки обыч-
ным порядком. Затем производится разборка формы, и модель
легко вынимается. Готовая к заливке форма приведена на фиг. 113, в.
Отливки сложной конфигурации иногда не представляется воз-
можным заформовать в двух опоках. В этих случаях прибегают
к формовке в трех, четырех и более опоках. Модели для таких
отливок имеют несколько плоскостей разъема.
Фиг. 113. Формовка с подрезкой.
Увеличение количества опок усложняет операцию формовки и
ухудшает качество литья. Поэтому всегда стремятся производить
формовку в наименьшем возможном количестве опок и придавать
модели наименьшее количество разъемов.
Формовка в почве. Почва формовочного участка литейного
цеха на глубину 1—1,5 м состоит из тощей формовочной смеси,
поэтому формовка простых отливок возможна непосредственно
в почве цеха. Формовка в почве может быть открытой и закры-
той. Открытая формовка в почве производится для неот-
ветственных отливок, верхняя поверхность которых представляет
собою плоскость. Перед формовкой производят подготовку „по-
стели" в почве, для чего в соответствии с размерами модели роют
яму, которую засыпают сперва наполнительной, а затем облицо-
вочной смесью. Модель вдавливают в поверхность подготовленной
постели, причем горизонтальность верхней плоскости модели про-
веряют ватерпасом. Почву вокруг формы утрамбовывают и кара-
сиком вырезают в ней литниковую чашу 1 (фиг. 114) и канал 2
для заполнения формы металлом. Отвод излишнего металла осу-
ществляется через прорезанный в противоположной стороне формы
канал 3 и углубление 4, при этом высота стенки а делается равной
толщине отливки. Вокруг формы душником прокалываются отвер-
стия для отвода газов.
Верхняя плоскость отливки при открытой формовке получается
неровной, нередко загрязнена шлаком и другими неметаллическими
включениями.
Закрытая формовка в почве часто применяется для
крупных изделий, формовка которых целиком в опоках затрудни-
тельна. В этом случае большая часть формы находится в почве и
меньшая — в опоке.
Ручная формовка
185
На фиг. 115 представлена форма для отливки крышки крупного
подшипника.
Модель заформовывают в подготовленную постель почвы путем
постепенного осаживания до уровня намеченной плоскости разъема.
Поверхность около формы приглаживают и посыпают разделитель-
ным песком, после чего ставят опоку, положение которой фикси-
руют деревянными колышками 7, вбиваемыми по углам опоки.
После установки моделей для литника и выпоров набивку опоки
производят в обычном порядке. Далее опоку снимают, модель
вынимают и делают вырезку литниковой чаши 3 и выпора 2; затем
форму посыпают припылом, вставляют в нее стержни 4 и собирают.
Фиг. 114. Формовка в почве для
отливки плиты.
Фиг. 115. Формовка в почве
для отливки крышки подшип-
ника.
ам применяется при индивидуаль-
Формовка по шабло
ном производстве для изготовления форм средних и крупных раз-
меров под отливки, представляющие собою тела вращения, напри-
мер, маховики, шкивы и т. п. Плоские деревянные шаблоны имеют
рабочие контуры, соответствующие контурам отливки; стоимость
шаблонов в несколько раз меньше стоимости соответствующих
моделей, но формовка по шаблону значительно дороже, чем по
модели. Для прочности рабочие контуры шаблонов обивают
жестью.
Обычно для изготовления одной формы применяют два шаб-
лона: рабочий контур одного из них соответствует наружной
поверхности отливки, контур другого — внутренней поверхности.
Если первый шаблон наложить на второй, то их рабочие контуры
дадут полупрофиль отливки.
На фиг. 116, а приведена крышка, формовка которой произво-
дится по шаблонам. Труба 5 (фиг. 116, б) служит для отвода
газов; опора 6 укрепляется в почве на некоторой глубине под
формой, в нее вставляют шпиндель 4, на который надевают ру-
кав 2 с закрепленным шаблоном 7. Нужная высота шаблона
фиксируется стопорным винтом 3. При вращении рукава с шаблоном
образуется поверхность абвгд.
Когда поверхность абвгд подготовлена, рукав с шаблоном сни-
мают, ставят опоку и фиксируют ее положение колышками. По-
верхность формы покрывают разделительным песком или листами
186
Литейное производство
тонкой бумаги, ставят модели для литника 7 и выпора 8 и наби-
вают опоку обычным порядком. Таким образом, верхняя опока
формуется по поверхности абвгд (фиг. 116, в). Затем вынимают
модели литника и выпора и снимают готовую опоку. После этого
производят окончательную формовку нижней (почвенной) части,
Фиг. 116. Формовка по шаблонам.
для чего на рукаве закрепляют второй шаблон 9 и вращают его,
установив на нужной высоте (фиг. 116, г). Когда формовка закон-
чена, рукав с шаблоном и шпиндель вынимают, отверстие в форме
заделывают, производят вырезку литника, форму посыпают при-
пылом и собирают. На фиг. 116, д приведена форма, готовая
к заливке.
93. Машинная формовка
Производительность ручной формовки очень низка; отдельные
операции ручной формовки (например, набивка форм) являются
весьма тяжелыми для формовщиков; отделка форм требует высо-
кой квалификации формовщика.
При серийном и массовом производстве применяется машинная
формовка в опоках, которая дает высокую производительность и
не требует высокой квалификации рабочих. При полной механиза-
ции операции формовки формовщик лишь устанавливает опоку на
машину, управляет машиной и снимает готовую заформованную
опоку.
Машинная формовка
1ST
Для формовки на машинах применяют металлические модель-
ные плиты с привинченными к ним металлическими моделями.
Доски могут быть односторонними (фиг. 117, а), для формовки
одной части формы, или двусторонними (фиг. 117, б) для фор-
мовки двух (обеих) частей формы. На модельных плитах устанав-
Фиг. 117. Модельные плиты:
1 — металлическая плита; 2 — части модели.
ливаются модели для образования самих форм и для литниковой
системы и выпоров, поэтому никакой дополнительной вырезки
в форме не производят.
Формовочные машины могут быть:
1) с механизированным извлечением моделей (при набивке опок
вручную) из формы;
2) с механизированным наполнением и уплотнением формовоч-
ной смеси и механизированным извлечением моделей из формы.
Извлечение моделей из формы. Эта операция производится
путем подъема заформованной опоки на штифтах (фиг. 118, а) или
опускания модельной плиты с моделью (фиг. 118, б). На машинах
а
Фиг. 118. Способы извлечения модели из формы при машинной
формовке.
с поворотной доской (фиг. 118,в) набитую опоку переворачивают
вместе с моделью и поворотным столом 2, после чего опока
раскрепляется, стол 2 поднимается и опоку снимают с приемного
стола 7.
Во всех случаях перед извлечением моделей производится их
расколотка с помощью пневматических вибраторов, действующих
на модельную плиту.
188
Литейное производство
Машины с поворотной плитой применяют, когда в форме
имеются большие выступы формовочной смеси, которые могут
обвалиться при извлечении модели без предварительного поворота.
Механизмы для извлечения моделей приводятся в действие или
сжатым воздухом, или от мотора, или вручную.
Наполнение опок и уплотнение формовочной смеси. Уплот-
нение формовочной смеси в опоках осуществляется прессованием,
встряхиванием или бросанием.
Прессование формовочной смеси производится сверху или снизу.
При прессовании сверху опоку с рамкой 2 (фиг. 119, а) ставят на
модельную плиту, установленную на стол машины, и наполняют
формовочной смесью. При движе-
нии прессующей части машины 1
вниз смесь уплотняется, умень-
шаясь в объеме. Недостатком 2
Фиг. Н9. Схема прессования формо- Фиг. 120. Схема работы головки пе-
вочной смеси. скомета.
такого способа уплотнения является то, что небольшое уплотне-
ние получается не у модели, а на верхней поверхности формы.
Встряхивание является наиболее распространенным способом
уплотнения. Оно состоит в многократных толчкообразных движе-
ниях опоки вместе со смесью и модельной плитой. Встряхивающие
машины обычно работают на сжатом воздухе. Опока устанавли-
вается и закрепляется на подвижном столе, который для уплотне-
ния смеси попеременно резко поднимается вверх и падает вниз.
Наибольшее уплотнение получается при этом внизу опоки, у модели.
Уплотнение верхнего слоя опоки производится подпрессовкой или
подтрамбовкой.
Наполнение опок одновременным уплотнением смеси бросанием
производится пескометами. Формовочная смесь из бункера песко-
мета через окно 1 (фиг. 120) подается к его головке. Ковшик 2
головки быстро вращается и выбрасывает смесь с большой ско-
ростью через отверстие 3 в опоку 4. Степень уплотнения смеси
регулируют, изменяя скорость вращения ковшика 2. Головка может
передвигаться и обслуживать значительную площадь опоки. Пе-
скометы дают равномерное уплотнение по всей высоте опоки; при-
меняются для наполнения крупных форм.
Требования, предъявляемые к литейным металлам 189
94. Сушка форм и стержней
Подлежащие сушке формы и стержни помещают в специальные
камеры, называемые сушилами. Сушила нагреваются пламенем и
горячими газами, получающимися при сжигании топлива, или пред-
варительно нагретым воздухом. Температура в сушилах для сушки
форм из тощих смесей составляет 250—350°, температура для
форм и стержней из жирных смесей может достигать 450—500°.
Температура сушки стержней из песчано-масляных смесей 200—250°.
11ри чрезмерно высокой температуре происходит разрушение свя-
зующих веществ формовочных и стержневых материалов.
Продолжительность сушки колеблется в пределах от 1 до
12 час., в зависимости от толщины стенок форм и стержней. Если
в процессе сушки на форме или стержне образуются трещины, та
их заделывают.
III. ЛИТЕЙНЫЕ МЕТАЛЛЫ, ИХ ПЛАВКА И ПОЛУЧЕНИЕ ОТЛИВОК
95. Требования, предъявляемые к литейным металлам
Доброкачественное литье можно получить только из металлов
и сплавов, которые обладают необходимыми литейными, механиче-
скими и другими свойствами. Механические свойства отливок
должны удовлетворять условиям их службы в готовом изделии.
Рассмотрим наиболее важные литейные свойства.
Легкоплавкость. Чем ниже температура плавления металла или
сплава, тем легче и проще получить из него отливку.
Диаграммы состояния сплавов (гл. IV) показывают, что темпе-
ратура плавления двойных сплавов ниже температуры плавления
одного или обоих элементов, образующих сплав. То лее можно
сказать и о сложных сплавах.
Жидкотекучесть. При достаточной жидкотекучести расплавлен-
ный металл легко растекается и хорошо заполняет форму в самых
узких местах. Некоторые металлы (например, чистая медь) в рас-
плавленном состоянии густы, плохо заполняют форму, поэтому
непригодны для фасонного литья. Сплавы таких металлов (напри-
мер, бронзы и латуни) обладают достаточной жидкотекучестью.
Малая усадка. Важнейшим требованием к литейным металлам
при охлаждении от жидкого состояния до комнатной температуры
является их малая усадка.
Допустимой для фасонного литья является усадка до 2,5%.
Чем больше усадка, тем значительнее образование в отливке уса-
дочных раковин и больше опасность появления трещин, так как
податливость формовочной смеси ограничена.
Однородность. Однородность заключается в примерно одина-
ковом химическом составе всех частей отливки. Сплавы, дающие
большую ликвацию по удельному весу, непригодны для отливки.
Для фасонного литья применяются чугун, сталь, бронза, латунь,
сплавы алюминия и магния и других цветных металлов.
190
Литейное производство
96. Чугунное литье.
Литье из серого чугуна составляет основную часть продукции
литейных цехов. Это объясняется в первую очередь хорошими ли-
тейными свойствами серого чугуна и его невысокой стоимостью.
Повышенная хрупкость чугуна ограничивает область его при-
менения. Однако многие детали машин и механизмов, не испы-
тывающие больших ударных нагрузок, могут отливаться из
чугуна.
Углерод в сером чугуне находится в виде чешуек графита, чем
частично разобщает металлическую сплошность сплава и вызывает
хрупкость. Поэтому содержание углерода в сером чугуне не
должно превышать 4%. Наиболее прочные чугуны содержат
2,8—3% углерода. Процесс выделения графита при затвердевании
и охлаждении чугуна из цементита сопровождается увеличением
его объема, что понижает общую усадку чугуна до 1%. Кроме
того, при увеличении содержания углерода чугун становится более
жидкотекучим. Вследствие этого углерод повышает литейные
свойства и позволяет получать качественное тонкостенное литье.
Кремний является элементом, способствующим получению
серого чугуна. Он образует с железом химические соединения
(FeSi и Fe8Si8) и способствует выделению графита, заставляя
распадаться карбид железа (Fe8C). Таким образом, увеличение
количества кремния в чугуне приводит к уменьшению в нем кар-
бидов железа и, следовательно, улучшению обрабатываемости его
режущими инструментами. Кроме того, кремний увеличивает жид-
котекучесть и понижает температуру плавления чугуна. Коли-
чество кремния в сером чугуне колеблется в пределах от 1,25
ДО 4,25%.
Марганец увеличивает устойчивость карбидов железа (Fe8C)
при затвердевании и охлаждении чугуна, чем способствует полу-
чению белого чугуна. Однако присутствие марганца в сером чу-
гуне в количестве 1% желательно, так как марганец повышает
прочность чугуна, парализует вредное влияние серы, а также
улучшает жидкотекучесть чугуна.
Сера понижает жидкотекучесть чугуна, делая его густым,
плохо заполняющим форму, противодействует выделению графита
и придает чугуну хрупкость. Поэтому она является вредной при-
месью. Предельно допустимое содержание серы в чугуне 0,15%.
Фосфор создает в чугуне твердую и хрупкую фосфидную
эвтектику, поэтому в отливках деталей машин, подверженных
ударным нагрузкам, его содержание не должно превышать 0,3%.
В отливках, работающих на истирание, твердые участки фосфид-
ной эвтектики повышают их износоустойчивость; в таких отлив-
ках допускается содержание фосфора до 0,7—0,8%. Фосфор, кроме
того, понижает температуру плавления чугуна, сильно увеличивает
его жидкотекучесть и уменьшает усадку. Это позволяет получать
из фосфористого чугуна тонкие отливки с чистой и гладкой по-
Чугунков литье
191
верхностью. Поэтому чугун, содержащий до 1% фосфора, приме-
няется для художественного литья, труб и т. д.
Белый чугун применяют для отливки изделий с последующим
отжигом на ковкий чугун. Содержание углерода в этом чугуне
ограничивается 2,2—3,2%, чтобы количество углерода отжига
в металлической массе готового изделия не было слишком боль-
шим. Содержание кремния не должно превышать 1,4%, для пред-
отвращения образования свободного графита в процессе литья;
для повышения жидкотекучести в составе чугуна допускается до
0,2% фосфора, который не влияет на выделение графита. Марга-
нец препятствует распадению карбидов железа (Fe3C) при отжиге,
поэтому его содержание не должно превышать 1% (а для черно-
сердечных ферритных чугунов 0,5%).
Усадка белых чугунов составляет около 2%.
Высококачественный чугун. Лучшими механическими свой-
ствами обладает перлитный чугун, содержащий графит в виде
мелких равномерно рассеянных чешуек или, особенно, в виде округ-
лых включений (глобулей). Такой чугун называют высококачест-
венным.
Для получения высококачественного чугуна применяют способ
встряхивания жидких отливок (что влечет увеличение центров
кристаллизации графита и, следовательно, его размельчение),
центробежное литье (стр. 200) и др. Кроме того, выплавляют ста-
листый чугун с небольшим содержанием углерода (2,5% и мень-
ше), для чего при плавке к высокоуглеродистому литейному чу-
гуну добавляют стальной лом.
Для повышения качества чугунов производится также их моди-
фицирование и термическая обработка (стр. 115).
Модифицирование чугуна. При модифицировании к жидкому
чугуну добавляют в небольшом количестве модификатор (напри-
мер, ферросилиций, силико-кальций, магний и др.), который вызы-
вает измельчение структуры чугуна, в том числе и графита,
придавая ему форму мелких чешуек (при модифицировании крем-
нистыми сплавами) или глобулей (при модифицировании магнием).
Этим увеличивается прочность чугуна, понижается его хрупкость,
чугун становится более стойким против трещин (см. ниже). Твер-
дость модифицированных чугунов близка к твердости перлита
(Нв —180), предел прочности о^^бО кг/мм\ Поэтому моди-
фицированный чугун может употребляться для отливки весьма
ответственных изделий (например, коленчатых валов двигате-
лей).
Рост чугуна. Чугунные отливки при работе в условиях высо-
кой температуры (выше 400рС) увеличиваются в объеме, а метал-
лическая масса разрыхляется, и механические свойства понижаются
настолько, что эти отливки можно резать ножом.
Рост чугуна объясняется распадением цементита при высокой
температуре и появлением множества мелких трещин в связи с
увеличением объема чугуна при графитизации.
192
Литейное производство
4
6
9
10
ш ш л
Фиг.
121. Схема вагранки с копильником.
Плавка чугуна в вагранке. Для расплавления чугуна в литей-
ных цехах чаще всего применяются вагранки. Вагранка является
замечательным русским изобретением XVIII столетия. Она пред-
ставляет собою шахтную печь (фиг. 121), выложенную шамотным
кирпичом 2 и имеющую стальной кожух 3. Загрузка шихты про-
изводится через колошниковое отверстие 5 с колошниковой пло-
щадки 4. Воздух, необходимый
для плавки, подается в вагранку от
вентилятора по трубам через сталь-
ную коробку 6, опоясывающую
вагранку, и через фурмы 7. Верх-
няя часть вагранки от фурм до ко-
лошникового отверстия называется
шахтой. Выше шахты находится
дымовая труба, снабженная искро-
гасителем. Нижняя часть, от лещади
7 до фурм, называется горном.
Лещадь имеет наклон в сторону
копильника 9, который служит для
собирания значительного количе-
ства расплавленного чугуна и вы-
равнивания его хими-
ческого состава. Ко-
пильник имеет летку
10 и желоб 11 для
выпуска чугуна, а
также одну или две
летки 8 для выпуска
шлака.
Обычно вагранка
работает 4—8 час.
в сутки, иногда
16 час. и больше.
11роизводитель-
ность вагранки зави-
сит от диаметра ее
колеблется в широких пределах: от 1000 кг до 25 т
час.
шахты и
чугуна в
Иногда вагранки строятся без копильника, и тогда летки для
выпуска чугуна и шлака делаются в горне.
Загрузка шихты в больших вагранках механизирована, а в ма-
лых производится вручную.
Для того чтобы получить литье заданного химического состава,
необходимо рассчитать шихту, т. е. определить нужное количество
чушкового чугуна, чугунного и стального лома, ферросплавов
и известняка.
Подготовленная шихта доставляется на колошниковую пло-
щадку.
Стальное литье и литье из цветных металлов
193
Для пуска вагранки на лещадь забрасывают древесную стружку
и дрова и зажигают их. Когда дрова разгорятся, производят за-
грузку холостой колоши кокса. Дальнейшая загрузка вагранки
производится, когда холостая колоша кокса хорошо разгорится.
Колоши металла, флюса и кокса1 чередуются и наполняют ва-
гранку до колошникового отверстия. Затем пускают дутье, а летку
закрывают пробкой из увлажненной смеси глины с песком. По
мере плавления чугуна и оседания шихты производится загрузка
очередных колош.
Химический состав металлической шихты при плавке в вагранке
изменяется, так как в атмосфере плавильного пространства имеется
свободный кислород, который омывает плавящийся чугун и ча-
стично выжигает примеси. Угар кремния составляет 10—15%,
марганца 17—22%, железа 0,4—1,5%. Содержание фосфора
остается без изменения. Углерод несколько выгорает, но его потеря
компенсируется при соприкосновении расплавленного чугуна с рас-
каленным коксом. Содержание серы увеличивается в связи с
переходом ее в чугун из золы кокса, поэтому для вагранок
применяют специальный литейный кокс с пониженным содержа-
нием серы.
Для ошлакования окислов, золы кокса и песка, попадающих
в шихту, применяют известняк. Для плавки чугуна применяют
также пламенные нефтяные и газовые печи и электрические дуго-
вые печи.
Двойные, процессы. Для получения высоколегированных сортов
серого чугуна, а также ковкого чугуна применяют двойные про-
цессы— плавку в вагранке и доводку в дуговой или в пламенной
печи.
Расплавленный в вагранке чугун заливается в печь, где произ-
водится его подогрев и доводка до заданного состава.
97. Стальное литье и литье из цветных металлов
Стальное литье. Сталь имеет значительно худшие литейные
свойства, чем чугун. Температура плавления стали 1400—1500° С,
она менее жидкотекуча и, следовательно, хуже заполняет форму;
усадка стали составляет около 2%, поэтому в отливках получаются
усадочные раковины значительных размеров. Чтобы избежать брака
при отливке, предусматривают специальные прибыли.
Однако высокая прочность и вязкость стальных отливок
являются их значительными преимуществами перед другими ви-
дами литья, поэтому стальные отливки весьма широко применяются
для ответственных деталей в ряде отраслей машиностроения.
Стальные отливки изготовляются в сухих или в сырых формах.
Заливку в сухие формы производят тогда, когда сырая форма не
* В качестве топлива для вагранки применяют также антрацит и термоан-
трацит (стр. 35).
13 В. М. Никифоров
194
Литейное производство
может обеспечить необходимых газопроницаемости и прочности
(крупные отливки сложной формы).
Формовочные смеси для стальных отливок должны отличаться
высокой огнеупорностью и хорошей податливостью. Обычно для
сухих форм применяются тощие смеси кварцевого песка и огне-
упорной глины с добавкой старой горелой земли.
Плавка стали для заливки форм производится в малых конвер-
терах, мартеновских печах и электропечах.
Для производства фасонного литья применяются различные
марки доэвтектоидной углеродистой стали (0,1—0,6% С) и легиро-
ванной стали.
Малые конвертеры, а также мартеновские печи применяются
преимущественно для плавки углеродистой стали, причем основ-
ная масса фасонного литья производится из стали, содержащей
0,2—0,3% углерода.
Электропечи применяются для плавки легированной стали, со-
держащей хром, никель, ванадий, молибден, медь и др.
Литье из сплавов цветных металлов. Для производства отли-
вок преимущественно применяют сплавы меди — бронзы и латуни,
а также сплавы легких металлов — алюминия и магния (см. гл. VII).
Плавка сплавов меди производится в дуговых электропечах,
индукционных печах со стальным сердечником и в пламенных
печах.
Для расплавления алюминиевых и магниевых сплавов приме-
няются специальные ванные электропечи сопротивления. Для этих
же целей используют специальные горны, работающие на коксе,
мазуте или газе.
98. Заливка форм, выбивка и очистка литья
Для заливки расплавленный чугун из вагранки или электропечи
выпускают в поворотный ковш. Ковш имеет снаружи железный
кожух, внутри футерован шамотным кирпичом. Для уменьшения
Фиг. 122. Ручной переносный ковш для чугуна.
потерь теплоты чугуна применяют ковши с крышками. Мелкие
ковши крышек не имеют; переносятся от печи к формам вручную
на особых вилах (фиг. 122).
Для получения отливок из модифицированного чу-
гун а в ковш производят присадку модификатора.
Брак при отливке и борьба с ним
195
Для разливки стали применяют стопорные ковши (стр. 61).
Для освобождения затвердевших и остывших отливок из формы
производится выбивка. 11ри выбивке отливки форма разрушается.
Выбивка стержней из отливок производится вручную, на пневмати-
ческих машинах или в гидрокамерах (струей воды под давлением
30—100 ати).
Отделение прибылей, литников и выпоров от стальных отливок
производится путем автогенной резки, а от чугунных — пилами,
зубилами и кувалдами. Очистка поверхностей отливок от остатков
формовочных и стержневых смесей производится в барабанах и
с помощью пескоструйных и дробеструйных аппаратов. Песок и
чугунная дробь для обдувки отливок рекомендуются с размером
зерна 0,5—2 мм.
Для зачистки заусенцев применяют обдирочные шлифовальные
станки и крупнозернистые абразивные круги.
99. Брак при отливке и борьба с ним
В литейном производстве брак может быть следствием непра-
вильной конструкции отливки или неправильной технологии.
Главными видами брака являются раковины, трещины, рыхлота
и пористость, коробление, отбел, спай.
Раковины бывают газовые, земляные, усадочные и шла-
ковые.
Газовые раковины открытые (наружные) или закрытые
(внутренние) возникают при большом содержании газов в металле,
при пониженной газопроницаемости формовочных или стержневых
смесей, вследствие низкой температуры заливаемого металла,
когда выход газов из него затруднен.
Земляные раковины — открытые или закрытые пустоты
в теле отливки, заполненные формовочным материалом. Причи-
нами образования земляных раковин могут быть недостаточная
прочность формовочной и стержневой смеси, слабая набивка формы,
пережог формы при сушке. Следствием является местное разру-
шение формы.
Усадочные раковины — пустоты в теле отливки, ничем не
заполненные, возникают вследствие неправильной конструкции от-
ливки (при большом местном скоплении металла), от неправиль-
ного расположения прибылей, выпоров и литников, от чрезмерно
высокой температуры заливаемого металла, увеличивающей усадку.
Шлаковые раковины — пустоты в теле отливки (открытые
или закрытые), заполненные шлаком, являются следствием разру-
шения нестойких огнеупоров плавильных печей, способствующего
образованию шлака, а также низкой температуры и плохой жидко-
текучести металла, препятствующих отделению шлака в ковше и
в литниковой системе.
Трещины возникают при неправильном составе формовоч-
ных и стержневых смесей и чрезмерно плотной набивке формы,
196
Литейное производство
уменьшающей податливость последней, а также при неправильной
конструкции отливки (резкий переход от толстых сечений к тон-
ким) и при заливке чрезмерно горячим металлом.
Рыхлота и пористость проявляются в виде неплотной
структуры металла и возникают преимущественно вследствие вы-
сокой температуры металла при заливке или местных утолщений
в отливках.
Спай (фиг. 123) или неслитина — щели и углубления в теле
отливки с закругленными краями, образованные не слившимися
полностью струями металла, поступавшими с разных сторон. Воз-
никают вследствие низкой темпера-
I 7 сг— "I туры металла и недостаточной жидко-
( —~ ) текучести его, а также от засорения
) —------------------ / питателей.
_ 1 Возникновение раковин, так же
______—) как и появление всех других видов
брака, может быть предупреждено
Фиг. 123. Спай. правильной конструкцией отливки,
качеством применяемых материалов,
исправностью оборудования, правильной технологией и строгим
выполнением этой технологии.
Однако в тех случаях, когда пороки в отливках уже имеются,
часто оказывается экономически выгодным их устранить.
Раковины, трещины, рыхлота, пористость и спай могут быть
удалены путем газовой или электрической заварки (гл. XI),
с предварительным удалением порока вырубкой, сверлением или
другими способами, а при небольших размерах порока — металли-
зацией (стр. 171).
Большие раковины и отверстия на поверхности чугунных отли-
вок устраняются заливкой их жидким металлом. Применяется также
ввертывание металлических пробок и втулок, для чего раковину
просверливают и нарезают резьбу.
Коробление — изменение размеров и контура отливки под
влиянием усадочных напряжений. Возникает при неравномерном
охлаждении отдельных частей отливки и чрезмерно высокой темпе-
ратуре заливки. Коробление стальных отливок устраняют правкой
под молотами, прессами, ударами молотка или выдержкой в печи
под грузом.
Отбел чугуна возникает при неправильном составе шихты и
при быстром охлаждении чугуна в форме. Устранение отбела про-
изводят с помощью отжига.
IV. СПЕЦИАЛЬНЫЕ СПОСОБЫ ЛИТЬЯ
Современная технология литейного производства стремится
создавать заготовки, по форме и размерам наиболее близкие
к готовым деталям. Это сокращает операции механической обра-
ботки и приводит к снижению стоимости изделий.
Литье в металлические формы (кокильное литье)
197
Передовые способы литья (см. ниже) получили в настоящее
время значительное распространение в промышленности Советского
Союза благодаря их высокой производительности и возможности
получения с их помощью отливок с уменьшенной механической
обработкой или совсем без нее.
100. Отбеленное литье
Отбеленным (закаленным) литьем называют литье из чугуна
с отбелом на нужную глубину. Отбел происходит при быстром
охлаждении чугуна, залитого в металлическую (чугунную или
стальную) форму, называемую кокилем. При этом в закаленной
зоне весь или почти весь углерод хи-
мически связан с железом в виде це-
ментита (Fe3C).
Твердость Ив закаленных деталей
колеблется от 300 до 500 и выше,
глубина отбела от 12 до 30 мм. Тре-
бования к твердости и глубине зака-
ленного слоя обусловливаются назна-
чением детали.
Внутренняя масса детали состоит
из серого, менее хрупкого, чугуна.
Технология отливки должна обеспечи-
вать постепенный переход от струк-
туры белого чугуна к структуре се-
рого, так как в противном случае от-
беленный слой будет выкрашиваться.
Наибольшее распространение отбе-
ленное литье получило при изготовлении
Фиг. 124. Форма для отливки
прокатного валка.
прокатных валков и колес железнодо-
рожных вагонов. На фиг. 124 приведена форма, подготовленная
для заливки прокатного валка. Здесь кокилем (металлической фор-
мой) является только средняя часть 7, которая образует рабочую
поверхность валка; верхняя 2 и нижняя 5 части формы изготовлены
в опоках из формовочной смеси по модели и образуют шейки
валка, которые впоследствии обрабатываются на станках. Литни-
ковая чаша 3 и стояк 4 обеспечивают подвод металла в нижнюю
опоку и подачу его сифоном.
101. Литье в металлические формы (кокильное литье)
Такое литье производят в металлические (чугунные или сталь-
ные) формы.
Кокильное литье с металлическими стержнями применяют
в основном для алюминиевых и магниевых сплавов. Для отливки
стали и чугуна применяют главным образом литье в металличе-
ские формы с песчаными стержнями.
198
Литейное производство
Металлические формы для легкоплавких сплавов цветных ме-
таллов выдерживают сотни тысяч заливок. Стойкость форм при
отливке чугуна колеблется в пределах от 1500 до 5000 заливок,
а при отливке стали — от 25 до 700, в зависимости от размера
отливок; поэтому кокильное литье для крупных стальных отливок
экономически целесообразно лишь в случае простой их формы,
когда стоимость изготовления кокиля невелика.
Кокильное литье сплавов цветных металлов и чугуна без-
условно целесообразно, так как, кроме весьма точных размеров, при
кокильном литье достигается улучшение структуры и механиче-
ских свойств сплавов.
Для предотвращения отбела чугуна, а также с целью увеличе-
ния стойкости форм их внутреннюю поверхность покрывают
тонким слоем огнеупорной облицовки и сажи, а также применяют
чугун с увеличенным содержанием кремния. Этот слой замедляет
теплоотдачу охлаждающегося металла и тем самым уменьшает
скорость его охлаждения. Кроме того, перед заливкой произво-
дят подогрев форм. Формы для чугунных отливок подогревают
до 200—300°С.
102. Литье под давлением
При литье под давлением заливка металла производится в по-
стоянную стальную форму, причем металл вводится под давлением
поршня или сжатого воздуха. Полученные детали имеют чистую
поверхность и точные (до 0,01 мм) размеры, так что их последую-
щая механическая обработка или очень незначительна, или вооб-
ще не нужна.
Детали могут быть получены в готовом виде с резьбой, от-
верстиями, весьма тонкими приливами и выступами.
Металл, отлитый под давлением, имеет мелкозернистую струк-
туру, вследствие быстрого охлаждения в стальной форме, и высо-
кую плотность, поэтому прочность деталей, полученных путем от-
ливки под давлением, всегда выше прочности деталей, отлитых
в песчаные формы.
Литье под давлением в настоящее время широко применяется
в массовом производстве для получения деталей малого веса1 из
сплавов цветных металлов на основе меди, алюминия, цинка, маг-
ния, свинца и олова. Ведутся опыты по получению чугунных и
стальных отливок под давлением.
Формы. На фиг. 125 приведена форма для литья под давле-
нием. Неподвижная часть 2 и подвижная часть 4 формы соста-
вляют полость, соответствующую отливке. Стержень 3 служит
для образования отверстия. Жидкий металл поступает в форму
под давлением через мундштук 7. Затвердевание отливки длится
1 Наибольший вес отливок под давлением примерно составляет: для медных
сплавов 5—6 кг, для алюминиевых — 2 кг, для магниевых — 0,8 кг.
Литье под давлением
199
несколько секунд, после чего форма разнимается и готовая от-
ливка 6 выталкивается из формы толкателями 5.
В зависимости от положения отверстий, стержни могут распо-
лагаться как в неподвижной, так и в подвижной части формы.
Фиг. 125. Форма для литья под давлением.
Форма конструируется с та-
ким расчетом, чтобы при
разъеме отливка задержива-
лась в подвижной части ее,
в которой располагаются
толкатели.
Машины. Литье под дав-
лением производится в ма-
шинах поршневых и компрес-
сорных, с горячей и с хо-
лодной камерой.
В поршневых ма-
шинах с горячей каме-
рой металл в форму по-
дается под давлением поршня 2 (фиг. 126) через мундштук 7.
Расплавленный металл заливают в тигель 3, который подогревается
с помощью горелки 6. Из тигля в цилиндр 5 металл поступает
через отверстие 4. Величина давления при литье колеблется от 20
до 70 кг/см*.
Фиг. 126. Поршневая машина с горячей камерой для литья под давлением.
Поршневые машины с горячей камерой применяются для литья
сплавов с невысокой температурой плавления (свинцовые, оловян-
ные и цинковые).
При литье более тугоплавких сплавов (медных, алюминиевых)
между стенками цилиндра и поршня образуются настыли, вызы-
вающие остановки машины. Для таких сплавов применяют порш
200
Литейное производство
левые машины с холодной камерой, в которую заливается дози-
рованное количество жидкого металла из отдельной печи, после
чего производится прессование.
Компрессорные машины применяются главным образом
для литья под давлением алюминиевых сплавов. В них давление
Фиг. 127. Компрессорная машина для литья под давлением.
на металл производится сжатым воздухом. На фиг. 127 приведена
компрессорная машина с черпаком (гузнеком). Расплавленный ме-
талл из ванны 1 через отверстие 2 вводится в черпак 3 (фиг.
127, а). Для заполнения формы черпак поворачивается так, что
отверстие 2 оказывается закрытым пробкой 6, а мундштук 4 вхо-
дит в литник 5 формы (фиг. 127,6). После этого через отверстие 7
черпака поступает сжатый воздух, который выталкивает металл
в форму.
103. Центробежное литье
Первые опыты по применению центробежного литья для изго-
товления стальных отливок, имеющих форму тел вращения, были
проведены Н. И. Беляевым и В. Н. Ивановым на Путиловском
(ныне Кировском) заводе в Ленинграде. В настоящее время цен-
тробежное литье применяется для самых различных целей.
При цетробежной отливке металл заливают в форму, вращаю-
щуюся около вертикальной или горизонтальной оси, в результате
чего жидкий металл оттесняется центробежной силой к стенкам
формы, наиболее удаленным от центра. При этом структура ме-
талла получается уплотненной, так как все газы и неметаллические
включения вытесняются на поверхности, лежащие ближе к центру
вращения, откуда последние могут быть легко удалены механиче-
ской обработкой. Вращение форм производится до полного за-
твердевания металла, после чего готовые отливки извлекаются из
форм.
Существуют три способа центробежного литья: центробежный,
полуцентробежный и способ центрифугирования.
Центробежное литье
201
Центробежный способ. Этот способ используют для отливки
тел вращения, имеющих ровные наружные поверхности и гладкие
центральные отверстия. Такими изделиями являются трубы, раз-
личные втулки и пр. Заливка металла производится в форму, вра-
щающуюся около своей оси. Ось вращения может быть горизон-
тальной или вертикальной.
Машины с горизонтальной о с ь ю в р а щ е н и я приме-
няются для отливки изделий, имеющих значительную длину. Ско-
рость вращения формы должна обеспечивать получение стенок
одинаковой толщины по всему периметру.
На фиг. 128 приведена схема установки для отливки труб.
Жидкий металл из ковша 7 по желобу 6 направляется во вращаю-
щуюся металлическую форму 5. В конце формы для ограничения
Фиг. 128. Схема установки для центробежной отливки
труб.
внутренней поверхности раструба установлен стержень 1. Между
кожухом 4 и формой циркулирует вода, охлаждающая форму.
Форма приводится в движение мотором 3 посредством зубчатой
передачи 2. По мере подачи жидкого металла, машина равномерно
перемещается в направлении, указанном стрелкой, до тех пор,
пока передний срез желоба достигнет конца формы. Далее подача
металла прекращается, после затвердевания металла прекращается
вращение, и готовая труба извлекается из формы.
Чугунные трубы, отлитые по приведенному способу, вслед-
ствие быстрого охлаждения отбеливаются, поэтому их подвергают
отжигу.
Для увеличения стойкости формы и уменьшения огбела перед
заливкой чугуна на внутреннюю поверхность формы наносят слой
присыпки из сухого и мелкого формовочного песка.
Машины с вертикальной осью вращения приме-
няются главным образом для отливки изделий кольцеобразной
формы, имеющих небольшую высоту. Заливка металла произво-
дится во вращающуюся форму из стопорного ковша.
При центробежном способе литья питатели, литники и выпоры
отсутствуют, что снижает непроизводительный расход металла.
202
Литейное производство
Полуцентробежный способ. Этот способ применяется для от-
ливки тел вращения, имеющих фасонные поверхности, причем
Фиг. 129. Схема отливки шестерни полуцентро-
бежным способом.
в отличие от центро-
бежного способа — вну-
тренние поверхности
образуются не под влия-
нием центробежной си-
лы, а с помощью стерж-
ней.
Формы изготовляют
из формовочной смеси
с последующей их суш-
кой.
Отливки получают-
ся более точными, чем
при обычном литье в
песчаную форму, что
сокращает последую-
щую механическую об-
работку.
На фиг. 129 при-
ведена схема отливки
способом на машине с вертикаль-
шестерни полуцентробежным
ной осью вращения.
Заформованные опоки 2, с помощью приспособления 3, уста-
навливаются на вращающийся стол машины 1. При заливке струю
металла из ковша 5 на-
правляют в литниковую во-
ронку 4. Отверстие шестер-
ни образуется с помощью
центрального стержня 7,
а питание охлаждающейся
отливки происходитза счет
прибыли 6.
Способ центрифуги-
рования. По этому спо-
собу отливают изделия все-
возможной формы, в том
числе и такие, которые
не имеют оси симметрии. Фиг. 130. Схема отливки способом центрифу-
На фиг. 130 приведена гирования.
схема отливки способом
центрифугирования. Формы 2 располагают по периферии горизон-
тального круглого вращающегося стола 1. Из ковша 3, через
стояк 4, по литниковым каналам 5 действием центробежной силы
металл увлекается в формы, где и затвердевает. Металл плотно
заполняет форму, и изделие имеет отпечаток, точно соответ-
ствующий ее полости.
Точное литье
203
По механическим свойствам стальные изделия, отлитые по
центробежному способу, не уступают кованым. Чугунные отливки
имеют мелкозернистое строение.
104. Точное литье
Жидкии
металл
Фиг. 131. Комплект моделей для точ-
ного литья (а) и заливка формы для
точного литья центробежным спосо-
бом (б).
Точное литье применяется для получения мелких деталей
(обычно весом до 10 кгг) из стали, из твердых сплавов типа стел-
лит и других труднообрабатываемых металлов и сплавов с темпе-
ратурой плавления до 1600°С.
При этом достигаются большая точность размеров (±0,1 мм
на каждые 50 мм) и высокая чистота поверхности, что позволяет
полученные отливки совершенно
не подвергать механической обра-
ботке. Если необходимо получить
более точные размеры, отливки
подвергаются лишь шлифованию
и полированию.
Для получения деталей металл
заливают в песчаные формы, при-
готовленные по выплавляемым
моделям.
Технологический процесс точ-
ного литья состоит из следующих
операций:
1) изготовление
ской модели-эталона
изделия;
2) изготовление прессформы
из легкоплавкого сплава по моде-
металличе-
отливаемого
ли-эталону;
3) изготовление выплавляемых моделей путем заполнения пресс-
форм жидким или пастообразным сплавом (чаще всего сплав
стеарина с парафином);
4) изготовление моделей литниковой системы;
5) сборка моделей детали и литниковой системы в комплект и
покрытие его огнеупорным составом;
6) изготовление формы в опоке;
7) выплавка моделей и прокаливание формы;
8) плавка металла;
9) заливка форм;
10) выбивка и очистка отливок.
Модель-эталон изготовляют с учетом выплавляемой модели
и заливаемого в форму металла. Модели литниковой системы, так
же как и модели деталей, отливаются из выплавляемого сплава.
На фиг. 131, а изображен комплект моделей с литниковой системой.
Формовку производят обычно с механизированным уплотнением
формовочной смеси встряхиванием. На подопочную плиту устанав-
204
Литейное производство
ливают опоку и комплект моделей литниковой чашей вниз. Напол-
нение опоки формовочной смесью производят осторожно, чтобы не
повредить моделей.
Выплавку моделей производят в сушильных печах при темпе-
ратуре 100—120°С, причем расплавленный состав вытекает через
отверстия подопечной плиты. Затем формы подвергают прокали-
ванию при температуре 800—850°С.
Заливка металла производится в горячие формы; иногда за-
ливка производится под давлением 2—5 ати или центробежным
способом (фиг. 131, б).
Высокая точность литья по этому способу достигается вслед-
ствие применения точных моделей и отсутствия разъема формы,
а также потому, что выплавление моделей устраняет необходи-
мость их расколотки и выема из формы.
Сложность технологии и относительно высокая стоимость точ-
ного литья во многих случаях вполне окупаются, так как этот
способ дает возможность получить готовые детали из твердых
металлов и сплавов, обработка которых резанием представляет
значительные трудности.
Иногда получение готовых деталей способом точного литья
освобождает производство от трудоемких процессов механической
обработки, пайки, сварки, клепки и т. п.
Способом точного литья изготовляют лопатки газовых турбин,
режущий инструмент (фрезы, сверла), мелкие детали автомобилей,
тракторов и т. п.
105. Заливка подшипников
Операция заливки подшипников баббитом или свинцовой брон-
зой (стр. 163) широко применяется во всех отраслях машинострое-
ния. Заливке подвергаются внутренние поверхности стальных (или
чугунных) вкладышей, так что
рабочая поверхность (поверхность
скольжения) подшипника оказы-
вается оснащенной антифрикцион-
ным сплавом (стр. 163).
Перед заливкой вкладыши
подвергают очистке от грязи и
окислов, обезжириванию, луже-
нию под заливку баббитом и по-
догреву. Нагрев для заливки баб-
битом производится до температу-
ры 200—250°С, а для заливки свин-
цовой бронзой до 1050—1070°С.
Заливка бывает ручная, центробежная и под давлением.
На фиг. 132 приведена схема ручной заливки подшипника на
плите. Перед заливкой вкладыш (втулку) подшипника устанавли-
вают на гладкой плите /. Стальной стержень 2 имеет диаметр на
Заливка подшипников 205
2—3 мм меньше диаметра вала и устанавливается в центре отвер-
стия.
Расплавление антифрикционного сплава производится в тигле
с газовым или электрическим подогревом.
Для быстрой установки заливаемых вкладышей применяют спе-
циальные приспособления.
Центробежная заливка подшипников производится на специаль-
ных или токарных станках с применением центрирующих приспо-
соблений и устройств для подогрева.
После заливки подшипников производят их растачивание и
подрезку торцевых поверхностей, сверление отверстий для под-
вода смазки, прорезку смазочных канавок и пришабривание
(стр. 377) рабочих поверхностей вкладыша по сопрягаемому валу.
ГЛАВА ДЕСЯТАЯ
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Обработка металлов давлением основана на пластичности ме-
таллов, т. е. на их способности изменять свою форму без разруше-
ния под действием приложенных сил. Поэтому обработка давлением
применима лишь к металлам, обладающим достаточной пластич-
ностью, и не применима к хрупким металлам.
Из технических металлов наибольшей пластичностью обладает
свинец. Он легко деформируется под давлением при комнатной
температуре. Олово, алюминий, медь, цинк и железо также могут
быть обработаны давлением без нагрева. Пластичность стали и
других металлов и сплавов в холодном состоянии недостаточна;
при нагреве до некоторых температур их пластичность повышается
и способность к деформации возрастает. Некоторые металлы и
сплавы (например, марганец, белый и серый чугун и др.) не при-
обретают пластичности и при нагреве; они остаются хрупкими
вплоть до расплавления. Такие металлы не могут обрабатываться
давлением.
Основными видами обработки металлов давлением являются
ковка, штамповка, прокатка и волочение.
Основоположником теории обработки металлов давлением яв-
ляется Д. К. Чернов. Исключительно важное значение для обра-
ботки давлением имеет открытие им критических температур
превращений стали (стр. 85). Свой доклад Русскому Техническому
обществу, посвященный этому открытию, Д. К. Чернов закончил
словами: «Вопрос о ковке стали не сойдет с того пути, на который
мы его сегодня поставили».
Кроме критических точек, весьма важное значение для обра-
ботки металлов давлением имеет установленная Черновым зависи-
мость свойств и структуры поковок от тепловой и механической
обработки их и явление напряженного состояния металла при
наличии линий скольжения.
Метод линий скольжения Д. К. Чернова впоследствии был раз-
вит советскими учеными В. В. Соколовским, А. А. Ильюшиным и др.
Большое значение для обработки давлением имеют работы
Н. С. Курнакова по вопросам металлографических исследований
природы и свойств сплавов. Н. С. Курнаков и его ученики проде-
лали большую работу, чтобы найти, как изменяются различные
Деформация металла в холодном состоянии
207
физические свойства сплавов в зависимости от изменения состава,
температуры, давления.
Глубокие теоретические исследования в области обработки ме-
таллов давлением проделаны советскими учеными С. И. Губкиным,
И. М. Павловым, А. И. Целиковым и др.
Работы русских и советских ученых в области пластической
деформации металлов постепенно составили стройную научную
систему, способствующую техническому прогрессу.
I. ОСНОВЫ ТЕОРИИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
106. Напряжения деформации
Для пластической (остаточной) деформации металл необходимо
подвергнуть напряжению, большему предела его упругости ас и
меньшему предела прочности аь (чтобы не получилось трещин).
При обработке давлением металл испытывает напряжение сжа-
тия, а не напряжение растяжения. Однако явления при сжатии
подобны явлениям, наблюдаемым при растяжении, и величина пре-
дела упругости (ас) для данного металла имеет приблизительно
одинаковое значение как при растяжении, так и при сжатии. По-
этому для определения области напряжений пластической дефор-
мации металла пользуются диаграммами растяжения, причем гра-
ницы этой области определяются точками ае и ай (стр. 19). Следует,
однако, помнить, что точки ае и аь определены при статической
нагрузке.
При динамической нагрузке сопротивление металла деформации
повышается, и для определения величины динамического напряже-
ния, которое надо приложить для создания пластической дефор-
мации металла, следует ввести поправочный коэффициент, равный
1,25 для гидравлических прессов (при малой скорости деформации)
и 2,5—3,0 для ковочных и штамповочных молотов (при большой
скорости деформации).
107. Влияние деформации в холодном состоянии
на структуру и свойства металла
Остаточная (пластическая) деформация металла является след-
ствием сдвигов, происходящих внутри и по границам зерен. При
сжатии каждое зерно сплющивается, а при растяжении вытя-
гивается.
На фиг. 133, а приведена схема изменения формы зерен при
сжатии куска металла, причем верхний рисунок изображает неде-
формированный кусок, а нижний—этот же кусок после сжатия;
зерна соответственно пронумерованы. Степень деформации (умень-
шение высоты) взята равной 'Д, или 5О®/о- В результате такой
деформации зерна удлинились в 2 раза. При большей деформации
зерна удлиняются настолько, что напоминают волокна, поэтому
208
Обработка металлов давлением
такую структуру деформированного металла называют волокни-
стой.
При деформации атомы зерна сдвигаются пачками по плоско-
стям сдвига. В каждом зерне имеются плоскости легчайшего
сдвига.
Фиг. 133. Схема изменения формы зерен при сжатии куска металла.
На фиг. 133, б верхний рисунок изображает недеформированное
зерно 5, увеличенное вдвое против его размеров на фиг. 135, а, а
нижний — то же зерно после деформации в холодном состоянии.
Плоскости сдвига показаны прямыми линиями. Эти линии отде-
ляют пачки кристаллов друг от друга, причем сами пачки по
своей форме и размерам остаются неизменными, а деформация
Фиг. 134. Изменение механиче-
ских свойств мягкой стали
(О,3°/о С) при холодной прокатке.
отличной от приведенной
ствие дробления исходных
зерна происходит за счет сдвига по
плоскостям сдвига (скольжения).
Однако по мере увеличения степени
деформации сопротивление сдвигу по
плоскостям скольжения увеличивается,
и наступает момент, когда сдвиг по
этим плоскостям прекращается, а даль-
нейшая деформация начинает происхо-
дить за счет вторичных плоскостей
скольжения, имеющих другое направ-
ление. При сдвиге по вторичным пло-
скостям форма первичных пачек нару-
шается. В результате зерна измельча-
ются. Действительная картина струк-
туры деформированной стали будет
на фиг. 133, а (нижний рисунок) вслед-
зерен по плоскостям сдвига.
Кристаллическая решетка в каждом обломке зерна имеет свою
ориентировку; кроме того, сама решетка искажена по сравнению
с решеткой равновесного состояния.
В процессе деформации в холодном состоянии механические л
физико-химические свойства металла непрерывно изменяются: твер-
дость, прочность и хрупкость его увеличиваются, а пластичность,
Явление возврата и рекристаллизации
209
вязкость, коррозионная стойкость и электропроводность — умень-
шаются.
Это изменение свойств, связанное с деформацией в холодном
состоянии, называют наклепом.
Для примера на фиг. 134 приведены кривые изменения меха-
нических свойств мягкой стали (0,3°/вС) при холодной прокатке.
С увеличением содержания углерода в стали ее обработка
в холодном состоянии становится труднее. На практике обработку
стали давлением обычно производят в нагретом виде; в холодном
состоянии обработке давлением подвергаются только тонкие
листовые и полосовые заготовки из мягкой стали и из цветных
металлов и их сплавов.
II. НАГРЕВАНИЕ МЕТАЛЛА ПРИ ОБРАБОТКЕ ДАВЛЕНИЕМ
108. Явление возврата и рекристаллизации
При нагреве металл из неустойчивого состояния наклепа посте-
пенно переходит в устойчивое равновесное состояние. Это сопро-
вождается изменениями в структуре и свойствах металла.
В начальных стадиях нагрева наблюдается постепенное снятие
напряжений и уменьшение искажений в кристаллических решетках
пачек. Этот процесс называют возвратом металла. При воз-
врате имеет место частичное восстановление механических и физико-
химических свойств металла.
При дальнейшем нагреве из обломков деформированных зерен
возникают новые зерна, имеющие правильную (неискаженную)
кристаллическую решетку. Этот процесс образования новых зерен
называют рекристаллизацией, а температуру, при которой
начинают возникать новые мельчайшие зерна, — температурой ре-
кристаллизации.
Акад. А. А. Бочвар установил, что температура рекристаллиза-
ции чистых металлов составляет приблизительно 0,4 от абсолютной
температуры плавления (отсчитанной не от 0°С, а от — 273°С):
Трекр. 0,4 • Тпл_.
Пользуясь этой формулой, можно определить, например, что
температура рекристаллизации железа составляет примерно 450°С,
меди 280°С, алюминия 100°С, цинка 0°, свинца—30°С, олова
—80°С и т. д.
Нужно помнить, что при температуре рекристаллизации только
начинается уничтожение наклепа, и процесс рекристаллизации
идет весьма медленно. Для увеличения скорости процесса рекри-
сталлизации необходима более высокая температура.
Приведенные значения температуры показывают, что низкоплав-
кие металлы (олово, свинец и цинк) не могут иметь наклепа при
комнатной температуре. Если производить обработку давлением
14 В. М. Никифоров
210
Обработка металлов давлением
этих металлов при комнатной температуре, то наклеп быстро уни-
чтожается без нагрева.
Всем известен прием излома стальной или медной проволоки
путем ее многократного перегиба. В данном случае используется
увеличение хрупкости при наклепе в деформируемой части. Свинцо-
вую или оловянную проволоку можно перегибать бесконечное коли-
чество раз, однако излома не произойдет. Это объясняется тем, что
наклеп от перегибов немед-
ленно уничтожается вслед-
ствие рекристаллизации и
образования новых зерен.
При дальнейшем повыше-
нии температуры размер зе-
рен увеличивается. Рост зер-
на зависит от температуры
нагрева наклепанного метал-
ла и от степени его дефор-
мации. На фиг. 135 приве-
дена диаграмма рекристалли-
зации мягкой стали. Эта диа-
Фиг. 135. Диаграмма рекристаллизации грамма выражает зависи-
стали (0,3% С). мость величины зерна от двух
факторов — температуры на-
грева и степени предшествовавшей деформации, поэтому она по-
строена в пространстве. По оси X откладывается степень дефор-
мации в %, по оси Y температура нагрева в °C, а по оси Z — вели-
чина зерна.
Из диаграммы видно, что рост зерна зависит не только от темпе-
ратуры нагрева, но еще в большей степени от величины предшест-
вовавшей деформации. После больших обжатий зерно растет незна-
чительно, наибольший же рост зерна наблюдается после небольшой
деформации (10%)- Деформация, после которой при нагреве на-
блюдается наибольший рост зерен, называется критической
деформацией.
Крупнозернистое строение вызывает ухудшение механических
свойств металлов, поэтому при обработке давлением в холодном
состоянии нужно применять деформации больше критических, что-
бы при последующем отжиге получить мелкозернистую структуру.
С другой стороны, на практике иногда требуется получение
крупнозернистого металла (например, трансформаторной стали).
В этих случаях металл подвергают критическому обжатию, а затем
отжигу.
109. Влияние иагрева и температурный режим при обработке
давлением. Сведения о структуре горячеобработанной стали
На фиг. 136 приведены кривые изменения механических свойств
отожженной стали в зависимости от температуры нагрева. Эти
кривые показывают, что при нагреве до 300° С прочность (о6) воз-
Нагрев и температурный режим при обработке давлением
211
растает, а пластичность (8 и ф) уменьшается; при дальнейшем
нагреве, наоборот, прочность резко уменьшается, а пластичность
сильно возрастает. Следовательно, чем больше нагрета сталь, тем
меньше энергии нужно затрачивать для ее деформации. Поэтому
нагрев стали для обработки давлением должен быть достаточно
высоким.
Однако нельзя допускать пережога, который наблюдается при
нагреве, близком к линии солидуса.
На фиг. 137 приведена схема, на которой указана область реко-
мендуемого нагрева углеродистой стали для обработки давлением
(заштрихованный участок). Эта
область расположена в интер-
вале температур между двумя
условными границами. Верхняя
граница, указывающая допу-
Содержание углерода, %
Фиг. 137. Область нагрева углероди-
стой стали для обработки давлением.
Температура, °C
Фиг. 136. Кривые изменения ме-
ханических свойств отожженной
стали при нагревании.
стимый предельный нагрев (начало обработки), расположена на
100—200° С ниже линии солидуса; нижняя граница, указывающая
конец обработки, проходит через зону температур на 30—50°С
выше линии OSK.
Так как горячая обработка производится при температурах,
значительно превышающих температуру рекристаллизации, то на-
клеп, получаемый от механического воздействия, немедленно
уничтожается вследствие рекристаллизации и образования новых
зерен. При обжатии зерна дробятся, затем из обломков зерен
растут новые до тех пор, пока они будут раздроблены новым
обжатием и т. д. Это значит, что при горячей обработке давле-
нием одновременно происходят два процесса — наклеп и рекри-
сталлизация.
Чтобы избежать получения перегретого металла, т. е. крупно-
зернистой структуры, окончание обработки следует производить при
температурах, лишь несколько превышающих критические: для до-
212
Обработка металлов давлением
эвтектоидной стали — на 30—50°С выше линии QS (точки Л3),
а для заэвтектоидной — на 30—50°С выше линии S/C (точки
или SE (точки Аст). Обработку над точкой Аст заканчивают
тогда, когда не хотят допустить существование цементитной
сетки в стали, и для этого имеют в виду быстрое охлаждение
от точки Аст. При окончании обработки над точкой А, цементит
успевает выделиться, однако сплошной сетки он не обра-
зует и оказывается раздробленным вследствие механического
воздействия.
Если допустить обработку давлением при температуре ниже
критической, то вследствие быстрого охлаждения (на воздухе)
в металле сохранятся остатки наклепа.
В процессе горячей обработки давлением
уменьшаются или уничтожаются пороки литого
металла: в результате механического воздей-
ствия металл уплотняется (например, газовые
пузыри
ностями завариваются); в результате диффу-
зии при высокой температуре происходит ча-
стичное
металла; при правильном температурном ре-
Фиг. 138. Микрострук-
тура мягкой стали,
загрязненной неметал-
лическими включени-
ями, после горячей
обработки.
и пустоты с неокисленными поверх-
выравнивание химического состава
жиме проведения обработки получается мел-
козернистая структура, подобная структуре
после отжига.
Поэтому наиболее ответственные изделия
обычно изготовляют путем горячей обработки
давлением.
Однако горячеобработанная сталь, вследствие своего волок-
нистого строения, имеет неодинаковые механические свойства в раз-
ных направлениях: вдоль волокон они значительно выше, чем попе-
рек волокон (как у дерева).
Волокнистость после горячей обработки давлением характерна
для сталей, загрязненных неметаллическими включениями (в том
числе серой и фосфором). Эти примеси располагаются по границам
зерен первичного (литого) металла вследствие внутрикристалличе-
ской ликвации.
Во время обжатия зерна будут вытягиваться, соответственно бу-
дут вытягиваться их границы и поверхностные слои. В промежутке
времени между обжатиями будет происходить рекристаллизация и
образование новых мелких зерен из обломков старого зерна, однако
эти новые зерна будут находиться в вытянутой оболочке погранич-
ных включений первичного зерна. Таким образом сохраняется перво-
начальная вытянутость зерен, несмотря на полное перерождение
самих зерен.
На фиг. 138 приведена микроструктура горячеобр'аботанной мяг-
кой стали, загрязненной неметаллическими включениями. Здесь
темные неметаллические включения вытянулись строчками по
белому полю феррита.
Нагревательные устройства
213
ПО. Нагревательные устройства
Нагрев металлических изделий для горячей обработки давле-
нием производится в горнах или печах.
Кузнечные горны служат для нагрева небольших кусков металла
и разделяются на стационарные и переносные; они применяются
для оборудования кустарных и ремонтных мастерских, а также
мелких цехов заводов.
Печи для нагрева заготовок делятся на пламенные и электричес-
кие. Наибольшее распространение для нагрева заготовок при горячей
обработке давлением
имеют пламенные печи.
Пламенные печи мо-
гут нагреваться твер-
дым, жидким или газо-
образным топливом.
По характеру рас-
пределения температу-
ры в рабочем простран-
стве печи разделяются
на камерные и методи-
ческие.
На фиг. 139 приве-
дена камерная пламен-
ная печь с рекуперато-
ром 1. В рекуператоре
воздух, необходимый
Фиг. 139. Камерная нефтяная печь с рекупера-
тором:
1 — рекуператор; 2 — рабочее пространство; 3 — форсунка.
для горения, подогре-
вается, проходя по ка-
налам, омываемым сна-
ружи горячими газами,
отходящими из печи.
Все рабочее пространство 2 камерной печи имеет примерно оди-
наковую температуру.
Такие печи применяют для нагрева небольших заготовок, кото-
рые допускают высокие скорости нагрева. Нужно следить, чтобы
изделия нагревались раскаленными продуктами полного сгорания,
а не языками пламени, которые содержат избыток кислорода и
оказывают окислительное действие.
Камерные печи имеют относительно небольшие размеры — пло-
щадь пода до 2,5 Л€2.
В методических печах нагрев заготовок осуществляется посте-
пенно. Эти печи имеют удлиненное рабочее пространство, темпе-
ратура в различных частях которого неодинакова. Заготовки, посту-
пающие в печь через окно 1 (фиг. 140), постепенно передвигаются
вдоль рабочего пространства навстречу продуктам горения. В зону
высоких температур заготовки поступают уже достаточно подогре-
тыми.
214
Обработка металлов давлением
Выгрузка нагретых заготовок производится через окно 2.
Передвижение заготовок по поду в современных печах осущест-
вляется механическими толкателями.
Для подогрева воздуха методические печи оборудуются реге-
нераторами (подобно мартеновским печам) или рекуператорами.
Методические печи имеют меньший удельный расход топлива,
чем камерные печи, и применяются при массовом производстве.
Фиг. 140. Методическая печь.
В последние годы в СССР разработаны методы нагрева загото-
вок в индукционных бессердечниковых печах. Этот способ является
наиболее совершенным и прогрессивным.
III. КОВКА
Ковкой называется обработка металла, находящегося в пласти-
ческом состоянии, статическим или динамическим давлением. В ре-
зультате ковки изменяется как внешняя форма, так и структура
металла. Изделие, полученное в результате операции ковки, назы-
вают поковкой.
Существуют два вида ковки: свободная ковка и ковка
в штампах.
Поковки могут иметь самую разнообразную форму и вес от
нескольких граммов до нескольких тонн. Большие поковки полу-
чают непосредственно из слитков, поковки средних и малых разме-
ров — из прокатных заготовок.
Поковка производится или ударным (динамическим) воздей-
ствием на металл с использованием энергии удара кувалды (ручная
ковка) или падающих частей молота (механическая ковка), либо
медленным (статическим) воздействием с использованием давления
пресса.
111. Ковкая пластическая деформация
Под действием инструмента, производящего давление, превы-
шающее предел упругости, металл деформируется (или течет).
Применительно к процессу свободной ковки, эта деформация
может быть представлена следующим образом. Падающая часть
молота — боек давит на заготовку с силой Р (фиг. 141, а) и вызы-
вает противодействие равной силы со стороны опоры — наковальни.
Ковкая пластическая деформация
215
Частицы заготовки, соприкасающиеся с бойком и с наковальней,
воспринимают это давление. Между бойком (или наковальней) и
этими частицами возникает трение, задерживающее горизонтальное
перемещение частиц. Частицы второго ряда оказываются заклинен-
ными между частицами первого ряда и также не смогут иметь гори-
г
Фиг. 141. Конусы скольжения при ковке (в, б, в) и характер
деформации при ковке (г, д, е).
зонтального перемещения; частицы третьего ряда будут заклини-
ваться между частицами второго ряда и т. д., причем в каждом
последующем ряду количество заклинивающихся частиц будет
уменьшаться. В вертикальном сечении заготовки заклинивающиеся
частицы составляют фигуры треугольников. При ковке заготовок
квадратного сечения заклинивающиеся частицы будут образовы-
вать пирамиды (фиг. 141, б), а при ковке заготовок цилиндрической
формы — конусы (фиг. 141, в). В общем случае фигуры, образуемые
при ковке заклинивающимися частицами, принято называть кону-
сами скольжения.
Частицы, находящиеся в пределах конуса скольжения, не могут
выйти из него, и поэтому течение (пластическая деформация) ме-
талла осуществляется за счет частиц, находящихся вне конуса
скольжения. Действие конусов скольжения при этом подобно дей-
ствию клиньев, внедряющихся в массу металла и тем самым де-
216
Обработка металлов давлением
формирующих его, поэтому металл течет из тех слоев, где в данный
момент действуют конусы скольжения.
Соотношение высоты и диаметра (ширины) поковки определяет
характер деформации.
На фиг. 141, г, д, е приведены различные стадии обжатия цилинд-
рической заготовки. Пока вершины конуса отстоят далеко друг от
друга (фиг. 141, г), заготовка деформируется в двух местах, там,
где скользят конусы.
После встречи конусов может происходить либо их внедрение
друг в друга (фиг. 141, д), сопровождающееся постепенным разру-
шением конусов с вершин, либо скольжение одного конуса по дру-
гому (фиг. 141, е).
Размеры конусов в процессе обжатия непрерывно увеличива-
ются, так как частицы свободного металла скользят по их обра-
зующим к основанию и увеличивают его.
В металлах, недостаточно пластичных, сближающиеся конусы
могут разрушить заготовку.
Указанные теоретические положения подтверждены практикой
и имеют большое значение при разработке технологического про-
цесса ковки.
112. Ручная ковка
Ручная ковка применяется для изготовления мелких поковок
при индивидуальном производстве, а также при ремонтных работах.
Технологический процесс изготовления поковок складывается
из отдельных операций, к числу которых относятся вытяжка, осад-
ка, гибка, пробивание или прошивание отверстий, рубка, сварка
и т. д.
При ручной ковке эти операции выполняются на наковальне
весом до 400 кг (чаще всего—150 кг) кувалдами весом до 10 кг
и ручниками (молотками) весом до 2 кг непосредственно или при
помощи различных инструментов (фиг. 142).
Вытяжка представляет собою операцию, при которой длина
поковки увеличивается за счет уменьшения ее поперечного сечения.
При вытяжке заготовку удерживают на наковальне, а удары нано-
сят заостренной стороной кувалды (ручника) поперек заготовки,
чтобы течение металла в продольном направлении было больше.
После нескольких ударов или после каждого удара заготовку
поворачивают (кантуют) на 90°, чтобы сохранялось квадратное
сечение.
Операция вытяжки выполняется ковкой на квадрат, после чего
(если нужно) поковке придают цилиндрическую или какую-либо
иную форму.
Осадка представляет собою операцию, обратную вытяжке.
При осадке поперечное сечение поковки увеличивается за счет
уменьшения ее высоты. Отношение высоты осаживаемой заготовки
к ее диаметру не должно быть больше 3:1, в противном случае
возможен изгиб.
Ручная ковка
217
Если требуется осадить не всю заготовку, а только часть ее,
то производят нагрев только того места, которое следует осадить
( 16 J)
Фиг. 142. Инструменты ручной ковки:
7 — наковальни; 2 — шперак; «?—форма; 4 — ручник (молоток); 5 — ку-
валды; б — клещи; 7 — гладилка; 3 — подбойка; 9 — пробойник; 10 — об-
жимки; 11 — зубило; 12 — бочкообразная оправка; 13 — пружинная об-
жимка; 14— разгонка; 15— калибр; 16— скоба.
(местный нагрев). Такая местная осадка
Примеры осадки приведены на фиг. 141,
фиг. 143. Для гибки производят мест-
ный нагрев заготовки, кладут ее на на-
ковальню и удерживают давлением
кувалды и клещами. По свободному
концу заготовки наносят удары ручни-
ком, пока заготовка не будет изогнута
на требуемый угол. Изгиб по радиусу
производят на роге наковальни.
В месте изгиба толщина заготовки
уменьшается. Чтобы получить поковку
равномерного сечения, перед гибкой
называется
а примеры
высадкой,
высадки — на
Фиг. 143. Примеры высадки.
делают высадку.
Пробивание отверстий в заготовках производят с по-
мощью бородков (или пробойников) над отверстием наковальни.
При пробивании отверстий заготовка прогибается и ее выправляют.
Рубка осуществляется с помощью кузнечных зубил.
Кузнечная сварка применяется для низкоуглеродистой
стали. Для сварки концы изделий подготовляют в соответствии
218
Обработка металлов давлением
а
с выбранным способом сварки: встык, внахлестку или в паз
(фиг. 144). Поверхности, подлежащие сварке, делаются выпуклыми,
чтобы образующийся шлак выжимался наружу.
Нагрев подготовленных к сварке концов производят до темпе-
ратуры, близкой к точке плавления (1350—1450° С). Образующиеся
при нагреве окислы (окалину) переводят
в шлак, посыпая свариваемые поверхности
флюсом, представляющим смесь кварцевого
песка с поваренной солью и бурой.
После очистки от шлака свариваемые
концы накладывают друг на друга и произ-
водят частые легкие удары. При этом из
шва вытесняется оставшийся шлак, и про-
исходит сама сварка — взаимная диффузия
частиц металла в свариваемые концы.
Непосредственно после сварки шов энер-
гично проковывают с целью измельчения
зерна и повышения механических свойств.
При правильной сварке прочность шва
не уступает прочности цельного металла.
Металлографические исследования пока-
зывают, что взаимная диффузия в месте
сварки проходит настолько полно, что обе части действительно
срастаются в одно целое и практически невозможно определить
границы частей, существовавших до сварки.
Выглаживание производят для получения гладкой и чи-
стой поверхности. Выглаживание поковки осуществляется специ-
альными гладилками (фиг.
145, а) или с помощью об-
жимок (фиг. 145, б). Перед
выглаживанием поверхности
поковки очищают от ока-
лины.
113. Молоты и работа на них
Ручная ковка имеет весь-
ма низкую производитель-
ность, а для получения по-
ковок средних и крупных
размеров (свыше 10 кг)
вообще неприменима, так как в этих случаях требуется большая
сила удара. 11оэтому все кузнечные цехи современных заводов обору-
дованы машинами-орудиями для механической ковки — молотами.
Ковка заготовок производится между нижним (неподвижным)
и верхним (подвижным) бойками молота. Мощность молота опре-
деляется весом падающих частей.
В зависимости от способа подъема бойка, молоты разделяются
на приводные (механические) и паровоздушные.
Фиг. 144. Подготовка
концов для кузнечной
сварки встык (в), вна-
хлестку (б), в паз (в).
Молоты, и работа на них
219
IIриводные молоты получают движение от трансмиссии
или от индивидуального электромотора. Они разделяются на)ры-
чажные, пружинные (рессорные) и пневматические.
Схема рычажного молота приведена на фиг. 146. При вращении
эксцентрика 1 рычаг 3, сидящий на оси 2, приобретает колеба-
тельное движение. На конце рычага укреплен боек 4.
Рычажный молот приме-
няется только для производ-
ства мелких поковок, а так-
же для вытяжки тонких по-
лос и выполнения отделоч-
ных операций.
Бойки бывают весом до
250 кг, число ударов — до
500 в минуту.
Рессорный молот (фиг.
147) имеет рабочий вал с
приводит
соединен
эксцентриком 1, который
в движение шатун 2. Верхний конец шатуна шарнирно
с пружиной 3 рессорного типа. Боек 4 приводится в движение
пружиной, которая в силу инерции изгибается и сообщает ему
дополнительную энергию удара.
С увеличением числа оборотов
эксцентрика амплитуда коле-
баний бойка повышается и сила
Фиг. 148. Схема пневматического молота.
Фиг. 147. Схема рессорного
молота.
удара увеличивается. Следовательно, чем чаще удары, тем они силь-
нее, и чем реже, тем слабее. При медленном вращении эксцентрика
боек также опускается медленно, и удара не происходит.
Вес падающих частей пружинных молотов колеблется от 25 до
200 кг.
Пневматические молоты (фиг. 148) работают сжатым воздухом.
Молот имеет два цилиндра: компрессорный 5 и фабочий 3. Между
цилиндрами находятся два распределительных крана, поворот ко
торых осуществляется рычагом (от руки) или ножной педалью.
220
Обработка металлов давлением
Поршень 4 компрессорного цилиндра приводится в движение
от мотора через кривошипно-шатунный механизм. Боек 1 закре-
пляется непосредственно на штоке 2 поршня рабочего цилиндра.
Для рабочего хода молота распределительные краны ставятся
в положение, при котором верхние и нижние рабочие полости ци-
линдров сообщаются между собой. Тогда при движении компрес-
сорного поршня вниз сжатый воздух через нижний кран поступает
под поршень рабочего цилиндра; одновременно в сообщающихся
верхних полостях цилиндров образуется разрежение, и боек под-
нимается. При движении компрессорного поршня вверх сжатый
воздух через верхний кран поступает в верхнюю полость рабочего
цилиндра; одновременно в нижних полостях цилиндров образуется
разрежение. При этом боек стремительно опускается и наносит удар.
Таким образом, число ударов бойка будет соответствовать
числу оборотов кривошипа.
Устройство распределительных кранов позволяет удерживать
боек в верхнем положении или в нижнем (прижимать поковку
к нижнему бойку).
Вес падающих частей пневматических молотов колеблется от
75 до 1000 кг.
Паровоздушные молоты приводятся в действие энергией
сжатого воздуха или пара при давлении 4—8 ати.
Основные части молота (фиг. 149): фундамент 1, фундаментная
плита 2, станина 3, шабот 12, рабочий цилиндр 6, падающие части,
парораспределительное устройство 5 и управление 4. К падающим
частям относятся поршень 7 и поршневой шток 8, баба 9 и верхний
боек 10. Нижний боек 11 крепится на шаботе.
Раньше применялись паровые молоты простого действия, в ко-
торых пар служил только для подъема падающих частей, а удар
наносился при свободном падении последних.
В настоящее время применяются молоты двойного действия,
в которых пар служит как для подъема падающих частей, так и
для усиления удара.
Для рабочего хода (получения ряда последовательных ударов)
пар распределительным устройством направляется попеременно
в верхнюю и нижнюю части цилиндра. При этом сила удара может
регулироваться в широких пределах. Кроме того, может быть по-
лучен единичный удар.
Парораспределительное устройство позволяет также удерживать
падающие части в верхнем положении или прижимать поковку
к нижнему бойку.
Вес падающих паровоздушных молотов колеблется от 0,5 до
5 т; применявшиеся ранее более мощные молоты теперь заменяются
прессами.
При ковке на молотах выполняются те же операции, что и при
ручной ковке, однако при этом употребляют другие инструменты.
Вытяжка производится между бойками молота (фиг. 150, а),
причем заготовку кладут поперек бойков, передвигая и кантуя ее
Молоты и работа на них
221
после каждого удара. Для ускорения вытяжки применяют специ-
альные закругленные бойки и обжимки (фиг. 150, б), облегчающие
течение металла.
Осадка и высадка под молотами производится обычно на
широких бойках, чтобы они перекрывали осаживаемое изделие.
Фиг. 149. Схема паровоздушного молота.
Гибка производится кувалдами или ручниками, причем заго-
товка зажимается между бойками (фиг. 151).
Прошивание (пробивание) отверстий производится
с помощью пробойника, называемого прошивнем. Прошиваемую
заготовку кладут на нижний боек и ударами, верхнего бойка вби-
вают прошивень приблизительно до половины толщины заготовки;
при этом металл из-под прошивня течет в стороны, и заготовка
изгибается кверху (фиг. 152, а). Затем заготовку переворачивают
222
Обработка металлов давлением
и вбивают прошивень с другой стороны. В конце операции про-
шивнем срезается часть металла в виде диска (фиг. 152, б). Рас-
Фиг. 150. Вытяжка под молотом.
ширение и выравнивание отверстий производят с помощью боч-
кообразных оправок (фиг. 152, в).
Рубка под молотом производится топорами (фиг. 153).
Фиг. 152. Прошивание отверстий под
молотом.
Фиг. 153. Рубка под молотом.
Выглаживание при отделке крупных поковок производится
легкими ударами бойка. Для отделки применяются также различ-
ные обжимки.
Промеры поковок в процессе ковки производятся с помощью
кронциркулей или специально изготовленных из листовой стали
шаблонов.
114. Ковка на прессах
Мощные паровоздушные молоты требуют очень больших фун-
даментов и тяжелых шаботов (вес шабота принимается равным
10—15-кратному весу падающих частей молота). Кроме того, круп-
ные молоты производят сотрясение почвы, недопустимое при на-
личии на заводе цехов точного производства. Поэтому в настоя-
щее время молоты с весом падающих частей свыше 5 т строятся
редко, а для ковки крупных поковок применяют прессы.
Ковка в прессах
223
Действие пресса не вызывает сотрясения почвы и обеспечивает
более глубокое проникновение в металл, чем удар молота.
Для свободной ковки применяют гидравлические и парогидра-
влические прессы.
Гидравлические прессы. Действие гидравлического пресса
основано на законе Паскаля. Вода поступает от насоса под высо-
ким давлением (обычно 200 ати)
и направляется в рабочий ци-
линдр 8 (фиг. 154). Давление
воды передается плунжеру 6,
соединенному с верхним бой-
ком 4. Верхний боек давит на
заготовку 3, лежащую на ниж-
нем бойке 2, который опирается
на фундаментную плиту /. Дви-
жение бойка вверх осущест-
вляется с помощью цилиндров
7, поршни которых через што-
ки соединены с поперечиной 5
Поперечина, в свою очередь,
связана с плунжером и бойком
и может скользить по колон-
нам. Распределение воды меж-
ду рабочим и подъемными ци-
линдрами осуществляется водо-
распределителем с помощью
рычага управления. Давление,
развиваемое гидравлическими
прессами, достигает 15UUU т
и более.
Парогидравлические прес-
сы. Эти прессы отличаются
от гидравлических тем, что
вода в рабочий цилиндр посту-
пает не ОТ насоса, а от муль- Фиг. 154. Схема гидравлического пресса,
типликатора (усилителя давле-
ния). Мультипликатор преобразует низкое давление (8—12 ати)
пара или воздуха в высокое давление (400—600 ати) воды.
Современные парогидравлические прессы развивают давление
до 20000 т.
IV. ШТАМПОВКА
Производительность штамповки в десятки раз выше произво-
дительности свободной ковки, а необходимая квалификация рабо-
чей силы значительно ниже.
Кроме того, при штамповке достигается значительно большая,
чем при свободной ковке, точность размеров и чистота поверх-
224
Обработка металлов давлением
ности, так что нередко после штамповки детали не требуют меха-
нической обработки и получаются вполне готовыми. Вследствие
этого расход металла при штамповке оказывается меныпим, чем
при свободной ковке.
Отсюда ясно, что штамповка имеет громадные преимущества
перед свободной ковкой.
Однако штамповка применяется лишь в массовом и крупно-
серийном производстве, ввиду того, что затраты, связанные с изго-
товлением стальных форм (штампов), могут оправдаться лишь при
выпуске значительного количества поковок.
Штамповка бывает горячей и холодной.
115. Горячая штамповка (ковка в штампах)
Штампы представляют собою стальные формы, в которых име-
ются полости, соответствующие изготовляемой поковке. Эти по-
лости называют ручьями. Если при свободной ковке металл, тесни-
мый бойками сверху и снизу, может свободно течь во все другие
стороны, то при штамповке течение металла ограничивается стен-
Фиг. 155. Штамповка шестерен в одно-
ручьевом штампе.
ками ручья, и заготовка при-
нимает форму последнего.
Методом штамповки
можно изготовить весьма
сложные изделия.
Горячая штамповка про-
изводится молотами и ковоч-
ными машинами.
Штамповка на молотах.
Штамповка на молотах —
наиболее распространенный
способ горячей штамповки.
Штамп (фиг. 155) состоит из
двух частей: верхней 7 и
нижней 2. Нижняя часть кре-
пится на шаботе, а верхняя —
на бойке молота; крепление
осуществляется в виде „ла-
сточкина хвоста". Обе части имеют полости, составляющие ручей,
соответствующий форме поковки.
Для штамповки заготовка нагревается до температуры ковки
и помещается в нижнюю полость штампа (фиг. 156, а). Под дей-
ствием ударов верхней части штампа металл течет и заполняет
ручей. Излишек металла выдавливается из ручья в кольцевую
полость и образует заусенец 8 (фиг. 155, б), который способствует
лучшему заполнению полости штампа, препятствуя дальнейшему
течению металла в плоскости разъема штампа. Заусенцы обрезаются
на прессе в специальном обрезном штампе, в горячем или холод-
ном состоянии.
Горячая штамповка (ковка в штампах)
225
По количеству ручьев штампы разделяются на одноручьевые
и многоручьевые.
Одноручьевые штампы применяются для изготовления простых
изделий и для штамповки заготовок, предварительно подготовлен-
ных свободной ковкой. Эта подготовка состоит в приближении
формы заготовки к форме готовой поковки.
Фиг. 156. Паровоздушный
штамповочный молот.
Фиг. 157. Схе-
ма фрикционно-
го молота с до-
ской.
Многоручьевьге штампы имеют заготовительные, штамповочные
и отрезные ручьи. В заготовительных ручьях выполняются опера-
ции вытяжки или гибки, в штамповочных — придание заготовке
окончательной формы, в отрезных — отделение штамповки от
прутка (катаной заготовки).
Заготовительные ручьи располагаются по краям штампа, а штам-
повочные — в середине.
Выполнение заготовительных операций в штампах оправдывается
чри массовом производстве для мелких изделий.
Для горячей штамповки чаще всего применяются паровоздуш-
ные и фрикционные штамповочные молоты.
Паровоздушные штамповочные молоты по своему
устройству сходны с паровоздушными молотами для свободной
15 В. М. Никифоров
226
Обработка металлов давлением
ковки. Однако здесь в целях получения более точного удара при-
меняется двухстоечная станина, которая крепится непосредственно
на шаботе (фиг. 156). Точность удара необходима для обеспечения
совпадения нижней и верхней части штампа. Шабот паровоздуш-
ных штамповочных молотов делают весьма массивным (до 25-крат-
ного веса падающих частей). Для смягчения удара между шаботом
и фундаментом устанавливают деревянные прокладки.
Вес падающих частей этих молотов колеблется от 250 до
20000 кг.
Из фрикционных молотов наибольшее распространение
получили фрикционные молоты с доской (фиг. 157). Подъем бойка
у этих молотов осуществляется за счет трения между роликами 1
и дубовой доской 2. Для нанесения
Фиг. 158. Схема штамповки
болта на горизонтально-ковоч-
ной машине.
удара ролики отводятся от доски, и
она свободно падает вниз вместе с
бойком 4, скользящим по направля-
ющим 3.
Фиг. 159. Высадка в середине заготовки
на горизонтально-ковочной машине.
Для удержания падающих частей навесу имеются особые за-
жимы. Сила удара регулируется изменением высоты подъема. Вес
падающих частей колеблется от 50 до 3000 кг. Число ударов —
до 60 в минуту.
Штамповка на горизонтально-ковочных машинах. В отличие от
молотов, у ковочных машин боек движется в горизонтальной плоско-
сти, поэтому эти машины называются горизонтально-ковочными.
Горизонтально-ковочные машины применяются для изготовления
поковок, имеющих форму полых или сплошных стержней с утол-
щением (болты, заклепки и пр.), а также для изготовления поко-
вок кольцеобразной формы (втулки, гайки, кольца).
Эти машины имеют высокую производительность, обеспечивают
получение большей точности, чем при штамповке на молотах, и
почти не дают отходов (заусенец вовсе не образуется или полу-
чается очень тонким).
Штамповка на горизонтально-ковочной машине обычно сводится
к выполнению операции высадки нагретой прокатной заготовки.
Для изготовления болта с круглой головкой заготовка нагре-
вается с одного конца и зажимается между подвижной / (фиг. 158)
Чеканка
X£7
и неподвижной 2 частями матрицы так, чтобы выступающий нагре-
тый конец имел длину, обеспечивающую получение головки нужной
высоты. Затем пуансон 3, укрепленный на ползуне машины, начи-
нает двигаться и осаживает конец заготовки до заполнения полости
матрицы; готовый болт 4 выталкивается из матрицы после раскры-
тия ее частей. Высадка может быть
Фиг. 161. Схема гибки на
гибочной машине:
1 — матрица; 2 — пуаисои;
3 — заготовка.
Фиг. 160. Схема штамповки
кольца на горизонтально-ковоч-
ной машине.
Штамповка кольцеобразных изделий производится из заготовок,
диаметр которых равен диаметру отверстия кольца. Штамп имеет
два ручья. В первом ручье производится высадка для получения
наружного контура кольца (фиг. 160, а), во втором ручье
(фиг. 160, б) пуансон / прошивает и выталкивает заготовку. Да-
вление, развиваемое машинами, колеблется от 50 до 3000 т.
Гибочные машины (бульдозеры) служат для выполнения опе-
раций гибки в штампах. Пример гибки в штампе приведен на фиг. 161.
116. Чеканка
Чеканка горячештампованных изделий представляет собою но-
вый высокопроизводительный метод обработки металлов давле-
нием. По этому методу штампованные заготовки калибруются пу-
тем малых деформаций металла давлением в чеканочных штампах
(холодная доштамповка); при этом достигается высокая точность —
2—3-го классов (гл. XII). Благодаря этому в ряде случаев после
чеканки получают готовые детали, без обработки резанием, что
в несколько раз уменьшает стоимость деталей.
Штампованные заготовки для чеканки должны быть изготовлены
более тщательно, с наименьшими припусками, так как увеличение
припуска влечет за собой увеличение усилий чеканки и уменьше-
ние точности. Поверхности заготовки очищают от окалины с по-
мощью пескоструйной очистки, травления и т. п.
Операцию чеканки производят на кривошипных прессах (стр. 229).
с жесткими направляющими. К чеканочным штампам также предъ-
являют требование максимальной жесткости.
228
Обработка металлов давлением
117. Холодная штамповка
Холодная штамповка применяется для изготовления изделий из
листов стали, алюминия и его сплавов, меди, латуни, сплавов маг-
ния и др. Простая штамповка осуществляется операциями вырезки,
вытяжки и гибки; сложная штамповка состоит из комбинации пере-
численных отдельных операций.
Вырезка применяется для изготовления из листа деталей
плоской формы. Форма контура при этом может быть любой: круг,
квадрат, овал и т. д.; деталь может иметь
—отверстие. Штамп для вырезки имеет две
! основные части: матрицу и пуансон.
Фиг. 162. Схема вырезного
штампа.
Фиг. 163. Вытяжка при холодной штамповке.
На фиг. 162 приведена схема вырезного штампа, состоящего
из пуансона 7 и матрицы 4. При движении вниз пуансон 1 острыми
краями рабочего контура срезает часть заготовки. При обратном
движении пуансона 1 остаток заготовки 3 упирается в съемник 2
и снимается с пуансона.
Вытяжка обеспечивает изготовление открытых сверху сосу-
дов из листовой заготовки.
Заготовка диаметром D кладется в центральную выточку мат-
рицы (фиг. 163, а) и вытягивается пуансоном в стакан диаметром d
(фиг. 163, б).
Чтобы не срезать заготовку, рабочий контур пуансона делают
закругленным.
Если зазор а между матрицей и пуансоном будет равен толщине
заготовки, то толщина стенок изделия останется равной толщине
заготовки, если же этот зазор будет меньше толщины заготовки,
то произойдет утонение стенок.
Холодная штамповка обычно производится под прессами: экс-
центриковыми, кривошипными и фрикционными.
Для уничтожения наклепа и восстановления первоначальных
механических свойств металла для некоторых изделий производится
отжиг. Если штамповка выполняется в несколько переходов со
значительной деформацией, то отжиг производят несколько раз.
Однако в ряде случаев наклеп не ухудшает эксплуатационные ка-
чества изделий (например, тогда, когда они должны обладать по-
вышенной упругостью); тогда отжиг не производится.
Холодная штамповка
229
Кривошипные прессы развивают давление от 500 до
2000 т. Схема кривошипного пресса приведена на фиг. 164. При
повороте кривошипа 1 шатун 2 приводит в движение ползун 3.
который давит на заготовку.
Аналогичное устройство имеют эксцентриковые прессы, отли-
чающиеся от кривошипных лишь тем, что на вал взамен криво-
шипа насаживается эксцентрик.
Винтовые фрикционные прессы (фиг. 165) строят на
давление от 30 до 2000 т. На рабочем валу 3 насажены чугунные
фиг. 164. Схе-
ма кривошипно-
го пресса.
диски 2 и 4, расстояние между которыми несколько больше диа-
метра маховика 5, обтянутого кожей. Рабочий вал с помощью ру-
коятки управления 7 может перемещаться вдоль оси так, что диски
будут попеременно подключаться к маховику. При подключении
диска 2 к маховику винт 3 будет ввинчиваться в гайку 6 и пол-
зун 7 будет опускаться; при подключении диска 4 винт будет вы-
винчиваться, а ползун — подниматься.
V. ПРОКАТКА
Прокатка производится для получения нужного профиля ме-
талла. Путем прокатки из слитков стали, а также цветных метал-
лов и сплавов получают листы, сортовые и фасонные профили,
трубы и т. д,
230
Обработка металлов давлением
Продукцией прокатки являются или готовые изделия (рельсы,
балки, трубы и др.), или заготовки для последующей обработки
ковкой, штамповкой, волочением или резанием.
Фиг. 166. Сортовые и фасонные профили проката:
1 — круглый: 2 — квадратный; 3—полосовой; 4—угловой; <5 — тавро-
вый; 6 — двутавровый; 7 — корытный; 8 — рельсовый; 9 ~ зетовый.
На фиг. 166 приведены некоторые сортовые и фасонные про-
фили проката.
Прокатка осуществляется путем пропуска нагретого или холод-
ного металла между вращающимися валками (фиг. 167) на спе-
циальных машинах— прокатных станах. При этом происходит
изменение формы и уменьшение по-
перечного сечения заготовки и уве-
личение ее длины.
В процессе прокатки заготовка,
предварительно прижатая к валкам
Фиг. 168. Калибровка валков для
прокатки тавровой балки.
силой Р, находится под действием двух основных сил: силы
трения Т между валком1 и поверхностью заготовки и силы
реакции р. Спроектируем силы Т и Р на направление прокатки.
Очевидно, что для осуществления прокатки необходимо неравен-
ство: ТХ~>РХ. Для соблюдения этого неравенства нужно, чтобы угол
захвата а был меньше угла трения с₽ между валками и заготовкой.
Для горячей прокатки сталь нагревают примерно до темпера-
туры ковки; медь, алюминий и их сплавы также прокатываются
* Для простоты силы приведены только для одного валка.
Оборудование и работа прокатного цеха
231
в горячем состоянии. Холодная прокатка применяется лишь для
получения тонких изделии (металлические ленты, листы для пру-
жин и пр.) из горячекатаной загатовки.
При прокатке сортового материала максимальный угол захвата
а = 22-4-24°, при горячей прокатке листов а = 15-4-22°; при холод-
ной прокатке а = 3-4-8°; при прокатке в валках с насеченной или на-
варенной поверхностью а = 27 -4- 34°.
Зависимость между величиной обжатия ДА, диаметром валка D
и углом захвата а выражается формулой
ДА = 29(1 —cos а),
Валки для прокатки изготовляются из отбеленного (закален-
ного) чугуна, углеродистой и легированной стали; они делаются или
гладкими, или калиброванными имеющими канавки (ручьи) по
окружности. Первые применяются при прокатке листов, вторые —
для получения сортового и фасонного проката.
Профиль, составляемый смежными ручьями двух валков, назы-
вается калибром. Калибровка валков производится с учетом наи-
большего обжатия при каждом пропуске, чтобы количество про-
пусков было наименьшим.
На фиг. 168 приведена калибровка валков для прокатки тавро-
вой балки. Калибры пронумерованы в порядке последовательности
обжатия заготовки.
118. Оборудование и работа прокатного цеха
Фиг. 169. Типы прокатных станков:
а — двухвдлковый реверсивный: б — двух-
валковый нереверсивный; в — трехвалковый.
По назначению прокатные станы делятся на обжимные (в том
числе блуминги и слябинги), сортовые, листовые и специальные;
по количеству валков в рабочей клети 1 — на двух-, трех и много-
валковые станы (фиг. 169). Если
валки могут изменять направле-
ние вращения, то такие станы на-
зываются реверсивными. На ре-
версивных станах прокатка за-
готовки ведется как в одну, так и
в другую сторону.
Если направление вращения
валков неизменно, станы называ-
ются нереверсивными. Неудобство
этих станов состоит в том, что
прокатка производится только в
одном направлении; для повтор-
ных пропусков заготовка возвра-
щается через верхний валок.
Трехвалковые станы имеют в
стоянным направлением вращения. Прокатка заготовок на таких
рабочей клети три валка с по-
1 Рабочей клетью называется комплект валков, заключенных между парой
станин.
232
Обработка металлов давлением
станах ведется в одну сторону между нижним и средним валком,
а в другую — между средним и верхним.
Блуминг (фиг. 170) является двухвалковым реверсивным
станом. На блумингах стальные слитки весом 5—15 т прокаты-
ваются в блумы (квадратная заготовка) сечением от 200X200 мм
до 400X400 мм. На слябинге прокатываются слябы (листовая за-
Фиг. 170. Блуминг:
/—верхний валок; 2—нижний валок; 3— ролик подающего слитки
рольганга.
готовка) толщиной от 125 до 225 мм и длиной до 5000 мм. Средняя
годовая производительность блуминга или слябинга составляет
около 1,5 млн. т.
Нагретые до температуры 1 200—1300° С слитки поступают на
приемный рольганг (для роликов) и последним направляются в валки
рабочей клети. Число пропусков между валками рабочей клети
зависит от размеров прокатываемых блумов или слябов. В про-
цессе прокатки направление слитков в валки осуществляется на-
Оборудование и работа прокатного цеха
233
соответствии с размерами вы-
Фиг. 171. Расположение клетей
станов:
1 — электродвигатель; 2 — шестеренные клети;
3 — рабочие клети.
правляюшими линейками, установленными над рабочими рольган-
гами, а необходимое кантование производится кантователем. После
прокатки блумы и слябы транспортируются к ножницам, где раз-
резаются на куски определенной длины.
Сортовые станы предназначены для прокатки сортовых
фасонных профилей (фиг. 166). В
пускаемой продукции, сортовые
станы делятся на крупносортные,
среднесортные и мелкосортные.
Крупносортные станы имеют
валки диаметром 500—750 мм и
прокатывают сортамент диамет-
ром более 80 мм\ среднесорт-
ные имеют валки диаметром
350—500 мм и прокатывают сор-
тамент диаметром от 38 до
100 ммх\ мелкосортные при диа-
метре валков 250—350 мм прока-
тывают сортамент диаметром от
8 до 38 мм.
Сортовые станы, в отличие от
блуминга, имеют не одну, а не-
сколько рабочих клетей. Клети
могут располагаться в линию,
(фиг. 171, а) или последовательно
друг за другом (фиг. 171, б). При
последовательном расположении
клети имеют самостоятельные при-
воды, а валки — свои числа обо-
ротов, что является преимущест-
вом такого расположения клетей.
Станы с последовательным рас-
положением клетей называются
непрерывными, так как заготовка
идет последовательно из одной
клети в другую без поворотов
и возвратов.
Станы, сочетающие последовательное и линейное расположение
клетей, называются полунепрерывными станами (фиг. 171, в).
Кроме перечисленных станов, имеются также специальные станы
для прокатки труб, вагонных колес, бандажей, цепей и пр.
На современных металлургических заводах горячие слитки из
сталеплавильного цеха направляются в прокатный цех и поступают
в нагревательные колодцы, где подогреваются до нужной темпе-
ратуры. Нагретые слитки направляются на блуминг и прокатываются
в блумы. Блумы направляются на крупносортный непрерывно-за-
Для некруглого проката — соответствующая площадь поперечного сечения.
234
Обработка металлов давлением
Фиг. 172. Схема волочения.
каждый
готовочный стан, где получаются квадратные заготовки сечением
от 120 X 120 мм до 150 X 150 мм или плоские сечением 90 X 185 мм.
Заготовка поступает на ножницы, после чего направляется на склад
или к нагревательным печам, а затем в дальнейшую прокатку для
получения того или иного профиля.
Весь грузовой поток в современном прокатном цехе осущест-
вляется без возвратных передвижений.
119- Волочение
Волочение применяется преимущественно для изготовления про-
волоки малого диаметра (от 4 до 0,1 мм) *, а также для получения
калиброванных прутков различного профиля и тонких труб После
волочения изделия приобретают гладкую поверхность и точные
размеры. Волочение заклю-
чается в протягивании внеш-
ней силой Рзаготовки, обыч-
но в холодном состоянии,
через отверстие, сечение ко-
торого меньше исходного
сечения заготовки (фиг. 172).
Если исходное сечение необ-
ходимо значительно умень-
шить, то операцию протяги-
вания повторяют несколько
зерстие меньшего диаметра.
Отверстие, сквозь которое протягивают металл, называют глаз-
ком или очком, а инструмент, в котором имеется несколько
глазков, — волочильной доской. В настоящее время широко
распространены волочильные доски с вставными глазками — филье-
рами. Фильеры обычно изготовляются из твердых сплавов и алмаза.
Фильеры из твердых сплавов применяются для изготовления сталь-
ной проволоки диаметром до 0,5 мм-, для изготовления проволоки
меньшего диаметра применяются алмазные фильеры. Уменьшение
трения при волочении достигается смазкой.
В процессе волочения металл наклепывается и упрочняется;
для устранения наклепа применяется отжиг. При большом числе
пропусков отжиг приходится повторять несколько раз.
После волочения и отжига производится правка, шлифовка и
полировка изделий на специальных машинах, а для предохранения
от коррозии применяется лужение и оцинкование.
VI. ПОРОШКОВАЯ МЕТАЛЛУРГИЯ
В последние годы бурно развивается новая отрасль техники —
порошковая металлургия (изготовление изделий путем прессования
их из порошков металлов и неметаллов и последующего спекания).
1 Путем прокатки получается диаметром свыше 4 мм.
Получение порошков
235
Схема технологического процесса изготовления изделий из метал-
лических порошков аналогична схеме технологического процесса
производства керамики, поэтому этот процесс называют также
металлокерамикой (из этого отнюдь не следует, что метал-
локерамические материалы являются смесью металла с керамиче-
скими массами).
Способ получения металлических изделий из порошков был
разработан впервые в 1826 году русским ученым I I. Г. Соболевским,
опередившим на три года англичанина Волластона, которому не-
которые иностранные авторы ложно приписывают приоритет разра-
ботки современной металлокерамической технологии. П. Г. Собо-
левский прессовал порошки платины в цилиндрические заготовки,
которые после спекания подвергал дополнительной горячей обра-
ботке давлением и получал таким путем платиновые монеты. Про-
изводство платиновых монет методами порошковой металлургии
в середине прошлого века было прекращено. Новое развитие по-
рошковая металлургия получила в связи с производством метал-
лических нитей для электрических ламп накаливания в начале
XX века, а в двадцатых годах этого столетия способом порошко-
вой металлургии начали изготовлять твердые сплавы. С 1936 года
началось массовое изготовление различных мелких изделий из по-
рошков железа и цветных металлов. Во время Великой Отече-
ственной войны 1941 — 1945 гг. это производство сильно разрослось
и во многих случаях успешно конкурирует с обычными способами
изготовления деталей.
Основным преимуществом способа металлокерамики является
возможность получения изделий из тугоплавких металлов и сплавов
(вольфрама, тантала, твердых сплавов), из сочетания металлов, не
смешивающихся в расплавленном виде (железо — свинец, воль-
фрам— медь), из сочетания металлов и неметаллов (медь — графит
и др.), из пористых материалов (для подшипников, фильтров и
т. п.). Кроме этого, порошковая металлургия позволяет получать
изделия точных размеров, не требующие последующей, обработки
на станках.
120. Получение порошков
В настоящее время наиболее распространены следующие способы
получения металлических порошков.
1. Механическое измельчение твердых и хруп-
ких металлов и сплавов (например, стальной и чугунной
стружки) — производится в шаровых, молотковых мельницах, дро-
билках, бегунах, в которых металл измельчается в результате
столкновений с тяжелыми стальными шарами, жерновами, бегу-
нами и т. п. В вихревых мельницах частицы металла измельчаются
при взаимных столкновениях в воздушном вихре, причем порошок
не загрязняется металлом изнашивающихся дробящих тел (напри-
мер, стальных шаров). Это является преимуществом способа, вслед-
236
Обработка металлов давлением
ствие чего он и применяется предпочтительно для изготовления
железных порошков.
2. Гранулирование и распыление жидкого ме-
талла или при литье в воду, или при распылении струи металла
сжатым воздухом или паром. Этот способ применяется в основном
для легкоплавких металлов (олова, свинца, цинка, алюминия и их
сплавов), однако им пользуются также для получения порошков
меди, железа и их сплавов.
3. Восстановление окислов — является единственным
способом для получения порошков вольфрама и молибдена и при-
меняется также для получения кобальта, никеля и железа. Восста-
новление вольфрама и молибдена ведется в трубчатых печах
в атмосфере водорода при температуре около 800° С, восстановле-
ние железа — при температуре 1000—И 00° С в атмосфере генера-
торного газа. В качестве исходного материала для получения по-
рошка железа по этому способу используют прокатную окалину
низкоуглеродистой стали.
121. Изготовление изделий
Технологический процесс изготовления изделий из готовых по-
рошков заключается в следующих операциях: 1) приготовление
шихты (смеси порошков заданного состава); 2) прессование шихты;
3) спекание; 4) дополнительная механическая и термическая обра-
ботка спеченных изделий.
Приготовление шихты состоит из дозировки порошков
смесей, смешения их и предварительной обработки (с целью изме-
нения физических свойств, например, прессуемости, степени дисперс-
ности и т. п.). Прессование шихты производится на гидра-
влических или механических прессах в стальных закаленных пресс-
формах. Давление прессования зависит от твердости исходных
порошков и колеблется в пределах от 1000 до 6000 кг/см*. В ре-
зультате прессования получаются полуфабрикаты, имеющие форму
готовых изделий. Размеры полуфабрикатов рассчитываются с уче-
том деформаций, вызываемых последующими операциями. Спека-
ние происходит при нагреве полуфабрикатов до температуры ниже
точки плавления основного компонента. В результате спекания
повышаются механические свойства изделий. Спекание обычно
ведется в электрических печах сопротивления в восстановительной
или защитной среде. Дополнительная обработка приме-
няется в случае необходимости получения лучших механических
свойств и точных размеров изделий.
Получение точных размеров достигается путем холодного обжа-
тия пористых металлокерамических изделий в прессформах (так
называемая калибровка), а также путем обработки резанием. Для
повышения механических свойств спеченных изделий их можно
подвергать термической и химико-термической обработке, например,
отжигу, цементации, закалке, как и обычные металлы.
Область применения металлокерамических изделий 237
122. Область применения металлокерамических изделий
В настоящее время порошковая металлургия заняла важное
место в технике. Достаточно указать что современный автомобиль
имеет около 100 металлокерамических деталей.
Способом порошковой металлургии изготовляются металличе-
ские детали радиоламп, нити накала электроламп (из порошков
тугоплавких металлов — вольфрама, молибдена, тантала), металло-
керамические твердые сплавы, пористые металлокерамические под-
шипники (из бронзо-графита, железо-графита и др.), фрикционные
металлокерамические диски (из порошков меди, олова, свинца и
графита), применяемые в тормозных устройствах автобусов, тракто-
ров и т. п., мелкие детали (например, шестерни, кулачки и т. п.)
для различных отраслей промышленности, ряд деталей для электро-
техники (щетки для электрических машин, сварочные электроды)
й многое другое.
Удешевление и усовершенствование способов порошковой ме-
таллургии будет способствовать дальнейшему повышению значения
металлокерамики в технике.
ГЛАВА ОДИННАДЦАТАЯ
ПАЙКА, СВАРКА И РЕЗКА МЕТАЛЛОВ
Операции сварки и пайки производятся с применением местного
нагрева и обеспечивают получение неразъемных соединений метал-
лических частей.
В технике сварка металлов имеет очень важное значение и ши-
роко распространена во всех отраслях народного хозяйства Совет-
ского Союза. Сварные конструкции прочнее и дешевле клепаных
и дают значительную экономию металла. Сварку применяют также
для изготовления сварных конструкций взамен литых, для исправ-
ления пороков литья и восстановления поломанных деталей.
Сварка металлов может производиться в пластическом состоянии
(с давлением) или при затвердевании из жидкого состояния (пла-
влением, без давления).
Сварка в пластическом состоянии осуществляется в два при-
ема: сначала части нагревают до сварочного жара, затем прикла-
дывают к ним давление, вызывающее деформацию и способствую-
щее взаимному проникновению частиц свариваемых предметов
(диффузия).
При сварке плавлением металл соединяемых частей в месте
сварки нагревается до расплавления и сливается в одну общую
жидкую ванну. После затвердевания ванна образует шов (наплав-
ленный металл), соединяющий сваренные части в одно целое. Сварка
плавлением имеет наибольшее применение вследствие меньшей
стоимости, простоты оборудования и универсальности. Следует,
однако, отметить, что при сварке плавлением происходят значи-
тельные изменения как в химическом составе наплавленного ме-
талла, так и в его структуре. Следствием этого является большая
или меньшая неоднородность свойств основного и наплавленного
металла.
При сварке в пластическом состоянии химический состав остается
неизменным, а структура изменяется незначительно; следовательно,
и свойства свариваемых частей практически остаются постоянными,
что является преимуществом этого вида сварки.
По роду источников тепла для нагрева металла сварка делится
на электрическую и химическую, при которой используется энергия
химических реакций.
Электрическая сварка может быть дуговой и контактной,а хи-
мическая— кузнечной, термитной и газовой. Кузнечная сварка
Сущность и применение пайки. Виды пайки
239
была рассмотрена в гл. X (стр. 217). Этот способ сварки является
трудоемким и малопроизводительным, поэтому в последнее время
он все более вытесняется другими способами. Здесь будут рас-
смотрены электрическая сварка (дуговая и контактная) и химиче-
ская сварка (термитная и газовая).
Пайка металлов известна с очень давних времен. Для выпол-
нения пайки не требуется высокая температура, химический состав
соединяемых металлических частей остается неизменным, а струк-
тура изменяется незначительно. За последние годы пайка получила
широкое распространение и во многих случаях успешно заменяет
сварку.
Резка металлов может осуществляться различными способами:
механическим (с помощью ножниц), анодно-механическим — с ис-
пользованием электроэнергии и огневым —с использованием те-
плоты электрической дуги или пламени газового резака и теплоты
сгорания частиц металла в струе кислорода. В настоящей главе
будут рассмотрены огневые способы резки металлов.
I. ПАЙКА
123. Сущность и применение пайки. Виды пайки
Пайка есть процесс соединения металлических частей с помощью
присадочного металла, называемого припоем. Соединяемые
части принято называть основным металлом. При пайке
основной металл находится в твердом состоянии, а припой —
в расплавленном. Соединение частей основного металла осуществ-
ляется вследствие взаимного растворения и диффузии припоя и
основного металла. Из сказанного ясно, что температура плавления
припоя должна быть ниже температуры плавления основного
металла.
Диффузия и растворение припоя и основного металла возможны
лишь в том случае, если припой смачивает основной металл;
свинец, например, не смачивает медь и не может служить для нее
припоем. Для диффузии необходимо также, чтобы спаиваемые
поверхности были свободны от грязи и окислов. Кроме того, в про-
цессе пайки припой и основной металл должны быть защищены
от окисления кислородом воздуха или пламени. Для удаления
окислов и для защиты от окисления при пайке служат флюсы.
Пайкой могут соединяться углеродистая и легированная стали
всех марок, твердые сплавы, ковкие и серые чугуны, а также бла-
городные, редкие и цветные металлы и их сплавы. Возможна также
пайка разнородных металлов и сплавов (например, стали с твер-
дым сплавом и др.).
К преимуществам пайки относятся простота выполнения опера-
ции, прочность и чистота соединения, отсутствие плавления основ-
ного металла, сохранение размеров и формы спаиваемых частей,
возможность механизации и автоматизации процесса.
240
Пайка, сварка и резка металлов
Улучшение составов припоев и усовершенствование технологии
пайки в последние годы дают возможность все шире внедрять
пайку в производство автомобилей, велосипедов, деталей других
машин, механизмов и приборов.
Принято различать два вида пайки: пайку мягким припоем и
пайку твердым припоем. Мягкие припои имеют невысокую меха-
ническую прочность (аь = 5—7 кг/мм?} и температуру плавления
ниже 400° С. Твердые припои имеют значительную прочность
(аь до 50 кг/жж2) и температуру плавления выше 550° С.
124. Пайка мягким припоем
Шов, полученный путем пайки мягким припоем, не может
выдерживать больших нагрузок, поэтому пайку мягким припоем
применяют главным образом для обеспечения герметичности соеди-
нения в тех деталях, которые не испытывают значительных напря-
жений.
Наибольшее распространение имеют оловянно-свинцовые припои
(ПОС). Для пайки легкоплавких металлов (свинец, олово и их
сплавы) применяют легкоплавкие сплавы. Химический состав,
температура плавления и примерное назначение некоторых мягких
припоев приведены в табл. 14.
При пайке железа мягким припоем применяют флюсы — хлори-
стый цинк ZnCl2 и хлористый аммоний (NH4)C1 (нашатырь) или
их смесь. Эти флюсы сильно разъедают металл и сразу по окон-
чании пайки должны удаляться с поверхности деталей. Для пайки
меди и латуни применяют канифоль, а для пайки свинца и легко-
плавких сплавов — стеарин.
Нагрев спаиваемых частей и расплавление припоя производятся
медными паяльниками, газовыми горелками, в печах, электриче-
ским током и другими способами. Пайку производят также погру-
жением изделий в расплавленный припой; этот способ является
весьма производительным и экономичным при большом количестве
изделий.
125. Пайка твердым припоем
Пайка твердым припоем дает возможность получения прочных
соединений, выдерживающих значительные напряжения, и приме-
нима для многих деталей машин и механизмов.
Соединение может быть внахлестку (рис. 173, а), встык (фиг.
173, б) или „в ус“ (фиг. 173, в). Наиболее распространенным является
соединение внахлестку, прочность которого может быть повышена
за счет увеличения перекрытия. Преимуществом соединения встык
является отсутствие уступов; такое соединение осуществляется
по конструктивным причинам или для придания красивого внешнего
вида изделиям. Соединение „в ус“ совмещает преимущества обоих
приведенных видов, однако требует более сложной подготовки
кромок.
Пайка твердым припоем
241
Подготовка кромок состоит в точной пригонке, в обезжирива"
нии их горячей щелочью и в скреплении частей. Рекомендуемая
величина зазора 0,01—0,02 мм
(максимальный допустимый за-
зор— 0,1 мм). При больших зазо-
рах или глубоких царапинах от
грубой обработки неизбежны
скопления чрезмерного количества
припоя, ослабляющие соединение.
В качестве припоя для пайки
стальных деталей обычно при-
меняют электролитическую и фос-
в
Фиг. 173. Соединения при пайке:
а — внахлестку; б — встык; в — „в ус“.
фористую медь, которые дают
наиболее прочные соединения и обладают хорошей жидкотекуче-
стью в восстановительной атмосфере. Кроме меди, для пайки чер-
та б л и ц а 14
Химический состав, температура плавления и примерное
назначение некоторых мягких припоев
Марка Химический состав в % Темпера- тура пла- вления Примерное назначение
олово сурьма свинец висмут кадмий
ПОС-90 89—90 0,10—0,15 Остальное Пе более 0,1 — 222 Для особого употребления, обусловлен- ного гигиени- ческими и ме- дицинскими требованиями; для пи;цевой промышлен- ности и внут- ренних швов хозяйстве той посуды
ПОС-40 89—40 1,6-2,0 Остальное Не более 0,1 — 235 Радиаторы, электро- и ра- диоаппаратура, физико-техни- ческие при- боры
ПОС-18 17—18 2,5—2,5 Остальное Не более 0,1 — 277 Изделия из цинка, оцин- кованного же- леза, меди и ее сплавов; луже- ние подшип- ников
Легкоплавкий сплав 13 — 27 50 10 70 Для пайки изделий ив низкоплавких металлов и сплавов
16 В. М. Никифоров
242
Пайка, сварка и резка металлов
них и особенно цветных металлов и сплавов применяют большое
количество различных медно-цинковых, серебряных, алюминиевых
и других припоев.
В СССР стандартизованы медно-цинковые и серебряные припои.
Кроме стандартных марок, для пайки применяют латуни марок
Л62 и Л68, силумины и пр. В табл. 15 приведены некоторые дан-
ные о твердых припоях с указанием их примерного назначения.
В качестве флюса при пайке твердыми припоями применяют
чаще всего обезвоженную буру (Na2B2O7), плавящуюся при 783° С;
при пайке более легкоплавкими припоями к буре прибавляют
хлористый цинк (ZnCl2), фтористый калий (KF) и другие соли
щелочных металлов.
Таблица 13
Химический состав, температура плавления и примерное
назначение некоторых твердых припоев
Марка Химический состав в % Темпера- тура пла- вления Примернее назначение
медь цинк серебро кремний алю- миний
ПМЦ 361 86 ±2 Остальное — Для пайки изделий из латуни с со- держанием меди не более 68%
ПМЦ 48 48 ±2 Остальные — — — Для пайки медных спла- вов, содержа- щих более 68% меди
ПСр 452 29,8- 0,5 Остальное 44,5— 45,5 — — 720 То же, что и ПМЦ 48, но при более тон- ких работах, когда тре- буется высокая чистота места спая
ПСр 70 25,5-26,5 Остальное 69,5—70,5 — — 730 Для пайки проводников, когда место спая не должно резко умень- шать электро- проводность
АЛ-2 (силумин) — — 10—13 90-87 577 Для пайки алюминиевых изделий
1 ПМЦ — припой медио-цинковый.
8 ПСр — припой серебряный.
Пайка твердым, припоем
243
Фиг. 174. Схема индук-
ционной напайки пла-
стинки твердого спла-
ва на стальную дер-
жавку:
1 — стальная державка-;
2 — индуктор: 5 — пластин-
ка твердого оплааа: 4 —
припой.
Пайка в печах. Для пайки применяют электрические печи со-
противления, пламенные нефтяные и газовые печи, а также соляные
печи-ванны.
Пайка в электропечах сопротивления является наиболее совер-
шенным способом при массовом производстве. В случае примене-
ния восстановительной газовой атмосферы (водород или азотно-
водородная смесь) пайку в этих печах многих металлов и сплавов
(в том числе и стали) можно вести без применения флюсов, что
значительно удешевляет процесс и освобождает от последующей
очистки деталей. Детали, подвергнутые пайке
в двухкамерных (камера нагрева и камера
охлаждения) электрических печах с защитной
газовой атмосферой, выдаются из печи с чи-
стой, светлой поверхностью.
При пайке в соляных печах-ваннах распла-
вленные соли защищают детали от окисления.
Индукционная пайка. Индукционная пайка
токами высокой частоты является новой техно-
логической операцией, способствующей техни-
ческому прогрессу в машиностроении.
Сущность индукционной пайки заключается
в том, что подготовленную к пайке деталь
помещают в быстропеременное электрическое
поле, которое создается индуктором, в резуль-
тате чего деталь с поверхности быстро нагре-
вается. Индуктор представляет собою одно- или
многовитковую катушку, изготовленную из
трубки красной меди, в которой циркулирует
вода для ее охлаждения.
Индукционная пайка в настоящее врем
различных деталей; особенно широкое применение этот способ
нашел при напайке пластинок твердых сплавов на стальные дер-
жавки. На фиг. 174 приведена схема индукционной напайки резца.
Припой (медь) в виде фольги кладут между пластинкой и дер-
жавкой, поверх пластинки также кладут кусочки припоя, и головку
резца обильно посыпают бурой.
После окончания пайки резец погружают в угольную крупку
или песок — для медленного охлаждения.
Контактная пайка. Осуществляется на контактных сварочных
машинах (стр. 254) или на специальных аппаратах и с успехом
применяется для соединения стальных лент.
для
П. ЭЛЕКТРИЧЕСКАЯ СВАРКА
Электрическая сварка металлов является великим русским
изобретением. В 1802 году акад. Василий Владимирович Петров
открыл явление дугового разряда и возможность использования
теплоты дуги для расплавления металлов.
244
Пайка, сварка и резка металлов
В 1882 году талантливый русский изобретатель Николай Ни-
колаевич Бенардос предложил применить дугу Петрова для элек-
трической сварки металлов угольным экектродом. Способ! Бенар-
доса впервые был использован в России в мастерских Орловско-
Витебской ж. д. при исправлении паровозных колес и рам.
Патенты на способ Бенардоса были выданы в России, а затем
в ряде зарубежных стран (в Англии, Франции, Германии, США
и Др.).
В 1888 году горный инженер Николай Гаврилович Славянов
заменил графитовый электрод металлическим. Примененный впер-
вые на Пермских пушечных заводах в Мотовилихе, способ сварки,
изобретенный Славяновым, быстро получает распространение, а имя
талантливого изобретателя — всемирную известность. В 1893 году
Н. Г. Славянов был награжден дипломом и золотой медалью на
всемирной выставке в Чикаго. В настоящее время около 99% ра-
бот по дуговой сварке выполняется по способу Славянова.
Электрическая дуговая сварка занимает первое место среди
других видов сварки по количеству выпускаемой продукции. Она
применима к изделиям любых размеров и поддается механизации.
Автоматическая электродуговая сварка уже получила значительное
производственное применение.
Электродуговая сварка широко применяется при изготовлении
железнодорожных вагонов и платформ; корпусов, палуб и других
ответственных частей морских и речных судов; всех типов котлов
(в том числе котлов высокого давления); подъемно-транспортных
сооружений; трубопроводов для газов, жидкостей и сыпучих ве-
ществ; металлических конструкций зданий, промышленных соору-
жений, мостов; деталей электрических, сельскохозяйственных и
других машин и механизмов.
К числу металлов, свариваемых электрической дугой, относятся
почти все конструкционные стали, серый и ковкий чугун, литые
и порошкообразные твердые сплавы, медь, алюминий, никель и их
сплавы, а также другие металлы и сплавы.
Значение электрической контактной сварки в промышленности
непрерывно растет. Развитие контактной сварки связано с усиле-
нием электрификации и переходом на массовое производство раз-
личных деталей.
126. Ручная электродуговая сварка
Способ Бенардоса. На фиг. 175 приведена схема сварки по
способу Бенардоса. Электрическая дуга 4 возбуждается между
свариваемой деталью 5 и графитовым электродом 3. Электрод
закрепляется в держателе 2, который гибким кабелем 8 присоеди-
няется к одному из полюсов источника тока 7, как правило —
к катоду. Свариваемая деталь помещается на металлическую
плиту 6, соединенную со вторым полюсом источника тока. Зажи-
гание дуги производят кратковременным соприкосновением элек-
Ручная электродуговая сварка
24о
трода со свариваемой деталью и последующим их разъединением.
Установившаяся электрическая дуга поддерживается при неизмен-
ном расстоянии между основным металлом и электродом. Это рас-
стояние определяет длину дуги и приблизительно равно диаметру
электрода.
Дуга, имеющая температуру до 6000° С, расплавляет кромки
свариваемых частей, и металл кромок сливается в общую ванночку.
Фиг. 175. Схема сварки по способу Бенардоса.
в разделку шва при
по способу Бенардоса.
Фиг. 176. Укладка присадочного
металла
сварке
1ри передвижении дуги вдоль свариваемых кромок нагреваются
и плавятся новые частицы металла, ванночка перемещается, а оста-
ющийся позади металл затвердевает, остывает и образует шов,
соединяющий свариваемые части в одно целое. Часто ванночка
пополняется за счет присадочного металла 1, вносимого в пламя
дуги в виде круглых прутков.
Иногда присадочный металл укла-
дывают в разделку шва заранее
(фиг. 176).
Сварка по способу Бенардоса
в настоящее время в промышленно-
сти имеет ограниченное применение.
Она используется для получения
бортовых соединений тонкостенных
стальных деталей, где не требуется
присадочный металл, а также для
При этом способе сварки обычно применяют постоянный ток,
причем в целях обеспечения устойчивой дуги и меньшего расхода
электродов, а также для лучшего прогрева детали при сварке
пользуются прямой полярностью — деталь делают анодом ( + ),
а электрод — катодом (—).
Способ Славянова. По способу Славянова (фиг. 177) приме-
няется металлический электрод 1 в виде проволоки. Дуга, воз-
буждаемая между электродом и основным металлом, плавит как
основной металл, так и электрод, причем образуется общая ван-
ночка, где перемешивается весь расплавленный металл. Таким
образом, электрод здесь является одновременно и присадочным
металлом.
металлов и чугуна.
цветных
246
Пайка, сварка и резка металлов
Электродная проволока выпускается диаметром от 1 до W мм.
Материал электродов должен обеспечивать необходимые механи-
ческие и физические свойства шва (в первую очередь — высокую
прочность и пластичность), поэтому допустимое содержание серы
и фосфора в электродной проволоке для сварки черных металлов
ограничивается 0,025—0,04%- Для
сварки стали чаще всего приме-
няют мягкую стальную проволоку,
содержащую 0,1—0,18% углерода.
Для сварки легированной стали при-
меняют проволоку из стали марок
Св-10ГС, Св-ЮГОМ, Св-20ХГСА,
Св-15М и др.
При ручной дуговой сварке по
способу Славянова пользуются почти
Фиг. 177. Схема сварки по способу исключительно покрытыми электро-
Славянова. дами (фиг. 178) — обмазанными с по-
6
Фиг. 178. Схема сварки покрытым
электродом:
1 — электрод: 2 - наплавленный металл;
Э—корка затвердевшею шлака; 4 и 5 —
свариваемые части; 6— ванночка жидкого
металла.
верхности специальным составом.
Покрытия электродов бывают тонкие (ионизирующие) и толстые
(качественные).
Тонкие покрытия наносятся для повышения устойчивости горе-
ния электрической дуги; они обычно состоят из мела. Находящиеся
в составе мела соединения кальция ионизируют газовый проме-
жуток дуги. Вес ионизирующего покрытия составляет 1—2% от
веса электрода, а толщина слоя об-
мазки колеблется в пределах 0,1 —
0,25 мм.
Толстые (качественные) покры-
тия, кроме обеспечения устойчиво-
сти дуги, должны отвечать ряду дру-
гих требований. Составы обмазок для
толстых покрытий подбираются так,
чтобы вокруг дуги создавалась га-
зовая защитная атмосфера для защи-
ты металла, стекающего в дуге, и
металла ванночки от окисления и от
растворения газов (например, азота).
11о мере плавления электродов обмаз-
ка переходит в шлак, равномерно по-
крывающий шов. Помимо защиты металла от окисления и погло-
щения азота, шлак замедляет его охлаждение, что способствует
более полному выделению растворенных газов и повышению плот-
ности шва. В случае необходимости легирования шва металла
в состав обмазки вводят ферросплавы, содержащие нужные леги-
рующие элементы.
Таким образом, в состав толстых покрытий входят ионизирую-
щие (например, мел), газообразующие (например, мука), шлако-
образующие (полевой шпат), раскислители (например, ферромарга-
Ручная злектродуговая сварка
247
нец) и легирующие вещества. Вес качественного покрытия состав-
ляет 20—35% от веса электрода, а толщина слоя обмазки
колеблется в пределах 0,25 — 0,35 d, где d — диаметр электрода.
Электроды без обмазки, в отличие от покрытых электродов,
называют голыми.
11ри сварке голыми и тонкопокрытыми электродами металл
шва не защищен от воздействия газов, поэтому он содержит увели-
ченное количество кислорода и азота, а вследствие быстрого засты-
вания из металла шва не успевают выделиться неметаллические
включения и газовые пузыри. Поэтому такие швы обладают пони-
женными качествами.
Во всех случаях, когда шов должен отвечать повышенным тре-
бованиям (большие нагрузки, давление газа или жидкости и пр.),
применяют толстопокрытые электроды.
Типовыми пороками швов являются: 1) непровар — местное
отсутствие сплавления между наваренным и основным металлом;
2) пористость металла швов; 3) шлаковые включения; 4) трещины.
Эти пороки вызываются неправильной технологией сварки, приме-
нением несоответствующих электродов и другими причинами.
Аппаратура для сварки. Для горения электрической дуги необ-
ходимо напряжение 18—25 в — при металлическом электроде (хо-
лостой ход 55—65 в) и 35—40 в — при угольном электроде (хо-
лостой ход 60—80 в). В момент возбуждения дуги электрод
касается изделия (короткое замыкание), и напряжение падает
почти до нуля; при удлинении дуги напряжение увеличивается.
Дуговую сварку можно вести на постоянном или на переменном
токе. Дуга переменного тока менее устойчива, чем дуга постоян-
ного тока, так как полярность ее электродов изменяется 100 раз
в секунду. Однако применение переменного тока дает ряд преиму-
ществ, вследствие чего сварка на переменном токе распространена
в промышленности более широко, чем сварка на постоянном токе.
К числу преимуществ сварки на переменном токе относится про-
стая аппаратура, меньший (на 40—50%) расход электроэнергии,
пониженная стоимость сварки.
Для питания дуги постоянным током применяют генераторы;
для сварки переменным током используют сетевой ток стандартного
напряжения (127, 220, 380, 500 в), который пропускают через
сварочный аппарат.
Сварочные аппараты и генераторы делятся на однопостовые —
для питания одной дуги и многопостовые — для питания несколь-
ких дуг. Многопостовая сварочная аппаратура применяется в боль-
ших сварочных цехах.
Однопостовой сварочный аппарат переменного тока типа СТЭ
производства завода „Электрик*1 состоит из трансформатора и
регулятора тока. На фиг. 179 приведена схема включения аппарата.
Первичная обмотка П трансформатора 1 подключается к сети;
к вторичной обмотке В низкого напряжения (55—65 в) подключается
регулятор тока (реактор) 2, регулирующий ток в сварочной цепи.
248
Пайка, сварка и резка металлов
Регулирование тока осуществляется путем изменения индуктив-
ного сопротивления реактора. Часть сердечника 3 может переме-
щаться с помощью винта при вращении рукоятки 4, причем будет
изменяться воздушный зазор а, а следовательно, и индуктивность
обмотки реактора.
Фиг. 179. Схема включения сварочного аппарата
типа СТЭ.
1
2
2
7/
При увеличении зазора магнитное сопротивление сердечника воз-
растает, индуктивность обмотки реактора уменьшается и сварочный
ток увеличивается; при уменьшении зазора сварочный ток умень-
шается.
Сварочные генераторы постоянного тока приводятся в действие
электродвигателем или двигателем внутреннего сгорания. Они
должны выдерживать большие
токи (до 300 q. и более), которые
возникают при возбуждении дуги.
Для защиты глаз и лица свар-
щика от действия лучей дуги
применяют щитки и шлемы с цвет-
ными стеклами.
Технологические данные и ре-
жимы сварки. Качество сварного
___-==— шва зависит прежде всего от пра-
вильного выбора тока.
Y//Ток и диаметр электродов вы-
Фиг. 180. Схема атомиоводородной бирают В соответствии С составом
сварки. свариваемого металла, толщиной
деталей, видом сварного соеди-
нения. Для примера укажем, что при сварке стали с V-образной
разделкой шва, при толщине 3—4 мм, применяются металлические
электроды диаметром 3—4 мм и ток в пределах 100—175 а, а
при толщине 10—12 мм— электроды диаметром 5—6 мм и ток
250—350 а.
Атомноводородная сварка. На фиг. 1S0 приведена схема атом-
новодородной сварки. Молекулярный водород (Н2) из трубки 7
попадает в область электрической дуги переменного тока между
Ручная электродуговая сварка
249
вольфрамовыми электродами 2 и под влиянием высокой темпера-
туры диссоциирует (расщепляется) на атомный водород (Н) по
реакции Н2->2Н. Эта реакция протекает с поглощением боль-
шого количества теплоты (около 4500 ккал на 1 м3 водорода).
От соприкосновения с холодным металлом и воздухом происходит
обратная реакция — соединение атомов в молекулы 2Н->Н2, при-
чем выделяется поглощенная ранее теплота. Таким образом, водо-
род как бы аккумулирует тепловую энергию дуги и переносит
ее к металлу. Атомноводородное пламя имеет температуру свыше
3000° С.
Молекулярный и особенно атомарный водород надежно защи-
щают расплавленный металл от воздействия воздуха, поэтому шов
получается чистым и химический состав его можно точно рассчи-
тать, так как угар элементов незначителен.
Напряжение холостого хода при атомноводородной сварке обыч-
но составляет 220—260 в, поэтому питание часто осуществляется
непосредственно от сети, минуя трансформа гор. Для регулирования
тока в цепь включается реактор.
К преимуществам атомноводородной сварки относятся: а) воз-
можность сваривать почти все применяемые в технике металлы и
сплавы благодаря большой тепловой мощности атомноводородного
пламени; б) плавный переход от наваренного к основному металлу,
равномерность провара, плотность шва; в) чистая и гладкая по-
верхность шва.
Однако атомноводородная сварка не нашла широкого распро-
странения в промышленности ввиду сложности технологического
процесса, при наличии использования электроэнергии и водорода,
высокой стоимости вольфрамовых электродов, опасности работы
при токах повышенного напряжения.
Виды сварных соединений. Перед сваркой деталей необходимо
свариваемые поверхности очистить от грязи, окислов и масла и
если нужно — скосить кромки. Свариваемые части могут образо-
вать следующие виды соединений: бортовое, стыковое, внахлестку,
угловое и тавровое.
На фиг. 181 приведены виды сварных соединений, как в состоя-
нии подготовки к сварке, так и после сварки.
Бортовое с о е д и н е н и е (фиг. 181, 7) применяется при тол-
щине листов до 2 мм. Борта обычно имеют высоту, равную удвоен-
ной толщине листа, и обеспечивают образование шва без приса-
дочного металла.
Стыковое соединение может выполняться без скосов
или со скосами. Соединения без скосов (фиг. 181, 2) применяются
для односторонней сварки деталей толщиной до 6 мм и двусто-
ронней сварки деталей толщиной до 8 мм. Между соединяемыми
частями оставляют зазор 1—2 мм, обеспечивающий хороший про-
вар основного и присадочного металла. V-образное стыковое сое-
динение со скосами (фиг. 181, 3) применяется для сварки деталей
толщиной 6—20 мм. При большей толщине изделий применяют
250
Пайка, сзарка и резка металлов
Х-образное соединение (фиг. 181, 4). Иногда для лучшего доступа
электрода скосы делают закругленными (фиг. 181, 5) с одной или
с двух сторон (фиг. 181, <>).
Соединение внахлестку (фиг. 181,7) применяется для
деталей толщиною не более 12 мм, причем достигается большая
прочность, чем при сварке встык, однако расход металла здесь
больше вследствие перекрытия в месте соединения. Величина пере-
крытия обычно равна 3—5-кратной толщине свариваемого листа.
Фиг. 181. Сварные соединения:
1 — бортовое; 2 — стыковое без скосов; 3 — стыковое V-образное; 4 — сты-
ковое Х-образное; <5— стыковое U-образяое; б-— стыковое двойное U-образ-
ное; 7 — внахлестку; 8 — угловое; 9 — тавровое.
Угловое соединение (фиг. 181, 8) выполняют с наруж-
ным расположением шва, причем для увеличения прочности шов
делают выпуклым.
Тавровое соединение может выполняться или без скоса
кромок (фиг. 181, 9), или с односторонним, или с двусторонним
скосом. Соединения со скосами применяют при сварке ответствен-
ных конструкций.
Сварка деталей небольшой толщины (до 10 мм) может быть
произведена за один проход; полученный при этом шов называют
однослойным.
При большой толщине деталей шов получают в несколько
проходов; такой шов называют многослойным. На фиг. 182 при-
ведена схема многослойного шва таврового соединения с дву-
сторонним скосом; цифры показывают последовательность нало-
жения слоев.
Автоматическая электродуговая сварка
231
Сварка ультракороткой дугой. Сварка ультракороткой дугой
предложена и внедрена в производство советскими инженерами
А. С. Чесноковым и А. Д. Бондаренко. Этот скоростной метод
ручной сварки с успехом применяется стахановцами на строитель-
ных монтажных площадках при ремонтных и других работах, где
невозможно применение автоматической сварки. Отличие метода
Фиг. 182. Порядок нало-
жения проходов в много-
слойном шве.
Фиг. 183. Схема сварки
ультракороткой дугой.
ультракороткой дуги от обычной ручной сварки заключается в том,
что сварщик поддерживает электрод в непрерывном соприкосно-
вении с основным металлом (фиг. 183), причем короткого замыка-
ния не происходит, так как электрод/Опирается на свариваемое
изделие своей обмазкой 1, которая плавится несколько позже
металла электрода и образует оболочку, внутри которой горит
дуга.
Сварка ультракороткой дугой значительно производительнее
обычной ручной сварки и дает шов лучшего качества.
127. Автоматическая электродуговая сварка
При ручной сварке сварщик должен поддерживать дугу, пода-
вать электрод в зону дуги по мере его расходования и передви-
гать дугу вдоль шва. Механизация этих основных операций сварки
приводит к полуавтоматической и автоматической сварке.
При полуавтоматической сварке механизирована подача элек-
трода в зону дуги, при автоматической сварке механизировано,
кроме того, передвижение дуги вдоль шва и подача флюса на
шов. Механизация этих операций дает возможность повысить про-
изводительность в 1,5—2 раза по сравнению с ручной сваркой.
Незадолго до войны 1941—1945 гг. в СССР был разработан и
внедрен в производство новый прогрессивный метод скоростной
электродуговой сварки под слоем флюса, предложенный акад.
Е. О. Патоном.
Сущность способа автоматической электродуговой сварки со-
стоит в следующем. Сварочная головка 5 (фиг. 184) подает в зону
дуги электродную проволоку <3 из магазина 6. Для питания дуги.
252
Пайка, сварка и резка металлов
образующейся между основным металлом 2 и электродной прово-
локой, можно пользоваться переменным или постоянным током.
В заводских условиях пользуются переменным током \ сварка на
постоянном токе применяется в полевых условиях, где для привода
сварочного генератора постоянного тока используется двигатель
внутреннего сгорания. По мере образования шва 9 головка (а с ней
и дуга) автоматически перемещается вдоль разделки 1. Вместе
с головкой перемещается бункер 4, из которого в разделку шва
Фиг. 184. Схема автоматической сварки под слоем флюса.
перед дугой засыпается гранулированный (сыпучий) флюс. Таким
образом, сварка протекает под слоем флюса, защищающего навари
ваемый металл от воздуха. Часть флюса расплавляется от соприкосно-
вения с дугой и при остывании образует корку 8, покрывающую
шов и замедляющую охлаждение металла. Сыпучий флюс, остав-
шийся поверх корки, засасывается в бункер через сопло и
шланг 7.
Скоростная автоматическая сварка по способу Е. О. Патона
имеет следующие преимущества: а) резкое повышение производи-
тельности; б) улучшение качества шва вследствие глубокого про-
вара, замедленного охлаждения металла и полного выделения из
него газов и шлака; в) экономия проволоки вследствие уменьше-
ния сечения швов на 20—40% благодаря улучшению качества шва
по сравнению с ручной сваркой; г) экономия электроэнергии до
1 Исключением является сварка тонких стальных листов и цветных металлов,
где применяют постоянный ток с обратной полярностью (электрод+> основной
металл —) с целью предупреждения пережога металла.
Сварка трехфазной дугой
253
50% вследствие меньшего количества расплавляемого металла,
повышения коэффициента полезного действия до 0,65 (против 0,35
при ручной сварке) за счет концентрированного нагрева металла,
отсутствия потерь на разбрызгивание и лучеиспускание; д) уде-
шевление— за счет применения проволоки вместо качественных
электродов и пр.
Перечисленные преимущества выдвигают этот способ сварки
металлов в число передовых.
Электродная проволока. Для сварки под слоем флюса при-
меняется калиброванная проволока из кремнемарганцовой стали
с содержанием до 0,16% С, 0,8—1,1% Мп, 0,6 — 0,9% Si, даю-
щей плотный шов с высокими механическими свойствами, или из
марганцовой стали, отличающейся малым содержанием кремния
(до 0,1%).
Флюсы. Флюсы обеспечивают защиту металла от воздуха, рас-
кисляют металл и легируют его, поэтому в состав их вводят шлако-
образующие соединения (SiOa, А1аО3, МпО и др.), раскислители
(ферромарганец и др.) и легирующие составляющие.
Автоматическая сварка получает все большее распространение
в различных отраслях промышленности для массового и серийного
производства.
128. Сварка трехфазной дугой
Сварка трехфазной дугой была впервые предложена акад.
В. Ф. Миткевичем в 1905 году, а осуществлена доц. Г. П. Михай-
ловым. Этот способ является весьма производительным и эконо-
мичным. Сущность его состоит в том, что две фазы трехфазного
источника тока подводятся к двум электро-
дам, а третья— к основному металлу, причем гА
возбуждается не одна дуга, как при одно- \ \ / /
фазной сварке, а три: две — между каждым \ \ //
электродом и основным металлом, и третья— \\ //
между самими электродами. Одна из воз- \ \ / /
можных схем сварки трехфазной дугой при-
зедена на фиг. 185. лЯУ
Образующаяся мощная дуга повышает ““
производительность сварки в 2—4 раза при
уменьшенном на 20—30% расходе электро- ----------------------
энергии. Фиг. 185. Схема сварки
Сварка трехфазной дугой может быть трехфазиой дугой,
ручной или автоматической.
Путем изменения взаимного расположения электродов и регу-
лирования силы тока по фазам достигается перераспределение
тепла, и можно получить либо глубокий провар детали, либо
увеличить производительность за счет большого количества напла-
вляемого металла. Эти технологические преимущества трехфазной
дуги также весьма существенны.
254
Пайка, сварка и резка металлов
129. Контактная сварка
При электрической контактной сварке для нагрева свариваемых
частей используется теплота, выделяющаяся при прохождении тока
через место сварки. После достижения сварочного жара к свари-
ваемым частям, для их соединения, прикладывается давление.
Количество теплоты, выделяющееся в месте сварки при про-
хождении тока, определяется по закону Ленца — Джоуля:
Q = 0,24 F-R-t;
где Q — количество выделяющейся теплоты в кал;
I — сила тока в а;
Фиг. 1§6. Схема точечной сварки.
В
R— сопротивление контакта в месте сварки в ом;
t — время прохождения тока в сек.
Существует три вида контактной сварки: точечная, стыковая
и шовная. Наибольшее распространение получила точечная сварка.
Точечная сварка. Сва-
риваемые части 1 (фиг. 186)
зажимаются между эле-
ктродами 2, по которым
подводится ток большой
силы от вторичной обмотки
специального трансформа-
тора. Вследствие большого
сопротивления, место кон-
такта 3свариваемых частей
разогревается до свароч-
ного жара, и под влиянием
давления Р электрода про-
этом месте (фиг. 186, б).
исходит диффузия и сварка частей
Электроды для точечной сварки должны иметь хорошую
электропроводность и повышенную твердость, сохраняемую до
350—400° С. Применяются электроды преимущественно из сплава
ЭВ (0,7% Сг, 0,4% Zn, остальное Си) и из электролитической
меди марки Ml, однако стойкость медных электродов в 5—6 раз
меньше стойкости электродов из сплава ЭВ.
Внутри электроды делаются полыми, для осуществления водя-
ного охлаждения, необходимого для предупреждения чрезмерного
нагрева электрода в месте контакта со свариваемой деталью.
Машины для точечной сварки могут быть стационар-
ными и переносными.
Стационарные машины бывают одноточечными и многоточеч-
ными. Многоточечные машины имеют до 50 электродов, располо-
женных по контуру шва, и применяются для сварки тонких (до
1,5 мм) листов неответственных деталей. Многоточечные машины
имеют весьма высокую производительность, так как обеспечивают
получение большого числа точек при одной установке детали.
Производительность одноточечных машин 250—2000 точек в час,
многоточечных — до 10 000 точек в час. Напряжение тока 2—10 в;
Контактная сварка
255
2
удельное давление на электроды колеблется в пределах 2—кг/мм*,
в зависимости от материала свариваемых деталей и его толщины;
плотность тока при сварке может достигать величины до 700 а/мл^.
Точечная сварка легко поддается автоматизации и широко при-
меняется при массовом и крупносерийном производстве в различ-
ных отраслях машиностроения и приборостроения, например: при
изготовлении кузовов автомобилей, цельнометаллических вагонов,
рам и каркасов сельскохозяйственных машин, электроаппаратуры
и пр.
Стыковая сварка. Соединяемые части 1 (фиг. 187) зажимают
в клеммах-электродах 2 сварочной машины и пропускают через
них ток большой силы, причем в месте
контакта частей,вследствие повышен-
ного сопротивления,выделяется боль-
шое количество тепла и происходит
разогрев их до сварочного жара.
Разогретые части сдавливаются, и в
месте их контакта происходит сварка.
Стыковая сварка имеет три разно-
видности: 1) сварка сопротивлением
без искрообразования; 2) непрерыв-
ным оплавлением; 3) с прерывистым
оплавлением.
При сварке сопротивлением сва-
риваемые части сначала приводят Фиг. 187. Схема стыковой сварки,
в плотное соприкосновение, затем
пропускают ток. По достижении сварочного жара ток выключают
и части сдавливают.
При сварке непрерывным оплавлением ток включают до сопри-
косновения частей и затем их сближают, причем воздушный зазор
между частями пробивается электрическим током, происходит искро-
образование и оплавление поверхностей контакта. Соединение частей
происходит при последующем их сжатии. Способ оплавления допу-
скает сварку легированной стали, а также различных металлов
(медь — сталь, ковкий чугун — сталь, латунь — сталь, алюминий —
медь и др.), чего нельзя достигнуть при сварке сопротивлением.
Кроме того, сварка по способу оплавления происходит быстрее,
чем сварка сопротивлением, но при этом способе имеют место
некоторые потери металла.
При сварке прерывистым оплавлением производится чередова-
ние плотного и неплотного контакта свариваемых частей. После
достижения нагрева на нужную глубину части сдавливают. Этот
способ применяют, когда мощность оборудования недостаточна для
сварки непрерывным оплавлением.
Стыковая сварка возможна для различных сечений, до 50000 мм*
и более, причем форма изделий может быть самой разнообразной:
круглой, квадратной, фасонной (рельсы, уголки, трубы). Стыковая
сварка применима также для соединения штампованных листов
256
Пайка, сварка и резка металлов
(например, частей кузовов автомобилей); при этом протяженность
места сварки может достигать 2 м.
Прочность шва стыковой сварки не уступает прочности основного
металла, поэтому стыковая сварка применима и для ответственных
соединений.
Производительность стыковой сварки: при ручном управлении —
до 120 соединений в час, при механическом — до 500.
Стыковая сварка очень распространена в массовом и серийном
производстве.
Шовная сварка. Применяется для соединения листов толщиной
до 2 мм из низкоуглеродистой стали и листов толщиной до 1,5 мм
Фиг. 188. Схема шовной сварки.
из нержавеющей хромоникелевой
стали, латуни, бронзы и алюми-
ниевых сплавов.
Подготовленные свариваемые
части 1 (фиг. 188) пропускаются
между вращающимися роликами-
электродами 2 шовной машины,
через которые проходит элек-
трический ток, выделяющий тепло
в месте соприкосновения свари-
ваемых частей. В результате этого
образуется шов 3.
Ролики изготовляются из
сплава ЭВ или из меди марки Ml
с охлаждением. Давление на ро-
лики достигает 1000 кг. Скорость сварки стали колеблется в пре-
делах 0,5 — 6 м/мин.
Шовная сварка может быть также прерывистой.
Для шовной сварки применяются стационарные и переносные
машины.
Шовная сварка применяется для изготовления всевозможных
баков (например, в автотракторной промышленности), тары и дру-
гих герметичных изделий из тонких металлических листов.
III. ХИМИЧЕСКАЯ СВАРКА
130. Газовая сварка
Различают два вида газовой сварки: сварку плавлением и газо-
прессовую сварку.
При газовой сварке плавлением кромки свариваемых частей
(основной металл) и присадочный металл расплавляются и сливаются
в общую ванночку; после затвердевания металл ванночки образует
шов.
Источником теплоты, необходимой для расплавления металла,
является пламя, образующееся при сгорании горючего газа в струе
кислорода.
Газовая сварка
257
аппаратах — ацетиленовых
Фиг. 189. Схема ацетиленового гене-
ратора, работающего по системе „вода
на карбид".
Газы. В качестве горючих газов при газовой сварке исполь-
зуют ацетилен, водород, светильный газ, метан и др.
Кислород необходим для сжигания горючего газа. Для про-
мышленного использования кислород получают из атмосферного
воздуха или из воды путем электролиза. Наиболее распространен
первый способ, по которому воздух сначала подвергают много-
кратному сжатию, до перехода его в жидкое состояние, затем
производят разделение воздуха на кислород и азот, используя
более высокую температуру кипения кислорода *.
Ацетилен (С2Н2) получают из карбида кальция (СаС2) при дей-
ствии на него водой в спецназ
генераторах. Реакция протекает
весьма бурно по формуле
СаС2 + 2Н2О = С2Н2 4- Са (ОН)2,
причем из 1 кг чистого карбида
кальция теоретически должно по-
лучиться 344,5 л ацетилена; прак-
тически 1 кг технического карбида
кальция выделяет 250—300 л аце-
тилена.
Генераторы. Генераторы раз-
деляются в зависимости от вели-
чины давления ацетилена и спо-
соба взаимодействия карбида
с водой.
Небольшие генераторы дела-
ются передвижными и имеют про-
изводительность до 2500 л ацети-
лена в час с единовременной за-
грузкой до 4 кг карбида. Крупные
стационарные генераторы производят 5000—10 000 л ацетилена в час.
По давлению газа различают генераторы низкого давления (до
150 мм вод. ст.), среднего давления (до 3000 мм вод. ст.) и высо-
кого давления (до 1,5 ати).
По способу взаимодействия карбида с водой генераторы раз-
деляются на системы „вода на карбид" и „карбид в воду".
На фиг. 189 приведена схема генератора, работающего по наи-
более распространенной системе—„вода на карбид". Корпус 6
генератора заполняется водой, на которой плавает колокол 9, опре-
деляющий своим весом давление газа. Внизу корпуса находится
реторта 2, в которую вставляют ящик 1 с карбидом кальция. Вода,
необходимая для разложения карбида, поступает в реторту по
трубе 5. Подача воды регулируется краном 3. Ацетилен, обра-
зующийся в реторте, подается под колокол по трубе 4 через кол-
1 При атмосферном давлении температура кипения жидкого кислорода рав-
на— 183°, а жидкого азота— 196°.
17 В. М. Никифоров
258
Пайка, сварка и резка металлов
пак 8. Приваренная к колоколу труба 7 служит для отвода газа
в атмосферу в случае переполнения колокола. Ацетилен выдается из
генератора по трубке 10 и, прежде чем поступить в трубопроводы
и шланги, проходит через газоочиститель 11 и водяной затвор 12.
Водяной затвор препятствует обратному движению газа в генератор.
Ацетилен имеет большую теплотворную способность и дает
пламя высокой температуры, сгорает спокойно, без признаков
взрыва. Ацетилено-кислородное пламя легко регулируется и при-
годно как для сварки стали, так и для сварки легкоплавких металлов.
Фиг. 190. Схема поста газовой сварки с питанием газом от баллонов.
В табл. 16 (стр. 265) приведена характеристика ацетилена и
других горючих газов с указанием области их применения.
Баллоны. Кислород обычно хранится и транспортируется в спе-
циальных стальных баллонах емкостью 40 л, которые при давле-
нии 150 ати вмещают 6 м? кислорода. Для понижения давления
до рабочего кислород проходит через редуктор, после чего по
специальному шлангу из вулканизированной резины поступает
к газовой горелке. Ацетилен подводится к горелке от генератора
или от баллонов. В баллонах ацетилен хранится и транспортируется
растворенным в ацетоне, которым пропитана пористая масса, запол-
няющая внутренность баллона. Это необходимо вследствие того,
что ацетилен в больших объемах при давлениях 2 ати и более
взрывоопасен.
Растворенный ацетилен хранится в баллоне под давлением
15—16 ати. Для выпуска ацетилена из баллона открывают вен-
тиль, снабженный редуктором, при этом давление газа в баллоне
понижается и ацетилен выделяется из растворителя.
На фиг. 190 приведена схема поста газовой сварки с питанием
газом от баллонов.
Газовая сварка
259
Газовые горелки. Газовые горелки служат для смешивания
кислорода и горючего газа и их дозировки с целы© получения
устойчивого и концентрированного газового пламени.
Г1о принципу действия горелки разделяются на инжекторные
(низкого давления) и безинжекторные (высокого или среднего
давления).
В инжекторную горелку (фиг. 191, а) ацетилен или другой
горючий газ подается по шлангу. Количество поступающего аце-
тилена регулируется краном 1. Кислород к горелке подается под
давлением 2—3 ати. Вытекая из сопла инжектора 2, струя кисло-
<?
Фиг. 191. Схема устройства газовых горелок:
а — инжекторной; б — безинжекторной.
рода создает разрежение в канале 3 и засасывает ацетилен в сме-
сительную камеру 4, откуда эта смесь через трубку 5 и мундштук
6 выталкивается в атмосферу и образует сварочное пламя. Ско-
рость истечения горючей смеси из горелки должна превышать
скорость ее воспламенения, чтобы пламя не проникло в горелку.
Давление ацетилена для сжигания в инжекторных горелках может
быть весьма незначительным (100—200 мм вод. ст.). Горелки инжек-
торного типа с успехом применяются для использования ацети-
лена, поступающего непосредственно от генераторов низкого
давления.
На фиг. 191, б' приведена схема безинжекторной горелки. Кисло-
род и горючий газ подаются по шлангам при повышенном давле-
нии. Дозировка осуществляется кранами 7 и 8. Безинжекторные
горелки могут работать только при давлении горючего газа 1,0—
1,5 ати, поэтому они применяются преимущественно при питании
от баллонов. Кроме одпопламенных горелок с одним мундштуком,
применяют многопламенные горелки с несколькими мундштуками,
дающие лучшее сварочное соединение и повышающие производи-
тельность сварки.
Сзарочное пламя. Сварочное пламя служит для расплавления
металла, а также для восстановления, науглероживания или оки-
260
Пайка, сварка и резка металлов
сления ванны. Получение пламени того или иного характера дости-
гается изменением соотношения горючего газа и кислорода в смеси.
Нормальное ацетилено-кислородное пламя (С2Н2:02 = 1 :1) яв-
ляется восстановительным.
На фиг. 192, а приведена схема нормального ацетилено-кисло-
родного пламени с указанием распределения температуры по раз-
личным зонам.
В зоне 1 смесь кислорода (О2) и ацетилена (С2Н2), вытекающая
из мундштука, подогревается до температуры 400—500°С. Эта зона
родного пламени.
наблюдается в виде острого синева-
того конуса.
В зоне 2, называемой ядром пламени
(белый, ярко светящийся язычок), про-
исходит неполное сгорание ацетилена
по формуле С2Н2 -|-О2 = 2СО-]-Н2.
Раскаленные продукты (СО и Н2) запол-
няют темную зону 3. В средней части
этой зоны (4—6 мм от конца ядра) пла-
мя имеет наивысшую температуру. Эта
часть пламени и используется для
сварки металла (фиг. 192, б). Окись
углерода и водород предотвращают
поглощение ванной жидкого металла
азота и кислорода из воздуха
В зоне 4 (наружная оболочка) про-
исходит полное сгорание газов третьей
зоны за счет кислорода воздуха:
2СО4-О2 = 2СО2; 2Н2 + О2 = 2Н2О.
Нормальное восстановительное
пламя применяется для сварки стали и
цветных металлов.
Пламя с избытком ацетилена яв-
ляется науглероживающим и приме-
няется при сварке чугуна, чтобы попол-
нить выгорающий углерод и понизить
температуру плавления металла шва.
Окислительное пламя (с избытком кислорода) применяется лишь
при сварке латуни — для получения окисной пленки, уменьшающей
испарение цинка.
Присадочный металл. В виде прутков или проволоки приса-
дочный металл вносится в пламя горелки, расплавляется и стекает
в ванночку, где он смешивается с расплавленным основным метал-
лом. После затвердевания металл ванночки образует сварной шов.
Для сварки стали в качестве присадочного металла применяют
стальную проволоку с содержанием до 0,18% С; для легиро-
вания шва применяют проволоку, содержащую хром, повышен-
ное количество марганца или кремния и другие легирующие
элементы.
Газовая сварка
251
Фиг. 193. Схема левой («) и
правой (б) газовой сварки:
/ — шов; 2 — разделка шва.
При сварке цветных металлов и сплавов применяют проволоку,
по своему химическому составу близкую к основному металлу.
Диаметр присадочной проволоки берется на 1—2 мм больше
половины толщины свариваемых листов.
Сварка чугуна. Сварка чугуна применяется с целью ремонта,
а также как средство исправления пороков литья. Газовая сварка
чугуна производится преимущественно с подогревом свариваемых
частей до 400—600сС. Подогрев нужен для предупреждения отбела
и возникновения трещин вблизи сварочного шва; эти трещины
могут появиться при сварке без подо
грева вследствие больших местных
напряжений, возникающих во вре? я
охлаждения, при усадке.
Помимо газовой сварки чугуна, про-
изводится также дуговая сварка его:
для неответственных деталей — в хо-
лодном состоянии,а для ответственных
деталей — с подогревом.
Для сварки чугуна с подогревом
применяют чугунные литые стержни
диаметром 6—12 мм, при сварке без
подогрева — латунную проволоку с со-
держанием 37—40% Zn.
Технология и режимы сварки. При
сварке горелка продвигается вдоль
шва, причем соблюдается определенный
угол наклона оси мундштука горелки
к свариваемой поверхности. Этот угол (фиг. 193) колеблется
от 20° (для сварки листов толщиной 1 мм) до 80° (при толщине
15 мм и выше). Различают левую и правую сварку. При левой
сварке горелка передвигается справа налево (фиг. 193, а) и пламя
направляется на еще не сваренный участок шва. При пра-
вой сварке (фиг. 193, б) горелка передвигается слева направо и
пламя направлено на сваренную часть шва. Конец проволоки по-
гружен в расплавленный металл и перемешивает ванночку.
Правая сварка применяется для деталей толщиной более 5 мм,
левая — до 5 мм. При правой сварке теплота пламени используется
полнее, качество шва лучше, вследствие более продолжительной
защиты расплавленного и остывающего металла, производитель-
ность на 10—20% выше, чем при левой сварке. Способом газовой
сварки обычно пользуются для стыковых и бортовых соединений.
Производить угловые, тавровые соединения и соединения внахле-
стку методом газовой сварки избегают ввиду больших деформаций
и термических напряжений в процессе сварки.
Скорость газовой сварки колеблется в широких пределах,
в зависимости от свариваемого металла, толщины листов, способа
сварки, мощности горелки и пр. В качестве примера можно ука-
зать, что скорость сварки стального листа толщиной 4 мм без
262
Пайка, сварка и резка металлов
скоса кромок составляет около 8 см/мин, толщиной 0,5 мм—
20 см/мин.
Газопрессовая сварка. Свариваемые части нагревают свароч-
ным пламенем до пластического состояния и прикладывают уси-
лие, сдавливающее эти части.
Применяется газопрессовая сварка для соединения встык пре-
имущественно труб больших диаметров Нагрев стыков произво-
дится кольцевой многопламенной горелкой. Подобный способ сварки
труб весьма производителен. Так, например, сварка стыка трубы
диаметром 500 мм продолжается около 2 мин.
Помимо сварки труб, этим способом пользуются также для
сварки рельсов, бурильного оборудования и инструментов.
131. Термитная сварка
Термитная сварка производится с помощью термита — порош-
кообразной смеси алюминия с железной окалиной.
Термит сгорает по формуле
8AI 4- 3Fe3O4 = 4А12О3 + 9Fe.
Реакция горения термита протекает весьма бурно, с выделе-
нием большого количества теплоты, причем развивается темпера-
тура 3000° С и выше.
Алюминиевый термит широко применяется для сварки рельсов
трамвайных и железнодорожных путей. Перед сваркой стык рель-
сов очищают от грязи и окалины и уста-
навливают в заранее изготовленную огне-
упорную форму 1 (фиг. 194), состоящую
из двух частей. Полость 2 формы охва-
тывает весь стык. Тигель 3 с термитом
помещают отверстием над литником фор-
мы и с помощью электрической дуги или
специального запала зажигают термит.
Реакция горения быстро распространяется
на весь термит и заканчивается в 20—
30 сек. Затем выбивают пробку 4, и же-
лезо, температура которого достигает
2600° С, стекает из тигля в полость фор-
мы, расплавляет концы свариваемых ча-
стей по стыку и после затвердевания
образует соединение высокой прочности.
Помимо алюминиевого термита, применяют также магниевый
термит, например, для сварки стальных проводов связи. При этом
свариваемые концы не оплавляются, и сварка происходит в пла-
стическом состоянии.
Фиг. 194. Схема термитной
сварки с оплавлением.
1 Этим способом сварены, например, участки газопроводов Саратов—Москва,
Дашава—Киев и др.
Сварка с жидким присадочным материалом
263
132. Сварка с жидким присадочным материалом
Сварка с жидким присадочным материалом разработана в Ака-
демии наук СССР под руководством акад. В. П. Никитина.
Существенное отличие этого способа от других заключается
в том, что теплота электрической дуги или газового пламени ис-
пользуется для оплавления лишь основного металла, а присадоч-
ный металл расплавляется отдельно, в особом плавильном
устройстве, и подается в шов непрерывной струей.
Этот способ особенно удобен при наплавке, когда основной и
наплавляемый металл разнородны (например, при наплавке твер-
дых сплавов или быстрорежущей стали на углеродистую сталь,
цветных металлов на сталь и пр.).
Производительность метода весьма велика. Так, при наплавоч-
ных работах достигается скорость 200 м/час.
Сварка с жидким присадочным материалом применима для по-
лучения однотипных швов большой длины и изготовления режу-
щего инструмента методом наплавки режущих частей.
При сварке возможны следующие виды брака.
Непровар — непрочное соединение наплавленного металла
с основным—является результатом неправильной технологии сварки,
неисправности аппаратуры, загрязнения свариваемых поверхностей.
Пережог — окисление металла шва и основного металла и
вследствие этого наличие пленок окислов по границам зерен.
Прочность пережженного шва низка. Пережог является результа-
том избытка кислорода (при газовой сварке) или слишком боль-
шой длины дуги (при дуговой сварке).
Прожог — местное сквозное проплавление свариваемых ча-
стей; встречается чаще всего при сварке тонких листов. Прожог
является следствием большой силы тока (дуговая сварка) или
избытка кислорода (газовая сварка).
Подрез — углубление по основному металлу вдоль шва.
Причины — неравномерная подача прутка, неправильное управле-
ние дугой или горелкой.
Помимо перечисленных видов брака, могут быть также тре-
щины от внутренних напряжений, включения шлаков и др.
Контроль сварки производится путем внешнего осмотра, рент-
геноанализа, с помощью магнитного дефектоскопа, а также опре-
делением макро- и микроструктуры.
IV. РЕЗКА МЕТАЛЛОВ
Использование теплоты пламени для резки металлов дает воз-
мвжность с большой скоростью производить такие работы, кото-
рые трудно или невозможно выполнить путем механической резки
на ножницах.
Огневая резка металлов производится с использованием те-
плоты электрической дуги или газового пламени и соответственно
разделяется на газовую и электродуговую.
164
Пайка, сварка и резка металлов
133. Газовая резка
Газовая резка основана на сгорании металла в струе кисло-
рода. Отсюда следует, что она возможна лишь для тех металлов,
которые имеют температуру воспламенения ниже температуры
плавления. Такими металлами и сплавами являются железо, угле-
родистая сталь с содержанием углерода до 0,7%, некоторые сорта
Фиг. 195. Схема газовой
резки.
легированной стали. Чугун, алюминий,
а также медь и ее сплавы струей кислорода
не режутся.
Резка железа и стали осуществляется
специальными режущими горелками — реза-
ками.
Резак отличается от горелки наличием
специального канала для подведения струи
кислорода.
По кольцеобразному каналу 1 мундшту-
ка (фиг. 195) поступает горючая смесь, ко-
торая сгорает и образует пламя 4, необхо-
димое для подогрева металла до темпера-
туры горения. Когда металл разогреется,
через канал 2 пускают струю кислорода 3,
сжигающую железо и выдувающую окислы.
Выделяющаяся при горении железа тепло-
та, вместе с теплотой подогревающего пла-
мени, нагревает близлежащие слои металла,
и при перемещении резака в струе кислорода сгорают новые ча-
стицы металла, образуя рез по ходу движения резака.
Газовая резка разделяется на ручную и машинную.
При машинной резке перемещение резака по линии реза меха-
низировано, и рез получается более точным, вследствие отсутст-
вия вибраций и неравномерности скорости передвижения, неизбеж-
ных при ручной резке.
Универсальные машины режут по прямой линии в продольном
и поперечном направлении, по кругу и по любой кривой, которую
наносят разметкой или по шаблону.
Газовой резке могут подвергаться предметы большой толщины.
Наряду с ацетиленом, дающим наибольшую производительность,
для резки можно применять и другие горючие газы (см. табл. 16).
Помимо резки, струю кислорода используют для образования
отверстий („сверления"). Отверстие выжигается с помощью обыч-
ного резака или кислородного копья (при глубине отверстий от
100 до 3000 мм).
Подводная газовая резка применяется при водолазных работах.
При этом применяют резаки специальной конструкции, с колпач-
ками, надеваемыми на головку резака. Пламя резака горит под
колпачком. Вода из-под колпачка оттесняется струей сжатого воз-
духа.
Электродуговая резка
265
Таблица 16
Характеристика горючих газов и области их применения
Газ Химическая формула или состав Количество теплоты, используе- мое при сварке ккал/м^ Температу- ра пламени при сгора- нии в кис- лороде °C Области применения
Ацети- лен сана 5050 3100 Сварка и резка металлов и сплавов
Водо- род На 1300 2100 Сварка стали до 6 лгж, пай- ка, сварка латуни, алюминия, свинца, чугуна; резка стали небольшой толщины
Све- тильный газ на 51% СН4 33% СО 9% COa,Na 3°/0 Этилен 2,5% Бензол 1,5% 900 1900 Сварка и пайка легкоплав- ких цветных металлов и их сплавов
134. Электродуговая резка
При электродуговой резке металлов деталь разделяется на
части расплавлением в зоне реза, а не
по-
этому электродуговая резка приме-
нима как для стали, так и для чугуна и
цветных металлов.
Дуговая резка может осущест-
вляться графитовым или угольным элек-
тродом. Резка графитовым электродом
дает лучшую чистоту реза. Для стока
расплавленного металла из реза де-
таль наклоняют.
Резка металлическим электродом
менее экономична, так как применя-
ются электроды с толстой обмазкой,
необходимой для обильного шлако-
образования.
Электродуговая резка не дает глад-
кой поверхности, и поэтому приме-
няется в основном для разделки ло-
ма, отделения прибылей и литников
и т. п.; производительность ее низкая.
Подводная электродуго-
вследствие сгорания,
1
Фиг. 196. Схема горения дуги
Петрова под водой:
1 — дуга; 2 — брызги металл?; 3 — га-
зовый пузырь вокруг дуги; 4 — пу-
зырьки газа; «5 — козырек обмазки.
вая резка и сварка металлов разработана действительным чле-
ном Академии наук Украинской ССР К. К. Хреновым.
266
Пайка, сварка а резка металлов
Для работы под водой (фиг. 196) применяют обмазку, плавя-
щуюся несколько медленнее электродной проволоки, в результате
чего на конце электрода образуется чашеобразный козырек 5.
Окружающая дугу вода под действием теплоты испаряется и раз-
лагается с образованием газового пузыря 3, в котором дуга го-
рит почти так же спокойно и устойчиво, как и на воздухе. Избы-
ток газов поднимается на поверхность воды; газовый пузырь
непрерывно возобновляется за счет испарения и разложения окру-
жающей воды.
ГЛАВА ДВЕНАДЦАТАЯ
ДОПУСКИ, ПОСАДКИ И ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
В простейшем случае изделие состоит из одной детали. Такими
изделиями являются, например, сверло, зубило и др.
Более сложные изделия состоят из узла — группы деталей,
так или иначе соединенных между собою (например, разводной
ключ, слесарная ножовка и др.).
Еще более сложные изделия (всевозможные машины и меха-
низмы) собирают из узлов и отдельных деталей.
Детали могут быть собраны в узлы (а узлы — в машины)
только в том случае, если размеры парных сопрягаемых поверх-
ностей выполнены в определенных пределах; эти размеры назы-
вают сопрягаемыми, в отличие от свободных размеров (несопря-
гаемых).
У ключа (фиг. 197) сопрягаемыми размерами являются размеры
$, и $2, свободными — размеры / и Ь.
Сборка деталей и узлов в изделия может производиться на
основе двух принципов: индивидуальной пригонки или взаимоза-
меняемости (ограниченной или полной).
Индивидуальная пригонка деталей по месту, путем
слесарной доработки, оказывается в отдельных случаях необходи-
мой, но в основном все современное машиностроение основано на
принципе взаимозаменяемости.
Взаимозаменяемыми называются детали, имеющие такие
сопрягаемые размеры, при наличии которых детали занимают свои
места в узлах без всякой пригонки. Если эти места могут быть
заняты любой деталью, изготовленной по соответствующему чер-
268
Допуски, посадки и технические измерения
тежу, то взаимозаменяемость будет полной; если же перед сбор-
кой производится предварительная сортировка сопрягаемых дета-
лей на несколько групп, то взаимозаменяемость называется
ограниченной.
Взаимозаменяемое производство впервые в мире было осуще-
ствлено в России во второй половине XVIII века на Тульском
оружейном заводе, при производстве стрелкового вооружения.
В СССР в годы сталинских пятилеток принципы взаимозаме-
няемости были широко внедрены во все отрасли машиностроения
и приборостроения.
При взаимозаменяемом производстве сопрягаемые размеры
должны выполняться в определенных пределах — допусках.
Соединения деталей могут быть подвижными или неподвиж-
ными, т. е. выполненными по той или иной посадке.
Технические измерения являются средством контроля
различных параметров деталей и изделий в машиностроении.
135. Допуски и посадки
У сопрягаемых деталей различают охватывающие и охваты-
ваемые поверхности. Наиболее характерной и простой охватываю-
щей поверхностью является отверстие, а охватываемой — вал.
В дальнейшем диаметры отверстий будем обозначать через D, а
диаметры валов через d.
Допуски. Ни один размер детали в процессе обработки не мо-
жет быть выполнен идеально точно; всегда будет иметь место то
или иное отклонение от заданного размера.
При конструировании деталей устанавливается номиналь-
ный размер соединения. Этот размер является одним и тем же
для охватывающей и охватываемой деталей.
ОСТ 6270 устанавливает 120 нормальных диаметров в интер-
вале от 0,5 мм до 500 мМ\ всякий размер при конструировании
должен быть округлен до ближайшего размера по ОСТ 6270.
Действительным размером называется размер детали,
который получается при непосредственном измерении. Границы,
в пределах которых может колебаться действительный размер,
определяются предельными размерами. Один из предельных
размеров будет наибольшим (Об), другой — наименьшим (Ом)-
Разность между наибольшим и наименьшим предельными раз-
мерами называется допуском (о) размера:
8 = Об-Ом. (1)
На чертежах допуск обозначают указанием предельных
отклонений (верхнего и нижнего) от номинального размера
или условно буквами (см. ниже). Верхнее отклонение (В. О.)
определяется как разность между наибольшим предельным (Об) и
номинальным (О) размерами:
В.О.=Об —О. (2)
Допуски и посадки
269
Нижнее отклонение (Н. О.) определяется как разность между
наименьшим предельным (Du) и номинальным размерами:
Н.О. = Г>М — D. (3)
Вычитая почленно равенство (3) из равенства (2), получим:
В.О. — Н.О. = Г>6 — г>м;
теперь, в соответствии с равенством (1), можем написать:
8 = В.О. — Н.О.,
т. е. допуск равен разности между верхним и ниж-
ним предельными отклонениями размера.
Отклонение всегда имеет свой знак: если размер больше номи-
нального — отклонение будет положительным; если размер меньше
------Линия номинального размера (нулевая линия)
E3S2 Попе допуска отверстия
Поле допуска дала
Фиг. 198. Схема допусков и отклонений:
а — свободных посадок; б — прессовых посадок.
номинального — отклонение будет отрицательным [в этом легко
убедиться, задавшись какими-либо численными значениями D, Du
и D6 (фиг. 198) и определив В.О. и Н.О. по ф-лам (2) и (3)]. По-
этому линия номинального размера для отклонений является нуле-
вой линией, и отклонения, расположенные выше нее, будут поло-
жительными, а ниже — отрицательными.
Посадки. Сопряжение деталей, в зависимости от функции,
выполняемой в изделии, может быть подвижным или неподвижным.
Посадкой определяется характер соединения двух вставлен-
ных одна в другую деталей, т. е. за счет разности фактических
размеров сопрягаемых деталей обеспечивается свобода их отно-
сительного перемещения или прочность их неподвижного соеди-
нения.
370 Допуски, посадки и технические измерения
Посадки разделяются на три группы: свободные, или по-
движные, посадки, прессовые посадки и переходные
посадки.
Расположение полей допусков деталей при свободных посад-
ках (фиг. 198, а) таково, что всегда (при сопряжении любой пары
деталей, имеющих сопрягаемые размеры в пределах поля допуска)
гарантировано наличие зазора (/W), обеспечивающего относи-
тельную подвижность этих деталей.
Зазором называется положительная разность между диаметрами
отверстия и вала. Величины наибольшего (Жл) и наименьшего
(Жм) возможного зазора определяются по формулам:
—(4)
ЖмDu — ds.
Расположение полей допусков при прессовых посадках (фиг.
198, б) таково, что всегда гарантировано наличие натяга (Л/),
удерживающего сопряженные детали от их относительного пере-
мещения. Натягом называется отрицательная разность между диа-
метром отверстия и диаметром вала до сборки, создающая после
сборки неподвижные соединения. Величины наибольшего (/Уо) и
наименьшего (Нм) натяга определяются по формулам:
Не = ds — DM-, (5)
Ж — du Ds<
При переходных посадках (фиг. 199, б, д) после сборки могут
иметь место как зазоры, так и натяги, в зависимости от действи-
тельных размеров сопрягаемой пары, причем наибольшие возмож-
ные зазоры (Же) или натяги (Л/б) могут быть определены по
ф-лам (4) и (5).
Система допусков. Системой допусков называется закономерно
построенная, на основе расчетов и опыта, совокупность допусков
и посадок. Система допусков подразделяется:
1) по основанию системы — на систему отверстия и систему
вала;
2) по величине допусков — на несколько степеней (классов)
точности;
3) по величине зазоров или натягов — на ряд посадок.
Система отверстия и система вала. Система отвер-
стия характеризуется тем, что в ней основной деталью является
отверстие, причем предельные размеры отверстия остаются по-
стоянными для заданного номинального диаметра и класса точ-
ности, а те или иные посадки осуществляются за счет изменения
предельных размеров валов (фиг. 199, а, б, в).
Система вала характеризуется тем, что в ней основной деталью
является вал, причем предельные размеры вала остаются постоян-
ными для заданного номинального диаметра и класса точности, а
Допуски а посадка
271
Не имеет Не имеет
Фиг. 199. Схема распределения
полей допусков в посадках 2 и
3-го классов точности.
272
Допуски, посадки и технические измерения
различные посадки осуществляются за счет изменения предельных
размеров отверстий (фиг. 199, г, д, е).
Та или иная система выбирается по соображениям технологи-
ческого и экономического характера.
Система отверстия во всех отраслях машиностроения имеет
большее распространение, чем система вала. Преимуществом си-
стемы отверстия является меньшая потребность в дорогостоящем
инструменте (развертках, протяжках и т. д.), так как для всех
посадок одного и того же класса предельные размеры отверстия
в этой системе остаются постоянными.
Классы точности. Точность изготовления деталей стандарти-
зована. ОСТ устанавливает 10 классов точности: 1, 2, 2а, 3, За,
4, 5, 7, 8 и 9. Наивысшим классом точности является класс 1,
самым грубым — класс 9.
Класс 1 применяется для наиболее ответственных сопряжений
в точном приборостроении, точном станкостроении и в других
случаях, когда необходимо как можно более сузить колебания
возможных пределов зазоров и натягов и приблизить их к расчет-
ным величинам.
Классы точности 2, 2а и 3 применяются для ответственных
сопряжений в станкостроении, автотракторостроении, аппарато-
и приборостроении и др. Класс 2 в машиностроении является ос-
новным.
Классы За, 4 и 5 распространены в сельскохозяйственном ма-
шиностроении, вагоностроении и во всех других отраслях маши-
ностроения и применяются в сопряжениях, к которым не предъ-
являются требования высокой точности.
Классы 7, 8 и 9 применяются при установлении допусков на
отливки, поковки, прокат и др.
ГОСТ установлены допуски на размеры (диаметры) в преде-
лах от 0,1 до 10 000 мм. Этот диапазон размеров разбит на 28
интервалов.
При проектировании отдельных деталей конструкторы, в целях
уменьшения пределов колебаний зазоров и натягов сопрягаемых
деталей, стремятся иногда применять более высокие классы точ-
ности. Однако чем меньше допуск, тем больше возникает труд-
ностей технологического характера при изготовлении детали и
тем выше ее стоимость. Приведенные противоречия между точ-
ностью детали и ее стоимостью показывают, что установление
допуска на каждый размер должно быть строго обоснованным.
Величины допусков по ОСТ даны для каждого класса точности
и для каждого интервала размеров, так как степень точности
обработки детали зависит от диаметра (размера). Многочисленными
опытными данными установлено, что степень точности пропорцио-
нальна корню кубическому из диаметра. Условная единица допуска
по ОСТ (/ост) подсчитывается по формуле
/ост — 0,5 yf
Допуски и посадки
273
где диаметр d берется в миллиметрах, а единицы допусков полу-
чаются в микронах, поэтому формула является условной.
Типы посадок. Допуском посадки (соответственно допуском
зазора или натяга) называется разность между наибольшими и
наименьшими возможными зазорами или натягами. Допуск посадки
равен сумме допусков охватывающего и охватываемого размеров
(вала и отверстия).
Каждый класс точности имеет свои допуски посадок, причем
величины этих допусков, так же как и величины предельных за-
зоров и натягов, зависят от величин сопрягаемых размеров.
Количество посадок в каждом классе точности различно;
кроме того, в системе вала отсутствуют некоторые посадки,
имеющиеся в том же классе точности по системе отверстия.
Наибольшее количество (12) посадок имеется в классе 2 точ-
ности, системы отверстия. Перечислим их: свободные посадки —
широкоходовая (Ш), легкоходовая (Л), ходовая (X), движения (Д),
скользящая (С); переходные — плотная (П), напряженная (Н),
тугая (Т); глухая (Г); прессовые — легкопрессовая (Пл), прессо-
вая (Пр), горячая (Гр).
На схемах ж, з, и (фиг. 199) приведено расположение полей
допусков посадок класса 2 точности, системы отверстия, для ин-
тервала диаметров 10—18 мм. На схемах к, л, м приведено
расположение полей посадок класса 2 точности, по системе вала.
В этом ряду одной посадкой меньше, чем в предыдущем.
На схемах н, о, п в том же масштабе, для сравнения, приве-
дены допуски посадок по классу 3 точности для того же интер-
вала диаметров. Из сопоставления схем видно, как изменяются
допуски на посадки и величины предельных зазоров и натягов
для одноименных посадок в различных классах точности. Из
схем видно также, что у скользящих посадок наименьший зазор
№ = 0.
Переходные посадки имеют только классы точности 1, 2 и 2а.
Классы точности 7, 8 и 9 (ОСТ 1010) для сопряжений не приме-
няются и поэтому не имеют посадок.
Одной из границ поля допуска основной детали системы, т. е.
отверстия в системе отверстия и вала в системе вала, всегда
является нулевая линия, а поле допуска всегда направлено „в ме-
талл" (фиг. 198 и 199). Таким образом, для основного отверстия
в системе отверстия номинальный размер является одновременно
наименьшим предельным, а для основного вала в системе вала —
наибольшим предельным размером.
Такое расположение полей допусков относительно нулевой ли-
нии является односторонним (асимметричным).
Асимметричная (односторонняя предельная) система расположе-
ния допуска основной детали принята ГОСТ. При этой системе
производится более простой расчет зазоров и натягов и имеются
выгоды в отношении калибрового хозяйства по сравнению с сим-
метричной системой. В симметричной системе поле допуска основ-
is В. М. Никифоров
274
Допуски, посадки я технические измерения
ной детали расположено симметрично относительно нулевой линии.
Симметричная система применяется в некоторых странах.
Обозначения допусков и посадок на чертежах
установлены ОСТ. Основное отверстие в системе отверстий
обозначается буквой А. За буквой проставляется индекс, указы-
вающий класс точности (фиг. 200, а). Основной вал в системе
вала, соответственно,
обозначается буквой В,
за которой также про-
ставляется индекс клас-
са точности. При обо-
значении посадок класса
2 точности, являюще-
гося основным, индекс
опускается (фиг. 200, б).
Неосновные детали со-
пряжения, т. е. вал в
системе отверстия и от-
верстие в системе ва-
ла, обозначаются бук-
вами, принятыми в соот-
ветствующих ОСТ. На-
пример, скользящая по-
садка класса 3 точно-
сти для d — 160 мм по
системе отверстия обо-
значается на валу так,
как указано на фиг.
200, в. Обозначение ту-
гой посадки на отвер-
стии для £>=170 мм по
системе вала приве-
дено на фиг. 200, г. Раз-
Фиг. 200. Обозначение допусков и посадок на
чертежах.
решается также помещать на чертежах цифровые обозначения
предельных отклонений (фиг. 200, д). Отклонение, равное нулю,
на чертежах не проставляется (фиг. 200, е). При простановке по-
садок на сборочных чертежах буквенное обозначение, относящееся
к отверстию, помещают вверху, а обозначение, относящееся к
валу, — внизу (фиг. 200, ж и 200, з).
Точность формы деталей. Известно, что при обработке раз-
личных деталей получение геометрически точных поверхностей
невозможно. Отклонения от правильной геометрической формы
возникают за счет: неоднородности материала обрабатываемой
детали, неравномерности припусков на обработку, неточностей и
деформаций станков и приспособлений и других причин.
Примерами отклонений от правильной формы цилиндриче-
ских поверхностей являются овальность, огранность, бочко-
образность и вогнутость (отклонение от прямолинейности образу-
Допуски и посадки
27&
ющих), конусность; плоских — непрямолинейность и неплоскост-
ность.
I [равильная геометрическая форма деталей определяется также
точностью взаимного расположения поверхностей (параллельностью,
перпендикулярностью, соосностью и пр.).
Допуски на отклонения от правильной геометрической формы
поверхностей, а также на отклонения от правильного их взаим-
ного расположения устанавливаются при конструировании деталей
и указываются на чертежах условными обозначениями в соответ-
ствии с ОСТ.
Чистота поверхности рассматривается
точности. Под чистотой поверхности
Чистота поверхности,
как одна из характеристик
подразумевается размер-
ная характеристика микро-
неровностей, обусловли-
вающих шероховатость
поверхности. Понятие о
чистоте поверхности яв-
ляется частью более ши-
рокого понятия о качестве
Фиг. 201. Кривая профиля поверхности.
поверхности, которое, кроме чистоты поверхности, включает в
себя физико-механические свойства поверхностного слоя детали.
Вопрос о качестве поверхности является исключительно важным
для всех отраслей машиностроения и приборостроения. Высокое
качество обработанной поверхности увеличивает срок службы
детали, повышает прочность, за счет увеличения предела уста-
лости и т. д.
Чистота поверхности по ГОСТ 2789—51 определяется одним
из следующих параметров:
а) средним квадратическим отклонением микронеровностей
(Нск.), которое приближенно определяется по формуле
//ск. = ]/^(А12 + А33 + А32 + ... + ^) (фиг. 201).
б) средней высотой микронеровностей (/7ср.).
ГОСТ 2789—51 устанавливает 14 классов чистоты, которые
разделены на 4 группы.
В табл. 17 приведены классы чистоты, достигаемой при раз-
личных методах обработки. Контроль чистоты поверхности про-
изводится с помощью специальных измерительных приборов.
Поверхности классов чистоты 9—14 могут быть оценены с по-
мощью микроинтерферометра акад. В. II. Линника, принцип дей-
ствия которого основан на том, что шероховатость поверхности
вызывает искривление интерференционных полос света.
Поверхности классов чистоты 3—12 могут быть оценены по
профилограммам, полученным с помощью профилографа
инж. Б. М. Левина или профилографа инж. К. Л. Аммона.
У16 Допуски, посадки и технические измерения
Таблица 17
Классы чистоты поверхности, достигаемые при различных методах обработки металлов
Классы чистоты 1 Методы обработки
№ Обозначение "ск. мк "ср. мк резцами и фрезами, черновая резцами, чистовая фрезами, чистовая 1 резцами, тонкая разверты- вание шлифова- ние грубое । о i я и о в О (- О S •©•У х Е 43 43 притирка полирова- ние доводка брусковая (хонинго- вание)
1 . V 1 Св. 125 до 200 X 1
2 V 2 — Св. 63 до 125 X
3 V 3 — Св. 40 до 63 X
4 VV 4 — Св. 20 до 40 X X
5 VV 5 Св. 3,2 до 6,3 Св. 10 до 20 X X
6 VV 6 Св. 1,6 до 3,2 Св. 6,3 до 10 X X
7 VVV 7 Св. 0,8 до 1,6 Св. 3,2 до 6,3 X X X X
8 VVV 8 Св. 0,4 до 0,8 Св. 1,6 до 3,2 X X X X
9 VVV 9 Св. 0,2 до 0,4 Св. 0,8 до 1,6 X X X
10 VVVV ю Св. 0,1 до 0,2 Св. 0,5 до 0,8 X X х X
11 VVVV 11 Св. 0,05 до 0,1 Св. 0,25 до 0,5 X х х
12 VWV 12 Св. 0,025'до0,05 Св. 0,12 до 0,25 X X X
13 VVVV 13 — Св. 0,06 до 0,12 1 1 X X X
14 VVVV 14 — До 0,06 1 1 ! х 1 X
Допуска и посадки
377
Поверхности классов чистоты 3—9 могут быть наглядно и бы-
стро оценены с помощью двойного микроскопа, предложенного
акад. В. П. Линником в 1929 г. В настоящее время этот микро-
скоп широко применяется в производственных и исследователь-
ских лабораториях.
Поверхности классов чистоты 4—10 в производственных усло-
виях часто оцениваются путем непосредственного визуального
сличения их с образцами — эталонами.
Понятие о размерной цепи. При конструировании машин и
механизмов, помимо кинематического и динамического расчета,
необходимо также производить их геометрический расчет с тем,
чтобы установить допусти-
мые (не нарушающие нор-
мальной работы машины,
механизма) величины ошибок
как размеров деталей, так
и их взаимного положения.
Размеры, связывающие
поверхности или оси одной
или нескольких деталей и
образующие замкнутый кон-
тур, называют размерной Фиг. 202. примеры простейших линейных
цепью. Размерная цепь размерных цепей.
может быть линейной (связы-
вающей параллельные размеры, лежащие в одной плоскости), угло-
вой (связывающей угловые размеры при общей вершине), плоскост-
ной (связывающей параллельные размеры, лежащие в различных
плоскостях) или пространственной (связывающей непараллельные
размеры и (или) размеры, лежащие в непараллельных плоско-
стях). Размеры, составляющие одну размерную цепь, называют
звеньями. Звенья, принадлежащие одной размерной цепи, обо-
значают одной буквой и порядковым индексом, — например, At,
Аг, Д3 и т. д. Замыкающее (последнее) звено, которое получается
при построении размерной цепи, обозначают той же буквой, что
и звенья всей цепи, но с индексом Д (например, Дд).
На фиг. 202 приведены примеры простейших линейных размер-
ных цепей. Из этих схем видно, что величина номинального раз-
мера замыкающего звена размерной цепи представляет собой алге-
браическую сумму номинальных размеров всех остальных ее
звеньев. Для наших примеров величины номинальных размеров
замыкающих звеньев могут быть определены следующим образом:
Дд = Д1 — (At -[- Д3); (фиг. 202, а)
Дд = А, - (Д.2 + Д3 + Д4 + Д3) (фиг. 202, б)
Очевидно, что действительный размер замыкающего звена бу-
дет определяться величинами действительных размеров всех со-
ставляющих звеньев цепи, поэтому решение размерной цепи со-
278
Допуски, посадки и технические измерения
стоит в определении предельных размеров или предельных откло-
нений от номинальных размеров всех звеньев применительно к
требованиям конструкции или технологии.
Понятие о допусках на резьбовые соединения. Винт и гайка
являются неотъемлемой парой всех машин и механизмов, поэтому
установление допусков на изготовление резьбовых соединений
весьма важно для производства. На фиг. 203 приведено располо-
жение полей допусков метрической резьбы. Свинчивание резьбо-
вого соединения обеспечивается тем, что поле допуска на изго-
товление резьбы гайки распространяется вверх («в металл») от
теоретического профиля А,
а поле допуска на изготов-
ление резьбы винта — соот-
ветственно вниз («в металл»)
от этого же теоретического
профиля. Допуски на от-
дельные элементы резьбо-
вых соединений: диаметры —
средний (<7ср.), наружный (fiQ
и внутренний (</,); шаг ($)
и угол профиля (60°) увязы-
ваются так, чтобы было обес-
Фиг. 203. Расположение полей допусков печено свинчивание резь-
метрической резьбы. бового соединения по всей
длине свинчивания.
Осногным элементом, определяющим характер соединения
резьбы, является средний диаметр dcp. (фиг. 203).
ОСТ 1250—1254—39 устанавливает три класса точности для
метрических резьб диаметром от 1 до 600 мм; причем допуск
среднего диаметра класса точности 1 принят b = 67 ]/$, для класса
2 6=101 /s и для класса 3 6 = 167 j/s (в формулах s выра-
жается в мм, а результат получается в мк).
Допуски на наружный и внутренний диаметры устанавливаются
такими, чтобы не происходило заклинивания по вершинам и впа-
динам резьбы. Контроль резьбы производится с помощью резьбо-
вых калибров (проходных и непроходных), резьбовых микромет-
ров, методом трех проволочек, резьбомерами, шагомерами, микро-
скопами и др.
136. Технические измерения
Объектами измерения в машиностроении являются следующие
наиболее важные параметры изготовляемых деталей:
а) линейные размеры: диаметры и длины;
б) углы;
в) неточность формы: овальность, непараллельность, непрямо-
линейность и т. д.;
г) чистота поверхности и др.
Технические измерения
279
В соответствии с этим существуют различные средства и ме-
тоды измерения.
Точность показаний измерительных средств в значи-
тельной степени зависит от температуры. Нормальной температу-
рой измерения принята температура 20'С, поэтому для достиже-
ния большей точности измерений необходимо, чтобы измеряемые
детали и средства измерения имели при измерении температуру,
возможно более близкую к 20°С.
Измерительное усилие должно быть возможно более постоян-
ным и близким к усилию, при котором отрегулирован данный ин-
струмент и которое предписано для каждого инструмента при
измерении.
Мертвый ход и качка отдельных деталей измерительных ин-
струментов должны быть сведены к минимуму, так как они вы-
зывают разницу в показаниях инструментов.
Измерение длин. Для измерения длин используют одномерные
концевые или универсальные инструменты.
Одномерные (концевые) инструменты применяют при
массовом и серийном производстве, причем для контроля каждого
данного размера должен применяться шаблон или калибр (по-
этому эти инструменты и называют одномерными).
Для установки, градуировки и контроля измерительных
приборов в машиностроении применяются специальные мерные
плитки.
Плитки (фиг. 204) выполняются в форме прямоугольных па-
раллелепипедов; рабочим размером является расстояние между
двумя определенными противоположными плоскостями. Рабо-
чие плоскости плиток после шлифования подвергаются тщатель-
ной притирке, становятся весьма точными и приобретают зеркаль-
ный блеск.
Мерные плитки по ОСТ 85000—39 изготовляются пяти классов
точности: 0, 1, 2, 3 и 4 и шести разрядов: 1, 2, 3, 4, 5 и 6. Наиболее
точными плитками являются плитки нулевого класса.
Рабочие размеры плиток установлены по ОСТ от 0,3 до
1000 мм. Плитки комплектуются в наборы так, что путем сочета-
ния нескольких плиток можно составить любой размер через
0,001 мм в пределах диапазона. При составлении блоков плиток
используется их способность „притираться", объясняющаяся мо-
лекулярным притяжением и наличием тончайших (около 0,02 мк)
масляных пленок.
По ОСТ, кроме плиток в виде параллелепипедов, установлены
плитки в виде цилиндров сплошного сечения с рабочими поверх-
ностями по торцам цилиндров.
К одномерным инструментам следует также отнести щупы
(фиг. 205). Щупы представляют собою пластинки с параллельными
поверхностями; мерительным размером является толщина пластин-
ки. Щупы служат для измерения малых зазоров между поверх-
ностями. По ГОСТ 882—41 щупы выпускаются наборами по
280
Допуски, посадки и технические измерения
Фиг. 205. Щуп.
Фиг. 206. Схема
контроля отверстия
предельным калиб-
ром-пробкой.
Фиг. 207. Схема контро-
ля вала предельным ка-
либром-скобой:
1 — проходная часть; 2 — не-
проходная часть.
Фиг. 208. Контроль детали
шаблоном:
1 — деталь; 2 — шаблон.
Технические измерения
281
8—16 шт. с диапазоном размеров от 0,03 до 1 мм. Наиболее упо-
требительным является набор № 1, включающий щупы с разме-
рами от 0,03 до 0,1 мм.
Для контроля размеров по гладким цилиндрическим поверхно-
стям применяются калибры. На фиг. 206 приведена схема кон-
троля отверстия предельным калибром-пробкой, а на фиг. 207—
схема контроля вала предельным калибром-скобой. Размеры про-
ходной (Пр) и непроходной (Не) сторон калибров соответствуют
наибольшему предельному и наименьшему предельному размерам,
поэтому такие калибры называют предельными. При контроле пре-
1 — линейка; 2 — кронциркуль.
дельными калибрами все детали, изготовленные в пределах допуска,
будут приняты в том случае, если проходная часть (сторона) ка-
либра будет проходить в отверстие или одеваться на вал, а не-
проходная, соответственно, не будет проходить.
Конструктивные типы калибров весьма разнообразны. Профиль-
ные калибры, или шаблоны, применяются для проверки контуров
деталей криволинейной формы. На фиг. 208 приведен пример кон-
троля детали шаблоном. Несовпадение контуров детали с конту-
рами шаблона выявляется световой щелью (контроль „на про-
свет").
Способ контроля калибрами и шаблонами весьма прост, не
требует высокой квалификации рабочего и исключает возмож-
ность ошибок при отсчете размера.
Универсальные измерительные инструменты,
как показывает само название, могут применяться для измерения
не одного определенного, а всех размеров того или иного интер-
вала. Из большого разнообразия универсальных измерительных
инструментов, применяемых в современном машиностроении, нами
ниже рассмотрены:
а) штриховые инструменты — масштабные линейки и штанген-
циркули;
282
Допуски, посадки и технические измерения
Фиг. 210. Измерение детали кронцир-
кулем (а) и нутромером (б):
1 — кронциркуль: 2 — нутромер:
3 и 4 — детали.
б) переносные инструменты — кронциркули, нутромеры;
в) инструменты, базирующиеся на применении винтовых пар —
микрометры и штихмасы;
г) рычажно-механические приборы — индикаторы.
Масштабная линейка (фиг. 209) является наиболее
простым измерительным инструментом. Измерение линейкой произ-
водится путем непосредственного
прикладывания линейки к изде-
лию. Цена деления масштабной
линейки составляет 1 мм\ на не-
которых линейках наносят деле-
ния через каждые 0,5 мм. Длина
масштабных линеек колеблется от
150 до 1000 мм. Для измерения
бблыних длин применяют склад-
ные линейки и гибкие стальные
ленты (рулетки).
Кронциркуль и нутро-
мер применяются соответственно
для измерения наружных и вну-
тренних размеров деталей (фиг.
210). Отсчет размеров при исполь-
зовании этих инструментов про-
линейке, как показано на фиг. 209.
изводится по масштабной
Штангенциркули применяются для измерения наружных
и внутренних размеров, а также глубин (фиг. 211). Штанга 6
штангенциркуля представляет собою линейку с основной шкалой
Деталь
> Деталь Фиг. 211. Измерение деталей штангенциркулем.
и губками 7 и 2. По штанге может передвигаться рамка 5 с губ-
ками 3 и 9 и глубиномером 7. Закрепление рамки на штанге осу-
ществляется винтом 4.
Отсчет размеров производится по основной шкале и нониусу 8,
представляющему собою вспомогательную шкалу, расположенную
на рамке и служащую для отсчета долей миллиметра. В СССР
Технические измерения
283
стандартизованы штангенциркули с нониусами, имеющими вели-
чину отсчета 0,1; 0,05 и 0,02 мм.
На фиг. 212, а приведены основная шкала 1 и нониус 2 с вели-
чиной отсчета 0,1 мм в нулевом положении. Шкала этого нониуса
получена при делении 9 мм на 10 частей. Следовательно, каждое
деление нониуса будет иметь размер 0,9 мм, т. е. на 0,1 мм меньше
делений основной шкалы. Если теперь передвигать нониус вправо,
то прежде всего штрих 1 нониуса совпадет со штрихом основной
шкалы, при этом нулевое деление нониуса отойдет от нулевого
деления основной шкалы на 0,1 мм\ при дальнейшем движении
нониуса со штрихами основной шкалы будут совпадать последова-
а б б
Фиг. 212. Отсчет размеров по нониусу штангенциркуля.
тельно штрихи 2, 3, 4 и т. д. до 10, причем расстояние между нуле-
выми штрихами будет соответственно составлять 0,2; 0,3; 0,4 мм и
далее до 1,0 мм.
Для отсчета размера по штангенциркулю нужно количество
целых миллиметров взять по основной шкале, до нулевого штриха
нониуса, а количество десятых долей миллиметра взять по нониусу,
определив, какой штрих нониуса совпадает со штрихом основной
шкалы. На фиг. 212, б приведен размер 20,4 мм, а на фиг. 212 в —
34,7 мм. Из сказанного и приведенных примеров видно, что безраз-
лично, с каким штрихом основной шкалы совпадает штрих но-
ниуса. Последнее обстоятельство использовано при разметке
шкалы нониуса штангенциркуля, приведенного нафиг. 211. Здесь
длина шкалы нониуса составляет не 9 мм, а 19 мм, что удобнее
для отсчета, так как штрихи расположены не так тесно. Цена
деления такого нониуса составляет 1,9 мм. Для получения но-
ниуса с величиной отсчета 0,05 мм делят 39 мм на 20 частей,
тогда каждое деление нониуса будет на 0,05 мм меньше, чем
2 мм.
Для получения нониуса с величиной отсчета 0,02 мм делят
49 мм на 50 частей, тогда каждое деление нониуса будет на
0,02 мм меньше, чем 1 мм.
По ГОСТ штангенциркули изготовляются различных размеров
с верхними пределами измерения от 100 до 1000 мм. В специаль-
ных случаях изготовляются штангенциркули с пределом измере-
ния до 4000 мм.
Микрометр (фиг. 213) применяют для более точных изме-
рений. Действие микрометра основано на принципе работы винто-
вой пары—преобразовании вращательного движения в линейное.
284
Допуски, посадки и технические измерения
В скобе 1 микрометра при вращении барабана 5 перемещается
микрометрический винт 3, между торцом которого и пяткой 2
помещают измеряемую деталь. Шаг микрометрического винта ра-
вен 0,5 мм, а нижняя конусная поверхность барабана разделена
на 50 равных частей; следовательно, поворот барабана 5 на одно
деление соответствует перемещению винта 3 на 0,01 мм. На
Фиг. 213. Микрометр (а) и пример отсчета размера по микрометру (б).
стебле 4 через 0,5 мм нанесены деления для отсчета размеров.
Для обеспечения постоянства измерительного усилия служит
трещотка 6, пользуясь которой производят вращение барабана.
Рабочий интервал микрометра (измерительное перемещение
микрометрического винта) обычно равен 25 мм. Микрометры вы-
пускаются с рабочими интервалами 0 — 25 мм, 25 — 50 мм и так
далее до 1000 мм. На фиг. 213, а приведен микрометр с рабочим
___________________ интервалом 0 — 25 мм, что и ука-
зано на скобе. На фиг. 213, б
CSHEw ..-4^ приведен пример отсчета по ми-
’“'ИН - крометру размера 18,05 мм.
Фиг. 214. Штихмас. Микрометрический штих-
мас (фиг. 214) является уни-
версальным средством измерения внутренних размеров. Действие
микрометрического штихмаса основано также на принципе работы
винтовой пары, и отсчет размеров при его использовании произ-
водится тем же порядком, как и по микрометру.
С помощью специального набора удлинителей штихмасами
можно производить измерения в широких пределах — от 75 до
6000 мм.
Индикаторы (фиг. 215) широко применяются для про-
верки биения деталей, параллельности поверхностей и т. д.,
а также используются во многих измерительных инструментах и
приспособлениях. Цена деления шкалы индикатора 0,01 мм и диа-
Технические измерения
285
пазон измерения 3—10 мм. Механизм для перемещения меритель-
ного стержня 4 индикатора, состоящий из зубчатых колес, рейки и
других деталей, находится внутри кожуха 3. Отсчет целых милли-
метров производится по шкале 7, а сотых долей миллиметра — по
шкале 2. Кроме индикаторов с ценой деления 0,01 мм, суще-
ствуют индикаторы с ценой деления 0,002 мм и 0,001 мм.
Фиг. 215. Индикатор. Фиг. 216. Угловые плитки.
Измерение углов. Измерение углов, как и измерение длин, про-
изводят одномерными или универсальными измерительными ин-
струментами.
К одномерным инструментам относятся угловые плитки,
угловые шаблону, угольники, конические калибры-втулки и кони-
ческие калибры-пробки.
К универсальным инструментам относятся угломеры, синусные
линейки и др.
Угловые плитки (фиг. 216) представляют собою стальные
призмы с отверстиями для крепления к державке. Рабочие сто-
роны плиток выполняются под определенным углом с точностью
±2 — 3". Наборы плиток треугольной и четырехугольной формы
дают возможность составлять углы в пределах от 10 до 350°.
Угловые плитки применяются для установки и контроля инстру-
ментов, используемых для проверки углов, для контроля при изго-
товлении инструментов и т. д.
Угольники (фиг. 217, а) применяются для проверки прямых
углов, а шаблоны (фиг. 217, б)— для углов, отличных от 90°.
Конические калибры-втулки (фиг. 218, а) применя-
ются для контроля наружных конусов, а конические калиб-
ры-пробки (фиг. 218, б)— для контроля внутренних конусов.
286
Допуски, посадки и технические измерения
Деталь при контроле калибром считается изготовленной в пре-
делах допуска, если торец ее не выходит за пределы уступа (Ь)
или рисок, имеющихся на калибрах.
Фиг. 217. Угольник (а) н шаблон (б).
Фиг. 218. Конические калибры.
Универсальный угломер конструкции Д. С. Се-
менова приведен на фиг. 219. На секторе 7 угломера нанесена
Фиг. 219. Универсальный угломер
Д. С. Семенова.
под один из роликов 3 линейки,
формулы
основная шкала в градусах. С
сектором 7 шарнирно связан сек-
тор 2, на котором нанесен но-
ниус с величиной отсчета 2'.
Измеряемую деталь помещают
между пластинкой 3, жестко
связанной с сектором 7, и уголь-
ником 4 (либо закрепленной на
нем линейкой 5), жестко свя-
занным с сектором 2. Переме-
щаясь по сектору 7, сектор 2
в то же время вращается около
точки О, являющейся центром
прибора. Конец пластинки 3
обычно устанавливается в эту
точку. Отсчет градусов произ-
водится по основной шкале,
отсчет минут — по нониусу.
Контроль углов синус-
ной линейки 7 (фиг. 220)
производится с помощью бло-
ка плиток 2, подкладываемого
Угол а может быть найден из
b
sina = y
Контролируемую деталь 5 укладывают на линейку и проверяют
параллельность ее верхнего контура основанию 4.
Технические измерения
287
Фиг. 224. Схема автоматического контроля
готовых деталей.
Фиг. 222. Поверочная плита.
288
Допуски, посадки и технические измерения
Контроль прямолинейности и плоскостности. Средствами
контроля прямолинейности и плоскостности в машиностроении
являются линейки, поверочные плиты, угольники, уровни и др.
Прямолинейность контролируется лекальными линейками (фиг.
221, а) по просвету путем наложения линейки на деталь. Линейки
с широкой рабочей поверхностью (фиг. 221, б) служат для опре-
деления отклонения от прямолинейности деталей с помощью щу-
пов, плиток и т. п.
Для проверки плоскостности детали на поверхность 1 повероч-
ной плиты (фиг. 222) наносят тонкий слой краски; при передвиже-
нии по плоскости плиты выступающие участки проверяемой по-
верхности будут покрываться этой краской.
Автоматические методы измерений. Автоматизация контроль-
ных операций возникла в связи с необходимостью повышения про-
изводительности процессов контроля, а также в связи с автома-
тизацией технологических процессов обработки деталей и сборки
машин и механизмов. Контрольные средства по степени механиза-
ции делятся на контрольные приспособления и автоматы.
Контрольные приспособления представляют собою стенды, смон-
тированные из групп калибров, индикаторов и т. д., расположенных
в установленной последовательности и предназначенных для конт-
роля различных размеров одной детали (узла). На фиг. 223 при-
ведено приспособление с индикаторами в момент контроля детали.
Автоматический контроль применяется в серийном и массовом
производстве при сплошном контроле деталей. При этом применя-
ются автоматизирующие устройства для контроля размеров во
время обработки и автоматы для контроля и сортировки деталей
после их обработки. Каждый контрольный автомат и автоматизи-
рующее устройство представляют собою сочетание более или ме-
нее сложных механизмов (устройств): а) загрузочного; б) измери-
тельного; в) исполнительного (направляющего измеренную деталь
в тару той или иной размерной группы) и г) транспортирующего
(перемещающего детали между загрузочным, измерительным и
исполнительным механизмами). По принципу действия автоматы
подразделяются на механические, электрические, пневматиче-
ские и др.
На фиг. 224 приведена схема автоматического контроля гото-
вых деталей. Из загрузочного устройства 1 деталь поступает в
измерительное устройство 2, которое фиксирует действительный
размер детали и передает соответствующий импульс исполнитель-
ному механизму 4. Исполнительный механизм приводит в дей-
ствие транспортирующее устройство 3, и детали поступают в со-
ответствующий отсек тары.
ГЛАВА ТРИНАДЦАТАЯ
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ
I. ОБЩИЕ СВЕДЕНИЯ
В процессе производства машин и механизмов необходимо из-
готовлять всевозможные детали из различных металлов и сплавов
с соблюдением предписанной точности формы и размеров, а также
заданной чистоты поверхности.
Металлы — материалы большой прочности, и для их обработки
нужно прилагать значительные усилия. Поэтому для обработки
металлических деталей снятием стружки необходимы специальные
машины, обладающие достаточной мощностью, прочностью и меха-
ническим креплением режущего инструмента. Такими машинами
являются металлорежущие станки.
Станкостроение, таким образом, является особо важной отраслью
машиностроения, так как создает машины для производства самих
машин.
Начало станкостроения положено русским изобретателем А. К.
Нартовым, который в 1712 году изготовил первый в мире токар-
ный станок с «держалкой» для крепления резца, в настоящее время
называемой механическим супортом. Этот и другие станки Нар-
това хранятся в Ленинграде в «Эрмитаже» и в Летнем дворце;
Петра I.
Только через 86 лет после Нартова англичанин Моделей вто-
рично «изобрел» механический супорт.
Изобретение А. К. Нартова оказало большое влияние на разви-
тие отечественного и зарубежного станкостроения. В 1810—1823 гг.
механик Тульского оружейного завода П. Д. Захаво создал ряд
специальных токарных станков, а также горизонтально-свер-
лильные, фрезерные, винторезные, многошпиндельные и другие
станки.
В 1824 году тульские механики создали цельнометаллический
станок для обточки ружейных стволов после сверления. Этот ста-
нок отличался рядом новшеств: автоматическим включением по-
дачи и остановкой станка в конце обтачивания, наличием верхней
распорки между передней и задней бабками и др. По конструкции
этот станок далеко опередил лучшие модели английских и амери-
канских станков того времени.
Своим развитием отечественное станкостроение обязано также
механикам И. И. Кулибину, И. И. Ползунову и др.
В. М. Никифоров
290
Обработка металлов резанием
Основоположником теории (кинематического расчета) металло-
режущих станков является русский академик А. В. Гадолин
(1828—1892), который первым разработал и осветил в статье
«О переменах скоростей вращения шпинделей в токарных и свер-
лильных станках», опубликованной в 1876 году, оригинальную
теорию выбора ряда чисел оборотов шпинделей металлорежущих
станков. Там же А. В. Гадолин привел формулы для определения
размеров ступенчатых шкивов и зубчатых передач при условии,
чтобы все последовательные скорости образовали геометрическую
прогрессию. Излагая вопрос о производстве станков за границей,
Гадолин указывает: «Можно сказать, например, что теория рабо-
чих станков вовсе не существует».
Однако царское правительство не уделяло должного внимания
развитию отечественного станкостроения. Это было следствием
слепого преклонения перед иностранным «авторитетом», и ино-
странные капиталисты ввозили в Россию станки, стараясь сбыть
при этом устаревшие модели. Собственная станкостроительная про-
мышленность появляется в России лишь в конце XIX века.
Только после Великой Октябрьской социалистической револю-
ции, когда партия и советская власть поставили задачу добиться
полной экономической независимости СССР от капиталистических
стран, в нашей стране появились специализированные станкострои-
тельные заводы.
Иностранные модели станков не удовлетворяли требованиям
советского машиностроения, и уже в 1925 году завод «Красный
пролетарий» изготовил ряд новых станков.
В 1930 году были утверждены планы реконструкции заводов
«Красный пролетарий», имени Свердлова и «Комсомолец» в спе-
циализированные станкостроительные заводы. За годы сталинских
пятилеток реконструировано и построено вновь несколько десятков
специализированных станкостроительных заводов.
В результате технического прогресса за годы сталинских пяти-
леток произошли резкие изменения в производстве деталей ма-
шин. В частности, широкое распространение получили скоростные
методы обработки и новая прогрессивная технология обработки
деталей, в том числе вихревое резьбонарезание (стр. 326) и др.
Это потребовало выпуска новых, более совершенных станков, от-
вечающих новым условиям многостаночного обслуживания и обес-
печивающих высокую производительность труда. Советские кон-
структоры решили эту задачу. Наряду с совершенствованием стан-
ков у нас созданы автоматические станочные линии, обеспечи-
вающие повышение производительности труда в 10 раз и более.
Решена задача производства и применения высокопроизводитель-
ных агрегатных станков. Каждый агрегатный станок по своей
производительности заменяет 10—15, а иногда 50—60 универсаль-
ных станков, что обеспечивает получение большой экономии.
За годы четвертой сталинской пятилетки советские станко-
строители освоили около 250 новых типов металлорежущих стан-
Классификация видов обработки металлов резанием
291
ков общего назначения, более 1000 типов специальных и агрегат-
ных станков, 23 типа автоматов и полуавтоматов.
Новые станки во многих отношениях превосходят однотипное
оборудование старой конструкции и знаменуют собою большую
победу станкостроителей на фронте технического перевооружения
металлообрабатывающей промышленности.
Удельный вес агрегатных станков, автоматов и специальных
станков на машиностроительных заводах значительно повы-
сился.
В Советском Союзе уже существуют десятки автоматических
станочных линий и автоматический завод по изготовлению авто-
мобильных деталей. Станки-автоматы получают заготовки деталей,
обрабатывают их, контролируют без участия рабочих. Управление
станками-автоматами производится с пульта диспетчером; за рабо-
той станков наблюдают высококвалифицированные рабочие-на-
ладчики.
Успехи советских машиностроителей по автоматизации произ-
водства являются крупным шагом на пути к достижению техники
коммунизма.
Могучей силой в борьбе за технический прогресс в машино-
строении, за лучшую организацию производства и повышение его
экономических показателей является движение скоростников.
Прошло только несколько лет с тех пор, как лауреаты Сталинских
премий Генрих Борткевич (в Ленинграде), Павел Быков (в Москве)
практически доказали возможность резания металлов со ско-
ростью 700—1000 м/мин, а теперь во всех отраслях машинострое-
ния развернулось массовое движение скоростников. Скоростные
методы применяются в настоящее время при выполнении работ на
токарных, фрезерных, сверлильных, шлифовальных, зуборезных и
других станках.
В директивах XIX съезда Коммунистической партии Советского
Союза по пятому пятилетнему плану развития СССР предусматри-
ваются высокие темпы развития машиностроения, как основы мощ-
ного технического прогресса во всех отраслях народного хозяйства
СССР, и увеличение продукции машиностроения и металлообра-
ботки за пятилетие примерно в 2 раза.
137. Характеристика и классификация видов обработки металлов
резанием
Технология изготовления подавляющего большинства деталей
механизмов и машин включает операции механической обработки
резанием. Заготовками для многих деталей являются прутки. Кроме
того, заготовки получают путем отливки, ковки, штамповки и дру-
гих процессов.
В процессе обработки резанием с заготовки снимается струж-
ка; часть металла, переходящая при этом в стружку, называется
припуском на обработку или просто припуском.
292
Обработка металлов резанием
Общий припуск на обработку данной поверхности определяется
как разность между размером до обработки и после обработки.
Припуски на обработку должны быть минимальными —для обес-
печения высокой производительности и экономии металла; однако
они должны быть достаточными для получения качественной де-
тали. Если какая-либо поверхность детали подвергается черновой,
получистовой, чистовой обработке и т. д., то общий припуск де-
лится на отдельные величины, отнесенные к соответствующим ви-
дам обработки. На припуски (как общие, так и операционные)
устанавливаются допуски.
В результате обработки резанием обеспечиваются форма, раз-
меры и чистота поверхности, заданные чертежом, причем если за-
дана более или менее высокая степень точности и чистоты, то за-
готовку подвергают сначала черновой или предварительной
обработке, в результате которой она примет форму, близкую к
требуемой, а затем — чистовой или окончательной обработке.
Обработка металлов резанием разделяется на механиче-
скую обработку на станках и ручную (слесар-
ную) обработку.
В современном массовом и серийном производстве ручная об-
работка имеет незначительный удельный вес и применяется лишь
в отдельных случаях для пригонки деталей. В индивидуальном
производстве, а также при производстве ремонтных и монтажных
работ удельный вес ручной обработки оказывается весьма значи-
тельным.
Снятие стружки с заготовки осуществляется режущими элемен-
тами различных инструментов. Закрепление режущих инструмен-
тов и обрабатываемых деталей, а также их движение и относи-
тельное перемещение производятся рабочими органами металлоре-
жущих станков.
Движения рабочих органов станков делятся на основные и
вспомогательные. Основными движениями называют
те движения, при которых производится снятие стружки с заго-
товки. Вспомогательными движениями называются те, при
которых снятие стружки не производится (отвод и подвод инстру-
мента и др.).
Основное движение разделяется на главное движение и
движение подачи. Снятие стружки осуществляется лишь
при сочетании этих двух движений.
На фиг. 225 приведены различные способы обработки метал-
лов резанием (стрелками указано направление главного движения
и направление движения подачи).
Как видно из чертежей, главное движение и движение подачи
осуществляются инструментами и деталями в различных комби-
нациях.
При точении (фиг. 225, а) заготовке сообщается главное дви-
жение, а инструментам (резцам) — движение подачи. Точение осу-
ществляется на станках токарной группы.
Классификация видов обработки металлов резанием
293
При фрезеровании (фиг. 225, б), наоборот, главное движение
сообщается инструментам (фрезам), а движение подачи — заготов-
кам. Фрезерование осуществляется на станках фрезерной группы
При сверлении (фиг. 225, в) как главное движение, так и дви-
жение подачи обычно сообщаются инструменту (сверлу), однако
в специальных станках это может не соблюдаться.
Фиг. 225. Способы обработки
металлов резанием.
При строгании на продольно-строгальных станках (фиг. 225, г)
главное движение сообщается заготовке, а движение подачи —
инструменту (резцу).
При строгании на поперечно-строгальных и долбежных стан-
ках главное движение сообщается инструменту (резцу), а движе-
ние подачи — заготовке.
При шлифовании (фиг. 225, д, е) главное движение всегда
осуществляется инструментом (шлифовальным кругом). При круг-
лом шлифовании заготовке придается вращательное движение
294
Обработка металлов резанием
(окружная подача). Однако круг в большинстве случаев не может
перекрыть сразу всей заготовки, поэтому необходима еще продоль-
ная подача (вдоль заготовки). Продольная подача осуществляется
заготовкой или кругом.
При плоском шлифовании продольная подача (фиг. 225, ё)
осуществляется чаще всего заготовкой, а поперечная подача —
шлифовальным кругом или заготовкой.
Заметим, что в рассмотренных основных видах обработки ме-
таллов резанием подача осуществляется непрерывно, за исключе-
нием подачи при строгании и поперечной подачи при плоском шли-
фовании, осуществляемых прерывисто. Заметим также, что при
строгании и при плоском шлифовании стружка снимается в на-
правлении главного движения; этого нельзя сказать о видах обра-
ботки с непрерывной подачей, где направление съема стружки
всегда несколько отличается от направления главного движения.
Скорость главного движения во много раз превышает скорость
движения подачи.
138. Классификация металлорежущих станков
Металлорежущие станки классифицируются по группам в за-
висимости:
а) от характера главного движения;
б) от распределения функций главного движения и движения
подачи между заготовками и инструментами;
в) от вида применяемых инструментов.
Наиболее распространенными являются группы:
1) токарных станков;
2) сверлильных и расточных станков;
3) фрезерных станков;
4) строгальных станков;
5) шлифовальных станков.
Ниже приведены краткое описание этих станков и некоторые
данные о работе на них.
Кроме перечисленных, существуют также группы зубо- и резьбо-
обрабатывающих станков, комбинированных и пр.
Внутри каждой группы станки подразделяются на подгруппы
и типы в соответствии с конструктивными и технологическими
особенностями, назначением, степенью специализации и т. п.
Рассмотрим наиболее распространенные подгруппы и типы изу-
чаемых групп станков.
В группу токарных станков входят: токарно-винторезные
станки, токарно-револьверные, многорезцовые токарные, карусельно-
токарные, лоботокарные, токарные автоматы и полуавтоматы;
в группу фрезерных станков — горизонтально-фрезер-
ные, вертикально-фрезерные и продольно-фрезерные станки;
в группу сверлильных и расточных станков — вер-
тикально-сверлильные, радиально-сверлильные и расточные станки
Устройство токарно-винторезного станка
295
в группу строгальных станков — продольно-строгаль-
ные, поперечно-строгальные, долбежные и протяжные станки;
в группу шлифовальных станков-—круглошлифоваль-
ные, плоскошлифовальные, станки для профильного шлифования,
заточные станки.
Приведенная классификация станков является укрупненной;
более подробная классификация производится с учетом размеров
станков (настольные, мелкие, средние, крупные и тяжелые), степени
точности обработки (нормальные, повышенной точности, высокой
точности), степени чистоты обработки (обдирочные, нормальные
и отделочные), по скоростной характеристике (нормальные и бы-
строходные), по количеству шпинделей (одношпиндельные и много-
шпиндельные), по степени универсальности (универсальные — для
выполнения различных операций при обработке деталей самых
разнообразных типов, специализированные — для обработки деталей
одного наименования, специальные — для обработки одной опре-
деленной детали) и т. д.
II. ТОКАРНЫЕ СТАНКИ И РАБОТА НА НИХ
Станки токарной группы применяются чаще всего для обработки
тел вращения. При выполнении работ на этих станках обеспечи
вается получение наружных и внутренних цилиндрических и кони-
ческих поверхностей, фасонных поверхностей, торцевых плоскостей,
цилиндрической и торцевой нарезки и др.
Основными инструментами станков токарной группы являются
резцы различных типов. На этих станках используются также
сверла, зенкеры, зенковки, развертки, метчики, лерки, накатки и пр.
В большинстве машин и механизмов наибольшее количество
деталей представляет собою тела вращения, поэтому естественно,
что станки токарной группы на машиностроительных заводах, как
правило, являются основным оборудованием механических цехов и
составляют больше половины всех металлорежущих станков.
139. Устройство токарно-винторезного станка
Токарно-винторезные станки являются универсальными и при-
меняются для изготовления самых разнообразных деталей. Эти
станки широко используются при индивидуальном производстве,
мелкосерийном и на ремонтных работах. В массовом производстве
они не применяются, уступая место автоматам, многорезцовым и
специализированным станкам. Размеры токарно-винторезных стан-
ков колеблются в самых широких пределах: от настольных — для
обработки деталей часовых и других мелких механизмов и прибо-
ров— до тяжелых — для обработки различных крупных деталей.
Основными размерными характеристиками токарно-винторезных
станков являются высота центров над станиной и наибольшее рас-
стояние между центрами передней и задней бабок.
296
Обработка металлов резанием
На фиг. 226 приведен средний токарно-винторезный станок.
Главные части (узлы) токарно-винторезного станка:станина 3, пе-
редняя бабка 1 с коробкой скоростей, супорт 4 с фартуком 5, зад-
няя бабка 6 и механизм для передачи движения от шпинделя к су-
порту, состоящий из трензеля, сменных шестерен, коробки подач 9,
ходового винта 7 и ходового валика 8.
Станина является базой для направления и крепления всех
прочих частей станка. Она отливается из чугуна и имеет коробча-
тую форму. Верхняя часть станины имеет направляющие (плоские
и призматические) для передвижения по ним супорта и задней
бабки.
Передняя бабка неподвижно крепится к станине и сни-
мается только при капитальном ремонте станка.
Фиг. 226. Токарно-винторезный станок модель 162К Станкостроитель-
ного завода имени XVI партсъезда.
Шпиндель 2 (фиг. 226) служит для крепления, с помощью раз-
личных приспособлений (стр. 307), обрабатываемых заготовок и
сообщения им главного движения.
На правой части шпинделя (фиг. 227) нарезана резьба 2 для
навинчивания патронов или специальных приспособлений. Внутрен-
няя часть шпинделя с правой стороны обработана на конус для
установки втулки и центра 3. Отверстие 7 в шпинделе делают
сквозным, для возможности пропуска прутков, являющихся заго-
товками для деталей.
Внутри корпуса передней бабки расположена шестеренная ко-
робка скоростей. То или-иное число оборотов шпинделя
достигается при переключении рукояток коробки скоростей (руко-
ятками осуществляется перемещение блоков шестерен, помещенных
внутри коробки).
В кинематическую схему коробки скоростей, приведенную на
фиг. 228, входят два узла: узел / с передвижными колесами (ше-
стернями) и узел 77 с передвижной муфтой. Число оборотов nt
вала 7 постоянно, так как вращение этому валу передается от
электромотора, имеющего постоянную скорость, посредством ремня
Устройство токарно-винторезного станка
297
и шкива 2. На валу 1 неподвижно сидят колеса zlt z3 и z5. Блок
колес z2, z4 и z6 может перемещаться вдоль шлицевого участка
промежуточного вала 3, причем будут последовательно происходить
зацепления колеса zt с колесом z2, z3 с zt, z3 с z6. Следовательно,
вал 3 может иметь три различных числа оборотов.
На валу 3 неподвижно сидят колеса z, и z9. Они находятся
в постоянном зацеплении с парными колесами zs и z10, которые
свободно сидят на втулке
шпинделя. Подключение той
или другой шестерни осу-
ществляется при передвиже-
нии кулачковой муфты 4
вдоль шлицевого участка
Фиг. 228. Кинематическая схема коробки
скоростей со шкивом для плоскоременной
передачи (а) и шкив для клиновидной ре-
менной передачи (б).
Фиг. 227. Правая часть
шпинделя.
втулки шпинделя. Легко видеть, что число возможных ступеней
чисел оборотов данной коробки будет равно шести.
Зная число оборотов ведущего вала коробки скоростей пх и чи-
сла зубцов колес zt-i-zl0, можно подсчитать все возможные числа
оборотов шпинделя.
Пусть колесо z, зацеплено с колесом z2, а муфта 4 подключена
к колесу z8. Тогда
л(шп.=П1 • (О
*8 *8
если колесо зацепить с колесом z3, то
(2)
*4 Z8
Перемещая блок колес и переключая кулачковую муфту, можно
получить все шесть ступеней чисел оборотов.
Отношения — • — = 1^ — • - =i9 и т. д. называются передаточ-
2% ^8 ^4 ^8
ними отношениями.
Подставляя Z, и в ф-лы (1) и (2), получим:
^1ШП.
ftginn.-• /g.
298
Обработка металлов резанием
Пусть в нашем примере nt = 950 об/мин., z, = 58, z2 — 52,
z- — 45, zs = 76; тогда
* ^7
2g • ^8
58 • 45
52 • 76
0,66;
«jam. = nt • it = 950 • 0,66 = 627 об/мин.
2, fl Z4
Фиг. 229. Схема ступенчато-шкивного
привода с перебором.
сионного вала 1 чеоез шкивы 2 и
Для подсчета остальных передаточных чисел и чисел оборотов
шпинделя предлагаем самим учащимся задаться числами зубцов
колес. Нужно помнить при этом, что суммы диаметров, а следо-
2 __________________________ вательно, и суммы чисел зуб-
/______________-2' х| [ __ цов (при постоянном модуле)
~ всех зацепляющихся пар дан-
ного узла должны быть равны
между собою, т. е. zl-[-zi —
= ^4-zi = Zg^-z6 и 24-|-г8 =
= Zg zI0.
Приведенная на фиг. 228
коробка скоростей состоит
только из двух узлов. При кон-
струировании универсальных
станков предусматривается до
24 ступеней чисел оборотов,
что достигается введением в
кинематическую схему коробки
большего количества узлов.
Помимо передних бабок с
коробками скоростей, суще-
ствуют передние бабки со сту-
пенчатыми шкивами и зубча-
тыми переборами.
На фиг. 229 приведена схе-
ма ступенчато-шкивного при-
вода с перебором. От трансмис-
5 вращение передается валу 6
контрпривода. Для остановки станка ремень 3 переводят на хо-
лостой (свободно сидящий на втулке, связанной с валом 6) шкив
4. Ступенчатый шкив 11 свободно посажен на шпиндель и жестко
связан с зубчатым колесом zt. Зубчатое колесо zt жестко связано
со шпинделем. При работе с перебором вращение от ступенчатого
шкива 11 через колесо Zi передается колесу zit связанному об-
щей гильзой 9 с колесом г3, а от последнего — колесу z4 и шпин-
делю.
Для работы без перебора, с помощью рукоятки 12 поворачи-
вают эксцентричный вал 8 и посредством пальца 10 соединяют
колесо Zi со ступенчатым шкивом 11. При повороте эксцентрич-
ного вала ось гильзы 9 удаляется от оси шпинделя и колеса рас-
цепляются.
Устройство токарно-винторезного станка
299
ремня,
3 ч-
6
Фнг. 230. Задняя бабка.
к заклиниванию и по-
При работе без перебора число оборотов шпинделя равно числу
оборотов ступенчатого шкива 11 и может быть определено, в за-
висимости от положения ремня, по одной из следующих формул:
dt di
гь=гъ-£г, =
п3 = «к^т И n4 = nK^T,
где пк — число оборотов ступенчатого шкива 7 контрпривода;
7 — коэффициент скольжения
равным 0,98.
При работе с перебором, для
подсчета числа оборотов шпинде-
ля, необходимо учесть еще и пере-
даточное отношение перебора:
;__*£ z3
Zj ' Zt •
Так, при положении ремня на
крайней левой ступени число обо-
ротов шпинделя ns = ni • i, и да-
лее, при соответствующих поло-
жениях ремня, n6=«2-z; n,=n3-z;
ns — ni • i-
Пуск станка при одновременно
включенном переборе и пальце 10 п
ломке механизма.
Приведенный механизм представляет собою комбинацию двух
узлов: узла пэры ступенчатых шкивов и узла перебора. Количество
ступеней шкива колеблется у различных станков от 3 до 6.
Из рассмотренных механизмов главного движения станков в на-
стоящее время наиболее распространенными являются шестеренные
коробки скоростей как у токарных станков, так и у станков других
типов. Кроме этих механизмов, для регулирования скоростей при-
меняют двигатели с переменным числом оборотов, а также коробки
скоростей с бесступенчатым регулированием скоростей (вариаторы).
Устройства для бесступенчатого регулирования чисел оборотов
применяются в основном в приводах главного движения универ-
сальных токарных и сверлильных станков малых и средних раз-
меров.
Задняя бабка (фиг. 230) применяется: а) при обработке
длинных цилиндрических заготовок для их поддержания; б) для
закрепления сверл, зенкеров, разверток и других инструментов при
обработке отверстий; в) при обработке конусов с небольшими
углами.
Нижняя поверхность основания 1 задней бабки пришабрена по
направляющим станины и скользит по ним при перемещении бабки.
300
Обработка металлов резанием
Планкой 9, болтом 10 и гайкой 7 производится закрепление бабки
в той или иной части станины. Пиноль 4 с установленным в ней
центром 3 (или режущим инструментом) при вращении маховичка 6
перемещается вдоль оси станка. Закрепление пиноли осуществляется
с помощью рукоятки 5. Для обтачивания конусов корпус 2 смещают
по основанию в поперечном направлении; смещение осуществляется
посредством болта 8.
При скоростной обработке валов очень важно обеспечить по-
стоянство осевого усилия центра задней бабки. Это достигается
Фиг. 231. Задняя бабка с вращающимся центром
и компенсатором.
применением различных компенсаторов: пружинных, пневматических
и гидравлических.
На фиг. 231 приведена задняя бабка с вращающимся центром
7 и с пружиной 5, обеспечивающей постоянство осевого усилия.
При вращении маховичка 7 центр 7 войдет в центровое отверстие
вала. Усилие от центра через пиноль 2, винт 3 и его буртик 4
будет передаваться пружине 5. Когда осевое усилие превзойдет
усилие пружины, последняя начнет сжиматься, и при дальнейшем
вращении маховичок будет (вместе с винтом) отходить вправо от
крышки 6. Закрепление пиноли после установки производится
с помощью зажимов 8 и 9.
С у п о р т (фиг. 232) предназначен для крепления режущих
инструментов, главным образом резцов, и сообщения им движения
подачи. С помощью отдельных частей супорта резец может пере-
мещаться в различных направлениях.
Самая верхняя часть супорта — резцедержатель 7 используется
для закрепления резцов. Понятно, что резцедержатель (а с ним и
резец) будет перемещаться при движении любой части супорта,
расположенной ниже. Токарно-винторезные станки оборудуются
одноместным резцедержателем или поворотным, позволяющим одно-
временно закреплять до четырех резцов (такой резцедержатель
приведен на фиг. 232). Преимуществом резцедержателей последнего
Устройство токарно-винторезного станка
301
типа является экономия времени на установку резцов и обеспечение
возможности работы по настройке.
Рационально применять резцедержатели, конструкцией которых
предусмотрена возможность быстрого поворота и точного фикси-
рования после поворота. В Советском Союзе разработаны кон-
струкции резцедержателей, отвечающих этому требованию; упра-
вление ими производится одной рукояткой.
Продольные (нижние) салазки 4 при вращении махо-
вичка 9 перемещаются по направляющим станины. При движении
продольных салазок вершина резца будет перемещаться по пря-
мой, параллельной оси шпинделя.
Поперечные салазки 12 при вращении рукоятки 10 пе-
ремещаются по направляющим 11 нижних салазок. При движении
поперечных салазок вершина резца будет перемещаться по прямой,
перпендикулярной оси шпинделя.
Поворотная часть 13 центрируется в кольцевой выточке
поперечных салазок. Закрепление поворотной части на поперечных
салазках производится с помощью гаек 14.
Верхние салазки 2 с помощью рукоятки 3 перемещаются
по направляющим поворотной части. При движении верхних салазок
вершина резца будет перемещаться по прямой. Положение этой
прямой зависит от положения поворотной части. Если поворотная
часть закреплена в нулевом положении, то эта прямая будет па-
раллельна оси шпинделя; если поворотная часть закреплена под
углом 90°, то эта прямая будет перпендикулярна оси шпинделя;
наконец, если поворотная часть будет закреплена в каком-либо
ином положении, то эта прямая будет наклонена к оси шпинделя
под тем или иным углом. Установка поворотной части под тре-
буемым углом производится с помощью шкалы 15.
302
Обработка металлов резанием
Фартук 8 крепится к продольным салазкам супорта. На пе-
редней стенке фартука расположены маховички и рукоятки управ-
ления движением супорта. Супорт может передвигаться не только
от руки, но и автоматически (самоходом), от ходового валика 6
Фиг. 233. Механизм самохода супорта.
оженными на задней стенке фартука.
или от ходового винта 5.
На задней стенке фартука
смонтированы различные
детали, связывающие су-
порт с зубчатой рейкой 7
(привинченной к станине),
ходовым винтом и ходо-
вым валиком.
На фиг. 233 приведен
механизм автоматического
движения (самохода) су-
порта. На ходовой валик/,
имеющий продольную
шпоночную канавку 2, на-
дет червяк 7. При пере-
мещении супорта вдоль
станины этот червяк также
перемещается, увлекае-
мый приливами 6, расно-
В отверстии червяка имеется
японка, так что при вращении ходового валика червяк тоже вра-
щается. От червяка вращение передается червячной шестерне 4 и
расположенной с ней соосно цилиндрической шестерне S; далее
приводятся в движение шестерни 9 и 10. Последняя шестерня 10 на-
ходится в постоянном
зацеплении с зубча-
той рейкой 3 (привин-
ченной к станине), и,
обкатывая ее, сооб-
щает движение су-
порту. Включение и
выключение самохо-
да осуществляется
конусной муфтой
(на фиг. 233 Отсутст- Фиг. 234. Механизм маточной гайки,
вует), расположен-
ной между шестернями 4 и 8, посредством маховичка 5.
У большинства станков кроме продольного самохода имеется
еще и поперечный, причем поперечная подача может осуществляться
от общего червяка или отдельным механизмом. У таких станков
на винт поперечной подачи надета шестерня и имеется фрикцион
включения поперечной подачи.
Автоматическое перемещение супорта с введением в цепь ходо-
вого винта применяют при нарезании резьбы. Для соединения су-
Устройство токарно-винторезного станка
303
порта с ходовым винтом на задней стенке фартука имеется разъ-
емная маточная гайка 7 (фиг. 234), а на передней — рукоятка 2 ма-
точной гайки, при повороте которой половины гайки либо плотно
охватывают ходовой винт 3—и тогда вращательное движение
ходового винта преобразуется в поступательное движение гайки
и, соответственно, супорта, либо освобождают винт — и тогда
супорт останавливается.
Одновременное включение подач от ходового винта и ходового
валика приводит к заклиниванию и поломке механизма подачи.
Большинство современных станков снабжено блокировочными
устройствами, препятствующими одновременному включению подач.
Механизм для передачи движения от шпинделя
к супорту (фиг. 235) состоит из узла трензеля 7, узла сменных
шестерен 77, узла коробки подач 777, ходового винта 7, ходового
валика 2 и узлов механизмов фартука IV (рассмотренных выше).
Узлы сменных шестерен и коробки подач обеспечивают возмож-
ность получения различных подач (крупных и мелких); узел
трензеля служит для изменения направления (реверсирования) дви-
жения.
Трензель с цилиндрическими шестернями (фиг. 236) состоит
из колодки 7 с рукояткой 2 и трех шестерен: z2, z3 и z4. Колодка
свободно надета на палец 3; на этот же палец с помощью шпонки
насажена шестерня z4. Шестерни z2 и z3 свободно надеты на пальцы
колодки, которые размещены так, что шестерня z2 всегда зацеплена
с шестерней z3, а шестерня z3 — с шестерней z4. При перемещении ру-
коятки 2 колодка будет качаться около оси пальца 3, причем будут по-
переменно достигаться: 1) зацепление шестерни г2 с шестерней zt
(фиг. 236, а); 2) нейтральное положение (фиг. 236, б) и 3) зацепление
шестерни z3 с шестерней Z] (фиг. 236, в). Шестерня zt жестко
связана со шпинделем станка. Таким образом, реверсирование трен-
зелем с цилиндрическими шестернями основано на выключении из
кинематической цепи одной шестерни (z2). Легко видеть, что при
постоянном направлении вращения шпинделя (шестерня z4) то или
304
Обработка металлов резанием
иное направление движения шестерни г4 достигается путем пере-
ключения трензеля.
Передаточное отношение трензеля
i —г+-
1тр- ~ z4 ’
г2 и z3 являются промежуточными шестернями и не оказывают
влияния на передаточное отношение Г
У большинства станков z1 = zl, поэтому палец трензеля делает
столько же оборотов, сколько шпиндель.
Помимо трензеля с цилиндрическими шестернями, для реверси-
рования подач в станках применяют трензель с коническими ше-
Фиг. 236. Трензель с цилиндрическими шестернями.
стернями (фиг. 237). Коническая шестерня z2 приводится в движе-
ние жестко связанной с ней шестерней От шестерни z2 через z3
вращение передается шестерне Все шестерни постоянно связаны
между собою и свободно сидят на валах. Вращение вала 2 трензеля
в ту или иную сторону достигается при подключении кулачковой
муфты 7, связанной с валом шпонкой, к шестерне г2 или шестерне г4.
Сменные шестерни в станках, не имеющих коробок по-
дач, используются для передачи движения от пальца трензеля
к ходовому винту. Первая сменная шестерня надевается на палец
трензеля, а последняя — на ходовой винт. При передаче в одну
пару сменных шестерен (фиг. 238, а) на палец- 7, закрепленный
в прорези гитары 3, устанавливают промежуточную шестерню
znp., с помощью которой связывают шестерню г( с шестерней z2.
Гитара надета на ходовой винт 4 и закрепляется в определенном
1 На примере трензеля заметим, что передаточное отношение не зависит
ни от количества промежуточных шестерен, ни от количества их зубцов; каждая
промежуточная шестерня изменяет в кинематической цепи лишь направление
вращения.
Устройство токарно-винторезного станка
305
положении гайками 2. Передаточное отношение пары сменных
шестерен определяется по формуле
tcM~zs-
При передаче в две пары сменных шестерен (фиг. 238, б) две
шестерни и г3 надеваются на общую втулку со шпонкой и по-
мещаются на палец гитары, причем шестерня подключается
Фиг. 237. Трензель с кониче-
скими шестернями.
Фиг. 238. Схемы установки сменных шестерен:
для передачи в одну пару (а) и в две пары (б).
к шестерне а шестерня г3 к шестерне г4. Передаточное отноше-
ние в этом случае определяется по формуле
lc«—Zs.Zi-
Коробки подач устанавливаются на большинстве совре-
менных станков. Преимуществом станков с коробками подач является
возможность быстрого переключения подач. Сменные шестерни
у этих станков также существуют, однако прибегать к замене
приходится не при каждом изменении подачи (как у станков без
коробки подач), а лишь тогда, когда требуемой подачи нельзя
достигнуть переключением рукояток коробки подач.
В коробках подач чаще всего применяется механизм накидной
шестерни и механизм вытяжной шпонки.
Механизм накидной шестерни (фиг. 239) состоит из двух па-
раллельных валов 1 и 2, рычага 3, скользящей шестерни zu на-
кидной шестерни и блока шестерен г3 — г10 (количество шесте-
рен в блоке достигает 12).
Блок шестерен жестко закреплен на валу 1. Получение той или
иной подачи достигается при зацеплении накидной шестерни с той
или иной шестерней блока.
20 В. M. Никифоров
306
Обработка металлов резанием
В механизме вытяжной шпонки (фиг. 240) шестерни г3, гв,
г, жестко сидят на валу 1, а шестерни г4, z6, zs свободно на-
деты на вал 2 и находятся в постоянном зацеплении с парными
zio
Фиг. 239. Схема передачи
с накидной шестерней.
Фиг. 240. Схема передачи с вытяжной
шпонкой.
шестернями вала 1. Роль вытяжной шпонки играет защелка 3,
которая при перемещении кнопки 4 попадает в шпоночные пазы
той или иной шестерни и соединяет ее таким образом с валом 1.
241. Скоростной токарно-универсаль-
Фиг. Г
ный станок модель 1620 станкостроитель-
ного завода „Красный пролетарий".
Чтобы предупредить возможность одновременного подключения
двух смежных шестерен, между последними установлены раздели-
тельные кольца 5.
Развернувшееся в Советском Союзе движение стахановцев-ско-
ростников потребовало создания быстроходных станков. В настоя-
Приспособления для токарно-винторезных станков
307
щее время отечественные станкостроительные заводы выпускают
ряд моделей станков, в полной мере приспособленных для осуще-
ствления скоростного резания.
На фиг. 241 приведен скоростной токарно-универсальный станок
модель 1620 завода „Красный пролетарий". Этот станок имеет
повышенную мощность и жесткость; изменение чисел оборотов
осуществляется бесступенчатым вариатором, а изменение величины
подачи — с помощью одной рукоятки. Станок имеет переставные
упоры для автоматического выключения подач. Пределы чисел
оборотов — от 20 до 3000 об/мин. Количество продольных и попе-
речных подач супорта — 40. Управление всеми механизмами станка
очень простое.
Помимо выпуска быстроходных станков, для обеспечения ско-
ростной обработки производится модернизация существующих
станков. При модернизации стремятся повышать мощность привода
и числа оборотов шпинделя, а также жесткость и виброустойчи-
вость узлов станка. В целях повышения производительности и
улучшения качества обрабатываемых деталей станки оснащают
также механизирующими и автоматизирующими устройствами.
Увеличение мощности привода достигается заменой электро-
двигателей на более мощные; обычно одновременно заменяются
плоские ремни передачи на клиновые, которые более надежны и
обеспечивают плавность передачи.
На фиг. 228, б приведен шкив для тройной клиновидной ремен-
ной передачи, а на фиг. 228, а шкив 2 предназначен для плоско-
ременной передачи.
140. Приспособления для токарно-винторезных станков
Приспособления для станков являются дополнительным обору-
дованием, с помощью которого производится установка и закре-
пление обрабатываемых заготовок или инструмента в соответствии
с требованиями технологического процесса. Приспособления де-
лятся на универсальные, применяемые для обработки различных
заготовок, и специальные, предназначенные для обработки только
одной детали. В настоящем параграфе рассматриваются универ-
сальные приспособления для токарно-винторезных станков; ниже,
при изучении сверлильных, фрезерных и других станков, будут
рассмотрены некоторые приспособления, используемые для выпол-
нения работ на этих станках.
Центры служат для установки (базировки) заготовок между
шпинделем станка и пинолью задней бабки. В заготовках, подле-
жащих установке в центрах, на торцах предварительно высверли-
вают центровые отверстия (фиг. 242).
Главное движение при обработке в центрах сообщается заго-
товке с помощью поводкового патрона 1 (фиг. 243), навин-
чиваемого на шпиндель, и хомутика 2, закрепляемого на левом
конце заготовки с помощью болта 3. Кроме изогнутых хомутиков,
308
Обработка металлов резанием
существуют также прямые, для работы с которыми применяются
патроны с поводковым пальцем (фиг. 263).
При скоростной обработке валов применяют задние центры 4
(фиг. 243), наплавленные сормайтом или оснащенные пластинками
твердых сплавов, а также вращающиеся центры. Одна из кон-
струкций вращающегося центра представлена на фиг. 231.
С целью сокращения времени на закрепление заготовки приме-
няют самозажимные хомутики или самозажимные поводковые пат-
роны.
Действие самозажимного хомутика легко понять при рассмотре-
нии фиг. 245.
При вращении поводкового патрона его палец 2 упирается
в рычаг 1 хомутика, который и зажимает обрабатываемую заго-
товку 3.
На фиг. 244 приведена схема сил, действующих на задний
центр. Величина этих сил зависит от усилия Q (вызываемого ве-
сом обрабатываемой детали), силы резания Рг и радиальной силы Р«
(стр. 316).
Величина усилия S определяется по формуле
S = R tg|.
При а = 60° tg-|-= 0,58;
при а —90°tg-| = l.
Приведенными данными подтверждается целесообразность при-
менения центров с углом при вершине 60°.
Самоцентрирующий патрон (фиг. 246), как показывает
само название, применяется для закрепления заготовки и одновре-
менного центрирования ее. В корпусе 1 патрона находится кони-
ческая шестерня 2, на обратной стороне которой нарезана торце-
вая резьба. Шестерни 3 (три штуки) находятся в зацеплении с ше-
стерней 2 и могут вращаться с помощью торцевого ключа. При
вращении шестерен 3 кулачки 4, связанные с торцевой резьбой,
будут одновременно сходиться или расходиться, смотря по напра-
влению вращения ключа. Самоцентрирующий патрон навинчивается
на шпиндель станка. Он применяется для закрепления цилиндри-
ческих заготовок, причем базой крепления может являться как
наружная, так и внутренняя поверхность заготовки. Для более
точного центрирования обрабатываемой заготовки сырые кулачки
предварительно растачивают или закрепляют заготовку с помощью
втулки, расположенной между кулачками и заготовкой.
У четырех кулачковых патронов (фиг. 247) каждый
кулачок можно перемещать отдельно, что позволяет закреплять
в них некруглые и несимметричные заготовки. Выверка заго-
товок в четырехкулачковых патронах требует значительного вре-
мени.
Приспособления для токарно-винторезных станков 309
Фиг. 243. Установка заготовки
в центрах.
Фиг. 242. Центр и центровое
отверстие в заготовке.
Фиг. 244, Схема сил, действующих на задний центр.
Фиг. 246. Самоценгрирующий патрон.
310
Обработка металлоз резанием
Планшайба (фиг. 248) применяется для закрепления заго-
товок, которые не представляется возможным закрепить в кулач-
ковых патронах. При установке заготовки на планшайбе исполь-
зуются различные планки и угольники, которые закрепляются с по-
мощью болтов.
Самоцентрирующий и четырехкулачковый патроны приведенной
конструкции, а также планшайба требуют ручного зажима заго-
товки. Это является их общим недостатком. В массовом и серий-
ном производстве применяют быстродействующие пневматические,
гидравлические, электрические патроны и др.
Для обеспечения концентричности поверхностей обрабатывае-
мых деталей (шестерен, втулок, дисков и т. д.) чистовую обра-
Фиг. 247. Четырехкулачковый
патрон.
Фиг. 248. Крепление за-
готовки на планшайбе
с помощью угольника.
ботку обычно начинают с отверстия; в дальнейшем это отверстие
используется в качестве базы при установке деталей на специаль-
ные оправки.
При обтачивании нежестких валов (длина которых в 10 и бо-
лее раз превышает их диаметр) закрепление их только за концы
оказывается недостаточным, так как при этом усилие резания
будет вызывать значительный изгиб заготовки. При большом уве-
личении изгиба заготовку может даже вырвать из центров. По-
этому вводят дополнительную опору для заготовок. В качестве
такой опоры используются люнеты. Каждый токарный станок
снабжается обычно двумя люнетами: подвижным и неподвижным.
Неподвижный люнет (фиг. 249) устанавливается и закре-
пляется на станине; он имеет три кулачка, поддерживающие заго-
товку при обработке.
Кулачки люнета оснащаются бронзовыми подушками, а в от-
дельных случаях заливаются баббитом. При повышении скорости
резания наблюдается значительное нагревание кулачков и обраба-
тываемой заготовки, поэтому для скоростной обработки валов
рациональнее применять специальные люнеты.
Подвижный люнет (фиг. 249, б) устанавливается на про-
дольных салазках супорта так, что его два кулачка располагаются
против резца (касаясь обработанной поверхности) и поинимают на
Приспособления для токарно-винторезных станков
311
себя то давление, которое при отсутствии их вызвало бы изгиб
заготовки.
Подвижные люнеты применяются при обработке тонких валов.
При скоростной обработке применяются роликовые люнеты (фиг. 250).
Фиг. 249. Люнеты: неподвижный (а) и подвижный (б).
Ролики 1, 2, 3 монтируются на шариковых подшипниках. Ро-
лик 3, под действием пружины 4, прижимает вал 5 к двум дру-
гим роликам, чем предупреждается
провисание вала.
Копировальная (конусная) л и-
нейка (фиг. 264) является приспособ-
лением для обтачивания конусов. Плита
1 с помощью кронштейнов прикреп-
ляется к станине. Копировальная ли-
нейка 2 с помощью шкалы 4 устанавли-
вается под рассчитанным углом. Винт
поперечных салазок выключается, и
поперечные салазки тягой 5 связыва-
ются с ползушкой 3. При перемеще-
нии супорта вдоль станины ползушка
скользит по линейке, и резец переме-
щается под углом а к оси шпинделя.
На этом же принципе осущест-
вляется обработка фасонных (криво-
линейных) поверхностей; в этом слу-
чае на место копировальной линейки
Фиг. 250. Схема установки ро-
ликов в подвижном люнете.
устанавливают специальный профиль-
ный копир, который имеет контур, соответствующий требуемому
профилю детали.
Работа по упору. При обтачивании ступенчатых валов полу-
чение заданных размеров по длине достигается с помощью проме-
312
Обработка металлов резанием
ров масштабными линейками, шаблонами, штихмасами, а также
применением упоров.
На основании данных исследований можно придти к заключе-
нию, что хорошие результаты по точности и по производитель-
ности получаются при использовании упоров. Упоры позволяют
также-с помощью специальных устройств (механических, электри-
ческих и др.) производить автоматическое выключение подачи.
На фиг. 251 приведена схема работы по упору с длиноограни-
чителями (мерные бруски). Упор 2 закрепляется на станине 1.
Фиг. 251. Схема работы по упору с длиноограничителями.
Получение того или иного из размеров (Zj-ь/4) детали достигается
при упоре супорта 4 в длиноограничители 3.
На заводах Советского Союза проводится значительная работа
по автоматизации токарных и других станков. Автоматизирующие
устройства позволяют автоматически получать заданные размеры
как по длине, так и по диаметру, обеспечивают ускоренный авто-
матический отвод и подвод резца и т. д.
Виброгасители. При обработке, главным образом валов, в от-
дельных случаях, по различным причинам, возникают вибрации,
следствием которых является волнистость обработанной поверх-
ности. Предупреждение вибрации может быть достигнуто повы-
шением жесткости системы станок — деталь — инструмент и уста-
новкой станка на жесткий фундамент. Так как явление вибраций
связывается с автоколебаниями (обстоятельно исследованными со-
ветскими учеными), то оказалось весьма целесообразным приме-
нить гидравлический виброгаситель конструкции проф. А. П. Со-
коловского.
С помощью этого виброгасителя моментально гасятся очень
значительные вибрации.
Режущий инструмент и процесс резания 313
141. Режущий инструмент и процесс резания
Первым исследователем процессов резания и образования
стружки был русский профессор И. А. Тиме, работы которого,
опубликованные еще в 1870 году, сохранили свое значение и по
настоящее время. В своих исследованиях И. А. Тиме установил
номенклатуру стружки, усадку стружки, положение плоскости
скалывания, распространение деформации срезываемого слоя, за-
вивание стружки и направление ее схода.
К. Л. Зворыкин создал схему сил, действующих на инструмент
(1893), которая имеет большую ценность и в настоящее время.
Он математически определил положение плоскости скалывания
(сдвига), доказал, что толщина стружки влияет на усилие резания
(см. ниже) в степени, меньшей единицы. К. Л. Зворыкин первый
сконструировал и применил для своих экспериментов самопишу-
щий гидравлический динамометр.
Дальнейшим своим развитием теория резания обязана Я. Г. Уса-
чеву, применившему металлографический метод для изучения про-
цесса резания металлов, доказавшему, что в срезанном слое про-
исходят необратимые деформации, и выполнившему целый ряд
других исследований, Б. Г. Соколову, С. Ф. Глебову и другим.
Расцвет науки о резании металлов относится к периоду разви-
тия стахановского движения, когда была создана специальная ко-
миссия по резанию металлов для руководства всеми научно-иссле-
довательскими работами в этой области. В результате проведен-
ных работ были установлены силовые и стойкостные зависимости
для обработки всеми видами инструментов и для всех наиболее
употребительных металлов, нормы износа инструментов, режимы
скоростного резания.
В настоящее время учение о резании металлов базируется
исключительно на работах русских и советских ученых: И. А. Тиме,
К. Л. Зворыкина, Я. Г. Усачева, В. Д. Кузнецова, В. А. Криво-
ухова, А. И. Каширина, М. В. Касьяна, М. И. Клушина и др.
Работы советских ученых выдвинули отечественную науку
о резании металлов на первое место в мире.
Резание металлов, как и всяких других материалов, произво-
дится инструментом, режущая часть которого представляет собою
клин.
Металлы значительно прочнее многих других материалов (на-
пример, дерева), поэтому инструменты для обработки металлов
должны иметь прочную режущую часть и должны быть надежно
закреплены.
На фиг. 252 приведена схема резания и образования стружки.
Прочно закрепленный и перемещаемый в направлении стрелки
резец 1 передней поверхностью 2 сминает и скалывает частицы
металла, лежащие выше плоскости ВА (фиг. 252, а), причем обра-
зующаяся стружка 3 состоит из отдельных элементов а, б, в, г, д.
В начале образования стружки режущий инструмент своей режу-
314
Обработка металлов резанием
щей кромкой внедряется в металл заготовки около точки А, далее
при своем движении инструмент передней поверхностью давит на
верхний слой металла и отрывает его от основной массы металла
заготовки (фиг. 252, б)-, при этом образуется опережающая тре-
щина. Под влиянием этого давления, с одной стороны, и сил сце-
пления между частицами отделяемого металла и основной массы
его, с другой, срезаемый слой припуска претерпевает сложную
деформацию сжатия и изгиба. Когда создавшиеся в этом слое на-
пряжения превзойдут прочность металла, происходит относитель-
ный сдвиг частиц (скалывание) и образуется элемент стружки а
(показан пунктиром). Далее, части припуска б, в, г и т. д. после-
довательно переходят в стружку. Плоскость, в которой происхо-
Фиг. 252. Схема образования стружки при обработке.
дит скалывание элементов, называется плоскостью скалывания, а
угол, образованный этой плоскостью и касательной к поверхности
резания, — углом скалывания. Величина угла скалывания колеблется
для разных металлов в пределах 145-4-155°. Характер и величина
искажений формы срезаемого металла заготовки при переходе его
в стружку зависят от многих причин, в первую очередь — от
свойств металла заготовки. При обработке пластичных металлов
(медь и др.) будет образовываться сливная стружка — длинная
эластичная лента, отдельные элементы которой не будут выражены
явно (фиг. 253, а). При образовании сливной стружки происходит
значительная (до 50%) усадка срезаемого металла; при обработке
менее вязких металлов (например, стали) будет образовываться
стружка скалывания (фиг. 252, а). Усадка стружки скалывания
меньше, чем сливной. При обработке хрупких металлов (например,
чугуна) стружка отделяется разобщенными элементами и назы-
вается стружкой надлома (фиг. 253, б). Стружка надлома почти
не имеет усадки.
Резание при точении. На фиг. 254 приведена схема обтачива-
ния вала резцом (данные о геометрии резцов приведены на стр. 317).
Заготовке 1 шпинделем станка сообщается главное движение,
резцу 2 супортом станка сообщается движение подачи. При точе-
нии оба движения осуществляются непрерывно.
Режущий инструмент и процесс резания
81S
Режим резания при точении характеризуется следующими
величинами:
глубина резания t — расстояние между обрабатываемой и
обработанной поверхностями, измеренное по перпендикуляру к оси
заготовки:
/ di — do
t= — у-1 ММ;
подача S—-величина продольного перемещения резца за один
оборот обрабатываемой заготовки (измеряется в мм/об);
ширина стружки b — расстояние между обрабатываемой
и обработанной поверхностями, измерен-
ное по поверхности резания (в мм);
толщина стружки а — расстоя-
ние, измеренное в направлении, перпенди-
кулярном к ширине стружки (в мм);
Фиг. 253. Сливная стружка (а) и стружка Фиг. 254. Схема обтачива-
надлома (б). ния вала.
площадь номинального поперечного сечения
стружки f подсчитывается как произведение глубины резания
на подачу:
f=S t мм?;1
скорость резания v— скорость движения обрабатываемой
поверхности относительно режущей кромки резца. Практически
скорость резания высчитывают по формуле
‘и=-ТббО- м/мин>
где d — больший диаметр в мм;
п — число оборотов заготовки в минуту.
Для дальнейшего знакомства с вопросами резания и с резцами
необходимо уяснить себе понятия основной плоскости и плоскости
резания.
Основная плоскость (фиг. 255) определяется направле-
ниями продольной и поперечной подачи. Плоскость реза-
1 Площадь поперечного сечения стружки равна также произведению ее ши-
рины на толщину: f—a-b мм2.
316
Обработка металлов резанием
ния — плоскость, касательная к поверхности резания и проходя-
щая через главную режущую кромку.
В процессе резания на резец действует сила Р (фиг. 255), ко-
торую разлагают на три составляющие:
вертикальную составляющую %; эта сила действует в плоскости
резания и направлена вертикально;
осевую составляющую Рх, эта сила действует на высоте режу-
щей кромки в плоскости, параллельной основной, и направлена
в сторону, противоположную
Фиг. 255. Схема сил, действую-
щих на резец.
продольной подаче;
радиальную (или перпендикуляр-
ную оси заготовки) составляющую
Ру', эта сила действует в той же
плоскости, что и сила Рх, и направ-
лена в сторону, противоположную
поперечной подаче.
Усилия Рг, Рх и Ру измеряются
в килограммах; они могут быть прак-
тически определены с помощью спе-
циальных динамометров. Исследова-
ния показывают, что сила Рх состав-
ляет от 10 до 25% силы Рг, а сила
Ру — от 30 до 50% той же силы.
Зная силу резания Рг и сечение
стружки/, можно определить удель-
ное давление р по формуле
р = -/• кг/мм*.
Величина удельного давления — переменная; она зависит от
обрабатываемого материала, глубины резания, подачи и других
факторов. Удельное давление для данного металла, полученное
при определенных условиях: глубине резания t = 5 мм, подаче
S=\mm, углах резца 8 = 75° и <р = 45° (см. ниже) и при реза-
нии всухую называется коэффициентом резания. Коэффициенты
резания для различных металлов берут из таблиц. Если коэффи-
циент резания k известен, то сила резания Рг может быть прибли-
женно определена по формуле
Pz = k • / кг,
или, точнее, по эмпирической формуле
Pz=Cvtxv • Syp кг,
где Ср — коэффициент, зависящий от механических свойств обра-
батываемого металла;
t—глубина резания в мм\
S — подача в мм!об\
XpHj/p — показатели степеней соответственно при глубине резания
и подаче, зависящие от обрабатываемого материала.
Режущий инструмент и процесс резания
317
Зная скорость резания v и силу резания Рг, можно определить
мощность резания Мр по формуле
кг Рг • V
/Vp_~6ib”75 Л- С-’
а зная коэффициент полезного действия станка г] (коэффициент,
учитывающий затрату мощности на приведение в действие меха-
низмов главного движения и механиз-
мов подач), можно определить мощ-
ность, которую необходимо подвести
к станку, т. е. полную мощность 1
= л' с' s
гг „
Для токарных станков т( колеблется
от 0,7 до 0,8.
Резцы. Основными инструментами з 2 1
для токарно-винторезных станков, как фиг. 256. проходной резец для
и для всех станков токарной группы, внешнего обтачивания.
являются резцы. Другие инструменты,
применяемые для обработки отверстий, рассмотрены на стр. 333.
Резец (фиг. 256) состоит из головки I и тела II. Тело резца
служит для закрепления его в резцедержателе или в державке,
причем резец опирается
на подошву 7; головка
несет режущие элементы
резца.
Границей передней по-
верхности 7 и главной
задней поверхности 2 яв-
ляется главная режущая
кромка 3; границей перед-
ней поверхности и вспомо-
гательной задней поверх-
ности 4 является вспомо-
гательная режущая кром-
ка 6. Главная и вспомо-
гательная режущие кром-
ки сходятся в точке 5, на-
зываемой вершиной резца.
Углы резца при-
ведены на фиг. 257. Вели-
чины углов зависят от
положения закрепленного
резца и рассматриваются
исходя от основной плос-
Фиг. 257. Геометрия резца.
кости и плоскости резания:
9 — главный угол в плане — образован проекцией главной режу-
щей кромки на основную плоскость и направлением подачи;
818
Обработка металлов резанием
Ч?! — вспомогательный угол в плане — образован проекцией
вспомогательной режущей кромки на основную плоскость
и направлением подачи;
е —угол при вершине резца — образован проекциями главной
и вспомогательной режущих кромок на основную пло-
скость;
7 —-главный передний угол — образован плоскостью, перпен-
дикулярной плоскости резания, и передней поверхностью;
а —главный задний угол—образован плоскостью резания и
главной задней поверхностью;
Р —угол заострения —образован передней поверхностью и
главной задней поверхностью;
8 — угол резания — образован плоскостью резания и передней
поверхностью;
X —угол наклона главной режущей кромки — образован глав-
ной режущей кромкой и прямой, параллельной основной
плоскости, лежащей в плоскости резания и проходящей
через вершину резца; измеряется в плоскости резания;
•П — вспомогательный передний угол — образован плоскостью,
перпендикулярной плоскости резания, и передней поверх-
ностью;
aj — вспомогательный задний угол — образован вспомогатель-
ной задней поверхностью и плоскостью, проходящей через
вспомогательную режущую кромку и перпендикулярную
основной.
Углы в плане (?, cpg и е) измеряются в плоскости, параллель-
ной основной; углы главной режущей кромки (у, а, р и 8) —
в главной секущей плоскости NN (фиг. 257); углы вспомогатель-
ной режущей кромки — во вспомогательной секущей плоско-
сти
а-|-?-р Т —90°; 5 = а + ? = 90° —
ер —е —qpj = 180°.
Углы резца имеют следующее основное назначение. Угол а
уменьшает трение между обрабатываемой поверхностью заготовки
и главной задней поверхностью резца при резании главной режу-
щей кромкой.
Угол а выполняется равным от 6 до 15°. Задняя поверхность
чаще всего представляет собою плоскость.
Угол у облегчает процесс образования стружки. Однако уве-
личение угла 7 приводит к уменьшению угла и ослаблению ре-
жущей части резца. Для сохранения прочности режущей кромки
при заточке резцов на передней поверхности делается фаска ши-
риною /=(0,2-4- 1,0) мм (фиг. 258). Угол 71 по фаске делают
обычно нулевым или отрицательным (от 0 до —10°), а угол 7 —
от —10° до 4-30°, в зависимости от механических свойств обра-
батываемого материала.
Режущий инструмент и процесс резания
319
Таким образом, передняя поверхность выполняется чаще всего
криволинейной с фаской.
Угол е оказывает сильное влияние на стойкость резцов: чем
больше угол е, тем, при прочих равных условиях, больше и стой-
кость резца.
Величина угла ф принимается в пределах от 20 до 90°.
Угол Ф1 для проходных резцов колеблется в пределах 10—30°;
чем меньше угол фь тем чище получается обработанная поверх-
ность. Граница главной и вспомогательной режущих кромок оформ-
ляется в виде закругления с радиусом
Угол X способствует отводу струж-
ки в ту или иную сторону. Для про-
ходных резцов он колеблется в преде-
лах от 0 до +Ю°, а для чистовых —
от 0 до —3°.
В группу токарных резцов входят
проходные, подрезные, отрезные, рас-
точные и фасонные резцы (фиг. 259).
Проходные резцы разделяют-
ся на обдирочные и чистовые. Обди-
рочные прямые правые (а) и левые (б),
отогнутые правые (в) и левые (г) служат для предварительной
обработки заготовок. Углы обдирочных резцов и радиус при вер-
шине выбираются такими, чтобы обеспечивалась большая стойкость
их и возможно более легкое резание.
Чистовые резцы применяются для отделочной обработки заго-
товок. Различают чистовые резцы с большим закруглением (д, е)
и лопаточные (широкие) резцы (ж).
Подрезные резцы (з) обычно используются для обработки
торцевых поверхностей заготовок; работа ими производится при
поперечной подаче.
Отрезные резцы (/г) применяются для отрезки частей заго-
товок, а также для протачивания кольцевых канавок.
Расточные резцы для сквозных отверстий (л) имеют глав-
ный угол в плане ф меньше 90°, у расточных резцов для глухих
отверстий этот угол равен или несколько больше 90° (м).
Фасонные резцы бывают круглые («) и призматические
(о). К группе фасонных резцов относятся также резьбовые резцы
(п, р). Круглые резцы просты в изготовлении и находят широкое
применение при обработке как наружных, так и внутренних фа-
сонных профилей. Призматические резцы имеют перед круглыми
преимущество большей прочности, но могут применяться только
для обработки наружных поверхностей. Крепление призматического
резца 1 на оправке 2 с помощью выступа, имеющего форму „ла-
сточкина хвоста", весьма надежно (о).
При переточках (которые производятся только по передней
поверхности) рабочий профиль как дисковых, так и призматиче-
ских резцов остается неизменным. Фасонные резцы имеют особенно
320
Обработка металлов резанием
широкое распространение в массовом и крупносерийном произ-
водстве. Форма режущей части резьбовых резцов соответствует
профилю нарезаемой резьбы (треугольная, прямоугольная, трапе-
цеидальная и т. д.).
При работе резцов, вследствие трения, наблюдается их износ
по передней и задней поверхностям. Интенсивность износа зависит
от материала резца, его геометрии, материала обрабатываемой за-
готовки, скорости резания и других факторов. 11ри износе резца
возрастает радиальная сила Ру (стр. 316) и, как результат, воз-
Фиг. 259. Токарные резцы и выполняемые ими работы.
растает деформация упругой системы станок — приспособление —
деталь — инструмент. Принято рассматривать величину износа в за-
висимости от пути, пройденного резцом. Исследования показывают,
что наименьший износ имеет место при некоторых оптимальных
скоростях резания.
Резцы для скоростного резания металлов. Оснащение резцов
пластинками из металлокерамических твердых сплавов обеспечи-
вает возможность резкого увеличения производительности труда
путем повышения скорости резания. Еще до Великой Отечествен-
ной войны стахановцы, применяя инструменты с твердыми спла-
вами, работали при скоростях резания <v = 150—200 м)мин. В по-
слевоенный период стахановцы-скоростники добились новых успе-
хов, совершенствуя геометрию резцов.
Режущий инструмент и процесс резания
321
В настоящее время для скоростного резания широко применя-
ются резцы с отрицательными передними углами.
На фиг. 260, а приведено сечение резца, применяемого стаха-
новцем-скоростником Г. Борткевичем, а на фиг. 260, б—сечение
резца, применяемого стахановцем-скоростником П. Быковым. От-
рицательные передние углы делают пластинку резца более прочной
для скоростного резьбона-
Фиг. 261. Резец с универсальным стружко-
ломателем.
Фиг. 260. Сечение резцов
резания, применяемых Г. Борткевичем (а)
и П. Быковым (б).
и износоустойчивой. Как упоминалось ранее, скорости резания при
работе резцами с отрицательными передними углами принимаются
стахановцами в пределах: ^ = 700—1000 м/мин и выше.
Проф. В. А. Кривоуховым и другими научными работниками
предложен резец КБЕК с малыми и равными углами в плане для
скоростного чистового об-
тачивания, который приме-
няют для обработки стальных
деталей.
Лабораторией технологии
машиностроения Ленинград-
ского политехнического ин-
ститута имени М. И. Кали-
нина разработана и внедрена
в производство оригиналь-
ная конструкция резцов для
скоростного получистового
и чистового обтачивания.
Отвод стружки. Правильный отвод стружки, в особенности
при скоростном резании, имеет важное значение. Если при обра-
ботке вязких материалов не предусмотреть отвода стружки, то
последняя будет сходить в виде длинной ленты и может быть причи-
ной травматизма; вместе с тем стружка затрудняет работу, так как
часто наматывается на обрабатываемую деталь и узлы станка.
Для удобного и надежного отвода стружки в промышленности
широко применяются стружкозавиватели и стружколоматели. (Эта
21 В. М. Никифоров
322
Обработка металлов резанием
задача решается также применением резцов с соответствующей
геометрией).
На фиг. 261 приведен универсальный стружколоматель кон-
струкции ЛПИ имени М. И. Калинина. При обтачивании детали
срезаемая стружка упирается в рабочую поверхность 1 стружко-
ломателя, завивается в спираль и отламывается.
Такая стружка становится уже безопасной и удобной для транс-
портировки.
142. Работы, выполняемые на токарно-винторезных станках
На токарно-винторезных станках выполняются следующие ос-
новные операции по обработке тел вращения: обтачивание ци-
линдрических поверхностей, обтачивание и подрезание торцевых
поверхностей, отрезание, сверление, зенкерование, растачивание и
развертывание отверстий, обтачивание наружных и растачивание
внутренних конусов, резьбонарезание, обтачивание и растачива-
ние фасонных поверхностей.
Обтачивание разделяется на черновое и чистовое. При чер-
новом обтачивании (фиг. 259, а, б, в, г) производится съем значи-
тельного количества стружки. Нормальный припуск на черновое
обтачивание валов длиной до 1000 мм составляет 2-4- 5 мм для за-
готовок из проката и 4 ч-10 лиг для штампованных ступенчатых
заготовок.
В результате чернового обтачивания достигаются 1—3-й классы
чистоты и 5—7-й классы точности.
Припуски на чистовое обтачивание (фиг. 259, д, е, ж)
колеблются в пределах 1ч-2 мм при длине вала до 1000 мм и
диаметре до 120 лиг. Подача при чистовом обтачивании резцами
с закругленной режущей кромкой должна быть мелкой (прини-
мается обычно 5 0,2 мм/об), а при обтачивании лопаточными
(широкими) резцами может быть более крупной (S = 3 ч- 30 мм! об).
В результате чистового обтачивания достигаются 4—8-й классы
чистоты и 3—4-й классы точности.
Обтачивание торцевых поверхностей производят
обдирочными (фиг. 259, и) или чистовыми резцами.
11ри обработке таких поверхностей у заготовок, установленных
на центры токарно-винторезных станков, применяют подрезные
резцы и в некоторых случаях — специальные срезанные центры
(фиг. 259, з).
Сверление, зенкерование и развертывание от-
верстий осуществляется сверлами, зенкерами и развертками (будут
рассмотрены ниже, стр. 333). Закрепление инструментов при выпол-
нении этих операций производится в пиноли задней бабки на месте
центра; подача может осуществляться вручную, с помощью махо-
вичка задней бабки, или механическим путем.
Растачивание предварительно просверленных или полу-
ченных при заготовительных операциях отверстий производится
Работы, выполняемые на токарно-винторезных станках
323
Фиг. 262. Обтачивание конуса методом поворота
верхних салазок.
обдирочными (фиг. 259, л) и чистовыми (с закругленной режущей
кромкой) резцами.
Обтачивание i
осуществляться: а) ши:
салазках супорта; в) при
сдвинутой задней бабке
и г) с использованием
копировальной линейки.
Широким резцом
можно обтачивать кони-
ческие поверхности дли-
ной не более 15 мм
(фиг. 259, с).
При обтачивании ко-
нических поверхностей
методом поворота верх-
них салазок (фиг. 262)
нижние салазки остают-
ся неподвижными, а по-
дача осуществляется
вручную при вращении
рукоятки верхних сала-
зок. Длина конуса в этом случае ограничивается длиною хода
верхних салазок. Поворотная часть супорта должна быть повер-
нута на угол а, равный углу наклона образующей конуса
онических поверхностей может
оким резцом; б) при повернутых верхних
Фиг. 263. Обтачивание конуса методом поперечного сдвига
задней бабки.
к оси конуса. Если этот угол не задан чертежом, то он может
быть определен через тангенс по формуле
При сдвинутой задней бабке (фиг. 263) могут обтачиваться
конусы с небольшими углами а, так как максимальная величина
сдвига бабки на основании относительно невелика (до 20 мм
324
Обработка металлов резанием
у средних станков). Величина сдвига задней бабки подсчитывается
по формуле
h _L(D — d)
н 21
мм.
Способ обтачивания конусов при помощи копировальной линейки
(фиг. 264) является наиболее универсальным; при этом способе
обеспечивается возможность получения более высокой точности
углов. Тяга 5 постоянно прижимает ползушку 3 к линейке 2, так
как сила Ру стремится оттолкнуть резец (а с ним и всю верхнюю
часть супорта) от заготовки.
Растачивание внутрен-
них конусов можно про-
изводить широким резцом,
методом поворота верхних
салазок и с помощью ко-
пировальной линейки с
применением соответ-
ствующих резцов.
Резьбонарезание
является весьма важной
операцией. Для получения
резьбы необходимо строго
согласовать вращение за-
Фиг. 264. Обтачивание конуса с помощью готовки и поступательное
копировальной линейки. движение резца. Если при
каждом обороте заготов-
ки ходовой винт будет также совершать точно один оборот,
то очевидно, что шаг нарезаемого винта s будет равен шагу
ходового винта S; очевидно также, что для выполнения ука-
занного условия между шпинделем и ходовым винтом нужно по-
ставить шестерни, передаточное отношение которых /=1. Если
передаточное отношение 1 = -^, то за один оборот шпинделя ходо-
вой винт повернется на ’Д оборота, и шаг нарезаемого винта s
будет равен половине шага ходового винта у.
Из сказанного ясно, что передаточное число
(1)
где S—шаг ходового винта;
s — шаг нарезаемого винта.
1 Данная формула применима только для расчета при нарезке одноходовых
винтов. При нарезке многоходовых резьб передаточное число i высчитывают по
формуле
t
S ’
где t — ход резьбы.
Работы, выполняемые на тохарно-винторззных станках
323
Для обеспечения различных передаточных чисел станки снаб-
жаются набором сменных шестерен, в большинстве случаев пят-
ковым. В этот набор входят шестерни 20 зубцов, 25, 30 и т. д.
до 120 зубцов; кроме того, имеется шестерня 127 зубцов, о назна-
чении которой будет сказано ниже.
Решим два примера на подбор сменных шестерен.
Пример 1. Пусть s = 2 мм; 5=10 мм; тогда
1 ~~ S ~~ 10— 100•
Теперь для настройки станка достаточно шестерню в 20 (гД
зубцов поставить на палец трензеля, а шестерню в 100 (г2) зуб-
цов— на ходовой винт и соединить их с помощью какой-либо про-
межуточной шестерни, помещенной на палец гитары (фиг. 233, а).
Пример 2. Пусть ходовой винт имеет резьбу 2 нитки на 1",
а требуется нарезать винт с шагом s = 1,5 мм. Заметим, что
Г = 25,4 мм — ^г- мм;
5
следовательно, шаг ходового винта
С 127
S=E—о ММ.
и * £
Тогда по ф-ле (1) имеем:
. s 1,5-5-2 15
1 S 127 127-
Шестерни в 15 зубцов в наборе нет, а шестерня в 127 зубцов
является наибольшей в наборе; следовательно, полученное переда-
точное отношение в одну пару осуществить нельзя. В подобных
случаях применяют передачу в две пары сменных шестерен, для
чего числитель и знаменатель увеличивают в несколько раз и
полученные произведения разбивают на множители так, чтобы
получить числа зубцов шестерен, имеющиеся в наборе. Например,
. J5 80 • 15 30 : 40
1 127 80 • 127 80-127'
Все шестерни последней дроби в наборе имеются. Ставим ше-
стерню в 30 зубцов на палец трензеля (z,), шестерню в 127 зуб-
цов— на ходовой винт (z4), а шестерни в 40 и 80 зубцов соеди-
няем шпонкой на втулке пальца гитары и подключаем первую
(г3) к шестерне в 127 зубцов, а вторую (z2)— к шестерне в 30 зуб-
цов (фиг. 233, б). Очевидно, что при нарезке дюймовой резьбы
на станке с метрическим ходовым винтом шестерня 127 в кине-
матической цепи окажется ведущей.
Мы предоставляем учащимся самостоятельно решить несколько
различных задач на подбор сменных шестерен.
326
Обработка металлов резанием
У станков с коробками подач обычно обходятся одной парой
сменных ineciejeH, так как роль второй пары здесь играют ше-
стерни ко| обки.
Скоростное резьбонарезание вращающимися резцами. За
последние годы на заводах Советского Союза распространился
новый способ скоростного резьбонарезания — резьбонарезание вра-
щающимися резцами (вихревое резьбонарезание). Схема вихревого
резьбонарезания приведена на фиг. 265. Резец 2 (или несколько
резцов) закрепляется в специальной головке, которая укреплена
на супорте и вращается с большой скоростью (1000—3000 об/мин.).
Нарезаемый вал 1 вращается медленно (3—30 об/мин.), а супорт
Траектория вершины резца
Фиг. 265. Схема резьоинарезання
вращающимся резцом.
Фиг. 266. Схема сил, вызывающих дефор-
мацию вала при обработке в центрах.
вместе с головкой перемещается на величину шага резьбы за каж-
дый оборот вала.
Применение вихревого резьбонарезания обеспечивает повышение
производительности в 5 раз и более, при высокой чистоте и точ-
ности резьбы.
Понятие о жесткости. При обработке деталей класса валов
в результате действия радиальной силы Pv (фиг. 266) происходит
их деформация. Вследствие этого обработанный вал будет иметь
не цилиндрическую форму, а веретенообразную. Величина прогиба
у вала, установленного в центрах, может быть определена по
формуле
Л, • /•
У 4&ЁГ мм‘
где Ру — радиальная сила резания;
I — длина вала;
Е — модуль упругости материала;
/ — момент инерции.
Очевидно, что при обработке вала в центрах наибольший диа-
метр получится в середине вала, так как расстояние I до точки
опоры (центра) будет в этом случае наибольшим.
В связи с прогибами обрабатываемых деталей следует рассматри-
вать вопросы жесткости, имеющие исключительно важное значение.
Работы, выполняемые на токарно-винторезных станках
327
Жесткость / упругой системы станок — деталь — приспособле-
ние— инструмент определяют по формуле
, Ру , о
i~y кг/мм\
где у— смещение лезвия инструмента, отсчитываемое по нормали
к обрабатываемой поверхности.
В соответствии с этим, жесткость гладкого вала определится
по формуле
. Ру 48 El о . Ed' nnn . / d V
Jr.*. = ~^= ~~р~ = 2,4—= 43 OOOd^-J кг/мм.
Общая жесткость станка, ксгда резец находится посередине
обрабатываемого вала (фиг. 266), определится по формуле
j_=4_+j Р-+-14
Ат. /суп. 4 \Л1.в. Л.б. /
где индексы „ст.*, „суп.*, „п.б.“, „з.б.“—характеризуют суммар-
ную жесткость станка, супорта, передней и задней бабок.
Суммарная жесткость системы находится по формуле
1 __ 1 । 1
/е Jr.*. Jet.
В формуле нет данных о жесткости резца — его деформация не-
велика и ею пренебрегают.
Понятие о штучном времени. Производительность труда на-
ходится в непосредственной зависимости от штучного времени,
т. е. времени, затрачиваемого на обработку одной детали. Штуч-
ное время определяется по формуле
Тшт. = (Тиаш. + Лс.) (1 + а + ₽ + т),
где Тшт. — штучное время в мин.;
7маш. — машинное (технологическое) время в мин.;
Тве. — вспомогательное время в мин.;
а — коэффициент времени технического обслуживания рабо-
чего места;
₽ — коэффициент времени организационного обслуживания
рабочего места;
Т — коэффициент времени на отдых и естественные надоб-
ности.
Машинным временем называется время, затрачиваемое
на процесс резания. Машинное время 7\<аш. прямо пропорционально
длине обрабатываемой поверхности L и числу проходов i и обратно
пропорционально числу оборотов заготовки п и подаче резца 5:
г. L-i
Тшик, — ^-7-5 МИН.
328
Обработка металлов резанием
Вспомогательное время включает в себя время на уста-
новку, закрепление и снятие детали, время на управление стан-
ком, на перемещение инструмента и на промеры деталей (контроль
обработки).
Обеспечение безопасности работы. Этому вопросу на пред-
приятиях Советского Союза уделяется весьма серьезное внимание.
Везде, где в этом есть необходимость, устанавливаются специаль-
ные’ограждения, кожухи и экраны.
Организация рабочего места оказывает непосредствен-
ное влияние на производительность труда и на безопасность ра-
боты. Расположение заготовок, обработанных деталей, места, где
находятся поверочные, измерительные и режущие инструменты,
а также вспомогательные материалы — все это должно быть тща-
тельно продумано.
Хороший отвод и своевременное удаление стружки является
важным условием безопасности работы. Стахановцы-скоростники,
благодаря хорошей организации своих рабочих мест, достигают
значительного сокращения вспомогательного времени, а вместе
с этим повышения производительности.
143. Понятие об устройстве других станков токарной группы
и о работе на них
Многорезцовые токарные станки, в отличие от
токарно-винторезных, имеют не один, а два и более супортов
с самостоятельным движением. В резцедержателях каждого су-
порта устанавливается несколько резцов, что во много раз сокра-
щает машинное время обработки заготовок. Многорезцовые станки
получили распространение глав-
ным образом в серийном и мас-
совом производстве. На фиг. 267
приведен пример обработки вала
на многорезцовом станке. Резцами
продольного супорта 1 произво-
дится обтачивание вала, одновре-
менно резцами поперечного су-
порта 2 производится подрезание
уступов.
Токарно-револьверные
станки (фиг. 268) применя-
ются в условиях серийного производства для обработки деталей,
имеющих, как правило, центральное отверстие. Существенным
отличием этих станков от токарно-винторезных является наличие
револьверной головки 2 на месте задней бабки. Револьверная
головка крепится на продольных салазках и может поворачиваться
около вертикальной (в некоторых конструкциях — горизонтальной)
оси и фиксироваться в той или иной позиции. Число позиций у го-
ловок с вертикальной осью обычно равно 6, реже 8; у головок
Фиг. 267. Обработка вала на много-
резцовом токарном станке.
Понятие об устройстве других станков токарной группы
329
с горизонтальной осью количество позиций доходит до 16. Обра-
ботка деталей на револьверном станке производится последова-
тельно инструментами, закрепленными в различных гнездах
револьверной головки. Этими инструментами являются сверла,
зенкеры, развертки, проходные, расточные/ резьбовые резцы и пр.
Супорт 1 используется главным образом для переходов, выпол-
няемых при поперечной подаче (обтачивание торцов обдирочными
и подрезными резцами, протачивание канавок, отрезание и т. д.).
Фиг. 268. Токарно-револьверный станок модель 1К36 Алапаевского
станкостроительного завода.
У некоторых станков с горизонтальной осью револьверной головки
и у некоторых станков с вертикальной осью резцовый супорт от-
сутствует.
Работа на револьверном станке не требует высокой квалифика-
ции. Рабочий должен выполнить следующее: а) закрепить заго-
товку; б) включить станок; в) подвести к заготовке инструменты
1-й позиции; г) включить подачу; д) выключить подачу и отвести
револьверную головку; е) повернуть револьверную головку на 2-ю
позицию и подвести ее к заготовке и т. д. до выполнения всех
переходов. По окончании обработки рабочий останавливает станок,
снимает готовую деталь, закрепляет новую заготовку, и цикл об-
работки повторяется вновь. У большинства современных станков
выключение подачи происходит автоматически (работа по упору),
так что рабочему не приходится заботиться о своевременном
выключении подачи.
Для обработки каждой партии деталей производится настройка
станка.
Применение револьверных станков вместо токарно-винторезных
при обработке серий деталей дает значительную экономию машин-
ного и вспомогательного времени. В настоящее время револьверные
станки переводятся на полуавтоматический цикл работы (стр. 333).
330
Обработка металлов резанием
Карусельно-токарные (карусельные) станки приме-
няются для обработки средних и крупных заготовок, диаметр
которых обычно превышает их высоту. Ось вращения заго-
товки при обработке на карус
кальна (а не горизонтальна, как
Фиг. 269. Одностоечный карусельный
станок модель 152 станкостроительного
завода имени Седина.
Одностоечные станки изготовляются с боковым супортом или
без него. Наибольший диаметр обработки на этих станках, в за-
висимости от размеров стайка, колеблется от 800 до 1650 мм.
Двухстоечные станки имеют на поперечине два вертикальных
супорта, а на правой стойке —боковой супорт; некоторые станки
снабжаются еще и четвертым супортом, устанавливаемым на ле-
вой стойке. Эти станки изготовляются с наибольшим диаметром
обработки от 1650 до 24 000 мм.
Карусельные станки получили широкое распространение на
всех заводах среднего и крупного машиностроения в связи с удоб-
ством установим и обработки ня них тяжелых ы крупных яа-
готовок.
;льно-токарном станке верти-
у всех других станков токарной
группы), поэтому эти станки и
получили названиекарусельных.
На карусельных станках
можно производить операции
обтачивания и растачивания ци-
линдрических, конических и фа-
сонных поверхностей, обтачи-
вания и подрезания торцов, от-
резания, резьбонарезания, свер-
ления, зенкерования и развер-
тывания отверстий (последние
три вида обработки не могут
производиться на станках, не
имеющих револьверной го-
ловки).
Заготовка закрепляется на
планшайбе 2, установленной на
круговых направляющих ста-
нины 1 (фиг. 269). На направ-
ляющих стойки 5 установлена
поперечина 6, несущая верти-
кальный супорт 4 с револьвер-
ной головкой 3. На тех же на-
правляющих установлен боко-
вой супорт 7.
Карусельные станки разде-
ляются на одностоечные
(фиг. 269)и двухстоечные.
Схема двухстоечного карусель-
ного станка приведена на фиг.
270.
Понятие об устройстве других станков токарной группы
331
Фиг. 270. Схема двухстоеч-
ного карусельного станка.
Лоботокарные (лобовые) станки (фиг. 271) приме-
няются при индивидуальном производстве для обработки загото-
вок большого диаметра. Заготовка закрепляется на планшайбе 1,
навинченной на шпиндель. Резцы закрепляются в резцедержателе 2
супорта 3. На станках этого типа можно производить операции
обтачивания и растачивания цилиндриче-
ских и конических поверхностей, обтачи-
вания и подрезания торцов, отрезания и
резьбонарезания.
Для обработки деталей большого ди-
аметра (2000 мм и более) применяются
лобовые станки, передняя бабка которых
устанавливается отдельно от остальной
части станка. Между бабкой и станиной
имеется выемка для свободного вращения
нижней части планшайбы. У станков этого
типа ходовой винт отсутствует и операция
резьбонарезания на них не выполняется.
В настоящее время лоботокарные стан-
ки вытесняются карусельно-токарными.
Токарные автоматы и полуавтоматы широко рас-
пространены в массовом и крупносерийном производстве.
Токарные автоматы применяются для изготовления раз-
личных деталей из прутковых заготовок и из мелких штучных за-
готовок. Работа налаженного автомата — установка, закрепление
Фнг. 271. Лоботокарный станок.
заготовки и ее обработка — протекает без вмешательства рабочего;
обязанности последнего заключаются в периодической зарядке
автомата заготовками, периодическом контроле готовых деталей,
осуществляемом, как правило, калибрами и шаблонами. Настройку
автоматов выполняют высококвалифицированные наладчики.
Токарные автоматы разделяются на одношпиндельные и много-
шпиндельные. На фиг. 272 приведена кинематическая схема одно-
шпиндельного пруткового автомата. Управление работой автомата
332
Обработка металлов резанием
осуществляется распределительным валом 7, на котором закрепле-
ны барабаны и кулачки, приводящие в движение различные части
автомата. Так, барабан 2 управляет подачей прутка, барабан 3 —
зажимом прутка, кулачок 4 — перемещением поперечного супорта 7
Фиг. 272. Кинематическая схема
одношпиидельного пруткового-автомата.
это значит, что при каждом
Фнг. 273. Четырехшпиидельный автомат.
барабан 5 — перемещением продольного супорта 6. Рабочий цикл
автомата соответствует одному обороту распределительного вала;
'>роте распределительного вала
автомат обрабатывает одну
деталь.
Большинство одношпин-
дельных автоматов имеет ре-
вольверную головку и техно-
логия обработки заготовок на
них такая же, как и на револь-
верных станках. Принципиаль-
ное различие между револьвер-
ными станками и одношпин-
дельными автоматами заклю-
чается в наличии у последних
узла распределительного вала,
выполняющего те функции,
которые приходится выпол-
нять рабочему у револьверного
станка.
Многошпиндельные автоматы явились результатом технического
прогресса; их применение обеспечивает повышение производитель-
ности. У одношпиндельных автоматов (как и у револьверных стан-
ков) отдельные инструменты револьверной головки применяются
для обработки заготовки последовательно, и каждая из позиций
большую часть времени не используется. Этого недостатка не
имеют многошпиндельные автоматы, где несколько шпинделей
(4, 5, 6 или 8) соединены в блок, и инструменты всех (по числу
шпинделей) супортов работают одновременно. На фиг. 273 изобра-
Инструменты а приспособления для сверлильных станков 333
жен четырехшпиндельный автомат. Шпиндели 7, 2, 3 и 4 вра-
щаются в шпиндельном блоке, и каждый шпиндель несет закреп-
ленный пруток. После каждого перехода шпиндельный блок по-
ворачивается так, что все шпиндели последовательно становятся
против супортов 6, 7, 8 и 9, и пруток обрабатывается инстру-
ментами, закрепленными в этих супортах.
Полуавтоматы отличаются от автоматов тем, что снятие
готовой детали и установка новой заготовки производятся рабо-
чим. Обработка заготовки производится без участия рабочего.
Полуавтоматы также делятся на одношпиндельные и много-
шпиндельные. Для обработки заготовок большого диаметра (150—
200 мм и более) применяются одношпиндельные и многошпиндель-
ные полуавтоматы вертикального типа.
III. СВЕРЛИЛЬНЫЕ СТАНКИ И РАБОТА НА НИХ
Группа сверлильных и расточных станков применяется для об-
работки отверстий: сверления, рассверливания, развертывания, рас-
тачивания, подрезания бобышек, нарезания резьбы и др.
Основными инструментами сверлильных станков являются
сверла, зенкеры, развертки, а инструментами расточных станков,
кроме того, и резцы.
144. Инструменты и приспособления для сверлильных станков
и их применение
для сверления и рассверливания
Фиг. 274. Спиральное сверло.
Сверла. Сверла разделяются на спиральные, центровочные,
перовые, сверла с пластинками из твердых сплавов и сверла для
глубоких отверстий.
Спиральные сверла (фиг. 274) являются наиболее рас-
пространенным инструментом
отверстий. Диаметры их ко-
леблются от 0,25 до 80 мм.
Рабочая часть сверла / снаб
жена двумя винтовыми ка-
навками; режущая часть 1Х
имеет два режущих пера.
Каждое режущее перо имеет
переднюю поверхность 4,
заднюю поверхность 3 и ре-
жущую кромку 2; границей
перьев является поперечная
кромка 5 (фиг. 274, в). Калиб-
рующая часть /2 снабжена лен-
точкой 1, которая направляет
сверло в процессе сверления. Хвост Z4 выполняется коническим —
для закрепления в шпинделе станка, или цилиндрическим (фиг.
274, б) — для закрепления в патроне. По шейке /8 производится
Я4
Обработка металлов резаквем
маркировка сверла. Угол 2 <р (удвоенный угол в плане) между
режущими кромками колеблется от 80° — для мрамора и других
хрупких материалов — до 140° — для алюминия, баббита и других
мягких металлов. Для стали и чугуна этот угол берется равным
116—118°. Угол наклона винтовой канавки <и определяет вели-
чину переднего угла и колеблется от 10° — для обработки хрупких
материалов — до 45° — для мягких материалов. Для стали и чу-
гуна этот угол берется равным 30°. Сверло работает в тяжелых
условиях, так как сверление производится чаще всего в сплошном
материале. Отверстие после сверления получается неточным и
имеет грубую поверхность (класс чистоты 3—4). Объясняется это
уводом сверла вследствие наличия поперечной кромки 1, а также
пониженной жесткостью сверла за счет ослабления его двумя ка-
навками.
Элементы резания при сверлении. Глубина резания при свер-
лении t определяется по формуле
. d
t=-^MM,
где d— диаметр сверла в мм.
Подача 5 равна перемещению сверла вдоль оси за один оборот
его и измеряется в миллиметрах.
Минутная подача SK = S-n,
где 5 — подача на один оборот;
п — число оборотов сверла в минуту.
Площадь поперечного сечения стружки f=S• t мм\ это сечение
срезается обеими режущими кромками. Площадь поперечного
сечения стружки, приходящаяся на одну режущую кромку:
, S t
/1=-2~ММ.
Скорость резания v при сверлении вычисляют по формуле
к • d • п ,
У = м/мин,
1000
где d — диаметр сверла в мм\
п—число оборотов сверла в минуту.
Подсчет машинного времени ГИаш. при сверлении производится по
формуле
I - / + 0,3d
Т маш. — —5—~ МИН.,
о • П
где I — глубина просверливаемого отверстия в мм.
Поперечная кромка при работе сверла не режет, а давит металл
заготовки. Установлено, что около 65®/0 усилия подачи приходится
на поперечную кромку. Для облегчения условий работы сверла
производят подточку поперечной кромки (фиг. 274, г); с этой же
целью двойную заточку сверл, работающих по чугуну и стали,
производят с углом 2<р, — 75 -г- 80° (фиг 275). Ширина b задней
поверхности второй заточки делается в пределах 0,18—0,22 диаме-
Инструменты и приспособления бля. свеулилопыл станков
836
тра сверла. В результате двойной заточки увеличивается ширина
стружки за счет толщины, уменьшается главный угол в плане,
поэтому повышается стойкость сверла.
Центровочные сверла (фиг. 276) применяются для
получения центровых отверстий при зацентровке заготовок для
обработки на станках. Эти сверла делаются комбинированными
и двусторонними — для лучшего использования материала.
Перовые сверла (фиг. 277) выполняются в виде лопатки.
Они имеют жесткость большую, чем спиральные, и применяются
при обработке твердых поковок и литья.
Фиг. 275.
Двойная за-
точка спи-
рального
сверла.
Фиг. 276.
Центровоч-
ное сверло.
Фиг. 277. Фиг. 2/8. Свер-
Перовое ло с пластинкой
сверло. из твердого
сплава.
Сверла с пластинками из твердых сплавов (фиг.
278) изготовляются диаметром от 3 до 50 мм и применяются для
сверления отбеленного чугуна, твердых сталей, стекла и т. п. При
малых диаметрах сверл (до 8 мм) пластинки припаиваются к дер-
жавкам встык, при больших диаметрах в конце державки фрезе-
руется паз, в который вставляется и припаивается пластинка.
Глубокими отверстиями считаются отверстия, имею-
щие длину, в 5 раз и более превышающую их диаметр.
Сверла для глубокого сверления изготовляются
диаметром от 6 до 400 мм. Сверление отверстий такими сверлами
производится на специальных сверлильных станках, причем в боль-
шинстве случаев сверлу сообщается лишь движение подачи, а
главное движение (вращательное) сообщается заготовке.
На фиг. 279 приведено пушечное сверло, изготовляемое из
круглого стержня. Режущая кромка сверла образуется передней
поверхностью 1 и задней поверхнос/ью 2 (резание одностороннее).
Задний угол а —8-7-10°. Большой угол резания (90) ухудшает
336
Обработка металлов резанием
условия работы; условия отвода стружки и подача охлаждающей
жидкости также затруднены, поэтому производительность сверле-
ния пушечным сверлом низка. Однако эти сверла дают прямоли-
нейное, чистое и точное (между классами точности 2 и 3) отвер-
стие и поэтому применяются
для сверления отверстий в
шпинделях станков и пр.
Помимо пушечных сверл,
для сверления глубоких от-
верстий применяют:
а) ружейные сверла для
сверления отверстий (фиг.
280) малого диаметра и боль-
шой глубины. Эти сверла
й жидкости) и имеют канавку
Фиг. 279. Пушечное сверло,
внутри полые (для подачи охла
для отвода жидкости вместе со стружкой. Резание этими сверлами
также одностороннее. Прямолинейность оси отверстия обеспечи-
вается шлифованной по цилиндру рабочей частью сверла;
б) сверла одностороннего и двустороннего резания для сверле-
ния глубоких отверстий средних и больших диаметров;
в) головки для кольцевого сверления глубоких отверстий боль-
шого диаметра. Сплошное высверливание металла при диаметрах
свыше 100 мм невыгодно,
поэтому в таких случаях при-
меняют пустотелые сверлиль-
ные головки с закрепленны-
ми в них резцами.
Зенкеры. Существуют
четыре основных типа зен-
керов: 1) для расширения от-
верстий; 2) для образования
цилиндрических углублений
отверстий; 3) для получения
конических углублений от-
верстий и 4) для зачистки
торцевых поверхностей.
По стрелке Л Сеч. по аЪ
Фиг. 280. Ружейное сверло.
Зенкеры для расширения отверстий изготовляются
трехперые (для отверстий до 30 мм) и четырехперые (для отвер-
стий до 100 мм). На фиг. 281, а приведен трехперый зенкер
с коническим хвостом для крепления в шпинделе станка, на фиг.
281, б—четырехперый насадной зенкер. С целью повышения про-
изводительности зенкеры оснащают пластинками из твердых
сплавов. Условия работы зенкеров более благоприятны, чем сверл.
Глубина резания при зенкеровании
, d. d.
t = —~ MM,
где d— диаметр зенкера в мм\
d{—диаметр отверстия в заготовке до зенкерования в мм.
Инструменты и приспособления Оля сверлильных станков
337
Величина t не превышает ,/6 d. Поверхности отверстий после
обработки зенкерами соответствуют классам чистоты 4—6 и классам
точности 4—5.
Зенкеры для получе-
ния цилиндрических
углублений (фиг. 281, в)
имеют направляющую цапфу,
которая изготовляется за одно
целое с корпусом зенкера или
делается сменной.
Зенкеры для получе-
ния конических углуб-
лений — зенковки (фиг. 281, г)
чаще всего имеют угол 2 <р=60°,
реже 75, 90 и 120°. Число зу-
бьев— от 6 до 12.
Зенкеры для зачистки
торцевых поверхностей
(фиг. 281, д) имеют зубья только
на торце. Число зубьев этих зен-
керов, в зависимости от их диа-
метра, бывает равным 2,4 или 6.
Кроме описанных, сущест-
Фиг. 281. Зенкеры;
спиральный цельный насадной 0); цилиндри-
ческий (в); для конических углублений — зенков-
ка (?); для зачистки торцевых поверхностей (д).
вуют также комбинированные
зенкеры для получения ступенчатых отверстий. Эти зенкеры позво-
ляют производить сложную обработку на простом станке, чем дости
гается уменьшение стоимости обработки
Развертки. Применяются для окончательной обработки отвер-
стий, причем в результате работы ими получаются чистые и точ-
22 В. М. Никифоров
338
Обработка металлов резанием
ные отверстия (классы 1—3). Развертыванию отверстий предшест-
вует сверление и зенкерование их.
Но форме обрабатываемого отверстия развертки делятся на
цилиндрические (фиг. 282, а) и конические (фиг. 282, в).
Так же как и зенкеры, развертки делают хвостовыми и насадными.
Рабочая часть / цилиндрической развертки (фиг. 282, о) состоит из
режущей части калибрующей части /2 и заднего конуса/3. Число
зубьев развертки берется четным (6 и больше), чтобы была возмож-
ность промера диаметра развертки микрометром. Во избежание полу-
чения граненого отверстия, распределение зубьев по окружности де-
лают неравномерным (фиг. 282, б), однако с учетом того, чтобы обес-
печить возможность промера диаметра по ленточке (фиг. 282, г).
145. Устройство вертикально-сверлильного станка
Вертикально-сверлильные станки обычно применяются в ремонт-
ных мастерских
и цехах индивидуального и мелкосерийного произ-
Фиг. 283. Вертикально-сверлильный
станок модель 2135 станкострои-
тельного завода имени Ленина.
Фиг. 284. Кинематическая схема верти-
кально-сверлильного станка типа 2135.
водства. Обрабатываются на них самые разнообразные заготовки.
Главной величиной, характеризующей вертикально-сверлильные
Устройство радиально-сверлильных и расточных станков
339
станки (как и все сверлильные станки), является наибольший
диаметр сверления. Размеры вертикально-сверлильных станков
колеблются в широких пределах — от настольных (с наибольшим
диаметром сверления 6 мм) до тяжелых (с наибольшим диаметром
сверления 75 мм).
На фиг. 283 приведен вертикально-сверлильный станок типа
2135 производства зарода имени Ленина. Наибольший диаметр
сверления для этого станка 35 мм. Обрабатываемую заготовку
прикрепляют к столу 2, который с помощью винта 1 можно уста-
навливать на той или иной высоте, а с помощью рукоятки 8 — за-
креплять на станине 9. Инструмент закрепляют в шпинделе 3,
получающем главное (вращательное) движение от мотора 7 через
коробку скоростей 6 и автоматическое движение подачи от коробки
подач 5. Вертикальное перемещение шпинделя может производиться
также вручную с помощью маховичка 4. Станок имеет 6 различных
чисел оборотов шпинделя (от п — М ъЬЬлум. до п = 466 об/мин.)
и 8 различных подач (от 0,1 до 1,11 мм/об).
Кинематическая схема станка приведена на фиг. 284. Переклю-
чение скоростей осуществляется при перемещении блока шестерен
1 по валу 2 и блока шестерен 3 по валу 4.
Наибольшее число оборотов шпинделя станка находится из еле
дующего уравнения кинематической цепи:
...п 34 40 22 43 ЛСС ...
п6 — 1440 • г- • • гй • Q= = 466 об/мин.
° 5t> 32 60 37
Переключение подач производится при переключении двойного
блока шестерен 5 и четырех пар шестерен с механизмом вытяжной
шпонки 6. Наибольшая подача определяется из следующего урав-
нения кинематической цепи:
О . 40 25 32 58 39 1 . .. ... . л
*$» 1 ‘ 60 ’ 62 ’ 42'32 ’ 46'50 ' Я ’ 4 ’ 14 1,11 мм/°б-
146. Устройство радиально-сверлильных и расточных станков
и работа на них
Радиально-сверлильные станки. Для получения и обработки
отверстий в тяжелых и громоздких заготовках, установка которых
на столе вертикально-сверлильного станка невозможна или неудобна,
служат радиально-сверлильные станки. Если на вертикально-свер-
лильных станках перед сверлением ось будущего отверстия в за-
готовке совмещается с осью шпинделя, то в радиально-сверлиль-
ных, наоборот, шпиндель устанавливается в требуемом положении,
а заготовка остается неподвижной. Шпиндель 8 (фиг. 285) уста-
новлен в сверлильной головке 7, в которой смонтированы также
коробки скоростей и подач. Главное движение и движение
подачи сообщается шпинделю от электромотора 5. Для установки
340
Обработка металлов резанием
оси шпинделя над той или иной точкой заготовки сверлильная головка
может перемещаться по направляющим рукава 6 и вместе с ним по-
ворачиваться около оси колонны 2. На поворотной гильзе 3 установ-
лен электромотор 4, служащий для подъема рукава с помощью винта
9. Колонна установлена на фундаментной плите 1, на нее же устанав-
ливается обрабатываемая заготовка или съемный стол станка 10.
Для сверления наклонных отверстий применяются универсаль-
у которых головка и рукав
могут быть повернуты около
взаимно перпендикулярных
осей и закреплены в требуе-
мом положении.
Помимо стационарных,
изготовляются также пере-
катные радиально-сверлиль-
ные станки, которые приме-
няются в котельных цехах
судостроительных и круп-
ных машиностроительных
заводов.
Расточные станки. На
фиг. 286, а приведен уни-
версальный расточной ста-
нок. По направляющим ста-
нины 1 может перемещаться
стол 5, на котором устанав-
ливается обрабатываемая за-
готовка. Шпиндельная бабка
3 связана с вертикальными
направляющими передней
стойки 2 и может быть уста-
новлена на той или иной вы-
соте. Задняя стойка 4 приме-
няется при работе с оправкой
На универсальных расточных
ные радиально-сверлильные станки,
для поддержания ее второго конца.
станках, кроме операций сверления,зенкерования и развертывания,
можно производить также растачивание и обтачивание цилиндри-
ческих поверхностей и торцов, внутреннее и наружное резьбонаре-
зание, цилиндрическое и торцевое фрезерование. Это позволяет
производить на этих станках полную обработку некоторых деталей.
На фиг. 286, б приведен пример растачивания цилиндра.
Приспособления для сверлильных станков. Переходные
конические втулки (фиг. 287) применяются в тех случаях,
когда номер конуса хвоста инструмента меньше номера конуса
в шпинделе станка.
Патроны используются для закрепления режущих инстру-
ментов, имеющих цилиндрические хвосты, или для закрепления
цилиндрических втулок, несущих инструменты.
Устройство радиально-сверлильных и расточных станко!
341
Фиг. 288. Патрон для закрепления инструмен-
тов с цилиндрическими хвостовиками.
Фиг. 287. Пере-
ходные кониче-
ские втулки.
342
Обработка металлов резанием
На фиг. 288 приведен трехкулачковый патрон, допускающий
закрепление инструментов вручную или (для усиления зажима)
с помошыо ключа 2. Кулачки 3 расположены наклонно в отвер-
стиях корпуса и имеют резьбу, связывающую их с гайкой 4. При
вращении обоймы 1 вращается гайка 4, что сопровождается одно-
временным перемещением кулачков и закреплением инструментов.
Крепление инструмента с помощью таких патронов (как и непо-
средственное крепление в шпинделе станка с помощью конусного
хвоста) применяют тогда, когда операция выполняется одним
инструментом. Если же отдельные переходы операции требуют
применения различных инструментов, то в целях сокращения вспо-
могательного времени применяют быстросменные патроны.
На фиг. 289 приведен быстросменный патрон с ведущими ша-
риками, предназначенный для смены инструмента без остановки
шпинделя станка. Сменная втулка 4, вместе с закрепленным в ней
инструментом, вставляется в центральное отверстие корпуса 1
патрона, и шарики 2 попадают в лунки 5 втулки; для удержания
шариков в лунках муфту 3 опускают вниз. 11ри смене инструмента
муфту поднимают, шарики весом втулки (с инструментом) вытесня-
ются из лунок, что сопровождается опусканием втулки с инстру-
ментом вниз. Перемещение муфты вверх и вниз ограничивается
пружинными кольцами 6 и 7.
При нарезании резьбы на станках метчиками, для закрепления
последних применяют самоцентрирующие, быстросменные, предо-
хранительные и другие патроны. На фиг. 290 приведен предохра-
нительный патрон для метчиков. Ведущая муфта 2 под действием
пружины 1 прижимается к ведомой муфте 3 (свободно сидящей на
валу 4) и приводит последнюю в движение посредством выступов
5 на торце. При перегрузке муфта 3 вместе с метчиком останавли-
вается, а муфта 2, продолжающая вращаться, начинает проскаль-
зывать.
Кондукторами называются приспособления для сверления.
Применением этих приспособлений обеспечивается правильная
установка заготовки относительно инструмента (сверла, зенкера
и др.) на станке. На фиг. 291 приведен кондуктор 4 для обработки
отверстия шатуна 1. Правильное положение шатуна в приспособ-
лении обеспечивается установочными элементами: пальцем 2 и вы-
ступами 5; закрепление шатуна в установленном положении обеспе-
чивается подвижным зажимом 6 с помощью рычага 3. Направление
инструмента в процессе обработки осуществляется кондукторной
втулкой 7.
IV. ФРЕЗЕРНЫЕ СТАНКИ И РАБОТА НА НИХ
Обработкой на ставках фрезерной группы можно получить
самые разнообразные поверхности, в том числе и цилиндрические.
В основном на фрезерньх станках обрабатываются поверхности
образующиеся при прямолинейном перемещении заготовки — глав’
Устройство радиально-сверлильных и расточных станков
343
Фиг. 289. Быстросменный патрон
с ведущими шариками.
Фиг. 290. Предохра-
нительный патрон для
метчиков.
Фиг. 291. Кондуктор для обработки отверстий в шатуне.
344
Обработка металлов резанием
ным образом плоскости, а также призматические и фасонные по-
верхности. В качестве инструментов при работе на станках приме-
няются фрезы различных типов. Обработанные фрезерованием
поверхности имеют чистоту до 5-го класса.
147. Фрезы и резание при фрезеровании
Фрезы. По технологическому признаку фрезы делятся на сле-
дующие:
а) фрезы для обработки плоскостей — цилиндрические и тор-
цевые;
б) фрезы для получения пазов и шлицов — дисковые, пазовые,
концевые, одноугловые, двуугловые, Т-образные;
в) фрезы для получения фасонных поверхностей — фасонные,
дисковые, модульные, червячные;
г) фрезы для разрезки металлов — отрезные (пилы круглые).
По форме зуба фрезы бывают: с прямыми зубьями, с наклон-
ными зубьями и с винтовыми зубьями.
Цилиндрические фрезы (фиг. 292) применяются для
обработки плоскостей на горизонтально-фрезерных станках. Фрезы
с винтовыми зубьями работают плавно, так как каждый зуб вре-
зается в заготовку постепенно. Этим они выгодно отличаются от
фрез с прямым зубом, где вход каждого зуба в контакт с заго-
товкой сопровождается ударом, что вызывает вибрацию станка
и ухудшает качество обработанной поверхности. Помимо цельных
цилиндрических фрез, применяют также сборные цилиндрические
фрезы, ножи которых изготовляются отдельно из быстрорежущей
стали или оснащаются твердыми сплавами.
Торцевые фрезы (фиг. 293) применяются для обработки
плоскостей на вертикально-фрезерных и продольно-фрезерных
станках. Режущие кромки этих фрез расположены как со стороны
торца, так и со стороны боковой поверхности фрезы. Эти фрезы
изготовляются цельными (фиг. 293, а) или со вставными ножами —
зубьями (фиг. 293, б).
Дисковые, шлицевые и концевые фрезы (фиг. 294)
применяются для получения прямолинейных пазов и шлицов.
Шлицевые фрезы имеют режущие кромки только по образующей
цилиндра. Дисковые фрезы изготовляются обычно трехсторонними,
с режущими кромками как по образующей цилиндра, так и по
обоим торцам. Концевые фрезы имеют режущие кромки на торцах
и на цилиндрической образующей.
Одноугловые и двуугловые фрезы (фиг. 295) при-
меняются для получения канавок различного профиля. Такие канавки
фрезеруются у режущих инструментов (резцов, фрез, зенкеров,
разверток и т. д.) при их изготовлении и в некоторых деталях.
Т-образные фрезы (фиг. 296) применяются для получения
соответствующих пазов, главным образом, у столов металлоре-
жущих станков.
Фрезы, и резание при фрезеровании
345
Фиг. 292. Цилин-
дрическая фреза
с винтовым зубом.
б
Фиг. 293. Торцевые фрезы: цельная (в),
со вставными ножами (б).
Фиг. 294. Фрезы: шлицевая (в), дисковая (б)
и концевая (в).
Фиг. 295. Угловые фрезы: одноугло-
вая (а) и двуугловая (б).
Фиг. 296. Т-об-
разная фреза.
I
346
Обработка металлор резанием
Фасонные фрезы приведены на фиг. 297. Задняя поверх-
ность фасонных фрез выполняется по архимедовой спирали, и пере-
точка их производится только по передней поверхности, причем
профиль зуба не нарушается.
Модульные фрезы, дисковые (фиг. 298, а) и пальцевые
(фиг. 298, б), применяются для получения зубьев шестерен. Каждая
Фиг. 297. Фасонные фрезы.
фреза пригодна для получения зубьев только данного модуля и
только в определенном интервале количества зубьев шестерни (на-
пример, от 17 до 20 зубьев или от 21 до 25 зубьев и т. д.1), поэтому
модульные фрезы изготовляются комплектами по 8—15 шт. Пере-
точка модульных фрез (как и всяких фасонных) производится
только по передней поверхности.
Червячные фрезы (фиг. 299), так же как и модульные,
применяются для получения зубьев шестерен на специальных зубо-
Фиг. 298. Модульные фрезы.
Фиг. 299. Червяч-
ная фреза.
фрезерных станках. Червячная фреза имеет зубья трапецеидальной
формы. Нарезание зубьев шестерен червячной фрезой произво-
дится методом обкатки, причем в таких случаях точность полу-
чается более высокой (по сравнению с нарезанием зубьев диско-
вой фрезой). Здесь уже не нужно иметь комплекта фрез, так как
при нарезании шестерен нужный профиль автоматически полу-
чается в зависимости от обкатываемого диаметра.
Помимо зубонарезания, червячные фрезы применяются для
резьбонарезания, фрезерования шлицов и т. д.
1 Теоретически каждая модульная фреза пригодна лишь для нарезания зуб-
чатого колеса с определенным количеством зубьев.
Фрезы и резание при фрезеровании
347
Резание при фрезеровании. При фрезеровании главное движе-
ние (вращательное) осуществляется фрезой, а движение подачи
(прямолинейное и перпендикулярное к оси фрезы) — заготовкой,
укрепленной на столе станка. Движение подачи может быть на-
фиг. 300. Фрезерование против подачи (а) и фрезеро-
вание по подаче (б).
правлено против вращения фрезы (фрезерование против подачи,
фиг. 300, а) или по направлению вращения фрезы (фрезерование
по подаче, фиг. 300, б).
Каждый режущий зуб фрезы имеет такие же режущие элемен-
ты, как и резец (фиг. 301, б) или любой другой режущий инстру-
Фиг. 301. Схема фрезерования цилиндрической фрезой.
мент, и, врезаясь в металл, снимает стружку. Весь припуск заго-
товки можно разделить на части, последовательно срезаемые
зубьями фрезы (фиг. 301, а). Эти части ограничены одинаковыми
циклоидальными поверхностями и имеют переменное сечение.
Легко видеть, что при фрезеровании каждый зуб фрезы работает
периодически. Это — существенная особенность фрезерования, вы-
348
Обработка металлов резанием
годно отличающая его от других видов обработки (например, то-
чения или сверления), где режущие части инструмента нагружены
в процессе резания непрерывно. Время контакта фрезы с заготов-
кой определяется углом контакта <р. Для цилиндрических и других
фрез с горизонтальной осью угол всегда меньше 90°, для кон-
цевых фрез угол обычно равен 180°, а для торцевых — больше 90°.
Итак, каждый зуб фрезы снимает стружку переменного сече-
ния. Площадь поперечного сечения стружки /, снимаемой зубом
в каждый данный момент, может быть определена по формуле
f= В а мм*,
где В — ширина фрезерования в мм;
а — толщина стружки в мм.
Толщина стружки при данном диаметре фрезы d и глубине
фрезерования t зависит от величины подачи. Различают минутную
подачу 5М (скорость перемещения заготовки в процессе резания,
в mmImuh), подачу за один оборот So (перемещение заготовки,
приходящееся на 1 оборот фрезы, в мм), подачу на зуб Sz (пере-
мещение заготовки, приходящееся на 1 режущий зуб, в мм).
Толщина стружки, снимаемой каждым зубом в данный момент,
и, соответственно, площадь поперечного сечения стружки могут
быть определены по формулам:
а,1 = Sz- sin <!ц мм;
a2 = Sz- sin % мм;
а3 = 8г- sin % мм;
fi — B-ai мм*;
ft —В • аг мм*;
fa —В • а3 мм*;
максимальная и средняя толщина и площадь поперечного сечения
стружки могут быть определены по формулам:
Лмакс. * Sin 'Ь ММ,
Умакс. — В • ЛМа <с. ММ*;
е sin
&ср.— 2 Л/Л/,
/ср. = В • яСр. мм*.
Общая площадь поперечного сечения стружки F, снимаемой
в данный момент, определяется по формуле
F=fi +/з мм*.
Суммарное усилие резания Реум, слагается из усилий резания,
действующих на отдельные зубья фрезы:
сум. кг-
Суммарный крутящий момент резания М определяется по фор-
муле
^ = ргсум. 4 кг
Фрезерные станки
349
а мощность, расходуемая на резание, по формуле
»г М • п
716200' Л- С-
Величина F, а следовательно, и величины Pz , /И и ;Vp при
фрезеровании являются
переменными.
Скорость резания при
фрезеровании подсчиты-
вают по формуле
тс d п ,
^=“1000“ м!мин’
где d — диаметр фрезы
в мм-,
п — число оборотов
фрезы в минуту.
Машинное время Тмаш.
определяют по формуле
Фиг. 302. Врезание и перебег фрезы.
1 маш.— ’ о МИН.,
где I — длина фрезеруемой заготовки (фиг. 302);
у, — величина врезания в мм-,
у2— величина перебега в мм-,
5М — подача в mmImuh.
148. Фрезерные станки
Типы фрезерных станков весьма разнообразны. Они классифи-
цируются по различным признакам. По положению оси фрезы
станки делятся на горизонтальные и вертикальные.
В зависимости от наличия подъемного кронштейна (консоли) сто-
ла— на консольные и бесконсольные. В зависимости от
наличия поворотной части стола — на универсальные и про-
стые (без поворотной части).
Кроме того, существуют продольно-фрезерные станки для
обработки крупных заготовок (стол таких станков перемещается
по направляющим неподвижной станины), зубофрезерные, резьбо-
фрезерные, копировально-фрезерные и др.
Ниже дано понятие об устройстве горизонтально-фрезерного,
вертикально-фрезерного и продольно-фрезерного станков.
Горизонтально-фрезерный консольный станок. В ремонтных
мастерских и цехах индивидуального и мелкосерийного производ-
ства для обработки небольших по высоте и нетяжелых деталей
широко применяется горизонтально-фрезерный консольный станок
350
Обработка металлов резанием
Фиг. 303. Универсальный горизонтально-фрезерный
станок модель 6Н82 Горьковского завода фрезер-
ных станков.
Фиг. 304. Вертикально-фрезерный станок мо-
дель 6Н12 Горьковского завода фрезерных
станков.
Фрезерные станки
351
(фиг. 303). На универсальном станке, имеющем поворотную часть,
можно фрезеровать плоскости, пазы, фасонные поверхности, зубья
шестерен, винтовые канавки и т. д. Если станок не является уни-
версальным, то фрезерование винтовых канавок не может выпол-
няться. По вертикальным направляющим станины 10 может переме-
щаться консоль 9, имеющая свои направляющие для поперечных
салазок 8. Поворотная часть 7 закрепляется на поперечных салаз-
Фиг. 305. Продольно-фрезерный станок.
ках и несет стол 6, на котором непосредственно или в приспо-
соблении крепится обрабатываемая заготовка. Таким образом, за-
готовка может иметь вертикальное перемещение (с консолью),
горизонтальное, параллельное оси шпинделя (с поперечными са-
лазками), и горизонтальное, перпендикулярное оси шпинделя (при
движении стола по направляющим поворотной части). Для фре-
зерования винтовых канавок поворотную часть устанавливают под
углом до дЬ45°.
Фреза 3 закрепляется на оправке 2, один конец которой,
в свою очередь, укрепляется в шпинделе 1. Второй конец оправки
поддерживается серьгой 4, укрепленной на хоботе 5. Шпиндель
приводится во вращение от электродвигателя через коробку ско-
ростей, расположенную в станине.
352
Обработка металлов резанием
Движение подачи осуществляется столом; механическая подача
производится через коробку подач, находящуюся в консоли, от
отдельного электродвигателя
Вертикально-фрезерный консольный станок (фиг. 304). Станки
этого типа используются преимущественно для фрезерования плос-
костей торцевыми фрезами, однако на них могут выполняться те
же виды работ, что и на горизонтально-фрезерных станках. Отли-
чие вертикально-фрезерных станков от горизонтально-фрезерных
заключается лишь в расположении оси шпинделя и отсутствии
хобота. Шпиндель станка расположен в фрезерной головке 1.
У некоторых станков фрезерная головка может поворачиваться
в вертикальной плоскости. Подобно горизонтально-фрезерным
станкам, вертикально-фрезерные станки подразделяются на универ-
сальные (с поворотным столом) и простые (не имеющие поворот-
ной части).
Продольно-фрезерный станок (фиг. 305). Станки этого типа
применяются в условиях серийного и массового производства для
обработки крупных заготовок, а также и небольших заготовок,
с помощью многоместных приспособлений. По направляющим ста-
нины 1 перемещается стол 2, на котором укрепляются заготовки,
а чаще приспособления с заготовками. Фрезерные головки 3 рас-
полагаются на стойках 4 и на поперечине 5.
Эти станки являются весьма производительными, так как заго
товка может обрабатываться одновременно с трех сторон. Неко-
торые типы продольно-фрезерных станков имеют поворотные фре-
зерные головки, позволяющие получать при обработке наклонные
плоскости.
149. Приспособления для фрезерных станков
Оправки 2 (фиг. 303) служат для крепления фрез на шпонке
с помощью колец-шайб различной ширины или только с помощью
колец-шайб (без шпонки). В первом случае кольца предназначены
для удерживания фрезы от осевого перемещения, а во втором
случае, кроме того, и от проворачивания фрезы на оправке. По-
следний вид крепления применим лишь при небольших усилиях
резания.
Делительные головки служат для предварительного
закрепления и дальнейшего поворота на требуемый угол загото-
вок при фрезеровании на них канавок или плоскостей, располо-
женных под определенным углом. Примерами работ, требующих
применения делительных головок, могут служить: фрезерование
зубчатых колес, канавок у режущих инструментов (фрез, зенке-
ров, разверток, сверл и т. д.), плоскостей многогранников и др.
1 В станках другой конструкции коробка подач может находиться в станине.
В этом случае привод подачи н главное движение осуществляются от одного
электродвигателя.
Приспособления для фрезерных станков
353
Различают делительные головки для непосредственного деле-
ния, для простого деления, для комбинированного деления, универ-
сальные делительные головки и оптические делительные головки.
Делительные головки для непосредственного
деления (фиг. 306) наиболее просты по своему устройству и
применению. Обрабатывае-
мая заготовка устанавливает-
ся на центры и через хомутик
или патрон связывается со
шпинделем 3. С другой сто-
роны на шпиндель жестко
насажен делительный диск 7,
положение которого фикси-
руется защелкой 2. Задняя
бабка 4 служит для поддер-
живания второго конца за-
готовки (или оправки). По
получении одной канавки
обрабатываемая заготовка
Фиг. 306. Делительная головка для непо-
средственного деления.
движением стола выводится
из контакта с фрезой, защел-
ка отводится, и диск вместе со шпинделем и заготовкой поворачи-
вается на требуемое количество промежутков между фиксирующими
прорезями. После этого положение делительного диска фиксируется
с помощью защелки 2 и прорезается вторая канавка. Операция
повторяется до тех пор, пока будут прорезаны все канавки. Легко
Фиг. 307. Кинематическая схема (а) и внешний вид (5) универсальной
делительной головки ГЗФС.
понять, что возможные варианты деления заготовки зависят от
числа фиксирующих вырезов (или отверстий) диска. Если диск
имеет 24 выреза, то, пользуясь этим диском, заготовку можно
разделить на 24, 12, 8, 6, 4, 3 или 2 равных части. Помимо дис-
ков с 24 вырезами, встречаются также диски с 12, 20 и 36 выре-
зами. Возможные варианты деления с помощью этих дисков мы
предлагаем определить самим учащимся. Универсальная де-
23 в, М. Никифоров
354
Обработка металлов резанием
лительная головка (фиг. 307) может быть использована для
простого, комбинированного и дифференциального деления.
Рассмотрим механизм простого деления. На шпиндель 1 жестко
насажено червячное колесо 2, находящееся в постоянном зацепле-
нии с червяком 3, который через валик 4 и зубчатые колеса 5
и 6 связан с рукояткой 8. Для фиксации положения по делитель-
ному диску 7 рукоятка имеет штифт. Делительный диск с по-
мощью винтов закрепляется на корпусе головки.
Делительные головки обычно снабжаются комплектом из трех
дисков, каждый из которых имеет по 6 рядов отверстий:
1-й диск имеет ряды в 15, 16, 17, 18, 19 и 20 отверстий;
2-й „ „ » „ 21, 23, 27, 29, 31 и 33 отверстия;
3-й „ „ » » 37, 39, 41, 43, 47 и 49 отверстий.
Разумеется, что отверстия в каждом ряду делят окружности
диска на равное число частей. Штифт рукоятки может быть уста-
новлен против любого ряда отверстий.
Червячное колесо имеет число зубьев z — 40, а червяк однохо-
довой, т. е. передаточное отношение червячной пары делительной
головки 1=^. Следовательно, для полного оборота червячного
колеса и соответственно шпинделя рукоятку нужно повернуть 40 раз
(колеса 5 и 6 имеют равное число зубьев). Очевидно, что для деле-
ния окружности на 2 равные части рукоятку нужно поворачивать
20 раз, а на 4 — по 10 раз. Если число частей, на которое нужно
разделить окружность, обозначим через п, число зубьев червячной
шестерни через z, а искомое число оборотов рукоятки через х,
то, в соответствии с приведенными рассуждениями, можем написать:
X = — об.
п
Пусть на заготовке требуется нарезать 37 зубьев. Тогда
_______________________*____40_ . з_
Х~ п ~~37~~1ЗТ
Для нарезания такой шестерни нужно взять 3-й диск, устано-
вить рукоятку против ряда в 37 отверстий и после фрезерования
каждой впадины между зубьями поворачивать рукоятку на 1 пол-
ный оборот и 3 промежутка между отверстиями.
Если /г = 28, то х = ^|=1-|-. Ряда с 7 отверстиями на дисках
нет, тогда берем ряд с количеством отверстий, кратным 7. Таких
рядов в наборе дисков два: в 21 и 49 отверстий. Очевидно, что
1|=1^=1^. Следовательно, прорезать 28 канавок можно
с помощью 2-го или 3-го диска.
Для ускорения отсчета промежутков между отверстиями поль-
зуются простым приспособлением — раздвижным сектором, ножки
Приспособления для фрезерных етанков
355
которого 9 устанавливаются по отсчитанному числу промежутков
рабочего ряда отверстий и скрепляются винтом.
Путем простого деления не могут быть нарезаны зубья на неко-
торых шестернях, применяемых в
пример, шестерни 57, 127 зубьев
и др.). Для нарезания таких шесте-
рен прибегают к дифференциаль-
ному или комбинированному де-
лению, изучение которых выхо-
дит за рамки настоящего курса.
Универсальные делительные
головки позволяют производить
деление с точностью ± Г. Оптиче-
ские делительные головки дают
станках и других машинах (на-
фиг. 308. Машинные тиски.
возможность производить деление на равные (а также неравные)
части с повышенной точностью (до 0,25').
В условиях индивидуального производства закрепление
мелких заготовок на станках производится с помощью вин-
товых машинных тисков
(фиг. 308), крупных — с
помощью планок и бол-
тов. Недостатком винто-
вых машинных тисков
является ручной зажим
детали. В условиях серий-
ного и массового произ-
водства для крепле-
ния заготовок при-
меняют специаль-
ные многоместные
или одноместные
приспособления, а
также тиски с пневмати-
Фиг. 309. Тиски с пневматическим зажимом. ческим зажимом (фиг.
309). Эти тиски снабжены
поршневым цилиндром 7; шток 2 поршня присоединен к тяну-
щему валу 3, с помощью которого подвижная губка 4 тисков
приводится в движение. Регулирование раствора тисков на нуж-
ный размер (по заготовке) производится при вращении вала за квад-
ратный конец 5.
V. СТРОГАЛЬНЫЕ СТАНКИ И РАБОТА НА НИХ
Станки строгальной группы применяются главным образом для
обработки поверхностей, получаемых при прямолинейном главном
движении, чаще всего — плоскостей (плиты, рамы, направляющие
станин и др.). Обработка производится резцами при прямолиней-
ном возвратно-поступательном главном движении и подаче, перпен-
дикулярной направлению главного движения.
356
Обработка металлов резанием
150. Инструменты и приспособления для строгальных станков
и их применение
Резцы. Строгальные резцы изготовляют прямыми или изогну-
тыми. Следует предпочесть изогнутые резцы, особенно при больших
усилиях резания. Под влиянием давления резания резец в той или
иной степени изгибается, причем вершина резца поворачивается
около точки средней линии резца, лежащей на высоте его крепле-
ния (фиг. 310). Вершина прямого резца будет при этом вдавли-
ваться в обработанную поверхность, следствием чего явятся закли-
Фиг. 311. Строгальные резцы.
Фиг. 310. Изгиб
прямых (а) и изо-
гнутых (<5) резцов
при строгании.
нивание, дрожание и выкрашивание резца. Вершина же изогнутого
резца под влиянием давления резания будет отходить от обрабо-
танной поверхности, и заклинивания не произойдет.
Обдирочные резцы применяются для предварительной
обработки заготовок; они бывают правые и левые. На фиг. 311
приведен левый обдирочный резец.
Чистовые резцы для строгальных работ имеют различ-
ную геометрию. На фиг. 311, б приведен чистовой лопаточный
(широкий) резец; существуют также чистовые резцы с большим
радиусом при вершине, подобные токарным.
Подрезные резцы (фиг. 311, «) предназначены для обра-
ботки боковых поверхностей заготовок; они работают при верти-
кальной подаче.
Прорезные резцы (фиг. 311, г) используются главным
образом для строгания пазов.
Строгальные станки.
357
Кроме перечисленных, существуют также различные фасонные
резцы.
Элементы и углы строгальных резцов те же, что и у токарных
резцов.
Сечение стружки /, усилие резания Рг, мощность
резания Np и полная мощность No при строгании подсчи-
тываются по тем же формулам, что и при точении (стр. 315).
Скоростью резания при строгании называется скорость,
с которой резец передвигается относительно заготовки при рабочем
ходе. У продольно-строгальных станков скорость резания постоян-
ная и может быть подсчитана по кинематической цепи механизма
главного движения. У поперечно-строгальных и долбежных станков
скорость резания переменная. Для расчетов пользуются средними
значениями скорости рабочего хода г/ср. р. х„ и скорости холостого
хода т'ср. х. х„ которые несколько меньше максимальных скоростей
(при среднем положении кулисы —фиг. 315).
Машинное время Глаш, при строгании подсчитывается по
формуле
™ Ь i
Гмаш. = 5Т^ МИН->
где b — ширина строгания в мм;
i—число проходов;
5—подача на один двойной ход в мм;
п — число двойных ходов стола (резца) в минуту.
Закрепление заготовок. Закрепление небольших заготовок для
обработки на поперечно-строгальных станках производится с по-
мощью машинные тисков (фиг. 308). Для закрепления более круп-
ных заготовок при индивидуальном производстве применяются
упорные и прижимные колодки и планки с болтами. В условиях
серийного производства для закрепления заготовок применяются
специальные приспособления.
151. Строгальные станки
Для обработки прямолинейных поверхностей применяются про-
дольно-строгальные, поперечно-строгальные, долбежные и протяж-
ные станки. Кроме перечисленных, в группу строгальных станков
входят отрезные, опиловочные и фасонно-строгальные станки.
Фасонно-строгальные станки применяются для получения криволи-
нейных поверхностей некоторых деталей, пуансонов вырубных
штампов, букс железнодорожного подвижного состава и др. Основ-
ная масса станков строгальной группы имеет холостой обратный
ход; обратный ход для резания используется лишь у кромкостро-
гальных станков большой длины.
Продольно- и поперечно-строгальные станки, так же как и дол-
бежные, применяются в условиях индивидуального и мелкосерий-
ного производства. В массовом и крупносерийном производстве эти
35S
Обработка металлов резанием
станки вытеснены фрезерными, протяжными и шлифовальными
станками.
Продольно-строгальные станки. Для обработки крупных заго-
товок применяются продольно-строгальные станки (фиг. 312).
Заготовку устанавливают и закрепляют на столе 2, перемещаю-
щемся возвратно-поступательно по направляющим станины 1. Резцы
закрепляют в резцедержателях супортов 4 и 6, которым перио-
дически сообщается движение подачи. Супорт 4, расположенный
на поперечине 3, применяют для обработки верхних поверхностей.
Супорт 6, расположенный на стойке 5, применяют для обработки
боковых поверхностей. Крупные строгальные станки имеют обычно
два супорта на поперечине
и по одному на каждой стой-
ке. В некоторых станках
вовсе не имеется боковых
супортов. Направление по-
дачи может быть горизон-
тальным или вертикальным.
Для строгания наклонных
поверхностей супорт снаб-
жается поворотной частью.
Главное движение пере-
дается столу от мотора че-
рез коробку скоростей и си-
стему шестерен, расположен-
ных в станине. Последняя
шестерня находится в зацеп-
лении с зубчатой рейкой,
привинченной к столу станка
Фиг. 312. Продольно-строгальный станок.
с нижней стороны. Наиболее совершенные станки имеют гидравли-
ческий привод.
Реверсирование хода стола в станках осуществляется с помощью
гидравлических устройств, электромагнитных муфт, путем пере-
мещения ремней по шкивам (старые конструкции), электродвига-
телей и пр. Скорость обратного (холостого) хода в 1 '/2—2 раза больше
скорости рабочего хода. Переключение направления хода стола
осуществляется автоматически, с помощью упоров 7, которые
закрепляются в соответствующем месте стола, сообразно с длиной
обрабатываемой заготовки. Подача резцовых супортов осущест-
вляется через коробку подач, при помощи винтов, после окончания
или перед началом рабочего хода. 11ри обратном ходе резцедер-
жатели с помощью особых устройств откидываются (приподни-
маются), с целью предупреждения трения резцов об обрабатывае-
мую поверхность.
Продольно-строгальные станки изготовляются с максимальной
шириной строгания от 700 до 4000 мм и длиной строгания, соответ-
ственно, от 1500 и 12 000 дш. При обработке деталей на продольно-
строгальных станках обеспечивается высокая точность: при чистовом
Строгальные станки
359
строганин — до 0,01 мм на длине 1000 мм и до 0,02 мм на длине
3000 мм.
Поперечно-строгальные станки. Станки этого типа (фиг. 313)
применяются для обработки небольших заготовок и для строгания
длинных заготовок поперек (если нет продольно-строгального
станка).
Ползун 4 вместе с супортом 3 и закрепленным в нем резцом
совершает главное прямолинейное поступательно-возвратное движе-
Фиг. 313. Поперечно-строгальный станок модель
7А36 Гомельского станкостроительного завода
имени Кирова.
ние по горизонтальным направляющим станины 1. Заготовку с по-
мощью тисков или планок закрепляют на столе 2. Поперечная
подача осуществляется при передвижении стола по поперечине 5,
вертикальная—салазками супорта. Для строгания наклонных поверх-
ностей супорт снабжается поворотной частью. Установка стола на
требуемой высоте производится путем перемещения поперечины
по вертикальным направляющим станины.
Существуют различные виды приводов ползунов. Большое
распространение имеет привод при помощи механизма качающейся
кулисы (фиг. 314), помещенного внутри станины. Кулисная ше-
стерня 1 имеет радиальную прорезь, в которой помещен криво-
шипный палец 4. Кулиса 6 может качаться около оси 7; верхний
360
Обработка металлов резанием
конец кулисы шарнирно связан с колодкой 3, которая с помощью
гайки 2 закреплена на ползуне. В средней части кулисы имеется
прорезь для ползушки 5, надетой на кривошипный палец. Движение
от мотора через коробку скоростей передается кулисной шестерне
и кривошипному пальцу. Последний через ползушку сообщает
колебательное движение кулисе, от которой через колодку пере-
дается движение ползуну. За каждый оборот кулисной шестерни
ползун совершает один двойной ход.
Легко заметить, что при равномерном движении кулисной
шестерни скорость движения ползуна будет неравномерной: наи-
Фиг. 314. Схема механизма качаю-
щейся кулисы.
Фиг. 315. Диаграмма скоро-
стей ползуна.
большая скорость будет в момент вертикального положения оси
симметрии кулисы, а когда ось кулисы займет положение касатель-
ной к траектории движения (окружности) кривошипного пальца,
скорость ползуна будет равна нулю. Заметим также, что время
холостого хода меньше времени рабочего хода, так как BCD<^DAB.
На фиг. 315 приведена диаграмма скоростей ползуна. По оси орди-
нат отложена скорость ползуна v, по оси абсцисс — длина его
хода L. Точки ABCD фиг. 314 соответствуют их обозначению на
фиг. 315.
Регулирование длины хода ползуна производится путем пере-
движения кривошипного пальца в радиальной прорези кулисной
шестерни. Максимальная длина хода ползуна будет при наиболь-
шем удалении кривошипного пальца от центра шестерни. Обраба-
тываемый участок заготовки может находиться на различных
расстояниях от станины, поэтому помимо длины хода ползуна
необходимо также регулировать и его вылет. Регулировка вылета
производится закреплением колодки в той или иной части продоль-
ной прорези 8 (фиг. 314) ползуна.
Строгальные станки
361
Поперечно-строгальные станки выпускаются с наибольшим ходом
ползуна от 350 до 900 мм.
Долбежные станки. Для обработки плоских и фасонных поверх-
ностей заготовок небольшой высоты при больших поперечных
размерах применяют долбежные станки (фиг. 316). Ползун 1 совер-
шает главное прямолинейное поступательно-возвратное движение
по направляющим станины 2. В нижней части ползуна имеется
резцедержатель для крепления резца. Заготовка устанавливается
на столе 3, имеющем продольное, поперечное и круговое переме-
Фиг. 316. Долбежный станок модель 7417
Чкаловскою станкостроительного завода.
щения. Привод ползунов долбежных станков осуществляется чаще
всего кривошипно-кулисным механизмом, а привод подачи — хра-
повым механизмом.
Долбежные станки выпускаются с наибольшим ходом ползуна
от 160 до 1000 мм.
Понятие о протягивании и протяжных станках. Протягивание
осуществляется на специальных протяжных станках многозубыми
инструментами — протяжками, перемещающимися в осевом направ-
лении относительно заготовки. Размеры зубьев от начала режущей
части протяжки постепенно увеличиваются, так что при протягива-
нии каждый зуб снимает с заготовки тонкую стружку (от 0,01
до 0,2 мм).
Различают внутреннее и наружное протягивание. Внутреннее
протягивание применяют для отверстий размером от 3 до 300 мм.
862
Обработка металлов резанием
Отверстия под протяжку предварительно высверливают или раста-
чивают. Форма отверстий, полученных путем протягивания, может
быть самой разнообразной; цилиндрической, трехгранной, квадрат-
ной, многогранной, овальной, фасонной, с канавками различных
профилей и пр.
Наружные поверхности, как правило, протягиваются без пред-
варительной обработки резанием, т. е.
в черном виде (отливки,
поковки). При наружном про-
тягивании можно получить пря-
мые и спиральные зубья на
зубчатых колесах и секторах,
прямые и винтовые канавки,
плоские и кривые наружные
поверхности, рифление и др.
Высокая производитель-
ность, получаемая при протяги-
вании, в сочетании с большой
стойкостью протяжек, хорошей
Фиг. 317. Протягивание втулки. чистотой обработки (классы чи-
стоты 5—9) и высокой точно-
стью (класс 2—3), выдвигают этот метод в число передовых, про-
грессивных методов обработки деталей.
В условиях массового и крупносерийного производства при
изготовлении деталей средних размеров протягивание вытесняет
фрезерование. На фиг. 317 приведен пример, иллюстрирующий
внутреннее протягивание втулки. Протяжка 1 укрепляется в пол-
зуне и перемещается им в направлении стрелки. На фиг. 318 при-
ведена протяжка для обработки отверстий.
Фиг. 318. Протяжка для обработки отверстий.
Протяжные станки бывают вертикальные и горизонталь-
ные и разделяются на станки для внутреннего и для наружного
протягивания. Привод ползуна протяжных станков чаще всего
гидравлический. 11реимуществом этого привода является плавность
работы, обеспечивающая получение наиболее чистой поверхности
обрабатываемых деталей и повышенную стойкость протяжек.
VI. ШЛИФОВАЛЬНЫЕ СТАНКИ И РАБОТА НА НИХ
Станки шлифовальной группы широко применяются для обра-
ботки различных поверхностей: плоскостей, наружных и внутрен-
них цилиндрических и конических поверхностей, а также различных
фасонных поверхностей, в том числе зубьев шестерен, резьбы и др.
Круглошлифовальные и плоско шлифовальные станки
ЗвЗ
Обработка заготовок на станках шлифовальной группы произ-
во чится абразивными инструментами и материалами: шлифоваль-
ными кругами, брусками и порошками.
152. Абразивный инструмент и резание при шлифовании
Режущими элементами шлифовальных кругов служат зерна
минеральных или искусственных веществ высокой твердости (абра-
зивный материал). Минеральными абразивами являются наждак
и корунд, искусственными — карборунд и электрокорунд. Скрепле-
ние отдельных зерен и формообразование кругов производятся
посредством различных связок: керамической, силикатной, магне-
зиальной (неорганические), а
также вулканитовой и бакелито-
вой (органические).
Шлифовальные круги обла-
дают способностью частично или
полностью самозатачиваться в
процессе работы. Процесс само-
затачивания состоит в выкраши-
вании затупившихся зерен под
влиянием увеличившегося усилия
резания и обнажении острых кро-
Фиг. 319. Шлифовальные круги:
тарельчатые (в), чашечный (б)
и плоский (в).
мок зерна следующего ряда.
Помимо вида абразива и связки, полная характеристика шли-
фовального круга включает форму и размеры, зернистость и твер-
дость круга.
Некоторые формы кругов приведены на фиг. 319. Зернистость
кругов характеризует размер зерен абразива и определяется коли-
чеством отверстий на один погонный дюйм (25,4 мм) в ситах, через
которые просеивают размолотый абразивный материал. Выбор зер-
нистости определяется требуемой чистотой обработки. Для обди-
рочного шлифования применяют крупнозернистые круги (зерни-
стость 10—16), для чистового шлифования—мелкозернистые (зерни-
стость 80—120) и т. д.
Твердость кругов определяется сопротивляемостью связки вы-
крашиванию зерен абразива под влиянием усилия резания. Различают
круги мягкие (М), среднемягкие (СМ), средние (С), среднетвердые
(СТ), твердые ( Г), весьма твердые (ВТ) и чрезвычайно твердые (ЧТ).
Вид абразива и твердость круга выбирают в зависимости от
обрабатываемого материала и выполняемой операции.
153. Круглошлифовальные и плоскошлифовальные станки
Кругло шлифовальные станки разделяются на станки
для шлифования наружных поверхностей и станки для шлифования
внутренних поверхностей.
Плоскошлифовальные станки предназначаются для
шлифования плоских поверхностей.
364
Обработка металлов резанием
Станки для профильного шлифования разделяются на резьбо-
шлифовальные, зубошлифовальные и копировально-шлифовальные.
Заточные станки применяются для заточки режущих
инструментов; они разделяются на универсальные — для заточки
различных инструментов и специализированные — для заточки
инструментов определенного типа. При обработке заготовок на пе-
речисленных станках сравнительно легко достигается точность раз-
меров деталей до 2-го класса, при чистоте поверхности до 10-го
класса.
Помимо перечисленных, в группу шлифовальных станков вхо-
дят еще шлифовально-обдирочные, шлифовально-притирочные,
шлифовально-отделочные станки и др.
Шлифовальн о-о бдирочные станки применяются для
предварительной обработки (обдирки) отливок и поковок.
Фиг. 320. Схема шлифования валика на кругло-
шлифовальном станке.
Шлифовально-притирочные и шлифовально-отде-
лочные станки используются при необходимости получения
высокой чистоты (до 14 класса) обрабатываемой поверхности и
достижения высокой точности (класс 1 и выше).
Шлифовально-отделочные станки работают чаще всего бру-
сками. Скорость движения брусков невелика: от 0,02 до 0,05 м/сек-,
припуск на обработку в этих случаях составляет лишь 0,001 —
0,01 мм.
Шлифовально-притирочные станки работают притирами со ско-
ростью 2—5 м/сек-, припуск на обработку — от 0,02 до 0,12 мм.
Шлифование в центрах. На фиг. 320 приведена схема шлифо-
вания валика на кругло-шлифовальном станке (фиг. 321). Шлифо-
вальный круг 2 закреплен на шпинделе шлифовальной бабки 6 и
вращается в направлении стрелки со скоростью 25—35 м/сек.
Обрабатываемый валик 3 установлен в центрах передней бабки
У и задней бабки 5 и вращается навстречу кругу со скоростью
10—15 м/мин (окружная подача). Однако круг в приведенном при-
мере не перекрывает всего валика, поэтому необходима также по-
дача вдоль оси валика, которая и осуществляется столом 4. Подача
Круглошл.1 фовальные и плоскошлифовальные станки
365
Фиг. 321. Круглошлифовальный станок модель 3151 завода
имени В. М. Молотова.
Фиг. 324. Схемы плоско-
го шлифования периферией
круга (а) и торцом круга {б).
866 Обработка металлов резанием
на глубину шлифования (в поперечном направлении) производится
после каждого двойного хода стола.
Бесцентровое шлифование. Бесцентровые шлифовальные стан-
ки имеют два круга: шлифующий круг 1 (фиг. 322) и подающий
круг 3. Шлифующий круг вращается со скоростью 30—40 м/сек,
а подающий круг — со скоростью, приблизительно в 100 раз мень-
шей: 15—25 м/мин. Обрабатываемая заготовка 4 опирается на нож 2
и вращается за счет разности скоростей шлифующего и подаю-
щего кругов. Осевая подача достигается поворотом подающего
круга или ножа на угол а от 1 до 7°. Подача на глубину шли-
фования осуществляется шлифующим кругом. Высокая точность
при шлифовании на этих станках обеспечивается использованием
автоматических подналадчиков, разработанных советскими инже-
нерами.
Внутреннее шлифование. Производится на внутришлифоваль-
ных станках. Заготовка 1 (фиг. 323) закрепляется в патроне 2,
навинченном на шпиндель бабки, и вращается в направлении стрел-
ки. Шлифовальный круг 3 закрепляется на шлифовальном шпин-
деле, вместе с которым вращается и перемещается в направлениях
стрелок.
Плоское шлифование. Осуществляется периферией круга (фиг.
324, а) или торцом круга (фиг. 324, б). Закрепление загоюзок
производится на магнитном столе. Продольная подача осущест-
вляется столом, а поперечная — столом или шлифовальным кругом.
ГЛАВА ЧЕТЫРНАДЦАТАЯ
СЛЕСАРНАЯ ОБРАБОТКА МЕТАЛЛОВ
Круг работ и операций, относящихся к слесарной специально-
сти, на различных заводах (и даже в различных цехах одного за-
вода) не одинаков и обусловливается характером производства
данного завода и цеха. При индивидуальном производстве слесарь
выполняет самые разнообразные операции: разметку, рубку, резку,
опиливание, шабрение, притирку, полирование, а также клепку,
сверление, развертывание, резьбонарезание, пайку и др., причем
обычно используется универсальное оборудование, а специальные
приспособления не применяются, так как их изготовление не рен-
табельно. При серийном производстве круг операций, выполняемых
на каждом рабочем месте, сужается до двух-трех, а при массовом
производстве слесарь занят какой-либо одной операцией. Количе-
ство применяемых специальных приспособлений тем больше, чем
крупнее серии выпускаемых изделий.
В связи с большим разнообразием слесарных работ слесари
специализируются в той или иной области. В соответствии с этим
различают слесарей-сборщиков (сборка деталей и узлов
в машины и механизмы), слесарей-инструментальщиков
(изготовление всевозможных инструментов), слесарей-лекаль-
щиков (выполнение точных работ), слесарей по монтажу
(монтаж и демонтаж машин и сооружений), слесарей по ре-
монту (выполнение ремонта машин и механизмов), слесарей
по оптическим работам и др. Особо выделяется специ-
альность разметчиков.
Однако, несмотря на это разнообразие, слесарями всех специаль-
ностей выполняются по существу одни и те же операции, разница
лишь в характере приемов и степени точности.
Ниже кратко рассмотрены семь первых операций из перечис-
ленных выше, т. е. разметка, рубка, резка, опиливание, шабрение,
притирка и полирование, а также инструменты и приспособления,
применяемые для их выполнения.
154. Разметка
Разметкой называется операция нанесения на заготовку (по-
ковку, отливку, прокат и т. д.) линий (рисок) для ее последую-
щей обработки. Риски могут быть контурными, контрольными и
вспомогательными.
368
Слесарная обработка металлов
Контурные риски отделяют металл припуска от металла готовой
детали. Чтобы контурные риски лучше выделялись и сохранялись
при транспортировке и обработке заготовки, их н а к е р н и в а ют,
т. е. наносят вдоль рисок небольшие конические углубления (кер-
ны). При последующей обработке припуск снимается так, чтобы
на детали оставалась половина ширины контурной риски и поло-
вина каждого накерненного углубления (керна). Контурные риски
Фиг. 325. Разметочная
влита.
используют также для установки и выверки заготовок на станке.
Вспомогательные риски служат для отсчета размеров при раз-
метке и установки заготовки на станке.
Контрольные риски наносят рядом с контурными на расстоянии
5—10 мм. Являясь параллельными (или концентричными) контур-
ным, эти риски дают возможность в любой
момент проверить как правильность уста-
новки, так и правильность обработки (если
почему-либо исчезла контурная риска).
Таким образом, разметка состоит в
вычерчивании по металлу заготовки в
натуральную величину с переносом с ра-
бочего чертежа линий, необходимых для
изготовления детали.
Точность обработки по рискам сравни-
тельно невелика; кроме того, разметка
является часто весьма трудоемкой опера-
цией и требует высококвалифицированной рабочей силы, поэтому
в современном машиностроении стараются по возможности отка-
зываться от разметки. Однако последнее удается лишь при мас-
совом и крупносерийном производстве, где разметка полностью или
в значительной степени может быть заменена за счет применения спе-
циальных станков и приспособлений, обеспечивающих правиль-
ную базировку (установку) заготовки и гарантирующих получение
размеров деталей в установленных допусках. 11ри индивидуаль-
ном и мелкосерийном производстве стоимость изготовления при-
способлений не окупается, поэтому обработка деталей производится
по разметке. Недостаточная точность деталей, обработанных по
разметке, заставляет прибегать к индивидуальной пригонке их при
сборке.
Разметка разделяется на плоскую и пространственную. Плоская
разметка производится по листовому материалу с одной стороны
(в одной плоскости); при пространственной разметке риски нано-
сятся на две (или больше) поверхности заготовки.
Оборудование и инструменты для разметки. Разметочная
плита (фиг. 325) служит для установки размечаемых заготовок,
а также для базировки рабочих и измерительных инструментов.
Плиты отливают из серого чугуна. Верхняя (рабочая) плоскость
плиты и боковые грани подвергаются точной обработке (строга-
нием), причем каждая боковая грань должна быть перпендику-
лярна верхней плоскости и двум смежным граням. 11о верхней пло-
Разметка
369
скости плиты прострагивают узкие и неглубокие взаимно перпенди-
кулярные канавки так, чтобы образовались квадраты со стороной от
200 до 500 мм. Эти канавки во многих случаях облегчают уста-
новку на плите заготовок и приспособлений.
Размеры различных плит колеблются в широких пределах — от
750X750 мм до 4000X6000 мм1. Малые плиты устанавливают
на подставках, средние и большие — на специальных фундаментах,
причем во всех случаях горизонтальность верхней плоскости про-
веряется ватерпасом.
Масштабная линейка / (фиг. 326) используется для от-
счета размеров; она закрепляется на специальном угольнике 2 так,
чтобы ее торец (нулевой штрих) касался рабочей поверхности плиты.
Рейсмус (фиг. 327) применяется для нанесения на заготовку
рисок, параллельных рабочей плоскости разметочной плиты. При
работе рейсмус плоским основанием 1 передвигают по плите в
нужном направлении, а иглою 2, установленной по масштабной
линейке на требуемой высоте, наносят риски.
Ручная игла или чертилка (фиг. 328) служит для нане-
сения линий (рукою) по линейке, угольнику или шаблону.
Угольник (фиг. 329) используют для нанесения чертилкой
вертикальных рисок и для проверки вертикального положения ка-
кой-либо плоскости заготовки, а также для построения прямых
углов.
Малка (фиг. 330) и угломер применяются для нанесения на-
клонных рисок и контроля установки заготовки на разметочной
плите. Установка линейки 1 малки на нужный угол производится
по транспортиру или угломеру; после установки линейка закреп-
ляется поворотом барашка 2.
Разметочный циркуль (фиг. 331) служит для нанесения
рисок окружностей и дуг, а также для откладывания размеров,
взятых по масштабной линейке. Для разметки окружностей и дуг
можно пользоваться также штангенциркулем.
У г о л ь н и к-ц ентроискатель (фиг. 332) применяют для
нанесения диаметральных рисок по торцам валов и отыскания
центров на торцах. Угольник-центроискатель состоит из угольника
1 и прикрепленной к нему линейки 2, рабочее ребро которой делит
угол угольника пополам. Для нанесения диаметральной риски
угольник прикладывают к заготовке 3 так, чтобы обе стороны его
касались образующей заготовки, а линейка плотно прилегала к ее
торцу. Риску проводят чертилкой по линейке. Для отыскания
центра угольник поворачивают около образующей заготовки на не-
который угол н наносят вторую риску. Центром будет являться
точка пересечения рисок.
Кернер (фиг. 333) служит для нанесения кернов на рисках
или для наметки центров отверстий. Кернер затачивают под углом
1 Более крупные плиты (для разметки очень больших заготовок) составляют
из нескольких плит и устанавливают на фундаменте.
24 В. М. Никифоре.в
370
Слесарная обработка металлов
Фиг. 326. Масштабная лииейка,
прикрепленная к угольнику.
Фиг. 329. Уголь-
Фиг. 328. Ручная игла (чертилка).
ник с пяткой.
Фиг. 330. Малка.
Рубка а резка S71
30—60° для накернивания разметочных рисок и под углом 70—75°
для наметки центров-отверстий. При работе острый конец кернера
устанавливают в риску, а по другому концу ударяют молотком.
Подготовка заготовок к разметке. Перед разметкой заготовки
подвергают очистке от грязи, остатков формовочной смеси, ока-
лины и пр., затем места, где будут наноситься риски (а небольшие
заготовки — целиком), окрашивают. Окраска необходима для того,
чтобы нанесенные риски и керны легко отыскивались. Для окраски
черных поверхностей (по „корке“) чаще всего применяют мел
с примесью клея, разведенный в воде до густоты молока. Такой
же краской покрывают обработанные поверхности. Для окраски
обработанных поверхностей применяют также раствор медного
купороса в воде. В этих случаях, в результате реакции медного
купороса с железом, на поверхности заготовки образуется весьма
тонкий слой меди, на который наносят разметочные риски.
155. Рубка и резка
Слесарная рубка металлов производится зубилами и крейц-
мейселями с помощью молотка. Этими инструментами можно
разрубать на части листы, полосы, проволоку, срубать заклепки,
прорубать канавки и фигурные углубления, срубать припуск по
разметке и пр. Операция может производиться при закреплении
заготовки в тисках и установке ее на плите; тяжелые и громоздкие
заготовки обрубаются без установки их на плиту.
Оборудование и инструменты для рубки. Слесарные ти-
ски делятся на стуловые (или верстачные) и параллельные. На
фиг. 334 приведены стуловые тиски. Неподвижная губка 3 прочно
крепится к верстаку /. Подвижная губка 5 внизу шарнирно соеди-
нена с неподвижной. Для закрепления заготовки в тисках исполь-
зуется винт 4 с рычагом 6 и трубчатая гайка 2. Пружина 7 при
вывинчивании винта отводит губку 5 вправо. Эти тиски изготов-
ляются из конструкционной стали средней твердости (0,4—0,5% С),
а рабочие поверхности губок наплавляются более твердой сталью
и после насечки закаливаются. Наиболее распространенные тиски
имеют ширину губок 100—150 мм. По высоте тиски устанавли-
ваются в зависимости от роста работающего; считается нормаль-
ным, если верх губок приходится на уровне пояса.
Подвижная губка стуловых тисков при вращении винта ка-
чается около центра шарнира 8 (фиг. 334), поэтому рабочие плоско-
сти губок будут параллельны друг другу только при одном опреде-
ленном растворе тисков. Следовательно, для каждых тисков имеется
только один размер заготовки *, которая может быть закреплена
с гарантированным полным прилеганием рабочих поверхностей
обеих губок. Заготовки большего размера будут удерживаться
только нижними кромками губок, а заготовки меньшего размера —
Имеются в виду заготовки с плоскими и параллельными сторонами.
S72
Слесарная обработка металлов
верхними кромками; оба эти положения зажима ненадежны. Это
является недостатком стуловых тисков.
На фиг. 335 приведены параллельные тиски; рабочие поверхно-
сти их губок при любом растворе остаются параллельными друг
другу. Подвижная губка 1 отлита заодно с пустотелой направляю-
щей 5, а неподвижная губка 4 — с основанием 6. Губки тисков
снабжены стальными закаленными пластинками 2 и 3. Винт 8 со-
в приливе основания. При враще-
нии винта губка 1 будет переме-
щаться.
На фиг. 336 приведены пово-
ротные параллельные тиски, кото-
рые более удобны.
Параллельные тиски отливают
из серого чугуна или из стали.
Слесарное зубило (фиг.
337) и крейцмейсель (фиг.
338) изготовляют из стали марок
У7 или У8, длиною от 100 до 200 мм.
Режущие части 1 зубила и крейц-
мейселя подвергают закалке и
низкому отпуску, головки 2 — за-
калке и среднему отпуску. При
заточке угол заострения выпол-
няется равным 35-т-75°, в зависи-
мости от обрабатываемого мате-
риала. Режущая кромка крейцмей-
селя ^же, чем у зубила, и он обычно
применяется для прорубания более
узких канавок, углублений и др.
Практика рубки. Рубку листо-
вых заготовок производят на
плите или наковальне. При рубке
зубило берут в левую руку, ставят
единен с гайкой 7, помещенной
Фиг. 334. Стуловые тиски.
вертикально режущей кромкой на разметочную риску и наносят
молотком легкие удары, постепенно передвигая зубило по риске.
Когда весь лист пройден, по полученному надрубу делают второй
проход, нанося уже сильные удары. После второго прохода на об-
ратной стороне листа, под прорубленной канавкой, вследствие пла-
стической деформации, появляется выступ. Перевернув лист, вновь
рубят зубилом по выступающему контуру, после чего заготовку
перегибают около надруба, и она легко разделяется на части.
Тонкие листы (до 3 мм) рубке по обратной стороне не подвер-
гают.
Для рубки в тисках заготовку прочно зажимают, и срубают
припуск последовательными проходами с толщиной стружки 1—Змм
(фиг. 339). Регулируя угол резания 3 (изменяя задний угол), ра-
ботающий увеличивает или уменьшает толщину стружки.
Рубка и резка
878
12 3 4- 5
Фиг. 335. Параллельные тиски.
Фиг. 336. Поворотные
Фиг. 337.
Слесар-
ное зу-
било.
Фиг. 338.
Крейц-
мейсель.
параллельные тиски.
Фиг. 339. Пример рубки зубилом.
Фиг. 340. Стуловые ножницы.
Фиг. 3-11. Слесарная ножовка (а) и ножовочное полотно (б).
374
Слесарная обработка металлов
Молотки для рубки берутся весом 0,4—0,8 кг, в зависимости
от силы работающего.
К ручной рубке надо прибегать лишь в крайнем случае и при
первой возможности заменять ее обработкой на станках — стро-
гальных, фрезерных и др. Облегчение труда достигается примене-
нием пневматических рубильных молотков.
Резка. Для разрезания тонких листов применяют ручные и
стуловые (фиг. 340) ножницы. Этими ножницами можно резать
металл толщиной до 2 мм. Более толстые листы разрезают с по-
мощью рычажных ножниц или ножниц с механическим приводом.
Для разрезания всевозможных прутков, труб, полосового ма-
териала и т. п. применяют слесарные ножовки.
Слесарная (ручная) ножовка (фиг. 341, а) состоит из
станка 2 с ручкой 1 и ножовочного полотна 3. ГОСТ рекомендует
следующие марки стали для изготовления полотна (фиг. 341, б)
ручных ножовок: У8, У8А, У9, У9А, У10, У10А, а также 9ХС. Для
крепления в станке полотно имеет у концов два отверстия, куда
вставляют штифты. Натяжение полотна осуществляется с помощью
барашка 4. По ГОСТ различные полотна имеют толщину от 0,6 до
0,8 мм, ширину от 12 до 15 мм, длину от 250 до 350 мм, расстояние
между смежными зубьями (шаг зуба) от 0,8 до 1,6 мм. Полотно
с крупным зубом применяется для резки мягких металлов, с мел-
ким— для твердых.
Ручная ножовка используется (при необходимости) для разреза-
ния заготовок малого сечения. Более крупные заготовки разрезают
на приводных ножовочных станках, а также резцами на специаль-
ных отрезных, фрезерных и других станках, с использованием го-
рючих газов (газовая резка) или электрической дуги (электродуго-
вая резка).
156. Опиливание
Опиливание производится напильниками. Целью опиливания
является устранение погрешностей предыдущей обработки, при-
гонка для достижения опре-
деленной посадки сопрягае-
мых деталей при сборке,сня-
тие заусенцев.
Операция может произво-
Фиг. 342. Напильник. диться с креплением в сту-
ловых (фиг. 334) или парал-
лельных (фиг. 336) тисках (при обработке мелких и средних заго-
товок) или без них (при тяжелых и громоздких объектах).
Напильники. Напильник (фиг. 342) имеет рабочую часть 1 (с на-
сечкой), пятку 2 и хвост 3, на который насаживается деревянная
ручка 4. Для изготовления напильников ГОСТ рекомендует следую-
щие марки стали: У10, У10А, У12, У12А, У13 и У13А, а также
ШХ6, ШХ9 и ШХ15.
Опиливание
37Г,
Напильники различаются по длине, профилю и насечке. По ОСТ
длина различных напильников предусмотрена в пределах от 100
до 450 мм.
Профиль напильников (фиг. 343) — плоский (а),
(б), трехгранный (в), ножовочный (г),
с овальными ребрами (е),
полукруглый (ж), овальный а
(з) и круглый (и). Наиболее
употребительными профиля- Wuuuiml
квадратный
(<?), плоский
г Ъ
3 и
ми являются плоский, квад- е
ратный, трехгранный, круг-
лый и полукруглый.
Насечка напильников про-
изводится на специальных
ромбический
б 6
Фиг. 343. Профили напильников.
насечных станках или полу-
чается путем фрезерования специальной фрезой *. В зависимости
от числа насечек на 1 пог. см длины, напильники разделяются
на драчевые, личные и бархатные. По ОСТ драчевые напильники
имеют от. 4,5 до 12 насечек на 1 пог. см длины, личные — от 13
до 26, бархатные — от 40 до 631 2. Плоские поверхности напиль-
ников подвергаются двойной насечке:
нижняя насечка делается под углом
а = 55°, а верхняя — под углом £ = 70°
(фиг. 344). Выпуклые поверхности полу-
круглых напильников, а также напиль-
Фиг. 344.
Схема на-
сечки пло-
ских поверх-
ностей на-
пильников.
фиг. 345. Схемы на-
сечки выпуклых по-
верхностей напильни-
ков: драчевых (в), лич-
ных и бархатных (б).
ники круглого, овального профилей подвергаются одинарной насечке
рядами, причем расположение рядов у драчевых напильников елоч-
ное (фиг. 345, а), а у личных и бархатных — в одну сторону
(фиг. 345, б) под углом 3 = 70°.
1 Раньше насечку напильников производили зубилами вручную.
2 Чем короче напильник, тем мельче насечка: например, драчевый напильник
длиною 450 мм имеет 4,5 насечки на 1 пог. см, а драчевый напильник длиною
100 мм— 12 насечек.
376
Слесарная обработка металлов
Фиг. 346. Основное
положение при опи-
ливании в тисках.
Насечки на поверхности напильника образуют множество
зубьев, режущие кромки которых при работе снимают стружку.
Чем меньше насечек на 1 пог. см, тем крупнее зуб и тем больше
высота микронеровностей (ниже класс чистоты) обрабатываемой
поверхности.
Помимо перечисленных выше, ОСТ установлен еще один вид
напильников — брусовки. Брусовки изготовляются квадратного
профиля, длиною 400—500 мм, с числом насе-
чек 4—5 на 1 пог. см. Они имеют самую круп-
ную насечку; их применяют для производства
наиболее грубых работ.
Драчев ые напильники имеют крупную
насечку и применяются для спиливания неболь-
ших припусков, снятия фасок, крупных заусен-
цев и др.
Личные напильники имеют среднюю на-
сечку и применяются для получения более
чистых (7—8 классы чистоты) поверхностей
и для пригонки поверхностей сопрягаемых де-
талей.
Бархатными напильниками, имеющими са-
мую мелкую насечку, может быть достигнута
наиболее высокая точность (до 0,005 мм) обработки и чистота
поверхности 9-4—12 классов.
Практика опиливания. Основное рабочее положение при опили-
вании в тисках приведено на фиг. 346. Корпус работающего находит-
ся на расстоянии
около 200 мм от
тисков под углом
45° к фронту вер-
стака; носок левой
ступни выдвигает-
ся вперед до линии
отвеса губок ти-
сков И ставится Фиг. 347. Хватка напильника при опиливании значитель-
ПОД углом 70° К ных (в) И небольших (б) припусков,
фронту верстака;
правая ступня ставится параллельно фронту верстака так, чтобы
расстояние между пятками было равно длине ступни работаю-
щего.
Для снятия значительных припусков применяют хватку напиль-
ника, приведенную на фиг. 347, а; при таком положении левой руки
обеспечивается наибольшее давление на напильник. Для снятия
малых припусков применяют хватку, приведенную на фиг. 347, б;
при таком положении левой рукою удобнее направлять напильник
и изменять давление.
Для уменьшения глубины рисок (штрихов) и лучшего выравни-
вания плоскостей производят периодическое изменение направления
Шабрение
377
Фиг. 348. Хватка напильника для
получения штриха, параллельного
ребрам заготовки.
опиливания, в результате чего получается перекрестный штрих.
При работе личным напильником, для получения штрихов, парал-
лельных ребрам заготовки, часто пользуются методом опиливания,
приведенным на фиг. 348.
При опиливании металлов (особенно вязких) между зубьями
напильников набивается стружка, которая мешает дальнейшей
работе и царапает поверхность обрабатываемой заготовки, поэтому
напильники необходимо периодически чистить специальными сталь-
ными щетками. При работе личным напильником, с целью преду-
преждения царапания, прибегают к покрытию рабочей поверхности
напильника мелом. Мел заполняет
пространство между зубцами на-
пильника, что предохраняет от про-
никновения стружек во впадины
между насечками.
Прямолинейность опиливаемых
поверхностей контролируется с по-
мощью линейки (фиг. 221), плоско-
стность — с помощью поверочной
плиты (фиг. 222) и краски. Пра-
вильное относительное расположе-
ние отдельных поверхностей про-
веряется угольниками и угловыми шаблонами, правильность кон-
тура— специальными контурными шаблонами.
На заводах Советского Союза к операции опиловки стараются
прибегать как можно меньше и заменяют ее обработкой заготовок
на станках. Если же опиловка оказывается необходимой, то ее
механизируют путем применения специальных опиловочных стан-
ков. Опиловка заменяется также применением переносных электри-
ческих и пневматических машин с абразивными кругами и др.
157. Шабрение
Шабрение производится специальными режущими инструмен-
тами — шаберами. Целью шабрения является получение требуе-
мой по условиям эксплуатации точности размеров и чистоты поверх-
ности или плотного прилегания сопрягаемых поверхностей.
Шабрение плоскостей применяется как окончательная
операция при обработке направляющих станин станков и переме-
щающихся по ним оснований супортов, бабок и головок, а также
при обработке поверхностей всевозможных точных приспособлений
и приборов.
На фиг. 349, а приведен шабер, применяемый для шабрения
плоскостей; такой шабер называют плоским.
Шабрение кривых поверхностей применяется главным
образом как окончательная операция при обработке рабочих поверх-
ностей вкладышей подшипников станков и машин.
378
Слесарная обработка металлов
На фиг. 349, б приведен шабер, применяющийся для шабрения
кривых поверхностей; такой шабер называют трехгранным. Угол
заострения его обычно равен 60°.
Шаберы изготовляют из твердой инструментальной стали; часто
используют изношенные плоские и трехгранные напильники.
Фиг. 349. Шаберы для шабрения плоскостей (а)
и кривых поверхностей (б).
Перед шабрением соответствующие поверхности заготовок
подвергают обработке на строгальных станках или опиливают.
Шабрение плоских поверхностей производят по поверочным
плитам с применением краски. Шабрение подшипников производят
по шейке вала, для чего на шейку окончательно обработанного
(отшлифованного) вала наносят тонкий слой краски, затем вкла-
дыш накладывают на шейку вала и
качают его, прижимая к валу. Высту-
пающие места при этом покрываются
краской и впоследствии сшабриваются.
Фиг. 350. Хватка шабера при обра- Фиг. 351. Углы при шаб-
ботке плоскости. рении.
Учение плоскостью А
На фиг. 350 приведена хватка шабера при обработке плоскости.
Работа производится короткими движениями в направлении, ука-
занном стрелкой, и обратно; при этом режущую кромку шабера
направляют на участки поверхности, которые нужно снять (сшаб-
рить).
Режущая кромка шабера образуется при заточке на границе
передней поверхности 1 (фиг. 351) и задней поверхности 2. Угол
заострения 0 выполняется в пределах 60-4-90°. Задний угол а
Притирка и полирование
379
определяется положением шабера и регулируется работающим
обычно в пределах 20-ь30°. Передний угол у чаще всего оказывается
отрицательным.
Шабером снимают весьма
тонкий слой металла (0,003—
0,005 мм), чем и обеспечи-
вается получение высокой
точности обработки.
На фиг. 352 приведена
хватка трехгранного шабера
при обработке вкладыша
подшипника. Движение про-
изводят в направлении, ука- фиг. 352. хватка трехгранного шабера при
занном стрелкой. обработке вкладыша подшипника.
Операция шабрения счи-
тается законченной, когда вся обрабатываемая поверхность по-
крывается тонким слоем краски.
Для ускорения и облегчения операции шабрения применяют
различные механизмы.
158. Притирка и полирование
Притирка. Притиркой называется операция тонкой (точной)
обработки поверхностей твердыми шлифующими порошками.
В результате притирки достигается герметичность соединения или
увеличение поверхности контакта деталей. Материалом для изго-
товления порошков служат алмаз, карборунд, стекло, наждак и др.
Притирка производится с помощью притиров или без них.
Притиры изготовляют из мягкой стали, серого чугуна, меди, ла-
туни, свинца и твердых пород дерева, причем материал притира
должен быть мягче обрабатываемого материала. Форма притиров
зависит от величины и формы обрабатываемой заготовки; притиры
могут иметь вид плиты, диска, стержня, кольца и др. При работе
с помощью притира последний посыпают тонким слоем порошка
и вдавливают этот порошок в поверхность притира закаленным
роликом; в цилиндрические притиры порошок вдавливают, катая
их по закаленной плите.
Притирка может производиться при неподвижном притире
(перемещается заготовка) и при подвижном притире (заготовка
неподвижна). Поверхность притира и обрабатываемую поверхность
вводят в контакт (накладывают одну на другую), и при относи-
тельном их перемещении шлифующий порошок, вдавленный в по-
верхность цритира, снимает с поверхности заготовки весьма тонкий
(от 0,001 до 0,02 мм) слой, причем достигается точность до 1—2 мк.
Для улучшения качества и увеличения производительности притирки
применяют различные смазки: машинное масло, керосин, бензин
и др.
380
Слесарная обработка металлов
Притирка без притиров применяется для точной припасовки
двух трущихся поверхностей, например: пробки крана и гнезда,
подшипника и вала и др. 11ритирка ведется так: пробку (вал) сма-
зывают маслом, посыпают порошком, вставляют в гнездо и враща-
ют с легким нажимом то в одну, то в другую сторону. В результате
выступающие части поверхностей истираются, и пробка прити-
рается к гнезду.
Для механизации притирки применяют ручные и электрические
дрели, а также притирочные станки.
Полирование. Посредством операции полирования получают
детали с гладкими и блестящими, полированными поверхностями.
Полирование является или окончательной отделочной операцией,
или подготовительной для последующей гальванизации (никели-
рования, серебрения и пр.).
При полировании мелкие бугорки и впадины, имеющиеся на
поверхности и придающие ей матовый вид, сглаживаются поли-
рующим инструментом (материалом), и поверхность становится
блестящей.
Полирование производят деревянными, кожаными, войлочными
и тряпочными кругами, а также полирующими порошками.
Полирование начинают самыми крупными и твердыми порош-
ками и постепенно переходят к более мелким и мягким, причем
каждый раз следы (штрихи и царапины) от обработки предыдущим
порошком должны быть полностью уничтожены.
Фиг. 353. Схема электроискровой обра-
ботки металлов.
ГЛАВА ПЯТНАДЦАТАЯ
ЭЛЕКТРИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ МЕТАЛЛОВ
За последние годы широкое развитие получили новые способы
электрической обработки металлов:
а) электроискровой способ;
б) способ анодно-механической обработки.
159. Электроискровая обработка металлов
Электроискровой способ обработки металлов разработан в 1938
году советскими учеными Б. Р. и Н. И. Лазаренко и с 1945 года
применяется в промышленном масштабе, причем с каждым годом
этот новый прогрессивный спо-
соб обработки металлов про-
никает во все новые и новые
отрасли машиностроения.
Электроискровой способ об-
работки металлов основан на
их разрушении (эрозии) под
действием 'искрового электри-
ческого разряда. Обработке
могут быть подвергнуты ме-
таллы, являющиеся проводниками тока, т. е. практически все тех-
нические сплавы и металлы, в том числе и твердые сплавы.
На фиг. 353 приведена схема установки электроискрового
действия. Установка получает питание постоянным током от
генератора. Заготовка 1 подключается к положительному полюсу
и является анодом, а электрод 2 — к отрицательному и является
катодом. Параллельно электродам 7 и 2 в цепь включается
конденсатор К, зарядка которого осуществляется через реостат
R, служащий для регулирования зарядного электрического тока.
Между электродом-инструментом и электродом-заготовкой под-
держивается небольшой (от нескольких сотых до нескольких
десятых миллиметра) зазор, через который происходит искровый
разряд энергии, накопленный в конденсаторе. Искровый разряд про-
текает в течение весьма короткого отрезка времени (0,00Э1 сек. и
менее) и сопровождается отрывом от анода (заготовки) некоторого
количества металла. Заметим, что температура канала искры со-
ставляет около И ООО3 С, однако искра направлена в искровый про-
382 Электрические методы обработки металлов
межуток, поэтому нагрев заготовки незначителен и распространяется
на небольшую глубину. Для предотвращения перехода искри
в электрическую дугу и с целью лучшего отвода отработанных
частиц металла, электроды помещают в жидкий диэлектрик или
полупроводник (керосин, минеральное масло, раствор соли,
жидкое стекло и др.).
Разряженный мгновенным искровым пробоем, конденсатор за-
тем вновь заряжается; накопленная энергия снова переходит
в искровый разряд и т. д. Так, следуя один за другим, импульсы
тока вызывают постепенное разрушение электрода-заготовки
в месте действия электрода-инструмента, причем форма получаемой
полости в заготовке будет соответствовать контуру последнего.
Производительность электроискровой обработки повышается
с увеличением тока источника питания, однако вместе с этим ухуд-
шается качество поверхности обрабатываемой детали. Величина
тока в существующих электроискровых установках колеблется
в широких пределах — от 0,2 до 300 а.
При электроискровой обработке может быть достигнута точность
до 0,02 мм и чистота поверхности до 10 класса чистоты.
В качестве материала для изготовления электродов-инструмен-
тов применяют медь, латунь, чугун, сталь и др.
Способом электроискровой обработки выполняется целый ряд
операций и технологических процессов:
1) получение полостей всевозможных штампов, прессформ и
кокилей;
2) получение отверстий в волочильных досках и фильерах (в том
числе твердосплавных);
3) получение криволинейных фасонных отверстий, а также
отверстий малых диаметров (до 0,02 мм)-,
4) заточка и доводка режущих инструментов;
5) электроискровое упрочнение режущих инструментов и ряд
других операций.
160. Анодно-механическая обработка металлов
Способ анодно-механической обработки металлов предложен
в 1943 году лауреатом Сталинской премии В. Н. Гусевым. В насто-
яшее время этот способ широко используется в машиностроении
для резки металлов и для заточки и доводки твердосплавного
инструмента.
На фиг. 354 приведена схема установки для анодно-механиче-
ской резки металлов. Установка получает питание постоянным
током низкого напряжения. Обрабатываемая заготовка 1 подклю-
чается к положительному полюсу источника тока и является ано-
дом, а обрабатывающий инструмент (режущий диск) 2 — к отри-
цательному полюсу и является катодом. Обработка осуществляется
при вращении диска и подаче на него заготовки, причем в рабочую
зону подается специальная рабочая жидкость, образующая на
Анодно-механическая обработка металлов
383
Фиг. 354. Схема анодно-механической резки.
поверхности заготовки пленку, плохо проводящую ток. В зависи-
мости от плотности тока процесс обработки протекает либо за счет
оплавления частиц заготовки в месте реза, либо за счет их электро-
химического растворения.
При высоких плотностях тока происходит разогрев и оплавление
частиц заготовки, которые, стремясь переместиться к катоду, попа-
дают в слой пленки и центростремительной силой вращающегося
диска выбрасываются из
рабочей зоны.
При небольших плот-
ностях тока выделение
теплоты незначительно, и
обработка протекает при
непрерывном удалении ди-
ском продуктов электро-
химического растворения
металла заготовки и вне-
сении им же в рез свежей
рабочей жидкости. Таким
образом, убыль пленки
непрерывно пополняется
и диск постепенно внедряется в заготовку, чем собственно и
осуществляется обработка.
Из сказанного ясно, что твердость диска (инструмента) может
быть значительно ниже твердости обрабатываемой заготовки. Диски
изготовляют из меди, стали, чугуна и других материалов.
Скорость съема металла определяется плотностью тока и напря-
жением, а также давлением и скоростью перемещения диска.
При небольших плотностях тока достигается высокая чистота
поверхности (высота неровностей 0,2—0,3 мк).
Рабочее напряжение при анодно-механической обработке состав-
ляет Юн-30 в; плотность тока колеблется в широких пределах —
от 1—2 а/см* при доводке режущего инструмента, до 300 н-
400 а! см1 — при резке заготовок.
Окружная скорость диска 8—5-20 м!сек\ удельное давление
диска на обрабатываемую поверхность 0,5н-1,5 кг/см*.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Азаров А. С., Высокопроизводительная обработка валов в машино-
строении, Машгиз, 1951.
2. А л е к с е е в М. К. и др., Анодно-механическая обработка металлов,
Лениздат, 1950.
3. Апарин Г. А. и Городецкий И. Е., Допуски и технические изме-
рения, Машгиз, 1950.
4. Ба ль шин М. Ю., Порошковая металлургия, Машгиз, 1948.
5. Б е л я е в А. И., Металлургия легких металлов, Металлургиздат, 1949.
6. Гринберг Д. Е., Разметочное дело в машиностроении, Машгиз, 1945.
7. Гуляев А. П., Металловедение, Оборонгиз, 1951.
8. Иванов И. Д., Строгально-долбежное дело, Машгиз, 1949.
9. Казарновский Д. С. и Свет И. С., Химико-термическая обработка
деталей машин, Машгиз, 1950.
10. Кащенко Г. А., Основы металловедения, Металлургиздат, 1950.
11. Лазаренко Б. Р. и Лазаренко Н. И., Электроискровая обработка
металлов, Госэнергоиздат, 1950.
12. Ларин М. И., Основы фрезерования, Машгиз, 1947.
13. Лахтин Ю. М. и др., Авиационное материаловедение, Оборонгиз, 1941.
14. Лебедев Б. Г., Введение в металлургию, Металлургиздат, 1951.
15. Лесохин А. Ф., Допуски и технические измерения, Оборонгиз, 1946.
16. Оглоблин А. Н., Технология токарного дела, Машгиз, 1950.
17. Павлов М. А., Металлургия чугуна, Изд. АН СССР, 1948.
18. С л а в и н Д. О. и др., Технология металлов, Машгиз, 1949.
19. Смирнов В. И., Металлургия меди и никеля, Металлургиздат, 1950.
20. Соколов М. А., Слесарное дело, Машгиз, 1947.
21. Трубин К. Г. и Ой кс Г. Н., Металлургия стали, Металлургиздат,
1951.
22. Ужик Г. В., Методы испытания деталей машин на выносливость. Изд.
АН СССР, 1948.
23. У л и т и н М. Н., Электроискровая обработка металлов, Изд-во «Прав-
да*, 1950.
24. X р е н о в К. К., Новости сварочной техники, Изд. АН УССР, 1949.
25. X р у щ е в М. М. и Б е р к о в и ч Е. С., Приборы ПМТ-2 и ПМТ-3 для
испытания на микротвердость, Изд. АН СССР, 1950.
26. Шахрай М. Л., Передовые технические процессы в машиностроении,
Машгиз, 1950.
27. Шишков П. П. и др., Общий курс технологии металлов, Машгиз, 1941.
28. „Машиностроение*, Энциклопедический справочник, тт. 3, 4, 5, 6, 7, 8
и 9, Машгиз, 1946—1950.
29. „Справочник машиностроителя*, т. II, Машгиз, 1951.
ОГЛАВЛЕНИЕ
Введение............................................................ 3
Глава первая. Свойства металлов и методы их испытания............. И
1. Основные свойства металлов....................................... —
1. Физические и химические свойства.......................... —
2. Механические свойства...................................... 13
3. Значение свойств металлов для их обработки и применения. . 14
11. Испытания металлов . ... . ... . . ... ........................ 15
4. Современные методы испытания металлов.................... —
5. Статические испытания .................................. 18
6. Динамические испытания ................................. 22
7. Испытания на твердость ................................. 23
8. Испытания на усталость.................................. 28
9. Технологические пробы.................................. 29
10. Отечественная аппаратура для испытания металлов.......... 30
Глава вторая. Производство чугуна.................................. 32
11. Исходные материалы для доменной плавки................... 33
12. Устройство доменного цеха................................ 36
13. Доменный процесс......................................... 41
14. Продукция доменного производства......................... 42
15. Производительность доменных печей....................... 44
Глава третья. Производство стали................................... 46
16. Конвертерный способ...................................... 47
17. Мартеновский способ...................................... 52
18. Электроплавка и тигельная плавка стали.................. 57
19. Разливка стали........................................... 61
Глава четвертая. Основы металлографии................................ 63
1. Предмет металлографии.............................................. —
20. Основоположник металлографии Д. К. Чернов................. 64
21. Работы русских и зарубежных последователей Д. К. Чернова 65
1L Строение металлов и сплавов и методы их изучения.................. 66
22. Кристаллическое строение металлов.......................... —
23. Виды кристаллических решеток.............................. 68
24. Кристаллизация чистого металла............................ 70
25. Понятие о сплавах......................................... 72
26. Методы анализа сплавов..................................... —
111. Основные типы диаграмм состояния сплавов........................ 74
27. Диаграмма состояния J типа................................ 75
28. Диаграмма состояния II типа............................... 79
29. Прочие типы диаграмм состояния двойных систем............. 80
30. Закон Курнакова........................................... 82
31. Понятие о тройных сплавах................................. 84
25 В. М. Никифоров
386
Оглавление
IV. Диаграмма состояния системы сплавов железо — углерод............ 84
32. Общий обзор диаграммы состояния шстемы сплавов железо —
цементит...................................................... 85
33. Процесс охлаждения. Структура и свойства медленно охлаж-
денной стали ................................................. 89
V. Чугуны. Классификация чугунов..................................... 92
34. Белые чугуны............................................... —
35. Серые чугуны.............................................. 93
Глава пятая. Термическая и химико-термическая обработка углеро-
дистой стали и чугуна................................................. 95
1. Теоретические основы термической обработки......................... —
36. Структуры, получаемые при различной скорости охлаждения
аустенита...................................................... —
37. С.твш критических точек при охлажднии..................... 98
38. Изотермическое распадение аустенита....................... 99
39. Свойства структур мартенсита, троостита, сорбита и перлита 101
И. Отжиг и нормализация стали......................................... —
40. Отжиг на мелкое зерно.................................... 102
41. Отжиг на равновесное состояние........................... 103
42. Изотермический отжиг....................................... —
43. Прочие виды отжига....................................... 104
44. Нормализация............................................. 105
411. Закатка и отпуск стали........................................... —
45. Температурный режим закалки.............................. 106
4Ь. Охлаждение при закатке..................................... —
47. Изотермическая закалка................................... 108
43. Вилы поверхностной закалки............................... 109
49. Обработка холодом......................................... НО
50. Отпуск закаленной стали ................................ Ill
51. Печи для термической обработки........................... 112
52. Дефекты закалки.......................................... 113
IV. Термическая обработка чугунов..................................... 114
53. Термическая обработка серого чугуна........................ —
54. Термическая обработка белого чугуна (ковкий чугун)...... 115
V. Химико-термическая обработка....................................... 117
55. Цементация................................................. —
56 Азотирование, цианирование, алитирование ................. 119
Глава шестая. Углеродистая и легированная сталь. Твердые сплавы 122
1. Классификация углеродистой и легированной стали................. .—
5. . Классификация и маркировка углеродистой стали............. —
58. Влия 1ие примесей на свойства углеродистой стали......... 123
59. Понятие о легированной стали............................. 124
60 В таимодействие iei ирующих элементов с железом и углеродом 125
61. Влияние легирующих элементов на положение критических
точек стали и изотермическое распадение аустенита............ 126
62. Классификация и маркировка ле!ириванной стали............ 127
И. Конструкционная легированная сталь................................. 130
63. Тройная конструкционная сталь.............................. —
64. Сложная конструкционная сталь.............................. 132
Ш. Инструментальная легированная сталь................................ 134
65. Сталь для ударно-штамповочного и измерительного инструмента —
66. Низколегированная сталь для режущего инструмента........ 135
67. Быстрорежущая сталь........................................ —
Оглавление
337
IV. Твердые сплавы............................................. 137
68. Литые и порошкообразные твердые сплавы................. —
69. Металлокерамические твердые сплавы................... 138
Глава седьмая. Цветные металлы и их сплавы..................... 140
1. Классификация и применение цветных металлов...................... —
70. Свойства и применение цветных металлов................... —
71. Работы русских и советских ученых в области металлургии
цветных металлов........................................... 144
II. Медь и ее сплавы.............................................. 145
72. Медные руды.............................................. —
73. Производство меди...................................... 146
74. Сплавы меди с цинком (латуни).......................... 151
75. Оловянные бронзы ...................................... 152
76. Алюминиевая и кремнистая бронзы........................ 153
77. Никелевые бронзы и сплавы.............................. 154
(11. Легкие металлы и их сплавы................................... 155
78. Производство алюминия.................................... —
79. Производство магния.................................... 158
80. Алюминиевые литейные сплавы........................... 159
81. Сплавы на основе алюминия, обрабатываемые давлением .... 161
82. Сплавы на основе магния................................ 162
(V. Подшипниковые сплавы....................................... 163
83. Баббиты.................................................. —
84. Прочие подшипниковые сплавы............................. 164
Глава восьмая. Коррозия металлов и борьба с ией .................. 166
I. Основы теории коррозии металлов.................................. —
85. Электрохимическая коррозия................................ —
86. Химическая коррозия..................................... 168
II. Способы предохранения металлов от коррозии..................... 169
87. Металлические покрытия.................................... —
88. Прочие способы защиты металлов.......................... 171
Глава д е в я т а я. Литейное производство........................ 173
I. Сущность литейного производства................................ 174
89. Модели и стержневые ящики.............................. 175
90. Формовочные и стержневые смеси......................... 177
II. Изготовление разовых форм (формовка).......................... 180
91. Изготовление стержней.............................. . —
92. Ручная формовка........................................ 181
93. Машинная формовка...................................... 186
94. Сушка форм и стержней.................................. 189
ill. Литейные металлы, нх плавка и получение отливок.................. —
95. Требования, предъявляемые к литейным металлам.............. —
96. Чугунное литье........................................... 190
97. Стальное литье и литье из цветных металлов............... 193
98. Заливка форм, выбивка и очистка литья.................... 194
99. Брак при отливке и борьба с ним.......................... 195
IV. Специальные способы литья...................................... 196
100. Отбеленное литье......................................... 197
101. Литье в металлические формы (кокильное литье).............. —
102. Лнтье под давлением...................................... 1М?
103. Центробежное литье....................................... 200
388
Оглавление
104. Точное литье........................................... 203
105. Заливка подшипников.................................... 204
Глава десятая. Обработка металлов давлением................ 206
1. Основы теории пластической деформации......................... 207
106. Напряжения деформации................................
107. Влияние деформации в холодном состоянии на структуру и
свойства металла..........................................
II. Нагревание металла при обработке давлением................’. . . 209
108. Явление возврата и рекристаллизации....................... —
109. Влияние нагрева и температурный режим при обработке давле-
нием. Сведения о структуре горячеобработанной стали ......... 210
ПО. Нагревательные устройства................................ 213
III. Ковка ........................................................ 214
111. Ковкая пластическая деформация............................ —
112. Ручная ковка............................................ 216
113. Молоты и работа на них.................................. 218
114. Ковка на прессах........................................ 222
IV. Штамповка................................................... 223
115. Горячая штамповка (ковка в штампах)..................... 224
116. Чеканка................................................. 227
117. Холодная штамповка...................................... 228
V. Прокатка........................................................ 229
118. Оборудование и работа прокатного цеха................... 231
119. Волочение............................................... 234
VI. Порошковая металлургия........................................... —
120. Получение порошков...................................... 235
121. Изготовление изделий.................................... 236
122. Область применения металлокерамических изделий.......... 237
Глава одиннадцатая. Пайка, сварка и резка металлов................ 238
I. Пайка.......................................................- . 239
123. Сущность и применение пайки. Виды пайки................... —
124. Пайка мягким припоем.................................... 240
125. Пайка твердым припоем..................................... —
II. Электрическая сварка........................................... 243
126. Ручная электродуговая сварка............................ 244
127. Автоматическая электродуговая сварка.................... 251
128. Сварка трехфазной дугой................................. 253
129. Контактная сварка....................................... 254
111. Химическая сварка............; ............................... 256
130. Газовая сварка............................................ —
131. Термитная сварка........................................ 262
132. Сварка с жидким присадочным материалом.................. 263
IV. Резка металлов.................................................. —
133. Газовая резка........................................... 264
134. Электродуговая резка.................................... 265
Глава двенадцатая. Допуски, посадки и технические измерения 267
135. Допуски и посадки....................................... 268
136. Технические измерения................................... 278
Оглавление 389
Глава т р и и а д ц а т а я. Обработка металлов резанием........... 289
L Общие сведения..................................................... —
137. Характеристика и классификация видов обработки металлов
резанием...................................................... 291
138. Классификация металлорежущих станков.................... 294
П. Токарные станки и работа на них................................. 29а
139. Устройство токарно-винторезного станка.................... —
140. Приспособления для токарно-винторезных станков.......... 307
141. Режущий инструмент и процесс резания.................... 313
142. Работы, выполняемые на токарно-винторезных станках.... 322
143. Понятие об устройстве других станков токарной группы и о
работе на них................................................. 328
III. Сверлильные станки и работа на них......I..................... 333
144. Инструменты и приспособления для сверлильных станков и их
применение ................................................. -
145. Устройство вертикально-сверлильного станка.............. 338
146. Устройство радиально-сверлильных и расточных станков и ра-
бота на них................................................. 339
IV. Фрезерные станки и работа иа них.............................. 342
147. Фрезы и резание при фрезеровании........................ 344
148. Фрезерные станки........................................ 349
149. Приспособления для фрезерных станков.................... 352
V. Строгальные станки и работа на них.............................. 355
150. Инструменты и приспособления для строгальных станков и их
применение.................................................... 356
151. Строгальные станки...................................... 357
VI. Шлифовальные станки и работа на них........................... 362
152. Абразивный инструмент и резание при шлифовании.......... 363
153. Круглошлифовальные и плоскошлифовальные станки........
Глава четырнадцатая. Слесарная обработка металлов................ 367
154. Разметка.................................................. —
155. Рубка и резка........................................... 371
156. Опиливание.............................................. 374
157. Шабрение................................................ 377
158. Притирка и полирование.................................. 379
Глава п я т н ад ца т а я. Электрические методы обработки металлов 381
159. Электроискровая обработка металлов ........................ —
160. Анодно-механическая обработка металлов.................... 382
Литература и источники ........................................ 384