


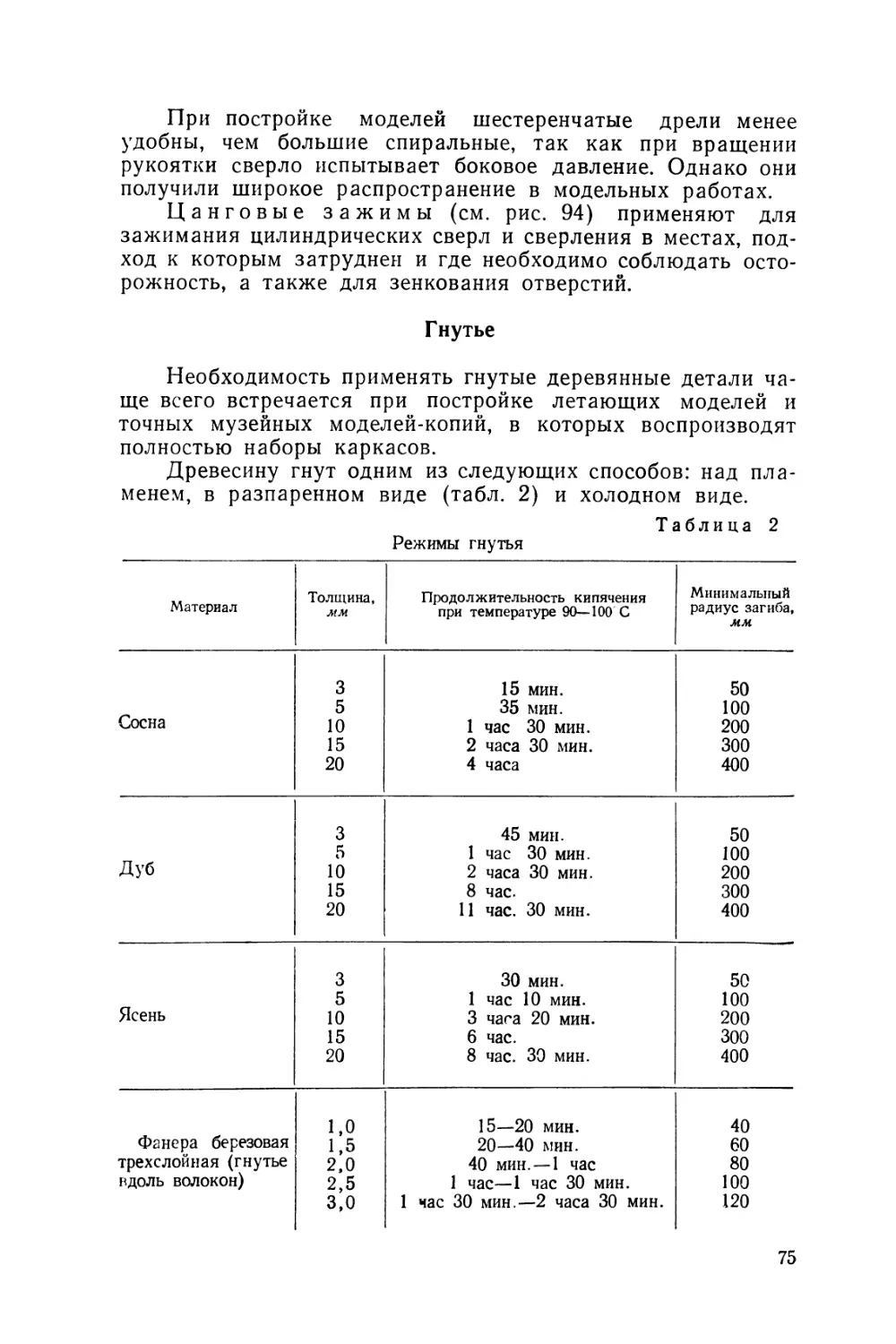
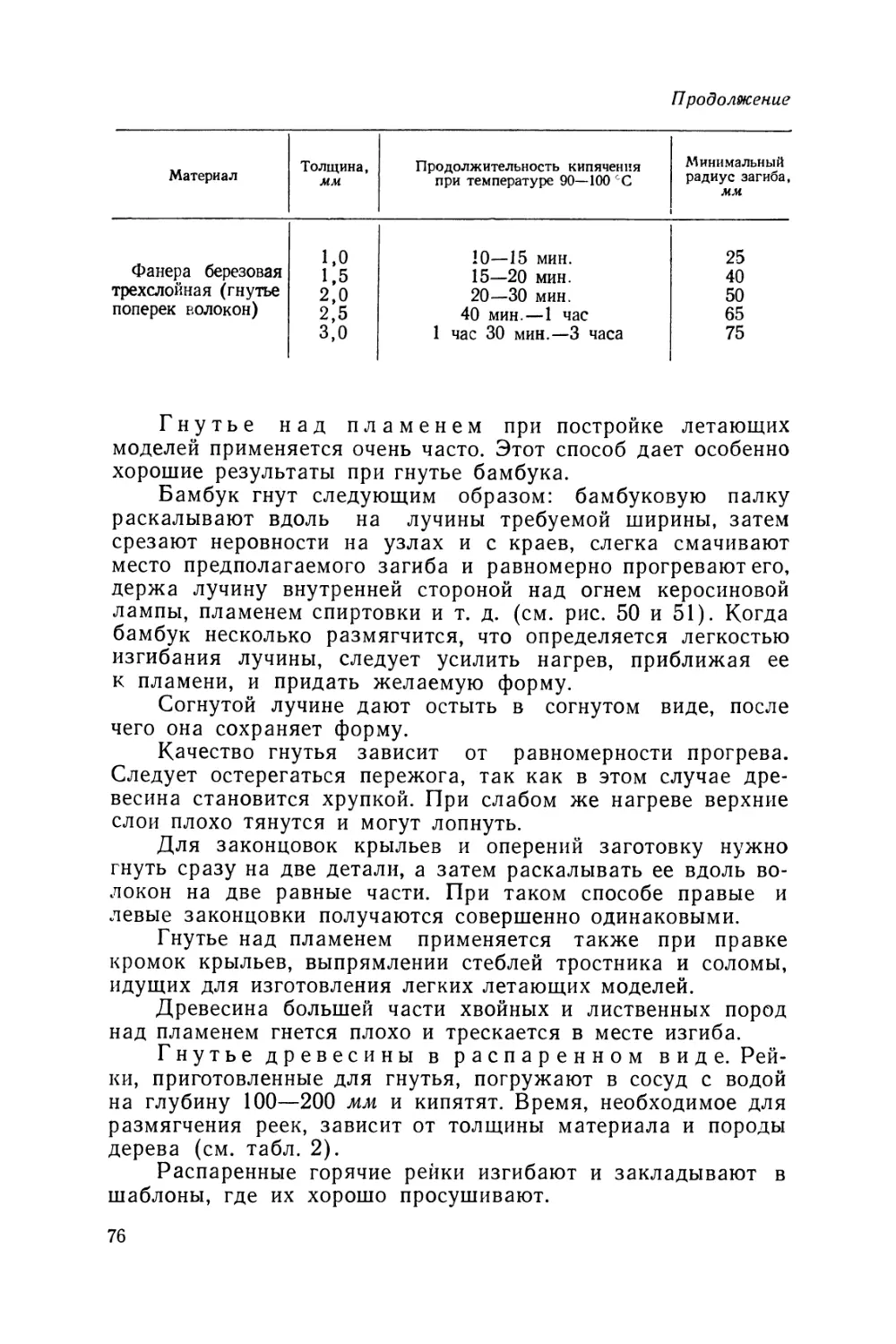
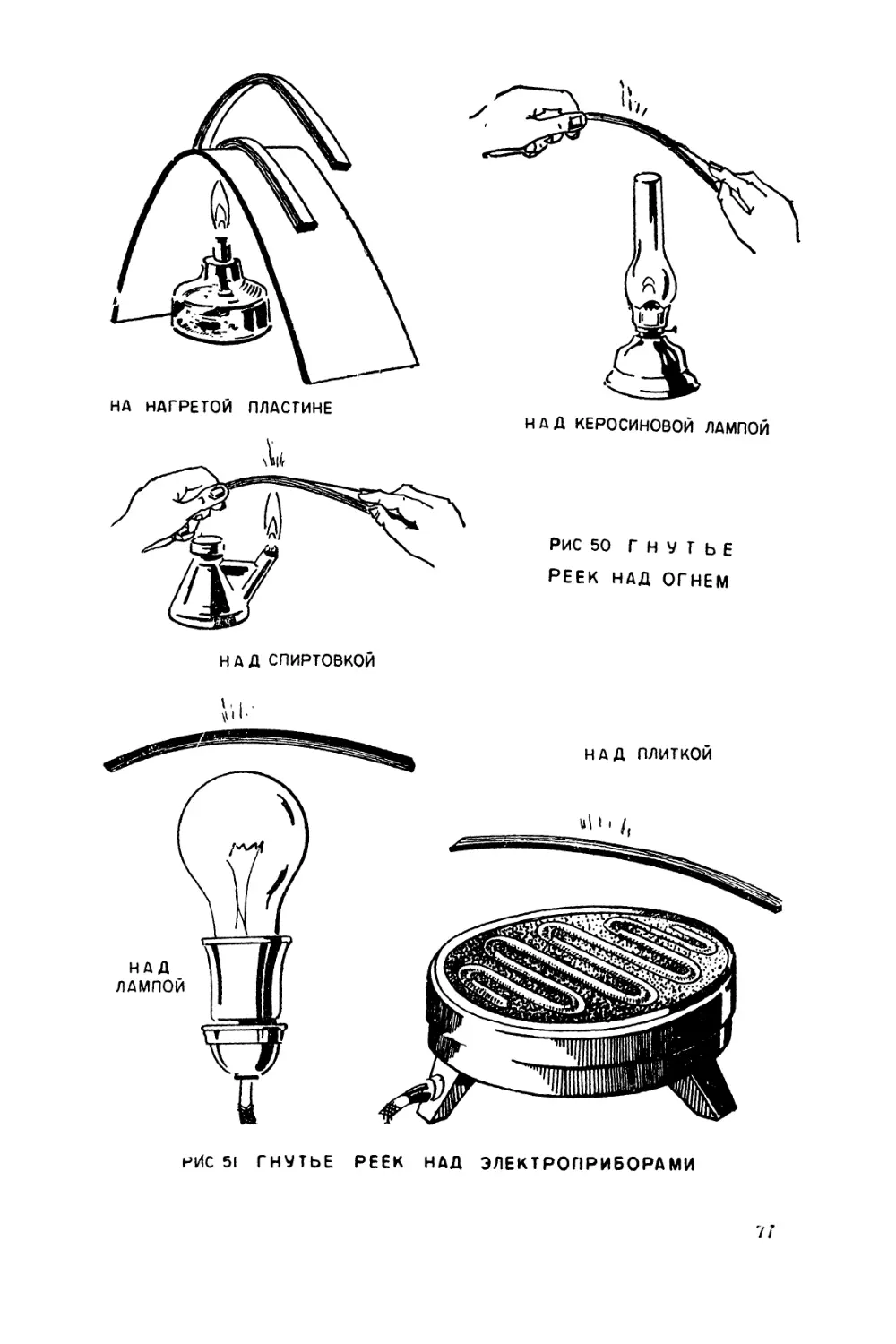
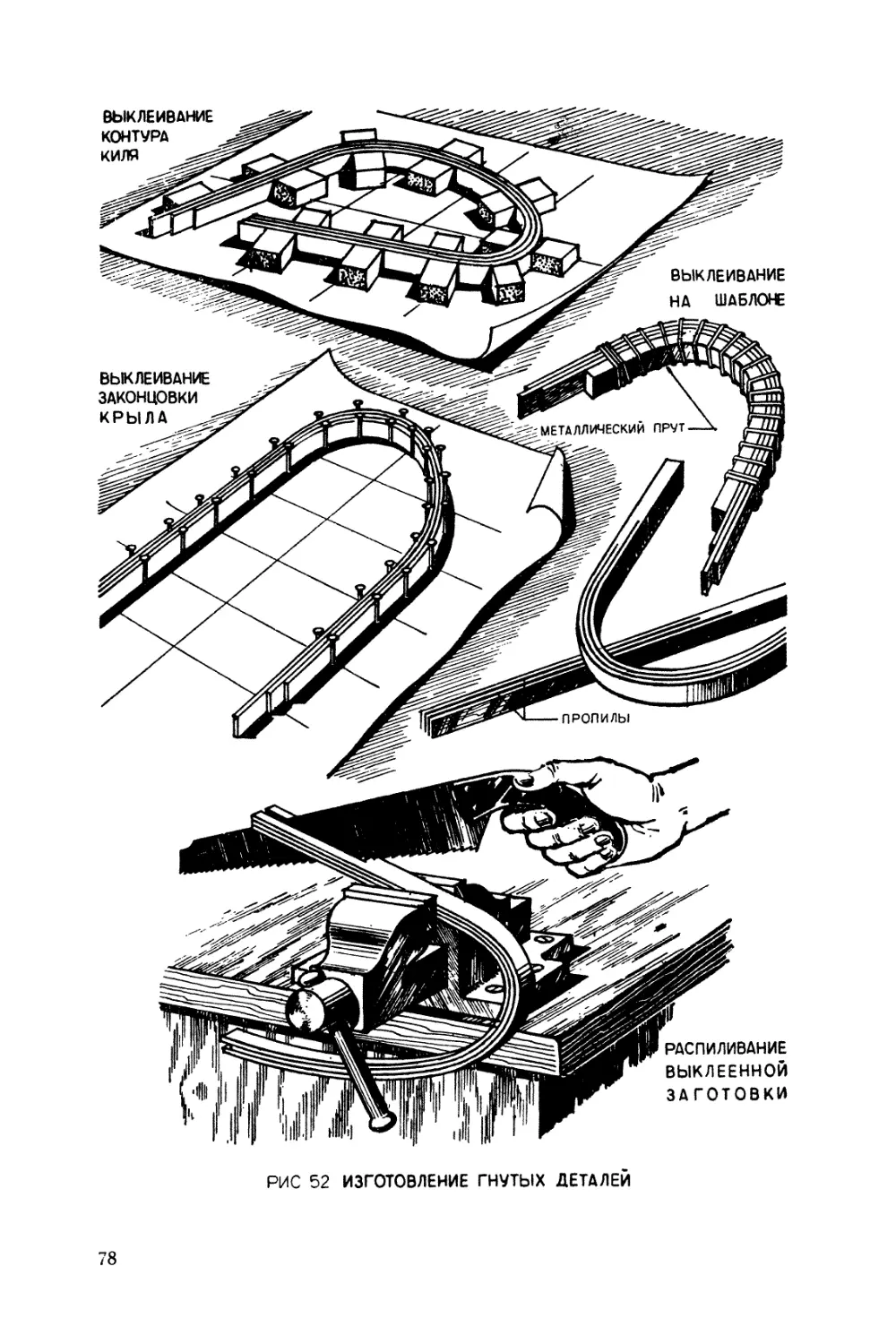
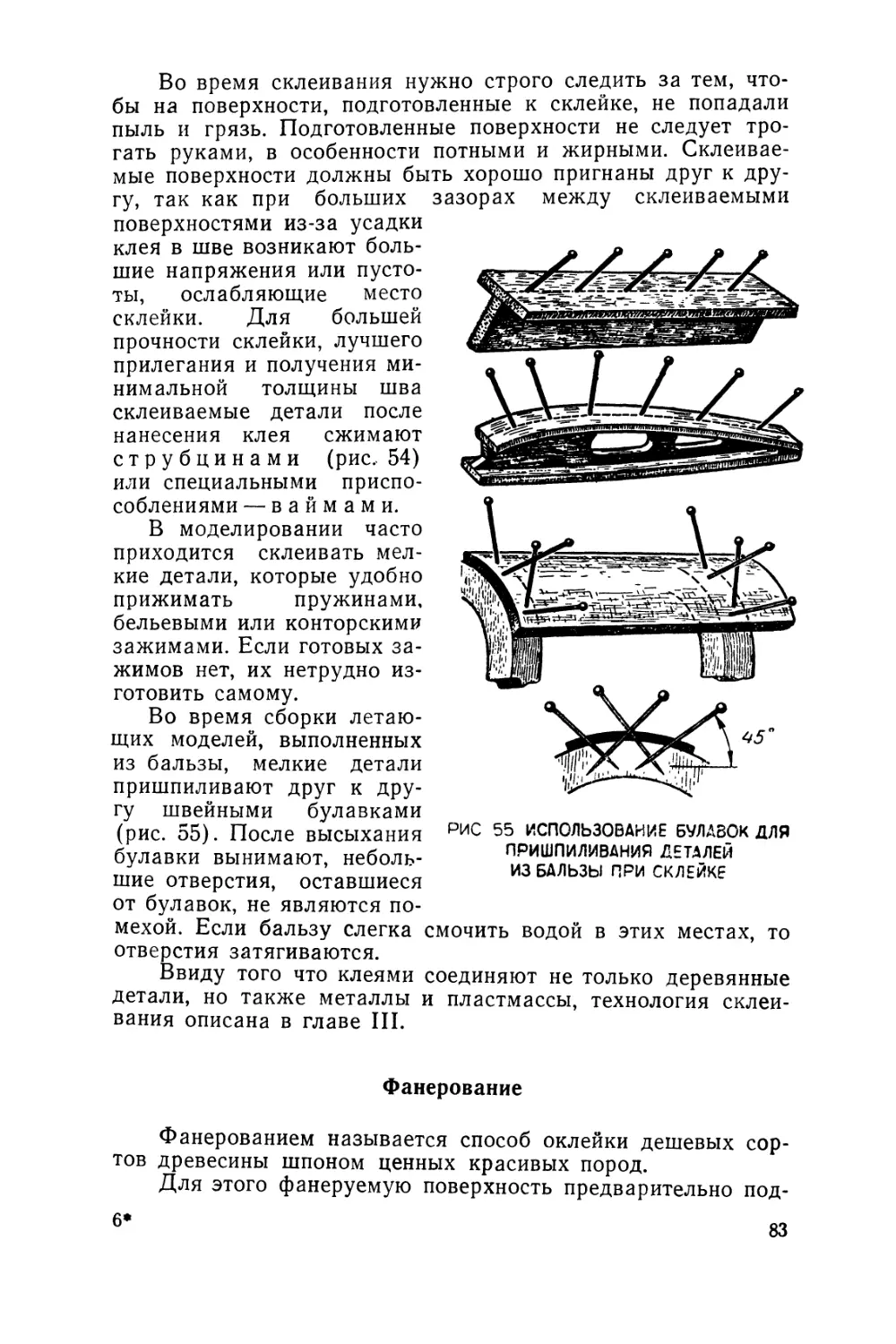
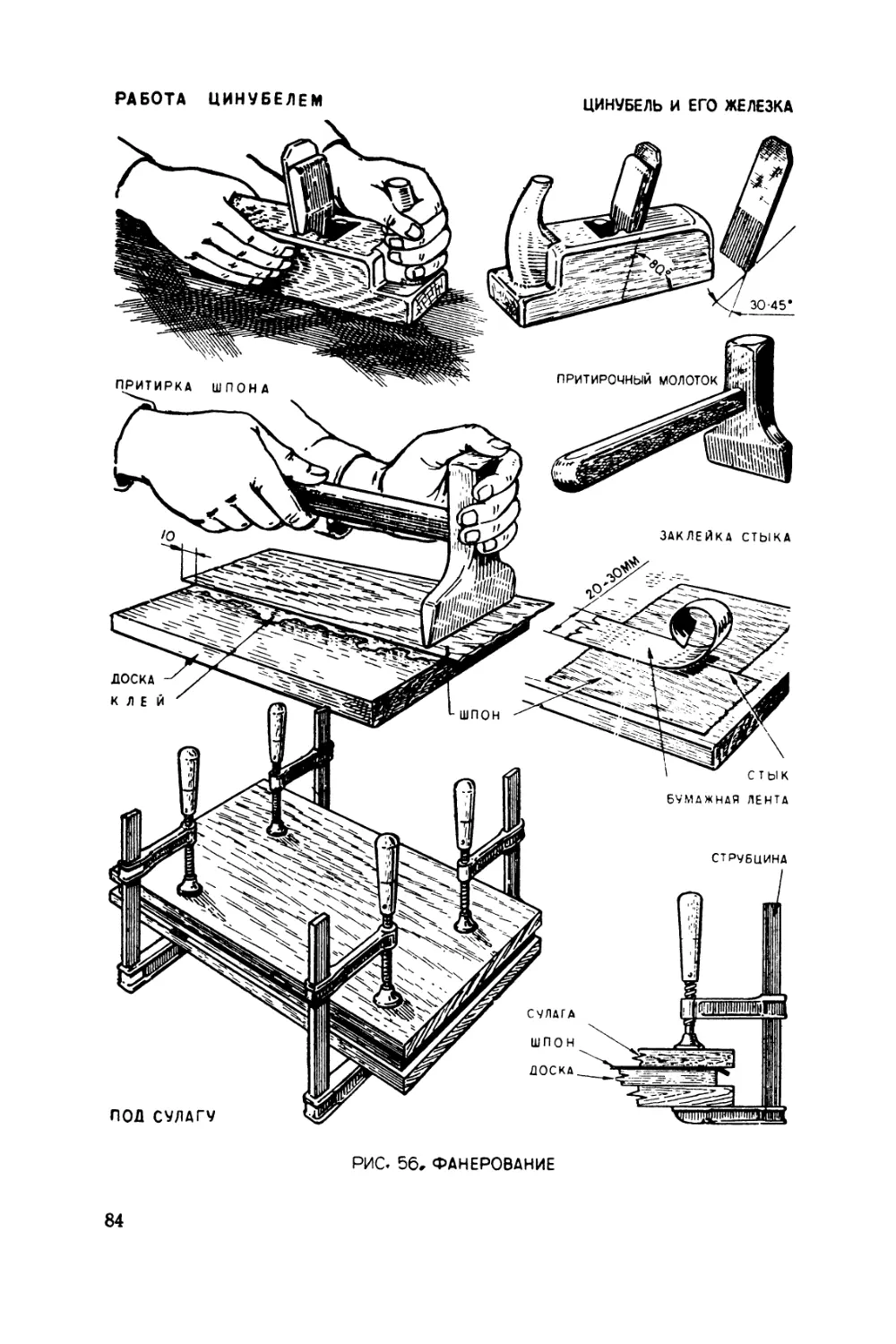
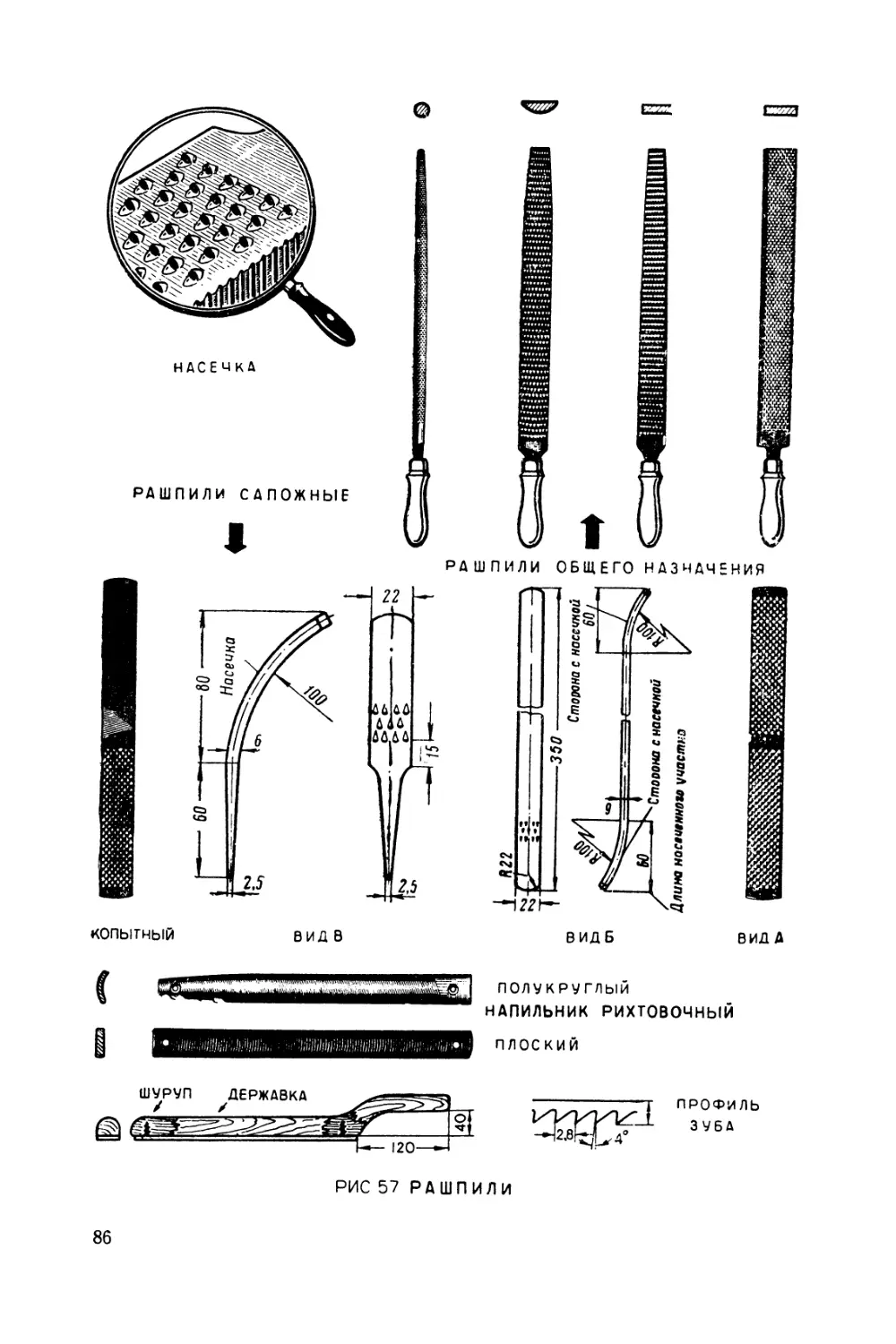


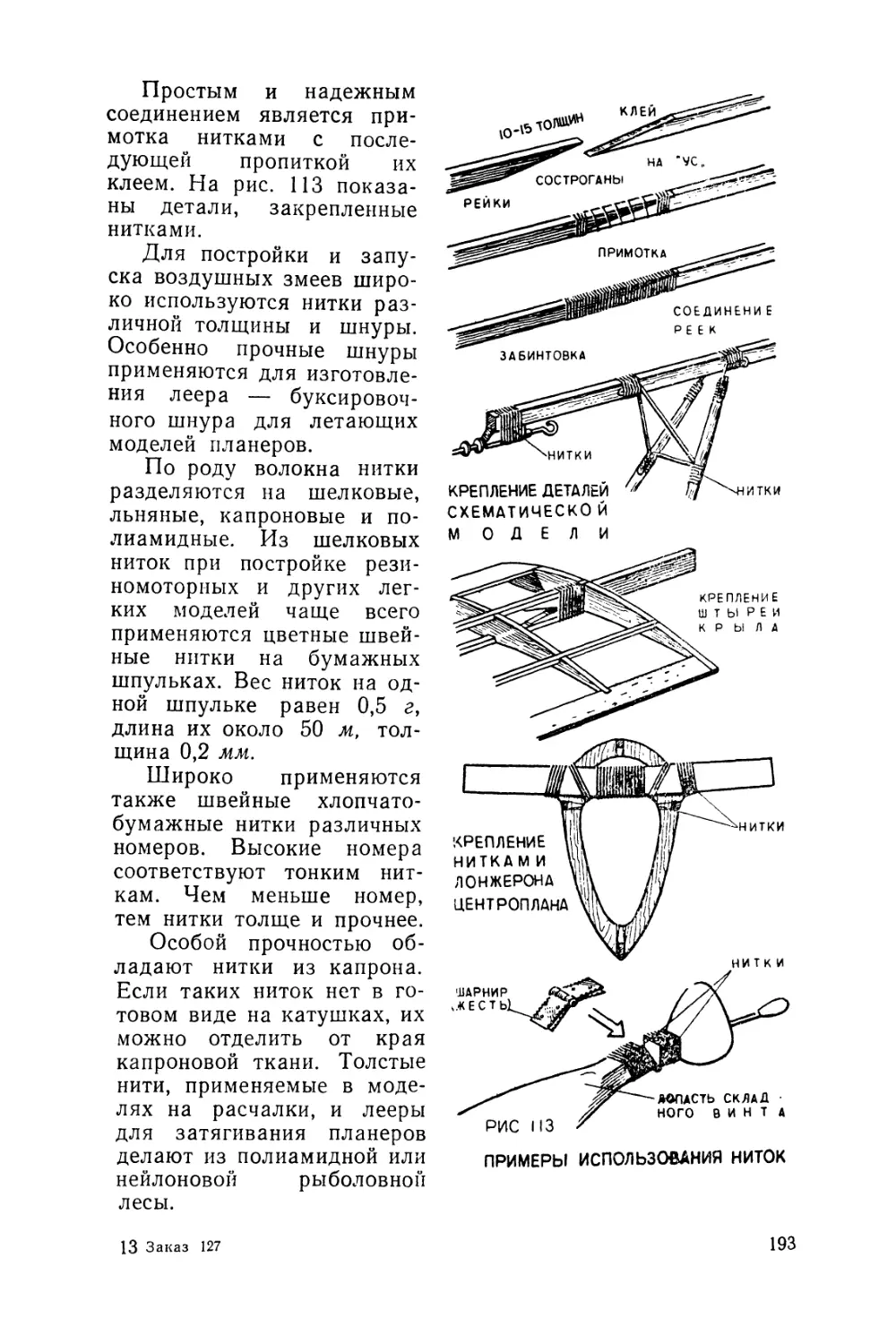
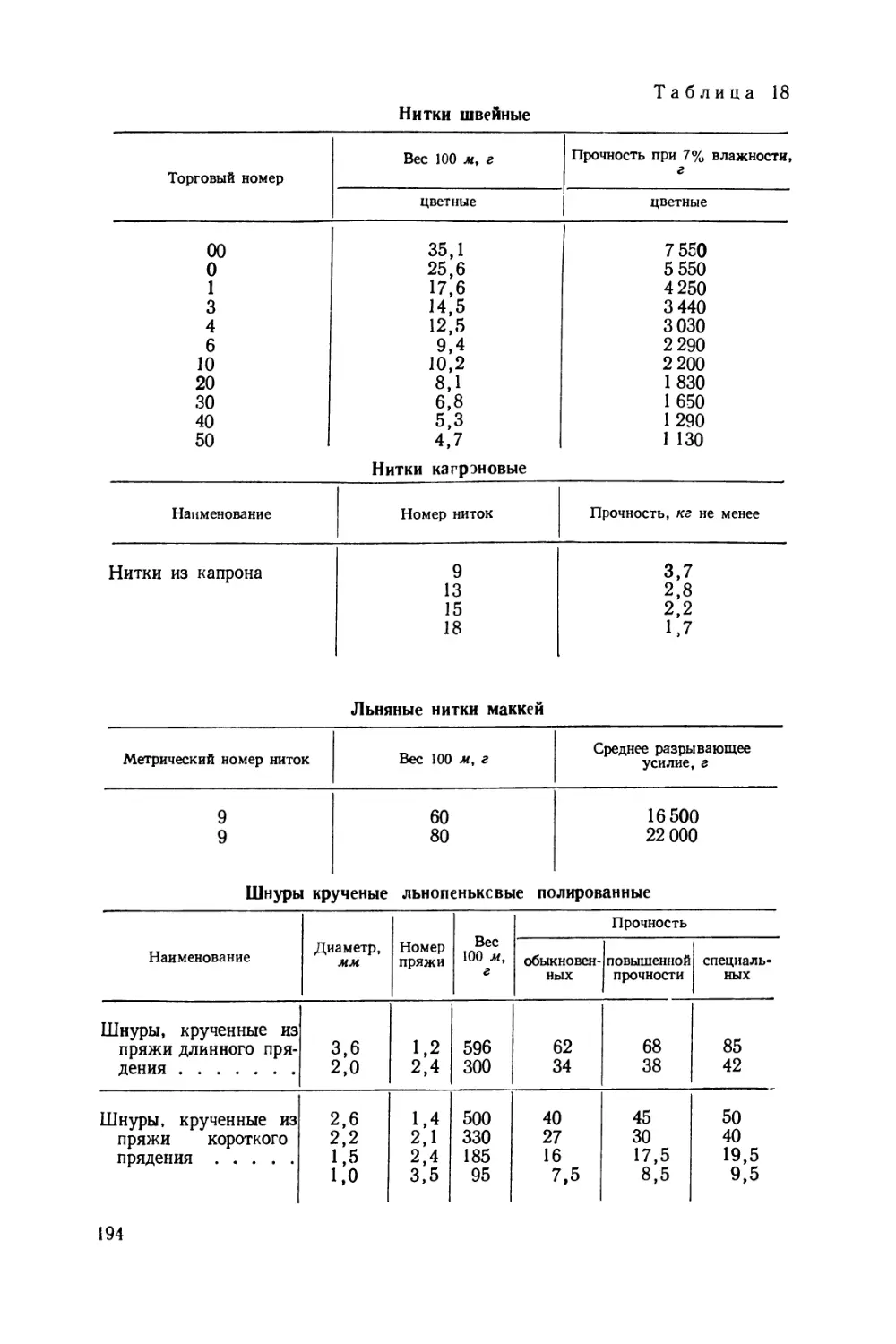
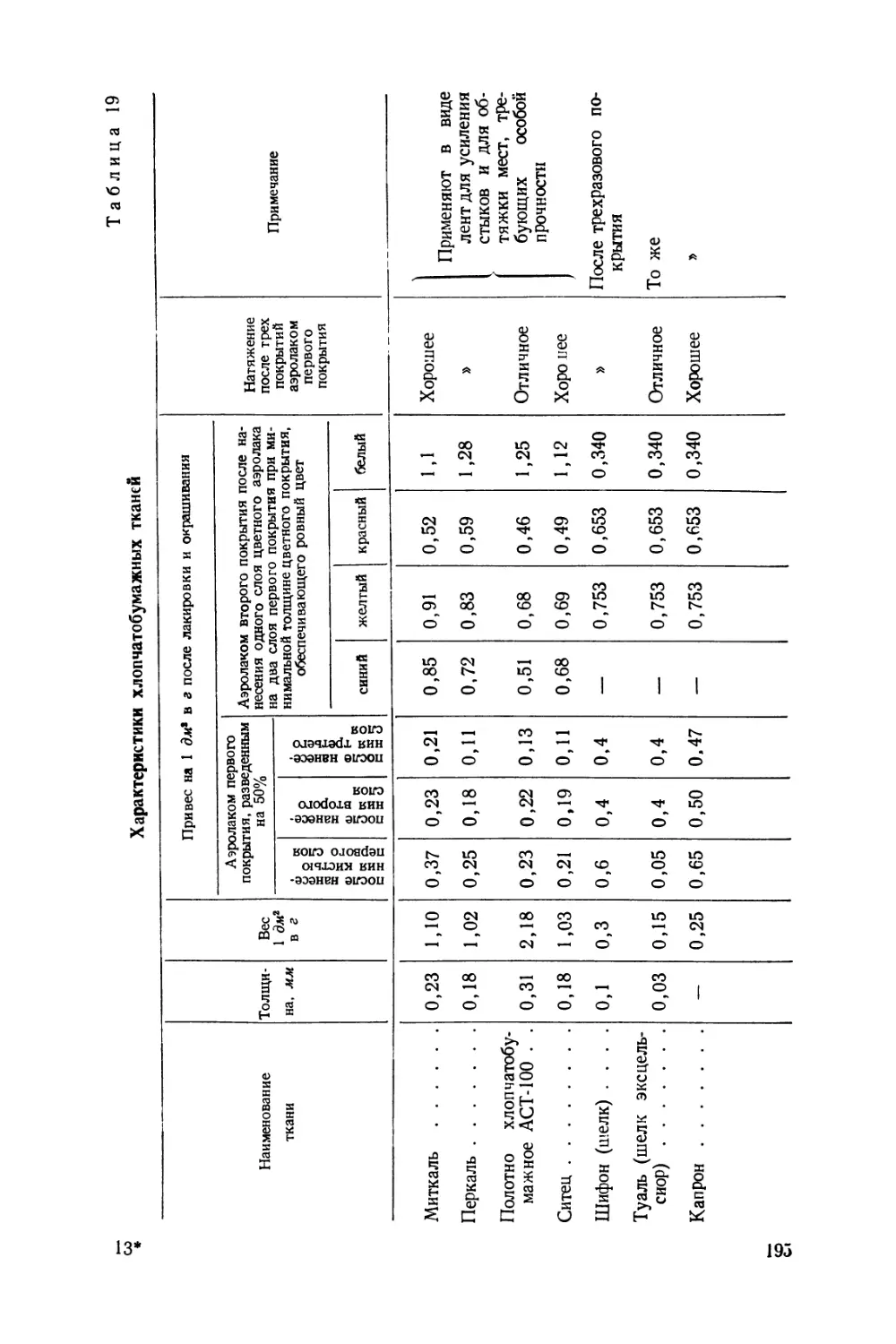
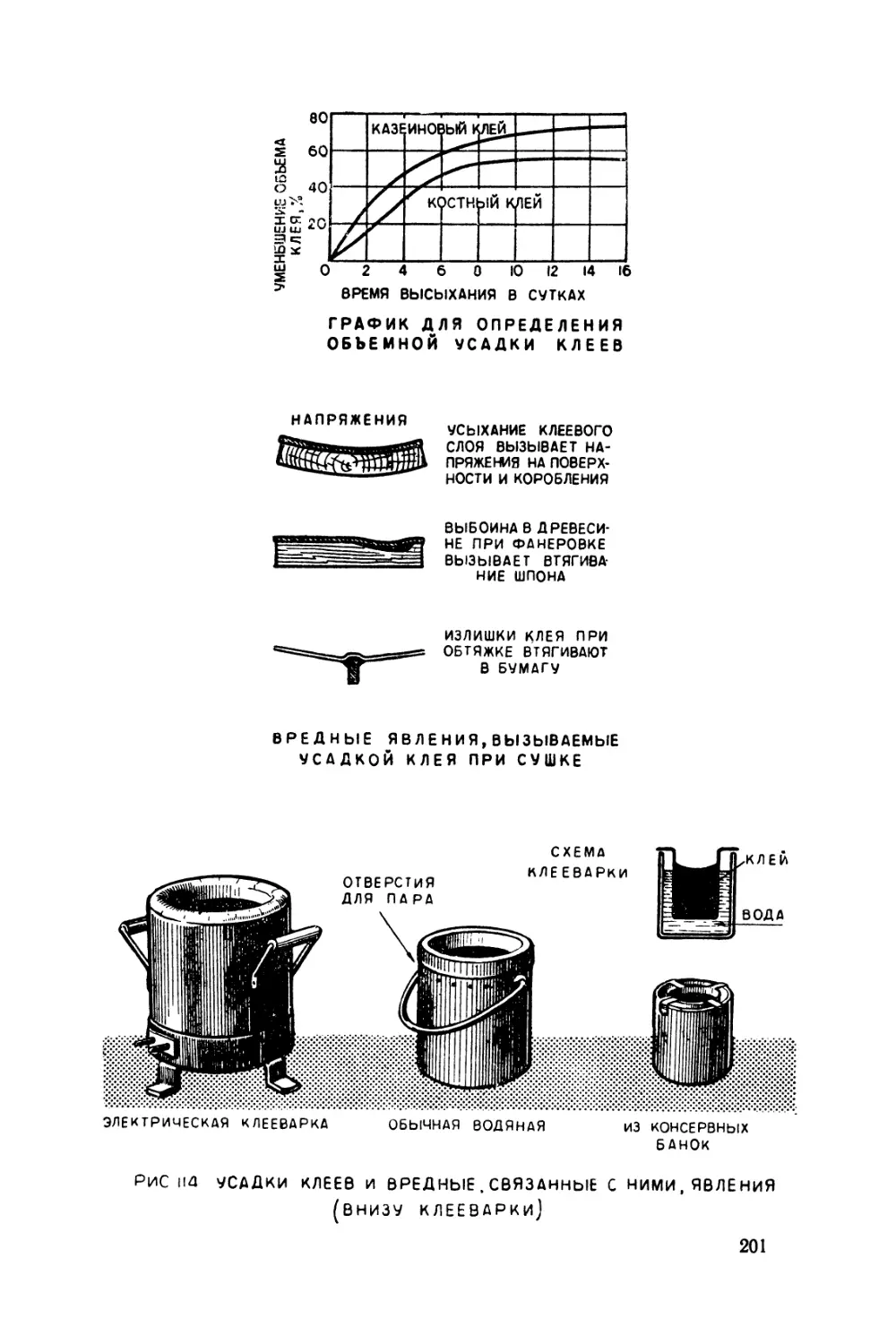
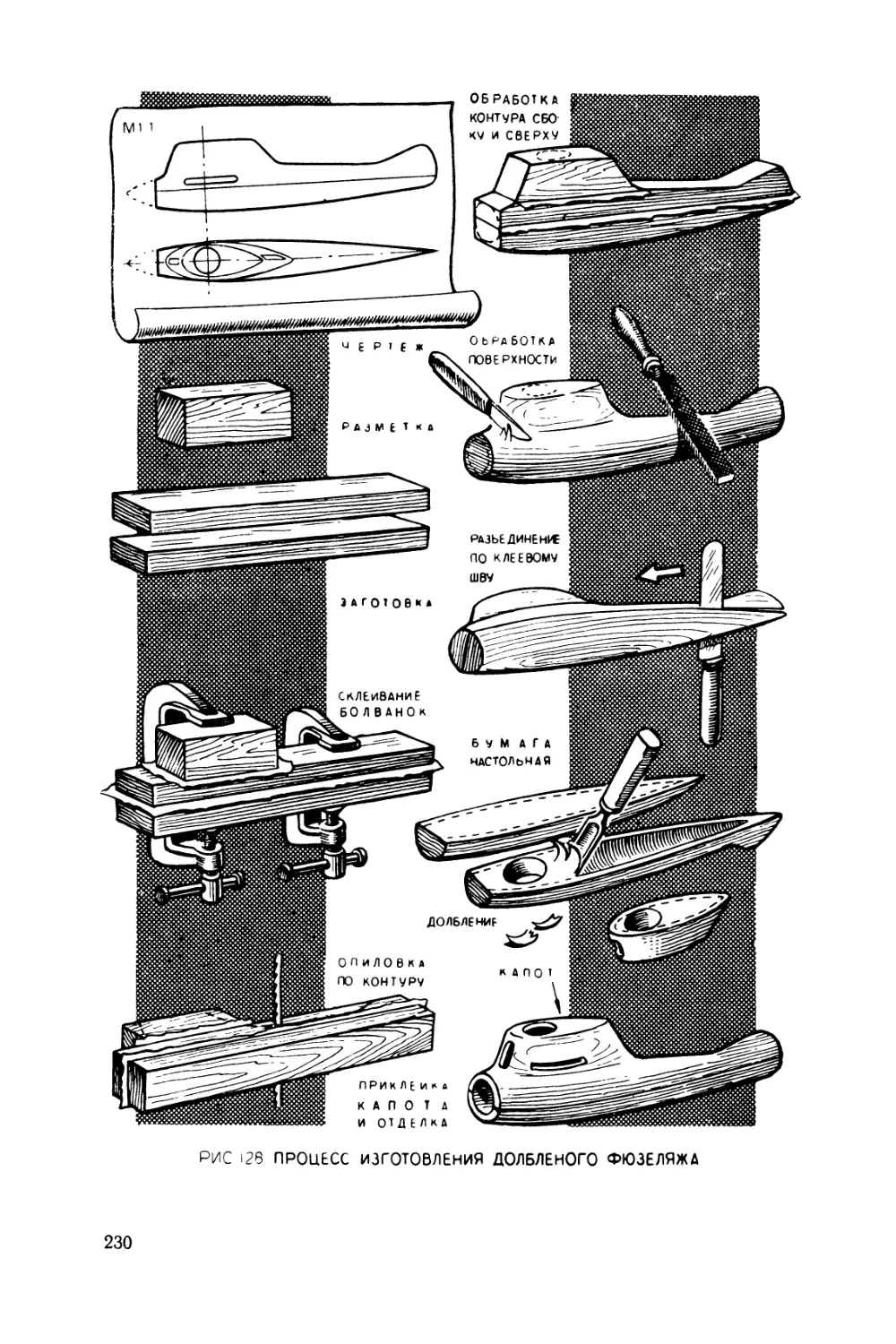
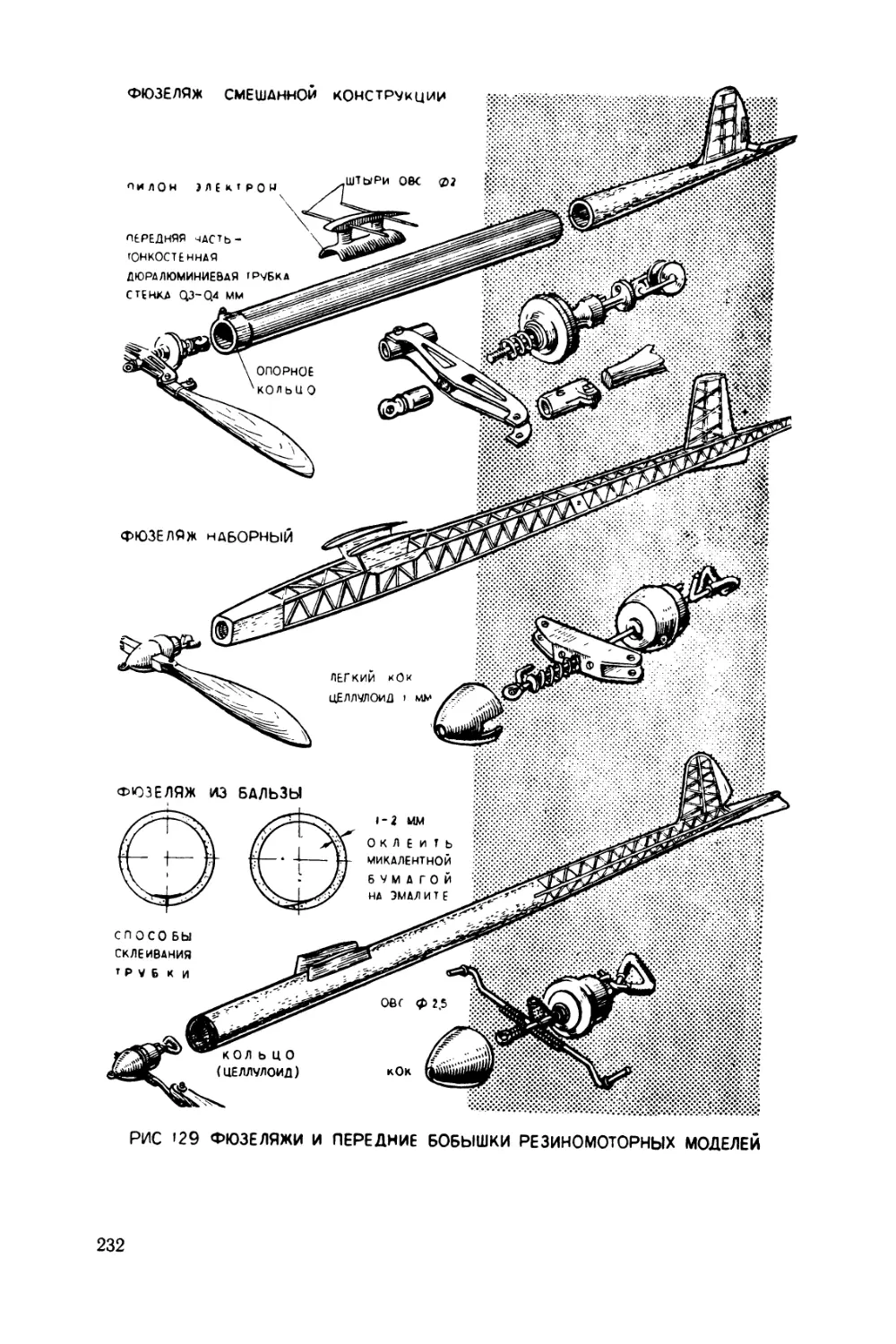
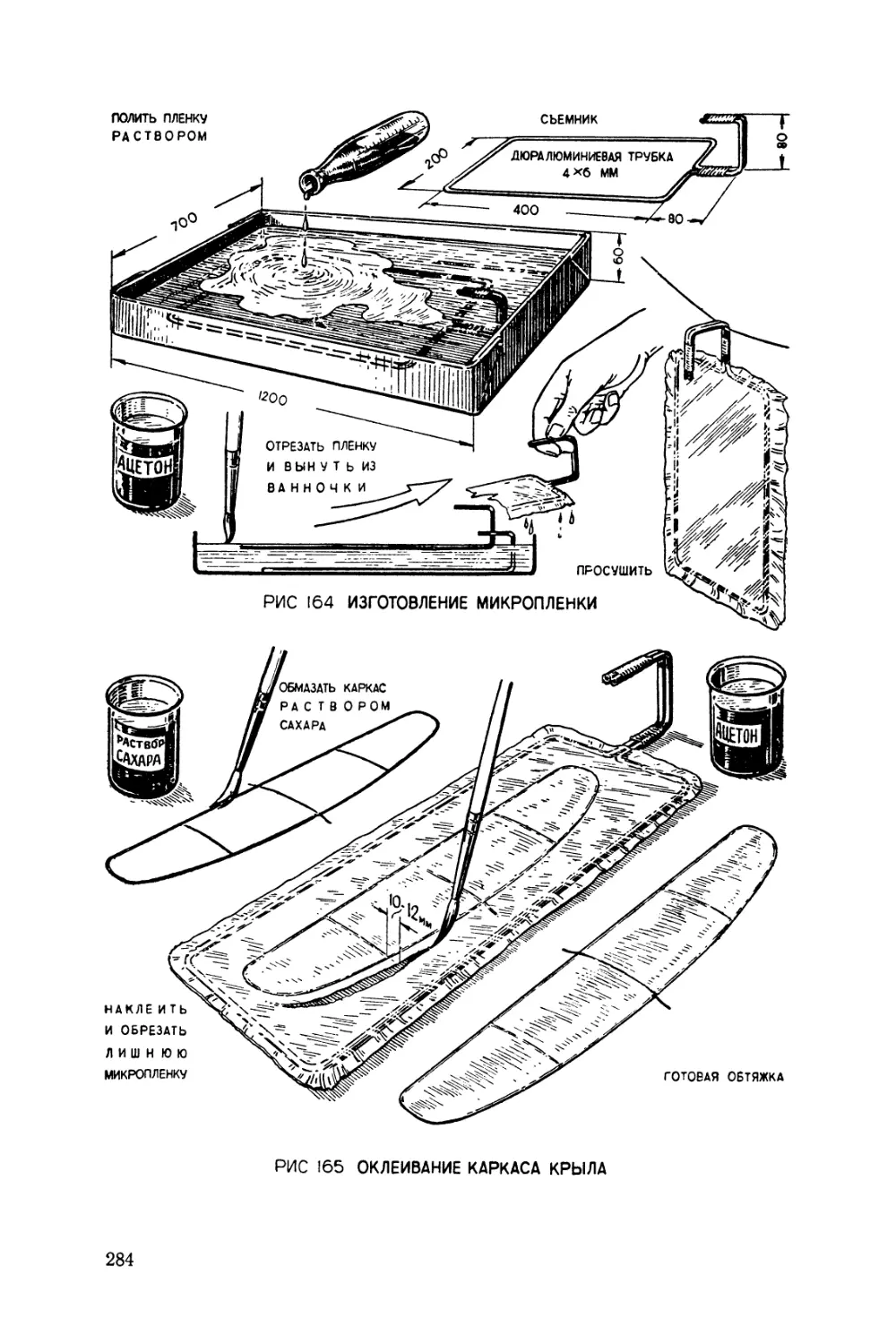
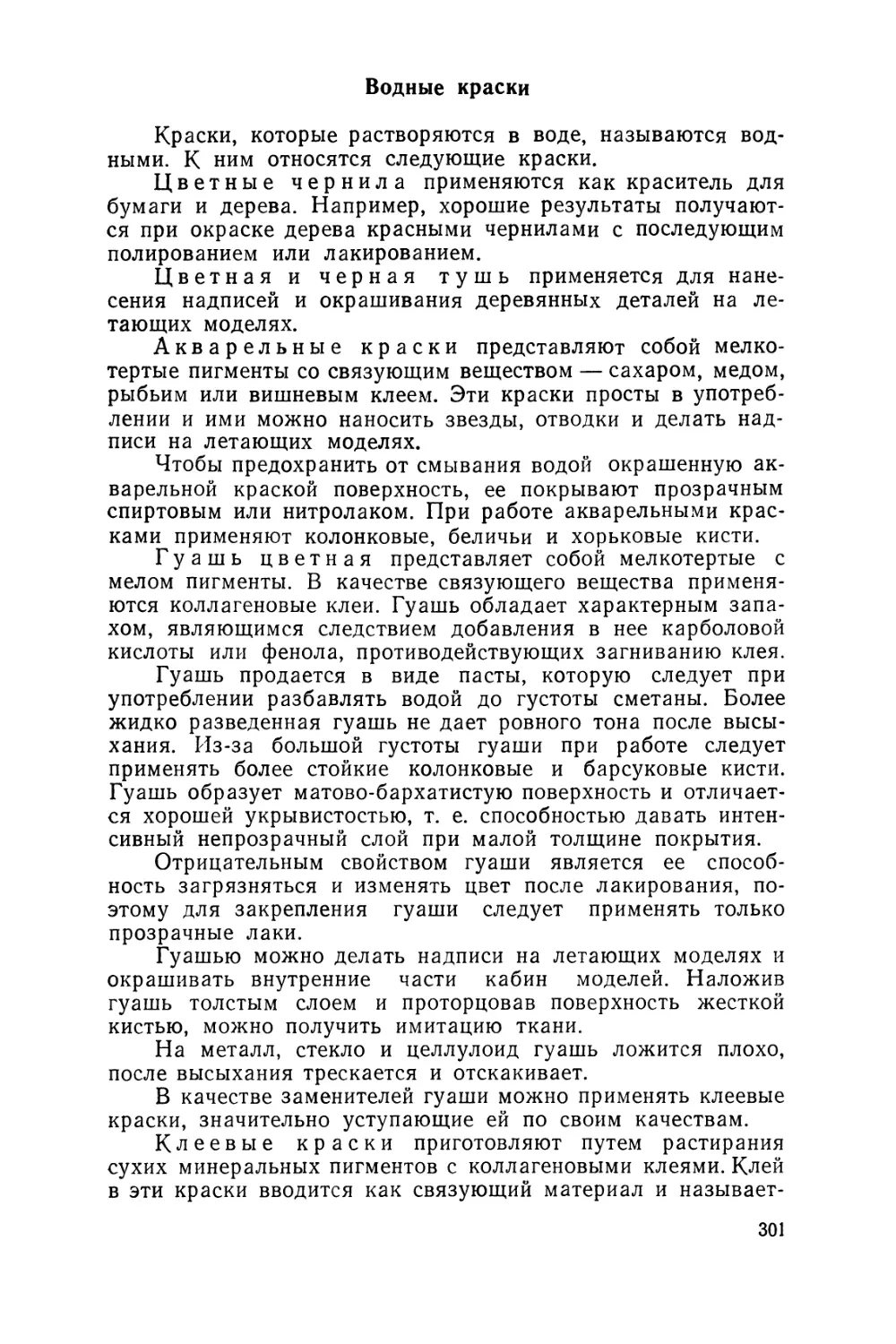
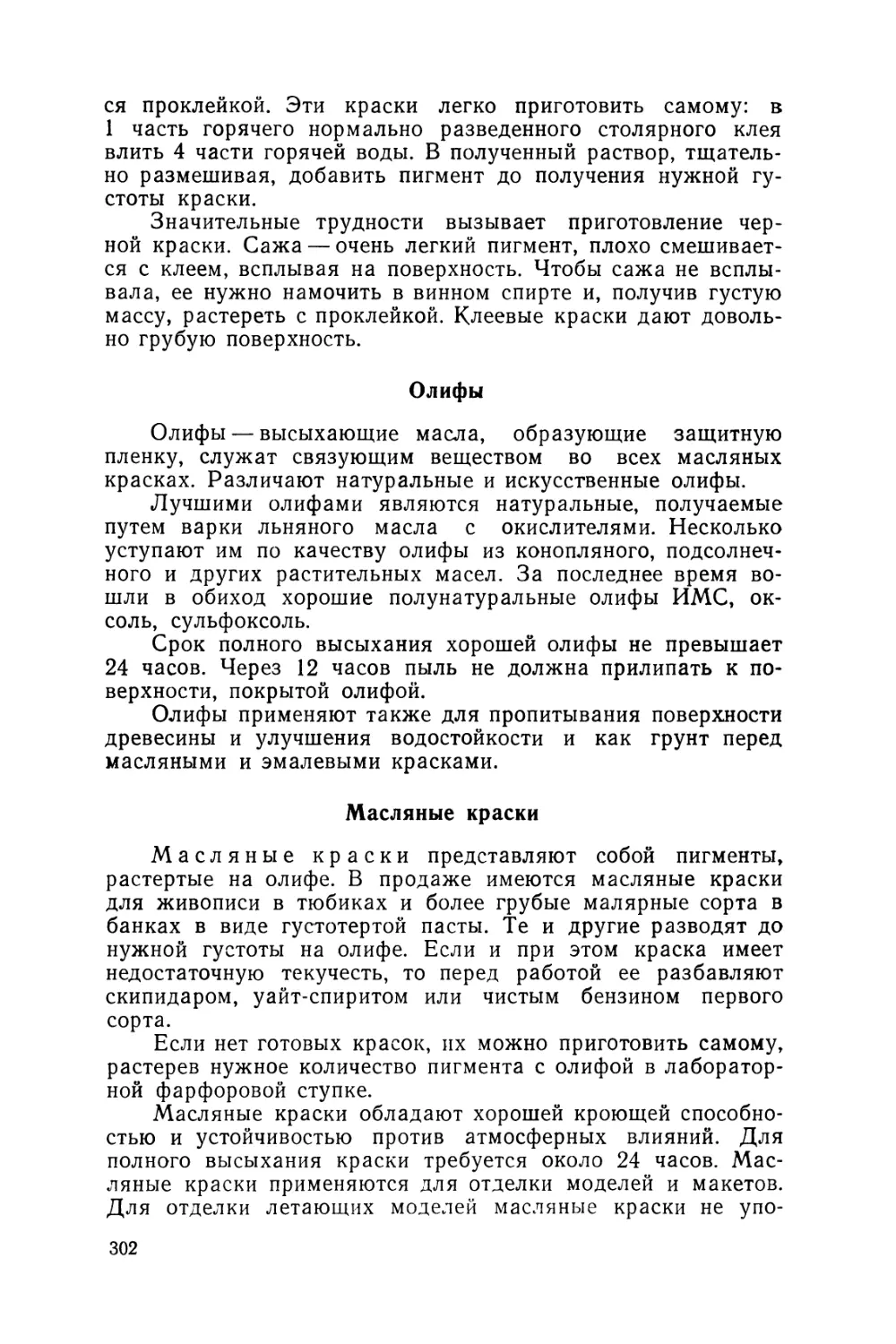
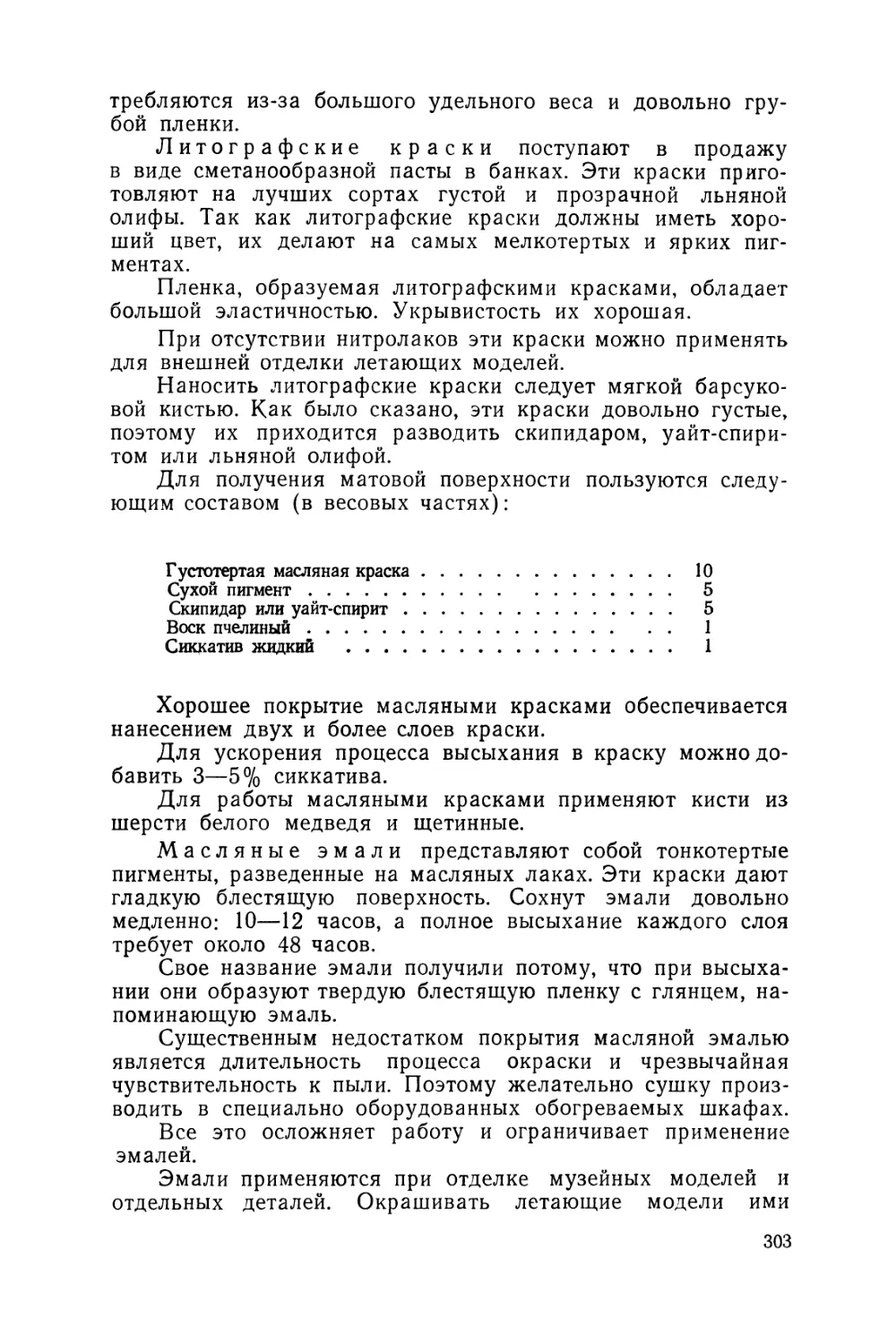
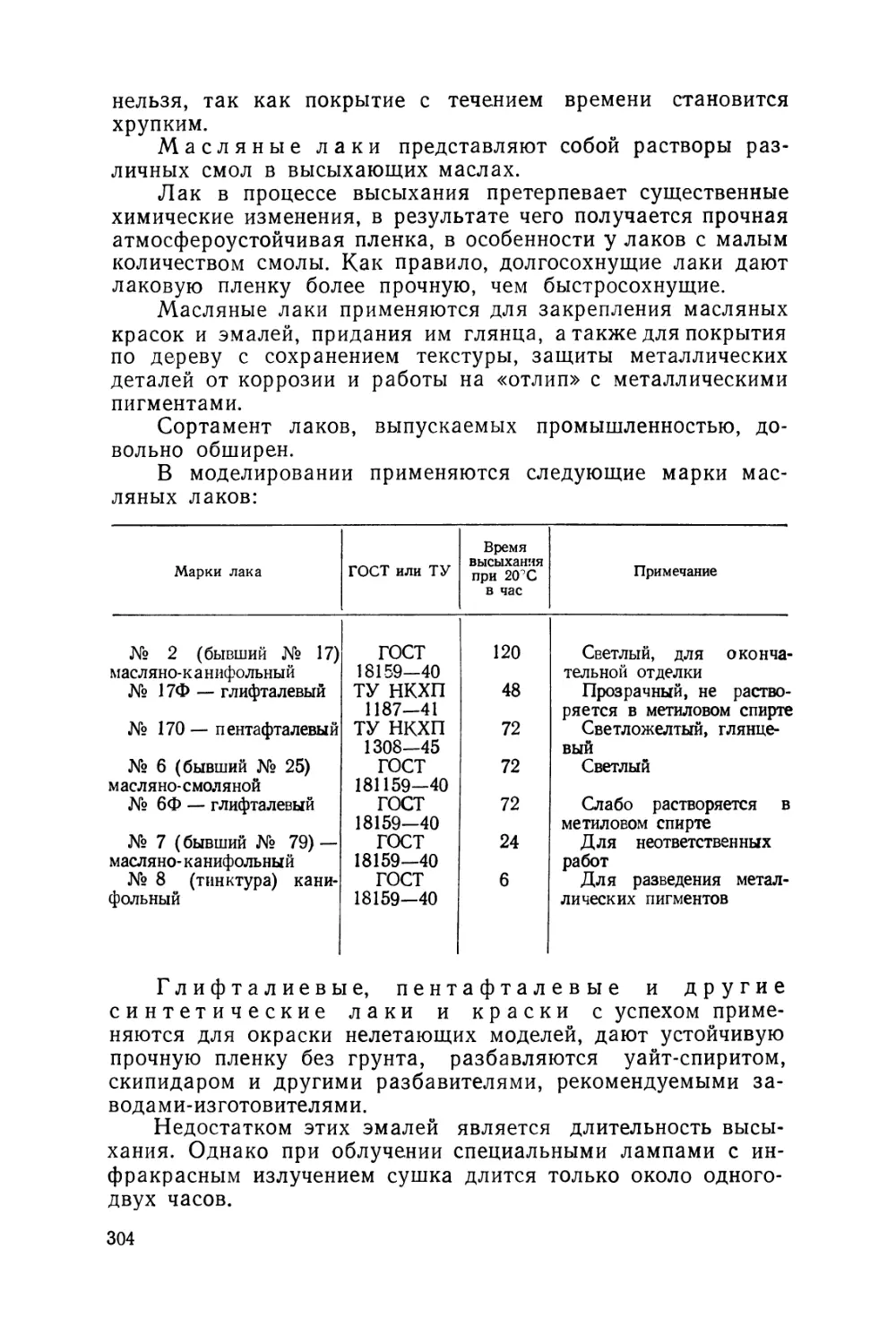
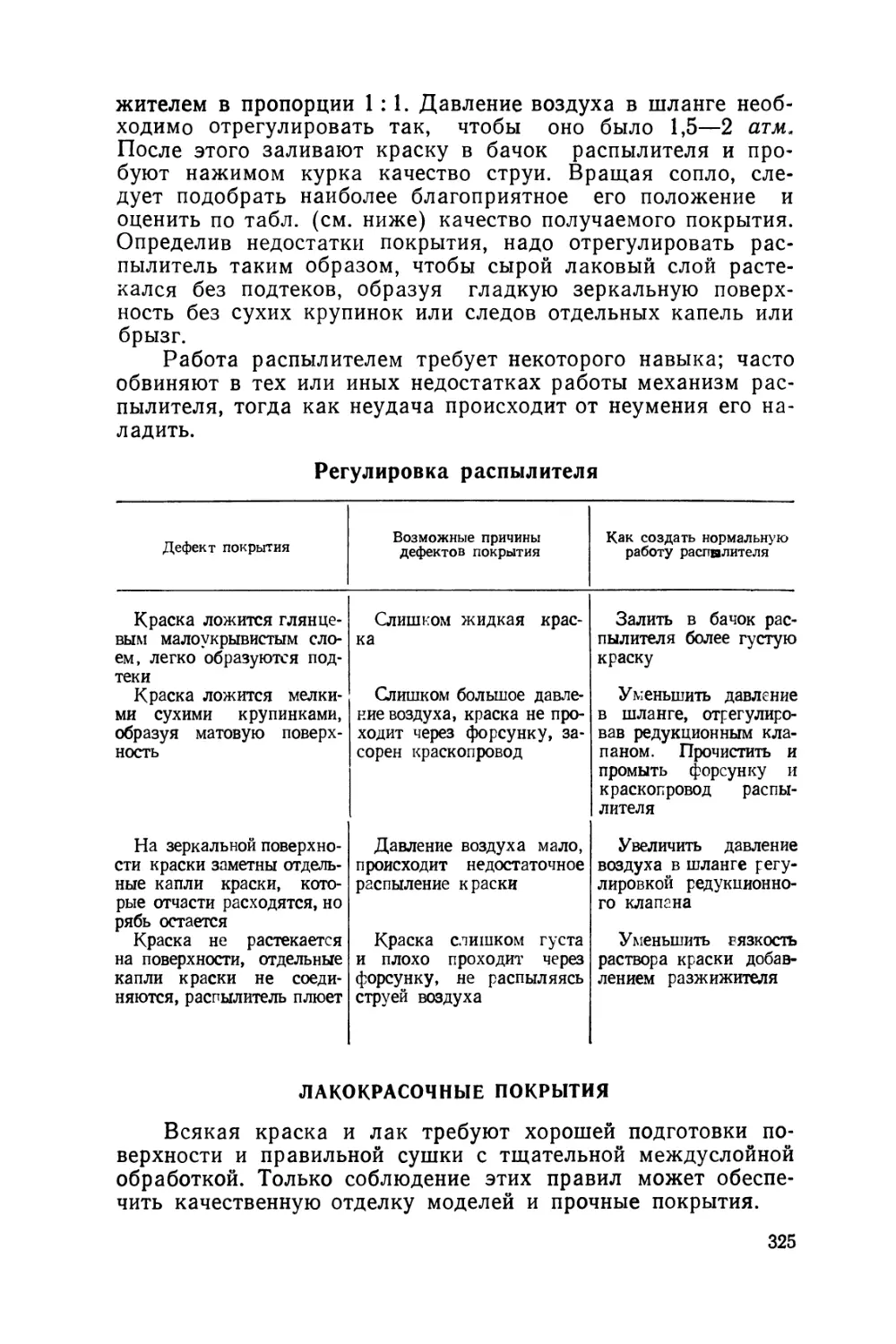
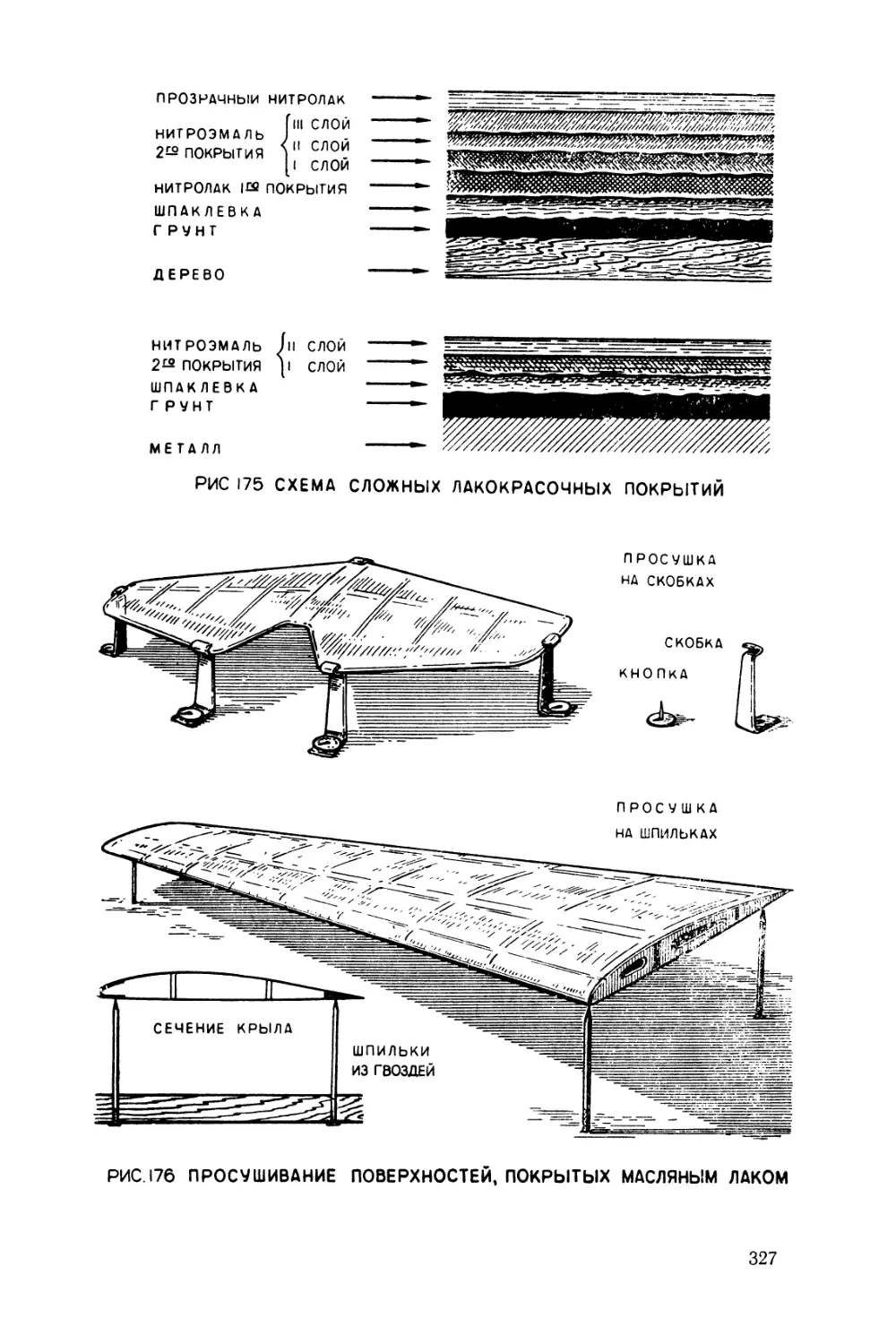
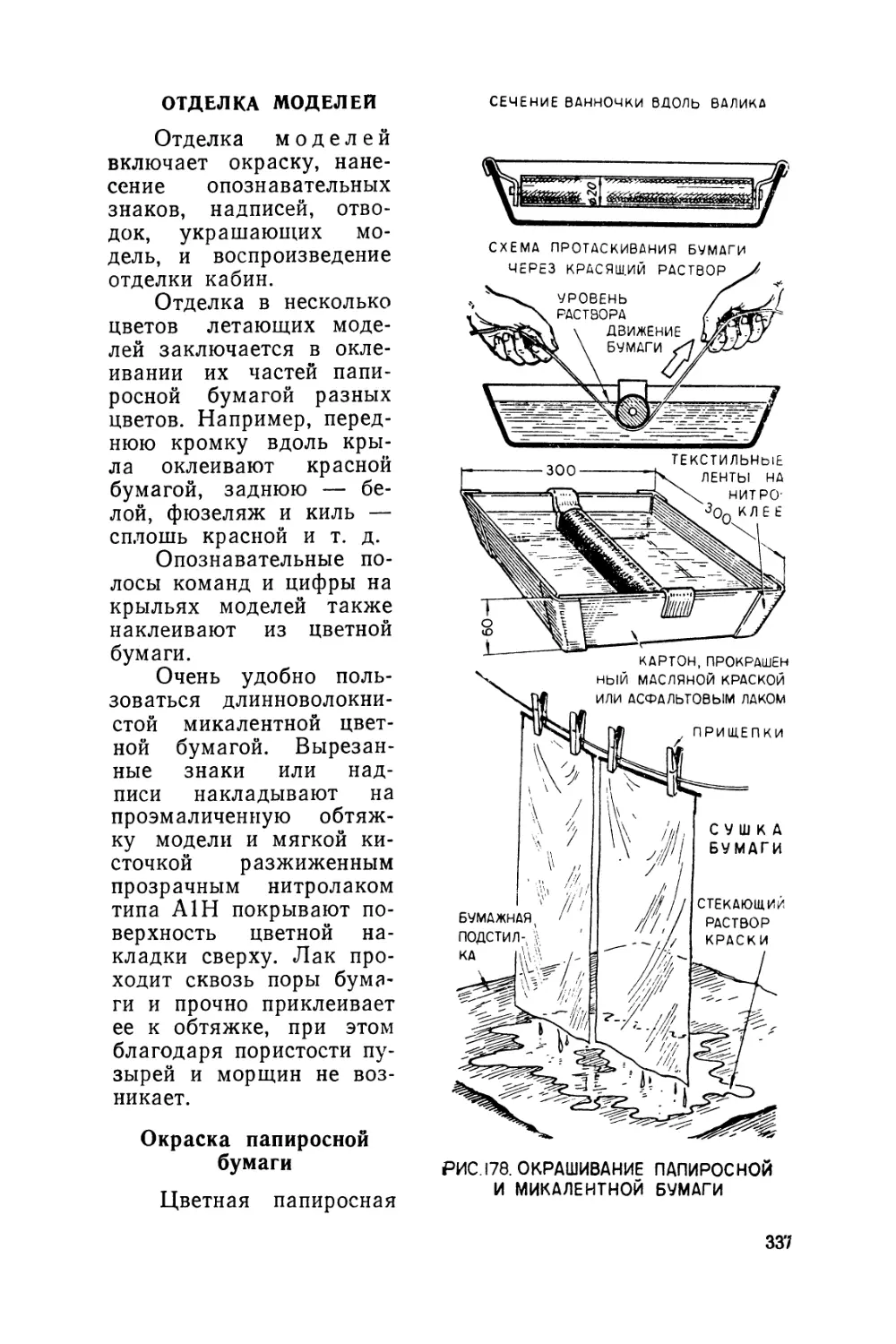
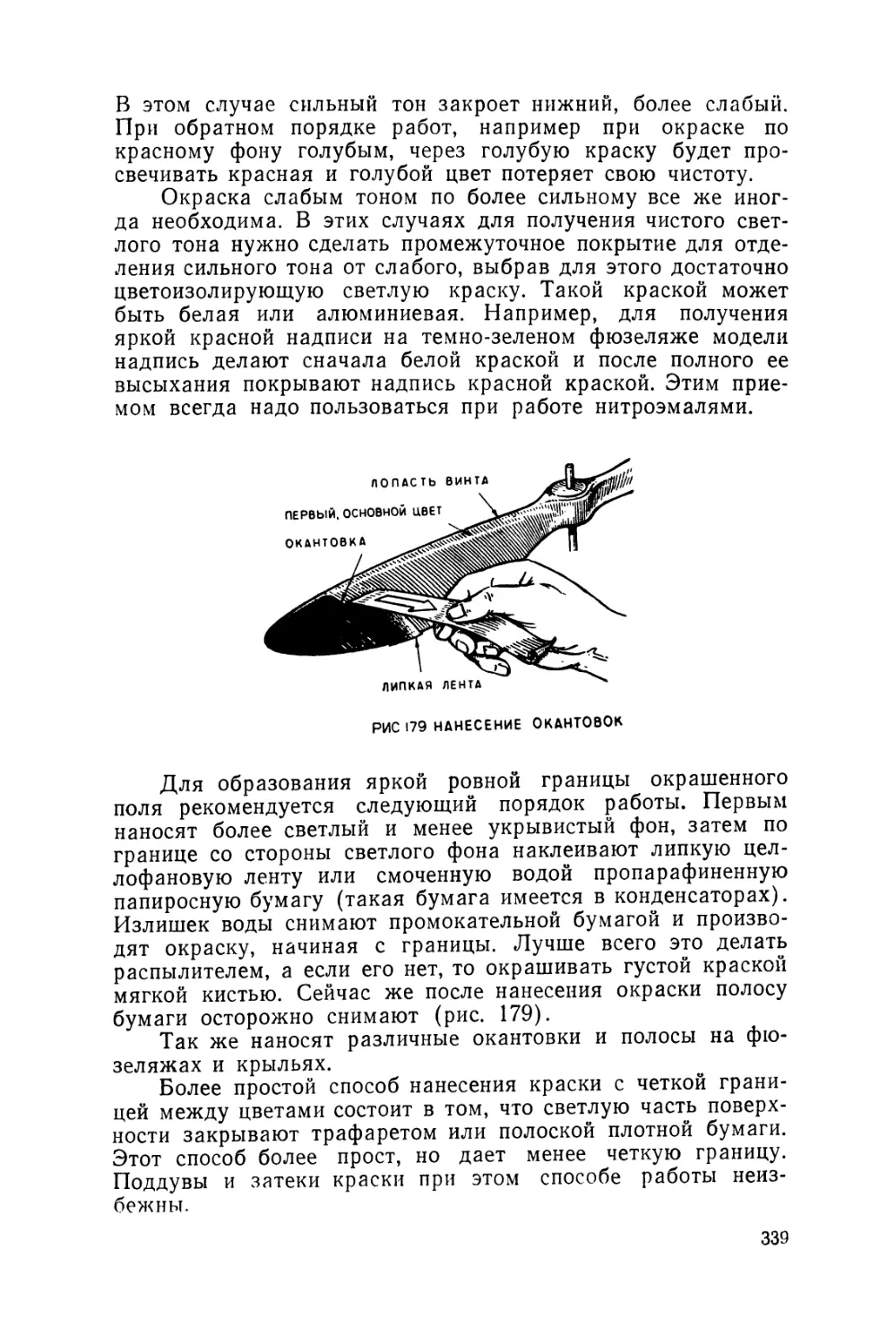




Text
О. К.ГАЕВСКИЙ
ИЗДАТЕЛЬСТВО J|0 СААФ-МОСКВА
<О 6 4
О. К. ГАЕВСКИЙ
АВИАМОДЕЛИРОВАНИЕ
Издание второе,
исправленное и дополненное
ИЗДАТЕЛЬСТВО ДОСААФ
МОСКВА — 1964
В книге «Авиамоделирование» (втором, исправленном и
дополненном издании книги «Технология изготовления авиа-
ционных моделей») описаны материалы и инструменты, при-
меняемые в процессе изготовления летающих и нелетающих
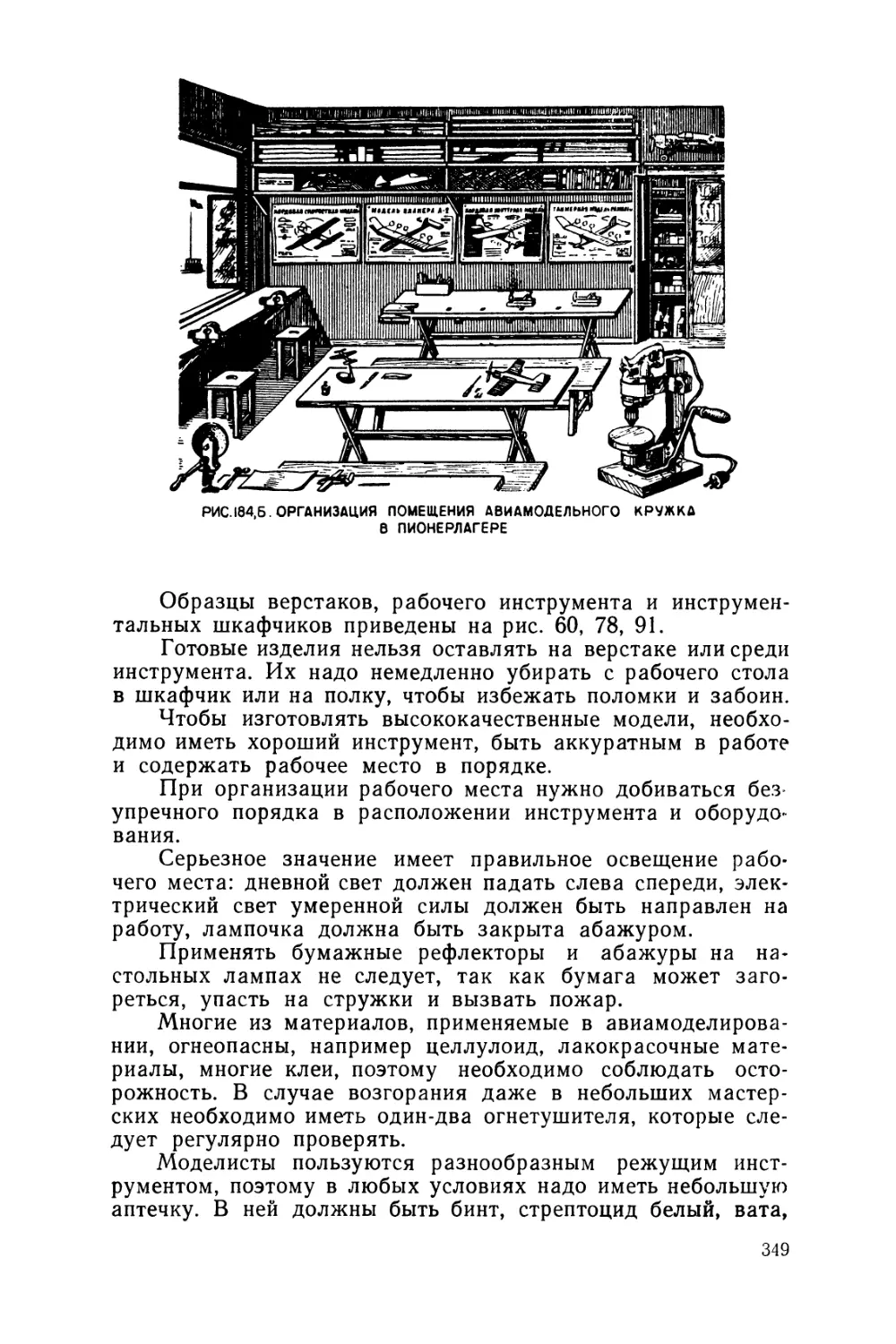
моделей, летательных аппаратов, приемы работы и органи-
зация рабочего места.
Книга рассчитана на юных техников и авиамоделистов,
имеющих некоторый опыт постройки авиационных моделей,
руководителей авиамодельных кружков и мастерских.
Она может служить также пособием для школьных тех-
нических кружков, домов пионеров и станций юных техников.
Многое, описанное в книге, полезно знать при макетных
работах и другом любительском и профессиональном модели-
ровании.
ВВЕДЕНИЕ
Стремительное развитие авиационной техники, увеличе-
ние скоростей полета, появление и развитие новых типов са-
молетов, ракет и моторов, применение новых материалов —
все это, естественно, меняет и технологию производства. По-
добные изменения произошли и в «малой авиации», где так-
же растут скорости, применяются новые, более совершенные
моторы, в том числе и реактивные.
Модели, которые строят авиамоделисты и профессиональ-
ные макетчики, можно разделить на два основных вида:
летающие и нелетающие (музейные модели, макеты).
Постройка летающих моделей и соревнования с ними —
увлекательный технический спорт, широко распространенный
среди молодежи. Спортивные достижения советских авиамо-
делистов очень высоки.
Совершенствованию мастерства наших авиамоделистов
способствуют ежегодно проводимые соревнования летающих
моделей. Наиболее интересны традиционные всесоюзные со-
ревнования по различным классам моделей, на которые при-
езжают моделисты со всего Союза и где выявляются лучшие
команды и чемпионы.
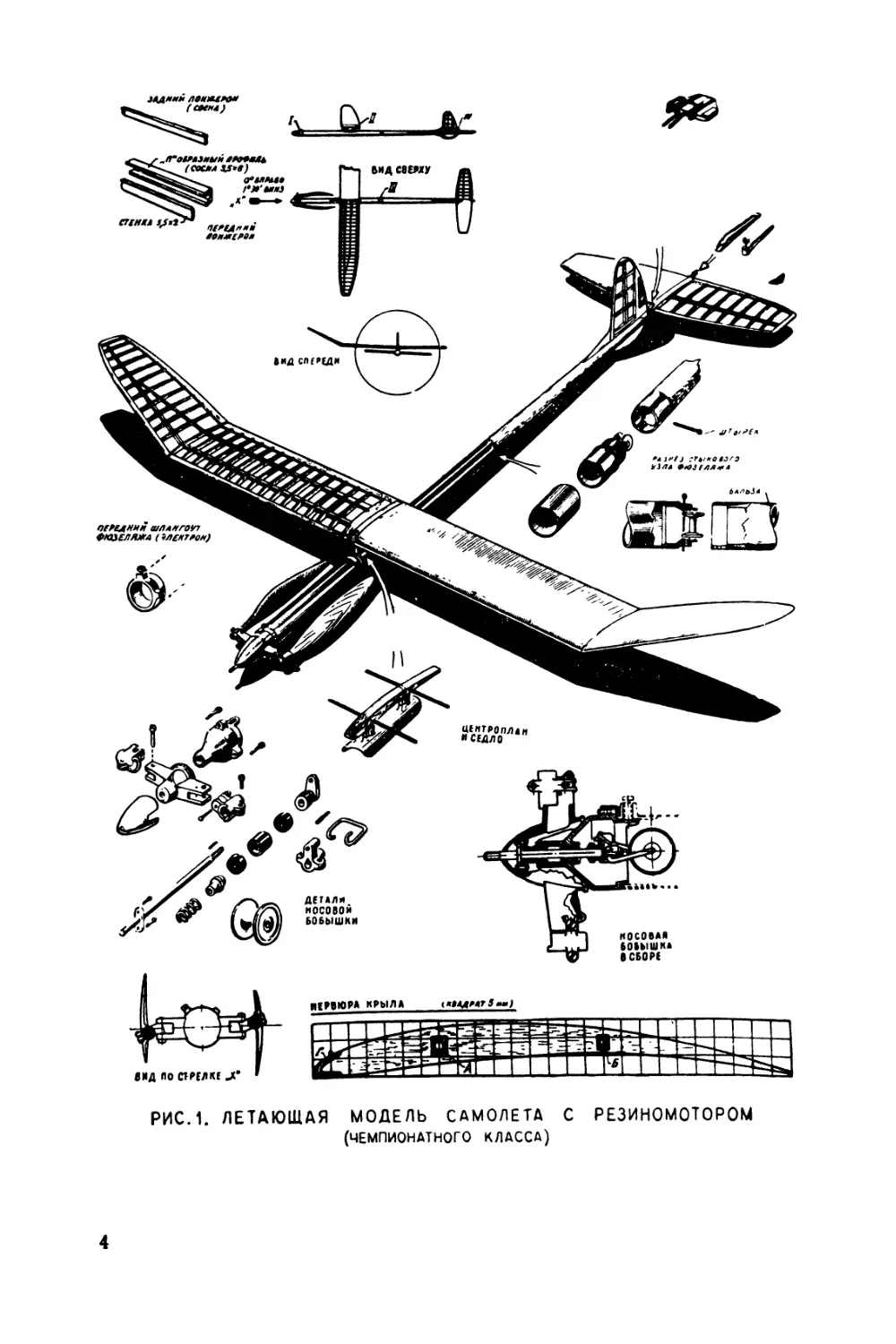
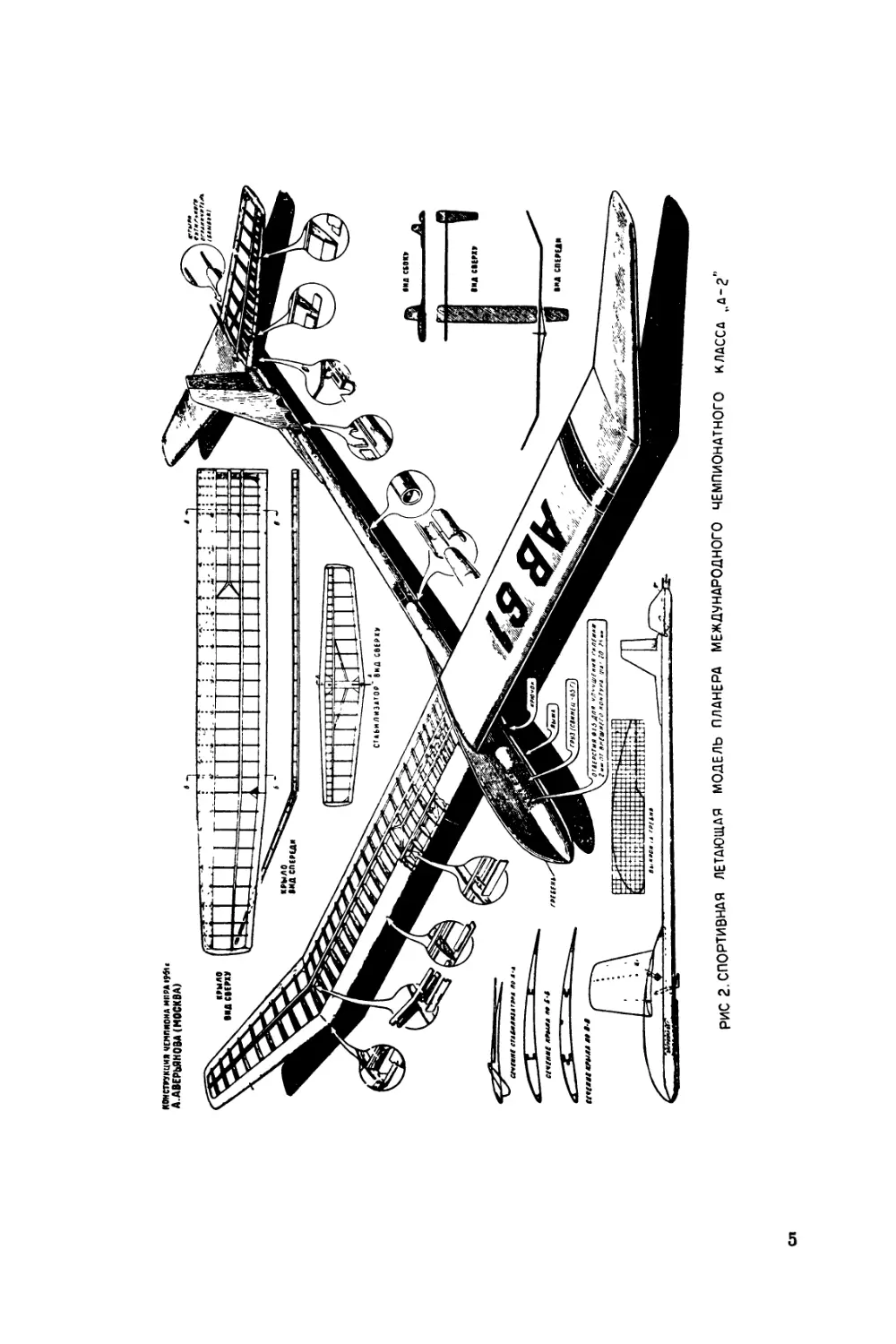
Первый вид моделей — это летающие. По правилам авиа-
модельных соревнований в СССР и Международного авиа-
модельного кодекса ФАИ спортивные летающие модели раз-
деляются на несколько классов и категорий по принципу по-
лета, размерам, рабочему объему и виду двигателя, условиям
соревнований и др. Модели наиболее распространенных
классов показаны на рис. 1, 2.
В конструкции спортивных летающих моделей чрезвычай-
но важную роль играет вес. Чтобы уменьшить вес и повысить
прочность моделей, необходимо применять специальные ма-
териалы и знать приемы работы.
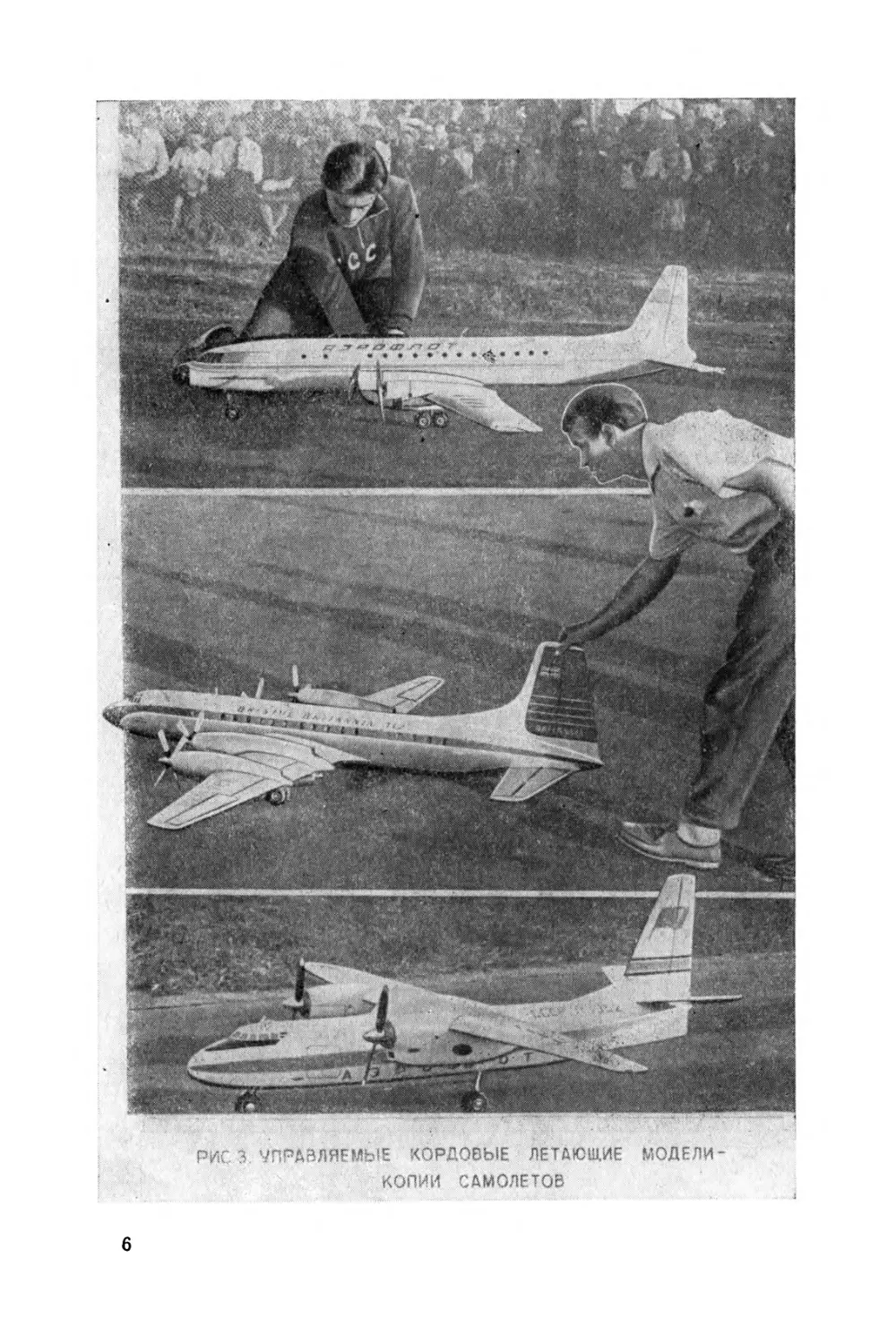
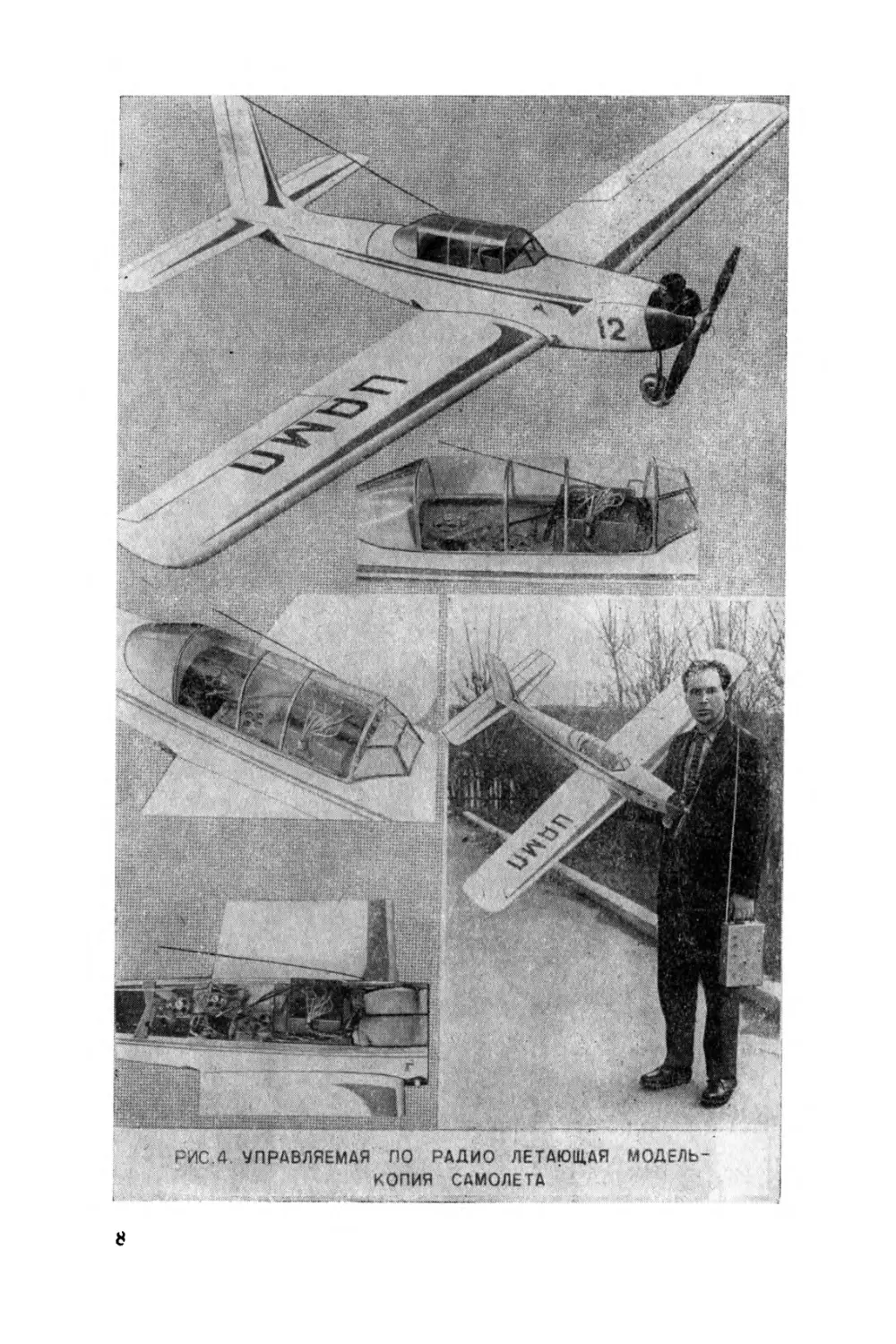
Наиболее сложными авиационными моделями являются
летающие модели-копии самолетов, управляемые по радио, и
3
РИС.1. ЛЕТАЮЩАЯ МОДЕЛЬ САМОЛЕТА С РЕЗИНОМОТОРОМ
(ЧЕМПИОНАТНОГО КЛАССА)
4
сл
РИС 2. СПОРТИВНАЯ ЛЕТАЮЩАЯ МОДЕЛЬ ПЛАНЕРА МЕЖДУНАРОДНОГО ЧЕМПИОНАТНОГО КЛАССА,
РИС 3. УПРАВЛЯЕМЫЕ КОРДОВЫЕ ЛЕТАЮЩИЕ МОДЕЛИ-
КОПИИ САМОЛЕТОВ
6
кордовые (рис. 3 и 4). Кроме обеспечения летных качеств, к
ним предъявляются дополнительные требования геометриче-
ского и конструктивного подобия.
Модель-копия считается тем лучше, чем больше ее сход-
ство с самолетом-прототипом, чем тщательнее она изготов-
лена и чем лучше ее внешняя отделка. Вместе с тем модель-
копия должна показывать высокие летные качества.
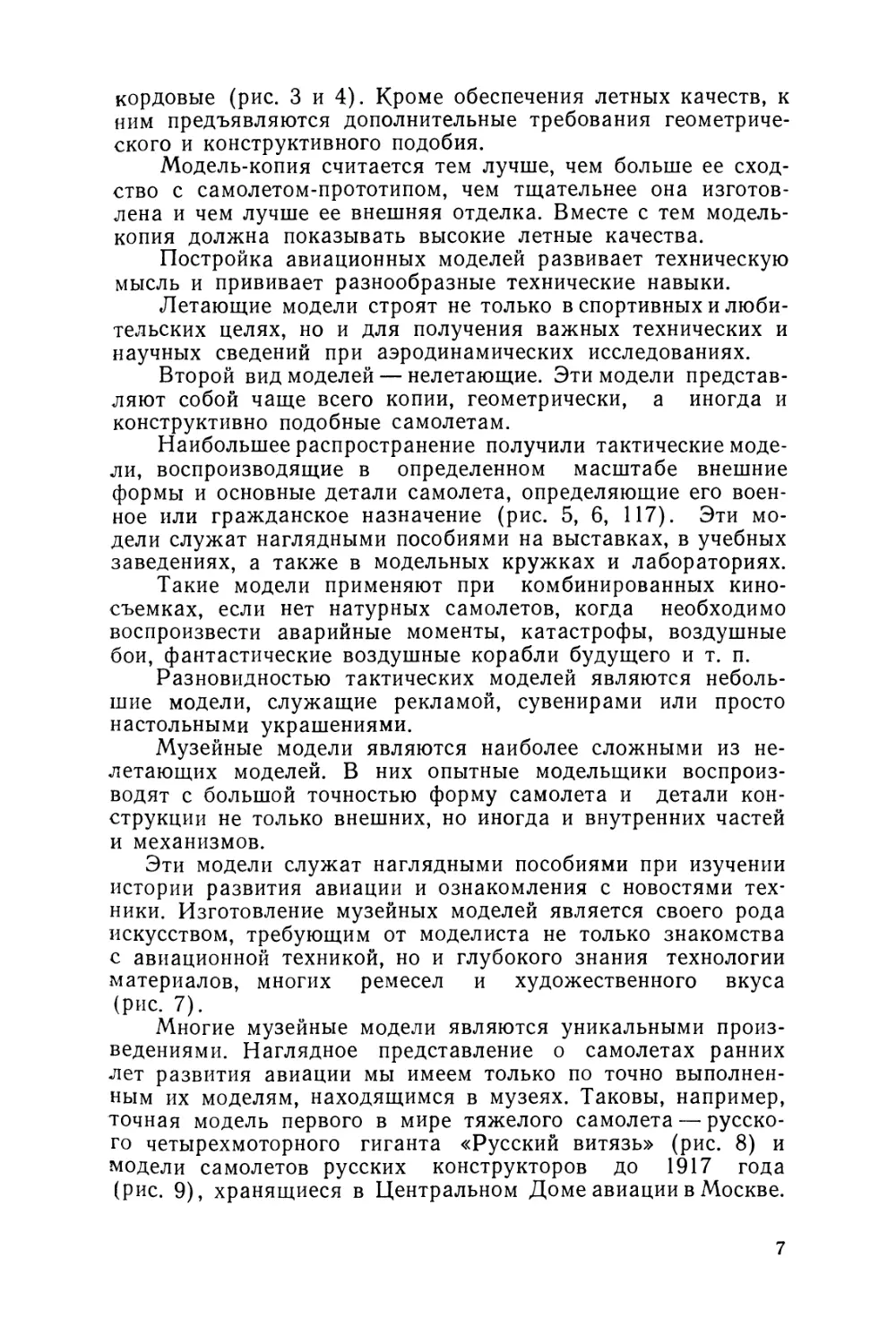
Постройка авиационных моделей развивает техническую
мысль и прививает разнообразные технические навыки.
Летающие модели строят не только в спортивных и люби-
тельских целях, но и для получения важных технических и
научных сведений при аэродинамических исследованиях.
Второй вид моделей — нелетающие. Эти модели представ-
ляют собой чаще всего копии, геометрически, а иногда и
конструктивно подобные самолетам.
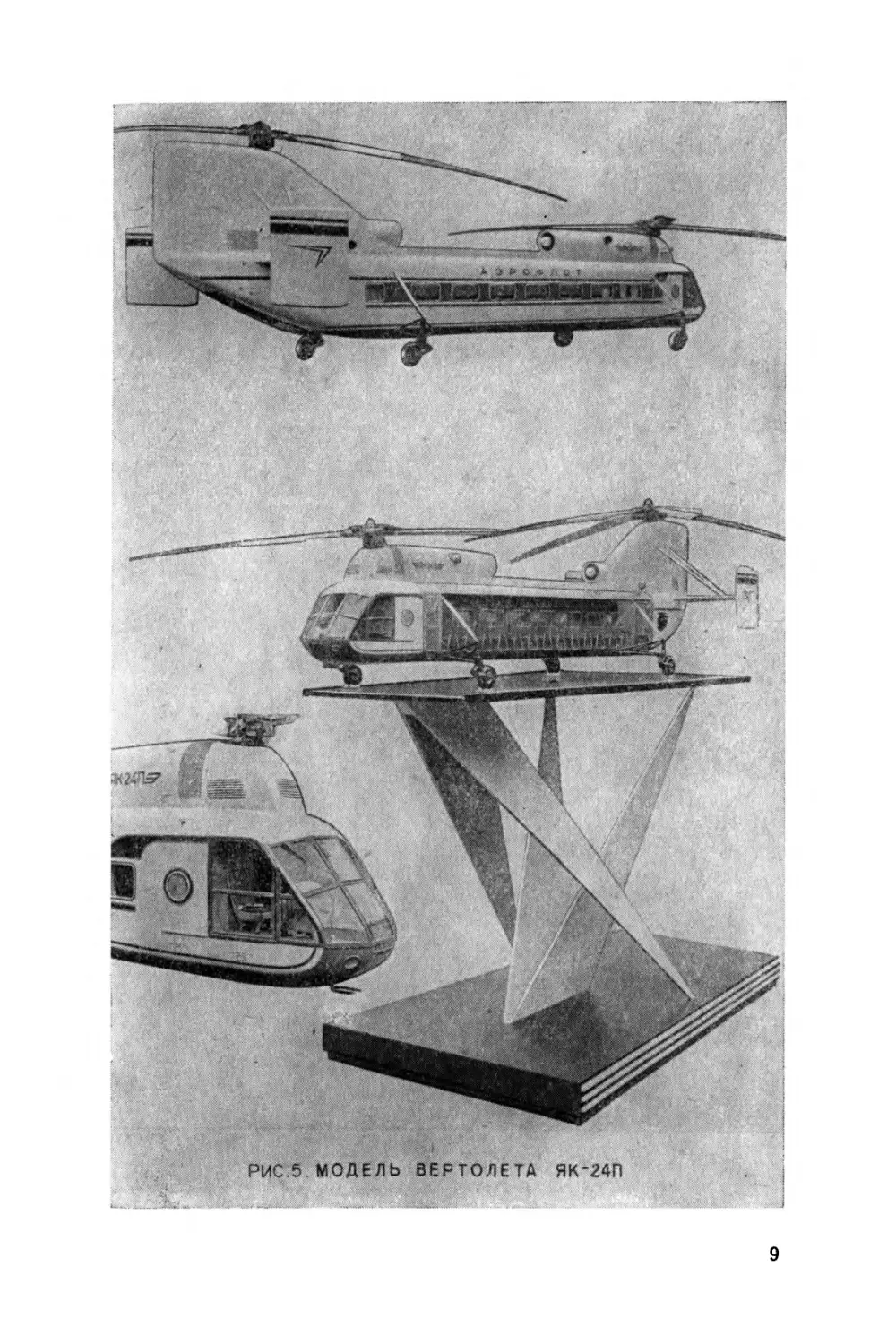
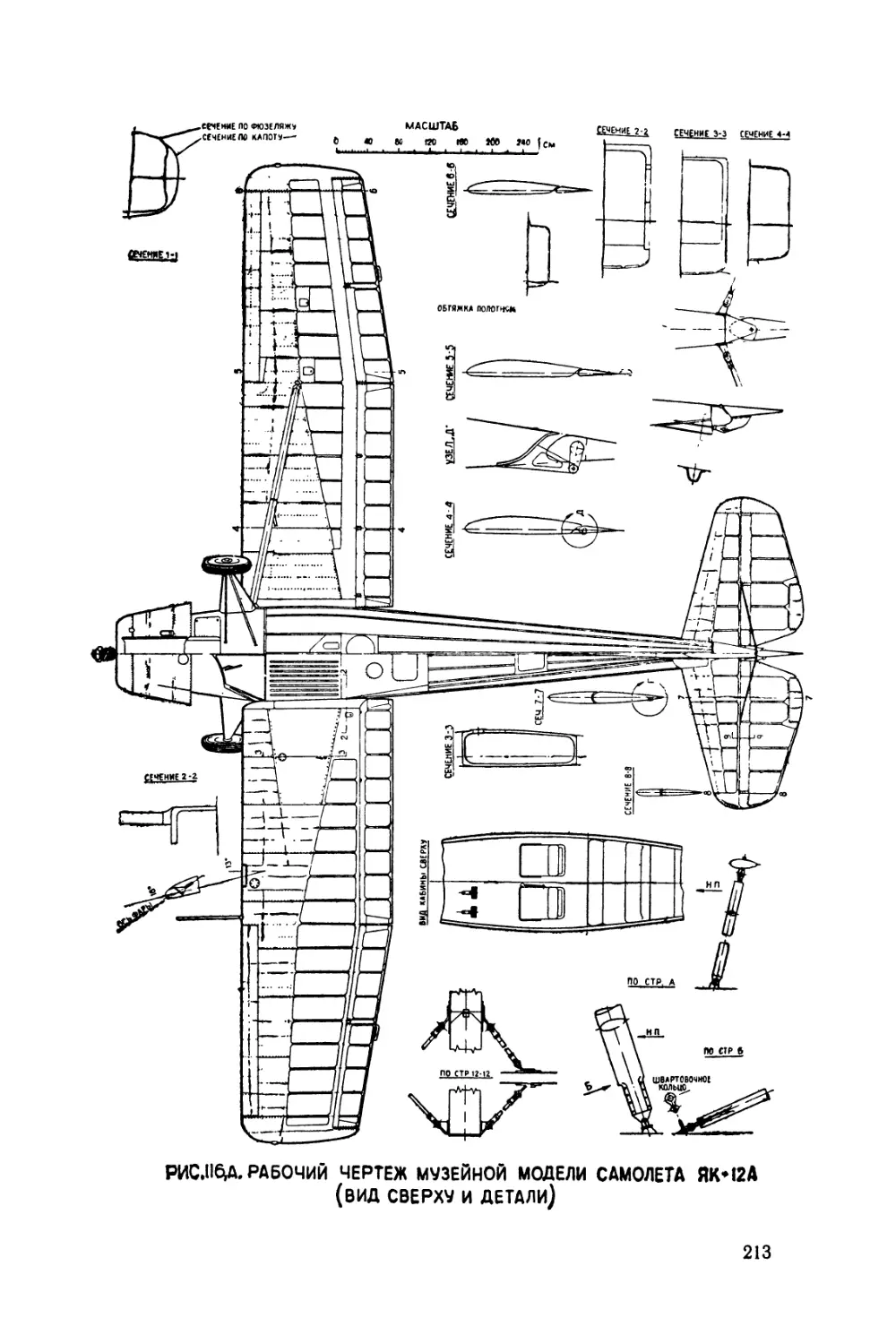
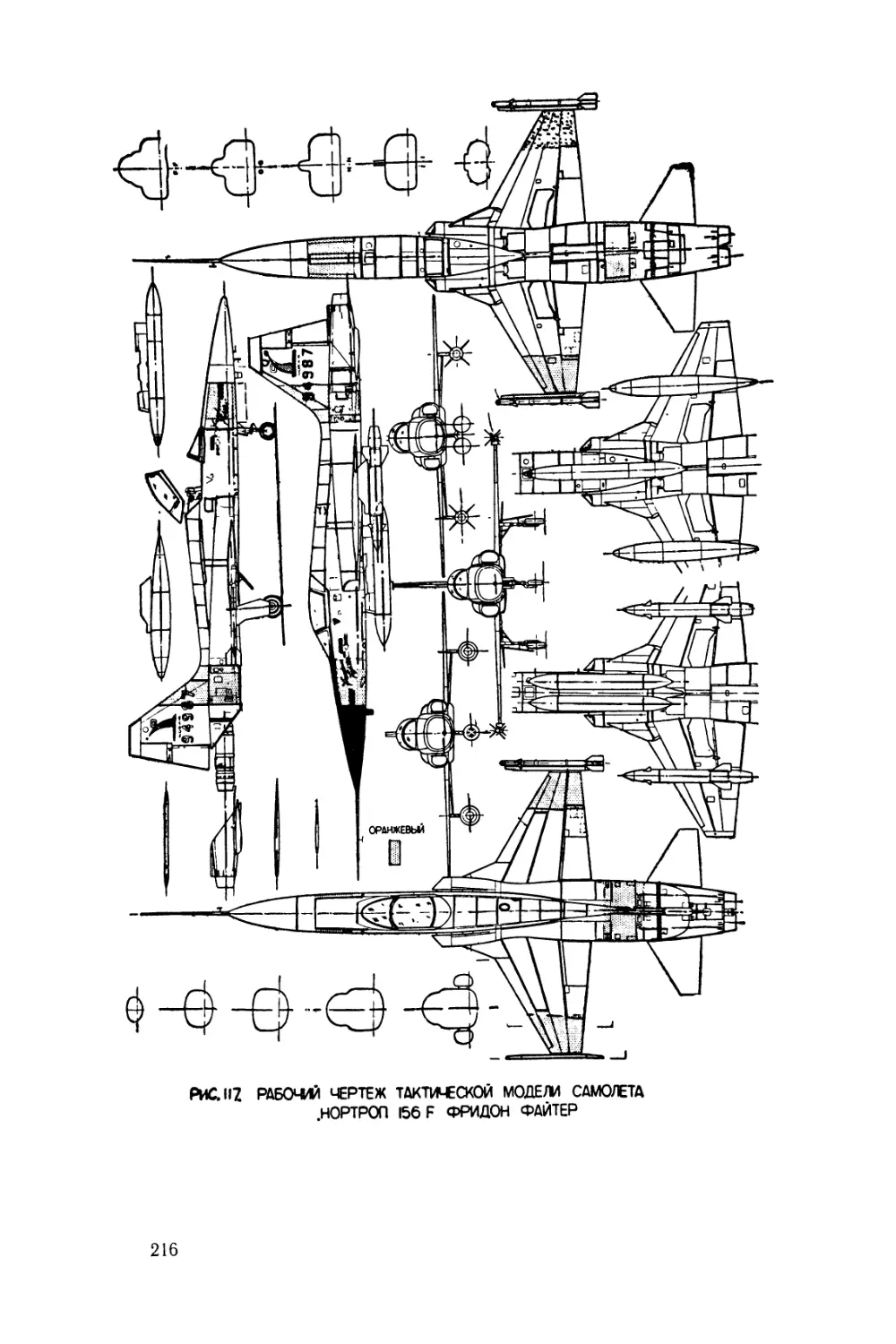
Наибольшее распространение получили тактические моде-
ли, воспроизводящие в определенном масштабе внешние
формы и основные детали самолета, определяющие его воен-
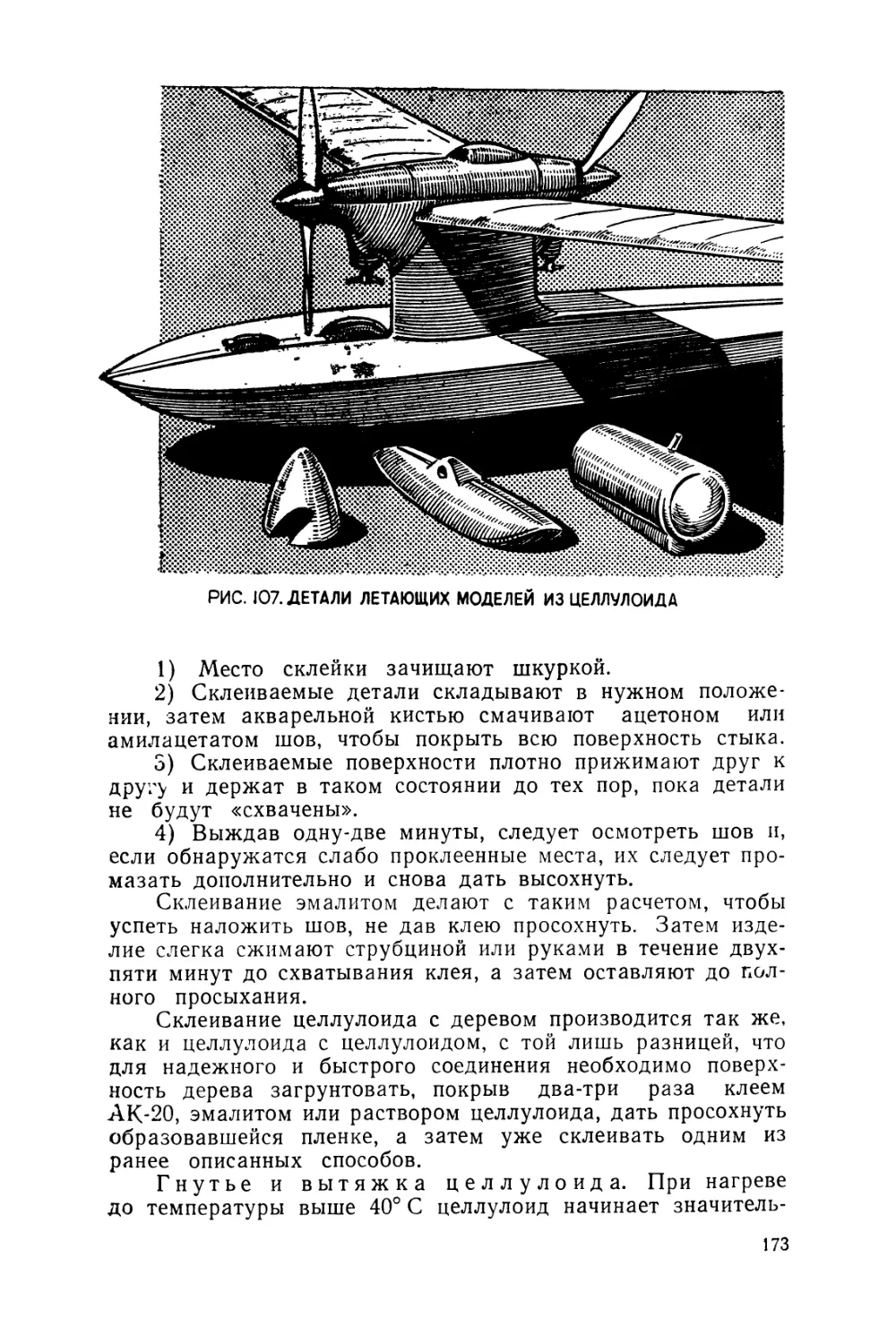
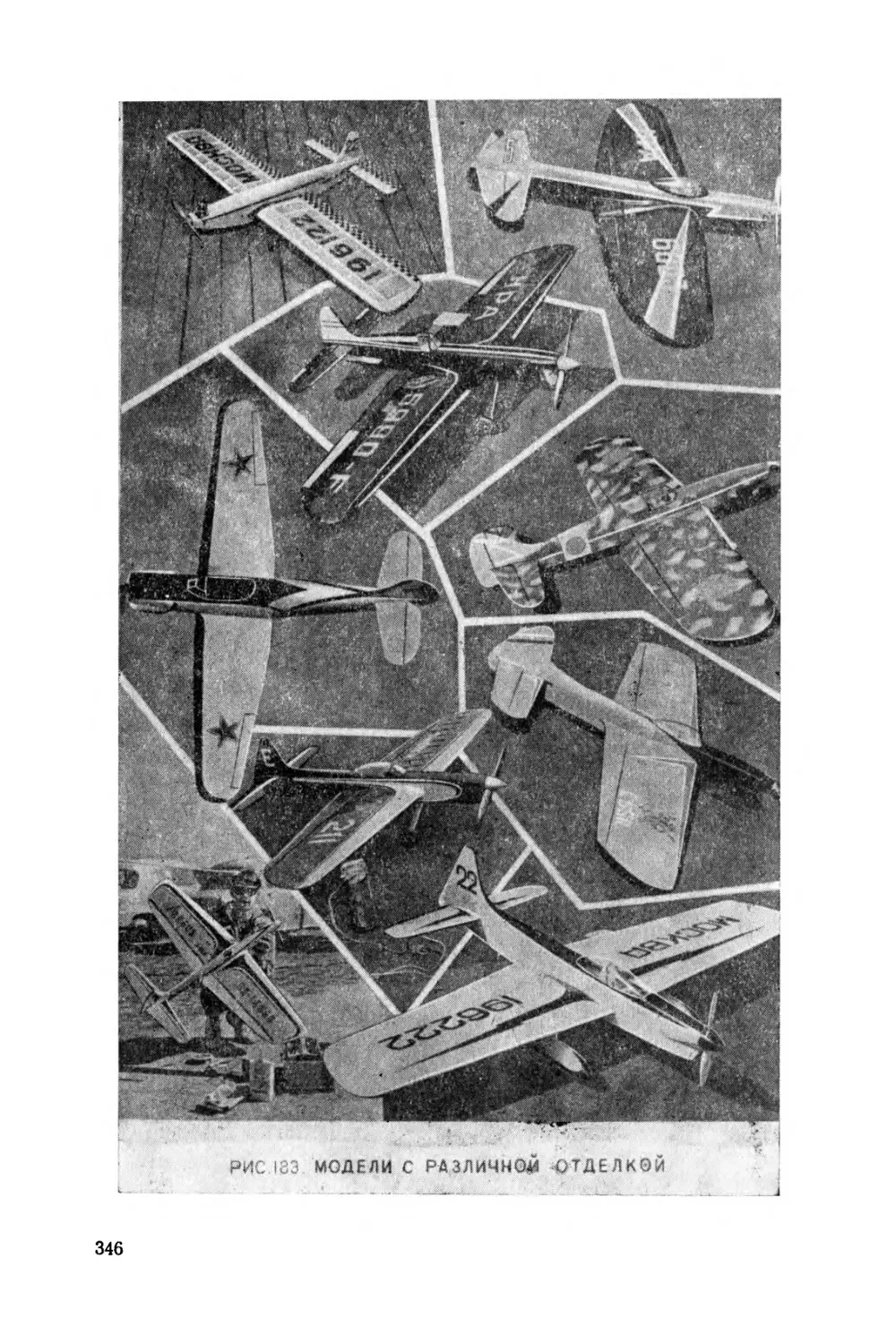
ное или гражданское назначение (рис. 5, 6, 117). Эти мо-
дели служат наглядными пособиями на выставках, в учебных
заведениях, а также в модельных кружках и лабораториях.
Такие модели применяют при комбинированных кино-
съемках, если нет натурных самолетов, когда необходимо
воспроизвести аварийные моменты, катастрофы, воздушные
бои, фантастические воздушные корабли будущего и т. п.
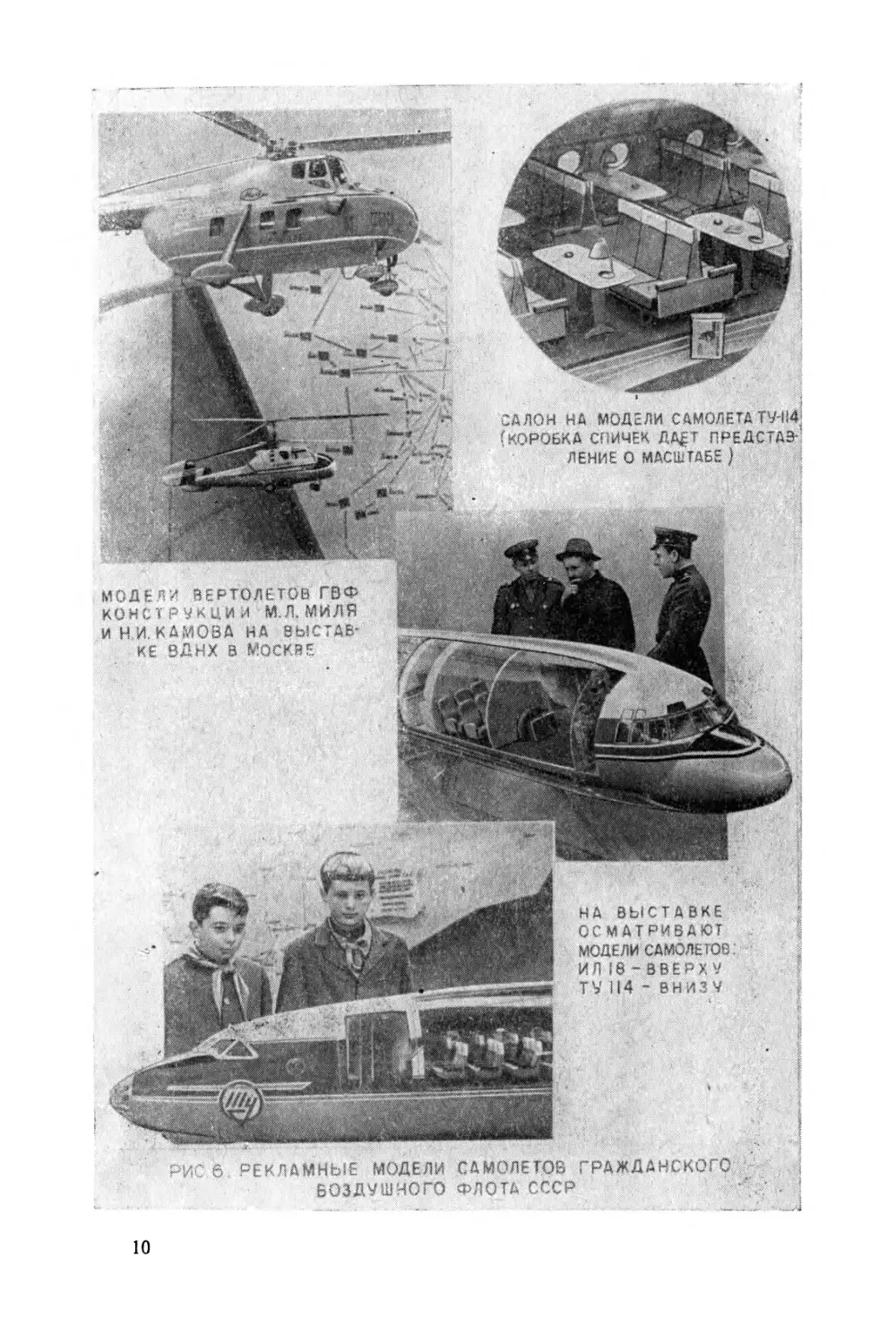
Разновидностью тактических моделей являются неболь-
шие модели, служащие рекламой, сувенирами или просто
настольными украшениями.
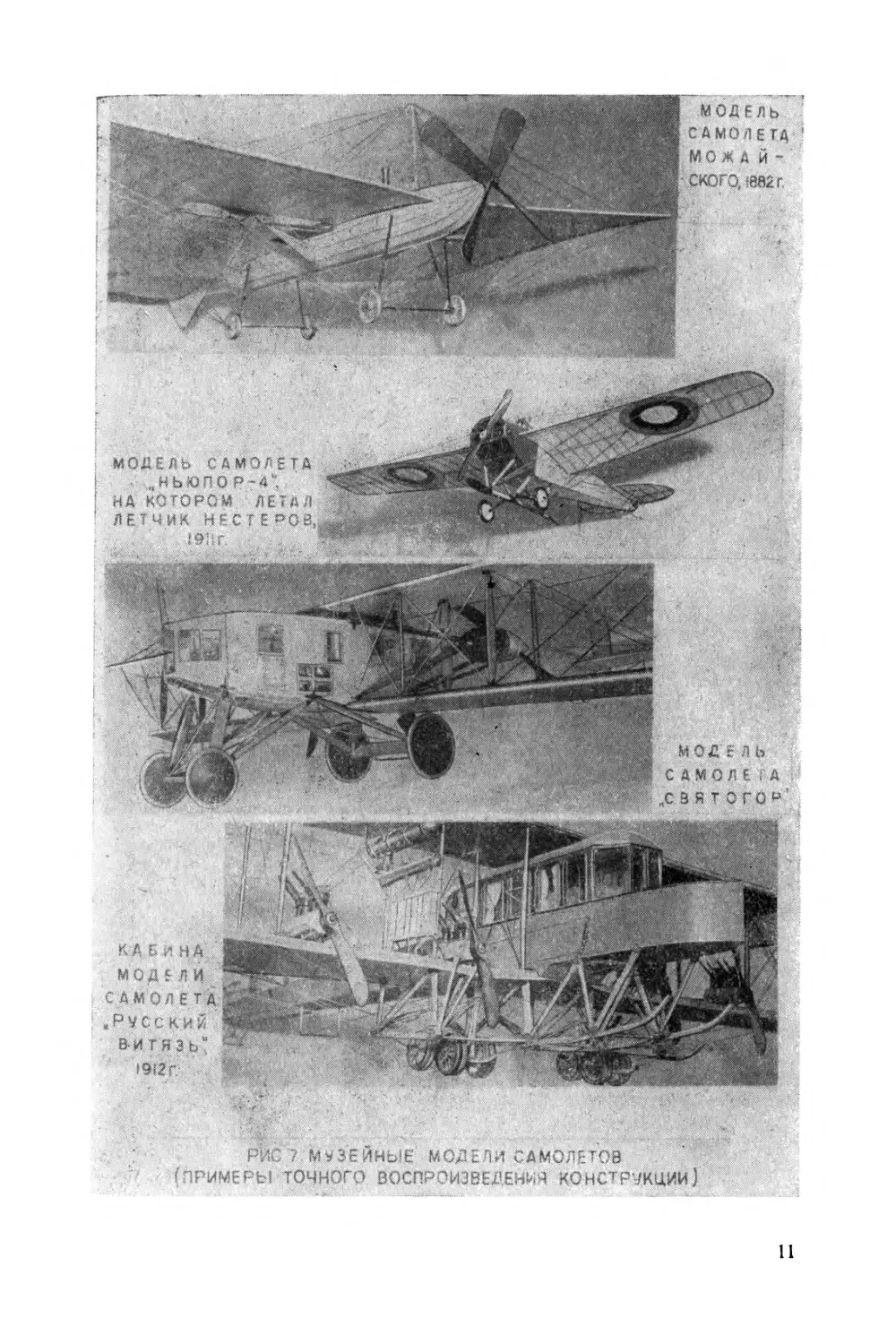
Музейные модели являются наиболее сложными из не-
летающих моделей. В них опытные модельщики воспроиз-
водят с большой точностью форму самолета и детали кон-
струкции не только внешних, но иногда и внутренних частей
и механизмов.
Эти модели служат наглядными пособиями при изучении
истории развития авиации и ознакомления с новостями тех-
ники. Изготовление музейных моделей является своего рода
искусством, требующим от моделиста не только знакомства
с авиационной техникой, но и глубокого знания технологии
материалов, многих ремесел и художественного вкуса
(рис. 7).
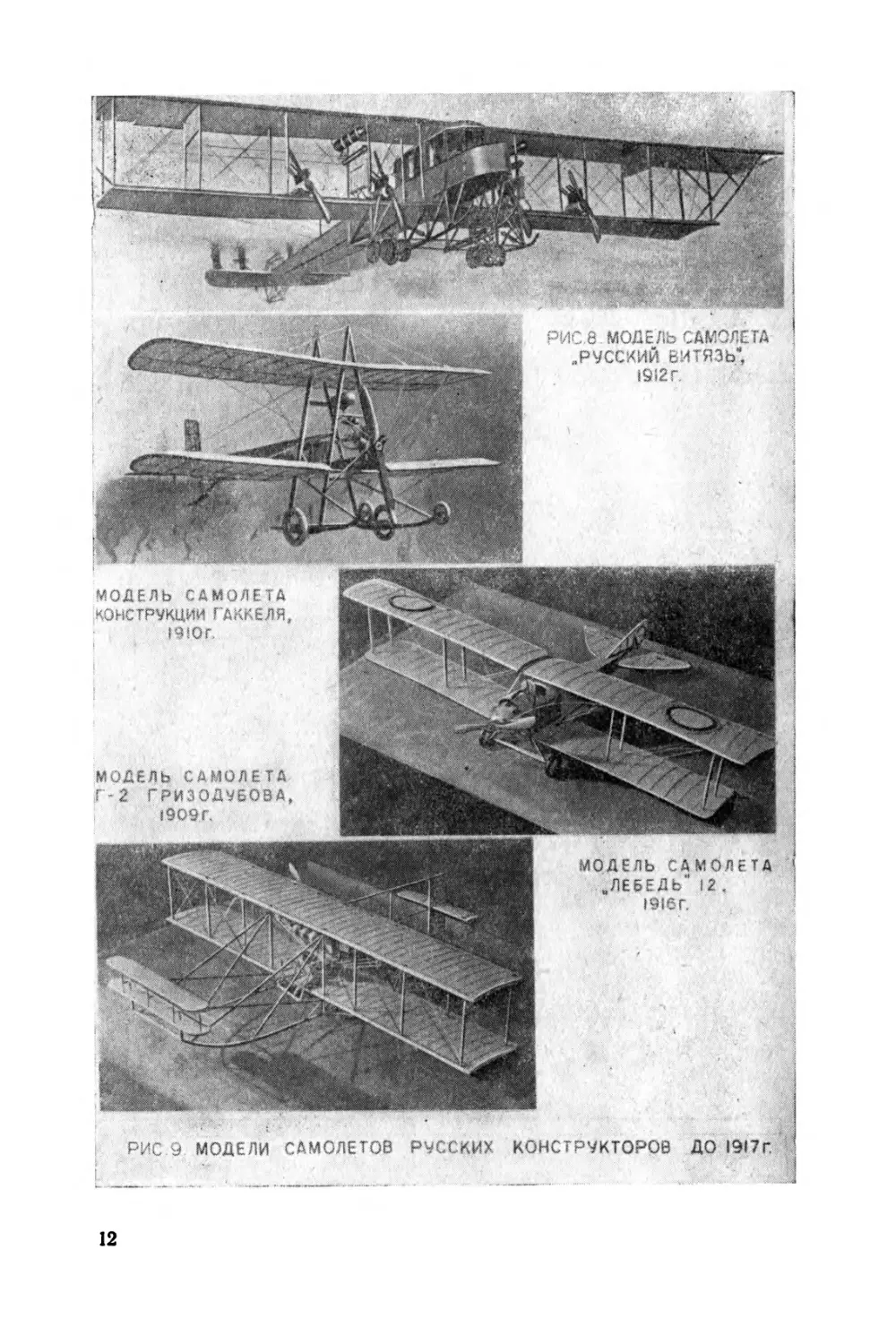
Многие музейные модели являются уникальными произ-
ведениями. Наглядное представление о самолетах ранних
лет развития авиации мы имеем только по точно выполнен-
ным их моделям, находящимся в музеях. Таковы, например,
точная модель первого в мире тяжелого самолета — русско-
го четырехмоторного гиганта «Русский витязь» (рис. 8) и
модели самолетов русских конструкторов до 1917 года
(рис. 9), хранящиеся в Центральном Доме авиации в Москве.
7
РИС.4 УПРАВЛЯЕМАЯ ПО РАДИО ЛЕТАЮЩАЯ МОДЕЛЬ-
КОПИЯ САМОЛЕТА
В
9
РИС 6. РЕКЛАМНЫЕ МОДЕЛИ САМОЛЕТОВ ГРАЖДАНСКОГО
ВОЗДУШНОГО ФЛОТА СССР
10
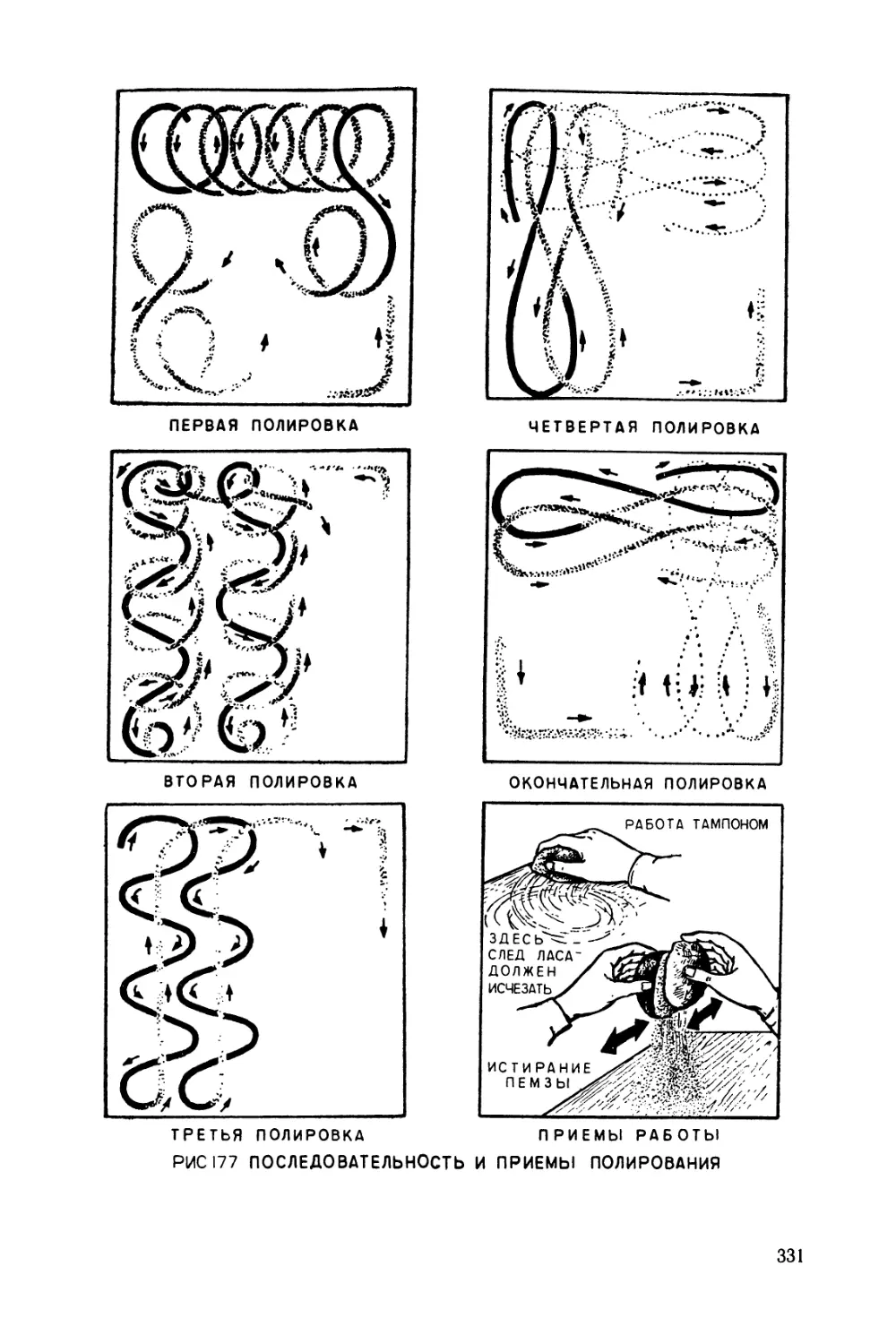
рис 7 музейные модели самолетов
(примеры точного ВОСПРОИЗВЕДЕНИЯ КОНСТРУКЦИИ)
11
РИС 9 МОДЕЛИ САМОЛЕТОВ РУССКИХ КОНСТРУКТОРОВ ДО 1917г.
ЯНМЕВмЬ.
РИС 8 МОДЕЛЬ САМОЛЕТА
.РУССКИЙ ВИТЯЗЬ’,
1912 г.
МОДЕЛЬ САМОЛЕТА
КОНСТРУКЦИИ ГАККЕЛЯ,
191ОГ.
МОДЕЛЬ САМОЛЕТА
Г-2 ГРИЗОДУБОВА,
1909Г.
МОДЕЛЬ САМОЛЕТА 1
.ЛЕБЕДЬ’ 12 .
1916Г.
12
Время, солнечный свет, переменная влажность и темпе-
ратура, одновременное применение красок, химически дей-
ствующих одна на другую, сырые материалы часто приводят
к тому, что модели портятся. Поэтому при изготовлении му-
зейных моделей, предусматривая длительность их использо-
вания, необходимо особенно тщательно подбирать мате-
риалы.
Моделисту в процессе работы приходится самостоятель-
но выбирать технологический процесс изготовления той или
иной модели, подбирать наиболее подходящие материалы,
позволяющие получать надежную и красивую конструкцию.
Поэтому важно, чтобы он хорошо разбирался в чертежах и
разнообразных приемах работы с материалами.
Часто моделист сам создает проект модели и сам же его
осуществляет, поэтому моделирование заключает в себе эле-
мент творчества.
Проектирование начинается с того, что устанавливается
цель проекта и выбирается схема модели или для моделей-
копий — объект моделирования. Затем составляются эскизы
и разрабатывается конструкция модели применительно к
возможному ассортименту материалов и технической осна-
щенности мастерской.
В процессе проектирования модели большое значение
имеют статистические данные всякого рода моделей, их чер-
тежи, описания, фотографии, рисунки и иные материалы,
дающие представление об уже сделанных моделях или
объектах моделирования.
В процессе проектирования очень важно иметь отчетли-
вое представление о технологии постройки. Конструкция
модели должна быть такой, чтобы автор модели мог ее по-
строить. Если моделист тщательно не продумал при проек-
тировании модели, из чего и как он будет ее строить, то в
процессе постройки ему придется менять конструкцию на
ходу, что всегда неблагоприятно отражается на работе.
При изготовлении моделей применяются различные мате-
риалы и нужно уметь правильно обрабатывать каждый из
них. Для летающих моделей это требование осложняется еще
и тем, что необходимо создать возможно более легкую кон-
струкцию при одновременной ее прочности и жесткости.
Приведенные в книге сведения и рекомендации рассчи-
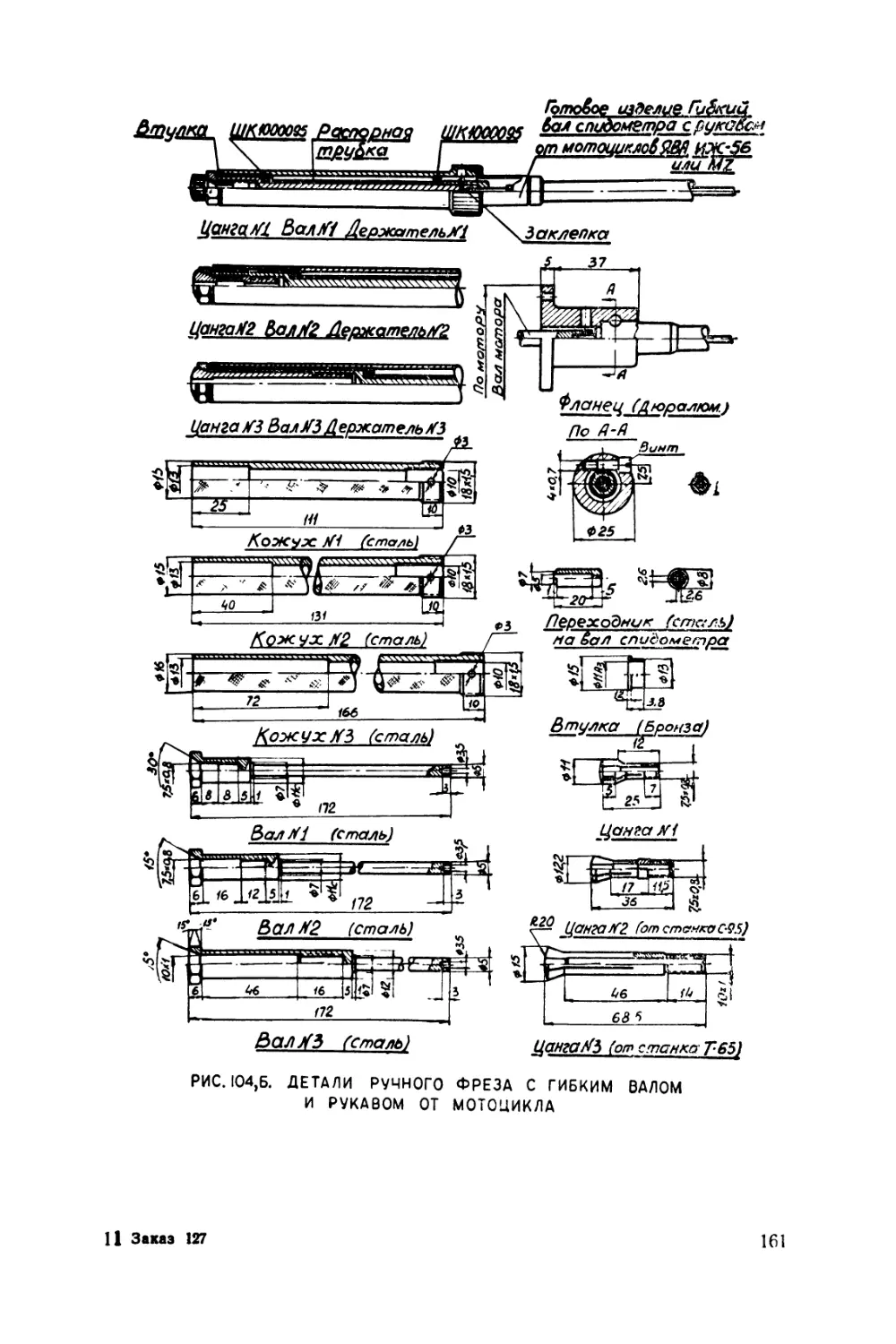
таны на моделистов, пользующихся ручным инструментом,
а также работающих в кружках и имеющих возможность
использовать простейшие станки.
Достаточно хорошее оборудование обычно имеется в ма-
стерских школ, станций юных техников и специализирован-
ных мастерских. По приведенным в книге чертежам спе-
циальные инструменты и оборудование можно изготовить
самостоятельно.
13
В этой книге систематизированы сведения о материалах,
применяемых в авиационном моделировании, способах их
обработки, инструменте, описаны удачные приемы изготовле-
ния отдельных деталей, сборки и отделки моделей.
Автор не ставил своей задачей описывать изготовление
каких-либо конкретных моделей от начала до конца, а шел
по пути описания типовых конструкций, выполненных из
различных материалов, разными приемами, чтобы предоста-
вить возможность конструктору оценить и самостоятельно
выбрать подходящее решение в соответствии со своим вку-
сом, имеющимися в его распоряжении материалами и ин-
струментом.
ГЛАВА I
ДРЕВЕСИНА, ЕЕ ПРИМЕНЕНИЕ И ОБРАБОТКА
Древесина различных пород широко применяется для
изготовления летающих и нелетающих моделей. Это объяс-
няется ее следующими основными свойствами: высокой проч-
ностью и упругостью, малым объемным весом, простотой
обработки и дешевизной.
Наряду с преимуществами древесина обладает рядом
отрицательных качеств: неоднородностью строения, гигро-
скопичностью, способностью при неблагоприятных условиях
подвергаться гниению.
Древесина, применяемая для летающих моделей, должна
иметь наибольшую прочность при минимальном ее весе. Не-
летающие модели следует изготавливать из древесины, обла-
дающей способностью устойчиво сохранять форму, не коро-
биться, длительное время не подвергаться гниению и разру-
шению. Чтобы уменьшить гигроскопичность и склонность к
загниванию, древесину подвергают распиловке, сушке в спе-
циальных камерах, а на поверхность готовых изделий нано-
сят лакокрасочные покрытия.
СТРОЕНИЕ ДРЕВЕСИНЫ И КОРЫ
Строительную древесину получают из ствола дерева
(кряжа).
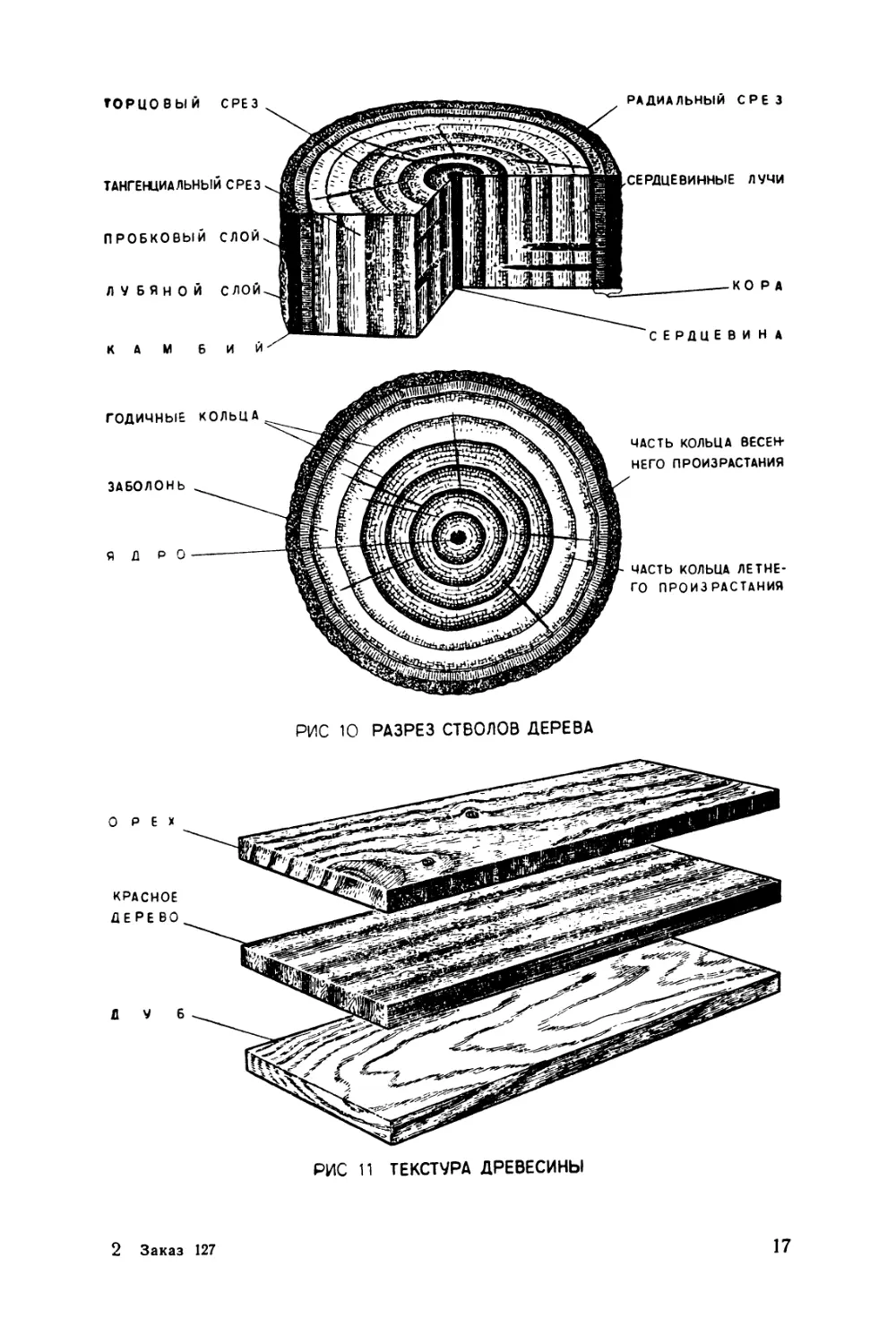
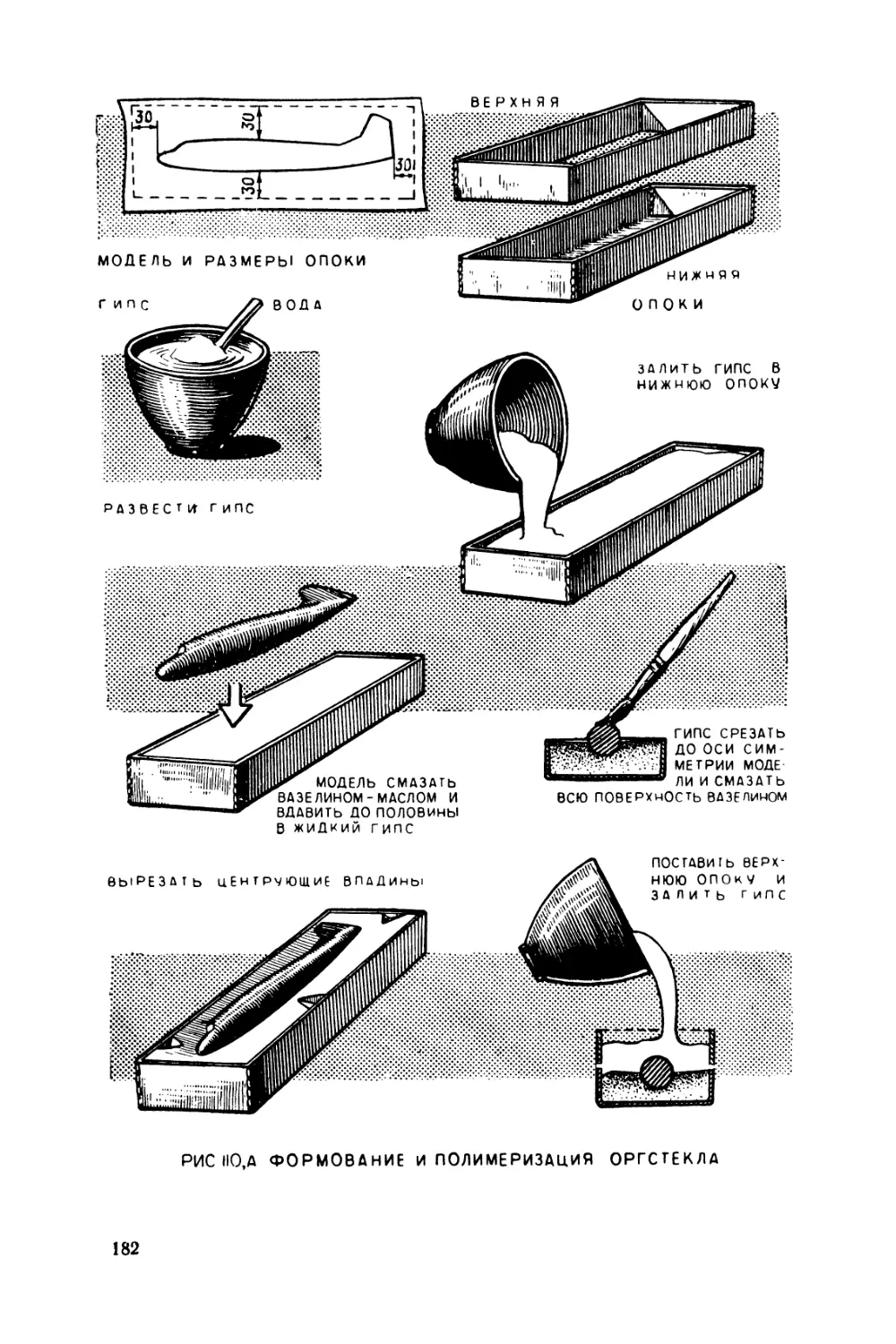
Разрез стволов дерева показан на рис. 10. На этом срезе
ясно видны ряд годичных колец, плотно прилегающих друг
к другу, и сердцевинные лучи, идущие по радиусам.
Годичное кольцо — слой древесины, образовавший-
ся за один год. Годичное кольцо состоит из двух слоев: внут-
реннего, который образуется весной, и наружного, образую-
щегося к концу лета. Весенний слой годичного кольца свет-
лый и обладает меньшей плотностью, летний — более темный
и плотный.
Сердцевинные лучи служат для прохода в попе-
речном направлении по стволу воды, воздуха и органических
15
веществ, вырабатываемых деревом. Сердцевинные лучи пони-
жают прочность деревесины.
Сердцевина находится внутри первого годичного
слоя, в центре ствола. Это рыхлая и пористая масса, при-
сутствие которой в материале нежелательно.
Ядром называется старая древесина, состоящая из
затвердевших годичных слоев (или колец) и примыкающая
непосредственно к сердцевине. Ядро у многих пород окраше-
но в более темный цвет, оно является самой ценной, самой
прочной частью древесины.
Заболонью (или оболонью) называется более моло-
дая древесина, расположенная между ядром и корой. Забо-
лонь, как более молодая часть ствола, у всех пород менее
устойчива к загниванию, чем ядро, но более эластична.
В зависимости от относительного содержания влаги и
соотношения величины заболони и ядра древесные породы
делятся на ядровые, спелодревесные и заболонные.
У ядровых пород заболонь имеет значительное со-
держание влаги и светлее ядра. К ядровым породам отно-
сятся: дуб, сосна, ясень.
Спелодревесные породы имеют древесину, од-
нородную по цвету. Содержание влаги в ядре меньше, чем
в заболони. К спелодревесным породам относятся: бук, пих-
та, ель, липа.
Заболонные породы отличаются наиболее одно-
родным строением, ядро и заболонь практически неразличи-
мы ни по цвету, ни по содержанию влаги. Таковы, например,
клен, береза, осина, ольха, граб.
Камбий — слой, расположенный между древесиной и
корой. Это живые растущие клетки, из которых образуются
кора и древесина.
Кора — защитный покров ствола дерева, состоящий из
внешнего пробкового и внутреннего лубкового слоев.
Различают три основных разреза ствола (см. рис. 10):
поперечный, или торцовый, радиальный и тангенциальный.
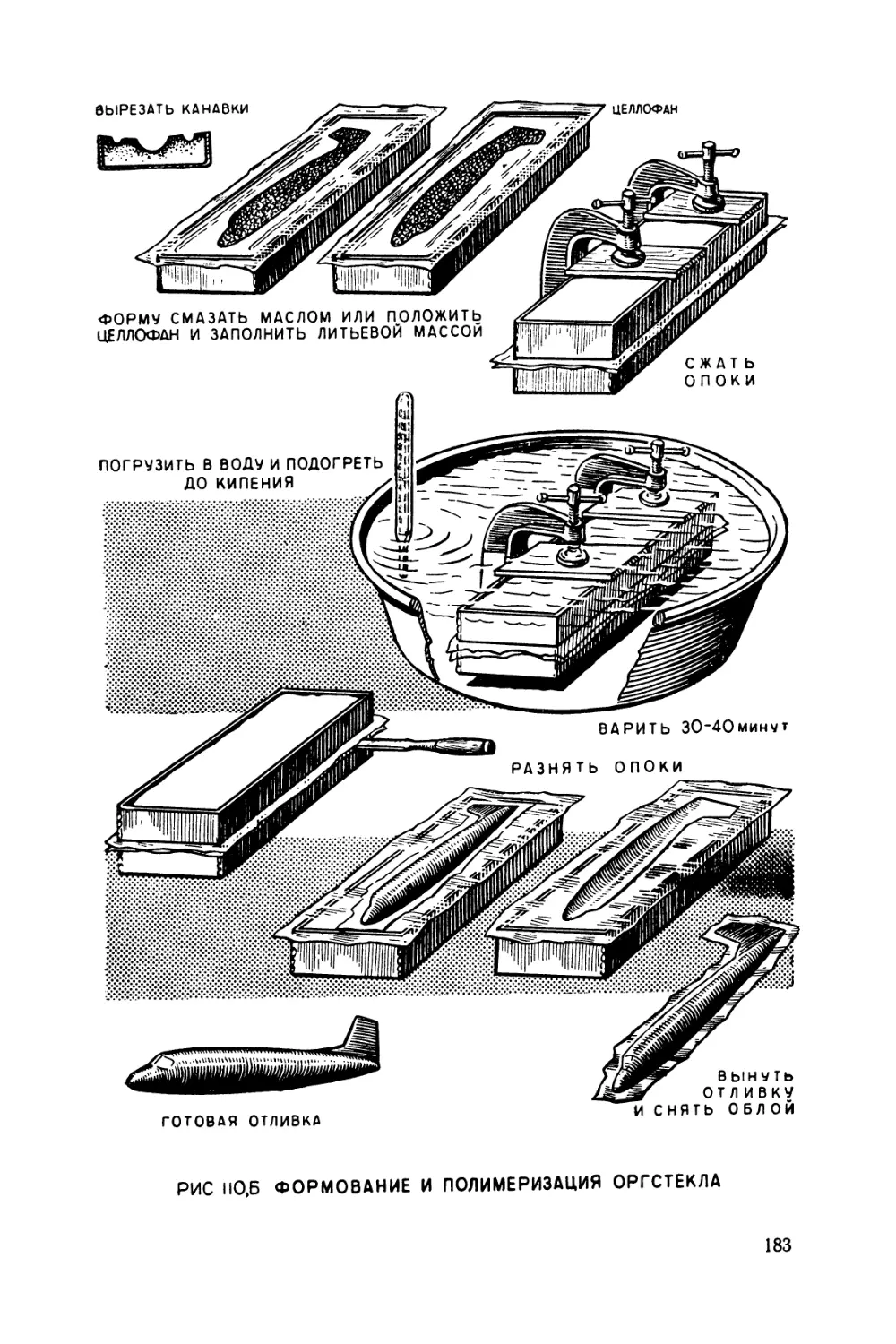
Рисунок, который образуют на поверхности деталей из дре-
весины слои, сосуды и сердцевинные лучи, называется тексту-
рой древесины (рис. 11).
Ценные породы дерева, как, например, орех, дуб, ясень,
карельская береза, красное дерево и другие, имеют очень
красивую текстуру, которую во время отделки стараются
сохранить и сделать еще более четкой.
ПОРОКИ И ДЕФЕКТЫ ДРЕВЕСИНЫ
Повреждения, возникающие в растущем стволе дерева и
при хранении древесины на складах, называются порока-
ми древесины. Повреждения древесины, полученные во
16
ТОРЦОВЫЙ СРЕЗ
РАДИАЛЬНЫЙ СРЕЗ
РИС 10 РАЗРЕЗ СТВОЛОВ ДЕРЕВА
РИС 11 ТЕКСТУРА ДРЕВЕСИНЫ
2 Заказ 127
17
время ее механической обработки, называются дефектами
древесины.
При отборе древесины для постройки моделей необходи-
мо уметь определять пороки и дефекты древесины.
Пороки древесины бывают:
— непаразитарного происхождения (т. е. пороки строе-
ния), образующиеся во время роста дерева;
— паразитарного — грибкового, бактериального или ино-
го происхождения.
Пороки строения и дефекты древесины
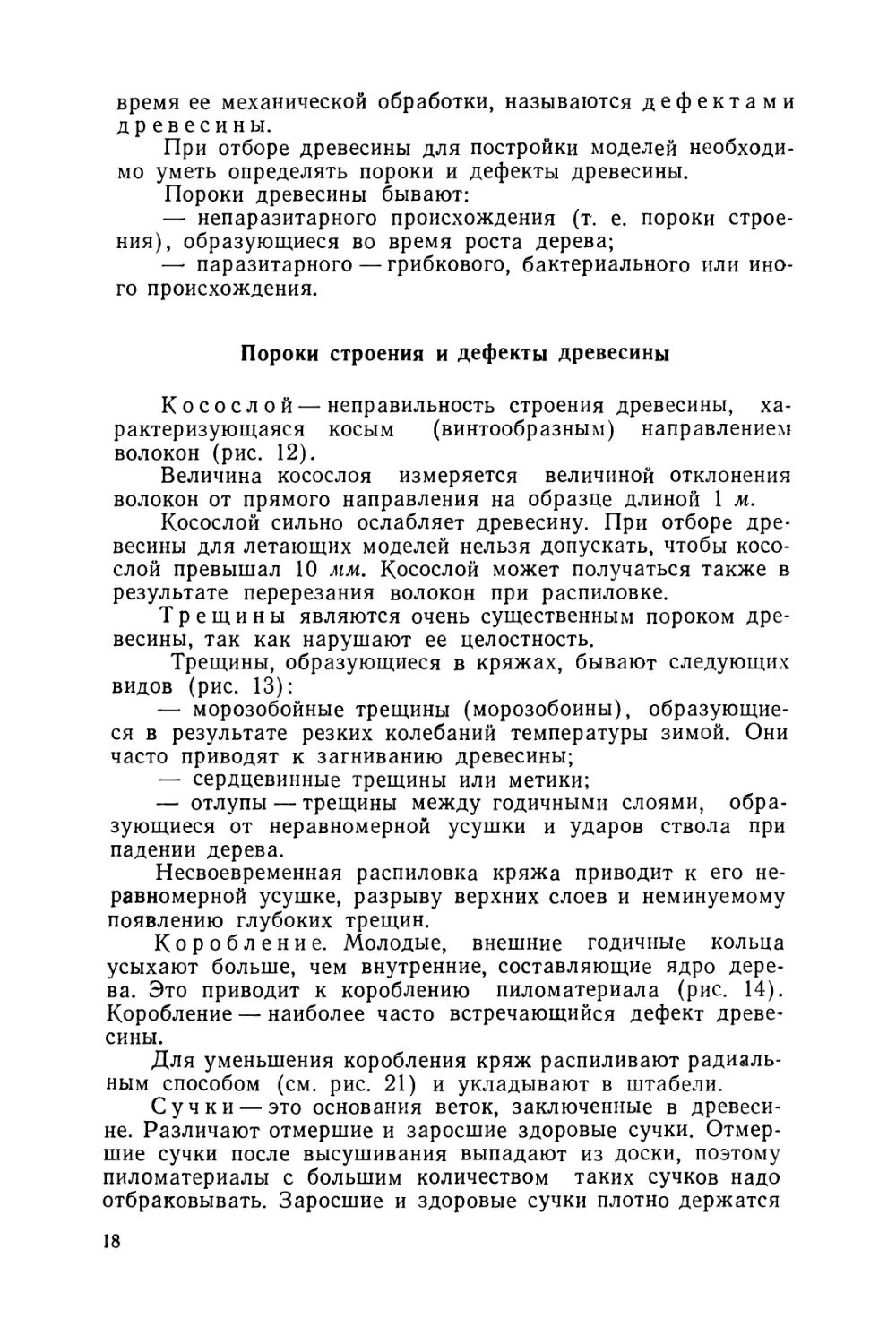
Косослой — неправильность строения древесины, ха-
рактеризующаяся косым (винтообразным) направлением
волокон (рис. 12).
Величина косослоя измеряется величиной отклонения
волокон от прямого направления на образце длиной 1 м.
Косослой сильно ослабляет древесину. При отборе дре-
весины для летающих моделей нельзя допускать, чтобы косо-
слой превышал 10 мм. Косослой может получаться также в
результате перерезания волокон при распиловке.
Трещины являются очень существенным пороком дре-
весины, так как нарушают ее целостность.
Трещины, образующиеся в кряжах, бывают следующих
видов (рис. 13):
— морозобойные трещины (морозобоины), образующие-
ся в результате резких колебаний температуры зимой. Они
часто приводят к загниванию древесины;
— сердцевинные трещины или метики;
— отлупы — трещины между годичными слоями, обра-
зующиеся от неравномерной усушки и ударов ствола при
падении дерева.
Несвоевременная распиловка кряжа приводит к его не-
равномерной усушке, разрыву верхних слоев и неминуемому
появлению глубоких трещин.
Коробление. Молодые, внешние годичные кольца
усыхают больше, чем внутренние, составляющие ядро дере-
ва. Это приводит к короблению пиломатериала (рис. 14).
Коробление — наиболее часто встречающийся дефект древе-
сины.
Для уменьшения коробления кряж распиливают радиаль-
ным способом (см. рис. 21) и укладывают в штабели.
Сучки — это основания веток, заключенные в древеси-
не. Различают отмершие и заросшие здоровые сучки. Отмер-
шие сучки после высушивания выпадают из доски, поэтому
пиломатериалы с большим количеством таких сучков надо
отбраковывать. Заросшие и здоровые сучки плотно держатся
18
косослой
В КРЯЖЕ
РИС 12 КОСОСЛОЙ ДРЕВЕСИНЫ
МОРОЗОБОИНЫ И ТРЕ-
ЩИНЫ от УСЫХАНИЯ
СЕРДЦЕВИННЫЕ
ТРЕЩИНЫ (МЕТИКИ)
ОТЛУП
РИС 13 ТРЕЩИНЫ В КРЯЖЕ
РИС 14. УСЫХАНИЕ И СВЯЗАННОЕ С НИМ КОРОБЛЕНИЕ ПИЛОМАТЕРИАЛА
2’
19
на месте и почти не снижают прочности материала, но за-
трудняют ручную обработку.
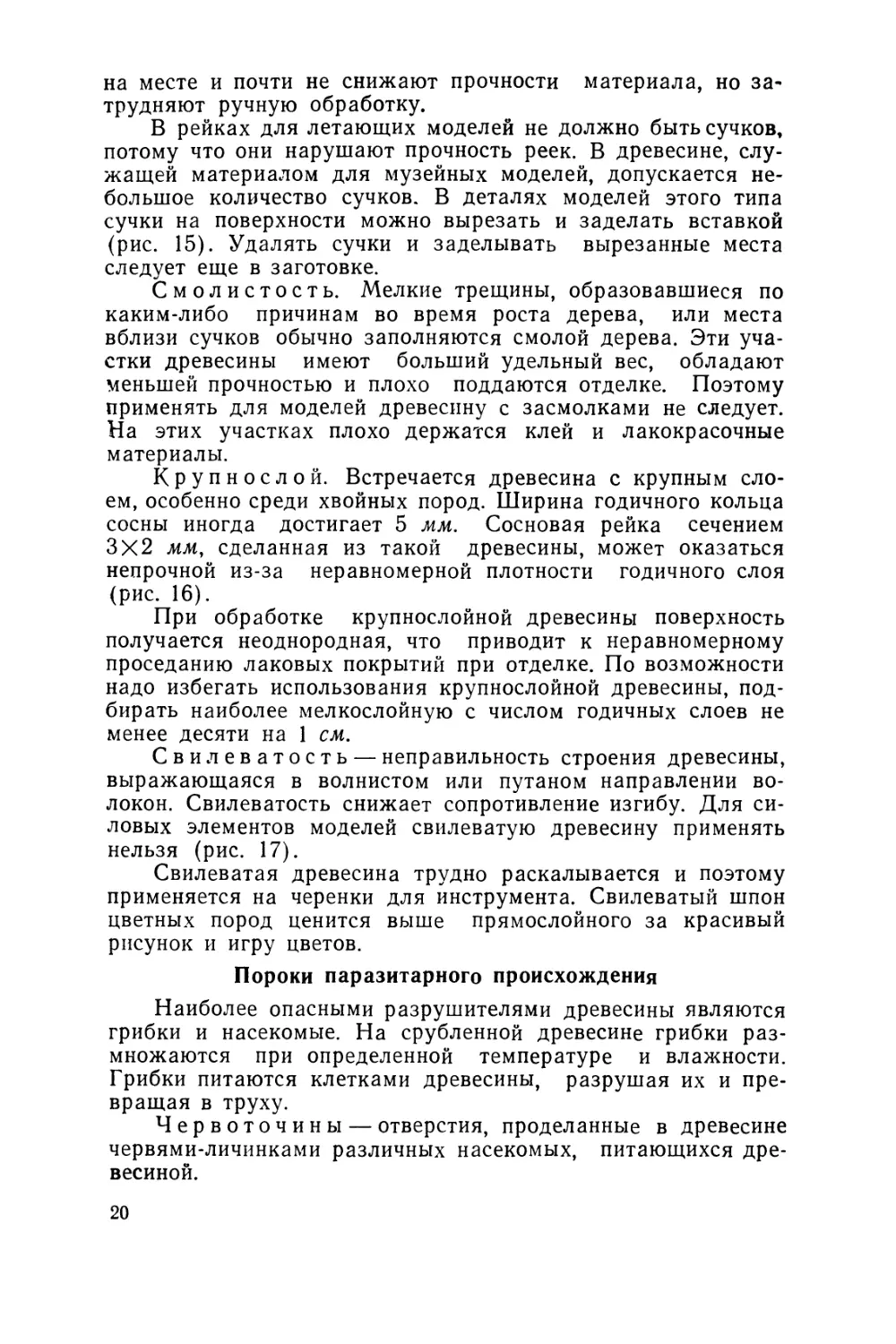
В рейках для летающих моделей не должно быть сучков,
потому что они нарушают прочность реек. В древесине, слу-
жащей материалом для музейных моделей, допускается не-
большое количество сучков. В деталях моделей этого типа
сучки на поверхности можно вырезать и заделать вставкой
(рис. 15). Удалять сучки и заделывать вырезанные места
следует еще в заготовке.
Смолистость. Мелкие трещины, образовавшиеся по
каким-либо причинам во время роста дерева, или места
вблизи сучков обычно заполняются смолой дерева. Эти уча-
стки древесины имеют больший удельный вес, обладают
меньшей прочностью и плохо поддаются отделке. Поэтому
применять для моделей древесину с засмолками не следует.
На этих участках плохо держатся клей и лакокрасочные
материалы.
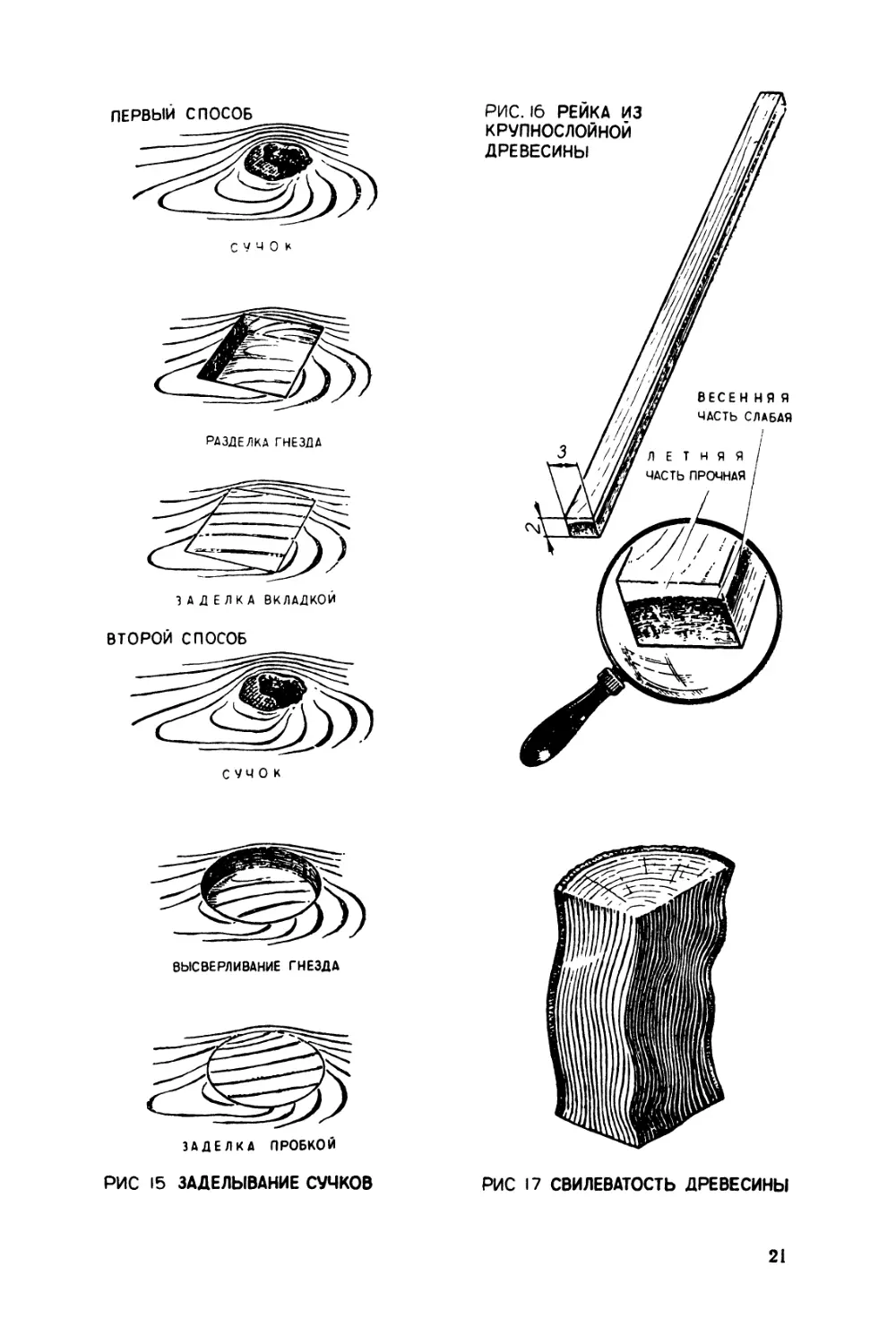
Крупнослой. Встречается древесина с крупным сло-
ем, особенно среди хвойных пород. Ширина годичного кольца
сосны иногда достигает 5 мм. Сосновая рейка сечением
3X2 мм, сделанная из такой древесины, может оказаться
непрочной из-за неравномерной плотности годичного слоя
(рис. 16).
При обработке крупнослойной древесины поверхность
получается неоднородная, что приводит к неравномерному
проседанию лаковых покрытий при отделке. По возможности
надо избегать использования крупнослойной древесины, под-
бирать наиболее мелкослойную с числом годичных слоев не
менее десяти на 1 см.
Свилеватость — неправильность строения древесины,
выражающаяся в волнистом или путаном направлении во-
локон. Свилеватость снижает сопротивление изгибу. Для си-
ловых элементов моделей свилеватую древесину применять
нельзя (рис. 17).
Свилеватая древесина трудно раскалывается и поэтому
применяется на черенки для инструмента. Свилеватый шпон
цветных пород ценится выше прямослойного за красивый
рисунок и игру цветов.
Пороки паразитарного происхождения
Наиболее опасными разрушителями древесины являются
грибки и насекомые. На срубленной древесине грибки раз-
множаются при определенной температуре и влажности.
Грибки питаются клетками древесины, разрушая их и пре-
вращая в труху.
Червоточины — отверстия, проделанные в древесине
червями-личинками различных насекомых, питающихся дре-
весиной.
20
ВЫСВЕРЛИВАНИЕ ГНЕЗДА
ЗАДЕЛКА ПРОБКОЙ
РИС 15 ЗАДЕЛЫВАНИЕ СУЧКОВ
РИС 17 СВИЛЕВАТОСТЬ ДРЕВЕСИНЫ
21
Плесень — результат поражения древесины грибком.
Плесень появляется в виде зеленого, серого или розового на-
летов и поражает древесину только с поверхности.
Мраморная гниль — грибковое заболевание (разно-
видность плесени), появляющееся в результате хранения
древесины в сыром месте. Значительно ослабляет древесину.
Определить ее можно по характерной грязно-синей окраске
древесины.
Гниль также результат поражения древесины грибком.
Разновидности гнили: трухлявость, дряблость.
Для придания древесине стойкости против грибковых
заболеваний ее обрабатывают антисептическими растворами.
Такая древесина становится более долговечной и носит на-
звание облагороженной.
Разбираться во всех пороках и дефектах древесины не-
обходимо для того, чтобы уметь правильно оценить пригод-
ность материала для работы.
Древесину, применяемую для летающих моделей, нужно
отбирать очень тщательно.
Особое внимание следует обращать на слои и их распо-
ложение. Рейки, имеющие хотя бы один из перечисленных
пороков или дефектов, отбраковываются. Участки древесины,
имеющие пороки, иногда можно удалить, чтобы оставшийся
материал использовать для изготовления более мелких де-
талей.
Древесина для музейных моделей отбирается также тща-
тельно. Так как модели этого рода должны сохраняться дли-
тельное время, главное внимание обращается на то, чтобы
предотвратить коробление и загнивание. Древесина со следа-
ми грибковых заболеваний отбраковывается.
ПОРОДЫ ДРЕВЕСИНЫ,
ПРИМЕНЯЕМЫЕ В АВИАМОДЕЛИРОВАНИИ
Множество различных пород древесины не следует при-
менять в одной конструкции (если это не вызвано необходи-
мостью документально воспроизвести подлинник при изго-
товлении музейной модели), так как это усложняет работу.
Применяя одни и те же материалы (двух-трех видов, напри-
мер сосну и березовый шпон), моделист накапливает опыт
в работе с ними, что позволяет ему создавать хорошие ле-
тающие модели. Легчайшие комнатные модели обычно де-
лают целиком из соломы, а многие модели — из бальзы.
Некоторые виды древесины, имеющиеся повсеместно, на-
пример сосна и липа, стали универсальными в авиационном
моделировании и хорошо освоены моделистами.
22
Хвойные породы
Древесина хвойных пород является одним из основных
материалов при постройке всех типов летающих моделей.
При выборе материала для изготовления тех или иных де-
талей следует помнить, что перед окраской нитролаками
изделия из древесины хвойных пород необходимо полностью
шпаклевать или грунтовать. В противном случае из-за нерав-
номерного впитывания краски проступит слоистая структура
дерева. Изделия из древесины хвойных пород плохо поли-
руются.
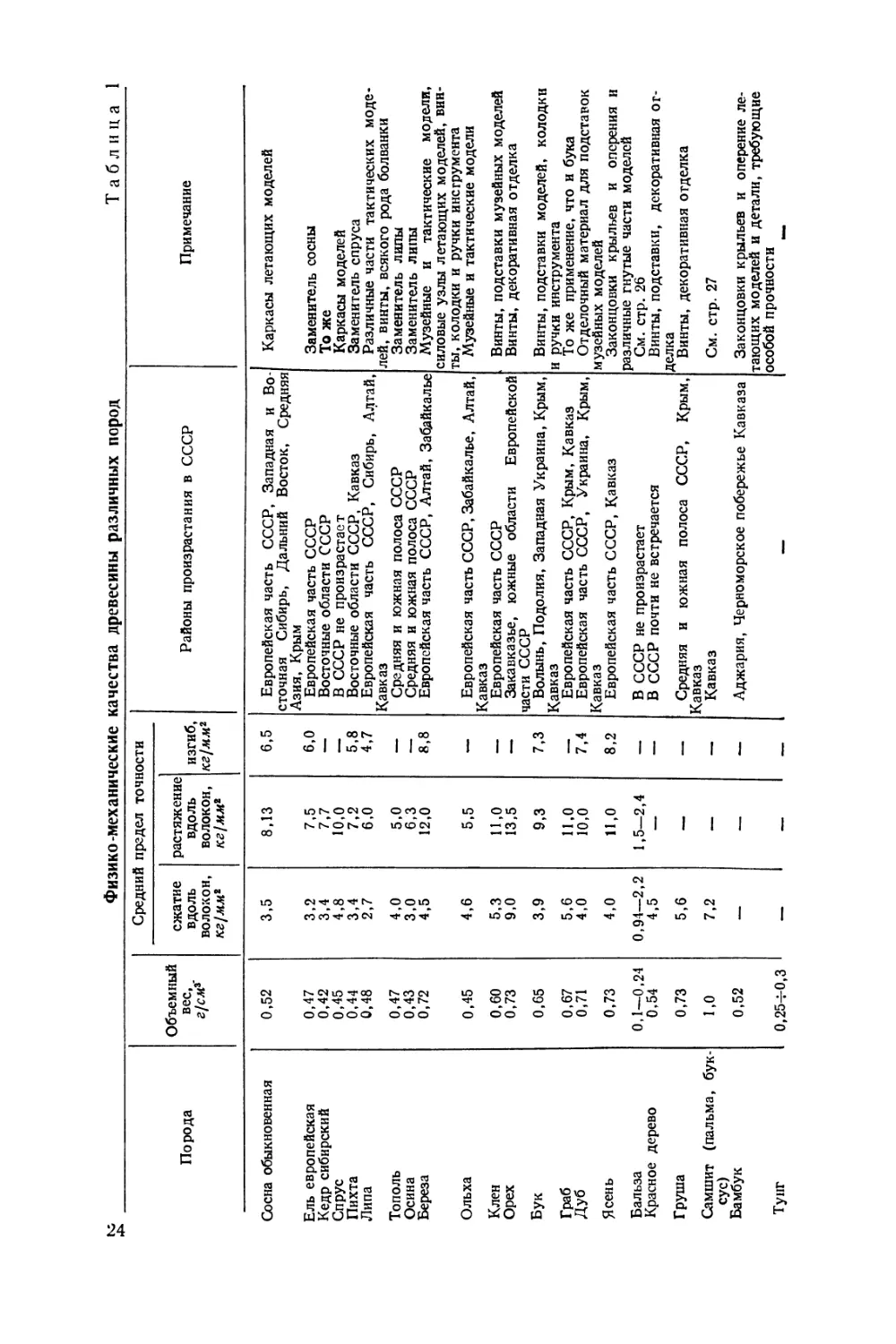
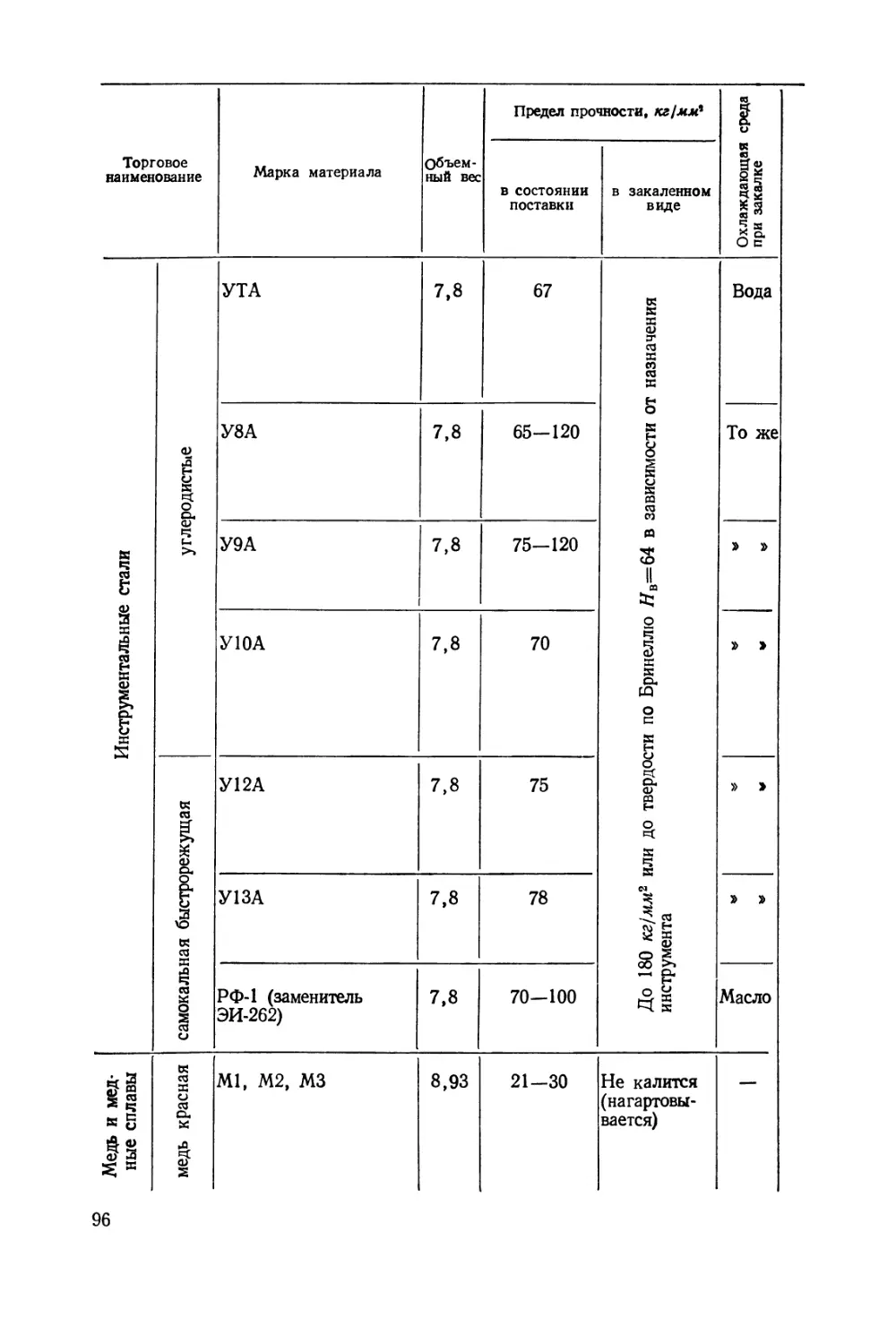
Физико-механические качества древесины различных по-
род приведены в табл. 1 (см. стр. 24).
Сосна обыкновенная. Сосна имеет смолистую пря-
мослойную древесину белого или розового цвета с неболь-
шим количеством сучков.
Сосна — самый распространенный материал для изготов-
ления многих частей летающих моделей — обладает высоки-
ми механическими качествами, хорошо обрабатывается ре-
жущими инструментами.
Сосна хорошо гнется. Рейки сечением 2X3 мм, размочен-
ные в воде комнатной температуры в течение шести часов,
легко можно загнуть по радиусу до 30 мм, не вызвав трещин.
Еще легче гнутся рейки, прокипяченные в воде в течение
15—20 минут. После просушки рейки устойчиво сохраняют
приданную им форму.
Древесину следует подбирать наименее смолистую с пря-
мыми мелкими слоями.
Ель. Древесина ели белого цвета с небольшим блеском,
малосмолистая, сучковатая, но в промежутках между сучка-
ми прямослойная. Из этих участков получаются превосход-
ные рейки для каркасов летающих моделей. Ель легко колет-
ся, гнется так же хорошо, как и сосна.
Спрус (разновидность ели). Спрус имеет прямоли-
нейную гибкую древесину белого или розового цвета. Он ши-
роко применялся в зарубежном деревянном самолетострое-
нии. В летающих моделях спрус используется для изготов-
ления каркасов.
Пихта. Древесина пихты мягкая и легкая, светлых
тонов, почти белая с розовым или желтоватым оттенком. По
своим качествам древесина близка к древесине спруса.
Лиственные породы
Древесина лиственных пород широко применяется для
изготовления многих частей летающих моделей, например
винтов, бобышек, фюзеляжей, точеных деталей, болванок и
всех частей нелетающих моделей.
23
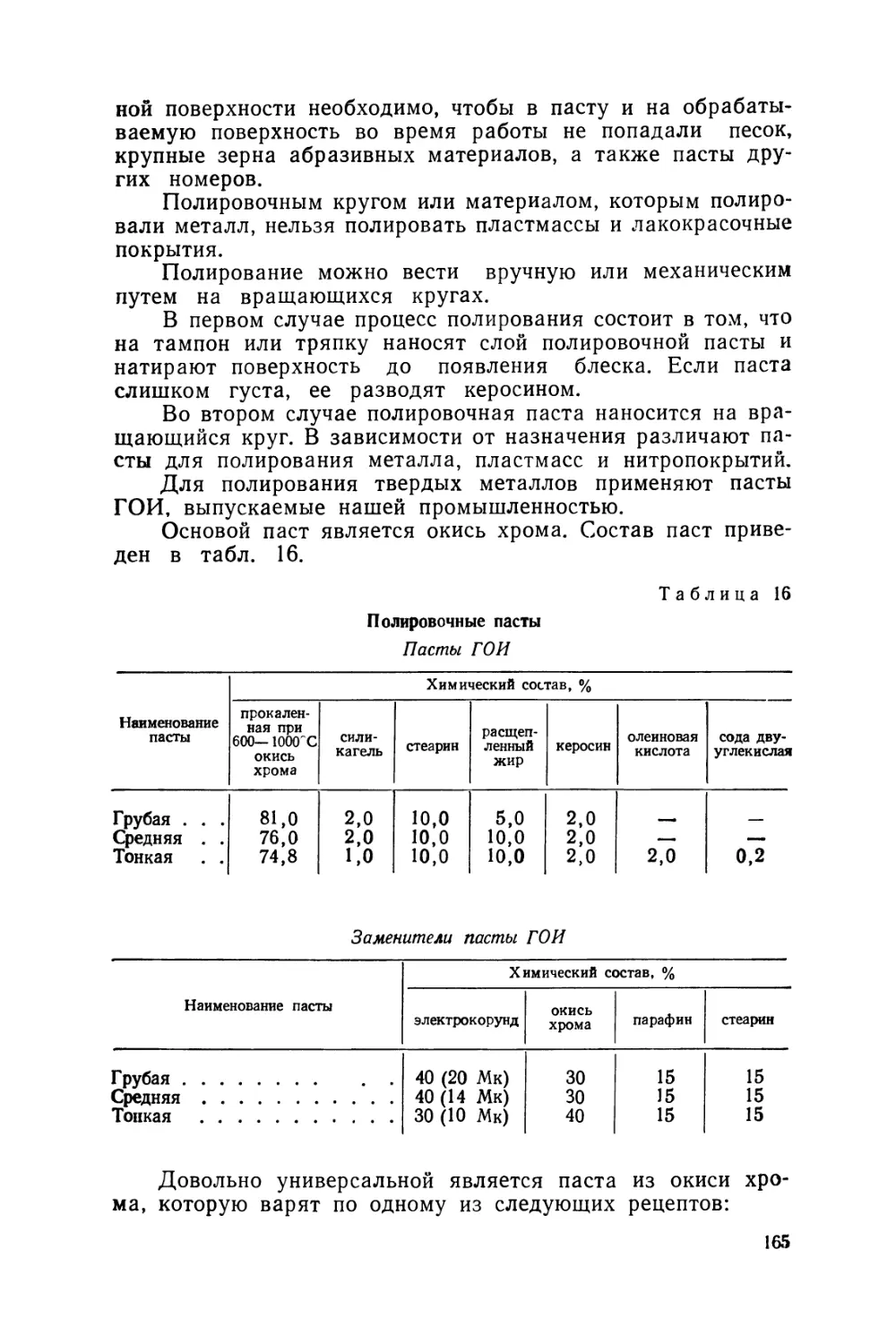
Физико -механические качества древесины различных пород Таблица 1
Порода Объемный вес, г/см3' Средний предел точности Районы произрастания в СССР Примечание
сжатие вдоль волокон, кг/мм3 растяжение вдоль волокон, кг/мм3 изгиб, kzJmm2
Сосна обыкновенная 0,52 3,5 8,13 6,5 Европейская часть СССР, Западная и Во- сточная Сибирь, Дальний Восток, Средняя Азия, Крым Каркасы летающих моделей
Ель европейская 0,47 3,2 7,5 6,0 Европейская часть СССР Заменитель сосны
Кедр сибирский 0,42 3,4 7,7 Восточные области СССР То же
Спрус 0,45 4,8 10,0 В СССР не произрастает Каркасы моделей
Пихта 0,44 3,4 7,2 5,8 Восточные области СССР, Кавказ Заменитель спруса
Липа 0,48 2,7 6,0 4,7 Европейская часть СССР, Сибирь, Алтай, Кавказ Различные части тактических моде- лей, винты, всякого рода болванки
Тополь 0,47 4,0 5,0 — Средняя и южная полоса СССР Заменитель липы
Осина 0,43 3,0 6,3 ——. Средняя и южная полоса СССР Заменитель липы
Береза 0,72 4,5 12,0 8,8 Европейская часть СССР, Алтай, Забайкалье Музейные и тактические модели, силовые узлы летающих моделей, вин- ты, колодки и ручки инсгрумента Музейные и тактические модели
Ольха 0,45 4,6 5,5 — Европейская часть СССР, Забайкалье, Алтай, Кавказ Европейская часть СССР
Клен 0,60 5,3 11,0 — . Винты, подставки музейных моделей
Орех 0,73 9,0 13,5 — Закавказье, южные области Европейской части СССР Винты, декоративная отделка
Бук 0,65 3,9 9,3 7,3 Волынь, Подолия, Западная Украина, Крым, Кавказ Винты, подставки моделей, колодки и ручки инструмента
Граб 0,67 5,6 11,0 Европейская часть СССР, Крым, Кавказ То же применение, что и бука
Дуб 0,71 4,0 10,0 7,4 Европейская часть СССР, Украина, Крым, Кавказ Отделочный материал для подставок музейных моделей
Ясень 0,73 4,0 11,0 8,2 Европейская часть СССР, Кавказ Законцовки крыльев и оперения и различные гнутые части моделей
Бальза 0,1—0,24 0,94—2,2 1,5-2,4 — В СССР не произрастает См. стр. 26
Красное дерево 0,54 4,5 — — В СССР почти не встречается Винты, подставки, декоративная ог-
Груша 0,73 5,6 — — Средняя и южная полоса СССР, Крым, Кавказ Винты, декоративная отделка
Самшит (пальма, бук- сус) Бамбук 1,0 7,2 — — Кавказ См. стр. 27
0,52 — — — Аджария, Черноморское побережье Кавказа Законцовки крыльев и оперение ле- тающих моделей и детали, требующие особой прочности
Тунг 0,254-0,3 — —— — «м
Из сортов твердых пород с красивой текстурой выпол-
няются панели, подмакетники и детали экспозиции. Большин-
ство пород хорошо полируется и лакируется.
Липа — одна из наиболее легких пород. Цвет древесины
южной липы белый, северной — желто-розовый. Древесина ее
мягкая, тонковолокнистого строения. Она отлично режется и
хорошо полируется. Липа окрашивается, но не глубоко, вод-
ными и спиртовыми красителями.
Под внешней частью коры липы расположен волокни-
стый слой луба. Это ценный материал, из него изготовляют
кисти для клея. Торцами сухих пластин луба заглаживают
ворс после протравы и морения на поверхности древесины
при отделке.
Липа применяется как основной материал для изготовле-
ния нелетающих моделей. В летающих моделях из липы
выполняются винты, нервюры, фюзеляжи, бобышки, болван-
ки, обтекатели.
Тополь. Древесина тополя пористая, мягкая, упругая.
Его применяют, если нет липы.
Осина. Древесина мягкая, мелковолокнистая, белого
цвета. По своим качествам осина лучше тополя, применяется
также в качестве заменителя липы.
Береза. Древесина березы белого цвета, плотная, креп-
кая. Молодое дерево гибкое, старое — хрупкое. Хорошо обра-
батывается на токарном станке и полируется. Окрашивается
нитролаками, водными и спиртовыми красителями. Хорошо
отделывается под орех и красное дерево. При высыхании
сильно коробится.
Из березы выделываются лучшие сорта авиационной фа-
неры, шпон для выклейки монококов и так называемая цве-
точная стружка.
Из березы делают винты для моделей с поршневыми
двигателями, детали подмакетников, ручки для инструмен-
та. В конструкциях летающих и нелетающих моделей при-
меняется редко.
Карельская береза является разновидностью обык-
новенной. Она отличается красновато-желтым цветом и сви-
леватостью. Особенно сильно перепутанные волокна на на-
плывах у комля и узлов веток дают в срезе и шпоне краси-
вый рисунок. Такая древесина особенно ценится, она идет
для отделки художественных подставок к моделям и ма-
кетам.
Ольха. Древесина ольхи имеет окраску от белого до
бурого цвета, прямослойная, хрупкая, без пор, с очень мелки-
ми слоями. Ольха мягче и легче березы. Она хорошо обра-
батывается режущими инструментами, дает чистую поверх-
ность, хорошо полируется, окрашивается. Ольху можно окра-
шивать в различные цвета: под орех, красное дерево и другие
25
породы. Гнется ольха плохо, подвержена грибковым заболе-
ваниям и червоточине. Она является лучшим материалом для
изготовления нелетающих музейных и тактических моделей.
Применяется для подставок и всякого рода поделок. Древе-
сина ольхи хрупкая, поэтому ее не следует применять для
изготовления винтов и других ответственных деталей летаю-
щих моделей.
Клен обладает твердой однородной красивой древеси-
ной белого цвета, трудно колется, хорошо полируется и
окрашивается протравами и красителями.
Орех. Древесина ореха твердая, хрупкая, имеет окрас-
ку от светло-серого до коричневого цвета с очень красивыми
слоями, однородна, прекрасно полируется, лакируется и от-
делывается воском. Благодаря естественной игре цветов и
красоте структуры детали из ореха обычно не окрашивают.
В авиационных моделях орех применяется для изготовления
винтов, всякого рода подставок и в качестве отделочного
материала.
Бук. Древесина бука розовато-белого цвета, мелко-
слойная, хорошо обрабатывается режущими инструментами
и хорошо полируется. В распаренном виде она хорошо гнет-
ся. Из бука часто изготавливают винты для моделей с порш-
невыми моторами.
К недостаткам бука следует отнести склонность к из-
менению формы, растрескиванию, короблению.
Граб, или белый бук. Древесина граба белого
цвета, очень твердая, трудно обрабатывается. Она хорошо
полируется, является лучшим материалом для воздушных
винтов поршневых двигателей летающих моделей.
Дуб. В летающих моделях дуб не применяется, он
идет только на подмакетники и отделочные работы. Древе-
сина дуба светло-бурого цвета, прочная, хорошо окрашивает-
ся водной протравой (морилкой) в различные тона—от свет-
лого до коричнево-черного оттенка. Изделия из дуба лаки-
руют или вощат.
Древесину его необходимо в течение продолжительного
времени постепенно высушивать, так как она склонна к рас-
трескиванию.
Ясень. Древесина ясеня похожа на древесину дуба,
обладает высокими механическими свойствами, твердая и
вязкая. В распаренном виде она легко гнется. Отделывается
ясень так же, как и дуб.
Бальза. Редкая порода, древесина ее в сухом виде
чрезвычайно мягкая и легкая.
На территории СССР бальза не произрастает. Ее роди-
на— экваториальная часть Южной Америки, Тринидад,
Бирма.
26
Бальзу чрезвычайно просто и легко обрабатывать. При
одном и том же весе конструкции из бальзы получаются
более жесткими, чем, например, из сосны.
Для обработки бальзы применяется специальный инстру-
мент, имеющий малый угол заострения и тонкое лезвие.
Бальза плохо полируется и окрашивается кроющими
красками и лаками, удовлетворительно — водными красите-
лями и спиртовыми протравами.
Бальза в последнее время применяется для изготовления
всех частей летающих моделей. Скоростные модели, лопасти
вертолетов и винты резиномоторных моделей иногда выпол-
няются из целого куска бальзы.
Некоторые моделисты считают бальзу незаменимым ма-
териалом, что неправильно. Волокна бальзы очень слабые,
легко сминаются, а от воды набухают.
Удельный вес и физико-механические свойства древеси-
ны бальзы очень неоднородны. В свежесрубленном виде
бальза содержит до 95% воды, она очень тяжелая, однако
быстро теряет воду после валки дерева и сушки. В кряже
у комля и в ядре древесина плотная и довольно крепкая,
удельный вес может доходить до 0,3 г!см3, молодая заболонь
очень легкая, с удельным весом 0,01 г!см?. Соответственно
с удельным весом меняется и прочность. Эти качества обя-
зывают моделиста очень внимательно относиться к подбору
сечений реек и деталей летающих моделей.
Красное дерево. Под этим названием встречается
много пород с древесиной красноватого цвета. К ним отно-
сятся: бразильское дерево, акату, гамбия, секвойя; из про-
израстающих в СССР — тисс. Из перечисленных пород одни
относятся к лиственным, другие — к хвойным. Все они имеют
различный объемный вес и различные механические качества.
Красное дерево произрастает в основном в Африке, на
Антильских островах и в Америке. На территории СССР оно
в небольших количествах встречается в Закавказье.
Древесина красного дерева ценится за красивый цвет,
текстуру и водостойкость. Она обрабатывается режущими
инструментами легче, чем орех, хорошо полируется.
Груша. Древесина груши имеет различную окраску —
от светло-розового до красного цвета, тонкую текстуру, очень
плотная и однородная. Объемный вес и механические свой-
ства груши различны, зависят от возраста и сорта. Груша
прекрасно обрабатывается режущими инструментами, хоро-
шо полируется.
Самшит (кавказская пальма из семейства буксусо-
вых). Древесина самшита бледно-желтого цвета, однородная,
плотная и очень твердая, хорошо обрабатывается точением и
полируется. Он применяется при изготовлении мелких бол-
ванок для штамповки органического стекла и целлулоида.
27
Кроме того, из него выполняются миниатюрные модели и
поделки, в которых необходима особая прочность и острота
кромок.
Тунговое дерево выращивается в Китайской Народ-
ной Республике для получения тунгового масла — ценного
сырья в лакокрасочной промышленности. Произрастает оно
и в субтропиках СССР, обладает довольно прочной однород-
ной древесиной, примерно в два раза более легкой, чем липа,
т. е. удельный вес ее около 0,25—0,3 е/cjn3. Из древесины тун-
гового дерева можно создавать хорошие конструкции ле-
тающих моделей, делать винты, кромки, лопасти. Китайские
авиамоделисты широко и удачно применяют тунговое дерево
(см. табл. 1).
Злаки
Бамбук — древовидный злак, произрастающий в суб-
тропических странах. Существует более двухсот видов бам-
бука, некоторые из них достигают высоты 40 м и диа-
метра 50 см. Строение стебля бамбука (рис. 18) такое же,
как и соломы хлебного злака. В конструкциях летающих мо-
делей применяются стебли просушенного бамбука с колена-
ми возможно большей длины и диаметра.
Наиболее ценными являются толстые стебли желто-бело-'
го цвета с длинными коленами диаметром 50—60 мм.
Деловая часть древесины очень прочная и упругая.
Бамбук отлично раскалывается вдоль волокон и гнется над
пламенем без предварительного распаривания.
Тростник. Вдоль берегов рек, озер и на болотах про-
израстают многие виды тростника, носящие различные мест-
ные названия (камыш, очерет и др.).
Тростник, как и бамбук, относится к семейству много-
летних злаков. По своим механическим качествам тростник
стоит между бамбуком и соломой хлебных злаков.
Тростник является лучшим материалом для реек фюзе-
ляжей схематических летающих моделей, так как хорошо со-
противляется кручению и обладает большой жесткостью
при малом объемном весе. Тростник применяется для реек
змеев, раскосов в каркасах больших летающих моделей.
Искривленные стебли выпрямляются над огнем.
Следует выбирать прямые, вполне зрелые стебли диа-
метром от 8 до 10 мм белого или светло-желтого цвета. Зе-
леновато-серые оттенки у корня указывают, что тростник был
срезан рано и начал загнивать. Так как тростник созревает
поздней осенью, его удобно срезать после замерзания водое-
мов.
Ч и й — многолетний злак, достигающий 3 м высоты.
Произрастает в Казахской и Киргизской ССР. Исполь-
28
зуются стебли чия диамет-
ром от 1 до 5 мм. Чий име-
ет тонкую прочную внеш-
нюю оболочку и мягкую бе-
лую сердцевину. По своим
качествам он значительно
лучше тростника и уступает
только бамбуку. Из чия
можно делать стрингеры,
закругления крыльев, раско-
сы, нервюры и другие де-
тали.
Небольшие схематиче-
ские модели можно делать
целиком из чия.
К недостаткам чия, как
и всех злаков, относится его
узловатость и непостоянная
толщина.
Солома. Для построй-
ки комнатных моделей при-
меняется сухая солома спе-
лой ржи. С успехом можно
использовать сухие стебли
также и других злаков:
тимофеевки, полевицы, мят-
лика лесного, овсяницы.
В конструкциях более
крупных летающих моделей
солома применяется только
при изготовлении раскосов
легких ферм, так как хоро-
шо сопротивляется сжатию.
Для того чтобы повы-
сить прочность и выпрямить
солому, ее следует сильно
натянуть в руках, в этом
положении прогреть над
электроплиткой и остудить,
не уменьшая натяжения
(рис. 19).
Рекомендуется в местах
склейки счищать ножом по-
верхностный глянцевый
слой, так как на нем плохо
Держится клей. Это относит-
ся ко всем злакам.
рис 18 СТРОЕНИЕ СТЕБЛЯ БАМБУКА
И СОЛОМЫ
РИС. 19.ПРОКАЛИВАНИЕ И ВЫПРЯМЛЕ-
НИЕ СОЛОМЫ НАД ЭЛЕКТРОПЛИТКОЙ
2rJ
МАТЕРИАЛЫ ИЗ ДРЕВЕСИНЫ
Древесная стружка представляет собой тонкую
ленту древесины толщиной 0,1—0,25 мм и шириной около
100 мм.
Стружка изготовляется из древесины березы на специ-
альных станках. В продаже встречается окрашенная струж-
ка, идущая на изготовление искусственных цветов. В летаю-
щих моделях стружка идет на изготовление фюзеляжей типа
монокок, обтекателей и легких трубок. Склеивание ее на
столярном клее дает очень прочную и легкую скорлупу, ко-
торую можно окрашивать и лакировать.
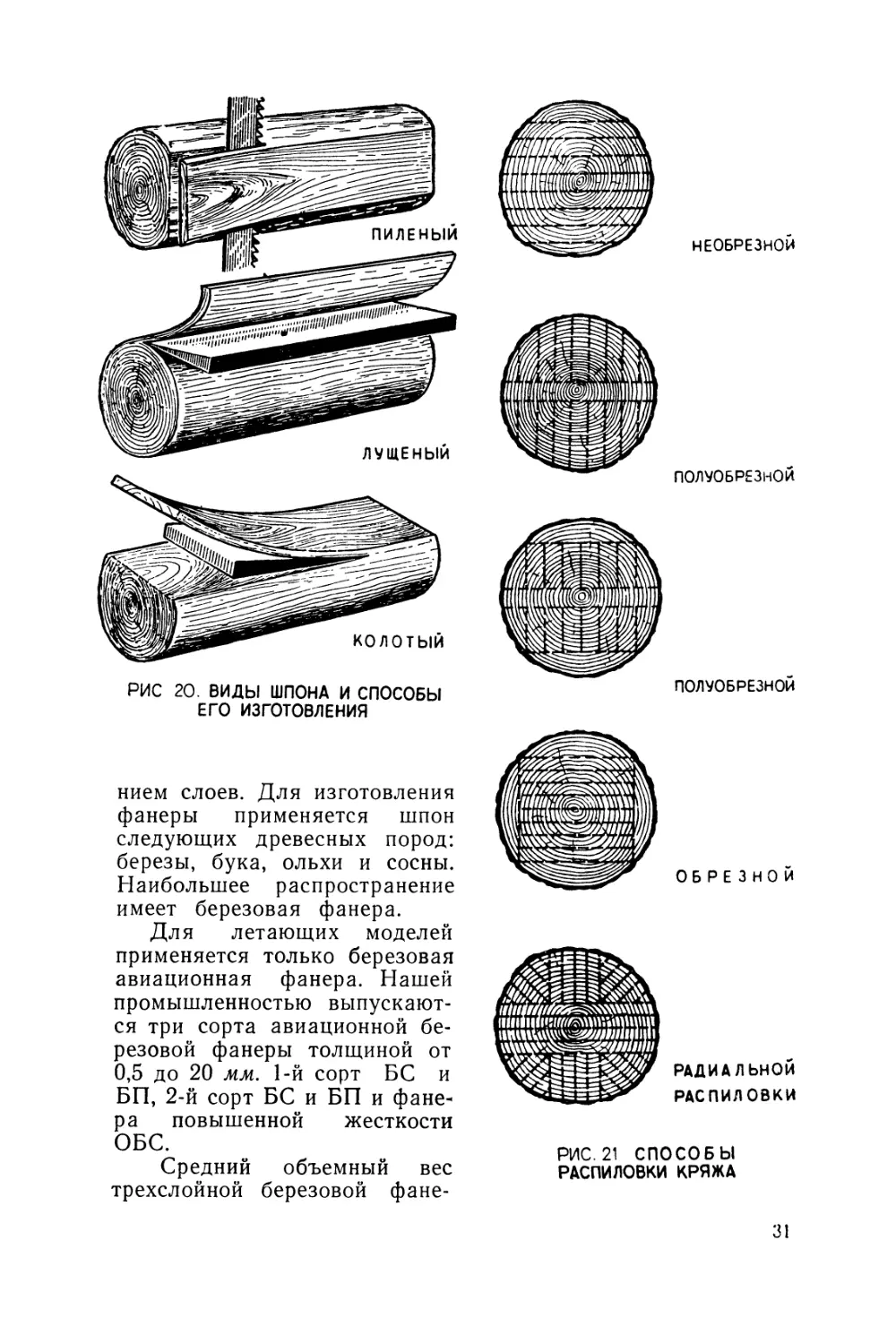
Шпон. Шпоном называется тонкий лист древесины.
В зависимости от способа изготовления (рис. 20) различают
лущеный, колотый и пиленый шпоны. Лущеный шпон встре-
чается наиболее часто, листы бывают больших размеров.
Шпон изготовляется толщиной от 0,25 до 1,6 мм.
Качества лущеного, колотого и пиленого шпона пример-
но одинаковы.
Прочный и эластичный березовый шпон применяется
главным образом для изготовления нервюр, шпангоутов ле-
тающих моделей.
Шпон цветных пород дерева идет на отделку подставок
музейных моделей и используется как облицовочный мате-
риал.
Особенно красивыми рисунками текстуры отличаются
шпоны ореха, красного дерева, карельской березы.
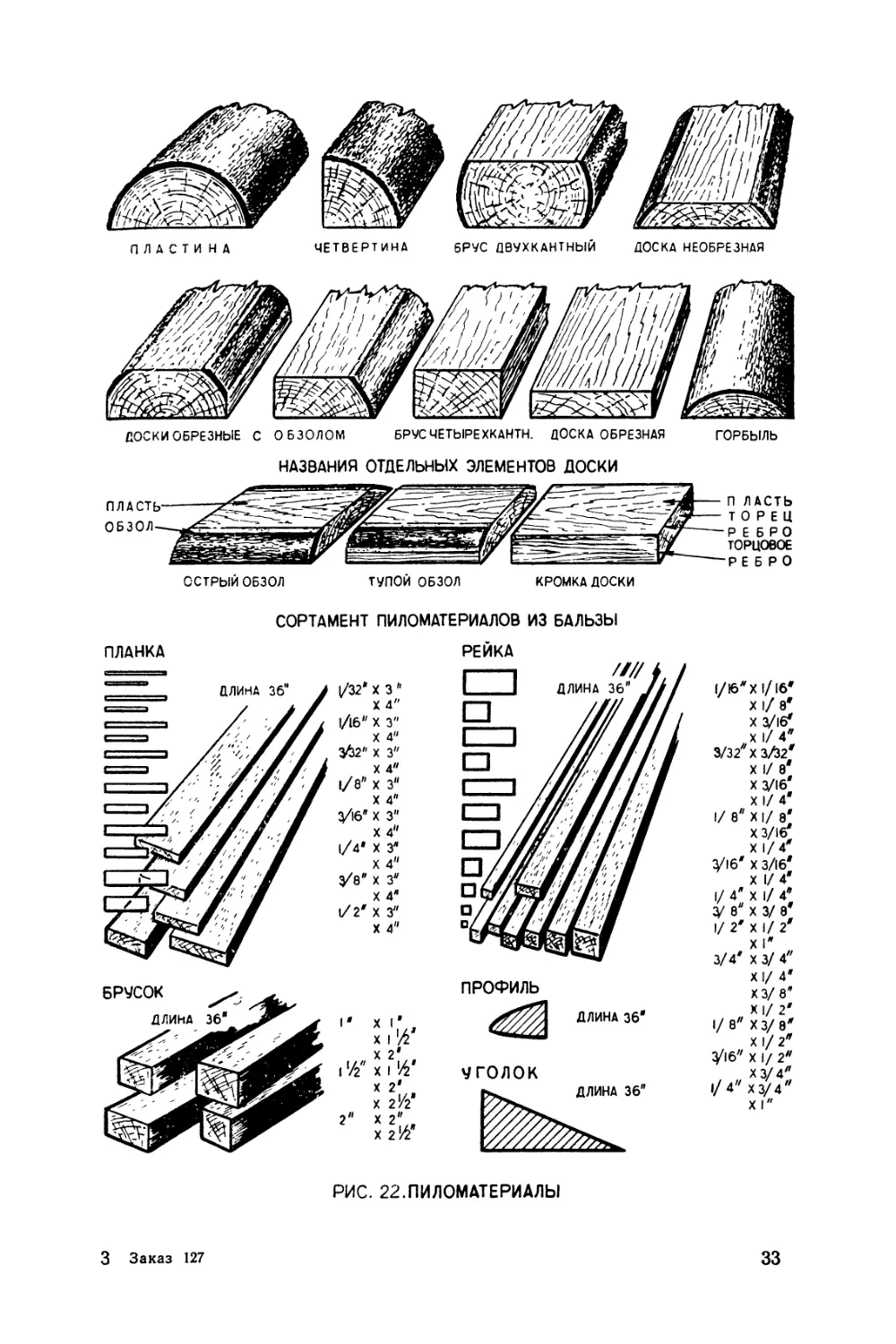
Пиломатериалы. Дерево распиливают в следую-
щей последовательности. Сначала распиливают ствол попе-
рек на куски, называемые кряжами. Затем для получения
досок, брусков и других пиломатериалов сырой кряж распи-
ливают вдоль по одной из схем, показанных на рис. 21. Луч-
шим способом следует считать радиальный, так как пилома-
териалы при такой распиловке меньше коробятся.
В зависимости от формы поперечного сечения и места
в кряже различают следующие основные виды пиломате-
риалов:
доски толщиной не более 100 мм, шириной две тол-
щины и более;
— бруски толщиной не более 100 мм, шириной менее
двух толщин;
— брусья толщиной и шириной более 100 мм.
Стороны досок, брусков или брусьев имеют свои назва-
ния (рис. 22).
Фанера представляет собой склеенные листы шпона
(три или более) с взаимно-перпендикулярным расположе-
30
РИС 20. ВИДЫ ШПОНА И СПОСОБЫ
ЕГО ИЗГОТОВЛЕНИЯ
нием слоев. Для изготовления
фанеры применяется шпон
следующих древесных пород:
березы, бука, ольхи и сосны.
Наибольшее распространение
имеет березовая фанера.
Для летающих моделей
применяется только березовая
авиационная фанера. Нашей
промышленностью выпускают-
ся три сорта авиационной бе-
резовой фанеры толщиной от
0,5 до 20 мм. 1-й сорт БС и
БП, 2-й сорт БС и БП и фане-
ра повышенной жесткости
ОБС.
Средний объемный вес
трехслойной березовой фане-
НЕОБРЕЗНОЙ
ПОЛУОБРЕЗНОЙ
ПОЛУОБРЕЗНОЙ
ОБРЕЗНОЙ
РИС. 21 СПОСОБЫ
РАСПИЛОВКИ КРЯЖА
РАДИАЛЬНОЙ
РАСПИЛОВКИ
31
ры равен около 0,8 г/ои3. Не рекомендуется применять ста-
рую пересохшую фанеру, так как из-за пересыхания клеево-
го шва и отставания внешнего слоя она становится хрупкой
и менее прочной.
В распаренном состоянии фанера хорошо гнется.
Минимально допустимый радиус загиба распаренной фа-
неры поперек наружного волокна равен восьми-десяти тол-
щинам фанеры, вдоль волокна — восьми толщинам.
При загибании сухой фанеры радиус загиба должен
быть увеличен в 5 раз.
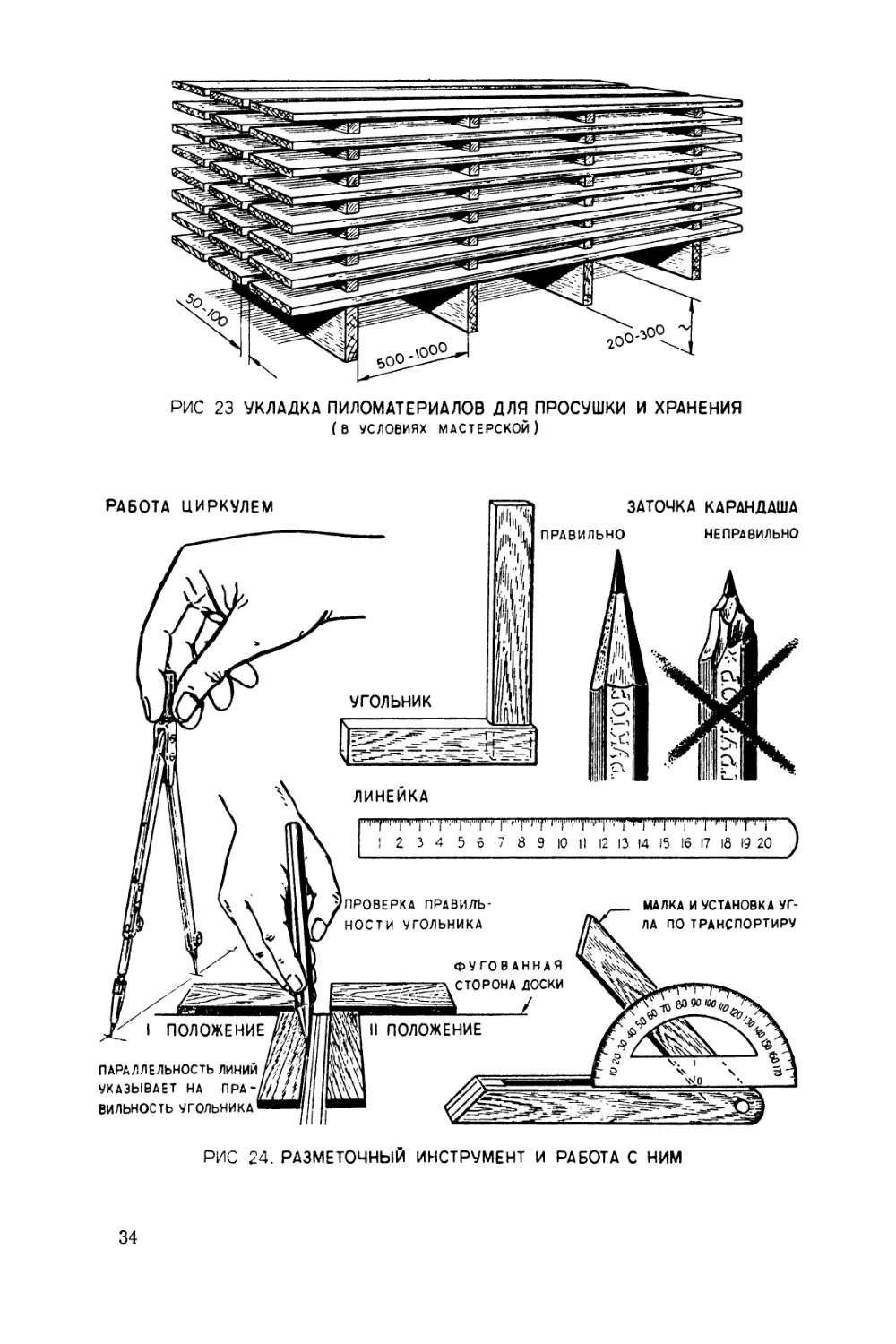
СУШКА ДРЕВЕСИНЫ
Для авиамоделирования необходима только хорошо про-
сушенная древесина. Сырые пиломатериалы подвергаются
естественной воздушной сушке под навесами или сушке в
искусственных условиях, в специальных сушильных камерах
с высокой температурой и принудительной циркуляцией воз-
духа.
Чтобы предотвратить коробление и дать возможность
пиломатериалам равномерно просохнуть, их укладывают в
специальные штабели (рис. 23) так, чтобы материалы сво-
бодно проветривались, а верхние ряды своим весом давили
на нижние и тем самым препятствовали их деформации.
Пиломатериалы, применяемые для постройки музейных
авиационных моделей, нужно особенно тщательно просушить.
Влажность древесины не должна превышать 7—8%.
Доски, идущие на музейные модели или долбленые
фюзеляжи летающих моделей, должны пролежать в штабеле
в теплом, сухом, хорошо проветриваемом помещении не мень-
ше одного года, а рейки сечением менее 10X10 мм — не
меньше двух-трех недель.
Влажность древесины приближенно можно определить
путем взвешивания небольшого образца, взятого из партии
материала. Если объемный вес, подсчитанный по обмерам и
взвешиванию образца, заметно отличается от значений, ука-
занных в табл. 1, то чаще всего причиной этого является по-
вышенная влажность.
ОБРАБОТКА ДРЕВЕСИНЫ
Обработка древесины — одно из наиболее древних ре-
месел. Инструмент и приемы обработки древесины широко
известны.
Приемы обработки дерева при постройке авиационных
моделей очень многообразны: это раскалывание, точение,
32
ПЛАСТИНА
ЧЕТВЕРТИНА БРУС ДВУХКАНТНЫЙ ДОСКА НЕОБРЕЗНАЯ
ДОСКИ ОБРЕЗНЫЕ С ОБЗОЛОМ БРУС ЧЕТЫРЕ ХКАНТН. ДОСКА ОБРЕЗНАЯ ГОРБЫЛЬ
НАЗВАНИЯ ОТДЕЛЬНЫХ ЭЛЕМЕНТОВ ДОСКИ
П ЛАСТЬ'
ОБЗОЛ
П ЛАСТЬ
ТОРЕЦ
РЕБРО
ТОРЦОВОЕ
РЕБРО
ОСТРЫЙ ОБЗОЛ
ТУПОЙ ОБЗОЛ
КРОМКА ДОСКИ
СОРТАМЕНТ ПИЛОМАТЕРИАЛОВ ИЗ БАЛЬЗЫ
ПЛАНКА
РЕЙКА
/32* X 3 "
X 4"
1/16" X 3"
X 4"
3&2" X 3"
X 4"
l/8" X 3"
X 4"
3/16" X 3"
X 4*
|/4* X 3я
X 4"
Ув* X 3й
X 4я
/2* X 3"
X 4"
। ’/г" х । ’/2
X 2*
х 2/2*
2" X 2" я
х 2 Иг
ПРОФИЛЬ
ДЛИНА 36*
1/16* X I/16*
X I/ 8*
X 3/|6*
//Х 1/4 г
3/32X3/32
X I/ 8*
X 3/16*
X I/ 4*
I/ в" X I/ 8*
X 3/16*
X 1/4*
У16* X 3/16*
X I/ 4*
I/ 4* X I/ 4*
3/ 8* X 3/ 8*
I/ 2* X I/ 2*
X I*
3/4* X 3/ 4*
XI/ 4*
ХЗ/ 8я
X I/ 2*
I/ 8* X 3/ 8*
X I/ 2*
Уб* XI/ 2м
*3/Ьп
1/4* X 3/4"
XI"
РИС. 22.ПИЛОМАТЕРИАЛЫ
3 Заказ 127
33
РИС 23 УКЛАДКА ПИЛОМАТЕРИАЛОВ ДЛЯ ПРОСУШКИ И ХРАНЕНИЯ
(8 УСЛОВИЯХ МАСТЕРСКОЙ)
РИС 24. РАЗМЕТОЧНЫЙ ИНСТРУМЕНТ И РАБОТА С НИМ
34
строгание, фанерование, долбление, сверление, гнутье, склеи-
вание и др.
Незнание элементарных приемов обработки и наладки
инструмента вызывает излишние трудности в работе и под-
час даже отбивает желание работать. Можно заметить, как
начинающий моделист, пользуясь тупой пилой, долго тру-
дится и, не получив желаемых результатов, раскалывает
доску вдоль слоя топором или ножом. Часто это приводит
к порче детали. Получаемые при этом остатки материала,
как правило, нельзя использовать, и они теряют свою цен-
ность. Работа острым, исправным и соответствующим своему
назначению инструментом всегда эффективна и не требует
больших физических усилий.
Обрабатывать древесину можно вручную, с применением
механизированных инструментов и на станках.
Для обработки деревянных деталей применяют столяр-
ный, а также и специальный модельный инструмент.
Каждому моделисту необходимо иметь набор столярного
инструмента, а в модельных мастерских, кроме того, должны
быть небольшие деревообрабатывающие станки.
Разметка и разметочный инструмент
Прежде чем начинать обработку детали, нужно разме-
тить заготовку. От правильности и точности разметки во
многом зависит качество детали. Даже небольшие ошибки в
нанесении разметочных линий могут повлечь за собой непо-
правимый брак. Несмотря на кажущуюся простоту этой ра-
боты и несложность применяемого инструмента, необходимо
быть очень внимательным, а по окончании разметки тща-
тельно проверить сделанные построения.
Для проведения линий в столярном деле применяют
рейсмас, чертилку и циркуль с остро заточенными ножками.
При изготовлении же летающих моделей эти инструменты
используют реже, так как они глубоко надрезают поверх-
ность деталей, значительно уменьшая их прочность. Следует
иметь в виду, что на гладких поверхностях, предназначенных
для полирования или покрытия нитролаками, от этих инстру-
ментов остаются глубокие, трудно устранимые следы.
Для проведения линий при разметке лучше всего поль-
зоваться простым графитовым карандашом. Для разметки
деталей из твердых пород дерева применяются карандаши
ТМ, Т, 2Т и ЗТ, для мягких пород, например для липы или
ели, — карандаши М.
Для разметки применяется следующий инструмент
(рис. 24).
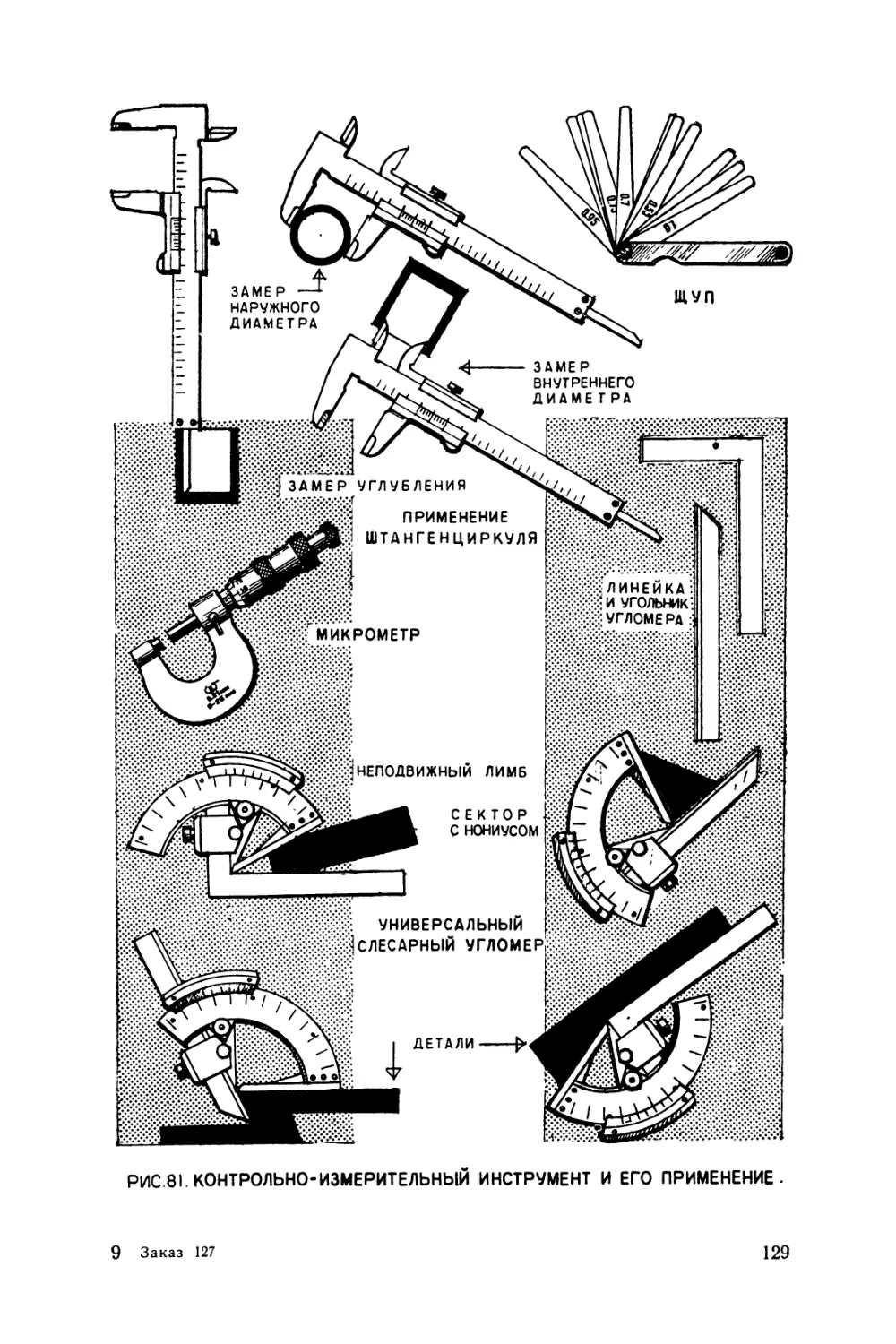
Линейка металлическая или деревянная с миллимет-
ровыми делениями служит для измерения и откладывания
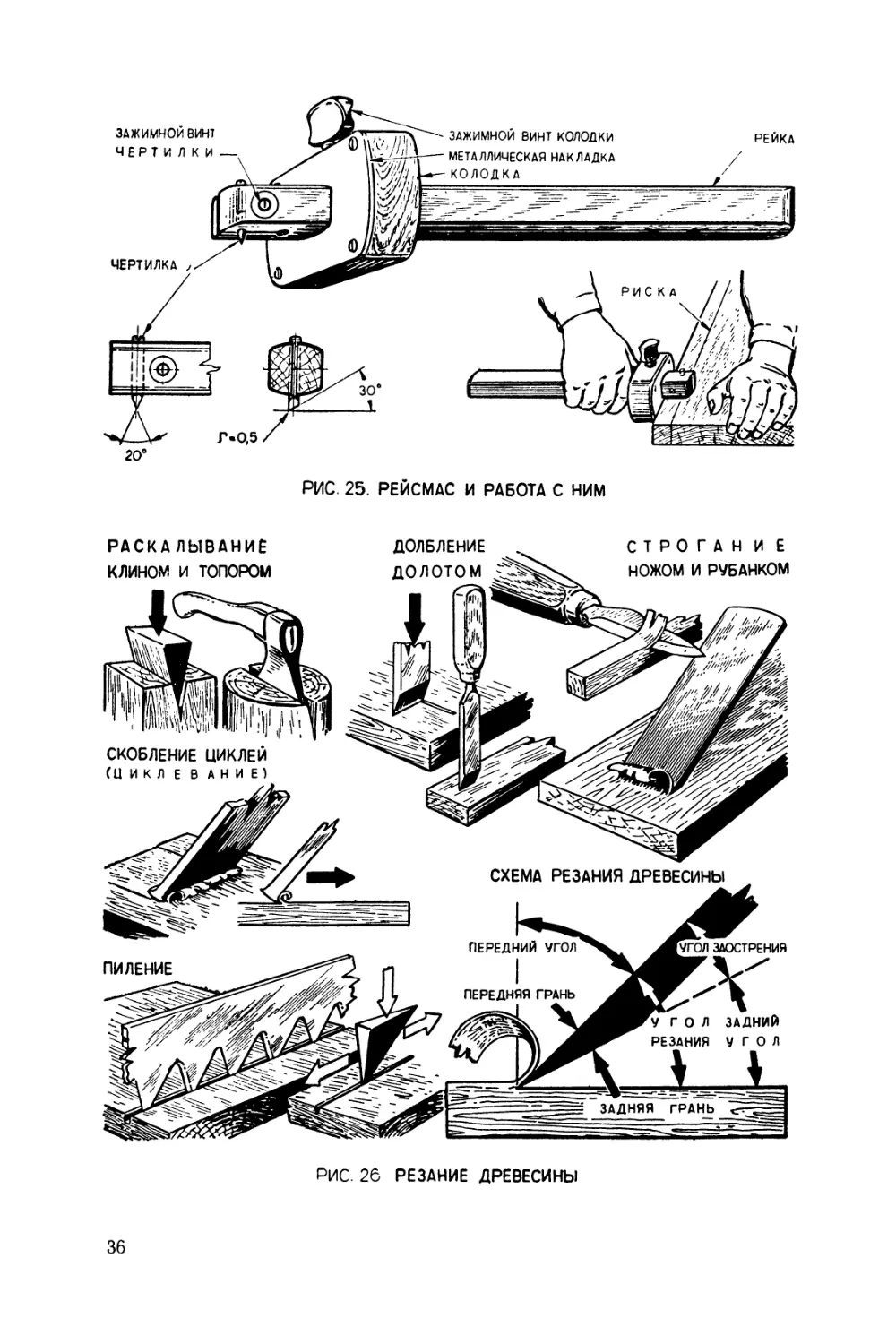
РИС. 25. РЕЙСМАС И РАБОТА С НИМ
РИС. 26 РЕЗАНИЕ ДРЕВЕСИНЫ
36
размеров. При разметке также можно пользоваться склад-
ным метром или стальной рулеткой, для размеров менее
100 мм — штангенциркулем (см. рис. 81).
Угольник металлический служит для разметки пря-
мых углов и их проверки. Правильность таких угольников
проверяется сличением их с контрольным угольником. Если
контрольного угольника нет, то на ровной доске с прямой
кромкой проводят по угольнику линию (см. рис. 24), затем
угольник поворачивают на другую сторону и проводят рядом
с первой линией вторую.
Если линии получились параллельными, угольник верен.
Малка служит для откладывания углов и их проверки.
Устанавливают малку на желаемый угол с помощью транс-
портира или угломера (см. рис. 24).
Рейсмас служит для нанесения линий, параллельных
кромке.
Тонкую фанеру, картон и целлулоид рейсмасом можно
не только размечать, но и резать. Для этого чертилку рейс-
маса нужно заточить в виде резца (рис. 25).
Обработка резанием
При работе с деревом моделисту чаще всего приходится
применять обработку резанием и ее разновидности: долбле-
ние, пиление и сверление.
В основу всякого режущего инструмента положено дей-
ствие клина с острой режущей кромкой, которая при дви-
жении инструмента врезается в поверхность дерева и сни-
мает стружку (рис. 26).
От величины угла заострения клина зависит сила, ко-
торую необходимо прикладывать к инструменту при рабо-
те. Чем меньше угол заостроения, тем меньше усилий при-
ходится прилагать к инструменту и тем легче работать. Од-
нако чрезмерно уменьшать угол заострения нельзя: при
очень малом угле заострения режущая кромка инструмента
получается недостаточно стойкой.
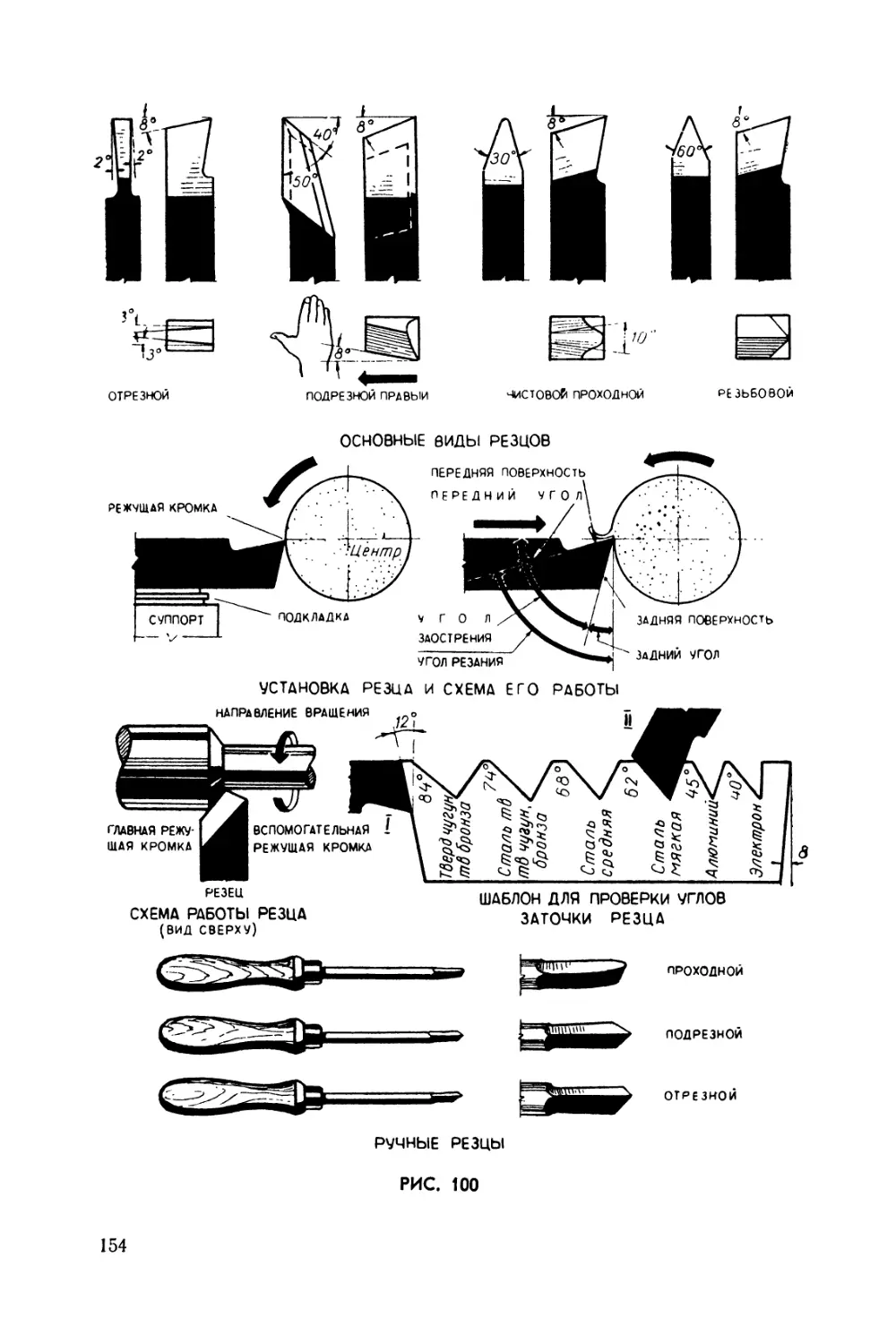
Установлено, что для ручного резца из хорошей стали
при работе с породами дерева средней твердости наивыгод-
нейший угол заострения 15—20°, а угол резания — 45°.
Твердые породы древесины обрабатываются инструмен-
том с углом заострения 30°. При обработке мягких пород
этот угол можно уменьшать до 10°. Выбор угла заострения
зависит также от качества закалки инструмента и способ-
ности стали удерживать режущую кромку.
Во время работы рекомендуется наблюдать за состоя-
нием режущих кромок инструмента. Следует помнить, что
при работе тупым инструментом нельзя получить чистой по-
верхности, кроме того, тупой инструмент требует больших
37
усилий. По мере затупления инструмента необходимо его
править или затачивать.
Инструмент для ручного резания. Ножи. В зависимости
от назначения ножи имеют специальные формы лезвия и
рукоятки, что и определяет их наименование.
При постройке летающих моделей нож является самым
необходимым инструментом. Выбирать нож следует тща-
тельно, и если нет возможности его приобрести, нужно сде-
лать самому один-два модельных ножа из хорошей закален-
ной стали. Способ закалки описан в главе II.
Качества ножа определяются удобством пользования
им в работе и стойкостью лезвия. Удобство пользования
зависит от соответствия формы лезвия выполняемой работе
и качества рукоятки.
Степень закалки ножа можно определить, нажав кон-
цом лезвия на твердую поверхность. Если нож перекален,
его кончик сломается, если закалка слаба — изогнется. Пра-
вильно закаленный нож должен быть гибок и хорошо пру-
жинить под сильным нажимом.
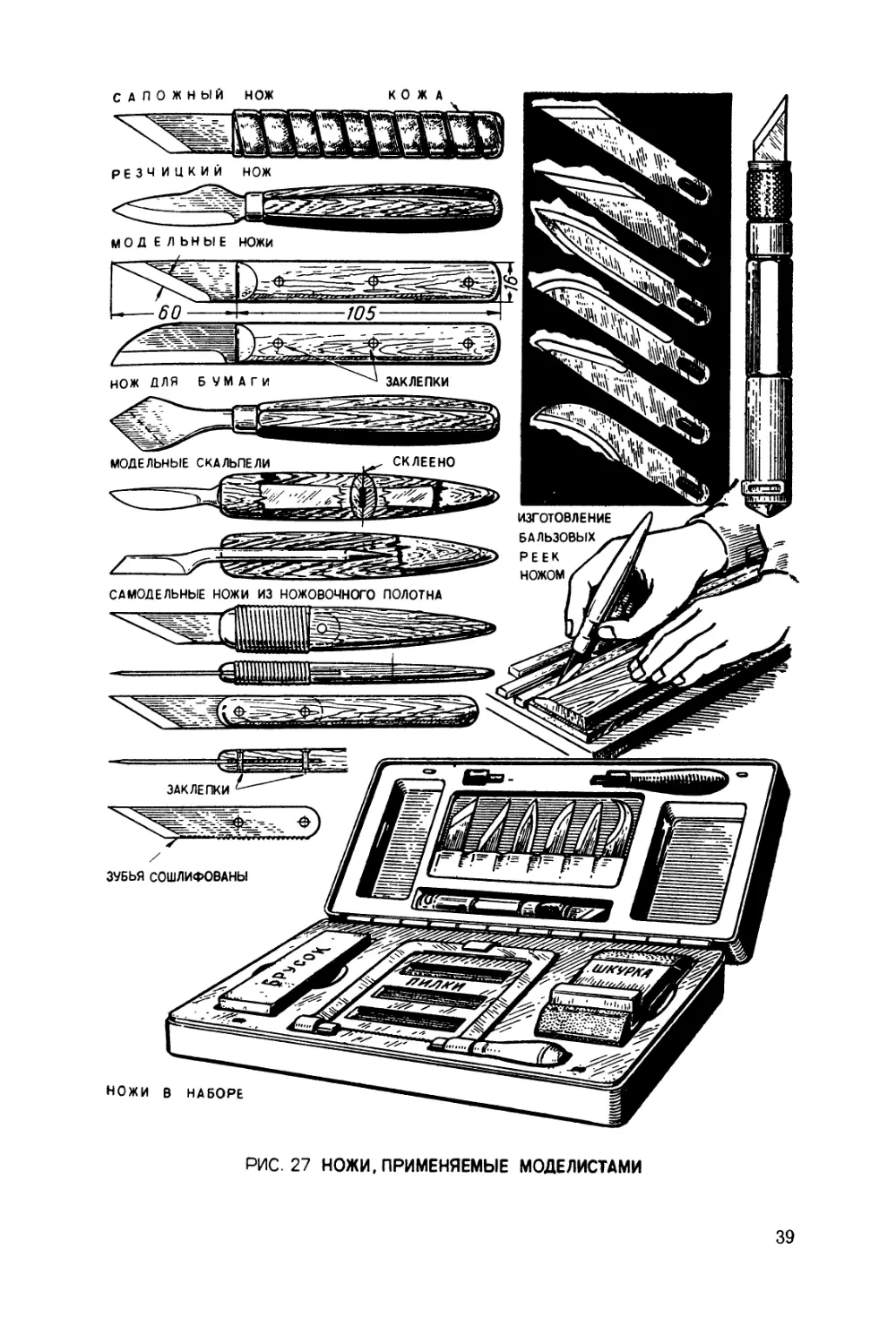
Модельный скальпель (рис. 27). Это широко рас-
пространенный инструмент, применяется для выполнения са-
мых тонких модельных работ. Скальпелем прорезают отвер-
стия в нервюрах, пазы для стрингеров, производят подрезку
в труднодоступных местах и т. п.
Модельные ножи. Наиболее удобными для модели-
ста являются специальные модельные ножи (см. рис. 27).
Ими удобно обрабатывать винты, вырезать нервюры, проре-
зать выемки в шпангоутах, стыковать стрингеры «на ус» и
выполнять множество самых разнообразных работ.
Менее удобны для моделиста перочинные и сапожные
ножи, форма лезвия которых не позволяет выполнять неко-
торые работы.
Складные (перочинные) ножи требуют осторожного
обращения, так как при случайном складывании ими можно
поранить руки.
Инструмент для обработки бальзы. Этот ин-
струмент занимает особое место, так как для успешного ре-
зания мягкой волокнистой древесины бальзы необходимо
применять инструмент с тонкими лезвиями и меньшими угла-
ми заострения (см. рис. 27, 31).
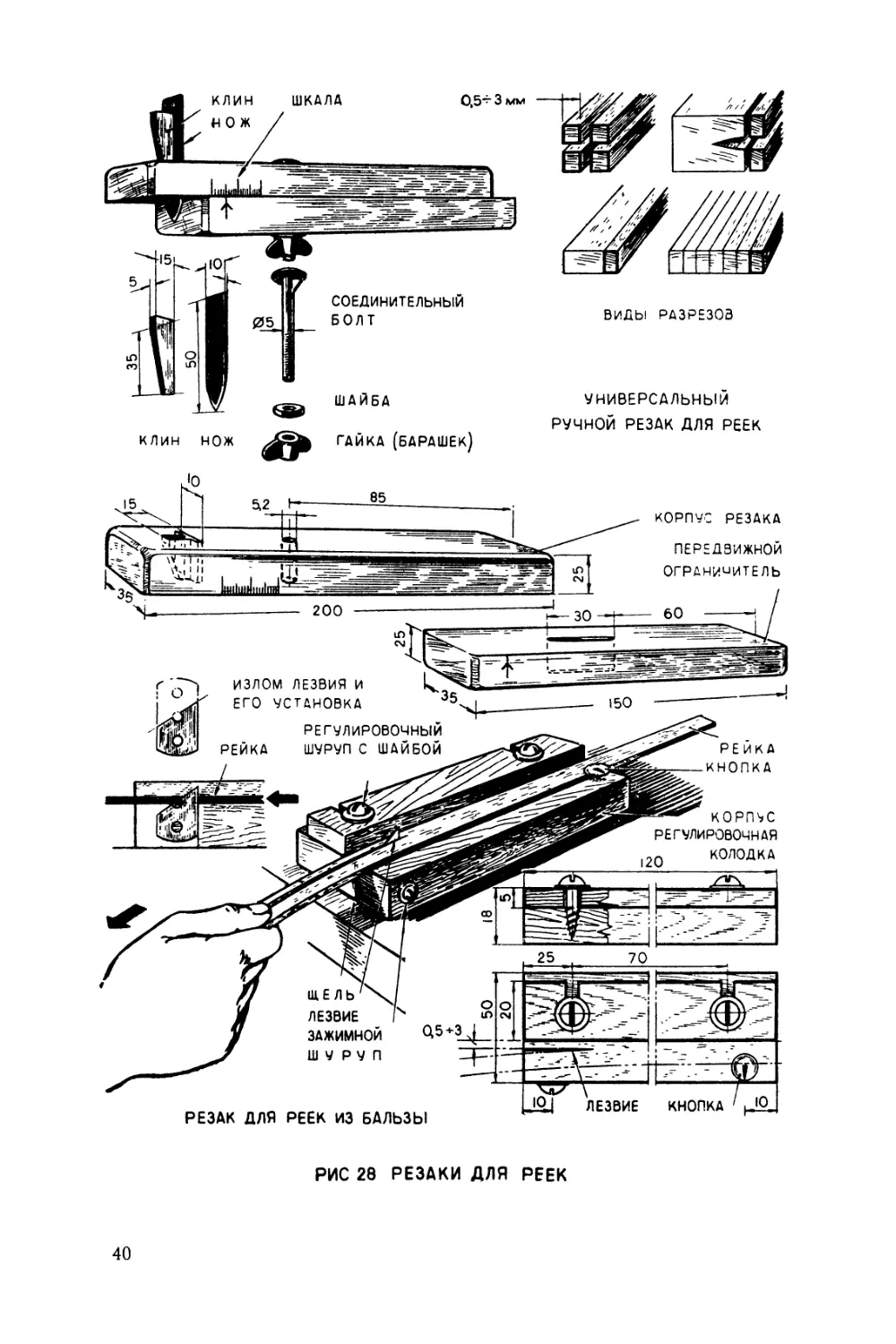
Тонкие рейки можно отрезать от пластины резаком.
Резак для тонких реек, картона и целлу-
лоида состоит из двух брусочков твердого дерева, за-
жимного болта с барашком, ножа и клина (см. рис. 28).
Для успешной работы одна из кромок подготовленного ма-
териала должна быть прямолинейной.
Самые тонкие рейки из бальзы сечением до 1X1 мм
успешно режут на приспособлении (рис. 28).
38
РИС. 27 НОЖИ, ПРИМЕНЯЕМЫЕ МОДЕЛИСТАМИ
39
РИС 28 РЕЗАКИ ДЛЯ РЕЕК
40
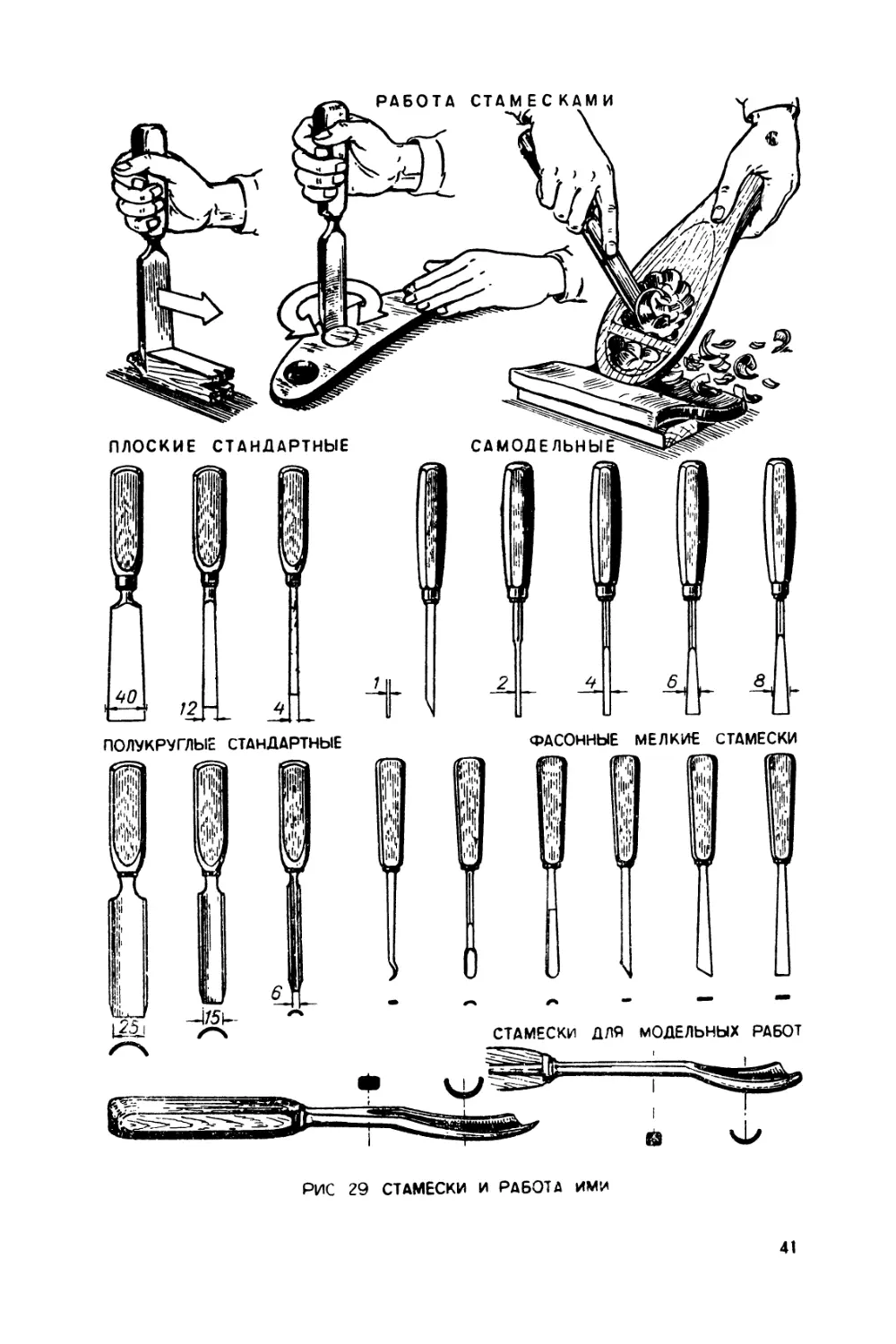
РИС 29 СТАМЕСКИ И РАБОТА ИМИ
41
Стамески. Стамеска состоит из резца и черенка.
В зависимости от формы режущей кромки резца и его
назначения различают плоские, полукруглые и фасонные
стамески.
Черенки ручек для стамесок изготовляют из сухого твер-
дого дерева — бука, березы или клена, плотно насаживают
на резец и полируют.
Стамесками всех видов работают, нажимая на них ру-
кой (рис. 29). Молоток или киянка применяются только как
исключение.
Плоские стамески применяют для снятия фасок, изготов-
ления всяких фасонных деталей, обработки торцовых сторон,
прорезания тонкой фанеры, резания в различных направле-
ниях и скалывания.
Полукруглыми стамесками пользуются для неглубокого
долбления, обработки вогнутых поверхностей, облегчения
нервюр и шпангоутов и для других работ.
Фасонные стамески (см. рис. 29) применяют для реза-
ния изделий сложных форм и художественной резьбы по де-
реву. Изогнутые клюкарзы очень удобны для глубокого
долбления (например, фюзеляжей летающих моделей) и
позволяют чище обрабатывать внутренние поверхности.
Небольшие стамески нетрудно изготовить самому из
листовой, полосовой или круглой инструментальной углеро-
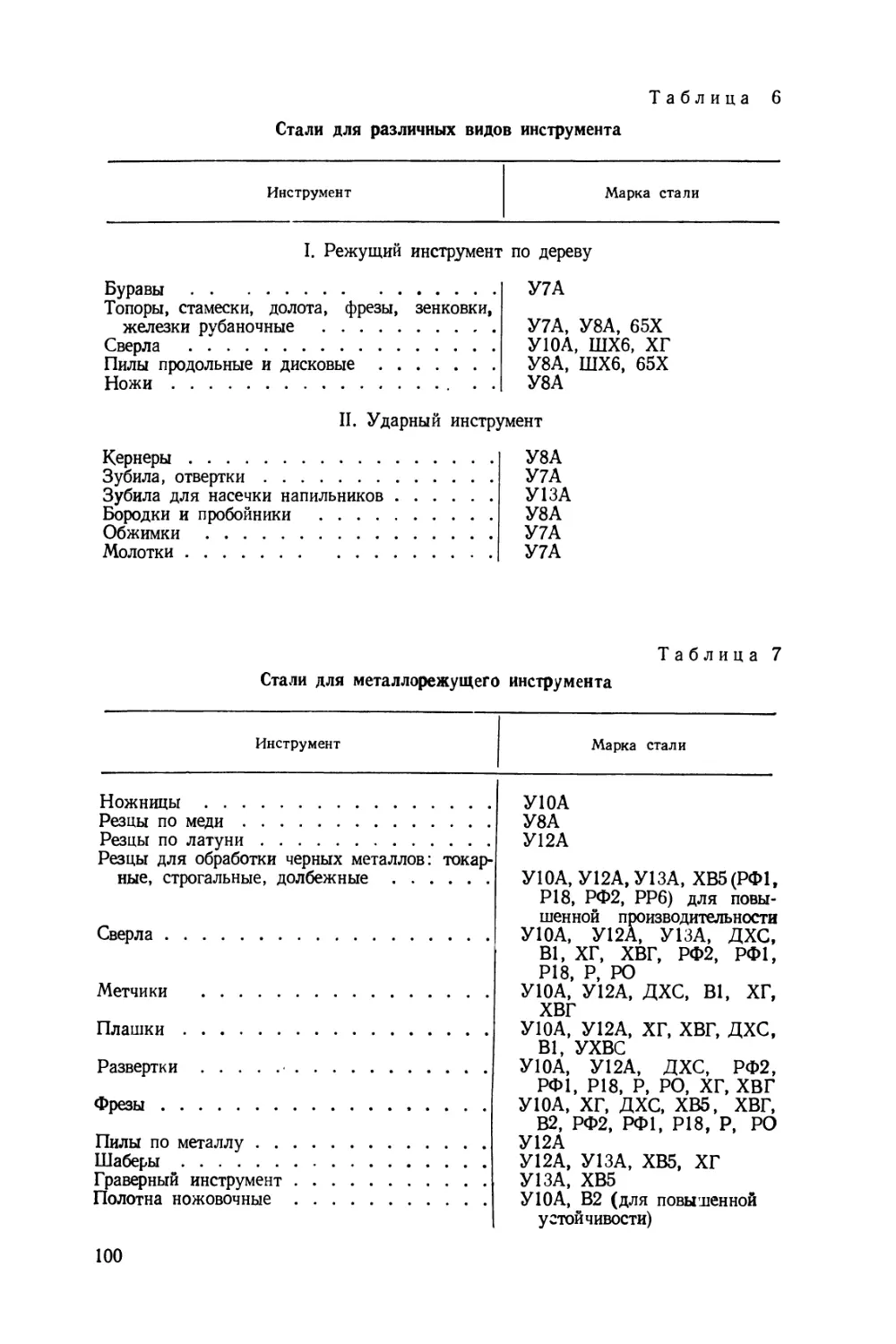
дистой стали (см. табл. 6). Напильником или на механи-
ческом точиле стальному прутку придают нужную форму,
шлифуют наждачной шкуркой, закаливают и производят от-
пуск. После термической обработки резец шлифуют до блес-
ка, насаживают на него черенок и затачивают.
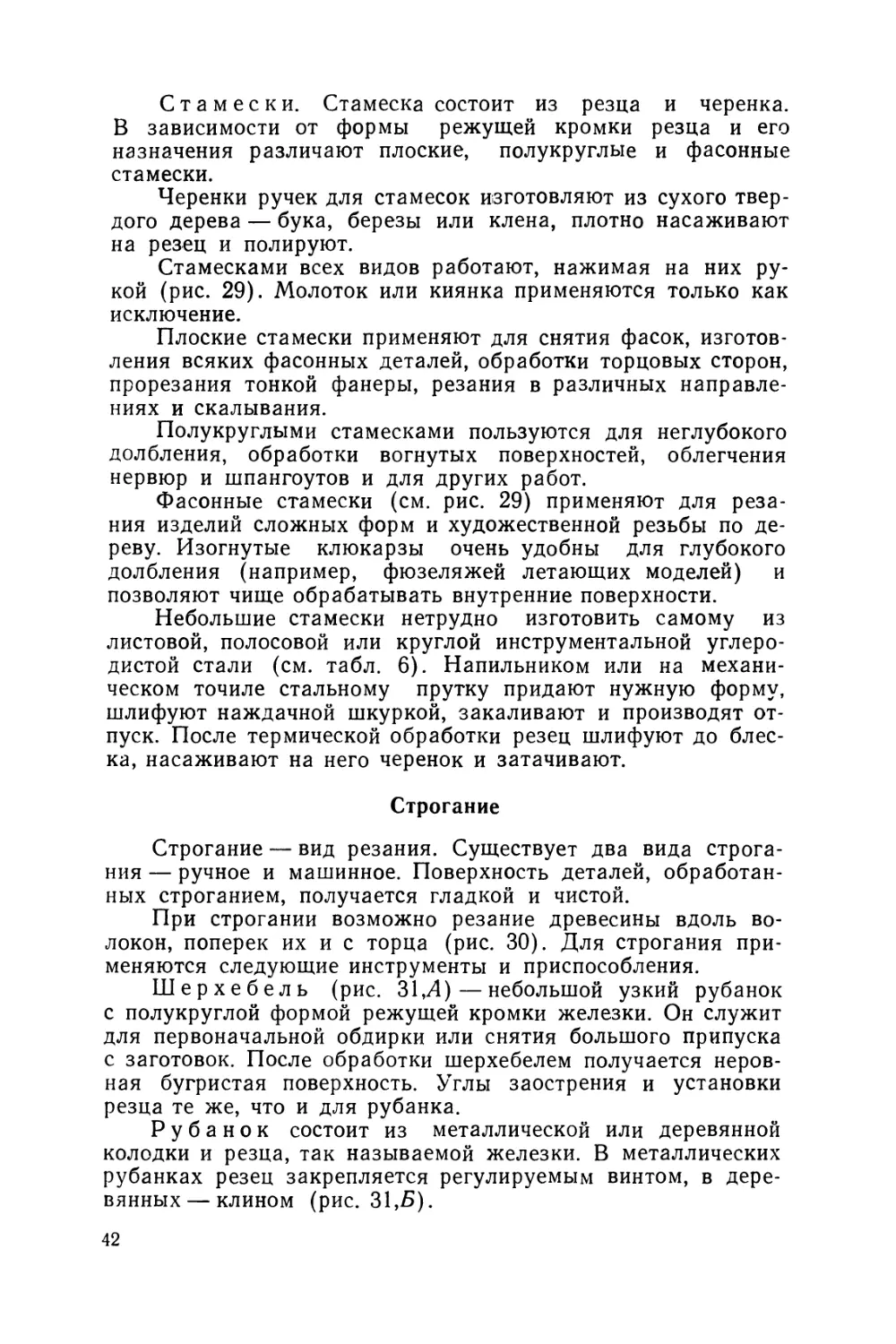
Строгание
Строгание — вид резания. Существует два вида строга-
ния — ручное и машинное. Поверхность деталей, обработан-
ных строганием, получается гладкой и чистой.
При строгании возможно резание древесины вдоль во-
локон, поперек их и с торца (рис. 30). Для строгания при-
меняются следующие инструменты и приспособления.
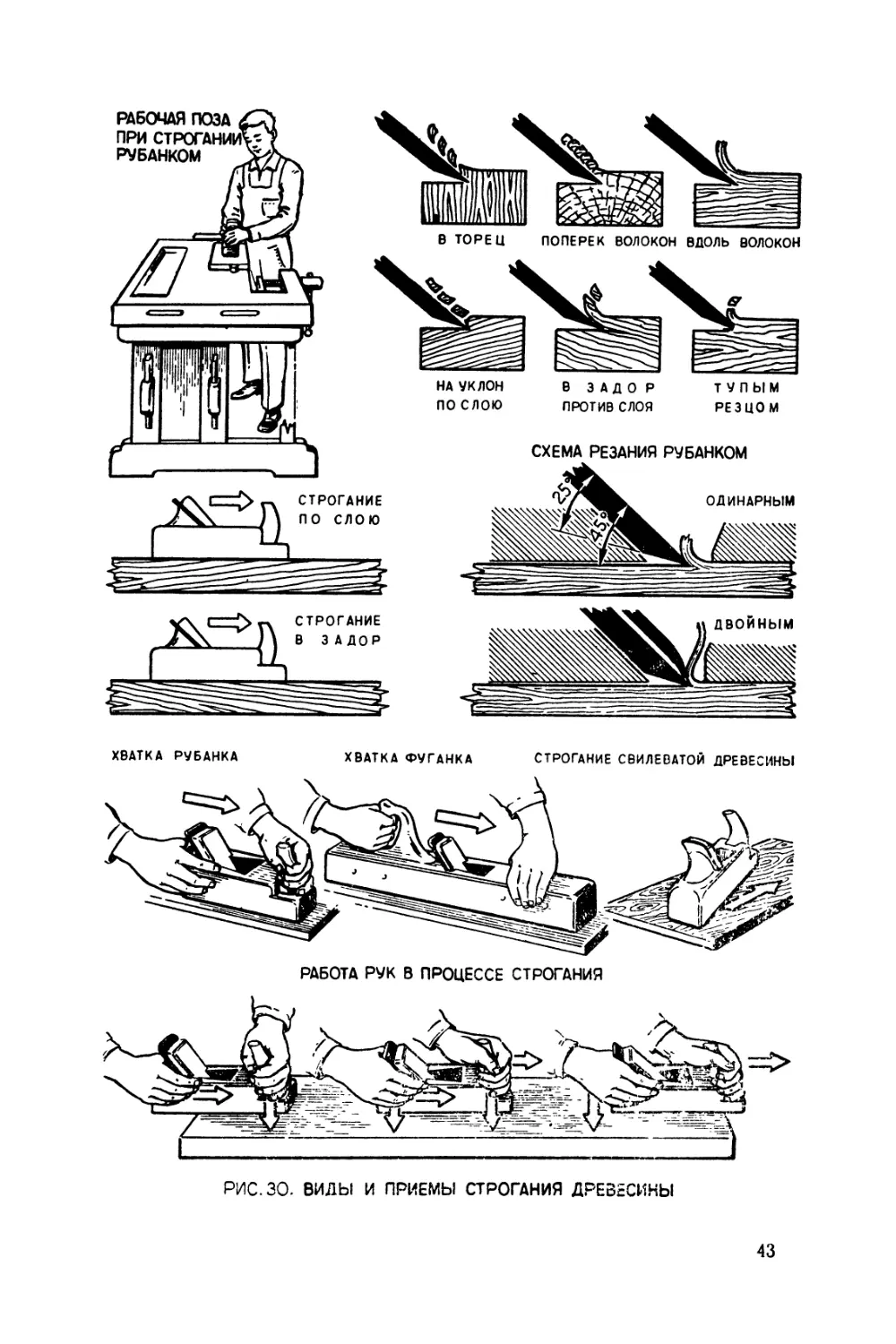
Шерхебель (рис. 31 Л)—небольшой узкий рубанок
с полукруглой формой режущей кромки железки. Он служит
для первоначальной обдирки или снятия большого припуска
с заготовок. После обработки шерхебелем получается неров-
ная бугристая поверхность. Углы заострения и установки
резца те же, что и для рубанка.
Рубанок состоит из металлической или деревянной
колодки и резца, так называемой железки. В металлических
рубанках резец закрепляется регулируемым винтом, в дере-
вянных— клином (рис. 31,Б).
42
РИС. 30. ВИДЫ И ПРИЕМЫ СТРОГАНИЯ ДРЕВЕСИНЫ
43
ВИД СВЕРХУ
СНИЗУ
РИС 31 Д. ИНСТРУМЕНТ ДЛЯ СТРОГАНИЯ И ЕГО НАЛАДКА
44
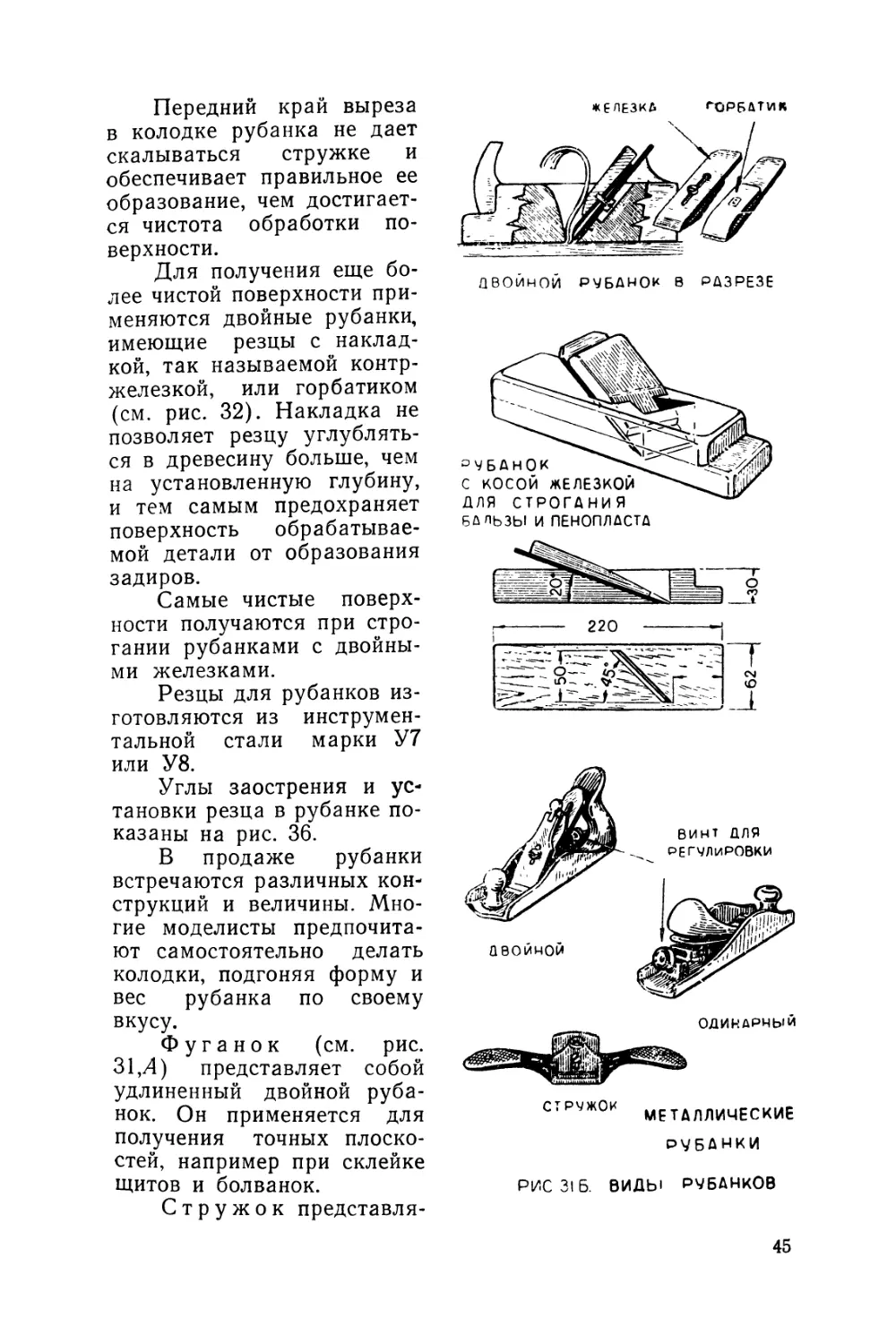
Передний край выреза
в колодке рубанка не дает
скалываться стружке и
обеспечивает правильное ее
образование, чем достигает-
ся чистота обработки по-
верхности.
Для получения еще бо-
лее чистой поверхности при-
меняются двойные рубанки,
имеющие резцы с наклад-
кой, так называемой контр-
железкой, или горбатиком
(см. рис. 32). Накладка не
позволяет резцу углублять-
ся в древесину больше, чем
на установленную глубину,
и тем самым предохраняет
поверхность обрабатывае-
мой детали от образования
задиров.
Самые чистые поверх-
ности получаются при стро-
гании рубанками с двойны-
ми железками.
Резцы для рубанков из-
готовляются из инструмен-
тальной стали марки У7
или У8.
Углы заострения и ус-
тановки резца в рубанке по-
казаны на рис. 36.
В продаже рубанки
встречаются различных кон-
струкций и величины. Мно-
гие моделисты предпочита-
ют самостоятельно делать
колодки, подгоняя форму и
вес рубанка по своему
вкусу.
Фуганок (см. рис.
31,Л) представляет собой
удлиненный двойной руба-
нок. Он применяется для
получения точных плоско-
стей, например при склейке
щитов и болванок.
Стружок представля-
ГОРБДТИК
*ЕЛЕЗКД
ДВОЙНОЙ РУБАНОК В РАЗРЕЗЕ
°УБАНОК
С КОСОЙ ЖЕЛЕЗКОЙ
ДЛЯ СТРОГАНИЯ
БДЛЬЗЫ И ПЕНОПЛАСТА
СТРУЖОК
МЕТАЛЛИЧЕСКИЕ
РУБАНКИ
РИС 31 Б. ВИДЫ РУБАНКОВ
45
СТРОГАНИЕ РЕЕК НА ПРОТЯЖКЕ
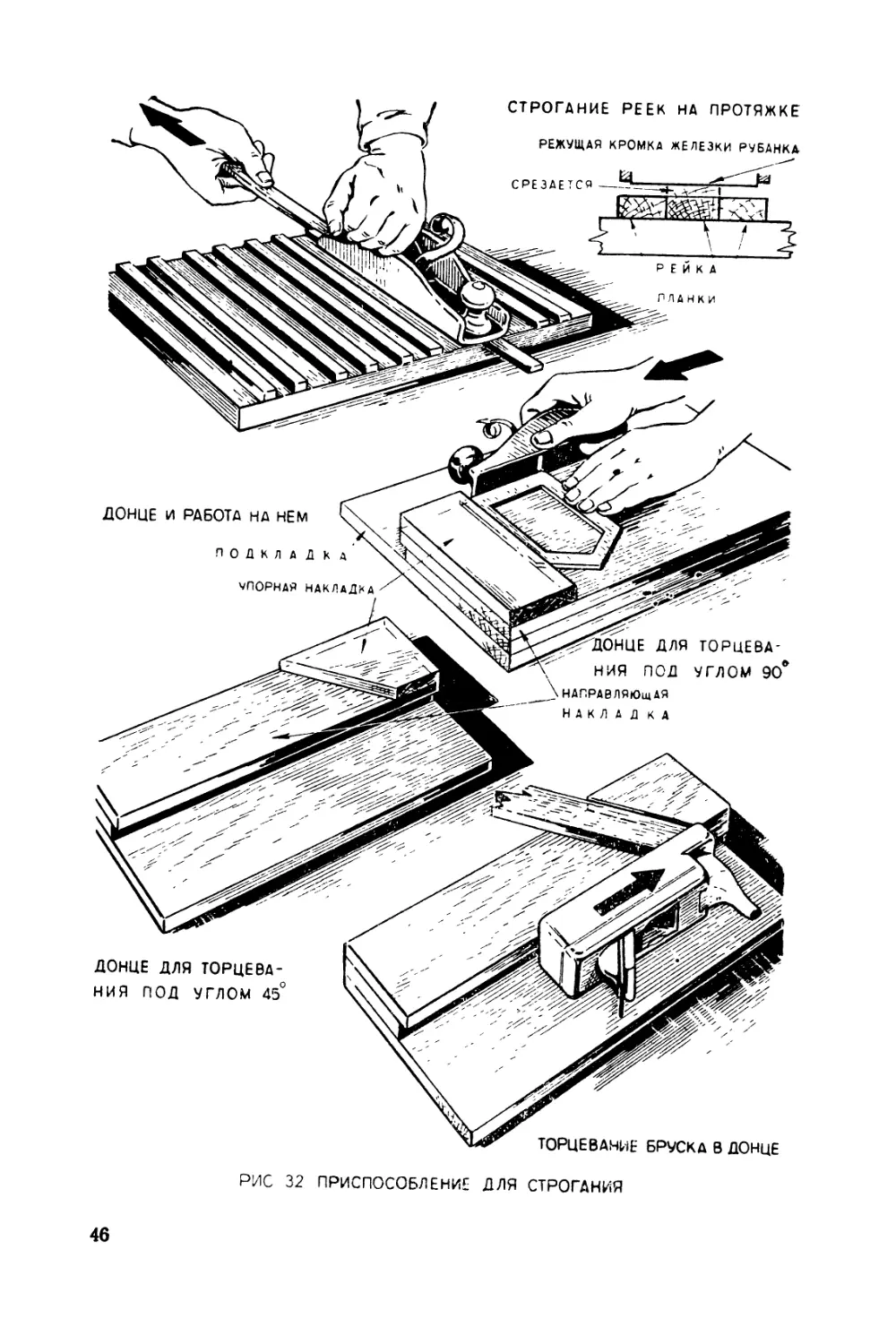
РИС 32 ПРИСПОСОБЛЕНИЕ ДЛЯ СТРОГАНИЯ
46
ет собой специальный рубанок, состоящий из резца и корот-
кой металлической колодки с двумя ручками по бокам. Он
позволяет обрабатывать выпуклые и вогнутые поверхности.
Стружок очень удобен при изготовлении винтов и музейных
моделей (рис. 31,5).
Приемы наладки рубанка и фуганка показаны на рис. 31,Л.
Донце — приспособление для строгания. Оно состоит из
подкладки, направляющей накладки и упорной накладки. По-
следнюю можно закреплять под различными углами.
Примером использования донца может служить обра-
ботка края фанерного шпангоута летающей модели (рис. 32).
Шпангоут кладут на донце таким образом, чтобы обра-
батываемая сторона немного выступала за край накладки,
левой рукой плотно при-
жимают шпангоут к упор-
ной накладке.
Рубанок держат пра-
вой рукой набоку и стро-
гают вдоль накладки.
При работе следят
за тем, чтобы не состра-
гивать направляющую
накладку. Со временем
она все же изнашивается
и край обрабатываемой
на донце детали получа-
ется непрямолинейный.
Тогда направляющую на-
кладку надо проверить
угольником и восстано-
вить правильность ее
кромки.
Протяжка — при-
способление для строга-
ния и калибровки тонких
реек и т. п. Она пред-
ставляет собой доску с
рядом желобков, имею-
щих глубины, равные ча-
сто употребляемым сече-
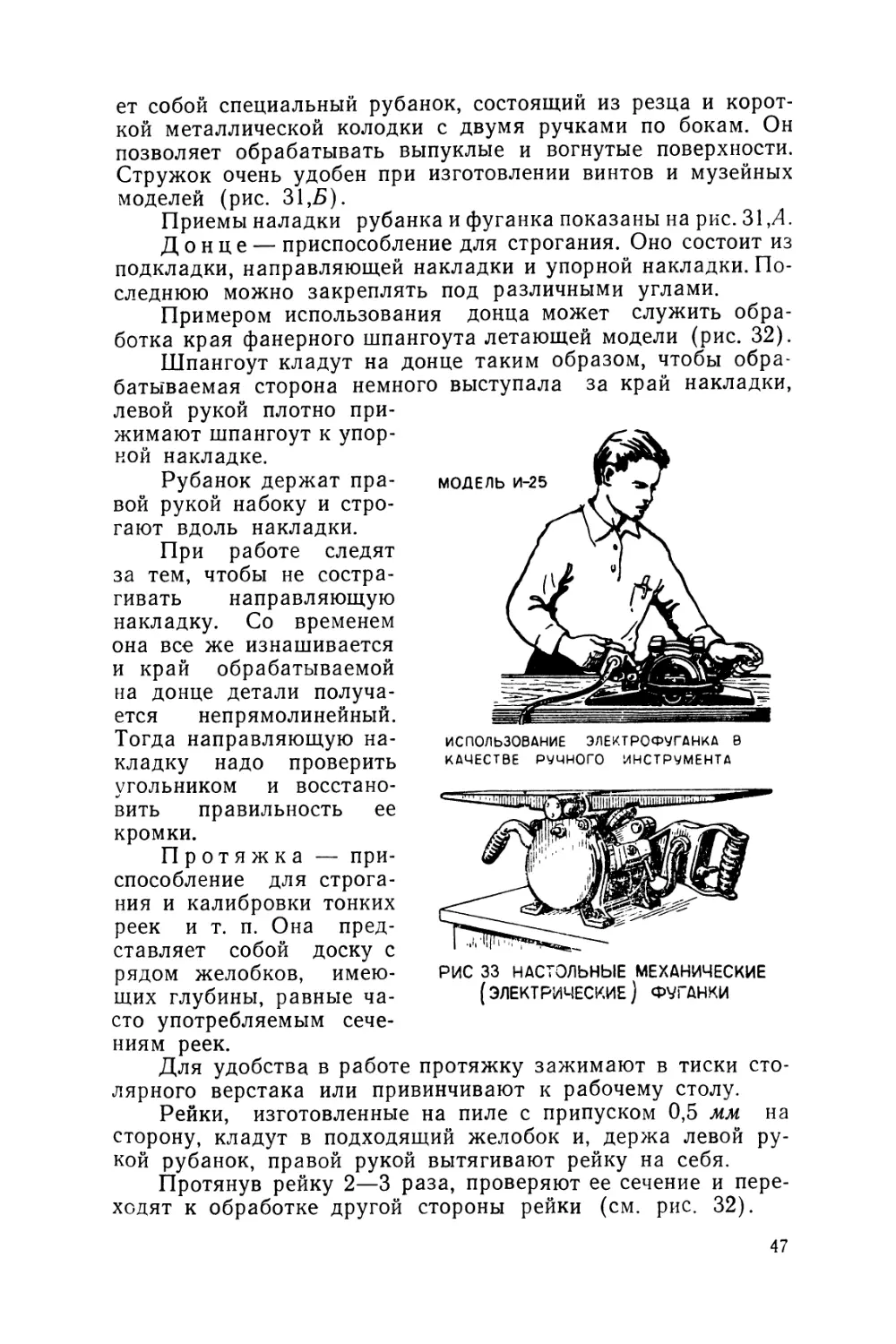
ИСПОЛЬЗОВАНИЕ ЭЛЕКТРОФУГАНКА 0
КАЧЕСТВЕ РУЧНОГО ИНСТРУМЕНТА
РИС 33 НАСТОЛЬНЫЕ МЕХАНИЧЕСКИЕ
(электрические) фуганки
ниям реек.
Для удобства в работе протяжку зажимают в тиски сто-
лярного верстака или привинчивают к рабочему столу.
Рейки, изготовленные на пиле с припуском 0,5 мм на
сторону, кладут в подходящий желобок и, держа левой ру-
кой рубанок, правой рукой вытягивают рейку на себя.
Протянув рейку 2—3 раза, проверяют ее сечение и пере-
ходят к обработке другой стороны рейки (см. рис. 32).
47
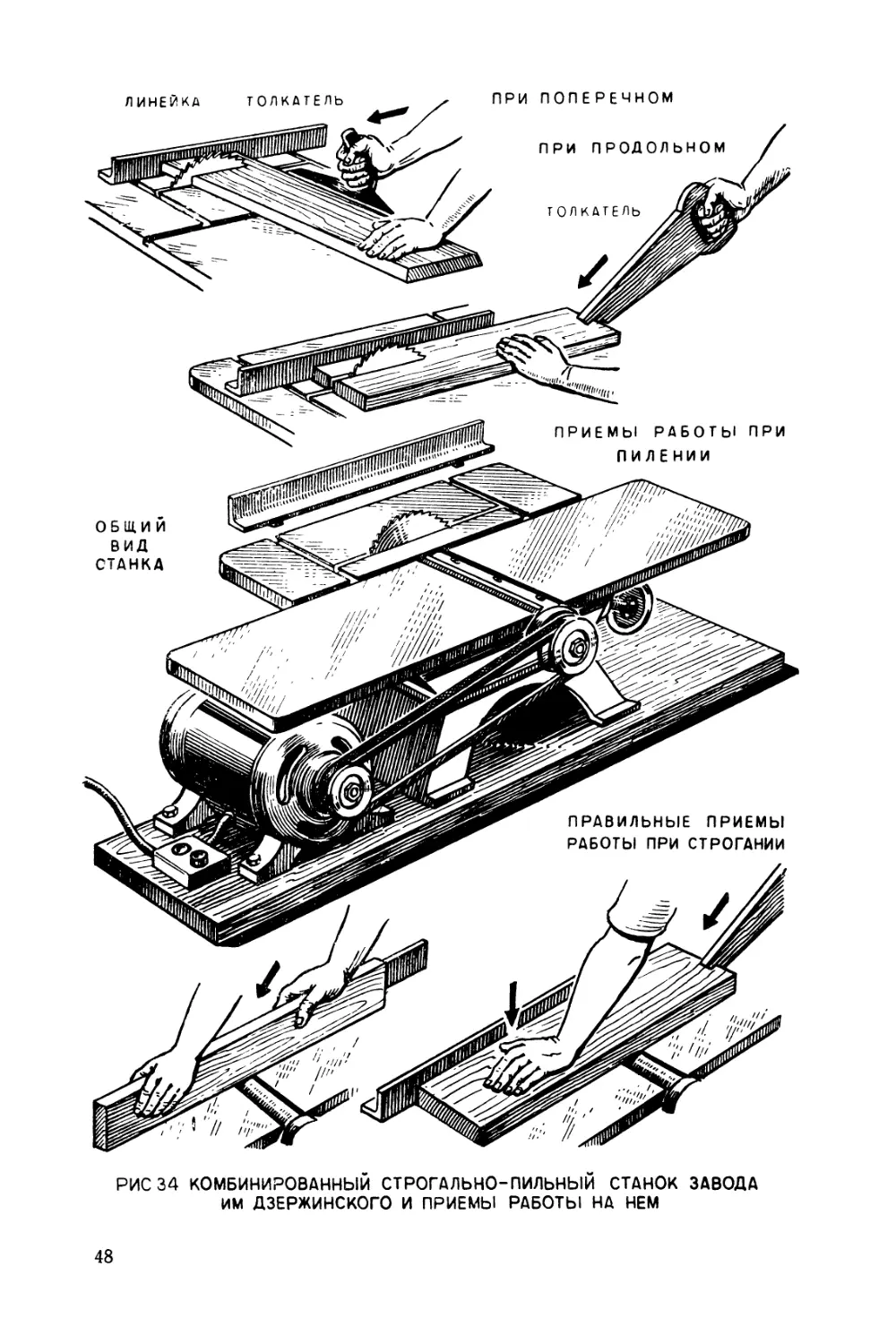
РИС 34 КОМБИНИРОВАННЫЙ СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК ЗАВОДА
ИМ ДЗЕРЖИНСКОГО И ПРИЕМЫ РАБОТЫ НА НЕМ
48
Механический фуганок (рис. 33). Для оборудо-
вания модельных лабораторий, кружков и детских техниче-
ских станций можно использовать ручной электрический фу-
ганок. Механическим фуганком, установленным в переверну-
том виде на стол, можно выполнять большинство грубых
строгальных работ.
Электрофуганок состоит из раздвижной колодки, мотора
и ножевого барабана.
Материал подается навстречу вращающемуся ножу с
одновременным нажимом. Чтобы предотвратить несчастные
случаи, подавать следует деревянной колодкой или толка-
телем.
Качество строгания зависит главным образом от пра-
вильности заточки и установки ножей в барабане. Необхо-
димо следить, чтобы ножи были выставлены над поверхно-
стью стола строго одинаково и параллельно плите стола.
От сильной вибрации фуганка при работе может ослабнуть
затяжка болтов, закрепляющих ножи, поэтому болты необ-
ходимо периодически подтягивать гаечным ключом до отказа.
Очень полезно иметь в небольшой мастерской комбини-
рованный станок (рис. 34) завода имени Дзержинского или
ему подобный, у которого на одном валу и станине смонти-
рованы фуганок, дисковая пила и наждачный круг для за-
точки инструмента.
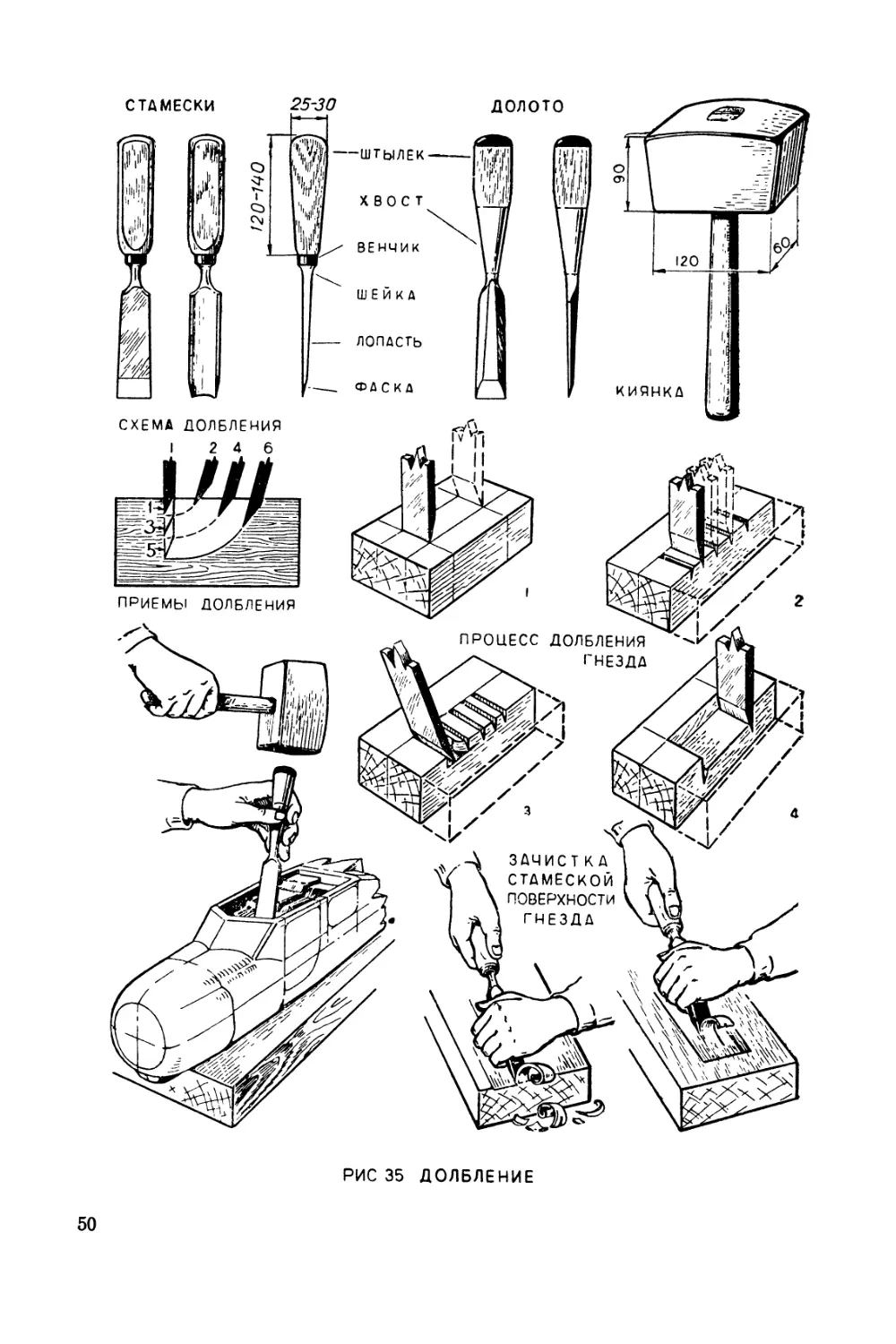
Долбление
Долбление является разновидностью резания и харак-
теризуется тем, что снятие стружки происходит при постоян-
ном углублении резца внутрь изделия. Различаются два ви-
да долбления: простое и фасонное.
Примером простого долбления служит выборка прямо-
угольного паза, примером фасонного — долбление кабины
фюзеляжа музейной модели.
В качестве инструмента для долбления применяются
полукруглые стамески и долота различных размеров.
В отличие от работы стамесками долбление долотом
производится не нажимом руки, а с помощью киянки
(рис. 35).
Долото—разновидность стамески, оно бывает прямо-
угольного и круглого сечений. Долото отличается от стамески
увеличенным углом заточки (угол заострения равен 25—30°)
и лезвием большей толщины.
Чтобы избежать раскалывания черенка при ударах по
нему киянкой, его снабжают кольцом. Лучшие долота имеют
вместо хвостовика для черенка коническую трубку.
Долота применяются при долблении глубоких канавок и
сквозных пазов.
4 Заказ 127
49
РИС 35 ДОЛБЛЕНИЕ
50
Киянка — деревянный или резиновый молоток, служа-
щий для нанесения ударов по черенку долота, иногда и ста-
мески. Киянки бывают прямоугольные и круглые, их изго-
товляют из самых твердых пород древесины.
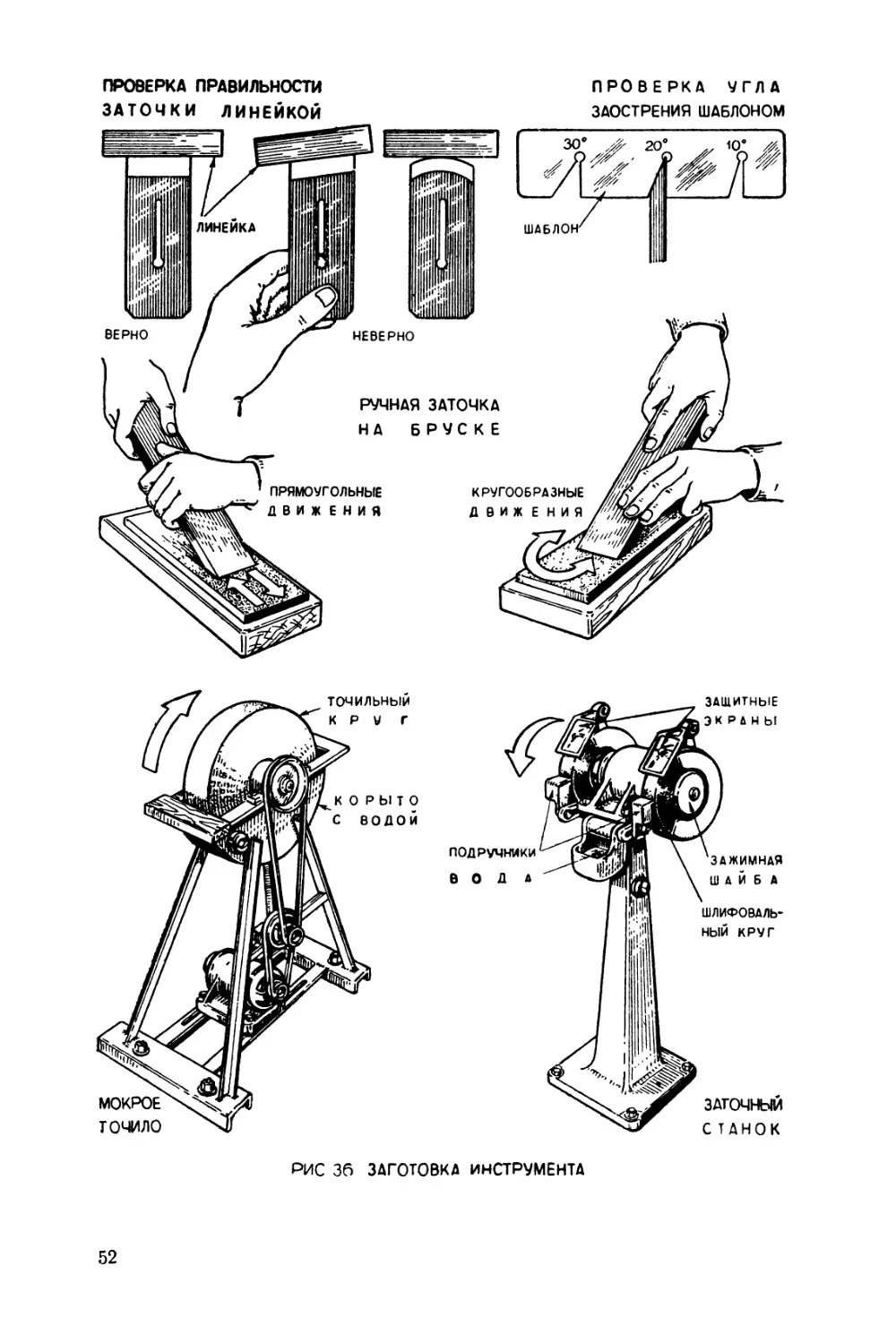
Заточка режущего инструмента
Заточка инструмента заключается в восстановлении его
износившейся режущей кромки.
Правильно заточить инструмент — это значит сошлифо-
вать грань, образующую режущую кромку, до полного уда-
ления зазубрин, неровностей и исчезновения затупления ре-
жущей кромки. Заточку ведут до тех пор, пока на кромке
не появится тонкий заусенец, называемый жалом. Правиль-
ность режущих кромок после заточки проверяют деревянной
линейкой, а угол заострения, соответствующий твердости де-
рева,— шаблоном из мягкого металла (рис. 36).
Качество заточки и заправки инструмента зависит ог
качества применяемых точильных брусков и кругов, но также
и от навыков моделиста.
Точильные бруски, шлифовальная шкурка и порошки,
предназначенные для обработки шлифованием, заточки или
правки, называются абразивами.
Абразивные материалы бывают природные и искус-
ственные. Природные абразивы — это кремень, песчаник, ко-
рунд, шифер, индия, арканзас, алмазы, разновидности мра-
мора и др.
Поверхность абразивного инструмента образована мно-
жеством кристаллов.
При движении по поверхности инструмента кристаллы
абразива своими острыми гранями снимают мельчайшие
стружки с поверхности металла.
Чтобы поры абразива не забивались металлической
пылью и точило не «засаливалось», его поверхности во вре-
мя работы смачивают водой, керосином или маслом.
К искусственным абразивным материалам относятся:
стекло, электрокорунд, карбид кремния, карбид бора и син-
тетические алмазы.
В соответствии с величиной исходного зерна все виды
абразивных материалов и инструментов разделяются на
крупнозернистые, мелкозернистые и тонкозернистые. Шлиф-
зерно вырабатывается: крупное — от № 200 (№ 10) до № 16
(№ 80), мелкое — шлифпорошки от № 12 (№ 100) до № 3
(№ 320) и тонкое — микропорошки, исчисляемые в микронах
от № М40 до № Ml.
Абразивный инструмент — шлифовальные круги и брус-
ки — изготовляется путем прессования и спекания смесей
абразивных материалов со связующими веществами.
4*
51
ПРОВЕРКА ПРАВИЛЬНОСТИ
ЗАТОЧКИ ЛИНЕЙКОЙ
ПРОВЕРКА УГЛА
ЗАОСТРЕНИЯ ШАБЛОНОМ
РИС 36 ЗАГОТОВКА ИНСТРУМЕНТА
52
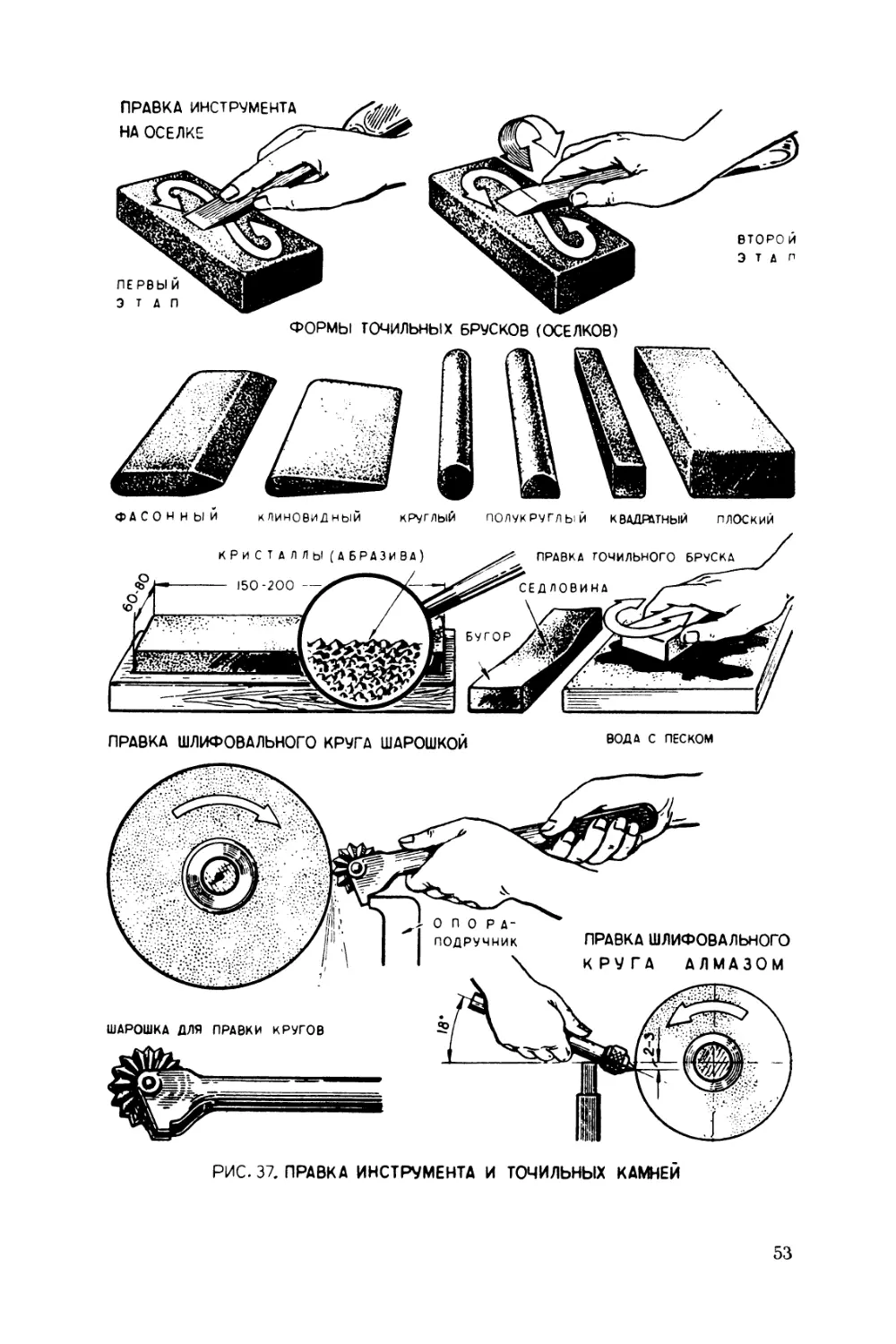
РИС. 37. ПРАВКА ИНСТРУМЕНТА И ТОЧИЛЬНЫХ КАМНЕЙ
53
Бруски шлифовальные, применяемые для заточки ин-
струмента, вырабатываются мелкозернистые и тонкозерни-
стые от № 12 (№ 100) до № 3 (№ 320).
Наиболее распространены бруски прямоугольного сече-
ния, но для заточки полукруглых стамесок и фасонного ин-
струмента применяются бруски круглые и полукруглые.
Для заточки внутренних сторон (желобка) фасонных
стамесок и долот полезно одной из граней бруска придать
закругленную форму, а другую заострить (рис. 37). Эта
операция производится на чугунной плите, посыпанной мок-
рым речным песком.
Для точения рубанков и стамесок брусок желательно
подбирать с таким расчетом, чтобы его ширина несколько
превышала длину режущей кромки инструмента, а длина
бруска должна быть не менее 150 мм.
Для удобства пользования и предотвращения скалыва-
ния от случайных ударов бруски вставляют в деревянные
колодки. Качество бруска (определяется пробой) характе-
ризуется остротой его, т. е. тем, насколько быстро он сошли-
фовывает металл с инструмента, его устойчивостью против
износа и способностью долго сохранять на своей поверхно-
сти острые кристаллы.
Оселками называют мелко- и тонкозернистые бруски,
которые употребляются для правки и окончательной наводки
инструмента.
Лучшими оселками являются природные — арканзас,
уральские камни типа мрамора, шифер и другие, из искус-
ственных — бруски из тонкозернистых и микрозернистых по-
рошков и карбида кремния от № 3 (№ 320) до № Ml.
Шлифовальные круги, применяемые для механической
заточки столярного инструмента, изготовляют больших диа-
метров (до 1 м) из песчаника, электрокорунда и карбида
кремния зернистостью от № 25 (№ 60) до № 8 (№ 150).
Конструкция точила, как правило, предусматривает
медленное вращение и расположение круга в корыте с водой.
Для того чтобы круг не выбрасывал воду из корыта, ско-
рость вращения устанавливается не более 50—60 об/мин.
Работа на мокром точиле идет несколько медленнее, чем
при сухой заточке, но зато инструмент не портится от пере-
грева.
Скорость вращения шлифовальных кругов малого диа-
метра (до 300 мм) на заточных станках может быть очень
большой, но требуется частое охлаждение инструмента в во-
де. В противном случае возможен перегрев режущей кром-
ки, который сопровождается появлением на ней цветов по-
бежалости и потерей твердости (отпуском) режущей кромки.
На каждом круге указывается предельная окружная
скорость, превышать которую запрещается во избежание
54
разрыва камня и возможных при этом несчастных случаев.
При установке необходимо следить за тем, чтобы круг не
бил, а защитная шайба превышала половину его диаметра.
Шлифовальные круги заточных станков, бруски и осел-
ки при точении срабатываются неравномерно.
На сработавшемся круге или бруске нельзя получить
высококачественную заточку, поэтому необходимо время от
времени производить его правку при помощи алмаза, спе-
циальных шарошек или более твердого абразива. Правку
ведут на самых малых оборотах. Окружная скорость исправ-
ляемого круга не должна превышать 25 м!сек. На больших
скоростях может возникнуть вибрация круга и его выкраши-
вание. Оправу с алмазом или шарошку держат в руке, легко
и равномерно нажимая на нее, перемещают вдоль опоры-
подручника вправо и влево. Правку можно производить как
с охлаждением водой или эмульсией, так и всухую.
При правке всухую нельзя альмаз резко охлаждать, осо-
бенно водой.
Для того чтобы выправить брусок, его рабочую сторону
притирают на чугунной плите или на любой ровной доске,
обильно смоченной водой и посыпанной мелким речным
песком.
Твердые оселки в процессе работы, несмотря на смазку,
затираются, перестают брать металл, как говорят, «засали-
ваются». В этих случаях «остроту» оселка можно восста-
новить, протерев его с керосином или водой тонкозернистой
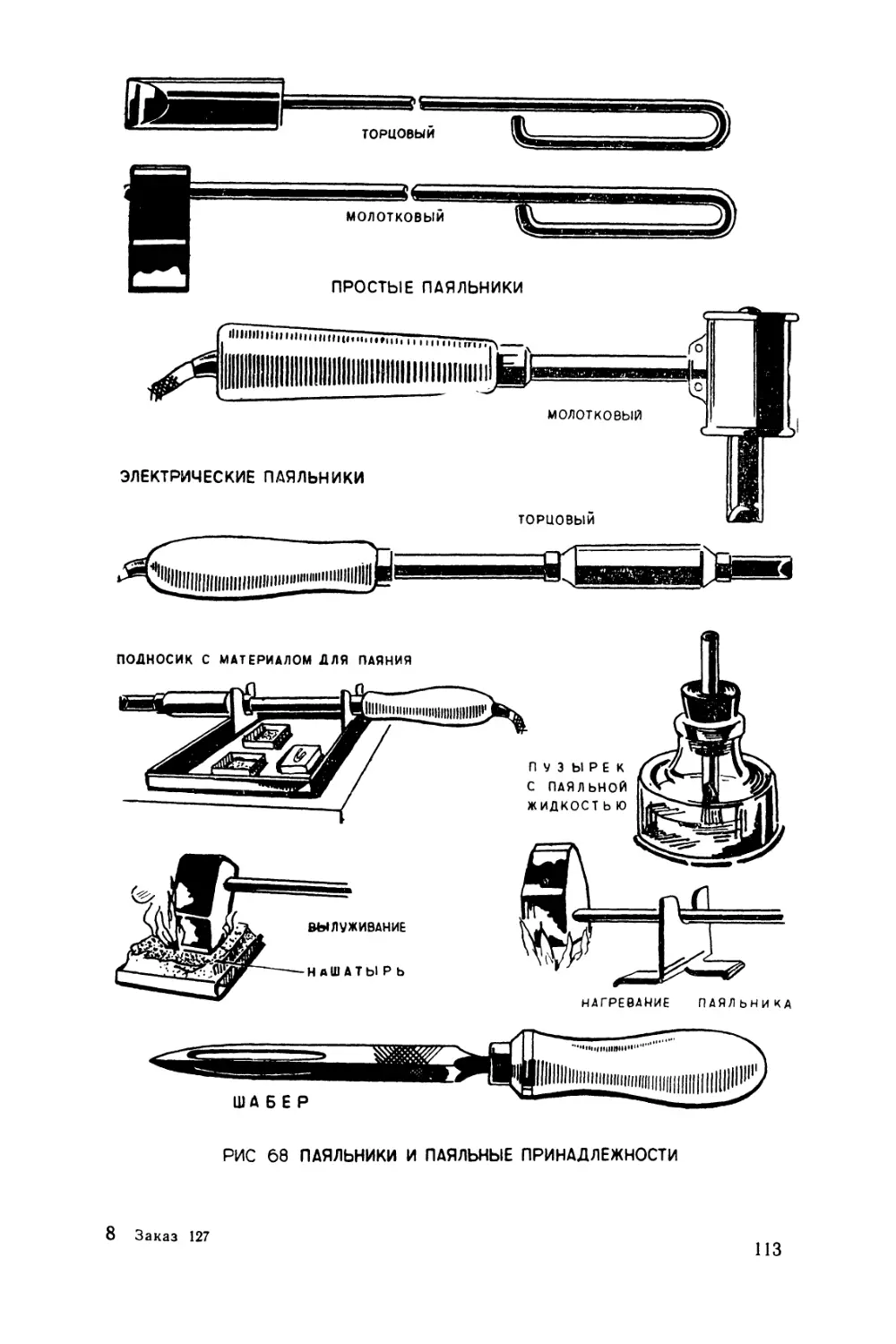
электрокорундовой шкуркой.
Если протирка шкуркой окажется недостаточной, необ-
ходимо снять верхний засаленный слой камня, притирая его
с песком и водой на чугунной плите. В этом случае нужно
применять самый мелкий кварцевый песок,
Заточка на бруске отнимает много времени. На механи-
ческих точилах или заточных станках эту работу можно вы-
полнить значительно быстрее.
На механических точилах или заточных станках заточку
можно производить двумя способами: навстречу режущей
кромке и по фаске со стороны инструмента. Заточка навстре-
чу режущей кромке выполняется несколько быстрее, но тре-
бует известного навыка.
Заточка по фаске со стороны инструмента безопаснее и
дает лучшие результаты.
Правка инструмента — это доводка остроты режу-
щей кромки, производят ее на осел ке, т. е. бруске, смочен-
ном водой, керосином или маслом.
Правка выполняется кругообразными движениями в два
приема: сначала инструмент правят со стороны фаски до
тех пор пока не отвалится жало, затем, поочередно пере-
ворачивая инструмент то фаской, то лицевой стороной, до-
55
водят кромку до наибольшей остроты. Качество правки
инструмента определяют на глаз, ощупью на палец или
пробой на дереве.
По внешнему виду острый инструмент легко определяет-
ся отсутствием блика на режущей кромке. При известном
навыке можно научиться проверять качество заточки пробой
на палец: от острой кромки ощущается характерное захва-
тывание кожи при легком прикосновении к ней, пальца. Но
лучшей пробой качества заточки, а одновременно и стойкости
режущей кромки является испытание инструмента на куске
дерева по чистоте получаемого среза поперек волокон.
Пиление
Пиление древесины применяется для получения загото-
вок необходимого размера и деталей различных контуров,
чтобы сократить последующую обработку резанием и стро-
ганием.
Пила для ручной работы состоит из двух основных ча-
стей: станка или рукоятки, за которую держат пилу во вре-
мя работы, и зубчатого полотна пилы (рис. 38).
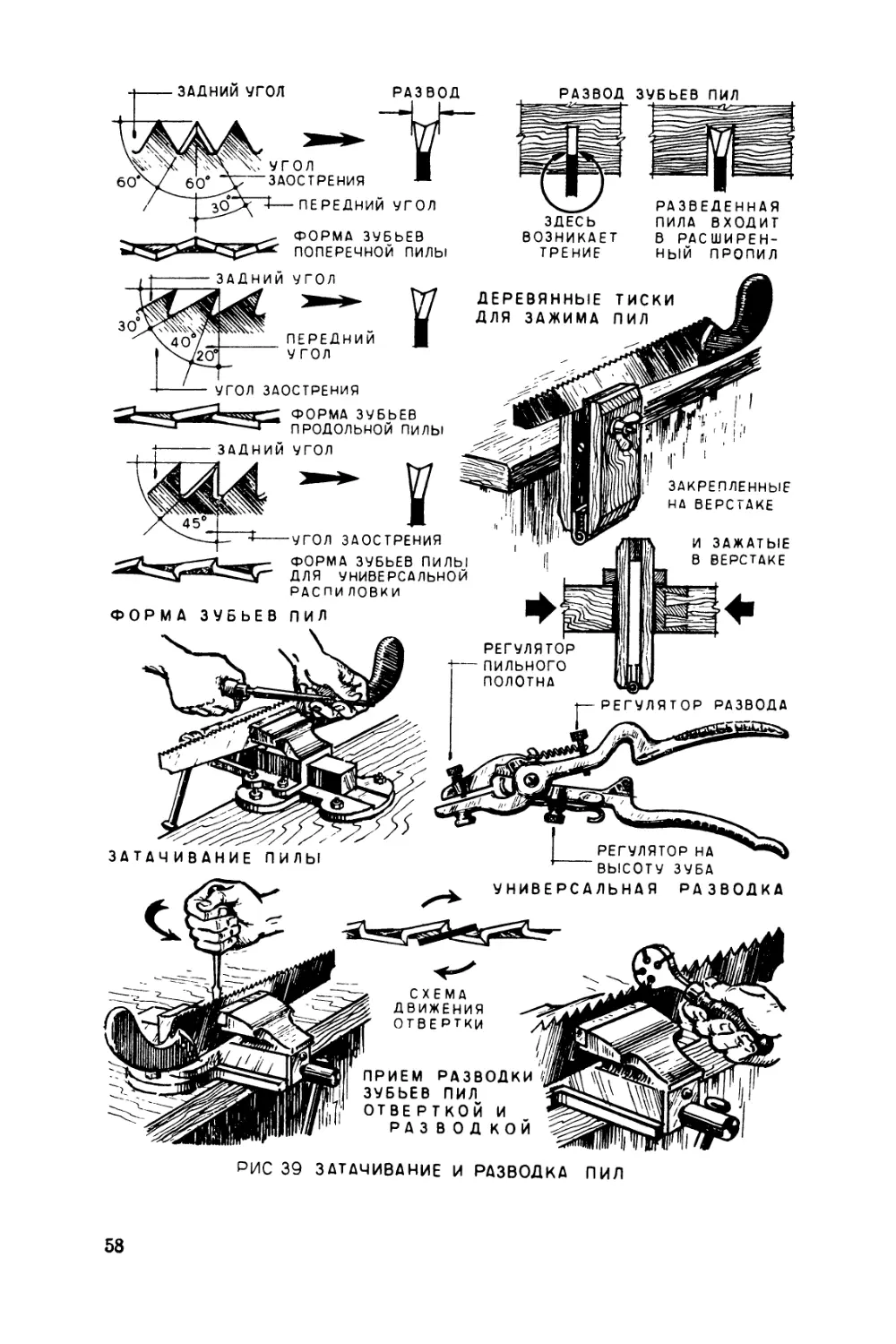
Каждый зуб пилы представляет собой резец, снимающий
при работе небольшую стружку. Зубья пилы, отогнутые по-
переменно в стороны, образуют так называемый развод, ко-
торый облегчает движение полотна пилы, так как пропил
получается шире, чем толщина полотна (рис. 39).
В зависимости от формы зуба и его заточки различают
поперечные, продольные и универсальные пилы. Пилы могут
быть ручными и механизированными.
По размерам зубьев пилы подразделяют на мелкозубые
(высота зуба до 3 мм), нормальные (высота зуба 4—5 мм)
и крупнозубые (высота зуба 6—8 мм).
Для точной работы применяют мелкозубые пилы, для
грубой распиловки по мягкой или сырой древесине — круп-
нозубые.
Ручные пилы. Поперечная пила предназначается
для распиловки древесины поперек волокна, ее зубьям при-
дана форма, показанная на рис. 39.
Продольная пила применяется для распиловки
древесины вдоль волокна. Основное ее отличие от поперечной
пилы — отсутствие боковых граней на зубьях (см. рис. 39).
Пила для универсальной распиловки при-
меняется для распиловки как в продольном, так и попереч-
ном направлениях и отличается от продольной пилы также
формой зуба (см. рис. 39).
По конструкции пилы делятся на пилы с натянутым по-
лотном и пилы со свободным полотном.
56
РИС 36 ПИЛЫ РУЧНЫЕ
Лучковая столярная пила (см. рис. 38) относит-
ся к виду пил с натянутым полотном. Ее можно использо-
вать для самых разнообразных работ в зависимости от ши-
рины поставленного полотна и формы его зубьев.
Ножовки (корабельные, обушковые, см. рис. 38)
имеют свободное широкое полотно с зубьями различной фор-
мы и величины. Ножовки очень удобны в моделировании
благодаря их способности удерживать направление пропила.
Заточка ручных пил. Работать тупой или неисправной
пилой тяжело и непроизводительно, поэтому, прежде чем на-
чать работу, необходимо привести пилу в порядок и убе-
диться в правильности ее заточки. Для этого необходимо
тряпкой, смоченной в керосине, удалить с поверхности пилы
смолу и ржавчину, затем выправить пилу, если она была
погнута. Править пилу следует киянкой на ровной металли-
ческой поверхности.
Выправленную пилу зажимают в слесарные или специ-
альные тиски зубьями вверх и выправляют зубья по высоте
и форме трехгранным личным напильником, а затем при-
ступают к их разводке. При разводке пилы зубья по всей
длине пилы разгибают поочередно в противоположные сто-
роны (см. рис. 39).
57
н---ЗАДНИЙ УГОЛ
РАЗВОД
ФОРМА ЗУБЬЕВ
ПОПЕРЕЧНОЙ ПИЛЫ
УГОЛ
ЗАОСТРЕНИЯ
ПЕРЕДНИЙ УГОЛ
РАЗВОД
ЗДЕСЬ
ВОЗНИКАЕТ
ЗУБЬЕВ ПИЛ
РАЗВЕДЕННАЯ
ПИЛА ВХОДИТ
В РАСШИРЕН-
НЫЙ ПРОПИЛ
ТРЕНИЕ
РИС 39 ЗАТАЧИВАНИЕ И РАЗВОДКА ПИЛ
58
В результате разводки зубьев пропил получается шире,
чем полотно, и пила легко ходит в разрезе.
Плохо разведенная пила дает неровный пропил и уводит
его в стороны.
Пилы разводят специальным инструментом — разводкой.
Зубья пилы через один отгибают в одну сторону, а пропу-
щенные зубья — в противоположную. Если нет разводки, эту
работу можно выполнить отверткой.
После разводки пилу затачивают личным трехгранным
или ромбовидным напильником.
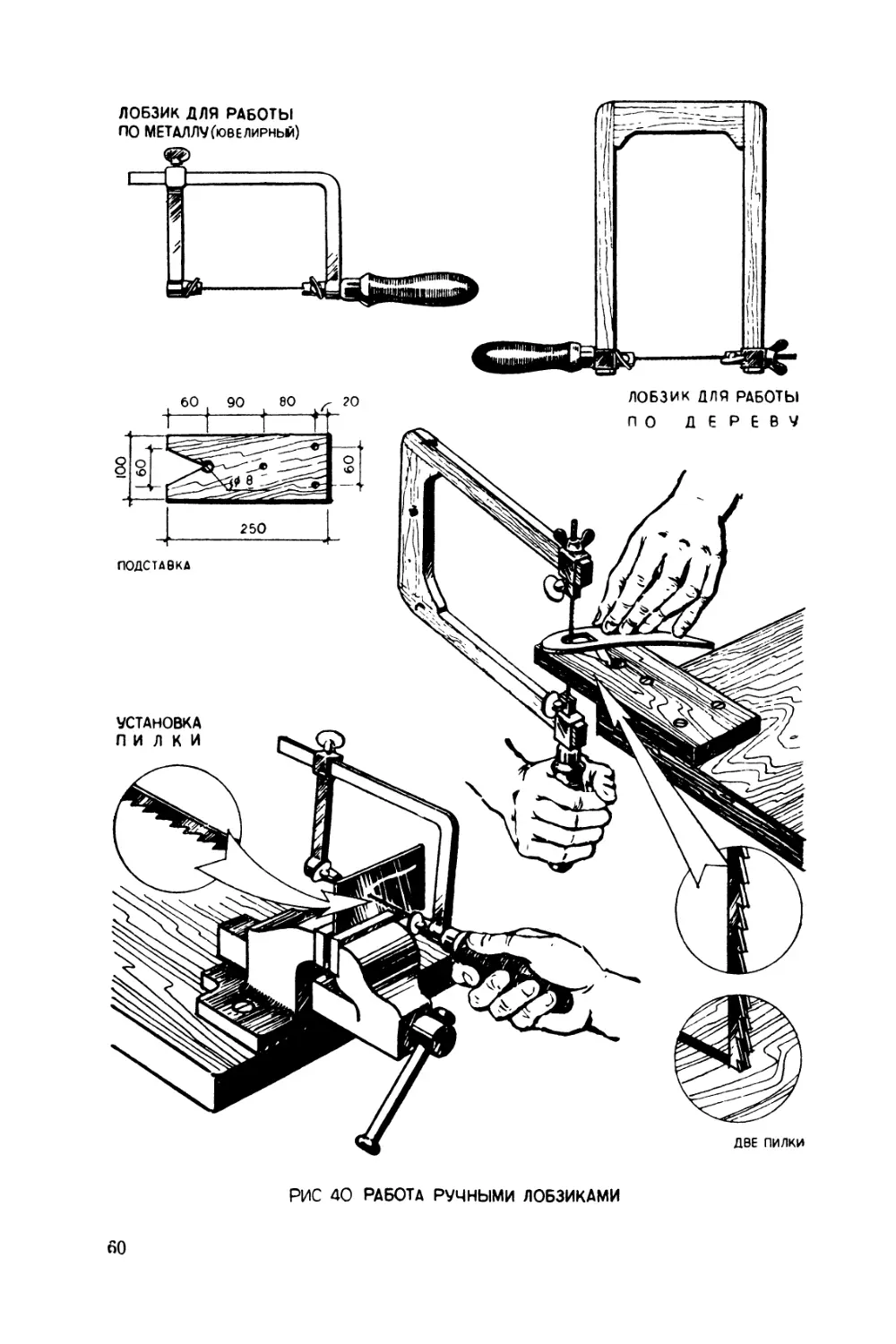
Лобзики — вид небольших ручных или механических
станков с натянутыми тонкими пильными полотнами, так на-
зываемыми пилками для лобзиков.
Лобзики применяются для самых тонких и ажурных ра-
бот, главным образом для выпиливания фасоннык отверстий
и криволинейных пропилов.
Конструкция лобзика зависит от размеров выпиливае-
мых деталей и от того, какой материал надо пилить. Для
работы по твердому дереву, пластмассам и металлу приме-
няют металлические лобзики с небольшим выносом. Для
работы по фанере пользуются деревянным или металличе-
ским лобзиком с большим выносом (рис. 40).
Полотна лобзиков известны в продаже под общим
названием «пилки для металла» и «пилки для дерева». Ра-
бота лобзиком требует большой аккуратности, так как даже
при небольшом перекосе лобзика пилка легко рвется.
Как правило, лобзиком работают на подставке, которую
привинчивают к доске или к столу. Особенно мелкие рабо-
ты по пластмассе и металлу делают, зажимая деталь в на-
стольных тисках.
При работе в тисках пилку зажимают в направлении
зубом от ручки, при работе на подставке — зубом к ручке.
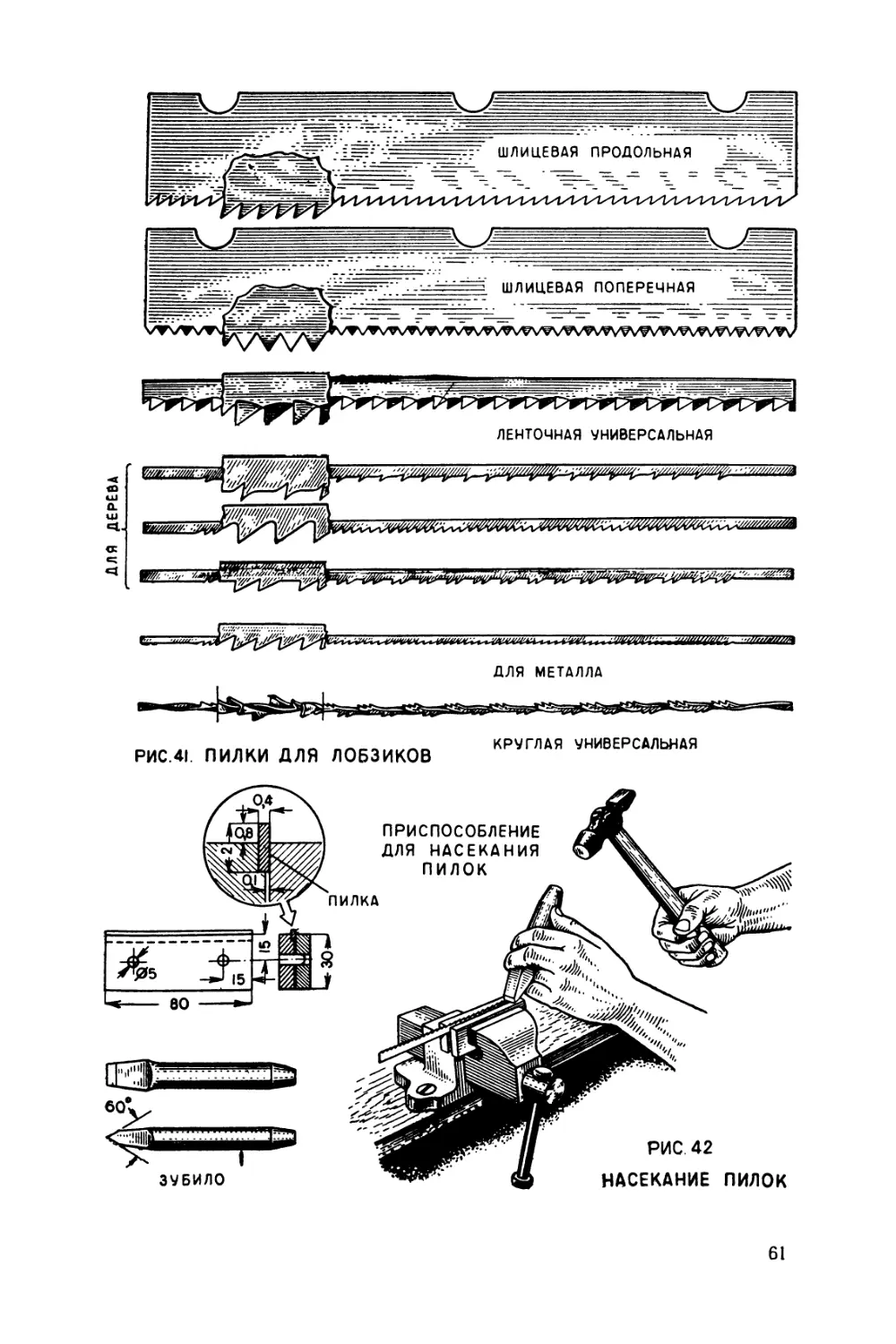
Различные виды пилок для лобзика показаны на
рис. 41.
Хорошие пилки для лобзика должны быть упругими,
иметь четкие острые зубья. Пилка не должна иметь одно-
сторонних заусенцев, получающихся при изготовлении пилки,
так как они вызывают неизбежное отклонение пропила в
сторону. Во избежание заедания в пропиле (приводящего к
обрыву) пилки шире 1 мм должны иметь разводку.
Наряду с плоскими иногда применяются круглые пилки,
позволяющие делать пропилы в любом направлении, не по-
ворачивая лобзика, простым нажатием на его ручку в же-
лаемом направлении.
Для пропиливания пазов в пластинах, например нервю-
рах, успешно применяют несколько пилок, которые зажи-
мают одновременно. Ширина пропила регулируется числом
пилок.
59
РИС 40 РАБОТА РУЧНЫМИ ЛОБЗИКАМИ
60
ШЛИЦЕВАЯ ПРОДОЛЬНАЯ
ЛЕНТОЧНАЯ УНИВЕРСАЛЬНАЯ
ДЛЯ ДЕРЕВА
61
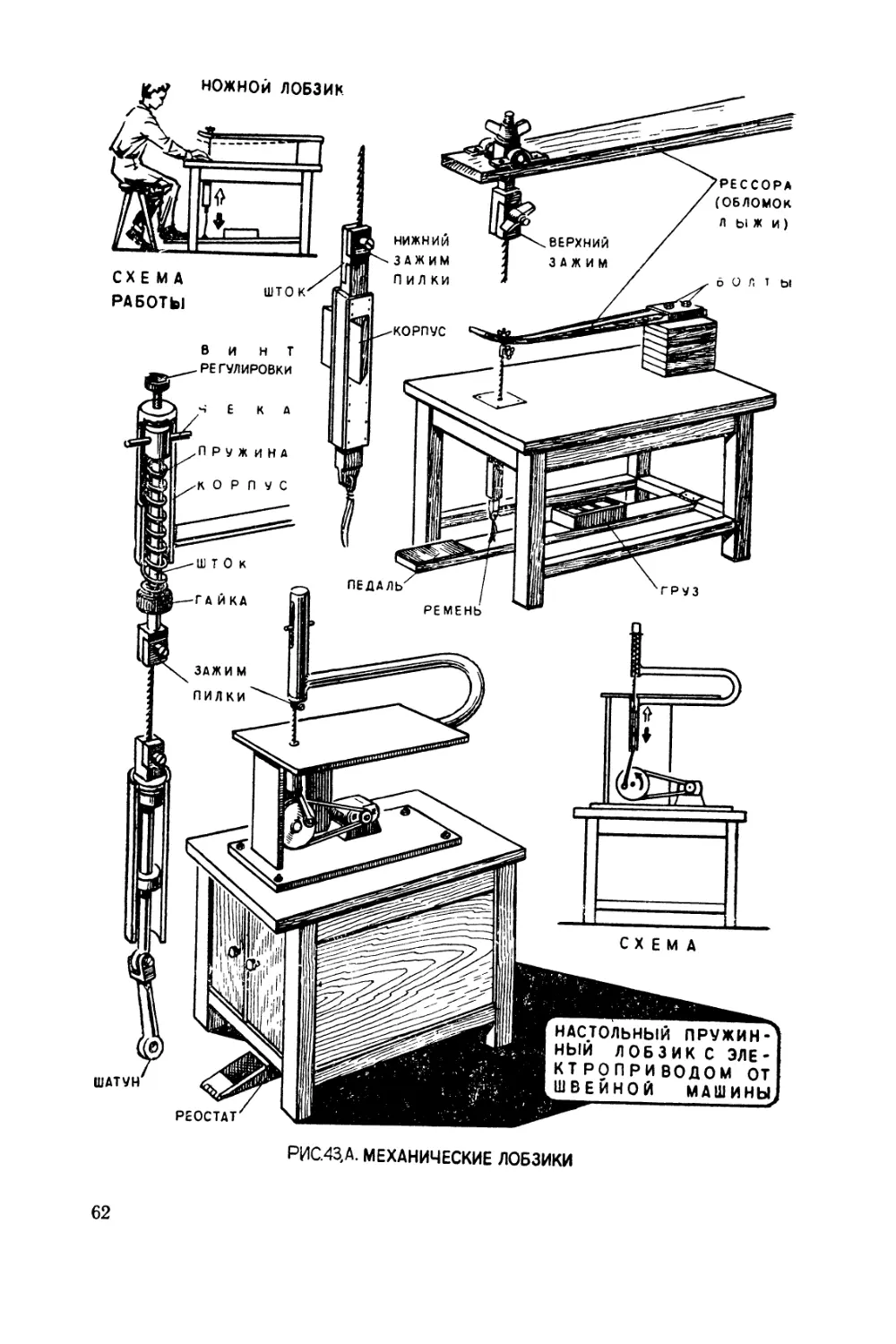
РИС.43Д МЕХАНИЧЕСКИЕ ЛОБЗИКИ
62
При отсутствии пилок
их можно сделать самому
из расплющенной прово-
локи или часовой пружи-
ны шириной 1—2 мм.
Для этого заготовку
для пилки нужно распра-
вить и зажать в тиски,
мелким надфилем пропи-
лить зубья через один,
затем повернуть заготов-
ку и с другой стороны
пропилить пропущенные в
обратном направлении.
Применяя этот способ,
избегают образования од-
носторонних заусенцев,
так как они располагают-
ся по обеим сторонам, и
полотно получает своеоб-
разную разводку.
Можно изготовить
пилку и другим путем.
Для этого выпрямленную
часовую пружину или по-
лоску пружинной стали
нужной толщины зажи-
мают между двумя плас-
тинами в тисках, как по-
казано на рис. 42, и про-
изводят насечку зубьев
острым зубильцем.
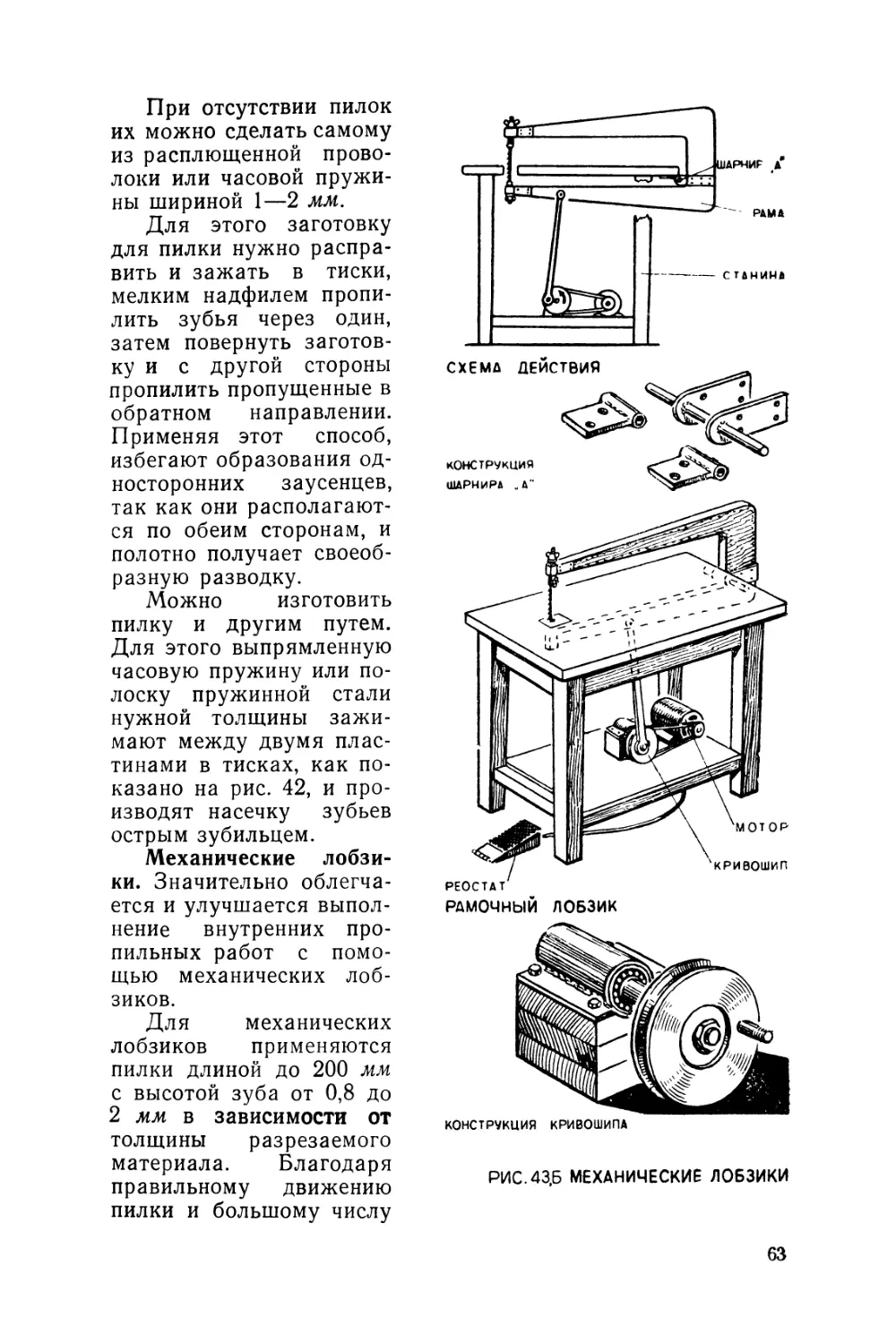
Механические лобзи-
ки. Значительно облегча-
ется и улучшается выпол-
нение внутренних про-
пильных работ с помо-
щью механических лоб-
зиков.
Для механических
лобзиков применяются
пилки длиной до 200 мм
с высотой зуба от 0,8 до
2 мм в зависимости от
толщины разрезаемого
материала. Благодаря
правильному движению
пилки и большому числу
РИС. 43,Б МЕХАНИЧЕСКИЕ ЛОБЗИКИ
63
ходов в минуту на механических лобзиках можно пропили-
вать сразу несколько однотипных деталей в пакете толщиной
до 30—40 мм.
По конструкции различают пружинные и рамочные ме-
ханические лобзики (рис. 43,Л, 5).
Пружинный лобзик, показанный на рис. 43,Л, со-
стоит из станины и кривошипно-шатунного механизма с воз-
вратной пружиной. Простая конструкция такого станка поз-
воляет изготовить его самостоятельно в условиях слесарной
мастерской.
Рамочный лобзик (см. рис. 43,5) состоит из под-
вижной рамки, на которой натянута пилка, станины стола и
кривошипно-шатунного механизма, приводящего в движение
рамку. Рамочный лобзик обеспечивает несколько более бла-
гоприятные условия для работы пилки, чем пружинный
лобзик.
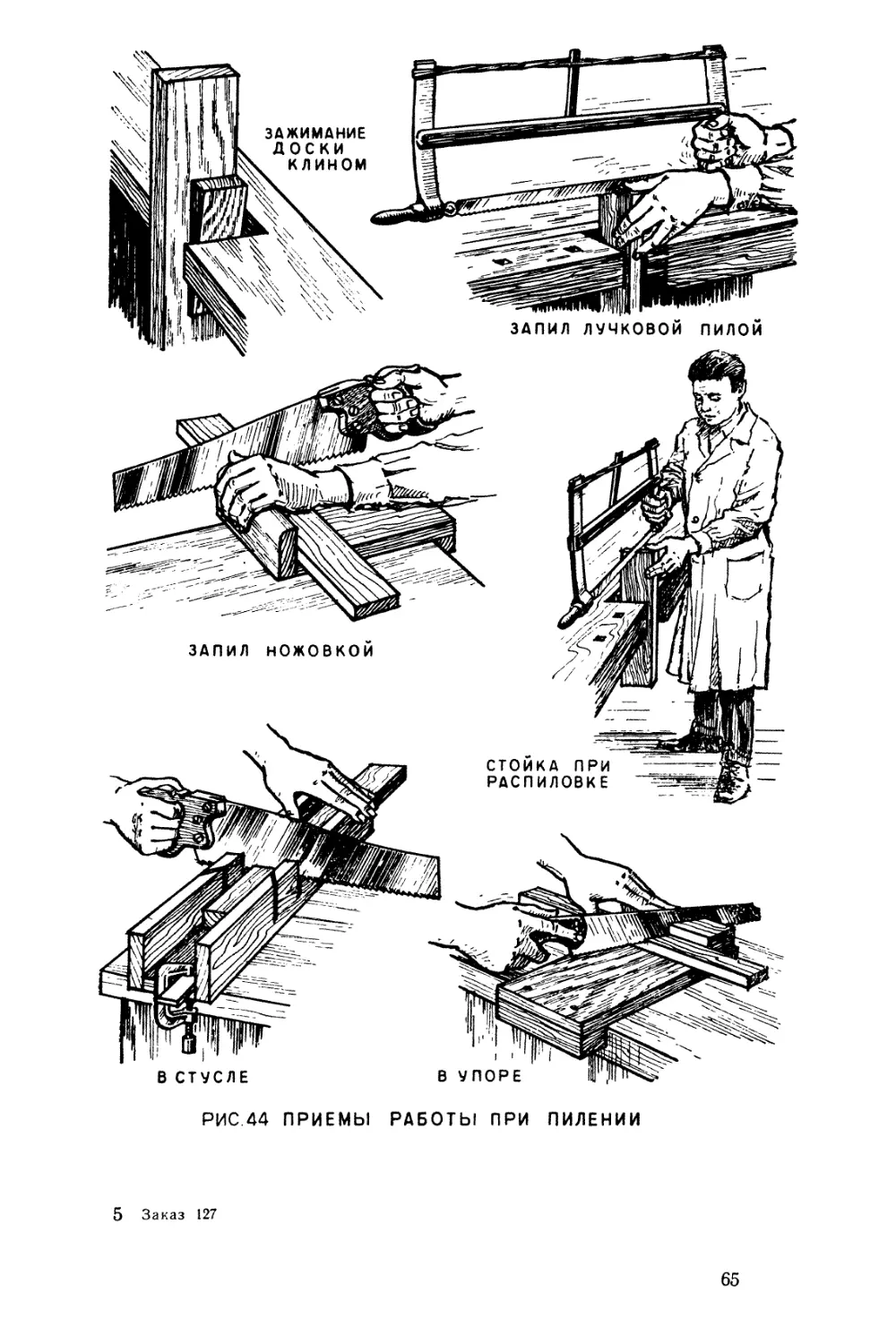
Приемы работы и приспособления для пиления. Приспо-
собления облегчают работу, а также повышают ее точность.
К их числу относятся упорные планки на столе, тиски на
верстаке, клин для зажима детали на верстаточной доске.
Для точной распиловки под заданным углом применяет-
ся приспособление, носящее название стусла. Это деревян-
ный ящик из хорошо пригнанных брусков с точными про-
резями, расположенными под углами 90, 45 и 30° к продоль-
ной оси ящика. При работе в стусле деталь зажимают струб-
циной или клином внутри него так, чтобы пропил проходил
в нужном месте. Полотно пилы, вставленное в прорезь, при
движении не имеет возможности уйти в стороны, чем и обес-
печивается точный и ровный пропил.
Некоторые приемы работы и характерные положения
корпуса человека и его рук показаны на рис. 44. Прежде
всего следует обратить внимание на запиливание, т. е. нача-
ло пропила. Важно предотвратить подпрыгивание пилы и
начать пропил точно по разметке. Для этого, как показано
на рисунке, большим пальцем левой руки создают упор по-
лотну пилы выше уровня зубьев.
Механические пилы. Циркулярная или дисковая
пила (рис. 45) состоит из станины с электродвигателем и
шпинделя, на котором закрепляются пильные диски различ-
ного диаметра, толщины и с различной формой зубьев в за-
висимости от характера распиловки.
Необходимым приспособлением является также подвиж-
ная линейка, которая устанавливается на нужном расстоя-
нии от плоскости пильного диска и обеспечивает прямоли-
нейность распиловки.
Разрезы в поперечном направлении или под углом вы-
полняются с помощью толкателя, который движется по пазу
64
РИС.44 ПРИЕМЫ РАБОТЫ ПРИ ПИЛЕНИИ
5 Заказ 127
65
РИС. 45. ДИСКОВЫЕ ПИЛЫ
66
стола. Он имеет на себе поворотную линейку с зажимным
болтом (см. рис. 45).
Для того чтобы распиливаемая рейка не сдвинулась в
сторону, ее нужно левой рукой прижать к линейке, а правой
подавать весь толкатель вперед (см. рис. 34). Для распилов-
ки под углом линейку устанавливают на нужный угол и кре-
пят зажимным болтом.
Заточка зубьев пильных дисков производится по тому
же принципу, что и ручных пил.
В случае отсутствия специальных дисков можно исполь-
зовать также дисковые фрезы по металлу 1—2 мм толщи-
ной, переточив их согласно рис. 46.
Переточку можно произвести на заточном станке тонким
прорезным кругом или, отпустив предварительно пилу, круг-
лым и трехгранным напильником. Упрощенную циркуляр-
ную пилу можно изготовить, взяв за основу рис. 45.
Дисковые пилы во много раз ускоряют процесс распи-
ловки древесины и применяются главным образом для про-
дольной распиловки пиломатериалов и изготовления реек.
Бархатные или с т р о г а ю щ и е пильные диски
показаны на рис. 46. Кромки, образуемые впадинами, служат
как бы своеобразными резцами, строгающими поверхности
пропила. Скошенная форма зуба и наличие большой впади-
ны между группами зубьев обеспечивают при правильной
заточке гладкую поверхность распила, почти не требующую
дальнейшей обработки рубанком.
Пильный диск строгающей пилы в своей периферийной
части имеет постоянную толщину, а начиная от 2/3 радиуса к
центру толщина его уменьшается.
Недостатком этих пил является то, что они плохо выдер-
живают направление пропила, уводя его по косослою или в
сторону притупившейся поверхности пилы. Этот недостаток
можно устранить, тщательно шлифуя боковые поверхности
диска.
При работах на циркульной пиле следует иметь в виду,
что вращающийся с большим числом оборотов пильный диск
представляет большую опасность для рук работающего. По-
этому следует пользоваться приспособлениями, а заканчивая
пропил, распиливаемый материал досылать рейкой или тол-
кателем.
Чтобы избежать попадания щепок и опилок в глаза во
время работы, рекомендуется пользоваться предохранитель-
ными очками.
Работа дисковой пилы с неразведенными или плохо за-
точенными зубьями не только малопроизводительна и не обес-
печивает высокого качества распила, но и опасна, так как
диск может заклиниться, при этом бывают случаи выбрасы-
вания распиливаемой детали в сторону работающего. При
5*
67
ДЛЯ ПОПЕРЕЧНОЙ
РАСПИЛОВ К И
ВОЛЧИЙ ЗУБ
ДЛЯ ПРОДОЛЬНОЙ
РАСП ИЛОВКИ
ФОРМА ЗУБЬЕВ ДИСКОВЫХ ПИЛ
РИС.46. ПИЛЬНЫЕ ДИСКИ
68
РИС. 47. ЛЕНТОЧНАЯ ПИЛА И РАБОТА НА НЕЙ
69
плохой заправке пила перегревается, может деформировать-
ся и лопнуть.
При установке диска на вал надо проверять заточку и
целость диска — нет ли трещин или отломанных зубьев. За-
тем нужно поставить шайбы и завернуть от руки гайку,
застопорив диск пилы при помощи чурки, окончательно до-
тянуть гайку гаечным ключом. После этого, провернув пилу
от руки, надо убедиться в том, что диск не бьет, опустить
ограждение, подключить ток и произвести пробное включе-
ние станка и распиловку.
Предупреждение травматизма. Налаживать, исправлять
и убирать станок необходимо только после полной его оста-
новки.
Ленточная пила (рис. 47) — высокопроизводитель-
ный станок для выпиливания фасонных контуров.
Этот станок состоит из станины, на которой закреплены
ведущие и поддерживающие пильную ленту колеса и элек-
тромотор, приводящий во вращение через привод ведущее
колесо.
Натяжение пильной ленты регулируется, а место ее
фиксируется упором и двумя роликами вблизи стола.
Пильную ленту изготовляют из ленточного пильного по-
лотна, ширину и величину зубьев которого определяют в
зависимости от величины станка и рода работы так же, как
и для ручных лучковых пил. Заточку и развод производят по
типу универсального профиля зубьев.
Для образования замкнутой ленты концы пильного по-
лотна соединяют при помощи пайки медным припоем, лату-
нью или медью.
При ремонте оборванного полотна его также спаивают.
Пайка ленточных пил в заводских условиях осуществ-
ляется на специальном электрическом сварочном аппарате.
В условиях небольших мастерских можно успешно паять
пилы горелкой, описанной в главе II (см. рис. 72), или при
помощи специальных клещей (см. рис. 47).
Процесс пайки можно рекомендовать следующий. Место
пайки (стыка пилы) шлифуют на «ус», затем, вырезав по ши-
рине пилы полоску латуни толщиной 0,3—0,4 мм, смачивают
водой, посыпают порошком буры (бура служит флюсом, пред-
охраняющим место пайки от окисления при нагреве) и за-
кладывают между спаиваемыми поверхностями. Тем време-
нем массивные губки клещей нагревают в горне или газо-
вой горелкой до светло-красного цвета (800—1 000°С).
Клещи накладывают на место пайки и сжимают.
Раскаленные массивные губки клещей отдают тепло пиле
и она быстро нагревается до температуры самих губок. Ла-
тунь и бура плавятся и, растекаясь по месту стыка, образуют
надежное соединение.
70
Дав ленте остынуть в зажатом состоянии до тех пор,
пока припой станет твердым, клещи снимают, а место пайки
протирают мокрой тряпкой для того, чтобы оно восстановило
твердость, утраченную при нагреве (подкалилось). При этом
надо добиваться, чтобы жесткость места спайки была такой
же, как и жесткость остальной части пилы. Если место стыка
после охлаждения получилось слишком твердым, его надо
еще раз подогреть клещами до появления соломенного цве-
та побежалости и дать постепенно остынуть. Если оно полу-
чилось слишком мягким, то клещи следует нагреть докрасна,
прогреть ими место спайки и затем место стыка охладить
более резко.
Во время охлаждения важно следить за тем, чтобы кле-
щи не припаялись к ленте пилы. Для этого их губки перед
нагревом смазывают раствором жидкого стекла с мелом.
Полотно на ленточную пилу устанавливают следующим
образом: полотно надевают на верхний и нижний диски и
натягивают специальной рукояткой, затем, вращая верхний
диск, проверяют правильность прохождения полотна по ди-
скам и упорным роликам. В случае необходимости произво-
дят регулировку имеющимся на станке устройством. После
этого на короткий срок включают станок и, если необходимо,
проводят дополнительную регулировку.
Нужно следить за тем, чтобы во время работы было по-
ставлено ограждение пилы и закрыты кожухи дисков.
Фрезерование
Под фрезерованием в столярном и модельном деле под-
разумевают обработку древесины резанием быстро вращаю-
щимся инструментом — фрезой, имеющей одну, две или бо-
лее режущих кромок.
Фрезерованием можно делать глубокие пазы облегчения
и фасонные контуры отверстий.
Чаще всего моделисты используют металлорежущие
фрезерные станки, однако при хорошей наладке очень полез-
ным может оказаться самодельный фрезерный станок, пока-
занный на рис. 48. На нем можно обрабатывать нервюры и
всякого рода облегченные и фасонные детали из листовой
фанеры, целлулоида и органического стекла.
Станок состоит из электромотора мощностью 0,2 кет при
6 000—8 000 об!мин. Можно использовать для этого моторы,
предназначенные для швейных машин или пылесосов. На
конце вала мотора укрепляется цанговый зажим для фрез
и станинки с откидным столом, на котором располагается
обрабатываемая деталь.
Фрезы изготовляют из серебрянки (50ХФА) или инст-
рументальной стали У7А или У8А, калят с отпуском до со-
ломенного цвета и заправляют на оселке.
71
РИС. 48. САМОДЕЛЬНЫЙ ЭЛЕКТРОФРЕЗ И РАБОТА НА НЕМ
72
Можно также использовать хорошо заточенные стан-
дартные и фирменные фрезы для цветных металлов.
Сверление
Для получения круглых отверстий пользуются сверлами.
Действие всех сверл основано на одновременном резании и
скалывании стружки.
Из множества разнообразных конструкций сверл здесь
описаны наиболее употребительные в моделировании.
Винтовая перка (рис. 49) служит для глубокого
ручного сверления. Качество работы и производительность
зависят от остроты подрезывателя и конического центра.
Затупившиеся подрезыватели и режущие кромки нужно за-
тачивать бархатным напильником. Конический центр обычно
тупится мало, но забивается или гнется от соприкосновения
с металлом, поэтому его следует оберегать от повреждений,
а в случае необходимости выправить и восстановить винто-
вую нарезку трехгранным надфилем.
Стружка при сверлении отводится из отверстия спира-
лью, которая одновременно служит и направляющей, обес-
печивающей правильную форму отверстия, и предохраняю-
щей сверло от увода в сторону.
Перка центровая столярная (см. рис. 49) —
центровое плоское сверло, применяемое для ручных работ.
Раздвижное сверло (см. рис. 49) служит для
сверления отверстий диаметром более 20 мм. Сверло со-
стоит из стержня, регулирующего винта и подвижного ножа-
подрезывателя. Режущая пластина устанавливается на нуж-
ный диаметр сверления и закрепляется гайкой.
Такая конструкция делает сверло универсальным и дает
возможность значительно сократить число сверл, необходи-
мых для работы.
Заточка сверл. Заточка сверл заключается в восстанов-
лении углов, сработавшихся во время сверления режущих
кромок.
Закаленные спиральные сверла затачивают на быстро-
ходных заточных станках, а при отсутствии таких станков —
брусками. Все остальные виды сверл для работы по дереву
обычно имеют меньшую твердость, поэтому их затачивают
мелкими надфилями или напильниками.
Вращательные сверлильные инструменты. Коловорот
(см. рис. 49) служит для ручного сверления больших отвер-
стий. Он состоит из колена с двумя рукоятками и патрона,
в который зажимают сверла.
Ручная дрель (см. рис. 49) бывает разных размеров
с патронами для сверл диаметром до 5—8 мм.
73
ВИНТОВАЯ
хвостовик г
ив
СПИРАЛЬНОЕ
СВЕРЛО
РЕГУЛИРО
.ВОЧНЫЙ
ВИНТ
ПЕРКА
ЦЕНТРОВАЯ ПЕРКА
ПО СТРА
ДРЕЛЬ
СПИРАЛЬНАЯ
БОЛЬШАЯ
ПОДРЕЗЫВАТЕЛЬ
ИЛИ ДОРОЖНИК
ПОВОДОК
С ХРАПО-
ВИКОМ
РАЗДВИЖНОЕ
СВЕРЛО
РАЗДВИЖНОЙ
ЦЕНТР' НОЖ
РУКОЯТКА
СТОЛЯРНОЕ
СВЕРЛО
РЕЖУЩИЕ КРОМКИ
РУЧНАЯ ДРЕЛЬ
РАБОТА КОЛОВОРОТОМ
РАБОТА
ДРЕЛЬЮ
ВИТОЙ
БУРАВЧИК
fb
ПО СТР. Б
КОНИЧЕСКИЙ
ВИНТОВОЙ ЦЕНТР
ПОВОДОК ПАТРОН^
С НОЖОМ^
КРУГОРЕЗ
ТРЕЩОТКА
РУЧКА
КОЛОВОРОТ
С ТРЕЩОТКОЙ
ПАТРОН
РИС.49 ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ
74
При постройке моделей шестеренчатые дрели менее
удобны, чем большие спиральные, так как при вращении
рукоятки сверло испытывает боковое давление. Однако они
получили широкое распространение в модельных работах.
Цанговые зажимы (см. рис. 94) применяют для
зажимания цилиндрических сверл и сверления в местах, под-
ход к которым затруднен и где необходимо соблюдать осто-
рожность, а также для зенкования отверстий.
Г нутье
Необходимость применять гнутые деревянные детали ча-
ще всего встречается при постройке летающих моделей и
точных музейных моделей-копий, в которых воспроизводят
полностью наборы каркасов.
Древесину гнут одним из следующих способов: над пла-
менем, в разпаренном виде (табл. 2) и холодном виде.
Таблица 2
Режимы гнутья
Материал Толщина, мм Продолжительность кипячения при температуре 90—100 С Минимальный радиус загиба, мм
3 15 МИН. 50
5 35 мин. 100
Сосна 10 1 час 30 мин. 200
15 2 часа 30 мин. 300
20 4 часа 400
3 45 мин. 50
5 1 час 30 мин. 100
Дуб 10 2 часа 30 мин. 200
15 8 час. 300
20 11 час. 30 мин. 400
3 30 мин. 50
5 1 час 10 мин. 100
Ясень 10 3 часа 20 мин. 200
15 6 час. 300
20 8 час. 30 мин. 400
1,0 15—20 мин. 40
Фанера березовая 1,5 20—40 мин. 60
трехслойная (гнутье 2,0 40 мин.—1 час 80
вдоль волокон) 2,5 1 час—1 час 30 мин. 100
3,0 1 час 30 мин.—2 часа 30 мин. 120
75
Продолжение
Материал Толщина, мм Продолжительность кипячения при температуре 90—100 С Минимальный радиус загиба, мм
1,0 10—15 мин. 25
Фанера березовая 1,5 15—20 мин. 40
трехслойная (гнутье 2,0 20—30 мин. 50
поперек волокон) 2,5 40 мин.—1 час 65
3,0 1 час 30 мин.—3 часа 75
Гнутье над пламенем при постройке летающих
моделей применяется очень часто. Этот способ дает особенно
хорошие результаты при гнутье бамбука.
Бамбук гнут следующим образом: бамбуковую палку
раскалывают вдоль на лучины требуемой ширины, затем
срезают неровности на узлах и с краев, слегка смачивают
место предполагаемого загиба и равномерно прогревают его,
держа лучину внутренней стороной над огнем керосиновой
лампы, пламенем спиртовки и т. д. (см. рис. 50 и 51). Когда
бамбук несколько размягчится, что определяется легкостью
изгибания лучины, следует усилить нагрев, приближая ее
к пламени, и придать желаемую форму.
Согнутой лучине дают остыть в согнутом виде, после
чего она сохраняет форму.
Качество гнутья зависит от равномерности прогрева.
Следует остерегаться пережога, так как в этом случае дре-
весина становится хрупкой. При слабом же нагреве верхние
слои плохо тянутся и могут лопнуть.
Для законцовок крыльев и оперений заготовку нужно
гнуть сразу на две детали, а затем раскалывать ее вдоль во-
локон на две равные части. При таком способе правые и
левые законцовки получаются совершенно одинаковыми.
Гнутье над пламенем применяется также при правке
кромок крыльев, выпрямлении стеблей тростника и соломы,
идущих для изготовления легких летающих моделей.
Древесина большей части хвойных и лиственных пород
над пламенем гнется плохо и трескается в месте изгиба.
Гнутье древесины в распаренном виде. Рей-
ки, приготовленные для гнутья, погружают в сосуд с водой
на глубину 100—200 мм и кипятят. Время, необходимое для
размягчения реек, зависит от толщины материала и породы
дерева (см. табл. 2).
Распаренные горячие рейки изгибают и закладывают в
шаблоны, где их хорошо просушивают.
76
НИС 51 ГНУТЬЕ РЕЕК НАД ЭЛЕКТРОПРИБОРАМИ
РИС 52 ИЗГОТОВЛЕНИЕ ГНУТЫХ ДЕТАЛЕЙ
78
Гнутье древесины в холодном виде. Приме-
няют в тех случаях, когда требуется небольшая кривизна,
либо когда деталь клееная. В последнем случае можно реко-
мендовать следующий процесс изготовления гнутой детали:
заготовляют строганые пластинки толщиной 1—2 мм необхо-
димой длины, позволяющие без особого напряжения придать
им желаемый радиус загиба. Для изготовления небольших
деталей вместо пластинок применяют шпон. Затем чертеж
контура кладут на доску и по нему с припуском в 1—2 мм
набивают бобышки или гвозди (рис. 52). Каждую из пла-
стин смазывают казеиновым клеем и, плотно прижимая друг
к другу, вкладывают в шаблон. Для лучшего прилегания
пластин друг к другу между деталью и бобышками можно
вбить клинья.
После высыхания клея получается прочный устойчивый
контур. Если нужно изготовить два или более совершенно
одинаковых контуров, то высоту пластин выбирают с таким
расчетом, чтобы из общей заготовки вышло несколько дета-
лей. На каждый пропил следует припускать 2—4 мм.
Распиливать заготовку вдоль лучше всего ножовкой с
мелким зубом (см. рис. 52).
Склеивание
Склеиванием называется соединение деталей путем на-
несения на прилегающие поверхности слоя клеящего веще-
ства, которое по затвердевании соединяет их.
Способность клеящего вещества — клея — прочно соеди-
няться с поверхностью детали называется адгезией.
Соединение деревянных деталей склеиванием широко
применяется в моделировании. При хорошей склейке полу-
чается шов, не уступающий в прочности целому материалу.
Прочность клеевого соединения обеспечивается силами сцеп-
ления затвердевшего клея с поверхностью древесины и отча-
сти впитыванием клея в поры. Наибольшая прочность
склейки получается при толщине клеевого шва около 0,1 мм.
Различают склеивание вдоль волокна, поперек и в торец.
Первые два вида склейки дают хорошие результаты, склейка
в торец прочного шва не дает и ее не следует применять.
Так как древесина подвержена короблению, то не сле-
дует применять для склейки массивные бруски. Обычно на-
бирают мелкие бруски и доски до необходимого размера за-
готовки и склеивают их, как показано на рис. 53.
Для получения высокого качества склейки заготовке
дают просохнуть и выдерживают ее в сухом помещении. Та-
кая выдержка исключает коробление детали после обработ-
ки. Продолжительность выдержки при склеивании заготовок
различными клеями приведена в табл. 3.
79
ПРИ ТАКОМ РАСПОЛОЖЕНИИ СЛОЕВ
В СКЛЕИВАЕМЫХ БРУСКАХ ВОЗНИКАЕТ
НЕРАВНОМЕРНАЯ УСУШКА
СОВПАДЕНИЕ
ПРАВИЛЬНАЯ СКЛЕЙКА ПРАВИЛЬНАЯ СКЛЕЙКА
БОЛВАНКИ ИЗ ДОСОК БОЛВАНКИ ИЗ БРУСКОВ
ВЗАИМНО-ПЕРПЕН-
СКЛЕИВАНИЕ
В ВАЙМЕ
РИС. 53. С К Л Е И В А Н И Е ЗАГОТОВОК
80
О
Заказ 127
Таблица 3
Время наименьшей выдержки до начала обработки
Вид склейки Мездровые и костные клен Казеиновые клеи
время до ручной обработки, час. время до механиче- ской обра- ботки, час. Время до ручной обработки, час. Время до механической обработки, час.
с подогревом без подогрева с подогревом без подогрева
Под давлением Без гнутья 2-5 5-8 Для склеиваемых материалов толщи- ной 3—9 мм- 0,75 часа, толщиной 12—15 мм — 1,5—2,0 часа. В сушильных камерах 2 мин. на 1 мм толщины склеиваемого материала 3-6 4-6 8-12
С одновременным гнутьем 8-12 J2-I8 4-6 8-12 6-8 18-24
Без давления Без гнутья 18-24 24—48 2-3 8—12 12-15 18-24
С одновременным гнутьем 24-48 40-60 6-10 18-24 15—18 30-40
В А Й M A
САМОДЕЛЬНЫЕ
БЕ ЯЬЕВЫЕ
КОНТОРСКИЕ
3 А Ж И М Ы
РИС 54 ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ ДЛЯ СЖИМАНИЯ СКЛЕИВАЕМЫХ
ДЕТАЛЕЙ
82
Во время склеивания нужно строго следить за тем, что-
бы на поверхности, подготовленные к склейке, не попадали
пыль и грязь. Подготовленные поверхности не следует тро-
гать руками, в особенности потными и жирными. Склеивае-
мые поверхности должны быть хорошо пригнаны друг к дру-
гу, так как при больших зазорах между склеиваемыми
поверхностями из-за усадки
клея в шве возникают боль-
шие напряжения или пусто-
ты, ослабляющие место
склейки. Для большей
прочности склейки, лучшего
прилегания и получения ми-
нимальной толщины шва
склеиваемые детали после
нанесения клея сжимают
струбцинами (рис. 54)
или специальными приспо-
соблениями — ваймами.
В моделировании часто
приходится склеивать мел-
кие детали, которые удобно
прижимать пружинами,
бельевыми или конторскими
зажимами. Если готовых за-
жимов нет, их нетрудно из-
готовить самому.
Во время сборки летаю-
щих моделей, выполненных
из бальзы, мелкие детали
пришпиливают друг к дру-
гу швейными булавками
(рис. 55). После высыхания
булавки вынимают, неболь-
шие отверстия, оставшиеся
от булавок, не являются по-
РИС 55 ИСПОЛЬЗОВАНИЕ БУЛАВОК ДЛЯ
ПРИШПИЛИВАНИЯ ДЕТАЛЕЙ
ИЗ БАЛЬЗЫ ПРИ СКЛЕЙКЕ
мехой. Если бальзу слегка смочить водой в этих местах, то
отверстия затягиваются.
Ввиду того что клеями соединяют не только деревянные
детали, но также металлы и пластмассы, технология склеи-
вания описана в главе III.
Фанерование
Фанерованием называется способ оклейки дешевых сор-
тов древесины шпоном ценных красивых пород.
Для этого фанеруемую поверхность предварительно под-
6*
83
РАБОТА ЦИНУБЕЛЕМ
ЦИНУБЕЛЬ И ЕГО ЖЕЛЕЗКА
РИС. 56, ФАНЕРОВАНИЕ
84
готовляют: вырезают сучки, просмолки и впадины, а выемки
заделывают здоровой долевой древесиной.
Подготовленную таким образом поверхность для улуч-
шения качества приклейки шпона обрабатывают специаль-
ным рубанком с зубчатым резцом-цинубелем, чтобы создать
шероховатую поверхность, покрытую сетью мельчайших ка-
навок (рис. 56). Фанеровка торцовой части древесины полу-
чается непрочной и поэтому не следует класть шпон на то-
рец, а если этого нельзя избежать, то надо торец закрыть
долевой древесиной толщиной 5—10 мм, а затем уже фане-
ровать.
Подготовка шпона заключается в подборе листов подхо-
дящего рисунка, в прирезке его с припуском 5—10 мм на
сторону и предварительной стыковке отдельных кусков
шпона.
Приготовленные куски шпона равномерно смачиваются
мокрой тряпкой с лицевой стороны. Фанеруемую поверх-
ность смазывают горячим столярным клеем, накладывают
шпон и притирают притирочным молотком (см. рис. 56). При-
тирать шпон нужно, постепенно передвигаясь от одного края
к другому, до тех пор, пока фанера плотно не пристанет по
всей поверхности и под ней не останется клеевых наплывов.
Рекомендуется предварительно производить фанеровку
на пробном образце. Если на пробном образце обнаружено,
что клей проходит сквозь поры на лицевую поверхность шпо-
на, следует применить более густой клей и снова повторить
пробную фанеровку. Только получив хороший результат на
небольшом образце, можно переходить к фанеровке изделия.
Чтобы в местах стыков шпона при высыхании не полу-
чалось трещин, все стыки заклеивают бумажной лентой.
Приклеенный шпон должен выступать на 5—10 мм за
край фанеруемой доски. Только после полного высыхания
клея излишек шпона следует обрезать стамеской и зачистить.
В холодном помещении (ниже 18°) фанерование затруд-
няется.
Отделка
При изготовлении сложных по конфигурации деталей,
например винтов и долбленых фюзеляжей летающих моде-
лей, после предварительной обработки режущим инструмен-
том для придания им окончательной формы применяют
рашпили, напильники, цикли и стеклянную шкурку.
Рашпили представляют собой стальные закаленные
пластины с глубокой насечкой в виде отдельных шипов
(рис. 57). Рашпили бывают различной формы: плоские, круг-
лые, полукруглые и фасонные. Благодаря значительной высо-
85
НАСЕЧКА
w EZZ3
РАШПИЛИ САПОЖНЫЕ
РАШПИЛИ ОБЩЕГО НАЗНАЧЕНИЯ
КОПЫТНЫЙ ВИД В
ВИД А
ПОЛУКРУГЛЫЙ
НАПИЛЬНИК РИХТОВОЧНЫЙ
ПЛОСКИЙ
ПРОФИЛЬ
ЗУБА
РИС 57 РАШПИЛИ
86
те и большому расстоянию
между шипами они не заби-
ваются стружкой.
Хорошим рашпилем мо-
жно легко и быстро прида-
вать древесине различные
сложные формы. После гру-
бой обработки рашпилем
поверхность изделия загла-
живают и обрабатывают на-
чисто сначала напильни-
ком с крупной, а затем с
мелкой насечкой. Этим за-
канчивается подготовка из-
делия к отделке.
Окончательная отделка
поверхностей деревянных
деталей состоит из зачистки
циклей, шкуровки и снятия
ворса.
Поверхность деревянных
деталей зачищают цик-
лей— стальной пластинкой
размером 50X120 мм и тол-
щиной 1—2 мм. Обычно
цикля делается из куска по-
лотна пилы или куска лен-
точной пружинной стали.
Для того чтобы цикля хо-
рошо срезала неровности,
ее нужно «навести».
Для этого бархатным на-
пильником выравнивают
кромки цикли по линейке,
затем шлифуют их на осел-
ке, удаляя мелкие неровно-
сти, и после этого приступа-
ют к наводке. Для наводки
режущей кромки циклю кла-
дут плашмя на край доски
так, чтобы ее кромка не-
сколько выступала над
краем, крепко прижимают
циклю левой рукой, а ста-
меской, которую держат в
правой руке, водят вдоль
по кромке цикли.
Под давлением стамески
НАВОДКА ЦИКЛИ
РИС. 58. ЦИКЛЕВАНИЕ
87
Таблица 4
Обозначения шлифовальных шкурок
Номер зернистости (новые обозначе- ния) Старые обозна- чения зерни- стости Размерная характеристика зерна, мк Номер зернистости (нового обозначе- ния) Старые обозна- чения зерни- стости Размерная характеристика зерна, мк
200 10 2 500-2 000 10 120 1 125-100
160 12 10 2 000—1 600 8 150 0 100-80
125 16 9 1 600-1 250 6 180 00 80-63
100 20 8 1 250-1 000 5 230 000 63-50
80 24 7 1 000—800 4 280 0000 50-40
63 30 — 800—630 3 320 — 40
50 36 6 630-500 М40 М40 — 40—28
40 46 5 500-400 М28 М28 — 28-20
32 54 — 400—315 М20 М20 — 20—14
25 60 4 315-250 М14 М14 — 14-10
20 70 250-200 М10 М10 — 10-7
16 80 3 200-160 М7 М7 — 7-5
12 100 2 160-125 М5 М5 — 5-3
Шкурка шлифовальная на бумажной основе для сухого шлифования
(ГОСТ 6456—53)
Бумага БШ-100, БШ-120, БШ-140, БШ-200
Номер зернистости Абразивные материалы
стекло кремень электроко- РУВД карбид кремния черный карбид кремния зеленый
листы и рулоны
50 (36) + + + +
40 (46) + + + + +
32 (54) + + + + +
25 (60) + + + + +
20 (70) + + + + +
16 (80) + + + + +
12 (100) + + + + +
10 (120) + + + + +
8 (150) + + + + +
6 (180) + + + — +
5 (230) — — + — +
4 (280) — — + — —
М40 — — + — —
Примечание. На бумаге БШ-100 и БШ-120 шкурка изготовляется
зернистостью 25 (№ 60) и мельче, а на бумаге БШ-140 и БШ-200 — всех зер-
нистостей.
88
Продолжение
Шкурка шлифовальная на бумажной основе водостойкая
Размеры листа, мм Номер зернистости Карбид кремния зеленый
16 (80) +
12 (100) +
10 (120) +
8 (150) +
6 (180) +
310x230 5 (230) +
4 (280) +
М40 +
М28 +
М20 +
М14 +
Шкурка шлифовальная на тканевой основе
для сухого шлифования (ГОСТ 5009—52)
Абразивные материалы
Наименование Номер стекло кремень электроко- электроко- карбид
ткани зернистости рунд нор- мальный рунд белый кремния черный
листы и рулоны
50 (36) + + + +
40 (46) + + + — +
32 (54) + + + — +
25 (60) + + + — +
20 (70) + + + — +
16 (80) + + + — +
Саржа легкая 12 (100) + + + + +
10 (120) + + + + +
8 (150) + + + + —
6 (180) + + + + —
5 (230) — — + — —
4 (280) — — + — —
М40 — — + — —
125 (16) — — +
80 (24) — — + — +
50 (36) + + + — +
40 (46) + + + — +
Саржа средняя 32 (54) -j- + + — +
25 (60) + + + — +
20 (70) + + + — +
16 (80) + + + — +
12 (100) + + + + +
125 (16) +
Саржа утяжелен- 80 (24) — + + — +
ная 50 (36) + + + — +
40 (46) + + + — +
89
Продолжение
Наименование ткани Номер зернистости Абразивные материалы
стекло кремень электроко- рунд нор- мальный электроко- рунд белый карбид кремния черный
листы и рулоны
Саржа специаль- ная 40 (46) 32 (54) 25 (60) 20 (70) 16 (80) — — — + + + + + —
на кромке образуется тонкий заусенец, который и является
режущей кромкой.
На рис. 58 показаны наводка цикли и снятие стружки ее
режущей кромкой.
По мере притупления циклю наводят стамеской. Если
цикля зазубрилась, ее нужно заново наточить и навести.
Начинающие моделисты иногда употребляют вместо цикли
осколки оконного стекла, которые отчасти могут заменить
циклю, но они быстро тупятся и не дают достаточно ровной,
гладкой поверхности.
Для зачистки сложных поверхностей употребляют фасон-
ные цикли.
Когда поверхность детали прострогана или циклевана,
но требуется еще более совершенная обработка, ее шлифуют
шкуркой. Шкурка — это плотная бумага или ткань, по-
крытая с помощью клея ровным слоем стеклянного шлифзер-
на или шлифпорошка.
В зависимости от величины зерен стекла различают
шкурки от № 50 до № Мб (табл. 4).
Чтобы улучшить и облегчить обработку шкуркой, поль-
зуются небольшой колодкой с закругленными краями. Раз-
меры колодки 120X60X20 мм (рис. 59). Ее рекомендуется
делать из пробки, пенопласта или бальзы.
Если нет легкого материала, колодку изготовляют из
плотного дерева, но оклеивают с одной стороны сукном. Для
обработки мелких деталей лучше пользоваться шкурками,
наклеенными на плоские рейки из липы.
Размеры рейки выбирают в зависимости от величины об-
рабатываемых деталей, а номера шкурок подбирают во всех
случаях в зависимости от требуемой чистоты поверхности.
Чем меньше номер, тем шкурка мельче и тем более чи-
стую поверхность можно получить при ее применении.
Нельзя пользоваться мелкой шкуркой для обработки
плохо подготовленной поверхности. Например, нельзя пере-
ходить с № 25 сразу на № 6. В этом случае образуются мел-
кие заглаженные царапины и бугорки.
90
РИС. 59. ЗАЧИСТКА И ШЛИФОВАНИЕ (ОБРАБОТКА ШКУРКОЙ)
91
Обработку поверхности под масляную краску следует
начинать шкуркой № 125 и заканчивать шкуркой № 10. Под
спиртовые и нитролаки берут шкурки от № 125 до № 8 и под
полировку — от № 125 до № 5.
Когда поверхность изделия предполагают обработать
морилкой или протравой, т. е. водным или спиртовым раство-
ром краски, чтобы придать ей иной цвет, сохранив текстуру»
необходимо удалить ворс. Для этого поверхность дерева сма-
чивают при помощи чистой тряпки водой, вмятые волокна
при этом поднимутся. Дав детали просохнуть, ворс надо
сошкурить и окончательно подготовить поверхность под от-
делку, затем можно ее проморить в нужный цвет. Едва за-
метно появившийся вновь ворс можно пригладить пучком
жесткой мочалы или краем лубяной пластинки движениями
с сильным нажимом.
Описание отделки древесины лаками и красками дано
в главе V.
Объем работы моделиста, связанной с обработкой древе-
сины, очень велик, поэтому рабочее место должно быть обо-
рудовано.
Удобнее всего работать на столярном верстаке (рис. 60).
Если столярного верстака нет, можно применить любой стол
или верстак, оборудовав его планкой, зажимом или тисками
(см. рис. 184).
92
ГЛАВА II
МЕТАЛЛЫ И ИХ ОБРАБОТКА
Объем работ, связанных с обработкой металла при по-
стройке моделей, значителен, и в большинстве случаев эти
работы являются ответственными, от них во многом зависит
качество модели.
Плохо подогнанные узлы креплений, плохие подшипники
и непрочные крепления снижают ценность любых моделей, а
у летающих моделей часто приводят к авариям.
Качество металлических деталей зависит не только от
конструкций, но и от правильного их изготовления, термиче-
ской обработки и отделки.
Хорошо выполненные металлические детали надежны в
работе и украшают модель.
МЕТАЛЛЫ
Там, где требуется повышенная прочность, упругость или
где габариты не позволяют получить детали нужной прочно-
сти из неметаллических материалов, применяются различные
металлы, чаще всего сталь и дюралюминий. Кроме того, сде-
лано много попыток создать цельнометаллические конструк-
ции, используя литье, тонкий листовой дюралюминий, элек-
трон и сталь (рис. 61).
В моделировании нашли применение следующие метал-
лы и сплавы:
— конструкционные и инструментальные стали;
— сплавы меди (латуни и бронзы);
— сплавы алюминия и магния;
— металлы и сплавы, служащие припоями для соедине-
ния металлических изделий.
Характеристики наиболее употребительных в моделиро-
вании металлов приведены в табл. 5. В табл. 6 и 7 даны
марки стали для различного инструмента.
В таблицах также показано состояние поставки метал-
лов, сортамент которых очень обширен и сведен в специаль-
ных справочниках, которыми и следует пользоваться.
93
Металлы и их сплавы,
Торговое наименование Марка материала Объем- ный вес Предел прочности, кг!мм2 Охлаждающая сред$ при закалке
в состоянии поставки в закаленном виде
Чугун ЧМ1,3 антифрикцион- ный 7,6 45—55 Не калится —
Железо Ст. 10 (ст. 1) 7,8 32 Не калится (цементирует- ся)
Ст. 20 (ст. 2) 7,8 35-50 Не калится —
Конструкционные стали углеродистые Ст. 25 (ст. 3) 7,8 43 Не калится —
Ст. 45 (ст. 4) 7,8 60 До 180 Масло
Ст. 50 7,8 63 — >
ВС и овс 7,8 ПО-200 в зависимости от диаметра Не калится —
специальные ЗОХГСА (хромансиль) 7,8 50-75 До 160 Масло
Я1-Т жароупорная не- ржавеющая 7,85 54—70 Не калится —
94
Таблица 5
применяемые в авиамоделировании
Свариваемость газовой свар- кой Применяемый припой Наиболее употребительный сортамент Примечание
круглое сечение шестигранное сечение прямоугольное сечение трубы листы
Плохая Оловянный, серебряный, медный + — — — — Поршни, втулки, кольца
Отличная То же + + + — + Сварочная прово- лока, детали глубо- кой штамповки, сложной гибки и выколотки, заклепки
Хорошая в в — — + + + Сварные штампо- ванные детали
Удовлетвори- тельная » > + + + — — Малоответствен- ные детали
Неудовлетво- рительная в в + + + + — Детали конструк- ции и крепежные де- тали
Плохая Оловянный Пруток и про- волока от 0,5 до 14 мм — — — — Ленточные пружи- ны
Плохая Оловянный Проволока — — — — Пружины, валы винтов резиномотор- ных моделей, дета- лей шасси
Удовлетвори- тельная Оловянный, серебряный, медный + ♦ + + + + Ответственные уз- лы
Хорошая Оловянный — — + — + Выхлопные па- трубки и трубы ре- активных двигателей
95
CO
О
Медь и мед- ные сплавы Инструментальные стали Торговое наименование
медь красная самопальная быстрорежущая углеродистые
Ml, М2, М3 РФ-1 (заменитель ЭИ-262) У13А У12А У10А У9А У8А УТА Марка материала
8,93 00 00 00 00 00 00 Ъо Объем- ный вес
21-30 о 1 о о 00 СП о 75-120 65-120 в состоянии поставки Предел прочности, кг/мм*
Не калится (нагартовы- вается) До 180 кг/мм2 или до твердости по Бринеллю Яв=64 в зависимости от назначения инструмента в закаленном виде
1 Масло М То же Вода Охлаждающая среда при закалке
Продолжение
Свариваемость газовой сваркой Применяемый припой Наиболее употребительный сортамент Примечание
круглое сечение шестигранное сечение прямоугольное сечение трубы ЛИСТЫ 1
Плохая Оловянный, серебряный, медный + + + — + Обжимки, ножни- цы, буравы, зубила, центры, гладилки, молотки, гаечные ключи
То же То же + + + — + Пробойники, но- жи, резцы по меди, кернеры, столярный инструмент
в в В В + + + — + Деревообрабаты- вающий и дыропро- бивной инструмент
в в в в + + + — + Пилы ленточные по дереву и метал- лу, полотна ножо- вок, токарные рез- цы, фрезы, метчики
в в в в + + + — + Резцы, сверла, метчики, плашки, шаберы, напильни- ки
> в в в + + + — + Резцы, шаберы, граверный инстру- мент
в в в в + — + — Резцы токарные
Хорошая в в + + + + Паяльники, дета- ли электроарматуры, трубопроводы
7 Заказ 127
97
Торговое наименование Марка материала Объем- ный вес Предел прочности, кг [мм* Охлаждающая среда при закалке
в состоянии поставки в закаленном виде
Медь и медные сплавы 1 латунь ЛС59-1 (мунц) 8,65 35—45 Не калится (нагартовы- вается) —
Л68 8,6 30-50 То же —
бронза Оловянофосфористая БрОФ7-0,2 8,65 45-37 » » —
Легкие сплавы алюминий АМЦ (АМТ) 2,73 11-22 » » —
дюралюминий Д16 (Д1, Д6) 2,8 18-24 40-42 Вода
электрон МА (МА2, МА5) 1,8 20-30 Не калится —
силумин АЛ2 (литейный сплав) 2,66 13-15 18-20 Вода
98
Продолжение
Свариваемость газовой сваркой Применяемый припой Наиболее употребительный сортамент Примечание
круглое сечение шестигранное сечение прямоугольное сечение трубы листы
Хорошая Оловянный, серебряный, медный + + + + + Механические де- тали
То же То же + + + + + Детали глубокой штамповки, выко- лотки и детали, из- готовляемые давле- нием
» » » » + — — — — Подшипники, ра- ботающие при боль- ших нагрузках и скоростях
Хорошая со специальным флюсом Паяется толь- ко специаль- ными припоя- ми + + — + + Гнутые и выколо- ченные детали, за- клепки
Удовлетвори- тельная со специальным флюсом Не паяется + + — + + Прочные и легкие узлы и механиче- ские детали
Хорошая со специальным флюсом Не паяется + + + — + Прочные и особо легкие детали
Удовлетвори- тельная Не паяется Чушки Для отливок де- талей моторов, уз- лов креплений, под- ставок и украшений
7*
99
Таблица 6
Стали для различных видов инструмента
Инструмент
Марка стали
I. Режущий инструмент по дереву
Буравы .................................
Топоры, стамески, долота, фрезы, зенковки,
железки рубаночные .....................
Сверла .................................
Пилы продольные и дисковые..............
Ножи............................... . .
У7А
У7А, У8А, 65Х
У10А, ШХ6, ХГ
У8А, ШХ6, 65Х
У8А
II. Ударный инструмент
Кернеры..................................
Зубила, отвертки.........................
Зубила для насечки напильников...........
Бородки и пробойники ....................
Обжимки .................................
Молотки..................................
У8А
У7А
У13А
У8А
У7А
У7А
Таблица 7
Стали для металлорежущего инструмента
Инструмент
Марка стали
Ножницы..................................
Резцы по меди............................
Резцы по латуни..........................
Резцы для обработки черных металлов: токар-
ные, строгальные, долбежные..............
Сверла.....................................
Метчики ................................
Плашки..................................
Развертки...............................
Фрезы...................................
Пилы по металлу.........................
Шаберы..................................
Граверный инструмент....................
Полотна ножовочные......................
У10А
У8А
У12А
У10А, У12А, У13А, ХВ5(РФ1,
Р18, РФ2, РР6) для повы-
шенной производительности
У10А, У12А, У13А, ДХС,
В1, ХГ, ХВГ, РФ2, РФ1,
Р18, Р, РО
У10А, У12А, ДХС, В1, ХГ,
ХВГ
У10А, У12А, ХГ, ХВГ, ДХС,
В1, УХВС
У10А, У12А, ДХС, РФ2,
РФ1, Р18, Р, РО, ХГ, ХВГ
У10А, ХГ, ДХС, ХВ5, ХВГ,
В2, РФ2, РФ1, Р18, Р, РО
У12А
У12А, У13А, ХВ5, ХГ
У13А, ХВ5
У10А, В2 (для повышенной
устойчивости)
100
Кроме листового
и пруткового материа-
ла, в моделировании
широко применяется
стальная и цветных
металлов проволока, а
также трубки различ-
ных сечений и матери-
алов. Из проволоки
делают корды, крепле-
ния крыльев, тяги,
шасси, пружины, валы
винтов и многие дру-
гие детали.
На рис. 62 показа-
на самодельная ма-
шинка, с помощью ко-
торой можно плести
тросики для запуска
кордовых пилотаж-
ных моделей.
Лучшей является
рояльная или авиаци-
онная проволока мар-
ки ОВС (особовысоко-
го сопротивления) и
ВС (высокого сопро-
тивления) . Механиче-
ские свойства этой
проволоки зависят от
ее диаметра (табл. 8).
Проволока этих марок
выпускается диамет-
ром до 5 мм и в боль-
шинстве случаев (кро-
ме пружин) не требу-
ет дополнительной
термической обра-
ботки.
При изготовлении
деталей из проволоки
ОВС надо помнить,
что минимально допу-
стимый радиус загиба
равен двум диаметрам
проволоки. Число пе-
регибов зависит от ди-
аметра проволоки и
МАСТЕР СПОРТА СССР ИИ ИВАННИКОВ
СО СВОЕЙ МОДЕЛЬЮ, ОСТАНОВИВШИЙ
МИРОВОЙ РЕКОРД СКОРОСТИ ЗО2км/ЧАС
РИС 61 ЦЕЛЬНОМЕТАЛЛИЧЕСКАЯ
РЕАКТИВНАЯ СКОРОСТНАЯ КОРДО-
ВАЯ МОДЕЛЬ ИИ. И В А НН И КОВ А
101
ВТУЛКА
РИС 62 МАШИНКА ДЛЯ ПЛЕТЕНИЯ ТОНКИХ ТРОСИКОВ
И ПОЛЬЗОВАНИЕ ЕЮ
102
Таблица 8
Проволока ВС и ОВС
Диаметр про- волоки, мм Вес 1 пог. ч, г вс . ОВС
разрывающее усилие, кг предел прочно- сти, кг /мм2 разрывающее усилие, кг предел проч- ности, кг 1мм2
5,0 153,0 2160 НО 2750 140
4,5 124,0 1520 115 1905 145
4,0 98,0 1505 120 1880 150
3,5 76,0 1200 125 1535 160
3,0 55,1 915 130 1165 165
2,5 38,2 715 145 835 170
2,3 32,4 623 150 710 170
2,0 24,5 490 155 550 175
1,8 19,8 395 155 445 175
1,6 15,6 332 165 362 180
1,5 13,8 275 165 320 180
1,4 12,1 254 165 277 180
1,2 8,8 187 165 204 180
1,0 6,1 138 175 150 190
0,9 5,0 115 180 128 200
0,8 3,9 95 180 105 200
0,7 3,0 73 190 81 210
0,6 2,2 54 190 59 210
0,5 1,5 37,3 200 41 210
0,4 1,0 27,5 220
о,з 0,6 — — 15,5 220
составляет от 3 до 40. Большое число перегибов приводит к
образованию продольных трещин и потере прочности прово-
локи. Прочность проволоки снижается также в конструкци-
ях, где соединение выполнено при помощи пайки. Примером
может служить пайка шасси бензомоторной модели и взлет-
ной тележки скоростной кордовой модели (рис. 63). Для
большей прочности место стыка подкосов со стойкой шасси
обматывают тонкой медной проволокой и пропаивают оловом.
При этом проволока в месте пайки нагревается и теряет
прочность. Для того чтобы не ослабить прочности стойки,
сразу же после пайки еще не остывшее место охлаждают
водой.
Паяние стальной проволоки твердыми медными и сере-
бряными припоями возможно, но не рекомендуется, так как
требует последующей сложной термической обработки.
Проволоки ВС и ОВС можно соответственно заменить
проволоками П (повышенной прочности) и В (высокопроч-
ной). Предел прочности и разрывающее усилие их больше
на 10—15%.
Особое место среди изделий из проволоки ВС или ОВС
занимают цилиндрические витые пружины. Навивку пружин
удобно и просто вести на стержне, изображенном на рис. 64.
103
В прорезь на конце стержня надо вставить проволоку
и закрепить ее, завернув вокруг прорези, затем обернуть
один-два раза проволоку вокруг стержня, как показано на
рисунке. Стержень после этого зажимают в тисках между
двумя дощечками и вращают рукоятку. Стержень, вжатый
в дерево, начинает втягивать
витки которой укладываются
РИС.бЗ ДЕТАЛИ МОДЕЛЕЙ,
ВЫПОЛНЕННЫЕ ИЗ ПРОВОЛОКИ
свободный конец проволоки,
плотно друг к другу.
Сделав нужное количество
витков, тиски разжимают.
При этом надо быть осторож-
ным, так как освободившаяся
пружина повернет несколько
раз рукоятку стержня в об-
ратном направлении. При ос-
вобождении пружины число
витков ее уменьшится, а диа-
метр увеличится. Поэтому при
выборе стержня следует его
диаметр подбирать так, чтобы
он был меньше необходимого
внутреннего диаметра пружи-
ны. Величина диаметра стерж-
ня подбирается практически.
Второй способ навивки
пружин на токарных стан-
ках более сложен и применя-
ется для навивки силовых
пружин из проволоки диамет-
ром более 3 мм.
После навивки пружину
можно отпустить. Температу-
ра отпуска 260—300°С (на-
грев в масле), продолжитель-
ность выдержки при отпуске
5 минут на каждый милли-
метр диаметра проволоки.
Проволока из цветных ме-
таллов применяется для раз-
личных мелких деталей и за-
клепок, обмотки при пайке
узлов креплений и других по-
делок.
ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Моделисту часто приходится сталкиваться с необходимо-
стью повысить прочность и твердость металла, инструмента
104
РИС.65. МУФЕЛЬНАЯ ПЕЧЬ (ЗАВОД ЭЛЕКТРОДЕЛО, ЛЕНИНГРАД)
105
или готового изделия, а иногда, наоборот, сделать металл
более мягким, легче поддающимся обработке. Этого можно
достичь термической обработкой, заключающейся в нагреве
материала до определенной температуры с последующим бы-
стрым или медленным охлаждением.
Нагревание деталей удобнее всего производить в элек-
трических, так называемых муфельных печах (рис. 65).
В практике моделирования также с успехом применяют па-
яльные лампы, бензиновые и газовые горелки.
Термическая обработка стали
Термическая обработка стали разделяется на закалива-
ние, отпуск и отжиг.
Таблица 9
Термическая обработка инструмента
Инструмент Марка стали Температу- ра закалки, °C Охлаж- дающая среда Температу- ра отпуска, СС Примечание
Резцы У10А, У12А ХГ 760-810 Вода 200 Медленный нагрев
Сверла перовые . . . Перки ложковые и цент- 830 Масло 220 —
ровые У7А 780—830 Вода 280 —
Метчики У12А 760-810 То же 210 Квадрат отпустить до 260° С
Плашки У12А 760—810 » » 210 Проемы плашек от- пустить до 300°С
Зенковки У12А 760—790 » » 210 Хвостовик отпустить до 260эС
Развертки Пассатижи, плоскогуб- 212А 760—790 » в 220 Калить только ра-
цы, круглогубцы У7А 780—830 » » 300 бочую часть
Кусачки У7А 780—830 » » 240 —
Молотки У7А 780—830 » » 250
Железки рубаночные . У8А 780—830 » » 280 —
Стамески ...... У8А 780—830 » » 240 —
Долота столярные . . У8А 780—830 в в 280 —
Отвертки машинные . У7А 780-830 » в 220 —
Фрезы разные .... РФ-1, Р18 1280 Масло 560 (дважды) Медленный нагрев до 800°С
Обжимки ручные . . У7А, У8А 780—830 Вода 280-300 —
Натяжки У8А 780—830 В В 280-300 —
Цанги У8А 780-830 В в 240 Пружинящую часть отпустить до 260°С
Ножницы по металлу У7А 780—830 в в 240 —
Зубила и крейцмессели У8А, V7 А 810—820 в в 240 —
Чертилки У10А 760-810 в в 200
Бородки У7А, У8А 780-830 в в 260 —
Шаберы У12, ХГ 830 Масло 200 —
106
ЦВЕТ
НАИМЕНОВАНИЕ
VC
Ослепительно белый 1250-1300
Светло-желтый 1150-1250
Т емно-желтый 1050-1150
Оранжевый 900-1050
Светло-красный 830- 900
Светло-вишнево-красный 800- 830
Вишнево-красный 770- 800
Темно-вишнево-красный 730- 770
Т емно-красный 650- 730
Коричнево-красный 580- 650
Темно-коричневый 530- 580
РИС. 66. ЦВЕТА КАЛЕНИЯ СТАЛИ
ЦВЕТ НАИМЕНОВАНИЕ t°C
Серый 325
Светло-синий 310
Ярко-синий 295
Фиолетовый 285
Пурпурно-красный 275
Красно-коричневый 265
Коричнево-желтый 255
Соломенно-желтый 240
Светло-желтый 225
Светло-соло менн ый 200
РИС. 67. ЦВЕТА ПОБЕЖАЛОСТИ СТАЛИ
107
Закаливание стали применяется для повышения
ее твердости. Мягкие малоуглеродистые стали и железо не
закаливаются, углеродистые и инструментальные стали уве-
личивают свою твердость при закалке в три-четыре раза.
Процесс закаливания состоит в нагревании стали при-
мерно до температуры 820° С и в быстром охлаждении в мас-
ле или воде (табл. 9).
Для определения температуры нагрева пользуются спе-
циальными приборами — пирометрами. При отсутствии пиро-
метра приближенно определяют степень нагрева по цвету
каления (рис. 66).
В закаленном состоянии сталь обладает большой твер-
достью и вместе с тем хрупкостью.
Чтобы придать стали вязкость, производится так назы-
ваемый отпуск стали после закалки (табл. 10). Для
Таблица 10
Температуры отпуска и цвета побежалости
различного инструмента после закалки
Инструмент Температу- ра отпуска, °C Цвет побежалости
Сверла перовые, плашки, зенковки, развертки, матрицы и пуансоны выруб- ные, цанги, чертилки, шаберы, фрезы . 200 Светло-соломенный
Резцы (калить рабочую часть), метчи- ки, угольники и линейки лекальные, кондукторные втулки, центры, полотна ножовок и лобзиков 225 Светло-желтый
Клуппы и воротки, кусачки, стамески, ножницы по металлу, зубила, крейцмес- сели 240 Соломенно-желтый
Молотки слесарные и медницкие . . 255 Корич нево- желтый
Матрицы и пуансоны вытяжные, бо- родки 265 Красно-коричневый
Ролики для накаток 275 Пурпурно-красный
Перки столярные, железки рубаноч- ные, отвертки, обжимки, натяжки . . Долота столярные, державки для рез- цов, призмы разметочные, ножи . . . 285 Фиолетовый
295 Ярко-синий
Ключи гаечные, пассатижи, плоско- губцы, круглогубцы 310 Светло-синий
Оправки для токарных и фрезерных станков, полотна пил по дереву . . . 325 Серый
этого ее нагревают до 220—300° С и быстро охлаждают в
воде или масле. Твердость стали несколько уменьшается, но
структура ее изменяется и сталь становится более вязкой.
Меняя температуру отпуска, можно получить разные меха-
нические свойства. При нагреве стали на воздухе ее поверх-
ность окрашивается в различные цвета, называемые цвета-
108
ми побежалости. Каждый цвет побежалости соответ-
ствует вполне определенной температуре и может служить
указателем для определения степени нагрева при отпуске
стали (рис. 67).
Отпуск выполняется следующим образом: закаленную де-
таль, покрытую слоем окалины, зачищают до блеска шкуркой
и кладут на песок, насыпанный в металлическую плоскую
коробку. Песок вместе с коробкой медленно нагревают и
ждут появления на поверхности детали нужного цвета побе-
жалости, соответствующего определенной температуре отпу-
ска. Сначала поверхность стали окрасится в бледно-желтый
цвет, который по мере нагревания песка перейдет в желтый,
коричневый и т. д. Так, например, пружины отпускают до
фиолетового цвета, инструмент, требующий по сравнению с
пружиной большей твердости, обычно отпускают до соло-
менно-желтого цвета.
Когда температура нагрева для отпуска будет достаточ-
ной, деталь берут пинцетом или щипцами и быстро охлаж-
дают в воде или масле. Степень отпуска пробуют на краю
детали бархатным надфилем. Чем мягче отпущенная деталь,
тем легче «берет» ее надфиль. По закаленной и неотпущен-
ной детали надфиль скользит, как по стеклу.
Отжиг стали служит для выполнения задачи, обрат-
ной закалке. В тех случаях, когда закаленную деталь тре-
буется обрабатывать режущим инструментом, необходимо
произвести ее отжиг. Отжиг стали заключается в нагрева-
нии ее до температуры 800—900° С с последующим медлен-
ным охлаждением. После отжига сталь легко поддается об-
работке.
Железо отжигается таким же способом, как и сталь. От-
жиг железа необходим в тех случаях, когда железо, получен-
ное после прокатки, имеет повышенную твердость (в резуль-
тате нагартовки — уплотнения материала), а для изготовле-
ния деталей требуется повышенная вязкость (например, при
штамповке, вытяжке и т. п.).
Термическая обработка дюралюминия
Термическая обработка дюралюминия заключается в за-
калке и отжиге.
Дюралюминий обладает способностью изменять свои ме-
ханические качества в зависимости от теплового режима об-
работки.
Закаливание дюралюминия, или, как иначе на-
зывают, «облагораживание», применяется для повышения его
прочности. Процесс закалки состоит в нагреве до темпера-
туры 500—510° С, выдерживании в нагретом состоянии (вре-
109
мя выдержки, зависящее от толщины материала, приведено
в табл. 11) и охлаждении в воде.
Таблица 11
Время выдержки нагрева дюралюминия при закалке
Толщина материала 0,5 0,8 1,0 1,5 2,0 2,5 3,0
Время выдержки при на- греве дюралюминия, мин. 5 10 15 22 30 35 40
Закалка дюралюминия отличается от закалки стали тем,
что сталь повышает свою твердость немедленно, а дюралю-
миний постепенно: в течение трех-четырех дней при комнат-
ной температуре. Этот процесс нарастания твердости носит
название старения.
Сразу после закалки дюралюминий становится пластич-
ным, легко гнется и хорошо поддается выколотке. С тече-
нием времени он увеличивает свою твердость, но теряет
пластичность и не выдерживает даже двукратных перегибов.
Отжиг дюралюминия придает ему постоянную
пластичность. Отжиг состоит в нагревании до температуры
360° С, выдержке при этой температуре и охлаждении в воде
или на воздухе. После отжига дюралюминий становится мяг-
ким, может выдерживать глубокие выколотки и давление.
Прочность отожженного дюралюминия почти вдвое ниже, чем
закаленного.
Для приблизительного определения температуры нагре-
ва существует два способа. По первому способу при отжиге
водят деревянной лучинкой по нагретой поверхности метал-
ла. При достижении температуры отжига лучинка начинает
обугливаться и оставляет темный след. По второму способу
поверхность металла смазывают тонким слоем минерального
масла и постепенно нагревают. При температуре, близкой к
300° С, масло потемнеет, а при дальнейшем повышении тем-
пературы отжига постепенно исчезает.
Термическая обработка латуни
Термическая обработка латуни заключается только в
отжиге. При обработке давлением или выколачивании
деталей из латуни желательно повысить ее пластичность.
Для этого латунь нагревают до температуры немного более
500° С и дают остыть на воздухе. После отжига латунь ста-
новится мягкой и легко гнется и выколачивается. При даль-
нейшей обработке давлением, прокатыванием и выколачива-
нием латунь снова нагартовывается и становится жесткой.
НО
В этом случае производят повторный отжиг. При глубоких
вытяжках, чтобы избежать образования трещин, латунь при-
ходится отжигать несколько раз.
ПАЯНИЕ
Паяние — процесс соединения металлических деталей
при помощи более легкоплавкого металла или сплава.
Припои. Сплавы для паяния называются припоями.
Температура плавления припоя должна быть ниже темпера-
туры плавления спаиваемых изделий.
Все припои делятся на две группы: мягкие и твер-
дые. В моделировании из мягких припоев применяют оло-
вянные, из твердых — серебряные и медные.
Олово — мягкий металл серебристо-белого цвета с тем-
пературой плавления 232° С — может служить припоем в чи-
стом виде. Чистое олово можно отличить от третника по ха-
рактерному скрипу, издаваемому оловянной палочкой при
изгибе.
Из-за дороговизны, а также из-за того, что сплавы оло-
ва со свинцом легче плавятся и ими легче работать, чаще
всего применяют 30-процентный сплав олова со свинцом, так
называемый третник.
Мягкие припои
Условное обозначение припоев Химический состав, % Температура плавления, °C Примечание
олово сурьма свинец начало—конец
ПОС-ЗО 30 2,0 68 181-243 Для пайки лату- ни, железа, меди и
ПОС-40 40 — 60 181—237 оцинкованных дета- лей
В моделировании рекомендуется применять наиболее
прочный оловянный припой ПОС-40, состоящий из 40% оло-
ва и 60% свинца; сопротивление разрыва такого припоя
около 4 кг/мм2. Чтобы приготовить такой припой, отвеши-
вают в нужном количестве свинец и олово, затем в металли-
ческой посуде плавят свинец, добавляют олово и после
тщательного размешивания полученный сплав выливают в
желобки, сделанные в песке или литейной земле.
Механические свойства серебряных припоев зависят от
содержания в них чистого серебра.
Твердые припои применяются для паяния деталей, кото-
111
Твердые припои
Условное обозначение припоев Химический состав, % Температу- ра полного расплав- ления °C Примечание
медь серебро цинк
ПСр-12 36 12 52 785 Для пайки медных,
ПСр-25 40 25 35 765 латунных и стальных
ПСр-45 30 45 25 720 деталей подбирается в
ПСр-65 20 65 15 690 зависимости от желае- мой температуры плав- ления
рые должны обеспечить прочное соединение и подвергаются
последующей никелировке, хромированию и другим видам
покрытий. К таким деталям относятся шасси музейных мо-
делей, модели механизмов и регулирующие устройства лета-
ющих моделей.
Серебряные припои можно изготовить следующим обра-
зом. Из отвешенных в нужной пропорции составных частей
припоя в первую очередь плавят медь (температура плавле-
ния 1083°). Когда медь расплавится, ее засыпают мелко рас-
толченным древесным углем слоем до 5 мм, через слой угля
вводят серебро, смешивают с медью железной проволокой
и быстро добавляют цинк. Уголь, насыпанный на поверх-
ность припоя, препятствует выгоранию цинка и серебра во
время плавки.
Прекратив нагрев, тщательно перемешивают припой и
выливают на кирпич для образования лепешки толщиной
1—2 мм. Припой режут на полоски и в этом виде использу-
ют при паянии.
В качестве твердого медного припоя обычно пользуются
листовой латунью Л-62 и ЛС-59 (Гост 2208—49), нарезанной
узкими полосками шириной 3—5 мм. Температура плавки
их 860°.
Флюсы. Поверхности, подлежащие спайке, должны
быть очищены от окалины, грязи, окислов, остатков припоя.
В этом заключается одно из условий качественной пайки.
Однако подготовленная поверхность под действием воз-
духа быстро покрывается тонкой пленкой окисла, препят-
ствующего спайке. Для очищения поверхности металлов от
окислов во время паяния применяют флюсы: соляную кис-
лоту (при паянии цинка), нашатырь (при паянии латуни и
луженой жести) и хлористый цинк (при паянии железа, ста-
ли, меди и их сплавов). Флюсы наносят кисточкой на поверх-
ности деталей перед их нагреванием. Окислы растворяются
в протраве и стекают с детали.
Хлористый цинк легко изготовить следующим образом.
В крепкую соляную кислоту бросают нарезанный кусочками
цинк до тех пор, пока он не перестанет растворяться. Для
112
—-=s£b
торцовый
» я
молотковый
ПРОСТЫЕ ПАЯЛЬНИКИ
о
МОЛОТКОВЫЙ
О
РИС 68 ПАЯЛЬНИКИ И ПАЯЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
8 Заказ 127
ИЗ
улучшения очищающих свойств хлористого цинка в получен-
ный раствор добавляют нашатырь (хлористый аммоний) в
следующем количестве: на 16 частей растворенного цинка
10 частей нашатыря. Такой раствор обыкновенно называют
паяльной кислотой. Оставаясь на поверхности спаиваемых
деталей, хлористый цинк может вызвать коррозию металла.
Поэтому после паяния детали нужно хорошо промыть горя-
чей водой.
Хранить паяльную кислоту лучше всего в устойчивом
флаконе с надписью. Через пробку можно пропустить кисточ-
ку, немного не достающую до дна (рис. 68).
Нашатырь в кусках и порошке применяется для очистки
паяльников. Удобнее пользоваться кусковым нашатырем.
Канифоль применяется в качестве флюса при паянии
латуни. Она обладает тем достоинством, что не разрушает
поверхности, поэтому и металл не корродирует в местах пай-
ки. Это особенно ценно при пайке электрических проводни-
ков, которые не рекомендуется промывать водой. Для удоб-
ства пользования канифоль можно растолочь и развести
эфиром или спиртом до густоты меда. Полученную массу на-
носят на место пайки проволокой. Удобен в работе специаль-
ный лак для пайки, т. е. жидкий канифольный флюс.
При паянии твердыми припоями флюсом служит плав-
леная бура — борнокислый натр.
Плавленая бура приготовляется из обыкновенной буры
путем прокаливания ее и последующего размельчения. Пре-
имущество ее заключается в том, что при прокаливании она
теряет воду и в отличие от простой буры не вспучивается
при нагреве.
Паяние мягкими припоями. Это паяние произ-
водят паяльниками.
Обыкновенный паяльник представляет собой ку-
сок красной меди, насаженный на ручку из толстой железной
проволоки.
По конструкции паяльники разделяются на торцовые и
молотковые (см. рис. 68). Размер паяльника выбирают в за-
висимости от массы спаиваемых деталей. Чем больше масса
детали, тем больше должен быть паяльник.
Нагревать паяльник следует с толстого конца до темпе-
ратуры 350—400° С. Не надо перегревать паяльник, так как
перегрев вызывает появление раковин, т. е. сгорание слоя
олова на конце паяльника и выгорание меди.
Электрический паяльник значительно удобнее
в работе. Нагревательный элемент паяльника представляет
собой проволоку из нихрома, намотанную вокруг медного
стержня паяльника между слоями слюды. Пайка производится
следующим образом. Поверхности деталей, подлежащих пай-
ке, зачищают шабером и смазывают флюсом. Затем острие па-
114
яльника, нагретого до
350—400° С, зачищают
напильником или кус-
ком кирпича, смазыва-
ют протравой, проти-
рают в куске нашаты-
ря и прижимают к па-
лочке припоя. Если
припой не «пристала
к острию паяльника,
операцию повторяю г,
добиваясь того, чтобы
конец паяльника по-
крылся слоем припоя
с нависшей каплей.
Причинами неудачи
может быть грязь на
паяльнике, недогрев
или перегрев. Недо-
грев узнается по сла-
бому плавлению при-
поя под паяльником,
перегрев — по сгора-
нию флюса. Каплю
паяльника, нагретого до
припоя, нависшую на
конце паяльника, нано-
сят на место пайки и
одновременно прижи-
мают паяльник, стре-
мясь прогреть дета-
ли. Если детади при
паянии были основа-
тельно прогреты паяль-
ником, припой расте-
кается настолько хоро-
шо, что зачистка места
спайки не требуется.
Неровная поверх-
ность пайки указывает
на слабый прогрев
шва и на то, что раз-
меры паяльника ма-
лы.
При паянии не-
скольких деталей, рас-
положенных одна
вблизи другой, суще-
РИС 69 СПИРТОВКА
РИС. 70. ПАЯНИЕ НА КЕРОСИНОВОЙ КОПТИЛКЕ
С ПОДДУВОМ ПАЯЛЬНОЙ ТРУБКОЙ
ПРИМЕРЫ ПАЙКИ
8*
115
* . Лет. Б.Шарик1щт
МатэЬонит
Лет.Ркран 1шт Мат/КУЭ!
22
А56 —
о>
2 3
22*1
10
Ф15
1*30
26
ВОЗДУХ
56
L
Хромиро&ать
8 es
МатЖ591
Дет£ Распылитель 1шт
X ромировать
^6
ФЬ
23
. J^Z J
8
9
Мат, Дюралюм \/
Jkem 9 Гор/1о&ина1шт
ФЫ
enUJHJTb
^3 ^\после с&ерл Ф13
ДетТУиплель 1шт MamJ!C59t
Хромировать
Ю
05 «Зо* 5
30
Дел?./, Сопло lujm Мат ЛС59 /
Дет.%, Корпус 1шт Мат Лс59 <
1 Хромировать
Дет 5. Ручка 1шт Мат, ЛС59-1
Дет. 3. Наконечник 1шт Мат, /1С59-1
РИС 7I БЕНЗИНОВАЯ ГОРЕЛКА
116
ствует опасность, что при
пайке одной детали другие
будут отпаиваться. Этого
можно избежать, быстро
действуя хорошо прогре-
тым паяльником. Детали,
расположенные вблизи ме-
ста пайки, следует покрыть
мокрым асбестом.
Паять мягкими припоя-
ми можно не только паяль-
ником, но и на горелках.
Перед паянием необходимо
тщательно зачистить места
пайки шкуркой или шабе-
ром. Зачищенные детали
прикладывают одну к дру-
гой, затем смазывают про-
травой или флюсом, кла-
дут на место пайки струж-
ку припоя и нагревают ме-
сто пайки на пламени го-
релки.
Сначала начинает пла-
виться флюс, затем расте-
кается припой, в этот мо-
мент нагрев прекращают и
детали охлаждают.
Для нагрева спаиваемых
деталей применяются спир-
товки, керосиновые и бен-
зиновые горелки, а также
паяльные лампы.
Спиртовка (рис. 69)
обеспечивает прогрев до
температуры плавления
твердого припоя только са-
мых мелких деталей (тем-
пература пламени не пре-
вышает 900° С).
Керосиновая лампоч-
ка — «коптилка» (рис.
70) —обеспечивает прогрев
мелких деталей при подду-
ве паяльной трубкой. Этот
способ нагрева удобен тем,
что создается очень тонкий
язык пламени, который
РИС. 72,А-ЗУБОТЕХНИЧЕСКИЙ
ПАЯЛЬНЫЙ АППАРАТ
117
Крышка 1шт. Мат. 020 Подножка (верк) 1шт Подножка 1шт flam. С20
Основание 1шт. Мат. Сосна Мат. Сосна
РИС.72,Б. РАБОЧИЕ ЧЕРТЕЖИ ПАЯЛЬНОГО АППАРАТА
(ЛИСТ 1)
Дет. 3 3. Штуцер 1шт.
Мат. С20
118
Гэр елка
Штуцер 2шт Мат.020
Дет 3. Основание 1шт Мат С20
3 "Ш
Мат X 25
Мат X25
Мат С20
Дет /4 Головка 1шт Дет 15 Основание!шт.
£-3 л- .
/«? J |
__________ __—--------- „------— Мат С20Тб*9
Дет 16 Шайба 1шт Дет.17 винт 1шт. Дет.18.Ручка1шт. Дет2й форсунка детЮ Стержень 1шт
Дет 20
Дет. 21
Дет 23
[ уг/ Дет 11
Мат. С20
Передняя трубка 1шт Мат. Л62 Канал 1шт. Мат М1 Трцока1штМат.Л62л Шайба 2шт.
Мат Л62 МатЯбг ______ ______
Дет5.Шай6а1шт Дет6Носик 1шт Ш^йба 1шт. Дет19Кл(1пан1штМатлб2
~ *!2 ’
<3|
1шт Мат Л62
13
Ростр А
_____________ Дет 9 Пробка1шт.
Дет 9.В тулка Крышка 1шт. Шайба Дет. 22. Корпус 1шт Мат.л62 Мат. 02 О
РИС.72,В. РАБОЧИЕ ЧЕРТЕЖИ ПАЯЛЬНОГО АППАРАТА
(ЛИСТ 2)
119
можно направлять в нужное место
1000° С).
РЕЗЕРВУАР
РУЧКА
РИС. 73. ПАЯЛЬНАЯ ЛАМПА
(температура пламени до
Бензиновая го-
релка (рис. 71) ра-
ботает на бензине пер-
вого сорта. Она обес-
печивает высокую тем-
пературу нагрева до
1100° С. Сила и вели-
чина ее пламени легко
регулируется. Горелка
годится для паяния
почти всех деталей,
встречающихся при
изготовлении моделей.
Горелку такого типа
можно изготовить са-
мому. Вместо резино-
вой груши можно
применить ручной мех
или компрессор.
Зуботехничес-
кая паяльная го-
релка очень удобна
в работе и позволяет
паять и нагревать в
условиях комнаты раз-
нообразные детали. Такие горелки выпускаются промышлен-
ностью под названием зуботехнического паяльного аппарата
(рис. 72, А, Б, В). Температура пламени горелки достигает
1100°.
Паяльная лампа (рис. 73) работает на бензине вто-
рого сорта и керосине, дает большое пламя и применяется
для нагревания крупных паяльников и для пайки твердыми
припоями. Температура пламени паяльной лампы около
1100° С.
Паяние твер дыми припоями. Зачищенные ме-
ста пайки нагревают на горелке, посыпают бурой и кладут
на место шва припой. При дальнейшем повышении темпе-
ратуры припой растекается и заливает шов. После этого на-
грев прекращают и охлаждают шов на воздухе. На рис. 74
показана деталь, спаянная твердым припоем (стойка шасси
музейной модели).
СВАРКА
Соединение деталей методом сварки, т. е. расплавлением
металла в месте соединения деталей, применяется в модели-
120
ровании очень ограниченно. Так, например, при наварке
сухарей в фюзеляжах кордовых летающих моделей, сделан-
РИС.74 СТОЙКА ШАССИ
МУЗЕЙНОЙ МОДЕЛИ,СПА-
ЯННАЯ ТВЕРДЫМ ПРИПОЕМ
ХВОСТ ЗАВАРЕН
ТРЕЩИНА
(ПРИМЕР СВАРКИ)
ВЫКОЛОЧЕН'
ЛИСТА 1ММ
СУХАРИ
ВАРЕНЫ
,РИС.75 СВАРНОЙ НИЗОИ
ФЮЗЕЛЯЖА КОРДОВОЙ
МОДЕЛИ
I____________ .4
ных из сплавов алюминия или элек-
трона (рис. 75), используется арго-
но-дуговая сварка.
Значительно большее примене-
ние получила точечная электро-
сварка. С ее помощью варят дета-
ли реактивных летающих моделей
из нержавеющей и жароупорной
стали, а также многие другие дета-
ли из сплавов алюминия.
Электросварочная то-
чечная машина показана на
рис. 76. Она может быть изготовле-
на в любой мастерской и даже са-
мим моделистом. На описанной ма-
шине можно сваривать пакет стали
общей толщиной до 1 мм, а сплавы
алюминия — до 0,25 мм. Последо-
вательность работы следующая.
Поверхности шва очищают и обез-
жиривают ацетоном или бензином,
затем шов вводят между электро-
дами и сжимают ими детали. Убе-
дившись в правильности положения
электродов и шва, нажимают но-
гой на включатель тока. Изменяя
силу нажима электродов, толщину
их концов (опиливанием по надоб-
ности) и время включения тока,
достигают желаемой степени про-
вара точки сварки.
Сваривание газовой кислород-
но-ацетиленовой сваркой КАС
сплавов алюминия производится с
обмазкой краев шва и присадочной
проволоки флюсом Ф-1 или Ф-3.
При отсутствии их можно пригото-
вить флюс следующего состава:
1. Хлористый натрий (поваренная соль).......................40
2. Хлористый кальций........................................50
3. Хлористый литий ........................................ 5,5
4. Фтористый натрий........................................ 1,5
5. Фтористый кальций ...................................... 3,0
121
г
Д ЭЛЕКТРОД (медь)
ЭЛЕКТРИЧЕСКАЯ СХЕМА
СВАРОЧНОЙ МАШИНЫ
ОБМОТКА I
120- 220В
ОБМОТКА П
РИС 76 ЭЛЕКТРОСВАРОЧНАЯ ТОЧЕЧНАЯ МАШИНА И ОБРАЗЦЫ СВАРЕННЫХ
НА НЕЙ ДЕТАЛЕЙ
122
Компоненты следует растереть в ступке и тщательно
смешать.
Сваривание магниевого сплава— электрона — произво-
дят аргоно-дуговой сваркой АДС или газовой кислородно-
ацетиленовой КАС с фтористым флюсом.
В качестве присадочного материала берутся тонкие по-
лоски того материала, который варят.
Фтористый флюс %
1. Барий фтористый чистый.............................35,2
2. Кальций фтористый чистый...........................17,4
3. Магний фтористый чистый ...........................26,2
4. Литий фтористый чистый.............................21,2
СЛЕСАРНАЯ И МЕХАНИЧЕСКАЯ ОБРАБОТКИ
Под слесарной обработкой понимается ручная обработка,
сборка и подгонка деталей, под механической обработкой —
обработка на фрезерных, сверлильных, токарных и других
станках — штампование и давление. В практике слесарно-
механических работ применяются разнообразный инструмент
и приспособления.
Организация рабочего места
На верстаке или столе для слесарной работы в правой
части устанавливают настольные тиски.
Тиски слесарные бывают различных размеров. Они
служат для зажимания обрабатываемых деталей и заготовок.
Размер тисков определяется длиной зажимных губок.
Наиболее подходят для моделиста 60-миллиметровые н а-
стольные тиски. Часто употребляются настольные тиски,
привинчивающиеся к столу винтовым зажимом. Наиболее
удобными являются поворотные тиски, допускающие уста-
новку их в различных положениях (рис. 77).
Тиски ручные служат для закрепления мелких дета-
лей при обработке в руках и для удержания деталей при
сверлении.
Тиски самого малого размера, предназначенные для
очень мелких деталей, носят название часовых. Ящики
стола приспосабливают для инструмента. Важно, чтобы ин-
струмент, в особенности напильники, не лежал навалом, а
был расположен по величине и видам в отдельных гнездах.
Молотки и отвертки группируются отдельно, а измери-
тельный инструмент, как наиболее точный и часто применяе-
мый при всех видах работы по дереву и металлу, хранят в
наиболее удобно расположенном отдельном ящике (рис. 78).
123
СЛЕСАРНЫЕ РУЧНЫЕ ТИСКИ
НАСТОЛЬНЫЕ ПОВОРОТНЫЕ
СЛЕСАРНЫЕ ТИСКИ
РИС.77 ТИСКИ И ЗАЖИМЫ
СВЕРЛА ДРЕЛЬ,
КОЛО ВОРО Т
ОПРАВКИ И ДР
ВСПОМОГАТЕЛЬ -
НЫЕ ИНСТРУМ.
МЕТАЛЛИЧЕСКИЕ
МАТЕРИ АЛЫ
ЯЩИК ДЛЯ ЧЕРТЕЖЕЙ, ЭСКИЗОВ
И ЧЕРТЕЖНЫХ ПРИНАДЛЕЖНОСТЕЙ
НЕОКОНЧЕННЫЕ'
ДЕТ АЛИ
н а п и л ьн ики
МЕЛКИЕ НАПИЛЬ-
НИКИ.НАДФИ ЛИ
ДЕТАЛИ, НЕОКОН-
ЧЕННЫЕ РАБОТЫ
МЕТАЛЛИЧЕСКИЕ
МАТ ЕРИАЛЫ
ЛОБЗИКИ, НОЖОВ-
КА,МОЛОТКИ И
МОНТА ЖН Ы Й
ИНСТРУМ ЕНТ
ИЗМЕРИТЕЛЬНЫЕ
ИНСТРУМЕНТЫ
РИС 78. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА МОДЕЛИСТА
124
Станки и все оборудование размещаются так, чтобы за-
трата времени на хождение при выполнении работы была ми-
нимальной, а расстояние между станками обеспечивало без-
опасную работу.
По существующим нормам проходы между станками
должны быть шириной не менее 1,5 м.
Монтажный инструмент
Монтажный инструмент применяют при сборке и соеди-
нении отдельных частей и деталей. К нему относятся молот-
ки слесарные, отвертки, необходимые при постановке винтов
и шурупов. Наиболее употребительны в моделировании часо-
вые и монтажные отвертки (рис. 79).
Плоскогубцы, круглогубцы и другие разновид-
ности щипцового инструмента служат для удерживания де-
талей при монтаже или для изгибания проволочных и тон-
ких металлических деталей.
Кусачки служат для перекусывания проволоки и ме-
таллических пластин.
Пинцет нашел широкое применение как монтажный
инструмент при склеивании мелких деталей и для подхода к
деталям, расположенным в труднодоступных местах.
Ключи гаечные служат для сборки болтовых со-
единений. Различают ключи раздвижные — универсальные и
простые — открытые и торцовые, в которых зев ключа
рассчитан только на один определенный стандартный размер
гайки или головки болта.
Разметка и измерения
Очень важными и ответственными процессами в работе
с металлами являются разметочные и измерительные опера-
ции. Их выполняют с помощью измерительного и разметоч-
ного инструмента (рис. 80). Разметка производится путем
нанесения рисок и точек. Для того чтобы риски были хоро-
шо заметны на поверхности черных металлов, детали сма-
чивают раствором медного купороса. Медь высаживается на
поверхности, делая ее красновато-коричневого цвета, на ко-
тором хорошо видны линии разметки.
Металлические детали измеряются с точностью от 0,01
до 0,1 мм. Такая точность требует исправного инструмента
и соответствующей оснастки.
Разметочная плита служит для разметки и конт-
роля размеров деталей. Плиты изготавливают из чугуна, ра-
бочую поверхность точно обрабатывают и шабрят. Мелкие
детали можно размечать на куске толстого зеркального сте-
кла.
125
ОТВЕРТКИ
молотки
ПРОСТОЙ
ОТКРЫТЫЙ
КЛЮЧИ ГАЕЧНЫЕ
РИС.79 МОНТАЖНЫЙ ИНСТРУМЕНТ
126
РИС.80. РАЗМЕТОЧНЫЙ ИНСТРУМЕНТ
12'
Разметочные призмы применяют как опору при
разметке цилиндрических деталей. Плоскости призмы про-
шлифованы и выверены. Цилиндрические детали, уложенные
в треугольную канавку призмы, занимают устойчивое гори-
зонтальное положение. Такие же призмы применяют в каче-
стве подставок, поддерживающих цилиндрические детали
при сверловке.
Размеры призм стандартизованы. Призмы выпускаются
промышленностью как инструмент.
Рейсмас (см. рис. 80) служит для нанесения линий,
параллельных плоскости разметочной плиты. Он состоит из
подставки, стойки, хомутика, чертилки и регулятора. Тре-
угольная канавка в подставке рейсмаса дает возможность
ставить рейсмас на цилиндрические детали.
Чертилка (см. рис. 80) представляет собой кусок
стальной проволоки с закаленным остро заточенным концом.
Применяется для нанесения линий — рисок — на металличе-
ских поверхностях.
Кернер (см. рис. 80)—стержень с каленым, шлифо-
ванным под 60° коническим концом — служит для накерни-
вания центров отверстий перед сверлением и точек на ли-
ниях разметки для лучшей их видимости. Кернение произ-
водится ударами молотка по кернеру.
Циркуль (см. рис. 80) служит для нанесения окруж-
ностей.
Угольник слесарный (см. рис. 80) служит для
проверки прямых углов.
Более точно изготовленный каленый угольник носит на-
звание лекального.
Щуп — набор пластин толщиной от 0,05 до 1 мм
(рис. 81)—служит для определения величин зазоров.
Штангенциркуль с глубиномером (см. рис. 81) по-
зволяет измерять внешние и внутренние размеры с точно-
стью до 0,1 мм, более точные штангенциркули дают возмож-
ность измерять с точностью до 0,02 мм.
Микрометр — измерительный инструмент, применяе-
мый для измерений с точностью до 0,01 мм (см. рис. 81).
Универсальный слесарный угломер служит
для точного измерения углов (точность измерения 0,2°). Он
состоит из неподвижного лимба с линейкой и поворотного
диска с нониусом и подвижной линейкой.
Приемы измерения углов различных деталей таким угло-
мером показаны на рис. 81.
Правка, рубка, резание
Правкой называется процесс выравнивания погнутых
листов и заготовок (иногда приходится выравнивать и гото-
128
I • 111
РИС.81. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ И ЕГО ПРИМЕНЕНИЕ-
9 Заказ 127
129
РАБОТА РЕЖУЩИХ КРОМОК НОЖНИЦ
НОЖНИЦЫ с
ИЗНОШЕННЫМ
ШАРНИРОМ
ЗАМИНАЮТ
МАТЕРИЛ Л
РИС.82 ИНСТРУМЕНТ ДЛЯ ПРАВКИ, РУБКИ И РЕЗАНИЯ
РЕЖУЩИЕ КРОМКИ
ЗАТУПЛЕННЫХ НОЖНИЦ
130
РАЗДВИЖНОЙ СТАНОК
ПРОСЕКАНИЕ
РИС. 84 ИЗГОТОВЛЕНИЕ ЗАГОТОВОК ВЫСВЕРЛИ-
ВАНИЕМ ОТВЕРСТИЙ ПО КОНТУРУ
9*
131
вне изделия). Для правки лист укладывают на гладкую тя-
желую плиту или наковальню выпуклостью вверх. Выпук-
лости на листе устраняют ударами молотка по их краям.
Рубка — простейший способ резания металла — состоит
в снятии лишнего слоя металла зубилом в тисках или на
плите. Это — грубая операция, так как точность обработан-
ных поверхностей получается не выше 0,5—1 мм.
Приемы работы зубилом в тисках и плите показаны на
рис. 82.
Канавки прорубают особым узким зубилом, носящим на-
звание крейцмесселя.
Для резания листового металла пользуются ножни-
цами.
Для материала толщиной 3—4 мм применяются рычаж-
ные ножницы (см. рис. 82). Сталь толщиной до 1,5 мм и
цветные металлы до 2 мм можно резать ручными слесарны-
ми ножницами (см. рис. 82). Так как в моделировании чаще
применяют тонкий листовой материал, наиболее ходовыми
являются ножницы небольшого размера. Очень удобны нож-
ницы зуботехнические. Листы из цветного металла толщиной
до 1 мм и из стали толщиной до 0,5 мм легко режутся обыч-
ными портновскими ножницами. У исправных ножниц режу-
щие кромки должны быть острыми и плотно подходить одна
к другой. Вследствие износа шарниров между режущими
кромками появляется зазор, и ножницы перестают резать
тонкий материал, «зажимают край».
При наладке ножниц надо устранить зазор в шарнире и
заточить притупившиеся кромки.
Толстый металл, который нельзя разрезать имеющимися
ножницами, следует распилить ножовкой.
Ножовка состоит из станка и тонкого стального мел-
козубого полотна. Полотно ставится зубом от себя. Прием
работы ножовкой показан на рис. 83.
Изготовление деталей из материала толщиной 5—10 мм
и более сопряжено с трудоемкой операцией выпиливания их
по контуру. Например, вилку шасси надо опиливать снару-
жи и внутри.
Заготовку для этой детали можно выпилить ножовкой,
но производительнее применить метод высверливания, кото-
рый состоит в следующем. Вокруг контура детали на рас-
стоянии 1 —1,5 мм высверливается ряд отверстий диаметром
3—5 мм (рис. 84). Оставшиеся перемычки перерубаются зу-
билом или специальным пробойником. Затем приступают к
опиловке получившегося зубчатого края напильниками или
обдирке на точиле. Этот способ более эффективен при нали-
чии сверлильного станка.
132
Выколачивание и давление
Выколачивание применяется для получения из ли-
стового металла тонкостенных деталей, например обтекате-
лей и капотов. Чаще всего выколоченные детали делают из
латуни и сплавов алюминия.
Приступая к работе, материал отжигают и ножницами
вырезают заготовку со значительным припуском. Инструмен-
том при выколотке служат оправки, наковальни и медницкие
молотки (рис. 85).
Процесс выколотки сопровождается вытягиванием мате-
риала, когда его толщина уменьшается, и осадкой, которая
влечет за собой увеличение толщины материала.
В местах выпуклостей материал вытягивают путем рав-
номерного расклепывания и уменьшения толщины листа. По-
садку производят по краям: для этого края заготовки соби-
рают в равномерные складки (рис. 86) в виде гофра, а за-
тем ударами молотка выравнивают гофр, начиная от центра
к периферии. Чтобы избежать расклепывания, применяетс51
резиновый, дюралюминиевый или деревянный молоток. В
результате многократного повторения этой операции мате-
риал «садится», т. е. в этом месте увеличивает свою толщину.
Последовательность операций показана на примере из-
готовления капота (рис. 87).
Заготовка, вырезанная с припуском, огибается по бол-
ванке, а те места, которые должны быть осажены, например
лобовая часть капота, гофрятся круглогубцами и осаживают-
ся деревянным молотком. Постепенно уменьшая шаг гофра,
доводят материал до полного прилегания к болванке, после
чего производят окончательное выглаживание поверхности
детали медницким молотком. Вес молотка зависит от тол-
щины материала и величины детали и колеблется от 100 до
200 г.
Умело применяя вытяжку и осадку, можно выколотить
очень сложные формы. После выколотки деталь пригоняют
по болванке, сделанной с учетом толщины материала, тща-
тельно подгоняют края по месту, где деталь будет установ-
лена, зачищают шкуркой и полируют. Следует заметить, что
выколачивание требует навыка. На рис. 88 изображен вы-
колоченный из алюминия капот мотоустановки летающей
модели.
Некоторые детали можно изготовить давлением на
свинце (рис. 89). Прежде всего делают оправку-пуансон.
Оправка выполняется или точно по габаритам детали, или
меньше на толщину материала, если этого требует точность
изготовления. В зависимости от того, какой материал надо
давить, выбирается материал оправки. Для давления мягких
133
НАКОВАЛЬНИ, ПРИМЕНЯЕМЫЕ ПРИ ВЫКОЛОТКЕ
МЕДНИЦКИЙ
РИС 85 ИНСТРУМЕНТ ДЛЯ ВЫКОЛАЧИВАНИЯ
рис .86 СОБИРАНИЕ СКЛАДОК НА КРАЮ ЗАГОТОВКИ КРУГЛОГУБЦАМИ
134
БОЛВАНКА
ГРАНИЦА
ДЕТАЛИ
ВЫКОЛОТКА
11
ВЫГЛАЖИВАНИЕ
РИС 87 ВЫКОЛАЧИВАНИЕ КАПОТА
РИС.88 ДЕТАЛИ МОДЕЛЕЙ, ИЗГОТОВЛЕННЫЕ МЕТОДОМ ВЫКОЛАЧИВАНИЯ
135
ДАВЛЕНИЕ
РИС. 89. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ
ДАВЛЕНИЕМ НА СВИНЦЕ
металлов применяются алюми-
ний и медь, пригодны дюр-
алюминий и бронза, для мяг-
кой стали — закаленная
сталь.
На кусок свинца кладет-
ся лист заготовки, смазанный
машинным маслом, которое
обеспечивает при давлении
скольжение материала, затем
накладывается оправка и к
ней прикладывается давление,
достаточное для вжатия оп-
равки в свинец и выдавлива-
ния листа материала.
В свинце образуется углуб-
ление по форме оправки, и
материал, зажатый между
свинцом и оправкой, плотно
облегает последнюю.
Глубокие вытяжки прихо-
дится делать за несколько
приемов, применяя оправки
промежуточных форм и отжи-
гая заготовки между опера-
циями.
Опиливание
Одной из операций, даю-
щих возможность получить де-
таль такой формы, которую
нельзя выполнить на станке,
является опиловка.
В большинстве случаев
опиловка является окончатель-
ной операцией, после чего сле-
дует отделка и сборка. Опи-
ловкой можно добиться точно-
сти до 0,02 мм.
Когда требуется еще боль-
шая точность, изделия после
опиловки подвергают шабров-
ке или шлифованию. Инстру-
ментом для опиловки служат
различные напильники
(рис. 90).
136
137
Действие всех напильников различных размеров и фа-
сонов заключается в снятии частиц металла многочисленны-
ми режущими кромками, образованными насечкой.
По размерам насечки напильники различают: драче-
вые *, имеющие от 4 до 12 насечек на 1 см, личные — от
13 до 26 и бархатные — от 26 до 40.
Драчевые напильники применяются для грубой опилов-
ки и первоначального придания формы; личные и бархат-
ные— для окончательной отделки и доводки. Чем мельче на-
сечка напильника, тем чище обработанная им поверхность.
Самые маленькие напильники, имеющие тонкую ручку
(иногда с накаткой), называются надфилями.
По форме сечения различают плоские, круглые, трех-
гранные, квадратные, полукруглые, ножевидные и ромбовид-
ные напильники и надфили. Такое разнообразие форм опре-
деляется необходимостью опиливать различные фасонные
контуры.
Наиболее часто употребляются напильники длиной от
75 до 500 мм.
Примеры использования напильников показаны на
рис. 91.
Кроме прямых надфилей, для обработки вогнутых по-
верхностей и пазов применяются фасонные и гнутые над-
фили (см. рис. 90).
При обработке напильником деталь зажимают в тиски.
Чтобы получать ровные плоскости, необходимо применять
правильные приемы опиливания. На рис. 90 показан набор
напильников, необходимых моделисту.
Рабочая поверхность напильника должна быть чистой.
Если во время работы напильник забивается остатками стру-
жек, застрявших в насечке, и местами перестает «брать»
металл, рекомендуется прочистить его железной пластинкой.
Напильники и надфили быстро тупятся и выходят из
строя, если их хранят в ящике навалом. Объясняется это
тем, что каленые насеченные поверхности напильников, со-
прикасаясь между собою, взаимно сбивают и выкрашивают
режущие кромки. Чтобы уберечь напильники от преждевре-
менного затупления, их следует хранить в специальных
гнездах, а надфили — в колодках (рис. 91).
Необходимо также оберегать напильники от попадания
на них масла, грязи и абразивной пыли.
* Для обработки мягких металлов, как, например, сплавов алюминия,
магния и свинца, хорошо зарекомендовали себя рашпили с глубокой фре-
зерованной насечкой прямой или полукруглой конфигурации. Режущие
кромки таких напильников не забиваются стружкой, вследствие чего по-
верхность получается чистой, без задиров.
138
адпильники НА ПЕРЕДВИЖНЫХ ЛОТКАХ В ЯЩИКАХ
В КОЛОДКЕ
РИС. 91. РАБОТА НАПИЛЬНИКАМИ И ИХ ХРАНЕНИЕ
139
Сверление
При изготовлении моделей для вращения сверл обычно
применяют ручные дрели (см. рис. 49). В мастерских пользу-
ются электрическими дрелями и сверлильными станками
(рис. 92).
Электрическая ручная дрель состоит из
корпуса, в котором смонтирован электромотор, редуктора,
понижающего число оборотов мотора, и шпинделя с конусом,
на который насаживается патрон. Включение дрели произво-
дится кнопкой, расположенной на рукоятке. При работе
дрелью пользуются главным образом цилиндрическими спи-
ральными сверлами.
Электрическую дрель типа ЭД-5 можно использовать для
устройства настольного сверлильного станка (см. рис. 92).
Сверлильный станок применяется для ускорения
и повышения точности работ, он значительно облегчает труд.
Состоит станок из станины, стойки, мотора с приводом на
шпиндель, механизма подачи и регулировки высоты. Для
удерживания сверл станок снабжается трехкулачковым пат-
роном соответствующей величины.
Спиральные сверла (цилиндрические) изготов-
ляются различных диаметров, начиная от 0,2 мм (рис. 93).
Скорость вращения сверла выбирают в зависимости от
диаметра сверла и твердости обрабатываемого материала.
Для сверл диаметром от 3 до 5 мм можно рекомендовать
следующие скорости вращения:
сб/мин
при работе по твердой стали................................. 1 200
» » » мягкой » .............................. 1 600
» » » мягким цветным металлам...................... 2 200
При больших диаметрах сверла число оборотов долж-
но быть уменьшено, а при использовании сверл меньших
диаметров — увеличено.
Перовые сверла из-за их малой производительно-
сти и неточности отверстий, получаемых с их помощью, в
машиностроении почти вышли из употребления, но в моде-
лировании их применяют, если нет спиральных.
Перовые сверла можно изготовить из стальной проволо-
ки с последующей закалкой и заточкой режущих кромок до
нужного размера.
Ручное сверление цангодержателем. При
сверлении в труднодоступных местах, а также при развора-
чивании отверстий и снятия фасок для удерживания сверла
пользуются часовыми тисочками и цангодержателем (рис. 94,
тот и другой инструмент предназначен для удерживания
цилиндрических деталей).
140
НАСТОЛЬНЫЙ СВЕРЛИЛЬНЫЙ
СТАНОК, МОДЕЛЬ НС-12 А
ПАТРОН
КЛЮЧ К ПАТРОНУ
РИС 92. ЭЛЕКТРОИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ
141
ДВУСТОРОННЕЕ
ОДНОСТОРОННЕЕ ОДНОСТОРОННЕЕ С ГАЛТЕЛЬЮ
ЗАДНИЙ УГОЛ
ПЕРОВЫЕ СВЕРЛА (ЗАТАЧИВАНИЕ)
РЕЖУЩАЯ ЧАСТЬ
ПОВОДОК ШЕЙКА
КРОМКИ СЕРДЦЕВИНА
СПИРАЛЬНОЕ СВЕРЛО
ПОПЕРЕЧНАЯ
КРОМКА
ДРУГОГО ИНСТРУМЕНТА
I
РИС.93.СВЕРЛА ДЛЯ МЕТАЛЛА
142
РИС 94. РУЧНЫЕ ЦАНГОВЫЕ ЗАЖИМЫ
143
Затачивание сверл. Для восстановления режу-
щих кромок сверло затачивают, выбирая углы заточки при-
менительно к тому материалу, который надо обрабатывать
(табл. 12).
Таблица 12
Углы заточки сверл
Обрабатываемый материал Спиральные сверла Перовые сверла
угол при вершине, 0 угол при вершине, 0 угол реза- ния, о
Электрон ПО 90 80
Сталь 116 116 80—90
Латунь, бронза 130 90 50
Алюминий, дюралюминий 140 100 60
При затачивании спиральных сверл и изготовлении перо-
вых важно обеспечить симметричность режущих кромок и в
особенности поперечной кромки. Хорошая работа сверла мо-
жет быть только при правильной заточке и соблюдении уг-
лов.
Для хранения набора сверл используют колодку
(см. рис. 93). Около каждого отверстия проставляют размер
сверла. Такой способ хранения сверл позволяет быстро нахо-
дить сверло нужного размера и предохраняет их от порчи.
Клепка
Для соединения разнородных материалов, например ме-
талла с деревом, а также, если другие соединения невоз-
можны по конструктивным соображениям, в практике моде-
лизма применяются заклепочные соединения.
Расположение заклепок в заклепочном шве может быть
однорядным, двухрядным и многорядным. В последних слу-
чаях заклепки ставят в шахматном порядке.
По форме головок различают три основных вида закле-
пок: с полукруглыми, плоскими и потайными головками.
Кроме того, применяются еще и трубчатые заклепки (пи-
стоны). Стандартные диаметры заклепок приведены в
табл. 13.
Схемы заклепочных соединений показаны на рис. 95.
144
головки
ПОЛУКРУГЛАЯ
ПОТАЙНАЯ
МЕТАЛЛА И ДРЕВЕСИНЫ
(СО СТОРОНЫ ДЕРЕВА МЕТ. ШАЙБА)
ОБЖИМКА
РИС. 95. СХЕМЫ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ОПЕРАЦИЙ ПРИ ПОСТАНОВКЕ ЗАКЛЕПОК
10 Заказ 127
145
Таблица 13
Стандартные диаметры заклепок
мого пакета плюс 1,5 диаметра заклепки для образования
замыкающей головки.
Порядок постановки заклепок следующий:
— размечают центры отверстий под заклепки, затем со-
единяемые листы плотно прижимают друг к другу и свер-
лят отверстия, диаметр которых должен быть на 0,1 мм боль-
ше диаметра заклепки;
— вставляют заклепку и, поддерживая снизу готовую
головку, ударами молотка обжимают материал вокруг за-
клепки специальной натяжкой, представляющей собой круг-
лый стержень с просверленным в торце его отверстием, диа-
метр которого несколько больше диаметра заклепки. Натяж-
ка создает более тесное прилегание склепываемых деталей
или листов друг к другу. В особенности это важно в случае
соединения дерева с металлом;
— поддерживая снизу готовую головку заклепки массив-
ной поддержкой, равномерно расклепывают свободный конец
ножки заклепки молотком, стараясь придать ему форму бо-
чонка. Окончательную форму придают замыкающей головке
с помощью стальной обжимки, на конце которой имеется
углубление, соответствующее форме головки.
Полукруглую обжимку можно сделать следующим об-
разом. Придав отрезку прутковой стали форму, показанную
на рис. 96, засверливают в его торце отверстие, по диамет-
ру и глубине равное головке заклепки. Затем, подобрав
стальной шарик подходящего диаметра, кладут его на чу-
гунную плиту, накладывают на него отверстием заготов-
ленный стержень и сильным ударом молотка вдавливают
шарик внутрь отверстия. При этом шарик оставляет внут-
ри оправки гладкий отпечаток и выравнивает след от кон-
ца сверла. Затем конец стержня заправляют и калят с
последующим отпуском до желтого цвета.
Если заклепок нет, то их можно изготовить самому из
латунной, медной или алюминиевой проволоки. Приспособ-
ление для изготовления заклепок показано на рис. 96.
Примерами заклепочных соединений могут служить кон-
струкции, изображенные на рис. 97.
Соединение дерева с металлом заклепками успешно при-
меняют для крепления узлов крыльев на тяжелых летающих
146
ДИАМЕТР ЗАКЛЕПКИ D L di d2 d3 h R Г t C
2,0 10 90 3,63 4,3 4,9 1,1 2,1 0,5 8 1,0
2,3 12 100 4,17 4,9 5,6 1.3 2,32 3,0 8 1,5
2,6 12 100 4,8 5,6 6,4 1,4 2,75 0,5 8 1,5
3,0 12 100 5,5 6,3 7,7 1,55 3,2 0,8 8 1,5
3,5 14 НО 6,4 7,4 8,8 1,6 3,75 0.8 1 0 1,5
4,0 16 НО 7,4 8,4 9,9 2,1 4,3 0,8 1 0 1,5
5,0 18 120 9,2 10,2 12,0 2,6 5,35 0,8 1 2 2,0
6,0 20 120 11,0 12,0 14,0 3,2 6,32 0,8 1 2 2,0
РИС 96 ОБЖИМКИ И ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК
ОБЖИМКА
ЦЕНТРИРУЮЩАЯ
РАЗЪЕМНОЕ
ГНЕЗДО
НАПРАВЛЯЮЩИЕ
Ш Т И Ф Т Ы
УЗЕЛ КРЕПЛЕ-
КЛЕПАНЫЙ
НИЯ КРЫЛЬЕВ НА ПИЛОНЕ
ПОЛОЖЕНИЕ
ЛЕНИЙ
НА
ПРИСПОСОБ-
ТИСКАХ
КРЕПЛЕНИЕ КАБАН-
ЧИКА КАЧАЛКИ
^А Н ЕРД
©
ЗАКЛЕПКИ
с ШАЙБОЙ
ДЮРАЛЮМИНИЙ
СОЕДИНЕНИЕ КРЕПЛЕ-
НИЯ ЗАКЛЕПКАМИ
ЗАКЛЕПОЧНЫЙ ШОВ НА
ШАССИ ИЗ ЛИСТОВОГО
Д ЮРА Л ЮМ ИНИЯ
РИС 97. ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ В МОДЕЛЯХ
Ю*
147
моделях, опор управления и т. д. Можно рекомендовать
способ приклепывания металлических креплений к фанере
с последующим приклеиванием ее к деревянному каркасу.
При соединении дерева с металлом под головку заклеп-
ки необходимо подкладывать шайбу, чтобы предотвратить
чрезмерное смятие древесины от ударов при постановке за-
клепки.
Постановка трубчатых заклепок заключается в разваль-
цовке кернером или специальным бородком свободного кон-
ца трубки-пистона, как показано на рис. 95.
Нарезание резьбы
Резьбонарезной инструмент разделяется на гайконарез-
ной для нарезания внутренней резьбы и винтонарезной для
нарезания наружной резьбы.
Гайконарезной инструмент состоит из комп-
лекта метчиков и воротка, которым вращают метчики.
Метчик (рис. 98) представляет собой стальной цилин-
дрический или конический стержень с точно нарезанной на
нем резьбой, разбитой идущими вдоль стержня канавками
на отдельные части, называемые гребенками. Края гребенок
образуют режущие кромки.
Чтобы получить чистую резьбу, нужно снимать стружку
постепенно, это приводит к необходимости иметь очень длин-
ный метчик или набор из двух-трех метчиков.
Обычно комплекты метчиков диаметром до 3 мм состоят
из двух, комплекты для метчиков диаметром от 3 мм и выше
из трех штук.
Номер метчика обозначается кольцевыми рисками на
его хвостовике, число рисок соответствует номеру метчика.
Метчик № 1. Гребни зубьев этого метчика сильно сре-
заны, поэтому им делают только черновую нарезку. Наруж-
ный диаметр у этого метчика несколько меньше, чем у
№ 2 и 3.
Метчик № 2. Заборная часть у него короче, гребни
срезаны меньше, диаметр больше, чем у метчика № 1.
Метчик № 3. Гребни зубьев этого метчика не имеют
срезов, диаметр его соответствует окончательным размерам
резьбы.
При изготовлении металлических частей летающих мо-
делей часто приходится нарезать неглубокую внутреннюю
резьбу в деталях из алюминиевых сплавов или латуни. Для
такой работы можно пользоваться самодельным метчиком.
Лучше всего для изготовления метчика применить стальную
калиброванную проволоку — серебрянку, нарезать на ней
плашкой резьбу и закалить с последующим отпуском до со-
ломенного цвета. Для создания режущих кромок закаленный
148
КОМПЛЕКТ РУЧНЫХ МЕТЧИКОВ
№ I
ЧЕРНОВОЙ
КАЛИБРУЮЩАЯ ЧАСТЬ ЗАБОРНАЯ
РЕЖУЩАЯ
КРОМ КА
№2 .
СРЕДНИЙ
№3 С
ЧИСТОВОЙ
САМОДЕЛЬНЫЙ метчик
РЕЗЬБОМЕР
ПРИЕМЫ ИЗМЕРЕНИЯ
РЕЗЬБЫ
КАЛИБРУЮЩАЯ ЗАБОРНАЯ
ЧАСТЬ ЧАСТЬ
! ] j......КАНАВКА
ХВОСТОВИК РАБОЧАЯ ЧАСТЬ
по А-А
D
ГРАНЬ
КОНСТРУКЦИЯ МЕТЧИКОВ
ДЛЯ РЕЗЬБЫ МЕНЕЕ 2 ММ В ДИАМЕТРЕ
ЧЕРНОВОЙ СРЕДНИЙ ЧИСТОВОЙ
КОНИЧЕСКАЯ КОНСТРУКЦИЯ
ЧЕРНОВОЙ СРЕДНИЙ ЧИСТОВОЙ
СХЕМЫ ПРОДОЛЬНЫХ ПРОФИЛЕН
МЕТЧИКОВ ЦИЛИНДРИЧЕСКОЙ
КОНСТРУКЦИИ
ВОРОТКИ ДЛЯ МЕТЧИКОВ
КЛУП
косой
КОЛОДКА
ДЛЯ ИНСТРУМЕНТА
ВОРОТОК ДЛЯ КРУГЛЫХ ПЛАШЕК
РИС. 98. РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ
149
метчик зажимают в цангодержатель и затачивают на бруске
или точиле режущие кромки, как показано на рис. 98.
Прежде чем нарезать резьбу, надо просверлить в де-
тали отверстие, соответствующее внутреннему диаметру
резьбы. Величины диаметров отверстий для нарезки крепеж-
ной резьбы (основной вид резьбы) приводятся в табл. 14.
Таблица 14
Диаметры отверстий под резьбу
Номинальный
диаметр резь-
бы, мм
Шаг
резьбы,
мм
Диаметр от-
верстия под
резьбу, мм
Номинальный
диаметр резь-
бы, мм
Шаг резьбы,
мм
Диаметр от-
верстия под
резьбу, мм
1
1,2
1,4
1,7
2
2,8
2,6
3
0,25
0,25
0,3
0,36
0,4
0.4
0,46
0,5
0,75
0,95
1,1
1,3
1,6
1,9
2,1
2,5
(3,5)
4
5
6
(3
(9)
10
0,6
0,7
0,8
1
1
1,25
1,25
1,5
3
з.з
4,1
4,9
5,9
6,7
7,6
8,4
Примечание. Диаметры резьбы, поставленныэ в скоб<ах, применять не
следует.
Метчик вращают, надев на его квадратный хзостовик
так называемый вороток (см. рис. 98).
Нарезать резьбу следует осторожно, проходя вначале
вее отверстие первым метчиком.
Для получения чистой поверхности резьбы в твердых и
вязких сталях рабочую часть метчика смазывают олифой, в
дюралюминии и сплавах алюминия — скипидаром, кероси-
ном или спиртом. Смазка машинным маслом допустима, но
дает худшие результаты.
После каждого пол-оборота по ходу винта рекомендуется
делать четверть оборота в обратную сторону, чтобы сломать
стружку.
Наиболее удобным и распространенным инструментом
для нарезания наружной резьбы вручную являются про-
гонки — круглые плашки.
Стержень, на котором предполагается сделать нарезку,
измеряют штангенциркулем. Диаметр стержня должен быть
равен номинальному диаметру резьбы. Для того чтобы полу-
чить правильное начало резьбы, по краю стержня снимают
фаску. Плашку, соответствующую номинальному диаметру
резьбы, закладывают в плашкодержатель (вороток), закреп-
ляют и, насколько возможно, разжимают разжимным вин-
150
том. Вращая плашку по ходу резьбы, получают нарезку
неполного профиля.
Для получения чистой резьбы плашку постепенно сжима-
ют до образования резьбы полного профиля. Чтобы получить
чистую поверхность нарезки, рекомендуется применять смаз-
ку так же, как и при работе метчиком, и после каждого по-
ворота плашки по ходу резьбы делать пол-оборота в обрат-
ную сторону для сламывания стружки.
Хранить разьбонарезной инструмент нужно так, чтобы
не допустить его ржавления и повреждения режущих кро-
мок (см. рис. 98). При длительных перерывах в работе ин-
струмент покрывают тонким слоем вазелина или тавота.
Токарная обработка
Точение является одним из основных видов обработки
металла резанием. Точение применяется, чтобы получить де-
тали, представляющие собою тела вращения. Точение произ-
водится на токарных станках — простых и винторезных. Ин-
струментом для работы на токарных станках являются рез-
цы.
Простой токарный станок отличается от винторезного
тем, что нарезка резьбы на винторезном станке может про-
изводиться специальным резцом при автоматической про-
дольной подаче.
При изготовлении деталей моделей применяются токар-
но-винторезные станки и настольные прецезионные, винто-
резные и часовые станки (рис. 99, А, Б).
Токарный станок необходим для каждой лаборатории и
мастерской.
Точение производится резцами, закрепляемыми на
суппорте в резцедержателе. При помощи подкладок резец
устанавливают режущей кромкой точно против центра вра-
щения детали. При подаче суппортом к центру резец сни-
мает стружку, которая сходит по передней поверхности рез-
ца. При движении суппорта вдоль детали стружка снимается
последовательно по длине обтачиваемой детали.
Заточка резцов производится на заточном станке. От
правильной заточки резцов зависит производительность ра-
боты и чистота обрабатываемой поверхности.
Углы заострения резца должны быть различны для каж-
дого материала. Они проверяются шаблоном для заточки
резцов, показанным на рис. 100.
При проверке угла заострения шаблон необходимо ста-
вить перпендикулярно главной режущей кромке. Задний
угол лежит в пределах 8—12° и зависит от крепости мате-
риала.
151
НАСТОЛЬНЫЙ ТОКАРНЫЙ СТАНОК Т-65
(РАССТОЯНИЕ МЕЖДУ ЦЕНТРАМИ 200ММ,ВЫСОТА ЦЕНТРОВ 65 ММ)
ТОКАРНО - ВИНТОРЕЗНЫЙ СТАНОК ТВ - 16
(РАССТОЯНИЕ МЕЖДУ ЦЕНТРАМИ 200 ММ, ВЫСОТА ЦЕНТРОВ 85 ММ)
РИС.99,А.ТОКАРНЫЕ МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
152
ОБЩИЙ ВИД
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕ“
ЗЕРОВАНИЯ И НАРУЖНОГО
ШЛИФОВАНИЯ
ПРИСПОСОБЛЕНИЕ
ДЛЯ ВНУТРЕННЕГО
ШЛИФОВАНИЯ
НАСТОЛЬНЫЙ ТОКАРНЫЙ
СТАНОК С-95
I A6I6
РИС 99,Б ТОКАРНЫЕ МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
153
ОТРЕЗНОЙ ПОДРЕЗНОЙ правый
ЧИСТОВОЙ ПРОХОДНОЙ
РЕЗЬБОВОЙ
УСТАНОВКА РЕЗЦА И СХЕМА ЕГО РАБОТЫ
ПРОХОДНОЙ
ПОДРЕЗНОЙ
ОТРЕЗНОЙ
РУЧНЫЕ РЕЗЦЫ
РИС. 100
154
Скорость резания равна окружной скорости точек, лежа-
щих на поверхности детали, и зависит от диаметра обраба-
тываемой детали и числа оборотов шпинделя станка. Под-
считывается она по формуле:
V — . ~Dn м/мин,
1000
где V — скорость резания, м/мин-,
D — диаметр изделия, мм\
п — число оборотов шпинделя в минуту.
Выбор скорости резания зависит от обрабатываемого ма-
териала и стойкости резца.
В табл. 15 приведены скорости резания для различных
материалов.
Таблица 15
Рекомендуемые скорости резания при работе резцом из быстрорежущей стали
при стойкости резца без охлаждения, равной 60 мин.
Обрабатываемый материал Скорость ре- зания, м{м,ин Обрабатываемый материал Скорость резания, л/ чин
Сталь мягкая 55—45 Латунь по
» средняя 45- 30 Бронза 70
» твердая 30—20 Алюминиевые сплавы . . 250
Стальное литье 29 Электрон 400
Серый чугун 26 |, 1 Органическое стекло . . 1 35
Форма резцов, применяемых при точении, зависит от
вида работы. Резцы различных типов показаны на рис. 100.
Название резца указывает на его применение. Кроме рез-
цов, предназначенных для работы на суппорте, в модели-
ровании часто применяются ручные резцы, которыми рабо-
тают на подручнике.
Ручные резцы представляют собой стальные стерж-
ни, обычно круглого сечения, вставленные в ручку. Эти
резцы являются основными, и ими можно выполнить почти
все работы в моделировании. Ручными резцами гораздо про-
ще и легче придавать сложные формы мелким деталям из
цветных металлов, пластмасс и древесины. Недостатком руч-
ных резцов является меньшая их стойкость при обработке
стали.
Материалом для изготовления резцов служат лучшие
сорта инструментальной быстрорежущей стали, самопальные
и высокоуглеродистые стали, а также пластинки сверхтвер-
дых сплавов.
Для изготовления ручных резцов чаще всего применяют
калиброванную сталь № 48, называемую также серебрянкой.
155
РИС. JOi. УСТАНОВКА ДЕТАЛЕЙ НА ТОКАРНОМ СТАНКЕ
156
РАБОТА ДАВИЛЬНИКОМ НА ПОДРУЧНИКЕ.
ЗАЖАТОМ В РЕЗЬБОДЕРЖ А Т Е Л Е
РИС Ю2 ДАВЛЕНИЕ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ
157
Детали устанавливаются на станке одним из приведен-
ных ниже способов:
— в трехкулачковом самоцентрирующем патроне
(рис. 101);
— в четырехкулачковом патроне (планшайбе) при обра-
ботке сложных деталей;
— в центрах с поводковым хомутиком при изготовлении
валов;
— в цангах (зажимают мелкие детали).
Давление на токарном станке применяют для полу-
чения из листового металла различных деталей летающих
моделей, представляющих собой тела вращения, например
обтекатели на винты, диски колес, капоты и др. Давление де-
талей производится на специальных давильных или токар-
ных станках.
Давление производят на болванке, выточенной из метал-
ла или твердой древесины. Профиль болванки должен соот-
ветствовать внутреннему контуру детали.
Последовательность операций при давлении следующая.
Заготовку из отожженного листового материала прижимают
к болванке центром задней бабки с помощью прижима
(рис. 102). Затем давильником, смазанным маслом, обжима-
ют ее по вращающейся болванке, идя от центра к краям.
Во время работы давильник упирают на специальный
подручник с передвижным штырем, который зажимают в
суппорт вместо резца.
Во время работы — давления — материал нагартовывает-
ся, т. е. становится жестким, в связи с чем при глубокой вы-
тяжке для предотвращения разрыва материала приходится
материал несколько раз отжигать, а иногда применять бол-
ванку промежуточной формы. После окончания выдавлива-
ния лишний материал с краев обрезают специальным рез-
цом.
Фрезерование
Фрезерование — обработка деталей вращающимся мно-
горезцовым инструментом — фрезой. В зависимости от вида
производимых работ и рода станка применяют фрезы различ-
ных типов: цилиндрические, дисковые, торцовые, шпоночные
и т. д. Поступательное движение — подачу — при фрезеро-
вании, как правило, имеет сама обрабатываемая деталь.
В практике моделирования фрезерование при наличии
станка может широко применяться для различных работ с
металлами и с различными другими материалами, как, на-
пример, деревом, пластмассами и т. п.
Наиболее удобными являются универсальные фрезерные
станки типа 675 и 679 (рис. ЮЗ).
158
(МОДЕЛЬ 6463)
КАССА
РИС. 103.ФРЕЗЕРНЫЕ СТАНКИ
159
МОТОР ПЫЛЕСОСА
МОТОЦИКЛА
РИСКИ,А РУЧНЫЕ ФРЕЗЫ
160
Переходник (сталь)
на бал спидометра
Цанга № (от станка Т65)
РИС. 104,Б. ДЕТАЛИ РУЧНОГО ФРЕЗА С ГИБКИМ ВАЛОМ
И РУКАВОМ ОТ МОТОЦИКЛА
Ё>алЛ5 (сталь)
Ц Заказ 127
161
Станок должен иметь оснастку: тиски, прижимы, болты.
Наиболее удобными для модельных работ являются кон-
цевые цилиндрические и дисковые фрезы.
Методом фрезерования можно изготавливать фасонные
детали, делать облегчения в болванках и т. п.
Особое место занимают копировально-фрезерные станки,
с помощью которых можно гравировать надписи, делать
трафареты и мелкие детали сложных конфигураций. На рис.
103 изображены такой станок, касса шрифтов и фрез для
гравирования.
Принцип копировального устройства основан на дейст-
вии пантографа. Обводя контур копира, фрез описывает ту
же фигуру в заранее избранном масштабе. О возможности
применения таких станков или самодельных устройств мо-
делистам полезно знать, так как заготовки винтов, нервюры
и другие детали на таких станках можно делать быстро и
точно.
Полезен может быть ручной электрофрез типа борма-
шинки (рис. 104, А, Б). Режущим инструментом на нем слу-
жат крупные зуботехнические боры и камни, шарошки или
вращающиеся напильники. Этим инструментом можно обра-
батывать металл, пластмассы и дерево в самых труднодо-
ступных местах литых деталей всевозможной конфигурации.
Шлифование, заточка, полирование
Шлифование и полирование представляет собой опера-
цию, при которой обработка металла ведется посредством
абразивных материалов и инструмента. Абразивы обладают
большой твердостью, ими можно обрабатывать детали из ме-
таллов и даже закаленной стали.
Простейшим видом шлифовки является обдирка сталь-
ных деталей твердыми крупнозернистыми кругами на точи-
лах.
По виду работы шлифование разделяют на плоское и
круглое.
Наиболее распространенным видом шлифования в мо-
делировании является обработка деталей шкурками (см.
гл. I, раздел «Заточка режущего инструмента»), притирка с
помощью шлифзерна и шлифпорошков, а также полирование.
В зависимости от материала изделия и требуемой чисто-
ты его поверхности рекомендуются следующие абразивные
инструменты и материалы:
Обдирочное шлифование представляет собой
грубую операцию снятия больших припусков металла с заго-
товок и придания первоначальной формы режущим кромкам
инструмента. В качестве абразива употребляются крупнозер-
нистые твердые круги и шкурки.
162
Вид шлифования Зернистость абразива Вид абразива Диаметр круга Твер- дость абра- зива Примечание
Обдирочное (черных метал- лов) Заточка инст- румента из угле- родистой стали: № 125—№80 Электроко- рунд Э, ЭБ 100-600 С, СТ Скорость резания до 50 м,]сек ГОСТ 2424—60
— предвари- тельная № 60—№ 40 Электроко- рунд Э, ЭБ 175-400 см
— доводка Из твердых сплавов: №» 8—№ 6 Карбид крем- ния зеле- ный Кз 175-400 см
— предвари- тельная № 40—№ 16 Карбид крем- ния 175-400 см Скорость резания 10—18 м!сек
— доводка Плоское и круглое шлифо- вание стали: А—10 № 8—№ 6 Алмаз Карбид крем- ния Кз 175-400 см Гост 2424—60
— предвари- тельное № 80—№ 20 Электроко- рунд Э, ЭБ 200-600 см
— чистовое Шлифование шкурками: № 6—№ 8 Карбид крем- ния Кз 200-600 см Гост 2424-40
— грубое — чистое — доводка № 125—№ 16 № 16—№ 4 № 4— № М4 Электроко- рунд Э, ЭБ Карбид крем- ния Карбид крем- ния Кз Шкурка на бумаге и ткани Гост 6456-53, 5009-52 См. табл. 4
Полирование № М14— № М3 Карбид бора Микропорош- ки Гост 3647—59, 9206-59
Обозначение твердости: М — мягкий, СМ — среднемягкий, СТ — среднетвердый,
С — твердый.
Шлифование плоское и круглое производится
на специальных станках. Как правило, шлифуют закаленные
детали, которые обработать точением нельзя, а также дета-
ли, требующие большой точности и чистоты поверхности.
Заточка инструмента (см. гл. I) заключается в при-
дании режущим граням нужных углов и восстановлении
режущих кромок. Заточка производится на заточных кругах
11*
163
средней твердости абразивами, приведенными выше. Инстру-
мент из углеродистых сталей необходимо охлаждать. Резцы
из быстрорежущей стали в охлаждении не нуждаются. Рез-
цы с наварными пластинами из твердых сплавов охлаждать
не следует во избежание появления в них трещин.
Шлифование шкурками представляет собой от-
делочную операцию. Шкурками можно обрабатывать зака-
ленную сталь, ими устраняют неровности и подготавливают
поверхности к полированию. Сначала применяют крупнозер-
нистые номера (см. табл. 4), переходя к более мелким, дости-
гают необходимой чистоты поверхности.
Наиболее чистую поверхность получают обработкой шли-
фовальной шкуркой с насыпкой из тонких шлифпорошков и
микропорошков («микронной шкуркой»).
Для получения большей чистоты шкурку смачивают жид-
ким маслом.
Полирование является окончательной операцией от-
делки деталей, чаще всего для декоративных целей и под-
готовки к гальваническим покрытиям.
В качестве материалов для полирования применяют
шлифпорошки и микропорошки сухие с маслом и в виде
паст.
В чистом виде употребляют порошки корунда, окиси
хрома и окиси железа.
Твердые шлифпорошки применяются главным образом
для отделки металлических поверхностей сложной формы.
Там, где трудно работать шкуркой, деталь шлифуют торца-
ми липовых палочек, посыпанных порошком. Твердые части-
цы абразива проникают при нажиме в поры палочки и, удер-
живаясь некоторое время на поверхности дерева, шлифуют
материал.
Окись железа — крокус — порошок красного цвета,
которым полируют стекло и сталь.
Шлифовальные пасты представляют собой абразивные
порошки, смешанные с каким-нибудь связующим составом,
хорошо смачивающим обрабатываемую поверхность и удер-
живающим в себе зерна абразива. В связующий состав могут
входить парафин, воск, масла и растворители типа скипи-
дара, керосина и уайт-спирита. Пасты применяют для по-
лирования различных металлов и пластмасс.
Промышленность выпускает различные сорта паст для
автомобильной, авиационной и мебельной промышленности,
которые вполне пригодны в моделировании.
Полировочные пасты предназначены для окончательного
полирования поверхности, придания зеркального блеска и
уничтожения мельчайших неровностей. Полирование паста-
ми производят после обработки шлифовальными пастами и
тщательного удаления их остатков. Для получения зеркаль-
164
ной поверхности необходимо, чтобы в пасту и на обрабаты-
ваемую поверхность во время работы не попадали песок,
крупные зерна абразивных материалов, а также пасты дру-
гих номеров.
Полировочным кругом или материалом, которым полиро-
вали металл, нельзя полировать пластмассы и лакокрасочные
покрытия.
Полирование можно вести вручную или механическим
путем на вращающихся кругах.
В первом случае процесс полирования состоит в том, что
на тампон или тряпку наносят слой полировочной пасты и
натирают поверхность до появления блеска. Если паста
слишком густа, ее разводят керосином.
Во втором случае полировочная паста наносится на вра-
щающийся круг. В зависимости от назначения различают па-
сты для полирования металла, пластмасс и нитропокрытий.
Для полирования твердых металлов применяют пасты
ГОИ, выпускаемые нашей промышленностью.
Основой паст является окись хрома. Состав паст приве-
ден в табл. 16.
Таблица 16
Полировочные пасты
Пасты ГОИ
Наименование пасты Химический состав, %
прокален- ная при 600— 100(ГС окись хрома сили- кагель стеарин расщеп- ленный жир керосин олеиновая кислота сода дву- углекислая
Грубая . . . 81,0 2,0 10,0 5,0 2,0
Средняя . . 76,0 2,0 10,0 10,0 2,0 — —-
Тонкая . . 74,8 1,0 10,0 10,0 2,0 2,0 0,2
Заменители пасты ГОИ
Наименование пасты Химический состав, %
электрокорунд ОКИСЬ хрома парафин стеарин
Грубая 40 (20 Мк) 30 15 15
Средняя 40(14 Мк) 30 15 15
Тонкая 30 (10 Мк) 40 15 15
Довольно универсальной является паста из окиси хро-
ма, которую варят по одному из следующих рецептов:
165
1. Воск..............................................33 части
Стеарин ..........................................33 >
Окись хрома ......................................34 >
2. Стеарин ..........................................14 частей
Сало говяжье......................................14 »
Церезин (азокерит, земляной воск, ископаемый
парафин)......................................... 2 части
Олеиновая кислота................................. 2 »
Окись хрома ......................................78 частей
При варке пасты сначала расплавляют в банке стеарин,
воск, сало и церезин, а затем добавляют кислоту и абразив.
Состав тщательно размешивают и выливают в формы.
Для полирования меди, никеля, цинка, алюминия и их
сплавов, а также пластмасс варят пасты следующих соста-
вов:
1. Венская известь................................70 частей
Воск...........................................10 >
Стеарин .......................................10 >
Крокус.........................................10 »
2. Олеин .........................................25 »
Парафин........................................ 6 »
Стеарин .......................................19 >
Крокус.........................................50 »
3. Венская известь................................40 >
Окись хрома ...................................40 »
Олеиновая кислота.............................. 2 части
Сало говяжье................................... 4 >
Церезин ....................................... 2 »
Стеарин .......................................12 частей
4. Окись алюминия.................................70 >
Вазелиновое масло..............................17 »
Касторовое масло............................... 8 >
Сольвент нафта................................. 5 »
При работе вручную паста разбавляется водой.
5. Парафин....................................25—30 частей
Канифоль....................................5—10 >
Технический вазелин.........................20 >
Мел отмученный..............................45 >
Венскую известь приготовляют из хорошей негашеной
извести путем постепенного гашения ее водой, формовки и
просушки на воздухе в течение двух-трех недель. Она при-
меняется для полирования изделий после никелирования и
хромирования.
Мел отмученный — наиболее мягкий полировочный мате-
риал. В сухом виде применяется для придания блеска мяг-
ким металлам, а также для окончательного зеркального по-
лирования нитролаковых покрытий.
Отмучивание мела производят следующим образом.
Обыкновенный мел протирают сквозь мелкую сетку, разме-
шивают в большом сосуде с водой до густоты молока и дают
166
обработанный
ВРАЩЕНИЕ
ПРАВИЛЬНОЕ ПОЛО
ЖЕНИЕ ДЕТАЛИ ОТ
НОСИТЕЛЬНО КРУГА
Н О К
И
СМЕЩЕНИЕ
20 - 30*
ПОЛО Ж Е Н И Е
РУКИ С ДЕТАЛЬЮ
УКЛАДКА НОВОГО ПОЛИ-
РОВАЛЬНОГО КРУГА ИЗ
ОТДЕЛЬНЫХ КВАДРАТНЫХ
КУСКОВ ТКАНИ
КОРОБКА
ДЛЯ ПАСТЫ
ПОЛИРОВАЛЬНЫЙ
С
ЗАБОРНИК
ПЫЛ
ЛАТУНЬ, МЕДЬ,БРОНЗА,СЕРЕБРО
СПЛАВЫ АЛЮМИНИЯ U ИН К
ПЕРВОНАЧАЛЬНОЕ ПОЛИРОВА'
ОКОНЧАТЕЛЬНОЕ ПОЛИРОВА-
НИЕ ПЛАСТМАСС
500 ЮОО 1500 200 0 2500 3000
ЧИСЛО ОБОРОТОВ В МИНУТУ
А Л
ХРОМ
НИЕ ОРГАНИЧЕСКОГО СТЕКЛА
ГРАФИК ПОДБОРА ДИАМЕТРА ПОЛИРОВАЛЬНОГО КРУГА
БЕЗ ОПРАВКИ ВОЛОКНА
ЗАХВАТЫВАЮТ ДЕТАЛЬ
РИС Ю5> ПОЛИРОВАНИЕ
ВОЗМОЖНОСТЬ ЗАХВАТА
УСТРАНЕНА ОПРАВКОЙ
ВЫРАВНИВАНИЕ
ПОЛИРОВАЛЬНОГО
КРУГА
167
отстояться. Тяжелые частицы (например, песок) оседают на
дно. Чистый мел будет находиться между осадком и
всплывшей на поверхность грязью. Грязную воду, находящу-
юся сверху, сливают. Отмученный в воде мел осторожно от-
деляют от осадка, переливая в другую посуду. Осадок с тя-
желыми частицами выбрасывают. Жидкости дают хорошо
отстояться, удаляют лишнюю воду и полученный сметанооб-
разный осадок просушивают.
Шлифование и полирование деталей не рекомендуется
вести ручным способом, который очень утомителен и отни-
мает много времени, лучше применять специальные полиро-
вальные станки.
Простейший полировальный станок состоит из электро-
двигателя, на удлиненный вал которого надевают шлифо-
вальные диски или полировальные круги (рис. 105).
Машинное полирование производится войлочными и
хлопчатобумажными кругами с нанесенным на них слоем
абразивного порошка.
Войлочные круги применяют для первоначального шли-
фования и окончательного полирования. Так как модельные
детали требуют сохранения тонкости формы, обрабатывать
их на войлочных кругах надо осторожно. Войлочные круги
диаметром от 200 до 50 мм и толщиной от 20 до 50 мм из-
готовляются из плотного прессованного войлока. Для грубой
обработки и шлифования круг смазывают по окружности
столярным клеем и насыпают на него слой абразивного по-
рошка, а затем сушат. На поверхности круга образуется как
бы шлифовальная шкурка. Абразивные зерна при работе
частично вдавливаются в войлок и сообщают кругу хорошие
шлифующие свойства.
Войлочные круги, смазанные пастами, обладают значи-
тельно большей шлифующей способностью, чем хлопчатобу-
мажные. Поэтому их применяют только для довольно круп-
ных деталей, или когда нужно снять слой материала, или
сгладить значительные неровности.
Для получения хорошего блеска окружная скорость по-
лировального круга должна быть определенной для каждо-
го материала. В зависимости от числа оборотов электродви-
гателя и полируемого материала диаметр круга можно выб-
рать по графику, приведенному на рис. 105.
Полировальный хлопчатобумажный круг составляется из
отдельных дисков, в которых сделаны отверстия для вала.
Отдельные диски из муслина, фланели или ситца укла-
дываются один на другой так, чтобы направление нитей пос-
следующего круга не совпадало с направлением нитей пре-
дыдущего, а было бы смещено на 20—30°.
Насаженные на вал диски стягивают при помощи метал-
лической шайбы и гайки.
168
Новый полировальный круг надо подготовить к работе.
Для этого его надевают на вал станка, включают электро-
двигатель и, прикасаясь торцом обрезка тонкостенной трубы
к окружности диска, выравнивают его поверхность. При
этом отдельные пряди вылетят, а концы прядей по окруж-
ности растреплются. После этого на край диска наносят па-
сту и приступают к полированию. Долго бывшие в употреб-
лении круги «засаливаются», т. е. покрываются сплошным
слоем загрязненной пасты и теряют свои полирующие ка-
чества. В этом случае, как и при первоначальной подготовке,
слой пасты и засаленные волокна с окружности круга уда-
ляют при помощи обрезка трубы. Слишком часто чистку
производить не следует, так как каждый раз при этом часть
круга срезается.
Для достижения хорошего блеска надо применять толь-
ко чистые круги. Если на круге полировали сталь, а затем
начали полировать латунь или другой более мягкий металл
или пластмассу, то частицы твердого металла, приставшие
к кругу, увеличат его режущие свойства и этим ухудшат ка-
чество поверхности: блеск не будет чистым.
Обычно полировальный круг вращается на горизонталь-
ной оси так, что полирующие точки круга идут сверху вниз,
а полируемая деталь располагается ниже центра круга
(см. рис. 105).
Полирование выше центра круга опасно, в особенности
при работе на мощных станках, так как деталь может быть
вырвана кругом из рук и ударить работающего.
Наибольшую опасность представляет обработка колец и
подковообразных деталей. В этих случаях даже при работе
ниже центра круг захватывает и затягивает деталь вместе
с рукой. Чтобы избежать этого, кольца полируют на дере-
вянных оправках.
Покрытия
Чтобы придать красивый вид и защитить от окисления
металлические детали, их покрывают лаками, красками, сло-
ем малоокисляющихся металлов или на поверхности созда-
ют оксидную пленку, предохраняющую в дальнейшем от
окисления.
Лакокрасочные покрытия являются простейшим спосо-
бом отделки. Детали можно покрывать цапон-лаком различ-
ных цветов и масляно-смоляными лаками.
Окрашивать в различные цвета можно нитроэмалями по
грунту, глифталевыми без грунта.
Масляными красками и эмалями можно покрывать без
169
грунта, но предварительно надо обезжирить бензином или
ацетоном окрашиваемую поверхность.
Покрытие металлами производят химическим и гальва-
ническим способом в специальных ваннах.
В практике моделизма применяют воронение, оксидацию,
никелирование и хромирование деталей и узлов как матовое
(отбел), так и глянцевое. Детали, которым надо придать бе-
лый цвет, серебрят, если требуется серебру придать серый
цвет, патинируют в растворе серной печени.
Медные и латунные детали для отделки под старую
бронзу обрабатывают раствором односернистого аммония.
Дюралюминий различных марок в необработанном виде
подвержен на воздухе интенсивной коррозии, его поверхность
покрывается мучнистым налетом. Хорошая полировка по-
верхности значительно предохраняет поверхность и придает
красивый вид, аналогичный глянцевому хромированию.
Прочное покрытие получается анодированием, которое
бывает всех цветов, начиная от золотого до красного. Про-
цесс анодирования несложен и в условиях заводов получил
широкое применение.
Особенно интенсивно коррозирует сплав магния — элект-
рон, средствами защиты его поверхности является лакирова-
ние, а в условиях завода оксидация.
Подробно с технологией электрохимической отделки
можно ознакомиться по специальной литературе *.
* А. М. Гринберг. Технология гальванотехники. Изд. судострои-
тельной промышленности, 1962 г.
ГЛАВА III
РАЗНЫЕ МАТЕРИАЛЫ,
ИХ ОБРАБОТКА И ПРИМЕНЕНИЕ
В авиамоделировании применяются клеи, лаки, краски,
резина, пластмассы, бумага, текстильные и многие другие
материалы. Каждый из этих материалов имеет свои особен-
ности и требует особых приемов при обработке. С некото-
рыми из них читатель сможет познакомиться в этой главе.
ПЛАСТМАССЫ
Последние годы развития техники характерны все более
широким применением различных пластических масс.
Благодаря ряду ценных конструктивных и технологиче-
ских свойств многие из пластмасс нашли применение при
постройке авиационных летающих и нелетающих моделей.
Целлулоид
Целлулоид — сложный химический продукт обработки
клетчатки, основные составные части его — нитроцеллюлоза
и камфора (смягчающее вещество).
Для изготовления деталей летающих моделей применяет-
ся листовой целлулоид толщиной от 0,3 до 3 мм.
Наша промышленность выпускает прозрачный авиацион-
ный, цветной технический и галантерейный целлулоид.
К сожалению, прозрачный целлулоид обладает малой
светостойкостью. Под действием солнечных лучей он прини-
мает желтый или фиолетовый оттенок и становится мутным.
Целлулоид обладает значительной прочностью и малым
объемным весом — 1,4 г/см3. Механические свойства целлу-
лоида значительно изменяются в зависимости от температу-
ры. На рис. 106 дан график изменения прочности целлулоида
в зависимости от температуры.
Благодаря хорошим механическим свойствам и простоте
обработки целлулоид нашел широкое применение при пост-
171
РИС 106 ГРАФИК ПРОЧНОСТИ ЦЕЛЛУ-
ЛОИДА И ОРГАНИЧЕСКОГО СТЕКЛА
ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ
ройке авиационных моделей.
Из целлулоида делают для
небольших моделей винты
и бобышки подшипников.
Для моторных моделей цел-
лулоид употребляется для
застекления фонарей кабин,
обтекателей, бензобаков, ко-
робок, диафрагм, колес и
других деталей (рис. 107).
В музейных моделях
целлулоид применяется для
изготовления путем штам-
повки в деревянных формах
довольно крупных деталей.
Оборудование кабин му-
зейных моделей и точных
копий часто делают цели-
ком из целлулоида с после-
дующей окраской нитрола-
ками.
Целлулоид легко обра-
батывается слесарным и сто-
лярным инструментом. Ли-
стовой тонкий целлулоид
режется ножницами. Если
ножом сделать легкий над-
рез поверхности листа, то
целлулоид легко сломается
по линии надреза.
Склеивание целлулоида. Целлулоид можно
склеивать, смачивая места стыка ацетоном или амилацетатом.
Для сращивания целлулоида и для особо прочной склей-
ки применяют клей АК-20, эмалит или специальный клей,
представляющий собой целлулоид, разведенный в смеси
ацетона с бутилацетатом. Не следует употреблять при скле-
ивании целлулоида разжижитель или смывку. Вследствие
более медленной их испаряемости и худшей способности рас-
творять целлулоид склейка получается менее надежной и за-
нимает больше времени.
При всех видах склеивания целлулоида не следует слиш-
ком обильно смазывать клеем поверхности: это ведет к «пе-
ремачиванию» шва, после чего требуется длительное высы-
хание (один-два дня вместо 15—20 минут при правильной
склейке). Кроме того, склейка получается менее прочной и
вызывает коробление изделия.
Склеивание целлулоида ацетоном или амилацетатом вы-
полняют в следующем порядке:
172
РИС. 107. ДЕТАЛИ ЛЕТАЮЩИХ МОДЕЛЕЙ ИЗ ЦЕЛЛУЛОИДА
1) Место склейки зачищают шкуркой.
2) Склеиваемые детали складывают в нужном положе-
нии, затем акварельной кистью смачивают ацетоном или
амилацетатом шов, чтобы покрыть всю поверхность стыка.
3) Склеиваемые поверхности плотно прижимают друг к
другу и держат в таком состоянии до тех пор, пока детали
не будут «схвачены».
4) Выждав одну-две минуты, следует осмотреть шов и,
если обнаружатся слабо проклеенные места, их следует про-
мазать дополнительно и снова дать высохнуть.
Склеивание эмалитом делают с таким расчетом, чтобы
успеть наложить шов, не дав клею просохнуть. Затем изде-
лие слегка сжимают струбциной или руками в течение двух-
пяти минут до схватывания клея, а затем оставляют до пол-
ного просыхания.
Склеивание целлулоида с деревом производится так же,
как и целлулоида с целлулоидом, с той лишь разницей, что
для надежного и быстрого соединения необходимо поверх-
ность дерева загрунтовать, покрыв два-три раза клеем
АК-20, эмалитом или раствором целлулоида, дать просохнуть
образовавшейся пленке, а затем уже склеивать одним из
ранее описанных способов.
Гнутье и вытяжка целлулоида. При нагреве
до температуры выше 40° С целлулоид начинает значитель-
на
но размягчаться, а при температуре 70—75° С начинает ста-
новиться пластичным. В таком состоянии ему можно при-
давать разнообразную форму. Это очень полезное свойство
используется при гнутье и вытягивании целлулоида.
Изгибание целлулоида по заданному радиусу можно про-
изводить одним из следующих способов (рис. 108).
Первый способ. Нагревают круглый металлический стер-
жень, радиус которого равен радиусу загиба, до температу-
ры кипения воды ( + 100°). Пластину целлулоида прижима-
ют к стержню в нужном положении и по мере размягчения
пластины в месте соприкосновения ее со стержнем загибают
на требуемый угол.
Второй способ. Полосу целлулоида нагревают в кипят-
ке или над электрической плиткой до полного размягчения
и сгибают на деревянном стержне, прижимая оправкой. В
этом случае целлулоид захватывают плоскогубцами
(см. рис. 108).
При нагреве целлулоида над электрической плиткой
нужно быть очень осторожным, так как целлулоид легко вос-
пламеняется.
Для предотвращения несчастных случаев недопустимо
нагревать целлулоид там, где поблизости имеются древес-
ные стружки, мусор и другие легко воспламеняющиеся ма-
териалы.
Третий способ. Делают из дерева простейший гибочный
штамп, состоящий из пуансона и матрицы. Ненагретый цел-
лулоид закладывают между пуансоном и матрицей, сжима-
ют струбциной и опускают на 2—3 минуты в кипяток вме-
сте со струбциной, после чего охлаждают в воде.
При этом способе на целлулоиде могут образоваться от-
печатки структуры древесины, поэтому не следует слишком
сильно затягивать винт струбцины.
Вытяжка целлулоида. Пластичность целлулои-
да в нагретом состоянии позволяет получать из него до-
вольно глубокие вытяжки (см. рис. 108).
Глубина вытяжки зависит от толщины и сорта целлулои-
да. Лучше всего гнется и вытягивается цветной целлулоид
толщиной 1 —1,5 мм; прозрачный целлулоид менее пластичен.
Моделисты применяют два простейших способа вытяжки.
Первый способ вытяжки состоит в том, что разогретый
целлулоид протягивают в деревянной пресс-форме, состоя-
щей из болванки по форме изделия, называемой пуансоном,
и проходного окна — матрицы, — называемого очком.
Для примера рассмотрим изготовление вытяжкой обте-
кателя на винт.
Болванку обтекателя, изготовленную из твердого дере-
ва, смазывают казеиновым клеем, дают просохнуть и тща-
тельно зачищают мелкой шкуркой, но так, чтобы дерево не
174
ИЗГИБАНИЕ НАГРЕТОГО ЦЕЛЛУЛОИДА
ПРОСТЕЙШАЯ ПРЕСС-ФОРМА ДЛЯ ВЫТЯЖКИ ОБТЕКАТЕЛЯ ВИНТА
МЕТАЛЛИЧЕСКИЙ
ПУАН С j н
ОТШТАМПОВАННАЯ
ПОЛОВИНА КОЛЕСА
ПОЛОВИНКИ ОБРЕЗАНЫ и
ПОДГОТОВЛЕНЫ К СКЛЕЙКЕ
РИС Ю8 ПРИЕМЫ ИЗГИБАНИЯ И ДАВЛЕНИЯ ЦЕЛЛУЛОИДА И ОРГСТЕКЛА
175
обнажилось. На всей поверхности должен остаться блестя-
щий ровный слой клея.
Матрицу изготовляют из 4—5-миллиметровой фанеры с
таким расчетом, чтобы через нее свободно проходил пуансон
с зазором на сторону, равным 1,2—1,5 толщинам целлулои-
да. Края матрицы должны быть тщательно закруглены и
зашкурены.
Конструкция простейшей пресс-формы показана на
рис. 108. Ширину заготовки из целлулоида берут в три раза
больше диаметра болванки.
Нагрев целлулоид до полного размягчения, его быстро
кладут на матрицу и рукой или струбциной продавливают
пуансон в отверстие матрицы. Не отпуская пуансон, целлу-
лоиду дают остыть, после чего снимают с болванки готовую
деталь и обрезают излишки целлулоида.
Желательно, чтобы температура воздуха в помещении,
где ведется работа с целлулоидом, была не ниже 20° С, так
как при более низкой температуре целлулоид быстро осты-
вает и теряет пластичность.
Иногда на детали образуются складки, что зависит от
формы изделия и может быть вызвано чрезмерным зазором
между матрицей и пуансоном или недостаточным нагревом
материала.
Образование складок можно устранить, применяя до-
полнительный прижим, который прижимает нагретый цел-
лулоид к матрице и не дает подняться складкам. В этом
случае полезно матрицу и пуансон подогреть до 50—60° С.
По второму («закрытому») способу вытяжка целлулои-
да— штамповка — ведется в металлической форме, которая
называется пресс-формой.
Большей частью пресс-формы для штамповки деталей
моделей делают из алюминиевых сплавов, так как эти спла-
вы легко и чисто обрабатываются и имеют достаточную
прочность.
Внутренняя поверхность штампа должна быть чистой
и гладкой, так как неровности на рабочей поверхности
штампа и попавшие на нее соринки оставляют отпечатки на
изделии.
Порядок работы и основные приемы при штамповке в
закрытой форме следующие:
1) Подогревают пресс-форму до температуры 50—60° С.
2) Нагревают целлулоид до полного размягчения (85—
100° С), быстро кладут на открытую матрицу, накрывают
пуансоном и сдавливают обе половинки прессом. Наиболее
подходящим для этого является винтовой пресс.
Если пресса нет, можно сжать пресс-форму струбциной
или шпинделем сверлильного или токарного станка.
3) Не уменьшая давления пресса, охлаждают пресс-
176
форму и только после этого вынимают отпрессованную де-
таль.
При таком способе штамповки затрачивается много вре-
мени на изготовление штампа, но зато изделие получается
гораздо лучше и чище, а расход целлулоида сокращается.
На рис. 108 также показаны пресс-форма для колеса
летающей модели и процесс изготовления колеса.
Окраска целлулоида производится различными
нитроэмалями. Они растворяют поверхность целлулоида,
прочно с ним соединяются, сохраняя его эластичность и мало
меняя его физические свойства. Краску наносят мягкой ки-
стью, но лучше пользоваться распылителем. Не следует на-
носить слишком густой слой краски, так как это может выз-
вать коробление деталей.
Если требуется окрасить прозрачный целлулоид в какой-
либо цвет, сохранив его прозрачность, окраску производят
погружением изделия в разжижитель или спирт с раство-
ренным в них анилиновым красителем.
Если деталь имеет крупные габариты и ее невозможно
окрасить погружением, тогда краску наносят мягкой аква-
рельной кистью возможно большего номера с таким расче-
том, чтобы окрасить за один раз. Дважды водить кистью по
подсохшему месту нельзя.
Органическое стекло
Органическое стекло (акрилат, или плексиглас) обладает
большой прозрачностью и почти совсем не меняет цвета под
воздействием солнечного света.
Там, где требуется прозрачность и чистота поверхно-
сти, органическое стекло имеет преимущество перед целлу-
лоидом. Так же как и целлулоид, органическое стекло об-
ладает способностью менять свою прочность и пластичность
в зависимости от температуры.
Прочность товарного органического стекла марки СОЛ-1
в зависимости от температуры показана на графике (см.
рис. 106).
Обычно из него делают фонари моделей самолетов и
остекление кабин.
Значительная толщина листов органического стекла поз-
воляет изготовлять из него многие детали и целиком моде-
ли. Органическое стекло выпускается различных марок в
листах толщиной от 1 до 60 мм; объемный вес его 1,18 г!см3.
Органическое стекло точится и фрезеруется металлоре-
жущим инструментом для легких сплавов, обрабатывается
рубанком. Для прямолинейной резки листового материала
толщиной до 6 мм применяется резак (рис. 109). Более тол-
12 Заказ 127 177
РИС 109 ДЕТАЛИ ИЗ ОРГСТЕКЛА И ПРИЕМЫ РАСКРОЯ ЛИСТОВ
178
стый материал производительнее пилить мелкозубой пилой
по дереву.
Склеивание органического стекла основано на его спо-
собности растворяться в дихлорэтане. Процесс аналогичен
склеиванию целлулоида и отличается только тем, что схва-
тывание происходит медленнее.
Клеи, употребляемые для склеивания органического
стекла, описаны в главе III, где подробно указаны их свой-
ства (см. табл. 20 и 21).
Для приклеивания обтекателей из органического стекла
к дереву или обшивке, покрытой нитролаком, применяется
способ, показанный на рис. 109. Он состоит в том, что сна-
чала к краю обтекателя приклеивают ацетоном целлулоид-
ную ленточку, которую затем другим краем приклеивают к
поверхности окрашенного фюзеляжа.
Детали из органического стекла к металлу и другим
материалам хорошо приклеивать клеем К-88.
Давление органического стекла. Органиче-
ское стекло, так же как и целлулоид, обладает способностью
размягчаться при повышении температуры. Этим его свой-
ством пользуются при вытягивании из него деталей различ-
ных форм.
По сравнению с целлулоидом органическое стекло бо-
лее устойчиво и требует для размягчения большей темпера-
туры.
Наиболее благоприятная температура для гнутья и дав-
ления НО—135° С. При этой температуре стекло становится
мягким, гнется под собственной тяжестью и начинает испа-
ряться с поверхности.
Нельзя допускать перегрева органического стекла. Пе-
регрев обнаруживается с появлением пузырьков и легкого
потрескивания.
Формование органического стекла выполняется так же,
как и формовка целлулоида, причем глубокой вытяжки легче
достичь на тонком материале (толщиной 1—2 мм). Относи-
тельная вытяжка органического стекла больше, чем целлу-
лоида. Детали, изготовленные вытяжкой из органического
стекла, показаны на рис. 109.
Прессование и литье деталей из органи-
ческого стекла. Исходным материалом для прессо-
вания и литья являются порошки метилметакрилата (орг-
стекло), мономер (оргстекло в жидком состоянии без отвер-
дителя), порошки смолы ПФ (полихлорвинил), пластифика-
торы, красители, пигменты и наполнители.
В качестве активатора затвердевания применяется пере-
кись бензоила.
В продаже имеются препараты, применяемые для меди-
цинского протезирования, представляющие собой наборы не-
12*
179
обходимых количеств компонентов высокого качества. Разли-
чаются самотвердеющие после смешения при температуре
20—40° С и термореактивные, т. е. требующие обработки теп-
лом. АКР-7 термореактивный стоматологический препарат
состоит из жидкости (мономера) и порошка. Порошок яв-
ляется полиметилметакрилатом.
Стоматологические препараты АКР-100-СТ и АСТ-1 пред-
ставляют собой самотвердеющие пластмассы на основе поли-
метилметакрилата.
Выпускаются в следующем комплекте:
1. Порошок — мелкодисперсный эмульсионный полиме-
тилметакрилат розового цвета, содержащий инициатор.
Вес порошка в банке 50 г.
2. Жидкость — метиловый эфир метакриловой кислоты с
добавками активатора (очищенный).
Вес жидкости в флаконе 40 г.
3. Клей дихлорэтановый — 5% раствор полиметилмета-
крилата в дихлорэтане.
Вес клея в флаконе 20 г.
К комплекту прилагаются два мерника для порошка и
жидкости и инструкция.
Самотвердеющая пластмасса АКР-Ю0-СТ полимеризует-
ся (затвердевает) при температуре 35—40° и не требует спе-
циальной термообработки.
Термореактивную массу для формования и литья можно
приготовить по одному из следующих рецептов:
Рецепт 1 для прессования
в. ч.
Порошок Л-1 или Л-2 (ТУ МХП 1311—49).............60
Мономер В-4......................................30
Перекись бензоила ............................... 1
Пластмассе можно придать эластичность, добавив в мо-
номер 5—10 весовых частей дибутилфталата.
Рецепт 2 для литья в форму
в. ч.
Порошок Л-1 или Л-2 (ТУ МХП 1311—49).............55
Мономер В-4......................................45
Полихлорвинил ПФ..................................10
Перекись бензоила ................................ 1
Для того чтобы масса при ее полимеризации не припе-
калась к стенкам формы, в состав рецептов 1 и 2 следует
добавить три весовых части стеариновой кислоты, которую,
так же, как и перекись бензоила, перед смешиванием разво-
дят в мономере или поверхность формы покрывают слоем
разделительного лака АЦ-1 (ТУ 1260—54).
180
Процесс изготовления деталей из порошков метакрилата
слагается из следующих последовательных процессов: изго-
товления формы, приготовления литейной массы, формования
и полимеризации.
Изготовление формы. Формы могут быть металличе-
ские и гипсовые. Первые позволяют сделать большое коли-
чество отливок по одной форме, вторые — три-пять отливок.
Изготовить металлические формы для деталей сложной кон-
фигурации трудно. Форму отливают из металла, по модели
подвергают граверной и слесарной доработке. Пресс-формы
для деталей, представляющих собой тела вращения, напри-
мер колеса, делать значительно проще. Их точат на токарных
станках из дюралюминия. Наиболее доступным является
формование в гипсе.
Изготовленную из дерева модель покрывают нитролаком
и смазывают тонким слоем вазелина. По размерам модели
с припуском на сторону по 30 мм изготовляют (рис. НО, А, Б)
две коробки (опоки) из листового железа толщиной 2—3 мм.
В резиновую гипсомодельную чашку или, если ее нет, в
половинку резинового мяча наливают воду комнатной темпе-
ратуры. В воду понемногу засыпают медицинский гипс до тех
пор, пока на поверхности воды не образуется сухой островок.
Затем гипс быстро размешивают до состояния сметанообраз-
ной массы и выливают в первую опоку, заполнив ее до верха.
Пока гипс не «стал» (начал твердеть), модель вдавливают в
гипс на 2—3 мм глубже плоскости симметрии и ждут, пока
гипс затвердеет. Затем до плоскости симметрии весь гипс
срезают ножом или стеком, делают выемки для направляю-
щих выступов (см. рис. 110), смазывают всю поверхность
гипса и модели тонким слоем вазелина, накрывают второй
опокой и заливают вторично гипсом. Чтобы предотвратить
образование пустот и пузырей в форме, опоки встряхивают
или по ним слегка постукивают молотком до тех пор, пока
гипс не «станет». После полного затвердевания гипса опоки
разнимают и осторожно вынимают модель. После того как
форма просохла, делают канавки для выхода излишней
массы при прессовании и каждую из половинок очищают
мягкой кистью.
Приготовление литейной массы. Прежде всего сле-
дует очистить мономер от воды и других примесей.
Для этого надо приготовить раствор щелочи (8 г едкого
натра или калия на 100 г воды) и влить его в маномер из
расчета 2 части мономера и 1 часть раствора щелочи. После
взбалтывания раствор темнеет и быстро расслаивается. Вни-
зу располагается загрязненный раствор щелочи, вверху —
очищенный маномер, пригодный для работы. Его сливают в
отдельную посуду, потемневший раствор щелочи выбрасыва-
ют. Эмульсионный порошок необходимо смешивать с моно-
181
ВЕРХНЯЯ
МОДЕЛЬ И РАЗМЕРЫ ОПОКИ
НИЖ н Я Я
ОПОКИ
гипс
ВОДА
РАЗВЕСТИ ГИПС
ЗАЛИТЬ ГИПС В
НИЖНЮЮ ОПОКУ
МОДЕЛЬ СМАЗАТЬ
ВАЗЕЛИНОМ-МАСЛОМ И
ВДАВИТЬ ДО ПОЛОВИНЫ
ГИПС СРЕЗАТЬ
ДО ОСИ СИМ-
МЕТРИИ МОДЕ
ЛИ И СМАЗАТЬ
ВСЮ ПОВЕРХНОСТЬ ВАЗЕЛИНОМ
В жидкий гипс
РИС НО,А ФОРМОВАНИЕ И ПОЛИМЕРИЗАЦИЯ ОРГСТЕКЛА
182
РИС ПО,Б ФОРМОВАНИЕ И ПОЛИМЕРИЗАЦИЯ ОРГСТЕКЛА
183
мером в цилиндрическом сосуде (типа стакана). Растирание
в ступке не допускается.
Для состава АКР-7 берется 7 г порошка на 3,5 ои3 очи-
щенного мономера. Отвешенное количество порошка насыпа-
ется в стакан емкостью раза в четыре больше, чем объем по-
рошка. После этого наливается отмеренное количество моно-
мера. Вся смесь тщательно перемешивается до полного
смачивания порошка мономером. Готовую массу вынимают
лопаткой из стакана отдельными порциями и кладут в под-
готовленную форму. По рецепту 2 получается более жидкая
текучая масса, ее можно заливать в форму сложной конфи-
гурации через литниковое отверстие так же, как льют металл.
В мономере хорошо растворяются многие анилиновые
красители. Добавляя их, можно получить пластмассу различ-
ных цветов. Добавлением сухих пигментов получают непро-
зрачную цветную пластмассу.
Пластичность можно увеличить до состояния резины, уве-
личивая порцию дибутилфтолата.
Формование и полимеризация. Каждую часть подготов-
ленной формы смазывают раствором парафина или машин-
ным маслом, можно покрасить куском увлажненного целло-
фана. Наилучшие результаты получаются, если покрасить
специальным лаком АЦ-1, на который кладут необходимую
порцию подготовленной метакриловой массы. Затем совме-
щают обе опоки и постепенно сжимают их в слесарных ти-
сках или под прессом до полного прилегания стыка. Нако-
нец свинчивают и подвергают термообработке (самотвердею-
щие — выдержке в форме до полного отвердения, см.
рис. 110,5).
Материал АКР-7 приводится в твердое состояние путем
нагрева в воде от комнатной температуры до кипения. Подъ-
ем температуры производится в течение 50—60 минут, а ки-
пячение— в течение 30 минут. После этого надо прекратить
нагревание и держать форму в горячей воде в течение
15 минут. Затем можно приступить к охлаждению формы
(нагревание можно производить также в электропечи или
шкафу).
Чтобы избежать деформации и усадки материала при
резком снижении температуры, необходимо формы медленно
охлаждать.
Остудив форму, опоки аккуратно разъединяют, вынима-
ют деталь, снимают с нее облой и подвергают необходимой
механической обработке и полировке.
Прессование в металлической форме производится так
же. Форму необходимо смазывать вазелином, смазкой
ЦИАТИМ-201, а лучше лаком АЦ-1. Время нагрева из-за
большой теплопроводности формы сокращается в два раза.
184
Шлифование и полирование органическо-
го стекла. Необходимость отполировать поверхность ор-
ганического стекла чаще всего возникает при изготовлении
давлением прозрачных фонарей кабин.
Как бы ни были тщательно отделаны болванки или
штампы, все же они оставляют отпечатки неровностей пуан-
сона или структуры дерева на поверхности изделия. Эти не-
ровности сошлифовывают мелкой шкуркой, а затем поверх-
ность стекла полируют.
Полирование вручную производится кусочком фланели
или другой мягкой ткани, на которую наносят полировочную
пасту (см. табл. 16). Окончательный глянец наводят мелом,
маслом, нанесенным на фланель или замшу, или пастой
ВИАМ-2, которая представляет собою водный раствор трепела
(с добавлением скипидара, керосина и других присадок).
Ручное полирование требует много времени и терпения.
Для ускорения процесса пользуются кругами, набранными
из матерчатых дисков.
Для первоначального полирования органического стек-
ла желательно, чтобы окружная скорость полировочного
круга при полировании с пастами была около 10 м!сек.
На одну сторону вращающегося круга наносят слой по-
лировочной пасты, имеющей в своем составе окись хрома или
окись железа. Другую сторону круга оставляют чистой, этой
стороной снимают остатки пасты с изделия и окончательно
отделывают поверхность.
Окончательное полирование можно производить кругом
из небеленого полотна, слегка смазанным лярдом — свиным
несоленым перетопленным салом. Окружная скорость при
этом составляет примерно 15—16 м!сек.
Для придания поверхности особого блеска ее отделыва-
ют чистым кругом из байки или замши, слегка смазанным
мелом, смешанным с маслом. Окружная скорость круга при
этом 32 м!сек. Во избежание перегрева детали не рекоменду-
ется полировать долго одно и то же место.
На рис. 105 дан график для подбора диаметра круга и
числа оборотов в зависимости от заданной окружной скоро-
сти. От правильного подбора окружной скорости зависят про-
изводительность и качество работы. Работа при слишком
большой окружной скорости круга может привести к пере-
греву материала и поджиганию. Работа при очень малой
скорости приводит к засаливанию круга и уменьшает про-
изводительность.
Во время работы на станке во избежание удара деталь
надо держать и подводить к кругу ниже его центра.
Органическое стекло окрашивают при помощи распыли-
телей нитролаками, которые его несколько растворяют и
прочно с ним соединяются.
185
Пенопласты
Наша промышленность выпускает пенопласты: полисти-
роловые марок ПС-1 и ПС-IV, перхлорвиниловые ПХВ-1,
ПХВЭ и поралон.
Эти материалы ограниченно применяются в конструкци-
ях моделей.
ПС-IV (ВТУ МХП 3691—54 и ВТУ ГХПК М-509—54) -
удельный вес от 0,04 до 0,05 — представляет собой вспенен-
ный полистирол, выпускаемый в виде пористых плит.
Поверхность плиты покрыта коркой, внутри материал
очень пористый. Ацетон, нитролаки растворяют полистирол,
поэтому склеивать рекомендуется клеями ВИАМ-Б-3 на спир-
ту, или эпоксидными.
ПС-1 (ТУ МХП 3202—54) — пенопласт, аналогичный
ПС-4, но более тяжелый (менее пористый), имеет удельный
вес от 0,08 до 0,18.
Оба пенопласта можно применять как заполнители в
конструкциях и для изготовления отдельных деталей летаю-
щих моделей.
Пенопласты ПХВ (ТУ МХП 4332—54, ВТУ МХП
М-411—53) и ПХВЭ (ВТУ МХП 2963—51, ТУ МХП 3859—53)
изготовляются из перхлорвиниловой смолы, они более эла-
стичны, их удельные веса колеблются в пределах 0,08—0,18,
в ацетоне и под воздействием нитролаков не растворяются.
Они применяются как заполнители и подкладки для радио-
аппаратуры, смягчающие удары при посадке.
Поралон — упругий губчатый материал с удельным
весом до 0,15. Он применяется для амортизации радиоаппа-
ратуры летающих моделей.
РЕЗИНА
В авиамоделировании применяют резину из натурально-
го и синтетического каучука: сырую для формования и вул-
канизированную в виде полуфабрикатов — листов, ленты и
нитей.
Специальная авиамодельная резина для моторов летаю-
щих моделей выпускается промышленностью из лучших сор-
тов натурального каучука в виде лент 1X1, 1X3, 1X4, 1X5,
1X6 лш, а также круглой диаметром 1,2—1,8 мм.
Основной характеристикой резины для резиномоторов яв-
ляется удельная энергия. Удельная энергия — это работа,
которую может выполнить 1 кг резины при своем раскручи-
вании. Удельная энергия лучших сортов резины достигает
650 кгм!кг.
Относительное удлинение такой резины 6-н7. Удельный
вес около 1 ----.
см3
186
КРЕПЛЕНИЕ ЗАГОТОВКИ
НОЖЕВИДНЫЙ РЕЗЕЦ
ВЫРЕЗАННОЕ КОЛЬЦО
УСТАНОВКА РЕЗЦА И ЗАГОТОВКИ НА ТОКАРНОМ СТАНКЕ
РИС 111 ОБРАБОТКА РЕЗИНЫ НА ТОКАРНОМ СТАНКЕ
187
С течением времени резина стареет, т. е. теряет свою
эластичность. Высыхание и длительное пребывание на сол-
нечном свету оказывают вредное действие на резину, поэто-
му хранить ее нужно в темном прохладном месте.
Чувствительность резины к условиям хранения и эксплу-
атации заставляет очень бережно и внимательно относиться
к резине резиномоторов. Хранить, а также перевозить на со-
ревнования резину следует в закрытой стеклянной или метал-
лической банке. При укладке резины в банку ее нужно пере-
сыпать тальком.
Для формования изделий применяют сырую резину мяг-
ких марок 3701, 3311, полумягких — 56, 3949, 2462 и твер-
дых— 3825, 4004, масло бензостойких марок 2961 и 3109.
Обработка резины. Из твердой вулканизированной
резины можно изготавливать детали методом точения. Так
как резцом резина обрабатывается плохо, ее обрабатывают
абразивами — камнями и крупной шкуркой. Так, например,
резиновую покрышку колеса можно изготовить способом то-
чения. Для этого кусок толстой вулканизированной резины
прикрепляют шурупами к деревянной болванке, зажатой в
патроне токарного станка (как показано на рис. 111), и про-
резают ножевидным резцом внутренний и внешний контуры
колеса. Затем полученное резиновое кольцо снимают, наде-
вают на деревянную оправку и, переведя станок на большие
обороты, грубой шкуркой придают кольцу необходимый про-
филь. Такие баллоны можно применять и для музейных мо-
делей, но сходство их с натуральными неполное, так как
поверхность остается шероховатой. Значительно лучшего
качества получаются баллоны, изготовленные способом вул-
канизации.
Для получения колес, баллонов, ручек и т. д. применяют
способ формования сырой резины в металлических пресс-
формах с последующей вулканизацией.
Формование и вулканизация резиновых
баллонов для радиоуправляемой модели.
Пресс-форму точат из дюралюминия. Применять латунь и
медь нельзя, так как резина прочно приваривается к этим
металлам, форма засоряется, а изделие портится.
Материалом для изготовления баллона из резины спо-
собом вулканизации служит «сырая» резиновая смесь № 3311
или № 56 и № 2462.
Для литых непустотелых баллонов можно применять
любую сырую резину. Последовательность операций при из-
готовлении литых изделий из резины следующая. Сырую
резину укладывают в одну из половинок пресс-формы с та-
ким расчетом, чтобы ее объема с некоторым избытком хва-
тило на заполнение второй половинки пресс-формы. Затем
половинки пресс-формы складывают, предварительно обжи-
188
мают под винтовым прессом или в тисках и подогревают до
температуры 100—140°. Резиновая смесь при этом размягча-
ется и приобретает текучесть. После этого пресс-форму до-
жимают струбциной и в таком виде кладут в муфельную
печь с температурой 140—143° С.
При этой температуре в сырой резине происходит хими-
ческий процесс, называемый вулканизацией.
Вулканизацией придают резине способность удерживать
форму и сохранять постоянство физико-механических ка-
честв. Время нагрева колеблется от 30 до 40 минут. После
вулканизации пресс-форму со струбциной охлаждают и вы-
нимают баллон. Правильно вулканизированная резина долж-
на быть эластичной и упругой. Если покрышка или литой
баллон при растягивании их руками плохо восстанавливают
свою форму или заметно липнут к рукам, это значит, что вул-
канизация не доведена до конца. Если резина, вынутая из
пресс-формы, оказалась жесткой и хрупкой, то это указывает
на слишком высокую температуру в печи или излишнее время
вулканизации.
Изготовленные таким способом покрышки мало отлича-
ются по виду и свойствам от фирменных колес.
Иногда в деталях получаются пустоты — раковины или
слишком толстый облой. Этот недостаток можно ликвидиро-
вать, сделав в краях формы канавки сечением 3X5 мм для
выхода излишков резины, а в местах скопления воздуха —
сечением 1X1 мм.
Образец формы и приемы формования показаны на при-
мере изготовления колеса для летающей модели на рис. 112.
Окраска поверхности резиновых изделий производится
эластичными красками. Применять для этого нитроэмали,
масляные эмали и другие неспециальные краски не рекомен-
дуется. Изделие, окрашенное неспециальными красками, при-
обретает на непродолжительное время яркий вид, но после
высыхания краски теряют свою эластичность, при растяже-
нии трескаются вместе с поверхностным слоем резины, что
непоправимо портит изделие.
Окрашивать и лакировать поверхность изделий из рези-
ны можно красками, применяемыми для резиновых игрушек.
БУМАГА
В зависимости от величины, назначения и типа летаю-
щих моделей для обтяжки применяют различные сорта бу-
маги, отличающиеся один от другого по весу и своими меха-
ническими качествами.
Все применяемые в моделировании сорта бумаги можно
разделить на две группы: проклеенные и непроклеенные.
189
РИС 112 ФОРМОВАНИЕ РЕЗИНОВЫХ БАЛЛОНОВ
190
Бумаги, применяемые при изготовлении моделей
Таблица 17
Наименование и краткая характеристика бумаги Привес на 1 дм? в г после лакирования и окрашивания Применение Оценка натяж- ки после смачивания одного раза водой
! толщина, мм а? 8 0 Аэролаком первого токрытия (разведен- ным на 50%) Аэролаком первого покрытия (после нанесения двух слоев аэролаком пер- вого покрытия при минимальной тол- щине цветного покрытия, обеспечиваю- щего ровный цвет)
после нанесе- ния кистью первого слоя после нанесе- ния кистью второго слоя после нанесе- ния кистью третьего слоя синим желтым красным белым
первый слой второй слой первый слой второй слой первый слой второй слой
Электроизоляционная конден- саторная, самая легкая прозрач- ная бумага без водяных знаков 0,02 0,12 Обтяжка самых легких моде- лей и трафареты при отделоч- ных работах Отличная
Папиросная «филигранэ, лег- кая с водяными знаками (выс- 0,05
шего качества) 0,03 0.18 0,08 0,07 0,29 0,28 — 0,26 0,77 — Обтяжка летающих моделей То же
Курительная, гладкая без во- 0,05
дяных знаков 0,03 0,19 0,08 0,07 0,27 0,29 0,26 — 0,78 — То же > »
Газетная 0,08 0,53 0,14 0,13 0,11 0,41 0,52 0,53 0,55 0,25 1,92 1,10 Обтяжка бензомоторных ле- Хорошая
Оберточная бумага общего назначения, цветная, тонкая . . 0,07 0,45 0,05 0,07 0,07 0,38 0,57 0,27 0,77 тающих моделей для уничто- жения печатных знаков, по- крывается краской два раза . . Папье-маше для обтяжки После первого
Намоточная бумага для элек- троизделий 0.12 0,63 0,06 0,07 0,07 0,35 0,51 0,17 1,11 скоростных моделей и усилен- ных мест Обтяжка тяжелых моделей смачивания пло хая, после вто- рого смачивания удовлетвори- тельная Отличная
Оберточная целлю л оз ная, сульфатная (крафт) 0,13 0,75 0,10 0,08 0,08 0,32 0,35 0,28 1,07 Обтяжка бензомоторных мо- делей и усиленных мест То же
Патронная 0,14 1,05 0,04 0,07 0,07 0,33 0,51 — 0,28 1,05 — Обтяжка фюзеляжей плане- >
Александрийская белая дл? рисования 0,33 2,41 0.07 0,06 0,03 0,25 0,31 0,25 0,81 ров и мест усиления Обтяжка фюзеляжей плане- ров и мест усиления >
Полуватман листовой . . . . . 0.23 1,78 0,05 0,06 0,09 0,30 0,53 —— 0,15 — 0,73 — То же Хорошая
Ватман листовой (фабрики ~ «Гознак>) . . . . I . 0,21 1,80 0,05 J 0,06 0,06 0,32 0,30 0,18 0,81 > Отличная
Jz Микалентндя — — — — — — . — — — — — Обтяжка моделей всех видов То же
Непроклеенные сорта имеют значительно меньшую проч-
ность, но лучше натягиваются на каркас модели, так как об-
ладают большей усадкой при высыхании после обработки
водой и лакировки, допускают некоторую вытяжку во влаж-
ном состоянии. Поэтому для обтяжки летающих моделей
чаще всего применяется непроклеенная бумага.
Сорта папиросной бумаги идут для обтяжки легких мо-
делей и хвостовых оперений бензомоторных моделей. Плот-
ные сорта бумаги используются для обтяжки фюзеляжей
планеров и бензомоторных моделей.
Табл. 17 дает представление о весе наиболее употреби-
тельных сортов бумаги, их основных физических свойствах и
может помочь сделать выбор сорта, а также подсчитать вес
обшивки после окраски.
Склеивать бумагу с бумагой лучше всего столярными
клеями: декстрином и поливинилацетатной эмульсией.
Когда требуется водоупорность, бумагу клеят эмали-
том, клеем АК-20 и их заменителями.
Следует избегать склеивать бумажные листы между со-
бой казеиновым клеем. Этот клей сильно стягивает и коро-
бит бумагу, а кроме того, на местах склейки образуются жел-
тые пятна, которые проходят на внешнюю поверхность листа.
Наиболее чистой получается склейка крахмалом и поли-
винилацетатной эмульсией. Для склеивания листов бумаги
между собой или наклейки бумаги на фанеру и картон клей
разводят немного жиже нормального, толстой жесткой кистью
наносят его на поверхность бумаги, стремясь получить тон-
кий равномерный слой. Затем клею дают «провянуть», после
чего бумагу накладывают на место и, накрыв чистым сухим
листом бумаги, тщательно притирают тряпкой.
Применять малоизвестные и случайные импортные мате-
риалы следует только после проверки на пробной детали.
Для обтяжки летающих моделей в последнее время стали
применять длинноволокнистую тонкую бумагу, называемую
в обиходе шелковкой, японской или микалечтной бумагой.
Эти бумаги, редкие и пористые, имеют вид прессован-
ного волокна. Для заполнения пор их покрывают кистью
лаками типа А1-Н, после чего бумага хорошо натягивается
и приобретает прочность. Отличительным свойством обтяж-
ки из этой бумаги является прочность и эластичность.
Вследствие особого процесса изготовления эти сорта
бумаги обладают разной прочностью вдоль и поперек листа.
нитки
При сборке деталей летающих моделей возникает необ-
ходимость прочно соединить несколько деталей: срастить
рейку, соединить металлические детали с деревом, закрепить
металлическое шасси на фюзеляже и т. д.
192
Простым и надежным
соединением является при-
мотка нитками с после-
дующей пропиткой их
клеем. На рис. 113 показа-
ны детали, закрепленные
нитками.
Для постройки и запу-
ска воздушных змеев широ-
ко используются нитки раз-
личной толщины и шнуры.
Особенно прочные шнуры
применяются для изготовле-
ния леера — буксировоч-
ного шнура для летающих
моделей планеров.
По роду волокна нитки
разделяются на шелковые,
льняные, капроновые и по-
лиамидные. Из шелковых
ниток при постройке рези-
номоторных и других лег-
ких моделей чаще всего
применяются цветные швей-
ные нитки на бумажных
шпульках. Вес ниток на од-
ной шпульке равен 0,5 а,
длина их около 50 м, тол-
щина 0,2 мм.
Широко применяются
также швейные хлопчато-
бумажные нитки различных
номеров. Высокие номера
соответствуют тонким нит-
кам. Чем меньше номер,
тем нитки толще и прочнее.
Особой прочностью об-
ладают нитки из капрона.
Если таких ниток нет в го-
товом виде на катушках, их
можно отделить от края
капроновой ткани. Толстые
нити, применяемые в моде-
лях на расчалки, и лееры
для затягивания планеров
делают из полиамидной или
нейлоновой рыболовной
лесы.
СХЕМДТИЧЕСКО Й
М ОДЕЛИ
ПРИМЕРЫ ИСПОЛЬЗОВАНИЯ ниток
13 Заказ 127
193
Таблица 18
Нитки швейные
Торговый номер Вес 100 л, г Прочность при 7% влажности, г
цветные цветные
00 35,1 1 7 550
0 25,6 5 550
1 17,6 4 250
3 14,5 3 440
4 12,5 3030
6 9,4 2 290
10 10,2 2 200
20 8,1 1830
30 6,8 1650
40 5,3 1 290
50 1 4,7 1 130
Нитки кагрэновые
Наименование Номер ниток Прочность, кг не менее
Нитки из капрона 9 3,7
13 2,8
15 2,2
18 1.7
Льняные нитки маккей
Метрический номер ниток Вес 100 л, г Среднее разрывающее усилие, г
9 60 16 500
9 80 22 000
Шнуры крученые льнопеньксвые полированные
Наименование Диаметр, мм Номер пряжи Вес 100 м, г Прочность
обыкновен- ных повышенной прочности специаль- ных
Шнуры, крученные из пряжи длинного пря- 3,6 1,2 596 62 68 85
дения 2,0 2,4 300 34 38 42
Шнуры, крученные из 2,6 1,4 500 40 45 50
пряжи короткого 2,2 2,1 330 27 30 40
прядения 1,5 2,4 185 16 17,5 19,5
1,0 3,5 95 7,5 8,5 9,5
194
Таблица 19
Характеристики хлопчатобумажных тканей
Наименование ткани Толщи- на, мм Вес 1 дм2 в г Привес на 1 дм2 в г после лакировки и окрашивания Натяжение после трех покрытий аэролаком первого покрытия Примечание
Аэролаком первого покрытия, разведенным на 50% Аэролаком второго покрытия после на- несения одного слоя цветного аэролака на два слоя первого покрытия при ми- нимальной толщине цветного покрытия, обеспечивающего ровный цвет
после нанесе- ния кистью первого слоя после нанесе- ния второго слоя после нанесе- ния третьего слоя
синий желтый красный белый
Миткаль Перкаль 0,23 0,18 1,10 1,02 0,37 0,25 0,23 0,18 0,21 0,11 0,85 0,72 0,91 0,83 0,52 0,59 1,1 1,28 Хорошее » Применяют в виде лент для усиления
Полотно хлопчатобу- мажное ACT-100 . . 0,31 2,18 0,23 0,22 0,13 0,51 0,68 0,46 1,25 Отличное стыков и для об- тяжки мест, тре- бующих особой
Ситец Шифон (шелк) .... 0,18 0,1 1,03 0,3 0,21 0,6 0,19 0,4 о,н 0,4 0,68 0,69 0,753 0,49 0,653 1,12 0,340 Хоро нее » прочности После трехразового по-
Туаль (шелк эксцель- сиор) 0,03 0,15 0,05 0,4 0,4 — 0,753 0,653 0,340 Отличное крытия То же
Капрон — 0,25 0,65 0,50 0,47 — 0,753 0,653 0,340 Хорошее »
В табл. 18 приведены данные, которые могут помочь мо-
делистам при выборе ниток и шнуров.
ТКАНИ
Ткани, применяемые авиамоделистами, имеют простей-
шее «гарнитурное» переплетение ниток, обеспечивающее
наибольшую прочность и наименьшую вытяжку.
Нитки, расположенные вдоль полотна, называются осно-
вой, поперечные — утоком. Как правило, ткани, применяемые
для обтяжки моделей, должны давать одинаковую усадку по
основе и утоку.
По роду волокна ткани разделяются на хлопчатобумаж-
ные, льняные, шелковые и искусственные.
Легкие сорта тканей, например туаль, эксцельсиор, креп-
жоржет, применяются для обтяжки каркасов (крупных) ле-
тающих и музейных моделей.
В моделях небольшого размера тканями обтягивают пе-
реднюю часть фюзеляжа, днища поплавков и лодок, оклеива-
ют места стыков деталей и узлов, где требуется повышенная
прочность. Так, например, на бензомоторных моделях часто
оклеивают по контуру передний шпангоут текстильной лен-
той шириной 20—30 мм из мадаполама, батиста или ситца.
Концы подмоторных рам также забинтовывают лентой с
клеем, чтобы избежать появления трещин в древесине под
болтами, на которых крепится мотор.
Нейлоновые и капроновые ткани изготовляются из волок-
на этих материалов, обладают чрезвычайной прочностью, их
успешно используют для усиления мест стыка и оклейки фю-
зеляжей кордовых моделей. Благодаря тому что нитроклей
хорошо проникает сквозь них и нет ворса, они дают ровную
поверхность без пузырей и складок.
Особенно тонкие сорта тканей применяются и для об-
тяжки крыльев летающих моделей.
В табл. 19 приведены данные некоторых тканей, при-
меняемых моделистами. Эти данные будут полезны при выбо-
ре материала для обтяжки и необходимы для расчета веса
покрытия.
Перед тем как начать обтяжку модели, рекомендуется
ткань натянуть на рамку, проэмалитить один-два раза и
дать просохнуть.
Ткань приобретает жесткость, хорошо кроится и режется,
из нее можно приготовить ленты и заплатки, которые клеят-
ся ацетоном на поверхность, обработанную нитропокры-
тиями.
Для приклеивания ткани к каркасу моделей применяют
нитроклеи, а для натягивания и создания водонепроницаемо-
196
сти — эмалит (аэролак первого покрытия А1-Н), разбавлен-
ный наполовину разжижителем, так как нормальный эмалит
слишком густ. Первый слой наносят кистью. После нанесения
четырех-пяти слоев эмалита распылителем обшивку следует
покрыть лаком или нитроэмалью. При этом прочность, а
также и вес ткани значительно возрастают.
При выборе материала для обшивки не следует приме-
нять незнакомые и не освоенные в деле сорта. Нужно при-
менять новые материалы, только проверив их способность
натягиваться после покрытия эмалитом.
Некоторые сорта тканей не только не натягиваются после
покрытия двумя-тремя слоями эмалита, но, наоборот, дряб-
нут и образовывают на поверхности складки. Бывает, что
моделист, изрезав ценный материал, оклеит модель, покроет
эмалитом и, убедившись в полной неудаче, вынужден выбро-
сить дорогой материал.
Ткани обычно отделываются путем окрашивания по чет-
вертому и пятому слою эмалита цветными нитроэмалями
второго покрытия и покрытия лаками.
Красивую блестящую поверхность можно получить по-
крытием одним-двумя слоями пентафталевого лака № 170
поверх двух-трех слоев эмалита. Если покрытие делается
этим способом, то для того, чтобы получить приятный кре-
мовый цвет, нужно применять чистый эмалит и ткань при на-
клейке на каркас не пачкать клеем и грязными руками.
Не рекомендуется покрывать по эмалиту масляными или
эмалевыми красками, во-первых, потому, что они тяжелы, а
во-вторых, из-за плохого сцепления этих красок с нитролако-
вой пленкой.
КЛЕИ И ТЕХНИКА СКЛЕИВАНИЯ
Склеивание является одним из самых доступных и про-
стых видов соединений, очень широко используется модели-
стами и макетчиками благодаря своей простоте и во многих
случаях надежности получаемых соединений.
Под склеиванием понимается соединение однородных или
разнородных материалов при помощи клея — материала, об-
ладающего связывающей способностью, который при затвер-
девании прочно соединяет склеиваемые поверхности.
В большинстве своем клеи неуниверсальны и хорошо
склеивают только отдельные группы материалов.
Отрицательными особенностями почти всех клеев являет-
ся их способность с течением времени стареть, т. е. пересы-
хать, становиться хрупкими и значительно менее прочными.
Учитывая все особенности описанных клеев, следует
иметь в виду, что полагаться на клеевое соединение не всегда
можно, а там, где требуется особенно надежное соединение,
197
как, например, в летающих моделях, широко применяется
способ соединения обмоткой нитками с клеем.
Наиболее доступные клеи, обладающие хорошими клея-
щими свойствами, это мездровые, казеиновые и нитроклеи.
Очень интересны новые виды синтетических клеев, которыми
можно склеивать металлы. Несмотря на ценные качества,
эти клеи пока не могут заменить пайку и клепку. Но в неко-
торых случаях они оказываются полезными в моделирова-
нии для склеивания тонких металлических пластин, облицов-
ки и декоративной отделки моделей и защиты от действия
топлива и продуктов выхлопа на летающих моделях.
Применяемые в моделировании клеи делятся на три
основные группы:
— растительного происхождения;
— животного происхождения;
— синтетические.
Клеи растительного происхождения
Клей растительного происхождения приготовляют из
крахмала, содержащегося в различных растениях. Наиболее
употребителен крахмал картофеля, риса, пшеницы и куку-
рузы.
Крахмальный клейстер приготовляют следующим
образом. В 100 г воды мелкими порциями при непрерывном
помешивании всыпают 28 г крахмала. Полученный раствор
нагревают до температуры, при которой загустевший крах-
мал становится прозрачным (приблизительно 70° С). Во вре-
мя нагревания раствор необходимо интенсивно размешивать,
не давая осесть крахмалу, который значительно тяжелее
воды. Для уменьшения вязкости клеевого раствора во время
варки крахмала добавляют 3—4% по весу едкого калия
(каустика). Но крахмальный клей со щелочью вызывает
окрашивание склеиваемых поверхностей дуба, красного дере-
ва, клена и некоторых других пород.
Он применяется для картонажных работ, наклейки бума-
ги и материи на картон и дерево. Прочность склейки им не-
большая, но имеет преимущество перед многими другими
клеями в простоте действий с ним, доступности и чистоте
работы.
Декстрин получают путем нагревания крахмала в
слабых растворах кислот с последующим выпариванием и
просушиванием порошка или путем прожигания сухого по-
рошка крахмала. Обработанный таким образом крахмал при-
обретает свойство растворяться в холодной воде.
Описанные крахмальные клеи неводоупорны и легко
загнивают. Они применяются для склеивания бумаги и на-
клеивания ее на текстиль. В моделировании они использу-
198
ются при обтяжке каркасов моделей папиросной бумагой.
Прочность крахмального клеевого шва невелика — около
20 яг/сл12.
Мучной клейстер приготовляют из пшеничной му-
ки. Способ приготовления следующий. Одну столовую ложку
муки размешивают в стакане воды, затем раствор выливают
в жестяную посуду и нагревают при непрерывном помеши-
вании до температуры 70—80° С.
В полученный клейстер можно добавить одну чайную
ложку разведенного столярного клея. Клейстер применяется
для оклеивания каркасов летающих моделей и склеивания
бумаги. Хорошо сваренным густым клейстером пользуются
при выклеивании из размоченной бумаги скорлупных деталей
и обтекателей. Клейстер при высыхании дает малую усадку
и мало коробит изделие.
Резиновый клей представляет собой раствор нату-
рального каучука в бензине «Калоша» или бензине.
При наличии сырого каучука клей нетрудно приготовить
следующим образом. Измельченный каучук помещают в стек-
лянную посуду и заливают бензином первого сорта так, что-
бы бензин полностью покрыл каучук. Посуду закрывают и
оставляют до полного растворения каучука, затем добавля-
ют бензин с таким расчетом, чтобы полученный клей имел
густоту сливок. Резиновый клей применяется для склеивания
резины, кожи и тканей.
При склеивании резины обе поверхности прошкуривают
или тщательно обезжиривают, протирая эфиром, ацетоном,
бензином первого сорта или разжижителем РДВ. Затем ки-
стью, металлической или деревянной лопаткой равномерным
тонким слоем наносят клей. Намазанные поверхности выдер-
живают (подсушивают) в течение 30 минут при температуре
18—20° С. При увеличении температуры время выдержки
уменьшают, при понижении — увеличивают.
Подготовленные таким образом поверхности соединяют,
начиная с одного края. Соединять склеиваемые части нужно
сразу точно, так как отрывать склеенные места и поправлять
положение шва нельзя.
При склеивании кожи и тканей следует поступать так
же, как и при склеивании резины, с той лишь разницей, что
поверхности намазывать следует два-три раза, каждый раз
давая предыдущему слою полностью просохнуть.
Клеи животного происхождения
Коллагеновые, или глютиновые, клеи представляют груп-
пу клеев, обладающих сильной связывающей способностью;
добывают их из костей, кожи и роговидных тканей жи-
вотных. К ним относятся: желатин, столярный — костный и
199
мездровый клеи, а также рыбий клей, добываемый из пла-
вательных пузырей и костей рыб осетровых пород.
Столярные мездровые и костные клеи поступают в про-
дажу в виде плиток темного цвета или студнеобразной мас-
сы— галерты; рыбий клей — в виде тонких полупрозрачных
пластинок белого цвета.
Мездровый клей дает очень прочное соединение де-
талей (до 150 кг/сл*2 на скалывание), мало тупит инструмент
при обработке и дает чистую, незаметную линию склейки.
Костный клей по сравнению с мездровым обладает
несколько худшей клеящей способностью и меньшей прочно-
стью клеевого шва. В остальном мало отличается от мезд-
рового.
Рыбий клей рекомендуется употреблять там, где ну-
жен совершенно чистый, малозаметный и прочный шов.
Коллагеновые клеи обладают способностью повтор-
но растворяться в воде, боятся сырости и поэтому не пригод-
ны для гидромоделей. Раствор клея, а также плитки, если
они находятся в сыром месте, легко загнивают. При высоких
температурах и пересыхании клеевой шов становится хруп-
ким.
При работе с коллагеновыми клеями температура возду-
ха в рабочем помещении должна быть не ниже 18°. При бо-
лее низкой температуре клей быстро застудневает и не впи-
тывается в поры склеиваемой древесины.
Кроме древесины, коллагеновые клеи хорошо склеивают
бумагу, картон и текстиль.
Приготовление коллагеновых клеев. Плит-
ки клея намачивают в холодной воде в течение 12 часов до
полного набухания. Время набухания можно сократить вдвое,
если плитки раздробить на мелкие куски. Полное набухание
определяется отсутствием внутри плитки твердого ядра. На-
бухшие куски клея вынимают из воды и кладут в клееварку.
Варку клея нельзя вести на открытом огне, так как это
ухудшает клеящие свойства вплоть до полной порчи клея.
Нагрев клея производят в клееварке (рис. 114), представля-
ющей собой так называемую водяную баню. В ней сосуд
с клеем нагревается горячей водой, температура которой не
может превышать 100° С. Но длительное нагревание клея в
водяной бане при температуре 90—100° С также приводит к
ухудшению качеств клея.
Клей наибольшей прочности получают варкой при темпе-
ратуре 70—80° С. Горячий клей должен иметь густоту жид-
кой сметаны.
Работа с коллагеновыми клеями. Горячий
клей быстро наносят ровным слоем лубяной или щетинной
кистью на склеиваемые поверхности. После смазывания по-
верхностей следует немного выждать, пока клей впитается
200
ГРАФИК ДЛЯ ОПРЕДЕЛЕНИЯ
ОБЪЕМНОЙ УСАДКИ КЛЕЕВ
НАПРЯЖЕНИЯ
УСЫХАНИЕ КЛЕЕВОГО
СЛОЯ ВЫЗЫВАЕТ НА-
ПРЯЖЕНИЯ НА ПОВЕРХ-
НОСТИ И КОРОБЛЕНИЯ
ВЫБОИНА В ДРЕВЕСИ-
НЕ ПРИ ФАНЕРОВКЕ
ВЫЗЫВАЕТ ВТЯГИВА-
НИЕ ШПОНА
ИЗЛИШКИ КЛЕЯ ПРИ
ОБТЯЖКЕ ВТЯГИВАЮТ
В БУМАГУ
ВРЕДНЫЕ ЯВЛЕНИЯ, ВЫЗЫВАЕМЫЕ
УСАДКОЙ КЛЕЯ ПРИ СУШКЕ
Рис ИД УСАДКИ КЛЕЕВ И ВРЕДНЫЕ. СВЯЗАННЫЕ С НИМИ, ЯВЛЕНИЯ
(внизу клееварки}
201
в древесину. Для прочной склейки соединяемые детали нуж-
но сжать струбциной или прессом и оставить в таком поло-
жении до полного затвердевания клеевого шва.
Мелкие детали музейных и летающих моделей удобно
склеивать, применяя струбцины малого размера и различные
зажимы. Образцы зажимов описаны в главе I (см. рис. 54).
Казеиновые клеи
Казеиновые клеи состоят из казеина (творога),
получаемого из молока животных, и других компонентов,
делающих казеин растворимым в воде и водоупорным при
высыхании. Добавки улучшают рабочие качества и увели-
чивают срок годности клеевого раствора.
Казеиновые клеи в зависимости от их приготовления мо-
гут быть неводоупорными и водоупорными, сохраняя до 70%
прочности шва при вымачивании склеенного изделия в воде
в течение 24 часов.
Прочность склейки казеиновым клеем составляет от 100
до 140 кг 1см2 на скалывание.
Казеиновые клеи содержат значительное количество ще-
лочи и меняют цвета многих материалов в месте склейки,
давая заметный шов с радужными пятнами. Для фанеровки
казеиновые клеи совсем непригодны, так как легко проходят
сквозь поры шпона. Применяются они обычно для склеива-
ния древесины и иногда текстильных и бумажных материа-
лов.
Товарный авиационный клей В-107 (Гост 3056—45) по-
ступает в продажу в виде порошка. Для приготовления ка-
зеинового клея следует отвесить 100 г порошка и добавить:
для получения жидкого клея 230 г воды и для получения
густого клея 170 г воды. Воду проще всего отмерять мензур-
кой. Порошок всыпают в воду, постепенно размешивая его.
Размешивание следует вести до полного исчезновения ком-
ков при температуре 18—20° С в течение около одного часа.
Рецепты казеиновых клеев приведены в табл. 20.
Самодельный казеиновый клей можно приготовить сле-
дующим способом. Молоко обезжиривают на сепараторе или
дают ему отстояться и закиснуть. Жиры в виде сметаны или
сливок снимают, а в оставшуюся часть молока добавляют
капельницей соляную или серную кислоту, вызывая этим
быстрое свертывание молока и выпадение белых хлопьев ка-
зеина. Свернувшееся молоко выливают в сито или марлю и
отжимают сыворотку. Полученный таким образом обезжи-
ренный творог представляет собой казеин, который можно
высушить и размельчить.
Из полученного казеина клей приготовляют таким обра-
зом. Если казеин сухой, то его смачивают водой до полного
202
Таблица 20
Жидкосмешиваемые казеиновые клеи
Наименование компонентов Количество весовых частей, входящих в клей Порядок приготовления клея Срок годности, час.
1 Казеин первого сор- Казеин замачивают в 150 —
та . 100 200 частях воды, после набуха-
Вода 250 ния добавляют раствор NaOH,
Гидроокись натрия смесь перемешивают до растворе-
(NaOH) 11 ния, затем добавляют известь и
Гашеная известь . 20 воду 5—6
2. Казеин первого сор- Казеин замачивают в 46 частях
та 100 воды, после набухания добавляют
Вода 350 раствор извести, жидкое стекло и
Известь 20 перемешивают до растворения,
Жидкое стекло . . 70 затем добавляют оставшуюся воду 4—5
3. Казеин первого сор- Казеин замачивают в 40 частях
та 100 воды, после набухания добавляют
Вода 500—600 известь, растворенную в осталь-
Гашеная известь . . 20 ной части воды, и перемешивают
в течение 30—60 мин. до полно-
го растворения 2—3
набухания. В воде казеин не растворяется, но хорошо впиты-
вает влагу и набухает. Если казеин сделан только что и име-
ет вид творога, то его можно применять сразу же. Дальней-
шее приготовление ведется одним из следующих способов.
Первый способ. Обезжиренный творог или набухший ка-
зеин разводят до нужной густоты нашатырным спиртом. По-
лученный таким образом клей пригоден для склейки дерева,
текстиля, бумаги и обладает хорошими клеящими свойства-
ми, но растворяется в воде.
Второй способ. В обезжиренный творог или набухший в
воде казеин при непрерывном помешивании добавляют рас-
твор едкого натра или едкого калия (называемого в обиходе
каустиком). Казеин легко растворяется, образуя сметанооб-
разный раствор, обладающий хорошими клеящими свойства-
ми и способностью растворяться после высыхания, вновь об-
разуя клеевой раствор.
Третий способ. В обезжиренный творог или сухой казе-
ин добавляют гашеную известь в пропорции, указанной в
табл. 20, замачивают в воде и размешивают до получения
однородного клеевого раствора. Полученный таким образом
клеевой раствор уже не обладает способностью растворяться
в воде и после затвердевания водоупорен, но в несколько
меньшей степени, чем готовые порошковые клеи.
Применение казеиновых клеев. Раствор казе-
инового клея в зависимости от его состава можно применять
в течение двух-шести часов после приготовления. Казеиновый
203
клей наносят на обе склеиваемые поверхности лубяной ки-
стью. Щетинные кисти применять не следует, так как из-за
плохой растворимости в воде загустевшего клеевого раствора
кисти трудно отмывать и они быстро портятся.
Сила давления пресса мало сказывается на прочности
шва. Время выдержки склеиваемых делателей в сжатом со-
стоянии имеет решающее значение, поэтому не следует сни-
мать зажимы ранее затвердевания шва. Время, необходимое
для этого, определяется по табл. 3.
Необходимость выдержки определяется тем, что казеи-
новые клеи обладают большой объемной усадкой (см.
рис. 114).
Такая большая усадка при преждевременном снятии
струбцин может вызвать в клеевом шве разрывы и пустоты,
сильно ослабляющие соединение, а также деформацию де-
тали.
Синтетические клеи
Ацетон и амилацетат. Органические испаряющи-
еся без остатка вещества легко растворяют целлулоид и при-
меняются для его склеивания. Амилацетат испаряется в
шесть раз медленнее, чем ацетон. Склеиваемые поверхности
смазывают кисточкой таким образом, чтобы капля, стекаю-
щая с кисти, попадала в шов. При склеивании важно, чтобы
поверхности после смачивания клеем были плотно сжаты.
Схватывание происходит через одну-две минуты, но оконча-
тельное затвердевание шва зависит от количества ацетона
или амилацетата, введенного в шов, и от глубины клеевого
шва.
Состав, состоящий из 55% ацетона и 45% бутил ацетата,
быстро и прочно склеивает детали из целлулоида.
Кинофотопленки клеят ацетоном. При плохом размягче-
нии некоторых сортов пленки добавляют 20% бутилацетата.
Не следует перемачивать клеевой шов раствором, чтобы
избежать его коробления и раскисания.
Клей марки А К-2 0 (ТУ МХП 720—41) представля-
ет собой раствор нитроцеллюлозы или нитроклетчатки в ор-
ганическом растворителе. Он выпускается промышленностью
в жидком виде. Высыхание клея происходит в результате
испарения летучего растворителя. Он применяется для скле-
ивания кожи, текстиля, картона, целлулоида, а также для
приклеивания этих материалов к древесине. В моделирова-
нии он используется при сборке каркасов моделей и их об-
тяжке.
Для склеивания крупных кусков древесины и швов с за-
трудненным доступом воздуха эти клеи непригодны. Нитро-
204
клеи обладают значительной водостойкостью и успешно при-
меняются при изготовлении гидромоделей.
Эмалит (аэролак А1Н, Гост 2699—44, первого покры-
тия) отличается от описанных клеев тем, что изготовляется
из менее вязкой и более прозрачной целлюлозы, обладает
меньшими клеящими свойствами, употребляется как замени-
тель АК-20.
Целлюлозный клей приготовляют из стружки цел-
лулоида, растворенной до нужной густоты в органическом
растворителе — ацетоне пли амилацетате. Применяется для
склеивания целлулоида и приклеивания его к древесине.
Быстросохнущий клей дает водопрочную склей-
ку, быстро сохнет, широко применяется моделистами. Этот
клей удобен для ремонта моделей на соревнованиях.
Приготовление клея. Кинопленку кипятят в воде с до-
бавлением необходимого количества стиральной соды (две
столовые ложки на 1 л воды). Через некоторое время жела-
тиновый слой на пленке размягчается. Его надо снять. Очи-
щенную пленку мелко режут и заливают двумя-тремя частя-
ми ацетона, дают ему впитаться в целлулоид в течение не-
скольких часов. Затем размешивают раствор до образова-
ния густой массы, которую постепенно разбавляют указан-
ными в рецептах растворителями.
Приводим несколько рецептов быстросохнущего нитро-
целлюлозного клея:
1. Кинопленка или целлулоид................... 15 частей
Ацетон..................................... 85 »
Серный эфир ............................... 10—15%
2. Кинопленка................................. 16 частей
Ацетон..................................... 42 части
Амилацетат................................. 20 частей
Серный эфир ............................... 22 части
3. Метилметакрилат (порошок Л-1)............... 20 частей
Ацетон.............................................. 60 частей
Серный эфир ...............................10—15 »
Бутилацетат...................................5—10 »
Клей для пенопласта марок ПС. Для склейки
пенопласта марок ПС и отделки его поверхности можно при-
менять клеи ВИАМ-Б-3, эпоксидный или клей, состоящий
из следующих компонентов:
Бутвар (поливинилбутироль ПУ МХП 1382—49) . . 1 часть
Спирт-ректификат.................................... 8 частей
Полученный раствор хорошо склеивает пенопласт, при-
клеивает к пенопласту хлопчатобумажную ткань и папирос-
ную бумагу. Если в этот раствор добавить мел, то получится
шпаклевка, которая служит для заполнения пор и отделки
поверхности изделий из пенопласта. Количество мела добав-
ляется до получения тестообразной густой массы.
205
Таблица 21
Рецепты клеев ВИАМ-Б-3 и КБ-3
Количество весовых частей Стойкость при хранении Клеящая способность
Составные части для клея ВИАМ- Б-3 холод- ной склей- ки для клея ВИАМ- Б-3 горячей склейки для клея КБ-3 холодной склейки для клея КБ-3 горячей склейки
Смола Ацетон (технически чистый) 100 100 100 100 Составные части клеев до употребления хранятся отдельно. Ежемесячному Для клеев холодного отвердевания крепость кле- евого соединения на ска-
или спирт этиловый — сырец . . 10 10 — — осмотру подвергается только лывание вдоль плоскости
Керосиновый контакт первого сорта 1400 а 1000 а 1800 а 1600 а смола. В зависимости от температурных условий срок хранения смолы ко- леблется от одного до пя- ти месяцев Ацетон вводят в смолу для понижения ее вязко- сти и повышения стабиль- ности склейки должна быть не менее 130 кг/см2 (опреде- ляется на образцах, скле- енных из древесины ясеня или дуба) Для клеев горячего от- вердевания крепость кле- евого соединения на ска- лывание должна быть не менее 25 кг/см2 (определя- ется на образцах клееного шпона)
Примечание, а — кислотное число керосинового контакта (указывается на упаковке или в паспорте). Обычно оно находит-
ся в пределах от 90 до ПО.
При склеивании пенопластов марок ПС ацетон нужно заменять этиловым спиртом.
Смоляной клей ВИАМ-Б-3 и КБ-3 (табл. 21).
В нашей промышленности широко применяются клеи из син-
тетических искусственных смол. Эти клеи обладают большой
прочностью шва и стойкостью против вибрации, воды, бен-
зина, масла, грибков и кислоты.
Эти группы клеев после затвердевания совершенно не-
растворимы в органических растворителях, бензине, эфире и
метиловом спирте, что очень ценно для летающих моделей,
у которых топливо и продукты выхлопа вредно действуют на
обшивку и конструкцию моторамы и капотов.
Основной составной частью клея ВИАМ-Б-3 и КБ-3 яв-
ляется фенольно-баритовая смола ВИАМ-Б, имеющая крас-
новато-коричневый цвет.
Клей приготовляют по рецепту, приведенному в табл. 21.
Сначала смолу смешивают с ацетоном, затем прибавляют ке-
росиновый контакт. После добавления контакта начинается
интенсивная реакция, при которой выделяется большое ко-
личество тепла, клей может закипеть и быстро перейти в
твердое нерастворимое состояние. Для того чтобы избежать
этого, клеянки для смоляных клеев делают с двойными стен-
ками, между которыми заливают холодную воду. Приготов-
лять клей следует при температуре 16—20° С.
Клей в растворе ядовит и с ним нужно очень осторожно
обращаться. Следует остерегаться попадания клея на кожу.
Пары клея раздражают слизистые оболочки.
Клей применяют для выклеивания скорлупных фюзеля-
жей (монококов) гидромоделей, переклеивания болванок и
сборки гидромоделей, склеивания пластмасс, бумажных и
текстильных материалов, а также в качестве защитного по-
крытия для изделий из дерева. Прочность клеевого шва на
скалывание более 130 кг1см?, с течением времени шов ста-
реет и теряет прочность.
Поверхности, подготовленные к склеиванию, рекоменду-
ется обезжирить, протерев ватой, смоченной ацетоном или
разжижителем нитролаков.
При склеивании клей наносится на обе поверхности ки-
стями, лучше всего лубяными. При использовании щетинных
кистей их необходимо сразу же после употребления тщатель-
но промыть ацетоном, винным спиртом или органическим ра-
створителем.
Перед соединением склеиваемых поверхностей рекомен-
дуется сделать выдержку продолжительностью от 5 до
15 минут.
Клей ВИАМ-Б-3 плохо переносит высокую температу-
ру, пересыхает и трескается.
Клей КБ-3 приготовляется из фенольно-формальдегид-
ной смолы, менее ядовитой, чем ВИАМ-Б-3. В остальном
обладает всеми свойствами клея ВИАМ-Б-3.
207
Клеи БФ-2 и БФ-4 (ТУ МХП 1367—49) представляют
собой сложные синтетические смолы. Они применяются для
склеивания металлов, стекла, керамики и приклеивания к
ним неметаллических материалов, дерева, а также склеива-
ния пластмасс между собой. Прочность клеевого шва на раз-
рыв 70—90 кг)см2 (при склейке металлов).
Клеи применяются также в качестве подслоя на метал-
ле при склейке металлов с неметаллическими материалами
клеем ВИАМ-Б-3.
Клеи БФ-2 и БФ-4 поступают в продажу расфасованны-
ми в тюбиках и банках. В закрытом герметическом состоя-
нии клеи могут храниться до шести месяцев.
Техника склеивания. Детали шкурят или пескоструют,
обезжиривают ацетоном, клей наносят на обе стороны ки-
стью ровным слоем и выдерживают при температуре 18—
20° С 30 минут.
Намазывают клеем от одного до трех раз, детали зажи-
мают струбцинами и прогревают 25—30 минут при темпе-
ратуре 140—150°. Охлаждение производят, не снимая зажи-
мов. Клей водоупорен.
Эпоксидный клей. Для приготовления эпоксидного
клея необходимо пользоваться заранее приготовленной пла-
стифицированной смолой ЭД-5 или ЭД-6. Пластифицирова-
ние смолы: на 100 в. ч. смолы ЭД-5 берется 20 в. ч. дибутил-
фталата. Смесь тщательно размешивается и выдерживается
в термостате в течение двух часов при температуре 80° С
при периодическом перемешивании.
Пластифицированная смола охлаждается и неограничен-
но долго хранится в закрытой таре.
Клей необходимо готовить непосредственно перед нане-
сением на поверхность, так как затвердение наступает через
35—40 минут.
Состав для покрытия готовится из двух компонентов:
Пластифицированная смола ЭД-5......... 100 частей
Полиэтиленполиамин...................12—13 »
Оба компонента тщательно перемешиваются в течение
пяти-семи минут.
При приготовлении состава нужно обеспечивать хороший
отвод тепла от посуды, так как после введения отвердителя
сильно разогревается смола, что может привести к прежде-
временному ее отвердению. Раствор прозрачный, янтарного
цвета, отлично клеит дерево и удовлетворительно металлы,
если их поверхность обезжирена и зашкурена (лучше песко-
струена). После затвердевания смола не растворима в ор-
ганических растворителях и метиловом спирте.
208
Если приготовленный клей развести чистым ацетоном,
получается лаковый раствор, пригодный для покрытия частей
моделей для предохранения их от выхлопных газов и топ-
ливных смесей.
Полиметакриловые клеи применяют для склеи-
вания органического стекла (плексигласа). Для приготовле-
ния полиметакрилового клея берут чистые опилки плексигла-
са, предварительно дают им набухнуть в метиловом эфире
метакриловой кислоты, а затем им же разбавляют до желае-
мой густоты при температуре 18—20° С до получения чистого
сиропа (обычно 2—3% концентрации).
Дихлорэтановый клей представляет собой 2 —
3% (по весу) раствор чистой стружки из органического
стекла в дихлорэтане. Чистым дихлорэтаном также можно
склеивать органическое стекло, но соединение получается
менее прочным, с пузырьками.
Для склеивания поверхности шва обильно намазывают
два-три раза клеевым раствором из расчета 60—100 a/jw2, не
давая высохнуть клею, соединяют поверхности и помещают
в зажимы или под пресс.
Клей для резины марки 88Н и 88 (ТУ МХП
УТ 880—58 и ТУ МХП 1542—49) представляет собой густой
раствор грязножелтого цвета. Разжижается он в смеси этил-
ацетата (2 части) и бензина «Калоша» (1 часть) или ди-
хлорэтане.
Обладает очень ценными качествами — склеивает резину
с металлами и другими материалами, органическое стекло
с металлом и деревом. Смывается он с поверхности изде-
лий керосином и бензином. Техника склеивания такая же,
как и обычным резиновым клеем.
Поливинилацетатный клей представляет со-
бой эмульсию — продукт полимеризации винилацетата в вод-
ной среде с эмульгатором и инициаторами. Поставляется он
готовым к употреблению в виде белой жидкой эмульсии (гу-
стоты сметаны), может быть разжижен водой.
Прекрасно клеит бумагу, картон, кожу и текстиль. В
промышленности применяется для бесшовного переплетения
книг.
После высыхания клей эластичен, в воде набухает.
14 Заказ 127
ГЛАВА IV
ИЗГОТОВЛЕНИЕ МОДЕЛЕЙ
Готовясь к постройке летающей модели, моделист в
большинстве случаев сам выполняет чертеж модели, сос-
тавляет эскизы и намечает технологию.
В зависимости от назначения модели, наличия материа-
лов и оборудования определяется последовательность ра-
боты.
Изготовление летающих моделей требует особенно тща-
тельного подхода. Необходимость добиваться большой проч-
ности при малом весе предъявляет специфические требова-
ния, характерные для летающих моделей.
От удачного сочетания конструкции и материалов зави-
сят летные и эксплуатационные качества моделей.
Летающие модели-копии и макеты строятся по точным
чертежам, которые желательно дополнять фотографиями.
Чем точнее чертежи, чем удачнее фотографии, тем легче ра-
ботать моделисту и макетчику, тем лучше можно выполнить
модель.
Авиационные модели различных классов и их детали
имеют много общего, приемы их изготовления и сборки так-
же схожи, поэтому можно обобщить описание изготовления
частей и деталей.
ЧЕРТЕЖИ МОДЕЛЕЙ
Работу над моделью обычно начинают с вычерчивания
ее в натуральную величину и составления технологического
плана работы.
От чертежа во многом зависит качество изготовления
модели. Чертеж должен давать полное и наглядное представ-
ление о внешних очертаниях и всей конструкции модели. Мо-
дель должна быть изображена в трех проекциях со всеми
необходимыми сечениями. Важные узлы необходимо вычер-
тить и раздеталировать отдельно. Подробный чертеж моде-
210
ли прикалывают к доске и используют в качестве плаза, с
которого снимают шаблоны и на котором ведут подгонку де-
талей.
Чертежи летающих моделей должны точно переда-
вать внешнюю форму, иметь необходимые размеры и воз-
можно подробнее отображать детали конструкции (рис. 115).
На рис. 116, Л, Б, В приведен рабочий чертеж музей-
ной модели. Такой чертеж дает полное представление о
формах модели, конструкции ее частей, оборудовании и от-
делке. Для воспроизведения сложных мест, например каби-
ны, чертеж дополняется фотографиями.
Рабочий чертеж тактической модели (рис. 117) бо-
лее прост, он передает внешние очертания и отделку само-
лета.
Рекомендации по изготовлению типичных частей моделей
приводятся ниже.
ЧЛЕНЕНИЕ МОДЕЛЕЙ
Все части моделей имеют наименования, подобные са-
молетным (рис. 118). Для удобства транспортировки и экс-
плуатации, а также для удобства работы летающие модели
расчленяют на части и узлы (рис. 119). Кордовые пилотаж-
ные и гоночные модели должны быть особенно жесткими,
поэтому их делают неразборными и мирятся с неудобством
транспортировки. Музейные и тактические модели приходит-
ся перевозить редко, поэтому их не разбирают на части, ес-
ли габариты не слишком велики.
Характерной особенностью многих летающих моделей
является крепление крыла и оперения, разъединяющиеся при
сильных ударах о препятствие. Это уменьшает повреждение
крыла и всей модели.
Части летающих моделей чувствительны к влаге, теплу,
подвержены короблению, тонкую обшивку можно легко по-
вредить. Поэтому модели рекомендуется перевозить в спе-
циальных ящиках, в которых части моделей размещают в
зажимах и гнездах (рис. 120).
УЗЛЫ И ДЕТАЛИ МОДЕЛЕЙ
Фюзеляжи
Фюзеляж модели является ее корпусом, на котором мон-
тируются все основные части модели: крыло, оперение, мо-
тор, шасси. В нем размещается полезный груз.
14* 211
КОРДОВАЯ ТРЕНИРОВОЧНАЯ ПИЛОТАЖНАЯ МОДЕЛЬ ЩЕРБАКОВА (ЦАМ Л, 1961 ГОД)
РИС. 115. РАБОЧИЙ ЧЕРТЕЖ ЛЕТАЮЩЕЙ МОДЕЛИ.
212
РИС.ПВД. РАБОЧИЙ ЧЕРТЕЖ МУЗЕЙНОЙ МОДЕЛИ САМОЛЕТА ЯК* 12А
(ВИД СВЕРХУ И ДЕТАЛИ)
213
СЕЧЕНИЕ 10-10
РИС.116,Б. ЧЕРТЕЖ МОДЕЛИ ЯК-12Д (ВИД СБОКУ,
ВИД СПЕРЕДИ И ДЕТАЛИ)
214
РИС.пб,В.ЧЕРТЕЖ ОКРАСКИ МОДЕЛИ ЯК 12Д
215
РИС. 112 РАБОЧИЙ ЧЕРТЕЖ ТАКТИЧЕСКОЙ МОДЕЛИ САМОЛЕТА
.НОРТРОП 156 F ФРИДОН ФАЙТЕР
216
ВЕРТИКАЛЬНОЕ ОПЕРЕНИЕ
РУЛЬ ПОВОРОТА
КАБИНА
ФЮЗЕЛЯЖ
киль
ФОНАРЬ КАБИНЫ
КОЗЫРЕК ФОНАРЯ
ОБШИВКА
КРЫЛА
КРЫЛА
ШПАНГОУТЫ
СТРИНГЕРЫ
ГАРГРОТ
ОБШИВКА
ШАССИ
ГОРИЗОНТАЛЬНОЕ
ОПЕРЕН И Е
МОТОР
КАПОТ
СТОЙКА
ОБТЕКАТЕЛЬ КОЛЕСА
КОЛЕСО
РИС. 118. НАИМЕНОВАНИЕ ЧАСТЕЙ МОДЕЛИ САМОЛЕТА
СТАВ И Л И ЗАТОР
РУЛЬ ВЫСОТЫ
ЗАКОНЦОВКА
КОСТЫЛЬ ИЛИ
ХВОСТОВОЕ КОЛЕСО
КРЫЛО
ЗАДНЯЯ КРОМКА
ЭЛЕРОН ПЕРЕДНЯЯ КРОМКА
ВИНТ
КОК ВИНТА
НЕРВЮРЫ
ЛОНЖЕРОН
Фюзеляж летающей модели испытывает большие нагруз-
ки при посадке и от вибрации мотора. В особенности слож-
ные нагрузки испытывает фюзеляж резиномоторных моделей,
он подвергается одновременно сжатию и кручению под дей-
ствием резины.
Продольными конструктивными элементами фюзеляжа
являются стрингеры, поперечными — шпангоуты. Широкое
распространение получили фюзеляжи скорлупного типа (мо-
нокок), выклеиваемые из шпона легких пород дерева.
Фюзеляж моделей-макетов изготовляют из дерева или
пластмасс, сохранив подобие внешних форм и обеспечив
стойкость при длительном хранении модели в условиях вы-
ставок и музеев.
Шпангоут летающей (особенно резиномоторной) мо-
дели (рис. 121)—ответственная деталь, которая должна
быть прочной и иметь малый вес.
Шпангоуты из фанеры выполняют из авиационной бе-
резовой фанеры различной толщины.
217
218
. , „и
в1ЖС®»“'‘й2о»‘’Ь"
ПЛОСКИЕ ШПАНГОУТЫ
ИЗ ШПОНА
ГОТОВЫЙ
ГНУТЫЕ СКЛЕЕННЫЕ ШПАНГОУТЫ ИЗ ШПОНА
ШПАНГОУТ
РИС 121. ИЗГОТОВЛЕНИЕ ШПАНГОУТОВ
220
Процесс изготовления следующий: размечается фанера,
обрабатывается по контуру, вырезаются облегчения и пазы,
готовый шпангоут зачищается.
Фанерные шпангоуты просто изготовить и собрать на
простейшем реечном стапеле. Но они имеют довольно боль-
шой вес. Кроме того, жесткость шпангоутов неодинакова
вдоль и поперек волокон рубашки.
Шпангоуты из шпона или пластин изготовляют
в следующей последовательности: разрезается шпон на
полоски, склеиваются полоски внахлестку по чертежу, обре-
заются излишки стамеской и прорезаются пазы для стринге-
ров. Полученные таким образом шпангоуты обладают боль-
шой прочностью при малом весе.
Рекомендуется применять березовый шпон толщиной
0,5—1,0 мм, бальзовые, сосновые и липовые пластины.
Клееные шпангоуты обычно изготовляют для фюзе-
ляжей овального или круглого сечения. Эти шпангоуты обла-
дают большой прочностью, но их труднее сделать, так как
для каждого шпангоута необходимо изготовлять отдельный
шаблон.
Материалом служат полоски березового шпона или тон-
кие сосновые рейки толщиной 1,0—1,5 мм.
Процесс изготовления следующий: делают шаблон, за-
готовляют полоски шпона или сосновые рейки, сгибают и
заклеивают рейки казеиновым клеем, просушивают, зачища-
ют и подгоняют под размер.
Шпангоуты из бальзы выполняют из тонкой пла-
стины бальзы толщиной от 1 до 5 мм.
Процесс изготовления следующий: подготовляют пласти-
ну, зашкуривают, размечают оси, контур и пазы, вырезают
ножом контур, вырезают облегчение ножом или лобзиком.
Применять бальзовые шпангоуты выгодно, так как их
просто изготовить и подогнать после установки шпангоутов
на фюзеляже.
Стрингеры — продольные элементы конструкции фю-
зеляжа — представляют собой рейки прямоугольного сечения,
выполненные из сосны или бальзы. Их строгают с помощью
протяжки рубанком.
Приспособлениями для сборки служат стапель — пря-
мая рейка или доска, на которой ведется разметка и сборка
фюзеляжа, и плаз (чертеж на доске, фанере или бумаге, при-
крепленный на ровной доске), на котором собирают и склеи-
вают панели ферм и каркаса фюзеляжа.
Применение стапелей и плазов повышает точность рабо-
ты и значительно облегчает процесс сборки.
Фюзеляж летающей модели наборный из
реек (рис. 122). Рейки, заготовленные для стрингеров, при-
221
кладывают к плазу (чертежу) и размечают места расположе-
ния стоек. Стойки нужного сечения обрезают по длине,
уменьшенной на толщину одного стрингера, и заостряют ло-
паточкой, как показано на рис. 122. Острием ножа прокалы-
вают стрингер и вставляют смазанный клеем конец стойки
в прорезь на стрингере. Так, последовательно, начиная с но-
са к хвосту, набирают стойки на один стрингер. Затем нака-
лывают второй стрингер и собирают с первым. Изготовлен-
ные таким образом правую и левую панели фюзеляжа соеди-
няют между собой поперечными стойками, выравнивают на
глаз и контролируют по чертежу. Затем промазывают все
места соединений клеем, связывают концы реек на носу и
хвосте, еще раз проверяют, нет ли перекосов, после чего фю-
зеляж подвешивают в вертикальном положении до полного
высыхания клея.
Когда клей просохнет, ставят передние и задние бобыш-
ки, детали креплений и усиления.
РИС 122 СБОРКА ФЮЗЕЛЯЖА ИЗ РЕЕК
222
Фюзеляж летающей модели с фанерными
шпангоутами. Такой фюзеляж можно собирать без ста-
пеля и на стапеле.
Сборка без стапеля (рис. 123) производится в сле-
дующем порядке.
Шпангоуты раскладывают на чертеже по порядку и ну-
меруют их, идя от носа к хвосту модели. На стрингерах раз-
мечают мягким карандашом места шпангоутов. Два сосед-
них шпангоута, расположенных в середине модели, приматы-
вают нитками без клея к стрингерам. Получив таким обра-
зом основу фюзеляжа, приматывают последовательно все
шпангоуты носовой части фюзеляжа, а затем хвостовой. Вы-
ровняв стрингеры и шпангоуты, места стыков мажут клеем
и подвешивают фюзеляж в вертикальном положении для про-
сыхания клея. Подогнав переднюю и заднюю бобышки, их
вклеивают на места, после чего можно поставить раскосы,
крепления и другие детали.
При такой сборке фюзеляж легко может быть перекошен
в момент закрепления носовой и хвостовой бобышек, поэто-
РИС 123 СБОРКА ФЮЗЕЛЯЖА С ВЫПИЛЕННЫМИ ШПАНГОУТАМИ БЕЗ СТАПЕЛЯ
223
му необходимо особенно тщательно проверить его после
вклеивания бобышек.
Раскосы и детали усиления надо ставить и подгонять
так, чтобы они садились свободно и удерживались только
клеем.
Постановка раскосов с усилием «в распор» вызывает
искривление фюзеляжа.
Сборка фюзеляжей со шпангоутами из бальзы, шпона и
переклейки производится в такой же последовательности и
таким же способом, как и фюзеляжей с фанерными шпангоу-
тами без стапеля. Большая жесткость таких шпангоутов в
этом случае обеспечивает более точную сборку фюзеляжа.
Сборка на стапеле. Назначение стапеля — дать
возможность точно установить шпангоуты и стрингеры перед
склейкой и удерживать их в таком положении до полного
просыхания клея.
Проще всего собирать на стапеле фюзеляжи с фанерны-
ми и бальзовыми шпангоутами. Шпангоуты для этого делают
с точно размеченными отверстиями по размеру стапельного
бруска в средней, невырезанной части шпангоута (рис. 124).
Стапель должен быть достаточно жестким, чтобы изгиб
стрингеров не вызывал его деформаций.
Последовательность сборки фюзеляжей этим методом
следующая. Шпангоуты нанизывают на стапель и закрепля-
ют на местах, соответствующих разметке по чертежу, затем
укладывают в гнезда стрингеры, притягивают их ниткой или
пришпиливают тонкими булавками и закрепляют на шпанго-
утах каплями клея.
После высыхания клея перемычки на шпангоутах подре-
зают, освобождают от них стапель и вынимают его из фю-
зеляжа. В тех случаях, когда стапель нельзя вынуть через
передний или задний шпангоут, его распиливают и выни-
мают по частям.
Раскосы и детали усиления конструкции нужно устанав-
ливать на фюзеляже до снятия его со стапеля.
Подмоторные рамы, носовые и хвостовые бобышки надо
особенно внимательно закреплять и аккуратно подгонять.
При несимметричном закреплении стрингеров в бобышках
получается перекос всего фюзеляжа, а при неудовлетвори-
тельной проклейке соединений бобышка под действием уси-
лия от резиномотора или при грубой посадке будет сорвана
со своего места, что может привести к серьезной аварии.
Чтобы усилить носовую часть летающей модели, передние
шпангоуты делают толще, а места стыков со стрингерами
усиливают кницами, оклеивают тонкой фанерой или тканью
и обматывают нитками с клеем. Таким же способом закреп-
ляют и хвостовую бобышку.
224
НАНИЗЫВАНИЕ ШПАНГОУТОВ НА СТАПЕЛЬ
РИС 124 СБОРКА ФЮЗЕЛЯЖА НА СТАПЕЛЕ
15 Заказ 127
225
После того как стапель снят, носовую часть фюзеляжа
можно оклеить плотной бумагой или бальзой.
Фюзеляжи скорлупного типа (монокок) вы-
клеиваются из бумаги, стружки или шпона легких пород де,
рева, бальзы и липы на болванках. Часто встречаются ком-
бинированные конструкции, в которых выклеивают отдель-
ные части модели, например переднюю часть фюзеляжа, где
расположен резиномотор, хвостовые балки, носовые части,
капоты и т. д. (рис. 125).
Для изготовления фюзеляжа подготовляют деревянные
болванки нужной формы и покрывают их лаком. Для того
чтобы последующие слои бумаги или стружки, образующие
скорлупу, не приклеивались к болванке, ее обвертывают
сплошным слоем тонкой увлажненной бумаги. Бумаге дают
«присохнуть», шпон, стружку или бумагу режут на узкие
полоски и, слегка смазав столярным клеем, винтообразно
обвертывают ими болванку (рис. 126).
Последующие витки стружки обвертывают вплотную к
предыдущим так, чтобы просветы между ними были как
можно меньше. Последний виток требует индивидуальной
прирезки по месту.
Окончив наклеивание первого слоя, сразу же приступа-
ют к наклеиванию второго слоя. Задержка в наклеивании
может вызвать коробление и растрескивание первого слоя.
Второй слой наклеивают под углом 45° к первому в об-
ратном направлении, каждую полоску хорошо промазывают
горячим столярным клеем и плотно прижимают к поверхно-
сти первого слоя. Образовавшиеся сгустки клея под струж-
кой нужно раскатывать ручкой стамески.
После нанесения второго слоя скорлупу сушат, зачища-
ют шкуркой № 80 или № 100 и приступают к наклеиванию
последующих слоев, чередуя направление витков и следя за
тем, чтобы стыки располагались в шахматном порядке. Пос-
ле нанесения каждого последующего слоя скорлупу надо
просушивать, для того чтобы ее не покоробило после снятия
с болванки, и затем шкурить. Количество слоев определяется
в зависимости от требуемой толщины, прочности и допускае-
мого веса.
Перед тем как готовую скорлупу снять с болванки, ее
грунтуют и предварительно окрашивают. Иногда форма по-
зволяет снять скорлупу, не разрезая ее. Если же скорлупу
нельзя снять без разреза (например, обтекатель колеса, поп-
лавок и др.), ее разрезают, снимают с болванки и склеивают
тонкой полотняной ленточкой изнутри и полоской плотной
бумаги снаружи.
Изготовленные таким образом фюзеляжи обладают
большой прочностью, хорошо лакируются и полируются.
226
РИС 126 ВЫКЛЕИВАНИЕ ФЮЗЕЛЯЖА
ТИПА МОНОКОК ИЗ СТРУЖКИ
15*
227
Выклейка скорлупы из бумаги производится таким же
способом. Отличные результаты дает применение эпоксид-
ного клея.
Части фюзеляжа цилиндрической или конической формы
можно сделать из фанеры толщиной 0,5—1,0 мм. Для этого
фанеру, выкроенную по развертке детали с припуском на
швы, размачивают в кипятке, сгибают по болванке и забин-
товывают марлевым бинтом или текстильной лентой. Нужно
следить за тем, чтобы не было узлов на ленте, так как они
могут оставить следы на фанере. Изготовленную таким обра-
зом трубку сушат, затем подгоняют шов, подкладывают под
него полоску фанеры и заклеивают, вновь забинтовав на бол-
ванке. После просыхания трубку зачищают и шкурят.
Слабым местом всех скорлупных фюзеляжей из фанеры
и древесных стружек являются кромки, которые легко рас-
щепляются. Поэтому их необходимо закреплять текстильной
или бумажной лентой.
Фюзеляжи летающих моделей-копий обычно значительно
сложнее по конструкции, но все элементы и методы сборки
их остаются теми же.
Фюзеляжи музейных моделей делают из дре-
весины ольхи или липы.
Ткань прогиб ткани
® ПРАВИЛЬНАЯ ОБТЯЖКА
КРЫЛО7 РЕЙКА'
УЧАСТКИ возможных ПЯТЕН И ВПАДИН
НЕПРАВИЛЬНАЯ ОБТЯ Ж К А
(РЕЙКИ НИЗКИ, ТКАНЬ ПРИКЛЕИЛАСЬ К
КРЫЛУ И ОБРАЗОВАЛА ВПАДИНЫ)
КЛЕИ
УГЛОВАТОСТЬ
РИС. 127 МОДЕЛИРОВАНИЕ КОНСТРУКЦИИ .ОБТЯНУТОЙ ПОЛОТНОМ
ИСПОРЧЕННАЯ ОБТЯЖК А
(ИЗЛИШЕК КЛЕЯ НА РЕЙКАХ ПРИ ВЫСЫ -
ХАНИИ ВТЯГИВАЕТ ПОЛОТНО И ОБРАЗУЕТ
РЕЗКУЮ УГЛОВАТОСТЬ)
228
В тех случаях, когда моделируется кабина, заготовку
склеивают на бумажной прокладке, выдалбливают кабину
и облегчения, затем склеивают и обрабатывают снаружи.
В местах, где имитируется конструкция, обтянутая по-
лотном, делают углубления и наклеивают стрингеры высо-
той 1—2 мм, чтобы натянуть на них легкую ткань. Фактура
материала и вырисовывающиеся под тканью стрингеры соз-
дают впечатление наборной конструкции (рис. 127).
Фюзеляжи, долбленные из дерева мягких пород, приме-
няются на музейных и летающих моделях, где требуется по-
лучить Хорошую форму и гладкую поверхность, например
моделей планеров, скоростных и гоночных моделей.
Процесс изготовления слагается из двух этапов: перво-
го— заготовки болванки и придания внешних форм и второ-
го— облегчения фюзеляжа и отделки. Заготовка делается
обычно из двух сухих липовых досок (если нет досок, из ко-
торых может выйти по габаритам одна половинка фюзеля-
жа, то заготовку склеивают из более тонких досок). Поло-
винки заготовок профуговывают и подготовляют к склейке
столярным или казеиновым клеем. Для того чтобы после
наружной обработки фюзеляжа можно было разнять его по-
полам, в шов закладывают при склейке сплошной лист
плотной бумаги, которая в дальнейшем после просушки поз-
волит разъединить фюзеляж ножом на две половинки
(рис. 128).
Склеенную таким образом болванку фюзеляжа зажима-
ют в струбцины и дают клею высохнуть.
Далее процесс изготовления идет по следующей схеме.
Обрабатывают заготовки по контуру вида сбоку, по контуру
вида сверху и по шаблонам поперечных сечений — придают
требуемую форму. Раскалывают фюзеляж ножом вдоль по
клеевому шву, снимают циклей клей и бумагу, размечают по
чертежу внутренние облегчения, долбят внутренние облегче-
ния.
Склеивают фюзеляж вновь после установки всех необ-
ходимых механизмов и креплений, снимают струбцины и шпа-
гат после полного высыхания клея, удаляют излишки клея,
зачищают поверхность, снимают ворс, лощят и отделывают.
Мотоустановки
Мотоустановки резиномоторных моделей состоят из ре-
зинового мотора, изготовленного из пучка резины, подшип-
ника и бобышек.
Передние и задние бобышки для летающих моделей из-
готовляют по технологической схеме, изображенной на
рис. 129.
229
РИС 126 ПРОЦЕСС ИЗГОТОВЛЕНИЯ ДОЛБЛЕНОГО ФЮЗЕЛЯЖА
230
Крючки, удерживающие резиномотор, делают из прово-
локи ОВС и ВС диаметром 1,5—3 мм.
Изготовление резиномотор а. Проектируя мо-
дель определенного полетного веса, всегда можно, пользуясь
статистикой подобных моделей, определить вес потребного
резиномотора. Обычно вес резины составляет от 25 до 50%
полетного веса модели.
На моделях чемпионатного класса вес резиномотора ог-
раничен 50 г.
Для получения большей отдачи энергии при раскрутке
и большего числа оборотов заводки резиномотор составляют
не из целого куска резины, а из пучка лент или нитей сече-
нием 1X2, 1X3, 1X4, 1X5, 1X6 и 0 1,3 мм.
Резиномотор рекомендуется изготовлять следующим спо-
собом (рис. 130). Отобрав качественную резину, отвешивают
требуемое количество ее. Затем на доске вбивают два гвоз-
дя на расстоянии, равном удвоенной заданной длине рези-
HONfoTopa.
Резиновую нить наматывают на гвозди, не натягивая и
следя за тем, чтобы она не закручивалась.
Концы связывают морским узлом, а излишек обрезают,
оставляя хвостики длиной 5—6 мм, и завязывают их кату-
шечными нитками. При установке на модель полученный ре-
зиновый жгут складывают вдвойне.
Новый мотор промывают в теплой воде с туалетным мы-
лом 10—15 минут, смазывают пятью-десятью каплями касто-
рового масла и тщательно растирают масло по всей поверх-
ности мотора.
Готовый мотор полезно «обработать» следующим обра-
зом: закрутить его на 50 оборотов, раскрутить и растереть
по резине выдавленную смазку. Закрутить мотор на 100 обо-
ротов, раскрутить и вновь растереть смазку. Повторять за-
крутку, увеличивая завод на 50 оборотов, до тех пор, пока
закрутка не достигнет 80% от наибольшего допустимого чис-
ла оборотов.
После двух-трех полетов на полном заводе рекоменду-
ется мотор промыть и оставить в покое — «отдохнуть» не ме-
нее трех-четырех суток.
При подготовке модели к полету задача заключается в
том, чтобы при заводке резиномотора получить наибольшее
и в то же время безопасное для целости модели число обо-
ротов.
Не рекомендуется держать резиномотор заведенным и
подолгу оставлять на солнце модели с надетыми резиномо-
торами.
Перед самым полетом смазанный резиномотор предвари-
тельно растягивают в два-три раза и быстро закручивают
рукой, дрелью или специальной машинкой, постепенно умень-
231
ФЮЗЕЛЯЖ СМЕШАННОЙ КОНСТРУКЦИИ
РИС ’29 ФЮЗЕЛЯЖИ И ПЕРЕДНИЕ БОБЫШКИ РЕЗИНОМОТОРНЫХ МОДЕЛЕЙ
232
СПОСОБЫ СВЯЗЫВАНИЯ КОНЦОВ РЕЗИНОВОЙ НИТИ И ЛЕНТЫ
ЗАДЕЛКА ПЕТЕЛЬ РЕЗИНОМОТОРОВ СХЕМАТИЧЕСКИХ МОДЕЛЕЙ
РИС 130 ИЗГОТОВЛЕНИЕ РЕЗИНОМОТОРОВ
233
шая длину вытяжки, чтобы к моменту, когда мотор будет
полностью закручен, длина его была близка к длине фюзе-
ляжа.
Приближенно допустимое число оборотов — завод рези-
номотора весом 50 г при различных площадях его сечения
можно определить по графику (рис. 131).
Для того чтобы точно определить предельное число обо-
ротов, до которого можно закручивать резину, нужно по-
жертвовать одним резиномотором, закрутить его до разрыва,
записать полученное число оборотов и, уменьшив его на 7 —
10%, считать это число предельным для завода резиномо-
тора данных размеров и сорта резины.
После полетов резиномотор надо снять, прополоскать в
теплой мыльной воде, просушить, пересыпать тальком и по-
ложить в банку. Особенно следует оберегать резиномотор от
случайных порезов, попадания на резину песка и вибрации
мотора в фюзеляже. Вибрация возникает от неудачных по
форме или погнутых валов-крючков. Обрывы моторов внут-
ри фюзеляжа влекут за собой часто непоправимые поломки
моделей.
Правильное изготовление и хранение обеспечивает дли-
тельную и надежную работу мотора.
Мотоустановки моделей с поршневыми
двигателями состоят из мотора, подмоторной рамы,си-
стемы питания.
Наши авиамоделисты в основном применяют моторы оте-
чественного производства:
Компрессионные МК-16 с рабочим объемом 1,5 см3
» МК-12С » » » 2,5 >
> МК-12В > » > 2,5 >
» МК-2,5 (Харьков) 2,5
> Ритм » » » 2,5 >
Калильные МД-2,5 (Москва) > » » 2,3 >
МД-5 (Комета) » » » 5 »
Запальные свечи авиамодельных моторов имеют резьбу
’А дюйма, что соответствует (метрическим размерам) диа-
метру 6,33 мм и шагу 0,85 мм (у чехословацких двигателей
1МВВС диаметр 6 мм и шаг 0,75 мм).
Основные размеры моторов и деталей, необходимые при
монтаже, даны на рис. 132, А, Б.
На рис. 133 показаны операции, которые необходимо
произвести для испытания калильного двигателя перед уста-
новкой на модель.
Разборку мотора и его агрегатов, а также ввинчивание
и вывинчивание свечей следует делать только соответствую-
щими ключами, приложенными к двигателям. Применение
щипцового инструмента для отвертывания гаек и болтов
приводит к порче деталей.
234
Мкр,
кг см
РАБОТУ
СЕЧЕНИЕ МОТОРА,СМ2
ГРАФИК ОПРЕДЕЛЕНИЯ ЧИСЛА
ОБОРОТОВ ЗАКРУТКИ
ВЛИЯНИЕ ТЕМПЕРАТУРЫ НА
РЕЗИНОМОТОРА
РИС 131 ГРАФИКИ ДЛЯ ПРИБЛИЖЕННОГО ОПРЕДЕЛЕНИЯ
ХАРАКТЕРИСТИК РЕЗИНОМОТОРОВ
235
РИСОНА ГАБАРИТЫ АВИАМОДЕЛЬНЫХ ДВИГАТЕЛЕЙ
23G
-Н8
РАМ-1
РИС132Б ГАБАРИТЫ АВИАМОДЕЛЬНЫХ ДВИГАТЕЛЕЙ
237
РИС 133 ПОДГОТОВКА ДВИГАТЕЛЯ ДЛЯ УСТАНОВКИ НА МОДЕЛИ
238
МОТОР
РИС 134 КОНСТРУКЦИИ МОТОРАМ
239
Деревянная моторама проходит сквозь первые
два-три шпангоута (рис. 134). Раму изготовляют из твердых
пород дерева и закрепляют при помощи уголков так, чтобы
от вибрации мотора или при ударе она не вышла из своих
гнезд в шпангоутах.
Отверстия в мотораме сверлят по мотору. Установив
предварительно угол смещения мотора по чертежу, сверлят
первое отверстие, в него вставляют болт и завертывают гай-
ку. После этого сверлят последовательно остальные отвер-
стия.
Металлическую мотораму изготовляют из ли-
стовой стали или пруткового дюралюминия. Раму присоеди-
няют к переднему шпангоуту, который в этом случае надо
особенно хорошо закрепить в местах стыков со стрингерами
текстильными лентами, обшивкой бальзой, кницами или рас-
косами.
В первом и во втором случаях мотор крепят к раме бол-
тами диаметром 3—4 мм. Чтобы предотвратить самоотвер-
тывание, под гайки необходимо ставить пружинные шайбы.
Если мотор устанавливают на фланце или на ушках,
расположенных на торце мотора, задача упрощается и сво-
дится к креплению мотора тремя длинными четырех- или пя-
тимиллиметровыми болтами, которые проходят сквозь перед-
ний усиленный шпангоут (см. рис. 134).
Такая конструкция мотора позволяет в больших преде-
лах регулировать углы его установки.
Система питания двигателей состоит из бачка
и топливопровода.
Бачки делают паяными из жести, медной или латунной
фольги. Для изготовления бачков применяется также цел-
лулоид толщиной 0,5—0,8 мм (рис. 135,Л, Б).
Порядок изготовления такого бачка следующий:
— выдавливают донца;
— склеивают обечайки;
— вклеивают донца;
— изготовляют на токарном станке горловину и штуце-
ры из органического стекла;
— изготовляют отстойник;
— прорезывают полукруглой трехмиллиметровой стаме-
ской отверстия под штуцер и горловину;
— вклеивают штуцер, горловину и отстойник;
— проверяют бачок на герметичность (испытывать ба-
чок водой не следует, надо только топливом).
Склеивать бачок можно ацетоном с последующей двух-
кратной заливкой шва эмалитом или цапон-лаком.
Бензобачки более сложных форм изготовляют путем вы-
240
ИЗГОТОВЛЕНИЕ БАЧКА ДЛЯ ПИЛОТАЖНОЙ МОДЕЛИ
РИС 135.Д ТОПЛИВНЫЕ БАЧКИ ЛЕТАЮЩИХ МОДЕЛЕЙ И
ПРИНАДЛЕЖНОСТИ ДЛЯ ИХ ЗАПРАВКИ
16 Заказ 127
241
НАПРАВЛЕНИЕ
ПОЛЕТА
ПАЯТЬ ОЛОВОМ
ЖЕСТЬ “ 0,3
МАТЕРИАЛ I ФОЛЬГА _ q 3
МЕДНАЯ
ВИД СВЕРХУ
ВИД СПЕРЕДИ
ВИД ПО СТР А
КРЕПЛЕНИЕ ТРУБКИ
03ХМ2,6
ВНУТРЕННИЕ
СЕЧЕНИЯ ТРУБОК
Д - 02.5
В -0 1,5
Зл-0МЗ
Т - 02
П - 0 1,5
СЕЧЕНИЯ
РИС. 135,5. БАЧОК „ПОИЛКА* ДЛЯ СКОРОСТНЫХ КОРДОВЫХ МОДЕЛЕЙ
давливания из целлулоида на деревянных болванках. Этот
способ описан в главе III.
Топливопровод состоит из отстойника, штуцеров, кранов,
фильтра и трубки, подводящей топливо к мотору. «Лучшими
являются толстостенные хлорвиниловые и полиэтиленовые
прозрачные трубки сечением 2X3, 2X4 или 3X5 мм, идущие
на изоляцию электропроводов.
Для создания устойчивости работы мотора применяются
поплавковые камеры, которые поддерживают постоянный
уровень горючего перед жиклером.
Мотоустановки на летающих моделя х-к о-
п и я х должны как можно точнее воспроизводить натуру.
К сожалению, соблюсти подобие носовой части удается ред-
ко, так как большинство авиамодельных моторов имеет
один цилиндр, который не всегда можно вписать в капот,
242
РИС 136 МОГОУСТАНОВКИ МУЗЕЙНЫХ МОДЕЛЕЙ
16*
243
подобный капоту на самолете-прототипе. Так, например, на
летающей копии-самолета ИЛ-18 (см. рис. 3) моторы зака-
потированы полностью и мотоустановки создают прекрасное
впечатление, в то время как на большинстве летающих копий-
самолетов эта задача решается не всегда.
Макеты мотоустановок музейных моделей
изготовляют с множеством подробностей по точным чер-
тежам.
Особенно трудно воспроизводить мотоустановки самоле-
тов старых конструкций, так как на них моторы в большин-
стве случаев были полностью открыты. Копирование совре-
менного самолета с полностью закопотированным мотором,
конечно, гораздо проще. Так, например, установки моторов
водяного охлаждения имеют снаружи только патрубки и ра-
диаторы; моторы воздушного охлаждения просматриваются
только спереди да и то частично. Еще меньше деталей видно
на реактивных самолетах. Создать точную копию мотора в
миниатюре — довольно трудоемкая задача, требующая от
исполнителя большого мастерства и усердия.
Практика показала, что в музейном моделировании мо-
торов проще всего можно достичь хороших результатов,
применяя как основной материал пластмассы, целлулоид, ор-
ганическое стекло, и только ряд деталей выполнять из метал-
ла, например винт со втулкой и толкатели клапанов.
На рис. 136 показаны макеты мотоустановок нескольких
музейных моделей.
Винты
Винты на нелетающих моделях воспроизводят конструк-
цию и, как правило, только внешние формы. На летающих
моделях винт является ответственной деталью, от которой во
многом зависит полет — он создает тягу, и к его изготовле-
нию следует подходить очень внимательно.
Винты деревянные для летающих и нелетающих
моделей большей частью изготовляют из древесины различ-
ных пород.
Клееные винты делают главным образом при копирова-
нии винтов моделей-копий. При изготовлении таких винтов
хорошие сочетания по цвету и прочности дают клен с оре-
хом и красное дерево с березой.
Способ обработки и последовательность операций при
изготовлении винтов для резиномоторных моделей и моделей
с поршневыми моторами примерно одинаковы.
Процесс изготовления состоит из следующих операций
(рис. 137):
244
ВИД СБОКУ
РИС 137 ПРОЦЕСС ИЗГОТОВЛЕНИЯ ДВУХЛОПАСТНОГО ДЕРЕВЯННОГО ВИНТА
245
ЧЕРТЕЖ ВИНТА ЛЕТАЮЩЕЙ МОДЕЛИ
РИС. 138А. ЧЕРТЕЖИ ВИНТОВ МОДЕЛЕЙ САМОЛЕТОВ И ПРИСПОСОБЛЕ
НИЙ ДЛЯ ИХ РАЗМЕТКИ, ОБРАБОТКИ И КОНТРОЛЯ
246
ЛИМБ ПРИБОРА ПШВ-Г ДЛЯ ВИНТОВ ДО 04 280 ММ
РИС. 138,Б. ГРАФИК ДЛЯ ОПРЕДЕЛЕНИЯ СЕЧЕНИЙ
БОЛВАНКИ И УСТАНОВОЧНОГО УГЛА ЛОПАСТИ
247
РИС. 138В. ЛИМБ ПРИБОРА ПШВ — Г ДЛЯ ВИНТОВ D< 750 ММ
248
380
РИС 138г ПРИБОР ДЛЯ ПРОВЕРКИ И ИЗМЕРЕНИЯ ШАГА ВИНТОВ ПШ В - Г
249
СЕЧЕНИЕ БРУСКА ПРИ ИЗГО-
ТОВЛЕНИИ Л О П АСТИ
ОБЫЧНЫМ СПОСОБОМ
МАКСИМАЛЬНОЕ
СЕЧЕНИЕ БРУСКА -----
ШИРИНА ПРОЕКЦИИ ЛОПАСТИ
СЕЧЕНИЕ БРУСКА ПРИ
ИЗГОТОВЛЕНИИ ЛОПАСТИ
БИНТА ПО РАЗВЕРТКЕ
СЕЧЕНИЕ КОМЛЯ
РАЗВЕ PH У ТА Я
ШИРИНА ЛОПАСТИ
ОПРЕДЕЛЕНИЕ СЕЧЕНИЯ БРУСКА
В РАБОЧЕМ ПОЛОЖЕНИИ
СКЛАДЫВАЮЩИЙСЯ ОДНОЛОПАСТНЫЙ
ВИНТ
РИС139.А ВИНТЫ И ЛОПАСТИ РЕЗИНОМОТОРНЫХ МОДЕЛЕЙ
250
СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ
ОБЩИЙ МЕТОД ПОСТРОЕНИЯ
ШАБЛОНОВ ЛОПАСТЕЙ ВИНТОВ
ИЗГОТОВЛЕНИЕ ЛОПАСТЕЙ ВИНТА ИЗ БАЛЬЗОВОЙ ПЛАСТИНЫ
РИС 139,5
251
ПРИМЕРЫ ПРОФИЛИРОВАНИЯ ЛОПАСТЕЙ
ВИНТА РЕЗИНОМОТОРНЫХ МОДЕЛЕЙ
ПОСТРОЕНИЕ ШАБЛОНОВ
ПРИ ИЗГОТОВЛЕНИИ ЛОПАСТЕЙ
ИЗ ТОНКОГО БРУСКА
СПОСОБ РАЗМЕТКИ БРУСКА
ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТА С
РИС 139,6 ТРЕУГОЛЬНЫМИ ЛОПАСТЯМИ
252
ВТУЛКА
КАРКАС
ВИН Т А
СТАПЕЛЬ
РИС 140 СБОРКА ВИНТА КОМНАТНОЙ ЛЕТАЮЩЕЙ МОДЕЛИ
РАЗМЕТКА ЗАГОТОВКИ
ПОДШИПНИК, ОБЕСПЕ-
ЧИВАЮЩИЙ ВРАЩЕНИЕ
ВИНТА НА МОДЕЛИ
ЛОПАСТЬ
ШТИФТ, ЗАКРЕПЛЯЮЩИЙ
ЛОПАСТЬ ВО ВТУЛКЕ
В НУЖНОМ НАПРАВЛЕНИИ
КОМЕЛЬ
ЛОПАСТИ
ВТУЛКА
ВИНТА
РИС 14! ИЗГОТОВЛЕНИЕ МЕТАЛЛИЧЕСКОГО ВИНТА МУЗЕЙНОЙ МОДЕЛИ
253
— изготовления по чертежу шаблонов из фанеры, цел-
лулоида, картона или жести;
— заготовки болванки и ее разметки;
— сверления отверстия под вал мотора;
— обработки по шаблонам вида сбоку, а затем вида
сверху;
— разметки максимальных выпуклостей кромок;
— грубой обработки болванки;
— обработки по профилям;
— зачистки и шкуровки;
— предварительной балансировки;
— снятия ворса;
— промежуточной балансировки;
— отделки;
— окончательной балансировки.
На рис. 138, Л, 5, В, Г показан точный чертеж винта и
способ изготовления его по шаблонам, установленным на
стапеле.
Винты для фюзеляжных резиномоторных моделей теперь
почти всегда делаются складывающимися. Применяются и
однолопастные винты. Лопасти винтов резйномоторных мо-
делей изготовляют из бальзы или липы. Для экономии мате-
риала заготовку болванки иногда делают по развертке
лопасти без закрутки ее, а затем, разварив в кипятке, за-
кручивают, после чего лопасть вставляют в стапель и просу-
шивают.
На рис. 139, Л, В, В показан способ изготовления лопа-
стей винта резиномоторной модели и на рис. 140 — способ
сборки винта комнатной летающей модели.
Винты металлические (рис. 141), представляю-
щие точные копии натуральных, делают только для музейных
моделей.
Процесс изготовления винта состоит из следующих опе-
раций:
— изготовления подшипника вала винта;
— заготовки вала с диском для корпуса втулки;
— разметки диска;
— сверловки диска;
— протачивания втулок лопастей;
— опиловки втулки винта и монтажа деталей;
— разметки заготовки лопасти;
— протачивания комля;
— обработки лопасти по шаблону вида сверху и вида
сбоку;
— профилирования;
— зачистки шкуркой и полирования;
— сборки винта.
254
Лопасти вставляют под нужным углом во втулку и, про-
сверлив сверлом диаметром 1,5—2 мм втулку совместно с
комлем лопасти, вставляют штифт из проволоки.
Часто втулки винтов закрывают обтекателями, так на-
зываемыми коками, и тогда задача изготовления облегчается
тем, что вместо втулки можно выточить кок и в нем высвер-
лить отверстия для закрепления лопастей.
Крылья и оперение
Лонжероны. Продольными силовыми элементами
конструкции крыльев являются лонжероны. Обычно они
представляют собой рейки, идущие вдоль крыла, на которых
монтируют нервюры.
Лонжероны бывают простые из одной рейки и набор-
ные (рис. 142) различного сечения. Их изготовляют из пря-
мослойной сосны или плотной бальзы.
Кромки. Передняя и задняя кромки и закругления
крыльев и оперения образуют контур крыла.
Кромки должны быть прямыми и точно продолжать фор-
му профиля. Искривления и перекосы недопустимы.
У простейших моделей и комнатных кромки являются
силовыми продольными элементами, выполняющими роль
лонжеронов.
Тонкие рейки, идущие вдоль крыла — стрингеры, служат
для поддержания обшивки и более точного соблюдения
профиля.
В конструкциях из бальзы кромки вклеивают в виде за-
готовок (см. рис. 142), а затем их выстрагивают на месте
по форме профиля.
Части, требующие повышенной прочности и гладкой
внешней поверхности, например лобовая часть крыла и за-
концовки (см. рис. 142), оклеивают тонкой пластиной бальзы,
которую затем шкурят, или плотной бумагой.
Нервюры. Нервюры являются поперечными элемента-
ми крыла и служат для придания ему определенного про-
филя.
Нервюры схематических моделей выполняют из бамбу-
ка (рис. 143).
Из наружного слоя бамбука вырезают пластинку шири-
ной и толщиной в соответствии с толщиной нервюры. Длина
пластинки берется на 30—50 мм больше длины наибольшей
нервюры. Подготовленную таким образом пластинку заги-
бают над пламенем по форме нервюры, обрезают по длине
наибольшей нервюры и раскалывают ножом вдоль волокон
на отдельные нервюры.
255
ПЕРЕДНИЕ КРОМКИ
ЗАДНИЕ КРОМКИ
НАБОР КРЫЛА
РИС.142 КОНСТРУКЦИИ ЛОНЖЕРОНОВ И КРОМОК
256
Для того, чтобы пластинки раскалывались ровно, их
нужно колоть всегда строго пополам. Нервюры, зачищенные
шкуркой или маленьким рубанком, обрезают до нужной дли-
ны по чертежу и концы их заостряют для того, чтобы в
дальнейшем вставить их в рейки, образующие переднюю и
заднюю кромки крыла или оперения.
Нервюры из шпона (рис. 144). Толщину шпона
берут 0,5—1,0 мм в зависимости от длины и конструкции
нервюры. Обычно их изготовляют без отверстий облегчения
и только для крыльев, имеющих относительную высоту про-
филя менее 8% (см. рис. 144).
Способ изготовления нервюры следующий. Профиль вы-
черчивают на зачищенном шкуркой куске шпона и прорезают
насквозь острием ножа за два приема. Неровности зачи-
щают, пазы для кромок и лонжеронов прорезают узкой ста-
меской. Вырезать нервюры надо на твердой ровной доске.
Чтобы не расколоть нервюру, нужно всегда резать по слою,
а не «в задир».
Нервюры из фанеры толщиной до 1,5 мм вырезают
ножом, толщиной свыше 1,5 мм выпиливают лобзиком. Окон-
чательно форму доводят напильником или шкуркой. Размет-
ку нервюр делают на зачищенной поверхности фанеры каран-
дашом (чертилку применять нельзя, так как по следу чер-
тилки фанера ломается).
Для крыльев прямоугольных постоянного профиля и
трапециевидных, если расстояние между нервюрами одина-
ковое или убывает пропорционально, нервюры изготовляют
следующим способом. Материал, из которого делают нер-
вюры, разрезают на заготовки. Пакет заготовок (рис. 145)
сбивают длинными тонкими гвоздями, одну из длинных сто-
рон пакета прострагивают и, приняв полученную плоскость
за начальную, расчерчивают контур с обеих сторон пакета.
Закрепляют металлические шаблоны. Затем приступают к
обработке пакета по контуру, пропиливают пазы для стрин-
геров, лонжеронов и облегчения. После этого нервюры разъ-
единяют и нумеруют в том порядке, в каком они были сло-
жены.
Нервюры из бальзы. Бальзовые нервюры, как пра-
вило, делают без отверстий — облегчений. Бальзу распили-
вают на дощечки нужной толщины, на них переводят контур
нервюр через копировальную бумагу и вырезают.
Бальза — материал мягкий и резать его лучше всего
тонким ножом, осколком лезвия безопасной бритвы толщи-
ной 0,1—0,2 мм или специальным ножом со сменными лез-
виями толщиной не более 0,4—0,5 мм. Удобно вырезать
нервюры при помощи специального металлического шаблона.
Усиленные нервюры (см. рис. 144) изготовляют
из фанеры или тонких липовых дощечек и ужещают сосно-
17 Заказ 127
257
ВРЕЗКА НОСИКА И ХВОСТИКА НЕРВЮРЫ
РИС 143 ИЗГОТОВЛЕНИЕ НЕРВЮР ИЗ БАМ-
БУКА ДЛЯ СХЕМАТИЧЕСКИХ МОДЕЛЕЙ
НЕРВЮРА ИЗ ШПОНА
СПЛОШНАЯ БАЛЬЗА
СПЛОШНАЯ
БАЛЬЗ А
РАСКОСЫ
ИЗ ТВЕРДОГО ДЕРЕВА
НЕРВЮРЫ ИЗ БАЛЬЗЫ И ИХ КРЕПЛЕНИЕ
НЕРВЮРЫ ИЗ ФАНЕРЫ
УСИЛЕННЫЕ НЕРВЮРЫ
ПРОСТЫЕ НЕРВЮРЫ
РИС 144 КОНСТРУКЦИИ НЕРВЮР
258
РИС 145 ИЗГОТОВЛЕНИЕ НЕРВЮР
17*
259
ПРОКАЛЫВАНИЕ В НАМЕЧЕННОМ МЕСТЕ ДЛЯ НЕРВЮР
РИС 146 СБОРКА КРЫЛА СХЕМАТИЧЕСКОЙ МОДЕЛИ
260
выми или бамбуковыми полками, стойками и раскосами.
Усиленные нервюры устанавливают в местах разъема крыла,
чтобы предотвратить деформацию мест разъемов под дей-
ствием натяжения обтяжки.
Сборка крыльев и оперения схематической мо-
дели заключается в соединении нервюр, передней и задней
кромок и законцовок между собой.
Последовательность сборки крыльев и оперений схема-
тических моделей следующая (рис. 146):
— сращивают законцовки с передней и задней кром-
ками;
— размечают положения нервюр;
— устанавливают нервюры;*
— приматывают лонжерон;
— выравнивают готовый каркас над пламенем керосино-
вой лампы или спиртовки.
Крылья и оперения фюзеляжных моделей для получе-
ния точной формы без перекосов и искривлений собирают на
специальном стапеле (рис. 147). В некоторых случаях в ка-
честве стапеля можно использовать ровную доску, для этого
можно использовать чертежную доску. На нее накладывают
чертеж крыла или оперения, прикалывают кнопками и про-
изводят сборку по следующей схеме:
РИС. !47 СБОРКА КРЫЛЬЕВ
261
262
— укладывают нижнюю полку лонжерона;
— плотно насаживают на свои места нервюры, смазан-
ные клеем в местах соединений с другими элементами крыла;
— вставляют верхнюю полку лонжерона, переднюю и
заднюю кромки;
— сращивают законцовку с кромками;
— вставляют корневую нервюру и заделывают концы
лонжеронов;
— зачищают кромки и снимают излишки клея;
— закрепляют детали крепления;
— обтягивают носок плотной бумагой или бальзой.
Порядок сборки многолонжеронных крыльев и оперений
тот же, что и для однолонжеронной конструкции. Типичные
наборы крыльев показаны на рис. 148.
Крылья музейных моделей обычно делают целиком из
переклеенной ольховой или липовой заготовки. Имитация
металлической обшивки достигается окрашиванием нитрола-
ками в соответствующий цвет.
Имитацию полотняной обшивки достигают изготовле-
нием нервюр и каркаса с последующей обтяжкой тонкой
тканью. Для упрощения работы можно не воспроизводить
конструкцию целиком, а лишь наклеивать рейки в местах
нервюр, стрингеров, шпангоутов и т. п.
Шасси
В большинстве конструкций летающих моделей шасси
делают из стальной проволоки, листовой упругой стали или
дюралюминия (рис. 149, 150, Л,Б).
Процесс изготовления проволочных стоек шасси следую-
щий. Проволоку выпрямляют, чистят мелкой шкуркой и
изгибают по чертежу, подкосы приматывают тонкой медной
проволокой (жилкой от электропровода), проверяют пра-
вильность стыковки и места обмотки пропаивают оловом.
Проволочные стойки соединяют с фюзеляжем, тщательно
приматывая нитками с клеем.
Стойки шасси летающих моделей-копий делают описан-
ным выше способом. Изготовление стоек осложняется тем,
что необходимо сохранить подобие внешних форм и харак-
терные детали.
Стойки шасси музейных и тактических моделей делают
из металла, выдерживая необходимое подобие с натурой
(см. рис. 149).
Степень детализации, соблюдение подобия, выполнение
амортизаторов и механизмов уборки шасси зависят от техни-
ческих требований. В тех случаях, когда модель не стоит на
шасси и ему не угрожает возможность поломки, стойки мож-
но делать из менее прочных материалов.
263
Колеса и поплавки. К о-
леса с бумажными ди-
сками применяются для лег-
ких летающих моделей (рис.
151). Их собирают из фанер-
ных колец (1—1,5 мм), бу-
мажных или деревянных сту-
пиц и дисков из плотной бу-
маги, приклеиваемых к концу
с обеих сторон.
Колеса из целлулоида при-
меняют для моделей всех ти-
пов; они обладают большой
прочностью и упругостью, как
мячик для игры в пинг-понг.
Процесс изготовления ко-
лес описан в главе III.
Колеса с резиновы-
ми баллонами. Колеса
для музейных или тактических
моделей (см. рис. 150) изго-
товляют точением или горя-
чим прессованием с последу-
ющей вставкой обода или сту-
пицы.
Обода и ступицы колес мо-
делей самолетов старых кон-
струкций, в которых в боль-
шинстве случаев применялись
РИС 149 ШАССИ МУЗЕЙНЫХ МОДЕЛЕЙ СОВРЕМЕННЫХ САМОЛЕТОВ
264
РИС 150,А ШАССИ ЛЕТАЮЩИХ МОДЕЛЕЙ
265
РИС I5Q5
спицы, точат из металла,
сверлят отверстия под спи-
цы, которые делают из тон-
кой проволоки.
Для тяжелых моделей
баллоны можно изготовить
способом вулканизации ре-
зины в пресс-формах (см.
рис. 112).
Эти колеса прочны и
выдерживают большие на-
грузки. Резиновые баллоны
применяются на летающих
и нелетающих моделях.
Применение резиновых бал-
лонов на летающих моде-
лях всегда желательно из-
за их очень ценного свой-
ства: смягчать толчки при
посадке.
Для надувания таких
баллонов на внутренней по-
верхности их делают при-
лив путем высверливания
отверстия во внутренней ча-
сти пресс-формы, которое
заполняет резина. Этот при-
лив прокалывают иглой ме-
дицинского шприца и бал-
лон надувают через иглу
воздухом при помощи ве-
лосипедного насоса. Когда
иглу вынимают, прокол
сжимается и воздух не вы-
ходит.
Для колес моторных
моделей можно исполь-
зовать стандартные рези-
новые баллоны, продаю-
щиеся в аптеках (см. рис.
151). Эти баллоны бывают
двух размеров: 62X16X23
и 78x20x29 мм.
Баллоны внутри имеют
прилив для накачивания их
воздухом с помощью иглы медицинского шприца.
Поплавки моделей (рис. 152) обычно делают кар-
касного типа с обтяжкой бумагой. Чтобы предотвратить раз-
266
СБОРКА КОЛЕС НА СТАПЕЛЕ
КОЛЕСА С РЕЗИНОВЫМИ БАЛЛОНАМИ
РИС 151 КОЛЕСА МОДЕЛЕЙ
267
ПОПЛАВКИ ЛЕГКИХ ЛЕТАЮЩИХ МОДЕЛЕЙ
РИС 152 ПОПЛАВКИ ЛЕТАЮЩИХ МОДЕЛЕЙ
РИС 153 ШАССИ ЛЕТАЮЩЕЙ МОДЕЛИ С БАМБУКОВЫМИ СТОЙКАМИ
268
мокание, каркас собирают только на эпоксидных или нитро-
клеях: эмалите, клее АК-20 или цапон-лаке.
Бумагу для обтяжки поплавков выбирают в зависимости
от веса модели: для легких — папиросную, для более тяже-
лых — пергамент или крафт.
Обтяжку производят, применяя один из указанных клеев,
и лакируют масляным лаком или несколько раз покрывают
эмалитом.
Поплавки тяжелых моторных моделей об-
тягивают плотной бумагой. Днище поплавка во избежание
проколов при неудачных взлетах и посадках иногда покры-
вают материей или тонкой фанерой.
Стойки шасси гидромоделей обычно делают более жест-
кими, чем шасси сухопутных моделей, добавляя еще пару
подкосов.
Подкосы деревянной конструкции делают из бамбука.
Подкосы рекомендуется делать без сращивания, к кон-
цам подкосов приматывают нитками с клеем детали крепле-
ний. Узлы креплений воспринимают значительные нагрузки,
поэтому крепления должны быть надежными. Их приматы-
вают нитками и хорошо проклеивают, чтобы избежать прово-
рачивания проволоки. В местах соединения проволоку рас-
клепывают или изгибают, как показано на рис. 153. Для
предохранения от влаги стойки и узлы креплений покрывают
нитролаками.
КУЛЬТУРА ВЕСА
Летные качества моделей, их способность держаться в
воздухе и парить во многом зависят от нагрузки на 1 дм2
несущей площади крыла и, следовательно, от веса модели.
Стремление сделать модель легче и прочнее должно быть
постоянной заботой моделиста во время работы над летаю-
щей моделью. Особенно легкими делают комнатные, а также
резиномоторные модели и планеры, предназначенные для
парения в термических (конвекционных) восходящих по-
токах.
В зависимости от аккуратности, проявленной при по-
стройке, модели, сделанные по одним и тем же чертежам,
могут иметь разницу в весе, доходящую до 20%.
Для того чтобы не перетяжелить модель, надо постоянно
соблюдать следующие правила:
— снимать излишки клея;
— не применять тяжелых красок;
— тщательно сортировать древесину, не применяя смо-
листой;
— удалять заусенцы со всех деталей;
— устранять излишки припоя в местах пайки;
— не злоупотреблять лаками.
269
РИС 154 БАЛАНСИРОВКА ЛЕТАЮЩЕЙ МОДЕЛИ И ЕЕ ЧАСТЕЙ
270
8
ВЕС СОСНОВОГО СТРИНГЕРА, Г
ВЕС БАМБУКА, Г
ВЕС ФАНЕРНОЙ ЛЕНТЫ, Г
ВЕС ФАНЕРНОЙ ЛЕНТЫ, г
РИС
155 ГРАФИКИ ДЛЯ ОПРЕДЕЛЕНИЯ ВЕСА СТРИНГЕРОВ И ФАНЕРНЫХ ЛЕНТ
271
РИС 156. ВЕСЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ ВЗВЕШИВАНИЯ МОДЕЛЕЙ
У моделей, имеющих
размах более метра и удли-
нение более 10, консоли
крыльев надо подгонять по
весу. Для этого неразъем-
ные крылья балансируют на
ребре рейки (рис. 154). Ес-
ли одна сторона крыла пе-
ревешивает, ее облегают, а
если это невозможно, то на
противоположную сторону
подклеивают груз в виде
реек. Большую разбаланси-
ровку устраняют, приматы-
вая нитками к лонжерону
полоски свинца, медной про-
волоки или подклеивая ме-
жду бумагой свинцовые
пластинки. В тех случаях,
когда крыло разъемное,
нужно добиваться, чтобы
расстояние от корневой нер-
вюры до центра тяжести и
веса обеих консолей было
одинаковое (см. рис. 154).
При ремонте модели
после аварии следует вновь
проверять балансировку
крыльев.
Баласировку крыльев
рекомендуется производить
дважды: до обтяжки и по-
сле окончательной отделки.
Балансировка собран-
ной модели, т. е. обеспече-
ние определенного положе-
ния ее центра тяжести (см.
рис. 154), состоит в том, что
ее уравновешивают груза-
ми или перемещают крыло
с таким расчетом, чтобы
общий центр тяжести моде-
ли располагался на верти-
кальной линии, проходящей
через заданную чертежом и
Конструкция модели в
вает нужное расположение
расчетом точку.
большинстве случаев обеспечи-
центра тяжести, но иногда его
272
приходится сдвигать.
Для этого в резиномоторных моделях облегчают или
утяжеляют носовую бобышку, переносят крепления крыльев,
утяжеляют или облегчают заднюю бобышку. На моделях
планеров для точной подгонки центра тяжести в носовой
бобышке делают отсек, в который насыпают дробь или
кладут кусочки свинца.
Балансировку всякой модели следует производить пер-
вый раз до обтяжки и окраски, учитывая при этом, что после
обтяжки центр тяжести несколько передвинется. Окончатель-
но подгонять расположение центра тяжести нужно после об-
тяжки и окраски модели.
Положение центра тяжести отмечают яркой точкой на
обшивке фюзеляжа.
Для точного представления о весе отдельных частей и
своевременного предотвращения возможности перетяжелить
модель надо взвешивать отдельные детали и части моделей,
записывая результаты или помечая вес деталей на чертеже.
Вес фанерных лент, реек, стрингеров можно подсчитать по
графикам (рис. 155).
Наиболее удобны для взвешивания деталей небольшие
торговые весы (рис. 156). Они имеют точность взвешивания
в пределах 1 г. Можно изготовить весы самому по схеме,
изображенной на рис. 156.
В качестве разновеса можно использовать бронзовые
монеты, которые имеют следующий вес: 1 коп. — 1 г, 2 коп. —
2 г, 3 коп. — 3 г, 5 коп. — 5 г.
Как видно из соотношения плеч, весы могут работать как
пятиричные (при подвешивании коромысла в точке 5) или
как равноплечие (при подвешивании в точке /). Перед взве-
шиванием необходимо уравновесить коромысло небольшими
грузиками.
В качестве иллюстрации тщательно выполненной легкой
конструкции модели может служить показанный на рис. 1
каркас фюзеляжной резиномоторной модели.
Из всего сказанного ясно, что при постройке летающих
моделей надо стремиться к увеличению прочности всех ча-
стей и соединений, упрощению конструкции и соблюдению
веса модели.
При изготовлении нелетающих моделей следует возмож-
но более точно воспроизводить детали или художественно-
декоративную отделку, точно передающую натуру. Степень
детализации или упрощения зависит от назначения модели,
художественного вкуса и умения моделиста-макетчика вос-
произвести в миниатюре большой самолет.
18 Заказ 127
273
ОБТЯЖКА МОДЕЛЕЙ
Обтяжкой и отделкой модели заканчивается работа по
ее изготовлению. Это один из наиболее ответственных этапов
работы, от которого зависят внешний вид и летные качества
модели.
Обтяжка модели, т. е. оклейка каркаса модели бумагой
или тканью, — ответственная работа, требующая известных
навыков, внимания и аккуратности. Неудачно выполненную
обтяжку модели нельзя «закрасить» или зашпаклевать; ис-
порченную обтяжку нужно снять и повторить работу вновь.
Вторичная обтяжка требует затраты времени, сильно портит
и утяжеляет модель и поэтому нужно стремиться, чтобы об-
тяжка удавалась с первого раза.
Выбор материала для обтяжки зависит от веса моде-
ли, прочности каркаса, конструктивных и эксплуатационных
требований. Технические данные некоторых сортов бумаги
и тканей, применяемых для обтяжки моделей, приведены в
главе III.
Существует несколько способов обтяжки моделей.
Обтяжка бумагой сухим с п о с о б о м делается
на казеиновом клею или эмалите.
На казеиновом клею обтяжку папиросной бумагой про-
изводят в следующей последовательности. Приготовляют
жидкий казеиновый клей (который тщательно размешивают
и фильтруют через марлю); бумагу, нарезанную на куски не-
обходимого размера с припуском кругом 3—4 см); шкурку
№ 12 или № 16; школьную кисть № 10 или лубяную 10Х
X 5 мм.
Каркас модели крыла кладут на ровную доску и при-
крепляют к ней кнопками или булавками. Затем смазывают
кистью нижнюю сторону каркаса (всю или по частям) ров-
ным слоем клея, идя последовательно от одного конца к
другому, и просматривают смазанные клеем поверхности.
Подсохшие места и те, где клей быстро впитывается, напри-
мер на торцах древесины, смазывают еще раз.
Не теряя времени берут бумагу и прикладывают ее к
смазанному клеем каркасу узкой стороной, затем, держа
бумагу за более широкий конец, пальцами расправляют и
притирают бумагу в одном или двух местах с самого края,
где бумага уже коснулась каркаса (рис. 157).
Далее, держа широкий край бумаги двумя руками, ее
слегка натягивают, расправляя морщины, и опускают на
каркас так, чтобы бумага везде плотно прилегла и хорошо
приклеилась.
Большие и сложные каркасы удобнее обтягивать с по-
мощником, который, держа за противоположный конец бу-
маги, помогает коснуться ею одновременно всего каркаса.
274
18*
275
Если бумага в некоторых местах начинает расползаться,
это свидетельствует о том, что клея слишком много; если же
бумага не приклеивается, значит клея положено мало или
он слишком жидкий и быстро впитался в дерево.
На кромках и в местах, где бумага отстает, ее надо
подклеить дополнительно. Излишки бумаги с краев каркаса
снимают шкуркой; движения шкуркой нужно производить
в одном направлении со стороны обтянутой поверхности
вниз, в противном случае обшивка может быть надорвана.
После того как нижняя сторона каркаса обтянута, при-
ступают к обтягиванию противоположной стороны (при та-
кой последовательности уменьшается возможность короб-
ления).
Когда весь каркас будет обтянут, а клей просохнет, бу-
магу надо опрыснуть при помощи туалетного пульвериза-
тора. Смачивать бумагу следует так, чтобы она стала равно-
мерно влажной. Образование капель воды на поверхности
и перемачивание бумаги может вызвать прорывы обтяжки.
Во время высыхания бумага сильно натягивается и морщины
расправляются. Во избежание появления пятен не рекомен-
дуется смачивать бумагу, окрашенную водорастворимыми
красителями.
Обтяжка придает каркасу жесткость, но одновременно
нагружает и деформирует его. Для того чтобы исправить
коробление, обтянутую часть надо еще раз слегка смочить
водой, положить на ровную доску и прижать по кромкам
тяжелыми металлическими линейками или прижимками
(см. рис. 157).
В таком состоянии обшивка должна полностью просох-
нуть. При исправлении всякого рода короблений не следует
класть части модели на грязную доску со следами клея.
Грязь пристает и отпечатывается на бумаге, а клей прихва-
тывает обшивку и не позволяет снять детали с доски без
повреждения обшивки.
Хорошую обтяжку можно получить только при тщатель-
ной, аккуратной работе. Работать лучше всего на большом
столе. Кроме необходимого инструмента, на столе ничего не
должно лежать и стеснять моделиста.
Температура воздуха в помещении должна быть в пре-
делах 15—25° С; сквозняки и движение воздуха нежела-
тельны.
Обтяжка фотоклеями, синдетиконом и мучным клейсте-
ром производится в такой же последовательности, но, при-
меняя их, надо более внимательно следить за тем, чтобы
перед смачиванием водой клеевые швы и бумага в месте
приклейки как следует просохли. Также важно смотреть за
этим и при повторном смачивании обтяжки при правке и
276
устранении перекосов, так как клеевые швы просыхают зна-
чительно медленнее, чем бумага.
При выборе клея следует иметь в виду, что казеиновый
клей обесцвечивает цветную бумагу и дает радужные пят-
на на древесине. Если это нежелательно, например при
обтяжке прозрачной конденсаторной бумагой, то надо при-
менить другой способ обтяжки или другой клей. Клей для
обтяжки толстыми бумагами следует разводить более густо,
швы тщательно приглаживать и притирать для обеспечения
хорошего проклеивания.
Обтяжка миколентной бумагой (шелковой) производит-
ся в следующей последовательности. Каркас в местах сопри-
косновения с бумагой, а у гидромоделей поверхность всех
деталей покрывают нитролаком. Дают ему просохнуть, на-
кладывают бумагу на каркас, расправляют и жидким нитро-
лаком А1Н мягкой кистью диаметром 5—6 мм смазывают
места соприкосновения каркаса с бумагой (рис. 158).
Лак проходит сквозь бумагу и при высыхании хорошо
приклеивает бумагу к каркасу.
Из цветной бумаги делают разнообразные отводки, по-
лосы и цифры.
Обтяжка бумагой мокрым способом отли-
чается от предыдущих тем, что бумагу смачивают водой до
наклеивания на каркас. Смачивание производится пульве-
ризатором или ватным тампоном. Подготовленную бумагу
нужно смачивать равномерно, она не должна иметь сухих
и слишком мокрых мест. Сухие места могут вызвать стяги-
вание бумаги с каркаса, а слишком мокрые — расползание
бумаги при высыхании.
Каркас модели смазывают по местам склейки равномер-
ным слоем столярного клея.
Обтяжку удобнее вести вдвоем.
Подготовленную бумагу накладывают на каркас, как
показано на рис. 159, затем расправляют неровности, внима-
тельно следя за просыханием бумаги. Сначала просыхают
края бумаги. На них надо сделать ряд мелких надрезов (см,
рис. 159), чтобы избежать стягивания бумаги с каркаса.
Затем начинает просыхать средняя часть бумаги. Дольше
всего не просыхает бумага в местах скопления клея. Для
того чтобы предотвратить разрывы бумаги в этих местах,
рекомендуется ватным тампоном еще раз смочить бумагу в
просохших местах. Таким образом можно замедлить общее
высыхание и дать время просохнуть клеевым швам.
Натяжение бумаги при таком способе получается равно-
мерным и очень сильным. Если каркас недостаточно прочен,
возникает опасность его коробления или даже поломки.
При выборе способа обтяжки всегда следует учитывать
конструктивные особенности модели, предупреждать воз-
277
НДЛОЖЕНИ Е
МОКРОЙ БУМАГИ
НА КАРКАС
РИС 159 ОБТЯЖКА КРЫЛА МОДЕЛИ МОКРЫМ СПОСОБОМ
ПОДРЕЗАНИЕ
КРАЕВ БУМАГИ
ИСПРАВЛЕНИЕ СКЛАДОК
278
можность коробления кромок, корневых нервюр и стрингеров
фюзеляжа. Слишком сильное натяжение обшивки может
иногда принести больший вред, чем слабое.
На рис. 160 показано коробление каркаса модели при
чрезмерном натяжении обтяжки.
РИС 160 ХАРАКТЕР КОРОБЛЕНИЙ КАРКАСА МОДЕЛИ ПРИ
ЧРЕЗМЕРНОМ НАТЯЖЕНИИ ОБТЯЖКИ
Далеко не все сорта бумаги одинаково натягиваются
после смачивания водой и после покрытия эмалитом. При
выборе сорта бумаги и способа обтяжки надо учитывать
также прочность каркаса и требуемую прочность обшивки.
Так, например, носовые части моделей для усиления обтя-
гивают более плотной бумагой; так же поступают и с перед-
ними кромками крыльев.
В табл. 17 и 19 даны сведения о тканях и бумагах, кото-
рые полезно знать при выборе обтяжки для модели.
Обтяжку папиросной бумагой на эмалите
делают в таком порядке. Заготовляют кусок папиросной бу-
маги с припусками 20—30 мм на сторону. Покрывают эма-
литом нормальной густоты первые два-три отсека каркаса,
т. е. поверхность мест приклеивания деталей между первой
и третьей нервюрой или между первым и третьим шпангоу-
том. Накладывают бумагу, расправляют ее, прижимая клеевые
швы, и дают эмалиту «схватить». После этого отгибают бу-
магу до проклеенного места, смазывают эмалитом смежный
отсек и приклеивают бумагу дальше (рис. 161).
Таким способом последовательно приклеивают бумагу ко
всем отсекам каркаса, снимают шкуркой излишки бумаги,
дают эмалиту просохнуть и смачивают обтяжку водой из
пульверизатора.
Необходимо внимательно следить, чтобы до склейки кар-
кас не имел первоначальной крутки и коробления. Для про-
сушки каркас следует прикрепить к ровной доске с помощью
279
РИС 162 ОКЛЕЙКА ПЛОТНОЙ БУМАГОЙ МЕСТ С ДВОЙНОЙ КРИВИЗНОЙ
280
прижимок. Этим приемом просушки следует пользоваться
при любом способе обтяжки.
Обтяжка толстыми сортами бумаги произ-
водится там, где требуется повышенная прочность, и в ме-
стах двойной кривизны, на выпуклостях и вогнутостях, где
папиросная бумага не может обеспечить обтяжки без обра-
зования морщин, например на носовой части фюзеляжа пла-
нера, на зализах и т. п.
Плотные сорта бумаги мало вытягиваются, поэтому не-
обходимо оклеивать каждый отсек отдельными кусками, про-
сушивать места склейки, подрезать излишки, точно приго-
нять кусок бумаги к следующему отсеку и так заклеивать
их один за другим, следуя от хвоста к носу (рис. 162),
Для того чтобы получить необходимую прочность конст-
рукции основных частей модели, не увеличивая веса, толщи-
ну бумаги выбирают различной. Ответственные места, как,
например, передние кромки крыльев, оперения и фюзеляж
(частично или весь), обтягивают более плотной бумагой —
крафтом (рис. 163), менее ответственные — тонкой папирос-
ной бумагой.
РИС.163. ПРИМЕР ОБТЯЖКИ ФЮЗЕЛЯЖА. КРОМОК КРЫЛЬЕВ
И ОПЕРЕНИЯ плотней БУМАГОЙ
Обтяжка бумагой комбинированным спо-
собом. Каркас по поверхности смазывают эмалитом и
дают просохнуть. Места, где приклеивание обшивки неже-
лательно, смазывают тонким слоем вазелина или густого
минерального масла. Затем кусок бумаги нужного размера
кладут на лист фанеры и смачивают водой до равномерного
пропитывания. Лишнюю воду удаляют гигроскопической
ватой, ненамокшие места смачивают дополнительно. Не до-
жидаясь высыхания, бумагу переворачивают на обратную
сторону, расправляют морщины и широкой мягкой кистью
ровным слоем покрывают разбавленным вдвое эмалитом (в
пропорции 1 часть эмалита, 1 часть разжижителя). Покры-
281
вать эмалитом можно один-два раза с таким расчетом, что-
бы на поверхности бумаги был сплошной блестящий слой
непросохшего эмалита.
Подготовленную таким образом бумагу берут двумя ру-
ками за края, осторожно приподнимают и накладывают на
каркас намазанной стороной, расправляя морщины и проти-
рая по местам склейки пальцами.
Выступающие края бумаги просыхают быстрее. Их нуж-
но срезать и ждать полного высыхания обтяжки, после чего
зачистить шкуркой кромки от остатков клея и бумаги.
Выполненную таким образом обтяжку можно снаружи
покрыть эмалитом и обработать любым способом.
Преимущества этого способа особенно сказываются при
обтяжке гидромоделей, так как водоупорный слой на внут-
ренней стороне обшивки при попадании воды внутрь препят-
ствует намоканию бумаги и отставанию ее каркаса.
Этот способ обеспечивает прекрасное натяжение бумаги
и хорошую связь ее с каркасом.
Обтяжка тканями производится на горячем сто-
лярном клее, а в случаях, когда требуется водостойкость, на-
пример при оклейке поплавков гидромоделей и днищ лета-
ющих лодок, — на густом эмалите или клее АК-20.
Работа производится следующим образом. Сначала при-
клеивают край ткани к одной стороне каркаса, тщательно
расправив и вытянув ее вдоль клеевого шва. Дают про-
сохнуть клею; затем, так же как при обтяжке бумагой «мок-
рым способом», смазывают каркас клеем, натягивают ткань
вдоль каркаса и прибивают двумя-тремя гвоздями к доске,
на которой закреплен каркас. Тщательно притирают клеевые
швы, расправляя сборки и растягивая ткань вдоль по разма-
ху (или вдоль фюзеляжа). После высыхания клея излишки
ткани обрезают и зашкуривают кромки.
Под действием воды обшивка из ткани не натягивается.
Для натяжения такой обшивки и придания ей воздухо-
непроницаемости, жесткости и способности противостоять
атмосферным влияниям ее покрывают несколькими слоями
эмалита.
Способы отделки эмалитом подробно описаны в главе V.
Число покрытий зависит от плотности ткани, густоты
эмалита и конструктивных требований. Покрытие ведется
до тех пор, пока обтяжка хорошо натянется, а при обтяжке
гидромоделей — до полного закрытия структуры ткани.
В тех случаях, когда модель не хотят окрашивать крою-
щими красителями, а хотят оставить натуральный цвет тка-
ни или покрыть ее легким слоем светлого лака обтяжка
должна вестись особенно аккуратно. Пятна на ткани, остав-
ленные от рук, невозможно вывести после того, как ткань
натянута на каркас.
282
Обтяжка тканями музейных моделей. Му-
зейные модели обтягивают очень тонкими тканями. Грубая
ткань со структурой, не соответствующей масштабу модели,
уродует модель и ее применять не следует.
Наиболее тонкими тканями являются эксцельсиор, туаль,
креп-жоржет и др. Эти ткани вполне удовлетворительны по
структуре и прочности, но плохо натягиваются после покры-
тия эмалитом. Окончательно выбрать ткань можно только
после того, как получены удовлетворительные результаты на
пробном куске обтяжки. Дальнейший ход обтяжки зависит от
того, какого вида будет окончательное покрытие. Если пред-
полагается покрытие прозрачными лаками, то оклейка и по-
крытие эмалитом делаются так, как это уже было описано
выше. Если отделка производится кроющими красками, за-
дача значительно облегчается, так как в этом случае можно
применить ткань любого цвета и для улучшения натяжения
обшивку можно пропитывать клеевым раствором.
Такая обтяжка производится в следующем порядке.
Кусок ткани нужного размера раскладывают на чистом стек-
ле и кистью наносят ровным слоем жидкий казеиновый клей.
При этом ткань должна насквозь пропитаться клеем, но не
иметь на поверхности сгустков и наплывов.
Затем ткань снимают со стекла, накладывают на подго-
товленный каркас, расправляют и притирают к поверхности
каркаса пальцем.
После высыхания ткань сильно натягивается и ее можно
покрыть эмалитом и кроющими красками. Такой способ ши-
роко применяется при обтяжке рулей, элеронов и небольших
поверхностей на музейных моделях.
Этот способ обеспечивает хорошую поверхность и сохра-
няет структуру материи. Недостатком ее является то, что
обтяжка не выдерживает резких изменений температуры и
боится влажности, при неосторожном обращении обшивка
вдавливается и на месте нажима получаются неустранимые
трещинки.
Обтяжка комнатных моделей. Комнатные мо-
дели обтягиваются микропленкой.
Для приготовления микропленки необходимо сделать
противень размером 1200X700 мм глубиной 50—60 мм
(рис. 164), в который налить чистую воду температурой
18—25°.
Поверхность воды, простоявшей несколько часов откры-
той, необходимо очистить от пыли. Делается это так. Прово-
дят два-три раза вдоль ванночки листом газеты, пыль осе-
дает на бумаге и удаляется вместе с ней.
Простейший пленкообразующий раствор приготовляется
следующим образом. 100 г эмалита (аэролак А1Н) нормаль-
ной густоты разбавляют в 30 а любого нитрорастворителя,
283
РИС 165 ОКЛЕИВАНИЕ КАРКАСА КРЫЛА
284
тщательно размешивают, добавляют 5—6 г касторового мас-
ла, еще раз размешивают и оставляют на сутки в покое для
выравнивания раствора.
На очищенную поверхность воды в противень выливают
дозы пленкообразующего раствора. Растекаясь по поверхно-
сти раствор образует пленку.
В толщине пленки, которая составляет несколько микрон,
световые лучи преломляются, образуя цвета радуги на ее по-
верхности. По цвету пленки можно определить ее толщину.
Самая тонкая микропленка серебристо-стального цвета, за-
тем идет голубая, золотистая, малиновая. Наиболее толстая —
прозрачная с зеленым отливом. Вес одного квадратного мет-
ра пленки составляет 0,2—0,5 г. Влиять на толщину пленки
можно меняя густоту и количество пленкообразующего ра-
створа, выливаемого на поверхность воды.
Пленке на поверхности воды дают просохнуть минуты
две. Признаком готовности является появление морщин у
краев.
Для того чтобы снять пленку, применяют съемник (см.
рис. 164), который заранее кладут на дно противня. Съемник
осторожно подводят к поверхности воды до соприкосновения
с пленкой.
Пленку отрезают с внешней стороны по краю съемника
кисточкой, смоченной в ацетоне, наклоняют съемник и сколь-
зящим движением вынимают его из воды, стремясь не нару-
шить целостности пленки.
Для просушки съемник с пленкой подвешивают на 8—10
часов. Для склейки поверхность каркаса смачивают слюной
или раствором сахара (рис. 165)—пять кусков на стакан
воды (бальзу не мочат), прижимают к пленке и, не отрывая
каркаса от пленки, тонкой кисточкой с ацетоном проводят
вблизи каркаса по пленке. Последняя растворяется (режет-
ся) и тут же прилипает к каркасу.
Для успешной работы надо иметь два-три съемника
больших и два-три маленьких, с помощью которых ставят
латки в местах повреждений. Мелкие латки делают так: со
съемника микропленку переносят на полоску бумаги, выре-
занную по контуру латки, и накладывают на отверстие, ме-
ста склейки смазывают.
Ремонт обшивки летающих моделей разделяется на
полный и частичный.
При полном ремонте, когда площадь поврежденных
мест велика, обшивку полностью срывают, а остатки клея
счищают с каркаса циклей, ножом или осколком стекла. Об-
тяжку из миколентной — длинноволокнистой бумаги, сделан-
ную на эмалите, снимают, размачивая места приклейки ее
к каркасу ацетоном при помощи кисти № 10. После зачистки
каркаса обтяжку производят заново.
285
ПОДГОТОВКА К РЕМОНТУ
НЕПРАВИЛЬНО
ВИДЫ ПОВРЕЖДЕНИЙ
РИС 166 ПОВРЕЖДЕНИЯ И РЕМОНТ ОБТЯЖКИ
286
Перетяжку и перечистку каркаса следует делать как
можно реже, так как каркас при этом ослабляется, а дефор-
мация каркаса под действием натяжения бумаги с каждой
перетяжкой увеличивается.
При частичном ремонте, когда повреждена часть
обшивки (рис. 166), ее вырезают, зачищают в обнажившихся
местах каркас и производят частичную обтяжку тем же
способом, каким была выполнена прежняя.
При таком ремонте нужно избегать обычной ошибки —
вырезания обшивки вплотную до нервюр или до шпангоутов,
что влечет за собой изгибание нервюр и появление неиспра-
вимых морщин в углах отсеков, а иногда и коробление всей
детали.
Постановка мелких заплат. Трещины лучше
всего заклеивать лентой шириной 20—30 мм из бумаги того
сорта, что и обшивка.
Пробоины и прорывы следует сначала очистить от об-
рывков бумаги, вырезав их по кругу острым ножом или нож-
ницами.
Заплата должна представлять круг размером на 10—
15 мм больше размера пробоины (см. рис. 166). В тех слу-
чаях, когда ремонтируют сильно натянутую обшивку, запла-
ту смачивают водой, а затем смазывают эмалитом обрат-
ную сторону и в сыром виде накладывают на место. После
просыхания заплату закрашивают под цвет остальной поверх-
ности.
Заплату всегда рекомендуется ставить за один раз, т. е.,
приложив заплату к одному краю отверстия, опускают ее
на место всей поверхностью, не передвигая ее в стороны и
не меняя ее положения. Не следует отрывать неудачно поло-
женную заплату или исправлять ее положение на обтяжке,
так как это приводит к появлению морщин и необходимости
заменить заплату новой еще большего размера.
Во всех случаях лучшим клеем для постановки заплат
является жидкий эмалит (2 части разжижителя, 1 часть
эмалита). Если нет эмалита, ремонт обтяжки можно выпол-
нить любым жидко разведенным клеем.
Исправление короблений, вызванных об-
шивкой. Неправильная сушка обшивки или нарушение по-
следовательности обтяжки неизбежно вызывают местное или
общее коробление каркаса. Примером местного коробления
может служить подтягивание нервюр и прогибы кромок и
стрингеров (см. рис. 160).
Эти дефекты вызываются чрезмерным натяжением бума-
ги, не соответствующим жесткости каркаса. Исправить их
после обтяжки практически невозможно. Появление таких
деформаций следует предвидеть при выборе материала для
обтяжки и предупреждать усилением каркаса постановкой
287
книц, ребер жесткости на корневые нервюры и шпангоуты
и увеличением сечений стрингеров.
Общее коробление каркаса можно исправить. Наиболее
частый и характерный случай коробления крыла, вызывае-
мый неправильной сушкой, это когда все крыло под дейсъ
вием неравномерного натяжения бумаги закручивается вин-
тообразно. Для предотвращения этого явления крыло необ-
ходимо сушить в прижимах на ровной доске. Если, несмотря
на принятые предосторожности, коробление все же произош-
ло, его необходимо устранить. Для этого уменьшают натя-
жение бумаги путем ее размягчения. Если обтяжка покрыта
эмалитом, ее обрызгивают разжижителем из пульверизатора
или смачивают мягкой кистью до равномерного разбухания
слоя эмалита и ослабления натяжения (смывать эмалит ни
в коем случае не следует). Если же бумага не покрыта эма-
литом, то достаточно смочить ее водой из пульверизатора.
Влажная бумага провиснет и каркасу вновь можно придать
правильную форму. Для того чтобы ее сохранить, надо при-
жать выправленную часть модели к ровной доске грузами,
рейками или кнопками, чтобы при высыхании не допустить
коробления (см. рис. 166).
Крыло, высохшее в зажимах, сохранит заданную фор-
му, конечно, только в том случае, если каркас его достаточ-
но прочен.
СБОРКА МОДЕЛЕЙ
Очень ответственной операцией является сборка узлов
и модели в целом. От правильности установки оперения, кры-
ла и мотора зависят летные качества модели. Неправильная,
с перекосами установка узлов на музейной модели приводит
к искажению ее архитектуры.
Чтобы обеспечить качественную сборку, рекомендуется
для агрегатов и сборки модели в целом применять оснастку
и приспособления. Время, затраченное на их изготовление,
с лихвой возместится.
Сборку частей моделей производят на плазе и стапеле.
Для сборки легчайших комнатных моделей также необ-
ходимы стапели.
Конструкции стапелей см. на рис. 140 и 147.
Контроль сборки всех видов авиационных моделей про-
изводится на разметочной плите с помощью рейсмаса. В ус-
ловиях кружка плиту можно заменить хорошей чертежной
доской. Перед началом работы ее следует проверить линей-
кой с угла на угол и, если есть неровности — просветы, от-
фуговать или выровнять.
Упрощенный рейсмас для проверки модели можно изго-
товить самостоятельно по рис. 167.
288
''Л''jU
ЛИНЕЙКА
19 Заказ 127
289
Главное при сборке летающих моделей — это добиться
симметрии крыльев, оперения и заданных углов установок.
Для этого модель жестко укрепляют на плите, замеряют
превышение кромок по местам перегибов на одном крыле,
затем на другом и, сравнивая замеры, судят о качестве
сборки и добиваются необходимой точности.
Можно сказать, что асимметрия в углах атаки на кры-
льях таймерной модели по концам и середине консолей бо-
лее 2 мм создает аварийное положение.
Лучшие результаты, бесспорно, получаются на моделях,
не имеющих случайных перекосов и круток.
Контроль сборки избавит строителя модели от многих
возможных неприятностей и аварий.
СТАНДАРТНЫЕ НАБОРЫ МАТЕРИАЛОВ И ПОЛУФАБРИКАТОВ
Производственные мастерские ДОСААФ выпускают на-
боры-посылки, снабженные чертежами, с различным сорти-
ментом полуфабрикатов и материалов.
Эти наборы широко используются школьниками и пио-
нерскими кружками, а также многими спортсменами и ма-
кетчиками.
ГЛАВА V
лакокрасочные материалы
И ОТДЕЛКА МОДЕЛЕЙ
Чтобы придать красивый внешний вид отдельным дета-
лям и моделям в целом их окрашивают в разные цвета, на-
носят опознавательные знаки, надписи, отводки, лакируют и
полируют.
Лакокрасочные покрытия предохраняют металлические
части моделей от коррозии, деревянные детали и ткани — от
влаги.
лакокрасочные материалы
В зависимости от рода материала и состояния поверх-
ности применяют разные материалы для отделки. Многие ла-
ки и краски, с большим успехом применяемые по дереву и
бумаге, плохо удерживаются на поверхности металла, напри-
мер нитроэмали ДМ и водные краски.
Лакокрасочные материалы также разделяют по призна-
ку пригодности их к использованию для окраски бумаги,
дерева, металлов и т. д.
Особенностью лаков и красок является то, что они пос-
ле нанесения их в жидком виде на поверхность образовы-
вают пленки. Одни из лакокрасочных материалов дают при
высыхании прозрачные пленки (олифа, лаки), другие — не-
прозрачные кроющие пленки (краски, эмали).
Качество красок и эмалей определяют по следующим
общим признакам:
— тонкость краски (тонкость помола) характеризует
величину зерен краски и является очень важным качеством.
Чем тоньше помол, тем лучше краска;
— укрывистость — способность скрывать окрашиваемую
поверхность. Она определяется количеством краски в грам-
мах, необходимой для создания однородного непрозрачного
слоя на 1 м2 поверхности;
19*
29!
— прозрачность — свойство, обратное укрывистости, т. е.
способность не менять цвета поверхности, оставляя видимой
структуру материала;
— светостойкость — способность сохранять первоначаль-
ный цвет при длительном воздействии солнечного света.
Жидкости, служащие для снижения вязкости материалов,
называют разжижителями.
Все краски состоят из собственно красящего вещества и
связующего. Нерастворимые красящие вещества называются
пигментами, а растворимые — красителями.
Существует множество красок и лаков, которые в той
или иной степени можно использовать при отделке авиаци-
онных моделей.
Главные требования, предъявляемые к краскам: проч-
ность и эластичность пленки, стойкость к маслу, бензину,
метиловому спирту и воде.
Протравы и морилка — это водные растворы красок.
Они служат для окраски дерева в различные цвета и оттен-
ки перед покрытием прозрачными лаками. К их числу отно-
сятся морилки под орех «Бейц», под красное дерево, черная,
желтая и т. д. (см. ниже водные краски и красители).
Грунты
Грунты наносятся на поверхность металла или дерева
для заполнения пор и обеспечения прочности соединения с
поверхностью всего лакокрасочного покрытия.
Даже очень хорошо обработанные поверхности дерева
имеют поры, которые остаются заметными после нанесения
пленкообразующих веществ. Наличие пор значительно ослож-
няет процесс полирования и лакирования дерева, вызывая
перерасход ценных материалов, и делает покрытие грубым
и непрочным.
Грунты могут быть для металла и для дерева. Грунты
для металлов создают промежуточный слой между металлом
и краской, способный прочно удерживаться на поверхности
металла и предохранять от коррозии, и прочно соединяться
с наносимыми эмалями. Большинство нитроэмалей, кроме
синтетических, плохо удерживается на поверхности метал-
лов, поэтому без грунта невозможно получить стойкого по-
крытия.
Грунты для дерева заполняют поры и также служат
промежуточным соединяющим слоем.
Грунты для дерева под прозрачные лаки не должны за-
крывать текстуру дерева и менять его цвет.
Для покрытия металлических деталей в авиамоделирова-
нии применяется глифталевый красный грунт № 138А
(ТУ МХП 1084—44). Он сохнет при 18—23° С 3—4 часа, при
60—70° С 1,5 часа.
292
293
Таблица 22
Грунты, применяемые в авиамоделировании и выпускаемые промышленностью
Наименование Режим сушки Цвет Разбавители Применение
Глифталевый № 138А ТУ МХП 1084-444 При 18—23° 3—8 часов При 70—80° 1,5 часа Красный Уайт-спирит, ски- пидар Для покрытия металла и дере- ва под нитроэмали, наносится кистью или пульверизатором
Аэролак А1Н ГОСТ 2699-44 При 18—23° 30 минут — 2 часа Прозрачный Растворитель РДВ, № 647 и дру- гие органические растворители Для покрытия дерева под нит- роэмали и нитролаки, наносится кистью или пульверизатором
Клей АК-20 ТУ МХП 720-41 То же То же
Грунт ДД-113 » »
Лак мебельный 754 »
Рецепты грунтов для самостоятельного изготовления
Продолжение
Наименование Состав Назначение
Нитрогрунт 1. Целлулоид прозрачный 2. Органический растворитель № 647, РДВ и другие 1 В. Ч. 3 в. Ч. Для покрытия деталей летающих моделей и дере- вянных поверхностей под нитролаки и эмали
Грунт нитроцеллюлозный 1. Нитролак 930 и 754 2. Растворитель 646 3. Дибутилфталат 4. Скипидар 5. Мел отмученный 6. Охра 15 в. ч. 15 в. ч. 5 в. ч. 20 в. ч. 40 в. ч. 5 в. ч. Для покрытия под масляный лак наносится кистью, излишки стираются тампоном
Грунт масляный 1. Олифа 2. Лак масляный № 74 3. Скипидар и уайт-спирит 4. Сиккатив 5. Мел отмученный 6. Охра 13 в. ч. 21 в, ч. 8 в. ч. 3 в. ч. 47 в. ч. 8 в, ч. Для покрытий под масляные краски и эмали, кро- ется кистью и тампонами
Сухие компоненты растирают постепенно, добавляют лаки и тщательно размешивают до получения однородной массы.
Часто применяются грунты АЛГ-1 (ТУ МХП 777—41) и
АЛ Г-7 (ТУ МХП 2530—52). В табл. 22 приведены рекомен-
дуемые грунты, выпускаемые промышленностью, и рецепты
для самостоятельного изготовления.
Шпаклевки
Шпаклевки служат для выравнивания изъянов на по-
верхностях дерева и металла, предназначенных под непро-
зрачные краски, эмали и лаки.
Шпаклевка состоит из минеральных наполнителей, раз-
веденных на связующих веществах, с добавлением в неко-
торых случаях пигментов. В качестве наполнителя чаще все-
го применяют мел, тальк, каолин, а связующим служат клей
и лаки.
Шпаклевка должна иметь достаточно тонкий помол пиг-
ментов и наполнителей, хорошо заполнять все неровности,
быстро высыхать, не давать трещин при высыхании, хорошо
шлифоваться, быть водостойкой, эластичной и хорошо нано-
ситься шпателем.
Наиболее доступной является клеевая шпаклевка, даю-
щая устойчивую поверхность на дереве, не проседающая под
последующими покрытиями лаками и красками.
Клеевая шпаклевка составляется из 71 части про-
тертого мела, 5 частей столярного клея, растворенного в 19
частях воды, и 5 частей олифы. Зубной порошок для изго-
товления шпаклевок не годится, так как мелок и шпаклевка,
приготовленная на нем, при высыхании дает трещины.
При сильном загустевании в шпаклевку можно добавить
воды и растереть шпателем. Добавлять клеевой раствор не
следует, так как это ухудшит качество поверхности при
шлифовании.
Масляная шпаклевка является еще более проч-
ной и устойчивой, чем клеевая, и состоит из следующих ча-
стей:
Весовое содержание
в процентах
Составные части
густая жидкая
Мел отмученный..........................
Олифа...................................
Клеевой раствор ........................
70
25
5
65
28
7
295
РИС 168 ПРИЕМЫ ШПАКЛЕВАНИЯ
296
Меловую шпаклевку можно приготовить путем разведе-
ния на эмалите протертого на сетке кускового отмученного
мела. Мел всыпают в эмалит и растирают шпателем до
получения нужной густоты шпаклевки. В загустевшую шпак-
левку эмалит не добавляют, а разводят разжижителем.
Нитрошпаклевки авиационные АШ-22, АШ-30 и
АШ-32 и автомобильная АШ-24 применяются для подготов-
ки металлических и деревянных поверхностей. Они представ-
ляют собой тестообразную массу и состоят из наполнителей,
пигментов и нитроцеллюлозы, растворенной в смеси органи-
ческих растворителей с добавлением смолы и смягчителей.
В случае загустевания эти шпаклевки можно разводить до
нужной густоты разжижителем РДВ, ацетоном и другими ор-
ганическими растворителями.
Правильно составленные шпаклевки хорошо удержи-
ваются на материале и легко шлифуются шкурками. Неод-
нородные по составу, плохо растертые шпаклевки в отдель-
ных местах трудно шлифуются.
Шпаклевки рекомендуется наносить на поверхность шпа-
телем, на криволинейные поверхности — куском жесткой ре-
зины, эластичной пластинкой текстолита или фибры толщи-
ной 0,8—1 мм (рис. 168).
Не следует наносить излишнюю шпаклевку и в особен-
ности накладывать сразу толстый слой. Шпаклевать надо
постепенно. Места, где необходимо положить толстый слой
шпаклевки, шпаклюют три-четыре раза, давая каждому пре-
дыдущему слою просохнуть. После шпаклевки поверхность
шлифуют шкурками.
Пигменты
Пигменты — это нерастворимые порошкообразные веще-
ства минерального происхождения, придающие различную
окраску лакокрасочным материалам. Все пигменты в зависи-
мости от их цвета делятся на ряд групп. Основные физиче-
ские и красящие свойства пигментов приведены в табл. 23.
Красители
Красители — это вещества, полностью растворяющиеся
в некоторых жидкостях. Красители бывают натуральные и
искусственные. Последние выпускаются промышленностью в
виде порошков, называемых анилинами. Они чрезвычайно
интенсивны и, растворенные в относительно небольших ко-
личествах, дают яркую окраску.
Красители, продаваемые в магазинах для крашения тка-
ней, разделяются по назначению — для шерстяных, шелковых
и бумажных тканей. Красители для шерстяных ч шелковых
297
Свойства пигментов
Группа Наименование и цвет пигмента Укрывистость, г/л< 1 Свето- стойкость
Белила цинковые Белила свинцовые ПО 137 Стойкая »
Белые Белила литопонные Белила баритовые Мел отмученный 120 Слабая Только на клею Слабая Стойкая Хорошая
Охра золотистая Охра желтая Жженая (коричнево-красная) Сиена натуральная (от желтого до коричневого) 200 200 150 Прозрачная Хорошая То же » »
Желтые Сиена жженая (красновато-коричне- вая) Свинцовый крон (от желтого до оранжевого) Цинковый крон (лимонного цвета) 50 20-170 » Слабая Темнеет
Таблица 23
Атмосфере - устойчивость Примечание
Слабая Хорошая Недопустимо смешение с ультрама-
Средняя Хорошая Слабая рином и ртутной киноварью Недопустимо смешение с киноварью При замешивании на олифе теряет укрывистость и цвет, применим только для клеевых красок
Хорошая То же » » ) Недопустимо смешение с ультрама- 5 рином Благодаря относительной прозрачно- сти применяется для разделки, имити-
» рующей дуб
» Недопустимо смешение с ультрама- рином, киноварью, литопоном
» Обладает хорошими антикоррозий- ными свойствами, в смесях дает хоро- шие зеленые цвета
Продолжение
Группа Наименование и цвет пигмента Укрывистость, г/м Свето- стойкость Атмосферо- устойчивость Примечание
Красные Сурик свинцовый (красновато-оран- жевый) Сурик железный (коричнево-красный) Мумия (красно-коричневая) Киноварь (ярко-красная) Марс (красный) Хорошая 20 30 80-120 10-20 Хорошая » Средняя Слабая Хорошая Стойкая Хорошая Средняя То же » Антикоррозиен, ядовит Вреден
Коричневые Умбра коричневая Умбра жженая (темно-коричневая) 40 Средняя Хорошая » Хорошая » Применяется для разделки под мо- реный дуб То же
Синие Ультрамарин Лазурь (милори) Слабая » Хорошая » Слабая Стойкая Недопустимо смешение со свинцовы- ми белилами, кроном и охрой В смесях с цинковыми белилами вы- цветает
Зеленые Зелень свинцовая Зелень цинковая Хорошая Средняя Средняя » Хорошая Является механической смесью жел- того свинцового крона с лазурью Является механической смесью цин- кового крона с лазурью
Черные Сажа (газовая) Хорошая Хорошая Средняя —
Металличе- ские Алюминиевая пудра Медный порошок (золотистая бронза) Хорошая » Хорошая » Хорошая Темнее на всех связую- щих, кроме нитролаков При замешивании на масляных оли- фах теряет блеск. Лучшими связую- щими веществами являются прозрачные нитролаки — эмалит, лак АВ-4 и ски- пидарная тинктура
тканей не все одинаково хорошо окрашивают дерево и бу-
магу, и поэтому их следует применять только после пред-
варительной пробы на образце.
Красители для бумажных тканей и раскрашивания фо-
тографий хорошо растворяются в горячей воде, дают очень
яркие, сочные тона и могут быть рекомендованы при окра-
шивании бумаги для обтяжки моделей, крашения дерева,
а также составления цветных спиртовых лаков.
Лучшими для окраски хлопчатобумажной материи, бу-
маги и дерева являются «прямые» красители; они поступают
в продажу с маркировкой и указанием цвета.
Маркировка прямых красителей. Искусствен-
ные красители, поступающие в производство, имеют разные
названия: прямой, кислотный, сернистый и другие. К назва-
нию красителя добавляют слова «чисто», «ярко», «темно»,
«светло», указывающие чистый, яркий, светлый оттенок, на-
пример «прямой чисто-голубой» и др.
Для указания оттенка красителя к названию цвета при-
бавляют буквы, обозначающие: С — синий, К—красноватый,
3 — зеленоватый, Ж — желтоватый, Ч — черноватый, напри-
мер прямой коричневый — К. Краситель с буквами М, X озна-
чает, что прочность окраски увеличивается при обработке
медным купоросом и хромпиком.
Перечень, применяем ыхдля крашения пря-
мых красителей: желтый ЖХ, желтый К, ярко-оранже-
вый прочный, розовый 2С, алый, красный 2С, красный X,
бордо, фиолетовый, синий КМ, синий, синий светопрочный,
синий светопрочный К, синий ЗМ, диазосиний, диазосиний К,
голубой, голубой К, чисто-голубой, голубой светопрочный,
диазоголубой, зеленый, зеленый ЖХ, темно-зеленый, оливко-
вый (смесовой), коричневый ЖХ, диазочерный С, диазочер-
ный 2К, черный К, черный 3, диазочерный К, черный Н, хри-
зофеин, прямой фиолетовый С, фиолетовый прочный СМ, си-
ний светопрочный 3, диазоголубой К, ярко-голубой свето-
прочный, бирюзовый светопрочный, оливковый X, диазочер-
ный, диазобордо ЖА4, диазоалый.
Примерный состав раствора для крашения:
%
Вода ....................................... 93
Поваренная соль............................. 5
Краситель...................................2—3
Окрашивание материи производится кипячением в те-
чение 40—50 минут. Для окраски бумаги и дерева содержа-
ние красителя увеличивается.
Недостатком многих из этих красителей является их
свойство «выгорать», обесцвечиваться под действием солнеч-
ного света.
300
Водные краски
Краски, которые растворяются в воде, называются вод-
ными. К ним относятся следующие краски.
Цветные чернила применяются как краситель для
бумаги и дерева. Например, хорошие результаты получают-
ся при окраске дерева красными чернилами с последующим
полированием или лакированием.
Цветная и черная тушь применяется для нане-
сения надписей и окрашивания деревянных деталей на ле-
тающих моделях.
Акварельные краски представляют собой мелко-
тертые пигменты со связующим веществом — сахаром, медом,
рыбьим или вишневым клеем. Эти краски просты в употреб-
лении и ими можно наносить звезды, отводки и делать над-
писи на летающих моделях.
Чтобы предохранить от смывания водой окрашенную ак-
варельной краской поверхность, ее покрывают прозрачным
спиртовым или нитролаком. При работе акварельными крас-
ками применяют колонковые, беличьи и хорьковые кисти.
Гуашь цветная представляет собой мелкотертые с
мелом пигменты. В качестве связующего вещества применя-
ются коллагеновые клеи. Гуашь обладает характерным запа-
хом, являющимся следствием добавления в нее карболовой
кислоты или фенола, противодействующих загниванию клея.
Гуашь продается в виде пасты, которую следует при
употреблении разбавлять водой до густоты сметаны. Более
жидко разведенная гуашь не дает ровного тона после высы-
хания. Из-за большой густоты гуаши при работе следует
применять более стойкие колонковые и барсуковые кисти.
Гуашь образует матово-бархатистую поверхность и отличает-
ся хорошей укрывистостью, т. е. способностью давать интен-
сивный непрозрачный слой при малой толщине покрытия.
Отрицательным свойством гуаши является ее способ-
ность загрязняться и изменять цвет после лакирования, по-
этому для закрепления гуаши следует применять только
прозрачные лаки.
Гуашью можно делать надписи на летающих моделях и
окрашивать внутренние части кабин моделей. Наложив
гуашь толстым слоем и проторцовав поверхность жесткой
кистью, можно получить имитацию ткани.
На металл, стекло и целлулоид гуашь ложится плохо,
после высыхания трескается и отскакивает.
В качестве заменителей гуаши можно применять клеевые
краски, значительно уступающие ей по своим качествам.
Клеевые краски приготовляют путем растирания
сухих минеральных пигментов с коллагеновыми клеями. Клей
в эти краски вводится как связующий материал и называет-
301
ся проклейкой. Эти краски легко приготовить самому: в
1 часть горячего нормально разведенного столярного клея
влить 4 части горячей воды. В полученный раствор, тщатель-
но размешивая, добавить пигмент до получения нужной гу-
стоты краски.
Значительные трудности вызывает приготовление чер-
ной краски. Сажа — очень легкий пигмент, плохо смешивает-
ся с клеем, всплывая на поверхность. Чтобы сажа не всплы-
вала, ее нужно намочить в винном спирте и, получив густую
массу, растереть с проклейкой. Клеевые краски дают доволь-
но грубую поверхность.
Олифы
Олифы — высыхающие масла, образующие защитную
пленку, служат связующим веществом во всех масляных
красках. Различают натуральные и искусственные олифы.
Лучшими олифами являются натуральные, получаемые
путем варки льняного масла с окислителями. Несколько
уступают им по качеству олифы из конопляного, подсолнеч-
ного и других растительных масел. За последнее время во-
шли в обиход хорошие полунатуральные олифы ИМС, ок-
соль, сульфоксоль.
Срок полного высыхания хорошей олифы не превышает
24 часов. Через 12 часов пыль не должна прилипать к по-
верхности, покрытой олифой.
Олифы применяют также для пропитывания поверхности
древесины и улучшения водостойкости и как грунт перед
масляными и эмалевыми красками.
Масляные краски
Масляные краски представляют собой пигменты,
растертые на олифе. В продаже имеются масляные краски
для живописи в тюбиках и более грубые малярные сорта в
банках в виде густотертой пасты. Те и другие разводят до
нужной густоты на олифе. Если и при этом краска имеет
недостаточную текучесть, то перед работой ее разбавляют
скипидаром, уайт-спиритом или чистым бензином первого
сорта.
Если нет готовых красок, их можно приготовить самому,
растерев нужное количество пигмента с олифой в лаборатор-
ной фарфоровой ступке.
Масляные краски обладают хорошей кроющей способно-
стью и устойчивостью против атмосферных влияний. Для
полного высыхания краски требуется около 24 часов. Мас-
ляные краски применяются для отделки моделей и макетов.
Для отделки летающих моделей масляные краски не упо-
302
требляются из-за большого удельного веса и довольно гру-
бой пленки.
Литографские краски поступают в продажу
в виде сметанообразной пасты в банках. Эти краски приго-
товляют на лучших сортах густой и прозрачной льняной
олифы. Так как литографские краски должны иметь хоро-
ший цвет, их делают на самых мелкотертых и ярких пиг-
ментах.
Пленка, образуемая литографскими красками, обладает
большой эластичностью. Укрывистость их хорошая.
При отсутствии нитролаков эти краски можно применять
для внешней отделки летающих моделей.
Наносить литографские краски следует мягкой барсуко-
вой кистью. Как было сказано, эти краски довольно густые,
поэтому их приходится разводить скипидаром, уайт-спири-
том или льняной олифой.
Для получения матовой поверхности пользуются следу-
ющим составом (в весовых частях):
Густотертая масляная краска............................. 10
Сухой пигмент............................................ 5
Скипидар или уайт-спирит................................. 5
Воск пчелиный............................................ 1
Сиккатив жидкий ......................................... 1
Хорошее покрытие масляными красками обеспечивается
нанесением двух и более слоев краски.
Для ускорения процесса высыхания в краску можно до-
бавить 3—5% сиккатива.
Для работы масляными красками применяют кисти из
шерсти белого медведя и щетинные.
Масляные эмали представляют собой тонкотертые
пигменты, разведенные на масляных лаках. Эти краски дают
гладкую блестящую поверхность. Сохнут эмали довольно
медленно: 10—12 часов, а полное высыхание каждого слоя
требует около 48 часов.
Свое название эмали получили потому, что при высыха-
нии они образуют твердую блестящую пленку с глянцем, на-
поминающую эмаль.
Существенным недостатком покрытия масляной эмалью
является длительность процесса окраски и чрезвычайная
чувствительность к пыли. Поэтому желательно сушку произ-
водить в специально оборудованных обогреваемых шкафах.
Все это осложняет работу и ограничивает применение
эмалей.
Эмали применяются при отделке музейных моделей и
отдельных деталей. Окрашивать летающие модели ими
303
нельзя, так как покрытие с течением времени становится
хрупким.
Масляные лаки представляют собой растворы раз-
личных смол в высыхающих маслах.
Лак в процессе высыхания претерпевает существенные
химические изменения, в результате чего получается прочная
атмосфероустойчивая пленка, в особенности у лаков с малым
количеством смолы. Как правило, долгосохнущие лаки дают
лаковую пленку более прочную, чем быстросохнущие.
Масляные лаки применяются для закрепления масляных
красок и эмалей, придания им глянца, а также для покрытия
по дереву с сохранением текстуры, защиты металлических
деталей от коррозии и работы на «отлип» с металлическими
пигментами.
Сортамент лаков, выпускаемых промышленностью, до-
вольно обширен.
В моделировании применяются следующие марки мас-
ляных лаков:
Марки лака ГОСТ или ТУ Время высыхания при 20°С в час Примечание
№ 2 (бывший № 17) масляно-к а нифольный ГОСТ 18159—40 120 Светлый, для оконча- тельной отделки
№ 17Ф — глифталевый ТУ нкхп 1187—41 48 Прозрачный, не раство- ряется в метиловом спирте
№ 170 — пентафталевый ТУ нкхп 1308—45 72 Светложелтый, глянце- вый
№ 6 (бывший № 25) м асляно- смол яной ГОСТ 181159-40 72 Светлый
№ 6Ф — глифталевый ГОСТ 18159—40 72 Слабо растворяется в метиловом спирте
№ 7 (бывший № 79) — масляно- канифольный ГОСТ 18159—40 24 Для неответственных работ
№ 8 (тинктура) кани- фольный ГОСТ 18159-40 6 Для разведения метал- лических пигментов
Глифталиевые, пентафталевые и другие
синтетические лаки и краски с успехом приме-
няются для окраски нелетающих моделей, дают устойчивую
прочную пленку без грунта, разбавляются уайт-спиритом,
скипидаром и другими разбавителями, рекомендуемыми за-
водами-изготовителями.
Недостатком этих эмалей является длительность высы-
хания. Однако при облучении специальными лампами с ин-
фракрасным излучением сушка длится только около одного-
двух часов.
304
Спиртовые лаки и политуры
Спиртовые лаки применяются в качестве прозрачных и
полупрозрачных покрытий, придающих блеск, защищающих
поверхность от воздействия внешней среды и усиливающих
тон и текстуру дерева ценных пород, а также для покрытия
мелких металлических деталей моделей.
Спиртовые лаки представляют собой растворы пленко-
образующих веществ (шеллака, сандарака, копала и синте-
тических смол) в этиловом спирте.
В сандарачные и копаловые лаки можно добавить ра-
створимые в спирте анилиновые красители и получать яркие
цветные прозрачные лаки, которые неплохо держатся и на
металле.
Шеллачный лак и политура. Лак состоит из
27% смолы-шеллака и 73% этилового спирта крепостью не
менее 90°.
Политура содержит шеллака 12%, 96-градусного эти-
лового спирта 88%.
Лак и политуру можно приготовить самому. Для этого
в закрывающуюся стеклянную посуду надо налить спирт, а
затем всыпать шеллак, периодически встряхивая и переме-
шивая раствор. Через один-два дня полученный лак филь-
труется через мелкую сетку для отделения нерастворивше-
гося шеллачного воска.
Наиболее ценной является политура светло-желтого цве-
та, дающая прозрачную прочную пленку, подчеркивающую
красивый рисунок дерева.
Наша промышленность выпускает следующие политуры:
№ 13—мутная нефильтрованная; № 14 — светлая фильтро-
ванная; № 15 — красная; № 16 — черная. Политуры № 15 и
16 подкрашены органическими красителями.
Процесс нанесения политуры на поверхность и создание
глянцевой устойчивой пленки называется полированием. Ка-
чество во многом зависит от того, как произведено полиро-
вание.
Нитроэмали и нитролаки
Нитроэмали и нитролаки представляют собой растворы
нитроцеллюлозы в смеси органических растворителей с до-
бавлением пигментов, смол и пластификаторов.
Нитроэмали разделяются по назначению на авиацион-
ные, автомобильные и мебельные.
Наша промышленность выпускает много хороших сортов
этих эмалей. В зависимости от назначения они имеют раз-
личную эластичность, твердость пленки и атмосфероустойчи-
вость.
20 Заказ 127
305
Для отделки летающих моделей желательно применять
более эластичные авиационные нитроэмали; для музейных
моделей лучшими будут мебельные и автомобильные, пото-
му что они дают более глянцевую поверхность.
Нитроэмали применяются для окраски дерева, бумаги,
металла и других материалов.
В качестве растворителя для приготовления нитроэмалей
применяют растворитель РДВ, № 647 и другие, состоящие
из ацетона с добавлением бензола и других компонентов,
улучшающих разлив эмали и регулирующих скорость высы-
хания.
В качестве пластификатора — смягчителя лаковой плен-
ки— добавляют касторовое масло или дибутилфталат.
Нитроэмали приготовляются на быстровысыхающих рас-
творителях, поэтому их удобнее наносить распылителями.
При работе кистью нижние слои эмали быстро растворяются,
вследствие чего их можно снять кистью. Чтобы этого не слу-
чилось, применяют более густые растворы эмали или добав-
ляют бутилацетат для улучшения разлива и замедления
растворения пленки.
Благодаря удобству в работе, быстрому высыханию и
атмосфероустойчивой лаковой пленке нитроэмали получают
все большее распространение и вытесняют другие красители.
Тонкая эластичная пленка, поддающаяся шлифованию и по-
лированию, делает эти краски наиболее пригодными в моде-
лировании. Они широко применяются для отделки летающих
и музейных моделей.
Авиационные нитроэмали делятся на две основ-
ные группы: нитролаки первого покрытия, называемые иног-
да эмалитами, и цветные нитроэмали второго покрытия, ко-
торые наносятся всегда по нитролаку первого покрытия и
нитрогрунту.
Нитролак первого покрытия обозначается маркой А1-Н.
Его применяют для покрытия обтяжки моделей, для натяже-
ния обтяжки и как клей при сборке каркасов моделей.
Нитроэмали второго покрытия цветных марок АМТ, АГТ,
АП и ДМ в зависимости от цвета обозначаются номером.
Автомобильные нитроэмали предназначаются
для покрытия внешних частей автомобилей, они дают более
твердое покрытие, чем авиационные, более хрупкие, но луч-
ше полируются, давая зеркальный блеск.
Самодельные цветные нитроэмали можно
приготовить одним из следующих способов.
Первый способ. В прозрачный нитролак добавляют тон-
котертые пигменты. Чем мельче пигмент, тем его меньше
потребуется и тем лучше будет эмалевая пленка.
Лак тщательно перетирают с пигментом и 5% касторо-
306
вого масла в лабораторной ступке и сливают через мелкую
сетку в посуду для хранения.
Второй способ. К 30 г масляной краски, взятой из тю-
бика, добавляют 15 г масляного лака, 5 г скипидара, 10 г
касторового масла, тщательно перемешивают смесь и разво-
дят ее в 50 г ацетона. Затем, добавив 70 г прозрачного нит-
ролака, тщательно растирают и пропускают через тонкую
сетку. Если полученная таким образом эмаль слишком жир-
на и начинает свертываться, следует добавить немного аце-
тона или прозрачного нитролака. Самодельные эмали зна-
чительно уступают по прочности пленки эмалям, выпускае-
мым промышленностью.
Нитролаки предназначаются для покрытия поверх-
ности, окрашенной нитроэмалями, или в смеси с последним
слоем нитроэмали для придания глянца и твердости или ма-
товости поверхности нитропокрытия.
Нитролаки применяются также для покрытия поверхно-
сти дерева и металлов. В этом случае текстура и цвет мате-
риала сохраняются. Приведенные ниже марки прозрачных
лаков широко применяются для отделки моделей.
Ца пон-лаки обладают всеми качествами эмалита, но
их пленка менее эластична и более тверда.
Цапон-лаки легко приготовить самому. Для этого 1 ве-
совую часть стружек прозрачного целлулоида необходимо
растворить в 30 частях разжижителя РДВ, № 647 или смеси
5 частей ацетона и 5 частей амилацетата.
Целлулоид, идущий для изготовления кинолент, обла-
дает самыми высокими механическими качествами; лак наи-
большей прочности можно получить из смытых кинолент.
Попадание в лак воды или растворение не просушенной от
воды пленки вызывает резкое ухудшение качества лака.
Если лак после высыхания слишком хрупок, то его мож-
но смягчить, добавив 3—5% по весу касторового масла. Для
улучшения разлива и предотвращения образования белых
пятен следует добавить бутилацетат.
Лак, приготовленный из непрозрачного цветного целлу-
лоида, обладает меньшей прочностью пленки.
Цапон-лак дает твердую устойчивую пленку, поэтому
его часто применяют для покрытия винтов, поплавков и дру-
гих частей летающих моделей. Лак, нанесенный из пульве-
ризатора на дерево, с успехом заменяет полировку. Загу-
стевший цапон-лак является также хорошим клеем для
сборки каркасов летающих моделей, склейки целлулоида с
целлулоидом.
Матовый лак применяется для покрытия внешних по-
верхностей моделей-копий самолетов и других деталей, не
требующих блеска, как, например, деталей оборудования
кабин самолетов.
20*
307
Матовый цапон-лак приготовляется по следующему ре-
цепту:
Целлулоид........................................ 3 части
Эфир серный......................................41 часть
Спирт этиловый (ратификат).......................41 >
Скипидар < •.....................................15 частей
Прозрачные нитролаки
Наименование ТУ или гост Цвет Примечание
АВ-4 д/в (для винтов) нкхп ТУ 1324-45 Бесцветный Авиационный
АВ-4 д/л (для лыж) нкхп ТУ 718-41 Темножелтый или коричневый »
№ 933 № 930 МХП 270—42 МХП Бесцветный Автомобильный
ТУ 2860-51 »
№ 951 цапон-лак ГОСТ 5236-50 » Общего применения
НЦ-48 (матирующий) ВТУП 23-56 » Для создания мато- вых поверхностей
Вспомогательные материалы
К вспомогательным материалам относятся растворители,
смывки, полировочные пасты и другие.
Растворители служат для разбавления загустевших
лаков и красок до рабочей вязкости.
Наименование марки Применение
РДВ, № 647 Для разбавления нитролаков и эма- лей
Уайт-спирит (нефтяной спирт), скипидар Ксилол Уайт-спирит Б-70 (бензин) Для разбавления глифталевых и пен- тофталевых эмалей и лаков Для разбавления масляных эмалей
Спирт винный этилозый Смывки марок СД (сп), СД (об) ДФГ2 Для растворения шеллака Служат для смывания старых мас- ляных и нитропокрытий Смывки быстро растворяют высохшие покрытия и медленно улетучиваются
308
Пасты полировочные применяются для оконча-
тельной отделки многих видов лакокрасочных покрытий и
пластмасс.
Наименование Наименование ГОСТ или тех- нических условий Краткая техническая характеристика и назначение
Паста шлифую- щая М-289 ТУ МХП 1407-46 Пастообразная масса, состоящая из смеси тонкоизмельченных абразивов с минеральными маслами и другими свя- зующими материалами. Выпускается в готовом к употреблению виде Применяется в автостроении для шли- фовки вручную или механическим спо- собом нитролаковых покрытий перед полировкой Применяется для ручного шлифования цветных нитролаковых покрытий и пластмасс. Ее можно разбавить водой с керосином
Паста полирую- щая М-290 ТУ нкхп 273-41 Смесь тонкодисперсных абразивов с водомасляной эмульсией. Выпускается в готовом к употреблению виде Применяется в автостроении для по- лировки предварительно зашлифованно- го нитролакового покрытия Обладает высокими полирующими свойствами, сообщая полируемой поверх- ности зеркальный блеск
Паста № 18 для полировочной воды ТУ нкхп 269-41 Смесь абразивного материала с расти- тельными и минеральными маслами и растворителем Выпускается в виде пасты густой консистенции Предназначается для изготовления полировочной воды, применяемой при полировке нитролаковых покрытий в автопромышленности Рекомендуется применять для послед- ней полировки, восстановления блеска старой краски Одну часть пасты перемешивают с двумя частями керосина и вливают в 5 — 10 частей горячей воды, состав тщательно размешивают
309
Если нет готовых паст, можно приготовить неплохие па-
сты по следующим рецептам:
Шлифующая 1. Пемза (тонкостертый порошок) 50 частей
Парафин Технический вазелин Канифоль 25 » 20 » 5 »
Полирующая паста 2. Шлифпорошок № 6—№3 Парафин Вазелиновое масло 77 частей 2 части 21 часть
Глянцующая 3. Трепел Воск пчелиный Керосин 50 частей 10 » 40 »
Паста № 2 ВИАМ применяется для ручного чистового
глянцевания прозрачных нитролаковых покрытий и пласт-
масс.
Гуммированная бумажная лента представля-
ет собой слабо проклеенную бумагу, на которую нанесен
слой коллагенового (столярного клея). Бумага служит для
укрепления стыков шпона в процессе фанерования и закры-
тия границ при окраске.
Липкая лента целлофановая представляет со-
бой намотанную в ролики ленту из прозрачного целлофана,
на поверхность которой с одной стороны нанесен слой лип-
кой массы.
Рецепт липкой массы
Бензин «Калоша» ГОСТ 443—50 ............................. 76,7%
Полиизобутилен П-100 ВТУ молекулярный вес от 50 до
100 тыс. (ТУ 1655—51 р) ................................10,1%
Клей резиновый сухой № К-4508 MX ПТУ 1178—51 р . . . . 4,3%
Канифоль ГОСТ 797—41 ...................................... 5,3%
Трансформаторное масло ГОСТ 982—53 ....................... 3,3%
Церезин ГОСТ 2488—47 ...................................... 0,2%
Сода двууглекислая ........................................ 0,1%
Липкую массу приготовляют в три приема:
1. Смешивают резиновый клей с полиизобутиленом, при
подогреве до 40° кладут в банку и заливают бензином в ко-
личестве до 40% от рецепта и дают набухнуть в течение
24 часов при температуре 20°.
2. Смешивают в металлической посуде отвешенные ча-
сти (по рецепту) масла, церезина и канифоли, подогревают
до температуры 160—170°. После расплавления компонентов
(10 минут) подсыпают понемногу соду при непрерывном по-
мешивании (осторожно — происходит вспенивание).
3. Первый раствор тщательно размешивается со вторым.
Когда комков не будет, добавляют по рецепту оставшуюся
часть бензина.
310
ТИП Ь1 КИСТЕЙ
АКВАРЕЛЬНАЯ
ОТВОДОЧНАЯ
МОК РАЯ
ТАКОЙ ВИД
ИМЕЕТ ХОРОШАЯ
АКВАРЕЛЬНАЯ
СМОЧЕННАЯ
ПЛОХАЯ КИСТЬ
ИМЕЕТ РАЗОБ-
ЩЕННЫЙ ВОЛОС
РИС. 169
311
Количество бензина можно по необходимости увеличить.
Готовую массу сливают в герметическую банку. В неспециа-
лизированных условиях массу можно наносить на хорошо
расправленный целлофан мягкой широкой кистью слоем
0,3—0,4 мм. После просушки (8—10 часов при 20—25°) цел-
лофан режут на ленты необходимого размера и употребляют
в работу или сматывают в ролики.
ИНСТРУМЕНТ И ТЕХНИКА НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ
ПОКРЫТИЙ
Наиболее распространены два способа нанесения лако-
красочных покрытий: кистью и распылителем.
Кисти и работа ими
Кисти для каждого вида краски и лака применяются
различные. Выбор величины и формы кисти зависит также
от вида работы и поверхности (рис. 169).
Размер кисти (табл. 24) надо выбирать возможно боль-
ший. Крупная кисть дает более равномерное покрытие и
ускоряет работу.
Кисть должна иметь плавную форму рабочей части. Во-
лос кисти должен быть надежно закреплен и обладать
достаточной упругостью. Качество акварельной кисти прове-
ряют окунанием в воду и последующим ее стряхиванием.
При этом волос акварельной кисти должен слипаться, не
Таблица 24
Размеры художественных кистей для акварельных и масляных красок
Торго- вый номер Размеры кисти, мм
Плоские Круглые Длина пучка волоса Длина капсюля Длина ручки
ширина пучка волоса толщина пучка волоса диаметр пучка волоса разного хорькового
1 1 0,4 1,1 9 7 26 140
2 2 0,6 1,4 10 8 27 140
3 3 1,0 1,7 11 9 28 150
4 4 1,2 1,9 12 10 30 150
5 5 1,5 2,2 13 11 31 160
6 6 1,8 2,4 14 12 32 160
7 7 2,0 2,7 15 13 34 170
8 8 2,3 3,0 16 14 36 170
9 9 2,6 3,3 17 15 37 180
10 10 2,8 3,7 18 16 38 180
11 11 3,0 3,9 19 17 39 190
12 12 3,2 4,2 20 18 40 190
13 13 3,2 4,5 23 — 43 190
312
Продолжение
Применение кистей
Кисти Волос Тип Область применения
Кисти акварельные Кисти для плакат- Белки, хорь- ка, колонка Круглые При тонких работах акварельными красками, гуашью, нитроэмалями и нитролаками
ной живописи .... Колонка, барсука, бе- лого медведя Круглые и плоские Окраска поверхностей, покрытие летающих моде- лей эмалитом
Кисти для масляной живописи Щетина Круглые и плоские Нанесение грунта и эма- лита по тканям
Малярные кисти . . Щетина Круглые и плоские Окраска масляными ла- ками, масляными эмалями и масляными красками
Кисти специальные Барсука, белого медве- дя, щетина свиная Флейц Нанесение последнего слоя покрытия и разравни- вание его на больших по- верхностях
Кисти специальные . Колонка, бычка Отводоч- ные Для отводок тонких линий и полос
Лубяные кисти . . Изготовляются из луба липы, применяются для нанесения клеевых раство- ров и грунта
оставляя на поверхности пучка отдельно торчащих волосков
или распадающихся прядей (см. рис. 169).
Кисть для той или иной работы можно выбрать по
табл. 24. Работать нужно только чистой кистью, тщательно
промытой от предыдущей краски. Кисть не следует погру-
жать в краску более чем на 2/3 длины ее волоса. Набрав на
кисть краску, окрашиваемую поверхность начинают покры-
вать последовательными мазками от одного края к другому.
После нанесения на поверхность слоя краски его разравни-
вают в перпендикулярном направлении без добавления кра-
ски. Не следует вести кисть против волоса.
После того, как высохнет первый слой краски, наносят
следующий слой.
Последний слой разравнивают флейцами. Тонкие ли-
нии— отводки по границе цветов и полосы наносят специ-
альными удлиненными отводочными кистями.
Наносить кистью нитролаки и эмали трудно, так как они
быстро высыхают и не дают возможности разровнять мазки.
Кроме того, ранее нанесенные слои краски повреждаются.
В случаях необходимости работают и кистью, но красить
следует густой краской и только в одном направлении, тща-
313
тельно сливая мазки, не останавливая движения кисти, что-
бы не получить наплывов.
После работы надо отжать краску с кисти и промыть
ее. Масляную краску, эмаль и лак можно смыть скипида-
ром или керосином, акварель и гуашь — водой, нитролаки —
органическими растворителями или смывкой. Остатки краски
смывают теплой водой с мылом.
Хранить кисти надо в банке или горшке, рабочей ча-
стью вверх. Хранение в ящиках или коробках приводит к
порче рабочей части волоса кисти.
Пульверизационные установки
и работа распылителями
Простейшим инструментом является туалетный
пульверизатор (рис. 170), при помощи которого можно
окрашивать летающие модели красителями, разведенными в
спирте, воде или в других легких растворителях. С большим
трудом таким пульверизатором можно распыливать разбав-
ленные нитроэмали.
Простейший «механизированный» пульверизатор рабо-
тает по такому же принципу (см. рис. 170).
Источником сжатого воздуха здесь служит велосипедный
насос. Однако качество покрытия и производительность та-
кого пульверизатора получаются невысокими из-за того, что
воздух подается толчками.
Качественные покрытия можно получить при помощи
пульверизационной установки.
Всякая пульверизационная установка состоит из двух
основных частей: системы питания сжатым воздухом и пуль-
веризатора-распылителя или аэрографического пистолета.
Для правильной работы распылителя необходимо пода-
вать в него воздух постоянного давления без воды и масла.
Величина давления подбирается в зависимости от размеров
распылителя и густоты краски, в пределах от одной до трех
атмосфер.
Постоянство давления в шланге, питающем воздухом
распылитель, поддерживается с помощью клапана или ре-
дуктора, снабженного двумя манометрами: одним на входе
в редуктор, другим на выходе из него (рис. 171), которые
устанавливаются на баллоне-ресивере. Манометры на редук-
торе показывают давление в ресивере и шланге.
Регулировочный винт позволяет создать в шланге желае-
мое давление в пределах от атмосферного до величины дав-
ления в ресивере.
Сжатый воздух можно получить от компрессора, пода-
ющего воздух в ресивер непрерывно, либо от баллона высо-
кого давления, заполняемого сжатым воздухом периоди-
чески.
314
СХЕМА ДЕЙСТВИЯ
ПУЛЬВЕРИЗАТОРА
РИС.170. ПРОСТЕЙШИЕ РАСПЫЛИТЕЛИ И СХЕМЫ ИХ ДЕЙСТВИЯ
315
ГДЗОПЫЙ РЕДУКТОР
МАНОМЕТР ВЫСОКОГО
ДАВЛЕНИЯ
РЕГУЛ ЯТОР
ДАВЛЕНИЯ
МАНОМЕТР НИЗКОГО
ДАВЛЕНИЯ
ШТУЦЕР
ВЫСОКОГО ДАВЛЕНИЯ
ШТУЦЕР
-НИЗКОГО ДАВЛЕНИЯ
ПИТАНИЕ
РАСПЫЛИТЕЛЬ
РЕГУЛИРУЕМЫЙ ВЕНТИЛЬ
ВЫПУСКАЕТ ИЗЛИШЕК
ВОЗДУХА
МАНОМЕТР—
КРАН
О
КОМПРЕССОР
СЛИВ
КОНДЕНСАТА
СХЕМА ПУЛЬВЕРИЗАЦИОННОЙ
УСТАНОВКИ
РИС 171 СХЕМЫ ПУЛЬВЕРИЗАЦИОННЫХ УСТАНОВОК
316
В первом случае редуктор не обязателен и его можно
заменить пружинным регулируемым клапаном (см. рис. 171),
который будет выпускать излишний воздух и поддерживать
постоянное давление.
Во втором случае редуктор совершенно необходим, так
как шланги не выдерживают высокого давления. Кроме то-
го, слишком большое давление в распылителе нарушает его
нормальную работу.
Принцип действия распылителей основан на эжектиру-
ющем действии струи воздуха, т. е. способности струи воз-
духа захватывать и переносить в себе капельки жидкой
краски.
На рис. 170 показана принципиальная схема форсунки
распылителя.
Принципиальная схема, монтаж и конструктивное ре-
шение компрессорной установки могут быть различными в
зависимости от располагаемых средств.
Примитивную ручную аэрографическую установку мож-
но изготовить из автомобильного насоса и баллона от огне-
тушителя. Работать на этой установке надо вдвоем, так как
для поддержания давления в ресивере приходится почти
непрерывно действовать насосом. Воздух к распылителю
подается по резиновой трубке с внутренним диаметром око-
ло 5 мм.
Небольшую компрессорную установку можно изготовить
самому из небольшого велосипедного мотора или авиацион-
ного компрессора типа АК-50, устанавливаемого на поршне-
вых авиационных моторах. На самолетах эти компрессоры
служат для нагнетания сжатого воздуха в баллоны, из кото-
рых воздух расходуется на запуск мотора, выпуск и уборку
шасси. Эти компрессоры можно снять со списанных авиа-
ционных моторов и смонтировать компрессорную установку
(рис. 172, А, Б).
Для питания распылителя можно использовать также
любой гаражный компрессор.
Конструкции распылителей изображены на рис. 173. При
наличии токарно-винторезного станка распылитель можно из-
готовить по чертежам (рис. 174, А, Б, В, Г).
Струя воздуха, выходящая из форсунки распылителя,
в зависимости от содержания в ней краски может быть бед-
ной, нормальной или богатой, а в зависимости от давления
воздуха и величины открытия воздушного клапана распыли-
теля— сильной или слабой.
В зависимости от величины распылителя и давления
воздуха применяемая краска должна иметь различную гу-
стоту; чем больше распылитель и больше давление воздуха,
тем гуще может быть краска.
Начинать работу надо с разведения нитроэмали разжи-
317
РИС. I72.A КОМПРЕССОРНЫЕ УСТАНОВКИ
318
500
РИС 172,Б ЧЕРТЕЖ САМОДЕЛЬНОЙ УСТАНОВКИ С
КОМПРЕССОРОМ АК-50
319
РАСПЫЛИ ТЕЛЬ N2
РАСПЫЛИТЕЛЬ ЫЗ
320
Арт.Ю. Ниппель 1шт Mamjfffi
Детб. Перепускная АетЗ.Гайкаму<ргг1Ы 1шт.
трубка 1шт. МатЛС-59 Мат .1)С 59
РИС I74A. РАБОЧИЕ ЧЕРТЕЖИ РАСПЫЛИТЕЛЕЙ
(РАСПЫЛИТЕЛЬ N2 И ДЕТАЛИ)
21 Заказ 127
321
Дет 16
Муфта!шт Мат ПС-5 9
Втулка 1шт Мат ПС-59
Дет ^Направляющая
кропана 1шт.Мат. ЛС-59
Корпус клапана
1шт. Мат ПС-59
Дет 13
Клапан 1шт.
Мат. ПС-5 9
Дет. 19
РИС.174,Б. РАБОЧИЕ ЧЕРТЕЖИ РАСПЫЛИТЕЛЕЙ
(ДЕТАЛИ РАСПЫЛИТЕЛЯ N2)
Дет.19.Рычаг
1шт.Мат.ЛС~59
Рычаге кнопкой
222
РИС. 174,В. РАБОЧИЕ ЧЕРТЕЖИ РАСПЫЛИТЕЛЕЙ
(РАСПЫЛИТЕЛЬ N3 и детали)
21*
323
Мот СОРТ1шт
Втулка 2шт. Мат. ЛС-59
Дет 22 Клапан 1umi Мат ЛС-59
Дет 19 Трубка с ниппелем
Дет 21 Шайба 1шт Мат С 25
Дет. 25.Держателъ 1шт.Мат.лС-59
РИС. 174,Г. РАБОЧИЕ ЧЕРТЕЖИ РАСПЫЛИТЕЛЕЙ
(ДЕТАЛИ РАСПЫЛИТЕЛЯ N3)
324
жителем в пропорции 1:1. Давление воздуха в шланге необ-
ходимо отрегулировать так, чтобы оно было 1,5—2 атм,
После этого заливают краску в бачок распылителя и про-
буют нажимом курка качество струи. Вращая сопло, сле-
дует подобрать наиболее благоприятное его положение и
оценить по табл. (см. ниже) качество получаемого покрытия.
Определив недостатки покрытия, надо отрегулировать рас-
пылитель таким образом, чтобы сырой лаковый слой расте-
кался без подтеков, образуя гладкую зеркальную поверх-
ность без сухих крупинок или следов отдельных капель или
брызг.
Работа распылителем требует некоторого навыка; часто
обвиняют в тех или иных недостатках работы механизм рас-
пылителя, тогда как неудача происходит от неумения его на-
ладить.
Регулировка распылителя
Дефект покрытия Возможные причины дефектов покрытия Как создать нормальную работу распылителя
Краска ложится глянце- Слишком жидкая крас- Залить в бачок рас-
вым малоукрывистым сло- ем, легко образуются под- теки ка пылителя более густую краску
Краска ложится мелки- Слишком большое давле- Уменьшить давление
ми сухими крупинками, ние воздуха, краска не про- в шланге, отрегулиро-
образуя матовую поверх- ходит через форсунку, за- вав редукционным кла-
ность сорен краскопровод паном. Прочистить и промыть форсунку и краскопровод распы- лителя
На зеркальной поверхно- Давление воздуха мало, Увеличить давление
сти краски заметны отдель- происходит недостаточное воздуха в шланге регу-
ные капли краски, кото- рые отчасти расходятся, но рябь остается распыление краски лировкой редукционно- го клапана
Краска не растекается Краска слишком густа Уменьшить вязкость
на поверхности, отдельные и плохо проходит через раствора краски добав-
капли краски не соеди- няются, распылитель плюет форсунку, не распыляясь струей воздуха лением разжижителя
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Всякая краска и лак требуют хорошей подготовки по-
верхности и правильной сушки с тщательной междуслойной
обработкой. Только соблюдение этих правил может обеспе-
чить качественную отделку моделей и прочные покрытия.
325
Лакокрасочные покрытия разделяют на простые и
сложные. К первым относятся покрытия, осуществляемые
за один прием, например покрытие спиртовым лаком или оли-
фой, ко вторым — многослойные покрытия.
В сложных покрытиях (рис. 175) применяются четыре
вида лакокрасочных материалов: грунт, шпаклевка, краска
или эмаль, лак.
Грунт — первый слой покрытия — непосредственно на-
носится на предварительно подготовленную поверхность,
создает прочно связанную с изделием пленку. Кроме того,
грунт заполняет поры дерева и металла, предохраняя дерево
от набухания, а металл — от коррозии.
Шпаклевка — второй слой покрытия — служит для
выравнивания и сглаживания поверхности изделия перед
окраской. В тех случаях, когда поверхность пористая, шпа-
клевкой покрывают всю поверхность, последний слой шли-
фуют, подготовляя его к нанесению пленкообразующих ве-
ществ.
Было бы ошибкой считать, что все дефекты изготовления
поверхности можно выправить шпаклевкой, и в расчете на
это допускать небрежную работу. Такая работа дает плохие
результаты.
Краска или эмаль — основные пленкообразующие
вещества, придающие цвет и защищающие деталь от воздей-
ствия внешней среды.
Лак служит для окончательной отделки, он придает
поверхности изделия твердость и глянец.
Работа масляными красками,
эмалями и лаками
Масляные краски и эмали наносятся на поверхность ки-
стями и распылителем. Краска должна быть достаточно
жидкой и легко стекать с кисти. Если она загустеет, ее надо
разбавлять уайт-спиритом или рекомендованным разжижи-
телем.
Для получения качественной поверхности работу надо
выполнять в теплом и непыльном помещении. Первый слой
наносится как можно более широкой кистью на подготов-
ленную, тщательно протертую от пыли поверхность. Нано-
сить слой надо последовательно от одного края поверхности
к другому, соединяя мазки (см. рис. 169). Затем, не добав-
ляя краски, обрабатывают поверхность, водя кистью в на-
правлении, перпендикулярном первым мазкам.
Каждый слой краски должен быть ровным, тонким и про-
зрачным. Не следует стремиться получить сразу плотный
326
прозрачный нитролак
НИТРОЭМАЛЬ Р11 СЛ°Й
2— ПОКРЫТИЯ )11 сло“
[I слои
НИТРОЛАК ПОКРЫТИЯ
ШПАКЛЕВКА
ГРУНТ
ДЕРЕВО
ГРУНТ
МЕТАЛЛ
НИТРОЭМАЛЬ Jll СЛОЙ
2£2 ПОКРЫТИЯ [I СЛОЙ
ШПАКЛЕВКА
РИС 175 СХЕМА СЛОЖНЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
ПРОСУШКА
НА СКОБКАХ
РИС.176 ПРОСУШИВАНИЕ ПОВЕРХНОСТЕЙ, ПОКРЫТЫХ МАСЛЯНЫМ ЛАКОМ
327
укрывистый слой. Работа с избыточным количеством краски
на кисти способствует появлению пузырей и подтеков. Каж-
дый последующий слой наносят через 48 часов. Число слоев
зависит от укрывистости краски. Окончательная просушка
требует не менее 70 часов.
Каждый отдельный цвет, если он граничит с другим, на-
носится только после полного просыхания соседнего.
На стыке двух непросохших разноцветных слоев обра-
зовывается неровная или радужная граница. Если поверх-
ность была подготовлена не совсем хорошо и видны следы
ворса, а также если появились пузырьки, поверхность, про-
сушенную после первого покрытия, следует обработать
мелкой шкуркой или пемзой с водой, промыть водой, проте-
реть, высушить и нанести следующий слой краски.
Поверхность, окрашенная м асляной эмалью, долж-
на быть зеркальной и по виду не уступать окрашенной нит-
роэмалью и лаком; окрашенная масляной краской —
ровную полуматовую поверхность.
Отделку масляными лаками производят следующим об-
разом. Лак наливают в банку или блюдце. Смочив в лаке
кисть до половины волоса и сняв излишек о край посуды,
лак наносят на подготовленную поверхность сначала в одном
направлении, а затем разравнивают почти сухой кистью в
перпендикулярном направлении.
Для этого лучше применять плоские щетинные кисти
большого размера, до 100 мм шириной.
После того как лаковая пленка высохнет, ее обрабаты-
вают шкуркой или пемзой с водой, протирают, дают просох-
нуть, и кроют лаком вторично. Необходимо следить за тем,
чтобы при окончательном покрытии лак разлился тонким
ровным слоем без капель, наплывов и пузырьков.
Нельзя работать кистью слишком быстро, так как при
этом под ней будут образовываться пузырьки.
Лак надо сушить в шкафу или в помещении, где нет
пыли.
Время полного высыхания лаков различно и зависит от
сорта лака.
Лак неизвестной марки без предварительной пробы при-
менять не следует. Надо иметь в виду, что некоторые лаки
при длительном хранении расслаиваются и приходят в не-
годность. Применение такого лака может повести к полной
порче отделки, поэтому предварительно и в этом случае ре-
комендуется сделать пробу.
Применяют масляные лаки для отделки музейных моде-
лей и подставок для них, а также для покрытия обтяжки и
винтов летающих моделей.
При отделке дерева лак не разжижают. Обтяжку лета-
ющих моделей можно лакировать с предварительным покры-
328
тием одним-двумя слоями эмалита или без предварительной
подготовки, прямо по бумаге.
В первом случае лакировка производится жидким ла-
ком, разведенным скипидаром, уайт-спиритом или бензином
в пропорции 1:1. Лак наносится мягкой барсуковой кистью.
Он образует прозрачную блестящую поверхность.
Во втором случае при покрытии без предварительной
обработки эмалитом применяют несколько более густой лак
в пропорции: 2 части лака на 1 часть растворителя. Этот
способ применим только для бумажной обтяжки. Лак про-
питывает ее, не меняя натяжения, делает бумагу прозрачной
и блестящей. Гладкие сорта папиросной и конденсаторной
бумаги приобретают зеркальный блеск. Лакированная таким
способом обшивка не боится влаги и хороша для гидромо-
делей. Крылья и оперение, покрытые масляным лаком, луч-
ше всего просушивать в горизонтальном положении на при-
способлении (рис. 176).
Существенным недостатком покрытий масляными лака-
ми является затрудненный ремонт обшивки. Заплатки плохо
приклеиваются и сильно выделяются на лакированной по-
верхности.
Если покрытие масляным лаком получилось неудачным,
то, не давая просохнуть, его можно смыть бензином, скипи-
даром или уайт-спиритом и повторить.
Покрытие спиртовыми лаками и полирование
Лакирование применяется для декоративных целей
и придания водостойкости поверхности.
Лакирование спиртовыми лаками. Для от-
делки мореных поверхностей древесины с красивым рисун-
ком наилучшим является светлый шеллачный лак. В каче-
стве заменителя можно использовать светлый мебельный лак.
Лаки с коричневыми оттенками лучше употреблять для тем-
ных пород, например ореха, мореного дуба и др.
Красные лаки применяются для работы по красным
протравам и древесине с красным оттенком. Подготовка
поверхности к лакированию заключается в тщательной ее
зачистке, снятии ворса, окрашивании протравой в нужный
цвет и лощении. Лак наносят мягкой широкой кистью или
тампоном, проводя вдоль слоя древесины. Для равномер-
ного смачивания кисти и тампона при обработке больших
поверхностей лак наливают в блюдце или плоскую жестяную
банку. Не рекомендуется проводить кистью вторично по
одному месту до полного высыхания первого мазка. Наносят
его ровными слоями с таким расчетом, чтобы мазки слива-
лись и их стыки были незаметны. После высыхания, которое
329
продолжается 6—10 минут, можно повторить покрытие и
исправить неудачные места. Однако не следует злоупотреб-
лять лаком и наносить более двух-трех слоев.
Полирование в большинстве случаев применяют для
отделки изделий из древесины твердых мелкослойных пород,
не имеющей глубоких пор и рыхлых прослоек. Прекрасно
полируются орех, береза, красное дерево, клен, ольха, липа.
Полированная поверхность сохраняет цвет дерева, а его тек-
стура становится ярче и красивее. Поверхность получает
зеркальный блеск.
Хорошее полирование — дело трудное, требующее навы-
ка и выдержки.
Полировка должна производиться в сухих непыльных
помещениях.
Перед полированием поверхность древесины тщательно
подготовляют, снимают ворс, шлифуют самыми мелкими
шкурками, а затем грунтуют политурой.
Полирование производится в три приема. Первая поли-
ровка называется грунтовкой (выдержка один-два дня).
Вторую и третью полировку производят для получения на
поверхности слоя шеллака (выдержка между ними три-пять
дней). Окончательная полировка называется отполировкой,
поверхность доводят до зеркального блеска.
Полируют так: тампон-губку из гигроскопической ваты,
обвернутой льняной тряпкой (хлопчатобумажная хуже),
обильно смачивают политурой и грунтуют — протирают им
всю поверхность изделия (рис. 177). После просыхания по-
литуры мелкие шероховатости и бугорки, выступившие на
поверхности, шлифуют мелкой шкуркой и продолжают по-
лировку изделия тем же тампоном.
Схема полирования показана на рис. 177. Третью поли-
ровку производят едва влажным тампоном.
Тампон смачивают политурой настолько, чтобы тыльная
сторона руки при легком касании тампоном ощущала влаж-
ность, но на руке не должны оставаться пятна политуры.
Ласы-мазки наносятся тампоном с умеренным нажимом
непрерывным скользящим движением. Остановка или воз-
вратно-поступательное движение недопустимо, так как это
влечет за собой прилипание тампона к поверхности и обра-
зование трудно удалимых пятен, носящих название про-
жогов.
Для заполнения пор древесины и уничтожения остатков
мелкой ряби полируемую поверхность припудривают пем-
зовым порошком, истирая один кусок пемзы о другой.
Чтобы избежать прилипания тампона во время второй
и третьей полировки, на полируемую поверхность брызгами
наносят сырое льняное масло из расчета одна-две капли
масла на 1 дм2 площади поверхности.
330
ПЕРВАЯ ПОЛИРОВКА
ОКОНЧАТЕЛЬНАЯ ПОЛИРОВКА
ПРИЕМЫ РАБОТЫ
РИС 177 ПОСЛЕДОВАТЕЛЬНОСТЬ И ПРИЕМЫ ПОЛИРОВАНИЯ
331
Хорошая полировка должна придавать поверхности ров-
ный, зеркальный глянец. Запотевшие от дыхания на поверх-
ности пятна должны исчезать так же быстро, как с зеркала.
Иногда приходится ускорять процесс полировки и мало-
ответственные небольшие детали полировать за один-два
дня, что, естественно, сказывается на ее качестве.
Цветная полировка должна быть однородна, а бесцвет-
ная не должна создавать пятен или менять натурального
цвета и оттенков древесины.
Работа нитроэмалями
Нитроэмали обеспечивают получение гладкой, зеркаль-
ной поверхности при довольно тонком слое покрытия. Для
уменьшения расхода краски поверхность изделия должна
быть тщательно подготовлена, загрунтована и прошпакле-
вана. Грунт необходим для предотвращения проседания кра-
ски и выявления на поверхности слоев дерева.
Для получения высококачественной поверхности окраску
рекомендуется вести по следующей схеме:
1. Грунтовка дерева клеем АК-20, лаком А1Н, 754 или
цапон-лаком.
2. Сушка.
3. Шпаклевка нитрошпаклевкой.
4. Сушка.
5. Шкуровка сухая.
6. Окраска (первый слой — проявление).
7. Сушка 30 минут.
8. Шкуровка средней шкуркой с керосином, уайт-спири-
том или водой.
9. Протирка поверхности от остатков сошкуренной кра-
ски и абразивов, подшпаклевывание и сушка.
10. Окраска (второй слой).
11. Сушка 40 минут.
12. Шкуровка мелкой шкуркой с керосином, уайт-спири-
том или водой.
13. Протирка.
14. Повторение процесса окраски (производится до пяти
раз с применением все более мелких номеров шкурок) с
просушкой между каждым покрытием в течение трех-четы-
рех часов.
15. Располировка пастой № 289, нанесенной на мягкое
сукно, вату или ветошь (пасту разводить керосином или
уайт-спиритом).
16. Протирка ватой насухо до получения блеска.
17. Окончательная располировка ватой с пастой № 290,
отмученным мелом или полировочной водой с последующей
протиркой насухо ватой.
332
Окраску металлических изделий начинают с нанесения
грунта марки 138. Он хорошо сцепляется с поверхностью ме-
талла и образует прослойку, удерживающую нитроэмаль.
Для ускорения сушки грунта, которая в обыкновенных усло-
виях длится 20—25 часов, металлические детали подвергают
ускоренной сушке в сушильных шкафах при температуре
70—80° С в течение 3—3,5 часов.
Если нет сушильного шкафа, загрунтованные металличе-
ские детали можно просушивать, подвесив над электроплит-
кой, наблюдая за тем, чтобы обогрев был равномерным и
грунт не имел местных потемнений, указывающих на начало
обугливания. После просыхания грунт шкурят и дальней-
шую окраску ведут так же, как и окраску дерева.
Матовую поверхность можно получить:
— нанеся последний слой нитроэмали сильной струей
воздуха с небольшой подачей краски;
— разбавив нитроэмаль смывкой;
— опылив смывкой последний слой лака бедной струей
до появления ровной зеркальной поверхности без подтеков.
После высыхания поверхность теряет блеск и становится
матовой;
— применив специальные матовые нитроэмали и мати-
рующие лаки, например НЦ-48.
Для разбавления нитроэмалей применяют бесцветный
разжижитель РДВ и № 647.
Быстрое испарение растворителя, например ацетона, с
поверхности в первые минуты приводит к понижению тем-
пературы лаковой пленки, поэтому в сыром помещении на
поверхности пленки появляются белесые пятна.
Для устранения этого явления применяют менее лету-
чие растворители или к имеющимся добавляют бутилацетат
или амилацетат (грушевая эссенция).
Цветные нитроэмали наносят на обтяжку летающих мо-
делей после одного или двух покрытий кистью эмалитом
(А1Н). Для уменьшения веса покрытия число слоев стара-
ются сократить.
Укрывистые нитроэмали дают возможность при окраске
из пульверизатора получить ровный цвет за одно-два по-
крытия.
Покрытие прозрачными авиационными и мебельными
нитролаками требует отличной подготовки поверхности и
применяется тогда, когда нужно сохранить цвет и рисунок
дерева или ткани. Нельзя загрязнять поверхность жировыми
пятнами или пигментами.
Нитролак при прозрачной отделке следует наносить воз-
можно более ровным слоем. В тех местах, где лак ложится
333
толстым слоем, образуются темные пятна, которые портят
вид поверхности.
После окончания работы или перед длительным пере-
рывом в работе краску из бачка распылителя рекомендуется
слить, а краскопровод распылителя тщательно промыть.
Небрежное использование ваты и концов для протирки
внутренней части бачка распылителя часто приводит к за-
сорению краскопровода.
После работы тяжелыми красками, например свинцовым
суриком или красками с металлическими пигментами, в кра-
скопроводах оседают частицы этих красок. В этих случаях
следует особенно тщательно промывать распылитель при
переходе на окраску другого цвета.
Смывание старой краски, мытье кистей и распыли-
телей производят смывкой СД (сп) — специальной, которая
смывает и нитроэмали и масляные эмали, и смывкой
СД (об) — обыкновенной, предназначенной только для нит-
роэмалей.
Пары всех растворителей нитроэмалей и лаков в боль-
шей или меньшей степени вредны для здоровья, поэтому
работать с ними следует в отдельных хорошо вентилируе-
мых помещениях, по возможности избегая длительного пре-
бывания в атмосфере их испарений.
Применение металлических пигментов (бронз)
Покрытие красками с металлическими пигментами и
непосредственно металлическими пигментами производят од-
ним из следующих способов.
Пок рытие на тинктуре. Тинктура — это кани-
фольный масляный лак № 8.
Алюминиевую пудру или цветную бронзу смешивают с
тинктурой до желаемой густоты и наносят мягкой кистью
на изделие за одно покрытие, которое просыхает в течение
5—12 часов в зависимости от толщины слоя. Недостатком
таких покрытий является то, что металлический пигмент,
дающий вначале красивый блеск, с течением времени окис-
ляется и тускнеет. Ввиду этого покрытия на тинктуре для
музейных моделей, которые много лет должны сохранять
свой вид, применять не следует.
Покрытие бронзами на «отлип». Хорошо под-
готовленную поверхность в два-три слоя лакируют масляным
лаком, тщательно наблюдая за тем, чтобы на поверхность
не попадала пыль и на ней не появлялись пузырьки. Послед-
нее покрытие не просушивают до конца, а выжидают мо-
мент, когда лак затвердеет, но поверхность будет еще лип-
кая. Если при касании к поверхности палец прилипает и
оставляет на лаке отпечаток, лак еще недостаточно высох;
если же палец при сильном нажатии прилипает к поверх-
334
ности лака, оставляя слабый отпечаток, деталь можно по-
крывать бронзой. Для этого употребляют большую мягкую
беличью кисть, которой берут из банки порошок бронзы и
обильно припудривают всю подготовленную поверхность.
Затем этой же кистью осторожно втирают бронзу в поверх-
ность лака (при этой операции кисть можно заменить там-
поном из фланели). Убедившись в том, что бронза легла
ровным слоем по всей поверхности, излишки стряхивают и
поверхность приглаживают чистой тканью (фланель, байка).
При такой отделке бронза образует на поверхности
гладкую пленку с красивым металлическим блеском. Этот
способ отделки применяют в тех случаях, когда нужна ими-
тация металлической поверхности.
Недостатком этого способа является то, что частицы
пигмента образуют слишком тонкий слой. С течением време-
ни пигмент стирается с поверхности, обнажая местами грунт.
Чтобы вытертые места были менее заметны, грунтовку
необходимо окрашивать под цвет соответствующего пиг-
мента.
Под алюминиевую пудру кладут белый или светло-серый
грунт, под золотистую бронзу — желто-коричневый.
Бронзу на поверхность следует наносить в отдельном
помещении, так как частицы ее, поднимаясь в воздух, раз-
летаются повсюду. Если рядом находятся лаки и краски в
открытой посуде, они будут испорчены попавшими в них ча-
стицами бронзы.
Покрытие на целлюлозных лаках. Алюминие-
вую пудру или золотистую бронзу можно приготовить на
эмалите или растворе целлулоида. Полученный таким обра-
зом нитролак обладает хорошей укрывистостью и дает проч-
ную, устойчивую красивую пленку.
Наиболее употребительны алюминиевая пудра и золоти-
стая бронза. Эти краски, в особенности золотистая бронза,
легко расслаиваются из-за оседания тяжелых частиц метал-
ла, поэтому их не продают в готовом виде, а приготовляют
путем размешивания пигментов на каком-либо связующем
веществе непосредственно перед началом работы. В смеси
с бронзами интересные оттенки приобретают нитроэмали.
Отделка поверхности древесины
под прозрачные покрытия
Снятие ворса. При полировании или лакировании
даже хорошо прошкуренной поверхности древесины на ее
поверхности выступают мелкие бугорки, портящие полиров-
ку. Это ворс — мелкие волокна древесины, вдавленные во
время обработки в поры. Для предотвращения этого перед
полированием надо заранее поднять ворс и снять его. Де-
335
лается это так: поверхность дерева слегка смачивают водой
при помощи чистой тряпки или ваты и хорошо просушивают.
Волокна набухают, освобождаются из пор древесины, под-
нимаясь в виде ворса. Поверхность тщательно шлифуют до
полного удаления ворса.
Протравливание (крашение). Сняв ворс, приготов-
ляют раствор протравы и, убедившись на пробном образце
в том, что получен нужный оттенок, тампоном гигроскопи-
ческой ваты или чистой тряпкой равномерно, начиная с од-
ного конца, покрывают всю поверхность густым слоем про-
травы с таким расчетом, чтобы краска хорошо впиталась.
Невпитавшийся излишек краски тут же стирают. После про-
сушки на поверхности все же появляются следы ворса. Для
того чтобы их убрать, поверхность следует пролощить
(т. е. протереть до появления легкого блеска) торцом лубя-
ной дощечки или пучком конского волоса.
Нельзя допускать попадания жира, грязи или пота на
подготовленную к морению или протраве поверхность из-
делия.
В некоторых случаях для получения требуемой силы
тона морение или протраву производят несколько раз.
Вощение — наиболее простой способ отделки, состоя-
щий в том, что подготовленную мореную поверхность покры-
вают восковой мастикой, состоящей из одной части воска и
двух частей скипидара или бензина.
Мастику готовят следующим образом. В жестяной бан-
ке растапливают воск до образования однородной массы.
Доливают скипидар или бензин (вдали от открытого пла-
мени). Воск плавится при температуре около 60°. Для без-
опасности смесь можно приготовить в банке, погруженной
в кастрюлю с кипятком.
Эту мастику в горячем виде наносят на поверхность из-
делия тряпкой, щетинной или лубяной кистью и дают ей
просохнуть в течение одного-двух часов. Затем мастику
сильно втирают суконной или холщовой тряпкой, водя ей
вдоль волокон при слабом, постепенно усиливаемом нажи-
ме, добиваясь получения поверхности с ровным матовым
блеском. Втертую мастику закрепляют легким слоем шел-
лачного или светлого мебельного лака (наносить мягкой
кистью или тампоном ваты, обвернутым марлей). При по-
крытии лаком не следует дважды проводить кистью или там-
поном по одному месту.
Наилучшие результаты вощения получаются при отдел-
ке дуба, ясеня, ореха и граба.
Вощение — покрытие неводостойкое, и при попадании
воды на вощеной поверхности появляются светлые пятна.
Отделка прозрачными лаками подготовленной мореной
поверхности описана выше.
336
ОТДЕЛКА МОДЕЛЕЙ
Отделка моделей
включает окраску, нане-
сение опознавательных
знаков, надписей, отво-
док, украшающих мо-
дель, и воспроизведение
отделки кабин.
Отделка в несколько
цветов летающих моде-
лей заключается в окле-
ивании их частей папи-
росной бумагой разных
цветов. Например, перед-
нюю кромку вдоль кры-
ла оклеивают красной
бумагой, заднюю — бе-
лой, фюзеляж и киль —
сплошь красной и т. д.
Опознавательные по-
лосы команд и цифры на
крыльях моделей также
наклеивают из цветной
бумаги.
Очень удобно поль-
зоваться длинноволокни-
стой микалентной цвет-
ной бумагой. Вырезан-
ные знаки или над-
писи накладывают на
проэмаличенную обтяж-
ку модели и мягкой ки-
сточкой разжиженным
прозрачным нитролаком
типа А1Н покрывают по-
верхность цветной на-
кладки сверху. Лак про-
ходит сквозь поры бума-
ги и прочно приклеивает
ее к обтяжке, при этом
благодаря пористости пу-
зырей и морщин не воз-
никает.
Окраска папиросной
бумаги
Цветная папиросная
СЕЧЕНИЕ ВАННОЧКИ ВДОЛЬ ВАЛИКА
СХЕМА ПРОТАСКИВАНИЯ БУМАГИ
РИС. 178. ОКРАШИВАНИЕ ПАПИРОСНОЙ
И МИКАЛЕНТНОЙ БУМАГИ
337
бумага нужного цвета не всегда имеется. Полезно знать
способ окраски в различные цвета белой папиросной бумаги.
Окраска производится цветными чернилами и анилино-
выми красителями.
Для получения ровной окраски рекомендуется сделать
ванночку с валиком, как показано на рис. 178. Раствор кра-
сителя наливают с таким расчетом, чтобы валик был погру-
жен в раствор.
Бумагу, разрезанную на полосы шириной менее шири-
ны ванночки на 20—30 мм, опускают валиком в краску и на-
девают зажимы валика на стенки ванночки. Держа бумагу
за сухой конец, ее медленно протаскивают под валиком,
дают стечь излишку краски и подвешивают на шнуре за
сухой конец с помощью бельевых зажимов. Когда бумага
высохнет, ее проглаживают утюгом и пускают в дело. Для
того чтобы бумага не свертывалась при высыхании, к обоим
концам бумажной полосы полезно приклеить тонкие рейки
(8X8 мм).
Покрытия, предохраняющие модель
от действия топлива
Топливо авиамодельных двигателей содержит активные
растворители: метиловый спирт, эфир, бензол, нитрометан и
другие, из которых самым активным является метиловый
спирт. Для защиты от действия метилового спирта применя-
ются следующие покрытия:
— шеллачный лак и политура (без содержания кани-
фоли) ;
— пентофталевый лак марки 170;
— глифталевый лак марки 17ф;
— раствор пенопласта марок ПС и полистирола в рас-
творителях РДВ и № 647;
— раствор метилметакрилата, органического стекла или
порошка Л1 в мономере или дихлорэтане;
— лак «Целон» (импортный);
— раствор эпоксидной смолы ЭД-5, ЭД-6 с отвердите-
лем в ацетоне;
— раствор клея ВИАМ-Б-3 в ацетоне.
Окраска модели в несколько цветов
Такую окраску надо производить с учетом укрывисто-
сти красок. Например, краски черные, красные, синие «заби-
вают» более слабые мягкие тона. Поэтому в тех случаях,
когда цвета граничат между собой, сначала красят слабым
цветом, например белым, желтым, полутонами, а уже на
них наносят интенсивные тона, образующие резкую границу.
338
В этом случае сильный тон закроет нижний, более слабый.
При обратном порядке работ, например при окраске по
красному фону голубым, через голубую краску будет про-
свечивать красная и голубой цвет потеряет свою чистоту.
Окраска слабым тоном по более сильному все же иног-
да необходима. В этих случаях для получения чистого свет-
лого тона нужно сделать промежуточное покрытие для отде-
ления сильного тона от слабого, выбрав для этого достаточно
цветоизолирующую светлую краску. Такой краской может
быть белая или алюминиевая. Например, для получения
яркой красной надписи на темно-зеленом фюзеляже модели
надпись делают сначала белой краской и после полного ее
высыхания покрывают надпись красной краской. Этим прие-
мом всегда надо пользоваться при работе нитроэмалями.
РИС 179 НАНЕСЕНИЕ ОКАНТОВОК
Для образования яркой ровной границы окрашенного
поля рекомендуется следующий порядок работы. Первым
наносят более светлый и менее укрывистый фон, затем по
границе со стороны светлого фона наклеивают липкую цел-
лофановую ленту или смоченную водой пропарафиненную
папиросную бумагу (такая бумага имеется в конденсаторах).
Излишек воды снимают промокательной бумагой и произво-
дят окраску, начиная с границы. Лучше всего это делать
распылителем, а если его нет, то окрашивать густой краской
мягкой кистью. Сейчас же после нанесения окраски полосу
бумаги осторожно снимают (рис. 179).
Так же наносят различные окантовки и полосы на фю-
зеляжах и крыльях.
Более простой способ нанесения краски с четкой грани-
цей между цветами состоит в том, что светлую часть поверх-
ности закрывают трафаретом или полоской плотной бумаги.
Этот способ более прост, но дает менее четкую границу.
Поддувы и затеки краски при этом способе работы неиз-
бежны.
339
Нанесение надписей
Надписи на моделях можно сделать вырезанными из
цветной бумаги буквами, наклеенными на место, или нанести
красками. На моделях, обтянутых папиросной бумагой,
надписи можно выполнить гуашью.
На моделях-копиях надписи делают распылителем через
трафареты. При таком способе поверхность, на которую
нужно нанести надпись, располагают горизонтально, а рас-
пылитель держат так, чтобы струя распыленной краски была
направлена вертикально вниз. Для того чтобы избежать
подтеков и задувов, подачу воздуха уменьшают и применяют
более густой раствор краски (рис. 180).
Хорошие надписи с четкими границами шрифта полу-
чают следующим способом. Шрифт выпиливают из целлу-
лоида или фанеры толщиной 0,5—1 мм и, используя его как
шаблон, вырезают трафареты шрифта из пропарафиненной
конденсаторной бумаги. Готовый трафарет накладывают на
место. Кромки бумаги смачивают водой мягкой кистью, рас-
правляя прилипший к поверхности трафарет, устраняют
морщинки, под которые может затечь краска, снимают про-
мокательной бумагой излишки влаги и уже затем наносят
краску кистью или распылителем.
Немедленно после покраски трафарет снимают и после
высыхания остатки бумаги смывают водой, неровности краев
краски подчищают лезвием бритвы.
Из множества различных шрифтов, применяемых для
надписей, можно рекомендовать стандартный шрифт, при-
нятый в авиации, кирпичный и латинский шрифт (рис. 181).
Звезды (рис. 182,Л, Б) наносят тем же способом, что и
шрифт. Различие заключается в большем количестве опера-
ций, которые производят в следующем порядке: прежде
всего изготовляют шаблон звезды из фанеры или целлулоида
толщиной от 0,5 до 1 мм. Затем выполняют шаблон, равный
углу впадины звезды, —108°; стороны шаблона делают в
два раза больше длины луча звезды. Пропарафиненную бу-
магу складывают пачкой в 10—12 слоев, накладывают шаб-
лон и острым ножом прорезают всю пачку бумаги по сто-
ронам, образующим угол 108°.
Трафарет звезды прикладывают к месту и отмечают лег-
кими уколами иглы ее вершины и впадины, затем при по-
мощи кисти смачивают водой бумажные уголки, вырезанные
по шаблону, и накладывают, как показано на рис. 182, ZJ,
один за другим. Удалив излишек влаги, листки накрывают
листом плотной бумаги с отверстием, которая служит для
предохранения уголков от сдувания воздушной струей рас-
пылителя. После этого снимают предохранительную бумагу
и уголки в порядке, обратном тому, в котором они накла-
340
РИС.180 НАНЕСЕНИЕ НАДПИСЕЙ РАСПЫЛИТЕЛЕМ
Заказ 127
341
AB Cl) EFG HI J К
LMNOPORSTUV
IYWZ*
12 3 4 5 6 7 8 9 О
ЛАТИНСКИЙ
РИС.181. ШРИФТЫ ДЛЯ НАДПИСЕЙ НА МОДЕЛЯХ
342
1000
РИС.182Д НАНЕСЕНИЕ ОПОЗНАВАТЕЛЬНЫХ ЗНАКОВ
22*
343
ШАБЛОН
ЗВЕЗДЫ
ВЛАДИНА
РОГА
ПОРЯДОК
УКЛАДКИ
ОКРАСКА БЕЛОГО
ПОЛЯ ЗВЕЗДЫ
ОГРАЖДЕНИЕ
ИЗ БУМАГИ
ИЛИ ФАНЕРЫ
ТОЧКИ, НАКОЛОТЫЕ
ПО ШАБЛОНУ
ЛАЧКА УГОЛКОВ
ИЗ КОНДЕНСАТОРНОЙ
БУМАГИ, ВЫРЕЗАННОЙ
ПО ШАБЛОНУ
ШАБЛОН УГЛА ВПАДИНЫ
РОГА ЗВЕЗДЫ
ОТВОДОК НА ЗВЕЗДЕ РЕЙСФЕДЕРОМ
ПОРЯДОК
СЪЕМА
УГОЛКОВ
РЕЙСФЕДЕРЫ
ОБЫКНОВЕННЫЙ
РОГ
V
ВЕРШИНЫ ЗВЕЗДЫ
НАМЕЧЕНЫ И ПО НИМ
НАЛОЖЕНЫ МОКРЫЕ
УГОЛКИ
КАК УГОЛКИ СНЯТЫ,
КОНТУР БЕЛОГО
ПОЛ Я
ПОСЛЕ ТОГО
БЕЛОЕ ПОЛЕ МОЮТ
И ЗАЧИЩАЮТ
РАСКЛАДКА УГОЛКОВ
ДЛЯ ОКРАСКИ
КРАСНОГО ПОЛЯ
ГОТОВАЯ ЗВЕЗДА
С ОКАНТОВКОЙ
ПОСЛЕ СЪЕМА
УГОЛКОВ КРАСНОЕ
ПОЛЕ ЗАЧИЩАЮТ
РАЗЪЕМНЫЙ
НАНЕСЕНИЕ
3АЛРАВ К А
РЕЙСФЕДЕРА
КРАСКОЙ
РИС.182,6. ПРОЦЕСС НАНЕСЕНИЯ ЗВЕЗДЫ
344
дывались, т. е. первым снимают уголок, который был нало-
жен последним.
Когда краска совершенно просохнет, остатки бумаги
смывают водой и, отступя от края внутрь звезды на ширину
белого канта звезды, наклеивают водой вторично уголки
пропарафиненной бумаги. Ширина белого канта зависит от
размера звезды и равна примерно 7го ее диаметра. После
этого все операции повторяют снова и поле звезды закра-
шивают в красный цвет. Небольшие поднятия краски по
краям звезды устраняют после просушки легкой полировкой
пастой с керосином или самым мелким порошком пемзы с
водой. Звезду промывают уайт-спиритом или водой и сти-
рают ватой остатки пасты и керосина. Окантовку, т. е. тон-
кую обводку по контуру звезды, делают рейсфедером той
же краской, которой наносилось поле звезды.
При работе кистью и рейсфедером применяют краску
значительно более густую, чем при работе распылителем.
Тонкие полоски-отводки наносят отводочной кистью и
рейсфедером, а также способом, когда закрывают фон лип-
кой лентой, мокрой бумагой или трафаретом, а затем за-
крашивают просветы.
На рис. 183 показаны модели с различной отделкой, вы-
полненной описанными способами.
В большинстве случаев модели изготовляют в одном
экземпляре и каждая из них имеет свои особенности обтяж-
ки и отделки. Различие вкусов у моделистов и различные
технические возможности влияют на выбор материалов,
окраски и оформление модели.
Внутренняя отделка кабин
Эта отделка на копиях-моделей самолетов обычно вос-
производит в масштабе и имитирует по цвету и фактуре от-
делку больших самолетов. Качество работы зависит от
навыка и изобретательности моделиста. Некоторые приемы
можно рекомендовать как более или менее установившиеся.
Алюминиевые полы делают из бумаги, окрашенной алю-
миниевой пудрой, с последующим тиснением на ней отпечат-
ка мелкой сетки при помощи тисков или пресса.
Имитация фактуры шерстяной обивки делается густой
гуашью распылителем при очень сильной подаче воздуха
(3—4 атм) или набивкой густой гуашью при помощи торцо-
вой кисти.
Коврики и маты делают из бумаги, которую покрывают
ровным слоем клея и припудривают текстильной пылью. По-
лучаемые поверхности имеют вид сукна и замши. Регулируя
толщину слоя клея и пыли, можно получить большое сход-
ство с натурой.
345
346
Кожу имитируют нитролаками с последующей накаткой
металлическим рифленым роликом. Для получения более
четкого рисунка ролик подогревают.
* *
♦
Отделкой и обтяжкой заканчивается длительный про-
цесс изготовления модели, поэтому эти операции являются
особенно ответственными. Неудачная обтяжка или плохая
безвкусная отделка даже при хорошем исполнении самой
модели может погубить результат многодневного упорного
труда моделиста, и, наоборот, средние по качеству изготов-
ления модели при хорошей отделке выглядят красиво и
вполне законченно. Можно рекомендовать, прежде чем
отделывать модель, сделать эскиз окраски и подобрать от-
делочный материал. В качестве общей рекомендации следует
указать на необходимость с самого начала работы по по-
стройке модели определять последовательность обработки
изготовляемых частей и деталей. Например, изготовить сна-
чала все металлические детали, затем точеные и массивные
деревянные части, собрать их в основные узлы, произвести
монтаж, закрепить капоты и фонари и только после этого
приступить к отделке и монтажу мелких внешних и кабин-
ных деталей.
В каждом отдельном случае последовательность работ
может меняться, но общее направление в работе важно со-
хранять до самого последнего этапа отделки.
Порядок в работе устраняет в процессе изготовления
модели множество неполадок, помогает их своевременно об-
наружить и устранить.
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Моделисту приходится иметь дело с самыми различны-
ми материалами и инструментом. Поэтому организация ра-
бочего места не может быть одинаковой, но общие принципы
удобства, порядка и безопасности надо всегда предусматри-
вать. Многие из материалов легковоспламеняемы, топлива
ядовиты, острый инструмент и станки могут быть причиной
травм. Поэтому необходимо соблюдать правила и быть акку-
ратным во время работы.
На рис. 184,Л, Б показаны рабочий уголок авиамодели-
ста-школьника и организация помещения авиамодельного
кружка в пионерлагере, а на рис. 185 — организация рабо-
чего места моделиста-спортсмена.
Оборудование небольшой мастерской или лаборатории
дано на рис. 186.
347
РИС 184,А РАБОЧИЙ УГОЛОК АВИАМОДЕЛИСТА-ШКОЛЬНИКА
348
РИС. 184,Б. ОРГАНИЗАЦИЯ ПОМЕЩЕНИЯ АВИАМОДЕЛЬНОГО КРУЖКА
В ПИОНЕРЛАГЕРЕ
Образцы верстаков, рабочего инструмента и инструмен-
тальных шкафчиков приведены на рис. 60, 78, 91.
Готовые изделия нельзя оставлять на верстаке или среди
инструмента. Их надо немедленно убирать с рабочего стола
в шкафчик или на полку, чтобы избежать поломки и забоин.
Чтобы изготовлять высококачественные модели, необхо-
димо иметь хороший инструмент, быть аккуратным в работе
и содержать рабочее место в порядке.
При организации рабочего места нужно добиваться без-
упречного порядка в расположении инструмента и оборудо-
вания.
Серьезное значение имеет правильное освещение рабо-
чего места: дневной свет должен падать слева спереди, элек-
трический свет умеренной силы должен быть направлен на
работу, лампочка должна быть закрыта абажуром.
Применять бумажные рефлекторы и абажуры на на-
стольных лампах не следует, так как бумага может заго-
реться, упасть на стружки и вызвать пожар.
Многие из материалов, применяемые в авиамоделирова-
нии, огнеопасны, например целлулоид, лакокрасочные мате-
риалы, многие клеи, поэтому необходимо соблюдать осто-
рожность. В случае возгорания даже в небольших мастер-
ских необходимо иметь один-два огнетушителя, которые сле-
дует регулярно проверять.
Моделисты пользуются разнообразным режущим инст-
рументом, поэтому в любых условиях надо иметь небольшую
аптечку. В ней должны быть бинт, стрептоцид белый, вата,
349
РИС 185 ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА МОДЕЛИСТА-СПОРТСМЕНА
350
РИС *16 А еиЛМОЛЕЛьНаЯ МАС ТЕРСКАЯ - ЛАБОРАТОРИЯ
351
лейкопластырь, валериановые капли, нашатырный спирт
и т. д.
Непрерывный рост техники добавляет к числу уже из-
вестных приемов работы новые, более простые и совершен-
ные. Задача моделистов заключается в правильном исполь-
зовании всего нового, что создано в технологии постройки
моделей в самых различных областях техники.
Л ИТЕРАТУРА
1. Гаевский О. К. Технология изготовления авиационных моделей.
Оборонгиз, 1953.
2. Смирнов Э. П. Винты резиномоторных моделей. Издательство
ДОСААФ, 1961.
3. Журнал «Крылья Родины».
4. Куманин В. В. Модели самолетов с резиновыми двигателями. Из-
дательство ДОСААФ, 1962.
5. Орлов Д. М. Технология отделки столярных изделий. Трудрезерв-
издат, 1953.
6. Периодические бюллетени Центральной авиамодельной лаборато-
рии ЦК ДОСААФ СССР.
7. Успасский П. П. Древесина и ее обработка. Оборонгиз, 1946.
8. Платонов Г. П. Технология древесных материалов. Изд. Военно-
воздушной академии имени Жуковского, 1947.
9. Маркелов П. П. и Зельдис Н. В. Материаловедение и технология
авиационных материалов. Воениздат, 1947.
10. Розин А. И. Слесарь-инструментальщик. Машгиз, 1959.
11. 1) Макиенко Н. И. Слесарное дело. Профтехиздат, 1962.
2) Косяченко А. П., Молчан А. А. Слесарное дело. Машгиз, 1961.
12. Ямпольский А. М. и Ильин В. А. Краткий справочник гальвано-
техника. Машгиз, 1962.
13. Конструкционные клеи. Перевод с англ, языка Г. С. Кончевского
под ред. профессора Н. Н. Чулицкого, 1959.
14. 1) Клей и технология склеивания. Сборник статей. Оборонгиз,
1960.
2) Берлинский И. П. Клеи и склеивание. Машгиз, 1952.
15. Яковлев Н. Ф. Справочник механика деревообрабатывающего
предприятия. Госизд. БССР, 1961.
16. 1) Справочник по древесиноведению, лесоматериалам и деревян-
ным конструкциям. Гослесбумиздат, 1959.
2) Технология авиационных материалов, под редакцией С. 3. Клин-
цова. Изд. ВВИА имени Н. Е. Жуковского, 1959.
17. Арданский А. С. Столярные работы. Госстройиздат, 1959.
18. Вульф Б. К. и Ромадин К. П. Авиационное металловедение.
Оборонгиз, 1962.
19. Винаров С. М. Авиационное металловедение. Оборонгиз, 1962.
20. Михалев И. И., Колобова 3. Н. Склеивание металлов в авиа-
строении. Оборонгиз, 1960.
21. Романов Н. Т. Краткий технический справочник по клеям НКАП.
Оборонгиз, 1946.
22. Гончаренко К. С. и Козлов Н. А. Справочник гальванотехника.
Росгизместпром, 1955.
23. Курбатов И. П. Слесарное дело. Воениздат, 1950.
24. Розин А. И. Слесарь-лекальщик. Машгиз, 1948.
353
Стр.
ОГЛАВЛЕНИЕ
Введение ...................................................... 3
Глава I
Древесина, ее применение и обработка
Строение древесины и коры......................................15
Пороки и дефекты древесины.....................................16
Пороки строения и дефекты древесины 18
Пороки паразитарного происхождения..........................20
Породы древесины, применяемые в авиамоделировании ... 22
Хвойные породы............................................ 23
Лиственные породы...........................................23
Злаки..................................................... 28
Материалы из древесины.........................................30
Сушка древесины................................................32
Обработка древесины............................................32
Разметка и разметочный инструмент...........................35
Обработка резанием .........................................37
Строгание...................................................42
Долбление...................................................49
Заточка режущего инструмента . 51
Пиление................................................... 56
Фрезерование................................................71
Сверление................ . ............. 73
Гнутье......................................................75
Склеивание..................................................79
Фанерование.................................................83
Отделка.....................................................85
Глава II
Металлы и их обработка
Металлы........................................................93
Термическая обработка металлов................................104
Термическая обработка стали................................106
Термическая обработка дюралюминия..........................109
Термическая обработка латуни...............................110
Паяние........................................................111
Сварка . . 120
Слесарная и механическая обработки ........................... 123
Организация рабочего места.................................123
Монтажный инструмент.......................................125
354
Стр.
Разметка и измерения.......................................125
Правка, рубка, резание.....................................128
Выколачивание и давление...................................133
Опиливание............................................... 136
Сверление..................................................140
Клепка.....................................................144
Нарезание резьбы . . 148
Токарная обработка ....................................... 151
Фрезерование...............................................158
Шлифование, заточка, полирование...........................162
Покрытия...................................................169
Глава III
Разные материалы, их обработка и применение
Пластмассы......................................................171
Целлулоид...................................................171
Органическое стекло ....................................... 177
Пенопласты..................................................186
Резина..........................................................186
Бумага........................................................ 189
Нитки . 192
Ткани...........................................................196
Клеи и техника склеивания.......................................197
Клеи растительного происхождения............................198
Клеи животного происхождения................................199
Казеиновые клеи.............................................202
Синтетические клеи..........................................204
Глава IV
Изготовление моделей
Чертежи моделей...............................................210
Членение моделей............................................ 211
Узлы и детали моделей ........................................211
Фюзеляжи..................................................211
Мотоустановки . . 229
Винты.....................................................244
Крылья и оперение.........................................255
Шасси.....................................................263
Культура веса.................................................269
Обгяжка моделей.............................................. 274
Сборка моделей................................................288
Стандартные наборы материалов и полуфабрикатов .... 290
Глава V
Лакокрасочные материалы и отделка моделей
Лакокрасочные материалы......................................291
Г рунты..................................................292
Шпаклевки................................................295
Пигменты......................................... .... 297
Красители................................................297
Водные краски............................................301
Олифы....................................................302
Масляные краски..........................................302
Спиртовые лаки и политуры................................305
Нитроэмали и нитролаки...................................305
Вспомогательные материалы................................308
355
Стр.
Инструмент и техника нанесения лакокрасочных покрытий . . 312
Кисти и работа ими.........................................312
Пульверизационные установки и работа распылителями . . 314
Лакокрасочные покрытия.........................................325
Работа масляными красками, эмалями и лаками .... 326
Покрытие спиртовыми лаками и полирование...................329
Работа нитроэмалями........................................332
Применение металлических пигментов (бронз)...........334
Отделка поверхности древесины под прозрачные покрытия . 335
Отделка моделей................................. ............337
Окраска папиросной бумаги ................................ 337
Покрытия, предохраняющие модель ст действия топлива . 338
Окраска модели в несколько цветов .............. 338
Нанесение надписей ....................................... 340
Внутренняя отделка кабин ................................. 345
Организация рабочего места ................................... 347
Литература............................................. « . 353
Олег Константинович Гаевский
АВИАМОДЕЛИРОВАНИЕ
Редакторы Е. В. Ефремова, Э. П. Смирнов
Художественный редактор Г. Л. Ушаков
Технический редактор Г. И. Блаженкова
Корректор Р. М. Шпигель
Г—10682 Подписано к печати 22.05.64 Изд. № 1/2297
Бумага 60X90716 22,25 физ. п. л.= 18,245 усл. п. л. Уч.-изд. л. = 21,9
Цена в переплете 92 коп. Тираж 20 500 экз. Зак. 127
Издательство ДОСААФ, Москва, Б-66, Ново-Рязанская ул., 26
1-я типография Профиздата. Москва, Крутицкий вал, 18
ЗА СТРАНИЦАМИ УЧЕБНИКА
SHEBA.SPBPU/ZA
Хочу всё знать (теория)
ЮНЫЙ ТЕХНИК (ПРАКТИКА)
ДОМОВОДСТВО (УСЛОВИЯ)