


































































































































































































































































































































































































































Text
А.П.СОКОЛОВСКИЙ
КУРС ТЕХНОЛОГИИ
МАШИНОСТРОЕНИЯ
Проф. А. П'СОКОЛОВСКИЙ
Доктор технических наук
КУРС ТЕХНОЛОГИИ
МАШИНОСТРОЕНИЯ
ЧАСТЬ I
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Допущено Министерством
высшего образования СССР
в качестве учебника для втузов
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стра- ница Строка Напечатано Должно быть По чьей вине
211 1 1 9 снизу 1 овальность де- тали получится овальность или эксцен- тричность детали получится Авт.
212 17 сверху jC ==500 кг! мм jc — 500 кг/мм Авт.
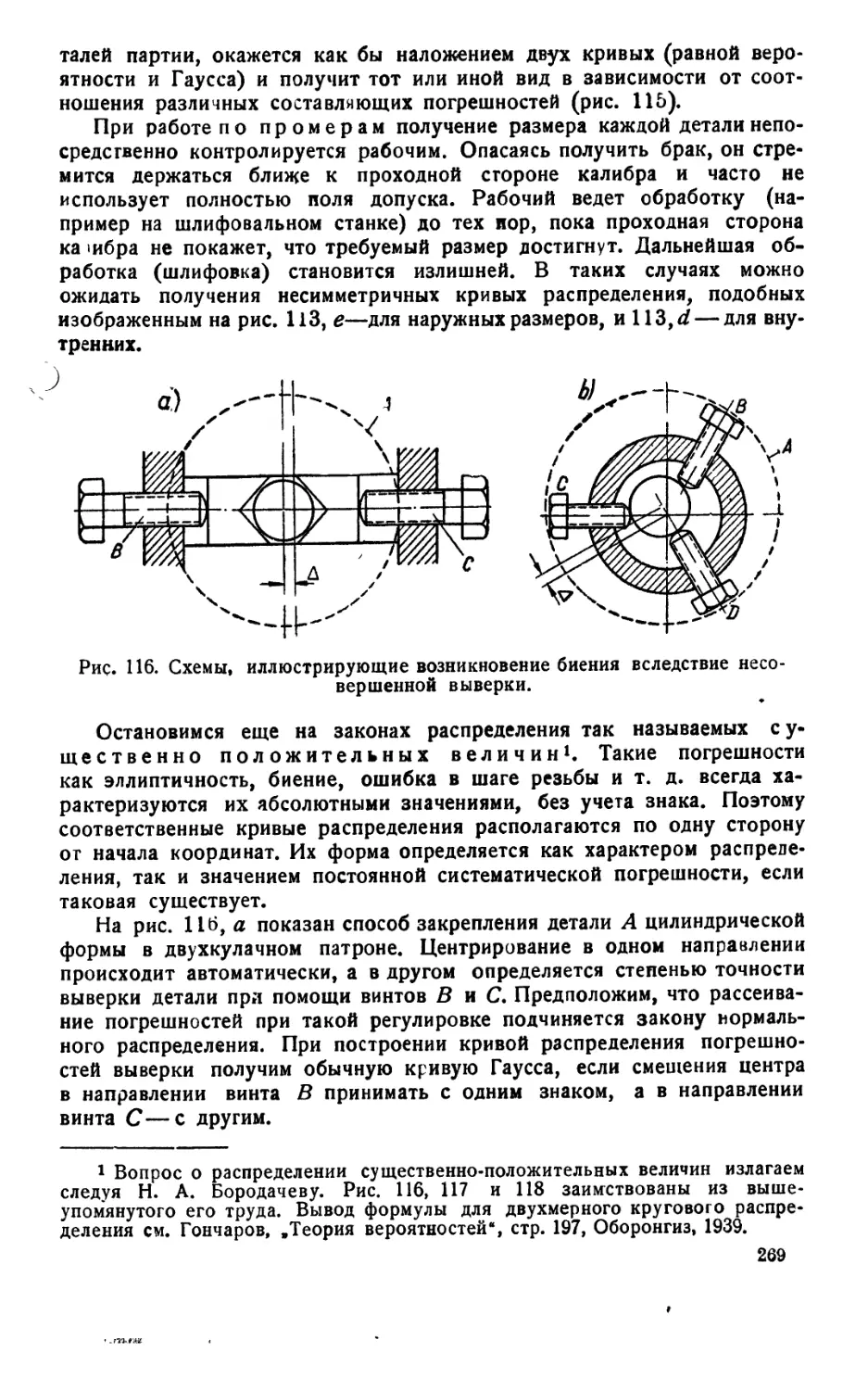
276 Рис. 124-а Рисунок повернуть на 90° Авт.
302 4 сверху Рис. 135 Рис. 131 Авт.
Со к о л о вс кий. Зак. 1051
дав
МТМ СССР
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МОСКВА 1947 ЛЕНИНГРАД
ил а. «№м
„Курс технологии машиностроения"—новая книга, в которой
частично использованы материалы труда автора „Основы техноло-
гии машиностроения “, изданного в 1938 — 1939 гг. Она содержит
систематическое изложение учения о технологии машинострое-
ния, причем рассматриваются как тебрия предмета, так и вопросы
практического характера.
Книга издается в двух частях.
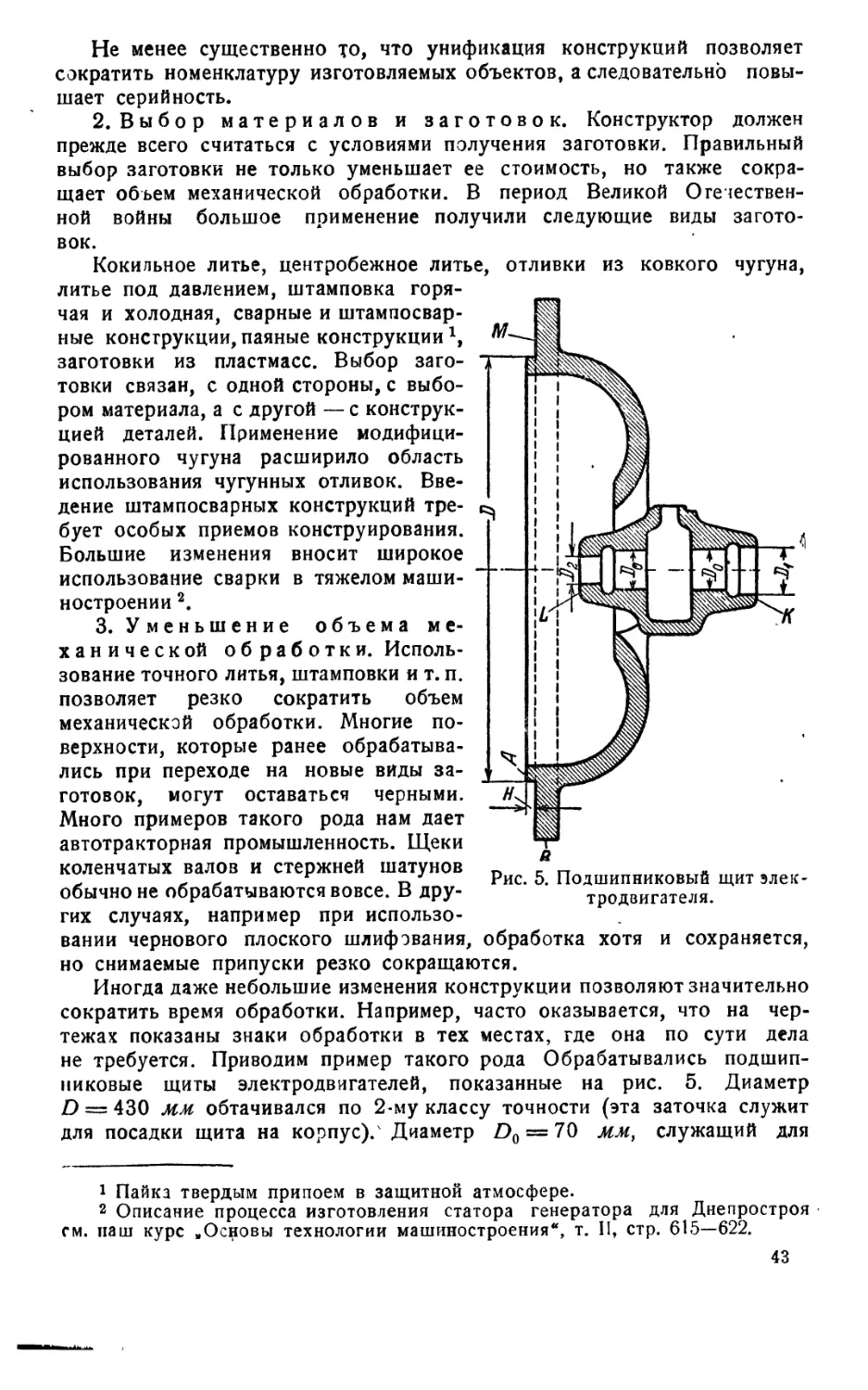
Часть 1 посвящена общим вопросам технологии механической
обработки: построению технологического процесса, типизации
технологических процессов, производительности оборудования и
труда рабочего, организационной и экономической целесообразно-
сти процесса, жесткости упругой системы станок — деталь — инстру-
мент, вибрациям при резании, точности и чистоте обработки, бази-
ровке, припускам.
Часть II будет содержать разделы, непосредственно относящиеся
к технологии обработки деталей машин и их элементов: рассмо-
трение методов обработки, отдельных операций и целых техноло-
гических процессов.
Курс предназначен служить учебником для студентов одноимен-
ной специализации политехнических и машиностроительных втузов,
но.представляет интерес также для научных работников, аспиран-
тов и инженеров, работающих в области машиностроительного •
производства.
Отле темненный редактор А. Н. Оглоблин
Л1 IIIIIII РЛЩ К()Р. ОТДЕЛЕНИЕ МАШГИЗА
|*<*iiiihiuiii лнн*|чцуры по металлообработке
Глинный ।i« iни ।<»।» Л»•нмппи нза доц. Л. Н. ОГЛОБЛИН
ПРЕДИСЛОВИЕ
„...Необходимо, чтобы теоретическая
работа не только поспевала за практи-
ческой, но и опережала ее, вооружая
наших практиков в их борьбе за победу
социализма* (И. Сталин „Вопросы лени-
низма*, стр, 275, 11-е изд.).
В общем процессе производства основным является технологический
процесс, отсюда важность роли технолога в промышленности.
Современному технологу недостаточно быть знакомым со станком и
инструментом, от него требуется умение разбираться во всем комплексе
вопросов, связанных с координацией действия различных факторов,
участвующих в общем процессе производства. Поэтому технолог должен
быть инженером, имеющим, кроме солидных практических знаний,
широкое общее образование, следящим за литературой и способным
строить свою работу на основе данных технической науки. Солидная
теоретическая и общетехническая подготовка становятся для технолога
безусловной необходимостью.
В связи с этим исключительно большое значение приобретает пра-
вильная постановка преподавания технологических курсов во втузах,
что, в свою очередь, требует проведения большой работы по формиро-
ванию самих дисциплин. Последнее в особенности справедливо в отно-
шении такой новой дисциплины, как „технология машиностроения
Предлагаемый курс является третьей по счету обобщающей работой
автора, целью который является построение учения о технологии машино-
строения. В первой по времени работе 1 он собрал материал, отража-
ющий опыт советского и иностранного машиностроения; во второй2
привел этот материал в систему, причем в основу систематизации
была положена идея типизации технологических процессов. В предла-
гаемом, третьем, издании автор придает своему труду новое направление.
Он стремится подвести научную базу под технологическое учение и
построить курс в соответствии с методикой преподавания, принятой во
втузах.
1 Сборник, Технология машиностроения, в пяти выпусках, Машметдздат,
1932—1935 гг.
2 Основы технологии машиностроения, в двух томах, Машгиз, 1938—1939 гг.
♦
3
Однако достижение этой цели представляет большие трудности.
Сделан» попытку такого рода оказалось возможным лишь после появле-
нии и течение последних десяти лег ряда серьезных исследований, среди
которых наиболее видное место занимают работы советских ученых.
В снеге этих исследований рассмотрены различные общие вопросы техноло-
гии механической обработки. В некоторых случаях даны готовые расчет-
ные формулы и таблицы, в других установлены лишь общие зависи-
мости качественного характера, помогающие, однако, разобраться в слож-
ных явлениях, с которыми технолог постоянно встречается в своей работе.
Таким образом в технологические разработки вносится система, обосно-
вываются принимаемые решения и указываются пути совершенствования
самой технологии. Вскрываются многие секреты, которыми обычно вла-
деют лишь квалифицированные практики. Проводится четкое размежева-
ние учения о технологии машиностроения со смежными дисциплинами.
При составлении курса возникают затруднения в связи с обилием
материала, предоставляемого современной практикой обработки металлов.
Это заставило автора прежде всего ограничиться машиностроением и ка-
саться других отраслей металлообработки лишь в тех случаях, когда их
опыт может быть полезен для изучения методов производства машин.
Далее, в книге не помещены различные нормативные таблицы, а дан лишь
основной цифровой материал в сжатой форме. Многие такие таблицы в на-
стоящее время уже изданы в форме официальных сборников, другие поме-
щены в доступной для читателя справочной и учебной литературе. До ми-
нимума сокращена описательная часть. Рассмотрение простейших работ,
выполняемых на станках, также не включено в курс. С ними лучше зна-
комиться в мастерской и лаборатории, чем по книге. Такое элементар-
ное знакомство с холодной обработкой металлов предполагается обеспе-
ченным . соответственной постановкой преподавания на младших курсах
института.
При изложении предмета автор стремился к возможной стройности
и научности. Однако необходимо, чтобы теоретическому преподаванию
сопутствовала практика. Учение о технологии родилось в цехе и не
должно порывать с ним связи. Поэтому теоретические выводы двтор
стремится иллюстрировать практическими примерами; Систематическое же
изучение опыта машиностроительной промышленности производится
в связи с рассмотрением технологии обработки деталей различных клас-
сов, что составляет предмет второй части курса.
Автор будет в полной мере удовлетворен, если его труд облегчит
читателю ознакомление со сложной и обширной областью технологии
машиностроения, покажет, что учение о технологии должно стать наукой,
поможет сформулировать задачи дальнейших исследований и направит
молодого инженера на путь изыскания новых прогрессивных средств
Технологии в условиях производства, в котором он работает.
В заключение автор выражает глубокую благодарность обоим рецен-
зентам: доктору техн, наук проф. Н. С. Ачеркан и доктору техн, наук
проф. Б. С. Балакшину, а также редактору этой книги доц. А. Н. Оглоблину
за ценные указания, которые в большой степени помогли при под-
готовке его труда к печати.
Автор
ВВЕДЕНИЕ
УЧЕНИЕ О ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
И ПУТИ ЕГО РАЗВИТИЯ
Каждая отрасль промышленности основывается на использовании ме-
тодов и приемов технического характера, выработанных трудом ряда
поколений работников и составляющих в совокупности технологию
данного производства.
Процесс изготовления машины может быть разделен на три этапа:
получение заготовок, обработка деталей и, наконец, сборка.
В заготовительных цехах (литейном, кузнечном и т. д.) основное
внимание обращается на обеспечение качества металла и его механиче-
ских свойств. Окончательная форма детали придается в процессе ее ме-
ханической обработки. При сборке детали соединяются между собой
таким образом, чтобы получить готовое изделие.
Механическая обработка, по крайней мере в машиностроении, является
основным средством обеспечения высокой точности. В процессе обра-
ботки наиболее четко выявляются индивидуальные свойства деталей и
работа механического цеха непосредственно связана со всеми особен-
ностями конструкции изделия. Учитывая еще трудоемкость и большое
участие затрат на механическую обработку в себестоимости машины,
приходится признать, что в современном машиностроении эта часть об-
щего технологического процесса является центральной, в большой сте-
пени определяющей всю постановку производства на заводе.
Сказанное объясняет, почему учение о технологии машино-
строения начало развиваться именно в направлении исследования про-
цессов механической обработки, хотя с большим основанием можно
поставить вопрос и о создании разделов этого учения, посвященных вопро-
сам горячей обработки и сборки. Необходимо, однако, иметь в виду,
что методика построения этих разделов технологического учения может
оказаться существенно иной, чем методика, принятая для раздела, отно-
сящегося к механической обработке. Например, технология сборки имеет
и себе много отраслевой специфики и пока изучается главным образом
в разрезе отдельных отраслей машиностроения. Горячие цехи выделяются
и обособленные единицы, обслуживаемые специализированным техноло-
гическим персоналом. Резюмируя сказанное, мы определяем изучаемую
ними дисциплину следующим образом.
5
Технология машиностроения, в рамках данного
курса, — это учение об обработке деталей машин и ме-
ханизмов1.
Технологический процесс механической обработки является резуль-
татом воздействия станка, инструмента и труда рабочего на деталь. По-
ни ।не „технологический процесс* относится именно к де-
тали, и она естественно выбирается в качестве основ-
ного объекта рассмотрения при изучении технологии
машиностроения. Такой выбор обосновывается еще и тем, что
только деталь является фактором, постоянно участвующим в процессе,
в то время как другие факторы могут на время выпадать из последнего.
Например, станок-автомат большую часть времени работает без участия
рабочего, слесарные операции выполняются вне станка, при установке
детали на станке режущий инструмент не используется. Наконец, опе-
рация „старения" не требует участия ни станка, ни инструмента, ни
рабочего.
Технолог интересуется прежде всего поведением детали в про-
цессе обработки. Его основная задача — получение детали,
соответствующей чертежу и техническим условиям. Де-
таль ему задается, станок, инструмент и т. д. он должен выбрать сам
при разработке процесса. Однако для того, чтобы изучать технологию
обработки детали, необходимо рассмотреть действие всех факторов:
конструкции детали, станка, инструмента, различных приспособлений и
труда рабочего. Необходимо учесть технологию заготовительных и сбо-
рочных цехов и всю производственную обстановку. Технолог рас-
сматривает процесс комплексно во всей его сложности
и координирует действие всех участвующих в нем фак-
торов.
Резюмируя все вышеизложенное, мы можем сказать, что дисциплина
„технология машиностроения" характеризуется прежде всего следующими
двумя признаками:
1) объектом ее изучения является деталь в процессе механической
обработки;
2) дисциплина носит комплексный характер.
Технология машиностроения как самостоятельное учение офор-
милась сравнительно недавно. Его возникновение было вызвано запросами
растущей машиностроительной промышленности. Работники этой про-
мышленности ежедневно сталкиваются с вопросами, требующими помощи
книги и школы. В Советском Союзе в связи с выполнением сталинских
пятилеток на втузы была возложена задача подготовки большого
количества инженеров-технологов-машиностроителей. Прежние курсы
„технология металлов" и „механическая технология" были разбиты на
части, причем „станки", „инструмент", „учение о резании", „допуски",
„организация производства" выделялись в самостоятельные дисциплины.
Но жизнь требовала организации курса, который непосредственно
отвечал бы на запросы технолога. Около 1930 г. в учебные планы втузов
1 Общее определение дисциплины: технология машиностроения — учение
о технологических процессах отдельных деталей и о процессах сборки де-
талей в изделие.
б
были включены технологические дисциплины. Однако первое время не
только методика преподавания, но и содержание этих дисциплин оста-
вались совершенно неясными. Для того чтобы изменить это положение,
прежде всего было необходимо отмежевать новое учение от смежных
дисциплин, дать ему лицо и имя.
Положив обрабатываемую деталь в центр построения нового учения,
оказалось возможным произвести такое размежевание, так как в курсах
„станки" и „инструмент" в центре внимания естественно находятся ста-
нок и инструмент, а в курсе „организация производства"—произ-
водственный процесс цеха или завода в целом. „Учение о резании"
является дисциплиной, специально изучающей процесс резания, прежде
всего вопросы стружкообразования и стойкости инструмента вместе с вы-
текающими отсюда вопросами определения усилий, возникающих при
резании, режимов резания, расчета потребной мощности и т. д. Выделе-
ние в отдельный предмет курса „допуски и технические измерения"
обосновывается наличием в нем элементов метрологии.
С 1934 г. новая дисциплина занимает прочное место в учебных
плйнах технологических втузов, причем она получила четкое наиме-
нование „технология машиностроения". В отраслевых втузах расплыв-
чатые курсы различных „производств" также постепенно реорганизуются
в более стройные дисциплины, такие как технология автотракторострое-
ния, станкостроения, приборостроения, самолетостроения и т. п.
Формулирование задач дисциплины „технология машиностроения" и
ее размежевание со смежными дисциплинами следует считать первым
этапом на пути развития этого нового учения.
Вторым этапом является сбор и систематизация обширного опыта
советской и мировой машиностроительной промышленности под углом
зрения задач, стоящих перед технологом. Вначале такая систематизация
проводилась по случайным признакам без общего плана. Этот план был
создан на основе идеи о типизации технологических процессов, которая
явилась одной из первых попыток внести элемент научности в техноло-
гическое учение. Обработка материала на основе типизации с выделе-
нием некоторых вопросов общего характера позволила придать учению
необходимую стройность и до некоторой степени определило его границы.
Третий этап развития, на который новая дисциплина вступила
лишь недавно, состоит в подведении научной базы под учение о тех-
нологии машиностроения.
Сравнивая состояние учения о технологии машиностроения с состоя-
нием дисциплин, имеющих своим предметом конструирование самих объек-
тов производства, можно убедиться в существенном различии в харак-
тере и построении этих дисциплин. Технологические дисциплины исполь-
зовали данные современных технических наук в значительно меньшей
степени, чем конструкторские.
Вопрос о создании технологической науки мог встать лишь после
того как машиностроительная промышленность достигла высокого уровня
развития. Конструктор дает ответ на вопрос: „что строить?", тех-
нолог указывает: „как строить?". Поэтому необходимость в кон-
структивных расчетах появилась сразу же после того как объекты произ-
водства стали достаточно сложными. Технологические же расчеты в
условиях ремесленного производства были бесполезны.
7
В настоящее время, когда внедряются новые прогрессивные методы
работы, когда резко повысились требования как к качеству изготовле-
ния машин, так и к экономической эффективности производственных
процессов и когда, наконец, большие масштабы предприятий потребо-
вали использования более совершенных и одновременно сложных форм
организации производства, — создание техноло!ической науки стало
необходимостью.
Ближайшее рассмотрение показывает, однако, что исследования
в этом направлении оказываются далеко не простыми. Для того чтобы
создать стройную технологическую теорию, понадобятся годы серьезной
работы как теоретической, так и экспериментальной.
Прежде всего базовая дисциплина технологии машиностроения —
„учение о резании металлов* — сама еще не может быть названа наукой.
Это учение станет на твердую почву лишь тогда, когда оно будет
основано на физике металлов. Однако, оставляя рассмотрение физи-
ческой стороны явления резания учению о резании металлов, мы,
не дожидаясь завершения исследований в этом направлении, можем
строить науку о технологии машиностроения, основываясь на обшир-
ном опытном материале, собранном многочисленными экспериментато-
рами. Теория технологии механической обработки, понимая последний
термин в более узком смысле слова, основывается главным образом на
законах механики. Механическая база учения о технологии
машиностроения придает теоретическим исследованиям в этой области
вполне определенный характер.
Специфической особенностью большинства технологических расчетов
является то, что технолог не может компенсировать неточность этих
расчетов большими „запасами надежности", ^ак это часто делается
при конструировании. Запроектированные таким образом процессы не
были бы приняты цехами. Расчеты обычно производятся почти без
запасов, причем заранее фиксируется некоторый „процент риска". Это
обстоятельство приводит к широкому использованию выводов теории
вероятностей и математической статистики. Кроме чисто технических
вопросов, технологу приходится сталкиваться с вопросами организацион-
ными и экономическими. В этих случаях необходимо использовать
совершенно другую методику расчетов.
Укажем еще на одно обстоятельство, которое является едва ли не
решающим в отношении возможности использования расчетных методов
в практике работы технолога и которое в наибольшей степени тормо-
зило развитие технологической науки, резко сокращая ее экономическую
базу. Дело в том, что машина обычно состоит из большого числа
разнообразных, но, за исключением изделий тяжелого машиностроения,
сравнительно небольших деталей. Поэтому даже в том случае, когда
годовой выпуск машиностроительного завода значителен, затраты,
падающие на обработку каждой детали, невелики. Стоимость технологи-
ческих исследований и расчетов во многих случаях может оказаться*
выше, чем стоимость $амой обработки. Исследование или расчет опера-
ции, длительность выполнения которой измеряется минутами и часами,
не может продолжаться дни и месяцы. Более благоприятно обстоятель-
ства складываются в массовом производстве, и мы видим, что, напри-
мер, автомобильная промышленность сделала крупные успехи в значи-
b
тельной степени благодаря широким исследованиям, проводимым в области
технологии. Автомобильные и авиационные заводы стали технологиче-
скими лабораториями. Мы полагаем, что в серийном производстве выход
из указанного затруднения имеется лишь один — расчеты должны
строиться как типовые, применимые к большому числу сходных
деталей,-
Перечисленные и многие другие затруднения, возникающие на пути
создания теории технологии механической обработки, не могут нас
удерживать от работы в этом направлении. В настоящее время можно
с удовлетворением констатировать, что такая работа ведется и притом
в большой степени силами советских ученых. Результаты работы про-
фессоров Балакшина, Каширина, Кована, Сатель, Яхина, докт. техн, наук
Бородачева, инженера Вотинова и других, а также исследований автора
позволяют утверждать с уверенностью, что поставленная задача разре-
шима и что первые шаги в направлении создания технологической
науки уже сделаны. В числе первоочередных задач исследований
следует указать на определение точности и чистоты обработки, пере-
смотр методики расчета режимов резания с учетом качества обработки,
расчеты геометрического характера в связи с простановкой операцион-
ных размеров и определением операционных припусков и связанное с ними
учение о базах, исследование жесткости упругой системы станок — де-
таль— инструмент и вибраций при резании. На основе этих данных
можно более обоснованно решать вопросы, связанные с созданием ра-
ционального технологического процесса.
Прогресс технологии, основанный главным образом на опыте массо-
вого производства, весьма велик. За годы Великой Отечественной
войны возникли новые методы обработки: скоростное фрезерование,
электрообработка металлов и т. д., усовершенствованы ранее известные
методы. Большие успехи сделала автоматизация производственных
процессов. Поточные методы проникают не только в массовое, но
и в серийное производство. Получил всеобщее признание принцип
комплексного проектирования технологии: работа технолога и конструк-
тора координируется таким образом, чтобы было обеспечено как пра-
вильное функционирование машины, так и экономичность производства.
Однако внедрение в промышленность новых методов и организаци-
онных форм, при всей важности этих мероприятий, не может заменить
систематической и кропотливой работы над общим совершенствованием
технологии. Наличное оборудование может дать во много раз больше,
чем оно дает в условиях неправильного его использования. Прогрес-
сивное направление всей работы предприятия является
основой успеха. Роль технолога состоит в том, чтобы внедрять
прогрессивную технологию на том участке, который ему поручен.
Даже в условиях установившегося процесса инженер не может
работать по шаблону. Его внимание по необходимости привлечено не
к тем участкам производства, на которых оно течет бесперебойно,
а к тем, где возникают затруднения. Эти затруднения приходится
устранять, используя самые разнообразные средства. Часто „диагноз
болезни" сам по себе требует наличия больших знаний и опыта.
Основательное знакомство с теорией во многих случаях оказывает
весьма существенную помощь технологу, давая возможность правильно
9
наметить направление, в котором необходимо искать решения выдвигае-
мых жизнью задач. Поэтому изучение теории технологии машинострое-
ния должно входить в программу этой дисциплины. Такое изучение
должно сопровождаться рассмотрением технологии обработки реальных
деталей, сложившейся на основе использования опыта передовых
отраслей машиностроения.
В соответствии со всем сказанным нами принято следующее по-
строение курса. Он состоит из двух частей, из которых первая посвя-
щена изложению „общих вопросов технологии механической обработки“.
Совместно с „учением о резании", с курсом „допусков" и с другими
дисциплинами технологического цикла, эта часть образует базу для
изучения „технологии обработки деталей машин и их элементов",
составляющей предмет второй части курса. В первой части материал
сгруппирован в семи главах, в основном в соответствии с его характе-
ром, общностью используемых методов исследования, т. е. по призна-
кам внутренней связанности. В этой части курса дается анализ процесса.
Синтез будет дан во II части, где будет рассмотрена технология
обработки деталей различных классов. Изложение курса мы начнем
с установления некоторых общих понятий и определений.
ГЛАВА ПЕРВАЯ
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС МЕХАНИЧЕСКОЙ ОБРАБОТКИ
И ЕГО ПРОЕКТИРОВАНИЕ
1. СТРУКТУРА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МЕХАНИЧЕСКОЙ
ОБРАБОТКИ
А. Производственный и технологический процессы
Современный машиностроительный завод является сложной хозяй-
ственной организацией, в которой одновременно протекает ряд разно-
родных процессов. Из всех этих процессов выделяется один, являющийся
характерным именно для промышленного предприятия. Это — произ-
водственный процесс, в котором материалы (или заго-
товки) превращаются в готовую заводскую продукцию.
Производственный процесс данного завода почти всегда
является лишь частью всего процесса превращения природного сырья
в готовое изделие. Обычно завод получает материалы, уже переработан-
ные на каком-либо другом заводе, и, в свою очередь, часто выпускает
продукцию, которая до превращения в готовые изделия подлежит еще
той ли иной дополнительной обработке. Таким же образом производ-
ственный процесс данного завода может быть разбит на отдельные
участки, например производственные процессы цехов литейного, кузнеч-
ного, механического и сборочного.
Переходя к анализу какого-либо производственного процесса
(например механического цеха), мы сразу же убеждаемся в большой
его сложности. Легко видеть, что этот процесс включает в себя не
только обработку деталей на различных станках, но также и контроль
качества, транспорт и хранение продукции на складах, организацию
обслуживания рабочих мест энергией, охлаждающими и смазывающими
жидкостями и т. п. Наконец, в производственный процесс входит вся
обширная область подготовки производства.
В нашем труде мы ограничиваемся изучением лишь одной из частей
производственного процесса детали, разбирая его свойства в технологи-
ческом разрезе, т. е. сводя производственный процесс к технологиче-
скому.
Определяя последнее понятие, мы условимся называть технологи-
ческим процессом обрабатываемой детали ту часть
11
производственного процесса, которая связана не
посредственно с изменением формы или физических
свойств этой детали.
Технологические процессы механической обработки сопровождаются
изменением формы. Изменение физических свойств детали происходит
в процессах термической обработки, „старения“ и т. д.
Аналогично сказанному мы называем технологическим процессом
сборки всего изделия или какой-либо сборочной единицы, в него входя-
щей, ту часть производственного процесса сборки, которая непосред-
ственно связана с соединением отдельных деталей в данную сборочную
единицу.
Необходимо оговориться, что выделение „технологического процесса"
из общего процесса производства до некоторой степени условно. Дей-
ствительно, например, во время установки или промера обрабатываемой
детали на станке форма ее не изменяется, но эти элементы работы все же
относят к технологическому процессу, так как они с ним органи-
чески связаны. Снятие детали со станка краном есть также часть
технологического процесса, но транспорт ее тем же краном вдоль
мастерской в технологический процесс не входит, хотя и является
частью производственного процесса. Такое разделение становится
понятным, если учесть, что во время установки и снятия детали станок
и производственный рабочий заняты, а в процессе ее транспортировки
по цеху участвует лишь вспомогательный персонал, причем в это время
станок может исполнять другую работу.
Всестороннее рассмотрение производственного процесса требует,
кроме анализа технологического процесса, также подробного изучения
вопросов организации производства, решения многих задач теплотехники,
электротехники, транспортного, складского дела и т. д.
Заметим еще, что обычно производственный процесс (в противопо-
ложность технологическому) удобнее рассматривать применительно не
к детали или изделию, а к цеху в целом либо к участку цеха, и гово-
рить о производственном процессе цеха или данного его отделения.
В дальнейшем мы будем рассматривать лишь технологический
процесс механической обработки.
Б. Технологическая операция 1
Переходя к разбивке технологического процесса механической
обработки на составные части, приведем некоторые определения,
относящиеся к такому делению.
Операцией называется часть технологического
процесса, выполняемая над определенной деталью
(или над совокупностью нескольких одновременно
обрабатываемых деталей) одним рабочим (или опреде-
1 Понятие „операция" относится не только к технологическому процессу
механической обработки, но и к другим процессам, которые могут быть
выделены из общего производственного процесса. Так, например, говорят
о контрольных, транспортных, складских и т. д. операциях. В дальнейшем под
словом „операция" мы везде будем подразумевать технологическую операцию
мгхлннчсскоЛ обработки.
17
ленной группой рабочих) непрерывно и на одном рабо-
чем месте.
Таким образом операция характеризуется неизменностью объекта об-
работки (детали), оборудования (рабочего места) и рабочих исполнителей.
Дадим некоторые дополнительные пояснения к приведенным определе-
ниям.
Механическая обработка обычно производится на станках, но
в определение операции введен более общий термин „рабочее место",
так как в некоторых случаях рассматриваемые операции могут выпол-
няться не на станках, а на других рабочих местах, например на вер-
стаках, при помощи переносных электрических и пневматических
инструментов или слесарным способом (например, „зачистка").
Непрерывность выполнения работы на данной операции следует
понимать таким образом, что работа эта не чередуется с какой-либо
другой, отдельно планируемой. Если между двумя обработками на
данном станке (например между
черновой и чистовой шлифовками)
помещена какая-либо другая опе-
рация (термическая обработка,
старение и т. п.), то в таком слу-
чае мы обязательно должны эту об-
работку разбить на две опера-
ции.
Приводим пример разбивки на
операции.
На рис. 1 показан валик, вы-
тачиваемый из катаной заготовки.
Рис. 1. Валик и заготовка для него.
Предположив, что он обрабатывается по второму классу точности, мы
приходим к следующему плану операций (табл. 1).
Таблица 1
План операций при механической обработке валика (рис. 1)
№ операций Наименование операций Рабочее место
1 Центровка Центровочный станок
2 3 Обточка Фрезерование шпоночных канавок Токарный „ Фрезерный
4 Шлифование Шлифовальный „
5 Зачистка Верстак
Укажем еще на один признак, определяющий „операцию". Опера-
ция является основной единицей производственного
планирования. Действительно, подсчет загрузки оборудования
(а следовательно, и расчет пропускной способности мастерской), опреде-
ление потребной рабсилы и т. д. почти всегда производятся исходй из
операционных времен. Точно также рабочие листки, контрольные извеще-
ния и тому подобные документы выписываются на операцию. Выписыва-
ние всех подобных документов на несколько операций совместно или на
весь технологический процесс является удобным лишь в исключительных
13
случаях, обычно же такие методы расчетов применяются лишь для грубо
ориентировочных прикидок1.
С другой стороны, раздробление операции на более мелкие части для
целей планирования излишне. Действительно, уже в понятие операции
входит выполнение работы на определенном рабочем месте и определен-
ными рабочими, т. е. соблюдено единство тех факторов, которые и ле-
жат в основе производственного планирования. Планируя, например, все
отдельные установки обрабатываемой детали, входящие в операцию, мы
выписывали бы рабочему несколько рабочих листков на одну и ту же
работу. Эти листки он получал бы одновременно и одновременно же
предъявлял бы их к оплате. Естественно, что при даче расценок на
„установки" листки в мастерской стали бы выписывать сразу на группу
установок, исполняемых данным рабочим непрерывно одна за другой,
т. е. на всю операцию сразу.
Определение операции как единицы, планирования позволяет разо-
браться во многих спорных случаях, когда сразу неясно, следует ли дан-
ный комплекс действий считать за одну или за несколько операций. На-
пример, при токарной обработке партии ступенчатых валиков на одном
станке, организованной таким образом, что сначала у всех валиков об-
тачивается наружная поверхность, затем у всех затачивается одна шейка,
далее вторая и т. д., причем все валики поочередно устанавливаются на
станок и снимаются с него,—работа окажется не непрерывной, если ее
относить к отдельному валику. Поэтому, рассматривая процесс обработки
одной детали, мы имеем здесь несколько отдельных операций, выполняе-
мых на одном рабочем месте. Если на каждую из этих операций выпи-
сывается отдельный рабочий листок и производится отдельная приемка
работы, то и с точки зрения организационной такая работа состоит из
ряда операций. Однако часто рабочему выписывается один листок на
„обточку партии валиков", — в таких случаях перерыв в работе, как
правило, не предусматривается, и приемка производится по окончании
всей токарной обработки. Относя работу не к отдельной детали, а ко
всей партии деталей, мы можем считать ее производимой „непрерывно"
и составляющей одну операцию, выполняемую в несколько „установок".
При пользовании переносными станками в крупном машиностроении
часто на одном рабочем месте (установочной плите) последовательно вы-
полняется ряд обработок различными станками. Эти обработки часто
занимают много времени и выполняются различными рабочими. В таких
случаях обычно оказывается более целесообразным всю работу разбить
на несколько операций, по числу работающих станков, применительно
к рабочим, занятым на данной работе2. Если два переносных станка ра-
ботают одновременно, то возможно одновременное выполнение двух опе-
раций над одной деталью. Объединение этих операций в одну возможно
в том случае, если все станки всегда работают в определенной после-
довательности и обслуживаются одной бригадой рабочих. При таких
условиях планирование ведется на всю бригаду в целом. Переходим
к разбивке самой операции на составные части.
1 Например, при составлении приближенных наметок проектов новых за-
подои (плановые и проектные задания).
,J При этом мы основываемся на высказанном выше положении, что опе-
рации характеризуется неизменностью станка и исполнителя.
14
В. Установка и позиция
Установкой называется часть операции, выполняе-
мая при одном закреплении детали (или нескольких одно-
временно обрабатываемых деталей).
Операция обточки валика, изображенного на рис. 1, требует двух
установок: сначала обтачивается одна половина валика А, затем вто-
рая В. Если бы работа велась на двух станках, причем на первом обта-
чивалась бы только часть А, на втором — В, то мы имели бы две опе-
рации, включающие каждая по одной установке.
При установке детали на станке определяется ее положение относи-
тельно этого станка, именно установка определяет взаимное расположе-
ние различных поверхностей, ограничивающих данную деталь.
Позицией называется каждое из различных поло-
жений детали относительно станка при одном ее за-
креплении1.
Заметим, что изменение положения детали вследствие ее рабочего
движения при этом в расчет не принимается.
Отличие „установки" от „позиции" в том, что при каждой новой уста-
новке изменение расположения детали относительно станка определяется
не только устройствами, относящимися к станку, но и положением де-
тали относительно этих устройств. При перемене „позиции44, наоборот,
расположение обрабатываемой детали зависит только от устройств, свя-
занных со станком.
Рис. 2 изображает операцию фрезерования детали, имеющей форму
куба, на горизонтально-фрезерном станке. Работа выполняется торцевым
фрезером, причем деталь закрепляется на круглом поворотном (вокруг
вертикальной оси) столе, установленном на станке. Легко заметить, что
в течение первой „установки" можно обработать четыре стороны /, 2,
3 и 4 детали, поворачивая стол 3 раза. После этого деталь необходимо
освободить, повернуть на 90° и вновь закрепить на столе. Затем можно
обработать оставшиеся две стороны 5 и 6, опять-таки поворачивая стол.
Сопоставляя все сказанное выше, мы можем заметить, что рассмотренная
нами операция состоит из двух „установок44, из которых первая содер-
жит четыре „позиции44, а вторая—две. В данном примере применение
поворотного стола позволило обработать деталь всего лишь в 2 уста-
новки. Если бы такого стола не было, то потребовалось бы 6 установок.
Другой пример, на котором разница между „установкой44 и „пози-
цией" выступает особенно рельефно, — это работа многошпиндельных
автоматов. Здесь мы обычно имеем обработку в одну „установку" при
количестве „позиций44, равном количеству шпинделей станка.
Легко видеть, что замена „установок44 „позициями", вообще говоря,
дает значительное сбережение времени, z так как всякая выверка и за-
1 Приведенное определение „позиции" относится к обрабатываемой детали.
Тот же термин применяется для обозначения каждого из различных положений
инструмента относительно станка в тех случаях, когда приведение его в рабо-
чее положение производится при помощи некоторых механических средств:
например, говорят о различных позициях револьверной головки. Таким обра-
зом понятие „позиция" связано с механизацией (и часто автоматизацией) уста-
новочных движений детали или инструмента.
15
крепление детали требуют его затраты. Кроме выигрыша во времени, во
многих случаях не менее ценной оказывается возможность уменьшения
влияния личного элемента на правильность достигаемых результатов, что
особенно важно при пользовании рабочей силой низкой квалификации.
Действительно, например, в только что рассмотренном случае перпенди-
кулярность сторон куба /, 2, 3 и 4 зависит от точности механизма по-
Рис. 2. Установками позиция.
ворота стола, а не от степени внимания рабочего при повторных уста-
новках. Вообще замена „установок" „позициями" является одним из на-
правлений по пути механизации технологического процесса и поэтому
должна считаться прогрессивным мероприятием.
Г. Переход и проход
Переходом называется часть операции (установки или
позиции), выполняемая: а) над одним участком (или определенной сово-
купностью участков) поверхности детали; б) одним инструментом (или
набором нескольких одновременно работающих инструментов);
в) при одном режиме резания Ч
1 Точнее, „без воздействия рабочего на органы управления скоростями
и подачами станка*. Режим резания на протяжении перехода может изменяться
автоматически. Например, при неравномерном дрипуске глубина резания не
ос । яс гея постоянной. На некоторых токарных станках имеется устройство, по-
зиолиющсе при торцевой обточке на протяжении всего перехода поддерживать
<1«)|м)Сп» резания неизменной путем непрерывного изменения числа оборотов.
|Н
Соблюдение всех трех условий и характеризует принадлежность со-
вокупности рассматриваемых действий к одному и тому же переходу.
Например (рис. 1), первая установка операции по обточке валика содер-
жит следующие переходы: ободрать 0 60, ободрать 0 35, подрезать
торец А, обточить начисто 0 60, обточить начисто 0 35, подрезать
уступ 0 60/35 и т. д.
Достаточно изменения только одного из перечисленных элементов
(места обработки, инструмента или режима резания), чтобы получить
новый переход.
Например, если бы обе шейки 0 35 мм обтачивались в одну уста-
новку1, то, несмотря на общность применяемого инструмента и режима
резания, мы все же имели бы два раздельных перехода (различные места
обработки). Черновая и чистовая обработки одной и той же шейки
являются разными переходами, так как в этих случаях режимы резания
различны и, кроме того, часто используются разные резцы.
Определяя переход, мы предусмотрели работу не только одним инстру-
ментом, но и одновременно действующими несколькими инструментами
(иногда на различных участках детали). Типичные примеры такого рода
мы имеем при многорезцовой обточке. Здесь в работе одновременно
находятся несколько резцов, причем каждый из них снимает отдельную
стружку: но, очевидно, работа каждого из этих резцов до некоторой
степени зависит от работы остальных. Действительно, как изгибающие,
так и скручивающие усилия в обрабатываемой детали будут различны,
в зависимости от того, работает ли данный резец отдельно или в ком-
плекте с другими резцами. Нагрев детали, подшипников шпинделя, центра
и т. д. обусловлен работой всех резцов, и притом достигаемая темпера-
тура не будет равняться сумме температур, которые имели бы деталь
или станок при раздельной работе этих резцов и т. д. Определяя пере-
ход, при котором в действии находится несколько инструментов, как
сложный переход, в противоположность простому переходу,
соответствующему работе одного инструмента, — мы можем высказать
следующее положение: сложный переход не может во всех случаях рас-
сматриваться как совокупность одновременно выполняемых простых пере-
ходов.
Кроме термина „переход", часто вводится термин „проход44. Про-
ходом называется часть операции, выполняемая при
одном перемещении инструмента (или набора инстру-
ментов) относительно обрабатываемой поверхности,
считая это перемещение в направлении подачи2.
1 Это возможно, если заготовка длиннее вала и последний отрезается от
нее в конце обработки.
2 Менее общее определение прохода следующее: проходом называется
снятие одного слоя металла. Переход, состоящий из нескольких проходов,
можно рассматривать как „сложный переход", состоящий из нескольких про-
стых переходов (проходов), выполняемых последовательно. Сложный переход
ранее рассмотренного типа, как мы видели. та<же состоит из нескольких
простых переходов, но там эти переходы выполняются параллельно (одновре-
менно). Возможны и такие случаи, когда (сложный) переход состоит из не-
скольких сложных проходов, состоящих, в свою giipпедь. из л-достых подходов
(например обточка на многорезцовом станке г| (
2 А. П. Соколовский 2051. 1*Л
Сопоставляя последнее определение с данным выше определением
перехода, можно сказать, что переход состоит из одного или
нескольких одинаковых (или условно принимаемых за
одинаковые) и непосредственно следующих друг за
другом проходов. В таких случаях все эти проходы относят
к одному переходу и говорят, что данный переход состоит из двух, трех
и т. д. проходов.
Необходимо указать, что введение термина „проход" вызвано глав-
ным образом требованием упрощения документации при разработке тех-
нологических процессов и техническом нормировании. Действительно, яри
разработке технологических процессов переход обычно записывается в виде
отдельной строчки в технологической карте. Если каждый проход счи-
тать отдельным переходом, то в карте придется заполнить столько строк,
сколько имеется этих проходов. Легко заметить, что все эти строки
получатся совершенно одинаковыми, поэтому напрашивается желание все
характеристики прохода записать один* раз, пометив в карте, сколько
раз этот проход повторяется. Время пишется суммарно для всех про-
ходов, при этом режим обработки предполагается также одинаковым
для всех проходов.. Строго говоря, это не всегда выполняется. Действи-
тельно, например, при токарной обработке, при неизменном числе обо-
ротов детали, скорость резания при разных проходах одного перехода
получается несколько различной. Глубина резания при разных проходах
также может быть неодинакова. Однако этим обстоятельством обычно
пренебрегают, характеризуя переход наибольшей скоростью резания
и отмечая при желании глубины резания в виде нескольких цифр в
соответственной графе карты. Понятие „проход", заимствованное из
токарных, строгальных, фрезерных и тому подобных обработок, иасто
переносят и на сверлильные, нарезные и /ругие операции. При этом счи-
тают, что, например, сверление нескольких одинаковых отверстий
на радиальносверлильном станке (во фланце и т. п.) составляет один
переход, состоящий из стольких проходов, сколько имеется отверстий.
Сверление тех же отверстий на многошпиндельном станке, очев дно,
образует один сложный переход.
Д. Структура перехода 1
Данное выше формальное определение перехода не характеризует
сущности этого подразделения операции. Существо дела выявляется
лучше, если определить переход как наиболее мелкую состав-
ную часть технологического процесса, сохраняющую
все его свойства.
С точки зрения процесса изменения формы детали переход состоит
из совокупности машинных и ручных действий, необходимых и доста-
точных для выполнения этого изменения и поэтому технологически
неделим.
Раздробляя переход на дальнейшие подразделения, мы получаем части,
которые порознь уже не имеют всех характеристик технологического
1 .Проход* мы рассматриваем как частный случай перехода.
18
процесса1. Действительно, разобьем переход — обточить шейку 0 35,—
выполняемый на обычном токарном станке, на части. Получим следу-
ющие подразделения: „пустить станок", „подвести резец", „установить
резец на стружку", „включить самоход", „пройти шейку по длине",
„отвести резец", „выключить самоход", „возвратить супорт в исходное
положение", „остановить станок", „промерить деталь". Из перечислен-
ных частей перехода только в течение одной — „пройти шейку по
длине"—происходит изменение формы детали в результате взаимо-
действия станка, инструмента и самой обрабатываемой детали. Участие
рабочего при этом пассивное и сводится к наблюдению за ходом про-
цесса. Очевидно, однако, что указанный участок перехода не может ни
начаться, ни окончиться без приложения рабочим активного усилия (вклю-
чение и выключение самохода). Точно также обточка шейки обязательно
должна сопровождаться установкой резца на стружку и проме-
рами.
Поэтому часть перехода „пройти шейку по длине" не может быть
рассматриваема как самостоятельный участок реального технологи-
ческого процесса. Остальные части, на которые разбивается переход,
имеют еще меньшее сходство с законченным участком технологического
процесса. Такие части, как „пустить и остановить станок", „включить
самоход" и т. д. относятся только к станку; участки „подвести и от-
вести резец" относятся к станку и инструменту, а участок „обмерить
обрабатываемую деталь" — к этой детали и измерительному инстру-
менту.
Действия, подобные перечисленным, принято называть при е мам и.
Некоторые приемы относятся не к отдельным переходам, а к целой
„установке" или даже ко всей операции.
Для целей изучения технологического процесса с точки зрения вы-
явления условий воздействия станка и инструмента на деталь разделение
на приемы излишне. Но при учете элемента времени, например при тех-
ническом нормировании, такое подразделение обычно оказывается не-
обходимым.
Реальный технологический процесс можно рассматривать как систему*
нескольких параллельно протекающих и взаимно связанных процессов.
Из них отметим: 1) процесс резания, который является „основным"
процессом при механической обработке2, 2) трудовой процесс, обусло-
вленный участием в технологическом процессе рабочего-исполнителя,
3) процесс обрабатываемой детали, 4) процесс работы станка, 5) про-
цесс работы инструмента и т. д.
Каждый из перечисленных процессов может служить объектом изуче-
ния. Чаще всего изучаются два процесса: основной технологический
процесс и трудовой процесс.
Стремление упростить изучение такого сложного явления, как техно^-
логический процесс механической обработки заставляет прибегать к его
1 Переход является как бы молекулой технологического процесса*
В химии молекула понимается как мельчайшая частица данного вещества.
Раздробляя молекулу на атомы, мы получаем уже другие вещества.
2 В других случаях „основными* ярляются другие процессы: например,
процесс пластической деформации при обработке давлением или электриче-
ской эррозии при электрообработке металлов.
* . 19
схематизации. Изучая вместо реального технологического процесса
условный, а именно его основную часть, мы достигаем цели упрощения
задачи. Однако при этом исчезает возможность оценки производитель-
ности процесса, его экономичности и организационной целесообразности.
Остается изучение поведения станка и инструмента, усилий, действу-
ющих на деталь, различных деформаций, связанной с ними неточности
обработки и т. д.
Рассматривая в таком чисто техническом разрезе переход, мы, оче-
видно, не сможем оценить влияния целого ряда факторов на выполнение
действительного перехода. Например, в работе двух станков одинаковой
точности, мощности и жесткости при таком рассмотрении мы не увидим
никакой разницы, даже если один из них устарелой конструкции со
ступенчатым шкивом и перебором, с неудобным для управления супор-
том и т. д., а второй — во всех отношениях вполне совершенный станок.
В целом процесс оценивается с узко технической точки зрения.
Рассматриваются лишь механические и физические явления, сопутству-
ющие процессу обработки данной детали.
Однако и при таких условиях остается обширное поле для исследо-
ваний, благодаря чему схема условного процесса используется (созна-
тельно и несознательно) очень широко. Заметим в заключение, что,4
пользуясь всеми такими упрощениями, никогда нельзя
упускать из вида основной цели — изучения реального
т ех н о л о ги ч е с к о го процесса1.
2. МЕТОДИКА РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
А. Значение разработки технологических процессов .
Одной из основных задач современной организации производствен-
ного процесса является правильная постановка подготовки произ-
водства.
С момента начала работы над заказом в цехах в дело вовлекается
большое количество рабочих; материал и полуфабрикаты начинают запол-
нять мастерские, загружая производственные площади; оказывается занятым
оборудование как'станочное, так и транспортное и т. д. С другой сто-
роны, необходимость выдержать сроки заставляет заботиться о том,
чтобы обработка деталей и сборка шли без перебоев.
Большое значение имеет наличие четкого плана выполнения всех
операций. Для составления такого плана, а также для обеспечения бес-
1 Невозможность дать полную оценку технологическому процессу без учета
производительности, а также всех факторов организационного и экономиче-
ского порядка заставляет нас отказаться от определения термином „техноло-
гический процесс" лишь .основной части" этого процесса, тем более, что
она может быть выделена из него лишь условно. Выделение технологического
процесса из общего производственного процесса хотя, как мы видели, также
носит в себе элемент условности, все же выполняется значительно легче и
естественнее. Связь между основными и вспомогательными элементами техно-
логического процесса гораздо теснее, чем между элементами технологического
процесса, с одной Стороны, и нетехнологическими элементами производствен-
ного—с другой.
20
перебойного снабжения необходимо произвести целый ряд работ еще
до момента фактического начала выполнения заказа.
Лег^р видеть, что правильная постановка подготовки
производства требует знания технологического про-
цесса. Без этого знания невозможно заказать именно тот материал,
который необходим, нельзя подготовить инструмент, спроектировать и
изготовить приспособление и, наконец, составить четкий календарный
план выполнения всех работ по заказу.
После того как работа в цехах по данному заказу началась, на пер-
вый план выступает требование соблюдения технологической
дисциплины. Современная технология машиностроения основывается
на многолетнем опыте работы передовых заводов и в значительной сте-
пени также на научных данных.
Поэтому обеспечение высоких технических и экономических показа-
телей возможно только в результате упорной работы слаженного коллек-
тива работников. Раз достигнутые, такие показатели могут поддержи-
ваться лишь путем постоянного наблюдения за ходом технологического
процесса в целях устранения всех отклонений от правильного его тече-
ния. Опыт промышленности показывает, что нарушение технологической
дисциплины является одной из основных причин перерасхода материалов
(например вследствие излишних припусков), удорожания обработки и
увеличения брака продукции1.
Требование поддержания технологической дисциплины приводит к
необходимости фиксации принятого технологического процесса, то есть
к созданию ряда документов, в которых указывается его течение и спо-
собы выполнения всех операций.
Таким образом как в процессе подготовки производства, так и при
наблюдении за ходом действующего технологического процесса необхо-
димо создать систему технологической документации, правильное соста-
вление которой требует применения определенной методики.
Лишь в немногих случаях, например при установившемся массовом
производстве, технологические документы (карты) иногда заполняются
„с натуры“ путем фиксации на бумаге того, что уже осуществлено и
проверено в цехе. Обычно же такая работа получает характер „разработки44,
т. е. проектирования процесса.
Заметим, что самое понятие „разработка технологических процессов"
является сравнительно новым. У нас в дореволюционное время лишь на
очень немногих заводах делались попытки постановки этой работы, а
сама методика была случайна и почти всегда крайне несовершенна. За
границей эта методика также была слабо разработана, и иностран-
ная практика не могла в этом деле служить нам надежным руковод-
ством.
Между тем наша промышленность, начавшая быстро прогрессировать
после окончания гражданской войны, потребовала сознания новых
организационных форм постановки производства на заводах. Характер
производства, людской состав, условия снабжения — все оказалось отлич-
ным от прежних, дореволюционных. Существовавшие технические тради-
1 Подробнее о технологической дисциплине см. Сател^ .Технологическая
дисциплина — железный закон производства*, Госпланиздат, Москва, 1944.
21
ции были разрушены, и это толкнуло работников заводов на путь более
сознательного отношения к технологическому процессу. Путем пере-
работки идей о „научной организации производства", а также внося
элементы своего личного творчества, работники нашей промышленности
постепенно вырабатывали методику проектирования технологических про-
цессов, которая обычно рассматривалась как часть методики организа-
ции подготовки производства.
Особенно бурное развитие получило дело разработки технологиче-
ских процессов с момента создания у нас специальных проектных орга^-
низаций (Гипромез, Гилромаш, Орга-металл и многие другие). Имея
задачей проектирование ряда новых заводов, зачастую производящих
изделия, ранее в СССР не изготовлявшиеся и технологический процесс
которых проектантам был неизвестен, эти организации вынуждены были
создавать такой процесс самостоятельно.
В течение ряда последующих лет разработка технологических про-
цессов прочно вошла в практику работы нашей машиностроительной
промышленности и необходимость выполнения этой работы постепенно
была признана всеми. Постановление Правительства от 8 декабря 1940 г.
„О соблюдении технологической дисциплины на машиностроительных
заводах" признало фиксацию установленной технологии обязательной^,
таким образом, сделало разработку технологических процессов необхо-
димой частью работ по подготовке производства.
Опыт Отечественной войны с особенной силой подтвердил значение
технологической дисциплины. Только благодаря наличию такой дисци-
плины оказалось возможным быстрое перебазирование промышленности
на Восток и столь успешное освоение ряда новых сложных оборонных
объектов.
В послевоенный период в плане четвертой пятилетки перед нашей
промышленностью встают новые не менее сложные задачи, которые по-
требуют новых усилий со стороны рабочих, мастеров и инженеров, при-
чем задача о правильной постановке технологии несомненно будет
стоять в центре внимания.
Б. Порядок разработки технологического процесса
Для возможности разработки технологического процесса механиче-
ской обработки технолог должен иметь следующие исходные данные:
1) чертеж готовой детали с указанием материала, допусков и чи-
стоты обработки различных поверхностей.
В тех случаях, когда обработка узла производится в собранном
виде, должен быть дан и чертеж узла с указанием мест обработки;
2) чертеж заготовки (отливки, поковки и т. д.), из которого были
бы видны припуски на обработку и допуски в размерах заготовки;
3) количество деталей, подлежащих изготовлению, причем необхо-
димо знать не только общее задание, но и распределение этого задания
по годам и месяцам, а также размер партии одновременно пускаемых в
обработку деталей (серийность).
Кроме этих основных данных, необходимо еще знать условия работы
цеха, для которого предназначается данный технологический процесс.
Технологический процесс обычно базируется на известном оборудовании
и укладывается в определенную организационную схему.
22
В некоторых случаях задание выдается технологу в окончательно
сформулированном виде; с таким случаем мы встречаемся, например, при
работе заводов в системе кооперации. Однако, согласно современным
взглядам на постановку технологии, правильной признается иная орга-
низация подготовки производства.
Технолог-механик должен привлекаться к выработке конструкции
машины, должен участвовать, совместно с работниками горячих цехов,
в разработке эскизов заготовок и, наконец, к его голосу должны при-
слушиваться при решении организационно-производственных вопросов.
Только при соблюдении этих условий можно рассчитывать, что задание
на разработку процесса будет сформулировано так, что в нем не окажется
требований без необходимости осложняющих и удорожающих изготовле-
ние детали.
Заметим, однако, что вся такая подготовительная работа должна быть
закончена до начала окончательной разработки процесса. Приступая к
таковой технолог прежде всего фиксирует задание по пп. 1, 2, 3, как
это было указано выше.
Уточнив задание, технолог приступает к проектированию процесса,
которое ведется, в основном, в следующем порядке.
1. Установление структуры процесса, т. е. разбивка его
на операции, установки, позиции и переходы. Далее следует выяснение
всех обстоятельств, относящихся к оборудованию, и выбор станков, при-
способлений и инструмента (режущего, мерительного и вспомогательного).
При выполнении этой части работы технолог в настоящее время, в
основном, использует свой личный опыт и лишь отчасти оказавшиеся
в его распоряжении литературные материалы и образцы ранее выполнен-
ных аналогичных разработок 1.
2. Выполнение ряда расчетов по установлению операцион-
ных размеров (припусков и допусков на все операции), по обоснова-
нию соответствия точности обработки заданной, по определению по-
требной квалификации рабочей силы, норм времени и т. д. Эта работа
должна производиться на основ нормативных и аериалов и устано-
вленной методики расчетов.
3. Окончательное (чистовое) оформление процесса
на картах и эскизах. Этим заканчивается собственно разработка
процесса. Часто ее дополняют некоторыми расчетами, связанными с
организацией производства (загрузка оборудования, расход инструмента,
составление календарного плана запуска партий и т. д.). Наконец, может
быть произведена экономическая оценка процесса.
Из данной заготовки можно получить готовую деталь различными
методами. Иными словами, постановка технологического процесса обычно
допускает целый ряд решений. Однако в условиях данной серийности и
реально существующего цеха лишь некоторые из этих решений оказы-
ваются приемлемыми.
Для того чтобы найти правильное решение, технологу часто прихо-
дится разрабатывать несколько вариантов технологического процесса
иногда изменяя самое задание (например заменяя прокатную заготовку
1 Принципиально правильная методика работы технолога в этой части
должна основываться на использовании типовых процессов (см. ниже § 3).
23
штампованной или обратно). Критерием правильности принятого реше
ния чаще всего считается его экономическая целесообразность Необ-
ходимо указать вообще, что выбор рационального техноло-
гического процесса является сложной комплексной
задачей, требующей учета всех условий, в которых
осуществляется производственный процесс в целом.
На практике от приведенной схемы разработки часто отступают,
совмещая во времени отдельные этапы работы. Например, часто начинают
разработку с составления эскизов наиболее ответственных операций,
сопровождая эту работу необходимыми расчетами.
В процессе разработки технологии обычно намечаются схемы при-
способлений, которые в форме эскизов передаются конструктору. После
того как последний запроектировал общую конструкцию приспособления
иногда приходится вносить в процесс коррективы, так как эта конструк-
ция не согласуется с ранее намеченной технологом схемой.
Заметим еще, что разработка технологических процессов может
преследовать различные цели, и поэтому, приступая к такой работе,
необходимо ясно сформулировать эти цели. Прежде всего следует от-
делить проектную разработку от производственной.
Проектные разработки, применяемые в наиболее чистом виде
при проектировании новых заводов и цехов, имеют определенную логи-
ческую схему построения. Сначала проектируются технологические про-
цессы деталей, входящих в изделия, которые предположено изготовлять
на данном заводе. При этом для выполнения каждой операции выби-
рается наиболее подходящее оборудование. Далее подсчитывается за-
грузка этого оборудования и одновременно, на основании запроектиро-
ванного процесса, предварительно намечается группировка этого обору-
дования по отделениям цеха и его расположение. Следующей работой
является укрупнение типоразмеров выбранных станков в соответствии
с полученной загрузкой и намеченным планом производства. Например,
при слабой загрузке двух станков одинакового типа, но различных
размеров можно взять лишь один из них—больший, передав на него
работу меньшего.
С другой стороны, в том случае, когда по ходу процесса эти станки,
должны быть расположены далеко друг от друга и даже в разных отде-
лениях мастерской, во избежание излишнего транспорта деталей и
ломки общего плана организации может быть более целесообразно
отказаться от такого объединения загрузки и пойти по пути упрощения
оборудования и его удешевления, компенсируя этим его меньшую про-
изводительность, не являющуюся необходимой при принятом решении.
И наоборот, результаты подсчета загрузки оборудования могут за-
ставить изменить первоначальные наметки плана организации производства,
а в некоторых случаях и первоначальные задания по цехам. Например,
при малой загрузке дорогих станков естественно возникает мысль о
кооперировании с другими заводами.
Такая обработка результатов часто сопровождается перепроектиро-
ванием технологических процессов или, по крайней мере, внесением кор-
рективов в первоначальные разработки.
1 См. главу II, § 2В.
24
Трудность проектных разработок часто заключается в изменчивости
заданий и в неустойчивости конструкций самих (новых) объектов.
Поэтому система таких разработок должна быть по возможности про-
стой и гибкой, причем иногда можно даже несколько поступиться тре-
бованиями к их точности. Однако при всех упрощениях такие разра-
ботки должны быть принципиально верными.
При проектировании необходимо ориентироваться на новейшие
наиболее производительные методы. Какой смысл имеют различные
уточнения, если, например, вместо обработки протягиванием будет за-
проектировано долбление или „точным" расчетом будет определено
количество токарных станков там, где путем применения чистотянутого
или шлифованного на бесцентровых станках материала окажется воз-
можным совершенно избежать токарной обработки?
Производственная (заводская) разработка технологи-
ческих процессов также может преследовать различные цели. Однако
здесь всегда имеются два обстоятельства, резко меняющие требования,
предъявляемые к этой работе по сравнению с проектными разработками.
Во-первых, требование к точности разработок здесь обычно значи-
тельно выше, так как они служат не только для общих расчетов и
составления годовых планов, но и для выполнения конкретных работ,
связанных с оперативным планированием и определением норм. Во-
вторых, при выполнении таких разработок технолог связан наличным
оборудованием и должен учитывать возможности цеха. Дело осложняется
еще тем, что в цехе обыкновенно обрабатываются детали нескольких
изделий, находящихся в различных стадиях производства. Поэтому не-
достаточно определить, что наличное оборудование может пропустить
данное количество работы в течение, например, года, но, кроме того,
необходимо спланировать работу таким образом, чтобы, с одной сто-
роны, в каждый данный момент по возможности все станки работали,
и с другой, — чтобы детали подолгу не пролеживали. При упущении
этих соображений даже правильно разработанный технологический про-
цесс может оказаться нереальным и будет сломан жизнью. Допустим,
например, что технологический процесс на все детали, находящиеся в
цехе, рассчитан таким образом, что загрузка станков на ближайший
месяц оказывается равномерной и даже имеются некоторые резервы.
Однако по составленному плану большая часть нарядов, спущенных в
цех в начале месяца, требует согласно запроектированному плану опе-
раций, чтобы сначала детали проходили преимущественно токарную
обработку, затем фрезерную и сверлильную. В результате в первых
числах месяца токарные станки не смогут пропустить всю работу, фре-
зерные же и сверлильные будут стоять. В конце месяца, наоборот,,
такая же перегрузка получится на сверлильных станках.
Поэтому проектирование технологических процессов для цеха должно
быть тесно увязано с календарным планированием1. Зная условия за-
1 В действительности часто встречаются случаи, когда технологи разраба-
тывают процессы совершенно не считаясь с условиями загрузки цеха. Не
проверяется даже общая месячная (а иногда и годовая) загрузка. Не прихо-
дится доказывать, что такие разработки получают чисто академический харак-
тер. Иногда достаточно привлечь внимание работников к этому вопросу и посто-
янно наблюдать за ходом всех работ, чтобы значительно улучшить положение.
25
грузки оборудования, можно изменить либо календарный план, либо
самый технологический процесс, переменив порядок и даже характер
операций (например передав часть работы с токарных станков на ка-
русельные или наоборот).
Однако для того чтобы составить календарный план, необходимо
знать технологический процесс и нормы времени. С другой стороны,
вменяя этот план или внося изменения в процесс, мы опять-таки должны
името возможность оценить характер этих изменений.
Поэтому здесь, как и при проектном проектировании, крайне важно
иметь возможность производить разработки быстро и в то же время
достаточно точно.
В тех случаях, когда в условиях завода разработки технологических
процессов должны преследовать цели непосредственного инструктиро-
вания мастеров и рабочих, требования к ним повышаются в высокой
степени.
В. Документация при разработке технологических процессов 1
Методика разработки технологических процессов тесно связывается
с вопросами документации. Поэтому рассмотрим основные формы доку-
ментов.
1 Маршрутная карта2. При пользовании этой формой доку-
ментации на каждую деталь выписывается одна карта (на одном или
нескольких листах).
Каждая строчка в карте соответствует операции. Для
каждой операции указываются мастерская, где она выполняется, станок,
количество одновременно обрабатываемых деталей, расчетная партия,
разряд работы и время обработки (отдельно подготовительно-заключи-
тельное и штучное). Количество одновременно обрабатываемых деталей
^например при сверлении пачками, при установке нескольких деталей
за раз на столе строгального станка и т. д.) связано со временем обра-
ботки, которое исчисляется на одну штуку. Циклическое время опера-
ции будет равно штучному времени, умноженному на количество одно-
временно обрабатываемых деталей.
Расчетная партия указывается для того, чтобы точнее охарактери-
зовать процесс. Каждый технологический процесс может считаться ра-
циональным лишь в том случае, если размер партии лежит в опреде-
ленных границах. При меньших партиях может потребоваться более
простая его организация, а при более крупных окажется необходимым
использование более совершенных, хотя бы и более сложных методов.
1 Более подробные данные о технологической документации см. соответствен-
ные ведомственные руководящие материалы. Некоторые формы карт приведены
в нашей книге „Основы технологии машиностроения", том I.
2 Эти карты называют „маршрутными", так как по ним удобно проследить
маршрут движения деталей по цеху. Другое их название „планово-операцион-
ные карты" оправдывается тем, что они содержат планы операций. Наконец,
их называют „сводными картами" в тех случаях, когда они служат сводкой
сведений, помещаемых в операционных картах
Иногда в маршрутной карте указывается маршрут детали по всем цехам и
складам.
26
Однако действительный размер партии может несколько отличаться
от расчетного. При выписывании наряда время обработки для любой
такой партии легко подсчитать по данным маршрутной ка0ты, так как
подготовительно-заключительное и штучное времена в ней приведены
•отдельно.
В заголовке карты приводятся общие данные, относящиеся к детали,
необходимые при выполнении работ, связанных с подготовкой произ-
водства.
Наилучшим способом обозначения операций является такое их на-
именование, которое кратко характеризует работы, включаемые в эту
операцию. При этом можно ограничиться указанием только наиболее
характерных переходов. Так, например, операция „растачивание централь-
ного канала" может включать в себя, кроме расточных переходов, не-
которые дополнительные переходы, связанные с обработкой выходной
части отверстия, с вытачиванием кольцевых канавок. „Строгание осно-
вания" станины может включать в себя строгальную обработку боковых
площадок и т. д.
Иногда обозначают операции, исходя из характера обработки; по-
вторяющиеся одноименные обработки нумеруют порядковым номером.
Например, встречаются такие наименования операций: „токарная первая",
„токарная вторая", „фрезерная первая", „фрезерная вторая" и т. д.
Такая система проще, но носит несколько обезличенный характер. На-
именование операции в этом случае не связывается с представлениями
о ее содержании.
Чтобы покончить с вопросом относительно наименований операций,
заметим, что они даются в виде имен существительных или прилагатель-
ных к слову „операция".
2. Технологическая карта. Эта форма, разработанная в про-
ектных организациях, получила широкое распространение и на заводах.
Как и маршрутная, технологическая карта составляется на деталь, и в
ней перечисляются все операции. Карта предусматривает переход-
ную разработку процесса. Поэтому в ней указываются не только
операции, но также установки, позиции и переходы.
Нумерация переходов начинается для каждой операции (но не для
каждой установки и позиции). Наименование перехода всегда
является кратким перечислением работ, в него входя-
щих, причем это перечисление дается в виде глагола повелительной
формы: „Проточить 0 80 начерно", „подрезать торец" и т. д.
Независимые рабочие приемы, такие как „установить деталь", „пе-
ревернуть деталь", „снять деталь", — не входящие ни в один из пере-
ходов, — пишутся в строку, как переходы, но не нумеруются. Отнесе-
ние этих работ к первому или последнему переходам является ошибоч-
ным, так как искажает нормирование1.
Обрабатываемая поверхность указывается тем номером, которым она
«обозначена на чертеже или на операционном эскизе. Таким же образом
обозначаются базирующие поверхности.
1 Очень часто для сокращения записей приемы, относящиеся к установке
и снйтию детали, условно соединяют и пишут: „Установить и снять деталь*,
показывая время на оба приема вместе.
• 27
3. Операционная карта1. Эта карта в основном содержит те
же сведения, как и технологическая, но в отличие от последней со-
ставляется не на деталь, а на отдельную операцию. Обычна
операционные карты пишутся значительно более подробно и всегда
снабжаются операционными эскизами, а иногда и переходными.
Для автоматизированных операций операционные карты принимают
особый вид .карт настройки*, на которых приводятся все сведения,
необходимые настройщику при наладке автомата.
Обзор документации был бы неполным, если бы мы не упомянули о
нормировочных и инструментальных картах.
Нормировочные карты служат специально для целей норми-
рования и обычно применяются в тех случаях, когда расчет нормы вре-
мени производится не в технологическом бюро, а в специальном органе
завода.
Инструментальные карты содержат списки приспособлений и
инструмента на отдельные операции. Они ’заполняются на основе техно-
логических или операционных карт и оказываются весьма удобными для
инструментальной кладовой.
Переходим к рассмотрению графических изображений, которыми снаб-
жаются некоторые карты.
Операционные эскизы — это рабочие чертежи, специальна
предназначенные для выполнения по ним одной определенной операций.
На рис. 3 изображен такой эскиз. Здесь приведены только те размеры,
которые необходимы для выполнения данной операции. Мало того, эти
размеры проставлены таким образом, чтобы при пользовании чертежом
избежать каких бы то ни было расчетов. Важным обстоятельством
является согласование размеров и производственных баз. Размеры должны
ставиться в соответствии с выбранными базами. Поэтому операционные
эскизы органически связаны с выбранным технологическим процессом
и при изменении последнего должны быть пересмотрены. Для установле-
ния связи с операционной или технологической картой на операцион-
ном эскизе обрабатываемые и базирующие поверхности обозначаются
номерами, на которые делаются ссылки в карте. При наличии опера-
ционных эскизов обычные рабочие чертежи становятся излишними.
Сравнивая работу по операционным эскизам с работой по обычным
чертежам, мы должны признать принципиальное превосходство первой
системы над второй. Во-первых, операционный эскиз значительно удоб-
нее в обращении, чем чертеж. При небольшом количестве размеров,
проставленных на нем, он может быть выполнен в меньшем масштабе.
Многие линии (различные пунктиры и т. д.) оказываются излишними.
Число проекций и разрезов уменьшается. Самое сокращение числа раз-
меров позволяет сделать эскиз значительно более легким для чтения.
Например, на эскизе, предназначенном для сверловшика, необходимо
привести лишь диаметры отверстий и их расстояния от баз. На обыч-
ных чертежах эти размеры затемняются другими размерами, часто нуж-
ными, например, только модельщцку (толщина ребер, их расположение
1 Операционные карты часто называют „инструкционными", подчеркивая
этим наименованием то, что s основным их назначением является инструктаж
рабочего непосредственно у станка.
28
и т. д.). Наконец, самая система простановки размеров в соответствии
< требованиями технологического процесса еще более упрощает пони-
мание эскиза.
Второе обстоятельство, вытекающее из применения операционных
эскизов и часто рассматриваемое как крупное преимущество такого ме-
тода работы,—эго жесткое закрепление определенного плана опера-
Рис. 3. Операционный эскиз для расточной операции.
ций. Действительно, при изъятии обычных (так сказать „универсальных")
рабочих чертежей из мастерской, последняя почти лишается возмож-
ности маневрирования и оказывается вынужденной придерживаться
вполне определенного, предписанного ей, плана операций. При изме-
нении порядка выполнения работы во многих случаях окажется, что
проставленные на эскизах размеры не дают возможности вести
обработку. Таким образом применение операционных эскизов вместо
рабочих чертежей является одним из основных мероприятий, направлен-
ных к внедрению в цех запроектированных технологических процессов
и поддержанию технологической дисциплины.
Эскизы установок и позиций. В этих случаях, когда опе-
рация состоит из нескольких „установок" или „позиций", вместо эскизов,
предназначенных для выполнения всей операции, во многих случаях
оказывается более удобным пользоваться отдельными эскизами, вычер-
ченными для каждой установки (или позиции). Это в особенности от-
носится к операциям сложным, состоящим из многих переходов Со-
ставляя эскиз на каждую „установку", мы можем показать на нем базы
и места прижимов. Иногда на этих же эскизах дается схема приспосо-
бления, служащего для закрепления детали на станке. Такие схемы ока-
зываются очень полезными при проектировании приспособлений, так
29
как дают конструктору ясное представление о требованиях, предъявляе-
мых технологом к данному приспособлению. При простых операциях,
состоящих из одной установки, эскиз операции и эскиз установки совпа-
дают, и в этом случае на операционных эскизах можно с удобством давать
схему приспособления. Такие случаи обычны в массовом производ-
стве.
Переходные эскизы служат иллюстрациями к картам — докумен
тации технологического процесса. На них показаны инструмент и еп>
расположение относительно обрабатываемой детали. На эскизе каждого
перехода приводятся лишь размеры, относящиеся к этому переходу
(часто только 1—2 размера; например, диаметр и длина обточки).
Переходные эскизы обязательно сопровождаются эскизами установок
которые часто совмещаются с эскизами первых переходов при данной
„установке*. Эскизы последующих переходов даются без указания спо-
соба крепления и схемы приспособления. Часто даже ограничиваются
вычерчиванием одной части детали, к которой относится данный
переход.
В массовом производстве, при предельно диференцированном плане
обработки, переход совпадает с установкой и с операцией. Поэтому
в таких случаях операционные эскизы являются вместе с тем эскизами
установок и переходов.
Переходные эскизы очень облегчают понимание операционной карты.
При хорошо исполненных эскизах, на которых указаны
шифры инструментов, а в некоторых случаях также ре-
жимы резания и время обработки, — они в своей сово-
купности заменяют операционную карту и являются
как бы графическим ее изображением1. Операционные и
переходные эскизы (а также эскизы установок) прилагаются к опера-
ционным и реже к технологическим картам.
Кроме операционных и переходных эскизов, иногда прибегают к раз-
личным другим графическим изображениям, облегчающим ознакомление
с данным технологическим процессом или делающим его более нагляд-
ным.
Переходим к вопросу о выборе формы документации.
В проектных организациях и вообще при „проектных разработках*
чаще всего пользуются „технологическими картами*. На такой карте
ведется попереходная разработка, причем устанавливается план опера-
ций, определяются требуемое оборудование, инструмент и квалификация
рабочей силы. Кроме того, подсчитываются нормы времени для всех
операций, что дает возможность определить загрузку станков и рабо-
чих и количество инструмента. После того как из технологических карт
сделаны все выборки, они, строго говоря, для проектировщиков теряют
свое значение и в дальнейшем играют роль документов, обосновыва-
ющих все расчеты. При подобном взгляде на значение этих разработок
основное—это возможное их упрощение. Никаких специальных опера-
ционных и тем более переходных эскизов делать не требуется. Места
1 Такая „графическая технология* весьма удобна для пользования на ра-
бочем месте. Практика показывает, что рабочий охотнее рассматривает эскизы,
чем читает текст карты.
30
обработки и базисные поверхности отмечаются (нумеруются) прямо на
обычных рабочих чертежах.
В тех случаях, когда проектировщики имеют возможность пронормиро-
вать процесс, не прибегая к попереходной разработке (например, пр»
наличии надежных, практически проверенных норм), оказывается воз-
можным вместо технологических карт составлять маршрутные. Все проек-
тирование при этом очень ускоряется, и объем документов резко сокра-
щается. Расход инструмента приходится определять по укрупненным
нормам.
При производственной разработке технологических процессов в инди-
видуальном и серийном производствах обычно преследуются лишь цели
планирования и распределения ра&от, т. е. по сути дела те же, что и
при проектных разработках. Поэтому здесь используется аналогичная
документация.
Если имеется в виду довести разработанный процесс до станка, то
вместо технологических карт удобнее составлять операционные, снабжен-
ные операционными и даже переходными эскизами. Заполняя маршрут-
ные и операционные карты, мы получаем весь необходимый материал
как для планирования, так и для инструктажа.
Однако такая разработка значительно сложнее и дороже, чем разра-
ботка типа „проектной“ на технологических картах. Она обычно оправ-
дывается только в крупносерийном и массовом производствах, а в мелко-
серийном— лишь в тех случаях, когда продукция очень устойчива, и
небольшие сами по себе серии повторяются часто на протяжении боль-
шого промежутка времени В более редких случаях к такой „полнойа
разработке прибегают даже в индивидуальном производстве. Это отно-
сится, например, к особо ответственным деталям в тяжелом машинострое-
нии. Такие детали, хотя и изготовляемые в одиночном порядке, опре-
деляют все течение производства, и какие-либо непредвиденные заминки
в процессе обработки могут вызвать срыв сроков поставки очень до-
рогого и сложного агрегата. В подобных случаях затраты даже на самую
подробную разработку технологического процесса не могут считаться
непроизводительными.
К сказанному о разработке на операционных картах добавим, что
во многих случаях оказывается возможным эти карты составлять не на
все операции, а лишь на главнейшие, ограничиваясь перечнем остальных
операций в маршрутной карте.
Резюмируя все сказанное, мы приходим к выводу, что характер »
степень детализации технологических разработок на заводе зависят
прежде всего от степени серийности производства.
Заканчивая этим рассмотрение вопроса о самих разработках, заметим,
что даже наиболее полная письменная документация технологических
разработок не обеспечивает правильности выполнения технологических
процессов. Технологи должны поддерживать живую связь с мастерской.
Организация инструктажа в цехах зависит от общей схемы организации
управления цехом и в разных случаях осуществляется различным образом.
Хорошая постановка технологии на заводе требует такой методики
разработки технологических процессов и организации инструктажа, ко-
торая обеспечила бы быстрое выполнение разработок и возможность
внесения в них изменений. В то же время должна существовать уверен -
31
ность в том, что каждый вводимый технологический процесс является
вполне современным и отвечает требованиям данного производства.
Обеспечение таких результатов зависит прежде всего от опыта ра-
ботников технологических бюро, а затем от культурности и квалифи-
кации мастеров и рабочих. Отсюда важность проведения мероприятий
по повышению квалификации как инженерно-технических работников,
так и мастеров и рабочих.
3. ТИПИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
А. Идея типизации телеологических процессов
Мы уже указывали, что при разработке технологического процесса,
в особенности в первой фазе этой работы (при установлении структуры
процесса, выборе оборудования и т. д.), технолог, в основном, руковод-
ствуется своим личным опытом. Процесс на каждую новую деталь раз-
рабатывается таким образом, как будто бы эта работа производится
впервые. Другой технолог, работая над аналогичной деталью, часто
приходит к решениям, отличным от найденных первым технологом. Такое
положение дела приводит к большой затрате времени и средств на тех-
нологические разработки, не дает гарантии их правильности и, наконец,
создает необоснованное разнообразие в методах решения одинаковых! за-
дач разными лицами, работающими в разное время и на различных заводах.
Ненормальность положения сознавалась уже давно всеми, кто имел
то или другое отношение к разработкам процессов; технологу необхо-
димо дать возможность работать уверенно, на основе некоторой опре-
деленной научно обоснованной методики. Очевидно, что работа должна
заключаться прежде всего в сборе, систематизации и обобщении произ-
водственного опыта.
* Однако при этом возникает ряд трудностей не только практического,
но и принципиального характера, вытекающих прежде всего из колос-
сального разнообразия рассматриваемых объектов. Путь к преодолению
этих трудностей указывает идея типизации технологических
процессов.
Попытки систематизации процессов и их элементов, делались уже
давно на ряде заводов, но обычно они проводились отдельными ли-
цами без тщательно разработанной методики и им не придавалось зна-
чения крупного мероприятия, могущего существенно повлиять на состоя-
ние технологии на заводе и тем более в масштабе целой отрасли про-
изводства или всей промышленности Советского Союза.
Четкое оформление идея типизации получила в работах технологи-
ческой секции ЛОНИТОМАШ 1 в период 1936—1938 гг. Здесь же одно-
временно был закреплен и самый термин „типизация".
Идея типизации была одобрена конференцией по типизации тех-
нологических процессов, созванной ЛОНИТОМАШ в 1938 году 2.
1 Ленинградское отделение научного инженерно-технического общества
машиностроителей.
2 Подробнее о типизации см. Соколовский „Проблема типизации тех-
нологических процессов", ЛОНИТОМАШ, 1938 г., также „Труды Ленинград-
ской конференции по типизации технологических процессов", Машгиз, I939t
32
После конференции идея типизации технологических процессов в ко-
роткий срок получила широкое признание. Работы по типизации раз-
вернулись на многих заводах, в научно-исследовательских и проектных
институтах, а также в других организациях.
Переходя к рассмотрению самого вопроса, прежде всего дадим опре-
деление термина „типизация".
Типизацией технологических процессов называем
такое направление в деле изучения и построения тех-
нологии, которое заключается в классификации техно-
логических процессов деталей машин и их элементов
и затем в комплексном решении всех задач, возника-
ющих при осуществлении процессов каждой классифи-
кационной группы.
Следовательно, работа по типизации разбивается на два этапа: 1) клас-
сификацию и 2) разработку самих процессов и решение отдельных тех-
нологических задач.
К типизации технологических процессов можно итти двумя путями.
Первый путь заключается в проведении такой классификации
самих деталей, чтобы в результате ее выявилось определенное число
типов, причем детали одного типа должны иметь принципиально общий
технологический процесс.
Разработанные типовые процессы можно фиксировать на специальных
картах, которые в дальнейшем будут служить инструктивным материалом
как при разработке процессов, так и при их практическом осуществлении.
Второй путь состоит в формулировке ряда технологических задач,
относящихся к обработке либо целых деталей, либо их отдельных поверх-
ностей или сочетаний этих поверхностей.
При следовании по первому пути затруднения возникают прежде
всего в связи с большим числом типов, которые приходится рассматри-
вать, и с трудностью классификации этих типов. Второй путь предпола-
гает более углубленное изучение предмета, так как сведение всех во-
просов технологии машиностроения к совокупности ряда четко форму-
лированных технологических задач, очевидно, требует предварительного
проведения большой исследовательской работы. Указывая на существо-
вание этих двух путей, мы считаем необходимым добавить, что, по на-
шему мнению, работа должна вестись в обоих направлениях одновре-
менно. При этом, удачно сочетая оба метода исследования, несомненно,
можно притти к цели кратчайшим путем. Которым бы из обоих методов
исследования мы ни воспользовались, нам придется столкнуться с клас-
сификацией технологических процессов и их элементов и связанной с нею
классификацией и типизацией самих обрабатываемых деталей.
Б. Классификация деталей машин
Первым этапом работ по типизации является проведение классифи-
кации самих объектов типизации.
Детали машин весьма различны по своим свойствам, и их обработка
может протекать в разных производственных условиях. Отсюда большое
количество разнообразных процессов, с которыми приходится встречаться
технологу, из чего и вытекает необходимость типизации технологических
процессов.
3 А. П. Соколовоккй 9051.
83
Технологический процесс какой-либо детали1 определяется:
1) формой (конфигурацией) этой детали;
2) размерами детали, так как очевидно, что даже детали геометри-
чески подобные, при значительной разнице в их размерах, должны обра-
батываться различным образом (например, ступенчатый вал большой па-
ровой турбины и ступенчатый валик моторчика для вентилятора);
3) точностью обработки и качеством обработанных поверхностей;
4) материалом детали;
5) объемом общего производственного задания и размером отдель-
ных партий обрабатываемых деталей и, наконец,
6) общей производственной обстановкой, т. е. совокупностью фак-
торов, не связанных непосредственно ни с обрабатываемой деталью, ни
с производственным заданием. Сюда относятся: наличный парк оборудо-
вания, наличие инструмента и возможности имеющейся инструментальной
мастерской, расположение оборудования, 'схема организации производства
в цехе и т. д.
Легко заметить, что первые четыре фактора (1, 2( 3 и 4) непосред-
ственно связаны с деталью, а два последние (5 и 6) зависят от тех усло-
вий, в которых осуществляется данный технологический процесс.
Учитывая, что признаки, присущие детали, легко определяются при рас-
смотрении ее чертежа, а всякие другие признаки, характеризующие, про-
цесс, выявляются значительно труднее, считаем, что наиболее естествен-
ной является классификация технологических процессов, основанная на
классификации самих деталей. Влияние размера выпуска и общей произ-
водственной обстановки удобнее учитывать внутри каждого раздела,
давая несколько вариантов решения поставленной задачи. Классификацию
деталей мы проводим таким образом, чтобы сходные по методам обра-
ботки детали попадали в одни и те же классификационные группы1.
Вводим несколько определений.
Классом мы называем совокупность деталей, харак-
теризуемых общностью технологических задач, решае-
мых в условиях определенной конфигурации этих де-
та л е й.
Решив все такие задачи, мы сможем ответить на все вопросы, свя-
занные с построением технологических процессов обработки деталей,
входящих в данный класс.
Заметим, что различные классы деталей могут иметь одинаковые тех-
нологические задачи и, наоборот, одна и та же задача может принад-
лежать нескольким классам.•
Решение одной и той же задачи для деталей разных классов может
претерпевать изменения, и даже в пределах одного и того же класса
в этих решениях могут существовать некоторые отличия.
Решения технологических задач, формулируемых в рамках одного или
нескольких классов деталей, носят значительно более конкретный харак-
тер, чем положения, которые можно сформулировать в общей форме
для деталей всех классов.
1 Таким образом, назначение деталей и их служба в машине не оказывают
прямого влияния на классификацию. Вал, работающий на кручение, ось, рабо-
тающая на изгиб, и, наконец, шток паровой машины, работающий на растяже-
ние и сжатие, очевидно, попадут в один технологический класс.
34
Разбивка деталей на классы может производиться различным образом.
В качестве примера приводим классификацию, разработанную кафедрой
технологии машиностроения Ленинградского Политехнического института
имени М. И. Калинина1 (рис 4).
Детали вращения (классы В, А, Д). Сюда входят детали, огра-
ниченные внешними, внутренними и торцевыми поверхностями вращения.
Совокупность таких деталей может быть разбита на следующие классы.
Валы. Этот класс состоит из деталей, носящих различные наимено-
вания: валы, валики, оси, штоки, цапфы, пальцы, штыри и т. д.
Все они характеризуются тем, что в основном образованы наруж-
ной поверхностью вращения (чаще всего цилиндрической или конической)
и несколькими торцевыми поверхностями (торцы, заплечики и т. п.).
Технологические задачи, присущие классу валов, связаны с образо-
ванием участков наружных поверхностей вращения и обеспечением пра-
вильного взаимного расположения этих участков по длине вала; кроме
того, учитываются вопросы концентричности этих участков.
Втулки. Данный класс характеризуется наличием отверстия. Детали
этого класса получают наименование: втулки, буксы, вкладыши, гильзы
и т. п.
Задачи, присущие классу втулок, связаны с образованием как наруж-
ных, так и внутренних поверхностей. Кроме того, особо рассматриваются
вопросы обеспечения концентричности наружной и внутренней поверх-
ностей, а также связанные с достижением перпендикулярности торцов.
Плоские детали вращения. Сюда входят диски, кольца,
фланцы, маховики, шкивыит. д. Характеристика класса — наличие боль-
ших торцевых поверхностей. В соответствии с этим ко всем задачам, при-
сущим классу „втулок", прибавляются еще задачи, связанные с обра-
боткой этих торцевых поверхностей.
^7 Таким образом, всю совокупность деталей вращения мы разбили на
три класса.
Многоосные детали (классы Э, К, Р). Эти детали также обра-
зуют несколько классов.
Эксцентричные детали (коленчатые валы, эксцентрики и т. п.).
Детали вращения с пересекающимися осями (кресто-
вины, арматура и др.).
Рычаги (рычаги, тяги, шатуны, серьги и т. п.).
Детали этого рода характеризуются целым рядом новых задач, свя-
занных с обеспечением взаимного расположения нескольких поверхностей
вращения (и торцов) при отсутствии больших плоскостей, являющихся
основными базами.
Плоскостные детали (классы П, Ш, С, У, Б). Эти детали обра-
зуют ряд новых классов, в которые входят такие детали, как плиты, рамы,
станины, салазки, столы, угольники, планки, сухари, шпонки и т. п.
Не останавливаясь подробнее на этой классификации, укажем лишь,
что все деТали рассматриваемого рода характеризуются наличием боль-
ших плоских поверхностей, которые обычно являются основными ба-
1 Приводимая наметка классификации не претендует на законченность.
Однако даже в таком виде она дает возможность в достаточной мере стройно
систематизировать материал.
*
35
Ленинградский Политехнический ин-т им. М. И. КАЛИНИНА кафедра технологии машиностроения Основные клас
Шифр Наименование класса Примеры деталей, входящих в состав класса
В Валы г~~
А Втулки
Рис. 4. Классификация деталей машин.
с ы деталей Классификация деталей общего машино- строения
Шифр Наименование класса Примеры деталей, входящих в состав класса
С Стойки (g)L
ЕЭП
У Угольники Rs О [ ( 1_
Б Бабки е rTqlj nA XX
3 । • Зубчатые колеса |Д|. 1
Ф Фасонные кулачки В @ ®
X Ходовые винты и червяки
м Мелкие крепежные детали fca to Q
зами. В соответствии с этим в число задач, присущих рассматриваемым
классам, включаются задачи, относящиеся к образованию точных пло-
скостей и к обеспечению правильного расположения этих плоскостей
как друг относительно друга, так и по отношению к отверстиям и дру-
гим поверхностям вращения.
На рис. 4 изображены некоторые характерные представители различ-
ных перечисленных классов.
Большинство реально существующих деталей может быть отнесено
к одному из перечисленных классов, однако имеются также детали, ко-
торые целесообразно выделить в особые классы. Такие детали могут либо
носить общий характер (зубчатые колеса, кулачки, детали, полученные
путем холодной штамповки-зырубки, крепеж, ходовые винты и червяки
и др.), либо относиться лишь к определенным отраслям производства
(турбинные лопатки, шарико- и роликоподшипники и т. п.). Поэтому
соответственные классы или включаются в общую систему классификации,
или являются дополнительными (отраслевыми), присущими лишь какой-либо
одной отрасли машиностроения.
В пределах одного класса детали можно разбить на группы, под-
группы и т. д. Продолжая такое деление, мы постепенно получаем сово-
купности деталей, все более и более близких между собой.
Разбивку доводят до типа, обозначая этим термином совокупность
деталей, имеющих план операций, осуществляемых в основном одинако-
выми методами. Здесь подразумевается использование однородного обо-
рудования, числа установок, приспособлений и инструмента и т. д. Прак-
тически к одному типу относятся детали, для которых
можно написать общую карту типового процесса.
В пределах типа допускаются некоторые отклонения в порядке обработки.
Возможно исключение или добавление некоторых (не характерных) пере-
ходов и даже операций (например сверление неточных отверстий).
Рассмотренная система классиф акации была использована рядом заво-
дов; в других случаях применяли иные схемы.
Построение научно обоснованной системы классифи-
кации деталей машин представляется нелегкой задачей. Такая клас-
сификация по необходимости должна основываться на внешних призна-
ках, присущих д е т а л я м, и в то же время носить технологический харак-
тер, так как на ней базируется систематизация процессов. Для этого
необходимо установить зависимости между свойствами детали и техно-
логией, соответствующей этим свойствам, что возможно лишь на основе
серьезных исследований.
‘ В. Разработка типовой технологии
Вторым этапом работ по типизации является составление типовых
процессов на основе уже разработанной классификации деталей. Такая ра-
бота должна выполняться путем анализа существующих процессов на заво-
де и учета опыта передовой технологии. Вообще говоря, для одного типа
деталей можно построить несколько процессов. Целесообразность приме-
нения того или другого из этих вариантов зависит от серийности производ-
ства и наличия соответственного оборудования. В условиях типизации
на одном заводе приходится прежде всего составлять такой оператив-
38
ный вариант типового процесса, который даст лучшее решение из
числа возможных при наличном оборудовании и в данных условиях 1>
Одновременно рекомендуется составлять другой перспективный
вариант, учитывающий все возможности новейшего оборудования и
новых методов организации производства. Так например, в серийном про-
изводстве уровень технологии может быть повышен, если цехи разбиты
на участки, занятые обработкой однородных деталей (валовой участок,
мастерская втулок и дисков, участок шестерен и т. д.). Перспективные
варианты используются при заказе нового оборудования и служат для
направления технической политики (главка, министерства).
Заметим еще, что типовые процессы не следует рассматривать как
нечто неизменное. Типизация не может превратиться в фактор, порожда-
ющий косноеть.
Документация типовых разработок образуется в основном
следующими документами:
1) классификатором деталей; 2) картой^ типовых процессов; 3) кар-
той нормальных процессов; 4) картой характерных процессов.
Карты типового процесса составляются на тип. Необходимо
стремиться к возможной компактности этцх карт. Поэтому последние
в основном содержат перечень операций и оборудования. Даются ука-
зания о числе установок и краткий порядок выполнения работ, совпа-
дающий с текстом рабочего листка и достаточно ориентирующий рабо-
чего. Режимы резания и нормы времени опущены.
Карты нормального процесса составляются в тех случаях,
когда типизацию можно довести до стадии нормализации процесса. Ука-
занный процесс относится не к типу, а к группе деталей, отличающихся
только размерами. Для всех таких деталей процессы тождественны и
различаются только размерами используемого оборудования и инстру-
ментов. В таких картах можно отразить режимы резания и нормы вре-
мени. Нормализация является наиболее совершенной формой типизации,
но ее возможности обычно ограничиваются простыми деталями: крепеж,
арматура и т. д. В некоторых производствах нормализация сулит большие
перспективы (например в производстве режущего инструмента). Типиза-
ция процессов и их нормализация могут производиться параллельно.
Карты характерного процесса используются в качестве
материала при составлении типовых карт и служат иллюстрациями
к типовым процессам. Большое значение эти карты получают в связи
с выработкой норм времени. В условиях типизации нормирование осно-
вывается именно на рассмотрении карт характерного процесса и на поль-
зовании графиками.
На первом этапе работ по типизации характерные процессы могут
до некоторой степени заменять типовые. Они обозначаются принятыми
шифрами по классификатору и хранятся в альбомах по этим шифрам.
Характерные процессы в отличие от типовых относятся к конкретным
деталям. Их можно фиксировать на обычных картах, принятых на заводе.
Отличие характерных процессов от обычных — в тщательности разра.
ботки и оформления документов, а также в том, что детали здесь под.
1 При этом учитываются лишь те изменения в оборудовании и органи-
зации производства, на которые можно рассчитывать в ближайшее время.
39
бираются характерные для данного предприятия, т. е. отражающие его
технологию. Характерные карты обязательно проверяются в цехе и акти-
руются.
Составление карт типовых разработок на детали (на типы
деталей) не исчерпывает всех работ по созданию типовой технологии.
При широком понимании задач рассматриваемого направления орга-
низации технологии типизация — это систематизация и
обо бщени е опыта всей машиностроительной промы-
шленности; вместе с тем — это систематизация новых
мыслей и идей.
Необходимо создать стройную систему руководящих материа-
лов для технолога, которая включала бы также типизацию от-
дельных элементов технологических процессов.
Создавая технологический процесс технолог должен считаться с воз-
можностями, предоставляемыми современным оборудованием, и с накоплен-
ным трудом ряда поколений опытом машиностроения. Лишь в сравни-
тельно редких случаях оборудование проектируется специально для дан-
ного процесса и еще реже используются совершенно новые методы
работы.
Совокупность некоторых готовых решений в форме установившихся
типов станков и инструмента, а также испытанных методов обработки
составляет „арсенал технолога", который он использует по мере*
надобности Ч
Г). Значение типизации технологических процессов
Типизация позволяет:
1) упорядочить разработку технологических процессов и улучшить
постановку технического нормирования.
Типизация несомненно является одним из наиболее многообещающих
путей реорганизации дела технологических разработок. Имея систематизи-
рованные материалы, можно будет эти разработки значительно упростить,
а следовательно, и удешевить. Далее во многих случаях окажется воз-
можным вовсе избежать попереходных разработок на технологических
картах и заменить их маршрутными картами. Такие возможности с боль-
шим основанием привлекают внимание технологов, чем и объясняется, что
вопросы типизации ставятся на заводах прежде всего в связь с вопросами
разработки технологических процессов.
2) сократить цикл подготовки производства;
3) упорядочить снабжение заводов инструментами (в особенности
специальными) и приспособлениями, в частности провести работу по их
унификации;
4) установить тесную связь между конструктором и технологом („ско-
ростная подготовка производства“);
5) облегчить подготовку кадров технологов и рабочих-металлистов;
6) облегчить организацию кооперирования между заводами и созда-
ние специализированных заводов стандартных частей и полуфабрикатов;
1 Сами детали машин, конструкции которых сложились исторически, ис-
ходя, главным образом, из условий работы детали в изделии, образуют как бы
„арсенад конструктора*,
40
7) организовать на заводах специальные мастерские для обработки
деталей определенных классов;
8) установить постоянный контроль и наблюдение за уровнем состоя-
ния технологии на отдельных предприятиях.
Перечисленные возможности касаются главным образом организа-
ционной стороны вопроса. Типизация позволит также реорганизовать
техническую сторону дела, облегчая широкий обмен опытом и спо-
собствуя внедрению методов передовой технологии.
Беспредельному разнообразию реальных деталей, личному опыту и
интуиции отдельных заводских работников идея типизации противопо-
ставляет конечное число типов и систематизированный опыт всего коллек-
тива технологов. Это в свою очередь позволяет:
1) сосредоточить внимание на самых актуальных вопросах данного
предприятия или данной отрасли промышленности; 2) составить четкий
план проведения мероприятий, сделать все усилия более эффективными и
3) дать научное обоснование многим задачам, которые сейчас решаются
кустарно, а тем самым подвести базу под технологию машиностроения.
Проблема типизации технологических процессов тесно связана с во-
просом о создании науки „технологии машиностроения", так как эта
наука также основывается на обобщении заводского опыта. Типовая тех-
нология позволит четко сформулировать конкретные задачи, стоящие
перед наукой и образует ее фундамент.
С другой стороны, типизация должна основываться на данных науки,
так как только при таких условиях типовая технология получит необхо-
димую авторитетность и объективную доказательность.
4. ОБЩИЕ ПРИНЦИПЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
А. Связь технологии с конструкцией
В нашем курсе мы изучаем влияние различных факторов на техно-
логию механической обработки. Попутно мы стремимся сформулировать
некоторые положения— „технологические принципы",— которые технолог
должен всегда иметь в виду в процессе своей работы. Рассмотрение этих
„принципов" мы начнем с наиболее общих, которые дают направление
всей работе технолога и связывают ее с работой конструктора, органи*
затора и экономиста.
Первый принцип относится к установлению связи между технологией
и конструкцией.
Принцип „технологичности конструкций" состоит
в том, что при разработке конструкций изделий в рав-
ной степени учитываются как условия эксплоатации,
так и требования, предъявляемые производством.
О значении связи технолога с конструктором много говорилось еще
в довоенное время. Однако в период Великой Отечественной войны во-
прос о технологичности конструкций стал во весь рост. Создавая кон-
струкции предметов вооружения, учитывающие условия их изготовления,
удавалось резко повысить производительность, не снижая технических
требований. Во многих случаях в результате замены конструкции более
41
„технологичной" механическая обработка сокращалась в несколько
раз Ч
Мероприятия пэ технологической рационализации конструкций можно
разбить на пять основных групп, причем во всех случаях правильный
выбор решений зависит от характера объекта производства и масштаба
выпуска: конструкция технологичная в. условиях индивидуального произ-
водства может оказаться нетехнологичной в условиях массового, и наоборот.
1. Стандартизация и унификация изделий, узлов, деталей
и элементов деталей. Работа по стандартизации проводится уже в тече-
ние многих лет. Однако й области машиностроения объектами стандарти-
зации являются главным образом детали общего назначения (болты,
гайки, рукоятки, маховички, шкивы и т. д.) и некоторые элементы дета-
лей (шпоночные пазы в валах, элементы зубчатых зацеплений, резьбы
и т. п.).
Машины в целом, их узлы и значительную часть деталей во многих
случаях охватить стандартизацией не удается, приходится ограничиваться
их унификацией, т. е. внесением возможного единообразия в конструк-
ции.
В этом отношении в последние годы была проделана большая
работа. Кроме предметов вооружения, конструктивная унификация
широко проводится, например, в станкостроении.
До недавнего времени различные станки проектировались совершенно
независимо и в силу одного этого резко отличались один от другого
как по общему устройству, так и в деталях конструкции. Между тем
наименование станка — понятие условное. Во многих случаях станки
даже различного назначения сходны по конструкции и во всяком слу-
чае имеют ряд узлов и деталей, выполняющих совершенно одинаковые
функции.
Если проектировать все эти станки согласованно, то можно полу-
чить „гамму станков", которые будут отличаться один от другого лишь
постольку, поскольку это действительно необходимо.
Имея хорошо разработанную и испытанную конструкцию „базового
станка", можно на ее основе разработать ряд других конструкций, либо
упрощая ее (например в случае создания упрощенного „операционного"
токарного станка на оснозе станка общего назначения), либо вводя
дополнительные устройства (для затылования, для фасонной обточки
и т. д.). В таких случаях многие детали и даже узлы окажутся для
всех этих станков одинаковыми.
Унификация сокращает объем проектирования и позволяет вести его
более уверенно, используя опыт, получечный при освоении ранее испол-
ненных конструкций.
Кроме того, унификация и стандартизация конструкций подводит базу
под типизацию технологических процессов. На унифицированные
и в особенности на стандартные детали и узлы во многих случаях
можно создать не только „типовые", но даже „нормальные" процессы.
Унификация облегчает использование стандартного инструмента,
сокращает количество специального инструмента и приспособлений.
1 Сате ль, Технология и технологические ресурсы машиностроения,
Машгиз, 1943.
42
тродвигателя.
Не менее существенно то, что унификация конструкций позволяет
сократить номенклатуру изготовляемых объектов, а следовательно повы-
шает серийность.
2. Выбор материалов и заготовок. Конструктор должен
прежде всего считаться с условиями получения заготовки. Правильный
выбор заготовки не только уменьшает ее стоимость, но также сокра-
щает объем механической обработки. В период Великой Отечествен-
ной войны большое применение получили следующие виды загото-
вок.
Кокильное литье, центробежное лит1
литье под давлением, штамповка горя-
чая и холодная, сварные и штампосвар-
ные конструкции, паяные конструкции \
заготовки из пластмасс. Выбор заго-
товки связан, с одной стороны, с выбо-
ром материала, а с другой — с конструк-
цией деталей. Применение модифици-
рованного чугуна расширило область
использования чугунных отливок. Вве-
дение штампосварных конструкций тре-
бует особых приемов конструирования.
Большие изменения вносит широкое
использование сварки в тяжелом маши-
ностроении 1 2.
3. Уменьшение объема ме-
ханической обработки. Исполь-
зование точного литья, штамповки и т. п.
позволяет резко сократить объем
механической обработки. Многие по-
верхности, которые ранее обрабатыва-
лись при переходе на новые виды за-
готовок, могут оставаться черными.
Много примеров такого рода нам дает
автотракторная промышленность. Щеки
коленчатых валов и стержней шатунов
обычно не обрабатываются вовсе. В дру-
гих случаях, например при использо-
вании чернового плоского шлиф звания, обработка хотя и сохраняется,
но снимаемые припуски резко сокращаются.
Иногда даже небольшие изменения конструкции позволяют значительно
сократить время обработки. Например, часто оказывается, что на чер-
тежах показаны знаки обработки в тех местах, где она по сути дела
не требуется. Приводим пример такого рода Обрабатывались подшип-
никовые щиты электродвигателей, показанные на рис. 5. Диаметр
D — 430 мм обтачивался по 2-му классу точности (эта заточка служит
для посадки щита на корпус). Диаметр Z)0 = 7O мм, служащий для
1 Пайка твердым припоем в защитной атмосфере.
2 Описание процесса изготовления статора генератора для Днепростроя
см. наш курс „Основы технологии машиностроения*, т. II, стр. 615—622.
43
посадки вкладыша также выполнялся по 2-му классу. Диаметр Dx раста-
чивался на несколько миллиметров больше, а диаметр В>2, наоборот,
на несколько миллиметров меньше диаметра Do. Диаметры Dr и Z)2—
неточные. Также без соблюдения точных допусков обтачивались поверх-
ности A, В, К и L.
Необходимость соблюдения допуска 2-го класса на диаметре DQ не
подлежит сомнению, потому что вкладыш садится напряженной посадкой,
которая не обеспечивается в более низких классах. Точность диаметра D
до некоторой степени условна, так как при общей неустойчивости
детали обеспечение точности ее формы и правильности самих промеров
трудно гарантировать с полной уверенностью, в особенности если при-
нять bq внимание малую высоту заточки (Н =6 мм). Во всяком слу-
чае стремились получить диаметр D с максимальной возможной точ-
Рис. 6. Изменение
конструкции флан-
ца подшипнико-
вого щита.
лись возражения,
фланца машина
ностью.
Токарная обработка щита выполнялась в две опе-
рации. Сначала он устанавливался на карусельном
станке фланцем вверх, причем обтачивался этот фла-
нец, а затем щит закреплялся на планшайбе карусель-
ного или револьверного станка, где растачивалось
отверстие. Торец L приходилось подрезать в первую
установку. Такой метод работы применялся многие
годы и оказался в общем удовлетворительным, но
сама обработка занимала значительное время. Необ-
ходимость увеличить производительность станков за-
ставила пересмотреть процесс; прежде всего было об-
ращено внимание на детали конструкции. Следует
заметить, что поверхность А в собранном изделии
ни с чем не соприкасается и ее точное положение
не имеет никакого значения. Поверхность В точно
также находится в воздухе и закрашивается. Отсюда
естественный вывод, что обработка этих поверхно-
стей вообще не требуется. Против этого слыша-
Указывалось, что при необработанной поверхности В
будет иметь неопрятный вид. Такое утверждение,
однако, при ближайшем рассмотрении оказалось неосновательным.
Дело в том, что обточенная поверхность В фланца при сборке
находится рядом с необработанной наружной поверхностью С кор-*
пуса (рис. 6, а). Если, как это обычно и бывает, корпус расточен не
вполне концентрично по отношению к поверхности В, то смещение F
кромки щита относительно корпуса в разных точках по окружности
получается различным (положительным или отрицательным), что произво-
дит крайне неприятное впечатление. Исполняя фланец так, как показано
на рис. 6, т. е. делая его немного больше и скругляя поверхность В,
мы получаем хороший вид соединения даже при необработанном фланце.
Упомянутая эксцентричность скрадывается. Против устранения обработки
торца А приводился только один довод — опасение затупления чисто-
вого резца, обрабатывающего диаметр В, при соприкосновении с кор-
кой в этом месте. Практика доказала неосновательность этого опасения,
и после длительного испытания было решено поверхности А и В оста-
влять черными.
44
Далее было решено все три диаметра Do, и £>2 сделать одина-
ковыми, что значительно упрощало обработку. Необходимость увеличе-
ния диаметра Dx могла быть обоснована только желанием облегчить
запрессовку вкладыша. Однако, ввиду малой толщины стенки в этом
месте, проталкивание сквозь нее вкладыша не должно было представлять
затруднений, что и было вскоре подтверждено практикой. Уменьшение
диаметра Z)2 казалось совершенно необоснованным, и против изменения
этого размера со стороны конструкторов не было приведено никаких
возражений. Сквозь отверстие Z)2 проходит вал электродвигателя, кото-
рый во всяком случае можно сделать в соответственном месте на
несколько миллиметров толще, ^сли желательно, чтобы между стенкой
отверстия и поверхностью вала не существовало чрезмерно большого
зазора. Последнее и было выполнено1.
Торец L подрезался только* из опасения больших неточностей
в отливках. Обмер отливок показал, что в данном типе двигателей не
приходится опасаться задевания торца L за ротор, и обработка этого
торца была отменена. В отношении второго торца Af вопрос был несколько
сложнее.
К торцу К крепятся заглушки в виде шайбы, вырубленной из тон-
кого стального листа. Эта шайба препятствует попаданию пыли внутрь
двигателя. Обработка торца К выполнялась лишь для того, чтобы обес-
печить плотное прилегание заглушки. Необходимость обработки этого
торца была устранена после того, как под заглушку стали подклады-
вать войлочную шайбу. Уплотнение двигателя при этом стало более
совершенным.
После внесения указанных изменений вся обработка свелась к обточке
диаметра D и фланца М и расточке отверстия £>0. Время обработки
сократилось в 4 раза. Главная причина сокращения времени обработки —
упрощение конструкции. В известной степени сказалось, конечно, уве-
личение жесткости борштанг, а также внесение ряда других улучшений.
4. Анализ допусков и простановка размеров. Анализ
допусков часто позволяет значительно упростить обработку. Конструк-
торы склонны назначать строгие допуски, иногда без достаточного
основания. Технологу следует ознакомиться с работой машины и про-
верить допуски. Нередко обнаруживается возможность значительного
их расширения.
Иногда пересмотр допусков и посадок не только упрощает обработку,
но одновременно и облегчает сборку. В только что рассмотренном при-
мере диаметр D (рис. 5) первоначально выполнялся по плотной посадке
исходя из того, что подшипниковый щит не должен иметь перемещений
относительно корпуса. Однако практика показала, что вследствие нали-
чия овальности, а также последующих деформаций фланца щита в сбо-
рочной очень часто приходится подшабривать место соединения. После
1 Именно в этом пункте изменение конструкции оказалось не таким без-
обидным, как это предполагалось. Увеличение отверстия D% всего на несколько
миллиметров облегчило засасывание масла из подшипника внутрь двигателя,
что причинило в сборочной много неприятностей. С этим затруднением спра-
вились только после продолжительного экспериментирования. Последний при-
мер показывает, что даже малые изменения конструкции необходимо вводить
<н юрожно и продуманно.
45
замены плотной посадки скользящей положение улучшилось, однако
оказалось, что и в этом случае подшабривание все же не устранено
окончательно. Вполне хорошие результаты получились только после
применения посадки движения. Никаких нежелательных последствий
в отношении функционирования двигателя указанное изменение посадки
не имело. ?
В некоторых случаях простановка размеров и допусков оказывается
сложной задачей и требует особых расчетов. От простановки допусков
зависит как работа машины,
__ так и удобство выполнения про-
/ * цесса сборки. Расчет допусков
I на связанные размеры механиз-
' мов облегчается использованием
теории размерных цепей. При-
Рис. 7. Желобчатый штифт. ' менение компенсаторов во мно-
гих случаях позволяет значи-
тельно расширить допуски. Простановка размеров связана также с во-
просами базировки1.
В некоторых случаях расширение допусков связывается с использо-
ванием особых конструктивных средств. Как известно, для получения
надежных вполне взаимозаменяемых прессовых соединений необходимо
выдерживать высокую точность. ^При малых диаметрах допуски при
этом оказываются весьма узкими. -
Рис. 8. Различные применения желобчатых штифтов.
Поэтому при запрессовывании цилиндрических штифтов всегда воз-
никают затруднения. Для обеспечения хороших результатов отверстия,
строго говоря, необходимо тщательно развертывать, а штифты — шли-
фовать. Такая работа обходится дорого, и поэтому часто от цилиндри-
ческих штифтов отказываются, заменяя их коническими или ввернутыми
на резьбе, что также осложняет обработку.
Интерес представляет особая конструкция цилиндрических
желобчатых штифтов (штифты системы „Мильс").
Рис. 7 и 8 показывают желобчатый штифт и некоторые случаи его
применения. Штифт имеет цилиндрическую форму с тремя выпрессован-
ными треугольными канавками. Металл поднимается между этими канав-
ками, и так как канавки выпрессованы на конце, то штифт получает
1 См. главу VI, § 1.
46
также коническую форму. При заколачивании такого штифта в цилиндри*
ческое отверстие выступающий между канавками металл опять вдавли-
вается в них, оказывая пружинное действие. Диаметр отверстия вы-
полняется приблизительно равным диаметру тонкого конца штифта.
Никаких разверток здесь не требуется, штифты вгоняются в отверстия,
полученные из-под сверла. Штифт можно выколачивать и вновь зако-
лачивать несколько раз.
5. Упрощение механической обработки. Во многих слу-
чаях изменение конструкции не уменьшает объема механической обра-
ботки, но делает ее более удобной.
При конструировании следует, где это возможно, использовать про-
стейшие формы: цилиндрические поверхности и плоскости. Метал-
лорежущие станки общего назначения приспособлены, в основном, для
получения этих форм; при обработке других поверхностей часто при-
Рис. 9* Расположение обрабатываемых площадок в одной
и в разных плоскостях.
ходится прибегать к станкам определенного назначения, использовать
специальный инструмент или применять особые приспособления.
Различные поверхности следует располагать по возможности парал-
лельно или перпендикулярно; наклонное расположение, как
правило, затрудняет обработку.
Где возможно, рекомендуется применять „сквозную обработку".
На станинах, корпусах и тому подобных деталях обработанные площадки,
служащие для крепления других деталей, рекомендуется располагать в
одной плоскости. В таких случаях их можно обработать при одной уста-
новке строгального резца, фрезера или шлифовального круга (рис. 9, а).
При расположении их в различных плоскостях (рис. 9, Ь) инструмент
приходится устанавливать на стружку несколько раз.
Большого внимания заслуживает применение гладких валов. Со-
временная технология обработки таких валов резко отличается от обра-
ботки валов ступенчатых. Операции волочения, бесцентрового обтачива-
ния и сквозного бесцентрового шлифования отличаются весьма высокой
производительностью. Во многих случаях оказывается целесообразным
получать сначала заготовки одним из этих методов, а потом, разрезая
их па части, путем дополнительной обработки, получать детали ступен-
чатой формы1.
1 Волочение и бесцентровое обтачивание обеспечивают точность до 3-го,
п бесцентровое шлифование 2-го и даже 1-го классов ОСТ.
47
Придавая ходовым валикам станков и другим аналогичным деталям
гладкую форму, можно значительно снизить стоимость их обработки;
при этом для получения различных посадок обычно приходится пере-
ходить к системе допусков по системе вала.
Рис. 10. Канавки для выхода инструмента.
Однако в некоторых случаях применение гладких валов оказывается
нецелесообразным. В первые годы после введения в практику машино-
строения бесцентрового шлифования наблюдалось сильное увеличение
этим методом обработки. Одним из германских заводов была создана
конструкция электромотора с гладким валом. Однако эта конструкция
Рис. 11. Сверление отверстий в мало доступных местах.
не получила распространения, так как экономия на стоимости обработки
вала не оправдывала увеличения размеров (а следовательно и стоимости)
подшипников и других связанных с валом деталей, а также увеличения
веса машины.
При проектировании'деталей необходимо стремиться обеспечить наи-
большую доступность всех обрабатываемых поверхностей.
48
Необходимо предусматривать канавки для выхода инструмента
(рис. 10), следует избегать сверления отверстий в непосредственной бли-
зости к стенке или требующих применения длинных сверл (рис. 1 i).
Крайне затруднительна обработка торцевых поверхностей, расположен-
ных внутри бабок корпусов редукторов и тому подобных деталей. Эти
корпусы часто состоят из двух половин с разъемом по оси вала
(рис. 12, а). Для того чтобы обеспечить совпадение поверхностей и
соответственно с поверхностями А2 и В2, расположенными в другой
половине корпуса; их обработку обычно производят после того, как
половины корпуса соединены между собой. При этом, если корпус не
имеет больших отверстий, то наблюдение за ходом обработки и, в част-
ности, соблюдение размера L оказывается весьма затруднительным^ и
требует применения особых приемов („обработка вслепую"). L
Изменяя конструкцию так, как показано на рис. 12,/?, а именно вставляя
в расточенные отверстия вкладыши Е и F, получают возможность обес-
печить расстояние £0, соблюдая размер М. При этом внутренние торцы
(Л и В) могут оставаться необработанными, вместо чего обрабатываются
торцы G и Н, что может быть выполнено без затруднений.
Где возможно, следует избегать глухих точных отверстий,
так как их труднее обрабатывать, чем сквозные. Если же такие отвер-
стия все же встречаются, то при получении их в целом металле не сле-
дует без особой необходимости делать дно отверстия плоским, так как
это потребует дополнительной после сверления обработки.
Не следует сверлить отверстий на наклонной поверхности (рис. 13, а),
так как сверло стремится отклониться в сторону и может даже сломаться.
В месте входа сверла следует в отливке предусмотреть уступ (рис. 13, Ь),
или же такой уступ предварительно профрезеровать (рис. 13, с).
В некоторых случаях правильная конструкция может быть выбрана
лишь при условии знакомства с намеченной технологией обработки.
Много примеров такого рода дают расточные операции. При
расточке системы сквозных соосных отверстий в корпусе, на первый
4 А. П. Соколовский. 2051. 49
йзгляд, представляется наиболее технологичным делать их в обеих стенках
одинакового диаметра (рис. 14, а). Легко, однако, заметить, что при такой
конструкции, без применения особых приемов, борштангу с двумя рез-
цами завести в отверстие невозможно1. Делая отверстие в передней
стенке (Д) большего диаметра, чем в задней (5), можно этого затруд-
нения избежать (рис. 14, Ь).
Конструкция по рис. 14, с, при работе борштангой на двух опорах,
крайне нетехнологична. Резцовую головку для отверстия в стенке В
необходимо снимать при расточке каждой детали. Саму расточку при-
ходится производить с подачей сначала в одну, а потом в другую сто-
рону. Если обработку вести борштангой, закрепленной в шпинделе
станка без второй опоры, то, работая с поворотом детали на 180°,
можно избежать всех этих затруднений. При такой технологии конструк-
ция технологична.
Рис. 13. Сверление на косой поверхности.
Заметим, однако, что выбор правильной технологии зависит от многих
факторов. Например, при обработке нескольких параллельных отверстий
различного диаметра типа по рис. 14, с на многошпиндельном станке,
работа с поворотом на 180° без перенастройки станка, вообще говоря,
невозможна.
Всякие внутренние подрезки (рис. 21, (Г) нетехнологичны, и их следует
избегать. Не1ехнологична также конструкция по рис. 14, е, в которой
среднее отверстие имеет больший диаметр, чем крайние. Здесь не только
нельзя ввести борштангу с насаженными на нее инструментами, но за-
труднительна даже установка инструмента в заведенной борштанге ввиду
тесноты и плохой видимости.
Конструкция шпоночных канавок в валах зависит от выбран-
ного типа инструмента. Фрезерование дисковыми фрезерами производи-
тельнее, чем концевыми, поэтому конструкция по рис. 15, а, вообще го-
воря, технологичнее, чем по рис. 15, Ь. Однако и в том и в другом слу-
чае, как известно, взаимозаменяемость шпоночных соединений достигается
лишь за счет большого снижения производительности. Обычно шпонки
пригоняются по месту. Этот недостаток в большой степени устраняется
при конструкции по рис. 22, с (шпонки Вудруфа), и такие соединения
1 Используя особые приемы, этого можно достигнуть. При таких условиях
рассматриваемая конструкция может считаться технологичной.
50
общеприняты я массовом производстве* Для тяжело нагруженных валов
предпочитают не шпоночные, а шлицевые соединения, которые могут
выполняться взаимозаменяемыми.
Рис. 14. Системы соосных отверстий.
При унификации элементов детали не следует забывать о возмож-
ностях унификации элементов обработки.
На рис. 16 показан вал электромотора, в котором профрезерованы
три шпоночные канавки А, В, С. Эти канавки были сделаны различной
*
51
ширины, так как конструктор, не думая о технологии, исходил из диа-
метра вала1. Канавка В, профрезерованная в ступени большего диаметра,
была сделана шире, чем канавки А и С, профрезерованные в ступенях
меньших диаметров. При обработке каждого вала‘4 приходилось сменять
фрезеры, что отнимало много времени.
Рис. 16. Шпоночные канавки в вале электродвигателя.
Рис. 17. Изменение конструкции де-
тали в целях упрощения ее установки
на станке.
Между тем анализ работы этих шпоночных соединений показывает
полную необоснованность различия в размерах шпонок. Крутящий мо-
мент передается от ротора валу через шпонку В и от вала шкиву через
шпонку А.
Учитывая, что диаметр по сере-
дине вала больше, чем у конца, а мо-
мент один и тот же, можно убедиться,
что касательное усилие, передавае-
мое шпонкой В меньше, чем переда-
ваемое шпонкой А; исходя из рас-
чета усилий, следовало бы делать
шпонку В даже меньше шпонки А.
Поэтому, делая все шпонки одина-
ковыми, мы все же сохраняем допол-
нительный запас надежности в месте В.
Такой анализ показывает полную
обоснованность изменения конструк-
ции, выражающегося в том, чтобы
делать все канавки одинаковыми.
При конструировании деталей необходимо предусмотреть удобство
их установки на станках. На рис. 17 показана заготовка для
1 При этом он руководствовался соответственными нормалями
52
шестерни, которая первоначально изготовлялась симметричной (а). Такую
заготовку нельзя закрепить за внутреннюю поверхность, так как свобод-
возможным производить всю
Рис.
служащие для установки ры-
чага при расточке отверстий.
А А
18. Опорные площадки,
ные ее участки слишком малы.
Изменяя конструкцию (д), можно обеспечить возможность закрепле-
ния изнутри, благодаря чему оказывается
обработку в одну, а не в две установки,
что неизбежно при прежней конструкции.
В некоторых случаях следует предусма-
тривать специальные приливы, которые
образуют опорные поверхности, если форма
детали сама по себе такова, что ее затру*
днительно закрепить на станке (рис. 18,
плошадки А — А),
Весьма важным вопросом является
обеспечение достаточной жесткости
деталей. Во многих случаях, стремясь
облегчись изделие, конструкторы делают
детали недостаточно жесткими. Такие не-
устойчивые детали представляют большие
трудности при их обработке. Иногда постановка какого-либо ребра, или
местное утолщение стенки, весьма мало отзывающиеся на общем весе
детали, значительно облегчают как установку детали на станке, так и
ее обработку, позволяя повысить режимы резания.
Б. Независимость обработки деталей и отказ от слесарной пригонки
Вторым общим принципом, относящимся в равной мере к областям
конструирования, производства и эксплоатации, является „принцип взаимо-
заменяемости".
Принцип взаимозаменяемости, рассматриваемый с точки зрения тех-
нолога, это — принцип независимости обработки деталей.
Этот принцип положен в основу организации современного массового
производства. Его стремятся внедрить также и в производство серийное
и даже индивидуал! ное.
Метод работы, противоположный методу, основанному на принципе
взаимозаменяемости, состоит в работе „по месту" при широком исполь-
зовании индивидуальной пригонки. Детали поступают на сборку, имею-
щими лишь приблизительно те формы и размеры, которые они должны
иметь в готовом изделии. Часто конструктор при выполнении рабочих
чертежей деталей даже не стремится фиксировать все данные, необхо-
димые для получения их во вполне законченном виде. В других случаях
не удается соблюсти строгие допуски, в особенности на угловые соот-
ношения (параллельность, перпендикулярность и т. д.).
Сборщик в процессе своей работы руководствуется непосредственно
связями между поверхностями различных деталей, причей эти связи
вытекают из условий функционирования изделия. Пригонка может про-
изводиться путем дополнительной механической обработки, но чаще она
выполняется слесарными методами.
Сравнивая такую работу с независимой обработкой деталей, можно
убедиться в колоссальных преимуществах, которые дает соблюдение прин-
ципа взаимозаменяемости.
53
Если детали взаимозаменяемы, то их можно изготовлять по одному
калибру, не заботясь о том, как каждая из них подойдет к той детали,
с кот рой будет работать. Калибр проверен заранее, и пригонка по
нему заменяет пригонку „по месту". Этэ дает возможность изготовлять
соприкасающиеся детали в разных Meciax, разными рабочими и в раз-
ное время. Кроме того, калибры можно изготовлять значительно более
удобными для обращения, чем та деталь, к которой должна пригоняться
обрабатываемая часть. Например притачивая валик к подшипнику, мы
должны несколько раз снимать его со станка, для того чтобы проверить,
насколько свободно он входит в отверстие. Если же мы пригоняем его
к скобе, то измерение может производиться прямо на центрах. Еще
сложнее обстоит дело при неподвижных посадках. Здесь пригонка „по
месту" очень затруднительна, и работа по калибрам упрощает дело
в весьма большой степени.
Работу на встроенных станках можно организовать только на ос-
нове взаимозаменяемости. Наконец, введение взаимозаменяемости до
крайности упрощает весь сборочный процесс. •
Использование принципа настройки, устранение
взаимной связанности деталей и упрощение сборки
являются очень крупными факторами. В большинстве
случаев доставляемые ими выгоды во много раз окупают
затраты, связанные с повышением точности обработки.
Чем больше производство приближается к массовому, тем меньшее
значение имеют затраты, необходимые для обеспечения точности, требуе-
мой для получения взаимозаменяемости. С другой стороны, чем больше
масштаб такого производства, тем труднее осуществить пригонку одних
деталей к другим. Организация типично массового производства (например
автомобильного) не на началах взаимозаменяемости становится почти
невозможной.
Слесарная пригонка обходится дорого и требует использования ра-
бочей силы высокой квалификации. Поэтому стремление к упразднению
слесарно-пригоночных работ является одним из основ-
ных направлений развития современной технологии
машиностроения; обеспечение взаимозаменяемости является наиболее
верным, хотя и неединственным средством достижения этой цели.
Однако отождествлять взаимозаменяемость с отказом от слесарной
пригонки нельзя. С одной стороны, слесарная пригонка может сохраниться
и в условиях взаимозаменяемого производства, например в тех случаях,
когда детали пригоняются не друг по другу, а по калибрам, которые
в свою очередь пригнаны друг по другу1.
С другой стороны, как мы покажем ниже, в ряде случаев можно из-
бежать слесарной пригонки/не обеспечив соблюдения взаимозаменяемости.
Поэтому „принцип устранения слесарной обработки" или „принцип
механизации обработки" не должен полностью отождествляться
с принципом взаимозаменяемости.
Как мы уже сказали, современные тенденции развития машинострое-
ния направлены в сторону возможно широкого использования принципа
1 Взаимозаменяемое производство на ранних ступенях своего развития было
организовано именно таким образом (производство^винтовок, пистолетов и т. п).
54
взаимозаменяемости. Однако в ряде случаев границы применимости этого
принципа устанавливаются вЬзможностями производства.
Обеспечение необходимой для достижения взаимозаменяемссти точ-
ности диаметральных посадок обусловливает применение совершенных
методов обработки, а требование достижения правильности других раз-
меров (расположения отверстий и т. д.) заставляет прибегать к изгото-
влению кондукторов и прочих приспособлений, а также специального
инструмента. Далее при введении взаимозаменяемости оказывается не-
обходимым обеспечить цех и контрольный аппарат достаточным коли-
чеством мерительного инструмента (в частности предельными калибрами).
Кроме того, необходимым условием существования взаимозаменяемости
производства является поддержание организации всего производствен-
ного процесса на высоком уровне. В частности, необходима хорошая
постановка технического контроля (как контроля готовой продукции,
так и операционного).
Соблюдение этих условий далеко не всегда оказывается возможным.
В других случаях трудности достижения взаимозаменяемости обусловли-
ваются чисто техническими причинам^. Имеется целый ряд обстоя-
тельств, ограничивающих применение принципа взаимозаменяемости. Пе-
речислим главнейшие из них:
1) малый объем производства, не дающий возможности использовать
надлежащие приспособления, инструмент, калибры и т. д.;
2) весьма большие размеры деталей, обработка которых затрудни-
тельна, а требования к точности посадок высоки при недопустимости
какого-либо брака и невозможности, в условиях индивидуального про-
изводства, какого-бы то ни было подбора (селекции);
3) очень малые размеры деталей, для достижения взаимозаменяемости
которых требуется соблюдение весьма строгих по абсолютной величине
допусков. Например, при работе по 2-му классу точности ОСТ валы
диаметром 1—3 мм должны изготовляться с допуском 0,006 мм\
4) весьма высокая точность, превышающая точность 1 и 2-го
классов ОСТ;
5) сложная форма деталей, затрудняющая их обработку и измерение.
Перечисляя главнейшие факторы, ограничивающие возможность
введения взаимозаменяемости, добавим, что окончательное решение о гра-
ницах применения рассматриваемого принципа должно базироваться как
на анализе работы самих изделий, так и на произволе (венных расчетах
экономического характера.
В случае же безусловной необходимости технически взаимозаменяе-
мость можно обеспечить почти во всех случаях машиностроительной
практики.
Существует несколько приемов, позволяющих избежать слесарной
пригонки деталей без достижения их взаимозаменяемости. Главнейшие
из них следующие.
1. Выборочная сборка (сборка путем подбора)1.
2. Одновременная обработка нескольких деталей.
В качестве примера приведем строгание нескольких деталей, установлен-
1 О выборочной (селекционной) сборке см. курсы допусков и технических
измерений.
55
ных в ряд на с голе продольнострогального станка. При таком методе
работы эти детали получаются одинаковым^ что и может быть исполь-
зовано при сборке Ч
3. Работа по формуляру. Этот метод работы, обычный в тя-
желом машиностроении, заключается в том, что первоначально обраба-
тывается одна из сопрягаемых деталей, которая тщательно обмеряется,
причем результаты обмеров записываются в ее „формуляр". Изменяя
размеры, помещенные в формуляре, таким образом, чтобы учесть не-
обходимые зазоры и натяги, получают другой ряд цифр; этими цифрами
и руководствуются при изготовлении второй детали, сопрягаемой с пер-
вой. При работе по такому методу во многих случаях оказывается воз-
можным учесть не только отклонения первой детали от заданного раз-
мера, но также ее нецилиндричность; вторую деталь также делают не-
цилиндриче кой.
Рассмотрим следующий пример. Пусть требуется на вал
диаметром 400 мм насадить муфту. Посадка легкопрессовая 2-го класса
Рис. 19. Работа по^формуляру.
ОСТ. Если бы эти детали выполнялись взаимозаменяемыми, то отвер-
стие в муфте было бы необходимо обработать по размеру 400+0>06, а вал
по размеру 400+одз (рис. 19, а).
Очевидно, что получаемый при таких размерах натяг колеблется
в пределах от 0,07 до 0,17 мм. Допуск натяга равен 0,10 мм. Точ-
ность обработки отверстия определяется допуском на это отверстие и
равняется 0,06 мм. Точность обработки вала еще выше — 0,04 мм.
Если отказаться от требования взаимозаменяемости, то порядок
обработки соединения можно изменить (рис. 19, Ь) следующим образом.
Сначала растачивается муфта, причем стремятся по возможности вы-
держать размер 400 мм. Полученный диаметр тщательно промеряется.
Пусть он оказывается равным 400,12 'мм* *. Затем подсчитывают, в ка-
ких пределах может колебаться размер вала, если желательно, чтобы
соединение обладало теми же свойствами, которые оно имеет во
взаимозаменяемом производстве. Для достижения этого необходимо,
чтобы натяг колебался в прежних пределах. Находят верхнюю и ниж-
1 В данном случае мы имеем „взаимозаменяемость в пределах одной пар-
тии деталей".
* Муфту, расточенную по такому диаметру, во взаимозаменяемом произ-
водстве пришлось бы забраковать.
Ж
нюю границы допустимого размера вала. Наибольший размер вала
400,124-0,17 =400,29 мм; наименьший размер вала 400,124-0,07 =
= 400,19 мм.
Допуск натяга, а следовательно, и определенность соединения оста-
лись прежними, т. е. 0,10 мм.
Допуск же на обработку вала увеличился до 400,29—400,19=
=0,10 мм и получился равным допуску натяга. Что касается допуска
на диаметр отверстия, то при рассматриваемом методе работы его
можно принять сколь угодно большим Ч Итак, отказ от требования
взаимозаменяемости дает нам возможность:
1) вместо двух деталей точно обрабатывать только одну;
2) выбирать для точной обработки ту деталь, для которой легче
получить точные размеры. В данном случае (как и в большинстве дру-
гих) мы предпочли подгонять вал по отверстию, а не наоборот, так как
наружная обработка, вообще говоря, производится проще, чем внутрен-
няя. Очень часто при обработке отверстий (особенно более крупных)
приходится ограничиваться расточкой резцом, а вал оказывается воз-
можным шлифовать;
3) принять допуск при обработке подгоняемого элемента соединения
равным допуску натяга или зазора, т. е. равным сумме допусков от-
верстия и вала, которые пришлось бы выдерживать при обработке по
методу взаимозаменяемости.
4. Совместная обр аботка нескольких деталей в со-
бранном узле. Во многих случаях точность взаимного расположения
поверхностей, принадлежащих различным деталям, но входящих в один
узел, можно повысить,^ если обрабатывать их начисто после того как
узел уже собран. Например, вкладыши подшипников часто растачи-
вают после их запрессовки в корпус. При таком методе обработки
положение оси подшипника не будет зависеть от точности изготовле-
ния вкладыша в отношении концентричности его наружной и вну-
тренней поверхностей. Однако взаимозаменяемость вкладышей при
этом теряется, и ремонт машины оказывается более затруднитель-
ным.
5. Применение компенсаторов является средством сокра-
щения слесарнопригоночных работ, основанным не на использовании
технологических или организационных средств, а на применении неко-
торых приемов конструктивного характера1 2.
Мы говорили о взаимозаменяемости готовых деталей, идущих на
сборку. Понятие о взаимозаменяемости можно расширить, распростра-
няя его на заготовки и на детали, находящиеся на промежуточных сту-
пенях обработки. В этих случаях заготовки или детали мы считаем вза-
имозаменяемыми, если они изготовлены в пределах заданных допусков.
1 В границах допускаемого конструкцией машины (ее прочностью и т. д.)
отклонения от номинального (основного расчетного) размера.
2 О применении компенсаторов см. литературу, перечисленную в связи
с вопросом о размерных цепях, глава VI, § 1. Использование этого средства
во многих случаях дает большой эффект. В частности, замена пригонки регу-
лировкой позволяет не только удешевить изготовление машины, но также
снизить расходы на ремонт при последующей ее эксплоатации.
57
Такая „технологическая взаимозаменяемость" имеет колоссальное зна-
чение для производства, так как она обеспечивает стабильность процесса
и возможность настройки станков.
В. Концентрация и диференциация операций
Вопросом, с которым мы всегда сталкиваемся при организации тех-
нологического процесса механической обработки, является вопрос
о числе операций, на которые он должен быть разбит.
Совершенно очевидно, что для одного и того же процесса это число
можно сделать различным, в зависимости от технологических и органи-
зационных особенностей каждого данного случая. Вводим два новых
определения.
Концентрацией (укрупнением) операций называется
соединение нескольких операций в одну, более слож-
ную.
Диференциацией (раздроблением) операций назы-
вается расчленение операции на несколько более
простых.
В современном производстве замечаются обе эти тенденции, всегда
существующие параллельно, причем в одних случаях преобладает пер-
вая, а в других — вторая.
Очевидно, что наиболее диференцированный план опе-
раций будет технологически и наиболее простым1.
Действительно, отделяя, например, черновую обработку от чистовой,
мы можем значительно снизить требования, предъявляемые к оборудо-
ванию. В первом случае от станка требуется мощность, но не точность,
а во втором, наоборот, точность, но не мощность. Конструирование при-
способлений для простых операций, вообще говоря, проще, чем для
сложных. Наконец, что следует особо подчеркнуть, настройка станка
при уменьшении числа выполняемых на нем переходов резко упрощается.
Действительно, если требуется проточить один диаметр, то легко отре!-
гулировать резец таким образом, что данный диаметр будет получаться
автома1ически, и от рабочего потребуется лишь наблюдение за износом
резца. Правильная длина обеспечивается применением автоматического
останова или одного упора. Обслуживание таких простых устройств не
требует высокой квалификации.
Концентрируя операции, мы повышаем требования
к каждому рабочему месту. Это усложнение может
итти за счет повышения квалификации рабочего или
за счет усовершенствования станка и внесения в его
конструкцию элементов автоматизма.
В соответствии со сказанным мы различаем три вида концентрации
операций2:
1 Границей диференциации является разбивка технологического процесса
на такие операции, каждая из которых содержит лишь один простой пе-
реход.
2 В более общей форме можно говорить о „концентрации и диференциа-
ции обработки". Например, соединяя простые переходы сложные, мы кон-
центрируем обработку даже при неизменном числе операций.
58
1. Концентрация организационная, при которой соединение
нескольких операций производится таким образом, что при этом сам
метод обработки не претерпевает никаких изменений. Например, при
обточке валика чистовую и черновую обработки можно производить на
одном станке или на двух станках. Во втором случае на одном из этих
станков валик обтачивается начерно, а на другом — начисто. Если оба
станка совершенно одинаковы, то разделение операции на две в основ-
ном является организационным мероприятием, не отражающимся на тех-
нологии.
2. Концентрация механическая, когда предусматривается замена
нескольких установок позициями или автоматизированная смена инстру-
мента (работа на револьверном станке и т. д.). Сами переходы при этом
органически не объединяются, и связь между ними устанавливается лишь
действием некоторых механизмов.
3. Концентрация технологическая, при которой простые пере-
ходы объединяются в сложные. С такими случаями мы постоянно встре-
чаемся при многорезцовой и вообще многоинструментальной обработке.
Простота ди |зеренцированных планов обработки весьма облегчает
постановку технологии на заводе.
Тем не менее на путь концентрации нас толкает ряд соображений
как организационного, так и технологического характера. Прежде всего
укажем, что концентрация облегчает планирование про-
изводственного процесса. Действительно, учетной единицей при всех
работах по планированию и распределению является, как мы видели1,
операция. Чем меньше число операций, на которое подразделяется
технологический процесс, тем меньше документов обращается в произ-
водстве. При концентрированном, методе работу распределения внутри
сложной операции выполняет либо сам рабочий, либо автоматический
станок, снимая ее с мастеров и распределителей.
Основным фактором, влияющим на допустимую сте-
пень диференциации, является степень серийности и
связанный с нею размер партий. Чем эта серийность выше, тем на
большее число операций можно разбить процесс, без опасения чрезмерно
усложнить планирование. Действительно, i усть на обработку какой-
либо детали по концентрированному методу на одном станке в одну
операцию затрачивается время 2 часа, а при работе по диференциро-
ванному методу на нескольких станках расход времени на различные
операции колеблется в пределах от 5 до 20 мин. Время обработки
партии в 10 штук на токарном станке по первому методу составит
20 часов, т. е. две-три смены. Мастер выдает работу токарю и
в течение продолжительного времени не имеет никаких забот, связан-
ных с загрузкой данного станка. При диференцированном плане опера-
ций и том же объеме партии некоторые станки загружаются на срок
50 мин., что, конечно, связано с большими неудобствами. Увеличив
партию до 200 штук, мы получаем на тех же станках загрузку в 1000 мин.,
т. е. выше двух смен. Такую работу можно признать вполне нормаль-
ной и использовать преимущества диферениированного мегода. Обра-
? См. выше, § 1Б.
59
ботка партии в 200 штук по первому методу даст загрузку станка
в 400 часов, т. е. работу в течение двух месяцев.
Если сроки заказа не позволяют выполнять эту работу так долго, то
придется занять не один, а несколько станков и пустить на них работу
параллельно. При этом все станки должны быть приспособлены для
выполнения всех (черновых и чистовых) переходов и снабжены полным
комплектом инструмента. Кроме того, все станки должны обслуживаться
рабочими высокой квалификации. В таких случаях невольно возникает
вопрос о разделении операции на более мелкие с тем, чтобы упростить
каждую из них.
Второй фактор, ограничивающий возможную сте-
пень диференциации операций, это — размеры и вес
обрабатываемой детали, а также все условия, влияющие на
время ее установки и выверки.
Чем легче деталь и чем проще осуществляется ее установка на стан-
ках, тем меньше времени теряется на перестановки, тем большие воз-
можности открываются по пути диференциации технологического процесса.
В тяжелом машиностроении, наоборот, имеется ярко
выраженная тенденция к возможной концентрации
операций. Этому способствует то обстоятельство, что производство
крупных изделий обычно носит индивидуальный или мелкосерийный
характер. Наиболее яркое выражение идея концентрации получила
в применении переносных станков.
Третьим соображением в пользу концентрации является влияние
выбранного плана операций на длительность производствен-
ного цикла.
Концентрация операций позволяет сократить длительность
этого цикла, а следовательно, и незавершенное производство, прежде
всего благодаря тому, что сокращается время межоперационного проле-
живания деталей.
Перечисленные соображения являются в основном организационными,
они свойственны всем видам концентрации, в том числе и такой, при
которой технология остается неизменной (организационная концентра-
ция).
Если концентрация носит характер „механической", то, соединяя
переходы в одну операцию, мы избавляемся от необходимости выполне-
ния многих приемов, связанных с многочисленными установками
детали и инструмента. При этом правильное положение инструмента
относительно детали обычно обеспечивается автоматически, что упро-
щает обслуживание станка по сравнению со случаем „организационной"
концентрации. Повышение производительности достигается за счет эко-
номии вспомогательного времени1. Однако наличие различных автомати-
зирующих устройств и необходимость их настройки осложняет построе-
ние операции по сравнению со случаем диференцированной обработки.
При „технологической* концентрации открывается возможность про-
изводить обработку одновременно несколькими инструментами, что при-
водит, вообще говоря, к сокращению не только вспомогательного, но и
основного (машинного) времени. Следует иметь, однако, в виду, что
См. главу II, § 1Б.
в этом случае мы встречаемся с рядом новых обстоятельств: нагрузка на
станок увеличивается, появляется необходимость согласования режимов
резания различных инструментов, осложняется настройка и т. д. Однако
при наличии соответствующих автоматизирующих устройств, в этом
случае, как и в предыдущем, концентрация обработки может не сопро-
вождаться повышением квалификации рабочей Силы станочников.
Вообще проведение в жизнь принципов механической и техноло-
гической концентраций является мощным средством повышения произ-
водительности.
Выбор между методами концентрации и диференциации должен про-
изводиться с учетом всех особенностей данного конкретного случая.
Поэтому мы ограничимся лишь приведением некоторых соображений
общего характера.
При малой серийности требование упрощения планирования является
основным, и обычно единственно пригодным оказывается концентриро-
ванный план операций с использованием станков общего назначения и
рабочей силы высокой квалификации.
По мере увеличения серийности открываются два пути рационализа-
ции технологического процесса: путь его диференциации и
путь совершенствования самих концентрированных
операций. Первый из этих путей, — более старый, — как мы уже
упоминали, ведет к упрощению оборудования.
Однако в настоящее время, наряду с таким методом организации
процессов крупносерийного и массового производств, широко исполь-
зуется и другое направление. Этот путь — совершенствование
концентрированных операций при посредстве приме-
нения сложных станков с внесением элементов
автоматизма, т. е. путь механической и технологической концентра-
ции обработки. Хотя здесь на одном рабочем месте выполняется не-
сколько переходов, но влияние ремесленной квалификации рабочего при
этом в значительной степени исключается. Поэтому такая организация
процесса соединяет в себе многие преимущества концентрированного
и диференцированного методов.
Концентрация на базе автоматизма несомненно
является путем будущего развития машиностроитель-
ной промышленности. Конечно, приобретение сложных станков и
их обслуживание (ремонт и т. д.) связаны с известными дополнительными
затратами и затруднениями. Эти затраты тем скорее окупаются, чем
стабильнее продукция, устойчивее уровень спроса на нее. Примером отрасли
промышленности, которая широко использует такие концентриро-
ванные операции высшего типа, является автомобильная.
Однако и здесь, наряду с принципом концентрации, широко применяется
и принцип полнейшей диференциации.
Если продукция нестабильна или спрос на нее резко колеблется,
то на первое место выступает простота первоначальной наладки про-
цесса— его устойчивость в работе. В этом отношении преимущества
остаются, вообще говоря, на стороне диференцированного метода. Осо-
бенно заметными они становятся тогда, когда бывает трудно обеспечить
постоянство исходных материалов и одинаковость заготовок. Работа
сложных автоматов быстро расстраивается в таких условиях. Простые
61
станки значительно легче приспосабливаются к меняющимся внешним
условиям. Автоматы не нуждаются для своего текущего обслуживания
в рабочей силе высокой квалификации, в обычном смысле этого слова,
но они требуют некоторой культурности рабочего и его дисциплиниро-
ванности. Если эти условия не соблюдаются, то сложные станки могут
причинять много затрудне-
ний.
Диференцированному ва-
рианту часто отдается пред-
почтение потому, что корот-
кие сроки пуска производ-
ства при слабой инструмен-
тальной базе предприятия не
дают возможности обеспе-
чить своевременное изгото-
вление сложной оснастки,
необходимой для осуществле-
ния концентрированного ва-
рианта.
Не менее часто диферен-
цированный план операций
выбирается, исходя из на-
личного оборудования. С та-
ким случаем мы встречаемся,
например, при организации
производства боеприпасов в
условиях мобилизации про-
мышленности.
Критерием правильности
разбивки технологического
процесса на операции до не-
которой степени может слу-
жить количество стан-
ков, занятых вып ол-
нением одной и той
же работы (операции).
Если это количество велико
(больше трех, а иногда даже
двух станков), то такое обстоятельство заставляет задуматься относи-
тельно правильности произведенной разбивки. Может оказаться, что
путем установки более производительных станков удастся сократить их
количество, получив в результате экономию на стоимости оборудования,
на занимаемой ими площади, на производственной зарплате и т. д.
Другое решение состоит в разбивке данной операции на несколько
более простых. В этом случае число станков может и не уменьшиться,
но зато снизятся требования, предъявляемые как к станкам, так и
к квалификации рабочей силы. Кроме того, потребуется меньшее коли-
чество инструмента. Конечно, бывают случаи, когда ни то, ни другое
решение не приводит к цели. С такими случаями мы встречаемся, на-
пример, при нарезании зубчатых колес. Однако при более глубоком
62
рассмотрении вопроса обычно приходится признать, что такие исключе-
ния лишь подтверждают общее правило. В частности, производитель-
ность современного зуборезного оборудования явно отстает от произ-
водительности других типов станков массового производства.
Заканчивая этим общий обзор соображений, которыми можно руко-
водствоваться при выборе концентрированного или диференцированного
метода обработки, мы переходим к рассмотрению некоторых примеров,
иллюстрирующих все сказанное.
Рис. 20 изображает диференцированный план операции
по обработке болтов длиною 182 мм и диаметром 11 мм>
изготовленных из хромоникелевой сталих. Заготовкой служит шести-
гранный чистотянутый пруток, который разрезается на куски (опера-
ция 1-я), для чего можно пользоваться приводной ножовкой, отрезным
или фрезерным станками. Необходимо возможно точно выдерживать
длину, давая припуск на подрезку около 1,5 мм.
Центровка (операция 2-я) производится лучше всего на специаль-
ном двухстороннем центровочном станке, но можно пользоваться и любым
другим способом, при обязательном условии, чтобы оба центровые
отверстия лежали точно на одной оси. Несоблюдение этого правила не-
избежно влечет получение неточных результатов, особенно для детали,
которая во время обработки несколько раз переворачивается в центрах.
В операцию 3-ю подрезается и закругляется торец, образующий
головку болта.
Операция 4-я заключается в точной заточке конца на диаметр
12,5 мм. Эта заточка служит в следующую операцию для быстрой
установки подвижного люнета.
Операция 5-я — черновая обточка до диаметра 12,5 мм.
Операции 6 и 7-я повторяют операции 4 и 5-ю, но являются
чистовыми. Кроме того, в операцию 6-ю входит подрезка торца головки.
Операция 8-я состоит в закруглении конца болта и, наконец,
операция 9-я — в нарезании резьбы, которое производится при по-
мощи раскрывающихся плашек, укрепленных на шпинделе станка, в то
время как болт закрепляется на супорте.
Из сказанного следует, что здесь весь процесс разбит на отдельные
простейшие операции. При такой организации работы пропускают всю
партию сначала через первую операцию, потом через вторую и так далее
до последней. Благодаря этому получается значительная экономия вре-
мени на настройку станка и смену инструмента. С другой стороны,
затрачивается время на многократные постановки детали в центра. Что
экономичнее: ставить ли деталь много раз или соединять несколько
переходов в одну установку, сменяя каждый раз резцы,—зависит от веса
детали, характера операций и, наконец, от имеющихся приспособлений.
Например, в данном случае, при наличии револьверной головки на
супорте, очень легко соединить в одну операции 3, 4 и 8. Однако это
не сделано, и принцип разделения операций здесь выдержан со всею
строгостью. Одновременно приняты все меры для уменьшения времени
перестановок.
1 Применение такого метода обработки болтов может быть экономически
обосновано лишь в специальных случаях.
63
Прежде всего вместо обычного поводкового патрона и хомутиков,
постановка которых занимает очень много времени, здесь применен
специальный патрон по рис. 21. Головка болта входит в про-
резь патрона, и болт вращается этим патроном так же, как гайка клю-
чом. Очевидно, что при установке в центра требуется только опериро-
вать маховичком задней бабки. Этот же патрон позволяет подвижному
люнету и резцу доходить до самой головки. Другое важное обстоятель-
ство— это строго определенная глубина центровки. При
соблюдении данного условия болт автоматически становится на станке
в определенное положение по длине, и получается необходимая толщина
головки и длина всего болта без каких-либо промеров, если работать
по упорам. Описанную операцию можно считать типичной для принятого
метода постановки технологического процесса с разбивкой на мелкие
операции.
Рис. 21. Патрон для быстрой установки обрабатываемой
детали в центрах.
Примеров концентрированных операций можно привести очень много.
Сюда прежде всего относится обработка на токарных многорезцовых и
револьверных станках, а также на токарных автоматах. Иногда на эти
автоматы передают также операции шлицовки головок винтов, сверления
поперечных отверстий и т. п. Далее следуют обширные классы сверлиль-
ных фрезерных многошпиндельных станков и т. п. В качестве иллюстра-
ции мы рассмотрим лишь один станок, являющийся типичным предста-
вителем современных станков, предназначенных для осуществления кон-
центрированных операций высшего типа.
Станки Муль т-о-М а т и к (Mult-au-Matic) были выпущены фир-
мой Буллард (США) около 1914 г. главным образом для нужд автомо-
бильной промышленности (рис. 22)1. Первые модели этих станков полу-
чили применение на заводах Форда. Это — многошпиндельные полуавто-
маты вертикального типа2. Число шпинделей в одних моделях — 6, в дру-
гих— 8, но общее устройство и схема работы в обоих случаях одина-
ковы.
Станок состоит из вертикального барабана, в котором укреплены на
одинаковых расстояниях и в одинаковом удалении от центра враща-
ющиеся столы (шпиндели) с вертикальными осями. Весь барабан вместе
1 В настоящее время производство этих станков освоено и у нас.
2 Отсюда название Mult-au-Matic (multiplicity of spindles and automatic
functioning).
64
со столами время от времени поворачивается, благодаря чему каждый
из этих столов последовательно занимает шесть различных позиций.
В центре станка установлена шестигранная колонка, по которой в вер-
Рис. 22. Общий вид вертикального полуавтомата Мульт-о-Матик.
тикальном направлении скользят супорты, соответствующие отдельным
позициям. Заметим, что скорость вращения столов и подача супортов
на каждой позиции устанавливаются независимо.
5 А. П. Соколовский. 2051.
65
На одной из позиций (загрузочной) обрабатываемая деталь закреп-
ляется в патроне стола, после чего она последовательно обрабатывается
на всех остальных пяти станциях. По окончании всего цикла обработки
детать возвращается на первую станцию, снимается со станка и заме-
няется но ой.
Благодаря такой схеме работа пяти переходов совершается одновре-
менно (над пятью деталями), и время обработки детали рав-
няется времени наиболее продолжительного пере-
хода, сложенному со временем, затрачиваемым на
поворот барабана. Таким образом время обработки оказывается
значительно меньшим, чем на одношпиндельном станке. В то же время
рабочий постоянно занят и притом на одном рабо-
чем месте. Поэтому как станок, так и рабочий оказываются плано-
мерно загруженными.
Рассматриваемые станки получили быстрое распространение в США
(уже в 1920 г. у Форда работало свыше 125 таких станков) не только
ввиду их высокой производительности непосредственно, но и благодаря
вытекающим из нее следствиям. Во-первых, установка производительных
полуавтоматов уменьшала потребность в рабочей силе (в то время
дефицитной в США; во-вторых, она позволяла избежать расширения
площади цехов при увеличении выпуска.
Последнее обстоятельство иногда имеет исключительно большое зна-
чение1. Экономия на плошади пола, на межоперационном транспорте,
на энергии и т. д. во многих случаях приводит к тому, что абсолютная
сумма накладных расходов, падающих на деталь, оказывается при исполь-
зовании станков этого типа даже ниже, чем при более простом обору-
довании. Эта экономия слагается с экономией на прямой зарплате.
Конечно, станки Мульт-о-Матик применяются в основном в массовом
производстве, где обеспечивается их постоянная загрузка. Однако дела-
лись успешные попытки использования их и в серийном производстве,
там, где продукция устойчива и одни и те же настройки много раз
повторяются.
Станки Мульт-о-Матик пригодны главным образом для крупной па-
тронной работы, недоступной обыкновенным многошпиндельным автома-
там, горизонтального типа 2. На рассматриваемых станках детали обтачи-
ваются, облицовываются, сверлятся, нарезаются и т. д. Предусмотрена
возможность обточки конических поверхностей при помощи поворотных
супортов. Инструмент применяется простой, хотя в некоторых случаях
специальный инструмент дает дополнительные преимущества. Станки этого
рода все время совершенствуются, выпускаются новые типы.
1 Именно в первоначальный период развития этого станка обстоятельства
в США складывались так, что существующие здания оценивались очень низко.
Поэтому всякие новые постройки необходимо было амор1изировать до пре-
дела стоимости ciapbix зданий в кратчайшие сроки, для юго чтобы в случае
изменения промышленной обстановки вложенные в них средства не оказались
потерянными. Отсюда увеличение амортизационных отчислений, а следователь-
но, и повышение себестоимости при попытках всякого нового строител! ства.
2 Станки Мульт-о-Матик строятся нескольких размеров. Шестишпиндельные
станки такого рода завода „Красный пролетарий", тип 1283. предназначены
для обточки деталей диаметром 300—400 мм.
66
Перед второй мировой войной фирма Буллард выпустила станок со-
вершенно нового типа под названием Контин-ю-Матик (Contin-u Mafic).
Этот станок по внешнему виду похож на только-что описанный станок
Мульт-о-Матик, но отличается от него принципиальной схемой своей ра-
боты. В то время как на станке Мульт-о-Матик каждая из деталей об-
рабатывается на всех позициях последовательно, станок Контин-ю-
Матик обычно настраивается таким образом, что все его шпиндели и
супорты выполняют одну и ту же обработку, причем все детали, уста-
новленные на станке, обрабатываются параллельно.
Барабан станка, несущий шпиндели, находится в непрерывном вра-
щении (время одного оборота может изменяться в пределах от 1 мин.
до 15 мин. 40 сек.), причем супорты вращаются вместе со своими шпин-
делями. Таким образом, шестишпиндельный автомат представляет собою
как бы соединение шести одинаковых одношпиндельных многорезцовых
станков. Вращение каждого стола при прохождении мимо рабочего оста-
навливается, благодаря чему смена деталей производится беспрепятственно
(подобно тому, как это делается на станках для непрерывного фрезеро-
вания).
Станок имеет колоссальную производительность при сравнительно
простой конструкции, облегчающей его обслуживание.
При меньших выпусках этот станок можно настроить таким образом,
чтобы из шести шпинделей 3 (через один) выполняли одну операцию,
а остальные — другую. В таких случаях каждая деталь устанавливается
на станок дважды, и ее обработка заканчивается в течение двух оборо-
тов барабана. Таким же образом можно разбить шпиндели на 3 группы
и т. д.
Развитие автоматических станков, предназначенных для выполнения
концентрированных операций, непрерывно продолжается. Наивысшего
развития идея концентрации достигла в работе агрегатных станков и авто-
матических поточных линий1.
Идеи концентрации 'и диференциации операций (обработки) можно
рассматривать как два принципа, определяющие в большей степени тех-
нологию, организацию и экономику производства.
Г. Последовательность обработки
Мы рассмотрели общие соображения, которыми следует руковод-
ствоваться при разбивке технологического процесса на операции. Попы-
таемся дать также некоторые указания, относящиеся к определению
последовательности выполнения операций.
Технологический процесс механической обработки, вообще говоря,
преследует цели:
1) удаления излишнего металла с заготовки;
2) придания обрабатываемым поверхностям заданной точности, формы
и размеров, а также обеспечения их правильного взаимного расположения;
3) достижения определенной чистоты (общее качество) поверхности.
Перечисленные цели могут достигаться одновременно. В простейших
случаях вся обработка поверхности заканчивается в один переход (напри-
1 См. главу II, § 1Б и ЗА.
*
67
мер сверление отверстий под болты). Однако, вообще говоря, для обес-
печения требуемого качества работы необходимо производить обработку
последовательно в несколько переходов, образуя несколько ступе-
ней обработки данной поверхности. Эги ступени можно объ-
единить в три группы
1) ступени черновой обработки, на которых снимается основ-
ная масса металла;
2) ступени чистовой обработки, на которых в основном обес-
печивается заданная точность;
3) ступени отдел очной обраб отки, цель введения которых —
достижение требуемой чистоты поверхности и окончательное обеспечение
заданной точности.
Заметим, что во многих случаях произвести такую разбивку оказы-
вается затруднительным, так как точность и чистота обработки повы-
шаются постепенно при переходе от каждой предшествующей ступени
к последующей. В частности, чистовая обработка часто объединяется
с отделкой.
В настоящее время стремятся по возможности четко разделять три
стадии механической обработки детали. На первой стадии
группируются (для всех поверхностей) черновые ступени, на второй —
чистовые, а на третьей — отделочные. Основанием для такого построения
технологического процесса являются следующие соображения
1. Снятие черновых (обдирочных) стружек сопрово-
ждается возникновением больших усилий резания, а сле-
довательно, и необходимостью приложения противодействующих им уси-
лий закрепления. Эги большие усилия вызывают упругие (а иногда и
остаточные) деформации обрабатываемой детали, а также деформации
самого станка, приспособлений и инструмента.
2. Удаление больших количеств металла сопрово-
ждается выделением большого количества теплоты,
вследствие чего обрабатываемая деталь нагревается. Для возможности
получения точных размеров, необходимо чтобы она успела остыть до
начала чистовой обработки.
3. Во всякой заготовке имеются внутренние напряжения, осво-
бождающиеся при снятии каждого последующего слоя металла. Поэтому
при обработке каждой последующей поверхности детали можно опасаться,
что ранее обработанные поверхности окажутся деформированными в
результате перераспределения внутренних напряжений. Освобождение
напряжений происходит наиболее интенсивно при снятии с заготовки
наружных слоев металла (корки), т. е. при выполнении черновой обра-
ботки. Поэтому, как общее правило, стремятся сначала обработать все
поверхности детали начерно, а лишь после этого приступать к их чисто-
вой обработке.
4. Отделочные операции следует размещать в конце
процесса как в силу всего ранее сказанного, так и из опасения по-
вреждения чисто отделанных поверхностей во время многократных уста-
новок детали на станках и при транспортировке.
1 Такая разбивка, хотя и имеет условный характер, в настоящее время при-
меняется довольно часто.
68
5. Разбивка технологического процесса на отдельные стадии позво-
ляет выбрать для каждой из них наиболее подходя-
щее оборудование: для выполнения черновых операций следует
применять наиболее мощные, хотя бы и менее точные (обдирочные)
станки, а для чистовых можно использовать станки более легкие, но
обеспечивающие высокую точность обработки. Заметим еще, чго при
работе на обдирке станки быстро теряют свою точность; поэтому на
некоторых машиностроительных заводах существует правило — не вы-
полнять черновых и чистовых операций на одних и тех же станках.
6. Для выполнения черновых операций может быть использована
рабочая сила более низкой квалификации, чем для чисто-
вых. Это дает возможность высвободить часть квалифицированных рабо-
чих, что особенно важно в условиях дефицитности рабочей силы высокой
квалификации.
7. Отделение чистовых и отделочных операций от черновых и раз-
мещение их всех в конце процесса позволяет разбить цех на три
участка: черновой, чистовой и отделочной обработки. Такое построе-
ние производства обеспечивает соблюдение чистоты (свобода от стружек)
и вообще лучшие условия работы на наиболее ответственных уча-
стках.
Все сказанное можно сформулировать в виде общего технологиче-
ского „принципа деления процесса механической обра-
ботки на стадии обработки".
Следует, однако, заметить, что этот принцип не всегда может быть
использован. В ряде случаев строгое следование ему может привести
к созданию академического, нежизненного процесса.
Принцип теряет свое значение, если теряют силу вышеприведенные
соображения, на которых он основывается.
Во многих случаях точные поверхности можно обработать даже в
самом начале процесса, если имеется уверенность, что при последующей
обработке они не' будут деформированы или повреждены. С такими
случаями мы встречаемся, например, при обработке деталей типа шки-
вов. Очевидно, что обработка обода, сравнительно слабо связанного со
ступицей, не повлияет на точность отверстия в последней. Поэтому от-
верстие часто окончательно отделывают раньше, чем приступают к обточке
обода. Точно так же операции, состоящие в снятии небольших количеств
металла (сверление и т. д.), часто выполняются после отделки главных
точных поверхностей.
Принцип деления процесса на стадии в ряде случаев противоречит
принципу концентрации операций и отступление от него может оказаться
вполне обоснованным. Например, в цехах тяжелого машиностроения
повторная установка большой и тяжелой детали может потребовать зна-
чительной затраты времени; между тем во многих случаях, в силу мас-
сивности самой конструкции детали, не приходится опасаться деформа-
ций ни от внутренних напряжений, ни от действия зажимов.
Соображения, относящиеся к использованию рабочей силы низкой
квалификации, здесь также теряют свое значение в виду ответственности
работы и трудности обслуживания крупных сложных станков.
При обработке мелких деталей из прутка на револьверных станках
и автоматах часто весь процесс сводится к одной (концентрированной)
$9
операции. Отделение черновой обработки от чистовой в этих и других
аналогичных случаях также нецелесообразно.
Полное применение рассмотренный принцип имеет лишь в производ-
ствах точного, ответственного машиностроения: в авиамоторостроении,
в автотракторостроении, в станкостроении, некоторых производствах
оборонною характера и т. п.
Вторым общим принципом, определяющим последовательность обра-
ботки детали, является „принцип выделения решающих опе-
ра ц и й“.
Планируя черновую обработку, желательно вначале обработать те
поверхности, на которых обычно обнаруживается наибольшее количество
брака („решающая операция*), что позволяет освободиться от
дальнейшей бесцельной обработки заведомо негодных деталей.
Технологический процесс деталей, подвергающихся термиче-
ской обработке, естественно разбивается на две части: процесс
до термической обработки и после нее. Деформации, возникающие
в результате термообработки, обычно требуют повторной обработки
некоторых поверхностей детали.
Введение цементации, азотирования и тому подобных операций осло-
жняет процесс в большой степени. Например, при цементации часто
требуется, чтобы деталь получила закалку только на части поверхности.
Остальную поверхность приходится предохранять от науглероживания.
Это дел 1ется либо путем обмазки или омеднения, либо оставляя на не-
закаливаемых поверхностях слой металла, который удаляется после це-
ментации, но до закалки.
В некоторых случаях процесс приходится прерывать на длительный
срок (недели и месяцы), для того чтобы дать время притти в равнове-
сие внутренним напряжениям, существовавшим в заготовке („старение").
При установлении последовательности обработки необходимо считаться
с удобством установки детали на станках на всех операциях. Поверхно-
сти, определяющие положение детали („установочная база") на какой-
либо операции, должны быть обработаны на предшествующих операциях.
В связи с этим возникает большой и сложный комплекс вопросов, ко-
торые мы рассмотрим ниже1, здесь же заметим, что соображения, свя-
занные с базировкой, во многих случаях являются ос-
новными при установлении плана обработки.
Требования базировки часто заставляют коренным образом пере-
строить процесс и оправдывают многие отступления от вышерассмотрен-
ных принципов. Например, в целях создания удобной базы, некоторые
поверхности обрабатываются начисто в самом начале процесса2.
1 См. главу VI.
2 См. „Правило единства базы*, глава VI, §4.
70
ГЛАВА ВТОРАЯ
КОМПЛЕКСНОЕ ИССЛЕДОВАНИЕ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА
1. ПРОИЗВОДИТЕЛЬНОСТЬ ОБОРУДОВАНИЯ
И ТРУДА РАБОЧЕГО
А. Факторы, определяющие технологию механической обработки
Правильно построенный технологический процесс механической
обработки должен удовлетворять следующим основным требованиям:
1) обеспечение заданного чертежом и техническими условиями каче-
ства обрабатываемой детали: точности, чистоты поверхностей и опре-
деленных физико-механических характеристик поверхностного слоя;
2) достижение возможно высокой производительности оборудования
и труда рабочего;
3) согласование технологического процесса данной детали со всем
производственным процессом цеха;
4) обеспечение высоких экономических показателей.
Перечисленные требования часто находятся во взаимном противо-
речии, и задачей технолога является нахождение оптимальных решений
во всех случаях.
Необходимость учитывать, кроме технических факторов, влияние
ряда факторов организационного и экономического характера превра-
щает проектирование процесса в сложную комплексную задачу.
В следующих главах мы подробно рассмотрим основные технические
вопросы технологии механической обработки, здесь же коснемся общих
вопросов производительности, организации и экономической целесо-
образности технологического процесса.
„Производительность" (пропускную способность) мастерской обыкно-
венно измеряют количеством продукции, выпускаемой ею в единицу
времени. Таким же образом измеряют производительность отдельного
станка. Однако один и тот же термин „производительность" имеет в
этих случаях различный смысл. Нзпримзр, мастерская может давать
большой выпуск и при плохой организации работы только потому, что
она оборудована большим количеством станков, но в то же самое
время каждый из этих станков имеет низкую производительность.
В дальнейшем мы будем говорить о „производительности техноло-
гического процесса" в смысле производительности определенной группы
71
станков. Уточняя это понятие далее, мы должны говорить отдельно
о производительности рабочего места (станка) и о производительности
труда рабочего1. Производительность обычно измеряется
числом штук деталей, обрабатываемых на данном
рабочем месте в течение часа или смены.
Имеется немного вопросов, которые привлекают к себе такое вни-
мание, как вопрос о повышении производительности. Как бы ни было
условно понятие „производительность*4, но сущность его понятна — она
заключается в достижении возможно лучших результатов в данных
конкретных условиях, в частности при использовании определенных
материальных ресурсов.
Производительность технологического процесса тесно связана с его
экономикой, так как при большем выпуске доля накладных расходов,
падающих на каждое отдельное изделие, уменьшается.
Б. Пути повышения производительности
Вопрос о повышении производительности не может рассматриваться
как чисто техническая задача. Он тесно связан с организацией и эко-
номикой производства. Вместе с тем это — вопрос весьма большого поли-
тического значения. „Производительность труда, это, в последнем
счете, самое важное, самое главное для победы нового общественного
строя"... „Капитализм может быть окончательно побежден и будет
окончательно побежден тем, что социализм создает новую, гораздо
более высокую производительность труда". (В. И. Ленин, т. XXIV,
3-е изд., стр. 342).
Обеспечение высокой производительности требует повышения всей
культуры производства, поднятия технической квалификации работников
промышленности, а также их общего и политического развития.
Попытаемся дать систематический обзор путей, которыми должен
итти рабочий, технолог или администратор, для того чтобы повысить
производительность технологического процесса.
В первую очередь рассмотрим пути повышения производительности
оборудования, причем в большинстве случаев эти же пути ведут и.к
повышению производительности труда рабочего. Вопрос о повышении
производительности труда как самостоятельная проблема будет рас-
смотрен ниже.
Мероприятия, имеющие целью повышение производительности, можно
разбить на три группы:
Первая группа — мероприятия, связанные с разработкой кон-
струкции и выбором материалов 2 *.
Вторая группа — мероприятия организационного характера, на- •
правленные главным образом на устранение прямых потерь времени,
явных и скрытых 8. Сюда относятся:
1 Строго научное и в то же время обобщенное определение понятия „про-
изводительность" представляет ряд трудностей. В дальнейшем мы будем поль-
зоваться этим термином в том смысле, в котором его применяют, говоря о
"производительных методах обработки" и т. п. '
2 См. выше главу 1, § 4А.
8 Эти вопросы рассматриваются в курсах организации производства.
72
4>25-0j)5
----^00 ±05
1) улучшение организации календарного планирования;
2) прикрепление деталей к станкам;
3) организация рабочего места;
4) улучшение обслуживания рабочего (доставка к рабочему месту
наряда, материалов, инструмента и т. п.);
5) организация централизованной заточки инструмента;
6) организация уборки и отвоза стружки и т. д.
В настоящее время про-
ведение всех таких меро-
приятий следует считать
обязательным.
Тр етья группа —
мероприятия, связанные с
рационализацией техноло-
гии, являющиеся основным
предметом нашего рассмо-
трения. х
Укажем прежде всего на
большое значение соответ-
ствия характера технологии
характеру производства. Тех-
нология массового произвол- с)
ства отличается от техноло-
гии серийного, а технология
серийного производства от
технологии индивидуального.
Тяжелое машиностроение
имеет много технологических
особенностей и т. д.
Очень часто указывают
на то, что методы, применяе-
мые в том или ином кон-
кретном случае, не обеспе-
чивают достижения требуе-^у-
мой точности. Вводятся бо- х
лее усовершенствованные
приемы: вместо чистовой об-
точки— шлифовка, в допол- _ .
’ Рис. 23. Сложный и простои процессы обточки
некие к развертыванию— валика.
хонинг-процесс и т. д. Зна-
чительно реже говорят об обратном: об излишней точности ме-
тодов, когда обработка ведется более „квалифициро-
ванным" методом, чем это нужно.
Например, во многих случаях и сейчас применяются точеные, наре-
занные болты там, где вполне пригодны штампованные и накатан-
ные.
На рис. 23, а показан* валик, вытачиваемый из прутка. Если такую
работу поручить квалифицированному токарю в цехе индивидуального
машиностроения, то очень возможно, что он будет обрабатывать валик
так, как показано на рис. 23, £, d. Сначала он обточит валик начерно
73
в два прохода, потом начисто другим, чистовым резцом, наконец, под-
режет головку подрезным резцом.
Та же деталь, порученная рабочему в цехе серийного производ-
ства, будет обточена по методу, изображенному на риа. 23, е.
Здесь вся обработка выполняется в один проход; применяется резец
с углом в плане 90°, с малым радиусом закругления. Первоначальная
установка такого резца производится быстро по эталонному валику,
закрепляемому в центрах. В дальнейшем не приходится устанавливать
резец на стружку; рабочий последовательно ставит в центра одну
заготовку за другой, контролируя размер при помощи предельной
скобы.
Часто отверстие сверлится последовательно двумя сверлами там, где
его значи1ельно скорее можно просверлить сразу одним сверлом; вво-
дится двойное развертывание при возможности обойтись однократным
и т. д. Необходимо отметить, что иногда упрощение обработки должно
сопровождаться повышением внимания к поддержанию правильности
настройки или состояния станка, — в противном случае возможно по-
явление брака.
Скажем несколько слов о „дополнительных** и „лишних"
операциях. Во многих случаях, сравнивая процесс, разработанный
в технологическом бюро, с фактически осуществляемым в цехе, можно
заметить, что последний содержит большее чисао операций, чем запроек-
тированный. Внимательное рассмотрение обычно помогает выяснить
причину такого расхождения. Оставляя в стороне случаи внесения
принципиальных изменений в технологический процесс, мы обычно при-
ходим к одному из следующих двух выводов. Первое: при проектирова-
нии процесса были предусмотрены нормальные условия; в действитель-
ности же пришлось работать в условиях, отклоняющихся от нормальных.
Например, чистотянутый материал, из которого предполагалось изгото-
влять данные детали, оказался немерным. Вследствие этого потребова-
лась дополнительная операция обточки или шлифовки цилиндрической
части детали.
Другая причина появления дополнительных операций — это недоста-
точно тщательная разработка технологического процесса. Технологи
опускают мелкие операции, например снятие фасок, зенковку, снятие
заусенцев и т. д. В индивидуальном и мелкосерийном производствах
эти работы часто выполняются в сборочной вручную, и разработанный
для механического цеха процесс оказывается (условно) правильным.
В массовом или даже крупносерийном производствах такая практика
является неудовлетворительной, и цех вынужден вводить дополнитель-
ные операции.
Конечно, возможны и такие случаи, когда цех вводит, дополнитель-
ные операции только потому, что по тем или иным причинам не может
справиться с настройкой сложных операций. Например, вал, который дол-
жен быть обработан целиком на многорезцовом станке в две уста-
новки, подвергается дополнительной обточке на обыкновенном токарном
станке. *
Введение всех таких операций дезорганизует производство; .сред-
ством борьбы с этим явлением может быть только правильная органи-
зация производства и тщательная разработка технологических процессов.
74
Переходя к последовательному рассмотрению путей повышения
производительности, базирующихся на рационализации технологии,
заметим, что такой обзор удобно производить на основе анализа нормы
времени по ее элементам Ч В первую очередь, очевидно, необходимо
обращать внимание на элементы большой длительности или многократно
повторяющиеся.
1) Основное (машинное) время. Значение сокращения машин-
ного времени настолько очевидно, что часто производительность всего
технологического процесса отождествляется с производительностью про-
цесса резания. Не нужно доказывать, что такое отождествление непра-
вильно, но для подобных высказываний имеется некоторое основание.
Дело в том, что, уменьшая машинное время, мы не только сокращаем
на ту же величину общее время обработки, но одновременно снижаем
процент основного времени Последнее обстоятельство убеждает техно-
лога и рабочего в том, что производительность теперь зависит главным
обоазом от времени исполнения ручных приемов; это заставляет их
обратить внимание на приспособления, организацию рабочего места и,
наконец, на увеличение интенсивности труда. Если в конце прошлого
столетия, работая углеродистым резцом, рабочий затрачивал на обточку
какой-либо детали 100 мин. машинного времени, го он мог совершенно
спокойно добавить к нему 20 мин. вспомогательного. Те же 20 мин.
будут очень заметны в современных условиях при обточке той же де-
тали резцсм с пластинкой победита, когда машинное время снизится
до 10 мин. Пусть, сокращая потери и увеличивая интенсивность труда,
рабочий уменьшил время ручных приемов вдвое, т. е. довел его до
10 мин., что, несомненно, потребовало полной перестройки всей работы
и изменения сложившихся навыков. Чего же он достиг? Легко под-
считать, что в первом случае общая экономия во времени равна всего
лишь 8,3%. Такой результат вряд ли может служить сильным стиму-
лом к приложению больших усилий. При работе в новых условиях
та же экономия времени в абсолютных единицах составит относитель-
ную экономию в 33°/0, что соответствует повышению производитель-
ности (увеличению выпуска), а следовательно, и заработка (при прямой
сдельщине) на 50°/0. Здесь усилия рабочего, несомненно, оправдываются
достигнутым результатом. Увеличивая интенсивность работы
станка, мы тем самым косвенно (воздействуя на психо-
логию работников) повышаем производительность и
ручной работы.
Пути сокращения основного (машинного) времени это—„магистраль-
ные" пути повышения производительности механической обработки.
Работа ряда поколений технологов, станкостроителей и инструменталь-
щиков была направлена на изыскание и прокладку этих путей.
Сокращение машинного времени достигается за счет: введения новых
методов обработки (например протягивания, скоростного фрезерования,
хонингования, суперфиниширования и других), применения высокопроиз-
водительного инструмента, в частности использования твердых сплавов,
улучшения обрабатываемости материалов, повышения качества загото-
вок, повышения мощности и быстроходности станков, повышения жест-
1 О структуре нормы времени см, курсы технического нормирования.
75
кости упругой системы станок — деталь —инструмент, применения охлажда-
ющих и смазывающих жидкостей и, наконец, правильного расчета
режимов резания Мощным средством снижения машинного времени
является также совмещение нескольких переходов в. один. Последний
вопрос мы рассмотрим ниже.
2) Вспомогательное время. Расход времени на установку
и снятие обрабатываемых деталей обычно составляет очень
заметную часть в полном балансе рабочего времени. Поэтому прежде
всего естественно обратить внимание на возможность сокращения числа
установок и перестановок. Особенно большое значение имеет сокра-
щение числа установок в тяжелом машиностроении.
Один из путей радикального сокращения времени, затрачиваемого
на установки и перестановки обрабатываемой детали, это—замена не-
скольких простых „установок" одной сложной, состоящей из несколь-
ких „позиций". . ।
Мы говорили о возможности сокращения числа „установок". Однако
даже при неизменном их количестве можно значительно сократить время
на каждую установку, если правильно организовать выполнение соот-
ветственных рабочих приемов. Процесс установки детали на станке
можно разложить на составные части.
Поднятие детали и помещение ее в приспособление (или прямо на
стол станка), равно как и снятие ее со станка, относятся скорее к транс-
порту, чем к самой обработке. Однако в установке обычно участвует
сам рабочий, и во время выполнения этих приемов станок бездей-
ствует. Поэтому без включения упомянутых элементов операция становится
неполной. Время, потребное для выполнения перечисленных рабочих прие-
мов, зависит прежде всего от организации рабочего места. Если де-
тали имеют значительный вес, то необходимо предусмотреть оборудова-
ние подъемными устройствами. Во многих случаях достигалось значи-
тельное повышение производительности путем установки местных подъ-
емных средств, в частности пневматических подъемников. В массовом
производстве пользование мостовыми кранами и другими общецеховыми
подъемными средствами всегда является нежелательным. Здесь предпо-
читают рольганги и конвейеры.
Во всех случаях очень важно, чтобы необработанные детали склады-
вались точно в определенном месте, откуда рабочий мог бы брать их
без затраты излишнего времени. Обработанные детали также должны
складываться на определенных площадках.
Складывание мелких деталей на пол около станка не может считаться
положительным фактом. Действительно, если вспомнить, что уровень
большинства рабочих мест над полом мастерской приблизительно оди-
наков, то можно подсчитать, как много энергии расходуется непроиз-
водительно на многократные подъемы деталей с пола на указанную вы-
соту. При условии, что детали лежат на стеллажах, находящихся на уровне
рабочих мест, на всем протяжении технологического процесса деталь
перемещается в одной плоскости, и этим устраняется упомянутая за-
трата энергии.
1 Перечисленные вопросы рассматриваются в курсе ^учение о резании
металловж.
76
Выверка детали занимает много времени; поэтому одним из основ-
ных условий, предъявляемых к организации современного серийного и
массового производств, является сведение рассматриваемого элемента
установки к минимуму. Достигнуть этого можно путем продуманной про-
становки допусков, рационального выбора системы баз и применения
соответственных приспособлений. При выполнении перечисленных усло-
вий выверка может быть совершенно устранена, благодаря чему оказы-
вается возможным использование рабочей силы более низкой квали-
фикации.
Чем ниже серийность и чем крупнее детали, тем меньшее значение
приобретает использование установочных приспособлений. Действи-
тельно, время укладки и закрепления деталей малого веса оказывается
незначительным по сравнению со временем выверки. При укладке и
закреплении тяжелых деталей, которые приходится устанавливать мо-
стовым краном, соотношение времен резко меняется, и элемент выверки
часто не является решающим во всем времени установки. К этому при-
бавляется еще то обстоятельство, что разметку крупных деталей при-
ходится делать независимо от того, будут ли применены приспо-
собления для их установки или нет.
Закрепление детали требует большого внимания, так как обычно не-
обходимо достичь солидного крепления и избежать при этом деформа-
ции детали. Здесь также важна роль хорошо сконструированных при-
способлений. В серийном и массовом производствах в настоящее
время стремятся вводить различные быстродействующие зажимы, как
чисто механические, так и пневматические, гидравлические и электро-
магнитные. Установка на ходу станка является приемом, позволяющим
значительно повысить его производительность во многих случаях.
Опыт Великой Отечественной войны показал, сколь большое зна-
чение имеет механизация зажимных устройств. Широкое использование
женского труда и труда подростков заставило заботиться о максимально
возможном снижении усилий, которые должен прилагать рабочий.
Это условие сохраняет свое значение также и в мирное время. При
уменьшении усилий уменьшается утомляемость рабочего, что влечет
за собою повышение производительности.
Главнейшие рабочие приемы, относящиеся к инструменту,
могут быть сгруппированы в три комплекса: заточка инструмента, его
смена и, наконец, „установка на стружкуа.
Затрата времени на заточку совершенно отпадает в тех случаях,
когда она выполняется централизованно специальными рабочими. Рас-
ход времени на смену инструмента может быть уменьшен при помощи
более рациональной конструкции резцодержателей, оправок, державок
и т. п. На сверлильных станках смену инструмента ускоряют, применяя
быстросменные патроны. Одно лишь это мероприятие позволяет в не-
которых случаях резко повысить производительность. Применение ре-
вольверных станков вместо токарных, а также револьверной головки на
супорте, а иногда и на задней бабке токарного станка позволяет свести
время на смену инструментов ко времени, необходимому для поворота
головки.
Наконец, упомянем еще об одном средстве сокращения расхода
времени на смену инструмента. Оно заключается в уменьшении числа
77
необходимых инструментов путем комбинирования нескольких из них
в один. В простейшей форме с комбинированными инструментами мы
встречаемся при работе на токарном станке. Рис. 24 изображает не-
сколько таких примеров. При обточке двух отливок а и Ь, входящих
одна в другую, пользовались резцами 1 и 2. Первый служит как расточ-
ной, подрезной, канавочный и галтельный. Для этого он заточен таким
образом, что может
резать различными уча-
стками своего пери-
метра. Второй резец
проще и служит только
для цилиндрической и
торцевой обработок.
Имею!Ся два комплекта
таких резцов (всего че-
тыре резца): один ком-
плект черновой, вто-
рой— чистовой. На
рисунке показаны чи-
стовые резцы. Черно-
вые имеют то же очер-
тание, но в них все
острые углы закругле-
ны. Резец 3 служит для
продольной обточки и
для снятия конической
фаски. Резец 4 выпол-
няет обточку цилиндри-
ческую, торцевую и
также снимает фаску.
Резец 5—подрезной—
имеет наклонный уча-
сток режущей кромки
(для снятия фаски).
Резед 6 служит для
цилиндрической и тор-
цевой обточек и для
вытачивания наружной
галтели. Наконец, ре-
Рис. 24. Комбинированные резцы. зе11 расточной
работает кромкой А,
Кромка В служит для вытачивания кольцевой канавки; в таком случае
резец работает у задней стенки отверстия.
Стахановцы довольно широко используют комбинированные резцы.
Чаше всего применяются проходные резцы с углом в плане 90°. Такой
резец в случаях, не требующих особой точности, позволяет получить
уступ под прямым углом к оси без дополнительной подрезки. Для рас-
точки под резьбу некоторые стахановцы пользуются резцами 1 (рис. 24).
После расточки тем же резцом вытачивается канавка для выхода резь-
бового резца. Другая форма такого резца показана на том же рисунке
78
под № 7. При желании можно заточить кромку А по форме про-
филя резьбы, и тогда мы получим комбинированный резьбовой и кана-
вочный резец.
Кроме резцов на практике применяются и многие другие комбиниро-
ванные инструменты, например сверла, соединенные с зенковками и под-
резкаии, знкеры, сидящие на одной оси с развертками, и т. д.
В процессе резания инструмент должен занимать вполне определен-
ное положение относительно обрабатываемой детали, — отсюда важность
точной его установки на стружку. Большое значение получают меро-
приятия, ускоряющие выполнение соответственных приемов, а также
средства, облегчающие промеры \ Применение копиров и фасонного
инструмента позволяет сократить вспомогательное время при обработке
сложных профилей.
Время на выполнение приемов, связанных с инструментом, резко
сокращается при использовании принципа настройки. Если работа про-
изводится на „настроенных станках", то, строго говоря, точность ка-
ждой индивидуальной детали не зависит от рабочего. Измерение ее на
станке становится не обязательным, и центр тяжести переносится на
контроль самой настройки, инструмента и приспособлений. Кроме тщатель-
ной проверки первых деталей из партии, приходится проверять и по-
следующие детали, что, однако, во многих случаях можно делать уже
после снятия их со станка.
Вообще современная тенденция массового и серийного производств—
перенесение центра тяжести наблюдения за точ-
ностью продукции на контроль состояния оборудова-
ния (станков, приспособлений, инструмента и т. д.). Проверка размеров
обрабатываемых деталей рассматривается лишь как одно из средств
контроля состояния оборудования. Широкое и сознательное проведение
в жизнь этого взгляда оказывает существенное влияние на всю органи-
зацию производства. Во многих случаях это — единственный путь, даю-
щий правильное решение. Укажем только на всю область резьбонарез-
ного дела. Контроль каждого болта или гайки, действительно обес-
печивающий точность резьбы, в производственных условиях практически
неосуществим. Поэтому его упрощают до крайности, но зато вводят
тщательную проверку инструмента — плашек и метчиков.
Приемы, связанные с управлением станком, т. е. с пуском и
остановкой станка, с переключением скоростей и подач, с холостым пе-
редвижением супортов и бабок, с закреплением их на месте и т. д.,
также играют значительную роль в общем балансе вспомогательного
времени. Развитие станкостроения в значительной мере выражается
именно в усовершенствовании органов управления станком. Это развитие
шло главным образом в следующих направлениях.
В направлении уменьшения числа рукояток, которыми приходится
пользоваться при управлении станком, в концентрации управления всеми
движениями станка в одном пункте, в уменьшении усилия, потребного
для производства переключения, в автоматичности работы органов
управления без применен я вспомогательных таблиц и расчетов, в приме-
нении механизмов, позволяющих производить все включения и переклю-
1 См. главу V, § 4.
79
чения без остановки станка, в механизации ручных движений, что
имеет большое значение как для сравнительно мелких станков, так,
в особенности, для крупных, в применении тормозов, сокращающих
время, затрачиваемое на остановку станка. Раньше такими устройствами
снаб кались только некоторые крупные станки, теперь же они получают
широкое распространение.
Механические передачи дают идеальные решения по всем перечис-
ленным пунктам лишь в редких случаях. Более совершенны в этом от-
ношении электрические и гидравлические передачи. Помимо возможности
достижения непрерывного изменения скоростей и подач, именно удобство
управления этими механизмами и является одной из главнейших причин
все время растущего применения их в станкостроении. Развитие станко-
строения в последние годы характеризуется широчайшим использова-
нием средств электроавтоматики.
3) Дополнительное время. Сокращение затраты дополнитель-
ного времени обеспечивается, в основном, проведением организационных
мероприятий, хотя в некоторых случаях необходимо использовать и
технические средства. Например, время технического обслуживания сокра-
щается при применении резцедержателей, облегчающих установку ин-
струмента, время организационного обслуживания уменьшается при
устройстве централизованной смазки станка и, наконец, время на
отдых рабочего в большой степени определяется степенью оснащен-
ности рабочего места подъемно-транспортными устройствами.
4) П од гото в и те л ь н о-з аключительное время.. Подгото-
вительно-заключительн эе время состоит, в основном, из двух частей:
времени, затрачиваемого на настройку станка, в течение которого по-
следний не может выполнять полезную работу, и всего остального вре-
мени подготовительных и заключительных элементов операции (ознаком-
ление рабочего с чертежами и т. д.). Во время выполнения соответ-
ственных рабочих приемов последней группы станок стоит только потому,
что занят обслуживающий его рабочий. Очевидно, что время, затрачи-
ваемое на такой простой станка, почти всецело зависит от организации
цеха и при благоприятных обстоятельствах может быть сведено к ми-
нимуму.
Время, затрачиваемое на настройку станка, т. е. на установку при-
способления, первоначальное закрепление и регулирование положения
инструмента, регулирование упоров и остановов и т. д., также оказы-
вается потерянным для выполнения полезной работы. Однако оно обычно
не может быть сокращено путем применения одних лишь организацион-
ных мероприятий.
Подготовительно-заключительное время рассчитывается на партию
одновременно пускаемых в обработку деталей; поэтому время, прихо-
дящееся на одну деталь, тем меньше, чем больше размер партии. Штуч-
ное время оказывается тем меньшим, чем совершеннее процесс, т. е.,
вообще говоря, чем сложнее настройка. Поэтому общее время обработки,
выражаемое суммой штучного и подготовительно-заключительного вре-
мени, падающего на одну деталь, для каждого размера партии оказы-
вается наименьшим при одной определенной степени сложности на-
стройки. Отсюда вытекает важный вопрос о том, где находится в каждом
частном случае наивыгоднейшая степень сложности настройки.
80
До последнего времени при решении таких вопросов тенденция кло-
нилась в сторону отказа от сложных настроек при малых партиях.
Принималось без доказательств, что применение сколько-нибудь слож-
ных настроек, сопровождающихся значительной затратой подготови-
тельно-заключительного времени, целесообразно только при больших
партиях, т. е. в крупносерийном и массовом производствах. Иногда
шли еще дальше, считая, что операции, требующие какой бы то ни
было настройки, рентабельны только при большом количестве одновре-
менно пускаемых в обработку одинаковых деталей.
В настоящее время этот вопрос коренным образом пересматривается.
Необходимость стремиться к достижению наивысшей производительно-
сти заставила отказаться от предвзятого к этому вопросу отношения.
Все чаще и чаще делаются попытки использования станков
и методов массового производства в серийном. Цен-
тральным здесь является вопрос о сокращении времени настройки стан-
ков. Если бы имелась возможность резко сократить
это время, то уровень технологии на заводах серийного
производства можно было бы значительно поднять,
приближая его к уровню технологии массового произ-
водства. Поэтому затронутый нами вопрос имеет исключительно
большое значение.
Первым средством сокращения затрат на настройку станков является
повышение квалификации рабочих, обслуживающих
данный станок. Последнее обстоятельство очень существенно. Ана-
лизируя процесс настройки, легко заметить, что он состоит из ряда
рабочих приемов, аналогичных вспомогательным приемам при самой об-
работке. Выполняя настройку по определенным прави-
лам, можно значительно сократить затрачиваемое на
нее время. Часто пугает не столько затрата времени на настройку,
сколько неопределенность этого времени и неуверенность в результате
настройки. Внося известную закономерность, устанавливая точную норму
времени на выполнение данной работы и обучив значительное число
рабочих выполнению настройки, можно свести вопрос о целесообраз-
ности применения того или иного технологического метода к точному
расчету.
Стахановское движение ставит задачу повышения технического
уровня рабочих. Уже и теперь на многих заводах серийного машино-
строения замечается тенденция поручать настройку станков самим ста-
ночникам, а не специальным настройщикам. Помимо экономии во вре-
мени это дает полную уверенность и устойчивость в работе1 * * * * 6. Такая
организация процесса настройки, несомненно, является наиболее вер-
ным путем для повышения уровня технологии на заводах серийного ма-
1 При малых размерах партий перестройка станков производится очень
часто. Поэтому, поручая данную работу специальным настройщикам, мы
должны располагать весьма большим количеством таких работников. Во время
настройки производственный рабочий стоит без дела или, в лучшем случае,
помогает настройщику. На заводах крупносерийного и массового произ-
водств обстоятельства складываются совершенно иначе. Здесь применяются
весьма сложные настройки, а станочники обычно имеют низкую квалификацию.
Содержание настройщиков в таких условиях вполне себя оправдывает.
6 А. II. Соколовский. 2051. 81
Шиностроения при помощи использования опыта массового производства
Из других мероприятий организационного и технического характера
укажем на применение „постоянных настроек", пригодных для целой
группы похожих (но не одинаковых) деталей, на стандартизацию при-
способлений и инструмента и, наконец, на целый ряд устройств и прие-
мов, позволяющих производить настройку быстрее и увереннее. Сюда
относятся, например: выполнение настроек по эталонной детали или по
особым калибрам и шаблонам, использование сменных револьверных го-
ловок, сменных резцодержателей для многорезцовых токарных станков
и т. п. Ниже, в различных местах курса, мы приведем ряд примеров,
иллюстрирующих все сказанное, здесь же сделаем еще одно замечание
общего характера.
Вопрос о времени подготовки производства и о затратах на эту
подготовку не исчерпывается рассмотрением подготовительно-заключи-
тельного времени на отдельные операции. Можно говорить о подго-
товке производства в широком смысле этого слова, оценивая целесооб-
разность затраты средств на такую работу. Эти средства также должны
впоследствии окупиться достигаемыми выгодами в процессе изготовления
детали; поэтому задача нахождения наивыгоднейшей степени сложности
организационных форм при подготовке производства имеет много об-
щего с только что рассмотренной более узкой задачей — о применении
сложных настроек отдельных операций. Не вдаваясь в подробности, мы
укажем здесь, что пути решения обеих задач имеют много общего
между собою и, в основном, сводятся к твердому освоению самого про-
цесса подготовки и к переводу его из стадии опытов и попыток в ста-
дию планомерной систематической работы, каждый элемент которой
поддается учету. И здесь особое значение получает подбор работников
надлежащей квалификации.
5) Перекрытие элементов операции во времени. Одним
из наиболее эффективных i редств, которыми пользуются в целях по-
вышения производительности, является совмещение во времени выпол-
нения нескольких элементов операций. Вместо того, чтобы эти элементы
располагать один за другим (последовательно), их выполняют одновре-
менно (параллельно).
Перекрытие элементов вспомогательного времени
легко осуществляется при автоматизированных операциях. Одновремен-
ное выполнение нескольких ручных приемов возможно в том случае,
когда рабочий согласованно действует обеими руками. Дальнейшие воз-
можности в направлении совмещения во времени нескольких вспомога-
тельных рабочих приемов создаются в том случае, если использовать
различного рода педальные -устройства. При помощи педалей можно
включать и выключать подачу, пускать и останавливать станок и т. д.
Перекрытие элементов основного (машинного) вре
мен и происходит при технологической концентрации обработки.
Стружка снимается одновременно несколькими инструментам. (Много-
резцовая обточ<а, многошпиндельное сверление и т. д.).
Перекрытие элементов машинного и вспомога-
тельного времен. Вспомогательные приемы, непосред-
ственно не связанные со станком (укладка заготовок и
обработанных деталей, обмер деталей и т. д.), могут выполняться во
•2
бремя самохода; систематическое использование такого метода работы
иногда дает значительное сокращение общей продолжительности обра-
ботки. Возможности в рассматриваемом направлении значительно рас-
ширяются в случае снабжения станка автоматическими остановами и
различными блокировочными устройствами, позволяющими рабочему
спокойно выполнять те или иные ручные приемы без опасения порчи
обрабатываемой детали или поломки станка. Рабочие приемы, так или
иначе связанные со станком, труднее перекрываются машинным
временем. Между тем именно время установки, выверки и закрепления
детали в большинстве случаев составляет очень значительную часть
общего времени обработки. В настоящее время осуществлено много
приспособлений и специальных станков, в основу конструкции которых
положена рассматриваемая идея. Заметим еще, что совмещение элемен-
тов машинного и вспомогательного времен часто сопровождается вне-
сением в процесс некоторой доли автоматизма.
В. Использование рабочей силы и автоматизм
До сих пор мы говорили о „производительности", подразумевая под
этим термином производительность оборудования. Вопрос об использо-
вании рабочей силы станочников при разработке технологических про-
цессов был поставлен с полной отчетливостью лишь сравнительно не-
давно. Часто он затушевывался и рассматривался совместно с вопросом
об использовании оборудования. Между тем ясно и без особых дока-
зательств, что оба рассматриваемые понятия, будучи тесно связаны
между собой, все же далеко не равнозначащи.
Если при обточке длинного вала машинное время составляет 80%
от полного времени обработки и при этом токарь обслуживает лишь
один станок, то очень трудно говорить о хорошем использовании ра-
бочей силы. Между тем такую операцию часто считают весьма совер-
шенной, если принятые режимы резания свидетельствуют о полной за-
грузке станка и инструмента.
Вообще очень высокий процент машинного времени при работе на
одном станке всегда наводит на мысль о плохом гспользовании рабочей
силы; возникает вопрос: чем же занят рабочий во время самохода и
нельзя ли его дополнительно загрузить какой-либо работой на другом
станке?
С другой стороны, при обслуживании одним рабочим нескольких
станков, мы иногда встречаемся со случаями, когда этот рабочий за-
нят все время и его загрузка близка к предельной, но зато станки
простаивают значительную часть времени.
Идеальным решением можно считать такое, когда загрузка как
станка, так и рабочего — максимально возможные в дан-
ных условиях. Достижение этого является одной из важнейших за-
дач технолога.
Производительность труда зависит от многих факторов. Кроме усло-
вий, перечисленных выше в связи с рассмотрением вопроса о произво-
дительности оборудования, здесь необходимо иметь в виду, что при
одном и том же технологическом процессе трудовой
процесс может быть построен по-pазному — более или
•*
83
менее рационально. Номенклатура и последовательность прие-
мов могу г изменяться, кроме того длительность каждого приема не
является величиной вполне постоянной.
Обычная методика технического нормирования, основанная на рас-
чете нормы по некоторым средним нормативным данным, не дает воз-
можности во всех случаях оценить особенностей обстановки, в которой
выполняется каждая данная конкретная операция. Для такой оценки не-
обходимо проанализировать операцию более углубленно, рассматривая
не только приемы, но и отдельные движения. При изучении операции
большую помощь оказывает хронометраж.
Мощным средством повышения производительности труда рабочего
является введение многостаночного обслуживания.
Обслуживание одним рабочим нескольких станков применялось уже
давно при работе на автоматах, зуборезных станках, дисковых пилах и
в ряде других случаев.
Однако широкий переход на такой вид работы начался у нас лишь
в 1939 г. в связи с возникновением движения многостаночников, являю-
щегося новым этапом в развитии стахановского движения.
Помимо широты охвата, новое направление в развитии многоста-
ночного обслуживания характеризуется тем, что обязательным условием
при переходе на работу на нескольких станках ставится требование со-
хранения прежних норм выработки по каждому станку.
Иными словами, переход на многостаночную работу не должен conpj-
вождаться снижением производительности оборудования, чего можно,
вообще говоря, достичь только за счет повышения уровня технологии.
Отступление от этого правила' допускается лишь в тех случаях, когда
оборудование оказывается незагруженным. Заметим однако, что такое
положение не может считаться характерным для нашей промышленности.
Поэтому движение многостаночников является одновременно движе-
нием за повышение технического и организационного уровня производ-
ства.
Исходя из баланса времени рабочего, обслуживающего группу из I
станков, занятых выполнением одинаковых операций, можно вывести
следующее условие, которое должно выполняться во избежание простоев
оборудования:
---Гш—
ТР + Тх ’
где Тш — штучное время обработки на одном станке;
Тр — ручное время работы на одном станке;
Тх — время перехода от одного станка к другому, отнесенное
к каждому станку \
Заметим, что к „ручному времени" в данном случае следует отно-
сить все затраты времени, необходимые для выполнения приемов, тре-
бующих непосредственного участия рабочего. К „машинному времени"
относим затраты времени на работу станка, которая может производиться
в отсутствии рабочего.
1 В это же время включается большая часть времени обслуживания станка.
S4
При работе на станках, выполняющих одинаковые однопереходные
операции, приведенное условие является необходимым и достаточным.
11апример, при Тш = 9 мин.; Гр = 2 мин.; Тх = 0,5 мин. получаем
откуда условие /<;3,6. Следовательно, простоев оборудования можно из-
бежать, если рабочий обслуживает не свыше трех станков.
График работы (циклограмма) для этого случая представлен на рис. 25.
Легко видеть, что в данном случае все станки работают так же, как и
тогда, когда каждый из них обслуживается отдельным рабочим, причем
норма выработки каждого станка рассчитывается исходя из штучного
времени выполнения операции Тш. Норма выработки рабочего ока-
Рис. 25. Циклограмма работы трех станков при выполнении ими оди-
наковых однопереходных операций.
зывается в три раза выше; при этом рабочий имеет простой (отдых)
н течение каждого такта работы группы станков минуты, что соста-
вляет 16,7% от штучного времени.
Если операция содержит несколько переходов, то рабочий на про-
тяжении времени обработки каждой детали должен возвращаться к станку
несколько раз. Если, кроме того, станки загружены различными опе-
рациями, то график еще более усложняется. Легко видеть,что, исходя из
заданных значений элементов нормы, рассчитанной для условий одно-
станочной работы, при обслуживании одним рабочим нескольких станков,
вообще говоря, нельзя обеспечить полной загрузки оборудования. Станки
часть времени простаивают (рис. 26). В общем случае вышеприведенное
условие является необходимым, но недостаточным.
Поэтому многостаночники обычно видоизменяют первоначально на-
меченный план обработки, устраняя простои станков или сводя их
к минимуму. При этом, как правило, обеспечивается переработка норм
но некоторым их элементам. Очевидно, что такой результат не всегда
может быть достигнут только за счет увеличения интенсивности работы.
Обычно введение многостаночной работы сопровождается проведением
ряда рационализаторских мероприятий.
85
Организовать многостаночную операцию тем легче, чем больше процент
машинного времени в суммарном времени выполнения всех операций.
Искусственное увеличение машинного времени может оказаться целесо-
образным лишь в исключительных случаях, например, когда небольшое
снижение скорости резания сильно сокращает расходы по смене и пере-
точке инструмента. Поэтому обычно идут по пути сокращения ручных
времен и времени переходов. Ручные времена сокращаются при исполь-
зовании элементов автоматизма. Поэтому вопрос о развитии многостаноч-
ного обслуживания тесно связан с вопросами автоматизации производства.
!мин Тм станок <
ч । | ‘ станок
3^ станок
\То+ТхЧмин. тм~ь,5мин i___________, 4^ станок
I 1 , I I 5^ станок
\Та+Тх=1мин. Тм =5,25 мин^“станок
7^\станок
Ручное бремя
^///У/ХМашинное время I I Простой станка
Рис. 26. Циклограмма работы руппы из 7 станков.
<к
Особое значение при многостаночном обслуживании имеет правиль-
ная организация производства и, в’частности, устранение потерь времени.
Если при обслуживании^ рабочим родного станка, какая-либо [задержка
непосредственно снижает выпуск лишь этого станка, то при многоста-
ночном обслуживании нарушается ритм работы всей группы, что влечет
за собою значительно большие потери.
Время переходов рабочего от станка к станку может быть умень-
шено путем рациональной расстановки оборудования. Станки, обслужи-
ваемые одним рабочим, следует устанавливать группами таким образом,
чтобы переход, в соответствии с графиком, от одного станка к другому
происходил в порядке их расстановки (рис. 27, а) Ч
Часто применяется такая установка двух полуавтоматов (типа Фэй,
Поттер-Джонстон и др.), при которой передние бабки их направлены
в разные стороны. Рабочий, находящийся между станками, с удобством
обслуживает их. Это расположение обычно согласуется с общей плани-
ровкой мастерской, при которой станки устанавливаются перпендикулярно
главным проходам (рис. 27, Ь).
Сказанное становится еще убедительнее, если учесть, что станки,
входящие в группу, могут обслуживаться специальными общими для
1 При изменении технологического процесса или программы придется с лики
переставлять, что может быть выполнено весьма быстро и без больших затрат,
если установка станко? произведена соответственным образом.
86
них транспортными и подъемными средствами и, таким образом, не соста-
вляют вполне обособленных единиц. Отсюда один шаг до соединения
нескольких станков в. одну единицу с тем, чтобы, сблизив их рабочие
органы, сделать одновременное обслуживание их более удобным. В
таких случаях обычно говорят уже не о группе станков, а об одном
сложном (агрегатном) станке.
При работе на таких группах станков и на комбинированных стан-
ках длительность элементов вспомогательного времени, связанных
с управлением станками, а отчасти и других его элементов уменьшается
по сравнению с длительностью тех же элементов при обслуживании
ЗаеотоРк ч
а) □
ГдТПОвЬт
детали
летали А
/-я операция
£-я операция
fomotibie
г- - детали
3-я операция
Зоготобки
3-я операция
2-я операция
1-я операция
Детали В
Рис. 27. Группа станков, обслуживаемых одним рабочим,
одним рабочим нескольких станков в случае независимой их установки.
Достигаемая при этом экономия зависит от совершенства группи-
ровки.
Разработка технологических процессов при многостаночных работах
обычно начинается с заполнения тех же карт, какими пользуются и
при одностаночной рабцте. Но потом полученные данные приходится
корректировать/подчиняя процессы обработки отдельных деталей ритму
работы многостаночника. При этом необходимо уложиться в общий такт
работы группы станков. Строго говоря, все станки группы следует
рассматривать как одно рабочее место и работу, выполняемую на них,
как одну операцию.
Документом, в котором фиксируются результаты согласования работы
станков группы, является циклограмма (рис. 25 и 26). Широкое при-
менение, при проектировании многостаночных операций, графиков объ-
ясняется трудностью аналитического расчета и громоздкостью получаемых
при этом формул. Тем не менее некоторые выводы общего характера
87
все же могут быть сделаны; эти вопросы подробнее рассмотрены в специ-
альных руководствах \ Заметим еще, что при решении задач, связан-
ных с многостаночным обслуживанием, технологу приходится проде-
лывать работу аналогичную той, которую он выполняет при разра-
ботке технологии поточного производства1 2.
Большое влияние на успех построения многостаночных операций
оказывает правильный подбор деталей и операций, одновременно обра-
батываемых на данных группах с i анков. При этом встречаются различ-
ные случаи:
I) на всех станках группы выполняются одинаковые операции над
одинаковыми деталями (станки загружены одинаковой работой);
2) на станках выполняются различные операции, относящиеся к
одной и той же детали (деталь переходит со станка на станок)3;
3) станки загружены различными операциями над различными
-деталями.
При этом рабочий может обслуживать станки одного типа или
разного („совмещение профессий"). В некоторых случаях осуществляется
бригадная многостаночная работа. При этом члены бригады могут ра-
ботать в одну или в разные смены, причем все они могут иметь оди-
наковую или различную квалификацию (бригадир и несколько .подруч-
ных). Последняя форма организации часто используется в цехах тяжелого
машиностроения.
Все сказанное показывает, сколь разнообразны формы многостаноч-
ной работы и вместе с тем сколь велики возможности, открывающиеся
в этом направлении.
Вопрос об использовании рабочей силы тесно связан с принципом
автоматизма.
Автоматической называется такая машина, которая
без содействия рабочего выполняет все необходимые
движения и нуждается лишь в контроле с его стороны.
Автоматизм — это высшая ступень механизации. Если под механи-
зацией мы подразумеваем устройство приспособлений, заменяющих физи-
ческий труд рабочего, то под термином „автоматизация* следует понимать
применение устройств, освобождающих рабочего от многократного по-
вторения простейших умственных процессов и рефлексов. Автома-
тическое устройство заменяет не только руки, но и
глаз рабочего. Например, применение автоматического останова
освобождает рабочего от необходимости наблюдать за правильностью
размера детали, для того чтобы своевременно выключить подачу. При
изготовлении партии одинаковых деталей умственные процессы, связан-
ные с указанным наблюдением за работой станка, повторяются столько
раз, сколько деталей содержится в данной партии. При использовании
останова эта элементарная умственная работа заменяется единовременной
1 См. Богинский и Л у н е вс к ий, Подготовка и планирование много-
станочных работ, Машгиз, 1941.
2 См. § 2Б.
3 Эта форма работы часто применяется в условиях поточного производства,
когда рабочий обслуживает несколько смежных станков.
83
затратой умственной работы более высокого порядка, связанной с конструи-
рованием и регулировкой автоматического станка 1.
Широчайшее внедрение в нашу промышленность средств автоматики
является одной из основных задач сегодняшнего дня. Если в условиях
капиталистической страны применение наиболее совершенных автомати-
ческих машин вызывает последствия, вредные для рабочего-произво-
дителя, то в стране победившего социализма автомат облегчает труд и
одновременно, повышая производительность, ускоряет процесс социа-
листического строительства.
Идея автоматизма увлекала человечество с незапамятных времен, но
только сравнительно недавно машины-автоматы начали действительно
широко применяться.
В механосборочном производстве возможности приложения прин-
ципа автоматизма весьма широки, хотя нахождение правильных решений
вообще говоря, труднее, чем во многих других отраслях техники 2.
Прежде всего автоматизируются сами металлорежущие станки. При этом
дело начинается с автоматизации выполнения отдельных рабочих преи-
мов на обыкновенных станках (выключение подачи, остановка станка
промер на ходу и т. д.)3, затем переходят к автоматизации переходов цели-
ком, создавая станки, автоматически выполняющие простейшие одно-
переходные операции (зуборезные, резьбофрезерные и шпоночнофре-
зерные полуавтоматы, винторезные токарные станки с автоматической
подачей и возвратом резца и т. д.).
Следующий шаг в направлении автоматизации станков — включение
в цикл автоматических движений, связанных со сменой инструмента.
Отсюда возникновение многочисленных конструкций полуавтоматов.
Наконец, автоматизация процесса установки и снятия детали превращает
полуавтомат в полный автомат (различные токарные автоматы для прут-
ковой работы, а также и для патронной с магазинной подачей, центро-
вочные автоматы, автоматические станки для нарезания гаек, для шли-
цовки винтов, для накатки резьбы и др ). В этих случаях операции авто-
матизируются полностью.
Дальнейшее движение в направлении автоматизации требует устано-
вления автоматической связи между отдельными операциями. Легко видеть,
1 Принцип автоматизма в применении к технологии можно в некоторых отно-
шениях рассматривать как частный случай другого начала: „принципа переноса
опыта* (transfer of skill). Согласно этому принципу, умственная работа, затра-
чиваемая в каком-либо месте, при изменении организации технологического
процесса должна быть обязательно затрачена в другом месте. Например, об-
точку фасонной детали можно выполнить различными методами: простейшим,
когда токарь, обрабатывая сложный профиль, действует одновременно махо-
вичками продольной и поперечной подач; методом работы по копиру и, наконец,
путем обточки фасонным резцом. В первом случае опыт (квалификация) сосре-
доточивается в руках токаря, во втором и в третьем он переносится в кон-
структорское бюро и инструментальную, где проектируется и изготовляется
копир или фасонный резец.
2 Производства текстильное, полиграфическое, обувное, табачное, химическое
и т. д. легче поддаются автоматизации, чем механосборочное. Основанием для
этою является большее однообразие процессов в перечисленных производ-
ствах и более массовый выпуск, оправдывающий разработку соответственных
автоматических устройств.
3 Так называемая «малая автоматизация".
89
что это направление представляется не чем иным, как приложением прин-
ципа концентрации операций к автоматическим станкам. Возможно двоякое
конструктивное решение такой задачи.
Первое — когда несколько операций, ранее выполнявшихся на ряде
простых станков, сосредоточиваются на одном сложном автомате. При-
мер— многошпиндельные токарные автоматы (Гридлей, Кон, Буллард,
и т. д.). Эта же идея положена в основу получивших в настоящее время
широкое распространение агрегатных станков, „станков-комбайнов"
и т. п1.
Второе решение той же задачи—это установление автоматической
связи между работой нескольких автоматов, выполняющих последова-
тельные операции, т. е. организация „автоматических поточных
линий", в связи с чем конструируются специальные устройства для
передачи деталей с одного станка на другой и для согласования всех
движений.
Одна из сравнительно старых попыток такого рода была сделана
в Англии 2. Был сконструирован специальный агрегат для обработки ко-
жухов коробок передач автомобиля. Этот агрегат представлял собой
длинную станину, на которой смонтированы отдельные станки-головки.
Каждый из этих станков выполняет одну из 31 операции. В числе этих
операций имеются самые различные: фрезерные, токарные, сверлильные
и нарезные. Постройка этой линии, повидимому, не была закончена.
Разработка подобного агрегата заключает в себе три стадии:
1) конструирование отдельных станков-головок, снабженных кнопоч-
ным управлением,
2) автоматизация управления этими станками и, наконец,
3) конструирование механизмов, автоматически перемещающих обра-
батываемую деталь от одного станка к другому. К этому добавляются
автоматические устройства для удаления стружек, для обдувания деталей
сжатым воздухом и т. д.
Более новая установка, посiроенная фирмой Сенека Фолс в США
и преследующая те же задачи, хотя и в более скромном масштабе, была
испытана на заводе Крейслер3.
Как видно из рис. 28 в данном случае в работе участвуют три
станка, установленные рядом. Обрабатываемая деталь (валик механизма
управления автомобилем) длиной около 200 мм, изготовляемая из штам-
повки, проходит следующие операции: двустороннюю центровку, черно-
вую обточку и подрезку, чистовую обточку и подрезку. В соответствии
с этим один из установленных станков центровочный, а два другие —
многорезцовые токарные.
Действие всего устройства следующее: черные заготовки подаются
к специальному транспортеру, показанному с левой стороны рисунка.
Этот транспортер устроен таким образом, что заготовки перемещаются
вдоль него толчками, причем каждый раз одна из заготовок подается на
зажимы центровочного станка.
1 См. § 4А.
2 Machinery (Лондон), 1 декабря 1927, стр. 265—275.
3 Аналогичная линия была осуществлена на одном из заводов СССР для вы-
пуска специальной продукции.
90,
Процентрованная заготовка опять-таки автоматически освобождается
и переносится к следующему станку, где устанавливается между цен-
трами. Таким же образом грубо обточенный валик подается в центр
второго токарного станка, а окончательно обточенный опускается в ло-
ток, расположенный справа, откуда скатывается на транспортный кон-
вейер. Перемещения от станка к станку, а также от последнего станка
к лотку, производятся при помощи специального, действующего вполне
автоматически, устройства, расположенного над станками. Эго устрой-
Рис. 28. Автоматическая поточая линия из трех станков,
сгво, а также механизм питающего транспортера, зажимы центровочного
станка и шпинделя задних бабок токарных станков действуют гидра-
влически, как и ряд других механизмов, обслуживающих описываемую
установку.
Управление всеми механизмами, а также пуском и остановкой стан-
ков,— электрическое; оно сконструировано таким образом, чтобы сде-
лать работу установки надежной и исключить поломки даже в случае
каких-либо неисправностей в работе инструмента и т. д. Например,
в случае поломки центровочного сверла, оставшийся в теле заготовки
конец его будет мешать перемещению шпинделя задней бабки обдироч-
ного токарного станка. И хотя шпиндель задней бабки второго токар-
91
ного станка (на котором стоит предшествующая деталь) мог бы стать
на место, все же это не произойдет, так как захваты транспортирую-
щего устройства не освободят деталей, и станки не будут пущены в
ход.
Со времени организации первых автоматических поточных линий
работы в этом направлении не прекращались. Получил большую из-
вестность завод Смита в США, на котором организовано автоматизи-
рованное поточное производство автомобильных рам.
Другой пример — автоматическая поточная линия для обработки го-
ловок авиамоторов на заводе Райт х. Детали крепятся в приспособле-
ниях, которые передвигаются по направляющим, останавливаясь на
рабочих позициях. В отличие от большинства ранее создаваемых линий,
в этом случае поточная линия образована не путем соединения нескольких
станков общего назначения, а на основе построения специальных стан-
ков агрегатного типа.
В СССР также велась и ведется интенсивная работа по созданию
автоматических поточных линий.
Перед войной на Сталинградском тракторном заводе была построена
и испытана линия конструкции И. П. Иночкина, предназначенная для
обработки определенной детали — ступицы поддерживающего ролика
гусеницы трактора, — причем здесь же на нее напрессовывается другая
деталь (бандаж).
Линия Иночкина состоит из 5 станков, причем ее производитель-
ность рассчитана на производство в одну смену роликов для 150 трак-
торов; она обслуживается одним рабочим.
В дальнейшем было разработано много проектов автоматических
поточных линий, основанных на различных принципах. Некоторые из
этих линий испытаны, другие находятся в различных стадиях осуще-
ствления. В 1946 г. была построена автоматическая поточная линия для
Московского автомобильного завода им. Сталина (ЗИС). На линии
сверлятся и нарезаются отверстия в блоке цилиндров грузового автомо-
биля. Производительность линии 25 блоков в час. Такт 2,2 мин.
Линия состоит из четырех секций, на которых соответственно обра-
батываются отверстия, расположенные на различных сторонах блока,
(рис. 29). Она оборудована исключительно агрегатными станками —
в совокупности 45 головками. По проекту линия обслуживается 7 рабо-
чими, причем на обсверливание одного блока затрачивается 8 чело-
векоминут.
На обычной, неавтоматической поточной линии, также оборудованной
агрегатными станками (40 головок), используются и сверлильные станки
общего назначения (20 станков). При той же производительности, как
и у автоматической линии, здесь занято 65 рабочих. Получается также
и выигрыш в производственной площади (автоматическая линия 250 м2,
неавтоматическая 330 м2).
В настоящее время работы по созданию новых автоматических поточ-
ных линий ведутся с неослабевающим напряжением.
1 Machinery, Лондон 1942, № 1540, стр. 319.
92
Применением автоматических станков и агрегатов возможности при-
ложения принципа автоматизма к механосборочному производству далеко
не исчерпываются. Широкие перспективы открываются в направлении
автоматизации контроля. При этом используются различные
Рис. 29. Вторая секция автоматической поточной линии на ЗИС.
устройства, основанные на применении индикаторных, оптических, пнев-
матических и электрических приборов. Недостаток места мешает нам
остановиться на этом вопросе подробнее, добавим лишь, что для неко-
торых производств он имеет наиболее актуальное значение.
Сборочные процессы до последнего времени автоматизированы зна-
чительно слабее, чем процессы механической обработки, хотя и в этом
93
направлении имеются отдельные весьма удачные решения. Упомянем
далее об автоматических устройствах для балансировки и взвешивания
автомобильных и других деталей. Обслуживание станков также поддается
автоматизации. Применяются устройства для автоматической смазки,
автоматической уборки стружек и т. д.
Автоматизм — это один из путей к повышению производительности
труда; поэтому мы и рассматриваем оба вопроса одновременно. Однако
значение автоматизма этим далеко не исчерпывается. Введение в кон-
струкцию станков и приспособлений элементов автоматизма открывает
большие возможности и в направлении повышения производительности
самого оборудования. Этим путем облегчается применение концентриро-
ванного метода обработки, одновременное введение в работу нескольких
инструментов, перекрытие элементов времени и т. д. Конечно, автома-
тизм имеет также и свои границы, зависящие от особенностей обраба-,
тываемых деталей и всей производственной обстановки. К последнему
вопросу, имеющему весьма большое значение, мы еще вернемся впо-
слегствии.
2. ОРГАНИЗАЦИОННАЯ И ЭКОНОМИЧЕСКАЯ ЦЕЛЕСООБРАЗНОСТ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
А. Влияние организации производства на технологический процесс
Всякий технологический процесс осуществляется в рамках реального
цеха как в пространстве, так и во времени. Так как в том же цехе
обычно выполняются технологические процессы многих других деталей,
то очевидно, что рассматриваемый процесс должен быть каким-то обра-
зом согласован с процессами всех этих деталей.
Далее при осуществлении технологического процесса приходится
считаться с требованиями целого ряда служб, влияющих на ход произ-
водства. Сюда относятся: энергоснабжение (включая приводы к станкам),
транспорт, складское хозяйство, инструментальное хозяйство, аппарат
контроля и т. д. Наконец, весь штат рабочих и служащих цеха требует
координации действий, что ставит целый ряд дополнительных задач.
Каждая из упомянутых служб живет своей жизнью. Внутри ее проте-
кают определенные „обслуживающие" процессы, составляющие часть
общего производственного процесса цеха1.
1 Как мы уже упоминали, удобнее говорить о производственном
процессе цеха или его зтмкнутого участка, чем о производственном про-
цессе отдельной детали. Все обслуживающие процессы, в отличие от техноло-
гического процесса, обычно относятся не к деталям, а ко всей совокупности
деталей, обрабатываемых в цехе. Поэтому выделение производственного про-
цесса отдельной детали оказывается весьма затруднительным и условным.
Для доказательства сказанного достаточно вспомнить те трудности, с которыми
приходится считаться при разнесении накладнвтх расходов (т. е. расходов по
содержанию различных „служб") по отдельным деталям (см. ниже § 2В).
Технологический процесс механической обработки, в силу самого
определения этого понятия, относится к определенной детали. Говоря о тех-
нологическом процессе цеха в смысле фиксации некоторых общих признаков,
свойственных технологическим процессам всех (или главнейших) деталей,
обрабатываемых в данном цехе, мы делаем только известное обобщение,
конечно, вполне законное.
94
Установление связи между отдельными процессами, протекающими
в цехе, а также между каждым из них и всей совокупностью внешних
условий и составляет задачу организации производства.
Технология оказывает большое влияние на органи-
зацию. Замена старого метода обработки новым, более совершенным,
меняет производительность станков и уже этим одним может коренным
образом повлиять на организацию процесса. Неправильный расчет техно-
логических процессов отдельных деталей делает неправильными
и расчеты, связанные с организацией всего производственного процесса
цеха.
И, наоборот, организация производства в сильнейшей
степени влияет на технологию. Забвение факторов организа-
ционного порядка делает технологический процесс нежизненным, нере-
альным.
Только тот технологический процесс может быть
признан целесообразным, который согласован с орга-
низационной формой производства и со всеми обслу-
живающими это производство процессами.
Поэтому высокая производительность технологического процесса еще
не может служить единственным критерием его совершенства.
Переходим к рассмотрению главнейших направлений, по которым
организация оказывает влияние на технологию. С этим влиянием необхо-
димо считаться при проектировании всякого технологического процесса,
для чего бы этот процесс ни предназначался—для действующего ли
производства или для вновь организуемого цеха или завода.
Потребность народного хозяйства в изделиях разного рода очень
различна. В то время как некоторые из них приходится изготовлять
единицами, другие производятся массовым порядком на протяжении
многих лет. В соответствии с этим различают несколько типов произ-
водства.
Индивидуальным (единичным) производством называют
такое, при котором изделия изготовляются в небольших количествах
экземпляров, причем повторение серии, как правило, не предусматри-
вается. Если в будущем и придется повторить заказ, то связь, и при
том до некоторой степени случайная, между старым и новым заказами может
быть установлена только задним числом при выполнении последнего.
Серийным производством называют такой тип произ-
водства, при котором заранее предусматривается повторяемость изго-
товляемых серий изделий. При этом конструкция изделий не меняется
в течение некоторого промежутка времени или изменения ее настолько
малы, что не оказывают большого влияния на технологический процесс.
Таким образом переход от индивидуального производства к серийному
возможен только тогда, когда конструкции производимых изделий
достигли известной степени устойчивости.
В зависимости от величины серий, а также от того, насколько часто
и закономерно (периодически) происходит чередование этих серий, раз-
личают производства мелко- и крупносерийное. Первое приближается
к индивидуальному, а второе — к массовому производству.
Массовым производством называется такое, при котором
изделия изготовляются в больших количествах и притом непрерывно
95
в течение значительного промежутка времени, а конструкция изделия
меняется редко и в строго плановом порядке.
Переходя от общих определений к рассмотрению интересующего нас
влияния типа производства на технологический процесс, мы должны
указать, что такое влияние сказывается прежде всего на характере
загрузки оборудования, т. е. на степени постоянства загрузки станков,
сборочных стэндов, верстаков, складов и т. д., одними и теми же дета-
лями и изделиями.
В цехе, организованном по типу массового производства, на каждом
станке выполняется всегда одна и та же работа, а при индивидуальном
производстве работа меняется иногда по нескольку раз в день.
В серийном производстве картина производства меняется периоди-
чески, причем величина периода всегда значительно меньше полного
срока нахождения продукции данного вида в программе завода. На про-
тяжении срока выполнения каждой серии,изделий картина также меняется,
потому что отдельные детали пускаются в производство партиями. Чем
больше размер партии деталей и чем проще изделие, тем ближе кар-
тина серийного производства к массовому.
Заметим еще, что на машиностроительных заводах даже массового
производства обычно далеко не все цехи и их отделения организованы
по типу, свойственному этому производству. Например, на автомобиль-
ном заводе лишь станки, на которых обрабатываются крупные детали,
все время загружены одними и теми же операциями. Многие другие
станки периодически перестраиваются, и производство на соответствен-
ных участках цеха принимает характер крупносерийного.
Постоянство загрузки оборудования сильнейшим
образом влияет на всю постановку технологического
процесса. Если на одних и тех же станках все время выполняются
одни и те же операции, то, очевидно, эти операции можно „настроить"
лучше, чем в том случае, когда характер загрузки станков часто
меняется. При постоянной смене операций в цехах индивидуального
производства выполнение „настройки" оказывается невозможным. В се-
рийном производстве станки периодически перенастраиваются, в массо-
вом настройка не меняется в течение неопределенно длительного времени.
Кроме степени постоянства загрузки оборудования, тип производства
оказывает влияние на технологию и организацию производства в других
направлениях. Приводим ряд признаков, по которым данное производ-
ство можно отнести к тому или иному типу (табл. 2).
Простое сопоставление этих признаков показывает, что массовое
производство имеет более совершенную технологию, чем серийное, а
последнее более совершенную, чем индивидуальное, вследствие чего
при повышении типа производства, т. е. при переходе от индивидуаль-
ного производства к серийному, а от серийного к массовому, себестои-
мость изделий обычно резко падает.
Многие изделия только потому и смогли стать предметами широкого
потребления, что удалось организовать их изготовление в весьма боль-
ших количествах. Если те же изделия производить в меньших коли-
чествах, то цена их резко возрастает. С этим мы сталкиваемся, напри-
мер, при сравнении стоимости автомобилей дешевых и дорогих ма-
рок
96
Таблица 2
Характеристика различиыхдтипов производства
Индивидуальное Серийное Массовое
Малое количество из- готовляемых изделий Среднее количество изготовляемых изделий Большое количество изготовляемых изделий
Отсутствие заранее обусловленной повто- ряемости серий Периодический запуск серий в производство Непрерывное нахож де- ние данных изде лий в производстве на про- тяжении значительного промежутка времени
Загрузка станков раз- личными деталями без какой-либо закономерной смены последних Периодическая смена деталей на станках Непрерывная загрузка станков одними и теми же деталями
Универсальное обору- дование Универсальное и от- части специализирован- ное оборудование Широкое применение специализированных и специальных станков
Применение приспо- соблений и специального инструмента лишь в слу- чаях крайней необходи- мости — при невозмож- ности выполнения работ без их помощи Широкое применение приспособлений и спе- циального инструмента j Сложные приспособле ния и специальный ин- струмент с автоматиче- скими устройствами. Приспособления, орга- нически связанные со станками
Отсутствие настройки станков, работа по про- мерам Работа на настроенных станках Применение сложных настроек. Автоматизм
Рабочая сила высокой квалификации Использование рабо- чей силы различной ква- лификации Рабочая сила низкой квалификации при на- личии настройщиков
Ограниченное, как пра- вило, приложение прин- ципа взаимозаменяемо- сти. Широкое примене- ние слесарно-пригоноч- ных работ Широкое внедрение взаимозаменяемости при сохранении некоторых пригоночных работ Полная взаимозаме- няемость при допущении в некоторых случаях подбора. Отсутствие пригонки
7 А. П. Соколовский. 2051.
97
Продолжение (табл. 2)
Индивидуальное Серийное Массовое
Работа по разметке Частичное применение разметки Отсутствие разметки
Отливка по деревян- ным моделям и свобод- ная ковка Частичное применение металлических моделей и штамповки Машинное литье по металлическим моделям, штамповка, литье под давлением и другие спе- циальные методы полу- чения заготовок
Последовательный вид движения производства1 Смешанный вид дви- жения производства 1 Параллельныйвид дви- жения производства 1
Расстановка станков группами по типам *и размерам Расстановка станков с учетом характерных направлений грузопото- ков Расстановка станков по ходу технологического процесса
Разработка технологи- ческих процессов, как правило, по наиболее простым формам (марш- рутные карты) Разработка технологи- ческих процессов как для целей планирования, так и для организации самих работ. Для важнейших опе- раций операционные карты и операционные эскизы Детальная разработка технологических процес- сов и систематическое исследование их в цехах
В основном укрупнен- ное статистическое нор- мирование Техническое нормиро- вание для важнейших и трудоемких деталей Детальное нормирова- ние и хронометражное обследование производ- ства
1 О видах движения производства см. курсы организации и планирования.
В массовом производстве внесение в конструкцию изделия неболь-
ших улучшений, не являющихся существенно необходимыми и предста-
вляющих интерес для узкого круга потребителей, иногда обходится очень
дорого. Здесь себестоимость растет не только потому, чго улучшения
требуют изменения характера обработки и удорожают ее, но главным
образом вследствие уменьш ния потребности в таких изделиях, что в
свою о 1ередь заставляет упрощать организацию технологического про-
цесса и, в частности, обходиться менее специализированным оборудова-
нием.
Отнесение каждого данного производства к тому или иному типу в
основном находится вне воздействия руководителей отдельных заводов,
а определяется производственным заданием, которое исходит из потреб-
ности народного хозяйства в продукции данного вида.
98
Из сказанного, однако, нельзя делать вывода, что уровень техно-
логии на заводе целиком определяется характером его производствен-
ной программы. Условия конкуренции в капиталистическом хозяйстве
и задания со стороны плановых органов по снижению себестоимости у
нас не позволяют выпускать продукцию по ценам выше известного
уровня. Поэтому в тех случаях, когда размер выпуска по существу
дела ограничен, завод должен искать путей совершенствования технологиче-
ского процесса при заданном размере выпуска. Во многих случаях это —
пути, уже использованные заводами массового производства. В такой
передовой отрасли серийного машиностроения, как станкостроение, за-
тронутый вопрос усиленно дискуссировался в течение всего последнего
десятилетия. Передовые работники станкостроительной промышленности,
сопоставляя время обработки на автотракторных и станкостроительных
заводах, невольно задумывались над возможностью повышения техно-
логического уровня последних. Приведем несколько цифр1. Время об-
работки всех деталей станка ДИП 200 X 1500 в 1935 г. составляло
392 часа (из них на крепеж и нормализованные мелкие детали падало
80 час.). В то же время трудоемкость механической обработки 3-тон-
ного грузовика ЗИС равнялась 100 часам. Следовательно, трудоемкость
станка была приблизительно в 4 раза выше трудоемкости трактора или
автомобиля ЗИС. Между тем совершенно очевидно, что трактор или
автомобиль не проще токарного станка. Объяснение резкой разницы в
трудоемкости следовало искать в принципиально различной постановке
технологии на заводах „Красный пролетарий* и ЗИС.
В результате ряда проведенных мероприятий уровень станкостроитель-
ной технологии за последние 10 лет непрерывно повышался, что по-
влекло за собою резкое снижение трудоемкости как по отдельным
деталям, так и по станкам в целом. Остановимся еще на одном явле-
нии, с которым приходится сталкиваться при попытках совершенствова-
ния технологического процесса.
При упрощенных методах работы данное количество деталей может
загрузить станки полностью и на долгий срок. Производство формально
примет характер крупносерийного или даже массового. При пуске тех
же деталей на заводе, располагающем более современным оборудованием
и вообще с более высоким уровнем технологии, смены картины произ-
водства станут более частыми и серийность понизится.
Таким образом до некоторой степени возможен выбор между рабо-
той на более совершенном оборудовании при частой смене партий и
на более простом — при удлинении сроков нахождения партии в про-
изводстве.
В данном случае мы имеем изменение типа производства при неиз-
менной производственной программе. Нахождение наивыгоднейшего реше-
ния в таких случаях иногда требует весьма углубленной и всесторон-
ней проработки. Получается как бы обратное тому, к чему мы при-
выкли: частая смена партий сопровождается повышением технологиче-
1 Статья инж. Б. Щу к а рев а (завод „Красный пролетарий"), „Станки
и инструмент" №11, 1936. Автор на примере заводов „Красный пролетарий"
и ЗИС дает а ализ причин, вызывающих резкое повышение трудоемкости
в станкостроении по сравнению с автотракторным производством.
* ' 99
Рис. 30. Зависимость времени обработки от
размера партии.
ского уровня операций. Но это идет за счет усложнения организации,
в особенности календарного планирования. Поэтому, например, введе-
ние совершенных технологических методов (многорезцовая обточка,
бесцентровая шлифовка и т. д.) в мелкосерийное производство обычно
происходит с большем трудом. Такая работа требует большой гибкости
и оперативности со стороны всего персонала завода. Экономические
выгоды здесь получаются лишь тогда, когда обеспечивается достаточно
совершенная организация производства.
Однако жизнь, как мы уже указывали, все же властно толкает на
этот путь: технология массового производства постепенно внедряется в
серийное.
При определенном размере общего годового задания по производ-
ству изделий данного типа выполнение его возможно в различное время.
Даже при определенном рас-
пределении выпуска серий
изделий по месяцам назна-
чение размеров партии
обрабатываемых дета-
лей1, входящих вэти из-
делия, в известной степени
зависит от лиц, проектирую-
щих технологический процесс
и составляющих календарные
планы производства. Детали
можно сразу заготовлять в раз-
мере месячной, двухмесячной и
т. д. потребности, но их можно
также запускать двумя и более
партиями в месяц. Очевидно, раз-
меры партий определяют в основном технологический процесс, так как чем
они мельче, тем более простые средства производства должны применяться.
На рис. 30 показана зависимость времени обработки от размера партий.
По оси абсцисс отложено число деталей в партии, а по оси ординат —
время обработки, падающее на одну деталь, включая и подготовитель-
но-заключительное время. Три отдельные кривые Л, В, С соответ-
ствуют трем различным методам обработки, причем кривая А относится
к наиболее простому и вместе с тем наименее совершенному методу, а
кривая С, наоборот, к наиболее сложному и совершенному. При малых
размерах партий (для п от 1 до оказывается выгодной работа по
методу А (например обточка на простом токарном станке), для ^</*<#2
предпочтительнее метод В (обточка на револьверном станке) и, наконец,
1 Говоря о производственном процессе, термином „партия* определяют
различные понятия:
и л а н о в а я п а р т и я — количество деталей, одновременно запускаемых
в обработку;
установочная партия („пачка* по терминологии проф. О. И. Непо-
рента) — количество деталей, одновременно устанавливаемых на станке;
пар.тий настройки — количество деталей, обрабатываемых в тече-
ние промежутка времени между двумя поднастройками станка;
транспортная партия — количество деталей, одновременно транс-
портируемых от станка к станку.
100
при n>n2 наилучшим с точки зрения затраты времени оказывается
метод С (обработка на автомате). В точках, соответствующих пх и и2,
кривая имеет переломы, причем, однако, время обработки с увеличением
партии непрерывно уменьшается.
Уменьшение времени обработки при неизменном технологи-
ческом процессе объясняется влиянием подготовительно^заключи-
тельного времени и отчасти приспосабливаемостью рабочего к данной
операции1. Обращаемся к известной формуле:
Т
__т | п.з
где Тк—полное (калькуляционное) время обработки детали;
Тш—штучное время;
Тп.з — подготовительно-заключительное время;
п — число штук в партии.
При увеличении п — время, падающее на штуку, уменьшается, так
как падает доля подготовительно-заключительного времени. Кроме того,
как мы только что указали, несколько уменьшается и штучное время.
Если сравнить при помощи той же формулы различные методы
обработки, то (пренебрегая изменением Тш) можно найти точки
перелома кривой на рис. 30:
Т Т
Т 4- = т 4—"- •
ш I fl л ш I л ’
откуда
Здесь индекс ' относится к первому процессу (участок кривой Д), а
индекс "— ко второму (участок В). Эту формулу можно выразить
словами следующим образом: число штук в партии, при кото-
ром переход на более сложный процесс становится цел е-
сообразным, определяется отношением увеличения за-
траты времени на подготовку операции к экономии на
штучном времени обработки2.
Из приведенного разбора следует, что с точки зрения технологии
увеличение размера партий является фактором резко положительным.
Граница возможности увеличения партии определяется не технологи-
ческими, а организационными и экономическими соображениями. Прежде
всего размеры партий связаны с пропускной способностью
оборудования данного завода. Механические цехи должны
1 Известно, что только после обработки нескольких деталей рабочий при-
обретает необходимый темп в работе.
2 В данном случае мы говорим о целесообразности перехода на новый
процесс только с точки зрения затраты времени: При yneie стоимости обо-
рудования и т. д. выводы могут измениться. Обозначая фп.з и слоимо,-
сти подготовки и обработки, можно притти к аналогичной формуле, основан-
ной, однако, на сравнении вариантов по себестоимости:
Фп.з @п.з
”1= ’
обеспечивать бесперебойную сборку, благодаря чему они обязаны
обрабатывать прежде всего те детали, которые являются в данный
момент наиболее необходимыми, учитывая не только нормальное состоя-
ние цеха, но и влияние различных случайностей. Вообще при опре-
делении размеров партии приходится прежде всего за-
ботиться о выполнении производственной программы,
так как последствия ее нарушения обычно столь серьезны, что полу-
ченные технологические или организационные преимущества от укрупне-
ния партий не могут служить досрочной компенсацией. Предположив,
однако, чго производство протекает вполне нормально, а требования
сборки устойчивы и вытекают непосредственно из производственной
программы, приходится признать, что размеры партий и при таких усло-
виях должны определяться с учетом организационно-экономических со-
ображений.
Главнейшими факторами, заставляющими ограничивать
размеры партий являются: расходы, связанные с хранением гото-
вых деталей, физический и моральный износ деталей в процессе их
хранения на складе, а главное, — задолженность оборотных средств
(размеры незавершенного производства).
Определение величины оптимальной партии представляет значитель-
ные трудности. Существует много формул, авторы которых пытаются
решить вопрос путем сопоставления экономии, достигаемой при укруп-
нении парти ', с дополнительными расходами, обусловливаемыми влиянием
вышеперечисленных факторов. Следует заметить, однако, что практиче-
ская применяемость всех этих формул ограничена Ч
Рассмотрим метод определения наивыгоднейших размеров партий,
которым часто пользуются на практике. Этот метод-заключается в про-
стом сопоставлении штучного времени и .подготовительно-заключи-
тельного. Мы видели, что на каждую деталь падает доля подготови-
ть.з
тельно-заключительного времени, равная —-—.
Выражая эту величину в процентах от штучного времени, находим
• а = —*100, откуда л = -^~*100. (1)
п.Тш а.Гш 7
Значения а, указывающие нормальное отношение подготовительно-
заключительного времени к штучному, при работе на станках, не тре-
бующих настройки, обычно не выше 5%. При использовании же совре-
менного высокопроизводительного оборудования можно принять следую-
щие значения этого коэфициента:
для мелкосерийного производства............а =10 — ЗО°/о, ,
„ крупносерийного „ .... а — 5 —10%.
Расчеты по формуле (1) крайне просты, но трудность заключается
в выборе подходящего значения а. Дело в том, что формула не учи-
тывает целого ряда важнейших факторов, давая одинаковые значения
партий для деталей из ценных и дешевых материалов, для деталей гро-
1 Вывод одной из таких формул (Пеннингтона) см. наш курс „Основы
технологии машиностроения", 1938, т. I, гл. IV.
102
моздких, требующих дорогого хранения, и удобных для нахождения на
складе. Далее в формулу входит время, но не цена, тогда как в дей-
ствительности стоимость настройки определяется не только временем,
но и рядом других факторов (зарплата настройщика, стоимость проб-
ных деталей и т. п.). Наконец, формула никак не учитывает связи между
размерами партий и незавершенным производством. Поэтому пользова-
ние этой формулой допустимо только при условии, что имеются обо-
снованные значения для величины а, которые относятся к определен-
ному производству и к деталям определенного типа. В других условиях
формула может привести к явно ошибочным выводам. Например, ис-
пользуя современное сложное оборудование при обработке малых партий,
мы неминуемо должны мириться с большой долей участия подгото-
вительно-заключительного времени, т. е. с большими значениями а.
При этом общий эффект все же может оказаться определенно положи-
тельным. Если бы мы исходили из некоторых средних значений а,
то вопрос о применении такого сложного оборудования автоматически
должен был бы отпасть.
Вышеприведенная формула относится к одной определенной детали.
На самом деле при выборе размера партии приходится учитывать та же
и условия планирования. Например, если к станку прикреплено несколько
деталей, входящих в одно и то же изделие в количествах т2,...,
то размеры партий для детали каждого наименования должны быть
пропорциональны этим числам т1У т2...
Наметив, какие именно детали прикреплены к данному станку, можно
определить размер партии п, понимая под п число комплектов деталей,
относящихся к данному изделию, запускаемых в производство одновре-
менно. При этом каждый комплект состоит из деталей, входящих в одно
изделие. Полученное значение п будет вместе с тем равняться размеру
партии для тех деталей, которые входят в изделие по одной. Формула
в таком случае принимает вид:
v^n-3 100, (2)
а • 2 (Гш. т) * v 7
где суммирование распространяется на все детали, прикрепленные к дан-
ному станку.
Заметим еще, что при расчете по приведенным формулам для раз-
ных станков получатся различные значения п. Обычно размер партии
определяют по станку с наиболее сложной настройкой, для которого и
получится наибольшим. Однако, если этот станок, а также другие, че-
рез которые проходят рассматриваемые детали, могут пропускать всю
запланированную на них продукцию и при меньших п, то может ока-
заться целесообразным уменьшить размеры партий иногда до величины,
определяемой той же формулой (2), но в которой суммирование рас-
пространяется на все детали и операции, относящиеся к одному изде-
лию, обрабатываемые в данном отделении цеха. При таком методе рас-
чета значение коэфициента а соответствует среднему отношению подго-
товительно-заключительного времени к штучному.
До сих пор мы говорили лишь о партиях обрабатываемых деталей.
Однако большая часть приведенный технико-экономических соображений
ЮЗ
относится также и к расчету наивыгоднейших серий изготовляемых за-
водом изделий.
Необходимо вместе с тем заметить, что в этом отношении руковод-
ство завода обычно имеет меньшие возможности регулирования произ-
водства, так как величина серий в основном определяется производствен-
ной программой.
В круг технико-организационных задач входят также вопросы о за-
грузке оборудования и его размещении.
Технологический процесс должен быть спроектирован таким обра-
зом, чтобы все единицы оборудования были загружены по возможности
полностью. С другой стороны, организация производства также предъ-
являет свои требования к выбору и размещению станков.
Полная загрузка оборудования легче всего обеспечивается при груп-
повом его размещении, т. е. тогда, когда однородные станки,
например токарные, фрезерные, сверлильные и т. д., располагаются вме-
сте, образуя отделения, подчиненные мастерам, специализированным по
технологическим признакам.
Однако трудности, связанные с планированием и регулированием ра-
боты мастерских, в которых должна последовательно производиться
обработка всех деталей, находящихся в производстве (иди, по крайней
мере, значительной их части), заставляют прибегать к секциониро-
ванию производства, т. е. к разбивке его на замкнутые участки.
В каждом из таких участков обрабатываются детали одного какого-либо
характера: например, одинаковой формы (валы, зубчатки и т. п.) или
относящиеся к изделиям одного и того же рода. В этом случае через
отдельные мастерские проходит только часть деталей, благодаря чему
управление производством в большой степени облегчается.
Границы проведения секционирования устанавли-
ваются главным образом возможностью достаточно
полной загрузки оборудования. Чем дальше мы идем по
пути разбивки деталей на группы, тем труднее подобрать станки таким
образом, чтобы они были полностью загружены.
( Необходимость примирения принципа секциониро-
вания с требованием обеспечения полной загрузки
обрудования во многих случаях отражается на поста-
новке технологического процесса. Если при разработке этих
процессов внимательно учитывать оборудование отделений, то во мно-
гих случаях .удастся его загрузить достаточно полно, даже не прибегая
к помощи других отделений. Дело в том, что, как мы увидим в дальней-
шем, одни и те же технологические задачи часто допускают ряд ре-
шений, близких по достигаемому эффекту. Револьверные станки могут
быть заменены токарными или карусельными, вертикально-фрезерные —
горизонтальными, фрезерные — строгальными, и наоборот. Конечно,
возможности таких замен ограничены, и чрезмерное увлечение ими
ведет к забвению требований технологии в угоду достижения чисто
организационных преимуществ.
Правильная организация внутрицехового транспорта также
предъявляет свои требования к постановке производственного процесса.
Оборудование необходимо устанавливать таким образом, чтобы детали
по возможности перемещались все .время в одном направлении, без
104
возвратов и петель. Далее следует стремиться к сокращению транспорт-
ных путей. Такое требование иногда отражается и на технологии, за-
ставляя выбирать определенный порядок операций. Например, в том
случае, когда группа токарных станков расположена в начале цеха, за-
тем следует группа строгальных и фрезерных станков и, наконец, у
входа в сборочную — сверлильных, — обработку, если возможно, пред-
почтительно начинать с обточки, а плоскости обрабатывать после, при-
нимая за базу цилиндрические поверхности. Если расположение станков
иное, то и порядок базировки следовало бы принять иной.
Таким образом в индивидуальном производстве обычно прихо-
дится допускать, с одной стороны, некоторые отклонения от прямоточ-
ности движения деталей, а с другой, — там, где это возможно, при-
спосабливать процесс к принятому расположению оборудования.
Наиболее благоприятные обстоятельства имеют место в массовом
производстве. Здесь количество деталей велико и может обеспечить
достаточную загрузку станков даже в том случае, когда на каждом
станке обрабатывается только одна деталь. Это позволяет довести идею
секционирования до ее логического конца, выделяя для каждой детали
свой участок производства. Такие участки часто называют „линиями*,
так как в этом случае станки обычно устанавливают в порядке техно-
логического процесса. При больших выпусках каждая операция выпол-
няется на своем станке, и такое расположение не встречает никаких
затруднений. При меньшем объеме производства иногда приходится вы-
полнять на одном и том же станке несколько операций и тогда для
внесения определенного порядка в движение деталей требуется соблю-
дение некоторых особых условий.
Определение количества станков, необходимого для выпол-
нения программы, обычно производится до формуле:
Х~ F ’
где Л — количество станков данного типоразмера;
Тк — калькуляционное время детали;
Л/—число деталей данного наименования в годовой программе;
F—действительный годовой фонд рабочего времени станка.
Суммирование распространяется на все детали, обработка которых
запланирована на .станках данного типоразмера1.
Беря количества различных станков, рассчитанные по этой формуле,
мы как будто бы обеспечиваем возможность выполнения на них произ-
водственной программы. Однако такое утверждение окажется справедли-
вым только при условии, что все станки будут все время загружены
(при простоях, не превышающих предусмотренных при определении фонда
времени). Соблюдение этого условия требует исключительно четкого
планирования, так как все операции взаимно связаны и могут выпол-
няться лишь в определенной последовательности.
Поэтому разработка календарного плана загрузки станков, даже на
бумаге, представляет значительные трудности. В процессе же работы
1 Подробнее см. Егоров, Основы проектирования механических и сбо
рочных цехов, Машгиз, 1944.
105
цеха такой план постоянно нарушается и основной заботой производ-
ственного персонала является непрерывная его корректировка (сменно-
суточные задания и т. д.), учитывающая отклонения, возникшие за пред-
шествующий плановый период (год, месяц, неделю, сутки). В условиях
обычных серийного и индивидуального производств план загрузки
оборудования не является чем-то твердо установленным, а жестко
фиксируется лишь на весьма короткий промежуток времени.
Такое положение дела является источником постоянных затруднений
и нарушений общего производственного плана. Поэтому намечается
тенденция к замене обычного аритмичного производства, ритмичным,
течение которого подчиняется определенному календарному плану, уста-
новленному на длительный промежуток времени вперед. Такая тенденция
в первую очередь выявилась в условиях массового производства, кото-
рое уже давно перешло на работу поточными методами.
Б. Поточное производство и особенности его технологии 1 ;
Производство, при котором рабочие места располо-
жены в порядке выполнения операций, — причем коли-
чество и производительность этих рабочих мест рас-
считаны таким образом, что обеспечивается переход
объектов производства с одной операции на другую
без задержек и пролеживания, — называется непре-
рывно-поточным производством2.
Принцип непрерывного потока вносит в организацию производства
стройность, оно получает полную наглядность, причины неполадок
выявляются на месте без обращения к какой бы то ни было докумен-
тации. Вообще вся документация крайне упрощается. Поддержание
дисциплины в мастерской облегчается. При работе по методу непре-
рывного потока детали нигде не пролеживают (что неизбежно при
работе партиями), вследствие чего производственный цикл
сокращается во много раз. Все эти преимущества организационного
характера заставляют стремиться к возможно широкому внедрению
принципа поточности. Однако на этом пути встречаются и свои труд-
ности.
При расчете поточного производства имеет большое значение такт
работы.
1 Литература по вопросам поточного производства весьма обширна. Из
новых изданий упомянем:
Ефимов, Организация потока в машиностроении, Машгиз,1944.
В е к с е р, Поточное производство боеприпасов, Оборонгиз, 1945.
Чарнко, Технология поточного производства станков, Машгиз, 1946.
Рис. 31 и 33 нами заимствованы из этой книги.
2 Массовое производство может быть и не поточным, в тех случаях,
например, когда станки расставлены по групповому признаку. Здесь каждый
станок всегда выполняет одну и ту же работу, но связь между операциями
обеспечивается только путем использования общих методов регулирования
хода производства. Никакого ритма в работе при этом здесь обычно не уста-
навливается. Необходимо заметить однако, что такие случаи не характерны
для массового производства, которое имеет определенную тенденцию к пере-
ходу в поточный тип.
106
Тактом называется длительность равных промежут-
ков времени между выпуском двух следующих друг за
другом объектов производства1.
где т — такт в минутах; Т — определенный промежуток рабочего вре-
мени в минутах; М — число деталей данного рода, обработанных за
тот же промежуток времени.
Условие непрерывности потока заключается в том, что время
выполнения каждой операции должно быть равно или
кратно такту выпуска всей линии. Например, если в смену
требуется обработать 160 деталей, то такт работы линии равняется
480:160 = 3 мин. Время подачи детали с каждой операции на следу-
ющую должно равняться также 3 мин.; само время выполнения опера-
ции не должно превышать этой величины, если на операции занят один
станок. Если время выполнения операции больше, чем такт выпуска, то
должны работать параллельно два или более станков. Например, в рас-
сматриваемом примере при двух станках время операции может дойти
до 6 мин., при трех — до 9 мин. и т. д.
При несовпадении времен выполнения операций с тактом получаются
либо задержки в производстве (если время операции слишком велико),
либо, наоборот, простои оборудования (если время операции меньше,
чем получается из расчета по такту выпуска). Первый из этих случаев,
очевидно, может возникнуть лишь случайно из-за какой-либо неисправ-
ности в работе линии, со вторым же приходится встречаться очень
часто. Вообще синхронизация работы различных станков является наи-
более трудной задачей при организации поточного производства.
Перенося без изменений технологию обычного производства в по-
точное, т. е. ограничиваясь расстановкой станков по ходу процесса,
мы не получаем синхронизации операций. Для того чтобы ее достиг-
нуть, придется поднять производительность некоторых станков или же
снизить производительность других. Средства повышения производи-
тельности нами были рассмотрены выше, здесь же коснемся обрат-
ного— путей уменьшения убытков, связанных с. неполной загрузкой
станков. В тех случаях, когда применяются дешевые станки или опера-
ции не механизированы, выход из положения может заключаться в
том, чтобы поручить одному рабочему выполнение нескольких опера-
ций, допуская простой станка2 3. Если станок дорогостоящий, то такое
мероприятие не решает вопроса. Приходится либо перепроектировать
технологический процесс, либо заменить дорогой станок более дешевым,
хотя бы и менее производительным.
1 Вместо термина „такт" часто пользуются терминами „темп" или „ритм".
Мы принимаем первый из этих трех терминов, сохраняя термин „темп* для
качественной характеристики интенсивности (быстроты) протекания процесса,
а термин „ритм" для такой же характеристики его равномерности.
3 Простои рабочего не допускаются ни при каких условиях. При недо-
грузке станка рабочему всегда поручается другая работа.
107
В некоторых пределах синхронизация достигается изменением режи-
мов резания. Другие средства синхронизации операций рассмотрим ниже
в связи с технологией серийно-поточного производства, хотя те же
средства могут быть использованы и при организации непрерывного
потока в условиях массового производства.
Из только что сказанного ясно, что при организации поточных
линий мы встречаемся со всеми затруднениями, сопровождающими
всякое секционирование производства, но выраженными в значительно
более резкой форме благодаря наличию требования синхронизации
операций. Поэтому организовать непрерывный поток в машиностроении
на базе совершенной технологии обычно удается лишь при весьма
больших размерах выпуска (например на автомобильных заводах).
До недавнего времени поточная форма организации всегда связы-
валась с массовым производством и, говоря о потоке, обычно имели
в виду только поточно-массовой производство.
Лишь в последние годы, в особенности в период Отечественной
войны, вопрос о возможности и целесообразности введения поточной
организации в серийное производство был решен в положительном смысл#.
Производство боеприпасов, предметов вооружения и самолетов
организовывалось по поточному методу и там, где оно не имело харак-
тера массового. Из собственно машиностроительных производств серийно-
поточные методы получают наибольшее применение в станкостроении.
Переходя к рассмотрению вопроса о поточной форме организации
производств в современной его постановке, дадим следующее общее
определение.
Поточным (ритмичным) производством называется
такая организационная форма, при которой производ-
ственный процесс четко планируется как в простран-
стве, так и во времени, причем все элементы процесса
периодически повторяются в определенном точно
рассчитанном ритме. Задача регулирования поточного производ-
ства сводится к быстрому устранению каких бы то ни было отклоне-
ний от такого, составленного на неопределенно длительный промежуток
времени, плана.
В отличие от ритмичного (поточного), обычное производство
является аритмичным. Его течение лишь приближенно следует устано-
вленному плану. В таком производстве, как мы уже указывали, выпол-
нение про!раммы можно обеспечить лишь путем постоянной корректи-
ровки плана.
Заметим еще, что, согласно данному определению, поточное произ-
водство характеризуется закономерным протеканием процесса не только
в пространстве, но и во времени. Установление фиксированных мар-
шрутов деталей при их движении по цеху является лишь первым шагом
в направлении организации потока.
Непрерывный поток является лишь одной из разновидностей поточ-
ных форм производства и притом простейшей. Для возможности
организации непрерывного потока требуется, чтобы такт был одного
порядка длительности с временами выполнения операций. Допустима
длительность операции, превышающая такт (тогда на этой операции
работает параллельно несколько станков), но недопустимо, чтобы, как
198
правило, время выполнения о ераций было значительно меньше такта.
При таких условиях плохое использование оборудования неизбежно.
В этих случаях для того чтобы уложиться в такт, необходимо при-
менить другие формы поточного производства.
Рассматривая поточные формы, различаем:
1. Непрерывный и- прерывистый потоки. Непрерывный
поток, как мы уже указывали, характеризуется тем, что объекты про-
изводства движутся вдоль линии таким образом, что вслед за оконча-
нием одной операции они поступают на следующую без запланирован-
ных перерывов.
Прерывистый поток строится так, что между некоторыми операциями
заранее предусматриваются перерывы. ♦ Эти перерывы используются в
различных целях:
а) При установке на линии особо производительного станка, кото-
рый деталями одного наименования загружается лишь частично; детали
на нем могут обрабатываться партиями. В промежутке между пропуском
этих партий на том же станке обрабатываются другие детали, отно-
сящиеся к той же линии или доставляемые с других участков произ-
водства.
С таким случаем мы часто встречаемся при работе на плоскошли-
фовальных станках. На магнитном столе такого станка одновременно
устанавливается много деталей. Обработка нескольких установочных
партий во многих случаях исчерпывает все производственное задание
за смену.
б) При группировке нескольких операций время выполнения каждой
из которых меньше такта. Например, при сверлении в детали нескольких
отверстий их во многих случаях можно обработать на одном станке,
при условии смены инструмента и кондуктора. Выполнив одну операцию
на i некоторой партией деталей, станок перестраивают и переходят
к выполнению второй операции и *г. д.
Возможность такой организации зависит от быстроты перестройки
станка, что в свою очередь связано с соответственной конструкцией
инструмента и приспособлений (патронов, кондукторов и т. п.).
в) При одновременной обработке на линии нескольких деталей
(„групповой поток*). Детали через некоторые станки пропускаются
партиями, причем эти станки периодически перестраиваются.
Заметим, что наличие кратких перерывов, обусловливаемых несо-
впадением времен окончания и начала операций, а также неполной их
синхронизацией, мы не будем рассматривать как нарушение непре-
рывности работы линии.
2. Постоянный и переменный потоки. Постоянный
поток характеризуется тем, что на линии в течение неопределенно
длительного промежутка времени выполняется один и тот же техноло-
гический процесс (или одни и те же процессы при „групповом потоке").
Переменный поток строится таким образом, что на одной
и той же линии последовательно выполняются различные технологиче-
ские процессы, периодически сменяющие один другого.
Например, в течение нескольких дней линия выпускает валы для
электромоторов одного размера, потом полностью перестраивается
и в следующие несколько дней обрабатывает аналогичные по конфигу-
109
рации валы для большего по размерам мотора и т. д. Смена обрабаты-
ваемых деталей (или вообще объектов производства) происходит
периодически по определенному графику.
3. Простой и групповой потоки. При „простом" потоке на
линии одновременно обрабатываются детали одного наименования,
а при „групповом 4—нескольких наименований.
При классификации поточных линий их можно охарактеризовать,
основываясь на перечисленных трех признаках. Например, поток может
быть (простым, постоянным) непрерывным, (простым) переменным
и непрерывным; групповым прерывистым и т. д. Можно условиться
термин „простой" и „постоянный" опускать, считая их подразумеваю-
щимися при отсутствии указаний, что поток групповой или прерывистый.
Из всего вышесказанного следует, что основным вопросом при проекти-
ровании поточной линии является вопрос о загрузке станков. Расчет
начинают с определения такта, далее намечают технологию, выбирают
тип потока и лишь тогда приступают к детальной разработке технологи-
ческого процесса, подчиняя длительность выполнения
операций такту.
Таким образом проектирование поточного производ-
ства ведется совершенно иначе, чем обычного, аритмич-
ного. В последнем случае начинают с подробной разработки техноло-
гического процесса, далее определяют количество станков, и лишь
в конце переходят к их расстановке и составлению календарного плана.
Как мы уже указывали, идея потока родилась в массовом произ-
водстве. Но в настоящее время поточная форма организации произ-
водства начинает широко распространяться также в крупно- и даже
среднесерийном производствах. В станкостроении на поток переводятся
производства с тактом 60 минут и более1.
В таких производствах обработка наиболее крупных деталей (станина,
передняя бабка и некоторые другие), для которых длительность опера-
ций близка к такту, организуется, в основном, по методу непрерывного
потока, хотя на некоторых операциях может оказаться целесообразным
этот поток прерывать. Для ряда других деталей (шестерни, валы и т. д.)
применяются формы переменного и группового потоков. При этом на
одной линии могут обрабатываться по 10 и более различных деталей.
Комбинируя различные методы организации поточных линий, можно
получить бесконечное число вариантов, из которых в каждом данном
случае следует выбирать наиболее подходящий.
Как мы указывали, целью введения форм поточного производства,
отличных от формы непрерывного потока, является стремление „уло-
житься в такт". Этого можно в некоторых случаях достичь, используя
особые приемы, специально разработанные в связи с развитием серийно-
поточного производства.
На рис. 31 показана обработка детали на четырехшпиндельном
фрезерном станке, выполняемая следующим образом. Деталь закрепляется
(слева) в положении 1 и фрезеруется по двум поверхностям. После
1 В автотракторной промышленности такт 5—15 минут, а при больших
масштабах производства еще меньше. При производстве боеприпасов такт
бывает меньше одной минуты.
110
этого она открепляется и на ее место устанавливается другая такая же
деталь. Первая деталь переворачивается и закрепляется (справа) в поло-
жении 2. При проходе стола фрезеруются обе детали, причем первая
оказывается обработанной с
четырех сторон.
Если бы обе пары шпин-
делей выполняли одинаковую
работу и эта работа велась
на двух станках последова-
тельно, то мы имели бы уд-
военную производительность,
которая нам не нужна. Можно
было бы перейти на работу
партиями, фрезеруя детали
сначала с двух сторон, а
потом, после перестройки
Рис. 3L Одновременная обработка в две уста-
новки на одном многошпиндельном станке.
станка, с двух других сто-
рон. Однако при таком ме-
тоде работы мы лишились бы
преимуществ, свойственных непрерывной форме поточного производ-
ства. Указанное решение позволяет сохранить непрерывность обработки
при удвоенном такте линии.
Несколько другой прием применяется при обработке одной и той же
детали с двух сторон (рис. 32) на станке для непрерывного фрезерова-
Рис. 32. Фрезерование партии деталей, обрабатываемых с двух
противоположных сторон.
ния. Детали установлены на столе станка попеременно в двух положениях.
Во время первого оборота стола деталь, установленная в положение 7,
обрабатывается с одной стороны; после чего она переворачивается
и устанавливается в соседнее приспособление 2. В этом приспособлении
предусмотрена подкладка, толщина которой равна слою металла,
снимаемому при первой установке. Таким образом деталь обрабатывается
за два оборота с обеих сторон.
111
102.5
Рис. 33. Группа деталей, обрабатываемых на одной линии (двойные шестерни
средних размеров).
Аналогично можно построить операцию и при работе на продольно-
фрезерном станке над любым из его шпинделей. Комбинируя приемы,
иллюстрируемые рис. 31 и 32, можно фрезеровать детали на
одном станке без его перенастройки с нескольких сторон. Для этого
может оказаться необходимым перекладывать деталь из одного приспо-
собления в другое несколько раз.
При проектировании прерывистых, переменных и групповых поточ-
ных линий большую роль играет правильный подбор и группировка
деталей. Такая группировка основана на типизации технологических
процессов. Детали подбираются таким образом, чтобы их можно было
обрабатывать приблизительно по одному маршруту на одних и тех же
станках (рис. 33).
Большую роль при построении поточных линий играет правильная
организация транспорта. В механических цехах самодвижущиеся кон-
вейеры применяются реже, чем рольганги, скаты, монорельсы. При
обработке тяжелых деталей большое значение получают местные подъем-
ные средства.
Заметим еще, что в поток часто включаются не только опе-
рации механической обработки, но также термообработка, сварка,
окраска и т. п. В потоке же размещаются и контрольные опе-
рации.
Из всего вышесказанного следует, что проектирование поточной
линии механической обработки является сложной задачей, в которой
разработка технологических, организационных и экономических вопро-
сов должна производиться строго согласованно. В условиях поточ-
ного производства—технологическое и организа-
ционное планирование сливаются в одно неразрывное
целое.
В нашем изложении мы не касались ряда вопросов организационного
характера, как например, расстановки рабочих, расчета заделов, обеспе-
чения устойчивости работы линии в случаях аварий и при ремонте
станков и многих других. Эти вопросы, а также подробная методика
расчета поточных линий рассматриваются в трудах, специально посвящен-
ных организации поточного производства.
Мы говорили о поточных формах производства применительно
к процессам механической обработки. Поточные производства органи-
зуются и в других цехах. Поточная сборка применяется даже чаще, чем
поточная механическая обработка, так как здесь вследствие меньшей
механизации процесса вопросы загрузки оборудования и синхронизации
операций решаются легче, чем при работе на станках. Переход на
поточное производство начинается обычно именно с введения поточной
сборки.
В заключение заметим, что переход на поток является одним из
наиболее эффективных методов повышения уровня культуры произ-
водства. Однако проведение этого мероприятия необходимо подготовить
весьма тщательно, и прежде всего путем точного расчета выяснить
целесообразность введения поточной системы в данном конкретном
случае (в особенности при малых сериях изделий) и выбрать наиболее
подходящий тип потока.
8 А. П. Соколовский. 2051.
113
В. Экономическая оценка технологического процесса
Наиболее надежным и единственным, учитывающим все особенности
каждого конкретного случая, методом оценки действующего или за-
проектированного технологического процесса является его анализ по
всем элементам. Сюда входят: оценка правильности общего построения
процесса, выбора баз, подбора оборудования, конструкции приспособле-
ний, величины припусков и допусков на все операции, режимов резания
и т. д.
Однако такой анализ требует большой затраты времени, наличия
всей технологической документации, относящейся к рассматриваемому
процессу, и, наконец, высокой квалификации эксперта. При невозмож-
ности обеспечить соответственные условия прямая оценка целесообраз-
ности технологического процесса неявляется ни надежной, ни объективной.
Поэтому на практике широко используются различные косвенные
методы оценки процесса, основанные на определении для
данного процесса некоторых показателей эффективности
и сопоставлении их с аналогичными показателями для процессов, целе-
сообразность которых считается признанной. Рассмотрим некоторые из
таких показателей1.
1. Соотношения между элементами нормы времени.
Т
Хоэфициент основного времени т]0 —выражающий долю участия
'к
основного времени в общем (калькуляционном) времени обработки,
часто принимается за меру эффективности работы оборудования.
Согласно данным проф. М. Е. Егорова, в среднем в условиях
серийного производства т]0 0,6, а поточномассового iq0 0,7.
Заметим, однако, что в каждом данном случае необходимо учитывать
особенности операции, в частности размеры деталей и степень оснащен-
ности производства приспособлениями.
Чем крупнее обрабатываемые детали, тем, при прочих равных
условиях, меньшую долю в общем времени обработки составляет
вспомогательное время. Эта часть нормы времени сокращается также
при широком использовании различных приспособлений и при отказе
от разметки.
Заметим еще, что коэфициент т]0 может характеризовать процесс
только при условии, что режимы резания установлены правильно
с учетом использования современного производительного инструмента.
При отсутствии уверенности в этом высокое значение коэфициента
основного времени может явиться следствием заниженных режимов.
В таких случаях в результате рационализации операции значение т]0
может даже понизиться. Если, например, при обработке детали быстро-
40
режущим резцом имели Го = 4О мин, Тк = 60 мин, то т]0 = -gg = 0,67.
Применив резец из твердого сплава, сократили основное время до 10
минут и соответственно калькуляционное до 30 минут. Тогда новое
значение ~ = 0,33.
1 См. также Бородаче в, Анализ качества и точности производства,
Машгиз, 1946.
114
Конечно, в данном случае снижение значения коэфициента т)0 не
может служить основанием для отказа от применения высокопроизводи-
тельного инструмента, а должно напоминать о необходимости даль-
нейшей рационализации операции в направлении снижения элементов
вспомогательного, дополнительного и подготовительно-заключительного
времени.
Коэфициент подготовительно-заключительного в р е-
Гп 3
мен и ^п.з = —где п — число деталей в партии, зависит прежде
л • / к
всего от размера партии1. При организации современных высоко-
производительных операций значения т|п.з обычно лежат в пределах:
для мелкосерийного производства 0,08 — 0,25,
„ крупносерийного „ 0,04 — 0,10.
При работе на станках, не требующих сложной настройки, и при
больших партиях значения т)п,3 очень невелики.
Низкие значения т|п,3 ни в коем случае не указывают на совершен-
ную постановку технологии. Такие значения (т)п.з<0,04) вполне есте-
ственны при работе большими партиями, но при малых партиях они
часто указывают на недоиспользование возможностей современной
прогрессивной технологии.
2. Трудоемкость различных объектов производства.
Запроектированный процесс в целом можно оценивать сравнивая полу-
ченную затрату станкочасов с трудоемкостью аналогичных изделий* на
действующих предприятиях.
Трудоемкость изделия определяется главным образом следующими
параметрами:
а) Размерами (весом) изделия. Затрата станкочасов при
увеличении размеров изделия растет, но не пропорционально его весу.
Это объясняется тем, что время обработки в первом приближении
возрастает пропорционально поверхности детали, а не ее объему (весу).
Принимая поверхности пропорциональными О2/% где G — вес изде-
лия, можно исключить влияние габаритности (размеров) изделия, если
определять затрату станкочасов не на единицу веса, а на величину О2/з.
Поэтому, зная трудоемкость одного изделия, можно определить
трудоемкость другого, аналогичного, пересчитывая эту трудоемкость
пропорционально отношению > весов в степени 2/3. При этом предпола-
гается, Что серийность и технология остались неизменными.
б) Степенью сложности изделия: числом деталей в нем,
точностью обработки этих деталей и его технологичностью.
в) размером выпуска и степенью серийности произ-
во дет в а. Имеют значение: общее количество изделий данного характера,
которое предполагается изготовить в течение нескольких ближайших
1 Этот коэфициент связан с ранее рассмотренным коэфициентом а =
Т 3 а
—^--100 соотношением т]п.3 = - (см. выше § 1).
Т1 • 1 щ 1UU -f- л
*
115
лет, годоваяпрограмиа по этим изделиям» а также величина' серий
изделий Млйфтий деталей, зайусйаймых в Обработку1. « 1
3. С^'вйеНь использований средств'пр’оизводства.
а) Коз ф ициентом использования материала называется
отнОШЙие: веса готовой детали к весу заготовки. Этот коэфицнент,
характеризующий качество (точность) заготовок для различного* их
вйЯД1 колеблется в весьма5 ТйЙрокиД предела!2; ' ” о И
б)Коэфициент загрузки оборудования/ принимается
равным1 Отношению полного (калькуляционного) нормированного времени
для, воех работ, выполняемых на данном станиа (или,группе одинаковых
станков ),к ; действительному форду t времени этрго станка (“АН группы (
станков). При проектировании цехов индивидуального и серийного
производств обычно приннмдется, что станки । загружены удовлетвори-
тельно, если этот? коэфидаент не ниже 0,35. , • *
При планировании поточного ' производства часто даже средний
коэфициеит загрузки по.всей линии подучается ниже, чем в,производстве
аритмичн'ом. Однако стремятся |рмр& яго все/ же не ниже, 0,75—ЙО.
По отдельным станкам, в особенности простым и дрщевым, иногда
довольствуются еще меньшей загрузкой. ’ ' ' '
;4. Технико-экономические по к аз а т е л и. При проектирова-
нии цехов пользуются еще более общими показателями. За таковые
принимают:
(.а) выпуск в рублях на один станок; . ,
б) „ , на, одцогц производственного рабочего;
, в) „ на 1 рубль основных средств ijexa;
г) „ „ 1 „ стоимости оборудования;
д), » , 1 производственной площади цеха й другие9.
Анализ различных показателей, характеризующих эффективность
те^нрлогических процессор оказывает .большую пользу при оценке этих
проце<;срд. Однако тдкая оценка .все же является весьма приближенной.
Значительно дучшия результатов можно достичь, если в распоряже-
нии эксперта имеются, материалы, относящиеся к производствам, род-
ственным. рассматриваемому.
Вполне достоверная оценка могла бы быть получена, если бы ‘
существовали материалы типовой технологии, использование которых
возможно в, строго плановом порядке. , '
. Анализируя технологический процесс, моирю выявить расход мате-
риала (в весовых единицах), рабочей силр (вчасах), электрической
энергии и т. д, Прц изменении технологического процесса все эти Вели-
чины могут изменяться , и, притом в разных направлениях. Например,
заменяя поковку дала прокатвцм прутком, мы часто удешевляем заго-
товку, но зато увеличиваем.об'ьем механической обработки и т.'д.
(|Чтрбы сравнить радли^ные варианты,, приходится.
суммировать влияние верх, ф а кт ор о в,гдл я чего н еобдр^'
дймо ряд величин, по существу свобЖу разнородных
1 Некоторые данные о трудоемкости различных" изделий см. Егоров,
Основы проектирования механических и сборочных цехов, Машгиз, 1944,
стр. 174/(ТабЛ’ 41) и стр. 44в'.(табл.’ 139). ' < i.rr* , : 1-. ’
3 Коэфициенты использования материала в тракторостроении см. Ковен,
Технология машиностроениягМашги), 1944, стр. ЭД?. . ; '
8 Подробнее см. упомянутую книгу проф. Егорова.
116
{териал, рабочее,время, электроэнергия и т, д.), рыра-
ь в одинаковых,единицах. За- такую единицу обычно при-
ЮТ рубль н, суммируя все затраты, получают заводскую себе-
икость изделия. Желая дать оценкурассматриваемому техни-
ческому процессу, сравнивают полученную себестоимость с некотором
ой, уже известной' из .опыта, для таких же или похожих изделий.
выполнении сравнений,необходимо^ однакр, внимательно рассмотреть
условия, в, которых организуется технологический процесс. В частно-
обязательно учитывать, влияние размера выпуска.,
^кадеем на одно важное обстоятельство,, которое ирогда упускают из
При , экономическом анализе производства. Такой , анализ базируется
данных, получаемых чаще всего путем обследования, действующих
Дриятий. Поэтому по существу дела оценка производится на основе
|, что есть,, а не того, что должно быть. Даже цри использовании
(ктных технологических разработок первичные нормативы все же во
•ОМ носят,статистический характер. . (
Например, цри оценке целесообразности использования методов про-
сивнрй технологии в мелкосерийном производстве часто основы-
гся на нормам подготовительно-заключительного времени, заимство-
ванных из массового и крупносерийного, (нарример автотракторного)
, производств, упуская из вида, что путем радикального пересмотра мето-
,,. дики настройки станков и создания соответственных приспособлений
., эти нормы могут быть резко снижены. При надлежащей, постановке
, производства время перестройки многорезцовых токарный»: револьверных
' ( И бесцентровых шлифовальных станков удается довести до 15—20 минут.
То Же можно сказать в отношении применения автоматов, агрегатных
। станков и т. д.
Методы работы, нерентабельные при старых нормативах, могут ока-
заться весьма рентабельными при новых.
Поэтому при некритическом, оторванном от техноло-
гии, выполнении технико-эконрмическихрасчетов та-
। новые, могут оказаться тормозом при введении новых,
'Прогрессивных методов. Заметим, что вообще понятия общей
целесообразности и экономической рентабельности не могут считаться
..равнозначащими. , . •
с Тем не менее приходится признать, что при, всей условности эконо-
мическая оценка, основанная на калькуляции себестоимости, имеет весьма
большое значение при решении всех технико-экономическидзадач.
, Инженеру, работающему на заводе иди занятому проектированием
новых цехов, очень часто приходится сталкиваться с вопросами кальку-
• лировация себестоимости. Не вдаваясь в подробности, рассмотрим здесь
вкратце несколько принципиальных вопросов, связанных с методикой
. составления технических калькуляций \
j Цеховая себестоимость детали обычно. исчисляется как
сумма трех слагаемых: стоимости материала, прямой (производственной)
заработной платы и цеховых накладных расходов, отнесенных к детали.
Пци определении заводской себестоимости к цеховой себестои-
Ишгги прибавляется сумма общезаводских накидных расходов, ПфЦ|фрх
выданную деталь. <. ' ' ?!! ,< '< '
Подробнее см. курсы экономики машиностроительной промышлеяибете.
• 117
Наиболее сложным вопросом при калькулировании себестоимости
является распределение накладных (цеховых и общезаводских) расходов
между различными деталями, обрабатываемыми в одном и том же цехе.
Принимая же во внимание, что накладные расходы всегда составляют
значительную часть стоимости детали (до 50% и больше), приходится
признать затронутый вопрос весьма важным.
Применяемый обычно метед распределения накладных расходов про-
порционально прямой заработной плате не дает возмож-
ности установить действительную их долю, падающую на ту или иную
деталь (или на то или иное изделие). Например, при 2ОО°/о цеховых
расходов слесарь высокой квалификации, работающий у тисков и зара-
ботавший за день 20 руб., примет на свою долю 40 руб. накладных рас-
ходов цеха, а станочник более низкой квалификации, обслуживающий
мощный обдирочный станок, при заработке 10 руб. покроет только
20 рублей этих расходов. Между тем в действительности амортизация
станка, расходы на инструмент, электроэнергию, отопление и т. д. будут
во втором случае значительно выше, чем в первом, и при правильном
распределении накладных расходов на день работы станочника должна
падать большая их часть, чем на день работы слесаря.
При обслуживании одним рабочим нескольких станков истинная
картина распределения накладных расходов еще более искажается.
Радикальным решением вопроса о правильном распределении наклад-
ных расходов является выполнение калькуляций по методу машино-
часа (станкочаса).
Этот метод состоит в том, что для каждого станка (или для каждого
рабочего места) подсчитывается сумма накладных расходов, приходящихся
на час работы. При распределении различных статей накладных расходов
придерживаются разных методов расчета.
Разнося различные статьи накладных расходов по рабочим местам,
стремятся как можно более приблизиться к их действительному распре-
делению, т. е. отнести к данному рабочему месту именно ту часть рас-
ходов, которая обусловливается его работой. При этом никакой связи
между зарплатой производственного рабочего и распределением накладных
расходов не предусматривается.
Само собой разумеется, что правильный расчет стоимости машино-
часа является делом довольно сложным, требующим углубленного анализа
всей работы цеха. В основу расчета обычно кладут цифры, относящиеся
к работе предприятия за предшествующий год или даже нескольких лет.
Анализируя их и внося соответственные поправки, можно определить
ожидаемые накладные расходы с достаточной точностью. Наибольшей
трудностью является точное определение числа рабочих часов каждого
станка. Это число планируется с большим или меньшим приближением,
но никогда не может быть предсказано заранее с полной достоверностью.
Очевидно, что чем это число больше, тем ниже получается стоимость
машиночаса Ч
1 Определение влияния коэфициента загрузки станков на экономичность их
работы получает в настоящее время весьма большое значение в связи с пере-
ходом на поточные формы производства. Часто приходится оценивать потери,
связанные с присутствием на линии малозагруженных станков.
118
Чаще всего технолог сталкивается с расчетами экономического харак-
тера при разборе преимуществ и недостатков различных вариантов тех-
нологического процесса. Здесь вопрос обычно сводится либо к составле-
нию нескольких предварительных калькуляций, либо для осуществленных
процессов — к анализу отчетных калькуляций.
Для составления суждения о целесообразности какого-либо варианта
обычно не требуется особенно точной калькуляции. При подсчете рас-
ходов по многим статьям можно пользоваться отчетными данными за
прежнее время или даже некоторыми средними цифрами, если они имеются.
Полученная себестоимость будет отличаться, а иногда даже резко, от
той, которую дала бы бухгалтерия, но в большинстве случаев интерес
представляет именно такая, хотя бы и упрощенная, но реальная кальку-
ляция.
Мы уже упоминали, что бухгалтерия обычно разносит накладные
расходы пропорционально прямой заработной плате. И именно такой
метод разнесения накладных расходов больше всего делает бухгалтерскую
калькуляцию непригодной для наших целей. Другие отклонения техниче-
ской калькуляции от бухгалтерской могут вызываться также тем, что
при составлении первой легче могут быть учтены различные изменения
во всей производственной обстановке.
К сказанному добавим, что во многих случаях при сравнении эконо-
мической целесообразности различных вариантов технологического про-
цесса, можно не составлять полных технических калькуляций, а сопо-
ставить только суммы расходов по статьям, которые претерпевают зна-
чительные изменения при переходе от одного варианта к другому. При
этом расходы по остальным статьям с большим или меньшим основанием
считаются одинаковыми для всех вариантов и из сравнения исключаются
вовсе Ч
В номенклатуру цеховых накладных расходов входят статьи: „аморти-
зация зданий" и „амортизация оборудования". Если не делать амортиза-
ционных отчислений, то основной фонд предприятия износится и по
истечении некоторого промежутка времени будет совершенно обесценен.
Чтобы получить возможность возобновлять здания и оборудование, при-
нято начислять на себестоимость продукции известные суммы, которые
и носят название „амортизационных начислений". Совершенно очевидно,
что чем быстрее здания или оборудование приходят в негодность, тем
выше должны быть соответственные амортизационные начисления. Обычно
эти начисления берутся в форме некоторого процента от первоначальной
стоимости имущества в новрм состоянии, включая стоимость установки
и доставки. Этот процент устанавливается у нас распоряжениями высших
хозяйственных органов и является для заводской бухгалтерии обязатель-
ным. Очевидно, что вопрос о процентах амортизационных начислений
имеет весьма большое народнохозяйственное значение, так как, с одной
стороны, сильно влияет на стоимость продукции, а с другой — опре-
деляет размер накопления капитальных средств силами самой промышлен-
ности.
При составлении „технических калькуляций", преследующих лишь
цеЛи сравнения, более целесообразно рассчитывать амортизацию не по
1 См. Кован, Технология машиностроения, Машгиз, 1944, стр. 265.
119
средним цифрам, а исходя из действительных сроков службы того или
иного вида оборудования. Таким образом говорят о погашении стоимо-
сти станка в течение 20, 10 или 5 лет, понимая под этим отчисления
в размере 5, 10 и 2О°/о.
Бухгалтерские калькуляции, учитывая путем расчета амортизации износ
основных фондов, обычно не принимают во внимание самого факта за-
долженности средств (основных и оборотных) в производстве Ч
Основанием этому служит то обстоятельство, что в наших условиях
большая часть средств, отпускаемых промышленности, не облагается
никакими банковскими процентами. Поэтому бухгалтерия не может учиты-
вать в калькуляции расходов, которых в действительности завод не
несет.
Между тем совершенно очевидно, что существует связь между раз-
мерами капиталовложений и себестоимостью продукции. Если бы мы имели
возможность вкладывать в производство сколь угодно большие средства,
то потребовалось бы значительно меньшее искусство для того, чтобы
сделать его рентабельным, даже при условии начисления амортизации.
Резюмируя сказанное, мы приходим к выводу, что при принятой у нас
системе калькуляции, когда себестоимость детали не связывается с раз-
мерами капиталовложений, эффективность последних прихо-
дится учитывать независимо от себестоимости.
Все вышесказанное необходимо учитывать при решении различных
вопросов, связанных с приобретением нового оборудования. Новое обо-
рудование приходится покупать либо в связи с расширением производ-
ства либо вследствие устарелости уже имеющегося оборудования.
В первом случае списки оборудования, подлежащего установке, соста-
вляются на основании общего технического проекта, в свою очередь
базирующегося на разработке технологического процесса.
Значительно сложнее решение вопросов, связанных с заменой дей-
ствующего оборудования. До тех пор пока станок работает и дает про-
дукцию требуемого качества, нет явных причин, побуждающих к обяза-
тельной его замене. Целесообразность замены может вытекать только
из тщательного анализа всей производственной обстановки.
Станки приходят в негодность вследствие их „физического" либо
„морального" износа1 2.
Учет влияния морального износа на рентабельность оборудования
сложнее, чем учет влияния физического износа. В некоторых случаях
моральный износ является следствием изменения типов изготовляемых
изделий. В такйх^случаях вопрос о замене оборудования решается путем
проектирования технологического процесса для новых объектов, причем,
однако, ставится условие максимального использования имеющегося обо-
1 Легко видеть, что износ основных фондов и задолженность средств —это
совершенно различные понятия. Если бы кто-нибудь предложил для достиже-
ния компактности конструкции сделать противовесы к карусельному станку из
золота, то калькуляция, не учитывающая влияния капиталовложений, ничем
не отразила бы нелепости такого предложения, так как золотые противовесы,
очевидно, не теряли бы своей ценности с течением времени и начислять на
них амортизацию было бы неправильным.
2 Термин „моральный износ" нельзя признать удачным. Вообще в условиях
планового хозяйства понятие, определяемое этим термином, имеет свои особен-
ности. Мы им пользуемся как общепринятым в настоящее время.
120
рудования. Вопрос о границах такого использования,
а также о замене оборудования в случаях, когда тип из-
делия не меняется, может быть решен лишь путем срав-
нения двух калькуляций: при работе на старом обо-
рудовании и на новом. Эти калькуляции необходимо сделать для
того количества изделий, которое фактически требуется изготовлять
в ближайшие годы.
При всех подобных расчетах производительность имеющихся станков
обычно хорошо известна из опыта, производительность же новых должна
быть рассчитана с особой тщательностью. При выполнении этих кальку-
ляций накладные расходы необходимо учитывать по методу машиночаса,
принимая во внимание ремонт, расход инструмента, обслуживание, энер-
гию и т. д. Неполная загрузка нового оборудования 1 сразу же скажется
при такой калькуляции резким повышением почти всех статей накладных
расходов. С другой стороны, выигрыш в площади скажется на экономии
целого ряда других статей и т. д.
Установив годовую экономию, явившуюся следствием замены обору-
дования, подсчитывают стоимость нового и старого оборудования,
а также всех необходимых приспособлений, специального инструмента и,
наконец, расходы, связанные с установкой нового станка и демонтажем
старого. Все эти расходы суммируют и получают полную стоимость
предположенной замены. Зная затраты и экономию, можно пу-
тем деления одной из этих величин на другую опреде-
лить число лет, в течение которых новое оборудование
окупается.
Вопрос о том, в течение скольких лет должно окупиться новое обо-
рудование, принадлежит к числу наиболее сложных. В периоды про-
мышленного подъема в США автомобильные фабриканты часто рекла-
мировали расчеты на окупаемость в течение одного года. В других
отраслях промышленности повышали эту цифру до 2—6 лет и редко
больше. Фактические сроки использования оборудования в США значи-
тельно выше; в передовых отраслях промышленности часто 5—10 лет,
а в других даже до 20 и более лет.
Такая разница между расчетными сроками амортизации и фактиче-
скими показывает, с какой осторожностью подходят даже в США к ре-
шению вопроса о снятии работающих станков и приобретении новых.
Крупные станки и вообще такие, которые не загружены полностью,
а работают сравнительно редко, хотя они и необходимы для завода,
обычно не имеет смысла заменять раньше значительного промежутка
времени.
При приобретении нового оборудования следует избегать больших
запасов в размерах и мощностях станков. Помимо увеличения первона-
чальных затрат, необходимо помнить также и о повышении затрат
текущих. Если возможно, то рекомендуется заменять сразу целую группу
однородных станков, так как при этом значительно легче реализовать
все выгоды такой замены (пересмотр расценок и т. д.). Наконец, укажем,
что иногда новое оборудование дает не только чисто
1 В случаях, когда производительность оборудования превышает потребно-
сти производства.
121
экономический эффект, но и другие выгоды; например
повышается безопасность работы, улучшаются гигиенические условия
труда и т. д. В некоторых случаях подобные соображения могут ока-
заться решающими.
3. ВЫБОР ОБОРУДОВАНИЯ
А. Универсальное и специальное оборудование
К числу комплексных задач, стоящих перед технологом, относится
задача о выборе оборудования; при ее решении приходится считаться
с требованиями технологии, организации производства и экономики.
Станок — это не только машина, выполняющая работу по снятию
стружки, но в то же время механизм, осуществляющий строго определен-
ную кинематику в условиях больших нагрузок, и средство построения
производительных операций („механический организатор работы"). На-
конец, сам станок является объектом производства станкостроительного
завода, а следовательно к его конструкции предъявляются требования
технологичности и экономической целесообразности.
Типаж металлорежущих станков вырабатывался постепенно, путем
длительной эволюции. При этом большинство существующих металло-
режущих станков предназначается для производства различных работ
над самыми разнообразными деталями, а не для выполнения каких-либо
вполне определенных операций.
При проектировании таких станков общего назначения
конструкторы считаются с требованиями широкого рынка, трудно под-
дающимися систематизации и меняющимися с течением времени х. Если
подойти к той же задаче конструирования станка общего назначения
иначе, а именно — начать с анализа современных условий работы этого
станка в производственных цехах, то часто оказывается, что его кон-
струкцию приходится существённо изменять, отбрасывая ненужные ор-
ганы и добавляя те, которые требуются по условиям производства. Та-
кие производственные станки предназначаются в основном для
нужд современного серийного и массового производств. Рассматривая
более подробно различные типы „производственных станков1*, мы заме-
чаем, что некоторые из них развиваются в сторону упрощения и пред-
назначаются для цехов, где применяются диференцированные планы
операций, причем одновременно повышаются их мощность, быстроход-
ность и солидность конструкции. Иногда такие станки называют „опе-
рационными*, так как они предназначаются для выполнения простых
операций.
В других случаях конструкции станков приспосабливаются к потреб-
ностям современного концентрированного и автоматизированного произ-
водства. Вырабатываются типы высокопроизводительных стан-
ков. Среди них упомянем различные типы токарных и фрезерных авто-
1 Мы не пользуемся термином „универсальные станки" во избежание сме-
шения станков общего назначения вообще с такими, как универсально-фрезер-
ные, универсально-шлифовальные и т. п., основной характеристикой которых
является универсальность.
122
матов и полуавтоматов, а также многорезцовые токарные станки, име-
ющие весьма широкое применение на многих заводах со значительным
объемом производства. Многошпиндельные сверлильные станки с пере-
ставными шпинделями, протяжные, бесцентровые шлифовальные и т. д.
также дают ряд образцов того же рода.
Наряду с развитием станков общего назначения создавались типы
станков определенного назначения, предназначенных для
выполнения работ одного и того же характера. Таким образом появились
нарезные, болторезные, гайкорезные, резьбофрезерные, шпоночнофре-
зерные и шпоночнодолбежные станки, много различных типов зуборез-
ных станков и т. д.
Другое направление в развитии станкостроения состоит в стремлении
создать станки, имеющие целью выполнение некоторых наперед заданных
операций. Подобные станки, в отличие от станков общего назначения,
часто называют специальными. Как общее правило, узко специаль-
ный станок, спроектированный и построенный для выполнения вполне
определенной операции, должен иметь все устройства, ускоряющие ра-
боту. От такого станка можно требовать достижения наивысшей
производительности при максимально возможной в дан-
ных условиях простоте конструкции. Основными факторами,
определяющими возможность применения специального оборудования,
являются: объем производства и степень серийности выпуска. Полная
загрузка специальных станков возможна лишь при условии обработки
больших количеств одинаковых деталей. Однако даже при наличии пол-
ной загрузки заключение о безусловном превосходстве специального
станка перед станками других типов следует считать преждевременным.
Дело в том, что станки сами являются объектом производства соот-
ветствующих заводов. Между тем известно, что себестоимость продук-
ции в сильнейшей мере зависит от объема производства и степени его
серийности.
Специальные станки обычно строятся индивидуальным порядком,
причем приходится затрачивать значительные средства на конструктор-
скую и экспериментальную работы. Чем шире применение данного типа
станков, тем их производство оказывается более дешевым. Поэтому более
универсальные станки, являющиеся объектом серийного производства,
как правило, значительно дешевле узко специальных. Эта разница часто
бывает столь велика, что поглощает все выгоды, являющиеся следствием
приобретения специального станка.
Иногда оказывается, что даже предположение о большей производи-
тельности специальных станков не оправдывается. Это происходит потому,
что постройка каждого специального станка связана с известным риском.
Являясь новой, неиспытанной конструкцией, специальный станок может
причинить много неприятностей в эксплоатации вследствие различных
„детских болезней". Устранение иногда мелких, но существенных дефек-
тов (например связанных с системой смазки, управления и т. д.) требует
времени, отражаясь на нормальном ходе производства. Бывают также
случаи, когда конструкция специального станка оказывается неудачной
по самой своей идее.
Важным соображением, которое необходимо иметь в виду при выборе
оборудования, является стабильность конструкций самих
123
обрабатываемых деталей. Иногда случается, чго специальный
станок приходится снимать с производства только потому, что в кон-
струкцию деталей внесены сравнительно несущественные изменения х.
С другой стороны, встречаются случаи, когда узко специальные
станки полностью себя оправдывают, являясь лучшим и простейшим ре-
шением вопроса. Иногда некоторые операции в массовом производстве
имеют такие особенности, благодаря которым применение более универ-
сальных станков оказывается нецелесообразным.
В других случаях на первый план выступает второе принципиальное
преимущество идеи специализации оборудования — возможность весьма
простых конструктивных решений. Это бывает главным образом тогда,
когда особенности операции позволяют сконструировать очень простой
специальный станок, придание же ему каких бы то ни было универсаль-
ных черт сразу его резко усложняет. Такие станки благодаря своей
простоте могут обходиться значительно дешевле более универсальных,
снабженных приспособлениями.
В некоторых случаях станкостроительные заводы стремились удеше-
вить производство специальных станков, проектируя их таким образом,
чтобы они могли служить для обработки целой группы однородных де-
талей, несколько различающихся между собой размерами. Некоторые
типы таких станков стабилизировались и получили определенную область
применения в промышленности. Упомянем лишь токарные станки для
обточки вагонных полускатов, станки Молля для обработки крупных
коленчатых валов и др. Подобные специальные станки являются пере-
ходными к типам, названным выше „станками определенного назначения".
В первое время развития массового производства очень охотно при-
бегали к постройке специальных станков, причем часто такая постройка
производилась силами самих машиностроительных заводов. Однако посте-
пенно стали переходить к разработке специальных конструкций путем
кооперирования станкостроительных заводов с потребителями их про-
дукции. Вполне естественно, что, желая удешевить производство, а также
уменьшить риск, связанный с новизной конструкции, станкостроитель-
ные заводы при постройке специальных станков использовали отдельные
детали и целые узлы производственных станков общего назначения. Во
многих случаях для превращения станка общего назначения в узко спе-
циальный требовалось лишь снабдить последний добавочными сверлиль-
ными шпинделями, специальными фрезерными головками и т. д.
Заменяя обычные головки продольнофрезерных станков специаль-
ными, можно получить большое разнообразие специализированных стан-
ков, один из которых показан на рис. 34. Этот станок служит для
обработки половинок блока двигателя с V-образным расположением
цилиндров. На столе установлено шесть приспособлений, каждое из ко-
торых держит две половинки (правую и левую) блока. Таким образом
обрабатываются шесть блоков по верху цилиндров и в местах стыков.
На обычных станках пришлось бы работу вести в две установки. Обра-
1 С этой точки зрения непродуманное приобретение специальных станков
может оказаться очень опасным, так как боязнь невозможности их использо-
вания до крайности стеснит прогресс развития конструкции объектов произ-
водства.
124
таем внимание на наклонно расположенные шпиндели; один из них ви-
ден на рисунке.
Такие специализированные станки во многих случаях ока-
зывались более подходящими, чем чисто специальные. Дальнейшее раз-
витие в рассматриваемом направлении привело к созданию так называе-
мых агрегатных станков.
Агрегатный станок образуется путем соединения нескольких
нормализованных самостоятельных агрегатов. Комбинируя одни и те же
агрегаты различным образом и добавляя к ним новые, можно образо-
вать специализированные станки, предназначенные для выполнения различ-
ных операций Ч
Рис. 34. Специализированный продольнофрезерный станок.
Появление агрегатных станков было вызвано желанием создать обо-
рудование, совмещающее производительность специальных станков с пре-
имуществами универсальных в отношении разнообразия их использова-
ния. В массовом производстве это свойство гибкости, приспосабливае-
мое™ оборудования к изменяющимся условиям развязывает руки кон-
структорам изделий, позволяя быстрее совершенствовать типы строя-
щихся машин без опасения больших затрат, связанных с переоборудо-
ванием завода. В серийном машиностроении применение агрегатных
станков может помочь поднять уровень технологии до уровня ее в мас-
совом производстве и приблизить себестоимость продукции к себестои-
мости ее в условиях массового производства.
Ста’нок состоит из следующих основных единиц:
1) основание для укрепления приспособлений, используемых при за-
креплении обрабатываемых деталей;
1 В СССР агрегатные станки строит завод „Станкоконструкция* (Москва).
125 (
Изменение, направления шпинделей
Изменение характера операций
Первоначально приобретенной
горизонтал сверл станок
Первоначально приобретенной
горизонтал. сверл станок
Добавление
клиновидная под --
„о Результат
Сверл станок
ставка
Добавление
нарезного агрегата
РезулЬтат
горизонт нарезной сто но к
1 I
Добавление
Подставка
Добавление
в ер тикалЬн. колонне
РезулЬтат
Станок болЬшой ebicombi
РезулЬтат
Вертикал сверл станок
Добавление
расточного агрегата
РезулЬтат
горизонт расточн.станок
Добавление
фрезерного агрегата
РезулЬтат
горизонт сррезерн станок
Изменение числа комплектов шпиндел
Первоначально приобретенной
горизонт сверл станок .
Добавление
□> so
-----Н
РезулЬтат
Двухсторонний станок
I
Добавление г Результат '
Трехсторонний станок
РезулЬтат
вертикалЪнг горизонт,
сверл, станок
РезулЬтат
J-—— Двухсторонний станок
Добавление
Рис. 35. Станки, получаемые путем различного сочетания стандартизован-
ных агрегатов.
126
2) основание для укрепления головок станка;
3) направляющие;
4) салазки, перемещающиеся по направляющим; на этих салазках
закрепляются головки;
5) головки, служащие для приведения во вращение инструментов и
осуществления движения подачи;
6) „рабочие единицыпредназначенные для закрепления инструмен-
тов;
7) приспособления для закрепления обрабатываемых деталей.
Голодки цилиндров
Порядок операиий
Оборудование
Лгрегатнбт станок
Опер 1 фрезеровать сверху и
снизу
Ofitp.2 сверлить отверст д.1шпилеь
Опер.З сверлить отверст сверху
вверлилЬн. и нарезное
приспособление [опер.Зиб)
Рис. 36. Применение агрегатного станка в производстве с небольшим выпуском.
На рис. 35 показаны три ряда различных станков, образованных пу-
тем видоизменения одной комбинации при добавлении дополнительных
единиц.
Во всех случаях предположено, что первоначально был установлен
один горизонтальный многошпиндельный сверлильный станок.
Рис. 36 дает представление о том, каким образом один агрегат,
в соединении с различными нормализованными единицами, может обра-
зовать комплект станков, необходимых для полной обработки одной
детали, в данном случае головки блока цилиндров автомобиля. При не-
больших первоначальных затратах обработку можно вести почти таким же
образом, каким она велась бы при наличии фрезерного, двух много-
шпиндельных сверлильных и одного многошпиндельного нарезного стан-
127
ков. Конечно, детали пришлось бы пропускать партиями, оправдыва-
ющими затрату времени на перестройку станка. Фрезерные расточные
сверлильные и нарезные операции выполняются при помощи одной и
той же головки, но с переменой „рабочих единиц".
Большим преимуществом агрегатных станков является возможность
страховки на случай поломок. Если на заводе находится много таких
станков, то достаточно иметь несколько запасных головок, чтобы в слу-
чае поломки одной из работающих быстро привести станок в исправное
состояние путем простой замены поврежденной головки. Такая замена
по данным фирмы Ингерсолл для станкоз ее конструкции отнимает только
15 мин. Большое значение имеет также и то, что все части, кроме
приспособлений для закрепления обрабатываемых деталей, входящих
в агрегатные станки, нормализованы и изготовляются серийным порядком.
Применение принципа агрегатирования в большой степени облегчает
осуществление полной автоматизации технологических про-
цессов. При этом используются два различных пути:
1) строятся „станки комбайны", на которых соединяется в одну
операцию несколько разнородных переходов, например: фрезерных, рас-
точных, сверлильных. Такие станки чаще всего имеют несколько пози-
ций, смена которых связана с поворотом стола или барабана;
2) организуются вышерассмотренные автоматические поточ-
ные линии Ч
Резюмируя все сказанное, мы приходим к следующей классификации
станков по степени их специализированности:
1) станки общего назначения;
2) станки производственные (операционные и высокопроизводитель-
ные);
3) станки определенного назначения;
4) „специализированные" станки, являющиеся видоизменениями стан-
ков общего назначения и агрегатные;
5) специальные станки;
6) станки-комбайны и автоматические поточные линии.
Вопрос о том, до каких пределов в каждом конкретном случае должна
простираться специализация оборудования, принадлежит к числу наиболее
принципиальных и важных вопросов, связанных с постановкой техноло-
гического процесса на заводе.
Как на общую тенденцию, можно указать на сокращение применения
узко специальных станков, строящихся целиком по новым чертежам и
моделям. Даже автомобильное производство широко использует станки
установившихся типов, в особенности станки специализированные. Во
многих случаях станки последнего рода путем некоторых переделок могут
быть приспособлены для обработки деталей измененной конструкции.
В других отраслях машиностроения применение специализированных стан-
ков также все время растет. Агрегатные станки, несомненно, имеют боль-
шое будущее как в массовом, так и в серийном производстве.
Многие „чроизводственные" станки распространенных типов могут
с успехом применяться даже в массовом производстве. Например, много-
резцовый токарный полуавтомат типа Фэй, протяжной станок, бесцентро-
1 См. выше рис. 28.
12$
ный шлифовальный и т. д. могут быть использованы для^обработки са-
мых разнообразных деталей, будучи в то же время обычными произ-
водственными станками. Мощный сверлильный станок общего назначе-
ния иногда может с успехом конкурировать с более сложными станками
других типов.
Обычные исторически сложившиеся типы станков токарно-винторез-
ных, универсально-фрезерных и т. д. являются вполне подходящими
юлько в цехах индивидуального машиностроения и лишь отчасти мелко-
Рис. 37. Переносный универсальный радиально-сверлильный
станок.
серийного производства. На многих заводах область рационального их
использования ограничивается ремонтными и инструментальными цехами.
Что касается серийного и массового машиностроения, то в них
в дальнейшем следует ожидать постепенного вытеснения обычных типов
станков общего назначения „производственными".
Особое место занимает тяжелое машиностроение. Здесь применение
вполне универсального оборудования следует считать уместным и соот-
ветствующим современным взглядам.
Упомянем еще о переносных станках, которые получили зна-
чительное распространение на заводах тяжелого машиностроения. Вместо
9 А, П Соколовский 2031. 129
Того, чтобы переносить от станка к станку тяжелую деталь, переносят
сам и станки. Обрабатываемая деталь при этом устанавливается на плите,
на которой во многих случаях в дальнейшем производится и сборка
изделия. Особенно широко используются переносные радиально-сверлиль-
ные станки (рис. 37), но применяются и переносные станки других ти-
пов: расточные („колонки") шепинги, долбежные, специальные карусель-
ные и некоторые другие специальные станки. Во многих случаях деталь
одновременно обрабатывается несколькими такими станками1.
Б. Роль приспособлений
4ем больше специализировано оборудование, т. е. чем лучше при^
способлен станок для выполнения одной вполне определенной операции
тем выше (по крайней мере, в принципе) получается его производитель-
ность. Однако, как мы уже говорили, высокая стоимость специальных
станков и недостаточная загрузка их в большинстве случаев заставляют
пользоваться более универсальным оборудованием. Это оборудование
в том виде, как оно выпускается заводами, не приспособлено для
выполнения определенных операций; поэтому пользование им без особых
приспособлений обычно давало бы сравнительно низкую производитель-
ность. Вследствие этого везде, где объем производства дает к тому
хотя бы небольшие возможности, стремятся снабдить станки
общего назначения (обычные или производственные) при-
способлениями, придающими им некоторые свойства
станков специальных. Приспособления для станков определенного
назначения часто составляют одно целое с самими станками и доставля-
ются станкостроительными заводами. Органическое слияние станка с при-
способлением, конечно, позволяет значительно совершеннее конструиро-
вать последнее. Целью применения приспособлений является прежде
всего повышение производительности. Почти всегда работа может быть
выполнена без специальных устройств, но с затратой большего времени2.
Поэтому главнейшие цели, которые преследует применение приспособле-
ний, следующие: сокращение машинного времени путем увеличения жест-
кости закрепления детали; уменьшение времени, затрачиваемого на
установку (выверку и закрепление) при обеспечении правильной бази-
ровки; сокращение количества обмеров или полное их устранение
путем „настройки" операции, т. е. обеспечения определенного
расположения детали относительно станка и инструмента, а также при-
менения упоров для ограничения перемещения этого инструмента. Наконец,
приспособления облегчают применение методов многорезцовой и мно-
жественной обработки.
Конструкция приспособления всвою очередь тесно
связана с размером выпуска. При обработке малых партий при-
ходится довольствоваться менее совершенными, но зато более дешевыми
1 О переносных станках подробнее см. наш курс „Основы технологии машино-
строения*, том П, глава XXI.
2 В редких случаях исполнение работы без приспособлений вообще невоз-
можно, даже в индивидуальном производстве. Сюда относятся, например,
устройства, позволяющие на небольших станках обрабатывать крупные детали
или на неточных станках получать точные размеры.
130
приспособлениями. Чем больше выпуск, тем сложнее могут быть при-
способления, приближаясь к специальным станкам. Вообще говоря, даже
самое простое приспособление часто дает весьма ощутимый эффект.
Особым вопросом является применение приспособлений в индивидуаль-
ном и мелкосерийном производствах. Здесь обращают внимание главным
образом на простоту и дешевизну приспособлений.
В отдельных случаях, стремясь снизить затраты на данную деталь,
идут по другому пути — применяют универсальные п р и с п о со-
ления, пригодные для обработки разнообразных деталей. Такие при-
способления обычно изготовляются станкостроительными и инструмен-
тальными заводами и продаются как предметы оборудования. Американские
патроны, различные оправки, станочные тиски, поворотные столыит. д.
являются наиболее известными типами таких приспособлений.
Универсальные приспособления иногда изготовляются и своими сред-
ствами. Можно выделить целую группу приспособлений, предназначенных
для выполнения однородных операций в деталях различных размеров.
При проектировании приспособлений также возни-
кает вопрос о большей или меньшей коньентрации
операций, причем иногда выбор решения определяется именно ст епенью
сложности приспособлений, необходимых в том и другом случае. Напри-
мер, при сверлении многих отверстий в одном кондукторе последний,
очевидно, получается более сложным, чем в тех случаях, когда в нем
сверлится одно отверстие. В то же время здесь точность взаимного
расположения отверстий определяется расположением втулок кондуктора,
а не зависит от состояния базирующих поверхностей детали и установоч-
ных поверхностей приспособлений. Кроме того, отпадает затрата времени
на многократное закрепление детали в кондукторе. С другой стороны,
сложный кондуктор тяжел и часто неудобен в обращении. Помимо этого,
он связывает планирование работы, не позволяя в случае надобности
одновременно загрузить ряд станков, что было бы возможно при наличии
нескольких более простых кондукторов. В случае поломки сложного
кондуктора нарушается весь ход сверлильных работ.
В некоторых случаях приспособления приобретают сложный характер,
и создаются целые устройства, позволяющие повысить производитель-
ность операций без применения специального оборудования. Как пример,
рассмотрим замену сложных специальных сверлильных станков более
простыми. В автомобильном производстве обсверливание цилиндровых
блоков обычно производится сразу с нескольких сторон на специальных
станках (рис. 38). На изображенном станке одна группа шпинделей
расположена вертикально, а две группы — горизонтально. Подача всех
трех бабок — гидравлическая.
Желание обойтись без таких специальных станков заставляет выпол-
нять подобные сложные сверлильные операции на более универсальных
станках, например на вертикальных многошпиндельных сверлильных
станках.
При обсверливании нескольких поверхностей на ряде вертикальных
станков приходится деталь не только передавать со станка на станок,
но и переворачивать. При обработке деталей значительного веса, таких
как цилиндровый блок, переворачивание с последующим закреплением
в приспособлении требует значительного времени и утомляет рабочего.
*
131
Поэтому при"*пользовании станками рассматриваемого типа иногда кон-
дуктор устанавливают на тележку, движущуюся но рельсам, проложен-
ным под линией шпинделей станков1.
Рис. 38. Многошпиндельный станок для
одновременного сверления отверстий,
расположенных с трех сторон.
1 Приведенный пример относится к сравнительно ранней стадии развития
автомобильного производства. Однако подобные решения могут представлять
интерес и сейчас для других отраслей машиностроения.
132
На рис. 39 показано расположение станков и путей тележек, а также
общее устройство приспособления в виде люльки. При передвижении
тележки от станка к станку люлька вместе с изделием поворачивается,
благодаря чему является возможность обсверлить следующую сторону.
Рис. 39. Расположение ряда вертикальных станков для обсверливания
автомобильного блока.
В. Экономические границы сложности оборудования
Стремление получить максимальную производительность от примене-
ния специального оборудования во многих случаях приводит к большому
усложнению последнего, в особенности тогда, когда эта специализация
сопровождается концентрацией операций и внесением элементов автома-
тизма. Однако не только специальные станки, но и станки общего
назначения (включая и „производственные* их типы) иногда получают
весьма сложную конструкцию. Вследствие этого возникает вопрос:
где же лежит граница усложнения оборудования? Для того чтобы на
него ответить, постараемся отдать себе отчет в главнейших возражениях,
которые может встретить увеличение сложности станков, приспособле-
ний и инструмента.
Первым и вторым обстоятельствами в указанном направлении
являются уже рассмотренные нами размеры выпуска продукции и ее
устойчивость. Имеет значение не только абсолютный объем производства
данного изделия, но и серийность, обусловливающая размер партий.
Вообще говоря, усложнение оборудования должно сопровождаться
укрупнением партий, так как только при этом условии компенсируется
увеличение подготовительно-заключительного времени, вызванное
усложнением настройки.
Третьим обстоятельством, ограничивающим возможности усложне-
ния оборудования, является взаимная связанность всехчастей
133
3 МУ
механиз мов. При выходе из строя любой из этих частей обычно вы-
водится из действия весь механизм. Если предположить, что все звенья
механизма повреждаются одинаково часто, то очевидно, что время про-
стоя растет пропорционально числу звеньев (если не учитывать возмож-
ности совпадения во времени повреждений двух или нескольких звеньев).
Под выводом из строя мы подразумеваем не только крупные поломки.
Перешивка ремня, срез предохранительной шпильки и т. д. и в особен-
ности смена инструмента — все это оказывает большое влияние на ха-
рактер роста простоев. Следовательно, крайне важна надежность
действия сложных станков. При ненадежной конструкции или
плохом инструменте сложные станки могут оказаться совершенно неработо-
способными.
Частным случаем является вопрос о границах, до которых
может простираться автоматизм в применении к каждому
данному технологическому процессу.
Обстоятельством, ограничивающим возможности автоматизма, является,
как это ни кажется парадоксальным, то, что ни один реально суще-
ствующий автомат не может работать вполне автоматически. Иными сло-
вами, границей сложности автоматических схем является недостаточная
автоматичность действия автоматов. Дело в том, что при работе авто-
мата приходится считаться с действием ряда факторов, влияние которых
не может быть заранее точно предусмотрено и учтено при расчетах.
Износ инструмента не происходит вполне закономерно, всегда возможны
случаи ненормально быстрого его затупления; далее, возможны повре-
ждения в системе смазки станка, износ его деталей и их внезапные по-
ломки. Наконец, качество материала и размеры заготовок не могут быть
идеально постоянными.
•Для того чтобы оградить себя от влияния краткосрочных остано-
вок (смена инструмента и т. д.), пришлось бы при конструировании
автомата предусмотреть между каждыми двумя звеньями аккумулятор из
нескольких деталей, которые должны, однако, автоматически участвовать
в процессе. Для устранения влияния поломок необходимо,, чтобы повре-
жденные звенья могли быстро заменяться без выхода из строя всего агре-
гата. Такие требования, конечно, еще больше усложняют конструкцию
автомата. Резюмируя сказанное, необходимо признать, что возможность
успешного использования сложных автоматов, как и всех других слож-
ных станков, зависит от состояния всей производственной обстановки.
В особенности следует отметить значение снабжения механи-
ческого цеха однообразными заготовками.
Четвертым обстоятельством, ограничивающим экономичность ис-
пользования сложного станка, является возможность достаточно полной
загрузки всех его рабочих органов.
Действительно, рассмотрим в качестве примера какой-либо слож-
ный многошпиндельный автомат1. Очевидно, что время, затрачи-
ваемое на выполнение всей операции, равно времени работы наиболее
загруженного шпинделя, сложенному со временем поворота бара-
бана. Работа других шпинделей заканчивается в течение более
коротких промежутков времени, так что они бездействуют
1 Например, станок Вуллард (см. выше рис. 22).
134
на протяжении более или менее длительного участка
цикла операции.
Приспособления для загрузки станков (магазины и т. п.), механизмы
для передачи деталей со станка на станок в системе автоматической
поточной линии и т. п. являются периодически действующими устройствами.
Использование вложенных в оборудование средств
тем хуже, чем больше таких периодически работающих
устройств и чем меньшие промежутки времени они на-
ходятся в действии. Отсюда общее заключение: чем большую
длительность имеют отдельные операции, тем ниже эффект различных
автоматических устройств. К этому добавляется влияние увеличения раз-
меров деталей, а следовательно, и большего их веса. Поэтому сложное
(в особенности автоматическое) оборудование применяется в первую
очередь при обработке сравнительно мелкихдеталей
в массовом производстве. В тяжелом машиностроении стремятся,
наоборот, к упрощению оборудования, которое, впрочем, и без того
получается достаточно сложным из-за требования универсальности и
необходимости электрифицировать целый ряд механизмов, обычно
имеющих на более мелких станках лишь ручной привод1.
Заметим, однако, что стоимость этих устройств по сравнению со
стоимостью самих крупных станков сравнительно невелика, и они кон-
струируются таким образом, чтобы в случае их повреждения станок мог
продолжать работу при ручном обслуживании соответственных механизмов.
Вышеприведенные рассуждения представляются достаточно очевидными.
Однако при переходе к цифрам такая очевидность пропадает. Дело в том,
что данные, полученные из опыта применения обыч-
ного неавтоматизированного оборудования, нельзя
безоговорочно использовать при расчете сложных
автоматов (например автоматических поточных линий). Автоматизм,
сокращая область вмешательства человека в работу машины, при из-
вестных условиях, уменьшает вероятность ошибок, влекущих за собою
нарушение правильности работы станка. Во всяком случае уже теперь
имеются примеры успешной работы весьма сложных автоматических ма-
шин. В будущем их распространение, несомненно, еще увеличится. Необ-
ходимо, однако, помнить, что усложнение и автоматизация оборудования
должны обязательно сопровождаться повышением культуры производства.
1 Быстрое передвижение супортов, борштанг, ,бабок, а также перемещение
кулачков патронов и т. д.
135
ГЛАВА ТРЕТЬЯ
ЖЕСТКОСТЬ КАК ТЕХНОЛОГИЧЕСКИЙ ФАКТОР
1. ЖЕСТКОСТЬ УПРУГОЙ СИСТЕМЫ СТАНОК-ДЕТАЛЬ- ИНСТРУМЕН Г
А. Основные понятия и определения
Вопросы жесткости конструкций в технике привлекают к себе все
большее и большее внимание. В механике имеется ряд задач, принципи-
ально неразрешимых без рассмотрения деформаций. Лишь учитывая жест-
кость систем, можно указать правильные методы расчета многих кон-
струкций.
В технологии машиностроения весьма важную роль играет жесткость
упругой системы станок — деталь — инструмент, которую в дальнейшем
условимся называть „системой*, включая в нее все устройства и при-
способления, связывающие отдельные ее звенья.
Говоря о жесткости как о технологическом факторе, будем иметь
в виду именно жесткость всей системы; изучение вопросов жесткости
в технологии машиностроения носит комплексный характер1.
Понятие „жесткость* связано со способностью системы оказывать
сопротивление действию сил, стремящихся ее деформировать.
Жесткость системы оказывает влияние, в основном, в двух напра-
влениях.
Первое — влияние жёсткости на точность обработки. Под действием
усилия резания и других сил, приложенных к системе, последняя дефор-
мируется, вследствие чего форма и размеры детали оказываются отлич-
ными от тех, которые можно было бы ожидать при отсутствии дефор-
маций.
Второе — связь жесткости с явлением вибраций. Как мы увидим,
основным средством борьбы с вибрациями при резании является повы-
шение жесткости системы.
Повышая жесткость можно повысить и режимы резания без опасения
снижения точности обработки или возникновения вибраций. Поэтому
1 Поэтому изучение вопросов жесткости относится к предмету нашей дис-
циплины. Этот фактор по значимости можно поставить в один ряд с такими
факторами как стойкость инструмента или мощность станка.
Полагая, что с влиянием двух последних факторов читатель уже ознако-
мился при изучении теории резания, мы ставим в качестве первоочередной
задачи ознакомление с вопросами жесткости.
136
всякие мероприятия по повышению жесткости напра-
влены в то же время и к повышению производитель-
ности.
Жесткость станков повышается за счет улучшения их конструкции
и качества сборки. Жесткость деталей в процессе обработки повышается
путем применения люнетов и продуманного расположения опор при уста-
Ри(. Ю. Средеиза для повышения
жесткости детали при ее обработке.
новке на станках (рис. 40). Наконец, жесткость инструмента и приспо-
соблений обеспечивается соответственной их конструкцией и в случае
надобности путем создания дополнительных опор для борштанг, оправок
и т. п. (рис. 41).
В некоторых случаях повышение жесткости системы достигаемся при
переносе операции с вертикального станка на горизонтальный или
обратно (рис. 42).
137
Рис. 41. Средства для повышения жесткости борштанг
и оправок.
Рис. 42. Сравнение жесткости системы при фрезеровании
на горизонтальном и вертикальном станках.
138
Для того чтобы иметь возможность оперировать с жесткостью как
с некоторой величиной, определяем эго понятие следующим образом.
Жесткостью упругой системы станок — деталь — ин-
струмент мы будем называть отношение составляющей
усилия резания, направленной по нормали к обраба-
тываемой поверхности (Ру) к смещению лезвия инстру-
мента относительно детали, отсчитываемому в том же
направлении (у).
Условимся обозначать жесткость буквой j и выражать ее в кг/мм;
тогда
v
Следует отметить, что приведенное определение несколько отличается
от обычного определения коэфициента жесткости. Обыкновенно этим
термином обозначается отношение уси-
лия к им же вызываемой деформации.
В нашем общем определении, в скры-
том виде, учтено действие и других со-
ставляющих усилия резания, кроме не-
посредственно рассматриваемой его нор-
мальной составляющей.
Например, при токарной обработке
следует рассматривать одновременное
действие как усилия так и усилия P2i
так как горизонтальные перемещения п ... п
н г “а Рис. 4з Перемещение вершины
вершины резца обусловлены влиянием резца под действием СИЛы
обеих составляющих усилия резания.
Усилие Ру стремится оттолкнуть резец, усилие же Pz вызывает опуска-
ние вершины резца и в то же время ее смещение вперед, в направле-
нии обрабатываемой детали (рис. 43). Такой характер деформации обу-
словлен конструкцией супорта токарного станка. В обычных условиях
(при нормальном вылете резца) влияние Ру болыиь, чем Pz , и в резуль-
тате резец все же отходит от детали. Однако деформация получается
значительно меньшей, чем при расчете по одной лишь составляющей Р ,
В одном случае при нагрузке супорта токарного станка ДИП-4001
одним лишь горизонтальным усилием (Р ) его жесткость получилась рав-
ной 2000 кг!мм. Наличие вертикальной нагрузки (Рг ), равной удвоен-
ной горизонтальной, повысило жесткость супорта до 5000 кг/мм.
Влияние усилия, действующего в направлении Р2 на отжатие в напра-
влении Р , отчетливо сказывается при рассмотрении деформаций фрезер-
ного станка (рис, 44). Под действием горизонтального усилия стол отжи-
мается в вертикальном направлении, что можно заметить, если установить
индикаторы так, как показано на рисунке.
Таким образом, для того чтобы получить данные о жесткости, при-
годные для расчетов режимов резания, необходимо производить
1 Станок лаборатории технологии машиностроения Ленинградского Поли-
технического института им. М. И. Калинина. Перед испытанием он работал на
обдирке без ремонта около года.
139
испытания в условиях нагрузки, близких кэксплоата-
ционным. Для токарных станков, в обыкновенных условиях, следует
прикладывать вертикальную нагрузку Pz = 2,5Р^.
При определении жесткости различных систем встречаются самые разно-
образные случаи нагрузки. При этом деформации, направленные по нор-
Рис. 44. Деформации стола фрезерного станка.
а - смешенье резца
- погрешность
мали к обрабатываемой поверхности, могут вызываться и действием сил
других направлений.
Учитывая однако, что эти силы связаны между собой некоторыми
определенными соотношениями, можно, по крайней мере приближенно,
определить их суммарное действие и вызываемую ими нормальную дефор-
мацию. Деля нормальную соста-
вляющую, выраженную в кг, на
эту суммарную деформацию, вы-
раженную в мм, мы находим же*
сткость в кг'мм.
Выбор при определении жест-
кости именно нормальных соста-
вляющих усилия резания не слу-
чаен. Точность обработки опреде-
ляется почти полностью смещением
резца относительно детали в нор-
мальном направлении. Касатель-
Рис. 45. Влияние на точность обработки ное смещение влечет за СО-
нормальных и касательных перемете- -
ний бой появление погрешности вто-
рого порядка малости. Например,
при обточке (рис. 45), смещение резца, равное а в радиальном напра-
влении вызывает увеличение радиуса Д = а. Такое же смещение в напра-
влении касательной приводит к погрешности (отнесенной
Д = = а > где D — диаметр детали.
С другой стороны, в большинстве случаев наибольшее
величину деформации в направлении нормали все же имеет
составляющая усилия резания. Поэтому интенсивность нагрузки лучше
всего характеризуется именно этой составляющей. После всего сказан-
4. . Ру
ного, правильное истолкование формулы j = ~ не представляет затруд-
нений.
140 *
к радиусу)
влияние на
нормальная
• Б. Расчет жесткости системы
Жесткость системы, кроме жесткости станка, зависит и от жесткости
всех остальных ее звеньев.
Жесткость обрабатываемой детали во многих случаях
можно определить расчетом, пользуясь выводами учения о сопротивле-
нии материалов. Значение жесткости детали для металлов, следующих
закону Гука, является величиной постоянной. Для металлов, не следующих
этому закону, жесткость, строго говоря, различна для нагрузок различной
интенсивности. Однако в первом приближении и для таких металлов мы
можем вводить в расчеты постоянное /, беря некоторое среднее значение
этой величины.
Для вала, установленного в центрах токарного станка, можно вос-
пользоваться формулой изгиба балки, свободно лежащей на двух опорах.
Специально поставленные эксперименты показали, что при обычно при-
меняемых размерах центровых отверстий моментами закрепления концов
вала можно пренебрегать \
Р Р
Для гладкого вала имеем У — откуда жесткость глад-
кого вала при нагрузке по середине
Pv 48EJ о . Edt dy * *,
h = — = —= 2>4 == 48OOOrf{-j)
Для ступенчатого вала можно произвести расчет, пользуясь извест-
ными методами, определяя прогибы всех его ступеней.
Для валов „двухсторонней ступенчатости", т. е. сужающихся от сере-
дины к обоим концам, можно вывести приближенную формулу, учитывая,
что подобные валы обычно конструируются так, что напряжения изгиба
при нагрузке силой, приложенной по середине, нигде не получаются
большими, чем в среднем сечении.
При таких условиях вал оказывается как бы описанным вокруг балки
равного сопротивления изгибу (рис. 46, а). Можно доказать, что для та-
кой балки прогиб по середине получается в 1,8 раза большим, чем для
гладкого вала того же наибольшего диаметра. Учитывая, что наш вал
описан около балки равного сопротивления, можно убедиться, что его
жесткость выше, чем жесткость этой балки, но, конечно, ниже, чем жест-
кость гладкого вала, имеющего диаметр, равный наибольшему из диаме-
тров ступеней. Принимаем, что прогиб ступенчатого вала равен 1,5 прогиба
гладкого. Отсюда жесткость ступенчатого вала при обра-
ботке в центрах и нагрузке по середине
/в ’= 1,6 -^ = 32 00(М (у )Я .
Рассматривая обе приведенные формулы, мы видим, что жесткость
вала в первую очередь зависит от отношения его длины к диаметру,
1 См. диссертации В. Г. Подцоркина и И. М. Кабельского, выполненные
в лаборатории технологии машиностроения Ленинградского Политехниче-
ского института им. М. И. Калинина.
* Нами принято J = 0,05гЯ; Z?— 2-104 кг!мм2.
141
но, кроме того, и непосредственно от диаметра. При одном и том же ~
жесткость толстого вала выше чем тонкого.
Заметим, что для вала жесткость определяется без учета действия
усилия Рг, так как таковое не вызывает появления деформаций в го-
ризонтальном направлении.
Рассмотрим пример: требуется определить жесткость ступенчатого
вала при нагрузке его по середине:
d = 1 7 = 1000 мм\
°)
Рис. 46. К расчету жесткости системы.
;в = 32 000 • 100 • (= 3200 кг1мм.
При других способах закрепления вала или ином расположении на-
грузки его жесткость получается другой. Определение жесткости в этих
случаях может производиться либо путем расчета, либо, если это невоз-
можно, экспериментальным путем. То же самое можно сказать об опре-
делении жесткости деталей различных других конфигураций. Соста-
вление расчетных формул для всех случаев практики должно соста-
вить предмет специальных исследований.
Ниже мы приведем данные о жесткости различных узлов станков и
о методике ее определения. Жесткость оправок, борштанг, при-
способлений, инструментов и т. д. может быть определена
142
следую-
зависит
2/п-б
путем расчетов или экспериментов, Предполагая, что такие расчеты и
опыты произведены, можно приступить к определению жесткости си-
стемы в целом.
Во многих случаях оказывается удобным определять отдельно жест-
кость детали, жесткость станка (в целом) и т. д., а потом, оперируя
этими данными, рассчитывать жесткость системы. Проделаем такие рас-
четы для случая обточки вала, закрепленного в центрах и нагруженного
по середине.
Жесткость токарного станка в целом находим
щим образом (рис. 46, Ь)
р *
Прогиб су порта v п = ’
у /суп
Смещение середины вала (считая сам вал абсолютно жестким)
от деформаций обеих опор: смещения центра передней бабки vn б
р **
и задней бабки j3.6 = ;
4/3. б
_ 1 / Ру | Pv \ Pv / I t 1 \
Лавок - 2 б + 2уз J - -4 + - б J •
Изменение размера при обработке зависит от суммы рассмотренных
деформаций. Поэтому для станка в целом имеем
”с — i ~ 1 4 / 1 i Г
/суп \/п. б 'з. б )
С другой стороны, вводя понятие „жесткость станка", получим
Р
ус==-Л. Приравнивая оба выражения для ^с, находим
7с i =_i_______| 1 < 1 ।__
J <• 7суп 4 у«7п. б Аб/
Например, для станка с высотой центров 300 мм, основываясь на
нижеприведенных данных, можно принять
/п.б = 10 000 кг/мм; /зб = 5000 кг)мм; jcyn ~ 10 000 кг!мм.
±______L t 1/ 1 | 1 \
/с ~ 10 обо “Г 4 \10 0D0"1" 5000/ ’
откуда для нагрузки по середине вала
ус==5700 кг)мм.
Для других случаев нагрузки жесткость станка получается другой.
Например, при положении резца у задней бабки она опре-
деляется следующим образом:
/с /суп /з-б
* Индексы суп., п. б., з. б. — относятся к супорту и соответственно к передней
и задней бабкам.
р
** В эти формулы вводится лишь половинное усилие -ту—, так как давление
рсзапия передается на обе бабки равномерно.
143
чго для приведенною примера дает
/с 3300 кг'мм.
При обычной обточке вала в центрах деформации самого резца лишь
незначительно отражаются на точности обработки, так как вызывают,
в основном, лишь тангенциальное смещение его вершины. Система станок —
деталь—инструмент сводится к системе станок — деталь. Для этого слу-
чая при нагрузке по середине жесткость упругой системы ста-
нок— деталь можно определить расчетом, если известны жесткость
детали (/в) и жесткость станка (;с). Имеем
У = У в + Ус = ( у- + 7~),
'/в Ус/
откуда
Например, при
/в—3200 кг! мм и jc = 5700 кг мм
имеем
1= 1 + —-
/ 3200 ~ 5700 ’
откуда
/ = 2040 кг'мм.
В. Жесткость узлов станков
Под влиянием усилия резания и д >угих нагрузок, приложенных к станку,
его узлы деформируются. На рис. 47 1 в утрированном виде показано,
какую форму и расположение принимают узлы сверлильного станка под
влиянием усилия подачи. Легко заметить, что части станка не только
деформируются, но одновременно изменяется их взаимное расположение
вследствие наличия зазоров и упругости стыков.
Последнее обстоятельство имеет исключительно большое значение,
так как оно делает невозможным, по крайней мере в настоящее время,
определение жесткости станков путем расчетов, основанных на данных
учения о сопротивлении материале в2. Деформации стыков между де-
талями, входящими в узлы, оказывают сголь большое влияние на жест-
кость системы, что пренебрежение ими делает такие расчеты совершенно
необоснованными.
1 См. статью инж. М О. Якобсон, „Станки и инструмент" № 4, 1937.
2 Практический интерес представляют лишь расчеты деформаций длинных
станин, шпинделей и других деталей, существенно изменяющих свою форму
под нагрузкой.
144
К. В. Вотинов произвел обширные исследования, которые показали,
что реформации самих деталей станка часто составляют лишь неболь-
шую часть общей наблюдаемой деформации узла.
На рис. 48 изображен брус, жесткость которого
эквивалентна жесткости действительного супорта. Как
видно, масса металла слабо участвует в отжатии
узла станка.
Экспериментальное определение жесткости узлов
производится следующим образом: узел нагружается
определенной силой, совпадающей по точке приложе-
ния и направлению с усилием, передающимся на дан-
ный узел в условиях нормальной работы станка.
Далее отмечается деформация узла в направлении, со-
ответствующем нормальному к обрабатываемой поверх-
ности (в горизонтальном направлении, перпендику-
лярном оси, для токарного станка). Такие отсчеты про-
изводятся для ряда нагрузок, возрастающих от нуля
до некоторой наибольшей величины, зависящей от
размеров станка. После нагрузки производится раз-
грузка узла. Строится зависимость P—f(y\ где Р —
нагрузка. По этим данным можно определить жест-
кость узла1.
В тех случаях, когда направление нагрузки во
время работы станка изменяется, опыт необходимо
Рис. 47. Деформа-
ции сверлильного
станка под нагруз-
кой.
Рис. 48. Брус, эквивалентный по жесткости супорту
токарного станка.
1 Нагрузка производится силой, вообще говоря, не совпадающей с напра-
влением нормали к обрабатываемой поверхности, но в расчет должно вводиться
усилие, соответствующее Ру.
В некоторых случаях оказывается удобным определять условное значение
жесткости. Например, .жесткость при нагрузке горизонтальной силой* (для то-
карного станка), равная отношению этой силы (при отсутствии вертикальной
нагрузки) к смещению узла в горизонтальном направлении.
10 А.. И О окал п кив 145
повторить для нескольких "характерных направлений усилия резания:
например соответствующих вертикальному и горизонтальному положе-
ниям резца расточного станка.
Приводим ряд выводов, полученных К. В. Вотиновым в процессе его
исследований \
На рис. 49 показана зависимость между радиальным отжатием и ра-
диальной же нагрузкой для супорта изношенного токарного станка
с высотой центров в 200 мм (/ — 500 кг/мм)
В этом случае нагрузка сообщалась только в положительном напра-
влении, т. е. в том же, куда супорт отжимается радиальной составляющей
усилия резания. Величина нагрузки доводилась только до 24^#г, что
соответствует тонкой отделочной стружке.
За * * нагрузкой следовала разгрузка, причем нагрузочная ветвь кривой
располагалась выше разгрузочной. Площадь, заключенная между этими
Рис. 49. Характеристика радиального отжатия.
ветвями (петля гистерезиса), соответствует работе внутреннего трения
в стыках данного узла2.
Заметим, что после нагрузки узел не возвращается в первоначальное
положение. В данном случае после первого испытания оставалось от-
жатие Юр..
При вторичной, а также при последующих нагрузках и разгрузках
повторяются те же явления как и при первой нагрузке, но петли гисте-
резиса и остаточные отжатия все время уменьшаются.
Таким образом, стыки оказываются не вполне упругими — закон из-
менения отжатия заметно отличается от линейного.
Наклон нагрузочной ветви кривой характеризует жесткость узла.
Если принимать во внимание лишь крайние точки, то среднюю жест-
р
кость узла определяем по формуле / = -^., где Ру—полная радиаль-
ная нагрузка в лгг, а у — соответственное отжатие в мм.
1 Вотинов, Жесткость станков, издание ЛОНИТОМАШ, 1940
* Сравните рис. 60
14в
Можно най1и жесткость в каждой данной ючке кривой
ДА»
по формуле j — 9 где &Ру—приращение нагрузки на участке кри-
вой, прилегающем к данной точке, а &у — соответственное увеличение от-
жатия.
Опыт показывает, что характеристики отжатия могут быть различ-
ными. В одних случаях они близки к прямолинейным (J = const,
рис. 50, а), в других жесткость при увеличении нагрузки падает (рис. Ь);
таким образом сказывается, например, влияние предварительной затяжки
болтов. До тех пер пока нагрузка меньше, чем действие затяжки, соеди-
ненные между собой детали узла ведут себя как одно целое, при даль-
нейшем увеличении нагрузки детали смещаются относительно друг друга
и жесткость падает.
Рис. 50. Различные виды кривых
нагрузки.
Рис. 51.Характеристики отжатия узла
супорта станка ДИП-200 в радиаль-
ном направлении.
Возможно также другое направление вогнутости (рис. с), когда
жесткость вначале мала, а с увеличением нагрузки возрастает. С таким
случаем мы встречаемся, например, тогда, когда в узле имеются слабые
детали (обычно клинья). По мере увеличения деформаций площадь со-
прикосновения деталей увеличивается и жесткость возрастает.
Если после разгрузки приложить нагрузку в противоположном на-
правлении, то, вообще говоря, вначале деформаиия узла происходит
при сравнительно небольшом усилии, соответствующем трению в напра-
вляющих и т. п. (это усилие возрастает при затягивании клиньев). Лишь
после того как зазоры целиком выбраны, нагрузка начинает нарастать
более интенсивно, что заметно по изменению наклона кривой. С этого
момента начинается деформация узла* в ебратном направлении. Такая
отрицательная нагрузка может быть повторена один или несколько раз,
и мы получим ветви кривых, соответствующие направлению, обратному
действию сил при резании. Из этого опыта можно найти „отрицательную
жесткость" узла, однако, обычно эта жесткость не определяется. Заме-
тим лишь, что различные значения положительной и отрицательной
жесткостей свидетельствуют о наличии несимметричных условий работы
узла.
147
При испытании на жесткость сначала узлу дается положи хельная
нагрузка (т. е. нагрузка в рабочем направлении), которая повторяется
один или два раза (ветви а, Ь на рис. 51). При этом фиксируются лишь
результаты испытания при нагрузке. Разгрузка же берется только по
крайним точкам (пунктир). После второй разгрузки прикладывается на-
грузка в отрицательном направлении (ветвь с), которая повторяется еще
раз (ветвь d). Для контроля можно приложить положительную нагрузку
еще раз.
Случай рис. 51 соответствует жесткости супорта /==2500 кг]мм.
„Разрыв характеристики11, т. е. перемещение узла (z),
определяемое по крайним точкам диаграммы при на-
грузке равной нулю, характеризует суммарное действие за-
зоров. В случае рис. 51 разрыв характеристики z = 138р..
[Рис. 52ЛВлияние качества сборки на жесткость шпинделей.
„Жесткость узла" и „разрыв характеристики" являются
двумя основными показателями качества сборки. Иссле-
дования показали, что путем улучшения качества сборки при неизмен-
ной конструкции можно рёзко повысить жесткость и уменьшить разрыв
характеристики. На рис. 52 показаны результаты испытания четырех
одинаковых шпинделей револьверных станков типа „136". На первом
шпинделе (а) мы наблюдаем влияние очень больших зазоров (разрыв
характеристики с = 70р.) и сравнительно небольшие упругие отжатия
(/=3710 кг/мм). На втором шпинделе (Ь) зазоры меньше, но упругие
отжатия больше (/=2100 кг/мм). На третьем (с) и в особенности на
четвертом (d) зазоры и отжатия малы (/ =12 500 кг)мм и / =90 000 кг]мм
соответственно). В последнем сЛучае отжатия были столь малы, что
прибер не смог их уловить.
Жесткость узлов станков, работающих на производстве, часто бы-
вает недопустимо низка, составляя 500—1000 кг/мм и даже меньше.
Между тем, при тщательной сборке ее можно довести до 5000—
10000 кг!мм и выше. Для достижения таких благоприятных результатов
необходимо обеспечить хорошую пригонку всех стыков, тщательную
регулировку клиньев и т. п.
148
При испытании станков на жесткость измерение отжатий произво-
дится при помощи индикаторов, установленных на станине станка, при-
чем их штифты касаются деталей узлов в точках, к которым мы отно-
сим отсчет деформаций (например к точке супорта, расположенной на
высоте центров).
Нагрузку приходится сообщать посредством специальных устройств,
в конструкцию которых входит динамометр.
На рис. 53 показано приспособление, которым пользовался К. В. Во-
тинов для испытания токарных станков. Державка А укрепляется в рез-
цедержателе вместо резца; скоба В надевается на центр станка или
оправку. Хвост скобы может скользить в отверстии державки совершенно
свободно. Справа от скобы расположена гайка С стяжки. Первая поло-
вина гайки и соответствующий ей винт имеют правую, а вторая поло-
вина— левую нарезку. Основной частью динамометра является угловая
Рис. 53. Приспособление К. В. Вотимова для испытания токарных
станков на жесткость. ‘
пружина D, которая деформируется при нагрузке, индикатор же заме-
ряет величину этой деформации. Вращая гайку С в том или другом
направлении, мы стягиваем правый конец пружины D и скобу В или
отталкиваем их друг от друга. Таким образом осуществляется нагрузка
на скобу (а следовательно и на центр) и на пружину (на супорт)1.
При тарировании динамометр подвешивается за отверстие в дер-
жавке, а к отверстию в призмодержателе подвешивается груз.
Описанный прибор позволяет нагружать станок только усилием Р
что не соответствует действительным эксплоатационным условиям.
Нами были сконструированы универсальные приспособления, дающие
возможность нагружать станок силами, соответствующими всем трем
составляющим усилия резания2.
До сих пор мы говорили о деформациях в поперечном (радиальном)
направлении. В некоторых случаях нас могут интересовать также угло-
вые упругие деформации. Рассмотрим, например, как скручи-
1 Аналогичный прибор, но другой конструкции (X. М. Е н и к е е в а—
ЭНИМС) см. „Станки и инструмент* №5, 1941. стр. 8.
2 Эти приспособления предназначались для лаборатории и испытывались
в лабораторной обстановке. Одно из них описано в нашей работе „Жеоткооть
в текнохотий машиностроения", Машгив, 1946.
149
вается вся система, передающая вращение от шкива к шпинделю. При
этом испытании шкив станка заклинивается намертво. Нагрузка дается
на шпиндель через планшайбу. Деформация всей системы определяется
на конце шпинделя при помощи индикатора. Относя у ловые деформа-
ции к определеннэму диаметру, их можно измерять так же, как радиаль-
ные в ji. Нагрузку можно отнести к тому же диаметру и измерять в кг.
При таком методе отсчетов мы получим диаграммы, аналогичные пока-
занной на рис. 51, но с другими значениями. Следует отметить, что
„крутильная жесткость" во многих случаях оказывается весьма низкой,,
а „разрыв характеристики" большим. Эго свидетельствует о плохой
сборке коробки скоростей и, в частности, шлицевых соединений.
Переходя к анализу явлений, связанных с деформациями стыков, за-
метим, что этот вопрос в настоящее время нельзя считать достаточно
выясненным.
К. В. Вотинов исследовал деформации стыков, пользуясь чугунными
образцами в форме параллелепипедов. Сжимая их попарно, он определял
деформации стыков и их жесткость, понимая под „жесткостью
стыка" (£) величину, равную отношению удельного давления (q кг )мм*)
к деформации (у мм)
% — ~ кг/мм3.
Для значений q в пределах 0,01—0,17 кг/мм2 он получил следую-
щие значения жесткости стыков:
для строганных поверхностей...............£ = 48 кг/мм*
„ грубо шабренных поверхностей ..... i = 54 „
» нормально шабренных „ с = 58 „
. чисто „ „ $ = 76 ' „
„ шабренных по блеску я £ = 136 „
я шлифованных „ £ = 172 „
я притертых „ I == 202 я
Зная £ и <7, можно определить величину отжатия плоского стыка по
формуле _у = -~-*для центральной нагрузки и по более сложным фор-
мулам для нагрузки эксцентричной1.
Дтя случая сложного стыка, например в форме ласточкина хвоста,
можно задаться некоторым законом распределения удельных давлений
по поверхности этого стыка, а затем, зная нагрузку, найти и самые
давления из уравнейий статики. Далее, пользуясь данными для плоских
стыков, можно определить деформации. Одна из схем такого рода по-
казана на рис. 54.
Слетует, однако, заметить, что расчеты такого рода приводят к ре-
зультатам, плохо согласующимся с данными непосредственного экспери-
ментального определения деформаций стыков. Для того чтобы получить
подходящие числовые значения, необходимо для новых станков принимать
5=1—4 кг/мм3 (в лучших случаях 10—14 кг/мм3, в худших —
0,1—0,2кг!мм3) вместо 60—76 кг[мм39 соответствующих плотному стыку.
Эго показывает, что обычные стыки не являются плотными, касание
1 Аналогичные задачи рассмотрены ниже в § 2В.
150
происходит не по всей их поверхности. Кроме того, клинья и другие
соединительные части подвергаются дополнительным деформациям, сни-
жающим жесткость стыков (рис. 55).
Укажем еще, что, по крайней мере в первом приближении, деформа-
ции стыков узлов станков возрастают пропорционально нагрузке; сле-
Рис. 54. Распределение удельных давлений в стыках в форме
ласточкина хвоста.
довательно жесткость получается почти постоянной, слабо зависящей от
нагрузки Ч
Приведенный анализ подтверждает высказанное выше положение о
невозможности, при современном состоянии наших знаний, определять
жесткость узлов путем расчета. Остается лишь путь эксперимента.
Рис. 55. Неплотная посадка клина.
На основе экспериментов могут быть составлены нормативы
жесткости узлов станков, в соответствии с которыми может
производиться проверка станков на жесткость, причем такой проверке
должны подвергаться как новые станки, выпускаемые производящими их
заводами, так и находящиеся в эксплоатации.
К. В. Вотинов1 2 приводит нормы жесткости токарных станков в форме
проекта стандарта. Он указывает также и значения испытательных на-
1 Сравните с жесткостью грубо обработанных стыков опорных поверхностей
деталей (§ 2Б).
2 По Вотинову, см. „Жесткость станков*. Помещенные в таблице
нормы жесткости супортов при нагрузке их* одной силой Ру следует признать
высокими. Нормы „свободных зазоров* для обычных условий сборки также
являются жесткими.
151
Таблица 3
Нормы жесткости на узлы токарных станков1
Узел Н = 150 мм ру = 100 кг Н = 175 мм Ру = 150 кг И = 200 мм Ру = 200 кг Н = 250 мм Ру = 250 кг । Н = 300 мм Ру = 300 кг Н = 400 мм Ру = 400 кг
j 1 У 1 z J У 1 г J 1 У 1 'z J 1 у 1г i 1 У 1 z i 1 У I *
1, Шпиндель на конце 5009 0,02'0,01 1 7500 0,02 0,01 10 000 0,02 0,02 12 500 0,02 0,02 15 000 0,02 0,03 20000 0,02 0,03
2. Супорт на вы- соте центров . . . 3300 0,03 1 1 0,05 5000 0,03 0,07 6 700 0,03 0,10 8 390 0,03 0,15 10000 0,03 1 1 0,15 13 000 0,03 0,15
3. Пиноль задней бабки при вылете | равном Л//2, в за- j крепленном поло- | жении 2500 0,04 0,01 3800 0,04 *0,01 5 000 0,04 0,02 6 330 0,04 0,02 7500 0,01 0,03 10 000 0,04 0,03
Примечания.
приюженная
к узлу на
1; Н — высота центров в мм\ Pv — испытательная горизонталь тат нагрузка,
высоте центров в кг\
у —радиальное отжатие под влиянием нагрузки Pv; з —свободный зазор (разрыв характеристики
см. рис. 51);
j — жесткость узла [j = .
2) В таблице приведены отклонения, допустимые при приемке новых станков и станков, выходящих из
ремонта. При периодических осмотрах станков, работающих на производстве, допускается увеличение
упругих отжатий до 59% (снижение жесткости на 33^/0) Для станков, на которых выполняется особо
точная работа, при требовании максимальной производительности нормы жесткости увеличиваются
на 50%.
грузок, безопасных для прочности станка и вместе с тем обеспечиваю»
щих выбирание всех зазоров (табл. 3).
Заметим однако, что эти нормативы составлены в предположении
нагрузки лишь радиальным усилием (Pv), что, как мы видели, приво-
дит к условиям, не вполне совпадающим с эксплоатационными.
2. ДЕФОРМАЦИИ ПРИ ЗАКРЕПЛЕНИИ ДЕТАЛЕЙ
А. Характер деформаций при закреплении деталей на станках
Закрепление деталей при их обработке на станках сопровождается
возникновением деформаций, являющихся частью общей деформации
упругой системы станок — деталь — инструмент.
При приложении усилия закрепления деформируется как сама обра-
батываемая деталь, так и поверхностные слои, по которым происходит
соприкосновение этой детали с установочными поверхностями станка и
Рис. 56. Деформации кольца при закреплении в патроне.
приспособления. В некоторых случаях приходится также считаться с
деформациями столов станков, приспособлений и т. п.
Как мы видели, при нагрузке узлов станков деформации стыков
часто значительно превосходят деформации Самих деталей, из которых
состоят эти узлы.
При закреплении деталей соотношение обеих составляющих дефор-
мации может быть самым различным в зависимости от жесткости обра-
батываемой детали.
При закреплении тонкостенных втулок, колец и тому подобных дета-
лей они сами легко деформируются, принимая овальную и другие формы.
Деталь, обработанная в деформированном состоянии, после снятия со
станка оказывается некруглой.
Деформации кольца могут быть определены путем расчета, если
известны усилия зажима кулачков. При двух кулачках деталь принимает
овальную форму. При трех она деформируется так, как показано на
рис. 56. Под давлением кулачков кольцо прогибается и принимает не-
круглую форму; в результате расточки отверстие становится круглым.
После освобождения детали ее наружная поверхность принимает перво-
начальную форму, расточенное же отверстие искажается так, как пока-
зано на рисунке.
Особенно сильно сказывается влияние деформации деталей при за-
креплении длинных рам, плит, планок и т. п. Легко убедиться путем
1ЖЗ
простых расчетов, что даже массивные детали такого рода очень легко
теряют при закреплении свою правильную форму.
Деформации поверхностных слоев детали и опорных элементов при-
способления, в котором она закрепляется, играют весьма важную роль
особенно при установке на станке жестких, массивных деталей, обра-
батываемых при высоких режимах резания.
Б. Деформации поверхностных слоев
Выше мы привели ряд цифр, позволяющих оценить деформации
стыков в станках. Эти цифры представляют интерес и при рассмотрении
деформаций при закреплении. Однако
существует большая раз-
ница количественного ха-
рактера между деформа-
циями хорошо пригнанных
частей станка и деформа-
циями опорных поверхно-
стей устанавливаемых на
станках деталей, обычно
сравнительно грубо обра-
ботанных, а иногда и черных.
Необходимо произвести специальное
исследование этих деформаций для
разных материалов и различной чи-
стоты опорных поверхностей.
Поверхность, обработанная каким-
либо режущим инструментом, пред-
ставляет собою ряд гребешков,
вообще говоря, неправильной формы,
расположенных на большем или мень-
шем расстоянии один от другого.
При сдавливании двух таких по-
верхностей гребешки сминаются, на-
чиная с их вершин, причем, по край-
Рис. 57. Образцы кольцевой формы.
ней мере, при первом нажатии, по мере сближения поверхностей пло-
щадь соприкосновения все время увеличивается, откуда следует, что
прилагаемое усилие должно все время возрастать.
Зависимость деформации у от усилия или от удельного давления
если это усилие отнести к поверхности соприкосновения, должна быть
установлена экспериментально, так как установление ее теоретическим
путем в настоящее время не представляется возможным.
Опыты по определению этой зависимости были уами произведены в
лаборатории технологии машиностроения Ленинградского Политехниче-
ского института им. М. И. Калинина.
Образцы имели кольцевую форму, причем наружный диаметр опор-
ной площадки равнялся 100 мм, а внутренний 80 мм (рис. 57).
1 Подробнее см. нашу работу „Жесткость в технологии машиностроения*,
Машгиз, 1946.
154
Было произведено две серии опытов над такими образцами. В пер*
вой серии их опорные поверхности были простроганы, а во второй
обточены. Два образца чугунных и два стальных имели шлифованные
поверхности. При каждом опыте строганный или обточенный образец
испытывался совместно со шлифованным. Были произведены также
испытания шлифованных поверхностей, работающих прпарно. Каждая
пара образцов подвергалась двукратной нагрузке и разгрузке.
Со всех образцов были сняты профилограммы, иллюстрирующие
профиль поверхности до испытания и после такового. Профилограммы
получены при помощи оптиметра. При этом, во избежание вдавливания
острой иглы в металл, она была разгружена действием противовеса,
Шлифованный
Рис. 58. Профилограммы различных стальных образцов/
благодаря чему мерительное давление сводилось к необходимому мини-
муму.
Профилограммы некоторых образцов показаны на рис. 58. Как видно,
качество поверхности различных образцов резко различно.
На рис. 59 приведены кривые, изображающие зависимости дефор-
маций у от удельного давления q для разных образцов. При этом
удельные давления изменялись в пределах 0,013—0,902 кг/мм2.
Как легко заметить, зависимости во всех случаях имеют одинаковый
характер, хотя количественно деформации получаются весьма различ-
ными. По мере увеличения нагрузки (q) осадка сначала возрастает
быстро, а затем медленнее. Таким образом даже в самом грубом при-
ближении деформации, возникающие при первой нагрузке образ-
цов, нельзя считать пропорциональными этой нагрузке.
Обработка результатов опытов показала, что зависимость деформа-
ций от удельного давления может быть приближенно выражена форму-
лой y — c*qm9 где для разных образцов и нагрузок величина показателям
155
колеблется в пределах 0,3—0,5. Беря среднее значение т = 0,4 имеем;
где С — коэфициент, зависящий от качества поверхности и рода мате-
риала. Приводим таблицу значений коэфициента С1 2.
Таблица 4
Значения коэфициента Си формуле у = С • при первой нагрузке
Рис. 59. Зависимость деформации от удельного давления при первой
нагрузке.
1 Для опытов первой серии.
2 В таблице приведены максимальные значения высот гребешков
переход к Нск см. ниже главу IV, § 5.
15в
Рассматривая таблицу и профилемраммы (рис. 58), можно заметить,
то значения С растут при ухудшении качества поверхности. Для стали
коэфициенты меньше, чем для чугуна, т. к. при одинаковой высоте
гребешков, деформации стальных образцов получаются значительно
Рис. 60. Нагрузочная и разгрузочная
ветви кривой, полученные при испыта-
нии чугунного грубо обработанного
образца.
меньшими, чем чугунных.
Приведенные цифры относятся к образцам, обработанным одним и
тем же резцом, в данном случае заточенном на точиле без последующей
доводки. При других методах обработки, даже при одинаковом мате-
риале и высоте гребешков, значения коэфициента С, а следовательно и
деформации, могут оказаться иными.
Учитывая, что испытаниям подвергались мягкие материалы и резец
был заточен* без особой тщательности, можно считать приведенные дан-
н ые (табл.4), вообще говоря,
преувеличенными и пола-
гать, что, пользуясь ими
при расчетах, получим
некоторый запас надеж-
ности.
Если образец, обработанный
по предыдущему, соприкасается
со стальным закаленным шли-
фованным образцом, что соот-
ветствует случаю работы опорных
штифтов и плиток в приспосо-
блениях, то деформации, рассчи-
танные по значению С, взятому
для сырого образца, будут пре-
увеличенными и их необходимо
корректировать в сторону сниже-
ния. Кроме общих соображений,
нас в этом убеждают некоторые
проведенные нами опыты. Наобо-
рот, деформации образцов с чер-
ными, необработанными поверхно-
стями могут достигать весьма больших значений.
Все вышесказанное относится к первой нагрузке образцов непосред-
ственно после их обработки на станках. При повторных нагрузках по-
лучаются существенно иные результаты.
На рис. 60 показаны кривые, выражающие зависимость деформаций
от удельного давления, причем одна из них получена при нагрузке, а
вторая при разгрузке. Обе кривые относятся к испытанию совместно
со шлифованным чугунного образца, простроганного с подачей
0,8 мм!ход.
Как видно, разгрузочная кривая расположена значительно выше
нагрузочной, что указывает на большое влияние остаточных деформа-
ций, возникающих при нагрузке. В данном случае этот эффект полу-
чился особенно большим, так как испытывался грубо обработанный
образец с большими неровностями профиля. Величина остаточных де-
формаций, рассчитанная по замерам, в данном случае равна 100р..
При образцах, обработанных более тщательно, величина обжатия гре-
157
бешков получается меньшей, в соответствии с чем нагрузочная и раз-
грузочная кривые располагаются ближе одна к другой. Например, при
испытании стальных шлифованных образцов, работающих попарно,
обжатие получилось равным лишь 2ц.
Если пару образцов подвергнуть вторичной нагрузке, не
изменяя их относительного расположения, то новая нагрузочная кривая
расположится близко от кривой разгрузки, полученной при первом
испытании. Разгружая вторично нагруженный образец, мы получим вто-
рую разгрузочную кривую, проходящую близко к нагрузочной.
Численные значения деформаций, соответствующих обоим разгру-
зочным и второй нагрузочной кривым, по сравнению с деформациями,
полученными при первой нагрузке, очень невелики.
В опытах первой серии они составляли при нагрузке q = 0,902 к?1мм2
для чугунных образцов 4,4 —17,2рь, а для стальных 1,6—6,4ц. Харак-
тер кривых, соответствующих второй нагрузке тот же, что и при пер-
вой нагрузке.
Обрабатывая результаты по предыдущему, можно получить значения С
для второй нагрузки. Заметим, что показатель в этом случае имеет
большее значение, чем при первой нагрузке, и, принимая /п==0,4, мы
заведомо допускаем некоторую погрешность. Однако в целях сравни-
мости результатов все же останавливаемся на этом значении показателя.
ч Таблица 5
Значения коэфициента С в формуле у = С • $0,4 при второй нагрузке1
Род обработки Шлифо- Простроганные с мм/ход подачей
ванные 0,265 0,53 0,80
Мягкий чугун «... Мягкая сталь 1 Для опытов первой серии. 6,8 2,0 13,2 6,8 10,0 4,6 10,3 3,4
В этой таблице, как и раньше, у даны в микронах, q в кг/мм2.
формула справедлива для диапазона значений q от 0,01 до 1,0 кг1мм2.
Сравнивая цифры таблицы, можно заметить, что значение С для
стальных образцов, вообще говоря, ниже чем для чугунных. В осталь-
ном нельзя подметить никакой зависимости между деформациями при
второй нагрузке и характеристиками качества поверхности.
Разгрузочные кривые при второй нагрузке почти совпадают с на-
грузочными, что указывает на преобладание упругих деформаций. Не-
линейный характер зависимости у от q можно объяснить тем обстоя-
тельством, что вершины различных гребешков расположены на различ-
ной высоте и действительная площадь соприкосновения между образцами
по мере увеличения q возрастает.
Третья, четвертая и дальнейшие нагрузки дают значения деформаций,
близкие к их значениям для второй нагрузки, причем наблюдаемое раз-
198
личие лежало в пределах точности измерений. Например, при испыта-
нии пары чугунных образцов, шлифованного с грубо обточенным (по-
дача 1,01 мм/об) получились следующие значения деформаций при
<7 = 0,902 кг) мм2.
Вторая нагрузка 4,1р.
„ разгрузка 4,1р.
Третья нагрузка 4,1р.
„ разгрузка 4,0р..
° ОШ Ц4 Qfi OS 0.7 а/ 09 Ю 1
Рис. 61. Зависимость деформации от
удельного давления при второй
нагрузке.
(рис. 61) Ч При больших q мы
Мы уже указали, что зависимость у от q* вообще говоря, нельзя
считать линейной. Поэтому значения „жесткости стыка* ($) полу-
чаются различными для различных нагрузок. Чем больше нагрузка, тем
выше значение этого коэфициента. Если принять зависимость
у = С • qQ,\ то среднее значение
жесткости стыка для нагрузки от
О до q
q°'6 ,
У ч
где
1000
Здесь В выражено в кг!мм*.
Принятая выше зависимость у от
q чисто эмпирическая, как мы уже
указывали, справедлива лишь в пре-
делах значений q от 0,01 до 1,0 кг/мм2.
В действительности кривые
(рис. 59) носят такой характер, что
их кривизна быстро уменьшается
при увеличении q, что особенно ярко
выражается при повторных нагрузках
получаем почти прямую линию и в интервалах больших нагрузок зави-
симость у от q близка к линейной. Это обстоятельств® придает еще
большую убедительность высказанному выше положению о повышении
значения В (жесткости стыка) при возрастании нагрузки.
В. Влияние общей неправильности поверхности
и внецентренного приложения нагрузки
Во всем предшествующем изложении мы говорили о деформациях
поверхностных слоев, предполагая стыковые площадки плоскими, то есть
соприкосновение между ними, происходящим по всей их поверхности.
На самом деле соприкасающиеся поверхности часто имеют непра-
вильную форму, причем они касаются лишь в отдельных точках или по
отдельным площадкам. Влияние такой общей неправильности поверх-
ностей может привести к значительному понижению жесткости стыка.
1 Кривая рис. 61 построена по данным испытания грубо простроганного
чугунного образца совместно со шлифованным.
150
Рассмотрим следующую схему (рис. 62). К нижней плите, имеющей
совершенно правильную и гладкую поверхность, прилегает верхняя плита,
опорная поверхность которой имеет волнистую форму с профи-
лем по синусоиде (синусоидальная цилиндрическая
поверхность). На этой поверхности расположены обычные гребешки.
Обе плиты предполагаем абсолютно жесткими. Нагрузка на верхнюю
плиту равномерно распределенная. Предположим, наконец, что на длине
плиты размещается целое число волн.
Уравнение синусоиды, определяющей вид поверхности, пишется в
следующем виде:
-v== 4(1“cos2,t т)>
где h — высота волны;
I — длина одной волны.
< у
Рис. 62. Влияние волнистости опорной поверхности.
При осадке верхней плиты на величину у, у каждой волны обра-
зуется площадка шириной 2х. При этом предполагаем, что значение
у невелико, во всяком случае меньше высоты гребешков.
Вдоль площадки шириной 2х величина смятия гребешков различна
и в каждой точке является функцией ее абсциссы. Принимая линейную
зависимость межту деформациями и удельными давлениями (/л=1),
задачу об определении усилия Q, необходимого для осадки плиты на
величину у, можно решить аналитически. В результате интегрирования
и соответственных преобразований находим для небольших значений
Q = 0,425fu(-=J-j3/2.
Здесь F—площадь плиты, которая равна произведению ее длины на
ширину;
ко
£ — жесткость стыка;
у — осадка плиты;
h — высота волны.
Если бы обе поверхности были правильными, то нагрузка вызы-
вающая ту же осадку плиты (у) была бы больше и равнялась Qx = £ • F - у;
отсюда коэфициент, учитывающий уменьшение нагрузки, обусловленное
общей неправильностью поверхности (ее волнистостью),
«=0,42з/|. (1)
Это отношение можно также назвать „коэфициентом уменьшения
жесткости**.
Наоборот, отношение осадок плит (неправильной и правильной форм),
т. е. „коэфициент увеличения осадки" при неизменной нагрузке,
-4-2,36/-*. (2)
Существенно отметить, что в обе формулы (1) и (2) число волн не
входит.
Формула (2) показывает, что осадка при наличии волн сильно отли-
чается от осадки гладкой плиты с той же поверхностью, особенно при
начале вдавливания и больших Л. Например, при = 10, ~ 7,5,
т. е. общая неправильность поверхности обусловливает увеличение осадки,
а следовательно уменьшение жесткости стыка в 7,5 раза.
При поверхностях, имеющих в сечении не синусоиду, а другую кри-
вую, в неблагоприятных случаях эффект может оказаться еще большим.
Рассмотрим теперь другой случай — поверхность двоякой
кривизны. Считаем, что она образована рядом выступов, имеющих
форму тел вращения и ограниченных в сечениях, перпендикулярных
плоскости стыка, синусоидами. При таких условиях разрез этой поверх-
ности будет иметь тот же вид, как и ранее рассмотренной цилиндриче-
ской поверхности (рис. 62).
Считая попрежнему зависимости линейными (m== 1), находим значения
отношений:
Эги формулы так же, как и аналогичные формулы для цилиндри-
у
ческой поверхности, точны только при малых —.
Сравнивая полученные зависимости (2) и (4), мы видим, что влияние
неровностей двоякой кривизны значительно больше, чем искривлений в
одном направлении. Например, при -^-==10 по формуле (4) получаем
= 63, в то время как формула (2) давала только 7,5.
Если бы зависимости давления от осадки были нелинейными, что
имеет место, например, при ш = 0,4, то выкладки получились бы более
11 АП. Соколовский. 2051.
лил® 'мядеянв* .
сложными и окончательные соотношения оказались бы численно друхими.
Однако общий характер влияния волнистости стыков сохраняется и в
этом случае: неправильность соприкасающихся поверх-
ностей резко уменьшает жесткость стыка.
Другим обстоятельством, усиливающим влияние деформаций поверх-
ностных слоев, является внецентренное приложение нагрузки.
Пусть абсолютно жесткая плита нагружена силой Q в точке, от-
стоящей от середины плиты на расстоянии е (рис. 63). Принимая и
здесь для простоты линейную зависимость удельного давления от осадки
q = 5рассмотрим два случая.
1. Конец верхней плиты, более удаленный от точки приложения
силы Q (на рисунке правый), не отделяется от поверхности нижней
плиты (рис. а), что имеет место
при .
Из условий равновесия плиты
находим
где — опускание левого конца
плиты;
у2 — опускание правого конца
плиты;
L — длина плиты;
В — ширина „ .
2. Конец верхней плиты (на рисунке правый) отделяется от поверх-
ности нижней плиты (рис. Z>), что получается при е > .
Из условий равновесия имеем
1,5£ —Зе;
1 2Q
L-
Л=~Л —
(у2 получается отрицательным, что соответствует поднятию правого
конца плиты).
Расчет следует начинать с определения Q и е. При силах, располо-
женных как угодно, следует найти их нормальную составляющую Q
М
и момент /И; тогда е=^-.
При этом предполагается, что составляющие сил, лежащие в пло-
скости плиты, воспринимаются особыми упорами. Если е то рас-
162
чет следует вести по формулам случая 1-го. Если же е > то ио фор-
мулам случая 2-го. Наклон плиты равен •
Если бы мы приняли нелинейную зависимость q от у, то решение
получилось бы более сложным.
Фактором, ослабляющим влияние деформаций, является использование
предварительного натяга (Q). Имеются два пути уменьшения
осадки, вызываемые приложением силы Р: первый — увеличение жест-
кости стыка, т. е. шабрение или шлифование опорных поверхностей;
второй — усиление конструкции зажимных устройств при одновременном
повышении величины предварительного натяга до Q = P.
Произведенное нами исследование показывает, что при совершенно
упругих стыках, предварительная затяжка влияет на величину осадки
только при достаточно жестких прижимах.
Если нагрузка меняет свой знак и колеблется от —Р до
то повышение жесткости стыка без одновременного увеличения усилия
предварительной затяжки не даст желаемого результата.
Г. Некоторые замечания о расчете закрепления детали
Понятие „установка детали* включает в себя как „базировку",
то есть придание детали определенного расположения относительно
станка, так и ее „закрепление*. Закрепление детали преследует цели:
1) фиксацию расположения детали относительно установочных эле-
ментов с ганка и приспособления;
2) восприятие усилия резания и других сил, стремящихся сдвинуть
деталь с места.
В большинстве случаев основной силой, на которую приходится
вести расчет, является сила резания. Она изменяется вследствие измене-
ния припуска и твердости материала. По мере передвижения инстру-
мента относительно детали изменяются направление и точка приложе-
ния усилия резания.
При наличии упругости в системе установочных элементов и зажи-
мов всякое изменение в величине или расположении внешних усилий
вызывает смещение детали относительно инструмента, а следовательно
изменение ее формы и размеров.
При желании определить погрешности путем расчета следует разли-
чать:
1) начальное смещение детали, вызываемое действием давления
зажимов. Обозначим эту величину у0;
2) дополнительное смещение детали под влиянием усилия резания и
других сил, действующих в процессе обработки. Обозначим эту вели-
чину у.
Обе эти величины можно определить при помощи расчета, причем
при нахождении у необходимо учесть предварительный натяг. Вели-
чина yQ влияет в основном на точность установки, а величина у на
точность обработки.
Заметим однако, что при работе на настроенных станках
влияние у и у* на размер можно учесть лишь отчасти, так как обе
*
эти величины переменные. Их можно рассматривать состоящими из не-
которой постоянной части, например обусловленной действием средних
(расчетных) значений усилий затяжки, давления резания и т. д. и пере-
менной, вызываемой отклонениями значений этих усилий от расчетных
цри обработке каждой отдельной детали.
В заключение рассмотрим простой пример. Чугунный брусок W,
сечением 280 X 150 мм, закреплен на столе фрезерного станка при
посредстве прижимных планок, действующих в точках А и В (рис. 64).
При этом брусок опирается на две подкладки площадью каждая
2500 мм2, расположенные под прижимами. Расстояние между опорами
1000 мм Нормальная составляющая усилия резания, прижимающая бру-
сок к столу, равна 500 кг.
Наибольший прогиб бруска получается, очевидно, в момент, когда
фрезер находится посредине между опорами. Принимая для чугуна
150 ’
£=104 кг 1мм2 и определяя 7=280' -ух- =8 Ю7 мм4, находим
стрелу прогиба:
500 • 1 0003
У1 48 10* 8 • 107'
= 0,013 мм.
Осадка опоры получается
наибольшей тогда, когда фре-
зер находится прямо над
ней. Предполагая, что про-
кладки плотно прилегают как к нижней поверхности бруска, так и к столу
станка, величину осадки можно определить по вышеприведенной фор-
муле, причем даваемое ею значение необходимо удвоить, учитывая нали-
чие двух стыков: брусок — подкладка и подкладка — стол:
Удельное давление <7=4^ = 0,2 кг\мм\
Предполагая поверхности грубо обработанными, берем для первой на-
грузки С=129. Теперь осадка у2 = 2 • 129 • 0,2°^ = 136^ — 0,14 мм.
Если бы подкладки не прилегали плотно ни к бруску, ни к столу,
то величина деформации, как было показано выше, еще значительно
возросла бы. Поэтому увеличение поверхности опор при грубо обра-
ботанных поверхностях само по себе не дает гарантии уменьшения
их осадки под нагрузкой усилием резания.
При этом расчете мы не учитывали действия зажимов, предпо-
лагая, что они затянуты слабо, а касательная, составляющая усилия
резания, воспринимается упором в торец детали. Если затянуть за-
жимы с усилием предварительной затяжки Q = 500 кг, то при на-
грузке усилием резания деталь будет опускаться лишь немного и рас-
смотренное действие осадки опор перестанет сказываться.
Сравнивая, наконец, значения прогиба бруска (0,013 мм) и осадки
опор (0,14 мм), мы видим, что в нашем случае прогиб пренебрежимо
мал по сравнению с осадкой.
164
Произведенные подсчеты показывают, что при грубых опорных по
верхностях, затягивая крепительные болты сильнее или слабее, можно
значительно изменять положение детали относительно станка. Отсюда
следует б оль ш ое влияние чистоты и правильности опор-
ных поверхностей детали на точность обработки
и подтверждается известное правило о недопустимости повторных устано-
вок по черновой базе.
Расчеты, подобные приведенному, можно выполнить и для более
сложных случаев, давая их в виде ряда типовых решений.
3. ВЫБОР РЕЖИМА РЕЗАНИЯ В ЗАВИСИМОСТИ ОТ ЖЕСТКОСТИ СИСТЕМЫ
А. Влияние технологических факторов на выбор режима резания
До последнего времени при расчетах режимов резания исходили,
в основном, из стойкости инструмента и мощности станка. При этом
влияние режима на качество обработки не учитывалось вовсе,
либо учитывалось косвенно при выборе значений подач и глубин реза-
ния на основе практических данных.
Такой расчет носит односторонний характер и не дает возможности
обосновать выбор основных элементов режима: числа проходов, рас-
пределения припуска между этими проходами и значений подач.
Расчет режима резания должен учитывать:
1. Точность обработки, т. е. соблюдение правильных форм, разме-
ров и взаимного расположения обрабатывемых поверхностей детали.
2, Качество обработанной поверхности1.
Под действием усилия резания упругая система деформируется, при-
чем относительное расположение режущей кромки инструмента и обра-
батываемой детали изменяется, а следовательно изменяются форма и раз-
меры последней. Чем больше усилие резания, тем больше деформации;
поэтому с увеличением сечения стружки погрешности обработки увели-
чиваются.
Изменение скорости резания оказывает на усилия резания меньшее
влияние, чем изменение глубины и подачи ’и, при определении точности
обработки, обычно в расчет не принимается (как и при расчетах мощ-
ности). Однако в некоторых случаях, например при обработке неуравно-
вешенных, быстро вращающихся деталей, скорость вращения необходимо
принимать во внимание, так как при увеличении числа оборотов воз-
растают силы инерции, что также может отзываться на точности обработки.
Таким образом повышение режима резания во многих случаях свя-
зано с понижением точности обработки.
Деформации системы при данном режиме резания тем меньше, чем
выше ее жесткость. Поэтому жесткость является одним из
основных параметров, определяющих связь между
точностью и производительностью механической об-
работки2, и одновременно крупнейшим фактором, влияющим на эко-
номичность технологического процесса.
1 О качестве поверхности см. главу IV, § 5.
2 На основе учета жесткости системы и ее деформаций оказалось возмож-
ным установить математическую зависимость времени обработки от точности,
что ранее сделать не удавалось (см. ниже § ЗВ).
165
Кроме жесткости системы, на точность обработки, очевидно, большое
влияние оказывает правильность заготовки. Чем ближе форма заготовки
к форме обработанной детали, тем равномернее слой снимаемого металла,
равномернее усилие резания и, по крайней мере при постоянной жест-
кости системы, меньше погрешность \
При исследовании вопроса о влиянии жесткости на режим резания
удобно вводить в расчет „уточнение* в процессе обработки.
„Уточнением" условимся называть отношение
одноименных погрешностей заготовки (Дзаг) и об работа н-
ной детали (Лдет).
Например, при обработке вала изменению припуска (удвоенной глу-
бине резания) на заготовке соответствует изменение диаметра детали,
эллиптичности заготовки — эллиптичность, конусности — конусность де-
тали и т. д. Таким образом значения Дзаг и Ддет могут относиться к
какому-либо размеру или соотношению.
Учет влияния жесткости системы на режим резания производится на
основе следующих соображений. При заготовке, имеющей неправильную
форму, глубина резания в процессе обработки, вообще говоря, изме-
няется. Эти изменения глубины резания вызывают изменение усилия ре-
зания, а следовательно и деформаций.
Неточность заготовки отражается на обточенной детали в виде по-
добной же неточности, погрешность заготовки копируется
на детали.
Берем две точки 1 и 2 на детали такие, что в одной из них глу-
бина резания (/t) — наибольшая, а в другой (/2) — наименьшая. Эти точки
выбираем таким образом, чтобы разность глубин резания характеризо-
вала точность заготовки, а разность соответственных отжимов — точ-
ность детали.
Например, при об точке овальной заготовки неточность можно охарак-
теризовать разностью обеих осей эллипса или, что то же, глубин резания
при двух положениях заготовки, отличающихся друг от друга на 90°.
Если же нас интересует общее изменение размера детали, вызывае-
мое отжимом, которое мы и рассматриваем как „погрешность обра-
ботки", то мы сравниваем два случая: когда деталь нагружена усилием
резания == глубине резания) и когда резание прекращается- вследствие
отсутствия припуска (/2==0)* *. Во всех случаях „погрешность заго-
товки"
^заг —
Отжимы и j/2) при прохождении инструментом точек 1 и 2 бу-
дут, очевидно, наибольшим и наименьшим. Обозначая соответственные
усилия резания через РУ1 и РУ1, а значения жесткости j\ и /2, по пре-
дыдущему имеем:
Р Р
; л = •
/1 /2
1 В этой главе, говоря о погрешностях обработки, мы имеем в виду только
погрешности, обусловливаемые деформациями системы. Вопрос о точности
обработки в общем виде рассмотрен ниже (см. главу IV).
* Здесь самое наличие припуска играет роль „погрешности заготовки*,
166
Погрешность детали измеряется разностью этих отжимов
Адет —У1 ^2-
Усилия РУ1 и Ру* рассчитываются по формулам теории резания.
Жесткость системы определяем так, как это было указано выше.
Если нормальная (радиальная при токарной обработке) составляющая
усилия резания может быть выражена формулой вида Ру = Сг • t • sq и
жесткость системы j может быть принята постоянной, то
Ддет 5= —~ ~ -у- (^ == Дзаг sq. (1)
Эта формула устанавливает связь между заданной погрешностью обра-
ботки (Ддет), неточностью заготовки (Дзаг)» жесткостью системы (/), по-
дачей ($) и свойствами обрабатываемого материала (Сг).
Все вышеприведенные рассуждения носили общий характер. В целях
их конкретизации рассмотрим более подробно вопрос о расчете режима
резания при токарной обработке.
Б. Определение подачи при токарной обработке
Начнем с выбора подачи при обточке в один проход. Опреде-
лим значение подачи, при которой обеспечивается получение заданной
точности детали. Обозначим: %
5 — подача в мм/об;
t — глубина резания;
Ру — радиальная составляющая усилия резания;
Рг — тангенциальная составляющая усилия резания;
к— отношение радиальной составляющей усилия резания к тан-
генциальной;
Ср — коэфициент, характеризующий обрабатываемый материал при
заданной геометрии резца;
j — жесткость системы в кг/мм\
Дзаг —неточность заготовки в мм\
Ддет —заданная погрешность обтачиваемой детали в мм\
Д3аг и Ддет — „одноименные* погрешности (пояснения см. выше).
Заменяя в формуле (1) значение Ру на \Р2 и вспоминая, что
Рг = Ср • / .s0'75,
находим
' Л _____ Х‘£р А . с0.75
*^дет — • ?аг ° ,
откуда
Д заг / . 1
Л дет ХСр
И
(3)
167
* м, ЫГМЮЧК I
р
Для обычно принимаемого соотношения к = -5^ = 0,4, находим
^заг ___ 2,5 /
Ддег CpS0’75 ’
Рис. 65. Зависимость подачи от жесткости и уточнения при работе
в один проход.
Формулы (2) и (4) дают зависимость уточнения
^аг от j, С и S.
адет
Формулы (3) и (5) позволяют определить подачу, при которой
обеспечивается заданное уточнение. Значение подачи зависит от рода
материала (Ср ) и жесткости системы (/).
Простой вид полученной зависимости объясняется тем, что показа-
тель при t равен единице. Желая получить более точные результаты,
168
можно было бы, не переходя от Р к Pz, непосредственно воспользо-
ваться зависимостями, даваемыми теорией резания для Р. Однако для
значений показателя при отличных от единицы, формулы получи-
лись бы значительно более сложные.
Графически зависимость подачи от жесткости системы и от уточне-
ния показана на рис. 65 для случая Ср = 150 (сталь средней твер-
дости).
Как видно из этой диаграммы, подача при повышении жесткости
системы может быть резко увеличена, причем значение сохраняется
^дет
постоянным, то есть заданная точность будет обеспечена. При повыше-
нии требований к точности отношение растет, и подача должна быть
ддет
уменьшена.
Рассмотрим теперь работу в два прохода. Вводим до-
полнительные обозначения:
—подача при первом проходе;
S2 — » » втором „
Дпром — неточность, оставшаяся после первого прохода
Рассуждая по предыдущему, получаем:
0 4.Л’
ДпроМ = “у-₽-Дзаг -^°’75 (первый проход);
Ддет = -’-'^₽Дпром • s2°’75 (ВТОРОЙ ПРОХОД).
Перемножая эти выражения и сокращая на ДПром, находим
»'’--*-(£)v •(£)’*• (6)
При равных подачах .$ = $! = $2 имеем s = ]/$! • s2 .
Аналогично при работе в три прохода получаем
(П
где — подача при третьем проходе. При равных подачах 5 = = s2 =
имеем $=)/$, • .
Сравнивая формулы (6) и (7) с формулой (5), видим, что зависи-
мости подачи от Ср и j одинаковы во всех случаях, зависимости же
от д?аг- различны. Влияние уточнения выражено более резко при работе
Ддет
в один проход, чем в два и, тем более, в три прохода.
Формулы (6) и (7) дают не непосредственно значения подач, а их
произведения. Значения подач порознь должны быть определены на
основании других соображений, например требований к чистоте поверх-
ности, или из условий наименьшего времени обработки.
169
Если при работе в два прохода задана одна из подач (например $2),
а при работе в три прохода подача ss и соотношение = s2, то все
недостающие подачи легко находятся.
Приведенные формулы (5, 6, 7) дают возможность определить по-
дачи, исходя из жесткости системы и точности обработки. Полученные
значения необходимо проверить на прочность механизма подачи станка,
на надежность закрепления детали, а главное на качество обработан-
ной поверхности Ч
В. Время обработки единицы поверхности
Предполагая, что подачи выбраны согласно вышеприведенным фор-
мулам (5), (6) и (7), определим время обработки 1 дм2 поверхности.
Вводим дополнительно следующие обозначения:
т — основное (машинное) время обточки 1 дм1 в минутах
v — скорость резания в м/мин]
п — число оборотов в минуту;
d — диаметр обточки в мм\
L — длина прохода в мм\
Cv — коэфициент, зависящий от обрабатываемого материала и ка-
чества резца. Как известно,
TC-d-n
TI —=-----
1000 ’
откуда
Основное (машинное) время при работе в один проход
т L vxLL
0 ns 1000’V-5
При обточке 1 дм2
к • d • Z, = 10 000 TQ = т.
После подстановки и сокращений получаем
10
т = — ;
V-S 9
как известно,
(8)
откуда
_ 10 tx
Т С * 1— у '
Подставляя вместо s его выражение
1 См. главу IV, § 5.
170
находим
10-^
Значения х, у, Ср и Cv различны для разных материалов, глубин
резания и подач.
Принимая для различных марок машиноподелочной стали х == 0,28,
у = 0,6, при работе быстрорежущими резцами, находим
Рассматривая это выражение, можно видеть, что в некотором при-
ближении1 при обточке стали время обработки единицы по-
верхности в один проход изменяется прямо пропор-
ционально 1/ и обратно пропорционально Уj *.
г Ддет
Этот вывод подтверждает большое влияние жесткости системы на
производительность обработки. Повышая жесткость в четыре раза, мы
уменьшаем машинное время вдвое.
Та же формула позволяет оценить влияние на производительность как
заданной точности, так и точности заготовки. Выведенные зависимости
представлены графически на рис. 66.
При работе в два прохода, предполагая сначала глубины реза-
ния и подачи при обоих проходах равными, находим суммарное время
обоих проходов:
Здесь z = 2t—припуск на обточку (односторонний). Принимая при
обработке машиноподелочной стали быстрорежущими резцами х = 0,28,
j = 0,6, находим
1 Заменяя показатель 0,53 показателем 0,5.
* При других значениях показателей х и у зависимости получаются не-
сколько иными. Например, принимая, как это делают некоторые авторы, для
стали х = !/3, у = 2/3, получаем вместо показателя 0 53 только 4/9. т. е. 0,44.
Для чугуна приближенно х = 0,2, у = 0,4, показатель 4/3(1—у) = 0,80.
В этом случае влияние жесткости сказывается сильнее, чем при обработке
стали.
При снятии очень тонких стружек ($ = 0,1—0,2 мм/об) значения показате-
лей оказываются меньшими, чем при больших подачах.
При у = 0,3 величина 4/з 0~У) = 0,93 .
„ У = 0,2 „ . , =1,07.
Следовательно, при снятии тонких стружек влияние жесткости на произ-
водительность еще больше, чем при снятии толстых. Здесь время обработки
приблизительно обратно пропорционально жесткости системы.
171
ч "ЛИ, Л: .4
При других соотношениях глубин резания и подач время обработки
получается несколько отличным от вычисленного по этой формуле.
Применяя формулу (8) к каждому из проходов, получаем
= ~ 10
1 ’ 1,2 V2S2 ’
Полное (машинное) время обработки
т = т, т2.
Рассмотрим произведение
100
(2
10-
0,8
0,6
100('Н2)у _
CK(.svs^-y '
0,4
0.2-
22-
2,0-
18-
18-
14-
0 500 (ООО (500 2000 2500 3000 3500 *000 4500 5000 ?
Рис. 66. Зависимость времени обработки от жесткости системы и
уточнения (при работе в один проход).
1 2 t?rv2^rs2
Мы условились рассматривать лишь такие значения по-
дач, при которых обеспечивается заданная точность обра-
ботки. Для этого, как было ранее показано, можно выби-
рать только значения подач, при которых их произведение
равняется некоторой постоянной величине (6).
Считая глубины резания и /2) заданными, мы должны
определить подачи и таким образом, чтобы время
обработки т было наименьшим. Известно, что сумма двух
Уточнение
адет
переменных величин (тх -|-т2), произведение которых остается постоян-
ным, будет наименьшей в том случае, если эги величины равны между
собой.
Отсюда условие минимума времени обработки в два прохода: Xj = х2
или • %
откуда
51 = fliV~'у.
52 \/о /
При х = 0,28, ^ = 0,60
причем
172
(10)
При соблюдении этих соотношений для любых tr и /2 (в предполо-
жении постоянства значений х и у) можно в среднем положить1:
т-12 1,54.2°^ Мзаг\°'?6 ЛП
Cv- /WS3ty0i53 ’UJ •
При работе в три прохода можно таким же образом найти
0,17
ТбуТбТ—БГбз- • ) •
10
т С
2,14.20,28
(12)
Эта формула (приближенно) справедлива
ний
Mi-у ;
*3
’АЛ1-у ;
при соблюдении соитноше-
(13)
•$2 /* *2
$3 V3
формулы (11) и (12)спра-
и
постоянными для всех мате-
где для стали j^ = 0,7.
Приведенные соотношения (10) и (13)
ведливы для значений х = 0,28; у = 0,6.
Как известно, эти показатели не остаются
риалов и условий обработки. При других показателях получим несколько
отличные формулы. Например, принимая для стали х — 1/^ у = 213, полу-
чим весьма простые соотношения между подачами и глубинами различ-
ных проходов, так как в этом случае 1.
Вместо формул (10) и (13) имеем
А бо ^2
s2 А * $3 h 9 s3 h
Г. Определение наивыгоднейшего числа проходов
Выведенные нами формулы (9), (11) и (12) дают возможность решить
задачу о выборе наивыгоднейшего числа проходов. Счи-
тая, что припуск на обточку z задан, и учитывая, что при работе в один
проход z — t, можно заметить, что зависимости т от Ср, С^, у, z оди-
наковы в случаях работы в один, два и в три прохода. Зависимости же
от уточнения (j различны.
1 Формула (11) отличается от ранее выведенной, справедливой лишь для
4 = ^2» тем» что ьоэфициент 1,65 заменяем коэфициентом 1,54 (разница ~ 6%).
Вывод —см. нашу работу .Жесткость в технологии машиностроения-, Машгиз,
194 ч
173
* Mb
Приравнивая выражения для времени обработки в один и в два про-
хода ф-лы (9 и И), после сокращений находим
Мзаг \0’53 j 54 Мзаг\0,26
\Ддет / * 'Ддет/
откуда — ~ 5.
Ддет —
Таким же образом, приравнивая время обработки в два и в три про-
хода (ф-лы 11 и 12), находим ё 40.
Адет
Отсюда вывод.
Основное (машинное) время обработки получается наименьшим: в слу-
чае <5—при работе в один проход; в случае 5<>А^<М0— при
“дет Лдет
работе в два прохода; в случае т-- >40 — в три прохода.
Ддет
Заметим, однако, что этот вывод справедлив только при принятых
значениях показателей хиуи целиком основан на соображениях, связан-
ных с рассмотрением упругих деформаций станок — деталь — инструмент.
Поэтому полученные путем таких расчетов значения числа проходов,
глубин резания, подач, а затем и скоростей резания могут оказаться не
удовлетворяющими требованиям чистоты обработки, мощности станка
и т. д.
Если принять во внимание не только основное, но и вспомогатель-
ное время, то, очевидно, пределы 5 и 40 сдвинутся в сторону повыше-
ния, так как при замене одного прохода двумя, а двух — тремя придется
затрачивать ббльшее время на возвраты супорта, повторные установки
на стружку и т. д.
Учесть все эти обстоятельства какой-либо единой формулой затруд-
нительно. Кроме того, полученные путем расчета значения подач и чисел
оборотов необходимо согласовать с паспортом станка. Поэтому рекомен-
дуется производить расчет режима резания по норма-
тивам, но с последующей проверкой полученных зна-
чений на точность обработки и на качество поверх-
ности1. В спорных случаях целесообразно рассмотреть несколько
вариантов и сравнить их, определив как основное, так и вспомога-
тельное время по правилам технического нормирования. Подобная мето-
дика выполнения проверочных расчетов, как известно, принята во многих
отраслях техники.
Выведенные нами закономерности указывают пути корректировки
выбранных режимов в целях обеспечения заданных точности и произво-
дительности.
Мы рассмотрели случай токарной обработки. Для других видов работ
можно получить аналогичные зависимости, если имеются надежные фор-
мулы для определения усилий и скорости резания по значениям глубин,
подач и т. п., а также произведены опыты и расчеты, относящиеся к жест-
кости системы.
1 См. главы IV и V. В этих главах мы приводим и некоторые примеры
таких расчетов.
174
•Введение рассмотренных в данном разделе расчетов в практику работы
технолога позволит обосновать выбранные режимы значительно лучше,
чем это делается в настоящее время Ч
4. ВИБРАЦИИ ПРИ РЕЗАНИИ МЕТАЛЛОВ* 2
А. Причины возникновения вибраций
Вопрос о вибрациях при резании является одним из важнейших
и вместе с тем наименее исследованных вопросов, связанных с меха-
нической обработкой металлов. Значение вибраций заключается в том,
что они делают обрабатываемую поверхность не гладкой и во многих
случаях лимитируют производительность станка, ограничивая ширину
снимаемой стружки и скорость резания. Возможность применения широ-
ких резцов также зависит от вибрационных характеристик системы.
При возникновении вибраций, станок и сама обрабатываемая деталь
дрожат, после прохода инструмента на ее поверхности остаются харак-
терные волны. Качество обрабатываемой поверхности ухудшается: кроме
того, что она становится неровной, металл получает наклеп. Стойкость
инструмента падает, соединения в станке расстраиваются. При возник-
новении сильных вибраций рабочий инстинктивно отводит резец или
останавливает станок.
При работе на различных станках и различным инструментом при-
чины появления вибраций различны. Не задаваясь здесь целью пере-
числять их все, упомянем лишь некоторые, с которыми приходится встре-
чаться наиболее часто.
1. Колебания, передаваемые извне. В некоторых случаях
причины возникновения вибраций очевидны. Например, если поблизости
от данного станка работает другой станок или иная машина, сильно
вибрирующие, то вполне естественно, что колебания передаются и дан-
ному станку. Их частота обычно та же, что и частота первичных коле-
баний, но она может оказаться в 2, 3, 4 и т. д. раза большей, так как
станок может резонировать на вторую, третью и т. д. гармонику.
С рассматриваемым типом колебаний приходится сталкиваться осо-
бенно часто при установке станков на слабых перекрытиях, на галлереях
и т. п. Методы борьбы с такими колебаниями в принципе хорошо
известны (усиление фундаментов, упругие прокладки и т. п,), хотя
практическое применение этих методов не всегда легко осуществимо.
2. Колебания, вызываемые дисбалансом частей
станка или вращающейся обрабатываемой детали. Столь
же очевидны причины вибраций в тех случаях, когда в механизмах станка
имеются неуравновешенные части (шкивы, патроны и т. п.) или когда1
обрабатываемая деталь сама неуравновешена. Центробежная сила меняет
направление и вызывает колебания. Частота их равна числу оборотов
3 На основе выведенных зависимостей можно разработать расчетные та-
блицы, номограммы и т. и.
2 Подробнее см. работу автора „Жесткость в технологии машиностроения*,
Машгиз, 1946. Настоящий раздел написан главным образом на основе экспе-
риментальных и теоретических исследований, изложенных в этой работе,
175
/ J СКРЫТЬ ' ’ / 1
неуравновешенной детали в секунду. Средства борьбы с вибрациями
этого типа состоят в балансировке вращающихся частей. В частности,
при работе на шлифовальных станках необходимо обращать внимание
на правку и балансировку кругов.
3. Колебания, вызываемые дефектами передач ст ан к а.
Неправильно нарезанные или плохо смонтированные шестерни вызывают
возникновение периодических сил, передающихся на подшипники и на-
правляющие станка, а следовательно могут, при известных условиях,
быть причиной появления вибраций.
Подобный же эффект могут вызвать сшивки ремней, пульсации жидко-
сти в трубопроводе (в станках с гидроприводом), создаваемые рабо-
той насосов, и вообще различные дефекты передач.
Во всех таких случаях частота колебаний может быть подсчитана,
а затем и более точно определена причина возникновения вибраций.
Средства борьбы с вибрациями этого рода заключаются в устранении
дефектов, подобных перечисленным.
4. Колебания, вызываемые прерывистым характером
процесса резания. Во многих случаях метод обработки сам по
себе обусловливает периодические колебания усилия резания, вызываемые
последовательностью работы зубцов инструмента. Сюда относятся прежде
всего работа фрезера и протяжки, далее действие шлифовального
круга, неравномерно затупленного по окружности и т. п.1
В других случаях сама обрабатываемая поверхность имеет перерывы.
Следствием работы по такой поверхности чаще всего являются отдельные
толчки, но при регулярном чередовании обрабатываемых участков
и перерывов возможно возникновение периодической силы. С таким
явлением мы встречаемся, например, при обточке зубчатого обода. Осо-
бый случай такого рода — обточка поверхности, на которой уже имеются
следы вибраций, возникших при предыдущих проходах.
Частота колебаний рассматриваемого типа равна или кратна частоте
возмущающей силы, которая, вообще говоря, может быть легко подсчи-
тана заранее.
5. Колебания при обточке, расточке и т. п. Во всех
рассмотренных случаях возникновение колебаний легко объясняется, так
как имеется налицо периодическая возмущающая сила. Колебания являются
вынужденными.
Однако наблюдение явления вибраций показывает, что часто ни одно
из вышеприведенных объяснений не подходит. Сюда относится прежде
всего самый обычный случай токарной обработки резцом.
При обточке уравновешенной детали, при работе на вполне исправном
станке могут возникать сильнейшие вибрации, причем даже при самом
внимательном рассмотрении явления не удается обнаружить присутствия
каких-либо внешних периодических сил.
Вибрации возникают как только начинается процесс резания и пре-
кращаются при отводе резца. Это указывает, что причиной вибраций
является именно действие силы резания.
1 Следует, однако, заметить, что явление вибраций при фрезеровании, про-
тягивании и т. п. носит, п ^видимому, более сложный характер, и здесь коле-
бания вынужденные взаимодействуют с автоколебаниями.
176
Привычка мыслить в рамках классической механики и рассматривать
всякие незатухающие колебания как вынужденные долгое время за-
ставляла приписывать силе резания свойство периодичности, присущей
ей независимо о г наличия колебательного движения.
Тейлор, основываясь на опытах д-ра Никольсона, объяснял воз-
никновение вибраций при токарной обработке последовательным скалы-
ванием элементов сгружки Ч Такое объяснение господствовало в литера-
туре до последнего времени, причем почти не делалось попыток про-
верить правильность этой теории опытным путем.
Новейшие исследования показали, что при скоростях резания,
с которыми обычно производится обгрчка, вышеприведенная теория не
может быть положена в основание объяснения явления.
Частота колебаний, в случае правильности „теории элементов стружки",
должна была бы равняться числу элементов, скалываемых в одну секунду.
Дайна „элемента стружки" принимается независящей или почти независя-
щей от скорости резания 1 2, поэтому частота должна была бы возрастать
приблизительно пропорционально этой скорости, следы же вибра-
ций на поверхности — оставаться одинаковыми (по шагу) при всех ско-
ростях.
Между тем, наблюдая вибрации при разных скоростях резания и
определяя частоту колебаний хотя бы простейшим способом — путем
подсчета количества волн (следов вибраций) на поверхности обточенной
детали,—легко убедиться, что частота остается почти постоянной, а длина
волны возрастает приблизительно пропорционально скорости реза-
ния, что находится в явном противоречии с „теорией элементов стружки".
Например, в одном случае при обработке стальной болванки, попереч-
ной подачей 0,05 мм/об широким резцом (20 мм) и трех различных
скоростях резания (10, 20 и 40 м!мин) частота была почти одинаковой:
60—67. герц3, длины же волн по обмеру на болванке были резко раз-
личны (2,2 мм} 4,7 мм\ ^,2 мм). Подобные же результаты получались
и при других опытах. Частота, вообще говоря, изменяется при замене
болванки другой, более легкой или тяжелой, а также при переходе на
другой станок.
Теория элементов стружки опровергается еще следующими соображе-
ниями. Если бы она была справедлива, то колебания были бы тем за-
метнее, чем яснее выражены эти элементы. Опыт показывает обратное,
а именно, что наиболее сильные колебания возникают при обточке вязкой
стали, дающей вполне сливную стружку, при обточке же чугуна замеча-
ются лишь слабые вибрации.
Отсутствие внешней возбуждающей силы, слабая зависимость частоты
от режима резания и сильная — от жесткости системы и колеблющихся
масс,—наводят на мысль, что в данном случае мы имеем дело не с выну-
жденными, а как бы с „незатухающими собственными колебаниями", и за-
ставляют трактовать весь вопрос о вибрациях при резании с новой
точки зрения.
1Т е й л о р, Искусство резать металлы.
2 См., и тример, Глебов, Теория наивыгоднейшего резания металлов, книга
первая, Госмашметиздат, 1933, стр. 399.
1 Частоты замерены при помощи вибрографа Гейгера.
12 А. П. Соколовский. 2061. 177
Б. Автоколебательный процесс при резании
В теоретической механике обычно рассматриваются два вида колеба-
ний: собственные и вынужденные. При этом первые изучаются при
отсутствии сил сопротивления и при наличии последних. Так как, очевидно,
отсутствие сил сопротивления является абстракцией, то действительные
собственные колебания всегда являются затухающими и периодический про-
цесс, при обычной трактовке вопроса, может поддерживаться неопределенно
долгое время только при наличии внешней возмущающей силы, т. е.
при вынужденных колебаниях. При этом частота колебаний близка к ча-
стоте возмущающей силы.
Как мы уже говорили, колебания при токарной обработке носят
существенно другой характер; такие колебания получили наименование
„автоколебаний".
С автоколебаниями приходится встречаться в самых различных областях
техники и прежде всего в радиотехнике.-Заметим, что хотя их изучение
началось сравнительно недавно, но в настоящее время имеется много
весьма серьезных исследований в этой области Ч
Приводим определение:
Автоколебательный процесс—это такой процесс, при
котором переменная сила, поддерживающая движение,
создается и управляется самим движением и при пре-
кращении этого движения исчезает.
При вынужденных колебаниях поддерживающая движение переменная
сила существует независимо от движений и действует даже в том случае,
когда колебательное движение прекращается* 2.
„Теория элементов стружки" рассматривает процесс образования
стружки при обточке независимо от колебательного процесса. Его пери-
одичность определяется в основном значением толщины стружки и ско-
рости резания. Поэтому сила резания согласно этой теории имеет
периодичность, независимую от колебательного процесса, и определяет
частоту колебаний, которые, таким образом, являются вынужден-
ными.
На самом же деле периодичность силы резания определяется самим
колебательным процессом, т. е. в нормальных условиях работы, упругими
свойствами и массами системы. Процесс является автоколебательным.
Работы Н. А. Дроздова и проф. А. И. Каширина положили начало
теории автоколебательного процесса при резании3. Наши исследования
подтвердили правильность положения, что при токарной обработке мы
действительно имеем дело с автоколебаниями, и позволили построить
более стройную теорию этого явления.
1 См., например, Андронов и Хайкин, Теория колебаний, 1937.
Также, Крылов и Боголюбов, Введение в нелинейную механику,
изд-во АН УССР, Киев 1937.
2 Ден-Г ар то г, Теория колебаний, Гостехтеоретиздат., 1942.
2 Дроздов, К вопросу о вибрациях станка при токарной обработке,
„Станки и инструмент* № 22, 1937.
Каширин, Исследование вибраций при резании металла. Изд-во АН
СССР, 1944.
178
Для выяснения математической стороны вопроса обратимся сначала
к известному уравнению, определяющему собственные колебания при
наличии затухания, пропорционального первой степени скорости,
х" 4- 2Ах' + А2х = О,
где h и k—коэфициенты, характеризующие соответственно сопротивле-
ния и упругие свойства системы.
Его решение:
х = e~ht (С sin О cos ш/),
где ю = ]ЛА2 — А2 .
С и D — постоянные, определяемые начальными условиями, т. е. со-
стоянием системы в момент = 0.
Легко видеть, что при h > 0, что обычно и предполагается, движе-
ние получается затухающим.
При h = 0 колебания не затухают; этот случай соответствует
консервативной системе.
Если бы можно было осуществить систему, для которой уравнение
движения сохраняло бы тот же вид, как и для системы с сопротивлением,
но козфициент h имел бы отрицательное значение, то амплитуда колебаний
с течением времени непрерывно возрастала бы.
Такое возрастание амплитуды возможно только при сообщении си-
стеме энергии извне, в противоположность случаю затухания, когда
энергия системы рассеивается.
Необходимо, однако, указать, что рассмотренное линейное уравнение
с постоянными коэфициентами не может выражать свойств автоколеба-
тельных систем, подобных тем, с которыми мы встречаемся при изучении
вибраций, возникающих при резании металлов. Здесь мы имеем устой-
чивые колебания, которые сохраняют одну и ту же амплитуду неопре-
деленно долгое время. При системе, описываемой вышеприведенным ли-
нейным уравнением, это возможно только при А = 0 (при 7г > 0 ампли-
туда убывает, а при А<0— возрастает). Заметим, однако, что для та-
кой консервативной системы, соответствующей случаю h = 0, значение
амплитуды целиком определяется начальными условиями, т. е. значениями
постоянных С и D. На самом же деле амплитуда при каждом опыте
имеет определенное значение и система как бы сама управляет балансом
энергии.
Например, в случае толчка, вызвавшего увеличение амплитуды, при-
ток энергии к устойчиво колеблющейся системе сокращается (или уве-
личивается сопротивление), что заставляет амплитуду постепенно при-
нять первоначальное значение. Наоборот, в случае случайного уменьше-
ния амплитуды приток энергии увеличивается и первоначальное значе-
ние амплитуды опять восстанавливается.
Таких свойств, как мы видели, не может иметь линейная система,
они присущи только некоторым системам, описываемым нелинейными ди-
ференциальными уравнениями. Поэтому интересующие нас авто-
колебания являются колебаниями нелинейными.
Нелинейный характер колебаний при токарной обработке подтвер-
ждается рассмотрением следов вибраций, остающихся на обрабатываемой
*
179
поверхности. Эти волны имеют профиль, более или менее отличающийся
ог синусоидального (рис. 67).
Рис. 67. Профиль волны на обточенной поверхности.
Рассмотрим для простоты случай поперечной обточки широким рез-
цом, причем длина режущей кромки превышает ширину обтачиваемого
Рис. 68. Случаи свобод-
ного резания.
буртика. Таким образом мы имеем случай „сво-
бодного резания* (рис. 68).
> 4 При обработке всяким режущим инструмен-
том можно выделить два направления: одно,
лежащее в плоскости движения режущей кромки
относительно детали, — касательное направле-
ние,— и второе, перпендикулярное этой пло-
скости,— направление по нормали. При попе-
речной обточке широким резцом касательная
плоскость обычно располагается вертикально,
нормальная же к ней направлена по радиусу.
В действительном движении, вообще гов< ря,
как резец, так и обрабатываемая деталь совер-
шают колебания в обоих направлениях (гори-
зонтальном— по нормали к поверхности и в
вертикальном — по касательной).
Схематизируя явлечие, мы будем рассматри-
вать только горизонтальные колебания. Оче-
видно, что именно движение, нормаль ое к обрабатываемой поверх-
ности, оставляет на ней следы вибраций, влияние же движения по ка-
сательной (вертикального) косвен-
ное.
В целях дальнейшего упроще-
ния мы рассмотрим сначала только
колебания одного элемента си-
стемы — супорта, предполагая, что
обрабатываемая деталь („вал") вра-
щается равномерно и не ко-
леблется. Заметим, что если бы мы
рассматривали колебания вала при
неколеблющем ся су порте, то по-
лучили бы совершенно аналогич-
ные результаты. Действительный
случай, когда одновременно ко-
леблются как супорт, так и вал,
Рис. 69. Схема колеблющейся системы
с одной степенью свободы.
мы рассмотрим ниже. В результате принятой схематизации мы приходим
к системе с одной степенью свободы, изображенной на рис. 69, где по-
казаны также и направления координатных осей.
1S0
В. Силы, участвующие в автоколебательном процессе
Для возможности составления диференц ального ура нения движения
необходимо прежде всег) выяснить, какие силы участвуют в процессе.
Первой из таких сил является, очевидно, сила резания.
Усилие резания в обычном (статическом) представлении является не-
которой постоянной силой, зависящей от ряда факторов, в том числе
от глубины резания и от подачи. При поперечной обточке горизонталь-
ную составляющую усилия резания можно представить в первом при-
ближении в следующем виде:
7? = Сг • В •
где Сг — некоторый коэфициент, зависящий от обрабатываемого мате-
риала, углов резца и т. п.;
В—ширина обрабатываемого буртика;
$ — подача в мм/об, принимаемая в данном случае равной толщине
стружки;
q— показатель, имеющий значение, меньшее единицы (приближенно
^ = 0,75).
При возникновении колебаний толщина стружки не будет, вообще
говоря, равна подаче а будет все время меняться. Считая, что
у = 0в момент, когда сила резания и сила упругости системы нахо-
дятся в равновесии, что соответствует положению резца при отсутствии
вибраций, мы получим простое выражение:
мгновенное значение толщины стружки равно 5—у,
где s — номинальная подача.
Если бы можно было считать, что вышеприведенная формула спра-
ведлива и для системы, находящейся в состоянии колебательного дви-
жения, то мы получили бы следующее выражение для мгновенного
значения силы Р соответствующего данному J,
Р,=сг. В (s—y)‘!=€r .B.S<(1 - jyry.
З есь Р— как и раньше—значение Ру в условиях равновесия при. от-
сутствии вибраций (у=0).
Простота полученного выражения является следствием первоначаль-
ного, совершенно произвольного предположения, что при быстром
колебательном движении резца (как пр i его врезании в металл, так
и при отходе) справедливы те же зависимости, которые получены опыт-
ным путем для значения усилий в спокойном состоянии системы.
Мы сейчас покажем, что зависимость характера Ру = f(y) не может
выражать закона изменения усилия резания в условиях автоколебатель-
ного движения.
Каков бы ни был вид функции /(у), но если эта функция однознач-
ная, т. е. если каждому данному значению у соответствует однт, вполне
определенное значение Ру, то сила Ру не в состоянии поддерживать
автоколебательный процесс. Действительно, работа такой силы за пол-
ный цикл (врезание и отход резца), равная f/(j) dy, где у0—значение у,
Уо
181
соответствующее началу и концу периода, равна нулю, все зависи-
мости от характера изменения у в функции времени, т. е. независимо
Рис. 70. Зависимость р от у.
от вида движения, амплитуды и частоты.
Графически зависимость Ру =f(y)
изображается некоторой кривой АВ,
показанной пунктиром на рис. 70.
В действительном движении необ-
ходимо учитывать присутствие сил
сопротивления, которые за каждый
цикл поглощают некоторое количе-
ство энергии. Эта энергия может
быть восполнена только за счет ра-
боты силы резания, из чего следует,
что f(y) неоднозначная. Значения
силы Р при врезании в ме-
талл должны быть меньшие,
чем при его отходе (сплошные
линии на рис. 70).
Если бы мы все же пожелали представить Ру в виде некоторой
однозначной функции, то*ее пришлось бы выразить в зависимости не
71. Осциллограммы для усилия Ру и перемещения у.
только от у, но и от У, т. е. от пути резца и от скорости его дви-
жения и писать:
Pv = <f(y, у')-
182
Все сказанное относительно неоднозначности функции f(y) полностью
подтверждается опытом, что является дополнительным доказательством
правильности автоколебательной теории вибраций при резании Ч
На рис. 71 приведены осциллограммы (три волны), полученные опыт-
ным путем. На основании этих осциллограмм были построены кривые,
выражающие зависимости Р =sf(y). Соответственные кривые для всех
трех волн представлены на рис. 72, причем ясно видны обе ветви: ниж-
няя, соответствующая врезанию,
Не задаваясь целью вы-
явления точного вида рас-
сматриваемых зависимостей,
представим Ру приближенно
в форме некоторого поли-
нома от у и у' для случая
малых колебаний, когда от-
ношение У/5 мало и во вся-
ком случае резец в процессе
колебательного движения не
выходит из металла. В таком
случае имеем приближенно:
и верхняя — отходу резца.
= R — ry,
R
где величина г = а—* мо-
' s
жет рассматриваться как не-
который постоянный коэфи-
циент. Учитывая все сказан-
ное, представим Ру в сле-
дующем виде:
Py — R~ ry + ДРу,
где ДРу— величина, изобра-
жаемая на рис. 70 расстоя-
нием, отсчитываемым по вер-
тикали, между сплошной и
пунктирной кривыми. При
врезании резца ДРу < 0 при
отходе ДРу > 0.
1 Эксперименты производились автором в лаборатории технологии машино-
строения Ленинградского Политехнического института им. М. И. Калинина.
При этих опытах использовалась специально сконструированная емкостная
аппаратура и осциллограф Сименса. Записываюсь как перемещение резца (у),
так и усилия, соответствующие каждому;: его положению (Ру). Приведенные
осциллограммы являлись типичными для такого рода опытов. Описание опы-
тов см. „Жесткость в технологии машиностроения".
183
Величину АРу в свою очередь можно представить в функции от у'
в виде некоторого полинома1. Не предрешая значений коэфициентов а,
b и с, но считая а и с положительными, пишем:
др=аВГ+^3_ сВУ1.
У V 1 t/2 V3
Здесь В — ширина резца, точнее — ширина срезаемого буртика;
v— скорость резания. Так как АРу является некоторой составляю-
щей усилия резания, то ее пропорциональность величине В очевидна.
Зависимость же АРу от v будет пояснена ниже.
Подбирая надлежащим образом значения коэфициентов a, b и с,
можно в каждом данном случае придать выражению для АРу вид, при-
ближенно выражающий действительно существующую зависимость.
Из трех членов в выражении для АР^ наибольшее значение, по
абсолютной величине, должен иметь первый (аВ , так как только
в таком случае соблюдается требование, чтобы член APV получал отри-
цательные значения при врезании (У < 0), и положительные — при отходе
резца (у' > 0).
• у'З
Член—имеет знак, обратный знаку первого члена и как бы
умеряет его влияние при больших, по абсолютной величине, значениях у'.
у'2 •
Член ЬВ ~ делает значения &Ру при врезании и при отходе резца
различными по абсолютной величине, благодаря чему принятая зависи-
мость может быть лучше согласована с кривыми, полученными опыт-
ным путем (подобными рис. 72).
Окончательно приходим к следующему приближенному выражению
нормальной (радиальной) составляющей усилия резания в процессе ко-
лебательного движения:
р R_ry+aB2L+bBy4-cBy4.
У S 1 V V2 V3
Необходимо подчеркнуть, что это выражение лишь приближенно
изображает действительную зависимость. Однако при принятом в даль-
нейшем методе исследования 2 существенным является только равен-
ство работ за цикл действительной силы резания и силы, принятой при
расчетах, что, конечно, легко обеспечивается надлежащим выбором всех
коэ Ьициентов.
Мы выяснили, какими свойствами должна обладать сила резания для
того, чтобы она могла поддерживать колебания системы. Далее мы по-
казали, что она, действительно, этими свойствами обладает, так как это
подтверждается опытом. Однако для того чтобы понять сущность явле-
ния, необходимо рассмотреть также и его физическую сторону.
В процессе колебательного движения следует различать ходы вреза-
ния, когда резец движется по направлению к оси станка и ходы отталкива-
ния, когда резец движется в противоположном направлении. При ходе
врезания скорость резца У, при принятой системе отсчета (рис. 69), имеет
отрицательное значение, при ходе же отталкивания — положительное.
1 Такого рода изображения эмпирических зависимостей используются
в теории радиотехники ш и решении задач, аналогичных рассматриваемой.
2 „Метод энергетического баланса®.
184
Легко видеть, что явления, сопутствующие резанию, при
ходе врезания и при ходе отталкивания протекают
различно. В первом случае резец, углубляясь в металл, встречает
все время его свежие, недеформированные слои: при ходе же отталки-
вания перед переднею гранью резца находится слой повышенной твер-
дости, прилегающий к стружке1. Кроме того, картина пластиче-
ской деформации слоев металла, прилегающих к режу-
щей кромке, устанавливается не мгновенно, а с некото-
рым запаздывание^ Поэтому усилие резания при врезании меньше,
а при отталкивании больше усилия, соответствующего спокойному ре-
занию (у' = 0), хотя бы значения мгновенной толщины стружки ($— у)
в обоих случаях были одинаковы.
Далее при врезании относительное значение скорости, с которой
стружка скользит по поверхности передней грани, больше, чем при от-
талкивании, и если коэфициент трения с увеличением скорости падает,
то это также может служить объяснением уменьшения усилий при вре-
зании по сравнению с усилием при отталкивании резца.
Рис. 73. Изменение угла резания в процессе’вибраций.
Наконец, в процессе вибраций истинные углы резания, т. е. отне-
сенные не к скорости вращения детали т/, а к действительной скорости
резания, равнодействующей скоростей v и —у' (рис. 73), не равны
тем же углам при спокойной работе. Как видно, при врезании истин-
ный угол резания (8) меньше угла, соответствующего резанию при от-
сутствии вибраций (80). П, и отталкивании, наоборот, 8 > 80.
При увеличении угла резания, как известно, усилие резания увели-
чивается, что казалось бы полностью объясняет явление автоколебаний.
Однако некоторые соображения заставляют принимать такое объясне-
ние с осторожностью 2.
Как мы видим, одновременно действует несколько факторов, обусло-
вливающих влияние скорости у' на усилие резания. Наиболее общее
значение, повидимому, имеет первый фактор, и мы можем резюмировать
все сказанное следующим образом: причиной, вызывающей по-
явление автоколебаний, является различие в условиях
1 Это соображение подтверждается*известными опытами Герберта по рас-
пределению твердости в зоне, прилегающей к лезвию резца.
2 См. „Жесткость > технологии машиностроения*.
185
Резания при углублении резца в свежий металл и при
его отталкивании действием слоя повышенной твер-
дости, прилегающего к стружке.
Легко видеть, что какое бы из приведенных объяснений ни принять,
влияние на усилие резания имеет не сама скорость у', а ее значение
V'
по сравнению со скоростью резания т. е. отношение Поэтому
член, изображающий „возбуждающую силу", и получает вид аВ —.
♦ V
Далее очевидно, что если скорость у' по абсолютной величине по-
лучит большое значение, то явление меняет свой характер. При вреза-
нии задняя грань резца упрется в металл, что обусловит повышение
усилия Ру , а при отталкивании, наоборот, всякое давление на заднюю
грань прекратится, что повлечет за собой падение этого усилия. Отсюда
_ у'З
появление в выражении для усилия Pv члена —сВ ~ .
у'2
Что касается члена ЬВ~г, то, как мы покажем ниже, он на ба-
ланс энергии в автоколебательном процессе влияния не оказывает.
Кроме сил резания, в колебательном процессе участвуют также
силы сопротивления. Анализ различных опубликованных работ
показывает, что эти силы, вообще говоря, зависят от скорости колеба-
тельного движения и от усилий, действующих на систему (главным
образом усилия- резания). Мы будем выражать силу сопротивления
в форме члена —hy', но в то же время будем иметь в виду, что коэ
фициент h возрастает с увеличением силы резания.
Наличие зависимости силы сопротивления от усилия резания хорошо
объясняет неоднократно наблюденный нами факт, что некоторое
затупление резца уменьшает вибрации. Увеличение усилия
резания, вызванное затуплением резца, влечет за собою повышение со-
противления, а это, как мы покажем ниже, сопровождается уменьшением
амплитуды колебаний и даже совершенным прекращением таковых.
Г. Частота и амплитуда колебаний
Составим уравнение движения для рассматриваемой схемы попереч-
ной обточки (рис. 69). Заметим, что на нашу систему не действуют
никакие внешние периодические силы.
Рассмотрим движение вершины резца; к этой точке относим действие
всех сил (которые все считаем имеющими горизонтальное направление),
в ней же сосредотачиваем массу супорта. На супорт действуют три силы:
1) Сила резания, которую по предыдущему берем в форме
Pv = R—гу + аВ — 4- ЬВ^ — сВ .
У 1 V 1 V2 V3
г
2) Сила упругости, изменения которой пропорциональны от-
клонению супорта от положения равновесия. Эта сила равна — R — kyf
где k — коэфиииент упругости супорта.
3) Сила сопротивления, которую примем в форме—hyf.
Заметим, что величины г, a, с, k, h мы предполагаем положительными.
186
^Обозначая через т приведенную массу супорта, пишем диференци-
альное уравнение движения:
ту" — Р„ — R — ky — hy',
или у
my" + (k^r)y-^-h^y’-bBy^-+CBy^ = Q.
Уравнение это нелинейное. Вводим обозначения:
k + г aB—hv ЬВ v сВ
а =----: е =-------: in = —-; X = —*
т ’ vm ’ 1 mv* mv*
и получаем окончательно:
у" -]- ау — &у' — ту'2 Ху'3 = 0.
В дальнейшем рассмотрим случай, когда члены уравнения, содержа-
щие у', у'2 и у'3, малы по сравнению с членами у" и ау. При таком
условии форма колебаний, отвечающая нашему уравнению, будет
близка к форме колебаний, соответствующих простому уравнению:
у" + ау = 0, которое при надлежащем выборе начала отсчета времени,
как известно, имеет решение: y = Xsino>/, где А — амплитуда,
ifk + r
со == у а == у т — циклическая частота,
/=~^ — частота (герц).
Известно, что для колебаний, близких к синусоидальным (цикличе-*
скую) частоту можно приближенно считать равной ш и не зависящей от
членов, содержащих степени скорости.
Что касается амплитуды, то для движения, выражаемого уравнением
Уг-|-ау = 0, она целиком определяется начальными условиями, и
обстоятельства меняются именно благодаря присутствию членов, зави-
сящих от скорости у'.
Заметим, что мы ищем только периодические решения
уравнения, соответствующие установившемуся колеба-
тельному движению.
Для определения амплитуды воспользуемся методом, который будем
называть „методом энергетического баланса". Сущность
этого метода заключается в том, что мы составляем выражение для (по-
ложительного или отрицательного) прироста энергии системы за один
цикл и приравниваем его нулю. Справедливость такого „уравнения энерге-
тического баланса" следует из предположения об установившемся харак-
тере колебаний, благодаря чему запас энергии системы, подсчитанный
в начале каждого цикла, должен оставаться неизменным.
^Члены, стоящие в левой части уравнения движения, пропорцио-
нальны силам, действующим на супорт. Поэтому уравнение энергети-
ческого баланса получим, если умножим левую часть уравнения движе-
ния на dy, проинтегрируем полученное выражение в пределах, соответ-
ствующих одному циклу, а полученный результат приравняем нулю.
187
Будем искать приближенное решение нашего уравнения в известной
нам форме у = A sin <о/, но здесь значение амплитуды А определяется
не начальными условиями, а соображениями энергетического баланса,
т. е. условием, что работа всех сил, действующих на систему за один
цикл, равнялась бы нулю.
Составим такое условие:
J y^t-V- J aydy— f zy'dy— J f\yndy + J Xy'8Jy = 0.
Здесь T — период = у .
[w = |т|оГ = о-
Так как скорости в начале и конце периода одинаковы (условие
периодичности движения).
Аналогично:
=Г . |£|г_0
= a | 2 |о~и-
Теперь после подстановки у = A sin <о/ преобразовываем уравнение
энергетического баланса следующим образом:
— е J cos29 d 6 — т] Да) у cos39 d 9 -f- X А2 ад2 У cos49 d 9 = 0.
оо о
Здесь новая переменная 9 = причем периоду Г соответствует
угол 9 — 2тг.
Второй интеграл равен нулю. Два другие легко вычисляются:
2к 2гс о
| cos29 = к; у cos49 dO = к .
о о 4
Теперь находим —е 4" 0)2 “
2 Ге.
откуда У х’
или после подстановки значений е и X
л 2 v ~~vh
А = —7=-------V а — -ц -
У3-с ш * &
Как видно из ранее полученного выражения
/= — тЛ —г,
7 V m 9
частота колебаний зависит от m, k и г. С уменьшением массы т
и с увеличением жесткости системы k частота возрастает. Интересна
зависимость частоты от
_____R В В
r~q's~~r ^025 .
Как видно, частота растет вместе с увеличением г, при увеличении
ширины резца В и уменьшении толщины стружки (подачи s). Такая за-
висимость частоты от г понятна, так как член гу входит в уравнение
движения так же, как член ky> выражающий силу упругости,
Замечаем, однако, что зависимость частоты от В и $ нелинейная,
причем зависимость от подачи $ весьма слабая.
Амплитуда колебаний А зависит от-у, В, а, с, А. С уве-
личением скорости резания v амплитуда сначала быстро возра-
стает до значения v — — В. Дальнейшее увеличение скорости сни-
жает амплитуду. При а---т. е. при В возникновение
о Л
колебаний невозможно1.
Увеличение частоты (ш==2к/), при прочих равных условиях, ведет
к понижению значения амплитуды. Так, например, действует увеличение
жесткости системы.
Увеличение ширины резца В увеличивает амплитуду колебаний.
Коэфициенты а и с, зависящие от свойств материала и геоме-
трии резца, влияют противоположным образом. Заметим, что коэфи-
циент b при нашем приближенном исследовании на величину амплитуды
влияния не оказывает.
Коэфициент сопротивления h оказывает сильное влияние на
величину амплитуды. При увеличении h амплитуда уменьшается. При
h ;> ~ В колебания возникнуть не могут.
Как мы указывали выше, величина h растет при увеличении нагрузки,
т. е. при увеличении сечения стружки. Заметим, однако, что повыше-
ние нагрузки за счет увеличения ширины ре’зца В не может уменьшить
значения амшитуды, так как h увеличивается в меньшей степени, чем В
(за счет наличия сопротивлений, не зависящих от нагрузки). В резуль-
тате при увеличении В член уменьшается, а амплитуда колебаний
увеличивается.
Повышение нагрузки за счет увеличения толщины стружки s уве-
vh
личивает значение члена что приводит к уменьшению амплитуды.
При толстых стружках резание происходит спокойнее, чем при тонких.
Мы получили выражение для амплитуды из уравнения энергетиче-
скою баланса и сделали ряд выводов из этого выражения. Заметим, что
все эти выводы, по крайней мере качественно, хорошо подтверждаются
экспериментами.
Более углубленное исследование, причем выявилась бы и не вполне
синусоидалгная форма движения2, можно произвести, если проинтегри-
ровать вышеприведенное уравнение движения, пользуясь одним из изве-
стных методов получения приближенных периодических решений нели-
нейных уравнений, например методом Паункаре3. Замечая, однако, что
такое исследование, будучи весьма сложным, дало бы нам мало нового,
мы от него воздерживаемся.
1 При наличии зазоров в упругой системе станок—деталь—инструмент по-
следний вывод может не подтвердиться. Иногда к )лебания не прекращаются
даже при очень больших значениях скорости резания. Объяснение этому мы
дадим ниже.
2 Что подтверждается опытом. См. рис. 67.
2 Андронов и X а й к и н, Теория колебаний, стр. 455.
189
Д. Колебания системы токарного станках
супорт — обрабатываемая деталь
Мы рассмотрели колебания системы с одной степенью свободы.
В действительности колеблющаяся система токарного станка предста-
вляется более сложной. Даже при крайней схематизации ее можно све-
сти к системе двух масс (супорта и обрабатываемой детали), упруго свя-
занных между собой (рис. 74).
Упругость супорта и обрабатываемой детали, включая упругость
стыка, супорта со станиной, с одной стороны, и упругость бабок — с дру-
гой, и пренебрегая деформациями станины, мы схематически заменяем
действием двух пружин с коэфициентами жесткости kx и k2.
Супорт и обрабатываемая деталь соединены между собой таким
образом, как будто бы между ними существует некоторая упругая
связь. Это объясняется тем, что, как было показано выше, в выраже-
Рис. 74. Схема упругой системы супорт—обрабатываемая деталь.
ние силы резания входит член типа гу, который имеет тот же характер,
как и члены, соответствующие силам упругости типа ky. На схеме мы
эту связь изображаем в виде пружины с коэфициентом жесткости г.
Рассматриваемая схематизированная система имеет две степени сво-
боды. Определим частоты ее колебаний, причем ограничимся рассмотре-
нием системы линейных уравнений, предполагая, как и раньше, что
члены, соответствующие силам возбуждения и сопротивления, малы и
на частоту почти не влияют. Их влияние, как и раньше для системы
с одной степенью свободы, сводится к регулированию баланса энергии
и обусловливает значение амплитуд колебаний.
Напишем уравнения движения обеих масс, причем направления от-
счета ординат (уг и у2) показаны на рисунке.
т1У1 + Vi+г <У1 — Уг) = °;
от2 Vj + &2Л — г (У1 —л) = °-
Здесь члены, содержащие г, выражают связь, которая зависит, оче-
видно, от относительного расположения супорта и детали. Обозначим:
_4- г . _^2 4- г
) ^2-- •
/И2
9 Г , о Г
Р?=—9 Р2 = “^“*
1 J тп2
190
Теперь перепишем нашу систему уравнений в следующем виде:
X+а1У1—•piv2=°;
Х+ал—р1У1=°-
Решение этой системы ищем в форме:
yi = At sin а)
у2 = А2 sin со t.
После подстановки этих выражений в уравнения движения и реше-
ния характеристического уравнения, находим (циклические)1 частоты
нижнего и верхнего тонов колебаний:
+ 1 Г г 2
2 "2 у
2 । 2
+ ш2 । 1 ГТ~*
—2—Ь-2-/^
CD2
H
Pl-Pl-
“в
о)2 — большая из величин 04 и а2, а ш2 — меньшая
Здесь обозначены
из этих величин.
Не приводя здесь
дующими замечаниями. na/.mr.n „
(супорт и обрабатываемая деталь) колеблются с одинаковыми часто-
тами (0н ИЛИ 0)в .
Частота нижнего тока колебаний системы лежит между
собственными частотами супорта и обрабатываемой детали, рассматри-
ваемых отдельно.
исследования этих выражений 2, ограничимся еле-
При наличии „связи" типа гу оба элемента
-ч. 9 -ч. k<>
— ,
mi и т2
где и т1— коэфициент жесткости и масса элемента системы (супорта
или вала), имеющего большую частоту, a k2 и — имеющего меньшую
частоту собственных колебаний.
При этом значение <nH тем ближе к частоте колебаний элемента,
имеющего меньшую частоту собственных колебаний (т. е. к величине
чем слабее связь между элементами системы (г — малое). При
весьма сильной связи (г — большое) частота сон приближается к вели-
чине, определяемой выражением
ш2 _ ^1 + ^2
н т1-\-т2 ’
Частота верхнего тона колебаний системы всегда выше
частот собственных колебаний супорта и обрабатываемой де1али, рас-
сматриваемых отдельно.
При слабой связи (г — малое) эта частота близка к значению
ц / k<) „
о)в = у . При усилении связи она непрерывно повышается.
1 Циклическая частота ш = 27г/, где / — частота в герцах.
2 См. «Жесткость в технологии машиностроения".
191
Амплитуды колебаний супорта и обрабатываемой детали, рассматри-
ваемых как два элемента системы с двумя степенями свободы, могут
быть определены путем составления уравнений энергетического баланса
аналогично тому, как это было показано для случая системы с одной
степенью свободы.
Соответственные исследования показывают, что в этом случае фор-
мулы для Ai и А2 имеют ту же общую структуру, как и вышеприве-
денная формула для амплитуды в системе с одной степенью свободы.
Поэтому и общие выводы будут те же.
Мы рассматривали супорт и обрабатываемую деталь порознь, как
системы с одной степенью свободы. На самом деле каждый из этих
элементов может кол баться различным образом и в результате система
супорт—-обрабатываемая деталь, вообще говоря, имеет много степеней
свободы.
Вопрос о том, какой тип колебаний возникнет в том или ином
случае, пока не может быть решен с пол’ной достоверностью. Повиди-
мому, чаще всего приходится встречаться с нижним тоном колебаний
системы, с частотой, близкой к собственной частоте нижнего тона
колебаний обрабатываемой детали, определяемой с учетом деформаций
обеих баб ж Ч
Практически часто наблюдались частоты от 50 до 200 герц.
Е. Влияние различных факторов на явление вибрации при резании
При рассмотрении вопроса о вибрациях при токарной обработке
мы сделали ряд допущений. Все зависимости усилий от деформаций
мы считали линейными, сами деформации малыми, предполагали, что
резец никогда не выходит из металла и т. д. Поправки, учитывающие
отступления от этих условий, внесли бы некоторые изменения
в наши формулы, но вряд ли повлияли на качественную сторону вопроса.
Более серьезным является вопрос о влиянии вертикальной
составляющей усилия резания Р2 и вертикальных колебаний z.
При принятой схематизации процесса (рис. 69 и 74) эти усилия
и колебания не учитывались вовсе. Меж у тем, легко заметить, что
скорость вертикальных колебаний z' влияет на истинное значение ско-
рости резания, и в формулу для усилия резания следовало бы вводить
не -у, а величину
Кроме того, как показывает опыт, между вертикальными и горизон-
тальными перемещениями вершины резца существует связь. Если вер-
шина резца под действием усилия Р2 опускается, то она, обычно,
одновременно врезается в металл. Таким образом усилие Р2 влияет на
перемещение у (см. выше рис. 43).
Наличие вертикальных колебаний z сказывается еще на равномер-
ности подачи (считая ее на оборот детали), а следовательно и на
постоянстве толщины стружки и усилия резания, что также влияет на
колебательный процесс.
Обратное влияние у на Рг очевидно. В процессе горизонтальных
колебаний изменяется глубина резания, а следовательно и Р2 .
1 Определение этой частоты см. „Жесткость в технологии машиностроения “.
192
Анализ всех этих явлений очень сложен. В настоящее время можно
только сказать, что влияние Рг является, вообще говоря, неблаго-
приятным. Известно, что, перевертывая резец всупорте и сообщая станку
вращение в обратном направлении („работа обратным ходом"), во мно-
гих случаях удается устранить вибрации.
Остановимся еще на влиянии зазоров в подшипниках и напра-
вляющих. Такое влияние крайне неблагоприятно. Наличие зазоров в про-
цессе вибраций сказывается таким же образом, как и уменьшение жест-
кости системы. Кроме того, при колебаниях в пределах этих зазоров,
внутренние сопротивления системы малы, в результате чего значение
члена, содержащего А, в формуле для амплитуды уменьшается, что,
естественно, влечет за собой увеличение амплитуды даже при малых В.
Это же обстоятельство, повидимому, объясняет, почему избавиться от
вибраций при работе с весьма высокими скоростями резания, как это
следует из формулы для А, можно лишь в том случае, когда все зазоры
весьма малы.
Мы рассмотрели автоколебательный процесс в чистом виде, предпо-
лагая, что обрабатывается поверхность, на которой нет следов ви-
браций, оставшихся от прежних проходов. На самом деле
такие следы обычно существуют. Например, при продольной обточке
режущая кромка на значительной части своей длины соприкасается
с волнистой поверхностью, обработанной при предшествующем обороте
детали. Влияние следов вибраций равносильно действию некоторой
возмущающей силы. В этом случае мы имеем автоколебательный про-
цесс, в котором участвует также внешняя периодическая сила. Опыт
показывает, что наличие следов’ колебаний является фактором, крайне
неблагоприятным—вибрации резко возрастают.
В целях упрощения мы провели все рассуждения для случая попе-
речной "обточки широким резцом в условиях свободного резания.
С некоторыми поправками эти рассуждения можно отнести и к обычной
продольной или торцевой обточкам.
Вибрации при расточке и при строгании, повидимому, носят тот
же характер. При фрезеровании, протягивании, шлифовании колебатель-
ный процесс, как мы уже упоминали, протекает сложнее: здесь необ-
ходимо считаться с действием возмущающей силы.
Мы рассмотрели случаи обработки при обычных скоростях резания.
Возникавшие при этом колебания были близки к синусоидальным. При
очень низких скоростях, например таких, с которыми имел дело
д-р Никольсон (вращение станка вручную), все явление протекает
иначе. Здесь силы инерции практически перестают оказывать влияние
на ход процесса (член ту" в уравнении движения пренебрежимо мал).
Возникающие при этом автоколебания носят характер „релаксационных"1.
С релаксационными колебаниями мы можем встретиться и в других
случаях, например при обработке отверстий развертками (огранность
отверстий). К этому же виду относятся колебания, возникающие при
заедании в направляющих станков. При действии механизма подачи
подвижная часть станка (стол, супорт), удерживаемая возросшей силой
трения, в течение некоторого времени не смещается, причем упругие
1 Андронов и Хайкин, Теория колебаний.
13 А. П Соколовский. 2051.
деформации и системе привода все время нарастают. В момент, когда
усилие привода превзойдет сопротивление трения покоя, получается
толчок и подвижная часть станка внезапно перемещается на некоторое
расстояние, преодолевая трение скольжения, которое меньше
трения покоя. Накопленная энергия упругих деформаций сразу освобо-
ждается. Пройдя некоторый путь, подвижная часть станка останавли-
вается, после чего весь цикл повторяется1.
Резюмируя все сказанное о вибрациях при резании,
мы можем сформулировать несколько общих положений.
1. Вопрос о вибрациях тесно связан с вопросом о жесткости си-
стемы станок — деталь — инструмент. Увеличивая жесткость, мы повышаем
частоту собственных колебаний системы, а следовательно понижаем
интенсивность (амплитуду) вибраций. Повышение жесткости системы —
это первое основное средство борьбы с вибрациями.
2. Устранение зазоров в подшипниках и в направляющих имеет
такое же значение, как и повышение жесткости. Опыт показывает, что
плохое закрепление резца, отход центра задней бабки, слабое зажатие
кулачков патрона, неравномерное прилегание поводка к хомутику,
изгибающее усилие, передаваемое поводком, отход (даже самый ма-
лый) кулачков люнета и т. п. — служат причиной возникновения ви-
браций.
3. Вибрации возникают тем легче, чем шире и тоньше снимаемая
стружка. Поэтому с наибольшими трудностями в отношении обеспече-
ния спокойной работы приходится встречаться при работе широкими
прямыми и фасонными резцами. При продольной обточке резание про-
исходит тем спокойнее, чем больше главный угол в плане (ср). Увели-
чение вспомогательного угла в плане (^) и уменьшение радиуса при
вершине резца также способствуют спокойной работе.
4. Интенсивность вибраций возрастает при увеличении скорости
резания, но до некоторого предела. При дальнейшем повышении ско-
рости, по крайней мере при плотных подшипниках и отсутствии дру-
гих зазоров, интенсивность автоколебаний падает. Заметим, однако,
что при весьма высоких скоростях резания начинают сказываться ви-
брации, вызываемые другими причинами: дефектами передач, дисбалан-
сом вращающихся частей и т. д. С этими факторами приходится весьма
считаться при таких методах обработки, как тонкая обточка, тонкая
расточка, шлифование и т. д.
5. Увеличение глубины резания вызывает увеличение ширины стружки,
а следовательно—способствует усилению вибраций. Наоборот, увеличе-
ние подачи, повышая толщину стружки, их ослабляет.
6. Вибрации типа автоколебаний легче возникают при обработке
вязких сталей, чем хрупких металлов (чугуна и т. п.). Уменьшение
угла резания, снижая значение усилия резания, способствует более
спокойной работе.
7. При анализе каждого конкретного случая необходимо оценить
все обстоятельства, с которыми приходится иметь дело. Следует пом-
нить, что, кроме автоколебаний рассмотренного нами типа, при работе
1 Аналогичные колебания возникают при торможении вагонов колодоч-
ными тормозами.
194
на станках приходится встречаться й с вибрациями, имеющими другоё
происхождение (релаксационные автоколебания, вынужденные колебания).
Мы изложили основания теории вибраций при резании металлов.
В таком виде это учение еще не может претендовать на непосредствен-
ное использование при расчетах, обосновывающих правильность запро-
ектированного процесса, но все же дает общее освещение вопроса
и позволяет .разобраться в характере явления. Для получения расчетных
формул и коэфициентов необходимо провести много исследований, но
мы полагаем, что не ошибемся, если скажем, что вопрос о вибрациях
уже перестал быть „самым темным ... из всех, с которыми приходится
иметь дело рабочему" Ч
В настоящее время можно сказать с уверенностью, что задача раз-
решима, и наметить методику дальнейших исследований.
1 Тейлор, Искусство резать металлы, § 633, издание Левенстерна, 1909.
*
ГЛАВА ЧЕТВЕРТАЯ
ТОЧНОСТЬ ОБРАБОТКИ
1. АНАЛИЗ ПОНЯТИЯ „ТОЧНОСТЬ ‘ОБРАБОТКИ"
А. Основные понятия и определения
Точность — основная характеристика современного машиностроения.
Вопросы точности можно ставить по-разному, рассматривая: требова-
ния, предъявляемые к точности со стороны назначения и функциониро-
вания изделия (машины), условия обеспечения заданной точности, во-
просы контроля и, наконец, организационные и экономические задачи,
стоящие перед машиностроителем при постановке современного точного
производства.
Термин „точность обработки" является общепринятым, однако его
определение оказывается не столь простым, как это представляется на
первый взгляд. В наиболее общем виде о „точности" реально
существующей детали можно говорить как о степени
ее соответствия некоторой идеальной детали, задан-
ной конструктором1. Эта идеальная деталь наилучшим образом
отвечает своему назначению и определяется условиями функционирова-
ния изделия (машины).
Конструктор задает деталь чертежом с проставленными на нем
размерами, что всегда связано с некоторыми условностями. В большин-
стве случаев конфигурации деталей машин являются определенной комби-
нацией геометрических тел, ограниченных поверхностями простейших
форм — плоскостями, цилиндрами, конусами и т. п.2
Представляя общую поверхность детали, состоящей из отдельных
участков, отождествляемых с некоторыми геометрическими образами, мы
1 Понятие „точность* относится к сравнению двух деталей, реальной и
идеальной, различие между которыми обусловлено несовершенством изгото-
вления. Конструктивные различия (варианты конструкции) к понятию „точность*
отношения не имеют.
2 Это вытекает, с одной стороны, из широкого использования в механиз-
мах низших кинематических пар, с друюй — из технологических соображений.
Существующие станки в основном приспособлены для получения именно этих
простейших форм. Конструктор придерживается форм, вычерчиваемых при
помощи циркуля и линейки.
196
можем говорить о соответствии реальной и идеальной деталей в четырех
направлениях.
1. Точность формы, т. е. степень соответствия отдельных уча-
стков детали тем геометрическим образам, с которыми они отожде-
ствляются.
2. Точность размеров этих участков детали.
3. Точность взаимного расположения тех же участков.
4. Чистота поверхности детали, т. е. степень соответствия
реальной поверхности идеальным геометрическим поверхностям.
На практике удобнее говорить не о соответствии реальной и идеаль-
ной деталей, а об их различии. Мы называем погрешностью
отступление реальной детали от заданной идеальной.
Понятие „допуск" связано с тем диапазоном, в пределах которого
реальная деталь может отклоняться от идеальной1.
В машиностроении принято работать по размерам, проставленным
на чертежах и снабженным допусками. При истолковании диаметраль-
ных и посадочных линейных размеров (на шпоночные соединения и т. п.)
принципиальных трудностей обычно не возникает.
Определение же размерами формы и расположения поверхностей
оказывается значительно более сложным. Вал, начерченный в виде прямо-
угольника с проставленным на нем значением диаметра, условно при-
нимается цилиндрическим, хотя на чертеже особых указаний на до-
пустимые отклонения от формы цилиндра обычно не имеется.
Между тем вопрос об обеспечении правильных формы и расположе-
ния обрабатываемых поверхностей имеет исключительно большое зна-
чение, часто большее чем соблюдение допусков на диаметральные
размеры. Известно, что во многих случаях сборка машины не может
быть произведена без пригонки ее частей, хотя все линейные размеры
деталей выбраны строго в пределах допусков2.
Во многих случаях такое положение является следствием того, что
рабочий чертеж не фиксирует всех требований, предъявляемых к детали;
допуски проставляются лишь на диаметральные размеры и отчасти на
длины, погрешности же формы и расположения особо не оговариваются.
Согласно ОСТ 7539—39 при отсутствии на чертежах указаний
о допускаемых отклонениях от геометрической формы и взаимного рас-
положения поверхностей, подразумевается, что эти отклонения допу-
стимы в пределах поля допуска на соответствующие размеры (на диа-
метр, расстояние между осями или между плоскостями и т. д.).
Поэтому при отсутствии особых указаний на чертежах, погрешно-
сти формы и расположения при контроле обычно не учитываются
вовсе.
Легко видеть, что во многих случаях такая практика может привести
к браку продукции. На рис. 75, а любая форма, располагающаяся
в пространстве, ограниченном двумя цилиндрами, имеющими диаметры,
соответствующие размерам проходной и непроходной сторон скобы,
1 Легко видеть, что такое опре1еление шире даваемого ОСТ 1001, так
как оно применимо и к тем случаям, когда форма или положение поверхно-
сти не могут контролироваться путем проверки размеров.
2 Это обстоятельство сказывается особенно резко в тяжелом машинострое-
нии при сборке крупных изделий.
197
будет принята контролером. На самом деле шейка вала, имеющая овал,
конус и т. п., хотя бы и в пределах допуска на размер, может оказаться
непригодной для работы в машине.
Рис. 75, b иллюстрирует сказанное о необходимости контроля формы
поверхностей еще ярче. Если ограничиться проверкой только диаме-
тров вала, то искривление его оси останется незамеченным.
Нанесение на чертеж всех допусков, определяющих точность формы
и расположения, осложняет его до крайности. Поэтому иногда допусти-
мые погрешности оговариваются в специальных технических условиях,
соблюдение которых является обязательным.
Контроль точности формы и расположения поверхностей значительно
сложнее, чем контроль диаметров и длин. Во многих случаях его при-
Рис. 75. Неопределенность формы детали при заданном допуске
на размер.
ходится производить вне станка, на плите или при помощи специаль-
ных приспособлений.
Учитывая, что точность формы и отчасти расположения поверхно-
стей определяется в основном правильностью запроектированного тех-
нологического процесса, состоянием оборудования и в значительно
меньшей степени зависит от действий рабочего-исполнителя, в настоя-
щее время стремятся, где возможно, заменять проверку формы и рас-
положения поверхностей каждой обрабатываемой детали внимательным
наблюдением за состоянием оборудования и соблюдением жесткой тех-
нологической дисциплины. При такой постановке дела на операционных
эскизах можно проставлять лишь те размеры и допуски, которые непо-
средственно должен выдерживать рабочий. Сведения о необходимых
проверках, выполняемых работниками отдела технического контроля и
органов завода, наблюдающих за состоянием оборудования, должны
содержаться в особых документах (карты контроля). Такие проверки
производятся непосредственно, а также путем всестороннего выбороч-
ного контроля обработанных деталей.
198
Б. Схема получения заданных формы, размеров
и расположения поверхностей
До сих пор мы говорили о точности как о конструктивном
факторе, обусловливающем правильное функционирование машины. Те-
перь рассмотрим вопрос с другой, тех н о л о ги ч е с к о й, точки зрения,
так как обеспечение заданной точности является первым требова-
нием, предъявляемым к правильно построенному техноло-
1ическому процессу. Заметим однако, что это требование никогда
не ставится изолированно от других условий: обеспечения высокой
производительности, экономичности и организационной целесообразности
выбранной технологии.
Приведенное выше подразделение точности на точность формы,
размеров, расположения и чистоту поверхности, в основном, соответ-
ствует и условиям механической обработки. Однако в понимании этих
терминов конструктором и технологом существует и некоторое разли-
Рис. 76. „Технологическая" ступенчатая
поверхность.
совпадает с приведенным выше, но при
или инструментом, имеющим несколько
чие. Следуя технологическим
признакам, понятия „форма*,
„размер" и „расположение"
можно пояснить следующим
образом.
Форма поверхности опре-
деляется характером рабочих
движений станка и профилем
лезвий инструмента.
Легко видеть, что при об-
работке одним однолезвийным
инструментом это определение
работе набором инструментов
режущих кромок, „технологической поверхностью" приходится признать
совокупность поверхностей, полученных в результате работы всех лезвий.
Например, при обработке отверстия по рис. 76, а ступенчатым зенке-
ром взаимное расположение ступеней Д, В и С определяется формой
инструмента, т. е. таким же образом, как определялось бы взаимное
расположение отдельных элементов поверхности конического отверстия,
полученного путем развертывания (рис. 76,#). Поэтому с точки зрения
технолога точность взаимного расположения ступеней Д, В9 С следует
относить к „точности формы", а не к „точности расположения".
„Размер" с точки зрения технолога определяется установкой на
стружку (настройкой), длиной прохода и размерами самого (мерного
или профильного) инструмента. Размер — это расстояние режущей
кромки от соответственной базы1.
Рабочий следит именно за выполнением размеров, форма поверхно-
сти обычно обеспечивается самим станком2.
1 См. главу VI.
2 Кажущееся исключение — получение фасонных форм при помощи двух
(ручных) подач (фрезерование, долбление и т. п.). В этом случае фасонную
поверхность следует рассматривать как совокупность элементарных поверхно-
стей, каждая из которых обрабатывается независимо.
199
Взаимное расположение поверхностей определяется установочными
движениями станка (при работе в одну установку) или расположением
детали относительно станка (при работе в несколько установок). При
многошпиндельной или многорезцовой обработке (с регулировкой по-
ложения инструментов на самом станке) взаимное расположение по-
верхностей определяется настройкой станка.
Взаимное расположение поверхностей зависит от соблюдения: 1) не-
которых соотношений: параллельности, перпендикулярности, кон-
центричности, соосности; 2) расстояний между поверхностями.
Обеспечение точности соотношений зависит от правильности работы
станка и установки детали и достигается чаще всего автоматически.
Расстояния же приходится выдерживать при настройке станка, и в отно-
шении их остается верным все вышесказанное о соблюдении размеров
вообще.
Простановка размеров должна быть согласована
с разработанной технологией. При этом общая обрабатывае-
мая поверхность детали разбивается на отдельные участки, именуемые
„обрабатываемыми поверхностями*. При обработке этих поверхностей
могут быть применены установившиеся методы и использованы суще-
ствующие типы станков и инструментов.
Плоскость сама по себе не определяется никакими размерами,
на чертеже дается только ее расположение относительно других поверх-
ностей детали. Устанавливая инструмент на стружку, определяют поло-
жение плоскости в направлении нормали к ней.
Цилиндрическая поверхность определяется одним разме-
ром— ее диаметром, который обеспечивается установкой инструмента
на стружку или диаметром самого мерного инструмента (развертки и т. п.).
Установочные движения станка определяют расположение цилиндрической
поверхности как одного целого (как комплекса элементов поверхностей).
Сферическая поверхность (шар) определяется таким же обра-
зом, как и цилиндрическая.
Коническая поверхность определяется ее конусностью. Диа-
метры этой поверхности связаны с ее расположением вдоль оси. Поэтому,
рассматривая один участок этой поверхности, принадлежащий данной
детали, можно сказать, что он определяется двумя размерами: конус-
ностью и каким-либо из диаметров (или, наоборот, положением опреде-
ленного диаметра в осевом направлении). Диаметр обеспечивается уста-
новкой резца на стружку, а конусность — углом поворота супорта, накло-
ном копирной линейки, вообще настройкой станка (т. е. схемой обра-
ботки). При работе конусными развертками угол конуса определяется
инструментом.
При простановке размеров, выполняемых в процессе обработки, не-
обходимо стремиться ставить их таким образом, чтобы, осуществляя то
или иное установочное движение или регулируя упор, можно было бы
влиять на один вполне определенный размер.
Следует избегать „связанных размеров и допусков*,
то есть находящихся между собой в такой зависимости, что изменение
одного из них неминуемо влечет за собой и изменение других. Обычно
(хотя и не всегда) осуществляется возможность независимого контроля
размеров. Однако в некоторых случаях простановка размеров, удобная
200
для целей контроля, оказывается крайне неудобной при обработке. На-
пример, желая контролировать обработку двух параллельных отверстий
при помощи штангенциркуля, удобно поставить размеры так, как пока-
зано на рис. 77, а. При этом расстояние между центрами отверстий,
очевидно, получается равным . Однако, при наличии допусков
как на размеры и Л2, так и на диаметры отверстий, вычисление
этого размера, необходимого при установке борштанги при расточке,
является задачей, которую не всегда легко решить в цеховых условиях \
Н*--------- L
Рис. 77. Два споссба простановки размеров на расстояние между
отверстиями.
Проставляя размеры, как обычно, по рис. 77, й, мы избегаем этого
затруднения.
Фасонные поверхности (резьба, зубчатые профили и т. п.)
требуют для своего определения нескольких размеоов, причем во многих
случаях они получаются связанными. Сделать их независимыми не всегда
возможно, и часто точность обработки таких поверхностей целиком за-
висит от правильности изготовления шаблонов, копиров и т. д., а также
точности самого фасонного инструмента.
При обработке сложных поверхностей фасонной формы: кулачков,
гребных винтов и т. п., — простановка размеров оказывается весьма
затруднительной.
В таких случаях поверхность иногда рассматривают как совокуп-
ность отдельных элементов, определяя положение каждого элемента
1 Если кроме допусков на размеры L\ и L% проставлены допуски на диа-
метры, то как легко заметить, эти допуски окажутся связанными.
201
в некоторой системе координат; причем при изображении пространствен-
ных поверхностей предварительно вычерчивают ряд их плоских сечений.
Увеличивая число элементов, на которые разбивается поверхность, можно
повысить точность ее изображения, но, очевидно, оценка точности, про-
становка допусков и их контроль во всех подобных случаях предста-
вляют ряд затруднений.
Заметим, что при таком способе изображения отпадает различие
между понятиями: точность формы, размеров и расположения.
Координатный метод задания поверхностей является универсальным,
но он сложен и может быть удобно использован лишь в случаях, когда
и обработка производится по координатному методу.
Основная схема работы станка вместе со схемой установок и пози-
ция. определяют как форму, так и взаимное расположение обрабатывае-
мых поверхностей.
Однако изучение таких элементарных схем имеет значение главным
образом при обработке деталей сложной, фасонной формы, когда самая
возможность получения такой формы на данном станке требует особого
рассмотрения (например, получение шаровых поверхностей, эллипсов,
кулачков и т. д.).
При обработке цилиндрических и плоских поверхностей, то есть,
как мы уже упоминали, для большинства операций, схемы, обеспечива-
ющие получение этих форм, очевидны. Интерес представляют именно
отступления от таких схем, являющиеся следствием несовершенства
обработки. Точность обработки можно рассматривать как степень соот-
ветствия результатов этой обработки идеальной схеме, положенной
в основу плана выполнения операций, установок, позиций и переходов.
В этой главе мы рассмотрим погрешности, возникающие при обра-
ботке детали в однуустановку. Погрешности расположения поверхно-
стей, обработанных в разные установки, обусловливаются влиянием еще
ряда факторов, связанных с ошибками самой установки и предшествую-
щей обработки. С погрешностями этого рода мы ознакомимся ниже.
Погрешности обработки могут зависеть от каждого из факторов,
участвующих в технологическом процессе: от станка, инструмента, при-
способления или рабочего.
Задача технолога — обеспечение требуемой точности обработки при
наименьших затратах. Поэтому простая констатация наличия той или
иной погрешности его удовлетворить не может. Технолога интересуют
прежде всего причины, вызывающие появление погрешностей, для того
чтобы, воздействуя на соответственные факторы, он мог достичь луч-
ших результатов. Для удобства рассмотрения разобьем все погрешности на
группы в соответствии с факторами, обусловливающими их возникновение.
2. ФАКТОРЫ ГЕОМЕТРИЧЕСКОГО ХАРАКТЕРА И ИЗНОС ИНСТРУМЕНТА
А. Неточность основной кинематической схемы обработки
В первом приближении обрабатываемая поверхность может рассма-
триваться как след движения режущей кромки инструмента в металле
заготовки, причем форма этой поверхности определяется кинематической
схемой обработки.
202
Однако во многих случаях схема обработки, даже теоретически, не
обеспечивает получения требуемой формы. Например, при нарезании
резьбы ца токарном станке и отсутствии подходящих сменных шестерен
их заменяют другими, дающими возможность получить заданный шаг лишь
приближенно; при фрезеровании резьбы профиль впадины, как известно,
не вполне соответствует профилю фрезера; при обработке зубцов кони-
ческих колес на фрезерном станке их профиль получается лишь прибли-
женно правильным. Особенно много таких случаев встречается при рас-
смотрении зуборезных операций, выполняемых по методу обкатки.
Определение погрешностей кинематических схем обработки может
быть выполнено путем геометрических расчетов и построений, которые
в некоторых случаях оказываются весьма сложными.
Б. Неточность станка в ненагруженном состояний
„Геометрические" погрешности станка определяются путем испыта-
ния в ненагруженном состоянии, при неподвижном положении его частей
или при медленном (от руки) их перемещении. „Нормы точности стан-
ков" "и методы испытания этой точности остированы. Проверки осуще-
ствляются при помощи индикаторов, точных линеек, ватерпасов и неко-
торых других приборов \
Для ориентировки приводим несколько характерных цифр, основан-
ных на данных ГОСТ.
Эти данные соответствуют точности новых станков. Станки, находя-
щиеся в эксплоатации, вследствие износа и нарушения регулировки
могут давать меньшую точность.
| { Заметим, что понятие „геометрическая “ точность станка относится
к соблюдению формы и соотношений: плоскостности, цилиндричности,
параллельности и перпендикулярности осей и плоскостей, концентрич-
ности вращения и т. п. Обеспечение точности размеров, определяется
не этими геометрическими соотношениями, а соблюдением других усло-
вий.
Некоторые характеристики точности станков в ненагруженном
состоянии (геометрические погрешности)2
1. Радиальное биение шпинделей токарных и фрезерных
станков (у конца шпинделя)............................0,01—0,015 мм
2. Биение конического отверстия в шпинделях токарных и
фрезерных станков при длине оправки 300 мм............ 0,02 ,
3. То же для вертикально-сверлильных станков на длине
100—300 л/ж........................................... 0.03—0,05 „
4. Торцевое (осевое) биение шпинделей..................0,01—0,02 „
1 Такие испытания иногда называются „испытаниями по Шлезингеру* по
имени проф. Шлезингера, впервые составившего нормы точности станков,
имеющие общий характер (ранее различные заводы имели каждый свои нор-
мы). Данные ГОСТ несколько отличаются от норм Шлезингера.
8 Данные составлены на основе ГОСТ на точность металлорежущих
станков. Приведенные цифры могут служить лишь для общей ориентировки.
При проверке станков необходимо пользоваться непосредственно ГОСТ.
И ^Данные относятся к станкам общего назначения средних размеров. Для
станков малых и прецизионных точность выше, для крупных и грубых она
может^быть принята’ ниже.
203
5. Прямолинейность и параллельность направляющих токар- •
ных и продольно-строгальных станков на длине 1000 мм 0,02 мм
6. То же на всей длине................................. 0,05—0,08 „
7. Прямолинейность продольных направляющих и столов
фрезерных станков на длине 1000 мм..................... 0,03—0,04 „
8. Параллельность и перпендикулярность различных элемен-
тов (кроме продольных направляющих) фрезерных станков
и шепингов на длине 300 мм............................. 0,02—0,03 я
9. Параллельность осел шпинделей токарных станков к
направлению движения кареток в вертикальной плоскости
на дчине ЗОСТло/....................................... 0,02—0,03 „
10. То же в горизонтальной плоскости....................0,01—0,015 „
11. Перпендикулярность осей шпинделей вертикально-свер-
лильных станков к плоскости столов на длине 300 мм . . 0,06—0,10 „
При проверке на точность станков общего назначения обычно не
предусматривают, для какой именно операции каждый данный станок
предназначается. Поэтому одни и те же геохиетрические погрешности
станка могут переноситься на деталь в различном масштабе.
Например, при обточке цилиндрического валика в центрах, при
неправильном положении центра задней бабки в горизонтальной пло-
скости и при обычном расположении резца, как известно, валик полу-
чается коническим. Поэтому необходимо тщательно выверять станок,
регулируя положение центра задней бабки.
Если расположить резец сверху, то указанное смещение центра зад-
ней бабки повлечет за собою лишь незначительное искажение формы
детали х.
Поэтому, учитывая, что токарный станок почти всегда работает
резцом, помещенным сбоку, а не сверху, строгая правильность располо-
жения центра задней бабки по высоте не имеет особенно большого
значения, и специальной регулировки его положения в этом направле-
нии не предусматривается. Сказанное объясняет, почему сильно изно-
шенные станки иногда дают точную работу на некоторых операциях.
К..В. Вотинов приводит пример, когда токарный станок, станина кото-
рого имела износ вблизи передней бабки около 0,5 мм, давал идеально
прямолинейную характеристику в горизонтальной плоскости. Как известно,
направляющие станины изнашиваются, вообще гов ря, неравномерно,
причем направляющая А обычно изнашивается больше, чем направляю-
щая В (рис. 78).
Допустим, что на некотором участке станины по ее длине на на
правляющей А образовалась впадина глубиною а, вторая же напра-
вляющая (В) осталась строго прямолинейной. Очевидно, что когда каретка
супорга попадает левым краем в это углубление, то вершина резца
отклонится на величину z, по выходе же карэтки из углубления станины
резец вернется в начальное положение; на поверхности обтачиваемой
детали получится утолщение. Величина отклонения резца z = ~a.
1 В этом легко убедиться путем расчета. Деталь теоретически получает
форму гиперболоида вращевия.
204
Если изнашивается также и вторая направляющая, то отклонение
вершины резца очевидно уменьшается. При одинаковом износе обеих
направляющих отклонение пути резца в горизонтальной плоскости от
прямолинейного получится равным нулю. Перемещение же его в верти-
кальном направлении, как известно, влияет на размеры детали ничтожно1.
Например, при диаметре вала 50 мм и смещении резца вниз на 0,2 мм
0 22
изменение диаметра получится равным Д = 2 •= 0,0016 мм. Такая
ои
погрешность, меньшая 2 р., очевидно в обычных условиях токарной об-
работки может не учитываться.
Укажем далее, что проверка шпинделя на биение еще не дает ука-
заний на величину овальности обработанной поверхности. Такая про-
верка показывает лишь наличие биения шейки шпинделя, центрирующей
патрон. Если же мы не интересуемся обеспечиванием концентричности
обтачиваемой шейки по отношению к участку вала, зажатому в патрон,
или пользуемся при установке патроном с независимым перемещением
кулачков, то биение центрирующего буртика шпинделя не окажет пря-
мого влияния на точность обработки. Такое биение может вызываться
неконцентричностью буртика по отношению к шейке шпинделя, лежа-
щего в переднем подшипнике бабки.
При постоянных величине и направлении нагрузки на шпиндель его
шейки, лежащие в подшипниках скольжения, прилегают все время к
одному и тому же месту поверхности вкладышей. Поэтому на правиль-
ность вращения оказывает влияние почти исключительно овальность
шеек. На станках часто достигается биение не свыше 3 — 5|х* *.
Сказанное в отношении токарного станка во многом применимо и к
станкам других типов.
1 Сравните рис. 45.
* Вотинов» Жесткость станков, стр. 13.
205
Из всего вышесказанного ясно, что, имея данные об испыта-
ниях станка на (геометрическую) точность, необходимо
еще выяснить, каким образом замеченные погрешности
отражаются на точности обработки.
Как мы увидим, в большинстве случаев фактические погрешности
обработки оказываются значительно большими, чем „погрешности станка",
но иногда они могут оказаться и меньшими, чем этого можно было бы
ожидать при поверхностном рассмотрении результатов различных проверок.
Вообще необходимо подчеркнуть, что испытания станков на геоме-
трическую точность, весьма важные сами по себе, не могут служить
единственным критерием точности работы станка.
В. Неточность режущего инструмента и приспособлений
Точность обработки непосредственно связана с точностью изготовле-
ния режущего инструмента в двух случаях:
1. При работе „мерным11 инструментом, когда размер инструмента
непосредственно передается детали. Сюда относятся: сверла, развертки,
метчики, плашки, канавочные резцы, шпоночные фрезеры и т. п.
2. При работе профильным („фасонным") инструментом, когда
его профиль переносится на деталь. Сюда относятся „фасонные44: резцы,
фрезеры, шлифовальные круги и т. д. В этом случае рабочий размер
(например диаметр) устанавливается независимо от формы инструмента.
Заметим, что термин „фасонный инструмент44 имеет недостаточно
общий характер. Профиль инструмента воспроизводится на детали во
многих случаях и при обработке цилиндрических и плоских (не „фа-
сонных") поверхностей, например при обточке или строгании широ-
кими резцами и при фрезеровании цилиндрическими фрезерами.
В некоторых случаях инструмент является одновременно мерным и
фасонным, например „ступенчатые44 и „фасонные" зенкеры, развертки
и зенковки, а также протяжки. Здесь инструмент определяет как форму,
так и размеры поверхности.
Точность нового инструмента может быть весьма высокой, но при-
ходится считаться с его износом. По мере износа инструмент изменяет
как форму, так и размеры. Заметим еще, что некоторые фасонные ин-
струменты изменяют свою форму при переточках. При назначении до-
пусков на мерный инструмент необходимо считаться с его износом.
Точность изготовления немерного инструмента, такого, как проходные
резцы, торцевые фрезеры, обычные шлифовальные круги и т. п., с точ-
ностью обрабатываемой детали непосредственно не связана. Однако
косвенная связь существует и в этом случае. Например, при неправиль-
ной заточке фрезера его зубцы отстоят от оси вращения неодинаково,
вследствие чего они снимают стружку различной толщины. Это обусло-
вливает ускоренный износ выступающих зубцов, что влечет за собой
изменение размера и искажение формы обрабатываемой поверхности.
Погрешности изготовления приспособлений также
сказываются на точности обработки. Здесь мы имеем в виду погреш-
ности в ненагруженном состоянии; в работе появляются дополнительные
погрешности. Во многих случаях приходится считаться и с износом
приспособления (например износ кондукторных втулок).
206
Точность изготовления приспособлений выше точности обрабатывае-
мой детали. При точных работах (2—3-й классы) обычно допуски на от-
ветственные размеры приспособлений берутся равными х/2—х/8 до-
пусков на соответственные размеры детали. При грубых работах (4-й класс
и ниже) относительная точность может быть выше (г/б—1/10 допуска).
Такое положение объясняется тем, что экономическая точность ра-
боты в хороших инструментальных цехах, вообще говоря, весьма вы-
сока. Поэтому расширение допусков сверх, например, допусков 2-го
класса, во многих случаях лишь в малой степени снижает стоимость
изготовления приспособления. При допусках на деталь по 4 и 5-му
классам ОСТ соотношения г/б—1/10, соответственно, приводят к до-
пускам на детали приспособления приблизительно по 2-му классу.
Если же требуется изготовить деталь по 2-му классу, то даже при со-
отношении допусков, 72 точность изготовления деталей приспособле-
ний повышается до точности l-го класса и выше, что представляет не-
которые затруднения даже в условиях работы в хороших инструменталь-
ных цехах. Изготовление же приспособлений для деталей, имеющих
точность первого класса и выше, в большинстве случаев требует при-
менения особых методов работы.
При расчете точности приспособлений, имеющих подвижные части,
приходится считаться с зазорами. В качестве примера можно привести
расточку по кондуктору.
Г. Износ инструмента
В процессе работы инструмент изнашивается как по передней, так
и по задней граням. Первый вид износа связан со стойкостью инстру-
мента, а второй также с точностью обработки. Известно, что резей,
изношенный по задней грани на 0,1 и более мм1, продолжает резать,
хотя получаемые при этом размеры существенно отличаются от задан-
ных (диаметр обтачиваемого вала увеличивается на 0/2 и более мм).
В дальнейшем мы будем говорить только об износе по задней
грани и притом лишь в случаях чистовой обработки.
Износ по задней грани влияет на размеры детали и на ее форму.
Например, при износе резца 5 у. диаметр обтачиваемой детали увеличи-
вается на 0,01 мм. При обработке мелких деталей влияние износа за-
метно сказывается только на изменении размеров многих последова-
тельно обрабатываемых деталей партии. Но при значительных разме-
рах детали износ резца влияет и на ее форму. Например, обтачивая
длинный вал или растачивая большой цилиндр, их получают „кониче-
скими" 2. Приводим некоторые опытные данные по износу резцов (опыты
К. В. Вотинова).
1 Говоря об„износе по задней грани" (я), мы имеем в виду истирание ре-
жущей кромки, измеренное в направлении нормали к обрабатываемой поверх-
ности. Высота площадки (Л), образующейся на задней грани, значительно
больше. Приближенно h=——, где а — задний угол. Величина h иногда до-
tg*
стигает нескольких мм.
2 В действительности форма таких деталей более сложная, иногда, условно
ее обычно считают конической.
207
Если по оси абсцисс откладывать путь резца в металле или про-
порциональное ему количество обточенных деталей, то получается кри-
вая типа, показанного на рис. 79. В этом случае обтачивались заготовки
из С1али средней твердости быстрорежущими резцами при скорости ре-
зания 31,4 м/мин. Как видно, вначале диаметр несколько уменьшается
(разогрев резца), в дальнейшем же непрерывно растет до момента на-
чала разрушения резца. В данном случае зависимость износа от длины
пути почти прямолинейная, некоторые колебания размеров последова-
тельно обточенных деталей объясняются влиянием других действующих
факторов („рассеивание размеров"). Как видно, в данном случае влия-
ние износа велико: диаметр увеличивается с 79,56 до 79,75, т. е. на
190jjl при длине обточки 7000 м, что соответствует износу резца 14р.
на 1000 м пути.
Путь резца ——
I 1.1 . !- I I I L, I_I ...J—Jt „ I 1-1—L 1 J-J .1 J. -L-L
13 5 7 9 11 13 15 17 19 // ZJ 25
JT9 заготовки —-->-
Рис. 79. Изменение диаметра вследствие износа резца.
Вообще приближенно износ можно считать пропорциональным
„длине резаният. е. пути, пройденному лезвием инструмента в ме-
талле, а за меру износа принимать износ на 1000 м пути („удельный
износ*).
Износ зависит от влияния ряда факторов: материала и геометрии ин-
струмента, обрабатываемого материала и режима резания. Опыт пока-
зывает, что главнейшими из этих факторов являются: материал инстру-
мента, материал детали и скорость резания.
На рис. 80 показана зависимость износа от скорости резания, при
обточке различных марок машиноподелочной стали быстрорежущими
резцами. Кривая а соответствует мягкой стали, Ъ — стали средней твер-
дости, с — твердой стали.
Во всех трех случаях зависимости имеют одинаковый характер. При
возрастании скорости резания износ, отнесенный к 1000 м пути, сна-
чала возрастает и при некоторой скорости достигает максимума (при
208
Скорости 25—35 М[мин). При дальнейшем увеличении скорости у дель*
ный износ уменьшается и достигает минимума при скоростях порядка
50—60 м/мину когда он становится почти неощутимым, т. е. при об-
точке при таких скоростях диаметр остается почти постоянным до на-
чала разрушения резца. Заметим, что наибольшие значения удельного
износа в этих случаях получились (быстрорежущие резцы):
при обточке мягкой стали ............................. 12 р
„ в стали средней твердости .....................• . . 19 „
и „ твердой стали.................................... 60 „
При работе резцами из твердых сплавов (победит) замечается резкое
повышение удельного износа при
По опытам В. А. Скраган1, при
обточке стали 5140 резцами а-21,
при глубине резания 0,3 ло<*и
подаче 0,134 мм!об увеличение
удельного износа начинается при
уменьшении скорости ниже
20 м!мин и при v = 5 м]мин
доходит до 170р. (рис. 81).
При больших скоростях удель-
ный износ резко уменьшается,
однако здесь значение критиче-
ской скорости, при которой из-
нос получается минимальным, ле-
жит очень высоко (по В. А. Скра-
ган, при режимах тонкой обточки
по стали 150—200 m)muh).
К. В. Вотинов приводит дан-
ные, из которых видно, что при
^^>120 м/мин износ составлял
меньше 2р. на 1000 м пути. При
опытах В. А. Скраган, при обточке
стали резцами победит а-21, со
малых скоростях резания.
скоростями 100 150 м/мин и Рис. 80. Зависимость износа от рода ма-
подачами 0,033—0,35 мм)об, териала и скорости резания при обточке
удельный износ получался 3—15 р. стали быстрорежущими резцами,
на 1000 м пути.
Большое значение, повидимому, имеет геометрия инструмента. К. В. Во-
тинов получил наилучшие результаты прй обточке стали победитовыми
резцами, имеющими задний угол а = 9°.
Влияние глубины резания, подачи и радиуса закругления резца зна-
чительно слабее, чем скорости резания.
При изменении глубины резания в границах 0,05—0,5 мм, подачи
в пределах 0,033—0,28 мм)об и радиуса закругления лезвия резца от
0,5—3 мм. В. А. Скраган подучил, что, при работе победитовыми рез-
цами со скоростями 100—150 м!мин, износ от перечисленных факто-
ров почти не зависит. Это показывает, что с точки зрения умень-
1 Диссертация, защищенная в Ленинградском Политехническом институте
им. М. И. Калинина в 1945 г.
14 АП. Соколовский. 2061, 209
шения влияния износа резца целесообразно увеличи-
вать подачи (и одновременно радиус закругления резца).
Мы рассмотрели износ резцов. При работе другими инструментами
с металлическим лезвием можно ожидать аналогичных зависимостей, хотя
численные значения удельного износа могут оказаться другими.
Совершенно особые условия возникают при работе абразивными ин-
струментами. В этих случаях износ все время сопутствует работе инстру-
мента й должен учитываться как один из основных технологических фак-
торов.
До сих пор мы говорили о прямом влиянии износа на точность об-
работки. Износ инструмента оказывает еще другое, косвенное, влияние,
так как по мере износа радиальная составляю-
щая усилия резания (Ру) увеличивается (кри-
терий затупления Шлезингера)1, а следовательно
возрастают и деформации системы станок—де-
таль—инструмент. Это влияние во многих слу-
чаях также необходимо учитывать.
Мы рассмотрели влияние ряда факторов, со-
вершенно не зависящих от усилия резания (гео-
Ш
Рис. 81. Зависимость удельного износа от скорости резания при обточке
стали резцами из твердого сплава.
метрические факторы) или зависящих от них косвенно (износ). Рассмо-
трим теперь действие факторов, непосредственно связанных с нагрузкой на
станок.
3. ДЕФОРМАЦИИ УПРУГОЙ СИСТЕМЫ СТАНОК-ДЕТАЛЬ—ИНСТРУМЕНТ
А. Погрешности размеров и формы в одном поперечном сечении
обтачиваемой детали
Из всех факторов, влияющих на точность обработки и зависящих
от нагрузки, наиболее общее значение имеют деформации упругой системы
станок—деталь—инструмент.
Характер этого влияния был нами рассмотрен выше2, причем была
дана методика расчета соответственных погрешностей. Как мы видели, рас-
1 Проф. Шлезингер предлагал принять в качестве критерия затупления
увеличение Ру на 10%. На самом деле резцы часто работают в значительно
более изношенном состоянии.
2 См. главу III. § 1 и 3.
210
сматриваемая погрешность определяется прежде всего деформациями:
1) сопровождающими закрепление детали на станке, 2) вызываемыми дей-
ствием усилия резания.
Влияние усилия резания на точность обработки зависит о г величины
этого усилия, а следовательно, от режима резания, от неточности заго-
товки и от жесткости системы.
Для случая токарной обработки мы вывели расчетные формулы, поз-
воляющие определить погрешности, возникающие вследствие деформаций
системы станок — хтеталь под действием усилия резания. Приводим эти фор-
мулы в следующем виде1 * 3 * * * *.
При работе водинпроход
_4заг_ == 2^1. ._L_ (1 \
Адет Ср ^75 ‘
При работе в два прохода
Дзаг __ ( 2,5/ У _____
Адет ~ V Ср ) (SvS/^ ’
При работе в три прохода
А за г / 2,5/ \8 . _1
Ддет “к Ср )
1де Ддет— погрешность обработанной детали;
Дзаг— одноименная погрешность заготовки;
j — жесткость системы;
Ср — коэфициент, характеризующий обрабатываемый материал и
геометрию инструмента;
$ — подача при работе в один проход;
s3 — подачи при первом, втором и третьем проходах, при работе
в два и в три прохода.
Пример.
При обточке в два прохода вала из машиноподелочной стали (Ср==
==180) с подачами s1=l,5 мм об и $2 = 0,4 мм) об, при жесткости
системы /=2000 кг! мм, получаем
Аде1 I 180 ) (1,5 • О,4)0,75
При овальности или эксцентричности (грубой) поковки Азаг“П мм
овальность детали получится только Ддет = 0,01 мм, что допустимо почти
во всех случаях1.
1 При значениях показателя при $ в формуле для усилия резания, отличном
от 0,75. соответственные показатели в формулах (I), (2) и (3) также изасняюгся.
3 Например, при припуске (на диаметр) 15 мм и неправильной установке
или искривлен! и заготовки могут возникнуть обстоятельства, кода с одной
стороны будет сниматься слой металла 13 мм, а с другой — лишь 2 мм, чт© со-
ответствует Дзаг == 11 мм.
* 211
Если ту же поковку обработать в один проход, с подачей 0,4 мм,
то получим
Дзаг__2,5-2000 1 * _ ЧГ
Дд.т 180 • "3^75“40 •
При прежнем значении эксцентричности Лзаг =11 мм получаем Ддет —
«0,32 мм, что может быть допущено лишь при весьма грубой работе,
например в предположении последующего шлифования на весьма мощ-
ном станке.
Приведенные условия соответствуют, например, обработке ступенча-
того вала d = 100 мм, 1= 1000 мм на токарном станке с высотой цен-
тров в 300 мм, жесткой конструкции и находящемся в наилучшем со-
стоянии1. При обработке вала с большим отношением l/d или при работе
на слабом, в отношении жесткости, станке условия обработки резко ухуд-
шаются, причем влияние жесткости системы при работе в два прохода
больше, чем при работе в один проход, а при работе в три прохода больше,
чем при работе в два.
Например, при обработке без люнета вала <#=100 мм, 1=2000 мм
на станке, имеющем ус=500 кг/мм, мы находим
7В =32000 )3• 100 = 400 кг/мм;
11 1 _ 4,5
7 = 400 + 500 “ 1000 ’
откуда
/ = 220 кг/мм.
При режимах, принятых в рассмотренном выше примере, получаем:
При работе в два прохода
При работе в один проход
Дзаг _ок 220 .
Ддет ’ 2000 = 4‘
При обработке заготовки, имеющей Дзаг — 11 мм даже в два прохода,
получим погрешность Ддет — = 0,85 мм.
Обработка грубой длинной поковки на столь слабом станке без лю-
нета возможна не менее чем в три прохода. Постановка люнета, очевидно,
несколько улучшит условия обработки, так как жесткость детали повы-
сится в 8 раз (при положении люнета по середине), однако все же жест-
кость системы получится, очевидно, ниже жесткости станка.
Пользуясь теми же формулами, можно определить влияние колеба-
ния припуска на размер при обработке различных деталей при одной
настройке станка (т. е. при неизменном положении резца). Пусть, на-
1 Сравните с примером, рассмотренным в главе III, § 1Б.
212
пример, при обточке партии стальных валиков d — 50 мм, с = 500 мм,
Ср = 180 из черного проката обычной точности на станке, имеющем
жескость jc = 1000 кг/мм, в один проход мы имеем следующие условия.
Допуск на диаметр заготовки ±1,2 мм.
Подача 0,3 мм)об.
Жесткость системы (рассчитанная по предыдущему) получается / =
= 600 кг/мм.
Дзаг__ 2,5-600 1 _ пп к
йо“* 0,30.75
Если заготовка прямая и зацентрована идеально правильно, то по-
грешность заготовки, измеряемая колебаниями глубины резания, полу-
чается Дзаг = 2,4 мм, тогда
2 4
Аде г ~~ .ГЛ к = 0,12 мм.
Детали одной и той же партии будут иметь различный диаметр,
причем можно гарантировать соблюдение допуска не выше 0,12 мм,
что приблизительно соответствует классу точности За 1.
Рассуждая аналогичным образом, можно определить искажение формы,
размеров и расположения различных сечений вала, обусловленное искри-
влением заготовки, неправильной центровкой ит. п.
Во всех случаях необходимо определить наибольшую (/г) и наимень-
шую (/2) глубины резания при вращении детали (в одном поперечном
сечении), тогда погрешность заготовки определится как разность этих
глубин резания Дзаг = /1 — /2. Погрешность обработки, копирующая
погрешность заготовки (одноименная погрешность), определяется по
вышеприведенным формулам, причем масштаб копирования зависит
от жесткости системы, значения подач и твердости материала (коэфи-
циента Ср).
Те же формулы позволяют решить задачу о влиянии колеба-
ний твердости материала на точность обработки. Если
обрабатыьаемая поверхность имеет различную твердость в различных
местах, то даже при одинаковом припуске на обработку усилие резания
получится различным, в соответствии с чем будут изменяться размер и
форма детали. Оценивая твердость материала величиной Ср, можно
влияние отклонения твердости от нормальной привести к снятию до-
полнительного слоя металла, толщина которого равняется
где z — припуск на обработку;
Ср — коэфициент, соответствующий нормальной твердости материала;
Ср.о — коэффициент, соответствующий твердости в данной точке.
1 Мы определили лишь погрешность, обусловленную упругими отжатиями.
Если учесть и все другие погрешности, то можно убедиться, что обработка
таких валиков в один проход даже по 4-му классу (допуск 0,17 мм) на станке,
имеющим jc = 1000 кг!мм, ненадежна. На более жестком станке точность 4-го
класса обеспечить можно, в особенности если уменьшить подачу.
213
Пример.
При обточке партии валиков d==«50 мм, /«500 мм твердость ма-
териала измен ется таким образом, что значение Ср колеблется в пре-
делах 16 J—180. Припуск (на диаметр) z=*5mm, остальные условия
те же, как и в предыдущем примере
Л 180—160 с
’ iso ' *о 0,об мм.
Изменение диаметра, вызываемое таким колебанием твердости,
АДеТ=Л^ =0,03 мм.
Во всех рассмотренных случаях мы имели дело с изменением раз-
меров и формы в одном сечени и вала. При этом мы считали
жесткость системы величиной постоянной 5.
Б. Искажение формы в осевом сечении
Если рассматривать различные сечения вала по длине, то не-
обходимо считаться с изменением его жесткости.
Рис. 82. Влияние деформаций системы на форму обточенного вала.
1 При "обточке деталей, имеющих различную жесткость в различных напра-
вл ниях, например коленчатых валов, обрабатываемая шейка мо*ет получиться
некруглой даже в том случае, ко* да припуск на обработку и твердость имеют
по всей поверхности одинаковые значения.
214
Жесткость системы в сечении А — А при положении резца по середине
(рис. 82, а) определяется формулой
I . в.1+Д*
IА /в /сУп 4 \/п-б /з-б I
Жесткость в сечении В — В при положении резца против переднего
центра равна
бабки
форму
слабы,
/В /суп /п.б
а в сечении С -- С при положении резца против заднего центра
Л = Д- + Д-
JC /суп /з.б
Если длина вала велика по сравнению с его диаметром и обе
имеют большую жесткость, то 7д</в и ул</с, вал получает
по рис. 82, Ь. Если же вал весьма жесток, а бабки сравнительно
то наоборот JA^>js и /д Ф°Рма вала окажется такой, как пока-
зано на рис. 82, с.
В тех случаях, когда жесткость вала и бабок одного порядка при-
ходится одинаково считаться с деформациями как по середине, так и
у концов вала. Если (в частном случае) принять уп.б =/3.б — /б, то
легко определить бочкообразность вала по формуле
Д = 2Р (4-------Ц = 2РУ —U-) •
JbI у\}в 2/б/
Эта величина меньше величины бочкообразности, рассчитываемой по
формуле Д = 2“, которой можно пользоваться лишь при определении
/в
прогибов неустойчивых валов *, когда жесткость вала значительно меньше
жесткости бабок.
Например, в случае Р = 300 кг, JB = 3000 кг)мм J„_6 = J3.e —
— 3000 кг!мм, при расчете по первой формуле получаем: Д —
= 2-300 f5/^----гг^77г) = 0>1 мм. Если же не принимать во внимание
\ulMJU 2 • olnJU /
2*300
деформаций бабок, то А = • = 0,2 мм.
После всего сказанного легко себе представить, что вал, закреплен-
ный в патроне, получит при обточке форму по рис. 84, rf, а торцевая
плоскость вследствие влияния деформаций примет вид такой, как по-
* См. главу ПЦ § 1Б.
1 Некоторые исследователи рассчитывали прогиб вала во время обточки,
замермя диаметры обработанного вала по середине и у концов и беря полу-
разность этих диаметров. При этом получались величины, значительно меньшие,
чем прогибы, рассчитываемые по формуле
Pv-Z*
y~48EJ ’
В нашем примере, идя этим путем, можно притти к выводу, что в расчетную
формулу вместо коэфициента 48 надо вводить коэфициент 96. Это как будто бы
указывает на наличие „упругой заделки" вала на центрах, что не соответ-
ствует действительности.
4
казано на рис. 82, е или /, смотря по тому в каком направлении проив-
водится торцевая обточка (от центра к периферии или, наоборот,—от
периферии к центру), и от отношения вылета L к диаметру D1.
В. Влияние деформации при работе на станках
различных типов t
, К. В. Вотинов произвел ряд опытов, относящихся к жесткости
расточных, фрезерных и шлифовальных станков, и на основе своих на-
блюдений сделал некоторые выводы.
Рис. 83. Овальность отверстия, получаемая при расточке
при различных вылетах шпинделя.
При расточке первенствующее влияние получают деформации (про-
гибы) шпинделя и борштанг. Жесткость шпинделя, естественно, резко
изменяется при изменении вылета, причем отжатия в вертикальной
плоскости получаются значительно меньшими, чем в горизонтальной
(табл. 6)2. Следовательно, если обработка производится даже при
строго постоянном усилии резания, отверстие все же получится
овальным. Кривые рис. 83 построены на основании рассмотренных
опытов.
При расточке борштангой, поддерживаемой задней стойкой, ее про-
гиб по середине длины отверстия получается больше, чем у концов
(рис. 84). В результате отверстие по середине имеет меньший диаметр,
чем у концов. Если, например, нагрузка на резец колеблется от 200
J В этом случае, кроме 'усилия Ру, необходимо учитывать и усилие Рх.
2 Заметим, чго приводимые выводы относятся к одному расточному станку
типа Р-80 (завода имени Свердлова); в других случаях цифры могут ока-
заться иными.
218
Таблица 6
Жесткость шпинделя расточного станка Р-80
Вылет, мм Жесткость при нагрузке, кг!мм
вертикальной горизонтальной
50 7500-6700 4000-2500
100 5500—3900 2850—2300
2С0 1760—1660 1380-1330
ЗСО 1130-760 730-715
400 630-600 580—500
500 395- 295 360 •
до 300 кг, то при расточке будут получены профили, расположенные
между кривыми;, АВС и Как видно, погрешности получаются
весьма значительными. Заметим, что кривые по рис. 84 относятся к го-
о 300 500 700 800 И00 <300 1500
Расстояние от конца шпинделя в мм
Рис. 84. Отжатия борштанги при расточке.
ризонтальной нагрузке. При вертикальной нагрузке прогибы, как мы
уже упоминали, получаются другими; поэтому при определении погреш-
ностей необходимо учитывать, кроме изменения диаметра по длине,
еще и овальность отверстия.
317
При цилиндрическом фрезеровании, при отсутствии отжатия,
зуб фрезера должен пройти по кривой KLM (рис. 85), но под влия-
Рис. 85. Отжатие зуба фрезера во
• время работы.
в различных местах различна
нием нагрузки происходит относи-
тельное отжатие фрезера и стола на
величину х, в результате чего фре-
зер вместо слоя металла толщиной
tQ будет снимать слой толщиной
только Л
Очевидно, чем больше жесткость,
тем больше фактическая глубина
фрезерования.
Рис. 86 показывает, каким обра-
зом происходит фрезерование при
обработке неровной поверхности.
В этом случае глубина фрезерования
?2). После прохода фрезера обрабо-
танная поверхность также оказывается неровной и размер, отсчитывае-
Рис. 86. Фрезерование неровной поверхности.
мый по нормали к ней, изменяется На рисунке тонкими лини-
ями показан путь режущей кромки в металле без учета отжатий, а тол-
стыми— с учетом их.
При работе торцевыми фрезе-
рами, в случае шпинделя малой жест-
кости, происходит заметный его перекос,
вследствие чего поверхность получает вол-
нистую форму (рис. 87).
Рис. 87. Влияние перекоса шпинделя при торцевом фрезеровании.
При шлифовании в центрах деформации станка и обрабаты-
ваемой детали имеют весьма большое значение и вызывают необходи-
?>8
кость „вывода искры4* *. В одном случае обрабатывалась жесткая деталь.
Ее поверхность была предварительно прошлифована с выводом искры,
для чего было сделано около 40 проходов без подачи круга; диаметр
детали был промерен в нескольких сечениях, результаты нанесены на
график и помечены цифрой 0 (рис. 88). После этого круг был по-
дан на 0,05 мм и, если бы не было упругих отжатий, то он должен
был снять за один проход 0,10 мм. Далее станок работал бев по-
дачи круга. Диаметр детали проме-
рялся после каждого прохода круга, и
результаты наносились на график.
Из этого графика видно, что за
один проход круг мог снять лишь
небольшую часть заданной глубины
шлифования. Контрольные же опыты
показали, что если поперечная по-
дача производилась при каждом ходе
и равнялась 0,05 мм, то круг брал
всю эту глубину за один проход
(после того как образовался требуе-
мый натяг).
Интересно отметить, что на гра-
фике между диаметрами, замерен-
ными после 20 и 30-го проходов,
Рис. 88. Изменение диаметра заго
товки после одной подачи круга.
все же имелась заметная разница.
Общая же толщина снятого слоя
равнялась почти точно 0,1 мм, т. е.
влияние других факторов, кроме отжатий, было ничтожно, и, в частности,
износ круга был настолько мал, что его трудно было уловить.
4. ТЕМПЕРАТУРНЫЕ ДЕФОРМАЦИИ И ВНУТРЕННИЕ НАПРЯЖЕНИЯ
А. Температурные деформации
В процессе работы температурный режим системы станок—деталь—ин-
струмент, вообще говоря, изменяется.
Нагревание станка обусловленно главным образом действием трения
в подшипниках и направляющих. Температура подшипников после пуска
станка повышается постепенно и стационарный температурный режим
достигается лишь по истечении некоторого времени. При особо точ-
ных работах (например при „тонкой расточке") это обстоятельство
имеет весьма большое значение и обязательно должно учитываться.
Однако и в обычных условиях выполнения точных операций с измене-
нием температурного режима станка также приходится считаться.
Проф. ЦЪезингер приводит результаты наблюдений над работой
одного револьверного станка в течение смены1. Оказалось, что ось шпин-
деля после 1 часа работы занимала другое положение, чем до пуска
станка. Она поднималась на 0,05 мм. Эго объясняется нагреванием
передней бабки2. Кроме того, ось шпинделя смещалась в горизонтальном
i См. Machinery (Лондон), Мау 1, 1941, стр. 119.
* В данном случае температура повышалась на 16* С
214
направлении на 0,01 мм по направлению к токарю. Очевидно, что эти
смещения оказывают влияние на точность обработки и станок, настроен-
ный в холодном состоянии, будет давать другие размеры после неко-
торого времени работы Ч Указанное обстоятельство следует иметь в виду
в течение первых 1—1,5 часов работы станка после начала смены,
так как станок в течение этого времени находится в состоянии не-
установившегося температурного режима.
Нагревание режущего инструмента, вследствие выделяющейся
теплоты резания, в некоторых случаях может иметь существенное зна-
чение. В процессе работы интенсивно нагревается только головка токар-
ного резца, выступающая из супорта. Остальная часть имеет невысокую
температуру. Легко подсчитать, что при изменении (средней) температуры
выступающей части резца на 20°, при вылете 45 мм, эта часть удли-
няется приблизительно на 0,01 мм. Как известно, температура резца
устанавливается постепенно и изменяется при изменении режима резания.
После того как эта температура установилась, она остается приблизи-
тельно постоянной даже при наличии краткосрочных перерывов в про-
цессе резания (остановки для промеров и т. д.), при местном изме-
нении твердости обрабатываемого материала или припуска и т. п.1 2
Поэтому изменение температуры необходимо учигыва!ь в начале
прохода; влияние разогрева резца может при обточке выразиться
в уменьшении диаметра на несколько сотых долей миллиметра. Заметим
еще, что это влияние обратно влиянию износа в процессе приработки
инструмента.
Наибольшее значение обычно имеет нагревание самой обрабаты-
ваемой детали вследствие теплоты резания3. Деформации этого
рода особенно заметны при снятии больших припусков с тонкостенных
деталей. При равномерном нагревании изменяются размеры детали,
форма же остается постоянной. При неравномерном распределении тем-
ператур, вообще говоря, изменяется и форма детали („коробле-
ние14).
Исследование температурных деформаций требует работы в трех на-
правлениях. Первое направление — опытное выяснение температурного
режима детали в процессе обработки (опыты по резанию). Второе—вывод
математических зависимостей, связывающих количество теплоты, уходя-
щей в деталь, с распределением в ней температур. Третье — расчет
самих деформаций и напряжений, соответствующих каждому температур-
ному режиму. Для иллюстрации сказанного о значении температурных
деформаций приведем простой пример. Пусть стальная труба диаметром
100/80 мм обтачивается с подачей 0,9 мм/об при скорости резания
30 м/мин. Усилие резания при этом получается Рл=750 л:г. Мощность
на резце N — ~ 5 л. с.
ои-75
1 При горизонтальном расположении резца диаметры наружных поверх-
ностей получались на 0,02 меньшими, чем при холодном станке.
2 В таких случаях колеблется лишь температура части резца, прилегающей
к самому лезвию.
8 В некоторых случаях, например при сборке, приходится учитывать и дей-
ствие внешних источников тепла: солнечных лучей, излучения паровых батарей
и т. п
320
Теплота резания, выделяемая в 1 мин.,
5* *75-60 со z
Q =——— = 52 кал’мин,
427
Допустим, что из этого количества 10%1 переходит в деталь, т. е.
рдет = 5,2 кал/мин.
Можно подсчитать, что при заданном режиме резания длина, прохо-
димая резцом в минуту, равна 86 мм и что вес части трубы длиной
86 мм равен 1,9 кг. Принимая удельную теплоту для стали 0,115,
находим, что температура трубы поднимается на
д t = — 24°
1 1,9-0,115 ‘
Если бы толщина стенки трубы была не 10, а 5 мм> то повышение
температуры было б »i еще значительнее (48°)*. Повышению средней
температуры на 48° соответствует увеличение диаметра трубы на 0,05 мм.
Если по окончании черновой обработки сразу же произвести чисто-
вую обточку, то после охлаждения детали ее диаметр окажется на 0,05 мм
меньше заданного. Заметим, что такая погрешность почти перекрывает
допуск 3-го класса ОСТ для диаметра 100 мм (60р.).
Приведенные соображения показывают, что после интенсивной чер-
новой обработки и до чистовой деталям, в особенности тонкостенным,
необходимо дать время остыть. Того же можно достичь, работая с охла-
ждением эмульсией. При шлифовании, и вообще при отделочных опера-
циях, когда необходимо получить точные размеры, влияние нагревания
детали в процессе работы получает весьма большое значение. Напри-
мер, для 0 100 мм повышение температуры только на 10° влечет за
собой изменение диаметра на 0,01 мм, что составляет почти 50% до-
пуска 2-го класса (23р.). Заметим, что охлаждение при шлифовании при-
меняется прежде всего именно для обеспечения точности обработки.
В качестве примера влияния нагревания детали на точность формы
рассмотрим температурные деформации плоской плиты при ее односто-
роннем нагревании.
При снятии значительного количества металла с одной стороны де-
тали эта сторона прогревается, и деталь деформируется. Если, не дожи-
даясь ее охлаждения, начать обрабатывать противоположную сторону,
то, как легко себе представить, после полного охлаждения она получит
не ту форму, которую рассчитывали, а другую, обусловленную темпера-
турными деформациями.
Неравномерный нагрев деталей от падающих на них лучей солнца и
от излучения паровых батарей, вследствие быстрого нагрева воздуха
мастерской (по утрам), также вызывает прогревание их наружных частей,
в то время как внутренние остаются холодными. Это вызывает короб-
ление деталей, а следовательно, понижает точность обработки.
1 По опытам Усачева, при значительных скоростях резания, около 80% те-
плоты резания остается в стружке. Остальная часть переходит в резец и в об-
рабатываемую деталь.
* Приведенный расчет следует рассматривать как приближенный. Процент-
ное отношение количества теплоты, переходящей в деталь, зависит от многих
факторов. Кроме того, мы пренебрегали лучеиспусканием и другими потерями.
221
Величину прогиба при неравномерном нагревании детали можно
определить на основании расчета.
Введем обозначения (рис. 89,а): х— величина прогиба по середине
длины детали (мм); L — длина детали (мм); S — толщина детали (мм);
Д = — разность температур верхней и нижней поверхностей; а—коэ-
фициент линейного расширения материала детали при повышении ее
температуры на 1° (для чугуня —qq^q ).
При нагревании детали (предполагаем распределение температур ли-
нейным по ее высоте) она получит форму выпуклой кверху (tt > /2)
откуда
такую, как в преувеличенном виде пока-
зано на рис. 89, Ь,
По известной формуле стрелка про-
гиба х выражается через хорду, длина
которой, ввиду малости центрального угла
Ф, может быть принята равной длине дуги!
следующим образом:
L . ф
x=2-tg|,
а, учитывая малость ф, приближенно:
Угол <р можно определить из рассмо-
трения фигуры АВЕ, где АЕ проведена
параллельно CD. Эгу фигуру (ввиду ма-
лости ф) можно принять за сектор круга,
дуга которого BE = BD — АС = аД£.
Теперь
а-Д.Л
?==—
Последняя формула и дает ответ на поставленный вопрос.
Из этого выражения видно, что деформации быстро растут с увели-
чением длины детали. Полагая для чугунной станины станка 5 = 600 мм,
£ = 2000 мм, находим х = 1/120Д, или, обратно, Д = 120х. Отсюда
видно, что при х = 0,02 мм, т. е. при прогибе в 0,01 мм на 1 м
длины станины, Д = 2,4°. При х — 0,005 мм (т. е. 0,0025 мм на 1 м
длины) Д = 0,6°.
При толщине детали (плиты) 100 мм и прежней длине 2000 мм мы
таким же образом приде^м к выводу, что прогиб в 0,005 мм обусловли-
вается разностью температур верхней и нижней поверхностей этой плиты
всего лишь на 0,1°.
Этот вывод предполагает, что верхняя поверхность равномерно на-
грета до более высокой температуры, чем нижняя. Обыкновенно нагре-
322
ж
ванйе Получается неравномерным и часто носит местный характер, но,
во всяком случае приведенные подсчеты показывают, что при длине
детали в 2 и 1арантировать точность в 0,01 мм на 1 м длины уже не
легко; более же высокие точности в условиях мастерской являются почти
недостижимыми в силу невозможности получить равномерную температуру
во всей детали. Такие колебания температуры детали, как 0,1°, происходят
непрерывно, так как температура воздуха в мастерской не остается по-
стоянной, а меняется как при переходе от одной точки к другой, так
и в одной и той же точке, влияя и на температуру находящихся в ней
предметов.
Современное машиностроение стремится всемерно освободиться от
применения ручного труда в сборочной, причем к отработке рам и ста-
нин точных станков и машин предъявляются исключительно высокие
требования, и никакие предосторожности не являются здесь излишними.
При разработке технологического процесса на крупные детали необходимо
серьезно считаться с возможностью возникновения различных деформаций
и проектировать его так, чтобы их вредное влияние было по возможности
ослаблено.
В заключение упомянем еще о влиянии колебаний температуры на
точность измерений, которое будет рассмотрено нами ниже х.
Б. Внутренние напряжения
„Внутренними напряжениями* называются такие напряжения в мате-
риале детали, которые существуют при отсутствии каких-либо внешних
нагрузок. Внутренние напряжения взаимно уравновешиваются и внешне
ничем не проявляются. Деталь (например отливка) может быть напряжена
почти до границы разрушения, но по внешнему виду она не отличается
от детали, свободной от внутренних напряжений.
Изучение внутренних напряжений относится к области металловедения.
В нашем курсе мы ограничимся лишь рассмотрением причин возник-
новения этих напряжений и указанием путей борьбы с ними.
Внутренние напряжения могут иметь различное происхождение.
Напряжения в отливках часто играют весьма существенную
роль и с ними необходимо считаться при построении технологического
процесса. Возникновение „литейных напряжений* может быть объяснено
следующим обр>зом.
Как известно, при отвердевании и охлаждении металла после заливки
в форму происходит изменение его объема (усадка)2.
Если все части отливки изменяют сьои размеры свободно, как, на-
пример, при охлаждении отдельно отлитых, пробных брусков, то вну-
тренних напряжений в них не возникает. Но если происходит „тормо-
жение усадки*, то положение существенно изменяется.
Усадка тормозится вследствие сопротивления со стороны материала
литейной формы („механическое торможение*), либо со стороны частей
отливки, имеющих в процессе остывания температуру, отличную от
температуры рассматриваемой части („термическое торможение*).
1 См. главу V, § ЗА.
8 Усадка отливок — сложное явление, на которое влияют как тепловое из-
менение объема металла, так и происходящие в нем структурные превращения.
238
। /и
Не имея возможности свободно сокращаться напринимать размеры,
соответствующие ненапряженному состоянию, части отливки оказываются
растянутыми или ^сжатыми, причем напряжения в них могут достигать
весьма больших значений.
* Рассмотрим более подробно влияние термического торможения усадки.
Пусть мы имеем отливку, состоящую из трех брусков Л2, В, свя-
занных между собою поперечинами, которые будем считать абсолютно
жесткими (рис. 90).
После того как металл залит в форму, он начинает охлаждаться,
причем размеры брусков сокращаются от длины Ао, соответствующей
температуре заливки, до длины Lk, соответствующей температуре мастер-
ской (рис. 91).
Рис. 90. Образование литейных напряжений.
Если бы бруски не были связаны между собой, то толстые бруски
(Л1 и Л2), охлаждаясь медленнее, имели бы в каждом из промежуточных
моментов времени большую длину (кривая Л), чем тонкие (кривая В).
На самом деле бруски жестко связаны между собой и поэтому всегда имеют
одинаковую длину, но зато оказываются в напряженном состоянии
(кривая С).
Различаем три этапа в процессе охлаждения отливки.
Первый этап, когда все три бруска находятся еще в пластическом
состоянии, что соответствует охлаждению от температуры заливки (для
чугуна приблизительно 1240°) до некоторой переходной температуры
(по Гейну, для чугуна 620°) \ при которой металл переходит из пре-
имущественно пластического состояния в преимущественно упругое. На
первом этапе более тонкие части отливки (брусок В) будут пласти-
чески растянутыми, а более толстые (бруски и Л2) пластически
сжатыми. Так как все деформации пластические, то напряжения в отливке
отсутствуют. В момент времени tx более тонкий брусок (В) достигает
температуры 620° и переходит из пластического состояния в упругое.
Первый этап охлаждения заканчивается.
1 См. Шестопал и Егоренко в, Отливки из чугуна. Машгиз 1945 г.
224
Второй этап начинается в момент и заканчивается в момент /2,
когда и более толстые бруски и Л2 переходят в упругое состояние.
Таким образом на этом этапе брусок В находится в упругом, а бру-
ски А± и Д2— в пластическом состоянии. При этом попрежнему никаких
напряжений в системе не возникает.
Т[ етий этап начинается с перехода в упругое состояние более тол-
стых брусков и А2 (момент времени /2). Таким образом в этот момент
все три бруска уже перешли в упругое состояние, причем они имеют
различную температуру: толстые бруски (Дх и Д2) горячее, чем тонкий
(В), так как последний в течение второго периода успел охладиться до
Рис. 91. Диаграмма к теории усадочных напряжений.
температуры ниже 620°, а первые только что достигли этой темпера-
туры.
В дальнейшем отливка охлаждается как жесткая система, причем
размеры всех трех брусков изменяются по кривой С, начиная с точки Л/,
соответствующей моменту /2 полного отвердевания. Оканчивается тре-
тий период тогда, когда отливка примет температуру мастерской.
Если бы в момент /2 бруски разобщить, то в дальнейшем размеры
брусков Д, и Д2 изменялись бы по кривой NP параллельной кривой А,
а бруска В — по кривой NQ параллельной кривой В.
На самом деле в конце третьего периода бруски имеют одинаковую
длину соответствующую точке R на диаграмме. При этом более
толстые бруски Ах и А2 оказываются упруго растянутыми на величину/?/?,
а более тонкий брусок В—упруго сжатым на величину QR. Легко
видеть, что эти упругие деформации обратны по знаку пласти-
ческим дефзрмациям, возникшим на протяжении первых двух периодов.
15 А. П. Сок -ловский. 2051 225
Наличие упругих деформаций сопровождается Возникновением напряже-
н и й: растягивающих в толстых частях отливки и сжи-
мающих в тонких.
Схема на рис. 90, справа, поясняет сказанное. Для того чтобы две
короткие пружины (Дх и Д2) и одну длинную (В) поместить между двумя
параллельными плитами/ первые, очевидно, необходимо растянуть,
а вторую — сжать.
При этом при одинаковых значениях деформаций напряжения по-
лучатся тем выше, чем выше значение модуля упругости для данного
материала. Поэтому, при прочих равных условиях, внутренние
напряжения в стальныхотливках будут вдвое выше, чем
в чугунных.
Приведенные рассуждения достаточно разъясняют сущность явления
возникновения внутренних напряжений в отливках. Гейн дает также
методику расчета этих напряжений, позволяющую установить их при-
ближенные значения для ряда простейших случаев \
Литейные напряжения иногда получаются столь большими, что в
отливке возникают трещины. Однако чаще они не достигают таких
значений. В этих случаях напряжения сразу ничем не проявляются, но
с течением времени отливку „ведет", она изменяет свои форму и раз-
меры.
Характерной особенностью этого рода напряжений является именно
то, что, даже при отсутствии каких-либо внешних воздействий, они
постепенно, хотя и медленно, исчезают («успокаиваются"), причем де-
таль деформируется1 2 3.
Вопрос о внутренних напряжениях тесно связан с
вопросом о точности обработки. При этом необходимо учиты-
вать деформации, возникающие как в процессе обработки при после-
довательном снятии напряженных слоев металла, так и происходящие
уже после окончания обработки в процессе сборки и даже во время
последующей службы детали в изделии.
Внутренние напряжения заслуживают особенно большого внимания
при разработке технологии крупных точных деталей (рам, станин и т. п.).
При отливке таких деталей различные их части охлаждаются нерав-
номерно. Например, при заливке длинной станины токарного станка '
(направляющими вниз) нижняя поверхность (основание) этой станины,
находящаяся при формовке вверху, охлаждается быстрее, чем напра-
вляющие, расположенные внизу и имеющие к тому же более массивное
сечение. При охлаждении отливки сначала отвердевает основание ста-
нины, а затем направляющие. За время пока температура последних
достигнет точки отвердевания основание успеет охладиться до темпе-
ратуры, значительно более низкой. Таким образом в момент, когда
станина окончательно отвердевает, ее направляющие оказываются горя-
чее, чем основание. При охлаждении станины до температуры мастер-
ской направляющие укоротятся на большую величину, чем основание,
1 Более подробное изложение теории Гейна см. В. М. Шестопал и И. П.Его-
ренков, Отливки из чугуна, Машгиз, 1915.
3 Это явление аналогично явлению постепенной (часто в течение многих
лет) осадке фундаментов.
226
и вся станина после поворота ее в нормальное положение окажется
изогнутой, причем вогнутость дуги будет обращена кверху
Если бы падение температуры по высоте отливки в момент конца
отвердевания было равномерным, то, при охлаждении и связанных с
ним деформациях, в ней не возникало бы никаких внутренних напря-
жений. В действительности же ребра, соединяющие основание с напра-
вляющими, обычно имеют более тонкое сечение, чем упомянутые части
отливки, поэтому они отвердевают очень скоро, препятствуя свободному
сокращению отливки при охлаждении. В результате в ней возникают
растягивающие или сжимающие напряжения, меняющие степень кривизны
оси по сравнению с той, которая получилась бы при отсутствии влия-
ния этих ребер.
Таким образом из литейной-в механическую мастерскую отливка
приходит в напряженном состоянии. При снятии с ее поверхности части
металла в виде стружки внутренние напряжения перераспределяются, и
отливка меняет свою форму, получая заметные деформации. Каждая
дополнительная обработка может, строго говоря, повлечь за собой
деформации детали. Однако наибольшее влияние оказывают, конечно,
обдирочные проходы по верхней и нижней поверхностям. После снятия
литейной корки при черновом строгании сразу освобождается наиболь-
шая часть напряжений, и в дальнейшем отливку „ведет" уже значительно
меньше.
В силу сказанного совершенно необходимым требованием является
ослабление всех креплений отливки к столу после
обдирки и до чистовой обработки, с тем чтобы произвести ее
крепление для последней заново. Если же не принять этой меры пре-
досторожности, то отливка будет С1рогаться начисто в напряженном
состоянии, так как крепления не позволят ей принять после обдирки
форму, соответствующую новому распределению напряжений. По снятии
со станка отливка сразу же окажется покоробленной.
Применяя указанную предосторожность, можно устранить влияние
деформаций, возникающих сразу после обдирки. Значительно труднее
борьба с изменениями формы детали, происходящими в дальнейшем.
Практика показывает, что даже ободранная отливка не
остается неизменной с течением времени. Перераспределе-
ние внутренних сил не прекращается, и изменение формы' хотя и более
медленно, но продолжается еще долгое время. Как мы уже упоминали,
с этим явлением коробления отливок приходится очень
считаться при изготовлении крупных и в то же время
точных машин.
Прежде всего следует указать на настоятельную необходимость от-
деления черновых операций от чистовых при обработке крупных, легко
деформирующихся отливок. Если при обработке массивных поковок
часто отступают от этого правила и заканчивают обработку в
одну установку, то при строгании длинной станины такой метод не
1 Сравните ниже рис. 197, придавая модели соответственную форму, т. е.
сообщая ел некоторую выпуклость, можно получить отливку после коробления
достаточно прямой. Этот прием часто используется, например, при изготовлении
моделей для станин станков.
227
приводит к желаемым результатам, т. е. к достижению высокой точности.
Легко видеть, что обдирка, например, плоскости основания отразится
на форме направляющих, и обратно.
Замечено, что в некоторых случаях изменения формы детали про-
должаются в течение ряда месяцев и даже лет. Правда, интенсивность
деформаций с течением времени быстро ослабевает, но при требовании
высокой точности с ними все же приходится считаться. *
Наиболее обычным средством борьбы с влиянием внутренних напря-
жений является вылеживание деталей между обдиркой и чистовой
обработкой. Время, потребное для того, чтобы внутренние напряжения
успокоились, зависит от многих причин: от тщательности производства
литья, от формы отливки, характера обработки и т. д. В отдельных
случаях достаточно того промежутка времени, который нормально про-
леживают детали между операциями. Желательно удлинять это время
путем такого планирования технологического процесса, чтобы между
обдиркой и окончательной отделкой было размещено по возможности
больше второстепенных операций1.
При точной обработке тонких и длинных деталей (длинные станины
станков, разные линейки, клинья и т. д.) часто приходится удлинять
этот срэк. Обыкновенно и здесь ограничиваются вылеживанием в тече-
ние приблизительно 20 суток, но иногда приходится этот срок увели-
чить во много раз 2.
Однако на практике к увеличению сроков вылеживания отливок
прибегают крайне неохотно, так как это ведет к омертвлению оборот-
ных средств, к загромождению складов и к необходимости, по крайней
мере временного, увеличения выпуска литейных цехов. Практика пока-
зывает, чт > требуемое время вылеживания в большой степени зависит
от конструкции отливок и методов ведения литейного процесса (равно-
мерное охлаждение отливок и пр.). В благоприятных случаях даже кратко-
временное вылеживание оказывается достаточным, если же детали спроек-
тированы и отлиты неправильно, то даже нахождение их на дворе
в течение многих месяцев приносит мало пользы.
Вылеживание, как мы уже указали, обычно производится после
обдирки. Если оставить лежать неободранные отливки, то внутренние
напряжения в них хотя и успокаиваются, но крайне медленно.
Игнорирование внутренних напряжений приводит к неправильно
обработанным деталям, что в свою очередь удорожает сборку. Нужно
указать, что при изготовлении очень точных деталей вопрос об осво-
бождении от внутренних напряжений часто получает весьма важное зна-
чение, и достижение хороших результатов в этом отношении требует
большой опытности.
Поэтому вылеживание отливок следует считать вполне закономерной
технологической операцией, которую при разработке процесса необхо-
димо включать в план. Ей часто присваивается характерное название
естественное старение, в отличие от операций искусствен-
1 Сверление, нарезание резьбы, пригонка добавочных частей к станинам
и т. д.
2 В таких случаях ободранные отливки обычно вывозят из мастерской на
двор. Колебания температуры способствуют ускорению процесса. Такое выле-
живание на открытом воздухе иногда длится несколько месяцев и даже лет.
228
ного старения, также преследующих цель освобождения деталей от
внутренних напряжений, но при использовании других средств.
В настоящее время предложено несколько методов искусственного
старения.
Наиболее распространенным является старение путем термической
обработки.
При нагревании подвижность частиц металла увеличивается, он при-
обретает свойства некоторой пластичности, и деформации происходят
интенсивнее. Обычно температура, при которой производится такая обра-
ботка чугунных отливок, устанавливается в интервале 400—600°. Чем
выше эта температура, тем быстрее идет процесс, но тем заметнее умень-
шение твердости отливок после термической обработки. Большое значе-
ние имеют также время выдержки при высокой температуре и скорость
охлаждения отливки. Наивыгоднейший режим термической обработки
зависит от состава чугуна (содержание кремния и марганца), а также
от ряда других условий.
Согласно исследованиям Э. Д. Спивак (ЭНИМС)1 для станин токар-
ных станков из чугуна с содержанием кремния до 2°/0 наивыгоднейшая
температура равна 500°, а для отливок, содержащих кремния больше
2°/0, 450°. Нагрев должен в обоих случаях продолжаться 3—4 часа,
а выдержка в первом случае 4—6 час, а во втором — 8—12 час.
Охлаждение отливок должно вестись вместе с печью до 200° при ско-
рости охлаждения 20° в час.
Дальнейшее охлаждение может производиться на воздухе. Если некото-
рое понижение твердости отливок не имеет большого значения, то тем-
пературу можно поднять до 550° с выдержкой в течение 4 часов.
При обработке некоторых деталей, подвергающихся во время экспло-
атачии машины нагреву, применяют термическую обработку при более
высоких температурах (отжиг).
Другой метод—'механическое воздействие. В простейшем
виде оно осуществляется путем обкатки мелких отливок в барабанах.
Сотрясения способствуют успокоению внутренних напряжений. Для бо-
лее крупных отливок этот метод, очевидно, неприменим. На некоторых
заводах такие отливки, свободно подвешенные на кране, приводят в
сотрясение путем обстукивания молотками. Известны попытки конструи-
рования специальных устройств для встряхивания отливок.
Производились также опыты освобождения отливок от внутренних напря-
жений путем пропускания через них переменного электрического тока.
Напряжения в сварных деталях во многих случаях имеют
не меньшее влияние на точность, чем литейные напряжения. Известно,
что сварные корпуса приспособлений часто деформируются в течение
долгого времени, причем во многих случаях приспособления становятся
непригодными для пользования. Средством ослабления влияния внутрен-
них напряжений, кроме выбора рациональной конструкции и правиль-
ного ведения сварочного процесса, и здесь является термическая обра-
ботка.
Напряжения в поковках и в прокате могут вызываться их
неравномерным охлаждением в процессе горячей обработки металла
1 См. „Станки и инструмент* № 9, 1938.
229
давлением. Однако здесь приходится считаться и с влиянием ряда дру-
гих факторов (наклеп и т. п.).
Напряжения при термической обработке возникают
также вследствие разности температур в различных частях детали, при
нагревании или охлаждении последней. Механизм возникновения вну-
тренних напряжений этого рода можно проследить по схеме рис. 92 \
Материал можно считать отчасти пластическим при температурах
около 400° для углеродистой и 500° для специальных сталей, обусло-
вливающих возникновение явления ползучести. Ниже этих температур
сталь находится в упругом, а выше—-в пластическом состоянии.
Допустим, что стальной цилиндр прогрет равномерно до темпера-
туры, например, 700°. Поскольку при этой температуре сталь пластична,
то в материале детали внутренние напряжения полностью отсутствуют
(рис. 92, а). В процессе охлаждения температура наружных частей ци-
линдра падает быстрее, чем внутренних, и распределение температур по
диаметру получается таким, как показано на рис. Ь. Однако пока
температура нигде не достигла 500° напряжений в детали не возникает.
При охлаждении боковой поверхности цилиндра ниже 500° (рис. с) его
слои, начиная с наружных, постепенно переходят из пластического
состояния в упругое. Температура наружных слоев ниже, чем внутрен-
них, они стремятся сократить свой объем больше, чем внутренние, но
последние этому препятствуют. В результате наружные упругие слои
испытывают напряжения растяжения, а внутренние — сжатия.
При дальнейшем охлаждении разность температур повышается и на-
пряжения возрастают. Наконец наступает момент, когда боковая поверх-
ность цилиндра охладится (почти) до температуры наружного воздуха,
которую условно примем равной 0° (рис. d). Кривая распределения
напряжений при этом сохраняет прежний вид.
При дальнейшем охлаждении разность температур между наруж-
ными и внутренними слоями будет падать за счет охлаждения вну-
тренней части цилиндра, вследствие чего будут уменьшаться и напря-
жения.
При некотором значении температуры в центре цилиндра напряже-
ния становятся равными нулю (рис. е). В этот момент увеличение объема
средней части цилиндра как раз таково, чтобы компенсировать пласти-
ческое расширение наружных слоев, возникшее на первых этапах охла-
ждения.
Дальнейшее понижение температуры внутренних слоев вызывает и
дальнейшее уменьшение их объема. А так как упруго связанный с ними
наружный слой не охлаждается и, следовательно, свой объем не ме-
няет, то он этому сокращению объема внутренних слоев будет препят-
ствовать. В результате возникнут напряжения обратного знака по срав-
нению с существовавшими ранее. Наружные слои будут сжаты, а вну-
тренние — растянуты (рис. /).
При дальнейшем охлаждении детали характер распределения напря-
жений остается прежним, но их интенсивность все время возрастает.
Напряжения достигают наибольшего значения в момент, когда деталь
охладится окончательно (рис. g).
* Проф. И. А. Одинг, Прочность металлов.
230
Величина напряжений в охлажденной детали (рис. g) зависит от на-
пряженного состояния в начальной фазе процесса (рис. Ь). Поэтому
средством борьбы с внутренними напряжениями при термообработке
является выравнивание температур 4 и tH в момент, когда наружные
слои приобретают упругие свойства (/н = 450 — 500°).
Деталь, в которой вследствие недостаточно медленного охлаждения
возникли внутренние напряжения, может быть от них освобождена,
если ее вновь нагреть до температуры, обусловливающей пластическое
состояние, т. е. свыше 400—500°, и затем медленно охладить. Такой
отпуск для снятия напряжений требует очень медленного нагрева, так
как, как видно из рис. 92, /г, нагрев наружного слоя увеличивает на-
пряжения. Из всего вышесказанного
становится ясной связь между вну-
тренними напряжениями и режимом
термической обработки.
В целях ослабления влияния вну-
тренних напряжений и здесь часто
вводится операция старения.
Вопросы старения имеют боль-
шое значение в инструментальном
деле при изготовлении точных кали-
бров, которые не должны менять
своих форм и размеров во время
службы. Здесь обычно термическая
обработка закаленной стали произ-
водится при невысокой температуре
(120—150°) х.
Мы рассмотрели ряд процессов
горячей обработки, в которых при-
ходится встречаться с возникновением
внутренних напряжений. Во всех
этих случаях происхождение внутрен-
них напряжений объясняется ллбо разницей температур в различных
местах детали в момент перехода материала из пластического состояния
в упругое, либо структурными изменениями в металле. С внутренними
напряжениями приходится встречаться и в условиях холодной обработки
металлов.
Напряжения при холодной правке деталей возникают
при следующих обстоятельствах. Допустим, что прокатная заготовка
подвергается правке на прессе. Для этого ее кладут на две опоры вы-
пуклой стороной кверху и давят между опорами (рис. 93, а) 1 2 3.
Заметим, что до тех пор, пока напряжение ни в одной точке не
превзойдет предела упругости, никакого остаточного изменения формы
не произойдет, и заготовка после снятия нагрузки возвратится к пер-
воначальной форме. При увеличении давления пресса, напряжения в верх-
1 О старении стали для калибров см. Д. П. Чехмотаев, Технология
контрольно-измерительного инструмента и измерительных приборов, ОНТИ,
1938.
3 См, Одинг, Прочность металлов.
232
них и нижних волокнах превзойдет предел упругости, причем их рас-
пределение по сечению будет таким, как показано на рис. Ь. Верхние
волокна в слое толщиной ht находятся в состоянии пластического
сжатия, а нижние (слой Л2) — пластичес ого растяжения. В средней
части сечения (в слое высотой /г0) существуют лишь упругие напря-
жения.
Если деталь разгрузить, то она уже не вернется в свое первона-
чальное состояние. Этому будут препятствовать слои (h1 и Л2) ме-
талла, в которых напряжения превзошли предел упругости. Обратная
деформация будет упругой, и соответствующее напряженное состояние
изображается диаграммой по рис. с. Как видно, в слое высотой hQ со-
храняются напряжения прежнего знака, причем такие же напряжения
существуют и в прилегающих участках зон и h2. Однако значения
этих напряжений получатся меньшими, чем раньше. Вверху и внизу
возникают напряжения обратные по знаку тем, о которых мы говорили.
Они образуют пару сил, уравновешивающую оставшиеся в заготовке
напряжения прежних знаков. В результате заготовка находится в напря-
женном состоянии, хотя на нее не действуют никакие внешние нагрузки.
Таким образом в свободной от напряжений заготовке в результате
холодной правки неизбежно возникают внутренние
напряжения.
Заметим, что все сказанное относится лишь к правке в холодном
состоянии. Горячая правка является обычной кузнечной операцией
и производится над нагретым металлом, находящимся в пластическом
состоянии. Она может не сопровождаться возникновением никаких вну-
тренних напряжений.
Холодная правка используется в цехах очень широко; таким обра-
зом правятся не только заготовки, но и окончательно обработанные
детали. Однако указанное свойство этой операции — приводить заго-
товку или деталь в напряженное состояние — заставляет во многих слу-
чаях избегать этой операции.
В процессе обработки наружный слой заготовки, получивший оста-
точные деформации, может быть полностью удален, и тогда деталь
сразу же возвратится в первоначальное состояние, т. е. получит искри-
вление. Нагрев, сотрясения, даже простое вылеживание, могут повлечь
за собою те же последствия.
Заметим, однако, что возражения против применения холодной правки,
основанные на вышеприведенных соображениях, кажутся убедительными
лишь в тех случаях, когда имеется уверенность, что заготовка посту-
пает в цех свободной от внутренних напряжений.
На самом деле прокатные заготовки часто доставляются в цех по-
гнутыми, причем эти искривления могли появиться в результате неосто-
рожного обращения при перевозке и т. п. Такие заготовки находятся
в напряженном состоянии уже до правки, и может оказаться, что в ре-
зультате правки они даже освободятся полностью или частично от имею-
щихся в них напряжений. Таки « образом процесс холодной правки мо-
жет привести как к усилению, так и к ослаблению напряженного со-
стояния материала. Поэтому очень трудно сказать, каковы будут по-
следствия правки при дальнейшей обработке детали. Учитывая же неиз-
бежность деформаций длинных тонких заготовок, равно как и изгото-
233
вляемых из них деталей (валов и т. п.), в процессе обработки прихо-
дится признать операцию холодной правки вполне законной во многих
случаях практики.
Напряжения, возникающие при обработке давле-
нием в холодном состоянии (при холодной прокатке, волочении,
вальцовке и развальцовке, калибровке отверстий прошивками и шари-
ками и т. и.), имеют следствием сообщение поверхности наклепа, а также
появление в металле внутренних напряжений в поверхностных слоях.
Снятие напряженного слоя влечет за собой перераспределение напря-
жений, что может привести к искривлению прутков, планок и т. п ,
Рис. 94. Действие внутренних напряжений при
снятии слоя металла.
короблению дисков и к воз-
никновению других деформа-
ций. Например, при проре-
зании длинной шпоночной
канавки в вале, изготовлен-
ном из холоднотянутого или
холоднокатаного материала,
искривление оси получится
почти неизбежно, и вал при-
дется править.
Напряжения, явля-
ющиеся следствием
обработки резанием,
имеют характер родственный
только что рассмотренным.
В этих случаях поверхность
также получает наклеп.
При последующей обра-
ботке эти напряжения могут
освобождаться, причем де-
таль деформируется Ч
Приведенный обзор пока-
зывает, что причины возник-
новения внутренних напря-
жений весьма разнообразны.
Также и интенсивность на-
пряженного состояния в различных случаях оказывается различной. По-
этому определение значений внутренних напряжений и вызываемых ими
деформаций в настоящее время вряд ли может быть произведено с до-
статочной надежностью. Однако можно привести соображения, позво-
ляющие в некоторых случаях оценить влияние внутренних напряжений
хотя бы в первом приближении.
Стачивание равномерно напряженного слоя с цилиндрической заго-
товки вызывает, вообще говоря, изменение диаметра и длины заго-
товки, причем ось ее может оставаться прямой 1 2. Заметим, что на этом
основан метод определения внутренних напряжений, предложенный Зак-
1 О явлениях, происходящих в поверхностном слое металла, см. ниже § 5.
2 С таким случаем мы встречаемся, например, при чистовой обточке ранее
грубо ободранной детали.
234
сом. Изменение диаметра указывает на наличие главным образом каса-
тельных напряжений, а длины — продольных.
Снятие металла с одной стороны или хотя бы и с двух противо-
положных, но при несимметричном распределении напряжений, может
вызвать деформации изгиба. Допустим, что слой толщины й, малой по
сравнению с толщиной полки отливки, содержит внутренние (например
сжимающие) напряжения а, равномерно распределенные по сечению этого
слоя (рис. 94, а). Влияние этого напряженного слоя можно уподобить
действию затяжки направленному вдоль балки (рис. й), которое равно-
сильно влиянию момента M = B^-hv:
Удаляя в процессе обработки напряженный слой металла мы как бы
разрезаем затяжку (рис. 94, с), вследствие чего момент М исчезает и
балка получает прогиб, обратный прогибу, вызываемому действием
этого момента, равный
. Л4£2 в.£2
8EJ
где J* —момент инерции сечения балки;
W — момент сопротивления балки;
J=
Для балки прямоугольного сечения 1Г=В-^-и тогда
Из последней формулы видно, что при заданных h и <у стрела про-
гиба резко возрастает с увеличением длины балки и уменьшается с уве-
личением ее высоты. Чувствительность детали к действию внутренних
напряжений растет с увеличением UH.
Например, чугунная балка, имеющая размеры £=4000 мм, Н=400мм
при снятии с нее слоя металла толщиной 5 мм, в котором имеются
напряжения а =10 кг/мм2, при модуле упругости Е — 104 получает
прогиб
3 5-10 / 4000 у n qq
4 10* \ 400 ) “0,38 ММ‘
Рассмотрением влияния внутренних напряжений мы заканчиваем об-
зор большей части факторов, влияющих на точность обработки при
работе в одну установку. Остается рассмотреть вопросы, связанные
с установкой инструмента на стружку, с настройкой
станка и с промерами. С этими вопросами мы познакомимся в
следующей главе.
* Ввиду малости h можно принимать, что J и Н при снятии слоя металла
не изменяются.
235
5. КАЧЕСТВО ПОВЕРХНОСТИ
А. Значение вопроса о качестве поверхности
До сих пор мы говорили о чистоте поверхности как об одной из
характеристик точности Ч Однако тот же вопрос можно рассматривать
и с более общей точки зрения, если его связать с вопросом о качестве
поверхностного слоя 1 2.
„Качество поверхности" определяется:
1) физико механическими свойствами поверхностного слоя металла;
2) „чистотой поверхности?, т. е. степенью ее гладкости.
Качество поверхностного слоя, в основном, зависит от влияния дру-
гих факторов, чем точность формы, размеров и расположения поверх-
ностей. Оно связано с непосредственным действием режущей кромки
инструмента и в большой степени определяется выбранными методом
обработки и режимом резания. Поэтому в этом вопросе имеется особая
специфика, заставляющая рассматривать его отдельно от других вопросов,
связанных с точностью обработки.
Вопрос о качестве поверхности начал привлекать к себе внимание
сравнительно недавно. Повышение быстроходности машин и удельных
нагрузок, положенных в основу их расчета, заставило предъявить стро-
гие требования к качеству поверхности. В этом отношении особенно
большую роль сыграло развитие авиации. Срок службы мотора самолета
зависит от качества поверхностей его деталей. Повышая это качество
можно увеличить долговечность и одновременно повысить надежность
работы двигателя.
Качество поверхности влияет на многие эксплоатационные характе-
ристики изделий.
1. Трение и износ трущихся поверхностей. Слой смазки,
вводимый между трущимися поверхностями, может удерживаться лишь
до тех пор, пока удельное давление не превзойдет некоторого опреде-
ленного значения, зависящего от рода смазки, температуры и ряда дру-
гих факторов. При шероховатых трущихся поверхностях соприкоснове-
ние между ними происходит в отдельных точках, соответствующих вы-
ступающим неровностям. В этих точках смазка выдавливается и создаются
условия для возникновения сухого трения.
При работе подшипников, в которых должно обеспечиваться
жидкостное трение, достижение высокой чистоты поверхности является
1 См. выше § 1А.
2 Вопрос о качестве поверхности можно рассматривать и как самостоятель-
ную комплексную проблему, охватывающую вопросы эксплоатации, метроло-
гии и технологии. В этой книге мы даем краткое изложение этой темы. Подроб-
нее смотрите:
1. Шлезингер, Качество поверхности, Машгиз, 1947.
2. Шмальц, Качество поверхности, 1941.
3. Дьяченко, Критерии оценки микрогеометрии, Изд. АН СССР, 1942.
4. Дьяченко, Зависимость условий резания от микрогеометрии и влия-
ние последней на износ, Отчет ИМ АН СССР за 1944 г.
5. „Обоснование проекта стандарта для оценки чистоты поверхности"
Дьяченко, под редакцией профессоров Каширина и Сате ль. Комиссия по ка-
честву поверхности при Институте машиноведение АН СССР, 1944 Г»
6. S w i g е г t, The Story of superfinish, 1940.
236
весьма существенным, так как только при гладких поверхностях со-
храняется непрерывность масляной пленки. Это обстоятельство получает
особое значение для подшипников современных быстроходных и точных
машин, в которых нельзя допустить больших зазоров, и жидкостное
трение должно быть обеспечено при весьма тонких масляных пленках.
Улучшение условий смазки имеет весьма большое влияние на умень-
шение износа. Однако повышение чистоты поверхности влияет на износ
поверхности от
Рис. 95. Зависимость износа
времени.
еще и в другом направлении.
Зависимость износа от времени работы показана на рис. 95. Уча-
сток О А соответствует „начальному (первичному) износу". Как видно,
здесь процесс износа протекает быстро, причем с поверхности удаля-
ются наиболее выступающие неровности. Время 7\ соответствует пе-
риоду „приработки" поверхности.
Далее процесс износа протекает значительно медленнее (участок
кривой АВ) и период времени Г2 равняется сроку службы детали после
окончания приработки.
Вид кривой и значения
и Л различны для по-
верхностей различного каче-
ства, а также для различ-
ных трущихся металлов и
условий эксплоатации. В не-
которых случаях наблю-
дается резкое увеличение
износа в конце периода Т2
(пунктир на рис. 95) и тогда
срок службы детали оказы-
вается строго ограниченным. Однако часто конец этого (
ляется другими соображениями, например увеличением :
допустимого. То же можно сказать о моменте перехода
срока опреде-
зазора свыше
i „начального
износа" в нормальный; такой переход часто происходит постепенно.
При трущихся поверхностях, обработанных обычными методами, ве-
личина начального износа весьма велика; во многих случаях в течениё
времени 7\ деталь изнашивается больше, чем в течение всего дальней-
шего срока службы *.
Для возможности пуска машины в ход между трущимися поверхно-
стями с самого начала должны существовать некоторые минимальные
зазоры. Эти зазоры быстро (в период начального износа) увеличиваются
и при плохой чистоте трушихся поверхностей к моменту окончания
приработки возрастают почти до своих предельных максимальных зна-
чений; запас на износ в течение срока службы машины остается весьма
небольшим, что обусловливает сокращение этого срока.
Повышая качество поверхностей можно резко увеличить долговеч-
ность машины. Прогресс машиностроения сказывается и в этом отно-
шении. В течение последних десятилетий замечается непрерывное стре-
мление повысить качество отделки поверхностей.
1 По данным проф. Аббота, в течение половины времени полного износа
(„времени полуизноса*) с поверхности удаляется слой равный 0,63—0,75
первоначальной высоты неровностей (//макс) и, следовательно, остается только
0,37 —0,25 от этой высоты.
237
Рис. 96 1 иллюстрирует сказанное. Увеличение долговечности автомо-
билей, в числе прочих факторов (конструктивных и технологических),
в большой степени обусловлено повышением качества отделки трущихся
поверхностей.
Рис. 96. Возрастание срока службы автомобилей
за 30 лет.
Другой пример — удлинение срока службы калибров при улучшении
чистоты мерительных поверхностей. Как показывают многие наблюде-
ния этот фактор часто является основным.
Рис. 97. Неопределенность значения диаметра при из-
мерении шероховатой поверхности.
2. Качество неподвижных посадок. При измерении ше-
роховатой поверхности самое понятие „размер" становится неопреде-
ленным. Значение диаметра получаемое при обмере детали (рис. 97) 2,
соответствует измерению по вершинам неровностей.
1 Swigert .The Story of superfinish," Lynn Publishing Company, Detroit.
2 Рис. 97,10h 103, 104,105, 107 и 108, а также некоторые цифры заимствованы
из пояснительной записки к проекту ГОСТ .Обоснование проекта стандарта",
составленной канд. техн, наук П. Е. Дьяченко под ред. профессоров
А. И. Каширина и Э. А. Сатель, 1944.
238
При запрессовке вала в отверстие неровности на его поверхности,
а также на поверхности отверстия частично сминаются и действитель-
ный диаметр, определяющий усилие запрессовки, оказывается равным
некоторой другой величине D меньшей измеренного диаметра £)р но
большей диаметра £>2, измеренного по дну впадин. Усилие запрессовки
получится меньшим, чем в том случае, когда вал имеет совершенно
гладкую поверхность диаметра £>х.
Точное определение значения D при помощи расчета невозможно
хотя бы потом/, что обычно неизвестен профиль неравностей1. Таким
образом шероховатость поверхности затрудняет расчет натягов.
Кроме того, известно, что при повторных запрессовках и распрес-
совках соединение ослабевает, так как неровности сглаживаются и дей-
ствительный натяг уменьшается 2.
Все вышесказанное делает понятной связь между качеством непо-
движных посадок и чистотой поверхности.
3. Прочность деталей3. Прочность деталей зависит от качества
поверхности. При этом играют роль не только посадочные, но также
и свободные поверхности.
Разрушение детали, в особенности при переменных нагрузках,
в большой степени обусловливается концентрацией напряжений, явля-
ющейся следствием наличия неровностей на поверхности. Чем чище
обработана поверхность, тем меньше возможность возникновения поверх-
ностных трещин, вызванных усталостью металла и обусловливающих
начало разрушения детали. Чистая отделка (полировка, суперфиниши-
рование ит. п. ) поверхности обеспечивает значительное повышение
предела усталости.
Новейшие исследования показывают, что обработка давлением в хо-
лодном состоянии (вальцовка, развальцовка, редуцирование, отделка вы-
глаживающими прошивками и т. п.) при правильном ведении процесса
может в значительной степени повысить предел усталости. Это объ-
ясняется не только сглаживанием неровностей, но также созданием на-
клепа, в результате которого в поверхностных слоях возникают сжима-
ющие напряжения, препятствующие раскрытию образующихся усталост-
ных поверхностных трещин 4.
4 Сопротивление коррозии. Защитные покрытия, предо-
храняющие поверхности от коррозии (окраска, никелирование и т. п.),
не могут быть использованы во всех случаях, например на трущихся
поверхностях (поверхности цилиндров двигателей и т. д.). В таких слу-
чаях мощным средством повышения антикоррозийной стойкости является
улучшение качества поверхности.
Коррозия вызывается атмосферными влияниями, а также действием
различных газов и жидкостей.
1 Часто принимаемое значение D — 2~ ~ —^макс, где^макс~
наибольшая высота неровностей — условно.
2 Сравните главу III, § 2Б.
3 См. также акад. Серенсен, Тетельбаум и Пригоровский,
Динамическая прочность в машиностроении, глава IX, § 3, Машгиз, 1945.
4 Необходимо, однако, указать, что вопрос о положительном влиянии на-
клепа на усталостную прочность еще нельзя считать вполне освещенным. Чрез-
мерный наклеп приводит к разрушению поверхностного слоя.
239
Корродирующие вещества осаждаются в углублениях неровностей
(рис. 98), причем их действие распространяется в направлениях, ука-
занных на рисунке стрелками. В результате такого подрывающего дей-
ствия коррозии выступающие части неровностей отпадают и образуются
новые выступы и впадины, после чего процесс продолжается таким же
образом далее.
Если коррозия сопровождается истирани м, то отламывание подрытых
коррозией выступов происходит быстрее и процесс разрушения проте-
кает интенсивнее.
При высокой чистоте поверхности рассмотренный процесс^ разви-
вается медленнее, чем при наличии глубоких впадин, которые являются
очагами разрушения. Кроме высоты неровностей, большое значение по-
лучает их профиль. Чем больше радиус закругления дна впадин, тем
выше сопротивляемость поверхности коррозии.
Рис. 98. Проникновение коррозии в глубь металла.
5. Различные эксплоатационные требования и эстети-
ческие соображения. При назначении требуемой чистоты поверх-
ности, кроме рассмотренных, необходимо считаться с ряд м других
условий, каждое из которых в данном частном случае может оказаться
доминирующим. К таким условиям относятся: требование плотности
соединений против проникновения жидкостей и газов, при отсутствии
прокладок, соображения, связанные с теплопроводностью и т. д.
Свободные поверхности машин часто отделываются весьма тщательно
для облегчения содержания их в чистоте, т. к. при обтирке шерохова-
тых поверхностей к ним пристают волокна обтирочных материалов.
Наконец, не последнее место занимают эстетические соображения.
Точный дорогостоящий механизм, прибор или инструмент должен иметь
привлекательный внешний вид. Хорошая отделка всех его поверхностей
невозьно побуждает к более бережному с ним обращению.
Б. Микрогеометрия поверхности и ее определение
Мы Говорили о чистоте поверхности как о соответствии действитель-
ной поверхности идеально гладкой, имеющей те же форму и размеры.
В таком определении имеется некоторая. условность, так как одни
и те же отклонения от заданной идеальной поверхности можно считать
либо погрешностями формы, либо шероховатостью.
Мы будем считать погрешностями, формы такие отступления от за-
данной идеальной поверхности, которые поддаются оценке путем про-
240
верки некоторых размеров или соотношений (овальность, волнистость
и т. д.). Эти погрешности характеризуют м а кро ге о м етр ию поверх-
ности. Для установления макрогеометрии обычно оказывается необхо-
димым обследовать всю рассматриваемую поверхность.
Шероховатость, или микрогеометрия, поверхности характери-
зуется наличием на ней сравнительно небольших неровностей, не под-
дающихся измерению обычными методами, расположенных в некоторой
определенной последовательности таким образом, что обследование срав-
нительно небольшого участка поверхности, полученной в одинаковых
условиях, хотя бы приближенно характеризует ее на всем протяжении.
Грубая и неродная
Чистая и неровная
Грубая и ровная
Чистая и ровная
Рис. 99. Макро- и микрогеометрия поверхности.
Наиболее четкое различие между макрогеометрией и микрогеоме-
трией можно провести, основываясь на анализе причин, вызывающих по-
явление тех и других неправильностей. Макрогеометрические неровно-
сти возникают вследствие влияния всех рассмотренных выше факторов,
определяющих точность обработки. Микрогеометрия же, как мы увидим,
зависит от действия других факторов, непосредственно сопровождаю-
щих процесс резания.
Рис 99 наглядно иллюстрирует различие между понятиями „макро"-
„микрогеометрия поверхности"1.
В отличие от макрогеометрии микрогеометрию нельзя охарактеризо-
вать разменами. Профилограммы, снятые при помощи специальных при-
1 В некоторых случаях микрогеометрию определяют как „геометрию малых
участков поверхности". По Шмальцу, размер участка условно принимается рав-
ным квадрату со стороной в 1 мм.
16 А. Ц. Соколовский. 2051. г 341
боров (профилографов), дающих профиль неровностей в сильно увели-
ченном масштабе, показывают, что, как правило, микрогеометрические
неровности имеют неправильную форму \ Поэтому обычно ограничиваются
указанием некоторых „критериев" (характеристик) чистоты поверхности,
которые, однако, дают о ее профиле лишь условное представление.
Чаще других пользуются следующими критериями.
1. М а кс им а л ь н а я высота неровностей (/^Макс). Прини-
маются во внимание лишь неровности, характерные для рассматриваемого
участка поверхности, повторяющиеся на всем его протяжении. Случай-
ные, единичные погрешности во внимание не принимаются.
2. Среднее квадратическое отклонение от средней
линии профиля (НСк)- Среднее квадратическое отклонение неровно-
стей поверхности—это корень квадратный из среднего значения квадрата
Рис. 100. Определение среднего квадратического отклонения
неровностей.
расстояний точек профиля до его средней линии. Средняя линия про-
филя неровностей делит профиль таким образом, что площади по
обеим сторонам от этой линии до профиля равны между собой. Рис. 100
иллюстрирует способ определения /7СК
А + ^2 + • • . = + Ф2 +...;
или приближенно
3. Среднее арифметическое отклонение от средней
л инии профиля (Нса)
нса = 4- {has,
О Л
о
1 См. выше рис. 58.
242
или приближенно
Л/са — — + й2 ч-... + Ая),
где через А2,...Ая обозначены абсолютные значения отклонений
Рис. 101. Различные критерии чистоты поверхности.
4. Средняя высота н е р о в но с те й, о тс ч и тыв а е м а я от
основания профиля (НСр ), т. е. возвышение средней линии про-
филя над дном впадин (рис. 101).
Рис. 102. Профили, имеющие различный коэфициент полноты.
5. Коэфициент полноты (заполнения) профиля, рав-
ный отношению средней высоты неровностей к их максимальной высоте
X — •
//макс
Первые три критерия характеризуют чистоту поверхности некоторой
условной высотой неровностей. Однако, очевидно, что эксплоатацион-
ные свойства поверхности, прежде всего износ и усилия при запрессовке,
не определяются только этими характеристиками.
На рис. 102 приведены три профиля поверхности, имеющие одина-
ковую (максимальную) высоту неровностей. Ясно, что профиль b менее
*
243
устойчив, а профиль с более устойчив против износа, чем профиль а.
Обращаясь к значениям Нср и коэфициентов полноты1 сразу же замечаем,
что для случая b эти значения меньше, а для случая с больше, чем для
профиля а. Следовательно, значения коэфициента полноты до некоторой
степени связаны с эксплоатационными характеристиками профиля, причем
величина X дает представление о форме профиля независимо от абсо-
лютной величины неровностей.
Следует, однако, заметить, что определение этого коэфициента (а также
величины Нср) возможно только при наличии профилограммы. Учиты-
вая, что для обычно встречаемых в практике профилей он получает довольно
близкие значения (X = 0,4—0,8, в среднем для чистовых операций
X = 0,6),* * в большинстве случаев ограничиваются оценкой чистоты по-
верхности по одному из критериев: Ймакс, Нск или /Уса, тем более, что
знание коэфициента полноты все же не вполне устраняет неопределен-
ность в оценке качества данного профиля.
Каждый из трех критериев профиля (//маКс> #ск, #са) имеет свои
характерные особенности.
Максимальная высота неровностей (//Макс) оценивается глазом и имеет
прямой физический смысл. Эта величина, как мы покажем ниже, непо-
средственно связана со значениями припусков на обработку.
Среднее квадратическое отклонение (//ск) определяется при помощи
профилометра Аббота, удобного прибора, дающего возможность быстрого
отсчета. Эта характеристика имеет еще то преимущество перед HMSLKCt что
она является значительно более определенной. Неровности имеют раз-
личную высоту и выбрать из них „характерные* иногда оказывается
затруднительным. Столь же затруднительно оценить, какие „случайные*
неровности следует отбросить.
При определении НСк учитываются все неровности, но, очевидно,
отдельные случайные пики окажут на значение среднего квадратического
отклонения лишь весьма небольшое влияние.
Величина среднего арифметического отклонения от средней линии Нса
близка по численному значению к Нск — этим критерием иногда пользуются
(в Англии), считая его более наглядным, чем Нск**.
При выборе критерия чистоты поверхности необходимо считаться
с удобством его определения. В настоящее время предложено весьма
много различных методов для определения высоты неровностей, при-
чем эти методы основаны на различных принципах.
Не останавливаясь на описании различных приборов, служащих для
этой цели, перечислим лишь некоторые из них с указанием области
их применения^
1. Двойной микроскоп акад. Линника —оптический прибор,
действие которого основано на использовании „метода светового сечения*.
1 Очевидно, что коэфициент полноты равен отношению суммы заштрихован-
ных площадок к произведению из длины поверхности на /Умакс.
* См. Шлезингер, Качество поверхности, стр. 161.
** Для нас кригерей Нса приобретает интерес в связи с изданием на русском
языке труда проф. Шлезингера „Качество поверхности", в котором содержится
обширный цифровой материал, относящийся к качеству поверхностей различных
деталей, причем большинство оценок дано по критерию /7са (обозначенному
в переводе Лер).
244
Прибор прост и удобен в эксплоатации. Его основным недостатком
является то, что в поле зрения микроскопа помещается лишь весьма
малый участок исследуемой поверхности (0,3—1,0 мм), вследствие
чего для получения надежных результатов необходимо брать не менее
10 замеров в различных точках поверхности.
При помощи двойного микроскопа определяют максимальную высоту
гребешков (//Макс); надежные отсчеты получаются для поверхностей с шеро-
ховатостью //макс > 4|Х.
2. Микроинте.рферометр акад. Линника — также оптиче-
ской прибор, в котором использован метод измерения при помощи наблю-
дения явления интерференции света. Микроинтерферометр служит для
исследования наиболее чистых поверхностей. Применяя головку с большим
увеличением, можно оценивать неровности с максимальной высотой
от 0 до 1и.
Существует и более грубая модель, предназначенная для измерения
неровностей от 1—8р..
Недостатком прибора, как и предыдущего, является длительность
измерения. Здесь также приходится брать несколько отсчетов в различ-
ных местах поверхности.
3. Профилометр Аббота—американский прибор, основанный
на измерении шероховатости поверхности путем ее ощупывания при
помощи алмазной иглы. Он пригоден для измерений как в лабораторной,
так и (при соблюдении некоторых предосторожностей) в цеховой обста-
новке.
Точность показаний прибора в значительной степени зависи от
величины радиуса закругления иглы. В приборах Аббота применяются
алмазные иглы с г— 12,5р. (0,0005"). При неровностях, шаг которых
значительно превышает высоту, как это обычно и бывает, при таком
радиусе закругления можно оценить чистоту поверхности даже при
весьма малой шероховатости, и прибором Аббота пользуются при иссле-
довании всяких поверхностей, начиная с самых чистых и кончая грубыми.
Однако из опасения повреждения иглы при помощи профилометра реко-
мендуется измерять только такие поверхности, у которых //ск<20р.
(//макс<С^^Р')*
Опыт работы с профилометром Аббота показывает, что этот прибор
дает достаточно устойчивые и сравнимые показания. Крупным преиму-
ществом прибора Аббота является быстрота, с которой можно произво-
дить отсчеты, так как, проводя трейсер (часть прибора, несущая иглу)
вдоль поверхности даже один раз, можно исследовать состояние поверх-
ности на значительной длине. При этом среднее квадратическое отклоне-
ние (Нск) получается непосредственно в микродюймах1. Микродюйм
приблизительно равен 0,025р. (1/40р).
4. Профилографы разных типов применяются в тех случаях,
когда желательно не только получить значения высоты неровностей,
но также и вычертить (в сильно увеличенном масштабе) профиль поверх-
ности. Имея этот профиль, можно определить значения Нск,
коэфициент полноты и т. д.
1 Микродюйм (миллионная доля дюйма) — единица измерения высоты неров-
ностей, принятая в Америке.
245
Прибор Аббота, при внесении некоторых изменений в электрическую
схему, может быть использован как профилограф; профилограмма запи-
сывается при помощи осциллографа. При этом в целях получения более
точных результатов иногда применяют алмазные иглы с малым радиусом
закругления до г=1,2р. (0,00005").
Проще по схеме оптико-механические профилографы. У нас нашли
применение оптико-механические профилографы Аммона и Левина.
В. Классификация поверхностей по чистоте обработки
До недавнего времени чистота обработки обычно обозначалась на
чертежах одним, двумя или тремя треугольниками. Однако такой метод
обозначения уже давно призназался неудовлетворительным главным
образом по двум причинам:
1. Три градации чистоты поверхности совершенно недостаточны для
обозначения качества весьма разнообразных поверхностей, встречающихся
в современном машиностроении.
2. Отнесение каждой данной поверхности к первой, второй или третьей
группе основано на глазомерной оценке и поэтому лишено какой-либо
объективности.
Первый недостаток стремились устранить вводя дополнительные сим-
волы1 или добавляя к обозначению треугольниками еще цифровые ин-
дексы2.
Второй недостаток оказался существеннее. Наметились два основных
пути его устранения. Первый путь — создание эталонов чистоты
поверхности, т. е. образцов, с которыми можно сравнивать поверх-
ности обработанных деталей. Такое сравнение чаще всего производится
невооруженным глазом, но иногда для этой цели используют микроскоп.
Наиболее удобно сравнивать обработанную поверхность с эталоном, поме-
щая их рядом и рассматривая в специальный микроскоп (например двой-
ной микроскоп Буша), в котором оба изображения видны одновременно.
Применение эталонов значительно повышает надежность оценки
чистоты поверхности, но все же влияния личного элемента полностью
не устраняет.
Поэтому уже в течение ряда лет делаются попытки использования
другого пути: введения численной оценки чистоты поверхности. При
этом можно поступать двояко.
1. Снимать профилограммы и оценивать их с точки зрения требований,
предъявляемых к данной поверхности. Этот метод должен дать наиболее
надежные результаты, но он имеет тот основной недостаток, что, при
современном состоянии измерительной техники, снятие, обработка и
оценка профилограмм требует затраты столь большого количества вре-
мени, что метод можно применять только в лабораторных условиях.
2. Оценивать чистоту поверхности суммарно на основании некоторых
установленных критериев. Из таких критериев чаще всего используются
два: наибольшая высота неровностей (Нмакс) и среднее квадратическое
отклонение (Нск).
1 Обозначение наиболее чистых поверхностей четырьмя треугольниками
или ромбами (ОСТ 7510— 9).
2 По этому методу бо1ли построены некоторые заводские стандарты.
246
Первый по времени стандарт чистоты поверхности, основанный на
количественной оценке высоты неровностей, был предложен Шмальцем
в 1936 году. Классификация Шмальца (и германский проект стандарта)
принимают в качестве критерия 7/макс.
Американский стандарт основывается на критерии /7СК, причем в
основном предполагается пользование прибором Аббота.
В СССР новый стандарт чистоты поверхности введен с 1 января
1946 года (ГОСТ 2789—45).
В качестве критерия, как и в американском стандарте, принято сред-
нее квадратическое отклонение профиля неровностей от их средней
линии (Нск) Ч
Чистота поверхности классифицируется по группам, классам и раз-
рядам согласно шкалам таблиц стандарта.
Назначение чистоты поверхностей производится по шкале групп или
классов чистоты. Шкала разрядов чистоты применяется при необходи-
мости в особой диференциации чистоты.
На чертежах для указания чистоты поверхностей следует пользоваться
обозначениями таблиц. Разрешается заменять знаки при треугольниках
наибольшим значением Нск соответственного интервала.
Повервности черные, но ровные обозначаются знаком се.
Поверхности, обработанные со значением Нск больше 100 микронов,
обозначаются (если это необходимо) знаком V.
Приводим таблицу (7) классификации чистоты поверхно-
стей по среднему квадратическому отклонению (77ск) не-
ровностей в соответствии с ГОСТ 2789—45 2.
Таблица 7
Классификация по группам и классам чистоты
(по ГОСТ 2789-45)
№ Гру1 1ПЫ чистоты Классы чистоты
наименова- ние поверх- ностей обозна- чения микроны № обозна- чения Нск микроны
I Грубые V 100 до 12,5 1 1 1 2 1 3 V1 v2 v3 100 до 50 50 я 25 25 . 12,5
II Получистые V V 12,5 до 1,6 4 5 6 V v4 V v5 V v6 12,5 до 6,3 6,3 „ 3,2 3,2 „ 1,6
III Чистые VV V 1,6 до 0,2 7 8 9 V V v7 v w8 vvv9 1,6 до 0,8 0,8 „ 0,4 0,4 „ 0,2
IV Весьма чи- стые VV V V 0,2 до 0 10 11 12 13 14 vvvvlO vvvvll VVVV12 VVVV13 V V V V 14 .0,2 до 0,1 0,1 „ 0,05 0,05 „ 0,025 0,02 ) „ 0,012 0,012 я 0,000
1 См. рис. 100.
2 Классификацию по разрядам чистотьГне приводим. См. ГОСТ.
247
Введение нового ГОСТа является крупным шагом вперед в деле
упорядочения важного вопроса о стандартизации чистоты поверхности.
Однако считать этот вопрос полностью решенным еще нельзя. Прежде
всего, как мы уже указывали, никакой критерий чистоты поверхности
сам по себе не может определить состояние этой поверхности с доста-
точной полнотой.
Во многих случаях практики (например при оценке результатов
измерений, при назначении операционных припусков и т. п.) необходимо
знание //макс- Между тем переход от //ск к //Макс путем пересчета
дает лишь приближенные результаты, так как отношение — для раз-
“ СК
личных поверхностей не остается постоянным. Его часто принимают
рав н ы м 4, но это только грубое приближение. Для нечистых поверхностей
(обточенных, строганых и т. п.) отношение ~~ опускается до 3 (и даже
до 2), а для весьма чистых (суперфинишированных и т. п.) подни-
мается до 7 и выше.
Для облегчения пересчетов приводим график (рис. 103), основан-
ный на эмпирической формуле //макс = 0,14/7^9, гДе значение/7СК дано
в микродюймах (показания прибора Аббота), а //макс— в микронах1. Пе-
ресчет для поверхностей классов 11 и выше не дает надежных резуль-
татов. Коэфициент полноты стандартом не учитывается, не оцениваются
также и другие особенности каждого данного профиля.
Определение Нск при помощи профилометра Аббота не может счи-
таться окончательным решением вопроса. Прибор сложен и требует
осторожного обращения. Другие предложенные до сих пор приборы
для суммарной оценки качества поверхности (пневматические, электри-
ческие, оптические и др.) до настоящего времени еще не получили
широкого распространения.
Таким образом приходится признать, что введение стандарта не
устраняет необходимости в создании эталонов чистоты поверхности. Эти
эталоны обрабатываются теми же методами, как и сами детали; поэтому
микрогеометрия их поверхностей и поверхностей деталей будет иметь
одинаковый характер. При таких условиях сравнение на основании рас-
смотрения одного критерия (/7СК) становится значительно более надежным.
Во многих случаях окажется возможным, проверив эталоны при по-
мощи прибора Аббота или другим методом, в дальнейшем ограничиться
простым сравнением поверхностей невооруженным глазом или при по-
мощи двойного микроскопа.
Коснемся еще вопроса о связи между точностью обработки и чи-
стотой поверхности. Прямой связи здесь, очевидно, не существует, так
как всегда возможно поставить высокие требования к чистоте поверхности
при весьма неточной обработке (например полировка поверхностей перед
нанесением на них гальванических покрытий).
С другой стороны при высокой точности размеров соблюдение
определенной чистоты поверхностй, очевидно, совершенно необходимо2.
1 Если Нек и //макс даны в микронах, то формула принимает ^вид
Ямакс = 3,88Н°С'®.
2 Сравните рис. 97.
248
Поэтому можно говорить о минимальной допустимой чистоте
поверхности, свойственной тому или другому классу
точности ОСТ.
Чистота поверхности должна быть такова, чтобы износ или измене-
ние размера при запрессовке не выводили в короткий срок размеры
детали из поля допуска.
Исследования, выполненные во ВНИИМ в 1940 году, показали, что
максимальная высота неровностей не должна превосходить 10—25°/0 от
13 WW11 Vе? У
Номер класса по Г0СТ-2789-Ц5с —
Рис. 103. Зависимость Л/макс от Нск для различной чистоты обработки.
допуска на обработку. Основываясь на этих данных, можно определить
требуемую чистоту поверхности для каждого класса точности.
Например, при обработке вала по размерам напряженной посадки
при 0 60 мм имеем допуск 20р.. Следовательно, значения 77макс должны
лежать в границах 2—5р, что соответствует (рис. 103) значениям
77ск от 0,5—1,25р. (7 или 8-й классы по ГОСТ 2789—45). Такую
поверхность обычно получают при помощи шлифования1.
Заметим, однако, что подобные расчеты можно использовать лишь
в качестве первого приближения. Во многих случаях требуется значительно
более высокая чистота поверхности. В авиационном моторостроении
лишь немногие поверхности отделываются с чистотой 6-го класса или
1 См. ниже табл. 9.
249
ниже, чаще всего встречается чистота 7—9-го классов, но для многих деталей
требуется значительно лучшая отделка. Ответственные трущиеся поверх-
ности (шейки коленчатого вала, наружная поверхность юбки поршня,
поршневые пальцы, зеркало цилиндров и т. п ) обрабатываются с чисто-
той 10—11-го классов.
Приблизительно такую же чистоту поверхности имеют и ответствен-
ные детали автомобильных моторов лучших марок.
Обоймы и ролики подшипников качения отделываются еще чище
(Нск от 0,025 до 0,05и—12-й класс ГОСТ). Наиболее чистая отделка
применяется при изготовлении точных калибров. Измерительные плитки
имеют поверхности с чистотой Нск от 0,03—0,008|л, что соответствует
14-му классу ГОСТ1.
Г. Влияние метода обработки и режима резания на качество
поверхности
В процессе резания поверхностный слой металла претерпевает весьма
значительные пластические деформации. Поэтому его свойства оказы-
ваются существенно отличными от свойств остальной массы металла.
Металл в этом слое оказывается наклепанным, его твердость повышается,
в нем возникают внутренние напряжения.
Глубина проникновения деформации зависит от метода обработки
и режима резания. При легких режимах толщина наклепанного слоя не
превосходит нескольких сотых миллиметра, при более тяжелых она
достигает десятых миллиметра и даже целых миллиметров. По опытам
проф. Кривоухова, при обточке стали 1045 с глубиной резания 4 мм,
подачей 0,6 мм и скоростью 21,6 м!мин глубина наклепанного слоя
доходила до 1 мм.
Эта глубина (7/деф ) зависит от ряда факторов, например при точе-
нии—от подачи, глубины резания, скорости резания и т. д. Весьма сильно
выражена зависимость /7деф от подачи. На рис. 104 показана такая за-
висимость для стали 1045 при переднем угле резца у ==35°. При повы-
шении глубины резания //деф также увеличивается, при повышении же
скорости резания, как правило, уменьшается.
При очень тяжелых режимах резания в поверхностном слое получа-
ются надрывы и могут возникать поверхностные трешины.
Большое значение имеет нагрев металла при резании. Под действием
высокой температуры структура металла в поверхностном слое суще-
ственно изменяется. Лишь при отсутствии заметных напряжений и повы-
шения температуры можно рассчитывать, что поверхность сохранит
исходную структуру. С такими условиями мы встречаемся, например, при
ручной притирке и суперфинишировании.
Необходимо еще указать, что вопрос об исследовании физико-меха-
нических свойств поверхностного слоя, полученного в результате меха-
нической обработки, изучен весьма мало. Методика исследований не
установилась, и приемы, которыми пользовались различные эксперимен-
таторы в лабораториях, в настоящее время еще не могут применяться
в производственных условиях.
1 Обширный материал, относящийся к чистоте поверхностей различных де-
талей, собран проф. Г. Шлезингером в^его труде „Качество^поверхности*.
250
Поэтому оценка качества поверхности обычно ограничивается рас-
смотрением ее микрогеометрии. При этом условно предполагается, что
более гладкая поверхность будет иметь и более качественный поверх-
ностный слой х. ГОСТ предусматривает стандартизацию только чистоты
поверхности.
Рассматривая поверхность, обработанную резцом, фрезером и мно-
гими другими инструментами, имеющими металлическое лезвие, заме-
чаем, что шероховатость имеет различный характер в направлении ско-
Рис. 104. Зависимость толщины деформированного слоя
от подачи при обработке стали.
рости резания (продольная шероховатость—рис. 105,а) и
в направлении перпендикулярном (по перечная шероховатость —
рис. 105, Ь). В других случаях (например при чистовой обработке
абразивами) такое разделение часто оказывается затруднительным.
Неровности на поверхности являются следствием действия несколь-
ких факторов и в первую очередь:
1 Такое положение, очевидно, не имеет общего значения. Слои, полученные
в результате ручной притирки и сглаженные при обкатке роликами, могут
иметь одинаковую высоту неровностей, но, очевидно, механические свойства
поверхности в обоих случаях существенно различны. Влияние некоторых эле-
ментов режима резания (например глубины резания) на чистоту поверхности
и глубину проникновения деформации оказывается различным.
251
1) геометрии режущего инструмента (поперечная шероховатость);
2) пластической деформации металла в процессе резания и сопут-
ствующих ей явлений (продольная и в значительной степени поперечная
шерох оватость);
3) вибраций при резании (главным образом продольная шерохова-
тость). В различных случаях преобладает тот или иной вид шерохова-
тости.
Классификация чистоты поверхности по ГОСТ 2789 является чисто
геометрической и не# ставится в прямую зависимость от технологии1.
Поэтому возникает естественный вопрос о выборе метода обработки и
режима резания, при которых заданная чистота может быть обеспечена.
Для случая токарной обработки (и вообще обработки резцом)
основную роль обычно играет поперечная шероховатость. Рассматривая
Рис. 105. Продольная и поперечная шероховатости.
поверхность как след движения резца (как винтовую нарезку), можно
из чисто геометрических соображений вычислить высоту неровностей
(Аймаке), соответствующих профилю резца и подаче. Заметим, что влия-
ние других факторов при таком рассмотрении учтено быть не может.
В тех случаях, когда в работе находятся только участок режушей
кромки, очерченный дугою круга (вершина резца), интересующие нас
геометрические зависимости получаются весьма простыми.
На рис. 106 показан след резца на обточенной поверхности. Высота
гребешков
h = г (1 — cos ~) = 2л sin2 ,
где
. а $
sinT = 27*
Здесь обозначено: г — радиус закругления резца, $ — подача, а —
центральный угол.
Заменяя в формуле для h величину sin — на у sin у, что допустимо
при малых а, находим
________________ \4rJ 8r
1 В более старых стандартах такая зависимость иногда устанавливалась.
252
Из формулы следует, что величина гребешков уменьшается как при
уменьшении подачи, так и при увеличегии радиуса закругления резца,
причем первый фактор действует значительно сильнее второго. При
г — 1 мм и подаче $ = 0,2 мм высота гребешков, определенная из гео-
метрических соображений, получается равной 0,005 мм (5рЛ.
Однако в настоящее время твердо установлено, что рассчитанная
таким образом „геометрическая" высота гребешков значительно (часто
в несколько раз) отличается от действительной величины поперечной
шероховатости (А/макс)На профиль гребешка, определенный геоме-
трическим путем, как бы накладываются неровности, являющиеся след-
ствием деформаций металла, сопутствующих явлению резания. Лишь при
очень глубоких неровностях, при работе с весьма большими подачами,
след резца получает вид ясно выраженной винтовой нарезки, и тогда.
геометрические факторы являются
доминирующими 1 2. В силу сказанного
изучение зависимости чистоты по-
верхности от режима резания может
быть произведено лишь опытным
путем.
Наиболее сильно влияет подача.
На рис. 107 показаны зависимости
АГмакс от подачи для трех радиусов
закругления резца, полученные экс-
периментально для случая обточки
стали У4 при следующих условиях:
скорость резания -и =18 mImuh,
передний угол у =10°, задний угол
а = 8°, углы в плане ср = = 45°.
Работа без охлаждения (сплошные
Рис. 106. След резца на обточенной
поверхности.
линии). Для сравнения вычерчены геометрические зависимости по фор-
муле h = (пунктирные линии).
Как легко заметить, при больших подачах сплошные и пунктирные
кривые расположены близко одни от других, но при малых $, когда
„геометрическая" высота неровностей получается почти равной нулю,
действительные неровности еще имеют конечную величину (Но).
Следующим по значимости фактором является скорость резания. За-
мечено, что при увеличении скорости резания чистота поверхности
сначала ухудшается, но затем с некоторого значения скорости вновь
начинает улучшаться. При весьма больших скоростях резания и малых по-
дачах („тонкая обточка") поверхность получает высокое качество отделки.
Опыты В. А. Скраган показали, что при режимах тонкой обточки
стали при высоких скоростях влияние пластической деформации, на-
ростов и т. п. пропадает и гребешки получают профиль, близкий к
геометрическому3.
1 Продольная шероховатость вообще не может быть определена из геоме-
трических соображений.
2 Обточенную поверхность можно рассматривать как нечистую резьбу.
3 Скраган, Диссертация на ученую степень канд. техн.наук, защищенная
в Ленинградском Политехническом институте имени М. И. Калинина в 1945 г.
253
.. Действительная высота нергвностеи
------------Геометрическая высота неровностей
Рис. 107. Зависимость /7макс от подачи.
Глубина резания на чистоту поверхности влияет сравнительно слабо.
Приводим графическое изображение (схематизированных) зависимо-»
стей НМакс (сплошные линии) и Ндеф (пунктир) от подачи, глубины ре-
зания и скорости резания (рис. 108).
Макс. вЬ/сота неровностей
Глубина дслрормир. слоя (H$ey)
Рис. 108. Зависимость максимальной высоты неровностей и толщины
деформированного слоя от режима резания.
Для приближенного определения высоты неровностей при обточке
углеродистых и хромистых сталей приводим формулу комиссии по ре-
занию металлов
„ 0,21s1’07
“макс — 0 65 >
255
где 5 — подача в мм!об\
г — радиус закругления резца в мм\
^макс в ММ,
Таблица 8
Зависимость максимальной высоты неровностей от подачи
(по С А. Поликарпову)
Подача мм! об Геометри- ческая высота гре- бешков Значения //макс Iх
для бронзы для чугуна для стали
0,19 7 28 57 55
0,29 17 37 69 70
0,42 38 64 ’ 90 91
0,56 68 76 131 126
0,88 128 147 179 166
1,29 222 241 263 247
Таблица 9
Чистота поверхности, соответствующая различным методам обработки1
Методы обработки 1* //макс Р- Класс по ГОСТ
Точение, строгание, расточка черно-
вые 12,5—400 37- 600 3 и грубее
Точение, строгание, расточка чисто-
вые 1,6—12,5 6,3—37 4—6
Точение, строгание, расточка тонкие 0,1 —1,6 0,5-6,3 7-10
Фрезерование черновое 6,3-100 19-200 1-4
„ чистовое 0,8-6,3 3,2—19 5—7
Развертывание предварительное . . 0,8-1,6 3,2-6,3 7
„ окончательное . . . 0,2—0,8 0,8-3,2 8—9
Протягивание чистовое 0,4-1,6 1,6—6,3 7—8
„ отделочное . . . . 0,1—0,4 0,5-1,6 9—10
Шлифование грубое 0,8-3,22 3,2-10’ 6-7
. чистовое 0,4—0,8 1,6-3,2 8
„ тонкое 0,1—0,4 0,5-1,6 9—10
Лапингование (притирка)грубое 0,2-0,4 0,8—1.6 9 *
„ „ чистовое . 0,05—0,2 До 0,8 10-11
„ „ тонкое . . 0,00-0,05 „ 0,25 12—14
Полирование предварительное . . . 0,1-0,4 0,5-1,6 9-10
„ окончательное 0,02—0,1 До 0,5 11 — 12
Хонингование предварительное . . . 0,1-0,4 0,5-1,6 9-10
„ окончательное .... 0,01—0,1 До 0,5 11 — 13
Суперфиниширование чистовое . . 0,05-0,2 „ 0,8 10-11
„ тонкое . . . 0,00-0,05 „ 0,25 12-14
1 Составлена по данным „Обоснования проекта стандарта" и др.
2 Для очень грубого шлифования еще больше.
256
Эта формула учитывает влияние лишь двух факторов: $ и г. На чистоту
поверхности влияют еще скорость резания, углы в плане <р и
передний угол и ряд других факторов.
Даем еще табличку, составленную доц. С. А. Поликарповым \ в ко-
торой приведены резулыаты экспериментального определения/7макс при
различных поДачах для случая 1 = %мм, 8 = 75°, ср = 45°, <р2 = 17°,
г=0,6 мм, 17=8,5—19 м)мин.
Для сравнения здесь же приводятся значения высот гребешков,
определенные из геометрических соображений.
Сравнивая опытные и расчетные цифры, можно убедиться в большом
между ними расхождении, в особенности при малых подачах.
Род обрабатываемого материала оказывает весьма большое влияние
на чистоту поверхности. Твердые стали дают, вообще говоря, более
чистые поверхности, чем мягкие.
Чистота поверхности зависит от состояния резца. При небольшом
его затуплен 1и поверхность часто получается даже несколько чище, чем
при совершенно остром резце. Однако при дальнейшем затуплении ка-
чество поверхности ухудшается.
При фрезеровании зависимости получаются еще более сложными,
чем при точении. Зд-сь, кроме высоты неровностей, остающихся после
работы каждого зубца, появляются более глубокие гребешки, являющиеся
следствием биения фрезера на оправке и имеющие шаг, соответствующий
подаче не на зуб, а на оборот.
Чистота поверхности при шлифовании зависит от весьма многих
факторов, причем, кроме режима резания, здесь большое значение имеют
свойства самого круга (зернистость, твердость и т. д.).
Наиболее чистые поверхности получаются при отделочной обработке
абразивами: полировке, притирке, суперфинишировании, а также при не-
которых методах обработки давлением в холодном состоянии. При супер-
финишировании достигается чистота поверхности 0,01р. (0,5 микро-
дюйма) и даже выше.
В заключение приводим таблицу, позволяющую приближенно оценить
чистоту поверхности, достигаемую при различных методах обработки.
Цифры таблицы следует рассматривать лишь как ориентировочные, не
учитывающие особенностей каждого данного случая (материала, режима
резания и т. д<).
1 Тезисы доклада на конференции по резанию металлов, ЛОНИТОМАШ,
1940.
17 А. П. Соколовский. 2051.
ГЛАВА ПЯТАЯ
ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТЕЙ И ОБЕСПЕЧЕНИЕ
ТОЧНОСТИ ОБРАБОТКИ
I. ТОЧНОСТЬ ОБРАБОТКИ ПАРТИИ ДЕТАЛЕЙ
А. Погрешности систематические и случайные
До сих' пор мы говорили о точности обработки каждой детали
в отдельности. Если от детали обратиться к некоторой совокупности
деталей (т. е. к одной или нескольким их партиям), то можно притти
к ряду новых вывсдов и установить закономерности, которые могут быть
использованы при разработке и оценке технологических процессов
Исследования такого рода основываются на выводах теории вероят-
ностей и математической статистики. Привлечение внимания широких
кругов технологов к возможностям, открывающимся в этих направлениях,
является заслугой проф. А. Б. Яхина. Мы используем ряд его выводов,
а также некоторые рисунки и примеры из его трудовх. Дальнейшие
серьезные исследования в этой области выполнены доктором техн, наук
Н. А. Бородачевым1 2. Различаем погрешности систематические и случайные.
Систематической называется такая погрешность,
которая для всех деталей рассматриваемой партии
остается постоянной или же закономерно изменяется
при переходе от каждой обрабатываемой детали к сле-
дующей.
Например, если диаметр развертки сделан на 0,02 мм меньше требуе-
мого, то все обработанные этой разверткой отверстия получат размеры
на 0,02 мм меньшие, чем они получили бы при работе правильно вы-
полненной разверткой. Погрешность, обусловливаемая неправильностью
развертки, является систематической. В данном случае она остается по-
стоянной для всех обработанных деталей.
В некоторых случаях систематическая погрешность является перемен-
ной. Например, по мере износа инструмента размер деталей изменяется
1 Яхин, Технология точного приборостроения, Оборонгиз, 1940; Кован и
Яхин, Теоретические вопросы технологии машиностроения, Машгиз, 1938.
До проф. Яхина этими вопросами в СССР занимался доц. А. А Зыков и не-
которые другие исследователи.
2 Бородаче в, Анализ качества и точности производства, Машгиз, 1946.
258
в одном направлении: диаметры наружных поверхностей возрастают,
а внутренних — уменьшаются. Погрешность, обусловливаемая износом,
является систематической, так как изменение диаметров подчиняется не-
которой закономерности.
Случайной называется такая погрешность, которая
для различных деталей рассматриваемой партии имеет
различные значения, причем ее появление не подчи'
няется никакой видимой закономерности. В вышеприведен-
ном примере отверстия не получатся в точности одинаковыми, так
как твердость материала различных деталей несколько различна, при-
пуски на обработку колеблются и т. д.
Случайная погрешность вызывается действием факторов, которые
сами подвержены колебаниям случайного характера, или же действием
весьма большого числа факторов, хотя и систематических, но вступле-
ние которых в процесс и выключение из процесса носят случайный
характер.
Например, при обточке заготовок, диаметр которых колеблется в пре-
делах допуска, размеры деталей, при неизменной настройке станка, по-
лучатся различными вследствие различия в значениях усилия резания,
обусловленных различием глубин резания. Таким же образом действуют
и колебания твердости материала.
Кроме систематических и случайных погрешностей, иногда приходится
встречаться с грубыми ошибками, обусловленными действием фак-
торов, в нормальных условиях не участвующих в процессе. Например,
ошибка рабочего, при измерении микрометром, на целый миллиметр,
неправильно рассчитанный набор сменных колес при нарезании резьбы
и т. д. Влияние подобных ошибок не может и не должно учитываться;
необходимо принимать меры для их предупреждения.
Влияние случайных ошибок сказывается в рассеивании разме-
ров, которое выражается в том, что одноименные размеры различных
деталей рассматриваемой партии не совпадают между собой. В процессе
изучения технологических операций приходится считаться с присутствием
как систематических, так и случайных погрешностей, которые склады-
ваются друг с другом, что затрудняет оценку результатов. При обра-
ботке результатов наблюдений большую наглядность вносит построение
кривых распределения.
Кривая распределения строится следующим образом. Пред-
положим, что мы обмерили партию деталей, прошедших через исследуе-
мую операцию.
Разбиваем все детали на несколько групп таким образом, что в ка-
ждой группе содержатся детали, для которых значения интересующего
нас размера лежат в пределах определенного интервала. Откладываем
размеры по оси абсцисс, а количества деталей, попадающих в каждый
интервал, — по оси ординат; точки соединяем прямыми. Полученная лома-
ная линия, которая при увеличении количества деталей в партии и числа
интервалов все более и более приближается к кривой, и носит название
„кривой распределения".
Вместо количества деталей, находящихся в пределах каждого интер-
вала („частота" попадания значения погрешности в пределы данного
интервала), можно откладывать отношение этого количества к общему
&
259
количеству деталей в обследуемой партии (относительная частота или
„частость")1.
На рис. 109 показана такая кривая, построенная для сверлильной
операции (сплошная линия).
Вид кривой распределения зависит от характера выполняемой опе-
рации. Разница между наибольшим и наименьшим размерами деталей
данной партии —„поле рассеивания" — характеризует величину
случайных погрешностей. Систематическая погрешность, по-
стоянная в пределах партии 2, на форму кривой распре-
деления влияния не оказывает — она вызывает лишь
смещение всей кривой в направлении оси абсцисс.
Построение и исследование кривых распределения для различных
операций позволяют сделать ряд
Рис. 109. Кривая распределения.
дов, относящихся к точности
обработки, и в первую очередь
дают возможность отделить
’влияние постоянных система-
тических^ ошибок от влияния
ошибок случайных.
Далее те же „исследования
позволяют в ряде случаев
предсказывать значе-
ния случайных погреш-
ностей, основываясь на
обследовании ранее об-
работанных партий де-
талей.
Говоря, что данная погреш-
ность „случайная", мы не имеем
в виду, что она не подчинена
никаким закономерностям.
Она возникает вследствие влия-
ния факторов, нам неизвестных, или действие которых мы не можем
учесть. Очевидно, что никакое предсказание не было бы возможным,
если бы мы ничего не знали о проектируемой операции. Однако
обычно дело обстоит иначе. Мы знаем, что эта операция будет выпол-
няться в тех же условиях, в которых ранее выполнялись аналогичные
операции. Поэтому мы с достаточным основанием можем предположить,
что действовать будут те же (хотя бы нам и неизвестные) факторы
и таким же образом, как и раньше; следовательно, и результаты этого
действия будут прежние. Поэтому мы можем принять, что для проекти-
руемой операции получится приблизительно такая же кривая распределе-
ния, как и для ранее обследованных. В частности, поле рассеивания
и случайная погрешность получатся прежними.
Рассуждения такого рода лежат в основе всяких статистических ис-
следований. Выводы из таких исследований получаются убедительными
1 Термины „частота* и „частость" приняты в теории вероятностей.
2 Переменная систематическая погрешность (например обусловленная из-
носом инструмента) при описанном методе построения кривой распределения
оказывает влияние на ее форму
260
лишь в том случае, когда они основаны на достаточном числе наблю-
дений. Только после обмера значительного количества обработанных
деталей мы можем утверждать, что знаем характер и степень влияния
всех действующих факторов. Выводы статистики основаны на „законе
больших чисел", согласно которому при увеличении числа наблюдений
над однородными явлениями частость появления какого-либо
события в прошлом приближается к вероятности его
появления в будущем.
Выводы, основанные на недостаточном числе наблюдений, недосто-
верны. Заметим, однако, что последнее положение не следует толковать
расширительно. Как мы покажем ниже, имеется ряд серьезных сообра-
жений, ограничивающих размер обследуемых партий.
Б. Математические кривые распределения
Кривые распределения, с которыми приходится встречаться при обсле-
довании операций механической обработки, имеют различный вид. Вывод
каких-либо закономерностей, имеющих общее значение, при таких
условиях представляется весьма затруднительным. Математическая ста-
тистика оперирует кривыми, изображающими вполне определенные законы
распределения случайных величин, задаваемые некоторыми уравнениями,
и использует их для приближенного выражения действительных законов
распределения.
Наиболее известен и чаще других используется „закон нормаль-
ного распределения", изображаемый кривой распределения
Гау сса.
Уравнение кривой Гаусса имеет следующий вид:
1
у= ------2а’ ' (1)
Л * • /2те
где а — среднее квадратическое отклонение — величина, являющаяся, как
мы увидим, мерой рассеивания размеров* 1.
Легко заметить, что кривая Гаусса симметрична относительно
начала координат (х = 0), так как у получает одинаковые значения
для абсцис , равных по абсолютной величине, но противоположных по
знаку (±х).
При х = 0 ордината у имеет максимальное значение j0 = —-?==- .
а"|/ 2те
При х=+а кривая имеет две точки перегиба. Кривая Гаусса прости-
рается в обе стороны в бесконечность, асимптотически приближаясь
к оси абсцисс.
1 Часто уравнение кривой Гаусса пишут в следующем виде:
уте
где h — „мера точности".
Сравнивая обе формулы, видим, что
1 ~ 0,707
/2а— в
261
Таблица 10 1
• 1
Значения ординат кривой Гаусса при а = 1, 2
(Все значения умножены на 10 000)
г 0 1 2 3 4 5 6 7 8 ! 9
0,0 3989 3989 3989 /988 3986 3984 3982 3980 3977 3973
од 3970 3965 3961 3956 3951 3945 3939 3932 3925 3918
0,2 3910 39.2 3894 3«85 3876 3867 3857 3847 3836 382 >
0,3 3.44 3802 3790 3778 3765 3752 3739 3725 3712 3697
0,4 3683 3 68 3653 3637 3621 3605 3589 3572 3555 3538
0,5 3521 3503 3185 3467 3448 3429 3410 3391 3372 3352
0,6 3332 3312 3292 3271 3251 3230 3209 3187 3166 3144
0,7 3123 3101 3079 3056 3034 ЗОН 2989 2966 2943 2920
0,8 2897 2874 2850- 2827 2803 2780 2756 2732 2709 2685
0,9 2661 2637 2613 2589 2565 2541 2516 2492 2468 2444
1,0 2420 2396 •2371 2347 2323 2299’ 2275 2251 2227 2203
1,1 2179 2155 2131 2107 2083 2059 2036 2012 1989 1965
1,2 1942 1919 1895 1872 1849 1826 1804 1781 1758 1736
1,3 1714 1691 1669 1647 1626 1604 1582 1561 1539 1518
1,4 1497 1476 1456 1435 1415 1394 1374 1354 1334 1315
1,5 1295 1276 1257 1238 1219 1200 1182 1163 1145 1127
1,6 1109 1092 1074 1057 1040 1023 1006 0989 0973 0957
1,7 0940 0925 0909 0898 0878 0863 0848 0833 0818 0804
1,8 0790 0775 0761 0748 0734 0721 0707 0694 0681 0669
1,9 0656 0644 0632 0620 0608 0596 0584 0573 0562 0551
2,0 0540 0529 0519 0508 0498 0488 0478 0468 0459 0449
2,1 0440 0431 0422 0413 0404 0396 0387 0379 0371 0353
2,2 0355 0347 0339 0332 0325 0317 0310 0303 0297 0290
2,3 0283 0277 0270 0264 0258 0252 0246 0241 0235 0229
2,4 0224 0219 0213 0208 0203 0198 0194 0189 0184 0180
2,5 0175 0171 0167 0163 0158 0154 0151 0147 0143 0139
2,6 0136 0132 0129 0126 0122 0119 0116 0113 ОНО 0107
2,7 0104 0101 0099 0096 0093 0091 0088 0086 0084 0081
2,8 0079 0077 0075 0073 0071 0069 0067 0065 0063 0061
2,9 0060 0058 0056 0055 0053 0051 0050 0048 0047 z 0046
3 0044 0033 0024 0017 0012 0009 0006 0004 0003 0002
4 1 0001 0001 0001 0000 0000 0000 000Э 0000 0000 0000
1 Заимствована стей, Госгехиздат из курса акад. С. Н. Бернштейна, , 1946. Теория вероятно-
Рис. ПО. Кривая нормального распределения.
262
На рис. ПО показана кривая Гаусса для значения 0=1; по оси
абсцисс отложены отношения z = —. При значениях а, отличных от еди-
ницы, кривая будет иметь лишь другую высоту, форма же ее остается преж-
ней. Для облегчения построения кривой по точкам приводим таблицу
значений ординат кривой прис=1. При других значениях средней
квадратической табличные значения ординат следует разделить на ве-
личину а (табл. 10).
Площадь кривой Гаусса, описываемой уравнением (1), определяется
по формуле
4-оо 4-оо х~ 4-со г3
f ydx — —f е 21dx — —С е 1 2 dz,
—-оо — X) — OQ
где
X
Z —----------------------------------
а о
Вычисляя последний интеграл, можно убедиться, что площадь кривой
равна 1 Ч
Желая использовать закон Гаусса для приближенного выражения
действительного закона распределения, мы, основываясь на данных испы-
таний (обмера партии деталей), определяем две величины: средний раз-
мер и среднее квадратическое отклонение.
Средний размер
г ___Л + ^2 +-••• +
ЬСр — ~ (Z)
где Llt L2, ...Ln—размеры отдельных деталей 2.
Здесь „размер* L обозначает любой линейный размер (диаметр,
длину и т. д.), любой угловой размер или же отклонение от опреде-
ленного соотношения между элементами детали: отклонение от парал-
лельности, перпендикулярности, соосности и т. п.
Среднее квадратическое отклонение
(£1-Аср)3+(12~^ср)2+- • .+(^Л-^Ср)2
• (3)
п
1 Вычисление этого интеграла см. курсы „Теории вероятностей", например
Г ончаров, Теория вероятностей, Оборонгиз, 1939, стр. 130.
2 При вычислении величин £ср и о в случаях большого числа размеров
в партии удобнее группировать детали по интервалам разме ров и производить
расчет по формулам
Цпц 4- £2^2+ ♦ • • + Lkmk . /л
Lcp _ _ f (4
хЪщ + х^п2 +... +
где k — число интервалов;
£р £2...£^ — размеры, соответствующие каждому интервалу;
/Ир т2... Шк - количества деталей в каждом интервале;
(mt + т2 +... mk = п,
где п — общее число деталей в партии).
%i = £/ —£ср.
263
Точку на оси абсцисс, соответствующую £ср, принимаем за начало
координат.
Определив £ср и <у строим кривую Гаусса, имеющую те же пара-
метры (которые, таким образрм, мы получили непосредственно из дан-
ных обследования операции).. Если при этом по оси ординат отклады-
вать относительные частоты (частости) для ряда промежутков, то для
приведения кривой Гаусса к тому же масштабу, в котором вычерчена
исходная кривая распределения, необходимо ординаты, вычисленные по
формуле (1), умножить на величину интервала размеров (Дх), выражен-
ную в тех же единицах длины, в которых дана о*.
При пользовании табл. 10 табличные значения ординат следует
умножать на отношение —**. На рис. 109 построена кривая Гаусса (пунк-
тир), соответствующая кри-
вой, полученной из опыта
(исходная кривая — сплош-
ная линия).
Среднее квадратическое
отклонение является един-
ственным параметром, опре-
деляющим форму кривой
Гаусса. С уменьшением о
величина средней ординаты
I 1 \
растет Уо = , и на-
\ а]/ 2тс /
оборот.
С другой стороны, с
уменьшением а показатель
при е по абсолютной вели-
чине возрастает. Учитывая
же знак минус при этом показателе, можно заметить, что убывание
—
величины е 2^ при возрастании (по абсолютной величине) абсциссы х
происходит тем быстрее, чем меньше а.
Поэтому кривые имеют различный вид в зависимости от значения а
(рис. 111). Чем меньше о, тем уже кривая — рассеивание меньше; чем
больше а, тем, наоборот, кривая более растянута — рассеивание разме-
ров выражено резче. Таким образом величина среднего квадратического
отклонения (а), определяющая форму кривой, может рассматриваться и
как параметр, определяющий рассеивание, т. е. степень влияния слу-
чайных погрешностей.
Наличие постоянных систематических погрешностей на форме кри-
вой Гаусса не отражается. Меняется только величина среднего арифме-
тического (£ср), а следовательно, и положение начала координат в на-
правлении оси абсцисс.
* Если исходная кривая распределения вычерчена по заданным частотам,
то при пересчете вычисленные ординаты следует умножать на Дх-л, где п —
полное число деталей в партии. Дх
** При построении по частотам ординаты следует умножать на п*
204
Говоря о замене действительных кривых распределения кривыми Гаусса,
необходимо еше заметить, что кривая, выраженная уравнением (1),
простирается бесконечно в обе стороны, в то время как поле рас-
сеивания действительных кривых всегда ограничено. Однако это обстоя-
Рис. 112. Приближенная замена теоретической кривой
Гаусса — кривой, имеющей поле рассеивания+3а.
тельство не причиняет существенных затруднений, так как вне пределов
промежутка ± 3<у кривая Гаусса почти сливается с осью абсцисс и ее
части, лежащие вне указанного промежутка, можно просто отбросить
(рис. 112) Ч
Рис. 113. Различные кривые распределения.
Кроме закона Гаусса, математическая статистика использует и неко-
торые другие законы распределения случайных величин1 2. В большин-
стве случаев рассматриваются симметричные кривые: закон равней ве-
роятности, изображаемый прямой, параллельной оси абсцисс (рис. ИЗ, а),
закон Симпсона (распределение по треугольнику рис. ИЗ, Ь) и различ-
1 Отбрасываемая площадь, как мы увидим, составляет меньше 0,3% от
всей площади кривой.
2 Обзор различных законов распределения см. Б о р о д а ч е в, Анализ
•качества и точности производите Машгиз, 1946.
265
ные законы, изображаемые кривыми в форме холма (рис .113, с). Заме-
тим, что закон Гаусса относится к последней группе законов распреде-
ления. Рассматриваются также и несимметричные кривые распределения
(рис. ИЗ, d и е).
Вообще говоря, можно предложить бесчисленное количество мате-
матических законов распределения различного вида. Естественно возни-
кает вопрос: которому из этих законов подчинено рассеивание размеров
при выполнении механических операций?
Единственный путь решения этого вопроса, не вникая в сущность
причин, вызывающих явление рассеивания, это — статистический. Необ-
ходимо обследовать возможно большее количество операций, строить
для них кривые распределения и сравнивать последние с различными
математическими кривыми.
За последние годы произведено довольно много таких исследований.
Проф. А. Б. Яхин на основе своих опытов и анализа опубликованных
литературных данных пришел к следующим выводам.
1. Законы распределения, выражающие случайные колебания различ-
ных факторов, влияющих на технологию механической обработки, по
большей части близки к закону Гаусса. Например, кривые распределе-
ния, изображающие колебания характеристик механических, физических
и химических свойств металлов одной и той же марки (твердость, пре-
дел прочности, химический состав и т. д. ), мало отличаются от кривых
Гаусса. Добавим от себя, что, согласно опытам канд. техн, наук
А. С. Азарова1, кривые, характеризующие точность установки инстру-
мента по лимбу, по упору или под действием автоматических остано-
вов, имеют тот же характер.
2. Обследование точности выполнения заготовительных операций
(отливки, ковки, штамповки и т. д.) показывает, что кривые распреде-
ления размеров заготовок близки к кривым Гаусса. Отсюда следует,
что колебания припусков на обработку следуют тому же закону.
3. Наконец, непосредственные исследования кривых распределения
для самых разнообразных операций механической обработки: токарных,
фрезерных, сверлильных и т. д., выполняемых на настроен-
ных станках, показывают, что при отсутствии влияния каких-либо
нарушающих правильное течение операции факторов распределение
размеров подчиняется закону нормального распределения Гаусса.
Заметим, однако, что установление степени соответствия действитель-
ной кривой распределения кривой Гаусса требует довольно кропотли-
вых исследований, которые вряд ли предпринимались во всех случаях,
опубликованных в литературе. Производимые сопоставления скорее до-
казывают, что кривые распределения имеют форму „холма" (рис. 113, с)
и их приближенно можно отождествлять с кривыми Гаусса.
Учитывая, однако, приближенный характер всех технологических рас-
четов, такое отождествление можно признак законным и считать, что
в первом приближении кривые распределения для
операций механической обработки, выполняемых на
настроенных станках при автоматическом получении
1 А. С. Азаров, Диссертация, защищенная в Ленинградском Политехни-
ческом институте им. М. И. Калинина в 1944 г.
266
размеров, мо*жно считать совпадающими с кривыми
Г а у с с а.
Это заключение имеет весьма большое значение, так как очень
упрощает все расчеты и позволяет сделать ряд общих выводов, относя-
щихся к анализу точности обработки.
Указанный опытный путь установления законов распределения является
основным и только таким образом можно оценить степень прило-
жимости законов математической статистики к# исследованию явлений
в интересующей нас области. Однако в пользу применения закона
Гаусса к исследованию точности обработки можно привести и некото-
рые логические соображения.
При выполнении любого технологического процесса в заготовитель-
ном или обрабатывающем цехе стремятся организовать его таким обра-
зом, чтобы были обеспечены определенные качественные показатели.
Всякие отклонения от намеченных результатов, выходящие из границ
заданных допусков, вызывают вмешательство обслуживающего процесс
персонала, направленное в сторону восстановления заданных характе-
ристик продукции.
Таким же образом удерживаются в определенных границах характе-
ристики оборудования, инструмента и т. д.
Наконец^ рабочий-станочник при работе на настроенном станке
всемерно стремится в точности повторять все действия, чтобы все
время получать одинаковые размеры.
В результате колебания всех факторов, влияющих на точность об-
работки, происходят в определенных границах, причем меньшие откло-
нения от заданных их значений более вероятны, чем большие.
Каждый из действующих факторов обусловливает возникновение
некоторой частной погрешности, и общая погрешность обработки
является результатом суммирования этих ошибок.
В теории вероятностей 1 доказывается, что случайная величина под-
чиняется закону Гаусса, если ее можно рассматривать как сумму „бес-
конечно-большого" числа независимых (или малозависящих друг от*
друга) случайных величин, каждая из которых может и не следовать
этому закону. При этом предполагается, что среди рассматриваемых
случайных величин нет доминирующих.
В силу всего сказанного приходится признать, что широкое исполь-
зование в математической статистике закона Гаусса имеет не только
практическое, но и некоторое теоретическое обоснование.
Существенных отступлений от этого закона можно ожидать тогда,
когда среди действующих факторов имеется один или несколько доми-
нирующих и в то же время не подчиняющихся закону Гаусса. Приводим
три таких случая.
Рассмотрим сначала влияние отбраковки деталей. Допу-
стим, что операция построена таким образом, что соответственная
кривая распределения по полю рассеивания в точности гауссовская
(рис. 114), но поле рассеивания получается большим, чем заданный допуск.
В результате часть деталей оказывается забракованной, и закон рас-
пределения по полю допуска для деталей, прошедших через
1 Гончаров, Теория вероятностей, Оборонгиз, 1939.
267
к о н т ро л ь, уже оказывается отличным от закона нормального распре-
деления. Получаемая кривая может оказаться симметричной или несим-
метричной (рис. 114 Ь9 с). Очевидно, что несоответствие кривой рас-
пределения по полю допуска—гауссовской—будет иметь место и
в случае, когда поле рассеивания меньше поля допуска1.
Рис. 114. Кривые распределения после отбраковки части деталей.
При наличии интенсивного износа резца вид кривой распреде-
ления может существенно измениться. Если бы износ был единствен-
ным фактором, обусловливающим появление погрешностей обработки,
то при линейном характере кривой износа мы получили бы дня партии
деталей распределение размеров по закону равной вероятности
(рис. 113, л)2. Все остальные погрешности дают суммарную ошибку,
приближенно подчиняющуюся закону Гаусса. Окончательная кривая
распределения, которая будет получена в результате обмера всех де-
-----------------<
1 Не следует смешивать понятия „поле рассеивания" и „поле допуска*.
Первое определяется работой станка, второе — простановкой допусков на чер-
теже. Совпадение этих полей зависит от величины рассеивания, совершенства
настройки станка и, вообще говоря, в точности никогда не обеспечивается.
Поэтому принимаемое в некоторых работах гауссовское распределение раз-
меров по полю допуска не может, вообще говоря, считаться обоснованным.
1 При этом предполагается, что мы не анализируем законов износа и
рассматриваем соответственную ошибку как случайную. Это справедливо, на-
пример, при рассмотрении процессов сборки, когда детали, обработанные
в начале й конце партии, перемешаны.
268
талей партии, окажется как бы наложением двух кривых (равной веро-
ятности и Гаусса) и получит тот или иной вид в зависимости от соот-
ношения различных составляющих погрешностей (рис. 115).
При работе по промерам получение размера каждой детали непо-
средственно контролируется рабочим. Опасаясь получить брак, он стре-
мится держаться ближе к проходной стороне калибра и часто не
использует полностью поля допуска. Рабочий ведет обработку (на-
пример на шлифовальном станке) до тех пор, пока проходная сторона
ка »ибра не покажет, что требуемый размер достигнут. Дальнейшая об-
работка (шлифовка) становится излишней. В таких случаях можно
ожидать получения несимметричных кривых распределения, подобных
изображенным на рис. 113, е—для наружных размеров, и 113, d — для вну-
тренних.
Рис. 116. Схемы, иллюстрирующие возникновение биения вследствие несо-
вершенной выверки.
Остановимся еще на законах распределения так называемых су-
щественно положительных величин1. Такие погрешности
как эллиптичность, биение, ошибка в шаге резьбы и т. д. всегда ха-
рактеризуются их абсолютными значениями, без учета знака. Поэтому
соответственные кривые распределения располагаются по одну сторону
от начала координат. Их форма определяется как характером распреле-
ления, так и значением постоянной систематической погрешности, если
таковая существует.
На рис. 116, а показан способ закрепления детали А цилиндрической
формы в двухкулачном патроне. Центрирование в одном направлении
происходит автоматически, а в другом определяется степенью точности
выверки детали при помощи винтов В и С. Предположим, что рассеива-
ние погрешностей при такой регулировке подчиняется закону нормаль-
ного распределения. При построении кривой распределения погрешно-
стей выверки получим обычную кривую Гаусса, если смешения центра
в направлении винта В принимать с одним знаком, а в направлении
винта С—с другим.
1 Вопрос о распределении существенно-положительных величин излагаем
следуя Н. А. Бородачеву. Рис. 116, 117 и 118 заимствованы из выше-
упомянутого его труда. Вывод формулы для двухмерного кругового распре-
деления см. Гончаров, „Теория вероятностей", стр. 197, Оборонгиз, 1939.
269
Но, если, как эго всегда и делается, измерять „биение" по поверх-
ности Д, то отрицательные значения погрешностей учитываются как
Рис. 117. Трансформация кривой нормального распределения при одно-
мерном рассеивании существенно-положительной величины.
положительные (точнее, принимаются во внимание только их абсолют-
ные значения). Н.пример, отклонения — 0,1 и 0,1 считаются одина-
Рис. 118. Кривая распределения (Максвелла)
радиального отклонения при двухмерном
исходном круговом рассеивании по закону
Гаусса.
ковыми {0,1) и вероятности их получения будут суммироваться. На
рис. 117, а показано соответственное построение при отсутствии систе-
Я 01 0,2 0,3 0,4 0ft 0,6 0ft 0,8 ~0ft 1ft 1J 1ft 1ft 1,4 1ft 1ft 1ft 1,8мм
Рис. 119. Кривая распределения для отклонения по эллиптичности,
матической погрешности. Левая половина кривой распределения накла-
дывается на правую (пунктир). Окончательно получаем кривую распре-
деления в виде одной половины кривой Гаусса.
2/0
При наличии систематической постоянной погрешности такое же
построение приводит нас к кривым распределения другой формы
(рис. 117 Ь, е). При смещении центра распределения больше чем на Зо,
вновь приходим к обычной кривой Гаусса.
В рассмотренном случае мы имели распределение, определяемое одной
координа гой (одномерное рассеивание). Часто приходится встречаться с дру-
гим характером распределения существенно-положительных величин
(двухмерное круговое рассеивание). На рис. 116, b показан такой слу-
чай. Деталь А крепится в патроне, снабженном тремя регулировочными
винтами В, С, D. Здесь распределение определяется вероятностью ра-
диального отклонения центра детали. При совпадении центра рассеива-
ния с началом координат получаем кривую распределения по рис. 118
(закон Максвелла). При наличии смещения центра рассеивания (наличия
постоянной систематической погрешности) форма кривой меняется, при-
чем при больших смещ ниях получает и в этом случае вид кривой
Гаусса.
На рис. 119 показана одна из опытных кривых, иллюстрирующая
распределение существенно-положительной величины.
В. Вероятность соблюдения заданного допуска
Исследование кривых распределения, полученных опытным путем,
дает возможность определить вероятность того, что заданный допуск
будет выдержан, и одновременно установить процент риска, что размеры
выйдут за пределы поля допуска.
Рис. 120. Вероятность соблюдения заданного допуска.
Вся площадь, ограниченная кривой распределения, измеряет в не-
котором масштабе полное количество обработанных деталей рассматри-
ваемой партии. Часть этой площади, лежащая между двумя точками С
w и D (рис. 120, а — заштрихованная площадка), измеряет в том же мас-
штабе количество деталей, имеющих размеры, лежащие внутри проме-
жутка CD.
Если при этом Zq — нижний, а Л2 — верхний предельные размеры,
то промежуток CD соответствует заданному допуску.
Очевидно, что только те детали из всей партии могут быть приняты,
размеры которых L лежат в промежутке CD следова-
тельно, заштрихованная на рис. 120, а площадка измеряет количество
271
годных деталей, а остальная часть площади кривой распределения со-
ответствует браку.
Вероятность получения деталей в границах поля допуска равняется
отношению заштрихованной площадки ко всей площади кривой. '
На рис 120, Ь, наоборот, заштрихованы площадки, соответствующие
деталям, подлежащим забракованию.
При этом, при наружной обработке, левая площадка соответствует
„неисправимому браку" (размеры деталей получаются меньше нижнего
предельного размера), а правая—„исправимому браку". При внутрен-
ней обработке роль площадок меняется.
Беря отношение этих площадок к общей площади кривой и умно-
жая его на 100, получим процент брака, причем брак, как мы видели,
легко разбить на две части: на исправимый и неисправимый.
Заметим, что до сих пор все такие заключения мы делали
d posteriori, так как сначала строили кривую распределения на основе
данных опыта, а потом подвергали
Jee рассмотрению.
Однако, основываясь на всем
вышесказанном о применимости за-
кона больших чисел к исследованию
операций механической обработки,
\ мы имеем право утверждать, что ана-
\ логичные построения и расчеты, при
соблюдении некоторых условий, мо-
____। гут применяться и для прел сказания
* результатов, которые будут получены
Рис. 121. Вероятность получения раз- в будущем. По данным предшествую-
меров в границах интервала. щих наблюдений можно судить о
вероятности соблюдения заданного
допуска при выполнении операций, аналогичных ранее изученным.
Приведенные рассуждения относились к любым кривым распределе-
ния, полученным опытным путем или теоретическим.
Применяя их к кривой Гаусса, мы можем вывести некоторые
формулы, позволяющие сделать ряд выводов, имеющих общее значение.
Площадь кривой, соответствующая заданному интервалу отклонений
(х— рис. 121), определяется интегралом
X Л2
1 2а3 »
~7~ I е dx,
°|/2* * J
о
который удобно представить в виде функции от z = —
z
Ф(г) = —Се 2 dz.
V2n J
о
Вспоминая, что вся площадь кривой Гаусса, равная
2Ф(оо) = —f е 2dz=\,
V J
о
272
мы можем считать, что Ф(г) выражает отношение площади участка
кривой, лежашей в интервале х к полной ее площади.
Таким о бразом значение функции Ф(г) для данного срав-
няется вероятности получения размера в границах
интервала х. Значения Ф(г) для различных z приведены в табл. 11.
Таблица 11
z
Значения Ф (г) ==
1/2?
__
е 2 dz
о
Z Ф(г) Z Ф(г) Z Ф(г) Z Ф(г) Z Ф(2)
0,00 о,оэоо 0,26 0,102 0,52 0,1985 1,05 0,3531 2,60 0,4953
0,01 0,0040 0,27 0,1064 0,54 0,2054 1,10 0,3643 2,70 0 4965
0,02 0,00 0 0,28 0,1103 0,56 0,2123 1,10 0,^749 2>0 0,4974
0,03 0,0120 0,29 0,1141 0,58 0,2190 1,20 0,3849 2.90 0,4981
0,04 0,') 160 0,30 0,1179 0,60 0,2257 1,25 0,3944 3,00 0,49865
0,05 0,0199 — — — — — — — —
0,06 0,0239 0,31 0,1217 0,62 0,2324 1,30 0,4032 3,20 0,49931
0,07 0,0279 0,32 0,1255 0,64 0,2389 1,35 0,445 3,40 0,49966
0,08 0,0319 0,33 0,1293 0,(6 0,2454 1,40 0,4192 3,60 0,499841
0,09 0,0359 0,34 0,1331 0, 8 0,2517 1,45 0,4265 3,80 0,499928
0,10 0,0398 0,35 0,13с8 0,70 0,2580 1,50 0,4332 4,00 0,499968
0,11 0,04^8 0,36 0,1406 0,72 0,2642 1,55 0,4394 4,50 0,499497
0,12 0,0474 0, *7 0,1443 0,74 0,2703 1,60 0,44 2 5,09 0,49999997
0,13 0,0517 0,38 0,1480 0,76 0,2764 1,65 0,4405 — —
0,14 0,0557 0,39 0,1517 0,78 0,2823 1,70 0,4554 — —
0,15 0,0596 0,40 0,1554 0,80 0,2881 1,75 0,4599 — —
0,16 0,0636 0,41 0,1591 0,82 0,2939 1,80 0,4641 —
0,17 0,0675 0,42 0,1628 0,84 0,2995 1,*5 0,4678 — —
0,18 0,0714 0,43 0,1664 0,86 0,3051 1,90 0,4713 — —
0,19 0,0753 0,44 0,1700 0,88 0,3106 1,95 0,4744 —
0,20 0,0793 0,45 0,1736 0,90 0,3159 2,00 0,4772 — —
0,21 0,0832 0,46 0,1772 0,92 0,3212 2,10 0,4821 —
0,22 0,0871 0,47 0,1808 0,94 0,3264 2,20 0,4861 —
0,2* 0,0910 0,48 0,1844 0,96 0,3315 2,30 0,4893 — 1
0,24 0,0948 0,49 0,1879 0,98 0,3365 2,40 0,4918 —• 1
0,25 । 0,0987 | 0,50 0,1915 1,00 0,3413 2,50 0,4938 — 1 -
Рассматривая эту таблицу, можно сделать следующие выводы. В тех
случаях, когда распределение (случайных) погрешностей подчиняется
закону Гаусса, в интервале +0,Зз находится около 25% всех измерен-
ных размеров деталей партии, в интервале +0% около 5О°/о разме-
ров, в интервале +;1,1а около 75% и, наконец, в интервале ±3а
около 99,7% всех размеров (правило Вестергарда)1.
1 Пользуясь правилом Вестергаода, можно определить насколько близко под-
ходит опытная кривая распределения к кривой Гаусса. Для этого достаточно
сопоставить действительные количества деталей, размеры которых лежат
в указанных пределах, с теоретическими процентами. i
18 А. П. СоватовекаЙ. ЭВМ 273
Таким образом в интервале, равном бз ( + 3з), практически сбдер*
жатся размеры всех деталей обследуемой партии и эта величина может
быть принята равной полю рассеивания, т. е. разности наибольшего и
наименьшего размеров, встречающихся в пределах данной партии1 2 *.
При допуске 8 > 6з и симметричном расположении поля допуска
относительно середины поля рассеивания, можно рассчитывать, что ра-
бота будет происходить без брака. Если же 8 < 6<т, то при всяком
расположении поля допуска брак неизбежен.
При симметричном расположении поля допуска относительно
поля рассеивания °/0 брака р можно определить непосредственно при
помощи таблицы 10 по формуле р — [1 — 2Ф (г)] • 1ОО°/о.
Пусть, например, при == 5р. и 8 = 20а имеем х = Юр., z = ~= 2.
Находим Ф (z) — 0,477. Брак составляетр = (1 — 2 • 0,477) • 100 = 4,6%;
при этом одна половина этой величины
исправимый, а вторая половина—не-
исправимый брак.
При несимметричном распо-
ложении поля допуска можно опреде-
лить отдельно исправимый и неисправи-
мый брак. Допустим, что требуется
обточить партию валиков 0 2O„o,i-
На основании ранее произведенных
обмеров установлено, что при наме-
ченной операции кривая распреде-
Рис. 122. Брак при несимметрич- ления подчиняется закону Гаусса со
ном расположении поля допуска средним квадратическим отклонением
относительно поля рассеивания. -0,025 мм, причем вершина кривой
смещена на 0,03 мм от середины поля допуска в сторону проходной
стор ны калибра (рис. 122)9. Площадь, определяющая веро1тность
получения годных деталей, может быть разбита на две части А и В.
В соответствии с этим вероятность получения годных деталей
равняется
1Г = Ф(гд)4- Ф(гв),
где
_ ХА __ 0,534-0.03 _ 0,05+0,03 Q о.
а “ а — 0,025
хв 0,53 — 0,03 0,05—0.03 л
Zo == —— = —----------------==S —-----— = о
В а а 0,025 ’
1 Принимая поле рассеивания равным 6а (±3а), допускаем „риск* 0,3°/о-
Если принять значения 5а (±2,5а) или 4?(±2а), то этот °/о пов ысится со-
ответственно до 1,2 и 4,6. Обычно \ словно при'имают поле рассеивания рав-
ным 6а, но в некоторых случаях от этого правила целесообразно отступать,
допуская больший % риска, но зато облегчая условия осуществления опера-
ции.
2 Пример взят из книги проф А. Б. Яхина, Технология точного приборо-
строения, Обороагиз, 1940; изменены лишь некоторые обозначения.
274
Здесь 8— допуск равный 0,1.
По табл. 11 находим при Za = 3,2 Ф (zA) = 0,499,
при
zB = 0,8 Ф(гв) = 0,288;
W = 0,4994-0,288 = 0,787 = 79%.
При этом вероятность получения действительных размеров, меньших,
чем размер непроходной стороны калибра (неисправимый брак), равна
0,5 —Ф(гл) = 0,5—0,499 = 0,001,
Вероятность получения размеров, больших, чем размер проходной
стороны калибра (исправимый брак), равна:
0.5 — Ф (zB) = 0,5 — 0,288 = 0,212,
т. е. 21%.
Как мы показали, при 6 < 68 выдержать все детали в пределах за-
данного допуска невозможно. В некоторых случаях из такого положе-
ния выходят настраивая станок таким образом, чтобы часть деталей ле-
жала заведомо вне поля допуска с той стороны, которая соответ-
ствует проходной стороне калибра, т. е. при наружной обрабо!ке была
полнее заданной меры, а при внутренней — меньше этой меры1. Эти де-
тали подвергают дополнительной обработке.
Очевидно, наивыгоднейшее расположение поля допуска будет таким,
при кот «ром при наружной обработке наименьший действительный
размер совпадает с наименьшим предельным размером, указанном на чер-
теже (рис. 123, а), а при внутренней, наоборот, наибольший действи-
тельный размер совпадает с наибольшим предельным (рис. 123, £)•
Количество деталей, подлежащих дополнительной обработке, харак-
терна ется заштрихованной площадью, оно зависит от допуска 8 и ве-
личины рассеивания Др. Используя схемы, показанные на рис. 123,
данные табл. 11 и вышеприведенную методику расчетов, можно опре-
1 Это соответствует исправимому браку при обычной постановке операции,
не предусматривающей дополнительной обработки.
♦ 275
делить, какое вероятное количество деталей подлежит дополнительной
обра* отке.
На самом деле нельзя рассчитывать, чтобы при настройке станка
поле рассеивания заняло положение, т )чно совпадающее с заданным.
Благодаря наличию „ошибки настройки", во избежание получения не-
исправимого брака придется количество допол ительно обрабатываемых
деталей несколько увеличить. Задавая смещение кпивой распределения
по отношению к полю допуска, можно произвести необходимые рас-
четы и для такого случая.
Зам тим, что метод настройки операций с допущением дополнитель-
ной обработки, хотя и представляется универсальным, позволяющим
вести работу на настроенных станках с узкими допусками, но на самом
деле имеет существенные ограничения
Рис. 124. Влияние постоянной систематической ошибки на положение
кривой распределения.
Необходимость отсортировки, хранения и вторичной обработки ча-
сти деталей осложняет организацию производства. Кроме того, встреча-
ются трудности при повторной точной установке деталей на станке,
часто даже невозможной без применения специальных приспособлений.
Мы вывели условие работы без брака 8 Др, где Д? = 6з при
распределении случайных погрешностей, следующем закону Гаусса.
Эго условие справедливо тогда, когда, во-первых, отсутствуют си-
стематические погрешности и, во-вторых, все детали рассматриваемой
партии (обрабатываемые при одной настройке станка) занимают преду-
смотренное схемой обработки положение относительно этого станка
(т. е. ошибки базировки и установки равны нулю).
При наличии постоянной систематической погрешности, например по-
грешности, связанной с настройкой станков или обусловленной неточно-
стью изготовления мерного инструмента (например развертки), кривая
распределения располагается относительно поля допуска несимметрично,
она сдвинута на величину систематической погрешности.
При фрезеровании плитки (рис. 124, а) размер L определяется
установкой стола станка по высоте. Если после обработки одной партии
деталей построить кривую распределения, то получится кривая А
(рис. 124, Ь).
При обработке другой партии на том же станке, при новой на-
стройке, положение стола относительно инструмента не будет точно
протягивание и т. д.). в этих слу-
Рис. 125. Влияние погрешностей базировки
и установки на точность
совпадать с тем, которое он занимал при обработке первой партии.
Предположим, что стол установлен ниже. При прочих равных условиях,
мы получим кривую распределения такую же, как и в первый раз, но
сдвинутую вправо (рис. 124, Ь, кривая В).
Если считать, что два изображенные на рисунке положения кри-
вой распределения соответствуют двум крайним положениям стола из
занимаемых им при различных настройках, то смещение кривой распре-
деления можно считать равным погрешности настройки.
Условие работы без брака принимает вид
8 Др Дп,
где Дп — постоянная систематическая погрешность, равная в данном слу-
чае погрешности настройки.
Аналогичные условия создаются и при работе мерным инструментом
(развертывание, фрезерование п ' “
чаях величина Дп соответствует
допуску на размер инструмента
(с учетом допуска на его изго-
товление и износ).
В тех случаях, когда поло-
жение относительно станка эле-
ментов детали (поверхностей
или осей), от которых произ-
водится . отсчет размеров, для
различных деталей партии не
сохраняется постоянным, необ-
ходимо еще учитывать наличие
погрешностей базировки и уста-
новки *.
Пусть, например, при фрезеровании (рис. 125) требуется выдержать
размер £, который отсчитывается от плоскости (измерительной базы) Д.
Положение этой плоскости определяется положением плоскости В (ко*
торая является установочной базой), обработанной на одной из предше-
ствующих операций. Легко видеть, что точность размера L зависит не
только от точности обработки на данной операции, но также от точно-
сти соблюдения размера Ж на предшествующих операциях и от степени
совмещения базисной плоскости детали В с поверхностью стола станка
(погрешность установки). Погрешность размера М (допуск базисного
размера) обозначим Д$ , а наибольшую допустимую погрешность (до-
пуск) установки Ду.
Принимая, что величины Др, Дп, Д$ и Ду складываются арифмети-
чески, мы можем написать условие работы без брака в об-
щем виде:
8^Др Дп 4- Дб +Ау>
где 8 — заданный чертежом допуск.
1 Подробнее о базах см. главу VI.
277
При отсутствии ошибок базировки и установки (Дб = Ду = 0) условие
принимает виг 8;>Др + ДП. При отсутствии также систематических по-
грешностей приходим к ранее рассмотренному условию 8^-Др.
Если счи ать, что неточности базировки и установки обусловли-
ваются только наличием случайных погрешностей, то сложение оши-
бок Др, Дб и Ду можно производи ь иначе и писать так:
8> Дв+А/ДрСдррд2-;
это условие приводит к несколько меньшему значению 8, чем вышепри-
веденное \
2. РАЗЛИЧНЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТЕЙ ОБРАБОТКИ
А. Определение погрешностей-статистическим путем
Пр дставляегся вполне естественным при определении погрешностей
обработки прежде всего обратиться к цеховому‘опыту.
Однако легко убедиться, что суждение о точности выполнения опе-
рации на основании отдельных наблюдений ити отчетов о браке не
Рис. 126. Сравнение точности двух
операций.
является ни объективным, ни
достаточно показательным.
Например, Сравнивая две
различные операции, характе-
ризуемые кривыми распределе-
ния А и В (рис.’ 126), и осно-
вываясь только на значениям
крайних (наибольшего и наи«
меньшего) размеров, можно
пр *тти к выводу, что метод
обработки В точнее, чем ме-
тод А. Легко видеть, однако,
что это заключение не соответствует действительности.
Основываясь на статистике браю, даже за большой период времени,
нельзя решить: объясняется ли этот брак технологическими характеристи-
ками, органически присущими данной операции, или же является ре-
зультатом неправильной настройки, неточности изготовления и установки
инструмента и приспособлений и т. п.
Использование методов математической статистики позволяет внести
порядок и объективность в работу по обследованию точности механи-
ческих операций.
Кривую распределения можно рассматривать как объективную ха-
рактеристику точности операции. Производя обмеры не-
скольких последовательно обрабатываемых в одинаковых условиях пар-
тий деталей и сравнивая получаемые для них кривые распределения,
можно убедиться, что эти кривые оказываются весьма сходными между
собой и характеризуют те постоянно действующие факторы, которые
определяют точность данной операции.
1 О сложении погрешностей см. ниже § 2Б.
278
Проф. А. Б. Яхин приводит результаты обследовании нескольких
операций, причем для каждой операции обмерялись две или три партии
деталей, после чего определялись значения среднего квадратического
отклонения (а). Результаты этих обследований показывают, что значе-
ния /у получаются достаточно стабильными.
Серьезным является вопрос о количестве деталей в каждой обсле-
дуемой партии. Как мы уже говорили, необходимым условием приложе-
ния закона больших чисел является использование обширного статисти-
ческого материала. С этой точки зрения необходимо стремиться к воз-
можному увеличению числа деталей в обследуемых партиях.
Однако такое увеличение ограничивается требованием соблюдения
постоянства условий, в которых протекает выполнение операции. Желая
определить рассеивание размеров, необходимо исключить влияние всех
факторов, изменяющих условия
обработки.
Поэтому обработка всех
деталей обследуемой пар-
тии должна произво-
диться одним набором
инструмента и при од-
ной настройке станка.
Если смешать две и бол шее
число партий, обработанных при
различных настройках или раз-
личным инструментом (напри-
мер двумя развертками, новой Рис. 127. Многовершинная кривая распре-
и изношенной), то придется деления,
считаться не только со случай-
ными ошибками (рассеиванием размеров), но также с влиянием система-
тических погрешностей, меняющихся при перенастройках станка.
Кривая распределения для такой неоднородной партии имеет несколько
вершин; ее форма резко отличается от формы кривой Гаусса. Такую
„многовершинную кривую" можно рассматривать как композицию двух
или нескольких кривых обычного’вида (рис. 127). Если вершины кривой
находятся на разной высоте, то это служит указанием, что смешиваемые
партии были различны по количеству деталей или по своим характери-
стикам.
Получить большие однородные партии часто оказывается невозмож-
ным и приходится ограничиваться сравнительно небольшими партиями.
Во многих случаях достаточно обследовать партии 50 деталей.
Определив на основе анализа кривых распределения значение сред-
него квадратического отклонения, мы тотчас же находим величину поля
рассеивания Др = 6а. Найденное таким путем результирующее значение
всех случайных погрешностей может быть использовано при всех даль-
нейших вычислениях со значительно большим основанием, чем случайно
замеренные погрешности отдельных деталей. Операция определения сред-
него квадратического автоматически корр ктирует результаты наблюде-
ний, устраняя влияние нехарактерных зам<ров и несущественных факто-
ров. Так, например, для случая рис. 126, средняя квадратическая для
кривой А очевидно меньше,^чем для кривой В.
Статистическое обследование позволяет констатировать наличие опре-
деленной совокупности случайных ошибок. Принимая на основании раз-
личных соображений (не вытекающих, как правило, из статистики), что
условия выполнения операции в будущем не изменяются, мы непосред-
ственно используем полученные значения для расчетов.
Указание путей уменьшения случайных ошибок (рассеивания) на ос-
новании лишь статистических обследований, вообще говоря, невозможно.
Для этого необходимо произвести более глубокое исследование операций
или же основываться на ряде проб, меняя условия испытания и срав-
нивая полученные кривые распределения, т. е. обратиться к экспери-
менту г.
Постоянная для всей операции систематическая ошибка,
как мы видели, на форму кривой распределения и на значение <у влияния
не оказывает. Присутствие этой ошибки отражается только на располо-
жении всей кривой. Определив при построении кривой распределения
для одной партии деталей значение систематической ошибки, мы, осно-
вываясь на рассмотрении только этой кривой, ничего не сможем сказать
о величине той же ошибки для всех других партий.
Тем не менее знание систематической ошибки во многих случаях
может дать ценные указания. Например, установив, что диаметры всех
отверстий, развернутых данной разверткой, получаются в среднем
большими, чем требуется на 0,01 мм, мы можем сошлифовать развертку
на эту величину и, таким образом, при обработке следующих партий
получить лучшие результаты. Установить на основании замеров отдель-
ных отверстий, что развертку следует сошлифовать именно на 0,01 мм
невозможно, так как эти отверстия имеют самые различные размеры
вследствие наложения на систематическую погрешность еще целого ряда
случайных.
Укажем, что заключение о необходимости сошлифовать развертку
мы сделали не только на основании статистического обследования дан-
ной партии деталей (констатация факта получения полномерных отвер-
стий), но и очевидного соображение, что уменьшение диаметра развертки,
при прочих постоянных условиях, уменьшает отверстие на ту же величину.
Заметим вообще, что указание путчей устранения систематических
ошибок обычно значительно проще, чем ошибок случайных. В послед-
нем случае частно приходится вносить какие-либо существенные улучше-
ния в постановку операции (отремонтировать станок, повысить точность
и одноро шость заготовок, улучшить средства измерения, повысить ква-
лификацию рабочей силы и т. п.) или же изменить самый технологи-
ческий процесс, например применяя двухкратное развертывание вместо
однократного, вводя в дополнение к обточке шлифование и т. д.
В условиях массовогоикрупносерийного производств,
регулярно производя такие статистические обследования, можно накопить
значительные материалы и на их основании составить нормативы точ-
ности для всех характерных для данного завода опера-
ций. При этом, если ограничиться обследованием лишь отдельных немно-
______________ о
1 Заметим, что такие эксперименты часто производятся в порядке текущей
работы и рационализации технологии. В 1аких случаях статистическое обсле-
дование операции является по сути дела обработкой экспериментальных данных.
380
гих партий, то таким образом можно установить лишь результирующую
случайную погрешность (рассеивание размеров Др). Систематические
погрешности (н точность настройки, допуски мерного инструмента и т. п.)
придется устанавливать исходя из других соображений.
Исследование систематических погрешностей, пользуясь методом
больших чисел, можно произвести в том случае, когда область наблюде-
ний будет расширена: обследуется обработка многих партий, причем
погрешности систематические в пределах одной партии окажутся слу-
чайными, если их рассматривать в масштабе всех партий. Это ^ожно
доказать, построив кривую распределения для таких систематических
погрешностей.
На основе подобных исследований можно, например, установить
допуски на настройку операции. Погрешность настройки будет
систематической в пределах одной партии и может рассматриваться как
случайная для совокупности многих партий. Строя кривую распреде-
ления для всех таких погрешностей (Дн), можно найти их среднее ариф-
метическое значение и среднюю квадратическую <тн • Величина 6gh
может быть положена в основу определения „допуска на настройку" (8Н).
Наличие смещения середины такой кривой распределения относительно
середины поля допуска детали укажет на наличие некоторой общей тен-
денции среди настройщиков операции. Эта тенденция может быть
ошибочкой, но .может основываться и на серьезных соображениях, напри-
мер на желании предусмотреть некоторый запас на износ инструмента1.
В мелкосерийном и тем более индивидуальном
производствах условия для выполнения ^статистических обследо-
ваний и установления нормативов точности операций статистическим
путем менее благоприятны.
Здесь можно говорить только о нормативах точности для типовых
операций. Производя многочисленные исследования на различных
заводах и обрабатывая их с применением методов математической ста-
тистики, можно путем обобщения полученных результатов разработать
такие нормативы, которые все же будут значительно более обоснованы,
чем обычно приводимые в литературе.
Еще лучшие результаты можно получить комбинируя статистический
метод определения погрешностей обработки с расчетным.
Применение статистического метода оказывается полезным также
при различных исследовательских работах как в заводской, так и
в лабораторной обстановке. Обычно, желая установить путем опыта или
наблюдения характер и степень влияния какого-либо фактора на точность
обработки, сравниваем результаты обработки двух партий деталей в усло-
виях, при которых действие интересующего нас фактора в обоих слу-
чаях различно, все же остальные обстоятельства опыта сохраняются
„постоянными".
На самом деле такое „постоянство" обеспечивается лишь отчасти
и колебания размеров при обработке различных деталей объясняются
не только воздействием данного фактора, но и неучитываемым влиянием
большого числа других факторов. В результате обмера каждой партии
мы получаем ряд замеров, по которым строим кривую распределения.
1 Подробнее о настройке операции см. ниже § 3.
281
Сравнение двух кривых распределения для обеих партий и позволяет
объективно установить влияние интересующего нас фактора.
Если бы обе кривые оказались малоотличающимися одна от другой,
то это указывало бы на слабое влияние рассматриваемого фактора на
точность обработки.
Рассмотренный нами метод статистического обследования точности
выполнения операции, основанный на постро нии кривых распределения
для партий деталей, обрабатываемых в одинаковых условиях, имеет тот
недостаюк, что он совершенно не учитывает последовательности обра-
ботки деталей. Все детали одной партии как бы перемешиваются.
От этого недостатка свободен метод, основанный на построении
точечных диаграмм. Откладывая по оси абсцисс номера последо-
вательно обрабатываемых деталей, а по оси ординат размеры этих дета-
лей, можно результаты обработки всей партии представить графически.
Заметим, что точечные диаграммы строятся не только для одной, но
и для нескольких последовательно обрабатываемых партий. Поднастройки
станка скажутся общим изменением размеров обрабатываемых деталей.
Длину диаграммы можно сократить, если партию (или партии) раз-
бить на труп 1ы (пробы), по несколько штук последовательно обраба-
тываемых деталей в каждой группе, и по оси абсцисс откладывать
не номера деталей, а номера групп. Тогда точки, соответствующие
деталям одной группы, расположатся на одной вертикали.
На рис. 128, а показана такая диаграмма, построенная для фрезерной
операции. В гру те содержится по 4 детали. Разброс точек характери-
зует рассеиваю е размеров
При рассмотрении такой диаграммы довольно трудно уловить общее
направление изменения измеряемого размера в процессе обработки после-
довательных деталей. Рассеивание обычно оказывается столь большим,
что тенденция изменения размера улавливается с трудом.
Эту тенденцию заметить легче, если построить диаграмму средних
значений размеров деталей, входящих в группы. Hi рис. 128, д вместо
каждых четырех точек, расположенных на одной вертикали, нанесена
одна точка для групповой средней.
Основываясь на выводах теории вероятностей, можно предвидеть,
что рассеивание таких групповых средних меньше, чем рассеивание разме-
ров отдельных деталей. Если распределение в пределах всей паржи
следует закону Гаусса со средним квадратическим отклонением а,
то распределение средних следует тому же закону со средним квадра-
тическим, равным только , где т — количество деталей в группе (пробе).
Сравнивая диаграммы а и Ь, можно заметить, что вторая значительно
более отчетливо указывает на наличие влияния доминирующего фак-
тора— износа инструмента, а также на изменение размера, обусло-
вливаемое поднастройками станка.
Мы показали возможности использования точечных диаграмм для иссле-
дования точности обработки. Этот метод в период второй мировой войны
широко использовался (в особенности в США и Англии) в связи
с организацией „статистического контроля продукции".
Обычные методы контроля основаны на отбраковке дефектных деталей
от годных. Чаще всего проверяются все обработанные детали (1Ои°/о-ный
282
контроль), что требует весьма большого количества браковщиков. При
массовых выпусках военной продукции штаты контрольных отделов
заводов колоссально возрастали. В некоторых случаях контролировалась
лишь часть продукции (выборочный контроль), затраты уменьшались,
но зато терялась уверенность в правильности результатов проверки.
Кроме |рудоемкости, обычные методы контроля имеют еще другой
принципиальный недостаток. Продукция контролируется после того, как
вся обработка или некоторые операции уже закончены.
L.I.. 1... 1J.I, Д. J.. 1. J...X..1 . L Д.Д, ,i .1
Bd&mp & 12 4- в 12 4 д
Полдень Полночь
Рис. 128. Точечная диаграмма.
По существу браковщик сортирует детали на годные и негодные, при-
чем в условиях массового производства быстро накапливаются горы
брака. Новая методика состоит Jb том, что контролируется сам
процесс в ходе производства. При этом отмечаются отклоне-
ния от правильного его течения и своевременно принимаются меры
к устранению этих отклонений.
Статистический контроль является научно обосновшным методом
выборочного контроля. Обычно контролируется только 5—1О°/о всей
продукции. Периодически берутся пробы по 2—10 деталей и промеряются
при помощи универсального измерюельного инструмента. Результаты
промеров немедленно обрабатываются и фиксируются на контроль-
ной диаграмме (рис. 128,6). На такой диаграмме нанесены две пря-
мые, соответствующие полю допуска („технические пределы") и две другие,
283
называемые контрольными прямыми, характеризующие поле
рассеивания групповых средних („контрольные пределы*). Точки, соот-
ветствующие отдельным пробам, должны располагаться внутри поля,
ограниченного этими прямыми. Как только замечают, что точка прибли-
зилась к контрольной прямой, необходимо поднастроить станок (подрегу-
лировать положение инструмента или упоров или же сменить инструмент).
В случае по рис. 128,д, такое вмешательство настройщика необходимо
в моменты Av Л2, А3. На самом деле он опаздывал и производил под-
настройку лишь в моменты Bi9 В2, В3. В результате размеры деталей,
обработанных в промежутках между моментами А и В, выходили за
пределы поля допуска, следовательно получался брак.
Мы не рассматриваем здесь вопроса о расположении контрольных
прямых; он подробно рассматривается в специальных трудах по теории
статистического контроля 1. Заметим еще, что контрольные диаграммы
могут строиться не только для групповых средних, но и для других
параметров, характеризующих рассеивание размеров: для среднего
квадратического отклонения проб а или для „размаха* (разности между
наибольшим и наименьшим размерами деталей одной пробы). Такие
диаграммы позволяют следить за изменением величины рассеивания,
возрастание которого служит указанием на какие-то более глубокие
нарушения правильного течения операции, чем изменение настройки
или износ инструмента (например, подача заготовок с резко коле-
блющимися припусками, износ или разрегулировка подшипников станка
и т. д.).
Заметим еще, что статистический контроль может основываться
не только на измерении деталей, но и на учете процента брака в отдельных
пробах. В некоторых случаях такой метод единственно возможный: напри-
мер при приемке по внешнему осмотру (приемка изделий после окраски,
покрытий и т. п.).
Применение статистического контроля как средства обеспечения
качества продукции имеет свои границы. Статистический контроль
позволяет следить заходом массового производства и гарантирует, что про-
цент брака не превысит обусловленной величины. Но такой контроль не
дает уверенности, что все детали окажутся годными. Поэтому рассма’ри-
ваемый метод не исключает обычных летолов контроля. Например,
в условиях индивидуального производства 1ОО°/о-ный контроль является
безусловно необходимым. Заметим, наконец, что статистический контроль
сигнализирует, когда необходимо вмешаться в ход процесса, но сам
по себе не дает указаний, что для этого необходимо сделать. Такие
указания может дать не статистический, а технический анализ процесса.
Резюмируя все сказанное о возможностях, связанных вообще с исполь-
зованием методов математической статистики при .исследовании вопро-
сов точности обр 1ботки, можно сделать следующие выводы:
1) статистический метод позволяет обследовать „на точность" опре-
деленные операции в массовом, серийном и отчасти в индивидуальном
производствах;
2) он может быть использован при составпении „нормативов точности*
как для данного завода, так и более общего характера;
1 Ачеркан, Статистические методы контроля, Машгиз, 1946.
284
3) на основе построения кривых распределения можно разделить
влияние случайных и систематических погрешностей и таким образом
во многих случаях указать пути уменьшения последних;
4) при соответственной обработке результатов наблюдений оказы-
вается возможным рассчитать величину допуска, который может быть
выдержан при использовании данного метода обработки;
5) можно определить вероятный процент брака или процент деталей,
подлежащих дополнительной обработке в случаях, когда заданный допуск
чрезмерно узок;
6) на основе расчетов, основанных на теории вероятностей, можно раз-
работать научно обоснованную методику настройки станков на точность
7) расчеты, базирующиеся на теории вероятностей, кладутся в основу
методики статистического контроля качества продукции.
Заметим, что рассмотренная мегодика исследования • может быть
с успехом применена в условиях обычной цеховой, не лабораторной обста-
новки. Это позволяет получать ценные результаты при небольших затратах.
Б. Суммирование погрешностей
В круг вопросов, решаемых на основе выводов теории вероятностей,
входит еще вопрос об установлении законов суммирования погрешностей
различного характера.
Систематические погрешности складываются алгебраически,
т. е. с учетом их знаков. Поэтому в результате суммирования может
произойти не только увеличение, но и уменьшение общей систематиче-
ской погрешности (компенсация погрешностей).
Систематическая погрешность со случайной, отсчиты-
ваемой симметрично от среднего размера, складываются арифметически,
так как случайная ошибка может иметь любой из знаков-{-или —, и
при определении суммарной погрешности следует исходить из наименее
выгодных условий, когда случайная ошибка имеет тот же знак, как и
систематическая.
Случайные погрешности, подчиняющиеся закону Гаусса,
складываются по правилу квадратного корня 1 2:
А = О)
где Др Д2 • • • Дт — составляющие погрешности, а Д — суммарная погреш-
ность.
При расчетах по этой формуле результирующая погрешность полу-
чается меньшей, чем в том случае, если случайные погрешности скла-
дывать арифметически (как это иногда делают). Например, при четырех
равных погрешностях = Д2 = Д8 = Д4 = а результирующая погрешность
получится равной Д = 2а вместо 4а при простом суммировании.
1 См. ниже § 3.
2 В курсах теории вероятностей доказывается, что среднее квадратическое
отклонение суммы случайных величин
/_ -
4. с + ... ц. а
01 2 т
Умножая это выражение на 6, находим
ба = V(баО» + (6^)3 + • • • + (баот)2 откуда и получаем равенство (1).
285
Такой результат становится очевидным, если учесть, что совпадение
наибольших значений всех погрешностей является невероятным — отдель-
ные погрешности частично даже компенсируют друг друга.
Если составляющие погрешности не подчиняются закону Гаусса, то
правило суммирований значительно усложняется. В этих случаях прихо-
дится учитывать вид кривой распределения каждой из погрешностей.
Рассмотрим сначала симметричные кривые распределе-
ния.
Основываясь на выводах теории вероятностей, можно сказать, что
при большом числе составляющих погрешностей, из которых ни одна
не является доминирующей, результирующая погрешность следует закону
нормального распределения независимо от того, каким законам распре-
деления подчиняются составляющие погрешности. Считая в силу сказан-
ного закон распределения результирующей погрешности законом Гаусса,
можем написать следующую формулу:
д = /(М1)2+(М2)2+ •••+(«> (2)
где kif • *km—некоторые коэфициенты, зависящие от вида кривых
распределения составляющих погрешностей.
В том случае, когда все составляющие погрешности следуют одному
и тому же закону распределения, имеем kx — = • • • — km = k и
тогда
д=Л]/ д 4-д + . . - 4-Д . (3)
• г 1 2 т
Н. А. Бородачев приводит значения коэфициентов k для различных
случаев (табл. 12) \
Как видно из данных приведенной таблицы, для перечисленных в ней
законов распределения наименьшая результирующая погрешность полу-
чается в том случае, когда составляющие погрешности следуют закону
Гаусса (k ~1). При отступлении этих погрешностей от закона Гаусса
результирующая погрешность становился большей. Ее значение уве-
личивается, если, например, приходится учитывать сильный износ инстру-
мента (k = 1,2—1,5, случай 5, табл. 12). При очень большом износе
этот фактор может стать доминирующим, и кривая приближается к кри-
вой, соответств; ющей закону равного распределения (случай 4; k = 1,73).
В тех случаях, когда работа ведется по способу автоматического
получения размеров (на настроенных станках) и при отсутствии замет-
ного износа инструмента, можно, как мы уже указывали, рассчитывать
на то, что законы распределения большинства случайных погрешностей
близки к закону Гаусса. Однако некоторые из этих погрешностей все же
могут следовать ругим законам распределения, и поэтому, рассчитывая
суммарную погрешность по формуле (3), осторожнее принимать k > 1,
например k = 1,2.
Мы говорили о погрешностях в размерах деталей, получаемых
в резу ьтате их обработки на станках.
Если рассматривать несколько деталей в процессе сборки изде-
лия, то размер, соответствующий сумме размеров этих деталей, будет
1 Бородачев, Анализ качества и точности производства.
286
Таблица 12
Значении коэфициентов k для различных симметричных законов
распределения
получаться с некоторыми отклонениями в зависимости от погрешностей
размеров собираемых деталей. Здесь мы также имеем случай суммирова-
ния погрешностей и можем воспользоваться вышеприведенными правилами
и формулами. Необходимо иметь в виду, чго после механической обработки
и до поступления на сборку детали подвергаются контролю, причем
те из них, размеры которых выходят за пределы поля допуску бракуются.
В результате кривые распределения погрешностей деталей, поступающих
на сборку, оказываются иными, чем те, которые получились после обра-
ботки. Если для обработанных деталей справедлив закон Гаусса (случай 1,
табл. 12), то для собираемых деталей во многих случаях можно ожи-
287
Однако очевидно, что такое сокращение за счет повышения режима
резания не может превысить некоторой определенной величины, так как
режимы лимитируются не только точностью обработки, но также мощ-
ностью и прочностью станка, надежностью закрепления детали и т. д
Существует некоторое минимальное значение машинного времени,
ниже которого оно не опускается ни при каких условиях, если не
изменит^ самого метода обработки. Однако при замене данного метода
обработки (например притирки) более грубым (шлифованием) это
минимальное значение может быть снижено.
Кромемашинного времени,необходимо учитывать также вспомогательное
и дополнительное времена, которые также не могут снижаться беспредельно.
В силу сказанного, обобщая приведенные рассужде-
। ния и на другие виды обработки, можно принятьследую-
। щую приближенную зависимость полного (калькуля-
I пионного) времени обработки от точности:
! Л 'т f А
о
где Та — постоянная для данного метода обработки
величина, соответствующая минимальной, воз-
можной затрате времени;
Д6— сумма погрешностей, зависящих от нагрузки
(доминирующей обычно
ность До);
А и k — постоянные.
Необходимо учитывать
оказывается погреш-
--к
4»*--
а. Ь
к?
_____________ t
ПсгрешностЬД
некоторые постоян-
погрешности, кото-
свойственны данному
Рис. 131. Зависимость времени (стоимости) обра-
ботки от точности.
также
ные
рые
методу обработки и не
могут быть снижены ни
при какой затрате вре-
мени. Сумму этих погреш-
ностей * обозначим Да;
тогда полная погрешность
i
1
1
Учитывая все сказанное, зависимость времени обработки от
точности можно изобразить кривой вида, показанного на рис 131 Ч
Очевидно, что зависимость стоимости обработки от точности
Q==f (Д) имезт аналогичный характер, хотя численные значения вели-
чин, входящих в формулы, будут другими.
Рассматривая эту кривую, мы видим, что ее условно можно разбить
на три участка Л, В, С. На участке А она располагается почти
параллельно оси ординат. При изменении режима резания и вообще
условий обработки, соответствующих этому участку, точность изменяется
слабо. Увеличивая время обработки (и ее стоимость) даже весьма
1 Рис. 131 имеет внешнее сходство с вышеприведенным рис. 30. Однако
между ними существует принципиальное различие. Рис. 131 иллюстрирует за-
висимость себестоимости (времени) обработки от точности (характеристика
влияния качества), рис\нок же 30-й показывает зависимость себестоимости
(времени обработки) от размера партии при заданной точности
(характеристика влияния количества),
3CQ
значительно, мы достигаем лишь небольшого снижения погреш-
ности.
Участок В соответствует условиям, когда ценою увеличения затраты
времени (стоимости) можно заметно повысить точность обработки. Выбор
правильного режима работы на участке В требует внимания и предста-
вляет задачу, с которой приходится постоянно встречаться на производстве.
Участок кривой С характеризуется тем, что здесь даже незначитель-
ное увеличение времени (стоимости) обработки сопровождается резким
уменьшением погрешности (Д).
В большинстве случаев, очевидно, целесообразно работать в условиях,
соответствующих участку кривой В. При переходе на участок А (особо
квалифицированная рабочая сила, пониженные режимы, большое число про-
ходов и т. д.) работа обычно становится неэкономичной. Точности, которые
возможно обеспечить при такой обработке, могут быть названы дости-
жимыми точностями данного метода. Погрешности при
этом близки к значению Дд. К работе в таких условиях прибегают
обычно тогда, когда не имеют возможности применить более квалифи-
цированный метод обработки, например при отделке валиков по 2-му
классу точности на токарном станке, вследствие отсутствия шлифоваль-
ного (в ремонтных мастерских и т. п.). Работа неустойчива, часто
сопровождается браком.
Работа на участке С соответствует случаю, когда квалифицированный
метод обработки используется в условиях, не требующих обеспечения
высокой степени точности (например шлифование при допусках 4-го
класса). Здесь ценою небольшой дополнительной затраты времени и по-
вышения стоимости обработки сверх абсолютно необходимого минимума
обеспечивается значительно более высокое качество, чем это требуется;
поэтому при работе в таких условиях обычно легко устранить брак и
получить устойчивый процесс. Однако в большинстве случаев такая
работа окажется неэкономичной, так как при применении другого более
грубого метода требуемая низкая точность достигается в более короткий
срок и с меньшими затратами. Например, обрабатывая детали на стан-
ках, даже наиболее грубыми методами, можно легко обеспечить точность,
с трудом достижимую путем горячей обработки. Однако во многих
случаях все же целесообразнее избегать механической обработки,
хотя бы для этого пришлось поднять уровень технологии в горя-
чих цехах. Область значений Д, соответствующих участку С, мы
назовем областью гарантированной точности данного
метода.
В большинстве случаев практики работа с гарантированной или
с достижимой точностями неэкономична. Точности, соотв тсгвующие
участку В, относятся к области экономической точности обра-
ботки и, говоря о точности какого-либо метода, обычно имеют
в виду значение точности, соответствующее некоторой точке на участке В.
Границы области экономической точности можно установить на основа-
нии нижеследующих соображений.
Сравнивая, например, три метода обработки L, 7И, N (рис. 132),
мы замечаем, что из них наиболее „грубым* является метод А, а наи-
более „точным*—N. Метод М занимает промежуточное положение.
При допусках больших Дх следует, очевидно, использовать метод Z,
301
а при допусках меньших Д2—метод М При допусках, лежащих в границах
Дх и Д2, целесообразно применять метод М
Интервал Дх — Д2является областью экономической точности метода /И,
соответствующей участку В кривой по рис. 135. При этом стоимость
обработки лежит в границах Q2 —
Если бы мы пожелали охарактеризовать экономическую точность
метода М одним числом, то за таковое можно было бы, например, принять
м А1 ^2
среднюю величину допустимой погрешности - —•
Заметим, что значение экономической точности метода М связано
с характеристиками методов L и N. Например, при усовершенствовании
метода L сооветственная кривая расположится ниже и точка пересечения
ее с кривой М сдвинется влево; интервал допу-
сков, в котором следует пользоваться методом М,
сузится.
Таким образом точность различных методов не
является вполне определенной величиной. Прежде всего
ценою некоторых затрат времени и средств экономи-
ческая точность каждого метода может быть повы-
шена (от Aj до Л2 на рис. 132). Кроме того, она зави-
сит от характера операции, серийности и всей произ-
водственной обстановки. Заметим, что значения эконо-
мической точности различных методов обработки не
остаются стабильными с течением времени. Они,
вообще говоря, повышаются: обеспечение заданной
точности по мере прогресса техники обходится де-
шевле.
В качестве примера при-
водим рис. 133, на котором
показана зависимость стои-
мости шлифовки единицы
продукции от точности !.
Во всех случаях увеличение
допуска сопровождается по-
нижением стоимости обра-
ботки. Три кривые относятся
N M L
4
N
М
L
Г
Рис. 132. Зависимость стоимости от точности
для различных методов обработки.
к трем годам: 1924 г., 1929 г. и 1932 г.
Сопоставляя эти кривые, можно видеть, что стоимость механической
обработки (в данном случае шлифовки) уменьшается по мере развития
технологии 2.
Сравнивая, например, стоимость достижения точности, равной 0,01 мм,
мы видим, что она1 2 снизилась в трех указанных случаях в отношении
1 Приведенные кривые изображают некоторые средние значения для целого
ряда случаев выпол <ения шлифовальных операций в условиях массового
производства в США. См. American Machinist, т. 73, стр. 44.
2 В данном случае снижение стоимости получае:ся вследствие применения
приспособлений для автоматического измерения и контроля размеров, широкого
использования точных градуированных дисков (лимбов) для установки круга
на глубину,применения индикаторных измерительных приборов, а также вообще
улучшения качества шлифовальных станков и, в частности, методов управления
ими.
ЗП2
6:4:2, т. е. упала в три раза. Такое снижение стоимости позволяет
расширить область применения принципа взаимозаменяем сти и вообще
может существенно повлиять на организацию всего технологического про-
цесса.
Резюмируя все вышесказанное, можно дать следующее определение*
Экономической точностью какого-либо метода об-
работки на данном
уровне развития тех-
ники называется точ-
ность, обеспечиваемая
в нормальных усло-
виях работы, при ис-
пользовании исправ-
ного оборудования,
инструмента стан-
дартного качества,
нормальной квалифи-
кации рабочей силы и
при затрате времен и и
средств, не превыша-
ющих затрат для дру-
гих, сопоставимых
с рассматриваемым, рис 133^ Зависимость стоимости шлифования
методов. от точности.
Вопрос о выборе опти-
мальной точности обработки, если его рассматривать с широкой точки
зрения, является весьма сложной технико-экономической задачей. При
ее решении необходимо учитывать не только стоимость самой механи-
ческой обработки, но также стоимость сборки, которая, вообще говоря,
понижается при повышении точности обработки и, наконец, влияние
точности на эксплоатационные характеристики машины.
3. НАСТРОЙКА СТАНКОВ НА РАЗМЕР
А. Погрешности, зависящие от установки инструмента
на размер и промеров
Мы рассмотрели зависимость погрешностей обработки от различных
факторов, связанных со станком, инструментом, приспособлениями
и схемой обработки. Рассмотрим теперь влияние на точность обработки
факторов, сзязанных в основном с действиями самого рабочего1.
Ошибки в установке профильного (фасонного) инструмента сильно
сказываются на точности обработки. Например, установка широкого
резца при обточке или строгании имеет большое влияние на качество
1 Влияние „человеческого фактора" сказывается, конечно, и на состоянии
оборудования, точности инструмента и приспособлений и т. д. Однако все
предметы оснастки и сами станки, перед поступлением в эксплоатацию, про-
ходят контроль. Поэтому технолог вправе рассчитывать на их точность в пре-
делах стандартов и технических условий.
303
Рис. 134. Вид поверхности, обработанной
широким резцом при неправильной его
установке.
обработки. При неправильной установке поверхность получается неров-
ной (рис. 134). г
Г1ри точной установке резьбовых резцов и других фассонных инстру-
ментов часто пользуются специальными (например оптическими) при-
борами.
При закреплении в шпинделе станка вращающегося инструмента (сверла,
развертки, фрезеры) необходимо проверять их на биение. При наличии
биения мерный инструмент снимает больший слой металла, чем это сле-
дует: отверстие, канавка и т. д. получаются большего размера, чем сам
инструмент. Заметим, что этим обстоятельством иногда пользуются на-
меренно, регулируя таким образом размер. При этом, очевидно, инстру-
мент перестает работать как мерный1.
При работе немерным инструментом (резцом, торцевым или цилиндри-
ческим фрезером и т. д.) точность размера зависит от установки инстру-
мента на стружку. Для того чтобы получить требуемый размер, необхо-
димо обеспечить совершенно определенное положение режущей кромки
инструмента относительно соот-
ветственных базирующих поверх-
ностей обрабатываемой детали.
Предполагая, что эти поверхности
занимают заданное положение
относительно станка, можно за-
менить только что сформулиро-
ванное условие другим — требова-
нием обеспечения определенного
положения режущей кромки относительно станка.
Установка инструмента на стружку обычно производится путем ряда
проб, сопровождаемых промерами, с последующей корректировкой размера.
Точность промеров должна соответствовать точности обрабо1ки,
так как погрешность измерения составляет одну из существенных со-
ставляющих общей погрешности размера.
Точность измерения зависит не только от точности измерительного
инструмента, но также и от многих других факторов.
Прежде всего большое значение имеет правильное положение инстру-
мента относительно детали. Например, неопытный рабочий может про-
мерить при помощи штихмасса не диаметр, а хорду отверстия. Микро-
метр часто устанавливают косо. Существенное влияние, в особенности
при измерении больших размеров, имеет мерительное давление.
Сильное влияние на точность промеров оказывает температура. При
измерении чугунных и стальных деталей инструментами, выполненными
из стали, приходится считаться главным образом с разницей температур
приборов и деталей в момент измерения. Разница в 1° приводит к ошибке
около 0,01 мм на длине в 1000 мм. Ошибки такого порядка обычно
не имеют существенного значения. Но при промерах деталей из цветных
металлов (бронзы, алюминия и т. п.) приходится учитывать различные
коэфициенты расширения материалов детали и калибра.
1 На этом принципе основана, например, работа шпоночно-фрезерных
станков (фирмы А. Шютте) с колеблющимся фрезером.
304
Как известно, калибры имеют правильный размер при 20°С. Если
алюминиевая деталь диаметром 100 мм промеряется (в местности с жарким
климатом) при 40°С, она имеет размер на 2,4x20 = 48 у. больший чем
при 20°С. Стальной калибр увеличивается только на 1,2 X 20 = 24рь. По-
грешность измерения, обусловленная только влиянием температуры, соста-
вит 24у., что в данном случае равняется допуску 2-го класса точности ОСТ.
Во многих случаях размер отсчитывается не непосредственно, а полу-
чается путем сравнения размера детали с размером калибра, мерного
валика и т. п. Такой метод позволяет исключить ошибку измерительного
инструмента, но зато вводит двукратную погрешность самого промера.
Точность часто применяемого измерения при помощи кронциркуля
или нутромера всецело зависит от опытности рабочего. Квалифицирован-
ный рабочий, перенося размер с калибра (или вообще с точного образца),
может промерять по кронциркулю с точностью ±0,03 мм и выше. Но
при пользовании кронциркулем совместно со стальной линейкой обеспе-
чивается точность не выше ±0,2 мм, добычно еще грубее (до±?1 мм).
Промеры непосредственно по стальной линейке, прикладываемой
к детали, оказываются весьма грубыми независимо от точности самих
линеек. В этом случае следует считаться с ощибками ± 0,5 мм и даже
выше.
Штангенциркули и микрометры обеспечивают более объективные по-
казания, но и в этих случаях промеры, производимые различными ли-
цами, обычно в точности не совпадают. Штангенциркули обеспечивают
точность промеров от ± 0,02 до ± 0,15 мм. Ориентировочно для микро-
метров 1-го класса точность измерения от ± 0,005 до ± 0,02 мм в зави-
симости от размера (25—1000 мм).
При пользовании жесткими предельными калибрами точность промера
может быть принята ра ной разности между размерами проходной
и непроходной сторон калибра.
Наиболее объективные, результаты, кроме предельных калибров, дают
индикаторные приборы (индикаторные микрометры и штихмассы, пасса-
метры, пассиметры, миниметры и т. п.). Вводя индикатор, мы прежде
всего сводим к минимуму влияние мерительного давления. Точность
установки по индикатору может быть легг о доведена до значения ± 0,01 мм.
Кроме точности промеров, существенн е влияние на точность уста-
новки на стружку имеет возможность уверенной корректировки положе-
ния инструмента относительно детали.
Корректировка размера иногда производится без использова-
ния каких-либо вспомогательных устройств. Рабочий подает инструмент,
руководствуясь чутьем и опытом. Чаще же пользуются лимбами, насажен-
ными на конце ходовых винтов.
При корректировке размера по лимбу необходимо прежде всего учи-
тывать неточность отсчета. Кроме того, сказывается погрешность
в совмещении деления лимба с указателем. Чем с б льшим
усилием вращается маховичок, тем труднее установить лимб в требуемое
положение. Точность повышают вращая маховичок не плавно, а толчками
(„подстукивание"), однако и в этом случае на обычном токарном станке
точная установка по лимбу обеспечивается лишь с трудом. Обычно цена
деления лимба токарного станка соответствует перемещению резца на
0,05 мм, что дает возможность устанавливать резец с точностью до
20 А. П. Соколовский. 2051. 305
±0,02 ми. Лимбы с Ценой деления 0,02 мм позволяют выполнять уста-
новку с точностью±0,01 мм и даже±0,005 мм (±5|i).
На шлифовальных и других прецизионных станках применяются
лимбы большого диаметра, причем они имеют деления крупные и чет-
кие. Кроме того, на этих станках обеспечивается легкое и плавное вра-
щение маховичков подачи без приложения сколько-нибудь значительных
усилий. Все это обеспечивает возможность уверенной корректировки
размеров с точностью ± 5 ц и даже ± 2 |л.
В некоторых случаях лимбом пользуются не только для корректи-
ровки размера в процессе установки на стружку, но и для перемещения
инструмента на определенное расстояние (например при вытачивании
канавок определенной глубины). В таких случаях к указанной ошибке,
связанной с отсчетом по лимбу, необходимо добавить погрешность
в inaie ходового винта.
Кроме ходовых винтов и лимбов для корректировки размеров исполь-
зуются точные линейки (шкалы), мерное плитки и штихмассы, индика-
торы и т. п. Точность, достигаемая при помощи таких устройств, весьма
различна. В некоторых случаях ее повышают используя оптический отсчет.
Кроме перечисленных, при установке инструмента на размер прихо-
дится считаться с целым рядом других независящих, а отчасти и завися-
щих от нагрузки факторов. Например, даже при снятии самых тонких стру-
жек упругие отжатия все же оказывают свое влияние. Суммарный эффект
влияния всех этих факторов учтен цифрами вышеприведенной табл. 15.
Переходим к рассмотрению самого процесса установки инструмента
на размер.
Б. Работа по промерам?
Обеспечение точности формы поверхностей и правильности их
взаимного расположения в смысле соблюдения соотношений: концентрич-
ности, параллельности, перпендикулярности и т. п., — чаще все гопере-
доверяется станку и приспособлениям. Роль рабочего состоит в правиль-
ном использовании станков и приспособлений, а также в точном соблюде-
нии технологического процесса (последовательность установок и т. п.) Ч
Соблюдение размеров отельных поверхностей, а также размеров,
определяющих взаимное расположение этих поверхностей, в большинстве
случаев связано с действиями рабочего1 2. Различаем „работу по проме-
рам* и „по настройке*.
Метод работы по промерам состоит в том, что рабочий
в начале каждого прохода „устанавливает инструмент на стружку*, то
есть подводит его к детали и обрабатывает сначала небольшой участок
поверхности.
Полученный размер проверяется, после чего глубина резания коррек-
тируется, причем, как мы уже указывали, руководствуются показа-
ниями лимбов на винтах подачи, точных шкал, индикаторов и т. п. При
1 Исключение составляют случаи обработ .и (фасонных форм и т. п.) двумя
или ремя ручными подач мт— опиловка на станке, притирка и другие опера-
ции машинно-ручного характера.
2 При работе профильным и мерным инструментом создаются другие
условия обеспечения точности размеров. В этих и некоторых других случаях
обеспечение размеров в значи1ельной степени автоматизируется.
306
Рис. 135. Сжатие металла при сня-
тии резцом чистовой стружки.
точных работах пробную обработку и корректировку производят дважды
и даже три раза.
После того как положение инструмента таким образом откорректи-
ровано, обрабатывают всю поверхность.
Заметим, однако, что, как бы тщательно ни производилась установка
на стружку, она не гарантирует достижения наивыгоднейшего положения
инструмента относительно детали.
Если даже пробная обработка производится при том же режиме ре-
зания, как и обработка всей поверхности, то условия работы оказыва-
ются не вполне одинаковыми. Жесткость системы станок — деталь—инстру-
мент меняется по длине прохода, тем-
пературный режим в процессе работы
также изменяется, наконец приходится
считаться с износом инструмента.
Поэтому (а также ввиду необходи-
мости обеспечить правильность формы
и соотношений) точная обработка
обычно производится в несколько про-
ходов, причем при каждом последую-
щем проходе положение инструмента
корректируется (по лимбу и т. п.) на
основании тщательного обмера детали
после окончания предшествующего про-
хода. Ввиду того, что глубины резания при переходе от прохода к проходу
уменьшаются, а заготовка принимает более правильные форму и размеры,
действие всех факторов, обусловливающих возникновение погрешностей,
ослабляется. Корректируя таким образом последу ющим и
проходами ошибки предшествующих и увеличивая число
проходов, можно, казалось бы, обеспечить любую точность обработки.
Однако это заключение было бы правильным лишь в том случае,
если бы инструмент мог снимать стружки сколь угодно малой толщины.
На самом деле инструмент с металлическим лезвием может удалять слои
металла не меньше определенной толщины. Как бы ни был хорошо за-
точен резец, но режущая кромка его всегда слегка скруглена. Поэтому
в процессе работы он производит сжатие металла, величина А которого
зависит от свойств материала и формы резца (рис. 135); если стружка
установлена слишком малой, то резец ее не возьмет вовсе.
Инж. Финкельштейн1 произвел опыты, которые показали, что достижимы
следующие наименьшие толщины стружек в наилучших условиях работы:
Материал детали Материал резца Наименьшая толщина стружки мм
Латунь Алмаз 0,002
» • Углеродистая сталь твердо- 0,003
закаленная
Мартеновская сталь Углеродистая сталь нормаль- 0,006
но закаленная
1 Инж. Финкельштейн, Испытание точности станков, 1916.
*
307
г В обычных условиях режущая кромка только что заточенного резца
притуплена по радиусу 0,01—0,02 мм, причем в работе притупление
увеличивается до 0,05 мм. При черновых стружках часто работают
с притуплением 0,10—0,15 мм и больше.
Вследствие этого предельная толщина стружки резко увеличивается,
доходя до нескольких сотых долей миллиметра.
Абразивный инструмент может снимать стружки во много раз мень-
шей толщины. При шлифовании круг снимает слои металла такие как 1 у,;
тонко измельченные зерна абразивов, применяемых в процессе притирки,
снимают еще меньшие стружки.
Сказанное хорошо объясняет, почему работая по методу пробных
проходов при шлифовании, можно сравнительно легко выдержать до-
пуски до 2р., в то время как при обточке обычно достигается точность
не выше класса 2а.
При работе по промерам приходится широко пользоваться универ-
сальным инструментом: кронциркулями, нутромерами, линейками,
штангенциркулями, микрометрами и т. п.
Учитывая все сказанное, можно понять, почему при требовании до-
стижения высокой точности установка на стружку оказывается дорогим
элементом работы, требующим затраты значительного времени и исполь-
зования рабочей силы повышенной квалификации.
Тем не менее в условиях индивидуального и мелкосерийного про-
изводств работа по промерам является обычной, что объясняется не
только нецелесообразностью при малых размерах партий затрачивать
время на настройку станков, но и возможностью при работе по этому
методу приспосабливаться к индивидуальным особен-
ностям. каждой данной заготовки.
При колебаниях припусков на обработку, при одном и том же поло-
жении инструмента относительно станка, размеры вследствие изменения
деформации системы получаются различными. Однако, регулируя глу-
бину резания при последующих проходах, можно компенсировать ука-
занные погрешности и, в конечном счете, хотя бы вводя дополнитель-
ные, не предусмотренные первоначальным планом обработки, проходы,
достичь требуемой точности. Таким же образом можно компенсировать
и колебания твердости материала. В результате даже при неточных и
неоднородных заготовках квалифицированный рабочий, пользуясь ме-
тодом пробных проходов, может обеспечить высокое качество про-*
дукции и избежать брака. При работе по рагсматриваемому методу
установка резца про изводитс я с учетом результатов
обработки и корректируется в процессе ее выполне-
ния.
В этом заключается принципиальное отличие метода работы „по про-
мерам" от обычной работы на „настроенных станках", когда инструмент
фиксируется в одном определенном положении для значительной партии
деталей, благодаря чему всякая приспосдбливаемость к индивидуальным
свойствам заготовок отпадает.
Заметим еще, что при работе по промерам, в случае обработки
сравнительно небольших деталей влияние износа ин-
струмента на точность обработки очень невелико,
так как при обработке каждой новой , детали установка на стружку
308
производится заново. Лишь при обработке больших поверхностей (стро-
гание плит, расгочка цилиндров крупных машин и т. п.) с влиянием
износа резца на точность формы отдельных поверхностей все же при-
ходится считаться. При работе на настроенных станках износ инстру-
мента всегда необходимо учитывать.
Заметим еще, что при работе инструментом с металлическим лезвием
проход обычно не прерывается. При шлифовании, притирке, опиловке
длину прохода можно регулировать снимая металл только на части по-
верхности и корректируя таким образом ее форму. Однако в некоторых
случаях опытные токари и строгальщики достигают того же, подавая
резец на ходу станка. Полная возможность влияния со стороны рабо-
чего на форму получаемой поверхности достигается, как мы только что
указали, лишь при машинноручной обработке (притирка, опиловка
и т. п.).
В индивидуальном и мелкосерийном производствах лишь в редких
случаях имеется возможность обеспечить все условия, необходимые для
работы по настройке. Непостоянство размеров заготовок, недостаточная
оснащенность производства приспособлениями й специальным инстру-
ментом, отсутствие строгого операционного контроля и т. д. заставляют
иногда работать по промерам даже там, где при других условиях работа
по настройке оказалась бы рентабельной. Широкое применение разметки
в индивидуальном и мелкосерийном производствах также затрудняет
осуществление настройки станков.'
Заметим еще, что, вообще говоря, чем крупнее детали, тем: меньшую
экономию дает применение настройки, так как доля участия вспомога-
тельного времени в общем времени обработки тем меньше, чем больше
обрабатываемые поверхности. *
В. Принцип настройки
Работа по настройке (на настроенных станках) является основным
методом работы в массовом и крупносерийном производствах. Здесь
к работе по промерам прибегают лишь тогда, когда использовать
метод работы по настройке почему-либо не представляется возмож-
ным.
Работа на настроенных станках позволяет значительно сократись
штучное время обработки за счет:
1) устранения затраты времени на пробные проходы и. про-
меры;
2) возможности ускорения выполнения многих рабочих приемов, так
как уменьшается опасность получения брака;
3) создания условий, благоприятных для одновременной работы не-
сколькими йкструментами, множественной обработки деталей, многоста:
ночного обслуживания и т. д.
С другой стороны, на настройку станка необходимо затратить опре-
деленное время — тем большее, чем сложнее настройка. Поэтому работа
по настройке не применяется в условиях индивидуального производ-
ства и имеет лишь ограниченное применение в мелкосерийном про-
изводстве.
309
Настройка станка обычно производится таким образом, что обра-
батываемая деталь и инструмент устанавливаются во вполне определен-
ном положении относительно станка. При этом пеэемещение инстру-
мента относительно детали ограничивается действием специальных
устройств (упоров и автоматических остановов).
При обработке партии деталей, производимой при одной настройке,
все условия выполнения операции повторяются, поэтому можно ожидать,
что и результаты обработки окажутся одинаковыми.
В действительности, конечно, действующие факторы не оказываются
вполне неизменными, и размеры отдельных деталей несколько различа-
ются между собой (рассеивание размеров). Однако при правильно по-
ставленной операции эти различия не должны выходить за пределы
заданного допуска.
Таким образом „принцип настройки станка на размер*
состоит в том, что создаются условия, при которых все
факторы, действующие приоб’работкепробныхдеталей,
стремятся сохранить неизмененными и при обработке
всех остальных деталей партии. Степень точности об-
работки на настроенном станке определяется, кроме
точности самой настройки, степенью постоянства всех
действующих факторов.
Поэтому большое значение получают: однородность обрабатываемого
материала, строгое соблюдение общих и операционных припусков \ обес-
печение правильности и чистоты базирующих поверхностей, сохра-
нение постоянства зажимных усилий, ограничение износа инструмента
и т. д.
Заметим, что получение путем настройки точных раз-
меров непосредственно не связано со снятием тон-
ких стружек, как это имеет место при работе по промерам. Даже
при снятии сравнительно толстого слоя металла можно путем тщатель-
ной регулировки достичь поучения требуемого точного размера, если
условия выполнения операции остаются постоянными. Допуск может
быть значительно меньше глубины резания.
Однако, очевидно, что чем меньше глубина резания (до определен-
ного ее значения, ниже которого итти не следует, так как инструмент
может перестать снимать стружку), тем меньше по абсолютной величине
колебания усилий и температуры при неизбежных изменениях условий
обработки.
При работе по настройке отпадает один из наиболее сложных эле-
ментов работы — установка инструмента на стружку при обработке ка-
ждой детали. Поэтому такая работа может выполняться рабочими мень-
шей квалификации, чем работа по промерам.
Ответственность за соблюдение размеров в основном перелагается
с рабочего-оператора на настройщика станка, который должен иметь
соответственную квалификацию.
Однако до некоторой степени точность обработки зависит и от ра-
бочего-оператора. Он должен следить за тем, чтобы при установке
детали под нее не попала стружка или грязь, должен наблюдать за из-
1 См. главу VII, § 1.
310
носом инструмента, проверяя размеры калибром, и вообще за правиль-
ностью работы станка.
Далее большое значение имеет поддержание точного ритма в ра-
боте. Если все рабочие приемы при обработке всех деталей партии
повторяются в одной, строго определенной последовательности, то такой
ритм постепенно вырабатывается, что способствует сохранению постоян-
ства условий обработки. Весьма большое значение имеет обеспечение
постоянства усилий, с которыми закрепляется деталь, а также произво-
дится нажим на упоры.
ф К. В. Вотинов описывает следующие опыты Ч
Испытывалась задняя бабка токарного станка. Требовалось выдвинуть
пиноль на определенную длину и закрепить ее с помощью рукоятки и
сухарей. Оказывалось, что в процессе этого креплений задний центр
претерпевает значительные отклонения.
Рис. 136» Влияние силы закрепления пиноли задней
бабки на ее отклонения.
На рис. 136 приведены характеристики отклонений пиноли в зави-
симости от усилия крепления. Как видно, отжатие в радиальном напра-
влении достигает 20рь, что соответствует изменению диаметра обработки
на 0,04 мм. Колебания усилий крепления могут вызвать появление по-
грешности порядка 0,02 мм. Интересно отметить, что отжатие в вер-
тикальном направлении оказывается равным нулю1 2.
При креплении задней бабки к станине положение центра зависит
от целого ряда причин (рис. 137). Например, достаточно изменить по-
рядок крепления болтов А или условия регулировки болтов Dx и Z)2,
чтобы пиноль заняла другое положение. Боковые удары по поверхно-
стям В в процессе настройки сильно влияют на положение центра.
Для изучения поведения бабки в процессе крепления замечалось по
индикатору положение’заднего центра после каждого приема настройки.
Перед креплением рабочий сначала отжимал бабку „от себя", после
чего закреплял ее и затем опять откреплял болты (приемы № 1—8,
табл. 17). После этого он нажимал бабку „на себя" и повторял все
1 Вотйнов, Жесткость станков.
2 Если бы сухарь был расположен под углом 90° к его действительному рас-
положению, то радиальное отжатие равнялось бы нулю. Отжатие в вертикаль-
ной плоскости на точность обработки почти не влияет.
311
Таблица 17
Порядок выполнения рабочих приемов при креплении задней бабки
№ приемов Наименование приемов *
1 Перевести бабку
2 Нажать бабку „от себя" и отпустить
3 Крепить первый болт предварительно
4 „ второй „
5 „ первый болт окончательно
6 „ в юрой
7 Открепить первый болт
8 „ второй „
9 Нажать бабку „на себя" и отпустить
10 Крепить первый болт предварительно
11 » вт< рой „ в „
12 „ первый болт окончательно
13 „ второй
14 Открепить первый болт
15 „ второй „
приемы крепления в прежней последовательности (приемы № 9—15).
Результаты опыта иллюстрируются рис. 138^
Рис. 137. Задняя бабка с посадкой на плоскость и на призму.
Как видно, положения окончательно закрепленной бабки в двух
случаях (после выполнения приемов 6 и 13) различались на 50р-. Когда
312-
бабку отжимали только „от себя", но меняли порядок крепления болтов А,
то и в том случае положение центра изменялось на 50—60|i.
Поэтому в зависимости от того
бабкой рабочий, она будет занимать
лах до 50fi. Если рабочий обладает
надлежащими навыками в работе, то
он умеет создавать постоянные усло-
вия, причем задние бабки, имеющие
приработанные поверхности, можно
устанавливать на место с точностью
2—3<1.
Настройка может производиться
на один или на несколько размеров.
При обточке проходным резцом раз-
личают настройку на диаметр и на
длину. Обычно стремятся обеспечить
лишь точность диаметра, оставляя
припуск на подрезку и получая точ-
ные данные при работе подрезным
резцом.
, как будет обращаться с задней
то или другое положение в преде-
Рис. 138. Влияние боковых усилий
на отклонения задней бабки станка
ДИ П-200.
Следует заметить, что точная настройка сразу на два размера пред-
ставляет значительно большие трудности, чем настройка на один размер.
Г. Особые виды настройки
Настройка при работе профильным инструментом (фасон-
ными резцами, фрезерами и т. п.) отличается от обычной настройки тем,
что инструмент приходится устанавливать на станке с большой тщатель-
ностью. Сама настройка и в этих случаях производится по одному или
двум размерам (например по диаметру и длине).
При работе мерным инструментом настройка на размер может
совершенно отпасть. При сверлении, развертывании, протягивании отвер-
стий и т. п. размеры поверхностей получаются автоматически.
В других случаях мерный инструмент обеспечивает получение одного
из размеров, второй же (обычно менее точный) получается путем на-
стройки. Например, при вытачивании канавок для поршневых колец ши-
рина канавки получается автоматически, глубина же обеспечивается путем
настройки на диаметр.
Во многих случаях при работе мерным инструментом приходится
производить настройку и для получения правильного расположения
обрабатываемых поверхностей: положения поршневых канавок по длине
поршня, расположения просверливаемых отверстий и т. п.
При работе наборами инструмента настройка может оказаться
весьма сложной. В этих случаях необходимо расположить лезвия раз-
личных инструментов в определенном положении одно относительно дру-
гого (например различные резцы расточной головки) и в то же время
системы (комплексы) этих лезвий (например резцовые головки целиком)
в требуемом положении относительно станка. Такие настройки могут
производиться на самом станке (например обычная настройка много-
резцового станка) или частично вне станка. Заметим, что вопросы о
313
настройке сборных многолезвийных инструментов и о многоинструмен-
тальных настройках тесно связаны с вопросами базировки1.
Как мы видели, настройки обычного типа основаны на придании
обрабатываемой детали и лезвиям инструментов определенного взаимного
расположения, точно фиксированного относительно станка. При
обработке различных деталей одной партии стремятся вести работу та-
ким образом, чтобы по возможности в точности повторялись усло-
вия обработки пробных деталей. Однако в ряде случаев использование
настроек обычного типа оказывается невозможным, так как не удается
обеспечить постоянство действия всех факторов, влияющих на точность
обработки.
В таких случаях иногда отказываются от работы по настройке и
переходят к работе по промерам. Однако такой выход из положения в
условиях массового и крупносерийного производств является крайне не-
желательным, в связи с чем начали получать применение настройки но-
вого типа, которые можно назвать „рефлекторными настройками".
Рефлекторными настрой кам и м ы будем называть та-
кие настройки, при которых управление станком осно-
вывается на автоматическом учете результатов его же
работы.
При осуществлении таких настроек создают механизм, автоматически
измеряющий обрабатываемую деталь на ходу станка и отводящий инстру-
мент в тот момент, когда размер достигнет требуемого значения.
Рефлекторные настройки широко применяются при автоматизации
шлифовальных работ. В процессе шлифования круг изнашивается настолько
быстро, чтб пренебрегать этим износом, либо учитывать его грубо-при-
ближенно не предо авляется возможным. Особенно резко это обстоя-
тельство сказывается при внутреннем шлифовании, когда круг имеет
малые размеры, и именно в этой области создано особенно много авто-
матических устройств, работающих по принципу рефлекторной автоматики.
Сюда относятся станки Gage-matic u Size-matic фирмы Heald, станки,
использующие пневматический прибор Solex и др. При наружном
шлифовании широко применяются различные индикаторные приборы,
а также приборы, основанные на действии фотоэлементов.
Рефлекторная настройка заменяет работу по промерам. Место глаза
рабочего занимает автоматизирующее устройство. Следует, однако, заме-
тить, что настройки этого типа в различных случаях должны осуще-
ствляться по-разному.
При шлифовании инструмент может снимать весьма тонкие стружки,
обычно значительно меньшие, чем величина допуска. Поэтому требуемый
размер получается постепенно, а процесс прекращается как только
этот размер достигнут. При работе металлическим лезвием, например
при обточке, такое последовательное снятие тонких слоев металла оказы-
вается невозможным. Здесь при желании осуществить рефлекторные
настройки придется автоматически регулировать глубину резания таким
образом, чтобы обеспечивалось получение заданного размера.
Заметим еще, что принцип рефлекторной автоматики используется
не только для настройки станков на размер, но и в ряде других случаев.
1 Подробнее см. главу VI, § 4Г.
314
Например, при снятии переменного припуска можно осуществить авто-
матическое изменение подачи такое, что нагрузка на станок остается
неизменной (такое устройство применяется, например, на электрокопи-
ровальных станках типа Келлер).
До сих пор мы говорили лишь о настройке станков. Понятие
„настройки" можно обобщить и говорить не только о настройке отдель-
ных операций, но и о настройке всего производственного процесса. При
„настроенном" производстве придется учитывать тол» ко отклонения
от запроектированного процесса, а не импровизировать его на всех сту-
пенях. Хорошо настроенное производство течет до некоторой степени
автоматически, что в большой степени сокращает расходы по его под-
держанию и управлению предприятием.
Развивая идею „настройки производства" мы приходим к созданию
поточных линий, и наконец, к их полной автоматизации.
Проводя аналогию далее, можно говорить и о введении в производ-
ство элементов рефлекторной автоматики и т. д.
4. УСТАНОВКА ИНСТРУМЕНТА НА РАЗМЕР ПРИ НАСТРОЙКЕ СТАНКА
*
А. Регулировка положения инструмента в процессе настройки
Производя „статическую настройку" при неподвижном станке1 и не
внося никаких поправок, можно, вообще говоря, рассчитывать на полу-
чение лишь невысокой точности.
В процессе работы под действием силы резания и других сил воз-
никают деформации всей упругой системы станок — деталь — инструмент и
изменяется температурный режим системы. Вследствие этого размеры,
действительно получаемые в процессе работы, вообще говоря, не со-
впадают с теми, которые можно ожидать в результате выполненной ста-
тической настройки.
При работе мерным инструментом и вообще в тех случаях, когда
усилия резания, возникающие от действия различных режущих кромок,
взаимно уравновешиваются, можно ожидать лучшего совпадения резуль-
татов статической настройки с получаемыми в работе, хотя и здесь
сказывается влияние различных погрешностей.
Статическую настройку необходимо корректировать в процессе обра-
ботки пробных деталей. Во многих случаях, как мы уже указывали,
статическая настройка не производится вовсе, и требуемая точность
обеспечивается исключительно при пробной обработке. При корректи-
ровке настройки исключается (или, по крайней мере, уменьшается) влияние
систематических ошибок, и в дальнейшем неточность обработки обу-
словливается главным образом рассеиванием размеров.
При работе немерным инструментом регулировка размера составляет
весьма важную часть всей работы по настройке. Ее приходится повторять
и при „поднастройках" станка, которые вызываются необходимостью
компенсации износа инструмента в процессе его работы. Таким образом
настройка инструмента на размер производится в основном путем обра-
ботки пробных деталей и имеет некоторое сходство с „установкой на
1 Например, устанавливая фрезер по плитке, см. ниже рис. 144.
315
стружку" при работе по методу пробных проходов. Однако между этими
элементами работы существует и существенная разница. При работе по
методу пробных проходов рабочий устанавливает инструмент так, чтобы
заведомо не снять лишнего металла. В случае надобности он может
сделать еще один проход. Поэтому рабочий держится ближе к проходной
стороне калибра.
При работе по настройке необходимо отрегулировать положение
инструмента таким образом, чтобы получаемые размеры всех деталей
данной партии располагались внутри поля допуска.
Если бы при регулировке положения резца в процессе настройки мы
уже имели построенную кривую распределения для партии деталей,
обрабатываемых при данной настройке, то мы могли бы с полной уверен-
ностью установить инструмент в правильное положение, сместив его на
величину, равную расстоянию между серединой поля рассеивания и се-
рединой поля допуска (Дп на рис. 124).
Можно сказать, что в переводе на математический язык процесс
настройки на размер состоит именно в том, чтобы обес-
печить совпадение середины поля рассеивания с сере-,
диной пйля допуска1. Перемещая инструмент или регулируя упоры,
можно компенсировать имеющиеся систематические погрешности.'
В действительности, приступая к настройке станка, мы не знаем по-
ложения кривой распределения и должны судить о размерах всех де-
талей данной партии, которые в своей массе еще только будут обработаны
по результатам промеров нескольких пробных деталей, обрабаты-
ваемых в процессе настройки..
Эта задача может быть решена лишь приближенно.
Существует несколько методов корректировки размера в процессе
настройки. Рассмотрим некоторые из них2.
1. Настройка по рабочему калибру. Весьма часто настройку
производят промеряя пробные детали обычным рабочим предельным
калибром.
Такой способ настройки весьма распространен, но, как мы увидим,
не может считаться удовлетворительным.
Иногда настройщик ограничивается даже промером одной пробной
детали и если таковая оказывается в пределах допуска, то считает,
что настройка произведена правильно. Однако легко показать, что такое
заключение является ошибочным.
Рассматривая одну пробную деталь, мы не знаем, какому участку поля
рассеивания она соответствует. В самых неблагоприятных случаях она
может иметь размеры, соответствующие крайним точкам этого поля, и
тогда остальные детали партии все получат размеры либо меньшие, либо
большие размера пробной детали. Кривые распределения расположатся
относительно точки А, соответствующей пробной детали так, как по-
1 Приведенная формулировка справедлива и в том случае, когда необходимо
учитывать износ резца в процессе работы. Прогрессивная систематическая
погрешность, обусловливаемая износом, будет учтена при построении кривой
распределения. Однако кривая распределения, построенная для пробных дета-
лей, будет при наличии износа смещена относительно кривой распределения
для всей партии. Подробнее о влиянии износа на настройку будет сказано ниже.
2 При изложении этого вопроса мы следуем в основном проф. А. Б. Яхину.
316
казано на рис. 139. Если бы настройка была произведена более правильно,
то при соотношениях между допуском и значением поля рассеивания,
соответствующих данному рисунку, работа могла бы происходить без
брака.
Случай, показанный на рис. 139, является маловероятным. Однако
маловероятным будет и случай совпадения размера пробной детали с сере-
диной поля рассеивания.
Если вместо одной пробной детали взять несколько, то точность
настройки будет быстро повышаться. Действительно, представляется не-
вероятным, чтобы все пробные детали имели размеры, лежащие у одного
из концов поля рассеивания, благодаря чему гарантируется более пра-
вильное положение кривой распределения относительно поля допуска.
Обозначим: 8 — допуск на обработку, о — среднее квадратическое
отклонение. Величину, равную отношению допуска к величине поля
Рис. 139. Настройка по одной пробной детали,
рассеивания, условимся называть коэфициентом запаса точ-
ности ф.
При ф = 1 (S==6a), то есть в случае, когда допуск равен величине
поля рассеивания, вероятность работы без брака равна нулю при любом
числе пробных деталей.
Это становится понятным, если учесть, что в данном случае работа
без брака возможна лишь тогда, когда кривая распределения займет
идеально симметричное положение относительно поля допуска, то есть
когда ошибка настройки равна нулю. Производя настройку на основа-
нии обмера нескольких пробных деталей, отрегулировать положение
инструмента таким образом, очевидно, невозможно.
При ф>1 (8>6а) работа без брака возможна.
Вероятность такой работы зависит от значения коэфициента запаса
точности ф = и от числа пробных деталей. Очевидно, что чем
больше ф, т. е. отношение допуска к полю рассеивания, тем легче
настроить станок на работу без брака. Таким же образом получение
каждой дополнительной пробной детали в пределах допуска повышает
вероятность того, что и остальные детали окажутся годными.
Рис. 140 иллюстрирует случай, соответствующий коэфициенту запаса
ф=2, т. е. случай 8= 12а при настройке по одной пробной детали.
817
Для того чтобы работа происходила без брака, кривая распределения дол-
жна занимать положения, лежащие между двумя крайними показанными на
рисунке сплошными линиями. На самом же деле возможно любое положение
кривой распределения между двумя пунктирными кривыми, причем все
эти положения равно вероятны.
Для обеспечения работы без брака даже при достаточно широком
допуске при настройке по рабочему калибру необходимо промерить
Рис/ 140. Крайние положения кривой распределения в случае 5 = 12сг.
значительное число пробных деталей. Поэтому возникает вопрос об
использовании других методов настройки.
2. Настройка по калибрам с суженными допусками.
Число пробных деталей можно уменьшить, если настройщик будет поль-
зоваться вместо рабочего калибра специальным „калибром настройщика",
допуск которого уже, чем заданный допуск детали.
Для того чтобы полностью гарантировать себя от брака при на-
стройке по одной пробной детали допуск калибра настройщика должен
быть не больше величины MN (рис. 141), причем легко заметить, что
такая гарантия может существовать только при ф>2, т. е. при 3>12а.
Если допустить некоторый процент риска и промерять не одну,
а несколько пробных деталей, то допуск калибра настройщика может
быть расширен и такой метод будет применим и при 8 <12 а1. Заме-
тим, однако, что введение специальных „калибров настройщика" ослож-
няет калибровое хозяйство.
1 Подсчитывая количества пробных деталей, размеры которых выходят
за пределы поля допуска в ту или другую сторону, можно составить пред-
ставление о степени точности настройки.
318
3. Настройка при помощи универсального измерив
тельного инструмента. Предполагаем лопрежнему, что кривая
распределения соответствует закону Гаусса и что износом инструмента
в период между двумя поднастройками можно пренебречь.
На основе выводов теории вероятностей можно сказать, что, если
партию деталей разбить на группы по т деталей в группе и определить
Рис. 142. Настройка при помощи универсального
измерительного инструмента.
средние арифметические для деталей каждой группы, то распределение
этих групповых средних также подчиняется закону Гаусса, причем сред-
нее квадратическое отклонение кривой распределения групповых сред-
них меньше, чем для первоначального распределения; оно рав-
а
няется --7— •
у т
Поэтому, обработав группу в т деталей, мы вправе рассчитывать,
что среднее арифметическое из размеров этой группы отличается от
а 1
среднего арифметического всей партии не больше, чем на 3 —— .
у т
На рис. 142 показаны два крайние положения кривой распределения
партии деталей А и В и соответственные положения кривых распре-
деления групповых средних С и D, при которых работа п;и данном
допуске еще получается без брака.
При правильной настройке станка, обеспечивающей работу без брака,
среднее арифметическое из размеров т пробных деталей Lm должно
находиться в интервале MN, откуда получаем условие правильности
настройки:
£m = £cp+0,58H, (1)
1 Т. к. любая групповая средняя отстоит от середины поля рассеивания
„ о а
не больше, чем на 0-7—.
V т
319
где
Zcp = ^макс +ЛМИН-----размер, соответствующий середине поля допуска;
8Н допуск на настройку, равный интервалу MN.
Легко видеть, что
8Н = 3—2k, (2)
где
+ (3)
\ V т /
Зная допуск 3 и задавая на основе предшествующих обследований
аналогичных операций значение а, можно для любого числа пробных
деталей найти к, а затем и допуск на’ настройку 8Н.
Если среднее арифметическое Lm из размеров проб-
ных деталей лежит в пределах 1Ср± 0,5 8Н , т о настройка
произведена правильно.
Допуск на настройку 8Н зависит от заданного допуска S, от зна-
чения ф и от числа пробных деталей т. При прочих равных условиях,
этот допуск тем шире, чем больше „коэфициент запаса тбчности" ф —
и больше т. '
Действительно, из уравнений (2) и (3)
8Н = 3—2Х = 8-6<т(Н
Например, при ф = 2, яг = 4; 8н — 748.
Увеличивая число пробных деталей, можно расширить допуск на
настройку. В рассматриваемом примере при т = 1 настройка, обеспечи-
вающая работу без брака, невозможна (8Н = 0). При т = 9 допуск на
настройку 8Н был бы равен г/38 вместо т/48 при т = 4. Проф.
А. Б. Яхин считает нормальным количество пробных деталей от двух до
восьми (в зависимости от запаса точности). Увеличение т свыше 8
мало эффективно.
Говоря о настройке, мы везде предполагали, что настройщик стре-
мится к получению деталей, имеющих размеры, возможно более близкие
к среднему размеру —^ма—. Это, вообще говоря, справедливо
в тех случаях, когда износом инструмента между двумя его поднастройками
можно пренебрегать1. Если же износ учитывать приходится, как это
обыкновенно и бывает, то настраивать следует не на средний размер,
а на некоторый другой: меньший среднего при наружной обработке
и больший при внутренней. Вычисление этого „настроечного" размера
может быть произведено на основании нижеследующих соображений.
1 О настройке с учетом дополнительной обработки см. Я х и н, Технология
точного приборостроения, изд. 1940 г., стр. 89.
320
При наружной обработке и выполнении настройки по среднему раз-
меру, вследствие износа инструмента, крайнее правое положение кри-
вой распределения (кривая В на рис. 142) сдвинется на величину,
соответствующую износу Ди*. Во избежание получения брака необхо-
димо вести настройку таким образом, чтобы крайнее положение кривой В,
учитываемое при настройке, было расположено левее на величину Ди*
В соответствии с этим точка N сдвинется влево на ту же величину Ди.
Допуск на настройку сократится до
5H==S—2Х —Ди, (4)
где X имеет прежнее значение (формула 3). Этот допуск уже, чем
допуск настройки при отсутствии износа.
Размер, к получению которого следует стремиться при настройке
(„настроечный размер"), изменится по сравнению со средним размером
на величину 0,5Ди; тогда при наружной обработке
= £Ср — 0,5Ди zt 0,5 Зн, (5)
где 8Н — значение допуска на настройку по формуле (4).
При внутренней обработке формула получит вид
Ат = Аср-|-О,5Ди±:О,58н**. (6)
Б. Устройства, облегчающие настройку на размер
Для получения точных размеров на настроенном станке необходимо
обеспечить:
1) определенное расположение обрабатываемой детали относительно
станка;
2) заданное положение инструмента относительно станка;
3) правильное действие устройств (упоров, остановов), ограничи-
вающих перемещение инструмента опять-таки относительно станка.
Первая задача решается путем использования установочных приспо-
соблений и надлежащего выполнения установки детали. Вторая и третья
задачи решаются в процессе настройки станка.
В целях сбережения времени и понижения требований к квалифика-
ции настройщика и рабочего во многих случаях исйользуют методы
статической настройки.
При первоначальной установке инструмента с успехом применяются
особые калибры (эталоны), помещаемые на станке вполне определенным
образом. При закреплении инструмента он устанавливается так, чтобы
режущая кромка касалась контактных поверхностей калибра. В некото-
рых случаях наблюдают не непосредственный контакт режущей кромки
с калибром, а помещают между ними тонкую бумажку, которая зажи-
мается с определенным небольшим усилием. Существуют также приспо-
собления, основанные на использовании индикатора.
* При обточке и вообще двусторонней обработке Ди равно двойной вели-
чине износа инструмента.
** На основании таких же соображений при изготовлении мерного инстру-
мента его размер заведомо изменяют с учетом последующего износа.
21 А. П. Соколовский. 2051. - 321
Калибр может иметь форму обрабатываемой детали („фальшивый
вал“) или иную, более удобную в данном конкретном случае. Иногда
таким калибром служит од^а из деталей, ранее обработанных на этом
станке. Но такой способ при всей своей простоте имеет тот недостаток,
что обработанная деталь не всегда имеет наиболее желательные размеры,
возможна погрешность при ее установке на станке, и, кроме того, спе-
циальный калибр позволяет производить работу удобнее и быстрее.
Рис. 143 показывает два таких калибра; они служат для установки
резцов при обточке вала (рис. 143, а) на револьверном станке. Рис. 143, b
изображает калибр для резцов в револьверной головке, а рис. 143, с —
для резцов в боковом супорте. Способ пользования обоими калибрами
Рис. 143. Калибры для установки резцов на револьвер-
ном станке.
>>
ясен из чертежа, заметим лишь, что калибр, изображенный на рис. 143, с,
во время работы станка откидывается.
Все подобные калибры предпочтительно изготовлять из закаленной
стали, шлифованные и если требуется, то и доведенные.
Установку на стружку фрезеров часто производят „по плиткам".
На рис. 144, а показан случай, когда на детали А требуется профрезе-
ровать поверхность В. Здесь для облегчения установки фрезера относи-
тельно детали по высоте используются стальная закаленная мерная
плитка С и щуп D. На рис. 144, b показан более сложный случай, когда
деталь Е обрабатывается по двум взаимно перпендикулярным площад-
кам F и О. Для установки дискового фрезера пользуются плитками Н и К
совместно со щупом.
Более сложные универсальные приспособления, служащие для уста-
новки фрезеров, показаны на рис. 145. Здесь а изображает приспосо-
бление для вертикальной, а Ь — для горизонтальной установки. В целях
достижения определенного мерительного давления наконечники сделаны
322
пружинными. Стрелки ^индикаторов при отсчетах должны становиться
на нуль.
В некоторых случаях калибр используется для установки нескольких
инструментов (многорезцовые токарные, револьверные станки и автоматы),
Рис. 144. Установка фрезера по плиткам.
причем в таких случаях обычно достигается весьма большое сбереже-
ние времени.
Иногда по калибру один и тот же инструмент устанавливают после-
довательно на различные размеры, используя калибр как шаблон, наглядно
Рис. 145. Универсальное приспособление для установки фрезеров.
определяющий профиль обрабатываемой детали. При строгании сложных
профилей, например станин станков, пользование такими шаблонами
(„габаритами") общепринято (рис. 146). Шаблон устанавливается на
столе станка и имеет форму, точно соответствующую очертанию станины.
Для установки резцов между вершиной резца и шаблоном помещают
полоску папиросной бумаги, которой пользуются как щупом. Зная
*
323.
толщину бужокмаги, но точно установить резец. Таким образом контур
шаблона должен быть расположен внутри контура обстроганной станины
на расстоянии от этого контура, равном толщине бумаги. При желании
воспользоваться тем же шаблоном для установки резцов при черновых
и иолучистовых проходах следует брать вместо папиросной бумаги более
толстые щупы.
При установке резца по калибру и пользовании тонкими бумажными
щупами можно обеспечить точность статической настройки 0,02 мм и
даже выше. При пользовании индикаторами достигаются еще лучшие
результаты.
Однако не следует забывать, что во всех этих случаях установка
инструмента производится в нерабочем состоянии при неподвижном
станке. При снятии стружки упру-
гая система станок—деталь — ин-
струмент деформируется, и размеры
детали получаются отличными от
тех,которые можно ожидать исходя
из такой статической настройки.
Кроме того, необходимо принимать
во внимание неровности (гре-
бешки), остающиеся на обработан-
ной поверхности. Последнее ста-
новится ясным, если учесть, что
калибр (эталон) определяет раз-
мер по дну впадины, а при из-
мерении обработанной детали по-
лучаем размер по вершинам гре-
бешков.
Корректировка статической на-
стройки обычно производится в
процессе обработки пробных де-
Рис. 146. Шаблон для установки резца
на строгальном станке.
талей так, как было указано выше.
Однако такой метод работы ока-
зывается трудоемким и требует
значительной квалификации настройщика, в связи с чем возникает во-
прос о возможности усовершенствования методов стати-
ческой настройки.
Эго может быть достигнуто путем внесения поправок при установке
инструмента по калибру („по фальшивому валу", по плиткам и т. п.).
Производя обследование многих операций, аналогичных рассматривае-
мой и выполняемых на данном станке, можно приближенно оценить
высоту гребешков и влияние деформаций и учитывать их в процессе
настройки1. Например, при настройке по плитке (рис. 144) толщину
этой плитки можно взять меньше, чем требуется по расчету, если исхо-
дить непосредственно из заданного размера (например на 0,05—0,10 мм).
Заметим еще, что при настройке фрезерного станка на размер его
1 При таких обследованиях целесообразно использовать методы математи-
ческой статистики. Опре «еляется систематическая ошибка, зависящая от влия-
ния гребешков и деформаций. Эта ошибка и учитывается при настройке.
324
шпиндель необходимо поворачивать; в противном случае биение фрезера
может оказать весьма заметное влияние.
При смене затупленного инструмента процесс настройки на размер
приходится повторять заново („поднастройка" станка). Этого можно
избежать, если вести настройку таким образом, чтобы после смены инстру-
мента его режущая кромка занимала относительно станка точно такое
положение, как и режущая кромка инструмента, по которому произво-
дилась настройка. Обеспечивая такую „взаимозаменяемость инструмента"
можно достичь значительного сокращения времени на „поднастройки"
станка.
При рассматриваемом методе работы установка инструментов в дер-
жавки производится вне станка. Дисковые и призматические резцы
выполняются по строгим до-
пускам. Обычные стержневые
резцы устанавливаются в дер-
жавки в специальных приспо-
соблениях по индикатору. Сами
резиовые державки при уста-
новке на станке автоматически
занимают вполне определен-
ное положение1.
При обработке пробных
деталей в процессе настройки,
равно как и при установке
на стружку, в случае работы
по промерам приходится, как
мы уже указывали, решать две
задачи: промерять деталь и
контролировать перемещение
инструмента относительно де- Рис. 147 Регулировочный винт в дер-
тали в направлении, пер- жавке.
пендикулярном к об-
рабатываемой поверхности.
О промерах мы говорили выше2, корректировка же положения инстру-
мента производится либо при помощи устройств, имеющихся на самом
станке (лимбов, масштабных линеек и т. п.), либо путем использования
регулирующих устройств, устроенных в державках для инстру-
мента (рис. 147).
Регулирующие винты державок и оправок в некоторых случаях до-
пускают весьма точную установку. На рис. 148 показана оправка,
используемая на станках, работающих по методу тонкой расточки.
Устанэвка по лимбу на винте подачи применяется не только при
первоначальной настройке на размер, но и при повторных установках
инструме<та в процессе работы. Например, после обработки первой
детали инструмент приходится отвести от обработанной поверхности,
1 Подробнее см. под ред. П. И. Козырева, Бесподналэдочное оснаще-
ние металлорежущих станков, Госплан СССР, Институт технической инфор-
мации, 1944.
2 См. § ЗА.
325
установить на станок вторую деталь, подвести резец так, чтобы он занял
прежнее положение (относительно станка), и только после этого обра-
батывать эту вторую деталь. Повторную установку обычно производят
руководствуясь показаниями лимба.
Лимб, как мы уже упоминали, оказывается полезным также в тел
случаях, когда приходится обрабатывать канавки определенной глубины,
уступы и т. п.
При шлифовании пользование лимбом является почти обязательным.
Рис. 148. Оправка суточной^регулировкой.
Промеры при шлифовке обычно отнимают много времени
и тем больше, чем точнее работа. Поэтому практика выработала не-
сколько приемов, позволяющих значительно сократить это время.
В индивидуальном и мелкосерийном производствах
рекомендуется пользоваться микрометрами и имеющимся на шлифоваль-
ных станках механизмом для автоматического выключения поперечной
подачи. Удалив следы резца, шейку тщательно промеряют микрометром
и таким образом узнают, какой слой металла остается еще снять до
чистого размера. Затем подают круг вручную по лимбу или устанавли-
вают механизм автоматической поперечной подачи так, чтобы он выклю-
чился после углубления круга на требуемую величину. После выключе-
ния самохода размер проверяется вновь, и, если нужно, производится
дополнительная шлифовка, причем здесь приходится снимать лишь сотые
326
доли миллиметра. При обработке ответственных деталей с очень боль-
шими припусками рискованно устанавливать механизм подачи на полную
глубину; благоразумнее сначала удалить главную часть металла, а затем,
после вторичного точного обмера, вновь установить механизм уже для
получения окончательного размера.
В руках квалифицированного рабочего этот способ, несомненно,
может давать хорошие результаты, ускоряя процесс шлифовки и понижая
процент брака, однако многие шлифовщики не в состоянии справиться
с необходимыми здесь промерами и подсчетами и охотнее применяют
скобы, прибегая к многочисленным пробам, несмотря на кропотливость
этого способа работы.
При серийном и массовом производствах стремятся
найти методы шлифовки, позволяющие получать автоматически точные
размеры.
Если обрабатывается партия деталей одного определенного диаметра,
то при шлифовке первой из них можно заметить, на каком делении
лимба, сидящего на винте подачи, остановится указатель в тот момент,
когда деталь достигнет желаемого размера. При установке новой детали
можно смело подавать круг до тех пор, пока указатель не дойдет до
прежнего деления. После этого маховичок подачи нужно быстро повер-
нуть в обратную сторону и, отведя круг, промерить деталь. Обычно
она оказывается лишь немного полномерной. Иногда деталь может быть
доведена до требуемого размера при более продолжительном соприкос-
новении с кругом, даже без подачи последнего глубже первоначально
замеченного деления. Обыкновенно, однако, для компенсации износа
круга приходится подавать его на одно или несколько делений глубже.
При шлифовке третьей детали глубина подачи круга еще немного уве-
личивается и т. д. Практически легко установить, на сколько делений
необходимо подавать круг глубже при шлифовке каждой следующей
детали и сколько времени следует продолжать шлифовку после оконча-
ния подачи. По мере того как круг снимает материал без дополнитель-
ной подачи, искрение, очень заметное вначале, все время уменьшается.
О достижении правильного размера можно судить по величине искры.
Если не „вывести искру" и прекратить шлифовку тотчас по выключении
самохода, то поверхность детали получается хуже, чем при описанном
способе работы1. Изложенный метод пригоден при шлифовке как про-
дольной подачей, так и поперечной.
Если детали имеют несколько ступеней, то можно сначала прошли-
фовать на всех деталях данной партии одну ступень, потом вторую и т. д.,
каждый раз пользуясь вышеописанным способом.
Однако при этом деталь приходится снимать со станка и ставить на
станок столько раз, сколько она имеет ступеней, что довольно утоми-
тельно, в особенности если деталь тяжелая и станок специально не
приспособлен для быстрой установки деталей. В таких случаях можно
было бы, очевидно, пользоваться тем же методом, как и при шлифовке
одноступенчатых деталей, если запомнить, до какого деления нужно
подавать круг при шлифовке каждой ступени. Износ круга, получившийся
1 Впрочем, часто для экономии времени этого и не делают, если стецень
чистоты поверхности получается удовлетворительной.
S27
в результате шлифовки предшествующих деталей, одинаково отзывается
на величине всех ступеней, и поэтому по мере его срабатывания при-
дется все отсчеты на лимбе изменять на одно и то же число делений.
Рис. 149 показывает приспособление, устраняющее необходимость
запоминать отсчеты, в том виде, как оно выполняется фирмой Нортон.
Приспособление присоединяемся к обычному механизму поперечной по-
дачи; оно состоит из металлического кольца с канавкой по окружности
в виде ласточкина хвоста1. Сухари А удерживаются в этой канавке
в любом положении при помощи нажимных винтов. Обозначая эти сухари
теми же буквами, как и соответственные ступени детали на чертеже,
шлифовщик может сразу увидеть, до какого места нужно подавать круг
при шлифовке каждой ступени. При износе камня, не меняя положения
сухарей, кольцо целиком поворачивается относительно винта подачи на
Рис. 149. Приспособление для
шлифования ступенчашх ва-
ликов.
несколько делений лимба, и таким обра-
зом все диаметры одновременно опять при-
водятся к требующемуся размеру. Расста-
новку сухарей производят по лимбу и
проверяют практически при шлифовке
нескольких первых деталей из каждой
партии.
При рассмотрении действия прибора
возникает вопрос, каким образом можно
гарантировать себя от ошибки на целый
оборот механизма подачи. Однако на
практике такая ошибки невозможна, так
как при полном обороте подающего винта
шлифовальный круг передвигается на вели-
чину, близкую и даже часто превыша-
ющую полный припуск на шлифовку.
Нужна исключительная невнимательность
шлифовщика, чтобы снять двойное коли-
чество металла.
Этот же механизм, очевидно, может быть использован для правки
широкого круга на несколько диаметров. Получив ступенчатый широ-
кий камень, можно небольшие детали, имеющие несколько ступеней,
шлифовать только поперечной подачей. Если эти ступени отличаются
друг от друга очень незначительно, то часто оказывается выгодным
обтачивать деталь цилиндрической и получать ступени непосредственно
при шлифовке.
Что касается осуществления самой подачи, то при пользовании
вышеописанным методом она может быть как ручной, так и автомати-
ческой.
Все методы, основанные на получении точного диаметра детали путем
фиксации положения круга относительно станка, имеют общий недоста-
ток— зависимость точности отсчетов от степени износа круга. На точ-
ность размеров оказывают влияние: величина припуска, материал детали,
продолжительность соприкосновения детали с кругом после выключения
поперечной подачи („вывод искры") и ряд других факторов. Стремление
1 Это кольцо связано с подающим винтом и вращается вместе с ним.
328
Рис. 150. Приспособление для измерения
шлифуемых деталей на ходу.
повысить точности процесса шлифования и одновременно механизировать
его заставило применять особые приборы, действие которых основано
на непосредственном измерении обрабатываемой де-
тали на ходу станка.
Одно из таких приспособлений показано на рис. 150.
Прибор, шарнирно закрепляющийся на предохранительном кожухе
круга, состоит из скобы, в которой укреплены: оправа В измеритель-
ного стержня Л, упорный болтик Е и болтик Я, фиксирующий правиль-
ное положение места промера. Стержень А прижимается к валу пружи-
ной, находящейся в оправе В, вследствие чего верхний конец стержня
Л, надавливая на штифт индикатора С, показывает точный размер де-
тали в каждый данный момент.
Приборы, действие которых
основано на том же принципе,
различной конструкции, служат
не только для контроля наруж-
ных диаметров, но использу-
ются также для внутренних из-
мерений и при шлифовке пло-
скостей.
Пользование такими прибо-
рами, несомненно, очень уско-
ряет процесс шлифования,
уменьшая одновременно про-
цент брака. Ускорение проис-
ходит не только потому, что
не нужно несколько раз оста-
навливать станок для промера
обрабатываемой детали скобами
или микрометром, но и потому,
что шлифовщик может до конца *
работать с максимальной по-
дачей, не боясь, что эта деталь
окажется маломерной. Соединяя штифт подобного прибора с (электриче-
ским) механизмом выключения поперечной подачи, можно достичь авто-
матичности действия станка.
При повторных установках инструмента на стружку (при обточке
и т. п.) при работе на настроенных станках вместо лимбов можно пользо-
ваться поперечными упорами1. При работах, не требующих^ высо-
кой точности, жесткие упоры дают хорошие результаты, для точных ра-
бот необходимо применять индикаторные упоры. В отношении действия
этих упоров следует иметь в виду то же, что будет сказано ниже о ра-
боте продольных упоров. При шлифовании использование упоров ослож-
няется влиянием износа круга.
Ограничение перемещения инструмента вдоль обраба-
тываемой поверхности при работах, не требующих точности,
достигается путем своевременного выключения автоматической подачи
1 Эти же упоры используются для ограничения движения супорта при работе
ручной поперечной подачей.
329
вручную, причем рабочий руководствуется промерами при помощи ли-
нейки либо показаниями шкал, имеющихся на станке1. При работе на
настроенных станках используют автоматические остановы.
Заметим, однако, что остановы далеко не всегда работают достаточно
четко. Например, опыт показывает, что момент выключения подачи при
помощи механизма падающего червяка токарного станка зависит от на-
грузки (от величины подачи) и, несомненно, от ряда других факторов2.
Поэтому обычно точные размеры, параллельные направлению подачи,
получаются путем введения дополнительных чистовых переходов, при ко-
торых подача может производиться в прежнем направлении, но чаще ей
сообщают направление, перпендикулярное направлению размера.
Например, при продольной обточке, работая резцом с углом в плане
ср = 90° при ручной подаче, можно подрезать уступы на валу с удо-
влетворительной точностью 3. Однако чаще подрезку все же производят
поперечной подачей, снимая небольшой .припуск, оставляемый при про-
дольной обточке. При втором методе работы не требуется столь точной
установки режущей кромки относительно линии центров.' Кроме того,
усилия, а следовательно и деформации, получаются значительно меньшими.
При работе на автоматах, имеющих подачу от кулачков, точность
ограничения хода может быть значительно повышена, в особенности при
наличии хорошо отрегулированных упоров.
Упоры применяются в различных случаях. При ручной подаче (на
сверлильных, револьверных и других станках) они ограничивают переме-
щение инструмента относительно станка. В других случаях (например при
подрезке уступов на валу при токарной обработке) упоры служат для
установки супортов, столов, бабок и т. п. в такое положение, чтобы было
обеспечено правильное расположение инструмента относительно станка.
Наконец, иногда упоры служат для того, чтобы более строго ограничи-
вать автоматическое перемещение супортов или других органов станка.
Как мы уже упоминали, с таким случаем мы встречаемся при работе на
автоматах с кулачковой подачей. Другой случай — ограничение автома-
тических перемещений на станках с гидравлической подачей. Здесь, при-
меняя простой жесткий упор, можно обеспечить достижение высокой
точности, так как давление на упор всегда получается одинаковым.
Конструкции упоров, применяемых в связи с ручной подачей, бывают
весьма разнообразны.
Рис. 151 показывает простейший жесткий упор, закрепляемый болтом
в любом месте станины токарного станка. Для регулировки пользуются
другим болтом, ввернутым в салазки супорта. Последний сильно нажи-
мают до упора и регулируют положение резца так, чтобы при этом
получался требуемый размер4.
При обработке повторных деталей при прежней силе нажатия полу-
чится тот же размер.
1 При работе поперечным самоходом супорт устанавливают в правильное по-
ложение по длине таким же образом.
2 См. Азаров статья в сборнике „Новые вопросы технологии машино-
строения*, Машгиз, 1947.
3 См. упомянутую работу Азарова.
4 Более совершенные конструкции упоров имеют микрометренную регули-
ровку.
330
'Жесткий упор
Рис. 151. Жесткий упор.
Однако осуществлять всегда одну и ту же степень нажатия бывает
трудно.
Сила нажатия на рукоятку при работе по упору может изменяться
на 5—10 кг и больше. В одном случае1 колебания на 10 кг соответ-
ствовали изменению отжатия (а следовательно и размера) на 0,03 мм.
При слабых упорах и неопытных
рабочих отжатия могут оказаться
значительно большими.
Более высокую точность, чем
при работе по жестким упорам,
можно получить, пользуясь и н-
дикаторными упорами.
Здесь усилие, действующее на
упор, вполне постоянно и равно
мерительному давлению индика-
тора.
Рис. 152 показывает одну из конструкций такого упора. Салазки ре-
вольверной головки просверлены и нарезаны для болта А, который снаб-
жен контргайкой В для закрепления после регулировки. Кронштейн С
укреплен на направляющих станины; ин-
дикатор D установлен на этом кронштейне.
Индикаторные упоры могут быть при-
менены и для настройки по диаметру.
Однако такие приспособления здесь реже
окажутся у места, так как точные диа-
метры проще получаются на шлифоваль-
ном станке. При менее точных работах
охотнее пользуются жесткими упорами и
отсчетами по лимбу.
Иногда одновременно с индикаторными
упорами ставят также и жесткие упоры,
для того чтобы облегчить наблюдение за
получением точного размера и устранить
опасность получения брака, если рабочий
не обратит внимания на показания инди-
катора.
Рис. 153 показывает индикаторный упор,
поставленный для точного ограничения
хода сверлильного станка. Деталь А —
из специальной бронзы — предварительно
обработана со стороны Р. Отверстие D
просверлено, но не подрезано. Размер С
попоен быть выдержан с допуском
0,02 мм, причем эта деталь проходит через
очень строгий контроль.
Деталь закрепляется в приспособлении В, опираясь на обработанную
поверхность Р. Индикатор Н укреплен на подставке G. Кронштейн К
расточен по размеру втулки шпинделя и разрезан так, что он может
Рис. 15Л Индикаторный упор
на станине револьверного
станка.
1 Опыт К. В. Вотинова.
быть легко закреплен на этой втулке подвертыванием болтов L и М. За-
каленный стержень N может быть установлен на разной высоте и закреп-
ляется болтом О.
Сначала устанавливают возможно точно
по высоте жесткий упор на шпинделе (это
достигается тщательным измерением) так,
чтобы облицовка F обрабатывала торец де-
тали Е почти в меру. Далее, нажимая рычаг
подачи станка сильнее, получают точный
размер, после чего индикатор устанавли-
вают на нуль и закрепляют все болты. В
дальнейшем рабочий сначала работает до
упора, а потом, увеличивая нажим, следит,
чтобы указатель индикатора становился на
нулевое деление. Этот метод дает хоро-
шие результаты даже при рабочей силе
низкой квалификации.
При обточке ступенчатых валов и дру-
м гих ступенчатых деталей часто применя-
Рис. 153. Индикаторный упор J г
r J г штгя vnnnui I/ ПТЛ П kl А ППЧПППа1ЛТ
на сверлильном станке.
сколько длин по-
следовательно. Одно
из таких устройств пока-
зано на рис. 154. Здесь
жесткий упор К прикреп-
лен к станине станка1.
Между упором и супор-
том помещаются мерные
плитки С и О, длины ко-
торых равны длинам сту-
пеней А и В. Снимая или
устанавливая эти плитки,
можно производить об-
точку ступеней в любой
последовательности.
Для удобства работы
вместо отдельных плиток
применяют конструкции,
при которых мерные
бруски различной дайны находятся на станке все время и подводятся к
упору поочередно. Они делаются либо откидными, либо закрепляются
в поворотном барабанчике. Сменные упоры можно использовать и со-
вместно с индикатором2.
обрабатывать не одну,
А В
Рис. 154. Работа по упорам с применением
плиток.
Направление
подачи.
Мерное плотни
1 Этот упор имеет микрометрическую установку. После установки его винт
контрится на месте.
2 Такое устройство является обычным при расточке по координатам.
332
Г Л A'B A Jill Е С Т А Я
БАЗЫ И ОПЕРАЦИОННЫЕ РАЗМЕРЫ
1. КОНСТРУКТИВНЫЕ РАЗМЕРЫ И БАЗЫ
А. Деталь как часть изделия !
До сих пор, говоря о точности обработки, мы рассматривали почти
исключительно вопросы, связанные с получением заданной точности,
не касаясь требований, которыми эта точность обосновывается.
Эгн требования в большинстве случаев определяются условиями ра-
боты детали в изделии. Однако при установлении конструктивных за-
даний в отношении точности приходится учитывать также возможности
механической обработки и даже условия получения заготовок, что сбли-
жает работу конструктора и технолога, ставя во многих случаях выбор
конструкции в зависимость от технологических соображений Ч
Из всех поверхностей, ограничивающих деталь, мы выделяем ос-
новные поверхности — такие, которые определяют работу детали
в машине. Эти поверхности образуют с основными поверхностями дру-
гих деталей кинематические пары (например вал и подшипник, цилиндр
и поршень, два зубчатых профиля и т. д.), непосредственно участвуют
в рабочем процессе машины (лопатки турбины, сопла форсунок и т. п.)
Лпбо, наконец, служат поверхностями стыков между деталями при их
соединении при сборке.
В большинстве случаев основные поверхности деталей обрабаты-
ваются, и от точности их обработки зависит качество работы машины.
Основные поверхности связаны друг с другом основнымираз-
мерами и соотношениями2, которые должны выдерживаться с
большой точностью.
Остальные свободные поверхности детали, образующие ее конфигу-
рацию, определяются требованиями прочности, соблюдения габаритов,
1 О технологичности конструкций см. главу I, § 4А.
F 2 Термином .соотношение" мы будем обозначать такие понятия, как парал-
лельность, перпендикулярность, соосность, ко центричность. В отличие от
„размера- „соотношение* не может быть обозначено числом. Одн ко отсту-
пления от точного соотношения могут быть заданы в виде некоторых допу-
сков.
333
веса и т. п. Они либо вовсе не обрабатываются, либо обрабатываются
с меньшей точностью, чем основные поверхности.
Размеры, определяющие деталь, исходя из соображений ее работы
в изделии, можно назвать конструктивными размерами.
Требуемая точность размеров указывается на чертеже допусками. Из
сказанного следует, что размеры с допусками в первую
очередь необходимо проставлять между теми элемен-
тами детали, которые должны выдерживаться в точном
взаимном расположении.
На рис. 155 показана простановка основных размеров1 от обшей
базы В, за которую принята поверхность заплечика, соприкасающаяся
Рис. 155. Простановка основных размеров от общей базы.
с торцом упорного подшипника в корпусе машины. Если размеры в
этом корпусе проставлены от той же базы, то взаимное расположение
различных заплечиков вала и соответственных поверхностей связанных
с ним деталей становится очевидной. Возможная погрешность взаимного
расположения равняется сумме допусков на соответственные размеры.
Если бы размеры были проставлены в цепном порядке, то такие взаи-
моотношения не выявлялись бы так просто. Кроме того, расстояния раз-
личных поверхностей от (сборочной) базы получались бы с различной
точностью, что обычно не соответствует условиям работы детали в из-
делии.
На рис. 156 показано различие между цепным и координатным рас-
положением размеров.
Если конструктивные соображения требуют соблюдения определенного
расположения всех заплечиков относительно правого торца вала В,
1 Для упрощения на рисунке показаны только отклонения, а не самые раз
меры.
334
то* мысль конструктора выражается рис. 156, а. При цепном располо-
жении (рис. Ь) положение левого торца гарантируется лишь с точностью
0,6 мм вместо точности 0,2 мм, обусловливаемой работой вала в машине.
Заметим, однако, что в ряде случаев простановка всех размеров от
одной базы является неправильной. На рис. 157 показан эскиз поршня.
В данном случае ширина канавок для колец важнее их расположения
по длине поршня. Поэтому простановка всех размеров от одной базы
(вверху) неправильна. Необходимо ширину канавок указывать непосред-
ственно (см. нижние размеры).
Если, при координатной простановке, все размеры даны от торца
с допусками 0,1 мм, то это гарантирует соблюдение ширины канавки
лишь с допуском 0,2 мм. Сохраняя допуск на расстояние от торца 0,1 мм
следует проставить значительно более стро-
гие допуски на ширину канавок (например
0,03 мм), что легко обеспечивается при ра-
боте мерными канавочными резцами.
Неправильно
' Правильно
Рис. 157. Случай обосно-
ванного отступления от
координатной проста-
новки размеров.
натного расположения размеров.
Что касается допусков на все размеры, кроме основных, то они
в большой степени определяются чисто технологическими соображениями.
В большинстве таких случаев проставляются наименьшие допуски, при
которых обеспечивается вполне экономичное производство. Дальнейшее
расширение таких допусков мало удешевляет обработку *.
Заметим еще, что, кроме допусков на размеры, следует проставлять
допуски на основные соотношения (параллельность, перпендикулярность,
концентричность и т. д.). Допуски на другие (неосновные) соотноше-
ния обычно не проставляются, так как достаточно точное соблюдение
этих соотношений обеспечивается самой постановкой технологического
процесса, даже при отсутствии особого внимания со стороны рабочего.
Ниже мы увидим, что, в силу весьма веских соображений, в про-
цессе обработки приходится руководствоваться не конструктивными, а
технологическими размерами, часто не совпадающими с кон-
структивными. В связи с этим возникает вкпрос о том, с какими разме-
1 См. выше рис. 131, участок кривой С.
335
рами должно конструкторское бюро выпускать чертежи: с конструк-
тивными или с технологическими? На этот спорный вопрос можно дать
следующий ответ.
Если, при разработке детальных чертежей, конструкторе полной уве-
ренностью не знает технологического процесса обработки деталей, то
чертежи должны выпускаться с конструктивными размерами.
Эти размеры технолог в случае надобности пересчитывает при раз-
работке технологического процесса и наносит на операционные эскизы.
С такими случаями мы встречаемся, например, при работе в коопера-
ции с другими заводами, когда конструктор обычно не знает, какая
технология будет принята на том или другом заводе.
Если же разработка рабочих чертежей ведется параллельно с раз-
работкой технологии („скоростные методы подготовки производства")
и в работе одновременно участвуют конструкторы и технологи, то
впол е возможно выпускать рабочие чертежи непосредственно с техно-
логическими размерами. Такой метод работы, безусловно, следует считать
более совершенным, так как только в процессе совместной работы кон-
структор и технолог могут создать действительно „технологичную кон-
струкцию". При этом возможно обеспечение наиболее удобной для про-
изводства простановки размеров, причем в случае надобности меняется
и сама конструкция (например центрирующие углубления заменяются вы-
ступами и т. д.).
Необходимо, однако, иметь в виду, что простановка технологических
размеров без знания действительного технологического процесса может
внести крайнюю путаницу в работу. Как мы увидим, переход от одной
системы размеров к другой, вообще говоря, вызывает ужесточение до-
пусков. Если технолог будет еще раз пересчитывать такие уже ужесто-
ченные размеры, то может притти к допускам, строгость которых совер-
шенно не вытекает из условий работы детали в изделии.
Во всех случаях конструктор должен начинать с выявления основных
соотношений и размеров, исходя из кинематической схемы и вообще из
условий работы механизма1. Установив конструктивные размеры с до-
пусками, он их наносит на эскиз детали или узла, который обязательно
должен сохраняться даже в том случае, когда рабочий чертеж будет вы-
пушен с технологическими размерами. К этому эскизу придется обра-
щаться каждый раз, когда будет изменяться первоначально намеченный
и согласованный с конструктором технологический процесс.
Рассмотрим еще вопрос о расположении допусков от-
носительно основного размера. Строго говоря, при наличии
чертежа с допусками этот размер совершенно неочевиден. Например,
1 Большую пользу при выполнении этой работы приносит теория размерных
цепей. Инициатор м широкого использования размерных расчетов в машино-
строении следует считать проф. Б. С. Балакшина. См. его труды, Размер-
ные цепи и компенсаторы, Госмашметиздат, 1934 г.; Технология станкострое-
ния, Машгиз, 1943, и др.
Iакже Брук и Лившиц, Размерные расчеты в специальном машино-
строении, издание Техн. Управления министерства вооружения 1946.
Плоткин и Пузанова, Технологические припуски и размеры, Маш-
гиз, 1947.
Лесо хин, Допуски и технические измерения, Оборонгиз, 1946.
336
fl
Рис. 158. Расположение допусков в зависимости от
плана обработки.
валов") и в плюс иля охватываю
если длина детали определяется размером 100_0t2, то как будто бы и
„основным* размером следует считать номинальный 100 мм. Однако
легко убедиться в произвольности такого заключения. Представляя тог
же размер как 99,9 + 0,1, мы как бы изменяем и основной размер. На
самом деле назначение „основного" размера условно. Его можно принять
равным как 100, так
и 99,9 мм.
В настоящее время
обычно придержива-
ются правила: откл а-
дывать допуски
(на операцион-
ныхэскизах) „в ме-
талл", т. е. в ми-
нус от основного
размера для охва-
тываемых деталей
(„отверстий"). Такая „односторонняя" система расположения допу-
сков положена и в основу системы допусков на диаметральные раз-
меры ОСТ.
При следовании тому же правилу, в случае простановки допусков на
линейные размеры, расположение допусков оказывается зависящим от
плана обработки. Например, при обточке ва-
лика допуск на размер L (рис. 158) должен
располагаться в плюс, если сначала обраба-
тывается торец А, а затем подрезается уступ
В и, наоборот, в минус, если сначала под-
резается уступ В, а затем торец А. При одном
и том же номинале 20 мы попучим в разных
случаях, например, размеры 2О+0,2 и 20_0 2
В тех случаях, когда размер определяет
положение какого-либо элемента, непо-
средственно не связанного с по-
ложением режущей кромки ин-
струмента (например центра отверстия,
оси паза и т. п.), то допуски обычно
располагаютсимметрично (рис. 159).
Вышеприведенное правило располагать
Рис. 159. Симметричное рас- Допуски „в металл» вполне естественно в тех
положение допусков. случаях, когда работа производится по про-
мерам (например при шлифовании).
Рабочий стремится выдержать заданный размер и заканчивает работу
тотчас же как только его достигает. „Допуск" учитывает невозможность
совершенно точной работы — неизбежность некоторого отклонения от
заданного размера. Заметим еще, что рабочий при работе по промерам
обычно использует допуск лишь отчасти, получая действительные раз-
меры, расположенными в начале поля допуска.
1 Если бы располагать допуски симметрично и считать L = 20^0,1, то оче
видно размер получился бы одинаковым при обоих планах обработки.
22 А. П. Соколовский. 2051. 337
При работе на настроенных станках указанные соображения в пользу
одностороннего расположения допусков отпадают и симметричное их
расположение во многих случаях оказывается даже более удобным.
Не возобновляя здесь дискуссии о преимуществах односторонней и
двухсторонней систем допусков1, укажем, что с точки зрения анализа
размерных цепей и решения различных задач, связанных с пересчетом
размеров и допусков, двухсторонняя система имеет несомненные преиму-
щества. В этих случаях расположение допусков симметрично по обе
стороны от формы, принимаемой за основную, вносит большую простоту
и ясность во все построения и расчеты.
+0,4
26 отверстий
(5000*10!—
200*—
Рис. 160. Симметричное и несимметричное расположения допусков.
В сложных случаях можно избавиться от трудностей, сязанных
с несимметричным расположением отклонений, пересчитывая все размеры
цепи таким образом, чтобы отклонения располагались симметрично
относительно основного (среднего) размера.
Пример такого пересчета приведен на рис. 160. Рис. а показывает
деталь с размерами, проставленными по односторонней системе, а рис. b —
равнозначащую простановку размеров, но с симметричным расположением
допусков.
При первом взгляде на рис. а создается впечатление, что размер,
определяющий расстояние межту крайними отверстиями, равен 5000 мм.
Однако легко подсчитать, что этот размер может колебаться в пределах
5000 и 5010 мм, что и следует непосредственно из рис Ь. Рис. с иллю-
стрирует большую „естественность" симметричной системы" для данного
1 Эти вопросы подробно дискуссировались в период установления националь-
ных систем допусков (ДИН, ОСТ и др.). Краткое изложение вопроса см.
нашу книгу „Технология машиностроения", вып. I, „Допуски и посадки" Госмаш-
метиздат, 1933.
338
случая. Здесь сумма номиналов составляющих размеров (5000 мм) равна
среднему размеру между крайними отверстиями.
При пользовании симметричной системой задача пересчета
размеров и допусков упрощается, так как она вполне
естественно распадается на две: пересчет размеров
и пересчет допусков.
Б. Общие понятия о базировке
Говоря о простановке размеров мы уже пользовались термином „база",
не уточняя его значения. Теперь дадим определение этого понятия.
Базой, в широком смысле слова, называется совокуп-
ность поверхностей, линий или точек, по отношению
к которым определяется положение рассматривае-
мой поверхности, линии илиточки, исходя, прямо или
косвенно1, из условий правильного функционирования
изделия 2.
Таким образом понятие базировки связано со взаимным расположе-
нием элементов детали. Кроме того, оно, как мы сейчас покажем, вклю-
чает в себя еще понятие о направлении.
Между конструктором и технологом, работающим в области механи-
ческой обработки, существует принципиальное различие в понимании
вопроса о взаимном расположении поверхностей, а следовательно, и о
простановке размеров.
Конструктор представляет себе деталь готовой в том виде, в каком
она работает в изделии; технолог же рассматривает ее в процессе произ-
водства, меняющей свою форму на каждой операции.
Таким образом технолог, строго говоря, рассматривает не одну
деталь, а целую систему деталей, связанных между собой
определенными размерами и соотношениями, но все же различных. В про-
цессе обработки поверхности претерпевают изменения, причем каждая
из них может обрабатываться несколько раз (несколько „ступеней обра-
ботки") 3.
Процесс имеет определенное направление от заготовки к готовой
детали. Эту направленность приходится учитывать при определении рас-
положения поверхностей. Последнее соображение и приводит нас к поня-
тию „базировки".
1 Прямо — в случае конструктивных баз и основных технологических; косвен-
но — в случае оперативных (в частности вспомогательных) баз. Элементы детали,
используемые для фиксации ее положения, но несвязанные ни прямо ни косвенно
с работой детали в изделии, не входят в состав базы. Например, при установке
гладкой плиты на строгальном с ганке ее положение по длине стола опреде-
ляется не базировкой, а другими соображениями (равномерная и симметричная
загрузка стола станка и т. д.). Торцы, определяющие продольное положение
летали, не составляют элементов базы.
2 Легко видеть,что понятие „база" почти совпадает с понятием „координат-
ная система". Специфика здесь, кроме определенного направления использова-
ния, состоит также в разнообразии конфигураций баз в противоположность
координатным системам, из которых обычно пользуются лишь весьма немно-
гими (прямоую' ьной, полярной и т. п.).
3 Поверхность на различных ступенях обработки можно рассматривать
как несколько различных поверхностей.
♦ 389
При определении взаимного расположения поверхностей конструктор
исходит из условий работы детали в изделии. Поэтому обе поверхности,
связанные размером, рассматриваются одновременно, так как их работа
в изделии происходит в одно и то же время. С точки зрения конструк-
тора безразлично, отсчитывать ли размер от поверхности А к поверхно-
сти В или обратно — от В к Д*.
Технолог рассматривает поверхности во времени, в процессе их обра-
зования. Поэтому вполне естественно отсчитывать размер от той поверхно-
сти, которая была обработана раньше, к поверхности, обработанной
позднее. Таким образом размер получает направление* 1.
Все сказанное можно обобщить и на „соотношения*. Например, вместо
того чтобы говорить, что поверхности Ли В параллельны между собой,
можно сказать, что поверхность В параллельна по отношению
к поверхности Д. Здесь обе поверхности уже неравноправны.
Поверхность В мы как бы рассматриваем после поверхности Д.
Те поверхности, от которых производится отсчет, мы назовем
базисными. Заметим, что положение рассматриваемой поверхности
может быть дано не от одной базисной поверхности, а от системы
нескольких поверхностей, составляющих в совокупности базу.
В некоторых случаях отсчет производится не от поверхностей („реаль-
ная база"), а от линий или точек („условная база"). Конструкторы
часто пользуются этим методом отсчета.
Таким образом понятие о базировке возникает вполне естественно
при рассмотрении технологического процесса механической обработки
деталей. Базы, используемые в технологическом про-
цесс е м е ха н и ч е с ко й о б р а б о т к и, мы будем называть
технологическими базами (механической обработки).
В процессе сборки изделия пользуются (технологическими) сбороч-
ными базами. Эти базы образуются теми элементами деталей,
которые определяют их положение относительно других, ранее устано-
вленных деталей.
Легко видеть, что в процессе сборки понятие базировки также вклю-
чает в себя понятие направления.
Понятие „производственная база* шире, чем понятие „тех-
нологическая база*. Производственные базы могут быть и не техноло-
гическими. Такие базы, например, используются при контроле операций
механической обработки („контрольные базы*).
Контрольные базы могут не совпадать с технологическими.
В дальнейшем мы будем говорить о процессах механической обра-
ботки. Поэтому термином „технологическая база* там, где не оговорено
особо, будем обозначать технологические базы механической обработки2.
* Размер удачно обозначается чертой со стрелками на обоих концах, что
как бы символизирует наличие двухсторонней связи между поверхностями.
1 При таком взгляде на размеры, их было бы целесообразнее обозначать
на чертеже в виде векторов со стрелкой на одном конце.
2 Термином „производственная база" мы, вообще говоря, пользоваться не
будем. Во многих случаях этот термин принимается равнозначащим термину
„технологическая база". При этом опускается возможность существования осо-
бых контрольных баз.
В этом пункте и в некоторых других мы вносим Уточнения в терминологию
по сравнению с той, которой пользовались в наших прежних трудах.
340
Производственным (технологическим и нетехнологическим) базам
противопоставляются конструктивные базы. Как мы уже ука-
зывали, конструктор, вообще говоря, не связывает представление о раз-
мерах с представлением о направлении. Однако во многих случаях при-
дание размерам направления, хотя бы условного, оказывается удобным
и для него. Например, при координатной простановке размеров (рис.156),
при расчете размерных цепей и т. д.
При простановке размеров конструктор часто исходит из взаимосвязи
между деталями, вытекающей из условий сборки. В таких случаях есте-
ственно проставлять размеры от тех поверхностей, которые определяют
взаимное расположение деталей, т. е. от сборочных баз.
В других случаях конструктор проставляет размеры от поверхностей,
линий или точек, играющих важную роль в работе машины или в процессе
выполнения разчичных расчетов (например оси симметрии).
Укажем еще на одну особенность конструктивных баз. Мы уже ука-
зывали, что, определяя положение какой-либо поверхности А относи-
тельно другой поверхности В и связывая их размерами или соотноше-
ниями, можно с одинаковым правом говорить о расстоянии поверхно-
сти А от поверхности В или, наоборот, поверхности В от поверхности А.
Точно также указание, что поверхность А параллельна поверхности В
равносильно указанию, что поверхность В параллельна поверхности А.
Поэтому направление отсчета размеров и выбор баз при анализе размер-
ных цепей конструктором условны. Следовательно, конструктивные
базы всегда обратимы. Если поверхность В является базой для
роверхности А, то и поверхность А может быть выбрана в качестве
базы для поверхности В.
Конструктивные и технологические базы могут совпадать и не со-
впадать. Хотя такое совпадение, во избежание необходимости пересчета
допусков, всегда желательно, но во многих случаях обеспечить его не
удается.
Как пример, приведем коленчатый вал двигателя. Конструктор, проекти-
руя вал, прежде всего намечает положение осей всех цилиндров, азатем
положение осей симметрии рамовых подшипников. Расстояние между осями
последних определяет плечо изгиба вала при расчете его как балки
на двух опорах. Положение оси цилиндра дает расположение действу-
ющей силы. При изготовлении же вала расположение различных поверхно-
стей от осей не может быть непосредственно промерено, и поэтому на
рабочих чертежах оно часто совершенно не указывается.
На рис. 161 показаны три способа простановки размеров на чертеже
коленчатого вала. Размеры Alf Дб проставлены от конструктивных
(расчетных) баз, а размеры Вг В2,... В8 и С2,... С8 от поверхностей,
которые могут быть приняты как за технологические базы механической
обработки, так и за сборочные базы. Сравнивая два последних метода
обозначений, можно замиить, что размеры В проставлены в цепном
порядке, размеры С—в основном от одной и той же базы. Как известно,
цепная простановка размеров невыгодна в смысле суммирования ош бок
отдельных размеров, в чем легко убедиться, подсчитывая суммарную
ошибку в общем размере В9. Например, при ошибках в каждом частном
размере ±0,05мм мт# суммарная ошибка может достичь величины в семь
раз большей, т. е. оказаться равной zt0,35 мм. При простановке раз-
Таблица 18
Классификация баз и базирующих поверхностей
(Применительно к процессу механической обработки)
Признаки классификации баз Классификационные подразделения баз
Назначение баз 1. Конструктивные 2. Технологические а) установочные б) измерительные 3. Контрольные Примечание. Технологические и контрольные базы являются базами производственными
Степень реальности 1. Реальные (поверхности) 2. Условные (линии, точки)
Метод пользования базами 1. Опорные 2. Проверочные
Роль поверхностей, образующих базу, по отношению к изделию 1 1. Основные 2. Оперативные а) естественные б) искусственные (вспомогатель- ные)
Степень определенности базировки 1. Полная определенность 2. Одна степень свободы 3. Две степени „ 4. Три 5. ’ етыре «... 6. Пять степеней свободы
1 Местоположение в технологическом процессе 1. Черновые 2. Промежуточные 3. Чистовые
« Признаки классификации отдельных базирующих поверхностей Классификационные подразделе- ния базирующих -поверхностей
Геометрическая форма i | ) 1. Плоскость 2. Внешняя цилиндрическая по верх- ность 3. Внутренняя цилиндрическая по- верхность и т. д.
за
Продолжение табл. 18
Признаки классификации баз Классификационные подразделения баз
Число степеней свободы, ограничи- ваемое данной базирующей поверх- ностью 1, Главная 2. Направляющая 3. Упорная 4. Дополнительная
Степень чистоты и правильности 1. Черная необработанная 2. Грубо обработанная 3. Чисто обработанная 4. Шлифованная или шабренная
меров по С суммарная ошибка будет равна максимум zt 0,1 мм. Заметим,
однако, что шаблоны для размеров С будут бол^е громоздкими, чем для
размеров В, вследствие чего при работах, не требующих точности, охотно
пользуются и цепными размерами.
Рис., 161. Различные методы простановки размеров на чертеже
коленчатого вала.
При переходе от проектных к рабочим чертежам необходимо проста -
влять размеры так, чтобы они отсчитывались не от конструктивных, а от
технологических баз. При этом может оказаться, что в разных стадиях
технологического процесса потребуется различная простановка размеров.
Строго правильные в этом отношении чертежи часто оказывается возмож-
343
ным выполнить лишь в том случае, если для каждой операции и даже уста-
новки выполняется свой рабочий чертеж (операционный эскиз).
Вопрос о базировке является одним из основных вопросов технологии
машиностроения. Можно п строить стройную классификацию
баз и базирующих элементов, основываясь на различных при-
знаках. Рассмотрение этой классификации представляет интерес, так как
при нем попутно выясняются многие вопросы технологии машинострое-
ния (табл. 18).
2. ТЕХНОЛОГИЧЕСКИЕ БАЗЫ И ИХ РОЛЬ В ПОСТРОЕНИИ ПРОЦЕССА
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
А. Основные, оперативные и вспомогательные базы
Технолог в своей работе исходит из размеров и баз, даваемых кон-
структором. Из рассмотрения чертежа детали ок, вообще говоря, не
может установить тех условий, которые привели конструктора к той
или иной простановке размеров и допусков. Учитывая обратимость
конструктивных баз, в некоторых случаях оказывается затруднительным
даже указать, какие именно поверхности принимались конструктором
за базирующие.
В дальнейшем мы будем говорить только о технологических размерах
и базах. Конструктивные размеры и базы, принятые технологом без
изменения при разработке процесса, становятся технологическими. Такие
технологические базы являются основными.
Основной базойназы вается технологическая база,
связанная с обрабатываемой поверхностью основными
размерами или соотношениями, то естьтакими, которые
непосредственно вытекают из условий работы детали
в изделии.
Направление процесса может не совпадать с направлением отсчета
размеров, принятым конструктором при анализе размерных цепей. Если
конструктор определяет положение поверхности А относительно поверх-
ности 5, то поверхность В является конструктивной базой. Технолог же
может построить процесс таким образом, что поверхность В обра-
батывается после поверхности А, тогда технологической основной базой
является поверхность А.
Поэтому конструктивные и основные технологические базы могут
и не сов адать, но такая замена (обратимость баз) никакого пересчета
допусков не вызывает.
В качестве примера рассмотрим обработку задней бабки токарного
станка. Обычно сначала строгают ее основание и далее, приняв это
основание за (основную) базу, растачивают отверстие для шпинделя.
Можно обработку вести и в обратном порядке: сначала расточить от-
верстие дтл шпинделя и затем, посадив бабку на оправку, строгать
плоскость основания. Иногда такой метод работы может представлять
даже некоторые преимущества1. Очевидно, что во втором случае основ-
ная производственная база не совпадает с конструктивной (сборочной).
1 Основные связи, существующие между отверстием для шпинделя и осно-
ванием бабки, это их строгая параллельность и точно определенное расстоя-
ние между ними.
344
Другой пример пользования основными базами — это обточка обода
шкива на оправке. Здесь поверхность отверстия в ступице является
основной базой (основная зависимость — концентричность обода и от-
верстия).
Исходя из приведенного определения, мы видим, что основная база
образуется окончательно обработанными поверхностями.
Оперативной базой мы назовем такую, расположе-
ние которой относительно обрабатываемой поверхности
из условий работы детали в изделии непосредственно
невытекает, а о п р е д е л я е т ся некоторыми косвенными
зависимостями.
Оперативные базы могут получаться естественным путем в процессе
обработки или создаваться искусственно Ч Искусственные оперативные
базы обычно называют вспомогательными. Таким образом:
вспомогательной базой мы назовем такую, которая
создается искусственно только для того, чтобы облег-
чить установку детали при ее обработке1 2.
Такие поверхности во многих случаях могли бы не обрабатываться
вовсе, если отказаться от использования их в качестве базирующих.
В виде примера пользования естественными оперативными базами
в качестве, чистовых приводим обработку автомобильного блока цилин-
дров, где плоскость основания принимается за базу как при расточке
отверстий в цилиндрах, так и при расточке гнезд подшипников коленча-
того вала. Между тем эта плоскость не является основной базой, так
как для правильного функционирования автомобильного двигателя важна
перпендикулярность осей всех цилиндров оси коленчатого вала, точное же
расположение плоскости основания блока само по себе несущественно.
В качестве примера вспомогательных баз п шводим центровые углу-
бления в обтачиваемых деталях. Этих отверстий можно было бы
совершенно не засверливать, если бы они не требовались по ходу техно-
логического процесса. Для работы детали (например вала) в машине
центровые углубления не нужны. Начиная обработку на револьверном
и заканчивая на бесцентровом шлифовальном станке, можно совершенно
избавиться от центровки.
Другой очень характерный пример применения вспомогательных баз —
это обработка шатуна автомобильного двигателя на трех центрах
(рис. 162). В теле шатуна засверливают три центровых углубления,
которые и используются в дальнейшем для установки этого шатуна на
всех операциях.
База считается вспомогательной и в том случае, когда соответ-
ствующие поверхности необходимо обрабатывать при
всякой си с т е м е б аз и р о в к и, но для возможности исполь-
зования именно их в качестве базы требуется дополни-
тельная, более точная обработка.
Характерный пример вспомогательной базы такого рода — это обра-
ботка автомобильного поршня (рис. 163). Здесь за базу обычно при-
1 Основные базы всегда являются естественными.
2 Основными и вспомогательными базами можно пользоваться как в каче-
стве опорных, так и в качестве проверочных (см. ниже).
345
нимаются: нижний торец А и „поясок" В, причем обе эти поверхности
обрабатываются с более высокой точностью, чем требуется для работы
пор пня в двигателе.
Этими поверхностями поршень устанавливается на заточке приспо-
соблений.
Разметочные риски и керновые углубления также являются вспомога-
тельными (проверочными) базами. Их иногда так и называют „разметоч-
ными базами". Целью разметки является создание технологических баз
в тех' случаях, когда на чертеже эти базы не указаны и не очевидны
(т. е. в большинстве операций инди-
видуального и мелкосерийного произ-
водств).
Наконец, встречается еще одна харак-
терная разновидность искусственных баз,
которую можно назвать „приставными
базами*. Сущность пользования такими
трех
Рис. 162. Установка автомо-
бильного шатана на
центрах.
Рис. 163. База при обработке
автомобильного поршня.
базами состоит в том, что к обрабатываемой детали крепится другая
вспомогательная деталь, поверхность которой и принимается за базу
при установке на станке. Вспомогательная деталь предварительно вы-
веряется относительно обрабатываемой детали.
В качестве обычного примера приводим пользование промежуточными
втулками при центровке и обточке деталей неправильной формы. Здесь
поверхность втулки используется в качестве базирующей при установке
вала в люнете (рис. 164).
Необходимо оговориться, что не всякая оперативная база
является вспомогательной. Очень часто в качестве оперативных
баз можно использовать многие поверхности, не являющиеся основными
базирующими, но получающиеся естественно в процессе обработки.
В некоторых случаях такие поверхности являются окончательно обра-
ботанными, хотя и не играющими активной роли в изделии. Достаточно
346
чистая обработка их обусловливается другими соображениями (например
чисто обточенный круглый стержень шатуна двигателя Дизеля). Иногда
такими поверхностями можно пользоваться в качестве баз, даже при
чистовой обработке. Еще чаще оперативные естественные базы исполь-
зуются в качестве баз на промежуточных операциях. Обычно это раз
личные поверхности, находящиеся в промежуточных стадиях обработки.
Примером можег служить операция строгания точной плиты, рамы или
станины. Сначала строгают верх (мы предполагаем, что верхняя плоскость
в окончательном виде должна быть точнее нижней), затем низ, принимая
верхнюю плоскость за (оперативную опорную) базу, и, наконец, опять
верх, принимая нижнюю плоскость за (основную опорную) базу. Если
такую станину предположено еще шлифовать, то выверка на шлифоваль-
ном станке часто про- «
изводится по верхней
плоскости, которая в
таком случае является
оперативной провероч-
ной базой.
Введение всяких
оперативных (естест-
венных и вспомогатель-
ных) баз всегда ведет
к усложнению зависи-
мостей, определяющих
точность обработки.
Наиболее простым, с
этой точки зрения, ме-
Рис. 164. Обточка в люнете с промежуточной
втулкой.
тодом работы является
получение тщательно
обработанных осков-
ных базирующих поверхностей и обработка от них всех других поверх-
ностей, связанных с этими базами строгими допусками (линейными, угло-
выми и т. д.).
Вводя какие-либо оперативные базы, мы неизбежно
должны учитывать зависимости этих баз от основ-
н ы х.
Пусть некоторая обрабатываемая поверхность А связана определен-
ным соотношением с основной базой В. Однако обработка этой поверх-
ности А производится не от базы В, а от некоторой другой (оператив-
ной) базы С. Последняя связана с основной базой В определенным
соотношением, предусматривающим, как и всякое реальное соотношение,
известный допуск. Очевидно, что при обработке поверхности А ее поло-
жение относительно С также будет выдержано лишь приближенно.
Введение оперативной базы влечет за собою появление дополнительной
погрешности в расположении обрабатываемой поверхности А относительно
основной базы В.
Предполагая, например, одинаковые погрешности в положении А от-
носительно Сив положении С относительно В, мы получим (в случае их
арифметического сложения) погрешность А относительно В удвоен-
ной,
347
Желая компенсировать влияние дополнительной погрешности базировки
необходимо пересчитывать размеры и допуски, причем, как правило,
последние сужаются.
Рассмотрим простой пример (рис. 165, а). В партии обработанных
брусков прямоугольного сечения требуется профрезеровать пазы глуби-
ной 2О+0,1 ММ- Размер брусков по высоте выдержан с точностью
0,1 мм (50_ ои). Легко видеть, что основной базой в данном случае
является поверхность А и если бы можно было выдерживать размер,
2О+0’1 непосредственно от этой поверхности, то никаких затруднений,
связанных с накоплением
погрешностей, не получа-
лось бы.
На самом деле обра-
ботка ведется от (уста-
новочной) оперативной
базы В, так как детали
закрепляются на столе
станка и станок настраи-
вается таким образом,
чтобы ось фрезера зани-
Рис. 165. Использование оперативной базы.
мала относительно стола
наивыгоднейшее положе-
ние.
Однако легко видеть,
что ни при какой на-
стройке требуемый допуск
+0,1 не может быть вы-
держан, так как размер
30 мм не может полу-
читься абсолютно точ-
ным. Если, например,
можно выдержать этот размер с допуском 0,1 мм, и станок настроен
таким образом, что расстояние от дна паза до поверхности В яхту-
чается в пределах 30_0д, то размер 20 мм будет иметь отклонения
20 + 0,1, т. е. погрешность обработки будет вдвое больше заданного
допуска.
На рис. 165, b показана простановка размеров от оперативной базы В,
обеспечивающая соблюдение заданного допуска на размер 20 мм.
Легко видеть, что как толщина плиток, так и размер 30 мм должны
быть выдержаны с допусками 0,05 мм.
Б. Черновые, промежуточные и чистовые базы 1
В результате механической обработки детали должны ( ыть достигнуты
не только правильные форма и размеры отдельных обработанных поверх-
ностей, но и правильность их расположения как друг относительно друга,
так и по отношению к поверхностям, оставшимся необработанными.
1 Разделение баз на черновые, промежуточные и чистовые является еще
одним видом их классификации (по местоположению и технологическом про
цессе).
348
В индивидуальном и мелкосерийном производствах обработка каждой
детали обычно начинается с разметки. Разметчик накосит на поверхность
заготовки риски, которые позволяют наметить заранее взаимное располо-
жение всех поверхностей в обработанной at тали. При разметке чаще
всего исходят из положения тех поверхностей, которые должны остаться
черными, и затем выясняют расположение обработанных поверхностей,
а следовательно, достаточность припусков на обработку.
В крупносерийном и массовом производствах применение разметки
почти исключается1. При требовании достижения высокой производитель-
ности затрата времени на самую разметку является недопустимой, но,
что еще важнее, работа по разметке, носящая всегда индивидуальный
характер, замедляет выполнение всех операций и требует использования
рабочей силы высокой квалификации.
Однако отказ от разметки вносит коренные изме-
нения в организацию всего технологического процесса.
Дело в том, что, нанося на заготовке риски, разме!чик не делает
ничего непоправимого, и если, дойдя до конца разметки, он убедится
в тем, что какая-либо поверхность заняла неправильное положение, то
может, учтя полученную погрешность, произвести всю разметку скова2 з * * *.
В конце концов разметчик всегда сможет убедиться в том, можно ли
из данной заготовки „выкроить" деталь, отвечающую размерам чертежа.
При обработке без разметки неправильность первой (исходной) установки
обнаружится на одной из последующих операций: либо не останется
достаточного припуска на обработку, либо положение какой-нибудь
обработанной поверхности по отношению к поверхностям, остающимся
черными, окажется неправильным 8.
Если бы все заготовки (отливки, поковки, прокат) выпускались за-
готовительными цехами совершенно одинаковыми со вполне определен-
ными припусками, то вопрос о „выкраивании" из них готовых деталей
решался бы просто. В таком случае, исходя из любой поверхности, мы
получили бы одинаковые результаты. На самом деле эти заготовки
имеют допуски в размерах (притом обычно очень широкие);
кроме того, их поверхность редко бывает вполне гладкой и точно со-
ответствующей форме чертежа. Просматривая ряд заготовок для одной
1 Операция разметки, вообще говоря, является трудоемкой, поэтому, где
возможно, от нее стремятся освободиться даже в мелкосерийном производстве.
При разметке обычно приходится детать тщательно выверять относительно раз-
меточной плиты с тем, чтобы повторить ту же работу при установке этой
детали на столе станка. Такое двукратное повторение одной и той же работы
представляется нецелесообразным, и возможность обойтись без разметки всегда
является привлекательной. Конечно, в тех случаях, когда отказ от разметки
вызывает увеличение брака или усложняет процесс установки, что ведет к по-
нижению производительности станка,— экономическая целесообразность устра-
нения разметки становится сомнительной.
2 Для того чтобы проверить пригодность заготовки, обычно не требуется
даже производить полностью разметку. Достаточно лишь определить положение
центровых рисок и проверить некоторые характерные размеры (предваритель-
ная разметка).
з Например, при неправильной центровке вал может не выйти из заготовки,
диаметр которой значительно превышает наибольший диаметр вала по чертежу.
Неправильная расточка „пояска* поршня имеет следствием неравномерную
толщину его боковой стенки.
349
и той же детали, мы заметим, что их размеры различны и форма имеет
некоторые неправильности. Поэтому правильный выбор исход-
ных поверхностей при разметке ускоряет работу,
а при работе без разметки часто решает успех или
неуспехдела.
Приводим определение:
Совокупность базирующих поверхностей, служащих
для первой установки обрабатываемой детали, назы-
вается черновойбазой.
В большинстве случаев черновая база является черной (необработан-
ной) поверхностью. Только тогда, когда заготовка поступает в мастерскую
в частично обработанном виде, черновая база оказывается также в виде
обработанной поверхности. Такие случаи часто встречаются, например,
в крупном машиностроении, где обычно тяжелые поковки доставляются
металлургическими заводами в ободранном виде Вообще можно сделав
общее замечание, что черновая база является связующим
звеном между заготовительным и механическими це-
хами.
Черновой базой обычно пользуются только для пер-
вой установки детали на станке При повторных установках в
качестве баз используют обработанные поверхности Отступление от
этого правила допустимо только в случае грубых работ, при которых
допуски на взаимное расположение обработанных при разных установках
поверхностей близки к допускам в заготовке. Так как в большинстве
случаев подобная точность оказывается совершенно недостаточной, то
и стремятся как можно скорее перейти от черновой базы к обработан-
ным базирующим поверхностям. Поэтому черновая база, а следо-
вательно, и исходная операция1 2, на которой она используется,
всецело предопределяют псложение системы обрабо-
танных поверхностей относительно системы оверх-
ностей, остающихся черными, но взаимное расположение обра-
ботанных поверхностей зависит от всех последующих установок и, сле-
довательно, от тех баз, которыми эти установки определяются. Такое
различие является следствием разницы в величинах допусков размеров,
связывающих обработанные поверхности между собой и те же поверх-
ности с черными. В первом случае допуски часто измеряются в сотых
долях миллиметра, во втором же не менее часто терпимы отклонения,
выраженные в целых миллиметрах, и во всяком случае допустимы неточно-
сти, выраженные в десятых долях миллиметра. Таким образом вторые
допуски в десять и более раз грубее, чем первые.
Поэтому хотя многократные установки, связанные со сменой баз,
влияют не только на взаимное расположение обрабатываемых поверхностей,-
но и на их положение относительно черновой базы (а следовательно, и
всех черных поверхностей в детали), тем не менее такое влияние незна-
1 Это делается отчасти для облегчения транспорта, главным же образом
для возможности распознавания брака.
2 Мы используем термин „исходная", а не „первая" операция, так как в начале
процесса могут быть расположены некоторые операции, не предопределяющие
размеров и формы детали (очистка, травление и т. д.).
350
чительно, так как добавочные погрешности обычно невелики по сравнению
с допусками в размерах, определяющих последние соотношения.
Что касается взаимного расположения обработанных поверхностей,
то допуски в соответственных размерах обычно того же порядка, как и
погрешности обработки (в частности, являющиеся следствием много-
кратных перестановок). Поэтому точность результатов здесь зависит от
хода всего процесса и отнюдь не определяется исходной операцией.
При плохо поставленной исходной операции, — например, при непра-
вильно выбранной черновой базе, — все обработанные поверхности могут
оказаться смещенными относительно черных поверхностей, благодаря чему,
как мы уже указали, выбор этой первой, исходной базы в значительной
мере предопределяет дальнейший ход всего процесса.
Черновая база должна быть характерной для данной
детали поверхностью. Это значит, что черновая база уже в заго-
товке должна занимать возможно определенное положение относительно
других поверхностей детали1. Например, поверхности отливки, получен-
ные при формовке самой модели, обычно заслуживают предпочтения
перед поверхностями, оставшимися от шишки, так как шишки часто
сдвигаются, и внутренние поверхности не являются характернымм для
всей отливки 2.
Не менее важным условием является требование, чтобы черновые
базирующие поверхности обладали достаточными размерами. В таком
случае местные случайные отклонения формы меньше влияют на общее
положение детали. Простые формы базирующих поверхностей предпочти-
тельнее сложных, так как при этом легче, отдать себе отчет во всех
особенностях данной установки.
Большое внимание следует обращать на состояние черновых бази-
рующих поверхностей. Размеры неровностей на них не должны быть
значительными. Необходимо избегать принимать за базу места, где в
отливках расположены прибыли, литники, выпоры и различные отлитые
цифры и буквы, обозначающие модель. Следует также избегать мест,
соответствующих разъему опок в отливках и штампов в поковках.
Поверхности, находившиеся при формовке внизу, обычно предпочти-
тельнее (в качестве баз) верхних поверхностей, так как последние имеют
более рыхлое строение, негладки и содержат большее количество раковин3.
Черновая опорная база должна быть расположена таким образом,
чтобы при закреплении обеспечивалось устойчивое положение детали
при отсутствии ее деформации и вместе с тем упрощалась конструкция
приспособлений для закрепления.
Чаще всего за черновые базирующие поверхности принимаются такие,
которые в готовой детали остаются необработанными.
1 Черновая база, как мы уже указывали, связывает систему обрабатываемых
поверхностей с системой i оверхностей, остающихся необработанными. Поэтому
положение черновой базы должно характеризовать расположение последних,
а не быть случайным.
2 Однако в тех случаях, когда наружная поверхность детали обрабатывается,
а внутренняя остается необработанной, часто за черновую базу принимают
эту последнюю.
3 Такой выбор черновой базы совпадает с требованием приближать „реша-
ющую операцию* к началу технологического процесса,
351
Этим облегчается установление связи между необработанными и обрабо-
танными поверхностями.
При обработке автомобильного поршня (рис. 163) за черновую базу
чаще всего принимают его внутреннюю необработанную поверхность.
Деталь устанавливают на разжимной оправке и обтачивают вспомогатель-
ную базу Aj В (торец-поясок), после чего дальнейшая обработка ведется
уже на этой базе.
Сложность конструкции оправки и неудобства, связанные с обра-
боткой вспомогательной базы на этой оправке, казалось бы дают все
основания отступить от такого плана операций и обрабатывать базу А, В
при закреплении поршня в патроне за наружную поверхность открытым
концом наружу. Однако необходимость избегать брака по ра шостенности,
обычно, заставляет мириться с неудобствами работы на оправке.
Там, где точное расположение обработанных поверхностей относи-
тельно черных не имеет большого значения, иногда выбирают за черно-
вую базу одну из обрабатываемых поверхностей, что часто
позволяет значительно уменьшить слой снимаемого металла. Иногда
также поступают в тех случаях, когда заготовка является очень точной,
и отказ от общего правила назначения в качестве баш необрабатываемой
поверхности упрощает конструкцию приспособлений. Наконец, обраба-
тываемые поверхности принимаются за базу тогда, когда деталь не имеет
необрабатываемых поверхностей.
При обработке черных поверхностей на шлифовальных станках обес-
печение минимальных припусков является основным условием экономич-
ности этого метода работы. В таких случаях базировка очень часто
производится по самой шлифуемой поьерхности.
В заключение укажем, что при выборе черновых баз нельзя упускать
из вида требований удобства выполнения всех последующих установок.
В противоположность черновым базам, базы, используемые при вы-
полнении операций, на которых поверхности детали получают оконча-
тельные размеры, называются чистовыми базами. Все остальные
базы при классификации по их местоположению в технологическом про-
цессе получают наименование промежуточных.
В. Установочные и измерительные базы
Правильное взаимное расположение поверхностей детали, обрабаты-
ваемых на разных установках, может обеспечиваться двояким образом.
Первый метод — придание детали определенного расположения
относительно станка в процессе ее установки. Инструмент также совер-
шает определенное движение по отношению к станку, в результате чего
получается заданная поверхность. Расположение этой поверхности отно-
сительно другихповерхностей детали, не обрабатываемых на дан-
ной установке, определяется базировкой в процессе установки, которая
в свою очередь зависит от выбора установочной базы.
Установочной базой называется совокупность по-
верхностей обрабатываемой детали, используемая
в процессе установки для придания ей заданного
положения относительно станка или какого-либо дру-
352
г ого устройства, служащего для сообщения инстру-
менту определенного пути относительно детали1»
Обычно установочная база определяет положение детали относительно
станка, так как режущий инструмент связывается именно со станком.
Однако бывают случаи, когда положение инструмента относительно
детали определяется не станком, а иным образом.
Например, при сверлении по кондуктору место входа сверла опре-
деляется положением детали относительно кондукторной втулки, которая
составляет часть приспособления, а не непосредственно станка. При
расточке иногда устанавливают шарнирную связь между шпинделем
станка и инструментом. Последний в этом случае направляется исклю-
чительно кондуктором.
Особым случаем является „свободная обработка" при от-
сутствии жесткой кинематической связи детали или инструмента со
станком2. В этом случае установочной базой служит сама
обрабатываемая поверхность. Сюда откосятся, например, бес-
центровое шлифование, бесцентровая обточка, развертывание-качающи-
мися развертками, свободное протягивание, шлифование дисками и т. п.
Во всех этих случаях поверхность после обработки на данной опе-
рации занимает положение в металле заготовки близкое к положению
той же поверхности до обработки, но все же отличное, ввиду наличия
различных погрешностей. Заметим, что такое смещение поверхности на
двух последовательных ступенях обработки зависит от влияния многих
факторов: твердости материала,' равномерности припусков и т. д.; его
нельзя учесть заранее и приходится рассматривать как случайную
погрешность.
Поэтому точность расположения поверхностей, полученных в резуль-
тате свободной обработки, относительно каких-либо других поверхностей
детали не превышает точности, достигнутой в результате предшествующей
обработки. Можно ожидать даже некоторого снижения этой точности
вследствие наличия вышеупомянутых погрешностей.
Укажем еще на существование некоторых операций, при которых
осуществляется частично-принудительное внешнее направление инстру-
мента. Сюда относятся, например, развертывание жестко закрепленными
развертками, протягивание с направлением и т. п.
В этих случаях вопрос о базировке весьма сложен. Обработанная
поверхность занимает некоторое среднее положение между тем, которое
она занимала до обработки на рассматриваемой операции, и предусмо-
тренным запроектированной базировкой. Чем жестче систем?, тем ближе
положение поверхности к заданному.
Всякая реальная установочная база является по-
верхностью. Как бы ни была тонка разметочная риска, она все же
имеет некоторую конечную толщину и является поверхностью, а не
линией. Геометрическая линия, строго говоря, не может служить уста-
новочной базой. Действительно, если бы мы пожелали, например, уста-
1 Положения заданного, исходя, прямо или косвенно, из условий функцио-
нирования изделия. См. выше обшее определение понятия „база*.
2 „Бесцентровая обработка". Следует, однако, заметить, что собственно
бесцентровая обработка это только частный случай свободной обработки»
23 А. П. Соколовский. 2051. 353
новить деталь, исходя из некоторых геометрических осей, то нам пришлось
бы предварительно эти оси нанести в виде рисок при разметке или
материализовать их какими-либо иными способами. Точно также необ-
ходимо материализовать точки пересечения осей и вообще всякие гео-
метрические точки и линии. Поэтому, говоря о выверке детали относи-
тельно таких осей и точек, мы всегда вводим некоторую условность.
Такие линии и точки иногда называют условными базами,
в отличие от реальных баз, о которых мы до сих пор говорили и будем
говорить в дальнейшем.
Тем не менее условными базами пользуются довольно часто. Так
например, при установке круглой детали в патроне говорят не о поло-
жении ее цилиндрической поверхности, а о положении „оси". Условность
такого выражения становится ясной, если мы попытаемся принять во
внимание овальность базирующей поверхности.
При пользовании условными базами необходимо учитывать, что
в процессе материализации линий и точек, нанесенных
на чертеже, всегда возникают некоторые погрешности,
увеличивающие неизбежную ошибку при выверке
детали на станке относительно реальной базы.
Второй метод обеспечения правильного взаимного расположения
поверхностей детали состоит в том, что инструменту непосредственно
придается такое положение, при котором его режущая кромка распола-
гается от базирующих элементов детали на определенном расстоянии,
соответствующем заданному размеру. База, которой при этом пользуются,
может не служить для установки детали, а использоваться только при
промерах в процессе установки на стружку или для ограничения дви-
жения инструмента.
Измерительной базой называется совокупность по-
верхностей, от которой прц обработке детали произ-
водится непосредственный отсчет размеров.
Заметим, что, как и в случае установочных баз, в качестве баз изме-
рительных условно могут выбираться не поверхности, а линии или
точки.
Например, при расточке нескольких параллельных отверстий часто
ось одного из них принимают за (условную) базу и положение осей
остальных отверстий определяют относительно этой базы. На самом
деле за базу, очевидно, принимается не ось, а поверхность первого от-
верстия. Здесь условная база материализуется при помощи оправки,
вставленной в отверстие.
Заметим, что как установочные, так и измерительные базы являются
базами технологическими. Базы, используемые при измерении деталей
в процессе контроля, следует относить в особую группу \ Установочные
и измерительные базы часто (но не всегда) совпадают. Во многих слу-
чаях в процессе обработки одновременно используют как установочные,
так и измерительные базирующие поверхности. Например, первые опре-
деляют соблюдение соотношений (параллельность, перпендикулярность,
концентричность и т. д.), а вторые — размеров.
1 Контрольные (производственные, но не технологические) базы. Эти базы
могут совпадать, но могут и не совпадать с измерительными.
354
Г. Опорные и проверочные базы
Установку детали при заданной установочной базе можно произво-
дить двояким образом.
1. Базирующие поверхности могут быть одновре-
менно и опорными, т. е. обрабатываемая деталь может
опираться на стол станка или на установочные части
приспособления именно этими поверхностями1.
Базы, состоящие исключительно из таких поверхностей, мы б^дем
называть опорными установочными базами.
2. В других случаях базирующими поверхностями пользуются для
выверки детали в процессе ее установки (при помощи
рейсмуса, индикатора и т. п.), для закрепления же детали используются
другие поверхности. Такие базы мы называем проверочными. Встре-
чаются, наконец, базы, образованные
поверхностями, из которых часть ис-
пользуется как опорные, часть как
проверочные. Такие базы можно на-
звать опорно-проверочными.
Таким образом не всякая
опорная поверхность де- ___________
тали является базирующей.
При работе по проверочным базам
положение детали определяется дру-
гими поверхностями, причем распо-
ложение опорных поверхностей отно-
сительно станка заранее не фикси-
руется. Для обеспечения плотного Рис. 166. Различные случаи базировки
прилегания под них помещаются под- втулки при установке ее в кулачках-
кладки или установочные элементы
станка (опорные штифты и т. п.) выполняются регулирующимися.
Приводим простой пример, позволяющий выяснить разницу между
различными методами башровки. На рис. 166 показана вт лка, зажатая
в кулачках. Здесь внутренняя поверхность А — „обрабатываемая поверх-
ность". Опорной поверхностью и вместе с тем поверхностью прижима,
очевидно, является наружная поверхность В. Если установка
производится в самоцентрирующем (американском) патроне, то эта же
поверхность совместно с торцом детали С служит и опорной базой;
положение расточенного отверстия определяется именно по отношению
к этой поверхности. При закреплении в кулачках универсальной (четырех-
кулачной) планшайбы выверка может производиться по внугренней по-
верхности 4; в таком случае базирующая поверхность отделяется от
опорной. При этом в случае, когда между торцом С и планшайбой оста-
вляется зазор и положение детали определяется положением поверх-
ностей А и D, то они и образуют (проверочную) базу. Если же деталь
1 Во избежание смешения понятий условимся базирующими поверхно-
стями называть поверхности обрабатываемой детали, поверхности же, с ко-
торыми эти базирующие поверхности приводятся в соприкосновение, будем
называть установочными поверхностями станка, или приспособлениями.
* 355
плотно прижимается к планшайбе и выверка имеет целью только устра-
нение эксцентриситета (например при установке узких колец большого
диаметра), то база образуется поверхностями А и С и будет опорно-
проверочной.
Заметим, что в рассматриваемом примере различные методы базировки
приводят к существенно различным результатам. При пользовании опор-
ной базой установка происходит быстро и обеспечивается концентричность
черной наружной и внутренней обработанной поверхностей, что впослед-
ствии облегчит обточку поверхности В на оправке. С другой стороны,
равномерность поипуска на расточку в таком случае целиком зависит
от правильности отливки. При большом смещении шишки этот припуск
может оказаться крайне неравномерным. Применяя выверку по поверх-
ности А, мы можем установить втулку центрально по отношению
Рис. 167. Проверочная и опорная базы.
к необработанной поверхности отверстия. Если наружная поверхность
детали остается черной, то такой метод работы может дать даже эконо-
мию во времени, несмотря на усложнение процесса установки.
Рис. 167 дает представление о двух способах установки одной и
той же fletann (рама двигателя Дизеля) при расточке гнезд подшипни-
ков коленчатого вала. В данном случае требуется, чтобы ось вала была
параллельна плоскости разъема А рамы и блока цилиндров, которая и
должна быть принята за базу. Рис. 167, а изображает положение рамы
плоскостью А кверху. При установке борштанги необходимо проверять
ее положение относительно плоскости А. Последняя, очевидно, является
проверочной базой. Сама рама опирается на подкладки (брусья) площад-
ками В, которые являются в данном случае „опорными" поверхностями
(но не базами). Отсюда следует, что базирующие и опорные поверх-
ности разделены.
На рис. 167, b показано положение рамы, растачиваемой в перевер-
нутом положении. Деталь поверхностью А прижимается непосредственно
к плите станка. Борштанга устанавливается относительно той же плиты.
В этом случае база А является опорной.
Сравнивая оба метода работы, мы замечаем, что при пользовании
опорной базой отпадает необходимость всякой выверки при установке
356
детали на станке, благодаря чему эта установка производится быстрее
и требует меньших навыков со стороны рабочего. С другой стороны,
плита станка должна быть тщательно проверена, чего не требовалось
при работе по проверочным базам. Кроме того, условия наблюдения за
работой резцов несколько ухудшаются, что опять-таки требует приме-
нения некоторых дополнительных устройств.
Если при работе по методу, указанному на рис. 167, а, воспользо-
ваться поверхностью В как опорной базой, устанавливая борштангу
точно относительно плиты станка, то потребуется точная отделка не
только поверхности этой плиты, но и самой поверхности В, чего не
требуется по условиям работы данной детали в изделии. Кроме того,
большое значение получит правильность взаимного расположения по-
верхностей А и В, также по сути дела не существенная.
В некоторых случаях в качестве базы используется сама обраба-
тываемая поверхность, причем такая базировка может быть как
проверочной, так и опорной.
Выверка по обрабатываемой поверхности часто производится в тех
случаях, когда одна и та же поверхность обрабатывается последовательно
на нескольких станках. Например, при развертывании отверстия на токар-
ном станке, ранее просверленного на сверлильном, необходимо устано-
вить деталь таким образом, чтобы ось отверстия точно совпадала с осью
станка, в противном случае правильная работа развертки окажется не-
возможной. При неточной наружной поверхности такая установка может
быть произведена по рейсмусу или индикатору или, наконец, при по-
мощи оправки, ^входящей в просверленное отверстие и убираемой перед
началом работы развертки.
В качестве второго примера приводим установку станины станка при
ее шлифовке. На эту обработку оставляется очень небольшой припуск
(порядка 0,2 мм). При установке не по самой обрабатываемой, а по ка-
кой-либо другой поверхности в разных точках станины количество сни-
маемого металла может оказаться различным, что затрудняет и замедляет
достижение точных результатов. Поэтому обычно установку ведут по
строганой поверхности; станину выверяют на подкладках по индикатору,
зажатому в приспособлении, укрепленном на шлифовальной бабке.
Как на пример опорной базировки такого рода укажем на работу
качающихся разверток, притиров, хонов и т. п., а также на обычное
бесцентровое шлифование.
Для всех случаев установки по самой обрабатываемой поверхности
характерно равномерное распределение припуска во всех точках поверх-
ности^ Это, с одной стороны, обусловливает правильную работу отделоч-
ных инструментов, а с другой — наименьшие значения припусков под эти
операции.
Особым видом проверочных баз являются разметочные риски и кер-
новые углубления. Их иногда так и называют „разметочными ба-
зами% Целью разметки является создание баз в тех случаях, когда при
рассмотрении чертежа эти базы непосредственно не выявляются.
Сравнивая Пользование опорными и проверочными базами приходится
признать метод работы по опорным базам более совершенным, так как
при пользовании ими отпадает большая, сложная и от-
ветственная работа—выверка детали. Замена провероч-
35?
них баз опорными является одним из основных напра-
влений рационализации технологии механической об-
работки. •
Однако требование отказа от выверки приводит к необходимости
выполнения некоторых особых условий, что не всегда оказывается эко-
номически целесообразным и даже возможным.
Прежде всего резко повышается требование к точности заготовок.
Например, при установке по рис. 166 в американском патроне (опорная
база Bt С) и сильно смещенной шишке при расточке отверстия А могут
остаться черновины. Путем выверки часто можно найти положение, при
котором деталь все же „выкраивается* из заготовки. С таким обстоя-
тельством мы встречаемся всегда при обработке крупных легко дефор-
мирующихся отливок. Наибольшие возможности приспосабливания про-
цесса к индивидуальным особенностям каждой отдельной заготовки
открываются при использовании разметки.
Далее, конструкция приспособлений, служащих для установки детали
на станке, при обязательном использовании только опорных баз во мно-
гих случаях значительно осложняется (см. пример к рис. 167), и, нако-
нец, как мы покажем ниже, такое требование часто заставляет работать
по более строгим допускам, чем это было бы возможно при использова-
нии проверочных баз. Вообще отказ от разметки и выверки предъявляет
повышенные требования ко всей организации технологического процесса.
В массовом и крупносерийном производствах работа
почти всегда производится по опорным базам безраз-
метки и выверки. Лишь в сравнительно редких случаях от этого
правила приходится отступать. К таким случаям относится обработка
больших и сложных отливок и поковок (например блоки цил «ндров
и картеры авиационных моторов), когда применение упрощенной разметки
(нанесение нескольких основных рисок) дает уверенность в том, что до-
рогая деталь не будет забракована из-за небольших неточностей заго-
товки. В других случаях выверка как дополнител ная проверка про-
изводится для получения полной уверенности в обеспечении концентрич-
ности, паралдельности или перпендикулярности нескольких поверхностей
при обработке ответственных и очень точных деталей (коленчатых валов,
авиамоторов и т. п.).
В индивидуальном и мелкосерийном производствах
полный отказ от работы по проверочным базам в боль-
шинстве случаев оказывается экономически необосно-
ванным, и в производствах этих типов выверка и разметка со-
храняют свое значение. Эго в особенности относится к заводам тяжелого
машиностроения.
Говоря об опорных и проверочных базах, мы все время имели в виду
установочные базы. Измерительные технологические базы
обычно используются таким образом, чт) мерительный инструмент при-
водится с ними в соприкосновение или оценивается на-глаз зазор между
поверхностью детали и мерительной поверхностью инструмента.
Такие базы можно назвать проверочными измерительными
базами.
Встречаются случаи, когда непосредственная (минуя станок) связь
между деталью и режущим инструментом устанавливается иначе.
358
Отсчет размера производится автоматически путем непосредственного со-
прикосновения опорной поверхности (режущего) инструмента с (базисной)
поверхностью детали.
Например, при работе на револьверных и других станках иногда
применяют устройства, ограничивающие подачу инструмента тем, что
соединенный с ним упор доходит до базисной поверхности детали. Для
уменьшения трения упоры иногда устраиваются вращающимися на шарико-
подшипниках. Используемая при такой работе база может быть названа
опорно-из мерительной. На рис. 168 показано одно из таких
устройств. При подаче револьверной головки, вращающийся упор А при-
ходит в соприкосновение с торцом В обрабатываемой детали, вследствие
чего движение втулки С приостанавливается*. При продолжающемся пе-
Рис. 168. Опорная измерительная база.
ремещении головки резец под действием соответственного механизма
выдвигается в поперечном направлении, вытачивая канавку на определен-
ном расстоянии от базы В.
3. УСТАНОВКА ДЕТАЛИ НА СТАНКЕ
А. Установка и базировка
При каждой установке детали можно различать следующие группы
поверхностей:
1) обрабатываемые поверхности, которые на протяжении данной
„установки* подлежат воздействию режущего инструмента;
2) базирующие поверхности (установочные базы), определяющие по-
ложение детали;
3) опорные поверхности, которыми деталь прилегает к столу станка
или к установочной поверхности приспособления;
4) поверхности прижима, на которые давят кулачки, нажимные планки
или какие-либо другие прижимные элементы устройств, крепящих деталь
при ее установке на станке.
Опорные поверхности и поверхности прижима в некоторых случаях
могут быть одновременно и базирующими поверхностями (например
при закреплении детали в кулачках американского патрона).
Одни и те же поверхности детали при перемене установки могут изме-
нять свое назначение. Так, например, обрабатываемые поверхности первой
установки могут стать базирующими в последующих.
359
Правильно выполненная установка детали должна обеспечить:
1) опредепенн je расположение детали относительно станка или приспо-
собления;
2) надежную связь между ними.
Первое необходимо для обеспечения точного, заданного чертежом,
расположения обрабатываемых поверхностей относительно других поверх-
ностей детали Второе гарантирует неизменность положения детали в про-
цессе обработки при заданном режиме резания.
Необходимо заметить, что выполнение этих общих условий находится
во взаимной связи. Ввиду упругости детали, узлов станка и приспосо-
бления, а также деформаций поверхностных слоев стыков между ними,
приложение усилий при закреплении детали вызывает смещение поверх-
ности, подлежащей обработке. Усилия, возникающие в процессе резания,
вызывают изменение условий статического равновесия детали, а следо-
вательно, и деформации системы. Эти де.формации в свою очередь могут
обусловить перера пределение зажимных усилий, действующих на деталь.
В результате обрабатываемые поверхности вновь изменяют свое положение.
Таким образом между понятиями „базировка44 и „установка44 имеется
существенная разница. Первое понятие по существу своему геометри-
ческое; второе, кроме того, учитывает действие на систему приложен-
ных к ней усилий закрепления.
В соответствии с эти । полная погрешность расположения какой-либо
поверхности может рассматриваться как сумма трех погрешностей:
Ь Погрешности обработки, зависящей от действия всех ра-
нее рассмотренных факторов без учета неточности расположения самой
базы, используемой на данной операции в изделии.
2. Погрешности базировки, обусловленной наличием допу-
сков „базисных размеров и соотношений44, т. е. размеров и соотношений,
связывающих фактически используемую базу с той, относительно кото-
рой отсчитываются размеры и соотношения, определяющие расположение
обрабатываемой поверхности в изделии.
3. Погрешности установки, являющейся следствием погреш-
ности расположения самой базы или погрешностью отсчета от этой
базы.
При опорной базировке погрешность установки обусловливается не-
возможностью в точности совместить базирующие поверхности с устано-
вочными поверхностями станка или приспособления, а также неточностью
формы самих базирующих поверхностей, их шероховатостью и, наконец,
погрешностями расположения установочных элементов приспособлений.
При проверочной базировке погрешность установки—это погрешность
выверки детали на станке.
При работе по измерительной базе погрешность установки не сказы-
вается на результатах обработки. Погрешность отсчета при измерениях
мы относим к погрешности обработки.
Рассмотрим следующий простой пример (рис. 169). Требуется обес-
печить концентричность поверхностей Д и В, расположенных на про-
тивоположных сторонах детали. Первой растачивается поверхность В,
причем в одну установку с ней обрабатывается и ьыто^ка С.
При обработке поверхности А в качестве (установочно-опорной)
базы используется выточка С, а не поверхность В; из-за чего вводится
300-
погрешность базировки, зависящая от неточности расположения базы С
относительно поверхности В, с которой обрабатываемая поверхность А
связана условием концентричности. Однако такая замена баз допустима,
так как погрешность базисного соотношения мала (поверхности В и С
расточены в одну установку); примем эту погрешность (погрешность ба-
зировки) равной 0,025 мм.
Более значительна погрешность установки. Выточка С центрируется
заточкой приспособления, которая выполняется несколько меньшей ниж-
него предельного размера этой выточки. Если диаметр последней выпол-
нен по размеру 200+ °»1, то заточка приспособления должка иметь,
например, размер 199,98 мм. Возможен зазор 0,14-0,02 = 0,12 мм,
что приводит к появлению эксцентричности в расположении поверхно
стей А и С до 0,06 мм.
Погрешность обработки поверхности А зависит от правильности вра-
щения шпинделя станка, от равномерности припуска и т. п. Примем ее
равной 0,015 мм.
Считая, что все погрешности скла-
дываются, получаем общую погреш-
ность расположения поверхности А
(эксцентричность), равной 0,025 4~
4-0,06 4-0,015 = 0,1 мм.
Приведенный пример показывает
большое значение правильности уста-
новки детали. Во многих случаях по-
грешность установки составляет значи-
тельную часть общей погрешности рас-
положения.
Выше мы оперировали термином
„база", не анализируя вопроса о роли
Рис. 169. Погрешности базировки
и установки.
различных поверхностей, соста-
вляющих эту базу.
Как мы уже указывали, база, вообще говоря, образуется несколькими
базирующими поверхностями1.
Заметим, что было бы правильнее говорить о „базирующих
элементах", а не о базирующих поверхностях, так кдк само понятие
„поверхность" в данном случае требует пояснений. Например, при
закреплении втулки в кулачках самоцентрирующего патрона за наруж-
ную поверхность (рис. 166) базирующими элементами будут только те
участки этой поверхности, которые находятся в соприкосновении с ку-
лачками. Форма остальной ее части с точки зрения базировки безразлична.
Мы будем пользоваться термином „базирующая поверхность®, ого-
варивая, где это потребуется, какие именно участки (элементы) этой
поверхности необходимо иметь и виду в каждом данном случае.
Структура измерительных баз обычно весьма проста, так как при
пользовании такими базами чаще всего одновременно выдерживают лишь
один размер. Структура установочных баз значительно сложнее.
Эта структура зависит от требуемой определенности базировки и,
в свою очередь, обеспечивает эту определенность.
1 Понятия „база* и „базирующая поверхность* часто не различаются. Мы
будем такого смешения избегать.
361
Б. Определенность базировки
Свободное твердое тело имеет шесть степеней свободы; поэтому
положение детали при установке ее на станке определяется, вообще
говоря, шестью координатами. Например, при установке плиты на столе
фрезерного станка необходимо определить положение какой-либо ее
точки в трех перпендикулярных направлениях (по высоте, по ширине
и по длине стола) и, кроме того, угловые положения этой плиты отно-
сительно трех осей (продольной, поперечной и вертикальной). В других
случаях вместо прямоугольных координат удобнее пользоваться поляр-
ными или какими-либо другими.
Рис. 170. Правило шести точек.
Таким образом положение детали задается шестью величинами, и
соответственным образом должны быть выбраны базирующие поверхности.
При установке плиты на столе станка можно, например, положить ее
непосредственно* на стол, принимая за базу (опорную) одну из ее сторон.
Этим мы определяем положение плиты по высоте и ее угловое рас-
положение вокруг продольной и поперечной осей. Остаются три степени
свободы: возможность смещения вдоль и поперек стола и вращения
вокруг вертикальной оси. Устанавливая на столе планку вдоль длинной
стороны плиты и у.юр против одной из коротких сторон, мы опреде-
ляем положение детали полностью. Легко убедиться в том, что поло-
жение детали определяется здесь шестью величинами.
Действительно, установочная плоскость эквивалентна действию трех
опор, а направляющая планка — действию двух. Поэтому указанная
установка эквивалентна фиксации положения плиты положением ш°сти
ее точек А, В, С, D, Е. F (рис. 170, слева) Если бы плита имела круглую
форму (рис. 170, справа), то при ориентировке ее по пяти указанным
на рисунке точкам (А, В. С, D, Е) мы бы еще не опретелили полностью
положение диска. Пришлось бы добавить какой-либо упор против вра-
щения, т. е. определить положение детали опять-таки шестью величинами.
Это — известное „правило шести точек".
362
Вместо опорных баз таким же образом можно использовать провероч-
ные или опорно-проверочные базы. При пользовании опорными базами
необходимо следить, чтобы сами базирующие поверхности детали и
соответствующие им установочные поверхности приспособлений были
чисты, а давление зажимов обеспечивало плотное прилегание детали
ко всем опорам.
Итак, для достижения полкой определенности расположения детали
относительно станка необходимо задать шесть координат. Однако, при-
сматриваясь к различным случаям практики, легко заметить, что такая
определенность требуется далеко не всегда. Часто условия получения
точных формы и размеров позволяют оставлять детали одну или несколько
степеней свободы. Например, при строгании продольных сквозных пазов
в плите ее положение по длине стола станка с указанной точки зрения
безразлично; оно определяется удобством установки и требованием
правильного распределения нагрузки на стол станка.
Если бы требовалось только прострогать плиту таким образом,
чтобы она имела определенную толщину, то, очевидно, ее можно было бы
ус!анавливать на столе в любом положении, лишь бы она плотно к нему
прилегла (или была каким-либо иным образом ориентирована относительно
этого стола по высоте). Выбор расположения плиты на столе в таком
случае определяется любыми другими соображениями (достижение более
высокой производительности и т. д.).
Наконец, в том случае когда не требуется иметь ни одного точного
размера, например когла плита строгается лишь с одной стороны, а ее
противоположная сторона остается черной (ею плита впоследствии
устанавливается на бетонный фундамеш), то никакие соображения
геометрического характера не определяют точного расположения этой
плиты при обработке, и выбор наилучших способов установки целиком
зависит от других условий.
Точно так же при обточке или шлифовке вала угловое положение
последнего относительно оси вращения безразлично, и хомутик может
быть повернут на нем как угодно. Однако при нарезании многозаходных
резьб, после того как одна нитка нарезана, указанная свобода поворота
исчезает.
Приведенные соображения влияют и на выбор баз. Чем больше
степеней свободы имеет деталь, тем проще базировка.
Выбрав базирующие коверхности, обеспечивающие соблюдение требова-
ний, вытекающих из соображений ге,метрического характера, в остальном
мы можем применить такую установку, которая обеспечивала бы наиболее
простую и экономичную обработку.
Возможность оставления детали каждой лишней
степени свободы облегчает как ее установку на ст ан к е,
так и конструирование приспособлений для этойуста-
н о в к и, ибо дает возможность рабочему или конструктору путем
соответственного выбора остальных координат удовлетворить ряд других
требований.
Например, возможность строгания плиты в любом направлении по-
зволяет устанавливать на столе станка несколько плит одновременно и
притом так, чтобы поверхность стола была использована наилучшим
рбразом и чтобы была возможность для работы несколькими супортами.
363
Во многих случаях обрабатываемая поверхность не должна
занимать точно определенного положения относительно
других поверхностей детали. В таких случаях при установке
детали на сганке можно руководствоваться соображением
наименьшей толщины снимаемого слоя металла. За базу
принимается сама обрабатываемая поверхность. Ч1ри
этом удается закончить обработку, снимая минимальный и по возмож-
ности равномерный слой металла Ч Устанавливая деталь относительно
какой-либо другой базы, мы можем значительно усложнить обработку,
так как придется снимать ббльший припуск.
Характерным примером операции рассматриваемого типа может слу-
жить обработка рабочей поверхности обыкновенного утюга. Эта поверх-
ность должна быть гладкой и чистой, но ее расположение относительно
других поверхностей утюга не имеет значения.
Другие случаи того же рода, о которых мы уже упоминали, — это
бесцентровое шлифование и развертывание качающимися развертками.
Во всех этих случаях за базу принимается сама обрабатываемая поверх-
ность, благодаря чему уменьшается допустимый припуск на обработку.
Базирующие поверхности могут иметь различную форму, но чаще
для целей базировки выбирают простейшие формы: плоскость или
цилиндр. Как мы уже указывали, плоская, базирующая поверхность,
опирающаяся на плоскость, определяет положение детали в одном
линейном направлении и, кроме того, исключает возможность ее враще-*
ния вокруг двух осей. После базировки на плоскость остаются лишь
три степени свободы: возможность линейных перемещений в двух
направлениях и вращения вокруг одной оси. Цилиндрическая базирую-
щая поверхность в плотном подшипнике оставляет лишь две сте-
пени свободы: возможность смещения вдоль оси и вращения вокруг
той же оси.
Если использовать в виде базирующих поверхностей замкнутые
призматические поверхности, имеющие в сечении контуры квадрата,
шестиугольника и т. д., то, ориентируя обрабатываемую деталь по этим
контурам1 2, мы уничтожаем сразу дять^степеней свободы, оставляя лишь
одну — передвижение в направлении, перпендикулярном плоскости чер-
тежа. Наконец, если принять за базу, например, поверхность пяти гра-
ней куба, то такая поверхность полностью фиксирует положение детали,
лишая ее всех шести степеней свободы 3.
Применение сложных баз может оказаться удобным при грубых
работах, но обычно стремятся в качестве базы использовать такую
совокупность базирующих поверхностей, чтобы каждая из них определяла
положение детали лишь в каком-либо одном направлении. Чем сложнее
база, тем труднее сконсгруировать такую систему установочных и зажим-
ных органов приспособлений, которая будет правильно функционировать
независимо от наличия небольших отклонений в форме детали по срав-
нению с чертежом* Действительно, применяя гнездо в форме куба
в качестве установочной поверхности, мы получим вполне определенное
1 Такой слой, чтобы удалить неровности, имеющиеся на черной поверхности.
2 Например, закладывая ее в гнездо соответственной формы.
3 Для этого часть детали, имеющую форму куба, можно вложить в гнезда
той же формы и прижать ко дну этого гневда.
364
расположение детали лишь в том случае, если ее форма и размеры
в точности соответствуют этому гнезду. Если же такого соответствия
нет, то вопрос осложняется до крайности. Может оказаться, что деталь
входит в гнездо свободно и ее положение с достаточной степенью
точности не определяется. С другой стороны, даже небольшие отклоне-
ния от правильной формы могут повести к тому, что деталь в гнездо
не войдет.
При базировке по рис. 170 устойчивое положение детали обеспечено
даже в том случае, когда ее 4орма значительно отклоняется от задан-
ной, например при установке необработанной отливки. Точность же
расположения будет зависеть целиком от точности выполнения детали
в местах соприкосновения с опорами.
Вообще базировка будет определенной в тех случаях, когда каждая
базирующая поверхность не связана с остальными. Применение правила
шести точек основано именно на этом соображении. Если, например,
за базирующую поверхность принять плоскость целиком, то все же
остается некоторая неопределенность в расположении детали в зависи-
мости от того, какими точками этой плоскости пользуются при установке
детали на станке (независимо от того, будет ли эта установка произ-
водиться автоматически, путем прижима к опоре или путем выверки
при помощи рейсмуса, т. е. будет ли база опорной или проверочной).
Действительно, учитывая, что всякая реальная плоскость в большей или
меньшей степени отступает от идеальной, геометрической плоскости,
мы получим неодинаковые результаты при выборе на ней различных
точек. Если же вместо целой плоскости в качестве базирующих поверх-
ностей выбрать отдельные небольшие ее участки, то, назначая их точ-
ное положение, мы фиксируем расположение детали вполне определен-
ным образом. Геометрическая плоскость определяется тремя точками,
поэтому, желая ее материализовать, необходимо выбрать на ней именно
три участка (три точки).
Всякая базирующая поверхность, используемая определенным образом
(в зависимости от конструкции установочных частей приспособления или
метода выверки детали на станке), прежде всего характеризуется числом
степеней свободы, которые она ограничивает. При изменении метода
пользования базирующей поверхностью может измениться и ее характе-
ристика.
Например, опирая плоскость на три штифта, не лежащие на одной
прямой, мы сразу устраняем три степени свободы. При наличии двух
опор ограничиваются лишь две степени свободы, а при одной опоре —
лишь одна степень свободы. -Вообще технолог, задавая базиру-
ющие поверхности, должен точно Договорить, сколько
степеней свободыограничивает каждая такая поверх-
ность. Эти сведения необходимы конструктору приспособления.
В некоторых случаях базирующим поверхностям присваиваются раз-
личные* наименования в зависимости от числа степеней свободы, ими огра-
ничиваемых. -При ограничении трех степеней свободы поверхность
можно назвать главной базирующей (нижняя плоскость на рис 170,
опирающаяся на штифты А, В, С). При ограничении двух и одной
степеней свободы поверхности называют соответственно направляю-
щей (боковая поверхность, соприкасающаяся со штифтами D и Е) и
365
у п о р н о й71 (торцевая плоскость, упирающаяся в штифт Л). Таким же
образом можно говорить о двойной направляющей поверхно-
сти (цилиндрический валик на двух призмах), об упорно-напра-
вляющейит. д.
Базирующие поверхности различного характера можно обозначать
на операционных эскизах условными знаками, например точками по
числу степеней свободы» ограничиваемых данной поверхностью (рис. 171).
Идеальной будет такая полная базировка, при которой в качестве
базы принимаются шесть отдельных участков (материализующих геометри-
ческие точки); положение каждого из них может задаваться незави-
симо от положения остальных. Число шесть связано с числом степеней
свободы твердого тела. Если вместо отдельных участков за базирующие
принимаются поверхности, заключающие эти участки, то необходимо
помнить следующее: такая замена предполагает на-
• I столько точное выполнение базирующей поверхности,
чтобы все остальные *ее точки могли считаться рас-
• • положенными на геометрической поверхности, опре-
деляемой заданными участками.
| ♦ "| Если вместо шести б зирующих участков задано
большее их количество, то остальные для целей ба-
Рис. 171. Различные виды базирующих поверхностей.
зировки оказываются излишними. В тех случаях, когда базировка про-
изводится по поверхности, заменяющей несколько базирующих участков
(например плоскость Заменяет три таких участка), число базирующих
поверхностей, определяющих положение детали, должно быть меньше
шести. Все осталнгные заданные базирующие Поверхности
являются дополнительными. При наличии „дополнительных*
базирующих поверхностей могут возникнуть два случая.
Первый случай — когда при установке по остальным базирую-
щим поверхностям дополнительные базирующие поверхности окажутся
автоматически правильно расположенными. В таком случае эти поверх-
ности не дают ничего нового для определения расположения детали отно-
сительно станка.
Второй случай — когда при установке детали дополнительные
базирующие поверхности займут положение, не предусмотренное черте-
жом. Если при этом они являются проверочными базирующими поверх-
ностями, то их наличие создает известкую неопределенность при уста-
новке. Если же эти поверхности опорные, то, прижимая к ним де-
таль, мы неминуемо ее деформируем.
На рис. 172 изображен вал, закрепленный одним концом в патроне;
такое закрепление вполне определяет положение детали относительно
366
станка. Однако при значительной длине вала его свисающая часть не бу-
дет обладать достаточной устойчивостью, и ее необходимо подпереть
центром. Центровое отверстие является дополнительной базирующей, по-
верхностью и, очевидно, должно находиться строго на оси вран ения.
Если данное условие соблюдено, то введение этой базирующей поверх-
ности не вносит ничего нового в смысле увеличения определенности
расположения детали,
но сообщает ей необхо-
димую устойчивость2.
Для получения пра-
вильного расположения
центрового отверстия
лучше всего было бы
засверлить его после
установки в патроне;
при условии, что оно
было засверлено пред-
Рис. 172. Дополнительная базирующая поверхность.
варитёльно, всегда можно ожидать некоторого несовпадения располо-
жения этого отверстия с линией центров. При нажиме центра либо де-
формируется вал, либо прилегание его к кулачкам патрона оказывается
неравномерным.
Вместо засверливания центрового углубления на конце вала можно
проточить шейку под люнет, которая, очевидно, также будет играть роль
Рис. 173. Дополнительные
опоры под плиту.
дополнительной базирующей поверхности.
Вообще шейки под люнет в боль-
шинстве случаев играют роль
дополнительных базирующих
поверхностей и должны затачиваться
строго концентрично с линией центров.
На рис 173 показана установка плиты
на шесть опор A, В, С, Ь, Е и F. Если
нижняя поверхность плиты идеально глад-
кая и все опоры установлены строго на
одн< й высоте, то, располагая зажимы про-
тив каждой опоры и равномерно их за-
тягивая, мы передадим нагрузку на все
эти опоры равномерно, причем плита ока-
жется хорошо подпертой и недеформиро-
ванной. При этом три опоры из шести, например Z?, Е, F, являются
дополнительными. Если нижняя поверхность плиты неровная, то при
тех же условиях можно достичь прилегания ее к шести неподвиж-
ным опорам только в том случае, когда эта плита год действием за-
жимов деформируется, что неизбежно и случится, если эта плита гиб-
кая, а усилия зажимов значительны. В таких случаях обычно только три
опоры, например А, В, С, делают неподвижными, и именно они обра-
зуют базу при установке детали на станке, остальные же три опоры
1 Подобно тому как „лишние" закрепления в строительной механике часто
оказываются необходимыми для увеличения прочности и жесткости конструк-
ций.
367
(D, E, F) должны быть сделаны регулирующимися. Эти опоры (пружин-
ные, винтовые и т. д.) устанавливаются по детали (а не деталь по
ним). Таких опор можно поставить сколько потребуется, и они не опре-
деляют базировки.
Необходимость использования дополнительных базирующих поверх-
ностей связана с недостаточной жесткостью обрабатываемых деталей.
Шесть точек полностью определяют положение детали, если ее рассмат-
ривать как тв ердое тело, так как твердое тело имеет шесть степеней
свободы.
Но упругое тело имеет, вообще говоря, бесконечно большое число
степеней свободы, условно сводимое к конечному их числу, большему
шести. Для устранения этих дополнительных степеней свободы и служат
дополнительные базирующие поверхности.
Остановимся еще на двух важных вопросах, относящихся к самому
виду базирующих поверхностей. Определяя положение детали на станке
положением некоторых ее поверхностей (базы), мы считаем эти реальные
поверхности приближенно эквивалентными некоторым геометрическим
поверхностям1. Отступление базирующих поверхностей
от правильной геометрической формы вследствие
погрешностей, вызванных неточностью их обработки,
всегда является источником ошибок при установке
дета ли на стан ке.
При работе по разметке и при пользовании обычными приемами на-
несения рисок и керновых углублений нельзя рассчитывать на достиже-
ние высокой точности. Действительно, в этом случае ошибка в распо-
ложении детали на столе станка является результатом сложения нескольких
ошибок: неточности разметки, влияния толщины риски, погрешностей
в кернении и ошибок при самой установке по этим рискам и кернам. За-
метим, однако, что особые методы разметки, применяемые в инструмен-
тальном деле, позволяют значительно повысить точность такой работы.
Необработанная или грубо обработанная поверх-
ность т а к ж е н е м о ж е т с л у ж и т ь д л я т о ч н о й у с т а н о вк и,
так как, проверяя деталь по разным ее точкам, мы получим различные
положения ее в зависимо:ти от того, больше или меньше выступают
эти точки. При опорной базировке приходится, кроме того, считаться с
деформациями поверхностных слоев опорных поверхностей тем большими,
чем хуже обработана поверхность 2.
Чем точнее установка, тем правильнее и чище дол-
жны быть обработаны базирующие поверхности.
К базирующей поверхности, ‘кроме требования точности, предъ-
является еще и требование достаточной протяженности. Слиш-
ком малая база не определяет положения детали, как бы тщательно она
ни была отделана. Дело в том, что самый процесс установки детали со-
провождается появлением некоторых ошибок. Например, если при базе
длиною 200 мм сделать ошибку при установке детали на столе
строгального станка в 0,1 мм, то, строгая длину в 1000 мм, мы
получим ошибку в положении поверхности в 0,5 мм. В случае,
1 Или иногда линиям и точкам (например при работе по разметке)*
2 См. выше главу III, § 2.
368
изображенном на рис. 174, а, опоры находятся на близком расстоянии, и
случайный выступ сильно отклоняет положение детали от горизонталь-
ного, во втором же случае, показанном на рис. Ь, опоры расставлены
дальше, что соответствует использованию более длинной базы. (Укло-
нение детали получается незначительным. Между тем, общая конфигура-
ция детали требует именно горизонтального ее положения при обработке.
Добавим еще, что, если база является опорной, то требование достаточ-
ной ее протяженности обусловливается также и условиями закрепления
детали на станке.
До сих пор мы говорили, главным образом, о базирующих поверх-
ностях, которые не меняют своего положения относительно станка в про-
Рис. 171. Значение достаточной протяженности базирующих
поверхностей.
цессе обработки. Неточности таких поверхностей (если не учитывать
влияния деформаций) не влияют на точность формы обрабатываемых по-
верхностей.
В некоторых случаях базирующие поверхности изменяют свое поло-
жение (центровые отверстия, шейки в люнете и т. п.). Точность формы
таких подвижных базирующих поверхностей копируется на
детали, что необходимо иметь в виду при оценке результатов выполне-
ния операции.
В. Установочные системы
Вопрос о базировке тесно связан с вопросом об „установочных си-
стемах". При пользовании установочными базами как опорными, так и
проверочными предполагается наличие некоторых устройств, так или
иначе связанных со станком или приспособлениями, сообщающими на-
правление инструменту.
Совокупность устройств такого рода, используемых при установке,
мы назовем установочной системой, а каждую из их частей,
определяющую расположение какой-либо базирующей поверхности (бази-
рующего элемента), назовем установочным элементом.
Очевидно, что установочной системе в детали соответствует база, а уста-
новочному элементу — базирующий элемент (базирующая поверхность).
24 А. П. Соколовский. 2051. 3 69
Например, при закреплении плиты на столе продольно-строгального
станка, при опорной базировке, установочные элементы будут: стол станка,
направляющая планка и т. д., а при проверочной — штифт индикатора,
зажатого в супорте, или игла рейсмуса, установленного на столе, осно-
вание ватерпаса, положенного на деталь и т. д.
Рассматривая различные случаи установки, можно убедиться в том,
что положение детали определяют используя соприкосновение поверх-
ности этой детали и установочного элемента1.
Установка детали характиризуетс я не только
базой, но и установочной системой. Можно провести неко-
торую классификацию установочных систем и их элементов.
Различаем, по назначению, установочные элементы одностороннего
действия (установочная плоскость, направляющие планки, штифты)2
и центрирующие (призмы, заточки, выточки, оправки, патроны и т. д.).
Центрирующие элементы могут центрировать в одном, двух и трех
направлениях.
Существуют системы, обеспечивающие детали лишь определенное
угловое положение („плавающие тиски", „плавающие патроны" ит. д.).
Наконец, надо упомянуть об элементах, задачей которых является
такая установка детали, чтобы ее контур расположился во всех точках
на одинаковом расстоянии от некоторого контура, принадлежащего устано-
вочной системе.
Кроме классификации по назначению (1), установочные системы и их
элементы можно разбить на группы, исходя из:
2) характера самого элемента (точка, линия и т. д.);
3) по числу степеней свободы, отнимаемых элементом от детали;
4) по конструктивному признаку (жесткие элементы и элементы-
механизмы);
5) по характеру замыкания (силовые и кинематические);
6) по методу использования (опорные, проверочные) и т. д.
Можно составить типовые схемы базировки, комбинируя определен-
ным образом наиболее часто встречающиеся базы и установочные системы.
Г. Закрепление деталей ~ -
Во время работы станка обрабатываемая деталь находится под дей-
ствием нескольких сил: давления резания, собственного веса и центро-
бежной силы при вращении детали, или сил инерции при ее прямолинейно
возвратном движении. Для того чтобы эта деталь сохраняла определен-
ное положение относительно станка, она должна быть с ним связана, т. е.
закреплена. Если установка производится по провероч-
ным базам, то закрепление непосредственно не свя-
зывается с вопросами базировки; при пользовании
же опорными базами последние одновременно явля-
1 Иногда касание заменяется глазомерной оценкой величины малого зазора.
Например, при выверке по разметочной риске, по световой щели и т. д.
Такое изменение метода отсчета не изменяет хода наших дальнейших рассужде-
ний.
2 При проверочной базировке также штифт индикатора, острие иглы рейс-
муса и т. д.
370
ются и опорными поверхностями и обычно воспринимают
целиком или частично усилия, прилагаемые к детали.
Самый зажим приспособления чаще действует не на базирующую
поверхность, а на противолежащую ей. Такая поверхность, как мы уже
упоминали, называется поверхностью прижима. В отличие от
базы, точное положение этой поверхности относительно станка обычно
не является существенным. Однако во многих случаях базы и
поверхности прижима совпадают, например'при креплении
в самоцентрируюших патронах и тисках, и тогда правильность располо-
жения детали определяется этими поверхностями.
Исследование вопросов, связанных с закреплением деталей, является,
в основном, статической задачей. Для ее решения прежде всего
необходимо определить все действующие силы. Зная эти силы, можно
рассчитать и зажимные усилия.
Заметим, что в расчет необходимо вводить не средние усилия, а их
максимальные значения. Поэтому, например, усилие резания, вычислен-
ное по обычным формулам, следует принимать с некоторым коэфипиен-
том, ббльшим единицы, учитывающим влияние твердых мест в заготовке,
ненормальных припусков, повышения усилия при врезании и на выходе
и, наконец, динамичности нагрузки (вибрации, толчков и т. п.).
Следует отличать закрепление деталей принудительное и основанное
на действии силы трения. При принудительном закреплении
деталь оказывается зажатой между несколькими крепительными элементами
приспособления таким образом, что ее перемещение в определенном
направлении без разрушения этих элементов невозможно. Если приспо-
собление для установки детали правильно сконструировано, то, прилагая
сравнительно небольшое усилие, можно достигнуть весьма солидного
ее закрепления.
При условии, что зажимное устройство основано только на дей-
ствии трения, для получения надежного закрепления приходится при-
лагать очень большие усилия. Это становится понятным, если вспомнить,
что коэфициент трения имеет значение, меньшее единицы.
Устройство насечек на кулачках и подобных зажимных элементах
значительно повышает коэфициент трения; применение насеченных губок
возможно только при обработке деталей, поверхность которых еще не
отделана начисто.
Приложение больших усилий при закреплении нежелательно не только
потому, что это требует излишнего напряжения со стороны рабочего, но
и вследствие вызываемых деформаций обрабатываемой детали. Поэтому
следует стремиться к тому, чтобы усилие резания и другие
большие усилиявсегда воспринимались упорами
или другими способами, не зависящими от наличия
сопротивления трения. В качестве известного примера укажем
на применение упоров при строгании. При обточке обода шкива на
оправке трудно обеспечить достаточное трение между оправкой и от-
верстием в ступице. Установка же поводка, ведущего шкив за спицу,
решает вопрос очень просто.
С другой стороны, удержание обрабатываемых деталей при помощи
трения вполне допустимо, если в данном направлении действуют лишь
небольшие усилия. Иногда трение используется для закрепления и в тех
♦ 371
Случаях, когда другие применяемые средства, хотя и фиксирующие
положение детали с достаточной точностью, не обеспечивают вполне
жесткого соединения ее со станком. В качестве примера приводим уста-
новку детали на цилиндрической заточке, причем между выточкой в этой
детали и заточкой приспособления может существовать некоторый зазор.
Возможность деформаций при закреплении должна всегда приниматься
во внимание. Даже очень жесткие, на первый взгляд,
детали л е г к о д е ф о р м и ру ю т с я при сильном зажатии.
Детали же более слабые деформируются от самых незначительных усилий.
Упомянем попутно о некоторых случаях обработки деталей совсем
без закрепления (бесцентровое шлифование, „шлифование дисками",
притирка и т. д.).
Определив действующие силы и усилия зажимов, можно найти также
вызываемые ими смещения обрабатываемых поверхностей. При этом необ-
ходимо учитывать не, только деформации самих деталей, но также и опор-
ных поверхностей, по которым они прилегают к установочным поверх-
ностям станка или приспособления. Решение этой задачи может основы-
ваться на данных, приведенных выше в соответствующем разделе курса1.
Весь же комплекс вопросов, связанных с закреплением деталей, обычно
решается в связи с конструированием приспособлений2.
4. РАСЧЕТЫ, СВЯЗАННЫЕ С БАЗИРОВКОЙ
А. Геометрическое исследование технологического процесса
Действие технологических факторов замыкается в пределах отдель-
ных операций, связь же между операциями внешне осуществляется
только в форме транспортного процесса.
На самом деле, однако, между операциями существует также внутрен-
няя связь, требующая определенной их последовательности. Эта связь
вытекает из того, что обработка на предшествующих операциях подго-
товляет деталь для обработки ее на последующих.
Выше мы говорили о различных направлениях, в которых может итти
исследование точности выполнения операций. Желая перейти от отдель-
ных операций к исследованию процесса в целом, мы можем предпо-
лагать результаты выполнения этихоп е р а ций изве-
с тн ы м и, выражаемыми операционными эскизами. Имея комплект таких
эскизов для всего процесса, можно их сопоставить и произвести про-
верку правильности выбранного плана обработки в отношении степени
обеспеченности достижения заданной конечной точности.
Легко видеть, что такая проверка сводится к геометри-
ческому анализу связей, существующих между части-
чно обработанными деталями, полученными в резуль-
тате выполнения отдельных операций.
При „геометрическом исследовании" процесса мы не входим в рассмо-
трение причин возникновения отдельных погрешностей обработки и уста-
новки, а предполагаем их заданными в виде допусков. Если бы в про-
цессе исследования выяснилось, что допуск на тот или другой технологи-
1 См. главу III, § 2.
' 2 См. специальные руководства по этому вопросу.
372
ческий размер или соотношение не соответствует требованиям, предъ-
являемым к готовой детали, то можно определить насколько этот допуск
должен быть изменен.
К геометрическому анализу сводится решение нескольких важных
практических вопросов и прежде всего следующих:
1) пересчет размеров и допусков при перемене баз;
2) расчет конечной точности взаимного расположения нескольких
поверхностей детали;
3) расчет явыкраивания“ детали из заготовки и тесно связанный
с ним вопрос об общих припусках на обработку;
4) расчет операционных припусков.
Б. Пересчет размеров и допусков при перемене баз : ’
Получив конструктивный чертеж, технолог находит все основные
поверхности детали и рассматривает связи между ними (размеры и соот-
ношения). При этом он, вообще говоря, исходит из указаний чертежа,
который должен быть выполнен так, чтобы не оставалось никаких со-
мнений в отношении требований, предъявляемых к детали. Необходимо,
чтобы были указаны все допуски, а также места обработки и чистота
поверхностей. Заметим, что если технолог знаком с назначением детали,
то анализ чертежа значительно облегчается.
Следующим шагом является установление плана выполнения чисто-
вых операций. Исходя из заданных допусков, чистоты поверхностей
и технологических соображений, намечаются последние операции техно-
логического процесса. При этом собственно-отделочные операции, пре-
следующие лишь цели повышения качества поверхности, такие как поли-
ровка или суперфикиш, только фиксируются, анализу подвергаются те
операции окончательной обработки, на которых обеспечивается
получение требуемых размеров, формы и взаимного
расположения поверхностей.
В процессе такого рассмотрения устанавливается, какие из конструк-
тивных размеров можно считать и технологическими. Одновременно
фиксируются основные базы, используемые при обработке различных
поверхностей.
В других случаях приходится переходить от конструктивных разме-
ров, заданных чертежом, к отличным от них — технологическим, согла-
сованным с намеченным планом обработки. При этом устанавливаются
оперативные и, в частности, вспомогательные базы.
При выборе технологических баз мы учитываем как требования
удобства установки и закрепления детали, так и условия выполнения
промеров. При этом установочные и измерительные базы могут совпа-
дать или не совпадать.
Во всех случаях на операционных эскизах размеры про-
ставляются от измерительных баз, так как правильность
выполнения операции контролируется путем соо1ветственных промеров Ч
1 При операционном контроле проверяются те же размеры, которые рабочий
выдерживает щи выполнении операции. При внешней приемке готовой детали
могут проверяться другие размеры и соотношения, более близкие к конструк-
тивным. Соответственные базы могут не совпадать с технологи <ески^ и—• изме-
рительными; выше мы условились их называть контрильными базами.
373
Рис. 175. Простановка размеров в зависимости
от принятого плана обработки.
Размеры от установочных баз, если последние не совпадают с изме-
рительными, могут проставляться на эскизе особо или указываться
в примечаниях; такие размеры используются в процессе настройки, при
проектировании и наладке приспособлений и т. п.
Обычно размеры ставятся таким образом, чтобы их можно было
промерять как на станке, так и после того как деталь снята со станка.
В некоторых случаях возможность промера детали до снятия ее со станка
приходится учитывать при конструировании приспособлений.
При обработке крупных деталей иногда оказывается невозможным
проверять размеры после снятия детали со станка. В таких случаях
с неудобствами организации контроля приходится мириться.
Выбор чистовых технологических баз и простановка размеров свя-
заны с принятым технологическим процессом. При изменении процесса,
вообще говоря, меняется и базировка. На рис. 175, а изображен сту
пекчатый валик с про-
ставленными конструктив-
ными размерами. Эти раз-
меры являются и техноло-
гическими при нижесле-
дующем плане обработки.
Сначала отрезается за-
готовка по размеру 50+
+ 0,2, а затем в па-
троне, принимая за (уста-
новочную) базу торец С,
обтачивается конец ва-
лика и подрезается уступ В, выдерживая размер ЗО_о,2, по которому
и производится настройка. При этом размер 20 получается, как резуль-
+0,4
тирующий, равным 20_02. Это допустимо с точки зрения функциони-
рования детали, так как конструктивные требования выражаются эски-
зом по рис. 175, а, в котором размер 20 — свободный.
При другом плане обработки, а именно при вытачивании валика из
прутка на револьверном станке пруток подается до упора в револьвер-
ной головке, и его положение относительно станка определяется правым
торцом Д, который, таким образом, является установочной базой. При
отрезке на торце С оставляется припуск, который удаляется на второй
операции. За установочную базу на этой, второй, операции можно
принять уступ В, вставляя деталь в цангу до упора уступом в ее торец.
При таком плане обработки поверхность В является основной базой, а
размер ЗО_о,2 одновременно конструктивным и технологическим. Что
касается первой операции, то на ней размер 50 выдерживается с припуском
на подрезку торца С и со значительным операционным допуском (например
операционный размер 50 Положение уступа В определяется разме-
ром 20, который на чертеже проставлен без допуска. Вместо этого ука-
зан окончательный размер 50+0,2, который на данной операции не
выдерживается. Настройку станка необходимо вести по размеру 20.
На этот размер необходимо определить допуск таким образом, чтобы,
выдерживая этот допуск, соблюсти и допуск на размер 50+0,2, кото-
374
рый получается как результирующий размер цепи. Легко видеть, что
значение 20+ 0,2 удовлетворяет поставленному условию.
Следовательно, при принятом плане обработки из прутка чистовые
технологические размеры следует проставить так, как показано на
рис. 175, Ь1. Базой при первой операции является поверхность Д, а при
второй В. Если бы при второй операции принять за базу торец А, то
при подрезке выдерживался бы размер 50 + 0,2, имеющий более широкий
допуск, чем размер ЗО„о,2- При этом, очевидно, обеспечение последнего
размера не было бы достигнуто.
Изменяя план обработки, мы должны были изменять и базы, что
в свою очередь потребовало изменения расстановки технологических
размеров и допусков. В рассмотренном примере замена базы С б зой А
повлекла за собою введение нового технологического размера 2О+о,2>
но не потребовала изменения простановки допусков для заданных кон-
структивных размеров.
Если бы допуск на общую длину был дан меньшим, например 50 + 0,1,
то введение нового размера 20 с допуском потребовало бы сужения
заданных допусков. Действительно, принимая при работе из прутка за
базу торец Л, мы должны задать такие допуски на размер 20, чтобы
после подрезки торца С во вторую операцию по размеру 30_0?2 раз-
мер 50 + 0,1 получился бы сам собой как результирующий. Легко видеть,
что этого сделать нельзя, так как допуск результирующего размера +0,1
(т. е. 0,2) задан равным допуску на один из составляющих размеров.
Учитывая, что допуск результирующего размера равен сумме допусков
составляющих размеров2, мы находим, что допуск на размер 20 должен
был бы быть равен нулю.
Необходимо сузить один из допусков на заданные размеры. Беря
размер 30-од и осгавляя общую длину с допуском 50 + 0,1, мы должны
попрежнему во вторую операцию принять за базу уступ В, а в первую
вести обработку по размеру 20+ 0,1*
Можно сузить допуск на общую длину, беря ее, например, 5О_о?1.
Тогда во вторую операцию за базу необходимо принять правый торец А
и вести подрезку по размеру 5О_о,ь Размер ЗО_о>2 получится как
результирующий, если размер 20 на первой операции выдержать с до-
пуском 20+°»1.
Переходя от одной базы к другой, имеем две системы размеров и
допусков, связанные между собой, и вопрос пересчета сводится к замене
первой (заданной) системы второй (производной). При этом задача должка
быть решена таким образом, чтобы соблюдение размеров и допусков
второй системы обеспечивало бы соблюдение заданных размеров и
допусков.
Для внесения конкретности рассмотрим сначала случай, когда все
размеры обеих систем располагаются в направлении одной прямой, обра-
зуя линейную размерную цепь.
1 Эскиз 175, Ъ следует рассматривать как чертеж готовой детали. На эскизе
первой операции должны быть проставлены размеры 20 + °’2 и 5О*о’5> а на
эскизе второй операции — только размер 30—о,2.
2 См. теорию размерных цепей.
375
При этих пересчетах следует придерживаться такой последовательности:
1. Фиксировать базы для всех установок как в заданной системе,
так и в производной.
2. Выявить линейные размерные цепи, в которые входят размеры,
определяющие положение данной обрабатываемой поверхности в обеих
системах. При этом размеры, которые должны соблюдаться при обработке
поверхности в производной системе, являются составляющими размерами
размерной цепи. Другие размеры, обеспечиваемые непосредственно в
процессе обработки, также считаем составляющими, а размеры, которые
получатся сами собой, — результирующими.
3. Определить путем расчета допуски вновь введенных при переходе
к производственной системе составляющих размеров, соблюдаемых в
процессе обработки, таким образом, чтобы допуски результирующих
размеров равнялись допускам тех же размеров в заданной системе.
Если допуски, рассчитанные таким образом, окажутся невыполнимыми,
то придется либо изменить (сузить) допуски на заданные составляющие
размеры, либо отказаться от намеченного плана обработки.
При этих расчетах, при наличии одной размерной цепи, допуск иско-
мого составляющего размера легко определяется по формуле
Ml
где 8Х— допуск искомого составляющего размера;
8^— допуск результирующего размера;
8Z— допуски заданных составляющих размеров.
Расположение отклонений относительно номинала можно установить
на основании правил, известных из теории размерных цепей Ч
При решении сложных задач рекомендуется сначала перейти от несим-
метричного расположения допусков (если они заданы таким образом)
к симметричному. При этом, как мы уже указывали, каждая задача
разбивае ся на две самостоятельных: первая — пересчет размеров, вто-
рая — пересчет допусков.
Таким образом при симметричном расположении допусков вопрос
об определении отклонений отпадает; отклонения располагаются в плюс
и минус от среднего размера и численно равняются половине допуска.
На рис. 176, а показана плитка с отверстиями, расположенными в
один ряд. Расстояния между центрами этих отверстий проставлены в
цепном порядке. При переходе к координатному расположению (рис. 176, Ь)
средние (координатные) размеры во второй системе получаются путем сум-
мирования размеров первой системы, а допуски, располагаемые сим-
метрично, при переходе к координатной системе, уменьшаются вдвое.
Во многих случаях размеры проставляются в двух или трех взаимно
перпендикулярных направлениях, причем размеры одного направления
не связаны с размерами других направлений. В таких случаях задача о
пересчете размеров и допусков сводится к анализу размерных цепей,
состоящих из размеров каждого направления. В качестве примера
1 При учете вероятности совпадения различных значений предельных раз-
меров следует пользоваться формулами, в которых суммирование производится
по закону квадратного корня.
376л
такого рода приводим другой случай пересчета цепных размеров в ко-
ординатные (рис. 177).
В общем случае, то есть при любом расположении поверхностей и
размеров, мы также можем говорить о двух системах баз и размеров:
первый — заданной и второй — произ-
водной от нее. Пусть размеры первой
системы будут Д2,..., а второй
В2..., причем в число размеров мы вклю-
чаем не только линейные, но и угловые,
а также „соотношения". Некоторые
размеры могут быть общими для обеих
систем.
Предполагая, что каждая из этих
двух систем полностью определяет вза-
имное расположение всех обрабатывае-
мых поверхностей детали, можно выра-
а)
Рис. 176. Пересчет допусков при
переходе от цепного расположе-
ния размеров к координатному.
зить размеры и допуски второй системы
через размеры первой — заданной. Раз-
меры и допуски второй системы должны
быть такими, чтобы деталь, обработан-
ная по ним, удовлетворяла бы и условиям,
налагаемым первой системой размеров и до-
пусков.
Пересчет размеров и допусков можно
выполнить графически или аналитически.
Как мы имели возможность убедиться,
пересчет размеров сопровождается ужесто-
чением допусков, что обосновывает выска-
занное выше правило о преимуществах ис-
пользования, где возможно, основных баз.
Необоснованный переход к оперативным
(в частности к вспомогательным) базам за-
трудняет обработку. Приводим пример, иллю-
стрирующий сказанное.
На рис. 178, а представлен чертеж де-
тали с проставленными на нем конструктив-
ными размерами и допусками1. Размер 50+0»1
показался конструктору неудобным для из-
мерения и, желая итти навстречу производ-
Рис. 177. Пересчет независи-
мых размеров, проставлен-
ных в двух взаимно перпен-
дикулярных направлениях.
втулки Д, пришлось бы
ству, он задал размеры так, как показано
на рис. 178, Ь. Однако обработка и про-
верка детали по размерам рис. 178, b ока-
залась бы значительно сложнее, чем по раз-
мерам рис. 178, а, так как потребовалась бы
дополнительная чистовая обработка торца
обеспечить строгую перпендикулярность поверхности А к оси детали и
выдержать два узкие (0,05) допуска.
1 Пример взят из книги В. П. Пузановой „Допуски и посадки", издание
Ленинградского института повышения квалификации ИТР специальной про-
мышленности, 1939.
377
Можно построить процесс таким образом, чтобы размер 50+0»1 вы-
держивался непосредственно. Д 1я этого сначала обрабатываем донышко В,
а затем, принимая его за (установочную) базу, подрезаем фланец С.
Для этого деталь устанавливаем на оправке (рис. 179). Измерение при
настройке станка можно производить от внешней измерительной базы D.
В данном случае неправильность простановки размеров по рис. 178, b
была замечена технологом, благодаря тому, что он знал назначение этой
детали в механизме, и ошибка была исправлена.
Рис. 178 показывает, что обеспечение единства установочных и из-
мерительных баз не всегда достижимо. В данном случае измерение от
установочной базы невозможно.
Рис. 179. Установка детали при
работе от основной базы.
Рис. 178. Необоснованный переход от
основной базы к оперативной.
ная база D связана с установочной поверхностью оправки (ее правым
торцом), следовательно, и с установочной базой В, узким (инструмен-
тальным) допуском.
В. Построение схемы технологического процесса
После того как чертеж детали, данный конструктором, скорректирован
технологом, причем установлены чистовые базы и окончательные (тех-
нологические) размеры, можно приступить к дальнейшей разработке
геометрической схемы процесса, то есть к установлению баз и размеров
на всех операциях. Черновые базы выбираются с учетом всего выше-
сказанного Ч При этом, как мы указывали в основу такого выбора может
быть положено одно из следующих требований.
Первое — установление определенного расположения всей системы'
обработанных поверхностей, относительно наиболее характерных для
конфигурации детали, — поверхностей, остающихся необработанными. В
этом случае за черновые базирующие следует принимать эти характер-
ные (наиболее протяженные и т. д.) поверхности.
1 См. § 2Б.
378
предварительного строгания
Рис. 180. Выбор черновой базы.
Второе — обеспечение возможно малых припусков на обработку
некоторых (например наибольших по размерам) псверхностей детали. В
этом случае» за черновые базирующие принимаем именно эти поверхности.
Рассмотрим пример (рис. 180). Требуется расточить отверстие А по
диаметру D и обработать основание С, причем необходимо выдержать
размер £. Если в качестве основного требования выставляется обеспе-
чение концентричности отверстия А относительно остающейся необрабо-
танной поверхностиBt то за черновую базу следут выбрать поверхность В,
закрепляя деталь в кулачках самоцектрирующего патрона. Если же
основным требованием является обеспечение возможно малого припуска
на поверхности С, например в случае, когда эта поверхность обрабаты-
вается путем чернового шлифования без
или фрезерования, то за черновую базу
следует принять основание С.
Установив черновые базы, можно
перейти к составлению схемы всего про-
цесса, идя от установки к установке и на-
мечая каждый раз базы и операционные
размеры.
Рассмотрим вопрос о выборе баз на
всех операциях и о простановке операцион-
ных размеров.
Обработка детали на каждой предше-
ствующей ступени подготовляет ее к обра-
ботке на последующих ступенях; при этом
при переходе от одной ступени к другой
должны повышаться не только точность
размеров и формы поверхностей, но также
и точность их взаимного расположения. Последнее важно потому, что,
как нам уже известно, при выполнении любой операции повторяются,
хотя и в уменьшенном масштабе, все ошибки предшествующей обра-
ботки1. Если точность взаимного расположения обрабатываемых поверх-
ностей не будет постепенно повышаться на протяжении всего процесса,
то обеспечить ее сразу, в конце этого процесса, окажется невозмож-
ным.
Повышая точность взаимного распол ,жения поверхностей, получаем
возможность сократить операционные припуски и сделать
их более равномерными на протяжении каждой обрабатываемой
поверхности, что в свою очередь позволяет повысить точность обработки.
В простейших случаях схема процесса очевидна, но часто приходится
встречаться и с такими работами, когда установление правильного плана
обработки требует затраты большого труда, квалификации, а иногда и
длительного экспериментирования. Приводим общие соображения о со-
ставлении такого плана, причем рассмотрим ряд типичных случаев.
1. Обработка нескольких поверхностей в одну уста-
новку. В этом случае точность взаимного их расположения зависит
от „погрешностей обработки*. Погрешности базировки и установки влия-
ния не оказывают. Чистота поверхностей и правильность установочной
1 См. главу III, § 2 (Копирование погрешностей).
379
базы также не имеют значения (если не учитывать деформаций си-
стемы)1.
Точность расположения определяется действием тех же факторов,
с которыми приходится встречаться и при обработке отдельных поверх-
ностей. Поверхности, обрабатываемые в одну установку, образуют еди-
ный технологический комплекс.
Поэтому точность размеров и соотношений, опреде-
ляющих взаимное расположение поверхностей, при ра-
боте в одну установку может быть, вообще говоря,
обеспечена с допусками того же порядка, как и точ-
ность размеров и формы отдельных поверхностей.
Тем не менее обрабо!ку в одну установку нельзя считать идеальным
методом работы во всех случаях. Во-первых, требование правильного
построения процесса (циференциация операций, правильное использо-
вание оборудования и т. д.) во многих случаях вызывает необходимость
отступлений, а иногда и полного отказа от такого метода работы.
Во-вторых, приспособления, которые приходится применять при обработке
в одну установку, могут оказаться слишком дорогими и иногда также
неудобными в обращении. В-третьих, обработка в одну установку
в некоторых случаях оказывается нецелесообразной даже с точки зрения
обеспечения точности.
Прежде всего необходимо отметить влияние напряжений, возникаю-
щих при закреплении деталей и внутренних напряжений, освобождающихся
при снятии слоев металла. Во многих случаях деталь, жестко связанная
со станком, не может деформироваться во время выполнения операции
и различные поверхности оказываются, при нахождении детали на станке,
расположенными правильно. Но, как только действие зажимов прекратится,
деталь деформируется и правильное взаимное расположение поверхностей
нарушается.
Далее в некоторых случаях приходится считаться с уводом инстру-
мента. Например, при обработке наружных и внутренних поверхностей
втулок в одну установку увод сверла может повлечь за собою нари-
шение концентричности. При обточке наружной поверхности на оправке
в отдельную установку влияние этого увода устраняется.
Наконец, обработка некоторых поверхностей в одну установку с дру-
гими может обусловив необходимость производить установку на сгружку
и промеры в крайне неудобных условиях, обрабатываемые поверхности
могут оказаться плохо подпертыми („на весу") и т. д.
Однако, несмотря на указанные ограничения, метод работы в одну
установку, хорошо согласующийся с современными тенденциями в на-
поавлении концентрации операций, нах >дит широкое применение. Пер?-
чиеленные трудности часто совершенно отпадают при обработке весьма
жестких деталей, когда вредного влияния деформаций опасаться не при-
ходится.
На рис. 181, а показан кронштейн. Прострогав его нижнее и верхнее
основания, устанавливаем деталь на стол расточного станка и растачи-
1 При учете деформаций, вызываемых действием зажимов при закреплении
детали, придется считаться сразтичным их влиянием на раз шчные поверхности,
что может повлиять и на точность взаимного расположения этих поверхностей.
380
ваем в одну установку (смещая борштангу или используя двухшпиндель-
ный станок) отверстия^ и В. Допуск ±0,1, данный на расстояние между
их осями, может быть использован полностью на покрытие погрешностей
обработки: неточности установки борштанги по высоте, увода инстру-*
мента и т. д. Погрешности базировки и установки детали на взаимное
расположение осей отверстий не влияют.
поверхностей с ис-
стве базирующей.
2. Обработка двух сопряженных
пользованием одной из них в каче
Предполагается, что такая базирующая поверх-
ность, входя в состав базы, определяет распо-
ложение обрабатываемой поверхности в инте-
ресующем нас направлении (соблюдение того или
другого соотношения или размера).
В этом случае погрешность бази-
ровки исключается, нодолжка учи-
тываться однократная погрешность
установки.
При обработке кронштейна на рис. 181, а
можно сначала расточить отверстие А, а затем,
принимая его за базу (насадив деталь на оправку),
обработать отверстие В. Теперь часть допуска
необходимо резервировать на покрытие погреш-
ности установки. При наличии возможного за-
зора между оправкой и отверстием А в 0,04 мм,
из допуска ±0,1 мм на покрытие погрешно-
стей обработки можно использовать не более
±0,06 мм (или ±0,08 мм с учетом правила
сложения случайных погрешностей).
3. Обработка в несколько уста-
новок, ноот одной установочной
базы (и при использовании однородных уста-
новочных систем). В этом случае погреш-
ности базировки исключаются, но
погрешности установки должны
учитываться столько раз, сколько Рис. 181. Типичные слу-
имеется установок. При правильной на- чаи базировки.
стройке систематические погрешности установки
могут быть полностью или частично компенсированы, ко случайные
при определении погрешности взаимного расположения поверхностей
должны суммироваться.
Приработе в несколько установок весьма большое
значение приобретает правильность базирующих по-
верхностей ихорошее действие установочных систем.
При грубо отделанных базирующих поверхностях многократные уста-
новки даже по одной базе приводят к совершенно различным резуль-
татам. Правильность базы должна быть не ниже правиль-
ности, требуемой от обрабатываемых поверхностей.
Ввиду того, что черные поверхности имеют почти всегда точность зна-
чительно худшую, чем обработанные, вышесказанное обосновывает из-
вестное правило о недопустимости многократных у с тако-
38Х
вок по черновой базе. Поэтому, как мы уже указывали, при по-
строении процесса черновой базой обычно пользуются только один раз.
Возвращаясь к рис. 181, рассмотрим план обработки, при котором
расточка обеих отверстий производится при использовании одной базы
(основания М) в две установки. Это обеспечивает возможность работы
по настройке без применения приспособлений и без смещения борштанги
при выполнении каждой операции.
Легко видеть, что размеры и допуски придется пересчитать так, как
показано на рис. 181, Ь. При этом допуски +0,05 нельзя целиком исполь-
зовать на покрытие погрешностей обработки, так как необходимо оста-
вить, например, +0,02 мм для компенсации погрешностей установки.
Остается только допуск +0,03 мм. При этом необходимо строго следить
за состоянием базы М и поверхности стола станка.
4. Обработка поверхностей от различных устано-
вочных баз1. В этом случае сказываются как погрешности
установки, так и погрешности базировки.
Погрешности базировки зависят от погрешностей во взаимном рас-
положении самих баз, а следовательно и от того, какой план обработки
был использован в процессе их образования.
Поверхности, образующие различные базы, сами могут быть обра-
ботаны в одну или в различные установки, в последнем случае от одной
или от различных баз. Чем сложнее план обработки, тем, вообще говоря,
больше различных погрешностей сказывается на точности взаимного
расположения интересующих нас поверхностей, тем большими и менее
равномерными окажутся операционные припуски. Отсюда:
„принцип кратчайших путей“, в силу которого план обра-
ботки следует составлять таким образом, чтобы размерные цепи, опре-
деляющие взаимное расположение различных поверхностей, имели бы
возможно меньшее число звеньев.
При рассмотрении рис. 181 может возникнуть вопрос о возможности
расточки поверхностей А и В в две установки без перенастройки станка
(т. е. не смещая борштанги по высоте). Отверстие А растачивается на
базе М9 после чего деталь переворачивается и растачивается отверстие
В на базе N.
Легко, однако, заметить, что принятие такого плана обработки потре-
бует резкого ужесточения допусков (рис. 181, с). При этом узкие допуски
+0,03 мм не могут быть целиком использованы при расточке для по-
крытия погрешностей обработки, так как необходимо еще учесть и
погрешности установки по базам М и N. Очевидно эти поверхности
при таком плане обработки потребовалось бы шлифовать или шабрить
с соблюдением узкого допуска на расстояние между ними (400+0,04)* *.
Придерживаясь принципа кратчайших путей, нельзя, однако, упускать
из вида всех других технологических и организационных соображений.
В некоторых случаях удлинение пути, например отказ от работы в одну
установку, позволяет столь сильно упростить приспособления и облег-
чить выполнение операций, что целесообразность использования „крат-
1 При установке по одной базе, но при различных установочных системах,
имеем случай, близкий к случаю установки по различным базам.
* Расстояние между отверстиями случается как результирующий размер
цепи, составляющие размеры которой равны 100 ±0,03, 100 ±0,03 и 400 ±0,04.
382
чайшего пути", даже с точки зрения обеспечения точности, становится
весьма сомнительной.
Иногда в качестве технологического принципа приводится еще так
называемое „правило единства базы", которое часто формули-
руется как требование сохранения одной и той же базы на всех опера-
циях. Такую формулировку этого правила следует признать явно оши-
бочной. Не говоря уже о том, что сохранение единства базы на всех
операциях в большинстве случаев невозможно (например при обработке
заготовки „кругом"), оно часто оказывается и нецелесообразным. Чер-
новая база должна, как правило, использоваться только для получения
первой обработанной базы, наконец, большое усложнение процесса и
Рис. 182. База при обработке валика со шпоночной канавкой.
оснастки с единственной целью соблюсти „единство базы" обычно эко-
номически не оправдывается.
Правильным является то, что без серьезных оснований ме-
нять базы не следует. Единство базы весьма упрощает устано-
вление всех зависимостей во взаимном расположении обработанных по-
верхностей, расчет операционных припусков и размеров и т. п.
Во всяком случае необходимо помнить, что переход от одной
базы к другой всегда вводит дополнительную ошибку
во взаимное расположение поверхностей, обработан-
ных от первой и второй баз. Размер этой ошибки зави-
сит от величины погрешности во взаимном располо-
жении обеих баз.
В качестве примера приводим* обработку шлифованного валика
с профрезерованкой на нем шпоночной канавкой. Обычно порядок об-
работки такого валика следующий (рис. 182): сначала валик обтачи-
вается на центрах, затем в нем фрезеруется шпоночная канавка, причем
валик зажимается в тисках за наружную обточенную поверхность, на-
конец, этот валик шлифуется опять-таки на центрах. Здесь мы поль-
зуемся двумя оперативными базами: вспомогательной — центровыми углу-
383
бдениями и естественной — обточенной наружной поверхностью. Поэтому
правильность расположения канавки относительно поверхности шлифо-
ванного валика будет зависеть от точности и правильности взаимного
расположения обеих оперативных баз. Как правило, обточенная поверх-
ность не вполне точна и имеет некоторый бой относительно линии
центров. Отсюда можно ожидать неправильности в расположении шпо-
ночной канавки относительно шлифованной поверхности.
С рассматриваемой точки зрения было бы правильнее сначала вал
отшлифовать, а затем, используя шлифованную поверхность в качестве
основной базы, от нее фрезеровать шпоночную канавку. Однако такой
метод имеет тот недостаток, что при перерезании волокон материала
шпоночным фрезером вал может повести.
Фрезерование шпоночной канавки (как более грубая операция) должно
производиться ранее, чем окончательная обработка — шлифовка. В боль-
шинстве случаев практики последнее соображение оказывается важнее
первого, и поэтому канавки
Рис. 183. Базировка при обработке п
шипникового щита электродвигателя,
чаще фрезеруют до шлифовки.
Бывают случаи, когда сле-
дование „правилу единства
базы* ведет к грубым ошиб-
кам. На рис. 183 показан щит
электродвигателя, у которого
необходимо обработать фла-
нец А, отверстие для вкла-
дыша В и отверстие для оси
крышки масляного резервуара С.
Этот резервуар закрывается
крышкой, ложащейся на мягкую
прокладку, благодаря чему по-
верхность D, по которой крышка касается щита, остается необрабо-
танной. Если придерживаться „правила единства базы*, то необходимо
сверлить отверстие С в том же кондукторе, в котором сверлятся и другие
отверстия в щите, не показанные на рисунке, причем за базу прини-
мается фланец Д, являющийся основной базой как для расточки отвер-
стия В, так и для большинства сверлильных операций. Однако практика
показала, что при таком методе работы установка крышек на место тре-
бовала большой пригонки. Сказанное становится понятным, если учесть,
что для отверстия С фланец А не является основной базой, так как его
положение совершенно не связано с положением этого фланца. За базу
при сверлении отверстия С следует принять поверхность D касания
крышки, выполнив кондуктор в форме этой крышки. После внесения в
процесс такого изменения крышки устанавливались без всякой пригонки.
Вообще в тех случаях, когда положение двух поверхностей не нахо-
дится во взаимной связи, их можно обрабатывать даже от разных чер-
новых баз. Получаются две самостоятельные цепочки баз и обрабаты-
ваемых поверхностей. Иногда, однако, предпочитают ответвлять одну
цепочку от другой, так как установка по обработанной поверхности,
вообще говоря, удобнее, чем по черной.
Введение в технологический процесс таких операций, как термиче-
ская обработка, старение и т. п. как бы нарушает его непрерывность
384
с геометрической точки зрения, так как сопутствующие этим операциям
деформации не могут учитываться п ри составлении схемы процесса.
Принимая деталь такой, какой она является после термообработки
и т. п. к началу следующей механической операции, мы должны начи-
нать процесс механической обработки как бы заново. Приходится выби-
рать новые базы, играющие роль черновых баз начала процесса. Идя от
них, мы вводим новые обработанные базы или чаще поправляем те,
которыми пользовались ранее.
Заметим, что к „исправлению баз" приходится прибегать и вне зави-
симости от операций термической обработки во всех случаях, когда
базирующие поверхности при многократных установках подверглись
недопустимому износу. Очень важно при исправлении базы
восстанавливать базировку таким образом, чтобы
новые базы были связаны со старыми возможно более
строгими размерами и соотношениями; в противном слу-
чае нарушится вся достигнутая ранее координация поверхностей, что
повлечет за собой увеличение операционных припусков и т. п.
При исправлении базы деталь можно устанавливать, используя
в качестве базирующих поверхности, подлежащие исправлению1. В дру-
гих случаях удобнее пользоваться другой базой, связанной с испра-
вляемой возможно строгими допусками.
Г. Роль базировки при настройке операции
Базой, фактически определяющей положение обрабатываемой поверх-
ности в металле заготовки, будет та, которая фиксирует распо-
ложение режущей кромки относительно детали.
В зависимости от принятого метода работы такой базой может быть
измерительная или установочная база.
Если эти базы совпадают, то допустимая погрешность настройки
не зависит от погрешностей базировки. Условие, определяющее погреш-
ность настройки (Дн), получает вид
Дн<8—Др —Ду* *
где 8 — допуск настроечного (измеряемого в процессе настройки) раз-
мера;
Др — погрешность, обусловливаемая рассеиванием размеров;
Ду — погрешность установки.
Измерительная база, от которой проставлены размеры может не
совпадать с фактически используемой базой. В таких случаях процесс
настройки осложняется, так как регулировка положения инструмента или
упоров влияет не непосредственно на заданный размер, а на какой-то
1 При такой установке встречаются некоторые затруднения, так как оче-
видно базой нельзя пользоваться как опорной. Приходится прибегать
к выверке. Иногда конструируют приспособления, позволяющие после закреп-
ления детали убирать элементы установочной системы.
* Или, при расчете по практически максимальным погрешностям,
Дн < 8 — k Др _|_ д2 .
25 а. п. Соколовский. 2051.
215
Связанный с используемой базой, а не с базой, относительно
производится отсчет размеров.
обработке партии деталей на настроенном станке можно их
другой устанавливать в приспособление, не меняя положения
Рис. 184. Несовпадение базы на-
стройки с действующей базой.
Другой,
которой
При
одну за
инструмента. Если пренебречь погрешностями обработки и установки,
то положение обрабатываемых поверхностей будет полностью опреде-
ляться точностью базировки по опорной установочной базе.
• На рис. 184, а показан случай фрезерования лыски на валике, уста-
новленном на призме. На операционном эскизе проставлен размер £,
отсчитываемый от нижней образующей А цилиндрической поверхности.
Однако легко заметить, что поло-
жение лыски в металле зависит не от
расположения образующей А, а от по-
ложения цилиндрических площадок В±
и В2, соприкасающихся с призмой.
Предполагая, чю валик имеет точно
цилиндрическую форму, можно опреде-
лить колебания размера L в зависи-
мости от изменения диаметра валика D.
Из рис. 184, Ь видно, что
\ )
Размер Н, определяющий расстоя-
ние обрабатываемой поверхности от
точки С, зависит от положения фре-
зера относительно станка; при неизмен-
ной настройке и вышеперечисленных
предположениях Н = const.
Диференцируя выражение для И и
заменяя диференциалы малыми прира-
щениями, находим
При а = 90°
Д£ = — 0,207 Др
Из этого соотношения видно, что при неизменш й настройке раз-
мер L не будет получаться постоянным (даже при отсутствии ошибок
обработки и установки), если диаметр валика изменяется. Это происхо-
дит потому, что в данном случае фактически используемой базой является
не образующая Д, а участки цилиндрической поверхности Вх и В2.
Если бы мы пожелали вести настройку от этой базы, то нам при-
шлось бы производить измерения от точки С (условной базы), что
было бы возможно лишь при условии материализации базы, т. е. кон-
струирования приспособления допускающего такие промеры: например
при промерах от дна канавки Е (рис. 184, а), отстоящего от точки С
Э8С
на определенную величину М. В таком случае можно было бы считать,
что действующая база В±— В2 и база настройки Е совпадают.
Несовпадение базы настройки с фактически используемой базой
весьма затрудняет настройку, так как вносит влияние некоторой допол-
нительной случайной погрешности, зависящей от допуска базисного
размера. Например, в случае рис. 184, а получение при обмере пробной
детали размера L большего требуемого может зависеть не от того, что
стол станка стоит ниже, чем требуется, а от того, что диаметр валика
меньше заданного.
Если вести настройку по размеру £, то, учитывая наличие погреш-
ностей обработки и установки, мы должны соблюсти неравенство
Дн + Др “Ь Дб 4“ Ду 8
или при расчете по практически максимальным значениям
Др, Дб и Д у;
—Др4-Дб + Ду ,
где Дн — погрешность настройки (систе-
матическая в пределах партии);
Др — погрешность, обусловленная рас-
сеиванием размеров;
Дб — погрешность базировки;
Ду — погрешность установки.
Эги неравенства значительно сложнее,
чем рассмотренное выше условие правиль-
ной настройки1:
Дн 8—Др , которое не учитывало ни
погрешностей базировки.
Погрешность базировки Дб во многих с
равной допуску базисного размера.
Например, в случае обработки поверхности А (рис. 185) размер L
может быть задан от измерительной базы В, которая, таким образом,
является базой настройки. Фактически используемая установочная база С
не совпадает с базой настройки. Погрешность базировки может быть
принята Дб = 8/v — допуску базисного размера N.
В других случаях связи оказываются более сложными. В примере по
рис. 184, а погрешность базировки
Рис. 185. Простейший случай
несовпадения базы настройки
с действующей базой.
погрешностей установки, ни
может быть принята
Можно вывести аналогичные формулы, определяющие погрешности
базировки для ряда типичных случаев. Этими формулами удобно поль-
зоваться при расчетах2.
1 См. главу V, § 3.
2 Такие формулы и примеры пользования ими приведены' в труде
проф. А. Б. Яхина. „Технология точного приборостроения", стр. 78 (табл. 7),
Оборонгиз, 1940.
В этой таблице обозначены:
е — погрешность базировки Дб ;
т — измеряемый размер L.
При настройке, в случае несовпадения базы настройки с фактически
используемой базой можно поступать двояко:
1) вести настройку непосредственно по размеру, заданному чертежом
(размер L на рис. 185);
2) пересчитать размеры и допуски от действующей базы. Например,
на рис. 185 можно размер L заменить размером /И, изменив допуски
таким образом, чтобы б ?ло соблюдено условие
<; 8.
Второй метод работы потребует ужесточения допусков, но зато
в неравенстве настройки пропадает член, соответствующий погрешности
базисного размера (Дб == 8^. Первый метод позволяет сохранить задан-
ный допуск, но рассеивание размеров увеличивается за счет появления
погрешности базировки.
Определим допустимые погрешности настройки Дн в обоих слу-
чаях (рис. 185).
1. Настройка по заданному размеру L
Дн = 8 Дб Др — Ду ,
где 8 — допуск заданного размера;
Дб — погрешность, базисного размера;
Др — погрешность, обусловливаемая рассеиванием размеров,
Ду — „ установки1.
2. Настройка по размеру, пересчитанному от установочной базы (М),
Дд! == 8 — Дб ;
Дн=== Дд1 Др Ду== 8 Дб Др Ду •
Таким образом фактически допустимые погрешности настройки Дн
в обоих случаях получаются одинаковыми. Однако во втором случае Дб
вводится в расчет явно при определении настроечного размера .41.
Поэтому рассеивание, с которым придется считаться при настройке,
зависит только от значений Др и Ду. Это обстоятельство упрощает про-
цесс настройки.
В первом случае погрешность Дб явно не учитывается, но в скры-
том виде она влияет на настройку. Характер этого влияния различен
в зависимости от того, какие погрешности обработки, случайные или
систематические, преобладали на тех операциях, на которых был полу-
чен базисный размер N.
Если преобладали случайные погрешности, обусловливающие рас-
сеивание размеров, то погрешность Дб должна рассматриваться как слу-
чайная и при настройке придется иметь дело с рассеиванием, завися-
щим не только от Др и Ду, но и от Дб * *.
1 Здесь имеем в виду практически-максимальные значения Др и Ду, равные
при распределении по закону Гаусса, 6т. Эти погрешности можно рассматри-
вать как допуски на обработку (рассеивание) и установку.
* С таким случаем мы встреча мся, например, в массовом производстве,
когда на последующую операцию с предшествующей поступают детали, обра-
ботанные при различных настройках, иногда с различных станков.
388
Другие обстоятельства возникают тогда, когда на предшествующих
операциях преобладали систематические погрешности. Например, при
работе малыми партиями (мелкосерийное производство) все детали,
обработанные по размеру Л/, могут оказаться почти одинаковыми, хотя
и не соответствующими размеру, принятому за оптимальный при на-
стройке. Погрешность систематического характера зависит от ошибок
настройки (на предшествующих операциях), от неточности мерного
инструмента и т. п.
В результате при настройке по размеру L рассеивание будет зна-
чительно меньше, чем Дб + ^р + Ау1.
Основываясь на всех этих соображениях, можно ожидать, что из двух
методов первый (настройка по заданному размеру) более подходит для
мелкосерийного, а второй (пересчет размеров от действующей базы) — для
крупносерийного и массового производств.
В некоторых случаях может оказаться целесообразным сортиро-
вать детали, собирая их в группы, имеющие близкие базисные раз-
меры (размер N на рис. 185). При таком методе работы, при опреде-
лении допуска настройки, следует учитывать не весь допуск базисного
размера, а лишь часть его, соответствующую колебаниям этого размера
в пр делах каждой группы де «алей.
Если неравенство Дн=^^ — Дб — Др — Ду не удовлетворяется и сор-
тировка деталей не производится, то работа по опорной базе (С на
рис. 185), вообще говоря, невозможна. В этих случаях необходимо
либо переменить базу, изменив конструкцию приспособления (например
устанавливая деталь по ее верхней поверхности, в случае рис. 185), либо
ужесточить допуск базисного размера 6^.
Мы рассмотрели различные случаи работы по установочксй базе.
Переходим к рассмотрению случаев, когда фактически исполь-
зуемой является измерительная база. Прежде всего сюда
относится работа по промерам. Размер получается непосредственно,
и ошибка базировки отсутствует..
Однако возможна и работа по настройке с использованием изк^ери-
тельных баз как действующих. С такими случаями мы встречаемся при
обработке поверхностей, принимаемых за базирующие
в одну установку с поверхностями, положение которых
определяется. Все эти поверхности, включая базисные, образуют
один технологический комплекс поверхностей, причем допуски
размеров, связывающих элементы (отдельные поверхности) комплекса,
обычно уже, чем допуски размеров, определяющих положение комплекса
как одного целого. Рассмотрим три типичных случая.
1. Различные поверхности комплекса обрабатываются
последовательно на нескольких позициях обрабатываемой
детали или инструментом, занимающим несколько позиций. Например,
точность взаимного расположения поверхностей, обработанных на раз-
личных позициях многошпиндельного автомата, будет определяться прежде
всего точностью работы делительного механизма барабана. При обра-
1 Поэтому в случаях, когда допуск базисного размера (N на рис. 185)
почти целиком зависит от систематических погрешностей, работа по опорной
базе С иногда оказывается возможной даже в случаях, когда Дб>8.
389
ботке на револьверном станке ту же роль будет играть делительный
механизм револьверной головки.
В таких случаях расположение обрабатываемых поверхностей не
обязательно связывать с установочной базой строгими допусками. Можно
Рис. 186. Пользование измерительной базой при работе на много-
t резцовом станке.
все размеры поставить от одной из поверхностей, обработанных в
данную установку, принимаемой за (измерительную) базу. Такое распо-
ложение размеров от одной базы значительно удобнее, чем цепное, так
как, регулируя в процессе на-
стройки положение каждого
инструмента, мы не должны
смещать других инструментовх.
Положение измерительндй ба-
зы комплекса определяется
относительно какой-либо дру-
гой (измерительной или уста-
новочной) базы, причем во мно-
гих случаях это положение фи-
ксируется лишь приближенно
(с грубыми допусками). Очень
часто база, относительно кото-
рой определялось положение
базы комплекса, обрабатывается
Рис. 187. Одновременная обработка несколь- на одной из последующих уста-
ких поверхностей сборным инструментом, новок от той же базы ком-
, плекса. В таких случаях все
поверхности данного направления будут, в конечном счете, ориентиро-
ваны относительно одной и той же базы.
2. Поверхности комплекса обрабатываются q дно-
временно несколькими инструментами на многорезцо-
вом или м н о го ш п и н д е л ь н о м станке.
В таких случаях за базу можно принять любую из поверхностей
комплекса. Размеры и здесь должны проставляться от одной базы, во
избежание усложнения регулировки инструмента.
1 См. выше рис. 156 — баГзаТВ.
390
На рис. 186 показан случай подрезки нескольких ступеней и правого
торца А вала одновременно, несколькими резцами. Принимая этот торец
за (измерительную) базу, мы должны проставить размеры так, как по-
казано на рисунке. Заметим, что вместо торца А за базу можно было бы
принять любой другой уступ на валу, например уступ В, изменяя со-
ответственно и простановку размеров.
С аналогичными случаями мы встречаемся при одновременной обра-
ботке нескольких поверхностей на многошпиндельном фрезерном станке,
при многошпиндельном сверлении и т. п.
3. По верхности одного комплекса обрабатываются
несколькими режущими кромками одного сборного
или фасонногоинструмента. Рис. 187 иллюстрирует такой случай.
На одной оправке насажено несколько фрезеров различных диаметров;
поверхности, ими обработанные, образуют один комплекс, так как их
взаимное расположение определяется размерами фрезеров, а не положе-
нием стола станка по высоте. Если требуется выдержать размеры £х, Л2,
L3 с точностью более высокой, чем размер то настройка станка зна-
чительно упрощается, так как точность обработки зависит от точности
изготовления и сборки набора инструментов, т. е. от работы, прово-
димой вне станка. База всего комплекса (А) ориентируется относи-
тельно нижней поверхности детали (В), которая является установочной
базой.
Д. Определение точности взаимного расположения поверхностей,
исходя из погрешностей отдельных операций
Переходя к расчетам, связанным с определением погрешностей бази-
ровки при работе в несколько установок, мы прежде всего условимся
относительно системы отсчетов. В качестве базиса таких отсчетов мы
примем контур око н ч а т ел ьно обр а бот а н н о й детали, вписан-
ный в заготовку так, как это было предположено при
проектировании последней. Учитывая наличие допусков, усло-
вимся за контур детали принимать поверхности, определяемые (номиналь-
ными или средними) размерами, от которых отсчитываются отклонения.
Как мы показали выше, за такой контур детали удобнее всего
принимать средний контур, причем допуски располагаются относительно
него в обе стороны симметрично. В дальнейшем везде, где не ого-
ворено особо, будем предполагать именно такое расположение до-
пусков.
Последовательность использования баз может быть весьма различ-
ной. Последовательной базировкой мы будем называть
такое использование базирующих элементов (поверх-
ностей), при котором все поверхности, образующие
базу n-го порядка, обрабатываются от одной и той же
базы (п—1)-го порядка. Поверхности базы второго по-
рядка обрабатываются от одной и той же черновой
базы (базы первого порядка).
Используя черновую базу А, обрабатывают несколько других ' по-
верхностей Bv В%,..., которые в свою очередь образуют базу В при
Э91
обработке новых поверхностей С2,... и т. д. Таким образом доходит
до интересующих нас поверхностей М19 М2,... (рис. 188) Ч
Заметим еще, что при обработке нескольких поверхностей (на-
пример С19 С2,...) от одной базы (Z3) использование базы для
всех этих поверхностей предполагается одинаковым,
то есть с однородными установочным и элементами.
Одна и та же поверхность на различных ступенях обработки засчи-
тывается как несколько различных поверхностей.
Заметим, что схема последовательной базировки весьма часто встре-
чается на практике. В частности, все схемы линейной базировки
(изображаемые линейными размерными цепями) явля-
ются схемами последовательной базировки (рис. 189).
Рис. 188. Схема последовательной бази-
ровки.
Рис. Ц89. Схема линейной
базировки.
Допустим, что все погрешности базировки и установки, кроме одной,
отсутствуют. Например, на схеме по рис. 188 только поверхности
В2, В8, образующие базу В, занимают положение, несколько отличное
от заданного. Тогда, очевидно, и отклонения поверхностей и
от заданных их положений вызываются только отклонениями базы В.
Легко видеть, что при сделанных предположениях получим одинаковые
отклонения поверхностей /И, будем ли мы, как показано на схеме, обра-
зовывать сначала базу С относительно В, а затем обрабатывать поверх-
ности М относительно базы С, или же обработаем поверхности М не-
посредственно от базы В.
Предполагая далее, что все зависимости отклонений поверхностей М
от отклонений базирующих поверхностей, ввиду малости этих отклонений,
можно считать линейными, мы имеем право их суммировать алгебраически.
Таким образом всякое отклонение, возникающее на любой операции
вследствие неточности установки или обработки, как бы передается
1 На схеме изображено везде по три базирующих элемента. На самом деле
их число может доходить до шести.
392
дальше и, в конце концов, отражается на расположении поверхностей
М1 и М2 в металле. Если рассматривать все отклонения, начиная с откло-
нений черновой базы (Д), вызываемых неточностью заготовки1, то по-
грешности базировки, как самостоятельный вид погрешности, исчезают.
Заметим еще, что только в случае линейной базировки отклонения
базирующих поверхностей вызывают такие же по численным значениям
отклонения поверхностей М. В общем же случае связь между этими
отклонениями необходимо установить для каждого случая особо, исходя
из геометрических соображений.
Учитывая все вышесказанное, можно притти к следующему выводу.
Для того чтобы найти отклонение какой-либо по-
верхности от заданного ее расположения, достаточно
просуммировать отклонения этой поверхности, вызван-
ные наличием погрешностей обработки и установки на
всех операциях, начиная с той, база которой прини-
мается совпадающей с заданным ее расположением.
Если база первой рассматриваемой операции (ближайшей к началу
процесса) не совпадает с заданным ее расположением, то необходимо
учесть и ее отклонение.
Мы рассмотрели простейшую схему последовательной базировки.
На практике встречаются и другие, более сложные схемы. От их рас-
смотрения мы, однако, воздержимся.
Как мы увидим, приведенная методика может быть непосредственно
использована при определении общих припусков на обработку.
При расчете операционных припусков необходимо определять
не погрешности расположения относительно заданного положения рас-
сматриваемой поверхности в металле, а ее относительное расположение
на двух каждых последовательных ступенях обработки.
Вышеприведенные правила могут быть также использованы при ре-
шении многих задач, относящихся к точности взаимного расположения
окончательно обработанных поверхностей.
В закпючение укажем, что все вышеизложенное следует рассматри-
вать как первые шаги в направлении разработки методики геометриче-
ских расчетов в технологии машиностроения. Развитие таких исследований
приведет к созданию стройной геометрической теории техно-
логического процесса.
1 Для черновой базы в расчет вводятся отклонения поверхностей заготовки
от их заданного расположения, то есть от положения, изображенного на чертеже
заготовки» принимая положение вписанной в нее детали за основание отсчета.
ГЛАВА СЕДЬМ АЯ
ПРИПУСКИ НА ОБРАБОТКУ
I. ОСНОВАНИЯ РАСЧЕТА ПРИПУСКОВ
А. Общие понятия и определения
Одним из основных вопросов, с которым
приходится встречаться
технологу при разработке процесса, является вопрос об определении
Рис. 190. Общие припуски на обработку.
общих и операционных припу-
сков.
Общим припуском на-
зывается слой металла,
который необходимо
удалить с заготовки
для получения детали
в окончательно обра-
ботанном виде (рис. 190).
Вопрос об операционных и
переходных1 припусках связан
с вопросом о ступенях обра-
ботки2 3.
На протяжении технологического процесса одна и та же поверхность
детали может подвергаться обработке несколько раз, благодаря чему
общий припуск с этой поверхности удаляется в течение ряда операций,
каждая из которых в свою очередь может состоять из нескольких пе-
реходов.
Припуском на данную операцию (или переход) назы-
вается слой металла, который должен быть удален на
протяжении этой операции (или перехода)3. Такой при-
пуск (считая его на сторону) равняется сумме глубин резания для всех
1 Операционные припуски и допуски часто называют также „межопераци-
онными припусками и допусками".
2 См. главу I, § 4Г.
3 Иногда операционный припуск определяют иначе. Его считают равным
части общего припуска, оставшейся на поверхности к моменту начала данной
операции. Иными словами, в этот припуск включают операционные припуски
на все последующие операции. Мы будем придерживаться вышеприведенного
определения.
394
проходов, входящих в данную операцию (или переход) и относящихся
к обработке рассматриваемой поверхности детали Ч
. Первая ступень обработки каждой поверхности состоит в ее
„обдирке*. При этом снимается наружный слой металла, поверхность
которого образуется в процессе получения заготовки (отливки, ковки,
прокатки и т. д.).
Припуск измеряется по нормали к обработанной поверхности и, как
правило, считается на сторону. Однако при обработке круглых де-
талей, а иногда и деталей других форм (например штанг прямоуголь-
ного сечения) припуск часто считают на обе стороны, т. е. на диаметр
(или на толщину). Выбор того или другого метода отсчета припусков
связывается со способом простановки размеров1 2. Если размер указы-
вается от базы, не обрабатываемой на данном переходе (односторонний
размер), то припуск отсчитывается на сторону. При двухсторонних
размерах припуск чаще дается на обе стороны. Во избежание недора-
зумений рекомендуется во всех спорных случаях специально оговари-
вать метод отсчета припусков.
Припуски, как общие, так и операционные, не могут быть заданы
совершенно точно и на них необходимо назначать допуски.
При этом до пуск на общий припуск является вместе
с тем и допуском на соответственный размер заготовки.
Аналогично, операционный (переходный) допуск опреде-
ляет допустимые колебания как операционного (переход-
ного) припуска, так и соответственного операционного
переходного) размера.
Операционный допуск первой ступени обработки (обдирки) равен до-
пуску на заготовку.
Рассматривая припуск (общий или операционный) как слой металла,
подлежащего удалению, а соответственный допуск как допустимое ко-
лебание припуска, мы должны различать (рис. 191):
1) минимальный припуск на рассматриваемую ступень обра-
ботки (операцию, переход) равчый слою металла, подлежащему удале-
нию на этой ступени, в том случае^ когда на предшествующей ступени
обработки использован весь допуск, а на данной ступени допуск совер-
шенно не используется;
1 С точки зрения организации операционного контроля имеют значения при-
пуски на размеры, получаемые при переходе детали с операции на опе-
рацию. Для этих размеров обычно и изготовляется измерительный инстру-
мент (скобы, шаблоны и т. д.). Размеры, получаемые после каждого пере-
хода, часто нигде не фиксируются, и их установление передоверяется рабо-
чему (настройщику). Однако технологически эти размеры являются наиболее
характерными, так как именно они определяют работу инструмента (например при-
пуски на черновое и чистовое развертывание в одну револьверную операцию).
Операционный припуск равен сумме переходных, относящихся к обработке
данной поверхности на рассматриваемой операции*
2 Принять за общее правило отсчет припусков на обе стороны, очевидно,
нельзя, так как во многих случаях припуски с обеих сторон получаются раз-
личные. Например, при строгании плоских деталей припуски вверху и внизу почти
всегда различны. Считая припуски всегда на одну сторону, мы получили бы
сравнимые величины для всех случаев металлообработки, но осложнили бы
пользование чертежами, так как, например, при измерении круглых заготовок
мы непосредственно находим размеры, включающие припуски на обе стороны.
395
2) максимальный припуск на рассматриваемую ступень об-
работки, равный минимальному припуску, сложенному с суммой допу-
сков на предшествующую и данную ступени; *
3) расчетный припуск, равный минимальному припуску, сложен-
ному с допуском на предшествующую ступень обработки.
Ввиду того, что точность обработки на каждой последующей сту-
пени выше, чем на предшествующей, то допуск на л-ую ступень обычно
значительно меньше, чем допуск на (л—1)-ую ступень. Поэтому макси-
мальные и расчетные припуски близки между собой и во многих слу-
чаях (например при расчете режимов резания) можно принимать зна-
чения расчетных припусков вместо максимальных1.
Переходя от припусков, рассматриваемых как слои металла к при-
пускам на операционные размеры, мы должны различать два случая:
Допуск на рассматрив ступень обработки
Допуск на предшвстб. ступень обработки
Рис. 191. Минимальное, максимальное и расчетное
значения припуска.
1) когда размер уменьшается при переходе от каждой предшествую-
щей ступени обработки к последующей („схема вала* — рис. 192, а);
2) когда этот размер увеличивается („схема отверстии*—рис. .192, Ь).
Легко видеть, что эти две схемы исчерпывают всевозможные ciy-
чаи. Для той и другой схемы припуски и допуски можно отсчитывать
на одну или на с бе стороны.
Заметим, что на обеих схемах термин „припуск" относится к рас-
четному значению припуска. И в дальнейшем везде, где не огово-
рено особо, этим термином мы будем пользоваться в том же смысле.
Рассматривая схемы на рис. 192, видим, что общий припуск
равен сумме всех операционных припусков2. Заметим, что
на обеих схемах заштрихованы час и припусков, соот етствующие
допускам на предшествующие ступени обработки. Для первой ступени
(черновая обработка) заштрихова >а часть допуска заготовки, отло-
женная „в металл*. Часть этого допуска, отложенная в противопо-
ложную сторону, в расчетное значение припуска не входит (показана
1 Исключение составляет припуск на первую ступень обработки (обдирку).
2 Или сумме всех допусков и минимальных припусков.
396
Номинальной размер заготовки
Общий припуск___________________
Припуск на черновую обработку
Припуск на чистовую обработку
Припуск на отделку
Наибольший пределЬнОй размер вала*
a)
ПолоЖителЬн. частЬ допуска заготовки
Допуск на черновую обработку______
Допуск на чистовую обработку
Допуск на отделку
Допуск на отделку_________
Допуск на чистовую обработку_______
Допуск на черновую обработку_______
Отрицательная частЬ-допуска заготовки
Наименьший пределЬнЬш размер отверстия
Припуск на отделку___________
Припуск на чистовую обработку
Припуск на черновую обработку
Общий припуск_____________
НрминалЬнЬ1й размер заготовки
Рис. 192. Две схемы расположения операционных припусков и допусков.
пунктиром). Однако она должна приниматься во внимание при опре-
делении режима резания при обдирке.
Остановимся еще на технико-экономическом значе-
нии вопроса о выборе общих и операционных припу-
сков и допусков.
Вопрос о выборе общих припусков имеет очень большое значение.
Прежде всего материал, снимаемый при о бработке, обычно
оказывается потерянным, так как стоимость стружки почти
всегда ничтожна по сравнению со стоимостью нового материала. Между
тем, во многих случаях с заготовок (особенно с поковок) снимается
больше металла, чем весит готовая детальх. Еще большее значение
имеет влияние припусков на производительность и эко-
номичность обработки. Удаление лишних слоев металла требует
затраты лишнего времени, увеличения расхода инструмента, электро-
энергии и т. д. Особенно заметно увеличение продолжительности обра-
ботки в тех случаях, когда из-за увеличения припусков приходится
изменять технологический процесс или переходить на другое оборудо-
вание. Часто необходимость введения лишних проходов (напри-
мер двух вместо одного) нарушает весь процесс. Увеличение припусков
до границы, при которой приходится вводить лишние проходы, имеет
значительно меньшее влияние на производительность (по крайней мере
в индивидуальном и мелкосерийном производствах).
Из сказанного ясно, что чрезмерно большие припуски
снижают экономическую эффективность процесса.
Чрезмерно малые общие припуски также нежела-
тельны, так как они требуют повышения точности, а следовательно,
и стоимости работы заготовительных цехов, затрудняют разметку и вы-
верку деталей на станках и, в конечном счете, увеличивают вероятный
процент брака. Увеличение вспомогательного времени и повышение
брака могут свести на-нет выгоды, которые получились в результате
уменьшения припусков как в смысле экономии материала, так и машин-
ного времени обработки^
Особенно большое значение имеет вопрос назначения припусков
в массовом и крупносерийном производствах. Здесь изменение
припусков почти всегда вызывает переналадку стан-
ков, что нарушает правильный ход производства.
Во многих случаях детали с увеличенными припусками не входят
в приспособления, а с чрезмерно уменьшенными при принятой базировке
дают систематический брак.
Таким образом выбор общих припусков является слож-
ной технико-экономической задачей. Правильными припу-
сками будут те, при которых, во-первых, обеспечивается устойчивая
работа цеха при достижении высокого качества продукции и, во-вто-
рых, себестоимость получается наинизшей.
Правильный выбор операционных припусков и допусков
также имеет весьма большое значение. Слишком малые припуски
затрудняют выверку детали на станке и легко ведут к браку; с другой
1 При вытачивании мелких валов и других деталей из целого куска нередко
в- стружку обращается свыше 80% материала.
398
стороны, слишком большие припуски излишне нагружают инструмент,
что всегда нежелательно, а иногда резко снижают экономичность про-
цесса (при шлифовке, при алмазной расточке, при неустойчивости детали
или оправок и т. д.). Далее, увеличивая операционные припуски, мы,
очевидно, увеличив ем и общий припуск.
Выбор значений операционных допусков не менее важен, чем
выбор припусков. Слишком малые допуски удорожают обработку, слиш-
ком же большие влекут за собою увеличение припуска на последующую
операцию1. Кроме того, большие операционные допуски до
крайности затрудняют настройку станков. При измене-
нии глубины резания меняются все условия, в которых протекает обра-
ботка, а следовательно, различные детали одной и той же партии полу-
чают различные размеры.
В массовом и крупносерийном производствах для контроля опера-
ционных размеров пользуются предельными калибрами, строго увязывая
все эти размеры между собою.
Б. Факторы определяющие величину припуска
Величина припуска зависит от неточности предшествующей обработки
(горячей или холодной), а также от погрешностей базировки и уста-
новки на рассматриваемой операции.
В целях выяснения условий, определяющих припуск на какую-либо
ступень обработки, его удобно представить в виде суммы трех слагае-
мых: za, zb и zc.
za — толщина слоя металла, которую необходимо
снять для того, чтобы удалить дефектный поверхно-
стный слой, оставшийся после предшествующей
обработки (горячей или холодной).
Величину za можно назвать абсолютно-минимальным при-
пуском при данных условиях работы.
На первой ступени обработки (обдирке) абсолютно-минималь-
ный припуск определяется условиями выполнения заготовительной опе-
рации (отливки, ковки, штамповки, прокатки и т. д.), причем необхо-
димо учитывать: физико-механические и химические характеристики
поверхностного слоя — обезуглероживание, наклеп и т. п., а также на-
личие поверхностных изъянов (раковин, поверхностных трещин, вмятин
и т. п ).
При работе инструментом с металлическим лезвием необходимо, кроме
того, чтобы толщина снимаемого слоя металла была больше толщины
твердой корки, расположенной на поверхности2.
1 Допуск на предшествующую операцию, как мы видели, входит в качестве
слагающей припуска на последующую операцию (см. 192). Однако этот при-
пуск обычно больше вышеупомянутого допуска, так как он учитывает не
только неточность размеров, получаемую в результате выполнения предше-
ствующей операции, но также целый ряд других погрешностей: коробление,
неточность базировки и т. д.
2 При работе инструментом из твердого сплава это обстоятельство имеет
меньшее 3 1ачение,чем при пользовании инструментом из быстрорежущей или
углеродистой стали. J
399
В тех случаях, когда заготовка обрабатывается по методу чернового
шлифования, последнее соображение теряет свое значение, благодаря
чему припуски иногда могут быть резко снижены.
Приводим данные о толщине дефектного слоя при различных методах
получения заготовок. Заметим, что эти значения во всех случаях больше
толщины корки.
Т абл ица 19
Толщина дефектного поверхностного слоя для различных заготовок (мм)
(По данным проф. В. М. Кована и др.)1
А. Литые заготовки серого чугуна
1. Простой конфигурации...................................... 1,0
2. Сложной конфигурации средних размеров..................... 1,5
3. » . крупных . • ................... 2,0
Б. Литые заготовки стальные
4. В зависимости от размеров и сложности конфигурации........ 1—5
В. Заготовки углеродистой стали, полученные свободной ковкой из
проката
5. Простой конфигурации малых размеров......................... 1,5
6. „ „ средних и крупных размеров............ 2,0
7. Сложной « малых размеров......................... 2,0
8. » » средних и больших размеров............ 3,0
Г. Заготовки легированной стали, полученные свободной ковкой
из проката
9. Простой конфигурации малых размеров......................... 2,5
10. „ „ средних и крупных размеров........... 3,0
11. Сложной „ малых размеров......................... 2,5
12. » » средних и больших размеров........... 3,5
Д. Заготовки из стали, полученные из проката ковкой в закрытых
штампах
13. Простой конфигурации малых и средних размеров.............0,5—1,0
14. Сложной . малых размеров.........................0,5—1,0
15. . „ средних * .................... 1,0—1,5
Е. Заготовки из проката
16. В зависимости от качества и размеров проката..............0,5—1,0
Примечания. 1) Для верхних граней (по положению при заливке) ли-
тых деталей толщина дефектного слоя больше указанной в таблице до
2—3 раз;
2) для крупных поковок из слитков толщина дефектного слоя, вследствие
наличия глубоких вмятин и т. п., может оказаться очень большой;
3) при ос бо высоком качестве заготовок толщина дефектного слоя может
быть значительно снижена.
1 Технология автотракторостроения, Машгиз, 1938.
400
На ступенях обработки, следующих за обдиркой,
толщина дефектного слоя оп| еделяется прежде всего не овнистями,
оставшимися после обргблтьи на i редшествующей ступени. Кроме того,
приходится учитывать и наличие наклепа, обезуглероживания и другие
изменения структуры поверхност ого слоя, явившиеся следствиемвыпол-
нения механической обработки или термических операций х.
Zb — часть допуска на соответственный ра змер заго-
товки, отсчитываемая „в металл", т. е. в минус д я „схемы
вала" (рис. 192, а) и в плюс для „схемы отверстия" (рис И2, #).
Заметим, что при простановке размеров на промежуточных опера-
циях обычно придерживаются односторонней системы, согласующейся
с этими схемами, но для черных заготовок чаще принимается двусторон-
няя (симметричная или асимметричная) система расгп лижения допусков;
в таких случаях, как мы уже указывали, часть допуска, направленная
в противоположную сторону, при определении припусков не учитывается,
так как она заведомо увеличивает припуск по сравнению с его расчетным
значением.
zc—т олщина слоя металл а, компенсирующая погреш-
ности формы, возникающие в результате предше-
ствующей обработки, а также погрешности базировки
и установки на данной операции.
Опредезение этой составляющей припуска представляет наибольшие
затруднения. Рассмотрим вопрос подробнее.
Припуск обычно относят, к обрабатываемой поверхности в целом.
Между тем, очевидно, что в различных точках одной и той же „поверх-
ности" могут существовать совершенно различные условия. Например,
при наружной обточке вала в центрах в различных местах по его длине
кривизна заготовки сказывается различным образом. Для компенсации
кривизны припуск по середине должен быть увеличен по сравнению
с припуском для прямой заготовки. У концов вала этого увеличения можно
было бы избежать.
Поэтому в целях большей определенности мы будем говорить не
о припуске на „поверхность", а о припуске на элемент поверхности,
обозначая этим термином малый участок обрабатываемой поверхности
детали, расположенный вокруг выбранной на ней точки. Размеры „элемента"
примем такими, что на всем его протяжении условия, определяющие
припуск, можно считать одинаковыми.
Учитывая конфигурацию заготовки или детали, полученную в резуль-
тате выполнения предшествующей обработки, обычно приходится уве-
личивать припуски на большей части поверхности для того, чтоС ы на
элементах, находящихся в наименее благоприятных условиях, все же
остался требуемый минимальный припуск.
Эта дополнительная составляющая припуска на каждом данном эле-
менте поверхности зависит от его расположения относительно базы1 2.
Рассмотрим случай искривленной заготовки, установленной в центрах
(рис. 193, а). При определенном расположении вершины резца относи-
1 См. главу IV, § 5.
2 В результате перехода от поверхностей к их элементам мы получили
возможность рассматривать совместно как погрешности формы, так и располо-
жения.
26 А. П. Соколовский. 2051.
401
тельно линии центров Д, В припуск на обточку какого либо элемента
поверхности М будет зависеть от расположения этого элемента относи-
тельно базы. Желая получить чистую поверхность, мы должны увеличить
припуск тем больше, чем больше искривлена заготовка.
На рис. 193, b изображен более сложный случай. Здесь, настраивая станок
по некоторой „средней" детали, мы при установке каждой заготовки
данной партии получаем различное расположение элемента поверхности М
относительно лезвия инструмента, в соответствии с чем припуск на
обработку получается большим или меньшим.
Припуск определяется расстоянием, измеряемым в направлении нор-
мали к элементу /И, между положением этого элемента на рассматри-
ваемой и на предшествующей ступенях обработки. Оба положения
определяются относительно базы, используемой на рассматриваемой
ступени. Если на обеих ступенях обработки используются одна и та же
база, то припуск определяется непосред-
ственно, в противном случае необходима
внести поправку на смещение баз одной
относительно другой. ?
Припуск на обработку должен быть вы-
бран таким, чтобы для наименее благо-
а) М ________-
Рис. 193. Влияние расположения элемента относительно базы на величину
припуска.
приятного положения элемента Л4, на обрабатываемой поверхности все же
оставался слой металла толщины не меньшей, чем дефектный слой.
Используя приведенные соображения, можно определить припуск для
любого элемента обрабатываемой поверхности. Легко убедиться, что
для различных элементов такой расчет, вообще говоря, приведет к раз-
личным результатам. Например, припуски на элементы М при обработке
изогнутой заготовки (рис. 193, а) получатся различными для различных
сечений по длине заготовки.
Таким же образом припуски на элементы поверхности отверстия
(рис. 193, д) будут различаться для различного углового расположения
элемента М.
На практике обычно дают одинаковый припуск по всей поверхности
(цилиндру, плоскости и т. д.). Поэтому расчет следует производить лишь
для нескольких характерных точек. Например, совершенно очевидно, что
при вытачивании гладкого вала из изогнутой прокатной заготовки при-
пуск получится наибольшим в среднем сечении. По этому припуску и
п идегся выбирать размер заготовки. Однако, если обтачиваемая деталь
имеет такую форму, что ее концы толще, чем середина, то расчет при-
дется производить и для концевых сечений. Очевидно, что влияние
искривления во втором случае окажется значительно меньшим, чем
402
в первом. В случае по рис. !93, b расчет достаточно произвести для двух
сечений отверстия: вертикального и горизонтального.
Приводим пример, иллюстрирующий метод определения составляющей
припуска zci связанной с погрешностями базировки. Пример относится
к определению припуска на первой ступени обработки (zlc) при наличии
сравнительно сложных зависимостей1.
Литой картер заднего места грозового автомобиля (рис. 194) под-
вергают токарней обработке рукавов в такой последовательности:
1) обточка предварительная первого конца с подрезкой первого
фланца;
2) обточка предварительная второго конца
полрезкой второго фланца;
3) обточка окончательная первого конца
окончательной подрезкой пе}вого фланца;
4) обточка окончательная второго конца
полрезкой второго фланца;
5) расточка центрального отверстия диа-
метром 300 м.
с
с
с
600±аг5—~
•—-—GDDiMS
Рис. 194. Обрабатываемая деталь.
При чистовой подрезке допуск на расстояние от базы до поверхности
фланца может быть выдержан ±0,5 мм (операции 3 и 4, рис. 195),
при черновой расточке от обработанной базы + 1,0 мм (операция 2) и
при черновой обточке от черновой базы +2,0 мм (операция /). При рас-
точке центрального отверстия диаметром Зс 0 мм установка производится
по фланцам рукавов в самоцентрирующем приспособлении (рис. 196).
Требуется определить минимальный припуск на расточку центрального
отверстия диаметром 300 м.
При решении задачи все отсчеты производим от „заданной геометри-
ческой схемы", т. е. от совокупности форм детали, определяемых сред-
ними операционными размерами. Ищем наибольшее смещение центра
отливки, которое может иметь место вследствие наиболее невыгодной
комбинации допусков.
1 Пример заимствован из книги А. А. Андерс „Технология механической
обработки" (сборник задач), Машгиз, 1939 г. Автор решает задачу, послед ва-
тельно определяя все операционные размеры. Мы даем другое, более простое
решение.
403
Замечая, что мы имеем рассмотренный с^чай последователькой бази-
ровких, при определении погрешностей пользуемся вышеприведенными
правилами.
Смещение от заданной схемы правого фланца (после выполнения
операции 3) райю +(2,0+ 1,0 4-0,0)= +3,5 мм\ смещение левло
фланца (п еле выполнения операции 4) равно +(2,0 + 1,0 + 0,5 + 0,5) =
= +4,0 мм.
Операция 5 производится в самоцентрирующем приспособлении.
Поэтому наибольшее возможное смещение „центра" (т. е. середины
расстояния между „заданными" положениями окончательно подрезанных
. \ 3,5 -f" 4,0 о
фланцев) равно -------= 3>75 мм*
Очевидно, что при расчете припуска на диаметр необходимо учесть
удвоенную эту величину, т. е. 2.3,75 = 7,5 мм.
Минимальный припуск на расточку мы получим прибавляя к составляю-
щей этого припуска, обусловленной погрешностями базировки, удвоенную
толщину некачественного поверхностного слоя металла (корки). Оценивая
эту величину в 2,5 мм, приходим к значению припуска 7,5 + 2,5 = 10 мм.
Такой результат, как легко видеть, обусловлен выбором черновой
базы, за которую принята стенка литого отверстия. Если бы первая
операция производилась в приспособлении, центрирующехМ деталь по от- *
верстию, то результат получился бы более благоприятным.
Замечаем далее, что для решения задачи не требуется знания опера-
ционных припусков. Это объясняется выбором системы отсчета от
„заданной геометрической схемы". При изменении средних („заданных")
значений припусков были бы соответственно переставлены и установоч-
ные элементы приспособлений. Точность зависит от допусков, а не от
припусков.
1 См. главу 6, § 4Д.
404
Рассмотрим еще случай, когда за базу принимается сама обрабаты-
ваемая поверхность (например при выверке детали по этой поверхности
в четырехкулачном патроне). В этом случае погрешность расположения,
сводится к погрешности установки (выверки) и является наименьшей.
Поэтому при таком методе базировки, как известно, обеспечивается
возможность использования малых припусков.
Резюмируя все вышесказанное, можем припуск на ьую ступень
обработки (z^ представить в следующем виде:
Zl = Zia-\-Zib-\-Zic*,
где zia, Zu,, ziC1 —значения za, zc , относящиеся к Z-й ступени.
Расчет общего припуска (z0) производится на основании сооб-
ражений аналогичных вышеприведенным. Согласно схемам по рис. 192
этот припуск можно рассматривать как состоящий из припуска на первую
ступень обработки (обдирку), равный сумме трех слагаемых (zla 4- Z\b + Zic)
и суммы операционных припусков на все последующие ступени обработки.
При т ступенях обработки i=m
i= т
г0 = (г1О + г1б + 21с)+ S •?!*
I = 2
Основанием для выделения припуска на первую ступень обработки
является то, что этот припуск обычно составляет большую часть обшего
припуска и его необходимо определять точнее, чем припуски на после-
дующие ступени обработки.
Припуск z± = zla-\-Zib-\-Zic зависит от неточности заготовки, от
базировки и установки на первой операции. Его можно определить
исходя из анализа погрешностей заготовительных операций, т. е. процес-
сов горячей.обработки.
i — т
2 Zt зависит от неточности механической обработки и установки
1 = 2
на всех ступенях.
Наличие термических операций, размешенных между операциями
механической обработки, обусловливает увеличение припусков на следую-
щие за ними ступени обработки, так как термообработка обычно вы-
зывает появление деформации деталей и изменение структуры поверх-
ностного слоя.
В. Замечания к методике расчета припусков
Основываясь на приведенных рассуждениях и используя дополнитель-
ные данные, полученные из практики, можно найти все составляющие
припуска.
Возникает вопрос о суммировании составляющих обшего
и операционных припусков. Выше мы таксе суммирование
производили арифметически, не учитывая возможности взаимной ком-
пенсации отдельных слагаемых и вероятности получения максимальных
значений.
* О методах суммирования, подробнее, см. главу 5, § 2Б.
405
При расчете общего припуска путем суммирования припусков
на всех ступенях обработки арифметическое суммирование имеет веские
основания. Поступая таким образом, мы принимали, что на каждой
последующей ступени необходимо устранить все по-
грешности предшествующей ступе-ни обработки.
В частности, при обдирке (первая ступень обработки) требуется удалить
все неправильности заготовки. Такое рассуждение следует признать логич-
ным, так как погрешности, получаемые в результате обработки на какой-
либо ступени, зависят от погрешностей, которые остались после обра-
ботки на предшествующих ступенях.
Рассчитывая припуски на n-ую ступень обработки, мы вправе пред-
полагав наличие погрешностей, свойственных п-1 ступени, но не п-2,
п-3 и т. д. ступеней. Например, проектируя операцию тонкой расточки,
мы должны предполагать отверстие чисто расточенным или развернутым.
Если бы припуск на чистовую расточку был взят недостаточно большим,
так что в результате этой обработки погрешности обдирки не были бы
полностью удалены и на некоторой части поверхности оставал сь бы следы
грубой обработки, то мы не имели бы уверенности в обеспечении над-
лежащих результатов окончательной обработки.
Таким образом рассчитывать, что недостаточность припуска на какой-
либо ступени обработки может быть компенсирована наличием припусков
на последующую обработку, не следует.
Исключение составляют некоторые случаи обработки по промерам
в индивидуальном и мелкосерийном производствах, когда операционные
размеры заранее не устанавливаются. Тогда используя на какой-либо
ступени обработки не весь допуск (слагаемое Zb) или имея для данного
экземпляра заготовки неправильности, меньшие запроектированных (га, z )9
мы могли бы на некоторых ступенях обработки резервировать часть
общего припуска для использования его на последующих. В результате
можно получить качественную деталь даже в случае наличия припуска,
недостаточного по сравнению со значением, полученным путем выше-
приведенного расчета. Заметим еще, что припуск зависит от слагаемого zc,
которое связано с условиями базировки. Используя разметку, можно
учесть индивидуальные особенности заготовки и выбрать наивыгодней-
ш е черновые базы („выкраивание детали из заготовки"), что в свою
очередь позволяет сократить припуски на обработку.
При работе на настроенных станках т^кие возможности отпадают и
на каждую ступень обработки припуск определяется заранее,
в соответствии с чем устанавливаются и операцион-
ные размеры. Как известно, наличие строгого операционного контроля
является одним из основных условий правильной постановки массового
и крупносерийного производств Ч
Совершенно иначе приходится рассуждать при расчете припуска
1 Приведенные соображения не следует понимать в том смысле, что при-
пуски в массовом и крупносерийном производствах больше, чем в индивидуаль-
ном и мелкосерийном. Мы говорили лишь о возможности взаимной компенсации
припус ов 1 а различных ступенях обработки. Что касается самих знач ний
всех этих припус ов, то в массовом они, как правило, получаются меньше, чем
в серийном, а в серийном меньше, чем в индивиауальном производствах, что
имеет следствием и различие в значениях общих припусков.
40b
на каждую отдельную ступень обработки. Как мы видели,
он состоит из трех слагаемых za, zb и zc. Из этих слагаемых два послед-
них обычно оказываются независимыми одно от другого и могут рас-
сматризаться как случайные погрешности. Например, заготовка наиболее
искривленная (большое zc) лишь в редких случаях будет иметь также
наименьший диаметр в пределах допуска (больше гъ) и т. д. Поэтому
здесь необходимо иметь в виду все вышесказанное о суммировании
систематических и случайных ошибок1.
Учитывая вероятность получения результирующей погрешности,
получаем:
________i^m
zo — Zlo -f- koy z2lb 4- -2^ + 2 zi >
Zi — zia + ki •
Значения ko и зависят от характера распределения отдельных
погрешностей.
В некоторых случаях припуски можно уменьшить, если не требовать
обеспечения одинаковой точности и чистоты всей обрабатываемой по-
верхности. Допуская, например, наличие отдельных черновин на поверх-
ности расточенного* отверстия (рис. 193, #), можно значительно умень-
шить общий припуск на обработку.
При применении плоского шлифования в качест в обдирочной
операции это обстоятельство используют очень часто, резко сокращая
припуски. Вообще условия приемки сильно влияют на вели-
чину припусков. Допуская, даже в редких случаях, наличие местных де-
фектов, можно значительно снизить припуски2.
Остановимся еще на причинах, благодаря которым припуски в мас-
совом и крупносерийном производствах, как правило, получаются меньше,
чем в индивидуальном и мелкосерийном. Здесь на первый план выступает
различие культурного уровня тех и других производств. Например, за-
меняя свободную ковку штамповкой, можно резко уменьшить припуски.
Однако эта причина не единственная. Кроме того, большую роль
играет возможность более обстоятельного изучения процесса. Выполняя
в условиях массового производства пробные отливки, часто можно убе-
диться, что первоначально запроектированные припуски не являются
оптимальными. Не имея возможности, например, рассчитать в точности
усадку, приходится задавать припуски преувеличенными. Все погрешности
первоначально учитывались как случайные. Но в результате опыта ока-
зывается, что некоторые из них являются систематическими и могут
быть компенсированы путем переделки модели. То же мы имеем при
изготовлении штампов и на многих других операциях.
В условиях массового и крупносерийного производств можно учесть
все особенности процессов как гор чей, так и холодной обработки, в
том числе условия базировки и установки деталей на станках.
Приведенные соображения позволяют разработать принципиальную
методику расчета как общих, так и операционных припусков. Однако
1 См. главу V, § 2Б.
2 При этом увеличивается процент риска при расчетах по методам теории
вероятностей.
407
для возможности осуществления таких расчетов на практике необходимо
располагать рядом данных, относящихся к точности выполнения заготовок
и различных операций.
Некоторые данные такого рода мы уже рассмотрели, другие приводим
в дальнейшем; однако, как легко убедиться, они недостаточны для полного
обоснования расчета припусков во всех случаях.
Поэтому на практике широко используют различные нормативные
материалы по припускам, дающие предельные значения припусков в
зависимости от некоторых параметров, характеризующих деталь (материал,
размеры, вес) и пр шзводственную обстановку (массовое, серийное, инди-
видуальное производство и т. д.). Таблицы припусков позволяют быстро
установить их значения в каждом данном случае. Кроме того, они вво-
дят однозначность решений и являются, таким образом, объек-
тивным документом, обосновывающим правильность запроектированного
процесса.
Поэтому при разработке технологических процессов в условиях за-
вода или какой-либо другой организации необходимо в первую очередь
использовать такие материалы. Приводимые ниже1 данные следует рас-
сматривать как ориентировочные и ими можно пользоваться при отсутствии
ведомственных нормативных материалов.
Заметим, однако, что никакие нормативные материалы общего харак-
тера не могут учесть всех условий выполнения заготовок и их обработки.
Для того чтобы правильно назначить припуски на обработку,
необходимо знать технологический процесс и, в частности, базировку.
Составляя таблицы без учета этих обстоятельств, приходится принимать
повышенные запасы надежности, в предположении наихудших условий для
каждой из обрабатываемых поверхностей. Таблицы обычно дают преуве-
личенные значения, преследуя цели предотвращения чрезмерного пере-
расхода металла и вообще внесения некоторого порядка в дело назначения
припусков. При учете условий каждого данного случая припуски во
многих случаях могут быть сокращены.
, Поэтому в каждом конкретном случае необходимо критически отно-
ситься к данным таблиц, корректируя их значения в ту или другую
сторону. При такой работе большую пользу приносит применение рас-
четного метода.
Наиболее многообещающим и здесь следует считать выполнение
расчетов для типовых деталей, что приводит нас вновь к типизации
технологических процессов.
2. ПРИПУСКИ НА ЗАГОТОВКИ
А. Припуски на отливки
До сих пор мы одновременно рассматривали вопросы, связанные с
расчетом как общих, таки операционных припусков. Остановимся теперь
более подробно на тех вопросах, которые относятся лишь к общим
припускам, причем ограничимся наиболее распространенными в маши-
ностроении видами заготовок.
1 См. § 2 и *3
408
Специфика определения .общих припусков состоит в том, что здесь
технолог, работающий в области механической обработки, соприкасается
вплотную с областью горячей обработки металлов. Назначение припусков
на заготовки тесно связано с проектированием самих заготовок, и пра-
вильные решения обоих вопросов могут быть найдены лишь при тесном
сотрудничестве технологов механических и горячих цехов. Рассмотрение
вопроса об общих припусках начнем с припусков на отливки,
причем в первую очередь проанализируем факторы, влияющие на точ-
ность, так как погрешности размеров, формы и расположения, как мы
видели, входят в качестве составляющих в значение припуска (члены
z и z^. Вопрос о припусках на отливки тесно связан с вопросом о
допусках на них.
Литейная технология основана на воспроизведении в отливке формы
модели.
Допуски на отливку зависят как от точности модели, так и
от точности воспроизведения ее формы1.
Неточности отливки обусловливаются, в основном, следующими
причинами:
1) неточностью изготовления моделей и стержней, а также их иска-
жением в процессе эксплоатации и хранения (коробление моделей).
Заметим, что металлические модели значительно точнее и устойчивее
деревянных;
2) погрешностями при сборке форм, зависящими от несовпадения опок,
смещения стержней и т. п.;
3) расколачиванием модели перед ее выниманием из формы;
4) деформацией формы при заливке;
5) неопределенностью усадки;
6) влиянием термической обработки отливок.
Влияние факторов 1, 2 и 4-го может быть уменьшено путем повышения
точности изготовления модели, шишечных ящиков и самих стержней,
наблюдением за состоянием опочного инвентаря, а также надлежащей
конструкцией формы. Разбивка формы при вынимании модели и ее распор
при заливке влекут за собой увеличение размеров отливки. Толщины
стенок получаются ббльшими, чем соответственные размеры модели.
В результате вес отливки увеличивается по сравнению с проектным, что
всегда нежелательно с точки зрения излишней затраты металла. В неко-
торых случаях такое увеличение веса отливок должно считаться совер-
шенно недопустимым, так как обусловливает увеличение веса всей машины.
Например, утяжеление судовых механизмов влечет за собой уменьшение
, полезной грузоподъемности судна.
Влияние указанных факторов можно уменьшить, с одной стороны,
приданием форме правильной конструкции, а с другой—использованием
более совершенных способов удаления модели из формы. В этом отно-
шении большие преимущества представляет машинная формовка.
Необходимо все же указать, что в особенности при ручной фор-
мовке полностью избежать увеличения веса отливок указанными мероприя-
1 Проводя аналогию с механической обработкой, можно точность модели
сопоставить с точностью фасонно» о инструмента, а точность воспроизведения
формы - с точностью самой обработки*
400
тиями не удается. Поэтому во многих случаях на модели даются „отри-
цательные допуски", то есть толщина необрабатываемых стенок при
изготовлении моделей берется меньше величины, указанной на чертеже,
на 4—1О°/0.
Наибольшее влияние на точность отливок имеет усадка. Она прежде
всего зависит от химического состава сплава. Стальные отливки имеют
вдвое большую усадку, чем чугунные. Усадка получается наибольшей в
том случае, если отливка при охлаждении может беспрепятственно сокра-
щаться в своих размерах. Все, что препятствует такому сокращению,
способствует уменьшению усадки. Такими обстоятельствами являются:
большая длина отливки, сложная форма и наличие шишек. В некоторых
случаях, при очень затрудненной усадке, она не обнаруживается вовсе.
На величину усадки влияют: плотность набивки формы, отливка всухую,
всырую, в глину и т. д. Многие отливки дают различную усадку в раз-
личных направлениях. Наличие сложной, зависимости усадки от ряда
факторов делает невозможным определение ее точного значения путем
расчета. Такие данные можно получить лишь опытным путем, сравнивая
размеры модели и отливки для деталей определенной кон Ьигурации,
оглиТых в определенных условиях. Для предварительной ориентировки
приводим табл. 20.
Таблица 20
Значения линейной усадки для различных материалов
Наибольший размер отливки, мм Усадка, о/о
Серый чугун
До 500........................................... 1,0
500-1500 ....................................... 0,85
Свыше 1500 ...........•.......................... 0,7
Стальное литье
До 500........................................... 2,0
500-1500 ..........• •......................... 1,7 -
Свыше 1500 ..............................•....... 1,3
Ковкий чугун
Толщина стенок 1,5 — 15....................... 1,5—0,8
Алюминиевые сплавы...............................1,7 —0,9
Латунь....................•...................... 1,6
Бронза...........................................2,0-1,0
Примечание. Данные таблицы относятся к отливкам простой формы
без шишек. •
Для отливок сложной формы с шишками усадка уменьшается на 2О°/о.
Переходя от рассмотрения отдельных факторов, влияющих на точность
к допускам, можно на основе вышеприведенного анализа сделать вывод,
что допуски на отливки зависят прежде всего от следующих параметров:
1) материала отливки. Например, для стали допуски должны быть
больше, чем для чугуна;
410
2) размеров и веса. При увеличении размеров все погрешности
(неточности модели, погрешности в определении усадки и т. д.) растут;
3) конфигурации детали (наличие больших поперечных стенок, шишек,
препятствующих усадке и т. д.);
4) жесткости детали и модели.
Жесткость отливки имеет большое влияние на размер припуска.
Если длинная отливка сравнительно малой жесткости (станины станков,
рамы машин и т. д.) имеет неравномерную толщину стенок в разных
точках по высоте, то она получается покоробленной. При этом толстая
полка оказывается вогнутой, а тонкая—выпуклой (рис. 1Э7)1. Численно,
значения прогибов достигают 2 мм на метр длины отливки и даже
больше. Для компенсации такого искривления приходится значительно
увеличивать припуски. Иногда вместо этого заведомо изменяют форму
модели, давая ей погибь в направлении, обратном указанной деформации.
Рис. 197. К©робление отливки станины токарного станка.
Погрешности в отливках могут быть систематическими и случайными.
Если рассматривать погрешности в пределах одной партии деталей, от-
литых из одинакового материала по одной модели, и при одинаковых
условиях формовки и заливки, то разница размеров, очевидно, получается
значительно меньше, чем при сравнении отливок, полученных в различных
условиях.
Если при отливке пробной партии деталей их размеры оказались
отличными от заданных, то при наличии систематической погрешности
(например неправильно рассчитанной усадки) ее можно устранить, пере-
делав модель, в результате чего дальнейшие отливки получатся более
точными. Производя такую „настройку" литейного процесса, можно не-
точность отливок свести к случайным погрешностям. Тлкие возможности
возникают в усл >виях массового и крупносерийного производств. Это
обстоятельство, а также широкое использование металлических моделей
и машинной формовки и объясняет большую точность литья, достигае-
мую в условиях этих производств.
Приводим ГОСТ 1855—45, относящийся к точности чугунных о гливок
(табл. 21). Допуски даны на измеряемый размер. В таблице указаны
отклонения верхнее и нижнее по отношению к номинальному размеру
для поверхностей, не подлежащих обработке (остающихся
черными).
1 Подробный анализ происходящих при этом явлений см. выше главу IV, § 4Б.
411
При желании использовать эти данные для расчета припусков не-
посредственно (не изменяя расположения отклонений относительно номи-
нала) следует учитывать лишь часть допуска, направленную „в металл“
Отклонение в обратном направлении при определении „расчетного" зна-
чения припуска не учитывается; оно повышает запас надежности.
В зависимости от вида производства (массовое, серийное, индиви-
дуальное) ГОСТ устанавливает три класса точности. Первый класс соот-
ветствует 8-му классу точности ОСТ.
Таблица 2.
Допуски на отливки из серого чугуна
(По ГОСТ 1855-45)
Измеряемый размер по отливке, мм Класс точности
I Массовое произ- водство п Серийное произ- водство Ш Индивидуальное производство
Предельные отклонения, мм
верхнее (+) нижнее (-) верхнее (+) нижнее 1 (-) ' j верхнее 1 <+) нижнее (-)
До 100 Св. 100 до 200 . 200 я 300 „ 300 я 500 „ 500 „ 800 я 800 я 1200 я 1200 „ 1800 „ 1800 „ 2г00 „ 2600 я 3800 я 3800 „ 5400 „ 5400 1,0 1,0 1,0 1,5 2,0 3,0 4,0 5,0 1,0 1.0 1,0 1,0 1,0 1,5 2,0 3,0 1,5 2,0 2,0 3,0 4,0 5,0 6,0 8,0 10,0 12,0 15,0 1,0 1,0 1,5 2,0 2,0 3,0 4,0 5,0 6,0 8,0 10,0 | 2,0 3,0 4,0 5,0 6,0 8,0 10,0 12,0 15,0 20,0 1,0 2,0 2,0 3,0 3,0 4,0 5,0 6,0 8,0 10,0 15,0
Точность отливок, указанная ГОСТом, является обязательной для
поставщика литья. При тщательной работе, а также учете: базировкк
особенностей конфигурации детали и других конкретных условий про-
изводства,— эти допуски могут быть снижены.
При весьма тщательной машинной формовке в условиях массо
вого производства возможно обеспечить допуски на любой размег
отливки, имеющей дтину не свыше 1000 мм, в пределах + 1 мм.
Это можно иллюстрировать следующим расчетом (модель предпола
гается металлическая, изготовленная с узкими допусками, выражаемым!
в десятых долях миллиметра.)
Неточность формовки (смещение опок и т. п.) 0,5 мм
Колебания величины разбивки формы 0,5 „
Колебания усадки 0,15°/0 на длине 1000 мм 1,5 „
412
В условиях настроенного процесса все эти ошибки случайные (иначе
их можно было бы компенсировать, исправляя модель). Поэюму, сум-
мируя их по известной формуле при Л =1,2, находим
8 = 1,2 /0,5* -г0,52--[-1,52 = 2 мм,
что можно представить в виде 8 = +1 мм.
При тщательной ручной формовке в условиях серийного произ-
водства, когда при изготовлении модели учитывается опыт отливки деталей
сходной конфигурации, и в случае необходимости предусматривается
исправление моделей после пробных отливок—возможно обес ечение
допусков на все размеры для средних отли«ок (с габаритами до 1000 мм)
в пределах +2,0 мм, а для крупных (до 4000 мм) +6 леи. На малые же
размеры для этих отливок допуски будут значительно меньше (не
превысят данных табл. 21, класс 1-й).
Приведенные цифровые данные относятся к отливкам из серого
чугуна. Точность стальных отливок, вследствие большей усадки
и ряда других причин обычно получается ниже.
Наоборот, допуски на бронзовое литье можно брать приблизи-
тельно на 30°/о меньшими, чем для чугунных отливок. Для мелких брон-
зовых отливок (габариты до 200 мм) при точной машинной формовке
выдерживаются допуски +0,5 мм и даже более строгие.
Для алюминиевых отливок допуски обычно также несколько
ниже, чем для чугунных. При точной машинной формовке мелких деталей
(до 50 мм) размеры выдерживаются с точностью +0,5 мм.
Переходим непосредственно к определению припусков на отливки.
Как мы видели, общий припуск зависит от:
1) толщины дефектного слоя (для чугунных отливок 1—2мм)\
2) неточности отливок;
3) характера последующей обработки (суммы операционных при-
пусков);
4) базировки на первой ступени обработки.
Последнее обстоятельство имеет весьма большое значение. Припуски
получаются меньшими в тех случаях, когда на точность взаимного рас-
положения обрабатываемых и базирующих поверхностей не оказывают
влияния возможные смещения элементов литейной формы.
Даже при машинной формовке по металлическим моделям, по дан-
ным инж. Б. В. Рабинович1, припуски на обработку (на сторону) полу-
чаются приблизительно на 1 мм большими в тех случаях, когда такое
смещение может иметь место. При менее точной формовке погрешность
будет соответственно больше.
Припуск увеличивается в тех случаях, когда:
1) обрабатываемая поверхность и база расположены в разных поло-
винках формы;
2) обрабатываемая поверхность образуется от стержня, база — от
формы;
3) обрабатываемая поверхность образуется от формы, база—от
стержня;
1 О припусках на обработку „Литейное дело" № 7, 1939.
413
4) обрабатываемая поверхность образуется *от одного стержня,
база — от другого стержня.
Например, при обработке у крышки, изображенной на рис. 198, л
буртика Л, фланец 0 120 мм служит базой. При формовке по схеме
рис. 198, b припуск на этой поверхности может быть принят минималь-
ный (2 мм на сторону), так как база и обрабатываемая поверхность
находятся в одной половинке формы и не могут иметь относительного
смещения. Если крышку формуют по схеме 198, с, то припуск на по-
верхность А должен быть увеличен так, чтобы учесть возможное сме-
щение половинок формы. Принимая допустимое смещение 1 мм, уста-
навливаем припуск равным 3 мм.
Рис. 198. Два варианта формовки крышки.
Если не учитывать погрешностей формы и расположения то
припуск может быть представлен в виде суммы трех слагаемых:
i~m
i-2
Примем значения:
1) zXa в зависимости от размеров отливки и вида производства (про-
изводственной культуры) от 1 до 2 мм\ в соответствии с табл. 19.
2) г\ь по табл. 21;
i-т
3) j>jZi = z2 в предположении, что обработка производится на двух
Х==2
ступенях (т = 2) в пределах 0,5—2 мм.1
Суммируя эти величины, составляем табл. 22, которая дает значения
припусков без учета погрешностей формы и базировки.
Для сложных отливок и при zc Ф 0 значения припусков необходимо
увеличить.
1 См. ниже п. Г.
414
При необходимости учитывать погрешности формы и базировкц
большое значение приобретают габаритные размеры огливки, которые
могут значительно превышать размер, по которому производится обра-
ботка.
Таблица припусков (23 по ГОСТ 1855—45) составлена таким
образом, что припуски в ней даны в зависимости от наибольшего раз-
мера отливки, а не от размера обработки. Это необходимо иметь в виду
при сравнении цифр табл. 22 и 23.
Таблица 22
Расчет припусков для чугунных отливок
(Отливки простой конфигурации, без учета погрешностей базировки)
Табл. 23 составлена в предположении, что отливка производится
в песчаных формах. Она дает наибольшие значения при-
пусков на обработку, причем, однако, не учитываются: увеличе-
ние припусков, необходимое для компенсации коробления отливок, для
сглаживания местных углублений, переходы, припуски отверстий и т. п.
Для верхних поверхностей отливок („верх" считается по положению
при заливке) припуски обычно увеличиваются. При пользовании таблицей
для верхних поверхностей припуски 2-й группы следует принимать
по 3-й группе. Припуски 3-й группы для верхних поверхностей огливок
назначаются сообразно технологии литья (открытая, в почве и т. п.)1.
Припуски на „сопряженные" отверстия, положение которых в отливке
связано с другими п >верхностями, согласно ГОСТ берутся большими
(на 1—4 мм в зависимости от размера отливки), чем указано в табл. 23.
Приводим еще табл. 24, составленную на основании американских
данных2. Цифры этой таблицы относятся к припускам на модели,
а не на сами отливки; они не учитывают разбивания ф эрмы и т. п.
С учетом этого обстоятельства данные табл. 23 и 24 для отливок из
серого чугуна можно считать хорошо совпадающими в случае „простых
отливок" в условиях серийного производства.
Для массового производства при машиной формовке по металличе-
ским моделям следует брать 0,7—0,8 от данных табл. 24.
1 В условиях массового производства сравнительно небольших отливок
(весом дб 150 габаритом до 1000X400X500) прииски на верхней и на
других сторонах часто делаю г одинаковыми (см. „Литейное дело4* * № 7, 4939,
статья Б. В. * абиновича).
* Cast metals Handbook и др.
415
Таблица 23
Припуски на механическую обработку отливок из серого чугуна,
изготовляемых в песчаных формах
(по ГОСТ 1855-45)
(Припуски указаны на сторону)
Наибольший раз- мер отливки, мм Группа припусков
1 Массовое произ- водство 2 Серийное произ- водство 3 Индивидуальное производство
Наибольший припуск на обработку, мм
простые Of ливки сложные отливки простые отливки сложные отливки простые огливки сложные О1ЛИВКИ
До 100 Св. 100 , 200 . 20» 30 » 300 . 500 . 500 » 800 , 8( 0 » 1000 . 1200 » 1800 , 1800 „ 2600 . 26 >0 , ЗсОО . 3800 , 5400 » 5400 2 2 2 3 3 4 5 6 2 3 3 4 5 6 7 8 ' 3 3 3 4 5 6 7 8 9 10 12 3 4 5 6 7 8 9 10 11 12 14 3 4 5 6 7 8 9 10 И 12 14 4 5 6 8 9 10 И 12 14 16 18
Сравнивая данные табл. 24 для различных металлов, можно заметить,
что припуски для стального литья получаются больше, чем для чугун-
ного в среднем в 1,5 раза.
Для отливок из цветных металлов припуски, наоборот, меньше чем
для серого чугуна (в среднем в отношении 0,8). Следует отметить, что
мелкие отливки из цветного литья могут иметь значительно меньшие
припуски, чем чугунные.
Все значения припусков, приведенные в таблицах, не учитывают ли-
тейных уклонов; припуск на формовочный уклон модели дается сверх
припуска на обработку. Размеры и расположение прибылей должны
определяться из литейных соображений.
Если отливка обрабатывается по методу чернового шлифования, то
припуски могут быть резко снижены, в особенности если допускается
наличие на обработанной поверхности черновик. При мелких деталях
иногда снимают десятые миллиметра („шлифовка дисками*).
Обрабатываемые отверстия небольших диаметров обычно
сверлятся в целом металле. Размером, ниже которого отверстие в чугун-
ной отливке может не отливаться согласно ГОСТ 1855—45, является
при массовом производстве — 20 мм
„ серийном „ — 30 ,
и индивидуальном „ — 50 „
1 Следует заметить, что эти цифры не имеют общего значения. Например, ,
иногда в чугуне льют отверстия 10 мм, а в других случаях сверлят 50 мм и
больше Для бронзы и алюминия можно принимать меньшие значения, а для
стали бдлыпие, чем для чугуна.
416
Таблица 24
Припуски (на моделях) на обработку отливок
(Припуски указаны на сторону)
Размеры отливок, мм Припуски,' мм
серый чугун сгаль
До 250 Св. 250-500 „ 500—1000 , 1000-1500 „ 1500-2000 „ 2000-3000 „ 3000 2,5 3 5 6 8 9,5 По специаль 3 5 8 9,5 11 13 ным указаниям
Размеры отливок, мм Припуски, мм
ковкий чугун латунь, бронза, алюмин, сплавы
До 150 Св. 150—200 „ 200—300 „ 300-5(0 „ 500—10J0 „ 1000 Примечания. 1) Припуски на с: 3—25 мм*) 2) самые мелкие отливки из ковкого 3) отливки из ковкого чугуна иногда pressing) — на такую обработку припуск 4) припуск на отливку из ковкого вается ли при данном размере выпуске или нет, а также возможность широк» фовки дисками; 5) ори опасении возможности значите. | быть увеличены. 1,5 1,5 2,5 3 5 По спет указан] гальные отливки Дс • чугуна имеют npi отделываются толь : не оставляется; чугуна зависит о 1 применение npat ого использования льного коробления i 1,5 3 4 сальным иям потея в пределах ипуски 0,8 мм; ко чеканкой (coin т того, оправды- зильных штампов чеканки и шли- арипуски должны
' Отверстия, которые остаются в отливке необработанными,
отливают и меньших диаметров. При решении вопроса о целесообраз-
ности получения того или другого отверстия в литье необходимо учи-
тывать ряд условий и прежде всего условия базировки. Если отверстие
сопряжено с базирующей поверхностью, расположенной от него на боль-
шом расстоянии, то допуск на соответственный размер (табл. 21)
может оказаться весьма большим, что заставит увеличить припуск, при-
чем диаметр отверстия в литье получится очень малым. Это затруднит
постановку шишки и сводит на-нет экономическую целесообразность
такого усложнения формы.
27 А. П. Соколовский. 2051. 417
Однко в некоторых случаях чисто литейные соображения заста-
вляют отливать отверстия и сравнительно небольших диаметров — это полу
чается тогда, когда опасаются образования усадочных раковин вследствие
больших местных скоплений металла.
Приведенный разбор дает ясное представление о сложности задачи
определения припусков на отливки.
Мы рассмотрели вопрос о припусках при отливке в песок. При ко-
кильном чугунном литье можно обеспечить точность для размеров до
100 мм — 0,3 мм, а для размеров до 250 мм — 0,5 мм. Цветное ко-
кильное литье имеет еще более высокую точность. Это дает возможность
получить огливки с весьма малыми припусками.
В последнее время начали применять особые методы получения пре-
цизионного литья (в том числе стального), причем достигается
точность 5 и даже 4-го классов ОСТ.
Особо точные отливки получаются .по методу литья под давлением.
Б. Припуски на поковки 1
Мы различаем заготовки, полученные путем свободной ковки и го-
рячей штамповки.
Свободная ковка является основным методом получения поковок
в индивидуальном и мелкосерийном производствах, в особенности при
изготовлении крупных деталей.
Если оставить в стороне так называемые „чистые поковки", то форма
заготовки, полученной путем свободной ковки, вообще говоря, сильно
отличается от формы обработанной детали. Технология ковки требует
использования простых, плавных, по возможности симметричных форм;
поэтому при ковке избегают резких переходов сечений, входящих углов
и т. п.
Проектирование поковки начинают со спрямления линий чертежа де-
тали по выступающим частям, причем впадины и углубления сравни-
ваются; далее намечаются отверстия, подлежащие прошивке, после чего
указывают места и величины припусков на обработку.
Эти припуски зависят прежде всего от точности заготовительных
операций. Поверхность поковки обычно является негладкой, с местными
вмятинами (следы ковочных ударов) и, кроме того, покрыта слоем окалины.
При крупных поковках этот дефектный слой имеет весьма значительную
толщину (до 5 мм и больше).
Неточность размеров и формы обусловлена:
1. Невозможностью в точности соразмерить силу удара с требуемой
величиной деформации.
2. Погрешностями промеров. Точность обмера горячих поковок значи-
тельно ниже точности, достижимой при обмере деталей в холодном виде.
Точность измерений в кузнице обычно не выше + 1 мм.
3. Влиянием сокращения размеров поковки (аналогично литейной
усадке) при ее охлаждении. Считая температуру конца ковки равной 800°
при коэфициенте линейного расширения стали 0,0115 мм на 1 м, мы
получим „усадку" приблизительно в размере 1°/о. Так как температура
418
ковки не является величиной постоянной, то, очевидно, учесть усадку
можно только приближенно.
4. Искривлением поковок, смещением прошитых отверстий от их
заданного положения и т. д.
Величина перечисленных и других погрешностей в большой степени
зависит от опытности и внимания кузнеца (как при всякой ручной ра-
боте), поэтому она плохо поддается расчету. Для приближенной оценки
точности кузнечной работы и для назначения припусков обычно поль-
зуются эмпирическими формулами и таблицами. Приводим некоторые
данные, пригодные для приблизительной ориентации (табл. 25).
Припуски на гладкие поковки прямоугольного сечения,
длина которых превышает ширину, берутся несколько меньшими, чем
для круглого. Это объясняется тем, что обычно заготовка круглого се-
чения получает в процессе ковки сначала квадратное сечение, потом
многогранное и только в конце круглое. Более сложный процесс вводит
дополнительные погрешности (окалина и т. д.). Припуски (на две стороны)
для таких поковок можно рассчитывать по той же табл. 25, причем
вместо диаметра учитывается ширина (ббльший размер сечения).
При этом для малых диаметров и длин можно табличные значения
припусков уменьшить на 20%, а для больших—г до 30%. Допуски
остаются прежние.
Если ширина прямоугольника превышает толщину более чем вдвое,
то припуск на толщину может быть еще уменьшен (сокращение до 25%).
Припуски на длину также могут быть взяты по табл. 25 с теми
же скидками (20—30%), как и припуски по ширине сечения. Допуски
можно принимать по табл. 25.
Таблица 25
Припуски и допуски на поковки цилиндрической формы при длине
бдлывей диаметра
(„гладкие валы*)
Длина вала, мм Припуски и допуски на диаметр, мм
диаметр вала, мм
до 50 50—80 80—120 '120—180 180-260 260—360
До 250 6±2 8±2 10±2 12±2 15±3
250- 500 6±2 8±2 12±2 14±3 17±3 20±4
500—1000 8±2 10±2 13±3 15±3 18±4 21 ±4
1000—1500 10±2 12±2 14±’3 17±4 20±4 22±4
1500-2000 11±3 13±3 15±3 18±4 21 ±5 23±5
2000 - 3000 |12±3] [13±3] 14±3 17±3 19±4 22±5 25±5
3000-4000 15±3 18±3 20±4 23±5 26±5
Примечания, стороны поковки; 1) Припуски и допуски даны на диаметр, т. е. на обе
2) припуск на длину поковки (на оба конца) берется в два раза большим,
чем припуск на диаметр, указанный вается. в таблице. Допуск также увеличи-
419
Припуски на круглые поковки с уступами („ступенчаты
валы*) рассчитываются на каждую ступень отдельно, исходя из диаметра
этой ступени и общей длины поковки. При этом можно поль
зоваться данными табл. 25, увеличивая припуски для малых диаметрот
(до 50 мм) и длин (до 1с00 мм) до 5О°/о; для больших размеров дан-
ные таблицы можно оставить без изменения. Допуски для всех размеров
увеличиваются на Ц-1 мм- При этом припуски на короткие шейки, ле
жащие между шейками бдльшего диаметра, рекомендуется немного уве-
личивать по сравнению с расчетной величиной. Наоборот, припуски (на
диаметр) на короткие буртики ббльшого диаметра можно несколью
уменьшить.
Табл. 26 дает припуски и допуски на поковки в форме дисков.
Таблица 2с
Припуски и допуски на поковки цилиндрической формы при высоте
меньшей диаметра
(„диски*)
Припуски и допуски на диаметр , мм
Толщина диска, диаметр диска, мм
м м до 50 50-80 80—120 120 — 180 180-260 260-360 360- 500
До 30 6 + 2 7 + 2 7±2 8+3 9+3 11+4 13+5
30-50 6±2 7±2 7 + 2 8±3 9+3 11+4 13+5
5U—80 — 7±2 8 + 2 9±3 9+3 12+4 14+5
80-120 — — 8±2 9±3 10^-3 13±5 16+5
120-180 — — —- 11+4 12+4 15+5 18-86
Примечания. 1) Припуски и допуски даются на диаметр, т. е. на обе
стороны поковки;
2) двусторонний припуск на толщину может быть принят на 10—20%
меньше припуска на диаметр. Допуск при больших размерах дисков
также несколько сокращается;
3) этой же табл шей мржно пользоваться для определения припусков
на поковки, имеющие форму параллелепипеда.
Припуски на наружный диаметр и толщину для поковок в форм
дисков с прошитым отверстием можно определять по той же
табл. 26.
Припуск на диаметр отверстия обычно дается приблизительно на 30°/v
большим припуска на наружный диаметр, так как этот диаметр обычке
доводится до окончательного размера последним за счет внутреннего
диаметра. Допуск на внутренний диаметр также несколько увеличиваю'’'
(на величину от +1 до ±3 мм).
Приведенные данные позволяют установить предварительные значения
припусков на поковки для многих деталей. Более точные цифры могу”
быть получены при пользовании нормативными материалами ведомствен-
ного характера. Идеальным решением и здесь была бы разработка ма-
420
териалов типовой технологии. В условиях стабильного серийного и в
особенности массового производства припуски устанавливаются путем
наблюдения и экспериментирования.
Заметим, что, в отличие от отливок, знание численных значений
припусков еще не определяет формы поковки, которая обычно сильно
отличается от формы обработанной детали. Поэтому следует считать
обязательным составление специальных чертежей поковок с указанием
размеров и допусков. По этим чертежам и работает кузница.
Чертежи поковок должны составляться совместно технологами куз-
нечных и механических цехов, причем необходимо учитывать все усло-
вия выполнения заготовки и ее обработки. Как и в других случаях,
следует иметь в виду принятый метод базировки на исходных операциях
(черновые базы).
Особый вид поковок составляют так называемые чистые поковки,
которые не подлежат обработке или требуют лишь незначительной обра-
ботки: обсверливания, зачистки или обработки небольших (опорных) по-
верхностей.
Такие поковки куются без припусков по размерам чертежа детали.
Допуски даются на эти размеры. Кроме того, обычно требуется обеспе-
чение достаточно чистой поверхности. Окалина должна быть удалена.
Чистые поковки чаще всего получаются путем сгибания сортового
прокатного материала (вручную или на бульдозере), но в некоторых
случаях приходится изменять и начальное сечение металла. Точность
выполнения чистых поковок обычно значительно выше, чем подлежащих
обработке. Допуски при этом приходится давать чаще всего на длины,
углы, радиусы закруглений. Толщины имеют допуски проката.
Горячая штамповка является основным методом получения
поковок в массовом и крупносерийном производствах. Однако в ряде
случаев к штамповке прибегают и в производствах со средней серий-
ностью. Применение штамповки позволяет резко сократить объем меха-
нической обработки за счет уменьшения припусков, а главное за счет
снятия обработки с большинства свободных поверхностей. Возможности
использования горячей штамповки ограничиваются прежде всего малым
объемом производства, при котором затраты на изготовление штампов
не окупаются. Кроме того, необходимо учитывать размеры поковок.
Стоимость штампов с увеличением их размеров резко возрастает; по-
этому чаще штампуют сравнительно небольшие детали. Следует заметить,
однако, что выгоды от использования штамповки столь велики, что
границы применения этого метода все время расширяются. В некоторых
случаях решающим фактором является не экономика, а высокое качество
заготовок, достигаемое в процессе штамповки: обеспечение требуемой
уковки материала, правильное расположение волокон металла и т. д.
В авиационном моторостроении штампы используют даже при таких
малых объемах производства, при которых штамповка деталей моторов
других типов была бы признака нецелесообразной.
Основные причины возникновения погрешностей при горячей
штамповке следующие:
1) неточность самого штампа, обусловливаемая неточностью изгото-
вления, расширением вследствие нагревания и износом. Главное значение
имеет последний фактор;
421
2) неопределенность величины усадки, обусловливаемая непостоян-
ством температуры штамповки;
3) смещение штампов вследствие неточности их установки и не-
исправности оборудования;
4) недоштамповка по высоте, обусловливаемая непостоянством темпе-
ратуры в конце штамповки и наличием облоя.
Первые три фактора влияют главным образом на размеры по длине
и ширине (то-есть в плоскости разъема штампа), в то время как недо-
штамповка вызывает неточность по толщине (то есть в направлении, пер-
пендикулярном плоскости разъема).
Перечисленные погрешности могут быть определены порознь. Такие
данные имеются в американском стандарте на допуски штамповок, при-
чем все погрешности даны в зависимости от веса заготовок1.
Не останавливаясь далее на сложном вопросе о влиянии различных
факторов на точность штамповки, так как этот вопрос относится к тех-
нологии кузнечного производства, приводим в целях общей ориентировки
таблицу припусков и допусков на штампованные стальные заго-
товки (табл. 27).
Данные этой таблицы относятся к самим заготовкам, а не к штампам.
Размеры штампов должны рассчитываться с учетом усадки и т. п. Не-
симметричное расположение допусков обосновывается влиянием износа
штампа и недоштамповки.
В таблице даны отдельно допуски на ширину (размер в направлении,
параллельном плоскости разъема штампа) и на толщину (размер в на-
правлении, перпендикулярном этой плоскости). Допуски на толщину
расположены только в плюс, так как в процессе настройки операции
можно всегда обеспечить отсутствие отрицательных отклонений. Размеры
по ширине не могут регулироваться таким же образом и, желая держаться
ближе к номиналу, необходимо считаться с возможностью (в особен-
ности для новых штампов) получения поковок с припусками, меньшими
номинальных.
Табл. 27 соответствует условиям хорошо организованного производ-
ства. При менее совершенной постановке процесса припуски часто
значительно увеличивают (до ЮО°/о).
В некоторых случаях применяется весьма точная штамповка без по-
следующей обработки. При изготовлении хирургического инструмента
допуски по контуру меньше + 0,1 мм, по толщине + мм (длина заго-
товки 150—200 мм, толщина 10—15 мм). Поверхность получается
чистой, без окалины и обезуглероженного слоя2.
Еще более высокую точность можно обеспечить, вводя операцию
чеканки.
Укажем еще, что проектирование штампованных заготовок требует
учета целого ряда условий и далеко не исчерпывается назначением
припусков и допусков. Эта работа может быть успешно выполнена
лишь технологом — специалистом в области горячей штамповки.
1 Проект стандарта, основанного^на американских данных, см. В. Н. ГлунГ
ков, „Вестник машиностроения" № 6, 1944.
2 См. упомянутую атью Глушкова.
422
Таблица 27
Припуски и допуски на стальные штамповки
(Двусторонние припуски и допуски)
Длина, мм Расположение размера отно- сительно пло- скости разъема штампа Толщина, мм
до 18 18-50 50—80 80—120 120—180
До 100 Паралл. 1 5+1.2 1>0-0,5 1 й + 1,5 9 9+1,8 z’z-0,8 2>5^,8 —
Перпенд. J 15+1,5 1,8+1’8 2,2+2,2 2,5+2,5 —
100-200 Паралл. 2'и-0,8 2>5±о:8 2>8ti:o з.2±?:8
Перпенд. 1,8+1,8 2,0+2,2 2,5+2’5 2,8+2,8 3,2+3,°
200—300 Паралл. 2>oto:l 9 9+2,0 2’^-0,8 2.8ii:o 3.o±?,g о е + 3,2 б»°-1,0
Перпенд. 2,0+2,2 22+2’5 2,8+2’8 3,0+3,° 3,5+3’5
300—400 Паралл. о 9+2,0 0,8 9 к+2,5 3,21^ 3.8ttS
Перпенд. 2,2+2,5 2,5+2,8 Зо+2’8 32+3.5 3,8+3,8
400-500 Паралл. 2.5±2:g 2,812:8 3,5t^ 2,0t3;8
Перпенд. 2,5+2,8 2,8+2,8 3,2+3,° 3,5+3,8 4,О+4,0
500—800 Паралл. 2.5±f;g 3,0t8;O о о+3,8 б»б-1,0 4 9+4,0 1,0
Перпенд. 2,5+2,8 зо+3’° 32+3-5 3,8+4’° 4,2+4’5
800—1200 Паралл. О й+^,0 +°-0,8 3.213;8 3,8±3;8 <>8tto
Перпенд. 2,8+3,5 3,2+3’8 3,8+4,0 4>0+4’5 48+5,5
Примечания. 1) Припуски и допуски указаны для поверхностей,
подвергающихся обработке, и даны на обе стороны (на длину, ширину,
толщину, на диаметр);
2) на поверхностях, не подвергающихся обработке, припуски не оста-
вляются, допуски же располагаются симметрично относительно (номиналь-
ного) размера, по которому исчисляется вес детали. При этом значения
допусков могут быть уменьшены на 20%;
3) знаки отклонений даны для наружных размеров („валы*). Для вну-
тренних („отверстия*) они изменяются на обратные;
4) „длина" указана в направлении разъема штампа, „толщина*—в напра-
влении перпендикулярном. При штамповке деталей, имеющих форму диска,
, дли ia“ и для деталей в форме вала „толщина* заменяются диаметром;
5) для штамповок сложной формы (коленчатые валы и др.) значения
припусков увеличиваются на 30—40%;
6) для штамповок из цветных металлов припуски и допуски умень-
шаются на 20%.
423
В. Припуски на заготовки из проката
Размеры проката остированы и их следует выбирать
соответственными стандартами. Допуски на диаметры
остированы (табл. 28).
руководствуясь
проката также
Таблица 28
Точность заготовок из горячекатанной стали
(по ОСТ 10008-39)
Диаметры, мм Допускаемые отклонения, мм
по диаметру по овальности
обычная точность повышенная точность обычная точность повышенная точность
2,5—25 |-0,4; -0,6 ±0,3 0,5 0,3
25-40 -0,7; -0,8 ±0,4 0,7 0,4
41-60 -0,8; —1,0 ±0,6 0,9 0,6
65-80 — -1,0; -1,2 ±0,8 1,1 0,8
85-100 -1,2; —1,5 ±1,0 1,3 1,0
105-125 -1,5; —1,8 ± 1,2 1,6 1,2
130-160 -1,7; -2,3 —- 2,0
170-225 г2,0; -3,0 — 3,0 —
Примечание. Под овальностью подразумевается разность между
наибольшим и наименьшим диаметрами в одном сечении.
Сталь калиброванная холоднотянутая 7128^ изгото-
вляется трех классов точности с отклонениями (в соответствии с классами
точности ОСТ): В8, В4 и Вб.
Припуски на прокатные заготовки рассчитываются на основе
той же методики, как и припуски на другие виды заготовок. При этом
большое влияние получает кривизна заготовки.
. Приводим расчет (общего) припуска.
Толщину дефектного поверхностного слоя (табл. 19) примем
zla — 2 • 0,75 ==1,5 мм (на диаметр).
Отрицательная часть допуска (z\b) Для проката обычкой точности
находится из табл. 28.
Тре1ья составляющая припуска — zXc— должна компенсировать- ^по-
грешности формы заготовки (г'^) и 2) неточность базировки (г^). В дан-
ном случае погрешность формы сводится к искривлению оси, так как
овальность укладывается в поле допуска на диаметр.
Если заготовка зацентрована таким образом, что оси центровых от-
верстий проходят через центры ее торцов, то для точки по середине
длины детали получаем (рис. 199, а):
Z\c == 2Л,
где h — стрелка дуги, по которой изогнута заготовка.
424
Можно зацентровать заготовку иначе, переместив линию центров
в сторону выпуклости (рис. 199, Ь). При таких условиях —Л, т. е.
в два раза меньше, чем в предыдущем случае. Однако, ввиду трудно-
сти обеспечения точной центровки по второму способу, примем первое
выражение для гк'.
Неточность базировки при обработке в центрах выражается в том,
что центровые отверстия занимают неправильное положение по отноше-
нию к оси заготовки.
При прямой заготовке (рис. 200) смещение одного центра на вели-
чину е обусловливает увеличение припуска для сечения заготовки,
прилегающего к этому центру, на
Рис. 199. Влияние кривизны заго-
товки на припуск по диаметру.
2е, а для сечения по середине — на
z'1с —е.
Значения h и е зависят от ка-
чества правки и центровки загото-
вок. Постановка дела в заготови-
тельных мастерских весьма различна,
чем отчасти объясняется большое
разнообразие в выборе припусков
на различных заводах. Оставляя бо-
лее детальный разбор данного во-
проса до рассмотрения операций
I ^Z^ZZZZZZZZZZZZZzA
Рис. 200. Влияние неправильности
центровки на размер заготовки.
правки и центровки \ примем: h = 1 мм на 1 метр длины заготовки;
е = 0,5—1,5 мм в зависимости от диаметра.
Кроме этих погрешностей, необходимо учесть сумму припусков на
последующую обработку. Предполагая в дальнейшем чистовую обточку
и шлифовку детали, оцениваем величину (на Диаметр) следую-
щим образом 1 2:
Диаметры 10—30 30—50 50-80 80—120
г2 + *3 1,4 1,8 2,2 2,8
Из шести слагаемых общего припуска величины г\ь. z\c и z'\c рас-
сматриваем как независимые случайные погрешности и суммируем по
правилу квадратного корня. Остальные погрешности складываем ариф-
метически.
1 Во второй части книги.
2 См. ниже § ЗБ.
2051 27
425
Например, для диаметра заготовок 80 мм и длины 1000 мм имеем
zla =1,5 мм; zlb = 1,2 мм; Z\cr = 2 мм; z"c = 1 мм.
Значение коэфициента, учитывающего характер кривых распределе-
ния, примем k =1,2
z0 = 1,5 + 1,2V 1,234-22+-12 4- 2,2 = 6,7~7 мм.
Производя такие расчеты для различных диаметров и длин, приходим
к табл. 29.
Таблица 29
Припуски (на диаметр) на заготовки из черного проката обычной точности
Диаметр
детали,
мм
до 100
св. 100
до 400
Длина детали, мм
св. 400
до 800
св. 800 св. 1200 св. 1600
до Т200 до 1600 до 2000
св. 2000
Св. 6 до 10
, 10 „ 18
„ 18 „ 30
, 30 „ 50
„ 50 . 80
„ 80 „ 120
„ 120 , 160
. 160 . 200
3
4
4
5
5
6
6
6
4
5
5
6
7
7
7
6
6
7
8
8
8
6
7
8
8
10
10
7
8
10
10
10
8
8
10
10
10
Примечания. 1) При использовании проката повышенной точности,
тщательной правке и центровке припуски могут быть снижены на 1— 2 мм;
2) припуски рассчитаны для среднего по длине заготовки сечения, при
обработке в центрах деталей, имеющих наибольший диаметр по середине.
Для других конфигураций и случаев закрепления цифры таблицы необхо
димо корректировать;
3) при бесцентровой обточке, когда погрешности базировки отпадают,
и весьма тщательной правке на правильных станках припуски уменьшаются
до значений 2—5 мм в зависимости от диаметра.
Табл. 29 дает исходные значения припусков, пригодные для боль-
шинства случаев практики. При корректировке этих значений в ту или
другую сторону можно использовать изложенную методику расчетов.
Например, при плохой правке, не обеспечивающей допуски на прямоли-
нейность 1 мм на метр длины, необходимо припуски увеличивать.
Заметим еще, что при назначении припуска технолог оказывается
стесненным сортаментом прокатного материал!, который согласно ОСТ
10008—39 имеет следующие размеры: до 0 34 мм через 1 мм, да-
лее до 42 мм через 1—2 мм, свыше 42 до 60 мм через 2—3 мм,
свыше 60 до 150 мм через 5 мм и далее до 210 мм через 10 мм;
откуда мы видим, что, по крайней мере, при диаметрах выше 60 мм
вопрос обычно заключается лишь в выборе между двумя смежными раз-
мерами.
426
3. ОПЕРАЦИОННЫЕ ПРИПУСКИ 1
А. Общие замечания о выборе операционных припусков
Припуск на какую-либо операцию зависит прежде всего от погреш-
ностей предшествующей обработки. Он должен быть достаточным,
чтобы при заданной базировке имелась возможность устранить все эти
погрешности и обеспечить точность и качество поверхности, соответ-
ствующие выполняемой операции.
Однако при назначении операционного припуска необходимо учиты-
вать и характер той операции, на которую дается припуск, так как
каждый метод обработки позволяет снимать слои металла определенной
толщины. Например, при обточке мы обычно снимаем слои металла,
измеряемые миллиметрами, при шлифовке — десятыми, а при притирке —
сотыми долями миллиметра и даже микронами. Удаление больших при-
пусков более „тонкими* методами, чем это требуется, неэкономично,
а снятие чрезмерно малых припусков на грубых операциях невоз-
можно.
Поэтому, говоря об операционном припуске, необходимо указывать
как операцию, на которую этот припуск дается, так и операцию, на
которой данная поверхность ранее обрабатывалась. Например, мы гово-
рим о „припуске на шлифовку после чистовой обточки".
При назначении операционных припусков весьма существенно при-
держиваться определенной системы, так как в процессе операционного
контроля обычно используются предельные калибры. Является крайне
желательным возможное сокращение количества различных калибров, что
приводит к необходимости стандартизации как операционных припусков,
так и самих операционных размеров.
Отсюда большое значение создания определенной системы таких при-
пусков и разработка соответственных нормативов. В процессе этой
работы должны быть использованы как расчеты, так и данные прак-
тики.
В то же время очевидно, что никакие нормативы не смогут охва-
тить всего разнообразия случаев, с которыми приходится встречаться
технологу при разработке процессов. В частности, не могут быть полно-
стью учтены условия базировки. Поэтому нормативные данные во мно-
гих случаях приходится проверять при помощи расчета и вносить в них
необходимые коррективы. Такой метод работы позволяет устранить брак
и в то же время уменьшить припуски на обработку.
Рассмотрим несколько наиболее типичных случаев назначения опе-
рационных припусков.
Б. Определение припусков на основные операции
Припуски на чистовую обточку п о с л е ч е р н о в о й.
Произведем расчет для случая обработки вала в центрах, имеющего диа-
метр 80 мм при длине 1000 мм.
1 См. также Плоткин и Пузанова, Технологические припуски и раз-
меры, Машгиз, 1947.
42?
Толщину дефектного слоя, включая неровности, оставшиеся поел
черновой обточки, примем (условно)1 ^=0,8 мм (на диаметр).
Допуск на черновую обточку (5-й класс ОСТ) == 0,4 мм.
Искривление оси заготовки принимаем h — 0,3 мм на 1 м длины.
При большем искривлении предусматриваем правку. Овальность пред-
полагаем в пределах допуска на размер.
Считая, что центровые отверстия находятся в хорошем состоянии,
погрешностями базировки и установки пренебрегаем. Тогда
^ = 2Л = 0,6 мм.
Суммируем погрешности по вышеприведенному правилу и находим
Z2 ==0,8 4-1,2К^Ч-А62=1>7 ММ‘
Таким же образом можно определить припуски и для других размеров
и условий обработки.
В различных случаях припуски на чистовую обточку после черновой
обычно колеблются в пределах 1 —3 мм (на диаметр).
Припуски на цилиндрическое шлифование в центрах
после чистовой обточки. Расчет производим аналогично преды-
дущему случаю.
Для тех же размеров деталей принимаем высоту неровностей (табл. 8
и 9) 0,05 мму а с учетом деформированного слоя 0,1 мм на сторону
г3а= 0,2 мм (на диаметр).
Допуск на чистовую обточку (4-й класс ОСТ).
z3£ = 0,2 мм (на диаметр).
Искривление оси после чистовой обточки примем h = 0,1 мм на 1 м
длины, откуда z$c = 0,2 мм. Суммируя, находим
z3 = 0,2 4- 1,2 /0,22-|-0,2а 0,55 мм.
Приводим таблицу (табл. 30), дающую припуски и допуски на шли-
фовку. Допуски здесь несколько меньше 4-го класса ОСТ.
Выбор правильных припусков на шлифование определяется сравне-
нием стоимости шлифовальной и токарной работы, так как при умень-
шении припусков требования к токарной обработке повышаются. По-
этому все таблицы, подобные приводимой, относящиеся к выбору при-
пусков на шлифование, могут давать лишь приближенные указания, ко-
торые необходимо корректировать в зависимости от особенностей ка-
ждого данного случая.
При наличии очень мощных шлифовальных станков часто оказывается
выгодным работать с большими припусками, чем дают таблицы, так как
при таких условиях можно совершенно избавиться от чистовой обточки
и шлифовать валы прямо после одного обдирочного прохода при боль-
1 //макс в согласии с табл. 8 и 9 берем равной 0,2 мм. Эту величину удваи-
ваем для того, чтобы учесть частично также толщину деформированного слоя,
расположенного ниже основания гребешков. Получаем припуск на сторону
0,4 мм. Этот расчет условный, так как чистота поверхности и толщина дефор-
мированного слоя зависят, как мы видели, от режима резания и влияния ряда
других факторов. См. главу IV, § 5Г.
428
Таблица 30
Припуски на шлифование незакаленных валов
(на диаметр)
Диаметры, мм Длина валов, мм
до 400 от 400 до 800 от 800 до 1200 от 1200 до 1600 от 1600 до 2000 1 от 2000 |
До 50 наибольший припуск L0,4 НО,45 НО,55 Но,6 НО,7 НО,8
наименьший -0,25 -0,3 -0,4 -0,45 -0,5 -0,6
От 50 120 наибольший -0,45 -0,45 -0,55 -0,6 -0,7 -0,8
наименьший -0,3 -0,3 -0,4 -0,45 -0,5 -0,6
. 120 180 наибольший -0,55 -0,55 -0,55 1 _ -0,6 1-0,7 -0,8
наименьший я -0,4 -0,4 -0,4 -0,45 -0,5 -0,6
. 180 260 на и с ольший -0,6 -0,6 -0,6 -0,6 НО,7 -0,8
наименьший V -0,45 -0,45 -0,45 -0,45 -0,5 -0,6
. 260 360 наибольший НОЛ -0,7 -0,7 -0,7 -0,7 -0,8
наи ченьший и НО, 5 -0,5 -0,5 -0,5 -0,5 -0,6
, 360 наибольший -0,8 -0,8 -0,8 -0,8 -0,8 -0,8
наименьший -0,6 -0,6 -0,6 -0,6 Но,6 НО,6
шой глубине резания и крупной подаче. В последнем случае не заботятся
о виде поверхности, оставляемой резцом, и обтачивают вал с подачей,
доходящей до 1,5—2,5 мм]об, пользуясь, однако, резцом со значитель-
ным скруглением на конце. Такой метод пригоден при обработке жестких
деталей.
При наличии слабых станков, работающих узкими кругами малого
диаметра, необходимо сначала начисто обточить деталь, пользуясь кру-
гом только для доводки размера. В этих случаях часто оказывается целесо-
образным работать с припусками, значительно меньшими, чем дают таблицы.
Припуски на шлифование закаленных валиков принимаются большими,
чем при шлифовании сырых, чем учитывается влияние деформаций при
закалке. Принимая искривление оси 0,3 мм на 1 му находим Zzc = 0,6 мм.
Для предыдущего примера
zs == 0,2 + 1,2]/0,22 4~0,62 0,95 мм.
При закреплении детали не в центрах, а в различного рода патронах
приходится считаться с погрешностями установки и базировки, что может
повлечь за собою необходимость увеличения припусков на обточку и
шлифование.
Припуски на расточку отверстий резцом и на вну-
треннее шлифование рассчитываются таким же образом, как и
в случае наружной обработки. Большое внимание необходимо уделять
условиям базировки и установки. Ось предварительно обработанного
отверстия может быть смещена относительно оси шпинделя станка па-
раллельно самой себе или наклонена в каждом из двух взаимно перпенди-
кулярных направлений. Эти обстоятельства обусловливают необходимость
увеличения припусков.
429
При обработке отверстий мерным инструментом (зенкерами, развертками
и т. п.) величины припусков определяются размерами последовательно
работающих инструментов, а следовательно зависят от построения тех-
нологического процесса (характера и последовательности переходов) Ч
Припуски на чистов ое строгание и фрезерование
плоскостей после черновой обработки рассчитываются на
основе общей методики. При этом необходимо учитывать условия бази-
ровки и установки.
Если при обработке плоскости требуется только соблюдение правиль-
ной формы (плоскостность), то при работе по промерам можно значи-
тельно сократить припуски, опуская при расчете слагаемое Zb, соответ-
ствующее допуску на предшествующую ступень обработки.
Вообще условия обработки плоскостей значительно разнообразнее,
чем наружных и внутренних поверхностей вращения. Поэтому разработка
единых нормативов для припусков на строгальные и фрезерные операции
труднее, чем на токарные и расточные. Обычно на чистовое строгание
или фрезерование после черновой обработки оставляется 1—2 мм на
сторону.
На отделочное строгание, следующее иногда за чистовым строга-
нием, оставляются весьма малые припуски (десятые миллиметра).
Припуски на чистовое плоское шлифование после
чистового строгания или фрезерования принимаются в зависимости от
размеров детали 0,25—0,5 мм на сторону.
Припуски на другие операции, а в частности, на отделку поверх-
ностей мы приведем при рассмотрении соответственных операций1 2 3.
Определив припуски на все операции, можно установить и опера-
ционные размеры. При этом расчет начинают с размеров готовой
детали, наслаивая припуски один за другим на все поверхности, подвер-
гающиеся обработке. Например, в случае обработки гладкого вала диа-
метром 80 мм и длиной 1000 мм по 2-му классу точности ОСТ, сколь-
зящей посадки, используя вышеприведенные примеры расчетов, находим
(табл. 31).
Операционные размеры, вообще говоря, получаются не согласован-
ными с размерами, соответствующими посадкам ОСТ. В некоторых
случаях, внося коррективы, такого согласования можно достигнуть,
благодаря чему становится возможным использовать стандартные калибры 8.
Однако чаще это оказывается невозможным.
Иногда в нормативах даются не припуски, а непосредственно опера-
ционные размеры, соотвтествующие различным планам обработки (ха-
рактеру и последовательности переходов), что позволяет подойти
к вопросу о стандартизации калибров, служащих для контроля опера-
ционных размеров. Соответственные таблицы можно разработать, имея
нормативы на припуски.
Заметим еще, что приведенное в табл. 31 расположение допусков
(„в металл*) является наиболее принятым при простановке операционных
1 Вопрос об операционных припусках на обработку отверстий будет рас-
смотрен во второй части книги.
2 Во второй части книги.
3 См. статью Н. И. Жукова, „Станки и инструмент" Х° 1, 1935.
430
Таблица 31
Расчет операционных размеров при обработке вала диаметром 80 мм,
длиной 1000 мм
Заданные и расчетные величины . Размер, мм Припуск мм
Окончательный размер 80—0,02
Припуск на шлифовку — 0,55
Размер на чистовую обточку 8О,55_о,2 —
Припуск на чистовую обточку — 1,7
Размер на черновую обточку (с округлением) . 82,3_о,4 —
Общий припуск (табл. 29) — 7
Расчетный размер заготовки (87) —
Размер заготовки по сортаменту 90+};2 —
Припуск на черновую обточку — 7,7
Примечание. В случае, если заготовка выполнена по верхнему пре- делу, то припуск увеличится до 7,7 1,2 = 8,9 мм.
Расчет режима резания при черновой обточке следует производить исходя из глубины резания 4,5 мм.
размеров. Оно вполне естественно, если работа производится „по про-
мерам". При работе же на настроенных станках во многих случаях
оказывается более удобной двусторонняя симметричная система распо-
ложения допусков, если износом инструмента можно пренебречь, или
двусторонняя асимметричная, при желании учесть износ1.
При такой простановке допусков „основной размер", от которого
отсчитываются отклонения, является одновременно и „настроечным раз-
мером".
Данные таблицы легко пересчитать в соответствии с любой из этих
систем. Например, размер 82,3_о,4 можно представить как 82,1 ±0,2
или как 82*о f
1 См. главу V, § 4А.
ОГЛАВЛЕНИЕ
Стр.
Предисловие.................. ..."........................ 3
Введение. Учение о технологии машиностроения и
путиегоразвития........................................... 5
Глава I. Технологический процесс механической обработки и его
проектирование............................................ П
1. Структура технологического процесса механи-
ческой обработки ......................................... —
А. Производственный и технологический процессы ...... —
Б. Технологическая операция......................... 12
В. Установка и позиция............................ 15
Г. Переход и проход................................. 16
Д. Структура перехода............................... 18
2. Методика разработки технологических процессов. 20
А. Значение разработки технологических процессов .... —
Б. Порядок разработки технологического процесса .... 22
В. Документация при разработке технологических процессов . . 26
3. Типизация технологических процессов.................... 3
А. Идея типизации технологических процессов .... ... —
Б. Классификация деталей машин...................... 33
В. Разработка типовой технологии.................... 38
Г. Значение типизации технологических процессов..... 40
4. Общие принципы построения технологического
процесса механическойобработки.......................... 41
Б. Независимость обработки деталей и отказ от слесарной при-
гонки ................................................... 33
В. Концентрация и диференциация операций.................. 58
Г. Последовательность обработки........................... 67
1 лава II. Комплексное исследование технологического процесса . 71
1. Производительность оборудования и труда рабо-
чего ..........................................з............... —
А. Факторы, определяющие технологию механической обработки . —
Б. Пути повышения производительности...................... 72
В. Использование рабочей силы и автоматизм................ 83
432
2. Организационная и экономическая целесообраа-
ность техно логического процесса............................ 94
А. Влияние организации производства на технологический процесс —
Б. Поточное производство и особенности его технологии .... 106
В. Экономическая оценка технологического процесса..... 114
3. Выбор оборудования...................................... 122
А. Универсальное и специальное оборудование............ —
Б. Роль приспособлений............•................... 130
В. Экономические границы сложности оборудования....... 133
Глава III. Жесткость как технологический фактор............ 136
1. Жесткость упругой системы стано к— деталь —и н с т р у-
м е н т...................................................... —
А. Основные понятия и определения ...................... —
Б. Расчет жесткости системы........................... 141
В. Жесткость узлов станков............................ 144
2. Деформации при закреплении деталей...................... 153
А. Характер деформаций при закреплении деталей на станках . . —
Б. Деформации поверхностных слоев..................... 154
В. Влияние общей неправильности поверхности и внецептренного
приложения нагрузки................................... 159
Г. Некоторые замечания о расчете закрепления детали... 163
3. Выбор режима резания в зависимости от жесткости
системы........................../......................... 165
А. Влияние технологических факторов на выбор режима резания. —
, Б. Определение подачи при токарной обработке ............ 167
В. Время обработки единицы поверхности................ 170
Г. Определение наивыгоднейшего числа проходов......... 173
4. Вибрации при резании металлов........................... 175
А. Причины возникновения вибраций ...................... —
Б. Автоколебательный процесс при резании.............. 178
В. Силы, участвующие в автоколебательном процессе..... 181
Г. Частота и амплитуда колебаний...................... 186
Д. Колебания системы токарного станка: супорт — обрабатываемая
деталь ............................ 190
Е. Влияние различных факторов на явление вибраций прирезании 192
Глава IV. Точность обработки............................... 196
1. Анализ понятия .точность обработки"........................ —
А. Основные понятия и определения..................... —
Б. Схема получения заданных формы, размеров и расположения
поверхностей............•............................. 199
2. Факторы геометрического характера и износ ин-
струмента ................................................. 202
А. Неточность основной кинематической схемы обработки ... —
Б. Неточность станка в ненагруженном состоянии....... 203
В. Неточность режущего инструмента и приспособлений... 206
Г. Износ инструмента.................................. 207
2$ А. ТТ. Соколовски ri. 2051. 433
3. Деформации упругой системы станок —де таль —инстру-
мент ..................................................... 210
А. Погрешности размеров и формы в одном поперечном сечении
обтачиваемой детали................................. —
Б. Искажение формы в осевом сечении................• 214
В. Влияние деформации при работе на станках различных типов . 216
4. Температурные деформации и внутренние напря-
жения .................................................... 219
А. Температурные деформации...............................
Б. Внутренние напряжения ............................ 223
5. Качество поверхности.................. ..................... 236
А. Значение вопроса о качестве поверхности............. —
Б. Микрогеометрия поверхности и ее определение...... 240
В. Классификация поверхностей по чистоте обработки... 246
Г. Влияние метода обработки и режима резания на качество по-
верхности ........................................... 250
Г л а в а V. Определение погрешностей и обеспечение точности обра-
ботки .................................................... 258
1. Т о ч н о с т ь о б р а б о т к и п а р т и и д е т а л е й. —
А. Погрешности систематические и случайные ............... —
Б. Математические кривые распределения............... 261
В. Вероятность соблюдена заданного допуска........... 271
2. Различные методы определения погрешностей об-
работки .................................................. 278
А. Определение погрешностей статистическим путем . . . . . . —
Б. Суммирование погрешностей . *..................... 285
В. Расчет общей погрешности при работе в одну установку . . . 289
Г. Экономическая точность обработки.............. . 299
3. Настройка станков на размер............................ 303
А. Погрешности, зависящие от установки инструмента на размер
и промеров ......................................... —
Б. Работа по промерам................................ 306
В. Принцип настройки ..................... 309
Г. Особые виды настройки............................. 313
4 Установка инструмента на размер при настройке
станка...................'................................ 315
А. Регулировка положения инструмента в процессе настройки . . —
Б. Устройства, облегчающие настройку на размер....... 321
Глава VI. Базы и операционные размеры...............• . . . 333
I. Конструктивные размеры и базы............................ —
А. Деталь как часть изделия............................ —
Б. Общие понятия о базировке......................... 339
434
2. Технологические G а < ы н их роль в построении
процесса меха ч и ч е с к о й о б р а 6 о г к и.......... 344
А. Основные*, оперативные и вс юмогательные базы.............. —
Б. Черновые, промежу ючные и чистовые базы.................. 348
В. Установочные* и и 1мернюльные базы . . .......... 352
Г. Опорные и проверочные базы .... ................. 355
3. У с гано в к а л е г а л и и а с га и ко...................... 359
А. Установка и базировка ..................................... —
Б. Определенность базировки .................................. 362
В. Установочные системы...................................... 369
Г. Закрепление деталей . •.................................... 370
4. Расчет ы, связанные с базировкой.............................. 372
А. Геометрическое исследование технологического процесса ... —
Б. Пересчет размеров и допусков при перемене баз............ 373
В. Построение схемы технологического процесса.............. 378
Г. Роль базировки при настройке операции. .................. 385
Д. Определение точности взаимного расположения ш верхностей,
исходя из погрешностей отдельных операций ................. 391
Глава VII. Припуски на обработку................................. 394
1. Основ ания рас чет а при ну сков................................ —
А. Общие понятии и определения............................... —
Б. Факторы, определяющие величину припуска.................. 399
В. Замечания к мсЮдине расчета припусков .................. 405
2. П р и п у с к и и а । а । <» । о в к и .......... 408
А. Припуски па oi линки .......... —
Б. Припуски па поковки ... 418
В. Припуски на i.iioiobkii hi upoh.n.i .... 424
3. О п е р а ц и о н н ы е и р и н у г* к и 427
А. Общие замечании о выборе* операционных приимкон
Б. Определение припусков на <>< hohih.k «ин p.imiii