
















































































































































































Author: Константинов А.В. Семенов А.Л. Безъязычный В.Ф. Кожина Т.Д. Непомилуев В.В. Шарова Т.В.
Tags: естественные науки машиностроение авиация авиационное оборудование авиационные двигатели обработка деталей
ISBN: 5—7035—0333—7
Year: 1993



ОПТИМИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ УСЛОВИЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ АВИАЦИОННЫХ ДВИГАТЕЛЕЙ
ББК 27.5.14.4' 060 УДК"62977
Федеральная целевая программа книгоиздания России
Рецензенты: д-р техн, наук А.Г. Суслов, д-р техн, наук Л. А. Хворостухин
060 Оптимизация технологических условий механической обработки деталей авиационных двигателей / В.Ф. Безъязычный, Т.Д. Кожина, А.В. Константинов, В.В. Непомилуев, АЛ. Семенов, Т.В. Шарова, ЮЛ. Чистяков.—М.: Изд-во МАИ, 1993.—184 с.: ил.
ISBN 5—7035—0333—7.
Представлены расчетные зависимости для определения параметров, характеризующих поверхностный слой после обработки, с учетом тепловых и силовых воздействий, обусловленных процессом обработки.
На основе предложенных функциональных зависимостей между характеристиками поверхностного слоя и параметрами процесса обработки приводятся методики управления процессом обработки с целью обеспечения требуемого качества обработки.
Монография предназначена для научных работников и будет полезна инженерно-техническим работникам машиностроительных предприятий, а также аспирантам и студентам.
О
2705140400-56 094 (02)-93
ББК 27.5.14.4
ISBN 5—7035—0333—7
© В.Ф. Безъязычный, Т.Д. Кожина, А.В. Константинов, 1993
ПРЕДИСЛОВИЕ
Повышение качества и надежности машиностроительной продукции может быть достигнуто за счет улучшения эксплуатационных свойств деталей машин, которые в значительной степени зависят от качества поверхностного слоя. Иногда последним в большей степени определяется ресурс эксплуатации деталей, нежели характеристиками точности обработки. Это связано с тем, что за счет дефектов поверхностного слоя в материале детали происходит более быстрое накопление повреждений, приводящее к образованию трещины, ее развитию и разрушению детали. Особенно актуальна эта проблема для авиастроения, космической техники и других отраслей народного хозяйства, где разрушение ответственных деталей может привести к катастрофе.
Применяемые в двигателестроении жаропрочные сплавы, жаропрочные и нержавеющие стали, детали из которых составляют до 85% от массы авиационного двигателя, обладают низкой обрабатываемостью по стойкости инструмента, резко выраженной экстремальностью зависимости «стойкость — скорость резания» и в то же время в их поверхностном слое могут возникать значительное упрочнение, большие остаточные напряжения, в ряде случаев неудовлетворительная шероховатость обработанной поверхности.
При изготовлении многих ответственных деталей ГТД (диски, валы, кольца корпуса компрессора и др.) преобладают операции меха-нической обработки, в частности, обработки лезвийным инструментом. Операции механической обработки составляют свыше 50% от трудоемкости изготовления авиационных двигателей. Окончательная механическая размерная обработка деталей является перспективной для дальнейшего развития технологии машиностроения.
В области авиационной и ракетной техники ежегодно появляется 3—5 новых вида труднообрабатываемых конструкционных материалов. Необходимость быстрого освоения производства новых авиационных изделий требует разработки экспрессных, и в первую очередь теоретических, методов определения технологических условий
обработки,позволяющих на стадии проектирования технологического процесса изготовления закладывать решения, обеспечивающие при минимальных затратах заданные техническими условиями требования к поверхностному слою, точности обработки и, в конечном итоге, заданные эксплуатационные свойства.
Применительно к ответственным деталям современных машин, работающим в сложных условиях (что характерно для многих деталей авиационных двигателей и других изделий отрасли), под качеством поверхностного слоя понимают не только шероховатость обработанной поверхности, но и физико-механические характеристики поверхностного слоя: степень и глубину наклепа, остаточные напряжения, искажения кристаллической решетки, плотность дислокаций, структурно-фазовые превращения, накопленную энергию, изменения химического состава и другие.
Для многих деталей нередко требуется обеспечение заданной величины и глубины залегания остаточных напряжений, глубины наклепа, требуемой шероховатости. Речь идет именно о заданных параметрах точности обработки и качества поверхности, так как установлено, что в ряде случаев чрезмерное уменьшение шероховатости поверхности может оказаться вредным и снижать срок работы изделия.
В зависимости от эксплуатационных условий наклеп поверхностного слоя может или положительно, или отрицательно влиять на работоспособность детали. Для различных условий работы в поверхностном слое целесообразно создавать или остаточные напряжения сжатия, или остаточные напряжения растяжения. Иногда поверхностный слой изделия вообще не должен иметь остаточных напряжений. Методы и технологические условия обработки должны обеспечивать заданные требования. Чтобы минимизировать затраты на изготовление, разработку технологического процесса целесообразно производить на основе учета закономерностей, существующих между заданными требованиями к детали (шероховатость, наклеп, остаточные напряжения, размерная точность и др.) и условиями обработки (режимы резания, геометрия инструмента и др.). Однако до сих пор в технической литературе не представлены обобщенные теоретические зависимости между параметрами поверхностного слоя, точности обработки, эксплуатационными свойствами деталей и параметрами процесса механической обработки.
Результаты исследования поверхностного слоя при механической обработке за период 50—60-х гг. изложены в работах М.О. Якобсона, А.А. Маталина, А.И. Исаева, в которых сформулированы физические основы формирования поверхностного слоя и влияние технологических условий обработки на параметры поверхностного слоя.
Результаты экспериментального исследования параметров поверхностного слоя на основе современных достижений науки изложены в работах АД. Макарова, В.С. Мухина, А.М. Сулимы и М.И. Евстигнеева. Состояние технологического обеспечения эксплуатационных свойств деталей машин освещено в работах Э.В. Рыжова, А.Г. Суслова, Ю.М. Соломенцева, А.М. Дальского, А.М. Сулимы и др.
Вопросы теоретического определения параметров поверхностного слоя во взаимосвязи с технологическими условиями обработки рассмотрены в работах А.В. Подзея, А.В. Кравченко и др. Следует отметить, что решение конечной задачи здесь достигается, исходя из преимущественного влияния либо силового0, либо теплового воздействия на формирование характеристик поверхностного слоя, в то время как в процессе резания они действуют совместно, и только в частном случае может проявляться преимущественное влияние одного из них.
Теоретический подход к определению характеристик поверхностного слоя и управления ими изложен в работах В.К. Старкова. В основу положены энергетические критерии качества, которые являются комплексными характеристиками качества поверхности. Не умаляя значения этого подхода, следует заметить, что в промышленности сейчас очень широко используются такие характеристики поверхностного слоя, как шероховатость, остаточные напряжения, степень и глубина наклепа и др. Такое положение, очевидно, сохранится сравнительно долго.
Расчетное определение технологической погрешности обработки и управление процессом обеспечения заданной точности подробно рассмотрены в работах В.С. Корсакова, А.А. Маталина, А.П. Соколовского, Ю.М. Соломенцева и др. Однако следует подчеркнуть, что вопросам теоретического определения составляющих суммарной погрешности обработки, обусловленных температурной деформацией обрабатываемой детали и инструмента, а также износа инструмента, уделено недостаточно внимания.
Опубликованные результаты получены преимущественно на основе экспериментов для конкретных условий, что затрудняет использование их в общем виде. Известные теоретические зависимости также не учитывают весь комплекс взаимозависимых величин. Они получены, как правило, с учетом преимущественного влияния либо силового, либо теплового факторов, обусловленных процессом резания. Все еще остаются неизученными вопросы комплексного влияния параметров процесса резания на качество поверхностного слоя, точность обработки и эксплуатационные свойства деталей. Управление технологическим обеспечением поверхностного слоя осуществляется главным образом на основе частных, экспериментально установленных зависимостей.
Сложность расчетного определения условий обработки, обеспечивающих требуемые характеристики точности обработки и качества поверхностного слоя, усугубляется тем, что с точки зрения обеспечения наибольшей производительности безразлично, какой из элементов режимов резания изменять: скорость резания или подачу. При выборе режимов резания с учетом стойкости инструмента, требуемой точности и качества обработанной поверхности это условие нарушается, поскольку элементы режимов резания по-разному влияют на температуру и силу резания. Последние в итоге определяют стойкость инструмента, точность обработки и характеристики поверхностного слоя. В связи с этим необходимо назначать сочетания подачи, глубины и скорости резания, обеспечивающие необходимые требования к инструменту и детали. Актуальность и вместе с тем сложность решения задачи по определению технологических условий обработки обусловлены также необходимостью достижения стабильности или изменяемости по желаемым законам характеристик поверхностного слоя, когда отдельные поверхности ответственных деталей ГТД работают в различных температурно-силовых условиях (диски и лопатки ГТД и др.).
Многочисленные варианты выполнения операций механической обработки ответственных деталей авиационных двигателей требуют нахождения общих решений вышеуказанной проблемы, которые не могут быть получены только экспериментальными методами исследования. Поэтому разработка теоретических вопросов и на ее основе широкое применение ЭВМ для управления процессом механической обработки с целью обеспечения требуемых характеристик поверхностного слоя и точности обработки, определяющих эксплуатационные свойства деталей, имеет большое научное и практическое значение для технологии авиадвигателестроения.
В данной работе излагаются расчетные методы определения технологических условий обеспечения качества и эффективности механической обработки, а также эксплуатационных свойств деталей ГТД на основе расчета параметров качества поверхностного слоя и точности обработки с учетом совместного воздействия тепловых и механических явлений процесса резания.
ВВЕДЕНИЕ
КРИТЕРИИ ОПТИМИЗАЦИИ
Определение технологических условий обработки деталей включает решение различных технологических, экономических, конструкторских, организационных задач. Поэтому для оптимизации процессов обработки / в условиях применения гибких автоматизированных производств, систем автоматического управления и регулирования процессом обработки необходим анализ существующих критериев оптимизации, методов достижения требуемых параметров обрабатываемых деталей, методик
назначения режимов резания и т.д.
В качестве критериев оптимизации обычно принимают: критерий минимальной технологической себестоимости выполнения операции, критерий максимальной производительности, обеспечивающий наименьшие затраты
времени на обработку, и критерий точности обработки и параметров качества поверхностного слоя. Режимы резания, обеспечивающие минимальную себестоимость, и режимы, соответствующие максимальной производительности, отличаются в основном скоростью резания и стойкостью инструмента. Скорость резания vMn по критерию максимальной производительности больше, а стойкость инструмента меньше, что обеспечивает большую производитель-
ность, но зато и большие затраты на инструмент. Скорость резания v3, обеспечивающая минимальную себестоимость обработки, больше скорости резания, обеспечивающей минимальный износ инструмента, или оптимальной скорости v0 по критерию точности обработки и параметров качества поверхностного слоя. В общем случае справедливо неравенство v0<v3<vmh (рис. В.1). Однако для условий гибких автоматизированных производств иногда важнее получить меньший износ инструмента и погрешность об
Рис. В.1. Влияние скорости резания на размерную стойкость инструмента Тр, производительность П и себестоимость обработки А
работки при незначительном увеличении себестоимости обработки на данной операции. Это позволит обойтись без введения дополнительных операций и уменьшить общую себестоимость изготовления детали.
Рассмотрим критерии оптимизации более подробно.
Критерий минимальной технологической себестоимости. Технологическая себестоимость выполнения операции, зависящая от режимов резания, определяется по формуле [9]
Огех^ , (В-1)
гдеБс—полная себестоимость 1 мин работы станкам станочника без затрат на режущий инструмент; Ц,—машинное время обработки, мин; tCM — время смены затупившегося инструмента, мин; Ги—затраты, обусловленные эксплуатацией режущего инструмента за период его стойкости между переточками; Т—стойкость инструмента, мин.
Экономический период стойкости инструмента, соответствующий минимальной себестоимости обработки, определяется по формуле
Тэ“-4г(<см+^. (В-2)
ml о 1
Здесь 3 — стоимость 1 мин работы станка; 3 = 8раб + а^, где 8раб — заработная плата рабочего за 1 мин с начислениями; —затраты, связанные с эксплуатацией станка в течение 1 мин его работы; m — показатель степени, характеризующий влияние стойкости инструмента на скорость резания.
Анализ зависимостей (B.l), (В.2) позволяет сделать вывод о целесообразности обработки деталей на экономических скоростях резания уэ, обеспечивающих минимальную себестоимость обработки. Однако при работе на уэ несколько снижается производительность и уменьшается размерная стойкость инструмента.
Критерий максимальной производительности. Для обеспечения максимальной производительности обработку необходимо вести на скорости резания которой соответствует период стойкости инструмента Тмп:
Тмп=&-1км- (В.З)
I m I
Сопоставив формулы (В.2) и (В.З), можно заметить, что ТЭ>ТМП, атак как скорость резания — величина обратно пропорциональная стойкости инструмента, то скорость резания, при которой достигается максимальная производительность, выше экономической скорости резания, т.е. vMn>v3. При работе на повышается производительность, но снижается стойкость инструмента, увеличивается погрешность обработки, ухудшается качество поверхностного слоя, повышается себестоимость к
обработки. Поэтому vMn целесообразно использовать на промежуточных операциях, где нет жестких требований к качеству поверхностного слоя и точности обработки.
Критерий точности обработки и параметров качества поверхностного слоя. При работе на оптимальной скорости резания v0 обеспечивается наибольшая размерная стойкость инструмента Тр и минимальный его износ.
Режимы резания, обеспечивающие заданные параметры поверхностного слоя и точности обработки, определяются следующим образом:
V (0QCT, Рд> V* а b а р> Хет» ®пл>
<*> Y, Ф» Ф1» Г9 рь 6, Лист, Bb Ну Н, £р),
где оост — остаточные напряжения; hc — глубина наклепа; Rz — высота неровностей; v — скорость резания; s — подача; t — глубина резания; £д, хр — предел текучести, модуль упругости и сопротивление обрабатываемого материала пластическому сдвигу соответственно; ₽д — коэффициент температурного линейного расширения обрабатываемого материала; ц, а - коэффициент Пуассона и коэффициент температуропроводности обрабатываемого материала; X и — коэффициенты теплопроводности обрабатываемого и инструментального материалов; 0ПЛ—температура плавления обрабатываемого материала; а и у — задний и передний углы резца; ср и^т- главный и вспомогательный углы в плане; г — радиус при вершине резца в плане; р£ — радиус скругления режущей кромки резца; Bi и Я! — ширина и высота резца; Ц — длина выступающей части резца из суппорта; Я—размер обрабатываемой детали; Тр — технологический допуск на размер обрабатываемой детали; Хст— коэффициент теплопроводности материала державки резца; 04 и Ор — коэффициенты теплоотдачи обрабатываемого материала и материала державки резца; 6 — величина износа резца по задней поверхности; jCIICT —жесткость технологической системы СПИЗ.
Снижение или повышение скорости резания по сравнению с оптимальной приводит к значительному увеличению интенсивности износа и снижению размерной стойкости инструмента, что оказывает влияние на параметры качества поверхностного слоя и точность обработки. Однако в некоторых случаях, а именно в условиях гибких автоматизированных производств и «безлюдных производств*, экономически выгодно работать на скоростях резания v3, обеспечивающих минимальную себестоимость обработки, хотя при этом и снижается размерная стойкость инструмента.
Таким образом, оптимизацию по критерию точности обработки и
параметров качества поверхностного слоя необходимо применять при проектировании новых технологических процессов в действующем производстве как средство технически обоснованного назначения режимов резания.
Рис. В.2. Схема действия плоских источников тепла и распределения температурных полей в поверхностном слое детали
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ПРОЦЕССА РЕЗАНИЯ. ТЕМПЕРАТУРА В ПОВЕРХНОСТНОМ СЛОЕ ДЕТАЛИ
Температурное поле в поверхностном слое детали, обрабатываемой точением, создается в результате действия двух плоскоограниченных источников тепла АО и AD, возникающих за счет пластических деформаций материала на условной плоскости сдвига и процессов деформации и трения при контакте задней поверхности резца с обрабатываемой поверхностью (рис. В.2). При этом принято, что обрабатываемая деталь является полубесконечным телом, на поверхности которого действуют быс-тродвижущиеся источники тепла. Исходя из анализа приведенной схемы с использованием теории быст-родвижущихся источников тепла получены зависимости для расчета относительной температуры в поверхностном слое детали е/ол, где 0 — температура в рассматриваемой точке поверхностного слоя;
— температура на режущей кромке инструмента.
Для определения влияния температуры, возникающей в поверхностном слое, на образование остаточных напряжений необходимо знать максимальную температуру в каждом слое обрабатываемой поверхности. Получить расчетную формулу для определения максимального значения 0тах/ол в удобном для дальнейшего использования виде, по соотношениям, приведенным в работе [17], не представляется возможным ввиду сложности последних. Поэтому на ЭВМ были выполнены расчеты 0/ол для различных условий:
a = 6,10,15,20’, pj = 10—100 мкм;
у = 0,10,15*; t = 1 мм; r = 0,5 мм; <p = 20‘;
Ф! = 15*; 5 = 0,1, 0,25, 0,5 “Hta; = 1,0—2,38,
al
где у—координата рассматриваемой точки от поверхности; aj — толщина срезаемого слоя.
При этом были приняты следующие значения критериев подобия: va.
Б =-у1 = 10—150; B=lgpi = O,l—1,0;
Pl
Е = —= 0,06—1,25.
*1
После обработки результатов этих расчетов в двойных логарифмических координатах была получена формула для определения соотноше-ния 9тах/0а:
( ^тах \ ой ( У + а1 \ *2 ( Р1 \
— =с0(БВГ —— • — х
\ Й<1 /пл \ ai / \ ai /
х sin°.«-0,04^ а . sin-0»21 у, (В.4)
гдех{ = 0,23 при БВ^ЗО; Xj = 0,47 приБВ>30;
х2 = - (БВ)0’13 при у/а1>1,О5(БВ)°’05;
х2 = - О,8(БВ)О,488приу/а151,О5(БВ)0’05’
х3 = О,1(БВ)0,404 при BBsl6;
х3 - 0,205||в)0’155при БВ> 16;
d = 0,088 при БВ>30 и Pi/a^s ОД;
d = 0,265 при БВ>30 и P[/&i > 0,5;
d = 0 при БВ* 30.
Значения приведены в табл. В.1.
Таблица ВЛ
Значения коэффициента се в зависимости OTy/aj,pi/ai иБВ
y/ai pi/ai BBS 30 30<BBs 70 БВ>70
^>1,О5(БВ)0,05 pl/ai^ ОД 0,7 0,16 0,077
Р1/01>ОД 0,7 0,125 0,06
1,О5(БВ)о,м pi/ais ОД 0,976 0,42 0,42
Р1/а1>0Д 0,976 0,33 0,33
Критерий В определяется по следующей формуле:
п с-бТ Гу( 1-siny)0,73 "
(В.5)
Здесь Г и Д — критерии подобия:
Х.„
Г^.р.е. д.2,
где bj — ширина среза; риг — угол заострения и угол при вершине резца в плане.
Значения коэффициента с приведены в табл. В.2.
Таблица В.2
Значения коэффициента с в зависимости от Б, Г и к
Б к Г*9,5 Г>9,5
Б^бОТ^Д0'11 ks20 0,9 1,35
к>20 0,45Г'°’°9 О,45Г'0’09
Б>баг0’мд<|,и к^20 6,05 6,05
к>20 2£- 2,6
Значениях в формуле (В.5) принимаются следующими:
х = - 0,21г (1- sin у)” 0,3 + т при Bs 0,6Г 0>7Д °’П;
х = 0,31Г( 1-sin у)“ 0,22+ ?п
при 60Г °>05Д °’ua Б > 0,6Г 0>7Д °’п;
х = - 16Г (1- sin у)- 0,22 + т при Б > 60Г 0>05Д 0,п,
где значения т приведены в табл В.З.
Значения т в зависимости от Б и к
Таблица В.З
Б к$20 к >20
Бз 1ОГ°’МД0’11 0,045 0,105
ЮГ0,0^0,1^ Б < бОГ0,05/!0’11 0,03 0,09
Ба бОГ0’0^0’11 -0,055 -0,005
Значенияу и z в формуле (В.5): y=O,HB(l-siny)0,6 при к <20;
y=-0,62B(l-sm у)'0,82 при 20 s X s 110;
y=0,195 при к >110;
z=O,19Br(l-sin7)0’11. -
Формула (B.4) получена для условия, когда в зоне резания действует плоский источник тепла. Однако, как доказано Н.В. Талантовым, в общем случае действует объемный источник тепла. Иными словами, в бесконечном теле быстро, со скоростью v, движется сложный объемный источник xexmaABKNN с переменной интенсивностью вдоль осей х и у
(рис. В.З). Скорость движения источника превышает скорость распространения тепла в твердом теле. Температурное поле в поверхностном слое (на участке AD и ниже его) определяется в движущейся вместе с источником системе координат* Ку, начало которой совпадает с верхней точкой передней границы зоны упругопластических деформаций. Протяженность источника вдоль оси z (вдоль ширины среза) безгранична.
Рис. В.З. Схема действия объемных источников тепла и распределения температурных полей в поверхностном слое детали
Температурное поле в произвольной точке поверхностного слоя определяется суммарным действием трехбыстро движущихся источников тепла (см. рис. В.З):
1) наклонного объемного ABKNA, возникающего в зоне основных пластических деформаций снимаемого припуска металла;
2) объемного расположенного впереди инструмента и воз-
никающего в результате пластических деформаций в поверхностном слое детали;
3) объемного AA?PiD2f возникающего при контакте инструмента с деталью AD2 в результате трения контактирующих поверхностей.
Для расчета температурного поля необходимо знать интенсивность тепловых источников. В работах В. Д. Беспахотного доказано, что интенсивность тепловых источников изменяется так же, как и интенсивность касательных напряжений. Исследованиями установлено:
— касательные напряжения вдоль линии скольжения, параллельных в пределах толщины среза
о можно считать постоянными
Рис. В.4. Зона упругопластических дефор- (1 * .
маций в материале изделия (рИС. В.4);
— при перемещении вдоль траектории И касательные напряжения и пластические деформации растут при движении от точки N вправо; — максимальные деформации развиваются в плоскости сдвига, а максимальные касательные напряжения—чуть правее плоскости АВ, поэтому
условно можно считать, что максимальные касательные напряжения развиваются в плоскости АВ;
—касательные напряжения в поверхностном слое толщиной Л уменьшаются по мере удаления вглубь от поверхности резания ND, а также на участке AD2 (AD2 = Л) при перемещении от А до D2
В связи с этим изменения интенсивностей тепловыделения q вдоль оси* для первого и второго источников тепловыделения приняты по экспоненциальной функции, для третьего источника—по закону треугольника (см. рис. В.З):
% лв ехР
где
TtV , П2Т«УЛ1 „ ТрУ
ЧаВ= VTTb71 q ВД2 : 9лД=лТ;
1хъУ1 — переменные координаты, отсчитываемые соответственно от точек К и N.
В направлении оси у интенсивность тепловыделения принята постоянной. Размеры источников тепла в направлении оси х:
arccos [ l-a9B sin^ ] A
1-^(1-siny)
sin a cos y+Bsiny pi
Д1 = -^; Д2 = -^ (V2( 1+ B2) + 1 ).
Значения коэффициентов a2, x, b2 приведены в табл. B.4.
Таблица В.4
Значения коэффициентов аъхъЪг_________________
Коэффициент ВйОЛ 0,5<Bs0,9 B>0,9
at 0,557 0,44 0,294
X 0,75 0,53 0,445
b2 0,078 0,45 3,4
При действии быстродвижущегося наклонного объемного источника тепла температура в верхней точке (на участке КВ) равна нулю, теплоотвод в верхнюю часть практически отсутствует, т.е. можно предположить, что источник движется в бесконечном теле.
С учетом вышеизложенного для определения температурного поля в поверхностном слое от каждого источника необходимо проинтегрировать следующие выражения:
<?лдехр(-п)
чУ1 = —
2Vit Хс р v
А । + Д 2
г х 1
J ехр(п —)
J х2
Д1
dx
Vx-X2
X
(В.6)
А 2
g '^в exp (-л) f x2 dx2 ®2 = у ------ J exp (n — )• - x
2v^Acpv A2 Vx-x2
A 2
®з=—-===-2Ул Xc p V
Д 2 + A
r ^3
Л1 /exp 0
'Vfr-Уз)2
4a(x-x3)
dy3-
1 q AB &
2y6r kc p v
(B.8)
где Op ©2, O3—температура в поверхностном слое от первого, второго и третьего источников тепла соответственно; ср — удельная объемная теплоемкость. _ _
Задача решена в системе координатору, а затем в окончательном виде записана в системе координат XNY, расположенной непосредственно на поверхности детали, путем параллельного переноса системы хКу по оси / на у = aj и по оси х на х = А р Анализ полученных уравнений показал, что температура на поверхности детали определяется следующими функциональными зависимостями:
ср©1
БВ;Х.А.А М ’Л ’af Д1’А2 ’
(В.9)
СР®2 / fnn.X. Л . х . Д1 'l
V Л aj Aj А2 j
с Р ®з . IЛ1 у h х Д1 А """У 3 I >1 >
Тр I h h Ai Aj Ai
(B.10)
(B.11)
где x,y — значения координат рассматриваемой точки вдоль осей X и Y. На основании расчетов, выполненных на ЭВМ, были построены схемы распределения температурных полей на поверхности от действия каждого объемного источника отдельно и от суммарного их действия (см. рис. В.З). При действии первого источника тепла по мере увеличе-va.
ния критериев БВ = —^-tgPj максимальные значения температуры на поверхности снижаются и смещаются вправо, что связано с увеличением разности между скоростью движения источника тепла и скоростью распространения тепла в твердом теле. При действии второго и третьего источников с увеличением скорости резания повышаются максимальные значения температуры на поверхности. Наибольшее влияние на максимальное значение температуры в поверхностном слое оказывает первый
источник. На долю первого источника приходится около 80% от общего значения максимальной температуры на поверхности, на долю второго и третьего — около 20%. С помощью ЭВМ были построены зависимости максимальной температуры в поверхностном слое для различных условий и критериев подобия:
БВ = 5; 10; 15;... 50; х /^=0,8; 0,9; 1,0;... 5;
htax - 0,2; 0,5; 0,8;... 2;Л7/Л = 0,1; 0,4; 0,7; 1,0;
A/Aj=0,5; 1,0; 1,5; 2,0; Ai /А2=0,3; 0,4; 0,5; 0,6.
После обработки результатов расчетов в двойных логарифмических координатах получена упрощенная формула для (®тах//®л)оБ:
йНд1Нл| |a2J ^л2)
© \ /», Л
=Я(БВ)т-"Д-]| &А /ОБ Н '
Здесь значение R приу/Л ® 0 определяется по формуле 7 .0,123 х 0,466
Л.3А1 А А ,
I Л I I а\ I I Aj I
гдех = 0,07 при — s 0,6 и х = 0,625 при — > 0,6. al а1
Если6<^ 9, то R = 7(БВ)-1,072 при БВз 20 и /? = =О,62(БВ)'0’268 при БВ > 20.
При других значениях^ величина/? выбирается из табл. В.5.
Таблица В5
Значение Л в зависимости о ту/h и БВ
I y/h БВ* 30 БВ>30
0<£s 3 п 1,3(БВ)'0'25’ 3^(БВ)'°’ЯЗ
3<£s 6 h (^(БВ)"0,176 13,5(БВ)'1
Л 0,27 7О(БВ)Ч6М
Значения т в формуле (В. 12) принимают следующими:
/ л Д7 h h
/ Д \ Л 1 Л 1
т = 0,1951 —1 при — ^0,1. Если 0,1, то
1А11 ft п
-0,306 /л\’0’675
m = 0,22— при —s 0,8 и 0,2 — al
при —> 0,8.
«1
Величина Пу определяется следующим образом:
Л t Л h Л. д
7Ц,=0, если0,1,—s 0,5 и —s 1 или —s 0,1, —> ОД у h ’Aj Л Ai
h ti 1 h
0,8 а БВ>30 или ОДс-г1* 0,7, — <0,5 и BBs 30;
ar h «i
Пу=О,ОО36(БВ)1,303, если ys °-5 и
ny=O,38(BB)‘0,73, если у s °’5’^ °’8 и BBs 30;
h i д h
7Ц,=-0,036ВВ, если 0,1, —> 0,5 и —> 0,8;
7 h Ai at
Я i h
nv=-0,14, если 0,1 <-А 0,7,—s 0,5 и БВ >30; h ai
n,,=-O,O25(BB)0’74, если 0,1 < ys 0,7; y> 0,5 и BBs 30;
h i h
^=-0,344, если 0,1 < 0,7, —> 0,5 и БВ >30;
Л aj
hl nv=-0,174, если— >0,7 и БВ* 30; y h
Л1
nv~0,0057БВ, если -rL> 0,7 и БВ >30. Л Л
Значения к пр в формуле (В. 12):
1=-0,052 при БВ* 5;
А:=-0,115(БВ)О,23(у)О’15БВ°’3б4при 5 <BBs 30;
*=-О,2(у)0’8 при БВ>30;
р=0,07(БВ)0,48 при BBs 30;
р=0,36 при БВ>30.
Величинам определяется следующим образом:
Ih X0’061 A
и = 2,4(BB)’0’158|-7L7-1 , если -±> 0,5;
I Л Al J A2
а /ь X0’23 ь
Ai Al Л ।
если—s 0,5, to u = 1,24(БВ) °’ 61 при -г^<0,1
&2 l Л Aj I Л
z. Д194/ь ДЗ . h X 7
h\ (h\ Л1 Л1
и и = — — при — £ 0,1.
Л] л
Анализ расчетных значений температуры для плоского и объемного источников тепла показал, что при скорости резания ниже оптимальной расхождение между значениями температуры, вычисленными по формулам (В.4) и (В.12), существенно (в 3 раза и более), а при оптимальной скорости резания и выше — расхождение незначительно и не превышает 30%.
Для подтверждения правильности расчетов были выполнены эксперименты по определению температуры в поверхностном слое детали при точении. Расчетные и экспериментальные значения температуры для стали 3 резцом из Т15К6 при t =1 мм, к = 10°, <р = 90°, <pj = 10*, у = 15*, г = 1 мм, р{ = 30 мкм приведены в табл. В.6.
Таблица В.6
Расчетные и экспериментальные значения температуры
1 v,m/c s, mW об У/<И Эрасч, ’С ОэКСЦ,*С
0,8 0,2 0,1 52 54
0,408 од 0,3 129 113
1 0,67 ОД 0,32 82 52
Силы резания в зоне обработки. Тангенциальная составляющая силы Р2, действующей на инструмент, определяется двумя слагаемыми:
Pz = Рг +
где Рг — горизонтальная составляющая силы R, приложенной к передней поверхности инструмента; FT — горизонтальная составляющая силы трения, возникающей на задней поверхности инструмента.
Схема к определению силЯг иРт при свободном косоугольном резании представлена на рис. В.5.
В качестве исходного выражения для определения Рг принята формула Л.М. Седокова:
Кг = TpaiZ>i( 1 + £1), (В.13)
Рис. В.5. К расчету силы резания
где q — относительный сдвиг: Ч =с&Р1 +4?(Р1-у).
Так как режущая кромка инструмента имеет радиус скругления рь то в стружку уходит слой металла (aj-h), где h — толщина слоя, остающе-гося на поверхности детали и подвергающегося пластическим и упругим деформациям под действием скругленной части режущей кром
ки [17]: Л = а2 pjB b2^~sin . Тогда выражение (ВДЗ) принимает вид:
/?г = 1- а2 В ~bi{i-sin г)*Е ) [1 + ctg pi + tg ( pr у) ]. (B.14)
Поскольку
<*gPl = | и tg( Pl- Y ) =
получаем
(B.13)
где В = tg
Для определения горизонтальной составляющей силы трения используем формулу, полученную в работе [17]:
FT = 0,48трЛ A cos а .
Здесь b — суммарная длина рабочих частей режущих кромок резца.
Ау
Величина А определяется по формуле: А = р^Р + + 5, где
Ф = arccos ( pi~h) — центральный угол, соответствующий дуге AF; hy — величина упруговосстанавливаемого слоя; 6 — длина фаски износа по задней поверхности.
После математических преобразований получим
-* л-рАО-ЯПу)
Л = Pl arccos (1- -;—г + — ,
sin а (cos у-В sin у) pi
где 02, bj, х — коэффициенты, определяемые в табл. В.4. С учетом Д получаем составляющую силы трения:
Гт = 0,48трЬ pi [ arccos (1-а2В’Й2(1-5Ьу) ’) +
B-h2(l-sin у)"х б
+ т*—;-------7Г-:—7 + — 1 cos Y-
sin а (cos у+В sin у) Pi
a, b. Так как 0,48ТрЬ pi = 0,48тр b pj т-= 0,48^^ ЕМ, где М — крите-
рий подобия, М = окончательно получим ь\
FT = О/ЙТра^ЕМ [arccos (1- 03В -йг(1"siny) ’) +
^-^(l-siny)-* 6
+--------------+ — 1
sina(cosY + Bsiny) pi
(B.16)
Формула (B.16) показывает, что сила трения на задней поверхности инструмента возрастает с увеличением величин тргЬ, pj и критерия В и уменьшается с увеличением заднего угла а. Возрастание FT с увеличением критерия подобия В объясняется ростом длины контакта
Д при уменьшении коэффициента усадки стружки Kd, так как К d = — .
Подставляя формулы (В. 14) и (В. 16) в равенство (В. 10), получаем уравнение для расчета Р2 в следующем виде:
Pz = Tpaifti
+ 0,48ЕМ arccos (1- а2 В^(1- у)
---- -}---------------
sin a (cos у + В sin y) Pi
cos a,
(B.17)
где критерий В может быть определен по формуле (В.5).
Значения aj, ftp b определяются в соответствии с рекомендациями [17] по формулам:
при 2г sin (pi; г ( 1- V1- (s/2r)^ £ I < г (1- costp):
ai =
I / *
(r-r)s + r^arcsin^ + | ’ 1-^j г-1 . /о
arccos---+ arcsin s/2r
2rsin---------------------
r-t . s arccos— + arcsin —
bi = 2rsin-----------------
• IO-3;
. ( r~t • S \
b = r arccos----+ arcsin —
I r 2r
(B.18)
при s s 2r sin qpi; t > r (1- cos <p):
«1-
s_ (r—1) cos <p- r
2 sin <p
-r + t
s_\2 2r
(t-r)s + r\r arcsin —+ -I Zr £
1 • ,2 I2
2
VI s (r~ f) cos <p- T ------------------1---
* 12 sin ф
. (cos <p-1) t ( . s \
Ь = r-—. ------- + — + г ф + arcsin™- ;
sin ф sin ф I 2r I
i-g) ~r + t
(B.19)
при s > 2r sin ; r (1- cos qpj) + s sin cpx (cos qpj-
sin<pi *7^“’1)5 l~ r(1-C0S(P): s sin cpj
t-s bi;
ai
< z r-r , л/ 2r .
b « r (epi + arccos— ) + s (cos <pi - sin ©i) V —;- - 1
r ssmcpi
(B.20)
при t > r (1- cos ф); —------[ 1- cos (<p + <pi) ] s > 2r sin ф1 :
sin ф>1
ts
ai ~ bl ’
(r-t) COS ф- r . 2
-----\T------- r Sin Ф1- S COS Ф1 + S sin Ф1СО8 Ф1Х sin ф--------1 s sin Ф1
9
r (1- COS Ф1)- t + S sin Ф1СО8 Ф1“ S sin ф1Х $
, (cos ср-1) t , \/ 2r л
r X--_r---/ + --- + J cos ф sin У ----------_ |
8Шф Sin ф \ $81Пф!
\
+ г(<р+Ф1).(В.21)
Значения s, t и г подставляются в формулы (В. 18)—(В.21) в метрах.
Сопротивление обрабатываемого материала пластическому
сдвигу определялось экспериментально при одновременном из-
мерении Pz и £а:
ТР=” st
Pz
{\-a2Wb^-^
В) !+|t
B-tgy 1+ В tgy
+ 0,48EMx
arccos (l-aoB 2 )+—------:—7+ —
sin a (cos y+ В sin y) pj
cos a г. (B.22)
Среднее значение xp по результатам пяти экспериментов принималось как постоянная механическая характеристика обрабатываемого сплава. В табл. В.7 приведены физико-механические характеристики обрабатываемых материалов. Коэффициенты теплопроводности инструментальных материалов приведены в табл. В.8.
Таблица В.7
Физико-механические характеристики обрабатываемых материалов
Марка материала <Ъ, МПа аг, МПа V МПа а, WC ь?/с ср, Дж/(м3К) к ВтДн- К)
Мл5 220 80 100 28,7 41,0 1,895 77,5
Ма2-1 270 160 73 26,0 51,0 1,881 96,3
Ал-9 200 110 90 23,0 66,0 2,276 151,0
Д16Т 530 390 130 22,7 53,0 2,282 121,4
Лс59-1 370 140 147 21,0 32,5 зда 105,0
Л62 360 НО 228 20,6 33 3,262 109,0
СтЗ 500 210 460 11,6 8,27 4,93 40,8
10 380 230 525 11,58 13,99 4,52 63,8
20 475 340 525 117 7,7 5,154 40,0
40 570 320 560 11,21 7,604 5,07 38,55
45 570 480 410 11,65 8,0 5,02 40,2
20Х ЛОО 650 520 12,8 9,0- 5,02 45,25
40Х 1000 800 470 12,8 8,35 5,02 41,9
13Х12ВМФА 1000 850 478 12,0 6,25 4,26 26,6
ЭИ617 1140 750 900 12,0 3,6 4,63 16,75
Х23Н18 920 830 765 15,4 8,38 4,24 35,6
ХН62ВМКЮ 950 500 900 11,5 3,66 4,75 17,3
ХН77ТЮР 1000 650 774 17,0 4,1 4,76 19,5
ХН73МБТЮ 1100 720 800 15,0 3,59 4,49 16,1
ЖС6КПА 950 840 795 11,76 3,56 4,44 15,8
ЭП99 1150 785 439 12г3 3,7 4,3 15,9
ЭП109ВД 1050 800 780 12,3 3,32 4,49 14,9
ВТЗ-1 1050 900 470 8,6 4,9 2,74 13,45
ВТ5-1 890 685 330 8,3 4,72 2,7 12,75
ВТ9 1100 370 350 8,1 6,65 2,457 16,3
ВТК) 1040 950 421 8,88 4,1 2,77 11,35
ВТ20 1050 900 405 8,5 4,68 2,82 13,2
Таким образом, по формуле (В. 17) можно рассчитать тангенциальную составляющую силы резания Pz без проведения экспериментов. Однако для надежности проводилась экспериментальная проверка, показавшая, что погрешность определения Pz по формуле (В.17) не превышает 12%.
Рис. В.б. Зависимость Аг от критерия подобия В
Таблица В.З
Значения коэффициента теплопроводности
Инструментальный материал Xp, Вт/(м К) Инструментальный материал Вт/(м- К)
P18 (P9K10) 18,0 Т14К8 33,94
ВКбиВКбОМ 60,8 Т30К4 23,88
BK8 54,47 Алмаз 146,65
T5K10 38,55 Карбид бора 159,22
T15K6 27,24
/ Для упрощения формулы (В.17) были построены в двойных логарифмических координатах графические зависимости Av и от различных критериев, входящих в формулу (В.17) (рис. В.б — В. 10),
гпр Л — ( 1 /7 (1-siny) -J _1_ В— tg у
где Лг-(1-«2В Е) | 1+ в+ BtgY+ 1
a2Bl"ft2< I-*™?)'
+ 0.48ЕМ arccos (1 - a2B~bz(1-sin y)') + ~---zrz—+ —
sma cosy+ Bsiny pj
cosa
Рис. В.8. К расчету силы резания: и/
а—зависимость Ах от критерия подобия Е (М " 1; у -5 е;а 10 *); б—зависимость показателя степени при М от критерия подобия В
Рис. В.9. К расчету силы резания: W
от критерия подобия М (Е * 0,3; у - 5*; а » 10*); б—зависимость показателя степени при М от критерия В
Рис. В. 10. Зависимость Ах от геометрии инструмента (Е - 0,3; М - 1,5)
0,1 М
44 М
В этом случае сила резания
Тогда в упрощенном виде
( j/1 pi I >2= „к. . 0,052 . 0,052 •
IF'sm ’ asm’ у
(B.23)
Здесь Ci = 3,8 при —s 2,3; Ci = 2,0 при — > 2,3; Pl Pl
Xi =О,18В1,оз;у1 = 0,32B1,8;
Z| = 0,09 при 2,3; zj = 0,53 при > 2,3;
k{= 0,78 при Bs 0,4; kf = 0,36 при 0,4 < Bs 0,7;
£]= -0,051 при B>0,7.
Если длина фаски износа по задней поверхности резца равна нулю, т.е. резание осуществляется абсолютно острым резцом, то в формуле (В.23) принимают (6/pj)2^ 1, а коэффициент ct определяют следующим образом:
Cj = 1,707 при Bs 0,4;
Cj = 2,58 при 0,4 < Bs 0,7;
Cj = 3,2 при В>0,7.
Аналогично были получены упрощенные зависимости для других составляющих сил резания Рх и Ру [17]:
/бХ*2
---------гй-----V sm<P;
„к,. 0,85В .1,2В3’08
В ^sm a sin у
(B.24)
/б\г’ c3&№ p
(B.25)
Здесь c2 = 0,88 при 6/pjS 2,3; c2= 0,57 при 6/pj> 2,3;
c3= 0,7 при Bs 0,5; C3 - 3,4 при B>0,5;
x2= 0,4В2 при Bs 0,3; х2 = 0,62В1’6 при В>0,3; х3= 1,1В2’25 при Es 0,05; х3 = 2В2,25 при Е>0,5;
у2 = 1,6В2,25;у3 = 1,7В2’475;
Z2= 0,07 при б/pjs 2,3; Z2 e 0,58 при б/рр 2,3;
Z3 = 0,08 при б/рр 2,3; z$= 0,6 при 6/рр 2,3;
^2= 1Д при 0,4; к2 ~ 0,58 при 0,4< В 0,6;
к2 - -0,87 при В>0,6;
*3 « 1,0 при В * 0,3; ку= Qfil5 при 0,3 < В £ 0,5;
к3 = 1,455 при В>0,5.
Если б = 0, то в формулах (В.24) и (В.25) (б/р^ и (б/р^з принимают равными единице, а коэффициент с2 определяют следующим образом:
С2 == 0,78 при 0,6 < В £ 0,4;
С2 = 1,0 при 0,4 < В s 0,6.
Расчеты по формулам (В.23)—(В.24) проводились при а = 3-25°, у = 3-30°.
Полученные упрощенные зависимости позволяют качественно и количественно оценить влияние тех или иных параметров процесса резания на силыРх, Ру и Pz и сделать следующие выводы:
1. Сила резания Pz возрастает с увеличением прочности обрабатываемого материалатр, толщины и ширины срезадр суммарной длины рабочих частей режущих кромок Ь и радиуса скругления режущей кромки инструмента рр
2. Сила резания Pz уменьшается с увеличением угла наклона поверхности сдвига р (с уменьшением коэффициента усадки стружки к* и заднего угла резца а).
3. Сила резания Pz уменьшается до достижения оптимадьной скорости резания, дальнейшее увеличение скорости резания приводит к стабилизации силы резания или незначительному ее увеличению.
4. Сила Ру уменьшается, а сила Рх возрастает при увеличении главного угла в плане ф.
Таким образом, полученные формулы позволяют создавать методики расчета параметров качества поверхностного слоя, точности обработки и назначать режимы резания, соответствующие выбранным критериям оптимизации.
1. РАСЧЕТ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ПОВЕРХНОСТНОМ СЛОЕ ДЕТАЛИ
Существуют различные методики расчета остаточных напряжений в поверхностном слое при механической обработке деталей. В одних случаях считают, что на формирование остаточных напряжений влияет силовой фактор, в других случаях — температурный. В общем случае нельзя рассчитывать остаточные напряжения, основываясь на влиянии только одного из указанных факторов.
В данной главе определяются остаточные напряжения в поверхностном слое при обработке жаропрочных сталей и сплавов, когда основной причиной их образования являются деформации поверхностного слоя обрабатываемой детали вследствие выделения теплоты в зоне резания и воздействия сил резания, а влияние структурных и фазовых превращений незначительно и не учитывается. Поскольку остаточные напряжения являются упругими, суммарные остаточные напряжения определяются алгебраическим суммированием тепловых и силовых остаточных напряжений.
Исследования, представленные в работах [1,17], показали, что при теплофизических расчетах, относящихся к процессу резания для условий стационарного теплообмена, а также при расчетах тепловых остаточных напряжений можно не учитывать зависимость теплофизических и физико-механических свойств материалов от температуры резания. В основу расчета были положены средние значения физико-механических свойств материалов в диапазоне между 0° и наибольшей ожидаемой температурой. Однако предлагаемая ниже методика определения остаточных напряжений и других характеристик поверхностного слоя и точности обработки позволяет при необходимости учитывать зависимость свойств материалов от температуры.
1.1. ТОЧЕНИЕ
1.1.1. Тепловые остаточные напряжения
Тепловые остаточные напряжения обусловлены напряжениями,
возникающими в поверхностном слое при нагревании и охлаждении, причем они возникают только в том случае, если напряжения при нагревании превышают предел текучести. Напряжения, действующие в поверхностном слое при охлаждении, могут быть как упругими, так и упругопластическими. Поэтому возможны две схемы образования тепловых остаточных напряжений при охлаждении: 1) в поверхностном слое возникают только упругие деформации; 2) в поверхностном слое возникают упругопластические деформации. При этом расчет тепловых остаточных напряжений может производиться как с учетом, так и без учета упрочнения обрабатываемого материала.
Таким образом, при получе
нии зависимостей для определения тепловых остаточных напряжений приняты следующие условия и допущения:
1. Остаточные напряжения определяются на основании теоремы Генки о разгрузке и равны алгебраической сумме напряжений, возникающих при нагружении и снятии нагрузки [8].
2. Обрабатываемый материал не претерпевает фазовых и структурных превращений.
3. Рассматривается плоское напряженное состояние.
4. Принято линейное упрочнение обрабатываемого материала.
Условие возникновения пластических деформаций определяется на основе анализа
Рис. 1.1. Схема формирования тепловых остаточных напряжений при охлаждении: а—< 2о ; 6 - а > 2а и тп1 т
энергетической теории прочности при плоском напряженном состоянии [8]:
9 2 2
““ °1°2 + °2 = ат
Для напряженного состояния, при условии = " °’ момент наступле-
ния пластического состояния записывается следующим образом: о = (jp т.е. диаграмма деформирования материала как при упругих, так и при пластических деформациях полностью совпадает с диаграммой растяжения.
Для решения поставленной задачи использован метод расчленения тела [1].
При обработке деталей типа дисков тепловые остаточные напряжения формируются по схеме, показанной на рис. 1.1. В общем виде при упругопластических деформациях тепловые напряжения при нагревании
(1.1)
где 6Д — относительное температурное линейное расширение обрабатываемого материала 6Д = |3Д®; уон — граница раздела упругих и пластиче-ских деформаций при нагревании. Для толстостенной детали (Я;* 12a/v) О = <9^-20°.
При определении остаточных напряжений в системе координат, показанной на рис. 1.2, используется формула (В. 12), преобразованная к виду:
где
. d
Ai = СдЭ/БВН ^-1 sin0'05’ <уМ2Чх sin’0'021*4 у. (1.2)
\ а1/
Проинтегрировав (1.1) с учетом (1.2) после преобразований, получим
Х2
Н-у + а^ «1
£
-х—— ч КН + ai-Уон)1 +Хг - (Н + ai)1 ] (1- И) 6Т (Я-уон)
ар (1ц)
^дУон
. (1.3)
Величина уон определяется из условия равенства напряжений на границе раздела упругих и пластических деформаций, т.е
*2
(Я-у0Н + аЛ
----------- +
I а1 )
Еп 0^(1+х2)
КЯ+ ai —у он v +*2- (Н + ] (1- Ц) ат (Я-уон)
^дУон
Формула (1.4) может быть упрощена, если значение
——-------К Я + в! -у он )*+*2 - (Я + аО1 +*2 ]
а?(1+х2)________________________________
Ед Уон ,
.(1.4)
(1.5)
/Н-уон + йЛ 2 принять равным нулю, так как оно не превышает 4% от --- .
k fll / Тогда
у0Н = Я-аг
(1 - Н )
Рд-^1Ед ]
(1.6)
о . Мй
°Т-1 м
Формула для расчета напряжений при нагревании в предположении идеальной упругости обрабатываемого материала с учетом (1.5) в окончательном виде примет вид
Рд^Ед
Я-у + аЛ (1 +х2)а?1____________________
ai I + Я
Формулы для расчета напряжений при охлаждении с учетом возможности вторичных пластических деформаций:
при упругопластических деформациях
О 1-р
*2
(н-У+а1\ al J
— — [(Я+ а1 -Уон)1 +х* - (Н+ ai)1 +ЛЧ + 2 (1- н) ат(Я-у „) а^(1+х2)_______________________________________________
ЕцУоо
□ри упругих деформациях
₽дА1£д а“--ьГ
Рис. 1.2. Система координат, принятая при определении напряжений
; (1.8)
Граница раздела упругих и пластических деформаций}^ при охлаждении определяется йз условия равенства напряжений в этой области удвоенному пределу текучести:
МА
*2
I Я-Уро+аЛ
I а1 /
----[(Я+ ai-y „о)1**2- (Я+ в1)1+* R 2 (1- И) ат(Я-у *,)
Д1Ч1+Х2)__________________________________________________
^дУоо
(1Л0)
Тогда
Уоо ~Н —
'2 (1 - ц) ат ₽д^1^д
(L11)
Остаточные тепловые напряжения в соответствии со схемами, представленными на рис. 1.1, рассчитываются следующим образом:
при у *у он; О0 < 2от max
Г, - п 4-
°ОСТ.Т----°Т + J_
(1.12)
при><уон; а0 = 2ат max
М£д °ОСТ.Т ~ 1
1 р
—J------[(Н + -у он)1 +Л2 + (1 - И) От (Я-у он) ]
а?(1+х2) ___________________
ЕУ он
—--------[а}+х* - (Я + а.)1 J
^2(1+х2) 1 1
(1.13)
приу^; о0 = 2ат max
(1-14)
приу00>у>уон; а0 = 2а1 max
Ml Яд
Оост.т°-От + - ,7
1 — ц
а1
£д
[(Я+ ai-Уоо)1 +х*~ (Н + аО1 +х* ]+ 2 (1- И) от(Я-у 00)
00
;(1-15)
приу<уон; 0О = 2ат max
^ост.т ~
- , - Д [№- ai-Уоо)1**2- (Я+ ai)1+X2 ]+ 2 (1- и) от(Н-ум)
РдА1£д ^(Ьх2)______________
И ЯдУоо
- Д ((я+ ai-Уон)1**2- (я+ а1)1+л* ]+ ат (1- ц) (Н-у он) а?(1+х2)______________________________________________
ЕдУ он
.(1.16)
Последовательность расчета тепловых остаточных напряжений в поверхностном слое без учета упрочнения обрабатываемого материала:
1. Определяется величина А1 и критерий В по формулам (1.2) и (В.5).
2. Проверяется условие возникновения тепловых остаточных напряжений:
I <*н I * °т;
сцА^д °н = ~;-
н 1 -ц
Если это условие не соблюдается, то остаточных напряжений нет, и расчет прекращается. Если условие соблюдается, то определяется граница раздела упругих и пластических деформацийуон по формуле (1.6).
3. Проверяется условие возникновения пластических деформаций на поверхности при охлаждении:
| о0 | ат;
Рис, 13. Определение тепловых остаточных напряжений при точении цилиндрических деталей
аМ1£л f 1 +х2 1-и f +
<4 -(Я + а()
При соблюдении этого условия определяетсяУоо по формуле (1.11).
4. Определяются тепловые остаточные напряжения по формулам (1.12)—(1.16).
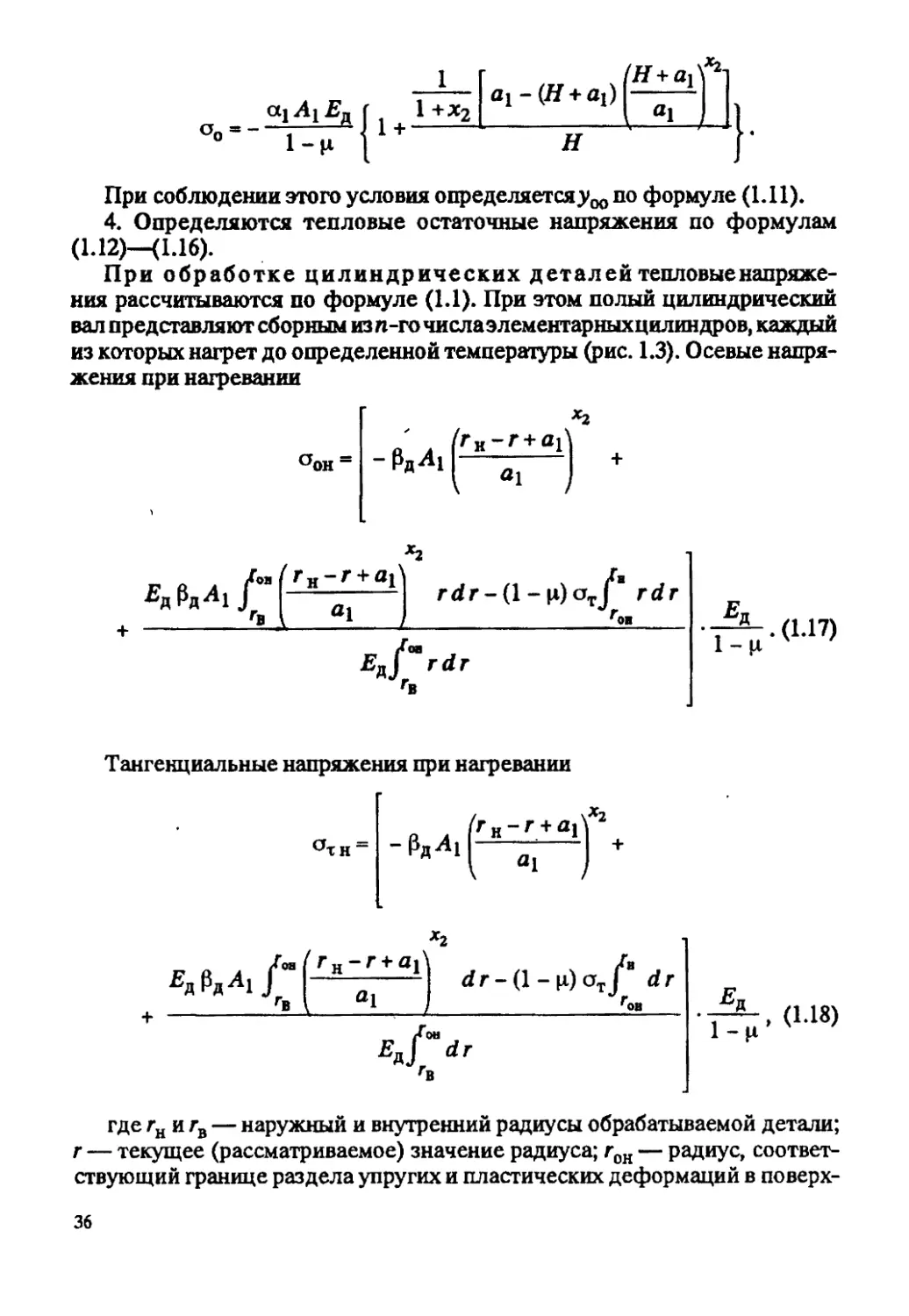
При обработке цилиндрических деталей тепловые напряжения рассчитываются по формуле (L1). При этом полый цилиндрический вал представляют сборным изп-гочислаэлементарныхцилиндров, каждый из которых нагрет до определенной температуры (рис. L3). Осевые напряжения при нагревании
аон ~
Тангенциальные напряжения при нагревании
(1.18)
где гн и гв — наружный и внутренний радиусы обрабатываемой детали; г — текущее (рассматриваемое) значение радиуса; гон — радиус, соответствующий границе раздела упругих и пластических деформаций в поверх-
! костном слое при нагревании.
Проинтегрировав (1.17) и (1.18), после преобразований получим
МЛ °ОН ~ V о? (1 - н)
- (Ги - г + atf2 +-7----Z---X
. ОД (г он “ г в) ^д
х [ Еа (г н - гон + аО1 +х* ( Ги-^Г°Ч-* ^ - + (г н - г в + аО1 +x* х
д \ н °н 1/ 1 2 + х2 1 +х2 I
<Ч + в1 гн~гв + а1\г 0>М2<*т ,2 2>
Х (1+?' 2+х2 ГДГ Рд^1 {я'°^
Рд -^1 Дд а?(1-и)
-(rK-r + alf2 +
77^ «Гн - гон + аО1 +*г- (гн - гв + aj)1 *** ]- (1~^2Л (гн - П>н)
1 _____________________________РдЛ1________
(гон “ гв)
Осевые и тангенциальные напряжения при нагревании в предположении идеальной упругости обрабатываемого материала:
<^н = -
(Гн-г + аЛ +__2__ \ ai ) +^(.г2к-г2в)
rK + ai
1 +х2
2-
^2 + Х2 1г г \2+х2111 Рд-^1^
lip.
-('•H-rB + ai)1+*2
Рд^1£д 1-н
Осевые и тангенциальныенапряжения при охлаждении: в области пластических деформаций
п Рд^1-^д 0.0 ~ г а? (1 - ц)
(Гн-Г + Oif2-
1
0,5 (Г 0.0-г в)£д
£д(гн -
0.0
гн + а1 1 +Х2
+ (',H-rB + al)l+X2x
Рд ^д , -.2
°т о = , . I ~ г + а1) ~
«1(1 -И)
Е„ 1х, 1х, (1 “ н) в!? <^Т
ТТТ- Кги " г0.0 + «1)1 (гн - rB + ai)1 2 ]----------------- (rH - гол)
1 +*2____________________________________________Рдл1______________
0*о.о ~ Гв) ^Д
в области упругих деформаций
0.0 ”
'гн-г + а^*2 + 2
< ai J +^2(Гн-Гв)
Гц + ai 1 +х2
rH-r+ai
Рд^1-£д
1-ц •
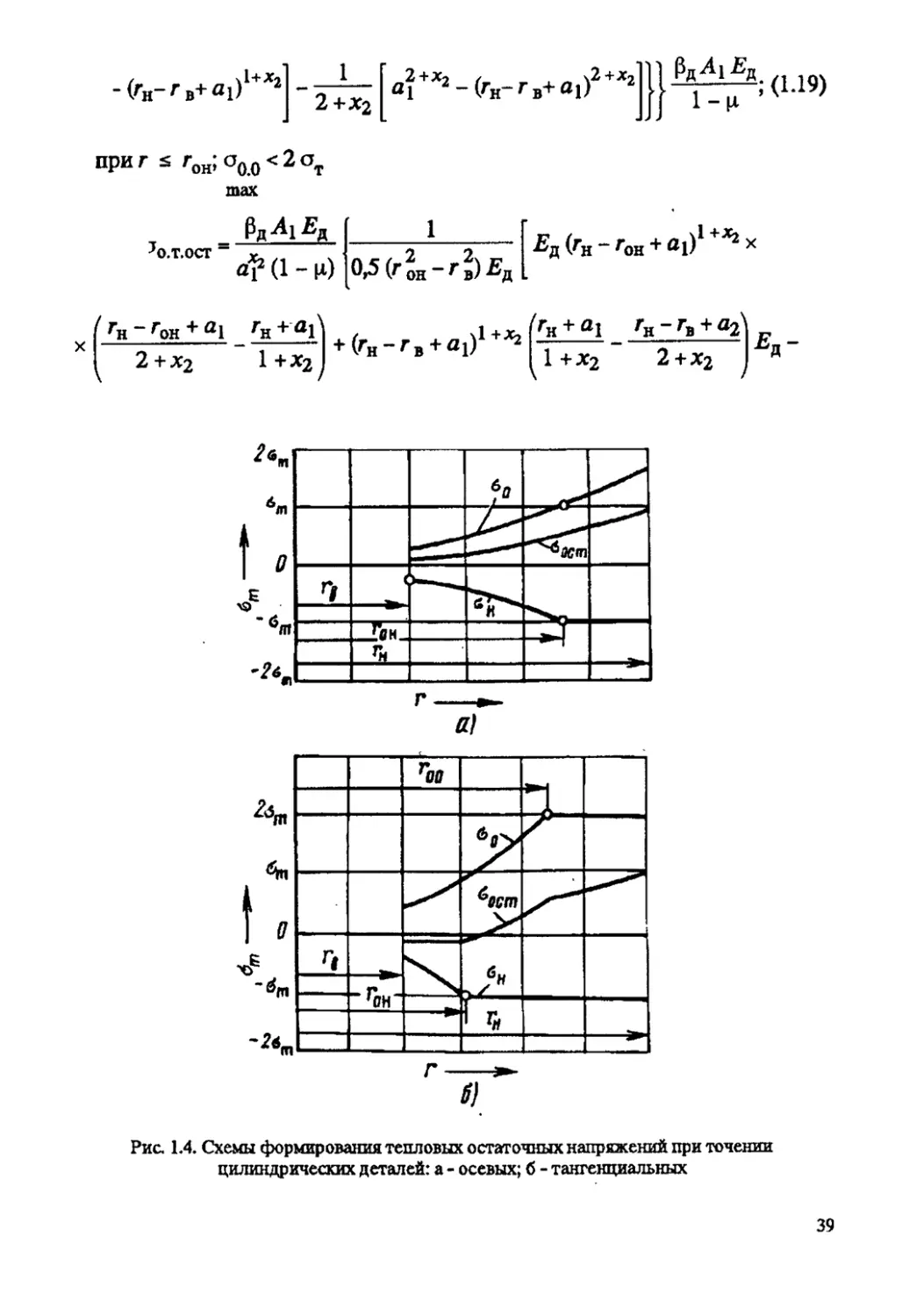
В соответствии со схемами, объясняющими образование остаточных напряжений (рис. 1.4), получим формулы для расчета тепловых осгаточныхнапряжений.
Осевые тепловые остаточные напряжения:
приг>гон;о00<2ат
max
7Н - г 4- аЛ + 2
rK + ai 1 +х2
+х2
aj 2 -
-(Гн-'’в+ai)14'*2
1 2+х2
а2+*2 - (rH-rB+ai)2+X2 <L19)
приг s г0н;°о.О<2ат max
W
JO.T.OCT “ X, /, s a? (1 - |X)
1
0,5 (Г он-'в)Яд
ЯдОн~ rOH + el) **x
Рис L4. Схемы формирования тепловых остаточных напряжений при точении цилиндрических деталей: а - осевых; б - тангенциальных
0,5 (1- |л) а^2 от 2 2
РдЛ! -
2
2 2
г н ~ гь
ai+Xi-(rH~rB + ai)l+X2 -
(r H“ r он) +
1 2+х2
приг>г00;а00 = 2пт max
°о.т.ост ~ °т >
(1.20)
(1-21)
пригон<г<г00; о00 = 2от
max
ЗдДьЕд f _______1______
°от.ост + х, 1 ~Г + Я1Г2 ~ 2 2Х
«Т(1 - И) I 0,5(г^о«Гв)^д
Х Ец (ГН ~ Г0.0
X
( ',н + Я1 X “-------------
0,5 (1 - J1) Л12 ат . 2 2
•&д “
Ml
(Гн-Го.о) ; (1.22)
приг£гон;и00 = 2от max
Рд^1^д 1_____________
°ОТ. ОСТ “у 9 7
а12(1-И) 0,5(ГоН-гв)Ед [
х
£д (гн ~ гон
х
Гн + а2
W+*2 Т^1
-гв + ал 0,5(1 -ц) а^2 ат 2 + х2 д рдЛ!
1
0,5(Го.о-^)£д .
^Д (Гн Г0.0
/Н~ГО.О + а1 ГН + Д1) , \1+Х>
'н-'в + Д!^ 0,5(1-ц)а12аТ/ 2 2 <
2+х2 ₽дЛ! (Гн Гоо)
(1.23)
Тангенциальные тепловые остаточные напряжения: приг>гон; о0х<2ат
max
ат т.ост — ат +
7>н-'+Д1 + 1
\ а1 J (I +х2)ар(гн-г3)
(г а. л I1 + •*гП •
-(Гн-гв + Д1) ,
(124)
приг<гон; 0flt<2ot max
РдЛ1 Дд
иТТ.ОСТ- 1 ,, х
X • Дд (Гн“ rQH* а\) “ Он*" ГВ + л1) 2 (1-ц)ат ~ рдА! (Ги~Гон)
(1+х2)ар
г ' 1 (гон ~ г) Д1+*2-('н-'в + Д1)1+*2|; (1^25)
(1 +x2)oi2(rH-rB)
при г >Гоо; аот<2ат max
при Г0Н<Г <г00; оот = 2«т max
°тт.ост ~ °т»
(1.26)
(Гн-г + а^2-
Дд 1 + *2 (Гн- 'о.о+ «1)1+Он- Гв + «1)1 + (1-ц)аг2аТ/ _ рдА! {Гя~Г°о) ;(1.27)
0.0 *" ^в) д
приг£гон;иет = 2 0т max
г, Рд^1^д
^тт.ост- -
а? (1 “ И)
(Гн“ гон)
(ГОН “ Гв) ^д
При обработке цилиндрических деталей возможны случаи, для которых справедливы следующие условия (рис. 1.5):
а) напряжения при нагревании достигают предела текучести, но ниже предела прочности; при охлаждении ниже предела текучести;
б) напряжения при нагревании достигают предела прочности; при охлаждении меньше предела текучести;
в) напряжения при нагревании достигают предела прочности; при охлаждении превосходят предел текучести, но ниже предела прочности;
г) напряжения при нагревании и охлаждении достигают предела прочности.
Тогда осевые напряжения:
в области упругих деформаций
Рис. 1.5. Формирование тепловых остаточных напряжений с учетом упрочнения обрабатываемого материала: Or s он < 0В; 0О s ав + 0Т; 0Н - 0»; 0^ s ов + ат I он • 0В ; Ов + от < < 2 Ов,
max max max max
a - 0т * Он < ств J tfo * Ов + crT J б - 0н ж Ов + а? ; в - ав - ав + От; Г - + ат < < 2 ав
max max max
в области пластических деформаций
D
1 -и
'РдЛ1 «1
X» /ги-г + аЛ*2 /в (fv-r + aiX1.
Drdr
Гв___\ **1__2_______ «о__\ ^1 /_____
J%flnfr~j^Brdr
(1.30)
Тангенциальные напряжения: в области упругих деформаций
1-Н
-РДЛ
Ед
в области пластических деформаций
п (ч D \ D °т “ - ат| 1 ~ р I + 1 - U ( А Н
« л (гн-', + «1Г
-мИ - +
(1.31)
/ \х2
(гн-г + аг\
«I
< Л
'•н-' + а^ п.
---------- Ddr
О
“1
(1.32)
В формулах (1.29) — (1.32) приняты следующие обозначения: ов — предел прочности обрабатываемого материала; D — модуль упрочнения обрабатываемого материала.
Осевые тепловые остаточные напряжения определяются следующим образом:
ао.т.ост ~ °он + аоо При Г < гон > °т 5 аон < °В J шах
ао.т.ост = °он + °оо ПРИ г г Гон»°оо s °в + стт J О-33)
max
^О.Т.ОСТ + ^0.0 При Г > , аон “ ав 5
°О,Т.ОСТ ~ аон + а0.0 при ** 'оН » _ п Оо.т.ост “ <>0Н + °0.0 при Л>Н < Гвн » max С^О.О ** > max (1-34)
^О.Т.ОСТ = “ QB + <>Q.O при Г & го ,
шах
°O,T.OCT = “ Цв + °0.0 при Гон s г < Гоо, °о.т.ост ® аон + °о.о при Гон Г < Гвн , ^О.Т.ОСТ = °0Н + <^.0 При г < гон; °0Н ~ аВ 9 0В + (Xji < а0 < 2 (1.35)
^О.Т.ОСТ = *** 2 CFjj при Г Гро >
^О.Т.ОСТ = ” GB <^0.0 при Гю > Г > Гвн, аон = °в >
У п ^О.Т.ОСТ ^ОН + °0.0 при Гвн > Г > Го 0 , ^о.т.ост х °он + °0.0 при Го.о > > ^он > ^о.т.ост = + С^.о При Г < Гон . шах <>0.0 = 2 <7В max (1.36)
Тангенциальные тепловые остаточные напряжения определяются также, V П V п
только вместо °он»°оу > ао.о > ао.о и °о.о следует принимать „у уг п _
» °тн » ато » °то > <>то*
Расчет осевых и тангенциальных тепловых остаточныхнапряжений при точении цилиндрических деталей с учетом упрочнения обрабатываемого
материала выполняется в следующей последовательности:
1. Определяются значения^ и по формулам (В.18) и (В.19), критерий подобия В — по формуле (В.5), — по формуле (1.2).
2. Проверяется условие возникновения тепловых остаточных напряжений:
1+(1+х2)(гн-гв)
1-ц
£ 0Т.
Если условие не выполняется, то ост = 0, расчет прекращается. 3. При соблюдении условия 2 определяется гон из уравнения ('он ~ 'в) + # ('н ~ 'он) /
„ _ 1 - ц { D
£«-р=М1°т Ч
/ \Х2
<гн-г + аЛ
•®д (Л>Н гъ) ~^(гн~ Лэн)
(1 +Х2)с%
~ Лэн + ai)1 +Jt2 - (Гн - Лэ + Д1)1 +*2] - " у М+Хг - <Лэ - Лэн + J (1+х2)Д12*-
+ «!)1+Л2
4. Проверяется условие возникновения пластических деформаций при охлаждении
1+(1+х2)(гн-гв)
«1 - (гн - Лэ + Д1)
Рд Al
1 -И
а ат
5. При выполнении условия 4 определяется г00 из уравнения
GB + “
Рд А[ Ея 1 -р
Ец
(1 + х2) 4Z12
- (Л< - г0.0 + «1)1 +*2 + (Л{ - Л> + Д1)1 +*2
^Д (г0.0 “ Гв) + (Гц — Го о)
D (l+x2)ai2
|ai - Он ”ro.o + al) p I 1 ~ £ I Он “ ro.o)
E* Oo.O " Гв) + & 0*H “ ?o.o)
6. Определяются осевые тепловые остаточные напряжения:
^о.т.ост “
,_PV Ml
Яд) 1-и
I al I * 1 - и
(rH-r+ai)1+*2|
ГН* gl\ , \1+Хо(flj ^н~ гв+ fll
l+x2j+ Гн Гв+а* ^1+ х2 2+х2
®д он- г в)
Ед(,’он_/‘в)
(1-и)Ддт/, D\, 2 2ч о д к” F 0,1 7 F
Ml Г £Д/+ 2£Д
•®д (г он ~ г в) (г н _ г в)
(1-37)
если г гон, от й оон < ов ; ^о.о + ^т>
М1*Д ° О. Т. О СТ ” 1 11
1
/ +Х2 ( ГН ДЛ / \
('’н-^он + ар "77x7 +(Гн-Гв + а1)
Мон + 'в)
2D
„1+х21 'Н а1 т
₽ДЛ1
Ед (г он + г в)
Оц>
(1~И)М! р-^'н-'он)
®д О’ он + ' в)
X
2
^(Гн-Гв)Х
Гв+а1)1+^
если г < r0K, от s ион < ов; а0 0 s ав + ат;
так
€СЛИ Г 2: ГВЦ,' Сон — Ов , ^0.0 < + ^Т»
max
Рп ?li Е„
(1.39)
1- р
2D
Огл ч1+Х?ГН+<31]. z Л+х2[гн+а1 гн гв+д1]
VН ^ОН+ 1 . v + VH гв+ aV
42
Ед(г1о + г1)
/1 \ & °т / , & \ / 2 2 х
(1 _ Н) о j I 1 + р I О’ н ~ гон) РдЛ1 \ * ЕЯ1
х
2£д
—х
Гн+ei Г
1+*2
Ея
,(1.40)
если r0H s г < гвн, 0ОН — пв, а0 0 < ^в + ^т» max max
ао.т.ост
М1*д 1-И
2Дд а?
(Гж * гоя + а1)1+*2 [ - Т~) + <гн ~ г» + а.)1 **2 I 1 + Х2 I
~ =. /_2 . _2х Х
(1 - И)
-Т-f 1_Щ(г2_ 2 ,
РДЛЦ Дд)(н он'
Ея он + Г в)
2
если ^он = > ао.о < ав + ат^
max max
lMi£f0(5
/, D\
’о.Т.ОСТ---°В + аТ I 1 “ р I + 1
I Ьд1 1-р.
«1
Ян х. Г°°
l+x2) н в
®д (^ 0.0 ~ в)
'н+£1 rH~r* + al
T ai
Ед (г 0.0 ~ Г в>
4 Mi | Дд)
•^д о.о “ в>
(Г1-Го.о)
(1-42)
если г а г00> аон = ав, ав + ат < о0 0 < 2 ов; max max
если rBH s г < r00, аок = ав, ав + ат < о0 0 < 2 ав; шах шах
/, D\ Ml сто.т.ост — стт *_с> +i
I £д) 1-Н
. , , „ \1+х2( гн+ а1 гн-гв + О1У
+ 0н-'в + а1) 1ТГГ’--TTZ—
Яд (г о.о “ г в)
а\+х*
^н+О!
1 + х2
НГн-Гон»-*!)1**2
'•h+Qi
1 +х2
Яд (г о.о — ' в)
(1- |А)Д.ОТ/ р\ 2 2
°,5—г—:----- 1-— (Гн-^он)
Рд^1 I Дд)_____________
Яд ('0.0-'в)
-Гй
<42
(гн~ Г0.0
I- (Гн - Гв <• а1)1+Чт^ - Гн;Гв +-а1 ]
Яд 0.0 “ г в,
0.0
(1-ц)Рот/ П\ 2 2 ч
R А М"" г V Н“*0Н/
* Рд^1 \ £д/________
(г 0.0 "*г в)
если гон г < гвн, оон = + от < о0 о < 2 0В ;
max max
(1.44)
2 рд Aj Дд иО.Т.ОСТ~ ]
(г«~г«’н + а1) [' 1+Хг]+(гн-»'в + Л1) ^1+Х1
Ед (г он ~ г в)
гк-гв + а} 2+х2
-----------+
(1-И)от/ D_ \ 2 2х
0^ о Л 1” Р V Н Г о.о)
РдЛ1 IЕд/______________
Ед (г он “ г в)
Ед (Г ОН“Гв)
если г < г0Н> оон — gb , <Jjj + u<j» < Oq < 2 Од;
max
max
aO.T.OCT °B»
ССЛИ Г Гво, Фон ~ > °0.0 = Фд >
max max
/ D\ 2^AXD
°О.Т.ОСТ-°B + °Т Р - J7 + !
I 1 ~ И
(1.45)
(1.46)
Ел(г
(г 0.0 в)
(1.47)
если гвн £ г < гв0> 0qh = »ао.о “ 2 ов;
max max
иО.Т.ОСТ ~ In
1 - р.
D i+x, । гн+ al a^[ 1 \1+*2.
/ U+*2 f ГН + Д1\
(rH-r0.0 + ai) |j+JC2J
£д (r он ~ r в)
Ml Ея)_______________
Ед O’ он _ r »)
(1-48)
если rBK<r<rB0,a0H = oB,a00»2aB; max max
x
°O.T.OCT ~ °T
P\ Рд^1 рн-f Ед I+ 1 - |i I Oi
(£д~Р) +
2M1
1---x
1-й
Гн+О1
1+X2
UxJrH+al Ъ-ъ+а!
^д O’ он” r в)
*12
l+Xj/ rH+al\,, J+*2| rH + elV
1 Д’ «1 ] + (Г«-Г°и+О1) ( 1+X2 J
Ед O’ он _ r в)
(i-p)qT^
Л Mi
2_r2 )
H f он/
^Д O’ OH “ Г в)
E„
Oh- '0.0 + 01)
,^1_(Гн.Гв + а1)1+х2^
Ед 0.0 ” f в)
<42
„l+bt гн+а1] z л+х2 [ гн + al
Ед (r 0.0 r B-
Ml Г ЕЯ1
Ец (г о.о ~ г в)
2-r2 )
H ' o.ol
(1-49)
если гОн * r < ro.o> to 0qh 35 oB, ^o.o ~~ 2 oB; max max
2 Рд^1 Дд °O.T.OCT= i x
i — н
£дГ
(Гн- Го + Л1) - + (Гн - rB + ai)
гн“гв + а1
X
Ед (г он ~ Г в)
D
Л+Х, ( rH+ al ai I -TTZ7
Ед (r он r в)
О5(1~И)°Т (l-^-hr2-r2) °»5 РдА! Р £д)(Ги Гои)
Ец (г он — г в)
E,
(r r . a +xj гн+ a\ — (6r ro.o + <*1) 2 i~
1+x2
l+x2 \ - z
Ед (r он r в)
D
(1- И) от
Рд-^1
Ед (г он ~ г в)
(1.50)
если г <г0№ о0К - ав, а0 0 = 2 ав. max max
7. Определяются тангенциальные тепловые остаточные напряжения:
(1+х2)др[_________________________________:
Вд (Гон - ''в) + -О (Гн — Гон)
(1 + Х2) Д^2
а1+Х2-('’н-''он + *1)1+*2
1 D\. .
1 “ р (Гд ~ Гон)
®д ( гон ~ гв) + ( Гк - Гои)
(1+х2)<Ф(гк-г»+*1)
(151)
если г гон> су«у £ Oj и < Gj ; g-^ о £ Gj + ;
max max
о _ 2 Рд итг.ост 1 - р.
(Гн ~rOR
X
Ец (1 +х2)<ф
®д (Гон ~ гв) + D (гн - гон)
D
(1 +Х2)О12
«1+Х2-(гн-гОн + а1)1+Х2
£д ( гон ~ ^в) + ( гп “ *он)
(1 - н) <тт ( D \ .
РДЛ! (1’Едр'Гон) +
Гн-г + дЛ +_________1_______
k а1 J (1+х2)О12(гн-гв)
еслиг<гон, то ат s атн < ав; аг 0 s ав + ит; max max
п _ _ , ДД .. итг.ост — °В + 1 „ х
1 “ н
1
(1 +x2)axf (гн -гв)
О1+Х2-(',и-'в + а1)1+*2
,(1.53)
если г a гон, то атн < ав; ато < ав + от max max
'тг.осг = От (1 - f-1 + 4^7 [Гн~^-—(Бд + D) +
I х-*ду 1 — р I а\ j
£д---------
(1 н-хг)^ ,
(гон “ гв) + & (гн “ гон)
Р2 (1 +х2)с^
р\
ft А " г НГн " ГОН)
Ml I
Ед ( Г0Н ~ Гв) + ( гн гон)
1
(1 +х2)сф(гн-гя)
с2
(1-54)
еслигон <г<тщр 0Тн — ов j от0 < ов + Оф; max max
_ Рд^1£д °тт.ост — 1 - а
X
^д (1 + х2)
Ед (гон — гв) + Ef (гн - гон)
('к - 'вн + О1) +Х2 - ('н - гв + а1) +Хг
D '1 +Xo /« «. \1 O1 2-(rK-rm + al) 2 U-M)oT/ p\ " ₽ДЛ1 £дГн-Гон)
(l+x2)axe
£д ( Г0Н ~ 'в) + & ( ГН - гон)
, А
%-г + аЛ +__________1______
к а1 ) (1 +х2)О12(гн-гв)
если г<гон, ат н = ов ; стх 0 < ав + ит;
max max
^-(Гн-г. + аО1^
/ D\ Mlp
°ТТ.ОСТ-°В + °Т 1 г + 1
I Лд) 1 - Н
-------- (гн - гоо + а1)* +Хг - Он ~гъ + а1)1 +*2 (l+XzW .
®д Оо.о ~ "* D (^н ~ ^о.о)
—а}^_(Гн_Гоо1а1)1-2 (1 +х2)д? ,;
£д ( Г0.0 ~ — ^"о.о)
(1 - и) От ( D \ , х А А 1 " F ГГн Г°'°' РдЛ1 1 ^Д/______________
£д ( Го.о “ ^в) (''и “ ^о.о)
ССЛИ Г S ГО 0, СЦ- ц ~ <Jg , (Jjj + <JT < <JT0 < 2 Og । max max
РдЛ!Р °ТГ.ОСТ----ав + | _ Ц
(1.55)
(1.56)
(1 +x2) <Ф
- (rH - r0.0 + “l)1 +*2 + <rH - rB + ai)1 +x*
^JX (Zo.o o.o)
r[ai+X2-(rH-ro.o
ER(r0Ji-r3)+D(rK
~ ro.o)
(1 - м) Р-г / Рд-^1
~ ro.o)
_____—Ш___________
£Д ( '’o.O “ Гв) + & ( Гн “ o.o)
если гвн<г<Гоо. °т и " °в; ств + °т < °то < 2 °в ! max max
(1.57)
(. D\ Ml (Гн-Гъ + а^ _
°™>ст--от[ 1-£д1+ !-и I ai I (£д Р)+1-рХ
Mi
X
erd (1 +Х2)($ Ец (гОн ~ 1в) + (гн “ I’oh)
('•н-Гвн + «1)
(1 +Х2)^]2
(1- р.) р gT / £>
Ml ~ЕЛ
Ер, ( га.о ~ гв) + & ( гк '’о.о)
р 2 -
------ТУ <fH - го.о + «1)1 +Хг - ('н - гв + *1? +Х2
(1 +Х2)дМ_______________________________________:
£Д (г0.0 ” 'в) + ('’н ” '’о.о)
(Ьц)Еот/ DX
ал I * р РГн '‘о.о,
* PflAi \ £Д1__________
<^Д ( 0.0 “'’в) ( 'll "" '"о.о)
(158)
если гон г < гзд, к « ов ; 0В + от £ <jto < 2 ов $
max
Ml Яд °ТТ.ОСТ " 1 _ н
1 — f*
max
Яд Оон ~ *в) + & (^Н ~ ?он)
D (1 + х2)с&
Л1+^2 (г г л \1+Х2 (1 ( 1 \ (г г \
°1 ~ vh“ гон+ а1) ~ рд Л| I Е I ^н" Г°н
Яд ( Г0Н "'‘в)+^4^ *гон)
(гн - г0.0 + ai)1 +*2 - (Гн - гв + О1)1 +Хг (1+х2)а?[;
(г0.0 “ '‘в) + 0"нон)
( го.о гв) + ( гн - го.о)
еслиг<гон, атн = ав;ов + ат<0то<2ов;
max
max
(1.59)
атт.ост ~ °в> (1.60)
еслиг>гво, Отд ^2ив; шах
/ d\ М1£
°тт.ост= ов + ит 1 _ .
( Яд J 1 " И
(Гн - Гон + «1)1 +*2 + (гн - гв + аО1 +х*
£д (гон ~ Гв) + (^*н ^он)
Mi ГЧгн~г°н)
£д ( ^он ~ *э) + & (“ гон)
(1.61)
еслигвн &г <гво, то ота = 2ов; о0 = 2ав;
max max
РрдЛ1 °ТТ.ОСТ = | _ |
X р
£д Оон ” го) + & (гн ” гон)
£д ( ГОН Гв) + ( гн ~ гон)
----------V - <rH - 'о.о + «1)1 +*2 + (га -гъ + О1)1 +х2
(1"о.О ^в) * (^"н Л>н)
(1+х2)<42
_1 + .*2 (г г л. п ( 1 (г г \
а1 ~ VH ГО.О+ а1' о л ' Р (гя“ ГО.&
______________________ Ml £Д/____________________
Ед(гс.о-гв)+°(гп-^о.о)
если г0 0 £ г < гвН, » 2 ов; ст0 — 2 <jb ’
_м_ (1+х2)а12
Он - гон + «1)1 +Jt2 - (Гн + гв + Я1)1 +Х2
•®д Оон ~гв) +-^ (гн~ гон)
ЬГ J + x, ------- ai *
(l+x2)aM
-(гн_/он+а1)1+Х2
(1- ц)Рат ₽ДЛ1
( гон “ Гв) + & (гн~гон)
г 2
(1 +Х2)*!2
- (rH - ro.o + ai)1 +*2 + (Гн - га + Oj)1 +л2
Яд Оо.О ГВН Он о.о)
(1 + X2)dfi
_1 + Х2 /> »• и. л U+*2 1 П<Г ( 1 Ъг - \
al VH Г0.0+ Л1) R Л М р Он” го.о)
_______________________ РдЛ1 \ 'Ед/_________________
Ед ( ^О.О” в)+ & ( о.о)
если Гфц г < гoqJ g^h — ств, <jto — 2 cig; max max
°тт.ост ”
Рд^1 Дд
1 -н
^д (Гон “ ^в) + (гя ~ гонУ
D (1 +x2)a’i2
- (г,- (1- f) (л„- г»)
_________________________J РдЛ1 £д/_________________
Ед ( Г0Н ~ гв) + (гн ~ гон)
-Он-''о.о + а1)
_^д____
(1+*2)Д1*
Ед Oo.o ” ^в) + Он ~ o.o)
D
(l+x2)
(1-ц)ат/ р\ _
PA I 1 Г* I rO.oJ
ДЛ1 l ЬД)
Ед (о.о в)+ Е (ги-* гQf0)
, (1.64)
если г<гон, птн = qbj qTq — 2 <jb ; max max
L L2. Анализ влияния технологических факторов на характер изменения тепловых остаточных напряжений
Рис. 1.6. Осевые тепловые остаточные на-пряжения при точении вала из ХН73БМТЮ резцом из ВК8: t" 0,5 мм; а= 12° 10° ;q>- 45° ; <pi - 15°;
г - 1 мм; pi “ 30 мкм
Рис. 1.7. Зависимость остаточных напряжений при точении от скорости резания
По методике, предложенной в разд. 1.1.1, на ЭВМ были рассчитаны тепловые остаточные напряжения в поверхностном слое при точении деталей типа валов и дисков. Анализ расчетов показывает, что с увеличением подачи наблюдается возрастание как величины, так и глубины залегания тепловых остаточных напряжений (рис. 1.6). Это обусловлено увеличением температуры в поверхностном слое детали с увеличением подачи. С возрастанием скорости резания также несколько возрастают остаточные напряжения в связи с увеличением скорости деформации, но вместе с тем уменьшается глубина их залегания. Последнее объясняется увеличением разности между скоростью движения теплового источника и скоростью распространения тепла в поверхностный слой обрабатываемого материала и подтверждается экспериментально (рис. 1.7).
С увеличением глубины резания тепловые остаточные напряжения изменяются несущественно (рис. 1.8), что обусловлено незначительным влиянием глубины резания на температуру в зоне резания (рис. 1.9).
Увеличение радиуса при вершине резца в плане вызывает уменыпе-ние тепловых остаточных напряжений (рис. 1.10), а увеличение главного угла в плане—их возрастание (рис. 1.11). Это объясняет-
ся тем, что в первом случае уменьшается, а во втором увеличивается толщина среза. В свою очередь увеличение толщины среза приводит к повы-
Рис. 1.8. Зависимость осевых тепловых остаточных напряжений при точении вала 13Х12МВФА резцом из Т15К6 от глубины резания:
Vе 1,7Ус;$- 0,1*%в;а- 10°;у- 10е;
Рис. 1.10. Зависимость тепловых остаточных напряжений при точении вала ХН73МБТЮ резцом из ВК8 от радиуса при вершине резца:
$ « 0,3 ; t - 1 мм; v - 0,2 %; г - 1мм;
а- 12°; у - 10°; <р - 45°; <pi - 15°;
pl» ЗОмкм
Рис. 1.9. Зависимость температуры в зоне резания от глубины резания: резец из ВК8; s - 0,1 ; v - 0,3 %; г - 1 мм; а - 12е;
Y - 10е ; ср - 45°; <pi - 15° ; pi * ЗОмкм
Рис 1.11. Зависимость тепловых остаточных напряжений от главного угла в плане: обрабатываемый материал ХН73МБТЮ, резец из ВК8;
V- 0,ЗУс;$- 0,2“%б;Г~ 1мм;а- 12е; Y - 10е; epi - 15°; г =- 1 мм; pi» 30 мкм
Рис. 1.12. Зависимость тепловых остаточных напряжений от радиуса скругления режущей кромки резца: обрабатываемый материал ХН73МБТЮ; резец из ВК8;
V- 03^с;5- 0,2>%б;Г- 1мм;а- 12е; у - 10°; <р - 45е; (pi - 15°; г - 1мм
Рис. 1.13. Зависимость тепловых остаточных напряжений от переднего угла резца: обрабатываемый материал ХН73МБТЮ; резец из ВК8;
у- 03*Гс;5- 0,2*%€;Г- 1мм;а- 12°;
Y- 10”;<р- 45°;qpi- 15°;г- 1мм: pl - ЗОмкм
Рис. 1.14. Зависимость тепловых остаточных напряжений от переднего угла резца: обрабатываемый материал ХН73МБТЮ; резец из ВК8;
v« ;s- 0,2*%6;f- 1мм;
Y - 10°; ф - 45°; (pi - 15”; г • 1 мм: Р1 - ЗОмкм
Рис. 1.15. Зависимость тепловых остаточных напряжений от толщины обрабатываемой детали: обрабатываемый материал 13Х12МВФА; резец из ВК8;
V- 1,7^с;5- 0,2*%(?;Г- 1мм;а- 12е; Y - 10°; ср - 45°; (pi - 15е; г - 1 мм ; pl - ЗОмкм
шению температуры в зоне резания.
. Радиус скругления режущей кромки резца значительно влияет на величину остаточных напряжений. С увеличением радиуса скругления возрастает температура и, как следствие этого, тепловые остаточные напряжения (рис. 1.12).
С увеличением переднего и заднего углов резца тепловые остаточные напряжения уменьшаются незначительно (рис. 1.13 и 1.14).
Для тонкостенных деталей на тепловые остаточные напряжения влияет толщина стенки (рис. 1.15).
1.1.3. Силовые остаточные напряжения
При обработке резанием на поверхностный слой обрабатываемой детали оказывают влияние силовые поля, действующие со стороны передней и задней поверхности резца. Очевидно, что остаточные напряжения от силовых полей, действующих по каждой из этих поверхностей, будут иметь различный характер и величину. В связи с этим целесообразно раздельно определить остаточные напряжения от силы, действующей по передней поверхности, и силы, обусловленной трением между обрабатываемой поверхностью и задней поверхностью резца, а затем, используя принцип суперпозиции, определить суммарные остаточные напряжения как алгебраическую сумму напряжений, возникающих при нагружении (действием вышеуказанных сил) и разгрузке (после прекращения действия этих сил).
Рассмотрим действие сил на обрабатываемую поверхность со стороны передней поверхности резца в виде равномерно распределенной нагрузки (рис. 1.16).
_ Основываясь на положениях теории упругости для системы координат х By при равномерно распределенной нагрузке напряжения в поверхностном слое могут быть определены по формулам, полученным Б. А. Кравченко:
R sin 0i——
<4 = -z—т-----?-----------г?[2(02-e1)-(sm202-sin20.)];
х 2лЬх aj sin[ Pi + (Р2-у) ] 17 2 17 ’
R sin Pi —
“J - - '2 ( °2 - °'’ + (2 °2 * Si" 2 11 ’
R sin Pi —
tL = - 7—Г----•—777—£-----77 tcos 2 02 - COS 2 Oi ].
xy Inbiaisinlh + tfb-y)] 2 1
(1-65)
Углы Gp 02 и их функции определяются следующим образом:
0i“7-(P2-y);
Л / V
+ 2"(Р2"1');
х А h ai
2(b+b£—[2sin2 (pi~ у)- 1]+ sin2(pi - у) |YВ + B I Л ai 1 1
sin 2 0j = v —
i + (b+bJ— I h ai
sin20i =sin2(p2-y); cos2Gi = 0,5sin(P2~у);
cos 2 62 =
b+b£—1 h ai}
sin2(p2-y)
Равнодействующая внешних сил co стороны передней поверхности резца Я может быть выражена через составляющую, которая равна разности суммарной составляющей силы резания и составляющей силы трения по задней поверхности резца FpT.e.
^^-Frcosa cos (Р2 - У) ’
где р2 — угол трения по передней поверхности резца.
Исследования показали, что
Рис. 1.16. Схема к определению силовых напряжений в поверхностном слое от сил, действующих по передней поверхности инструмента при точении
Val*l 1+| + tg(arctgB-Y)
R =
cos(p2-v)
Подставив значение Л в формулы о'х, а'у и
Y Р2
₽1 = 45е- -Ь - — [9], после преобразований получим z Z
xy и учитывая, что
° 'х - “
* 2 л
У~~2л
^Л1-Л <ц !
.z.A’ _
J___
2*
(1.66)
где
4,2 [B’ Л’ o’
I h alJ 1 - p?
1 2’
1 + В + В tg (arctg В - у)
Ч»1 = г-------7^ . [я \ [Л
В cos |— -2 arctg Bl + sin I— -2 arctg Bl cos I— I Z I IZ I I z
X
x
2 arccos
b + bJ—
h a[
+ sin 2 — - 2 arctg В -2 1“ /
i + (в+в£—'l I ftaJ,
2? B + b£—) \ h Qj I
2 sin2| - 2 arctg В [ — 1 I Zi I
1 + |B + bJ— 1
I h al)
sin 2 He
2
2arctgB)[(B + B^—-1 I l Л Uj I
2
i + (b + b£— 1
I h ad
1 + В + В tg (arctg В - у)
В cos Ну - 2 arctg ВI + sin l~ - 2 arctgВ
I2 / 12
cos н- - 2 arctg В I А
2arccos
B + b£ —
h ay
- sin 2 Ну - 2 arctg ВI + I2 I
( у h\2
1+ B + Bf — I h aj I
1 + В + В tg (arctg В - у)
Фз-
В cos (77 - 2 arctg В ] + sin | ~ 2 arctg B^ cos f— 2 arctg В | 1 + f B+ В 7~^~У 12 112 I 12 JI nail
1-
cos 2(77- 2 arctg в)- 2 f В + В ) sin|77- 2 arctg В
12 II it ay I 12
Глубина залегания опережающих пластических деформаций в поверхностном слое от сил, действующих по передней поверхности, может быть определена с использованием положений теории пластичности (рис. 1.17):
ay 1 - sin Bi
Л = ОМ - ai; ОМ = ОА; -т^-; h = —
Sin Pl Sin Pl
Принимая во внимание, что tg Pi = В, после преобразований получаем
Напряжения в поверхностном слое, обусловленные силами, действующими по задней поверхности (рис. 1.18):
сь = - —— cos а . т лЬг
Здесь г — расстояние до рассматриваемого слоя, в котором определяются напряжения; —равнодействующая сила, действующая по задней поверхности:
» тр Р1^ / . , - b2 (1 - siny) *
Ri=—-------- arccos 1-а2д 2 +
Sin Р2
а2й1-^(1-ЬтГ 6
+ sin a (cosy + В sin у)+ pi C°SCt* (1.68)
Значения Ь^х приведены в табл. В.4.
В координатах^ By и . 2 ох «(Jrsin а; п 2
Оу = or cos а ;
= аг sin а cos а ,
где , а? и тх> — осевые и касательные напряжения в поверхностном слое, обусловленные силами, действующими по задней поверхности резца. Для представленной на рис. 1.18 схемы:
1 1 - н2 °- = 2 Д ^р'з [2 (вг- во - (8Й12 02 - sin 0!) ];
1
Л11-Р2 (1.69)
^-L^^[2(^-0>)+(shl2^-sin2e>)1:
i
Я] 1 - ц2
T^=2^i1AcoSp3[COS2 02’COs2011’
где рз — угол трения по задней поверхности инструмента (р3 *» р2) [17].
о
Рис, 1,17. Схема распределения пластических деформаций при точении
Рис. 1.18. Схема к расчету напряжений в поверхностном слое от сил резания, действующих по задней поверхности инструмента при точении
Переходя к декартовой системе координат, после преобразований получаем
о; = tpb ?1 У _ А л;В;дГ:т 1
2 лЬ\ cos а 1-ц
,, ТуЬ ?2 Л 1
= 2 л bi cos а 1 -и
ft ТР* a-N' со >[> 1
Хху = 2 л cos а ?3 1-Л
(1-70)
Функции 51 > 52 и рассчитываются следующим образом:
51 =-----7-----------------г arccos — -— - 1 +
sin 2 - 2 arctg В + у I -* / /'¥д1В'|2
IZ I V 1 +1-------------1
Глубина пластических деформаций в поверхностном слоеЛ j от сил резания, действующих по задней поверхности инструмента, определяется на основании решения Прандтля о том, что длина пластического участка свободной поверхности при вдавливании плоского штампа равна ширине штампа (см. рис. 1.17):
Л1=Ж;^ = 5£ = Д8ш45’=-7=;Л1= ~=.
V2 V2
Расчет остаточных напряжений, обусловленных воздействием на поверхностный слой детали силового фактора, проводится в следующей последовательности:
1. Определяются суммарные силовые напряжения при нагрузке:
°х ~ °х + °х» Оу ~ Оу 4* Оу , тху = Хху + хху •
(1.71)
Значения а'х, ау, ст” , о” , определяются по формулам (1.65) и (1.69).
2. Проверяется условие пластичности по теории Хубера—Мизеса для плоского напряженного состояния (О| = 0) [16]:
+ (02 ~ аз)2 + а3 * ат >
т.е. пластические деформации возникают, когда интенсивность напряжений достигает предела текучести материала при растяжении.
Главные напряжения определяются по формуле
°2,3 =—2"^±V(ax-c^) -4?^.
3. Определяются остаточные напряжения в соответствии с теоремой Генки о разгрузке:
QOCT.T = афикт “ °ист >
где °фикт — фиктивные напряжения (при нагрузке), определяемые по формулам (1.65) и (1.69); аист—истинные напряжения в материале, соответствующие состоянию текучести, определяются по формулам (1.65) и (1.69) в предположении, чтоу - Л иу —/4, так как на этой глубине упругие и пластические напряжения равны (см. рис. 1.17).
1.1.4. Анализ влияния технологических условий обработки на характер изменения силовых остаточных напряжений
Анализ результатов расчета показывает, что с увеличением подачи силовые остаточные напряжения увеличиваются, что объясняется возрастанием сил резания (рис. 1.19). С увеличением скорости резания силовые остаточные напряжения возрастают незначительно, что обусловлено возрастанием скорости деформации.
С увеличением глубины резания величина и глубина залегания остаточных напряжений, обусловленных силовым воздействием, возрастают, что объясняется увеличением сил резания с увеличением глубины резания (рис. 1.20).
При увеличении переднего и заднего углов резца сжимающие остаточные напряжения, обусловленные силовым воздействием на обрабатываемую поверхность (рис. 1.21), а также глубина их залегания уменьшаются.
Увеличение радиуса скругления режущей кромки резца и износ резца по задней поверхности вызывают возрастание как величины, так и глубины залегания остаточныхнапряжений, поскольку силы резания увеличиваются (рис. 1.22 и 1.23).
Рис 1.19. Зависимость силовых остаточных тангенциальных напряжений при точении ХН73МБТЮ резцом из ВК8 от скорости резания и подачи; t - 1 мм; а - 12е; у - 10*; <р - 45*;
Ф1 - 15*; pi - ЗОмкм; г - 1 мм; а - я - 03 мм/об; б - я - 0,4 мм/об
Рис 1.20. Зависимость силовых остаточных тангенциальных напряжений при точении ХН73МБТЮ резцом из ВК8 от глубины резания; я - 0,3 м/с; а - 12‘; у - 10е; <р - 45*; <pi - 15*;
pi« ЗОмкм; г * 1мм
Рис 121. Зависимость силовых остаточных тангенциальных напряжений от заднего (а) и переднего (б) углов резца: обрабатываемый материал ХН73МБТЮ; резец из ВК8; v - 0,3 м/с; t - 1 мм; г - 1 мм; pi « 30 мхм; <р - 45*; <pi - 15*
Рис. 1.22. Зависимость силовых остаточных тангенциальных напряжений от износа по задней поверхности: обрабатываемый материал ХН73МБТЮ; резец из ВК8;
v * 03 м/с; t * 1 мм; г - 1 мм; а - 12*; у - 10*; ф - 45*; фх - 15*
Рис. 1.23. Зависимость силовых остаточных тангенциальных напряжений от радиуса скругления режущей кромки резца: обрабатываемый материал ХН73МБТЮ; резец из ВК8;
v " 0,3 м/с; t - 1 мм; г - 1 мм; а « 12*; у - 10*; ф - 45*; фх - 15*
1.1.5. Определение остаточных напряжений методами теории подобия
Доказано, что для исследования процессов резания могут успешно использоваться методы теории подобия [17]. Эти методы применяются также для исследования параметров качества поверхностного слоя. Суть метода заключается в том, что расчетные зависимости выводятся на основе анализа аналитических уравнении с использованием критериев подобия, а ряд коэффициентов и показателей степени в этих уравнениях определяются экспериментально [4,17].
Анализ расчетных зависимостей для определения суммарных остаточных напряжений от совместного действия теплового и силового факторов показал, что эти зависимости выражаются критериями подобия Б, Г, Д, Е, а также критериями, характеризующими параметры качества поверхностного слоя:
°ОСТ °ОСТ w Тр , z Тр /л у v ™ ~ Н
----;----; Мг=—; Мв= —; Ф- У= -г-; Ж= ; Р= —; cosa; cosy, (1.72) ав ит ат ов £д ср
где If— толщина обрабатываемой детали; у — координата рассматриваемой точки от поверхности; Ф, Ж, Р, Мв — критерии подобия.
При проведении экспериментов с целью определения остаточных напряжений в поверхностном слое без учета упрочнения обрабатываемого материала расчетная зависимость в критериальном виде будет
Оост = Ст Г”3 дГ4 Ef*5 Ж™6 cos'”7 аМ?8/1*
ат Б?4»(Dosin’"»»у ' (‘ ’
При учете упрочнения обрабатываемого материала
оост св г”*3 Д™4 Е™5Ж™4 cos'”7 аМ, р'"8 У™11
а» = If1 Casin'"80 у ’ <L74)
где ст, Сд, т1/И2,.../И|0—постоянные для конкретных условий обработки.
При получении критериальной зависимости для определения остаточных напряжений в поверхностном слое для конкретного обрабатываемого материала с заданной глубиной резания, постоянными геометрическими параметрами и свойствами инструментального материала критерии подобия Г, Ж, Мв, Yмогут не учитываться, поскольку они постоянны. Критерий Y для деталей толщиной свыше 5 мм может быть опущен, так как его влияние на величину остаточных напряжений мало. Тогда
°ост с Д'"4 ЕОТд
°т Б'"1 Ф"*2 ’
Для конкретных значений подачи и радиуса скругления режущей кромки резца
___________со °т ^ОСГ ~______>м
vaj\ 0
а /
Для расчета остаточных напряжений при обработке 13Х12НВМФА резцом из ВК6М (рис. 1.24) была получена эмпирическая формула с использованием двойных логарифмических координат при следующих условиях:
$ = 0,23 мм/об; t= 1 mm;v = 0,12...15м/с; а = 10°; у = 10°; = 45°; cpj = 45°; г - 1 мм; pi = 30 мкм ;у/л। = 1,05...2!
(1.75)
ост
600 ав • 107
oB ai
1Л .6. Суммарные остаточные напряжения
Сопоставляя в системе координат* By направления остаточных напряжений, обусловленных силовым воздействием на поверхностный слой, с направлениями осевых а0, радиальных аг и тангенциальных от остаточных напряжений, приходим к выводу, что при обработке цилиндрических деталей = ат и ау = ог (рис. 1.25); при обработке торцевых поверхностей дисков и 0у = п0. Установлено, что для цилиндрических деталей между осевыми, радиальными и тангенциальными тепловыми напряжениями справедлива зависимость ог = а0 - ох [1]. Поэтому суммарные остаточные напряжения с учетом совместного действия температуры и сил резания будут определяться по следующим зависимостям:
при обработке цилиндрических поверхностей
°остт т.ост +
°ост.о “ аот.ост + °у
при обработке торцевых поверхностей дисков
аостт “ т.ост + ах °ост.о = аот.ост +
(1-77)
(1-78)
Рис. 1,25. К определению суммарных остаточных напряжений при точении: а - цилиндрических деталей; б - дисков
Рис 1.26. Расчетные и экспериментальные значения остаточных напряжений при точении дисков из ХН78ТЮР резцом из ВК8; толщина диска Змм;
а » 12*; у - 10*; <р - 45*; qpi - 15*; г - 1мм: а ~ р - 50 мкм; v - 0,51 чк; s - 0,2 ;
б - р « 30 мкм; v * 0,51 Ус; s - 0,2 ;
в - р - 50 мкм; v « 0,51 Ч^ $ ~ 0,1
у, мкм__
Рис. 1.27. Расчетные и экспериментальные значения тангенциальных остаточных напряжений при точении ВТ9 резцом из ВК8:
t" 1мм; v -1,5 Wq г - 1мм; pi - 30 мкм; а » 12*; у - 10*;
Ф - 45*; Ф1 - 15*: а - $ - 0,05 “%б; б - s * 0,1
С учетом (1.77) и (1.78) определены суммарные остаточные напряжения и построены графики для ряда конкретных случаев (рис. 1.26 —1.27).
Наблюдается довольно удовлетворительное совпадение рас-» четных и экспериментальных значений суммарных остаточных напряжений. При обработке жаропрочных сталей и сплавов в поверхностном слое создаются остаточные напряжения растяжения (см. рис. 1.26), а при обработке титановых сплавов — остаточные напряжения сжатия (см. рис. 1.27), что согласуется с результатами экспериментов [3].
12. ФРЕЗЕРОВАНИЕ
1.2.1. Тепловые остаточные напряжения
При обработке деталей периферийной частью фрезы справедливы все условия и допущения, принятые для расчета тепловых остаточных напряжений при точении. Расчет ведется с учетом упрочнения обрабатываемого материала. В общем случае тепловые напряжения при обработке плоских поверхностей определяются выражениями [1]:
в области упругих деформаций
в области пластических деформаций
п h D\
°н = - °Т 1 ~ F \ £я)
После интегрирования и ряда преобразований этих выражений были получены следующие уравнения для принятой системы координат XOY (рис. 1.28):
При нагревании:
в области упругих деформаций
М1^д 1-ц
(1.79)
в области пластических деформаций
п _ М1£д . (. _ Р
н 1-ц Аг ТР £д
(1.80)
При охлаждении:
в области упругих деформаций
у М15ьа
1 - и
(1.81)
в области пластических деформаций
Рд -^1 Дд 1-fX
(1.82)
Здесь Аг и Аз — величины, учитывающие глубину залегания деформируемого слоя и свойства обрабатываемого материала:
(Н+а^^-СЯ-Уон + а!)* 1^
-ЕдУон + & (^~Уон)
D <42(1+х2) (Я-Уон+аО^^-а1^2 (1-р)дт(. Р\.„ . ‘ а1 А (1“£д)(Я-Уон)
ЯДУон+ & (Я-Уон)
Дд
/Я-у’ + аЛ** d?(l-x2)
Ал = I-------- -----------
I в1 )
(Я+в1)1+Л*-(Я-у0.0 + а1)1+*2
ЯдУо.о + Я(Я-уо.о)
D а?(1+х2)
(Я-Уо.о + 0!)1^ ]-(1-~ИТ£т( 1 (Я-Уо.о) ОС} Л I Л7Д г
ЯдУо.о+Я(Я-у0.0)
А> — величина, учитывающая максимальную температуру на поверхности детали, возникающую в результате действия плоских источников тепла qA и <?д (см. рис. 1.28):
/ /—/ „.0,23. Л
^срВ а4 Д a j lad
гдеуоъУоо—храницыразделаупругж деформаций при нагревании
и охлаждении соот^^ —коэффициент; при у = (Н+ а\-у')
fvaiUo.13 У vai
Х2 = - --- В * при ----------В;
I a j ai a
Х2 = 0,8 ---В при ------------В;
I a I ai а
хз-0,1 Р^В ;
I л I
/ ЧОЛ1 va\ \
*4 = 0,042 — В ;
I а I
/ Л51
Л5 = 0,021 (— в]
I a I
ч)
Рис. 1.28. Схемы формирования тепловых остаточных напряжений: а * без возникновения обратных пластических деформаций; б - при возникновении обратных пластических деформаций
Тепловые остаточные напряжения определяются как алгебраическая сумма напряжений, возникающих при нагревании ик и охлаждении о0 детали:
°т.ост ~ ан * ° о л
Они будут иметь место только в том случае, если поверхностный слой детали при нагревании подвергся неоднородным пластическим деформациям. В слоях материала, претерпевших пластическую деформацию при нагревании, в процессе охлаждения (полного или частичного) могут произойти обратные пластические деформации.
1.2.2. Силовые остаточные напряжения
При фрезеровании, как и при других видах лезвийной обработки, поверхностный слой детали формируется под воздействием силы стружкообра-зования R и равнодействующей сил действующих при контакте задней поверхности инструмента с обрабатываемой поверхностью. Составляющие напряжений вдоль соответствующих осей от действия силR hF^ представленных в виде распределенной нагрузки (рис. 1.29, 1.30), определяются соответственно выражениями:
Рис. 1.29. Схема к расчету напряжений от действия силы стружкообразования R
Рис. 1.30. Схема к расчету напряжений от действия силы А
от действия силы К: 2 %D 1
‘’«•^i7-I03 + “S<e2 + ei)sinS31“~2.
' °»'-;^-1вз-еоз(в2*в1)зтвз1^.
, 2 rD 1
T^=_^iйт[8’п( б2+01) sin °зР;—2;
JV At I £
(1.83)
от действия силы FT
*VtgP2| л I
„ *Tptgp2|
X, =---е----
' Л I
frytgp2 hey “ ” л
I*' !* 1
(1.84)
1-И2*
гч «. ТпЩ£>1 _ _ . ,
Здесь Я = -г~-----г, Ет = кт? Д di sin 02, а углы
sin Pi cos г * г
0l=7-(p2-Y) = 7-(i-₽l); 03 = arctg Z z
( 1
02 = Oi + 0з;
01 = X _ P2 5 03 = ^ - arctg Ojj = 0i + ©з; Z Z Za
p2 = (i + y-01),
где к—коэффициент, характеризующий распределение касательных напряжений на длине контакта Д; Д = 0,707 pi + б + 0,293 pi etg а; i— угол между следом плоскости сдвига и вектором силы стружкообразования (i = 45°), более точные значения приведены в работе [17].
В системе координатуАх составляющие напряжений от действия сил 7? и FT определяются выражениями:
°х(<ц) = 2 (°* + °у) + 2 Vх ~ °у) cos 2 ‘Рз + т*у cos 2 ‘Рг» <^(«р2)= 2 (°* + °*) + 2 (°*' " °х) c°s 2 фг + тху cos 2 %, Х*У(<Г2)= 2 (°* + °у) sin 2 ‘Рз + cos 2 Ф2;
а*(Тз)= 2 (°* + °’') + 2 (°х ~ 008 2 *Рз + т*у 008 2 Фз,
°У(<Гз) = 2 (°* + + 2 (°* ” C°S 2 Ф3 + Хху 005 2 ф3 ’
у(<г3) = 2 (°* + sin 2 *РЗ + тху cos 2 фз .
<1.85)
(1.86)
Зависимость глубины залегания пластических деформаций (рис. 1.31) от действия сил R и FT определяется следующим образом:
» Л1
Рис, 1.31. К расчету напряжений от действия силового фактора
Величина А зависит от ai, которая при периферийном фрезеровании изменяется в зависимости от угла поворота фрезы по закону:
aii=szsinty.
Здесь Sz — подача на зуб; i|v—угол поворота зуба фрезы, ац = 0 при фе = 0 и ац = ajmax при = arccos | 1 - ~1 где Лф—радиус фрезы.
I 1Сф I
При наличии радиуса скругления режущей кромки происходит подми-
нание слоя металла, подлежащего снятию до тех пор, пока текущее значение ai не превысит значения минимально возможной толщины среза almin. Установлено, что a j min » 0,293 р|, а положение зуба фрезы в момент начала
резания определяется углом фр
Ф1 = arcsin
Как видно из рис. 1.32, в момент начала действия силы R положение т. А поверхности сдвига определяется углом ф1 « А ф, т. В — углом ф2, глубина проникновения пластических деформаций от действия силы Л — отрезком ВВг = Аг. Точка Вг может находиться как выше, так и ниже точки Bi, принадлежащей обработанной поверхности N-N\ т.е. пластические деформации проникают или не проникают за линию N-N’. Величина А
N
\0
Срезаемый слой
Шминаемый слой /
14
rj
ЗдИ фрезм
C
3
h
1
Рис. 1.32. Схема проникновения пластических деформаций в материал детали при цилиндрическом фрезеровании (1ДЗ - последовательное положение зуба фрезы при перемещении)
равна отрезку B2S3* Если В2Вз<ВзВ1, то сила R не будет оказывать действия на обрабатываемую поверхность, так как деформируемые слои металла будут срезаться последующими зубьями фрезы. Величина отрезка В1В3 может определяться следующим образом:
В1В3 = Ai = OBi - ОВ$ = Кф/cos Ф2 ~ (Яф ~ 0,293 pi).
Здесь ф2 = ^1 + Ч’з * A Ф > ( а, 1]
™c’t’3-2|"csi” гв^-одар,)^ Ач’-°-При расчете угла фз можно принимать aicp = 0,5aimax- При этом же значении ai определяется критерий В по формуле (BJ5).
Таким образом, толщина среза
а!=525тф2‘
(1.87)
При полученном значении а\ критерий В рассчитывается повторно.
При расчете остаточных напряжений при фрезеровании необходимо учитывать износ инструмента S и увеличение р р
Р1 = Р1о + ДР1,
где pj 0 — радиус скругления режущей кромки, образующейся от заточки инструмента; A pj — увеличение р| 0, обусловленное износом инструмент та: A Pi -р & q, гдер и q — коэффициенты:
при 6 0,08 мм р - 4,67; q = 2,3;
при & > 0,08 мм р - 0,044; q = 0,45.
Составляющие напряжений от действия сил R и FT определяются следующим образом:
при Л
== Ох (<^) 5 °у = °у (<рз) J Хху = Хху (<р3) I (1.88)
прий>Л1
Ох ж Ох (Фз) + °х (<р3Я °У = °У (<Рз)+ °У (Фз) ’ Хху ~ Хху (<Гз)+ Х*у (Фз) * (1*89)
Для расчета остаточных силовых напряжений проверяется условие возникновения пластических деформаций:
-?= Va|+ (q2 ~ аз)2 + °3 г ат, V Zt
где главные напряжения
qx + qy 1 ,Г, л 7Т~ q2,3----2 +4т^:
ох , ciy, тху определяются по формулам (1.88) и (1.89) при у = 0.
Таким образом, остаточные силовые напряжения
°ост с = афикт ~ аист >
где афикт определяется в предположении идеальной упругости материала, аист—при у = h иу = Ль
12.3. Суммарные остаточные напряжения
Тепловой и силовой факторы действуют на поверхностный слой с некоторым смещением во времени. Источники тепла q^ и q^ являются быстро-движущимися, что справедливо для различных режимов резания. Это означает, что скорость движения источника тепла значительно превышает
скорость распространения тепла вглубь детали. При резании время действия теплового и силового факторов одинаково. Следовательно, тепловые напряжения возникают после того как на обрабатываемую поверхность воздействовал силовой фактор и в ней сформировались остаточные напряжения.
Таким образом, в результате теплового воздействия поверхностный слой детали при упругих деформациях испытывает напряжения °н = °н + аост с и <^0 = < На Рис-1-33 приведены схемы, объясняющие фор-
Рис. 1.33. Схемы формирования суммарных остаточных напряжений при охлаждении: а - без возникновения, б - с возникновением обратных пластических деформаций
мирование суммарных остаточных напряжений от действия теплового и силового факторов* Порядок расчета суммарных остаточных напряжений следующий:
1. Рассчитываются силовые остаточные напряжения.
2. Проверяется условие возникновения пластических деформаций при нагрузке: | оншах + потах | а ог
При невыполнении этого условия окончательными считаются силовые остаточные напряжения аост = ох ост.
3. Определяются значениеуон методом итераций по формуле
ост +
Ml Ед 1-р
'Я-Уон + Д1 а*2
и значения и по формулам (1.79) и (1.80).
4. Проверяется условие возникновения обратных пластических деформаций по выражению о0 г | dH m | + ог
5. При выполнении этого условия рассчитываются значение}^ по формуле (1.81) и oj и по формулам (1.81), (1.82).
6. Определяются остаточные напряжения:
при | <^ + оЛ0СТ | >от; = (| | + от);
У ^Уоа J он = (<£ + ат); о0 = - (о£ + о£)
Гт I Р
\ ьд,
° ост ~
Рд-^1 Ед 1-И Лз +
РдЛ1Едл
1-р. А2 ТР £Д1
при |
+ Чх ост I ат ;о£<(|с£|+0т);
Уон *у <Уоо; о“ = «и; % =
РдЛ| Ед / р\ Рд Л| Ед
1-d+
при I o£ + °xocrl <CV
у <>он;°”=°н+"хост; <?=
аост “
Рд-^1Ед 1-ц
^2 + °х ост
Ml Ед , 1-ц Лз<
Приведенный расчет суммарных остаточных напряжений был реализован на ЭВМ. В качестве примера на рис. 1.34 показан характер распределения остаточных напряжений для конкретных условий обработки.
Рис. 1.34. Распределение остаточных напряжений в поверхностном слое детали из 2Х12Н2ВМФ после обработки фрезой Р6М5К5 при t - 2 мм;
1 -v " 0,7 м/с; sz - 0,05 мм/зуб; б - 0;
2 - v * 0,7 м/с; sz * 0,05 мм/зуб; б - 0,3; 3 - v - 1,3 м/с; sz - 0,05 мм/зуб; 5 - 0,1;
4-v *0,7 м/с; Sz-0,15мм/зуб; 6 - 0,1; 5-V* 1,3м/с; sz * 0,15 мм/зуб; 5 * 0,1;
б-v - 1,3м/с; sz*0,20мм/зуб; 5 *0,1
13. ШЛИФОВАНИЕ
При чистовой обработке деталей шлифованием основное влияние на формирование остаточных напряжений в поверхностном слое оказывает тепловой фактор, т.е. задача сводится к определению тепловых напряже
ний. Для этой цели может быть использована методика определения остаточных напряжений, предложенная в [1], в основе которой лежит метод расчленения тела. Этот метод учитывает взаимодействие слоев обрабатываемого материала, обусловленное совместными деформациями всех слоев детали. При выводе формул для определения напряжений рассматривались конечные моменты процесса нагревания и охлаждения, когда время нагревания и охлаждения т-*а>. Если рассматривать плоскую деталь толщиной Н (рис. 1.35), обрабатываемую на плоскошлифовальном станке, то она может быть представлена в виде пластинок, каждая из которых нагрета до определенной температуры. Наибольшему нагреву подвержен слой л, расположенный на обрабатываемой поверхности, наименьшему — слой 1, наиболее удаленный от теплового источника.
Для детали, представленной на рис. 1.36, напряжения при нагревании и охлаждении в любом слое при наличии как упругих, так и пластических деформаций без учета упрочнения материала определяются по формуле
о = 6- Рд 0 +/’е dy /SO -/(1 - и) ит dy /Ея s0) , (1.90)
О уо АН
гдеу0—граница раздела слоев материала, на которой упругие и пластические деформации равны.
Рис. 135. Схема плоского шлифования Рис. 1.36. Схема формирования тепловых
остаточных напряжений при плоском шлифовании
Температура в любом слое детали при плоском шлифовании может определяться по следующим выражениям [17]:
6 = Отах ехр
/уЛ 2
при Б у *0,8;
(1.91)
Г А/ (У{\2 0 = Ощах ФФ ~ ’ Б 1~ I
/у Л2
при Б у > 0,8
где I—длина дуги контакта детали с кругом: I = V PKf, Рк—диаметр круга;
t—глубина резания.
Максимальная температуранаповерхносги определяется по формуле [17]:
\/vnl ! л/(Хср)г \
Отах = ^zVK/0,885 Кд ВдУ-^- 1 + V А:ВД (с р) д, (1.92)
где vK — скорость вращения круга; Вд — длина шлифуемой поверхности при врезном плоском шлифовании; к ~ 0,5 — коэффициент, учитываю- . щий отношение средней по объему температуры стружки к максимальной температуре Отах-
Формулы (1.91) и (1.92) применяются для расчета температур в толстостенных шлифуемых деталях, которые можно рассматривать как полубе-сконечное тело. По данным работы [17] это условие соблюдается при толщине детали Н ъ 12 пд / уд. Эти формулы справедливы при однопроходном шлифовании или многопроходном с охлаждением, когда тепло от предыдущего прохода и поверхностного слоя почти полностью распространяется вглубь детали и окружающую среду и обработанная поверхность приходит к шлифовальному кругу практически остывшей.
При расчете температуры рассматривается квазистационарное температурное поле, которое устанавливается примерно через десятую долю секунды после начала обработки. Поэтому в формуле (1.91) время не учитывается. В связи с этим при расчете остаточных напряжений в поверхностном слое не принимаются во внимание краевые эффекты.
При расчете температуры и напряжений значения теплофизических и механических констант обрабатываемого материала и шлифовального круга выбираются средними для интервала температур процесса шлифования, т.е. для 0тах / 2 [18]. С учетом (1.91), принимая б = |3Д 0 иух = Н-у, получим исходные формулы для определения тепловых напряжений при нагревании:
в случае возникновения упругих деформаций приу>уон
°н= ат;
приБр^Н <0,8;у<уон
о
<£ =
О,9з7в^у^'|рд0тах
-О^зТв^/ЬдО^фг Г<
_______» /_____ "он Уон
^дУон 1 - Ц ’
в случае возникновения упругих и пластических деформаций (Н-у'х
привру £0,8
Н
Рд вщах-^д .
1 -И ’
при Б
(Н-у\г
IН-у \2 при Б Р2—2 I >0,8
л3/ (Н-у\г 0,93 V Б рр
'max
Уон
Рд 0щах-^д.
1-ц ’
>0,8; у*; уон
•^дУон
А_
1-и‘
После интегрирования и преобразований получим окончательную фор-
мулу для определения тепловых напряжений при нагревании: при возникновении упругих деформаций
/yi \
при Б у р 0,8
I
0,9зУб
Рд^шах^д ф
1-ц ’
(1-93)
/
(VI \ приБ|у >0,8
(1-94)
Рд вщах-^д 1 -Ц
при возникновении упругих и пластических деформаций при Н - у > уон
0? = -0т; (1.95)
/ к2
при Б у < 0,8 \Н-у\ <уОн
о“ = /----у= ехр( - 0,93 7б у
10,9sVBoh I 1
ехр| -0,93 Тб
_он Д о
I “ 1 |Рд ишах”
-ехр(-0,9зТБ у
д а °т Н~Уол
1-и’
(1.96)
/ \2
при Б | у| > 0,8; Я -у <уон
о*= - ехр
Рд0тах+
I 0,6 s0H
\/s~sok { nn Д/с 2 \ Vx .I __
+ V „ , ~ exp -0,9 V Б —;— +—57= erf I 0,9
Б/ \ I 1 I ) 2vB
ft a _ °T . Н~Уох ^^~ЕЯ уок
Ea 5-^ .(1.97) 1 - H
Граница раздела упругих и пластических деформацийуон определяется из равенства напряжений:
при нагревании
- ат - 0Н п
- пт — 0Н
при охлаждении
4= -<*н
4= -«н
/
1У1\
при Б у £ 0,8;
/ х2
( Vi \
при Б у > 0,8,
/ X2
IУ1 \
при Б у 0,8;
/ X2
( У1 \
при Б у- > 0,8.
Остаточные напряжения в поверхностном слое определяются как алгебраическая сумма напряжений, возникающих при нагревании и охлаждении °ост = °н + °о- При этом они возникают только в том случае, если напряжения при нагревании достигают предела текучести обрабатываемого материала. При охлаждении, так же, как и при нагревании, в поверхностном слое могут возникать как упругие, так и пластические деформации. Если при нагревании на поверхности возникают сжимающие напряжения, то при охлаждении — растягивающие. В случае пластических деформаций максимальные остаточные напряжения в поверхностном слое не могут превышать предела текучести т.е. он < пт и оост 0Т (рис. 1.36). Это согласуется с положением, изложенным в работе [1], что наибольшее воз-
можное по абсолютной величине напряжение не может быть больше предела текучести, т.е. и* + <Jq а именно I сг0 = I он I + ат I. Поскольку
максимальное значение ан = а^топд^ В соответствии с этим тепловые напряжения при охлаждении в случае возникновения в поверхностном слое упругопластических деформаций:
при Я
gq — 2ит ;
(1.98)
/У1 )
при б у £ °-8; н~У1>Уоо
( Н-уо\
ехр -0,93УБ—х
( ,_yi \ ат (Н- у™)
х ₽д©тах - ехр - 0,93УБ РдО^ -
/ \2
Pl I
при Б у > 0,8; Я- У1S Уоо
Ед т^-’ <L") 1 - р
Е
-Г-*-1. (1.100)
1- ц
Граница раздела упругих и пластических деформаций при охлаждении Уоо определяется из равенства напряжений:
2
2gt - од при Б I у | 2S 0,8 ;
, .2
2стт = Oq при Б I у ] > 0,8.
При расчете остаточных напряжении возможны два случая (рис. 137): 1) при охлаждении возникают только упругие деформации: 2) при охлаждении возникают упругие и пластические деформации. В первом случае остаточные напряжения определяются следующим образом:
0,8; Н-ух>уж
аост ” ~ °т “
I 0,9^/БН
1- exp
0,93^5 у
при Б
аост“
Рд®шахБд
1-Н ’
(1.101)
2
^OCTe ~ °т ““ ~ ехр
0,8; H-yi>ym
Рд®тах^д
1- и ’
2
I s 0,8; Н-уг<ут
г 0,93ТБу<
I t
-------ехР|
.'он '
Я-Уон
1
(1.102)
Рд®тах“
- expl - 0.93УБ f j Рдвщах ~ t ц -
---1 0.93VBH
- expf-0,93УЁГ у'l
Рд®шах^д
1-H ’
(1.103)
Рис 1.37» Схемы формирования тепловых остаточных напряжений при плоском шлифовании: а—при упругих деформациях; б — при упругопластических деформациях
при Б
0,8; Я-У1<уои
аост ~
Vjt Л / л f (Н\ 2 у/л \/ \/ (Н— Уон\ 2
+ -^erfVo,9VB v -^ert VO^Vs— 2VB U 2VB N
Рд®тах
Во втором случае остаточные напряжения определяются по формулам: приЯ-у^Уон
®осг = > (1.105)
при Б
* о,8; Уон< Я-у^Уад
°ост“ ~ °т “
I О,93ТБуоо
expf-0,93VBy j х
х ехр (- 0,9з7б^—- 1
РдФщах’"
- ехр 0,9зЛв S
(1.106)
/
(У{ I
при Б Н- > 0,8; уои < Я-У1 < у,»
Рд®
_ °т Я-Уоо max р ,, лд Уоо
Е„
<1Л07>
приБ^у^ s 0,8; Я-У!<уон
1 ( no'jt/E’tfJ f-О,93^БН-Уоо
001 р,937Буоо Ц ZA Ч 1 )
д ~ гл °Т^~~У00
х 0д®тах “ ехР ” 0,93уБ Рд®тах ~ р \ 1 ^д1 3^00
0,93/Б еХР
- ехр (- 0,93^Б^ Рд©^ -
\ 1 / "он
при Б
Л-1-ц
1 Рд®тах ~
(1.108)
^)>0,8;Я-У1<уон
х Рд®шах
ат Я-Уон
Яд Уон
I а/ /уЛ2 I
“ ехР 0,9 V ®1"у I J Рд®пшх
I
+ O,6Soo
X
рт Я-Уоо
£д Уоо
Е
X . (1.109) 1“ ц
Приведенные формулы позволяют учитывать различные факторы, характеризующие процесс шлифования: режимы резания (гд, vK, 0, физикомеханические свойства обрабатываемого материала и материала шлифовального круга (Хд, йд, (срд, Ед, от, £, , (ср)к)), размеры шли-
фуемой детали и шлифовального круга Используя эти зависимо-
Рис. 1.39. Расчетные и экспериментальные значения остаточных напряжений при шлифовании 13Х12НВМФА шлифовальным кругом 25А25СМ18К
Рис. 1.38. Расчетные и экспериментальные значения остаточных напряжений в поверхностном слое при шлифовании стали 13Х12НВМФА кругом 25А25СМ18К
сти, можно регулировать остаточные напряжения в поверхностном слое обрабатываемой детали и по заданным значениям напряжений назначать режимы резания.
Расчеты на ЭВМ остаточных напряжении по полученным формулам показали, что с увеличением глубины резания (рис. 1.38) и скорости продольного перемещения детали (рис. 1.39) тепловые растягивающие остаточные напряжения возрастают. Это указывает на превалирующее влияние при образовании остаточных напряжений теплового фактора. Получено достаточно близкое совпадение расчетных и экспериментальных значений остаточных напряжений в поверхностном слое, что подтверждает их правильность. С увеличением глубины шлифования увеличивается расхождение между расчетными и экспериментальными значениями остаточных напряжений, что объясняется действием силового фактора на поверхностный слой обрабатываемого материала.
2. РАСЧЕТ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ ОБРАБОТАННОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ
На формирование неровностей при резании существенно влияют геометрия инструмента, режимы резания, физико-механические свойства обрабатываемого и инструментального материалов, вибрации режущего инструмента и заготовки. Известные теоретические формулы для определения высоты неровностей учитывают только геометрические параметры зоны резания. Однако, если считать подачу, входящую в эти формулы, функцией толщины среза, то можно учитывать физико-механические свойства обрабатываемого и инструментального материалов и режимы резания. Действительно, в зависимость для определения толщины среза входит не только подача, но и глубина резания, главный и вспомогательный углы в плане, радиус при вершине резца в плане. Из-за ограниченной жесткости технологической системы на толщину среза влияют радиус скругления режущей кромки резца, передний и задний углы резца, прочность обрабатываемого материала (через силу резания), а влияние температуры резания проявляется через коэффициент теплопроводности и удельную объемную теплоемкость обрабатываемого материала. Таким образом, в известные теоретические формулы для определения высоты неровностей, полученные из геометрических соображений, следует подставлять не 5, а некоторое значение $ф, полученное в виде функции от толщины среза.
Для определения $ф необходимо решить совместно критериальное уравнение, приведенное в работе [17]:
2,85В0’1 ГД^Е0’175)
r0,43 • 0,05 + 0,6625 к ._0,165„ 1
b f sm ’ а Ь sin ’ а /
(2.1)
и уравнение для определения тангенциальной составляющей силы резания:
1 0,5pi&
Pz = Тра^ 1 + в + tg (arctg* - у) + х
jjl-b/l-smy)"*
arccos(l-a2B ^~7-----—7+ ~ cosa .(2.2)
\ ) sin a (cosy+В siny) pj '
Из (2.2) получим
5 = j Pz- 0,5rppj£ arccos [ 1 - a2B
-b2( 1- siny )’3
sina (cosy + Bsiny) pi
cosa
Из (2.1) определим
а^Ь^срЭр^а0’43
Z sin0,155avk
Г n ftc <»5г» и 0,57 0,345л l 0,3 л £.c/\e \ o„ _ 0,57 0,0751
x 2,85sin ’ a v a[ ’ Ko ’ + 0,6625 Kp pe a * pi ’ . (2.3)
Таким образом,
5Ф“
txp
1+ + tg(arctgB- y)
D
L 0,125. 0Лп Л 0,1 0,43 ai ср© Pi a
Л . 0,165 vXsin ’ a
Г о ft1* 0,115 0,57 0,345л r 0,3 л r/rnc л л 0,57 0,0751 л l
x 2,85 sin ’ av r ai ЛЛ + 0.6625 Ap p ta ’ pi ’ - 0,5ip pio x
x
I . -x\ R1- M1- siny)" л
arccos ( 1 - az B“b2^1- siny + —— -----------——- + —
\ / sina (cosy + Bsmy) pi
cosa
Тогда высоту неровностей можно определить по формулам, выведенным А.И. Исаевым:
sin ф sin epi Г a / © ф] У
. s-10’3 . s-10-3
если (pi < arcsin-------г ; <p< arcsin-------~ ;
2г-10“3 2г-10-3
Rz = (г-10-3) (1 - cos Ф1) + s<j>sin Ф1 cos ф1 -
- sin <pi V Уф sin <pi|2 (г-10 3) - 5ф sin <pj , (2-5)
. у- IO-3 . ’ у 10’3
если ф> arcsin----------г ; ф> < arcsin-------z ;
2г-10’3 2г-10’3
Rz = (г 10*3) ( 1 - COS ф ) + Уф8Н1 ф COS ф -
- sin ф V Уф sin ф[2 (г- Ю"43) - Уф sin ф
. у-10”3 . у-10’3
если ф < arcsin--------т : <р t > arcsin-----г ;
2г-10’3 2г-10’3
4
8г-10’3 ’
. у-10’3 . у-10”3
если<р> arcsin------~ ; qpi > arcsin----z .
2r IO'3 2r 10'3
По формуле (2.2) можно определять силы резания при скоростях, больших оптимальной скорости резания, поэтому формулы (2.5) справедливы для тех же условий. При оптимальных скоростях резания высота неровностей на обработанной поверхности может быть рассчитана по формуле [3]:
0,3
0,6625 ai°’i25cp&0[ 4,3 sin0'115» v ^Д!0’345 хМ
+ Aplka^pi0-075]1'”0/ [Tpa-o>43sihO'O25avoX/o-25mo-74-'”cOx
х b^pf»’ 04 (1- 0,45sinY ) ]1
(2.6)
где m — коэффициент: m - a\!s.
Если скорость резания изменяется от скорости наибольшего наростооб-разования vHap до оптимальной vq (рис. 2.1), то при r( 1- V 1- (s/2r)2 t sr(l- cos<p) высота неровностей
R--i
1 +f^ tg(arctgB- y) D
'^b^cpe^g^
vXsin0,165a
x ( 2,85sm0,n5av 0,3 + 0,6625 Xp pe ai^pi0*075) - Q^tp pib x
(-X pj-bzfl-siny)"* x )
i rvbzd- siny) Л2 В О I
arccos 1- аг В + ----;-----—c + — x cosa
sina(cosY+ Bsiny) pi
2
- (2.7)
Рис. 2.1. Зависимость высоты неровностей обработанной поверхности от скорости резания
При расчете по формулам (2.5)—(2.7) не учитывается увеличение высоты неровностей обработанной поверхности из-за упругого восстановления поверхности резания, которое в ряде случаев может быть значительным.
Увеличение высоты неровностей за счет упругого восстановления поверхности резания Д будет равно разности между упругим восстановлением вершины впадины и упругим восстановлением дна впадины ЛУм,т.е.
&Rh ~ h V — /l v • ™ У выст У вп
Принимая отношение толщин пластически подминаемого h и упруго восстанавливаемого Лу слоев равным коэффициенту усадки стружки Л . . cosY + Bsinv , D-k(i- sinY)~*
— = * a, где ka = —L— ------L, и учитывая, что h = «2Р1® 2 > п0~
fl у U
лучаем
cosy + В sinY
(2.8)
Исследованиями А.И. Исаева установлено, что
ЛУшсг= - 4V4r(r- 2ЛУш)-?] ,
если гребешок образуется криволинейным участком режущей кромки, и
— sin Ф1 У и
$ h
hv =(r-hv )] 1 - sin (Di + arcsin 1 -Лвыст •'ЖП т> I
+ hy„ - r J 1 - sin
• H 5 I • Ф1 + arcsin 1 - - sin ф1
если неровности обусловлены криволинейным и прямолинейным участками резца.
Таким образом, увеличение высоты неровностей обработанной поверхности, обусловленное упругим восстановлением поверхностного слоя, будет определяться по следующим формулам:
' 1) неровности образуются при обработке деталей только радиусной частью вершины резца, т.е. s £ 2г sin Ф1:
= 0,5
4г I г —------------------
I cosy + В siny
a2piB* ’ &2(1-
, (2.9) cosy + В siny '
2) неровности образуются при обработке деталей радиусной частью резца и вспомогательной режущей кромкой, т.е. s> 2r sin фj :
ДЛ), =
а2Р1В1_
Г cosy+ Bsiny
aapiB* 1-^-^ cosy+ Bsiny
cosy + В siny
1 - sin
- r
. ( 5$Шф1
Ф1 + arcsin 1 -------
cosy + Bsiny
Расчетные значения Rz и Д приведены в табл. 2.1.
Таблица 2.1
Значения R* подученные по формулам (2.5), и ДДц
Обрабатываемый я инструментальный материалы Режим резания Геометрия инструмента *1. мкм мкм ^100%
ВТ9—ВК8 t- 1 мм s - 0,1 мм/об v-2m/c а- 15*; у- 10*; Ф- 45*; ?! - 15*; г- 1,5мм pj- ЗОмкм 5,8 0,74 12,8
13Х12НВМА-Т15К6 t* 1 мм s" 0,1 мм/об v- 2м/с а- 10*; у- 10*; Ф- 45*; Tj- 15*; г- 1,5мм pi - ЗОмкм 5,7 0,58 10,3
ХН73МБТЮ-ВК8 t- 0,5 мм s - 0,1 мм/об v - 0,3 м/с а- 15*; у- 10’; Ф- 45’; ф^ 15*; г- 1мм ЗОмкм 4,0 0,8 20,0
13Х12НВМА-Т15К6 t-0,5 мм s " 0,1 мм/об v-2m/c а- 15*; у- 10’; Ф- 45*; ф!» 15*; г - 0,5мм pL- ЗОмкм 15,6 1,0 6,3
ВТ9-ВК8 t- 1 мм s - 0,1 мм/об v- 2м/с а- 15*; у- 10*; Ф - 45*; Tj - 15*; г - 1 мм Pj - 30 мкм 8,0 0,84 10,5
Вибрации, возникающие в направлении, перпендикулярном обработанной поверхности, существенно влияют на ее шероховатость. В жесткой технологической системе вибрации при резании определяются высокочастотными колебаниями резца. Колебания вершины режущего инструмента в процессе обработки поддерживаются двумя противодействующими силами, возникающими в направлении, перпендикулярном обработанной поверхности: Ру и Р\ - с} у . Здесь у — перемещение инструмента вследствие вибраций, с} = £pLp, где £р — модуль упругости материала державки резца; £р — вылет державки резца.
На основании второго закона Ньютона
тпр^=-сЬ+Р?, (2.11)
где /Ицр — масса резца и державки резца, приведенная к вершине резца и сосредоточенная вдоль его оси.
Формула для определения силы резания Ру в степенном виде может быть записана следующим образом:
tfi \a* p ,17 S’n1^ ' (2.12)
D -sin • USUI ’ Y
Подставив в формулу (2.12) значения критериев подобия Е, М и В процесса резания, после преобразований получим
С1 хрР13 si° Л (stay) 0,73flse x<’5Xy bi + а* Ь “«
в, х а5( л о \ у а« . 0,19 . 0,17 _ а3+ а< (х+ z)- 1 ’ (2*^)
с sv ’(Арре)' ’sin ’ asm ’ уа\3 3
где
ci = 0,7 при В s 0,5;
а! = 0,14г" °-2 t0,35s 0’95ф°'3ф"’06 ; q = 3,4 при В > 0,5;
&!= 13г0(310175s°’05ф’015; а3 = 1,1В2-25приЕs 0,5;
b = ^бг0’3!0’72^’05»?-0’4; а3 = 2В 2,25 при Е > 0,5;
а4= 1,7В2,475;
□5 = 1,0 при В 0,3; а$ = 0,675 при 0,3 < В < 0,05;
а5= 1,455 при В> 0,5; = 0,08 при .6/pj 2,3; ag= 0,6 при
б/pl > 2,3.
Подставив в формулу (2.13) значения Я], Ь\ и Ь, после преобразований получим
Ру= nrVx°s , (2.14)
где
п СУР13sinnd-siny)0-730^05131+^-а^9,5а< н я щ Ca4M£)>es«nO’,9asinO’17Y0,14a-^+i)-1
Н = 0,75 + 0,4za5 _ 0,03а4 + 0,35(1-а3-О5х);
Hi = 0,3(1 +za5-a4) + 0,За4 + [ej-l+ojCx+z)];
Н3 = 0,05(1+zo5-a4) + 0,05а4-0,95[а3-1+а5(х+2)];
Н3 = -0,5(1 +хв5-а4) - 0,4а4 - 0,3[аз~ 1 +а^х+2)];
Н4 = -0,06[а3-1 +as(x+z)].
С учетом (2.14) уравнение (2.11) запишется так:
mnp= dr2’ "С*Аь+ П(Г" Ab)H(V- Л)Ха5 '
При обычных условиях резания максимальная скорость перемещения dy вершины резца на несколько порядков меньше скорости резания v.
Аналогично, у «t Поэтому, разложив многочлены П(?-у)н и
(v - )~* а 5 в ряд Маклорена, после преобразовании получим
аТ
Wnp= = +
- ПН?1" Sv"**5 -хаз ПН?1" Sv"**5" . (2.15)
Слагаемым хазПН?1" х“5~ можно пренебречь в силу его малости.
Поэтому
хазПу-*®1"1?1 nr Vc|+ ПН?7" 'vMs п U^v~xas rjifi Mi=------—-------- ; Wi=--------------------- ; Я]=——
ТИпр ^Inp "tjqi
При постоянном значении у, равном значению амплитуды, J
“V0-ТогдаИТА^Я! и Аь=—j .
ах W\
Таким образом, амплитуда вибраций резца
П?у~х°5 с|+ ПН?*" \>~ха! ’
(2.16)
Возможное максимальное увеличение высоты неровностей обработанной поверхности за счет вибрации АЯь может быть равным 2АВ.
Таким образом, максимальная высота неровностей обработанной поверхности
^max = + A Rf, ,
Исследованиями установлено, что при оптимальных условиях обработки AR;, и ARj значительно меньше, чем Rz, поэтому они могут не учитываться.
Экспериментальная проверка формул (2.5)—(2.7) показала (рис. 2.2), что их погрешность не превышает 20%.
Рис. 2.2. Зависимость между высотой неровностей и подачей при точении ВТ9 - ВК8:
а - оц - 10*; у “ 0; К - 0; ср - 45*; Фх - 15*; t - 1 мм; г - 1 мм
При обработке инструментом с износостойким покрытием влияние покрытия на шероховатость обработанной поверхности учитывается следующим образом:
1. Величина Уф в формуле (2.4) определяется через критерий подобия В по формуле
Bn = inB. (2.17)
Здесь ки — коэффициент, учитывающий наличие покрытия на рабочих поверхностях инструмента:
кп = тБ",
где тип — коэффициенты, определяемые по табл. 2.2. Для различного рода покрытий определены предельные значения износа [6], при которых прекращается положительное действие покрытий , предпочтительность применения при обработке жаропрочных и жаростойких сталей и сплавов и изменение значений кп в зависимости от текущего износа 6 (табл. 2.3).
Значения коэффициентов тип
Теплофизические характеристики обрабатываемого материала Режимные условия обработки ш п
Ха 30; ср 2 4 Б<30 0,12 0.7
Ба 30 1.3 0
20< ks 30 Б<30 0,4 ... 0,325
БаЗО 1Д1 0
К < 20; ср > 3 Б <15 0,5 0,325
Ба 15 12 0
Таблица 2.3
Критерии выбора покрытий
Покрытие Применение [б] мм 6/IS1 ^т/^прасч
TiC Ограниченное 0,45 1,0 0,75 03 0,8 0,9 1,0
TIN ZrN Ограниченное 0,55 1,0 0,8 0,6 0,86 0,95 1
(Ti-Cr)N (Nb-Zr)N tic-ticn-™ Предпочтительное 0,7 1,0 0,8 0,7 0,86 0,95 1
2. При определении параметра Rz по зависимостям (2.5) необходимо увеличить значения радиуса г на величину, равную толщине покрытия йп: гп = г + Лго так как изменение радиуса может привести и к изменению схем образования неровностей. (Расчета показывают, что при соблюдении пп. 1 и 2 происходит снижение значений Rz на 1—7% при прочих равных условиях.)
3. При расчете величин ДЛ/, по формулам (2.9) и (2.10) необходимо изменить критерии В, г и pj: Pin= Pi+ йп-
Общее снижение максимальной шероховатости при наличии покрытий на рабочих поверхностях инструмента может достигать 15—20% от в
зависимости от конкретных условий обработки. Результаты некоторых расчетов приведены на рис. 2.3.
Критерием качества поверхностного слоя при характеристике шероховатости может быть отношение высоты неровностей обработанной поверхности к подаче:
R = Rj s .
Как показал анализ формулы (2.6), R будет являться функцией критериев процесса резания
Б ; Д ; Е ;Э= *.
Рис. 2.3. Влияние покрытий инструмента на параметр шероховатости Rz при точении стали 13X12? 12В2МФ резцами из ВК8 и ВК8 + TiN: 1 — ВК8; 2 — ВК8 + UN; —=----результаты
измерений;------результаты расчетов;
s-0,2 мм/об; t-1,5 мм ;<р - tpi» 45е; г-1,2мм
Зависимости между этими критериями, полученные на основе экспериментальных данных, представлены на рис. 2.4. Как видно из графиков, существует достаточно близкая корреляционная зависимость между ними. С использованием представленных графиков можно получить критериальную формулу для определения высоты неровностей при точении:
СД*0^0 Б*"^0
(2.18)
где с, Ify, Pq, Xq и —коэффициенты, зависящие от обрабатываемого и инструментального материалов и определяемые экспериментально (рис. 2.5). Из формулы (2.18) получена зависимость для определения высоты неровностей обработанной поверхности
(2.19)
са.2^о + Уо ~ Л0дхоу*о + Ро + Уч~ гч + 1 Rz =
,*ofPopp>V*>
(2.20)
г)
п
Рис. 2.4, Критериальные зависимости при исследовании высоты неровностей обработанной поверхности: а—зависимость R от критерия подобия Б; б—зависимость R от критерия подобия Е; в— зависимость Rot критерия подобия Д; г—зависимость Rot критерия подобия Э;
3)
д—зависимость R от критерия подобия Е; е — зависимость R от критерия подобия Б; ж—зависимость R от критерия подобия Д; з — зависимость R от критерия подобия Э.
Значения коэффициентов в формуле (220) для-некоторых материалов при обработке их резцами из ВК8 приведены в табл. 2.4. Геометрические параметры резцов приведены в табл. 2.5.
Полученные формулы позволяют определять высоту неровностей обработанной поверхности с учетом основных параметров, характеризующих процесс механической обработки детали при определенном сочетании обрабатываемого и инструментального материалов.
Рис. 25. Зависимость С от критерия подобия Б: а—обработка титанового сплава ВТ9; б—обработка алюминиевого сплава Ал9
Таблица 2.4
Значения коэффициентов
Обрабатываемый материал С *0 Ро *0 *0
ВТ 9 2,58 1,072 0,869 0,524 1,664
ХН73МБТЮ 2,36 1,072 0,933 0,844 1,963
Д16Т 468,09 3,432 2,347 1,66 1,535
Ма2—1 152,105 4,705 3,732 0,871 2,05
Ал 9 21,0 1,6_ 0,495 1,596 1,235
|Мл5 48,0 1,281 0,966 3,118 0,81
Геометрические параметры применяемых резцов
Обрабатывав ем ый материал Геометрические параметры
<Р> град град х, град Y» град а, град а1> град
ВТ 9 45 45 0 0 . 10 10
ХН73МБТЮ 45 45 0 10 10 10
Д16Т 45 20 0 10 10 10
Ма2—1 45 20 0 10 10 10
Ал 9 45 20 0 10 10 10
3. РАСЧЕТ ГЛУБИНЫ И СТЕПЕНИ НАКЛЕПА ОБРАБОТАННОЙ ПОВЕРХНОСТИ
ЗД. РАСЧЕТ ГЛУБИНЫ НАКЛЕПА
Глубина наклепа обработанной поверхности, как доказано рядом исследований, определяется глубиной залегания пластических деформаций в поверхностном слое. В соответствии с условием пластичности Губера— Мизеса пластические деформации в поверхностном слое возникают при создании напряжений, равных пределу текучести.
Возникновение пластических деформаций в поверхностном слое обусловлено одновременным воздействием температуры и силы резания, поэтому глубина залегания пластических деформаций должна определяться из условия равенства пределу текучести алгебраической суммы напряжений, вызванных силовым и тепловым воздействиями.
Совместное рассмотрение силового и теплового воздействия на процесс образования наклепа позволяет объяснить имеющиеся в литературе [10,11] противоречивые сведения о влиянии режимов резания и геометрии инструмента на глубину и степень наклепа.
Для получения расчетных зависимостей были проанализированы закономерности влияния технологических факторов исходя из условий возник-новения наклепа как от раздельного, так и совместного действия температуры и силы резания. Разупрочняющее действие температуры при этом не учитывалось.
При точении дисков глубина наклепа, обусловленного тепловым воздействием на поверхностный слой, может быть определена путем преобразования уравнения
М1Дд
( ги~ гоо+ а1)
1 + xJrH~ Гоо+ °1
I 2+х2
'н + в!
1 +х2
/ vl + Х>| ГН + а1 ГН ГВ + а1 I г,
+ (гн - r00 + ai) --------- Еп "
v к 00 17 I 1 + *i 2 + х2 I д
0,5 (1 - pi) af2 °т Ml
(Гн “ Гоо)
Если выражение
^дУон
принять равным нулю, так как численное его значение по сравнению с вы-/гг Л2
/Н- Уон + лп/
ряжением -----—------ составляет « 4%, то исходя из этого и прини-
мая hc = H- уон, после преобразований получим
Подставив значения Л[ и критериев подобия Б, В, Г, Д, после преобразований окончательно получим
Л с= a J[ (1 - ц) c^in0'042^ 0>05а sin0’02^ 1- siny )0,73V1 / 0,215сеРдЕдх
Г / v \ 1+х/ \ \у/ J \ z] хх( l+x+z)-x3+d хг
х©плС— ГЕГ
I I I Л J I £>1
Р1
*2- 1
(ЗЛ)
*1
Таким образом, глубина наклепа определяется как функция практически всех основных параметров процесса резания: режимов резания, геометрии инструмента, физико-механических свойств обрабатываемого и инструментального материалов.
Анализ влияния отдельных элементов режима резания и геометрических параметров резца на глубину наклепа, определенную по формуле (3.1), показал, что с увеличением подачи глубина наклепа возрастает, а с увеличением скорости резания — уменьшается (рис . 3.1). Это согласуется с результатами экспериментальных исследований ряда авторов. С увеличением глубины резания глубина наклепа незначительно возрастает (рис. 32), что связано с увеличе-
нием температуры резания. При увеличении радиуса при вершине резца в плане глубина наклепа уменьшается, что объясняется уменьшением температуры резания (рис. 3.3). Глубина наклепа возрастает с увеличением главного угла в плане до 60е, а затем стабилизируется (рис. 3.4). Это обусловлено тем, что с увеличением угла <р возрастает температура резания, причем наибольший темп роста наблюдается при изменении угла ср отОдо 60°, азатем он несколько замедляется.
Рис. 3.1. Зависимость hc от скорости резания и подачи при точении ХН73БТЮ резцом из ВК8: t - 1 мм; г - 1 мм
Рис. 3.2. Зависимость hc от глубины резания при точении резцом из ВК8: v " 0гЗ м/с; г “ 1 мм; pi - 30 мкм; а - 12*;у » 10е; ф « 45е; - 15*
Рис. 3.3. Зависимость Лс от радиуса при вершине резца в плане при точении резцом из ВК8: t - 1 мм; а - 12*;у - 10*; s - 0,2 мм/об; ф - 45*; qpj - 15*; Pi - ЗОмкм
Рис. 3.4. Зависимость hc от главного угла в плане при точении резцом из ВК8: t -
1 мм; s - 0,1 мм/об; v0,3 м/с; г-
1 мм; а - 12*;у - 10*; (pj - 15*;
1 — ХН73МБТЮ; 2—ХН77ТЮР
С увеличением радиуса скругления режущей кромки резца глубина наклепа возрастает, а с увеличением переднего и заднего углов резца — уменьшается (рис, 3.5).
4?
Рис. 3.5. Зависимость Лс от радиуса скругления режущей кромки (а), переднего (б) и заднего (в) углов резца при точении резцом из ВК8: t - 1 мм; s - 0,1 мм/об; г - 1 мм;
Ф- 45*;ф1- 15*; 1—ХН73МБТЮ;2—ХН77ТЮР
Глубину наклепа от действия силы резания при точении следует определять из условия равенства напряжений в поверхностном слое пределу текучести, а именно:
°у~ -<jt , (3.2)
где Uy — напряжение, действующее перпендикулярно к обработанной поверхности, определяются как алгебраическая сумма напряжений, обусловленных воздействием на поверхностный слой сил резания, действующих со стороны передней и задней поверхности:
X
1 + В + Bfc (arctgB - у)
Bcos| “ - 2arctgB j + sinl - 2arctgB | cos! ~ I Z / I Z I l z
2 arccos
- sin 2 № - 2arctgB | + I Ad I
0 / 7Г I
2sin2 —- 2arctgB - 1
I Z I
—-2arctgB x f
2
X
1
—---------x
2hZ>[Coscjc
sin 2 — - 2arctgB + у I z
/Д/А,В\ 2 у/а\ I
А/А1В'| 2 y/ai I
(3.3)
Анализ зависимостей для определения глубины наклепа при силовом воздействии на поверхностный слой позволил выявить влияние отдельных технологических факторов. Так, например, с возрастанием скорости резания и подачи глубина наклепа увеличиваете?, что объясняется возрастанием скорости деформации и сил резания (рис. 3.6). С увеличением глубины резания глубина наклепа уменьшается (рис. 3.7), поскольку уменьшается удельное давление от действия распределенной силы резания (рис. 3.8,а).
Рис. 3.6. Зависимость hc от скорости резания и подачи при точении ХН73МБТЮ резцом из ВК8: t - 1 мм; г - 1 мм;
a = 12*= 10е; pi - 30 мкм, (ft - 0
Рис. 3.7. Зависимость Лс от глубины резания при точении резцом из ВК8: v -• 0,3 м/с;
г - 1 мм; Pi - 30 мкм; a - 12*;у - 10*;
Ч- 45*; Ф1» 15*
С увеличением главного угла в плане глубина наклепа возрастает, а с увеличением радиуса при вершине резца в плане—уменьшается (рис. 3.9). Это обусловлено увеличением удельного давления сил резания (рис. 3.8,6). При увеличении радиуса в плане при вершине резца площадь возрастает и, несмотря на возрастание сил резания, уменьшается удельное давление и глубина наклепа. Увеличение радиуса скругления режущей кромки резца вызывает увеличение силы резания и глубины наклепа (рис. 3.10,а).
Рис. 3.8. Схемы, объясняющие характер изменения глубины наклепа в зависимости от глубины резания (а) и главного угла в плане (б)
Влияние заднего угла резца проявляется двойственно. С одной стороны, с увеличением а уменьшаются силы резания и глубина наклепа (рис. 3.10,6), с другой — начиная с некоторого момента, возрастает удельное давление на обработанную поверхность, что может привести к увеличению глубины наклепа.
Анализ влияния отдельных технологических факторов на глубину наклепа, определенную из условия теплового и силового воздействия, показал, что закономерность ее изменения может быть различной как по
Рис. 3.9. Зависимость hc от главного угла в плане ф (а) и радиуса при вершине резца в плане г (б) при точении резцом из ВК8: t - 2 мм; s - 0,2 мм/об; v - 0,3 м/с; pi - 30 мкм; а - 12*;у - 10*; Ф1 - 15-;
величине, так и по характеру. Поскольку глубина наклепа должна определяться с учетом одновременного воздействия температуры и силы резания, то
-ст,
(3.4)
где он определяется по формуле (1.3); Оу — напряжение в поверхностном слое при резании, обусловленное силовым воздействием:
°У~ 2п
________________1 + B+ Btg (arctgB - у)________________
В cosl^ - 2 arctgBl + sin[^ - 2arctgB| cos|^ - 2arctgB I \ I I
л
2
X
л
2
B+ B^ 2arccos-------------------- sin2 -r+ 2arctgB| +
2 \2 /
+ 2 В+ В-2-1 2sin2|£ ail 12
i
г - arctgB x
1
Tpfr 2л&1 cosa
2 -----;----------------г arccos sin2 — - 2arctgB + у
I £4 I
' Д /Ai B? y/ai I
X
2- 5‘
л____2
2 Г
/Д /Д1 B\2
+ y/ai 2
- "4- + -------------------- x
Д /Д1 B\2 tg 21- 2arctgB + у |
У/ai j \ /
(3.5)
Обработка результатов расчетов глубины наклепа на ЭВМ позволила получить упрощенное выражение для определения глубины наклепа при точении жаропрочных сталей и сплавов ХН73МБТЮ, ХН77ТЮР и 13Х12НВМА:
о 1Л"8^ 0,75„ 0,6, 0,06„ 0, П 0,35
2,36- 10 Тр ’ s ’ t ’ pi ’ <р ’
у 0,28^3,5$ 1,7а 0,09^0,33
Формула справедлива для следующих условий обработки: t = 0,5—2,0 мм; $ = 0,05—4,0 мм/об; v = 0,1—0,8 м/с (для ХН73МБТЮ и ХН77ТЮР); v = 0,5—4,0 м/с (для 13Х12НВМА); г = 0,5—2,0 мм; Р1= 20—100мкм;<р = 15—90°;<pi= 5 —20°;а = 5—20° .
Экспериментальная проверка формулы (3.6) показала, что ее погрешность не превышает 25%.
Рис. 3.10. Зависимость he от радиуса скругления режущей кромки резца (а) и заднего угла (б) при точении ХН73МБТЮ резцом из ВК8: t - 1 мм; г _ 1 мм; у = 12*; ф - 45*; <pi ' 15“
При наличии износостойкого покрытия режущего инструмента глубина наклепа снижается до 30%. На рис. 3.11 приведены расчетные данные по глубине наклепа при обработке инструментом с покрытием.
При возникновении (6 = ОД — 1мм) фаски износа резца
0,76- lQ-<iTp0’75s0’6r0>06p10’17<p0>75& 0’36
h с ” v 0&r3,5s 1,7а 0,09у 0,33
Рис. 3.11. Влияние износостойких покрытий инструмента на he при точении сплава ХН77ПОР: 1 —ВК8; 2—ВК8 + TIN; t -1 мм; Ф - Ф1 - 45*; а » 6*; у - 6*; г - 1,2мм
Анализ формул (3.1) и (3.3) показывает, что глубина наклепа может определяться критериями подобия процесса резания Б, Г, Д, Б, а также критериями, характеризующими качество поверхностного слоя:
с
/ \mi с Г7”2 Д7”3 Е7”4)—| ____________Ы Б7”1 siif^y sinm6a
(3.7)
Для конкретного сочетания обрабатываемого и инструментального ма-тералов при неизменной геометрии режущего инструмента формула (3.7) упрощается:
а1
Расчеты, выполненные на ЭВМ, позволили определить влияние на глубину наклепа h с различных технологических факторов. С увеличением скорости резания глубина наклепа уменьшается, а с увеличением подачи — возрастает (рис. 3.12).
С увеличением глубины резания при малых подачах, когда превалирует тепловой фактор, наблюдается возрастание глубины наклепа. С возрастанием подачи усиливается влияние силового воздействия на поверхностный слой и глубина наклепа уменьшается при увеличении глубины резания (рис. 3.13,а).
Рис. 3.12. Зависимость Лс от скорости резания (а) и подачи (б) при точении ХН77ТЮР резцом из ВК8: t - 1 мм; г - 1 мм; Pi •* 30 мкм, а - 12*; у - 10*; (р - 45*; - 15*
При возрастании радиуса при вершине в плане глубина наклепа уменьшается, что свидетельствует о превалирующем влиянии силового фактора при принятых условиях обработки (рис. 3.13,6).
Рис.. 3.13. Зависимость hc от глубины резания (а) и радиуса при вершине резца в плане (б): Р1-30мкм,а- 12*;у- 10*;<р- 45*;<pi- 15*
С увеличением радиуса скругления режущей кромки резца pi и износа резца & глубина наклепа возрастает (рис. 3.14).
Характер изменения глубины наклепа при точении в зависимости от главного угла в плане, переднего и заднего углов резца приведен на рис. 3.15 и 3.16.
Рис. 3.14. Зависимость hc от радиуса скругления режущей кромки (а) и износа инструмента (б) при точении ХН73МБТЮ резцом из ВК8: v - 0,3 м/с; t - 1 мм; г - 1 мм; а - 12е;у - 10*;
При чистовом шлифовании глубина залегания наклепанного слоя определяется из условия равенства напряжений в поверхностном слое пределу / \2
IS “ ^он 1 текучести, т.е. в соответствии с уравнением (1.96) при Б —-— s 0,8
-от =
----7=— expf- 0,9зУБ7
0,93VBsoh I
1 Р®тах“
- ехр - 0,937б
I I J 5 он
Учитывая, что
получим
- ат = - «ф(- 0,93^-^)
или
поскольку
In
<*г( 1- н) Р®тах^д
= - 0,93 /Б-—5
(3.8)
(Х9)
$ ” $ОН
Из (3.8) с учетом (3.9) получим
(3.10)
i \2
I ^ОН I
При Б—~— > 0,8 в соответствии с условием возникновения наклепа и формулой (1.97)
I 0,6$он
X
рОтах -
От 5— 5он1 .Ед
Ед $он j 1- И
Поскольку слагаемые -
близки к нулю и
у/7~" I
Б/ 0,6$он
5он
I
Ог( !- и) 0®тах®д
ехр^-0,9УБр^~12
(3.11)
С учетом (3.9) получим
(3.12)
Последовательность ния глубины наклепа при шлифовании должна быть следующей:
1) определяется значение йс по формуле (3.10) и проверяется уело-
/h с?
вие Б1 — 1 s 0,8 . Если оно выполняется, то полученное значение йс и будет являться искомым;
2) если это условие не выполняется, то значение Лс определяется по формуле (3.12).
определе-
Ряс. 3.15. Зависимость Лс от главного угла в плане при точении ХН73МБТЮ резцом из ВК8: t - 1 мм; v - 0,3 м/с; г - 1 мм; Р1 - 30 мкм; а - 12*;у - 10’; cfi - 15’
Рис. 3.16. Зависимость Лс от переднего (а) и заднего (б) углов резца при точении 13Х12НВМА резцом из Т15К6: t - 1 мм; v - 1,5м/с;г- 1 мм; рх - 30 мкм; ср - 45*; срх - 15’
32. РАСЧЕТ СТЕПЕНИ НАКЛЕПА
Установлено, что между глубиной йс и степенью N наклепа существует зависимость
йс-ЛА, (3.13)
где к—коэффициент, значения которого зависят от марки обрабатываемого материала.
Анализ значений коэффициента к (табл. 3.1) показал» что он имеет тесную корреляцию с пределом прочности обрабатываемого материала (рис. 3.17), поэтому можно получить следующую зависимость:
/ \°>*
*= > (3.14)
Рис. 3.17. Зависимость коэффициента к от отношения ав/оэ
где — предел прочности принятой за эталон электротехнической стали.
С учетом (3.14) формула для определения степени наклепа обработанной поверхности будет иметь вид
hc
N- 1 ,</ /' ч ,%, <3-15)
135(ав/а^)
где he выражается в микрометрах.
Для проверки формулы (3.15) были проведены эксперименты по точению на оптимальных скоростях резания материалов ВТ9 и ХН73МБТЮ резцом из ВК8. Максимальная погрешность формулы не превышает 40%.
Таблица 3.1
Зависимость к от предела прочности обрабатываемого материала
Марка материала О 1 о к
Сталь 3 1 1,36
Сталь 10 1,12 1,38
Сталь 45 1,7 1,81
СтальУ12А 2^ 2,13
Сталь 13Х12НВМА 2,43 2,8
Сталь 15Х18Н12СЧТЮ 1,86 2^
Сплав ЭИ617 3,16 2,88
Сплав ХН73МБТЮ 3,2 3,8
Сталь 40Х 1,8 1,82
Сплав ХН77ТЮР 2,8 3,14
Сплав ЭИ736 2 3,86
4. ПОГРЕШНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ
Получить заданную точность обработки можно лишь при условии, что технологический допуск на обработку Т будет больше или равен суммар-i -л
ной погрешности Д /, возникающей в процессе обработки, т.е.
х-1
i - л
Тг^Д.-. (4.1)
1-1
Взяв за основу классификацию погрешностей при токарной обработке, предложенную Б. С. Балакшиным, все возникающие погрешности можно разделить на зависящие и не зависящие от процесса резания. К первым относятся погрешности установки и статической настройки, а ко вторым — погрешность динамической настройки технологической системы. В соответствии с такой классификацией технологический допуск на обработку также можно условно разделить на части, ограничивающие величину этих погрешностей:
Т- Ту+ ТНд , (4.2)
где Ту, ТНст, ТНд — части допуска, ограничивающие погрешности установки, статической настройки и динамической настройки соответственно.
По данным А.Г. Косиловой погрешность установки заготовки может составлять 10—30% допуска на изготовление, погрешность статической настройки по данным Д.Д. Медведева—20—40%.
К погрешностям динамической настройки относят погрешности от упругих деформаций технологической системы Д от температурной деформации резца Д т и детали Д т , от размерного износа резца Д и, а также от р д
неравномерной твердости материала Д и колебаний припуска на обработку Д ир. Уравнение баланса погрешностей при чистовом точении
Тнд 5 “ \р+ Атд * Атв ± А др . (4.3)
При чистовом точенииТКд составляет до 50%, при получисговом—50—70%, при черновом—до 80% технологического допуска на изготовление детали.
4 Л. УПРУГИЕ ДЕФОРМАЦИИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
Величина упругих деформаций зависит от силы резания и состояния технологической системы:
Усзист
(4.4)
где ид — коэффициент динамичности.
Определить коэффициент динамичности расчетным путем можно по формуле
СдР!0^0’15^0^0’6//^
Ид" af-V-’V6 (а) ’
где сд и £д—коэффициенты, полученные экспериментально: для консольной обработки сд « 0,28 и кд = 0,45; при обработке в центрах или в патроне и заднем центре сд « 0,032 и кд = 1,0.
Для расчета радиальной составляющей силы резания Ру используется формула С. С. Силина:
pj- = xpalb\
МЕд/ В щ sin а
(4.6)
sin л ,
где i — угол наклона вектора силы стружкообразования к условной плоскости сдвига (табл. 4.1); щ — коэффициент трения на задней поверхности инструмента; т| — угол схода стружки.
В упрощенном виде
Статическая жесткость токарного станка определяется суммированием отдельных ее составляющих по формуле
11111
-—- — + -— + — + — /сист Jet Jner J np Ja
(4-8)
где/ст*/дет>/ир>/и — статическая жесткость станка, детали, приспособления, инструмента соответственно.
Статическая жесткость вала
_ cJEj
<4.9)
где Cj—коэффициент, зависящий от способа закрепления детали: при консольном закреплении детали в патроне Cj — 3, при установке детали в центрах с,- = 48, при закреплении в патроне с поддержкой задним центром Cj =110; J— осевой момент инерции поперечного сечения вала; J = 0,05<Г; d — диаметр вала; L—длина вала.
Для ступенчатых валов вместо d следует подставлять приведенный диаметр
Jdlh+d}l2* ... + diln
«по= v--------z-------
где dy — ктшлегры отдельных ступеней вала; 1у 1% — длины соответствующих ступеней вала.
Таблица 4.1
Значение угла 1 для различных групп обрабатываемых материалов
Обрабатываемый материал i, град
Углеродистые стали:
с содержанием углерода до 0,15% 40
с содержанием углерода до 0,25% 45
с содержанием углерода свыше 0,25% 50
Хромистые стали 51
Хромомолибденовые и хромовольфрамовые стали 52
Нержавеющие и жаропрочные стали 53
Жаропрочные сплавы на никелевой основе:
ов< 1000 МПа 53
о, - 1000-1150 МПа 55
аэ> 1150 МПа 56
Окончание табл. 4.1
Обрабатываемый материал ЬП>ад
Титановые сплавы деформируемые: повышенной пластичности а* < 600 МПа 68
средней прочности ав * 600 —1000 МПа 75
высокой прочности ов - 1000—1500 МПа 73
жаропрочные ав - 950—1250 МПа 72
Многокомпонентные деформируемые сплавы 70
Алюминиевые сплавы 40
Медь, бронза, латунь 40
Жесткость приспособления/щ, выбирается в зависимости от вида приспособления по данным, приведенным в табл. 4.2.
Таблица 42
Средняя статистическая жесткость приспособлений
Тип приспособления Наружный диаметр, мм Средняя жесткость, 1т,Н/м
80 860
100 890
130 1890
160 1910
Патроны токарные 200 2260
250 2520
320 3810
400 1530
500 1890
Центры токарные
№4 — 5000
№5 — 6000
№6 7000
Жесткость инструмента (резца) при наружном продольном точении обычно не учитывают, так как ее величина на порядок больше остальных составляющих. При растачивании жесткость резца
. О,15Ед^о4
7и~ 73
Ч)
(4.11)
где do—приведенный диаметр сечения державки (оправки); 1$—вылет резца (или оправки).
Зависимость жесткости станка от максимального диаметра обрабатываемого на данном станке изделия для станков различной степени точности, построенная по данным ГОСТ 18097-88, приведена на рис. 4.1.
Математически эту зависимость можно описать следующим образом:
/ст.п.6 - /олЛ
Уст.з.б ~ /о.з.б!
(4.12)
(4.13)
где /о.п.б ,/ол.б — статическая жесткость первого типоразмера группы токарно-винторезных станков при замере у передней и задней бабок: /о.п.б = сп.бДо^Лол.б “ сз.бД<? J До — максимальный размер обрабатываемой заготовки на первом типоразмере станка данной группы; сп.б, лj — коэффициенты (табл. 4.3).
По формулам (4.12) и (4.13) можно определить минимально допустимую жесткость станка только у передней или задней бабки.
Рис, 4.1. Зависимость жесткости станка от максимального диаметра обрабатываемого на нем изделия: 1 и 3 - у задней и передней бабки станка степени точности Н; 2 и 4—у задней и передней бабки станка степени точности П
На рис. 4.2 приведен график изменения жесткости системы станок-приспособление в статическом состоянии и в процессе резания вдоль оси обработки. Значения средней жесткости при статических замерах несколько выше, чем при резании.
Для получения математического выражения зависимости j от L был использован интерполяционный многочлен Лагранжа:
п
Д|/ю= 2 к х/ ’ о w (х*)(х-хо)
где
сох= (х-хо)(х-х!)...(х-хи) ,
шх « (х— 1) (х— 0,5) х ,
<о} = 0,5, a>Q 5 = - 0,25; o»q =* 0,5,
(х 1)(х 0,5) х 10 5(*_ ц + °>95_0i25(x-0^) + °’70,5х ’
Lw= 0,7х- 0,4х2+ 0,7 ,
гдех — lp/L3—отношение расстояния от задней бабки до точки приложения сил резания 1р к длине заготовки L3.
Таблица 4.3
Значения коэффициентов для определения
жесткости станка
Степень точности Сп А __ __ _ ni
Н 165 130 0,34
П 220 180 0,34
Минимально допустимая жесткость станкалюбоготипоразмераиз группы токарно-винторезных станков определяется следующим образом:
7ст - /о.п.б “
+ 0,7
(4.14)
Упрощенные зависимости для определения минимально допустимой жесткости токарных станков других групп:
/ст.п.6 = 9 *
Значения коэффициентов приведены в табл. 4.4.
Таким образом, для наружного продольного чистового точения на станках токарно-винторезной группы минимально допустимая жесткость технологической системы может быть определена следующим образом:
Рис. 4.2. Зависимость жесткости станка от длины обработки: 1 — в статическом состоянии; 2—при резании 45Х-Т15К6;
t- 1,0мм; s -0,2мм/об; у~2,7м/с
при консольной обработке
1
Усист
6,75Zp3 Ед^4 ’
(4.15)
при обработке в центрах
1
7 снег
6,75 (Ад-Zp)Zp Ead4L3
(4-16)
при обработке в патроне и заднем центре
(4-17)
£д</4£з
при растачивании
1 1 1 6,75L„ 6,75Z03
т2-----------1+ —j . (4.18)
Лист / Дф^ i /патр Erfl Ejfa
/о.П.б1 jJq I
Была проведена экспериментальная проверка полученных формул, результаты которой представлены на рис. 4.3—4.6. Расхождение расчетных и экспериментальных значений не превышает 20%. Расчетное значение погрешности оказывается всегда выше, чем экспериментальное, поскольку при расчетах использовались минимально допустимые значения жесткости технологической системы, а оборудование, находящееся в нормальном техническом состоянии, имеет жесткость выше принятой в расчетах.
Коэффициенты для определения жесткости станков по упрощенным зависимостям
Таблица 4.4
Тип станка Степень точности <7пЛ % »> Стандарт
Токарно-револьверные Н 260 212 0,44 ГОСТ 17-70
П 350 300
Токарные многорезцо-вые и многорезцовоко-пировальные горизонтальные полуавтоматические Н 180 140 0,4
П 260 200
Автоматы токарно-ре-воль верные одношпиндельные прутковые Н 124 ПО 0,37 ГОСТ 18100-80
П 170 140
Полуавтоматы токарные многошпиндельные патронные горизонтальные н 450 — 0,3 ГОСТ 6819-84
П 580 —
Полуавтоматы токарные многошпиндель-ные вертикальные Продольный суппорт 270 — 0,42 ГОСТ 6820-75
Поперечный суппорт 380 —
Автоматы токарные многошпиндельные прутковые горизонтальные Н 1500 — 0,25 ГОСТ 43-85
П 1900 —
i Токарно-карусельные Н 700 — 0,42 ГОСТ 44-85
П 950 —
L,mn —** i)
Рис 43. Погрешность, вызванная недостаточной жесткостью станка 16К20 при точении в центрах: d * 50 мм; s - О^ым/об; t *• 1,0 мм; 1—расчет; 2—эксперимент: а—36НХТЮ — ВК8; v - 45 ц/мин;
б — 45Х — Т15К6; v - 160 м/мин;
в — ВТЗ—1 — ВКЗ; v - 60 м/мин
Рис. 4.4. Погрешность, вызванная недостаточной жесткостью станка при консольной обработке: d - 50 мм; s - 0,2 мм/об; t - 1,0 мм; v -160 м/мин;
1 — расчет; 2—эксперимент
4,2. ТЕМПЕРАТУРНЫЕ ДЕФОРМАЦИИ РЕЖУЩЕГО ИНСТРУМЕНТА
При точении жаропрочных и нержавеющих сталей и сплавов, отличающихся низкой теплопроводностью, значительная часть тепла (до 20—40%) переходит в резец, вызывая тем самым большие деформации головки резца (до 30—50 мкм).
При чистовом и тонком точении погрешность, вызываемая температурными деформациями резца, может оказать существенное влияние на точ-ность размеров и формы обработанных деталей, так как по технологическим соображениям не всегда можно работать со смазывающей охлаждающей жидкостью (СОЖ).
Задача определения температурного удлинения головки резца формулируется следующим образом: резец получает тепло через контактные площадки от трех неподвижных источников, расположенных на передней, задней и задней вспомогательной поверхностях (рис. 4.5). Требуется определить температурное удлинение рабочей части резца с учетом теплоотдачи через его боковые поверхности.
На передней поверхности резца действует плоский неподвижный источник тепла с интенсивностью рп, распределенной по закону Треугольни-
ке. 4.5. Схема для расчета температурного поля резца при точении
ка (рис. 4.6,а). Температурное поле от действия мгновенного неподвижного точечного источника тепла в точке А с координатами = 0) описыва-
ется следующим уравнением (при схематизации резца до четверти пространства):
2 2 2
ри (Х-ХО) + (z+z0) + у
0 = О ^п(^П\3/2(т т \3/2 е 4в(Х”Т1)
2 ср(ла) (т- Tj)
(4.19)
Проинтегрировав последовательно по времени и координатам z и х выражение (4.19), после упрощения получаем
4,15(7-1 при (7-) s 0,5; (420)
Pn* I *п1 т I »п1
( х\ л < /лоп
—г-=2,681 “I е при — > 0,5. (4.21)
Риш <п jn <п
Для получения усредненного значения температурного поля в площади источника проинтегрируем сумму правых частей выражений (4.20) и (4.21) и разделим на площадь источника:
где 0П — среднеконтактная температура на передней поверхности резца:
0П - 0325л XQoVb&t ; (4.24)
рп — интенсивность теплового источника на передней поверхности;
— длина контакта на передней поверхности.
Температурное поле неподвижного плоского источника тепла, действу-
Рис. 4.6. Расчетная схема для определения температурного поля резца от действия плоского источника: а - на передней поверхности; б - на задней поверхности; в - на задней вспомогательной поверхности
ющего на задней поверхности резца (рис. 4.6,6), определяется интегрированием выражения
р3 V V W*^**2 dTi
®3~ 3/2I ^0 J Фо J е 4а(т-т^ -/г . (425)
2ср(яа)л'^_Ьуо__& Т1.о (т-Т!^
Для расчета температурного поля при действии неподвижного источника тепла на задней вспомогательной поверхности резца (рис. 4.6, в) необходимо проинтегрировать выражение
' 2е^З/2 J *• f * J « <4-“)
2ср(ла) у0--д ^-о
Применив принцип суперпозиции, с учетом геометрии резца получим выражение для суммарного теплового потока в резце от действия всех трех источников:
Gp = , (4.27)
„ J
™к = 2<
Уравнение теплового баланса резца:
2= (Ср- Ст)^ , (4-28)
где Q — количество теплоты в резце; QT — теплоотдача резца в окружающую среду; т — время работы резца.
Теплоотдача резца в окружающую среду
Gt=«pOFp, (4.29)
где 0 — средняя температура рабочей части резца; Fp — приведенная площадь поверхности рабочей части резца: Fp = ЗДбЬрЯр
Количество теплоты в резце
Q=cpOvp. (4.30)
В процессе обработки между нагретым резцом и окружающим воздухом происходит конвективный теплообмен. Закономерность средней теплоотдачи для горизонтального стержня произвольного, постоянного по длине поперечного сечения, нагреваемого с одного конца до температуры 0,
описывается следующим критериальным уравнением:
NUf^Q^Gr^ff^,
(4-31)
где Nu = — критерий Нуссельта; Gr™ = 2-=--критерий Грасго-
V/
V/
фа; Prf ° — — критерий Прандтля (для воздуха Лу = 0,7);d — диаметр су
стержня; Ту — коэффициент теплопроводности (для воздуха = 2,59-10” 2 Вт/(м- К)); g—ускорение свободного падения; vy— коэф-
фициент кинематической вязкости (для воздуха vy = 15,06-10" 6 м2/с); Д/ — температурный напор: Ы = ©- 0у; Qy — температура окружающего •
воздуха; — коэффициент объемного расширения: 0'=-----~-----
27з| о I
I Лл J
Для токарного резца, имеющего прямоугольное сечение, при расчете принимается эквивалентный диаметр, определяемый по формуле:
р ’
© + ©.
(4.32)
где Fq — площадь поперечного сечения резца; р — периметр поперечного сечения резца.
Подставив в уравнение (4.31) значения критериев и постоянных, получим формулу для определения коэффициента теплоотдачи
5,4(4,^)^ ^ЭХВ
(4.33)
*д УПЛ *
гдесрпр= срд—+ српд------приведенная удельная объемная теплоем-
vp Vp
кость рабочей части резца; срд, срцд — удельная объемная теплоемкость державки и пластины; vp — приведенный объем рабочей части резца: vp = toB 'ЯЬр; В' — ширина державки резца; == 0,825—для проходного резца с главным углом в плане <р « 45°; Ущ, — объем рабочей части державки и пластины резца.
Подставив все составляющие в уравнение (4.28) и решив его относительно О, получим
0 =
л ©п^Г(п + ©3^1Д + ©3^пД j 3,08- к / срдр + vp + otpFpT \
(4.34)
где Хдр — приведенный коэффициент теплопроводности резца:
X™ ,= ХД7^+ ; кд, Ацл—коэффициент теплопроводности держав-
Ир Vp
ки резца и пластины.
Величины 0П, ©з, А ,1П определяются по достаточно сложным зависимостям, поэтому выражение (4.34) было преобразовано и представлено в критериальном виде:
•л / St 0,048е P'V Я2Б0-45 . 0,233В' \ . 035
h + -у—-- sin ’ а
© __________
©Л р 0,21
(4.35) cos "’"у
где В[ — критерий Био: В{ = Т~1'; Fq — критерий Фурье: Fq = ;
^пр Ьр
&А — температура в условной плоскости сдвига.
Температурная деформация резца
ДТР= Pl'npbp© . (4.36)
где Pinp — приведенный коэффициент линейного расширения рабочей части резца (определяется аналогично приведенному коэффициенту теплопроводности)
Рис. 4.7. Расчетная схема к определению температурных деформаций резца при точении без охлаждения:
1 — расчет; 2 — эксперимент; ф - 45*; г “ 0,5 мм: а—13Х12НВМА —TI5K6; а - 12*; у- 12*; б — ВТЗ— 1 — ВК8;а - 10е; у - 0
Л I st /
_ °>05tAP1'°p£ РБ0,45 V H? erf V Ю ^T₽ D/D 0,233B'\ . 0,35 0,9 n0,2
cp2? Bj + \ — sin ’ a cos ’ у Г
l АрЛ) )
(4.37)
Зависимость (4.37) позволяет определить температурное удлинение резца в зависимости от его материала, размеров и геометрии, обрабатываемого материала и режимов обработки. Все входящие в формулы величины можно определить расчетным путем без проведения экспериментов.
Зависимость (4.37) проверялась экспериментально (рис. 4.7). Максимальная погрешность не превышает 15%.
43. ТЕМПЕРАТУРНЫЕ ДЕФОРМАЦИИ ОБРАБАТЫВАЕМОЙ ЗАГОТОВКИ
При точении без СОЖ деталь нагревается, увеличивается ее диаметр. При остывании ее диаметр становится меньше на величину температурной деформации.
У словно предполагаем, что деталь получает тепло от кольцевого источника тепла, движущегося вдоль оси х детали со скоростью подачи. Кольцевой источник образуется путем вращения вокруг оси х линейного источника протяженностью Z.
Задача определения величины температурной деформации формулируется следующим образом: по цилиндрической поверхности детали диаметром 2R бесконечной длины в направлении — х движется бесконечно долго (q = оо) кольцевой источник тепла протяженностью I (рис. 4.8). Требуется определить погрешность обработки детали в любом сечении и погрешность формы детали в продольном сечении.
Известно, что при обработке возле канавок и торцов деталей происходит резкое увеличение температурной погрешности. Это объясняется тем, что тепловая волна, движущаяся перед резцом, встречает преграду (коэффициент теплопроводности воздуха значительно меньше, чем у металлов) и аккумулируется возле нее. На расчетной схеме (рис. 4.9) это явление условно представлено в виде двух движущихся навстречу друг другу кольцевых источников тепла протяженностью I и Г. По принципу суперпозиции температурное поле от действия обоих источников будет равно сумме двух полей:
0 = ©1 + 02 , (4.38)
где 0j, 02 — температурное поле кольцевого источника протяженностью In Г.
Рис, 4.8. Схема красчету температурной деформации обрабатываемой детали при точении
Рассмотрим действие источника тепла на цилиндрической поверхности как на поверхности полубесконечного тела. Бели точечный источник ^(ьУо^о) мгновенно подействовал (tj = 0) и начал двигаться в направлении -х со скоростью sM, то уравнение температурного поля в любой точке A(x,y,z) имеет вид:
0 _ ---------3-------- х
’ 1 4ср(ла)3/2(т-т1)3/2
х ехр
[x-x0-$m(t-ti)]2 + (у-у0)2 + (z-z0) 4а(т- и)
(4.39)
Для источника, движущегося навстречу
~2 4ср(ла)3/2(т- Ti)3Z2
х ехр<-
[x+Xo+sm(t-ti)]2+ (y-yn)2 + (z~zn)
4а(т- п)
(4.40)
Преобразуя уравнение (4.40) к цилиндрическим координатам
(у-Уо)2+ (z-z0)2 = у2- 2цуо+ Уо ~ 2zzq+ zq- z2 =
= (y2-z2) + (У0 + Zq)- 2yy0- 2zz0= r2 + k2- lr sin <p к sin <p0 -- 2r cos ф Arcos<p0= r2 + R2- 2Rr(sincpsin<p0 + cos<pcos<po) = = k2 + r2 - 2Rr cos (<p- <p0),
где R—радиус детали; г—текущий радиус, получаем ®2 ' ^(«А-ч)3'2’'
U+Xn'-t-SxfT- т,)|2 + Я2. г2- 2К г cos (ф- ф0) х ехр ’
• (4.41)
Заменив точечный источник элементарной площадкой с размерами dF« dxQ'dl\ > гДе — протяженность элемента вдоль оси x\dl{ — дуга окружности элемента, получим dF= dx^Rd qpQ .
Тогда
"2= 4ср(лв)3/2(т-тр372 Х
{[x+x0+sm(t-ti)J2+ R2 + г2- 2R г cos (<р-<рЛ) _ -----U-----------—-------------------U-
4а(т-т0
. (4.42)
Если принять (ф— ф0 ) = фд, то температурное поле кольцевого источника шириной Г будет описываться уравнением
®2 =
2л
----V 2 f dxof d<P 4ср(ла) Х() _ 0 0
X
Т1-ТО xj ехр rj-O
[х+хй'+$м(т--т1)12+ Я2+ г2 - 2R г cos Фо 4а(т- Ti)
___dti (т-т1)3/2
. (4.43)
После упрощения получено выражение для усредненной температуры по радиусу детали сплошного сечения от источника Г
®2 =
4,5*0 0,6 + 1
(4.44)
где сит — коэффициенты» определяемые по табл. 45; —макси-
мальная температура на задней поверхности резца.
Рис. 4.9. Расчетная схема для определения температурной деформации детали
Значения коэффициентов cam
Таблица 45
Го С т
,Fo>O,l м 0,27
Si*41 17,3 0,70
Усредненная температура от действия двух источников I и I'
0 =
сО
(4.45)
Температурная деформация заготовки в радиальном направлении
Дт.д=0дКО, (4.46)
где рд—коэффициент температурного расширения материала. Для детали сплошного сечения
4Л/оО,б+ Л 5 5 '
(4.47)
I и / 'определяются следующим образом:
при$£ 2rsin<pi
и
s t£. г (1 - cos ср)
'-Г-
7- 1 ;
при s £ 2г sin <pi и t > г (1- cos ф)
5 (г- t) COS ф - Г
2 sin ф *
при 5 > 2г sin Ф1 и г (1- cos Ф1) + s sin Ф1 (cos Ф1~ sin Ф1) х
Л/ 2г
х V —:------- - 1 t* г ( 1- cos op
s sin Ф1
1' • 2 . Л/2гГ .Л/2г Г
I = Г Sin <Р1 + 5 COS фт - S sin Ф1 COS ф1 V —;-- 1 + t V - 1 ;
1 1 $81Пф1 t
при 1 - cos ф + Ф1 j £ s £ 2г sin Ф1 и t > г (1- cos ф )
. _2 . V 2г , (г-1) cos ф- г
I = г sin ф! + s cos> ф| - s sin ф1 cos ф1 V —:-- 1 - -----— —
1 1 1 1 $81Пф1 81Пф
Из рис. 4.7 следует, что через 5—10 секунд после начала работы резца в детали развивается движущееся вместе с резцом квазистационарное температурное поле и время не оказывает существенного влияния на среднюю температуру детали. При квазистационарном состоянии критерий
Fq = —2 не учитывается ввиду его малого влияния. Формула для опреде
ления температурной погрешности упрощается и принимает вид:
Дт.д
(4-48)
или для кольцевой детали
А ъд ~ с0 Рд (*н ~ *в ) ®т I * с + * « I > (4.49)
гдеЯн и RB — наружный и внутренний радиусы кольца.
Максимальная температура на задней поверхности ©max определяется по следующей зависимости:
0,36 sm0,25a
в^Тбг +
0,465 В1|275Б0,б25Е 0,55 cosot '
4 /
(4.50)
В упрощенном виде
0,05 т, Б 0,45 Е 0,4 erf V^
В0,5ср r0,t5cos0,15a
(4.51)
Окончательно получаем: для сплошного вала
/----( /— /—*1
1,25- 1О'30Д R d тр Б 0,45 Е 0,4 erf V “ V | + V 7
В0,5ср r0,15cos0,15a V
(4.52)
для кольцевой детали
1,25- 1О-30Д(ЯН- RJ трБ 0,45Е 0,4 erf у -
Лтд= йО&.лг<Ц5,ч~<М5„
В ер 1 ’ cos • a
(453)
Формулы (4.52) и (4.53) позволяют рассчитать значение температурной деформации детали и определить не только погрешность размера, но и формы детали.
4.4. ИЗНОС РЕЖУЩЕГО ИНСТРУМЕНТА
Износ инструмента — сложный процесс, Вызывающий изменение технологических условии обработки, качества поверхностного слоя, эксплуатационных свойств обработанных деталей и их точности. При чистовой обработке величину износа инструмента удобно оценивать линейным размерным износомАг, характеризующим смещение вершины или переходного лезвия инструмента в направлении, перпендикулярном к обработанной поверхности, в результате износа задних поверхностей. Величина Лг определяет изменение размера обрабатываемой детали по мере изнашивания инструмента, а максимальный размерный износ — достаточно надежная характеристика при разработке норм расхода инструмента на переточки и величин допускаемых взносов.
Основными причинами износа инструмента в настоящее время считаются:
1) абразивное действие, оказываемое обрабатываемым материалом (абразивный износ);
2) адгезионное взаимодействие между обрабатываемым и инструментальным материалами (адгезионный износ);
3) диффузионное растворение инструментального материала в обрабатываемом (диффузионный износ);
4) окислительные процессы, происходящие на передней и задней поверхностях инструмента (окислительный износ).
Абразивное изнашивание происходит при трении о контактные повер хности инструмента твердых микрокомпонентов обрабатываемого материала: цементита и сложных карбидов в стали, интерметаллидов в жаропрочных сплавах. Оно становится тем сильнее, чем меньше отношение где Яи, Нм — твердость инструментального и обрабатываемого материала при температуре резания.
Адгезионное изнашивание происходит вследствие адгезионнного схватывания в местах контакта инструмента с обрабатываемой заготовкой. При перемещении инструмента по детали происходит непрерывное разрушение и восстановление мостиков схватывания, что приводит к циклическому нагружению контактных поверхностей инструмента и, вследствие хрупкости инструментального материала, его разрушению. Масса инструментального материала, удаляемого с контактных поверхностей инструмента за единицу пути резания, зависит от прочности и твердости обрабатываемого и инструментального материалов. При прочих равных условиях, чем меньше отношение тем сильнее изнашивается инструмент.
При температурах выше 8(ХГС начинается интенсивная диффузия компонентов твердого сплава в обрабатываемый материал и обратно. По сравнению с основным массивом твердого сплава поверхностный слой разупрочняется, что приводит к срезу его движущимися стружкой и поверхностью резания. Таким образом, в общем случае изнашивание твердосп-
данного инструмента происходит вследствие собственно диффузионного растворения и диспергирования контактных поверхностей. Так как в процессе резания с контактными поверхностями инструмента соприкасаются новые поверхности стружки и обрабатываемой заготовки, то поддерживается высокая скорость диффузии.
При температурах700—800вСкислород вступает в реакцию с кобальтом и карбидами титана и вольфрама. Вследствие значительной пористости твердых сплавов окислительные процессы происходят не только на их поверхности, но и на поверхностях зерен, лежащих на некоторой глубине. В результате происходит значительное разупрочнение кобальтовой фазы и ослабление связей между зернами карбидов и связкой, что создает благоприятные условия для вырывания зерен силами трения на контактных поверхностях инструмента и изнашивания этих поверхностей.
Суммарный механизм износа инструмента из твердого сплава определяется температурой (скоростью) резания. При точении на низких скоростях резания (v <v$) изнашивание протекает преимущественно путем вырыва силами адгезии частиц твердого сплава, разупрочненного явлениями усталости. При работе на высоких скоростях резания (у > v0), что соответствует температуре резания 800—950°С, износ инструмента носит преимущественно диффузионный и окислительный характер. Абразивное изнашивание инструмента происходит при работе на всех скоростях резания и связано, в основном, с явлением «самоизнашивания* (царапание контактных поверхностей инструмента вырванными силами адгезии и оставшимися на обрабатываемой поверхности частицами твердого сплава).
Логично предположить существование корреляции между абразивным и адгезионно-усталостным видами износа из-за наличия явления «самоизна-шивания» и зависимости их от отношенияЯ^Яу, а также между окислительным и диффузионным износом, так как оба эти вида износа проявляются при высоких температурах в зоне резания и интенсивность их возрастает с увеличением температуры резания. Тогда для получения критериальных зависимостей можно рассматривать только адгезионно-усталостный и диффузионный виды износа, что значительно облегчает задачу: для этих видов износа имеются теоретические уравнения, хорошо описывающие происходящие процессы.
Количество перенесенного при трении материала с учетом адгезионноусталостного взаимодействия выражается формулой
=* » (4.54)
где Мд — максимально возможное количество материала, которое может быть перенесено на сопряженную поверхность путем среза или отрыва с каждого конкретного участка поверхности; ха — вероятность переноса материала вследствие адгезии; фт — механический фактор вероятности переноса материала; — функция, учитывающая отношение микропроч-
костей контактных слоев трудящихся материалов и склонность их к адгезии = с а Р ^р &р -^"гр > (4.55)
где р—плотность; Лр—площадь областей адгезионного схватывания; dp—средняя глубина срезанных или вырванныхчастиц; —путь трения ; са — постоянный коэффициент.
В условиях точечного или открытого контакта площадь адгезионных участков пропорциональна нормальной силе^ действующей на площади контакта в зоне интенсивного износа и твердости контактных слоев обрабатываемого материала тх:
f N3
Лр = са ; N3 = 0н.ср 9
где стн ср — среднее нормальное давление на участке интенсивного адгезионно-усталостного износа; 6С — средняя ширина фаски износа по задней поверхности резца.
Предполагая, что онхр является функцией сопротивления обрабатываемого материала в зоне стружкообразования Тф, получаем:
А
°н.ср ” Сахср 9 Лр- СаЬ
Считая, что средняя глубина срезанных или вырванных частиц является функцией отношения прочностей контактных слоев обрабатываемого и инструментального материалов имеем
т£ dr *
Р “ С в z •
где ,Xi,y ,z — постоянные коэффициенты; о — предел
прочности контактных слоев инструмента.
Тогда
Мв - са р6сЬ -^тр^а Фт^т • 1 -ф °z
Принимая Тф= £'овр , тк= jt"aBp , а== кол и допуская, что хаФт$ = 001,51 (условия на контакте одинаковые и обрабатываются од нородные материалы), получаем
0*;**-*>
Afa « ca p &c b ^тр -оя
где Оцр, ии — прочность обрабатываемого и инструментального материала при температуре резания; са^, —постоянные коэффициенты.
Интенсивность адгезионно-усталостного износа
, hr Ма 0^22
*в= -Ч" Св* Ои
По данным ТЛ. Лоладзе z = 1,5; у ~ 0,5; х2 - jq » 1.
Тогда получаем
1,5 / \
та- <4-56)
Толщина диффузионного слоя х при постоянной температуре зависит от времени диффузии следующим образом:* « 2А 7рд ^д , где А—постоянная, зависящая от концентрации диффундирующего элемента; — ( Qn\
время; Dj. — коэффициент диффузии: Da = Рло ехр - —г- , Rr — уни-м И А I I
версальная газовая постоянная; 0Д — энергия активации при диффузии, отнесенная к 1 молю твердого раствора.
Масса диффундирующего материала режущего инструмента:
~ Со Рср Ъ ,
. ft3 г*е'д= v • Интенсивность диффузионного износа
т Mr 1 А/ ^до ( Сд
А«" РсрйбсЬтр" C°V 6CV еХ₽Г Яг0| •
(4.57)
Если рассматривать интенсивность износа по задней поверхности, то 0 « 0з, где 0з— средняя температура по задней поверхности резца, определяемая по формуле С.С. Силина:
03 а
0.5тр -Л/БВ —;ferf V — срВ 4
sin0,25a
Veeb1’25
1,035 cosaVBEB1’25 + ' .а/бЪ ( , 0,25 ГД0,35т0,1а^ . 0,25
CrfVT|‘* 'Ле»>в»,1 js“' “
Как показывают расчеты, наибольшее влияние на величину ©з оказывают критерии подобия Б, В и Б, т.е. можно считать, что ©з = / (БВ, Е).
Тогда
Г 'Л/^ДО / V 4,-<чЛ^ехр(-хд),
где Сд— постоянный коэффициент;
(4.58)
cpQn
тТ’БВ’Е
Величина й3 учитывает уменьшение скорости диффузии вследствие увеличения концентрации инструментального материала в обрабатываемом за то время, пока точка на обработанной поверхности заготовки контактирует с задней поверхностью инструмента. Рассматривая интенсивность износа единицы площади задней поверхности и пренебрегая изменением концентрации диффундирующего инструментального материала в обрабатываемом за время контакта вследствие малости времени контакта, т.е. принимая h3v = const, получаем
/ срОп \
= / т^.ВВ.Е . (4.59)
\ )
Величину энергии активации при диффузии для чистых материалов можно найти в справочниках. Однако в условиях резания, когда контактируют два сплава (обрабатываемый и инструментальный материалы), происходит одновременная диффузия различных атомов, причем из инструментального материала в обрабатываемый, так и из обрабатываемого в инструментальный. Вследствие этого величину (2Д для реальных условий резания определить очень затруднительно. Однако, если принять, что Србд . X
——- = const, для каждого определенного сочетания групп близких по
химическому составу обрабатываемых и инструментальных материалов, то
АД=/(БВ,Е) . (4.60)
При переходе к интегральной интенсивности износа режущего инструмента необходимо учесть следующее:
1. Практически невозможно определить отдельно величины чисто диффузионного, абразивного или адгезионно-усталостного износа.
2. Диффузионный и адгезионно-усталостный виды износа взаимосвязаны: в адгезионных явлениях участвуют материалы, изменившие свои свойства в результате явлений диффузии.
Поэтому интегральная интенсивность износа в критериальной форме должна быть представлена в виде произведения критериев:
Лол= (БВ^Е*! ,
I °и I
hr
где Лол — относительный линейный износ: Лол = —; cj, Xj, yi, z( — X/
коэффициенты, значения которых определяются по табл. 4.6. Здесь к = 1 для вольфрамокобальтовых твердых сплавов, к = 1,8 для двухкарбидных титановольфрамокобальтовых сплавов, к == 1,5 для быстрорежущих инструментальных сталей.
Таблица 4.6
Значения коэффициентов
Группы материалов С1 XI Z1
Алюминиевые сплавы 1,79-10-3 0 \/к/<р 3,14 V 2,03
Медные сплавы 1,34 КГ3 0 3,80 V -г* 2,63
Магниевые сплавы 0,26 0 2,71V 2,26
Углеродистые легированные стали 6,68-I0-8 0 2,7<У-^ 3,79
Нержавеющие и жаропрочные стали 1,38- 10ч 1,88 лАхГ i,ioV-f 1,66
Титановые сплавы 2,79- 1<ГП 3,49 \[^9 3,14 V -7х 6,31
Никелевые сплавы 2,05-10’7 2,30 0,92 V -7х 1,70
На рис. 4.10—4.12 приведены экспериментальные данные о влиянии критериев подобия процесса резания на относительный линейный износ.
Рис. 4.10. Зависимость интенсивности износа ЬоЛ от критерия БВ:
1 — 1Х12НВМФШ—ВК8, s - 0,1 мм/ об;
2 — 1Х12НВМФШ—ВК8, s - 0,2 мм/об;
3— 1Х12НВМФ1П—ВК8, s-03 мм/об;
4—12Х18Н9Т—Т15К6, s-0,1 мм/об;
5—ВТЗ—1 —ВК8, s - 0,1 мм/об;
6—ВТЗ—1—ВК8, S-0,2 мм/об;
7—ВТЗ—1 —ВК8, s - ОД мм/об
Оказалось, что для материалов, не являющихся труднообрабатываемыми, при изменении температуры резания от 750 до 950°С (от оптимальной до максимальной практически встречающейся) критерий подобия авр/аи изменяется в очень небольших пределах (порядка 5—15%). Поэтому было принято, что Xj = 0. Это подтверждает тот известный факт, что дри обработке таких материалов на скоростях выше оптимальной превалирует диффузионный и окислительный износ, влияние которого отражают критерии БВ и Б. Применение критерия подобия Овр/Ои целесообразно лишь для материалов, сохраняющих высокие прочностные свойства при температурах 800...850*С (титановые, нержавеющие, высоколегированные и жаропрочные стали и сплавы).
Погрешность обработки, вызванная износом инструмента, будет определяться следующим образом».
Рис. 4.11. Зависимость интенсивности износаЛол от критерия Е:
1 — 12Х18Н9Т—Т15К6, БВ-50;
2 — 1Х12НВМФШ—ВК8, БВ - 10; 3—ВТЗ—1 —ВК8, БВ-12
Рис. 4.12. Зависимость интенсивности износа Лол от критерия Овр/а, :
1 — ХН73БМТЮ—ВК8, БВ - 10, Е - 0,184; 2—ВТЗ —1—ВК8,БВ-20,Е-0Д28;
3 — 12Х18Н9Т—Т15К6, БВ - 20, Е - 0,271;
4 — 1Х12НВМФП1—ВК8, БВ - 20, Е - 271
л dlL / oBO \ 1 у. , 2hr= 2honL= 2--5cj -Л (EBfE21, (4.61)
з I °и I
где /ц — длина обработанной поверхности в направлении подачи; значения коэффициентов ci, Ху yi, zj приведены в табл. 4.6.
45. СУММАРНАЯ ПОГРЕШНОСТЬ ОБРАБОТКИ
Суммарную погрешность при чистовом точении сталей и сплавов можно определить, используя уравнение баланса погрешностей (4.3) и соотношение Твд = 0,6 + 0,7Г, а также уравнение (4.1):
0,7Ajs Ад + Ад— А^р - Дтд . (4.62)
Подставляя расчетные формулы для определения погрешностей Дд.Ак.Л^р.Дтд, получим уравнение для определения суммарной погрешности
0,7Д25
..О.3 «п°>29« я0-54;
Hl sup а В ^ /сист
/ ЧХ|
ЛЙИтт/ 1 V 9
+ 2ci—2 (БВ)У1Е^ -
$ I /
О.Обт^ВгрердБ0’45
/ 0>233В'\ . о,35 0,9 г<0,2
ерв Bi + -z, sin ’ а cos ’ у Г ’
I Lpr$ I
2Д 10‘3р1( Ан - Ав ) тр Б °’45 Е0’4
В^срГ0,15 cos0,15a Г
. (4;63)
По формуле (4.63) может быть определена суммарная пырешность обработки для операций чистового точения, а также решена и обратная задача — определение режимов обработки в зависимости от заданной точности.
5. ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ КАЧЕСТВА ОБРАБОТКИ И ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ
5.1. МЕТОДИКА ОПРЕДЕЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ УСЛОВИЙ ОБРАБОТКИ, ОПТИМИЗИРОВАННЫХ ПО ЗАДАННЫМ ПОКАЗАТЕЛЯМ КАЧЕСТВА ПОВЕРХНОСТИ И СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА
Рассматривая суммарную погрешность обработки, состоящей из погрешностей, обусловленных недостаточной жесткостью технологической системы, температурными деформациями детали и инструмента, а также износом инструмента, значение подачи с учетом заданной точности обработки можно определить по формуле
а л (лс 0,36sino>25a 0,465В1 * *’275 Б 0’625 E°’55cosa
0,5.
годадода!1подаае11у5а
\ • 4 /
cIVWo71/ I } Г //у °-5*-
* 0,5/?н + 1 I sM I [ я“
Тр H2sini]f ;----------X
Усист
1 o,5pift
- + 1 + tg( arctgB - у) + ——
К LlpST
arccosf 1 - ^2® 1- sin7^ j+
a2Bl-b2(l-sinY)-
sin a (cosy + В sin у) Pi
cosa + cpr d I [ | (БВ/1 E Z1. (5.1)
I aK J
1
Решив уравнение (2.7) относительно подачи, получим s= J (ZrRz'}Q’StVp 1+ tg(arctgB-y) + x
X
arccos^ 1 - a2®" )
sina (cosy + В siny) Pi
X
. 0,115 18/1 .0.7 п 0,1 0,43 Г л ос • 0,115 0,57 0345л .0,03
х cosotv Xsin ’ а г / i by cpQpf of 2,85 sin ’ av н а ’
+ 0,6625^,pea0>57pi’75
(5.2)
Решая (5.2) и уравнение для определения оптимальной скорости резания [17], можно определить сочетание режимов резания и других параметров, обеспечивающих требуемую величину/^ при условии, что t s г.
В общем случае, требуемое сочетание режимов резания определяется решением системы уравнений: выражений для определения оптимальной скорости резания из [17] и уравнений (2.5) и (2.7). Решение возможно с использованием ЭВМ и выполняется в следующей после
довательности:
1. Задаются пределами и шагом изменения подач. Для первого значения s определяют значение оптимальной скорости резания.
2. Полученные значения s и v подставляются в правую часть уравнений
5 S
(2.7) в зависимости от сочетаний (р >. arcsin— и <pj < arcsin— , а заданное
значение Т?2 — в левую часть. Если расхождение между правой и левой частями уравнения не превышает заданной величины (например, 10%), то соответствующее сочетанием и v принимается решением данной системы уравнений.
3. Если это условие не соблюдается, то осуществляется перебор сочетаний м и v до получения равенства правой и левой части уравнения.
Для удобства практического использования на основе расчетов по полученным зависимостям составлены номограммы определения режимов резания при точении (рис. 5.1).
Преобразовав формулы для определения остаточных напряжений в
поверхностном слое при точении дисков на оптимальных скоростях резания, можно выразить подачу как функцию максимальных остаточных напряжений в поверхностном слое [3]:
31 f °ост 3,У 0,9 а
[ ит [ ср ] mv _Д \ \ 3fi( h 1,07f А. "11,97
Д1 I I b\ I I aj I I h I
(5.3)
Таким образом, задаваясь требуемым значением о0СТТ , можно определить сочетание режимов резания и других условий, характеризующих процесс резания. Это целесообразно выполнять на ЭВМ, так как подача входит также в правую часть уравнения и решение находится методом перебора значений s.
nt об/мЦН----
Рис. 5.1. Номограмма для определения режимов резания при точении ВТ9 резцом из ВК8: ср - 45*, Ф1 - 15*, а - оц - 10*, у - 0
После расчетов на ЭВМ была построена номограмма для определения режимов резания при торцевом точении (рис. 5.2).
Рис. 5.2. Номограмма для определения режимов резания при точении ХН73БМТЮ резцом из ВК8 в зависимости от максимума остаточных напряжений: а- 10*, у- 10*, ф- 45*, ф!- 15е, к- 0
Из формулы (3,6) получено выражение для определения значения подачи, обеспечивающей требуемое значение наклепа:
h 1,67у O,468r 5,845s1’7 а0,15^0,55
' *= 1лз. ‘ (5'4)
Оптимальное сочетание режимов резания, обеспечивающее требуемое значение глубины наклепа, может определяться также по номограмме (рис. 5.3).
Рис. 5.3. Номограмма для определения режимов резания по заданной глубине наклепа при точении ХН73МБТЮ резцом из ВК8: у - 10°; ср - 45° ; - 15е; Р( - 30 мкм; г- 1-КГ3м .
Скорость резания, обеспечивающая требуемый период стойкости режу-
щего инструмента:
Лизнв(1+Х)У1^1^1( 1 ” sinY ) ’
________________Л / _____________________
ои I
1
1+(1+х)у1
где Д изН — допустимый радиальный износ режущего инструмента.
Совместно решая это уравнение с уравнением для расчета оптимальной скорости резания, определяют при выбранной глубине резания сочетание скорости резания и подачи, обеспечивающее заданное значение периода стойкости режущего инструмента Тр.
Рис. 5.4. Блок-схема расчета режимов резания
Блок-схема расчета режимов резания, обеспечивающих заданный уровень качества поверхностного слоя и стойкости инструмента, приведена на рис. 5.4.
52. ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ЭКСПЛУАТАЦИОННЫХ ПАРАМЕТРОВ ДЕТАЛЕЙ
В настоящее время бесспорно доказано влияние характеристик поверхностного слоя на эксплуатационные показатели. Так, исследованиями установлено, что при нормальной температуре остаточные напряжения, наклеп и шероховатость поверхности изменяют усталостную прочность в соотношении 1,5:1,25:1,03 [10]. Влияние шероховатости поверхности и глубины наклепа при повышенных температурах более значительное, чем остаточных напряжений. При этом значимость каждого из параметров в снижении сопротивления усталости составляет: шероховатость поверхности до 50%, наклеп поверхностного слоя 40—50%, остаточные напряжения до 5—10% [21].
В ряде случаев установлено как качественное, так и количественное влияние характеристик поверхностного слоя на эксплуатационные показатели. Так, например [21]:
о_1 = Ag + A\Rz + + АзУ ,
где cF-i—предел усталости; Aq, A lt А 2, Аз—коэффициенты, зависящие от обрабатываемого материала и вида обработки. Влияние растягивающих остаточных напряжений в поверхностном слое на сопротивление усталости проявляется следующим образом:
°-1 = °-1исх“ CGocrmax > (5-5)
где <J-i исх — предел текучести образца без остаточных напряжений; °осттах — максимальные остаточные напряжения; с' — коэффициент, зависящий от вида обработки.
По данным Б. А. Кравченко при чистовой обработке лезвийным инструментом с' = 0,006; при получистовой обработке с' = 0,01. При этом сжимающие остаточные напряжения повышают предел выносливости, а растягивающие снижают.
Следовательно, качество поверхности оказывает существенное влияние на эксплуатационные характеристики деталей. Поэтому целесообразно ставить вопрос о технологическом обеспечении качества поверхности детали с целью получения требуемых эксплуатационных характеристик [13, 14]. Наиболее существенное влияние на усталостную прочность оказывают подача, глубина резания и износ резца, что подтверждается данными, приведенными в табл. 5.1—5.3.
Используя известные формулы для определения коэффициентов податливости [13], характеризующих жесткость соприкасающихся поверхностей, а также зависимость для расчета высоты неровностей обработанной поверхности, можно определить коэффициенты податливости соприкасающихся поверхностей в зависимости от характеристик процесса механической обработки.
Таблица 5.1
Влияние подачи на сопротивление усталости титанового сплава
5, мм/об О-Г107,Па = р
0- 20*С 0- 400*С
0,08 42 38 м
0,2 25 28 4,0
0,4 18 18,5 10,0
Таблица 5.2
Влияние глубины резания на сопротивление усталости титанового сплава
t, мм 0-1-107, Па 1?
0- 20*С 0* 400*С
0,5 33 31 5
1,5 25 28 5
3,0 — 22 4
Таблица 5.3
Влияние износа задней поверхности резца на сопротивление усталости титанового сплава
6, мм 0-Г 107, Па мкм
о - аге 0- 400*С
0,0 25 28 4,0
0,2 33 30 8,0
0,5 33 32 6,5
0,6 30 33 5,0
Были выполнены расчеты коэффициентов податливости при упругопластическом контакте поверхностей, обработанных точением. Материал обработанных деталей сталь 45. Инструментальный материал Т15К6. При расчетах приняты следующие режимы резания и геометрические параметры режущего инструмента:
для Ж= f(s) :t = 1 мм, г = 1 мм, pj = 20 мкм ;
для W = f (t) :s = 0,4 мм/об , r = 1 мм, p[ = 20 мкм ;
для W= f(r) :s = 0,4 мм/об, f = 1 мм, pi == 20 мкм;
для W = /(pl):5 = 0,4 мм/об, t = 1 мм, г = 1 мм .
Во всех случаях были приняты: а = 12° ; у = 12°; <р = 45°; <pj = 45°.
Как видно из рис. 5.5, наибольшее влияние на коэффициент податливости оказывают подача з, радиус при вершине резца г и радиус скругления режущей кромки рр Эти же параметры оказывают существенное влияние на шероховатость обработанной поверхности. Незначительное влияние на контактную жесткость обработанной поверхности оказывает глубина резания.
fO 20 W 40 50 Я0
Рис. 55. Зависимость коэффициента податливости при контакте поверхностей, обработанных точением от подачи, глубины резания, радиуса при вершине в плане и радиуса скругления режущей кромки резца
С использованием графиков, приведенных на рис. 5.5, может быть получена формула для определения коэффициента контактной жесткости в зависимости от параметров процесса резания:
3,5-10~7.s1,1 .
0,8 0,66,0,175 ’ мкм/^кг » (5*6)
Г Pl »
где s, г и t выражаются в миллиметрах, pi — в микрометрах.
Может быть также решена задача по определению отдельных параметров, характеризующих процесс резания, по заданной величине коэффициента контактной жесткости. Например,
^0,91,. 0,73 0,6.0,16
1т г of I
S---------2ЛГ------- • (57>
Основываясь на исследованиях Зибеля и Гейера, можно сделать вывод, что предел усталости материала детали, подвергаемой механической обработке, определяется зависимостью следующего вида:
°-1М = ( С1 - П 1пЛ2 'j °-1 > <5-8)
где о_1М — предел усталости материала детали после механической обработки; сип — постоянные, зависящие от обрабатываемого материала и вида его термической обработки.
Принимая, что при обработке точением Rz = А1- ”о — , где
оГ
л 2<.;ЛН5^„0Д7л0,345-7 М0,3^ , Яо 0,57 0,075
0,6o25s ’ 4,3 sm ’ Q-Vq а\ Д/п + ?Еа
0,57 • 0,025 .0,26 0,615-л 0,04 л—0,1 / * л • \ 9
Тра 'sin ’ a t ’ т ’ cq о ’ р] (1- 0,45 sin у)
получаем
( . 103)
о-1м = pl - п InA1 ”»• — о_1 .
(5-9)
Из формулы (5.9) можно определить значения отдельных параметров процесса резания, которые могут обеспечить заданный предел усталости материала детали после ее обработки на оптимальных режимах резания.
Для конкретного сочетания обрабатываемого и инструментального материалов с общепринятой геометрией инструмента можно получить упрощенные формулы, учитывающие основные параметры процесса резания. В частности, при обработке точением высота неровностей может быть опре
делена но формуле [3]
CS*1
гм» ’
(5.10)
где$ и г выражаются в миллиметрах, Pi — в микрометрах. Подставив значение Rz из формул (5.10) и (5.8), получим
(5.Н)
где с, Х|, у 1, zi — постоянные, зависящие от обрабатываемого и инструментального материалов, а также геометрических параметров инструмента (табл. 5.4).
Таблица 5.4
Значения коэффициента с и показателей степени в формуле (5Д1)
Обрабатываемый материал с XI У1 Z1
ХН73МБТЮ 1016 .. 1,42 1,0 ... . 0,85
ВТ9 4865 1,71 1,1 0,96
Л62 608 1,58 1,04 0,95
Ал9 242 137 0,95 0,79
Д16Т 82 1,23 1,07 1,07
ЛС59—1 123 1,64 0,94 0,93
Мл5 146 1,66 1,25 1,05
Ма2—1 125 2,04 ** 1,44
Может решаться и обратная задача, т.е. определение режимов резания или других параметров процесса резания по заданной величине предела усталости. Так, например, допустимая величина подачи может определяться по формуле
103 Лсд u_iM
ехр — --- С----------------------I п-О_д
(5.12)
Значения коэффициентов сд и л для различных групп материалов должны определяться экспериментально. В соответствии с исследованиями Зибеля и Гейера при изгибе с вращением для отожженной стали сд = 0,73, п » 0,05; для отпущенной стали Сд = 0,6, п = 0,06. При пульсирующем растяжении для отожженной стали сд = 0,57, л = 0,08; для отпущенной стали сд = 0,46, л = 0,08.
Исследованиями И.В. Крагельского установлена зависимость для определения интенсивности изнашивания [7]:
т _ а ^шах h (v+ 1 >3
(5.13)
где d — коэффициент, зависящий от вида контакта: при упругом контакте d = 0,5; при пластическом d == 1; Ъ и v — параметры степенной аппроксимации кривой опорной поверхности. Доказано, что для методов обработки, связанных со снятием стружки [13]
*а~ 1 1
v =
(5.14)
*= 0,5
(5.15)
гДе Knox.—максимальная высота неровностей профиля; Rp—расстояние от линии выступов до средней линии; ej — относительное сближение, выраженное в долях наибольшей высоты неровностей профиля; п — число циклов воздействий, которое приводит к разрушению материала. Значение п выбирается в соответствии с рекомендациями [7]; 3 — средний размер пятна в направлении, перпендикулярном направлению скольжения:
-j о 2cvJ?niaxe 1
а = 2 V---------- ; г — радиус единично# микронеровности.
Решением системы уравнений (2.7), (5.13) MOiyr быть определены режимы резания, обеспечивающие заданную интенсивность изнашивания. Для конкретного сочетания обрабатываемого и инструментального материалов при обычно рекомендуемой геометрии инструмента с учетом формулы (5.10) и для У- VQ
Jh = 0,078----1——
п
c-s 1
*+0,364
(5.16)
Значениях и т\ приведены в табл. 5.5.
В общем случае интенсивность изнашивания при механической обработке является функцией высоты неровностей
= 0,078
*+0,364 &
X
(5.17)
а^Ч5 Л
Значения л и mi
Таблица55
Rz, мкм X mi
320-1,6 1,0 од
1,6-0,8 1,35 0,11
0,8 —L2 0,25
с учетом формулы (5.7) получим
________________________________________1_______________________________________
1+ 7»+ tg (arctgB- у) п 12,824л ~ а0-5?’1™0’5 Mr Cj гЛХ-j 1/х + 0,728
1Д7, - 0,1 0,43
х [2.85 sta”.' ‘5av 0.3 „ 0,6625Mt _
v Xsinw,Iwa L
n$T _P1L - O,5TP
al
( U.(| • г* П- bz( 1- sin?)’1 «J
arccos 1- O2J3T + a2~.----z-----; + —
sin a (cosy+ Bsmy) p J
x
x cosa
(5.18)
гдет = —.
5
Совместно решая на ЭВМ уравнение для определения оптимальной скорости резания [17] и (5.18), определяют оптимальное сочетание скорости резания и подачи, обеспечивающее требуемое значение интенсивности изнашивания.
Для условий оптимального резания можно с использованием полученных зависимостей определять влияние условий обработки, в частности режимов резания, на усталостную прочность, которое характеризуется эффективным коэффициентом концентрации
*a= l+go(aa- 1) . (5.19)
Здесь аст — коэффициент концентрации нормальных напряжений:
л Л/ Rz при кручении и сдвиге; aCT = 1 + 2 V у— — при
вп
растяжении и изгибе, где гвп — радиус кривизны на дне впадины; при обработке лезвийным
s т
инструментом гвп = 0,03——; у — коэффициент, зависящий от отношения
шага неровностей к их высоте (рис. 5.6); ga—коэффициент чувствительности металла к концентрации напряжений.
По результатам исследования Р. Петерсона
g —1— (5.20)
1+-5-
гвп
где а — константа материала детали, зависящая от предела прочности на растяжение (табл. 5.6).
Таблица 5.6
Значенияа
о,-107, Н/м2 а, мм а,-107, Н/м2 а, мм
35 0,38 105 0,09
53 0,25 140 0,05
70 0,17 176 0,03
1 88 0,13
С учетом формул перехода от других параметров шероховатости к Rz при кручении и сдвиге
.(5.22)
Рис. 5.6. Зависимость коэффициента у от отношения шага неровностей к их высоте
-у-2—;(5.2i) 4 + ЗЗЗтхД?
при растяжении и изгибе
4 + З.ЗЗт^/
Кс= 1 +
Таким образом, при известном коэффициенте концентрации наг □ряжений можно определить максимально допустимое значение
подачи или других параметров, характеризующих условия резания, с целью обеспечения заданного техническими условиями предела усталости.
5.3. ОПРЕДЕЛЕНИЕ РЕЖИМОВ РЕЗАНИЯ С УЧЕТОМ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
Технологическая себестоимость выполнения операции, зависящая от режимов резания, определяется по формуле [9]
Сток” Вс^см т* + ; 2 мп 2 МП (523)
_ L жй tu sn lOOQsv ' (524)
Путь резания за период размерной стойкости
(5.25)
(5.26)
В соответствии с формулой (В.5)
Гу( 1- sin? )0>73
(527)
Тогда
Стои- Bcl(Xv+ Б
Г P].Vlvyi(i+*)
Гу( 1- siny )0’73
(528)
Скорость резания, соответствующую минимальной себестоимости, можно определить, если взять производную от выражения (5.28) и прирав-
нять ее к нулю:
Аизн^с____________________
сМ1+ДХ1* /
—U1-— кт кО73 Г,С1СМ _
Гу(1- siny)0'73 I а1
. (5.29)
Технологическая производительность определяется по формуле [9]
Гм
+ <р Теи
*мп
(5.30)
Максимальное значение производительности будет при условии
+ m Тсм ^МП ?
- 0 ,
где
Тм Г„ +
1М1Т
TcCi pt
I Пи
. (5.31)
Таким образом, по формулам (5.29) и (5.31) можно определять значение скорости резания, соответствующее одному из условий оптимизации процесса резания: минимальной себестоимости изготовления детали или максимальной производительности обработки.
5.4. АВТОМАТИЗИРОВАННОЕ УПРАВЛЕНИЕ ПРОЦЕССОМ ОБРАБОТКИ ДЕТАЛЕЙ С ЗАДАННЫМИ ПАРАМЕТРАМИ КАЧЕСТВА
Окончательная механическая размерная обработка деталей является перспективной для технологии машиностроения. Необходимость быстрого освоения производства новых авиационных изделий, а также создание гиб
ких автоматизированных производств требует разработки экспрессных и, в первую очередь, расчетных методов определения технологических условий обработки, позволяющих еще на стадии проектирования технологического процесса изготовления закладывать решения, обеспечивающие при минимальных затратах заданные требования к поверхностному слою.
При чистовой обработке деталей, работающих в сложных условиях (высокие удельные давления, циклически изменяющиеся нагрузки, повышенные температуры), требуется*обеспечение не только размерной точности обработки и параметров шероховатости обработанной поверхности, но и параметров, характеризующихповерхностный слой по физико-механическим свойствам.
На параметры качества деталей оказывает влияние множество случайных и систематических факторов: износ инструмента, колебание величины припуска на обработку, физико-механических характеристик обрабатываемого и инструментального материалов и др. Это ведет к тому, что первоначально заданные режимы обработки не обеспечивают требуемых параметров качества в партии деталей.
В предлагаемом способе автоматического управления процессом обработки обеспечение требуемых показателей качества поверхностного слоя достигается тем, что в зоне обработки измеряются сила и температура резания, значения их преобразуются в энергетический критерий подобия, характеризующий энергоемкость процесса обработки, и по полученному значению корректируют режимы обработки в зависимости от заданных значений параметров качества поверхностного слоя.
Показатели качества поверхностного слоя формируются под одновременным воздействием силы и температуры резания, поэтому, управляя процессом резания путем поддержания определенных значений этих величин, можно получить требуемые значения параметров шероховатости, степени и глубины наклепа, остаточных напряжений и т.д., необходимые для обеспечения заданных эксплуатационных свойств.
Эти показатели связаны математическими зависимостями с критерием А, характеризующим энергоемкость процесса резания:
ajbjcp©
А------р— .
Величина критерия А может быть однозначно определена в зависимости от заданных показателей качества поверхностного слоя, а постоянство его величины может быть поддержано за счет варьирования величин силы и температуры резания в течение всего периода обработки. Последнее достигается путем изменения скорости резания и подачи.
Способ управления процессом резания сводится к постоянному замеру тангенциальной составляющей силы резания и температуры резания в процессе обработки. Далее определяется критерий А, величина которого срав
нивается со значением, определенным исходя из требуемых показателей качества поверхностного слоя. Если в какой-то период времени критерий А вышел за пределы заданного значения, то путем изменения режимов обработки осуществляется корректировка с целью поддержания его стабильности.
Для реализации этого способа была составлена программа расчета на ЭВМ СМ-4 режимов резания, обеспечивающих постоянство критерия А по мере износа резца.
Предлагаемый способ автоматического управления использован при создании системы автоматического управления процессом обработки(рис. 5.7).
Рис. 5.7. Блок-схема автоматического управления процессом обработки
Система содержит станок /, инструмент 2, измеритель температуры в зоне обработки 5, представляющий собой датчик температуры с промежуточным усилителем, измеритель силы резания 4 с промежуточным усилителем, измеритель погрешности обработки 5, блок управления приводом подачи 6, блок управления приводом главного движения 7, интерфейсный блок S, состоящий из коммутатора аналоговых сигналов 9, аналого-цифро
вого преобразователя 10, цифроаналоговых преобразователей 11 и 12, контроллера связи с ЭВМ 13.
Измеритель погрешности обработки 5 тфъдртьллет собой последовательно соединенные датчики малых перемещений индуктивного типа, подключенные к промежуточному преобразователю. Блоки управления приводом подачи 6 и скоростью главного движения 7 представляют собой промежуточные усилители, подключаемые к соответствующим исполнительным органам станка 1. Интерфейсный блок 8 выполнен на основе крейта КАМАК, включающего в себя необходимый набор модулей: контроллер крейта, релейный мультипликатор, аналого-цифровой преобразователь, цифроаналоговые преобразователи.
Информация о температуре в зоне обработки, силе резания и погрешности обработки с выходов измерителей преобразуется в цифровой код и поступает в управляющую ЭВМ. На основе этой информации ЭВМ вычисляет значение энергетического критерия А и сравнивает его с исходным, определяемым на основе требуемых показателей качества поверхностного слоя. В случае расхождения заданного значения критерия А и полученного для данного момента времени ЭВМ производит корректировку режимов обработки, меняя значения подачи и скорости резания.
Таким образом, система автоматического управления процессом обработки позволяет обеспечить заданные точность обработки и параметры качества поверхностного слоя для получения требуемых эксплуатационных показателей деталей машин.
ЗАКЛЮЧЕНИЕ
Изложенные в представленной монографии результаты исследований, выполненныхвРыбинском авиационном технологическом институте, направлены на совершенствование технологических процессов изготовления деталей авиационных двигателей, в том числе особо ответственных деталей (дисков, валов и др.), где необходимо достижение в процессе обработки не только требуемой точности, но и параметров поверхностного слоя (шероховатость, остаточные напряжения, степень и глубина наклепа и др.). Результаты исследований могут быть использованы при разработке подсистем автоматизированного проектирования технологических процессов механической обработки, а также при разработке систем автоматизированного управления процессом обработки с целью обеспечения требуемого качества поверхностного слоя и заданной точности обработки.
Материалы монографии рекомендуется также использовать для разработки программного обеспечения станков с программным управлением и гибких производственных систем.
ЛИТЕРАТУРА
1. Абрамов В.В. Напряжения и деформации при термической обработке стали. — Киев: Высшая школа, 1985. —134 с.
2. Абрамов Ф.Н., Любимов В.Е., Коваленко В. В. Справочник по обработке металлов резанием. — Киев: Техника, 1983.—240 с.
3. Безъязычный В.Ф., Шарова Т.В., Мищенко А.А. Расчет режимов резания в курсовом и дипломном проектировании с использованием ЭВМ.—Ярославль: ЯПИ, 1983.—86 а
4. Безъязычный В.Ф. Расчетное определение остаточных напряжений с учетом одновременного воздействия на поверхностный слой термических и механических явлений процесса резания // Технологическое обеспечение надежности и долговечности деталей машин.—Ярославль: ЯПИ, 1987. — С 14—20.
, 5.Безъязычный В.Ф., Кожина Т.Д., Чарковский Ю.К. Технологические методы обеспечения эксплуатационных свойств и повышения долговечности деталей. — Ярославль: ЯПИ 1987. — 86 с.
б. Витенберг ЮР. Маркова Л.Г., Ардашников Б.Н. Проблематехнологагческого обеспечения ГОСТа 27—89—53 и пути ее решения // Контактная жесткость в приборостроении и машиностроении. Материалы Всесоюзн. научно-технического семинара.—Рига, 1979. С 57—58.
7. Крагельский И. В., Михин Н.М. Узлы трения машин. — М.: Машиностроение, 1984.—280а
8. Малинин Н.Н. Ползучесть в обработке металлов. — М.: Машиностроение, 1986. — 216 а
9. Молчанов Г.И. Повышение эффективности обработки на станках с ЧПУ.—М.: Машиностроение, 1979. — 240 с.
Ю.Маталин А. А. Технология машиностроения.—Л.: Машиностроение, 1985.—512а
11. Постнов В.В., Шарипов Б.У., Шустер Л.Ш. Процессы на контактных поверхностях, износ режущего инструмента и свойства обработанной поверхности. — Свердловск, Изд-во Уральского университета, 1988. —222 с.
12. Подураев В.Н. Автоматически регулируемые и комбинированные процессы резания.—М.: Машиностроение, 1979. —304 с.
13. Р ы ж о в Э. В. Технологические методы повышения износостойкости деталей машин. —Киев: Наукова думка, 1984.—272 с.
14. Суслов А. Г. Технологическое обеспечение параметров состояния поверхностного слоя деталей. — М.: Машиностроение, 1987. — 208 с.
15. Самуль В.И. Основы теории упругости и пластичности. — М.: Высшая школа, 1982. —264 с.
16. Смирнов - Аляев Г. А. Сопротивление материалов пластическому деформированию. —Л.: Машгиз, 1960. — 368 с.
17. Силин С.С. Метод подобия при резании материалов. — М.: Машгиз, 1980. —152 а
18. Силин С.С., Рыкуков Н.С. Оптимизация технологии глубинного шлифования. — М.: Машиностроение, 1989. —132 а
19. Старков В.К. Некоторые исходные состояния дислокационного анализа процесса резания металлов // Прикладные вопросы физики деформации и разрушения материалов. Материалы совещания. Выл. 2. — М., 1974. С 29—41.
20. Старков В.К. Обработка резанием.—М.: Машиностроение, 1989.—296 а
21. Сулима А.М., Шулов В. А., Ягодкин Ю.Д. Поверхностный слой и эксплуатационные свойства деталей машин. — М.: Машиностроение, 1988.—238 а
ОГЛАВЛЕНИЕ
Предисловие..............................................3
Введение ..........................°.....................7
1. Расчет остаточных напряжений в поверхностном слое детали ............................................29
1.1. Точение..........................................30
1.2. Фрезерование ....................................79
1.3. Шлифование.......................................90
1. Расчет параметров шероховатости обработанной поверхности деталей ...................................103
3. Расчет глубины и степени наклепа обработанной поверхности............................................118
3.1. Расчет глубины наклепа .........................118
3.2. Расчет степени наклепа..........................131
4. Погрешность обработки деталей ......................133
4.1. Упругие деформации технологической системы......134
4.2. Температурные деформации режущего инструмента .... 142
4.3. Температурные деформации обрабатываемой заготовки . . 148
4.4. Износ режущего инструмента......................154
4.5. Суммарная погрешность обработки.................162
5. Технологическое обеспечение качества обработки и эксплуатационных свойств деталей .......................163
5.1. Методика определения технологических условий обработки, оптимизированных по заданным показателям качества поверхности и стойкости режущего инструмента ..............163
5.2. Технологическое обеспечение эксплуатационных параметров деталей...................................168
5.3. Определение режимов резания с учетом показателей ... 176 5.4. Автоматизированное управление процессом обработки деталей технико-экономических с заданными параметрами качества 177
Заключение.............................................181
Литература............................................ 182