






























































































































































































































































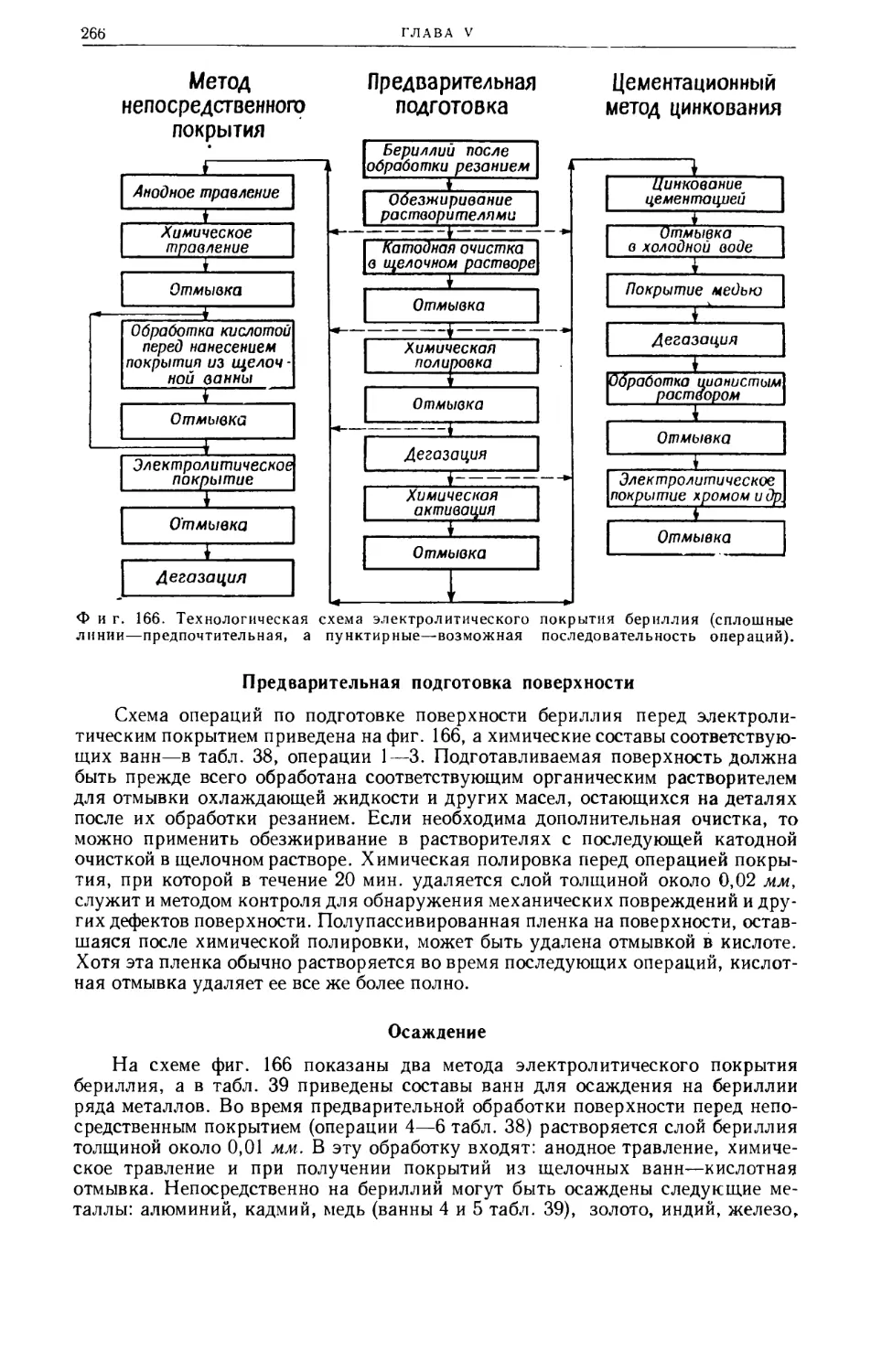



















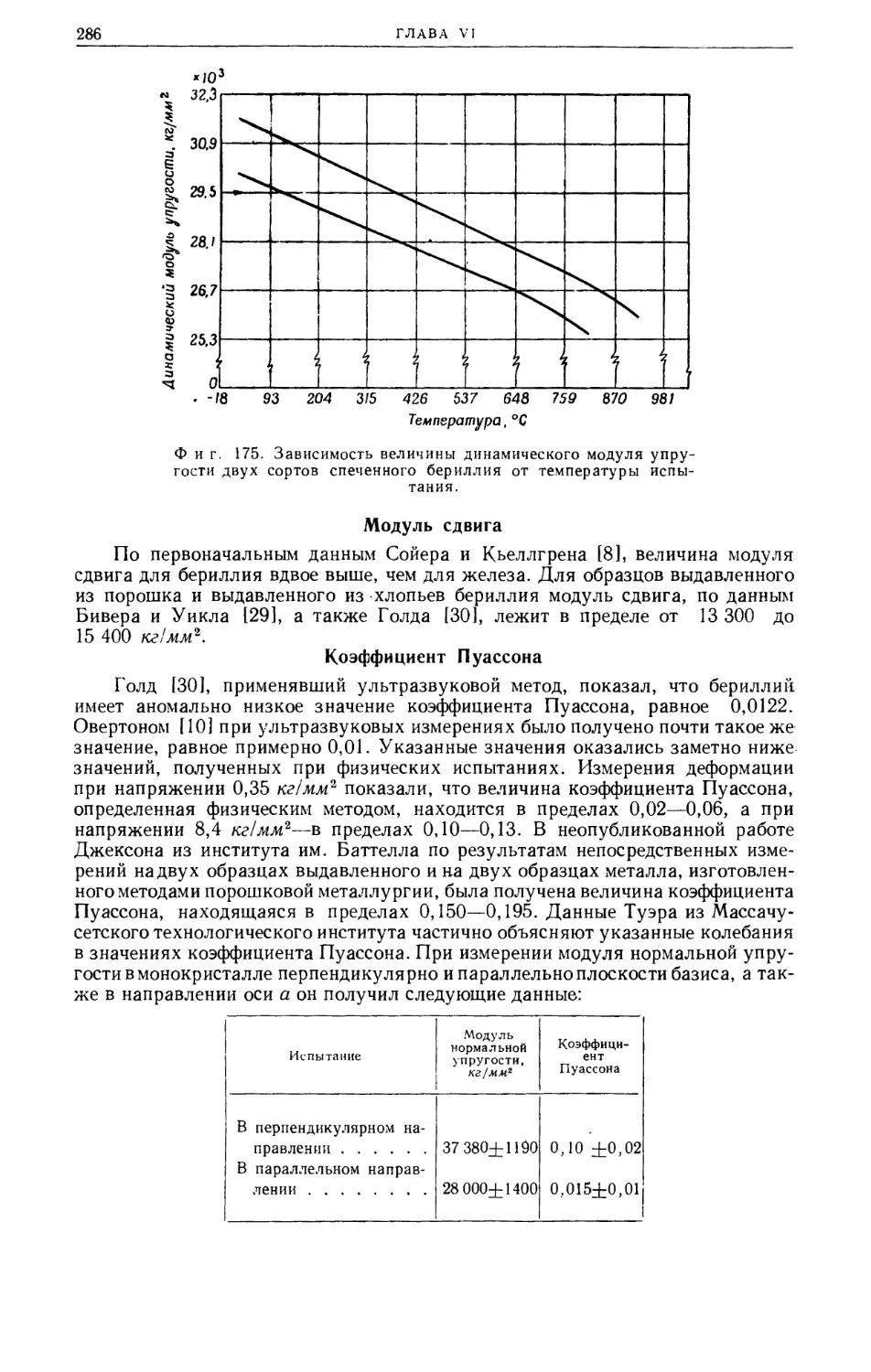

























































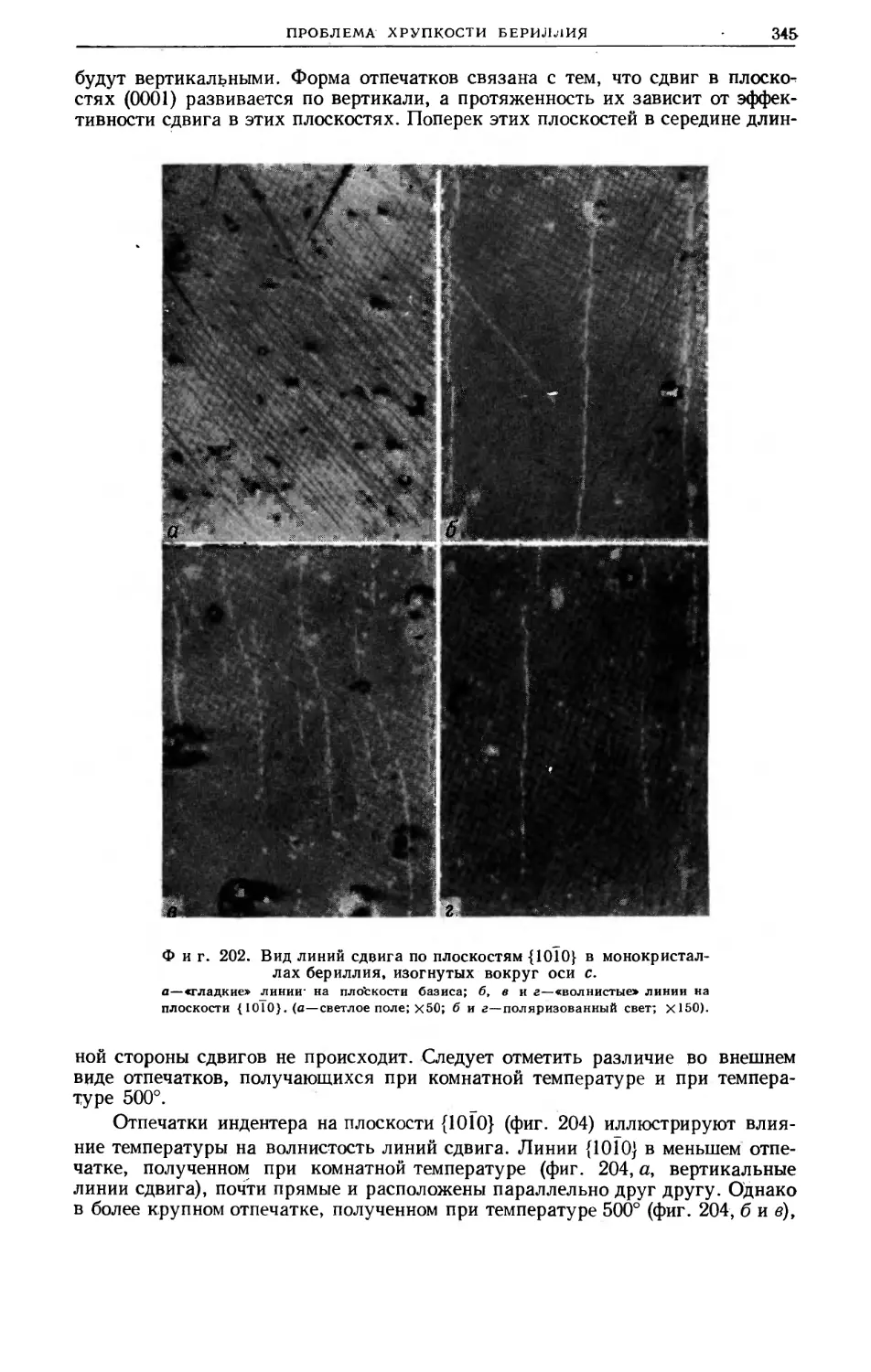

















































































































































































































































































Text
БЕРИЛЛИЙ
Нод редакцией
ДЛ[У А Й Т А и ДЖ. БЁРКА
Перевод с английского
Под редакцией
канд. хим. наук
М. Б. РЕЙФМАНА
ИЗДАТЕЛЬСТВО
ИНОСТРАННОЙ ЛИТЕРАТУРЫ
Москва 1960
АННОТАЦИЯ
В книге описана роль бериллия в промышленности вообще и отдель-
но — в атомной технике.
Излагается технология получения соединений бериллия, металли-
ческого бериллия и изделий из него.
Приводятся данные о термодинамических свойствах бериллия и его
соединений, а также данные о сплавах и металлографии бериллия и его
коррозионных свойствах.
Весьма подробно рассмотрены причины хрупкости беррилия и дана
теория этого явления.
Разобраны вопросы, связанные с получением огнеупорных изделий
и керметов, содержащих бериллий и его соединения.
Приводятся сведения о токсикологии бериллия и мерах по технике
безопасности при его промышленном производстве, а также сведения по
аналитической химии бериллия.
Книга предназначается как для специалистов в области получения
бериллия, так и для более широкого круга читателей — химиков, техноло-
гов, металлургов, металловедов, металлофизиков, а также специалистов
по обработке металлов давлением и резанием.
Редакция литературы по вопросам техники
ПРЕДИСЛОВИЕ
РЕДАКТОРА РУССКОГО ИЗДАНИЯ
Как и для некоторых других редких элементов, для бериллия характерен
большой разрыв между временем открытия и началом его промышленного
применения. Элемент бериллий был открыт Вокеленом еще в 1798 г., тогда
как начало его промышленного применения в сплавах относится к 30-м
годам текущего столетия.
Первые мелкие лепестки весьма грязного металла были получены в 1828 г.
Вёлером в Германии и Бюсси во Франции, тогда как небольшие образцы
более чистого металла, содержавшие до 99,8% бериллия, были получены
французом Лебо только в 1898 г. при электролизе смеси фторидов калия,
натрия и бериллия.
Причина столь длительного промежутка между датой открытия берил-
лия и его выходом на промышленную арену объясняется исключительными
трудностями, лежащими как на пути выделения соединений этого элемента
из концентрата, так и на пути получения металла из его химических соеди-
нений.
Возможность проведения всех технологических процессов значительно
усложняется малым атомным весом бериллия; по той же причине его содер-
жание в наиболее часто применяемом в качестве сырья минерале—берилле—+
составляет всего около 5%. Если же учесть, что содержание самого берилла
в породах обычно составляет около сотых процента и что удовлетворительных
методов обогащения бериллового сырья до сих пор еще нет, то становятся
очевидными трудность и сложность процесса вскрытия берилла, а также полу-
чения из него исходных соединений бериллия и самого металла.
Значительную дополнительную трудность при вскрытии берилла пред-
ставляет также его устойчивость против воздействия большинства химиче-
ских агентов, в том числе и столь сильного агента, как концентрированная
серная кислота.
Немаловажное значение имеют также большая активность и значитель-
ное сродство бериллия к газам, таким как, например, кислород и азот, весьма
затрудняющие возможность его выделения из соединений и получения сво-
бодного от примесей металла.
Все это, по-видимому, и послужило причиной того, что свое первое про-
мышленное применение бериллий нашел не как металл, а в виде сплавов на
основе меди. Оказалось, что даже сравнительно небольшая добавка к меди
технического бериллия позволяет получать гамму так называемых «бериллие-
вых бронз», обладающих способностью к старению и имеющих в состаренном
состоянии исключительно высокие механические свойства, сохраняемые
ими даже при температурах, лежащих намного ниже нуля стоградусной
шкалы.
За последние 15 лет благодаря своим отличным ядерным характеристик
кам, в первую очередь малому поперечному сечению захвата, бериллий в виде
металла и окиси стал находить все бОлее широкое применение в атомной энер-
гетике для изготовления различных профилированных деталей атомных реак-
6
ПРЕДИСЛОВИЕ
торов, например таких, как отражатели, замедлители и оболочки для ядер-
ного горючего.
К сожалению, даже наиболее чистый литой бериллий не обладает меха-
ническими свойствами и пластичностью, достаточными для изготовления из
него изделий необходимой формы. Поэтому 6 самого начала применения для
этой цели бериллия и до настоящего времени проводится много исследований
с целью нахождения наиболее эффективных способов получения компактных
изделий заданного профиля, обладающих необходимыми прочностными свой-
ствами.
В связи с необходимостью получения листового бериллия и изделий из
него значительное место в общем объеме проводимых в последнее время иссле-
дований занимают работы, связанные с изучением условий обработки берил-
лия давлением с целью получения этим методом листов, труб и других профи-
лированных изделий, а также его пайки и сварки.
Проводятся большие исследования по изучению свойств и поведения
бериллия как конструкционного материала в атомной технике. Здесь уде-
ляется много внимания изучению причин хрупкости бериллия как одного из
основных факторов, затрудняющих, а иногда и препятствующих его приме-
нению в этой области.
В самый последний период к бериллию проявляет заметный интерес
и авиационная промышленность, рассматривающая этот металл и сплавы на
его основе как потенциальный конструкционный материал для самолето-
и ракетостроения.
Широко известны также успешные попытки применения бериллия в каче-
стве модифицирующих добавок к ряду сплавов, в том числе на магниевой
и алюминиевой основах, которым он обычно придает большую прочность
и в которых благодаря большому сродству к кислороду он играет роль актив-
ного раскислителя.
К числу изданных за последние годы в США монографий о редких и цвет-
ных металлах, в первую очередь о тех, которые уже нашли или находят себе
применение в атомной энергетике, относится и книга «Бериллий», изданная
под редакцией Уайта и Бёрка, представляющая собой дополненные и лите-
ратурно обработанные сообщения, сделанные рядом компетентных лиц
на состоявшемся в США симпозиуме, посвященном этому металлу.
Эта монография выгодно отличается от других аналогичных книг тем,
что в ней впервые обобщены не только наиболее интересные из числа ранее
опубликованных материалов, но и содержатся многие сведения, не публико-
вавшиеся прежде по причине их засекречивания Комиссией по атомной энер-
гии США, по заданию которой выполнялся ряд работ, нашедших свое отраже-
ние в книге.
Разделы монографии написаны квалифицированными специалистами,
большинство которых известно по ряду их прежних трудов. Поэтому достовер-
ность и надежность помещенного в монографии материала не вызывает сом-
нений.
Следующая за введением гл. II книги дает читателю довольно подробные
сведения об источниках получения и областях применения бериллия. Боль-
шой интерес представляет разд. В этой главы, где впервые в литературе при-
веден перечень областей промышленного применения бериллия, а также его
соединений и сплавов с указанием распределения объема потребления этого
металла в различных отраслях промышленности США. Сведения о значении
и роли бериллия в получении атомной энергии, приведенные в разд. Б этой
главы, представляют несколько меньший интерес, поскольку часть их была
помещена раньше в журнальных статьях.
В обзоре месторождений и руд бериллия, а также методов их вскрытия
(гл» III) довольно полно перечисляются наиболее известные природные сое-
динения, а также руды бериллия, представляющие промышленную ценность.
ПРЕДИСЛОВИЕ 7
В гл. IV, посвященной вопросам получения из рудных концентратов раз-
личных соединений бериллия (фторидов, хлоридов, сульфатов), а также полу-
чения металла из фторидов и хлоридов бериллия металлотермическим или
электролитическим методами, наибольший интерес представляет впервые
помещаемое в открытой печати подробное описание отдельных деталей техно-
логических процессов и аппаратуры. Весьма полезной является также под-
борка сведений по термодинамике, относящихся к бериллию и его соединениям.
Некоторая часть этих сведений публикуется впервые. Наличие такой под-
борки облегчает пользование необходимыми данными, ранее разбросанными
в ряде источников, а также упрощает оценку возможности проведения тех
или иных реакций, протекающих при осуществлении различных технологи-
ческих процессов, связанных с получением бериллия.
Наибольший интерес в гл. V представляют разд. В и Г, в которых рас-
смотрены обработка бериллия давлением и резанием, а также возможность
сварки этого металла. В этих разделах дано подробное описание технологии
обработки бериллия давлением, указаны наиболее выгодные режимы работы,
а также техника подготовки бериллиевых заготовок к их последующей обра-
ботке давлением. Весьма полезны описания режимов обработки бериллия
резанием, а также сведения о технике сварки этого металла.
В разд. А и Б этой главы, посвященных вопросам получения бериллия
методом порошковой металлургии, интересны только отдельные сведения,
так как часть имеющегося в них материала уже была опубликована ранее
в ряде журнальных статей. То же относится и к сведениям, помещенным
в разд. 3.
Несмотря на то, что в гл. VI имеются некоторые, уже известные ранее
данные, она представляет все же значительный интерес для читателя. Разд. А,
содержащий сводный материал о физических и механических свойствах берил-
лия, полезен не только потому, что он удачно составлен по данным много-
численных источников, но также и благодаря наличию в нем ряда новых,
еще не появившихся в открытой печати сведений, полученных в результате
исследований, проведенных по заданию Комиссии по атомной энергии США
и публиковавшихся в ее закрытых отчетах. В разд. Б приведены весьма пол-
ные сведения о ядерных характеристиках бериллия, охватывающие послед-
ние работы в этой области.
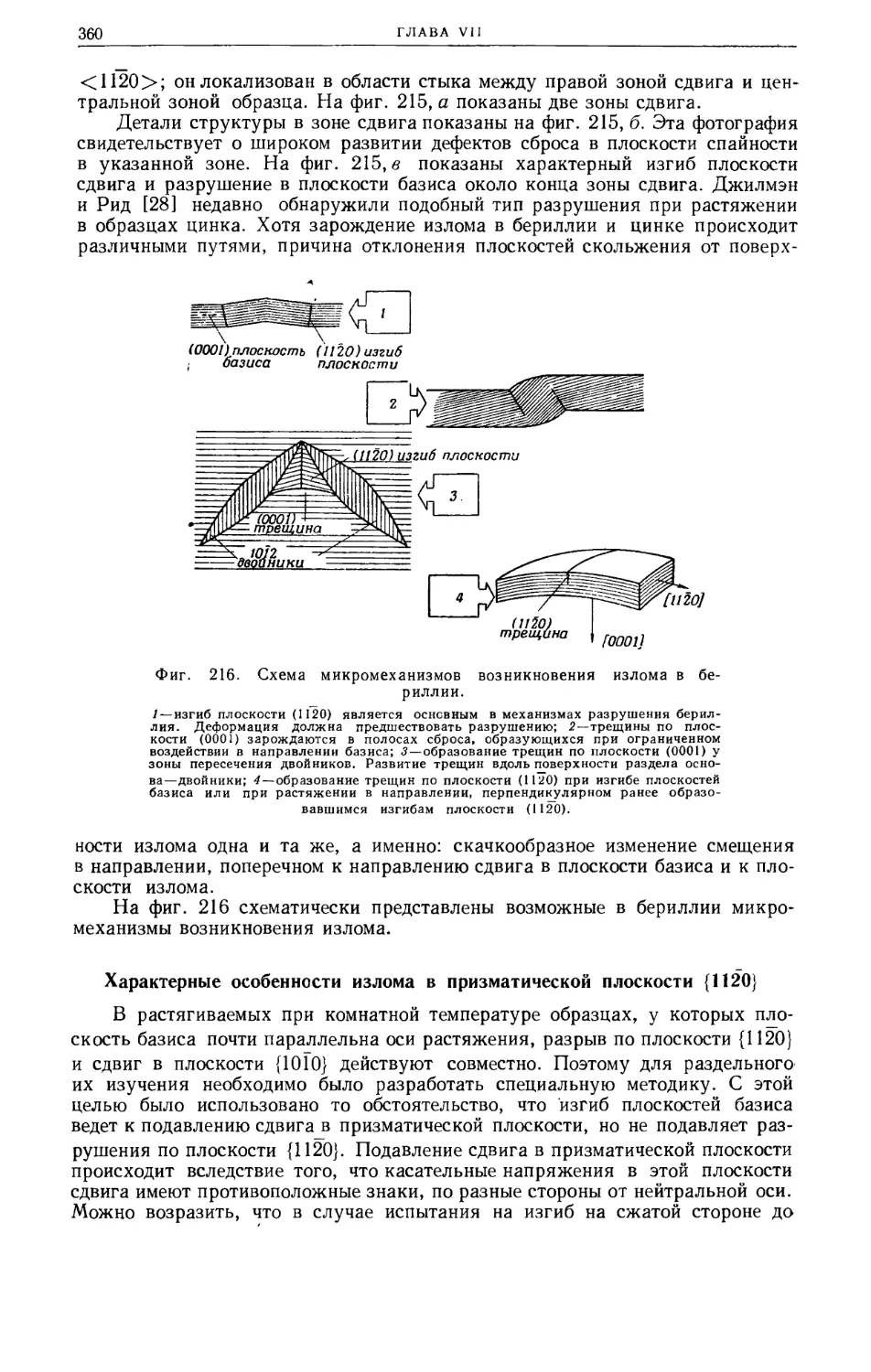
Большой интерес представляет гл. VII, в которой дана подробная трак-
товка особенно важной для бериллия проблемы хрупкости с теоретическим
освещением этого вопроса.
Часть сведений по металлографии бериллия и богатых бериллием спла-
вов, приведенных в гл. VIII, опубликована ранее в ряде источников и поэтому
представляет меньший интерес.
В гл. IX, где собраны данные по коррозии бериллия в различных средах
(на воздухе, в воде и в расплавленных металлах), многие, впервые публикуе-
мые сведения представляют значительный интерес как для технологов, так
и для конструкторов атомно-энергетических установок.
Несмотря на то, что в гл. X монографии приведены только краткие све-
дения о бериллиевых лигатурах, они могут оказаться весьма полезными, тем
более что некоторые диаграммы состояния уточнены и отчасти исправлены
по результатам самых последних работ.
В гл. XI приводятся полезные сведения по технике изготовления и о свой-
ствах керметов, получаемых из окиси и некоторых других соединений бе-
риллия.
В гл. XII по данным уже известных, а также новых, еще не опублико-
ванных материалов сообщается о характере воздействия бериллия и неко-
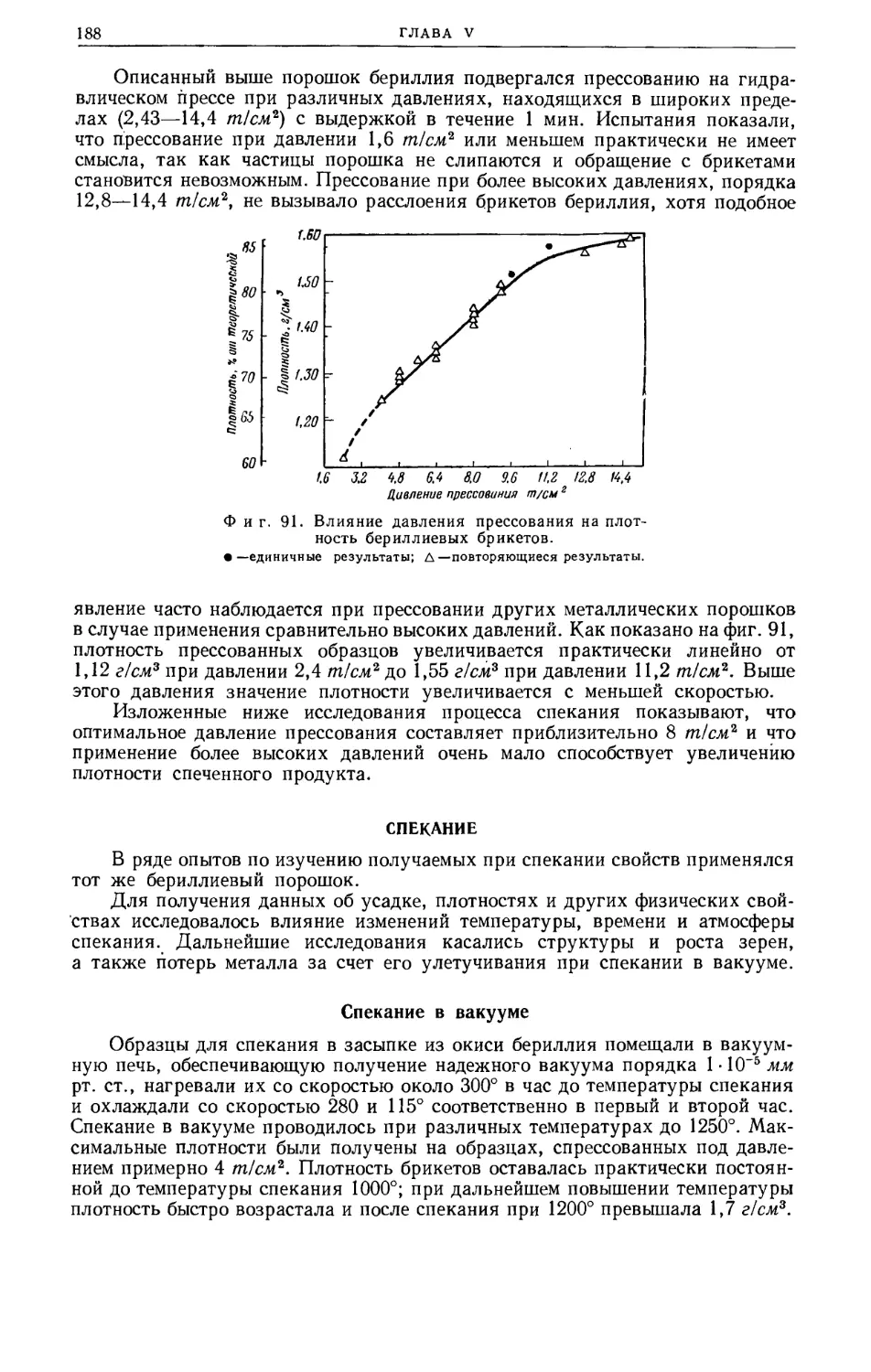
торых его соединений на человеческий организм. Там же имеются сведения
о технике и мерах защиты от врёдного биологического воздействия бериллия.
Эти данные, особенно в части конструкций различных предохранительных
8
ПРЕДИСЛОВИЕ
устройств, могут оказаться полезными при проектировании соответствующего
производства.
Сводка по аналитической химии бериллия сделана в гл. XIII. Она пред-
ставляет тем больший интерес, что содержит описание ряда новых методик
и приемов анализа, еще не публиковавшихся в литературных источниках.
Монография «Бериллий», несмотря на наличие в ней отдельных, уже
известных материалов, представляет значительный интерес не только для
специалистов, работающих в области получения бериллия, но и для более
широкого круга читателей—химиков, технологов, металлургов, металловедов
и специалистов по обработке металлов давлением и резанием.
Необходимо также отметить, что такая обширная и весьма полная моно-
графия по бериллию, снабженная очень подробным библиографическим спра-
вочником, впервые появляется в мировой литературе, поскольку имевшиеся
ранее публикации представляли собой преимущественно журнальные статьи
или небольшие, имеющие общий характер разделы в различных справочниках.
Книга переведена коллективом в составе: канд. техн, наук В. П. Аверья-
новой (гл. V), канд. техн, наук А. С. Беренгарда (гл. IV), инж. С. М. Горе-
лика (гл. VI, IX, XI), канд. хим. наук В. Г. Горюшиной (гл. XIII), инж.
В. Н. Дмитриева (гл. XII), канд. геол.-мин. наук Н. Е. Залашковой (гл. III),
канд. техн, наук Т. В. Сергиевской (гл. VII, VIII, X) и канд. техн, наук
Г. В. Серякова (гл. I и II).
Редактор считает своим долгом выразить благодарность инженеру
Б. М. Шадхину за большую помощь, оказанную при редактировании VIII,
X и особенно VII глав данной монографии.
М. Б. Рейфман
ПРЕ ДИСЛОВ ИЕ
РЕДАКТОРОВ АМЕРИКАНСКОГО ИЗДАНИЯ
В начале 1953 г. начальник отдела военно-морских реакторов при Комис-
сии по атомной энергии США адмирал Риковер указал нам на необходимость
выпуска монографии по бериллию с целью более широкой популяризации
этого металла. По мнению Риковера, в монографии особое внимание следовало
уделить работам, начатым недавно под руководством Комиссии по атомной
энергии США. Вскоре после того, как был составлен план будущей книги,
нам стало известно, что при содействии Американского общества по изучению
металлов Е. Е. Там предполагает созвать конференцию по бериллию. Созыв
конференции намечался на начало 1954 г. в г. Бостоне. Ввиду совпадения
тематики книги и конференции в книгу было включено большинство прочи-
танных на конференции докладов, значительно расширенных и дополненных.
Нашей целью было всестороннее освещение технологии бериллия, и поэтому
мы стремились поместить возможно более полные данные по этой теме.
Работая над книгой, мы стремились также к тому, чтобы она предста-
вляла собой материал более связный, нежели сборник отдельных статей.
Однако в книге со столь большим количеством авторов, разумеется, нельзя
избежать повторений и неоднородности в стиле изложения. Наши стремления
были направлены к тому, чтобы незначительной правкой рукописей получить
возможно большую однородность книги. Последняя разделена на главы,
посвященные наиболее важным вопросам. В отдельных случаях главы были
написаны одним автором, однако чаще они состоят из нескольких статей раз-
личных авторов.
Основное внимание в книге уделено в первую очередь металлическому
бериллию, но в ней содержатся также данные и по богатым бериллиевым сое-
динениям, например ВеО. Вопросы же применения бериллия в качестве ком-
понента сплавов, таких, например, как медно-бериллиевый сплав, рассма-
триваются лишь в отдельных частных случаях. По вполне понятным причинам
основной упор сделан на возможности применения бериллия в атомно-энерге-
тических установках, и мы надеемся, что это окажется полезным для всех
работающих в этой области.
Мы полагаем также, что настоящий сборник возбудит интерес к бериллию
у специалистов, работающих и в других областях, в результате чего иссле-
дования будут проводиться более интенсивно, стоимость металла будет сни-
жена, а его свойства улучшены.
Мы выражаем благодарность адмиралу Риковеру за поощрение и под-
держку в подготовке книги к печати и признательность авторам статей за их
работу над книгой. Кроме того, мы считаем себя обязанными редакторам трех
глав: Г. Г. Хиршу из Ноллской атомно-энергетической лаборатории (гл. V,
«Производство изделий из бериллия»), А. Р. Кауфману из «Нюклеар металс
инкорпорейтед» (гл. VII, «Проблема хрупкости бериллия») и Р. Ф. Кенигу
из Ноллской атомно-энергетической лаборатории (гл. IX, «Коррозия»). Счи-
таем также своим долгом выразить признательность сотрудникам Комиссии
по атомной энергии США: В. X. Вильсону (отдел военно-морских реакторов),
10
ПРЕДИСЛОВИЕ
А. Л. Нэшу (служба классификации) и Н. X. Джекобсону (отдел технической
информации).
В заключение нам остается поблагодарить за помощь в издании книги
членов Американского общества по изучению металлов Е. Е. Тама и Р. Т. Бей-
лэсса.
Нью-'Й орк
Ноябрь 1954 г.
Д. У. Уайт
Дж. Е. Бёрк
К АМЕРИКАНСКОМУ ИЗДАНИЮ
В течение многих лет бериллий был широко известен как металл, обра-
зующий с медью и другими цветными металлами сплавы, обладающие ценными
свойствами. Однако бериллий как металл не находил себе практического при-
менения и не производился в США до тех пор, пока он не потребовался Комис-
сии по атомной энергии США в качестве материала для ядерных реакторов.
Вместе с учеными и инженерами, работавшими по заданиям Комиссии, я гор-
жусь успехами, которые привели к выпуску и переработке значительных коли-
честв бериллия по сравнительно низкой цене и позволили определить полнее
и точнее его свойства.
Я надеюсь также, что необычное сочетание в бериллии таких свойств,
как малый удельный вес, коррозионная устойчивость и высокий модуль
упругости, позволит ему найти широкое применение в различных отраслях
промышленности, не связанных с ядерными процессами. Имея в виду, что
обобщение и распространение сведений о бериллии приведет к дальнейшему
развитию его производства и расширению области применения в США, Комис-
сия разрешила опубликовать данные о технологии бериллия и содействовала
подготовке статей для настоящей книги.
Л, Р. Хэфстэд
Директор исследовательского отдела реакторов
Комиссии по атомной энергии США
Вашингтон. Ноябрь 1954 г.
Глава I
ВВЕДЕНИЕ
К. Б. Сойер, Б. Р. Кьеллгрен
В 1919 г. И. С. Негру опубликовал обзор литературы по бериллию под
названием «Глюциний». В заключительной части этого обзора написано сле-
дующее: «Глюциний представляет собой белый металл, который легко куется
и прокатывается в листы при холодной прокатке. Он хорошо полируется, цара-
пает стекло и имеет твердость между 6 и 7. Удельный вес глюциния соста-
вляет 1,64, а атомный вес равен 9,1. Его точка плавления еще точно не опре-
делена... Электропроводность этого металла такая же, как и у серебра, и он
более электропроводен, чем медь. До настоящего времени не имеется почти
никаких данных о величине его прочности на разрыв... Глюциний не обнару-
живает аллотропии... При нагревании в электрической дуге в атмосфере водо-
рода он возгоняется не плавясь».
В первом параграфе этой работы упоминается также о широкой распро-
страненности минералов глюциния в природе. Ценная совокупность свойств
бериллия, по данным обзора Негру, побудила нас приступить к работе над
бериллием. Интересно коротко остановиться на главных факторах, обусло-
вливающих роль бериллия в промышленности.
Вскоре после того, как Негру описал свойства бериллия, многочислен-
ные исследования показали, что этот металл по плотности близок к магнию,
имеет точку плавления, несколько более высокую, чем у марганца, корро-
зионно устойчив на воздухе примерно так же, как алюминий, и не имеет
аллотропических превращений. Впоследствии прямыми измерениями было
установлено, что электропроводность бериллия составляет 40—44% от элек-
тропроводности меди; модуль Юнга для бериллия составляет 140% от модуля
Юнга для железа, вследствие чего скорость звука в нем необычайно высока.
Однако указания на высокую твердость бериллия и на его способность легко
прокатываться в холодном состоянии не получили подтверждения. В дей-
ствительности твердость чистого бериллия примерно такая же, как и у сырой
малоуглеродистой стали, но его способность к прокатке в холодном состоя-
нии обычно мала. В работе Негру не говорится о наличии у бериллия гекса-
гональной решетки, не упоминается о значительной разнице ее постоянных,
а также нет указаний и об относительно малом атомном радиусе бериллия
(применявшееся в то время название «глюциний» было впоследствии изменено).
Из изложенного ясно, что прежние исследователи не смогли более или
менее достоверно определить области применения бериллия. Вначале их при-
влекала мысль о возможности применения чистого бериллия в качестве лег-
кого конструкционного материала. Однако это направление не получило
значительного развития из-за отсутствия достаточной пластичности чистого
бериллия и трудности обработки его сплавов с алюминием. Единственной
важной областью применения чистого бериллия было использование его в ка-
честве замедлителя и отражателя ядерных частиц. С другой стороны, основ-
ное направление, развития современной бериллиевой промышленности обу-
словлено размером атома бериллия—слишком малого для получения твердых
растворов замещения в сплавах с другими металлами и слишком большого для
14
ГЛАВА I
получения в сплавах твердых растворов внедрения. В конечном счете в основе
производства бериллия, историческое развитие которого описано в гл. II,
разд. А, лежит возможность промышленного применения этого металла в ка-
честве легирующей добавки, вызывающей исключительно сильное дисперсион-
ное твердение (старение), особенно в сплавах с медью и никелем, у которых
твердые растворы замещения могут быть получены при повышенных темпе-
ратурах.
Вопрос о токсичности бериллия приобрел значение в период с 1943 по
1946 г. и с тех пор является предметом обширных медицинских исследований,
продолжающихся и до настоящего времени. В результате этих исследований
была установлена возможность организации контроля, необходимого для
развития промышленности бериллия с соблюдением техники безопасности.
Этот вопрос подробно рассматривается в гл. XII.
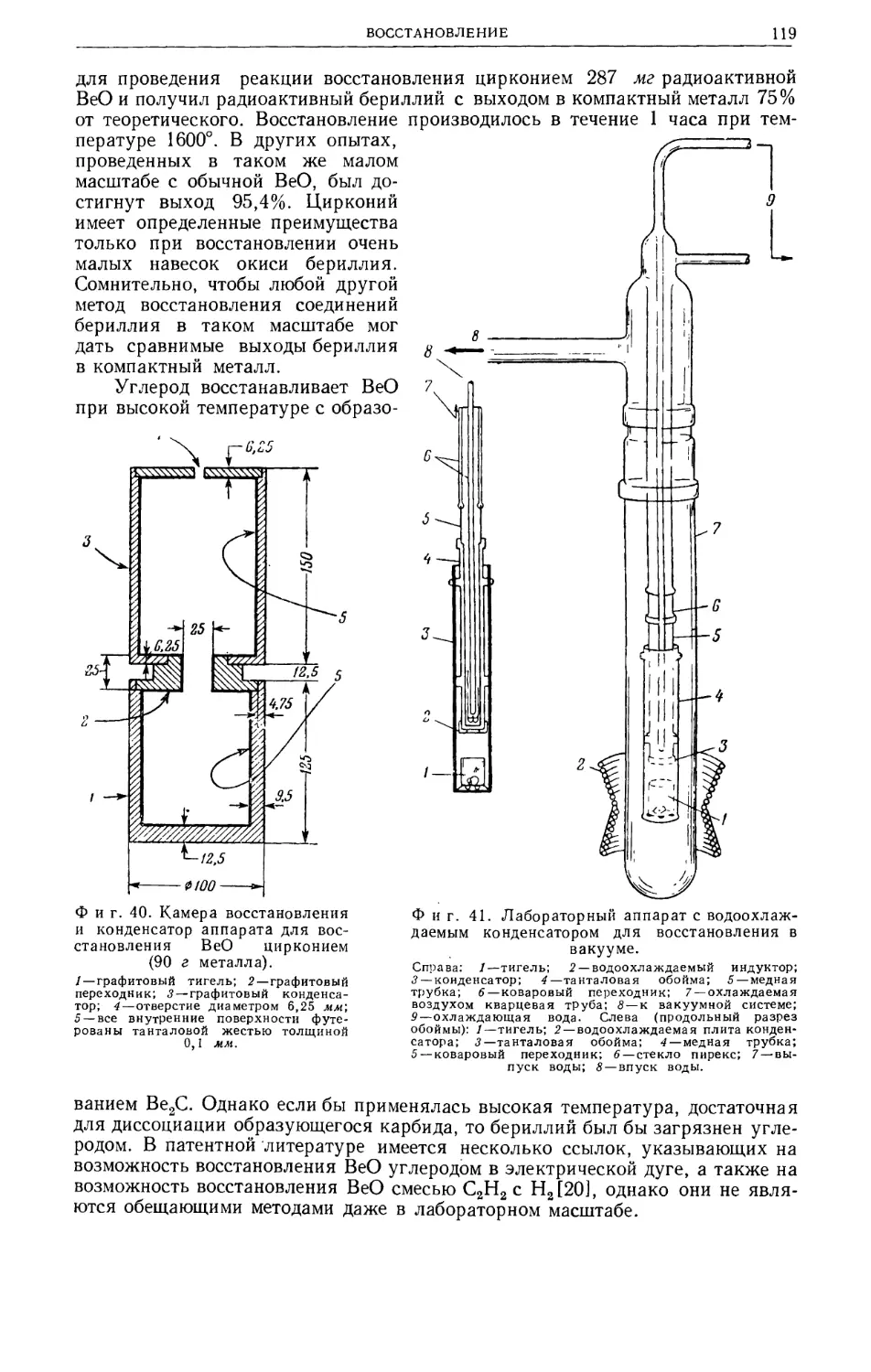
Высокая температура плавления бериллия затрудняет его получение
электролизом из расплавленных солей при температуре выше точки плавле-
ния металла, в то время как этот метод является обычным для получения алю-
миния или магния. Поэтому электролитический процесс производства ком-
пактного бериллия по методу Сименса—Гальске, протекающий при темпера-
туре около 1300°, вытеснен в настоящее время из промышленной практики
процессом, описанным в разд. В гл. IV. В этом процессе производится вос-
становление избытка фторида бериллия магнием в герметически закрытом
графитовом тигле для защиты расплава от воздействия воздуха. Возможно
также получение бериллия электролизом из смеси расплавленных хлоридов
при температуре ниже точки его плавления (см. разд. Д гл. IV). При этом
бериллий выделяется в виде чешуек (хлопьев), содержащих обычно значи-
тельное количество окиси бериллия и хлоридов. Получение бериллиевой
бронзы по методу Лебо—восстановлением окиси бериллия углеродом в при-
сутствии меди при температуре около 2000°—оказывается дешевле, нежели
получение этого материала непосредственным сплавлением бериллия с медью.
Подобно цинку, магнию и кадмию—элементами этой же II группы перио-
дической системы,—чистый бериллий при затвердевании обладает крупно-
зернистой структурой. У бериллия эти крупные зерна часто переходят в
столбчатую структуру, что увеличивает отмечавшуюся ранее хрупкость.
Поэтому неудивительно, что, когда в 40-х годах текущего столетия была уста-
новлена способность бериллия эффективно снижать скорость нейтронов в упра-
вляемых процессах расщепления ядер, предпринятые усилия изготовить бе-
риллий обычной плавкой, отливкой или прессованием увенчались лишь час-
тичным успехом. Это привело к разработке современных промышленных
методов (см. разд. Б гл. V) получения изделий различных размеров из ком-
пактного бериллия на базе порошковой металлургии. Указанные методы обес-
печивают получение металла с мелкозернистой структурой. Хотя при этом
улучшается пластичность, достигающая иногда в определенном направлении
значительной величины за счет преимущественной ориентации зерен, все же
полученная пластичность бериллия является недостаточной.
В природе найдено более 20 минералов, содержащих бериллий, что под-
тверждает указание Негру о их распространенности, однако лишь один или
два из них имеют промышленное значение. Бериллиевые руды имеются в доста-
точном количестве для удовлетворения потребности промышленности, однако
последняя достигла бы больших успехов в своем развитии, если бы бериллие-
вые минералы, помимо их широкой распространенности в природе, встреча-
лись бы в более значительной концентрации.
Оценка имеющегося в изверженных породах бериллия показала, что его
содержание в пересчете на весовые проценты несколько выше, чем мышьяка,
и составляет только 1/7 содержания олова1). Промышленные залежи оловян-
г) Бериллия в изверженных породах в объемных процентах содержится примерно
вдвое меньше, чем олова.
ВВЕДЕНИЕ
15
ных руд встречаются в природе сравнительно редко и в США практически
отсутствуют. Тем не менее мировое производство олова, считая по его содер-
жанию в перерабатываемых рудах, составляет около 90 000 т в год. Несом-
ненно, что 1/7 этого количества удовлетворит бериллиевую промышленность,
когда последняя будет насчитывать столько же лет своего существования,
сколько существует оловянная промышленность. По мнению Ранкама и Са-
хама, малый диаметр иона бериллия способствует его соединению с сили-
катами других металлов, в результате чего образуются бериллиевые мине-
ралы. Эту тенденцию бериллия следует иметь в виду при рассмотрении воп-
роса о нахождении бериллиевой руды в природе. Большое количество бедных
бериллием руд, открытых при участии Горного бюро США и Геологического
комитета, находится в Шипрок-Маунтинс (шт. Юта) и в литиевых залежах
Кинге-Маунтин (шт. Северная Каролина).
Добыча бериллиевого концентрата ручной рудоразборкой в слабо меха-
низированной горнорудной промышленности бериллия за последние 5 лет
более чем в два раза превысила количество, потребленное бериллиевой про-
мышленностью.
Глава II
ЗНАЧЕНИЕ БЕРИЛЛИЯ
А. ИСТОРИЧЕСКАЯ СПРАВКА ОБ ИСТОЧНИКАХ СЫРЬЯ И ОБЛАСТЯХ
ПРИМЕНЕНИЯ БЕРИЛЛИЯ
Р. Ф. Гриффитс
Бериллий лишь сравнительно недавно занял свое место среди важных
для промышленности металлов, число которых непрерывно увеличивается.
Хотя ценные качества бериллия как компонента сплавов были обнаружены
в 1926 г., его широкое промышленное применение началось лишь с 1941 г.
Основной бериллиевый минерал—берилл—был известен еще за 5000 лет
до открытия бериллия [1] и применялся в качестве драгоценного камня уже
в 1650 г. до н. э. Старейшие из известных его разработок находились в горах
Забара в Египте [2]. Римский ученый Плиний-старший установил в 50 г.
н. э., что берилл и изумруд сходны друг с другом [3]. Изумруд, представляю-
щий собой кристаллическую разновидность берилла зеленого цвета, ценится
в настоящее время дороже алмаза. Другими разновидностями содержащих
бериллий драгоценных камней является аквамарин (голубовато-зеленого
цвета), морганит (розовый) и гелиодор, или золотой берилл. Честь открытия
бериллия принадлежит французскому химику Луи-Николя Вокелену (1763—
1829), который по просьбе французского минералога Гойи попытался в 1798 г.
установить предполагавшуюся общность химического состава берилла и изум-
руда. Исследования Вокелена подтвердили эту общность и привели к откры-
тию нового элемента, названного им сначала «берилловой землей». Редак-
торы журнала, в котором появилась первая публикация о вновь открытом
элементе, предложили для него название «глюциний», вследствие того что
его растворимые соли имели сладкий вкус и напоминали глюкозу. Впослед-
ствии название глюциний и соответствующий ему химический символ G1 были
заменены названием «бериллий» и символом Be.
В 1828 г. Вёлер в Германии и Бюсси во Франции получили небольшие
блестки бериллия взаимодействием калия на хлорид бериллия. В 1898 г.
французским химиком Лебо электролизом смеси расплавленных фторида
натрия или калия и чистого фторида бериллия был впервые получен образец
бериллия 99,5—99,8% чистоты. Этот и подобные ему лабораторные методы,
а также получение незначительного количества бериллия в дисперсном виде
не решили имевшую столетнюю давность задачу промышленного получения
металла.
ИСТОЧНИКИ СЫРЬЯ
Минералы
Несмотря на то, что известно около 30 различных содержащих бериллий
минералов, только берилл является в настоящее время единственным промыш-
ленным сырьем для получения бериллия. Берилл, представляющий собой
алюмосиликат бериллия, теоретически содержит 14% окиси бериллия или
около 5% бериллия. Так как минерал имеет переменный состав и посторон-
ние примеси, содержание окиси бериллия в промышленном концентрате
обычно колеблется от 10 до 12%. Берилл приурочен преимущественно к пег-
матитам, но встречается также в гранитах и в сиенитах. Единственным промыш-
ЗНАЧЕНИЕ БЕРИЛЛИЯ
17
ленным источником добычи берилла являются пегматиты, из которых его добы-
вают большей частью попутно с полевым шпатом, литиевыми минералами,
слюдой, ниобато-танталатом и касситеритом. При наличии же дешевой рабо-
чей силы из залежей можно добывать только берилл.
Берилл не добывается в таких больших количествах, как руды обычных
металлов, например свинца, цинка и меди, по следующим причинам:
а) бериллий концентрируется в значительных количествах лишь в позд-
них стадиях магматической деятельности [4]. Следовательно, местонахожде-
ния бериллиевых минералов носят случайный неустойчивый характер и рас-
положение их залежей трудно предвидеть;
б) до настоящего времени не разработано промышленного механизирован-
ного процесса извлечения берилла. Добыча берилла производится исключи-
тельно ручной рудоразборкой с выходом, не превышающим 30%.
Другим возможным источником получения бериллия является минерал
гельвин, представляющий собой сульфосиликат бериллия, железа и марганца.
Он содержит до 14% ВеО. Большие залежи этого минерала обнаружены
в шт. Нью-Мексико (США). Однако прежде, чем этот источник бериллия может
быть принят во внимание, должны быть разработаны способы вскрытия, обо-
гащения его руд и получения из них металла. Наиболее перспективным потен-
циальным источником сырья для получения бериллия является фенакит—
ортосиликат бериллия, содержащий до 46% ВеО. Хотя промышленных зале-
жей фенакита в настоящее время не обнаружено, возможно, что таковые суще-
ствуют, но приняты за похожие на них месторождения кварца.
Извлечение берилла
Берилл очень мало отличается по плотности от кварца, полевого шпата
и ряда других минералов, не представляющих промышленной ценности. По
этой причине, а также ввиду хрупкости берилла последний не образует рос-
сыпных залежей и к нему не применимы гравитационные методы обогащения.
Некоторого повышения концентрации берилла можно было бы достигнуть
обогащением в тяжелых жидкостях, однако это потребовало бы очень тща-
тельного контроля. Были проведены исследования по обогащению берилла
флотацией, на столах, электростатической сепарацией и другими методами,
не приведшими, однако, к разработке вполне приемлемого промышленного
процесса [5]. Поэтому добыча берилла производится исключительно методом
ручной рудоразборки, вследствие чего кристаллы или куски размером менее
2,5 см редко попадают в отобранный концентрат. По-видимому, извлечение
берилла в концентрат при таком способе не превышает в среднем 30%, хотя
для некоторых руд, где он находится преимущественно в виде крупных вклю-
чений, эта величина может быть и выше. Из Южной Родезии поступили сооб-
щения об усовершенствовании метода ручной рудоразборки. По усовершен-
ствованному методу бериллсодержащий материал промывается, просеивается
через барабанное сито и затем поступает на рудоразборные транспортеры, где
отбираются кусочки берилла размером даже менее 1 см.
Технологами базы Горного бюро в Рапид-Сити (шт. Южная Дакота) раз-
работан метод флотации берилла, исключающий необходимость проведения
дорогостоящего предварительного обогащения руды и позволяющий надеять-
ся на возможность его промышленного применения. Этот процесс в настоящее
время испытывается в опытно-промышленном масштабе. В Таскалусе (шт.
Алабама) в результате работы над сподуменовыми пегматитами из месторожде-
ния в Кинге-Маунтине (шт. Северная Каролина) сотрудниками Горного бюро
была предложена комбинация реагентов, позволяющая отделить сподумеш
от берилла методом флотации. Этот процесс может позволить осуществить
извлечение берилла в качестве побочного продукта крупной горнодобывающей
промышленности сподумена. Содержание берилла в залежах Кингс-Маунтина
2 Бериллий
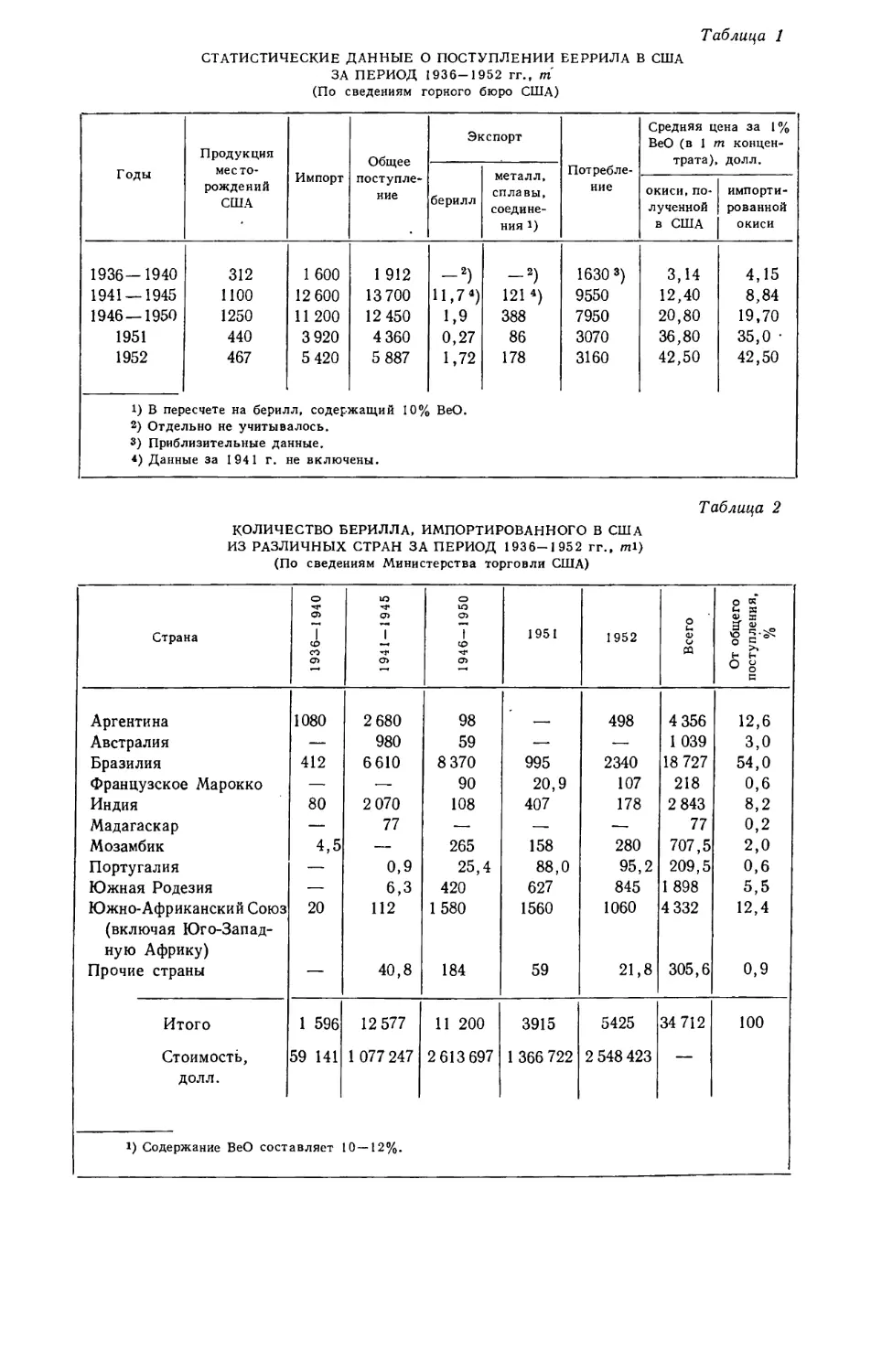
Таблица 1
СТАТИСТИЧЕСКИЕ ДАННЫЕ О ПОСТУПЛЕНИИ ЕЕРРИЛА В США
ЗА ПЕРИОД 1936-1952 гг., т
(По сведениям горного бюро США)
Годы Продукция место- рождений США Импорт Общее поступле- ние Экспорт Потребле- ние Средняя цена за 1% ВеО (в 1 т концен- трата), долл.
берилл металл, сплавы, соедине- ния 1)
окиси, по- лученной в США импорти- рованной окиси
1936—1940 312 1 600 1 912 -2) -3) 1630 3) 3,14 4,15
1941 — 1945 1100 12 600 13 700 11,7*) 121 4) 9550 12,40 8,84
1946 — 1950 1250 11 200 12 450 1,9 388 7950 20,80 19,70
1951 440 3 920 4 360 0,27 86 3070 36,80 35,0 •
1952 1) В пер 2) Отде; 3) npn6j 4) Данн1 467 есчете на бери/ 1ьно не учитыв 1изительные да ые за 1941 г. ] 5 420 1л, содер: алось. иные. не включ 5 887 жащий 10% ены. 1,72 , ВеО. 178 3160 42,50 42,50
Таблица 2
КОЛИЧЕСТВО БЕРИЛЛА, ИМПОРТИРОВАННОГО В США
ИЗ РАЗЛИЧНЫХ СТРАН ЗА ПЕРИОД 1936-1 952 гг.» ml)
(По сведениям Министерства торговли США)
Страна 1936-1940 1941 — 1945 о ю о> 7 со о 1951 1952 Всего 1 От общего поступления, %
Аргентина 1080 2 680 98 —. 498 4 356 12,6
Австралия — 980 59 —• —• 1 039 з,о
Бразилия 412 6610 8 370 995 2340 18 727 54,0
Французское Марокко — •— 90 20,9 107 218 0,6
Индия 80 2 070 108 407 178 2 843 8,2
Мадагаскар — 77 — — — 77 0,2
Мозамбик 4,5 — 265 158 280 707,5 2,0
Португалия — 0,9 25,4 88,0 95,2 209,5 0,6
Южная Родезия — 6,3 420 627 845 1 898 5,5
Южно-Африканский Союз (включая Юго-Запад- ную Африку) 20 112 1580 1560 1060 4 332 12,4
Прочие страны — 40,8 184 59 21,8 305,6 0,9
Итого 1 596 12 577 11 200 3915 5425 34 712 100
Стоимость, ДОЛЛ. 1 1) Содержание ВеО сост 59 141 авляет 1 1 077 247 10-12%. 2 613 697 1 366 722 2 548 423
ЗНАЧЕНИЕ БЕРИЛЛИЯ
19
оценивается в количестве до 300 000 т. Разработка этих залежей позволила
бы утроить современное производство берилла в США [5].
Страны—поставщики сырья
Наиболее существенным выводом, который можно сделать из изучения
распределения поставок берилла различными странами (табл. 1), является
зависимость США от источников добычи берилла в других странах.
Чтобы подчеркнуть указанную зависимость, достаточно сказать, что из-
вестные в США запасы берилла, которые можно разрабатывать при помощи
современных методов, составляют менее 6350 т. Это втрое меньше годового
потребления берилла в США в 1952 г. В период 1936—1952 гг. менее 20% по-
требности США в берилле покрывались за счет отечественных месторождений.
Основным поставщиком берилла, доля которого в общем объеме поставок со-
ставляет 49%, является Бразилия. За ней следуют: Аргентина и Южная
Африка—по 11%, Индия—7%, Южная Родезия—5%, Австралия—3% и Мо-
замбик—2%. До 1936 г. главным поставщиком являлась Индия. Южная Ро-
дезия и Южная Африка стали поставлять берилл в США лишь с 1950 г. По-
ставки берилла этими двумя странами в период с 1950 по 1952 г. составили
43% от общих поступлений его в США. С 1950 г. небольшим по объему,
но постоянным поставщиком берилла стала> Португалия (табл. 2).
В последние годы во Французском Марокко и на Мадагаскаре были до-
быты значительные количества берилла (табл. 3), большая часть которого по-
ступила во Францию.
Таблица 3
ДОБЫЧА БЕРИЛЛА С ПОДРАЗДЕЛЕНИЕМ ПО СТРАНАМ
В ПЕРИОД 1936-1952 гг., ml)
(По данным горного бюро США)
Страна 1936—1940 1941-1945 1946-1950 1951 1952 Итого От общей добычи (при- близит.), %
Аргентина Австралия Бразилия (экспорт) Французское Марокко Индия Мадагаскар Мозамбик Португалия Южная Родезия Уганда Южно-Африканский Союз (включая Юго- Западную Африку) США (отгружено с руд- ников) 2130 8,16 2200 192 5,45 50 -2) 102) 312 4 520 1 000 5 430 2 220 127 2) 19 118 2) 6,35 21,8 2) 212 2) 1 100 1902) 189 9 860 319 112 2) 523 2) 560 79 2) 895 139 2 100 1 250 -2) 114 1 530 84,4 215 529 229 102 1 010 1,82 1345 439 498 90,7 2 520 129 178 395 140 78 1075 2,72 910 466 7 338 1 402 21 540 532,4 2917 1574 953,5 427 2 986 165,3 4 577 3 567 14 3 43 1 6 3 2 1 6 9 7
Общая добыча (приблизи- тельно) 4930 16 490 16 900 5710 6530 50 560
1) Содержание ВеО составляет 10—12%. 2) Сведения имеются не за все гс/ы. rrr6/r:3kT€J ы ые дакгые вк/ючены в итоговою графу.
2*
20
ГЛАВА I Г
Открытие богатых гнездовых залежей берилла и истощение некоторых
его месторождений в различных странах привело к большим колебаниям
масштабов его производства. Так, например, богатые пегматитовые месторож-
дения в Лас-Тапиасе(Аргентина), добыча в которых составляла значительную
часть продукции Аргентины, были истощены после извлечения из них
300 т берилла [6]. Известные в Бразилии запасы берилла и размеры его
добычи в прошлом указывают на то, что эта страна будет продолжать
оставаться главным производителем берилла.
РАЗВИТИЕ БЕРИЛЛИЕВОЙ ПРОМЫШЛЕННОСТИ
В начале XX в. (примерно в 1915 г.) одновременно в США и в Германии
были начаты интенсивные исследования по разработке промышленного способа
получения бериллия, его сплавов и соединений. Эту задачу, имевшую столет-
нюю давность, решали Шток и Гольдшмидт в Германии и Купер в США.
В 1916 г. Купер впервые получил слиток бериллия значительных размеров,
пригодный для промышленного применения, а в 1918 г. он запатентовал сплав
на бериллиево-алюминиевой основе. Большие образцы сплавов, содержащих
до 70% Be были выставлены в виде слитков и листов на собрании Электрохи-
мического общества в Филадельфии в 1924 г. [7].
Способность бериллия в сочетании с небольшими добавками никеля повы-
шать прочность меди при ее старении была обнаружена в 1926 г. металлур-
гом Электрометаллургического отделения «Юнион карбид энд карбон корпо-
рейшн» Корсоном. Корсона больше всего интересовали бериллиево-никелево-
медные сплавы, и поэтому его патент охватывал сплавы, состоявшие лишь
из этих компонентов. Двойные медно-бериллиевые, а также медно-бериллиево-
кобальтовые сплавы были запатентованы его современниками Мазингом и Да-
лем—сотрудниками немецкой фирмы «Сименс и Гальске». Эта фирма провела
много исследований с бериллиевыми сплавами и объяснила причины явления
дисперсионного твердения (старения) применительно к бериллиевой бронзе.
В 1927 г. в Кливленде была организована «Бериллиум корпорейшн».
Работы металлурга Смита, получившего сплавы бериллия с медью, никелем,
золотом и железом, побудили корпорацию к получению ряда патентов. При
этом было обнаружено, что немецкая фирма «Сименс и Гальске» уже раньше
получила аналогичные материалы и передала соответствующие патенты нью-
йоркской фирме «Метал энд термит корпорейшн». Между этими двумя фирмами
был произведен обмен патентами. Первое крупное производство бериллиевой
бронзы было налажено в США в 1932 г. фирмой «Бериллиум корпорейшн»
на ее Мэрисвиллском заводе (шт. Мичиган). Вопрос с патентами еще не был
урегулирован, когда компания «Бериллиум корпорейшн» подписала с немец-
кими фирмами контракт, предусматривавший обмен информацией и патентами,
а также разделение мировых рынков по полушариям.
Основываясь на результатах исследований по бериллию, проводившихся
с 1921 г. в лабораториях фирмы «Браш», в 1932 г. была образована компания
«Браш бериллиум». Эта компания получила свой первый значительный заказ
на бериллиевую бронзу в 1934 г.
Легкие бериллиевые сплавы были введены в промышленную практику
в 1943 г. компанией «Браш бериллиум», производившей алюминиево-берил-
лиевую лигатуру, а также «Алюминиевой компанией» США, применявшей
эту лигатуру при получении алюминиевых сплавов.
Образовавшаяся в 1939 г. компания «Клифтон продакте» в Пейнсвилле
(шт. Огайо) производила окись бериллия высокой чистоты, предназначенную
для использования в люминесцентных лампах (лампах «дневного» света) и из-
готовления огнеупорных изделий. В 1943 г. эта фирма организовала производ-
ство хлопьевидного бериллия1).
г) Получаемого электролизом из смеси расплавленных хлоридов.—Прим. ред.
ЗНАЧЕНИЕ БЕРИЛЛИЯ
21
Возросший во время второй мировой войны спрос на бериллиевую бронзу,
применяемую для военных нужд, привел к увеличению ее выпуска на действу-
ющих предприятиях, в связи с чем были расширены все три завода, выпускав-
шие эту продукцию. В настоящее время в бериллиевой промышленности
наблюдается такое же положение в отношении потребления берилла, его поступ-
ления в США и мирового его производства, какое имело место в годы второй
мировой войны. Сейчас потребление берилла значительно меньше его поступле-
ния, причем большая часть избытка направляется в государственный резерв.
РАЗВИТИЕ ОБЛАСТЕЙ ПРИМЕНЕНИЯ БЕРИЛЛИЯ
До определения свойств бериллиевых сплавов основная часть бериллия
использовалась в виде окиси для изготовления огнеупоров, запальных свечей
и высококачественного фарфора для электроизоляторов, а также в виде нитра-
та бериллия для производства колпачков Вельсбаха газокалильных ламп.
Эти области применения не утратили своего значения и в настоящее время.
Однако лишь с начала 30-х годов усовершенствования, внесенные в метал-
лургию бериллия, вызвали большой спрос на этот металл. Бериллиевая брон-
за с небольшими добавками других металлов была и остается наиболее важным
сплавом, содержащим бериллий.
Промышленность по обработке бериллия зародилась в Уотербери (шт. Кон-
нектикут) в 1932 г., когда компании «Америкэн брасс» удалось прокатать лис-
ты из бериллиевой бронзы [8]. Никелево-хромо-бериллиевые сплавы и нержа-
веющая сталь с присадкой бериллия применялись в Европе в 30-х годах, но
в США распространения не получили [9]. Бериллий получил некоторую из-
вестность в 1932 г. в связи с открытием Чэдвиком нейтрона. Это открытие
явилось прямым следствием замеченного им факта, что металлический берил-
лий при его бомбардировке а-частицами испускает излучение с высокой про-
никающей способностью [10]. За этим открытием последовало применение
бериллия в радиево-бериллиевых источниках нейтронов. К 1936 г. относится
начало применения дисков, спрессованных из бериллиевого порошка, в каче-
стве окон для рентгеновских трубок благодаря хорошей проницаемости бериллия
для мягкого рентгеновского излучения. Помимо возможности использования
бериллия для этих целей, он находит важное применение в области получения
атомной энергии.
Другой значительной, хотя и кратковременной, областью применения
бериллия явилось использование его окиси в качестве люминофора в произ-
водстве люминесцентных ламп. Ввиду возможности отравления работающих
применение окиси бериллия в этой отрасли промышленности в 1949 г. было
прекращено.
Однако, как упоминалось выше, основная масса бериллия идет на приго-
товление медно-бериллиевых сплавов (бериллиевых бронз.) Развитие произ-
водства бериллиевой бронзы обусловлено следующими свойствами этих
сплавов:
а) высоким сопротивлением усталости и износу в сочетании с хорошей
электропроводностью при повышенных температурах;
б) уникальной по сравнению с другими сплавами на медной основе спо-
собностью подвергаться обработке давлением в относительно мягком состоянии
и приобретать затем свойственную им прочность и твердость в результате
низкотемпературной термообработки.
Наличие указанных свойств открыло этим сплавам многообразные области
применения: для изготовления различных электрических контактов и пру-
жин, а также для отливок и поковок деталей, подверженных сильному износу.
Первый медно-бериллиевый сплав, поступивший в продажу в 1931 г. и пред-
назначавшийся главным образом для замены фосфористой бронзы в пружинах
и диафрагмах, вскоре был признан наиболее надежным заменителем фосфо-
22
ГЛАВА II
ристой бронзы, применяемой для изготовления пружин [11]. Однако в пер-
вые годы развития промышленности основная масса производившегося берил-
лия использовалась для изготовления не вызывающих искрения, безопасных
в работе, инструментов. Такие инструменты экспортировались США в боль-
шом количестве во многие страны для использования в нефтяной и других
отраслях промышленности, где применение инструментов из обычной стали
было взрывоопасно из-за возможности образования искр [9].
Преимущества бериллиевой бронзы со всей очевидностью выявились в на-
чале второй мировой войны, приведшей к использованию этого материала и для
военных целей. За период второй мировой войны основная масса бериллиевой
бронзы шла для изготовления пружин и диафрагм в многочисленных разно-
образных приборах и электрических аппаратах. Большая часть бериллиевой
бронзы применялась для изготовления подверженных сильному износу деталей
авиационных двигателей. Применение бериллиевой бронзы для изготовления
мелких деталей часто обусловливалось конструктивными соображениями.
Так, во многих авиаприборах бериллиевая бронза применялась благодаря
тому, что ее свойства позволили уменьшить размеры деталей. О масштабах
применения этого материала можно судить хотя бы по тому, что из него было
изготовлено около 150 деталей армейского полевого телефона. В авиации боль-
шое количество бериллиевой бронзы применялось для изготовления подшип-
ников скольжения, кулачков распределительных валиков, распределитель-
ных шестерен, втулок авиамоторов, а также втулок и подшипников воздушного
винта с изменяемым шагом.
В Германии алюминиево-магниево-бериллиевый сплав с добавками мар-
ганца, титана и кремния под названием «гидроналиум» применялся для изго-
товления головок цилиндров авиамоторов воздушного охлаждения. Бериллие-
вая бронза применялась также для изготовления поршневых колец и втулок
в итальянских авиамоторах фирмы «Фиат».
Со времени второй мировой войны применение бериллиевой бронзы в ави-
ационных двигателях сократилось, и в настоящее время большая часть ее
идет на нужды электротехники и электроники. Металлический бериллий,
использовавшийся ранее лишь в незначительных количествах для изготовления
окон рентгеновских трубок в радиево-бериллиевых источниках нейтронов,
находит все возрастающее применение и в других областях получения атомной
энергии.
Окись бериллия все шире применяется в производстве специальных
высокотемпературных огнеупоров и высококачественных электрических изо-
ляторов. Ценным отличием ее от других керамических материалов является
лучшая теплопроводность при высоких температурах (равная или даже пре-
восходящая теплопроводность многих металлов) в сочетании с отличными
электроизоляционными свойствами. К числу областей, где до настоящего
времени используются соединения бериллия, относятся: применение нитрата
бериллия в производстве колпачков для газокалильных горелок, хлорида
бериллия для диагностики туберкулеза, фторобериллата натрия для изго-
товления стекол с хорошей проницаемостью для ультрафиолетовых лучей,
в качестве флюса в некоторых фарфоровых эмалях, а также в составе обмазки
для специальных сварочных электродов. Иногда непосредственно берилл ис-
пользуется для производства высококачественных изоляционных материалов.
ЗАКЛЮЧЕНИЕ
В 1952—1953 гг. в США в сравнении с прошлыми годами было получено
наибольшее количество берилла, что привело к увеличению производства
бериллиевых полуфабрикатов фирмой «Браш бериллиум». Это в свою очередь
привело к увеличению выпуска конечной бериллиевой продукции.
Таким образом, можно считать, что потребители в США в настоящее
ЗНАЧЕНИЕ БЕРИЛЛИЯ
23
время полностью обеспечены бериллиевой продукцией. В прошлом поступление
в США бериллового концентрата сильно колебалось: периоды перепроизвод-
ства чередовались с периодами резкого спада. Это обстоятельство затрудняло
создание устойчивого рынка в бериллиевой промышленности. Так, например,
в периоды, когда бериллий использовался главным образом для военных
целей, потребителям бериллиевой продукции приходилось подыскивать замени-
тели бериллия. При уменьшении спроса на бериллий для военных целей
потребовалось некоторое время для развития его промышленного применения.
Отсутствие гарантий непрерывного поступления на рынок бериллиевых
полуфабрикатов приводит к замедлению внедрения бериллия в промышлен-
ность, несмотря на то, что его применение позволяет получать изделия более
высокого качества.
При более равномерном поступлении на рынок бериллиевого сырья мож-
но с уверенностью предсказать появление новых областей применения берил-
лиевой продукции и благоприятную перспективу развития бериллиевой про-
мышленности.
ЛИТЕРАТУРА
1. D е М е n t J., Dake Н. С., Rarer Metals, р. 1, Brooklyn , N. Y., 1946.
2. Hosenf el d M., The Occurrence of Beryllium, p. 30, N. Y., 1932.
3. W e e k s M. E., Discovery of the Elements, 5th edition, p. 330, Easton, Pa, 1945.
4. Fleischer M., Cameron E. N., Geochemistry of Beryllium MDDC-643,
June, p. 3, Technical Information Division, Atomic Energy Comission, P. O. Box E.,
Oak Ridge, Tenn, 1946.
5. Clemmons В. H., Browning J Г S., Mining Engineering, 5, p. 786—788
(August 1953).
6. N о r t о n J. J., Beryllium Resourses of the World, Chapter III, p. Ill—125, U. S.
Covt. Printing Office, 1953.
7. Structure of the Industry, Chapter V, p. V—3, U. S. Covt. Printing Office, 1953.
8. Beryllium in War Equipment, The Laboratory, 14, № 3, Fisher Scientifics Co., Pitts-
burgh.
9. Beryllium and Beryllium Alloys, The Iron Age, 136, 28 (March 5, 1936).
10. Oldenberg O., Introduction to Atomic Physics, p. 263, McGraw-Hill Book Co.,
Inc., N. Y., 1949.
11. Stott L., Aero Digest, 39, 189 (September 1941).
Б. РОЛЬ БЕРИЛЛИЯ В РЕАЛИЗАЦИИ ПРОГРАММЫ РАБОТ
ПО АТОМНОЙ ЭНЕРГИИ
Р.Е .Палер
Нейтроны, испускаемые в процессе деления ядер атомного горючего
в реакторе, имеют чрезвычайно большую скорость. Обычно желательно
замедление этих нейтронов до таких скоростей, при которых цепная реакция
может протекать более эффективно. Поэтому в реакторе должен находиться
материал, предназначенный для замедления образовавшихся при делении
нейтронов. Такой материал называется «замедлителем». Наиболее эффектив-
ными замедлителями являются элементы с малым атомным весом, вследствие
того что их масса отличается от массы нейтрона меньше, чем у других эле-
ментов. Замедление нейтронов аналогично поведению движущегося биллиард-
ного шара, который сильнее замедляется от столкновения с другим биллиар-
дным шаром, нежели при столкновении с более тяжелыми кегельными шара-
ми. Чем легче элемент, тем меньше число рассеивающих столкновений, необ-
ходимых для замедления нейтронов до тепловых скоростей. Число указанных
необходимых столкновений обратно пропорционально средней потере энергии
за одно столкновение. В табл. 4 приведены отношения между величиной
средней потери энергии за одно столкновение Е и массой атомов некоторых
элементов. Суммарная замедляющая способность материала выражается как
произведение Е на общее число столкновений в секунду в единице объема.
Ввиду того что последняя величина зависит от числа атомов в единице объема
и вероятности рассеивающего соударения, желательно, чтобы замедлитель
наряду с малым атомным весом имел большую атомную плотность и большое
поперечное сечение рассеяния1). В то же время замедлитель не должен за-
хватывать или поглощать большого количества нейтронов, препятствуя тем
самым возможности продолжения цепной реакции и получения таких ее
продуктов, как, например, плутоний. Поэтому поперечное сечение захвата
замедлителя должно быть небольшим. Обычно для этого необходимо, чтобы
замедлитель содержал строго ограниченные количества примесей, способных
поглощать нейтроны.
Данные для выбора замедлителя помещены в табл. 4, где приведены
характеристики главнейших элементов-замедлителей. Как видно из этой
таблицы, бериллий характеризуется высокими показателями по всем пере-
численным факторам. Кроме того, бериллий является единственным металлом,
обладающим свойствами, необходимыми для замедлителя. Окись бериллия
также может быть использована для замедления нейтронов. В этом случае за-
медление производится не только атомами бериллия, но и атомами кислорода.
х) При прохождении нейтрона через совокупность атомов вероятность его столк-
новения с тем или иным атомом зависит от величины эффективного поперечного сечения
ядра. Эта величина обычно выражается в единицах, называемых барнами (10“24 cju2),
и не имеет ничего общего с размерами атомов, определенными с помощью данных о строении
кристаллов и, сильно отличаясь у различных изотопов одного элемента, несколько
зависит от скорости нейтронов. «Поперечное сечение рассеяния» является мерой веро-
ятности рассеивающего столкновения нейтрона с данным атомом. Аналогично этому
«поперечное сечение захвата» представляет собой меру вероятности столкновения,
приводящего к поглощению или захвату нейтрона атомом.
ХАРАКТЕРИСТИКА НЕКОТОРЫХ СВОЙСТВ РАЗЛИЧНЫХ ЗАМЕДЛИТЕЛЕЙ [1,2]
Таблица 4
Элемент замедлителя Атомный вес логарифм средней потери энергии за одно столкновение Плотность Поперечное сечение рассеяния тепловых нейтронов Поперечное сечение поглощения тепловых нейтронов
?,!смЪ X 1022 атом1смЪ Os, барн/атом EsX 1023 барн/см* Оа, барн/атом £аХ 1020 барн/смъ
Водород 1 1 1,0 (Н2О) 6,7 (Н в Н2О) 38 25,4 (Н в Н2О) 0,33 221 (Н в Н2О)
Дейтерий (тяже- 2 0,720 1,1 (D2O) 6,7 (D в D2O) 15,3(DbD2O) 5,1 (D в D2O) 0,00046 0,3(DbD2O)
лый водород)
Бериллий 9 0,209 1,845 (Be) 12,3 6,9 8,5 0,009 11
3,025(ВеО) 7,3 (Be в ВеО) — 5,0 (Be в ВеО) — 6,6 (Be в ВеО)
Углерод (графит) 12 0,158 1,55-1,90 8,3 4,8 4,0 0,0045 3,7
Кислород 16 0,120 3,3(0 в Н2О) 4,2 1,4 (О в Н2О) < 0,0002 < 0,07(0 в Н2О)
3,3(0 в D2O) — 1,4 (О в D2O) — <0,07 (О в D2O)
7,3(0 в ВеО) 3,1 (О в ВеО) <0,15(0 в ВеО)
26
-ГЛАВА II
Другим возможным применением бериллия в области получения атомной
энергии яляется его использование в качестве отражателя нейтронов. Кри-
тическую массу реактора можно уменьшить, если окружить его активную
зону (зона, в которой помещается ядерное горючее) слоем отражающего ней-
троны вещества, снижающего до минимума их рассеивание. В активной зоне
реактора, не имеющего отражателя, наибольшая плотность нейтронного
потока—числа нейтронов, проходящих через 1 см2 поверхности активной зоны
в 1 сек.,—наблюдается в центре и падает почти до нуля на ее наружной
поверхности. В активной зоне реактора, снабженного отражателем, поток ней-
тронов распределяется более равномерно, как это показано на фиг. 1. Наличие
отражателя не только снижает критическую массу, но и увеличивает мощ-
ность, снимаемую с такого реактора. В качестве отражателя нейтронов может
быть использован ряд материалов, из которых бериллий является одним из
лучших.
ПРИМЕНЕНИЕ БЕРИЛЛИЯ В ЯДЕРНЫХ РЕАКТОРАХ
Возможность использования бериллия в ядерных реакторах ’ впервые
была установлена в 1940 г. В. С. Вильсоном (Чикагский университет) [3],
изучавшего по просьбе А. Г. Комптона возможность получения ядерной энер-
Ф и г. 2. Внешний вид первого ядерного реактора для проведения
саморвзвивающейся цепной реакции. Этот первый атомный котел
4 с графитом в качестве замедлителя был сооружен на Чикагском
опытном полигоне и запущен 2 декабря 1942 г.
ЗНАЧЕНИЕ БЕРИЛЛИЯ
27
Гии. Вильсон высказал мысль о возможности выделения атомной энергии
в устройстве, где бериллий применялся бы совместно с ураном. В феврале
1954 г. С. К. Аллисону было выдано около 9000 долл, на проведение исследо-
вания возможности применения бериллия для получения атомной энергии.
Организованной в Чикагском университете группой был построен показан-
ный на фиг. 2 реактор, пущенный 2 декабря 1942 г. [4].
Однако ввиду того, что в этом реакторе был применен графит, бериллий
стал играть важную роль в реализации программы работ по атомной энергии
лишь в более поздний период. В настоящее время бериллий в основном при-
меняется в реакторе для испытания материалов (MTR) и в реакторе на проме-
жуточных нейтронах, применяемом для установки на подводных лодках
(SIR).
Реактор для испытания материалов
Реактор для испытания материалов [5] (фиг. 3) находится на территории
Национальной станции по испытанию реакторов Комиссии по атомной энер-
гии США в шт. Айдахо. Этот реактор был запроектирован для изучения влия-
ния излучения большой интенсивности на свойства материалов, применяемых
Ф ит. 3. Установка для испытания материалов для реакто-
ростроения в шт. Айдахо. В этой установке облучаются детали,
изготовленные из различных испытуемых материалов.
для изготовления реакторов, и представлял собой тепловой реактор, ядер-
ным горючим в котором является обогащенный уран. В качестве замедлителя
и охлаждающего агента в нем применяется обычная вода, а в качестве отра-
жателя—бериллий. Реактор рассчитан на мощность 30 000 кет и величину
потока тепловых нейтронов в некоторых местах бериллиевого отражателя до
5-1014 нейтрон! см* • сек. По величине нейтронного потока этот реактор являет-
ся наиболее мощным из числа известных, действующих в настоящее время
реакторов. К его проектированию и разработке приступили в декабре 1945 г.,
а в мае 1950 г. была начата основная работа по установке реактора. Реактор
достиг полной проектной мощности 22 мая 1952 г. и с тех пор работает нормаль-
но. Цго эксплуатация по заданию Комиссии по атомной энергии США про-
изводится компанией «Филлипс петролеум».
28
ГЛАВА II
При проектировании и разработке этого реактора пришлось решить
много вопросов, связанных с использованием в нем бериллия, поскольку кор-
розионная стойкость, механические свойства и способность к механической
обработке этого металла не были еще достаточно известны. В тот период
бериллий в промышленном масштабе получался в виде корольков (гранул).
Эти гранулы подвергались вакуумной переплавке, а из отливок выдавлива-
нием получали изделия желаемой формы. Такие изделия плохо поддавались
обработке резанием с необходимой точностью. При обработке резанием наблю-
далось разрушение кристаллов бериллия на поверхности и особенно по углам
изделия.
Технология получения изделий, форма которых удовлетворяла строгим
техническим требованиям, была разработана с применением метода порошко-
вой металлургии. Для этого корольки металла переплавляют в вакууме и из
полученных слитков изготавливают порошок бериллия в две стадии: сначала
слиток превращают в стружку, обтачивая его на токарном станке, а затем
полученную стружку измельчают на дисковом истирателе. Тонко измель-
ченный порошок бериллия превращают в компактную массу прессованием
и при высокой температуре спекают полученные заготовки в течение нес-
кольких часов. Разрезкой больших горячепрессованных заготовок по-
лучали заготовки деталей грубого профиля, подвергавшиеся затем окон-
чательной механической обработке в соответствии с техническими требова-
ниями. Таким путем были получены бериллиевые профилированные изделия,
имевшие размеры 111Х508Х 1625 мм. Изделия такого большого размера в от-
дельных случаях желательно получать вследствие возможности снижения за
счет этого стоимости производства конечной продукции. На фиг. 4 и 5 видны
бериллиевые детали отражателя реактора для испытания материалов.
Вследствие поглощения энергии быстрых нейтронов большими берил-
лиевыми блоками и возникновения у-излучения в реакторе для испытания
материалов имеет место выделение в эти блоки значительного количества теп-
ла. Для непрерывного отвода этого тепла в блоках предусмотрены каналы
для водяного охлаждения. Существовало опасение, что блоки могут рас-
трескаться из-за больших напряжений, вызываемых наличием значительных
температурных градиентов. Для устранения этого каналы водяного охлаж-
дения в блоках были расположены так, чтобы максимальные тепловые напря-
жения в том или ином блоке не превышали предела прочности бериллия.
К предназначенным для постройки опытного реактора изделиям из бериллия
предъявлялись весьма жесткие требования в отношении чистоты материала,
так как присутствие в нем примесей с очень большим поперечным сечением
захвата (оа) было нежелательным. Так, например, содержание в бериллии
1 • 10"4% В (оа—750) эквивалентно содержанию 0,09% Ni (оа=4,5), либо 0,85%
А1 (оа=0,22), либо 0,161% Fe (оа=2,4). Физики стремились к экономии ней-
тронов, учитывая возможность их захвата имеющимися в бериллии примесями,
вследствие чего проектировщики реактора должны были предусмотреть воз-
можность удаления отдельных бериллиевых блоков при проведении исследо-
ваний в занимаемом отражателем пространстве. Возникающая в бериллиевых
блоках большая вторичная (наведенная) активность, обусловленная нали-
чием в металле некоторых примесей, могла бы потребовать специального
оборудования для замены бериллиевых блоков.
Допустимые количества примесей в бериллии, используемом в испыта-
тельном реакторе, определяются десятитысячными долями процента. Однако
есть основание полагать, что в будущем, после накопления опыта по эксплуа-
тации реакторов, физики снизят требования к чистоте бериллия по некоторым
из примесей. В других случаях применение бериллия в реакторах, когда
в удалении блоков нет необходимости, вторичная (наведенная) активность
не вызовет затруднений. В последнем случае решение вопроса определялось
бы сравнением стоимости потери нейтронов и стоимости бериллия.
Ф_и г., 4. Бериллиевые детали перед их сборкой в реакторе для
испытания материалов.
Фиг. 5. Бериллиевые детали, смонтированные в виде отража-
теля реактора для испытания материалов.
30
ГЛАВА II
Реактор для подводной лодки
Реактор на промежуточных нейтронах предназначен для питания энерго-
силовой установки подводной лодки «Морской волк». В настоящее время сухо-
путный прототип этого реактора строится фирмой «Дженерал электрик»
в Западном Милтоне (шт. Нью-Йорк) в Ноллской атомно-энергетической лабо-
ратории по заданию Комиссии по атомной энергии США. Этот реактор спро-
ектирован для работы на промежуточных нейтронах со средними энергиями,
между высокими и тепловыми. В этом реакторе теплопередача активной
зоны к образующей пар воде производится с помощью расплавленного нат-
рия.
Так же как и в реакторе для испытания материалов, здесь применяются
имеющие различный профиль и размеры бериллиевые изделия, полученные
методом порошковой металлургии с последующей механической обработкой.
Однако к бериллию, применяемому в этом реакторе, предъявляются требо-
вания менее строгие, чем в реакторе для испытания материалов, поскольку
наличие примесей создает в тепловых реакторах при их эксплуатации меньшие
затруднения.
РОЛЬ КОМИССИИ ПО АТОМНОЙ ЭНЕРГИИ США
В РАЗВИТИИ БЕРИЛЛИЕВОГО ПРОИЗВОДСТВА
Первые исследования по применению бериллия в реакторах проводились
под руководством Американского общества инженеров округа Манхэттэн.
В то время бериллий и окись бериллия поставляла компания «Браш берил-
лиум», производившая эти материалы наряду с медно-бериллиевой лигатурой
на своем заводе в Лорейне (шт. Огайо). В 1948 г. завод фирмы «Браш берил-
лиум» был уничтожен пожаром. В это время проектировался реактор для испы-
тания материалов и для его постройки, также как и для многих других целей,
требовался бериллий высокой чистоты. В связи с этим были выдвинуты пред-
ложения по усовершенствованию технологического процесса, проектированию,
постройке и эксплуатации нового завода. Фирмой «Браш» был построен завод
по производству металла и окиси бериллия в Люккэйе (шт. Огайо) с произво-
дительностью в несколько тонн гранулированного бериллия в месяц. Указан-
ная фирма начала производить материалы для Комиссии по атомной энергии
в январе 1950 г., располагая еще заводом в Кливленде, также выпускающим
бериллий. В Пейнсвилле (шт. Огайо) работает завод фирмы «Клифтон продакте»
выпускающий для Комиссии по атомной энергии плавленую окись бериллия.
Фирма «Бериллиум корпорейшн оф Америка» на своем заводе в Рединге
(шт. Пенсильвания) производила отливку бериллия в вакууме; однако эта
работа была позднее прекращена. В настоящее время оборудование для про-
ведения этого процесса имеется на заводе в Люккэй.
БУДУЩЕЕ БЕРИЛЛИЯ В ПРОГРАММЕ РАБОТ ПО ПРОИЗВОДСТВУ
АТОМНОЙ ЭНЕРГИИ
По программе работ производства атомной энергии бериллий в основном
предполагается использовать в качестве замедлителя и отражателя нейтронов.
Разумеется, что для некоторых реакторов, рассчитанных для работы на быст-
рых нейтронах, свойства бериллия как замедлителя являются нежелательными.
В реакторах же, предназначенных для работы на промежуточных и тепловых
нейтронах, бериллий может быть использован в качестве конструкционного
материала. Основными причинами, мешающими применению бериллия в боль-
шом масштабе, являются:
1. Хрупкость бериллия, затрудняющая возможность его использования
для армировки ядерного горючего, а также в качестве конструкционного
материала.
ЗНАЧЕНИЕ БЕРИЛЛИЯ
31
2. Высокая цена бериллия, которая должна быть снижена в такой мере,
чтобы затраты на бериллий не составляли существенной части стоимости
реактора.
3. Недостаточное поступление бериллиевых руд.
ХРУПКОСТЬ БЕРИЛЛИЯ
Проблема хрупкости бериллия подробно рассматривается в гл. VII.
Однако следует сказать, что полученный специальными способами бериллий
обладает недостаточной пластичностью при комнатной температуре. Пред-
принимаемые энергичные попытки получить пластичный бериллиевый сплав
[6] до сих пор не дали обнадеживающих результатов (см. гл. X). Если удаст-
ся найти пластичный сплав с высоким содержанием бериллия, то применение
последнего в реакторах значительно возрастет. При этом потеря величины
поперечного сечения, вызванная легированием бериллия, будет компенсирова-
на повышением его пластичности.
СНИЖЕНИЕ СТОИМОСТИ БЕРИЛЛИЯ
Одной из задач, решаемых Комиссией по атомной энергии, является раз-
работка метода получения дешевого бериллия. В настоящее время Комиссия
является основным потребителем бериллия. Некоторое количество этого
металла идет на производство окон рентгеновских трубок в специальных рент-
геновских аппаратах. Небольшое количество бериллия используется для
проведения исследований в промышленности. Однако по сравнению с объемом
ежегодного потребления бериллия Комиссией по атомной энергии масштабы
его потребления в этих областях сравнительно невелики. С другой стороны,
объем ежегодного производства бериллия для Комиссии по атомной энергии
довольно незначителен по сравнению с размерами промышленного производства
и потребления таких металлов, как алюминий, магний, медь и т. п. Стоимость
бериллия была бы ниже, если бы он производился в количествах, сравнимых
с теми, в которых получают перечисленные выше металлы. Однако до
появления большого спроса со стороны промышленности на бериллий
его производство в подобных масштабах невозможно. Задачу повы-
шения спроса можно попытаться разрешить следующим образом. Медно-
бериллиевую лигатуру получают восстановлением окиси бериллия
углем в присутствии расплавленной меди в дуговой печи. При этом
окись бериллия восстанавливается углеродом до металла. Стоимость
бериллия в исходной окиси бериллия составляет 46,5 долл, за 1 кг, а в полу-
ченной лигатуре около 88,5 долл, за 1 кг. Если будет разработан более деше-
вый промышленный метод получения медно-бериллиевой лигатуры с исполь-
зованием в качестве исходного материала вместо окиси бериллия металли-
ческого бериллия, удовлетворяющего условиям его применения в реакторах,
то это будет выгодно как для промышленности, производящей бериллиевые
бронзы, так и для реакторостроения. Увеличение объема производства берил-
лия для нужд обеих вышеуказанных отраслей автоматически приведет к даль-
нейшему снижению его стоимости.
Несмотря на то, что бериллий является наиболее легким металлом, его
использование в самолетостроении исключено ввиду недостаточной пластич-
ности. Прекрасным конструкционным материалом для самолетостроения
является титан. Если удастся получить пластичный бериллий, имеющий вели-
чину прочности на разрыв, близкую к прочности титана, то он будет заслужи-
вать предпочтения перед титаном, поскольку отношение его прочности к весу
будет примерно на 30% выше, чем у титана. Совокупность различных потен-
циальных возможностей применения пластичного бериллия достаточно вели-
ка для обеспечения довольно большого объема его производства.
32
ГЛАВА II
ОБЕСПЕЧЕННОСТЬ СЫРЬЕМ
Берилловый концентрат, используемый в настоящее время в США для
производства бериллия и медно-бериллиевой лигатуры, почти полностью
поступает в США из-за границы. Содержание окиси бериллия в этих импорт-
ных концентратах составляет от 10 до 20%. Отечественные же руды США со-
держат менее 3% окиси бериллия, ввиду чего для промышленного применения
их необходимо обогащать. Высококачественные заграничные концентраты
стоят от 400 до 500 долл, за 1 т. Поэтому стоимость концентрата в сумме за-
трат на 1 кг металла составляет около 22 долл. Рост поступлений бериллово-
го концентрата из-за границы и развитие экономичных методов обогащения
бедных отечественных руд позволили бы удовлетворить потребности крупного
производства в сырье и, вероятно, снизили бы стоимость концентрата.
ЗАКЛЮЧЕНИЕ
Высокая стоимость применяемого в реакторах бериллия является след-
ствием высокой цены бериллового концентрата, низким извлечением из него
бериллия, высокими требованиями к чистоте металла, небольшим объемом
выпуска, трудностью технологического процесса производства, малым коли-
чеством обрабатываемого материала, жесткими техническими условиями на
готовые детали реактора и необходимостью принятия мер контроля по охране
труда на всех стадиях производства бериллия. Правда, было установлено, что
стоимость затрат, связанных с охраной труда на некоторых производственных
операциях, возмещалась количеством дополнительно извлекаемого металла.
Несмотря на достигнутые успехи по снижению стоимости бериллия, предстоит
еще очень много сделать для повышения роли этого металла при получении
атомной энергии. Реакторостроители заинтересованы в выпуске дешевого
бериллия. Увеличение производства бериллия может быть достигнуто про-
мышленностью, которая в состоянии найти другие отрасли применения берил-
лия в более значительных масштабах. Развитие этих отраслей промышлен-
ности займет довольно много времени, и поэтому представляет интерес стои-
мость бериллия, приемлемая в настоящее время для реакторостроения. Хотя
такая оценка и является несколько ориентировочной, однако физики и инже-
неры в области реакторостроения считали бы приемлемой стоимость чернового
бериллия необходимой чистоты ниже 55 долл, за 1 кг.
ЛИТЕРАТУРА
1. S о о d a k Н., Campbell Е. С., Elementary Pile Theory, р. 9, 1950.
2. Glasstone, Edlund, The Elements of Nuclear Reactor Theory, p. 58, 1952.
3. A 1 1 i s о n S. K., University of Chicago Magazine (December 1952).
4. G 1 a s s t о n e, Sourcebook on Atomic Energy, p. 385, 1950.
5. H u f f m a n J. R., Materials Testing Reactor as an Irradiation Facility, IDO-16,
122-PPCo, August 31, 1953.
6. Kaufmann A. R., Gordon P., Lillie D. W., Trans. ASM, 42, 785
(1950).
В. РОЛЬ БЕРИЛЛИЯ в ПРОМЫШЛЕННОСТИ
Н. В. Басс
Несмотря на малый объем выпускаемой продукции, бериллиевая промыш-
ленность имеет большое значение и является важной в стратегическом отно-
шении. Ее роль более значительна, чем этого можно было бы ожидать,
исходя из количества выпускаемой продукции. США бериллиевую продукцию
поставляют для многих гражданских и военных целей. При бурном развитии
бериллиевой промышленности, помимо ряда задач чисто технического характе-
ра, предстояло решить также некоторые другие вопросы. Так, несколько лет
назад возникла необходимость обеспечить непрерывное поступление берилла
для различных областей промышленного применения. При этом возникли
предположения о сокращении поставок руды, недостаточном удовлетворении
спроса на бериллиевую продукцию и даже о доказанной необходимости поис-
ков заменителей бериллия. Однако действительность показала, что эти пред-
положения были лишены основания и что бериллиевая промышленность
способна не только удовлетворить все могущие возникнуть потребности, но и
нуждается в увеличении спроса на нее для обеспечения производства с макси-
мальными экономическими показателями, соответствующими сегодняшним
производственным мощностям и количеству поступающей руды.
Другой проблемой на протяжении последних нескольких лет была про-
блема техники безопасности. Однако опыт, который появился за последние
годы, позволил медицинским работникам сделать вывод, что все стадии обра-
ботки бериллия, за исключением операции тонкого измельчения, по-видимо-
му, не требуют какого-либо особого контроля условий работы.
В настоящее время бериллиевая промышленность, располагая обильным
поступлением сырья и богатыми источниками получения бериллового кон-
центрата, обладает производственной мощностью, намного превышающей
спрос. Поэтому перспективы расширения потребления бериллия и развития
новых областей его применения никогда не были так благоприятны, как в на-
стоящее время. Ожидается, что многие отрасли промышленности, где приме-
нение бериллия в той или иной форме является целесообразным, воспользуют-
ся этой благоприятной ситуацией.
Как и следовало ожидать, бериллий, будучи металлом с весьма своеобраз-
ными свойствами, находит разнообразное применение в промышленности. От-
крытый в 1798 г., он оставался лабораторной редкостью в течение 125 лет.
Затем наступил период интенсивных исследований, начатых немецкой фирмой
«Сименс и Гальске», к которым немного позже присоединились исследователи
США. Конечным итогом этих исследований явилось то, что в наше время
первичную бериллиевую продукцию в промышленных масштабах выпускают
только США, если не считать сравнительно небольшого производства во
Франции и, видимо, незначительного производства в СССР [1].
В 1931 г. США потребили около 2 т бериллового концентрата и выпустили
соответствующее количество окиси бериллия для изготовления керамиче-
ских изделий. Незадолго до этого было начато производство медно-бериллие-
вых сплавов, и промышленное применение бериллия стало быстро расти.
3 Бериллий
34
ГЛАВА II
Особенно быстро развивалось производство бериллиевой бронзы—наиболее
прочного и твердого из сплавов бериллия на медной основе, способных улуч-
шать свои свойства при термообработке. Под влиянием второй мировой войны
резко возрос спрос на медно-бериллиевые сплавы и в 1943 г. потребление берил-
лового концентрата составило 2780 т. Около 90% этого количества пошло
на производство бериллиевой бронзы.
В противоположность широко распространенному мнению в настоящее
время большая часть бериллия все еще идет на производство бериллиевой
бронзы. Эта отрасль промышленности потребляет не менее 80% общего ко-
личества бериллия, получаемого из концентратов. Наиболее широко бериллий
в виде металла применяется в производстве дисков для окон рентгеновских
трубок, поскольку бериллий обладает высокой проницаемостью для рентге-
новских лучей. Хотя эта область применения бериллия имеет большое значение
для промышленности, количество потребляемого для этой цели металла срав-
нительно невелико. Отношение прочности к весу у чистого бериллия более
высокое, чем у всех других легких металлов (включая цирконий и титан),
а также малый удельный вес, весьма высокий модуль упругости и способность
легко подвергаться обработке резанием наряду с широкой доступностью дела-
ют бериллий весьма многообещающим материалом для изготовления специаль-
ных изделий.
Следует также ожидать, что описанная Палером в предыдущем разделе
этой главы возможность применения бериллия в качестве замедлителя и отра-
жателя в ядерных реакторах будет с течением времени приобретать все боль-
шее значение.
Прочие, пока еще мало развитые, но растущие отрасли промышленности
включают в себя возможность применения бериллия в качестве присадки,
повышающей устойчивость против окисления сплавов на алюминиевой и маг-
ниевой основах, как компонента, повышающего прочность и способность
к старению сплавов на основе никеля и железа, а также, как составляющей
в виде окиси, а возможно, карбида или нитрида бериллия для изготовления
высококачественной огнеупорной керамики. В незначительном количестве
находят себе применение также соединения бериллия.
Ввиду того что берилл является единственным минералом, служащим для
промышленного получения бериллия, размеры потребления этой руды точно
отражают масштабы производства в бериллиевой промышленности. Берилловый
концентрат содержит в среднем 11 % окиси бериллия, что соответствует
4% Be. Приведенные в табл. 5 данные характеризуют количество бериллового
Таблица 5
ПОТРЕБЛЕНИЕ И ЗАПАСЫ БЕРИЛЛОВОГО КОНЦЕНТРАТА В США
Год Годовое потреб- ление 1), т Ориентировочные запасы на конец года, т 2) Год Годовое потреб- ление 1), т Ориентировочные запасы на конец года, т 2)
1937 181 90,7 1945 1580 4 170
1938 272 90,7 1946 920 4 540
1939 454 181 1947 1575 3 810
1940 544 544 1948 1790 3 270
1941 1090 1815 1949 934 5 450
1942 2130 1815 1950 2730 7 260
1943 2780 3270 1951 3080 8 170
1944 1980 4350 1952 3160 10 900
1) По данным Горного бюро США.
2) Приблизительные данные по подсчетам автора.
ЗНАЧЕНИЕ БЕРИЛЛИЯ
35
концентрата, ежегодно расходовавшегося промышленностью США в период
1937—1952 гг., а также общее количество запасов концентрата на конец каж-
дого года.
Из приведенных в табл. 5 данных можно сделать несколько выводов.
Во-первых, в период второй мировой войны бериллиевая промышленность
переживала бурный подъем, а в послевоенные годы имело место некоторое
уменьшение объема производства; в настоящее время бериллиевая промыш-
ленность превышает уровень военного времени. Во-вторых, уровень годовых
запасов бериллового концентрата в США непрерывно возрастает. Рост этих
запасов указывает на превышение роста объема новых поступлений над ростом
потребления концентрата и является очевидным, что размеры новых поступ-
лений намного превышают уровень потребления. В самомделе, в 1952 г. поступ-
ление бериллового концентрата в США (импорт плюс отечественное производ-
ство) составило 5890 /п, что почти вдвое превышает объем его потребления за
тот же период (3160 т). В 1953 г. наблюдалось более благоприятное соотноше-
ние между поступлением и потреблением, нежели в 1952 г. Совершенно очевид-
но, что имеющиеся запасы бериллового концентрата могут обеспечить сырьем
более развитую промышленность, чем современная. В пользу этого мнения
говорит также перспектива дальнейшего увеличения мировых ресурсов берил-
лового концентрата за счет возможной эксплуатации бедных месторождений
с последующим применением разрабатываемых в настоящее время новых
методов обогащения.
В 1952 г. цена*1 т бериллового концентрата составляла около 53,4 долл,
за каждый процент содержащейся в нем окиси бериллия, что составляет
587 долл, за 1 т бериллового концентрата, содержащего 11% ВеО. В 1940 г.
цена 1 т составляла всего лишь 3 долл, за каждый процент окиси, т. е.
33 долл, за 1 т концентрата, содержащего 11% ВеО. Однако, несмотря на
такой огромный рост стоимости сырья, цены на некоторые виды бериллиевой
продукции, особенно на чистый бериллий, в настоящее время стали более
низкими, чем в 1940 г. К тому же теперь эти изделия являются значительно
более доступными и высококачественными. Даже те виды продукции, кото-
рые стали дороже, как, например, бериллиевая бронза, повысились в цене
всего лишь в два раза, хотя стоимость концентрата возросла за тот же период
почти в 16 раз.
Повышение спроса на бериллиевую продукцию вызовет значительное сни-
жение стоимости единицы продукции. Так, например, автор подсчитал, что
цена изделий простых профилей из чистого металлического бериллия при
выпуске их в количестве 75 т в год составит 110 долл, за 1 кг.
ОБЛАСТИ ПРИМЕНЕНИЯ
Наиболее важной областью применения бериллия является производство
4%-ной медно-бериллиевой лигатуры. Последняя вводится в расплавленную
медь при получении различных сортов бериллиевой бронзы, содержащих
около 2% Be. Бериллиевые бронзы с меньшим содержанием бериллия так-
же начинают находить применение благодаря наличию у них особых свойств
и более низкой их стоимости. Основные виды бериллиевой продукции пере-
числены в табл. 6.
Из табл. 7 видно, что потребление бериллиевой бронзы в 1943 г., т. е.
в разгар второй мировой войны, преобладает над всеми прочими видами берил-
лиевой продукции. Из 2780 т бериллового концентрата, потребленных
в 1943 г., свыше 88% приходилось на долю бериллиевой бронзы (в 2780 т
бериллового концентрата содержится около 317 т окиси бериллия или при-
мерно 114 т бериллия).
Точных данных о распределении бериллия между областями примене-
ния готовой продукции за 1953 г. нет. Однако автор полагает, что имеющиеся
3*
36
ГЛАВА II
Таблица 6
СПЛАВЫ И СОЕДИНЕНИЯ БЕРИЛЛИЯ И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
Чистый бериллий Бериллиевые сплавы Соединения бериллия
Корольки или слитки Хлопья (чешуйки) Вакуумные отливки Порошок Профилированные изделия Болванки Прутки Листы Фольга Трубы Диски Медь —бериллий Никель — бериллий Алюминий — берил- лий Железо — бериллий Цинк—бериллий Бериллиевые стали Окись Карбид Нитрид Гидроокись Сульфат Фторид Нитрат Хлорид Фторобериллат аммония
Таблица 7
ВЫПУСК БЕРИЛЛИЕВОЙ ПРОДУКЦИИ В 1943 г. [2]
Вид материала и область его потребления %
Концентрат берилловый в керамических изделиях (запальные свечи в авиа- ции и т. п.) Бериллий (окна для рентгеновских трубок, геттер для радиоламп, исследователь- ские цели и т. п.) Окись бериллия высокой чистоты (люминесцентные лампы, геттер для радио- ламп и т. д.) Окись бериллия стандартная (керамика, огнеупоры и т. д.) Бериллиевая бронза (преимущественно содержащая 2% Be; для изготовления пружин, втулок, диафрагм и т. д. в авиационных двигателях, в авиационных радио и радарных установках, а также в других точных приборах) Сплавы алюминия с бериллием (при литье магниево-алюминиевых сплавов) Химикалии и соединения бериллия (колпачки для газокалильных ламп, иссле- довательские цели и т. н.) 3,8 1,0 3,7 2,5 88,3 0,6 0,1
данные точно соответствуют упомянутому выше уменьшению выпуска берил-
лиевой бронзы. Последнее сопровождалось резким сокращением потребления
окиси бериллия для изготовления указанного сплава и увеличением на не-
сколько процентов производства алюминиево-бериллиевых сплавов и бериллия,
применявшихся в атомной промышленности. Видимое сходство в распределе-
нии бериллия между областями применения готовых изделий в 1943 и 1953 гг.
маскирует два факта, заслуживающих особого упоминания.
Во-впервых, несмотря, на то, что доля берилла, расходуемая на производ-
ство бериллиевой бронзы, в оба периода примерно одинакова, области ее при-
менения существенно различны.
В период второй мировой войны бериллий использовался преимуществен-
но для военных целей, в основном в самолетостроении, где свойства берил-
лиевой бронзы делали ее неоценимым материалом для производства пружин,
втулок, трубок Бурдона, диафрагм и ряда других деталэй. Например, в тяже-
ЗНАЧЕНИЕ БЕРИЛЛИЯ
37
лом бомбардировщике насчитывалось не менее 1500 отдельных деталей из берил-
лиевой бронзы. Было подсчитано [2], что общее сокращение использования
бериллия основными потребителями периода второй мировой войны выгля-
дело в этой группе следующим образом:
%
Авиация......................... 50
Радио и радарные установки . . 15
Военно-морской флот............. 15
Другие области военного приме-
нения ....................... 12
Исследования ...................... 5
Прочие области..................... 3
Несмотря на то, что за время, прошедшее с момента окончания войны,
были выявлены новые возможности применения бериллиевой бронзы для много-
численных военных и гражданских целей, следующие цифры характеризуют
потребление этого вида продукции в различных областях промышленности [3]:
Электроника и средства связи . . 20
Электропромышленность .... 16
Промышленность счетно-решаю-
щих машин.................... . 14
Холодильники и аппаратура для
кондиционирования воздуха . 10
Литейное дело.................... 8
Автомобильная промышленность 8
Сварка ........................... 6
Алюминиевая промышленность . . 5
Производство безискрового ин-
струмента ...................... 5
Прочие отрасли.................... 8
Во-вторых, возросший интерес к возможному использованию бериллия
в ядерных установках в качестве замедлителя и отражателя нейтронов. Хотя
сейчас еще рано говорить о роли, которую суждено играть бериллию в этой
отрасли промышленности, возможно, что через несколько лет она станет очень
важным потребителем этого металла. Следует разъяснить некоторое
неправильное представление об относительных масштабах этого примене-
ния, объясняющееся ограниченностью информации по этому вопросу,
которое привело к созданию в некоторых кругах представления о том, что
резкое увеличение потребления бериллия атомной промышленностью сделает
его недоступным для таких отраслей промышленности, как производство
бериллиевых бронз. Одно время подобные взгляды побудили некоторых
исследователей к разработке сплавов, способных в случае необходимости
заменить бериллиевые бронзы. Для подобных опасений, по мнению автора,
нет никаких оснований. Приведенные выше статистические данные о поступ-
лении, потреблении и запасах бериллового концентрата говорят сами за себя.
Приобретение и потребление концентрата для целей, связанных с атомной
промышленностью, в настоящее время прекращено вследствие недавней оста-
новки для инвентаризации завода Комиссии по атомной энергии США, выпу-
скающего первичную бериллиевую продукцию. Однако этот завод даже при
работе с нормальной производительностью потреблял лишь сравнительно
небольшую долю добытого или импортированного в США бериллового концен-
трата. Поэтому может пройти несколько лет, прежде чем применение бериллия
для целей получения атомной энергии потребует использования значительного
количества бериллового концентрата.
38
ГЛАВА II
Двумя крупнейшими производителями бериллиевой продукции в США
являются «Бериллиум корпорейшн» в Рединге (шт. Пенсильвания) и «Браш
бериллиум» в Кливленде (шт. Огайо). Ранее производством бериллия в срав-.
нительно небольших масштабах занималась фирма «Клифггон продакте»
в Пейнсвилле (шт. Огайо). Другими фирмами, специализировавшимися на вы-
пуске бериллиевой бронзы в виде слитков или готовых изделий, являются:
«Риверсайд метал компани» в Риверсайде (шт. Нью-Джерси), «Эмпко метал
инкорпорэйтед» в Милуоки (шт. Висконсин), «Вилбур Б. Драйвер компани»
в Ньюарке (шт. Нью-Джерси), фирмы «П. Р. Мэллори энд компани» в Индиано-
полисе (шт. Индиана), «Пэнн пресижн продакте» в Рединге (шт. Пенсильвания),
«Дженерал плейт дивижн» в Эттлборо (шт. Массачусетс) и «Америкэн силвер
компани» в Нью-Йорке, производящая перекатку бериллиевой бронзы
в тонкие полосы. Фирма «Литтл фоллс эллойс» в Патерсоне (шт. Нью-Джерси)
выпускает тонкую проволоку из бериллиевой бронзы.
БЕРИЛЛИЙ
Бериллий, будучи почти таким же легким металлом, как магний, сохра-
няет свой блеск лучше алюминия и плавится при 1285°, т. е. при температуре
более высокой, чем точка плавления меди, и превышающей примерно в два.
раза температуры плавления алюминия и магния. Из последнего сравнения
видно, что бериллий является единственным устойчивым легким металлом
с высокой температурой плавления. Кроме того, бериллий имеет необычайно
высокий модуль упругости, составляющий около 28-103 кг!мм2, тогда как
соответствующая величина для железа равна примерно 21-Ю3 кг!мм2.Сочета-
ние малой плотности бериллия с большим модулем упругости обусловливает
большую скорость распространения в нем звука, равную 12 600 м!сек, что
примерно в 2,5 раза превышает скорость распространения звука в стали. Это
свойство имеет большое значение при применении бериллия в некоторых
областях акустики. Электропроводность бериллия составляет 40—45% от
электропроводности меди. Вследствие малого атомного номера и незначитель-
ной поглощающей способности бериллий обладает очень большой проницае-
мостью для рентгеновских лучей, будучи в этом отношении примерно в 17 раз
эффективнее алюминия. Это свойство в сочетании с высокой температурой плав-
ления делает бериллий идеальным материалом для изготовления окон в рент-
геновских трубках, позволяя получать большую интенсивность пучка длинно-
волнового рентгеновского излучения, применяемого для рентгенодефектоско-
пии металлов, для измерения толщины изделий, для рентгенохимического
анализа и рентгенотерапии [4]. Хотя все это имеет важнейшее значение для
промышленности, производящей рентгеновские трубки, ежегодное количество
потребляемого для этой цели бериллия исчисляется всего несколькими кило-
граммами.
Будучи наиболее эффективным источником излучения нейтронов в резуль-
тате бомбардировки а-частицами, бериллий используется в небольших коли-
чествах для изготовления радиево-бериллиевых и полониево-бериллиевых
источников получения нейтронов. Он применяется также для аналогичных целей
в качестве мишени в циклотроне. Было экспериментально доказано, что берил-
лий может применяться в качестве покрытия для отражателей, обладающего
большим сроком службы и имеющего ряд преимуществ перед применяемыми
в настоящее время покрытиями, благодаря более высокой способности отра-
жать ультрафиолетовую часть спектра. Теперь, когда тонкая бериллиевая
фольга стала легко доступной, изучается возможность ее использования в ка-
честве материала для изготовления окон в счетчиках Гейгера, сцинтилляцион-
ных счетчиках и в других подобных устройствах. Для получения бериллия
обычно применяется метод порошковой металлургии, с помощью которого
фирма «Браш бериллиум» выпускает заготовки, имеющие размеры 1524 X
ЗНАЧЕНИЕ БЕРИЛЛИЯ
39
Х610Х 152 мм или круглые болванки диаметром 711 мм (как это описано ниже
Бивером). Указанные заготовки могут быть использованы непосредственно
для изготовления деталей обработкой резанием, а также употреблены для
выдавливания или прокатки. Горячепрессованный бериллий изотропен, имеет
удлинение от 2 до 4% и предел прочности от 24,5 до 31,5 кг!мм2. После горяче-
го выдавливания его удлинение в направлении выдавливания повышается
и достигает 12—20%, а предел прочности в том же направлении возрастает
до 59,6—70,3 кг!мм2. При этом прочностные свойства бериллия в направлении,
перпендикулярном направлению выдавливания, по-видимому, остаются без
изменения; можно предполагать, что они могут быть улучшены в результате
дальнейших исследований. Хорошая обеспеченность бериллием наряду с его
способностью к обработке давлением и резанием, а также наличием хороших
физических свойств несомненно откроют этому металлу новые области
применения в качестве уникального конструкционного материала.
Более широкое применение чистый бериллий находит в атомной промыш-
ленности, где, кроме уже упомянутых свойств, используются его чрезвычайно
малое поперечное сечение захвата (в двадцать раз меньшее, нежели у цирко-
ния) и способность к замедлению (уменьшению скорости) нейтронов, образо-
вавшихся в результате ядерных реакций. Возможность применения бериллия
в этой области подробно изложена Палером в предыдущем разделе этой главы.
ОКИСЬ БЕРИЛЛИЯ
Окись бериллия обладает следующими свойствами: высокой температурой
плавления, прочностью, чистотой, твердостью, большим электрическим сопро-
тивлением, исключительно высокой теплопроводностью, устойчивостью против
тепловых ударов и общей химической стойкостью при нагревании. Будучи
по своим ядерным свойствам сходной с бериллием, окись бериллия является
прекрасным материалом для замедления и отражения нейтронов. Окись бе-
риллия является прекрасным огнеупорным материалом, применение которого
часто дает единственное решение при осуществлении некоторых высокотемпера-
турных процессов.
Окись бериллия очень устойчива и плавится при температуре 2550°,
т. е. примерно на 500° выше, чем окись алюминия. В инертной атмосфере или
в вакууме тигли из окиси бериллия могут использоваться при температурах
около 2000°, отличаясь устойчивостью против тепловых ударов, высокой
теплопроводностью и способностью не загрязнять плавки. Растрескавшиеся
или изношенные в результате работы тигли могут быть замазаны пастой,
содержащей окись бериллия, что увеличивает срок их службы. Окись берил-
лия применяется для изготовления огнеупорной керамики в электрических
нагревательных элементах, экранирующих отражателей (экранов) для гра-
фитовых тиглей, футеровки бессердечниковых индукционных печей, оксидных
катодов радиоламп и керамических покрытий нитей накаливания. Окись
бериллия находит применение как компонент специальных высококачествен-
ных стекол, обладающих большим коэффициентом рассеяния и малым коэф-
фициентом преломления, а также стекол, хорошо пропускающих ультрафио-
летовое излучение.
Окись бериллия используется также в качестве добавки (~2%) в специ-
альные сорта стеатита1), что повышает диэлектрические свойства стеатитовых
изделий.
Представляет интерес применение окиси бериллия для придания равно-
мерности пряже из искусственного волокна (ам. пат. 2256549) и в виде берил-
лоната бария как геттера в радиолампах (ам. пат. 2154131).
х) Стеатит—керамическая фарфороподобная масса, широко применяемая как изо-
лятор в электронике и электротехнике.—Прим. ред.
40
ГЛАВА II
Применение окиси бериллия как катализатора для некоторых химиче-
ских процессов, в том числе и для дегидрогенизации, является другим приме-
ром разнообразных областей применения бериллиевых препаратов. Значи-
тельное количество окиси бериллия использовалось в виде силиката цинка
и бериллия для введения в состав люминофоров для ламп «белого» и «дневного»
света. Эти люминофоры, будучи активными по отношению к световым лучам
с длиной волны около 2000 А, особенно чувствительны к световым лучам с дли-
ной волны около 6000 А. Эти люминесцентные лампы отличались своей высо-
кой эффективностью, однако, вследствие возникшего несколько лет назад
мнения о вредности воздействия входящего в состав люминофора силиката
цинка и бериллия на организм человека, они в значительной мере были вытес-
нены лампами с кальциевогалоидофосфатными люминофорами, не содержащи-
ми бериллия.
Благодаря малому поперечному захвату и хорошей способности к замедле-
нию нейтронов окись бериллия представляет интерес для конструкторов-
атомников. Стечением времени по мере увеличения потребности в материалах,
устойчивых против высоких температур и тепловых ударов и обладающих
хорошими ядерными свойствами, окись бериллия будет играть выдающуюся
роль в атомной технике [5].
В связи с интересом, проявленным к использованию керамических мате-
риалов для реактивных двигателей и т. п., следует отметить, что материал,
выпущенный под маркой 4811С Национальным бюро стандартов США, содер-
жащий 82,55% ВеО, по совокупности своих термических свойств, по-видимому,
превосходит все известные керамические материалы [61.
Основным применением окиси бериллия является ее использовние для
промышленного получения медно-бериллиевой лигатуры, содержащей около
4% Be (остальное медь). Лигатура получается в результате восстановления
окиси бериллия углеродом в электрической дуге в присутствии измельченной
меди. Образующийся при восстановлении бериллий непосредственно сплав-
ляется с медью.
ПРОЧИЕ СОЕДИНЕНИЯ БЕРИЛЛИЯ
Из химических соединений двухвалентного бериллия наибольшим рас-
пространением пользуются его сульфат, фторид, хлорид, нитрат и окись. Из
них только сульфат бериллия является устойчивой, растворимой в воде солью,
которой обычно пользуются как исходным веществом для получения других
соединений бериллия. Безводные хлорид и фторид бериллия поглощают
влагу и расплываются, вследствие чего они должны храниться в плотно закры-
тых сосудах. Ввиду большой склонности хлорида бериллия к гидролизу,
протекающему с выделением хлористого водорода, работать с этой солью
значительно труднее, чем с фторидом, обращение с которым, особенно если
он находится в виде крупных кусков, не вызывает затруднений. Хлорид
и фторид бериллия используются главным образом для получения чистого
металла электролизом, а также металлотермическим восстановлением маг-
нием, натрием или кальцием. Упоминалось также о возможности примене-
ния хлорида бериллия для диагностирования туберкулеза и об использовании
фторобериллата натрия в составе оптических стекол, хорошо проницаемых для
ультрафиолетового излучения. Нитрат бериллия находит применение в произ-
водстве колпачков для газокалильных ламп. Стеарат бериллия используется
при печатании стеклографическим методом и в качестве различных катализа-
торов. Нитрид бериллия служит исходным материалом для получения
изотопа С14.
Карбид бериллия, подобно его окиси, обладает превосходными ядерными
и некоторыми хорошими высокотемпературными свойствами. Поэтому он
может представлять известный интерес для атомной энергетики. Одна-
ко ввиду склонности этого материала к взаимодействию с содержащимися
ЗНАЧЕНИЕ БЕРИЛЛИЯ
41
в воздухе парами воды при его использовании, по-видимому, потребуется
нанесение защитного покрытия. (Подробное описание свойств этих огнеупор-
ных соединений бериллия дается Бивером в гл. XI, посвященной этому
вопросу.)
БЕРИЛЛИЙ КАК ЛЕГИРУЮЩИЙ КОМПОНЕНТ В СПЛАВАХ
Наиболее важным свойством, послужившим основой для развития про-
мышленного производства бериллия, является его весьма отчетливо выражен-
ная способность вызывать’явление дисперсионного твердения (старения) в спла-
вах. Это свойство бериллия полностью используется в сплавах его с медью. Ни-
кель, железо, некоторые сорта сталей, цинк и ряд других металлов образуют
с бериллием сплавы, также обладающие свойством дисперсионного твер-
дения. Однако указанные сплавы еще не приобрели промышленного зна-
чения.
Старение сплавов на основе меди или никеля связано с введением в них
бериллия и объясняется способностью этих металлов образовывать с берил-
лием твердые растворы, содержащие от 0,1 до 3,0% Be. При высоких темпера-
турах, лежащих несколько ниже точки плавления сплава, растворимость берил-
лия выше, чем при комнатной температуре. Поэтому после нагревания сплава
до температуры, при которой растворимость бериллия достигает значительной
величины, и последующего быстрого охлаждения (закалка в воде) бериллий
будет находиться в твердом растворе (a-фаза), что делает такой сплав мягким
и легко поддающимся обработке давлением при комнатной температуре. При
нагревании закаленного сплава до относительно невысокой температуры
(ниже температуры красного каления) из пересыщенного раствора выделяются
субмикроскопические частицы соединения бериллия (у-фаза), рассеянные
в зернах металла и вызывающие значительное повышение твердости. Нагре-
вание сплава после закалки можно практически варьировать так, чтобы
получать либо очень мягкие, хорошо поддающиеся обработке давлением спла-
вы, либо очень твердые сплавы, обладающие высокой прочностью.
Медно-бериллиевые сплавы
Основные преимущества медно-бериллиевых сплавов сводятся к следую-
щим:
1. Хорошая способность к обработке давлением перед термообработкой
или старением.
2. Способность легко обрабатываться резанием в отожженном или в полу-
твердом состоянии.
3. Заметное улучшение физических и механических свойств после обыч-
ной термообработки.
4. Высокая электро- и теплопроводность.
5. Исключительно высокое сопротивление усталости и ударной нагрузке,
т. е. превосходные упругие и прочностные свойства.
6. Хорошая коррозионная стойкость, близкая к коррозионной стойкости
чистой меди.
7. Высокое сопротивление ползучести.
8. Способность в широких пределах изменять свойства в зависимости от
содержания бериллия или условий термообработки.
9. Превосходные литейные качества.
10. Некоторые особые свойства, такие, как немагнитность, отсутствие
способности к искрообразованию и т. п.
11. Высокая жаропрочность в сравнении с жаропрочностью других спла-
вов на медной основе.
42
ГЛАВА II
Медно-бериллиевые сплавы можно подразделить на две категории:
а) высокопрочные и б) обладающие высокой электропроводностью. Высокопроч-
ные сплавы (содержащие свыше 1,5% Be) обладают наивысшей прочностью
и твердостью, тогда как высокоэлектропроводные сплавы (содержащие менее
0,75% Be) применяются главным образом там, где электро- и теплопроводность
важнее, нежели максимальная прочность или твердость. (Разработанный
новый медно-бериллиевый сплав, содержащий около 1,2% Be, обладает проме-
жуточными свойствами между указанными выше категориями сплавов и вслед-
ствие более низкого содержания в нем бериллия более дешев по сравнению
с обычным 2%-ным сплавом.) Наиболее известные сорта сплавов содержат
от 1,8 до 2,05% Be и около 0,35% №или Со, вводимых для получения мелко-
зернистой структуры и в качестве стабилизаторов при термообработке.
В табл. 8 приводятся данные о некоторых свойствах прокатанных полос
из медно-бериллиевых сплавов (бронз) с различным содержанием бериллия.
Для сравнения в этой же таблице приведены данные для фосфористой бронзы
марки А и латуни марки 701).
Бериллиевая бронза производится в виде отливок, поковок и полуфабри-
катов, полученных прокаткой. К последним относятся ленты, листы, прутки,
проволока, полосы и трубы. Из 4%-ной медно-бериллиевой лигатуры отливают
заготовки для прокатки, различные виды отливок в гипсовые и земляные формы
под давлением, по восковой модели и в постоянные формы.
В стандартной 2 %-ной бериллиевой бронзе хорошая электропроводность
сочетается с наибольшими значениями твердости и прочности, известными для
других сплавов на медной основе. Указанный сплав обладает также высоким
сопротивлением усталости, коррозионной стойкостью, сопротивлением износу,
хорошо поддается обработке давлением и немагнитен. Бериллиевая бронза ши-
роко применяется для изготовления пружин, амортизаторов, различных
диафрагм, трубок Бурдона, электроконтактов, деталей авиационных двигате-
лей, кулачков распределительного валика, подшипников, электродов для
сварки, зажимов для сварки встык, пресс-форм для горячего формования
пластмасс, морских гребных винтов, деталей насосов, шестерен, деталей кла-
панов, поршневых колец, шарниров обтекателей моторов, шайб Гровера,
прецизионных отливок, валов, различных деталей для пулеметов и т. п. Бла-
годаря малой склонности к искрообразованию бериллиевая бронза применяется
для изготовления не искрящего в работе инструмента.
Бериллиевая бронза, обладающая хорошей электро- и теплопроводностью,
содержит 0,25—0,7% Be и 1,5—2,5% Со или Ni, измельчающих зерно и стабили-
зирующих структуру при термической обработке. В специальные бериллиевые
сплавы иногда вводят серебро и хром в отдельности или оба эти металла вместе.
Как видно из приведенных в табл. 8 данных, бронза с низким содержанием
бериллия имеет примерно вдвое меньшую прочность и твердость по сравнению
с 2 %-ной бериллиевой бронзой, превосходя ее по электропроводности прибли-
зительно в 2,5 раза. Эти сплавы обладают также более высокой термостойко-
стью, так как их старение производится при температуре около 500°, а для
2%-ной бериллиевой бронзы—при 330°.
Бериллиевые бронзы с хорошей электропроводностью применяются для
изготовления электродов для сварки, электродов и зажимов для точечной и ро-
ликовой сварки, сварки швом и встык, а также для изготовления переключа-
телей, распределительной аппаратуры выключателей, электроде держателей,
тормозов и барабанов сцепления судовых дизелей, шестерен, скользящих кон-
тактов, клемм и других изделий, в которых должны сочетаться хорошие проч-
ность, электропроводность и сопротивление износу при умеренно повышенных
температурах.
х) Химический состав следующий: фосфористая бронза марки А—95% Си, 5% Sn;
латунь марки 70—70% Си, 30% Zn.— Прим. ред.
НЕКОТОРЫЕ СВОЙСТВА ДЕФОРМИРОВАННОЙ БЕРИЛЛИЕВОЙ БРОНЗЫ [7]
Таблица 8
Содержание бериллия или наименование сплава Термическая обработка или состояние сплава Предел проч- ности, кг/мм2 Предел текучести (0,2%), кг/мм2 Предел про- порциональ- ности (0,002%), кг/мм2 Удлинение на образце длиной 50 мм, % Предел уста- лости (база 1-108 циклов), Твердость по Роквеллу Электропро- водность от международ- ного эталона, %
2% Закалка, холодная деформация и ста- рение 130—147 112—130 69—91 1—2 28—32 40-44 Rc 22—30
2% Холоднодеформированный до твердого состояния 67—85 69—79 49—60 2—4 23-27 94-99 RB 15—17
2% Закалка и старение 116—126 91—105 49—56 5-8 25-28 36—40 Rc 22—30
2% Отжиг 42—56 20—25 10—14 35-50 18—21 45-65 RB 17—19
1,2% Холоднодеформированный до полутвер- дого состояния 88—98 74—98 42—46 12—20 21—25 23-30 Rc 22—26
1,2% Горячекатаный 39—46 13—21 10,5—14 40—60 18—21 Макс. 65 Rb 18—22
0,5% Закалка, холодная деформация и ста- рение 74—92 70—85 42—56 5—10 21—25 92—100 RB 48-60
Фосфористая бронза А Холоднодеформированная, твердая 56—68 49—56 35—42 8-10 15,5—19 86—90 RB 14-18
Латунь 70 » » 53—60 46-53 32—39 4—10 13-17 83—87 R B 25-28
44
ГЛАВА II
Никелево-бериллиевые сплавы
Эта группа бериллиевых сплавов поддается термической обработке и отли-
чается высокой прочностью и твердостью. Однако, несмотря на это, такие сплавы
до сих пор не нашли сколько-нибудь заметного промышленного применения.
По данным немецких исследователей, полосы никелево-бериллиевого сплава,
содержащего 1,8% Be, после холодной прокатки и термообработки обладают
пределом прочности, равным 190 кг/мм2, наряду с исключительно высоким
удлинением, достигающим 8,8% (длина образца 50 мм). При этом предел те-
кучести составляет 167 кг/мм2, твердость по Бринелю 480, а модуль упругости
19 000 кг/мм2.
Твердость литых никелево-бериллиевых сплавов, содержащих 2,75% Be,
после термообработки достигает 550 единиц по Бринелю. Удельный вес и кор-
розионная стойкость никелево-бериллиевых сплавов очень близки к нержа-
веющим сталям, а прочность, твердость и величина модуля упругости—к высо-
копрочным легированным сталям. Хорошие литейные свойства никелево-
бериллиевых сплавов и их способность хорошо обрабатываться в мягком не-
посредственно после закалки или отожженном состоянии являются преиму-
ществом перед многими сортами нержавеющих сталей. Никелево-бериллиевые*
сплавы легко поддаются холодной обработке давлением, способствующей полу-
чению максимальных механических свойств. Старение таких сплавов произ-
водится при температуре 500°. Так как температура старения никелево-берил-
лиевых сплавов довольно высока, они сохраняют свои высокие механические
свойства и при умеренно повышенных температурах. Кроме того, они обладают
высокой устойчивостью против усталости [8].
Никелево-бериллиевые сплавы применяются для изготовления прецизион-
ных пружин в часах и приборах, игл для подкожного впрыскивания (инъек-
ций), а также хирургических инструментов. В литом состоянии они исполь-
зуются для изготовления головок алмазных буров, прессформ для горячего
формования пластмасс, а также для изготовления большого числа точных литых
деталей насосов для подачи авиагорючего, частей машиносчетного оборудо-
вания и т. д.
Бериллиевые стали
Так же как и сплавы никеля с бериллием, бериллиевые стали не нашли
широкого промышленного применения. Однако новые сплавы этой группы,
как, например, недавно выпущенный сплав V2B (ам. пат. № 2635044), пред-
ставляющий собой нержавеющую сталь с добавкой 0,1—0,2% Be, могут найти
некоторое применение.
Двойные железо-бериллиевые сплавы имеют крупнокристаллическую
структуру. Добавка никеля ведет к измельчению зерна и значительно улучшает
свойства сплава. Твердость железо-бериллиевого сплава, содержащего 1%
Be и 6% Ni, после закалки и старения может быть получена равной 600 едини-
цам по Бринелю. Бериллиевые стали, содержащие 1% Be, 12% Сг и 1% №,'
обладают высокой прочностью и твердостью при повышенных температурах.
По сообщениям немецких исследователей, опубликованным в 1931 г., эти сплавы
сохраняют свои пружинящие свойства при температуре красного каления [91.
Составы некоторых бериллиевых сталей, представляющих практический
интерес, приведены в табл. 9. Бериллиевый сплав элинвар, известный в часо-
вой промышленности Швейцарии под названием «ниварокс», широко приме-
няется на часовых заводах для изготовления пружин. Сплав элинвар, у которого
при повышенных температурах практически отсутствует удлинение, был спе-
циально разработан для изготовления из него спиральных часовых пружин.
Кислотостойкий бериллиевый сплав контрацид применяется преимущест-
венно в Европе для изготовления хирургических инструментов, коррозионно
стойких пружин и других подобных изделий, где требуется высокая прочность.
ЗНАЧЕНИЕ БЕРИЛЛИЯ
45
Таблица 9
СОСТАВ БЕРИЛЛИЕВЫХ СТАЛЕЙ
Наименование сплава Состав, %
Be Ni Сг Мо W Со Мп Си Si С
Бериллиевый инвар 1,0 38 — . — —_ — —
Бериллиевый элинвар 0,5 30 — — 8 — — — — —
(ниварокс) Бериллиевый контра- 0,6 60 15 7 — — — — —- —
цид Тикониум 1,5 36 29,5 6 27 .—. —. — —
Элджилой 0,04 15 20 7 — 40 2 — — —
V2B 0,15 10 19,2 3,2 — — 0,6 2,1 3,0 0,07
Сплав тикониум имеет отличные литейные свойства наряду с хорошей
коррозионной Стойкостью и высокими механическими свойствами после термо-
обработки. Он применяется в зубопротезировании для изготовления литых
искусственных зубов и производится компанией «Консолидейтед кар хитинг»
в Олбани (шт. Нью-Йорк).
Сплав элджилой, выпускаемый часовой фирмой «Элджин компани», соче-
тает в себе большую твердость, хорошую вязкость и коррозионную стой-
кость наряду с высоким пределом прочности, малой остаточной деформацией,
высоким сопротивлением усталости и немагнитностью. Этот сплав находит
основное применение для изготовления ходовых пружин для часов, а также
наконечников перьев для авторучек, пружин выключающих механизмов,
тарелок клапанов, хирургического и зубоврачебного оборудования, деталей
фотоаппаратов, пружин, деталей выключателей, шариковых подшипников
и т. п.
Сплав V2B, запатентованный и выпускаемый компанией «Купер эллой
фаундри» в Хиллсайде (шт. Нью-Джерси), представляет собой нержавеющую
термообрабатываемую сталь 18-8, обладающую высокой коррозионной стой-
костью и поддающуюся обработке резанием. Благодаря хорошей устойчивости
против коррозии и истирания, а также благодаря отсутствию способности в ра-
боте наволакиваться другими металлами этот сплав был рекомендован для
изготовления клапанных тарелок, крыльчаток насосов, шестерен и других
деталей, подверженных износу. После обработки резанием эта сталь подвер-
гается старению при температуре 500° в течение 8 час. Коррозионная стойкость
сплава V2B (после старения) в серной, соляной, фосфорной кислотах и их солях
выше, чем у нержавеющей стали марки 316. В горячих концентрированных
растворах азотной кислоты сплав V2B по коррозионной стойкости несколько
уступает нержавеющим сталям марок 304 и 3161).
Сплавы цинка с бериллием
В настоящее время исследовательской лабораторией фирмы «Дженерал
электрик» разработан новый сплав, содержащий 0,1% Be, 2—2,5% Си, осталь-
ное—цинк и известный под названием «Zn—Си—Ве». Несмотря на то, что этот
сплав еще находится в стадии изучения, имеются указания, что при значительно
0 Стали марок 304 и 316 имеют следующий химический состав: сталь 304—18—
20% Сг, 8—12% Ni, не более 0,08% С, не более 2% Мп, не более 1% Si; сталь (316—16—
18% Сг, 10—14% Ni, 2—3% Мо, не более 0,08% С, не более 2% Мп, не более 1% Si.—
Прим. ред.
46
ГЛАВА II
более низкой цене (поскольку цинк гораздо дешевле меди) и при меньшем от-
ношении объема к весу (на 15%) он по своим физическим свойствам равноце-
нен или даже превосходит холоднокатаную латунь 70.
Сообщалось, что коррозионная стойкость этого сплава значительно выше,
чем у любого сплава на основе цинка.
Сплав Zn—Си—Be может заменить применяемые в настоящее время ла-
тунь и бронзу для изготовления контактов предохранителей, патронов для
ламп накаливания, а также различной арматуры и скобяных изделий.
Алюминиево-бериллиевые и магниево-бериллиевые
сплавы
В алюминиевые и магниевые сплавы бериллий вводится только в виде
очень незначительных присадок. Однако присадка даже менее 1% Be к магнию
или алюминию коренным образом изменяет свойства этих металлов. При вве-
дении всего лишь 0,005% Be в магний или алюминий, а также в сплавы, их со-
держащие, влияние этой добавки начинает сказываться в значительном сниже-
нии способности к горению и окислению этих сплавов при плавке и отливке
[10]. Наблюдается заметная тенденция к образованию крупнозернистой струк-
туры в литых магниевых сплавах, содержащих бериллий, но можно предпо-
лагать, что устранение этого явления приведет к более широкому использо-
ванию бериллия в этих сплавах. Так как температура кипения магния (1120°)
ниже точки плавления бериллия (1285°), то получение сплавов, содержащих
более 1% Be, является затруднительным.
С другой стороны, хотя алюминий и образует в расплавленном состоянии
с бериллием сплавы во всем интервале концентраций, однако растворимость
бериллия в твердом алюминии и алюминия в твердом бериллии очень невелика.
Затвердевание сплавов алюминия с бериллием происходит в широком интервале
температур, простирающемся от точки плавления бериллия (1285°) до темпе-
ратуры образования эвтектики (644°), содержащей около 0,87% Be. Это об-
стоятельство затрудняет возможность получения качественных отливок,
однако современные методы порошковой металлургии позволяют избежать этих
трудностей,что может вновь возбудить интерес к богатым бериллием алюминиево-
бериллиевым сплавам, обладающим особенно при высоких температурах
рядом ценных свойств [И ]. Добавка 0,1—0,5% Be к сплавам на алюминиевой
основе улучшает их литейные свойства, повышает их жаростойкость и способ-
ствует получению мелкозернистой структуры.
Было установлено, что введение 0,2% Be повышает жидкотекучесть алю-
миниевых сплавов, облегчая возможность получения из них отливок сложной
формы. Поэтому во время второй мировой войны в Германии потреблялись
тонны этих сплавов для изготовления головок цилиндров двигателей воздуш-
ного охлаждения авиамоторов [12].
Сплавы бериллия с другими металлами
Были получены сплавы бериллия с золотом, платиной и другими метал-
лами, которые, однако, до настоящего времени еще не представляют промыш-
ленного интереса.
[ЦЕНЫ НА БЕРИЛЛИЕВУЮ ПРОДУКЦИЮ
Бериллий—дорогой металл. Однако вследствие весьма малого удельного
веса бериллия (1,85 г!см?) судить о его цене, относя ее к единице веса, было бы
ошибочным. Таким образом, исходя из объема, стоимость бериллиевых изде-
лий простого профиля ниже стоимости соответствующих изделий из цирко-
ния, карбида вольфрама, тантала, вольфрама, молибдена, урана и в некото-
рых случаях, возможно, даже титана.
ЗНАЧЕНИЕ БЕРИЛЛИЯ
47
В настоящее время цена бериллия в зависимости от степени чистоты,
формы изделий, их размеров, а также величины допусков обработки составляет
от 88,5 до 332 долл, за 1 кг.
Окись бериллия в зависимости от сорта и степени ее чистоты стоит от 20 до
35,4 долл, за 1 кг. Стоимость 1 кг бериллия в 4%-ной медно-бериллиевой лига-
туре составляет с учетом стоимости меди 88 долл., что соответствует цене около
4,2 долл, за 1 кг лигатуры. Таким образом, 4%-ная медно-бериллиевая лига-
тура стоит дешевле некоторых лучших сортов инструментальных сталей.
Цена 1 кг бериллия в алюминиево-бериллиевых лигатурах в зависимости от
степени чистоты входящего в них бериллия составляет от 122 до 161 долл.
Следует подчеркнуть, что приведенные выше цены даны, исходя из сов-
ременного уровня производства бериллия. Значительное расширение произ-
водства и увеличение потребления бериллиевой продукции должно привести
к значительному снижению цен.
ЗАКЛЮЧЕНИЕ
Бериллиевая промышленность переживает период разностороннего и бур-
ного развития. Ее основой является производство бериллиевой бронзы, но
вместе с тем и в атомной промышленности чистый бериллий приобретает боль-
шое значение. Берилл в природе имеется в достаточном количестве и сущест-
вующие производственные мощности его добычи в виде концентрата позволяют
удовлетворить спрос значительно больший, чем имеется в настоящее время.
Охрана труда поддается контролю и поэтому не может явиться препятствием
для увеличения объема потребления бериллия. Цены на бериллиевую продук-
цию снижаются по мере увеличения масштабов производства. Однако уже сей-
час стоимость единицы объема этой продукции ниже стоимости единицы объема
циркония, тантала или карбида вольфрама. Бериллиевая промышленность
никогда еще не была так хорошо подготовлена к удовлетворению запросов ее
многочисленных потребителей, как в настоящее время, и наступил момент для
поощрения развития новых и широких областей применения этого уникаль-
ного элемента.
ЛИТЕРАТУРА
1. Z а р f f е С. A., N ucleonics, р. 84 (November 1953).
2. Estimated by Bass N. W. Based on Review of World War II War Production Board
Records.
3. Brochure on «The Beryllium Corporation», Francis I. Du Pont and Company, N. Y.r
1953.
4. R о g e r s T. H., Cathode Press, 10, p. 17, Machlett Lab., Inc. Springdale, Conn.„
1953*
5. G e 1 1 e r R. F., N ucleonics, 7, p. 3 (October 1950).
6. Bobrowsky A. R., ASME, 621 (1949).
7. R i c h a r d s J. T., Materials and Methods, p. 76 (April 9, 1950), and also published-
catalogs of Beryllium Corporation, Reading, Pennsylvania.
8. W i 1 1 i a m s W. L., Trans. ASM, 40, p. 163 (1948).
9. IVTss Veroff. Siemens-Konz., X, 33 (1931).
10. В u r n s J. R., Trans. ASM, 40, p. 143 (1948).
11. S a w у e г С. B., Metals and Alloys, p. 37 (July 1941).
12. S a w у e г С. B., S 1 о m a n H. A., The Beryllium Industries of Germany and
Italy (1939 to 1945), Office of Technical Services Report, PB-2685, 1946.
Глава III
РУДЫ
МЕСТОРОЖДЕНИЕ бериллиевых руд и их переработка
У. Р. Гриффитс, Дж. Дж. Нортон
Бериллиевая горнодобывающая промышленность в 30-е годы была раз-
вита очень слабо. Однако в последующие годы это положение резко изменилось
в направлении увеличения добычи бериллия не только в связи со значитель-
ным увеличением его потребления, но также и в связи с возросшим стратегиче-
ским значением бериллия.
Начиная с 1942 г. и до настоящего времени, Геологической службой США
проводится детальное изучение геологии бериллия. Эта работа частично вы-
полняется по поручению Отдела сырьевых материалов Комиссии по атомной
энергии США и результаты этой работы публикуются различными авторами
в ряде статей.
РАСПРОСТРАНЕННОСТЬ БЕРИЛЛИЯ
Бериллий является редким элементом. Его содержание в изверженных
породах составляет примерно 6 г/т (0,0006%), а в глинистых сланцах—3,5 г/т
(0,00035%) [1]. В песчаниках и известняках содержание бериллия в земной
коре составляет лишь 4—5 г!т, и по распространенности бериллий стоит на
32-м месте, наравне с цезием, скандием и мышьяком.
Руды бериллия сходны с рудами других металлов в том отношении, что
они характеризуются аномально высоким содержанием этого элемента при
относительно легком его извлечении.
Концентрация бериллия, необходимая для образования его руды, по срав-
нению с обычным его содержанием в породах должна быть меньше, чем для
цинка и свинца, но больше, чем для. железа и алюминия.
С точки зрения возможности извлечения бериллий отличается от боль-
шинства металлов, так как при существующей технологии богатые бериллием
минералы извлекаются в концентрат в виде сравнительно крупных зерен.
Бериллий менее других элементов рассеян в качестве второстепенного ком-
понента в породообразующих минералах; он обычно имеет тенденцию образо-
вывать собственные минералы, такие, как берилл и гельвин, даже в породах,
содержащих довольно малые количества бериллия (примерно 100 г km).
Из силикатов, в которых бериллий не является существенной составной
частью, небольшое количество этого элемента содержит идокраз [(везувиан).
Самым распространенным бериллиевым минералом является берилл, кото-
рый характерен для пегматитовых разновидностей гранитных пород, а также
для некоторых непегматитовых гранитов. Берилл содержит около 4% Ве,
и процесс промышленного извлечения бериллия разработан применительно
к концентрату, содержащему этот минерал. Промышленное получение концент-
рата берилла осуществляется путем ручной сортировки руды, и поэтому из
руд могут быть извлечены только сравнительно крупные кристаллы берилла.
Метод извлечения мелкокристаллического берилла находится в стадии разра-
ботки.
Единственным видом месторождений, из которых в США добываются бе-
риллиевые минералы, являются пегматиты и их производные. Бериллиевые
минералы обнаруживаются также в гранитах, некоторых скарновых место-
РУДЫ
49
рождениях и изредка в бериллсодержащих железорудных жилах. Бериллий
умеренно концентрируется в некоторых нефелиновых сиенитах и щелочных
породах, в которых он может встречаться только как составляющая некоторых
породообразующих минералов.
БЕРИЛЛИЙ В ПЕГМАТИТАХ
Исследование пегматитовых месторождений промышленной слюды, бе-
рилла, ниобиево-танталовых и литиевых минералов привело к разработке
классификации пегматитов и их расчленению на ряд текстурных единиц [2].
Здесь достаточно будет описать только характерные особенности двух главных
типов гранитных пегматитов, называемых зональными и незональными.
Зональные пегматиты расслоены более или менее симметрично вокруг
центральной зоны или ядра. Самый внешний слой, или боковая зона, может
контактировать с ядром или быть отделена от него одной или более промежу-
точными зонами. Оторочка мелкозернистого пегматита с внешней стороны боко-
вой зоны называется краевой зоной, но ее мощность редко бывает достаточной
для разработки. Зоны отличаются друг от друга по минералогическому составу
и структуре; контакты между зонами могут быть резкими или постепенными.
Внутренние зоны обычно являются более грубозернистыми, чем внешние.
Другие текстурные единицы, обнаруживаемые в некоторых зональных пегма-
титовых телах, представляют собой трещины выполнения и тела замещения,
но они встречаются реже и, как правило, гораздо меньше зон. Считается, что
зоны сформированы в процессе фракционной кристаллизации силикатного
расплава или магмы. Трещины выполнения имеют аналогичное происхожде-
ние, но образуются в результате движения магмы по трещинам в зонах сфор-
мированных ранее пегматитов. Тела замещения образованы, вероятно, в ре-
зультате реакции между минералами зон и остаточными растворами,сохранив-
шимися после почти полного затвердевания (кристаллизации) магмы.
В отличие от зональных незональные пегматиты не имеют симметричной
слоистости. Многие из них представляют собой однородный агрегат полевого
шпата, кварца и других минералов. Другие характеризуются слоистостью,
что является результатом неспокойной кристаллизации под влиянием тектони-
ческих напряжений, повторных инъекций расплава в трещины затвердевшей
породы или других процессов.
Берилл является единственным бериллиевым рудным минералом пегмати-
тов, хотя в них в небольших концентрациях присутствуют также хризоберилл,
фенакит и другие бериллиевые минералы. Берилл встречается в незональных
пегматитах и во всех зонах зональных пегматитов, однако только некоторые
из зональных пегматитов настолько богаты бериллом, что могут служить
промышленным источником его добычи. Наиболее обычными областями кон-
центрации берилла являются: а) граничащие с кварцевыми ядрами участки;
б) содержащие полевой шпат и литиевые минералы промежуточные зоны и ядра;
в) обогащенные калиевым полевым шпатом промежуточные зоны и ядра и г) со-
держащие слюду боковые и промежуточные зоны. Прочие разновидности пег-
матитов очень редко содержат более 0,1% берилла, который из таких низко-
сортных руд может добываться только как побочный продукт.
Вероятно, большую часть мировой добычи берилла получают из краевых
частей кварцевых ядер, а также из промежуточных зон и ядер, содержащих по-
левой шпат и литиевые минералы. Эти участки обычно находятся вблизи центра
пегматитовых тел, где размеры зерен достаточно велики для того, чтобы берилл
можно было легко обогащать ручной сортировкой. Зоны, содержащие калиевый
полевой шпат и слюду, также содержат берилл, в связи с чем крупные кристал-
лы берилла добываются как побочный продукт многих полевошпатовых и слю-
дяных разработок. Берилл из внешних зон обычно мелкозернист и находится
в настолько тесном прорастании с другими минералами, что не может быть от-
4 Бериллий
50
ГЛАВА Ш
сортирован с помощью ручной разборки. Из таких месторождений значитель-
ное количество берилла может извлекаться только в помощью механического
обогащения.
Незональные пегматитовые тела, представленные в основном берилло-
сподуменовыми пегматитами, известны в ряде районов. Хотя пегматиты этого
типа обычно слишком мелкозернисты для их обогащения с помощью ручной
сортировки, однако основную массу литиевых минералов в США дает сейчас
добыча и механическое обогащение сподумена из этого типа месторождений.
Содержащийся в этих пегматитах берилл пока не извлекается даже как побоч-
ный продукт, поскольку еще не разработаны промышленные методы обогаще-
ния. Однако через некоторое время месторождения этого типа, находящиеся
в Кинге-Маунтине (шт. Северная Каролина) и в других районах, могут стать
главным источником добычи берилла.
Наиболее перспективные районы характеризуются либо преобладанием бо-
гатых бериллом пегматитов, либо преобладанием пегматитов, бедных берил-
лом. Например, пегматиты Блэк-Хиллса (шт. Южная Дакота), Юго-Западной
Африки, северо-восточной части Бразилии и частично Мадагаскара обычно
богаты бериллом; пегматиты же Южной Норвегии и Юго-Востока США, за
исключением оловяно-сподуменового пояса Северной и Южной Каролины, со-
держат мало берилла. При разведке нескольких тысяч месторождений слюды
на Юго-Востоке США. найдено только несколько образцов берилла.
БЕРИЛЛИЙ В НЕПЕГМАТИТОВЫХ МЕСТОРОЖДЕНИЯХ
Бериллий обнаруживается во многих непегматитовых породах, однако
проведенные Геологической службой США широкие поисковые исследования
показали, что почти все такие месторождения являются очень небольшими
и характеризуются низким качеством руд. Известные и предполагаемые запасы
бериллия в этих месторождениях в США являются незначительными по срав-
нению с запасами в пегматитах.
Единственными непегматитовыми месторождениями, содержащими зна-
чительное количество бериллия, являются некоторые тела гранитов и гельви-
ноносных пирометасоматических залежей в районе Железной горы (шт. Нью-
Мексико), описанных Джэнсом [3].
В этих залежах содержится по крайней мере 168 пг ВеО при концентрации
О,2?6, что соответствует 1400 т берилла, содержащего 12% ВеО. Так как пот-
ребители бериллиевых руд не могут пока использовать гельвин, то эти место-
рождения не разрабатываются.
Породы, содержащие гельвин, состоят главным образом из магнетита,
флюорита, слюды, индокраза и хлорита. Гельвин обнаруживается и в других
тактитовых месторождениях, однако ни одно из известных месторождений не
может сравниться по размеру и по качеству руд с месторождениями Железной
горы. Возможно, однако, что могут быть найдены еще подобные месторожде-
ния, но в связи с отсутствием сбыта гельвина их ценность в настоящее время
так мала, что экономического стимула для поисков нет.
Берилл обнаруживается в кварцевых жилах, содержащих касситерит, воль-
фрамит, молибденит и другие минералы. Обзор обширной литературы по этим
месторождениям был сделан Адамсом [4]. В пегматитах берилл склонен кон-
центрироваться как во внешних частях таких кварцевых жил, так и во внеш-
них частях ядер. Большинство месторождений в США содержит настолько
мало берилла, что они никогда не являлись сколько-нибудь значительными
источниками получения берилла даже при его попутной добыче.
В горах Шипрок (шт. Юта) известно гранитное тело около 900 м длиной
и 180 м шириной, содержание берилла в котором достигает 0,5%.
Гельвин обнаруживается в гидротермальных жилах, богатых силикатами
и карбонатами марганца [5]; количество гельвина в них низкое и ни одно из
РУДЫ
51
изученных месторождений не имеет пока каких-либо экономических перспек-
тив стать источником сырья для получения бериллия.
Гольдшмидт и др. [6, 7] отмечали наличие до 0,1% ВеО в нефелиновых сие-
нитах и других нефелиноносных породах. Основная масса бериллия в этих
породах содержится в виде примеси в нефелине, пироксенах и других мине-
ралах, в то время как количество бериллия в богатых бериллием минералах
является крайне незначительным. То, что богатые бериллием минералы в щелоч-
ных породах встречаются чрезвычайно редко, заставляет предполагать, что
в данном случае возможность получения богатых бериллиевых концентратов
будет трудной или невозможной. Более того, последние анализы таких пород
в США не подтвердили надежд на возможность обнаружения в них больших
концентраций бериллия.
МЕТОДЫ РАЗВЕДКИ, ИССЛЕДОВАНИЯ И ОЦЕНКИ
Наличие бериллоносных пегматитов можно ожидать только в районах,
сложенных метаморфическими или гранитными изверженными породами. Бе-
рилл является очень устойчивым против выветривания минералом и может
обнаруживаться в наносах вблизи бериллоносных пегматитов. Такой осво-
божденный обломочный берилл может указать путь к коренному месторожде-
нию. Пегматитовые зоны, окружающие любые выходы массивного кварца, не-
обходимо тщательно исследовать на берилл. Обнажающие коренную породу не-
глубокие шурфы и канавы позволяют оценить содержание берилла в пегматите.
Все месторождения, которые отрабатываются только на берилл, а также
месторождения, в которых берилл добывается как попутный компонент, по
нормам горной промышленности США обычно являются небольшими. Малый
размер месторождений берилла, сравнительно низкая валовая ценность содер-
жащегося в них берилла и незначительный объем затрат непосредственно на
его добычу приводят к тому, что расходы на определение качества и запасов
берилла, производимые до отработки месторождения, как правило, не оправ-
дываются. Тем не менее, несмотря на это, геологические методы оценки пегма-
титовых месторождений разрабатываются и начинают использоваться более ши-
роко ввиду возможности применения механического метода обогащения пег-
матитов и наличия крупных запасов руды.
Главная трудность в определении качества большинства пегматитовых
месторождений состоит в том, что крупнозернистость руд влечет за собой ошибки
при опробовании, если пробы не являются достаточно большими. Самым удов-
летворительным методом для определения качества руд является измерение
размеров обнаженных кристаллов берилла и сравнение общей площади, зани-
маемой бериллом, с площадью обнаженной породы. При этом необходимо
учитывать минимальный размер кристаллов, которые могут быть отобраны
вручную. Пробы мелкозернистых пегматитов для анализа на бериллий могут
отбираться любым приемлемым методом. Для точного определения небольших
количеств бериллия в большинстве случаев используется метод спектрального
анализа.
Запасы пегматита определяются обычно используемыми в горной промыш-
ленности методами. При этом могут быть замерены размеры площади зон и других
структурных единиц, содержащих берилл. Глубина многих месторождений
может быть вычислена методом проекций по простиранию, падению и склоне-
нию или определяться более точно с помощью алмазного бурения или прока-
пывания открытых крупных карьеров.
ДОБЫЧА БЕРИЛЛА
Берилл в США добывается главным образом как побочный или как ком-
плексный продукт с полевым шпатом, литиевыми минералами, слюдой или
танталитом-колумбитом. Однако некоторые месторождения являются достаточно
4*
52
ГЛАВА III
богатыми для их отработки в небольших масштабах только на берилл. Разра-
ботка месторождений только на берилл в большей степени практикуется за
границей, но и там на многих рудниках совместно с бериллом добывают и ряд
других минералов. Даже в Бразилии, которая является одним из главных
источников получения берилла, большая часть берилла добывается совместно
с танталитом и промышленной слюдой.
Почти весь берилловый концентрат получают вручную, в связи с чем
добываться могут только крупные кристаллы берилла. Добыча кристаллов
менее 2,5 см в поперечнике обычно является неэффективной и дорогой.
В последние годы несколько крупных пегматитовых тел разрабатывается
с помощью сравнительно крупномасштабных коллективных методов; при этом
полевой шпат, мусковит, литиевые минералы, касситерит и колумбит извле-
каются с помощью механических методов обогащения. Некоторые из этих
пегматитов содержат значительное количество берилла. Компания «Фут
минерал», например, имеет в Кингс-Маунтине (шт. Северная Каролина)
пенно-флотационную фабрику для извлечения мелкозернистого сподумена из
пегматита, содержащего, кроме того, несколько килограммов берилла на тонну
породы. После разработки метода извлечения мелкозернистого берилла,
производство берилла на подобных предприятиях может значительно увели-
читься как в США, так и за границей. Предельная добыча берилла будет тогда
определяться количеством месторождений, когда они будут разрабатываться
только на один берилл и когда появится возможность выгодного сбыта поле-
вого шпата, литиевых минералов и других продуктов фабричной переработки.
Быстро расширившийся спрос на литиевые минералы может поднять верхний
установившийся уровень ежегодной добычи берилла в США как попутного ком-
понента до 1000 т и более.
МИРОВЫЕ РЕСУРСЫ БЕРИЛЛА
Известные мировые запасы берилла в настоящее время составляют самое
большее несколько десятков тысяч тонн. Запасы берилла в неисследованных
месторождениях и в месторождениях, в которых его можно будет добывать
с применением механического обогащения, составляют несколько миллионов
тонн. Такое количество берилла содержит всего несколько сот тонн бериллия1).
Таким образом, недостаточные мировые запасы берилла не могут обеспе-
чить бериллию возможность широкого промышленного применения. Можно
быть уверенным, что производство бериллия долго сохранится на современном
уровне или лишь только в несколько раз превысит его. Использование берил-
лия будет также ограничено довольно высокой стоимостью добычи берилла, даже
как попутного компонента. Все это приводит к выводу, что будущее бериллия
представляется как будущее второстепенного, хотя и очень важного металла.
ЛИТЕРАТУРА
1. Rankama, К а 1 е г v е , Sahama, Th. G., Geochemistry, p. 226, Chicago
University Press, 1950.
2. Cameron E. N., Jahns R. H., McNair A. H., Page L. R., Econo-
mic Geology, (2), p. 115 (1949).
3. J a h n s R. H., U. S. Geological Survey Bulletin 945-C, p. 45—79, 1944.
4. A d a m s J. W., U. S. Geological Survey Bulletin 982-D, 1953.
5. Burbank W. S., American Mineralogist, 18, p. 513—527 (1933), а также устное
сообщение Уильмарта, 1950.
6. Goldschmidt V. М., Peters С. L., Gesel 1. Wiss. Gottingen, Math.-Phys.
KI. Abh. Ill, 23, IV, 25, 1932.
7. Goldschmidt V. M., Hauptmann H., Peters C. L., Naturwissen-
schaften, 21 (1933).
x) Автор имеет в виду только крупнокристаллический берилл.—Прим. ред.
Глава IV
ВОССТАНОВЛЕНИЕ
А. ТЕРМОДИНАМИЧЕСКИЕ ОСНОВЫ ПОЛУЧЕНИЯ БЕРИЛЛИЯ
Г. Г. Келлогг
Несмотря на то, что во время второй мировой войны годовая потребность
в чистом бериллии возросла от килограммов до тонн, промышленное производ-
ство этого металла все еще тормозится значительными трудностями. Высокая
цена бериллия объясняется не только малой распространенностью его руд,
но является также следствием трудных и дорогостоящих методов восстановле-
ния соединений бериллия. Поиски усовершенствованных менее дорогих
способов восстановления металла являются вопросом первостепенной важности.
Этот раздел имеет своей целью дать ориентировку для исследований методов
восстановления.
В разделе собраны термодинамические константы бериллия и его соеди-
нений и сделана попытка на их основе объяснить затруднения, возникающие
при получении этого металла, а также наметить термодинамические условия
для успешного применения ряда методов. Эти данные являются в большин-
стве случаев недостаточными для полного и точного определения хода реакций,
так как имеются значительные расхождения между возможным методом,
исходя из термодинамического анализа, и разработкой рентабельного процесса.
Такое несоответствие может быть восполнено только технологическими ис-
следованиями. •
ТЕРМОДИНАМИЧЕСКИЕ ДАННЫЕ
Основные термодинамические константы для бериллия и ряда его соеди-
нений собраны в табл. 10. Только некоторые из указанных в ней констант
определены с достаточной точностью. В ряде же случаев вызывает сомнение
высокое значение приведенных величин; к сожалению, многие величины полу-
чены расчетным путем, а не измерением. Другим недостатком табл. 10 является
отсутствие в ней данных для многих важных соединений бериллия (Ве2С, ВеСО3,
BeSO4 и др.), что делает невозможным проведение сколько-нибудь надежных
расчетов. По-видимому, бериллиевая промышленность могла бы иметь боль-
шие успехи, если бы уделила часть своих средств на исследование термодина-
мических свойств соединения бериллия.
В табл. 11 приведены константы эмпирических уравнений, выражающих
зависимость величины изменения свободной энергии реакций образования
ряда соединений бериллия от температуры. Вычисления по этим уравнениям
были произведены по данным табл. 10 и теплоемкости. В большинстве случаев
изменение теплоемкости реакций (АСр) было получено расчетом, поскольку
зависимость теплоемкости от температуры известна только для Ветв_, ВеОтв.
и Be3N2(TB.). Погрешность расчета для каждого из уравнений дается в послед-
ней графе табл. И. В большинстве случаев эти погрешности значительны.
Кривые зависимости величины изменения стандартной свободной энергии
реакции образования ряда окислов, фторидов и хлоридов от температуры пред-
ставлены соответственно на фиг. 6, 7 и 8. Термодинамические величины для
соединений бериллия взяты из уравнений табл. 11, а величины для соединений
других металлов в большей части были взяты из ранее опубликованных работ
автора данного раздела и из других источников, на которые дается ссылка.
Фиг. 6. Стандартная свободная энергия
образования окислов. Данные для ВеО
взяты из табл. 11; данные для других окис-
лов заимствованы у Кубашевского и Эван-
са [4].
77, К—соответственно температуры плавления и
кипения окисла; /7*, /('—соответственно темпера-
туры плавления и кипения металла.
Фиг. 7. [Стандартная свободная энергия
образования f фторидов. Данные для BeF2
взяты из табл. 11; данные для других фторидов
заимствованы у Келлогга [17] и Кубашевского
и Эванса [4].
/7, /(, С—соответственно температуры плавления,
кипения и сублимации фторида; /7', К'—соответст-
венно температуры плавления и кипения металла.
Фиг. 8. Стандартная свободная энергия
образования хлоридов. Данные для ВеС12
взяты из табл. 11; данные для других хлоридов
заимствованы у Келлогга [17] и Вилла [18].
/7, /(—соответственно температуры плавления и ки-
пения хлорида; /7', /('—соответственно температу-
ра плавления и кипения металла.
-Л Г. ккил/г -моль хлора
Таблица 10
ТЕРМОДИНАМИЧЕСКИЕ КОНСТАНТЫ БЕРИЛЛИЯ И ЕГО СОЕДИНЕНИЙ
Наименование ЛЯ/298 S298 Темпе- ратура плав- ления, °К Теплота плавления в точке плав- ления, кал/г Темпе- ратура кипе- ния, °К Теплота испаре- ния при темпе- ратуре кипения, кал/г
Ве(тв. > 0 2,28+0,2 1556 2800±400 2676 72 700±3000
ВеО(ТВо —143 100± 100 3,37+0,5 2823 — — —
BeS(TB/> —56 100±2000 7,4±1 — — — —
Be3N2 (тв. > —134 700+1500 12,0±2 — — — —
BeF2(TB.) —227 000±10 000 12,3±3 1070 6000±1000 1600 40 000+3000
I ВеС12(ТВ.) —109 200^1000 19,1±3 678 3000+1000 8001) 765 2) 25 000+3000 24 000±3000
ВеС1(газ) +6000±10 000 51,1±0,1 — — — —.
ВеВг2(тв.) —78 300±3000 24,7±3 761 4500±1000 800 1) 760 4) 22 000±3000 27 000±3000
BeJ2(TB.) —39 400+4000 30,1±3 753 4500±1000 760 Ч 790 2) 19 000±3000 18 000±3000
Be2SiO4(TB.) I 1) Испарени [ 2) Испарени ! з) дЛя реак 1 4) Сублимац i —12 000+5000 3) е в виде ВеХ2(газ;. е в виде Ве2Х4(газ). ции 2BeO(TB )4-SiO2 ,ия в виде Ве2Вг4(гас 15,4+0,1 (ТВ. ^ = Be2SiO4( И. ТВ.).
Таблица 11
УРАВНЕНИЯ СВОБОДНОЙ ЭНЕРГИИ ДЛЯ СОЕДИНЕНИЙ БЕРИЛЛИЯ
дро=Д+В7' 1g Г4-СП)
1 i сравнения i А н с Интервал температур, °К Колеба- ния, ±ккал
Ве(тв.) = Ве(газ) 77 810 —30,14 1172—1556 0,5
Ве(Ж.) = Ве(Газ? 78 900 5,76 —49,23 1556—2676 2
2Ве(тв.) + О2 = 2ВеО(Тв.) —287 700 — 5,72 65,54 298—1556 0,5
2Ве(Же) + О2 — 2ВеО(тв.) —298 200 — 13,82 98,09 1556—2300 2
2Ве(Тв.)4-$2(Газ) — 2BeS(TB>) — 143 700 — 3,45 54,2 298—1556 5
ЗВс(тв.) + N2 = ВезМ2(Тв.) 134 700 — 40,6 298—1556 5
ЗВе(ж>) + N2 = Be3N2(TB.) — 142 100 — 46 1556—2300 8
2ВеО(ТВ.) + SiO2(TB- )= — 12 000 — 1,4 298—1500 5
= Be2SiO4(TB.)
Be(TB.) + F2 = BeF2(TB.) —229 000 —15,66 84,1 298—1070 8
Ве(Тв.) + F2 = ВеР2(Ж>) —222 700 — 14,97 76,1 1070—1556 10
Ве(ж.) + Р2 = ВеР2(Ж.) —225 500 —14,97 77,9 1556—1600 10
Ве(Ж>) + Р2 = BeF2(ra3) —169 500 8,03 —31,1 1600—2100 15
Вб(тв.) + С12 = ВеС12(ТВ.) — 111 300 —15,89 82,7 298—678 3
Ве(тв.> + С12- ВеС12(Ж4)2) —108 500 —16,58 80,6 678—820 4
Ве(Тв.)4" С12= ВеС12(Га?) — 75 500 6,42 —26,45 820—1556 5
Ве(Ж#) + С12 = ВеС12(Га3; — 78 300 6,42 —24,65 1556—2000 7
Ве2С14(Га3) — 2ВеС12(га3) 31 000 н,о —66,0 400—1200 3
56
ГЛАВА IV
Продолжение табл. 11
Уравнения А в С Интервал температур, °К Колеба- ния, ± ккал
2Ве(тв)± С12 = 2ВеС1 (Га3) 13300 10,1 —75,2 298—1556 20
Ве<тв.) + Вго(газ) = ВеВг2(ТВ) — 87 600 — 15,2 80,4 298—761 5
Ве(тв.) + Вг2(газ) = ВеВг2(ж.)3) — 83 600 —16,58 79,1 761—800 6
Be (ТВ.) ± Вг2(газ) = ВеВг2(газ) — 53 600 6,42 —24,93 800—1556 10
Весж.) ± Вг2(га3) = ВеВг2(га3) — 56 400 6,42 —23,13 1556—2000 10
Ве2Вг4(Га3) = 2ВеВг2(газ? 32 000 11,0 —71,0 400—1200 3
Ве(тв.) ± J2(ra3) = BeJ2(TBj 56 200 — 14,74 77,3 298—753 6
Ве(тв.) ± J2(ra3) = BeJ2(}K.) — 52 300 — 16,58 77,4 753—760 7
Ве(ТВ.)± Лгсгаз) = BeJ2(ra3) — 25 800 6,42 —23,58 760—1556 12
Ве(ж.) +^г(газ) — BeJ2Cra3) — 28 600 6,42 —21,78 1556—2000 15
Ве2Л4(газ) — 2BeJ2(ra3) 25 000 —65,0 400—1200 3
1) Температура дана в °К. 2) Парциальное давление Ве2С14 достигает 1 атм при 765° К. 3) Ве2Вг4(ж ) метастабилен по отношению к ВегВг4<газ) (1 атм) выше 760° К.
Литературные источники термодинамических данных
Термодинамические константы для газообразных О2, N2, S2, F2, С12, Вг2, J2
определены точно. Величина теплот образования при 298,16° К (Д//у298) и
энтропия при той же температуре (S°298) взяты из работ [1,2]. Уравнения
теплоемкости взяты у Келли [3].
Be. Энтропия Ветв. определена с достаточной точностью [2]. Теплота плав-
ления взята из книги Кубашевского и Эванса [4]. Давление сублимации взято
из проведенной в последнее время работы Голдена, Спейсера и Джонстона
[5]. Теплота испарения, точка кипения и давление пара были вычислены
на основании известных значений давления сублимации [5] и теплоты плав-
ления [4]. Гиннингс, Дуглас и Болл [6] недавно произвели повторное опре-
деление теплоемкости кристаллического (твердого) бериллия, и их данные
считаются наиболее достоверными. Теплоемкость жидкого бериллия, согласно
расчетам, равна 7,85 кал/°С-моль.
ВеО. Энтропия ВеОтв. установлена с достаточной точностью [2]. Теплота
образования была в последнее время уточнена Косгрэвом и Снайдером [7];
полученная ими величина предпочтительнее результатов предыдущих исследо-
вателей. Теплоемкость кристаллической (твердой) ВеО была указана Келли [3].
Значение величины свободной энергии образования для ВеО, вычисленное по
уравнениям табл. 11, совпадает в пределах±0,1 ккал при всех температурах
между 298 и 2000 °К с последними расчетами Келли [8].
BeS, Be3N2, Be2SiO4.Значения, принятые для и S°298, собраны Куба-
шевским и Эвансом [4]. Уравнение теплоемкости для Be3N2 взято из работы
Келли [31. ДСр образования BeS получено расчетом.
BeF2. Для Д//°/298 приняты расчетные данные Бревера [9]. Величина S°298
была рассчитана автором. Данные для плавления и испарения вычислены Бре-
вером [9]. Димер Be2F4 вследствие своей сравнительно высокой точки кипе-
ния не является важной составляющей паровой фазы. ДСр была получена вы-
числением для всех реакций.
ВеС12, BeBr2, BeJ2. Для ВеВг2 и BeJ2 были приняты значения Д77°/298,
собранные Кубашевским и Эвансом [4]. Значение ДЯ°/298 для ВеС12 было не-
ВОССТАНОВЛЕНИЕ
57
давно определено Симонсеном [10]. Значение S°298 для каждого из этих сое-
динений было рассчитано автором. Величины по плавлению и испарению этих
веществ были рассчитаны Бревером. При температурах ниже точек кипения
каждое из этих соединений существует в паровой фазе главным образом в виде
димера Ве2Х4. При температурах выше точек кипения пар состоит в основном
из мономера ВеХ2. Отношение мономера к димеру при любой температуре
и давлении может быть вычислено по уравнениям диссоциации, помещенными
в табл. 11.
ВеС1газ. Келли [2] приводит точное значение энтропии монохлорида берил-
лия. Величина Д//°/298 была рассчитана по данным Герцберга [15] для
энергии диссоциации, определенной по молекулярным спектрам.
ВОССТАНОВЛЕНИЕ ОКИСИ БЕРИЛЛИЯ
Величины свободной энергии, приведенные на кривых фиг. 6, указывают
на некоторые затруднения, с которыми приходится сталкиваться при восста-
новлении окиси бериллия до металла. Окись бериллия вплоть до точки ее плав-
ления является чрезвычайно прочным окислом—наиболее устойчивым из всех
окислов, за исключением окиси кальция.
Восстановление окиси бериллия до металла другими металлами по реакции
ВеО(ТН.) Я-* Ме(ТВ_> ж., газ) ~ МеО(ТВ.) Ве(тв>> ж.), (1}
за исключением только кальция при атмосферном давлении, невозможно1).
Восстановление кальцием при атмосферном давлении по реакции (1) возможно
только при температурах ниже 1730°. Однако восстановление кальцием не
представляет промышленного интереса по следующим причинам: кальций
дорог, образующийся в результате реакции (1) бериллий может содержать
большое количество кальция, а физическое состояние продуктов реакции
и реагентов, вероятно, будет соответствовать малой скорости реакции восста-
новления.
Бериллий нелетуч в интервале температур от 1200 до 1300°, что позволяет
производить восстановление в вакууме (аналогично производству магния по
способу Пейджена). Этот процесс требует, чтобы восстановитель был совер-
шенно нелетуч, вследствие чего исключена возможность применения кальция
и магния. Для этих целей, если пренебречь экономической стороной, можно
применить цирконий. В этом случае реакция восстановления будет иметь вид
ВеО(ТВ.) ~2~ Zr(TB.) = ZrOs (тв.) 4~ Ве(Га3) (2)
При температуре 1300°, которая является наивысшей температурой, дости-
гаемой в обычной вакуумной реторте, ДЛ° реакции (2) равна+42 000 кал,
а парциальное давление паров бериллия составляло бы только 1,4- 10-6а/тш.
Это давление гораздо ниже практического предела давления пара для вакуум-
ной дистилляции.
Если окисел восстановителя (МеО в реакции (1)) представляет собой пар,
его активность также может быть уменьшена перегонкой в вакууме, и в этом
случае становится возможным самопроизвольное восстановление окиси берил-
лия до металла по следующей реакции:
ВеО(тв.) + Ме(тв_> ж.) “ Бе^тв.э ж.)4~ МеО(Га3) (3)
х) Реакция возможна в случае снижения активности МеО^тв до величины, мень-
шей единицы, за счет растворения окиси в жидком шлаке или образования устойчивого
комплекса с каким-либо другим окислом. Однако это снижение активности должно быть
осуществлено без одновременного понижения активности ВеО^тв в противном случае
полученное преимущество было бы утрачено.
58
ГЛАВА JV
Практически таким восстановителем может быть только углерод, так как он
образует в виде продукта окисления газообразную окись углерода. Однако
при применении в качестве восстановителя углерода приходится сталкиваться
с новыми затруднениями. Как известно, карбид бериллия Ве2С является кар-
бидом, устойчивым при любой температуре до 2000°, а возможно, даже и при
более высоких температурах1). При нагревании окиси бериллия с избытком
углерода можно получить только карбид бериллия по реакции
2ВеО(тв.) + ЗС(ТВ.) = Ве2С(ТВ.) 4- 2СО.
Однако при нагревании смеси окиси бериллия, взятой с избытком, и угле-
рода при условии, что реакция
ВеО(ТВ.) + Ве2С(ТВ.) = ЗВе(ТВ>, ж.) + С0 (4)
может протекать самопроизвольно, будет образовываться бериллий. В темпе-
ратурном интервале от 1000 до 2000° равновесное давление СО в реакции (4)
чрезвычайно мало; оно даже меньше, чем давление пара металлического берил-
лия. Следовательно, удаление окиси углерода из системы и одновременное
оставление неиспарившегося бериллия будет невозможно. Если же бериллий
начнет испарятся, то реакция пойдет по уравнению
ВеО(ТВ.) 4" Ве2С(ТВ.) = ЗВе(Газ) + СО. (5)
Приведенные на кривых фиг. 6 константы и вычисленная величина свободной
энергии образования карбида бериллия позволяют произвести расчет давле-
ний, исходя из реакции (5). При температуре 2000°AF° для реакции (5) рав-
на + 63 700 кал/моль, а константа равновесия равна 7,4 • 10“7. Поскольку
К = Р|е.Рсо = 7,4.10-7
и Рве ~ ЗРсО»
то равновесные парциальные давления составляют
Рве = 0,039 атм,
Азо = 0,013 атм.
Хотя эти давления и являются достаточными для осуществления вакуум-
ной перегонки, существуют другие соображения, которые делают эту реакцию
неперспективной. Основные неудобства вызваны очень высокой температурой
(при температуре ниже 2000° равновесные парциальные давления для реакции
(5) очень быстро уменьшаются), а также тем фактом, что вследствие охлаждения
на поверхности реторты газы начнут реагировать между собой, образуя вновь
окись и карбид бериллия. Обратная реакция могла бы быть предотвращена
мгновенным охлаждением, но возможность проведения промышленного процес-
са производства чистого бериллия, основанного на восстановлении углеродом,
незначительна.
Прежде чем перейти к следующим темам о восстановлении углеродом окиси
бериллия, следует рассмотреть способ промышленного получения медно-берил-
лиевых сплавов. Сущность этого процесса, описанного в другом разделе этой
книги, состоит в плавке смеси окиси бериллия, углерода и меди в электриче-
ской дуговой печи при температуре около 2000°. При этом образуется медно-
бериллиевый сплав с растворенными в нем карбидом бериллия и окисью угле-
рода, которые при охлаждении до температуры разливки (1000°) выделяются из
х) Термодинамические константы Ве2С неизвестны, но для целей качественной
аргументации величина Д/70 для реакции
2Ве(ж.)+С(тв.) = Ве2С(тв.)
приблизительно равна—15 000 кал!моль в интервале температур 1500—2000°.
ВОССТАНОВЛЕНИЕ
59
этого сплава. Конечный сплав содержит около 4% Be. Реакция должна проте-
кать самопроизвольно для того, чтобы прохождение этого процесса стало воз-
можным в соответствии с уравнением (4). Изменение величины свободной энер-
гии реакции (4) может быть установлено из данных табл. 11 и принятого зна-
чения свободной энергии образования карбида бериллия. Результат может
быть выражен в следующем виде:
ДF°4) = 137 400 + 6,91Т 1g Т = 70,0 Т.
При 2000°А Г (4) -
31 000 кал,
К(/1) = 1,04-10-3 =
^Ве^СО
^ВеО^Ве2С
Если предположить, что во время плавки имеется избыток ВеОтв., то ЛВео=1.
Известно, что жидкий сплав насыщен Ве2С(ТВ.), следовательно, ЛВе2с также рав-
но 1. Так как вблизи зоны реакции атмосфера состоит почти только из окиси
углерода, то в условиях проведения плавки при атмосферном давлении РСо,
вероятно, близко к 1. Если принять все эти предположения, то константа
равновесия будет выражена следующим образом:
К(4)= 1,04.10-*-/IL,
ЛЕе = 0,1.
Для разбавленного раствора бериллия в жидкой меди зависимость активности
от состава неизвестна. Если эта зависимость подчиняется закону Рауля, то
активность бериллия может быть заменена его молярной долей
ХВе = молярная доля Be в меди = ЛВе (для идеального раствора),
Две = ХВе = 0,1 (или 1,6% Be).
Если указанные выше предположения правильны, то максимальное со-
держание бериллия в медном сплаве не должно превышать 1,6%. Наиболее
сомнительно предположение, что для раствора бериллия в меди справедлив
закон Рауля. Диаграмма состояния системы Be—Си указывает на наличие не-
скольких устойчивых промежуточных твердых растворов, и поэтому вполне
вероятно, что активность бериллия в жидкой меди дает заметные отклонения
от закона Рауля. Для того чтобы объяснить факт образования медно-берил-
лиевого сплава, содержащего 4% Be при 2000°, следует предположить, что коэф-
фициент активности для бериллия равен 0,44.
При более низких температурах равновесие реакции (4) сдвигается влево.
Так, при 1600°
ДЕ(°4)= +48 600,
^4) = 2,М0+
Если сделать те же предположения относительно активности ддя окиси берил-
лия, карбида бериллия и окиси углерода, то результат при той же температуре
будет следующим:
ЛВе “ 2,1 • 10 6, ЛВе= 1,3.10-2.
С другой стороны, если предположить, что коэффициент активности бериллия
в жидкой меди равен 0,44, то тогда
ЛВе = 0,44ХВе= 1,3-10-2,
Хве = 0,03 (или 0,4% Be).
Резюмируя, следует указать, что медно-бериллиевый сплав может быть
получен при сплавлении смеси окиси бериллия с углеродом и медью при усло-
вии уменьшения активности растворенного в сплаве бериллия до величины.
60
ГЛАВА IV
меньшей единицы. Количество бериллия, которое можеть быть введено в сплав,
ограничивается равновесием, соответствующим уравнению реакции (4). Повы-
шение температуры увеличит значение К(4) и равновесное содержание бериллия
в сплаве.
ВОССТАНОВЛЕНИЕ ГАЛОГЕНИДОВ БЕРИЛЛИЯ
На фиг. 7 и 8 показано, что галогениды бериллия менее устойчивы, чем
галогениды других металлов; для окислов имеет место обратная картина.
Отсюда следует возможность восстановления галогенидов бериллия натрием, ка-
лием, литием, кальцием или магнием по реакциям
ВеХ2(ж.) Ч-2Ме(Ж>) = Ве(тв<) ж.)-|-2Ме Х(ТВ->Ж.), (Ь)
ВеХг (Ж.) + Ме(Ж.) = Be(TBt> ж.) + Ме"Х2 (Тв., ж.)» (7)
где Me' является щелочным, а Me"—щелочноземельным металлом. Все эти ре-
акции экзотермические и в большинстве случаев равновесие будет значительно
сдвинуто вправо. В промышленном производстве бериллия для восстановления
фторида бериллия, согласно реакции (7), применяется магний. Этот процесс
описан ниже в соответствующей главе. Преимущество применения для этой
цели фторида, а не хлорида бериллия является следствием гораздо более вы-
сокой температуры плавления и кипения фторида. Поскольку хлорид берил-
лия кипит при температуре 492°, то проводить применяемый в настоящее время
периодический процесс восстановления при атмосферном давлении при тем-
пературе ниже 492° было бы невозможно. С другой стороны, при использовании
фторида бериллия, имеющего температуру кипения около 1327°, температура
процесса восстановления может быть поднята до точки плавления бериллия
(1283°) без применения сосуда, работающего под давлением. Для восстановле-
ния фторида бериллия предпочитают магний, так как он является наиболее
дешевым восстановителем на единицу веса фторида бериллия. Основным недо-
статком натрия по сравнению с магнием является не только несколько большая
стоимость натрия, но и его низкая температура кипения (914°).
Один из основных недостатков магниетермического метода получения
бериллия состоит в том, что продукт реакции содержит смесь фторида магния,
бериллия и непрореагировавшего фторида бериллия. Эта смесь должна быть
подвергнута длительной переработке с целью извлечения бериллия и неисполь-
зованного фторида бериллия. Удаление примесей фторида и магния из берил-
лия достигается посредством дуговой плавки полученного металла.
Восстановление водородом
Хокспилл и Бессон [11] пытались в лабораторном масштабе восстанавли-
вать галогениды бериллия водородом, однако их опыты удались только ча-
стично. Восстановление водородом является заманчивым методом вследствие
того, что сам восстановитель и его галогениды представляют собой газы и не
загрязняют получающийся металл. Недостаток заключается в слабой вос-
становительной способности водорода по отношению к галогенидам бериллия.
В табл. 12 приведены величины &F° и К реакций восстановления галогенидов
бериллия водородом. Данные табл. 12 получены из уравнений, приведенных
в табл. 11, вследствие чего возможны значительные погрешности; однако неко-
торые общие соображения могут быть высказаны с достаточной уверенностью.
Способность к восстановлению водородом возрастает от фторида к хлориду,
бромиду до йодида бериллия. Однако даже для восстановления йодида значе-
ние константы равновесия недостаточно, и для достижения непрерывности
процесса его восстановления необходимо значительно снизить парциальное
давление йодида бериллия. Если при температуре 1250° парциальные давления
BeJ2(ra3) и Н2(Газ) были бы одинаковы и равнялись 0,5 атм каждое, то парциаль-
ВОССТАНОВЛЕНИЕ
61
Таблица 12
ВОССТАНОВЛЕНИЕ ГАЛОГЕНИДОВ БЕРИЛЛИЯ ВОДОРОДОМ
Реакция 1 000° 1250°
A F° 1 1 К1) А 5° К1)
BeF2 (ж.) Н2 == Ве(ТВ.) -J- 2HF 53 700 6,Ь10-“ 47 700 1,45-10'7
ВеС12(1газ) 4" В2 = Ве(тв>) 4"2НС1 34 900 1,02-10-е 35 000 9,4.10'6
ВеВг2(газ) 4“ В2 = Ве(тв.)4“ 2НВг 30 300 6,3-10-в 30 000 5,0-10'6
ВеТ2(Газ) 4- Н2 = Ве(тв > 4" 2HJ 22 700 1,25-10“4 22 000 6,9.10'4
1) К—константа равновесия.
ное давление Ш составляло бы только 0,013 атм. При тех же условиях в про-
цессе восстановления хлорида бериллия равновесное парциальное давление
НС1 равнялось бы только 0,0015 атм. Эти реакции могли бы протекать само-
произвольно при условии непрерывной откачки газов из системы, но в таком
случае степень использования водорода была бы очень мала.
Термическое разложение йодида бериллия
Возможность получения чистого бериллия термическим разложением его
летучего галогенида на нагретой проволоке может быть оценена, исходя из
данных, приведенных в табл. 11. Так как йодид бериллия является наименее
устойчивым галогенидом, то его разложение является наиболее легким. Для
достижения наибольшей степени разложения температура нагретой проволоки
должна быть максимально высокой, но в то же время не должна превышать
точки плавления металла (1283°). При температурах, близких к точке плавле-
ния бериллия, J2(ra3) в значительной степени диссоциирует с образованием J(газ),
вследствие чего система должна быть представлена следующими jtrvmo прзк-
циями:
BeJ2 (газ) — Ве(тв.) 4~ ^2 (газ)?
^2 (газ) = 2J(ra3)*
При нагреве проволоки до температуры 1227°
Pj
== 3,5-10~5 (рассчитана по данным табл. 11),
rBeJ2
р2
К2 = -р^~ = 1,52 (по данным [1]).
J2
Совместное решение этих уравнений констант равновесия с учетом общего
давления системы позволяет получить данные табл. 14.
Из приведенных в табл. 14 данных следует, что йод находится преимуще-
ственно в виде мономера J(ra3) и что при понижении общего давления в системе
доля разложенного йодида бериллия увеличивается. Во всяком случае доля
разложенного йодида бериллия мала, и трудно предсказать, будет ли йодидный
метод получения бериллия обладать достаточной производительностью в про-
мышленном масштабе. С точки зрения равновесия представляет большой инте-
рес разложение BeJ2(ra3) в Дуге при температурах выше точки плавления берил-
лия.
62
ГЛАВА IV
Таблица 13
УЛЕТУЧИВАНИЕ БЕРИЛЛИЯ В ВИДЕ МОНОХЛОРИДА
Температура Ki) Р 2) ВеС1 }
°C еК
1000 1273 41 300 8,2-10-9 2,9-10~5
1283 1556 31 300 4,0-10-5 6.3-10-4
1527 1800 22 700 1,8.10-3 4,210-з
1) К—константа равновесия.
2) Величина парциального давления : ВсС1(газ)’ если
парциальное давление ВеС12(газ) равно 1 0~2 атм.
Таблица 14
ТЕРМИЧЕСКОЕ РАЗЛОЖЕНИЕ BeJ2(ra3) ПРИ ТЕМПЕРАТУРЕ 1500° К
Общее давление Р, атм Парциальное давление, атм Доля разложен- ного BeJ2
pBeJ2
1 0,993 3,5J0-5 7.10-3 3.7-10-3
10~2 0,929-IO-2 3,3-10-7 7.10-1 3,6-10-2
Электрохимическое восстановление
Электролиз расплавленных галогенидов с успехом применялся в прошлом
для получения чистого бериллия f 12]. Преимущество этого метода состоит
в том, что интенсивность процесса восстановления можно регулировать до из-
вестного предела величиной подводимого к ванне напряжения, не считаясь
с высокой прочностью соединений бериллия.
Электролиз чистых галогенидов бериллия осложняется большой летуче-
стью этих соединений. В двух наиболее удачных процессах [12] это затруд-
нение было преодолено применением электролита, состоящего из галогенида
бериллия, растворенного в галогенидах щелочных и щелочноземельных ме-
таллов. Применение галогенидов Na,К, Li, Са, Mg и Ва при электролизе гало-
генидов бериллия не препятствует осаждению бериллия на катоде, так как все
эти галогениды более устойчивы, нежели соответствующие галогениды берил-
лия (см. фиг. 7 и 8).
Данные о величинах стандартных свободных энергий, приведенные
в табл. 11 и на фиг. 6 и 8, могут быть использованы для расчета стандартного
потенциала разложения соединения £° по отношению
— А/70
L “ jnF ’
где j—коэффициент перевода джоулей в калории, равный 0,239; п—число
электронов, переносимых на моль восстановленного соединения в реакции;
F—постоянная Фарадея, равная 96 500 кулон/моль. Потенциал разложения
при нестандартных условиях Е° также может быть рассчитан, если известна
активность каждого из компонентов.
ВОССТАНОВЛЕНИЕ
63
Очистка бериллия дистилляцией
Существование газообразных неустойчивых в нормальных условиях моно-
галогенидов бериллия ВеХ наводит на мысль, что возможна разработка метода
очистки технического бериллия, основанного на реакции
Ве(ТВ., ж.) + ВеХз (газ) = 2ВеХ(Газ)« (8)
Поскольку реакция (8) чрезвычайно эндотермична, то технический бериллий
может быть обработан газообразным галогенидом бериллия ВеХ2(газ)при высокой
температуре и (или) при пониженном давлении. В результате такой обработки
имеет место частичное улетучивание технического бериллия в виде ВеХ(га3).
Если этот газ снова охладить или увеличить давление, то реакция должна
пойти в обратном направлении, вследствие чего будет отлагаться чистый берил-
лий, а соединение ВеХ2(Га3) регенерироваться. Таким образом, процесс мог бы
быть совершенно аналогичен процессу рафинирования алюминия через летучий
монохлорид алюминия [13]. В табл. 13 приведены значения А Г°и/С реакции (8)
для случая, когда X является хлором. Термодинамические данные для ВеС1(га3)
весьма ненадежны, вследствие чего приведенные в табл. 13 данные могут слу-
жить только для приблизительных вычислений. Тем не менее приведенные пар-
циальные давления ВеХ(Га3) являются достаточно достоверными для дальней-
ших исследований этой реакции.
Гросс [14] запатентовал процесс дистилляции берилия, до некоторой сте-
пени аналогичный указанному выше:
Ве(ГВ.) 2NaCl(ra3) = ВеС12 (газ) + 2Na(ra3). (9)
Для этой реакции Гросс рассчитал
lg # = ~+ 4,59,
где К—константа равновесия, Т—абсолютная температура.
Эта реакция также очень эндотермична и пойдет в ограниченной степени
слева направо при взаимодействии технического бериллия с парами хлори-
стого натрия при высокой температуре и пониженном давлении. Эта реакция
обратима, вследствие чего при охлаждении газовой смеси или повышенном
давлении будет осаждаться чистый бериллий.
ЛИТЕРАТУРА
1. NBS, Circ. 500, 1952.
2. К е 1 1 е у К. К., Revision (1948) of Data and Methods of Calculation, U. S. Bureau
Mines, Bull. 477, p. 147 (1950).
3. К e 1 1 e у К. К., U. S. Bureau Mines, Bull. 476, p. 241 (1949).
4. Kubaschewski O., Evans E. U., Metallurgical Thermochemistry, But-
terworth-Springer, Ltd., Lnd., 1951.
5. Holden R. B., Speiser R., Johnston’ H. L., J, Am, Chem. Soc.,
70, 3897 (November 1948).
6. G i n n i n g s D. C., Douglas T. B., Ball A. F., J, Am. Chem. Soc., 73,
1236 (March 1951).
7. Cosgrove L. A., Snyder P. E. J. Am. Chem. Soc., 75, 3102 (1953).
8. К e 1 1 e у К. К. (не опубликовано).
9. The Chemistry and Metallurgy of Miscellaneous Materials, Papers 6 and 7 L. Brewer
et al. McGraw-Hill Book Co, N. Y., 1950.
10. S i e m о n s e n H., Zeitschrift ftir Electrochemie, 55, 327 (1951).
11. Hackspill L., Besson J., Bulletin de la Societe Chimique de France, p. 113,
January and February 1949.
64
ГЛАВА IV
12. М a n t е 1 1 С. L., Industrial Electrochemistry, 3rd edition, McGraw-Hill Book Co.,
N. Y., 1950.
^3. Gross P. et al., Discussions, Faraday^Society, № 4, p. 206, 1948.
14. Gross P., ам. патент 2607675, August 19, 1952.
15. Herzberg G., Molecular Spectra and Molecular Structure, 1, 2nd Edition, D.
Van Nostrand, Inc., 1950.
16. К e 1 1 о g g H. H., Trans. Am. Inst. Min. a. Met. Eng., 191, 137 (1951).
17. К e 1 1 о g g H. H., Thermodynamic Relationships in Chlorine Metallurgy, Trans.
Am. Inst. Min. a Met. Eng., 188, 862 (June 1950).
18. Villa H., J. Soc.Chem. Ind., 69, Supplemental Issue, № 1, S. 9 (1950).
Б. ИЗВЛЕЧЕНИЕ БЕРИЛЛИЯ ИЗ БЕРИЛЛА ФТОРИДНЫМ СПОСОБОМ
Г. Д'. Кавецкий
Извлечение бериллия из его рудного концентрата сопряжено с множест-
вом трудностей, отсутствующих при получении какого-либо другого металла.
В некоторых пегматитовых жилах содержание берилла не превышает 2—3%.
Такие месторождения невелики и крайне редки. В настоящее время промыш-
ленного способа обогащения берилловой руды не существует, несмотря на не-
которые успехи, достигнутые в лабораторном масштабе [1]. Руда должна быть
подвергнута ручной рудоразборке, что значительно увеличивает ее стоимость
и позволяет разрабатывать только такие месторождения, в которых берилл
находится в виде крупных кристаллов. Теоретически берилл содержит 14 ?6
ВеО или 5% Be. Кроме того, он является инертным минералом и обрабаты-
вается химикалиями только при повышенных температурах. Наконец, наличие
в его составе алюминия, имеющего сходные с бериллием химические свойства,
требует сложного процесса для их разделения.
В настоящее время существует два различных промышленных способа
извлечения бериллия из концентрата. Оба способа включают в себя плавку или
спекание руды, благодаря чему в обоих случаях бериллий в виде соли пере-
водится в водные растворы. В первом из них растворимой солью является суль-
фат, во втором—фторид бериллия. Отделение бериллия от алюминия в суль-
фатном процессе основано на различной растворимости сульфатов алюминия
и бериллия: в то время как сульфат алюминия имеет ограниченную раство-
римость, бериллий образует хорошо растворимый сульфат. Во фторидном про-
цессе разделение достигается за счет ничтожной растворимости фтороалюми-
ната щелочного металла и хорошей растворимости соответствующей соли бе-
риллия. В этом разделе содержится описание только фторидного способа.
ПРОИЗВОДСТВО Na2BeF4, Ве(ОН)2 и ВеО
Химические основы процесса
Вкратце этот процесс состоит в смешении тонко измельченного бериллового
концентрата с двойным щелочным фторидом другого элемента и последующем
спекании этой смеси при определенной температуре. Полученный спек измель-
чают и выщелачивают водой с целью отделения растворимой соли бериллия от
нерастворимого остатка, в состав которого входят кремнезем, алюминий,
железо и др. Затем раствор, содержащий бериллий, подвергают обработке
и получают желаемое конечное соединение бериллия. Схема фторидного про-
цесса представлена на фиг. 9. В оригинальном способе, впервые предложенном
Копо [2], в качестве фторирующего агента применялся кремнефторид натрия
и процесс протекал по следующей реакции, проходящей при температуре около
750°:
ЗВеО* Al2O3*6SiO2 + 6Na2SiF6 9SiO2 + 3Na2BeF4 + 2Na3AlF6 + 3SiF4. (1)
Из четырех получающихся в результате реакции продуктов соль бериллия
растворима в воде, кремнезем и алюминиевый криолит нерастворимы, а четы-
5 Бериллий
66
ГЛАВА IV
рехфтористый кремний удаляется в виде газа. Этот процесс при промышлен-
ном применении имеет следующие недостатки: введение значительного избытка
кремнефторида натрия против необходимого для связывания бериллия коли-
чества вызывает выделение ядовитого газообразного четырехфтористого крем-
ния и переход в отвал после выщелачивания фтора в виде бросовой смеси крио-
лита с кремнеземом. Другим недостатком процесса является весьма значитель-
ное загрязнение бериллийсодержаще-
го раствора кремнием за счет вво-
димого избытка кремнефторида.
Указанный процесс был значи-
тельно усовершенствован Клафлином
[3], установившим, что при замене
части кремнефтористого натрия фто-
ридом натрия реакция протекает с
небольшим выделением или вовсе без
выделения газообразного четырех-
фтористого кремния. Кроме того,
было замечено, что в этих условиях
не обязательно вводить фторид для
связывания входящего в состав ми-
нерала алюминия, поскольку фто-
рид селективно реагирует с берил-
лием:
Na2SiF6 + 2NaF + 2ВеО ->
->2Na2BeF4 + SiO2. (2)
Впоследствии процесс был усо-
вершенствован Лундином [4] и Опа-
товским [5], которые установили, что
фторид натрия в предыдущей реакции
может быть получен «на месте» в
результате взаимодействия кремне-
фтористого натрия с карбонатом нат-
рия, сопровождающегося выделенеим
СО2. В окончательном виде реакция
выражается следующим уравнением:
ЗЕеО • А12О3 • 6SiO2 + 2Na2SiF6 +
4 Na2CO3 -ч> 3Na2BeF4 + 8SiO2 +
Фиг. 9. Технологическая схема вскрытия + А12О3 + СО2. (3)
берилла фторидным методом.
н Во всех перечисленных выше
процессах раствор фторобериллата
натрия является промежуточным продуктом. В качестве конечного продукта
в большинстве случаев желательно получать окись бериллия. Она может быть
получена обработкой раствора фторобериллата^едким натром по следующей
реакции:
Na2BeF4 + 2NaOH-*Be(OH)2 + 4NaF. (4)
Нерастворимый осадок гидроокиси бериллия отфильтровывают от рас-
твора фтористого натрия и прокаливают до окиси бериллия. При этом полу-
чающийся раствор фтористого натрия слишком разбавлен для того, чтобы его
выпаривание и регенерация содержащегося в нем ценного фторида могли бы
стать экономически выгодными. Кроме того, как отход он загрязнял реки. Сцелыо
утилизации раствора и преодоления этих затруднений Кавецкий [6, 7] пред-
ложил добавлять к раствору фтористого натрия сульфат железа, с тем чтобы
ВОССТАНОВЛЕНИЕ
67
осадить фториды в виде нерастворимого железофтористого натрия, оставляя
в растворе сульфат натрия. Железофтористый натрий использовался в процес-
се, заменяя около 60% кремнефтористого натрия. При стехиометрическом соот-
ношении реагентов в любом из вышеуказанных процессов около 40% фтора теря-
ется в нерастворимом остатке. Это наводит на мысль, что выщелачиваемая соль
в действительности имеет состав не Na2BeF4, a NaBeF3. Спекание с солью же-
леза, а не с соединением кремния имеет еще и другие преимущества, в том числе
повышение чистоты продукта особенно по содержанию кремния и марганца.
Протекающие при этом реакции могут быть представлены следующими урав-
нениями:
2Na3FeF6 + ЗВеО- А12О3- 6SiO2 —> 3Na2BeF4 + Fe2O3 + AI2O3 + 6SiO2, (5)
Na2BeF4 + 2NaOH Be (OH)2 + 4NaF (6)
и
12NaF + Fe2 (SO4)3 2Na3FeF6 + 3Na2SO4. (7)
Поэтому исходная шихта с концентратом состоит из 60% смеси, взятой по
уравнению (5), и 40%—по уравнению (3). Установлено, что по не вполне
ясным причинам введение кальцинированной соды в количестве, несколько
большем, чем это следует из уравнения (3), дает более высокий выход бериллия
и фтора, так что фактически избыток кальцинированной соды химически экви-
валентен дополнительному извлечению 16—25% ВеО. Это относится в равной
степени и к случаю, когда применяется только железный криолит и в реакции
не участвует кальцинированная сода. Так или иначе, применение избытка фто-
ридов диктуется ценами на фторид и берилл. Стехиометрическое соотношение
дает выход бериллия около 92%. Учитывая существующую в настоящее время
высокую цену на берилловый концентрат, выгодно применять небольшой
избыток фторидов, с тем чтобы поднять выход почти до 100%. Конечно, в этом
процессе имеются и другие потери, как, например, неполнота осаждения,
потери с пылью при прокаливании, неполнота выщелачивания и др. Таким,
образом, общее извлечение находится в пределах 85—90%.
Очевидное преимущество фторидного процесса по сравнению с сульфатным
состоит в том, что растворы, образующиеся в первом способе, совершенно не
вызывают коррозии аппаратуры. Применяемое во фторидном процессе обору-
дование, в том числе и довольно крупные емкости, изготовляется главным обра-
зом из малоуглеродистой стали и дерева. Поэтому все оборудование дешево
и сохраняется в течение долгого времени. Другим преимуществом фторидного
процесса перед сульфатным является простота аналитического контроля про-
цесса. Недостаточное внимание со стороны обслуживающего персонала больше
отражается на извлечении, нежели на загрязнении продукта. С другой стороны,
сульфатный процесс позволяет получить конечный продукт более высокой чи-
стоты. Его следует применять в случае необходимости получения весьма чи-
стого продукта. Большая часть окиси бериллия, изготовляемой в настоящее
время, расходуется в производстве бериллиевой бронзы, для чего высокая_ чи-
стота не является необходимой.
Промышленное производство
В заводских условиях фторидный процесс осуществляется в стандартной
аппаратуре, применяемой в химических производствах. Концентрат измель-
чается до тонины—200 меш (70%) в шаровой мельнице мокрого помола с про-
тивоточным классификатором. Измельченный концентрат фильтруется через
барабанный фильтр и смешивается с пастообразным кеком от фильтрации желе-
зофтористого натрия кремнефтористым натрием и кальцинированной содой.
Смешение производится в бегунковом смесителе. Тестообразная масса брике-
тируется и поступает в нагреваемую пламенем туннельную печь с подвижным
подом контейнерного типа. Контейнеры подвижного пода снабжены крышками
5*
68
ГЛАВА IV
из огнеупорного материала. Спекаемые брикеты проходят через печь 2 часа, в
течение которых необходимо точно поддерживать температуру 750°. Понижение
температуры влечет за собой увеличение продолжительности операции, а, с
другой стороны, более высокая температура ведет к расплавлению спекаемого
материала, в результате чего бериллий переходит в нерастворимую форму.
Спеченные брикеты дробятся в щековой дробилке и подвергаются мокрому
измельчению в галечной мельнице. Этот помол не контролируется. Выщелачи-
вание производится в несколько стадий. Теоретически растворимость Na2BeF4
составляет только 14,1 г!л, что соответствует 2,7 г ВеО. Щелок от мокрого
помола может содержать до 20 г!л ВеО. Попытка выщелочить измельченный
спек одним объемом воды приводит к образованию раствора с малой концент-
рацией при низком коэффициенте выщелачивания. Лучше выщелачивать спек
ограниченным количеством воды в несколько стадий. Объединенные растворы
имеют концентрацию ВеО от 4 до 5 г!л. Выщелачивание удобнее всего произ-
водить в агитаторе с мешалкой. После отстаивания пульпы щелок декантируют
через мелкодисперсный фильтр и в агитатор повторно добавляют воду. Эта
операция повторяется до тех пор, пока содержание растворимого бериллия
в шламе снизится настолько, что дальнейшее его извлечение становится неце-
лесообразным. Выщелачивание производится водой, имеющей комнатную тем-
пературу. Применение горячей воды незначительно увеличивает концентра-
цию ВеО, зато содержание примесей, особенно кремния, сильно возрастает.
При использовании кипящей воды содержание SiO2 в конечной окиси бериллия
может достичь 10%. С точки зрения чистоты продукта также вреден продол-
жительный контакт спека с водой. Выщелачивание должно совершаться в ми-
нимальный промежуток времени.
Для того чтобы получить окись бериллия, раствор обрабатывают каусти-
ческой содой. Крупнозернистую гидроокись, которая легко фильтруется и про-
мывается, можно получить, если перекачивать в чан только часть раствора,
достаточную для того, чтобы покрыть паровой змеевик и мешалку. Затем до-
бавляют остальное количество каустика, необходимое для осаждения гидро-
окиси бериллия из всего объема раствора. Гидроокись бериллия вначале осаж-
дается, а затем вновь переходит в раствор в виде бериллата натрия. Раствор
нагревают почти до кипения, после чего к нему медленно приливают большую
часть бериллийсодержащего раствора, поддерживая высокую температуру до
момента наполнения чана. По ходу операции производят анализы материала с
целью определения конца реакции, поскольку избыток или недостаток бериллий-
содержащего щелока будет влиять на оставшееся в растворе количество берил-
лия. Гидроокись бериллия фильтруют и одновременно промывают на фильтр-
прессе с непрерывной промывкой и затем сушат в струе воздуха. Тщательность
отмывки от раствора фтористого натрия имеет большое значение. Отжатый на
фильтрпрессе осадок гидроокиси прокаливают до окиси при температуре
около 1000°. Полное обезвоживание гидроокиси может быть достигнуто уже
при температуре 500°, однако в большинстве случаев желательно иметь более
плотную, менее пылящую окись, которая получается прокаливанием при вы-
соких температурах. Чрезвычайно плотный материал, идущий для производ-
ства огнеупоров, получается прокаливанием при температуре около 2000°,
однако с точки зрения возможностей аппаратуры такой материал лучше полу-
чить плавкой в дуговой печи. Прокаливание при температуре 1000° осущест-
вляют во вращающейся печи с наружным обогревом. Эта операция требует
чрезвычайно эффективного оборудования для пылеулавливания.
Раствор фтористого натрия, полученный при фильтровании гидроокиси
бериллия, подкисляют небольшим количеством серной кислоты до pH, близкого
к 4,0, и в нагретый раствор медленно при перемешивании приливают 30%-ный
раствор сульфата железа. Фторид почти полностью осаждается в виде легко
фильтрующегося Na3FeF6. Влажный кек после фильтрования смешивают с кон-
центратом, как это было описано выше.
ВОССТАНОВЛЕНИЕ
69
Применение окиси бериллия
Полученная таким способом окись бериллия может быть использована
в производстве 4%-ной медно-бериллиевой лигатуры [8, 9], для чего ее смеши-
вают с углем и медью и восстанавливают в дуговой печи. Аналогичным спосо-
бом может быть получена высокоуглеродистая никелево-бериллиевая лига-
тура, содержащая от 10 до 20% Ве. Для получения бериллия или алюминиево-
бериллиевой лигатуры лучше восстанавливать фторид, а не окись бериллия.
В качестве восстановителя применяют магний [10—12]. Бериллий может быть
также получен из его хлорида при восстановлении магнием или электроли-
зом [13]. Для получения хлорида бериллия смесь окиси бериллия и угля
хлорируют обычным способом при повышенной температуре. Однако для
получения бериллия чаще применяется восстановление фторидов по способу,
описанному Швенцфайером в следующем разделе данной главы.
производство; фторида БЕРИЛЛИЯ
Получение безводного фторида бериллия из раствора фторобериллата
натрия не такая простая задача, как это может показаться с первого взгляда.
Фторид бериллия должен быть получен сухим способом. Вообще говоря, су-
ществуют три метода его получения: термическое разложение фторобериллата
аммония, фторирование бериллиевой оксисоли бифторидом аммония или сухим
фтористым водородом. Существует много вариантов этих процессов.
Возможно, что наиболее прямым путем является «сухая» реакция между
бифторидом аммония и окисью бериллия:
NH4HF2 + ВеО -> NH3 + Н2О + BeF2. (8)
Адамоли [14] осуществлял этот процесс в атмосфере СО2. Процесс можно
проводить и в герметически закрытой муфельной печи с таким расчетом, чтобы
защитная атмосфера создавалась только за счет самих продуктов реакции.
Полученный таким способом фторид бериллия вполне пригоден для произ-
водства бериллия, идущего на приготовление сплавов с другими металлами,
например алюминием и никелем.
Продукт более высокого качества можно получить термическим разло-
жением фторобериллата аммония. Лучшее качество такого продукта опреде-
ляется очисткой фторобериллата аммония кристаллизацией из водного рас-
твора, в результате которой большое количество примесей остается в маточном
растворе, и содержанием в нем меньшего количества кислорода вследствие того,
что его синтез не был связан со взаимодействием двух веществ в твердой фазе.
Фторобериллат аммония обычно разлагается в графитовом тигле с образова-
нием расплавленного фторида бериллия.
Существует ряд путей получения фторобериллата аммония. Наиболее
простым является способ Кьелгрена [15], который после растворения окиси
или гидроокиси бериллия в плавиковой кислоте и добавки в раствор аммиака
выкристаллизовывал фторобериллат аммония. С целью удешевления процесса
были разработаны методы утилизации фтора, содержащегося в полученном
при вскрытии руды растворе фторобериллата натрия, поскольку фтор в крем-
нефтористом натрии намного дешевле, чем в плавиковой кислоте или в бифто-
риде аммония.
Адамоли [16] обрабатывал спек вместо воды спиртом и пропускал газооб-
разный SiF4, удаляя таким образом натрий в виде нерастворимого кремне-
фторида.
Кавецкий и Симонс [17] обрабатывали спек концентрированным раство-
ром кремнефтористого аммония и получали концентрированный раствор фто-
робериллата аммония, оставляя нерастворимый кремнефтористый натрий
с частью нерастворившегося спека.
70
ГЛАВА IV
Бейа [18] обрабатывал раствор фторобериллата натрия фтористым аммо-
нием, осаждая таким образом нерастворимый криолит и оставляя в растворе
фтористый бериллий. Во всех перечисленных выше процессах образуется вод-
ный раствор фтористого бериллия, и для получения фторобериллата аммония
должен добавляться фтористый аммоний. Если раствор упаривать без добавле-
ния фтористого аммония, образуется густая сиропообразная жидкость, кото-
рая, гидролизуясь в процессе упаривания, образует рыхлую массу оксифто-
рида бериллия переменного состава. Шток и Гольдшмидт [19] в своей ранней
работе с применением высокой температуры расплавляли и подвергали эле-
ктролизу оксифторид бериллия при температуре, близкой к точке плавления
металла1).
Предлагалось фторирование окиси бериллия производить газообразным
фтористым водородом при температуре 750° [20].
Затруднения при выборе подходящей для проведения этого процесса ап-
паратуры лишает это направление перспективности.
ЛИТЕРАТУРА
1. Clemmons В. Н., Browning J. S., Min. Eng., 5, р. 786 (August 1953).
2. С о р a u х Н., С. R., 168, р. 610 (Мау 25, 1919).
3. С 1 a f 1 i n Н. С., ам. пат. 1929014, October 3, 1933.
4. Lundin Н., Trans. Am. Inst. Chem. Eng., 41, p. 671 (1945).
5. О p a t о w s k i R. S., ам. пат. 2209131, July 23, 1940.
6. К a w e c k i H. С., ам. пат. 2312297, February 23, 1943.
7. Kawecki H. C., Trans. Electrochem. Soc., 89, 229 (1946).
8. К j e 1 1 g r e n B. R. F., Sawyer С. В., ам. пат. 2176906, October 24, 1939.
9. G a h a g a n A. J., ам. пат. 2193482, March 12, 1940.
10. Kroll W. J., ам. пат. 1359813, November 23, 1920; Kroll W. J., ам.
пат. 1740857, December 24, 1929.
И. К j e 1 1 g r e n B. R. F., ам. пат. 2381921, August 7, 1945.
12. Kawecki H. С., ам. пат. 2486475, November 1, 1949.
13. С о о p e r H. S., ам. пат. 1775589, September 9, 1930.
14. A d a m о 1 i С., ам. пат. 2233465, March 4, 1941.
15. К j e 1 1 g r e n B. R. F., Trans. Electrochem. Soc., 93, 122 (1948).
16. A d a m о 1 i С., ам. пат. 2145329, January 31, 1939.
17. К a w e c k i H. C., Simons G. F., ам. пат. 2532102, November 28, 1950.
18. Bej a M., ам. пат. 1992854, February 26, 1935.
19. I 11 i g К.» Trans. Am. Electrochem. Soc., 54, 53 (1928).
2o. A d a m о И С., ам. пат. 2303783, December 1, 1942.
г) Плавлению и электролизу по Штоку и Гольдшмидту подвергался не оксифторид,
не обладающий электропроводностью, а его смесь с фтористым барием.—Прим. ред.
В. ИЗВЛЕЧЕНИЕ БЕРИЛЛИЯ ИЗ БЕРИЛЛА СУЛЬФАТНЫМ
СПОСОБОМ
/(. У. Швенцфайер (младший)
Хотя известно много минералов, содержащих бериллий, однако только
один из них—берилл—найден в таком количестве, которое позволяет рас-
сматривать породу, содержащую его, как бериллиевую руду. Берилл представ-
ляет собой двойной силикат алюминия и бериллия, соответствующий формуле
3BeO-Al2O3-6SiO2. Хотя в чистом берилле находится немногим более 5% Be,
содержание последнего в промышленных концентратах редко превышает 4,25% .
Берилл весьма устойчив по отношению к химическим реагентам. При обыч-
ной температуре в едва заметной степени с ним взаимодействует только плави-
ковая кислота, и поэтому все применяемые в настоящее время процессы извле-
чения бериллия связаны с высокотемпературной обработкой руды.
В настоящее время бериллий в значительных количествах в странах
Запада производят только две американские фирмы «Бериллиум корпорейшн
оф Америка» (г. Рединг, шт. Пенсильвания) и «Браш бериллиум» (г. Люккей,
шт. Огайо). «Бериллиевая корпорация» идет по пути спекания берилла с фтори-
дами, в то время как «Браш бериллиум» применяет непосредственное плавле-
ние берилла без добавок какого-либо флюса.
Было затрачено много усилий на изучение реакций, проходящих при вы-
сокой температуре между бериллом и хлором, фтористым водородом и газо-
образным бифторидом аммония. Однако до настоящего времени не было пред-
ложено промышленных процессов, основанных на этих высокотемпературных
реакциях в газовой фазе. Это объясняется главным образом тем, что избиратель-
ность реакций этого типа проявляется слабо, в результате чего при большом
потреблении дорогостоящих галоидов получается значительное количество
малоценных побочных продуктов.
Промышленные процессы получения чистого бериллия из бериллового
концентрата могут быть разделены на следующие несколько стадий:
1. Обработка берилла для придания ему реакционной способности.
2. Извлечение бериллия водным выщелачиванием и превращение выделен-
ного соединения бериллия в сравнительно чистую гидроокись.
3. Превращение гидроокиси бериллия в галогенид бериллия высокой чи-
стоты.
4. Восстановление весьма чистого галогенида бериллия до чистого металла.
В соответствии с указанными стадиями аппаратурно-технологическая
схема процесса переработки берилла, применяемая компанией «Браш берил-
лиум», представлена на фиг. 10.
Получение медно-бериллиевых сплавов (лигатур) наиболее экономично
производится прямым восстановлением окиси бериллия углеродом в присутст-
вии меди в дуговой печи [1]. Для этих сплавов (на которые расходуется при-
близительно 2/з всего производимого бериллия) из технологического процесса
исключается третья и четвертая стадии, вместо которых введены соответст-
венно следующие:
За. Прокаливание гидроокиси бериллия до окиси.
4а. Восстановление окиси бериллия углеродом в присутствии меди в ду-
говой печи.
72
ГЛАВА IV
Фиг. 10. Аппаратурно-технологическая схема производства бе-
риллия по технологии, применяемой компанией «Браш берил-
лиум».
ПРОИЗВОДСТВО гидроокиси и окиси БЕРИЛЛИЯ
Получение сульфата бериллия из берилла
Теория и общие соображения. При получении бериллия и его соединений
через сульфат бериллия для вскрытия руды применяются два типа реакций:
плавление со щелочными или щелочноземельными карбонатами, такими, как,
например, кальцинированная сода или известняк, и плавление концентрата
при высокой температуре без добавки флюсов.
Полученный по одному из этих способов плав обрабатывают горячей кон-
центрированной серной кислотой. Получающиеся в результате этой операции
продукты представляют собой растворимые сульфаты бериллия, алюминия,
различных примесей, содержащихся в берилле, и дегидратированный фильт-
рующийся кремнезем.
Плавление концентрата с флюсами основано на полном переводе берилла
в комплексный силикат и последующем разложении этого силиката серной
ВОССТАНОВЛЕНИЕ
73
кислотой. Эти реакции выражаются следующими уравнениями:
ЗВеО- Al2O3-6SiO2 + 6MeCO3 —> ЗВеО-Al2O3-6MeSiO3 + 6CO2, (1)
ЗВеО-Al2O3-6MeSiO3 + 12H2SO4 -> 3BeSO4 +Al2 (SO4)3 + 6MeSO4 +
+ 6SiO2+12H2O. (2}
Практически достигнуть извлечения бериллия, приближающегося к 100%,.
можно и со значительно меньшим количеством щелочного или щелочноземель-
ного карбоната, чем это требуется по стехиометрии, согласно уравнению (1).
Извлечение 97—98% Be может быть достигнуто при расходе флюса только
около 75% от количества, необходимого по уравнению (1).
Процессы плавления с применением флюса позволяют рассчитывать на
высокое извлечение бериллия, но требуют в дальнейшем большого расхода
химикатов. Так, например, в процессе плавления с кальцинированной содой
расходуется примерно 13 кг кальцинированной соды на 1 кг обрабатываемого
бериллия и, кроме того, почти такое же количество серной кислоты для нейтра-
лизации кальцинированной соды. Общий расход реагентов на 1 кг обрабаты-
ваемого бериллия составляет приблизительно 13 кг карбоната натрия и 40 кг
серной кислоты.
В лабораторном масштабе были достигнуты хорошие результаты при про-
ведении другого типа процесса плавки с флюсом, заключающегося во взаимо-
действии берилла с доломитом при высокой температуре и охлаждении с регу-
лируемой малой скоростью. При этом окись бериллия кристаллизуется в шлаке
в чистом виде. Плотные кристаллы окиси бериллия взаимодействуют с серной
кислотой слабее, чем остальные составляющие шлака; таким образом, дости-
гается селективное выщелачивание примесей. В настоящее время для выпуска
продукции по такому методу бразильской фирмой «Про берилл» строится завод
в Бразилии.
Прямое плавление бериллового концентрата с целью придания ему реак-
ционной способности не требует расхода химикатов. Этот метод вскрытия кон-
центрата основан исключительно на кристаллографических изменениях в
молекулярной структуре берилла, происходящих в результате плавления и
быстрого охлаждения расплавленного берилла. Обработкой серной кислотой
расплавленного и быстро охлажденного берилла удается достигнуть выхода
бериллия только на 50—60% от его содержания в руде. Довести этот выход до
промышленно-приемлемого уровня удается простой термической обработкой[бы-
строохлажденного плава. В результате последующей обработки плава концент-
рированной серной кислотой удается повысить извлечение бериллия до 90—
95%. Максимальное извлечение бериллия по методу его прямого плавления
составляет примерно 95%, в то время как обычный практический выход берил-
лия из продажных сортов концентрата составляет в среднем около 91 %.
Расход химикатов в данном случае значительно ниже, чем в процессах
плавки с применением флюсов. Процесс прямого плавления берилла требует
только концентрированной серной кислоты, практически расходуемое коли-
чество которой составляет примерно 26 кг на 1 кг обрабатываемого бериллия.
Технология производства. Получение гидроокиси бериллия по разработан-
ному компанией «Браш бериллиум» технологическому процессу представлено
на схеме фиг. 11. Процесс начинается с бесфлюсовой плавки бериллового кон-
центрата (точка плавления—1650°) в трехфазной электрической печи с графи-
товой футеровкой (фиг. 12). Расплавленный берилловый концентрат обладает
хорошей электропроводностью, благодаря чему такую печь можно эксплуати-
ровать как печь сопротивления, погружая вначале электроды в небольшой
объем предварительно расплавленного на поде печи концентрата и добавляя
затем сырье до образования в печи расплавленной ванны. Полученную таким
способом расплавленную массу выливают в бак с водой, где происходит ее бы-
74
ГЛАВА IV
строе охлаждение. При этом струю плава разбивают водой с помощью форсунки
высокого давления. В печи оставляют небольшое количество расплавленной
массы для того, чтобы иметь необходимое исходное сопротивление для начала
плавки следующей партии.
Берилловый
концентрат
Фиг. И. Получение гидроокиси бериллия по технологии фирмы
«Браш бериллиум».
На выход бериллия при вскрытии концентрата существенное влияние ока-
зывает скорость охлаждения плава. При медленном охлаждении частиц плава
размером больше 12 мм рекристаллизация берилла не происходит, вследствие
чего эти частицы не взаимодействуют с серной кислотой. Плав после охлажде-
ния просеивают с целью отделения крупных кусков, которые вновь возвращают
в плавильную печь.
ВОССТАНОВЛЕНИЕ
75
Фиг. 12. Трехфазная дуговая печь для плавки берилла мощ-
ностью 1000 кеа, над которой установлена печь для предваритель-
ного нагрева концентрата. Вся установка снабжена вентиляцион-
ным устройством для удаления газов и пара, образующихся при
охлаждении расплавленной массы в воде.
При обработке быстро охлажденного в воде плава серной кислотой удается
извлечь только 50—60% Ве от содержащегося в концентрате, вследствие чего
для увеличения выхода необходима дополнительная обработка концентрата.
Часть окиси бериллия, содержащаяся в плаве после его охлаждения и не реа-
гирующая, с серной кислотой, образует, по-видимому, с окисью кремния твер-
дый раствор. При термообработке плава эта часть окиси бериллия может быть
выделена из твердого раствора, в результате чего реакция взаимодействия с кон-
центрированной серной кислотой при температуре 250—300° позволяет полу-
чить выход 90—95% от содержащегося в концентрате бериллия. Выделение
окиси бериллия из твердого раствора происходит очень быстро и при умеренных
76
ГЛАВА IV
температурах. Для проведения этой термообработки применяется обогреваемая
газом вращающаяся обжиговая печь, внешний вид которой представлен на
фиг. 13.
Ф и г. 13. Вращающаяся трубчатая печь для спекания берилла.
После термообработки плав подвергают сухому размолу до крупности
—200 меш. Измельчение производится в сухом состоянии во избежаний разбав-
Ф и г. 14. Щит управления операциями загрузки концентрата,
его термообработки и измельчения.
ления концентрированной серной кислоты, употребляемой на последующих
операциях. Неотъемлемой частью цикла измельчения является воздушный
классификатор, автоматически и непрерывно отделяющий фракцию—200 меш.
ВОССТАНОВЛЕНИЕ
77
Все операции обработки руды полностью автоматизированы. На фиг. 14
показаны приборы, обеспечивающие контроль всех процессов переработки
руды, оборудования для термообработки и измельчения плава, а также авто-
матическое поддержание режима плавки термообработки исходного концен-
трата.
Фиг. 15. Аппаратура для операций измельчения и сульфатизации.
Слева—пневматическая мельница, работающая в замкнутом цикле; справа —
сульфатизатор.
Для сульфатизации измельченного плава исходного концентрата приме-
няется концентрированная серная кислота (93% H2SO4), благодаря чему может
быть использовано оборудование из обычной углеродистой стали, не корро-
дирующей в этих условиях.
Партия измельченного переплавленного бериллового концентрата (плава)
смешивается с концентрированной серной кислотой до образования однородной
жидкой массы. Расход кислоты определяется содержанием в концентрате, об-
разующих сульфаты бериллия и алюминия. Пульпу, состоящую из плава и
78
ГЛАВА IV
кислоты, перекачивают небольшой струей в предварительно нагретый сульфа-
тизатор, который представляет собой сварную обогреваемую газом трубу из
обычной стали. До введения пульпы сульфатизатор нагревают до температуры
250—300°. Эта установка показана на фиг. 15.
Метод непрерывного введения небольшой струи пульпы, состоящей из
измельченного плава и кислоты, на предварительно нагретую поверхность
сульфатизатора приводит к почти мгновенному образованию сульфатов, обес-
печивающему выход Be свыше 90%. Такой способ сульфатизации осуществлялся
в крупном масштабе как в технологии фирмы «Браш бериллиум», так и в про-
цессах плавки с флюсами. Сульфатизация большими партиями дает, как пра-
вило, удовлетворительные результаты при плавке с флюсами, в то время как
выходы при сульфатизации по технологии «Браш» были всегда неустойчивыми
и заниженными.
Образующиеся при сульфатизации отходящие газы состоят в основном из
SO2 и SO3, а также продуктов горения и газов, выделяющихся при нагревании
обрабатываемого плава. Этот газовый поток уносит с собой некоторое коли-
чество мелочи и поэтому его пропускают сначала через циклон, где достигается
практически полное улавливание мелочи, а затем—через насадочный скруб-
бер, в котором SO2 и SO3 абсорбируются отработанной щелочью от операции
получения гидроокиси бериллия.
После сульфатизации плав выщелачивают водой в противоточной системе,
отделяя осадок кремнезема в корзине центрифуги непрерывного действия
Бэрда. Осадок кремнезема дважды репульпируют и центрифугируют, после
чего направляют в отвал. Это дает возможность повысить выход при выщелачи-
вании до 99% и выше.
Полученный после водного выщелачивания щелок содержит ценные компо-
ненты и обычно имеет следующий состав:
Be.................13 zjл
А1...........• . 15 г/л
Fe................. 2 г/л
Si................0,1 г/л
H2SO4................. 1н.
Приведенный состав типичен для растворов, получающихся в различных
процессах плавки концентрата, за исключением его плавки со щелочами;
в последнем случае получается раствор, содержащий значительное количество
щелочного сульфата; при плавке же с известью раствор насыщен сульфатом
кальция.
Получение гидроокиси или окиси бериллия
из сульфата бериллия
Теория и общие соображения. Для выделения бериллия из растворов
приведенного выше состава было предложено много различных методов. При
этом все предлагаемые методы выделения могут быть разделены на два типа,
основанных на фракционной кристаллизации и фракционном осаждении. По-
скольку большинство промышленных способов получения сульфата бериллия
имеют сходство между собой, то каждый из них может быть использован при
получении гидроокиси или окиси бериллия по одному из указанных двух ме-
тодов.
Фракционная кристаллизация имеет преимущество перед осаждением
вследствие малого расхода реагентов.
Положительной стороной метода осаждения является простота технологи-
ческой схемы и оборудования, а также длительный срок службы оборудова-
ния, так как большая часть операций производится в щелочных растворах,
ВОССТАНОВЛЕНИЕ
79
не вызывающих заметной коррозии аппаратуры. До последнего времени все
способы фракционного осаждения требовали на некоторых этапах технологи-
ческой схемы разделения железа, алюминия и бериллия в виде их гидроо-
кисей.
Успехи, достигнутые в последние годы в химии циклических комплексных
соединений и в технике экстракции в системе жидкость—жидкость, позволили
значительно усовершенствовать способы осаждения. В настоящее время зна-
чительно более экономичным как по затратам на производство, так и по стои-
мости оборудования считается перевод примесей в водорастворимые комплексы,
с тем чтобы отделить осадок гидроокиси бериллия от остающихся в растворе
примесей, либо перевод примесей в комплексы, пригодные для отделения экст-
ракционным методом в системе жидкость—жидкость. В последнем случае
осаждение гидроокиси бериллия производят из очищенных свободных от приме-
сей растворов.
Установлено, что гидроокись бериллия существует в виде двух основных
типов, вследствие чего продукт осаждения всегда представляет собой мелкую
p-гидроокись либо смесь p-гидроокиси с некоторым количеством более крупно-
зернистой гранулированной а-гидроокиси бериллия. P-форма осаждается вод-
ным раствором аммиака или едким натром при умеренно основном значении
pH, в то время как a-форма осаждается при кипячении из сильноосновного
раствора бериллата натрия. В промышленной практике предпочитают осаж-
дать гидроокись в виде P-формы, так как при этом расход щелочи вдвое меньше
по сравнению с ее расходом при получении а-гидроокиси. Однако Р-гидроокись
хуже фильтруется и не может быть полностью отмыта от примесей, вследствие
чего она менее удобна для проведения непрерывного технологического про-
цесса.
В основе технологического процесса, применяемого компанией «Клифтон
продакте» в г. Пейнсвилле (шт. Огайо), лежит очистка соединений бериллия
от примеси алюминия осаждением и отфильтрованием последнего в виде алю-
моаммонийных квасцов при соблюдении строгого контроля pH раствора [2,3].
Этот процесс успешно применялся до появления указания о высокой токсич-
ности соединений бериллия.
До последнего времени применявшаяся компанией «Браш бериллиум»
технология основывалась на методе фракционной кристаллизации [4]. По-
следние достижения в химии комплексных циклических соединений, о которых
упоминалось выше, и доступность приобретения по умеренной цене подходящих
органических осадителей способствовали широким исследованиям, давшим
возможность прийти к совершенно новому типу процесса осаждения. Разра-
ботанный компанией «Браш бериллиум» метод позволяет осаждать гидроокись
бериллия высокой чистоты, не прибегая к физическим способам удаления
примесей из раствора, обеспечивая при этом содержание воды в продукте менее
15% 15].
На первом этапе технологии «Браш» большая часть алюминия выкристал-
лизовывается в виде алюмоаммонийных квасцов. Остальной алюминий уда-
ляется в виде алюмината натрия на последующих операциях. После выделе-
ния квасцов кристаллизацией к маточному раствору в зависимости от конеч-
ного назначения гидроокиси добавляют комплексообразователи, в результате
чего примеси остаются в растворе. Затем добавляют избыток едкого натра для
перевода алюминия и бериллия соответственно в алюминат и бериллат натрия.
Оба эти соединения полностью растворимы в холодном растворе щелочи;
различие между ними состоит в том, что при кипячении бериллат натрия раз-
лагается с выделением в виде осадка а-гидроокиси бериллия, в то время как
алюминат натрия остается в растворе. Это различие дает возможность осаждать
гидроокись бериллия, не содержащую оставшегося в маточном растворе алю-
миния (в виде квасцов), после его предварительного осаждения кристаллиза-
цией. Перевод сульфата бериллия в а-гидроокись бериллия протекает в со-
ВО
ГЛАВА IV
ответствии с тремя приведенными ниже реакциями:
BeSO4 + 2NaOH Na2SO4 + Be (ОН)2(0), (3)
Be (ОН)2 (Р) + 2NaOH -> Na2BeO2 + 2Н2О, (4)
Na2BeO2 + 2Н2О Л 2NaOH 4- Be (ОН)2(а). (5)
Гидроокись бериллия до некоторой степени растворима в едком натре.
Вследствие этого при проведении этих реакций следует избегать избытка кау-
стика. Выход бериллия в этом процессе обычно составляет 97%.
Для очистки гидроокиси бериллия от примеси железа в тех случаях, когда
не ограничивается содержание других тяжелых металлов, был успешно разра-
ботан непрерывный полупромышленный экстракционный способ в системе
Фиг. 16. Промышленная экстракционная установка для отделения
железа из содержащих бериллий растворов в системе жидкость—жид-
кость, производительностью 9 кг бериллия в сутки в виде раствора
сульфата бериллия.
ВОССТАНОВЛЕНИЕ
81
жидкость—жидкость, основанный на экстракции железа трибутилфосфатом
в виде тиоцианатного комплекса. Промышленная установка для удаления из
бериллийсодержащих растворов примеси железа экстракционным методом
показана на фиг. 16. Имея в виду успехи химии комплексных соединений,
а также расширение областей использования способа экстракции в системе
жидкость — жидкость применительно к неорганическим системам, можно ожи-
дать дальнейших усовершенствований в этом направлении и в технологии полу-
чения соединений бериллия.
Промышленная технология. Богатый раствор от выщелачивания (щелок)
непрерывно и автоматически смешивается с водным раствором аммиака в коли-
честве, эквивалентном содержанию алюминия в щелоке. При этом протекают
следующие реакции:
2NH4OH + H2SO4 -> (NH4)2SO4 + 2Н2О, (6)
(NH4)2SO4 + А12 (SO4)3 + 24H2O (NH4)2SO4 • Al2 (SO4)3-24H2O. (7)
Смесь водного раствора аммиака и сульфатного щелока непрерывно по-
дается в кристаллизатор, в котором при температуре 20° в виде алюмоаммо-
нийных квасцов выкристаллизовывается около 75% А1, содержащегося в ще-
Ф и г. 17. Дозирующие регуляторы, применяемые для обеспечения
полной автоматизации процесса получения гидроокиси бериллия.
локе. Пульпа, содержащая алюмоаммонийные квасцы, непрерывно подается
в центрифугу Бэрда, где кристаллы квасцов отделяют от раствора и промы-
вают водой. Раствор после отделения кристаллов квасцов непрерывно перека-
чивается через дозирующий счетчик в реактор, где происходит образование
бериллата натрия. В реактор вводят дозированные количества соответствую-
щего комплексообразователя (например, этилендиаминтетраацетатной кислоты)
и разбавленного раствора едкого натра, с тем чтобы довести pH раствора при-
мерно до 1,5. Реактор, изготовленный из нержавеющей стали, охлаждается
водой с целью предотвращения образования мелкозернистой Р-гидроокиси бе-
риллия.
Раствор бериллата натрия непрерывно подается из бериллатора в гидро-
лизер, нагретый до температуры кипения раствора, для осаждения гранули-
рованной а-гидроокиси бериллия. Пульпа гидроокиси бериллия непрерывно
6 Бериллий
82
ГЛАВА IV
перекачивается в центрифугу Бэрда, где гидроокись бериллия отделяется
и промывается водой.
Приблизительно 7% осаждаемой гидроокиси бериллия является слишком
мелкой для ее отделения в центрифуге Бэрда, и поэтому фильтрат после центри-
фугирования гидроокиси бериллия подвергают дополнительному фильтрова-
нию через мелкоячеистый фильтр, а собранный при этом кек возвращается
на стадию кристаллизации квасцов.
Все химические операции производятся непрерывно и полностью авто-
матизированы. Дозирующие регуляторы этого процесса представлены на
фиг. 17. Полнота извлечения гидроокиси бериллия и содержание в ней берил-
Ф и г. 18. Установка для непрерывного получения гидроокиси
бериллия.
Справа—гидролизер непрерывного действия; слева в центре—отстойная^
центрифуга Бэрда. Производительность установки 4,5 т бериллия в месяц
в виде гидроокиси бериллия.
лия зависят от точности контроля концентрации едкого натра в процессе обра-
зования бериллата натрия. Вследствие важности этого контроля система авто-
матизации включает в себя самопишущие приборы, регистрирующие скорости
подачи растворов едкого.натрия и сульфата бериллия. Установка для непре-
рывного получения гидроокиси из раствора бериллата натрия показана на
фиг. 18.
Получаемая по этому способу из центрифуги гидроокись бериллия (за
исключением оборотного кека) обычно содержит 5—15% влаги и 18—20% Ве.
Содержание примесей в гидроокиси непостоянно и зависит от предъявляе-
мых требований. Гидроокись бериллия стандартного качества содержит
в пересчете на ВеО (приблизительно) железа 0,05%, алюминия 0,15%, крем-
ния 0,05%, натрия 0,15%.
ПОЛУЧЕНИЕ ФТОРИДА БЕРИЛЛИЯ И ЕГО ТЕРМОХИМИЧЕСКОЕ ВОССТАНОВЛЕНИЕ
Дф БЕРИЛЛИЯ
До широкого развития исследований в области атомной энергии чистый,
бериллий не находил значительного применения и спрос на него был невелик.
Устойчивое требование на чистый бериллий исходило только от промышлен-
ности, производящей рентгеновскую аппаратуру, в которой маленькие берил-
ВОССТАНОВЛЕНИЕ
83
лиевые диски используются в качестве окон в рентгеновских трубках. Все
другие области применения чистого бериллия по существу имели эксперимен-
тальный характер, и бериллий использовали преимущественно для получения
небольших партий специальных сплавов, например сплавов бериллия с желе-
зом, алюминием и никелем. Поэтому производство чистого бериллия до 1943 г.
не имело промышленного характера и его выпуск можно было рассматривать
как лабораторное или небольшое опытное производство.
Уникальные ядерные и физические свойства бериллия сделали его важным
металлом в программе работ США по атомной энергии. В результате этого
производство чистого бериллия за время с 1940 по 1953 г. очень возросло.
Восстановление окиси бериллия углеродом возможно только в присут-
ствии больших количеств металла—как основы сплава с бериллием,—напри-
мер меди. Поэтому реакция восстановления окиси бериллия углеродом не может
быть использована для получения чистого бериллия. Прежние способы полу-
чения небольших количеств бериллия сводились к электролитическому вос-
становлению фторида или хлорида бериллия или же к восстановлению фторида
бериллия магнием. Вследствие небольшого масштаба производства указанные
методы почти равноценны. Однако, когда внезапно возникла сравнительно
большая потребность в бериллии высокой чистоты, стало очевидным, что только
процесс восстановления фторида бериллия магнием является надежным для
производства бериллия в промышленном масштабе, и в настоящее время все
крупное промышленное производство бериллия осуществляется по методу вос-
становления фторида бериллия магнием.
Электролиз фторида бериллия широко изучался немецкими учеными [5],
однако за последние годы усовершенствования этого метода с целью получения
чистого бериллия почти не производилось.
С другой стороны, электролиз хлорида бериллия привлекал к себе по-
стоянное внимание ввиду возможности упрощения технологической схемы про-
цесса получения чистого бериллия. Основными задачами при получении берил-
лия хлоридным методом являлись: достижение систематически устойчивого
и экономичного процесса получения металла высокой чистоты с хорошим вы-
ходом при условии возможности использования попутно получающихся про-
дуктов.
Применяемый компанией «Браш бериллиум» метод, технологическая схема
которого представлена на фиг. 19, является единственным, когда-либо приме-
нявшимся для промышленного производства чистого бериллия процессом,
основанным на принципе восстановления фторида бериллия магнием. Его
можно подразделить на четыре основные стадии:
1. Получение фторобериллата аммония высокой чистоты.
2. Термическое разложение фторобериллата аммония с образованием
фторида бериллия.
3. Восстановление бериллия из его фторида магнием.
4. Вакуумная плавка металла.
Получение фторобериллата аммония из гидроокиси бериллия
Теория и общие соображения. Получение фторобериллата аммония высо-
кой чистоты начинается с растворения гидроокиси бериллия, окиси бериллия
или бериллиевого скрапа в растворе бифторида аммония. На этой стадии
образуется раствор фторобериллата аммония (NH4)2BeF4.
Благодаря некоторым необычным химическим свойствам это соединение
является исключительно удобным для его очистки химическими методами осаж-
дения. Фторобериллат аммония даже при очень малых концентрациях не дис-
социирует сколько-нибудь заметно. Следовательно, в растворе находится так
мало ионов Ве++, что предел растворимости гидроокиси бериллия никак не
может быть превышен. Благодаря этому имеется возможность изменять pH
6*
Фиг. 19. Производство бериллия из гидроокиси по способу фирмы «Браш
бериллиум».
Разложение
Восстановление и вакуумная плавка \солиу Очистка и получение фторобериллата аммония
ВОССТАНОВЛЕНИЕ
85
раствора фторобериллата аммония до любой требуемой величины без опасения
какой-либо потери в видеосадка гидроокиси бериллия. Таким образом, регули-
рование pH раствора в широких пределах делает возможным получение очень
чистого фторобериллата аммония в сущности из любого исходного материала.
При получении фторобериллата аммония по методу «Браш» контролируется
содержание только щелочных металлов. Этот контроль вызывается не Требова-
ниями, связанными с чистотой получаемой соли, а исключительно затрудне-
ниями, имеющими механический характер, т. е. выделением осадка фторидов
щелочных металлов при чрезмерно высоком содержании щелочей.
Фиг. 20. Отделение очистки фторобериллата аммония.
Слева—аппараты для осаждения примесей; справа —спарклер-фильтры.
Обычно исходными материалами ярляются гидроокись бериллия, бериллие-
вый скрап или отходы окиси бериллия. При .химической обработке этих мате-
риалов марганец и хром отделяют окислением двуокисью свинца соответственно
до МпО2 и хромата. При достаточном количестве свинца, введенного в виде
РЬО2, хром эффективно удаляется в виде хромата свинца. Алюминий осаждается
при введении карбоната кальция, повышающего pH раствора приблизительно
до 8,3 [6], Последующим фильтрованием удаляют осадки избытка двуокиси
свинца, а также соединений марганца и алюминия вместе с гидроокисями
других металлов, присутствующих в небольших количествах; медь, свинец
и никель осаждают в виде сульфидов введением в раствор многосернистого
аммония. Этот осадок также отфильтровывают. Установка для очистки и филь-
трования растворов фторобериллата аммония показана на фиг. 20.
Обработанный таким образом раствор фторобериллата аммония не содер-
жит в сущности никаких примесей, за исключением щелочей и малых коли-
честв бора. После отделения примесей раствор выпаривают и кристаллизуют
фторобериллат аммония в вакуумном выпарном аппарате непрерывного дей-
ствия, показанном на фиг. 21. Полученные кристаллы фторобериллата аммония
содержат только следы примесей.
Промышленная технология. Исходный материал—гидроокись бериллия—
загружают в репульпатор, обычно применяемый для репульпации снимаемых
с вакуумных барабанных фильтров кеков. Здесь гидроокись смешивается
с раствором бифторида аммония и быстро растворяется с образованием раст-
Ф и г. 21. Испаритель непрерывного действия для выделения крис-
таллов фторобериллата аммония.
Испаритель расположен выше и позади непрерывной центрифуги Бэрда, ко-
торая видна на переднем плане. Выше испарителя на площадке установлен
пылеуловитель. Барометрический конденсатор и пароструйный вакуумный
насос расположены на верхней площадке.
ВОССТАНОВЛЕНИЕ
87
вора фторобериллата аммония. Как и в любом другом металлургическом про-
цессе, возвращаемый в технологический цикл скрап подвергается переработке.
Поскольку обычно получаемый скрап бывает загрязнен, то перед поступлением
в технологическую схему он должен быть подвергнут операциям очистки.
При употреблении скрапа в качестве исходного материала для получения
фторобериллата аммония его помещают в корзины из нержавеющей стали,
которые погружают в чаны из материала „Хавег” с раствором бифторида аммо-
ния. Полученный из скрапа раствор фторобериллата аммония смешивается
с раствором фторобериллата аммония, получаемым из гидроокиси бериллия.
В любом случае операции растворения проводятся с таким расчетом, чтобы
полученный раствор фторобериллата аммония имел pH примерно 5,5.
Во время хранения раствора фторобериллата аммония в стальных гум-
мированных емкостях проверяют отношение между фторидом аммония и фто-
ридом бериллия. Добавляя раствор фторида аммония, доводят его содержание
приблизительно до 90% от стехиометрически необходимого. Откорректирован-
ный раствор направляют в чан из материала хавег емкостью 3 Л13, снабженный
пластинчатыми нагревателями из угольной массы „Карбат”. Здесь после нагре-
вания раствора до кипения к нему с целью удаления примеси алюминия добав-
ляют карбонат кальция в количестве, найденном опытным путем.
После добавления достаточного количества карбоната кальция нагревание
раствора прекращают и в него вводят двуокись свинца для удаления примесей
марганца и хрома. Полученную пульпу фильтруют через вертикальный фильтр-
пресс типа «Геркулес» с фильтрующей сеткой из нержавеющей стали. Перед
фильтрованием на сетки фильтра накладывается ткань из искусственного
шелка. Все части фильтра, имеющие контакт с раствором, изготовляются из
нержавеющей стали марки 3161), оказавшейся очень устойчивой против корро-
зии в растворе фторобериллата аммония. На этой стадии pH раствора состав-
ляет около 8,3.
После обработки двуокисью свинца и карбонатом кальция в растворе фто-
робериллата аммония остаются в основном примеси свинца, никеля и меди.
Эти примеси удаляют, осаждая их в виде сульфидов, обработкой фильтрован-
ного раствора фторобериллата аммония многосернистым аммонием. Введение
многосернистого аммония осуществляют в больших гуммированных стальных
чанах, служащих сборниками чистых растворов, полученных после фильтро-
вания растворов технического фторобериллата аммония и обработанных дву-
окисью свинца и карбонатом кальция. Осадок сульфидов отфильтровывают на
спарклеровских фильтрах, изготовленных из нержавеющей стали, а получен-
ный фильтрат направляют в гуммированные стальные чаны, где вновь прове-
ряют химическим анализом и корректируют отношение фторида аммония
к фториду бериллия. От того, насколько близко это отношение к стехиомет-
рическому, зависит полнота последующей кристаллизации фторобериллата
аммония.
С целью обеспечения возможно большей чистоты продукта фильтрат после
отделения из него осадка сульфидов подается на дополнительное тщательное
фильтрование через другой спарклеровский фильтр из нержавеющей стали,
установленный на пути подачи раствора в стальной гуммированный расходный
бак вакуумного испарителя. Испарение и кристаллизация осуществляются
одновременно в вакуумном испарителе непрерывного действия, изготовленном
из гуммированной стали. Испарение осуществляется с помощью внешнего
трубчато-ячейкового теплообменника с трубками из угольной массы карбат.
Для осуществления операции испарения без выбросов необходимо поддер-
живать во всей системе небольшую концентрацию кристаллической фазы. Это
условие достигается непрерывным перекачиванием содержимого из испарителя
в центрифугу непрерывного действия Бэрда, где соль отделяется от пульпы,
х) Химический состав стали марки 316 см. в примечании на стр. 45. — Прим. ред.
88
ГЛАВА IV
а фильтрат возвращается в испаритель для дальнейшей концентрации. Бла-
годаря большой чистоте исходного раствора необходимость удаления маточ-
ного раствора из системы исключается. Все стадии процесса испарения пол-
ностью автоматизированы, так что ручной труд необходим только для удаления
из центрифуги контейнера с кристаллами полученной соли. Промывать соль
нет необходимости, так как используемый исходный раствор обладает высокой
чистотой. Поддержание в испарителе остаточного давления, равного примерно
50 мм рт. ст., обеспечивается работой двухступенчатого паровоздушного насоса.
Получение фторида бериллия из фторобериллата аммония
Теория и общие соображения. Кристаллы фторобериллата аммония при
нагревании разлагаются на фторид аммония и фторид бериллия. Медленное
разложение начинается уже при температуре около 125°. В практических
условиях разложение проводят в интервале температур 900—1100°, в резуль-
тате чего получается стекловидный фторид бериллия и газообразный фторид
аммония.
Связанные с производством бериллия задачи обеспечения безопасности
работы заставили тщательно изучить многие производственные операции.
Одним из наиболее важных технологических усовершенствований, являющимся
результатом этих исследований, было усовершенствование оборудования для
непрерывного автоматического разложения кристаллов фторобериллата аммо-
ния. Ранее это разложение производилось отдельными партиями посредством
периодического добавления небольших порций фторобериллата аммония
в графитовый тигель, нагретый до температуры около 1000°. При пере-
полнении из тигля выбрасывалось большое количество паров фторида бе-
риллия.
На фиг. 22 приведена фотография оборудования, предназначенного для
проведения периодического процесса с устранением указанных выше недостат-
ков. На площадке, которая видна на фотографии, установлена индукционная
печь мощностью 100 кет, 3000 гц. Под площадкой видно приспособление для
непрерывной разливки фторида бериллия, помещенное внутри вентиляцион-
ного кожуха. Ниже этого приспособления установлен приемник для фторида
бериллия, также помещенный внутри вентиляционного кожуха. Над печью
находится оборудование для непрерывной подачи кристаллов фторобериллата
аммония, а слева от печи над площадкой расположен скруббер насадочного
типа, служащий для улавливания образующихся в процессе разложения
паров фторида аммония.
Промышленная технология. Для разложения фторобериллата аммония
с образованием фторида бериллия в промышленных условиях применяются
печи как с газовым, так и с электрическим нагревом. Благодаря удобству
регулирования, приспособленности для автоматизации и простоте устройства
вентиляции наиболее подходящим производственным оборудованием является
высокочастотная печь.
Фторобериллат аммония непрерывно загружается в печь, и по мере раз-
ложения расплавленный фторид бериллия стекает на дно тигля, откуда расплав
непрерывно выпускается через сливной порог в расположенное под печью раз-
ливочное приспособление. Газообразный фторид аммония улетучивается через
верхнюю часть тигля в насадочный скруббер. Фторид аммония, не уловленный
в скруббере, задерживается электрофильтром Коттрелла, присоединенным
к выходной трубе скруббера. Для слива скрубберного раствора имеется отстой-
ник. Такое оборудование позволяет достигнуть выходов фторида бериллия
и фторида аммония, равных практически 100%. Отдельные партии собран-
ного фторида аммония обрабатывают плавиковой кислотой в чанах из материала
хавег с целью приготовления раствора бифторида аммония, направляемого на
операцию растворения.
Ф,и г. 22, Установка непрерывного действия для получения фто-
рида бериллия.
На площадке установлена индукционная печь мощностью 100 кет,
3000 гц, с загрузочным устройством. На полу—разливочное устройство и
колпак вентиляционного устройства.
90
ГЛАВА IV
Вследствие важности при проведении операции очистки исходного раствора
фторобериллата аммония соблюдения необходимого отношения между фтори-
дом аммония и фторидом бериллия количество плавиковой кислоты, добавляемой
к раствору фторида аммония, собранному на операции разложения фторобе-
риллата аммония, изменяется соответственно с видом исходного материала,
поступающего на стадию растворения. Например, при растворении бериллиевого
скрапа с большим содержанием примесей к раствору фторида аммония добав-
ляют избыток плавиковой кислоты в количестве, приблизительно соответ-
ствующем содержанию примесей в скрапе.
В настоящее время благодаря различным усовершенствованиям расходы
по эксплуатации оборудования в производственных операциях от растворения
гидроокиси бериллия до получения фторида бериллия составляют значитель-
ную часть стоимости призводства. Это заставило очень внимательно отнестись
к выбору конструкционных материалов, с тем чтобы свести к минимуму кор-
розию производственного оборудования. Конструкционными материалами,
показавшими удовлетворительную стойкость на этих операциях, являются
гуммированная сталь для процессов, проходящих при температуре до 60е,
а также карбат и хавег для проведения высокотемпературных процессов. Для
низкотемпературных операций, а также в случаях, где к чистоте растворов не
предъявляют особых требований, могут быть успешно использованы нержаве-
ющая сталь марки 316 и сплав дюрирон1).
1
Восстановление фгорида бериллия магнием с получением корольков
(гранул) бериллия
Теория и общие соображения. Восстановление фторида бериллия магнием
происходит легко по уравнению
BeF2 + Mg Be + MgF2. (8)
Эта реакция протекает быстро уже при температуре около 900°, однако
для разделения продуктов реакции они должны быть нагреты до 1300°, т.е.
выше точек плавления бериллия и фторида магния. Хотя реакция взаимодей-
ствия между магнием и фторидом бериллия сильно экзотермична, однако она
поддается регулированию при тщательном проведении процесса.
При проведении восстановления со стехиометрическим соотношением ком-
понентов хорошего разделения продуктов реакции не получается. В промышлен-
ной практике это затруднение устраняется введением в шихту значительного
избытка фторида бериллия. Хорошие результаты могут быть достигнуты при
введении твердого (кускового) магния в количестве не более 75% от стехио-
метрически необходимого. При таком соотношении бериллий легко отделяется
от шлака, а большая часть выделяющегося в процессе реакции тепла расхо-
дуется на плавку исходных материалов. Благодаря тому, что в шлаке имеется
значительный избыток фторида бериллия, шлак быстро измельчается в процес-
се его выщелачивания водой. При этом практически весь непрореагировавший
бериллий переходит в раствор и может быть возвращен в процесс. В шлаке фто-
рид магния находится в виде довольно крупных игольчатых кристаллов, каж-
дый из которых заключен в пленку цементирующего шлак фторида бериллия.
Под действием горячей воды фторид бериллия быстро растворяется, вызывая
растрескивание шлака, в результате чего высвобождаются частицы метал-
лического бериллия.
При введении в шихту магния в количестве, превышающем 75% от стехио-
метрически необходимого, происходит неполное освобождение кристаллов
фторида магния от обволакивающей их пленки фторида бериллия, вследствие
’) Химический состав дюрирона следующий: 0,85% С, 14,5% Si, 0,65% Мп, осталь-
ное железо.—Прим. ред.
ВОССТАНОВЛЕНИЕ
91
чего измельчение шлака происходит значительно труднее. Применение шихты,
содержащей более 85% от стехиометрически необходимого количества магния,
делает практически невозможным отделение металла от шлака.
Расходование для реакции восстановления большого избытка фторида
бериллия вызвало интенсивные исследования по подысканию удовлетвори-
тельной замены избытка фторида бериллия щелочными и щелочноземельными
галогенидами. Однако вполне удовлетворительного решения этой задачи не
было найдено.
Промышленное производство. Восстановление фторида бериллия магнием
производится в высокочастотной печи с графитовым тиглем. Во избежание
проникновения значительного количества паров фторида бериллия в атмосферу
во времд выливки содержимого тигля по окончании реакции графитовый
Фиг. 23. Печь для восстановления фторида бериллия мощ-
ностью 100 кет, 3000 гц.
приемник укрепляется непосредственно на крышке печи. Для того чтобы свести
к минимуму загрязнение воздуха в цехе, печь восстановления снабжена плот-
нопригнанной весьма эффективной местной вентиляционной системой. Кроме
того, вся установка заключена в вентилируемую камеру, куда обслуживающий
персонал входит только на очень короткое время.
Загружаемая в печь восстановления шихта состоит из гранул фторида
бериллия, полученных в печи разложения непрерывного действия, и неболь-
ших кусков магния в виде кубиков с ребром около 25 мм. Восстановление
является периодической операцией с продолжительностью цикла, равной при-
близительно 3,5 часа, при расходе мощности на одну печь от 75 до 100 кет.
Общий вес загрузки составляет 118 кг фторида бериллия и 43,5 кг магния.
На фиг. 23 приведена фотография индукционной печи для проведения
процесса восстановления. Потребляемая этой печью мощность составляет ЮОкв/и
при частоте 3000 гц. Тигель печи диаметром 610 мм изготовлен из графита
марки CS. Из этого же материала изготовлен и тигель-приемник, заключен-
ный в стальной контейнер, который на фотографии виден справа от печи.
По окончании реакции жидкотекучее содержимое тигля выливается в гра-
фитовый тигель-приемник. Устройство, с помощью которого тигли-приемники
присоединяются к печи, позволяет осуществлять их быструю смену. Операция
смены приемников является единственной во всем цикле восстановления, тре-
бующей присутствия аппаратчика в камере, где установлена печь.
92
ГЛАВА IV
Тигель-приемник с продуктами реакции закрывают и ставят для охлажде-
ния, после чего содержимое приемника, представляющее собой смесь металла
со шлаком в виде блока, разгружают в шаровую мельницу из нержавеющей
стали, где смесь с целью отделения корольков бериллия от шлака подвергают
мокрому размолу. На фиг. 24 показана мельница, в которой одновременно
измельчается 4—5 партий продукта после восстановления. Из каждой порции,
Фиг. 24. Аппаратчик, регулирующий подачу воды в мельницу
для мокрого измельчения продуктов реакции.
Один из двух приемных резервуаров для поступающих из мельницы раст-
воров виден слева от мельницы; сборник для корольков бериллия виден
между опорами мельницы.
загруженной в печь шихты, можно получить около 14 кг бериллия, что соот-
ветствует выходу на операции восстановления около 62%. Остальной берил-
лий извлекается в раствор при измельчении. Этот бериллий возвращается на
операцию очистки.
Раствор через мельницу непрерывно нагнетается со скоростью, регулиру-
емой таким образом, чтобы по мере отделения мелких кристаллов фторида магния
выводить их из мельницы. Выходящий из мельницы раствор направляется в ре-
зервуар, где кристаллы фторида магния оседают, а осветленный раствор воз-
вращается в мельницу. Когда концентрация бериллия в выходящем из мель-
ВОССТАНОВЛЕНИЕ
93
ницы растворе достигнет достаточно большой величины, этот раствор направ-
ляют во второй наполненный водой резервуар.
При измельчении корольки бериллия истираются по поверхности и неко-
торое количество бериллия выносится из мельницы вместе с кристаллами фтори-
да магния. С целью извлечения этой бериллиевой пудры к содержимому
резервуара добавляют плавиковую кислоту и подвергают последующей репуль-
пации в реакторе, снабженном турбинной мешалкой. После окончания реакции
фторид магния отфильтровывают, промывают и направляют в отвал, а филь-
трат объединяют с промывными водами и возвращают на стадию очистки.
Общее извлечение бериллия на операциях восстановления и измельчения
составляет 96—97 %.
Для увеличения скорости помола в мельницу загружают небольшие сталь-
ные звездочки, которые выгружаются из мельницы вместе с корольками берил-
лия. Получаемый после измельчения продукт загрязнен также случайно по-
павшими частицами шлака. С целью отделения от бериллия стальных звездочек
содержимое мельницы после сушки пропускают через магнитный сепаратор.
После этой операции корольки бериллия подвергают обогащению в тяжелой
жидкости, в качестве которой используют смесь этилендибромида и легкого
минерального масла. Корольки бериллия отмывают от этилендибромида изо-
пропиловым спиртом, потом водой и высушивают.
Чистота бериллия, полученного этим способом, может быть очень точно
проконтролирована в смеси этилендибромида с минеральным маслом. Несмотря
на то, что с помощью этой смеси можно отделить весь металл, содержащий
менее 99% бериллия, этого не делается, поскольку удаление большей части
шлака из полученного бериллия гораздо более экономично достигается его
переплавкой в вакууме, нежели переработкой металла с малым содержанием
бериллия, его измельчением или другими способами отделения шлака.
Полученные этим способом корольки бериллия содержат в среднем около
97% Be при общем содержании металлических примесей (за исключением маг-
ния) от 0,2 до 0,5%. Содержание углерода составляет приблизительно 0,02%
или, в пересчете на карбид бериллия, 0,06%. Содержание окиси бериллия около
0,1%. Содержание магния, присутствующего как в виде металла, так и в виде
имеющегося в шлаке фторида магния, может достигать более чем 1,5%.
Очистка корольков бериллия и получение из них слитков вакуумной
плавкой и отливкой
Теория и общие соображения. Поскольку бериллий, получаемый восста-
новлением фторида бериллия магнием, может содержать до 1,5% Mg, его необ-
ходимо подвергнуть дополнительной обработке, так как на физические свой-
ства изделий, содержащих бериллий, может отрицательно влиять даже неболь-
шая (порядка 0,1%) примесь магния. Были сделаны попытки снизить содержа-
ние примеси магния переплавкой бериллия под шлаком, содержащим большое
количество фторида бериллия. Хотя таким способом удается весьма значитель-
но снизить содержание магния в бериллии, качество получаемого бериллия по
содержнию магния все же недостаточно. Поэтому применяют вакуумную плав-
ку, позволяющую получать бериллий с содержанием магния порядка 0,03—
0,05%. При этом плавка при остаточном давлении 300—500 мкм позволяет
получать слитки бериллия, содержащие менее 0,05% Mg. В процессе плавки
при остаточном давлении 30—50 мкм содержание магния незначительно умень-
шается против указанного.
По заданию Комиссии по атомной энергии в Массачусетском технологиче-
ском институте была проведена большая работа по вакуумной плавке бериллия
с целью получения доброкачественных отливок. Несмотря на успешное
выполнение работы, плохие физические свойства литого бериллия заставили
отказаться от способа вакуумной плавки и отливки, который в настоящее
94
ГЛАВА IV
время заменен технологией получения бериллиевых изделий по методу порош-
ковой металлургии.
Для получения доброкачественных отливок разливку бериллия произво-
дят через донную часть печи так, как это было предложено Массачусетским тех-
нологическим институтом. Однако при использовании процесса вакуумной
плавки для очистки бериллия и в качестве подготовительной стадии для полу-
чения в дальнейшем бериллиевого порошка более экономичной будет, вероятно,
плавка в печах опрокидывающегося типа.
Промышленное производство. На фиг. 25 и 26 показана печь, применяе-
мая фирмой «Браш бериллиум» для очистки бериллия и получения его как
Фиг. 25. Печь для вакуумной плавки бериллия.
Изложница находится в горизонтальном положении справа от тигля и закрыта
для предотвращения попадания загрязнений во время дегазации.
исходного материала для порошковой металлургии. На этих фигурах видно,
что изложница и плавильный тигель находятся внутри вакуумированного
пространства. Создание вакуума внутри печного пространства осуществляется
через одну из цапф печи, что позволяет поддерживать глубокий вакуум во время
разливки металла. При этом конструкция тигля позволяет автоматически под-
держивать шлак и дросс плавающими на поверхности разливаемого металла.
Для предотвращения загрязнения внутренней части изложницы конденсирую--
щимися в печи во время дегазации парами изложница снабжена крышкой,
которая может быть откинута с помощью приспособления, расположенного
снаружи на корпусе печи.
Вакуумная печь с индукционным нагревом потребляет мощность 100 кет
и питается электрическим током частотой 3000 гц. В вакууме на индуктор печи
можно подать напряжение не выше 400 в, так как в противном случае возни-
кает коронарный разряд. Нагревание осуществляется индуктированием тока
непосредственно в загруженном металле, вследствие чего в применении графи-
товой насадки нет необходимости.
Материалом для изготовления формы служит графит. Обычно диаметр
отливки составляет 230 мм, высота 460 мм и вес от 32 до 34 кг. Продолжитель-
ность цикла плавки составляет 5 час. Плавка проводится в тигле из окиси бе-
риллия. В качестве изоляции между тиглем и индуктором применяется порош-
кообразная окись бериллия. Такая конструкция делает возможным ремонт
ВОССТАНОВЛЕНИЕ
95
треснувших и разъеденных тиглей. Поэтому срок службы тигля обычно колеб-
лется в пределах от 100 до 140 плавок.
Так как нагревание осуществляется индуктированием тока в загрузке,
то такие мелкие частицы, как, например, станочная стружка, не могут
Фиг. 26. Залитая изложница, извлеченная из печи для вакуумной
плавки бериллия.
быть подвергнуты сплавлению. Такой материал сплавляется в смеси с король-
ками бериллия или с большими кусками бериллиевого скрапа. Корольки
бериллия и слиток после вакуумной плавки представлены на фиг. 27.
Фиг. 27. Корольки бериллия и слиток, полученный после ваку-
умной плавки.
Съемная крышка вакуумной печи снабжена смотровой трубкой малого
диаметра, позволяющей наблюдать за ходом плавки; Эта трубка сконструи-
рована таким образом, что она дает возможность легкой смены смотровых сте-
кол. Это устройство позволяет также отбирать пробу из расплава и загружать
96
ГЛАВА IV
дополнительное количество металла после расплавления начальной загрузки.
Рабочий цикл печи начинается с загрузки в тигель первой порции металла
и установки крышки изложницы на место. Потом печь закрывают, создают
в ней вакуум и дают ток. Когда начальная порция металла расплавляется,
в печь впускают гелий, убирают смотровое стекло и вводят дополнительное
количество металла. Затем устанавливают на место смотровое стекло, вновь
производят откачку, создавая остаточное давление в печи, равное примерно
500 мкм. Во время второго откачивания достигают наибольшего удаления
газов и в том случае, когда сплавляемый металл содержит большое количе-
ство шлака, необходимо тщательно
Таблица 15
ХИМИЧЕСКИЙ СОСТАВ БЕРИЛЛИЕВЫХ
СЛИТКОВ ВАКУУМНОЙ ПЛАВКИ, %
Be 99,5 Al 0,06
C 0,04 В 0,00012
Fe o,n Cd <0,00005
Mn 0,007 Li <0,0001
Cr 0,009 Ag <0,0005
Ni 0,013 Co - 0,0002
Mg 0,05
регулировать скорость откачки для
того, чтобы избежать их чрезмерно
интенсивного выделения. При несоб-
людении этой предосторожности в ре-
зультате бурного выделения газа из
тигля может выдуваться до 50% за-
грузки.
Процесс дегазации можно легко
наблюдать через смотровое стекло,
и, когда он заканчивается, сдвигают
с помощью продольной штанги крыш-
ку формы и быстро выливают в нее
расплавленную массу.
Для создания вакуума применяются два насоса Киннея и один масляный
пароструйный насос. Между печью и насосами устанавливается фильтр для
улавливания пыли. В противном случае насосы будут повреждены вследствие
загрязнения вакуумного масла фторидом бериллия и мелкой магниевой пылью.
Операция вакуумной плавки не снижает содержания примесей в бериллии,
а ведет только к уменьшению содержания шлака и магния.
Небольшая часть бериллия теряется со шлаком. В результате этих потерь
прямой выход бериллия на операции вакуумной плавки составляет 90%. Шлак,
собранный на операции вакуумной плавки, возвращается на стадию растворе-
ния фторобериллата аммония, что позволяет увеличить общее извлечение до
95%.
Содержание бериллия в слитках, полученных после вакуумной плавки,
составляет в среднем не менее 99,5%; при этом содержание магния, как правило,
колеблется между 0,03 и 0,05%. В табл. 15 приведен полный анализ металла,
полученного вакуумной плавкой по технологии фирмы «Браш бериллиум».
ЛИТЕРАТУРА
1. К i г k R. Е., О t h m е г D. F., Encyclopedia of Chemical Technology, Vol. 2,
1st edition, p. 500. Interscience Publishers, N. Y., 1948.
2. К i г к R. E., О t h m er D. F., Encyclopedia of Chemilcal Technology, Vol. 2,
1st edition, p. 494. Interscience Publishers, N. Y., 1948.
3. W i n d e с к e r R. E., ам. пат. 2148520, May 12, 1927.
4. К i г к R. E., О t h m e г D. F., Encyclopedia of Chemical Technology, Vol. 2,
1st edition, p. 495. Interscience Publishers, N. Y., 1948.
5. R i m b a c h R., M i c h a e 1 A. J., Beryllium, its Production and Application,
2nd edition, Reinhold Publishing Corporation, N. Y., 1943.
6. Schwenzfeier C. W., J r., et al., Method of Producing Fluoridic Compounds
of Beryllium of High Purity, ам. пат. 2660515, November 24, 1953.
Г. ПОЛУЧЕНИЕ БЕРИЛЛИЯ ЭЛЕКТРОЛИЗОМ ХЛОРИДА БЕРИЛЛИЯ
С. Е, Виндеккер
ПРИГОТОВЛЕНИЕ ТЕХНИЧЕСКОГО ХЛОРИДА БЕРИЛЛИЯ
Прежде чем обсуждать вопросы, связанные с электролизом хлорида берил-
лия, рассмотрим применяемые исходные материалы для его получения и про-
текающие при этом реакции.
1. Окись бериллия, прокаленная в обычных условиях (1175°).
2. Гидроокись бериллия Ве(ОН)2, сухая или влажная.
3. Сульфат бериллия BeSO4-4H2O.
Указанные соединения бериллия перед хлорированием смешивают с угле-
родом. При этом в случае первых двух соединений количество углерода бе-
рется в стехиометрически необходимом количестве или с небольшим избытком,
а в случае сульфата бериллия количество углерода составляет 2 моля углерода
на 1 моль сульфата. Полученные смеси прессуют или гранулируют, а затем
с целью их обезвоживания нагревают в инертной атмосфере. Обработанные
таким образом смеси приобретают физическую форму, пригодную для хлори-
рования. При хлорировании протекают следующие реакции:
ВеО + С + С12 = ВеС12 + СО, (1)
Ве (ОН)2 + С + Тепло = ВеО 4- С + Н2О,
ВеО + С + С12 - ВеС12 + СО, (2)
BeSO4 • 4Н2О + 2С -г Тепло = BeSO4 + 2С + 4Н2О,
BeSO4 + 2С + С12 = ВеС12 + SO2 + 2СО. (3)
Во избежание затруднений и неудобств, связанных с применением угле-
рода, были поставлены опыты по использованию в качестве хлорирующих
агентов четыреххлористого углерода [1] и фосгена [2]. Однако результатов
внедрения в промышленность получено не было.
Проходящие в этих условиях реакции могут быть выражены следующими
уравнениями:
ВеО 4- СС14 = ВеС12 + СО + С12, (4)
ВеО 4- СОС12 - ВеС12 + СО2. (5)
Прокаленная в обычных условиях окись бериллия безводна и требует
лишь тщательной сушки с целью удаления адсорбированной или внесенной
при брикетировании влаги. Содержащая гидроокись бериллия шихта полно-
стью обезвоживается прокаливанием в течение 4 час. при температуре 980°. При
прокаливании необходимо тщательно следить за тем, чтобы не произошло окис-
ления входящего в состав шихты углерода. Для полного удаления кристаллиза-
ционной воды из сульфата бериллия без его разложения сульфат должен быть
подвергнут нагреву в течение 8 час. при температуре 370—425°. Во избежание
потери углерода в этот период должен также осуществляться контроль и за
атмосферой, в которой происходит нагревание сульфата.
7 Бериллий
98
ГЛАВА IV
Способность этих смесей к взаимодействию с хлором различна и зависит
от характера исходного материала, а также от тщательности приготовления
шихты. С одной стороны, спрессованная или гранулированная смесь должна
быть достаточно плотной, чтобы способствовать распространению тепла по всей
массе во время хлорирования. С другой стороны, развитая поверхность смеси
является необходимым условием для более быстрого хлорирования. Обычно
при установлении оптимальных условий хлорирования сопоставляются эти
два фактора. Реакция хлорирования, которая должна начинаться уже при
870° [3], в зависимости от этих двух факторов, не говоря о других, протекает
обычно в интервале температур между 1040 и 1150°. В хлораторе, успешно при-
менявшемся в Германии, были эффективно преодолены затруднения, связанные
Фиг. 28. Простейшая лабораторная установка для получения
хлорида бериллия.
/ — печь; 2 — подача хлора; «?—термопара; 4—графитовая лодочка с шихтой;
5—термопара; 6 — вентиляционный зонт.
с влиянием этих двух противоположных факторов. Этот хлоратор будет рас-
смотрен в следующих разделах. Применение в качестве исходного материала
гидроокиси бериллия является примером усовершенствования технологии,
позволяющей получать массу с более развитой поверхностью контакта с хло-
ром не только за счет увеличения ее пористости вследствие удаления влаги,
но и благодаря меньшей усадке частиц окиси бериллия, обусловленной сниже-
нием температуры прокаливания до 980° вместо обычно применяемой при про-
каливании окиси бериллия температуры 1175°. Удаление кристаллизационной
воды из смесей с сульфатом бериллия дает аналогичный эффект.
Указанные выше различия вызывают необходимость применения для полу-
чения хлорида бериллия разнообразных типов оборудования. Рассмотрим сна-
чала простейшую лабораторную установку, состоящую из кварцевой трубы
с внутренним диаметром 50—75 мм длиной 1200—1800 мм. Труба расположена
горизонтально и имеет наружный обогрев в средней части на длине около 450 мм,
начинающейся на расстоянии 150—200 мм от одного из концов трубы.Оба конца
трубы снабжены пробками, из которых одна имеет входное отверстие для хлора,
а другая—отверстие для выхода газов. Ненагреваемые части трубы охлаж-
даются предпочтительнее сжатым воздухом. В средней части обогреваемой
трубы помещается графитовая лодочка длиной 250—300 мм с находящейся
в ней смесью окиси бериллия и угля. При температуре в обогреваемой части
трубы 980—1040° начинают пропускать струю хлора, собирая продукты хлори-
ВОССТАНОВЛЕНИЕ
99
рования в длинной необогреваемой части установки. Эта устансЕка схемати-
чески показана нафиг. 28. Длительное хлорирование позволяет провести реак-
цию практически полностью, после чего в лодочке мало или вовсе не будет
содержаться остатка. Когда реакция прешла не полностью, то исследование
остатка показывает, что его состав практически не отличается от состава ис-
ходной шихты. Если потери бериллия в виде унесенного с отходящими газами
(избытком хлора, СО и«СО2) хлорида малы, то производительность процесса
теоретически определяется количеством бериллия в исходной загрузке, близ-
ким к количеству, полученному в виде сконденсированного хлорида бериллия.
Содержащиеся в исходной смеси примеси также будут хлорироваться при
указанной температуре. Характерно, что хлорид кальция остается в лодочке,
тогда как хлориды бериллия, алюминия, кремния и железа улетучиваются
и конденсируются в холодной части установки или захватываются потоком
отходящих газов.
Хлорид бериллия начинает взаимодействовать с сухим кислородом при
температуре 425°; интенсивность реакции увеличивается с поЕьшением темпе-
ратуры. При взаимодействии хлорида бериллия с эквивалентным количеством
кислорода определяемое через равные промежутки времени содержание окиси
бериллия увеличивается при повышении температуры по сравнению с теорети-
ческим эквивалентом, равным 31,30%, следующим образом:
425°—32,25%
65С°—36,27%
815°—86,6%
98С°—99,14%
Хлорид бериллия незначительно или вовсе не взаимодействует с окисью
и закисью углерода ни при комнатной, ни при повышенной температурах.
Хлорид бериллия весьма гигроскопичен и должен быть тщательно защищен
от соприкосновения с воздухом.
Описанный выше аппарат может быть усовершенствован вертикальным
расположением кварцевой трубы и увеличением зоны нагрева более чем до по-
ловины ее длины, причем длина охлаждаемых воздухом участков может быть
2—3 диаметра трубы в ее нижнем конце и 6—8 диаметров—в верхнем. Верхний
конец трубы плотно соединяется с никелевой крестовидной головкой, которая,
в свою очередь, прикрепляется к никелевому конденсатору, имеющему диаметр
примерно в 4 раза больший диаметра трубы хлорирования и длину, равную
3—4 собственным диаметрам. Совершенствуется также и способ загрузки:
графитовая лодочка не применяется, благодаря чему хлорирование становится
полунепрерывным процессом. Нижняя часть трубы до зоны нагрева, для более
равномерного распределения хлора, заполняется кварцевым или графитовым
боем, на который затем производится загрузка шихты в зоне нагрева. Во время
хлорирования поддерживают температуру, препятствующую конденсации
паров и газов в головке печи, в то время как увеличенное сечение конденса-
тора обеспечивает быстрое падение скорости, охлаждение и конденсацию
паров. Такая усовершенствованная установка показана на фиг. 29.
Необходимо заметить, что в этой аппаратуре становится возможным конт-
роль за условиями конденсации. При нагревании конденсатора до темпера-
туры 230—290° конденсация хлорида бериллия происходит в достаточно плот-
ной форме. Однако и при работе на таком хлораторе возникают трудности:
1. Загрузки хлоратора без доступа воздуха и влаги.
2. Герметичного соединения кварца и никеля.
3. Предотвращения конденсации в горизонтальном колене крестовидной
головки хлоратора.
4. Предотвращения зависания загрузки, которое ведет к образованию
в горячей зоне хлоратора пустот и препятствует доступу свежих порций за-
грузки в горячую зону.
7*
100
ГЛАВА IV
Описанный хлоратор применяется в США для получения небольших
количеств хлорида бериллия для электролиза.
Существует много способов приготовления смеси окиси бериллия с угле^
родом в пригодной для хлорирования форме. Осажденная химически окись
бериллия имеет наибольшую поверхность и состоит в основном из мелких кри-
сталлов, размером в поперечнике от 40 до 100 нм. Диаметр агломерированных
кристаллов составляет в среднем около 1 мкм. Для|получения качественной
смеси окиси бериллия с углеродом последний используется в виде печной или
газовой сажи с размером частиц около 10 нм, но вместе с тем любая их смесь
может служить для проведения химической реакции. С другой стороны, сред-
Ф и г. 29. Усовершенствованная установка для полу-
чения хлорида бериллия.
1— подача хлора; 2—термопары; 3 — загрузка шихты; 4 — мано-
метры; 5—термопара.
ний размер кристаллов окиси бериллия, полученный прокаливанием сульфата
бериллия, составляет 1—4 мкм. Для такой окиси бериллия необходимо приме-
нять углерод в виде мелких частиц, обладающих большой активной поверх-
ностью, и тщательному приготовлению смеси в этом случае должно уделяться
большое внимание с тем, чтобы поверхность каждой частицы окиси бериллия
была полностью покрыта более мелкими частицами углерода. Поскольку столь
малые частицы являются не только теплоизолирующим материалом, но и легко
переходят во взвешенное состояние, то необходимо предпринимать дополни-
тельные меры для обеспечения пригодности для хлорирования такой смеси,
гранулируя или брикетируя ее в конце процесса приготовления. Следует пом-
нить, что при оценке любого способа гранулирования и брикетирования наи-
более важной является величина свободной поверхности материала, т. е. гра-
нулы или брикеты должны обладать максимально возможной пористостью.
Так как сухие материалы не образуют компактной массы, то этого можно
легко достигнуть, смешивая их с водой или со связующим веществом. Для этой
цели успешно применяются крахмал, глюкоза или пёк. Брикеты, сформован-
ные с водой или с одним из указанных выше связующих веществ, должны быть
повторно нагреты для полного обезвоживания. Наилучшим связующим является
пек, так как образующийся из него при прокаливании кокс позволяет получать
ВОССТАНОВЛЕНИЕ
101
пористый и вместе с тем прочный брикет. Размер брикета в наибольшем сечении
19 мм. При подготовке шихты следует избегать большого избытка углерода,
так как он будет не только препятствовать непрерывности протекания процесса
хлорирования, нои, весьма возможно, будет увлекаться образующимися в ре-
зультате реакции газами и оседать в самом конденсаторе либо в его горизон-
тальном колене. Таким образом, важнейшими факторами при получении бри-
кетов из смеси окиси бериллия с углеродом являются следующие: 1) величина
свободной поверхности (пористость); 2) плотность, достаточная для получения
необходимой теплопроводности; 3) прочность.
Способ приготовления шихты из окиси бериллия и угля хорошо описан
Потвином и Фарнхэмом [4] в их отчете «Хлоридный процесс производства
бериллия в Германии»:
«Для получения хлорида бериллия берут 100 кг сухой гидроокиси берил-
лия, содержащей 50% ВеО, и 60 кг тонкоизмельченного древесного угля и сме-
шивают в течение 1 часа в барабанном смесителе (диаметр около 1000 мм и длина
2000 мм). Затем, взяв 15 кг этой смеси, смешивают ее в небольшом лопастном
смесителе с 5 кг дегтя и 5 л воды. После тщательного перемешивания получен-
ную массу прессуют в брикеты на небольшом (диаметр 200 мм) гидравлическом
прессе под давлением 150 кг/см2. Полученные цилиндрические брикеты диа-
метром около 17,5 мм и длиной 150 мм подвергают коксованию в течение 45 мин.
при 1000° в тоннельной печи. Из печи выходят пористые брикеты серого цвета».
Перрикост [5] описывает этот «процесс карбонизации» следующим обра-
зом:
«Сухие прессованные брикеты гидроокиси бериллия смешивают с древес-
ным углем, загружают в керамиковые тигли, засыпают их слоем древесного
угля и тигли закрывают плотноподогнанными крышками, предохраняя бри-
кеты от выгорания углерода. Тигли имеют диаметр 250 мм и высоту 375 мм.
Тигли устанавливают на тележки, которые проходят через небольшую туннель-
ную печь длиной 30,5 м и сечением 460 X 600 мм. Тележки с тиглями поступают
в печь с интервалом 45 мин., а их прохождение через всю длину печи длится
24 часа. Печь обогревается светильным газом и температура в ней поддержи-
вается примерно 800°. В результате этой операции гидроокись бериллия про-
каливается до ВеО, летучие вещества удаляются и остается прочная пористая
смесь углерода и окиси бериллия».
В США предложен другой метод подготовки шихты: две части окиси берил-
лия, 3/4 части печной сажи и х/4 часть порошкообразного пека тщательно сме-
шивают и брикетируют на валковом брикетпрессе (системы Комарек—Гривса).
Для увеличения прочности брикетов добавляют небольшое количестго
воды. Образующуюся при этом мелочь отсеивают и вновь подают на
брикетирование. Затем брикеты помещают в лотки из плавленого кварца и за-
сыпают слоем сажи толщиной 20—25 мм. Во избежание окисления углерода
и потерь брикеты закрывают другим перевернутым мелким лотком. Подготов-
ленные таким образом лотки с брикетами выдерживают в течение 8 час. в му-
фельной печи при температуре 815°. После охлаждения брикеты отделяют от
мелочи просеиванием (мелочь может быть использована как засыпка) и хранят
их в герметичных контейнерах. Следует заметить, что вместо окиси бериллия
в этом способе подготовки шихты, вероятно, может быть применена также гид-
роокись бериллия. В последнем случае количество гидроокиси бериллия в смеси
должно быть удвоено, также как и продолжительность коксования, а темпера-
тура должна быть повышена примерно до 980°.
Было установлено, что приготовленные описанным способом брикеты
обладают достаточно хорошей электропроводностью. Согласно описанию Пот-
вина и Фарнхэма [4], в Германии приготовленные таким способом брикеты
подвергались хлорированию в печи с толстым слоем теплоизоляции. Наружный
корпус изготовлен из толстых стальных листов и представляет собой камеру
в виде прямоугольного параллелепипеда с размерами основания 1500X 750 мм
102
ГЛАВА IV
и высотой 1500 мм, выложенную внутри в несколько рядов кислотоупорным
кирпичом. В ней на расстоянии 600 мм друг от друга установлены два графито-
вых электрода с поперечным сечением250Х 120 мм и высотой 1100 мм. Утвер-
ждают, что срок непрерывной службы этих электродов достигает 1 года.Про-
каленные пористые брикеты загружают в рабочее пространство (сечение 250 X
X 600 жж, высота 1000 мм) между этими электродами. При напряжении 120—
125 в в рабочем пространстве печи поддерживается температура 700—800°
при потреблении мощности 10—12 кв/n. Хлор поступает в пространство между
электродами через под печи, а хлорид бериллия удаляется через отверстие
в верхней ее части и собирается в сборнике (конденсаторе), находящемся вне
печи. Конденсатор изготавливается съемным из листового никеля. Он имеет
Фиг. 30. Полупромышленная установка (хлоратор) для получения хлорида
бериллия.
форму прямоугольного параллелепипеда (1500x500x1000 мм) с конусооб-
разной формой внутренней части дна для облегчения выгрузки осаждающе-
гося в нем хлорида бериллия.
Перрикост [5] описывает хлоратор такого же типа следующим образом:
«Изготовленные описанным выше способом брикеты применяются в каче-
стве элемента сопротивления в электрической печи. Эта печь представляет
собой футерованный кирпичем кожух сечением 305 X 865 мм и высотой 685 мм.
В печи на расстоянии 610 мм друг от друга установлены два вертикальных
электрода сечением 305x127 мм. Печь заполняют брикетами длиной 50 мм,
закрывают газонепроницаемым затвором, подают переменный ток мощностью
около 12 кет при напряжении 120 в и по достижении температуры 700—800°
через под печи пропускают хлор. Возгоняющийся хлорид бериллия проходит
из верхней зоны печи через патрубок в конденсатор, где и улавливается».
Хлоратор, подобный описанному, применяется для полупромышленного
производства хлорида бериллия. На фиг. 30 представлен схематический
чертеж такого хлоратора.
Основой конструкции является стальной кожух 1 со стальной крышкой 2,
плакированные или облицованные никелем. Кожух футерован кислотоупор-
ным кирпичом 4, который образует шахту сечением 610x300 мм, глубиной
1160 мм. У двух противоположных сторон шахты по ее ширине находятся
графитовые плиты 3, имеющие размеры 300X150X910 мм\ два графитовых
ВОССТАНОВЛЕНИЕ
103
электрода 5 диаметром 127 мм проходят от этих плит через кладку и кожух
и служат для подвода тока к графитовым плитам. Эти электроды уплотняются
с помощью сальников 8. Загрузка брикетов в шахту печи из герметического
никелевого конического бункера 19 осуществляется через графитовый вентиль 6.
На уровне графитовых электродов через всю кладку печи и кожух проходят
кварцевые трубки 7. Они используются в качестве чехлов термопар и уплот-
няются на кожухе с помощью сальников 8. Для предотвращения зависания
шихты и образования настылей шахта печи имеет донный спуск в никелевый
шнек 9. Шнек представляет собой трубу с внутренним диаметром 150 мм,
в которой движется винт диаметром 100 мм; разница в размерах предохраняет
от застревания отдельных брикетов между винтом и трубой. Таким образом,
периодически, в соответствии с загрузкой, от 20 до 25% загруженных брикетов
удаляется из печи и вновь в нее догружается. Удаленные из печи брикеты
перед повторной загрузкой отделяются от мелочи просеиванием, и мелочь воз-
вращается вновь на операцию шихтования. Переходный патрубок 10, соеди-
няющий верхнюю зону печи непосредственно с конденсатором//, представляет
собой никелевую трубу. Конденсатор изготовлен из никеля и снабжен электри-
ческой обмоткой для умеренного нагрева (максимально до 290°).Первый кон-
денсатор соединен непосредственно со вторым конденсатором 13, который
имеет отверстие для выхода газов/5. Второй конденсатор имеет в верхней части
перегородку 14, а в нижней части—патрубок с поворотной заслонкой 18, сое-
диняющей конденсатор с приемными контейнерами 16, 17. Поворотная заслонка
действует одновременно как направляющая конденсированного продукта в один
из контейнеров. Крышка люка конденсатора 13 снабжена никелевым защитным
чехлом 12 для термопары, который в свою очередь поддерживает половинчатые
заслонки у выхода из конденсатора //.
Исходная шихта загружается в шахту хлоратора через конический бун>
кер 19 и вентиль 6. Уровень шихты поддерживается примерно на 25 мм ниже
выходного отверстия для газов. Во время процесса сама шихта является эле-
ментом сопротивления для электрического тока, подаваемого через две графи-
товые плиты под напряжением 30—120 в. Перед нагревом рекомендуется про-
пускать хлор из расчета 0,5 кг!час. Начинать нагрев необходимо с напряжения
100—ПО в; хорошо приготовленные брикеты при комнатной температуре берут
ток, равный 20 а. Так как с повышением температуры шихты ее сопротивление
уменьшается, напряжение необходимо снижать, чтобы сила тока не пре-
вышала 50—60 а. После разогревания шихты до температуры 980° подачу
хлора увеличивают до 1,3—1,8 кг/час. Скорость подачи хлора может быть
установлена с учетом допустимого коэффициента использования хлора (70%)
и расчета количества расходуемой шихты. Эта скорость может периодически
контролироваться измерением количества получаемого хлорида или измере-
нием высоты слоя шихты пропусканием щупа через конденсаторы. Подача
шихты осуществляется через каждые 2 часа, а конденсаторы разгружаются
раз в 4 часа. Нафиг. 30 видно, что твердые продукты, уловленные во втором
конденсаторе 13, и продукты, которые собираются за перегородками, поддер-
живаемыми термопарной трубкой 12, могут быть направлены в один контей-
нер; в другом контейнере можно собрать продукты, которые конденсируются
в конденсаторе //. Таким образом, во втором конденсаторе можно собрать
продукты, содержащие большую часть примесей, имевшихся в шихте и в аппа-
ратуре, и направить их с помощью заслонки 18 в отдельный контейнер.
С помощью этой же заслонки можно собрать чистейший хлорид бериллия из
первого конденсатора. По скромным подсчетам производительность этой
установки составляет в среднем 36 кг хлорида бериллия в сутки при общем
выходе от 60 до 70%. При тщательной работе может быть получен достаточно
плотный и чистый хлорид.
Другой процесс, предложенный Шеером и Корманом [6], состоит в полу-
чении хлорида бериллия прямым хлорированием руды в дуге высокой интен-
104
ГЛАВА IV
сивности. В предложенном ими процессе концентрат смешивают с мягким углем,
взятым в количестве около 30% по весу, и из полученной смеси прессуют эле-
ктроды, непрерывно расходуемые для поддержания электрической дуги. В печь
пропускают газообразный хлор, который превращает имеющиеся в концент-
рате металлические компоненты в хлориды, конденсирующиеся в виде чистых
хлоридов в последовательно охлаждаемых камерах.
ОЧИСТКА ХЛОРИДА БЕРИЛЛИЯ
Производство металлического бериллия с применением хлорирования
и последующего электролиза хлорида бериллия для использования его при
производстве сплавов с тяжелыми металлами являются экономически неце-
лесообразным. С другой стороны, использование такого бериллия возможно
при получении его сплавов с алюминием. В последнем единственно возможном
случае для электролиза может быть использован неочищенный хлорид бериллия.
Когда бериллий употребляется как металл, для его получения электроли-
зом необходимо применять исключительно чистый хлорид.Поэтому хлорид
бериллия перед его использованием для получения чистого бериллия подвер-
гают дистилляции.
Для дистилляции хлорида бериллия применяются реторты, изготовлен-
ные из железа или никеля, конденсатор из никеля для улавливания чистого
хлорида бериллия и конденсатор (предпочтительно также никелевый) для улав-
ливания хлоридов примесей. Основными отделяемыми примесями являются
железо, алюминий и кремний. Алюминий и кремний отделяются при тщатель-
ном регулировании температуры конденсации, в то время Как железо удер-
живается в реторте за счет его восстановления водородом до двухлористого.
На фиг. 31 приведены кривые зависимости давления пара от температуры для
тетрахлорида кремния, хлорида алюминия и хлорида бериллия.
На фиг. 32 представлен график зависимости время—температура, харак-
терный для цикла дистилляции хлорида бериллия, а на фиг. 33—схемати-
ческий чертеж применяемой для дистилляции установки.
Между реакцией взаимодействия смеси окиси бериллия и угля с хлором
с образованием хлорида бериллия и дистилляцией последнего существует опре-
деленное различие. Необходимо иметь в виду, что при дистилляции отсутствуют
избыток хлора и такие продукты реакции, как СО и СО2. Поэтому вследствие
незначительного уноса хлорида бериллия с газообразными продуктами выход
при дистилляции достигает 90—95%. Установка должна быть абсолютно
герметичной. При выпуске водорода из установки необходимо учитывать воз-
можность засасывания воздуха аппаратурой.
Для дистилляции технический хлорид бериллия помещают в реторту или
испаритель 1 так, чтобы уровень загрузки не достигал 50 мм патрубка 6, Впуск
водорода производят до нагревания реторты для того, чтобы, как указывалось
выше, примесь железа осталась в подвергаемом дистилляции техническом хло-
риде. Циркулирующий водород также создает поток паров в процессе дистил-
ляции. Кроме того, он служит сигналом в случае закупорки патрубка 6 или
выходного отверстия основного конденсатора 8. Пунктирные линии на фиг. 33
условно изображают электрическую обмотку, навитую непосредственно на
миканит, плотно облегающий никелевые цилиндры. Обмотка держится с по-
мощью затвердевающей на воздухе замазки из глинозема. Вся обмотка по-
крывается слоем теплоизоляции толщиной 75—100 мм.
В начале цикла дистилляции температуру поднимают очень медленно,
и только по достижении точки плавления хлорида бериллия скорость нагрева-
ния должна быть несколько увеличена. Затем подвод тепла должен поддержи-
ваться с постоянной скоростью в течение всей дистилляции до тех пор, пока
не будет достигнута температура 595°. Температуру патрубка 6 и фланца пат-
рубка в точках 5 необходимо поддерживать приблизительно равной темпера-
900
Фиг. 31. Кривые зависимости давления пара SiCl4,
А12С16 и ВеС12 от температуры..
Фиг. 32. Характерный график зависимости время—темпера-
тура для цикла дистилляции хлорида бериллия.
106
ГЛАВА IV
туре испарителя. Кривые на фиг. 32 отчетливо характеризуют ход нагрева
в период цикла дистилляции. К моменту, когда испаритель будет нагрет до
температуры, соответствующей точке плавления хлорида бериллия, основ-
ной конденсатор необходимо нагреть до 400—425° с таким расчетом, чтобы тем-
пература 400° была достигнута раньше, нежели находящийся в реторте хлорид
бериллия будет полностью расплавлен. Благодаря этому все дистиллируемые
или сублимируемые компоненты исходной загрузки технического хлорида
бериллия перейдут в основной конденсатор 2. Хлорид бериллия конденси-
руется при температуре, близкой к точке его плавления, в виде плотного
чистого продукта, легко поддающегося обработке, в то время как хлорид алю-
миния при этой температуре, превышающей точку его кипения (180°), пройдет
через выходное отверстие 8 во второй конденсатор 3 или в его продолжение 4.
Водород необходимо пропускать через жидкостной затвор, что позволяет наб-
людать за беспрепятственным прохождением водорода через всю систему. Не-
большое количество тетрахлорида кремния будет выходить вместе с водородом,
в то время как примеси железа, тяжелых металлов, натрия, калия, кальция
и углерода будут оставаться в реторте.
ЭЛЕКТРОЛИЗ
Первый процесс электролиза хлорида бериллия в полупромышленном
масштабе известен как «высокотемпературный» электролиз, несмотря на то,
что электролиз проводится при температуре ниже точки плавления бериллия.
Электролит для проведения этого процесса содержит 13—15% хлорида берил-
лия и эквимолярную смесь хлоридов натрия и калия, составляющих раз-
ность до 100%. Температура плавления такой смеси солей лежит в пределах
760—790°. Во время электролиза вследствие уменьшения содержания хлорида
бериллия температура ванны повышается и к концу процесса она достигает
900—925°. Постоянный ток напряжением около 6 в подводится на служащий
катодом металлический электролизер и на графитовый анод. Электролиз хлорида
бериллия продолжается почти до полного обеднения электролита. Момент
окончания электролиза определяется титрованием проб электролита, отбирае-
мых через определенные промежутки времени в период окончания электро-
лиза. После окончания процесса содержимое ванны полностью переводится
в другую емкость, где расплавленные соли застывают. Полученный чешуйча-
тый металл концентрируется в нижней части затвердевшей массы, занимая от
1/4 до 1/3 ее высоты. Верхняя часть массы, практически не содержащая берил-
лия, измельчается и возвращается в ванну. Всю массу застывших солей с че-
шуйками восстановленного бериллия извлекают из указанной емкости и дро-
бят на куски размером около 100—150 мм. Остальная часть солей раство-
ряется в холодной воде для отделения чешуек бериллия.
Установка для осуществления процесса электролиза, представленная на
фиг. 34, состоит из поворотной тигельного типа печи /, обогреваемой нефтью.
Печь снабжена двумя тангенциально расположенными нефтяными форсун-
ками 2, установленными на самостоятельных опорах. Перед опорожнением
ванны форсунки перекрывают и оставляют в независимом от опрокинутой печи
положении. Отходящие газы отводятся в выпускное отверстие 3, находящееся
в Верхней части печи, с противоположной направлению опрокидывания сторо-
ны. Электролизер 4 поддерживается на литом фланце, составляющем с ним одно
целое. Фланец покоится на точеном чугунном кольце 5, служащем крышкой
печи. На фланце ванны имеется выступающий обод с внутренним диаметром,
несколько большим, чем диаметр электролизера. Этот обод удерживает от пере-
мещения кольцо из схватывающегося на воздухе огнеупорного материала 6,
являющееся не только верхним срезом тигля, но и одновременно огнеупорной
внутренней футеровкой верхней части электролизера высотой 75 мм. В про-
цессе электролиза уровень расплава поддерживается ниже этого огнеупорного
ВОССТ АНОВЛ E H И E
107
пояса высотой 75 мм. Фланец электролизера с противоположных сторон снаб-
жен двумя выступами для подключения отрицательного полюса от токоподво-
дящей шины 7. Соединение фланца электролизера с чугунной крышкой печи
осуществляется с помощью асбестовой замазки или какого-либо другого мате-
риала, обладающего соответствующей термостойкостью. Электролизер отли-
вается из высоколегированной хромоникелевой стали с присадкой молибдена
для измельчения зерна. Крышка электролизера 8 представляет собой керами-
ческую деталь с отверстиями; отверстие в центре раззенковано для удобства
уплотнения графитового анода 9. Крышка связана стальным ободом, служащим
не только арматурой, но и основанием для подъемных скоб 10. Скобы, в свою
очередь, поддерживают выравнивающий электрод хомут, электрически изоли-
рованный во избежание короткого замыкания. В крышке имеется еще одно
Фиг. 34. Аппарат, применяемый для электролиза
хлорида бериллия.
отверстие, через которое производится дополнительная загрузка электроли-
зера, измерение в нем уровня расплава и отбор пробы электролита.
Типовая ванна имеет диаметр 558 мм\ глубина ванны от верха до низа
полусферического дна равна 762 мм. Диаметр анода равен 152 мм, а длина его
должна обеспечивать погружение в ванну конца до точки, равноотстоящей от
стенок и дна тигля. Вовремя электролиза анодная плотность тока не должна
превышать 1 а!см2. В связи с этим необходимо иметь возможность менять
напряжение генераторов постоянного тока или выпрямителей в пределах 6—9в
при максимальной силе тока не менее 3000 а.
Подготовка к электролизу состоит из следующих операций:
1. Приготовляют эквимолярную смесь хлоридов натрия и калия, которую
хранят в фибровых контейнерах, служащих также и для хранения измельчен-
ного до крупности не более 6 мм отработанного электролита.
2. На полусферическое дно электролизера загружают отработанный элек-
тролит (или в некоторых случаях свежую смесь солей). В электролизер уста-
навливают соосно полую коническую форму из нержавеющей стали высотой
108
ГЛАВА IV
600 мм, диаметром в верхней части 400 мм и в нижней части 350 мм. В про-
странство между ванной и стальной формой плотно засыпают свежую смесь
солей. Затем форму удаляют и в образовавшееся таким образом пространство
загружают хлорид бериллия, который сверху засыпают свежей смесью солей
до заполнения всего объема ванны. Ванну закрывают крышкой с анодом, ко-
торый осадкой вводят в твердую загрузку. До хотя бы частичного расплавле-
ния солей установить крышку плотно не представляется возможным. Загру-
женные соли расплавляют как можно быстрее. Установленную на место крышку
герметизируют, и пропускают через электролизер электрический ток с целью
ускорения его разогрева. Сила тока вначале не превышает 500 а при напряже-
нии 8—9 в. По мере разогревания напряжение снижают до 6 в, а затем, повышая
напряжение, постепенно увеличивают силу тока до 1500—1800 а. В этот период
добавлением отработанного электролита поддерживают уровень электролита
на высоте не менее 38 мм от крышки ванны. Как указывалось выше, темпера-
тура в электролизере в это время составляет 760—790°. Процесс электролиза
оканчивается через 16—20 час.; в течение этого времени напряжение постепен-
но повышают до 8—9 в с соответствующим увеличением силы тока до 2100—
2400 а, ограничиваемой только мощностью генератора. По ходу процесса заме-
ряют уровень электролита, и по мере необходимости добавляют отработанный
электролит. Температура в электролизере после 15 час. работы должна состав-
лять примерно 870°. В течение последних 4 час. регулярно отбирают пробу
электролита. Момент окончания процесса может быть точно определен из рас-
чета затраченного количества электроэнергии и тщательного определения со-
держания бериллия в электролите. Точное определение конца процесса из
соотношения этих двух факторов достигается только опытом. Далее действуют
следующим образом. По окончании электролиза прекращают подачу тока и от-
соединяют шины. Продолжают и даже усиливают внешний обогрев ванны во
избежание затвердевания электролита. Удаляют асбестовую замазку из всех
уплотнений, очищают верхние части печи и электролизера от посторонних
материалов, удаляют подмости и устанавливают приемник для расплавлен-
ных солей. Затем поднимают крышку с анодом на высоту, обеспечивающую воз-
можность опрокидывания печи. После этого быстро, не разбрызгивая электро-
лита, опрокидывают электролизер. Изопрокинутой ванны соскребают в расплав-
ленную соль приемника весь чешуйчатый бериллий, приставший к стенкам
ванны. После удаления приемника электролизер устанавливается на место,
а очищенные от бериллия стенки защищают добавкой свежей соли и древесной
стружки; последняя при медленном сгоргнии создает атмосферу СО2. Затем
ванну закрывают и охлаждают для новой загрузки. Электролизеров в работе
должно быть два, с тем чтобы в период охлаждения одного в другом можно
было бы проводить процесс электролиза.
Приемник для расплавленных солей, содержащих бериллий, изготавли-
вается из толстой сварочной нержавеющей стали с конусностью внутри для
облегчения удаления затвердевших солей. До начала затвердевания чешуйки
бериллия оседают на дно приемника. Затвердевшую массу удаляют из прием-
ника и от донной ее части откалывают часть от 1/4 до 1/3 по высоте, содержащей
чешуйки бериллия. Эту часть соли дробят на куски размером 100—150 мм,
и, растворяя ее в холодной воде, освобождают чешуйки металла. Не содержащий
металла остаток солей измельчают до крупности 6 мм и помещают в герметич-
ный контейнер, используя этот остаток в дальнейшем для пополнения электро-
лита. Содержимое бака после растворения солей переводят на каскадные сита
для разделения чешуек бериллия на два сорта: одного—крупностью 60 меш
и другого—150 меш. Окончательное отделение металла от раствора производят
на фильтрпрессе. Кек с фильтрпресса возвращают в процесс для его превра-
щения в окись бериллия. Мелкая фракция бериллия идет для изготовления
сплавов, а крупная фракция после улучшения ее качества используется как
металл.
ВОССТАНОВЛЕНИЕ
109
Процесс улучшения качества чешуйчатого бериллия заключается, во-
первых, в его промывке в течение 3 час. разбавленным водным раствором азот-
ной кислоты при температуре 66—71°, содержащим не свыше 8% кислоты. Эта
операция преследует цель удаления пленки окиси. Во-вторых, чешуйки берил-
лия с целью удаления посторонних материалов флотируются в смеси бромофор-
ма и четыреххлористого углерода, имеющей удельный вес 1,94—1,96. В заклю-
чительных операциях чешуйки бериллия промывают метиловым спиртом,
декантируют, высушивают и упаковывают. Промывка мелких чешуек разбав-
ленной азотной кислотой наиболее эффективна, флотация же непрактична.
Таким образом, мелкие чешуйки подвергают только промывке разбавленной
азотной кислотой с последующей промывкой водой, метиловым спиртом и суш-
кой перед упаковкой.
Фиг. 35. Электролизеры.
Слева —положение в период электролиза; справа и в центре—две проекции электролизера в
период сливки электролита.
На фиг. 35 представлен схематический чертеж описанной выше установки
в положении для проведения электролиза и в двух проекциях опрокинутого
состояния. Нафиг. 36 дана фотография загрузочного колпака и установленного
в печи контейнера с хлоридом бериллия. На фиг. 37 показан чертеж попереч-
ного разреза здания электролизной. На этом чертеже показана не только мест-
ная вентиляция электролизной установки, но и общая вентиляция; установка
находится в изолированном перегородкой помещении. Все операции имеют ди-
станционное управление, за исключением тех, которые обеспечены достаточной
местной вентиляцией.
УСОВЕРШЕНСТВОВАНИЕ ПРОЦЕССА ЭЛЕКТРОЛИЗА ХЛОРИДА БЕРИЛЛИЯ
Основное усовершенствование, заключающееся в применении низкотем-
пературного электролиза [7], было осуществлено в Германии, где процесс
получения бериллия электролизом фторида был заменен перед началом войны
новым процессом электролиза хлорида бериллия. Сущность этого процесса
состоит в том, что электролиз проводится при температуре не только ниже
точки плавления бериллия, но й ниже температуры его быстрого окисления.
Процесс в основном заключается в следующем.
Смесь приблизительно эквимолярных частей хлоридов бериллия и натрия
подвергается электролизу при температуре 370°, создаваемой за счет внешнего
обогрева. Катодом служит никелевый электролизер. Анодом является графито-
вый стержень, установленный по оси электролизера. При напряжении 4—6 в
плотность тока на катоде составляет 0,08 а/см2, а на аноде—0,37 а/см2. Элек-
Фиг. 36. Высокотемпературная ванна с помещенным в загрузочное уст-
ройство, контейнером с хлоридом бериллия.
Фиг. 37. Электролизный цех.
/—стол в вентиляционном кожухе; 2—управление цепью наклоняющего электролизер устройства;
3—управление электроталью; 4—застекленное смотровое окно; 5—управление вентиляцией; 6—крышка
кожуха бортовой вентиляции ванны; 7—сплошная перегородка; 8—щель общеобменной принудитель-
ной вентиляции; 9—труба естественной вытяжной вентиляции диаметром 610 мм\ 10—электроталь;
//—отвод газов, выделяющихся при работе нефтяных форсунок; 12—выпуск в вытяжную трубу.
ВОССТАНОВЛЕНИЕ
111
тролиз продолжается до тех пор, пока содержимое хлорида бериллия в элек-
тролите не понизится до 45%. Половина отработанного электролита после
выделения из него чешуек бериллия возвращается в процесс. Металл отделяют
возможно более полно от оставшегося электролита и затем с целью полной очи-
стки обрабатывают ледяной водой. Затем металл отделяют от промывного рас-
твора, который возвращается на стадию получения гидроокиси бериллия.
Чешуйки бериллия промывают попеременно разбавленными растворами едкого
натра и азотной кислоты. Раствор едкого натра снижает содержание алюми-
ния в бериллии, а азотная кислота удаляет прочную пленку окислов. После
этого чешуйки промывают водой и высушивают.
Физические свойства чешуйчатого бериллия зависят от напряжения и
плотности тока; однако наилучшие результаты были получены при проведении
процесса по указанному выше режиму.
Фиг. 38. Усовершенствованный (низкотемпературный)
электролизер.
/-электролизер-катод; 2 — перфорированный вкладыш; 3 — спи-
ральный нагреватель; 4 — к вентиляционной системе; 5—анод;
6 — впуск газа; 7—к вентиляционной системе; <8 — анод; 9 — сифон;
10 — спиральный нагреватель.
Описание этого процесса может быть дополнено рядом деталей, не затра-
гивающих его сущности. Низкотемпературный электролиз был проверен в ла-
бораторном и опытно-промышленном масштабах, однако в США до 1953 г.
он не получил промышленного развития.
Небольшой электролизер, который может быть использован для опытных
работ или в небольшом производстве, представлен на фиг. 38. Никелевый кор-
пус электролизера, служащий катодом, представляет собой плоскодонный
цилиндр с верхним фланцем; диаметр электролизера—240 мм, а высота—430 мм.
Корпус электролизера сварной и изготовлен из листового никеля; фланец
электролизера усилен стальным кольцом. Анод укреплен на крышке толщиной
19 мм, которая притягивается болтами к фланцу электролизера через асбесто-
вую прокладку толщиной 3 мм. Графитовый анод диаметром 50 мм погружен
внутрь ванны на 280 мм ниже уровня крышки. Выступающая над крышкой
часть анода имеет уплотняющее устройство и контакт в виде хомута для при-
соединения медной шины. Крышка ванны имеет отверстие для выхода хлора
и два никелевых выступа на противоположных краях фланца, позволяющих
легко присоединять с помощью болтов медные шины катода. Обогрев электроли-
зера осуществляется извне с помощью нагреваемой электрическим током тща-
тельно изолированной спирали, помещенной у стенок электролизера в плотно-
пригнанной стальной рубашке, пространство которой заполнено термостойкой
112
ГЛАВА IV
теплоизоляцией. В других приспособлениях электролизер, по-видимому, не нуж-
дается. Однако необходимо иметь приспособление для первичного отделения
полученного металла от электролита и для пополнения электролита хлоридом
бериллия для последующего электролиза. Эти операции выполняются с по,
мощью двух приспособлений: сифона для опорожнения ванны и перфориро-
ванного служащего катодом вкладыша, имеющего форму корзины.
Крышка ванны при условии употребления сифона имеет два штуцера.
Один из них служите качестве выходного отверстия для хлора во время элек-
тролиза; периодически он используется для впуска инертного газа для соз-
дания в электролизере давления. Другой штуцер снабжен сальником, и через
него может быть введена труба сифона. Эту трубу после окончания процесса
опускают почти до дна ванны; во время электролиза во избежание короткого
замыкания на корпус электролизера ее вынимают. В трубе сифона имеется
фильтр для отделения чешуек металла от удаляемого из ванны электролита.
Труба может быть или полностью вынута из сальника, или оставлена в нем
поднятой над поверхностью электролита. С целью предохранения от случай-
ного проникновения хлора во время электролиза сифон имеет вентиль или
соответствующую задвижку. Обогрев сифона осуществляется извне с помощью
нагреваемой электрическим током спирали или же с помощью перегретого пара,
подаваемого в рубашку сифона. По окончании электролиза расплав перели-
вают в другой электролизер, где процесс повторяется. Затем только что опо-
рожненную ванну раскрывают, а ее содержимое соскребают в горячий пресс,
в котором отжимают избыток электролита. Отделенные таким способом от элек-
тролита чешуйки бериллия переносят в бак с ледяной водой, в котором хлориды
гидролизуются и растворяются, обеспечивая при этом полное отделение металла
от электролита.
В случае применения перфорированного вкладыша (второй способ) кон-
струкция крышки значительно упрощается, так как в ней сделан только выход
для хлора. В этом случае по окончании электролиза электролизер открывают,
извлекают из него внутренний перфорированный вкладыш, устанавливают его
над ванной и выдерживают в таком положении до тех пор, пока не стечет весь
расплав. После этого вкладыш с чешуйками металла и остатком электролита
помещают в ледяную воду с целью полного отделения металла от электролита.
Чистый вкладыш помещают в наполненный хлоридом бериллия электролизер,
закрывают его и продолжают электролиз. Установлено, что этот спо-
соб более прост, экономичен и более безопасен для обслуживающего пер-
сонала.
Свежий электролит содержит обычно около 54% хлорида бериллия и 46%
хлорида натрия. В начале электролиза объем расплава должен быть доведен
до уровня примерно на 25 мм ниже фланца электролизера; при правильном
ведении процесса этот уровень не должен изменяться. При понижении по ка-
кой-либо причине уровня электролита ниже указанного его необходимо вос-
становить постепенно в течение нескольких часов последующего электролиза,
размягчая образовавшуюся корку электролита или заставляя ее всплыть. Уро-
вень ванны повышают вводя добавки расплавленного или измельченного твер-
дого электролита. Этот усовершенствованный процесс имеет то преимущество,
что на границе уровня расплавленного электролита коррозия электролизера
при более низкой температуре значительно меньше, чем в случае высокотем-
пературного электролиза, где, как указывалось выше, имеет место весьма зна-
чительная коррозия. Электролиз продолжается от 20 до 24 час. За это время
содержание хлорида бериллия в электролите снижается до 44%, а содержание
хлорида натрия повышается до 56%.
Содержание примесей в нескольких партиях отмытого чешуйчатого
бериллия, полученных описанным выше способом электролиза, характери-
зуется следующими данными анализа; следует отметить, что металл партии А
был отмыт недостаточно хорошо.
ВОССТАНОВЛЕНИЕ
113
Партия A I Б 1 B 1 г
Примеси Содержание, %
Ag 0,001 0,0008 0,0006
Al 0,003 0,003 0,003 —
В 0,00005 0,00005 0,00005 —
Ca 0,01 0,01 0,01 —
Cd 0,0001 0,0001 0,0001 —
Cr 0,0006 0,0006 0,0006 .—
Cu 0,006 0,006 0,006 —
Fe 0,003 0,018 0,009 —
К 0,006 0,003 0,003 —
Mg 0,003 0,003 0,003 —
Mn 0,003 0,01 0,015 —
Na 0,15 0,01 0,01 —
Ni 0,015 0,015 0,015 —
Pb 0,005 0,005 0,005 —
Si 0,003 0,003 0,003
Sn 0,0008 0,001 0,001 —
Zn 0,003 0,003 0,003 —
О He onp. 0,4 He onp. —
Cl » » He onp. » » 0,025
C » » » » » 0,100
N » » » » » » 0,001
Be (по раз- 98,4 99,47 99,48 —
ности)
ЛИТЕРАТУРА
1. Besson J., Coniptes Rendus, 214, 861 (May 27, 1942).
2. M a t i g n о n C., Cat ha la J., Comptes Rendus, 181, 1066 (1925);
Schmidt J. M., Science et Industrie, 13, 181, 110 (1929).
3. К a n g г о W., Jahn R., Z. anorg. allgem, Chem., 210, 325 (1933).
4. Potvin R., Farnham G. S., Trans. Can. Inst. Min. a. Met., 49, 525 (1946).
5. Perrycoste W. В. C., British Intelligence Objectives Sub-Committee Target
№ 21/28.
6. Chem. Eng. News, 32, 24, 2382 (June 14, 1954).
7. J a eg er G., ам. пат. 2041131, May 19, 1936.
8 Бериллий
Д. ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ВОССТАНОВЛЕНИЯ БЕРИЛЛИЯ1)
Т. Т. Магел
Для восстановления бериллия из его соединений могут быть применены
различные химические реакции. Первой из них была реакция восстановления
хлорида бериллия калием, примененная в 1828 г. Вёлером [1], впервые полу-
чившим металлический бериллий. С того времени в химической и металлурги-
ческой литературе было описано много и других путей выделения этого метал-
ла из его соединений. Кроме того, имеется ряд патентов, относящихся также
к этой проблеме; однако необходимо отметить, что многие из патентов не были
реализованы. Как правило, такие заявки возникали из данных эксперимен-
тальных работ с другими металлами, когда по аналогии считалось возможным
их применение и для бериллия. В некоторых случаях заявки делались без до-
статочных оснований. В этой главе нет обзора всех успешно опробованных
или предложенных методов. Однако некоторые из них, пригодные для проведе-
ния процесса, будут описаны ниже.
ВОССТАНОВЛЕНИЕ ГАЛОГЕНИДОВ БЕРИЛЛИЯ ЩЕЛОЧНЫМИ И ЩЕЛОЧНО-
ЗЕМЕЛЬНЫМИ МЕТАЛЛАМИ
Теплота образования ВеС12 (109,2 ккал/моль) меньше, нежели теплоты
образования MgCl2, СаС12, 2(LiCl), 2(NaCl) или 2(KCi). Вследствие этого ще-
лочные и щелочноземельные металлы способны восстанавливать ВеС12. Прове-
денные Вёлером [1] опыты заключались в нагревании смеси хлорида бериллия
с калием; в результате чего были получены небольшие блестящие частички
бериллия.
Гунтер и Джонс [2] в 1923 г. получили «маленькие округлые зерна» берил-
лия при взаимодействии 60 г натрия с 80 г хлорида бериллия в небольшом
стальном герм_етичном сосуде (бомбе). Выход бериллия составлял 36% и, хотя
металл, по их сообщению, имел чистоту 99,6%, точка его плавления была равна
1370°, а удельный вес—1,793, г!см3, что указывает на плохое качество получен-
ного металла.
В 1946 г. Тьен [3] сообщил о некоторых опытах по восстановлению ВеС12
парами натрия, которые он пропускал над нагретым до 250° хлоридом бериллия.
При соприкосновении паров натрия с ВеС12 масса раскалялась и находилась
в таком состоянии до окончания реакции. Продукты реакции (бериллий и NaCl)
удаляли из реакционной трубы с использованием защитной атмосферы СО2
и затем промывали чистым метиловым спиртом. Продукт измельчали и выще-
лачивали насыщенным раствором карбоната аммония. При этом растворялись
NaCl и ВеО. Окись бериллия могла случайно образоваться на порошкообраз- * 111
х) Автор обращает внимание читателей на обзорные статьи В. Кролля по металлур-
гии бериллия, помещенные в сборнике «Чистые металлы», гл. II, «Бериллий», ч. 1,стр. 99—
111, под редакцией А. Е. ван Аркеля (издательство Шпрингера, Берлин, 1939 г.) и на
статью В. Кролля «Металлургия бериллия», Информационный циркуляр Горного бюро
США, № 7326, июнь, 1945 г. Последняя статья является исчерпывающей в части оценки
многих процессов, не вошедших в эту главу.
ВОССТАНОВЛЕНИЕ
115
ном бериллии. Сообщалось, что при выходе 91 % был получен металл чистотой
96%.
Известно, что восстановление ВеС12 натрием в паровой фазе в крупном
масштабе производилось фирмой «Браш бериллиум». Таким способом было
получено некоторое количество чистого порошкового металла.
По реакции восстановления ВеС12 щелочными металлами удается достигать
высоких выходов бериллия, так как эта реакция проходит до конца. Однако
трудно предотвратить гидролиз ВеС12, ведущий к загрязнению получаемого
металла окисью. Кроме того, при восстановлении хлорида бериллия щелочным
металлом выделяется количество тепла, недостаточное для плавления полу-
чающихся частичек бериллия. Поэтому продукт реакции обычно представляет
собой мелкий порошок или конгломераты корольков и мелких частиц металла.
В такой форме продукт склонен к окислению во время обработки водой, обычно
применяемой для выщелачивания галогенидов щелочных металлов и других
продуктов реакции. Такие реакции сравнительно легко осуществляются в про-
стой аппаратуре.
Магний также восстанавливает ВеС12, но в этом случае возникает трудность
при отделении порошкообразного металла от образующегося в результате реак-
ции MgCl2. Кролль [4] предложил отделять MgCl2 от бериллия возгонкой
в вакууме при температуре 900° с последующим сплавлением бериллия при
более высокой температуре. По-видимому, высококачественный бериллий
может быть получен в лабораторном масштабе с хорошим выходом в соот-
ветствии с предложенным Кроллем процессом промышленного получения
титана и циркония. В этом случае может быть использован аппарат, подоб-
ный применявшемуся Кроллем для получения килограммовых партий цирко-
ния [5].
Автор [6] для восстановления ВеС12 успешно применял кальций. При
этом были получены корольки металла весом до 18 г с выходом 90—95%. Хоро-
ший выход с образованием корольков металла был достигнут в результате
добавки йода к стехиометрической смеси кальция и хлорида бериллия в виде
CaJ2, а также за счет избыточного количества кальция в виде металла. Обра-
зование CaJ2 не только дает дополнительное количество тепла для улучшения
реакции взаимодействия между ВеС12 и кальцием, но, офлюсовывая получаю-
щийся продукт, способствует и агломерации частичек бериллия в корольки.
Применение йодо-кальциевого вещества как инициирующего явилось усовер-
шенствованием, которое было осуществлено во время второй мировой войны в
Колледже шт. Айова при проведении исследований по восстановлению многих
металлов в бомбе. Вместо йода может быть применена сера [6].
Типичная реакционная смесь состояла из 160 г безводного ВеС12, 80г йода
и 93 г кальция крупностью (—20)—(+40) меш. Реакция проводилась в хорошо
обожженном тигле из окиси магния, помещенном внутри стальной бомбы.
Сухой ВеС12 загружали в тигель таким образом, чтобы хлорид образовывал
слой по внутренней стенке и на дне тигля. Этого достигали предварительной
установкой бумажной трубки в центре тигля. Смесь кальция и йода высыпали
в бумажную трубку, которую затем вынимали. Тигель закрывали крышкой из
окиси магния, а бомбу—стальной крышкой, герметично уплотненной с по-
мощью прокладки, и затем нагревали бомбу индукционным методом. Начало
реакции отмечалось при температуре 600°, после чего можно было видеть как
температура стенки бомбы резко повышалась на несколько сот градусов, что
указывало на прохождение реакции. Этот метод загрузки обеспечивал более
высокий выход агломерированного металла, нежели при обычной загрузке
смеси реагентов непосредственно в тигель из окиси магния.
Качество полученного изложенным выше способом металла химическими
методами не определялось, но он был не очень чистым, так как попыток очи-
стить хлорид бериллия или кальций не предпринималось. Целью исследования
была разработка лабораторного метода восстановления ВеС12, который позво-
8*
116
ГЛАВА IV
лил бы получать с хорошим выходом компактный твердый металл приемлемой
чистоты. Хотя эта цель и была достигнута, однако дальнейшего развития этол
способ не получил вследствие более высокого качества бериллия фирмы «Браш
бериллиум».
Кангро [7] указал на возможность восстановления ВеС12 алюминием
и в подтверждение этого дал некоторые термодинамические расчеты. Реакция
основана на летучести получающегося в результате А12С1б. По методу, предло-
женному Кангро, пытались получить бериллий Фишер и Петерс [8]. Они
проводили опыты с навесками алюминия от 1 до 2 а в атмосфере водорода.
Реакция начиналась уже при температуре ниже 195° и протекала в интервале
температур 260—350°, что подтверждалось образованием А12С16, поглощаемого
изопропиловым спиртом. Продукт реакции представлял собой темный порошок
ВеО, образующийся за счет взаимодействия мелкодисперсного бериллия с со-
держащимся в водороде кислородом или вследствие наличия следов влаги
в,ВеС12. При повторных опытах с применением специально очищенного водорода
все же был получен продукт с высоким содержанием окиси, что объясняется
воздействием воздуха на материал во время его переноса из реактора в другие
контейнеры. Фишер и Петерс пришли к заключению, что алюминий восстанав-
ливает ВеС12, но получающийся бериллий, будучи очень мелкодисперсным,
быстро окисляется. Это явилось препятствием для внедрения этого метода
в промышленное производство.
Кролль [4] установил, что алюминий восстанавливает ВеС12 только ча-
стично и что «таким путем могут быть получены только низкобериллиевые алю-
миниевые сплавы».
Фториды натрия или калия с BeF2 (двойные фториды) могут быть восстанов-
лены щелочными и щелочноземельными металлами. Однако при восстановлении
BeF2 натрием образуется соединение NaF»BeF2, которое далее не восстанавли-
вается натрием; следовательно, выход бериллия в этом случае будет мал.
Восстановление BeF2 магнием может быть осуществлено подобно промышлен-
ному процессу, описанному Швенцфайером в Предыдущем разделе этой главы.
Однако проведение процесса в небольшом масштабе сопровождается сравнитель-
но большими потерями и соответственно малыми выходами. В своей работе
по приготовлению очень чистого бериллия (99,962%) Лозана [9] применял
для восстановления BeF2 магний. Интересно привести выдержку из интервью
Сломана и Сойера [101, касающегося сообщения Лозаны [9] о бериллии:
«Некоторые детали в его статье были опущены по «коммерческим соображе-
ниям». Он утверждал также, что остаточное давление, применявшееся при полу-
чении сплава 9 из сплава 8, составляло 2—3 мм рт. ст. Сплав 8 содержал около
5% Zn и 2%Mg. Содержание этих элементов в сплаве 9 было доведено до следов.
В результате оставался металл, содержавший, по мнению Лозана, 99,962%
Be. Для достижения такого результата необходимо было провести три или
четыре вакуумные плавки продолжительностью по 45 мин. каждая. Лозана
заявил также, что он получал только небольшие количества чистого берил-
лия. Как указано в его статье, исходным материалом служил очень чистый
фторид бериллия, который он восстанавливал магнием в тигле из окиси берил-
лия в присутствии такого летучего металла, как цинк. Эти условия были доста-
точными для образования слитков сплава оставшегося летучего металла
(цинка) с бериллием, содержание которого составляло 90%, а имевшиеся в нем
примеси могли легко отгоняться. Затем, как это указывалось выше, он пере-
плавлял такой сплав в вакууме, в результате чего примеси удалялись. В ме-
талле остается, по-видимому, весьма значительное количество цинка, вслед-
ствие чего этот процесс, по мнению Лозаны, не является промышленным. Лозана
получал таким методом образцы равноосного бериллия, представленные на
снимке, помещенном на странице 69 его статьи. Он заявил, что слиток такого
бериллия толщиной 4 мм мог быть согнут без разрушения под углом ^45°.
Если он не обращал внимания на образование трещин, то образец мог быть
ВОССТАНОВЛЕНИЕ
117
изогнут и распрямлен один или два раза. Его работа была закончена до изуче-
ния им этой весьма непонятной холодной пластичности бериллия».
Спеддинг, Вильгельм, Келлер и Негер [11] из Колледжа шт. Айова
исследовали металлотермическое восстановление фторида бериллия. Они нашли,
что при восстановлении BeF2 в закрытых бомбах только кальцием или маг-
нием не удается достигнуть расплавления образующихся продуктов реакции,
вследствие чего слитков металла не получается. При введении в качестве побу-
дителей хлоридов цинка или свинца металл и шлак расплавляются и могут
быть отделены друг от друга. В качестве побудителя применялась также
и сера, но в этом случае в бомбе развивалось большое давление, вызывающее
ее прогар, вследствие чего это направление работ было оставлено.
Однако сотрудники Колледжа шт. Айова добились успеха, получая очень
чистый компактный металл восстановлением фторида бериллия магнием в от-
крытом графитовом тигле. Наилучшее отделение расплавленного шлака (MgF2)
от бериллия достигалось при введении перед началом реакции поверх шихты
безводного хлористого кальция. Чистота бериллия зависела в основном от
чистоты реагентов. Металл, полученный при единовременной загрузке 2,3 кг
фторида бериллия, имел следующий состав: Fe—0,016%; Са—^0,015%;
Mg—<0,0015%; Мп—<0,0001%. Выход металла при восстановлении не при-
водится.
Сломан [12], Кролль [13] и Лозана [9] заявляли, что ими был получен
бериллий чистотой не менее 99,95%. Однако во всех случаях металл, получен-
ный восстановлениехМ или электролизом галогенидов, очищался последующей
плавкой в высоком вакууме, дистилляцией или сумблимацией. Для подроб-
ного ознакомления с методами получения металла такой чистоты читатель дол-
жен обратиться к первоисточникам.
ВОССТАНОВЛЕНИЕ ОКИСИ БЕРИЛЛИЯ
В обзоре по металлургии бериллия Кролль [4] пишет: «Часто утверждают
[14, 15], что бериллий может быть получен восстановлением его окиси каль-
цием, магнием или алюминием. Однако это утверждение неправильно, так как
таким путем могут быть получены только сплавы. Образование прочных бе-
риллидов никеля, меди и железа значительно сдвигает равновесие в сторону
восстановления бериллия. Мы [16—18] установили, что при сплавлении
в атмосфере аргона смеси мелкого железного порошка с СаС12, ВеО и кальцием
имеет место восстановление ВеО с выходом в сплав до 60% имеющегося в шихте
бериллия. Аналогичные результаты были получены с медью и кальцием, в то
время как восстановление магнием позволяло достигнуть извлечения вдвое
меньшего, чем при использовании кальция. СаС12 является хорошим раствори-
телем для СаО, но не для MgO. Алюминий, также как и кремний, даже приме-
ненный в ввиде ферросилиция, не восстанавливает ВеО [16]. Однако в присут-
ствии ВаО автору (Кроллю) удалось восстановить ВеО алюминием с получе-
нием сплава, содержащего 0,67% Be [17]. Заявления Фитцпатрика [18]
о возможности получения таким же путем сплавов с большим содержанием
бериллия являются неверными. Как было установлено автором (Кроллем), ни
алюминий, ни ферросилиций не восстанавливают из расплавленных берил-
латных шлаков даже следов бериллия».
Возможность восстановления ВеО титаном была показана Кроллем [19]
в 1939 г. Эта реакция должна проводиться в условиях глубокого вакуума
и при температуре, когда бериллий имеет заметную упругость пара. Реакция
между ВеО и титаном (или цирконием) интенсифицируется и проходит до конца
в результате удаления бериллия и его осаждения в виде конденсата в холодной
зоне печи. Восстановление бериллия при температуре 1400° позволило полу-
чить совершенно чистый дистиллят бериллия. Однако более высокая темпера-
тура проведения процесса приводит к получению бериллия, загрязненного
118
ГЛАВА IV
TiO. Применение в качестве восстановителя циркония, не образующего при
температуре проведения процесса летучих окислов, позволяет получать бе-
риллий с относительно меньшим содержанием кислорода. На фиг. 39 показана
установка, применявшаяся Кроллем [19] для восстановления ВеО титаном,
а на фиг. 40 и 41 представлены установки, применявшиеся Магелом [6] для
восстановления ВеО цирконием. При нагревании смеси циркония и ВеО
стехиометрического состава в течение нескольких часов при температуре 1725°
был достигнут выход бериллия 93%. Процесс проводился следующим образом:
гидрированный и подвергнутый тонкому измельчению цирконий тщательно
смешивался с порошкообразной окисью бериллия. Смесь порошков подвер-
гали прессованию под давлением 85 кг!см\ после чего прессованные брикеты
Фиг. 39. Применявшаяся Кроллем [19]
установка для восстановления ВеО титаном,
/—смесь ВеО —Ti; 2 — вольфрамовый тигель; <?—бе-
риллиевый порошок; 4 — кварцевая труба; 5 — кол-
пак конденсатора из ВеО; 6—бериллиевая пла-
стика; 7—реакционный тигель из ВеО; 8—тигель
из ВеО; 9 — индуктор высокочастотного генератора.
разбивали на куски размером около 12 мм. После нагревания в течение 2—4 час.
при температуре 1525° удавалось извлекать около 50% имевшегося в шихте
бериллия; последующее нагревание в течение 2—4 час. при температуре 1725°
позволяло удалять за счет дистилляции от 7 до 10% Ве. В аппарате, представ-
ленном на фиг. 40, возгоняющийся бериллий конденсировался на графитовом
конденсаторе,’футерованном внутри танталом; шихту помещали в футерован-
ный танталом графитовый тигель. В одном из опытов продолжительностью
7 час. при температуре 1725° было собрано 82 г Ве, что дало выход 87%. Металл
содержал около 0,15% ВеО и около 0,15% Fe. Применение высоких температур
обусловливает собой концентрацию в дистиллированном бериллии большинства
примесей, восстановленных цирконием до металла и летучих при этих темпе-
ратурах. Более низкая температура процесса позволяла получать гораздо
более чистый металл, но с худшими выходами. Основной целью этой работы
являлось получение бериллия с возможно более низким содержанием кислорода.
В полученном металле содержание окиси бериллия было значительно меньше
(0,15%), нежели в металле, изготовляемом по методу фирмы «Браш» или
в получаемом электролизом фирмой «Клифтон продакте».
Восстановление окиси бериллия цирконием было осуществлено в очень
небольшом масштабе и позволяло легко получать малые количества бериллия
высокого качества. Магел [6] применил представленную на фиг. 41 установку
ВОССТАНОВЛЕНИЕ
119
для проведения реакции восстановления цирконием 287 мг радиоактивной
ВеО и получил радиоактивный бериллий с выходом в компактный металл 75%
от теоретического. Восстановление
пературе 1600°. В других опытах,
проведенных в таком же малом
масштабе с обычной ВеО, был до-
стигнут выход 95,4%. Цирконий
производилось в течение 1 часа при тем-
9
имеет определенные преимущества
только при восстановлении очень
малых навесок окиси бериллия.
Сомнительно, чтобы любой другой
метод восстановления соединений
бериллия в таком масштабе мог
дать сравнимые выходы бериллия
в компактный металл.
Углерод восстанавливает ВеО
при высокой температуре с образо-
ФЮО
Фиг. 40. Камера восстановления
и конденсатор аппарата для вос-
становления ВеО цирконием
(90 г металла).
/ — графитовый тигель; 2 —графитовый
переходник; 3 — графитовый конденса-
тор; -/—отверстие диаметром 6,25 мм',
5 — ься внутренние поверхности футе-
рованы танталовой жестью толщиной
0,1 мм.
Фиг. 41. Лабораторный аппарат с водоохлаж-
даемым конденсатором для восстановления в
вакууме.
Справа: 1—тигель; 2 —водоохлаждаемый индуктор;
3— конденсатор; 4—танталовая обойма; 5 — медная
трубка; 6 — коваровый переходник; 7 —охлаждаемая
воздухом кварцевая труба; 8 — к вакуумной системе;
9— охлаждающая вода. Слева (продольный разрез
обоймы): /—тигель; 2 — водоохлаждаемая плита конден-
сатора; 3—танталовая обойма; 4 — медная трубка;
5 —коваровый переходник; 6 — стекло пирекс; 7 —вы-
пуск воды; 8 — впуск воды.
ванием Ве2С. Однако если бы применялась высокая температура, достаточная
для диссоциации образующегося карбида, то бериллий был бы загрязнен угле-
родом. В патентной литературе имеется несколько ссылок, указывающих на
возможность восстановления ВеО углеродом в электрической дуге, а также на
возможность восстановления ВеО смесью С2Н2 с Н2 [20], однако они не явля-
ются обещающими методами даже в лабораторном масштабе.
120
ГЛАВА IV
ЭЛЕКТРОЛИТИЧЕСКИЕ МЕТОДЫ ПОЛУЧЕНИЯ БЕРИЛЛИЯ
Получение бериллия электролизом в лабораторном масштабе весьма зат-
руднительно вследствие того, что осаждающийся на катоде металл имеет обычно
вид чешуек или тонкого порошка. Лебо [21] в 1898 г. впервые получил берил-
лий, подвергая электролизу в никелевом тигле расплавленный фторобериллат
натрия. Никелевый тигель являлся одновременно катодом; анодом служил гра-
фитовый стержень. Бериллий осаждался в виде чешуек и отделялся от расплава
при последующем выщелачивании. Гопкинс и Мейер [22], а также Энгле и Гоп-
кинс [23] сообщили результаты своих опытов по электролизу различных фто-
ридных соединений. При этом был получен чешуйчатый или порошкообразный
металл. Вивиан [24] подвергал электролизу при температуре около 1300°
расплав NaF—BeF2 и получил компактный осадок сравнительно чистого ме-
талла. Однако проведение процесса при такой температуре было сопряжено со
значительными трудностями. Более поздняя работа Сломана [12] по получе-
нию бериллия высокой чистоты имеет много общего с проведенными Вивианом
исследованиями. Иллиг [25] и фирма «Сименс» [26] опубликовали подроб-
ности процесса электролиза расплавленного фторида бериллия.
Применение смесей NaCl и ВеС12 позволяет значительно снизить рабочую
температуру электролиза так, как это наблюдалось в полупромышленном про-
цессе, описанном Виндекером в предыдущем разделе. Электролиз проводили из
смесей ВеС12, КО, NaCl и LiCl при температуре ниже 280° [27], а Тьену [31
удалось получить чешуйчатый бериллий чистотой 90% с выходом, равным
25%, подвергая электролизу в электролизере из тугоплавкого стекла эвтекти-
ческую смесь NaCl—ВеС12 при температуре несколько выше точки ее плавле-
ния (220—245°). Чешуйки полученного металла промывают с целью удаления
захваченных солей, что обычно ведет к некоторому окислению металла. Эти
чешуйки прессуются в брикеты, которые подвергаются затем плавке в вакууме
или в атмосфере инертного газа.
Фирмой «Сильвания электрик продакте» [28] был успешно осуществлен
электролиз на ртутном катоде эвтектического расплава BeCi2—NaCl. Получен-
ная пористая псевдоамальгама бериллия, имевшая пастообразную консистен-
цию, подвергалась прессованию при умеренном давлении в стальных пресс-
формах. При этом отжималось около 95% ртути, а остающийся уплотненный
порошкообразный бериллий содержал только несколько процентов ртути. Пос-
ледняя легко и полностью удалялась при спекании (нагрев до 600°). Согласно
сообщениям, полученным таким образом, бериллий был высокого качества
и обладал чрезвычайно малым размером зерна. Этот способ применим для срав-
нительно небольшого производства, но возможно также, что он будет исполь-
зован и для промышленного получения бериллия.
Попытки Буша и Торрэя [29] осадить бериллий из растворов ВеС12 в раз-
личных органических растворителях оказались безуспешными. Однако при
электролизе раствора безводного ВеС12 или Be(NO3)2 в жидком аммиаке им уда-
лось получить на платиновом катоде черный осадок. При проведении работы
применялись особые меры, направленные к исключению возможности попа-
дания влаги. Выходы были очень малы и этот метод, по-видимому, не является
обещающим. Не могут быть также рекомендованы предложенные Дирксом
и Брискоу [30] методы электролиза из растворов в РОС13или в расплавленном
ацетамиде, несмотря на их сообщение о полученном небольшом осадке металла.
Кавецкий [31] пытался провести электролиз соединения CH3BeJ, рас-
творенного в эфире и в йодистом метиле. На катоде образовывался незначитель-
ный осадок, однако работа была прервана до того, как было установлено,
что этот осадок действительно был бериллием.
Представляет интерес также тот факт, что осадок бериллия не удалось по-
лучить электролизом из ванны, столь успешно применявшейся Харлеем и Уай-
ром [32] при получении алюминия и ряда других металлов. Эта ванна состояла
ВОССТАНОВЛЕНИЕ
121
из эвтектической смеси этилпиридинбромида и галогенида осаждаемого металла
(в случае бериллия—ВеС12). Другие исследователи также неудачно пытались
получать бериллий, по-видимому, из таких же или аналогичных по составу
ванн.
ДРУГИЕ ОПЫТЫ ПО ВОССТАНОВЛЕНИЮ
Фирмой «Силвания электрик продакте» [28] были проведены опыты по
восстановлению ВеС12 водородом в тлеющем разряде при пониженном давлении.
Несмотря на то, что для TiCl4 и ZrCl4 этот метод дает некоторый выход порош-
кообразных титана и циркония или их гидридов, получить таким способом бе-
риллий из ВеС12 не удалось.
Термическим разложением диэтилбериллия [33] удалось получить зеркаль-
ное отложение бериллия. Это синтезируемое с трудом металлорганическое
соединение требует большой осторожности и полного отсутствия доступа воз-
духа или влаги в обращении с ним.
Наконец должны быть упомянуты неудачные опыты Сломана [12], фирмы
«Сильвания электрик продакте» [28, 34], Колледжа шт. Айова [35] и Мас-
сачусетского технологического института [6] по получению чистого бериллия
из BeJ2 по методу ван-Аркеля [36]. Во всех этих опытах BeJ2 взаимодей-
ствовал с реакторами, изготовленными из различных материалов, вследствие
чего либо вовсе не удавалось получить бериллий, либо получались его сплавы
с элементами, входящими в состав материала реактора.
ЛИТЕРАТУРА
1. W б h 1 er F., Annal. chim. Phys., Ser. 2, 39, 77 (1828).
2. Hunter M. A., Jones A., Trans. Am. Electrochem. Soc., 44, 23 (1923).
3. T i e n J. M., Trans. Electrochem. Soc., 89, 237 (1946).
4. .Krol 1 W. J., US Bureau of Mines Information Circular 7326, June 1945.
5. К г о 1 1 W. J., S c h 1 e c t e n A. W., Yerkes L. A., Trans. Electrochem. Soc.,
89, 263 (1946).
6. M a g e 1 T. T., Massachusetts Institute of Technology (неопубликованный отчет).
7. К a n g г о W., Metall u. Erz., 30, 389 (1933).
8. Fischer H., Peters N., Metall u. Erz., 30, 390 (1933).
9. Losana L., Alluminio, 8, 67 (1939).
10. S 1 о m a n H. A., Sawyer С. B., Field Information Agency Technical Finaj
Report 522, February 25, 1946.
11. S p e d d i n g F. H., Wilhelm H. A., Keller W. H., N e h e r C., Iowa
State College, Atomic Energy Commission Report AECD 3315, November 26, 1945.
12. S 1 о m a n H. A., J. Inst. Met., 49, 377 (1932).
13. Kroll W., Metal Industry, 47, 29 (1935).
14. Merck E., нем. пат. 410563, December 21, 1923.
15. I. G. Farbenindustrie, нем. пат. 603051, September 22, 1934.
16. Kroll W., Wiss. Veroff. dem. Siemens-Konz., 11, 91 (1932).
17. Kroll W., Z. anorg. Chem., 219, 301 (1934).
18. F i t z p a t r i c k G. D., Chemical Trade Journ., 90, 403 (1932).
19. Kroll W., Z. anorg. Chem., 240, 332 (1939).
20. К г u h О., австр. пат. 147648, November 10, 1946.
21. L e b e a u F., Ann. Chem. Phys., 16, 495 (1899).
22. Hopkins B. S., M e у e r A. W., Trans. Am. Electrochem. Soc., 45, 475 (1924).
23. E n g 1 e E. A., Hopkins B. S., The Metallurgy and Alloys of Beryllium, Trans.
Am. Electrochem. Soc., 45, 483 (1924).
24. V i v i a n A. C., Trans. Faraday Soc., 22, 211 (1926).
25. I 1 1 i g К.» Trans. Am. Electrochem., Soc., 54, 53 (1928).
26. The Siemens Company, .перевод R. Rimbach and A. J. Michel, 1932, 331, Chemical
Catalog Company, Inc., N. Y.
122
ГЛАВА IV
27. К j е 1 1 g г е п В. R. F., S a wy е г С. В., канад. пат. 371194, January 11, 1938,
ам. пат. 2188904, February 6, 1940.
28. Kopel man В., Sylvania Electric Prodacts (не опубликовано).
29. В о о t h Н. S., Torrey G. G., J. Phys. Chem., 35, 3111 (1931).
30. Dirkse T. P., Briscoe H. T., Metals Industry, 36, 284 (1938).
31. Kawecki H., Thesis, Massachusetts Institute of Technology, 1934.
32. H u г 1 e у F. H., W i e r T. P., J. Electrochem. Soc., 98, 203 (1951).
33. P a n e t h F. A., L о 1 e i t H., J. Chem. Soc., 366 (1935).
34. К о p e 1 m a n B., Bender H., J. Electrochem. Soc., 98, 89 (1951).
35. J o h n s о n O., Powell J., Newton A. S., Iowa State College (не опубли-
ковано).
36. V a n A r k e 1 A. E., de Boer J. H., Z. anorg. Chem., 148, 345 (1925).
Глава V
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
А. ПЛАВКА И ОТЛИВКА БЕРИЛЛИЯ
П. Корзин, А. Кауфман
Полностью и хорошо отработанной технологии производства качествен-
ных бериллиевых отливок до сих пор еще нет. В связи с этим и применение
литого бериллия весьма ограничено. Большая часть литого бериллия исполь-
зуется Комиссией по атомной энергии США в порошкообразном состоянии для
горячего прессования деталей или же непосредственно для обработки выдавли-
ванием. Литой бериллий вследствие его крупнозернистости отличается большой
хрупкостью и с трудом поддается обработке резанием. В некоторых случаях
используется литой металл, так как он значительно дешевле бериллия, полу-
ченного методом порошковой металлургии.
Плавка «чистого» бериллия представляет собой сравнительно трудную
операцию из-за исключительно высокой реакционной способности этого ме-
талла, имеющего относительно высокую температуру плавления (^1280°)
и довольно большую упругость пара при этой температуре. Производство
качественных отливок усложняется еще и тем, что при кристаллизации берил-
лий имеет склонность к образованию крупных зерен с резко выраженной
хрупкостью в определенных кристаллографических направлениях. Получе-
ние хороших отливок требует тщательного контроля за процессом плавки и
условиями затвердевания металла с видоизменениями процесса в зависимости
от формы и размеров отливаемых деталей.
МАТЕРИАЛЫ ДЛЯ ТИГЛЕЙ
Выбор соответствующего материала для тиглей при плавке бериллия имеет
первостепенное значение, так как в расплавленном состоянии бериллий взаимо-
действует со всеми известными тугоплавкими содержащими кислород материа-
лами. Основная причина этого явления заключается в теплоте образования
ВеО, которая выше теплот образования окислов почти всех элементов [1], а
также в образовании бериллием с большинством металлов интерметаллических
соединений. Продолжительность протекания реакций зависит от выбранного
огнеупора и условий проведения плавки.
Вследствие весьма незначительной растворимости кислорода в бериллии
его окись совершенно инертна по отношению к расплавленному металлу
и является подходящим материалом для изготовления тиглей. Выплавленный
в таких тиглях металл содержит менее 0,2%О. Растворимость же кислорода
как в расплавленном, так и в твердом бериллии неизвестна, поскольку надеж-
ных аналитических методов для определения концентрации кислорода менее
0,2% еще нет. В течение многих лет существовало предположение, что не со-
держащий кислорода бериллий должен быть пластичным металлом. Очевидно,
этот вопрос никогда не будет решен, если плавка бериллия будет производиться
в тиглях из ВеО, поскольку такой бериллий будет всегда содержать кислород.
С практической же точки зрения основным препятствием для применения
окиси бериллия в качестве тигельного материала является ее высокая стои-
мость (чистая ВеО стоит около 20 долл, за 1 кг), а также форма тигля. Фирмой
124
ГЛАВА V
«Браш бериллиум» были изготовлены тигли, имевшие диаметр до 355 мм и вы-
соту до 508 мм. Применявшийся Массачусетским технологическим институтом
метод их производства, вошедший в составленный им «Металлургический
проект»1), описан ниже.
Расплавленный бериллий медленно взаимодействует с MgO, СаО, А12О3
и ZrO2; поэтому тигли из MgO часто используются при плавке бериллия.
Внутренняя поверхность тигля быстро покрывается ВеО и дальнейшее
взаимодействие замедляется. Однако для вакуумной плавки тигли из MgO
не пригодны, так как испарение восстанавливаемого магния вызывает бур-
ное кипение расплава и пары бериллия глубоко проникают в материал тигля.
Однако магний почти не образует сплавов с бериллием, и поэтому выплавлен-
ный в тиглях из MgO металл содержит сравнительно немного магния и, за
исключением понижения коррозионной стойкости бериллия, не проявляет
сколько-нибудь заметного ухудшения его других свойств. СаО является менее
подходящим тигельным материалом, поскольку бериллий образует с кальцием
устойчивое соединение, не удаляющееся при вакуумной плавке. Так как
скорость взаимодействия бериллия с А12О3 относительно невелика, то этот
материал с некоторым успехом можно использовать для изготовления тиглей.
Содержание алюминия в бериллии, плавленном в новом тигле из А12О3, может
достигать 1—2%, в то время как в бериллии, находящемся в контакте со сто-
порным стержнем из А12О3, содержание алюминия не будет превышать лишь
нескольких десятых долей процента. Алюминий не увеличивает хрупкости
бериллия, и поэтому небольшое его содержание допустимо. При применении тиг-
лей из ZrO2 бериллий будет поглощать небольшие количества циркония. Воз-
можно, что стабилизированная двуокись циркония окажется удовлетворитель-
ным материалом для изготовления тиглей, так как небольшие количества цир-
кония не увеличивают хрупкости бериллия [2], несмотря на то, что эти элементы
образуют интерметаллическое соединение.
По всей вероятности, в качестве тигельного материала для плавки берил-
лия могут быть использованы и некоторые другие устойчивые окислы при усло-
вии допустимости некоторого загрязнения примесями выплавляемого металла.
Графит совершенно непригоден для плавки бериллия, ' не только по
причине легкости образования Ве2С, но и вследствие быстрого проникновения
расплава через графит. Испытания тиглей из различных карбидов, нитридов
и сульфидов дали неудовлетворительные результаты ГЗ]. Дальнейшие исследо-
вания таких материалов могут быть целесообразными лишь в том случае,
если будет получен свободный от кислорода бериллий. Тантал выдерживает
соприкосновение с расплавленным бериллием в течение ограниченного времени
вследствие довольно интенсивного их сплавления.
ПРОИЗВОДСТВО ТИГЛЕЙ ИЗ ВеО ПО СПОСОБУ МТИ1)
Тигли из окиси бериллия с наружным диаметром до 230 мм и высотой
380 мм изготавливались в МТИ из обожженного или огнеупорного сорта окиси,
полученной от фирмы «Клифтон продакте». Процесс изготовления тиглей зак-
лючается в следующем: окись бериллия с размером частиц 8 меш (60—70%) и
—200 меш (30—40%) смешивается в мельнице, куда за несколько минут до
разгрузки в качестве связующего добавляется 50%-ный раствор силиката
натрия или 30%-ный раствор хлористого магния в количестве 8% по объему.
Формовка тигля производится ручной трамбовкой полученной смеси в графи-
товой форме со стальным сердечником, показанной на фиг. 42. Трамбовка осу-
ществляется легче всего, когда установка смонтирована на вращающемся
х) «Металлургический проект»—условное название проекта первых в США пред-
приятий для получения атомной энергии, в том числе и реактора в Окридже.—Прим,
ред.
2) МТИ—Массачусетский технологический институт.—Прим. ред.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
125
столике при непрерывной подаче в форму окиси из вибратора. Донное отверстие
в тигле для разливки образуется посредством вставляемой при формовании
тигля деревянной пробки. Находящийся в графитовой форме тигель, засыпан-
ный теплоизолирующим слоем из мелко раздробленного угля, обжигают
Ф и г. 42. Форма с сердечником для изготовления тиглей
из окиси бериллия.
1 — графитовая обойма; 2 — графитовый поддон; 3 — вакуумный за-
порный винт; 4— конусность сердечника 1 : 100; 5—стальной сер-
дечник; 6 —винты для подъема сердечника (ввернуть после вывер-
тывания вакуумного запорного винта); 7—-шейка сердечника;
8 — стальное кольцо для выталкивания; 9 — набивка из окиси
бериллия.
в атмосфере аргона, применяя для этого печь с индукционным нагревом. По
достижении конечной температуры обжига 1700° приблизительно за 1,5 часа
дают затем выдержку при указанной температуре в течение 0,5 часа.
Трещины, появляющиеся в этих тиглях при их использовании, замазывают
массой, имеющей консистенцию сливок и состоящей из 5%-ного раствора сили-
ката натрия (20% по объему), воды и окиси бериллия с размером частиц
—200 меш; масса вводится в трещины пипеткой или тонкой кистью.
126
ГЛАВА V
Окись бериллия в виде шликера1) используется для отливки небольших
тиглей в гипсовые формы, сплошных отливок деталей оборудования для высо-
котемпературных условий испытания, для футеровки изготовленных из дру-
гого материала тиглей, а также для покрытия чехлов термопар и применяемых
при разливке металлов стопорных стержней.
Применяемая для приготовления шликера окись бериллия представляет
собой огнеупорный сорт крупностью—200 меш фирмы «Клифтон продакте».
1200 г такой окиси подвергают сухому размолу в течение 23 час. в стальной
шаровой мельнице емкостью 3,785 л со стальными шарами диаметром 25, 4 мм.
Затем в мельницу добавляют 1 л дистиллированной воды и продолжают размол
еще в течение 1 часа. После этого мельницу разгружают и промывают дистил-
лированной водой. Примесь железа из полученной массы удаляют магнитной
сепарацией в фильтре Франтца. Полученную таким образом массу тщательно
отмывают 250 мл концентрированной соляной кислоты. После 15-часового
отстаивания кислоту сливают декантацией и отмывку повторяют; pH рас-
твора при отмывке должно лежать в пределах 2,5—3,0. Удельный вес шликера
зависит от его назначения. Шликер с удельным весом 1,6 г!см? подходит для из-
готовления литейных тиглей. Для изготовления сплошных отливок деталей
рекомендуется применять материал с большим удельным весом. Для футеровки
или защиты алундовых изделий лучшие результаты дает применение шликера
с меньшим удельным весом.
Тигли из окиси бериллия, отлитые в гипсовые формы, сушат при комнат-
ной температуре, после чего подвергают предварительному обжигу при темпе-
ратуре 1000° в небольшой печи с глобаровыми нагревателями. Для получения
необходимой высокой плотности тигли подвергают окончательному обжигу
при температуре 1800° в специальной печи, обогреваемой смесью газа и сжа-
того воздуха.J Если требуется пониженная плотность, то окончательный
обжиг проводится в печи с глобаровыми нагревателями при температуре
порядка 1500°.
Небольшие (диаметром до 76 мм) пористые тигли из окиси алюминия
(фирмы «Нортон» RA-98, алундовые) футеруются окисью бериллия путем за-
полнения их шликером и выдержкой в течение 1—2 мин. с последующим уда-
лением шликера и высушиванием тиглей при комнатной температуре. Защитные
чехлы термопар, изготовленные из окиси алюминия, покрывают окисью берил-
лия с целью их применения в качестве стопорных стержней посредством трех-
кратного погружения их в футеровочную массу с просушиванием после каж-
дого погружения в течение 30 мин. при комнатной температуре. Окончательная
сушка производится также при комнатной температуре. Покрытые или пропи-
танные окисью бериллия изделия обжигают при 1500° в печи с глобаровыми
нагревателями.
В графитовых тиглях, футерованных массой из окиси бериллия, при обжи-
ге до 1700° в атмосфере сухого азота в печи с индукционным нагревом окись
бериллия частично восстанавливается. При этом футеровка из окиси бериллия
растрескивается так же, как и подобное покрытие на графитовых стержнях.
Поэтому указанные тигли были не пригодны для плавки бериллия.
ЗАЩИТНАЯ АТМОСФЕРА
Бериллий может подвергаться плавке на воздухе, но ввиду значительных
потерь металла вследствие окисления указанный метод плавки бериллия не
применяется (стоимость технического бериллия около 90 долл, за 1 кг).
0 Техника шликерного литья была разработана Махэди и Шварцем в МТИ. Она
описана также в работе Томпсона и Маллета «Приготовление тиглей из специальных
огнеупоров отливкой в оболочку», опубликованной в сообщениях об исследованиях
Национального бюро стандартов США (август 1939 г., стр. 1236).
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
127
Необходимо указать, что в присутствии кислорода поглощение азота берил-
лием незначительно, а образующаяся при плавке бериллия окись прилипает
к стенкам тигля, не оказывая вредного влияния на качество отливки.
Расплавленный бериллий взаимодействует со всеми газами, за исключе-
нием благородных, которые и используются в качестве защитной атмосферы
при плавке бериллия. Но и при плавке бериллия в атмосфере аргона, если
используемая система недостаточно герметична, все же наблюдается его значи-
тельное окисление. Водород, не образующий с бериллием устойчивых гидридов,
в принципе мог бы применяться для вытеснения воздуха. Однако водород не
восстанавливает ВеО. Вместе с тем растворимость водорода в расплавленном
бериллии настолько велика, что удаление выделяющегося в процессе кристал-
лизации газа приводит к получению пористых отливок, и поэтому водород не
пригоден в качестве защитной атмосферы при плавке бериллия.
Окисление металла можно довести до минимума, применяя вакуум. На-
гревание в вакууме при остаточном давлении порядка 106 мм рт. ст. всегда
ведет к образованию на бериллии окисной пленки. Образование тонкой пленки
окиси наблюдается даже в вакууме и при комнатной температуре. Для проведе-
ния крупных плавок бериллия достаточно остаточного давления 100—1000 мкм
рт. ст. Величина потерь от окисления в этих условиях точно не известна, но
составляет, вероятно, 1—2% от веса загрузки. Однако выход металла от веса
загруженного порошкообразного или чешуйчатого (хлопьевидного) бериллия
составляет только около 80—90%. Такую потерю нельзя отнести только за
счет окисления, и, вероятно, некоторое количество металла увлекается окис-
лами, а часть металла теряется вследствие испарения.
•
ОБОРУДОВАНИЕ ДЛЯ ПЛАВКИ
Источник нагрева
Так как расплавленный бериллий легко взаимодействует с продуктами
горения, то практически едва ли целесообразно для плавки бериллия примене-
ние пламенных печей. Электрический нагрев легче всего осуществляется инду-
цированием тока либо непосредственно в бериллии, либо в окружающей его
оболочке из такого материала, как графит или молибден. Так как проводимость
бериллия сравнительно мала, то в первом случае иногда бывает трудно достиг-
нуть хорошей отдачи мощности от индуктора к шихте. Нагрев загрузки весом
от 45 до 90 кг может быть осуществлен с помощью генератора мощностью
100 кет и частотой 3000 гц. За исключением лабораторных плавок весом до
0,45 кг, плавка в печах сопротивления нежелательна, так как пары бериллия
и другие содержащиеся в нем летучие, элементы полностью разрушают нагре-
вательные тела сопротивления. Некоторый успех имела плавка бериллия в ду-
говых печах. Однако проведение дуговой плавки в большом масштабе, вероятно,
вызовет затруднения вследствие чрезмерной летучести бериллия.
Вакуумная печь с наружным индуктором
Установка для плавки бериллия показана на фиг. 43. Вакуумная камера
представляет собой кварцевую или викоровую трубу. Тигель устанавливается
в засыпку из керамического порошка, обеспечивающую не только отличную
теплоизоляцию, но и уменьшающую также возможность растрескивания тигля в
процессе плавки. Если желательно получить остаточное давление меньше 10 мкм
рт. ст., то керамическую теплоизоляцию необходимо удалить. В этом случае
тигель из ВеО, установленный на соответствующую подставку, нагревается за
счет излучения от окружающего его экрана, в котором индуцируются токи
Фуко. Для уменьшения растрескивания тигля необходимо разогревать его
128
ГЛАВА V
равномерно. Индукционный нагрев непосредственно самой загрузки при от-
сутствии теплоизоляции нежелателен.
Плавки весом до 45 кг производятся в кварцевой трубчатой печи, показан-
ной на фиг. 44. В этом случае установка тигля в порошкообразный теплоизо-
ляционный материал неудобна, так как после каждой плавки тигель должен
Масштаб в мм
О, 25 50 75
выниматься для его очистки, особенно у лит-
никового отверстия.
В указанной печи (фиг. 44) применяется
наружный графитовый тигель, который обес-
печивает хорошую передачу тепла от индук-
тора и, поддерживая стенки плавильного
тигля, способствует его равномерному обо-
греву. Уплотнение между плавильным и
графитовым тиглями достигается за счет по-
рошкообразной ВеО крупностью 200 меш,
слой которой не должен быть слишком
тонким и слишком плотно утрамбованным во
избежание растрескивания графита. Для
тиглей диаметром 200 мм достаточна толщи-
на слоя, равная 6 мм; очистка внутреннего
тигля производится без вынимания его из
графитового наружного тигля.
Для теплоизоляции между кварцевой
трубой и нагреваемым графитовым тиглем
применяется слой фасонных цирконовых кир-
пичей толщинсЛ около 25 мм. Эти кирпичи
располагаются так, чтобы их расширение
при нагревании не приводило к растрескива-
нию кварцевой трубы. Желательно также
Фиг. 43. Индукционная печь для
проведения небольших плавок.
I —кварцевая труба; 2— пицеиновое
уплотнение; 3—латунная насадка; 4—ре-
зиновая прокладка; 5 —пластина из туго-
плавкого стекла пирекс; 6 — к диффузион-
ному насосу; 7—латунный патрубок;
8 — иодоохлаждаемый змеевик; 9 — огне-
упорный кирпич; 10 — индуктор (внутрен-
ний диаметр 76 мм; 20 витков на высоте
125 ми); //—тигель из окиси бериллия;
12— расплав; 13 — AI2O3 или ВеО от 20
до 60 меш.
наличие теплоизоляции над и под тиглями
для защиты от нагревания верхней и нижней
крышек. Зазор между графитовым тиглем
и теплоизолирующими кирпичами (около
12,7 мм) дает возможность легко удалять
одновременно оба тигля.
Восстановленный магнием бериллий
может содержать в зависимости от метода
его получения от 3 до 10% летучих веществ
(MgF2 и Mg), удаляемых при последующей
вакуумной плавке. Поэтому внутри печи не-
обходимо иметь пространство, в котором эти
летучие вещества могли бы конденсироваться.
Очень хорошие результаты дает применение для этой цели расположенного над
тиглем водоохлаждаемого колпака, но если отложения тяжелые, то всегда имеет-
ся возможность попадания некоторого их количества обратно в расплав, особен-
но при движении стопорного стержня, что может вызвать бурное вскипание рас-
плава и привести к получению плохого качества отливки. Вакуумный патрубок
располагается в донной части печи, что уменьшает возможность загрязнения
вакуумных насосов продуктами конденсации, но вместе с тем значительная
часть конденсата, находясь в нижней части печи, может попадать в излож-
ницу, что также является нежелательным.
В конструкции печи, показанной на фиг. 44, предусматривается примене-
ние стопорного стержня. Для плавок весом до 13,5 кг этот стержень обычно
помещается внутри тигля. Трубчатый стержень лучше сплошного, так как он
легче в изготовлении и менее склонен к растрескиванию. Использование для
стопорного стержня трубки из ВеО дает наилучшие результаты, однако, если
9 Бериллий
Фиг. 44. Печь для плавки и отливки бериллия.
/—кварцевая труба; 2 —тигель из окиси бериллия; 3—графитовый
тигель-нагреватель; 4 — стопорный стержень из окиси бериллия;
5—медная крышка; 6 — водяное охлаждение; 7—смотровая трубка;
8 — заслонка; 9—крышка из циркона; 10 — набивка из окиси берил-
лия; 11 — индуктор; /2 —профилированный желобчатый кирпич;
13—графитовое кольцо; 14 — крышка изложницы; 15—графитовая
изложница; 16 — к вакуумному насосу; /7 —ввод воды; 18 — прижим-
ная С-образная скоба; 19—механизм для поддержания и поворачи-
вания донного стопора; 20—вывод воды; 21 — ввод воды; 22 —водяная
рубашка; 23 — кирпич из массы К-30; 24 — вывод воды; 25—донный
стопор из окиси бериллия; 26— при разливке донный стопорный стержень
из окиси бериллия перемещается между выступами крестовины.
Из показанных на чертеже верхнего и нижнего стопорных стержней
применяется только один (см. текст).
130
ГЛАВА V
допустимо незначительное загрязнение алюминием, вполне пригодным является
термопарный алундовый чехол марки RA-194 фирмы «Нортон». Конец чехла
притирается к конусу литникового отверстия. Благодаря наличию у расплав-
ленного бериллия прочной окисной пленки и его малой плотности просачива-
ния металла даже через плохое уплотнение не наблюдается. Для плавок весом
свыше 13,5 кг стопорный стержень практически лучше вставлять снизу тигля.
Такое расположение стопора более надежно, его легче осуществить, он не
разрушается конденсатом и дает возможность загружать в тигель большие
куски металла. Однако донный стопор сложнее в управлении и требует нали-
чия определенного пространства между тиглем и изложницей. Одна успеш-
но применявшаяся конструкция донного стопора показана на фиг. 44. Часто
случается,что металл не выливается после удаления донного стопора. В этом
случае литниковое отверстие должно быть пробито вводимым сверху берил-
лиевым стержнем.
Разливка металла может производиться в вакууме, но опыт показывает,
что лучше перед самой разливкой впускать аргон до давления, равного атмос-
ферному. Такая техника проведения процесса разливки обеспечивает получе-
ние более высококачественных отливок, особенно с точки зрения качества их
поверхности и безопасности в работе.
Вакуумные печи с внутренним индуктором
Применение индуктора внутри вакуумного пространства вызывает опа-
сение образования дуг между различными его частями. Почти полное устра-
нение этого достигается подачей на индуктор напряжения менее 200 в. При
наличии хорошей изоляции можно применять напряжения и до 1000 в, однако
рано или поздно все же возникнет опасность дугообразования. Вакуумная
плавка бериллия с расположенным внутри печи индуктором осложняется
наличием большого количества паров металла внутри печи,способствующих
распространению дуг. Несмотря на это, большое количество бериллия выплав-
лялось в печах с внутренним индуктором.
Внутреннее расположение индуктора дает возможность применять метал-
лическую вакуумную камеру и наклоняющийся тигель. Металлическая камера
прочнее кварцевой трубы, а наклоняющийся тигель устраняет необходимость
применения стопорного стержня и литникового отверстия, что увеличивает
срок службы тигля. Однако при разливке сверху труднее достигается получе-
ние высококачественных отливок, что будет объяснено ниже. Компания
«Браш бериллиум» использует поворотные вакуумные печи «Аякс» для очистки
технического бериллия и отливки черновых заготовок, предназначенных для
получения порошкообразного бериллия.
Плавка в открытых тиглях
Бериллий может быть выплавлен в обычном открытом наклоняющемся
тигле с индукционным нагревом. Этот метод подробно исследовался Кюрэй,
Джэксоном, Уди и Иствудом [4] в Институте имени Баттелла, а также Кор-
зином и Рэдцом [5], в Массачусетском технологическом институте. Из при-
веденных ниже описаний видно, что этим методом трудно получить качествен-
ные отливки. Потери металла за счет окисления могут быть снижены, если при
плавке применить защитную атмосферу аргона, но полностью устранить окис-
ление нельзя. При плавке в открытом тигле имеет место значительное удаление
фторидов, в то время как очистка от магния недостаточно эффективна. «Откры-
тая» плавка, очевидно, более удобна нежели вакуумная, однако для доказатель-
ства целесообразности ее применения потребуется проведение тщательных
анализов отливок.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
131
Насколько известно авторам, подходящего флюса при плавке бериллия, не
вносящего загрязнений в металл и дающего возможность получать качествен-
ные отливки, в настоящее время не найдено.
МАТЕРИАЛЫ ИЗЛОЖНИЦЫ
Материал для изготовления изложницы должен выбираться очень осто-
рожно с целью обеспечения минимального ее взаимодействия с расплавлен-
ным бериллием. Очевидно, положение здесь лучше, чем с тиглями, однако не-
которое взаимодействие все же будет иметь место. Например, отлитый в алун-
довую изложницу бериллий будет содержать заметное количество алюминия
"1
SO
165
Ф
по границам дендритов. Керамические
изложницы по ряду других рассматри-
ваемых ниже причин не находят себе
применения для отливки бериллия.
Даже водоохлаждаемые железные и
медные изложницы подвержены воздей-
ствию струи расплавленного металла,
хотя есть некоторые указания на то, что
при тщательно регулируемых условиях
отливки железо могло бы быть исполь-
зовано в качестве материала изложни-
цы. Для отливки бериллия в условиях
тщательного контроля широко приме-
няются графитовые изложницы. При
отливке бериллия в графитовую излож-
ницу на ее стенках образуется слой
порошкообразного карбида бериллия.
Само по себе это не опасно, но взаимо-
действие карбида бериллия с атмосфер-
ной влагой в процессе последующего
литья приводит к образованию газов.
Во избежание этого изложница после
каждого ее использования должна очи-
щаться проволочной щеткой, а в период,
когда она не употребляется,—сохра-
няться в печи при температуре 200°. Но-
вая графитовая изложница перед ее
употреблением для удаления газов долж-
на быть прокалена в вакууме при высокой температуре. Существует большая
опасность образования толстого слоя карбидов при ударе струи расплавленного
бериллия о дно изложницы. Этого можно избежать, если дно изложницы пок-
рыть тонким слоем ВеО или пластинкой из алунда, как это показано на фиг. 45.
Для предотвращения указанного взаимодействия на стенки графитовой излож-
ницы наносят слой ВеО, однако польза от применения такого метода сомни-
тельна, так как ВеО может осыпаться и попадать в отливку. Нагрев графитовой
изложницы перед заливкой должен быть таким, чтобы температура металла
после окончания разливки была не выше 1100°.
4
и г. 45. Изложница для отливки бе-
риллиевых слитков.
/—графитовая изложница; 2 — низкотемператур-
ный обожженный кирпич; 3 — обойма из утрам-
бованной AI2O3 или циркона; 4 — конус для
удобства обработки слитка выдавливанием;
5 —тонкий слой ВеО или пластина из AI2O3-
ДЕФЕКТЫ ЛИТЬЯ И СТРУКТУРА
Пористость
Выплавленный в атмосфере аргона или на воздухе бериллий почти всегда
отличается пористостью. Причины этого явления не совсем ясны, но одна из
причин—это наличие в металле водорода и паров воды [4]. Даже металл, вып-
9*
132
ГЛАВА V
лавленный в вакууме, при разливке на воздухе внушает опасения в отношении
пористости. Сотрудники института им. Баттелла [4] нашли, что эта проблема
могла бы быть решена предварительным подогревом тиглей и металла с после-
дующим расплавлением в вакууме и разливкой металла в атмосфере тщательно
высушенного аргона, однако Рэдд и Корзин [51 и в этих условиях не могли
получить хороших результатов.
Многократные наблюдения показали, что чаще всего металл оказывается
пористым, если его разливка происходила через верхнюю часть тигля, в кото-
рой находились сконденсировавшиеся продукты летучих веществ. Неизвестно,
являются ли причиной пористости фториды или магний. Есть некоторые при-
знаки того, что металл, содержащий от 0,5 до 1 % Mg, дает пористые отливки.
Слитки бериллия, полученные вакуумной плавкой с разливкой через дно
тигля, никогда не имеют внутренней газовой пористости.
Дефекты поверхности
Основным источником образования дефектов поверхности бериллия при
его отливке является выделение газов на поверхности графитовой изложницы.
Газы выделяются в виде пузырьков, вызывающих при затвердевании металла
складчатость окисной пленки в отдельных местах поверхности слитка. Глу-
бина проникновения этих дефектов составляет 0,8—1,6 мм, Указанные выше
предосторожности в отношении графитовой изложницы значительно уменьшают
образование дефектов поверхности при отливке бериллия.
В случае интенсивного взаимодействия металла с изложницей образую-
щиеся карбиды могут быть локализованы на дне слитка или распределены
по всему его объему.
При хорошей технике литья получение чистой поверхности достигается
обточкой слитков на глубину не более 1,6 мм.
Усадочная раковина
Усадка бериллия при затвердевании составляет примерно 3% (точных
измерений не проводилось). При наличии у изложницы утепленной надставки,
как это показано на фиг. 45, можно получить минимальную величину усадоч-
ной раковины. Можно также уменьшить диаметр отливки в области утеплен-
ной надставки, с тем чтобы свести до минимума количество жидкого сплава,
необходимого для питания слитка. Однако опыт практической работы показы-
вает, что лучше сохранять диаметр одинаковым. Количество металла в утеплен-
ной надставке должно составлять около 20% от объема слитка.
Весьма медленное охлаждение бериллия нежелательно вследствие наличия
опасности образования вторичной усадочной раковины в отливке. Этого
можно избежать, если в цилиндрических отливках принять отношение вы-
соты отливки к ее диаметру не более 4.
Внутренние трещины
Даже при повышенных температурах кристаллы бериллия легко дают
трещины по основной плоскости. Возможность образования трещин больше
при крупнокристаллической структуре, и поэтому литой металл особенно чув-
ствителен к растрескиванию. При закалке слитка бериллия в воде образую-
щиеся трещины ориентированы приблизительно в радиальном направлении,
но они могут возникать и вдоль оси отливки. Такая трещина показана
на фиг. 46. Трещины встречаются также в тех местах, где растущие от дна
и боковых стенок кристаллы сходятся в утепленной надставке. Применение
кокилей неудобно для бериллиевых отливок. С другой стороны, качество
медленно охлажденной отливки обычно является неудовлетворительным по
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
133
причине чрезмерно крупных кристаллов. Возможность получения свободного
от трещин слитка с умеренно мелкой кристаллической структурой зависит
от условий разливки и затвердевания слитка. Чем больше диаметр слитка,
тем труднее избежать трещин. Продольные трещины в слитках бериллия не
исчезают при прокатке или выдавливании.
Отливка бериллия в графитовую неподогретую изложницу с толстыми
стенками способствует образованию внутренних трещин в слитке. Необходимая
толщина стенок графитовой изложницы и температура ее предварительного
подогрева должны подбираться для каждого отдельного случая в соответствии
Фиг. 46. Трещины в бериллиевой отливке.
с размерами слитков. Показанная на фиг. 45 изложница дает хорошие резуль-
таты при условии ее предварительного подогрева до 300° для свитка диаметром
150 мм. Очень трудно избежать образования трещин в центральной части слит-
ков диаметром свыше 200 мм. В этом случае положительные результаты могут
быть получены, если непосредственно перед разливкой верхнюю часть излож-
ницы нагреть до 600°, а нижнюю—до 400°. Это указывает на то, что причина
образования «центральных трещин» особенно в более горячей верхней части
слитка до некоторой степени объясняется усадкой при кристаллизации. Пред-
полагается, что широкое исследование в направлении определения оптимальной*
температуры изложницы, условий обогрева утепленной насадки и температуры
литья должно обеспечить возможность получения свободных от трещин слитков
с минимальным диаметром от 200 до 300. мм. Следует указать, что для бериллия
наиболее подходящей является температура литья 1350°.
При содержании в бериллии железа выше 0,1 вес. % борьба с образова-
нием внутренних трещин сильно усложняется. Установлено также, что содер-
жание алюминия в количествах 0,5—1,0 вес. % уменьшает склонность берил-
лия к образованию трещин. Причина этого не ясна, поскольку структурная
составляющая алюминия, располагаясь главным образом по границам дендри-
134
ГЛАВА V
тов, имеет температуру плавления ниже, чем бериллий. Возможно, что в ря-
де областей питание слитка алюминием происходит уже после того, как
произошло затвердевание бериллия. С другой стороны, бериллий лёгко разру-
шается по границам зерен при температуре выше 600° и можно ожидать, что
алюминий способствует такому разрушению.
Структура зерен
Бериллий обладает исключительно большой склонностью к образованию
крупных кристаллов при затвердевании. Так, например, отливка прямоуголь-
ного сечения размерами 76 X 152x254 мм, отлитая в керамическую изложницу,
Фиг. 47. Крупнозернистая бериллиевая отливка.
почти всегда состоит только из четырех больших кристаллов, расположен-
ных в каждом из углов слитка, как это видно на фиг. 47. Соответствующей
разрезкой такого слитка можно получить монокристаллы бериллия. В слитке,
охлажденном со скоростью, вызывающей резко выраженную склонность слитка
к образованию трещин, величина зерен будет примерно такой, как это показано
на фиг. 46. Количество кристаллов, возникающих на поверхности такой отливки,
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
135
быстро уменьшается в направлении к центру, что связано с высокой скоростью
их роста. Радиально направленные столбчатые кристаллы растут в направле-
нии к центру слитка и по мере их приближения к нему постепенно поворачи-
ваются вверх, пока направленность кристаллизации не становится почти парал-
лельной оси слитка.
Рэдд и Корзин [5] безрезультатно пытались достигнуть получения слитка
с мелкозернистой структурой, изменяя такие условия плавки, как температура
литья и время выдержки. Возможность получения слитков бериллия с мелко-
зернистой структурой легированием рассматривается в главе о сплавах берил-
лия.
Проведенная в Массачусетском технологическом институте закрытая
работа по измельчению зерна в отливке посредством вибрации изложницы во
время и после заливки дала возможность получить отливку без осевых трещин
с нормальным размером зерна, но при этом было обнаружено множество не-
больших трещин внутри зерен, подобных тем, которые образуются при интен-
сивной обработке резанием или при грубой шлифовке.
ЦЕНТРОБЕЖНОЕ ЛИТЬЕ
Отливки бериллия методом центробежного литья производились различ-
ными лицами и особенно сотрудниками института им. Баттелла [4]. Этот
метод литья значительно уменьшает склонность к образованию пористости
в слитке. Он не ограничивается вращением отливаемого изделия только вок-
руг своей оси. Но вместе с тем данных о том, что центробежный метод литья
бериллия успешно решает проблему отливки толстых слитков, пока нет.
ОЧИСТКА В ПРОЦЕССЕ ВАКУУМНОЙ ПЛАВКИ
Из технического бериллия при его вакуумной плавке, очевидно, удаляют-
ся фториды, однако методов анализа для определения оставшегося в отливке
фтора нет. Содержание магния снижается до 0,01—0,05%. При вакуумной
плавке хлопьевидного бериллия, полученного электролизом, содержание
хлоридов снижается до 0,007%, но высокотемпературная обработка в вакууме
такого металла в твердом состоянии1) не дает эффективного удаления хлори-
дов. Содержание окислов в загрязненном бериллии, таком, как окисленный
скрап, может быть снижено примерно до 0,02%, что характерно для литого
металла. Обычные примеси, такие, как железо, алюминий и кремний, не уда-
ляются при вакуумной плавке, и их содержание может даже увеличиться за
счет взаимодействия бериллия с материалом тигля.
СРАВНЕНИЕ ЛИТОГО БЕРИЛЛИЯ С ДРУГИМИ ЕГО ВИДАМИ
Литой бериллий хрупок и практически не имеет удлинения при растя-
жении. Его едва ли можно использовать для конструкционных целей, кроме
тех случаев, когда сумма действующих на него нагрузок будет меньше пре-
дела упругости при растяжении или сжатии. Относительно большой размер
зерен в литом бериллии затрудняет его обработку резанием вследствие обра-
зования трещин и скалывания зерен. Спрессованная в горячем состоянии из
порошка бериллия заготовка при комнатной температуре имеет удлинение
при растяжении, равное 2%, и макроскопически изотропна. Обработанный
выдавливанием бериллий обладает пластичностью, характеризуется удлине-
нием, лежащим в пределах 2—50% в зависимости от направления вырезки
образцов и характера обработки. Очевидно, что со всех точек зрения, за исклю-
чением стоимости, выдавленный бериллий следует предпочесть литому.
0 Так называемая «вакуумная экстракция».—Прим. ред.
136
ГЛАВА V
ЛИТЕРАТУРА
1. Kaufmann A. R., Gordon Р., Lillie D. W., Trans. Am. Soc. Met.,
42, 799 (1950).
2. Kaufmann A. R., Gordon P.» L i 1 1 i e D. W., Trans. Am. Soc. Met,, 42,
840 (1950).
3. К a u f m a n n A. R., Gordon P., Lillie D. W., Trans. Am. Soc. Met., 42,
790 (1950).
4. Kura J. G., Jackson J. H., U d у M. С., E as t wood L. W., Trans. Am.
Inst, of Meehan. Engng., 185, 769 (1949).
5. R a d d F., Corzine P., AEC Metallurgical Pro ect, Massachusetts Institute of
Technology (не опубликовано).
Б. ПРОИЗВОДСТВО БЕРИЛЛИЯ МЕТОДАМИ ПОРОШКОВОЙ
МЕТАЛЛУРГИИ
У. У. Бивер
Область применения порошковой металлургии как основного метода
производства обычно ограничивается теми металлами, температура плавления
которых слишком высока для того, чтобы их получение отливкой оказалось
экономически целесообразным. Своеобразным в этом отношении является
бериллий, промышленное производство которого, несмотря на его сравни-
тельно низкую температуру плавления, практически осуществляется мето-
дами порошковой металлургии. Причина этого лежит главным образом в не-
обходимости получения бериллиевых заготовок с мелкозернистой структурой
и такими механическими свойствами, которые обеспечили бы возможность
изготовления качественных готовых изделий посредством многочисленных
операций обработки металла.
ИСТОРИЯ РАЗВИТИЯ
Производство бериллия осуществлялось раньше по методу порошковой
металлургии, поскольку сравнительно низкая температура восстановления
галоидов приводит к получению порошка или губки, а в случае электролитиче-
ского восстановления—«хлопьев»1). Однако бериллиевые изделия, изгото-
вленные методом холодного прессования с последующим спеканием, отлича-
лись хрупкостью и малой плотностью вследствие наличия шлака в губке,
порошке или на поверхности хлопьев [1].
В 1939 г. немецкая фирма «Дейтше Гольд-унд Зильбер-Шайдеанштальт»
(сокращенно «Degussa» [2]) получила патент на производство бериллиевых
деталей по методу, предусматривающему удаление шлака и окиси обработкой
восстановленного бериллиевого порошка концентрированной азотной кисло-
той с последующим удалением частиц шлака и окиси флотацией. Очищенный
порошок прессуется под давлением 80—235 кг/см? и затем спекается в вакууме
при 1100°. В следующем патенте отмечалось, что после такой обработки заго-
товки бериллия можно было шлифовать, полировать и подвергать прокатке,
ковке и горячему прессованию с целью достижения максимальной плотно-
сти [3]. Егер и Рудерт [4] указывали, что такой же степени очистки можно
достигнуть измельчением восстановленного порошка или губки и последую-
щим просеиванием для разделения по размерам частиц измельченного про-
дукта. В работе [51 указывается на преимущество вакуумного спекания по
сравнению со спеканием в восстановительной атмосфере.
Однако, когда в 1945 г. стала очевидной необходимость изготовления
бериллия в относительно больших количествах, то замена методов порошко-
вой металлургии литьем оказалась более обещающей. Еще до этого был про-
веден ряд работ-по литью бериллия на воздухе центробежным методом, а также
по литью под постоянным давлением, и хотя такое литье оказалось вполне
возможным, оно не нашло применения в производстве главным образом
*) «Хлопьевидный» или «чешуйчатый» металл выделяется только при получении
бериллия электролизом из смеси расплавленных хлоридов.—Прим. ред.
138
ГЛАВА V
вследствие низкого качества получаемых отливок и трудностей при их обра-
ботке резанием [6]. Развитие работ по вакуумному литью за период с 1946
по 1950 г. описано в предыдущей главе.
Хотя отливки бериллия и использовались в производстве таких деталей,
как окна рентгеновских трубок, выход его в изделия был исключительно низ-
ким (не превышая иногда 10%). Были разработаны также методы вакуумного
литья, позволяющие получать небольшие отливки, которые после снятия
напряжений подвергались выдавливанию, прокатке или ковке с целью полу-
чения изделий [7, 8]. Однако вследствие ограниченности размеров получае-
мых изделий и их низкого качества этот процесс не нашел себе промышлен-
ного применения, и в 1950 г. порошковая металлургия оказалась единствен-
ным методом производства бериллия.
Фиг. 48. Предел прочности при растяжении в зави-
симости от температуры для различных видов бериллия.
1 — Y-4522-WX, тепловыдавленный при температуре 400 — 450°;
2— Y-5480-HX, горячевыдавленный при температуре 1000 —
1100° в стальных контейнерах; 3 — выдавленный из хлопьев;
4 — Y-4522-HP, горячепрессованный в вакууме при температуре
1000—1 100°; 5 — отлитый и выдавленный.
Первой основной задачей было получение на базе современного промыш-
ленного метода горячего прессования металла, поддающегося обработке реза-
нием. Решение указанной задачи было начато в 1946 г. [9]. Хорошие резуль-
таты дали и другие методы горячего прессования, однако вследствие необхо-
димости применения высоких давлений, а также затруднений, связанных
с выбором материала для пресс-форм, они в то время не были использованы
для производства [10]. Производственный метод, вначале обозначенный про-
цессом Q, включал в себя измельчение корольков бериллия до тонкого по-
рошка, загрузку этого порошка в стальную пресс-форму и его прессование
при температуре 1000—1100° и очень малом давлении (от 5 до 10 кг!см2) в тече-
ние нескольких часов. Таким путем получалась плотная мелкозернистая
бериллиевая заготовка, которую можно было легко подвергать обработке
резанием. Однако, из-за наличия небольших количеств шлака первые полу-
ченные методом горячего прессования заготовки были недостаточно устойчи-
выми против коррозии, подвергаясь особенно сильно интеркристаллической
коррозии'.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
139
Хотя усовершенствование техники флюсования в процессе восстановле-
ния бериллия и облегчает проблему связывания шлака, тем не менее послед-
ние производственные методы включают в себя вакуумную переплавку король-
ков и получение из них слитков главным образом с целью удаления из черно-
вого бериллия шлака и магния. Полученные слитки истиранием превращают
в порошок и используют последний для современного промышленного произ-
водства бериллиевых изделий методами горячего прессования или обработ-
ки давлением, гидростатическим прессованием порошка в заготовки с после-
дующим выдавливанием, прокаткой, ковкой и т. д. [11]. В работе [12]
Фиг. 49. Удлинение в зависимости от температуры для раз-
личных видов бериллия.
1—Y-4522, тепловыдавленный; 2—Y-4522, горячепрессованный; 3— от-
литый из хлопьев и выдавленный; 4—Y-5480, горячевыдавленный.
подробно исследована зависимость ряда механических свойств бериллия от ка-
чества порошка и методов его обработки, показана зависимость прочности
и пластичности бериллия от величины зерна и установлено, что размер зерна
определяется прежде всего размером исходных частиц порошка. В этой же
работе сравниваются свойства бериллия, выдавленного из слитков, хлопьев
и порошка, со свойствами бериллия, полученного горячим прессованием
из порошка.
Предел прочности при растяжении в зависимости от температуры для
различных видов бериллия приводится на фиг. 48 [8—12]. Кривые пока-
зывают изменение предела прочности литого, порошкового и хлопьевидного
бериллия в продольном направлении, выдавленного при одинаковых усло-
виях выше температуры рекристаллизации в сравнении с порошковым,
горячепрессованным бериллием, а также выдавленным при температурах ниже
интервала рекристаллизации из горячепрессованных незащищенных порош-
ковых заготовок. Удлинение при растяжении приведено для сравнения на
фиг. 49. Рассмотрение диаграмм показывает, что свойства бериллия, полу-
ченного из прессованного порошка, лучше, чем литого, обработанного выдав-
ливанием.
Обозначение промышленных видов порошкообразного бериллия
и изделии из него
В порошковой металлургии бериллия применяется определенная терми-
нология и обозначения, характеризующие различную бериллиевую продукцию.
Бериллий, изготовленный из порошка компанией «Браш бериллиум», обозна-
чается через Q. Дополнительные обозначения к указанному характеризуют
140
ГЛАВА V
метод получения исходного металла. Порошок, изготовленный из корольков
бериллия, полученных восстановлением фторида бериллия магнием без даль-
нейшей их обработки с целью удаления шлака, обозначается символом QT.
Корольки, переплавленные с целью повышения качества материала, обозна-
чаются QRM, QPT и QM в зависимости от характера примененного для их
обр аботки п р оцесса.
Однако ни один из этих видов металла в настоящее время не производится^
так как единственный процесс, используемый в течение последних 4 лет,
включает вакуумную плавку бериллиевых корольков. Этот материал, обозна-
чаемый QMV, является стандартным промышленным бериллием. Различные
партии порошка определяются номером, которому предшествует буква Y, а
последующая обработка обычно указывается другими дополнительными
обозначениями. Эти обозначения следующие:
АР—измельченный порошок,
HP—горячепрессованный в вакууме при 1000—1100°,
АНР—горячепрессованный на воздухе при 900—1150°,
СР—холоднопрессованный при комнатной температуре,
WP—теплопрессованный в интервале 100—800° (если нет других обо-
значений, то предполагается, что температура прессования 400—
450°),
WX—тепловыдавленный при 400—450°,
НХ—горячевыдавленный при 1000—1100° в стальных контейнерах (если
нет других обозначений).
Другие обозначения, такие, как WR и HR, WF и HF, обозначают про-
катку и ковку. Все это будет описано подробнее в дальнейшем. Кроме порошка
из измельченных корольков, бериллий в виде хлопьев и порошка, полученных
электролитически, производится фирмой «Пэшинэй» во Франции и в послед-
нее время фирмой «Бериллиум корпорэйшн» в США. Опытные партии элек-
тролитически полученных хлопьев и порошка были произведены также фирмой
«Клифтон» и компанией «Браш бериллиум». Электролитический хлопье-
видный бериллий или порошок мало применяются в производственных про-
цессах порошковой металлургии, вследствие чего обозначения для них еще
не составлены. Однако поскольку эти материалы могут применяться в буду-
щем, описание их приводится ниже.
Промышленное получение бериллиевого порошка
Технологические схемы получения изделий из бериллиевого порошка
приведены на фиг. 50. Исходный порошок бериллия в основном получают
измельчением стружки до —200 меш, получаемой в свою очередь обработкой
резанием слитков бериллия, отлитых в вакууме. Одним из способов измель-
чения бериллия является измельчение, при котором крупные корольки (про-
дукт восстановления фторида бериллия магнием) или обрезки от слитков
дробятся под молотом до порошкообразного состояния. Крупность частиц при-
меняемого порошка может лежать в пределах от —100 до —325 меш, хотя
считается, что для основных областей применения, если нет специальных
оговорок, бериллиевый порошок должен иметь крупность —200 меш. В порошке
крупностью —200 меш немного больше половины частиц имеют крупность
—325 меш.
Из фиг. 50 видно, что существует несколько основных схем обработки
бериллия. Они могут включать в себя: холодное прессование; спекание и
теплую или горячую обработку давлением прессованных заготовок;
теплую и горячую обработку непосредственно порошкового металла, поме-
щаемого в стальные сварные оболочки (контейнеры); горячее прессование
в вакууме или горячее прессование на воздухе, а также комбинации этих про-
КОВКА
Порошок
бериллия,
-ZOO меш
ВЫДАВЛИВАНИЕ
Прессование
Загруз-
ка бри-
кета
Прессование
при
комнатной
температуре
Загрузка
бри-
кета
Заготовки
длл выдав-
ливания
Запрессовка
в стальную
оболочку,
0-500*
ПРОКАТКА
Порошковые
заготовки
алл прокатки
Прессование
порошковых
заготовок
для прокатки
Прессование
в викуцме,
1050°
Спекание
в вакууме,
1050*
Предваритель-
ный нагрев
1050-1100*
Упаковка
в стальную
лочку
Плакировки
сталью
или
никелем
Выгрузки
и очистка
заготовок
Прессование
или штам-
повка,
400-800°
Прессование
на воздухе
Нанесение
графитовой
смазки
Обработка
резанием
Обработка
резанием
Обработка
резанием
Выдавли-
вание,
М5‘
I
Готовое
изделие
Готовое
изделие
Готовое
изделие
Выдавлен
ный
пруток
Выдавли-
вание,
10104150°
Прокатка,
900°
Удаление,
стальной обо-
лочки травле-
ниемвнМ)3
Прокатка.
0-750°
Выдавлен-
ный
пруток
Фольга
и
листы
Листы
и
плиты
Фиг. 50. Технологические схемы обработки бериллиевого порошка.
* Заготовки могут быть: те пл о прессованные, холоди о пре с со ванные и спеченные, гор яче прессованные и обработанные резанием.
142
ГЛАВА V
цессов. Следовательно, можно сказать, что применение любого возможного
метода порошковой металлургии будет представлять интерес для производ-
ства металлического бериллия.
ПРОИЗВОДСТВО ПОРОШКА
Методы химического восстановления
Порошковый бериллий может быть получен различными методами, вклю-
чающими восстановление галоидных соединений бериллия магнием, натрием
и кальцием [1], электролиз расплавленных хлоридов, дробление и измель-
чение бериллия, полученного в виде губки, кусков, корольков и порошков.
Вид бериллия зависит от способа восстановления применяемых компонентов
и условий восстановления. Хлопья, губка и порошок могут быть получены
электролизом. Обработка давлением применима к любому виду металла,
если требуется получить величину зерна меньше, нежели в металле непосред-
ственно после восстановления.
Метод приготовления порошка металла имеет преобладающее влияние
на свойства изделий, особенно в отношении чистоты, формы, величины и сос-
тояния поверхности частиц.
Химический анализ различных сортов хлопьевидного и порошкообразного
бериллия приводится в табл. 16. В эту таблицу включены данные: о хлопье-
видном бериллии, полученном французской промышленностью методом элек-
тролиза; об опытной партии порошкообразного бериллия, изготовленного
электролизом эвтектической смеси хлорида бериллия, хлорида натрия, хло-
рида лития и хлорида калия [13]; о хлопьевидном бериллии, изготовленном
полупромышленным методом посредством электролиза расплавленной смеси
хлоридов бериллия и натрия и о порошке бериллия, полученном истира-
нием хлопьевидного электролитического бериллия. Приведен также химиче-
ский анализ металла, полученного восстановлением парообразного хлорида
бериллия натрием, поскольку такой способ может представить интерес для
производства порошка бериллия с определенным размером частиц путем
регулирования температуры восстановления. Другие образцы металла, при-
веденные в табл. 16, представляют собой измельченный порошок обычного
качества и порошок особой чистоты, приготовленный измельчением вакуум-
ных отливок, выбранных из партий металла наивысшей чистоты, полученных
как опытным путем, так и в промышленных условиях восстановлением фто-
рида бериллия магнием [14].
Все перечисленные выше различные сорта порошков бериллия могут
применяться для определенных целей, поскольку разница в размерах и форме
частиц, а также в чистоте порошков позволяет получать широкий диапазон
свойств металла. В основном электролитический бериллий чище порошка
бериллия, полученного пиролитическим восстановлением, по содержанию
металлических примесей (особенно железа, алюминия, кремния и магния).
Однако образцы металла, полученные электролизом, так же как и металла,
непосредственно восстановленного в виде порошка, содержат обычно значи-
тельно большее количество неметаллических примесей главным образом за
счет приставших к поверхности небольших шлаковых частиц. В полученном
восстановлением в виде порошка или хлопьев бериллии содержится довольно
много кислорода и свободного углерода.
В бериллии, переплавленном в вакууме из кусков, корольков и губки
количество шлака, свободного углерода и кислорода значительно умень-
шается, однако вследствие загрязнений, вызываемых материалом тигля,
содержание металлических примесей и связанного углерода (Ве2С) увеличи-
вается. Когда слитки после вакуумной переплавки подвергаются механиче-
скому измельчению, то содержание кислорода в измельченном бериллии уве-
личивается пропорционально суммарной открытой поверхности частиц.
Таблица 16
ТИПИЧНЫЙ ХИМИЧЕСКИЙ СОСТАВ ПОРОШКООБРАЗНОГО И ХЛОПЬЕВИДНОГО БЕРИЛЛИЯ, ПОЛУЧЕННОГО РАЗЛИЧНЫМ^ МЕТОДАМИ
Характеристика бериллия Средний размер частиц Содержание ! бериллия, % Примеси, %
Fe | Si | Al | Mg | С') I СП) | О1)
Стандартный продажный порошок QMV Стандартный продажный порошок QMV высокой чистоты Французский продажный хлопьевидный, полученный электролизом Продажный хлопьевидный, полученный электролизом в виде больших ден- дритов. Производитель № 1 .... Хлопьевидный, полученный электроли- зом. Производитель № 2 Измельченный хлопьевидный. Произво- дитель № 2 Порошок, полученный электролизом. Производитель № 3 Порошок, полученный восстановлением из паровой фазы. Производитель № 3 1) Эти примеси встречаются вероятно, в ви рода будет зависеть от размера частиц, о чем Стандартный порошок крупностью —400 меш 2) Этот состав, хотя и относится к берилл поверхности (окислы и хлориды), посредством ценными электролизом в более позднее время. 15—25 мкм (—200 меш* 15—25 мкм (—200 меш) 6,3 мм диаметром, 0,25 мм толщиной 1200—2700 мкм 3,2 мм диаметром, 0,4 мм толщиной 15—25 мкм (—200 меш) 420—840 мкм 5—12 мкм де соединений с берил/ i свидетельствуют дан! может содержать до 0, ию более раннего вы । его обработки кислоте 99,0—99,6 99,4—99,8 99,4 99,2 99,72) 98,32) 99,5 96,0—99,5 шем. Ион хлора 1ые, полученные ,98% О, в то в ре пуска, но, вере эй. В результат 0,15 0,04 0,039 0,02 0,016 0,017 0,03 0,05 , вероятно, в ; для неизме ?мя как про; эятно, бери; е был пол уч 0,05 0,03 0,0165 0,005 0,02 0,026 0,016 0,05 о всех случа льченных и важный бери 1ЛИЙ был оч ен продукт. 0,05 0,01 0,0095 0,003 0,042 0,042 0,007 1 0,05 ях связан с измельченны ллий VC со; ищен удалеь сравнимый 0,05 0,005 Нет » 0,007 0,007 Нет 0,05 ионом щело’ х хлопьев, I ^ржит ОКОЛ( шем больше по составу с 0,072 0,044 0,05 0,26 <0,05 <0,05 <0,05 0,072 чного метал зыпускаемы э 0,08 % О. й части при другими в Нет » 0,29 0,33 >0,5 >0,5 0,36 >0,5 ла. Содерж х производ) месей, нахе идами бери 0,57 0,57 0,29 0,51 1,15 1,66 0,64 1 0,864 ание кисло- ителем № 2. >дящихся на ллия, полу-
144
ГЛАВА V
Влияние метода получения на свойства продукта
В табл. 17 приводятся данные о прочностных свойствах бериллия, полу-
ченного различными методами восстановления; эти данные относятся к тем же
образцам бериллия, анализ которых был приведен в табл. 16.
Для получения сравнительных данных по прочностным свойствам раз-
личных типов бериллия все образцы подвергались горячему прессованию,
а затем теплому выдавливанию, что обеспечивало максимальную плотность.
Было найдено, что крупные полученные электролизом хлопья, для того чтббы
их вообще можно было подвергнуть обработке, должны быть измельчены в тон-
кий порошок, тогда как из порошков, полученных восстановлением из паро-
вой фазы и электролизом, можно было получить изделия с необходимой плот-
ностью, обрабатывая резанием горячепрессованные заготовки.
Наибольшие значения прочности и пластичности относятся к образцам
из порошка —200 меш, приготовленным из отлитого в вакууме металла, так
как оказалось, что содержание шлака и большое количество окислов в элек-
тролитическом и непосредственно восстановленном из паровой фазы порошке
оказывают вредное влияние на обрабатываемость и на свойства получаемых
изделий.
Наличие небольшого количества шлака в частицах не подвергнутого
переплавке в вакууме металла довольно заметно увеличивает его хрупкость
(табл. 17).
Таблица 17
МЕХАНИЧЕСКИЕ СВОЙСТВА ОБРАЗЦОВ, ИЗГОТОВЛЕННЫХ
ИЗ РАЗЛИЧНЫХ ВИДОВ БЕРИЛЛИЕВОГО ПОРОШКА 1)
Свойства Порошок, полученный восстанов- лением из паровой фазы Порошок, получен- ный элек- тролизом Порошок 2)t полученный измельчением электроли- тических хлопьев (—200 меш) Порошок 3), полученный измельчением отлитых в ва- кууме слитков ( — 200 меш)
Предел прочности при разрыве, кг 1мм2 Предел текучести, кг/мм2 Удлинение, % Уменьшение площади поперечного сече- ния, % 1) Все образцы изгото! следующим выдавливанием. 7 кг1см2>. Температура выдав/ 2) Горячепрессованные 3) Большее значение у 22,3 18,0 1,1 0,8 злялись горячи . Температура i [ивания 450°, об заготовки не в длинения соотв 18,5 16,7 2,1 1,5 м прессован горячего nj >жатие 3 — 5® ыдерживал! 1етствует me 42,5 42,4 0,5 0,3 ием порошков ( эессования I0E /о> Диаметробра 1 обработки вы; шьшей степени 52,8—74,0 28,1—45,6 6—8 6—8 бериллия с по- >0°, давление 13цов 12,7 мм. сдавливанием, обжатия.
Различные формы и размеры частиц порошкообразного и хлопьевидного
бериллия приводятся на фиг. 51. При исследовании влияния кислорода (в отсут-
ствие шлака) на обрабатываемость бериллиевого порошка образцы (порошок
из вакуумного слитка) одинаковой чистоты и с одинаковым размером частиц
подвергались в одном случае окислению, а в другом смешивались с окисью
бериллия [14]; полученные результаты приведены в табл. 18.
В другой серии исследований образцы стружки и корольков измельча-
лись в атмосфере сухих газов с целью получения образцов бериллия с пони-
женным содержанием окиси по сравнению с обычным ее содержанием в стан-
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
145
Фиг. 51. Величина и форма частиц различных видов бериллия.
а—измельченный истиранием до —200 меш; ХбО; б—восстановленный из паровой
фазы; х60; в—электролитические хлопья; Х5; г—электролитический порошок; Х5.
дартном порошке, имеющем измельчение до —200 меш, или средний размер
зерен от 15 до 25 мкм [15]. Таким образом, было исследовано влияние содер-
жания окиси выше и ниже предела, обычного для порошка QMV.
Было найдено, что более низкое содержание окиси достигалось измель-
чением металла в атмосфере гелия при точке росы —64° (табл. 19); однако
улучшения прочностных свойств при этом не наблюдалось. С другой стороны,
было установлено, что при содержании ВеО значительно выше 2% чрезвы-
чайно трудно достигнуть максимальной плотности только горячим прессова-
нием, а при содержании ВеО 3,5% максимальная плотность хотя и достигается
после обработки давлением, однако прочностные свойства изготовленных
образцов ниже, чем образцов с меньшим содержанием кислорода. Следова-
тельно, можно сделать вывод, что при указанной величине частиц изменение
содержания окиси в пределах от 0,5 до 1,5% ВеО мало сказывается на свой-
ствах металла и небольшие их изменения заметны лишь при колебании содер-
жания ВеО в пределах 0,3—0,5% и 1,5—2,0%. При изготовлении изделий
из порошков обработкой давлением содержание окиси может быть допущено
более высокое, чем при горячем прессовании. Следующие данные свидетель-
1 о Бериллий
Таблица 18
ПРОЧНОСТНЫЕ СВОЙСТВА ОКИСЛЕННОГО БЕРИЛЛИЕВОГО ПОРОШКА!)
ВеО, % Способ окисления Предел проч- ности при растяжении, кг/ммЬ Предел теку- чести, кг/ммЬ Удлинение, % Уменьшение площади по- перечного се- чения, %
А. Теплопрессованный, затем горячепрессованный (не менее 98,5% теорет. плот.)
0,82 Стандартный 2) 28,6 25,4 0,8 1,о
1,23 На воздухе 3) 27,7 25,5 0,6 0,7
1,53 На воздухе 3) 29,8 27,4 0,9 0,6
1,53 В бомбе 4) 27,6 25,4 1,2 0,6
1,83 На воздухе 3) 29,1 27,0 0,8 0,8
Б. Теплопрессованный, затем тепловыдавленный с диаметра 25,4 до 12,7 мм
0,82 Стандартный 2) 53,9 31,0 6,6 6,1
3,59 На воздухе 3) 39,8 32,0 1,4 1,4
3,6 В бомбе 4) 34,4 32,1 1,1 0,8
1) Все образцы готовились из порошка партии Y-8724 и перед испытанием отжигались при темпе-
ратуре 750° в течение 20 мин. 2) Нормальное содержание окиси бериллия в порошке. 3) Окисление на воздухе выше 800° и затем смешивание с обычным порошком до получения требуе-
мого содержания ВеО. 4) Нагревание в закрытой бомбе с кислородом до получения требуемого содержания ВеО.
Таблица 19
СОДЕРЖАНИЕ ВеО В БЕРИЛЛИИ, ИЗМЕЛЬЧЕННОМ В АТМОСФЕРЕ
«СУХОГО ШКАФА» 1)
Исходный бериллий и степень измельчения Содержание ВеО, вес. %
измельчен- ный на воз- духе измельченный в атмосфере гелия при точке росы -64°
Стружка, полученная из от- литых в вакууме слитков 0,17 0,17
Порошок, полученный после дробления в мельнице Вилея 0,27 0,17
Порошок, полученный истира- нием, фракция —100 меш -{-200 меш 0,47 0,20
Порошок, полученный истира- нием, фракция —200 меш 1,44 0,31
1) Опытный способ измельчения, включающий дробление стружки
в мельнице Вилея и измельчение до порошка в механизированной ступке
с пестиком. При дроблении (возможно, вследствие того , что частицы по-
рошка мельче —200 меш не могли непрерывно удаляться) потребляет-
ся больше энергии, чем в процессе истирания, о чем свидетельствует
более высокое содержание ВеО в бериллии. незащищенном инертной атмосферой
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
147
ствуют о том, что у образцов, полученных теплым и горячим выдавливанием
Общее садер/нание неметаллических примесей
0е1],дегС.ве^г.79
Фиг. 52. Удлинение бериллия (пруток) в зависимости от сум-
марного содержания неметаллических примесей.
X—холоднопрессованный, горячевыдавленный; О—теплопрессованный,
тепловыдавленный.
Однако, как это видно на кривой фиг. 52 для образца Y-8748-A, измель-
чение порошка до —400 меш, несмотря на увеличение при этом общего содер-
жания неметаллических примесей, влияет на увеличение удлинения при рас-
ХАРАКТЕРИСТИКА БЕРИЛЛИЕВОГО ПОРОШКА
Таблица 20
Характеристика порошка Плотность прес- сованной заготов- ки, % от макси- мальной Удельная поверх- ность, cj&je Средний размер частиц, мкм Содержание ВеО, % Размер зерен после горячего прессования, мкм । Минимальное давление горяче- го прессования при 1050 °, кг/см2
Стружка 45,4 — 50 0,17 84 60
После 1-го прохода 43,4 —• 50 0,39 61 —•
» 2-го в 40,9 716 45,3 0,46 57 30
в 3-го » 40,9 957 33,3 0,62 — —
в 4-го в 40,9 1170 27,6 0,67 —- —
» 5-го >> 40,9 1290 25,2 0,70 — —-
в 6-го в 41,9 1410 23,0 0,72 38 21
в 7-го » 41,2 1450 22,3 0,81 — —-
в 8-го в 40,2 1550 20,9 0,81 — - -
в 9-го в 39,8 1570 20,7 0,86 28 7
в 10-го в 38,9 1700 19,1 0,89 — —
—200 меш 36,0 1890 17,1 1,14 22 —
—200—(4-325) меш 38,5 789 41,2 0,50 31 —
—325 меш 32,4 2280 14,2 1,29 17 —
—100 меш — 1100 29,3 0,60 — —
—200 меш (нормальным) — 1500—1700 19—22 0,90 20—30 (возможен ин- тервал 5—40)
10*
Фиг. 53. Влияние величины зерна на прочностные
свойства при повышенных температурах горячепрессован-
ного в вакууме бериллия QMV, партия Y-8694.
Удлинение. %
Фиг. 54. Зависимость механических свойств от величины зерна
бериллиевого порошка.
О — предел прочности горячепрессованного бериллия, выдавленного при
температуре 450° и отожженного при 750°, ф— предел прочности горя-
чепрессованного бериллия, выдавленного при температуре 1 010°; © — удли-
нение горячепрессованного бериллия, выдавленного при температуре 1010°:
О —предел прочности горячепрессованного бериллия.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
149
тяжении значительно сильнее, нежели уменьшение общего содержания
неметаллических примесей. Значительно меньшее их влияние отмечается тогда,
когда общее содержание металлических примесей выравнивает величину удли-
нения для изделий из тех же порошков, особенно горячевыдавленных, в кото-
рых заметна только небольшая разница в пластичности независимо от каче-
ства исходного материала. При теплом выдавливании наблюдается неко-
торая тенденция к увеличению удлинения при меньшем содержании
примесей [14].
Заметное влияние величины частиц исходного порошка на предел проч-
ности и удлинение при температурах ниже 600° видно на кривых фиг. 53 [121
для горячепрессованного бериллия. На фиг. 54 для обработанных давлением
образцов представлено влияние степени измельчения порошка бериллия на
механические свойства. При температуре испытания 400—500° наблюдается
появление трещин по границам зерен, а при температуре 600° наступает раз-
рушение. Поэтому при указанных температурах наличие высокоразвитой
поверхности по границам зерен оказывает вредное влияние на прочностные
свойства изделий. Однако поскольку бериллий редко используется выше тем-
пературы 600°, то для большинства случаев его применения предпочитают
иметь мелкозернистую структуру. В табл. 20 показано, что величина зерна
зависит прежде всего от размера частиц порошка, поскольку слой окиси на
частицах ограничивает рост зерна в интервале обычно применяемых для спе-
кания температур.
Промышленный метод производства бериллиевого порошка
Практически весь применяемый в промышленности порошок бериллия
изготовляют из стружки, получаемой обточкой отлитых в вакууме слитков
диаметром 230 мм и весом 23 кг. Эта стружка подается в водоохлаждаемый
истиратель, футерованный изнутри бериллием и работающий в атмосфере
сухого азота. Получаемую при обточке слитка стружку собирают со станка
с помощью вакуумного устройства и пересыпают в стеклянную банку. Опе-
рация пересыпки показана на фиг. 55. Банка, применяемая для удобства
определения количества и вида бериллиевой стружки и порошка без их сопри-
косновения с воздухом, помещается в перевернутом положении в специальное
отделение наверху истирателя, показанного на фиг. 56. Порошок подается
через трубку, имеющую вывод в центре неподвижной футерованной бериллием
плиты, в контакте с которой находится вращающаяся плита, также футерован-
ная бериллием. Порошок бериллия истирается между этими плитами и попа-
дает на вибросито, расположенное в дне истирателя. Порошок крупностью
—200 меш вновь собирается в банки для использования на последующих опе-
рациях, а порошок крупностью +200 меш возвращается в верхнюю часть
истирателя для дальнейшего измельчения.
Для предварительного измельчения корольков, прибыльных концов
слитков и других твердых кусков металла можно применять ковочные или
молотковые мельницы. Полученный продукт подвергается затем измельчению
в описанном выше истирателе Брауна. Иногда, обычно в опытном масштабе,
для измельчения частиц применяется и другое оборудование, такое, как мель-
ницы Вилея, шаровые и гидравлические мельницы или механизированные
ступки с пестиком. Бериллий вообще не может быть измельчен механически
тоньше, чем до частиц со средним диаметром 8—10 мкм, поскольку дальней-
шее измельчение порошка обычно приводит к его значительному загрязнению
вследствие истирающего действия бериллия на оборудование и окислению за
счет тепла и энергии, выделяющихся при переизмельчении.
Полученный истиранием порошок проходит через истиратель несколько
раз до измельчения всей загрузки до тонины —200 меш. Данные, характери-
зующие плотность прессованной заготовки, среднюю величину частиц и удель-
Фиг. 55. Заполнение банки бериллиевой стружкой.
Фиг. 56. Промышленная установка для истирания стружки берил-
' ЛИЯ.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
151
ную поверхность различных порошков, а также содержание в них ВеО, при-
ведены в табл. 20, а степень уменьшения величины частиц порошка после
каждого прохода через истиратель—в табл. 21. На микрофотографиях фиг. 57
показана зависимость величин зерен бериллия после горячего прессования
в вакууме от величины частиц. Величина зерна вообще будет того же порядка
и будет изменяться пропорционально величине частиц, становясь на 25—50%
больше в диаметре (см. табл. 20, а также фиг. 69).
Фиг. 57. Величина зерна в различных видах бериллия.
а—отлитый в вакууме; Х4; б—горячепрессованный из стружки; Х100; в—го-
рячепрессованный из порошка после первого прохода; X100; г—горячепрес -
сованный из порошка —200 меш; Х100.
Влияние величины частиц на минимальное давление горячего прессова-
ния в вакууме при температуре 1050° показано в табл. 20, где видно преиму-
щество применения мелкого порошка. На кривых фиг. 58 показано изменение
содержания окиси в порошке в зависимости от величины его частиц и числа
проходов через истиратель. На этих же кривых видно, что содержание окиси
увеличивается не только в зависимости от степени измельчения порошка, но
также и в зависимости от энергии (числа проходов), затраченной на его исти-
рание. Следует подчеркнуть, что и другие факторы, такие, как скорость исти-
рания, конструкция плит истирателя, чистота исходного материала, точка
РАСПРЕДЕЛЕНИЕ ЧАСТИЦ ПО ВЕЛИЧИНЕ (ситовый анализ) В БЕРИЛЛИЕВОМ ПОРОШКЕ
ПОСЛЕ КАЖДОГО ПРОХОДА МАТЕРИАЛА ЧЕРЕЗ ИСТИРАТЕЛЬ
Таблица 21
Характеристика берил- лиевого порошка Величина частиц (в меш), % от общего Содержание окиси бериллия в по- рошке, %
+2 0 (-20)- (+30) (-30)- (+40) (-40)- (+60) (-60)- (+Ю0) (-100)- (+150) (-150)- (+200) (-200)- (+250) (-250)- (+325) (-325)- (+400) -400
(ИЗ стружки)
После 1-го прохода 0,71 1,05 10,87 36,78 25,82 9,02 4,04 1,68 1,84 1,37 5,94 0,39
» 2-го » 0,18 9,99 35,93 17,47 10,26 5,16 5,47 3,82 11,00 0,46
» 3-го » 0,35 23,23 18,47 12,14 6,77 8,14 6,77 23,91 0,62
» 4-го » 0,16 12,73 19,49 13,14 7,40 8,97 8,23 29,72 0,07
» 5-го » 12,89 18,57 12,63 7,03 8,80 8,62 31,59 0,70
» 6-го » 10,68 18,14 12,32 7,03 8,81 8,47 33,75 0,72
» 7-го » 7,48 17,05 12,34 7,48 9,34 9,09 36,86 0,81
8-го » 4,85 14,90 12,50 7,70 9,69 9,14 40,54 0,81
» 9-го » 3,46 13,28 12,80 7,28 10,12 9,88 42,52 0,96
» 10-го » 2,2 11,98 11,97 7,14 10,06 10,53 45,56 0,89
—2С0 меш 0,23 7,09 24,18 43,47 21,59 1,00—1,20
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
153
росы и вид защитной атмосферы, величина зазора между плитами истирателя
и скорость их вращения, влияют на степень истирания, на толщину окисной
пленки и на .величину общего содержания ВеО в полученном порошке.
Из приведенных в табл. 21 данных следует, что в порошке, полученном
после первого прохода через истиратель, имеется некоторое количество час-
Ф и г. 58. Влияние величины частиц и числа
проходов через истиратель на увеличение со-
держания окиси в порошке бериллия.
тиц с размером меньше 400 меш. Химический анализ этого материала пока-
зал, что в мелочи после первого прохода содержится довольно много приме-
сей. Очевидно, что причиной легкого измельчения части порошка является
хрупкость некоторых соединений, образуемых бериллием с железом, угле-
родом и никелем. Вследствие большей хрупкости этих соединений по сравне-
нию с бериллием, а следовательно, и большей степени их измельчения замет-
ная часть этих примесей концентрируется в полученной после первого прохода
мелочи.
Воспроизводимость величины частиц и переработка выпускаемого
промышленностью бериллиевого порошка
Распределение частиц по их величине (ситовой анализ) в ряде промыш-
ленных партий порошка показано в табл. 22. Предельные размеры частиц
и их процентное содержание в порошке показаны на фиг. 59 в сопоставлении
с кривой распределения частиц для порошка тониной —400 меш. Вообще вос-
производимость. порошков по их ситовому анализу достаточно хороша, осо-
бенно в подситовой области, так как главные колебания в распределении час-
тиц по величине, оказывается, имеют место во фракции (—200)—(Н-325) меш.
Электролитический хлопьевидный металл, измельченный до —200 меш, содер-
жит больше крупных фракций, чем так же измельченный, отлитый в вакууме
металл, являясь в то же время более трудным для измельчения.
154
ГЛАВА V
Фиг. 59. Распределение частиц по их величине в бериллиевых
порошках.
Таблица 22
РАСПРЕДЕЛЕНИЕ ЧАСТИЦ ПО ВЕЛИЧИНЕ (ситовый анализ) ДЛЯ РАЗЛИЧНЫХ ПАРТИЙ
ПОРОШКА 1)
Предельные размеры ча- Распределение частиц по величине, вес. % Измельченные электролити-
№ I партии
стиц, мкм Y-8732| jY-8734 Y-8747 Y-8748-A Y-8762 Y-8763 Y-8789 Y-879o| Y-884 0 ческие хлопья
0—2 0,01 0,02 0,10 0,08 0,03 0,01 0,06 0,06 0,04 0,02
2—5 0,29 0,43 1,93 1,73 0,39 0,30 1,05 1,26 0,77 0,55
5—10 1,04 1,18 3,14 5,06 1,43 1,43 2,46 2,76 1,97 1,57
10—15 2,37 3,51 3,04 9,99 3,39 3,76 5,73 3,81 3,84 3,21
15—20 2,58 3,79 3,40 10,25 3,57 4,20 4,66 3,56 4,36 3,67
20—30 6,35 9,57 9,52 21,79 9,62 11,64 12,58 8,41 11,74 6,50
30—40 7,25 14,11 13,69 21,48 13,85 16,37 17,45 12,09 15,56 6,89
40—60 10,97 19,86 20,84 24,26 20,48 23,97 25,68 19,49 21,35 9,62
60—80 18,85 14,35 15,29 4,74 14,86 13,67 17,38 17,81 13,72 25,14
80—100 26,22 15,44 14,25 0,38 14,73 12,72 5,10 17,54 13,31 27,97
100—130 18,39 17,14 13,78 0,24 15,75 11,45 7,45 12,85 12,14 14,43
+200 меш 5,68 0,42 1,02 — 1,90 0,48 0,40 0,36 1,2 0,43
1) Все партии, за исключением партии Y-8748-A (—400 меш), измельчены и —200 меш. просеяны через сито
Ввиду того что окисная пленка в порошке бериллия оказывает влияние
на условия прессования, прочностные свойства изделия после его обработки
и на величину зерен, большое значение имеет скорость увеличения содержа-
ния ВеО при хранении порошка. На кривых фиг. 60 показана степень увели-
чения содержания окиси бериллия в порошке при различных условиях его
хранения. Кривые показывают фактически степень адсорбции влаги поверх-
ностью частиц, количество которой при любых условиях, даже включая нагрев
выше 150°, будет эквивалентно содержанию окиси. Однако если порошок
бериллия, хранившийся при обычных комнатных условиях, способствующих
поглощению влаги, высушить перед его дальнейшей переработкой при темпе-
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
155
ратуре ниже 100°, то показанное на кривых фиг. 60 увеличение содержания
окиси снизится более чем на 75%. Вообще, хранение порошка в присутствии
влагопоглотителей или в закрытых контейнерах не вызывает заметной адсорб-
ции водяных паров, наличие которых на последующих операциях при повы-
шенных температурах ведет к образованию окиси бериллия.
Результаты, приведенные на кривых фиг. 60, были получены на образцах
бериллиевого порошка QMV, приготовленного из отлитых в вакууме слитков.
Фиг. 60. Поглощение паров воды или уве-
личение содержания окиси бериллия в 25 г
порошкообразного бериллия при различных
условиях его хранения.
---------при комнатной влажности, 25°;---
при комнатной влажности, около 65°;-----------в
присутствии водопоглотителя, 25°;--------в при-
сутствии водопоглотителя, около 65°.
Некоторые порошки, содержащие на поверхности частиц гигроскопический
шлак, при их хранении будут поглощать значительно большее количество
влаги. Однако если такой порошок перед его переработкой высушить при тем-
пературе, не превышающей 100° (лучше всего в вакууме), то в полученном
из него изделии будет содержаться значительно меньше окиси.
ПОЛУЧЕНИЕ КОМПАКТНЫХ ЗАГОТОВОК ИЗ ПОРОШКА
При изготовлении бериллия из порошка основным критерием для перво-
начальной оценки качества является плотность. Приемлемые значения плот-
ности для полностью обработанного бериллия обычно лежат в пределах 1,83—
1,845 г/см3, в то время как максимальная теоретическая плотность бериллия
при обычном содержании примесей колеблется в пределах 1,845—1,855 г/см3.
Практически любые примеси увеличивают плотность бериллия. Однако при
начальных обжатиях брикетов предпочтительна их более низкая плотность,
если брикеты предназначаются для дальнейшей обработки давлением. При
156
ГЛАВА V
рассмотрении процессов уплотнения порошка важными факторами являются
чистота, величина частиц, ситовой состав и вид применяемого порошка, а также
температура, давление, время прессования и атмосфера, в которой проводится
операция уплотнения. Выше было рассмотрено влияние величины частиц,
чистоты и вида порошка.
Уплотнение порошка вибрационным методом
При прессовании сыпучего порошка его относительная плотность являет-
ся обычно функцией величины и формы частиц, причем, когда их форма при-
ближается к сферической, плотность прессованных изделий выше. Порошки
с более крупными частицами и с ограниченными колебаниями по величине
Фиг. 61. Изменение плотности берил-
лиевого порошка при вибрации.
Уплотнение бериллиевого порошка перед его прессованием наиболее
целесообразно производить вибрационным методом. На кривой фиг. 61 [16J
показано влияние продолжительности вибрации при частоте 60 гц на увели-
чение плотности измельченного до —200 меш бериллиевого порошка. Этим
методом может быть достигнуто увеличение до 35% плотности при прессова-
нии. Имеются данные о том, что при больших частотах колебаний и при усло-
вии применения увлажнения можно получать и большую плотность [17].
Прессование
Влияние величины частиц порошка, полученного измельчением отлитого
в вакууме металла, на характеристики холоднопрессованного бериллия пока-
зано на кривых фиг. 62. Из кривых видно, что плотность после прессования,
равно как и после предварительного уплотнения, выше для порошков, содер-
жащих более крупные частицы. Улучшение смазки поверхности, а также
использование предварительно уплотненных коротких заготовок (отношение
высоты к диаметру равно 0,2) способствует получению при холодном прессо-
вании более высоких плотностей. Увеличение плотности при холодном прес-
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
157
совании может быть также получено за счет применения порошка, подвергну-
того предварительному отжигу. Горячее прессование при высоких темпера-
Ф и г. 62. Изменение плотности брикетов из бе-
Ф и г. 63. Зависимость плотности брикетов от величины давления
при прессовании порошка бериллия QMV —200 меш; диаметр бри-
кетов 37,6 мм и толщина 7,6 мм.
/—теплопрессованный при температуре 425° из порошка непосредственно
после измельчения; 2 —холоднопрессованный из порошка, отожженного после
измельчения; 3 —холоднопрессованный из порошка непосредственно после
измельчения.
турах вызывает увеличение плотности, как это видно из фиг. 63. Установлено,
что давление, необходимое для достижения данной плотности, уменьшается
с увеличением температуры (фиг. 64 и 65).
Применение вакуума не только защищает порошок от окисления при
высокотемпературном горячем прессовании, но и снижает необходимое дав-
158
ГЛАВА V
ление прессования. Это известно для случая, когда при остаточном давлении
50 мкм рт. ст. давление прессования составляет менее 7 кг/см2. Однако, как
это видно из табл. 201), для достижения полной плотности требуются давления
Фиг. 64. Давление, необходимое для полу-
чения теоретической плотности 1,85 а/см3
при прессовании измельченного до —21/0меш
порошка бериллия на воздухе при различ-
ных температурах.
Фиг. 65. Плотность бериллиевых брикетов диаметром 25,4 мм
и толщиной 44,4 мм в зависимости от давления и темпера-
туры прессования.
/ — прессование при температуре 750°; 2 — прессование при температуре
650°; а —прессование при температуре 550°.
105—140 кг/см2 (фиг. 64). В табл. 20, кроме того, указано, что при горячем
прессовании в вакууме необходимое давление прессования падает с уменьше-
нием величины частиц в то время как при холодном прессовании наблюдается
обратное явление.
1) В табл. 20 и на кривой фиг. 64 таких данных нет; ссылка на них является, по-
видимому, ошибкой автора.—Прим. ред.
ПРОИЗВОДСТВО ИЗДЕЛИЙ .ИЗ БЕРИЛЛИЯ
159
Продолжительность воздействия давления при прессовании весьма мала
по сравнению с общим временем, затрачиваемым на процесс прессования.
Это значит, что большая часть общего рабочего времени, затрачиваемого при
горячем прессовании порошка, расходуется на нагрев пресс-формы и порошка,
а не на -выдержку под давлением. В большинстве случаев непосредственно на
прессование расходуется только 1—5% общего рабочего времени, необходи-
мого для изготовления изделия. При повышении температуры этот процент
увеличивается, хотя необходимое время выдержки под давлением при этом
уменьшается. Происходит это за счет того, что достижение теплового равно-
весия требует затраты относительно большего времени. Продолжительность
прессования при высоких температурах и давлениях выше 150 кг/см2, соста-
вляет, как правило, от 1 до 5 мин. При понижении температуры прессования
от 1000 до 800° продолжительность времени приложения нагрузки увеличи-
вается до 10 мин., уменьшаясь при применении более высоких давлений прес-
сования. По сравнению с общим рабочим временем продолжительность прес-
сования будет наибольшей при горячем прессовании в вакууме, когда прес-
суемая заготовка для компенсации меньшего давления прессования должна
находится под этим давлением более 1 часа.
Изменение плотности в прессованных заготовках
При изготовлении больших заготовок, особенно для изделий с высоким
отношением длины к диаметру, плотность может значительно изменяться по
Фиг. 66. Плотность брикетов бериллия на
различном расстоянии от конца пуансона в
зависимости от давления и температуры прес-
сования.
/—давление прессования 16 tn/CMZf температура 460°;
2~ » 13 > 425°;
3— » 14 375°;
4 — » » 10 » » 425°;
5 — > » 7 430°;
6 - » » 4 > > 460°.
160
ГЛАВА V
на изменение плотности заготовок при различных давлениях и температурах
теплого прессования. При более высоких давлениях и меньших отношениях
L/D различие в величинах плотности уменьшается. Применение смазки пресс-
Ф> г. 67. Плотность брикета бериллия на различном
расстоянии от конца пуансона при прессовании со смаз-
кой. Давление прессования 16 т/см2, температура 425°.
формы не только увеличивает максимально достигаемую плотность, но и умень-
шает различие в величине плотности по длине заготовки, как это видно из
Фиг. 68. Плотность бериллиевых заготовок диаметром
31,7 мм и длиной 9,5 мм после спекания в вакууме в
зависимости от исходной плотности брикета, температу-
ры и времени спекания.
/—температура спекания 1100°, время 2 часа;
2 — » > 1150° » 2 »
3 ~~ » » 1200° » 20 мин.
Выше пунктирной линии область уменьшения, ниже —повы-
шения плотности.
сравнения данных фиг. 66 и фиг. 67. Поскольку эти данные показывают, что
плотность постепенно уменьшается с увеличением расстояния от конца пуан-
сона, то, следовательно, применение двух пуансонов или двухстороннее прес-
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
161
сование будет уменьшать величину изменения плотности по длине заготовки.
Наиболее важным фактором устранения изменений плотности, так же как
и достижения максимальной
плотности, является способ-
ность материала пресс-формы
и смазки выдерживать боль-
шие давления и температу-
ры, не загрязняя при этом
прессуемого изделия.
Спекание
Качественного спекания
бериллия нельзя получить
при температурах ниже
1050°, и, для того чтобы
достигнуть заметного увели-
чения плотности, необходи-
мо применять температуру
выше 1100°. На кривых
фиг. 68 показана зависи-
мость плотности брикетов
после спекания при различ-
ных температурах от их
плотности, которую они
имеют после холодного прес-
сования; эта зависимость
показывает, что при темпе-
ратуре спекания 1100° и
большой исходной плотности
можно ожидать скорее рас-
ширения, нежели сжатия.
При более высоких темпе-
ратурах спекания, даже при
значительно меньшей на-
чальной плотности заготов-
ки, можно ожидать значи-
тельной усадки, достигаю-
щей максимума при 1200°.
Очень небольшой рост
зерна (менее двукратного
увеличения в поперечнике)
обеспечивается, если при
спекании температура не
превышает 1150—1200°. Это
явление описано в работе
[12] и показано на фиг. 69
для порошка, подвергнутого
горячему прессованию в ва-
Ф и г. 69. Некоторые свойства бериллия, горячепрес-
сованного в вакууме, в зависимости от величины
удельной поверхности бериллиевого порошка.
кууме при температуре в
пределах 1050—1100°. На
мелкозернистых порошках
(с высоким значением удель-
ной поверхности) образуется большое количество окиси бериллия, заметно пре-
пятствующее росту зерен. Кривая, характеризующая рост зерен в зависимости
от величины исходных частиц, показывает, что с уменьшением величины час-
1 1 Бериллий
162
ГЛАВА V
тиц для крупнозернистого порошка наблюдается увеличение диаметра зерен
до 75% от размеров исходных частиц до тех пор, пока удельная поверхность
частиц порошка не достигает 1500 см2/г. При величине удельной поверхности
порошка до 1500—1900 см?/г, что соответствует порошку —200 меш, увели-
чение размера зерна не превышает 50% от диаметра исходной частицы, а при
дальнейшем уменьшении диаметра частиц, сопровождающемся увеличением
содержания окиси, снижается еще больше. Вообще с уменьшением величины
частиц и увеличением вследствие этого энергии их поверхности должна увели-
чиваться и тенденция к росту зерен. Однако с уменьшением величины частиц
слой окиси бериллия на их поверхности становится толще и препятствует
дальнейшему росту зерен. При температурах, близких к 1200°, может иметь
Фиг. 70. Распределение окиси в литом и порошковом берил-
лии; хЮОО.
а—окись бериллия в уплотненном порошковом бериллии, расположенная
по границам зерен; ВеО—1,4%, шлиф не травлен; б—отсутствие окиси
бериллия по границам зерен в литом бериллии; ВеО—0,2%, шлиф не
травлен.
место мгновенный рост зерна, причем эта температура зависит от толщины
и характера этого окисного слоя на отдельных частицах, так как, по-видимому,
такой рост происходит в местах разрыва окисного барьера. Наличием окисной
пленки, вероятно, объясняется и тот факт, что при горячем прессовании или
обработке давлением порошка бериллия QMV образуется мелкозернистая
относительно устойчивая структура в противоположность крупнозернистой
структуре литого бериллия. Окисная пленка на поверхности частиц порошков
показана на фиг. 70. Зависимость величины зерна от размера частиц как
функция температуры для хлопьевидного бериллия и других видов порошков
до настоящего времени не исследовалась.
Главная трудность применения, процесса холодного прессования с после-
дующим спеканием для получения больших заготовок с необходимой плот-
ностью заключается не только в необходимости создавать большие усилия при
прессовании, но также и в образовании при этом пористости в изделии вслед-
ствие попадания воздуха в промежутки между частицами и последующего
его.вытеснения при спекании. Поэтому спекание обычно проводится в вакууме
не только для того, чтобы предохранить порошок от окисления, но также
и для удаления воздуха из прессованного изделия. Для достижения макси-
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
163
мальной плотности спекание следует проводить, создавая механическое дав-
ление на изделие для его уплотнения при умеренных температурах во избе-
жание быстрого роста зерна. Такой процесс становится сейчас в сущности
основой метода горячего прессования в вакууме, применяемого для промыш-
ленного производства бериллия.
Влияние атмосферы при уплотнении бериллия
Гульбрансен и Эндрью [18] исследовали скорость окисления бериллия
в зависимости от температуры. Некоторые из полученных ими результатов
воспроизведены на кривой фиг. 71. На основании этих данных можно опреде-
Фиг. 71. Влияние температуры на окисление бериллия. Время
окисления при любой температуре 60 мин.
лить влияние времени, температуры и величины окисляющейся поверхности
на обработку бериллия при повышенных температурах. При температурах
ниже 800° компактный бериллий вообще не нуждается в защите от воздей-
ствия воздуха, в то время как порошкообразный бериллий начинает медленно
окисляться на воздухе даже ниже температуры 600°. При более высоких тем-
пературах пребывание бериллия в условиях окисления должно быть возможно
более кратковременным, и поэтому делают так, чтобы воздействию среды под-
вергалась возможно меньшая часть поверхности. При ковке или при высоко-
температурном горячем прессовании этого достигают, осуществляя нагрева
ние контейнера с порошком до необходимой температуры в атмосфере инерт-
ного газа. Если после такого нагрева бериллий подвергнуть воздействию
воздуха в течение 1—2 мин., то содержание окиси в нем увеличится не более
чем на 20%. Обычно при температурах выше 600° рыхлый порошок бериллия
обрабатывают в вакууме (например, методом вакуумного горячего прессова-
ния). Во избежание загрязнений при штамповке и горячем прессовании без
вакуума не только за счет воздуха, нои за счет материала графитовой или метал-
лической прессформы или металлического штампа порошок подвергают предва-
рительному теплому или холодному прессованию, уменьшая таким образом под-
вергающуюся окислению поверхность и ограничивая ее лишь внешней конфигу-
рацией заготовки. В других способах бериллий предохраняют от окисле-
ния, помещая его в стальные, сваренные в вакууме сосуды (контейнеры). Для
предотвращения окисления при обработке бериллия в температурном интер-
вале теплого прессования (300—700°) требуется меньше предосторожностей,
и поэтому в такой дополнительной защите, как стальной контейнер, нет не-
обходимости. Однако с целью облегчения обработки бериллиевого порошка
11*
164
ГЛАВА V
и для уменьшения имеющего место окисления, а особенно для уменьшения
возможности загрязнения из материала пресс-формы, смазки т. д., целе-
сообразнее применять заготовки в предварительна прессованном состоянии.
Наиболее важным в данных Гульбрансена и Эндрью, поскольку это касается
промышленного производства бериллия, является указание на возможность
его обработки без специальной защиты при значительно более высоких тем-
пературах, чем это предполагалось до проведения их работы. Вероятно, окис-
ная пленка довольно пассивна и защищает металл от окисления при темпе-
ратурах до 825°. Однако выше этой температуры окисная пленка разрушается
и металл подвергается быстрому окислению. Описанное изучение процесса
окисления проводилось на горячепрессованном в вакууме порошке QMV,
и полученные при этом данные не обязательно будут отвечать другим видам
бзриллиевых материалов.
МЕТОДЫ ПРОИЗВОДСТВА
Выбор технологического процесса
Ввиду того что в методах производства бериллия, включая и метод порош-
ковой металлургии, существует большое число переменных, как, например,
температура, время, величина частиц, чистота порошка и т. д., то выбор соот-
ветствующего технологического режима для каждого из методов производства
должен проводиться очень осторожно и внимательно. При выборе техноло-
гического процесса с точки зрения экономики и качества продукции прихо-
дится обычно учитывать следующие факторы:
1. Форму и размеры заготовок.
2. Продолжительность операции, определяющей постоянство выпускае-
мой продукции.
3. Точность обработки в отношении допусков по размерам и соблюдение
технических условий по химическому анализу и механическим свойствам.
Экономика процесса производства заготовок из бериллиевого порошка
заставляет во избежание потерь стремиться к размерам, возможно более близ-
ким к окончательным размерам деталей, или производить обработку материала
так, чтобы избыток порошка бериллия мог быть возвращен в процесс обработки
достаточно полноценным. Так как в методах производства существуют боль-
шие различия, то при установившейся технологии переход от одного процесса
к другому весьма затруднителен. Это правильно потому, что один из методов
производства обычно включает в себя механическую обработку при высоких
давлениях, а другой предусматривает получение деталей непосредственно
из порошка или из предварительно уплотненных заготовок с неполной плот-
ностью, достигая полной плотности в процессе обработки на окончательные
размеры прессованием, штамповкой, ковкой, прокаткой, выдавливанием
и протяжкой. Прямой возврат скрапа в процессе изготовления порошка обычно
применим в том случае, когда обработке давлением с получением заготовок
максимальной плотности горячим прессованием в вакууме подвергаются боль-
шие массы бериллия и когда последующей обточкой, исключающей загрязне-
ние металлического скрапа, этим заготовкам придается окончательная форма.
В этом случае стружка передается непосредственно в истиратель для ее измель-
чения, благодаря чему большая часть скрапа проходит цикл стружка—поро-
шок—заготовка—стружка.
Вообще, в порошковой металлургии существуют три основные группы
методов производства бериллия.
1. Методы, включающие прессование больших заготовок, из которых
изготовление деталей обычно производится обточкой на металлорежущих
станках:
а) горячее прессование в вакууме (малые давления—3,5—17,5 кг/см2);
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
165
б) непосредственное прессование подпрессованного порошка на воздухе
с защитой от окисления (средние давления—70—700 кг/см2).
2. Методы, включающие непосредственное получение профилей, по плот-
ности и размерам возможно более близких к изделиям:
а) теплое прессование или штамповка (высокие давления—7000 кг/см2
и более);
б) высокотемпературное прессование на воздухе с защитой от окисле-
ния (средние давления);
в) горячая штамповка заготовок с промежуточной плотностью (средние
и высокие давления);
г) ковка заготовок из порошка при повышенных температурах (средние
давления).
3. Методы, включающие производство таких заготовок, которые можно
довести до окончательных размеров обработкой давлением (выдавливание,
ковка, прокатка и т. п.):
а) может быть использован любой метод из указанных в пунктах 1 и 2,
но при этом применяются обычно меньшие давления, температура и время
выдержки, чем это необходимо для получения заготовок с максимальной плот-
ностью. Основными используемыми для этой цели процессами являются теплое
прессование, непосредственное горячее прессование на воздухе и холодное
прессование с последующим спеканием;
б) гидростатическое или пневматическое горячее прессование в вакууме.
Производство крупных бериллиевых заготовок методом порошковой
металлургии
Горячее прессование в вакууме. Это основной метод для производства
крупных блоков бериллия с мелкозернистой структурой. Метод дает возмож-
ность производить на имеющемся в настоящее время оборудовании заготовки
весом до 340 кг. Максимальной* плотности заготовки можно достигнуть, под-
вергая горячему прессованию в вакууме при 1050° и давлении, не превышаю-
щем 5—10 кг/см2, порошок QMV зернистостью —200 меш.
Однако для прессования указанным способом порции порошка бериллия
весом от 11,4 до 227 кг обычно требуется 4—20 час. На фиг. 72 показана не-
большая вертикальная установка, а на фиг. 73 —большая горизонтальная
установка для горячего прессования бериллия в вакууме. Порошок загру-
жают в стальную пресс-форму, показанную на фиг. 74, и вся масса порошка
спекается под давлением тяжелого пуансона, как это показано на фиг. 75.
Прессование на воздухе. Другим методом, часто применяемым в технике
горячего прессования металлических и керамических порошков для получе-
ния крупных заготовок, является прессование с нагревом непосредственно
на воздухе. Этот процесс при относительно высоких температурах (1000—
1150°) может быть применен и для прессования бериллия. В случае если поро-
шок бериллия предварительно достаточно уплотнен, продолжительность опе-
рации, особенно время выдержки, делается настолько кратковременной, что
процесс уплотнения порошка происходит раньше, чем наступает заметное его
окисление. Необходимость ограничения температуры и давления прессова-
ния связана главным образом с устойчивостью материалов пресс-формы и сма-
зок, что при некоторых условиях может серьезно затруднить производство.
Учитывая величину применяемого давления при прессовании на воздухе
с использованием оборудования, показанного на фиг. 76, приходится ограни-
чиваться прессованием заготовок весом от 2,2 до 45 кг, что значительно сни-
жает производительность аналогичного оборудования по сравнению с горячим
прессованием в вакууме. Однако преимущество метода заключается в эконо-
мии времени, необходимого для уплотнения заготовки, так как достаточное
время выдержки под давлением при прессовании на воздухе составляет 5—*
Фиг. 72. Малая вертикальная установка для горячего прессования
в вакууме.
Фиг. 73. Большая горизонтальная установка для горячего прессования в вакууме.
Фиг. 74. Приспособление для заполнения пресс-формы при горячем
прессовании в вакууме.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
169
30 мин. Наряду с этим весь цикл прессования может быть более продолжи-
тельным, если учитывать время, затрачиваемое на нагрев и охлаждение, свя-
занное с загрузкой исходного материала и выгрузкой нагретых прессовок.
Применение графитовых пресс-форм, как ука-
зывалось выше, ограничивает возможность
проведения процесса с максимальным давле-
нием около 140 кг 1см* и температурой около
1150°. При повышенных температурах может
иметь место взаимодействие бериллия с гра-
фитом, особенно если бериллий находится в
виде порошка, и поэтому предварительное
уплотнение порошка вибрацией и холодным
прессованием имеет большое значение при из:
готовлении заготовок указанным методом.
Прессование на воздухе при пониженной
температуре требует приложения более высо-
кого давления, что опять-таки создает затруд-
нения, связанные со стойкостью материала
пресс-формы. При температурах прессования
в .интервале 500—1000° в качестве материала
для изготовления пресс-форм могут быть ис-
пользованы высоконикелевые и кобальтовые
сплавы, а также некоторые спеченные кар-
биды. Обычно в указанном интервале темпе-
ратур из-за высокой стоимости и ненадеж-
ности пресс-форм проводилось только опытное
прессование. При более высоких температу-
рах, когда применяются графитовые пресс-
формы, их стенки могут, быть до некоторой
степени защищены железными, никелевыми
или молибденовыми чехлами, стеклянными
или керамическими вкладышами, а также во-
доохлаждаемыми рубашками. Однако доста-
точно уплотненный бериллий при тщательной
загрузке может быть подвергнут горячему
прессованию и без применения указанных за-
щитных материалов,, хотя при этом скорость
износа пресс-формы может оказаться значи-
тельной. При этом возникает возможность
образования карбида вследствие взаимодей-
ствия бериллия с шероховатыми и разъеден-
ными стенками пресс-формы.
Непосредственное получение
профилированных изделий
Теплое прессование. Теплое прессование
заключается в уплотнении порошка при тем-
пературах 400—500°, т.. е. несколько ниже
температурного интервала рекристаллизации
бериллия, при давлениях 3500—14 000 кг!см*.
Фиг. 75. Пресс-форма и пуан-
сон, применяемые при горячем
прессовании в вакууме.
При этом могут быть применены пресс-формы из жаростойкой инструмен-
тальной стали, а быстрое горячее прессование или штамповка могут быть выпол-
нены на оборудовании, показанном на фиг. 77.
Непосредственное горячее прессование. Небольшие детали, весом обычно
менее 0,5 кг, могут быть довольно быстро изготовлены в температурном интер-
170
ГЛАВА V
вале горячего прессования с применением пресс-форм из твердых сортов гра-
, фита или из специальных материалов. Эти операции проводились в опытном
масштабе, и их успех зависел главным образом от срока службы пресс-
формы.
Штамповка. Полученные холодным прессованием с последующим спе^
канием, теплым или горячим прессованием полууплотненные заготовки, плот-
ность которых обычно ниже теоретической, могут быть максимально уплот-
нены при температуре 400—600° при их нагревании от внешнего источника
Фиг. 76. Установка, применяемая для ковки и горячего прессова-
ния на воздухе больших заготовок из порошкового бериллия с приме-
нением высоких давлений и температур.
тепла, обеспечивающего наружный нагрев до температуры 600—1000°. Быстрый
нагрев, вызывающий незначительное окисление поверхности, достигается
при наружной температуре, не превышающей 800°.
Ковка. Бериллиевый порошок может быть непосредственно превращен
в изделия прессованием в профилированных стальных формах. Форму с по-
рошком нагревают в инертной атмосфере до 1000—1150°, затем помещают
в нагретую от 400 до 800° матрицу и подвергают давлению от 150 до 700 кг!см2.
Таким способом могут быть быстро получены достаточно большие заготовки
(весом до 7 кг) с относительно четкой конфигурацией и близкими к заданным
размерами.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
171
Фиг. 77. Быстродействующий комбинированный пресс для горячего
прессования и штамповки с применением высоких давлений.
Производство полуфабрикатов
Общие сведения. Полуобработанные изделия или заготовки для выдав-
ливания, прокатки, ковки или волочения труб могут быть получены любым
из описанных методов, включая холодное прессование, спекание без давле-
ния, теплое прессование, штамповку или горячее прессование. Обычно жела-
тельно, чтобы эти заготовки имели плотность в пределах 70—90% от макси-
мальной теоретической плотности в зависимости от степени неэффективной
деформации, допускаемой при горячей или теплой обработке давлением,
которой будет подвергаться заготовка.
Гидростатическое горячее прессование. Прессование в вакуумной обо-
лочке [19] применяется для производства длинных тонкостенных труб и дру-
гих сложных и плотных изделий подобной конфигурации. Этот метод харак-
теризуется низким давлением и высокой температурой прессования. Он осно-
ван на гидростатическом или пневмостатическом принципе прессования берил-
лиевого порошка при температурах от 1000 до 1100° с применением в качестве
защитной атмосферы аргона или другого инертного газа под давлением 7—
172
ГЛАВА V
20 атм. Бериллиевый порошок загружают в стальную форму, внутренняя
поверхность которой имеет контуры прессуемой заготовки. Эта форма поме-
щается затем внутрь трубы, находящейся в зоне нагрева. Пространство между
трубой и внешней поверхностью стальной формы заполняется неспекающимся,
но газопроницаемым керамическим материалом, таким, как карбид кремния.
Фиг. 78. Схема установки для гидростатического
прессования бериллия.
/ — вакуумная линия; 2 — линия высокого давления; 3 — гра-
фитовый фильтр; 4— стальная плита; 5—стальная оболочка;
6 — камера прессования; 7 —бериллиевый порошок; 8 — набивка
из карбида кремния; 9 — головки газовых горелок; 10 — огне-
упорный кирпич.
Затем в это промежуточное пространство нагнетается аргон под давлением
7—20 атм. Внутреннее пространство формы, содержащей порошок бериллия,
соединяется с вакуумной системой и остаточное давление в ней уменьшается
до 50 мкм рт. ст.
Фактически здесь воспроизводятся те же условия, при которых изгото-
вляют крупные заготовки горячим прессованием в вакууме при низких давле-
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
173
ниях; однако в описанном методе прессования осуществляется возможность
.прессования деталей со сложной конфигурацией и высоким отношением их
длины к диаметру. Схема установки для прессования показана на фиг. 78,
Фиг. 79. Составное внутреннее приспособление для оболочкового го-
рячего прессования бериллия.
а приспособление, применяемое для горячего прессования одновременно не-
скольких стержней сложной формы, показано на фиг. 791). Этот процесс
можно рассматривать в основном как опытный для изготовления плотных
изделий сложной формы, но его можно рассматривать также как возможный
производственный метод для получения уплотненных заготовок для после-
дующего обжатия, выдавливания или волочения труб.
ПРОИЗВОДСТВО ИЗДЕЛИЙ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ И ИХ СВОЙСТВА
Производство
В бериллиевой промышленности горячим прессованием в вакууме чаще
всего получают блоки, показанные на фиг. 80. Внизу рисунка показана плита
после прессования и химической очистки, а вверху—сляб, полученный из
плиты фрезерованием недостаточно плотных ее кромок. Сфрезерованный
материал после его измельчения до порошка возвращается в процесс и вновь
используется на операциях- прессования. При правильной обработке в воз-
вращаемом порошке содержание примесей не увеличивается, за исключением
ВеО, содержание которой возрастает от 0,1 до 0,2%. На фиг. 81 показан бру-
сок, изготовленный обработкой резание^ из большой горячеспрессованной
плиты, полученной в вакууме на горизонтальной установке, показанной на
фиг. 73.
Прессование в оболочке, при котором гидростатическое давление прикла-
дывается по всей наружной поверхности прессовки, позволяет получить изде-
лие, показанное на фиг. 82. Труба с ребристой поверхностью сложной кон-
фигурации длиной около 2 м видна на фиг. 83. Хотя поверхность получаемых
т) На фиг. 79 и далее на фиг. 80, 81, 84, 85, 86 масштабная линейка изображена
в дюймах.—Прим. ред.
174
ГЛАВА V
этим способом изделий хуже, нежели у изделий, получаемых теплым или даже
горячим прессованием, она тем не менее отвечает требованиям дальнейшей
окончательной механической обработки, включая шлифовку [20].
Фиг. 80. Горячепрессованные в вакууме блоки до (внизу) и после
(вверху) фрезерования.
Фиг. 81. Брусок, полученный обработкой резанием горячепрес-
сованной в вакууме заготовки.
Непосредственным прессованием в интервале температур 400—1100°
можно получать большой ассортимент изделий обычно с очень небольшой
длиной из-за ограничений, связанных с необходимостью применения более
высоких давлений при прессовании деталей большой длины. Полученная
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
175
кратковременным приложением давления при высокой температуре заготовка
простой конфигурации показана на фиг. 84. Обычно из таких заготовок изго-
товление деталей производится посредством обработки резанием. Детали,
изготовленные из заготовок, полученных при большом давлении и малых
Фиг. 82. Ребристая труба, изготовленная методом вакуумного го-
f рячего прессования в оболочке.
температурах (теплопрессованные или штампованные при температуре 400—
600°), показаны на фиг. 85 и 86. Обычно, чем ниже температура, тем выше
должно быть давление прессования. Применение повышенных давлений
позволяет получать изделия с более чистой поверхностью и с более точными
допусками по размерам, хотя обычно вследствие затруднений, связанных
с применением более высоких давлений, это не используется.
Фиг. 83. Длинная рифленая труба, изготовленная методом вакуумного горячего
прессования в оболочке.
Для получения изделий давлением—выдавливанием, прокаткой и т. п.—
могут быть использованы компактные заготовки с грубыми размерами после
холодного или теплого прессования и спекания, а также горячепрессованные
в вакууме или на воздухе плиты после их обработки резанием. Вообще для
горячей деформации рекомендуется применять материал, обладающий не-
сколько пониженной плотностью, так как заготовки из такого материала
прессуются легче. Равным образом и для других видов обработки давлением
пониженная плотность заготовок предпочтительнее вследствие их меньшей
прочности и лучшей деформируемости по сравнению с заготовками, обладаю-
щими максимальной плотностью. Описанными уже методами можно изготов-
176
ГЛАВА V
лять детали из различных бериллиевых сплавов и керметов1). Заготовки
керметов или тугоплавких сплавов могут быть получены непосредственно из
порошка предварительно измельченного сплава либо из смеси порошков берил-
лия с легирующими элементами, вступающими во взаимодействие с бериллием
в процессе горячего прессования. Однако сплавы или соединения могут быть
получены также и в процессе горячего прессования смеси бериллия с мате-
риалом, который должен быть с ним сплавлен или вступить во взаимодей-
ствие. В этом случае сначала обычно получают горячим прессованием в ва-
кууме полууплотненную заготовку, которую затем подвергают горячему
Фиг. 84. Заготовка, полученная из порошка посредством ковки
при высокой температуре на воздухе (одновременно прессовались
две заготовки).
прессованию на воздухе, применяя относительно высокие, давления и пода-
вляя коробление, возникающее при образовании соединений.
В случае если температура плавления легирующего элемента ниже тем-
пературы горячего прессования чистого бериллия, то образование сплава
при горячем прессовании требует предварительно уплотненной заготовки.
Для предохранения пресс-формы от образования задиров во время горячего
прессования, а также для предотвращения возможности вытекания жидкой
фазы вследствие ее выдавливания предварительно спрессованную смесь обычно
заключают в оболочку. В случае материалов, весьма склонных к окислению,
получение смесей и их предварительное прессование следует производить
в сухой инертной атмосфере так называемого «сухого шкафа».
х) «Керметами» принято называть группу прессованных, а иногда и спеченных
изделий, изготовленных из смесей порошков веществ, не образующих между собой спла-
вов или образующих так называемые псевдосплавы.—Прим. ред.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
177
Биметаллические заготовки с бериллием могут быть приготовлены непо-
средственным напрессовыванием порошкообразного бериллия на плакируемый
материал или впрессовыванием сердечника из порошка бериллия в плакируе-
Ф и г. 85. Теплопрессованные из порошка цилиндры после обработ-
ки резанием.
Фиг. 86. Чаши, изготовленные теплой штамповкой заготовок го-
рячепрессованного бериллия с малой плотностью ь(после обработки
резанием).
мый материал. Широкие, тонкие, длинные биметаллические полосы и прутки
требуемых размеров могут быть получены выдавливанием, i прокаткой и воло-
чением заготовок, изготовленных описанным выше способом.
12 Бериллий
178
ГЛАВА V
Свойства
В табл. 23 приводятся некоторые сравнительные данные по механическим
свойствам при растяжении литого бериллия и бериллия, полученного из
порошка холодным прессованием с последующим спеканием, а также теплым
и горячим прессованием. Эти данные показывают, что полученный из порошка
бериллий обладает более высокими механическими свойствами, чем литой
бериллий, причем наибольшую прочность имеет бериллий, полученный горя-
чим прессованием порошка при наиболее высокой температуре. Однако для
получения бериллия с оптимальными свойствами необходима последующая
его обработка давлением [12].
Таблица 23
НЕКОТОРЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ КОМНАТНОЙ
ТЕМПЕРАТУРЕ БЕРИЛЛИЯ, ПОЛУЧЕННОГО МЕТОДАМИ ПОРОШКО-
ВОЙ МЕТАЛЛУРГИИ 1), И БЕРИЛЛИЯ, ОТЛИТОГО В ВАКУУМЕ
БЕЗ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ ДАВЛЕНИЕМ
Характеристика металла Предел проч- ности при растяжении, кг! мм? Удлинение, %
Отлитый в вакууме 14,1 <0,1
Холоднопрессованный и затем спе- ченный в вакууме при 1050° Теплопрессованный без спекания: 22,5 0,1
а) при 450° и давлении 14,0 т/см2 21,2 0,2
б) при 565° и давлении 9,85 т/см2 32,3 0,1
в) при 650° и давлении 7,0 т/см2 40,9 .0,1
Теплопрессованный при 450° и дав- лении 14,0 т/см2, а затем спе- ченный в вакууме при 1050° 25,2 0,2
Горячепрессованный на воздухе: а) при 750° и давлении 2,1 т/см2 36,5 0,0
б) при 1100° и давлении 0,2 т/см2 47,8 1,4
1 у Все образцы—из порошка марки QMV зернистостью • —200 меш.
Некоторые механические свойства порошкового бериллия, горячепрессо-
ванного в вакууме, включая и промышленный бериллий марки QMV, приве-
дены в табл. 24. В сравнении с порошковым бериллием, горячепрессованным
на воздухе, бериллий, горячепрессованный в вакууме, имеет пониженный предел
прочности при растяжении, но вместе с тем обладает более благоприятным
соотношением прочности и пластичности. Удлинение при комнатной темпе-
ратуре обычно составляет для горячепрессованного в вакууме бериллия марки
QMV 2—5% и изменяется в зависимости от скорости нагружения. Приведен-
ные в табл. 24 значения удлинения свидетельствуют о высокой скорости на-
гружения, так как при меньших скоростях получаются более высокие удли-
нения. Иногда значения удлинения бывают и выше 5%, однако они чаще встре-
чаются в опытных, нежели в производственных партиях бериллия.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
179
Таблица 24
НЕКОТОРЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ КОМНАТНОЙ
ТЕМПЕРАТУРЕ. МЕТАЛЛА, ГОРЯЧЕПРЕССОВАННОГО
В ВАКУУМЕ ИЗ ПОРОШКА БЕРИЛЛИЯ
Свойства Марка бериллия
QPT | QRM | QMV
Предел прочности при растяжении, кг/мм2 27,2 25,7 31,9
Предел текучести (0,2%), кг!мм2 23,0 25,1 22,6
Удлинение, % 1,9 U 2,3
Модуль упругости при 20°, кг/мм2 — 33-103 31,3- Ю3
Температурный коэф- фициент модуля уп- ругости, кг/мм2 'град — —6,0 —5,3
Предел текучести при сжатии (0,2%), кг/мм2 18,3 20,1 17,2
Модуль сжатия, кг/мм2 31, МО3 31,1-Ю3 31-103
Коэффициент Пуассона 0,025 0,028 0,024
Предел сдвига при кру- чении, кг/мм2 — 22,2 27,5
Предел сдвига при двойном срезе, кг/мм2 28,5 28,4 25,8
Предел текучести при кручении, (0,2%), кг/мм2 11J 12,8
Модуль сдвига при кручении, кг/мм2 — 13,3-103 15,2-103
Ударная вязкость по Шарли (образцы без надреза), кГм 0,11
Работа ударного раз- рушения при растя- жении, кГм 1,19
Наиболее ценной характеристикой описанного в табл. 24 бериллия являет-
ся тот факт, что он в противоположность обработанному давлением бериллию,
имеющему ярко выраженную направленность структуры (текстуру), полно-
стью изотропен и его свойства не зависят от направления вырезки образцов
для испытания. Вероятно, это объясняется применением довольно малых дав-
лений при горячем прессовании в вакууме, так как предположительно приме-
нение высоких давлений при прессовании может вызвать появление некоторой
анизотропии.
Так как наиболее высокие механические свойства бериллия получаются
при теплой или горячей обработке, то наибольший интерес представляют свой-
ства, которыми обладает металл при повышенных температурах. Для горяче-
прессованного в вакууме бериллия марки QMV приведен ряд данных, полу-
ченных при исследовании сопротивления разрыву (фиг. 87) и удлинения
(фиг. 88) на большом количестве образцов.
Наиболее важными с точки зрения обработки бериллия являются его
свойства в интервале температур 400—450°, так как именно в пределах этих
температур проводится большинство операций теплого прессования. Отно-
12*
180
ГЛАВА V
сительно большое различие механических свойств при повышенных темпера-
турах является следствием неодинаковых условий при теплой обработке дав-
лением. В соответствии с этим наиболее пригодным материалом для обработки
давлением при повышенной температуре будет, вероятно, полууплотненная
Фиг. 87. Границы значений предела прочности горяче-
прессованного бериллия QMV в зависимости от темпе-
ратуры.
Фиг. 88. Границы значений удлинения горячепрессо-
ванного бериллия QMV в зависимости от температуры.
заготовка, а не полностью уплотненный металл, для которого были получены
кривые на фиг. 87 и 88. Однако свойства заготовок бериллия, обладающих
большой плотностью, часто оказываются удобными для их дальнейшей плас-
тической деформации, и поэтому значительное количество такого материала
используется в настоящее время для теплой и горячей обработки давлением.
ВЫВОДЫ
Используя методы порошковой металлургии, можно получать бериллий
с широким диапазоном механических и химических свойств в зависимости
от вида порошка и применяемого технологического процесса. Механические
свойства бериллия определяются главным образом величиной зерна (которая
в свою очередь зависит от величины частиц порошка), содержанием и распре-
делением ВеО и других примесей, а также степенью уплотнения. Для полу-
чения изделий с оптимальными свойствами при комнатной температуре не-
обходимо, как правило, применять мелкие порошки с минимальным содержа-
нием в них примесей, особенно тех, которые образуют соединения с бериллием
и максимально достижимое уплотнение. Для получения высоких механических
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
181
свойств при температурах до 500° рекомендуются крупнозернистые порошки,
в которых преобладают примеси более тугоплавких соединений. Однако для
обработки давлением желательно иметь относительно мягкий и возможно
более пластичный металл.
Химический состав (содержание примесей), влияющий на ядерные свой-
ства и на коррозионную стойкость бериллия, зависит главным образом от
способа получения исходного металла, а также от методов обработки порошка
при получении изделий методом порошковой металлургии. Большинство опуб-
ликованных здесь данных относится к переплавленному в вакууме металлу,
полученному восстановлением фторида бериллия магнием и механически
измельченному до —200 меш. Существует много и других методов для полу-
чения мелких частиц бериллия, однако применение полученного восстановле-
нием порошка или хлопьев не позволяет изготовить бериллий, обладающий
после его уплотнения прессованием оптимальными механическими или хими-
ческими свойствами, главным образом из-за относительно большой величины
таких частиц, а также наличия в них значительного количества примесей,
обычно в виде приставшего к их поверхности шлака. В настоящее время мало
сделано для разработки применительно к этим материалам таких техноло-
гических методов, которые позволили бы получать свойства, подобные опи-
санным для бериллия марки QMV. От таких порошков вряд ли можно ожидать
получения высоких свойств, несмотря на то, что они могут быть освобождены
от шлака и без плавки, что в некоторых случаях их частицы мельче частиц,
получаемых при механическом измельчении, и что по содержанию металличе-
ских примесей они бывают чище переплавленного в вакууме металла. Так как
по сравнению с бериллием примеси имеют больший атомный вес, то предста-
вление данных анализа в весовых процентах характеризует металл как содер-
жащий значительно больше примесей, чем при оценке этих данных в пере-
счете на атомные проценты. Следовательно, возможно, что нет большого смысла
улучшать чистоту бериллия, как это следовало бы, исходя из оценки данных
по весовому составу.
Экономика в производстве бериллия зависит главным образом от возмож-
ности избежать потерь или обесценения относительно дорогого исходного
материала. Поэтому необходимо получать изделия с размерами возможно
более близкими к конечным или перерабатывать скрап таким способом, при
котором он может быть возвращен в процесс, незначительно потеряв или вовсе
не теряя своей стоимости.
Все промышленные методы производства бериллия были разработаны
с использованием указанных выше соображений.
Другим первостепенным экономическим фактором, характерным для
технологии порошковой металлургии бериллия, является наличие рабочего
объема, достаточного для удовлетворения любых запросов производства.
Обычно методы порошковой металлургии применяют для изготовления полу-
фабрикатов, из которых в дальнейшем прокаткой, выдавливанием, ковкой
и волочением может быть получен бериллий с оптимальными механическими
свойствами. Для проведения такого процесса экономичнее и технически пра-
вильнее применять полууплотненные заготовки, которые могут быть полу-
чены по многим вариантам самых разнообразных процессов порошковой
металлургии.
Производство бериллия методом порошковой металлургии, являющимся
в настоящее время единственным промышленным методом производства этого
металла, будет, вероятно, сопровождаться переходом от операций узкопроиз-
водственного типа (получение горячепрессованных из порошка в вакууме
больших блоков с их последующей обработкой давлением) к автоматическому
производству. Это возможно при условии стандартизации деталей и развитии
достаточного объема работ. Для того чтобы реализовать это направление,
необходимо решить две технические проблемы. Одной из таких проблем являет-
182
ГЛАВА V
ся разработка устойчивых при высоких температурах смазок, которые предо-
храняли бы бериллий или пресс-форму от эрозии, возникающей при их взаи-
модействии. Другая проблема включает разработку материалов, пригодных
для изготовления пресс-форм и контейнеров, устойчивых при относительно
высоких давлениях и температурах, обеспечивающих, получение бериллия
с оптимальными свойствами.
ЛИТЕРАТУРА
1. Krol 1 W. J., Extraxtive Metallurgy of Beryllium, Bureau of Mines Information
Circular—I. C. 7326, June 1945.
2. Брит. пат. 508028, Deutsche Gold- und Silber-Scheideanstalt, June 23, 1939.
3. Брит. пат. 523318, Deutsche Gold- und Silber-Scheideanstalt, July 11, 1939.
4. J a e g e r G., Rudert А., ам. пат. 2241514, May 13, 1941.
5. Hausner H. H., Pinto N. P., Trans. Am. Soc. Met., 43, 1052—1071, 1951.
6. S a w у e г С. В. (не опубликовано).
7. Kaufmann A. R., Gordon R., Vacuum Melting and Casting of Beryllium,
Metal. Progr., 52, 387 (September 1947).
8. К a u f m a n n A. R., Gordon R., Lillie D. W., Trans. Am. Soc. Met., 42,
785—844 (1940).
9. Sawyer С. B., Dodds H. W., ам. пат. SN 770147 and SN 770082, August 22,
1947.
10. S e у b о 1 t O. A. U., Linsmayer R. N., F r a n d s e n J. P., Report
AECD-2679, 1949.
11. Beaver W. W. (не опубликовано).
12. В e a v e r W. W., W i k I e K. G., Trans. Am. Inst. Meehan. Engng. TP-3736E,
1954.
13. S a w у e г С. В., К j e 1 1 g г e n B. R. R., ам. пат. 2311257, February 16, 1953
and 2188904, February 6, 1940.
14. В e a v e r W. W., Stonehouse A. J., Wikle K. G., Vinci F. А. (не опубликовано).
15. В e a v e r W. W., Vinci F. A., Theodore J. G. (не опубликовано).
16. L a r s о n H. (не опубликовано).
17. В e 1 1 W. C., D i 1 1 e n d e r R. D., L о m i n a с H. P., L о n g L. W., M e n-
n i n g E. C., Vibratory Compacting of Metal and Ceramic Powders, WADC Tech-
nical Report 53-193, April 1953.
18. G u 1 b r a n s e п E. A., Andrew K. F., Trans. Electrochem. Soc., 97, 383—395
(November 1950).
19. S a w у e г С. B., Dodds H. W., ам. пат. SN 306344 August 26, 1952.
20. Beaver W. W., Bruehlman R. J. (не опубликовано).
В. ИССЛЕДОВАНИЯ И УСОВЕРШЕНСТВОВАНИЯ В ПОРОШКОВОЙ
МЕТАЛЛУРГИИ БЕРИЛЛИЯ
Г. X. Хаузнер, Н. П. Пинто
Металлургия любого металла не может считаться полностью разработан-
ной, если не изучено и не опробовано применение метода порошковой метал-
лургии.
Владение методом порошковой металлургии требует знания не только
его основных процессов, но и процессов вспомогательных, таких, как про-
катка, ковка или выдавливание. Тогда как некоторые процессы метода порош-
ковой металлургии, как, например, горячее прессование, частично основы-
ваются на уже имеющихся данных о прочности после горячего прессования,
о механизме пластической деформации и т. п., существуют и другие процессы,
требующие изучения. Более сложные операции метода порошковой металлур-
гии, как, например, спекание, требуют изучения диффузии при высокой тем-
пературе, активности поверхностей, влияния незначительных загрязнений,
свойств паровой фазы и т. д., часто неизвестных, но имеющих большое значе-
ние для знания физических основ металлургии того или иного элемента.
В области порошковой металлургии было проведено значительное коли-
чество исследований и разработок, направленных на создание более полных
представлений о металлургии бериллия. В программу исследований входила
оценка свойств изделий из бериллиевого порошка и изучение новых техноло-
гических приемов как возможных источников повышения качества изделий
или улучшения методов их получения. Кроме того, одним из направлений было
дальнейшее изучение собственной пластичности бериллия. Предполагалось,
что обработка металла ниже точки плавления будет исключать возможность
внесения загрязнений, появляющихся в результате его взаимодействия при
высокой температуре с материалами тигля. Вопросы собственной пластич-
ности бериллия изложены в гл. VII и в этой главе рассматриваться не будут.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
Для удобства рассмотрения теоретических вопросов, связанных с порош-
ковой металлургией бериллия, их можно разделить на две основные группы:
одну, связанную с прессованием и спеканием, и другую—с уплотнением при
повышенных температурах.
Уплотнение при комнатной температуре
Приготовление брикетов из бериллиевого порошка было исследовано
очень мало. Как и для других металлов в интервале нормальных давлений
плотность брикетов бериллия увеличивается прямо пропорционально давле-
нию. При более высоких давлениях по мере приближения величины плотности
к теоретической скорость ее изменения от давления уменьшается. Атмосфера,
в которой производится прессование порошка, способствует получению не-
полной плотности лишь в тех случаях, когда порошок загрязняется имею-
щимися в атмосфере газами, такими, как, например, кислород. Поскольку
184
ГЛАВА V
скорость окисления бериллия на воздухе при комнатной температуре неве-
лика, то и влияние атмосферы, в которой происходит прессование, сказывается
незначительно.
Так как неполная плотность, достижимая для данного металлического
порошка, зависит от величины пластической деформации, а следовательно,
и от пластичности металла, то плотность бериллиевых штабиков обычно меньше
достигаемой плотности для более пластичного бериллия с такой же формой
частиц. Плотность бериллиевых брикетов, приготовленных из частиц раз-
личной величины, принудительно выравнивается; давление прессования уплот-
няет порошок скорее за счет заполнения пустот другими частицами порошка,
чем за счет деформации самих частиц. Отдельные частицы бериллия находятся
в сильно напряженном состоянии, в связи с чем часто имеет место их сколь-
жение и двойникование.
Такой механизм уплотнения, сопровождающийся малой деформацией
частиц, имеет важное значение при рассмотрении дальнейших стадий обра-
ботки. Частицы искажаются не в такой степени, чтобы разрушить покрываю-
щую каждую из них прочную окисную пленку. Но вместе с тем разрушение
пленки способствовало бы более тесной связи между частицами и привело бы
к получению большей плотности брикетов и к более полному их спеканию,
т. е. к получению более высоких плотностей при меньшей температуре и вре-
мени спекания.
Теория спекания
Бериллий обладает высокой упругостью пара даже при температуре ниже
точки его плавления. Этот фактор оказывает существенное влияние на скорость
спекания. Скорость испарения бериллия при температуре спекания достаточно
высока для того, чтобы значительное количество металла находилось в виде
пара, способствуя тем самым процессу спекания. Это подтверждается наличием
более высокой плотности у спеченных в вакууме брикетов, нежели у брикетов,
спеченных в аргоне. Хотя металл удаляется за счет испарения с поверхности,
однако испаряющийся с поверхности частиц в пределах брикета металл тотчас
же конденсируется в прилегающем пространстве и в конечном счете не те-
ряется, поскольку уменьшение массы металла компенсируется увеличением
объемной плотности.
Поскольку влияния этого процесса на образование центров по границам
или на объемную и поверхностную диффузию не было установлено, то можно
предположить, что процесс спекания ускоряется при:
а) покрытии частиц чистым металлом, допускающим диффузию находя-
щихся на поверхности атомов кислорода как внутрь частицы, так и в свеже-
образовавшийся слой;
б) соединении небольших промежутков между частицами, что позволяет
увеличить поверхность контакта между ними и тем самым увеличить объем-
ную диффузию;
в) отложении металла на уже существующие места контакта, что еще
больше увеличивает его площадь. Величина пор изменяется, и площадь кон-
такта увеличивается, хотя общий размер частиц, их конфигурация и ориенти-
ровка остаются без изменения. Таким образом, механизм спекания, сопрово-
ждающийся испарением и конденсацией, усиливает протекание объемной
и поверхностной диффузии.
При повышении температуры спекания бериллия увеличение его плот-
ности начинается только выше температуры 1000°, когда плотность спекаемого
штабика быстро увеличивается с подъемом температуры вплоть до точкигпла-
вления. Имеется порог, перед которым изменения плотности не наблюдается,
но после которого с повышением температуры плотность очень быстро возра-
стает. Это, вероятно, связано с явлением испарения и с другими перемеще-
ниями атомов.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
185
Давление при прессовании порошка, как известно, влияет на плотность
спеченного брикета. Спрессованные при более высоких давлениях брикеты
имеют после спекания и большую плотность. Влияние давления прессования
менее заметно для спеченных в вакууме брикетов, чем для спеченных в аргоне.
В обоих случаях максимальная плотность после спекания достигается при
применении давлений прессования от 9,6 до 11,2 т/см\ при которых разница
между плотностями прессованных в вакууме и в аргоне брикетов составляет
около 0,06 г /см3.
Удельное электросопротивление спеченного даже при небольшой темпе-
ратуре брикета уменьшается с повышением температуры спекания. Удельное
сопротивление примерно до 600° уменьшается практически линейно; между
600 и 900° наблюдается резкое падение удельного сопротивления. Между 900°
и точкой плавления бериллия удельное сопротивление уменьшается незначи-
тельно. Такое поведение обычно наблюдается у других металлов, например
у тантала, меди, золота и никеля; для бериллия оно обычно связывается с раз-
рушением прослоек ВеО между частицами. Испарение металла внутри брикета
может и здесь ускорить этот процесс.
Разницу между спеканием в аргоне и в вакууме можно наблюдать также,
сравнивая структуры спеченных брикетов. Величина наблюдаемых пор в спе-
ченных в вакууме брикетах значительно меньше, и они более рассеяны, нежели
поры в брикетах, спеченных в аргоне. В последнем случае поры представляют
собой большие концентрированные пространства, по мере увеличения темпе-
ратуры спекания приближающиеся к сферическим. Оказывается, что замы-
кание пор при температуре около 1000° вызывает механическое захватывание
аргона, не препятствующее при последующем нагреве диффузии бериллия
росту зерна и изменению формы пор.
Прессование при повышенных температурах
Плотность горячепрессованных брикетов определяется несколькими фак-
торами, из которых температура, давление и время имеют первостепенное
значение, в то время как свойства частиц, форма брикета, атмосфера, скорость
нагрева, метод прессования и т. д. являются второстепенными. При рассмот-
рении процесса горячего прессования чистого металлического порошка важ-
ное значение имеет температура рекристаллизации, механизм деформации
и физические свойства при повышенных температурах. Выше температуры
рекристаллизации применение усилия, вызывающего превышение напряжения
при пределе текучести, позволит, очевидно, получать теоретическую плот-
ность в течение короткого промежутка времени, если не допускать при этом
захвата примесей. Полученный таким образом брикет имел рекристаллизо-
ванную структуру, был свободен от напряжений и имел физические свойства,
близкие к свойствам литого отожженного металла, за исключением пластич-
ности, которая в рекристаллизованном брикете из порошка обычно ниже, чем
у литого бериллия.
При более низких температурах механизм деформации более сложный
и имеет свои особенности для каждого металла. В соответствии с этим услож-
няется и влияние внешних факторов. Понимание механизма деформации
является ключом для объяснения процесса «теплого прессования». Термин
«теплое прессование» обычно применяется для обозначения операций горячего
прессования при температуре ниже температуры рекристаллизации, но, как
правило, значительно выше комнатной температуры.
Обычно деформация металла сопровождается общим изменением разме-
ров, по крайней мере в двух направлениях из трех. При прессовании метал-
лических порошков в пресс-формах общее изменение размеров в двух напра-
влениях равно нулю, в то время как в третьем направлении оно имеет отрица-
тельное значение. Текучесть металла поэтому ограничивается изменением
186
ГЛАВА V
формы отдельных частиц. При температурах ниже температуры рекристалли-
зации кристалл металла, если направленное течение его ограниченно, может
быть напряжен выше точки, при которой обычно появляется трещина. При
возникновении этого перемещения дальнейшее движение осуществляется
вдоль уже действующих систем скольжения или вдоль вторичных плоскостей
скольжения. В любом случае столь большое напряжение не будет приводить
к возникновению трещин, так как истечение металла ограничивает возмож-
ность закрытия пор за счет перегруппировки и небольшого перемещения
частиц. Даже если в какой-либо частице и появится трещина, то обе части
ее, оказавшиеся разъединенными частицами, в этих условиях температуры
и давления соединятся с соседними за счет диффузии, создающей связь между
первоначальными разъединенными частицами.
Нормальные краевые трещины, возникающие в результате чрезмерных
растягивающих напряжений, устранимы, так как все большие напряжения
или макро-напряжения на поверхности заготовки относятся к числу сжимаю-
щих. Конечным результатом будет образование весьма сильно напряженной
структуры. Такая структура, вероятно, будет обладать более высокой проч-
ностью и твердостью по сравнению с достигаемой при холодной обработке
обычного металла, исходя из предположения, что температура прессования
слишком мала, чтобы препятствовать снятию напряжений, и что сочетание
температура—давление достаточно для достижения полного уплотнения.
При температурах и выдержках, применяемых в процессах горячего
прессования, самодиффузия металлов, вероятно, мала и не должна оказывать
значительного воздействия на упрочение брикета.
Деформация бериллия при комнатной температуре происходит почти
исключительно за счет механического двойникования. При более высоких тем-
пературах может происходить и скольжение, имеющее большое значение;
в некотором интервале температур действуют оба эти механизма.
Такие вызывающие деформации давления не слишком велики, поскольку
хрупкий при комнатной температуре бериллий пластичен при повышенных
температурах.
Прессование при комнатной температуре
Данные по спеканию и термической обработке спеченных штабиков,
указанные в настоящем и в последующих разделах данной главы, предста-
вляют собой результаты исследований Хаузнера и Пинто [1].
Плотность заготовок, получаемых методом холодного прессования, в зна-
чительной мере зависит от величины частиц прессуемого порошка металла.
Для бериллия эта зависимость показана на фиг. 89. При исследовании про-
цесса прессования использовался промышленный порошок с размером час-
тиц —200 меш (величина удельной поверхности находилась в пределах 1500—
1700 см2!г). Этот материал был получен от компании «Браш бериллиум» и был
приготовлен измельчением слитков бериллия, отлитых в вакууме (посред-
ством получения стружки с последующей ее обработкой в шаровой мельнице
и дисковом истирателе).
Ситовый анализ свежеполученного порошка, представленный в табл. 25,
показывает, что примерно 60% частиц имеют величину менее 44 мкм (325 меш)
и 96%—меньше 74 мкм (200 меш). Эти данные удовлетворительно подтверди-
лись и данными микроскопического анализа.
Попытки установить распределение частиц по их величине фотелометри-
ческим методом выявили значительную разницу между составами перемешан-
ных и неперемешанных порошков.
На кривых фиг. 90 показано влияние времени перемешивания и соответ-
ствие данных фотелометрических и микроскопических испытаний непереме-
шанных порошков.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
187
СИТОВЫЙ СОСТАВ ПОРОШКА БЕРИЛЛИЯ
Таблица 25
Величина час- тиц, меш (—60)— (+100) (-100)- ( + 200) (—200)- (+250) (-250)- (+325) (— 325)- (+400) — 400
Количество частиц, % 0,5 3 12 24 5 55
Средняя величина определялась для прошедших через сито частиц и соот-
ветствовала 14,7 мкм против 17,7 мкм по данным фотелометрического испы-
тания.
В применявшемся для исследований порошке содержалось значительное
количество примесей, которые в виде следов были перенесены из исходного
Фиг. 89. Давление при получении
прессовок с плотностью 1,45 г] см? в
зависимости от удельной поверхно-
сти порошкового бериллия.
Фиг. 90. Распределение частиц по вели-
чине в порошке бериллия, определенное
различными методами.
------ прибором Андреасена;--микро-
скопическим методом;---------фоте л о метриче-
ским методом.
материала, а также введены при переработке. Спектральным анализом было
обнаружено следующее содержание примесей (в %):
Si- 0,06 Sn — ~ 0,0003
Mg- 0,17 Pb — - 0,006
Al — 0,20 Ca — 0,036
Fe — 0,145 Cd — < 0,00003
Си —- ^0,006 Cr — 0,015
Ni — - 0,003 B — 0,00015
Мп — -0,011
неметаллические примеси, в частности
Исходный материал содержал и
около 1,5% ВеО и шлак. Проверка влияния диаметра частиц на содержание
ВеО показала, что порошки с частицами в 5 и 29 мкм содержали соответственно
3,43 и 2,83% ВеО.
188
ГЛАВА V
Описанный выше порошок бериллия подвергался прессованию на гидра-
влическом прессе при различных давлениях, находящихся в широких преде-
лах (2,43—14,4 т/см2) с выдержкой в течение 1 мин. Испытания показали,
что прессование при давлении 1,6 т/см2 или меньшем практически не имеет
смысла, так как частицы порошка не слипаются и обращение с брикетами
становится невозможным. Прессование при более высоких давлениях, порядка
12,8—14,4 т/см2, не вызывало расслоения брикетов бериллия, хотя подобное
Фиг. 91. Влияние давления прессования на плот-
ность бериллиевых брикетов.
• —единичные результаты; Д—повторяющиеся результаты.
явление часто наблюдается при прессовании других металлических порошков
в случае применения сравнительно высоких давлений. Как показано на фиг. 91,
плотность прессованных образцов увеличивается практически линейно от
1,12 г! см? при давлении 2,4 т/см2 до 1,55 г! см3 при давлении 11,2 т/см?. Выше
этого давления значение плотности увеличивается с меньшей скоростью.
Изложенные ниже исследования процесса спекания показывают, что
оптимальное давление прессования составляет приблизительно 8 т/см2, и что
применение более высоких давлений очень мало способствует увеличению
плотности спеченного продукта*
СПЕКАНИЕ
В ряде опытов по изучению получаемых при спекании свойств применялся
тот же бериллиевый порошок.
Для получения данных об усадке, плотностях и других физических свой-
ствах исследовалось влияние изменений температуры, времени и атмосферы
спекания. Дальнейшие исследования касались структуры и роста зерен,
а также потерь металла за счет его улетучивания при спекании в вакууме.
Спекание в вакууме
Образцы для спекания в засыпке из окиси бериллия помещали в вакуум-
ную печь, обеспечивающую получение надежного вакуума порядка 1 • 10-5 мм
рт. ст., нагревали их со скоростью около 300° в час до температуры спекания
и охлаждали со скоростью 280 и 115° соответственно в первый и второй час.
Спекание в вакууме проводилось при различных температурах до 1250°. Мак-
симальные плотности были получены на образцах, спрессованных под давле-
нием примерно 4 т/см2. Плотность брикетов оставалась практически постоян-
ной до температуры спекания 1000°; при дальнейшем повышении температуры
плотность быстро возрастала и после спекания при 1200° превышала 1,7 г!см3.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
189
Плотность 1,8 г/см3 получали после спекания приблизительно при темпера-
туре 1250°, однако на некоторых образцах при этом были обнаружены приз-
наки сплавления.
Изучалась также возможность повышения плотности брикетов при более
низких температурах за счет изменения давления прессования. Серии образ-
Ф и г. 92. Влияние температуры спекания на плот-
ность и удельное электросопротивление бериллия.
Давление прессования 8,8 т!смг. Спекание образцов в
вакууме 3 часа. Измерения произведены при комнатной
температуре.
цов, спрессованных под давлением 1,6—10,4 т/см2, и спеченных в вакууме при
температуре 900° в течение 3 час., показали одинаковую плотность после
их спекания.
Влияние температуры спекания на плотность и удельное электросопротив-
лить показано выше на кривой фиг. 92. Плотность спеченных при темпера-
туре 1200° образцов лишь незначительно изменялась в зависимости от вели-
чины давления прессования.
Испарение в процессе вакуумного спекания
Спекание при температуре 1200° вызывало потерю веса в пределах 18—
50% за счет испарения бериллия. Эти потери уменьшались при спекании в за-
сыпке из гранулированной ВеО. В процессе вакуумного спекания бериллий
испарялся с чрезмерно большой скоростью, что мешало достижению остаточ-
ного давления менее 0,1 мкм рт. ст.
Дальнейшее изучение скорости испарения проводилось с целью опреде-
лить, происходят ли потери бериллия вследствие его испарения с поверх-
ности частиц или с поверхности брикета.
Потеря веса в процессе спекания при температуре 1235° для двух образцов
различного размера представлена в табл. 26. Отношение потери веса образцов
составило 1 : 2,6 и оказалось практически одинаковым с вычисленным отно-
шением для открытых поверхностей (1 : 2,55). Таким образом, потеря в весе
у бериллиевых брикетов в процессе их спекания в вакууме является скорее
функцией, величины открытой поверхности, чем функцией объема.
Величины скорости испарения и упругости паров бериллия, полученные
из данных табл. 26, совпадали с результатами Холдена, Спайсера и Джон-
стона [2] и с экстраполированными результатами Шумана и Гарретта [3].
190
ГЛАВА V
Таблица 26
ИСПАРЕНИЕ БЕРИЛЛИЯ ПРИ СПЕКАНИИ В ВАКУУМЕ
Номер образца Состояние Поверхность, см2 Объем, см3 Вес, г Плот- ность, г/см,3 Потеря в весе при спекании
полная открытая в вакууме г %
В-21 Спрессован 19,5 15,7 5,4 7,33 1,35 — —
Спечен 13,8 —- 3,3 5,38 1,67 1,95 26,5
В-23 Спрессован 10 1 6,2 1,15 1,66 1,36 — —
Спечен 7,1 — 0,5 0,911 1,47 0,75 45
Полная поверхность В-23 2,
Полная поверхность В-21 ~
Открытая поверхность 1 В-23 _ 2,55,
Открытая поверхность В-21 ~ 1 *
Плотность брикета В-21 Плотность брикета В-23 ’ ’
Объем В-23 _ Объем В-21 — 1 ' ,6,
Потеря в весе В-2 3 _ = 1 : 2,6,
Потеря в весе В-21 ~
Плотность после спекания В-2 1 1 : 0,88.
Плотность после спекания В-23
Так как в прессованном штабике поры являются непрерывными, то фак-
тически вся поверхность частиц является открытой в вакууме до достижения
температуры близкой к 1000°, т. е. когда происходит спекание металла. Эта
температура была примерно на 200° выше той, при которой начинается испа-
рение бериллия. Примеси магния или кальция, будучи более летучими, чем
бериллий, могли испаряться раньше. Хотя испарение происходит равномерно
из всего образца, потеря в весе оказалась зависящей только от площади его
открытой внешней поверхности вследствие того, что весь испарившийся с по-
верхности частиц металл остается, вероятно, внутри брикета за счет конден-
сации, сопровождающейся сжатием или закрытием пор.
Структура спеченных в вакууме брикетов
На фиг. 93 показана структура прессованного брикета после спекания
при недостаточно высокой температуре. Указанная структура является исход-
ной для образования структуры при более высокой температуре спекания.
Частицы брикета, спрессованного при давлении 8 т/см2, имели в той или
иной степени пластинчатую или игольчатую форму, вытянутую перпендику-
лярно направлению давления прессования. Плотность таких брикетов берил-
лия изменялась в зависимости от величины давления прессования и обычно
лежала в пределах 70—80% от теоретического ее значения.
При температурах спекания до 1000° изменения плотности не наблюда-
лось и структура полученных образцов была в основном такой, как это пока-
зано на фиг. 93. Выше 1000° происходило уплотнение металла, и по мере
увеличения температуры спекания размер зерен увеличивался. Структура,
типичная для спеченного в вакууме бериллия (температура спекания 1200°),
показана на фиг. 94, где видны характерные преимущественно равноосные
полиэдры.
Фиг. 93. Структура брикета бериллия после горячего спека-
ния при недостаточно высокой температуре; х250.
Давление прессования 8 'т!см?. На шлифе видны игловидная и пластин-
чатая формы частиц величиной 200 меш и их относительная ориентировка.
Образец не травлен; проходящий свет.
Фиг. 94. Структура брикета бериллия после горячего спекания
в вакууме при температуре 1200° в течение 3 час; Х250.
Давление прессования 9,6 т/см2. Полигональная структура, характерная для
нормально спеченных бериллиевых брикетов. Образец не травлен;_ поляризо-
ванный свет.
192
ГЛАВА V
Такая структура характерна также и для образцов, полученных спека-
нием при температурах, лежащих вблизи точки плавления бериллия, когда
зерна увеличиваются и становятся исключительно крупными.
Темные иглообразные штрихи на зернах (фиг. 94) могут быть устранены
правильной полировкой. Известно, что такие дефекты полировки часто встре-
чаются в хрупких металлах и причиной их, вероятно, является задир поверх-
ности вдоль определенных плоскостей спайности.
Спекание в атмосфере аргона
Для спекания в атмосфере аргона этот газ чистотой 99,8% из баллона про-
пускали последовательно над нагретой до 600° медью через активированную
окись алюминия, а затем через холодную ловушку и над нагретой до 750° ура-
новой стружкой.
Спекание в аргоне производилось при различных температурах вплоть
до 1250°. Максимальная плотность у спеченных штабиков получалась при
Фиг. 95. Плотность бериллиевых брикетов при
спекании в атмосфере аргона и в вакууме при
температуре 1200° в течение 3 час.
------ спекание в вакууме 10,5 мкм рт. ст.;
------ спекание в атмосфере аргона.
прессовании образцов под давлением 8—9,6 т/см\ На фиг. 95 показано влия-
ние давления прессования на плотность образцов, спеченных в течение 3 час.
в атмосфере аргона. Влияние температуры спекания на плотность показано
на фиг. 96. Плотность брикетов не изменяется сколько-нибудь заметно вплоть
до температуры спекания 1000°, как это уже наблюдалось при спекании берил-
лия в вакууме. Плотность быстро увеличивается в интервале температуры
спекания 1000—1050°, а после спекания при температуре 1200° составляет
примерно 1,7 г /см3. После спекания при 1250° плотность достигает 1,78-г-
1,80 г/см3. При этой температуре некоторые из образцов обнаруживают при-
знаки начала плавления.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
193
Спеченные в атмосфере чистого аргона образцы были исключительно
хрупкими, в то время как спеченные в вакууме брикеты обладали некоторой
пластичностью. Для сравнения пластичности образцы были подвергнуты
испытаниям на изгиб 14]. Эти испытания показали, что спеченные в вакууме
образцы бериллия толщиной 3,2 мм выдерживают без растрескивания изгиб,
соответствующий удлинению наружных волокон на величину, близкую к 6,9%.
Образцы таких же размеров, спеченные при тех же температурах и выдерж-
ках, но в атмосфере тщательно очищенного аргона, не выдерживают изгиба
или прокатки без заметного их разрушения.
Фиг. 96. Влияние температуры спекания на
плотность бериллиевых брикетов при спекании
в атмосфере аргона в течение 30 мин.
Наблюдавшаяся пластичность пористого материала не обязательно сви-
детельствует о том, что он обладает истинной пластичностью. Некоторые пори-
стые или волокнистые материалы, не будучи пластичными, могут быть изо-
гнуты или прокатаны, потому что наличие в них неметаллических включений
позволяет образовываться разобщенным трещинам без полного разрушения
образца.
В качестве метода контроля применялось измерение удельного электро-
сопротивления спеченных в вакууме образцов. Падение напряжения измеря-
лось на обеих сторонах изогнутых образцов, и данные по их удельному элек-
тросопротивлению представлены в табл. 27. Ослабление связей между кристал-
лами или наличие трещин на наружной выпуклой стороне изогнутых образцов
Таблица 27
УДЕЛЬНОЕ ЭЛЕКТРОСОПРОТИВЛЕНИЕ СПЕЧЕННЫХ
В ВАКУУМЕ ОБРАЗЦОВ БЕРИЛЛИЯ
Номер образца Состояние Удельное сопротивление, ОМ ‘ см
вогнутая сторона выпуклая сторона
В-30 В-23 В-34 Перед прокат- кой Изогнутый » 6-10~в 5,6-10-« 5,8-10-6 6-10-6 5,810-6 6,1-10-6
13 Бериллий
194
ГЛАВА V
приводит к большему падению напряжения (увеличению сопротивления) на
выпуклой стороне, чем на вогнутой. Аналогичные результаты были получены
при измерении электросопротивления и на изогнутых образцах пластичного
материала.
Структура брикетов, спеченных в атмосфере аргона
Так же как и при спекании в вакууме, уплотнение при спекании в атмо-
сфере аргона начинается при температуре 1000°. Изменение структуры брике-
тов при их спекании в атмосфере аргона показано на микрофотографиях
фиг. 97.
После спекания при 1000° в структуре еще видны исходные частицы берил-
лия, хотя некоторые из них, которые были, по-видимому, напряжены во время
прессования больше других, рекристаллизовались при спекании. Эти рекри-
сталлизованные частицы невелики, большей частью < 10 мкм, и общее впечат-
ление таково, что они даже меньше исходных частиц. Площадь контакта между
частицами в прессованном штабике была действительно небольшой. Спекание
при 1000° вызывает значительное увеличение площади контакта между части-
цами настолько, что большая часть поверхности частиц становится поверх-
ностью соприкосновения. Объем пор все еще остается значительным и рассеян
в виде небольших участков.
Увеличение температуры спекания до 1050° приводит к некоторым изме-
нениям структуры, в результате которых площадь, занятая порами, стано-
вится меньше, а плотность увеличивается. После спекания при 1050° исходные
частицы становятся неразличимыми. Эта стадия спекания характеризуется
наличием однородных беспорядочно ориентированных частиц размером при-
близительно 5—15 мкм.
При температуре спекания 1100° рекристаллизация становится заметной.
Зерна делаются значительно крупнее и более однородными по форме и раз-
меру, их первоначальные пластинчатая и игольчатая формы исчезают, а поры
концентрируются и становятся крупнее. При этой температуре происходит
полная рекристаллизация, и зерна растут с 10 до 30 мкм, причем они уже
имеют характерную для бериллия форму. Окись бериллия, содержащаяся
в образце, располагается в сконцентрированных пустотах. Можно предполо-
жить, что практически все скопления ВеО расположены на границах зерен,
а более крупные из них—в местах стыка трех зерен.
В процессе спекания при 1150° плотность продолжает увеличиваться,
а зерна вырастают до диаметра примерно 50 мкм. При этой температуре начи-
нается сфероидизация пустот (вероятно, покрытых ВеО). После спекания при
1150° еще заметны сконцентрированные на границах зерен включения (вероят-
но, ВеО). Спекание при 1200° вызывает преодоление в процессе роста зерен
этих механических барьеров, вследствие чего некоторые пустоты и включения
после спекания остаются внутри зерен. Исследование структуры спеченных
при 1200° образцов показало, что во время этого процесса зерна вырастают
до среднего размера 75 мкм.
При температуре спекания 1225° зерна вырастают приблизительно до
150 мкм, а некоторые пустоты и включения все еще остаются на границах
зерен. Эти пустоты довольно велики, в то время как меньшие пустоты рас-
сеяны по всему шлифу. При температуре спекания 1250° наблюдается легкое
деформирование образцов, что указывает на начало плавления. Во время
спекания при этой температуре зерна вырастали до нескольких сот микронов,
а большинство пустотных включений было беспорядочно расположено внутри
зерен.
Все описанные микроструктуры относятся к образцам, спеченным в атмо-
сфере очищенного аргона с выдержкой при температуре спекания в течение
30 мин. Влияние времени спекания на структуру видно из сравнения струк-
Фиг. 97, Микрофотографии шлифов бериллия, спеченного в аргоне в
течение 30 мин. при различных температурах; Х250.
а—непосредственно после прессования; б—спекание при температуре 500°;
в—спекание при 1000°; г—при 1050°; б—при 1100°; е—при 1150°; ле—при 1200°;
з—при 1225°; «—при 1250°.
196
ГЛАВА V
туры образца^ спеченного в течение 1 часа в атмосфере очищенного аргона при
температуре .1200° (фиг. 98), со структурой образца, спеченного при той же
температуре, но в течение 30 мин. (фиг. 97). Тогда как в спеченном в течение
30 мин. образце средняя величина зерна составляет примерно 75 мкм, увели-
чение времени спекания до 1 часа приводит к величине зерна 100—120 мкм.
Микроструктура, ход рекристаллизации, а также изменение формы и раз-
мера зерна, при спекании в вакууме в начале процесса спекания и при темпе-
ратурах, спекания ниже 1200° были точно такими же, как и при спекании
в очищенном аргоне. Однако при температурах спекания 1200° и выше зерна
Фиг. 98. Микрофотография шлифа бериллия, спрессованного при
давлении 8 tn/см2 и затем спеченного в течение 1 часа при темпе-
ратуре 1200° в атмосфере аргона. (Из сравнения с фиг. 97, ж видно,
что увеличение времени спекания с 30 мин. до 1 часа приводит к
заметному увеличению размера зерен). Шлиф не травлен.х250.
в образцах, спеченных в вакууме, были значительно меньше, чем в образцах,
спеченных в аргоне. Равным образом и пустоты в спеченных в вакууме образ-
цах были меньше, чем в образцах, спеченных в аргоне. Кажется, что быстрый
рост зерна при спекании в аргоне, начинающийся при температуре спекания
приблизительно 1200°, происходит не так быстро при спекании в вакууме
и что некоторые факторы мешают росту зерен бериллия в процессе вакуум-
ного спекания. Размер зерен при спекании в аргоне увеличивается в зависи-
мости от температуры логарифмически, как это показано на фиг. 99.
На фиг. 100 показана микроструктура брикета, спрессованного при дав-
лении 8 т/см* и спеченного в вакууме при 1220° в течение 3 час. Средняя
величина зерна в нем около 75 мкм, т. е. меньше величины зерен в образцах,
спеченных в аргоне при температуре 1200° в течение 1 часа, составлявшей
100—120 мкм. Включения пустот в этом и других спеченных в вакууме
образцах бериллия располагаются в основном по границам зерен.
Влияние продолжительности спекания на рост зерна при спекании в арго-
не очень велико. Однако фактор времени оказывает весьма небольшое влияние
на рост зерна бериллия при спекании в вакууме. Максимальная величина
зерна при спекании в вакууме независимо от времени спекания не превышала
75 мкм.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
197
Таким образом, в структуре зерен бериллиевых брикетов, спеченных
в глубоком вакууме и в аргоне, было обнаружено заметное различие.
ние 30 мин.
Фиг. 100. Микрофотография шлифа бериллия, спрессованного
при 8 т/см2, и затем спеченного в течение 3 час. при температуре
1220° в вакууме. Структура, характерная для состояния брикетов
бериллия перед холодной деформацией.
Удельное электросопротивление спеченного бериллия
Процесс спекания особенно на более ранних его стадиях контролируется
по изменению электрических свойств более точно, чем по плотности или проч*
ности.
Измерения удельного электросопротивления проводились на бериллие-
вых брикетах, спрессованных при комнатной температуре и спеченных при
различных температурах. Из фиг. 92 видно, что плотность при спекании уве-
198
ГЛАВА V
Личивается, начиная с температуры 1000°, оставаясь практически постоянной
при более низких температурах. Однако вследствие улучшения связи между
частицами преимущественно за счет разрушения имевшегося между ними
барьера из ВеО изменение удельного электросопротивления наблюдалось
значительно раньше. При этом удельное электросопротивление не зависит
от объема, занимаемого порами, вследствие чего плотность брикета остается
неизменной. Далее, резкое уменьшение удельного сопротивления имело место
в интервале температур спекания 500—900°.
Подобные результаты были получены Майерсом [5] в его работе по спе-
канию электролитического порошка тантала. Он наблюдал, что на некоторых
стадиях спекания тантала в вакууме происходит изменение удельного электро-
сопротивления, не связанное с изменением плотности. Тржебятовский [6]
наблюдал подобное явление у металлов, образующих окислы, например
у меди, и не наблюдал его у элементов, не образующих окислов, как, напри-
мер, у золота. На наличие подобных эффектов у никеля указывали Грубе
и Шлехт [7].
ОБРАБОТКА ДАВЛЕНИЕМ И ТЕРМИЧЕСКАЯ ОБРАБОТКА БЕРИЛЛИЕВЫХ БРИКЕТОВ
Для изучения поведения прессованных из порошка и спеченных брикетов
при их обработке давлением в холодном состоянии использовались брикеты,
спеченные в вакууме при температуре 1220° с выдержкой в течение 3 час.
Брикеты подвергались прокатке с обжатием 0,04—0,05 мм за проход. Прокат-
ный стан имел валки диаметром 200 мм. Максимально возможное уменьшение
сечения заготовки при прокатке не превышало примерно 9%, после чего на ее
поверхности и краях появлялись трещины.
Прокатка в холодном состоянии сильно влияет на микроструктуру берил-
лиевых брикетов, как это видно на микрофотографиях фиг. 101. Структура
спеченных в вакууме брикетов состояла из беспорядочно ориентированных
зерен без какой-либо направленности в их расположении. Прокатка с обжа-
тием 1—2% (один-два прохода) вызывает существенные изменения струк-
туры. Последняя приобретает полосчатый характер в результате механиче-
ского двойникования, подобного двойникованию у деформированного цирко-
ния. Дальнейшая прокатка с уменьшением толщины заготовки от 7,5 до 9%
приводит к увеличению количества двойников, появляющихся практически
в каждом зерне. Степень холодной обработки давлением спеченного бериллия
может быть установлена по количеству двойников.
В некоторых зернах наблюдаются признаки более интенсивной обработки
по сравнению с другими зернами, что, вероятно, зависит от их ориентировки.
Большая часть затрачиваемой при обработке энергии поглощается именно
зернами, имеющими указанные выше признаки.
Наличие полосчатой структуры в некоторых видах обработанного давле-
нием бериллия способствовало тщательному исследованию влияния на полос-
чатую структуру термической обработки. Было показано, что полосчатость
является следствием механического двойникования и полностью исчезает при
нагревании до температур выше 800°, не образуя при этом двойников отжига.
Количество двойников увеличивается с увеличением деформации, однако
никакой связи между величиной обжатия и температурой рекристаллизации
найдено не было. Нагревание до температур значительно выше 800° приводило
к быстрому росту зерна.
После холодной обработки давлением с уменьшением сечения на 6%
(заготовка могла выдержать и дальнейшее обжатие) отжиг при температуре
до 600° не вызывал заметного снятия напряжений или изменения структуры.
Отжиг при температуре 700° сопровождался исчезновением большей части
двойников без заметного роста зерна. При этом происходило восстановление
первоначальной структуры. Некоторые двойники сохранялись и при темпе-
Фиг. 101. Влияние холодной деформации на структуру берил-
лия. Спекание в вакууме в течение 3 час. при температуре 1220°.
Отжиг после холодной деформации в течение 30 мин.; х250.
а—непосредственно после спекания; б—холодная прокатка с обжатием
2,5%; в—с обжатием 9%; г—с обжатием 6%; 6 — 6% (отжиг 600°); е—6%
(отжиг 700°); ж—6% (отжиг 800°); з—6% (отжиг 900?); и—6% (отжиг 1000°).
Фиг. 102. Микрофотография шлифа бериллия, спрессованного
при давлении 8 спеченного в вакууме в течение 3 час. при
температуре 1220°, горячепрокатанного с обжатием 63% при тем-
пературе 1000° и затем охлажденного на воздухе. Включения окиси
начали удлиняться и сплющиваться; границы зерен искажаются
и удлиняются в направлении прокатки. Образец не травлен; поля-
ризованный свет; Х250.
Фиг. 103. Микрофотография шлифа бериллия, спрессованного при
давлении 8 т/см\ спеченного в вакууме в течение 3 час. при темпе-
ратуре 1220°, горячепрокатанного с обжатием 83% при температу-
ре 1000° и затем охлажденного на воздухе. Включения окиси
проявляются в виде четких прожилок, вытянутых в направлении
прокатки. Образец не травлен; поляризованный свет; Х25О.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
201
ратуре отжига 800°, вследствие чего казалось, что в отдельных случаях про-
исходит рост зерна. При температуре отжига 900° никаких следов механиче-
ских двойников не оставалось, но зерна были значительно крупнее, занимая
площади, сравнимые с площадями, ранее занятыми несколькими зернами.
При отжиге при 1000° единственным признаком первоначальной структуры
была светлая сетка окисных включений и пустот, беспорядочно наложенная
на крупные произвольно ориентированные зерна.
Так как механические двойники часто превращаются в двойники отжига,
то были предприняты окончившиеся безуспешно поиски подобных превра-
щений. Только в нескольких местах большого количества просмотренных
Фиг. 104. Микрофотография шлифа бериллия, спрессованного
при давлении 8 т1см\ спеченного в вакууме в течение Зчас. при
температуре 1220°, горячепрокатанного с обжатием 83% при 1000°,
после прокатки нагрев до температуры 1000° с выдержкой в течение
1 часа и последующее охлаждение на воздухе. Продолжается сплю-
щивание и укорочение включений окиси в виде прожилок. Образец
не травлен; поляризованный свет; х250.
на шлифах площадей были отмечены крайне слабые следы двойников отжига.
Поэтому трудно определенно сказать, являются ли они оставшимися меха-
ническими двойниками отжига или новыми механическими двойниками, воз-
никшими вследствие напряжений при закалке. Было установлено, что при
невысоких деформациях степень обжатия не влияет на температуру рекристал-
лизации.
Дальнейшая холодная прокатка спеченного в вакууме бериллия возможна,
если применить промежуточный отжиг. При этом необходимо контролировать
продолжительность и температуру отжига во избежание чрезмерного роста
зерен. Образцы, прокатанные вхолодную с обжатием 6%, после отжига при
температуре 1000° и закалки могли быть обжаты еще на 6%. Холодная про-
катка спеченных в аргоне образцов бериллия была менее успешной, так
как толщина образцов при прокатке может быть уменьшена только на 1—2%;
уже на очень ранней стадии прокатки образцов на поверхности наблюдаются
трещины. Вследствие значительно меньшей степени холодной деформации
в образцах, спеченных в аргоне, наблюдалось намного меньше механических
двойников, чем в образцах, спеченных в глубоком вакууме.
202
ГЛАВА V
При горячей прокатке бериллия, спеченного в вакууме, двойникования
не наблюдается. Возможность прокатки бериллия в горячем состоянии хоро-
шо известна [8]. В данном исследовании проведено сравнительное изучение
структуры бериллия после горячей и холодной прокаток. Спеченные в вакууме
заготовки бериллия, заключенные в стальную оболочку толщиной 1 мм, были
нагреты в атмосфере водорода до температуры 1000° и затем прокатаны на упо-
мянутом выше прокатном стане. Обжатие по толщине за один проход соста-
вляло приблизительно 10%, и можно было довести суммарное обжатие до 50—
80%. Структура спеченных в вакууме и затем горячепрокатанных бериллие-
вых заготовок показана на фиг. 102—104. Микрофотографии показывают зна-
чительный рост зерна и полное отсутствие двойникования. Структура вытянута
в направлении прокатки, и эта вытянутость особенно хорошо видна на неметал-
лических включениях (порах), которые по мере увеличения степени обжатия
становятся очень похожими на обычные прожилки окиси.
Твердость бериллиевых брикетов
Работа по определению твердости бериллия показала, что вблизи отпе-
чатка имеет место наклеп и возникают трещины. Применение обычных при
определении твердости по Роквеллу нагрузок—60, 100 и 150 кг—вызывает
образование механических двойников с характерным их смещением на 60°
и часто даже образование микроскопических трещин. Исходя из этого, испы-
Ф иг. 105. Влияние температуры закалки на
твердость холоднокатаного бериллия.
тания на твердость с такими большими нагрузками не надежны и результаты
сомнительны.
Поэтому при последующих исследованиях твердости брикетов бериллия
была принята стандартная шкала Роквелла 15-Т.
Измерения показали, что твердость прессованных брикетов находится
в пределах 65—70 единиц по Роквеллу, шкала 15-Т, что соответствует твер-
дости по Бринелю 58—67 (при нагрузке 500 кг). Колебание твердости спечен-
ных брикетов в зависимости от температуры их спекания составляло 73—
76 по Роквеллу, шкала 15-Т (66—80 по Бринелю); твердость по Роквеллу,
шкала 15-Т, литого образца оказалась равной 84,5 (132 по Бринелю).
Опыты по термической обработке показали, что твердость образцов после
холодной прокатки, равная 81,5 (114 по Бринелю), может быть снижена до
60,5 по Роквеллу, шкала 15-Т (52 по Бринелю), закалкой с температуры 500°.
Повышение температуры закалки вызывает повышение твердости до 80,5 по
Роквеллу, шкала 15-Т (108 по Бринелю). Эти данные показаны графически
на фиг. 105.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
203
Измерение твердости методом царапания алмазной пирамидой проводи-
лось на образце холоднокатаного бериллия с нагрузкой 1 г. На микрофото-
графии фиг. 106 видна царапина, пересекающая кристаллы, их границы
и двойники. Рассмотрение царапины показывает, что она менее глубока при
пересечении отдельных двойников и границ зерен, хотя это заключение и не
является окончательным.
Фиг. 106. Микрофотография шлифа бериллия, спрессованного
при давлении 8 т/см2, спеченного в вакууме в течение 3 час. при
температуре 1220°, холоднопрокатанного с обжатием 2,5% и затем
отожженного в вакууме в течение 3 час. при температуре 500°. Испы-
тания на твердость царапаньем проводились на машине Бергмана с
нагрузкой 1г. Указанная степень деформации вызывает усиленное
механическое двойникование. След царапины от алмазной пирамиды
кажется тоньше при пересечении двойников или границ между
двойником и основой.
ОСНОВНЫЕ ВЫВОДЫ ПО ХОЛОДНОМУ ПРЕССОВАНИЮ И СПЕКАНИЮ БЕРИЛЛИЯ
Хотя изложенные выше испытания не охватывают всех вопросов порош-
ковой металлургии бериллия, тем не менее ряд фактов можно считать устано-
вленным.
1. Порошок бериллия может быть спрессован в брикеты без применения
связующего вещества.
2. Для получения достаточно высокой плотности бериллиевые брикеты
могут быть спечены в вакууме или в защитной атмосфере (такой, как аргон)
при температурах ниже точки плавления бериллия.
3. Спеченные бериллиевые брикеты имеют микроструктуру, состоящую
из равноосных зерен (полиэдрическая структура).
4. Спекание в вакууме обеспечивает получение до некоторой степени
пластичного материала, в то время как спекание в атмосфере аргона вызывает
хрупкость.
5. Предположительное различие в некоторых физических свойствах
бериллиевых брикетов, спеченных в вакууме и в атмосфере аргона, объясняется
частичной миграцией атомов бериллия, связанной с улетучиванием бериллия
при спекании в высоком вакууме.
204
ГЛАВА V
6. Спеченный в вакууме бериллий может быть подвергнут холодной про-
катке с обжатием по толщине на 9%, вызывающей механическое двойникование.
7. Отжиг спеченного в вакууме холоднокатаного бериллия позволяет
подвергнуть его дополнительной холодной деформации.
ПРЕССОВАНИЕ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
Хотя обработка бериллия обычными методами порошковой металлургии,
т. е. прессованием с последующим спеканием, и позволяет получать брикеты
с желаемыми физическими свойствами и плотностью до 1,8 г/см3, однако такой
способ обработки имеет некоторые недостатки. Более высокая плотность,
близкая к теоретической, может быть получена другими методами. Оптималь-
ные свойства прессованных и спеченных брикетов были получены на спечен-
ных в вакууме образцах, но такое спекание дорого и приводит к значитель-
ному улетучиванию и, следовательно, потере металла. Кроме того, частицы
в брикете имели предпочтительную направленность, что в спеченных образцах
вызывало заметную ориентировку зерен и анизотропию свойств, т. е. разли-
чие в свойствах в направлении прессования и в перпендикулярном к нему
направлении.
Другим возможным способом получения плотных заготовок из порошко-
вого бериллия является прессование при повышенных температурах. При
этом прессование может быть осуществлено при любой температуре и соответ-
ствующем давлении, которые обеспечивают получение теоретической плот-
ности. Прессование при повышенных температурах может быть осуществлено
двумя методами: прессованием при сравнительно низких температурах с при-
менением металлической пресс-формы и больших давлений и прессованием
при сравнительно высоких температурах, когда может быть применена гра-
фитовая пресс-форма и небольшие давления. Каждый из этих методов имеет
некоторые преимущества и недостатки.
В случае теплого прессования при промежуточной температуре могут
быть получены некоторые физические свойства, которых невозможно достиг-
нуть при высоких температурах прессования. При этом процесс упрощается
благодаря тому, что бериллий при температурах ниже 825° окисляется слабо.
С другой стороны, теплое прессование требует применения стальных пресс-
форм, изготовление которых значительно дороже графитовых. Стальные
пресс-формы, конечно, имеют больший срок службы, чем графитовые, и позво-
ляют получать детали с более точными размерами, но вместе с тем трудности,
связанные с изготовлением крупных изделий сложного профиля, более зна-
чительны при теплом прессовании, нежели при горячем.
Сэйболт с сотр. [9] изучал процесс прессования порошкового бериллия
при температурах выше 1000° и получил плотности, близкие к теоретической,
при следующих давлениях и температурах: 35 кг/см2 при 1100°, 52,5 кг/см2
при 1055° и других значениях, лежащих еще выше указанных. Пинто [10]
изучал процесс теплого прессования бериллия при температурах до 700°
и получил значение теоретической плотности при температурах 550° и выше.
Другие исследователи изучали процесс горячего прессования для других
чистых металлов, таких, как медь [11—14], золото [11], железо [15, 16] и алю-
миний [17,18]. Полученные ими результаты показали, что теоретические
плотности могут быть достигнуты прессованием при температурах, составляю-
щих менее 5О?6 от абсолютной температуры плавления, и давлениях около
4 т/см2.
Теплое прессование
Процесс теплого прессования изучался [10] на порошке бериллия, харак-
теристика которого указана на стр. 269. Приспособление для прессования
в основном состояло из стальных пуансонов и стального цилиндра, имеющего
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
205
в центре сквозное отверстие диаметром 45 мм и длиной 152 мм. Отверстие
в цилиндре футеровалось изнутри слоем графита толщиной 0,5 мм, облегчаю-
щим разгрузку пресс-формы и препятствующим взаимодиффузии металлов.
Прессование производилось при остаточном давлении, лежащем в пределах
1—8 мкм рт. ст. Схемы установок для прессования показаны на фиг. 107 и 108.
Фиг. 107. Приспособление для теп-
лого прессования бериллия.
/ — корпус пресс-формы; 2 —нижний пуан-
сон с гнездами для термопар; 3 —верхний
пуансон с гнездом для термопары; 4 — спай
термопары; 5—графитовая обойма; 6 —загру-
женный порошок; 7—центрирующее коль-
цо верхнего пуансона; 8 — опорная плита
(поддон) с канавкой для термопар; 9 —
керамический нагреватель с обмоткой; 10 —
теплоизоляция.
Фиг. 108. Установка для прессования по-
рошков в вакууме при повышенных темпе-
ратурах.
Серия образцов была подвергнута теплому прессованию при температу-
рах от комнатной до несколько превышающей 700°. Результаты исследования
плотности получаемых при этом брикетов приведены на кривой фиг. 109.
С повышением температуры прессования плотность увеличивается практи-
чески линейно до величины, близкой к 1,84 г!см3, при температуре прессова-
ния 550°. При температуре прессования 600° и выше плотность превышала
1,85 г!см3, т. е. была равна теоретической. Данные измерений твердости в по-
перечном сечении теплопрессованных образцов показали, что их плотность
по сечению распределяется равномерно. Кривая не показывает влияния уве-
личения содержания ВеО на плотность; анализы подтвердили, что поглоще-
ния кислорода в процессе прессования при любой из исследованных темпе-
ратур не происходит.
Как уже отмечалось выше, зависимость плотности от температуры слож-
ная. Можно было ожидать, что для бериллия в температурном интервале
двойникования увеличение плотности будет медленным и что, по мере того
как в механизме деформации все более значительным становится явление
сдвига, наклон кривой будет увеличиваться. Наоборот, по мере увеличения
напряжений при повышенных температурах можно было ожидать, что даль-
нейшая деформация и уплотнение будут происходить с меньшей скоростью.
Эти факторы, а также сложные физические и химические свойства порошка
206
ГЛАВА V
не дают возможности по полученным данным сделать заключение относительно
поведения бериллия при повышенной температуре.
Прессование в вакууме имело целью гарантировать отсутствие загрязне-
ния за счет атмосферы и минимальное поглощение газов. Контрольные опыты
для выявления преимуществ, создаваемых за счет контролируемой атмосферы,
проводились также и для случая загрузки порошка и теплого прессования
Фиг. 109. Плотность бериллиевых брикетов, спрессованных
в вакууме при повышенных температурах с выдержкой под
давлением 4 т/см? в течение 15 мин.
на воздухе. Полученные при этом значения плотности совпадали с описан-
ными выше; однако наблюдалось увеличение содержания ВеО примерно до
Прочность теплопрессованных брикетов определялась в направлении их
прессования, а твердость измерялась при приложении нагрузки параллельно
и перпендикулярно направлению прессования. Эти данные приведены втабл. 28.
Таблица 28
ФИЗИЧЕСКИЕ СВОЙСТВА ТЕПЛОПРЕССОВАННЫХ БЕРИЛЛИЕВЫХ БРИКЕТОВ
Температура прессования, °C Заготовки, прессованные в вакууме с выдержкой в течение 15 мин. при давлении 4 т/см.^ Твердость после I 0-часового отжига при 800°
предел прочности при растяжении, кг/мм^ плотность, г/см,ъ твердость по Роквеллу, шкала I 5-Т
300 15,4 1,61 84 71
400 26,6 1,66 88 77
500 49,0 1,77 90 83
555 79,1 1,85 92 —
600 81,9 1,85 91 86
650 82,6 1,85 90 —
Холоднопрес- сованный и затем спечен- ный 45,4 1,82 80
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
207
С повышением температуры прессования предел прочности при растя-
жении быстро увеличивается, достигая значений 77—84 кг/мм2 при темпера-
турах прессования, обеспечивающих получение теоретической плотности.
Указанная прочность значительно выше прочности холоднопрессованных
брикетов, полученных под давлением 9,3 т/см2 и затем спеченных в течение
3 час. в вакууме при температуре 1225°. Холоднопрессованные брикеты после
спекания являются полностью отожженными в противоположность сильно
напряженному состоянию теплопрессованных брикетов (прессование при
температуре ниже температуры рекристаллизации).
Фиг. 110. Влияние на плотность бериллиевых брикетов времени
выдержки под давлением при прессовании в вакууме. Давление
прессования 4 т/см,\ температура 600°.
Как видно из табл. 28, твердость увеличивается с повышением темпера-
туры прессования, но увеличение на 7 единиц при температуре прессования
300 и 600° является незначительным по сравнению с соответствующим увели-
чением прочности с 15,4 до 81,9 кг/мм2. Теплопрессованные образцы, имею-
щие теоретическую плотность, обладают твердостью примерно на 11 единиц
выше холоднопрессованных и затем спеченных образцов.
Измерения твердости с приложением нагрузки в направлениях, парал-
лельном и перпендикулярном направлению прессования, показали в основном
тождественные значения, что указывает на меньшую зависимость свойств от
направления прессования, чем это наблюдалось в литом и горячеобработан-
ном давлением бериллии. Это подтверждается и данными испытаний на разрыв.
Для того чтобы оценить влияние продолжительности прессования на
плотность, серия заготовок была спрессована при температуре 600° с различ-
ной продолжительностью приложения давления в пределах от 3 сек. до 11 мин.
Полученные результаты показаны графически на фиг. ПО. Из ее рассмотре-
ния видно, что плотность повышается с увеличением продолжительности
прессования, достигая теоретической уже при продолжительности прессова-
ния, равной 1 мин.
Микроструктура теплопрессованных бериллиевых брикетов приводится
на фиг. 111—116. На фиг. 111 и 112 показана структура брикетов, прессован-
ных соответственно при температурах 580 и 600°. Фотографирование в про-
ходящем свете показывает, что в теплопрессованном брикете частицы берил-
лиевого порошка находятся в состоянии тесного контакта, и структура в основ-
ном, за исключением пористости, остается такой, как и у спрессованных при
комнатной температуре брикетов. По границам частиц наблюдаются включе-
ния окиси, не проявляющие склонности ни к агломерации ни к диффузии
внутрь частиц бериллия. Направление прессования явно перпендикулярно
продольной оси частиц. Исследование микроструктуры в поляризованном
Фиг. 111. Микрофотография
шлифа бериллия, спрессованного
в вакууме под давлением
4,83 т!см? с выдержкой в тече-
ние 15 мин. при температуре 580е;
проходящий свет; х250.
Фиг. 112. Микрофотография
шлифа бериллия, спрессован-
ного в вакууме под давлением
4 т/см? с выдержкой в течение
15 мин. при температуре 600°.
Состояние характеризуется
сильно напряженной струк-
турой; поляризованный свет;
Х250.
Фиг. 113. Микрофотография
шлифа бериллия, спрессованного
с выдержкой в течение 15 мин.
при температуре 600° и отожжен-
ного в течение 30 мин. при тем-
пературе 750°; поляризованный
свет; х 250.
Фиг. 114. Микрофотография
шлифа бериллия, спрессован-
ного с выдержкой в течение
15 мин. при температуре 600°
и отожженного в течение
30 мин. при температуре 800е;
поляризованный свет; х250.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
209
свете отчетливо показывает сильно напряженное состояние отдельных час-
тиц, так как яркость поляризованного света непрерывно изменяется при отра-
жении от частиц или зерен, что свидетельствует об искажениях решетки.
Поскольку данные о физических свойствах теплопрессованных брикетов
указывают на повышенную напряженность решетки по сравнению с мате-
риалом, полученным обычными методами обработки, то можно предположить
и возможное уменьшение температуры их рекристаллизации. Для подтвер-
ждения сделанного предположения проводился отжиг при различных темпе-
ратурах в течение 30 мин. наиболее сильно напряженных брикетов, обла-
дающих теоретической плотностью. Было установлено, что рекристаллизация
Фиг. 116. Микрофотография
шлифа бериллия, спрессован-
ного с выдержкой в течение
15 мин. при температуре 500°
и отожженного в течение
10 час. при температуре 800°;
поляризованный свет; х250.
Фиг. 115. Микрофотография
шлифа бериллия, спрессованного
с выдержкой в течение 15 мин.
при температуре 400° и отожжен-
ного в течение 10 час. при тём-
пературе 800°; поляризованный
свет; Х250.
не наблюдалась при температурах ниже 700°, но при температуре 750° (фиг. 113)
уже видны признаки рекристаллизаций, хотя большинство зерен все еще
остается в состоянии после прессования. При температуре 800° (фиг. 114)
рекристаллизация была почти полной и конечная структура состояла из
неодинаковых по величине почти равноосных зерен, приближающихся по
форме к полигональным зернам с плоскими гранями, характерным для обыч-
ного подвергнутого холодной обработке и отжигу бериллия. Поскольку интер-
вал температур 750—800° является обычным для рекристаллизации сильно
деформированного спеченного бериллия, то можно сказать, что температура
рекристаллизации не зависит от степени напряженности в структуре тепло-
прессованного бериллия.
Для количественного определения влияния условий холодной деформа-
ции при различных температурах теплопрессованных образцов, а также для
оценки влияния отжига серия брикетов была подвержена полному отжигу
при температуре 800° в течение 10 час. Исследование микроструктуры образ-
цов после отжига показало, что полученные структуры очень сходны между
собой, причем единственное различие, помимо пористости, заключалось в раз-
мере зерна. Величина зерна у образцов, прессованных при температурах 300
14 Бериллий
210
ГЛАВА V
и 400°, была одинаковой (фиг. 115) и несколько меньшей, чем у образцов,
прессованных при температурах 500, 600 и 700°, которые также по величине
зерна были подобны друг другу (фиг. 116).
Как видно из приведенной выше табл. 28, понижение твердости после
отжига практически не зависит от температуры прессования; это указывает
на то, что различие в степени напряженности зерен недостаточно велико для
того, чтобы его можно было определить такими методами. Брикеты с плотно-
стью, несколько меньшей теоретической, после отжига при температуре 800°
имели твердость приблизительно одинаковую с твердостью прессованных
и спеченных брикетов.
Горячее прессование
Данные о горячем прессовании порошкового бериллия были собраны
компанией «Браш бериллиум», применяющей этот метод для промышленного
производства крупных заготовок. Эти данные были рассмотрены Бивером
в предыдущем разделе этой главы.
Фиг. 117. Общий вид пресс-формы для го-
рячего прессования бериллиевых порошков,
применявшейся Сэйболтом с сотрудниками,
/—корпус пресс-формы; 2—кварцевая труба; 5—гра-
фитовая обойма; 4—стальные прокладки; 5—индук-
тор высокочастотного генератора; 6—термопара для
измерения температуры верхнего пуансона; 7 — пере-
ходная плита; 8—термопара для измерения темпе-
ратуры пресс-формы; 9—графит CS; 10—огнеупорная
масса JM«LW»; //—стальная обойма; /2 —переходная
плита; 13—котельное железо толщиной 25,4 мм;
14 —подушка пресса; /5—нижний пуансон.
Сэйболт с сотр. [9] получал брикеты до 305 мм в диаметре и толщиной
102 мм с плотностью, близкой к теоретической. Для исследований он исполь-
зовал в порядке возрастания чистоты следующие материалы: технически чис-
тый порошок, очищенный порошок и порошок, полученный из переплавлен-
ных в вакууме заготовок. Применявшееся приспособление для прессования
показано на фиг. 117. Этот основной вид приспособления использовался при
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
211
прессовании образцов диаметром 63,5 мм и более. Графитовая пресс-форма
имеет две вставные обоймы: наружную графитовую с толщиной стенки 12,7 мм,
предназначенную для облегчения разборки, и внутреннюю—стальную, в ко-
торой для облегчения удаления пуансонов имеется продольная прорезь шири-
ной 6,35 мм. Прессование проводилось без применения защитной атмосферы.
Таблица 29
ЗАВИСИМОСТЬ ПЛОТНОСТИ БРИКЕТОВ ОТ УСЛОВИЙ ГОРЯЧЕГО
ПРЕССОВАНИЯ БЕРИЛЛИЯ В ПРЕСС-ФОРМЕ ДИАМЕТРОМ 63, 5 мм
Номер опыта Давление прессова- ния, кг!смЪ Темпера- тура, °C Время вы- держки при температуре прессования, мин. Плот- ность, г /см* Характеристика порошка
21 35,0 960 30 1,64 Очищенный
20 35,0 980 45 1,66 »
26 35,0 1000 30 1,68 »
23 35,0 1050 15 1,60 »
39 35,0 1075 90 1,64 »
19 35,0 1100 15 1,87 »
38 35,0 1115 30 1,83 Технически чистый
24 53,0 915 25 1,39 Очищенный
30 53,0 1020 30 1,46 »
32 53,0 1075 30 1,85 »
33 53,0 1075 30 1,85 »
36 53,0 1098 7,5 1,70 »
46 53,0 1125 30 1,84 »
25 70,0 900 30 1,40 »
29 70,0 1030 30 1,71
45 70,0 1075 30 1,85 Технически чистый
35 70,0 1078 30 1,87, Очищенный
50 70,0 1095 30 1,87 Технически чистый
34 70,0 1100 30 1,83 Очищенный
51 70,0 1104 30 1,87 Технически чистый
52 70,0 1100 30 1,86 Из полученной резанием стружки
53 70,0 1100 30 1,85 Из переплав- ленного в ва- кууме металла
54 70,0 1100 30 1,86 Из полученной резанием стружки
55 70,0 1100 30 1,84 Из переплав- ленного в ва- кууме металла
В табл. 29 приведены результаты основных экспериментов, проведенных
при оптимальных условиях прессования. При давлении прессования в преде-
лах 53—70 кг/см2, и температуре около 1100° плотность прессовок приближа-
14*
212
ГЛАВА V
лаеь к теоретической. Результаты опытов доказывают, что для достижения такой
.Плотности продолжительность прессования должна составлять около 30 мин.
На фиг. 118—-120 показана микроструктура горячепрессованного берил-
лия. Наличие довольно больших шлаковых включений на микрофотографии
Фиг. 118. Микроструктура образца бериллия (опыт 45 табл. 29),
горячепрессованного из технически чистого порошка при давлении
70 кг! см? и температуре 1075°. Плотность 1,85 г]сн?. В центре за-
метно большое скопление шлаковых включений; обычные загрязне-
ния распределены по всей поверхности шлифа. Образец не трав-
лен; х250.
Фиг. 119. Микроструктура образца бериллия (опыт 53 табл. 29),
горячепрессованного из высококачественного порошка (получен из
бериллия, переплавленного в вакууме) при давлении 70 кг/см? и
температуре 1100°. Плотность 1,85 г]см?. Обычные загрязнения рас-
пределены по всей поверхности шлифа. Образец травлен, проходя-
щий свет; X 250.
Фиг. 120. То же, что и на фиг. 119, но в поляризованном свете;
Х250.
шлифа (фиг. 118) не является типичным, так как концентрация включений
в образце была не так велика, как на приведенном шлифе.
Описанным способом прессования удавалось получать прессованные
заготовки диаметром 277—305 мм и высотой 152 мм.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
213
Предполагалось, что будет иметь место окисление бериллия, тем не менее
поглощение кислорода было не слишком значительным, как это видно из дан-
ных, приведенных в табл. 30. Содержание кислорода в применявшемся для
изготовления образцов исходном порошковом металле не определялось.
Таблица 30
СОДЕРЖАНИЕ окиси БЕРИЛЛИЯ В ГОРЯЧЕПРЕССОВАННЫХ
БЕРИЛЛИЕВЫХ ЗАГОТОВКАХ
Номер образца Содержание ВеО, % Характеристика образцов
2 1,88 Прессован из переплавленного в ва- кууме порошка
3 1,87 Прессован из очищенного порошка
4 3,02 Прессован из технически чистого порошка
В-1 2,27 Горячепрессованная промышленная заготовка QT
Прочностные свойства горячепрессованного бериллия, полученного из
очищенного порошка бериллия, выше, чем бериллия, полученного из про-
мышленного порошка, и бериллия, выдавленного из отлитого в вакууме,
как это показано в табл. 31.
Таблица 31
ПРОЧНОСТНЫЕ СВОЙСТВА БЕРИЛЛИЯ, ОТОЖЖЕННОГО В ТЕЧЕНИЕ
1 ЧАСА ПРИ 800°
Характеристика бериллия Предел текучести (0,2%), кг/мм^ Предел прочно- сти, кг/мм* Удлинение на расчетной длине 5 0,8 мм, % Модуль упруго- сти,
Горячепрессованный из техничес- ки чистого порошка • 23,90 30,80 1,12 28 680
Горячепрессованный из очищен- ного порошка 25,20 33,70 1,36 29 780
Горячепрессованный из порош- ка, полученного из переплав- ленного в вакууме металла 23,20 32,30 1,12 27 770
Полученный из промышленного порошка 17,70 21,17 0,91 25 320
Отлитый в вакууме и затем вы- давленный 21,17 28,80 1,76 31 320
Недавно в Ноллской атомной лаборатории были проведены дополнитель-
ные исследования [19] по горячему прессованию порошкового бериллия
QMV фирмы «Браш» непосредственно в графитовых пресс-формах. Прессова-
нием при температуре 1050° с приложением давления в течение 10—15 мин.
были получены цилиндрические блоки с диаметром и длиной, равными
38 мм. Цилиндры имели плотность 1,85 г!см* и при прессовании не взаимодей-
ствовали с графитом. Содержание ВеО увеличилось с 0,6% в порошке до 1,0%
в прессованных заготовках.
Приведенные выше данные были получены для изделий из порошка одной
партии, вследствие чего влияние изменения величины частиц не было изучено..
214
ГЛАВА V
Однако обширные исследования этого явления проводились при разработке
промышленных методов горячего прессования. Эта работа описана Бивером
Фиг. 121. Зависимость давления |прессования, обес-
печивающего теоретическую плотность при прессовании
в вакууме при температуре 1050°, от удельной поверх-
ности бериллиевого порошка.
Фиг. 122. Влияние средней величины зерна на предел прочности при
растяжении бериллия, горячепрессованного в вакууме при темпера-
туре 1050°.
1 — испытания при комнатной температуре; 2 — испытания при температуре 400°.
в предыдущем разделе данной главы. Влияние величины частиц на давление,
обеспечивающее теоретическую плотность горячепрессованных брикетов, по-
казано на фиг. 121; влияние величины зерен в прессованном брикете как
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
215
функции величины частиц порошка на физические свойства прессовок пока-
зано на кривых фиг. 122 и 123.
Фиг. 123. Влияние средней величины зерна исходного порошка на
относительное удлинение горячепрессованного бериллия.
/—испытания при комнатной температуре; 2—испытания при температуре 400°.
ЛИТЕРАТУРА
1. Hausner Н. Н., Pinto N. Р., Trans. Am. Soc. Met., 43, 1052 (1951).
2. Н о 1 d en R. В., S р е i s е г R., Johnston Н. L., J. Am. Chem. Soc., 70,
3897 (1948).
3. Schuman R., Garrett A. B., J. Am. Chem. Soc., 66 (1944).
4. P i n t о N. P., J. Metals (December 1950).
5. Myers H. H., Metallurgia, 38, 307 (1948).
6. Trzebiatowski W., Z. phys. Chem., 87 (1934).
7. Grube G., S c h 1 e c h t H., Electrochemie, 44 (1938).
8. Kaufmann A. R., Gordon P., Lillie D. W., Trans. Am. Soc. Met.,
42, 785 (1950).
9. S e у b о 1 t A. U., Linsmayer R. M., F r a n d s e n J. P., «А Process for
Hot Pressing Beryllium Powder», Technical Information Service, Oak Ridge, Tenn,
AECU-1029.
10. P i n t о N. P., Warm Pressing of Beryllium Powder (в печати).
11. Trzebiatowski W., Z. Phys. Chem., A169, 91 (1934).
12. G о e t z e 1 C. G., Trans. Am. Soc. Met., 28, 909 (1940).
13. S a u e r w a 1 d F., Z. Metallkunde, 21 (1929).
14. J о n e s W. D., «Hot Pressing of Metal Powders», The Metal Industry, 56, 225
(March 1940).
15. Schwartzkopf P., Goetzel C. G., Iron Age, 148, 37 (September 4, 1941).
16. H e n г у О. H., С о r d i a n i J. J., Trans. Am. Inst. Min. a. Met. Eng., 166,
520 (1946).
17. Zeerleder A., Z. Metallkunde, 41, 8 (1950).
18. P i n t о N. P., Howland G. P., Presented at the Annual Meeting, American
Institute of Mining and Metallurgical Engineers, February 1955.
19. H i r s c h H. H., Knolls Atomic Powder Laboratory (не опубликовано).
Г. ДЕФОРМИРОВАНИЕ БЕРИЛЛИЯ ВЫДАВЛИВАНИЕМ
П. Левенштейн, А. Р. Кауфман и С.В. Арнольд
Производство изделий из литого бериллия связано с большими трудно-
стями. Наиболее широко применяемым и наиболее успешным из всех видов
обработки бериллия деформацией, по-видимому, следует считать выдавлива-
ние1).
Полезно коротко остановиться на тех свойствах бериллия, которые
являются причиной указанных трудностей и которые обусловили выбор тех-
нологии, столь успешно применяемой в производстве готовых изделий. Литой
бериллий представляет собой малопластичный металл. При повышенных темпе-
ратурах бериллий по сравнению с обычными металлами обладает меньшей
прочностью при растяжении. Поэтому если он до известной степени может
быть деформирован сжимающими усилиями, то при напряжениях, растяже-
ниях и сдвигах будет легко разрушаться. Бериллий обладает большой склон-
ностью к заеданию или привариванию к стальному инструменту соответственно
при трении и обработке давлением; бериллий легко окисляется при нагрева-
нии выше температуры 800° и оказывает сильное токсическое воздействие при
попадании в воздух (даже небольших количеств в виде чистого металла или
окиси).
ЛИТЕРАТУРНЫЕ ДАННЫЕ
Первые попытки получить заготовки бериллия методом выдавливания
оказались безуспешными главным образом вследствие приваривания берил-
Ф и г. 124. Выдавливание через цилиндрическую
фильеру.
Сверху—цилиндрическая заготовка и фильера.
лия к пресс-инструменту. Положительные результаты впервые были получены
Кройтцем и Туринским в 1944 г. [1] благодаря тому, что при проведении
х) Подробное описание процесса выдавливания см. в книге К- Е. Пирсона «The
Extrusion of Metals», New York, 1944.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
217
процесса выдавливания бериллий был отделен от инструмента другим мате-
риалом. Вначале в качестве такого изолирующего материала был применен
графит.
Как видно из фиг. 124, при выдавливании истечение металла обычно
происходит таким образом, что некоторые слои металла из центра заготовки
оказываются на поверхности выдавленного прутка, а некоторые наружные
слои—в его центральной части. Это могло бы нарушить положительное влия-
ние графитовой оболочки при выдавливании. Кройтц и Туринский выяснили,
что за счет применения конических фильер, представленных на фиг. 125,
Фиг. 125. Выдавливание через коническую
фильеру.
Сверху—коническая заготовка и фильера.
можно изменить характер истечения металла так, чтобы весь графит оставался
на наружной поверхности выдавливаемого прутка.
Кауфман с сотр. [2] значительно улучшил метод выдавливания, заменив
графитовую оболочку оболочкой из малоуглеродистой стали. Малоуглероди-
стая сталь не так легко приваривается к пресс-инструменту, имеет при выда-
вливании примерно такие же свойства, как бериллий при повышенных тем-
пературах, и образует с бериллием сплавы только при температуре около
1100°, в то время как в большинстве случаев обработка выдавливанием может
быть выполнена при температуре ниже указанной. Этот метод после его не-
значительных изменений явился основой и успешно применяется до настоя-
щего времени для производства выдавливанием бериллиевых изделий.
ОПИСАНИЕ СОВРЕМЕННОЙ ТЕХНОЛОГИИ ВЫДАВЛИВАНИЯ
Общий вид приспособления для выдавливания бериллиевого прутка пока-
зан на фиг. 126. Бериллиевая заготовка заключена в оболочку из малоугле-
родистой стали одинакового с ней профиля. Эти оболочки обычно изгото-
вляются из отрезка цельнотянутой стальной трубы, конец которого обжимается
на конус. В большинстве случаев применялись трубы 16, хотя в специальных
случаях могут быть применены также и трубы 201) с толщиной стенки 6,35 мм.
х) В соответствии со стандартом США трубы 16 и 20 имеют следующие размеры
в дюймах:
16 20 .
Наруж- ный диаметр Внутренний диаметр Толщина стенки Наружный диаметр Внутренний диаметр Толщина стенки
16 i | 15,500 0,250 | 20 19,500 0,250
Прим. ред.
218
ГЛАВА V
Стальная оболочка имеет приваренную крышку на заднем конце, исключающую
возможность взаимодействия бериллия с атмосферой, что позволяет произво-
дить нагревание в любой газовой или электрической печи. При нагревании
заготовок до относительно высокой температуры оказалось полезным произво-
Ф и г. 126. Общий вид приспособления для выдав-
ливания бериллиевых прутков.
1—нагреваемая обойма; 2—стальная оболочка (контейнер);
конический вкладыш; 4— фильера; 5—бериллий; d—графи-
ковая ,пробка; 7—пуансон.
дить нагрев в графитовом контейнере. Это уменьшает окисление стальной
оболочки и позволяет переносить заготовку к прессу с минимальными поте-
рями тепла. Заготовки обычно нагреваются до температуры около 1065°.
При прессовании за заготовкой обычно следует графитовая пробка (фиг. 126),
*229-
Фиг. 127. Составная фильера для выдавливания на больших
промышленных прессах.
/—литая часть фильеры; 2—цилиндрический участок канала фильеры;
3— стальная оправка.
которая позволяет полностью без прессостатка выдавить бериллий из контей-
нера. Благодаря этому время соприкосновения горячего металла с фильерой
уменьшается и отпадает необходимость во вредных для здоровья работающих
операциях отпиливания или откалывания прессостатка. Графит при этом
используется в порошкообразном состоянии.
Коническая фильера может быть заменена комбинацией цилиндрической
фильеры с небольшим радиусом входного отверстия и конических вкладышей
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
219
из мягкой стали, вставляемых в обойму перед фильерой и нагреваемых до тем-
пературы заготовки. Наличие нагретого стального конуса перед фильерой
уменьшает начальные давления, имеющие чрезмерно высокие величины в слу-
чае применения сравнительно холодной конической фильеры. Указанный
конус принимает на себя большую долю износа и напряжений в процессе
выдавливания, что обеспечивает увеличение срока службы самой фильеры.
Фильера изготовляется из быстрорежущей стали марки 18-4-11). При обычном
высокотемпературном выдавливании срок службы такой фильеры ограничи-
вается одним-двумя выдавливаниями. Более хорошие результаты получаются
при применении составной фильеры, представленной на фиг. 127 и имеющей
вид стальной оправки со вставленной в нее собственно фильерой из литого
Фиг. 128. Приспособление с внутренней филье-
рой для выдавливания труб на небольших прессах,
/—обойма пресс-формы; 2—державка фильеры; а — внут-
ренняя фильера.
твердого сплава (35% вольфрама, остальное хром+кобальт в отношении
1 : 3). Такая фильера в результате термических ударов склонна к образова-
нию трещин, но плотная посадка ее в стальную оправу обеспечивает сравни-
тельно большой срок службы. Канал фильеры имеет коническое входное отвер-
стие, плавно переходящее в «направляющую фаску». «Направляющая фаска»
представляет собой цилиндрическую часть канала фильеры, определяющую
форму и размер выдавливаемого материала. Она имеет длину около 3,2 мм
и переходит в следующую за ней конусную выходную часть фильеры с конус-
ностью 5—10°. Для получения небольших прессовок часто используется
вставная фильера, изображенная на фиг. 128. Такие фильеры помещаются
непосредственно во внутреннюю обойму пресс-формы для выдавливания. Рас-
положение фильеры внутри стальной обоймы ограничивает толщину стенок
фильеры. В этом случае для фильеры применяется сравнительно мягкий сплав
следующего состава: 60% Со, 27% Сг, 6% Мо, 0,7% С, остальное W. Лице-
вая сторона фильеры и ее внутренняя рабочая поверхность подвергаются
поверхностному упрочнению посредством нитроцементации. Это позволяет
получать твердую износоустойчивую поверхность на более мягком и вязком
основании фильеры. Все детали приспособления перед выдавливанием подвер-
гаются предварительному нагреву до температуры 480—595°.
Обойму, контейнер и пуансон изготовляют из обычной горячекатаной
или быстрорежущей сталей, применяемых при выдавливании латуни. Обойму
9 Состав, %: 18 W, 4 Сг, 1 V. — Прим. ред.
220
ГЛАВА V
перед выдавливанием нагревают до температуры, максимально допустимой
для применяемого сорта стали (обычно 480—540°), для того чтобы устранить
резкое охлаждение выдавливаемой заготовки.
При введении в центральную часть канала фильеры стального сердечника
выдавливанием могут быть получены и трубы. Обычно этого достигают, укреп-
ляя сердечник (дорн) в передаточной промежуточной головке так, как это
изображено на фиг. 129. Бериллиевую заготовку просверливают и внутрь
отверстия вставляют трубку из мягкой стали. Во время выдавливания дорн,
пуансон и заготовка двигаются с одинаковой скоростью. При этом дорн испы-
тывает не только большие растягивающие и сжимающие напряжения, но и под-
вержен больше, чем любая деталь прессового инструмента, воздействию высо-
кой температуры. Для изготовления дорнов пока еще не найдено лучшего
Фиг. 129. Приспособление для выдавливания труб с при-
менением внутренней вставной фильеры и «плавающего» сер-
дечника (дорна).
/ — пуансон; 2 — промежуточная головка; 3 — бериллиевая заготовка
в оболочке; 4— державка фильеры; 5—фильера; 6 — конический вкла-
дыш; 7 —сердечник; 5—обойма пресс-формы; 9 — графитовая пробка.
материала, чем быстрорежущая сталь 18-4-1. При производстве труб пред-
почитают применять фильеры, установленные внутри пресс-формы, так как
это обеспечивает лучшую концентричность изделия.
Прохождение прутков или труб при выдавливании через отверстие в дер-
жавке фильеры способствует получению прямолинейности изделия по его
длине, что имеет большое значение, поскольку бериллиевые изделия не могут
быть выправлены при комнатной температуре.
Стальная оболочка с поверхности изделий удаляется обработкой реза-
нием или растворением в азотной кислоте, не взаимодействующей с бериллием.
Выдавливанием литых и спеченных бериллиевых заготовок могут быть
получены прутки, трубы и другие изделия простого профиля. Удлинение
выдавленного бериллия достигало 5% вдоль направления выдавливания;
пластичность в любом другом направлении была незначительной.
В металлургической лаборатории Массачусетского технологического ин-
ститута была разработана специальная технология, обеспечивающая возмож-
ность получения бериллия с удлинением 20—25%. Исходным материалом
в этом процессе является порошковый бериллий. Ниже приводится описание
этой технологии.
В пресс-форму, представленную на фиг. 130, помещают оболочку из мяг-
кой стали, в которой небольшими слоями прессуют порошок бериллия при
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
221
комнатной температуре1). Высоту каждого слоя выбирают так, чтобы обеспе-
чить при прессовании равномерную плотность по всему объему. При прессо-
вании применяют максимально возможное давление, исходя из мощности
пресса и предельной нагрузки на инструмент. Затем заготовку вынимают из
пресс-формы и закрывают крышкой, приваривая ее к оболочке. Полученную
таким образом порошковую заготовку нагревают
и выдавливают так же, как и заготовку из пред-
варительно уплотненного бериллия. При соот-
ветствующих условиях получают пруток со срав-
нительно высокой пластичностью. Состояние по-
верхности выдавленного прутка после удаления
стальной оболочки зависит главным образом от
величины зерна. Гексагональные кристаллы бе-
риллия обладают резко выраженной анизотро-
пией и склонностью вдавливаться в стальную
оболочку. Если пруток выдавливать из крупно-
зернистой литой заготовки, то его поверхность
будет грубой и шероховатой. С другой стороны,
при выдавливании из заготовки, прессованной
из порошкового бериллия, пруток имеет гладкую
атласную поверхность.
Определение выхода годного при выдавли-
вании бериллия представляет затруднения, так
как количество материала, которое необходимо
удалять при механической обработке для полу-
чения окончательного размера, зависит от состоя-
ния поверхности и размера выдавленного прутка.
Отрезка концов выдавленного профиля при нор-
мальном проведении процесса составляет потери
5—10%.
Выдавливанием как литого, так и порошко-
вого бериллия были получены прутки диаметром
от 6,4 до 76,2 мм, трубы с наружным диаметром
76,2 мм и толщиной стенок от 3,2 до 25,4 мм, а
также небольшие трубы с наружным диаметром
19 мм и толщиной стенок от 1,27 до 3,2 мм. Изго-
товлены могут быть также изделия прямоуголь-
ного и иного профилей, не имеющие тонких сече-
ний или острых углов. Оборудование, применяе-
мое для выдавливания бериллия, подобно тому,
которое используется для выдавливания меди и
латуни. Необходимо, чтобы пресс мог давать
минимальную скорость перемещения пуансона
(около 6,4 мм/сек), хотя во избежание чрезмер-
ного охлаждения заготовки желательны и боль-
шие скорости (до 25,4 мм/сек). Применялись
прессы от 100 до 3000 т. Для производства труб
желательно иметь специальный пресс, но это не
является обязательным при условии применения
Фиг. 130. Схема получе-
ния (Л) и заготовка (Б) из
порошкового бериллия.
Л. Установка для хо-
лодного прессования
заготовок диаметром
115 мм.
/—неподвижная подушка гидра-
влического пресса; 2 — стальная
оболочка (контейнер); 3—берил-
лиевый порошок; 4 — подвижная
подушка гидравлического пресса;
5—стальной конический вкла-
дыш; 6 — обойма пресс-формы; 7 —
прессующий пуансон.
Б. 3 аг о т о в к а для вы-
давливания. / — стальная
оболочка (контейнер); 2 —стальной
конический вкладыш; 3— порошок
бериллия; 4 — первая крышка;
5 —вторая крышка.
описанного выше метода с
использованием подвижного дорна.
Наибольший диаметр заготовок, полученных выдавливанием, составлял
203,2 мм и был ограничен технологией отливки. Большинство эксперимен-
1) Чаще всего для этой цели используется порошок крупностью 200 меш марки
QMV, выпускаемый компанией «Браш бериллиум». В прошлом использовались также
бериллиевые хлопья фирмы «Клифтон» и хлопья, получаемые во Франции. Наибольшая
пластичность была получена на материале фирмы «Браш бериллиум».
222
ГЛАВА V
тальных работ было выполнено на заготовках диаметром 50,8 мм, выдавлен-
ных на 300-тонном прессе, и на заготовках диаметром 114,3 мм, выдавленных
на 1600-тонном прессе.
ИССЛЕДОВАНИЕ ЗАВИСИМОСТИ [МЕЖДУ РАЗЛИЧНЫМИ ПЕРЕМЕННЫМИ
ПРИ ВЫДАВЛИВАНИИ
При выдавливании металлов между давлением, температурой и обжатием
существует некоторая эмпирическая зависимость. Вследствие применения
высоких температур и смазки указанная зависимость оказывается в лучшем
случае приближенной и может использоваться только для ориентировочных
расчетов. Для расчета усилия выдавливания применяется уравнение
P = K\nR,
где Р—удельное давление на заготовку; R—обжатие; К—константа выдав-
ливания.
Значение К несколько ниже для больших заготовок, чем для малых,
вследствие меньшей величины отношения площади поверхности трения к пло-
Температура. °C
Фиг. 131. Константы выдавливания
для бериллия, меди и малоуглеродистой
стали в зависимости от температуры.
щади поперечного сечения. К несколько меняется в зависимости от типа
применяемого для выдавливания пресса, а также от количества и качества
применяемой смазки.
На фиг. 131 показано влияние температуры на изменение величины кон-
станты выдавливания К для бериллия в сравнении с медью и сталью марки
10201). Арнольд [5] показал, что за счет покрытия медью поверхности сталь-
ных заготовок диаметром 50,8 мм можно уменьшить константу выдавливания
К на 10—20%. Медь уменьшает также степень износа фильеры. Для крупных
заготовок этот эффект становится очень незначительным вследствие меньшего
отношения площади трения к площади поперечного сечения.
Была сделана попытка связать величину константы выдавливания для
бериллия с данными испытаний на растяжение и кручение при соответ-
х) Сталь марки 20 по ГОСТ.—Прим. ред.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
223
ствующих температурах, наблюдая за деформацией сетки из железной про-
волоки, расположенной в сечении заготовки (фиг. 132). После выдавливания
бериллия эта сетка деформировалась так, как это видно на фиг. 133. Харак-
тер истечения бериллия при его выдавливании очень легко выявляется радио-
графией.
Размеры железной сетки до и после выдавливания показаны на фиг. 134.
Можно считать, что в этом случае имеют место два вида деформации: первый—
равномерное удлинение и второй—деформация сдвига. В центре заготовки
происходит только удлинение. Ближе к ее периферии дополнительно к удли-
нению все в большей и большей степени сказывается влияние фактора сдвига,
Фиг. 132. Рентгенофотография бериллиевой заготовки с железной сеткой
перед выдавливанием.
Фиг. 133. Рентгенофотография бериллиевого прутка с железной сеткой]
после выдавливания.
величина которого является функцией сил трения. Общая энергия сдвига
в приведенном здесь случае оказалась по расчету примерно равной энергии
удлинения. Фактически величина константы выдавливания К была вдвое
больше величины константы /С, полученной при однородной деформации (при
испытаниях на разрыв). Форма железной сетки после выдавливания хорошо
иллюстрирует высокое напряжение, возникающее на поверхности прутка
при выдавливании, а также форму и величину «дефекта выдавливания».
Выбор температуры выдавливания определяется несколькими факторами.
Применение стальных оболочек (контейнеров) вследствие возможности спла-
вления их с бериллием ограничивает предельную температуру выдавливания
примерно 1065°. Некоторые опыты по выдавливанию были проведены при тем-
пературе 1235° с применением в качестве прокладок между контейнером и бе-
риллием танталовой фольги или слоя окиси бериллия. Применение меньших
температур выдавливания резко повышает величину необходимого давления
или ограничивает степень обжатия. Допустимым удельным давлением на пресс-
инструмент при выдавливании бериллия считается давление порядка
224
ГЛАВА V
14 000 кг/см2. Взяв значения К по кривой фиг. 131 и используя уравнение
Р^-К In 7?, можно показать, что при температуре 1066° теоретически возможно
уменьшение площади сечения в 130 раз, в то время как при температуре 450°
оно может быть уменьшено только в 10 раз. В производственной практике
выдавливание в большинстве случаев производится при температуре 1066°
с относительной величиной обжатия порядка 30 или в специальном рассматри-
ваемом ниже процессе теплого выдавливания—при температуре 450° с очень
малой величиной обжатия. С увеличением размера заготовки быстро увели-
чиваются и размеры пресса. Для выдавливания прутка диаметром 19 мм
при температуре 1066° из заготовки диаметром 50,8 мм требуется давление
140 т; из заготовки диаметром 102 мм—815 т, а из заготовки диаметром
153 мм—2200 т. При выборе пресса необходимо учитывать, чтобы его макси-
мальное давление было по крайней мере на 50% выше рассчитанного.
Допустимое относительное обжатие ограничивается величиной предель-
ного давления на пресс-инструмент или давлением пресса в соответствии
с уравнением, определяющим зависимость между давлением и обжатием.
Имеется нижний предел обжатия, ниже которого в бериллии образуются пери-
ферические, так называемые спиралевидные расслои, представленные на
фиг. 135. Это особенно относится к литому материалу. Выдавливаемый стер-
жень при выходе из фильеры преодолевает большие усилия. Эти усилия, если
материал был недостаточно хорошо подготовлен для выдавливания и упрочнен
сжимающими усилиями перед его выходом из фильеры, и ведут к образованию
расслоев.
Предел скоростей подачи пресса, рекомендуемый для достижения удовле-
творительного выдавливания, ограничен. При очень больших скоростях подачи
(от 50,8 до 76,2 мм/сек) наблюдается более заметная тенденция к спиралевид-
ному расслою. При очень малых скоростях подачи (менее 6,35 мм/сек) заготовка
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
225
чрезмерно охлаждается еще в контейнере, вследствие чего величина необхо-
димого для выдавливания давления быстро увеличивается; Большинство
работ по выдавливанию было проведено со скоростью подачи 25,4 мм/сек
или несколько меньшими.
Фиг. 135. Спиралевидные расслои бериллиевого прутка.
Влияние указанных выше переменных факторов на свойства выдавлен-
ного бериллия будет рассмотрено в гл. VII, разд. В. Обычно бериллий, выда-
вленный при температуре, близкой к 700°, находится в полностью холодно-
деформированном состоянии, как это видно на фиг. 136. Частичная рекристал-
лизация происходит при температуре около 900° (фиг. 137), а выше этой тем-
пературы материал полностью рекристаллизован (фиг. 138). Удлинение
литого и затем выдавленного бериллия увеличивается от долей процента
15 Бериллий
Фиг. 136. Микроструктура поперечного (а) и продольного (б) сече-
ния отлитого в вакууме и затем выдавленного при температуре 500°
бериллия; поляризованный свет; X 100,
Фиг. 137. Микроструктура поперечного (а) и продольного (б) сече-
ния отлитого в вакууме и затем выдавленного при температуре 900°
бериллия; поляризованный свет; х ЮО.
ПРОИЗВОДСТВО изделий из бериллия
227
в случае выдавливания при температуре 500° до более чем 4% при темпера-
туре выдавливания 1100° [2]. В выдавленном бериллии направление волокон
совпадает с направлением плоскости (100) граней призмы.
Фиг. 138. Микроструктура поперечного (а) и продольного (б) сече-
ния отлитого в вакууме и затем выдавленного при температуре 1060°
бериллия; поляризованный свет; X 100.
НЕКОТОРЫЕ ВОПРОСЫ, ВОЗНИКАЮЩИЕ ПРИ ВЫДАВЛИВАНИИ
БЕРИЛЛИЕВОГО ПОРОШКА
При использовании бериллиевого порошка для выдавливания прутков,
как это было описано выше, удлинение изменяется в довольно широких пре-
делах—от 15 до 25%. В случае применения неуплотненного порошка вместо
компактного металла также возникают некоторые специфические вопросы,
связанные с механическими дефектами. Попытки объяснить причины такого
разброса данных и возникновения механических дефектов при выдавливании
рассматриваются ниже.
Влияние плотности частиц
Было сделано предположение, что сравнительно низкое удлинение выдав-
ленного бериллия может быть объяснено наличием трещин, возникающих
от присутствия отдельных более твердых частиц бериллия или примесей.
Был усовершенствован чувствительный метод рентгеноструктурного анализа,
позволивший выявлять присутствие в выдавленных профилях даже таких
мелких, обладающих повышенной плотностью частиц, размер которых не пре-
вышал 0,05—0,07 мм. В ходе этого исследования было найдено, что частицы
с высокой плотностью располагаются в виде колец в поперечном сечении
выдавленного прутка. На фиг. 139 показан механизм образования этих колец.
Каждая заготовка прессуется из пятидесяти слоев высотой 12,7—25,4 мм
каждый. Пуансон во избежание его заклинивания имеет свободное движение
в стальной оболочке (контейнере). Некоторое количество порошка бериллия
при уплотнении находится в кольцевом зазоре между контейнером и пуансо-
ном (фиг. 139, Л). Оказывается, что часть этого порошка вследствие трения
о стенки контейнера загрязняется частицами железа.
15*
228
ГЛАВА V
Когда пуансон двигается вверх, порошок бериллия, загрязненный желе-
зом, попадает на поверхность последнего запрессованного слоя бериллия
(фиг. 139, Б). Последующие операции прессования почти не нарушают поло-
жения этого порошка, и он остается в виде горизонтальных прослоек между
слоями уплотненного бериллия (фиг. 139, В). При выдавливании такая про-
слойка принимает куполообразную форму, изображенную на фиг. 139, Г, по-
перечное сечение которой имеет вид кольца. Можно избежать образования
Фиг. 139. Механизм образования кольцевых включений при
выдавливании порошкообразного бериллия.
/ — стальная оболочка (контейнер); 2 —слой порошка, загрязненного
железом; 3 — схема уплотнения бериллиевого порошка; ‘/ — пуансон;
5 —запрессованные слои загрязненного железом порошка; 6 — берил-
лиевый пруток; 7 —конфигурация загрязненного железом слоя в
выдавленных бериллиевых прутках.
этих колец, удаляя загрязненный неспрессованный порошок после каждого
цикла прессования. Другим столь же эффективным методом является хроми-
рование или шлифование внутренней поверхности контейнера.
От большинства других частиц с высокой плотностью можно избавиться,
соблюдая с точки зрения сохранения чистоты исключительную предосторож-
ность при обработке порошка. Удаление посторонних частиц является одним
из путей повышения пластичности бериллия.
Влияние воздушной атмосферы
Данные химического анализа выдавленных из порошкового бериллия
прутков показали заметное увеличение содержания азота в пробах, взятых
из конца заготовки, находившегося в соприкосновении с воздухом (порошок
бериллия перед его выдавливанием содержал около 0,01% N, в то время как
в некоторых пробах из концевых частей выделенных прутков содержание
азота достигало 0,5%). Это наблюдалось даже несмотря на то, что заготовки
нагревались в графитовых контейнерах. Опыты, проведенные Клейном в Мас-
сачусетском технологическом институте, показали, что при нагревании в гра-
фитовых контейнерах происходит сильное окисление поверхности бериллие-
вых заготовок. Окисленный слой обычно удаляется обточкой по наружному
диаметру или обрубкой конца прутка. Азот диффундирует в бериллий очень
легко, и его содержание может быть повышенным даже на значительном рас-
стоянии от поверхности, соприкасающейся с этим газом.
Была сделана попытка исключить взаимодействие бериллия с азотом,
приваривая к заполненной уплотненным порошком бериллия оболочке вакуум-
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
229^
непроницаемого днища. Такое уплотнение оказалось неудовлетворительным,
поскольку при нагревании в контейнере развивалось значительное давление
газа, приводившее к образованию трещин в днище. Тогда днище было снаб-
жено трубой, соединенной с вакуумной системой. Было найдено эксперимен-
тально, что давление в контейнере повышалось в интервале температур 200—
Ф и г. 140. Удаление газов из порошковых бериллие-
вых заготовок.
А. Схема установки
/—заготовка; 2—труба для откачки газов; <3 —вакуумный
шланг; 4 — вакуумный насос.
Б. Заготовка с герметизированной трубой
/—заготовка; 2—заваренный конец оттянутой трубки; во
время откачки трубку оттягивают, отрезают иДзаваривают.
450°, тогда как при более высоких температурах этого не наблюдалось. Фак-
тически при температуре выдавливания в герметичном контейнере создавался
вакуум. Поэтому практика выдавливания была изменена включением этапа
нагрева заготовки до 450° при одновременном удалении газов из контейнера
и последующей герметизации (заваркой) вакуумной трубки перед выдавлива-
нием, как это показано на фиг. 140. При таком способе было устранено погло-
щение азота, однако заметного улучшения пластичности достигнуто не было.
Влияние скорости охлаждения
Скорость охлаждения выдавленного прутка мало влияет на его плас-
тичность при комнатной температуре. Обычно прутки после выдавливания
охлаждаются на железном столе в атмосфере воздуха. С целью уменьшения
скорости охлаждения прутки после выдавливания помещали в длинную трубу
со сравнительно высокими теплоизолирующими свойствами. Возможность
закалки прутка осуществлялась при его выходе из фильеры посредством
приспособления, схематически показанного на фиг. 141. При этом горячий
пруток, прорывая резиновую диафрагму, входит в трубу с быстро циркули-
рующей в ней водой. Таким образом были получены при закалке весьма высо-
кие скорости охлаждения. Закалка приводила к определенному измельчению
зерна и улучшению структуры выдавленных литых заготовок, но оказывала
малое влияние на заготовки, выдавленные из порошкового металла. В послед-
них величина определялась величиной частиц исходного порошка. Ни в том,
ни в другом случае пластичность материала не повышалась. Эти результаты
подробнее обсуждаются в гл. VII, разд. В.
230
ГЛАВА V
Фиг. 141. Приспособление для закалки выдавленных бериллие-
вых прутков.
/—заготовка; 2—фильера; 5—обойма пресс-формы; 4—державка фильеры;
5 — резиновая диафрагма; 6—закалочная труба; 7 — выход воды; 8—вход воды';
9 —бериллиевый пруток; 10 — конический вкладыш.
Влияние образования складок на контейнере
Следующим вопросом механических дефектов было появление на стальном
контейнере складок, распространяющихся под поверхностью выдавленного
бериллиевого прутка. Механизм образования этих складок показан на фиг. 142.
Плотность уплотненной заготовки, полученной при комнатной температуре
из порошкового бериллия, находится в пределе 50—70% от теоретической.
В начале выдавливания, когда плотность заготовки приближается к ее теоре-
тическому значению, заготовка укорачивается и на стальном контейнере
могут образовываться складки. Избежать этого можно несколькими спосо-
бами. При выдавливании заготовок диаметром 50,8 мм достаточно увеличить
толщину стенок контейнера с 1,6 до 3,2 мм. Тогда контейнер оказывается
достаточно прочным для сопротивления изгибу.
Для заготовок большего диаметра необходимо применять предваритель-
ное уплотнение заготовок, как это показано на фиг. 143. Заготовки подвер-
гались давлению 10 500 кг/см* при температуре 1000° в течение доли секунды.
Плотность полученных брикетов составляла от теоретической: 80% при ком-
натной температуре уплотнения и 100% при температуре уплотнения 1000°.
Ни одна из уплотненных таким образом заготовок не привела при выдавлива-
нии ни к образованию складок, ни к снижению пластичности ниже обычного
предела.
Интересно отметить, что применение малой продолжительности уплотне-
ния при температуре 1000° позволило достигнуть значительного повышения
плотности и, следовательно, улучшения пластичности. Спеченные заготовки,
полученные при более длительном уплотнении, малом давлении и высокой
температуре, после их выдавливания всегда обладают низкой пластичностью.
ВЫДАВЛИВАНИЕ БЕЗ ЗАЩИТНОЙ ОБОЛОЧКИ
Был предпринят ряд попыток для устранения заедания бериллия в филье-
ре не применяя контейнеров.
Наиболее успешные из этих попыток привели к так называемому методу
«теплого выдавливания», в настоящее время довольно широко применяемого
Фиг. 142. Механизм образования складок
на оболочке бериллиевой заготовки при выда-
вливании.
Л—положение перед выдавливанием бериллиевой за-
готовки; Б — состояние бериллиевой заготовки при
выдавливании; / — пуансон; 2—обойма пресс-формы;
3— бериллиевая заготовка; 4 — фильера; 5 — кониче-
ский вкладыш; 6 — графитовая пробка.
Фиг. 143. Горячее прессование с наконечником.
1—пуансон; 2~обойма пресс-формы; 3—наконечник; 4 — обо-
лочка; 5—заглушка; 6 — спрессованный бериллиевый поро-
шок; 7 — прокладка. t
232
ГЛАВА V
компанией «Браш бериллиум» для изготовления небольших прутков и про-
филей. Развитие этого метода было основано на том свойстве, что при темпе-
ратуре 400° бериллий обладает максимальной пластичностью (см. фиг. 178,
179 и 186 и гл. VI, разд. А). Это привело сотрудника компании «Браш берил-
лиум» Доддса к разработке приспособления для выдавливания, показанного
на фиг. 144 [3]. Заготовка для выдавливания может быть литой, но обычно
изготовляется из спеченного металла и имеет один конец в виде усеченного
конуса. Перед выдавливанием заготовку тщательно покрывают несколькими
слоями коллоидального графита и помещают ее в пресс-форму для выдавли-
вания. Фильера изготовляется из инструментальной стали, применяемой для
1
Фиг. 144. Общий вид обычного приспособления для выдавливания.
ножниц. Перед ней в пресс-форме устанавливается графитовый конус. По дости-
жении заготовкой и пресс-инструментом необходимой температуры выдавли-
вание производят с очень малой скоростью. Выдавленный стержень покрыт
очень тонкой пленкой графита. Выдавленный этим методом материал имеет
хорошо отделанную поверхность и настолько точные допуски по размеру,
что часто позволяет обойтись без дополнительной обработки резанием. Раз-
личные профили, полученные методом теплого выдавливания, приводятся
на фиг. 145а—145 г. Арнольд [5] показал, что применение графитового конуса
не имеет существенного значения н что хорошие результаты при выдавливании
могут быть получены и без него, но при условии сохранения на заготовке
графитовой пленки.
Главным ограничением применимости описанного процесса является
малая величина относительного обжатия. Константа выдавливания при тем-
пературе 450° составляет 5950 кг!см2 по сравнению с 2730 кг/см2 при темпе-
ратуре 1066°. Вероятно также, что при больших скоростях выдавливания
более тяжелыми станут и условия трения, которые вызовут ограничение
производительности.
Было сделано несколько попыток выдавить неплакированный металл при
повышенных температурах (1066°), показавших обнадеживающие результаты.
Однако эти опыты не были продолжены главным образом потому, что выда-
вливание порошка, позволяющее получать более пластичный металл, требо-
вало применения защитной оболочки.
Фиг. 145а. Исходная заготовка и тепловыдавленные круг-
лые прутки.
/—заготовка для выдавливания диаметром 26,3 мм; 2—диаметр
прутка 12,7 мм, обжатие 4,32 : 1, давление 7,8 т/см2; 3—диаметр
прутка 11 мм, обжатие 5,65: 1, давление 9,4 т/см2; 4—диаметр
прутка 9,5 мм, обжатие 7,65: 1, давление 12,6 т/см2.
Ф и г. 1456. Тепловыдавленный квадратный пруток.
Сторона квадрата в сечении прутка 11 мм, радиус закругления на углах
сечения прутка 1,6 мм, обжатие 4,43 : 1, температура выдавливания
425°, давление 9 .т/см2, плотность 1,86 г/см3, твердость по Роквел-
лу 99, шкала В; фотография прутка в состоянии после выдавливания.
Ф и г. 145в. Тепловыдавленная ребристая труба.
Фиг. 145г. Тепловыдавленные прутки треугольного
сечения.
234
ГЛАВА V
Выдавливание с использованием в качестве смазки только графитового
конуса при температуре 1066° позволяло при нормальной скорости выдав-
ливания получать качественные прутки при небольшом масштабе производ-
ства и оказалось безуспешным при опробовании процесса в промышленном
масштабе. Довольно обещающим казалось применение специальных смазок,
таких, как цинковая пудра и материалы, содержащие свинец. Во всех
случаях необходимое для выдавливания усилие значительно возрастало.
Следует отметить, что в опытах по высокотемпературному выдавливанию
без оболочек наблюдалось увеличение сил трения на литых заготовках, и без
того очень чувствительных к образованию трещин.
Попыток применить процесс «Ugine-Sejournet» [4] (Южин-Сежурнэ),
в котором в качестве смазки для бериллия применяется стекло, сделано не
было. Этот метод мог бы оказаться особенно подходящим для бериллия,
поскольку он позволяет достигнуть минимальной величины трения, но требует
специального рассмотрения вопроса о взаимодействии бериллия со стеклом
или расплавленными солями.
ЗАКЛЮЧЕНИЕ
Выдавливанием литых или горячепрессованных заготовок или заготовок,
полученных холодным брикетированием порошкового бериллия, могут быть
изготовлены бериллиевые прутки, некоторые профилированные изделия
и трубы. Выдавливание может быть теплым (ниже температуры рекристалли-
зации) или горячим.
Испытание при комнатной температуре вырезанных вдоль направления
выдавливания образцов показывает удлинение до 20%. Более широкое при-
менение этого метода в производстве несколько ограничивается затруднениями
при получении из выдавленного бериллия изделий с заданными размерами
дальнейшей холодной обработкой. Применение защитной оболочки, разра-
ботанное для выдавливания бериллия, было распространено и на другие
трудные в изготовлении материалы, такие, как цирконий, титан и алюми-
ниевые сплавы.
ЛИТЕРАТУРА
l. Creutz С., Gurinsky D., Metal Progress, 62 (December 1952).
2. Kaufmann A. R., Gordon P., Lillie D. W., Trans. Am. Soc., Met.,
42, 786 (1950).
3. D о о d s H., Beaver W. W., Bass N. W., неопубликованное сообщение
компании «Браш бериллиум».
4. S t г a u s s J., The Ugine-Sejournet Extrusion Process. Доклад, прочитанный на
собрании в Американском институте черной металлургии. New York City, May 21,
1952.
5. A r n о 1 d S. V. (неопубликованное сообщение).
Д. ПРОКАТКА, КОВКА И ДРУГИЕ МЕТОДЫ ДЕФОРМИРОВАНИЯ
БЕРИЛЛИЯ
С. 7И. Бишоп
Целью данного раздела является описание обработки бериллия давле-
нием, т. е. методом, не входящим в разделы, посвященные порошковой метал-
лургии, выдавливанию или литью. Сюда включены прокатка, ковка, ковка
в закрытом штампе или штамповка и обсадка. Вследствие хрупкости берил-
лия при растяжении в условиях комнатной температуры и его неспособности
выдерживать обычное холодное деформирование получение бериллиевой про-
волоки методом холодного волочения не применяется. Было проведено много
опытов по исследованию методов обработки давлением, однако лишь в неко-
торых случаях были достигнуты удовлетворительные результаты. В этой
главе дано только описание методов, разработанных различными исследова-
телями; данные о свойствах или микроструктуре получаемой при этом берил-
лиевой продукции не приводятся.
Критерием успеха любого описанного здесь метода обработки является
возможность получения изделий с заданными размерами и с удовлетворитель-
ной поверхностью.
ИСТОРИЧЕСКИЕ СВЕДЕНИЯ
Перед второй мировой войной основные усилия в области металлургии
бериллия были связаны скорее с его выделением из руд и восстановлением,
нежели с процессами обработки, однако некоторая работа все же была про-
ведена и в области получения изделий методами обработки давлением.
Уже в 1937 г. Кроль пришел к выводу, что если бы можно было найти
способы измельчения структуры литого металла, то он мог бы быть прокатан.
В отношении улучшения пластичности бериллия его эксперименты дали мало,
подтвердив неприменимость к этому металлу обычных методов обработки
давлением [1].
Патент на пресс для штамповки литого в вакууме бериллия был выдан
Бернсторфу [2] в 1941 г. Он предлагает нагревать металл на 50—100° ниже
точки его плавления и прессовать в штампах с применением защитной атмо-
сферы. В 1940 г. Сойер [3] сообщил о проведенной им обжимке бериллия по
видоизмененному, используемому для получения вольфрамовой проволоки
методу.
По сообщению, сделанному в 1942 г. Клауссеном и Скихэном [41, не-
большие добавки титана и циркония значительно улучшают обрабатывае-
мость литого бериллия.
В 1945 г. Келли [5] удалось прокатать в оболочке из мягкой стали спе-
ченные брикеты из порошкового бериллия. Он ^получил при этом вакуумно-
плотный лист с плотностью и чистотой, достаточными для его применения
в качестве окон рентгеновских трубок.
В связи с тем, что во время и после второй мировой войны была устано-
влена возможность использования бериллия в области получения атомной
энергии, было затрачено много усилий при попытках исследовать процессы
236
ГЛАВА V
ковки, прокатки и штамповки этого металла многими различными методами.
Большая часть этих работ изложена в неопубликованных сообщениях раз-
личных лабораторий, привлеченных к исследованиям для Комитета по атом-
ной энергии США, однако только некоторые из них были недавно обобщены
и опубликованы [6, 71.
Поскольку большая часть разработанных методов не является последним
словом в области изготовления бериллия, то и приведенные здесь данные не
претендуют на законченность; их скорее следует рассматривать как основу
для дальнейшего развития процессов обработки бериллия давлением.
ПРОКАТКА
Литой металл. В то время как некоторые исследователи сообщают о без-
успешности прокатки литого бериллия [8, 9], другие находят, что его можно
прокатывать, применяя очень небольшие обжатия. Небольшие мелкозернистые
отлитые в кокиль заготовки обрабатываются довольно легко [10].
Кованый металл. Выдавленный из литых заготовок, а затем кованый
бериллий прокатывается легче, чем литой [11, 12].
Выдавленный металл. Одним из лучших исходных материалов для про-
катки является литой и затем выдавленный бериллий в виде круглых или
плоских заготовок.
Уплотненный металл с использованием электролитически полученных
хлопьев (фирмы «Клифтон»). Возможно изготовление прокаткой фольги тол-
щиной 0,125 мм из холоднопрессованной в стальной трубке при большом дав-
лении заготовки хлопьевидного бериллия [16].
Прессованный из стружки и затем выдавленный металл. Заготовка из
предварительно спрессованной и затем выдавленной стружки оказалась не-
пригодной для прокатки, так как после нескольких проходов происходило
разрушение заготовки [12].
Холодно- или теплопрессованные брикеты. Заготовки порошкового бе-
риллия, полученные холодным или теплым прессованием, дают удовлетво-
рительные результаты при прокатке [17].
Горячепрессованные брикеты. Горячепрессованные из порошкового ме-
талла брикеты представляют отличный исходный материал для прокатки,
так как они обладают мелкозернистой структурой и изотропными механиче-
скими свойствами [18].
Холоднопрессованные из порошкового металла и затем спеченные бри-
кеты. Полученный таким образом бериллий был прокатан до очень тонких
листов [19].
Непрессованный порошок. Прокатка может проводиться из непрессован-
ного порошка, упакованного в стальные или никелевые оболочки [17].
Легирующие добавки. Работа [17] показывает, что добавки магния и ко-
бальта снижают способность бериллия к прокатке; добавка серебра полезна
при холодной, но не при теплой прокатке; добавка кремния улучшает усло-
вия прокатки как в холодном, так и в теплом состояниях. Медь, титан и алю-
миний не оказывают заметного влияния на прокатываем ость бериллия. Содер-
жание легирующих элементов в исследуемых образцах находилось в преде-
лах 1—4 вес. % [18].
Состояние и форма заготовки имеют важное значение при прокатке.
Круглые прутки могут быть прокатаны в плоские заготовки, хотя при этом
заметна склонность к образованию трещин на кромках, так как бериллий не
обладает достаточной пластичностью при воздействии растягивающих напря-
жений, возникающих на кромках вследствие деформации в центральной части
заготовки. Очевидно исходная заготовка должна иметь профиль прибли-
зительно квадратного сечения с тщательно подготовленной поверхно-
стью [9].
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
237
Прокатка без защитной оболочки
В отношении прокатки'бериллия без защитной оболочки мнения расхо-
дятся. Не защищенный оболочкой металл может быть подвергнут дополни-
тельному холодному или горячему обжатию только тогда, когда он предвари-
тельно был прокатан в оболочке. Работа, посвященная условиям прокатки
бериллия без защитной оболочки, показала, что если правильно выбрать
режим прокатки, то и не защищенный оболочкой металл может быть под-
вергнут небольшому обжатию [18].
Положительные результаты при прокатке были получены с примене-
нием горячих валков, подобно применению их при прокатке магния. Про-
катанный бериллий получается при этом с гладкой поверхностью при усло-
вии, если размеры заготовки и окончательной продукции обеспечивают при
прокатке минимальное окисление. Так как горячие валки способствуют под-
держанию температуры бериллия, соответствующей достаточно высокой его
пластичности (около 400°), то прокатку можно производить с большим обжа-
тием [20].
Дополнительные указания о возможности прокатки без защитной обо-
лочки помещены в разделе о переменных параметрах прокатки (стр. 328).
[Применение защитых оболочек при прокатке
Связанные с прокаткой незащищенного бериллия трудности заставили
большинство исследователей в этой области вернуться к применению оболо-
чек из какого-либо другого, более легко обрабатываемого металла. Приме-
нение такой оболочки преследует две цели: снизить степень окисления берил-
лия при горячей прокатке и более равномерно распределить возникающие
в нем напряжения, уменьшая тем самым склонность бериллия к образованию
трещин.
Толщина оболочки не имеет значения, хотя применение более толстых
оболочек является предпочтительным. Успешно применялись оболочки тол-
щиной от 1,6 до 6,3 мм. При этом чем тоньше заготовка, тем тоньше.должна
быть и оболочка [21].
Была опробована прокатка с использованием стальной оболочки, остав-
шейся на заготовке после выдавливания, однако такой метод оказался менее
успешным, чем метод с повторным наложением защитной оболочки на выда-
вленную заготовку. Для изготовления таких оболочек при черновой прокатке
заготовок большого сечения широко применяются железо и малоуглероди-
стая сталь [22]. Оболочки из нержавеющей стали марки 18-8 обычно, при-
меняются в виде тонкого листа для небольших изделий перед их чистовой про-
каткой. При этом, например, бериллиевый лист просто завертывают в такую
оболочку, однако сварка ее краев создает некоторые преимущества. С целью
получения более качественной продукции с достаточно высокой чистотой
поверхности в качестве оболочки, благодаря прочности и устойчивости против
окисления, применяют молибденовый лист [23]. Один из методов защиты
предусматривает армирование обрабатываемой заготовки железным карка-
сом с последующим закрытием такого каркаса никелем [19]. Медные обо-
лочки с утрамбованной между ними и бериллием прослойкой из СаО применя-
лись при прокатке больших выдавленных заготовок в листы, которые затем
подвергались прокатке без защитной оболочки. Промежуточная прослойка
окиси кальция предотвращает возможность сплавления бериллия с медью [11].
Имеются указания, что бериллиевую фольгу толщиной 0,076 мм удалось
получить, пакетируя ее между слоями оболочки толщиной 0,38 мм [10].
Обычно края оболочки скрепляют сплошным сварным швом, так как
скрепление только точечной сваркой может привести к случайному наруше-
нию соединения оболочек во время прокатки [14]. При соединении оболочек
238
ГЛАВА V
важно, чтобы сварной шов был такой же толщины, как и стенки оболочки,
что обеспечивает равномерное удлинение оболочки во время прокатки.
Затруднения, связанные с применением в качестве оболочек железа или
простой углеродистой стали, заключаются в окислении и разрушении их
Фиг. 146. Бериллиевая плита (вверху в центре) и элементы оболочко-
вой заготовки бериллия. Толщина деталей 6,35 мм.
Фиг. 147. Изогнутый образец листового бериллия тол-
щиной 0,127 мм, полученного прокаткой в оболочке.
в процессе прокатки. Имеют место и другие трудности, как, например, короб-
ление оболочек, вызывающее при прокатке квадратных прутков бериллия
неравномерность давлений.
Прокатка тонкого листа при высоких температурах вызывает тенденцию
бериллия приставать к оболочке. Молибденовая прослойка между бериллием
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
239
и наружной оболочкой устраняет такое приставание при температуре 815° [13],
наблюдающееся иногда и в случае нержавеющей стали [15]. Стальные обо-
лочки можно растворять в 50% HNO3, однако делать это нужно весьма осто-
рожно, чтобы не протравить слишком глубоко бериллиевый лист [16]. При-
менение при чистовой прокатке низких температур (около 350°) предотвра-
щает возможность прилипания оболочки из нержавеющей стали к тонкой
бериллиевой фольге.
На фиг. 146 и 147 показаны соответственно элементы оболочковой заго-
товки и изогнутый образец листового бериллия, полученного прокаткой
в оболочке.
Переменные параметры прокатки
Оборудование. Обычно прокатка производится на двухвалковом прокат-
ном стане, однако некоторые исследователи рекомендовали применять четы-
рехвалковые прокатные станы с подогреваемыми валками (с учетом специ-
фических свойств бериллия).
Температуры предварительного нагрева. Данные о прочностных свой-
ствах литого и затем выдавленного бериллия при высоких температурах пока-
зывают наличие у него максимальных значений плотности при температуре
400° и в интервале температур 700—800° [16]. Исходя из этих данных, можно
предположить, что наивыгоднейшие температуры прокатки бериллия будут
находиться в интервале 400—800°. Большие обжатия можно давать, когда
прокатка производится в интервале температур от 750 до 850°. Окончатель-
ная прокатка часто производится в интервале температур 700—900°; однако
результаты получаются лучше, если предварительная (черновая) прокатка
проводится при повышенных температурах (порядка 800°), а последующая
(чистовая) прокатка—при более низкой температуре, лежащей в пределах
300—400°. Чистовая прокатка при пониженных температурах дает следую-
щие преимущества:
1. Тонкая бериллиевая фольга меньше прилипает к оболочке.
2. При температуре 350° не возникает опасности окисления бериллия.
3. Поверхность получается значительно более гладкой.
Была опробована прокатка при температурах 900—1200°, однако это
не выявило каких-либо преимуществ по сравнению с прокаткой при более
низкой температуре.
В обычной практике горячая прокатка производится при температуре
800° или при более высокой температуре с повторным подогревом после каждо-
го прохода.
В процессе теплой прокатки при температуре 400° отжиг проводится
обычно при температуре 700—750°, которая хотя и ниже температуры рекри-
сталлизации, но приводит к некоторому разупрочнению металла за счет вос-
становления структуры. При теплой прокатке необходимость отжига возникает
после обжатия до 50%, в то время как при холодной между промежуточными
отжигами возможно обжатие только около 2%.
В обычной практике при горячей и теплой прокатках чаще всего приме-
няют обжатия в пределах 5—10% за один проход. Применялись и большие
обжатия, превышающие 25% за один проход, но они приводили в результате
к появлению больших трещин на кромках заготовок. Общее обжатие при горя-
чей прокатке составляет 75—95% и даже несколько выше.
Прокатка на холодных валках без защитной оболочки требует тщатель-
ного контроля за параметрами, указанными на кривых фиг. 148, по данным
последних исследований [18], проводившихся на образцах размером 25,4х
X 19,1 мм и толщиной 3,2 мм. В условиях прокатки слева от максимума
образцы медленно разрушались с образованием на поверхности большого
числа мелких трещин, количество которых постепенно увеличивалось при
дальнейшей обработке. В условиях прокатки справа от максимума мелкие
240
ГЛАВА V
трещины возникали при первых 4—5 проходах, после чего прокатка сопрово-
ждалась образованием больших трещин с быстрым распространением некото-
рых из них на всю длину листа. Разрушение наблюдалось также и в централь-
ной части образца. При прокатке без защитной оболочки на горячих валках
оптимальная температура предварительного подогрева лежит в пределах
650—800°. При этом в одном из опытов выдавленный пруток диаметром 12,7 мм
был прокатан в полосу толщиной около 0,5 мм [20].
Фиг. 148. Зависимость величины обжатия за один
проход от температуры при прокатке заготовок бе-
риллия размером 25,4x19,1x3,2 мм.
Поперечная прокатка не представляет особых затруднений, и удовлетво-
рительные результаты были получены в ряде лабораторий. Последняя работа
Клейна и его сотрудников в Массачусетском технологическом институте пока-
зала, что поперечная прокатка может способствовать заметному повышению
пластичности при условии тщательного соблюдения режима прокатки. Эта
работа описана в гл. VII данной книги.
Получаемая при прокатке продукция
Наиболее крупногабаритным из числа полученных прокаткой изделий
является лист толщиной 6,35 мм и площадью 1,8 м2. Лист имел ширину до
355 мм и прокатывался на стане.с диаметром валков 204 мм и длиной 457 мм.
При прокатке листа от толщины 3,18 до 0,127 мм выход годного соста-
вляет 70—80%. Главной причиной потерь металла являются трещины на
кромках листа.
При химической очистке тонкой фольги на ее поверхности могут возни-
кать поры вследствие вытравливания. Травление или декапировка в 50%-ном
растворе ортофосфорной кислоты в течение 2 час. при комнатной темпера-
туре дает удовлетворительные результаты, не вызывая разъедания.
При прокатке бериллия в защитной оболочке имеет существенное значе-
ние получение качественной поверхности, так как при указанном процессе
прокатки обычно получается шероховатая поверхность. Листы с гладкой
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
241
поверхностью могут быть получены при применении материалов для оболочки,
не образующих твердой окалины. Последняя, будучи закатанной в бериллий,
может привести к возникновению местных неоднородностей по толщине листа.
Можно предположить, что более гладкая поверхность может быть получена
при изготовлении оболочки из мелкозернистого материала, обладающего
сопротивлением пластической деформации, несколько большим, нежели
у обрабатываемого материала. В результате чистовой прокатки при темпе-
ратуре около 350° получается более гладкая поверхность по сравнению с по-
верхностью, получаемой при высокотемпературной чистовой прокатке [15].
Прокатка без оболочки позволяет получать очень гладкую поверхность,
но при условии обеспечения минимального окисления металла. Холодная
прокатка листов малых сечений для получения гладкой поверхности без после-
дующего отжига вызывает столь большую хрупкость, что листы оказываются
непригодными для дальнейшего использования.
КОВКА И ГОРЯЧАЯ ШТАМПОВКА
Исходные материалы
При первых попытках ковки бериллия усилия были направлены на умень-
шение величины зерна в литых заготовках [24—26], однако литой металл
после его выдавливания поддавался обработке значительно легче, чем литой
металл с грубой столбчатой структурой, разрушенной под молотом. Ковке
и горячей штамповке подвергались различные виды бериллия: холоднопрес-
сованный и затем спеченный, горячепрессованный и затем прокатанный, атакже
выдавленный и затем прокатанный [27]. Хлопьевидный бериллий фирмы
«Клифтон» удовлетворительно подвергался уплотнению ковкой в железной
оболочке. Предварительные опыты по ковке сплавов бериллия с небольшими
количествами Al, Si, Та, Ti, W, Мо и Zr показали, что ни один из этих леги-
рующих элементов не улучшает ковкости литого бериллия [13].
Защитные чехлы
В процессе ковки при открытой боковой поверхности заготовки бериллия
на краях поковки возникают большие трещины. Во избежание этого при ковке
широко применяются стальные чехлы, оказавшиеся столь же удовлетвори-
тельными, как и медь с промежуточным слоем СаО между нею и бериллием [11].
Переменные параметры ковки
Как уже было упомянуто, при ковке бериллия могут быть использованы
некоторые из методов, применяемых при ковке магния.
Температура нагрева бериллия перед ковкой, очевидно, не имеет суще-
ственного значения, так как значительное осаживание его достигалось одина-
ково в пределах-температуры 500—1200°; однако температура ковки бериллия
в большинстве случаев составляла около 1000°. При ковке в закрытых штам-
пах и при штамповке температура предварительного подогрева заготовок
(около 425°) обеспечивает достаточную пластичность бериллия для заполне-
ния сложной фигуры штампа, как это видно на небольшой детали с ребри-
стым сечением и шайбах, показанных соответственно на фиг. 149 и 150. В одном
из опытов ковки бериллия при температуре 750° на закруглениях с ра-
диусом 0,38 мм не было заполнения фигуры штампа даже под давлением
33 Ш'кг/см2 [28].
При ковке круглых плит из предварительно выдавленных бериллиевых
заготовок удавалось достигнуть с применением стальной защитной оболочки
величины осадки до 75% по высоте. Ковка в направлении, перпендикулярном
16 Бериллий
Фиг. 149. Небольшое ребристое изделие из бериллия, получен-
ное ковкой в штампе.
Фиг. 150. Небольшие шайбы из бериллия, полученные ковкой в штампе.
ПРОИЗВОДСТВО ИЗДЕЛИЙ из бериллия
243
к оси выдавливания, дает лучшие результаты, чем в направлении, совпадаю-
щем с направлением выдавливания.
При ковке незащищенного металла лучше применять один сильный удар,
а если заготовка находится в защитной оболочке, то можно применять и ряд
легких ударов. При ковке в штампе и при штамповке применяют медленное
увеличение давления с выдержкой при максимальной величине в течение
примерно 30 сек.
Работ по определению формы штампов и заготовок применительно к ковке
было выполнено мало. При ковке ребристых, подобных показанным на фиг. 149,
клинообразных и L-образных заготовок были получены различные резуль-
таты. Штампы для стали и алюминия можно успешно применять и для берил-
лия при условии, если металл при заполнении фигуры штампа будет нахо-
диться в состоянии сжатия. Если имеет место чрезмерное истечение металла
в горизонтальном направлении, то возникают трещины.
ОБСАДКА
Перед второй мировой войной Сойеру удалось для изготовления разрыв-
ных образцов обсадить круглые слитки бериллия методом, применяемым для
вольфрама. С тех пор все другие работы по обсадке бериллия давали неудов-
летворительные результаты. Обсадка выдавленного бериллиевого прутка
диаметром 12,7 мм при температуре 760° непосредственно в медной оболочке,
оставшейся на нем после операции выдавливания, приводила к значительному
сплавлению меди с бериллием и к образованию глубоких прослоек. Обсадка
бериллиевого прутка без защитной оболочки с диаметра 12,7 до 9,5 мм при
температуре 760° приводила к резко выраженному растрескиванию.
Развитие процесса выдавливания и полученные при этом положительные
результаты делают излишним дальнейшие попытки применения обсадки для
изделий с большими сечениями. Тем не менее процесс обсадки может быть
наиболее подходящим для изготовления проволоки небольшого диаметра,
и работы по усовершенствованию процесса обсадки для этой цели, вероятно,
будут проводиться.
ВЫВОДЫ
Бериллий может успешно подвергаться прокатке, выдавливанию, ковке
и штамповке. В методах, дающих наилучшие результаты, предусматривается
получение изделий простого профиля преимущественно с использованием
сжимающих напряжений. Если нельзя поддерживать температуру заготовок
бериллия около 400—800°, то методов обработки с большими растягивающими
напряжениями следует избегать.
ЛИТЕРАТУРА
1. Kroll W., Metals and Alloys, 8, 349 (1937).
2. Bernstorf! H., Process for the Manufacture of Working Pieces Impermeable
to Gas and Vacuum Proof, ам. пат. 2243059, May 20, 1941.
3. S a w у e г С. В., К j e 1 1 g r e n B., Metals and Alloys, 11, 163 (1940).
4. С 1 a u s s e n G. E., S k e h a n J. W., Metals and Alloys, 15, 599 (1942).
5. Kel ley F. C., The Iron Age, 156, 68 (1945).
6. Kaufmann A. R., Gordon P., Lillie D. W., Trans. Am. Soc. Met.,
42 (1950).
7. H a usne-r H. H., Pinto N. P., Trans. Am. Soc. Met., 43, 1052 (1951).
8. R i с k о v e r H. G. (не опубликовано).
9. С о h e n M. (не опубликовано).
10. Dempster A. J. (не опубликовано).
11. G r e n i n g e г А. В. (не опубликовано).
16*
244
ГЛАВА V
12. Р i п t о N. Р., Paine S. Н. (не опубликовано).
13. С h i р m a n J. (не опубликовано).
14. Kaufmann A. R. (не опубликовано).
15. S с h u m а г J. F. (не опубликовано).
16. Macher еу R. (не опубликовано).
17. В е a v е г W. W. (частное сообщение).
18. S t о n е h о u s е A. J. (не опубликовано).
19. В е a v е г W. W., Bruehl man R. J., Raynes В. C., Stonehou-
s e A. J. (не опубликовано).
20. W h i t e D. W. (частное сообщение).
21. Smigelskas A., Barrett C. S., Journal oft Metals, 1, Sec. 3, 145 (February,
1949).
22. В e c k C. J. (частное сообщение).
23. Sawyer В. (не опубликовано).
24. С г е u t z Е. Е., Gurinsky D. Н. (не опубликовано).
25. С г е u t z Е. Е., Gurinsky D. И., Metal Progress, 62, № 6, 82 (December,
1952).
26. К a u f m а п n A. R. (не опубликовано).
27. S u i t s C. G., К i n g d о n К., H. (не опубликовано).
28. С о о 1 e у А. С. (частное сообщение).
Е. ОБРАБОТКА БЕРИЛЛИЯ РЕЗАНИЕМ
Л. Е. Дюран
В этом разделе описан ряд способов обработки бериллия резанием: токар-
ная обработка, фрезерование, сверление, зенкование, шлифование и распи-
ловка. При этом указывается вид режущего инструмента, глубина подачи
и скорость резания, применяемые для обработки обычных металлов, обладаю-
щих при резании свойствами, близкими к свойствам бериллия.
Для обработки бериллия резанием могут быть использованы стандартные
станки и режущий инструмент, применяемые для обработки хрупких сортов
бронзы, чугуна, малоуглеродистой стали или подвергнутого горячей обра-
ботке литого алюминия; но необходимо иметь в виду, что бериллий более
хрупок и абразивен, нежели указанные материалы.
Способ изготовления компактного бериллия не оказывает большого влия-
ния на его свойства при обработке резанием. Литой крупнокристаллический
бериллий обрабатывается так же, как и горячепрессованный мелкозернистый,
однако литой бериллий более хрупок и поэтому при обработке требует неко-
торых предосторожностей. Большая часть бериллия производится способом
горячего прессования и представляет собой наилучший материал для обра-
ботки резанием.
При обработке бериллия резанием необходимо соблюдать условия, обес-
печивающие гарантию получения незагрязненной бериллиевой стружки,
а также устраняющие попадание частиц бериллия или его пыли в атмосферу
рабочих помещений.
Если операции обработки, включая и предварительную подготовку обра-
батываемых деталей, производятся всухую, то качество стружки, если она
не загрязнится случайно на станке, будет таким, что эта стружка может быть
непосредственно вновь превращена в порошок и передана в производственный
цикл для приготовления новых заготовок методом горячего прессования.
Для достижения возможно большей экономичности при обработке берил-
лия резанием требуется исключительная осторожность, направленная к сохра-
нению чистоты стружки, так как даже незначительное ее загрязнение приво-
дит к понижению качества стружки почти на 75%.
Следует остановиться на возможности вредного воздействия бериллия
на здоровье работающих, так как сам металл и большинство его соединений
исключительно токсичны. Опасность представляет попадание бериллия в орга-
низм человека через дыхательные пути, а также через открытые порезы или
царапины на коже. Исходя из указанного, все операции обработки бериллия
резанием должны проводиться при наличии высокоэффективной вентиляции
воздуха в помещении для проведения той или иной операции. Задачи, связан-
ные с вредностью бериллия для здоровья работающих, подробно рассматри-
ваются в гл. XII; с ней необходимо ознакомиться, прежде чем начать работы,
связанные с обработкой бериллия резанием.
Терминология, применяемая при описании режущего инструмента, нахо-
дится в соответствии с терминологией, предложенной Американским бюро
стандартов, и представлена на фиг. 151.
246
ГЛАВА V
Радиус закругления
|р^/1 Главный угол
jTy в плане
~7\ Вспомогательный угол
Угол наклона главной
режущей кромки
Передний угол
Задний угол
Боковой угол
Фиг. 151. Терминология, применяемая при опи-
сании режущего инструмента.
ТОКАРНАЯ ОБРАБОТКА
Для токарной обработки используется специальный резец с режущей
кромкой из быстрорежущей стали или из спеченного твердого сплава. При
этом возможность применения инструмента из быстрорежущей стали ограни-
чена вследствие чрезвычайно сильного его износа [1]. Наиболее хорошие
результаты получаются при применении резцов с режущей кромкой из твер-
дых сплавов, таких, как карболой-44А для прерывистого и карболой-883 для
непрерывного резания, что обеспечивает более продолжительный срок службы
инструмента. Высокая стоимость такого инструмента окупается большей
точностью при обработке и экономичностью, связанных с отсутствием необхо-
димости частой заточки инструмента.
Фиг. 152. Методы предупреждения скалывания при
токарной обработке.
Конечный
диаметр
п
Нарезка резьбы на бериллии может быть произведена на токарном станке,
но для этого рекомендуется применять резец с острым углом заточки
Суппорт токарного станка должен быть установлен на половинный внутрен-
ний угол нарезаемой резьбы, с тем чтобы резец мог быть использован в каче-
стве подрезного. Для получения гладкой поверхности и уменьшения коли-
чества стружки чистовую обработку следует проводить с глубиной резания
0,076—0,127 мм. Применять лерки или винторезные плашки не рекомендуется,
так как откалывание и попадание в инструмент мелких кусочков бериллия
приводит к обрыву резьбы и быстрому износу инструмента.
Одним из затруднений при токарной обработке бериллия является его
склонность к крошению или отколам при сходе резца с обрабатываемого изде-
лия. Этого можно избежать, если чистовые проходы производить с глубиной
резания не более 0,38 мм на заготовках с предварительно срезанными фас-
ками (с обоих концов заготовки до величины конечного диаметра), как это
видно на фиг. 152, А, или если проводить окончательную обточку обрабаты-
ваемого изделия вначале на небольшое расстояние с одного конца, а затем
с другого конца в перевернутом состоянии оставшейся части заготовки, как
указано на фиг. 152,Б. При обработке бериллия в центрах рекомендуется
применять вращающиеся центры вследствие сильного абразивного воздей-
ствия бериллия на обыкновенные (невращающиеся) центры.
Хотя свойства бериллия при обработке резанием и допускают его токар-
ную обработку со скоростями и глубинами резания, соответствующими при-
меняемым для чугуна, однако фактическая скорость резания определяется
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
247
мощностью вентиляционной системы и методом сбора стружки. Получающаяся
при обработке стружка при слишком большой скорости обработки в виде
отдельных кусочков отбрасывается за пределы вентилируемого пространства,
подвергая опасности не только работающего, но и окружающих.
Ввиду большой ценности бериллия его желательно обрабатывать без
охладителя во избежание обесценения стружки вследствие ее загрязнения.
Применение охладителя практически возможно только при малом объеме
работы, так как в этом случае небольшое количество бериллиевой стружки
можно отделить от охладителя. Однако такая операция при большом объеме
работ становится весьма неэкономичной, так как разница в стоимости загряз-
ненной и незагрязненной бериллиевой стружки весьма существенная.
Углы, рекомендуемые при заточке простых и фасонных резцов с напаян-
ной пластинкой из твердого сплава, применяемые для токарной обработки
бериллия, показаны в табл. 32. Приведенные в этой таблице данные имеют
общий характер, и их следует рассматривать как ориентировочные. Действи-
тельные условия работы в зависимости от размеров, устойчивости режима
и количества подлежащего снятию материала следует оценивать с точки зре-
ния достижения наибольшей эффективности работы режущего инструмента.
Таблица 32
УГЛЫ ЗАТОЧКИ РЕЗЦОВ
Вид токар- ной обработки Главный угол режущей кромки (в плане), град. Вспомога- тельный угол, град. Перед- ний угол, град. Зад- ний угол, град. Угол наклона главной режущей кромки, град. Боко- вой угол, град. Радиус закругле- ния резца, мм
Обычная 12—15 8—15 0 7 8 7 0,4
Фасонная Нет Нет 8 7 Нет 7 Нет
Инструмент из твердых сплавов следует затачивать на карборундовых
кругах с зернистостью 320 меш или на алмазных кругах с зернистостью 200—
300 меш. Ручная доводка заточенных режущих кромок позволяет получать
очень острые углы, гладкие поверхности и повышает срок службы резца. Для
поддержания режущих кромок в хорошем состоянии и сохранности инстру-
мента последний должен затачиваться тотчас после легкого затупления. Основ-
ным правилом, которое необходимо соблюдать, когда приступают к токарной
обработке бериллия, является выдерживание в минимальных пределах вели-
чины зазора и установка режущей кромки по центру заготовки.
Главный угол режущей кромки затачивается возможно меньшим для
лучшего восприятия ударной нагрузки задней поверхностью резца и облег-
чения выхода его из обрабатываемой заготовки в конце резания. Вспомога-
тельный угол должен иметь такую величину, которая исключала бы трение
между резцом и обрабатываемым изделием. При необходимости обработки
за одну установку длинной детали радиус закругления режущей кромки резца
должен быть уменьшен или вовсе устранен для снижения возможной вибра-
ции. При токарной обработке не имеющих достаточной устойчивости загото-
вок бериллия появляющуюся вибрацию можно устранить, увеличивая вспомо-
гательный угол до 20°. Для обеспечения свободного резания и достижения
максимального срока службы инструмента важное значение имеет правиль-
ный выбор передних углов резца.
При токарной обработке бериллия можно применять широкий диапазон
скоростей резания, подач и глубин резания. Как общее правило, скорость
и глубина резания могут быть приняты такими же, как и при обработке чугун-
ных заготовок (приблизительно тех же размеров, формы и состояния), но при
248
ГЛАВА V
этом должна быть обеспечена достаточно качественная вентиляция. На прак-
тике же в зависимости от формы и размера обрабатываемого изделия, а также
от устройства зажимающего приспособления применяют скорости резания
60—120 м/мин и глубину резания 0,25—0,50 мм. Обработка с большой глу-
биной резания производится в тех случаях, когда обрабатываемое изделие
имеет достаточные размеры и надежно закреплено. Большие глубины реза-
ния способствуют быстрому снятию металла, но они не должны превышать
0,50 мм во избежание получения слишком шероховатой поверхности. Очень
малых глубин резания также следует избегать, поскольку они сильнее, чем
большие глубины, способствуют нагреванию обрабатываемого изделия.
ФРЕЗЕРОВАНИЕ
фреза
Бериллий
Опорные
полосы
Фиг. 153. Методы предупреждения
скалывания при фрезеровании.
Как и при токарной обработке,
Фрезерование бериллия [1] близко к практике его токарной обработки.
Условия и методы с точки зрения видов применяемого для этого режущего
инструмента, снятия стружки, скоростей резания и глубин резания совпа-
дают для этих обоих процессов.
Для фрезерования бериллия по тем же соображениям, что и при токар-
ной обработке, рекомендуется применять фрезы из твердых сплавов, так как
они имеют длительный срок службы, дают
большую точность обработки детали,
позволяют получать более чистую по-
верхность изделия и обеспечивают боль-
шую экономичность процесса по сравне-
нию с обработкой инструментом из бы-
строрежущей стали. Для чернового
фрезерования применяются фрезы со
вставными зубьями из твердого сплава
карболой-44А, а для чистого (отделочно-
го) фрезерования—с зубьями из твердо-
го сплава карболой-883.
сход фрезы с обрабатываемого изделия
в конце каждого прохода сопровождается склонностью бериллия к выкраши-
ванию. Для устранения этого явления здесь могут быть применены те же
методы, что и при токарной обработке. Дополнительной полезной операцией
при фрезеровании является применение торцовой опоры из легко обрабаты-
ваемой магнитной стали, как это показано на фиг. 153. После обработки бе-
риллиевая стружка может быть легко отделена от стальной посредством маг-
нитной сепарации.
Применяемые при фрезеровании бериллия скорости определяются усло-
виями удаления стружки и контролем степени запыленности воздуха, а также
разогреванием обрабатываемого изделия, жесткостью его крепления и глуби-
ной резания. Так, например, при фрезеровании надежно укрепленной в тис-
ках плоской заготовки среднего размера фрезой диаметром 152,5 мм, снаб-
женной десятью вставными зубьями с насадкой из твердого сплава, при чер-
новой обработке нужно применять скорость вращения шпинделя в преде-
лах 60—100 об/мин, а при чистовой обработке 150—250 об/мин. Рекомендуе-
мые скорости подачи стола составляют от 76 до 152 мм/мин для черновой
и 203—305 мм/мин для чистовой обработки. При таких скоростях фрезерова-
ния и при условии хорошей подгонки вентиляционного колпака вокруг фрезы,
как это показано на фиг. 154, сухая стружка полностью собирается в венти-
ляционных коллекторах. Рекомендуемые для фрез углы заточки подробно
показаны на фиг. 155.
Для достижения лучшей чистоты фрезерованной поверхности и наиболее
экономичного использования фрез рекомендуется, когда это возможно, при-
менять обычное фрезерование вместо фрезерования по подаче.
ПРОИЗВОДСТВО ИЗДЕЛИЙ из бериллия
249
Фиг. 154. Общий вид установки защиты и сбора стружки.
Задний угол^
Вспомогательный ^5
угол \
Главный угол режу
щей кромки
Передний угол
боковой угол
Ширина режущей
кромки
Главный угол режущей кромки Вспомога- тельный угол Передний угол Задний угол Боковой угол Ширина режущей кромки, мм
7° 3-7° 0-10° 10-15° 10-15° 0,84.6
Фиг. 155. Углы заточки фрез*
СВЕРЛЕНИЕ
Процесс сверления бериллия лучше всего подразделить на две группы:
сверление отверстий глубиной менее и более пятикратной величины их диа-
метра. Последняя группа будет в дальнейшем обозначаться как глубокое
сверление.
В большинстве случаев для сверления рекомендуется применять сверла,
изготовленные из твердого сплава или с приваренным наконечником из твер-
дого сплава, с углом заточки, равным 90°. Однако при отсутствии сверл из
твердых сплавов и при небольшом объеме работ можно применять также
250
ГЛАВА V
сверла из быстрорежущей стали. Твердосплавные сверла выдерживают окруж-
ную скорость 21—30 м!мин при подачах: 0,025—0,050 мм за один оборот
шпинделя при диаметре сверла меньшем 3,2 мм\ 0,05—0,1 мм при диаметре
сверла 6,35 мм и 0,12 мм при диаметре сверла 12,7 мм, увеличиваясь соответ-
ственно по мере увеличения диаметра сверла.
Глубокое сверление [2] может быть осуществлено любым из следующих
методов^ выбор которого зависит от необходимого количества сверлений,
вида имеющегося оборудования и требований, предъявляемых к изделию.
В простейшем методе применяется обычный сверлильный станок и сверла из
твердого сплава или с наконечником из твердого сплава. В другом методе
Фиг. 156. Общий вид установки для глубокого сверления,
применяется специальный станок для глубокого сверления и те же сверла,
направляемые с помощью кондукторной втулки с целью уменьшения возмож-
ности их поломки. Такая установка показана на фиг. 156. Глубокое сверление
изделий, выходящее за возможности обычного сверлильного станка, можно
производить на универсальном винторезном станке, устанавливая их на попе-
речном суппорте станка и вращая сверло для глубокого сверления в патроне.
Одним из видов инструмента4, рекомендуемого для глубокого сверления,
является сверло обычной конструкции 'с двумя канавками для подачи смазки
и выброса стружки, заточенное под углом 90°. Другим применяемым для этой
цели видом инструмента является одноканавное специальное сверло с прива-
ренным наконечником из твердого сплава, показанное на фиг. 157. Хвостовик
сверла изготовлен из цельнотянутой стальной трубы несколько меньшего
диаметра, чем твердосплавная часть сверла, соединяемая с хвостовиком пай-
кой. Одна сторона хвостовика сплющена в виде V-образной канавки по всей
его длине вплоть до наконечника сверла, на котором для этого снята 1/3 пло-
щади поперечного сечения. Для обеспечения поступления охладителя из по-
лого хвостовика на режущую кромку на всей рабочей части сверла делаются
отверстия. Стружка с помощью охладителя выносится из отверстия сверла
по V-образной канавке. Передняя грань сверла затачивается так, что угол
между режущей кромкой и V-образной канавкой и поперечным сечением
сверла составляет 15°; поэтому любая линия на передней грани, перпендику-
лярной к оси сверла, лежит в пределах этого угла. Таким образом, передняя
грань отступает от вершины сверла, на которой сошлифовывается задний
угол во избежание скалывания в тот момент, когда сверло входит в обрабаты-
ваемое изделие.
ПРОИЗВОДСТВО "ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
251
При применении твердосплавных сверл для сверления глубоких, а также
и более мелких отверстий рекомендуемая скорость сверления составляет
21—30 м!мин. Однако при глубоком сверлении величина подачи уменьшается;
для отверстий глубиной 600—900 мм величина подачи составляет 0,01 мм на
Ф и г. 157. Специальное сверло.
один оборот шпинделя при диаметре сверла 3,17 мм, пропорционально увели-
чиваясь с увеличением диаметра или с уменьшением глубины. Применяемый
для глубокого сверления охладитель должен находиться под давлением по
крайней мере 14 кг/см2.
Скалывание, происходящее при выходе сверла, может быть устранено
за счет установки под обрабатываемую деталь опоры в виде куска мягкой
магнитной стали.
ЗЕНКОВАНИЕ
Зенкование бериллия производится только с целью достижения чистоты
отделки и точности размера расточенных или просверленных отверстий. Эта
операция в принципе близка к сверлению, и разница заключается только
в применяемых при этом скоростях и подачах.
Скорости при станочном зенковании определяются жесткостью крепле-
ния, допусками и чистотой обработки. При применении твердосплавного зен-
кера рекомендуемая скорость составляет 2/3 скорости сверления, так как
слишком большая скорость зенкования вызывает вибрацию, которая вредна
как для самого зенкера, так и для качества доводки.
Величина оставляемого под зенкование припуска колеблется в зависи-
мости от требуемой точности, глубины отверстия и величины снимаемой струж-
ки. При станочном зенковании припуски даются следующей величины: 0,27 мм
для отверстия диаметром 6,35 мм\ 0,38 мм для отверстия диаметром 12,7 мм
и т. д. до припуска 6,35 мм при диаметре отверстия 38 мм. При ручном зенко-
вании обычно припуск составляет 0,025—0,075 мм.
ШЛИФОВАНИЕ
Шлифовать бериллий обычно нет необходимости, поскольку чистовая
обработка резанием, если применяемый для этого инструмент находится
в хорошем состоянии, позволяет получать достаточно чистую поверхность.
Шлифовать необходимо только те виды изделий, у которых должны быть
острые грани и которые имеют малые припуски, составляющие несколько
сотых долей миллиметра. Поскольку бериллий немагнитен, то закрепление
252
ГЛАВА V
обрабатываемого изделия на поверхности стола шлифовального станка про-
изводится так же, как и при шлифовании бронзы или алюминия.
Для грубого шлифования рекомендуется применять крупнозернистые
алундовые круги на керамической связке; твердость таких кругов такая же,
как у кругов Нортон А24 J5VBE (мягкие). Круги со средним размером зерна
(такие, как круги Нортон A60K5VBE) рекомендуются для тонкого оконча-
тельного шлифования и особенно для чернового и тонкого бесцентрового шли-
фования.
Бериллиевые прутки, трубы и профилированные изделия могут быть
разрезаны на куски быстро и точно абразивным кругом на станке, подобном
станкам «Радиак» или «Димет». Для применяемых в производстве рабочих
скоростей рекомендуются круги для резки, подобные кругам Нортон 37С60-
POR30 следующих размеров:
Диаметр, мм Толщина, мм
152,4 0,76
203,2 1,14
254 1,39
356 1,90
Необходимо, чтобы все шлифовальные станки были оборудованы эффек-
тивной вентиляцией с целью удаления взвешенной не смытой охладителем
пыли. Собирающийся в углублении под слоем жидкости или на поверхности
станка шлам должен часто удаляться во избежание его вредного воздействия
при высыхании на здоровье работающих.
РАСПИЛОВКА
Для распиловки бериллия толщиной до 50 мм может быть использована
ленточная пила с режущей лентой шириной 25,4 мм, толщиной около 0,9 мм,
модулем 3,17, разведенная на 1,47 мм. Для обработки материала толщиной
от 50 до 200 мм рекомендуется применять пилу с теми же характеристиками,
но имеющую модуль 4,27. Скорость распиловки в зависимости от толщины
обрабатываемого материала изменяется приблизительно следующим образом:
Толщина матери-
ала, мм
6,35— 25,4
25, 4— 76,2
76, 2—154,0
154,0 и выше
Скорость распи-
ловки, м]мин
45 —30
30 —25,5
25,5—15,0
15,0
Линейная пода-
ча, мм I мин
101,6—50,8
50,8—38,0
38,0—15,9
12,7—4,75
ЖИДКИЕ ОХЛАДИТЕЛИ ПРИ РЕЗАНИИ
Применение жидкости при шлифовании, глубоком сверлении или распи-
ловке бериллия вызывается прежде всего необходимостью охлаждения обра-
батываемого материала, смывания стружки и поглощения металлической
пыли. Если при токарной обработке, фрезеровании или мелком сверлении
необходимо снять большое количество металла, то выгоднее проводить эти
операции всухую вследствие более высокой стоимости незагрязненной стружки.
Однако при этом следует учитывать стоимость затрат на вентиляционные сис-
темы и соответствующие защитные устройства. Для всех операций резания,
выполняемых при отсутствии вентиляционной системы, с целью улучшения
условий труда необходимо применять жидкие охладители. При токарной
обработке, фрезеровании, мелкой сверловке, зенковании и распиловке в каче-
стве таких жидкостей можно применять обычные растворимые масла или
эмульсии, состоящие из смеси 1 части масла на 20—30 частей воды. Для шли-
фования может быть использована смесь 1 части масла на 30—50 частей воды.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
253
Хорошие результаты при токарной обработке, фрезеровании, мелком сверле-
нии и шлифовании дает также применение специальной эмульсии S-2 (выпу-
скаемой фирмой «Цинциннати»), вводимой в состав смеси в отношении от 40 до 1.
При глубоком сверлении бериллия удовлетворительные результаты
были получены при применении в качестве жидкого охладителя техниче-
ского керосина.
ЛИТЕРАТУРА
1. Schreck С. (частное сообщение).
2. С a s е J. М., Watkins Е. R., American Machinist, 96 (December 22, 1952
March 4—5, 1954).
3. R appr ich D. D. (частное сообщение).
Ж. СВАРКА И ПАЙКА БЕРИЛЛИЯ
Д. К. Мартин
Потребность в разработке методов сращивания бериллия как с самим
бериллием, так и с другими металлами особенно возросла с момента органи-
зации так называемого «Манхэттенского проекта»1).
До этого (как один из немногих примеров применения бериллия) сращи-
вание бериллия находило себе место лишь в производстве некоторых типов
рентгеновских трубок.
Применение бериллия в качестве конструкционного материала вызвало
необходимость изыскания способов сращивания бериллия с бериллием и с дру-
гими металлами наиболее рентабельными способами. По сравнению с преды-
дущими новые требования к технике сращивания бериллия значительно услож-
няются. В случае применения бериллиевых изделий большого сечения суще-
ствующие методы сращивания оказываются неприемлемыми.
Сварка и пайка бериллия затрудняются следующими его свойствами:
легкой окисляемостью при повышенных температурах, тугоплавкостью полу-
чающихся при этом окислов, малой пластичностью и высокими значениями
удельной теплоемкости и теплоты плавления, которые обусловливают боль-
шое потребление мощности при сварке сплавлением.
В настоящем разделе рассматриваются три метода сращивания бериллия
с бериллием и другими металлами: сварка сплавлением, автоматическая
сварка и пайка,
СВАРКА БЕРИЛЛИЯ СПЛАВЛЕНИЕМ
В институте им. Баттелла [1, 2] и Массачусетском технологическом
институте [3] были проведены опыты по усовершенствованию метода сварки
бериллия сплавлением, используя в качестве наплавочного материала берил-
лий. Большая часть опытов проводилась с использованием сварочной дуги
и применением вольфрамового электрода в атмосфере защитного газа. Аргон
и гелий как защитные газы дают одинаково удовлетворительные результаты.
Наиболее хорошие результаты были получены при сварке постоянным током
прямой полярности. При сварке применялись как обычные электроды, так
и электроды, покрытые флюсом А1соа-27. Вообще применять обычные элек-
троды лучше, чем покрытые флюсом, так как флюс, будучи более густым,
чем свариваемый металл, загрязняет сварной шов.
Опыты по дуговой сварке с применением бериллиевых электродов были
неудачными и независимо от вида тока и режима сварки сварного шва полу-
чить не удалось. Основной причиной этого является невозможность осущест-
вления перехода металла с электрода на свариваемое изделие.
Кроме того, большие затруднения представляют явления растрескива-
ния и окисления бериллия при дуговой сварке. Из указанных двух трудностей
наиболее серьезной является растрескивание бериллия при сварке.
х) Первая организация в США по проектированию атомно-энергетических пред-
приятий.—Прим. ред.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
Раньше предполагали, что образование трещин в сварном шве могло
быть обусловлено плохим качеством бериллия. Однако и после проведения
испытаний с наиболее высококачественными бериллиевыми пластинами в свар-
ных швах по-прежнему обнаруживались трещины. Сварной шов бериллия,
выполненный вольфрамовыми электродами в атмосфере инертного газа, пока-
зан на фиг. 158.
Меры, предпринятые для предотвращения явления растрескивания при
сварке бериллия, такие, как изменение техники сварки, предварительный
нагрев свариваемого металла и некоторые другие, не дали положительных
результатов. Образование трещин непосредственно за зоной расплавления
Фиг. 158. Однопроходный сварной шов, выполненный вольфрамовым
электродом на бериллиевом листе толщиной 6,75 мм.
в процессе сварки является доказательством красноломкости бериллия. По-
этому дальнейшие опыты были направлены на выяснение причин краснолом-
кости бериллия и их устранение.
Окисление в стыке и в расплавленной зоне трудно устранить даже при
сварке в камерах с регулируемой атмосферой. Образующийся окисел препят-
ствует смачиванию стыков сварного соединения расплавленным металлом.
Пленка окисла на поверхности затрудняет регулирование потока расплавлен-
ного металла и препятствует образованию хорошего сварного шва.
В опытах по устранению окисляемости применялись как твердые флюсы,
так и активные газы. Твердые флюсы, не всплывая и не предохраняя от окис-
ления, тонут в расплавленном бериллии и остаются в сварном шве. Активные
газовые флюсы содействуют уменьшению окисления при условии их доба-
вления к защитному газу. В этом отношении фреон лучше хлора, так как
даже при концентрации, равной 1 объемн. %, он не только полностью пред-
отвращает возможность окисления, но и способствует уменьшению пористости
сварного шва. На практике в струю аргона, проходящую со скоростью 7 л/мин,
добавляют фреон в количестве 0,07 л/мин. К сожалению, фреон, подобно дру-
гим активным газам, при сварке весьма коррозионно активен и продукты его
разложения быстро разрушают вольфрамовый электрод.
Сварка сплавлением не даст удовлетворительного сращивания бериллия
до тех пор, пока не будет найден метод устранения трещин. В настоящее время
сращивание бериллия может быть достигнуто с помощью автоматической
сварки или пайки.
256
ГЛАВА V
АВТОМАТИЧЕСКАЯ СВАРКА БЕРИЛЛИЯ
Автоматическая сварка, называемая также диффузионной сваркой или
сваркой под давлением, хотя она может и не сопровождаться применением
давления, представляет собой приемлемый метод для сращивания бериллия
с бериллием. Плотно прижатые друг к другу бериллиевые заготовки, выдер-
жанные в течение некоторого времени при температуре ниже точки плавле-
ния этого металла, сращиваются между собой за счет пластической дефор-
мации, сочетающейся с рекристаллизацией и слиянием зерен по поверхности
раздела.
Хорошие сварные швы могут быть получены при температурах, находя-
щихся в пределах 900—1250°. При более низких температурах сварки необхо-
Ф и г. 159. Место поверхности раздела при ав-
томатической сварке за 2,5 часа при темпера-
туре 1200° (поверхность раздела стала неза-
метной) хЮО.
димо применять большие давления. Изучение процесса сварки в интервале
температур 1100—1200° показало, что при температуре 1100° за 24 часа слия-
ния зерен по поверхности раздела не происходит и наблюдается слабое измель-
чение включений. При температуре 1150° и выдержке 24 часа наблюдается
частичное слияние зерен и рассеяние включений. При температуре 1200°
в течение 1 часа был получен хороший сварной шов; полное слияние зерен
происходит за 1,5—2 часа. Поверхность раздела при автоматической сварке,
полученная при температуре 1200°, как это видно на фиг. 159, не содержит
включений.
Автоматическая сварка может производиться в вакууме или в атмосфере
очищенного аргона. Наиболее качественная сварка с полностью измельчен-
ными и рассеянными включениями и наилучшим слиянием зерен получена
в вакууме. На фиг. 160 для сравнения показаны соединения, полученные
при сварке в смеси бериллия и ВеО, в атмосфере очищенного аргона и в вакууме.
Предназначенные для сращивания автоматической сваркой бериллиевые
поверхности должны быть ровными и обезжиренными. Выравнивание поверх-
ности лучше всего достигается шлифованием. Обезжиривание лучше прово-
дить в ацетоне с последующей отмывкой в абсолютированном эфире. Обезжи-
Фиг. 160. Бериллий, после автоматической сварки в различной
атмосфере; х250.
а — на воздухе в засыпке смесью ВеО—Be; б—в очищенном аргоне; в—в вакууме.
17 Бериллий
258>
ГЛАВА V
ривание паром не дает удовлетворительных результатов, так как при этом
не удается достигнуть удаления посторонних частиц с поверхности.
Предел прочности сварных швов, полученных автоматической сваркой
при температуре 1200р, значительно ниже предела прочности обработанного
при той же температуре основного металла (~19,7 кг/мм2).
Основной причиной трудности сращивания бериллия при автоматиче-
ской сварке яфяется осадка металла. Для получения хорошего ровного свар-
ного шва в простых профилях достигнуть осадки не сложно, однако для изде-
лий более сложного профиля получить равномерную осадку, необходимую
для поддержания требуемой величины давления на поверхности раздела,
может оказаться чрезвычайно сложным и, возможно, даже неосуществимым.
Автоматическая сварка представляет меньше трудностей, чем дуговая
в атмосфере аргона. В определенных пределах этот метод является удовлетво-
рительным для сращивания бериллия. Однако более удачным методом сращи-
вания бериллия с бериллием и с другими металлами является пайка.
ПАЙКА БЕРИЛЛИЯ
Пайка твердыми припоями и пайка в печи довольно успешно применя-
лись для сращивания бериллия.
Пайка твердыми припоями
При пайке твердыми припоями в качестве припоев применяются металлы
и сварочные электроды, используемые при наплавке в электрической дуге
и в кислородйо-ацетиленовом пламени [1—3]. Из исследованных металлов
в качестве припоя удовлетворительные результаты дал только алюминий.
Фиг. 161. Линия шва между бериллием и алюминиевым припоем 2-S; х250
Наиболее хорошие результаты были получены при пайке алюминиевым
припоем, содержащим 12 вес. % кремния. Метод пайки твердыми припоями
с применением расходуемого электрода и защитной газовой атмосферы дает
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
259
результаты лучшие, чем пайка обмазанным или вольфрамовым электродом;
в первом случае степень окисления перед сварочной ванной несколько меньше,
чем во втором. Соединение, полученное пайкой твердым припоем, показано
на фиг. 161.
Пайка бериллия алюминием вызывает уменьшение пористости, являю-
щейся главной проблемой при пайке. Хотя пористость и снижается до мини-
мума применением при пайке алюминиевого припоя, содержащего 12% Si,
защитной атмосферы гелия и малой силы тока, однако она не исключается
полностью. Оптимальные режимы пайки для листов толщиной 6,35 и 12,7 мм
приведены в табл. 33.
Таблица 33
ОПТИМАЛЬНЫЕ РЕЖИМЫ ПАЙКИ ВСТЫК БЕРИЛЛИЯ
С БЕРИЛЛИЕМ И БЕРИЛЛИЯ С АЛЮМИНИЕМ В АТМОСФЕРЕ
ИНЕРТНОГО ГАЗА С ПРИМЕНЕНИЕМ РАСХОДУЕМЫХ
ЭЛЕКТРОДОВ
Электродная проволока— сплав 718, диаметр 1,56 мм
Скорость подачи электрода — 5,3 м/мин
Защитный газ—чистый гелий
Скорость газовой струи — 0,028 м3, час
Ток — постоянный, обратной полярности
Сила тока — 175 а
Напряжение на дуге —28 в
Скорость передвижения листа (в см'мин)'.
толщ. 6,35 мм
1-й проход...................................... 15,2
2-й » 81,3
толщ. 12,7 мм
1-й проход...................................... 15,2
2-й » 81,3
3-й » 40,6
4-й » 71,1
Чертеж шва приведен на фиг. 162
Ширина вершины — 3,17 мм
Алюминиевые пластины применялись в начале и в конце пайки.
Чувствительность бериллия к надрезу играет основную роль в получении
качественного шва при пайке твердым припоем. Высокое качество шва харак-
Бериллий Алюминий Бериллий Бериллий
Томим способом делаются
любые виды швов
Фиг. 162. Схема образования сварных швов при сварке берил-
лия с бериллием и алюминием.
теризуется полной пропайкой и однородной структурой как в нижней, так
и в верхней частях шва. Трещины в листовом бериллии при пайке твердым
припоем возникают, вероятно, .вследствие неоднородности шва.
17*
260
ГЛАВА V
Чувствительность бериллия к надрезу при пайке твердым припоем спо-
собствует образованию трещин в сильно напряженном спае. Сильно напряжен-
ный спай, подобный спаю, применяемому при испытании на провар, с появив-
шейся в месте спая трещиной показан на фиг. 163. Во время проведения такой
пайки от места неполной пропайки пошла трещина.
Полученные при твердой пайке спаи имеют прочность, равную прочности
алюминиевого припоя. Полученные при испытании на разрыв и на изгиб свой-
ства таких спаев представлены в табл. 34.
Таблица 34
ПРОЧНОСТНЫЕ СВОЙСТВА БЕРИЛЛИЕВЫХ ЛИСТОВ И СПАЕВ,
ПОЛУЧЕННЫХ ПРИ ПАЙКЕ АЛЮМИНИЕМ
Состояние испытуемого материала Спаи Предел теку- чести, кг!мм.ъ Предел проч- ности, кг!ммЪ Удлинение на расчетной дли не 2 5 лш,% Сужение, % Место раз- рушения
толщи- на, мм угол раздел- ки шва, град.
Исходные листы бе- риллия 6,35 21,8 22,5 1 1
12,7 — 20,3 22,5 1 1 —
Спаи бе- риллия с бериллием 6,35 40 21,8 1 1 Бериллие-
6,35 60 — 16,2 1 1 вый лист
12,7 40 — 11,9 1 1 и шов
Спаи бе- риллия с алюми- нием 6,35 40 8,4 И 85 Алюминий
6,35 60 — 9,1 11 87 »
12,7 40 — 9,5 1 1 Бериллие-
вый лист и линия сплавле- ния листа со швом
Пайка в печи
Пайка в печи весьма ограничена ввиду большей сложности ее проведения
по сравнению с пайкой твердым припоем и громоздкости используемого при
этом оборудования.
Лучшими припоями для пайки бериллия с бериллием указанным методом
являются алюминий, серебро и эвтектические сплавы: алюминий—серебро
и серебро—медь. Для пайки бериллия с никелем, нержавеющей сталью
и медью в качестве припоя может применяться и медь, однако лучше применять
серебро и эвтектический сплав серебро—медь.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
264
Фиг. 163. Бериллиевая пластина, вмонтированная внутрь алюминиевой
пластины пайкой твердым припоем (видна трещина в бериллиевой плите
толщиной 6,35 мм).
Время выдержки является важным фактором при пайке В печи. Время
выдержки в течение 1 часа, как это видно из приведенных в табл. 35 данных,
Таблица 35
ВЛИЯНИЕ ВРЕМЕНИ ВЫДЕРЖКИ НА ПРОЧНОСТЬ СПАЯ
БЕРИЛЛИЯ С БЕРИЛЛИЕМ ПРИ ПАЙКЕ АЛЮМИНИЕМ
(ТЕМПЕРАТУРА ПАЙКИ 870°)
Состояние испы- туемого мате- риала Выдержка при темпера- туре 870°, часы Предел проч- ности, Примечание
Исходный бе- риллий 1 25,1
Спай 1 9,2 Разрушение в
» 24 15,2 спае То же
» 96 19,2 Разрушение
у вблизи спая
262
ГЛАВА V.
не обеспечивает получения хорошего спая, однако если его выдерживать более
длительное время при температуре пайки, то припой, перемещаясь далеко
от спая, вызывает пустоты как в плоскости раздела, так и в бериллиевойоснове.
По мере возрастания температуры скорость перемещения припоя увеличивает-
ся. Образование пустот в бериллии и в спае вызывается чрезмерно длительной
выдержкой при температуре пайки и сопровождается полным разрушением
шва. При температуре 927° спаи разрушаются по истечении 90—100 час.,
при 870°—после 170—200 час., а при 815°—после 500 час.
Фиг. 164. Соединение пайкой серебром бериллия и нержа-
веющей стали (сталь находится внизу).
Пайка серебром и эвтектическим сплавом серебро—медь может проводить-
ся с обычным временем выдержки, т. е. спай выдерживается при температуре
пайки столько времени, сколько требуется для расплавления припоя и сооб-
щения ему необходимой текучести.
Бериллий может быть спаян с бериллием, никелем, сплавом монель и медью
как в вакууме, так и в атмосфере водорода или инертного газа. При пайке с не-
ржавеющей сталью необходимо применять сухой водород. Бериллий слегка
окисляется в любой атмосфере, но так как серебро и эвтектика серебро—медь
смачивают окисленную поверхность, то в результате получается качественный
шов.
Несмотря на то, что расплавленный припой смачивает бериллий, он расте-
кается не очень хорошо и более качественные спаи получаются тогда, когда
припой предварительно помещен в место соединения.
Таблица 36
РЕЖИМЫ ПАЙКИ И ПРОЧНОСТЬ ПРИ ИСПЫТАНИИ НА РАЗРЫВ СПАЯННЫХ ВСТЫК
И ВПОЛУНАХЛЕСТ ОБРАЗЦОВ (БЕРИЛЛИЙ С БЕРИЛЛИЕМ, С МЕДЬЮ И СПЛАВОМ МОНЕЛЬ)
Вид спая Припае- ваемый металл Атмосфера лайки Состав припоя 1), % Максимальная температура на- 1 грева, °C Время выдержки при температуре выше плавления припоя, мин. Толщина образца после обработки резанием 2), мм Нагрузка при разрыве, кг Предел прочно- сти 3), кг/мм2 Место разру- шения
Встык Впол у на- хлест То же J) Темг 2) Шир1 3) Hanj Медь » Сплав монель Бериллий зературы пл ина всех об} эяжение вы* Н2 н2 Н2 Не—Н2 авления: < эазцов 12 шслено, и 72Ag-28Cu 72Ag-28Cu Серебро >) :плава 72% Ag- ,7±0,02 мм. 1СХОДЯ из площ. 840 785 976 970 -28% ( ади поп 2 1 1 1 — 780-' еречного 2.1 3,4 3,8 3,4 3,7 4,3 4,5 э; сереб сечения 148,5 235 310 319 909 1057 220 ра — 96( I образц 5,4 5,4 6,3 7,1 19,3 19,0 3,8 )°. а до и< По соеди- нению То же » » » » По берил- лию По соеди- нению и по бериллию То же гпытания.
Таблица 37
РЕЖИМЫ ПАЙКИ И ПРОЧНОСТЬ ПРИ ИСПЫТАНИИ НА РАЗРЫВ ДВУСРЕЗНЫХ СПАЕВ
(БЕРИЛЛИЙ С НИКЕЛЕМ, СПЛАВОМ МОНЕЛЬ И НЕРЖАВЕЮЩЕЙ СТАЛЬЮ МАРКИ 347)
Материал для пайки с берил- лием Атмосфера при пайке Состав припоя 1), % Максимальная температура нагрева, сС Время выдержки и выше точки плавления при- поя, мин. Внешний вид — Нагрузка при разрыве 2), кг Площадь попе- речного сечения, мм2 Предел проч- ности 3), кг/мм2
Сплав монель Никель Нержавеющая сталь марки 347 То же • Никель Нержавеющая сталь марки 347 Никель Сплав монель 1) Темпера! 2) Во всех 3) Напряж< Вакуум » >> » Аргон Водород Вакуум » гура плавле) образцах рг зние вычисл 72Ag—2801 Серебро » » ния: сплава 72% j крушение проходил [ено, исходя из пло 827 821 821 832 854 980 1010 1010 4-2 8% ю по бе щади пс 3 3 3 3 1 1 3 3 Си — 780°; !риллию. эпёречного с Хороший Очень хороший Плохой » » » » ; серебра — 9 ечения 6epwj 691,3 315 101,2 49,5 90,6 362,4 461,2 168,7 60°. 1ЛИЯ. 23,22 22,58 21,93 23,22 18,06 21,38 21,93 21,93 29,8 14,0 4,6 2,2 5 17,0 21,1 7,7
264
ГЛАВА V
В целях устранения диффузии бериллия в спай необходимо применять
быстрый нагрев и быстрое охлаждение. Значительная диффузия может приве-
сти к охрупчиванию спая и получению плохих механических свойств.
Спаи, полученные с применением в качестве припоя серебра и эвтекти-
ческого сплава серебро—медь, показаны соответственно на фиг. 164 и 165.
В бериллии наблюдаются пустоты, непосредственно примыкающие к припою.
Это, по-видимому, вызвано диффузией бериллия в спай. Возможно, что пустоты
могли быть вызваны и перемещением припоя подобно тому, как это имеет место
при использовании в качестве припоя алюминия.
Фиг. 165. Соединение бериллия с бериллием пайкой эвтектиче-
ским сплавом серебро—медь( 72% Ag, 28% Си).
Швы^'^внахлестку являются простейшими при пайке бериллия с бериллием
и другими металлами. Однако такие швы нежелательны, так как они чувстви-
тельны к влиянию явления надреза. Это обстоятельство ухудшает механиче-
ские свойства таких швов и ограничивает их применение. Шов внахлестку
лучше|применять тогда, когда он не предназначается для работы на срез.
Прочностные свойства швов, полученных при пайке бериллия с бериллием
и другими металлами, приведены в табл. 36 и 37.
ЛИТЕРАТУРА
1. М а г t i n D. С., Williams R. D., V о 1 d i с h С. В., Battelle Memorial
Institute (не опубликовано).
2. М а г t i n D. С., Monroe R. E., V о 1 d r i c h С. B., «Welding and Brazing
Beryllium to Itself and Other Metals». Report BMI-836, May 28, 1953.
3. Massachusetts Institute of Technology (не опубликовано).
3. ПОКРЫТИЕ И ПЛАКИРОВАНИЕ БЕРИЛЛИЯ
Д. Т. Спгеси
В обычных условиях бериллий является устойчивым против коррозии
металлом. Он может храниться при комнатной температуре в течение ряда лет
без изменения своего внешнего вида. Бериллий не взаимодействует с воздухом
даже в нагретом состоянии при температуре 400° в течение недели. Коррозия
бериллия становится значительной только после двух-трех суток выдержки при
температуре 705°. Он также вполне устойчив и в кипящей воде. Однако при не-
которых условиях бериллий обладает недостаточной коррозионной стойко-
стью. Это обстоятельство вынудило Комиссию по атомной энергии США
поручить изучение возможности покрытия бериллия тонкими защитными
слоями коррозионно стойких металлов, наносимых электролитическим мето-
дом, плакированием при прокатке, осаждением из карбонилов и погру-
жением.
Получение на бериллии прочного коррозионностойкого покрытия, которое
могло бы обеспечить надежную защиту при повышенных температурах, услож-
няется склонностью бериллия к образованию твердых, хрупких интерметал-
лических соединений. Бериллий образует за счет диффузии хрупкие фазы
замещения со всеми распространенными металлами, пригодными для его пла-
кирования при прокатке, за исключением алюминия. Это обстоятельство до не-
которой степени ограничивает полезный интервал рабочих температур в при-
менении электролитически покрытого бериллия. При высоких рабочих тем-
пературах диффузия способствует отделению электролитического покрытия
от металла-основы. Это, очевидно, является результатом увеличения объема
при образовании фаз замещения, что подтверждается и некоторыми кристалло-
графическими данными об интерметаллических соединениях бериллия.
ПОЛУЧЕНИЕ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ
На бериллий электролитически могут быть нанесены алюминий, кадмий,
хром, медь, золото, индий, железо, никель, серебро, олово и другие металлы,
которые могут осаждаться на любом из названных металлов, когда они'исполь-
зуются в качестве подслоя [1—51. Процесс электролитического покрытия бе-
риллия указанными металлами возможен только из такого состава ванны, ко-
торый химически не воздействует на бериллий.
Технологическая схема электролитического покрытия бериллия приводится
на фиг. 166. Из двух приведенных схем метод непосредственного покрытия,
пригодный для большинства металлов, способных к электролитическому осаж-
дению, обладает тем неудобством, что при анодном травлении бериллия наблю-
дается избирательное растворение включений и образующиеся при этом поры
вызывают понижение качества покрытия. С другой стороны, хотя метод цемен-
тационного цинкования и позволяет получить более однородную поверхность
перед покрытием, однако наличие пленки цинка может оказаться нежелатель-
ным для некоторых случаев покрытия.
266
ГЛАВА V
Метод
непосредственного
покрытия
Предварительная
подготовка
Цементационный
метод цинкования
Фиг. 166. Технологическая схема электролитического покрытия бериллия (сплошные
линии—предпочтительная, а пунктирные—возможная последовательность операций).
Предварительная подготовка поверхности
Схема операций по подготовке поверхности бериллия перед электроли-
тическим покрытием приведена на фиг. 166, а химические составы соответствую-
щих ванн—в табл. 38, операции 1—3. Подготавливаемая поверхность должна
быть прежде всего обработана соответствующим органическим растворителем
для отмывки охлаждающей жидкости и других масел, остающихся на деталях
после их обработки резанием. Если необходима дополнительная очистка, то
можно применить обезжиривание в растворителях с последующей катодной
очисткой в щелочном растворе. Химическая полировка перед операцией покры-
тия, при которой в течение 20 мин. удаляется слой толщиной около 0,02 мм,
служит и методом контроля для обнаружения механических повреждений и дру-
гих дефектов поверхности. Полупассивированная пленка на поверхности, остав-
шаяся после химической полировки, может быть удалена отмывкой в кислоте.
Хотя эта пленка обычно растворяется во время последующих операций, кислот-
ная отмывка удаляет ее все же более полно.
Осаждение
На схеме фиг. 166 показаны два метода электролитического покрытия
бериллия, а в табл. 39 приведены составы ванн для осаждения на бериллии
ряда металлов. Во время предварительной обработки поверхности перед непо-
средственным покрытием (операции 4—6 табл. 38) растворяется слой бериллия
толщиной около 0,01 мм. В эту обработку входят: анодное травление, химиче-
ское травление и при получении покрытий из щелочных ванн—кислотная
отмывка. Непосредственно на бериллий могут быть осаждены следукщие ме-
таллы: алюминий, кадмий, медь (ванны 4 и 5 табл. 39), золото, индий, железо,
Таблица 33
ХИМИЧЕСКИЙ СОСТАВ ВАНН, ПРИМЕНЯЕМЫХ ДЛЯ ПОДГОТОВКИ ПОВЕРХНОСТИ БЕРИЛЛИЯ
ПЕРЕД ПОКРЫТИЕМ
Наименование операции Состав ванны Значе- ние PH Темпе- ратура, СС Время, мин. Плотность тока, а/дм*
1. Предварительная подготовка катодной очисткой в щелочном растворе От 50 до 100 г/л NaOH или КОН — 27+6 — 2,7—8,2
2. Предварительная подготовка химиче- ской полировкой 5 вес.% H2SO4 75 вес. % Н3РО4 7 вес.% СгОз Остальное Н2О — 49 — —
3. Предварительная подготовка химиче- ской активацией 10 объемн.% H2SO4 Остальное Н2О — 27±6 1 / 1 / /4 / 2 —
4. Анодное травление перед непосредствен- ным покрытием 10 объемн.% 85%-ной Н3РО4 2 объемн. % 38%-ной НС1 Остальное Н2О — 27+6 2 10,8±5,4
5. Химическое травле- ние перед непосред- ственным покрытием Концентрированная (70%) HNO3 — 27+6 2 —
6. Кислотная отмывка перед непосредствен- ным покрытием 100 г/л (NH4)2SO4 Остальное Н2О (pH за счет H2SO4) 2 27±6 Vo-l —
7. Цинкование цемен- тацией 120 г/л Na4P2O7 40 zjл ZnSO4-7H2O 7,5 г/л NaF 5 г/л К2СО3 (pH за счет H2SO4 и н3РО4) 7,5—8 82 5 —
8. Промывка в циани- стом растворе после цинкования 45 г;л NaCN 27+6 V2-I
9. Кислотная отмывка после цинкования Зн. H2SO4 27+6 — —
Таблица 39
СОСТАВ ВАНН И РЕЖИМЫ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ БЕРИЛЛИЯ
РАЗЛИЧНЫМИ МЕТАЛЛАМИ
№ ванны Покрытие Состав ванны Значение pH Темпе- рату- ра, °C Время, мин. Плотность тока, а/дм%
1 Алюминий Эвтектическая смесь этилпиридин- бромида и хлорида алюминия [6] — — — —
2 Кадмий 45 г/л CdO; 120 г/л NaCN; 0,4 г/л NiCO3; 12 г/л Goulac. После 2—3- дневного отстаивания деканти- руется и фильтруется — 27±6 — 2,75-3,3
3 Хром 400 г/л СгО3; 4 г/л H2SO4; осталь- ное Н2О — 45 55 — 12,1 24,2.
4 Медь Стандартная меднопирофосфатная ванна, применяемая «Объединен- ной хромовой корпорацией» в процессе унихром 8,5 60 — 4,4
5 Медь 30 г/л NaCN; 22,5 г/л CuCN; 15 г/л NaCO3; 0,5 г/л Na2S2O3 (pH за счет винной кислоты) 9 50 — 2,75
6 Медь 46 г/л NaCN; 26 г/л CuCN; 15 г/л К2СО3; 7,5 г/л КОН; 22,5 г/л NaF 13,2+0,1 55 1 3,3
7 Золото 4,75 г/л AuCN; 15 г/л KCN; 4 г/л Na2HPO4- 12НгО — 60-80 — 0,275-0,33
8 олото 15 г/л AuCN; 32 г/л KCN; 4 г/л Na2HPO4- 12НаО — 60-80 — 0,61-0,66
9 Индий 35 г/л 1пС13; 160 г/л KCN; 40 г/л КОН; 30 г/л декстрина — 27±6 — 2,2-2,75
10 Железо 300 г/л FeSO4-7H2O; 42 г/л FeCl2- • 4Н2О; 35 г/л Н3ВО3; 15 г/л NaCOOH; 15 г/л (NH4)2SO4; 1 мл/л «Duponol МЕ» 4 60 — 4,4
11 Никель 143 г/л NiSO4-7H2O; 75 г/л MgSO4- •7Н2О; 15 г/л Н3ВО3; 15 г/л NH4C1; 20 мл/л «XXXD» х) 5,5±0,1 32 30 1,65
12 Никель 300 г/л NiSO4-7H2O; 50 г/л NiCi2-6H2O; 35 г/л Н3ВО3; 15 г/л NaCOOH; 20 мл/л «XXXD» х) 4 60 — 4,4
13 Серебро 4,5 г/л AgCN; 70 г/л NaCN — 27+6 5 0,83
14 Серебро 75 г/л AgCN; 112 г!л KCN; 22,5 г/л К2СО3 (pH за счет КОН) 13 50 — 2,75 |
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
269
Продолжение таблицы 39
3 о. = * я я Покрытие Состав ванны Значение pH Темпе- рату- ра, °C Время, мин. Плотность тока, а/дм*
15 Олово 150 г/л Na2SnO3-3H2O; 15 г/л NaOH; 22,5 г/л NaC2H3O2 — 65 — 2,75
16 Цинк 240 г/л ZnSO4-7H2O; 15 г/л NH4C1; 30 г!л A12(SO4)3.Н2О; 70 г/л MgSO4-7H2O; 1 г/л экстракта лакричного корня 4 27±6 — 2,75
1) Этот реагент производит компания «Хэршоу».
никель, серебро и цинк. Хром не может быть непосредственно отложен на
бериллий, так как растворы хромовой кислоты его пассивируют.
Цементационный метод цинкования особенно рекомендуется для получения
стойких при высоких температурах покрытий хромом по подслою меди. После
цинкования (табл. 38,операция 7) следует нанесение медного покрытия (ванна 6,
табл. 39), отмывка в цианистом раств.оре и кислоте (табл. 38, операция8 и 9)
и наложение хромового покрытия по меди. Никель, железо и цинк могут быть
осаждены непосредственно на цинковую пленку. Медное покрытие служит лишь
для защиты цинковой пленки^при покрытии хромом.
Для устранения вспучивания электролитических покрытий необходимо
проведение операций дегазации, показанных на фиг. 166. Для дегазации изде-
лий после их химической полировки или после покрытия медью по осажден-
ному цементацией цинку достаточно кипячения в воде в течение 30 мин.
Если не проводить дегазации, то медное покрытие обычно вспучивается
в течение 24 час. Дегазацию рекомендуется проводить и после нанесения по-
крытия непосредственно на бериллий. В некоторых случаях сочетание дегаза-
ции и одновременной диффузии способствует сцеплению покрытия с основным
металлом. Например, для предотвращения появления пузырчатости двойного
никелево-железного покрытия на бериллий слои железного покрытия на бе-
риллии перед отложением никелевого слоя необходимо дегазировать при тем-
пературе 500° в атмосфере аргона.
Свойства электролитических покрытий
Указанные выше методы покрытия бериллия обычно обеспечивают полу-
чение хорошо пристающих электролитических покрытий.
За исключением кадмия, золота и индия, все остальные металлы образуют
на бериллии прочно пристающие электролитические покрытия, удерживающие-
ся на образцах даже при их рубке зубилом, распиливании ножовкой, опиловке
и изломе.
Электролитическое покрытие никелем можно использовать для защиты
бериллия от коррозии в парах воды при высокой температуре [4]. Чтобы полу-
чить коррозиеустойчивость, эквивалентную коррозиеустойчивости чистого
никеля в течение двух недель в парах воды при температуре 315°, минимальная
толщина никелевого покрытия должна составлять 1,016 мм.
В расплавленном натрии при высоких температурах [4, 7] защита берил-
лия никелем осложняется наличием диффузци между никелем и бериллием.
Выдержка бериллия, покрытого слоем никеля толщиной 0,076—0,127 мм, в рас-
плавленном натрии при температуре 500° в течение 1—4 недель сопровождается
270
ГЛАВА V
интенсивным образованием сплава никеля с бериллием, в результате чего нат-
рий проникает к поверхности раздела. Нанесение промежуточного слоя железа
толщиной 0,025—0,127 мм уменьшает диффузию, однако проникновение неко-
торого количества натрия все же наблюдается. Хорошая защита бериллия от
воздействия натрия при температуре 500° может быть обеспечена за счет нане-
сения хромового покрытия по меди, в свою очередь нанесенной на оцинкован-
ную цементацией поверхность. С целью уменьшения возможности образования
хрупкого диффузионного слоя максимальная толщина медного покрытия не
должна превышать 0,005 мм. Для бериллия с нанесенным на него таким спосо-
бом слоем хрома толщиной 0,127 мм после его пребывания в расплавленном
Фиг. 167. Бериллий с никелевым- покрытием после выдержки в
течение 18 час.; х200.
а—при температуре 400°; б—при температуре 600°. Образец травлен в смеси
уксусной и азотной кислот; никелевое покрытие на снимках а и б находится
вверху.
натрии при температуре 500° можно ожидать привеса 0,06 мг/см2 в месяц,
т. е. скорость коррозии бериллия получается в этом случае близкой к скорости
коррозии нержавеющей стали марки 347.
Как указывалось ранее, защита бериллия при повышенных температурах
сводится не только к защите от коррозии. Металлографическое исследование
показывает, что поверхность раздела покрытие—бериллий при повышенных
температурах разрушается вследствие диффузии [4, 5], как это показано на
фиг. 167. Таким образом, бериллий с никелевым покрытием нельзя использо-
вать в течение длительного времени при температурах выше 350°, тогда как
предельная температура при длительном применении покрытого железом
бериллия составляет около 500°.*
Сложное покрытие бериллия’цинком с помощью цементации и электроли-
тически осажденными медью и хромом сохраняет пробное сцепление с основ-
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
271
ным металлом при температуре 500°, если толщина медного покрытия не пре-
вышает 0,005 мм. При большей толщине медного покрытия образуется малоле-
гированный слой и поэтому происходит скалывание хрома. Медные и цинковые
покрытия при температуре 500° быстро сплавляются с бериллием, в то время
как хромовое покрытие в течение месяца диффундирует лишь незначительно.
ОТДЕЛКА ПОВЕРХНОСТИ
Для отделки поверхности бериллия могут быть использованы различные
химические методы [8]. Осветление поверхности производится погружением
бериллия на 1—3 мин. в нагретый до 60° раствор, состоящий из 53 г хромового
ангидрида, 450 мл ортофосфорной кислоты и 26,5 мл концентрированной сер-
ной кислоты. Затем бериллий моют и сушат. Этот способ позволяет удалять
в течение 1 мин. с поверхности бериллия слой толщиной 0,0127 мм. Этот про-
цесс используется для подготовки металла перед электролитическим покрытием
и пайкой, а также для получения блестящей поверхности, способной сохранять-
ся, не изменяя своего блеска, в течение ряда лет. Матовая поверхность на бе-
риллии получается при его погружении примерно на 1 мин. при комнатной
температуре в 1?6-ный раствор плавиковой кислоты, содержащей 0,1% суль-
фата натрия. Такая обработка может применяться и для активации поверхно-
сти бериллия перед нанесением на него электролитического покрытия. Для
увеличения коррозионной стойкости и уменьшения отражательной способности
бериллия производится анодирование, в результате которого поверхность
бериллия становится черной. Для этой цели при комнатной температуре исполь-
зуются следующие растворы:
1. 1?6-ный раствор хромовой кислоты; плотность тока 0,88—1,1 а/дм2\
катод графитовый или платиновый.
2. Растворы азотной кислоты с концентрацией до 70%; плотность тока
0,88—3,3 а/дм2; более плотная поверхность при анодировании получается при
малых плотностях тока.
3. 1%-ный раствор серной кислоты; плотность тока 0,88 а!дм2.
4. 1—5%-ный раствор хромата натрия, содержащий незначительные до-
бавки серной кислоты.
5. 5—10%-ный раствор едкого натра.
ПЛАКИРОВАНИЕ ПРОКАТКОЙ
При плакировании бериллия прокаткой в хрупких диффузионных слоях,
образующихся в процессе прокатки между плакирующим металлом и берил-
лием, могут возникать трещины. Твердые и хрупкие фазы при повышенных
температурах образуются между бериллием и такими металлами, как хром,
кобальт, медь, железо, марганец, молибден, никель, ниобий, палладий, пла-
тина, серебро, тантал, титан, цирконий и вольфрам. Опыты по плакированию
бериллия коррозионно стойкими металлами горячей прокаткой показали, что
диффузия и скалывание в плоскости раздела наблюдаются преимущественно
при первом проходе с обжатием на 10%.
Результаты, полученные при плакировании бериллия алюминием, нике-
лем, железом армко, монелем, титаном, цирконием и нержавеющей сталью
марки 304, приведены в табл. 40 [9]. Алюминий при прокатке прочно соеди-
няется с бериллием, однако различие в пластичности этих двух металлов при-
водит к неравномерному обжатию и растрескиванию бериллиевой сердцевины.
Железо армко, монель и никель хотя и соединяются с бериллием при плакиро-
вании прокаткой, однако вследствие образования хрупких слоев такие соеди-
нения непрочны. Титан, цирконий, инконель и нержавеющая сталь при плаки-
ровании прокаткой с бериллием не соединяются.
Таблица 40
ПЛАКИРОВАНИЕ БЕРИЛЛИЯ ПРОКАТКОЙ (ОБРАЗЦЫ ПЕРЕД ПРОКАТКОЙ БЫЛИ
ЗАКЛЮЧЕНЫ В СТАЛЬНЫЕ ОБОЛОЧКИ)
Плакирую- щий металл Температура начала про- катки, °C Обжа- тие за один про- ход, % Коли- чество про- ходов Сум- марное обжа- тие, % Время про- катки, мин. Результаты
испытание качества плакиров- ки рубкой зубилом периоди- ческий нагрев 175 раз при темпе- ратуре от 1 00 до 500° Примечание
Алюминий 600 1) 15 10 80 30 2) — Неравномерное обжатие; берил- лиевая сердце- вина растрес- калась
Никель 927 3> 20—40 6 80 15 Хрупкий ИЗЛОМ Разру- шился —
Железо армко 927 3) 20—40 6 80 15 То же То же Для разруше- ния соединения требуется-нес- колько ударов зубилом
Монель 815—871 4> 20—40 6 80 15 То же То же То же
Титан 844—954 4> 10—35 5—16 35—85 20—75 — — Соединения не получилось
Цирконий 844—927 4> 10-65 2—16 50-85 5—45 — — То же
Инконель 844—982 4> 10—42 6—17 80-85 7—45 — — То же
Нержавею- щая сталь марки 304 927—1038 4> 10—25 13-18 80—85 7—78 — — То же
Опробовались лишь условия прокатки 2) Соединение доброкачественное, не растрескивается. 3) Условия, при которых было достигнуто наиболее хорошее качество соединений. 4) Интервал исследованных температур.
ПРОИЗВОДСТВО ИЗДЕЛИЙ ИЗ БЕРИЛЛИЯ
273
ДРУГИЕ МЕТОДЫ ПЛАКИРОВАНИЯ
На бериллий может быть нанесено никелевое покрытие за счет разложения
карбонила никеля [10]. Для этого карбонил вводят в реакционную камеру
со струей очищенного азота при атмосферном давлении. Перед плакированием
поверхность бериллия должна быть протравлена в 10%-ном растворе плавико-
вой кислоты в глицерине, промыта спиртом и прокалена в течение 15 мин.
при температуре 630° в атмосфере очищенного азота. Если плакируемые образ-
цы бериллия невелики по сравнению с реакционной камерой, то в период раз-
ложения карбонила они должны выдерживаться при температуре 205—95°.
Для предотвращения возможности последующего вспучивания никелевого по-
крытия рекомендуется применять отжиг в вакууме или атмосфере водорода
при температуре 595—650°. Однако полученное таким способом никелевое
покрытие не защищает бериллий от воздействия натрия уже при температуре
500°.
Плакирование бериллия алюминием может осуществляться методом по-
гружения [11]. Бериллий погружают в ванну с расплавленным алюминием
и флюсом Airco, и полученное таким способом покрытие подвергают соединению
с основным материалом последующим нагревом под давлением. Плакирование
бериллия может быть осуществлено и при его выдавливании [12], однако этот
метод не применяется специально для плакирования. Сущность процесса
выдавливания бериллия заключается в том, что заготовки помещают в кожух
из мягкой малоуглеродистой стали и производят выдавливание при температуре
815—1095°. Заготовка после выдавливания представляет собой плакированный
сталью бериллий. Несмотря на то, что процесс выдавливания не исследован
как метод плакирования, таким способом можно получить удовлетворительные
покрытия.
ЛИТЕРАТУРА
1. Wehrmann R., University of Chicago (не опубликовано).
2. Ко lod ney AU, Electroplating of Beryllium, Los Alamos Scientific Laboratory,
LAMS-1065, April 12, 1950.
3. Kolodney M., Electroplating of Beryllium, Atomic Energy Commission,
AECD-2845, August 25, 1950.
4. В e a c h J. G., Faust C. L., Batelle Memorial Institute (не опубликовано).
5. Beach J.G., Faust C. L., Electroplating on Beryllium, J. Electrochem. Soc.,
100, June, 276—279 (1953).
6. Safranek W. H., Schickner W. C., Faust C. L., J. Electrochem. Soc.,
99, 53 (1952).
7. Knolls Atomic Power Laboratory (не опубликовано).
8. В e a v e r W. W., The Brush Beryllium Company (частное сообщение).
9. S a 1 1 e r H. A., Keeler J. R., Szu machowski E. R., Battelle Memo-
rial Institute (не опубликовано).
10. W h i t e D. W., Knolls Atomic Power Laboratory (не опубликовано).
11. L e v e r e t t M. C., Clinton Laboratory (не опубликовано).
12. К a u f m a n n A. R., Gordon P., Lillie D. W., Trans. Am. Soc. Met.,
42, 791—793 (1950).
18 Бериллий
Глава VI
СВОЙСТВА БЕРИЛЛИЯ
А. ФИЗИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА
д. в. Лилли
Экономическое значение того или иного металла определяется степенью
его доступности, а также наличием у него уникальных свойств, использование
которых является полезным в той или иной области современной техники.
Даже беглого обзора свойств бериллия достаточно для того, чтобы установить
значимость бериллия в настоящее время; однако более подробное их изучение
позволяет обнаружить также и весьма веские причины, объясняющие отсут-
ствие широкого спроса на бериллий и на бериллиевые лигатуры.
Исключительный интерес к бериллию определяется не только наличием
у него уникальных ядерных свойств, но и присущим этому металлу сочетанием
малого удельного веса с относительно высокой температурой плавления.
При малом удельном весе и более высокой температуре плавления (почти
вдвое большей, чем у магния) для бериллия, естественно, могла бы открыться
широкая область применения. Эта возможность не реализуется прежде всего
вследствие отсутствия опыта производства бериллия достаточно прочного
и пластичного для использования и обработки. Связана ли недостаточная
пластичность и хрупкость бериллия с его природой или это является резуль-
татом ошибок, допущенных металлургами в получении бериллия, обладающего
оптимальными свойствами, в настоящее время еще не совсем ясно, иэтотвопрос
будет подробно рассмотрен в следующей главе. Данные о свойствах бериллия,
имеющие значение для особых процессов его производства или применения,
могут быть найдены в других главах. Ниже будут приведены имеющиеся дан-
ные о физических и механических свойствах бериллия, определяющих и вместе
с тем ограничивающих возможности применения бериллия в настоящее время.
ФИЗИЧЕСКИЕ СВОЙСТВА
Приведенные в табл. 41 данные о физических свойствах бериллия были на-
коплены в течение многих лет в результате проведенных для различных целей
исследовательских работ. При этом следует иметь в виду, что применявшийся
для ранее проведенных измерений бериллий мог быть сомнительной чистоты
или получен неизвестными методами. Поэтому возникают затруднения в реше-
нии вопроса, какие из имеющихся данных по свойствам бериллия должны
быть включены в таблицу и какие из значений должны быть отобраны как
наиболее достоверные. В настоящей главе приводятся наиболее употреби-
тельные в металлургической и инженерной практике данные только о специаль-
ных свойствах бериллия, так как данные об обычных свойствах бериллия до-
статочно полно опубликованы в химических и физических справочниках. Наибо-
лее достоверные данные, включенные в таблицу, приводятся с ссылками на
первоисточник. В случае отсутствия уверенности в правильности приводимых
значений или в случае сомнений в чистоте бериллия, использованного для изме-
рений, возле соответствующей цифры, помимо сноски, ставится звездочка.
Случаи, когда приведенные значения колеблются в некоторых пределах,
оговорены в тексте.
СВОЙСТВА БЕРИЛЛИЯ
275
Таблица 41
СВОДНАЯ ТАБЛИЦА ФИЗИЧЕСКИХ СВОЙСТВ БЕРИЛЛИЯ
Диаметр атома А 2,221 [1]*
Плотность г! см3 1,85*
Температура плавления °C 1283 [38—40]*
Температура кипения °C 2970
Упругость паров атм Щ Р=6,186+1,454х
Скрытая теплота плавления ккал i г-моль [3] [4] хю-ат—+— [2]* 250—275
Поперечное сечение захвата тепло- бархатом 0,0090+0,0005 [5]*
вых нейтронов
Коэффициент линейного расширения Теплопроводность Удельная теплоемкость Энтальпия Энтропия (тверд. Be) S298 г кал/моль^К (см. табл. 42)* (см. фиг. 171)* (см. фиг. 168)* (см. табл. 43)* 2,28+0,02 [6]*
Энтропия (парообр. Be) S25>8 г кал/моль/°К 32,56+0,01 [6]*
Электропроводность в % от меж- 40
Электрическое сопротивление Термоэлектродвижущая сила Электрохимический эквивалент дународного стандарта отожженной меди мг{к (см. фиг. 170) (см. фиг. 172) 0,04674 [1]
Коэффициент излучения в твердом 6500 А 0,61 [7]
состоянии, длина волны
Коэффициент излучения в твердом 5500 А о,61 [7]
состоянии, длина волны Коэффициент излучения в расплав- 6500 А 0,61 [7]
ленном состоянии до 2000°, длина волны
Коэффициент излучения в расплав- 5500 А 0,81 [7]
ленном состоянии до 2000°, длина волны
Отражательная способность (для бе- % 50—55
лого света)
Фотоэлектрическое расщепление эв 3,92 [9]*
Скорость распространения звука м, сек 12 600 [10]
Кристаллография
Бериллий имеет гексагональную плотноупакованную кристаллическую
решетку с постоянными: а0 = 2,285 А, с0 = 3,583 А и отношением с/ау равным
1,568. Эти значения [11], полученные Гордоном в Массачусетском технологи-
ческом институте при измерениях на нескольких сериях образцов различного
происхождения, полностью согласуются (кроме третьего десятичного знака)
с данными, полученными Оуэном и Пикапом [12]: а = 2,286 А и с = 3,584 А.
Указанные значения заметно отличаются от значений, полученных Нейберге-
ром (<2= 2,273 А; с—3,602 А), но, однако, их надо считать наиболее точными.
В литературе имеется ряд указаний на наличие у бериллия при высоких
температурах аллотропических превращений. В 1950 г. Сидху и Генри [131
сообщили, что рентгеноструктурным методом им удалось показать наличие
аллотропической формы бериллия. Это сообщение оспаривалось Сейболтом,
18*
276
ГЛАВА VI
Лукичем и Уайтом [14], которые приписывали появление новых линий на
рентгенограмме наличию окиси бериллия. Однако последние работы, прове-
денные в ряде различных лабораторий [38—40], показали, что некоторые ано-
малии, наблюдающиеся вблизи температуры плавления бериллия, подтвер-
ждают наличие аллотропических превращений бериллия при температуре
1250—1260°, т. е. приблизительно на 20—30° ниже точки плавления бериллия.
Это проявляется в виде двойной температурной остановки на кривой охлажде-
ния бериллия; однако в настоящее время нельзя считать окончательно установ-
ленным, является ли двойная температурная остановка следствием наличия
в металле примесей или ее появление действительно связано с аллотропическим
превращением чистого металла. Кауфман с сотр. [11] утверждает, что воз-
можность выращивания монокристаллов бериллия является доказательством
отсутствия указанного аллотропического превращения бериллия.
Плотность
По величинам, определенным рентгенографическим методом постоянных
кристаллической решетки бериллия, была расчетным путем получена величина
его теоретической плотности, составляющая 1,8477±0,0007 г/см3. Полученные
прямым измерением величины плотности бериллия лежат в пределах 1,79—
1,86 г!см3 в зависимости от чистоты и метода его получения. Выдавленный из
порошка или отлитый и затем выдавленный высококачественный бериллий
имеет плотность 1,84—1,85 г/см3. Несколько большее значение плотности по
сравнению с теоретическим объясняется присутствием небольших количеств
ВеО.
Точки плавления и кипения
Поданным различных источников, точка плавления бериллия лежит в пре-
Ф и г. 168. Изменение удельной теплоемкости бе-
риллия в зависимости от температуры по данным
различных источников.
X — Национальное бюро стандартов США [ 17]; Q—Лозано
[3]; □—Льюис [18]; — Девар [ 19]; Д—Кристеску и Симон
[20]; Д—Магнус и Хольцман [21]; Q, Егер и Ро-
зенбом [22].
1285°. Температура кипения бериллия по последним данным считается равной
1500° [15]. Значение температуры кипения бериллия 2970°, относящееся к дан-
ным 1934 г. [16], было получено экстраполяцией по величине упругости пара бе-
риллия.Указанное значение нельзя считать соответствующим действительности.
СВОЙСТВА БЕРИЛЛИЯ
277
Удельная теплоемкость
Измерения удельной теплоемкости бериллия, проведенные различными
исследователями в интервале температур от —200 до +800°, дали достаточную
сходимость результатов и представлены на кривой фиг. 168.
Тепловое расширение
Сведения о величине коэффициента линейного расширения бериллия пред-
ставлены в табл. 42 [23]. Результаты рентгенографических измерений постоян-
Таблица 42
КОЭФФИЦИЕНТ ЛИНЕЙНОГО РАСШИРЕНИЯ БЕРИЛЛИЯ (X 106)
Интервал темпера- тур, °C По данным Хиднерта и Суинея По данным Гордона (рентгенографическим методом) !) Состояние образцов бериллия Среднее значение коэффициента
в поперечном нап- равлении (отожжен- ный), опыт 6 в продольном нап- равлении (отожжен- ный), опыт 4 в поперечном нап- равлении (выдав- ленный), опыт 1 в поперечном нап- । равлении (выдав- ленный), опыт 2 в продольном нап- равлении (выдав- ленный), опыт 1 1 в продольном нап- равлении (выдав- ленный), опыт 2 в продольном нап- равлении (выдав- ленный), опыт 3
25—100 12,3 11,6 14,3 ю,з 9,6 10,1 12,6 Н,4 12,5 11,54
25—200 13,3 13,5 14,5 13,2 11,8 12,1 14,5 13,4 14,7 13,46
25—300 14,0 14,5 14,8 14,5 12,7 13,1 15,2 15,1 15,7 14,44
25—400 14,8 15,3 15,3 15,6 13,6 14,0 15,9 15,7 16,6 15,24
25—500 25—600 15,5 16,1 15,9 16,5 15,8 16,6 14,5 14,7 16,6 17,2 16,3 17,0 17,2 15,95
25—700 25—800 25—900 16,8 17,0 . 17,4 17,9 (16,5) (18,3) (16,1) (16,1) 17,6 18,1 18,6 17,5 17,9 18,6 (18,5) 17,23
25—1000 ») Выч! <слено по ф< 18,4 □рмуле — (17,5) 2а j_ + а л 3 (20,4) для 6ecnopj (18,0) эдочной (17,6) ориенти| 18,9 товки. 19,0 (20,0) 18,77
ных кристаллической решетки бериллия при температурах до 1000° представ-
лены по данным Гордона на кривых фиг. 169. Плавный ход этих кривых являет-
ся дальнейшим доказательством того, что аллотропическое превращение в бе-
риллии не имеет места, по крайней мере при температурах до 1000°.
Электропроводность
Электропроводность бериллия значительно изменяется в зависимости от
его чистоты и способа производства. Произведенное Сойером и Кьеллгреном
[8] непосредственное определение показало, что электропроводность бериллия
составляет от 35 до 42% от электропроводности международного стандарта
отожженой меди. Влияние температуры на величину удельного сопротивления
бериллия, представленное на кривой фиг. 170, взято из неопубликованных
данных института им. Баттелла и Массачусетского технологического института.
Ф и г. 169. Изменение постоянных решетки
бериллия в зависимости от температуры.
По данным Гордона («Некоторые измерения коэф-
фициентов теплового расширения бериллия», Комис-
сия по атомной энергии США--2246, октябрь 1948 г.).
Фиг. 170. Влияние температуры на удельное
сопротивление бериллия.
♦ —данные Дима и Рассела (институт им. Баттелла);
О—данные Массачусетского технологического института.
СВОЙСТВА БЕРИЛЛИЯ
279
Т еплопроводность
Значения теплопроводности для четырех различных видов бериллия пред-
ставлены на фиг. 171. Значительное расхождение величин теплопроводности
для полученного методами порошковой металлургии и деформированного
Фиг. 171. Изменение теплопроводности бериллия в
зависимости от температуры.
□ спеченный из порошка [25]; х-------X—-отлитый
в вакууме и выдавленный [26]; О------О — выдавленный из
хлопьевидного металла [26]; Д — отлитый в вакууме [27].
металла вполне закономерно, так как теплопроводность зависит от кристалло-
графической анизотропии и текстуры, образующейся при деформировании.
Термоэлектродвижущая сила
Данные о термоэлектродвижущей силе бериллия значительно разнятся
между собой. Наиболее современные и достоверные данные, представленные
на фиг. 172, взяты из неопубликованной работы Дима и Рассела, сотрудников
института им. Баттелла.
Фиг. 172. Термоэлектродвижущая сила бериллия по от-
ношению к термоэлектродвижущей силе платины.
280
ГЛАВА VI
Упругость пара
Холден, Спайсер и Джонсон [2] измерили упругость пара бериллия (как
переплавленного в вакууме, так и спеченного) в интервале температур от 1172
до 1552° К. Их данные представлены на фиг. 173.
//г*/о 4
Фиг. 173. Изменение упругости пара бериллия в зави-
симости от абсолютной температуры.
Q —чистый, отлитый в вакууме; 0—опытный, спеченный;
®—отлитый в вакууме по методу Кнудсена.
Энтальпия
Значения энтальпии, или теплосодержания (АЯ), представлены в табл. 43.
по данным сотрудников Национального бюро стандартов США Гиннингса
Дугласа и Белла [171.
Таблица 43
ЭНТАЛЬПИЯ (Н1—Но), кал/г-молъ
Температу- ра, °C Образец I Образец II
94,0 42,67 42,65
195,8 97,68 —
298,3 158,32 157,86
394,6 218,94 —
497,8 286,38 285,36
597,6 354,04 —
699,7 426,06 424,03
796,9 496,98 —
896,4 577,22 569,95
МЕХАНИЧЕСКИЕ СВОЙСТВА БЕРИЛЛИЯ
Свойства при растяжении
Испытания на разрыв в настоящее время являются наиболее важными
физико-техническими испытаниями. Оценка пригодности новых материалов,.
СВОЙСТВА БЕРИЛЛИЯ
281
а также выбор того или иного материала для технических целей в большинстве
случаев производятся, исходя из данных испытания на разрыв. Ограниченная
возможность применения бериллия вызывается его хрупкостью, открывая
широкое поле основательным металлургическим исследованиям для выясне-
ния причин возникновения хрупкости в бериллии.
Результаты, полученные при первых испытаниях бериллия, показали, что
при малых величинах текучести и предела прочности удлинение практически
равно нулю. Полученные значения были настолько низкими, что если бы не
исключительно важное свойство бериллия, заключающееся в малом сечении
поперечного захвата тепловых нейтронов, то его дальнейшие исследования
были бы прекращены.
Так как величина сечения поперечного захвата нейтронов у бериллия ока-
залась в 50 раз меньшей, чем у алюминия, а свойства бериллия как замедли-
теля в ядерных реакторах были весьма многообещающими, то за последние
10 лет были проведены интенсивные исследования, имевшие своей целью изу-
чение и изыскание возможностей улучшения пластичности и других механи-
ческих свойств бериллия.
Хотя в этом направлении и были достигнуты значительные успехи, однако
получить бериллий с пластичностью, близкой к пластичности обычных метал-
лов, не удалось. Однако при проведении указанных работ было установлено
влияние анизотропии и условий производства на пластичность бериллия при
комнатной температуре, как это видно из соответствующих примеров, приве-
денных в разд. В гл. VII. Свойства бериллия при комнатной температуре,
приведенные в табл. 44, показывают значительное различие в свойствах про-
дольных и поперечных образцов.
Таблица 44
СВОЙСТВА БЕРИЛЛИЯ ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ
Состояние Направление вырезки образ- цов Предел проч- ности при растяжении. кг/мм* Удлине- ние, %
Выдавленный из хлопье- Продольное 32,8 0,55
видного металла То же Поперечное 19,8 0,30
Выдавленный из хлопье- Продольное 44,7 5,0
видного металла и за- тем отожженный в течение 1 часа при 800° То же Поперечное 17,9 0,3
Выдавленный из лито- Продольное 23,0 0,36
го металла То же Поперечное 13,9 0,30
Выдавленный из лито- Продольное 28,0 1,82
го металла и затем отожженный в тече- ние 1 часа при 800° То же Поперечное 17,9 0,18 1
Таким образом, если в результате обработки давлением и последующей
термообработки удастся достигнуть некоторой пластичности в одном направле-
нии, то никакого улучшения свойств в направлении, перпендикулярном к нему,
не наблюдается.
282
ГЛАВА VI
Следует иметь это в виду,, рассматривая различные важные факторы,
влияющие на свойства бериллия при комнатной температуре.
1. Влияние способа получения и обработки. Влияние на свойства берил-
лия различных способов его получения (из литого, электролитического хлопье-
видного или порошкового) весьма затруднено ввиду того, что на эти свойства
влияют и многие другие факторы. В одной из работ Кауфмана и др. [111 для
сравнения были приведены следующие данные о свойствах литого и затем вы-
давленного металла и образцов, выдавленных непосредственно из электролити-
ческого хлопьевидного металла. (Выдавливание и в том и другом случае при
1060° и отжиг при 800°.)
Состояние Предел пропор- циональности, кг/мм2 Предел проч- ности при растяжении, кг [мм2 Удлине- ние, %
Литой и затем выдав- ленный Выдавленный из хлопье- видного металла 11,9—16,2 14,1—21,1 25,3-38,7 41,5-54,8 1,5—4,0* 4,0—7.0 1
В более позднем неопубликованном сообщении Массачусетского техноло-
гического института и в опубликованных Бивером [29] данных компании
«Браш бериллиум» отмечалось, что для выдавленного из порошка металла эти
свойства достигают следующего порядка: для предела пропорциональности-
24,6—42,2 кг/мм2, для предела прочности—56,3—84,4 кг/мм2 и 13—18% для
удлинения (в направлении выдавливания).
Недавно в Массачусетском технологическом институте при испытании спе-
циально прокатанного листового бериллия с предпочтительной текстурой было
получено относительное удлинение, доходящее до 50%. Ниже, в разд. В гл. VII,
описана технология получения испытанного бериллия.
Трудно установить, в какой мере свойства бериллия, выдавленного из по-
рошкового и хлопьевидного металла, зависят от исходного материала или от
метода его получения. Возможно, что высокая пластичность листового бериллия
была получена за счет высокого обжатия при выдавливании (20 : 1 и более). Это
согласуется с представлением о том, что увеличение обжатия при обработке
давлением, обеспечивая предпочтительную текстуру, способствует улучшению
пластических свойств материала после снятия напряжений.
В табл. 45 приведены свойства, получаемые в горячевыдавленном из по-
рошка бериллии. Следует отметить, что эти свойства сравнительно мало зави-
сят от температуры выдавливания, как это видно из таблицы, в которую вклю-
чены также данные о бериллии, тепловыдавленном из порошка при температуре
около 427° и затем отожженном при температуре 750°.
Для получения металла из порошков, приготовленных из отлитых в вакуу-
ме слитков, широко применяется также и горячее прессование. Этот способ
имеет свои преимущества и способствует получению металла с изотропными
свойствами (выпускается в настоящее время компанией «Браш бериллиум»).
Полученный таким образом бериллий имеет предел прочности 24,6—35,2 кг/мм2
при относительном удлинении 2—4% [38]. При использовании бериллия для
нагружения в двух или трех осевых направлениях, а также для всестороннего
нагружения следует предпочесть применение горячепрессованного материала,
несмотря на его исключительно малую пластичность.
О кованом бериллии данные отсутствуют, хотя известно, что бериллий мо-
жет быть подвергнут некоторым простым операциям ковки.
СВОЙСТВА БЕРИЛЛИЯ
283
Таблица 45
СВОЙСТВА ОБРАЗЦОВ ГОРЯЧЕВЫДАВЛЕННОГО ИЗ ПОРОШКА
БЕРИЛЛИЯ
Темпера- тура вы- давлива- ния, °C Отжиг Предел проч- ности при растяжении. кг/мм2 Предел текучести (0,2%), кг/мм2 Удлине- ние, % Источник
1205 Не отож- жен 66,5 26,0 15,2 (28]
1120 Не отож- жен 56,7 23,6 15,3 [28]
1067 Не отож- жен 65,6 29,3 15,8 [28]
1045 Не отож- жен 56,5 27,8 15,8 [29]
1010 Не отож- жен 73,1 32,0 14,2 [28]
955 Не отож- жен 79,1 35.9 15,0 [28]
427 Не отож- жен 77,3 66,8 1,0 [29]
427 При 750° 71,2 45,7 8,8 [29]
2. Отжиг. Температура рекристаллизации бериллия изменяется в преде-
лах 700—900° в зависимости от степени деформации и времени выдержки, как
это показано графически на фиг. 174.
Время выдержки, часы
Фиг. 174. Зависимость продолжительности рекристаллизации
бериллия от температуры.
Бериллий, деформированный при температуре ниже 700°, имеет струк-
туру сильно нагартованного металла и обладает относительно высокой проч-
ностью и малым удлинением. Отжиг при температуре 750е или выше ведет к по-
нижению прочности и повышению пластичности, в то время как отжиг при
температуре 650° и ниже не вызывает значительных изменений.
При горячем деформировании бериллия выше температуры рекристалли-
зации отжиг при температуре 750е или выше ведет как к заметному увеличению
прочности, так и к повышению пластичности при условии, что отжиг прово-
дится после обработки испытуемого образца резанием. Этот странный факт,
по-видимому, связан с образованием чрезвычайно мелких трещин на поверх-
284
ГЛАВА VI
ности образца или с ее сильно напряженным состоянием, возникающими в про-
цессе обработки резанием.
Отжиг при температуре 900° или выше ведет к росту зерен и обычно сопро-
вождается уменьшением прочности и небольшим повышением пластичности.
3. Состояние поверхности. Факт улучшения пластических свойств берил-
лия в результате высокотемпературного отжига горячедеформированного мате-
риала является следствием «заживления» поверхности по данным Кауфмана,
Гордона и Лилли [И].
Этими учеными были проведены испытания образцов, изготовленных из
бериллия, полученного выдавливанием при различных температурах в трех
различных состояниях: непосредственно после обработки резанием, обрабо-
танных резанием и затем отожженных, обработанных резанием и затем подверг-,
нутых электролитическому травлению. Электролитическоетравление вызывало
уменьшение диаметра испытуемого образца на 0,254 мм. Приведенные в табл. 46
Таблица 46
ВЛИЯНИЕ ТЕМПЕРАТУРЫ ВЫДАВЛИВАНИЯ И ВОЗНИКАЮЩИХ ПРИ ОБРАБОТКЕ
РЕЗАНИЕМ НАПРЯЖЕНИЙ НА СВОЙСТВА БЕРИЛЛИЯ ПРИ РАСТЯЖЕНИИ
Температура выдавлива- ния, °C Номер образца Выдавленный и затем обработанный резанием Выдавленный, обрабо- танный резанием и затем отожженный при 800° Выдавленный, обработан- ный резанием и затем травленный
предел прочности, кг/мм^ удлине- ние, % предел прочности, кг/мм? удлине- ние, % предел прочности,. кг j мм" удлине- ние, %
500 345 347 Разрыв п< 51,40 э нарезке 0,28 35,6 35,4 3,30 3,40 50,8 I Разрыв по 1 о,з нарезке
700 349 350 42,0 42,9 0,28 0,33 34,0 32,8 2,77 2,71 41,5 42,5 0,32 0,30
900 351 352 30,7 31,9 0,56 0,34 32,2 31,2 2,79 2,15 36,6 35,3 1,60 1,29
1060 354 355 24,9 26,4 0,32 0,46 37,1 34,9 38,0 3,68 2,81 3,66 Разрыв по 34,9 | нарезке I 2,57
1105 358 25,9 0,64 — — 37,0 39,3 3,32 4,32
1208 399 24,8 0,44 35,9 3,80 35,5 36,6 8,70 3,82
результаты испытаний показывают, что удаление с образца поверхностного
слоя заметно влияет только в том случае, когда образец находится в рекристал-
лизованном состоянии. Значения для обработанных резанием и затем травлен-
ных образцов почти идентичны с соответствующими значениями для обработан-
ных резанием и затем отожженных образцов, выдавленных при температурах
выше 900°; и те и другие значения гораздо выше значений, полученных для
выдавленных при тех же температурах и затем обработанных резанием образ-
цов.
Свойства при сжатии
По данным компании «Браш бериллиум», свойства при сжатии горяче-
прессованного бериллия, изготовленного из высококачественного порошка
бериллия, следующие (средние значения):
СВОЙСТВА БЕРИЛЛИЯ
285
Предел текучести (0,2%).............. 17,3 кг/мм?
Предел пропорциональности............. 2,7 кг 1мм2
Модуль упругости....................3101,0 кг/мм2
Коэффициент Пуассона................. 0,25±0,005.
Свойства при кручении и срезе
Компанией «Браш бериллиум» были проведены также испытания по опре-
делению свойств горячепрессованного бериллия при кручении и срезе. Испы-
тания на кручение были проведены на образцах диаметром 12,7 мм с расчетной
длиной 50,8 мм. Испытаниям на двойной срез подвергались образцы диаметром
3,2 мм и длиной 28,6 мм, а числовое значение срезающего усилия рассчитыва-
лось по формуле S—L/2 А, где S—предельное сопротивление срезу, L—нагрузка
в килограммах и А—площадь поперечного сечения образца. Полученные при
этом результаты приведены в табл. 47.
Таблица 47
СОПРОТИВЛЕНИЕ ГОРЯЧЕПРЕССОВАННОГО БЕРИЛЛИЯ
Вид испытания Модуль среза, кг/мм? Предел текучести (0,2%), кг {мм2 Предельное сопротивление срезу, кг} мм2
Кручение 15 050 Н,1 31,9
» 15 190 12,9 25,8
Двойной срез — — 24,7
Свойства при ударных испытаниях
По данным компании «Браш бериллиум», образцы горячепрессованного
порошкового бериллия обладали средней величиной удельной работы деформа-
ции при разрыве, равной 0,2 кГм, в то время как для ненадрезанных образцов
Шарпи из того же материала удельная работа ударного разрушения составляла
0,11 ±0,007 кГм. При испытаниях ненадрезанных образцов Шарпи из горяче-
выдавленного бериллия эта величина превышала 0,57 кГм [29].
Для указанных свойств бериллия в ранних работах приводятся более
низкие значения. Можно предполагать, что сильно деформированный бериллий
будет обладать значительной анизотропией, однако данных, позволяющих про-
верить это предположение или показывающих возможный максимум ударных
свойств, получено не было.
Модуль упругости
Модуль упругости литого выплавленного в вакууме и выдавленного берил-
лия при испытании образцов, вырезанных из монокристаллов крупных отливок,
а также бериллия, выдавленного из хлопьев, был определен Голдом [30].
Применяя ультразвуковой метод, он получил среднее значение модуля упру-
гости 2,965-1012 дн/см\ или 30 200 кг!мм2. По другим литературным данным,
значения модуля упругости составляют 28 000 кг/мм2 [31], 29 400 кг! мм2 [321
и 25 200 кг/мм2 [33].
’ Зависимость модуля упругости от температуры для двух сортов спеченного
бериллия показана на кривых фиг. 175. Интересно отметить, что в сравнении
с соответствующими значениями модуля упругости других элементов II группы
периодической системы величина модуля упругости для бериллия, равная
29 400 или 30 100 кг/мм2, исключительно высока [34].
286
ГЛАВА VI
Температура, °C
Фиг. 175. Зависимость величины динамического модуля упру-
гости двух сортов спеченного бериллия от температуры испы-
тания.
Модуль сдвига
По первоначальным данным Сойера и Кьеллгрена [8], величина модуля
сдвига для бериллия вдвое выше, чем для железа. Для образцов выдавленного
из порошка и выдавленного из хлопьев бериллия модуль сдвига, по данным
Бивера и Уикла [29], а также Голда [30], лежит в пределе от 13 300 до
15 400 кг/мм2.
Коэффициент Пуассона
Голд [30], применявший ультразвуковой метод, показал, что бериллий
имеет аномально низкое значение коэффициента Пуассона, равное 0,0122.
Овертоном [10] при ультразвуковых измерениях было получено почти такое же
значение, равное примерно 0,01. Указанные значения оказались заметно ниже
значений, полученных при физических испытаниях. Измерения деформации
при напряжении 0,35 кг/мм2 показали, что величина коэффициента Пуассона,
определенная физическим методом, находится в пределах 0,02—0,06, а при
напряжении 8,4 кг!мм2—в пределах 0,10—0,13. В неопубликованной работе
Джексона из института им. Баттелла по результатам непосредственных изме-
рений на двух образцах выдавленного и на двух образцах металла, изготовлен-
ного методами порошковой металлургии, была получена величина коэффициента
Пуассона, находящаяся в пределах 0,150—0,195. Данные Туэра из Массачу-
сетского технологического института частично объясняют указанные колебания
в значениях коэффициента Пуассона. При измерении модуля нормальной упру-
гости в монокристалле перпендикулярно и параллельно плоскости базиса, а так-
же в направлении оси а он получил следующие данные:
Испытание Модуль нормальной упругости, кг/мм2 Коэффици- ент Пуассона
В перпендикулярном на- правлении В параллельном направ- лении 37 380+1190 28 000+1400 0,10 ±0,02 0,015±0,01
СВОЙСТВА БЕРИЛЛИЯ
287
Эти данные были получены на образцах при растяжении непосредственным
измерением величины деформации с помощью тензометра.
В итоге можно сделать вывод, что коэффициент Пуассона для бериллия
необычно низок, однако ввиду значительных колебаний в приведенных выше
значениях указать какое-либо одно точное значение невозможно.
Твердость
. Твердость при изучении свойств бериллия была исследована недостаточно
широко. При комнатной температуре испытания бериллия на твердость должны
производиться так, чтобы избежать образования трещин вблизи отпечатков.
Образование таких трещин наблюдалось при испытаниях твердости бериллия
на приборе Роквелла шариком диаметром 1/16" по шкале В. Поэтому для
испытаний бериллия на твердость рекомендуется прибор «Супер-Роквелл»,
либо метод микротвердости. Измерение твердости монокристаллов бериллия по
Ф и г. 176. Изменение твердости при отжиге холодно-
деформированного бериллия.
С-----Олитой в вакууме; X------X выдавленный; 1—твердость
после деформации; 2—рекристаллизация литого; 3— рекристалли-
зация выдавленного.
Роквеллу в направлении 001 дает значение 87 RB, а в перпендикулярном к не-
му направлении—35 RB. Твердость выдавленного прутка оказалась равной
64 RB в поперечном сечении и 81 RB—в продольном.Твердость является весьма
чувствительной к степени деформации, термической обработке, чистоте и сорту
бериллия. Данные о влиянии указанных факторов на твердость бериллия не
являются систематическими, и поэтому пользоваться ими следует с большой
осторожностью.
Влияние температуры отжига на твердость, возникающую при деформа-
ции литого и выдавленного бериллия, было установлено Гордоном [35]. Для этого
им были использованы отпечатки Бринеля. Измерение твердости в указанных
отпечатках производилось на приборе Роквелла по шкале В. Полученные ре-
зультаты представлены графически на фиг. 176.
СВОЙСТВА БЕРИЛЛИЯ ПРИ ПОВЫШЕННОЙ ТЕМПЕРАТУРЕ
Свойства при растяжении
Изучение свойств бериллия при растяжении в условиях повышенных тем-
ператур показывает, что переход от хрупкого состояния к вязкому происходит
при температуре 200—300°. На кривых фиг. 177—179 суммированы данные
Кауфмана, Гордона и Лилли [И], показывающие изменение предела прочно-
49
Фиг. 177. Влияние температуры на величину предела
прочности бериллия при растяжении в условиях кратко-
временных испытаний.
/ — отожженный; 2—неотожженный; 3 — выдавленный из хлопьевид-
ного бериллия; 4—литой и выдавленный.
Температура испытаний, °C
Фиг. 178. Влияние температуры на величину относи-
тельного удлинения бериллия при растяжении в усло-
виях кратковременных испытаний.
Температура испытаний, °C
Фиг. 179. Влияние температуры на изменение пло-
щади поперечного сечения бериллия при растяжении
в условиях кратковременных испытаний.
СВОЙСТВА БЕРИЛЛИЯ
289
сти и пластичности для различных образцов, изготовленных из выдавленного
хлопьевидного бериллия, а также литого в вакууме, а затем выдавленного
бериллия. Следует отметить, что при 400° относительное удлинение достигает
25%, а сужение площади поперечного сечения—33%. Ранее приведенные дан-
ные высоких значений относительного удлинения при комнатной температуре
и полученные при этом низкие значения сужения поперечного сечения указы-
вают на то, что удлинение не является характеристикой пластичности бериллия
в ее действительном смысле. Повышение свойств бериллия при температуре
Таблица 48
ВЛИЯНИЕ НАПРАВЛЕНИЯ ИСПЫТАНИЙ НА МЕХАНИЧЕСКИЕ СВОЙСТВА БЕРИЛЛИЯ
Темпера- тура испыта- ния, °C Состояние образцов Направление вырезки образцов Число испыта- ний Предел прочно- сти, KZjMM.2 Удлинение, % Сужение пло- । щади поперечного сечения, % Число испыта- ний Предел прочно- сти, KZjMM2 Удлинение, % Сужение площа- ди поперечного сужения образ- цов, %
Выдавлен- Продольное 4 32,8 0,55 — 3 23,0 0,36 —
ный Поперечное 2 20,5 0,3 — о 13,8 0,30 —
Отожжен- Продольное 2 44,8 5,0 6,1 3 28,1 1,82 —
ный при Поперечное 1 17,9 0,3 — 2 11,6 0,18 —
800°
в течение
1 часа
Комнат- 48,1 5,7
ная Отожжен- Продольное 2 6,6 0 — — —
ный при Поперечное 1 18,8 0,3 — 0 — — —
800°
в течение 1 часа и в течение
1 часа при
1000°
Выдавленный Продольное 0 — — — 3 28,0 13,2 8,0
Поперечное 0 — — — 2 И,7 1,1 —
200 Отожжен- Продольное 0 — — — 3 26,6 13,4 8,6
ный Поперечное 0 — — — 2 10,0 1,1 1,7
в течение
1 часа при 800°
400 Выдавлен- Продольное 2 21,5 14,8 9,6 3 19,5 13,4 32,8
ный Поперечное 2 16,0 1,9 о,з 2 10,2 1,4 1,7
600 То же Продольное 2 9,5 10,6 7,2 2 18,2 20,8 23,2
Поперечное 1 7,9 2,5 0,6 2 И,2 1,2 0,3
800 То же Продольное 2 3,2 9,1 4,2 3 6,5 25,6 24,0
Поперечное 1 4,1 0,3 — 2 4,9 9,6 8,9 j
400°, по-видимому, соответствует действительному переходу в вязкое состояние.
Однако испытания на поперечных образцах при повышенных температурах
этого не подтверждают и пластичность в поперечном направлении образцов,
взятых из бериллиевых полос размером 76,2X12,7 мм, выдавленных как из
отлитого в вакууме, так и из хлопьевидного металла, остается исключительно
низкой, как это видно из данных табл. 48. Те же авторы исследовали влияние
скорости деформации при температурах 350, 600 и 800°. Эти результаты, пред-
ставленные на кривых фиг. 180—182, показывают, что скорость деформации
19 Берилли
245
Ф и г. 180. Влияние скорости деформации на предел
Скорость деформации, мм в минуту/
Фиг. 181. Влияние скорости деформации на величину
относительного удлинения бериллия.
аончуашпэоншо
Фиг. 182. Влияние скорости деформации на изменение
площади поперечного сечения бериллия.
СВОЙСТВА БЕРИЛЛИЯ
291
оказывает значительное влияние на механические свойства бериллия. Повыше-
ние температуры и уменьшение скорости деформации ведет к более раннему
появлению признаков интеркристаллического разрушения. При любой из
скоростей деформации интеркристаллическое разрушение происходит в темпе-
ратурном интервале 300—600°.
ПОЛЗУЧЕСТЬ И ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ
Данные о ползучести и длительной прочности образцов отлитого в вакууме
и выдавленного бериллия, полученные в Массачусетском технологическом
институте и в институте им. Баттелла [11], приведены на кривых фиг. 183—185.
Испытания на кручение
Испытания на кручение при различных температурах отлитого в вакууме
и затем выдавленного бериллия были проведены в Массачусетском технологи-
ческом институте [36]. В качестве образцов применялись прутки диаметром
9 мм с расчетной длиной 25,4 мм. Испытания проводились при скорости дефор-
мации 0,1 об/сек. Результаты испытаний представлены на кривых фиг. 186
и 187. Интересно отметить сходство в изменении пластичности при этих испыта-
ниях с наблюдавшимися изменениями при испытаниях на растяжение (ср.
с фиг. 178 и 179). Те же исследователи установили, что изменение скорости
деформации в пределах 0,01—0,9 об/сек не вызывает резких изменений ни в пла-
стичности, ни в предельной величине момента скручивания.
Ударные испытания
Ударные испытания при повышенных температурах проводились как
на образцах выдавленного бериллия, так и на образцах, изготовленных из
порошкового бериллия [37]. Стандартные, ненадрезанные образцы типа Шар-
пи, имевшие размеры 5,5x5,5x55 мм, подвергались испытанию на маятнико-
вом копре Шарли с запасом работы 0,28 кГм. Полученные при этом результаты
представлены в табл. 49.
Таблица 49
РАБОТА УДАРНОГО РАЗРУШЕНИЯ ПРИ ИЗГИБЕ
ОБРАЗЦОВ БЕРИЛЛИЯ, ИЗГОТОВЛЕННОГО
РАЗЛИЧНЫМИ МЕТОДАМИ, В ЗАВИСИМОСТИ
ОТ ТЕМПЕРАТУРЫ
Температура испытаний, С° Работа ударного разрушения при изгибе, кГм
выдавленный изготовленный из порошкового бериллия
Комнатная 1 0,0170 0,0165
100 0,0184 0,0195
200 0,0350 0,0250
300 0,0353 0,0305
400 0,1700 0,0260
500 0,0310 0,0412
600 0,1900 0,0265
700 >0,2800 0,0432
800 >0,2800 0,0386
19”
Напряжение, кг/мм
Скорость ползучести, мм/мм-час
Фиг. 183. Длительная ^прочность и ползучесть бериллия.
Температура, °C
Фиг. 184. Влияние величины напряжения на длитель-
ную прочность бериллия в интервале температур
500—1100°.
Температура, °C
Фиг. 185. Величины напряжения для ско-
ростей ползучести бериллия 1,0; 0,1; 0,01
и 0,001% в час в интервале температур 500—
1100°.
Фиг. 186. Влияние температуры на величину
максимального угла скручивания до разрушения.
294
ГЛАВА VI
Для выдавленного металла достаточно хорошо выражены два пика пла-
стичности, смещенных, однако, по сравнению с приведенными ранее данными
испытаний на растяжение и скручивание к несколько более низким температу-
рам. На изготовленные из порошкового бериллия образцы температура ударных
Фиг. 187. Влияние температуры на величину
максимального крутящего момента.
испытаний влияет в малой степени, и этот материал всегда обладает более низкой
пластичностью. Можно ожидать, что бериллий, изготовленный в соответствии
с новой технологией из вырабатываемого в настоящее время бериллиевого
порошка, будет обладать более высокими значениями пластичности.
ЛИТЕРАТУРА
1. Metals Handbook, ASM, ed. 1948.
2. H о 1 d e n R. В., S p e i s e г R., Johnston H. L., J. Am. Chem. Soc., 70,
3897 (1948).
3. L о s a n о L., Alluminio, 8, 65—75 (1939).
4. S m i t h e 1 1 s C. J., Metals Reference Book, Interscience Publishers, Inc., p. 418,
1949.
5. AEC Cross Section Advisory Group, Neutron Cross Sections, AECU-2040, May 15, 1952.
(Available from Office of Technical Services, U. S. Department of Commerce).
6. К e 1 1 e у К. К., Bureau of Mines Bulletin 434, p. 25, 1940.
7. Burgess G. K., Waltenburg R. G., J. Washin. Acad. Sci., 4, 566 (1914).
8. S a w у e г С. В., К j e 1 1 g r e n B., Metals and Alloys, 11, 163 (June 1940).
9. Mann, Dubridge, Phys. Rev., 51, 120 (1937).
10. О v e r t о n W. C., Jr., J. Chem. Phys., 18, № 1, 113 (January 1950).
11. Kaufmann A. R., Gordon P., Lillie D. W., Trans. Am. Soc. Met.,
42, 785 (1950).
12. О w e n E. A., Pickup L., Philosophical Magazine, 20, 1155 (1935).
13. S i d h u S. S., Henry C. O., J. Appl. Phys., 21, 1036—1037 (October 1950).
14. S e у b о 1 t A. V., L u k e s h J. S., W h i t e D. W., «Allotropy of Beryllium»,
J. Appl. Phys., 22, 986 (1951).
15. Handbook of Chemistry and Physics, 32nd Edition, Chemical Rubber Publishing Co.,
1950—1951.
16. Baur E., Brunner R., Helvetica Chimica Acta, 17, 958 (1934).
17. G i n n i n g s D. C., Douglas T. B., Ball A. F., J. Am. Chem. Soc., 73,
1236 (March 1951).
18. L e w i s E. J., Phys. Rev., 34, 1575 (1929).
19. Dewar, Proc. Roy. Soc., 89, 158 (1913).
20. С г i s t e s c u S., Simon F., Z. Phys. Chem., 25, 273 (1934).
СВОЙСТВА БЕРИЛЛИЯ
295
21. Magnus A., Holtzmann Н., Ann. Phys., 3, 585 (1929).
22. J е a g е г F. М., Rosenbohm, Rec. Travaux Chim., 53, 451 (1934).
23. Treco R. M., J. Met., 188, Trans. Am. Inst. Min. a. Met. Eng., 1274 (October
1950).
24. Gordon P., Some Measurements of the Thermal Coefficients of Expansion of Beryl-
lium, Atomic Energy Comission declassified document AECD-2426, October 1948.
25. Sawyer et al., Brush Beryllium Company (не опубликовано).
26. Grenell L. H., Linebrink L. O., Johnson K. L., Battelle Memorial
Institute, 1947 (не опубликовано).
27. Lockhart R., General Electric Co., Knolls Atomic Power Laboratory, June 1948
(не опубликовано).
28. К a u f m a п n et al., Massachusetts Institute of Technology (не опубликовано).
29. Beaver W. W., W i k 1 e K. G., J. Met., 6, № 5, Section II, 559 (May 1954).
30. G о 1 d L., Phys. Rev., 77, № 3, 390 (February 1, 1950).
31. Claussen, Skehan, Metals a. Alloys, 599 (April 1942).
32. S a w у e г С. В., К j e 1 1 g г e п B., Metals a. Alloys, 11, 163 (June 1940).
33. Seybolt, Fra ns d eji, L i n ds may er, Steel, 71 (March 27, 1950).
34. Dorn J., Tietz, Metal Progress, 58, 81 (1951).
35. G о r d о п P., Massachusetts Institute of Technology, 1944—1945 (не опубликовано).
36. Holt W. W., Massachusetts Institute of Technology (не опубликовано).
37. W h i t e D. W., From General Electric Company, Knolls Atomic Power Laboratory
(не опубликовано).
38. T u e r G. L., Massachusetts Institute of Technology, 1953 (не опубликовано).
39. В u z z a r d R. W., Sterling J. Т.» Buzzard E. A., Darr J. H.,
National Bureau of Standards, J. Res. (February 1953).
40. Bishop S. M., Knolls Atomic Powder Laboratory, 1953 (не опубликовано).
Б. ЯДЕРНЫЕ СВОЙСТВА
Дж. Р. Стен
Главные области применения металлического бериллия в настоящее время
определяются одним или более из его трех исключительных ядерных свойств:
1) небольшим атомным номером и малым атомным весом;
2) тем, что бериллий противится присоединению добавочных нейтронов;
3) легкостью, с которой он теряет один из своих собственных нейтронов.
В силу наличия у него этих свойств бериллий применяется в качестве
замедлителя нейтронов в ядерных реакторах, в качестве источника нейтронов
при определенных условиях и в качестве материала для изготовления окон
в рентгеновских трубках.
Наиболее важные для этих областей применения ядерные свойства берил-
лия могут быть рассмотрены применительно к воздействию на него ядерного
излучения или различных частиц. Это могут быть нейтроны, электромагнитное
излучение, дейтроны, а-частицы, протоны и различные другие частицы. Такой
порядок изложения и принят в дальнейшем.
ПОВЕДЕНИЕ БЕРИЛЛИЯ В ОТНОШЕНИИ ВОЗДЕЙСТВИЯ НЕЙТРОНОВ
Бериллий действует главным образом как рассеиватель нейтронов, изме-
няя направление их движения и уменьшая их энергию. В деталях это изложено
ниже в порядке, соответствующем возрастанию энергии нейтронов (начиная
с медленных), волновой характер которых является наиболее важным фактором.
«Холодные» нейтроны (с энергией ниже 0,005 эв)
(Для ядерных реакторов значения не имеют)
Длина волны «холодного» нейтрона (холодного по отношению к бериллию)
составляет по крайней мере 4 А (или 4- КУ8 см). Расстояния между плоскостями
кристаллической решетки бериллия слишком малы для того, чтобы при такой
длине волны имели место явления интерференции или диффракции, как это было
показано Хьюзом [1 ]. В бериллии (или в каком-либо другом металле такого же
назначения) холодные нейтроны могут претерпевать следующие изменения.
1. Они могут быть поглощены в результате ядерного захвата. Это поглоще-
ние (захват) пропорционально длине волны нейтрона, т. е. его эффективному
размеру. Так как длина волны нейтрона равна hlто, где h—постоянная План-
ка, т—масса нейтрона и v—его скорость, то вероятность захвата нейтрона
обратно пропорциональна его скорости (1/у). Эта зависимость, вероятно, спра-
ведлива даже для очень высоких скоростей нейтронов. Коэффициент пропор-
циональности при этом таков, что при экстраполяции до значения наиболее
вероятной скорости в максвелловском распределении по скоростям нейтронов,
находящихся в равновесии с веществом при 20° (скорость 2200 м/сек, или длина
волны 1,80 А, или энергия в 0,0252 эв), получается значение сечения захвата
тепловых нейтронов, равное 0,010±0,001 барн [2—5] (барн—единица измере-
ния сечения ядерного процесса, равная 10“24 смЧатом', в барнах измеряется
СВОЙСТВА БЕРИЛЛИЯ
297
вероятность ядерного процесса по величине эффективной площади столкнове-
ния). При усреднении по максвелловскому распределению поперечного сече-
ния, зависящего от скорости нейтрона, как 1/у, среднее значение этого сечения
отличается от «теплового» сечения в /2(= 1/1,128) раз.
Отсюда следует, что среднее значение сечения поглощения* бериллием нахо-
дящихся в равновесии с металлом нейтронов при комнатной температуре состав-
ляет 0,009 барн.
2. Холодные нейтроны могут претерпеть в бериллии неупругое рассеяние
с передачей нейтронами энергии вибрации кристаллической решетки, и наобо-
рот. Величина поперечного сечения этого процесса рассеяния для холодных
Фиг. 188. Сечения для медленных нейтронов.
нейтронов пропорциональна длине их волны (для нейтронов с большей энер-
гией существует совершенно другая зависимость). Коэффициент пропорциональ-
ности зависит от температуры кристалла. При температуре металла 100° К
(металл, охлажденный в жидком азоте) это рассеяние по величине приблизи-
тельно такое же, как поглощение, рассмотренное выше [6].
3. Холодные нейтроны могут рассеиваться в процессе диффузного некоге-
рентного рассеяния, что является результатом случайных отклонений ОТ[нор-
мы в концентрации тех ядер, ядерный спин которых ориентирован в некотором
особом направлении относительно спина нейтрона. Теоретически это допустимо,
так как ядра атомов Be имеют спин, отличный от нуля (а именно 3/2), однако
в действительности оказывается, что эффект от спиновой ориентации весьма
незначителен. Независящее от энергии поперечное сечение этого третьего про-
цесса рассеяния оказалось менее 0,005 барн [5], если только оно действительно
не равняется нулю.
На фиг. 188 (слева) на четырех кривых, соответствующих различной тем-
пературе бериллия, представлена зависимость величины полного поперечного
сечения (поглощение плюс рассеяние) как функция от энергии нейтрона. Самая
нижняя пунктирная кривая^соответствующая температуре 7=0° К, построена
не на экспериментальных данных, а является теоретической кривой чистого
поглощения. Пунктирная часть других кривых получена интерполяцией экспе-
риментальных данных [4, 6, 7].
Холодные нейтроны могут быть получены фильтрацией через кристалли-
ческое вещество с малой способностью поглощения нейтронов пучка, содержа-
298
ГЛАВА VI
щего нейтроны различных энергий (например, пучка нейтронов из тепловой
колонны реактора).
В случае применения фильтров из бериллия, окиси бериллия и графита
отфильтрованные нейтроны обладают энергией соответственно ниже 0,0052;
0,0042 и 0,0018 эв. Эти значенияоэнергии отвечают следующим граничным зна-
чениям длин волн: 4,0; 4,4 и 6,7 А. Для изготовления фильтров никаких других
материалов, кроме перечисленных выше, практически не применяется. При
фильтрации через бериллий не происходит столь четкого отделения нейтронов,
энергия которых не превышает определенного порогового значения, как это
имеет место для двух других упомянутых материалов. Поэтому в качестве
материала для фильтров бериллий применяется не так часто.
По сравнению с представленными на фиг. 188 значениями поперечных
сечений (определенных с помощью механического нейтронного селектора,
выделяющего нейтроны с одинаковой определенной энергией) поперечное сече-
ние бериллия при комнатной температуре для отфильтрованных через окись бе-
риллия или через графит нейтронов составляет соответственно 0,49 и 0,64 барн,
причем для более холодных нейтронов поперечное сечение приобретает большую
величину [8].
В другой серии опытов по фильтрации Эгельстаф [9] показал, что отфиль-
трованные с помощью свинца нейтроны, верхняя граничная энергия которых
равна 0,0026 эв, «нагреваются» при их рассеянии в блоках металлического бе-
риллия. Их средняя энергия при этом возрастает от 0,0013 до 0,0050 эв, что
подтверждает наличие описанного выше вторичного процесса.
Интересно отметить насколько «прозрачным» является холодный берил-
лий по отношению к холодным нейтронам. Наименьшая, найденная экспери-
ментально величина полного поперечного сечения составляет для охлажденного
до 100° К бериллия 0,05 барн для нейтронов с энергией 0,04 эв. Эта величина
поперечного сечения соответствует средней длине свободного пробега 160 см
между актами рассеяния или поглощения. Нейтроны с большей энергией,
попадающие в нагретый до комнатной температуры бериллий, имеют среднюю
длину свободного пробега около 1,3 см.
Холодные нейтроны могут в заметной степени испытывать преломление
при прохождении через бериллий [10, 11]. Зависимость показателя преломле-
ния п от длины волны нейтронов Z и от среднего значения потенциальной энер-
гии нейтронов в металле выражается следующим уравнением:
1 — п2 = Х2Аа/л,
где А—число ядер, приходящихся на 1 см3 (1,24-1023 при комнатной темпера-
туре), а—число, называемое амплитудой когерентного рассеяния. Численно
а=0,77-10~12 см и определяется как радиус непроницаемой сферы, имеющей
для холодных нейтронов такое же поперечное сечение, как и одиночный, свя-
занный в кристаллической решетке атом бериллия. Это поперечное сечение
равно 4ла2=7,5 барн. Величина а имеет положительный знак, соответствующий
смещению на 180° фазы волны нейтрона при рассеянии. Это делает величину
коэффициента преломления меньше единицы, так что становится возможным
полное отражение нейтронов. Критическое значение плоского угла касания для
холодных нейтронов, полученных при фильтрации через графит, оказалось
равным 4Г. Так как косинус этого угла равен величине п,то этот эксперимент
определяет означение п равным (1 -10 5—1,42-10~5) для нейтронов с длиной
волны 6,69 А. Такая величина п приводит к наилучшему значению для приве-
денной выше амплитуды рассеяния и для поперечного сечения когерентного
рассеяния (7,5 барн). Так как ориентация спина, как уже указывалось, не
влияет на рассеяние, то это поперечное сечение когерентного рассеяния имеет
такую же величину, что и полное поперечное сечение при рассеянии атомами,
связанными в кристаллической решетке.
СВОЙСТВА БЕРИЛЛИЯ
299
Независимая проверка величины поперечного сечения когерентного рас-
сеяния показала совпадение теоретических и экспериментальных данных как
в отношении положения и величины диффракционных максимумов попереч-
ного сечения рассеяния (см. ниже в разделе, посвященном нейтронам больших
энергий), так и в отношении величины поперечного сечения рассеяния для
«свободного атома», которая, как это было найдено, оказалась равной 6,0 барн
(см. ниже раздел, посвященный надтепловым нейтронам). Понятие попереч-
ного сечения рассеяния свободного атома применимо к тем случаям, когда
нейтрон оказывается достаточно быстрым для того, чтобы выбить атом из кри-
сталлической решетки. Это сечение оказывается меньшим, чем соответствую-
щая величина для связанного атома, и составляет 0,81 последней [для атома
с массой А соответствующий переходной множитель, в общем, может быть вы-
числен согласно выражению А2(А +1)2]. Занимаясь в течение некоторого вре-
мени этим вопросом, Хьюз [12] нашел величину поперечного сечения (коге-
рентного) рассеяния для связанного атома, равную 7,54+0,07 барн.
«Тепловые» нейтроны (с энергией между 0,005 и 0,5 эв)
Так как длина волны «тепловых» нейтронов сравнима с величиной постоян-
ной кристаллической решетки, то эти нейтроны могут подвергаться диффрак-
ции. Хотя процессы, о которых говорилось выше, продолжают играть роль
и для тепловых нейтронов, однако величина поперечного сечения для этих ней-
тронов определяется главным образом интерференцией между фронтами волн
входящего и рассеянного нейтрона, что имеет место при когерентном рассея-
нии. Это явление совершенно аналогично изученной Бреггом диффракции рент-
геновских лучей и находит практическое применение при изучении структуры
кристаллов.
Для нейтронов с энергией 0,00525 эв, длина волны которых равна точно
3,96 А, что вдвое превышает наибольшую величину постоянной (1,98 А) кри-
сталлической решетки бериллия, имеет место отчетливо выраженное обратное
рассеяние. Для нейтронов с несколько меньшей длиной волны 1 наиболее
благоприятные условия для интерференции имеют место тогда, когда рассея-
ние производится теми плоскостями кристалла, перпендикуляр к которым со-
ставляет угол 9 с направлением движения нейтронов. В этом случае длина
волны К и угол 6 связаны между собой уравнением Брегга
пк = 2d sin 9,
где п—целое число, a d—постоянная кристаллической решетки. В поликри-
сталлическом материале отдельные кристаллы будут иметь собственную ориен-
тацию с соответствующим значением угла 9. По мере приближения угла 9
к его максимальному значению (90°) брегговское рассеяние от данной группы
плоскостей кристаллической решетки быстро уменьшается в соответствии
с уменьшением величины 1/V.
Для нейтронов с длиной волны 3,58 А, что вдвое превосходит величину
постоянной кристаллической решетки 1,79 А, имеет место дополнительное рас-
сеяние, происходящее, согласно только что приведенной формуле, с соответ-
ственно меньшей величиной d. Третий дополнительный вклад в величину рас-
сеяния имеет место при длине волны 3,46 А. Вообще, по мере увеличения энер-
гии нейтронов и уменьшения длины волны все большее и большее число пло-
скостей кристалла участвует в процессе рассеяния. Общая формула для меж-
плоскостных расстояний имеет следующий вид:
1 _ 4(/i2 + j2 + F) k2
d2 ~ За2 + с2 ’
где й, j,k—определяющие плоскость Миллеровские индексы, а значения
=2,286 А и с=3,584 А [13, 141—постоянные кристаллической решетки. Не-
300
ГЛАВА VI
которые значения Миллеровских индексов (а именно те, для которых число
2/z+4j+3tz+3 является кратным 6) не могут быть подсчитаны, так как между
определяемыми одинаковыми индексами различными плоскостями в кристалле
бериллия с гексагональной плотной упаковкой происходит гасящая интерфе-
ренция и структурный фактор которых равен, таким образом, нулю. Три наи-
больших параметра кристаллической решетки Be, о которых говорилось выше,
соответствуют Миллеровским индексам (1, 0, 0), (0,0,2) и (1,0,1).
Ферми, Штурм и Закс [15] предсказали и проверили экспериментально
появление и величину последовательных максимумов поперечного сечения.
Их результаты представлены верхней из двух кривых в центральной части
фиг. 188, обозначенной словами «мелкие кристаллы». Явные максимумы попе-
речного сечения соответствуют энергии в интервале 0,005—0,04 эв, Как это
особенно подчеркивали Финкельштейн [16], Гэрней [17] и Клейнман [18],
при теоретической обработке описываемых явлений в процессе когерентного
рассеяния энергия вибраций кристаллической решетки передается нейтронам,
а энергия нейтронов—решетке.
Монокристалл бериллия весьма успешно применяется в качестве монохро-
матора нейтронов в кристаллическом спектрометре. Волна любой длины вплоть
до 0,04 А (что соответствует энергии нейтрона до 50 эв) может быть отражена
в данном направлении при соответствующей ориентации кристалла. Борст
и Сэйлор [19] сообщают о применении монокристаллов бериллия, имеющих
размеры 102x63x6,3 мм, для диффракции нейтронов из пучка, получаемого
в реакторе Брукхейвенской лаборатории.
Размеры кристаллов играют важную роль в определении величины попе-
речного сечения для каждого взятого в отдельности куска поликристалличе-
ского бериллия-. Заключение Ферми, Штурма и Закса [15] относительно высоты
диффракционных максимумов справедливо только для очень мелких кристал-
лов, имеющих менее 104 см в поперечнике. Если кристаллы не так малы, то
существует вероятность того, что нейтрон, уже однажды бывший объектом
рассеяния в определенном кристалле, как будто бы вновь претерпевает его
в этом же кристалле, так как движется по отношению к плоскостям кристаллов
под таким углом, который удовлетворяет уравнению Брегга. Вторичное рас-
сеяние поглощает первое в такой степени, в какой это определяется конечным
направлением нейтронной волны. Поэтому максимумы диффракции для круп-
нокристаллического материала выявляются не так четко. Это представлено
в центральной части фиг. 188 нижней кривой, обозначенной словами «крупные
кристаллы». Эта кривая представляет данные неопубликованной работы,
проделанной группой исследователей в Колумбййском университете с так*
называемым «крупнокристаллическим» материалом, хотя точные размеры кри-
сталлов неизвестны. Эта кривая появилась в обзорной работе Консультативной
группы по нейтронным сечениям Комиссии по атомной энергии США [4]
и, по всей вероятности, дает действительное представление о величине сечения
поперечного захвата наиболее часто применяемого в практике бериллия.
Для ядерного реактора, в котором в качестве замедлителя вблизи ядерного
горючего или в качестве отражателя вне активной зоны реактора находится
значительное количество бериллия, влияние размеров кристаллов, о которых
только что говорилось, может оказаться весьма заметным. Для нейтронов,
замедленных в реакторе почти до теплового равновесия с замедлителем, состоя-
щий из крупных кристаллов бериллий может оказаться вдвое более прозрачным,
чем при мелкокристаллической структуре. Относительная прозрачность будет
различной для нейтронов с различной энергией и, следовательно, меняется
в зависимости от рабочей температуры реактора. При сравнении характеристик
двух содержащих бериллий реакторов (например, при оценке критической
массы горючего, потребного для одного реактора, в случае, если критическая
масса другого известна) следует быть уверенным, что и в том и в другом случаях
размеры кристаллов бериллия одинаковы или, если этой уверенности нет, еле-
СВОЙСТВА БЕРИЛЛИЯ
301
дует учесть разницу в размерах кристаллов. Изменение реактивности реактора
с изменением температуры может быть весьма чувствительным по отношению
к размерам кристаллов бериллия, так как соотношение в нейтронном потоке
при энергии ниже 0,05 эв может весьма заметно изменяться с температурой
(при температуре 17° наиболее вероятная величина энергии тепловых нейтро-
нов соответствует 0,025 эв, а при температуре 307° она равна 0,050 эв). При уста-
новлении величины этого температурного коэффициента для каждого данного
реактора требуются детальные расчеты.
В окиси бериллия также происходит диффракция нейтронов. Вследствие
того что ее кристаллическая решетка является более открытой, интерференция
наблюдается для более холодных нейтронов с энергиями, сниженными до
0,0042 эв (Х=4,4 А). Знак амплитуды рассеяния а для бериллия был впервые
установлен Ферми с сотр. [8] при изучении полного сечения поперечного за-
хвата ВеО как функции энергии нейтрона. Высота интерференционных мак-
симумов указывает, что как бериллий, так и кислород рассеивают нейтроны
с одинаковым смещением фазы. Изучая большое число различных соединений,
Шулл и Воллан [20] подтвердили, что кислород рассеивает нейтроны со сме-
щением по фазе на 180°. Они также проверили и установили, что бериллий
и кислород рассеивают нейтроны с одинаковым смещением по фазе. (Послед-
ние исследования, показавшие, что нейтроны могут претерпевать в бериллии
полное отражение, являются, естественно, наиболее прямым доказательством
того, что смещение по фазе составляет 180°.)
Диффузия тепловых нейтронов в бериллии, где в общем не имеет места
передача энергии между нейтронами и кристаллической решеткой, совершенно
аналогична диффузии одного газа в другом.
Хьюзу [21] удалось обработать как теоретические, так и эксперименталь-
ные стороны указанного явления. Для точечного источника тепловых нейтро-
нов’в замедлителе длина диффузии равна ]/~1/6 среднего квадратичного рас-
стояния, на которое нейтроны удаляются от источника до их поглощения. Дру-
гая интерпретация состоит в том, что за длину диффузии принимают среднюю
величину проникновения нейтронов из бесконечного плоского источника
в бесконечную пластину замедлителя. Длина диффузии для бериллия состав-
ляет 20,8 см\ для ВеО—29,4 см [22].
Эти величины длины диффузии позволяют наиболее точно установить зна-
чение поперечного сечения тепловых нейтронов (0,0102 + 0,0005 барн), поль-
зуясь применимым к материалам с малой поглощающей способностью отноше-
нием, в котором квадрат длины диффузии равен l/(3A2oaofr), где N—число
атомов, приходящееся на 1 см3 (1,24-1023), оа—величина сечения поглощения
и otr—сечение переноса, выраженное в см2. Последняя величина определяется
как велична сечения рассеяния, умноженная на разность (1—Среднее значение
cos 6), где 6—угол отклонения нейтронов в процессе рассеяния. Значение вели-
чины сечения переноса состоит в том, что ею может измеряться вероятность
рассеяния нейтронов в обратном направлении. Принимая во внимание второе
направление при диффракции в кристалле, Закс [23] нашел, что точное зна-
чение величины atr для тепловых нейтронов в бериллии составляет 5,65 барн
(подобным же образом он нашел для ВеО величину, равную 10,3 барн). Гольд-
бергер [30] путем аналогичных расчетов нашел для бериллия значение a<r,
равным 5,3 барн. Разница в результатах расчетов объясняется различными
допущениями относительно малости величины сечения у таких нейтронов в макс-
велловском распределении, которые слишком холодны для того, чтобы под-
вергнуться диффракции. Указанное Заксом значение 5,65 барн для дает
величину cra, которая находится в согласии с другими определениями. Подста-
новка этих данных для N и для ofr в приведенное выше соотношение приводит
к среднему значению величины оа для находящихся в равновесии с бериллием
тепловых нейтронов, равному 0,0090 барн. Так как при усреднении по всему
максвелловскому распределению среднее значение для сечения, подчиняющееся
302
ГЛАВА VI
закону \!v, является величиной меньшей (переходный множитель= 1/1,128),
чем сечение при наиболее вероятной скорости (стандартное сечение тепловых
нейтронов), то для сечения тепловых нейтронов было получено значение
0,0102 барн [относительно последствий, к которым приводит захват нейтрона
ядром, см. на стр. 443 обсуждение реакции Be9 (п, у)Ве10].
Интересны некоторые цифровые данные, касающиеся термодиффузии.
Среднее расстояние, проходимое нейтронами между последовательными актами
рассеяния, составляет 1/(2Vcrs) = 1,34 см. Поскольку в соответствии со значе-
нием величины отношения сечения (0,0090/6,0= 1/670) поглощение является
процессом менее вероятным, чем рассеяние, то нейтрон в бериллии подвергается
рассеянию 670 раз и проходит при этом за время примерно 4,1 мсек, прежде чем
подвергнуться поглощению, зигзагообразный путь, равный 906 см.
«Надтепловые» нейтроны (с энергией 0,5—100 000 эв)
По мере увеличения энергии нейтрона когерентное рассеяние различ-
ными плоскостями кристаллической решетки все более и более утрачивает
свое значение и при энергии свыше 1 эв его уже можно не принимать во внима-
ние. Возмещением в уменьшении величины сечения, вызываемого только что
приведенным обстоятельством, является некогерентное рассеяние нейтронов
Энергия нейтронов, Мэв
Фиг. 189. Сечения для быстрых нейтронов.
отдельными атомами. В конечном счете сечение вскоре выравнивается до по-
стоянной величины, соответствующей сечению рассеяния свободного атома,
равной 6,0 барн, что характерно для надтепловых нейтронов [24, 25]. Так как
при этих энергиях поглощением можно пренебречь, то полное сечение имеет
такое же постоянное значение, как это видно из фиг. 188 и 189. Измерения
при энергии нейтронов 1,44 эв дают величину полного поперечного сечения,
равную для бериллия 6,1 барн и 10,1 барн—для ВеО [26].
Рассеяние надтепловых нейтронов является упругим в том смысле, что
в движущейся вместе с центром масс двух сталкивающихся частиц (нейтрона
и ядра бериллия) системе координат нет потери энергии. Однако в лаборатор-
ной системе координат нейтрон теряет энергию, а ядро бериллия получает
энергию отдачи. В зависимости от угла рассеяния нейтрон может терять в одном
столкновении с ядром А часть своей начальной энергии (в соответствии с мас-
сой ядра), соответствующей выражению 1—(Л—1)2/(Л + 1)2. Для бериллия
с А = 9 потери могут составить до 0,36 от начальной величины. Относительно
большая величина потери в сравнении с 0,28 для углерода и 0,14 для алюминия
СВОЙСТВА БЕРИЛЛИЯ
303
есть следствие малого атомного веса бериллия и является одним из факторов,
которые делают его таким хорошим замедлителем. Если в системе координат
в центре масс одинаково вероятны любые углы рассеяния (предположение,
которое должно соответствовать действительности для нейтронов с малой энер-
гией и которое как будто бы имеет место вплоть до энергии в 500 000 эв),
то средняя величина потери энергии для всех возможных столкновений должна
составлять 0,18 от первоначальной величины [27].
Замедление нейтронов (под которым подразумевается процесс уменьшения
их скорости путем ряда последовательных столкновений в замедлителе) обычно
обозначается величиной £, определяемой как среднее значение натурального
логарифма отношения энергии нейтрона до и после столкновения. Если вновь
допустить, что рассеяние в центре масс системы является изотропным, то для
свободного атома бериллия £—0,209. Величину £ можно также считать при-
близительно равной средней величине, показывающей, какую часть энергии
теряет нейтрон при столкновении, поскольку величина 0,209 близка к 0,18.
Другой путь интерпретации величины £ связан со следующим рассуждением:
энергия нейтрона в среднем после И столкновений уменьшается в 10 раз. Для
того чтобы понизить энергию типичного нейтрона деления с 1 000 000 эв до
тепловой энергии (0,025 эв) требуется в среднем 84 столкновения.
Для нейтронов, энергия которых соответствует более низкому надтеплово-
му интервалу 0,5—5 эв, атом бериллия в металле вряд ли может быть назван
«свободным», хотя некоторые из них выбиваются довольно легко. В соответ-
ствии с этим приведенная выше величина неприменима к энергиям такого по-
рядка. Гэрней [28] вычислил, какое изменение должна претерпевать величина
£ в том случае, когда взаимодействие нейтронов с атомами приведет только
к возбуждению в кристаллах упругих волн. Им было найдено, что значение £
примерно на 5% ниже такового для свободного атома при энергии в 1 эв, на 10%
ниже при энергии в 0,2 эв и на 35% ниже при энергии в 0,1 эв. Несмотря на то,
что примененная им модель является результатом значительного упрощения
действительной картины, она дает некоторые основания считать величину £
постоянной при любой скорости нейтронов в надтепловой области.
Практически более удобной величиной, относящейся к явлению замедле-
ния, является замедляющая способность, отнесенная к единице длины пути
нейтрона, %Nvs, где N—число атомов, приходящихся на 1 см3, a —величина
сечения рассеяния на 1 атом (средняя величина свободного пробега между
двумя последовательными актами рассеяния составляет 1/AZcrs= 1,34 см).
Замедляющая способность бериллия для надтепловых нейтронов равна 0,155.
Другими словами, натуральный логарифм отношения начальной энергии ней-
трона к ее конечному значению после прохождения пути в 1 см равняется
в бериллии 0,155. Если расположить замедлители в ряд соответственное умень-
шением их замедляющей способности, как это и было сделано Хьюзом [27],
принимая во внимание уменьшение сечения при более высокой энергии, то
бериллий окажется третьим в ряду: обычная вода—1,14; тяжелая вода—0,18;
бериллий—0,146; графит—0,058. Так как обычный водород имеет относительно
сильную способность поглощать нейтроны, то преимущество обычной воды
по сравнению с остальными замедлителями не столь велико, как это кажется
при взгляде на приведенный выше ряд. Бериллий же действительно является
одним из лучших замедлителей.
Понятие «возраста» нейтронов для данного источника является определе-
нием способа их распространения в замедлителе в процессе замедления. Воз-
раст определяется как 1/Q среднеквадратичного расстояния от точечного источ-
ника нейтронов, проходимого нейтронами в замедлителе при уменьшении их
энергии до некоторой определенной величины. Непосредственные экспери-
менты по измерению возраста нейтронов в широком диапазоне были описаны
Хьюзом [29]. Очень трудно рассчитать возраст нейтронов даже в том случае,
если известны все определяющие его данные: начальная энергия нейтронов
304
ГЛАВА VI
у источника, их конечная энергия в момент обнаружения, поперечное сечение
при рассеянии и все промежуточные значения энергий и вероятность процесса
рассеяния в каждом из направлений при каждом значении энергии. Экспери-
мент с нейтронами деления, замедленными до энергий резонансного захвата
индия (1,44 эв), дал значение возраста нейтронов 80±2сж2 [29]. Расчет [301
дает значение, равное 81 см2. Для замедленных до энергии тепловых нейтронов
деления определенный расчетным путем возраст составил 98 см2. Соответ-
ствующий возраст, рассчитанный для ВеО, составил 110 см2. Длина замедления
представляет собой квадратный корень из величины возраста нейтрона и ана-
логична длине диффузии, определенной для тепловых нейтронов. Ее значения
для нейтронов деления, замедленных до энергии тепловых нейтронов, равно
9,9 см в бериллии и 10,5 см в ВеО.
Сечение переноса является важной составляющей возраста нейтронов,
так как оно объединяет два упомянутых выше фактора рассеяния. Для тепло-
вых нейтронов его величина определяется следующим выражением:
<ytr = crs (1 — Среднее значение cos 0).
Принимая, что рассеяние бериллием в системе центра масс является изо-
тропным, среднее значение cos Ь составляет 2/27 [29] (он должен быть равен
2/ЗА для атомов с массой Л), a oZr=(25/27)os или 5,55 барн для надтепловых
нейтронов. Для быстрых нейтронов, имеющих величину сечения меньше 6 барн,
величина сечения переноса должна быть взята пропорционально меньше.
Поглощение надтепловых нейтронов весьма незначительно. Ядра, для
которых отсутствует резонансное поглощение в тепловой области энергий, ха-
рактеризуются тем свойством, что их сечение поглощения следует закону 1/и
вплоть до энергий, близких к первому резонансу. Бериллий не имеет резонансов
в надтепловом районе энергий. Так как сечение поглощения для Be равно
0,010 барн при 0,025 эв, то оно должно составлять 0,001 барн при 2,5 эв;
0,0001 барн при 25 эв и т. д. Прямые измерения не производились. Имеются,
однако, измерения интегрального сечения поглощения, т. е. величины, извест-
ной как интеграл резонансного поглощения ^oadE/E. Интеграл берется в пре-
делах от энергии, ниже которой кадмий сильно поглощает нейтроны (около
0,4 эв) до высших энергий нейтронов деления. Экспериментально значение
этого интеграла определяется в ядерном реакторе, в котором число нейтронов
с энергией E±dE, пронизывающих единичную площадь за единицу времени,
пропорционально dE/E (спектр 1/Е является главной характеристикой для
находящихся в замедлителе нейтронов; в реакторе граница, при которой
начинается отклонение от этого закона, находится у 1 Мэв, где спектр нейтронов
деления начинает спадать).
Величина интеграла резонансного поглощения для бериллия была изме-
рена методом котлового осциллятора Лангсдорфом, Гаррисом и Зейдлом [31],
использовавшими Аргоннский тяжеловодный реактор. Для этого покрытый
кадмием образец бериллия периодически приближался и удалялся от центра
реактора. Вызываемое таким качанием образца периодическое колебание пото-
ка нейтронов измерялось по амплитуде и фазе.
Результаты показали, что весьма малое (возможно, даже незаметное)
поглощение нейтронов бериллием маскируется эффектом дополнительного
поглощения нейтронов кадмием в присутствии бериллия, действующего как
замедлитель. Предварительная оценка величины интеграла резонансного
поглощения дала значение 0,09 барн, однако последующие работы показали,
что это значение должно быть существенно уменьшено. Может быть, оно даже
равно нулю. Можно легко подсчитать, что часть сечения поглощения, подчи-
няющаяся закону 1/у, будет давать в интеграл резонансного поглощения вклад
менее 0,005 барн. Таким образом, нет причин ожидать какого-либо другого
поглощения надтепловых нейтронов Be, которое не подчинялось бы закону \/v.
СВОЙСТВА БЕРИЛЛИЯ
305
«Быстрые» нейтроны (энергия свыше 0,1 Мэв)
«Быстрые» нейтроны рассеиваются почти так же, как и надтепловые ней-
троны, за исключением того, что их сечения изменяются с изменением энергии.
Однако быстрые нейтроны могут вступать в реакции превращения, которые
невозможны для более медленных нейтронов.
Полное нейтронное сечение, приведенное на фиг. 189, в общем падает
с увеличением энергии нейтронов, имея три резонансных пика поглощения при
0,62, 0,81 и 2,73 Мэв [32—35]. Первые два пика весьма узки и имеют особое
значение при рассеянии. Ширина (определяемая как разность энергий на поло-
вине высоты пика) составляет 0,030 Мэв для резонанса при 0,62 Мэв и менее
чем 0,011 Мэе для резонанса при 0,81 Мэв. Большая острота пика резонансного
поглощения при 0,62 Мэв позволяет использовать Be как индикатор присут-
ствия нейтронов с энергией 0,62 Мэв. В одном эксперименте [36], где быстрые
нейтроны с контролируемой, но неизвестной энергией производились путем
бомбардировки марганца протонами, измерялось пропускание бериллием этих
нейтронов при возрастании энергии протонов. Появление резонансного пика
в пропускании сигнализировало о том, что нейтроны достигли энергии 0,62 Мэв.
Резонанс при 2,73 Мэв много шире и имеет необычную форму; в действи-
тельности он может являться суперпозицией двух резонансов [33, 37]. Этот
резонанс является, вероятно, главным образом резонансом рассеяния; однако
имеется небольшой (около 1%) вклад от реакции (п, а), также имеющей резонанс
при этой энергии. Оба резонанса—упругого рассеяния и реакции (п, а)—пред-
почтительно могут явиться результатом разрядки возбужденного уровня
9,27 Мэв мгновенно образующегося ядра Be10 в нулевое состояние. Возможно
также, что наблюдаемая форма резонанса полного сечения при 2,73 Мэв объяс-
няется воздействием неупругого рассеяния при 2,70 Мэв, что составляет мини-
мальную энергию, необходимую нейтрону для перевода ядра Be9 в его низшее
возбужденное состояние, находящееся на уровне 2,43 Мэв над основным со-
стоянием. К сожалению, сечение неупругого рассеяния неизвестно, что пре-
пятствует проверке высказанного предположения. Ниже эти реакции будут
обсуждаться более подробно.
В резонансах при таких высоких энергиях рассеяние должно преобладать
над захватом. Этот факт хорошо согласуется с малой величиной рассмотрен-
ного выше интеграла резонансного поглощения.
При энергиях выше этих резонансов полное нейтронное сечение постепенно
плавно уменьшается. Если имеются последующие резонансы, то они должны
быть достаточно узкими, чтобы помещаться в довольно широких интервалах
между экспериментально проверявшимися энергиями [38—47]. При энергиях
между 5 и 20 Мэв уменьшение полного нейтронного сечения отражает, по-види-
мому, ход изменения геометрического размера ядра, как его «видит» нейтрон
с уменьшающейся при увеличении энергии длиной волны. При энергиях свыше
20 Мэв появляется дополнительное уменьшение полного нейтронного сечения,
вызываемое тем, что нейтроны, обладающие столь малой длиной волны, могут
пройти между составляющими ядро нуклонами, не сталкиваясь с ними.
Угловое распределение рассеянных быстрых нейтронов наблюдалось при
восьми различных значениях энергии. Результаты наблюдений приводятся
в табл. 50. Теоретически ожидалось, что при низких энергиях рассеяние должно
быть изотропно в системе координат центра массы; анизотропия может по-
явиться при частицах с угловым моментом относительно ядра, не равным нулю,
и такие частицы должны быть быстрыми, если они, проходя достаточно близко
от ядра, заметно рассеиваются. Первая строка табл. 50 подтверждает это пред-
положение.
Так как рассеяние вперед сопровождается наименьшей потерей энергии,
а назад—наибольшей, приведенные соображения свидетельствуют, что ней-
троны с энергией свыше 2,73 Мэв замедляются слабее и имеют меньшее сече-
20 Бериллий
306
ГЛАВА VI
Таблица 50
УГЛОВОЕ РАСПРЕДЕЛЕНИЕ РАССЕЯННЫХ НЕЙТРОНОВ
[ОТНОСИТЕЛЬНОЕ РАССЕЯНИЕ В ТРЕХ НАПРАВЛЕНИЯХ
(В СИСТЕМЕ КООРДИНАТ ЦЕНТРА МАСС)]
Энергия нейтронов, Мэв Вперед 0° Вбок 90° Назад 180° Источник
Малая энергия (теоре- Среднее Среднее Среднее
тическая)
0,54 » » » [48|
0,62 (резонанс) Сильное Слабое Сильное [48]
0,70 Среднее » » [48]
0,81 (резонанс) — — —
2,30 Сильное Слабое Сильное [49]
2,66 » » » [49]
2,73 (резонанс) — — —
2,90 Сильное От слабого до Среднее [49]
среднего
3,32 » То же » [49]
3,66 » » » » [49]
ние переноса, чем ожидалось в предположении изотропного рассеяния в системе
центра массы. Нейтроны с энергией между 0,81 и 2,73 Мэв замедляются почти
точно так, как это происходило бы при изотропном рассеянии. Совершенно
противоположное поведение, чем в случае очень быстрых нейтронов, наблю-
дается в диапазоне энергий 0,62—0,81 Мэв, однако этот диапазон столь огра-
ничен, что вносит весьма малый вклад. Благодаря тому, что энергия нейтронов
деления распространяется вплоть до 17 Мэв, сделанные только что замечания
являются недостаточными в оценке эффекта отклонения рассеяния от изотроп-
ного при расчетах, связанных с реактором. Однако измеренный возраст ней-
тронов деления хорошо совпадает с возрастом, вычисленным в предположении
изотропного рассеяния, так что наблюдаемые отклонения не столь серьезны.
Другие данные, подтверждающие, что отклонения от изотропного рассея-
ния не играют заметной роли, могут быть найдены в произведенных Баршал-
лом с сотр. 1501 измерениях рассеяния нейтронов при энергиях 0,2; 0,6 и
1,5 Мэв. Измеренные величины сечения рассеяния оказались равными соответ-
ственно 4,5; 3,3 и 1,9 барн при этих трех энергиях, что находится в хорошем
соответствии с кривой полного сечения, приведенной на фиг. 189; при двух
последних значениях энергии вычисленная величина сечения переноса оказа-
лась равной 3,4 и 1,4 барн. В согласии с этими выводами находится и более
качественная работа Джэрнея [51], использовавшего пучок нейтронов Лос-
Аламосского реактора, работающего на быстрых нейтронах. Детектировались
нейтроны посредством камеры деления, наполненной U238 и чувствительной
к нейтронам с энергией свыше 1,0 Мэв. Он нашел величину полного сечения,
равной 2,2 барн, и величину сечения переноса (1,4 барн) для средней взвешен-
ной энергии нейтронов около 1,0 Мэв. В аналогичной неопубликованной
работе, выполненной в Лос-Аламосе, использовался детектор деления на Np237,
чувствительный к нейтронам с энергией свыше 0,4 Мэв. Величина полного
сечения и сечения переноса были найдены равными 2,8 и 2,2 барн соответствен-
но. Эти большие значения объясняются присутствием нейтронов с энергией
между 0,4 и 1,0 Мэв.
Неупругое рассеяние быстрых нейтронов отличается от рассеяния, которое
было рассмотрено выше, тем, что часть энергии нейтрона уходит на возбуж-
дение ядра, переводя его из основного состояния на более высокий уровень
энергии, с которого оно впоследствии возвращается снова на основной уровень,
СВОЙСТВА БЕРИЛЛИЯ
307
испуская у-квант. (Это «ядерное» неупругое рассеяние должно резко отличаться
от неупругого рассеяния холодных и тепловых нейтронов, при котором воз-
буждаются вибрационные уровни кристаллической решетки). Неупругое рас-
сеяние не может произойти при энергиях, меньших энергии возбуждения
ядра. В случае Be9 сообщалось, что низшее возбужденное состояние находится
на уровне 1,5 ТИэв над основным состоянием. Этот уровень был предложен
186] с целью объяснить изменение хода сечения реакции (л, у) с энергией;
но так как других, говорящих в пользу существования этого уровня, сообра-
жений нет, то мы его отвергаем. Наблюдавшееся экспериментально низшее
возбужденное состояние находится на уровне 2,43 Мэе над основным состоя-
нием. Известны два других уровня при 6,8 и 11,6 Мэе. Эти уровни наблюда-
лись главным образом при неупругом рассеянии протонов и других заряжен-
ных частиц [52—54]. В недавно выполненной в Окридже работе [55] ядра Li7
подвергались бомбардировке Не3 и наблюдения за энергией образующихся при
этой реакции протонов, по-видимому, выявили также уровень при 3,18 Л4эе.
Чтобы иметь энергию в 2,43 Л4эе в системе центра массы, нейтрон должен
в лабораторной системе иметь энергию в 10/9 раза больше, или 2,70 ТИэв;
это значение является порогом для неупругого рассеяния. Грэйс и др. [56]
при бомбардировке бериллия нейтронами с энергией 2,5 Мэв не обнаружили
у-излучения, что является подтверждением этого порога. Было найдено, что
величина Qinei (сечение неупругого рассеяния) меньше 0,014 барн для нейтро-
нов указанной энергии. Дальнейшие работы такого типа с быстрыми нейтро-
нами выявили этот уровень.
Грубым способом оценки величины сечения неупругого рассеяния является
бомбардировка образца нейтронами от источника с широким спектром энергии
и последующей регистрацией нейтронов пороговым детектором, чувствитель-
ным только к нейтронам с энергией выше этого порога. Такая работа была сде-
лана Джэрнеем [51 ] в упоминавшихся выше опытах по рассеянию, где он нашел
величину сечения неупругого рассеяния равной 0,4 барн. Аналогичные работы
с использованием в качестве детектора Np237 дали 0,9 барн. Более ранние рабо-
ты Сцилларда [57], использовавшего нейтронные источники Ra—а—Be
и Ra—а—В и детектор деления с U238, дали соответственно 0,6 и 0,7 барн для
этих двух источников. Хотя эти результаты и имеют какое-то значение, однако
достоверной мерой величины сечения неупругого рассеяния они являться не
могут, так как в таком эксперименте нейтроны считаются как претерпевшие
интересующее нас неупругое рассеяние, так и потерявшие энергию ниже значе-
ния порога за счет упругого рассеяния, но не считается та часть претерпевших
неупругое рассеяние нейтронов, энергия которых не уменьшилась ниже порога
детектирования.
Если существует заметная доля неупругого рассеяния, то вклад от этого
эффекта будет суммироваться с замедляющей способностью бериллия. Этот
эффект противодействует уменьшению замедляющей способности бериллия,
которое может явиться следствием предпочтительного рассеяния быстрых ней-
тронов вперед в системе центра масс. На данном этапе наших знаний в боль-
шинстве случаев лучше всего считать, что как угловая анизотропия, так и не-
упругое рассеяние пренебрежимо малы.
Ядерные реакции, производимые нейтронами
Ядра и частицы, участвующие в ядерных превращениях, обычно~изобра-
жаются в символической форме способом, который мы объясним на примере
первой рассматриваемой нами реакции Ве9(п, а) Не6. Это значит, что исходное
ядро Be9 соударяется с нейтроном и поглощает его, после чего испускается
а-частица, оставляя в качестве ядра продукт Не6. Часто, однако, ядро продукта
реакции и исходное ядро не пишутся. Таким образом, сокращенно можно запи-
сать рассматриваемую реакцию как (и, а).
20*
308
ГЛАВА VI
Изменение энергии, происходящее при реакции, обозначается через Q.
Величина эта определяется как увеличение кинетической энергии частиц,
участвующих в реакции в координатах, связанных с центром масс системы
частиц. Для реакции (м, a) Q=—0,64 Мэв [58]. Отрицательное значение вели-
чины Q означает, что реакция не может пойти до тех пор, пока нейтрон и ядро
Веу не будут иметь энергию по крайней мере 0,64 Мэв в координатах, связанных
с центром масс, или до тех пор, пока нейтрон не будет иметь энергию (10/9)*Х
X 0,64=0,71 Мэв в лабораторной системе координат. В действительности эта
реакция не сможет пойти в сколько-нибудь заметной степени до тех пор, пока
энергия нейтрона не будет повышена на несколько десятых Мэв над теорети-
ческой величиной порога 0,71 Мэв\ положительно заряженная а-частица оттал-
кивается от электростатического барьера.у края ядра, и на преодоление этого
барьера требуется дополнительная энергия. Тот же эффект встретился бы в слу-
чае, если бомбардирующая частица была бы заряженной. Это явление отсут-
ствует только в том случае, если как входящая, так и вылетающая из ядра
частицы являются нейтронами или представляют собой кванты электромагнит-
ного излучения.
Слегка расширив применявшуюся символику, можно записать процесс уп-
ругого рассеяния в виде реакции (и, и), неупругого рассеяния в виде (п, п'),
испускание двух нейтронов под действием одного в виде (и, 2л). Так как боль-
шинство реакций идет реже, чем реакция (л, л), то в качестве более удобной
единицы измерения сечения реакций мы в дальнейшем будем пользоваться
миллибарном (1 мбарн= IQ'27 см2).
Ход сечения реакции Be9 (л, а) Не*? показан на нижней кривой фиг. 189
[59], обрывающейся при 14,1 Мэв [60]. Величина сечения этой реакции в иссле-
дуемом диапазоне не превышает 2% от величины полного нейтронного сечения
и не превышает 50 мбарн. Как было упомянуто выше, величина сечения этой
реакции должна быть равна нулю при энергии нейтронов меньше 0,71 Мэв.
Значение этой реакции, имея в виду использование бериллия в ядерном
реакторе, состоит в том, что в качестве продуктов образуется газ, бедный ней-
тронами литий и радиоактивный тритий; а-частицы останавливаются в бериллии
и образуют вкрапления гелия, хотя его накопление идет крайне медленно.
Даже в наиболее интенсивном потоке быстрых нейтронов порядка 1 -1014 на
1 слт2-^-'1, который имеется в реакторе для испытания материалов (MTR),
тот факт, что сечение этой реакции менее 50 мбарн, значит, что облучение за
время 108 сек. (около 3 лет) даст менее чем 5 атомов гелия на каждые 10 000 ато-
мов бериллия (однако, как это будет показано ниже, газа будет больше).
Образовавшийся Не6 нестабилен и переходит с периодом полураспада
0,82 сек. в Li6, имеющий сечение поглощения нейтронов, равное 950 барн. Этот
элемент является «отравой» для нейтронов, и он «выгорает» в нейтронном потоке
почти столь же быстро, как и образуется. В только что разобранном примере
с реактором MTR поток тепловых нейтронов по крайней мере в четыре раза
больше, чем быстрых, и в результате равновесия концентрация Li6 не будет
более, чем 1 атом лития на 76 000 атомов бериллия. Эффективное значение сече-
ния поглощения тепловых нейтронов бериллием повышается с 10 мбарн до
почти 22 мбарн из-за наличия в нем Li6. Для других реакторов, которые, как
правило, имеют большее отношение потока тепловых нейтронов к потоку быст-
рых, эффект отравления Li6 будет сказываться соответственно меньше. При
каждом акте захвата Li6 нейтрона образуются атом гелия и атом трития [про-
исходит реакция Li6 (п, а) Н3]. С этой точки зрения окончательный расчет
концентрации газа при облучении бериллия в реакторе MTR должен дать
10 атомов Не4 и 5 атомов Н3 на каждые 10 000 атомов Be после трехлетнего
облучения.
Тритий является радиоактивным с периодом полураспада 12,4 года; он
постепенно распадается в Не3, являющийся редким стабильным изотопом гелия.
Хотя относительное количество атомов трития мало, тем не менее радиоактив-
СВОЙСТВА БЕРИЛЛИЯ
ЗС9
ность 1 г бериллия в нашем примере составит 1,6 кюри (1 кюри дает 3,7 • 1010 рас-
падов в 1 сек.). Испускаемое тритием p-излучение имеет очень малую энергию
(0,02 Мэв) и не может проникнуть через металл толщиной даже в 0,005 мм.
Таким образом, это излучение будет воздействовать только на поверхность ме-
талла и будет представлять опасность только в том случае, если облученный
металл окажется распыленным или если он каким-либо образом освободит
тритий.
Реакция Be9 (и, у) Be10 является реакцией захвата нейтрона, сечение кото-
рой уже обсуждалось как при низких энергиях нейтронов, так и в резонансном
интеграле поглощения.
Величина Q для этой реакции составляет 6,81 Мэв. При захвате теплового
нейтрона первым результатом захвата является образование Be10 в возбужден-
ном состоянии, энергия которого находится на уровне 6,81 Мэв над основным
состоянием. Это возбужденное состояние разряжается практически немедленно
двумя путями: при одном (75%) происходит разрядка сразу на основной уро-
вень, сопровождающаяся испусканием у-кванта с энергией 6.81 Мэв\ при
другом (25%) происходит переход в промежуточное состояние с энергией
3,4 Мэв над основным и затем разрядка в основное состояние; при таком про-
цессе испускаются последовательно два у-кванта с энергией 3,4 Мэв. На каж-
дый акт захвата нейтрона бериллием, следовательно, приходится 0,75 фотона
с энергией 6,8 Мэв и 0,50 фотона с энергией 3,4 Мэв [61].
Образованный при захвате нейтрона изотоп бериллия Be10 обладает очень
слабыми радиоактивными свойствами. Он превращается с периодом полурас-
пада 2 700 000 лет в В10, испуская p-излучение с максимальной энергией
0,55 Мэв и не производя при этом у-излучения. Благодаря столь большому
периоду полураспада и малому сечению образования его активность едва улав-
ливается при исследовании облученного в котле бериллия [62]. Можно под-
считать, что количество Be10, произведенное за три года работы на реакторе
MTR при потоке тепловых нейтронов 4-1014 см~2'сек~\ будет создавать актив-
ность всего 6 мккюри на 1 г бериллия. В твердых материалах эффективное
значение активности снижается в еще большей мере благодаря тому, что р-излу-
чение Be10 может проходить в металле только 1 мм, как это было указано в слу-
чае трития.
В чистом бериллии при его облучении нейтронами отсутствуют активности
с периодом полураспада большим 1 сек., кроме упомянутых Н3 и Be10, актив-
ность которых, как мы только что видели, очень мала. Бериллий, следователь-
но, мог бы явиться приемлемым материалом для изготовления частей ядер-
ного реактора, которые можно было бы без особых предосторожностей от наве-
денной радиоактивности выдвигать из реактора и производить другие манипу-
ляции. Однако на практике загрязнения, имеющиеся в промышленно доступ-
ном бериллии, создают радиоактивность значительной величины.
Реакция Be9 (и, 2п) Be8 может являться заметным источником нейтронов
в ядерном реакторе. Она может также явиться источником газа в металле, да к
как продукт реакции Be8 немедленно распадается на два атома Не4. Величина Q
для этой реакции составляет —1,66 Мэв, что дает порог для нейтронов в 1,85 Мэв.
Электростатический барьер не является препятствием для этой реакции, так
что можно ожидать, что она имеет заметную вероятность для быстрых ней-
тронов.
Сечение реакции (и, 2п) измерить крайне трудно. Попыток прямого изме-
рения этой величины не делалось; однако существует принципиальная возмож-
ность измерить разность между сечением этой реакции и суммой сечений всех
реакций, идущих с поглощением нейтронов (и, а), по следующей схеме. Изме-
ряется нейтронный поток изотропного источника быстрых нейтронов в двух
вариантах: сначала с голым источником, а затем с источником, заключенным
в сферическую оболочку из бериллия. По росту измеренной величины нейтрон-
ного потока можно подсчитать избыток нейтронов, возникающих в реакции
310
ГЛАВА VI
(и, 2п), сверх того количества, которое поглощается в бериллии при реакции
(п, а) и ей подобных. Трудность такого эксперимента заключается в сложности
изготовления изотропного источника и детектора нейтронов, в устранении
рассеяния нейтронов окружающими частями или хотя бы его точной оценки
и, наконец, в получении детектора, который не был бы более чувствителен
к медленным нейтронам, чем к быстрым. Из-за перечисленных трудностей мало
вероятно, чтобы результаты двух исследователей по измерению величины
сечения реакции (и, 2л) совпали между собой.
В двух старых работах [63—65] для разности сечений была найдена вели-
чина 3,0—4,1 барн. Теперь мы знаем, что эти значения непомерно велики,так
как полное сечение не превышает 3 барн в диапазоне энергий между 1,85
и 5—10 Мэв, являющихся верхними пределами энергии нейтронов используемых
источников. В других работах [66—70] были найдены значения, находящиеся
в более близких к истинному значению пределах 0,04—0,47 барн. Значения
этих величин, полученные Эгню [71], сведены в таблицу, причем последние
значения, найденные им самим (0,24 и 0,20 барн), лежат приблизительно посре-
дине указанных пределов. Учитывая сечения реакций (л, а) и (л, у), которые
вместе не превосходят 0,05 барн, получаем в качестве грубой оценки для рас-
чета источников (Ra—а—Be) и (Ро—а—Be) величину сечения реакции (п, 2п),
равную 0,2 барн. Недавнее измерение [72] этой величины, произведенное для
наиболее быстрых нейтронов в реакторе, дало значение 0,8 + 0,5 барн. Вероят-
но, это значение является столь же приемлемым, как и среднее значение 0,2 барн
для нейтронов, превосходящих по энергии порог в 1,85 Мэв.
ПОВЕДЕНИЕ Be ПРИ ВОЗДЕЙСТВИИ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ
Коэффициенты поглощения
По отношению к электромагнитному излучению поведение бериллия опре-
деляется количеством электронов, приходящимся на 1 атом (оно равно 4).
Благодаря малому атомному номеру испускаемые Be рентгеновские лучи нахо-
Ф иг. 190. Коэффициенты поглощения у-излучения.
дятся в крайней части ультрафиолетовой области и простираются до коротко-
волновой границы у 111 А [73, 74]. Это соответствует краю полосы поглощения
А; энергия фотона такой длины волны составляет 112 эв. При дальнейшем
увеличении энергии фотона выше 112 эв величина коэффициента поглощения
СВОЙСТВА БЕРИЛЛИЯ
311
возрастает от 25 000 до 280 000 слг1 [75]. В единицах, более часто используе-
мых для сравнения поглощающей способности различных материалов, коэффи-
циент поглощения р увеличивается соответственно с 13 500 до 151 000 смЧг
(можно выразить это через сечение поглощения; пик сечения поглощения имеет
значение 2 180 000 барн/атом). Величина р от этого пика спадает очень быстро,
принимая значение порядка 1 смЧг при увеличении энергии фотона в 100 раз.
Сравнительно с более тяжелыми элементами, край полосы рентгеновского
поглощения которых находится при более высоких энергиях, бериллий значи-
тельно более «прозрачен» для рентгеновских лучей в диапазоне от 1 до 100 кэв.
На фиг. 190 приводятся для сравнения кривые поглощения рентгеновских лучей
бериллием и алюминием. Из этих соображений бериллий и выбирается в качест-
ве материала для изготовления выводных окон в рентгеновских трубках, когда
главный интерес представляет получение интенсивного пучка рентгеновских
лучей более мягких, чем 100 кэв.
Для рентгеновских лучей более жестких, чем 0,1 Мэв, т. е. в диапазоне,
где они чаще называются у-излучением, разница между бериллием и алюминием
становится не столь резко выраженной; однако на протяжении всего спектра
бериллий продолжает оставаться более прозрачным, чем элементы с более вы-
соким атомным номером.
Внеядерные процессы
Как уже было отмечено, процесс выбивания фотоэлектронов из электрон-
ных оболочек атома является преобладающим процессом взаимодействия элек-
тромагнитного излучения с бериллием при энергии фотонов меньшей чем
0,012 Мэв. При большей энергии фотонов, вплоть до 35 Мэв, становится более
важным процесс комптоновского рассеяния. В этом процессе фотоны (кванты
излучения) ведут себя подобно частицам с импульсом, пропорциональным их
Фиг. 191. Коэффициенты поглощения у-излучения.
энергии, и столкновения с электронами вещества, сквозь которое проходят
фотоны, происходят, как на свободных электронах. Столкновение фотона
с электроном приводит к тому, что выбитый электрон движется с определенной
кинетической энергией в одном направлении, а претерпевший рассеяние фотон
движется в другом направлении, потеряв именно это количество энергии. Так
как фотон при столкновении с электроном теряет энергию, то излучение ста-
312
ГЛАВА VI
новится «мягче» (т. е. менее проникающим). Таким образом, комптоновский
процесс приводит к рассеянию электромагнитного излучения и уменьшает его
энергию, и так как оба эти эффекта приводят к отбору энергии от пучка излу-
чения, то, следовательно, их надлежит учитывать при подсчете коэффициента
поглощения. Для фотонов с энергией свыше 35 наиболее важным стано-
вится процесс образования электронно-позитронных пар. При этом процессе
фотон вблизи электрического поля ядра превращается в пару электрон—пози-
трон. Вклад каждого из этих трех процессов в полный коэффициент поглощения
показан на фиг. 191. Теоретически величины этих вкладов были подсчитаны
Уайтом [76]; полученные им значения хорошо согласуются с эксперименталь-
ными данными для этого и других элементов. Несколько экспериментально
полученных в последнее время значений полного коэффициента поглощения
показаны на фиг. 191 при энергии квантов 6,1 Мэв [77], 88 Мэв [78] и 280 Мэв
[79]. Для сравнения шкала сечения реакции на оси ординат с правой стороны
дана в барнах на атом, что отмечено на указанной шкале буквой Ь.
Ядерные реакции, производимые у-излучением
Реакция Be9 (у, и)Ве8 является наиболее важным примером ядерного пре-
вращения, производимого в Be у-излучением. Величина Q для этой реакции
составляет 1,66 Мэв. Так как импульс, вносимый фотоном, мал, то порог для
этой реакции численно тот же (1,66 Мэв). Два наиболее надежных измерения
Фиг. 192. Сечение образования фотонейтронов.
порога дали значение 1,666 Мэв [80] и 1,662 Мэв [81]. Образующийся при этой
реакции Be8 немедленно распадается на два атома гелия с суммарной кинети-
ческой энергией 0,09 Мэв. Нет другого элемента, который имел бы столь низкий
порог образования фотонейтронов. Очень близок к Be дейтерий с порогом
2,23 Мэв. Затем идут: редкий изотоп кислорода О17 (4,14 Мэв), редкий изотоп
углерода С13 (4,95 Мэв) и Li6 (5,50 Мэв). Некоторые же элементы имеют порог
свыше 10 Мэв.
Сечение этой реакции зависит от энергии фотона сложным образом, как
это видно на фиг. 192. Ход кривой в первом пике и в спаде, начинающемся
сразу же за порогом, хорошо доказан различными исследователями [82, 83].
Участки кривой, относящиеся к более высоким энергиям, несколько неопре-
деленны; значения были получены в трудно интерпретируемых экспериментах
СВОЙСТВА БЕРИЛЛИЯ
313
с использованием непрерывного спектра у-излучения от бетатрона [84] или
синхротрона [85]. Ход сечения реакции (у, п) теоретически был объяснен
Гутом и Муллином [86] при рассмотрении ядра бериллия, состоящего из серд-
цевины в виде Be8 и одного слабо связанного граничного нейтрона. Соответ-
ствующий наименьшей энергии пик на кривой сечения реакции (у, и), с точки
зрения их теории, является результатом перехода ядра Be9 на возбужденный
уровень, находящийся на высоте 1,5 Мэв над основным состоянием, а следую-
щий пик аналогично объясняется переходом на уровень в несколько Мэв.
Как уже отмечалось выше при обсуждении неупругого рассеяния, других экспе-
риментальных доказательств существования уровня 1,5 Мэв в Be9 нет. Поэтому
теория этого вопроса не столь доказательна, как она могла бы быть. Во всяком
случае форма теоретической кривой находится в весьма хорошем соответствии
с экспериментальными данными, начиная с 3 Мэв.
Согласно теории [86, 87], распределение испускаемых нейтронов должно
быть изотропным при энергиях, соответствующих первому пику, и анизотроп-
ным—второму пику. Это было подтверждено экспериментально [88]. Угловое
распределение фотонейтронов от лучей с непрерывным спектром, генерируемых
20-мегавольтным бетатроном, было найдено анизотропным, так как произво-
дилось большое количество фотонейтронов при угле 90° [89].
Рост сечения при 20 Мэв, несомненно, происходит из-за начала реакций
испускания нескольких частиц, таких, как (у, 2/1) и (у, пр). Эксперименталь-
ные устройства регистрируют изменения в производстве нейтронов в зависимо-
сти от энергии излучения; следовательно, они не могут различить реакции
(у, п) и (у, 2п), вследствие чего под фиг. 192 дается подпись: «Сечение образова-
ния фотонейтронов», а не просто «Сечение реакции (у, /1)». Сравнивая масштабы
по осям ординат на фиг. 191 и 192, необходимо заметить, что эти ядерные реак-
ции никогда не дают вклада больше чем 2% в полный коэффициент погло-
щения.
Радиоактивные источники могут производить в бериллии фотонейтроны,
если только энергия эмитируемого ими у-излучения превосходит 1,66 Мэв.
Практические и теоретические стороны этого явления обобщены Уаттенбергом
[90]. На практике источники окружаются металлическим Be обычно в форме
сферической оболочки, внешний диаметр которой составляет 25 мм или более.
Чем толще оболочка, тем больше производится фотонейтронов и тем более полно
происходит замедление нейтронов.
Если желательно получить источник нейтронов максимальной интенсив-
ности и если нет намерения использовать нейтроны до замедления, то можно
взять оболочку толщиной в несколько сотен миллиметров. Толщина оболочки
в 305 мм является оптимальной для поглощения излучения (через такую тол-
щину Be беспрепятственно проходит только 10—15% первичного излучения),
тогда как при дальнейшем увеличении толщины бериллиевого замедлителя
будет сказываться поглощение им нейтронов. Общим методом оценки способно-
сти различных радиоактивных источников к производству фотонейтронов яв-
ляется определение числа фотонейтронов, образующихся за 1 сек. в 1 г Be,
находящемся.на расстоянии 1 см от источника у-излучения с интенсивностью-
1 кюри (источник с интенсивностью 1 кюри производит 3,7 • 1010 распадов в 1 сек.)
Их число обычно меньше 196 000 нейтронов в секунду, если считать, что
эмитируется точно один у-квант на распад с такой энергией, при которой сече-
ние реакции (у, п) равноточно 1 мбарн. Практически можно добиться на 1 кюри
радиоактивности получения суммарного количества нейтронов, раз в 20 пре-
восходящего приведенную величину. Это эквивалентно производству 1 ней-
трона на каждые 10 000 фотонов, образовавшихся за счет у-излучения.
Для некоторых целей предпочтительней иметь моноэнергетические ней-
троны, даже если их интенсивность при этом пострадает. В этом случае тол-
щина оболочки из бериллия уменьшается до 1 см или еще меньше. Многие из
используемых радиоактивных источников обладают всего лишь единственной,
314
ГЛАВА VI
энергией у-квантов, превышающей порог образования фотонейтронов 1,66 Мэв.
Для таких источников фотонейтроны образуются с энергией (8/9) X (£—
—1,66) Мэв. Некоторое же количество радиоактивных источников обладает из-
лучением нескольких различных у-квантов с энергией, превышающей 1,66 Мэв.
Такие источники не могут давать строго моноэнергетических нейтронов, однако,
так как интенсивность одного из этих различных у-квантов обычно много больше
интенсивности других, источник будет давать приблизительно моноэнергети-
•ческие нейтроны.
В табл. 51 приводятся некоторые свойства используемых источников у-из-
лучения, способных производить фотонейтроны. Имеются также и другие ра-
диоактивные ядра, несомненно могущие производить фотонейтроны, как это
видно из таблицы изотопов [91], в которой приводятся энергии испускаемых
лучей; ноте из изотопов, которые не включены в табл. 51, являются или слиш-
ком короткоживущими, или слишком жесткими для получения высокой интен-
сивности, либо дают так мало у-квантов с энергией, превышающей порог, что
количество производимых ими нейтронов слишком мало. В лабораторной прак-
тике являются желательными только первые 5 из перечисленных источников,
как обладающие достаточно большим временем полураспада. Однако, если
необходимы более быстрые нейтроны и особенно в случае, когда нужны ней-
троны некоторых вполне определенных энергий, могут быть использованы
и другие источники, указанные или даже не указанные в таблице.
Жесткие у-лучи могут детектироваться по производимым ими фотонейтро-
нам даже в том случае, когда они образуются лишь малой частью всего излу-
чения определенного радиоактивного вещества [98]. Примером может служить
у-излучение Ag110, под воздействием которого количество произведенных фото-
нейтронов (кюри за кюри) составляет всего V^oo Долю от произведенных в слу-
чае радия; всего лишь 1 распад из 10 000 дает у-квант, энергия которого пре-
вышает порог рождения фотонейтронов в бериллии [95]. Если, кроме того (как
это и происходит в случае Ag110), фотонейтроны не обнаруживаются при облу-
чении тяжелой воды, для которой величина порога рождения фотонейтронов
составляет 2,23 Мэв, то можно заключить, что энергия у-квантов такого источ-
ника лежит в пределах между 1,67 и 2,23 Мэв. Этот метод исследования радио-
активных продуктов, обладающих жестким излучением, по количеству произ-
водимых фотонейтронов является вполне допустимым.
Необходимо заметить, что радиоактивные препараты, испускающие жест-
кое 0-излучение с энергией выше порога рождения фотонейтронов, могут произ-
водить их очень мало даже при отсутствии ядерного излучения. 0-излучение
при прохождении через вещество производит тормозное рентгеновское излу-
чение. Этот процесс лежит в основе получения фотонейтронов на электронных
ускорителях, что будет обсуждаться ниже. Хамермеш и Кимбалл [83] указы-
вали на наличие этого эффекта в Sb124. Первым примером образования фотоней-
тронов тормозным излучением является радиоактивный изотоп F20 с периодом
полураспада 12 сек., у-излучение которого, имея энергию 1,63 Мэв, не может
вызвать появления фотонейтронов, но который обладает спектром 0-лучей,
простирающимся до 6,7 Мэв; Уаттенберг [92] обнаружил заметное количество
фотонейтронов, вызываемое F20. Альбургер [99], однако, показал, что коли-
чество фотонейтронов слишком мало, чтобы его появление можно было припи-
сывать весьма интенсивному у-излучению, даже если оно превосходит по энер-
гии порог образования фотонейтронов.
Другим примером использования фотонейтронов в исследовательских
целях является определение энергии некоторых жестких у-лучей посредством
измерения энергии производимых ими фотонейтронов. Это очень трудный
эксперимент, возможный только в случае, если может быть использован очень
сильный источник у-излучения и достаточно тонкая оболочка бериллия. Обыч-
ным способом измерения энергии нейтронов является наблюдение за энергией
протонов, выбиваемых нейтронами из водородсодержащих материалов [93,
Таблица 51
ФОТОНЕЙТРОНЫ, ПРОИЗВОДИМЫЕ РАДИОАКТИВНЫМИ ИСТОЧНИКАМИ
Радиоактивный источник Период полу- распада Наблю- даемый вклад нейтро- нов!) Источ- ник Энергия нейг подсчитанная2) гронов, Мэв измеренная Источ- ник
Ra8) 1620 лет 12 000 [90] 0,08; 0,47; 0,67; 0,14 — —
Rn 3,8 суток 12 000 [90] 0,08; 0,47; 0,67; 0,14 —
Мезоторий4’ MsTh 6,7 лет 35 000 [90] 0,84; 0,13; 0,47 0,83 [94]
Радиоторий RdTh 1,9 лет 35 000 [90] 0,84; 0,13; 0,47 0,83 [94]
Се”4 51 280 суток о) — 0,46 — —
Y 88 105 суток 100 000 [90] 0,17; 0.97 0,16 [94]
Sb124 60 суток 190 000 [82] 0,023 0,025 0,024 0,024 [97] [94] [92]
Bi236 6,4 суток 4 000 [95] 0,05 — —
La140 40 час. 2 300 [82] 0,75 0,62 [92]
As76 27 час. — — 0,4 — —
Na24 15 час. 140 000 141 000 [82] [96] 0,97 0,83 1,02 [92] [931
Ga72 14 час. 59 000 45 000 [82] [96] 0,48; 0,74;0,18 0,27 (в среднем) [92]
Mn66 2,6 часа 29 000 [82] [0,09; 0,36;1,2; 0,9 0,14; 0,4; 0,8 «0,15); 0,30 [92] [93]
In11G 54 мин. 11 000 [82] 0,38 । «0,15); 0,40 [93]
Cl33 37 мин. — — 0,43 — —
Al2* 9 Количество нейт точника в 1 кюр 2) Когда образуют» в порядке интенс 3) Радий и радон п черний продукт 4) Мезоторий и ра,л (ThC) и Т1208 (1 5) Се144 производи 6) Сфера с внешни] 2,3 мин. ронов, производимс ш. :я нейтроны больш» живностей. Энергия роизводят фоюней Bi2i4 (RaC). [иоторий производя! ?hC") вместе. т фотонейтроны то. и диаметром 37,5 л >е в 1 сек. 1 i чем одной наиболее и] троны толь г фотонейтр» лько через ; давала 4 з I г Be группы нтенсивн ко В ТО! ЭНЫ ТОЛ1 ;очерний 300 ней 0,19 , расположенного в энергии, то значен ой группы указан; и случае, когда nj эко в том случае, i [ продукт Рг144. тронов в 1 сек. [а расстоянии 1 ел ин энергии распо а первой. эисутствует их обг когда присутствуй с от ис- ложены ций до- от Bi212
316
ГЛАВА VI
94]. Другим способом является измерение сечения рассеяния при рассеянии
нейтронов водородом (в парафине), ход сечения которого как функция энергии
известен. Аналогичный способ, но гораздо более точный и применимый только»
ку-лучам, энергия которых лишь слегка превышает порог образования фотоней-
тронов, был недавно использован Калпом и Хамермешем [97]. Они применяли
тонкую бериллиевую оболочку, с тем чтобы получить моноэнергетические ней-
троны, и определяли затем полные сечения для этих нейтронов в нескольких
различных элементах. Посредством сравнения полученных ими величин
с ранее известными в функции от энергии нейтронов сечениями для этих эле-
ментов они оказались способными установить, что фотонейтроны от источ-
ника Sb—у—Be имеют энергию 0,025 + 0,004 Мэв.
Эффект образования фотонейтронов в бериллии может служить для обна-
ружения бериллия и даже для оценки его количественного содержания. Пан-
нелл [100, 101], используя радиевый источник или предпочтительнее источник
Sb124 силой около 1 кюри, обнаружил весьма малое количество (1 мг) бериллия
в руде. На этом принципе он разработал конструкцию автоматического сорти-
ровщика для отбора мелких образцов берилла на движущейся ленте. Эта
система была также видоизменена для количественного определения Be при его
содержании, превышающем 0,0001 ?6 [102, 103], в присутствии других элемен-
тов (за исключением бора, кадмия и редких земель, обладающих высокой спо-
собностью поглощать нейтроны и снижающих тем самым видимое содержание
бериллия).
Фотонейтроны в бериллии могут производить продукты деления. Продукты
деления урана или плутония содержат множество радиоактивных ядер, испу-
скающих у-лучи, некоторые из которых имеют энергию, превосходящую порог
образования фотонейтронов. Эгглер и Спатц [104] обнаружили, что продукты
деления образца урана, подвергавшегося продолжительному облучению, до-
статочному для того, чтобы радиоактивность продуктов деления достигла по-
стоянной равновесной величины, способны производить в 1 сек. в 0,0066 раз
больше фотонейтронов (внутри очень большой сферы из Be), чем происходило
делений в 1 сек. во время облучения урана. Это начальная скорость образо-
вания фотонейтронов в момент извлечения урана из котла; она уменьшается
со временем. Бернштейн с сотрудниками [105] в Окридже наблюдали скорость,
образования фотонейтронов в бериллии во времени по извлечении урана из
котла после трех различных периодов облучения (5 мин., 6 час. и 74 часа).
Анализ их результатов, произведенный Эргеном [106], приводится в табл. 52,.
где собраны те из продуктов деления, которые имеют период полураспада боль-
ше нескольких часов и которые могли ожидаться от производящих их фотоней-
тронов. В указанной таблице приводятся также вычисленные и измеренные
«сечения образования фотонейтронов».
Как видно из последней графы табл. 52, общим для ядер, испускающих
жесткое у-излучение, является тот факт, что они представляют собой дочерние
продукты более долгоживущих материнских ядер, которые и производятся
при делении (первая графа таблицы) и скорость радиоактивного распада кото-
рых определяет спад образования фотонейтронов. Величина, названная в таб-
лице как «Сечение образования вычисленное», вычислялась просто как произве-
дение следующих сомножителей: а) доля делений, приводящих к образованию
определенного ядра с жестким излучением, б) доля распадов, при которых
этим ядром излучается жесткий у-квант определенной энергии, и в) величина
сечения реакции (у, п) для у-кванта этой энергии.
В то время когда Эрген производил эти вычисления, величины одного
или даже более сомножителей не были достаточно хорошо известны, так что
вычисленные сечения образования фотонейтронов являются правильными толь-
ко порядком полученных значений. Графа, озаглавленная «Сечение образова-
ния измеренное», дает числа, пропорциональные количеству образуемых фото-
нейтронов, соответствующие равновесному насыщенному состоянию, которое
СВОЙСТВА БЕРИЛЛИЯ
317
Таблица 52
ФОТОНЕЙТРОНЫ, ПРОИЗВОДИМЫЕ В Вс
ПРОДУКТАМИ ДЕЛЕНИЯ
Источник- продукт деления Период полураспада Сечение образования, мбарн на 1 0 000 актов деления Активное ядро (если источник активно- сти яв- ляется дочерним)
вычислен- ное измерен- ное
Ru106 1 год 0,82 — RhlOO
Се144 280 суток 5,60 — ргН4
Ей156 15 суток 0,47 — —
Ва140 12,8 суток 7,10 6,8 La140
Те132 77 час. 7,30 7,2 J132
Те131 30 час. — 3,5 . Те131
J135 6,7 часа 17,90 198,0 —
Кг88 2,8 часа 60,0 0 Rb88
устанавливается после достаточно долгого времени облучения. Последнее очень
существенно, так как при коротком времени облучения наиболее долгоживу-
щих продуктов деления накопится слишком мало по сравнению с их равновес-
ной концентрацией при насыщении. Серьезные расхождения между вычислен-
ными и наблюдавшимися величинами проявляются только в случаях J135
и Кг88, и это показывает, что имеются другие продукты деления с временем
полураспада порядка нескольких часов.
В ядерных реакторах фотонейтроны имеют следующее значение. При
разгоне реактора необходимо иметь источник нейтронов внутри него, чтобы
ускорить его начальную реакцию на изменения в управляющем регулировании.
В реакторе может быть использован любой радиоактивный источник нейтронов.
-Однако источники, радиоактивность которых возникнет при нейтронном облу-
чении, обладают тем преимуществом, что они восстанавливаются в период рабо-
ты реактора.
В случае содержащего бериллий реактора для получения нейтронного
источника можно просто ввести внутрь реактора подходящий радиоактивный
препарат, способный производить нейтроны (например, облученную сурьму).
Кроме того, дополнительный источник в процессе работы реактора увеличивает
свою силу, так как образующиеся при делении продукты также могут образо-
вывать фотонейтроны (то же положение, отличаясь только в деталях, встре-
чается и в случае тяжеловодных реакторов).
Если реактор сконструирован таким образом, что бериллий как составная
часть содержится в элементах горючего, то только что упомянутые источники
образования фотонейтронов за счет продуктов деления оказываются в каждом
элементе горючего. При удалении из реактора элементов отработанного горючего
может, следовательно, оказаться необходимым предусмотреть экранировку и от
нейтронов, так же как и от излучения продуктов деления ядерного горючего.
Использование электронных ускорителей для получения фотонейтронов
Электронные ускорители хорошо известны как источники весьма интен-
сивного рентгеновского или у-излучения от мишеней, бомбардируемых быстры-
ми электронами. Это тормозное излучение, сопровождающее процесс замедле-
ния электронов; оно имеет непрерывное распределение энергии фотонов, при-
чем интенсивность обычно уменьшается с энергией, как НЕ. Концентрация
318
ГЛАВА VI
этого излучения в пучок весьма высокой интенсивности позволяет использо-
вать его в качестве источника фотонейтронов. Разумеется, производимые им
нейтроны не моноэнергетичны.
Выпускаемые промышленностью стандартные в 2 Мэв рентгеновские труб-
ки позволяют получать весьма удобный и интенсивный источник нейтронов
путем облучения бериллия рентгеновскими лучами с выхода трубки. Это было
произведено во время войны в Монреале и затем в Ноллской атомно-энергети-
ческой лаборатории [107]. При напряжении в 2 Мэв и электронном токе 1,5 ма
трубка давала излучение интенсивностью в 200 рентген за 1 мин. на расстоянии
1000 мм от мишени. Большой блок бериллия (размером 150X 125X 125 мм с вы-
резанной в нем полостью размером 75x50x50 мм) располагался возможно бли-
же к мишени трубки. Центр блока находился на расстоянии 175 мм от мишени.
Образующиеся фотонейтроны с энергиями до 0,3 Мэв в некоторой мере замедля-
лись блоком бериллия, так что их энергетический спектр отклонялся от вида
1/Е, характерного для замедлителей большого размера; грубо говоря, спектр
следовал закону 1/Е0’6. Облучение в полости фольги из индия, золота или мар-
ганца создавало активность порядка 1 мккюри (37 000 распадов в 1 сек.) на 1 г
фольги. Там имелся лишь сравнительно слабый поток тепловых нейтронов,
так как экранировка фольги индия кадмием понижала активность только на
10%.
Эксперименты по получению максимального выхода нейтронов от пучка
электронов, ускоренных до 2,5 Мэв электростатическим генератором Ван-де-
Граафа, описаны Хайном и Сэнфтли [108]. При электронном токе в 100 мка
генерировались рентгеновские лучи, которыми облучался бериллий различной
толщины; указанные авторы обнаружили максимальный поток около 107 ней-
тронов в 1 сек. через 1 см1 в парафине, расположенном непосредственно за бло-
ком бериллия толщиной 40 мм. Полное же количество образующихся ней-
тронов увеличивалось с увеличением толщины блока, достигая насыщения при
толщине 150 мм.
Проведенная в Харуэлле работа [109, 110] имела целью получение импуль-
сов нейтронов высокой интенсивности от пульсирующего пучка электронов
с энергией 3,2 Мэв линейного ускорителя. Импульсы тока в течение 2 мксек
достигли 100 ма, но в среднем составляли всего 40 мка, так как частота повто-
рения составляла 200 раз в 1 сек. При направлении пучка рентгеновских лучей
в изготовленную из Be коробку, эквивалентную блоку толщиной 125 мм,
скорость образования нейтронов во время импульса составляла 2-1012 ней-
тронов в 1 сек., или около 3 нейтронов на 10е электронов.
Проведенное в Иллинойсе определение образования нейтронов [89]
на бетатроне (который производит тормозное излучение при циркуляции элек-
тронного пучка) дало величину 90 000—120 000 нейтронов на 1 моль бериллия
на 1 рентген излучения. Это составляет величину того же самого порядка, что
приведена в табл. 46 (только в других единицах). При облучении 1 г бериллия
106 фотонов образуется 15—40 нейтронов.
Реакция Be9 (у, p)Li8 имеет величину —16,87 Мэв и потому не может
наблюдаться до тех пор, пока бетатрон не достигнет энергии 17 Мэв или больше.
Группа Саскачевана [111] произвела тщательный расчет сечения этой реакции
в функции от энергии в пределах порога 16,9—26 Мэв. Кривая имеет возрастаю-
щий характер с ярко выраженным асимметрическим пиком при 22 Мэв, где
сечение составляет мбарн, и затем быстро спадает до 0,4 мбарн при 26 Мэв.
Этот пик очень близок третьему пику на кривой хода образования фотонейтро-
нов (см. фиг. 192) как по положению, так и по величине сечения. Как сообща-
лось, выход фотопротонов составляет 21 000 [111] и 18 000 [112] протонов в 1 сек.
на 1 рентген у-излучения. По порядку величины это меньше, чем выход фото-
нейтронов от бетатрона при почти той же энергии, как это было упомянута
выше, что является следствием меньшей величины порога для образования
фотонейтронов.
СВОЙСТВА БЕРИЛЛИЯ
319
Реакция Be9 (у, п а)Не4 отличается от Ве9(у, п)Ве8 только в том отношении,
что 1 нейтрон и 2а-частицы испускаются одновременно вместо того, чтобы
2 а-частицам разлететься из Be8 с некоторой задержкой после испускания ней-
трона (на время порядка 10~14 сек.). Так как ядро Be8 имеет энергию связи,
сдерживающую вместе 2 а-частицы, из которых оно состоит, около 0,09 Мэв,
то величина Q для реакции (у, па) составляет —1,57 Мэв. Эта реакция полу-
чается энергетически более предпочтительной, чем реакция (у, п). Однако она
не наблюдалась. Альбургер 199], используя у-излучение источника F20 с энер-
гией 1,63 Мэв, нашел верхний предел сечения 10'3 мбарн, и весьма возможно,
что оно вообще равно нулю;
Реакция Be9 (е, еп) находится в очень тесной связи с реакцией (у, п) и имеет
ту же самую величину Q и практически тот же самый порог (1,67 Мэв). Теория,
развитая Гутом [86, 113], оценивает величину сечения для реакции (е, еп)
порядком значения 0,001 сечения для реакции (у, и), по крайней мере в районе
первого мегавольта над порогом. Экспериментальное исследование [114],
производившееся путем бомбардировки тонкой бериллиевой мишени электро-
нами, дало величину сечения этой реакции, постепенно увеличивающуюся
с энергией и равную 103 мбарн при 3 Мэв. Проверка того, что нейтроны при
этом эксперименте не образовывались от тормозного излучения, проводилось
следующим образом. Использовалась мишень такой толщины (около 1 см),
при которой полностью останавливались все электроны и дальнейшее увеличе-
ние толщины мишени практически не сопровождалось появлением дополни-
тельного количества нейтронов. Если бы образовывались производимые тормоз-
ным излучением фотонейтроны, то увеличение толщины мишени должно было
бы резко увеличить выход нейтронов. Тот же самый электронный пучок, произ-
водя рентгеновские лучи, которыми затем облучался бериллий, генерировал
в десять раз большее количество нейтронов на 1 г бериллия, чем в случае тол-
стой мишени из металлического бериллия, подвергавшейся непосредственному
воздействию этого пучка.
РЕАКЦИИ, ПРОИЗВОДИМЫЕ ДЕЙТРОНАМИ
Реакция Be9(d, гг)В10 является экзотермической (Q=^4,36 Мэв) и представ-
ляет весьма обильный источник нейтронов даже при низкой энергии бомбар-
дирующих дейтронов. Несколько экспериментов с толстыми мишенями дали
следующие цифры: 4-107, 3-1010 и 2-1010 нейтронов в 1 сек. на 1 мка тока дей-
тронов с энергией соответственно 0,7; 10 и 15 Мэв [115—117]. Относительные
величины выхода нейтронов в функции от энергии дейтронов были найдены
в диапазонах 0,3—0,8 Мэв [115] и 0,1—2,7 Мэв [118]. Практически при этой
реакции доступны источники с интенсивностью 1012—1013 нейтронов в 1 сек.
Как это видно из величины Q, нейтроны образуются с различной энергией в пре-
делах 0—4 Мэв сверх энергии бомбардирующих дейтронов. Некоторое число
реакций (d, пу) сопутствует основной реакции (d, п), и при этих реакциях ядро
В10 остается в одном из различных возбужденных состояний: 0,72; 1,74; 2,15;
3,58... Мэв над основным состоянием. Эти энергии являются порогами для обра-
зования медленных нейтронов, число которых увеличивает суммарный выход
нейтронов при возрастании энергии дейтронов.
Реакция Be9 (d, р)Ве10 является другим примером экзотермической реак-
ции (Q=4,59 Мэв), протекающей под действием дейтронов. Испускаемые в этой
реакции протоны разделяются по энергии на две или большее число групп в за-
висимости от энергии дейтронов за счет сопутствующих реакций (d, ру). Эта
реакция интересна главным образом тем, что дает представление о возбужден-
ных состояниях ядра Be10.
Реакция Be9 (d, /)Ве8 совпадает по величине Q с реакцией (d, р) и анало-
гично последней интересна с точки зрения изучения энергетических уровней
продукта реакции—ядра Be8. На каждые 109 дейтронов с энергией 0,2 Мэв
320
ГЛАВА VI
в толстой мишени образуется 0,2 атома трития [119]. Сечение этой реакции воз-
растает от 1,7 до 230 мбарн при увеличении энергии дейтронов соответственно
от 0,35 до 3,4 Мэв; при дальнейшем увеличении энергии дейтронов (вплоть
до 7,7 Мэв) сечение остается постоянным, равным 230 мбарн [120].
Наблюдалась также реакция Be9(d, a)Li7, для которой величина Q равна
7,15 Мэв. При этой реакции на каждые 109 дейтронов с энергией в 0,4 Мэв
в толстой мишени рождается 25 а-частиц [121].
РЕАКЦИИ, ПРОИЗВОДИМЫЕ а-ЧАСТИЦАМИ
Реакция Be9 (а, гг)С12 является основной реакцией, производимой «-части-
цами. Благодаря этой реакции произошло открытие нейтрона Чэдвиком [122].
Реакция имеет экзотермический характер (Q=5,81 Мэв), но кулоновский барьер
заряда ядра оставляет величину ее сечения незначительной при энергии
a-частиц ниже 0,5 Мэв. Гальперн [123] измерил ход сечения этой реакции при
энергии a-частиц до 5,3 Мэв; результаты его работы приводятся на фиг. 193.
Вместе с указанной реакцией идет также реакция (а, пу), при которой продукт
Ф и г. 193. Сечение образования нейтронов бом-
бардирующими бериллий а-частицами.
реакции—ядро С12—оказывается в возбужденном состоянии, испуская глав-
ным образом у-излучение с энергией 4,4 Мэв [124—126]. Выход этого у-излу-
чения изменяется с энергией a-частиц; он имеет резко выраженный резонанс
при энергии а-частиц 1,9 Мэв [127].
Робертс [128] нашел, что в толстой мишени из Be на 106 a-частиц полония
с энергией 5,3 Мэв образуется 72 нейтрона. Эта величина выше, чем выход лю-
бого другого элемента, проверенного таким способом; двумя следующими по
производительности элементами явились бор и фтор, дающие соответственно
21 и 10 нейтронов на 106 а-частиц.
В работе [117] указано, что для a-частиц с энергией 30 Мэв, полученных на
циклотроне, нейтронный выход при толстой мишени достигал 2000 нейтронов
на 106 а-частиц.
Таким образом, бериллий является наиболее предпочтительным веществом
для приготовления в смеси с радиоактивными a-испускающими препаратами
лабораторных источников нейтронов. Смешивание является необходимым про-
цессом, так как a-частицы в металле имеют крайне малую длину пробега (около
0,025 мм). Дешевый и компактный источник нейтронов получается при запол-
нении трубки с порошкообразным бериллием радоном, представляющим собой
СВОЙСТВА БЕРИЛЛИЯ
321
эманацию радия с периодом полураспада 3,8 дня. Радон может быть получен
из запаянного радиевого источника.
Однако короткое время жизни такого источника является его большим
недостатком; и теперь в качестве эмиттера а-частиц более широко используется
радий, высокая длительность жизни которого позволяет избежать ослабления
его интенсивности. При обычной технике приготовления Ra—а—Be источник
в действительности увеличивает свою силу со временем, хотя и очень слабо;
это происходит из-за того, что последний а-эмиттирующий продукт распада—
Ро210—приходит к равновесию со скоростью, определяемой распадом РЬ210
(RaD), являющегося промежуточным в этой цепочке радиоактивных превраще-
ний и имеющего период полураспада 22 года.
В случае если необходима более высокая удельная активность, имеется
возможность взять в качестве источника а-частиц полоний, хотя он имеет отно-
сительно короткое время полураспада (138 дней). Полоний в некотором отно-
шении предпочтительней радия, так как процесс его распада не сопровож-
дается испусканием у-излучения, как это происходит в случае распада радия
и его дочерних элементов. Однако в любом случае будет присутствовать
у-излучение с энергией 4,4 /Нэе, которое производят а-частицы в некоторой
части своих столкновений с ядрами бериллия, приводящих к образованию ней-
тронов. В действительности неизбежность образования у-излучения с энергией
4,4 Мэв привело к тому [129], что производительность нейтронного (а, п)
источника может быть прокалибрована с помощью у-счетчика.
Приготовление источников а-частиц является своего рода искусством, так
как из-за соображений, связанных с получением высокой эффективности, сле-
дует всячески избегать самопоглощения или потери энергии а-частиц в самом
а-эмиттере. Радоновый источник в этом отношении имеет преимущества, так
как эмиттер находится в газообразном состоянии; при этом используется только
0,1 г порошкообразного бериллия. Радиевый источник получается в результате
смешивания 3—10 г бериллия на 1 г радия. Чтобы предотвратить скачки в эф-
фективности и непостоянство нейтронного выхода, вызываемые расслоением
порошка при работе с источником, Андерсон и Фелд [130] описали возможность
изготовления источника в форме таблетки из сильно спрессованного порошка.
Изготовление полониевого источника в виде двух слоев бериллия, между ко-
торыми помещен тонкий слой полония, описан Спинксом и Грэхэмом [131].
Химическое соединение бериллия с каким-либо а-эмиттером должно было
быть хорошим способом получения однородной смеси, но до сих пор с обычными
а-эмиттерами этот способ не был осуществлен. Однако Стюарт [132] получил
плутониево-бериллиевый сплав в виде соединения РпВе13; это может быть близ-
ким к указанному способу получения совершенной смеси.
Данные об относительной способности к образованию нейтронов различны-
ми источниками, опубликованные в литературе, хорошо согласуются между
собой. Способность Ra—а—Be источника к образованию нейтронов обычно оце-
нивается количеством нейтронов, равным (9—17) • 106 в 1 сек. при активности
источника в 1 кюри/, большинство считает указанное количество нейтронов рав-
ным 12-106 сек. Упомянутый выше источник Ро—а—Be дает 2-10е нейтронов
в 1 сек:, т. е., как и предполагалось, меньшее их количество, чем Ra—а—Be
источник. Это объясняется тем, что радиевый источник на самом деле содержит
четыре источника, излучающих одновременно (Ra226, Em222, Ро218, Ро214),
причем из этих четырех эмиттеров (соответственно 4,8; 5,5; 6,0; 7,7 Мэв) три
испускают частицы с энергией, большей энергии испускания а-частиц полонием
(5,3 Мэв). Для сравнения с другими материалами мишени источник Ra—а—В
дает всего 2-106 нейтронов в 1 сек. на 1 кюри, как это было указано Уолкером
[133]. Это подтверждается также относительным выходом реакции (а, п)
в толстой мишени для бора и бериллия (было получено отношение 21 и 72).
Источник же Ри—а—Be производит всего 106 нейтронов в 1 сек на 1 кюри>
несмотря на полученное в нем хорошее перемешивание.
21 Бериллий
322
ГЛАВА VI
Энергия нейтронов, образующихся в описываемых (а, п) источниках, рас-
пространяется практически от нуля и до теоретически максимальных энергий.
Так как при данной энергии а-частиц производятся нейтроны по крайней мере
двух энергий и так как в бериллии имеются а-частицы всех энергий от практи-
чески нулевой до энергии, при которой происходит испускание, следует ожи-
дать, что спектр будет спадающим с обеих сторон. Это предположение соответ-
ствует действительности, как это может быть видно на типичных спектрах, при-
веденных на фиг. 194. Эти спектры были получены путем сопоставления многих
Фиг. 194. Спектры нейтронных источников.
опубликованных в литературе данных [134—141]. Хотя каждый из авторов
и находил особый спектр с несколькими пиками, однако возможно, что приве-
денная на фиг. 194 пологая кривая распределения нейтронов по энергиям
является наилучшим приближением к действительности.
Более тщательное ознакомление с вопросом образования нейтронов а-эмит-
терами читатель может найти в отчете Андерсона [134], содержащем исчерпы-
вающую библиографию до 1948 г.
РЕАКЦИИ, ПРОИЗВОДИМЫЕ ПРОТОНАМИ
Реакция Be9 (р, и)В9 возникает только при энергии протонов выше порога
в 2,06 Мэв (Q= 1,85 Мэв). Энергия испускаемых нейтронов имеет два резонанса
при 2,56 и 4,72 Мэв, как и в случае реакции (р, у) [142]. Некоторое небольшое
количество испускаемых нейтронов появляется и при энергии протонов ниже-
указанного значения порога, даже при значении его 0,9 Мэв; это явление
объясняется наличием двойного процесса: протекания реакции Be9 (р, d)Be8
и следующей за ней реакции Be9(d, п)В10, поскольку реакция (р, d) происходит
при очень малых значениях энергии [143, 144]. Для данной энергии протона
(по крайней мере ниже 4 Мэв) и при данном угле наблюдения образуются
моноэнергетические нейтроны, у которых только малая часть имеет энергию
ниже энергии основной группы. Это позволяет использовать реакцию Ве(р, п)
в качестве средства для получения моноэнергетических нейтронов в лаборатор-
ных условиях [145]. Выход нейтронов от протонов с энергией 6,7 Мэв примерно
в два раза больше, чем при дейтронах с энергией 4,4 Мэв [146].
При больших энергиях протонов образующиеся в реакции нейтроны при-
обретают более высокую скорость, но утрачивается их моноэнергетичность.
СВОЙСТВА БЕРИЛЛИЯ
323
Так, при энергии протонов 16 Мэв производимые ими нейтроны распределяются
по энергии в пределах 2—12 Мэв с большим их количеством у нижнего пре-
дела [147]. В одной неопубликованной работе, выполненной в Окридже на
2-метровом циклотроне, ток в 1 ма протонов с энергией 22 Мэв, бомбардируя
толстую бериллиевую мишень, производил поток быстрых нейтронов с плот-
ностью 1,6-109 нейтронов на 1 см2 в 1 сек. в биологической испытательной каме-
ре, расположенной на расстоянии 1220 мм от бериллиевой мишени. Этот поток
соответствовал дозе в 3,7 физических эквивалентов рентгена в секунду. При даль-
нейшем увеличении энергии протонов происходит значительное расширение
спектра энергии нейтронов, как это видно из произведенного Гуделлом и др.
[148] сравнения результатов измерений, проведенных в различных лаборато-
риях при энергиях протонов 100, 171, 245, 350 и 375 Мэв. При столь высоких
энергиях бомбардирующих протонов нейтроны испускаются преимущественно
вперед; их интенсивность спадает до половины своего максимального значения
при отклонении от направления протонного пучка на угол около 25°. Хотя
выбивание нейтронов при таких высоких энергиях определяется в большей
мере количеством нейтронов, имеющихся в подвергаемом бомбардировке образ-
це, нежели деталями строения ядер, тем не менее бериллий испускает нейтро-
нов на 50% больше, чем это можно ожидать, исходя из данных по облучению
других элементов. Это, вероятно, является результатом наличия у бериллия
одного слабо связанного нейтрона, находящегося в потенциальной яме вне
пределов сердцевины ядра [152].
При облучении протонами очень большой энергии с целью образования
нейтронов бериллий имеет преимущество перед другими элементами вследствие
его малого атомного веса и номера; он меньше всех других элементов рассеивает
протоны и уменьшает их энергию при данном уровне образования нейтронов.
Когда протонный пучок очень большой энергии, циркулируя в циклотроне,
ударяется о мишень умеренной толщины, то этот пучок способен проникать
сквозь мишень и продолжать двигаться вдоль орбиты в циклотроне. Бериллий
меньше всех других элементов рассеивает пучок при его многократных про-
хождениях сквозь мишень, наиболее благоприятная толщина которой состав-
ляет 6—12,5 мм [153].
Кроме того, преимуществом бериллия является также малая величина
долгоживущей наведенной активности при воздействии почти всех видов облу-
чения.
ЛИТЕРАТУРА
1. Hughes D. J., Pile Neutron Research, Chapter 9, Addison-Wesley, 1953.
2. Muehlhause С. O., Goldhaber M., Phys. Rev., 70, 85 (1946).
3. Anderson H. L., Fermi E., Wat tenberg A., Weil G. I.,
Zinn W. H., Phys. Rev., 72, 16 (1947).
4. H u g h e s D. J., et al., AEC document AECU-2040, 1952, including Suppl. № 1,
2 and 3, 1953 and 1954. Office of Technical Services, U. S. Dept, of Commerce.
5. H u g h e s D. J., Pile Neutron Research, 252, Addison-Wesley, 1953.
6. H u g h e s D. J., Pile Neutron Research, 251—252, Addison-Wesley, 1953.
7. Palevsky H., Smith R. R., Phys. Rev., 86, 604 (1952).
8. F e r m i E., Marshall L., Phys. Rev., 72, 408 (1947).
9. E g e 1 s t a f f P. A., Nature, 168, 290 (1951).
10. H a r v e у J. A., G о 1 d b e г g M. D., Hughes D. J., Phys. Rev., 86, 604 (1952)•
11. H ughes D. J., Pile Neutron Research Sections 11-2 and 11-3, 292—301, Addison-
Wesley, 1953.
12. H u g h e s D. J., Pile Neutron Research Section 10-4, 270—272, 352, Addison-
Wesley, 1953.
13. Gordon P., J. Appl. Phys., 20, 908 (1949).
14. О w e n E. A., Proc. Phys. Soc. (London), A65, 294 (1952).
15. F e r m i E., S t u r m W. J., S a c h s R. F., Phys. Rev., 71, 589 (1947).
21*
324
ГЛАВА VI
16. Finkelstein R. J., Phys. Rev., 72, 907 (1947).
17. G u r n e у E. W., Phys. Rev., 88, 466 (1952).
18. К 1 e i n m a n D. A., Phys. Rev., 90, 355 (1953).
19. В о г s t L. B., Sailor V. L., Rev. Scient. Instr., 24, 141 (1953).
20. S h u 1 1 C. G., W о 1 1 a n E. O., Phys. Rev., 72, 408 (1947).
21. Hughes D. J., Pile Neutron Research Sections 1-11 and 8-4, Addison-Wesley,
1953.
22. Hinton J., King L. D. P. (не опубликовано), см. также Rev. Scient. Instr.,
22, 489 (1951).
23. Sachs R. G., 1946 (не опубликовано).
24. Hodgson E. R., Gallagher J. F., Bowery E M., Proc. Phys. Soc.
(London), A65, 992 (1952).
25. A d a i r R. K., Barschall H. H., Bockelman С. K., S a la O., Phys.
Rev., 75, 1124 (1949).
26. M a r s h a 1 1 J., Phys. Rev., 70, 107 (1947).
27. Hughes D. J., Pile Neutron Research 26-27, Addison-Wesley, 1953.
28. G u г n e у R. W., AEC Document AECD-2449, 1949.
29. H u g h e s D. J., Pile Neutron Research 29 and Section 4-8, 123—127, Addison-
Wesley, 1953.
30. G о 1 d b e г g e г M. L., 1946 (не опубликовано).
31. Langsdorf A., Harris S. P., Seidl F. G. P., 1946 (неопубликовано).
32. В о c k e 1 m a n С. K., Phys. Rev., 80, 1011 (1950).
33. В о c k e 1 m a n С. K., Miller D. W., Adair R. K., Barschall H. H.,
Phys. Rev., 84, 69 (1951).
34. S t a f f о г d G. H., Proc. Phys. Soc., A64, 388 (1951).
35. R i c a m о R., Z u n t i W., Helv. Phys. Acta, 24, 419 (1951).
36. S t e 1 s о n P. H., Preston W. M., Phys. Rev., 83, 469 (1951).
37. A j z e n b e r g F., L a u r i t s e n T., Rev. Mod. Phys., 24, 321, 344 (1952).
38. N e r e s о n N., Darden S., Phys. Rev., 89, 775 (1953).
39. С о о n J. H., Graves E. R., Barschall H. H., Phys. Rev., 88, 562 (1952).
40. С о о k C. F., В о n n e г T. W., Phys. Rev., 94, 651 (1954).
41. Heldebrand R. H., Leith С. E., Total Cross Sections of Nuclei for 42-Mev
Neutrons, Phys. Rev., 80, 842 (1950).
42. С о о k L. J., McMillan E. M., Peterson J. M., Sewell D. C.,
Phys. Rev., 13, 7 (1949), см. также [46];
43. D e J u r e n J., К n a b 1 e N., Phys. Rev., 77, 606 (1950).
44. T а у 1 о r A. E., Pickavance T. G., Cassells J. M., Randle T. C.,
Phil. 42, 751 (1951).
45. DeJuren J., Phys. Rev., 80, 271 (1950).
46. Fox R., Leith C., Wouters L., Mac Kenzie K. R., Phys. Rev.,
80, 23 (1950).
47. Nedzel V. A., Phys. Rev., 91, 440 (1953).
48. W i 1 1 a r d H. B., Bair J. K-, Kington J. D., in Oak Ridge Progress
Report ORNL-1620, 5—6, 1953.
49. Meier R., Ricamo R., Helv. Phys. Acta, 26, 430 (1953).
50. Barschall H. H., В a t t a t M. E., Bright W. C., Graves E. R.,
J orgensen T., Manley J. H., Phys. Rev., 72, 881 (1947).
51. J urney E. T., AEC document LA-1339, 1951.
52. Browne С. P., Williamson R. M., Craig D. S., Donahue D. J.,
Phys. Rev., 83, 179 (1951).
53. В r i t t e n R., Phys. Rev., 88, 283 (1952).
54. Ajzenberg F., Lauritsen T., Rev. Mod. Phys., 24, 341—343 (1952).
55. К u n z W. E., M о a k C. D., Good W. M., in Oak Ridgo Progress Report,
ORNL-1705, 1954.
56. G г a с e M. A., Reghian L. E., Preston G., H a 1 b a n H., Phys.
Rev., 82, 969 (1951).
СВОЙСТВА БЕРИЛЛИЯ
325
57. Szilard L., 1944 (не опубликовано).
58. A j z е п b е г g F., L aur i t sen T., Phys. Rev., 83, 512 (1951).
59. A I 1 e n K. W., Burcham W. E., Wilkinson D. H., Proc. Rcy Soc.
(London), A192, 114 (1947).
60. В a t t a t M. E., R ibe F. L., Phys. Rev., 89, 80 (1953).
61. Bartholomew G. A., Kinsey В. B., Canad. J. Phys., 31, 49 (1953).
62. L e v i n g e r J., M e i п e r s E., Phys. Rev., 71, 586 (1947).
63. О 1 1 a n о Z., Il Nuovo Cimento, 15, 604 (1938).
64. Houtermans F. G., Nachrichten der Akademie der Wissenschaften in Gottin-
gen, Mathematisch-Physikalische Klasse, 52, 1946.
65. E r g e n W. К., AEC document Y-F20-12, 1951 (перевод с немецкого, см. [64]).
66. R usi nov L. I., Phys. Z. der Sowjetunion, 10, 219 (1936).
67. F ii n f e г E., В о t h e W., Z. Phys., 122, 769 (1944).
68. Teucher M., Z. Physik, 126, 410 (1949).
69. Bernstein et al. (не опубликовано).
70. M a r t i n et al. (не опубликовано).
71. Agnew H. M., AEC (Los Alamos) report LA-1371, 1952.
72. Gurney R., Fischer G., 1950 (не опубликовано).
73. О ’ В г у a n Н. М., Skinner Н. W. В., Phys. Rev., 45, 373 (1934).
74. Skinner Н. WO’Bryan H. M., Trans. Roy. Soc. (London), 239, 95
(1940).
75. J о h n s t о m R. W., Tomboulian D. H., Phys. Rev., 94, 1535 (1954).
76. White G., U. S. National Bureau of Standards Report 1003, 1952.
77. С о 1 g a t e S. A., Phys. Rev., 87, 592 (1952).
78. L a w s о n J. L., Phys. Rev., 75, 432 (1949).
79. D e W i r e J. W., A s h k i n A., Beach L. A., Phys. Rev., 83, 505 (1951).
80. Mobley R. C., L a u b e n s t e i n R. A., Phys. Rev., 80, 309 (1950).
81. Noyes J. C., Van Hoomissen J. E., Miller W. C., Wald-
man B., Phys. Rev., 95, 396 (1954).
82. Russel B., Sachs D., Wattenberg A., Fields R., Phys. Rev.,
73, 545 (1948).
83. H a mer mesh B., Kimball C., Phys. Rev., 90, 1063 (1953).
84. Nathans R., Halpern J., Phys. Rev., 90, 940 (1953).
85. J о n e s L. W., Terwilliger К. M., Phys. Rev., 91, 699 (1953).
86. G u t h E., Mu Ilin C. J., Phys. Rev., 76, 234 (1949).
87. M u 1 1 i n C. J., G u t h E., Phys. Rev., 76, 682 (1949).
88. Hamermesh B., Hamermesh M., Wattenberg A., Phys. Rev., 76, 611
(1949).
89. P r i c e G. A., К e r s t D. W., Phys. Rev., 77, 806 (1950).
90. Wattenberg A., Preliminary Report № 6. Committee on Nuclear Science,
Division of Mathematical and Physical Sciences, National Research Council, AEC
document NP-1100, 1949.
91. Hollander J. M., Perlman I., Seaborg G. T., Rev. Mod. Phys.,
. 25, 469 (1953).
92. W a t t e n b e r g A., Phys. Rev., 71, 497 (1947).
93. Hughes D. J., Eggler C., Phys. Rev., 72, 902 (1947).
94. Hanson A. O., Phys. Rev., 75, 1794 (1949).
95. Mateosian E., Goldhaber M., Phys. Rev., 78, 326 (1950).
96. Snell A. H., Barker E. C., Sternberg R. L., Phys. Rev., 80, 637 (1950).
97. Culp R., Hamermesh B., Phys. Rev., 93, 1025 (1954).
98. Myers V., Wattenberg A., AEC document AECD-2264, 1948.
99. A 1 b u r g e r D. E., Phys. Rev., 88, 1257 (1952).
100. Pannell J. H., Freyberger W. L., AEC document MITG-214, 1949.
101. Gaudin A. N., Dasher J., Pannell J. H., Freyberger W. L.
Trans. Am. Inst. Mining. Met. Eng., 187 (1950). Technical Publication № 2812-B,’
Mining, Eng., 187, 495 (1950).
326
ГЛАВА VI
102. Pannell J. H., AEC document MITG-227, 1950.
103. G a u d i n A. M., Pannell J. H., Analyt. Chem., 23, 1261 (1951).
104. Eggler C., Spatz W., 1946 (не опубликовано).
105. Bernstein S., Talbott F. L., Leslie J. К.» Stanford С. P.,
AEC document AECD-1833, 1948.
106. Ergen W. K., AEC document ANP-59, 1951.
107. Dearnley I. H., Soisson H. E., Yunker J. E., 1949—1952 (не
опубликовано).
108. Hine G. J., S e n f t 1 e F. E., Phys. Rev., 80, 904 (1950).
109. Duckworth J.C., Merrison A. W., Nature, 163, 869 (1949).
110. Merrison A. W., W i b 1 i n E. R., Nature, 167, 346 (1951).
111. Haslam R. N., Katz L., Crosby E. H., Summers- Gill R. G.,
Cameron A. G. W., Canad. J. Phys., 31, 210 (1953).
112. Mann A. K., Halpern J., Phys. Rev., 82, 733 (1951).
113. Guth E., Phys. Rev., 55, 411 (1939).
114. W i e d e n b e c k M. L., Phys. Rev., 69, 235 (1946).
115. A m a 1 d i E., H a f s t a d L. R., T u v e M. A., Phys. Rev., 51, 896 (1937).
116. Smith L. W., Kruger P. G., Phys. Rev., 83, 1137 (1951).
117. A 1 1 e n A. J., N e c h a j J. F., S u n К. H., J e n n i n g s B., Phys. Rev.*
81, 536 (1951).
118. Tucker E. B., Phys. Rev., 83, 473 (1951).
119. W i 1 1 i a m s J. H., H a x b у R. O., Shepherd W. G., Phys. Rev., 52,
1031 (1937).
120. Wolfgang R. L., Libby W. F., Phys. Rev., 85, 437 (1952).
121. Graves E. R., Phys. Rev., 57, 855 (1940).
122. Chadwick J., Proc. Roy. Soc. (London), 142A, 1 (1933).
123. Halpern I., Phys. Rev., 76, 248 (1949).
124. Ajzenberg F., Lauritsen T., Rev. Mod. Phys., 24, 355 (1952).
125. Terrell J., Phys. Rev., 80, 1076 (1950).
126. Beghian L. E., Halban H., Husain T., S a n d e r s L. G., Phys.
Rev., 90, 1 129 (1953).
127. Talbott F. L., H e у d e n b u r g N. P., Phys. Rev., 90, 186 (1953).
128. Roberts J. H., AEC document MDDC-731, 1947.
129. Crouch M. F., M i 1 1 e r D. E., Phys. Rev., 90, 361 (1953).
130. Anderson H. L., Feld В. T., Rev. Sclent. Instrum., 18, 186 (1947).
131. Spinks J. W. T., Graham G. A. R., Canad. J. Res., 28A, 60 (1950).
132. Stewart L., Phys. Rev., 92, 1095 (1953) (Abstract).
133. Walker R. L., AEC document MDDC-414, 1946.
134. Anderson H. L., Preliminary Report № 3. Committee on Nuclear Science,
Division of Mathematical and Physical Sciences, National Research Council, AEC
document NP-851, 1948.
135. Whitmore B. G., В a k e г W. В., Phys. Rev., 78, 799 (1950).
136. Hou ter m ans F. G., T e u c h e г M., Z. Phys., 129, 365 (1951).
137. Schmidt-Rohr U., Z. Naturforschung, 8a, 470 (1953).
138. Cochran R. G., Henry К. M., AEC document ORNL-1479, 1953.
139. G u г s k у H., Winnemore B., Cowan D. A., Phys. Rev., 91, 209
(1953) (Abstract).
140. Winnemore B. J., Gursky H., Cowan D. A., Curtis C. D.,
Phys. Rev., 95, 301 (1954).
141. Elliott J. O., McGarry W. I., Faust W. R., Phys. Rev., 93, 1348
(1954).
142. Hahn T. M., Snyder C. W., Willard H. B., Bair J. К., К I e-
m a E. D., Kington J. D., Green F. P., Phys. Rev., 85, 934 (1952).
143. Richards H. T., Smith R. V., Brown С. P., Phys. Rev., 80, 524
(1950).
144. Jennings B., Sun К- H., Leiter H. A., Phys. Rev., 80, 109 (1950).
СВОЙСТВА БЕРИЛЛИЯ
327
145. Johnson V. R., Ajzenberg F., Wilson Laubenstein M. J.,
Phys. Rev., 79, 187 (1950).
146. Hill J. E., Phys. Rev., 55, 1117 (1939).
147. Gugel ot P. C., Phys. Rev., 81, 51 (1950).
148. Goodell W. F., L о а г H. H., Durbin R. P., Havens W. W., Phys.
Rev., 89, 724 (1953).
149. Miller R. D., Sewell D. C., Wright R. W., Phys. Rev., 81, 374 (1950).
150. DeJuren J., Phys. Rev., 81, 458 (1950).
151. Knox W. J., Phys. Rev., 81, 687 (1950).
152. S t r a u c h K., Hofmann J. A., Phys. Rev., 86, 563 (1952).
153. Knox W. J , Phu-. Rev., 81, 693 (1950).
Глава VII
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
А. СВЯЗЬ МЕЖДУ ЧИСТОТОЙ БЕРИЛЛИЯ И ЕГО ХРУПКОСТЬЮ
А, Р. Кауфман
В течение ряда лет многие исследователи при изучении свойств получаемого
бериллия установили, что бериллий обладает высокой хрупкостью. Кроме
того, были обнаружены значительные противоречия в значениях таких физи-
ческих свойств, как параметры решетки, электрическое сопротивление, твер-
дость и удельный вес.
Обзор ранее выполненных работ был сделан Кауфманом, Гордоном и
Лилли [1], которые провели также много повторных определений различных
физических свойств бериллия. Так же как и Кролль [2], они пришли к выводу,
что нельзя считать очевидной связь хрупкости бериллия с наличием в нем
примесей. Это мнение основывается на следующих фактах:
1. Обычно такие примеси, как Al, Si, О2, С и N2, обладают ничтожной рас-
творимостью в твердом бериллии, вследствие чего хрупкость металла не может
быть вызвана их выделением из твердого раствора (дисперсионным твердением).
Малая растворимость примесей в бериллии была установлена как металлогра-
фическими исследованиями, так и точными измерениями постоянных решетки;
железо, незначительно растворяясь в бериллии, способствует его хрупкости,
но вместе с тем даже при таком ничтожном содержании железа, как 0,005%,
бериллий далеко не пластичен.
2. При металлографическом исследовании в микроструктуре бериллия
не было обнаружено включений или выделившихся фаз в заметных количест-
вах, которые могли бы быть причиной его хрупкости.
3. Бериллий, полученный различными способами и содержащий различ-
ное количество примесей, обладает одинаковой степенью хрупкости и имеет
одинаковые значения физических констант.
Целью настоящей главы является критический пересмотр ранее получен-
ных выводов с учетом данных последних работ, показавших, что максимально
чистые монокристаллы бериллия в некоторых кристаллографических направ-
лениях обладают достаточно высокой пластичностью. Вначале рассмотрим,
какой степени чистоты бериллий можно получить.
СОСТАВ «ЧИСТОГО» БЕРИЛЛИЯ
Некоторые из первых исследователей; указывали, что полученный ими
металл содержал 99,9% бериллия. Однако это является сомнительным, так
как аналитические методы определения содержания примесей были недостаточ-
но надежными, а содержание кислорода не указывалось. Различными лабора-
ториями АЕС («Американской электрической компании») было затрачено много
усилий для улучшения аналитических методов определения примесей в берил-
лии, и в настоящее время для большинства обычных элементов1), за исключением
кислорода, их можно считать надежными. Современные методы анализа не
позволяют определять содержание кислорода в количестве, менее 0,2%. Та-
*) Методики анализа приведены в гл. XIII.
ХИМИЧЕСКИЙ СОСТАВ БЕРИЛЛИЯ, ПОЛУЧЕННОГО РАЗЛИЧНЫМИ МЕТОДАМИ
Таблица 51
Номер образца Метод получения бериллия Содержание примесей, %
О с N С! А! Са Сг Си Fe Mg Мп Ni Si
1 Восстановленный магнием и переплавленный в ва- кууме (компания «Браш») 0,22 0,05 0,0008 0,006 0,2 0,003 0,018 0,С6 0,12 0,01 0,018 0,04 0,2
2 Электролитический берил- лий, переплавленный в вакууме (фирма «Клиф- тон») 0,25 0,018 0,0012 0,007 0,0025 0,0025 0,0008 0,0145 0,006 0,0015 0,0025 0,007 0,004
3 Тот же самый металл по- сле дистилляции в ва- кууме (5-10~9 мм рт. ст.) р — — 0,005 0,002 0,003 0,005 0,005 0,011 0,0008 0,0035 0,007 0,002
4 Металл, полученный элек- тролизом без переплавки (фирма «Пэшиней») . . 0,35 0,035 0,0021 0,088 0,0200 0,006 0,003 0,0005 0,018 0,002 0,0005 0,003 0,002
330
ГЛАВА VII
ким образом, нельзя быть уверенным в том, что когда-либо был получен берил-
лий, содержавший менее 0,2% кислорода.
В табл. 53 приведены химические составы, типичные для бериллия, полу-
ченного различными методами по данным Массачусетского технологического
института. Из таблицы видно, что некоторые образцы бериллия по содержанию
в них примесей металлов были достаточно чистыми и такой бериллий мог бы
быть использован в атомной технике. К сожалению, во многих из наиболее
чистых образцов металла, как, например, в электролитическом хлопьевидном
бериллии или в бериллии, полученном отложением кристаллов из парообраз-
ного состояния, содержание кислорода обычно было более высоким по сравне-
нию с другими видами бериллия1).
ПЛАСТИЧНОСТЬ ПОЛИКРИСТАЛЛИЧЕСКОГО БЕРИЛЛИЯ
Бериллий в виде плотных кусков с содержанием кислорода около 0,2%
получается при плавке в тиглях из окиси бериллия. Такой литой металл
(образцы 1 и 2 в табл. 53) оказывается хрупким при испытаниях на удар или
при испытаниях на растяжение образцов, вырезанных из отливки в произ-
вольном направлении. Этот же металл в выдавленном из слитка или горяче-
прессованном из порошка состояниях, а также выдавленный непосредственно
из порошка может обладать заметной пластичностью. При этом выдавленный
бериллий обладает пластичностью лишь только в определенном направлении.
Совершенно очевидно, что в данном случае пластичность увеличивается не вслед-
ствие повышения чистоты металла, а в' результате влияния таких факторов,
как измельчение зерна, образование зернистой структуры и наличие преиму-
щественной ориентировки (анизотропия пластических свойств в отдельных
кристаллах бериллия), как это изложено в этом и в последующих разделах дан-
ной главы.
Установление связи между степенью пластичности и содержанием приме-
сей в промышленном бериллии затруднительно, так как определение предела
прочности обычно дает разброс значений до 25%. В промышленном порошковом
бериллии содержание кислорода и азота в пределах 2—3% не оказывает замет-
ного влияния на его пластичность. В то же время хлопьевидный бериллий высо-
кой чистоты, полученный электролитически (состав приведен в табл. 53), после
его выдавливания также имеет относительно низкую пластичность. Кауфманом
и др. [1] было показано, что высокое содержание в бериллии никеля и меди
снижает его пластичность (это также относится и к железу). Однако из этого
нельзя сделать вывод, что полное удаление этих элементов позволит получить
совершенно пластичный бериллий.
ПЛАСТИЧНОСТЬ монокристалла бериллия
Туэр* 2) установил, что в кристаллах бериллия может происходить значи-
тельная деформация за счет скольжения по плоскостям {1 ОН)}, однако при де-
формации по плоскостям базиса и {1120} кристаллы очень легко разрушаются.
Эти результаты показывают, что для достижения высокой пластичности берил-
лия необходимо изменить те факторы, которые способствуют хрупкому раз-
рушению монокристаллов бериллия. Можно предполагать, что связь чистоты
бериллия с его пластичностью будет установлена на монокристаллах. Можно
также предположить, что атомы растворенной в небольшом количестве примеси
располагаются преимущественно по некоторым атомным плоскостям кристал-
ла бериллия, вследствие чего и возникает склонность к хрупкому разрушению
х) В статье Клейна в этой главе показано, что для порошкового бериллия содержа-
ние кислорода обычно пропорционально величине поверхности частиц.
2См. следующий раздел этой главы.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
331
по этим плоскостям. Возможно, что будет сравнительно легко выявить такое
влияние для примесей Си, Ni и Fe. Более трудно будет установить влияние
кислорода на хрупкое разрушение кристаллов бериллия вследствие трудности
получения бериллия с различным содержанием кислорода (за исключением
возможности получения известного содержания окиси в порошковом бериллии)
и трудности его определения. В настоящее время еще не доказано, что кислород
растворим в бериллии. Введение кислорода в бериллий не изменяет параметры
решетки1), равно как металлографическими методами не было обнаружено
выделений, содержащих кислород. В Массачусетском технологическом инсти-
туте были проведены опыты получения свободного от кислорода бериллия по-
средством дистилляции при остаточном давлении 5 • 10~9 мм рт. ст. бериллия,
полученного электролизом (хлопьевидный бериллий предварительно переплав-
ленный в вакууме с использованием тигля из окиси бериллия) [3]. Расчетное
содержание кислорода в полученном таким образом бериллии составляло около
0,001%. К сожалению, вследствие некомпактности полученного дистилляцией
бериллия не удалось провести полноценных испытаний. Однако проведенные
испытания позволяют сделать вывод о том, что даже при малом содержании
кислорода бериллий все же остается хрупким.
Хорошо известно, что пластичность поликристаллического бериллия
быстро увеличивается при повышении температуры [1]. Это подтверждает то,
что хрупкость бериллия может быть связана с существованием переходной
критической температуры хрупкости, как это уже было найдено для некоторых
других металлов. Особенно интересным является определение этой критической
температуры хрупкости для монокристаллов бериллия независимости от содер-
жания в них железа.
ЗАКЛЮЧЕНИЕ
Нельзя считать доказанным, что удаление следов примесей из бериллия
вызывает увеличение его пластичности. Для дальнейшего исследования пла-
стичности бериллия является необходимым изучение факторов, способствую-
щих разрушению монокристаллов бериллия.
ЛИТЕРАТУРА
1. Kaufmann A. R., Gordon Р., Lillie D. W., The Metallurgy of
Beryllium, Trans. Am. Soc. Met., 42, 785 (1950).
2. Kroll W., Metal Industry, 47, 29, 103, 155 (1935).
3. Pearsa 1 1 C. S. (не опубликовано).
*) Это может также означать, что все испытанные образцы уже были насыщены
кислородом. Большое сродство бериллия к кислороду делает это возможным.
Б. СВЯЗЬ ПЛАСТИЧНОСТИ БЕРИЛЛИЯ С ДЕФОРМАЦИЕЙ
И РАЗРУШЕНИЕМ МОНОКРИСТАЛЛОВ
Д. Л. Туэр, А. Р. Кауфман
Недавно были проведены два обширных исследования по изучению дефор-
мации и разрушения бериллия. Первое было выполнено авторами этого раздела
в Массачусетском технологическом институте. Второе провели Ли и Брик
в Пенсильванском университете. Отчет о более ранних работах, проведенных
в Массачусетском технологическом институте, был представлен Комиссии по
атомной энергии. Результаты, полученные Ли и Бриком, в виде краткого
обзора опубликованы в 1952 г. [1] и подробно описаны в сентябре 1953 г. [21
в отчете, представленном Управлению военно-морских исследований, который
до сих пор не появился в открытой печати.
Результаты указанных исследований в основном почти полностью совпа-
дают, несмотря на то, что при их проведении применялась различная методика.
В предшествующей литературе было опубликовано крайне мало работ
о поведении бериллия при механическом нагружении. В 1928 г. Мэтьюсон
и Филипс [3] сообщили, что в бериллии сдвиг происходит по плоскости базиса
(0001), а двойникование—по плоскости пирамиды {1012}; такой же тип дефор-
мации найден у магния, цинка, кадмия и титана. В 1932 г. Сломэн [4] сообщил,
что твердость кристалла бериллия предположительно высокой чистоты состав-
ляет 45 по Бринелю. При измерении твердости он наблюдал наличие линий
сдвига около отпечатка и на этом основании сделал вывод, что свободный от
окисных пленок бериллий обладает способностью деформироваться при комнат-
ной температуре.
Сойер в дискуссии по статье Сломэна указывал, что полученные им моно-
кристаллы чистого бериллия хорошо деформировались при комнатной темпе-
ратуре, однако он не привел данных остепени пластичности этих монокристал-
лов и об их поведении при деформировании. Кролль [5] в 1937 г. пришел к вы-
воду, что при комнатной температуре бериллий по природе своей обладает
высокой хрупкостью и его пластичность не может быть увеличена путем повы-
шения чистоты. В 1942 г. Клауссен и Скэхан [6] сообщили, что из бериллия,
содержавшего незначительное количество титана и циркония, путем горячей
ковки были изготовлены окна для рентгеновских трубок. В 1947 г. в статье
Тарнспола [7] об определении твердости в плоскости базиса бериллиевого
кристалла, а также в дискуссии Нильсена [8] по этой статье отмечалось отсут-
ствие точных данных о деформации бериллия. В 1949 г. Симельсказ и Баррет
[9] сообщили первые данные о текстуре прокатанного бериллия.
В 1950 г. Кауфман, Гордон и Лилли [10] впервые сделали обширный обзор
о механических свойствах бериллия. Большинство их данных относится к об-
разцам, изготовленным из прутков, выдавленных из выплавленных в вакууме
слитков. Кауфман и др. обнаружили в этих прутках текстуру деформации
<1010>. Это обстоятельство указывает на то, что при некоторых условиях
выдавленные прутки бериллия обладают известной пластичностью при комнат-
ной температуре, причем в направлении выдавливания пластичность, а также
предел текучести и предел прочности выше, чем в поперечном направлении.
Выдавленные из хлопьевидного чешуйчатого бериллия образцы оказались
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
333
более пластичными, чем образцы, выдавленные из переплавленного в вакууме
металла. Кауфман и др. обнаружили у выплавленного в вакууме бериллия
два максимума пластичности при температурах 400 и 800°. Авторы объясняют
поведение при деформировании выдавленного поликристаллического берил-
лия, применяя понятия о критических касательных напряжениях в главной
плоскости скольжения, о критических нормальных напряжениях в главной
плоскости отрыва, а также о соотношении этих напряжений в зависимости
от ориентации. Бивер и Уикл [11] отметили, что дальнейшее повышение пла-
стичности в направлении выдавливания имеет место у горячевыдавленных из
порошкового бериллия прутков.
Кауфман, Гордон и Лилли [10], а также Рассел [12] показали, что в мо-
нокристаллах бериллия имеет место заметная анизотропия твердости в зави-
симости от угла между отпечатком и осью с. По данным Кауфмана и др. твер-
дость монокристаллов в плоскости, перпендикулярной к плоскости (0001),
равна 87 а в плоскости, параллельной к ней,—лишь 35 Rb- Они нашли так-
же, что в выдавленных прутках в плоскости, параллельной оси выдавливания
(т. е. параллельной большинству плоскостей базиса), твердость составляла
64 Rb, а в плоскости, перпендикулярной к оси выдавливания, 81,5 Rb- Подан-
ным Рассела [12] значения твердости составляют 92 RB в плоскости, перпен-
дикулярной к плоскости базиса, и 70 Rb в плоскости, параллельной ей (твер-
дость определялась по шкале 15-N). В данной работе соответствующие значе-
ния твердости по Роквеллу, определенные при комнатной температуре непосред-
ственно по шкале В, составили 105—113 RB в плоскости, перпендикулярной
к плоскости базиса, и 45—50 Rb в плоскости, параллельной ей.
ПОЛУЧЕНИЕ МОНОКРИСТАЛЛОВ БЕРИЛЛИЯ
Получение монокристаллов бериллия в прошлом осуществлялось преиму-
щественно из двухосновных источников: а) маленькие хлопьевидные кристал-
лы образовались при электролизе расплавленной смеси галоидных солей берил-
лия и щелочных металлов и б) несколько более крупные кристаллы бериллия
вырастали в процессе затвердевания выплавленных в вакууме слитков и загото-
вок. Предпринятые ранее попытки вырастить монокристаллы бериллия методом
деформирования и последующего отжига [12] оказались неудачными.
Плавка и отливка бериллия
Методика вакуумной плавки и отливки бериллия была описана раньше
[13а, 14]. Представление о современной методике получения больших кристал-
лов бериллия кристаллизацией из расплава1) дают фиг. 195 и 196. По этому
методу прямоугольный печной алундовый муфель, обмазанный слоем ВеО
(для уменьшения возможности загрязнения бериллия алюминием и кремнием),
помещают в цилиндрическую графитовую оболочку и пространство между ними
заполняют набивкой из зерен алунда. Подина изложницы изготовлена с целью
ее теплоизоляции из алундового кирпича специальной формы с неглубокими
клинообразными прорезями. Основание муфеля снаружи также обмазывают
ВеО. Индукционную печь с тиглем из ВеО располагают над алундовой излож-
ницей и расплавленный бериллий при температуре 1325—1350° сливают в нее
через донное отверстие тигля. Все операции производят в вакууме. Тепло отво-
дится преимущественно через дно изложницы и лишь частично через графито-
вый цилиндр вблизи ее углов. Правильный отвод тепла и наличие гладких
внутренних стенок изложницы являются основными условиями для получения
по этому методу хороших результатов. Когда охлаждение идет правильно, моно-
кристаллы зарождаются в каждом из углов изложницы и растут вверх и внутрь
до их соприкосновения в центре изложницы, образуя четыре больших кристал-
!) Этот метод получения монокристаллов был широко развит в работах П. Корзина.
I
Фиг. 195. Схема установки для отливки
слитков, состоящих из крупных монокри-
сталлов бериллия.
I. Схематический чертеж изложницы. 1 — набивка
из зерен алунда; 2— медная оболочка вакуумной
камеры; 3—графитовое основание; 4—наиболее
охлаждаемая точка, в которой начинается затвер-
девание слитка; в этой точке закругленная донная
часть изложницы соприкасается с графитовым
основанием; 5—водоохлаждаемое медное основа-
ние вакуумной камеры; 6—поддон под изложни-
цей из фасонного огнеупорного кирпича К-30;
наружная поверхность поддона обмазана ВеО;
7—графитовый кожух; 8 — алундовый муфель
печи, обмазанный ВеО.
//. Слиток и его поперечное сечение с указан-
ными в нем сегрегационными зонами. 9—усадоч-
ная раковина; /0—сечение А—А'.
Фиг. 196. Слиток, состоящий из монокри-
сталлов бериллия. Монокристаллы выделены
черными линиями.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
335
ла. Отдельные кристаллы имели длину 203 мм и сечение 1935 мм2. Величина
кристаллов, которые могут быть выращены по этому методу, ограничивается
только размерами изложницы и весом расплавленного бериллия. В описанных
опытах вес расплава для каждой отливки составлял около 6,5 кг.
При затвердевании бериллия малорастворимые в нем примеси (главным
образом алюминий и кремний) оттесняются на межзеренные поверхности;
на более поздних стадиях затвердевания эти примеси располагаются на кольце-
образных поверхностях (параллельных поверхностям раздела), возникающих
при затвердевании каждого большого кристалла, как это показано схематически
на фиг. 195 (сечение А—А'). Хотя получение крупных кристаллов было бы же-
лательно осуществлять из чистого электролитического хлопьевидного (чешуй-
чатого) бериллия, однако высокая стоимость последнего, а также трудности,
связанные с получением здорового металла из мелкодисперсной шихты, пре-
пятствуют его применению.
МЕХАНИЧЕСКАЯ ОБРАБОТКА
Изготовление образцов для испытания из больших бериллиевых кристал-
лов должно производиться с большой тщательностью. На фиг. 197 и 198 пока-
заны последовательные этапы изготовления образцов. На всех стадиях изго-
товления, за исключением операции центровки, применяют различные шли-
фовальные круги. Разрезка (стадия <3, 5а и 56 на фиг. 198) производится тонким
(^0,8 мм) очень быстро вращающимся корундовым диском (Norton 37-С-60
POR-30) с применением значительного количества охлаждающей жидкости.
При таком способе разрезки монокристаллов не возникало никаких осложне-
ний, если величина подачи диска была сравнительно небольшой.
Была установлена зависимость изготовления разрывных образцов берил-
лия из монокристаллов от ориентации образцов по отношению к их кристалло-
графическим плоскостям. Вследствие малого сопротивления бериллия пласти-
ческой деформации при кручении и возможного разрушения по плоскостям
базиса особенно трудно было изготовлять образцы, у которых направление оси
растяжения (а также оси скручивания при шлифовке) составляло с плоскостью
базиса в монокристалле угол более 40—50°. Однако, применяя исключительно
малые величины подачи (0,0025—0,0075 мм за 1 проход), удавалось успешно
изготовить образцы с расчетной длиной 25,4 мм и диаметром 2,5 мм, у которых
плоскость базиса монокристалла была перпендикулярна к направлению оси
растяжения; также были изготовлены аналогичные образцы с большими рас-
четной длиной и диаметром. В тех случаях когда оси образцов составляли
небольшой угол с плоскостью базиса монокристалла, обрабатываемость была
хорошей и. подачи были соответственно больше (0,025—0,05 мм за 1 проход).
В результате шлифовки на поверхности образцов неизменно появлялись
небольшие дефекты, глубиной 0,025—0,075 мм, обычно представлявшие
собой маленькие двойники {1012}. Перед испытанием образцов эти дефекты
поверхности устранялись травлением в 10%-ном растворе серной кислоты
или электрополировкой образца на его расчетной длине на глубину 0,20—
0,25 мм. Шлифы для металлографического исследования в светлом поле изго-
товлялись на мелкой бумажной шкурке с последующей полировкой окисью
алюминия, применяемой в виде водной эмульсии; для изучения в поляризован-
ном свете применяется электролитическая полировка при температуре 80°
в ванне, содержащей хромовый ангидрид и фосфорную кислоту [15], или хими-
ческая полировка в водном растворе HNO3 (50 : 50) с добавкой 5—10 капель HF.
Химический состав полученных монокристаллов бериллия в сравнении
с другими видами бериллия приведен в табл. 54. Следует отметить, что по срав-
нению с поликристаллическим бериллием монокристаллы бериллия имеют
более высокое содержание примесей различных металлов (особенно алюминия,
железа и кремния), но меньше кислорода в виде ВеО. Недостаточная чистота
Фиг. 197. Схема изготовления образцов из монокристалла
* бериллия.
А —1/4ткрупнокристаллической отливки; Б и В—заготовки для образцов в ви-
де пластин; Г—шлифованные цилиндрические заготовки для разрывных образ-
цов; Д— заготовки после шлифования и нарезки винтовой резьбы на концах;
Е, Ж и 3 — готовые образцы.
Зв
Фиг. 198. Последовательность операций при изготовлении разрыв-
ных образцов из монокристаллов бериллия.
/—прямоугольный слиток, состоящий из четырех крупных монокристаллов
бериллия; 2—травление в 10%-ном растворе серной кислоты для очистки и
выявления границ монокристаллов; 3—слиток, разрезанный на заготовки
монокристаллов бериллия; 4—рентгенографическое определение ориентации
в монокристалле; направление последующей разрезки указано на поверх-
ности кристалла; 5а—вырезка пластин из монокристалла бериллия в желае-
мом > направлении; 56—вырезка заготовок из пластин для изготовления
образцов с учетом требуемой ориентации заготовки и необходимой формы;
5в—цилиндрическая заготовка разрывного образца, изготовленная шлифов-
кой из прямоугольной заготовки (слева); заготовка с нарезанной на ее кон-
цах посредством шлифовального камня резьбой (в центре); готовый образец,
шлифованный в его средней части на расчетной длине (справа).
На расчетной длине образец подвергается электрополировке. При этом
концы с нарезкой предохраняются путем покрытия специальной резиновой
лентой. Образцы исследуются оптическим и рентгенографическим методами,
подвергаются механическим испытаниям. Производится повторное иссле-
дование образцов.
После каждого вида механической обработки (за исключением шлифовки на
расчетной длине) образцы травятся в 10%-ном растворе серной кислоты.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
337
монокристаллов частично зависит от качества шихты и от взаимодействия
расплавленного металла с алундовым муфелем, в котором производилось выра-
щивание монокристаллов. В табл. 54 приведен также химический состав
кристаллов, выращенных в изложнице, не обмазанной окисью бериллия.
ДЕФОРМАЦИЯ СДВИГА В МОНОКРИСТАЛЛЕ БЕРИЛЛИЯ
Как в данной работе, так и в предшествующем исследовании Ли и Брика
было установлено, что в интервале температур от комнатной до 700° включи-
тельно в монокристаллах бериллия сдвиг происходит как по плоскостям базиса
(0001), так и по плоскостям призмы {1010}. Текстура после выдавливания,
прокатки и поперечной прокатки при температурах 1000—1100° указывает на
то, что в этом температурном интервале имеют место оба вида сдвига.
На основе определений переориентировки Ли и Брик установили, что
сдвиг в обеих плоскостях скольжения происходит в направлении <П20>,
что подтверждается рентгенографически, а также изучением изменений разме-
ров образцов, проведенным в данном исследовании. С помощью лауэграмм,
снятых с деформированных монокристаллов, было установлено, чтооси < 1 ОТО>
и <0001 > являются осями поворота при скольжении соответственно по пло-
скостям базиса и призмы.
Сдвиг в плоскости базиса
Сдвиг в плоскости базиса характеризуется образованием почти прямых
линий сдвига при критических напряжениях, равных примерно г/5 величины
напряжений, создающих при комнатной температуре сдвиги в плоскости при-
змы, образованием полос сброса {1120} как при сжатии, так и при растяжении,
возникновением трещин, связанных с полосами сброса и тем, что касательные
напряжения в плоскости базиса при температуре 500°, по-видимому, выше, чем
при комнатной температуре.
Последнее наблюдалось в двух более поздних исследованиях. Ли и Брик
предположили, что увеличение напряжений сдвигообразования, вероятно,
связано с наличием более толстой окисной пленки на поверхности образцов
при повышенной температуре. Другое объяснение основывается на том, что
отношение da для бериллия при температуре 500° выше, чем при комнатной
температуре [16].
В тех случаях, когда направление оси сжатия составляло с плоскостью
базиса угол около 45°, Ли и Брик при комнатной температуре обнаружили обра-
зование пучков линий сдвига. При проведенных в данном исследовании испы-
таниях на растяжение указанного явления не наблюдалось. По-видимому, это
связано с тем, что при растяжении разрушение по плоскости базиса происходит
раньше, чем достигается напряжение, достаточное для возникновения пучков
линий сдвига.
Ли и Брик нашли, что при комнатной температуре среднее скалывающее
напряжение в плоскости базиса составляет около 0,27 на полосу сдвига; эта
величина может изменяться в пределах 0,14—0,96 для отдельных полос сдвига.
Общая величина касательного напряжения в плоскости базиса по данным на-
стоящей работы составляет при комнатной температуре 1,4 ± 0,35 кг/мм2 и уве-
личивается до 1,75 ± 0,21 кг/мм2 при повышении температуры до 500°. При
комнатной температуре эти величины определялись при испытаниях на растя-
жение прц двойном сдвиге и на трех образцах при скручивании вокруг оси с.
Кроме того, Ли и Брик установили, что общая величина критического
касательного напряжения, вызывающего при сжатии скольжение в плоскости
базиса, составляет 3,2 кг/мм2 при комнатной температуре, 2,8 кг/мм2 при 300°
и 4,5 кг!мм2 при 500°.
22 Бериллий
ХИМИЧЕСКИЙ СОСТАВ РАЗЛИЧНЫХ ВИДОВ БЕРИЛЛИЯ
Таблица 54
Вид бериллия . Содержание примесей, %
ВеО С N С1 А1 Са Сг Си Fe Mg Мп Ni Si
Монокристаллы
Количество анализов 5 5 5 0 5 5 5 2 5 5 5 5 5
Максимальное содержание 0,8 0,16 0,005 — о,з 0,09 0,024 0,006 0,13 0,02 0,019 0,04 0,25
Минимальное » 0,18 0,05 — — 0,025 0,003 0,014 0,005 0,09 0,0035 0,012 0,025 0,11 .
Среднее лучшее » 0,35 0,07 0,0035 — 0,22 0,06 0,02 0,0055 0,11 0,014 0,015 0,035 0,21
Электролитический хлопьевидный (французская фирма «Пэшиней»)
Количество анализов 5 5 5 2 7 7 7 7 7 7 7 7 7
/Максимальное содержание 0,55 0,035 0,0060 0,105 0,02 0,008 0,005 0,001 0,07 0,003 0,0010 0,003 0,0025
Минимальное » 0,28 0,02 0.0020 0,088 0,001 0,0025 0,003 0,0005 0,010 0,0015 0,0005 0,0025 0,0015
Среднее лучшее » 0,44 0,025 0,0035 0,095 0,01 0,005 0,003 0,0007 0,025 0,0025 0,0008 0,0025 0,0020
Хлопьевидный бериллий («Бериллиум компания)
Количество анализов 2 2 2 2 5 3 3 3 5 5 5 5 5
Максимальное содержание 0,8 0,128 0,0037 0,45 0,015 0,02 0,003 0,020 0,03 0,0050 0,002 0,08 0,035
Минимальное » 0,6 0,03 0,0005 0,205 0,003 0,008 0,003 0,0005 0,004 0,0020 0,0005 0,015 0,002
Среднее лучшее » 0,7 0,07 0,002 0,320 0,006 0,015 0,003 0,005 0,015 0,0035 0,0005 0,040 0,012
Корольковый бериллий
(фирма «Браш»)
Количество анализов 4 4 4 4 4 4 4 4 4 4 4 4 4
Максимальное содержание • 0,50 0,08 0,025 0,005 0,1 0,003 0,011 0,003 0,09 1,0 0,01 0,01 0,06
Минимальное » 0,30 0,04 0,004 0,005 0,02 0,003 0,006 0,0025 0,04 0,4 0,008 0,008 0,05
Среднее лучшее » 0,40 0,045 0,010 0,005 0,05 0,003 0,009 0,0027 0,07 0,6 0,009 0,008 0,055
Порошковый бериллий (фирма «Браш») Количество анализов 4 4 4 0 7 7 7 7 7 7 7 7 7
Максимальное содержание 0,84 0,048 0,035 — 0,032 0,009 0,024 0,0065 0,17 0,055 0,0185 0,032 0,06
Минимальное » .... 0,74 0,033 0,008 — 0,004 0,0015 0,0025 0,003 0,07 .0,02 0,009 0,013 0,012
Среднее лучшее » 0,80 0,040 0,010 — 0,018 0,005 0,012 0,005 о,н 0,032 0,013 0,022 0,040
Вид бериллия Сумма примесей, % Содержание бериллия, %
металлы ВеО, С. N С! общая в виде Be и ВеО по раз- ности
Монокристаллы 0,6895 0,.4235 — 1,113 99,24 98,89
Хлопьевидный Be (французский) 0,0515 0,4685 0,0950 0,615 99,82 99,39
Хлопьевидный Be («Бериллиум компани») 0.1 0,772 0,3200 1,192 99,51 98,81
Корольковый бериллий (фирма «Браш») 0,80671) 0,455 0,0050 1,26671) 99,13 98,73
Порошковый бериллий (фирма «Браш») 0,257 0,85 — 1,107 99,69 98,89
1) Содержит также 0,6% магния.
340
ГЛАВА VII
В обоих исследованиях образцы вырезали из прутков, изготовленных по
одинаковой технологии, и поэтому можно предположить, что расхождение
результатов является только следствием влияния нормальных напряжений на
общую величину критического напряжения; однако количество проведенных
испытаний и полученные данные об ориентационных соотношениях в обоих
случаях недостаточны для безусловного утверждения указанной точки зрения,
тем более что у других металлов с гексагональной структурой при сдвиге
в плоскости базиса такие расхождения не наблюдались.
Наиболее вероятное объяснение сравнительно более высоких значений
критических напряжений сдвига в плоскости базиса, найденных Ли и Бриком,
заключается в форме образцов, применявшихся ими при испытаниях на сжатие.
Относительно малые размеры этих образцов вдоль оси сжатия, возможно, зна-
чительно уменьшали число тех из них, у которых скольжение в плоскости
базиса было бы неограниченным.
Сдвиг в плоскости призмы
Наиболее важный вид деформации для бериллия—сдвиг в плоскости
{1010} при комнатной температуре—был найден в последних исследованиях.
В них показано, что при растяжении сдвиг в плоскости.призмы без разрушения
может быть значительным.
Когда плоскости базиса расположены параллельно оси растяжения, то
при комнатной температуре сказывается влияние ориентации плоскости
{1010}, вследствие чего величина сдвига и пластичность зависят от того, какая
из плоскостей призмы (первого типа {1010} или второго {1120}) располагается
перпендикулярйо к направлению растяжения.
В первом случае может иметь место сдвиг одновременно по обеим плоско-
стям {1010}, расположенным под углом 30° к направлению растяжения. Вслед-
ствие двойного сдвига в образцах с указанной ориентацией сохраняется перво-
начальное соотношение между направлением плоскостей сдвига и направле-
нием приложения растягивающего усилия. Более того, вследствие равной и про-
тивоположной переориентации двух плоскостей сдвига средняя ориентация
сохраняется постоянной в течение всего процесса деформации. После продол-
жительного растяжения в этом направлении в образце появляется шейка
характерной формы, показанная на фиг. 199. Значение подобного характера
деформации нельзя переоценить, так как именно оно является ключом для
объяснения пластичности поликристаллического бериллия при комнатной
температуре. В исследованном монокристаллическом образце сжатие попереч-
ного сечения составляет около 60%; это значение необычно велико для берил-
лия при комнатной температуре. Кроме того, следует отметить, что шейка обра-
зуется только в одном направлении—поперечном по отношению к оси растя-
жения.
В том случае, когда образец на растяжение представляет собой второй тип,
у которого плоскость призмы {1120} перпендикулярна к оси растяжения, сдвиг
возникает на одной из двух плоскостей {1010}, расположенных под углом 60°
к оси растяжения. Вследствие сопровождающей сдвиг переориентации актив-
ная плоскость сдвига поворачивается вокруг оси растяжения.таким образом,
что общая величина касательного напряжения увеличивается на первоначаль-
ной или активной плоскости сдвига и уменьшается на второй плоскости {1бТ0},
вначале также находившейся под углом 60° к оси растяжения. При этом
в образце линии сдвига продолжают развиваться только на той плоскости, где
они первоначально возникли, и поэтому в образце наблюдаются линии сдвига
только одного семейства. В дальнейшем, если сдвиг развивается только в одной
из плоскостей {1010}, то происходит поперечное смещение концов, образца,
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
341
приводящее к возникновению изгибающих напряжений. В некоторых образцах
это привело к разрушению по перпендикулярной к оси растяжения плоскости
{1120} в месте’ ’перехода от головки к цилиндрической части образца, т. е.
в точке максимальных изгибающих напряжений. Это имело место при удлине-
нии образца примерно на 8—12%.
Фиг. 199. Разрывной образец из монокристалла берил-
лия, в котором плоскость [1010] параллельна оси растя-
жения, В образце наблюдается характерная шейка, обра-
зование которой приписывается двойному сдвигу по
плоскостям {1010}.
а—плоскость базиса лежит в плоскости рисунка; б—плоскость
базиса параллельна основанию и перпендикулярна к плоскости
рисунка.
Зависимость между сдвигом в плоскости базиса и сдвигом в плоскости
призмы
Величина критических напряжений сдвига в плоскости {1010}! опреде-
лялась в интервале температур (—196)—(+700°). Результаты этих измерений,
а также данные для сдвига в плоскости базиса представлены|!на фиг. 200.
На этом графике величины напряжений, вызывающих сдвиг в плоскости призмы,
равны удвоенным общим величинам критических напряжений сдвига в пло-
скости базиса (ОКСПБ=т); это значит, что минимальное критическое напря-
жение, могущее вызвать сдвиг в плоскости призмы, составляет 2т(МКПП=2т).
Приведенная выше система обозначений была выбрана потому, что она более
всего соответствует общепринятым представлениям о напряжениях и дефор-
мациях и позволяет непосредственно сравнивать значения напряжений в моно-
кристаллах и поликристаллических образцах. Значение ОКСПБ (т) для пло-
скости {1040} при комнатной температуре было определено равным 6,85 ±
+ 0,35 кг/мм2, а эквивалентное ему МКПП (2т) составляет 13,7 ± 0,7 кг/мм\
Вследствие большой величины отношения т для плоскости {1010} к вели-
чине т для плоскости (0001) при комнатной температуре сдвиг в плоскости
призмы сильно ограничен в тех случаях, когда плоскость базиса отклоняется
не более чем на 8—10° от плоскости, параллельной оси растяжения. Таким
образом, в большинстве случаев сдвиг в плоскости (0001) преобладает в про-
цессе пластической деформации при комнатной температуре.
Значения критических напряжений сдвига в плоскости базиса (0001)
и в плоскости призмы {1010} представлены на фиг. 200 в виде заштрихован-
342
ГЛАВА VII
ных полос, так как трудно точно определить предел текучести. Нижняя линия
полосы соответствует явному отклонению от линейного характера соотноше-
ния деформация—напряжение, в то время как верхняя граница представляет
собой предел величин напряжения при деформации 0,5%.
Возможно, что уменьшение величины критических напряжений сдвига
в плоскости {1010} с повышением температуры отчасти может быть обуслов-
Темпвратура, °C
Фиг. 200. Влияние температуры на критические напря-
жения скольжения по плоскостям (0001) и {1010}. Указан-
ные напряжения представляют критические минималь-
ные приложенные напряжения.
J — Sp, для разрушения по плоскости (1120); 2—^мин » Для двой-
никования в плоскости (1012); 3—S р, для распространения
трещин в плоскости (0001); ^“^мин » (0001); 5—^мин>. (1010).
^мин.=2тмин?
лено возникновением сдвига в других плоскостях из семейства {101х}, а не
должно приписываться только уменьшению величины критического напря-
жения сдвига по плоскости {КИО}.
Пунктирны? линии на фиг. 200, относящиеся к разрушению по плоскости
{1120}, возникновению трещин по плоскости базиса (0001) и двойнико-
ванию в плоскости {1012}, не означают, однако, того, что для этих явлений
существуют определенные пределы критических напряжений, а лишь опре-
деляют тот уровень напряжений, ниже которого указанные в данной работе
явления не наблюдались.
Величина критических напряжений сдвига в плоскости базиса состав-
ляла 1/4—1/5 величин напряжений сдвига в плоскости призмы при комнатной
температуре, что явилось до некоторой степени неожиданным, так как берил-
лий вследствие малого отношения da характеризуется большим расстоянием
между плоскостями {1010}, нежели между плоскостями (0001). Однако у маг-
ния, являющегося химическим аналогом бериллия, величина напряжения
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
343
сдвига в плоскостях базиса также намного меньше, нежели в других пло-
скостях. Тот факт, что в титане и цирконии сдвиг по плоскостям призмы {1010}
происходит, по-видимому, легче, чем по плоскостям базиса, указывает на то,
что поведение металла при сдвиге определяется не отношением da, а каким-то
другим фактором (может быть, конфигурацией электронных оболочек).
В монокристаллических образцах бериллия, у которых сдвиг происхо-
дит только по плоскости (0001) или только по одной из плоскостей {1010}, на-
блюдается сравнительно слабый наклеп, в то время как в образцах, у кото-
рых сдвиг наблюдается сразу; по двум плоскостям {ЮТО}, наклеп заметен
хорошо.
При растяжении монокристаллов бериллия не удалось точно установить
наличия нижнего и верхнего пределов текучести, хотя в ряде случаев наблю-
далось некоторое уменьшение скорости упрочнения на ранних стадиях испы-
тания.
Переориентация, связанная со сдвигом
В условиях, когда основным напряжением являлось растягивающее или
когда имело место значительное растяжение в одном направлении, в деформи-
руемых кристаллах бериллия наблюдалась переориентация, всегда приводив-
шая к тому, что плоскости (0001) располагались параллельно оси растяжения
Фиг. 201. Схема переориентации кристаллов в зоне сдвига в плоско-
стях (0001) и {1010}.
или направлению наибольшего растяжения. Следовательно, даже при нали-
чии не прерываемого разрушением сдвига по плоскости базиса переориента-
ция стремится создать такую ориентацию, при которой сдвиг в плоскостях
призмы или пирамиды может стать более активным. Такая переориентация
при растяжении схематически представлена нафиг. 201. В тех областях ориен-
тационного треугольника, где имеет место сдвиг в плоскости (0001), ось образца
склонна к повороту по оси плоскости {1120}. Когда в результате такой пере-
ориентации будет достигнуто состояние, при котором сдвиг сможет совершаться
по'; плоскости {1010} (или {101%}, где х== 1, 2 и т. д.), то активным сделается
новое направление сдвига, смещенное на 60° от первоначального направления
сдвига в плоскости базиса, и ориентация оси образца вновь изменится в соот-
ветствии с новым направлением сдвига. Переориентация (во втором ориента-
ционном треугольнике) будет продолжаться до тех пор, пока не произойдет сдвиг
344
ГЛАВА VII
в другой группе плоскостей {1010} (или {Ю1х}). После достижения указанной
выше ориентации начнется чередующийся или двойной сдвиг в плоскостях {1010},
который будет происходить до тех пор, пока направление < 1 ОТО > не сделается
параллельным направлению растяжения. О подобном явлении в титане указал
Андерсон и др. [17]; показанный на фиг. 199 образец с шейкой подобен тита-
новому образцу, схематически описанному указанными авторами.
Изложенное выше явление переориентации дает ключ к пониманию
текстуры, обнаруживаемой в катаном, а также в выдавленном поликристалли-
ческом бериллии, что рассматривается Клейном и др. в следующем разделе
этой главы.
Волнистые линии сдвига (скольжения)
Ли и Бриком, а также авторами настоящего раздела было отмечено, что
появление волнистых линий сдвига в монокристаллах бериллия связано со
сдвигом по плоскостям {1010} и что волнистость увеличивается с повышением
температуры. Было также замечено, что волнистость проявляется более за-
метно при сдвиге по другим плоскостям, нежели по плоскости базиса.
Волнистые линии сдвига по плоскостям {1010} в бериллии по виду
сходны с линиями сдвига в зоне < 111 > металлов с объёмноцентрированной
кубической решеткой [18]. Характерное различие волнистых линий сдвига,
появляющихся в бериллии при комнатной температуре в направлениях, пер-
пендикулярном и параллельном направлению сдвига, видно на фиг. 202.
Показанные на фиг. 202 образцы подвергались изгибу вокруг оси с с приме-
нением нагружения в трех точках. На фиг. 202,а плоскости базиса параллель-
ны плоскости рисунка; плоскости {1010} параллельны основанию и перпенди-
кулярны плоскости рисунка; ось изгиба [0001] также перпендикулярна
к плоскости рисунка. На фиг. 202,6, в и г плоскости базиса параллельны осно-
ванию и перпендикулярны к плоскости рисунка; рисунок лежит в плоскости
(1010); таким образом, на последних рисунках следы сдвига в плоскости {1010}
расположены вертикально.
На фиг. 202,6 линии сдвига стали видны при достижении предела теку-
чести на растягиваемой поверхности изгибаемого образца. Ступенчатые
линии сдвига в левой части этого снимка являются первым видимым призна-
ком возникновения пластической деформации на этой поверхности при
изгибе; деформация постепенно увеличивается вправо на фиг. 2026.
При большем увеличении на фиг. 203 выявлен ступенчатый характер
линий сдвига, возникающих при комнатной температуре в плоскости {1010};
плоскость [0001] также вертикальна к плоскости фиг. 203. Легко себе пред-
ставить, что значительная ступенчатость и волнистость линий сдвига, воз-
никших при комнатной температуре, является следствием комбинированного
сдвига по плоскостям (0001) и {1010}, хотя там имеется мало изолированных
участков, где линии сдвига более прямолинейны и где ось изгиба в плоскости
[0001] также прямолинейна. На фиг. 203,6 и г представлены те же участки,
что и на фиг. 203,а и в соответственно, однако они отпечатаны слабее с целью
выявления сложного характера более толстых полос скольжения. Эти полосы
на фотографиях по виду подобны полосам, наблюдавшимся в магнии при
скольжении в плоскости {10Г1}, о которых впервые сообщил Шмид [19], а
позднее—Бакариан и Мэтьюсон [20]. Об этом же совсем недавно сообщали
Шодхури, Грант и Нортон [21] в своей статье о ползучести магния при
температуре 260°.
При определении твердости на плоскостях, параллельных плоскости
базиса, отпечатки индентера имеют продолговатую форму, как показано на
фиг. 204. На этом рисунке плоскость базиса перпендикулярна плоскости рисун-
ка и параллельна его основанию, так что следы призматических плоскостей
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
345
будут вертикальными. Форма отпечатков связана с тем, что сдвиг в плоско-^
стях (0001) развивается по вертикали, а протяженность их зависит от эффек-
тивности сдвига в этих плоскостях. Поперек этих плоскостей в середине длин-
Фиг. 202. Вид линий сдвига по плоскостям {1010} в монокристал-
лах бериллия, изогнутых вокруг оси с.
а—«гладкие» линии* на пло'скости базиса; б, в и г—«волнистые» линии на
плоскости {1010}. (а—светлое поле; Х50; б и г—поляризованный свет; Х150).
ной стороны сдвигов не происходит. Следует отметить различие во внешнем
виде отпечатков, получающихся при комнатной температуре и при темпера-
туре 500°.
Отпечатки индентера на плоскости {1010} (фиг. 204) иллюстрируют влия-
ние температуры на волнистость линий сдвига. Линии {ЮГО} в меньшем отпе-
чатке, полученном при комнатной температуре (фиг. 204, а, вертикальные
линии сдвига), почти прямые и расположены параллельно друг другу. Однако
в более крупном отпечатке, полученном при температуре 500° (фиг. 204, б и е),
346
ГЛАВА VII
линии сдвига гораздо более волнисты. Это позволяет предполагать, что при
температуре 500° к плоскостям (0001) и {ЮТО}, в которых проходил сдвиг при
температуре 20°, либо добавляются новые плоскости сдвига, либо комбинации
сдвигов в этих плоскостях становятся более неясными и не выявляются метал-
лографическим методом.
Фиг. г203. Микрофотографии линий сдвига на плоскости {1010}
при большом увеличении; светлое поле; х 1000.
В настоящее время еще не ясно, сколько новых плоскостей сдвига типа
{101а:} активизируется в бериллии при повышении температуры. Если судить
по форме линий на фиг. 204, то можно полагать, что появляется несколько
новых плоскостей сдвига.
Волнистость линий сдвига в бериллии увеличивается также с увеличе-
нием степени деформации или наклепа. Влияние деформации на изменение
вида линий сдвига показано на фиг. 202, б. На ней можно заметить волнистость
исходных линий сдвига, которые вообще почти прямые. Недавно подобный
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
347
эффект был отмечен Алленом и Мак-Леннаном [22] в a-железе. Сдвиг, следы
которого не были параллельны следам плоскостей (0001) или {1010}, имел
место в областях, лежащих между первичными линиями сдвигов. Однако
Фиг. 204.* Фотографии, иллюстрирующие влияние температуры
на характер линий сдвига, окружающих отпечатки индентера на
плоскости {1010} кристалла бериллия; светлое поле, (а—комнат-
ная температура; б ив—температура 500° С); Х50.
если самые первые линии скольжения имеют слегка зазубренную формуто
это свидетельствует о том, что сдвиг затруднен только в одной плоскости {1010}.
Прямолинейные участки линий на фиг. 202,6, а также слабые следы на фиг. 202, а
определенно указывают на то, что при комнатной температуре сдвиг должен
происходить в плоскости {ЮГО}. Однако зазубренный характер линий сдвига
348
ГЛАВА VII
в отдельных местах свидетельствует о том, что, хотя сдвиг первоначально
может начаться в плоскости одного типа (например, {1610})» дальнейшее дви-
жение может происходить и в других плоскостях, имеющих такое же направле-
ние сдвига, но меньшие критические напряжения. Таким образом, ответвления
линий сдвига (см. фиг. 202), параллельные плоскостям (0001), имеют близкие
к нулю предельные касательные напряжения.
ДЕФОРМАЦИЯ МОНОКРИСТАЛЛОВ ПОСРЕДСТВОМ ДВОЙНИКОВАНИЯ
Впервые о двойниковании в плоскости {10Т2} в бериллии сообщил Мэтью-
сон [3] в 1928 г. В обоих последних исследованиях монокристаллов бериллия
этот факт получил подтверждение и, кроме того, было показано, что в берил-
лии при температурах от —190 до +700° двойникование наблюдается только
в плоскости {1012}. Этот вывод был сделан на основе анализа лауэграмм и сте-
реографической идентификации следов двойников на поверхности. Из извест-
ных в настоящее время данных, видимо, только титан и цирконий являются
металлами с гексагональной плотноупакованной решеткой, у которых наблю-
дается двойникование в плоскостях, отличных от {1012}.
Направлением двойникования в плоскости {1012} является направление
<10Г1>, что в данном исследовании было установлено путем прямого наблю-
дения за изменениями, возникающими на поверхности под влиянием образо-
вания двойников. Наиболее убедительное подтверждение этому было получено
при изучении образцов, подвергавшихся сжатию в направлении, параллель-
ном оси <1010>, при котором квадратные стороны образца были параллель-
ны с точностью до 1° плоскостям (0001) и {1120}. В этих образцах не наблюда-
лось никаких изменений в плоскости {1120}, тогда как в плоскостях (0001)
были обнаружены рельефные двойники, расположенные параллельно сжатой
поверхности. Передние углы проекций двойников, как и предполагалось,
составляли с плоскостью базиса примерно 7°.
Температурная зависимость
Кауфман и др. [10] сообщили, что двойникования не наблюдалось в слу-
чае растяжения при температуре выше 300° продольных образцов, изготовлен-
ных в направлении {1010} из выплавленного в вакууме, а затем выдавленного
бериллия. Большинство плоскостей базиса в этих образцах параллельно оси
растяжения, и, вероятно, поэтому двойники в них образуются в отдельных
зернах, растяжение которых сопровождается возвратом их в исходное состоя-
ние. Ли и Брик наблюдали двойникование при температуре 500° в деформиро-
ванных сжатием образцах, когда направление сжатия отклонялось не более
чем на 10° от направления, параллельного оси с. В этой работе двойники были
обнаружены на образцах, подвергавшихся растяжению при температуре
700° в направлении, перпендикулярном к плоскости базиса, а также в от-
печатках индентера на плоскости базиса при температуре 800—850° в усло-
виях, когда другие виды деформации были сильно ограничены.
Анализируя диаграммы сжатия (нагрузка—расширение) монокристал-
лических образцов, в которых наблюдалось двойникование, и учитывая силь-
ные щелчки, слышимые в процессе деформирования при температурах 500°
и выше, Ли и Брик заключили, что двойникование облегчается при повышении
температуры. Они связали это явление с уменьшением поверхностной энергии
при повышении температуры. Однако подобная концепция в какой-то степени
противоречит гипотезе о том, что толстая пленка окиси, появляющаяся на по-
верхности образца при повышенной температуре (500°), увеличивает значение
критического напряжения сдвига по плоскости базиса. Авторами настоящего
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
349
раздела громкие щелчки при двойниковании отмечались как при сжатии, так
и при растяжении в образцах, обладавших соответствующей ориентацией
при температурах в интервале 20—700°.
Существуют ли критические напряжения для двойникования?
В недавней статье Бэлла и Кана [23] приведены данные о том, что в цинке
при комнатной температуре не существует единого критического напряжения
сдвига, при котором образуются двойники в плоскости {1012}. Величины
напряжений, при которых начинают появляться двойники, зависят от механи-
ческого совершенства кристалла. При отсутствии зародышей двойников на-
пряжение, требующееся для возникновения двойников, заметно увеличивается.
В упомянутой работе было установлено более или менее определенное
напряжение, приложенное перпендикулярно к плоскости базиса, ниже кото-
рого не наблюдалось образования двойников. Несмотря на то, что поверх-
ность образцов перед испытанием была тщательно протравлена, все же нельзя
с уверенностью сказать, что образцы перед испытанием не имели маленьких
зародышей двойников. Минимальное напряжение, при котором возможно
двойникование при комнатной температуре, составляет 11,2 ±1,4 кг!мм2,
что эквивалентно предельному напряжению в плоскости двойникования около
5,6 кг/мм2. Близость этой величины к значению критического касательного
напряжения для сдвига в плоскости {1010} при комнатной температуре яв-
ляется причиной резко выраженной конкуренции между двумя упомянутыми
типами деформации при сжатии в направлении, параллельном плоскости базиса,
когда сдвиг в плоскости (0001) исключен. Если в образцах, сжимаемых парал-
лельно направлению {1010}, двойникование начнется раньше, чем сдвиг по
плоскости <10Ю>, то первые же образующиеся двойники создают эффектив-
ный барьер для последующего развития сдвига по плоскости {1010}, так как
два из направлений сдвига < 1120>, в которых мог бы произойти сдвиг по
плоскости {1 ОТО}, уничтожаются в объеме двойника. Новые направления < 1120 >
возникающие внутри двойников, располагаются параллельно плоскости сжа-
тия и, следовательно, не могут содействовать сдвигу.
Установлено, что предел напряжения, при котором впервые возникает
двойникование при растяжении перпендикулярно к плоскости базиса, увели-
чивается с ростом температуры образца (см. пунктирные линии на фиг. 200).
Раньше обычно считали, что напряжение, при котором наблюдаются первые
признаки двойникования, уменьшается с ростом температуры. Таким образом,
наблюдаемое для бериллия увеличение напряжений двойникования с повыше-
нием температуры является необычным. Возможно, что этот эффект связан
с изменением (под влиянием нагрева) существующих зародышей двойников
и, следовательно, с уменьшением вследствие этого числа зародышей, которые
могут оказаться активными.
В бериллии двойникование при сжатии образца перпендикулярно к приз-
матическим плоскостям происходит, возможно, легче, чем при растяжении
перпендикулярно к плоскости базиса, хотя количественных данных для точ-
ного сравнения не имеется. Так, в условиях сжатия происходит небольшое
уменьшение объемной энергии деформации в теле двойника вследствие разли-
чия значений модуля упругости в направлениях, перпендикулярном и парал-
лельном оси с, в то время как при растяжении образца перпендикулярно
к плоскости базиса возникает небольшое увеличение объемной энергии дефор-
мации. Существуют и другие причины, в силу которых при сжатии преобла-
дает образование двойников:
а) при сжатии возникают более крупные участки с одинаковой ориента-
цией поверхностей, в которых возможно двойникование при данном виде
нагружения;
350
ГЛАВА VII
б) текстура в направлении <1010>, развивающаяся в выдавленных
прутках, делает двойникование более вероятным процессом при сжатии, па-
раллельном оси первоначального выдавливания, нежели при растяжении.
АКТИВНОСТЬ ПЛОСКОСТИ ИЗГИБА
В настоящее время принято считать, что образование «изогнутых пло-
скостей», «полос сброса», «сегментации» и «деформационных полос» является
проявлением ориентационной перестройки, которая обязательно должна
сопровождать сдвиг в условиях нечистого скольжения и включать поворот
решетки или изгиб вокруг оси, перпендикулярной к направлению сдвига.
При сдвиге в плоскости {111} ГЦК, зональном сдвиге в направлении <111 >
в ОЦК и при сдвиге в плоскости (0001) в гексагональном плотноупакованном
кристалле осями переориентационного вращения соответственно являются
направления < 112>, < 112> и < 1010>.
Фиг. 205. Образец для испытания на растяжение, в котором
плоскость базиса (0001) расположена под углом 45° к оси растяже-
ния. В образце образовалась полоса сброса под влиянием сдвига в
плоскости (0001). Направление сдвига указано стрелками; х5.
Существенное различие между сегментацией и полосами сброса состоит
в том, что сегменты образуются только путем простого изгиба плоскостей
базиса, тогда как полосы сброса возникают при перемене направления изгиба
и локальном воздействии единичной или исходной системы сдвига. Полосы
сброса образуются в основном путем пластического процесса изгиба и выпучи-
вания, приводящих к изменению размеров и положения в соответствии с систе-
мой приложенных напряжений.
Полосы сброса и сегментация отличаются от деформационных полос тем,
что первые связаны с плоскостью единичного сдвига, тогда как последние воз-
никают под воздействием вторичной системы сдвигов (обычно значительно
локализованных). При образовании деформационных полос происходит ориен-
тационная перестройка, которая противоположна перестройке, наблюдаемой
для исходной системы сдвига.
В данном исследовании установлено, что полосы сброса в бериллии
образуются только путем сдвига или изгиба по плоскости базиса. Рентгеногра-
фическими исследованиями и изучением линий на поверхности доказано, что
в бериллии изогнутые плоскости или полосы сброса, по крайней мере в мо-
мент их возникновения, образуются в плоскостях {1120}1).
х) Рози [25а] показал, что в титане полосы сброса образуются в результате сдвига
в плоскости {1010}. На более поздних стадиях развития этих полос необходимые пере-
ориентационные перестройки чаще заканчиваются развитием деформационных полос
внутри областей сброса, чем развитием трещин, как это имеет место в случае сдвига по
плоскости базиса в бериллии. Интересно, что развитие деформационных полос и двойного
сдвига взаимно исключают друг друга.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
351
Полосы сброса могут образовываться как при растяжении (фиг. 205), так
и при сжатии (фиг. 206 и 207), когда первичной деформацией является сдвиг
по плоскости базиса. В случае сжатия сдвиг по плоскости базиса более резко
выражен в зоне, ограниченной полосами сброса, тогда как при растяжении
сдвиг более сильно проявляется вне границ сбросов.
Фиг. 206. Вид полос сброса и сбросов, образовавшихся при
сжатии монокристалла бериллия в результате сдвига в плоско-
стях (0001). Начальный угол между плоскостями базиса и осью
сжатия 18^2°; хб.
Два фактора противодействуют образованию в бериллии прямоугольных:
полос сброса [24] при сжатии:
а) возможность сдвига по плоскости {1010},
б) возможность двойникования в плоскости {1012}.
352
ГЛАВА VII
Фиг. 207. Микрофотография шлифа, взятого из образца, по-
добного показанному на фиг. 219. Она иллюстрирует образование
сбросов—дефектов, свойственных плоскости спайности на границе
полос сброса. Области сброса расположены в правой части каждого
рисунка; поляризованный свет; X150.
Фиг. 208. Микрофотография, иллюстрирующая образование сбро-
сов—дефектов по плоскостям спайности. Сбросы сопровождаются
образованием двойников в плоскостях {1012} при чистом растяжении
в направлении, перпендикулярном к плоскости (0001). Плоскость
базиса расположена горизонтально и перпендикулярна плоскости
рисунка. Ось растяжения вертикальна; поляризованный свет.
Оба указанных выше типа деформации могут иметь место, когда плоскости
базиса приблизительно параллельны направлению сжатия. Вследствие этого
существует сравнительно узкая зона, в которой при сжатии наблюдаются
прямоугольные полосы сброса.
Изогнутые плоскости в бериллии образуются в следующих случаях:
а) при растяжении образцов перпендикулярно к плоскости базиса, в которой
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ '353
наблюдался только один вид пластической деформации—двойникование по
плоскости {1012} (фиг. 208), и б) при простом изгибе плоскости базиса вокруг
осей, лежащих в плоскости базиса. Основной характерной чертой изогнутых
плоскостей в бериллии является неизменная связь между ним и разрушением
(см. ниже).
Ли и Брик наблюдали деформационные полосы (т. е. области локаль-
ного вторичного сдвига) в монокристаллах, подвергавшихся сжатию. В этих
образцах полосы всегда располагались перпендикулярно направлению сжатия.
В бериллиевых образцах, подвергавшихся растяжению, деформационные
Фиг. 209. Микрофотография плоскости базиса в
изогнутом монокристалле бериллия, иллюстрирующая
изгиб как по плоскости {101х}, так и по плоскости
{1020}. Развитие плоскостей изгиба {101%}—весьма ред-
кое явление в бериллии; светлое поле; х 250.
полосы не наблюдались; однако направления, в которых они могли быть с наи-
большей вероятностью обнаружены (т. е. направления, примыкающие к сторо-
не (0001)- -{1120} ориентационного треугольника, и между плоскостями
{1120} и {1121}), не были изучены.
В отдельных случаях плоскость изгиба совпадала с плоскостью базиса
параллельно следам {101 х} (фиг. 209). Это похоже на образование изогнутых
плоскостей в цинке, которые Джилсон [26] назвал «согласованным изгибом».
Изогнутые плоскости, подобные показанным на фиг. 209, можно наблюдать
на некоторых фотографиях микроструктур, приведенных в последней статье
Шоудхури и др. [21], посвященной ползучести магния. Для представленной
на фиг. 209 изогнутой плоскости {101%} последний индекс был идентифициро-
ван не вполне достоверно; наиболее вероятной кажется плоскость {ЮГО}.
На фиг. 209 показаны два включения карбида, имеющие гексагональную
форму; следует отметить, что стороны шестиугольника параллельны следам
плоскостей {101х}.. Изучение микрошлифов, вырезанных перпендикуляр-
но плоскости, фиг. 209, показало, что включения имеют форму сдвоен-
ных усеченных гексагональных пирамид, причем стороны пирамиды при*
близительно параллельны плоскостям {1011} бериллиевой основы.
23 Бериллий
354
ГЛАВА VII
РАЗРУШЕНИЕ МОНОКРИСТАЛЛОВ БЕРИЛЛИЯ
Характеристика плоскостей спайности
В обоих последних исследованиях было замечено, что в монокристаллах
бериллия при комнатной температуре разрушение происходит по трем пло-
скостям: по плоскости базиса (0001), по призматической плоскости {1120} и по
Фиг. 210. Скол в бериллииТпо плоскости спайности вдоль плос-
костей базиса (0001).
а—светлое поле; х75; б—поляризованный свет; х75; в—светлое поле; х500.
поверхности раздела между основой й плоскостями {1012} двойников. Иссле-
дования показали, что каждый из этих трех типов изломов имеет свои отли-
чительные особенности.
Излом по плоскости базиса характеризуется двумя группами линий, при-
дающих характерный вид поверхности излома. Линии в каждой группе распо-
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
355
лагаются иод углом 60°, а две группы линий разделены углом 30°. Эти
линии параллельны следам призматических плоскостей 1-го {1010} и 2-го
{1120} типов. Таким образом, каждая из линий первой группы потенциально
Фиг. 211. Скол в бериллии по плоскости
{1120}; светлое поле; х250.
всегда перпендикулярна к линии второй группы. Типичные линии расщепления
по плоскости базиса показаны на фиг. 120, а и б в светлом поле и в поляризован-
ном свете. Веерообразные линии на фиг. 210, б являются характерным призна-
Ф и г. 212. Скол в бериллии вдоль поверхности раздела, лежа-
щей между двойником {1012} и основой; светлое поле; х250.
ком расщепления по плоскости базиса при наблюдении в поляризованном
свете; изогнутые линии веера приблизительно параллельны следам плоскостей
{112а:}, хотя здесь и незаметно явной связи с плоскостями изгиба {1120}.
Фиг. 210, в сделана при большем увеличении. Вертикальные линии на этой
фотографии параллельны следам {101л}.
23*
356
ГЛАВА VII
Излом по призматическим плоскостям {1120} характеризуется неболь-
шими неровностями поверхности, которые приблизительно параллельны пло-
скостям базиса, и прерывистыми линиями, идущими примерно перпендику-
лярно следам плоскости базиса. В качестве примера на фиг. 211 показан
излом по плоскости {1120}; на этой фотографии плоскость базиса лежит
в плоскости снимка.
Расщепление по поверхности раздела между двойником и основой по
плоскости {10Г2} имеет зеркальный вид с небольшим числом линий. Обычно
наблюдаются слабые линии, напоминающие линии сдвига, идущие параллельно
Фиг. 213. Микрофотографии, иллюстрирующие развитие раз-
рушения в бериллии по плоскостям спайности вдоль поверхности
раздела {1012} двойник—основа.
а — поляризованный свет; Х100; б—поляризованный свет; х250.
плоскости базиса. Иногда плоскость спайности не имеет зеркального вида;
это бывает в тех случаях, когда поверхность раздела проходит через включе-
ние. На фиг. 212 дан пример такого излома, когда следы плоскости базиса
лежат в плоскости снимка.
Излом по плоскостям {10Г2} в бериллии обычно происходит только между
двойником и основой и никогда не проходит по телу двойника.^Этот вид раз-
рушения всегда связан с изломом по плоскостям (0001) или {1120} и, по-види-
мому, предшествует ему; наиболее частой является связь с изломом по пло-
скостям (0001).
На фиг. 213, а и б представлены две микрофотографии шлифов, иллю-
стрирующих развитие расщепляющих трещин вдоль поверхности раздела
между двойником и основой. Этот вид излома сравнительно редко встречается
в бериллии и возникает, по-видимому, только в том случае, когда другие виды
разрушения не могут иметь места.
Связь между расщеплением в плоскости базиса и изгибом плоскостей {1120}
Расщепление по плоскости базиса является наиболее известным и чаще
всего встречающимся видом разрушения бериллия. Наиболее характерной
особенностью разрушения по плоскости базиса является неизменная его связь
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
357
с образованием изогнутых плоскостей или полос сброса. При этом было
обнаружено существование двух основных связанных с ними механизмов
образования полос сброса и трещин, один из которых связан со сдвигом в пло-
скости базиса, а второй—с процессом двойникования в плоскости {1012}.
Образование трещин в плоскости базиса, связанное с границами полос
сброса, было описано впервые в 1950 г. [10] (см. фиг. 206), хотя в то время
сбросы и связанное с ними образование трещин еще не различались. На этой
фотографии видно, что маленькие дефекты в виде сбросов по плоскости спай-
ности могут образовываться в бериллии, не получая распространения при
температуре 400°.
На фиг. 206 и 207 видно образование трещин в плоскости базиса при сжа-
тии, которое приводит к развитию полос сброса вследствие сдвига в плоскости
базиса. Поскольку в этом случае нет растягивающих сил, действующих пер-
пендикулярно плоскости базиса, то трещины, однажды возникнув, далее не
развиваются.
Примеров, показывающих связь между границами сбросов и трещинами
в плоскости базиса при растяжении, нет. В этом случае трещины сразу же
после их возникновения в плоскости спайности начинают развиваться под
влиянием растягивающего усилия, пока не произойдет хрупкого разрушения
по плоскости базиса. Нафиг. 205 показаны полосы сброса, которые были обна-
ружены после удлинения образца на 1,8%; в таком образце излом произошел
после удлинения на 2,3%.Мортон, Треон и Болдуин [27] показали, что в цинке
при температурах 0—65° трещины в плоскости базиса связаны с границами
полос сброса, возникшими при сдвиге в плоскости базиса, причем разрушение
в плоскости базиса происходит постепенно после достижения удлинения
на 8—10%, а не быстро, как это характерно для бериллия при комнатной темпе-
ратуре. Возможно, что и в бериллии может иметь место постепенное разруше-
ние, если производить испытания при повышенных температурах, достигая
при этом той же степени деформации, которую получали Мортон и др. В не-
скольких образцах, которые были испытаны в интервале температур 200—
500°, удлинение составляло 1—2%; однако полос сброса и трещин в плоскости
базиса не было обнаружено. Количество монокристаллических образцов,
испытанных при повышенных температурах и имевших требуемую ориента-
цию плоскостей, было недостаточно для того, чтобы судить об образовании
в результате растяжения сбросов и дефектов в плоскостях спайности.
На фиг. 208 показано образование изогнутых плоскостей в сочетании
с трещинами на плоскости базиса при двойниковании в плоскости {10l2}.
В этом случае можно предполагать следующую последовательность в разви-
тии явлений:
а) двойникование в одной из плоскостей {1012};
б) двойникование по второй плоскости {1 Of2} с развитием полос сброса1),
вызывающих смещение двойников в противоположных направлениях;
в) одновременное развитие трещин в плоскости базиса, которые распро-
страняются, пока не достигнут другого двойника или пока не выйдут на по-
верхность;
г) развитие трещин вдоль поверхности раздела двойника и основы;
д) окончательное расщепление по плоскости спайности.
В связи с существованием двух возможных механизмов разрушения по
плоскости базиса (т. е. сдвига в плоскости базиса и двойникования в плоскости
Индекс изогнутой плоскости при сочетании изгиба плоскости с двойникованием
не может быть точно идентифицирован. Одинаково вероятно, что это могут быть плоскости
{1120} или {1010}. Последний индекс кажется более совместимым с образованием сопряжен-
ных сдвигов{1012}, тогда как первый индекс кажется более благоприятным в случае не соп-
ряженного сдвига.
358
ГЛАВА VII
{1012}), по-видимому, существуют два уровня напряжений, вызывающих
разрушение по плоскости базиса при испытании на растяжение при комнатной
температуре. Когда сдвиг в плоскости базиса предшествует излому, то он
происходит при критическом касательном напряжении 1,4—1,75 кг/мм2-,
при этом наблюдается очень небольшой наклеп и в процессе сдвига образуются
полосы сброса примерно посредине расчетной длины растягиваемого образца.
В итоге после удлинения на 2—3% происходит внезапное разрушение- по
плоскости базиса при величине предельных нормальных напряжений 1,7®—
2,1 кг! мм2.
Когда направление растяжения почти перпендикулярно плоскости базиса
и сдвиг в плоскости базиса становится невозможным, то в образце ничего
Ф и г. 214. Микрофотография, иллюстрирующая развитие
сбросов—дефектов по плоскости спайности; поляризованный
свет; х250.
не происходит до тех пор, пока величина напряжения не достигнет 10,5—
11,2 кг!мм2. Об образовании одного или двух двойников можно судить как
по явно слышимому «щелканью», так и* по изменению поведения в нагрузке.
При комнатной температуре образование двойников сопровождалось изломом
по плоскости базиса и частым разрушением по поверхности раздела двойника
и основы. Ясно, что для бериллия не может существовать критического нор-
мального напряжения, равного 1,4—2,1 кг!мм2, так как это значение на-
пряжения должно было бы быть критическим в обоих описанных случаях.
Таким образом, бериллий представляет собой металл, в котором напряжение
разрушения явно зависит от вида предшествующей разрушению деформации.
Важно отметить, что в бериллии не наблюдалось разрушения, которому
не предшествовало бы образование полос сброса. По-видимому, образование
полос сброса,, сопровождаемое в дальнейшем развитием трещин в плоскости
сдвига по границе полосы сброса, является первоначальной причиной хруп-
кости бериллия при комнатной температуре. Трещины, связанные с образо-
ванием полос сброса, в данной статье классифицированы как «дефекты сброса
в плоскости спайности». Недавно Джилмэн [24] привел прекрасные примеры
образования этого дефекта в цинке, испытанном на изгиб при температуре
жйдкого воздуха. В статье Мортона, Треона и Болдуина [271 при рассмотре-
нии вопроса о связи между границами полос сброса и изломом утверждается,
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
359
что развитие трещин в цинке в плоскости базиса происходит вследствие того,
что поворот границы полосы сброса при дальнейшем развитии сдвига невоз-
можен. Этот механизм согласуется с наблюдениями по развитию дефектов
сброса в плоскости спайности в бериллии. Таким образом, развитие трещин
связано исключительно с геометрической несовместимостью полос сброса
и основы в условиях, когда граница полосы не может вращаться и другие
виды ориентационной перестройки (например, образование деформационных
полос) не имеют места.
Фиг. 215. Характерные особенности, связанные с разрушением по
плоскости (0001) на образцах, испытывавшихся на двойной срез при
комнатной температуре.
а—две зоны среза в образце, испытанном на двойной срез; Х7; б—широкое
развитие сбросов—дефектов на плоскости спайности внутри зоны сдвига; светлое
поле; Х500; в—типичная структура, получающаяся на каждом конце зоны сдвига
при данной ориентации; Х50. Стрелка А указывает направление сдвига <П20>
и границ зоны сдвига. Общая степень сдвига —1,0 в*каждой зоне.
На фиг. 214 изображена природа дефектов сброса в плоскости спайности.
Дефекты образовались в плоскости базиса при температуре 850° С вблизи
отпечатка от индентора. Эта фотография показывает, во-первых, что при опре-
деленных условиях, когда возможность возникновения некоторых видов де-
формации сильно ограничена, дефекты сброса в плоскости спайности могут
возникнуть и при высокой температуре, и, во-вторых, указывает на связь
между границами полос сброса и трещинами в плоскости спайности. На фиг.
214 плоскость базиса горизонтальна и перпендикулярна плоскости рисунка,
которая почти совпадает с плоскостью {1010}.
Другой пример дефектов сброса в плоскости спайности показан на фиг. 215
на образце,с двойным 'сдвигом. Стрелка А указывает направление сдвига
360
ГЛАВА VII
< 1120>; он локализован в области стыка между правой зоной сдвига и цен-
тральной зоной образца. На фиг. 215, а показаны две зоны сдвига.
Детали структуры в зоне сдвига показаны на фиг. 215, б. Эта фотография
свидетельствует о широком развитии дефектов сброса в плоскости спайности
в указанной зоне. На фиг. 215, в показаны характерный изгиб плоскости
сдвига и разрушение в плоскости базиса около конца зоны сдвига. Джилмэн
и Рид [28] недавно обнаружили подобный тип разрушения при растяжении
в образцах цинка. Хотя зарождение излома в бериллии и цинке происходит
различными путями, причина отклонения плоскостей скольжения от поверх-
Фиг. 216. Схема микромеханизмов возникновения излома в бе-
риллии.
/ — изгиб плоскости (1120) является основным в механизмах разрушения берил-
лия. Деформация должна предшествовать разрушению; 2—трещины по плос-
кости (0001) зарождаются в полосах сброса, образующихся при ограниченном
воздействии в направлении базиса; 3 — образование трещин по плоскости (0001) у
зоны пересечения двойников. Развитие трещин вдоль поверхности раздела осно-
ва—двойники; 4~образование трещин по плоскости (1120) при изгибе плоскостей
базиса или при растяжении в направлении, перпендикулярном ранее образо-
вавшимся изгибам плоскости (1120).
ности излома одна и та же, а именно: скачкообразное изменение смещения
в направлении, поперечном к направлению сдвига в плоскости базиса и к пло-
скости излома.
На фиг. 216 схематически представлены возможные в бериллии микро-
механизмы возникновения излома.
Характерные особенности излома в призматической плоскости {1120}
В растягиваемых при комнатной температуре образцах, у которых пло-
скость базиса почти параллельна оси растяжения, разрыв по плоскости {1120)
и сдвиг в плоскости {ЮГО} действуют совместно. Поэтому для раздельного
их изучения необходимо было разработать специальную методику. С этой
целью было использовано то обстоятельство, что изгиб плоскостей базиса
ведет к подавлению сдвига в призматической плоскости, но не подавляет раз-
рушения по плоскости {1120}. Подавление сдвига в призматической плоскости
происходит вследствие того, что касательные напряжения в этой плоскости
сдвига имеют противоположные знаки, по разные стороны от нейтральной оси.
Можно возразить, что в случае испытания на изгиб на сжатой стороне до
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
361
излома возникают в небольшом количестве двойники. Однако было установлено,
что излом всегда начинается на растянутой стороне плоскостей {1120}. В тех
Фиг. 217. Отпечатки, сделанные наконечником прибора
типа Джиллсона в плоскости базиса в бериллиевом моно-
кристалле, при температурах, лежащих в пределах
300—900°.
Вверху и внизу представлены соответственно виды верхней
и' нижней сторон образца. Образцы показаны примерно в нату-
ральную величину.
случаях, когда кристаллы изгибались вокруг осей <1010>, а плоскости
базиса оставались параллельными внешней поверхности изогнутого образца,
было показано, что излом по плоскостям {1120} при комнатной температуре
362
ГЛАВА VII
*
Температура, °C
Фиг. 218. Зависимость твердости бериллия от
температуры.
/ — образец вырезан из сляба толщиной 6 мм параллель-
но плоскости базиса монокристалла бериллия; 2—обра-
зец бериллия толщиной 6 мм, вырезанный из прутка
диаметром 40 мм в поперечном направлении. Пруток
изготовлен выдавливанием слитка, отлитого в ваку-
уме; • — нагрев; х—охлаждение;
Перевод твердости
RK ~ RB
92
63
34
5
происходит при напряжении 17,5 кг!мм2. Данная величина напряжения
согласуется с напряжениями, вызывавшими излом по плоскости {1120) в растя-
нутых образцах, у которых до
излома имел место сдвиг в приз-
матической плоскости {1010},,
т. е. в тех образцах, у которых
плоскости базиса были парал-
лельны направлению растяже-
ния.
В 1950 г. Джиллсон [26]
впервые сообщил, что в цинке
около отпечатков индентера, пер-
пендикулярных к плоскости ба-
зиса, наблюдаются характерные
линии, возникновение которых
связано с изгибом плоскостей
(1120). На фиг. 217 показаны
подобные отпечатки в бериллии,
полученные при различных тем-
пературах. Индентер также
вдавливался перпендикулярно
плоскости базиса. Указанные
отпечатки были получены сле-
дующим образом. Образцы вы-
нимали из печи при темпера-
туре примерно 900° и затем на
них делали ряд последова-
тельных отпечатков, охлаждая
образец примерно до темпера-
туры 300°. В плоскости {1120}
возникали трещины в нижней
части всех отпечатков, кроме
первого. В верхней стороне всех
отпечатков ^наблюдались двой-
ники. Наличие длинных {1120}
трещин (фиг. 217, внизу) под-
тверждает тот факт, что этот вид
трещин может на значительной
протяженности отклоняться от
точного кристаллографического
направления.
Вид отпечатков на фиг. 217
свидетельствует о том, что излом
по плоскости {1120} возможен
вплоть до температур 500°, од-
100
75
50
25
нако уже не имеет места при
температуре 800°. Эта тенденция может иметь большое значение для процесса
деформации поликристаллического бериллия при высокой температуре.
Были изучены также значения твердости на плоскости, перпендикуляр-
ной плоскости базиса при температурах от комнатной до 700° (для более
высоких температур не был приспособлен прибор). Результаты полученных
значений вместе с данными для выдавленных прутков поликристаллического
бериллия представлены на фиг. 218. Для измерения твердости была выбрана
шкала вследствие того, что для высокотемпературных измерений могли
применяться только шарики из твердого сплава диаметром 3,175 мм\ кроме
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
363
того, эта шкала твердости сравнима со шкалой RB. Перевод значений твердости
до этим шкалам приведен в подписи к фиг. 218. Понижение твердости на
плоскости, перпендикулярной плоскости базиса, при температурах выше 500°,
очевидно, связано с новым видом деформации, возникающим при дальней-
шем повышении температуры. Поскольку излом по плоскости {1120} наблкь
дался до настоящего времени только в бериллии, то возникновение этого вида
излома можно связать с малой величиной коэффициента Пуассона для берил-
лия. Было обнаружено, что вообще излом по плоскости {1120} встречается
гораздо реже, чем излом или расщепление в плоскости (0001). Фактически
излом по плоскостям {1120} обычно имеет место только в тех случаях, когда
сдвиг и излом в плоскости базиса невозможны. Случаи излома по плоскости
{1120} без предварительного изгиба плоскости {1120} не наблюдались.
Излом при сжатии в направлении, параллельном оси с
При сжатии перпендикулярно плоскости базиса металлов, имеющих гек-
сагональную плотноупакованную решетку с отношением da, меньшим 1,732,
ориентация и напряженное состояние таковы, что все обычные формы пла-
стической деформации полностью подавляются. Двойникование не может
происходить по плоскостям {10Т2} потому, что объемные изменения, связан-
ные с образованием двойников, не могут произойти из-за необходимости рас-
ширения в направлении, перпендикулярном плоскости базиса основы. Сдвиг
не может иметь места ни в плоскости (0001), ни в плоскости {1010}, так как
в этих плоскостях не возникают предельные касательные напряжения. Таким
образом, единственно возможным состоянием является упругое расширение.
В обоих последних исследованиях изучалось сжатие перпендикулярно пло-
скости базиса при комнатной и повышенных температурах. Как и следовало
ожидать, нормальная пластическая деформация отсутствовала. В этих опытах
при сжатии были достигнуты необычайно высокие напряжения (по сравнению
с напряжениями, обычными для монокристаллов), при которых происходило
разрушение, носившее явно выраженный скачкообразный характер. Напря-
жения, при которых происходило разрушение при комнатной температуре,
поданным настоящей работы составляли 140—168 кг/мм2, а в подобных опытах
Ли и Брика напряжение разрушения составляло 199,5 кг/мм\
Энергия, необходимая для разрушения бериллия при сжатии по плоскости
базиса, по подсчетам Ли и Брика, составляет 27,3 кГм/см3, или 0,33 ккал/г-атом\
энергия сублимации бериллия равна 75 ккал/г-атом. Поскольку разру-
шение происходило в упругой области, то энергия разрушения не должна рав-
няться энергии сублимации. Хотя образец дробился на очень мелкие осколки,
однако отдельные осколки удавалось улавливать; это означает, что образец
не испарялся при испытании.
Если предположить, что растягивающее напряжение при сжатии равно
приложенному внешнему напряжению, умноженному на коэффициент Пуас-
сона (конечно, приближенно), то можно показать, что разрушающие напря-
жения в плоскости базиса при сжатии (175—210 кг/мм2} согласуются с величи-
ной разрушающих напряжений при изгибе в плоскости {1120}, равной
15,4 кг/мм2, и коэффициентом Пуассона, равным О,!1).
5ц 5ц
£ц= -FT- ; е . v;
11 Е\\ 1 * 11 £|1
Е । 28 0* 103
S . =е . £ t год (175 до 210).0,1^14 до’ 16,8 кг1мм2,
-L -L _L £|| II 37,4.103 '
где £ц, е р Sj_ и Яц, —соответственно деформации, разрушающие напряжения
(в кг/мм2) и модуль Юнга (в кг/мм2) в направлениях, параллельном и перпендику-
лярном оси сжатия; v=0,l—коэффициент Пауссона.
364
ГЛАВА VII
Более значительная пластичность, наблюдаемая при растяжении и сжа-
тии перпендикулярно плоскости базиса при температурах 700—1000°,
свидетельствует о том, что при высоких температурах имеет место другой меха-
низм деформации. Загрязнение поверхности образцов при высокотемператур-
ных испытаниях не позволяет обнаружить следы деформации на поверхности.
В образцах, принявших при сжатии бочкообразную форму, не было обнару-
жено трещин; при приложении напряжений порядка 4,7 + 0,35 кг/мм2 при
температуре 800°, 2,9 ± 0,35 кг/мм2 при 900° и 1,96 ± 0,21 кг! мм2 при 1000°
наблюдается однородная деформация. Эти данные сильно отличаются от дан-
ных Ли и Брика, которые определили для сжатия по плоскости базиса сжимаю-
щих напряжений величину, равную ~140 кг /мм2 при температуре 500°. По-
видимому, между температурой 500 и 700° коренным образом изменяется
характер деформации; этот факт важен с точки зрения практики деформиро-
вания бериллия при высоких температурах, особенно на последних проходах
при прокатке, когда плоскость базиса располагается параллельно плоскости
листа.
Хотя характер деформации при высоких температурах до сих пор точно
не установлен, но все же можно указать на следующие положения:
а) сдвиг в пирамидальной плоскости происходит в направлении, отличном
от < 1120> (поскольку направление < 1120> перпендикулярно приложен-
ному напряжению); наиболее вероятным кажется сдвиг по направлению
<1121>; __
б) двойникование в плоскостях {112х} сходно с титаном и цирконием,
однако на микрошлифах сжатых образцов следов двойникования не наблю-
дается; обнаруживается только легкий изгиб плоскостей базиса, которые
остаются в основном параллельными сжимающим бойка;
в) не кристаллографическая деформация.
Наличие больших количеств кремния и алюминия в этих образцах может
усложнить картину деформации при температурах выше 600°, однако это,
по-видимому, маловероятно. Трудно предположить также, что жидкая состав-
ляющая будет распределена внутри твердого кристалла равномерно, даже
если она присутствует только в незначительных количествах.
Сравнение результатов данной работы с результатами других исследований
Поскольку в работе Ли и Брика изучалось только сжатие, а излом воз-
никал лишь при определенной ориентации плоскостей или в условиях спе-
циальных дополнительных опытов, то они не пытались детально анализировать
хрупкое поведение бериллия. Ли и Брик высказали предположение, что рас-
щепление в плоскости {1120} может вызываться наличием пороков на поверх-
ности двойник—основа. Авторы данного раздела считают, что правильным
будет обратное предположение, а именно, что расщепление по границе раздела
двойник—основа может быть косвенным результатом предшествующего
изгиба плоскости {1120}. В случае излома по плоскостям {1120} разрушения
по другим плоскостям не наблюдалось, однако расщепление только по пло-
скости {1012} никогда не имело места. Ли и Брик предположили также, что
двойниковый сдвиг при двойниковании по плоскости {1012} может привести
к разрушению по плоскости {1120}, перпендикулярной к плоскости двойнико-
вания. Поскольку в этом случае отсутствуют растягивающие усилия, дей-
ствующие перпендикулярно плоскости {1120} и ответственные за этот меха-
низм разрушения, и поскольку для развития трещины необходимо, по-видй-
мому, наличие растягивающих напряжений, нормальных к плоскости разру-
шения, то механизм разрушения трудно выявить.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
365
Существенное различие между данными Ли и Брика и данными, приведен-
ными в настоящем разделе, заключается в том, что в работе Ли и Брика при
сжатии наблюдались многочисленные сдвиги по плоскостям базиса при ком-
натной температуре без разрушения по этим плоскостям. В данной же работе
при растяжении кристаллов при комнатной температуре многочисленных
сдвигов по плоскостям базиса не наблюдалось.
Для развития в бериллии любого типа трещин и изломов по любым пло-
скостям необходимо наличие сил, нормальных к плоскости трещинообразо-
вания. Часто наблюдали, что образцы бериллия, которые при растяжении
давали удлинение до 2% и затем хрупко разрушались, при сжатии давали
до 20% уменьшения длины. Неудивительно поэтому, что многие авторы раньше
говорили о «ковкости» бериллия или его текучести при сжатии, но очень
немного было известно о «пластичности» или текучести бериллия при растя-
жении.
Переход из пластического в хрупкое состояние
В последние годы обращают большое внимание на явление охрупчивания
многих металлов при понижении температуры, так как этот вопрос имеет
большое практическое и теоретическое значение.
‘ Специфическими причинами хрупкости бериллия при низких темпера-
турах, вероятно, являются следующие:
1. При понижении температуры ниже 500° сдвиг по всем плоскостям,
кроме {1010} и (0001), становится все более затруднительным; в то же время
вследствие изменения величины относительного критического касательного
напряжения сдвиг по плоскости (0001) делается более вероятным, чем сдвиг
по плоскости {ЮГО}, вследствие чего при комнатной температуре, кроме
случаев специальной ориентации, преобладает сдвиг по плоскости (0001).
2. Единственными формами ориентационной перестройки, которые согла-
совались бы со сдвигом в плоскости базиса при комнатной температуре,
являются изгиб плоскостей сдвига (0001) и двойникование по плоскости
{1012}. Относительно большое напряжение, необходимое для двойникования,
по сравнению с напряжением, необходимым для сдвига по плоскости базиса,
ограничивает ориентационные условия, при которых двойникование является
эффективным; в силу этого скользящий изгиб плоскостей базиса является
только потенциальной формой перестройки решетки при сдвиге по плоскости
базиса при более низких температурах.
3. Сдвиг по плоскости базиса с сопровождающим его изгибом решетки
может развиваться только в ограниченных пределах, пока не образуются
границы полос сброса или дислокационные стенки (т. е. упорядоченное рас-
пределение дислокаций становится преобладающим по сравнению с неупорядо-
ченным). При понижении температуры величина деформации, необходимой
для создания этих дислокационных границ, по-видимому, также понижается.
4. При низких температурах полосы сброса, очевидно, закрепляются
и это препятствует их вращению в решетке, что обеспечивает равенство углов,
образуемых плоскостями базиса с обеими сторонами границ сбросов. Это
может происходить потому, что:
а) для дислокаций одинакового знака энергетически выгоднее группиро-
ваться вместе;
б) дислокации неохотно отрываются от общей группировки, если они
уже объединились с дислокационной стенкой.
5. По мнению Мортона и др. [27], именно невозможность вращения гра-
ниц сброса вызывает развитие трещин на плоскости базиса. При наличии рас-
тягивающих напряжений трещина, образовавшаяся на плоскости базиса,
в результате возникновения полосы сброса и невозможности вращения ее
границы может неудержимо распространяться, пока не будет остановлена
366
ГЛАВА VII
нарушением непрерывности поверхности или атомной решетки (например,
достижением поверхности образца, границ зерна или междвойниковой по-
верхности).
Хотя охрупчивание бериллия, наблюдаемое при температурах немного
выше комнатной, вызывается несколькими факторами, наиболее действенным
из них является потеря соответствующего способа ориентационной перестройки^
что приводит к развитию трещин.
Интересно отметить, что охрупчивание, ассоциирующееся со сдвигом
в плоскостях (0001) и {1010}, наблюдается в двух различных температурных
интервалах. В случае сдвига по плоскости базиса, который приводит к обра-
зованию описанного выше дефекта сброса—расщепления, охрупчивание
наблюдается при температурах 20—200°. Однако в случае сдвига в плоскости
{1010}, при котором упомянутые выше дефекты не образуются, при испыта-
нии образцов на растяжение в направлении <10l0> при температуре—76°
наблюдается удлинение в 6—8%, а при температуре жидкого воздуха про-
исходит разрушение по плоскостям {1120} при удлинении 2—3%.
Связь излома с двойникованием
В прошлом делалось много попыток связать хрупкий излом с двойникова-
нием. В настоящее время выявилась одна возможность существования такой
связи. Установлено, что при двойниковании могут образовываться сбросы—
дефекты в плоскости спайности или трещины, которые приводят к разруше-
нию по плоскости спайности. Двойникование и хрупкое разрушение являются
бурно развивающимися процессами, сопровождающимися уменьшением упру-
гих напряжений (или деформаций) и условиями, которые способствуют разви-
тию одного из них, одновременно благоприятствуя развитию другого.
ДЕФОРМАЦИЯ И РАЗРУШЕНИЕ ПОЛИКРИСТАЛЛОВ
Приведенные выше сведения о деформации монокристаллов бериллия
позволяют лучше понять протекание процессов деформации в поликристал-
лическом бериллии, описанных в работах [10, 11] ив других главах этой книги.
Развитие текстуры
При выдавливании зона полюсов базиса формируется перпендикулярно
к оси выдавливания [10], т. е. все плоскости базиса стремятся расположиться
параллельно оси выдавливания. Такая перестройка может осуществиться
либо путем сдвига в плоскости (0001), либо путем сдвоенного сдвига по пло-
скости {ЮТО}. Хорошо известно, что в бериллии, кроме вышеуказанной
переориентации, при прокатке [9, 29] и выдавливании [10] может также обра-
зовываться текстура, при которой направление <1010> становится парал-
лельным главной оси деформации. Такая текстура не может являться след-
ствием сдвига в плоскости базиса, так как если основным видом деформации, по
Смигельскэйзу и Баррету [9], являются сдвиг по плоскости базиса, то только
направление < 1120> должно стать параллельным главной оси деформации.
Поскольку текстура <1120> в бериллии не наблюдалась, то следует пред-
положить, что деформация (особенно при повышенных температурах) должна
происходить в плоскостях, отличных от плоскостей (0001). Недавно обнару-
женный сдвиг в плоскостях {ЮТО} и, возможно, {ЮТх} позволяет хорошо
объяснить существование текстур <1010>. Наибольшие удлинения кристал-
лов или зерен происходят путем сдвигов в плоскостях (0001), {1010} или {101х}.
При этом имеет значение то, что такая переориентация всегда происходит
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
367
как поворот зерен в положение, при котором становится возможным сдвиг
в плоскостях {1610) или {ЮТх}.
В следующем разделе этой главы, по данным Клейна и др., описано влия-
ние изменений процесса изготовления на развитие текстуры и структуры
зерен в поликристаллических прутках и листах бериллия. Изучено также
влияние этих факторов на пластичность бериллия при комнатной температуре.
В прутках, выдавленных при надлежащих условиях, продольная пластич-
ность (удлинение при растяжении) приближается к 20%. В бериллиевых ли-
стах,. полученных поперечной прокаткой выдавленной заготовки с определен-
Фиг. 219. Сопоставление пластичности и образования щейки
образцов из монокристаллов бериллия и образцов порошко-
вого бериллия с резко выраженной текстурой; х0,75.
а—монокристалл, в котором направление <1010> параллельно
оси растяжения; плоскость базиса параллельна плоскости рисунка;
в образце видна шейка; б—пластичный образец, изготовленный из
порошка с применением поперечной прокатки (обжатие 10:1) в на-
правлении, перпендикулярном направлению выдавливания заготовки;
плоскости базиса большей частью параллельны плоскости рисунка;
в—образец порошкового бериллия,вырезанный в поперечном направ-
лении из выдавленной плоской заготовки; плоскости базиса ориен-
тированы по отношению к осям, расположенным в плоскости рисунка
и в вертикальной плоскости; образец непластичен.
ной степенью обжатия, достигается пластичность во всех направлениях в пло-
скости листа, равная 40%.
Хотя в выдавленных прутках при проведении испытаний на растяжение
в направлении, параллельном оси выдавливания, каждое зерно почти идеально
ориентировано для сдвоенного сдвига по плоскости {ЮГО}, а в круглых вы-
давленных прутках плоскости базиса также параллельны оси выдавливания,
Сдвиги все же располагаются более или менее беспорядочно по отношению
к этой оси. Следовательно, природа анизотропии процесса сдвоенного сдвига
в плоскости {1010} (т. е. его тенденция к образованию шейки или «ленты»,
причем плоскости базиса располагаются перпендикулярно к ширине ленты)
такова, что отдельные зерна стремятся деформироваться в противоположных
направлениях. В так называемых «пластичных» выдавленных круглых прут-
ках это отсутствие координированной деформации в отдельных зернах, по-
видимому, является причиной того, что пластичность этих прутков такова,
что при растяжении удлинение никогда не превышает 25% й обычно находится
в пределах 15—18%.
368
ГЛАВА VII
С другой стороны, в листах, полученных поперечной прокаткой, у кото:
рых плоскости базиса в основном параллельны плоскости листа, достигается
высокая степень текстурованности, и зерна получают возможность деформи-
роваться совместно друг с другом. В этом случае удается достигнуть удлинения
при растяжении порядка 30—40% и сжатия поперечного сечения в шейке
до 60%. Весьма, важно, что в таком листовом материале (в котором все пло-
скости базиса почти параллельны поверхности листа) не происходит суще-
ственного изменения в толщине плоского образца на растяжение, а все изме-
нения размеров выражаются в уменьшении ширины образца. Это поведение
точно соответствует поведению аналогично ориентированного монокристалла.
На фиг. 219 для сравнения представлены снимки, характеризующие пла-
стичность при растяжении для:
а) пластичного кристалла, в котором направление < 1010> параллельно
оси растяжения;
I
Фиг. 220. Схематическое изображение текстуры, полученной при выдавливании
заготовки и ее поперечной прокатке в направлении, перпендикулярном направле-
нию выдавливания.
I. Схематическое расположение плоскостей базиса в плоской выдавленной заготовке и
в листах, полученных поперечной прокаткой.
/ — выдавленная плоская заготовка; 2 —промежуточная поперечная прокатка, обжатие 6:1 —
15:1; <3—поперечная прокатка с высоким обжатием около 60:1.
II. Схематические полюсные фигуры, соответствующие трем вышеприведенным случаям.
4, 4', 4я — (0001) полюсные фигуры.
На этой фигуре и далее приняты следующие обозначения: НВ — направление выдавливания;
ПН—поперечное направление; НП — направление прокатки.
б) листового образца (в центре рисунка) с сильно ориентированной тек-
стурой (соответствует центральному образцу на фиг. 220),
в) образца, не обладающего хорошо развитой текстурой.
Для изучения типов деформации, при которых развивается текстура вы-
давливания, было произведено выдавливание нескольких монокристаллов
бериллия, заключенных в железные трубки. Эти кристаллы, первоначально
имевшие форму цилиндров, ось которых была параллельна направлению вы-
давливания, после выдавливания приобрели лентообразную форму. Строе-
ние, типичное для кристаллов после выдавливания, показано на фиг. 221.
На фиг. 221,а показано сечение выдавленного монокристалла, перпенди-
кулярное направлению выдавливания. В этом кристалле плоскости базиса
параллельны стрелке и перпендикулярны плоскости рисунка. После
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
369
Фиг. 221. Структура монокристалла бериллия, подвергнутого
выдавливанию; подтверждена важность сдвоенного сдвига по
плоскости {ЮТО} в развитии деформации при повышенной темпе-
ратуре. Температура выдавливания 760°, обжатие 9:1.
а—поперечное сечение выдавленного монокристалла; X 4. Плоскости
базиса перпендикулярны продольной оси; скольжение должно происхо-
дить по плоскостям {1010}; б—вид сверху на сечение образца, вырезан-
ного из выдавленного монокристалла. Направление выдавливания гори-
зонтальное. Плоскостью спайности является плоскость базиса; х 4;
в—.одна из граней на плоскости спайности. Угловой след от излома по
призматической плоскости показывает, что направление { 1010} параллель-
но оси выдавливания; X 25; г—микрофотография структуры в поперечном
сечении образца, показывающая развитие «эффекта пересечения»,
стрелка нанесена параллельно следам плоскостей, базиса. Поляризован-
ный свет; X 150.
выдавливания образец остается монокристаллом, что подтверждается харак-
тером расщепления по плоскостям базиса, как это видно на фиг. 221.
На фиг. 221, в показана поверхность, перпендикулярная к одной из базис-
ных плоскостей спайности в выдавленных кристаллах. На фиг. 221,6
видно, что призматические плоскости {1120} располагаются параллельно
друг другу и образуют угол 60° с направлением выдавливания. Это значит,
.что призматические плоскости {1010} расположены перпендикулярно оси
24 Бериллий
370
ГЛАВА VII
выдавливания, причем этот факт был подтвержден как данными рентгенограм-
мы с лучем, направленным перпендикулярно базисным поверхностям спай-
ности на фиг. 221, в, так и положением на этой поверхности следов двойников,
образующихся в процессе расщепления.
Эти образцы подтверждают, что при температуре 800° деформация кристал-
лов при выдавливании осуществляется за счет двойного сдвига в плоскости
{1010}. Следы на поверхности кристаллов, подвергавшихся выдавливанию,
показывают, что иногда наблюдается учетверенный сдвиг в плоскостях
{101х} (возможно, в плоскостях {1011}).
На фиг. 221, г (увеличенное изображение части участка, показанного
на фиг. 221, а) показана структура, называемая «эффектом пересечения»,
наблюдавшаяся в поперечном сечении выдавленных кристаллов. На фиг. 221, г
плоскости базиса идут параллельно стрелке и перпендикулярно к плоскости
рисунка, так же как и к направлению выдавливания; стрелки на фиг. 221, г
и а соответствуют друг другу. Механизм образования «структуры пересечения»
в настоящее время неясен; возможно, что она является следствием такого
местного изгиба плоскостей базиса, при котором в каждом пересечении про-
исходит изгиб в противоположных направлениях двух изогнутых плоскостей.
«Эффект пересечения» наблюдается также в правой части фиг. 213. Этот эффект
наблюдается только при температуре деформации выше 700°. Этим подтвер-
ждается то, что он, вероятно, связан с новым типом деформации, наступающим
при высокой температуре.
Механические свойства выдавленных прутков в продольном и поперечном
направлениях
При растяжении продольных образцов, вырезанных из выдавленных
прутков в направлении оси выдавливания, все плоскости базиса 'образуют
угол 10—15° с осью выдавливания, вследствие чего сдвиг в плоскости базиса'
выдавленных заготовок [18].
° —продольные образцы; • —поперечные образцы. I. Литой, а затем
выдавленный бериллий.
/ — предел прочности при растяжении 26,6 кг/мм2‘, 2—предел пропорцио-
нальности 12,3 кг/мм2\ 3 — предел пропорциональности 2,8 кг/мм2.
II. Выдавленный хлопьевидный бериллий. 4 — предел прочности при ра-
стяжении 47 кг/мм2\ 5 —предел пропорциональности 14 кг/мм^', 6—пре-
дел пропорциональности 4,2 кг/мм2.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
371
менее вероятен, чем сдвиг в призматической плоскости {1010}. Однако в по-
перечных образцах плоскости базиса ориентированы под разными углами
к оси растяжения и сдвиг по плоскостям (0001) является наиболее вероятным
процессом. Указанное различие в поведении поперечных и продольных об-
разцов объясняет вид диаграмм напряжение—деформация. Эти диаграммы
впервые были получены Кауфманом, Гордоном и Лилли [10] и представлены
на фиг. 222.
Диаграммы на фиг. 222 показывают различие в характере пластической
деформации продольных и поперечных образцов, изготовленных из выдавлен-
ных плоских заготовок. Верхняя кривая, полученная при растяжении образца
в направлении выдавливания, показывает результат сдвига в плоскостях
V1010}, тогда как нижняя кривая, снятая при растяжении поперечных образ-
цов, означает, что деформация происходит преимущественно за счет сдвига
по плоскостям базиса. Величина предела пропорциональности продольных
образцов, составляющая 12,3—14,0 кг/мм2, близка к величине предела теку-
чести монокристалла, в котором направление <10Т0> параллельно оси
растяжения. Более низкое значение предела пропорциональности у попереч-
ных образцов, составляющее около 2,8 кг/мм?, сравнимо с критическим каса-
тельным напряжением в 1,4 кг!мм2, для сдвига в плоскости базиса при комнат-
ной температуре.
В следующем разделе этой главы Клейн с соавторами показывает, что
продольные и поперечные свойства в плоскости бериллиевого листа одинаковы,
если все зерна ориентированы так, что плоскости их базиса параллельны пло-
скости листа.
Образование трещин в поликристаллическом бериллии
На фиг. 223 показано типичное расположение трещин, образующихся
в выдавленных бериллиевых прутках и трубах, согласующееся с положением
плоскостей {1120} в прутках, имеющих текстуру <10Г0> с плоскостями
базиса, параллельными поверхности.
Фиг. 223. Типичные изломы в бериллиевых трубах и
прутках, обладающих высокой хрупкостью и резко выражен-
ной текстурой. Трещины в основном параллельны располо-.
жению текстурованных плоскостей {1120}; а—х0,4; б—х2,0.
24*
372
ГЛАВА VII
На фиг. 224 представлены типичные изломы, получающиеся при изгибе.
надавленных прутков поликристаллического бериллия. Четкая линия, соот-
ветствующая нейтральной оси, подчеркивает также и различие в характере
Фиг. 224. Различный характер изломов в растянутой
и сжатой зонах выдавленного образца бериллия после
его испытания на изгиб (примерно в натуральную вели-
чину).
Р~зона растяжения; С—зона сжатия.
излома по обеим сторонам от этой линии. Излом в зоне растяжения, по-ви-
димому* идет по плоскости {1120}, тогда как в зоне сжатия наблюдается двой-
йикование по плоскости {1012} и излом частично совпадает с плоскостью
базиса внутри двойников, образующихся перпендикулярно оси выдавливания.
Деформация и излом при повышенной температуре
При повышенных температурах важное значение имеют деформация и раз-
рушение как по зерну, так и по границам зерен. На фиг. 225 показан межкри-
сталлитный излом, получившийся во время прокатки при температуре 850°
Фиг. 225. Межкристаллитный излом в крупнозернистом пол икр и-
сталлическом бериллии, прокатанном при температуре около
850°; Х8.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
373
крупнозернистого прутка, полученного выдавливанием из отлитой в вакууме
заготовки. Межкристаллитный излом был обнаружен в отлитом в вакууме
бериллии при температуре 600°, а в полученном из порошка бериллии—при
температурах 350—400°. Тенденция к образованию межкристаллитного излома
при повышенных температурах является особенностью бериллия и в сочета-
нии с его склонностью к окислению в настоящее время является главным
фактором, ограничивающим применение бериллия как конструкционного
материала при температурах выше 800°.
Пониженная прочность по границам зерен в бериллии зависит:
а) от уровня критических касательных напряжений в теле зерна берил-
лия, который несколько выше, чем в других металлах, что благоприятствует
истечению по границам зерен;
Фиг. 226. Влияние температуры испытания на пластичность
образцов, изготовленных из прутков бериллия, полученных вы-
давливанием из отлитых в вакууме заготовок.
б) от малой растворимости большинства элементов в твердом бериллии,
благодаря чему примеси склонны концентрироваться по границам зерен.
Резко выраженная тенденция к образованию «змеиных колец» в прутках
бериллия, выдавленных при повышенной температуре, и необходимость при-
менения оболочек при выдавливании и прокатке бериллия—все это связано
с резко выраженной склонностью бериллия к межкристаллитному излому
при его растяжении с большой скоростью деформирования при высоких тем-
пературах (фиг. 225). Наблюдаемые при высокотемпературных испытаниях
на растяжение отлитого в вакууме и затем выдавленного бериллия два макси-
мума пластичности при температурах 400 и 800°, по-видимому, связаны с меж-
кристаллитным изломом [10]. Кривые, иллюстрирующие это явление, при-
ведены на фиг. 226. Эти же максимумы, только менее резко выраженные, были
обнаружены также Бивером и Уиклем [11] в бериллии, изготовленном из
порошка.
Увеличение пластичности бериллия в интервале температур 20—400°
может быть связано с уменьшением тенденции к развитию хрупкого разрушения
по плоскостям (0001), уменьшением случаев двойникования в плоскостях
{10Г2} и облегчением сдвига в плоскостях {1 ОТО} при повышении температуры.
Уменьшение пластичности в интервале температур 400—600° представ-
ляет особый интерес, поскольку причина ее в настоящее время неизвестна.
Этот температурный интервал характеризуется наличием нескольких пло-
374
ГЛАВА VII
щадок текучести, которые наблюдаются в интервале температур 350—575°
в крупнозернистом металле, выдавленном из отлитых в вакууме заготовок [12].
В статье Кауфмана, Гордона и Лилли [10] приведены микроструктуры,
подтверждающие тот факт, что в интервале 400—600° происходит изменение
природы интрагранулярной деформации. При температуре 600° в растянутых
образцах из отлитого в вакууме и затем выдавленного бериллия дефекты
типа сбросов в плоскостях сдвига не были обнаружены. Наблюдались только
сильно искривленные и изогнутые зерна. Эти наблюдения не противоречат
тому, что границы становятся несколько более слабыми в интервале темпера-
тур 400—600°.
Хорошее соответствие между изменением удлинения и уменьшением попе-
речного сечения по данным испытания при повышенных температурах свиде-
тельствует о том, что разрушение по границам зерна, если и оказывается со-
действующим фактором при температурах ниже 800°, то оно является не един-
ственным и даже не главным фактором, влияющим на процесс деформации.
Если бы имело место обратное, то, во-первых, следовало бы ожидать, что
пластичность, раз уменьшившись, больше бы не повышалась и, кроме того,
уменьшение площади поперечного сечения должно было бы быть значительно
меньше удлинения. Повышение пластичности отлитого в вакууме бериллия при
температуре 800° лучше всего объясняется существованием особого высокотем-
пературного механизма деформации, который начинает преобладать при
температурах выше 600—700°.
ВЫВОДЫ
Большие монокристаллы бериллия могут быть получены при затвердева-
нии жидкого металла в изложнице соответствующей формы при определен-
ных условиях охлаждения.
Главнейшими явлениями в процессах деформации и разрушения в берил-
лии являются следующие.
Сдвиг
Сдвиг в призматических плоскостях {1010} в направлении <1120> имеет
место как при растяжении, так и при сжатии. В отличие от других металлов
с гексагональной решеткой в бериллци указанная выше система сдвига
является главной только тогда, когда бериллий дает значительное удлине-
ние при растяжении.
Сдвиг в плоскости базиса (0001) при растяжении при комнатной темпера-
туре происходит при сравнительно низких касательных напряжениях
(1,4 кг/мм2 по сравнению с напряжением 6.85 кг/мм2 для сдвига по плоскости
{1010}). Однако при растяжении разрушение наступает после незначитель-
ного сдвига в плоскостях (0001). Излом обычно происходит по плоскости
(0001), хотя имеют место случаи разрушения и по плоскости {1120}.
Сжатие может сопровождаться значительным развитием сдвига в пло-
скости (0001). Критическая величина касательного напряжения для сдвига
по плоскости базиса незначительно увеличивается с повышением температуры
и составляет около 1,75 кг/мм2 при температуре 500°, в то время как для сдвига
по плоскости {ЮГО} напряжение сдвига значительно уменьшается и также
достигает 1,75 кг!мм2 при 500°.
При повышенных температурах возможен сдвиг и по пирамидальным
плоскостям {ЮГх}.
Двойникование
Как при растяжении, так и при сжатии двойникование происходит только
по плоскостям {1012}. Для возникновения двойников при растяжении глав-
ная составляющая растягивающего усилия должна по направлению совпадать
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
375
с осью с, а для возникновения двойников при сжатии главная составляющая
сжимающего усилия должна действовать перпендикулярно оси с.
Двойникование было обнаружено при всех температурах в интервале
{—190)—(+850°). Однако при высоких температурах двойникование возникает
реже вследствие того, что в этцх условиях облегчается другой вид деформирова-
ния—сдвиг по плоскости {10Г0}—и двойникование по плоскости {10Г2} проис-
ходит в меньшей степени.
В результате двойникования наблюдается ориентационный поворот на
84°. Поэтому существование случайных двойников (образующихся, например,
при механической обработке) может привести к возникновению в хорошо
ориентированном вначале поликристаллическом агрегате участков с нарушен-
ной ориентацией. Такие двойники могут явиться причиной преждевременного
разрушения растягиваемых образцов.
Сбросообразование
«Полосы сброса», или изогнутые плоскости, создающие четкие ориента-
ционные разрывы через плоскости {1120}, образовывались при всех изучен-
ных температурах. Они могли возникнуть путем сдвига в плоскости (0001),
двойникования в плоскости {1012} или путем простого изгиба плоскостей
(0001).
Возникновение изогнутых плоскостей {1120} в результате сдвига по
плоскостям {1010} не наблюдалось. Изгиб плоскостей типа {1б1х} встре-
чается редко; вероятнее всего, он происходит в плоскости {ЮТО}.
Деформационные полосы
При испытаних на сжатие Ли и Брик наблюдали небольшие деформацион-
ные полосы, сдвиг в которых, по-видимому, происходит во вторичных пло-
скостях. Эти полосы неизменно располагались перпендикулярно к оси сжатия»
В настоящей работе деформационные полосы не наблюдались ни при растяже-
нии, ни при сжатии или изгибе, однако возможно, что изученный ориентацион-
ный интервал и достигнутые степени деформации не были критическими. На
микрошлифах, вырезанных из выдавленных монокристаллов и крупнозерни-
стых поликристаллических образцов, наблюдались полосы, которые могли
быть как деформационными полосами, так и хорошо развитыми полосами
сброса.
Возможно, что деформационные полосы, связанные со сдвигом только
по плоскостям {1010}, не вызывают таких изменений структуры, которые могут
влиять на металлографические характеристики бериллия, наблюдаемые
в поляризованном свете, поскольку на ориентацию плоскостей базиса не
влияет сдвиг в призматической плоскости {1010}.
Деформация бериллия при комнатной температуре
Монокристаллы бериллия при определенной и только единственной
ориентации могут быть весьма пластичными при комнатной температуре.
Для получения максимальной пластичности оптимальной ориентацией является
такая, когда направление <1010> располагается параллельно оси растя-
жения.
Единственной формой деформации бериллия при комнатной температуре,
протекающей без образования трещин и изломов, является двойной сдвиг
в плоскости {1010}. Существует сравнительно мало ориентационных и на-
пряженных состояний, когда действует только один тип деформации.
376
ГЛАВА VII
Влияние температуры на деформацию бериллия
С повышением температуры сдвиг в плоскости {1010} становится все
более преобладающим процессом по сравнению со сдвигом в плоскости (0001).
Возможно, что при повышенных температурах сдвиги происходят и по дру-
гим плоскостям семейства {101х}. Очевидно, что увеличение пластичности
бериллия при температурах выше комнатной объясняется уменьшением отно-
сительной значимости сдвига по плоскости (0001) с повышением температуры
и уменьшением тенденции рапространения трещин по плоскости (0001).
При сжатии бериллия перпендикулярно плоскости базиса в интервале
температур 20—500° пластическая деформация полностью подавляется и на-
ступает хрупкое разрушение при напряжении порядка 175 кг/мм2. При таких
же условиях при температурах выше 700° благодаря возникновению нового
еще точно неизвестного механизма деформации становится возможной значи-
тельная пластическая деформация; возможно, что этим механизмом является
сдвиг по пирамидальным плоскостям в направлении, отличном от направле-
ния < 1120>. Повышение пластичности при температуре 800°, наблюдавшееся
преимущественно в пол и кристаллическом бериллии, возможно объясняется
возникновением нового типа деформации. Бериллий, подобно другим метал-
лам с гексагональной плотноупакованной и кубической объемноцентриро-
ванной решеткой, имеет критическую температуру хрупкости. Фактически
бериллий имеет две критические температуры хрупкости: .одну в интер-
вале 0—200°, связанную со сдвигом в плоскости базиса, и вторую в интервале
(—50)—(—200°), связанную со сдвигом в призматической плоскости.
Изучение отдельных выдавленных монокристаллов показало, что при
выдавливании бериллия при повышенной температуре преобладающим видом
деформации является сдвиг в призматической плоскости {Ю10} и в пирами-
дальной плоскости {10U}. Существование нового еще точно не определенного
вида деформации при высоких температурах, без сомнения, влияет на текстуру,
возникающую при температурах выше 1000°. При некоторых обстоятельствах,
например, при поперечной прокатке, или при выдавливании на ранних сту-
пенях процесса деформации даже при повышенных температурах может пре-
обладать сдвиг в плоскости (0001).
Разрушение
Разрушение бериллия по плоскостям базиса (0001) и по плоскостям {1120}
имеет место как при растяжении, так и при сжатии. При растяжении наблю-
дается также разрушение вдоль поверхности раздела между основой и двой-
никами {1012}. Зарождение всех межкристаллических изломов всегда свя-
зано с образованием изогнутых плоскостей {1120}. По плоскости сдвига {ЮГО}
в бериллии никогда не наблюдалось хрупкого разрушения.
Скольжение в плоскости базиса в бериллии при комнатной температуре
приводит к образованию сбросов, наличие которых в свою очередь приводит
к образованию трещин на плоскости базиса. Эти трещины (называемые в на-
стоящем разделе дефектами сбросов в плоскости спайности), образующиеся
даже при незначительном скольжении в плоскости базиса при растяжении,
являются причиной хрупкости бериллия при комнатной температуре. Воз-
можно, что низкотемпературная хрупкость других металлов вызывается тем же
механизмом. По-видимому, при комнатной температуре в металле существуют
такие условия, при которых трещины могут легко развиваться, если растя-
гивающие напряжения нормальны к направлению трещины. Напряжение,
соответствующее истинному сопротивлению отрыва в бериллии, вероятно,
не может быть определено, так как излому предшествует некоторая пла-
стичность. Вид и степень развития пластической деформации, предшеству-
ющей разрушению, определяет величину напряжений, вызывающих излом.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
377
ЛИТЕРАТУРА
1. L е е Н. Т., Brick R. М., J. Metals, 4, 147 (February 1952).
2. L е е Н. Т., Brick R. М., Final Report on ONR-24908. University of Pennsyl-
vania, September 1953.
3. Mathewson С. H., Phillips A. J., Trans. Am. Inst. Min. a. Met. Engrs.
(Prec IMD), 78, 445 (1928); Abstract J. Inst. Met., 39, 533 (1929).
4. S 1 о m a n H. A., J. Inst. Met., 49, 365 (1932).
5. К г о 1 1 W., Metals and Alloys, 8, 349 (1937); Metallurgical Abstracts, 5, (11), 53
(1938).
6. Claussen G. E., Skeehan J. W., Metals and Alloys, 15, 599 (1932); Metal-
lurgical Abstracts, 9, (11), 233 (1932).
7. Tarnspol L., Metal Progr., 52, 391 (September 1947); Metallurgical Abstracts,
16, (11), 11 (1949—1950).
8. N i e 1 s e n J. P., Metal Progr., 53, 101 (January 1948); Metallurgical Abstracts,
16, (11), 135 (1949—1950).
9. Smigelskas A., Barrett C. S., Trans. Am. Inst. Min. a. Met. Engrs.,
185, 145 (1949); J. Metals (February 1949), Disc. p. 886; Metallurgical Abstacts, 16,
(11), 546 (1949—1950).
10. К a u f m a n n A. R., Gordon P., L i 1 1 i e D. W., Trans. Am. Soc. Met.,
42, 785 (1950); Metallurgical Abstracts, 18, (11), 3 (1951—1952).
И. В e a v e r W. W., W i к 1 e K. G., Trans. Am. Inst. Min. a. Met. Engrs., 200,
559 (1954); J. Metals, 6 (May 1954).
12. Unreported work done at MIT Metallurgical Laboratory.
13a. Gold L., USAEC, 1948, AECD-2258, 12 p.; Rev. Sci. Instr., 20 (2), 115 (1949).
136. Gold L., Phys. Rev., 77, 390 (1950) (See also AECD-2643, 2644, 2645, 1949;
Metallurgical Abstracts, 18, (11), 146 1951—1952).
14. К a u f m a n n A. R., Gordon P., Metal Progr., 52, № 3, 387 (1947); Metal-
lurgical Abstracts, 16 (11), 19 (1949).
15. Noland R. A., Walker D. E., Keefe G. O., Rauch G., Report of
January, February and March 1948; Metallurgical Division, Argonne National
Laboratory (ANL-4150), p. 38.
16. G о r d о n P., J. Appl. Phys., 20, 908 (October 1949); Metallurgical Abstracts,\7,
625 (1950—1951).
17. A n d e r s о n E. A., J i 1 1 s о n D. C., Dunbar S. R., Trans. Am. Inst.
Min. a. Met. Engrs., 197, 1191 (1953); J. Metals, 6 (September 1953).
18. S z e i n R. P., В r i с к R. M., Trans. Am. Soc. Met., 46, 1406 (1954).
19. S c h m i d E., S i e b e 1 G., Z. Elektrochemie, 37, 447 (1931); J. Inst. Met., 50,
2 (1932).
20. В а к a r i a n P. W., Mathewson С. M., Trans. Am. Inst. Min. a. Met.
Engrs., 152, 226 (1943); Metallurgical Abstracts 10 (11), 379 (1943).
21. Chaudhuri A. R., Grant N. J., Norton J. T., Trans. Am. Inst.
Min. a. Met. Engrs., 197, 712 (1953); J. Metals, 5 (May 1953).
22. A 1 1 e n N. P., McLennan J. E., discussion of Ref. 34, p. 1445.
23. Bell R. L., Cahn R. W., Acta Metallurgica, 1, 752 (1953).
24. G i 1 m a n J. J., Trans. Am. Inst. Min. a. Met. Engrs., 200, 621 (1954); J. Metals,
6 (May 1954).
25a. R о s i F. D., Trans. Am. Inst. Min. a. Met. Engrs, 200, 58 (1954); J. Metals, 6
(January 1954).
256. R о s i F. D., Dube C. A., Alexander В. H., Trans. Am. Inst. Min.
a. Met. Engrs, 197, 257 (1953); J. Metals, 25 (February 1953).
26. J i 1 1 s о n D. C., Trans. Am. Inst. Min. a. Met. Engrs, 188, 1009 (1950); J. Metals,
2 (August 1950); Metallurgical Abstracts, 18 (11), 420 (1951—1952).
27. M о r t о n P. H., T г e о n R., Baldwin W. M., J. Meeh, and Phys, о
Solids, 2, 177 (1954).
28. Gilman J. J., Read T. A., Trans. Am. Inst. Min. a. Met. Engrs, 197, 49
(1953)-; J. Metals (January 1953).
29. Greenspan J. (частное сообщение).
В. ПЛАСТИЧНОСТЬ БЕРИЛЛИЯ И ЕЕ СВЯЗЬ С ПРЕИМУЩЕСТВЕННОЙ
ОРИЕНТАЦИЕЙ И СТРУКТУРОЙ ЗЕРНА
Дж, Л, Клейн, В, Г. Макри, Д. X. Вудард и Дж, Гринспэйн
Хрупкость бериллия при комнатной температуре ограничивает его при-
менение в качестве конструкционного материала. В течение последних десяти
лет значительная часть исследований была направлена на изыскание путей
получения пластичного бериллия.
В настоящем разделе рассматривается влияние различных способов про-
изводства на пластичность бериллия и приводится обзор ранее не публико-
вавшихся работ Массачусетского технологического института.
Наиболее простым методом для повышения пластичности бериллия
является применение выдавливания и выдавливания в сочетании с прокаткой.
Первые бериллиевые прутки, полученные выдавливанием литого металла,
имели почти нулевую пластичность, но после улучшения техники выдавлива-
ния были получены прутки, у которых в направлении выдавливания удлине-
ние достигало 2—3%. Выдавливание прутков из хлопьевидного бериллия
позволило получить удлинение в направлении выдавливания в пределах
5—10%. Наконец, в прутках, изготовленных выдавливанием из порошка—
200 меш, было получено относительное удлинение порядка 20% в направлении
выдавливания. Хотя величина относительного удлинения, равная 20%,
является вполне удовлетворительной, все же бериллий, полученный указан-
ным выше способом, оставался хрупким по сравнению с таким металлом,
как медь, так как у бериллия разрушение происходило без образования
шейки.
Выдавливание хлопьевидного металла и получение листов последующей
прокаткой в направлении, перпендикулярном к направлению выдавливания,
показало, что при правильном ведении технологического процесса полученные
по этому методы листы приобретали пластичность, характеризующуюся удли-
нением 30—40% независимо от направления в плоскости листа (двумерная
пластичность). Кроме того, у разрывных образцов, изготовленных из этих
листов, разрушению предшествовало образование шейки.
Механизм деформации монокристалла, описанный в разд. Б этой главы
Туэром и Кауфманом, может быть использован в качестве основы для опреде-
ления желаемых ориентационных соотношений в поликристаллическом берил-
лии, которые могут обеспечить получение максимального относительного
удлинения при растяжении. Зерна, насколько это возможно, должны быть
ориентированы таким образом, чтобы направление растягивающих сил было
перпендикулярно к оси с, В этом случае напряжения, перпендикулярные
плоскости спайности (0001), будут малы и сдвиг будет происходить по плоско-
сти (КИО). В поликристаллических прутках идеальной ориентацией для до-
стижения максимальной пластичности вдоль оси прутка является такая, при
которой оси с перпендикулярны к оси прутка и в результате радиальной сим-
метрии расположены беспорядочно вокруг нее. В поликристаллических листах
идеальной ориентацией для достижения максимальной пластичности является
такая, при которой все плоскости базиса параллельны плоскости листа (оси с
перпендикулярны к плоскости листа). Некоторые из главных кристалло-
графических плоскостей бериллия показаны на фиг. 227.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
379
Плоскость базиса
/
Призма ти иеская
плоскость сдвига
(0001) Базисная плоскость
скалывания
Фиг. 227. Некоторые плоскости монокристалла бериллия.
ПРУТКИ, ВЫДАВЛЕННЫЕ ИЗ ХОЛОДНОПРЕССОВАННОГО ПОРОШКОВОГО БЕРИЛЛИЯ
В разд. Г гл. V подробно описана методика выдавливания прутков из
холоднопрессованных порошков, состоящая в том, что порошок —200 меш
QMV [I]1) прессуют на холоду в железном контейнере и нагревают до темпе-
ратуры выдавливания. После холодного прессования заготовки состоят из
неупорядоченно расположенных соединений мелких зерен, покрытых слоем
окислов и, возможно, содержащих сорбированный кислород. При нагреве
происходит их частичное спекание и плотность увеличивается с 63% для
холоднопрессованного порошка до 68% от теоретической плотности после
нагрева перед выдавливанием. Технология, обычно применяемая Массачусет-
ским технологическим институтом, следующая: давление при холодном прес-
совании 23,1 кг/лш2, нагрев перед выдавливанием в течение нескольких ча-
сов при температуре 1070°. Плотность полученной при этом заготовки, как
показано на фиг. 228, зависит от давления при холодном прессовании и тем-
пературы нагрева перед выдавливанием.
Преимущественная ориентация
Кауфман, Гордон и Лилли 12] рентгенографически установили, что в бе-
риллиевых прутках, полученных выдавливанием из литых заготовок, наблю-
дается волокнистая текстура [1010] с рассеянием в 15° по отношению к на-
правлению выдавливания. Как и следовало ожидать, в прутках, выдавленных
из беспорядочно ориентированного прессованного порошкового бериллия,
также наблюдалась волокнистая текстура ПОЮ]. Авторами настоящего раз-
дела с применением усовершенствованного метода Нортона [3] были полу-
чены аналогичные результаты, показанные на фиг. 229. На фиг. 230 представ-
лены результаты разброса ориентационных параметров. Например, величина
разброса ориентационного параметра 2/2 /макс. достигает нескольких градусов
от выбранного направления (направление выдавливания или поперечного
к нему), при котором число полюсов плоскостей дифракции равно половине
от. числа полюсов в выбранном направлении.
Влияние степени обжатия при выдавливании
Заготовки диаметром 115 мм, изготовленные из бериллиевого порошка,
подвергались выдавливанию при температуре 1070° через фильеры разного
диаметра с целью получения при выдавливании различных степеней обжатия
х) В этом разделе при отсутствии специальных указаний бериллиевым порошком
называется порошок —200 меш QMV [1]; температура выдавливания—температура,
до которой нагревают заготовки; пластичность выражается относительным удлинением
в %, полученным на образце при растяжении в условиях комнатной температуры.
Температура спекания SC
Фиг. 228. Влияние времени и температуры спе-
кания на плотность порошкового бериллия
(—200 меш), уплотненного при различных усло-
виях. Спекание производилось в вакууме без при-
ложения давления. Теоретическая плотность
принята равной 1,84 г/см\
Л—влияние температуры (время спекания 1 час)
/ — уплотнение под давлением 10,5 wz/cjh2; 2 —уплотнен-
ный при давлении 10,5 т/см2, до спекания; 3~уплотнение
под давлением 2,35 т/см2; 4—уплотненный при дав-
лении 2,35 т/см2, до спекания; 5 —уплотнение вибра-
цией; 6—уплотненный при вибрации до спекания.
Б — влияние времени спекания.
/ — уплотнение под давлением 10,5 т/см2, спекание при
температуре 1094°; 2—уплотнение под давлением
10,5 т/см2, спекание при 1066°; 3 — уплотнение под дав-
лением 2,35 т/см2, спекание при 1094°; 4 — уплотнение
под давлением 2,35 т/см2, спекание при 1066°;
5 —уплотнение вибрацией, спекание при 1094°; 6 — уплот-
нение вибрацией, спекание при 1066°.
Интенсивность Интенсивность
(ООО!) полюсная фигура
НВ
Угол d, град.
(1010) полюсная фигура
Фиг. 229. Ориентационные соотношения для волокнистой
текстуры [10Т0] в выдавленных бериллиевых прутках.
Кривые, показанные слева, представляют типичные развертки Нортона,
фигуры справа соответствуют полюсным фигурам. Угол а—угол между
t направлением выдавливания и полюсной дифракционной плоскостью.
Рассеивание
сриента ционныт
параметров
Угол d
Фиг. 230. Метод определения разброса зна-
чений ориентационных параметров по раз-
вертке Нортона.
1т~ максимальная интенсивность; а —угол между
направлением выдавливания и полюсом плоскости
дифракции.
382
ГЛАВА VII
от 12 : 1 до 45 : 1. На фиг. 231 показано изменение удлинения при комнатной
температуре и разброс ориентационных параметров в зависимости от степени
обжатия при выдавливании. Приведенные на фиг. 231 данные позволяют сде-
лать следующие выводы:
1. С увеличением степени обжатия при температуре выдавливания 1070°
степень совершенства преимущественной ориентации возрастает. При обжатии
15 : 1 указанный эффект выражен наиболее резко. Дальнейшее увеличение
обжатия вызывает слабое увеличение степени совершенства преимуществен-
ной ориентации.
Фиг. 231. Влияние степени обжатия при выдавливании на
пластичность и преимущественную ориентацию в бериллиевых
прутках, выдавленных при температуре 1070°. Ориентацион-
ное рассеивание взято при V2 /макс-
2. При увеличении степени обжатия выше 15 : 1 пластичность остается
неизменной. При уменьшении степени обжатия ниже 15 : 1 пластичность
резко падает.
3. Пластичность, характеризующаяся относительным удлинением (18%),
получается при наибольшем обжатии и соответствует пластичности в моно-
кристаллах до образования шейки.
4. Достижение какой-то минимальной степени приближения к преиму-
щественной ориентации является необходимым условием1) для получения
относительного удлинения 15—20% для образцов поликристаллического
бериллия. Необходимость этого условия становится понятной на основе ре-
зультатов, полученных для монокристаллов. Если бы была достигнута идеаль-
ная ориентация, то все плоскости базиса были бы параллельны оси растяже-
ния и сдвиг по плоскостям базиса не имел бы места. При относительно боль-
ших различиях в ориентации некоторые зерна ориентированы благоприятно
для возникновения сдвига по плоскости базиса; при этом, как показали Туэр
и Кауфман в предыдущем разделе этой главы, возникают трещины, а в даль-
нейшем происходит разрушение.
Далее будет показано, что это не является достаточным условием.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
383
Влияние температуры выдавливания и скорости охлаждения [4]
Полученные из бериллиевого порошка заготовки диаметром 50 мм выдав-
ливались через матрицу с отверстием диаметром 11,25 мм (обжатие при выдав-
ливании 20 : 1) при температурах 900, 950, 1010, 1070 и 1120°. При этом после
выдавливания применялись два вида охлаждения: на воздухе и в воде.
На фиг. 232 показан ориентационный разброс в зависимости от темпера-
туры выдавливания для плоскостей (0001), (1010) и (1120). С возрастанием
температуры выдавливания наблюдается больший ориентационный разброс.
Как охлаждение на воздухе, так и охлаждение в воде дает практически одну
и ту же степень ориентационного совершенства.
Температура заготовки.сС
Фиг. 232. Ориентационное рассеивание в зависимости от
температуры заготовки перед выдавливанием и скорости охлаж-
дения бериллиевых прутков, выдавленных из порошковых заго-
товок. Обжатие при выдавливании 20 : 1.
о—охлаждение на воздухе; •—охлаждение в воде; ----1/2/
^макс^’ ^макс.
На фиг. 233 приведены кривые изменения твердости и механических
свойств при растяжении в зависимости от температуры выдавливания при
обжатии 20 : 1. Интересно отметить следующее:
1. Имея в виду пределы ошибки опыта, различие в свойствах прутков,
охлажденных в воде и на воздухе, очень мало.
2. Пластичность имеет большой разброс при всех температурах выдавли-
вания. При этом более высокие температуры вызывают меньший разброс
(разброс значений удлинения частично может быть связан с отсутствием точной
соосности захватов испытательной машины, так как эти испытания были про-
ведены еще до введенных позднее усовершенствований техники испытаний).
3. В интервале температур выдавливания 955—1120° пластичность, по-
видимому, постоянна и в пределах точности измерения характеризуется отно-
сительным удлинением при растяжении, равным 16%. При температуре 900°
наблюдается значительный разброс пластичности, и значения удлинения при
указанной температуре явно ниже, чем при температурах более высоких.
4. Твердость, предел текучести и предел прочности равномерно пони-
жаются с повышением температуры выдавливания (различие между значением
384
ГЛАВА VII
твердости в продольном и поперечном направлениях вызывается наличием
преимущественной ориентации в выдавленных прутках). Существует два
возможных объяснения понижения прочности с повышением температуры
выдавливания: во-первых, как показано на фиг. 232, с повышением темпера-
туры выдавливания степень совершенства преимущественной ориентации
уменьшается; во-вторых, с повышением температуры выдавливания изменяется
Фиг. 233. Влияние температуры нагрева заготовок
и скорости охлаждения на свойства бериллиевых
прутков, выдавленных из порошковых заготовок.
©—охлаждение на воздухе; •—охлаждение в воде. 1—в
продольном направлении; 2—в поперечном направлении.
микроструктура, как показано на фиг. 234 и 235. Возможно, что с повышением
температуры выдавливания влияние микроструктуры будет более значитель-
ным, чем влияние ориентационных эффектов, поскольку ориентационные соот-
ношения в зависимости от температуры изменяются мало, а предел теку-
чести—значительно (так, например, при изменении температуры выдавлива-
ния от 900 до 1120° предел текучести изменяется от 39,9 до 26,6 кг/мм2).
СРАВНЕНИЕ СВОЙСТВ ^ПРУТКОВ, ПОЛУЧЕННЫХ ВЫДАВЛИВАНИЕМ ИЗ ОТЛИТОГО
В ВАКУУМЕ И ИЗ ПОРОШКОВОГО БЕРИЛЛИЯ
В прутках, полученных выдавливанием из порошкового бериллия, пла-
стичность, характеризующаяся величиной равномерного относительного удли-
нения составляет 15—20% даже при отсутствии шейки. В прутках же, полу-
ченных выдавливанием отлитого в вакууме бериллия, максимальная пластич-
ность характеризуется удлинением 2—3%. При одинаковых условиях выдав-
ливания заготовок порошкового и отлитого в вакууме бериллия (температура
25 Бериллий
Фиг. 234. Микроструктура бериллиевых прутков,
выдавленных при температуре 1070° с обжатием 20 : 1 и
последующим охлаждением на воздухе. Шифры не трав-
лены; поляризованный свет; Х150.
а—литой, в продольном направлении; б—литой, в поперечном
направлении; в—порошковый, в продольном направлении;
г— порошковый, в поперечном направлении.
Фиг. 235. Микроструктура бериллиевых прутков,
выдавленных при температуре 900° с обжатием 20 : 1 и
последующим охлаждением в воде. Шлифы не травлены;
поляризованный свет; Х150.
а—литой, в продольном направлении; б—литой, в поперечном
направлении; в—порошковый, в продольном направлении;
г—порошковый, в поперечном направлении.
386
ГЛАВА VII
выдавливания 1070°, величина обжатия 20 : 1, охлаждение после выдавлива-
ния на воздухе) свойства полученных прутков различаются следующим:
1. Степень совершенства преимущественной ориентации в прутках из
порошкового бериллия несколько выше, чем из литого.
2. Величина зерна в прутках, полученных выдавливанием из порошкового
бериллия, значительно меньше, чем в прутках, выдавленных из литого метал-
ла. Их микроструктуры значительно отличаются между собой.
3. По границам зерен в выдавленных из порошкового бериллия прутках
вокруг частиц исходного порошка наблюдается выделение окиси в виде сетки,
тогда как в прутках из литого металла таких выделений нет.
Ориентация и свойства при растяжении
При выяснении того, в какой степени перечисленные выше факторы
влияют на различие в свойствах прутков, выдавленных из порошкового и ли-
того бериллия, были проведены исследования прутков, выдавленных из заго-
товок литого бериллия диаметром 50 мм в условиях, отличающихся от обыч-
ных, а именно: температура выдавливания 1070—900°, обжатие при выдавли-
вании 20 : 1, охлаждение на воздухе и в воде.
В полученных прутках определялись степень ориентированности струк-
туры и свойства при растяжении в условиях комнатной температуры. Полу-
ченные результаты в сравнении со свойствами прутков, выдавленных в ана-
логичных условиях из заготовок порошкового бериллия, приведены в табл. 55.
Таблица 55
СРАВНЕНИЕ СВОЙСТВ БЕРИЛЛИЕВЫХ ПРУТКОВ, ПОЛУЧЕННЫХ
ВЫДАВЛИВАНИЕМ ИЗ ЛИТЫХ [И ПОРОШКОВЫХ ЗАГОТОВОК С ОБЖАТИЕМ ПРИ
ВЫДАВЛИВАНИИ 20:1. ОРИЕНТАЦИОННОЕ РАССЕЯНИЕ ДЛЯ 1/2 'макс.
ПО ПЛОСКОСТИ (0001)
Выдавливание Вид бериллия Ориента- ционное рассеяние, а Свойства при растяжении
темпера- тура, °C условия охлаждения относи- тельное удлинение, % предел текучести (0,2%), кг/мм2 разруша- ющее на' пряже- ние 1), кг/ ммъ
900 На воздухе Литой Порошковый 8 6 3 1—12 23,1 39,9 40,6 84,0
В воде Литой Порошковый 5 5 2 3—10 30,8 38,5 44,8 70,0
1070 На воздухе Литой Порошковый — 15 8 2 16—25 21,7 28,7 35,0 65,1
В воде Литой Порошковый 5 8 3 16 23,8 30,8 39,9 72,8
1) Разрушающее напряжение выражается отношением разрушающей нагрузки к конечной площади поперечного сечения образца при разрушении.
Данные табл. 55 позволяют сделать следующие выводы:
1. В прутках, выдавленных при температуре 1070° из отлитого в вакууме
металла и охлажденных после выдавливания на воздухе, степень несовершен-
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
387
ства преимущественной ориентации больше, чем в прутках из порошкового
бериллия, подвергнутых выдавливанию в аналогичных условиях. Однако
если выдавливать отлитые в вакууме заготовки при температуре 1070° и затем
охлаждать прутки после выдавливания в воде или выдавливать при темпера-
туре 900° с последующим охлаждением на воздухе или в воде, то степень
совершенства преимущественной ориентации будет такая же, как в прутках,
выдавленных из порошкового бериллия.
2. Пластичность прутков, полученных выдавливанием из литых загото-
вок, мала. Относительное удлинение составляет 2—3% при любых условиях
проведения эксперимента и даже при большой степени совершенства преиму-
щественной ориентации.
3. Предел текучести и предел прочности в прутках, полученных выдав-
ливанием из литого металла, ниже, чем в прутках, полученных выдавливанием
из порошкового металла.
Следовательно, определенная степень совершенства преимущественной
ориентации является необходимым, но не достаточным условием для полу-
чения относительного удлинения порядка 20% в выдавленных бериллиевых
прутках. Различие в пластичности литого и порошкового бериллия связано,
очевидно, с микроструктурой. Следует отметить, что данные о степени ориен-
тированности структуры, полученные на основе рентгеновских измерений,
носят только статистический характер и не определяют различий в ориента-
ции между зернами. Вполне возможно, что, хотя прутки, полученные выдав-
ливанием из литых в вакууме и порошковых заготовок, имеют одинаковую
статистическую ориентацию, между двумя прутками могут иметь место суще-
ственные различия в деталях ориентации.
Микростру кт ура
Изучение микроструктуры бериллия благодаря наличию оптической ани-
зотропии зерен бериллия рекомендуется проводить в поляризованном свете.
Вудард [5] и Бронсон [6] разработали методы количественного измерения
степени развития преимущественной ориентации в бериллии при изучении
микроструктуры в поляризованном свете, и полученные ими результаты
были подтверждены рентгеноструктурными измерениями.
При изучении полированных зерен бериллия в плоскополяризованном
свете интенсивность света, пропускаемого анализатором, зависит от ориента-
ции плоскости базиса. Когда линия пересечения (след) плоскости базиса
с поверхностью образца совпадает с плоскостью колебания падающего пучка
поляризованного света или она расположена перпендикулярно этой плоскости,
то зерна кажутся темными. При повороте зерна на угол 45° будет достигнута
максимальная освещенность. Таким образом, через каждые 90° получается
максимум освещенности и при повороте предметного столика микроскопа на
360° наблюдаются четыре минимума освещенности.
Освещенность при оптимальном положении зависит от наклона плоскости
базиса к поверхности шлифа: она получается наибольшей, когда плоскость
базиса перпендикулярна поверхности шлифа, и наименьшей, когда плоскость
базиса параллельна поверхности шлифа. Зерна, плоскость базиса которых
параллельна или почти параллельна плоскости шлифа, представляются тем-
ными при любых положениях предметного столика микроскопа.
Точность, с которой может быть определена степень ориентации в бериллии
при исследовании под микроскопом с помощью поляризованного света, зави-
сит от качества оптической системы микроскопа. В настоящее время резуль-
таты, получаемые по этому методу, менее точны, чем при использовании рент-
геновского метода. С другой стороны, в поликристаллических образцах берил-
лия рентгеновский метод дает только статистические результаты, тогда как
25*
388
ГЛАВА VII
при изучении шлифов в поляризованном свете мы можем наблюдать изменение
ориентации от зерна к зерну.
Микроструктура образцов, свойства которых приведены в табл. 55, пред-
ставлена на фиг. 234 и 235. Хорошо заметно различие между структурой заго-
товок, выдавленных из отлитого в вакууме и из порошкового бериллия. В ре-
зультате «обычного» процесса выдавливания при температуре 1070° с после-
дующим охлаждением на воздухе из порошкового бериллия получаются прутки
с мелкозернистой, волокнистой структурой; при такой же обработке отлитого
в вакууме металла получается структура, состоящая из крупных равноосных
зерен с отсутствием продольной ориентации. Понижение температуры выдав-
ливания до 900° и охлаждение прутков в воде приводит к измельчению зерна
как в порошковом, так и в литом бериллии. При этом структура отлитого
в вакууме металла резко изменяется и приближается к структуре порошко-
вого металла, выдавленного при температуре 1070° и охлажденного на воз-
духе. Однако величина зерна литого в вакууме бериллия, выдавленного при
температуре 900° и закаленного в воде, в несколько раз больше, чем величина
зерна бериллия, выдавленного из порошка при температуре 1070° и затем
охлажденного на воздухе.
Тщательное изучение микроструктуры заготовок, выдавленных из по-
рошкового бериллия, показало, что каждая исходная частица порошка со-
стоит из множества мелких зерен с одинаковой ориентацией, заключенных в ее
границах. В процессе выдавливания каждая из частиц порошка вытягивается
в нить, которая при выходе из очка матрицы рекристаллизуется, образуя
множество одинаково ориентированных зерен. Окисная пленка, окружающая
каждую частицу порошка, препятствует росту зерен, и окончательная их
величина зависит от температуры выдавливания, времени пребывания металла
при высокой температуре-и скорости охлаждения после выдавливания. Малая
величина частиц порошка (порошок крупностью —200 меш имеет среднюю
величину частиц порядка 0,03 мм) и наличие окисной пленки на границах
зерен, препятствующей их росту при нагреве вплоть до температуры 1150° [1,7],
обусловливает собой образование мелкозернистой структуры.
При выдавливании отлитого в вакууме и порошкового бериллия наблю-
дается два важных различия. Во-первых, в литом бериллии отсутствует окис-
ная пленка, препятствующая росту зерна, и, во-вторых, исходный литой
бериллий состоит из значительно более крупных зерен, чем частицы порошка,
что вызывает после выдавливания значительно большую величину зерна в на-
правлении, поперечном направлению выдавливания, в сравнении с порошко-
вым бериллием. Таким образом, в литом бериллии создаются условия, благо-
приятные для образования крупных зерен, что в свою очередь способствует
поглощению ими соседних мелких зерен при рекристаллизации. Выдавливание
при пониженных температурах и уменьшение продолжительности пребывания
бериллия при повышенной температуре (с использованием для этого охлажде-
ния в воде) частично, но не полностью задерживает развитие тенденции к росту
зерен отлитого в вакууме бериллия, как это видно из фиг. 235,а.
Величина частиц и микроструктура
Если бы можно было получить выдавленные прутки из порошкового
и литого бериллия с одинаковой степенью совершенства преимущественной
ориентации и с одинаковой микроструктурой (за исключением наличия окис-
ной пленки по границам зерна), то было бы возможно точно изучить различие
в пластичности между этими двумя видами бериллия. В качестве первого
шага в этом направлении одна партия бериллия, полученная от бериллиевой
компании «Браш», была измельчена в стружку, а затем—в порошок с различ-
ной величиной частиц. Бериллиевый порошок QMV обычно получают истира-
нием стружки, снятой с нескольких 20-килограммовых отлитых в вакууме
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
389
слитков бериллия, в порошок с величиной частиц —200 меш [1]. Величины
частиц стружки и полученного после смешения порошка, применявшихся
в указанных экспериментах, приведены в табл. 56. Причины незначительного
Таблица 56
ВЕЛИЧИНА ЧАСТИЦ БЕРИЛЛИЕВОЙ СТРУЖКИ
и порошка, применявшихся для опытного
ВЫДАВЛИВАНИЯ ПРУТКОВ
Ситовой анализ, меш Величина отвер- стий сита, мм Форма исходных частиц
(-5)-(+9) (—9)—(+16) (_16)-(+32) (-32)-(+60) (—60)—(+120) (-120)-(+200) (—200)—(+325) -325 4,0—2,2 2,2—1,2 1,2—0,55 0,55-0,25 0,25—0,125 0,125—0,074 0,074—0,044 0,044 Стружка, получен- ная при сбработе резанием Порошок, полу- ченный истира- нием стружки
расхождения в химическом составе различных по величине фракций (за исклю-
чением содержания в них окиси) указаны в следующем разделе.
Серия заготовок диаметром 50 мм была подвергнута выдавливанию в прут-
ки при температуре 1070° с обжатием 20 : 1 и охлаждением частично в воде,
частично на воздухе [8]. Предполагалось изучить преимущественную ориен-
тацию и механические свойства бериллия при растяжении в зависимости
от величины частиц и скорости охлаждения, но удалось провести изучение
только микроструктуры. Серия микрофотографий, иллюстрирующих влияние
величины исходных частиц и скорости охлаждения на микроструктуру, пред-
ставлена на фиг. 236—241 (для сравнения в представленную серию включены
и микрофотографии выдавленного литого металла). Из этих фотографий можно
установить следующие закономерные связи между величиной исходных частиц,
скоростью охлаждения прутков и ростом зерна выдавленного бериллия.
1. При постоянной скорости охлаждения конечная величина зерна после
выдавливания получается настолько меньшей, насколько меньше величина
исходных частиц. Эта зависимость установлена в прутках, охлаждавшихся на
воздухе и в воде.
2. В охлажденных на воздухе прутках, полученных выдавливанием из
литого металла, волокнистой структуры не наблюдается, как это видно на
продольных шлифах. Охлаждение в воде выдавленного литого бериллия
приводит к образованию волокнистой структуры.
3. При величине исходных частиц, превышающей +120 меш, охлаждение
в воде приводит к получению более мелкого зерна, чем при охлаждении на
воздухе. Если величина частиц менее чем +120 меш, то влияние охлаждения
в воде сказывается незначительно или вовсе не сказывается.
По-видимому, при отсутствии тормозящих рост зерна факторов (ингибито-
ров) рост зерен в бериллии происходит очень быстро, сразу же после выхода
прутка из очка матрицы при температуре 1070°. Предполагается, что росту
зерен порошкового бериллия эффективно препятствует наличие пленки окиси
вокруг каждой порошкообразной частицы.
Предварительное изучение степени ориентированности структуры пока-
зало, что существует небольшое различие в степени совершенства волокнистой
текстуры [10101 в прутках, выдавленных из бериллия с разной величиной
частиц. Предварительные данные испытаний на растяжение показали, что
Фиг. 236. Микроструктура бериллиевых прутков,
выдавленных при температуре 1070° с обжатием
20 : 1 и последующим охлаждением на воздухе. Шли-
фы не травлены; поляризованный свет; Х150.
а—литой, в продольном направлении; б—литой, в поперечном
направлении; в—порошковый, (—9)—(+16) меш, в продольном
направлении; г— порошковый, ( — 9)—(+16) меш, в поперечном
направлении.
Фиг. 237. Микроструктура бериллиевых прутков,
выдавленных при температуре 1070° с обжатием 20 : 1 и
последующим охлаждением в воде. Шлифы не травлены;
поляризованный свет; Х150.
а—литой, в продольном направлении; б—литой, в поперечном
направлении; в—порошковый, (—9)—(4-16) меш, в продольном
направлении; г—порошковый, (—9) — (4-16г) меш, в поперечном
направлении. '
Фиг. 238. Микроструктура бериллиевых прутков в
зависимости от величины частиц порошка, выдавлен-
ных при температуре 1070° с обжатием 20 : 1 и после-
дующим охлаждением на воздухе. Шлифы не травле-
ны; поляризованный свет; Х150.
а—порошковый, ( — 32)—(+60) меш,кВ продольном направлении;
б—порошковый, (—32) —( + 60) меш, в поперечндм направлении;
в -порошковый, (—60)—(+120) меш г» продольном направлении;
г—порошковый, (—60)—(+120) меш, в поперечном направлении.
Фиг. 239. Микроструктура бериллиевых прутков в
зависимости от величины частиц порошка, выдавлен-
ных при температуре 1070° с обжатием 20.: 1 и после-
дующим охлаждением в воде. Шлифы не травлены;
поляризованный свет;, X 150.
а—порошковый, (—32)—( + 60) меш, в продольном направлении;
б—порошковый, ( — 32)—(+60) меш, в поперечном направлении;
в—порошковый, (—60) —(+120) меш, в продольном направлении;
г—порошковый, (—60)—(+120) меш, в поперечном направлении.
Фиг. 240. Микроструктура бериллиевых прутков в
зависимости от величины частиц порошка, выдавлен-
ных при температуре 1070° с обжатием 20 : 1 и после-
дующим охлаждением на воздухе. Шлифы не травле-
ны; поляризованный свет; х 150.
а—порошковый, ( — 120) — ( + 200) меш, в продольном направле-
нии; б—порошковый, ( — 120)—(+200) меш, в поперечном напра-
лении; в—порошковый, —325 меш, в продольном направлении;
порошковый, —325 меш, в поперечном направлении.
Фиг. 241. Микрощруктура бериллиевых прутков в
зависимости от величины частиц порошка, выдавлен-
ных при температуре 1070° с обжатием 20 : 1 и после-
дующим охлаждением в воде. Шлифы не травлены;
поляризованный свет; Х150.
а—порошковый, (—120)—(4-200) меш, в продольном направ-
лении; б—порошковый, ‘ (—120)—(4-200) меш, в поперечном
направлении; в—порошковый, —325 меш, в дродольнбм направ-
лении; г—порошковый, —325 меш, в поперечном направлении.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
393
выдавленные прутки с крупнозернистой структурой обладают низкой пла-
стичностью, а с мелкозернистой структурой—более высокой пластичностью;
прутки со средней величиной зерна имеют промежуточную пластичность.
Можно сделать предварительное заключение о том, что в выдавленных прут-
ках бериллия имеется верхний предел величины зерна, связанный с его фор-
мой, при котором максимум пластичности определяется величиной относи-
тельного удлинения, равной 20%.
Окись по границам зерен
Указанные выше различные фракции стружки и порошка, а также более
мелкие фракции, полученные классификацией в воде, были проанализированы
на содержание кислорода (в виде ВеО). По средней величине частиц была
подсчитана удельная поверхность (см2 на 1 г порошка). На кривой фиг. 242
показано содержание ВеО на единицу поверхности в зависимости от средней
величины частиц порошка и стружки. Для частиц размером меньше 200 мкм
количество ВеО на единицу поверхности практически постоянно и равно
Фиг. 242. Зависимость содержания ВеО от величины частиц порош-
ка и стружки. Удельная поверхность выражена в смЧг.
Д —стружка, фракционированная на воздухе; о—порошок, фракционированный
на воздухе; •—порошок, фракционированный в воде.
примерно 0,001%, что совпадает с данными Бивера и Уикля [1]. Это значит,
что толщина пленки ВеО примерно одинакова у всех частиц с размером мень-
ше 200 мкм.а По приближенным подсчетам толщина пленки ВеО получается
равной 300 А, что соответствует толщине 100 элементарных ячеек ВеО, если
кислород действительно присутствует в виде плотной окиси бериллия.
Для частиц величиной больше 200 мкм количество ВеО на единицу удель-
ной поверхности быстро увеличивается с увеличением размера частиц. Это
кажущееся противоречие объясняется тем, что удельная поверхность, под-
считанная для крупной стружки, занижена по двум причинам. Во-первых,
форма стружки отличается от принятой при подсчетах шарообразной формы
больше нежели форма частиц порошка; вследствие этого ее поверхность зна-
чительно больше вычисленной. Во-вторых, в стружке, вероятно, имеется
много мелких трещин, вследствие чего ее истинная поверхность больше
расчетной.
394
ГЛАВА VII
Удлинение на разрывных образцах как критерий истинного наклепа
при холодной деформации
Так как выдавленный из порошка бериллий значительно отличается от
литого выдавленного бериллия по величине зерен и выделениям по их грани-
цам, то можно полагать, что относительно более высокая пластичность
при растяжении полученного из порошка бериллия связана со скольжением
по границам зерен. Против этого предположения выдвинуто несколько воз-
ражений:
1. В микроструктуре образцов при наблюдении после разрыва в поляри-
зованном свете четко выявляется искажение зерен.
2. Наличие низкой пластичности уплотненного и спеченного порошкового
бериллия, не имеющего текстуры (прессованные и спеченные брикеты) [1].
3. Рентгенограммы образцов на растяжение после испытания свидетель-
ствуют о наличии искажений решетки, как это видно на фиг. 243 и 244.
Теории различия в пластичности выдавленного литого и порошкового
бериллия
Отчетливого объяснения различия в пластичности выдавленного литого
в вакууме и порошкового бериллия с одинаковой степенью текстурованности
до сих пор еще нет, хотя опыты с использованием различных по величине
фракций стружки и порошка показали, что величина и форма зерна или только
его форма влияют на пластичность в большей степени, нежели составляющие
по границам зерен. Прежде чем дать возможное объяснение .различий в свой-
ствах при растяжении, полезно вспомнить, что разрыв образцов из прутков
выдавленного порошкового бериллия происходит без образования шейки
(шейка при тех же условиях испытания в листовом бериллии образуется, как
это было описано ниже). Причина отсутствия шейки становится понятной
в результате изучения монокристаллов и ориентации. Поскольку оси с ориен-
тированы приблизительно в направлении выдавливания, то зарождение шейки
в зерне или группе зерен может привести к образованию трещин в соседних
зернах с иной ориентацией осей с.
Возможны следующие три объяснения малой пластичности выдавленного
литого бериллия по сравнению с бериллием, выдавленным из порошка.
1. Теория образования двойников. При простом распределении напряже-
ний в текстурованном выдавленном бериллии, когда ось растяжения парал-
лельна направлению выдавливания, двойникование невозможно. Однако
наличие зерен неправильной формы в выдавленном литом бериллии вызы-
вает очень сложное напряженное состояние в некоторой части зерен, в силу
чего может произойти двойникование. Если двойникование происходит, то
в зоне двойников в результате поворота кристаллов на 90° плоскости базиса
окажутся перпендикулярными к направлению растягивающей силы, вслед-
ствие чего в этих зернах немедленно начнется образование трещин. Кроме
того, трещины могут развиваться как прямое следствие процесса двойникова-
ния. Трещины развиваются в выдавленном литом бериллии при наличии
напряжений очень быстро, поэтому начавшись от двойников в нескольких
больших зернах они легко распространяются по всему сечению.
Выдавленные из порошкового бериллия прутки имеют очень мелкозерни-
стую структуру и их зерна имеют более правильную форму, чем в прутках,
выдавленных из литого бериллия, вследствие чего в порошковом металле
вероятность развития растягивающих усилий вдоль оси с значительно меньше,
чем в литом.
Очевидных доказательств того, что.трещины в выдавленном литом берил-
лии зарождаются от двойников, до сих пор нет.
2. Теория изгиба зерен. Бериллий исключительно чувствителен к неболь-
шим изгибающим напряжениям. Даже выдавленный из порошка бериллий,
28
Фиг. 243. Влияние пластической деформа-
ции при растяжении на разрешающую спо-
собность дублета Ка1—Ка2 при отражении от
плоскости (2020).
а —в состоянии после выдавливания; б—удлинение
0,55%; в—удлинение 1,4%; г--удлинение 11,7%.
Фиг. 244. Изменение параметров расшире-
ния линий на рентгенограммах в зависимости
от величины относительного удлинения при
растяжении.
• —отражение от плоскости (2020); о—отражение
от плоскости (0004).
396
ГЛАВА VII
имеющий удлинение до 20%, разрушается при очень низком удлинении, если
захваты машины не обеспечивают весьма точной центровки образца.
При выдавливании отлитого в вакууме или порошкового бериллия полу-
чается структура с высокой степенью ориентированности, причем направле-
ние [1010] совпадает с осью выдавливания; плоскости (0001) дезориентированы
по отношению к направлению выдавливания. Когда растяжение производится
при комнатной температуре, то скольжение происходит по плоскостям (1010),
перпендикулярным к плоскости базиса. Вследствие наличия небольшого,
но явного разброса в ориентировке степень скольжения, происходящего
в отдельных зернах при отсутствии воздействия соседних зерен, не будет
одинаковой. Вследствие этого в поперечном направлении могут развиваться
значительные напряжения. Так как плоскости базиса в соседних зернах могут
иметь различную ориентацию, то величина поперечных напряжений в каждом
зерне может быть неодинаковой и могут возникнуть изгибающие напряжения.
Эта теория объясняет различие в свойствах подвергнутого выдавливанию
литого и порошкового бериллия величиной изгибающего момента в отдельных
зернах бериллия, зависящей от их величины и формы:
а) более правильная форма зерен в порошковом бериллии приводит к сни-
жению концентрации поперечных напряжений и вследствие этого к умень-
шению величины изгибающих моментов;
б) значительно меньшая величина поперечного сечения зерен в выдавлен-
ном из порошка бериллии по сравнению с выдавленным литым бериллием
приводит к уменьшению величины изгибающих моментов при одинаковых
напряжениях.
Приведенные выше соображения объясняют также причину отсутствия
шейки в выдавленных образцах бериллия.
3. Теория «микроориентации». Оба приведенные выше объяснения причин
различия в пластичности выдавленных из порошкового и литого бериллия
прутков основываются на различии в величине и форме зерен. В этих объяс-
нениях пленка окиси, имеющаяся по границам зерна бериллия, выдавленного
из порошка, оценивается только как фактор, препятствующий росту зерна
в процессе выдавливания.
Третье объяснение, выдвинутое для объяснения различий между двумя
указанными выше типами бериллия, приписывает обогащенной окисью
поверхности частиц порошка дополнительное свойство. В своей работе Брон-
сон [6] оптическим методом показал наличие на открытой поверхности берил-
лия, обогащенного кислородом хемисорбционного слоя толщиной около
8 атомных диаметров. Хотя статистическая ориентация может оказаться оди-
наковой как у пластичного, выдавленного из порошка бериллия, так и у отно-
сительно непластичного выдавленного литого бериллия, это третье объяснение
выдвигает предположение, что обогащенная кислородом поверхность порошка
благоприятствует его истечению в процессе выдавливания. Эти условия по-
зволяют каждой из частиц при ее прохождении через очко фильеры вращаться
(в основном как одно целое). В этих условиях каждая частица при выдавли-
вании стремится вращаться так, чтобы сдвиг по плоскостям (1010) мог совме-
щаться со сдвигом по аналогичным соседним плоскостям. Если рекристалли-
зация бериллия начинается от ориентированных определенным образом заро-
дышей и если в результате роста зерен образуются призматические внутренние
поверхности раздела с малой энергией, то в рекристаллизованных зернах
создается тенденция к такому расположению плоскостей (1010), которое спо-
собствует распространению сдвига от зерна к зерну. В образцах, выдавленных
из литого бериллия, такая когерентность плоскостей (1010) при переходе от
зерна к зерну отсутствует. В выдавленном из порошка бериллии благодаря
упомянутой выше когерентности поперечные напряжения при испытании на
растяжение получаются значительно меньшими, чем в выдавленном литом
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
397
металле, и поэтому в нем не имеет места преждевременное образование пер-
вичных трещин, как это следует из теории изгиба зерен.
В Массачусетском технологическом институте продолжается изучение
причин различия в пластичности между двумя типами бериллиевых прутков.
В настоящее время данная проблема изучается при комбинировании выдавли-
вания и прокатки, что может облегчить интерпретацию экспериментальных
результатов, как это видно из приводимых ниже данных, относящихся к берил-
лиевым листам.
БЕРИЛЛИЕВЫЕ ЛИСТЫ
Выше были подробно рассмотрены факторы, влияющие на пластичность
поликристаллических прутков. При оптимальной технологии производства
прутки обладают относительно высокой пластичностью только в направлении,
параллельном оси выдавливания. Такой вид пластичности можно назвать
одномерной пластичностью. Из рассмотрения свойств монокристаллов и усло-
вий, необходимых для получения пластичного состояния в поликристалличе-
ских прутках, можно заключить, что получение бериллиевых листов с высо-
кой пластичностью во всех направлениях, параллельных плоскости листа,
теоретически возможно и можно было бы назвать такую пластичность двумер-
ной. Получение листов бериллия с двумерной пластичностью является весьма
желательным, и для достижения такой пластичности необходимо, чтобы ориен-
тировка всех зерен в структуре листового бериллия обеспечивала расположе-
ние плоскости их базиса параллельно плоскости листа.
Обзор ранее проведенных работ по изучению текстуры листового бериллия
Предпочтительная ориентация после продольной и поперечной прокаток
литого бериллия в зависимости от температуры впервые была изучена Сми-
гельскэйзом и Барретом [9]. Эти авторы исследовали влияние прокатки при
различных температурах с определением исходной текстуры в продольном
и поперечном направлениях и рекристаллизации. При этом были изучены
следующие режимы обработки:
1. Прокатка при температуре 25° с толщины 0,1125 мм на толщину
0,0175 мм, т. е. с обжатием 84%, или 6,4 : 1.
2. Прокатка при температуре 350° с толщины 0,125 на 0,0150 мм (обжатие
88%, или 8,3 : 1).
3. Прокатка при температуре 800° с толщины 0,25 на 0,025 мм (обжатие
90%, или 10,0 : 1).
4. Прокатка при температуре 350° с толщины 0,41 на 0,05 мм (обжатие
88%, или 8,2 : 1) с последующим отжигом при температуре 700°.
На фиг. 245 представлены полюсные фигуры для плоскостей (0001),
(ЮТО) и (10Т1), полученные Смигельскэйзом и Барретом с применением обыч-
ного метода съемки на пленку. Сделанные авторами данного раздела наиболее
важные выводы о текстуре прокатанного отлитого бериллия следующие.
Во всех образцах наблюдается текстура одного и того же типа. Эту тек-
стуру можно охарактеризовать как идеальную или среднюю с учетом разброса
данных. Идеальная ориентация (текстура) характеризуется тем, что плоскость
(001) параллельна плоскости прокатки, а плоскость (100) перпендикулярна
к направлению прокатки. Такая ориентация показана на каждой полюсной
фигуре маленькими кружками. Таким образом, плоскость базиса параллельна
плоскости листа; два плотноупакованных ряда атомов в этой плоскости обра-
зуют угол 30° с направлением прокатки, а третий плотноупакованный ряд
атомов параллелен поперечному направлению в листе.
Отклонение от этого среднего положения (разброс данных) таково, что
гексагональные оси наклонены больше в сторону поперечного направления,
чем в сторону направления прокатки. Если подойти к этому вопросу дифферен-
Фиг. 245. Полюсные фигуры листов, прокатанных из литого бериллия с обжа-
тием 85% [9].
Л—прокатан при комнатной температуре; Б —прокатан при температуре 350°; В—прокатан
при температуре 800°; Г—прокатан при температуре 350° и рекристаллизован при темпера-
туре 700°.
НП—направление прокатки: ПН—поперечное направление.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
399
цированно и рассматривать направление прокатки как ось вращения, то раз-
брос значений вокруг этой оси достигает 50° от средней ориентации, тогда как
разброс значений вокруг поперечного направления составляет всего лишь
около 20° от среднего направления.
Из расположения полюсных фигур можно заключить, что отклонение от
идеальной ориентации при прокатке в условиях комнатной температуры ока-
зывается наибольшим, меньше—в случае прокатки при температуре 350°
и еще меньше—в случае прокатки при температуре 800° без рекристаллизации
и с последующей рекристаллизацией, что отвечает отклонению от направле-
ния прокатки, взятой в качестве оси соответственно на 65, 50, 40 и 40° от
средней ориентации. Неизвестно, являются ли эти различия значительными,
но все же можно отметить, что величина зерна постепенно увеличивается
в вышеперечисленной последовательности, и можно сказать, что рентгено-
граммы все менее укладываются в намеченные выше точные пределы площадей
полюсных фигур.
Изучение текстуры при работе с порошковым бериллием
Ввиду того что наличие преимущественной ориентации или текстуры
является фактором первостепенной важности, определяющим пластичность
листов, полученных из порошкового бериллия, первые работы Массачусет-
ского технологического института имели целью изучение влияния технологии
производства на текстуру листового бериллия.
Обычный технологический процесс получения листового бериллия заклю-
чается в выдавливании плоских заготовок из брикетов, спрессованных из
бериллиевого порошка с величиной частиц —200 меш, с последующей горячей
прокаткой заготовок (заключенных в стальную оболочку) под прямым углом
к направлению выдавливания.
Так как ориентация плоскости базиса является главным металлургиче-
ским фактором, влияющим на пластичность бериллиевых листов, то боль-
шинство проведенных исследований было посвящено изучению ориентации
структуры бериллия именно с точки зрения расположения плоскости базиса1).
На фиг. 246 показано влияние степени обжатия при прокатке2) (под прямым
углом к направлению выдавливания) на относительное число плоскостей
базиса, параллельных поверхности листа, при температурах прокатки 870 и
1070 3). При этих температурах прокатки обжатие 10 : 1 вызывает явно выра-
женный максимум числа плоскостей базиса, параллельных поверхности листа.
Форма этих кривых может быть легко объяснена с помощью полюсных
фигур плоскостей базиса, показанных на фиг. 247—249 для температуры про-
катки 870°. На фиг. 247 представлена полюсная фигура для плоской заготовки
в состоянии после выдавливания (соответствует точке А на фиг. 246); в центре
полюсной фигуры наблюдается однократно разупорядоченная концентрация,
что находится в полном соответствии с фиг. 246. В выдавленной плоской заго-
товке в отличие от выдавленного прутка не должна иметь места неупорядочен-
2) В некоторых недавних работах «Компании ядерных металлов» (ранее называв-
шейся «Металлургический проект МИТ'а») подробно изучались ориентационные соот-
ношения в листах из порошкового бериллия в зависимости от температуры прокатки
и степени обжатия. Были получены количественные данные о полюсных фигурах (0001)
и (1010), которые будут опубликованы. Последние работы подтвердили приводимые
ниже результаты и дали дополнительные сведения по текстуре прокатки.
2) Степень обжатия при прокатке представляет собой отношение исходной толщины
выдавленной заготовки к конечной толщине листа, прокатанного в поперечном направ-
лении. Так как при такой прокатке имеет место весьма незначительная вытяжка, то
степень обжатия почти точно совпадает с величиной отношения площади исходного
сечения к площади конечного сечения.
3) Температура прокатки определяется здесь как температура нагрева пакета
листов. Истинная температура прокатки получается несколько ниже в результате
охлаждения пакета холодными прокатными валками. •
Фиг. 246. Изменение относительного числа плоскостей базиса,
параллельных поверхности листа, в зависимости от величины обжа-
тия при прокатке. Выдавленные из порошкового бериллия плоские
заготовки прокатаны под прямым углом к направлению выдавлива-
ния. Обжатие при прокатке определено как отношение первона-
чальной толщины выдавленной пластины к конечной толщине
листа.
1— прокатка при! температуре 1070°; 2—прокатка при температуре 870°;
3 — образец из порошкового металла, не имеющий преимущественной ориен-
тации.
Фиг. 247. Полюсные фигуры плоскости базиса для вы-
давленной из порошкового бериллия плоской заготовки
(точка А на фиг. 246); а=0 является направлением, нор-
мальным к поверхности^ иста.
а_Первая зона^ неупорядоченности; б—третья зона неупорядоченно-
сти; в—десятая зона неупорядоченности.
Фиг. 248. Полюсная фигура плоскости базиса после попе-
речной прокатки с обжатием 8,6 : 1 при температуре 870е
(точка Б на фиг. 246).
о — первая зона неупорядоченности; б—десятая зона неупорядочен-
ности; в—одиннадцатая зона неупорядоченности.
а —пятая зона неупорядоченности; б—третья зона неупорядоченности; в—первая
зона неупорядоченности.
26 Бериллий
402
ГЛАВА VII
ная ориентация осей с под прямым углом к направлению выдавливания; здесь
имеет место концентрация полюсов (0001), находящихся под прямым углом
к направлению выдавливания и под углом 75° от нормали к плоскости (15°
по отношению к поперечному направлению).
Влияние прокатки с обжатием 8,6 : 1 на распределение плоскостей базиса
показано на фиг. 248 (точка Б на фиг. 246). Большинство плоскостей базиса
располагается параллельно поверхности листа. В центре полюсной фигуры
концентрация полюсов (0001) соответствует 11-кратному разупорядочиванию,
что хорошо согласуется с фиг. 246, на которой концентрация в центре полюс-
ной фигуры для этого обжатия при прокатке эквивалентна 122/12^ 10-кратному
разупорядочению. Влияние очень больших обжатий при прокатке показано на
фиг. 249 (точка В на фиг. 246) при величине обжатия, равной 67 1. Полюсная
фигура в этом случае подобна представленной на фиг. 247 для выдавленной
плоской заготовки, за исключением того, что она повернута на 90° и ось с
расположена под прямым углом к направлению прокатки, а не к направлению
выдавливания.
Из рассмотрения фиг. 246—249 можно сделать следующие выводы о влия-
нии горячей обработки на ориентацию плоскостей базиса:
1. Исходная структура состоит из плоскостей базиса, параллельных
направлению выдавливания; однако оси с концентрируются, образуя угол 75°
с нормалью к плоскости листа. Поперечная прокатка приводит к изменениям
ориентации плоскостей базиса, которые осуществляются в две стадии. Вначале
полюса (0001) поворачиваются вокруг исходного направления выдавливания
до тех пор, пока они не расположатся под прямым углом к плоскости листа.
При дальнейшем продолжении прокатки полюса (0001) поворачиваются вокруг
направления прокатки в положение, при котором плоскости базиса перестают
располагаться параллельно плоскости листа. Обе эти стадии процесса могут
перекрывать друг друга.
2. Ориентация плоскостей базиса после интенсивной горячей обработки
плоских заготовок (со значительными обжатиями) не зависит от способа обработ-
ки: оси с располагаются под прямым углом к направлению горячей деформации
и концентрируются, образуя угол 75° с нормалью к плоской поверхности, при
деформации как выдавливанием, так и прокаткой.
3. Для той или иной структуры в состоянии после выдавливания сущест-
вует оптимальная степень обжатия при поперечной прокатке, обеспечивающая
достижение преимущественной ориентации плоскостей, теоретически необхо-
димой для получения максимальной пластичности. Эта степень обжатия, близ-
кая к 10 : 1, несколько изменяется в зависимости от температуры прокатки.
Поскольку необходимая ориентация будет хотя бы однажды достигнута за счет
оптимального обжатия при прокатке, то она, вероятно, может быть сохранена
и в дальнейшем при условии изменения направления прокатки на перпенди-
кулярное при каждом последующем переходе. Было доказано, что такой про-
цесс вполне осуществим.
До настоящего времени проведено очень мало работ по определению
ориентации призматической плоскости (ЮГО). Из' немногих полученных
рентгенограмм перехода можно предположительно судить об изменении поло-
жения плоскости (1010). В выдавленной плоской заготовке наблюдается иска-
женная волокнистая текстура [1010] по сравнению с нормально развитой
волокнистой текстурой [ЮТО], образующейся в выдавленных круглыхгпрутках.
Прокатка в направлении, перпендикулярном к направлению выдавливания,
приводит к образованию плохо выраженной в направлении прокатки волокни-
стой текстуры [1010]. Можно предположить, что в процессе прокатки наблю-
дается тенденция к повороту на 30° вокруг оси с, что не противоречит преобла-
данию сдвига по плоскостям (ЮГО) при высокотемпературной деформации
(прокаткой): Приведенные выше предварительные результаты до некоторой
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
403
степени носят отвлеченный характер и поэтому требуют в дальнейшем количе-
ственного подтверждения.
Обсуждавшиеся выше данные относятся к листам, полученным попереч-
,ной прокаткой из плоских заготовок, выдавленных из бериллиевого порошка,
с величиной частиц—200 меш. Предварительные результаты, относящиеся
к литому выдавленному бериллию, прокатанному в направлении, перпенди-
кулярном к направлению выдавливания, позволяют предположить, что меха-
низм деформации при прокатке заготовок из литого бериллия аналогичен
механизму деформации заготовок из порошкового бериллия, однако степень
изменения ориентации с увеличением обжатия при прокатке может быть раз-
личной.
Испытания на изгиб листов, прокатанных из выдавленных плоских
заготовок
Бериллиевые листы, прокатанные без учета условий образования
преимущественной ориентации, очень хрупки и вследствие этого неспособны
к пластической деформации при комнатной температуре. Для предварительных
быстрых механических испытаний с целью определения пластичности листов
с регулируемой преимущественной ориентацией применяются обычные испы-
тания на изгибе приложением сосредоточенной нагрузки. Для этих испытаний
применяют образцы толщиной приблизительно 1,25мм, шириной 2,5 мм, осу-
ществляя нагрузку стержнем диаметром 2,4 мм со сферическим концом; рас-
стояние между опорами равняется 12,5 мм. Стрелу прогиба образца измеряют
индикатором. Приложение нагрузки производится со скоростью 4,9 кг/мм2
в 1 мин. в максимально напряженном волокне.. Стрела прогиба в центре образца
с поправкой на величину упругой деформации является показателем пласти-
ческой деформации.
На фиг. 250 и 251 приведены кривые изменения пластичности при испыта-
нии на изгиб в зависимости от степени обжатия при поперечной прокатке в слу-
чае температур нагрева соответственно 950 и 1070°. На этих кривых максималь-
ной стреле прогиба, равной 4,0 мм, соответствует угол изгиба 90°, при котором
разрушение образца еще не происходит. Во всех точках, соответствующих
стреле прогиба более 4 мм имело место разрушение образцов. Каждая из точек
на этих кривых представляет среднее из четырех испытаний. Сравнение кривых
на фиг. 246—249, на которых показано изменение ориентационных соотноше-
ний в зависимости от степени обжатия при прокатке, с кривыми на фиг. 250
и 251 позволяет сделать следующие выводы:
1. Заготовки в состоянии после выдавливания не обладают пластич-
ностью в направлении, перпендикулярном к направлению выдавливания
(вдоль направления прокатки), тогда как в направлении выдавливания (пер-
пендикулярно к направлению прокатки) они имеют заметную пластичность.
Полюсные фигуры для плоскости базиса в выдавленной заготовке объясняют
причину такого поведения. Во время изгиба на выпуклой стороне образца
зерна оказываются растянутыми; при изгибе образца в направлении, перпен-
дикулярном к направлению выдавливания, во многих зёрнах параллельно
плоскости базиса создаются большие скалывающие напряжения, вызывающие
преждевременное разрушение образца, как это было указано в разделе о моно-
кристаллах; в изгибаемых вдоль направления выдавливания образцах оси с
в зернах располагаются перпендикулярно к направлению растягивающей
силы, вследствие чего имеет место только сдвиг по плоскости призмы.
2. Форма кривых испытаний на изгиб аналогична форме кривых, показан-
ных на фиг. 246 (где указано число плоскостей базиса параллельных поверх-
ности образца, в зависимости от степени обжатия при прокатке). Оптималь-
ная степень обжатия при прокатке для достижения максимальной пластич-
26*
Фиг. 250. Зависимость стрелы прогиба при изгибе от сте-
пени обжатия при прокатке. Выдавленная плоская берил-
лиевая заготовка прокатана в поперечном направлении при
температуре 950°.
/ —по направлению прокатки; 2—поперек направления прокатки;
3 — в состоянии после выдавливания.
Фиг. 251. Зависимость стрелы прогиба при изгибе от
степени обжатия при прокатке. Выдавленная плоская бе-
риллиевая заготовка прокатана в поперечном направле-
нии при температуре 1070°.
/ — по направлению прокатки; 2 —поперек направления прокатки;
3 — в состоянии после выдавливания.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
405
ности1) на этих кривых выявляется нечетко, вероятно, вследствие того, что здесь
нет точного соответствия между ориентацией и пластичностью. Другие факторы,
например дефекты, могут маскировать небольшие различия только за счет
ориентации. Минимум на кривой фиг. 251 не может быть пока объяснен. Воз-
можно, что он связан с наличием трещин в листах. По-видимому, связь между
величиной минимума и температурой прокатки при испытаниях на изгиб отсут-
ствует, так как для температур прокатки 870, 980 и 1070° минимум наблюдается
при степенях обжатия, близких к 7 : 1, а при температурах 950 и 1010° указан-
ный минимум исчезает.
Испытания на растяжение листов, прокатанных из выдавленных плоских
заготовок
Механические свойства бериллиевых листов, изготовленных поперечной
прокаткой из выдавленных заготовок порошкового бериллия, определялись при
испытании на растяжение плоских образцов. Для получения правильных
Фиг. 252. Кривые растяжение—деформация для плоских раз-
рывных образцов, вырезанных из высокопластичных бериллие-
вых листов.
1 — остаточное удлинение 0,2%, соответствующее условному пределу
текучести; 2—этой кривой соответствует нижняя шкала удлинений;
3 — этой кривой соответствует верхняя шкала удлинений.
результатов испытания на растяжение бериллия как на плоских, так и на круг-
лых образцах следует проводить очень тщательно. Наклепанный при обработке
резанием (двойникованный) слой бериллия должен быть удален травлением
на величину 0,25 мм, считая на диаметр или на толщину образца. Изгибающие
моменты при испытании образцов на растяжение должны быть устранены тща-
тельным центрированием головок образцов.
г) В последнее время листы из литого бериллия получают выдавливанием и попе-
речной прокаткой. При обжатии —3 : 1 в сравнительно крупнозернистом металле имеется
ориентация, при которой большинство плоскостей базиса приблизительно параллельно
плоскости листа. Взятые из этих листов образцы при их испытаниях на изгиб показали
значительную пластичность. Эти результаты указывают на важную роль кристаллогра-
фической ориентации при определении пластичности поликристаллического бериллия.
406
ГЛАВА VII
Кривые напряжение—деформация1), характерные для высокопластичного
листового бериллия, приведены на фиг. 252. Внезапная текучесть, приводящая
к появлению, перегибов, дважды наблюдается на кривой испытания бериллия,
представленной на фиг. 252. В процессе испытания эффект текучести проявляется
в виде внезапного падения нагрузки с последующим вторичным повышением.
Фиг. 253. Зависимость удлинения бериллиевых
листов от степени обжатия при прокатке. Листы
получены поперечной прокаткой при температуре
980° из выдавленных плоских заготовок порошко-
вого бериллия.
------ продольные образцы; — — — — —поперечные образцы.
Бывают случаи, когда на кривых растяжения наблюдается только один перегиб
(обычно бывает 3 перегиба), но имеются} кривые, на которых перегибы отсут-
ствуют. Падение напряжений в конце испытания, как это видно на кривой
г) Напряжение рассчитано по начальному поперечному сечению и не является
истинным напряжением.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
407
фиг. 252, связано с образованием шейки (кривая построена не для истинных
напряжений).
Влияние степени обжатия при поперечной прокатке на свойства бериллия
при. испытании на растяжение было изучено для температур прокатки 870—
1070°. Однако до настоящего времени достаточно полные данные об изменении
свойств в зависимости от степени обжатия получены только для температуры
Фиг. 254. Механические свойства листового бе-
риллия в зависимости от степени обжатия. Листы
получены поперечной прокаткой при температуре
980° из выдавленных плоских заготовок порошкового
бериллия.
о —продольные образцы; •—поперечные образцы.
прокатки 980°. Эти данные представлены на фиг. 253 и 254. Форма кривых,
приведенных на фиг. 253, представляющих собой зависимость средних и мак-
симальных величин удлинения от степени обжатия при прокатке, в общем
сходна с формой ориентационных кривых на фиг. 246 и с формой кривых
испытаний на изгиб на фиг. 250. Если все плоскости базиса примерно парал-
лельны поверхности листа, то удается достигнуть максимальной пластичности,
при которой удлинение составляет величину порядка 40%, а удлинение в шейке
70%. Образцы, взятые из выдавленных плоских заготовок в направлении,
408
ГЛАВА VII
перпендикулярном к направлению прокатки, имели в среднем относительное
удлинение 15%, тогда как образцы, взятые из тех же заготовок в направлении
прокатки, практически не обладали пластичностью. При очень больших обжа-
тиях наблюдается обратное явление: продольные образцы имеют среднее удли-
нение 15%, а поперечные—удлинения почти не имеют. Эти результаты пол-
ностью согласуются с результатами изучения ориентации структуры, приведен-
ными на фиг. 246—249, и подтверждают наличие близкого соответствия пла-
стичности и преимущественной ориентации в структуре поликристаллического
бериллия.
На фиг. 254 представлены кривые изменения пределов текучести и проч-
ности в зависимости от степени обжатия при прокатке. Объяснение формы
этих кривых следует из поведения монокристаллов бериллия и результатов изу-
чения ориентационных соотношений. Поскольку критическое разрешающее
напряжение среза при комнатной температуре значительно меньше для сдвига
по плоскости базиса, чем для сдвига по плоскости призмы, то начало течения
металла может быть связано со сдвигом по плоскости базиса. Предел текуче-
сти достигает максимума при степени обжатия при прокатке, составляющей
6 : 1—8 : 1, в то время как полюсные фигуры свидетельствуют, что наиболь-
шего приближения к теоретически идеальной текстуре удается достигнуть
тогда, когда все плоскости базиса параллельны поверхности листа. Так как
напряжения в отдельных зернах поликристаллического агрегата могут быть
весьма сложными, то количественного соответствия значений напряжений
в монокристаллах бериллия и в бериллиевых листах ожидать нельзя.
Форма кривых изменения истинных напряжений в зависимости от величины
обжатия при прокатке, показанная нафиг. 254, б, принципиально также объяс-
няется результатами, полученными при испытании монокристаллов, и кривыми
изменения степени ориентированности структуры. Кривая для поперечных
образцов (по отношению к направлению прокатки) вначале слегка подни-
мается при обжатии до 8 : 1. Такой подъем кажется маловероятным. При
увеличении обжатия свыше 8 : 1 величина истинных разрушающих напряже-
ний резко падает. Это падение истинных напряжений связано с увеличением
разброса расположения осей с по отношению к направлению прокатки, вслед-
ствие чего в плоскостях базиса многих зерен поперечных образцов действуют
одинаковые по величине составляющие нормальных и касательных напряже-
ний, каждое из которых может привести к разрушению образца.
Кривая для продольных образцов (по отношению к направлению про-
катки) на фиг. 254, б также проходит через максимум при степени обжатия
8:1. При меньших степенях обжатия разрушающие напряжения меньше,
так как в этом случае во многих зернах плоскости базиса подвержены сравни-
тельно большим нормальным и касательным напряжениям. При больших
обжатиях при прокатке падение величины истинных разрушающих напряже-
ний для продольных образцов не столь велико, как для поперечных, вероятно,
вследствие значительно меньшего рассеяния в положении осей с в поперечном
направлении, нежели в направлении прокатки. Следует отметить точное
соответствие между формами кривой предела прочности и кривой удли-
нения. Высокому пределу прочности соответствует высокое удлинение и соот-
ветственно малому пределу прочности—низкое удлинение1).
На фиг. 255 приведена фотография образца, вырезанного из пластичного
бериллиевого листа до и после его испытания на растяжение. Заметно, что он
обладает высоким удлинением и образует шейку. Во всех случаях шейка обра-
х) Большинство бериллиевых листов было испытано только в двух направлениях:
продольном и поперечном по отношению к направлению прокатки. Однако из одного
листа, прокатанного при температуре 980° с обжатием 9:1, образцы были вырезаны
через каждые 15° от направления прокатки до перпендикулярного направления. Все
образцы обнаружили хорошую пластичность, относительное удлинение и прочностные
характеристики очень мало изменялись с изменением направления вырезки образцов.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
409
зуется в сечении, совпадающем с плоскостью листа, и отсутствует в перпенди-
кулярном к ней сечении. Этот факт является дополнительным доказательством
того, что, зная поведение монокристаллических образцов, можно предвидеть
и поведение поликристаллических образцов, обладающих высокой степенью
ориентированности структуры. Следует отметить, что разрыв образца проис-
ходит по наклонной плоскости, причем плоскость излома образует угол 70—
75° с продольной осью образца. Предварительные рентгенографические иссле-
дования показали, что плоскость излома в высокопластичных образцах содер-
жит главным образом кристаллографические плоскости типа [1120], известные
как плоскости излома в монокристаллах бериллия.
Фиг. 255. Бериллиевые образцы для испытания на растяжение до и
после испытания. Полученное удлинение 40%. t
Значения модуля упругости, определявшиеся по углу наклона в упругой
области кривой напряжение—деформация, несколько изменяются в зависимости
от направления вырезки образцов, однако большая часть полученных значений
модуля упругости близка к величине 28 700 кг/мм2, хорошо согласующейся
со значениями, полученными динамическим методом на выдавленных прутках,
и со значениями модуля в направлении [1010] в монокристаллах.
Пластичные бериллиевые листы, полученные поперечной прокаткой из
выдавленных плоских заготовок, выдерживают умеренную деформацию на
Холоду без образования трещин. Так, например, из указанных листов были
изготовлены спирально навитые трубы малого сечения; исследуются также
и другие операции изменения формы листов.
Микроструктура прокатанных листов
Рост зерна изучался по микроструктуре листов, прокатанных в темпера-
турном интервале 950—1070° из порошковых заготовок. Даже при максималь-
ной степени обжатия при прокатке 17,5 : 1 роста зерен не наблюдалось. На
фиг. 256 и 257 для сравнения приведены фотографии соответственно микро-
структуры образцов из выдавленной плоской заготовки и листов, прокатанных
из нее при температуре 950° со степенями обжатия 4,5 : 1; 4,9 : 1 и 17,5 : 1.
Роста зерна в указанных образцах не наблюдалось. Кроме того, установлено,
что обжатия 4,5 : 1 почти достаточно для устранения характерного различия
в микроструктуре поперечных и продольных образцов, имевшего место в исход-
ных выдавленных плоских заготовках. Большие же обжатия приводят к обра-
зованию волокнистой текстуры как в поперечном, так и в продольном направ-
лениях. Таким образом, можно сказать, что зерна бериллия формируются
Фиг. 256. Микроструктура бериллиевых листов,'
полученных поперечной прокаткой при температуре
955° из выдавл-енных плоских заготовок. Шлифы не трав-
лены и изготовлены вдоль направления прокатки.
Поляризованный свет; X150.
.а —в состоянии после выдавливания; б—обжатие при про-
катке 4,5:1; в—при 9:1; г—при 17,5:1.-
Фйг. 257. Микроструктура бериллиевых листов,
полученных поперечной прокаткой при температуре
955° из пдоских выдавленных- заготовок. Шлифы не
травлены и'изготовлены поперек направления прокат-
ки. Поляризованный свет;’х150.
а — ъ состоянии после выдавливания; б—обжатие при прокатке
4,5:1; в-9:1; а—17,5 : 1. , . -
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
411
в результате воздействия выдавливания и поперечной прокатки в виде дефор-
мированной вафельной структуры.
В более ранней работе Массачусетского технологического института Вин-
челл [1Q] прокатывал бериллиевые листы из выдавленных заготовок порош-
кового бериллия, нагретых перед прокаткой до температуры 870°; истинная тем-
пература прокатки при этом находи-
лась в пределах 810—590° (темная
заготовка), т. е. Винчелл проводил
прокатку частично при температуре,
лежащей ниже интервала температур
рекристаллизации [2,7], с последую-
щим повторным нагревом в интервале
температур рекристаллизации. Этим
может быть объяснен наблюдав-
шийся Винчеллом в некоторых образ-
цах рост зерна.
Нафиг. 258 приведена микрост-
руктура в местах изогнутых участков
испытывавшихся на изгиб образцов,
вырезанных из листов, прокатанных
е обжатием 17 : 1 при температуре
1070°. На стороне сжатия изогнуто-
го образца наблюдаются два семейст-
ва двойников, хорошо развитых по
плоскости (10Т2),. что свидетельствует
о наличии высокой степени ориенти-
рованности структуры, выявленной
также и рентгенографически (точка
Г на фиг. 246). На стороне растяже-
ния изогнутого образца у края за-
рождающейся трещины обнаружен
один двойник, наличие которого
можно было бы рассматривать как
подтверждение теории, согласно ко-
торой низкая пластичность выдав-
Фиг. 258. Микроструктура в местах из-
гиба образцов листового бериллия. Про-
катка с обжатием 17 : 1 при температуре
1070° (точка Г на фиг. 246). Шлифы не трав-
лены, поляризованный свет; X150.
а—сторона сжатия* б—сторона растяжения.
ленных крупнозернистых прутков
объясняется образованием двойников.
Однако во всех других изогнутых об-
разцах на их растянутой стороне об-
разования двойников не наблюдалось,
и поэтому можно считать, что двой-
ник, заметный на фиг. 258, б не имеет
особого значения.
выводы
Изучение влияния металлургических факторов на пластичность бериллия
при комнатной температуре позволило разработать метод производства берил-
лиевых прутков и листов, который обеспечивает значительное повышение
пластичности. Горячим выдавливанием из заготовок порошкового бериллия,
прессованных на холоду, могут быть получены прутки, обладающие одномерной
пластичностью и имеющие удлинение при растяжении около 20%. Бериллиевые
листы, имеющие удлинение 30—40% во всех направлениях в плоскости листа
(Двумерная пластичность), могут быть получены поперечной прокаткой горя-
чевыдавленных заготовок порошкового бериллия, прессованных на холоду,
при условии, что температура прокатки близка к температуре выдавливания.
412
ГЛАВА VII
Важным фактором, определяющим пластичность бериллия при комнатной
температуре, является степень ориентированности и характер микроструктуры.
Результаты изучения поведения монокристаллов бериллия позволяют объяс-
нить поведение поликристаллического бериллия при его деформировании,
изучая характер возникающей текстуры и микроструктуры.
Описанная в данном разделе работа является частью продолжительного
исследования бериллия, проводимого МИТ по договору с Комиссией по атом-
ной энергии США.
ЛИТЕРАТУРА
1. Beaver W. W., W i k 1 е К. G., J. Metals, 6, 559 (1954).
2. Kaufmann A. R., Gordon Р., L i 1 1 i е D. W., Trans. Am. Soc. Met.,
42, 785 (1950).
3. Norton J. T., J. Appl. Phys., 29, 1176 (1948).
4. Macr es V. G., Effect of Extrusion Temperature and Cooling Rate on the Mecha-
nical Properties of Extruded Powder Beryllium Rods, B. S., Thesis, MIT, 1953.
5. W о о d a r d D. Z., Trans. Am. Inst. Min. a. Met. Engrs., 185, 722 (1949).
6. В г о n s о n E. L., High Sensitivity Measurements of the Optical Anisotropy of
Beryllium, B. S., Thesis, MIT, 1951.
7. L i s t e r D. B., The Effect of Cold Work in Tension and Annealing Temperature of
the Rectystallization and Grain Extruded Powder Beryllium, B. S. Thesis, MIT,
1954.
8. M a с r e s V. G., M. S. Thesis, MIT.
9. Smigelskas A., Barrett C. S., J. Metals, 1, 145 (1949).
10. W i n c h e 1 1 P. G., The Change in Preferred Orientation and Microstructure of
Extruded Beryllium when Hot-Rolled Perpendicular to the Extrusion Direction,
B. S\ Thesis, MIT, 1953.
Г. ВОЗВРАТ И РЕКРИСТАЛЛИЗАЦИЯ НАКЛЕПАННОГО БЕРИЛЛИЯ
Г. Л. Туэр, Д.Г. Вудард, Д. Б. Листер и А. Р. Кауфман
Изменения, происходящие в холоднонаклепанном металле при последую-
щем нагреве после его деформации, включают ряд последовательных стадий воз-
врата (в том числе полигонизацию и местную рекристаллизацию), первичную
рекристаллизацию, рост зерна и собирательную рекристаллизацию с одновре-
менным изменением на каждой из стадий свойств и текстуры или только тек-
стуры.
Хотя литература по этому вопросу весьма обширна, термической обработке
бериллия было уделено сравнительно мало внимания.
В 1947 г. Александер, Суинтон и Пэйджен [1] установили, что рекристал-
лизация наклепанного бериллия около отпечатка после испытания на прессе
Бринеля происходит в интервале температур 775—805° при выдержке 30 мин.
При отжиге в течение 1 часа рекристаллизация бериллия происходит в интер-
вале температур 750—785°. Таким образом, можно считать, что рекристал-
лизация бериллия происходит при температуре 810+25°.
Тэлл и Ньюкомб [2] исследовали рентгеновскими методами (просвечива-
нием и лучами обратного отражения) образцы порошка бериллия, дефор-
мированные различными способами. При этом они нашли, что при выдержке
в течение 1 часа температура рекристаллизации технически чистого бериллия
равна 830+5°.
Смигельскэйз и Баррет [31 просвечиванием получили рентгенограммы,
показавшие, что в поликристаллическом бериллии рекристаллизация проис-
ходит при температуре 700°. Вместе с тем они показали, что текстура катаных
бериллиевых листов после рекристаллизации при указанной температуре
остается такой же, как и после деформации при комнатной температуре. Воз-
можно, что точность определения текстуры после отжига была недостаточной
вследствие того, что отожженные листы имели крупнозернистую структуру;
продолжительность пребывания образцов при температуре 700° не была
указана.
Зависимость между продолжительностью выдержки и температурой рекри-
сталлизации по данным работы Кауфмана, Гордона и Лилли [4] представ-
лена на фиг. 259 в виде полосы между двумя толстыми линиями. Кривые на
фиг. 259 построены по данным изменений, происходящих в плоскости верти-
кального сечения, проходящего через отпечаток Бринеля, после отжига в
интервале 700—1200° с различной продолжительностью выдержки. Эти кривые
свидетельствуют об общей трудности установления какой-либо единой темпе-
ратуры рекристаллизации бериллия. Поверхность для исследования подвер-
гали полировке, подобно металлографическим шлифам, и изучение проводи-
лось до и после отжига. Отпечатки испытаний на твердость производили в по-
перечном сечении прутков, выдавленных из отлитых в вакууме заготовок;
нагрузка прилагалась в направлении, параллельном оси прутка. В этих усло-
виях плоскости базиса были в основном параллельны направлению приложения
нагрузки, вследствие чего в расположенной ниже отпечатка твердости области
наклепа наблюдалось большое количество двойников. Данные Тэлла и Нью-
414
ГЛАВА VII
комба [2] также нанесены на фиг. 259. Данные Александера и др. [1] распола-
гаются внутри полосы, ограниченной толстыми линиями.
Кауфманом и др. [4] было найдено, что отжиг нетравленых образцов
в течение 1 часа при температуре 725—800° приводит к увеличению удлинения
выдавленного из литого в вакууме бериллия с 0,1—0,2% до 3% в направ-
лении выдавливания. Примерно такое же повышение удлинения наблюдалось
и на неотожженом материале за счет снятия на расчетной длине испытуемых
образцов травлением слоя толщиной около 0,125 мм на диаметр. Из этого
Фиг. 259. Зависимость между временем выдержки и
температурой рекристаллизации выдавленного из отлитого
в вакууме бериллия [4].
/ — область полной рекристаллизации; 2— слабая деформация;
3 — по данным работы [2] (полная рекристаллизация); -/ — сильная
деформация; 5—данные по работе [20]; 6—приблизительный
предел рекристаллизации (степень рекристаллизации 1% или менее)
в сильно деформированных образцах.
был сделан вывод, что влияние отжига в случае нетравленных разрывных
образцов (температура отжига 800°) сводится в основном к снятию остаточных
напряжений, возникающих на поверхности образцов при обработке их реза-
нием.
Металлографические исследования показывают, что имеется значительное
различие в характере роста зерна отлитого в вакууме и порошкового бериллия.
Бивер и Уикл [5] установили, что отжиг при температуре 750° понижает
предел прочности при растяжении и увеличивает пластичность бериллия,
полученного горячим прессованием в вакууме порошкового бериллия фирмы
«Браш» и последующего его выдавливания с обжатием 4 : 1 при температуре
425°. Отжиг тепловыдавленного бериллия в интервале температур 750—1150°
мало изменяет его пластичность при комнатной температуре, вызывая увеличе-
ние удлинения примерно на 4%, однако повышение температуры отжига при-
водит к постепенному понижению предела прочности.
В большинстве приведенных выше исследований предварительная обра-
ботка порошкового бериллия производилась при комнатной температуре.
Однако Пинто [6] недавно исследовал влияние 30-минутного отжига при тем-
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
415
пературах 700—1000° на свойства бериллия, который был получен из порошка
QMV фирмы «Браш» прессованием под давлением 4 т/см2, в течение 15 мин.
при температуре около 700°. При этом рекристаллизации бериллия при темпе-
ратуре 700° обнаружено не было. Частичная рекристаллизация происходит
при температуре 750°, но большинство зерен при этом остается без изменения
и только отжиг при температуре 800° вызывает почти полную рекристалли-
зацию. Поскольку металлографическое исследование в поляризованном свете
показало, что отдельные частицы бериллия в прессовке напряжены сильнее
частиц, деформированных при комнатной температуре, и так как интервал
температур рекристаллизации оказался одинаковым с интервалом, установлен-
ным другими исследователями для бериллия, деформированного при комнатной
температуре, то Пинто сделал вывод, что ни степень, ни температура первичной
деформации не оказывают существенного влияния на температурный интер-
вал рекристаллизации. Интересно отметить, что Пинто достиг теоретической
плотности при прессовании бериллия почти при той же температуре, при
которой происходит, по данным настоящей работы, быстрый возврат свойств
бериллия.
Процессы возврата и рекристаллизации тесно связаны с видами первичной
деформации бериллия [7, 8]. В последних работах [9, 10] были определены
основные’виды действующих деформаций бериллия и была установлена зави-
симость между видом деформации и ходом процесса рекристаллизации [11].
Были установлены следующие виды действующих деформаций:
а) простой сдвиг в плоскости базиса (0001);
б) простой и поперечный сдвиги в плоскостях {ЮГО};
в) изгиб со скольжением вокруг осей <1010> при сдвиге в плоскости
базиса и вокруг оси [0001] при сдвиге в направлении {1010};
г) сбросы и (или) сегментация с образованием плоскостей {1120} непре-
рывного изгиба;
д) двойникование по плоскостям {1012};
е) скручивание плоскостей базиса (0001) вокруг оси с\
ж) образование деформационных полос.
Каждый из указанных видов деформации имеет место только в определен-
ных ограниченных условиях напряженного состояния и ориентации. Некото-
рые из видов деформации могут приводить непосредственно к появлению обла-
стей с местной относительно большой дезориентацией (другие к этому не при-
водят). Видами деформаций, могущими привести к интенсивной местной дезо-
риентации, являются: а) сбросообразование, б) сегментация, в) образование
полос деформации и г) двойникование. Однако двойникование не играет зна-
чительной роли в процессе теплового возврата (восстановления свойств при
нагреве), если только после первичного образования двойника не имели места
дополнительная холодная деформация или искажение в объеме двойника.
К сказанному выше следует добавить, что в поликристаллическом бериллии
эффект сдвига по границам зерен или явления, вызываемые деформационным
взаимодействием между зернами, могут привести к образованию областей со
значительными местными искажениями структуры, деформациями и дезори-
ентацией.
В настоящем разделе приводятся данные о влиянии отжига на механиче-
ские свойства и электросопротивление бериллия, результаты ряда металлографи-
ческих исследований термически обработанных образцов и сведения о влиянии
возврата на характер рентгенограмм. Большинство применявшихся в настоя-
щей работе образцов было изготовлено из бериллиевых прутков, выдавленных
из заготовок, отлитых в вакууме или полученных методом порошковой метал-
лургии. Обжатие при (выдавливании было в пределах 9 : 1—16 : 1; температура
выдавливания изменялась от наиболее низкой 450° (для обжатия при выдав-
ливании 3 : 1) до наиболее высокой 1100°. Было изготовлено также несколько
416
ГЛАВА VII
цилиндров, выдавленных из предварительно обточенных монокристаллов
литого бериллия. Химический состав исследованных образцов приведен
в табл. 57. Для сравнения в указанной таблице приведен также состав электро-
Содержание примесей, %
Таблица 57
СРЕДНЕЕ СОДЕРЖАНИЕ ПРИМЕСЕЙ В БЕРИЛЛИИ, ПРИМЕН ЯВШЕМСЯ В ИССЛЕДОВАНИИ
Характери- стика берил- лия 1) ВеО А1 Са Си Сг Fe Mg Мп NI Si
Группа А 1,8 0,13 0,0150 0,0140 0,0115 0,3500 0,0190 0,0185 0,0200 0,1200
> Б 0,76 0,0175 0,0039 0,0130 0,0095 0,1120 0,0580 0,0140 0,0320 0,0390
» В Монокри- 0,8 0,0200 0,0050 0,0120 0,0100 0,1100 0,0400 0,0125 0,0300 0,0450
сталлы Электроли- тический хлопье- 0,35 0,22 0,0600 0,0055 0,0200 0,1100 0,0140 0,0150 0,0350 0,2100
видный 0,44 0,010 0,0050 0,0030 0,0007 0,0250 0,0025 0,0008 0,0025 0,0020
1) Группа
А—разрывные образцы, полученные из заготовок, выдавленных из фракционированного
порошка QMV.
Группа Б—разрывные образцы, полученные из выдавленных заготовок порошкового бериллия QMV
*—2 00 меш. Деформация различная—для изучения влияния на нее отжига.
Группа В—разрывные образцы, полученные из выдавленного или прокатанного бериллия, изготов-
ленного из порошка QMV —200 меш; образцы этой группы.применялись в качестве эталонов
при рентгенографических исследованиях явления возврата.
Монокристаллы—образцы, изготовленные из слитков, отлитых в вакууме, состоящих из монокри-
сталлов бериллия.
Электролитический хлопьевидный—для контрольных анализов, как наиболее чистый’сорт бериллия,
поставляемый фирмой «Пешинэй».
литического хлопьевидного бериллия, наиболее чистого из числа выпуска-
емых промышленностью. Термическая обработка при температурах ниже
600° производилась на воздухе, а при более высоких температурах — в ваку-
уме либо в атмосфере аргона. Было установлено, что струя аргона, про-
ходящего из баллона, обеспечивает достаточную защиту поверхности берил-
лия при ее нагреве вплоть до температуры его плавления. Исследования про-
изводились при различных температурах в пределах 100— 1200°. Продолжи-
тельность выдержки при нагреве составляла от 5 мин. до 1 недели1).
г) Если бериллиевые образцы подвергались предварительному нагреву на воздухе
при температурах 500—650°, то на их поверхности обычно образовывалась имеющая
оттенки от голубого до коричневого тонкая пленка, особенно хорошо заметная на пред-
варительно отполированных чистых и блестящих поверхностях. При последующем нагре-
ве до температуры 800—1000° образцы, на поверхности которых образовалась такая
пленка, окисляются меньше образцов, не подвергавшихся предварительному нагреву.
Анализа пленки не производилось.
На воздухе от нагретых до температур выше 900° образцов исходит сильный запах
ацетилена (С2Н2) особенно тогда, когда образцы нагревались в вакууме. Предполагается,
что это происходит вследствие испарения бериллия, образующего на поверхности части-
цы Ве2С, последующий гидролиз которых на воздухе приводит к образованию ацетилена.
Выделение ацетилена прекращается после кратковременного пребывания образца на воз-
духе при комнатной температуре. Это, вероятно, обусловлено тем, что быстро образуется
устойчивая тонкая пленка ВеО, покрывающая частицы Ве2С и препятствующая его даль-
нейшему гидролизу. Подобное кратковременное выделение С2Н2 часто наблюдается также
при соприкосновении с воздухом свежих изломов крупных бериллиевых отливок или
выдавленных брусков. В связи с появлением подобного эффекта следует отметить, что
содержание углерода в бериллии редко превышает 0,05%.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
417
ВЛИЯНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НА МЕХАНИЧЕСКИЕ СВОЙСТВА БЕРИЛЛИЯ
На фиг. 260 показана зависимость между удлинением при комнатной
температуре, твердостью и удельным электрическим сопротивлением образцов,
изготовленных из прутков выдавленного порошкового бериллия (бериллий
группы Б, табл. 57). Из фиг. 260 видно, что изменение удельного электриче-
ского сопротивления незначительно, но при малых степенях деформации в его
Фиг. 260. Влияние удлинения на твердость и
удельное электрическое сопротивление берил-
лия, изготовленного из порошка QMV.
1 — удельное электрическое сопротивление в продольном
направлении; 2—твердость в продольном направлении;
3 — твердость в поперечном направлении.
значениях имеется значительный разброс. Это, вероятно, объясняется влия-
нием деформации, а не погрешностями измерений. Твердость значительно
увеличивается с увеличением степени наклепа. Различие значений твердости
в поперечном и продольном направлениях характерно для выдавленных прут-
ков бериллия и связано как со структурой, так и с кристаллографической ани-
зотропией.
Кривые на фиг. 261 показывают влияние температуры отжига на твердость
прутков, выдавленных из фракционированного порошкового бериллия (груп-
па А, табл. 57), и разрывных образцов, полученных из заготовок с различной
степенью деформации (группа Б, табл. 57). На кривых изменения твердости
в зависимости от температуры отжига имеются две различные области. Первая
область, в интервале температур отжига между 950—1200°, характеризуется
тем, что твердость как выдавленного, так и деформированного на холоду берил-
лия резко уменьшается. Вторая область в интервале температур 700—900°
характеризуется тем, что влияние наклепа устраняется и твердость деформи-
рованных на холоду образцов приближается к твердости выдавленных образ-
цов, отожженных при той же температуре. Первая закономерность видна на
фиг. 261, I и //; первая и вторая закономерность на фиг. 261, ///и IV. Метал-
лографическое исследование показывает, что: а) снятие наклепа связано с пер-
вичной рекристаллизацией; б) происходящее при более высокой температуре
понижение твердости связано с ростом зерен и с) наиболее высокие температуры
отжига (1100—1200°) вызывают появление пористости. Последнее явление
имеет место только в порошковом бериллии, тогда как в образцах отлитого
в вакууме бериллия оно отсутствует.
Более высокая твердость образцов, показанная на фиг. 261, I и //, в срав-
нении с твердостью образцов фиг. 261, /// и IV в исходном состоянии может
27 Бериллий
418
ГЛАВА VII
быть связана с различием в технологии изготовления и химическом соста-
ве образцов, а также с тем, что образцы, для которых построены кривые
фиг. 261, I и //, были изготовлены из порошков, имеющих определенную
величину частиц. Несмотря на различие исходной твердости, в образцах
порошкового бериллия при нагреве выше температуры 950° твердость во всех
случаях понижается. Это указывает на возможность сравнения данных, полу-
ченных для двух приведенных групп образцов бериллия.
Фиг. 261. Влияние температуры отжига на твердость берил-
лия по Роквеллу, шкала В. Прутки выдавлены из порошка QMV.
I и II образцы группы А (табл. 57) выдавлены из прутков фракцио-
нированного порошкового бериллия (/ — образцы продольные; // — об-
разцы поперечные).
+ пруток 1886 из порошка с величиной частиц 5—10 мкм;
А » 1885 » » » » » 10—15 мкм;
О » 188 3 » » » » » 2 5—4 4 мкм;
• » 1 882 » » » » » 4 4—74 мкм;
X » 1884 « » » « » 15—25 мкм;
/// и IV — образцы группы Б, имевшие различное удлинение при растя-
жении, как указано на диаграммах (III — образцы продольные, IV—
образцы поперечные). /, 2—данные для образцов, отлитых в вакууме и
затем выдавленных при температуре 900° с охлаждением в воде.
На фиг. 261 III и IV влияние температуры отжига на твердость прутков,
выдавленных из отлитого в вакууме металла, показано пунктирными линиями.
В этом случае необходимую степень деформации получали посредством прокат-
ки при температуре около 650°. Следует отметить, что понижение твердости
при отжиге отлитого в вакууме бериллия происходит при более низкой темпе-
ратуре, чем для бериллия, полученного из порошка.
На фиг. 262 показано влияние температуры отжига 900, 1000 и 1100° на
изменение кривых истинное напряжение—истинная деформация для несколь-
ких групп образцов, изготовленных из прутков выдавленного порошкового
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
419
бериллия с определенной величиной частиц (группа А, табл. 57). Эти данные
показывают, что:
а) в некоторых случаях отжиг заметно увеличивает удлинение при испы-
тании на растяжение;
б) необходимые для повышения пластичности условия более сложны, чем
условия обычного процесса рекристаллизации. Можно полагать, что повышение
Истинная деформация (е)
Фиг. 262. Влияние отжига продолжительностью 1 час при раз-
личных температурах на кривую истинных напряжений при растя-
жении. Температура отжига указана у знака X, отвечающего раз-
рушению образца.
Истинная деформация: е=1пЛоМ. Кривые даны для бериллия, приготов-
ленного из фракционированных порошков QMV.
А—пруток 1882 из порошка с величиной частиц 44 — 74 мкм;
Б— » 1883 » » » » » ;25 — 44 мкм;
В— » 1884 » » » » » 15—25 мкм;
Г— » 1885 » » » » » 10—15 мкм;
Д— » 1886 » » 5—10 мкм.
пластичности достигается скорее за счет роста зерна и изменения структуры,
чем в результате обычного вызываемого рекристаллизацией смягчения и устра-
нения пересекающихся под малыми углами границ. Металлографическое иссле-
дование подтвердило это положение. Представление о скорости деформацион-
ного упрочнения бериллия при комнатной температуре может быть получено
также из рассмотрения кривых на фиг. 262.
27*
420
ГЛАВА VII
Из приведенных на фиг. 262 данных видно, что если бериллиевые прутки
выдавлены из порошкового металла, то при температуре отжига 1000° и выше
-нельзя ожидать во всех случаях повышения механических свойств. Есть до-
статочно доказательств [12], показывающих, что если в прутках с малой пла-
стичностью структурные и кристаллографические условия неблагоприятны
и если при отжиге утрачена текстура, то высокотемпературный отжиг не дает
хороших результатов. Вместе с тем отжиг порошкового бериллия при чрез-
мерно высокой температуре может вызвать увеличение мелких пустот, являю-
щихся источником ослабления связей в структуре.
Другой интересной особенностью кривых, приведенных на фиг. 262, яв-
ляется наличие на многих из них отчетливо выраженных верхних и нижних
границ предела текучести. Такое явление в большей или меньшей степени
часто наблюдается в бериллии; чаще это наблюдается в образцах, изготовлен-
ных из порошкового бериллия, и реже—в выдавленном из отлитого в вакууме
бериллии. Это явление наиболее резко выражено в некотором определенном
интервале твердостей или на кривых растяжения. Маш [13] изучал появление
площадки текучести в горячепрессованных, а также в горячепрессованных
и затем выдавленных заготовках из порошкового бериллия и установил, что
это явление наблюдается как в образцах, состаренных после закалки, так и в
образцах, состаренных после деформации. Он нашел, что наиболее высокие
значения предела текучести и прочности, а также пластичности получались
в образцах, имевших площадки текучести.
ВЛИЯНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НА ХАРАКТЕР РЕНТГЕНОГРАММ
С целью выявления совпадения изменения характера рентгенограмм
бериллия в том же интервале температур, в котором в связи с классической
рекристаллизацией изменяются механические свойства и микроструктура, был
взят параметр Sx, что позволяло судить об изменении большого количества
Фиг. 263. . Вид характерных кривых интенсивности, применявшихся для
определения параметров возврата образцов, изготовленных из порошкового
бериллия.
А —образцы на растяжение с удлинением 15% при комнатной температуре; Б—образцы
из прутков, выдавленных при температуре 900° с последующим охлаждением в воде.
Образцы для рентгеновских съемок вырезались параллельно осям прутка и растянуто-
го образца. Излучение Си—Ка; отражение от плоскости бериллия (0004).
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
421
интерференционных линий бериллия как о функции степени деформации
при комнатной температуре (в статье, которая будет опубликована позднее,
авторы представят экспериментальные данные по изучению расширения этих
линий). Некоторые из числа применявшихся ранее параметров, определенных
непосредственным измерением интенсивности, оказываются недостаточными
для охвата всех линий бериллия—от полностью отожженного до полностью
наклепанного состояния. Параметр Sx фактически является графически средним
или совокупностью нескольких других параметров, определяемых непосред-
ственными измерениями кривых интенсивности (типичные кривые интенсив-
ности показаны на фиг. 263). Во всем интервале деформаций величина Sx
зависит от состояния металла более, чем какие-либо другие из измеряемых
параметров. Этот параметр не является абсолютным; практически он также свя-
зан с шириной интерференционных линий на рентгенограммах, как значение
твердости на любой шкале определения связано с твердостью.
Определение параметра Sx
На фиг. 264 показаны параметры, выбранные для изучения процесса воз-
врата свойств при отжиге, и методы их определения. Как наиболее широко
применяемые были выбраны три параметра, основывающиеся на определении
Ла-дублета и перечень всех определяемых параметров
возврата.
Все величины интенсивности на кривой взяты как превышение
над линией основания /g.
высоты (Pv Р2У Р3), и три основывающиеся на определении ширины (Р4, Р5, Р6)
интерференционных линий. Параметр Р± впервые был введен ван-Аркелем
и Бюргерсом [14] и недавно вновь рассматривался в работе Лэттса и Бека [15].
Параметр Р2 является видоизмененной формой параметра Ро, первоначально'
найденного Клейном [16]. Параметр Р3 определяется по аналогии с Pv Пара-
метры Р4у Р5, РБ определяются прямым измерением ширины линий, как это
422
ГЛАВА VII
показано на фиг. 264. После определения указанных выше шести параметров
на большом количестве образцов, для каждого из них был разработан метод
приведения в соответствие с отдельными параметрами, полученными для
каждого из образцов. Во-первых, были определены значения параметров для
нескольких полностью отожженных и нескольких полностью наклепанных
образцов и установлены соответственно их средние значения. Затем была
выбрана произвольная шкала от 0 до 1,0, причем 0 соответствует полностью
-0,10 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
Sx в условной шкале термически напряженного
состояния
Фиг. 265. Изменение некоторых параметров воз-
врата в зависимости от степени наклепа бериллия
(состояние наклепа нанесено по условной шкале).
Ру, Рг> Рз — безразмерное отношение интенсивностей; Рд, Р$,
Р&—находятся в степенной зависимости от 20. Вертикальный
масштаб для значений Р%, Рз, Р$ изменен.
отожженному состоянию, а 1,0—полностью наклепанному. Значения пара-
метров были нанесены на диаграмму соответственно при 0 и 1, а промежуточ-
ные значения—на ось Sx так, как это показано на фиг. 265. Для построения
диаграмм в ее первом приближении полученные пары конечных точек соеди-
няются прямыми линиями. Далее параметры Plf Р2 и т. д., полученные измере-
нием для каждого из образцов, наносят на отвечающие им прямые линии и от-
мечают соответствующие им значения Sx; таким образом были найдены средние
величины для шести значений Sx. После определения указанным путем отдель-
ных и средних значений Sx для некоторого числа образцов полученные данные
изучались для того, чтобы установить, не имеется ли систематического откло-
нения величины какого-либо из параметров, например Р± или Р2, от соответ-
ствующего среднего значения. Если систематическое отклонение наблюдалось,
то во взятую в качестве первого приближения линейную зависимость вносили
соответствующие поправки. Описанное выше определение повторялось несколь-
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
423
ко раз до тех пор, пока, наконец, были получены кривые, приведенные на
фиг. 265. Эти кривые представляют собой лучшие средние значения, полученные
из большого количества определений. Для того чтобы привести в соответствие
параметры для любого из образцов только с этими найденными кривыми, значе-
ния Sx, соответствующие каждому из измеренных параметров (Pv Р2 и т. д.),
определялись по отвечающим им кривым, откуда и были получены средние
значения Sx. Эта средняя величина обозначалась через Sx и являлась тем
Ito*
Истинная деформация (С)
Фиг. 266. Приближенное влияние (при ком-
натной температуре) истинной деформации
при растяжении на 'некоторые параметры рент-
генограммы бериллия. Излучение Си—К*;
отражение от плоскости (0004).
параметром, по изменению которого изучался процесс возврата. Пунктирные
линии на фиг. 265 ограничивали полосу разброса значений для ряда отдель-
ных образцов. Такие полосы служат для определения соответствия получен-
ных на отдельных образцах параметров.
На фиг. 266 приближенно показано влияние деформации при комнатной
температуре на параметры расширения линий на рентгенограммах. Эти кривые
показывают, что начальные степени деформации наиболее сильно влияют на
параметры возврата, в особенности на параметры Pv Р2 и Р3, основанные на
измерении интенсивности линий.
Влияние термической обработки на величину Sx
На фиг. 267—269 и в табл. 58 показаны результаты изучения интенсивности
линий на рентгенограммах. Процесс возврата характеризуется величиной
описанного выше параметра Sx.
Данные табл. 58, полученные при изучении пластин, вырезанных из
образцов после их испытания на растяжение (группа Б, табл. 57), показывают,
что одночасовой отжиг при температуре 600° и выше приводит к полному воз-
врату для любых степеней деформации, кроме двух наибольших (удлинение 15
и 20%). У этих образцов после одночасового отжига при температурах 600
' 24
ГЛАВА VII
и 700° интерференционные линии оказались хотя и слабо, но все же размы-
тыми.
Рассмотрение кривых, приведенных на фиг. 267, позволяет сделать следую-
щие общие выводы:
1. Восстановление линий на рентгенограммах холоднодеформированного
бериллия, свидетельствующее о явлении возврата, происходит сравнительно
Фиг. 267. Влияние времени нагрева при различных тем-
пературах возврата, определенное по изменению на рентге-
нограммах величины параметра Sx.
Цифры в кружках — количество образцов. 1—данные для всех образ-
цов получены с Си-излучением при отражении от плоскости (0004);
2 — для температуры 100° время показано в сутках по верхней шкале.
быстро при температурах значительно ниже интервала температур рекристал-
лизации.
2. Вид кривых возврат—время подтверждает прежние данные [15] и сви-
детельствует о том, что кинетика процесса возврата, по крайней мере внешне,
отличается от кинетики, связанной с процессом образования зародышей и их
роста (так как при данной температуре скорость возврата получается наиболь-
шей при нулевой выдержке].
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
425
Таблица 58
ВЛИЯНИЕ УДЛИНЕНИЯ ОБРАЗЦОВ, ИСПЫТАННЫХ НА РАСТЯЖЕНИЕ ПРИ КОМНАТНОЙ
ТЕМПЕРАТУРЕ, И ИХ ОТЖИГА ПРИ РАЗЛИЧНОЙ ТЕМПЕРАТУРЕ В ТЕЧЕНИЕ 1 ЧАСА
НА ПАРАМЕТР ВОЗВРАТА БЕРИЛЛИЯ (СЪЕМКА В Cu-K-ИЗЛУЧЕНИИ, ОТРАЖЕНИЕ
ОТ ПЛОСКОСТИ (0004); ОБРАЗНЫ НА РАСТЯЖЕНИЕ ГРУППЫ Б, ТАБЛ. 57)
Удлинение % Температура отжига, °C sx Удлинение, % Температура отжига, °C Sx
0 Не отжигался — 0,02+0,03 2 600 0,01+0,62
1 » » 0,26+0,05 2 700 0,03±0,02
2 » » 0,15+0,04 2 800 —0,06±0,04
15 » » 0,72+0,08 2 900 0,00±0,02
20 » » 0,97+0,05 15 600 0,05+0,04
0 600 -0,03±0,03 15 700 0,05+0,02
0 700 —0,02+0,02 15 800 0,01±0,01
0 800 0,03+0,03 15 900 -0,02+0,01
0 900 0,01+0,03 20 600 0,12±0,04
1 600 0,02+0,03 20 700 0,07+0,05
1 700 —0,01±0,02 20 800 . 0,05+0,02
1 800 -0,02+0,03 20 900 — 0,05+0,03
1 900 -0,01±0,03
3. При каждой температуре значения Sx асимптотически приближаются
к пределу, который является неизменным либо очень медленно уменьшается
с увеличением продолжительности выдержки при нагреве; такое поведение
Фиг. 268. Кривые возврата (фиг. 265), приведенные к единому
начальному значению^.
Для температуры испытаний 100° на верхней шкале время показано в сутках.
указывает на то, что при каждой температуре существует определенная степень
возврата.
Вследствие того что подвергавшиеся возврату образцы были вырезаны^из
различных испытанных на растяжение образцов, в части которых в небольшой
степени происходило образование шейки, то в разных образцах, перед тем, как
они подвергались возврату, наблюдались некоторые различия в величине
начальных значений Sx, как это видно на фиг. 267 при нулевой выдержке. На
фиг. 268 условное снятие влияния предшествовавшей деформации достигнуто
перемещением приведенных на фиг. 267 кривых в вертикальном направлении
до тех пор, пока значения Sx при нулевой выдержке для каждой из кривых не
ГЛАВА VII
станут равными единице. За исключением кривых для температур 250 и 300°,
все остальные кривые на фиг. 268 показывают, что влияние температуры *
является систематическим и устойчивым.
При температурах ниже 300° процесс возврата также имеет место, однако
скорость его невелика. Интересно, что небольшая, но все же вполне измеримая
степень возврата заметна даже в образцах, выдержанных в течение несколь-
ких суток в кипящей воде. Процесс возврата при комнатной температуре, если
Фиг. 269. Влияние температуры возврата в бериллии,
определяемое по изменению параметра Sx, выражающе-
го расширение линий на рентгенограммах, рассчитанно-
го по данным, приведенным на фиг. 266.
/—термообработка в течение 1 часа (•); 2—«насыщение»
или продолжительная термообработка (О).
его скорость вообще может быть измерена, протекает чрезвычайно медленно.
При температуре 500° процесс возврата проходит быстро. Из кривых на фиг. 267
и 268 видно, что выдержка в течение 20—30 мин. при данной температуре дает
большую степень возврата, чем выдержка в течение 15—20 час. при температуре
на 80—100° ниже. Таким образом, отжиг при той или иной температуре, при-
водящей к возврату в течение сравнительно короткого времени, стабилизи-:
рует структуру и предупреждает возможность дальнейшего протекания воз-,
врата в случае весьма продолжительной выдержки при более низких темпера-
турах.
Кривые фиг. 269, построенные по данным фиг. 268, показывают влияние
температуры отжига на увеличение ширины линий на рентгенограммах после
одночасовой, а также после более продолжительной (12—30 час.) выдержки
в интервале температур 100—600°. Вид кривых на фиг. 269 наводит на мысль,
что для бериллия процесс восстановления линий на рентгенограммах проис-
ходит полностью за относительно короткое время при температурах значитель-
но ниже интервала температур рекристаллизации.
На фиг. 270 приближенно показана скорость изменения Sx в нулевой момент
времени: [ASX/A/]O = S° в зависимости от величины обратной абсолютной
температуры (с целью получения примерного количественного представления
о влиянии температуры отжига на скорость процесса возврата). Приведенные
на фиг. 270 данные показывают, что температурный корреляционный коэф-
фициент (энергия активации) Q для процесса возврата в бериллии, равен при-
мерно 15 000 ккал/молъ. Кривая А на фиг. 270 вычерчена по максимальным
данным (т. е. невероятно, чтобы наклон мог быть большим, чем наклон этой
линии), тогда как кривая S, исходя из существующих данных, представляет
наиболее вероятные средние значения. Следует отметить, что, хотя и наблю-
дается заметное воздействие так называемого частотного или скоростного коэф-
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
427
фициента для линий А и Б (1,693 для кривой А и 100 для кривой Б), все же его
влияние на величину энергии активации получается относительно небольшим
(16,350 ккал!моль для А и 13,850 ккал/моль
для Б). Энергия активации имеет
несколько меньшую величину, чем для
процессов роста зерна, достигая того же
порядка (20 000 ккал/моль), что и опуб-
ликованная Ли и др. [17] величина для
процесса возврата в цинке. Эти ' авторы
считают, что основной процесс, происхо-
дящий при возврате, заключается во взаи-
модействии свободных узлов решетки
с линейными дислокациями.
Сравнение кривых фиг. 269 с кривы-
ми фиг. 261 показывает, что возврат за-
вершается почти полностью раньше за-
метного падения твердости, наблюдаемо-
го в любом из трех изученных видов берил-
лия при исследовании изменения твердости
в зависимости от температуры отжига (от-
литый в вакууме бериллий, прутки, вы-
давленные из фракционированного порош-
кового бериллия, и полученные методом
порошковой металлургии пластичные
разрывные образцы бериллия, деформи-
рованные в различной степени).
Интересно, что интервал температур
возврата в бериллии связан со следующи-
ми явлениями:
а) с увеличением пластичности при
испытании на растяжение, имеющим мес-
то в интервале температур от комнатной
до 350° [20], и ’ •
б) с повторным появлением площа-
док текучести, которое у образцов, вы-
давленных из отлитого в вакууме метал-
ла, наблюдалось в интервале температур
375—525° [12].
Фиг. 270. График Аррениуса, пока-
зывающий влияние температуры на
процесс возврата в бериллии через
изменение параметра во времени (па-
раметр Sx характеризует расшире-
ние линий на рентгенограммах).
ЗАВИСИМОСТЬ МИКРОСТРУКТУРЫ ОТ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Металлографическое исследование в поляризованном свете является
средством для изучения деталей структуры холоднодеформированного и рекри-
сталлизованного бериллия. Структура, выявляемая этим методом, может быть
рассмотрена более детально, чем структура, обычно выявляемая в нелеги-
рованном бериллии на оптически изотропных поверхностях. При указанном
методе исследования имеется возможность произвести сравнительно точное абсо-
лютное определение (с угловой точностью+5°) направления следов базисных
плоскостей в любом зерне. При благоприятных условиях могут быть обнару-
жены относительные различия в ориентации соседних зерен или частей зерен
с угловой точностью порядка 0,5°. Характерным для металлографических
исследований в поляризованном свете является тот факт, что вид микрострук-
туры может часто существенно изменяться при повороте столика металло-
микроскопа всего лишь на несколько градусов. Приведенные на фиг. 271 мик-
рофотографии иллюстрируют указанные изменения. Для достижения макси-
мальной эффективности фотографирование поля шлифа должно производиться
428
ГЛАВА VII
посредством киносъемки с одновременным вращением предметного столика
микроскопа.
Для того чтобы обнаружить развитие зерен и другие структурные измене-
ния, происходящие в процессе нагрева образца, был сделан ряд снимков одного.
Фиг. 271. Три пары микрофотографий, показывающих влия-
ние поворота предметного столика металломикроскопа на угол
10—20° на вид структуры бериллия; поляризованный свет;
травление—полировка шлифов в щавелевой кислоте; X 150.
а, б, в, г—на монокристаллах заметна деформация при полировке; д, е —сече-
ние выдавленных монокристаллов, перпендикулярное оси выдавливания.
и того же выбранного участка шлифа после ряда последовательных отжигов.
Для того чтобы можно было использовать шлифы малого размера, полировку
и нагрев их производили без извлечения из оправки, применяя специальную
методику, представленную на фиг. 272. Образцы помещались рабочей поверх-
ностью вниз на кусок двухсторонней изоляционной ленты в центре отрезка
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
429
стальной трубы около 25 мм диаметром и 25 мм высотой. Пространство вокруг
шлифа в нижней части оправки заполнялось слоем высокотемпературного
цемента толщиной около 1,5 мм. Этому слою давали полностью затвердеть
в течение ночи. Остальную часть оправки заполняли смесью довольно крупно-
зернистого алундового цемента с жидким стеклом в пропорции, обеспечиваю-
щей получение необходимой консистенции замазки. На поверхности этого напол-
нительного слоя проволокой наносилось несколько проколов, доходящих до
слоя высокотемпературного цемента, и затем производилась сушка на воз-
духе (сначала при комнатной температуре, а затем при температуре 200—300°).
После окончательного схватывания замазки готовая оправка со шлифом может
быть нагрета до температуры 1000°, не опасаясь возможности выпадения
образца из оправки. Обработку шлифов
на крупной шкурке целесообразно произ-
водить перед окончательной сушкой.
После проведения исследований струк-
турных превращений возникает вопрос о.
правильности произведенных наблюдений,
поскольку наблюдатель не может быть
уверен в том, что изменения, происходя-
щие во всем объеме металла, точно соот-
ветствуют изменениям, наблюдаемым при
изучении поверхности шлифа [18]. После-
довательный ряд наблюдений структуры
поверхности шлифа имеет, однако, то пре-
имущество, что он дает исследователю
возможность производить последователь-
ное изучение изменений структуры, про-
исходящих в определенной точке; подобных
наблюдений за точками, расположенными
внутри образца, оптическим методом про-
извести нельзя. При изучении процесса
рекристаллизации метод таких последова-
тельных наблюдений особенно полезен
тогда, когда он может сочетаться с исполь-
зованием других методов, подобных наблю-
дению в поляризованном свете (или при
Фиг. 272. Последовательные опе-
рации приготовления микрошлифов
с использованием керамической за-
ливки.
А—образец помещен на клейкую под-
ложку; Б—образец заключен в кольцевую
оправку; В—образец залит слоем высоко-
температурного цемента Зауэрайзена;
Г—оправка залита верхним покровным
слоем; слой проколот; Д—образец в
оправке после его полировки.
освещении, чувствительном к от-
тенкам, применяемом при изучении некоторых других металлов, особенно
алюминия [19, 20]), благодаря чему достигается значительное увеличение раз-
решающей способности микроскопа при изучении структуры.
Тонкая пленка, образующаяся на полированной поверхности в процессе
термической обработки, легко удаляется посредством обработки в течение
нескольких минут на полировальном круге третьего этапа полировки. Иногда
при нагревании в атмосфере аргона на поверхности шлифа наблюдается точеч-
ная коррозия, полностью отсутствующая при нагревании в вакууме.
Для различия в поляризованном свете мельчайших деталей структуры
и общей картины распределения структурных составляющих оптимальным
является увеличение в 250 раз. Применение поляризованного света при увели-
чении более 500 раз делает исследование структуры менее чувстви-
тельным.
В микроструктуре деформированного и затем термически обработанного
бериллия были обнаружены характерные участки, в которых наблюдались
новые зерна, располагавшиеся у краев полос сбросов, внутри двойников,
деформированных уже после их образования, вдоль границ зерен, в углах
зерен, вблизи включений, вблизи концов зерен в проходящих вдоль направле-
ния выдавливания сечениях, у краев полигонизированных областей, в некото-
рых местах внутри зерен, где предполагается существование полос, образо-
430
ГЛАВА VII
вавшихся при интенсивном сбросообразовании, или сильно деформированных
двойников.
На фиг. 273 показано несколько различных характерных мест расположе-
ния новых рекристаллизованных зерен.
На фиг. 273, а представлено вертикальное сечение через отпечаток, полу-
ченный при измерении твердости монокристалла. Наконечник прибора распо-
лагался перпендикулярно к плоскости базиса в процессе измерения твердости
при температуре 850°; стрелка на фиг. 273, а указывает направление приложе-
ния нагрузки. Новые зерна образовались в сильно деформированной области
у основания отпечатка. В таких же образцах при нанесении отпечатка при
более низких температурах, когда рекристаллизация в этих участках еще не про-
исходила, наблюдались сильно искаженные двойники. Зародыши появляются
в этих двойниках и прорастают в окружающий материал. Интересно, что в уча-
стках сбросов и в относительно мало деформированных двойниках в верхней
части микрофотоснимка образования новых зерен не наблюдается. Следует
обратить внимание на квадратную форму окончаний некоторых двойников.
Плоскости базиса перпендикулярны к плоскости рисунка и располагаются
параллельно длинным двойникам от нижней правой части рисунка к верхней
левой. На фиг. 273, б представлена микроструктура в поперечном сечении
отожженного прутка, полученного выдавливанием отлитой в вакууме заго-
товки, а затем прокатанного при температуре 750° и охлажденного на воздухе;
на этой микрофотографии видно образование полосы новых зерен по границам
старых зерен. На фиг. 273, в представлена микроструктура в поперечном сече-
нии прутка, выдавленного с обжатием 4 : 1 при температуре 650° из отлитого
в вакууме металла и затем отожженного в течение 1 часа при температуре
700°; в центре микрофотоснимка видно новое зерно, образовавшееся в углу
первичного зерна. Таким образом, в сильно деформированном поликристал-
лическом бериллии как границы зерен, так и их углы являются частыми
источниками образования новых зерен предположительно вследствие местных
искажений структуры и дезориентации кристаллического строения.
На фиг. 273, г показана микроструктура в поперечном сечении монокри-
сталла, выдавленного с обжатием 4 : 1 при температуре 760°. Полосы, в которых
образуются новые зерна, являются либо полосами сбросов, либо деформиро-
ванными двойниками.
На фиг. 273, д представлена микроструктура в продольном сечении прутка,
выдавленного с обжатием 3 : 1 при температуре 450° из отлитого в вакууме
бериллия и затем отожженного при температуре 650° с выдержкой 16 час.
и повторно в течение 18 час. при температуре 680°; на этой микрофотографии
видно образование полосы мелких зерен поперек первичного зерна и возникнове-
ние единого крупного зерна за счет врастания одного зерна внутрь другого через
первичную границу. Последнее явление очень редко наблюдается в бериллии,
тогда как Бек [21] показал, что в отожженном при температуре 350° алюминии
оно наблюдается часто. Микроструктура в поперечном сечении деформирован-
ного сжатием при температуре 750° монокристалла представлена на фиг. 273, е.
На этом микрофотоснимке видны зерна (указаны стрелками), наблюдаемые
в ряде монокристаллов бериллия и в образцах с крупнозернистой структурой,
подвергавшихся деформации при температурах близких к 750°.
Представленная на фиг. 273, е структура носит название «крестовидного
эффекта» (или эффекта пересечения») вследствие того, что в ней существуют
два направления резкой дезориентации, всегда примерно взаимно перпенди-
кулярных и имеющих вид креста при наблюдении в поляризованном свете.
Эти крестовидные пересечения линий являются новым микроструктурным
эффектом или разновидностью ранее встречавшегося эффекта. Такие пересекаю-
щиеся линии обычно обнаруживаются в образцах бериллия, имеющих вклю-
чение или небольшую пустоту в центре «креста». Новые рекристаллизованные
зерна часто начинают образовываться вблизи центра «таких крестов» в виде
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
431
групп, содержащих от двух до шести зерен. Для этих крестов характерным
является то, что обнаруживаемая в поляризованном свете одна из линий резксй
дезориентации всегда почти параллельна следу плоскости базиса, а вторая
Фиг. 273. Микроструктура, показывающая расположение но-
вых зерен при рекристаллизации бериллия; поляризованный
свет; полировка—травление шлифов в щавелевой кислоте.
а—новые зерна у основания отпечатка измерения твердости, произве-
денного при повышенной температуре; Х50; б—полоса новых зерен вдоль
границы зерна; Х250; в—новые зерна около угловых стыков зерен; Х150;
г—новые зерна в виде полос в выдавленном монокристалле; хЮО;
д—прорастание нового зерна через границу первичного зерна; Х150;
е — новые зерна вблизи центра эффекта пересечения в монокристалле; хЮО.
линия резкого нарушения непрерывности перпендикулярна первому направ-
лению; второй особенностью является симметричная поляризация противо-
положных углов. Судя по поведению описанных линий в поляризованном
свете, можно полагать, что эти явления связаны с изгибом или скручиванием
432
ГЛАВА VII
плоскостей базиса. Точный механизм их образования не установлен; наиболее
вероятно предположение, что здесь вокруг включения происходит резкий
изгиб в противоположных направлениях пары плоскостей базиса (тесно свя-
занный с образованием полос сбросов). До сих пор неясно, является ли кресто-
видный эффект результатом одной только деформации или он связан хотя бы
частично с каким-либо тепловым воздействием.
Двойники обычно не являются источниками образования рекристаллизован-
ных зерен в бериллии, если они не подвергались значительной холодной деформа-
ции и не были искажены уже после их первичного образования. Настоящие пере-
секающиеся двойники никогда не наблюдаются в бериллии, и поэтому данный
деформационный эффект, являющийся столь существенным источником образова-
ния новых зерен втитане, цирконии и уране, не играет аналогичной роли в берил-
лии. Главной причиной отсутствия настоящих пересекающих двойников в метал-
лах с гексагональной решеткой, имеющих только одну плоскость двойнико-
вания {10Г2}, является тот факт, что, несмотря на наличие второй потенциально
возможной плоскости {1012} (общей как для двойников, так и для основы),
примерно перпендикулярной к плоскости образования двойников, все же
направление сдвига при двойниковании в этой второй плоскости является проти-
воположным направлению сдвига в основе ц в двойнике, вследствие чего
невозможно возникновение второго непрерывного двойника, проходящего через
основу и через уже существующий двойник. Если же, как это подробно обсуж-
дается ниже, полигонизация необходима для создания рекристаллизацион-
ных зародышей, то здесь нет причин, могущих вызвать образование новых
зерен в двойниках или у границ двойников, за исключением следующих: а) вто-
ричной деформации двойников, достаточной для образования полигонального
строения, или б) местной вторичной деформации двойника либо основы, когда
двойник располагается вокруг включения.
Зародышеобразование при рекристаллизации в бериллии неизменно прояв-
ляет сильную тенденцию к образованию чаще всего «гроздьев», содержащих
3—20 зерен, а не единичных зерен, т. е. если деформированная зона благо-
приятствует возникновению новых зерен, то их образуется всегда несколько.
Единственным исключением из этой закономерности является прорастание пер-
вичных зерен через их исходные границы.
На фиг. 274 и 275 представлены характерные изменения микроструктуры,
происходящие на ранних ступенях отжига в бериллиевых прутках, выдавлен-
ных при температуре 450° из отлитых в вакууме заготовок; условия отжига
указаны в подписях к рисункам. Характерные структуры после деформации,
наблюдаемые в перекристаллизованных прутках, выдавленных из отлитого
в вакууме бериллия, представлены на фиг. 274, а и б. Следует отметить, что
степень деформации и дезориентации неравномерная и структура резко отли-
чается от равновесной структуры с равноосными зернами.
На фиг. 274, б наблюдается несколько групп новых зерен, появление
которых приурочивается к наиболее искаженным участкам структуры, пред-
ставленной на фиг. 274, а.
На фиг. 274, г наблюдается укрупнение полигонизированной структуры,
представленной на фиг. 274, в, с образованием при этом нескольких новых
зерен вдоль краев полигонизированной области. При этом два зерна выросли
до значительных размеров, показывая тем самым, что скорость роста нового
зерна в значительной степени зависит от природы материала, находящегося
на пути его роста.
Фиг. 275, а и б представляют особый интерес, так как на них хорошо заме-
тен один из видов прерывистого роста зерна. На фиг. 275, а видна группа хо-
рошо развитых зерен (вверху слева), образовавшихся в имеющей форму
полосы области (указана стрелкой /), вероятно, сильнее деформированной
и вследствие этого приобретшей большую способность к образованию новых
зерен; в центре фиг. 275, а наблюдается скопление зерен (указано стрелкой 2),
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
433
расположенных в основе, состоящей из более мелких зерен. Во время второго
отжига зерна в указанной выше полосе совершенно не изменили своей вели-
чины, тогда как маленькая группа зерен в центре выросла до таких размеров,
что эти зерна стали преобладать на всем участке. Следует отметить, что даже
после двух последовательных отжигов не наблюдается признаков повсеместного
зародышеобразования вне искаженной области в центре рисунка. По-види-
мому, отдельные зерна, расположенные в полосе, видной на микрофотографии
вверху слева, росли до тех пор, пока не распространились за пределы собствен-
ной местной деформированной области, вследствие чего их рост прекратился.
Характерно, что зерна в полосе после второго отжига имеют прямоугольную
форму, тогда как наблюдаемые в центре снимка крупные зерна явля-
ются многогранниками (за исключением зерен, находящихся у основания
полосы, где зерна прилегают к материалу, по-видимому, менее напряжен-
ному) .
Перед проведением второго отжига предполагалось, что отчетливо разли-
чимые участки, имеющие форму полумесяца, в центре микрофотографий на
фиг. 275,в и г (которые, несомненно, свидетельствуют о наличии в этих местах
хорошо развитой деформационной полосы) окажутся источником быстрорасту-
щих новых зерен. Однако в непосредственной близости от этой полосы образо-
валось только несколько маленьких зерен, оказавшихся полностью замкну-
тыми внутри полосы, в то время как в правом верхнем углу наблюдается
образование зерен, имевших большую скорость роста.
Из фиг. 274 и 275 отчетливо видно, что 34-часовая выдержка при темпера-
турах 650 и 680° не приводит к интенсивной или общей рекристаллизации.
На этих фигурах видно, что бериллий обнаруживает общую тенденцию к пол-
ной рекристаллизации в сильно деформированных полосах или областях,
прежде чем за пределами этих полос появятся первые ее признаки.
На фиг. 276 показаны продольные сечения прутков, выдавленных из
отлитого в вакууме бериллия, на различных стадиях процесса их рекристал-
лизации; направление выдавливания во всех случаях совпадает с вертикальной
осью микрофотографии. Все эти прутки выдавлены при температурах ниже
температур рекристаллизации и затем отожжены. Микрофотографии этой груп-
пы шлифов свидетельствуют о следующем:
а) в состоянии после выдавливания микроструктура отличается сильной
полосчатостью, где более крупные полосы являются первичными зернами литой
заготовки, вытянувшимися в процессе выдавливания, тогда как полосы внутри
этих широких полос представляют собой полигонизированные области; оба
вида полос идут параллельно направлению выдавливания;
б) границы зерна в основном имеют зазубренный вид;
в) образование новых зерен происходит неравномерно внутри первичной
структуры с возникновением длинных, четко выделяющихся групп новых зерен,
расположенных как по границам первичных зерен, так и внутри их, причем
полосы новых зерен обоих типов вытянуты параллельно оси выдавливания;
г) рост новых зерен внутри полос продолжается до тех пор, пока они не
распространятся во всем объеме материала и его полосчатая структура не
будет полностью разрушена. Хотя после значительного развития процесса
роста новых зерен они кажутся равноосными и расположенными без правиль-
ной ориентации (фиг. 276,д и ё), изучение такой структуры в поляризованном
свете показало, что в заметной степени имеется еще и остаточная текстура.
Видимые нафиг. 276, г двойники возникли при изготовлении образцов, что сви-
детельствует об изогнутости и искажении зерен, получившихся в результате
выдавливания.
На фиг. 277 показано влияние температуры и скорости последующего
охлаждения на микроструктуру бериллиевых прутков, изготовленных из
порошковых и отлитых в вакууме заготовок. При этом следует отметить следую-
щие особенности:
28 Бериллий
434
ГЛАВА VII
а) отлитый в вакууме бериллий при всех условиях выдавливания имеет
наиболее крупное зерно;
Ф иг. 274. Изменения микроструктуры на первых стадиях отжига
в отлитом в вакууме бериллии, выдавленном при температуре 450°;
X150; полировка—травление шлифов в щавелевой кислоте; по-
ляризованный свет; продольные сечения.
а, в—в состоянии после выдавливания; б, г—соответствующие участки после
двух отжигов в течение 16 час. при температуре 650°, а затем 18 час. при
температуре 680°.
б) бериллий, отлитый в вакууме и выдавленный при различной темпера-
туре после охлаждения в воде, имеет микроструктуры, резко различающиеся
между собой;
в) в образцах, выдавленных из прессованного порошкового бериллия,
при различной скорости охлаждения резкой разницы в величине зерна не наблю-
дается.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
‘V
435
Увеличение пористости в образцах из порошкового бериллия, отожженных
при повышенных температурах, показано на фиг. 278. Поры, которые видны
на двух нижних фотографиях, не связаны с отжигом и представляют собой
• Фиг. 275. Изменения микроструктуры на различных стадиях от-
жига в отлитом в вакууме бериллии, выдавленном при температуре
450°; полировка—травление шлифов в щавелевой кислоте; поляри-
зованный свет; продольные сечения.
а, б—X 150; в, г— Х250; а,в—отжиг 16 час. при температуре 650°; б,г—отжиг
16 час. при температуре 650°, а затем 18 час. при температуре 680°.
места расположения зерен, выпавших при приготовлении микрошлифов; эти
поры тем более четко выражены, чем дольше продолжалась полировка миКро-
шлифов. Все три микрошлифа, показанные на фиг. 278, были приготовлены
совершенно одинаковым образом. На фиг. 278, г можно отличить возникшие
при отжиге значительно более мелкие поры, явившиеся следствием механи-
ческого ослабления по границам зерен.
28*
436
ГЛАВА VII
На фиг. 277 и 278 видны следующие принципиальные различия в микро-
структуре и рекристаллизации между отлитым в вакууме и порошковым берил-
лием:
Ф иг. 276. Микроструктура, показывающая различные стадии раз-
вития рекристаллизованных зерен в прутках, выдавленных из от-
литых в вакууме заготовок после отжига в течение 1 часа. Поли-
ровка—травление шлифов в щавелевой кислоте; поляризованный
свет; продольные сечения.
а—отжиг при температуре 700°; Х50;
б— > » » 725°; Х50;
в— » > > 700°; XI00;
г— » » » 700°; хЮО;
д— » » » 800°; ХЮО;
е— » » » 900°; X Ю0.
а) в порошковом бериллии металлографически (так же как и кристалло-
графически) хорошо заметно наличие волокнистости; в^ отлитом в вакууме
бериллии волокнистость выражена в значительно меньшей степени;
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
437
б) скорость роста зерна в порошковом бериллии во много раз меньше, чем
в литом; вследствие этого порошковый бериллий всегда оказывается значи-
тельно более мелкозернистым, чем отлитый в вакууме;
Ф и г. 277. Микроструктура, показывающая для сравнения ход
процесса рекристаллизации непосредственно после выдавливания |
прутков из порошковых заготовок и из отлитого в вакууме берил-
лия. Полировка—травление шлифов в щавелевой кислоте; поляри-
зованный свет; х 150.
а, в, д—из порошкового бериллия;
б, г, ё—из отлитого в вакууме бериллия;
а, б—охлаждение в воде после выдавливания при температуре 900°.
в, г—охлаждение в воде после выдавливания при температуре 1070°;
д, е—охлаждение на воздухе после выдавливания при температуре 1070°.
в) в структуре порошкового бериллия после отжига при температурах
выше 1000° становится более заметным наличие пустот, тогда как в отлитом
в вакууме бериллии такое явление не наблюдалось.
Фиг. 278. Микроструктура, показывающая развитие пустот при
высокотемпературном отжиге порошкового бериллия. Полировка—
травление шлифов в щавелевой кислоте; отраженный свет.
а—выдавлен при температуре 1070° из порошкового бериллия; не оттожжен;
пор нет; х 50;
б—выдавлен при температуре 1010° из отлитого в вакууме бериллия; от-
тожжен в течение 1 часа прЦ температуре 1000°; пор нет; небольшие чер-
ные точки являются включениями; Х50.
в—выдавлен при температуре 1070° из порошкового бериллия; отожжен в
течение 1 часа при температуре 1100°; черные точки являются местами,
из которых зерна выпали при полировке; -Х50.
г—тот же шлиф, что и на фотографии в; небольшие пустоты по границам зе-
рен, возникающие при отжиге, вызывают ослабление границ, что приводит
к выпадению зерен; Х250.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
439
Хотя представляется достоверным, что ограничение роста зерна в порошко-
вом бериллии связано с волокнистым характером микроструктуры, все же
остается неясным, достигается ли это за счет присутствия мелкодисперсных
частиц окислов или же вследствие наличия мелких пустот, возникших в про-
цессе выдавливания. В порошковом бериллии наличия крупных включений
окиси бериллия не обнаружено. Представляется наиболее вероятным, что
пустоты, имевшиеся в порошковых заготовках, никогда не могут быть устранены
полностью в процессе последующего нагрева и деформации.
Химический анализ показывает, что изготовленные из порошковых заго-
товок прутки содержат значительно большее количество включений окиси
бериллия, чем прутки, полученные из заготовок, отлитых в вакууме. Однако
увеличение количества включений окиси бериллия примерно пропорциональ-
но увеличению степени развития удельной поверхности порошкового бериллия.
Предполагается, что до выдавливания каждая из частиц порошка была покрыта
сравнительно тонкой пленкой окиси бериллия. Клейн [22] подсчитал, что тол-
щина этой окисной пленки должна быть порядка 300 А. Поскольку такая тон-
кая пленка не может быть обнаружена металлографическим методом, то вполне
вероятно, что она может играть значительную роль в процессе спекания или
отжига.
Развивающиеся при высокотемпературном отжиге порошкового бериллия
пустоты могут возникать в результате слияния частиц окислов или пустот
меньших размеров, образования и развития пустот под влиянием действующих
на поверхности отдельных зерен сил поверхностного натяжения, испарения
некоторых примесей (например, Mg, Са, Si, Al). Наиболее вероятным источ-
ником образования крупных пустот является слияние первичных мелких
пустот.
ВЛИЯНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НА ХАРАКТЕР ЛАУЭГРАММ
Лауэграммы, приведенные на фиг. 279, представляют случай почти полного
отсутствия рекристаллизации, так как в исследуемом сильно деформированном
монокристалле, подвергнутом двум последовательным отжигам при тех темпе-
ратурах, когда обычно уже наблюдается рекристаллизация, последняя обна-
ружена не была. На этих лауэграммах не заметно признаков образования
новых зерен, которые имели бы ориентацию, значительно отличающуюся от
деформированной основы. Этот пример показывает, что не все виды сильной
деформации в одинаковой степени ведут к образованию новых зерен, и вместе
с тем является случаем, когда в результате сильного наклепа не происходит
образования рекристаллизационных зародышей во всех возможных ориента-
циях.
Плотность линий на лауэграмме кажется непрерывной в случае снятия
рентгенограммы образца, испытанного на растяжение (фиг. 279, а), и разби-
вается на отдельные пятна после 4-часовой выдержки при температуре 800°
(фиг. 279, бив), дробясь еще больше после последующей выдержки в течение
2 час. при температуре 950° (фиг. 279, г).
Монокристаллический образец, лауэграммы которого представлены на
фиг. 279, был растянут по кристаллографическому направлению [1010], рас-
положенному перпендикулярно к плоскости снимка. При такой ориентации
образца базисные плоскости скольжения (0001) лежат параллельно оси растя-
жения, а три группы призматических плоскостей скольжения {1010} располо-
жены так, что одна группа перпендикулярна оси растяжения, а две другие
группы пересекают эту ось под углом 60°. Деформация при растяжении ориен-
тированного таким образом образца происходит путем чередующегося или
двойного сдвига по последним двум плоскостям {1010}; равномерное растяже-
ние достигается при удлинении около 15%, после достижения которого в образ-
Фиг. 279. Влияние термообработку на вид лауэграмм, снятых с
монокристаллических образцов после различных степеней деформа-
ции при комнатной температуре. Плоскость [1210J параллельна
пучку рентгеновского излучения; плоскость [1010] параллельна оси
образца и перпендикулярна к плоскости фотоснимка.
а, б—сняты в неотфильтрованном вольфрамовом излучении;
в, г—сняты в неотфильтрованном медном излучении;
а—в напряженном состоянии после испытания на растяжение (сужение при-
близительно 60%);
б, в—после нагрева в течение 4 час. при температуре 800°.
г—после вторичного нагрева в течение 2 час. при температуре 950°.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
441
це сразу образуется характерно очерченная шейка. Лауэграммы, приведенные
на фиг. 279, были получены в точке, расположенной в самом тонком сечении
шейки разрывного образца, причем пучок рентгеновских лучей был перпенди-
кулярен к оси образца’ и параллелен кристаллографическому направлению
[1120]. Уменьшение поперечного сечения в шейке составляло в данном образце
около 60%.
Характерно, что все изменения в ориентации, происходящие в процессе
деформации, соответствуют вращению образца вокруг оси с так, что под микро-
скопом наблюдается только относительная дезориентация призматических
плоскостей. Это означает, что, хотя плотноупакованные плоскости базиса
могут подвергаться местным искажениям, они не имеют значительного равно-
мерного изгиба и остаются в основном параллельными оси образца на протя-
жении всего процесса деформирования. Таким образом, при том виде деформа-
ции, который действует в рассматриваемом случае, не возникает больших
местных дезориентаций, подобных тем, которые могут иметь место при сбросах,
двойниковании, сегментации или возникновении деформационных полос.
Полигонизация, происходящая при последующем нагреве образцов и обнару-
живаемая по виду линий на лауэграммах, является, по-видимому, нарушением
непрерывного изгиба плоскостей решетки без деформации рекристаллизацион-
ных зародышей.
Следует отметить, что линии на лауэграммах фиг. 279 отображают дей-
ствительное влияние деформации, а не обусловлены толщиной образца. Линии
на лауэграммах, соответствующие плоскостям {ЮК)} и {1011}, могут быть
идентифицированы по пятнам, соответствующим медному и Ар-излучениям
(нижние фотографии на фиг. 279).
Четко выраженные кольца, полученные на двух снимках с медным излу-
чением (фиг. 279), не принадлежат бериллию, но могут быть идентифициро-
ваны как появившиеся вследствие: а) диффракции на выходном конце щели
коллиматора; б) наличия бумажного покрытия на пленке обратного отражения,
экспонируемой одновременно с приведенной на фотографии пленкой, фикси-
рующей проходящий пучок, и в) наличия частиц элементарного кремния в бе-
риллии. Последний факт представляется довольно неожиданным, поскольку
химический анализ показал, что содержание кремния составляет всего 0,2%.
Это свидетельствует о том, что растворимость кремния в твердом бериллии
исключительно мала и что содержащийся в бериллии кремний присутствует
в виде больших изолированных частиц.
ВЛИЯНИЕ ТЕМПЕРАТУРЫ
Пинто [6] не удалось обнаружить каких-либо признаков рекристаллиза-
ции в брикетах, спрессованных из порошкового бериллия при температурах
до 700°. Частичная рекристаллизация поданным настоящей работы после отно-
сительно кратковременного отжига при температуре 700° была обнаружена
в прутках из бериллия, отлитого в вакууме и затем подвергнутого выдавли-
ванию при температуре гораздо ниже интервала рекристаллизации. Возможно,
что расхождение результатов в этих двух работах связано с различной степенью
деформации или дезориентации при теплом прессовании или выдавливании
либо с разницей в точности определения первых признаков наступления рекри-
сталлизации по изменению микроструктуры отлитого в вакууме и порош-
кового бериллия. Однако*так или иначе противоречия между результатами
обеих указанных работ не препятствуют достижению общего вывода, сводя-
щегося к тому, что при температурах ниже 750° рекристаллизация бериллия
является очень медленным процессом.
Все полученные в настоящей работе данные подтверждают, что наиболее
правильными представлениями о соотношении между температурой и про-
442
ГЛАВА VII
должительностью процесса рекристаллизации бериллия являются данные,
приведенные Кауфманом, Гордоном и Лилли [4] (см. фиг. 259). Из резуль-
татов настоящей работы следует, что данные Кауфманна и др. [4] могут быть
экстраполированы в виде прямых линий вплоть до температуры 650°. Самая
нижняя линия на фиг. 259 дает минимальные значения продолжительности
выдержки и температуры, при которых, как показала данная работа, отсут-
ствуют какие-либо признаки рекристаллизации бериллия.
В сравнении с другими металлами интервал температур рекристаллизации
бериллия, принимая во внимание температуру его плавления, является исклю-
чительно высоким. Температура Дебая, составляющая для бериллия 800—1000°,
также исключительно высока; действительно, отношение температуры Дебая
к температуре плавления оказывается для бериллия наиболее высоким по
сравнению с другими металлами. Поскольку процесс рекристаллизации дол-
жен в значительной мере зависеть от степени перемещения атомов, от нали-
чия дефектов структуры и состояния границ зерен, то величина удельной теп-
лоемкости и характеристики тепловой активности металла являются’важными
с точки зрения его поведения при рекристаллизации. Высокая температура
Дебая для бериллия, по-видимому, является наиболее правдоподобным объяс-
нением его высокой температуры рекристаллизации.
Другое воздействие температуры, возможно, связанное с процессами тер-
мического возврата, заключается в том, что при температурах выше 800° (т. е.
выше темпераатуры, при которой рост зерна является сравнительно быстро
протекающим процессом) в крупнозернистом отлитом в вакууме бериллии
деформация при растяжении чаще происходит за счет скольжения одних зерен
относительно других, чем за счет деформирования отдельных зерен. В настоя-
щее время еще не ясно, является ли доказанным, что такой вид «эквикогезив-
ного» поведения присущ чистому бериллию или же он связан с наличием нез-
начительных количеств примесей по границам зерна. В порошковых мате-
риалах, по данным Массачусетского технологического института и других
организаций [5], разрушение по границам зерна при испытании на растяже-
ние наблюдалось даже при такой низкой температуре, как 400°. Этот эффект,
почти несомненно, связан с наличием окисной пленки вокруг каждой из частиц
порошка еще до изготовления прутков.
ВЛИЯНИЕ ЧИСТОТЫ МЕТАЛЛА
Большинство элементов периодической таблицы растворимо в твердом
бериллии в очень незначительных количествах, вследствие чего небольшие
количества примесей могут оказывать неодинаковое влияние на протекание
термических процессов. Рекристаллизация может способствовать перемеще-
нию слишком больших количеств примесей на поверхность рекристаллизован-
ных зерен; это перемещение примесей может оказывать большое влияние на
скорость продвижения границы зерен и влиять на их окончательную величину.
Включения сильно влияют на процесс рекристаллизации бериллия. Во-
первых, они могут способствовать образованию областей с сильной местной
деформацией, являющихся потенциальными местами образования новых зерен.
Во-вторых, включения могут действовать в виде «шипов» в углах зерен и по гра-
ницам между зернами, препятствуя росту зерна в данном образце. В-третьих,
благодаря наличию последнего эффекта включения могут оказывать сильное
влияние на текстуру и механические свойства бериллия.
ВЛИЯНИЕ ОТЖИГА НА ТЕКСТУРУ
За исключением одной полюсной фигуры, приведенной Смигельскэйзом и
Барретом [3], опубликованных количественных данных о влиянии отжига на
текстуру катанного или выдавленного бериллия нет. Изучение микрострук-
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
443
туры в поляризованном свете и рентгеновские определения, проведенные
в ряде последних исследований, показали, что отжиг изготовленных из порош-
кового бериллия прутков и листов не вносит существенных изменений в тексту-
ру, полученную сразу после деформирования. Рост больших зерен в отлитом
в вакууме металле уменьшает совершенство создавшейся преимущественной
ориентации.
Во всех бериллиевых прутках, выдавленных из порошкового металла, даже
в хорошо отожженных, большинство зерен в продольном сечении (т. е. парал-
лельном оси выдавливания) почти одновременно перестает быть видимым в по-
ляризованном свете; это значит, что полюса базисных плоскостей большинства
зерен в бериллии расположены перпендикулярно к оси выдавливания в соот-
ветствии с опубликованными в 1950 г. [4] полюсными фигурами, подтверждаю-
щими волокнистость текстуры, получающейся при выдавливании.
Изучение поперечных сечений выдавленных прутков металлографическим
и рентгенографическим методами показало, что в пределах различимости как
до, так и после полной рекристаллизации нет зерен, плоскости базиса которых
с отклонением в пределах до 20° располагались бы перпендикулярно к оси
выдавливания. Полное отсутствие заметных объемов металла, имевшего ука-
занную ориентацию, казалось бы находится в противоречии с теорией развития
текстуры [23—25], согласно которой предполагается, что из существующего
очень большого числа различно ориентированных зародышей, только некото-
рые из них обладают способностью к преимущественному росту. Зародыши,
в которых плоскость базиса перпендикулярна направлению выдавливания,
могут обладать максимальной возможностью отклонения от текстуры выдавли-
вания, вследствие чего именно эти зародыши будут находиться в наиболее бла-
гоприятных условиях роста и оказываться устойчивыми в процессе рекристал-
лизации.
ПРАКТИЧЕСКИЕ ВОПРОСЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЕРИЛЛИЯ
Отжиг металлов имеет два важных практических назначения: а) изменение
механических свойств, обеспечивающее возможность обработки давлением;
б) расширение температурного интервала обработки до пределов, близких
к температуре рекристаллизации.
В настоящее время основными операциями, где при производстве берил-
лия применяется нагрев, являются: плавка, теплое прессование порошков,
спекание тепло- или холоднопрессованных заготовок, выдавливание и горячая
прокатка. Стандартные процессы холодной деформации, а именно прокатка,
осаживание, волочение и глубокая вытяжка для бериллия обычно не приме-
няются. В настоящее время ни один из богатых бериллием сплавов не произ-
водится и не подвергается, так же как и сам бериллий, термообработке при та-
ких режимах, в процессе которых могли бы произойти фазовые превращения
в твердом состоянии. Следовательно нет основания говорить о практическом
применении термообработки бериллия. Единственными областями, где терми-
ческая обработка бериллия имеет самостоятельное значение, являются нагрев
металла перед отдельными производственными операциями и его предваритель-
ный отжиг; последний в настоящее время применяется крайне редко. Однако
вследствие все большего расширения области применения чистого бериллия
здесь будет полезно кратко рассмотреть практические стороны процессов тер-
мической обработки бериллия.
Хотя в полученных выдавливанием прутках порошкового бериллия
и можно достигнуть заметной пластичности в испытаниях на растяжение при
комнатной температуре, однако в процессе их производства может встретиться
много затруднений, которые должны быть преодолены для получения необхо-
димой пластичности, отвечающей более жестким требованиям. Кроме того,
испытания на растяжение сами по себе являются неполными с точки зрения
444
ГЛАВА VII
напряжений, которым могут подвергаться заготовки во время производствен-
ных процессов.
Многие из важных производственных процессов (такие, как прокатка,
обсадка, глубокая вытяжка) характеризуются сложным напряженным состоя-
нием заготовок, при котором в бериллии при комнатной температуре
обычно возникает двойникование, исчезает текстура и развиваются трещины.
Поэтому с точки зрения этих производственных процессов пластичность при
растяжении высокоориентированного металла не имеет особо большого зна-
чения.
Это последнее заключение в меньшей степени применимо к процессам фор-
мообразования, в природе которых существенную роль играют деформации
растяжения (например, протяжка труб или прутков); применяя процесс с де-
формациями растяжения, имеется возможность изготовлять прутки, трубы
и проволоку с достаточной пластичностью и способностью к деформации при
комнатной температуре. Нет причин, которые препятствовали бы применению
для бериллия более сложных процессов (по аналогии с магнием), если они будут
проводиться в условиях так называемой «теплой» обработки—при температу-
рах 300—500°.
В отдельных случаях отжиг может оказаться полезным для улучшения
механических свойств бериллиевой продукции, изготовленной деформацией
при повышенных температурах и не отвечающей по свойствам принятому
стандарту. В этом случае режим отжига с целью улучшения свойств каждого
из образцов точно зависит от их исходной структуры. Для полного смягчения
отлитого в вакууме бериллия и частичного роста зерна достаточен отжиг при
температуре 850°; нагрев до температуры 1000° даже с очень кратковременной
выдержкой (менее 1 мин.) ведет к образованию исключительно крупного зерна.
В порошковом бериллии при температуре ниже 900° не наблюдается явных
изменений структуры. Поэтому для улучшения пластических свойств загото-
вок необходим нагрев до температуры 1000—1100°.
Как было указано выше, даже при этих температурах отжига в порошко-
вом бериллии не наблюдается сильного роста зерна.
Однако иногда, даже при температуре 1050—1100°, отжига оказывается
недостаточно для обеспечения в прутках из порошкового бериллия высоких
пластических свойств при растяжении. Другие факторы, такие, как отсутствие
благоприятной текстуры, наличие трещин, слишком крупное зерно, слабое,
сцепление между частицами, могут препятствовать пластичности, считающейся
нормальной для выдавленных прутков (относительное удлинение 15—20%).
Как указывается в другом разделе этой книги [26], можно получать качест-
венные прутки с удовлетворительными свойствами непосредственно после"
выдавливания, производя выдавливание при достаточно высокой температуре
(1040—1120°).
Отжиг бериллия является также процессом, полезным для устранения
повреждений, могущих появиться вследствие изгиба или образования вмятин
на изделиях при их транспортировке, а также вследствие случайных повреж-
дений при механической обработке и шлифовании. Для исправления подобных
повреждений достаточно отжига с выдержкой в течение 1 часа при темпера-
туре 800° для отлитого в вакууме бериллия и при температуре 950° для порош-
кового бериллия.
Нагрев бериллия до температуры 700° можно производить в муфельных
электрических печах сопротивления без защитной атмосферы с выдержкой
при требуемой температуре от 1 до 2 час. В этих же печах в атмосфере очищен-
ного аргона можно производить отжиг при температурах вплоть до темпера-
туры плавления бериллия, т. е. примерно до 1280°.
Однако при температурах выше 700°, если это позволяет оборудование
и размеры изделия, более целесообразно и экономично проводить нагрев
в вакууме.
ПРОБЛЕМА ХРУПКОСТИ БЕРИЛЛИЯ
445
Возможно также проводить отжиг прутков, не снимая с них стальной
оболочки, оставшейся от выдавливания, при температуре до 1000° с выдержкой
до 30 мин. непосредственно на воздухе без ущерба для качества отжигаемых
изделий. Кроме того, образцы с удаленной стальной оболочкой можно также
без опасности их окисления нагревать на воздухе при условии погружения
образцов в графитовую пыль. Образующуюся в этом случае на поверхности
бериллия тонкую пленку перед его использованием необходимо удалить.
Это можно легко и безопасно осуществить травлением отожженных прутков
в 10%-ном растворе серной кислоты с добавкой 0,5%-ной плавиковой кислоты
в вытяжном шкафу. Химический анализ показал, что при нагреве в графите
прутков без оболочки в бериллии повышается содержание азота. Однако нали-
чие даже значительных количеств азота в бериллии не вызывает серьезного
ухудшения его механических свойств.
ВЫВОДЫ
1. Холодная обработка бериллия вызывает в нем исключительную неодно-
родность. Эта неоднородность непосредственно влияет на процесс теплового
возврата, следующегоза холодной обработкой. Поведение бериллия в процессе
рекристаллизации зависит не только от степени, но и от вида предшествующей
деформации.
2. Образование рекристаллизационных зародышей в бериллии связано
с границами и углами зерен или с особенностями деформации внутри зерен,
такими, как полосы сброса, деформированные двойники или деформационные
полосы.
3. Возврат и рекристаллизация в любом данном участке деформирован-
ной структуры в сущности не связаны между собой. В бериллии процесс воз-
врата заканчивается прежде, чем в структуре металлографически обнару-
живаются признаки начала рекристаллизации.
4. Очертания интерференционных линий на рентгенограммах бериллия
свидетельствуют о быстром протекании процесса возврата при температурах
значительно ниже интервала температур рекристаллизации. Исходя из данных
рентгенографического исследования, нагрев бериллия при температурах 600—
625° с выдержкой от 1 до 6 час. приводит к полному снятию напряжений. Такой
нагрев приводит в сущности к полному восстановлению формы линий на рент-
генограммах, но не ведет к рекристаллизации, заметному умягчению материала
или к увеличению пластичности.
5. При отжиге в интервале температур 600—700° изменения в микрострук-
туре, характерные для обычного процесса рекристаллизации, возможны
и в прутках, выдавленных при низких температурах (около 450°) из отлитых
в вакууме заготовок, однако этот процесс идет с очень малой скоростью. Наи-
более низкая температура, при которой происходит полная рекристаллизация
при умеренной продолжительности выдержки, составляет около750°. Для дости-
жения заметных изменений в свойствах прутков, выдавленных из порошка
QMV —200 меш, необходима температура выше 900°.
6. Можно улучшить пластические свойства бериллия при его испытании
на растяжение, а также понизить предел текучести, прочность и твердость вы-
давленных прутков и поперечно прокатанных листов из порошкового бериллия
посредством сильно ориентированной текстуры. Отжиг не приводит к замет-
ному увеличению максимальной пластичности, достигаемой в прутках, выдав-
ленных из отлитого в вакууме металла. Для получения пластичности в прут-
ках, выдавленных при достаточно высокой температуре (1065°) из порошковых
заготовок бериллия, отжиг после выдавливания не обязателен. При некоторых
условиях (в случае слишком высокой температуры) отжиг может ухудшить
пластичность бериллиевых прутков.
446
ГЛАВА VII
ЛИТЕРАТУРА
1. Alexander W. A., Swinton J. К., P i d g e о n L. M., Trans. Can.
Inst. Min. a. Memallurgy, 50, 675 (1947); Metals a. Alloys, 16, 49 (1948).
2. T h a 1 1 В. M., Newcombe J. A., Trans. Can. Inst. Min. a. Metallurgy, 51,
223 (1948); Metals a. Alloys, 16, 639 (1948).
3. Smigelskas A., Barrett C. S., Trans. Am. Inst. Min. Metallurg., Engrs.,
185, 145 (1949); Metals a. Alloys, 16, 546 (1948—1949).
4. Kaufmann A. R., Gordon P., Lillie D. W., Trans. ASM, 42, 785,
808—811, 818—827 (1950); Metals a. Alloys, 18, 3 (1950).
5. В e a v e r W. W., W i к 1 e K. G., J. Met., Am. Inst. Min. Metallurg. Engrs.,
6, 5, 11, 559 (1954).
6. P i n t о N. P., J. Met. Am. Inst. Min. Metallurg. Engrs., 6, 629 (1954).
7. C h e n N. K., Mathewson С. H., Trans. Am. Inst. Min. a. Metallurg.
Engrs., 194, 501 (1952).
8. L i u Y. С., H i b b a r d W. R., Trans. Am. Inst. Min. a. Metallurg., Engrs., 197,
672 (1953).
9. L e e H. T., Brick R. M., Deformation of Beryllium Single Crystals at 25° C
to 500° C, University of Pennsylvania report to ONR, September 1953.
10. T u e r G. L., Kaufmann A. R., гл. VII, разд. Б этой книги.
11. W о о d а г d D. Н., Kaufmann A. R., Т u е г G. L., Recrystallization of
Beryllium Single Crystals (в печати).
12. Massachusetts Institute of Technology, Metallurgical Laboratory (не опубликовано).
13. M a s h D. R., Aging Effect in Commercially Pure Beryllium, unclassified AEC
report № LRL-40 (California Research and Development Company), May 1954.
14. V a n A г k e 1 E. А., В u г g e r s W. G., Z. Physik, 48, 690 (1928).
15. L u t t s A. H., Beck P., J. Met. Am. Inst. Min. Metallurg., Engrs., 6, 257
(1954).
16. Klein J. L. (частное сообщение).
17. Li С. H., Edwards E. H.. Washburn J., Parker E. R., Acta
Metallurgica, 1, 233 (1953).
18. В u r k e J. E., Grain Control in Industrial Metallurgy, American Society for Metals,
p. 1, 1949.
19. L а с о m b e P., В e a u j a г d L., Etude metallographique et cristallographi-
que de la croissance et de la structure des pellicules d’oxydation anodique de 1’alu-
minium, in the book published by the Comite General D’Organization de Industries
Mechaniques. Etudes sur les Aspects des Pellicules D’oxydation Anodique Formees
sur 1’Aluminium et ses Aliages, 1944.
20. H о n e A., Pearson E. C., Metal Progress, 53, 263 (1948).
21. В e c k P. A., Interface Migration in Recrystallization. American Society for Metals
Symposium, Metal Interfaces, 1952, p. 208.
22. К 1 e i n J. L., M a с r e s V. G., Woodard D. H., Greenspan J.,
гл. VII, разд. В, этой книги.
23. В е с k Р. A., Acta Metallurgica, 1, 230 (1953).
24. М е г 1 i n i A., Beck Р. A., Acta Metallurgica, 1, 598 (1953).
25. Dunn C. G., Acta Metallurgica, 2, 382 (1954).
26. Loewenstein P., Kaufmann A. R., Arnold S. V., гл. V, разд. Г
этой книги.
Глава VIII
МЕТАЛЛОГРАФИЯ
МЕТАЛЛОГРАФИЯ БЕРИЛЛИЯ И БОГАТЫХ БЕРИЛЛИЕМ СПЛАВОВ
К, У. Мюррей
Металлографическое изучение бериллия и богатых бериллием сплавов не
представляет новизны и относится к 1920 г., когда этот элемент был загрязнен
значительным количеством примесей. В 1932 г. Сломан [1] точно установил
существование фаз, содержащих углерод, железо и кремний. Его предполо-
жение о существовании окисной фазы в литом бериллии не подтвердилось
в более поздних работах. Возможно, что фаза, принятая Сломаном за «окисную»
фазу бериллия, являлась бериллиево-алюминиевой эвтектикой. Однако в по-
рошковом бериллии окисная фаза была обнаружена.
Работа по усовершенствованию методики металлографического изучения
бериллия проводилась по программе МЕД и Комиссии по атомной энергии США.
Разработанная методика позволяет определять достаточно быстро и точно отно-
сящиеся к ряду элементов микросоставляющие как в бериллии, так и в богатых
бериллием сплавах.
Если шлифы бериллия или богатых бериллием сплавов приготовлены
тщательно, то их металлографическое изучение не представляет трудностей.
Изучение структуры зерен можно производить в поляризованном свете, а ис-
следования неметаллических включений или вторичных фаз—в отраженном
свете. При этом возможно получение как черно-белых, так и цветных фотогра-
фий микроструктур.
Приготовление шлифов бериллия и богатых бериллием сплавов представ-
ляет некоторые трудности, заключающиеся в выкрашивании твердых структур-
ных составляющих и царапании шлифа. С другой стороны, в местах структур-
ных мягких составляющих при шлифовании образуются углубления, которые
засоряются абразивами или другими материалами. Устранение царапин зат-
руднено, так как основа легко деформируется. Сильный нажим приводит
к образованию двойников. Некоторые составляющие легко корродируют при
травлении, что не дает возможности четко различать структуру.
Ниже приведена обычная схема изготовления шлифов. Методы изготовле-
ния шлифов, применяемые различными лабораториями, для сравнения приве-
дены в табл. 59 и 60.
ВЫРЕЗКА И ШЛИФОВКА ОБРАЗЦОВ
Исходные образцы вырезают абразивным кругом с соответствующей
крупностью зерна. Поверхность шлифа по размерам не должна превышать
160 мм2. Образцы заливают в пластмассу, например в бакелит или люцит.
Предпочтительнее, чтобы в оправке находился только один образец.
Приготовление шлифа может считаться выполненным более чем на поло-
вину, если качественно осуществлена грубая шлифовка. Перед полировкой
шлиф следует просмотреть при увеличении 500. При этом может быть установ-
лено, проведена ли шлифовка без деформации поверхности основы и имеет ли
место выкрашивание хрупких составляющих. Если при этом обнаруживается,
что шлифовка проведена неудовлетворительно, то рекомендуется повторить ее
Таблица 59
СПОСОБЫ ШЛИФОВКИ, ПРИМЕНЯЕМЫЕ В РАЗЛИЧНЫХ ЛАБОРАТОРИЯХ
Место применения Способ шлифовки Примечания
Аргоннская националь- ная лаборатория [12] Механическая шлифовка на шкурке с зерном 120, 240 и 400. При пе- реходе на очередную шкурку шлиф поворачивают на 90°. Смазка не применяется После шлифовки про- изводится электроли- тическая полировка и травление
Институт им. Баттелла, I [3] Механическая шлифовка (скорость 1750 об/мин) на кругах с зерном 120,240 и 400. Круг 120 влажный или сухой обычно пропускают, круги с более мелким зерном сма- чивают керосином Нажим на шлиф должен быть легким. Круг должен быть новым. После шлифовки про- изводится механиче- ская полировка
Институт им. Баттелла, II [3] Механическая шлифовка (скорость 1750 об/мин) на кругах с зерном 240 и 400. Круг 240 смачивают, а круг 400—сухой. Иногда приходит- ся пользоваться кругом 600. Толь- ко на последнем круге применяется сухое шлифование То же
Компания «Браш бе- риллиум» [6] Влажная механическая шлифовка на шкурке с карбидом кремния зер- нистостью 150, 320, 400 и 600. Об- разец поворачивают на 90° при пе- реходе с одной шкурки на другую После шлифовки произ- водится механическая или электролитиче- ская полировка
Ноллская атомноэнер- гетическая лаборато- рия [4] Тщательная механическая шлифовка на шкурке зернистостью 120, 240, 400 и 600; смачивание не приме- няется То же
Массачусетский техно- логический институт [5, 10] Ручная шлифовка на сухой шкурке с карбидом кремния 320А, 00 и 000. На последней шкурке нажим лег- кий То же
Окриджская националь- ная лаборатория [2] Шлифование последовательно на трех свинцовых кругах с мелким абра- зивом различной крупности То же
«Сильвания электрик продакте» [13] Механическая шлифовка на ленте с зерном 180, а затем на кругах 00 и 000 с керосином С последующей меха- нической полировкой
Лаборатория термодина- мики Пенсильванского университета [7] Влажная шлифовка на шкурке с зер- ном 240 и 600 После шлифовки произво- дится травление и изу- чение структуры при сравнительно малых увеличениях
МЕТАЛЛОГРАФИЯ
449
еще раз, так как полировка плохо отшлифованной поверхности является бес-
цельной потерей времени.
Механическая шлифовка на серии абразивных кругов с достаточно тонким
зерном дает удовлетворительные результаты. При переходе на следующий
круг направление шлифовки следует менять на 90°. В зависимости от исходного
состояния шлифа иногда можно пропустить шлифовку на наиболее крупно-
зернистом круге (зерно 120). В других случаях шлифовка может быть закон-
чена на круге с зерном 400, не применяя шлифовку на круге с зерном 600.
Рекомендуется мокрая шлифовка, однако шлифовку на последнем круге лучше
производить всухую. Можно использовать смачивание шлифовальных кругов
керосином, но это не является обязательным. Нажимать на шлиф следует
легко, с силой, обеспечивающей лишь удержание образца на круге. Для изго-
товления шлифов следует применять только новые шлифовальные круги. Про-
цессы изготовления шлифов, применяемые в различных лабораториях, приво-
дятся в табл. 59. Применяемая в Окриджской национальной лаборатории тех-
ника шлифования предусматривает защиту против образования продуктов
коррозии. С этой целью используют комплект трех свинцовых кругов, каждый
из которых имеет точно определенный размер зерна абразива.
ПОЛИРОВКА
Существуют три способа полировки бериллия: обычная механическая поли-
.ровка, механическая полировка с травлением и электролитическая полировка.
В табл. 60 сравниваются способы полировки, применяемые в различных
лабораториях.
Обычная механическая полировка осуществляется в две стадии. Первичная
полировка производится с большими скоростями на сравнительно жестком
сукне с коротким ворсом. Предпочтительнее применять в качестве абразива
окись алюминия, однако можно применять также крокус, карбид кремния или
алмазную пасту. За исключением некоторых указанных ниже случаев можно
пользоваться водными суспензиями абразивов. Полировку шлифов следует
проводить быстро.
Окончательная полировка производится на вращающемся с большей ско-
ростью круге, покрытом более мягким и более длинноворсным сукном, нежели
при первой полировке. В качестве абразива лучше всего пользоваться мелкой
окисью алюминия, но можно с успехом применять также крокус, окись хрома
или алмазную пасту. Как указывалось выше, можно применять и водную
суспензию абразива. Длительность полировки обычно составляет около 1 мин.
Окриджская национальная лаборатория [2] в тех случаям, когда необхо-
димо предотвратить влияние продуктов коррозии при полировке бериллиевых
образцов, применяет на обеих стадиях полировки алмазную пасту в смеси с
маслом.
Методика [3], имеющая целью сохранить некоторые мягкие составляющие,
например, богатые магнием фазы, иногда присутствующие в бериллии, зак-
лючается в однократной полировке образцов на вращающемся с большой ско-
ростью круге, покрытом биллиардным сукном с нанесенной на него окисью
магния. Окись магния применяется в виде свежеприготовленной суспензии
в 30%-ной перекиси водорода. Перекись водорода удерживает абразив на сукне
лучше, чем вода, предотвращая возможность взаимодействия мягких включе-
ний с водой. Полировка происходит фактически на слое окиси магния.
Для механической полировки с травлением на круге применяется такое же
сукно, как и для обычной механической полировки. Для этого применяется аб-
разив—обычно тонкоизмельченная окись алюминия, взвешенная в5—10%-ном
водном растворе щавелевой кислоты. Обычно достаточно однократной поли-
ровки с применением в конце ее наиболее мелкого абразива. В этом случае
предпочтительнее применять жесткое сукно с коротким ворсом.
29 Бериллий
Таблица 60
СПОСОБЫ ПОЛИРОВКИ, ПРИМЕНЯЕМЫЕ В РАЗЛИЧНЫХ ЛАБОРАТОРИЯХ
Место применения Способ полировки Примечания
Аргоннская националь- ная лаборатория [1] Электролитическая полировка со свинцовым катодом. Плотность тока 250 а/см2 при температуре 70—80°; состав электролита: Н3РО4—900 мл СгО3—240 г Н2О—200 мл Полировка производится непосредственно пос- ле шлифовки на шкур- ке с зерном 400. Дли- тельность полировки 1 мин. Шлиф нельзя заливать бакелитом. После полировки про- изводится электроли- тическое травление
Научно-исследователь- ский центр по атомной энергии (Харуэлл) [14] Электролитическая полировка с инерт- ным катодом. Плотность тока 2— 4 а/см2. Состав электролита: Н3РО4—100 мл H2SO4—30 мл Глицерин—30 мл Абсолютированный этиловый спирт—30 мл Применяется для изуче- ния структуры зерен в поляризованном свете. Травления не требуется
Институт им. Баттелла, I [3] Механическая полировка на шерстя- ной ткани, смоченной 5%-ным вод- ным раствором щавелевой кислоты с добавкой в качестве абразива не- большого количества окиси алю- миния. Если в металле имеются мягкие составляющие, то лучше применять в качестве абразива про- каленную окись железа (крокус) Применение длинноворс- ной ткани вызывает точечную коррозию. Качество полировки определяется удачным сочетанием химиче- ского и абразивного воздействия. Полиров- ка продолжается не- сколько минут
Институт им. Баттелла, II [15] Механическая полировка порошком Линда А в виде суспензии в 5— 10%-ном водном растворе щавеле- вой кислоты. Полировка на билли- ардном сукне или сукне Форстма- на. Некоторые абразивы дают хо- рошие результаты при их нанесе- нии вначале на шелк, а затем на сукно
Продолжение табл. 60
Место применения Способ полировки Примечания
Институт им. Баттелла, III [3] Механическая полировка на билли- ардном сукне с применением су- спензии прокаленной MgO фирмы «Мерк» в 30%-ном растворе пере- киси водорода Лучше применять быв- шее в употреблении сукно. Перекись во- дорода лучше, чем во- да удерживает MgO на сукне и предотвра- щает возможность взаимодействия воды с составляющими сплава. Суспензия не- стабильна. Ее надо за- менять свежей через несколько дней. По- лировка продолжает- ся 5 мин.
Компания «Браш берил- лиум» [6] Механическая полировка. Применяет- ся сначала карбид кремния 600, а затем микронный порошок Сг2О3 в виде водной суспензии на бюле- ровском сукне После полировки иссле- дуют и фотографиру- ют включения; после- дующую полировку применяют для иссле- дования и фотогра- фирования зерен
Компания «Браш берил- лиум» [6] Электролитическая полировка с при- менением свинцового или графито- вого катода; плотность тока 250 а/см2 при температуре 70—80° Раствор: Н3РО4—225 мл СгО3—60 г Н2О—50 мл Состав раствора тот же, что и в Аргоннской национальной лабора- тории
Ноллская атомная ла- боратория, I [4] Механическая полировка крупнозер- нистым прецизионитом на сукне Гамаля с минимальным количеством воды и сильным нажимом на шлиф. В случае необходимости полировку ведут, применяя мелкозернистый прецизионит на сукне Гамаля Во многих случаях по- следняя операция может не произво- диться
Ноллская атомная ла- боратория [4] . Электролитическая полировка с ка- тодом из нержавеющей стали. Плот- ность тока и состав электролита такие же, как в Аргонской нацио- нальной лаборатории и у компании «Браш бериллиум», но количество СгО3 уменьшено с 60 до 50 г (см. раствор «Браш бериллиум»)
Продолжение табл. 60
Место применения Способ полировки Примечания
Массачусетский техно- логический институт, I [5, 10] Механическая полировка: 1) шелковая ткань, абразив Лин- да А в 10%-ном водном растворе щавелевой кислоты; продолжи- тельность полировки 5—10 мин.; 2) длинноворсное шерстяное сукно; абразив Линда А в 10%-ном вод- ном растворе щавелевой кислоты; продолжительность полировки 5—10 мин.; 3) длинноворсное шерстяное сукно; абразив Линда В в 10%-ном водном растворе щавелевой кис- лоты; продолжительность поли- ровки 2 мин. Полировка для изучения шлифов в поляризо- ванном свете. Травить шлиф нет необходи- мости
Массачусетский техно- логический институт, II [5, 10] Механическая полировка на шелко- вой ткани; абразив Линда А в 10%-ном водном растворе щавеле- вой кислоты; продолжительность полировки 2 мин. Полировка для изучения шлифов в отраженном свете. В случае не- обходимости можно применять травление
Массачусетский техно- логический институт, Ш [5] Электролитическая полировка такая же, как и в Аргоннской нацио- нальной лаборатории с применени- ем минимального количества воды Этот процесс всегда ве- дет к точечной кор- розии и поэтому не применяется для за- грязненного или де- формированного ме- талла. Этот метод хо- рош для чистого ме- талла в литом или отожженном состоя- нии
Окриджская националь- ная лаборатория [2] Механическая полировка с примене- нием 30-микронной алмазной пасты на круге, покрытом холстом; после этого применяют 6-микронную ал- мазную пасту на шерстяном сукне; в конце применяют 1-микронную алмазную пасту на металлографи- ческом сукне из синтетического во- локна. Полировку ведут без воды, применяя в качестве смачивающе- го вещества специальные масла В травлении нет необ- ходимости
МЕТАЛЛОГРАФИЯ
453
Продолжение табл. 60
Место применения Способ полировки Примечания
Фирма «Сильвания элек- трик продакте» [13] Механическая полировка на покры- том шелком бронзовом диске; про- должительность полировки 2— 5 мин. Применяют суспензию 5— 8 г порошка Линда А в 10%-ном растворе щавелевой кислоты. Пос- ле этого шлиф полируют 2—3 мин. на сукне Гамаля порошком Лин- да В в растворе щавелевой кислоты Для изучения шлифов в отраженном свете не- обходимо дополни- тельное травление шлифа
Лаборатория термоди- намики Пенсильван- ского университета [9] Полировка не нужна; травление про- изводится непосредственно после шлифовки на бумажной шкурке 600 Применяется для изу- чения шлифов при сравнительно малых увеличениях
Для электролитической полировки обычно применяется следующий состав
раствора:
Н3РО4— 900лм
СгФ3 —240 г
Н2О—200 мл
При этом образец обрабатывают на аноде в течение 1 мин. при температуре
раствора 70—80° и плотности тока 250 а/см2. Инертным катодом служит сви-
нец, нержавеющая сталь или графит. Количество воды не должно превышать
минимума, необходимого для предотвращения выпадания из раствора СгО3.
Для уменьшения необходимого количества воды содержание СгО3 можно
уменьшить до 200 г. Описанный способ полировки всегда ведет к точечной
коррозии и поэтому почти неприменим для грязного или деформированного
бериллия, но применительно к чистому металлу в литом или отожженном со-
стоянии дает хорошие результаты.
Разработанный в Англии метод электролитической полировки вызывает
уменьшение точечной коррозии и поэтому используется более широко. В этом
случае применяется следующий состав раствора:
Н3РО4—100 мл
H2SO4 — 30 мл
Глицерин— ЗОлм
Абсолютирован-
ный этиловый
спирт — 30 мл
Обработка образца производится на аноде при комнатной температуре
и плотности тока от 2 до 4 а/см2, с применением также инертного катода.
ТРАВЛЕНИЕ
Для исследования в поляризованном свете травление после полировки
применяется не всегда. Для исследований в отраженном свете шлифы в ряде
случаев получаются достаточно протравленными уже после электролитиче-
454
ГЛАВА VIII
ской полировки или механической полировки с травлением на полировальном
круге. Однако в большинстве случаев для достижения достаточного кон-
траста между фазами при изучении шлифов в отраженном свете желательно
проводить травление, которое может оказаться полезным и при изучении
шлифов в поляризованном свете. В табл. 61 для сравнения приведены способы
травления, применяемые в различных лабораториях.
Для травления протиранием или погружением применяются 2—10%-ные
растворы концентрированной плавиковой кислоты в воде, спирте или глице-
рине. Вместо указанного травителя обычно применяют также 10%-ный рас-
твор бифторида аммония, разбавленный глицерином в отношении 1:1. Трав-
ление погружением на 1—3 мин. в кипящий 20%-ный раствор щавелевой
кислоты также дает удовлетворительные результаты. После любого из ука-
занных методов травления для просветления применяется травление поверх-
ности 2%-ным раствором азотной кислоты.
При небольших увеличениях, когда нет необходимости выявлять включе-
ния, применяют реактив Тэккера (см. табл. 61).
Таблица 61
СПОСОБЫ ТРАВЛЕНИЯ. ПРИМЕНЯЕМЫЕ В РАЗЛИЧНЫХ ЛАБОРАТОРИЯХ
Место применения Способ травления Примечания
Аргоннская националь- ная лаборатория [12] Электролитическое травление в тече- ние 20—40 сек. В крепкой (дымя- щей) азотной кисЛоте при комнат- ной температуре. Катод— нержа- веющая сталь
Научно-исследователь- ский центр по атом- ной энергии (Хару- элл) [14] Для исследования в поляризованном свете травления не требуется. Для увеличения контрастности при изу- чении шлифов в отраженном свете в качестве травителя применяется 27о-ный раствор плавиковой кис- лоты
Институт им. Баттелла, I [3] Травление в течение 10—30 сек. при комнатной температуре в смеси 10 мл 48 %-ной плавиковой кисло- ты с 90 мл 95%-ного этилового спирта Этот травитель выявля- ет и окрашивает мно- гие составляющие сплава. Активность травления усиливает- ся после 'нескольких часов выдержки в травителе
Институт им. Баттелла, и [15] Слегка протереть 10%-ным раствором бифторида аммония (NH4HF2), раз- бавленного глицерином в отноше- нии 1:1. Дальнейшее травление производится в 20%-ном водном растворе HNO3
МЕТАЛЛОГРАФИЯ
455
Продолжение табл. 61
Место применения Способ травления Примечания
Институт им. Баттелла, III [15] Образец погружают в кипящий 20%-ный водный раствор щавеле- вой кислоты
Компания «Браш берил- лиум» [6] Кратковременное травление в смеси 2 %-ной плавиковой кислоты и гли- церина для усиления контрастности включений
Ноллская атомно-энер- гетическая лаборато- рия [4] Травление смесью 10%-ной плавико- вой кислоты и глицерина в тече- ние 1—4 мин. Применяется для изучения структуры в отраженном свете. Травление производится про- тиранием шлифа указанной смесью Для исследований в по- ляризованном свете этот способ травле- ния неприменим
Массачусетский техно- логический институт [5, 10] Кратковременное травление 2%-ным водным раствором плавиковой кис- лоты для усиления контрастности включений Применяется при изу- чении шлифов в от- раженном свете. Для поляризованного све- та этот способ трав- ления неприменим
Окриджская националь- ная лаборатория [2] Травление не применяют. Исследо- вание производят непосредственно после полировки Исследуют образцы после коррозионных испытаний
Фирма «Сильвания электрик продакте» [13] Травление в течение 1—3 мин. в 20%-ном растворе щавелевой кис- лоты при температуре 100° Для фотографирования в отраженном свете
Лаборатория термоди- намики Пенсильван- ского университета [71 Реактив Тэккера (45 мл концентри- рованной НС1, 15 мл концентриро- ванной HNO3, 15 мл 40%-ной HF, 25 мл Н2О) Для изучения величины зерна при сравнитель- но небольших увели- чениях
ИЗУЧЕНИЕ МИКРОСТРУКТУРЫ
Поляризованный свет применяется при изучении структуры зерен, их
величины и до некоторой степени ориентации. На фиг. 280—284 [4] показана
структура бериллия в поляризованном свете при увеличении 100. Образцы,
представленные на фиг. 280—283, подвергались механической полировке,
а образец, представленный на фиг. 284—электролитической. Все указанные
образцы травились 10%-ным раствором HF в глицерине. На фиг. 280 показан
шлиф поперечного сечения прутка чистого бериллия, полученного выдавли-
ванием. На фиг. 281 показана микроструктура этого же прутка после 8-часо-
вого отжига при температуре 800°. На образце видны двойники и включения
456
ГЛАВА VIII
в виде белых точек. На фиг. 282 показана микроструктура бериллия, выдав-
ленного, затем горячепрокатанного и отожженного в течение 8 час. при тем-
пературе 1100°. Видно, что имела место рекристаллизация. Двойники вообще
Фиг. 280. Выдавленный бериллиевый пруток. Механическая по-
лировка шлифа, травление в 10%-ном растворе HF в глицерине;
поляризованный свет; х 100 (данные НАЭЛ—Ноллская атомно-
энергетическая лаборатория).
Фиг. 281. Выдавленный бериллиевый пруток. Отожженный в те-
чение 8 час. при температуре 800°. Механическая полировка шли-
фа, травление в 10%-ном растворе HF в глицерине; поляризован-
ный свет; х 100 (НАЭЛ).
Фиг. 282. Выдавленный бериллиевый пруток. Горячекатаный
и отожженный в течение 8 час. при температуре 1100\ Механиче-
ская полировка шлифа, травление в 10%-ном растворе HF в гли-
церине; поляризованный свет; X 100 (НАЭЛ).
Фиг. 283. Бериллий, выдержанный в расплавленном натрии при
температуре 530°. Механическая полировка шлифа, травление в
10%-ном растворе HF в глицерине; поляризованный свет; видны
повреждения при обработке резанием; х 100 (НАЭЛ).
отсутствуют. На фиг. 283 показана микроструктура бериллия, выдержанного
в расплавленном натрии при температуре 530°. В результате обработки образ-
ца резанием имела место деформация (двойникование). На фиг. 284 показана
МЕТАЛЛОГРАФИЯ
457
после электролитической полировки микроструктура такого же образца, что
и на фиг. 280. В этом случае более заметна точечная коррозия и рельефность
зерен.
Фигуры 285—288 [5] также показывают структуру бериллия в поляризо-
ванном свете. На фиг. 285—287 представлена микроструктура электролитиче-
ски полированных образцов бериллия, тепловыдавленных и затем отожженных
в течение 1 часа при температурах 400, 600 и 800° соответственно. Заметно
постепенное развитие процесса рекристаллизации. На фиг. 288 показана
микроструктура механически полированного образца, полученного из порош-
кового бериллия и затем отожженного. Структура бериллия, представленная
Фиг. 284. Выдавленный бериллиевый пруток. Электролитическая
полировка шлифа, травление в 10%-ном растворе HF в глицери-
не; поляризованный свет; X 100 (НАЭЛ).
Фиг. 285. Бериллий, выдавленный при температуре 300° и затем
отожженный в течение 1 часа при температуре 400°. Электролитиче-
ская полировка шлифа; поляризованный свет; X 100 (данные МИТ—
Массачусетский технологический институт).
на фиг. 289—293 [6], также получена в поляризованном свете. На фигурах
289—292 показана микроструктура продольных и поперечных сечений образ-
цов бериллия, полученных теплым и горячим выдавливанием. На фиг. 293
показана структура, характерная для бериллия, горячепрессованного из
порошка —200 меш.
Изучение включений и вторичных фаз производится в отраженном свете,
так как в поляризованном свете включения искажаются и представляются
более крупными, чем в действительности. В некоторых случаях в поляризован-
ном свете наблюдается нежелательное окрашивание, что является, вероятно,
следствием недостаточно хорошей полировки. Указанные явления усили-
ваются с повышением степени увеличения.
Ниже приводится микроструктура бериллия в отраженном свете.
г Имеются данные, что изучение структуры зерен бериллия в отраженном
свете дает менее удовлетворительные результаты, чем в поляризованном.
В Пенсильванском университете [7] для травления применяют реактив Тэк-
кера, состав которого приведен в табл. 61. В институте им. Баттелла [3] струк-
тура зерна выявлялась шлифовкой образцов с сильным нажимом для обра-
зования наклепа на поверхности шлифа и последующим глубоким травлением
в 10 %-ном спиртовом' растворе HF для удаления слоя деформированного
металла. При этом линии деформации, будучи различно направленными
ГЛАВА VIII
в разных зернах, способствуют выявлению границ зерен; однако возможность
выявления некоторых включений или Небольших количеств вторичных фаз
затруднена.
Ф и г. 286. Бериллий, выдавленный, при температуре 300° и затем
отожженный в течение 1 часа при температуре 600°. Электроли-
тическая полировка шлиф£; поляризованный свет; хЮО (МИТ).
Фиг. 287. Бериллий, выдавленный при температуре 300° и затем
отожженный в течение 1 часа при температуре 800°. Электролитиче-
ская полировка; поляризованный свет; хЮО (МЙТ).
Фиг. 288. Отожженный бериллий, полученный методом порош-
ковой металлургии. Механическая полировка шлифа; поляризован-
ный свет; хЮО (МИТ).
ИЗУЧЕНИЕ МАКРОСТРУКТУРЫ
При массовом производстве изделий из бериллия должны быть разработа-
ны и соответствующие методы контроля их качества. Одним из -таких методов
является контроль макроструктуры, позволяющий определять величину
и характер распределения зерен, а также расположение макротрещин. Для
определения величины зерен применяется травление макрошлифов в разбав-
ленной царской водке [7] и в 5%-ной серной кислоте [6]. Однако более рас-
пространенной является методика выявления макроструктуры, разработан-
Фиг. 289. Бериллий, выдавленный при температу-
ре 450° (поперечное сечение). Механическая полировка
шлифа, легкое травление; поляризованный свет; X 100
(данные КББ —Компания «Браш бериллиум»).
Фиг. 290. Бериллий, выдавленный при температу-
ре 450° (продольное сечение). Механическая полировка
шлифа, легкое^травление; поляризованный свет; х 100
(КББ).
Фиг. 291. Бериллий, выдавленный при температуре
1000—1100° (поперечное сечение). Механическая поли-
ровка шлифа, легкое тЬавление; поляризованный
свет; Х100(КББ).
Фиг. 292. Бериллий, выдавленный при температуре
1000—1100° (продольное сечение). Механическая поли-
ровка шлифа, легкое травление; поляризованный свет;
X 100 (КББ).
460
ГЛАВА VIII
ная в институте им. Баттелла [8]. Она заключается в химической полировке
при температуре 50° с применением раствора следующего состава в вес.%:
5 H2SO4, 75 Н3РО4, 5 СгО3 и 15Н2О. Такой раствор в течение 20 мин. удаляет
с поверхности шлифа слой толщиной 0,025 мм. Для последующего быстрого
Фиг. 293. Бериллий, горячепрессованный из порошка —200
меш. Механическая полировка шлифа, легкое травление;
поляризованный свет; х 100 (КБ,Б).
Ф и г. 294. Структура зерен и трещины в выдавленном прут-
ке бериллия диаметром 25,4 мм. Химическая полировка
шлифа, травление смесью (1 : 1) 10%-ного бифторида аммония
и глицерина; X 100 (данные ИИБ—институт им. Баттелла).
глубокого травления применяют смесь из 10%-ного раствора бифторида аммо-
ния и глицерина в отношении 1 : 1. Поскольку такая химическая полировка
вызывает преимущественное растворение примесей, то ее применимость огра-
ничивается выявлением пороков поверхности, возникающих при обработке
резанием.
На фиг. 294 показана микроструктура выдавленного прутка бериллия
диаметром 25,4 мм после обработки резанием, полировки и травления описан-
ным способом.
МИКРОРАДИОГРАФИЯ
Метод авторадиографии оказался очень полезным при изучении включе-
ний и микропористости в бериллии. В исследованиях, где радиофотограммы
тонких образцов получали на мелкозернистой пленке и затем увеличивали
фотографическим способом, структурные компоненты выявлялись благодаря
различию в степени поглощения ими рентгеновских лучей. В зависимости от
изучавшихся деталей структуры и условий эксперимента—толщины и гео-
метрии образцов, а также рабочего напряжения—применялись оптические
увеличения от 5 до 100. Все известные включения в бериллии имеют более
высокий коэффициент поглощения, чем сам металл, благодаря чему включе-
ния получаются светлее основной массы, а поры—темнее.
Микропористость в бериллии выявляется при интенсивности рентгенов-
ского излучения, соответствующей подаваемому на трубку напряжению 5000 в
МЕТ АЛЛОГР А ФИ Я
461
и выше. Для получения удовлетворительных радиофотограмм применяют
либо специальную вакуумную камеру, в которой мягкое рентгеновское излу-
Ф и г. 295. Микрорадиофотограммы поперечного сечения выдав-
ленного бериллиевого бруска; Х5 (ИИБ).
Ф и r.t 296. То же, что и на фиг. 295; х35.
Фиг. 297. Микрорадиофотограмма поперечного сечения выдав-
ленного сплава бериллия с алюминием (0,44% А1); х35 (ИИБ).
Фиг. 298. То же, что на фиг. 297 (продольное сечение).
чение не слишком интенсивно поглощается атмосферой, либо используют
образец* в качестве окна рентгеновской трубки.
На фиг. 295—298 [91 показаны при небольших увеличениях радиофото-
граммы выдавлённого бериллия. Нитевидные включения белого цвета, в то
время как поры темные. С помощью таких микрорадиофотограмм можно полу-
чать полное представление о местоположении и распределении микропор
и включений и о распределении направлений истечения в прутке при выдав-
ливании.
Идентификация состава включений может проводиться определением
характеристических углов поглощения ими рентгеновских лучей и плотно-
стей их радиографического изображения.
462
ГЛАВА VIII
ОПРЕДЕЛЕНИЕ СОСТАВЛЯЮЩИХ
Основные составляющие
Наиболее известные составляющие, образующие отдельные фазы в «чи-
стом» бериллии, связаны с присутствием следов алюминия, углерода и крем-
ния. Очень редко встречается бериллий, не имеющий составляющих, сбдер-
Ф и г. 299. Алюминиевая эвтектика в сплаве бериллия, со-
держащего 2% А1. Шлиф не травлен; х500 (ИИБ).
Фиг. 300. Участок сегрегации сплава бериллия, содержащего
1% С. Шлиф не травлен; х500 (ИИБ).
Фиг. 301. Бериллий, насыщенный углеродом в результате
взаимодействия его с графитовой изложницей. Шлиф не травлен; х
Х500 (ИИБ).
Фиг. 302. Бериллий, насыщенный углеродом в результате вза-
имодействия его с графитовой изложницей. Шлиф не травлен;
Х500 (ИИБ).
жащих эти элементы. В бериллии, полученном методом порошковой металлур-
гии, всегда содержатся также окисные составляющие.
Алюминий. Алюминий [3, 10] образует в бериллии ярко-желтую эвтекти-
ческую фазу. Иногда эта фаза имеет вид крапинок (пятнышек). Компонентами
этой эвтектики являются бериллий и алюминий. На фиг. 299 показана микро-
МЕТАЛЛОГРАФИЯ
463
структура сплава бериллия, содержащего 2% алюминия, в котором алюминие-
вая эвтектика находится по границам зерен и в виде отдельных изолирован-
ных шаровидных включений (глобул). Желтая алюминиевая фаза мягка и
трудно полируется. Травление в 10%-ном спиртовом растворе HF, не изме-
няя цвета этой фазы, выявляет ее контуры. Желтая алюминиевая эвтектика
часто содержит включения ярко-голубой кремниевой эвтектики. Это можно
было видеть на фиг. 299, где некоторые участки в желтых полосах заняты
ярко-голубой фазой.
Углерод. Углерод [3, 10] присутствует в бериллии в виде карбида Ве2С,
обладающего высокой твердостью, угловатой формой и имеющего обычно
серый цвет. Во влажной атмосфере карбид быстро покрывается вначале
Фиг. 303. Дендритовидная карбидная фаза в сплаве с высоким
содержанием кремния. Шлиф не травлен; х500 (ИИБ).
Фиг. 304. Кремниевая эвтектика в бериллиевом сплаве, содер-
жащем 10% Si. Легкое травление шлифа в 10%-ном спиртовом
растворе HF; х500 (ИИБ).
Фиг. 305. Карбид кремния, образовавшийся .в результате вза-
имодействия при плавке бериллия в тигле из карбида кремния.
Шлиф не травлен; X 500 (ИИБ).
Фиг. 306. Бериллиевый порошок, спрессованный и затем спечен-
ный в течение 3 час. при температуре 1240°. Шлиф не травлен
X 100 (ИИБ).
464
ГЛАВА VIII
радужными, а затем коричневыми пятнами. При травлении в 10%-ном спирто-
вом растворе HF цвет карбидной фазы не изменяется. На фиг. 300 показана мик-
роструктура бериллиевой отливки, содержащей 1 вес. % С. В микроструктуре
отчетливо видна угловатая форма карбидных выделений; присутствуют также
фазы, содержащие алюминий и кремний. На фиг. 301 и 302 показана микро-
структура образцов, содержащих высокое количество карбида бериллия,
вследствие взаимодействия бериллия с графитовым тиглем при плавлении.
При высокой концентрации углерода карбидная фаза имеет округлую форму.
Иногда карбидная фаза располагается между ветвями дендритов, как это
видно в богатом кремнием сплаве, микроструктура которого показана
на фиг. 303.
Кремний. Кремний [3, 10] образует в бериллии двойную эвтектику ярко-
голубого цвета. На фиг. 304 показана микроструктура сплава, содержащего
Фиг. 307. Тепловыдавленный бериллий, содержащий 3,6%
ВеО. Шлиф не травлен; х250. (КББ).
Ф и г. 308. Сплав бериллия, содержащий 10% Fe. Шлиф не
травлен; х500 (ИИБ).
Фиг. 309. Сплав бериллия, содержащий 10% Fe. Травление
। ; шлифа в 10%-ном спиртовом растворе HF; х500 (ИИБ).
Фиг. 310.. Бериллий, содержащий около. 0,85% Mg. Шлиф
не травлен; Х500 (ИИБ).
МЕТАЛЛОГРАФИЯ
465
10% Si. Эвтектика располагается по границам зерен, а также в виде изолиро-
ванных шаровидных включений (глобул) и выявляется при травлении
в 10%-ном спиртовом растворе HF. Кремниевая эвтектика в бериллии тверже
алюминиевой, но мягче основы. Предполагают, что кремний , в бериллии,
содержащем углерод, может присутствовать только в виде SiC. На фиг. 305
показана микроструктура бериллия, выплавленного в тигле из карбида крем-
ния. Твердая темно-зеленая фаза в центре снимка является предположительно
SiC и располагается рядом с выделениями Ве2С и голубой кремниевой эвтекти-
кой. Эта структурная составляющая наблюдается также и в других случаях,
когда металл и не находился в контакте с карбидом кремния; однако она всегда
выделяется вместе с голубой бериллиево-кремниевой эвтектикой и карбидом
бериллия.
Кислород. В литом бериллии окисная фаза [3, 10] металлографически
не обнаруживается, в то время как в бериллии, полученном методом порошко-
вой металлургии, она встречается довольно часто. На фиг. 306 по границам
зерна видна окисная фаза в спрессованном и спеченном из порошка бериллии.
На фиг. 307 показана микроструктура бериллия, тепловыдавленного из по-
рошка, в-который было введено 3,6% ВеО. Включения ВеО имеют вид наибо-
лее темных включений по границам зерен. На указанной фигуре видны также
и включения карбидной фазы.
Редко встречающиеся составляющие
Включения соединений бериллия с железом, магнием и азотом встречаются
в бериллии реже, чем описанные выше, однако они четко выявляются в микро-
структуре и легко распознаются.
Железо. Железо [3, 10] обладает, по-видимому, незначительной раствори-
мостью в твердом бериллии, но соединение бериллия с железом трудно опре-
делить при малом содержании железа в бериллии.
На фиг. 308 показана микроструктура образца бериллия, содержащего
10% Fe. На нетравленном шлифе границы зерен не видны и поэтому фаза,
содержащая железо, равно как и другие эвтектики, не выявляется. При трав-
лении 10%-ным спиртовым раствором HF железистая фаза окрашивается
в красно-коричневый цвет, благодаря чему после соответствующего травления
ее можно отличить от некоторых других сходных с ней фаз. Травленый микро-
шлиф показан на фиг. 309.
Магний. Магний [3] может находиться в слитках бериллия в количествах
около 1%. В бериллии, содержащем менее 0,35% Mg, была обнаружена фаза,
содержащая магний. Магниевая фаза встречается и в бериллии, полученном
методом порошковой металлургии. Фаза, содержащая магний, мягка, и ее
включения очень трудно сохранить при шлифовке, и, кроме того, они подвер-
жены воздействию воды, следствием чего является их исчезновение при поли-
ровке. На фиг. 310 магниевая составляющая показана в образце, содержащем
0,85% Mg, и представляет собой светлые «водянистые» включения, имеющие
твердость значительно более низкую, чем основа. Она вытравливается 10%-ным
спиртовым раствором HF с образованием углублений.
Азот. Нитридная фаза [3, 10] редко встречается в бериллии, если азот
в металл не вводится преднамеренно. Нитридную фазу можно отличить по
окраске и форме. Она серого цвета, несколько темнее, чем карбиды, и не тра-
вится 10%-ным спиртовым раствором HF. Обычно нитридная фаза имеет
игольчатую форму, но в случае большого содержания азота она встречается
и в виде более крупных включений. На фиг. 311 показана микрофотография
структуры бериллиевого образца, выплавленного в атмосфере азота и вырезан-
ного из зоны сегрегации в слитке, на которой кроме игольчатых выделений,
содержащих азот, видны серые остроугольные выделения карбида, отли-
чающиеся по своему цветовому оттенку. На фиг. 312 приведена микрофотогра-
30 Бериллий
466
ГЛАВА VIII
Фиг. 311. Бериллий, выплавленный в атмосфере азота;
показан участок сегрегации нитрида. Шлиф не травлен;
Х500 (ИИБ).
Фиг; 312. Отдельная игла нитрида в бериллии, выплавлен-
ном в атмосфере азота; Шлиф не травлен; х.,500 (ИИБ).
Фиг. 313. Эвтектика в сплаве бериллия* содержащего
. 6% В. Шлиф не травлен; X5Q0 (ИИБ).
Фиг. 314. Сплав бериллия, содержащий 10% Са. Легкое
травление шлифа в 10%-ном спиртовом растворе HF; х500
(ИИБ).
фия отдельной иглы, обнаруженной в образце из того же слитка, около кото-,
рой видны включения карбидной, кремниевой и алюминиевой фаз.
Другие структурные составляющие бериллия
Другие, кроме описанных выше, составляющие в бериллии не встречают-,
ся, если только преднамеренно или случайно в него не будут введены соот-,
ветствующие элементы; Некоторые из составляющих могут образовываться-
в процессе сварки или пайки.
. Известные из литературы описания этих составляющих приведены:
МЕТАЛЛОГРАФИЯ
467
в табл. 62. На фиг. 313—324 приведены микрофотографии некоторых структур,
описанных в табл. 62.
Фиг. 315. Сплав бериллия, содержащий 10% Мп. Травление
шлифа в 10%-ном спиртовом растворе HF; х500 (ИИБ).
Фиг. 316. Эвтектика в сплаве бериллия, содержащего 5% Мо.
Легкое травление шлифа в 10%-ном спиртовом растворе HF; х500
(ИИБ).
Фиг. 317. Сплав бериллия, содержащий 1% Та. Травление шлифа
в 2%-ной HF; х 100 (МТИ).
Фиг. 318. Зона сегрегации вблизи поверхности раздела затвердев-
шего бериллия с оловом. Шлиф не травлен; х500 (ИИБ).
ФОТОГРАФИРОВАНИЕ МИКРОСТРУКТУР
Как уже отмечалось, различные микросоставляющие бериллиевых спла-
вов окрашиваются в разные цвета. Для цветного фотографирования микро-
структуры можно рекомендовать дневную пленку или эквивалентную ей
с применением в качестве источника освещения микроиллюминатора (6 в,
18 а) с ленточной нитью накала [3]. Необходимо применять различные ком-
бинации корректирующих цветофильтров вследствие различной отражатель-
ной способности разных составляющих. При этом трудно избежать зеленог
ватого еттенка в окраске общего фона.
30*
466
ГЛАВА VIII
Фиг. 311. Бериллий, выплавленный в атмосфере азота;
показан участок сегрегации нитрида. Шлиф не травлен;
ХбОО (ИИБ).
Ф и г. 312. Отдельная игла нитрида в бериллии, выплавлен-
ном в атмосфере азота. Шлиф не травлен; ХбОО (ИИБ).
Фиг. 313. Эвтектика в сплаве бериллия, содержащего
6% В. Шлиф не травЛен; ХбОО (ИИБ).
Ф и г. 314. Сплав бериллия, содержащий 10% Са. Легкое
травление шлифа в 10%-ном спиртовом растворе HF; х500
(ИИБ).
фия отдельной иглы, обнаруженной в образце из того же слитка, около кото-
рой видны включения карбидной, кремниевой и алюминиевой фаз.
Другие структурные составляющие бериллия
Другие, кроме описанных выше, составляющие в бериллии не встречают-
ся, если только преднамеренно или случайно в него не будут введены соот-
ветствующие элементы. Некоторые из составляющих могут образовываться
в процессе сварки или пайки.
Известные из литературы описания этих составляющих приведены
МЕТАЛЛОГРАФИЯ
467
в табл. 62. Нафиг. 313—324 приведены микрофотографии некоторых структур,
описанных в табл. 62.
Фиг. 315. Сплав бериллия, содержащий 10% Мп. Травление
шлифа в 10%-ном спиртовом растворе HF; х500 (ИИБ).
Фиг. 316. Эвтектика в сплаве бериллия, содержащего 5% Мо.
Легкое травление шлифа в 10%-ном спиртовом растворе HF; х500
(ИИБ).
Фиг. 317. Сплав бериллия, содержащий 1% Та. Травление шлифа
в 2%-ной HF; X 100 (МТИ).
Фиг. 318. Зона сегрегации вблизи поверхности раздела затвердев-
шего бериллия с оловом. Шлиф не травлен; х500 (ИИБ).
ФОТОГРАФИРОВАНИЕ МИКРОСТРУКТУР
Как уже отмечалось, различные микросоставляющие бериллиевых спла-
вов окрашиваются в разные цвета. Для цветного фотографирования микро-
структуры можно рекомендовать дневную пленку или эквивалентную ей
с применением в качестве источника освещения микроиллюминатора (6 в,
18 а) с ленточной нитью накала [3]. Необходимо применять различные ком-
бинации корректирующих цветофильтров вследствие различной отражатель-
ной способности разных составляющих. При этом трудно избежать зеленог
ватого оттенка в окраске общего фона.
30*
Таблица 62
ВИДЫ МИКРОСТРУКТУРНЫХ СОСТАВЛЯЮЩИХ В БЕРИЛЛИИ И БОГАТЫХ
БЕРИЛЛИЕМ СПЛАВАХ
Элемент Предельное содержание в бериллии, % Описание микроструктуры Примечание
Алюминий — — См. текст
Висмут [4] — Расслоение при расплавлении. Полное отсутствие висмута в бериллии
Бор [3, 10] По границам зерен видна эвтектика ВеВ4—Be. В нетравленом состоянии эвтектика красного цвета. При травле- нии в 10%-ном спиртовом растворе HF окрашивается в пурпурный цвет. На- блюдается совместно с желтой алю- миниевой эвтектикой. Твердость та- кая же, как у кремниевой эвтектики См. фиг. 313
Кальций [3, 10] 10 Первичные выделения светло-желтого цвета в бериллиевой основе. Не из- меняются в травлении в спиртовом растворе HF. Твердость такая же, как и у бериллиевой основы См. фиг. 314
Углерод — — См. текст
Церий [10] 1 Вторая фаза в виде мелких выделений
Хром [10] 10 Образует эвтектическую сетку
Кобальт [10] 5 10 Вторая фаза по границам зерен » » » » »
Медь [10] Сплавы, закаленные с температуры 500°, имеют однофазную структуру при со- держании меди до 20%; при закалке с температуры 1100° однофазная струк- тура сохраняется при содержании ме- ди до 35%. Это наибольшая раство- римость из всех отмеченных элемен- тов. При содержании меди свыше 35% образуется эвтектическая струк- тура
Германий [10] 10 Слегка окрашенная вторая фаза по гра- ницам зерен, а также в виде изоли- рованных шаровидных включений (глобул). Возможно наличие эвтектики
Продолжение табл. 62
Элемент Предельное содержание в бериллии, % Описание микроструктуры Примечание
Золото [11] -- Весьма малая растворимость в твердом состоянии. Образует эвтектику АиВе5— Be
Водород [3] — Гидри дная фаза не обнаружена. В жидком состоянии наблюдается за- метная растворимость
Железо — — См. текст
Магний — — См. текст
Марганец [3, 10] 10 По виду похожа на железистую эвтек- тику. В литых сплавах окраска сход- на с основой. При травлении в спир- товом растворе HF не окрашивается, но выявляются очертания См. фиг. 315
Молибден [10] — Эвтектика в виде сетки в нетравленом состоянии, легко отличимая от осно- вы. При травлении в 10%-ном спир- товом растворе HF эвтектика окра- шивается сначала в шоколадно-ко- ричневый, а затем в черный цвет См. фиг. 316
Никель [10] 10 Однофазная структура, свидетельствую- щая о высокой растворимости в твер- дом состоянии
Ниобий [10] 10 Вторая фаза по границам зерен
Азот — См. текст
Осмий [10] 10 В микроструктуре 20—30% эвтектики
Кислород — — См. текст
Палладий [10] В сплаве, содержащем до 5% палладия, наблюдается однофазная структура, в то время как при содержании пал- ладия 10% появляется очень неболь- шое количество второй фазы. После закалки с температуры 1200° струк- тура сплава остается однофазной до содержания палладия 28%
Продолжение табл. 62
Элемент Предельное содержание в бериллии, % Описание микроструктуры Примечание
Платина [10] 20 В микроструктуре около 20% второй фазы в виде эвтектики, образующей сетку по границам зерен
Родий [10] 10 Вторая фаза в виде эвтектики, обра- зующей сетку по границам зерен
Рутений [10] 10 Эвтектика около 20% в виде мелких выделений
Селен 1 (введено) Отсутствие включений при увеличении 500
Кремний — — См. текст
Серебро [10] 10 В основном однофазная структура. Не- большое количество белых включений
Сера [10] 1 (введено) Отсутствие включений при увеличении 500
Тантал [10] । ' 1 Рыжевато-коричневая сетка эвтектики См. фиг. 317
Торий [3, 10] 10 Угловатые включения второй фазы око- ло 10% в виде вытянутых длинных полос. В малолегированных сплавах . включения видны в виде отдельных угловатых частиц
Олово [3, 10] — Расслоение при расплавлении. Проник- новения олова в бериллий не проис- ходит. Карбиды и другие включения находятся в нижнем слое олова. В олове при увеличении 2000 наблю- дается богатая бериллием эвтектика См. фиг. 318
Титан [3, 10] 1 10 Эвтектическая сетка Первичные выделения, не травящиеся в спиртовом растворе HF. Следы эвтектики См. фиг. 319 См. фиг. 320
Вольфрам [10] 1 Рыжевато-коричнево-белая эвтектика в виде сетки См. фиг. 321
МЕТАЛЛОГРАФИЯ
471
Продолжение табл. 62
Элемент Предельное содержание в бериллии, % Описание микроструктуры Примечение
Уран [3] 5 Вторая фаза на нетравленном шлифе не видна. При травлении в 10%-ном спиртовом растворе HF выявляются дендритовидные включения, окрашен- ные в цвета от желтого до зеленого См. фиг. 322
Цинк [10] — Цинк при введении его в бериллий пол- ностью улетучивается в процессе плавки
Цирконий [3] 5 ’ Дендритовидная фаза, едва заметная на нетравленном шлифе. Травление в 10%-ном растворе HF окрашивает ее в светло-голубой цвет и выявляет очертания См. фиг. 323 и 324
МЕТАЛЛОГРАФИЧЕСКИЕ ИССЛЕДОВАНИЯ ПРИ СВАРКЕ И ПАЙКЕ БЕРИЛЛИЯ
Соединение бериллия с бериллием или с другими металлами имеет большое
значение. При изучении природы и качества сварных и паяных соединений
применяется металлографический метод исследования. На фиг. 325—335
приведены примеры использования указанного метода исследования. На
фиг. 325—327 показано соединение пайкой алюминием бериллия, получен-
ного методом порошковой металлургии, подвергнутого после пайки диффу-
зионному отжигу в течение различного времени. Как видно из приведенных
фигур, при увеличении времени выдержки при температуре отжига увеличи-
вается диффузия и степень измельчения алюминиевой эвтектики.
На фиг. 328 и 329 представлены швы между бериллием и наплавленными
на него алюминиевыми сплавами. На фиг. 330 и 331 показана микроструктура
шва между бериллием и наплавленной на него медью. Некоторые из видимых
на фиг. 330 медных составляющих в результате нагрева после наплавления
претерпели изменения, как это видно на фиг. 331.
На фиг. 332 показана микроструктура шва между бериллием и 8%-ной
алюминиевой бронзой. Вблизи от линии шва видны выделения медно-бериллие-
вых составляющих.
Микроструктура шва паянных серебром бериллия с нержавеющей сталью
показана на фиг. 333, а на фиг. 334 показана структура шва паянных берил-
лия с бериллием эвтектическим сплавом серебро—медь.
На фиг. 335 показана микроструктура соединения бериллия со сплавом
монель, полученного дуговой сваркой. Вдоль сварного шва наблюдаются
трещины.
Аллотропия бериллия
Металлографическим методом исследования при температурах, близких
к точке плавления бериллия, были выявлены признаки аллотропического
превращения бериллия. Это подтверждается также термическим, электриче-
ским и рентгенографическим методами исследования.
Фиг. 319. Сплав бериллия, содержащий 1% Ti. Травлен
2%-ной HF; Х100 (МТИ).
Фиг. 320. Сплав бериллия, содержащий 10% Ti. Легкое
травление шлифа в 10%-ном спиртовом растворе HF; х500
(ИИБ).
Фиг. 321. Сплав бериллия, содержащий 1% W. Травление
шлифа в 2%-ной HF; хЮО (МТИ).
Фиг. 322. Сплав бериллия, содержащий 5% U. Легкое трав-
ление шлифа в 10%-ном спиртовом растворе HF; х500 (ИИБ).
Фиг. 323. Сплав бериллия, содержащий 5% Zr. Легкое травление шлифа в 10%-ном
спиртовом растворе HF;x500 (ИИБ).
Фиг. 324. Сплав бериллия, содержащий 1% Zr. Травление шлифа в 2%-ной HF; X 100
(МТИ).
Фиг. 325. Бериллий марки Q, паянный алюминием в атмосфере очищенного аргона
с выдержкой при температуре 870° в течение 1 часа; х250.
Фиг. 326. То же, что и на фиг. 325, но после диффузионного отжига в течение 7 час.
при температуре 870°; х250.
Фиг. 327. То же, что и на фиг. 325, но после диффузионного отжига в течение 100 час.
при температуре 870°; х250.
Фиг. 328. Шов между бериллием и наплавленным на него
алюминиевым сплавом (наплавленный сплав—справа). После
полировки. Диспергированные частицы—бериллий; х250.
Фиг. 329. Шов между бериллием и наплавленным на него
алюминиевым сплавом (наплавленный сплав—справа). После по-
лировки; х 250.
Фиг. 330. Шов между бериллием и наплавленной на него медью.
Непосредственно после сварки. Травление шлифа в растворе,
состоящем из 5 частей воды, 5 частей NH4OH, 2 частей Н2О2;
(наплавленная медь—справа). Отчетливо видна медно-бериллие-
вая составляющая; х250.
Фиг. 331. Шов между бериллием и наплавленной на него медью
после нагрева в атмосфере гелия в течение 4 час. при темпера-
туре 760й (наплавленная медь—справа). Травление в растворе
NH4OH—Н2О2. Наблюдается взаимная диффузия составляю-
щих; х250.
Фиг. 332. Шов между бериллием и наплавленной на него
алюминиевой бронзой, содержащей 8% А1 (наплавленная брон-
за—справа). Травление шлифа в растворе NH4OH—Н2О2; У 250.
Фиг. 333. Шов, полученный пайкой серебряным припоем
бериллия с нержавеющей сталью (сталь—вверху). Травление
шлифа в растворе NH4OH—Н2О2; х250.
Фиг. 334. Шов, полученный пайкой бериллия с бериллием
эвтектическим серебряно-медным сплавом (72% Ag + 28% Си).
Травление шлифа в растворе NH4OH—Н2О2; Х250.
Фиг. 335. Шов, полученный дуговой сваркой бериллия со
сплавом монель (сплав монель—справа). Травление шлифа
реактивом Марбла (20 г CuSO4, 100 мл концентрированной
НС1, 100 мл Н2О). Вдоль сварного шва наблюдается трещи-
ны; х250.
476
ГЛАВА VIII
ЛИТЕРАТУРА
1. Sloman Н. A., J. Inst. Metals., 49, 365 (1932).
2. F г у е J. J., Oak Ridge National Laboratory, August 25, 1953 (частное сообщение),
3. U d у М.С., М a n n i n g G. K., Eastwood L. W., Trans. Am. Inst. Min. a.
Met. Engrs., 185, 779—784 (1949).
4. Czarkowski J. W., Knolls Atomic Power Laboratory, September 2. 1953
(частное сообщение).
5. R о t h H. P., Massachusetts Institute of Technology, October 1, 1953 (частное сооб-
щение).
6. В e a v e r W. W., Magalski R., Brush Beryllium Corporation, September,
1953 (частное сообщение).
7. В r i с к R. М., D u п к е г 1 е у F. J., et al., Recrystallization and Grain Growht
Characteristics of Beryllium and Zirconium, Interim Report, University of Pennsyl-
vania Thermodynamics Research Laboratory, June 12, 1950.
8. В e a c h J. G., Faust C. L., Electroplating on Beryllium, Work to be publi-
shed, Batelle Memorial Institute, 1952.
9. D о i g J. R., Schwartz С. M., Batelle Memorial Institute, September 21,
1953 (частное сообщение).
10. К a u f m a n n A. R., Gordon P., Lillie D. W., Trans. Am. Soc. Met.r
42, 785—844 (1950).
ll. Cullity B. D., Bitsianes G., Chandler W. T., Neher M.,
MDDC-97, July 18, 1946.
12. Noland R., Walker D., O’Keefe G., Rauch G., Electropoli-
shing and Electroetching Beryllium for Micro Examination Under Bright Field
Illumination (не опубликовано), Argonne National Laboratory, 1948.
13. H a u s n e r H. H., Pinto N. P., Trans. Am. Soc. Met., 43, 1052—1071 (1951).
14. M о t t R. W., Haines H. R., The Examination of Metals Under Polarized
Light, AERE-M/R-791, October 16, 1951.
15. D i с к e r s о n R. F., В a t t e 1 1 e Memorial Institute, September 24, 1953
(частное сообщение).
Глава IX
КОРРОЗИЯ
А. КОРРОЗИЯ БЕРИЛЛИЯ НА ВОЗДУХЕ
Д. Л. Инглиш
Коррозионная стойкость бериллия и алюминия на воздухе при комнатной
температуре близка между собой [I]1). Эванс связывает сходство высокой кор-
розионной стойкости указанных металлов с тем, что объем окиси, образую-
щийся на них, превосходит по объему количество металла, затраченного на
образование этой окиси [2]. Это подтверждается тем, что отношение MdltnD> 1
(где М—молекулярный вес окиси, d—удельный вес металла, т—молекуляр-
ный вес металла и D—удельный вес окиси). Величина отношения MdlmD для
бериллия и алюминия, составляющая соответственно 1,70 и 1,24, указывает
на то, что окиси этих металлов образуются как бы в условиях сжатия и,
вероятно, поэтому мало склонны к отслаиванию и растрескиванию. Если же
отношение MdlmD меньше единицы, то окисная пленка в начальной стадии
ее образования, вероятно, находится в состоянии растяжения и поэтому легко
растрескивается.
Пленка окиси бериллия, образующаяся на бериллии при комнатной тем-
пературе в атмосфере воздуха, однородна, почти беспориста и очень тонка [31.
Толщина пленки в указанном случае составляет около 10’5 мм, что близко
к толщине пленки, образующейся в тех же условиях, на свежем срезе алюми-
ния. Окисная пленка на бериллии достигает максимальной толщины в тече-
ние 2 час. [4].
Интересное наблюдение было сделано Ридом [5]. Несколько образцов
выдавленного бериллия неизвестного качества, изготовленных резанием в виде
цилиндров диаметром 18 мм и высотой 102 мм, были подвергнуты в течение
шести месяцев весны и лета 1947 г. воздействию воздуха и температур, обыч-
ных для Окриджа (шт. Тенесси). В этом периоде было значительное количе-
ство дней с высокой влажностью. В течение указанного периода воздействия
атмосферы на поверхности образцов появился белый осадок продуктов кор-
розии, ориентированный в направлении оси выдавливания. Экспериментально
о помощью рентгеноструктурного анализа было показано, что продуктами
коррозии являются гидратированная окись бериллия (ВеО-Н2О) и (или)
гидроокись бериллия [Ве(ОН)2]. Позднее было найдено и подтверждено лабо-
раторными опытами, что образование на поверхности металла чешуек и про-
дуктов коррозии объясняется медленным гидролизом включений карбида
бериллия.
Опубликованные данные свидетельствуют о том, что при температурах
до 600° коррозия бериллия на воздухе незначительна. Гордон [6] нашел, что
для появления заметных признаков коррозии на поверхности выдавленного
бериллия при различных температурах необходимо следующее время:
Температура, °C Время, часы
700 60
800 12
900 1
г) Ссылки на литературу для этого раздела см. в конце разд. Б настоящей главы.
478
ГЛАВА IX
Коррозия имела при этом межкристаллитный характер.
После одночасовой экспозиции на воздухе при температурах 700, 800
и 1000° поверхность выдавленного бериллия по описанию Хау [7] имела сле-
дующий вид:
Температура, °C
700
800
1000
Внешний вид поверхности
Едва заметный цвет по-
бежалости
Белая пленка
Толстый белый слой
Полученные электронограммы показали, что на всех трех образцах при-
сутствует окись бериллия (ВеО); нитрида бериллия электронографически
обнаружено не было. Однако химическим анализом в слое, образовавшемся
на образце при температуре 1000°, было найдено 0,75% нитрида бериллия
Be3N2, что указывает на слабое взаимодействие между бериллием и азотом
при этой температуре.
Реакция окисления бериллия может быть выражена следующим уравне-
нием [8]:
Ве(тв.) 2* Оз (газ) = ВеО(ТВ.) 136 ккал.
Кинетика реакций взаимодействия бериллия с кислородом, азотом и водо-
родом в интервале температур 300—950° и выше при пониженном давлении
была изучена Гульбрансеном и Эндрью [9]. Это исследование показало, что
ВеО и Be3N2 устойчивы в интервале температур 0—1000° при остаточном
давлении 10-6 мм рт. ст.
Взаимодействие спеченного бериллия с кислородом в интервале темпера-
тур 350—950° происходит медленно. После двухчасовой выдержки при тем-
пературе 600° цветов побежалости не наблюдалось, однако выше этой темпе-
ратуры на поверхности появлялись отчетливо заметные цвета побежалости.
Исходя из опытных данных, было установлено, что этот процесс протекает
по видоизмененному закону параболы. Согласно этому закону, величина
энергии активации составляет 50,3 ккал!моль.
Реакция взаимодействия спеченного бериллия с азотом была исследована
в интервале температур 650—950°. Появление цветов побежалости было отме-
чено после двухчасовой выдержки при температуре 725° и выше. Полученные
данные не подчинялись закону параболы.
Бериллий, помещенный в атмосферу водорода при температурах в интер-
вале 300—780° и при избыточном давлении, равном 230 мм рт. ст., не обнару-
живает признаков заметного взаимодействия с водородом.
Газообразный фтор взаимодействует с бериллием при комнатной темпе-
ратуре.
Газообразные хлор, бром, йод, сероводород и окись-закись азота
взаимодействуют с бериллием при повышенных температурах [10].
Б. КОРРОЗИЯ БЕРИЛЛИЯ В ВОДЕ
Д. Л, Инглиш
Появление некоторых весьма ограниченных данных о коррозии бериллия
в воде относятся к 1910—1920 гг., но полное исследование по этому вопросу
было предпринято лишь в 1945 г. [4].
Указанные данные отличались неустойчивостью, а плохая воспроизводи-
мость результатов испытаний вызывала сомнения в пригодности бериллия
для ряда областей его предполагаемого использования. Несомненно, что это
следовало отнести за счет плохого качества бериллия, связанного с разработ-
кой технологии его производства и применения.
В данный обзор не включены сведения о коррозии бериллия низкого
качества, а включенные в него данные относятся к бериллию, который про-
изводится в настоящее время.
Приведенные ниже данные по коррозии бериллия в воде относятся преиму-
щественно к водным средам высокой чистоты при температурах ниже 100°.
В качестве замечания при оценке коррозионного поведения бериллия
следует отметить, что его коррозионная- стойкость подобна коррозионной
стойкости алюминия. Алюминий и бериллий по своему значительному хими-
ческому сродству к кислороду, по образованию почти нерастворимых в воде
окисей, объем которых больше объема содержащегося в них металла [1],
напоминают.наиболее тяжелые металлы первых рядов IV, V и VI групп перио-
дической системы. Эванс назвал эти металлы «ложноблагородными», посколь-
ку присущая им. коррозионная стойкость зависит от покрывающей их поверх-
ность защитной и, по-видимому, беспористой малоэлектропроводной окисной
пленки.
К общей оценке коррозионного поведения бериллия в воде следует под-
ходить с определенной осторожностью. В этом обзоре скорость коррозии часто
выражается глубиной проникновения, определяемой сотыми долями милли-
метра в год. Хот^ при таком методе процесс коррозии определяется как линей-
ная функция времени, отнюдь не предполагается, что бериллий обязательно
подчиняется этому закону. Далее следует указать, что трудно дать надеж-
ную оценку коррозионной стойкости металла или сплава, пользуясь только
цифрами, выражающими скорость развития коррозионного процесса в глу-
бину, определяемую сотыми долями миллиметра в единицу времени. Оценка
коррозионной стойкости станет более основательной и надежной, если харак-
теризовать ее изменением ряда свойств или особенностей металла или сплава.
В определенных условиях бериллий обладает значительной склонностью к раз-
витию ограниченной коррозии, и если в приводимых данных не указывается
наличие или отсутствие этого вида коррозии, то данные об общей скорости
коррозии не являются достаточно точной характеристикой его коррозионного
поведения. Данные о скорости и интенсивности (глубине) точечной коррозии
приводятся потому, что общая скорость коррозии бериллия в дистиллирован-
ной и обессоленной воде при температуре ниже 100° не достигает даже 0,025 мм
в год, тогда как действительная глубина проникновения точечной коррозии
(питтинга) может во много раз превысить эту величину.
480
ГЛАВА IX
Большая часть приводимых значений скорости общей коррозии бериллия
основана на определении потери в весе образца после удаления с него корро-
зионной пленки посредством раствора, с учетом поправок воздействия его
на металл, не подвергнутый коррозионному воздействию. Методы удаления
пленки заключаются в погружении образца на 30 мин. в концентрированную
азотную кислоту при комнатной температуре или в погружении на 10 мин. при
температуре 70—80° в водный раствор, содержащий 2% хромовой и 5% фос-
форной кислот.
На процесс коррозии бериллия в воде могут оказывать влияние: величина
pH, вид металлургической обработки, состояние поверхности, степень и ха-
рактер аэрации, температура, наличие растворенных солей, движение рас-
твора, напряжения в металле, вид и состав металла. О влиянии этих факторов
говорится в последующих разделах настоящей главы.
ВЛИЯНИЕ ВЕЛИЧИНЫ pH
Влияние значения pH на коррозию выдавленного бериллия в обессолен-
ной воде при температуре 80° было изучено Инглишем [12]. Обработанные
резанием образцы вращались с линейной скоростью 1,5—2,5 м1сек, при по-
стоянных значениях pH, рав-
Таблица 63 ных 4, 6 и 8. Испытания про-
водились в воде, не содержа-
щей воздуха, и в воде, содер-
жащей небольшие количества
перекиси водорода. Получен-
ные данные приведены в
табл. 63.
Эти данные показывают,
что при отсутствии избытка
кислорода коррозионная стой-
кость бериллия слегка повы-
шается с увеличением значе-
ния pH до 8. Влияния зна-
чения pH не наблюдалось
при содержании в воде не-
большого количества переки-
си водорода. При испытаниях
в воде, содержащей перекись
водорода, точечная коррозия
ВЛИЯНИЕ ВЕЛИЧИНЫ pH НА КОРРОЗИЮ
ВЫДАВЛЕННОГО БЕРИЛЛИЯ В ВОДЕ
ПРИ ТЕМПЕРАТУРЕ 80° 1)
Среднее значение pH воды Молярная концен- трация Н2О2 Время, часы Максималь- ная глубина точечной коррозии, мм Скорость коррозии, мм/год
4,1 — 645 0,0875 0,0075
5,9 -— 644 Не заметна 0,0025
7,6 — 644 0,0500 0,0025
4,3 0,001 620 Не заметна 0,0025
5,8 0,001 620 » » 0,0025
7,9 0,001 620 0,025 0,0025
1) Образцы вращались со скоростью 1,5—2,5 м/сек.
совершенно не имеет места.
О влиянии значения pH раствора на коррозию выдавленного бериллия
в воде при температуре 70° было сообщено Голдовским [4]. Испытания прово-
дились в проточной воде, содержавшей 0,0005% хлоридов (введение НС1),
в условиях аэрации кислородом. Исследовавшиеся значения pH составляли
4,0; 5,5; 9,0 и 11,5. Результаты семидневных испытаний показали, что бериллий
менее активен в воде с более высокой щелочностью. Точечная коррозия (пит-
тинг) наблюдалась в слабокислых растворах, однако установить какую-либо
связь между интенсивностью коррозии и величиной pH не представлялось
возможным. Ввиду наличия хлоридов в воде и чувствительности бериллия
к воздействию хлоридов, как это будет изложено ниже, следовало ожидать
что в этих опытах коррозия будет иметь точечный характер. В подобных иссле-
дованиях при условии удаления из раствора кислорода Голдовский нашел,
что бериллий корродирует очень незначительно вне зависимости от величины
pH воды. Об интенсивности и скорости точечной коррозии в этих опытах не
упоминается.
КОРРОЗИЯ
481
ВЛИЯНИЕ МЕТАЛЛУРГИЧЕСКОЙ ОБРАБОТКИ И СОСТОЯНИЯ ПОВЕРХНОСТИ
Имеется ряд данных о влиянии металлургической обработки и состояния
поверхности на коррозию бериллия в воде при температурах, не превышаю-
щих 100°.
Приведенные ниже данные указывают на то, что при длительном пребыва-
нии бериллия в воде состояние поверхности (следы резания, шлифовки, трав-
ления) не оказывает влияния на коррозию бериллия. Начальная стадия кор-
розии поверхности травленого образца протекает несколько быстрее, чем обра-
ботанного резанием или шлифованного, однако при дальнейшей примерно
годовой экспозиции скорость коррозии при любой поверхности становится
почти одинаковой, составляя 0,0025—0,005 мм/год.
С целью выяснения влияния различных металлургических методов и
способов обработки поверхности на коррозию бериллия были проведены спе-
циальные исследования. Ольсен [12] применял для этого образцы, изготов-
ленные как из литых, так и из выдавленных заготовок. Образцы подвергались
воздействию неподвижной обессоленной воды при температуре 85° и воды,
содержавшей небольшое количество перекиси водорода (значение pH поддер-
живалось равным 6,0 + 0,5).
Условия обработки образцов перед их коррозионными испытаниями
были следующими: непосредственная обработка резанием, обработка резанием
с последующим травлением в растворе смеси хромовой и фосфорной кислот,
обработка резанием отожженной заготовки, обработка резанием отожженного
материала с повторным отжигом в течение ! часа в вакууме- при температуре
825°. Продолжительность испытания образцов составляла около 1 года.
По наблюдениям Ольсена оказалось, что: а) после 60 дней травленые
образцы прокорродировали в три раза сильнее, чем образцы, обработанные
резанием, но нетравленые; б) начальная скорость коррозии образцов, отож-
женных и обработанных резанием, была выше, чем у неотожженных образцов;
однако по мере увеличения продолжительности испытания скорость коррозии
обоих видов образцов лежала в пределах 0,0025—0,005 мм!год\ в) обработан-
ные резанием из отожженного материала и затем повторно отожженные об-
разцы показали наименьшую коррозионную стойкость из всех четырех видов
испытанных образцов; г) скорость и интенсивность точечной коррозии была
менее значительной у образцов, обработанных резанием, в том числе и травле-
ных, нежели у образцов, отожженных в различных условиях.
В аналогичных исследованиях образцов горячепрессованного бериллия
QM и QRM1) было показано, что отжиг при температуре 800° обработанных
резанием образцов приводит к заметному снижению их коррозионной стойко-
сти [12]. Интенсивность точечной коррозии в этом случае была в 4—6 раз
выше наблюдавшейся у контрольных образцов, прошедших только обработку
резанием.
В 1952 г. Рид [13] исследовал влияние холодной обработки давлением
на коррозию горячепрессованного бериллия QRT, QMV и QRM1) в нагретой
до температуры 85° дистиллированной воде, содержавшей приблизительно
0,005 моль/л перекиси водорода. Продолжительность испытания составляла
10 месяцев. Поверхности, полученные однократным шлифованием на кругах
с величиной зерна 0,125, 0,25 и 0,5 мм, оказались одинаковыми по своей
коррозионной стойкости; скорость коррозии колебалась в пределах 0,0025—
0,005 мм!год. Точечная коррозия наблюдалась на всех образцах; максимальная
глубина проникновения коррозионного процесса не превышала 0,25 мм в те-
чение 10 месяцев выдержки. Подобное же коррозионное поведение наблюда-
лось у образцов, поверхность которых была получена однократным фрезеро-
ванием на глубину до 12,7 мм.
9 См. гл. V этой книги.
31 Бериллий
482
ГЛАВА IX
ВЛИЯНИЕ ТЕМПЕРАТУРЫ
В работе Инглиша [11] приведены результаты статических и динамических
коррозионных испытаний выдавленного бериллия в аэрированной воздухом
обессоленной воде, не содержащей воздуха, при температурах 30, 70, 80 и 90°.
Экспериментальные данные приводятся в табл. 64.‘
Таблица 64
ВЛИЯНИЕ ТЕМПЕРАТУРЫ НА КОРРОЗИЮ ВЫДАВЛЕННОГО БЕРИЛЛИЯ
В ОБЕССОЛЕННОЙ ВОДЕ
Темпе- ратура, °C Вид испытаний Продувание воздухом Время, часы Максимальная глубина коррозии, мм Скорость коррозии, мм/год
30 Статический Не производилось 427 Не заметна <0,0025
70 » » » 427 • 0,0725 0,0400
80 » » » 427 0,1025 0,0800
90 » » » 427 0,1175 0,0800
70 » Производилось 406 0,0400 0,0025
80 » » 406 0,00275 0,0025
90 » » 406 Не заметна 0,0025
70 Динамический1) Не производилось 473 » » 0,0025
80 » » » 473 » » 0,125
90 » » » 473 » » 0,15
1) Образцы вращались со скоростью 1,5—2,5 м!сек.
При температуре 30° бериллий в сущности не взаимодействует с водой
и лишь слегка взаимодействует с продуваемой воздухом водой при темпера-
турах 70, 80 и 90°. Присутствие или отсутствие воздуха в воде при коррозион-
ных испытаниях в статических условиях является фактором, определяющим
скорость коррозии в большей степени, нежели температура.
При динамических испытаниях в опытах, проведенных при отсутствии
избытка воздуха, усиление корродирующего воздействия имело место при тем-
пературах 70—80 и 90°. Однако точечной коррозии на этих образцах не на-
блюдалось.
Голдовский приводит данные об увеличении веса в пределах
0,1—0,5 мг/см2, у образцов выдавленного бериллия, выдержанных в течение
48 час. в дистиллированной воде, не содержащей воздуха, при температурах
100, 140 и 200° [4]. У образцов, выдержанных в течение такого же промежутка
времени при температурах 300 и 350° в воде, не содержащей воздуха, наблю-
далось уменьшение веса, составлявшее 0,02—0,10 мг на 1 см2 поверхности.
Опубликованы также данные о коррозии литого и выдавленного бериллия
при температуре 260° в воде, не содержащей кислорода, в насыщенной кисло-
родом и в насыщенной водородом [15]. Продолжительность испытаний при
этом составляла 27—30 дней. Хотя цифровых значений, характеризующих
скорость коррозии в каждом из перечисленных случаев, в этой работе нет,
однако в ней указывается, что в не содержавшей кислорода воде умеренное
коррозионное воздействие выразилось в потускнении образцов, в появлении
на них точечных изъязвлений (питтинга), а также слабо сцепленных с поверх-
ностью металла продуктов коррозии. В насыщенной кислородом воде как
литой, так и выдавленный бериллий подвергались умеренной коррозии с обра-
зованием толстого слоя продуктов коррозии. Коррозия образцов выдавлен-
ного бериллия в насыщенной водородом воде выразилась лишь в их легком
КОРРОЗИЯ
483
потускнении; однако на литых образцах имелись признаки локализованной
коррозии.
Ольсен [21] нашел, что выдавленный бериллий в дистиллированной воде
при температуре 269° обладает очень малой коррозионной стойкостью. Испы-
тания проводились без избытка кислорода в течение 7 дней. Общая скорость
коррозии составляла 0,0015—0,5 мм!год, причем на всех образцах совершенно
явственно была обнаружена точечная коррозия.
Коррозионная стойкость всех трех сортов горячепрессованного берил-
лия—QM, QMV, QRM—определялась в дистиллированной воде при тем-
пературе 275° [21]. Последние два сорта бериллия соответствовали по своему
качеству изготовляемому в настоящее время горячепрессованному бериллию.
Испытания проводились в воде без избытка кислорода в течение 306—384 час.
Бериллий QMV и QRM значительно превосходил по качеству бериллий QM.
Для бериллия QMV и QRM скорость коррозии не превышала 0,0025 мм!год,
тогда как скорость коррозии бериллия QM оказалась равной 0,1 мм!год.
На образцах бериллия QMV и QRM отчетливо выраженной точечной коррозии
не наблюдалось, а глубина отдельных точечных углублений не превышала
0,05 мм.
Коррозия монокристаллов бериллия, а также литого спеченного и выдав-
ленного бериллия в воде при температуре 300° была изучена Кауфманном и др.
[14]. При этом было исследовано влияние степени обжатия при выдавливании,
величина зерна, наличие включений углерода или карбида, температура отжи-
га, наличие трещин, или других дефектов, присущих исследуемому металлу.
Продолжительность испытаний составляла 4—2560 час. в зависимости от
состояния того или иного образца. На основе полученных данных были сде-
ланы следующие предварительные выводы: а) при степени обжатия 21 : 1
бериллий обычно противостоит коррозионному воздействию в течение дли-
тельного времени; б) крупные включения карбида и (или) углерода являются
областями локализованной (ограниченной) коррозии; в) хотя суммарный
эффект влияния наличия примесей в бериллии на его коррозионное поведение
не был выявлен полностью, тем не менее было установлено, что даже при малых
степенях обжатия коррозионная стойкость выше в тех случаях, когда общее
содержание примесей невелико; г) отжиг приводит лишь к незначительному
улучшению коррозионной стойкости; д) отлитый в вакууме бериллий и моно-
кристаллы бериллия обладают малой коррозионной стойкостью; е) спеченный
бериллий сорта Q имеет высокую коррозионную стойкость, но подвержен
точечной коррозии; ж) размер зерна оказывает слабое влияние или вообще не
влияет на коррозионную стойкость выдавленного бериллия.
ВЛИЯНИЕ РАСТВОРЕННЫХ В ВОДЕ ГАЗОВ
Как уже упоминалось ранее, продувание воздуха через неподвижную
высокоомную воду при температуре 70—90° повышает коррозионную стой-
кость в ней выдавленного бериллия. В присутствии избытка кислорода в воде
значительно уменьшается как общая, так и местная коррозия берил-
лия.
Голдовский [4] сопоставил коррозионное поведение выдавленного берил-
лия при температуре 90° в не содержащей кислорода воде ив воде, насыщенной
кислородом, в которую было введено 0,0001 и 0,003% хлорида (в виде NaCl).
Наличие или отсутствие кислорода не оказало заметного влияния на коррозион-
ную стойкость бериллия в воде, содержавшей 0,0001 % хлорида. Однако в воде,
содержавшей 0,003% хлорида, продувка кислородом оказывает весьма силь-
ное влияние на коррозионную стойкость бериллия. Потеря в весе в последнем
случае составляла до 9,5 мг на 1 с;и2 поверхности, в то время как при отсут-
ствии кислорода в тех же условиях потеря в весе составляла менее
0,1 мг!см\
31*
484
ГЛАВА IX
ВЛИЯНИЕ ПРИСУТСТВУЮЩИХ В РАСТВОРЕ ИОНОВ
Представляет интерес выяснение влияния ионов хлора на коррозию
бериллия в водной среде, поскольку вредность их воздействия на алюминий
хорошо известна. Голдовский изучал коррозию бериллия в дистиллирован-
ной воде с продувкой воздухом при температуре 90° и концентрациях ионов
хлора 0,0001; 0,0005 и 0,001 % [4]. Экспериментально полученные данные для
8
* 7
| 6
8 5
ф
° 4
©
/
О
О 5 10 15 20 25 30
Время, сутки
Фиг. 336. Влияние концентрации ионов хлора в дис-
тиллированной воде при температуре 90° на коррозию
бериллия [4].
образцов выдавленного бериллия представлены графически на фиг. 336, где
показана величина потери веса в зависимости от времени выдержки при трёх
концентрациях ионов хлора. Рассмотрение фиг. 336 показывает, что по мере
увеличения концентрации ионов хлора в воде коррозия бериллия ускоряется.
В воде, содержавшей 0,001% ионов хлора, точечная коррозия оказалась осо-
бенно сильной. О влиянии больших концентраций ионов хлора, таких, как
0,003%, указывалось выше.
Рид [13] изучал влияние ионов хлора на коррозию обработанного реза-
нием горячепрессованного бериллия QRM при их концентрациях в воде
0,00005 и 0,0001%. Для исследования был использован бериллий, изготов-
ленный по способу порошковой металлургии. Хлориды в виде NaCl вводили
в дистиллированную воду, содержавшую 0,005 моль/л перекиси водорода.
Испытания проводились в течение 153 дней при температуре 83°. В растворе,
содержавшем 0,00005% ионов хлора, наблюдалась резко выраженная точеч-
ная коррозия с максимальной глубиной проникновения до 0,125 мм. Величина
общей скорости коррозии составляла в среднем 0,046 мм/год. В раство-
рах, содержавших 0,0001 % ионов хлора, поверхность образцов подверглась
очень сильной точечной коррозии, а величина общей скорости коррозии со-
ставила в среднем 0,11 мм/год.
Влияние присутствия ионов сульфата на коррозию бериллия в водной
среде было изучено Ридом [13] и Голдовским [4]. Рид нашел, что при тем-
пературе 85° горячепрессованный бериллий QRM в 0,005 М водном растворе
перекиси водорода с концентрацией ионов сульфата 0,0005; 0,001 и 0,0015%,
введенных в виде Na2SO4, показывает высокую коррозионную стойкость. На
всех образцах наблюдалась точечная коррозия с максимальной глубиной про-
никновения, не превышавшей 0,150 мм. Скорость общей коррозии после
183-дневных испытаний составляла 0,010—0,013 мм/год. Голдовский нашел,
что при температуре 85° скорость коррозии выдавленного бериллия в дистилли-
рованной воде с концентрацией ионов сульфата 0,0017; 0,0034 и 0,0085%,
введенных в виде Na2SO4, за период 7-дневных испытаний не превышала
0,05 мм/год. В аналогичных опытах с использованием в качестве источника
образования ионов сульфата серной кислоты скорость коррозии за период
КОРРОЗИЯ
485
семидневных испытаний составила 0,025; 0,05 и 0,15 мм/год для растворов
с концентрацией ионов сульфата 0,066, 0,325 и 0,638% соответственно. Уве-
личение скорости коррозии в этих опытах может быть объяснено повышением
концентрации водородных ионов, связанным с применением в качестве источ-
ника образования ионов сульфата серной кислоты взамен сульфата натрия.
Ранее уже указывалось влияние величины pH воды на коррозию бериллия
и отмечалось, что с уменьшением величины pH бериллий становится более
реакционноспособным.
Наличие в воде, содержащей 0,005 моль!л перекиси водорода, ионов двух-
валентной меди, введенных в виде CuSO4, ускоряет процесс возникновения
точечной коррозии горячепрессованного бериллия QRM при температуре 85°
в неподвижном растворе [13]. После 75-дневных испытаний в воде с
концентрацией ионов меди 0,00001, 0,00002 и 0,00005% наблюдалась обильная
точечная коррозия с глубиной проникновения, нередко достигавшей 0,25 мм.
Скорость коррозии для этих образцов составляла 0,015—0,04 мм/год.
Коррозия выдавленного бериллия в дистиллированной воде, насыщенной
кислородом, при температуре 70° ускоряется в присутствии ионов трехвалент-
ного железа [4]. Железо вводилось в раствор в виде сульфата трехвалентного
железа, что вызвало необходимость проведения сравнительных проверочных
испытаний с целью определения влияния на процесс коррозии только ионов
сульфата.
В растворах с концентрацией ионов трехвалентного железа 0,0001, 0,0005
и 0,001% скорость коррозии после 7-дневных испытаний была больше соот-
ветственно на 0,02; 0,005 и 0,057 мм/год по сравнению со скоростями коррозии
в растворах, свободных от ионов железа, но содержащих ионы сульфата. При
этом упоминаний о чувствительности образцов к точечной коррозии нет.
Голдовский [4] сообщает о влиянии на коррозию выдавленного бериллия
ионов SiO;, введенных в виде Na2SiO3 в насыщенную кислородом дистилли-
рованную воду, при температуре 70°. Хотя полученные при 7-дневных испы-
таниях результаты указывают на уменьшение коррозионного воздействия
при содержании SiO" 0,0025%, возможно, что оно связано здесь с величиной
pH воды, которая при наибольшей концентрации SiO" составляла 9,5.
Подробно было изучено влияние перекиси водорода на коррозию выдав-
ленного бериллия в водной среде при температурах ниже 100° [4, 11, 12, 15].
При этом установлено, что при статических испытаниях в нагретой до темпе-
ратуры 85° дистиллированной воде, содержавшей 0,0005 и 0,005 моль/л пере-
киси водорода, имеется лишь незначительная разница в коррозионном пове-
дении бериллия. Общая коррозия составляла 0,005—0,01 мм/год для обеих
указанных концентраций перекиси водорода; точечная коррозия также была
одинаковой, а ее глубина не превышала 0,075 мм.
Испытания в течение года показали, что как для выдавленного, так и для
горячепрессованного бериллия QM в неподвижной дистиллированной воде
при температуре 85° в присутствии 0,005 моль/л перекиси водорода имеет место
небольшое увеличение скорости коррозии. В отсутствие перекиси водорода
скорость коррозии была менее 0,0025 мм/год\ в присутствии перекиси водо-
рода скорость коррозии находилась в пределах 0,005—0,0075 мм/год. Присут-
ствие перекиси водорода в количестве 0,005 моль/л способствовало развитию
точечной коррозии, измеренная максимальная глубина которой составляла
0,375—0,5 мм. В аналогичных контрольных опытах, проведенных в отсутствие
перекиси водорода, глубина точечной коррозии не превышала 0,25 мм.
Коррозионное поведение горячепрессованного бериллия QM и QRM в на-
гретой до температуры 85° дистиллированной воде, содержащей 0,0005 и
0,005 молъ/л перекиси водорода, почти одинаково. После 60-дневных испыта-
ний количество точечных поражений составляло 1,0—1,2 на 1 см2 поверхности
образца, максимальная глубина изъязвлений была менее 0,165 мм, а скорость
общей коррозии лежала в пределах 0,0025—0,0075 мм/год.
486
ГЛАВА IX
ВЛИЯНИЕ СКОРОСТИ ДВИЖЕНИЯ РАСТВОРА
Большинство приведенных выше данных по коррозии бериллия было полу-
чено в квазинеподвижных средах. Инглиш [11] нашел, что вращением берил-
лиевых образцов в воде, нагретой до температуры 85°, оказывается можно
заметно уменьшить плотность расположения коррозионных точечных пора-
жений по сравнению с расположением их в условиях статических испытаний.
Скорость вращения образцов в этих опытах составляла 1,5—2,5 м/сек.
Влияние более высоких скоростей движения воды на коррозию выдавлен-
ного бериллия было изучено Пиплсом и Булковским [17]. Испытания произ-
водились в дистиллированной воде, содержавшей небольшие количества
перекиси водорода, при температурах 65 и 85°. При скорости течения воды
9 м/сек общая скорость коррозии образцов после 846-часовых испытаний при
обеих температурах составляла 0,0020—0,0027 мм/год.
Испытание выдавленного бериллия при температуре 205° в питающей
паровые котлы воде (содержание кислорода < 6-10-7%, начальное значение
pH 7,3) показало его низкую эрозионно-коррозионную устойчивость [18].
ВЛИЯНИЕ НАПРЯЖЕНИЙ
Коррозия выдавленного бериллия, находящегося в воде под напряжением
при температуре 90—95°, была изучена Борнвассером [19]. Вода содержала
0,005 молъ/л перекиси водорода, а значение pH поддерживалось в пределах
5,5—6,5. Эти опыты проводились на установке с трехточечным нагружением,
обеспечивающим постоянство деформации в соответствии с типом вызывае-
мых в образце напряжений. Нагрузка на образцы применялась несколько
меньше предела текучести и сопротивления разрыву. Сопротивление разрыву
испытуемого бериллия составляло приблизительно 24,5 кг/мм2. После 180-днев-
ного испытания под напряжением признаков образования трещин обнаружено
не было. Интенсивность общей и точечной коррозии была аналогична коррозии
испытанных без напряжения образцов.
Логан и Хессинг [20] также провели исследования коррозии под напря-
жением образцов выдавленного и горячепрессованного бериллия. Напряжение
в образцах создавалось двумя методами: а) приложением постоянной нагрузки
вдоль оси образца и б) приложением нагрузки в центре образца. Напряжение
при испытании составляло 90—95% от величины предела текучести испытуе-
мого бериллия (равного примерно 26,8 кг/мм2). Испытания проводились
в нагретой до температуры 85—93° циркулирующей дистиллированной воде,
содержавшей 0,002—0,006 молъ/л перекиси водорода. Величина pH воды
равнялась 6,3±0,3. Период выдержки образцов горячепрессованного бериллия
составлял 785 час., а выдавленного бериллия—1560 час. Ни в одном из образ-
цов склонности к образованию трещин под нагрузкой обнаружено не было.
Величины прочности на растяжение и изгиб у образцов, подвергнутых и не
подвергнутых коррозионным испытаниям, не отличались между собой. Точеч-
ная коррозия была обнаружена на большинстве испытанных образцов.
ВЛИЯНИЕ СОСТАВА И ВИДА МАТЕРИАЛА
Приведенные выше данные свидетельствуют, что между поведением при
испытании на коррозию выдавленного и горячепрессованного бериллия нет
почти никакой разницы. Оба вида металла одинаково реагируют на изменения
условий испытания в окружающей их среде.
Влиянию примесей на коррозию выдавленного и горячепрессованного
бериллия было уделено значительное внимание. Изучение специфического
влияния примесей на коррозию бериллия возможно только в случае проведения
его полного химического анализа. Аналитически из числа обычно имеющихся
КОРРОЗИЯ
487
в бериллии примесей можно обнаружить 13. Содержание указанных примесей
составляет от <0,01 до 0,25%. Инглиш [11] изучал образование продуктов
коррозии на поверхностях раздела выдавленного бериллия в обессоленной
воде, содержавшей 0,005 молъ/л перекиси водорода. Пять образцов в виде
дисков диаметром 50 мм и толщиной 6 мм плотно стягивались в один блок
с помощью проходившего через их центры бериллиевого болта. На внешних
поверхностях двух крайних образцов было намечено по четыре контрольные
точки на радиусах, расположенных под углом 90° друг относительно друга
и служивших для проведения в ходе испытаний измерений толщины блока.
Значение pH воды поддерживалось равным 6,0±0,5. В течение 350 дней блок
находился в перемешиваемой с помощью мешалки воде. За этот период испы-
тания расстояние между контрольными точками увеличилось на 0,0375 мм.
В течение последующих 100 дней эта величина достигла 0,0914 мм. После
разборки блока оказалось, что обращенные друг к другу поверхности дисков
покрыты толстым белым слоем продуктов коррозии. Последующее металлогра-
фическое исследование исходного бериллия обнаружило, что он был чрезвы-
чайно неоднородным и содержал значительное количество включений карбида.
Образование большого объема продуктов коррозии было приписано переходу
карбидов за счет медленно протекающей реакции гидролиза в гидратированную
окись бериллия, объем которой приблизительно вчетверо превосходит объем
карбидов, из которых она образовалась. Образование продуктов гидролиза
сопровождается возникновением больших раковин на поверхности берил-
лия.
Для изучения влияния на коррозионную стойкость бериллия примесей
железа, алюминия, кремния и карбида бериллия последние специально вво-
дились при его плавке в вакууме [13]. На образцах из отлитого в вакууме
горячепрессованного бериллия влияние примесей было изучено при следую-
щих их концентрациях (в %): железа 0,23; 0,34 и 0,40; кремния 0,20; алюми-
ния 0,30; 0,44; 0,73 и 1,05 и карбида бериллия 0,11; 0,23 и 0,26. Образцы, в том
числе и контрольные, не содержавшие примесей, в течение 13 месяцев нахо-
дились в неподвижной дистиллированной воде, нагретой до температуры 85°.
Расчетное содержание перекиси водорода в воде составляло 0,005 моль!л,
pH воды поддерживалось в пределах 5,5—6,5. Конечная общая скорость кор-
розии для всех образцов составляла 0,00175—0,0025 мм!год. Небольшое ука-
занное различие в скорости коррозии между различными группами образцов
не может быть приписано влиянию какой-либо из примесей. Точечная кор-
розия появилась на образцах через 3 месяца после начала испытаний. Плот-
ность в распределении точечной коррозии в содержавших алюминий образ-
цах дрстигла 7,8 углублений на 1 см*, а у контрольных образцов и у образцов,
содержавших другие примеси,—3 углубления на 1 см*. Максимальная глубина
углублений не превышала 0,05 мм.
Работа, подобная описанной выше, была проведена Кауфманом и др. [14]
и отличалась только тем, что опыты проводились при температуре 300°. Пред-
варительные результаты показали, что в том случае, когда общее содержание
примесей мало, коррозионная стойкость выдавленного бериллия является
удовлетворительной.
КОРРОЗИЯ БЕРИЛЛИЯ В КОНТАКТЕ С ^ДРУГИМИ МЕТАЛЛАМИ
Если металлический бериллий привести в соприкосновение с другими
более благородными металлами или сплавами, то защитное действие покры-
вающей бериллий окисной пленки может быть нарушено. При контакте двух
разнородных металлов между ними возникает электрический ток, в результате
чего происходит электрохимическая коррозия, характеризующаяся увеличе-
нием скорости коррозии менее благородного элемента гальванической пары.
В настоящем разделе описано поведение бериллия при электрохимической кор-
488
ГЛАВА IX
розии в контакте с чистым алюминием и другими алюминиевыми сплавами,
а также в контакте с нержавеющей сталью.
Инглиш [И] изучал коррозионное поведение выдавленного бериллия
в гальванической паре с алюминием при погружении в нагретую до темпера-
туры 85° обессоленную воду. В воде с небольшой концентрацией перекиси
водорода поддерживалось значение pH в пределах 6,0 + 0,5. Поверхности
бериллиевого и алюминиевого образцов находились в отношении 1 : 1. В ста-
тических опытах коррозии подвергался преимущественно алюминий;общая
скорость коррозии бериллия после 693-часовых испытаний лежала в пределах
0,005—0,015 мм/год. Точечная коррозия на контактирующих поверхностях
обоих материалов оказалась весьма незначительной и средняя глубина пора-
жений составляла 0,05 мм. При динамических испытаниях бериллиевого
диска в контакте с алюминиевым, вращавшихся со скоростью от 1,5 до
2,4 м/сек, коррозии подвергался преимущественно бериллий. Средняя ско-
рость коррозии для выдавленного бериллия составляла при этом 0,025—
—0,035 мм/год, тогда как для алюминия скорость коррозии оказалась
равной 0,010—0,015 мм/год. Плотность распределения точечной коррозии
на контактирующих поверхностях при динамических испытаниях в пять раз
больше плотности распределения при статических опытах и составляет 5 точек
на 1 см2. Ольсен (121, проводя подобные описанным выше статические испыта-
ния на образцах, изготовленных из горячепрессованного бериллия QM и
QRM, нашел, что в контакте с алюминием преимущественной коррозии под-
вергается бериллий. После 60-дневных испытаний общая скорость коррозии
бериллия лежала в пределах 0,025—0,035 мм/год', в этих же условиях ско-
рость коррозии алюминия составляла <0,0025 мм/год. Точечной коррозией
в большей степени оказалась поражена контактирующая поверхность берил-
лия, причем максимальная глубина углублений составляла в среднем 0,1 мм.
Алюминиевый сплав, содержащий 7% Si и 0,3% Mg, в термически обра-
ботанном состоянии (закалка на твердый раствор и последующее старение)
широко применяется для изготовления плотных высокопрочных отливок.
В контакте с указанным сплавом было изучено коррозионное поведение
высококачественного выдавленного бериллия [111. Испытания проводились
в дистиллированной воде, содержавшей различное количество перекиси водо-
рода при температуре 85°; величина pH поддерживалась в пределах 5,5—6,5.
Поверхности образцов бериллия и алюминиевого сплава находились в отно-
шении 1:1. Результаты этих испытаний показали, что коррозия преимуще-
ственно поражает бериллий, причем интенсивность коррозии возрастает по
мере увеличения концентрации перекиси водорода от 0,0005 до 0,005 моль/л.
Скорость коррозии при испытании в течение 1240 час. составляла 0,0175мм/год,
тогда как величина коррозии образцов алюминиевого сплава была менее
0,005 мм/год. Максимальная глубина проникновения точечной коррозии на
поверхности бериллия составляла 0,1651 мм.
Подобное изучение коррозии горячепрессованного бериллия QM и QRM
с указанным алюминиевым сплавом было проведено также Ольсеном [21].
При изучении коррозии выдавленного бериллия в нагретой до темпера-
туры 85° воде, содержащей 0,005 моль/л перекиси водорода, в контакте с литым
алюминием было найдено, что число точечных поражений составляло 41 на
1 см2 поверхности бериллия [11]. Точечные поражения были мелкими и их
глубина не превышала 0,0625 мм. Средняя скорость коррозии, вычисленная
после 960-часового испытания, составила 0,03 мм/год. В контакте с алюминие-
выми сплавами скорость коррозии выдавленного бериллия после 700- и 900-ча-
совых испытаний составила соответственно 0,01 и 0,015 мм/год. Скорость
коррозии алюминиевых сплавов составила 0,01 мм/год, но они подверглись
более сильной по сравнению с бериллием точечной коррозии. При этом глу-
бина поражений составляла 0,20—0,25 мм, в то время каку бериллия глубина
поражений была меньше 0,05 мм.
КОРРОЗИЯ
489
При испытаниях выдавленного бериллия в контакте с нержавеющей
сталью в неподвижной нагретой до температуры 85° обессоленной воде, содер-
жащей небольшое количество перекиси водорода, бериллий подвергался пре-
имущественной коррозии [11]. Как при статических, так и при динамических
испытаниях со скоростью вращения образца 1,5—2,5 м/сек общая скорость
коррозии бериллия лежала в пределах 0,02—0,0375 мм/год. В тех же усло-
виях коррозия нержавеющей стали оказалась совершенно незначительной.
Максимальная глубина точечных поражений на бериллии редко достигала
0,125 мм, однако плотность распределения точечной коррозии лежала в пре-
делах 5—20 точек на 1 см*. Наблюдавшиеся в этих условиях скорости коррозии
бериллия были в 3—бразбольше, чем скорости, полученные на контрольных,
не находившихся в гальванической паре образцах.
МЕТОДЫ ЗАЩИТЫ ОТ КОРРОЗИИ
Имеющиеся данные о скорости коррозии бериллия позволяют’считать,
что его общее коррозионное поведение в воде высокой чистоты при температу-
рах ниже 100° является вполне удовлетворительным. Скорость коррозии
в указанных условиях обычно не превышает 0,025 мм/год. Однако, как это
следует из приведенных данных, бериллий весьма склонен к точечной кор-
розии. Уменьшение развития этой формы коррозии бериллия может быть
достигнуто применением неорганических ингибиторов.
В качестве ингибитора против точечной коррозии выдавленного бериллия
в нагретой до температуры 85° воде при статических и динамических испыта-
ниях было исследовано влияние добавки бихромата натрия [11]. Применяв-
шаяся в этих испытаниях концентрация Na2Cr2O7 составляла 0,0005%, а зна-
чение pH в воде поддерживалось в пределах 7,5—8,0. Продолжительность
испытаний находилась в пределах 720—1440 час. Точечная коррозия была
уменьшена в значительной мере, а в некотором небольшом числе случаев
устранена полностью. Общая скорость коррозии колебалась в пределах
0,025—0,0075 мм/год', при наличии точечных поражений их глубина была
менее 0,05 мм. Так как вода, в которой производились испытания, имела щелоч-
ную реакцию, то нельзя быть уверенным в том, что подавление или полное
устранение точечной коррозии действительно происходило за счет воздействия
бихромата натрия. При предварительном проведении подобных испытаний
без добавки бихромата натрия в воде, при значении pH около 8,0, было най-
дено, что поведение выдавленного бериллия было аналогичным.
Присутствие 0,0002% бихромата натрия в спокойной нагретой до темпе-
ратуры 85° воде, содержащей перекись водорода, привело к ускорению кор-
розии бериллия, находившегося в контакте с чистым алюминием [11]. Общая
средняя скорость коррозии в этом случае составила 0,03 мм/год, тогда как
в аналогичных испытаниях, проведенных в отсутствии ингибитора, скорость
коррозии колебалась в пределах 0,005—0,01 мм/год. При увеличении концен-
трации бихромата натрия до 0,0005% скорость общей коррозии была всегда
меньше 0,005 мм/год, однако точечная коррозия была подавлена неполностью.
Полного устранения точечной коррозии удавалось достигнуть при повышении
концентрации бихромата натрия до 0,001—0,004%.
Применение в качестве ингибитора против коррозии алюминия нитрата
натрия побудило к испытанию его в качестве ингибитора против коррозии
бериллия. При проведении статических испытаний выдавленного бериллия
в, обессоленной воде, нагретой до температуры 85° и содержащей перекись
водорода, точечная коррозия была устранена полностью при концентрации
нитрата 0,0005% и более [11]. В этих опытах значение pH в воде составляло
6,0±0,5.
Было изучено также влияние нитрата натрия при его концентрациях
выше 0,004%. Во всех случаях точечная коррозия была ничтожно малой.
490
ГЛАВА IX
Пирсэлл J22] исследовал влияние примесей железа, алюминия и кремния,
содержащихся в хлопьевидном бериллии фирмы «Клифтон», как ингибиторов
против коррозии бериллия в воде при высоких температурах. Опыты прово-
дились при температурах 250 и 325° в течение 16—629 час. в зависимости от
поведения каждого из испытуемых образцов. Контрольные образцы из ис-
ходного переплавленного в вакууме хлопьевидного металла испытывались
совместно с образцами, содержавшими присадку железа, алюминия и кремния.
Первые же опыты показали, что все образцы, включая и контрольные, при
температуре 250° подвергались сильной коррозии, за исключением образцов,
содержавших 0,2375—0,4680% Fe. При этом контрольные образцы содержали
0,006% Fe. После 315—629-часовых испытаний при указанной температуре
образцы бериллия с присадкой железа были оценены как «хорошие» с точки
зрения их коррозионной стойкости. При температуре 325° присадка даже
более 0,3% Fe оказалась не эффективной в отношении повышения коррозион-
ной стойкости бериллия в воде.
ЗАКЛЮЧЕНИЕ
Прежние данные о коррозии бериллия были ошибочными, так как они
были получены при использовании бериллия низкого качества. По этой при-
чине сведения о поведении бериллия в воде в течение длительного времени
вызывали сомнение. В течение последних лет в связи с получением высоко-
качественного бериллия были получены достоверные данные.
При гарантированном снабжении доброкачественным бериллием (особенно
это касается горячепрессованного бериллия) вторым по значимости фактором,
определяющим коррозию бериллия в воде, является чистота самой воды.
В воде бериллий обладает значительной склонностью к локализованной кор-
розии. Этот вид коррозии значительно усиливается в присутствии ионов хло-
рида, сульфата, меди и железа. Поэтому уменьшение концентрации этих небла-
гоприятно влияющих ионов в растворе или их полное удаление из водной среды
дает возможность в определенной степени регулировать процесс коррозии
бериллия. С учетом вредного влияния этих ионов может быть выбрано пра-
вильное сочетание бериллия и окружающей среды, в результате чего будет
обеспечена длительная служба бериллия без его коррозионных поражений
в различных'областях его применения.
ЛИТЕРАТУРА
1. Evans U. R., Metallic Corrosion, Passivity and Protection, p. 368—370,
N. Y., 1946.
2. E v a n s U. R., Metallic Corrosion, Passivity and Protection, p. 134, N. Y., 1946.
3. Y a m a g u c h i S., Set. Pap. Inst, Phys. a. Chem. Res., 36, 463 (1939).
4. Goldowski N., Metallurgical Laboratory, Chicago, 1945 (не опубликовано).
5. R e e d J., Oak Ridge National Laboratory, 1947 (не опубликовано).
6. G о r d о n P., Massachusetts Institute of Technology, April 1946 (не опубликовано).
7. H о w e J. P., Knolls Atomic Power Laboratory, August 1942 (не опубликовано).
8. Stock A., Trans. Electrochem. Soc., 61, 255 (1932).
9. Gulbransen E. A., Andrew K. F., J. Electrochem. Soc., 97, 383—385
(1950).
10. К г о 1 1 W. J., Corrosion Handbook, p. 56, N. Y., 1948.
11. English J.L., Oak Ridge National Laboratory, March 1949 (не опубликовано).
12. О 1 s e n A. R., Oak Ridge National Laboratory, April 1948 (не опубликовано).
13. Reed J., Oak Ridge National Laboratory, December 1952 (не опубликовано).
14. К a u f m a n n A. R. et al.,' Massachusetts Institute of Technology, September
1949 (не опубликовано).
КОРРОЗИЯ
491
15. W i 1 1 i a m s W. L., Lancaster C. J., U. S., Naval Engineering Experi-
ment Station, March 1949 (не опубликовано).
16. Olsen Ridge National Laboratory, July 1950 (не опубликовано).
17. P e о p 1 e s R. S., Bulkowski H., Battelle Memorial Institute, January
1949 (не опубликовано).
18. D о c k e r J. M., The Detroit Edison Company, September 1948 (не опубликовано).
19. Bornwasser L. P., Oak Ridge National Laboratory, 1948 (не опубликовано).
20. L о g a n H. L., H e s s i n g H., 1949 (не опубликовано).
21. Olsen A. R., Oak Ridge National Laboratory, March 1952 (не опубликовано).
22. P e a r s a 1 1 C. S., Massachusetts Institute of Technology, April 1953 (не опубли-
ковано).
В. КОРРОЗИЯ БЕРИЛЛИЯ В РАСПЛАВЛЕННЫХ МЕТАЛЛАХ
Р. Ф. Кёниг
Так как механизм коррозии в расплавленных металлах недостаточно
известен, то рассмотрению процесса коррозии бериллия в расплавленных метал-
лах должно предшествовать предварительное объяснение охватываемых этим
процессом явлений.
Прежде всего следует указать, что процесс коррозии в расплавленных
металлах совершенно отличен от коррозии в водных растворах, поскольку
в первом случае не может иметь места электрохимическая коррозия. В боль-
шинстве случаев коррозия в расплавленных металлах является следствием
обычного растворения одного металла в другом. В статических системах про-
цесс коррозии прекращается по насыщении жидкого металла корродируемым
в нем металлом. Этого не происходит в том случае, если из раствора удаляется
растворяющийся металл. Удаление может наблюдаться в результате нескольких
процессов: осаждения растворяемого металла в случае его испарения на стен-
ках сосуда по линии соприкосновения с ними жидкого металла, его осаждения
на наиболее холодных поверхностях системы или взаимодействия с другими
имеющимися в системе металлами или примесями, сопровождающегося обра-
зованием нерастворимого осадка. Вследствие резкого повышения раствори-
мости от температуры в теплообменных системах может иметь место весьма
интенсивная коррозия даже в случаях очень малой растворимости металла.
Этот вид коррозии, называемый «массопереносом», отличается большей интен-
сивностью в подвижных системах, чем в статических, так как скорость диффу-
зии атомов растворяющегося вещества относительно мала в сравнении с обыч-
ными скоростями движения жидкого металла (0,3—6 м/сек). Скорость корро-
зии в подвижных средах не может быть определена только по данным раство-
римости или коррозии в статических системах. Для указанного определения
необходимо учитывать скорость растворения, температурный перепад, ско-
рость осаждения или выделения, а также скорость движения охлаждающей
среды.
Так как величина многих из этих факторов количественно неизвестна,
то обычно необходимо проводить испытание уменьшенной опытный модели
системы, повторяющей условия ее работы.
Такие препятствия, как наличие защитных пленок оказывают влияние
на скорость растворения, но не на величину равновесной растворимости.
Вследствие эрозии защитной пленки движение жидкости может привести
к ускорению коррозии тогда, когда скорость растворения является ограни-’
ч и в а ющи м фактором.
Коррозия может иметь место в расплавленных металлах и за счет взаимо-
действия поверхности корродируемого материала с такими примесями, как
кислород, углерод и азот, или другими металлами, растворенными в расплав-
ленном металле. Бериллий особенно чувствителен к имеющейся в расплавлен-
ном натрии примеси кислорода, так как, взаимодействуя с окисью натрия,
он образует не пристающую к его поверхности порошкообразную окись
КОРРОЗИЯ
493
бериллия1). Этот процесс поглощения газа идет до тех пор пока концентра-
ция окиси натрия не снизится до очень малой величины (вероятно, мень-
шей 0,01%).
Кроме таких видов коррозии, как растворение металла, образование
интерметаллических соединений или химическое взаимодействие, существует
и четвертый вид—межкристаллитная коррозия, сопровождающаяся разруше-
нием материала, находящегося в расплавленном металле. Проникновение вис-
мута в медь или ртути в латунь является классическим примером такого раз-
рушающего воздействия, которое в первую очередь является функцией вели-
чин энергии поверхностей раздела.
Подробные сведения о методах коррозионных испытаний в расплавлен-
ных металлах и дополнительное обсуждение механизма коррозии имеются
в «Справочнике по расплавленным металлам» [11 и в других источниках [2—4].
ДИФФУЗИОННОЕ СОЕДИНЕНИЕ ИЛИ «ХОЛОДНАЯ СВАРКА»
Ряд помещенных в расплавленный натрий или в сплав натрия с калием
как однородных, так и разнородных металлических пар, находящихся в кон-
такте друг с другом, сваривается между собой при относительно низких тем-
пературах. Диффузионное соединение имеет место после 6-дневной выдержки
бериллия с никелем в расплавленном эвтектическом сплаве Na—К при тем-
пературе 600° [5]. Практическим следствием диффузионного соединения
является такое нежелательное явление, как заедание вентилей, болтов и т. п.
При оценке возможности применения бериллия для работы в расплавленных
.металлах в паре с другими металлами следует принимать во внимание его
способность к диффузионному соединению.
РЕЗУЛЬТАТЫ КОРРОЗИОННЫХ ИСПЫТАНИЙ
К коррозионным испытаниям бериллия в расплавленных металлах в на-
стоящее время следует относиться с некоторым скептицизмом. Бериллий по
отношению к окислам большинства металлов (включая и окислы щелочных
металлов) является настолько сильным восстановителем, что приводившиеся
величины скоростей коррозии во многих случаях могли быть завышенными
вследствие наличия в качестве примеси в расплавленном металле следов кис-
лорода. Влияние концентрации окиси в расплавленном металле на процесс
коррозии бериллия не подвергалось широкому исследованию.
В среде, содержащей кислород в свободном или в связанном состоянии,
бериллий корродирует с образованием пленки окиси бериллия, что сопрово-
ждается увеличением веса. Образующаяся при этом окись, будучи в порошко-
образном состоянии, не удерживается на поверхности металла, и при наличии
в расплавленном металле значительных концентраций его окиси образующаяся
на поверхности бериллия пленка отделяется, вследствие чего имеет место
потеря в весе.
В табл. 65 представлены данные о коррозионной стойкости бериллия
в различных расплавленных металлах, а ниже указаны результаты отдельных
коррозионных испытаний.
i) Be4-Na2O = BeO+2Na;
AF = AF°(BeO) — AF(Na2O);
/,°С F,ккал/моль
25 (—139) —(-90) = —49
500 ( — 121) —(-75)= -46
1000 (—109) —(-54) = —55
494
ГЛАВА IX
Таблица 65
КОРРОЗИОННАЯ СТОЙКОСТЬ БЕРИЛЛИЯ В РАЗЛИЧНЫХ
РАСПЛАВЛЕННЫХ МЕТАЛЛАХ В СТАТИЧЕСКИХ УСЛОВИЯХ
ПРИ ПОСТОЯННОЙ ТЕМПЕРАТУРЕ [I]
Расплавленный металл Коррозионная стойкость бериллия при температурах
300° 600° 800°
Bi Хорошая Хорошая Хорошая
Bi—Pb. » » Ограниченная
Bi—Pb—Sn » » Не известна
Ga » Ограниченная Плохая
Hg » Хорошая Не известна
Li » » Плохая
Na, К или Na—К » » Ограниченная
Pb — »
Висмут
При проведении в Окриджской национальной лаборатории статических
испытаний в капсюлях из чистого железа бериллиевые образцы после 24-часо-
вого пребывания их в расплавленном висмуте при температуре 1000° потеряли
в весе 15—25 мг!см*.
Эвтектический сплав висмут—свинец
В двух опытах, проведенных в Институте им. Баттелла, предварительно
очищенный проволочной щеткой бериллий нагревали в течение 5 и 6 час.
в сплаве Bi—Pb при температуре 1000°. Найденная в сплаве концентрация
бериллия по данным анализа составляла соответственно 0,01 и 0,02%. Обра-
зец, представлявший собой бериллий, электролитически осажденный на эвтек-
тический сплав Bi—Pb, нагревали в течение 1 часа при температуре 1000°,.
затем охлаждали до температуры 500° и выдерживали при этой температуре
в течение 2,5 часа. Было найдено, что в образовавшемся при такой обработке
сплаве, который, по-видимому, был насыщенным и даже пересыщенным,
концентрация бериллия составляла менее 0,01%.
Эвтектический сплав висмут—свинец—олово
По данным испытания, проведенного Аргонской национальной' лабора-
торией, в бериллии, находившимся в соприкосновении со сплавом Bi—Pb—Sn
в эвакуированных кварцевых контейнерах в течение 1 месяца при температуре
500°, взаимодействия с указанным сплавом не обнаружено. При перевертывании
кварцевого контейнера, имевшего посредине суженную шейку, жидкий сплав
стекал с образца через это сужение в нижнюю часть контейнера, оставляя
образец в верхней части контейнера совершенно сухим (несмоченным). Сплав,
собранный в нижней части контейнера, по данным спектрального анализа
содержал менее 0,01% Be.
Галлий
При статических коррозионных испытаниях, проведенных Аргонской
национальной лабораторией, было найдено, что коррозионная стойкость
бериллия при воздействии на него расплавленного галлия при температурах
до 500° хорошая, в интервале 500—600°—ограниченная, а в интервале
КОРРОЗИЯ
495
600—800°—плохая (за исключением случаев, когда галлий насыщался берил-
лием в статической системе и когда коррозионная стойкость бериллия была
хорошей) [6].
В других испытаниях, проведенных в институте им. Баттелла, в бериллии
после его пребывания в расплавленном галлии при температуре 815° в течение
96 час. была обнаружена межкристаллитная коррозия, в результате которой
с поверхности образца выпадали целые зерна. При температуре 540° межкри-
сталлитная коррозия в одинаковых прочих условиях проведения испытаний
не наблюдалась.
Свинец
В испытаниях, проведенных в Окриджской национальной лаборатории,
бериллий показал прекрасную стойкость по отношению к воздействию рас-
плавленного свинца в течение 40 час. при температуре 1000°.
Литий
Расплавленный отфильтрованный литий в статических испытаниях, про-
веденных при температуре 600° с выдержкой в течение 1 недели, не взаимо-
действовал с бериллиевыми образцами. В опытах, проведенных в капсюлях
из чистого железа при температуре 1000°, воздействие лития оказалось очень
сильным й потери в весе бериллиевых образцов после 4-часового испытания
составляли 16—18 мг!см2 [8].
Ртуть
Статические коррозионные испытания продолжительностью 330 час.,
проведенные в Аргонской национальной лаборатории, показали, что при тем-
пературе 315°, ртуть не оказывает воздействия на бериллиевый контейнер.
В исследовательской лаборатории компании «Дженерал электрик» Нерэйд
определил, что растворимость бериллия в ртути постепенно возрастает от
0,000001 % при температуре 100° до 0,00004% при температуре 800° [1].
{[Натрий [9]
Различные сорта бериллия, по-видимому, стойки при температуре 500°
против воздействия относительно свободного от кислорода натрия
(0,003—0,01%) как при статических, так и при динамических испытаниях,
причем увеличение веса составляет до 0,5 мг/мес на 1 см2 поверхности образ-
цов. В очень чистом натрии изменения в весе лежат в пределах ошибок опыта.
Полученные данные по коррозии трудно интерпретировать по двум причинам:
а) многие образцы были пористыми и поэтому абсорбировали натрий; б) обра-
зующаяся непристающая к поверхности окись бериллия в различной степени
удалялась с образца при растворении захваченного им натрия. Бериллий,
вероятно, почти нерастворим в натрии при температуре 500°.
Взаимодействие между бериллием и окисью натрия1) идет до конца.
Наличие течения или перемешивание натрия ускоряет прохождение этой
реакции. В испытаниях с применением замкнутой системы принудительной
циркуляции, когда в систему периодически вводили перекись натрия, образцы
в наиболее горячей части системы оказались полностью окисленными. Натрий
часто очищают, обрабатывая его бериллиевой стружкой. Так как окисная
пленка не защищает бериллий, то необходимо покрывать его другим металлом
либо ограничить его применение условием, что содержание кислорода в рас-
плавленном натрии будет меньше концентрации, при которой скорость кор-
розии достигает максимально допустимой величины.
*) См. сноску на стр. 493.
496
ГЛАВА IX
Некоторая защита бериллия от воздействия кислорода в расплавленном
натрии достигается электролитическим покрытием бериллия хромом. Как
и в других случаях применения хромового покрытия, степень его защитного
действия определяется плотностью покрытия. При первых статических испы-
таниях хромового покрытия оказалось, что подслойные покрытия цинка и меди
полностью растворялись, вызывая нарушение связи хромового покрытия
с металлическим бериллием. Удачный метод покрытия был разработан в Инсти-
туте им. Баттелла [10].
Фиг. 337. Прочность бериллия на разрыв в расплавленном натрии
при температуре 540° [9].
/ — нержавеющая сталь; 2—горячепрессованный бериллий; 3—горячепрессован-
ный и затем горячевыдавленный бериллий; 4 — горячепрессованный и затем теп-
ловыдавленный бериллий.
С целью получения достоверных данных о коррозии бериллия, находяще-
гося под напряжением, и о прочности бериллия при повышенных температурах
в Ноллской атомно-энергетической лаборатории была проведена серия опре-
делений сопротивления бериллия на разрыв при растяжении в расплавленном
натрии при температуре 540°. Полученные результаты приведены в табл. 66
и графически представлены на фиг. 337. Металлографическое изучение образ-
цов показало отсутствие общей и межкристаллитной коррозии.
Таблица 66
ИСПЫТАНИЯ БЕРИЛЛИЯ НА РАЗРЫВ В РАСПЛАВЛЕННОМ НАТРИИ
ПРИ ТЕМПЕРАТУРЕ 540° 1)
Способ получения , бериллия Напряжение, к.г/мм.ъ Время до разрушения, часы Удлинение, %
Горячепрессованный 3,5 1274 4
4,9 858 4
5,6 378 5
6,3 50 —
7,0 221 —
7,7 87 —
КОРРОЗИЯ
497
Продолжение табл. 66
Способ получения бериллия Напряжение, кг/мм* Время до разрушения, часы Удлинение, %
Горячепрессованный и 1,4 955 2
затем выдавленный при 1,75 285 4
температуре 425° 2,1 148 0
Горячепрессованный и 1,4 4536 2
затем выдавленный 1,75 5724 4
при температуре 1100° 2,1 584 6
2,8 235 4
4,2 15 10
7,0 4 8
1) Все образцы перед их испытанием подвергались отжигу и трав-
лению для удаления следов обработки резанием.
ЛИТЕРАТУРА
1. Liquid Metals Handbook, Published jointly by the Atomic Energy Commission and
the Department of the Navy, NAV-EXOs P-733 (Rev.), 2nd edition, 1952.
2. К о e n i g R. F., Vandenberg S. R., Metal Progr., 61, 71—75 (March
1952).
3. В r a s u n a s A. S., Corrosion, 9, (March 1953).
4. К о e n i g R. F., Iron Age, 172, August 20 (1953).
5. M c G i n n i s D. F., Novick M., Lloyd L. T., К e 1 m a n L. R.,
Argonne National Laboratory, 1946—1950 (не опубликовано).
6. К e 1 m a n L. R., W i 1 k i n s о n W. D., Y a g g e e F. L., Argonne National
Laboratory, ANI-4417, July 1950.
7. W i 1 k i n s о n W. D., Y a g g e e F. L., Argonne National Laboratory, ANL-
4990, October 13, 1950.
8. C u n n i n g h a m J. E., Oak Ridge National Laboratory, Report CF-51-7-135,
July 1951.
9. В r u s h E. G., К о e n i g R. F., V a n d e n b e r g S. R. et al., Knolls Atomic
Power Laboratory, 1948—1953 (не опубликовано).
10. В e a c h J. G., Faust C. L., Battelle Memorial Institute, 1951—1952 (не опуб-
ликовано).
32 Бериллий
Глава X
СПЛАВЫ
БОГАТЫЕ БЕРИЛЛИЕМ СПЛАВЫ
А. Р. Кауфман, П. Корзин
Бериллиевые сплавы изучались многими исследователями в надежде
найти сплав, который, не обладая чрезвычайной хрупкостью, свойственной
чистому бериллию, сохранял бы ряд его исключительных свойств, таких, как
малая плотность в сочетании с достаточной прочностью, высокая температура
плавления и хорошая способность к замедлению нейтронов. Однако эта задача
не была решена, и, насколько известно авторам, в настоящее время, кроме
бериллия с обычно содержащимися в нем примесями, другие сплавы на берил-
лиевой основе не находят себе применения.
Разработка бериллиевых сплавов возможна в следующих направлениях:
1. Введение присадок, являющихся раскислителями для бериллия, счи-
тая, что этим путем можно повысить его пластичность.
2. Легирование элементами, образующими с бериллием твердый раствор,
возможно, с другой обладающей большей пластичностью кристаллографической
структурой.
3. Ввёдение небольших добавок, приводящих к измельчению зерна в литом
и деформированном бериллии.
4. Получение сплава или смеси (включая ВеО), имеющих более высокую
прочность при повышенных температурах.
5. Получение двухкомпонентного сплава, состоящего из очень чистого
бериллия и какого-либо легкого пластичного металла, обеспечивающего более
высокие свойства в сравнении со свойствами каждого из исходных компонентов.
Результаты исследований, полученные в том или ином объеме по каждому
из указанных направлений, приводятся ниже.
РАСКИСЛЕНИЕ
Часто высказывалось предположение, что причиной хрупкости бериллия
является кислород, однако доказывающих это предположение надежных
экспериментальных данных нет. Металлурги сразу пришли к мысли о воз-
можности раскисления металла легирующими добавками. К сожалению,
вследствие большой теплоты образования ВеО и высокой температуры плав-
ления бериллия надежда найти удовлетворительный раскислитель невелика.
Кроме того, до сих пор неизвестен материал для плавильного тигля, не содер-
жащий кислорода и достаточно стойкий против расплавленного бериллия.
Следовательно, надежды на возможность раскисления бериллия в расплавлен-
ном состоянии, к сожалению, почти нет.
Клауссеном и Скеханом [1] было высказано предположение, что добавки
циркония или титана приведут к получению*ковкого бериллия. Однако Кауф-
ман, Гордон и Лилли [2] не подтвердили этого предположения.. Эти же
авторы пришли к выводу, что и другие активные раскислители, такие, как
алюминий, магний, церий и кальций, не могут привести к повышению пластич-
ности бериллия. Клауссен и Скехан [1] заливали расплавленный бериллий
в литий, однако не достигли при этом положительных результатов.
СПЛАВЫ
499
Были сделаны попытки обрабатывать бериллий магнием под давлением
в 100 атм [3], однако указаний о повышении пластичности в результате такой
обработки нет.
СПЛАВЫ БЕРИЛЛИЯ, ОБРАЗУЮЩИЕ ТВЕРДЫЕ РАСТВОРЫ
Хотя, исходя из опыта металлургической практики, почти нет оснований
предполагать, что сплавы в виде твердого раствора будут пластичнее чистого
металла, тем не менее такая возможность в отношении бериллия была изучена.
Предполагалось, что сплав бериллия с металлом иной кристаллографической
структуры (бериллий имеет деформированную плотноупакованную гексаго-
нальную решетку) может оказаться более пластичным, нежели чистый берил-
лий. К сожалению, у бериллия, по-видимому, нет такой высокотемпературной
фазы, которой легированием можно было бы сообщить устойчивость при
комнатной температуре1). Можно надеяться только на то, что удастся обна-
ружить «электронные соединения» бериллия, подобно тому, как в р-латуни.
Имеются довольно надежные диаграммы состояния и результаты по-
дробных исследований для систем бериллия с алюминием[2, 6,7], кремнием [8],
серебром [9], золотом [10, 11], железом [12], медью [13], никелем [2, 14]
и ураном [2, 15], а также неполные данные для систем с цирконием [2, 16],
вольфрамом [2], молибденом [2], танталом [2], церием [2], кальцием [2],
германием [2], титаном [2], оловом [2, 17], висмутом [2], бором [2], углеро-
дом [2], кобальтом [2, 18], ниобием [2], палладием [2], торием [2], марган-
цем [2], платиной [2], рутением [2], осмием [2], родием [2], хромом [2],
магнием [3] и цинком [2]. Полученные данные исследований показывают,что
бериллий не образует обширных областей твердых растворов в двойных спла-
вах ни с одним из изученных элементов. Ниже представлен более подробный
обзор экспериментальных данных. Диаграммы состояния приводятся на
фиг. 341—349.
Обсуждение возможности получения твердых растворов при легировании
бериллия, исходя из некоторых принципов, разработанных Юм-Розери, при-
ведено у Рэйнора [5]. Рэйнором при этом рассмотрены следующие факторы:
1. Размеры атомов и ионов бериллия по сравнению с размерами атомов
и ионов других элементов. Элементы, «диаметр» атомов которых отличается
от диаметра атомов растворителя более чем на 15%, предположительно не
могут образовывать с последним твердые растворы. Однако если один из ионов
этого семейства атомов мал по сравнению с диаметром атома, то возможность
образования твердого раствора весьма вероятна, даже если диаметры отли-
чаются более чем на 15%. .
2. Число валентных электронов бериллия и других элементов. Элементы,
атомы которых имеют большее число валентных электронов, чем раствори-
тель, предположительно могут при прочих одинаковых условиях растворяться
в больших количествах в сравнении с элементами, у которых число валент-
ных электронов в атоме меньше, чем в атоме растворителя.
3. Относительное положение бериллия и рассматриваемых легирующих
элементов в электрохимическом ряду. Бериллий является весьма электро-
положительным элементом, вследствие чего можно ожидать образования им
интерметаллических соединений с электроотрицательными элементами. Обра-
зование таких соединений предположительно уменьшает растворимость в твер-
дом состоянии.
г) В литературе высказывались предположения о существовании аллотропического^
превращения в бериллии. Гордон [4] показал, что технически чистый бериллий до 1000е
имеет плотноупакованную гексагональную решетку. Многие исследователи наблюдали
два тепловых эффекта при температуре около 15° и в температурном интервале плавления’
бериллия. Вряд ли можно ожидать, что эффект при температуре 15° соответствует превра-
щению, поскольку очевидной связи указанного эффекта с содержанием примесей установ-
лено не было.
32*
500
ГЛАВА X
На фиг. 338 показана построенная Рэйнором диаграмма изменения диа-
метра атома различных элементов в зависимости от атомного номера. Для
некоторых элементов, кристаллическая структура которых характеризуется
несколькими координационными числами, дается две или больше точек. Из
этой диаграммы видно, что атом бериллия необычайно мал, что исключает
возможность растворимости в твердом бериллии почти всех элементов, так
как они отличаются от него по диаметру атома более чем на 15% (пунктирные
линии на фиг. 338). Рэйнор указывает на невозможность образования щелоч-
ными металлами химических соединений с бериллием вследствие того, что,
Фиг. 338. Межатомные расстояния различных элементов
эти металлы электроположительны; щелочные металлы вследствие больших
размеров их атомов не могут образовывать с бериллием также и твердых рас-
творов. Литий, имеющий наиболее близкий к бериллию атомный диаметр, мог
бы обладать ограниченной растворимостью в бериллии. Однако поскольку
все щелочные элементы имеют высокую упругость пара при температурах,
лежащих ниже точки плавления бериллия, то легирование бериллия щелоч-
ными металлами весьма затруднительно. Те же доводы относятся и к щелоч-
ноземельным металлам.
Было сделано много попыток легировать бериллий магнием, включая
и плавку под давлением 100 атм [3]. Однако никому из исследователей не
удалось получить сплав этих двух элементов. Выплавленный без применения
вакуума бериллий может содержать до 1% Mg, однако сомнительно, чтобы
магний входил в твердый раствор, поскольку изменения параметра решетки
не наблюдалось.
Имеются данные, свидетельствующие о том, что при небольших добавках,
кальций образует вторую фазу [2], являющуюся, по-видимому, химическим
соединением. Однако такое допущение противоречит правилу, согласно кото-
рому образование интерметаллических соединений между двумя сильно элек-
троположительными металлами невозможно. Поэтому указанное допущение
СПЛАВЫ
501
в дальнейшем должно быть проверено экспериментально на сплавах бериллия
с кальцием, стронцием и барием.
Растворимость алюминия в бериллии [2] менее 0,1%, и эти элементы не
образуют между собой химических соединений (см. фиг. 342). Это свидетель-
ствует о том, что алюминий подчиняется правилу Рэйнора. Однако то же самое
относится и к поведению кремния (см. фиг. 348) [2, 8], что не может быть
объяснено правилом Рэйнора. По Рэйнору, кремний, являясь электроотрица-
тельным элементом, должен был бы образовывать с бериллием химические
соединения. Основываясь на разнице в величинах атомов кремния и бериллия,
между ними не должно образовываться соединений, а должны образовываться
только твердые растворы. Хотя построенная Мазингом и Далем диаграмма
Ф и г. 339. Ионные радиусы в сопоставлении с атомными
радиусами.
состояния системы Be—Si кажется надежной, однако было бы желательно
располагать данными непосредственного рентгеновского определения присут-
ствия свободного кремния в бериллии.
Рэйнор обратил также внимание на тот факт, что наряду со значительной
растворимостью серебра в бериллии, составляющем около 3% (см. фиг. 341),
между ними образуются и химические соединения. Поскольку атом серебра
больше атома алюминия, то этот факт кажется аномальным, в особенности
если учесть, что ион серебра,’ как это видно из фиг. 339, также больше иона
алюминия и что серебро одновалентно. Однако, учитывая экспериментальные
данные, Рэйнор пришел к выводу, что медь и золото, а также различные эле-
менты переходной группы должны обладать сходной растворимостью в твер-
дом бериллии. Ограниченные данные, приведенные Кауфманом, Гордоном
и Лилли [2], указывают на следующие приблизительные пределы растворимо-
сти различных элементов в бериллии (атомн.%): Си—7; Ni—1; Со—1 и Pd—3.
Тэйтель и Коэн [12] нашли, что растворимость железа в твердом бериллии
составляет менее 0,2 атомн.% (см. фиг. 346). Сидху и Генри [11] нашли, что
растворимость золота в бериллии составляет около 2 атомн.%, однако эти
данные требуют проверки, так как они были получены без применения закалки
сплавов и металлографического исследования. Как видно на фиг. 343, берил-
лий и золото образуют большое количество химических соединений. Предва-
рительные исследования Кауфмана и др. [2] показали, что растворимость
переходных элементов—ниобия, тантала, тория, титана, циркония, вольфрама,
урана, марганца, рутения, осмия, родия и хрома в бериллии—очень мала,
в то время как платина обладает заметной растворимостью.
502
ГЛАВА X
Расположение различных элементов в периодической таблице показано
на фиг. 340. Как видно, заметной растворимостью обладают только элементы,
непосредственно примыкающие к концу D-электронных рядов. Медь, серебро
и золото расположены сразу же после переходных элементов с заполненными
D-уровнямй. На фиг. 345 приведена диаграмма состояния системы Be—Си.
Тот факт, что перечисленные выше три металла обладают, несмотря на небла-
гоприятный «размерный» фактор, наибольшей растворимостью в бериллии,
с очевидностью свидетельствует о том, что степень растворимости в основном
определяется структурой, характеризующейся полнотой заполнения элек-
тронных D-уровней.
S-электроны
-D-электроны
Р электроны
Хим. соединения
Пред, раств,атомн 7О
Хим. соединения
Пред раств,атомн.%
Хим. соединения
Пред, рас то., атомн %
Хим.соединения
Пред растр.,атомн.°/Q
Хим.соединения
Пред, раств, аюмн.%
H He
N N
N N
Li Be
N
Na Mg
N N
<0^ __
K Cfl Sc
N P 7
N_ N _?_
Rb Sr Y
N 7 ?
•N ? ?
Ti V
Cr
Хим. соединения
Пред, раста, атомн %
Хим. соединения
Пред.растр.атомн %
_N___S
Zr Nb
Y P
_N____S
Hf Ta
p p
? | ? | 7 <0,1
Th Pa
Cs Be La
N
N
Ra Ac
Хим. соединения
Пред раств.атомн%
N
О
N N
Al" Si I P
N N 7
N N ?
N__|_2L
s
MnlFe Со Ni Cu]Zn Go Ge
Mo
<Q1
W
<OJ
U
As
?
<0,1 <0,4 ’ I ' I ’ I ' I ' I ~
Tc Ru Rh Pd Ag|Cd In Sn
P P P Y ? 7 N
<o,i| <o.ii-3 -з ??i
s
Sb
?
_ N
SeiBr
7 I Y
? ] N
Tel J
Re Os Ir Pt Au Hg TI Pb
P P P Y Y ? 7 7
<0,1 <Q1 <0,1 <0,5 -2 ? ? 7
Редкоземельные элементы
F- электроны
Се Pr Nd Pm Sm Eu Gd Tb Dy Ho Er Tu Yb Lu
Bi
N
JU-М
Ро!
Ne
Y i N
N | N
Cl , Ar
N
N
Kr
_N_
Xe
N
N
Rn
N
N
В С
F
N
N
N
N
?
?
Фиг. 340. Поведение бериллия при сплавлении.
Обозначения: У—да; АГ — нет; Z —не смешиваются; Р—возможно; S—<0,1 атомн.%.
Очень мало известно о сплавах бериллия с цинком, кадмием и ртутью.
При попытке получения сплава бериллия с цинком оказалось, что цинк пол-
ностью испарился. Отсюда можно предположительно заключить, что устой-
чивых химических соединений бериллий с цинком не образует. Такие же за-
труднения, вероятно, будут наблюдаться и при попытках получения сплавов
бериллия с ртутью и, надо думать, с кадмием. Можно полагать, что эти три
элемента не образуют с бериллием твердых растворов. По-видимому, D-уро-
вень электронов в этих элементах слишком удален от внешней электронной
оболочки, чтобы влиять на их поведение в сплавах с Be. С точки зрения теории
представляет интерес получение дополнительных экспериментальных данных
о сплавах бериллия с указанными элементами.
Бериллий образует одно устойчивое химическое соединение с ураном,
формула которого, вероятно, соответствует UBe13 (см. фиг. 349). Интересно
отметить, что соединения с такой же кристаллической структурой, как UBe13,
бериллий образует с цирконием, титаном и торием [19].
Поведение остальных элементов удобно рассмотреть, пользуясь данными
фиг. 338 и 340. Сюда относятся элементы, у которых р-электроны являются
самыми внешними. Вообще говоря, эти элементы в твердом состоянии склонны
СПЛАВЫ
503
образовывать связи ковалентного или ионного типа (исключение составляют
инертные газы), и поэтому следует ожидать образования устойчивых химиче-
ских соединений этих элементов с бериллием. Элементы, находящиеся
Фиг. 341. Диаграмма состояния серебро—бериллий
[9, 5].
справа от пунктирной линии на фиг. 340, образуют химические соединения
с бериллием. Элементы, находящиеся ниже пунктирной линии, подробно
не исследовались. Выше указывалось, что алюминий и кремний не образуют
Фиг. 342. Диаграмма состояния алюминий—бериллий [7].
химических соединений с бериллием и почти не растворимы в нем в твердом
состоянии. Следует отметить далее, что олово и висмут не образуют химиче-
ских соединений с бериллием и даже не смешиваются с ним в жидком состоя-
нии. Это свидетельствует о том, что остальные элементы рассмотренной группы
имеют малое химическое сродство к бериллию и поэтому не образуют с ни
химических соединений, несмотря на то, что они электроотрицательны.
504
ГЛАВА X
Эти элементы не образуют также и твердых растворов с бериллием, не-
смотря на то, что некоторые из них, например галлий и германий, обладают
сравнительно малым диаметром атома. Представляет интерес дальнейшее
исследование сплавов бериллия с этими элементами.
Фиг. 343. Диаграмма состояния золото—бериллий [10, 25,
И, 26].
Рэйнор [5] отмечает, что внешние электронные уровни энергии в бериллии
в основном заполнены и перекрывают ближайшие более высокие уровни в на-
правлении, перпендикулярном к оси с. Возможно, что это ведет к искажению
кристаллической решетки в указанном направлении и поэтому отношение da
получается меньшим (1,568), чем его теоретическое значение для плотноупако-
ванной решетки (1,633). Если хрупкость бериллия объясняется наличием
деформированной решетки1), то можно думать, что твердый раствор с элемен-
том, увеличивающим значение отношения da, может обладать повышенной
пластичностью. Одновалентные легирующие элементы, такие, как медь, сереб-
х) Это предположение недостаточно обосновано, так как в пластичном цирконии
величина отношения с/а почти такая же, как и в бериллии.
СПЛАВЫ
505
ро и золото, должны уменьшать число электронов на внешних уровнях
и увеличивать отношение da. Переходные элементы должны действовать
аналогично, так как их незаполненный D-уровень может пополняться элек-
тронами. Было сделано несколько измерений параметров решетки [20] у твер-
дых растворов бериллия с медью, никелем и палладием. Во всех случаях с0
увеличивалась быстрее, чем а0, благодаря чему отношение da, как и предпо-
Ф и г. 345. Диаграмма состояния медь—бериллий [13].
лагалось, увеличивалось. Представляет интерес получение более многочислен-
ных и более точных данных о параметрах решеток сплавов, образующих твер-
дые растворы, и их сопоставление с измерениями магнитной восприимчивости.
Эти данные отчетливо покажут, в какой степени состояние электронного
ЗО-уровня связано с растворимостью.
Сплавы бериллия с медью, никелем и кобальтом, образующие твердые
растворы, были подвергнуты выдавливанию [2]. При этом все они оказались
при комнатной температуре более хрупкими, чем «чистый» бериллий. Совер-
шенно точно установлено, что добавка железа также ведет к охрупчиванию
бериллия. Небольшое увеличение отношения da, вызываемое введением
этих элементов (наибольшее полученное значение составляло 1,579), не уве-
личивает пластичности бериллия. С целью более полного изучения явления
Фиг. 346. Диаграмма состояния железо—бериллий [12].
Фиг. 347. Диаграмма состояния никель—бериллий [14].
Фиг. 348. Диаграмма состояния кремний—берил-
лий [8].
Фиг. 349. Диаграмма состояния уран—бериллий [15],
508
ГЛАВА X
хрупкости в бериллиевых сплавах представляет интерес измерение разрушаю-
щих напряжений по плоскостям (0002) и (1120) в монокристаллах твердых рас-
творов бериллия в зависимости от температуры.
ИЗМЕЛЬЧЕНИЕ ЗЕРНА
«Чистый» бериллий1) в процессе затвердевания обладает склонностью
к образованию крупных кристаллов. Это явление нежелательно, так как
крупнозернистость бериллия, очевидно, способствует увеличению хрупкости
и чрезвычайно затрудняет резание и обработку давлением. Поэтому является
целесообразным введение небольших легирующих добавок, способствующих
получению мелкозернистых отливок бериллия.
Небольшое количество работ в этой области было проведено в Массачу-
сетском технологическом институте. Из сплавов бериллия с добавками около
0,1 атомн.% каждого из перечисленных элементов: Fe, Si, Ti, Al, Zr, Ni и U
были отлиты слитки (температура литья около 1350°, отливка в подогретые
графитовые изложницы) 2), для последующего выдавливания заготовок диамет-
ром 114,3 мм. Содержание легирующих элементов в полученных сплавах
(вес. %) было следующее: Fe—0,75; Si—0,27; Ti—0,56; Al—0,35; Zr—0,97;
Ni—0,66; U—2,26. Исследование макроструктуры показало, что полученные
отливки имели столбчатую структуру и примерно такую же величину зерен,
как и у чистого бериллия. Поэтому имеющиеся указания о том, что добавка
титана способствует получению равноосных зерен, требуёТ^проверки. Несмотря
на получение отрицательных результатов с точки зрения возможности измель-
чения зерна посредством легирования, решено было все же продолжить иссле-
дование полученных сплавов. Было замечено, что кристаллы бериллия растут
вокруг твердых частиц, образующихся в жидком сплаве бериллия и пред-
ставляющих собой интерметаллические соединения. Не исключена возмож-
ность открытия таких соединений, частицы которых могли бы быть зароды-
шами в процессе кристаллизации бериллия, особенно при условии правильно
выбранной температуры разливки.
Из слитков полученных сплавов были выдавлены заготовки, которые
использовались для изучения процесса рекристаллизации. Существенных
различий в процессе рекристаллизации исследуемых сплавов обнаружено
не было, за исключением того, что никелевые сплавы рекристаллизуются
при несколько более низкой температуре, чем другие.
ПРОЧНОСТЬ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
Предел прочности, длительная прочность и ползучесть бериллия резко
понижаются с повышением температуры [2]. Так, например, при температуре
1000° длительная прочность «чистого» отлитого в вакууме и затем выдавлен-
ного бериллия (длительность до разрушения 1000 час.) составляет только
0,14 кг!мм2. При температурах испытания выше 600° у бериллия всегда,
даже при кратковременных испытаниях на растяжение, наблюдается меж-
кристаллический излом. Это указывает на то, что упрочнение границ зерен
может повысить прочность бериллия при повышенных температурах.
Геллес и Рапперпорт [21] приводят результаты краткого исследования,
касающиеся того, в каком сплаве можно получить более*эффективное улучше-
ние высокотемпературных свойств—в сплаве ли на основе твердого раствора
или в сплаве, содержащем выделившуюся твердую фазу. В качестве сплава
на основе твердого раствора изучался сплав бериллия, содержавший около
х) Содержавший обычно: Fe—0,1%; Al—0,2%; Si—0,05%; О2—0,2%.
3) Отливка в кокиль недопустима, так как залитый бериллий при этом растрес-
кивается.
СПЛАВЫ
509
0,5 атомн.% Ni, а в качестве другого—сплав, содержавший около 1 атомн.%
Si. Оба указанных сплава в выдавленном и затем отожженном состоянии испы-
тывались на длительную прочность при температуре 900°. Наряду с ними
испытывался также стандартный бериллий, выплавленный в вакууме и затем
выдавленный. Химический состав бериллия и исследуемых сплавов приве-
дены в табл. 67.
Таблица 67
ХИМИЧЕСКИЙ СОСТАВ СПЛАВОВ, ИСПОЛЬЗОВАННЫХ
ДЛЯ ИСПЫТАНИЯ НА ДЛИТЕЛЬНУЮ ПРОЧНОСТЬ
Примеси Содержание примесей, %
«чистый» бериллий сплав, содержащий 3,12% Ni сплав, содержащий 2,40% Si
Fe 0,09 0,09 0,09
С 0,12 0,14 0,08
А1 0,07 0,10 0,09
Ni 0,03 — 0,03
Сг 0,03 0,02 0,02
Si 0,17 0,05 —
Результаты испытания показали, что наличие выделившейся кремниевой
фазы лишь незначительно увеличивает длительную прочность бериллия,
тогда как длительная прочность сплава, содержащего никель (структура
твердого раствора), увеличивается почти в три раза. Разрушение во всех
случаях происходило по границам зерен. Полученные данные указывают на
необходимость дальнейших исследований сплавов бериллия в направлении
повышения их прочности при высоких температурах.
Исследования, проведенные в Массачусетском технологическом институте
[22], показали, что добавка к бериллию окиси бериллия в количествах до
25% приводит к значительному улучшению прочностных свойств при высоких
температурах. При этом получение сплавов производилось выдавливанием
прутков из смеси тонкоизмельченных порошков. К сожалению,получить устой-
чивые результаты пока не удалось, и поэтому систематических данных еще
нет. Работы в указанном направлении целесообразно продолжить.
ДВУХФАЗНЫЕ СПЛАВЫ НА ПЛАСТИЧНОЙ ОСНОВЕ
Можно предположить, что хрупкость бериллия может быть частично
устранена, если изготовить сплав, в котором мелкие зерна бериллия были бы
окружены пластичной основой. Сплавы бериллия с алюминием отвечают этому
условию, поскольку в указанной системе химических соединений не образуется.
Несколько исследований о таких сплавах было опубликовано в литературе
Сойером [23] и Джонсоном [24], а обзор полученных результатов проведен
Рэйнором [5]. Ни один из изученных сплавов, содержавших от 10 до70% Be,
не показал высоких прочностных или пластических свойств. К тому же пол-
зучесть этих сплавов оказалась гораздо хуже, чем у алюминиевых сплавов,
не содержащих бериллия. Весьма трудно также было получить гомогенные,
свободные от газов отливки как вследствие большой разницы в температурах
плавления бериллия и алюминия, так и вследствие большого различия между
температурами ликвидуса и солидуса. По указанным причинам сплавы
Be—Al с высоким содержанием алюминия не приобрели промышленного зна-
чения. Сплавы бериллия, содержащие всего лишь несколько процентов алю-
миния (в количестве, недостаточном для образования пластичной сетки), также
510
ГЛАВА X
не имеют преимуществ в физических свойствах по сравнению с «чистым» берил-
лием [2], но обладают несколько лучшими в сравнении с ним свойствами при
литье и обработке.
ЛИТЕРАТУРА
1. Claussen G. Е., Skehan J. W., Meials and Alloys, 15, 599 (1942).
2. Kaufmann A. R., Gordon P., L i.l 1 i e D. W., Trans. Am. Soc. Met.,
42, 785.
3. Переслегин В. A., Metallurgical Abstracts, 7, 109 (1940); см. также Han-
sen M., Der Aufbau Zweistofflegierungen, Julius Springer, Berlin, 290, 1936.
4. G о r d о n P., J. Appl. Phys., 20, 908 (1949).
5. R а у n о r G. V., J. Roy. Aeronaut. Soc., 50, 390 (1946).
6. Oesterheld G., Z. anorg. und. allgem. Chem., 97, 9 (1916).
7. S a w у e г С. B., Metals and Alloys, 14, 37 (1941).
8. Masi ngi G., Dahl O., Wissenschaftliche VerbffentUchungen aus dem Siemens-
Konzern, 8, 1, 255 (1929).
9. W i n k 1 e r O., Z. fur Metallkunde, 30, 162 (1938).
10. W i n k 1 e r O., Z. fur Metallkunde, 30, 102 (1938).
11. Chatterjee G. P., Sidhu S. S., Phys. Rev., 76, Series 2, 175 (1949);
Sidhu S. S., Henry С. O., J. Appl. Phys., 21, 1036 (1950).
12. T e i t e 1 R. J., Cohen M., Trans. Am. Inst. Min. a. Metalurg. Engrs., 185,
285 (1949).
13. L о s a n a L., V e n t u r e 1 1 о G., Alluminio, 11, 8 (1942).
14. L о s a n a L., Gori a C., Alluminio, 11, 17 (1942).
15. В u z z a r d R. W., Beryllium-Uranium System, J. Res., U. S. Bur. Stand., 50,
63 (1953).
16. H a u s n e г H. H., К a 1 i s h H. S., Trans. Am. Inst. Min. a. Metalurg. Engrs.,
188, 59 (1950).
17. G u e r t 1 e r W., P i r a n i M., Technical Publications of the International
Tin Research and Development Council, № 50, A 23, 1937.
18. Venturello G., В u r d e s e A., Alluminio, 20, 558 (1951).
19. Baenziger N. C., Rundle R. E., Acta Crystallographica, 2, 258 (1949).
20. Massachusetts Institute of Technology Metallurgical Project (не опубликовано).
21. Massachusetts Institute of Technology Metallurgical Project (не опубликовано).
22. Massachusetts Institute of Technology Metallurgical Project (не опубликовано).
23. S a w у e г С. B., Metals and Alloys, 14, 37 (1941).
24. J ohnson J. B., Metals and Alloys, 9, 94 (1938).
25. M i s c h L., Metallwirtschaft, 14, 897 (1935).
26. В i t s i a n e s G., C u 1 1 i t у В., Massachusetts Institute of Technology Metal-
lurgical Project (не опубликовано).
Глава XI
КЕРМЕТЫ И КЕРАМИКА
А. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ БЕРИЛЛИЯ И БЕРИЛЛИЕВЫЕ
КЕРМЕТЫ
В. В. Бивер
Хотя соединениям элементов II группы периодической системы вообще
не свойственны исключительно высокие точки плавления, что характерно,
например, для соединений элементов IV, V и VI групп, однако бериллий
образует тугоплавкие соединения с кислородом, углеродом, азотом, бором,
а также с некоторыми металлами, такими, как никель, железо, кобальт, уран,
цирконий, молибден, торий и вольфрам.
К числу тугоплавких соединений относятся материалы, точки плавления
которых заметно превышают температуру плавления бериллия (1287°). В этом
случае окись, алюминат, силикат, карбид и борид бериллия, а также его
интерметаллические соединения с перечисленными выше элементами можно
отнести к тугоплавким соединениям.
Силицидов, являющихся весьма часто тугоплавкими соединениями, берил-
лий не образует [1, 2].
Наиболее полное исследование высокотемпературных свойств соединений
бериллия было проведено для окиси и карбида бериллия, и поэтому значитель-
ная часть имеющихся данных касается свойств именно этих материалов.
Данные, относящиеся к окиси бериллия, изложены в разд. Б этой главы;
здесь же приводятся только сведения, представляющие интерес при сравнений
свойств окиси бериллия со свойствами других тугоплавких соединений и бе-
риллиевых керметов.
Керметы, получаемые при добавке соединений бериллия к другим метал-
лическим системам, исследованы очень мало, особенно в отношении определе-
ния их свойств. Имеется, однако, несколько работ, посвященных исследова-
нию карбида бериллия и смесей бериллия с окисью бериллия и другими ма-
териалами. Имеются также сведения о влиянии добавок окиси, карбида и
нитрида бериллия, а также некоторых его интерметаллических соединений на
прочностные свойства бериллия при повышенных температурах.
ОКИСИ, карбиды и нитриды бериллия
Получение
Окись. В промышленных условиях окись бериллия обычно получают
в виде белого порошка при термическом разложении сульфата или при прока-
ливании гидроокиси бериллия, тогда как для опытных работ окись бериллия
высокой чистоты получают из основного ацетата бериллия [3]. Очистка про-
мышленных партий сульфата бериллия производится перекристаллизацией,
причем чистота окиси, соответствующая получаемой из ацетата бериллия,
может быть достигнута лишь после трех и более перекристаллизаций исход-
ного сульфата [4]. Очищенный сульфат прокаливают. При этом в результате
термического разложения сульфата бериллия из него образуется окись берил-
лия. Величина частиц получаемой окиси, ее пригодность к последующей
обработке и реакционная способность сильно зависят от температуры прокали-
512
ГЛАВА XI
вания. При производстве керамики обычными методами, когда необходимо
получение высокой плотности изделий, применяется обожженная при высокой
температуре или плавленая окись бериллия. Для получения последней исполь-
зуется полученная прокаливанием сульфата бериллия пушистая окись берил-
лия, которая сплавляется в печи сопротивления или плавится в дуговой элек-
тропечи. Плавленый продукт дробят, размалывают, а затем выщелачивают
кислотой для удаления примесей [5].
Алюминаты и силикаты, а также соединения других окислов с окисью
бериллия могут быть получены сплавлением и последующей обработкой, по-
добно описанной для чистой плавленой окиси бериллия. По сравнению с пу-
шистой окисью плавленая окись бериллия отличается большей величиной
частиц, меньшей удельной поверхностью и лучшей способностью к уплот-
нению.
Соединения окиси бериллия с другими окислами встречаются и в природ-
ном состоянии, однако вследствие различного содержания примесей их при-
менение для изготовления огнеупоров менее желательно, чем синтетических
продуктов. Берилл, являющийся главным природным сырьем для получения
окиси бериллия, не может считаться хорошим огнеупором, так как темпера-
тура плавления чистого берилла составляет 1410°. Некоторые физические
свойства тугоплавких соединений, содержащих окись бериллия, представлены
в табл. 68 [6, 7].
В табл. 69 чистота некоторых сортов технической окиси бериллия дается
в сравнении с чистотой других тугоплавких соединений бериллия. В табл. 70
[7] приводятся физические константы окиси бериллия в сравнении с карбидом
и нитридом бериллия. Из сортов окиси, приведенных в табл. 69, для промыш-
ленного производства огнеупоров в настоящее время применяется марка SP,
тогда как флюоресцентная марка GC имеет ограниченное применение. Обе
упомянутые марки окиси получают перекристаллизацией сульфата бериллия
и его последующим прокаливанием. Более чистые флюоресцентные марки GC
получают по такому же способу, проводя для этого большее число перекри-
сталлизаций.
Таблица 68
НЕКОТОРЫЕ ФИЗИЧЕСКИЕ СВОЙСТВА ТУГОПЛАВКИХ СОЕДИНЕНИЙ,
СОДЕРЖАЩИХ ОКИСЬ БЕРИЛЛИЯ
Окись бериллия (ВеО) Хризоберилл (ВеО • AI2O3) Силикат бериллия (2BeO-SiO2)
Молекулярный вес Точка плавления, град Плотность, г/см3 Теплопроводность в интервале 1000— 1200°, кал]см2' см • сек- °C .... Временное сопротивление разрыву J), кг! мм2 1) Меньшее значение—для пористого 25 2570 3,025 0,03 8,44—13,37 изделия, больш 127 1780 3,76 0,02 14,77—17,60 ее—для плотно 345 2000 3,00 2,4-10'5 го.
Карбид бериллия. Ве2С является единственным соединением бериллия
и углерода, существующим во многих формах и модификациях в зависимости
от способа его получения. При этом его цвет зависит от содержания свободного
углерода и может быть желтым, рыжевато-коричневым, коричневым, красным
или черным. Величина кристаллов карбида бериллия также может быть раз-
КЕРМЕТЫ И КЕРАМИКА
513
Таблица 69
СРЕДНЯЯ ЧИСТОТА ПРОМЫШЛЕННЫХ И ПОЛУПРОМЫШЛЕННЫХ СОРТОВ БЕРИЛЛИЕВЫХ
СОЕДИНЕНИЙ, ПРИМЕНЯЮЩИХСЯ ДЛЯ ПРОИЗВОДСТВА ОГНЕУПОРОВ
Соединения и примеси Способ изготовления
окиси бериллия карбида бериллия нитрида бериллия
прокаливание сульфата бериллия, марка SP из перекристал- лизованного BeSO4, флюо- ресцентная марка GC (среднее) из окиси бериллия из бериллия (карбониза- цией в твер- дой фазе) из бериллия (азотизацией)
Содержание, %
ВеО 99,4—99,8 >99,9 0,10—3,80 0,72—1,05 1,0—5,0
Ве2С .... — — 87,5—98,0 98,0—99,0 0,05—0,20
Be3N2 .... — — 2,4—10,9 0,05—0,08 95,0—98,0
Fe 0,012—0,034 0,003 — 0,05—0,15 0,02—0,2
Si 0,08—0,17 0,03 — <0,05 <0,05
Al 0,01—0,07 0,0075 — <0,05 <0,05
Mg 0,003—0,01 0,001 . — <0,001 <0,001
Ca 0,01—0,2 0,0075 — Нет Нет
.Na 0,001—0,01 0,0002 — » »
С (свободный) — — 2,0—10,3 0,07—0,74 0,005—0,05
' ФИЗИЧЕСКИЕ КОНСТАНТЫ ВеО, Ве2С и Be3N2
Таблица 70
Наименование констант Соединения и значения физических констант
ВеО Ве2С Be3N2
Кристаллографиче- ские параметры Точка плавления Точка кипения Плотность, г/см3 Гексагональная ре- шетка со струк- турой типа цинки- та (ZnO). Ионная структура с плот- ной упаковкой атомов; а0=2,693 А, с0=4,397 А 2570° 4300° 3,025 Изометрическая ку- бическая решетка типа антифлюори- та (CaF2); а0=4,344 А 2250—2400°; диссо- циирует Улетучивается в ва- кууме при темпе- ратуре 2100° 2,44 Упорядоченная ку- бическая структу- ра типа Т12О3 2200°; диссоциирует Улетучивается в ва- кууме при темпе- ратуре 2000° 2,72
личной—от суб- и микрокристаллических друз до гроздевидных агрегатов
и крупнокристаллических зерен в виде октаэдров, додекаэдров и тетраэдров.
Некоторые из физических констант карбида бериллия приведены в табл. 70 [9].
Карбид бериллия получают по двум основным реакциям: а) взаимодей-
ствием бериллия с углеродом в твердой или жидкой фазе и б) восстановлением
окиси бериллия углеродом. Описанные в литературе методы [10] включают
33 Бериллий
514
ГЛАВА XI
также реакцию взаимодействия в вакууме при нагревании порошкообразных
окиси бериллия и графита, взятых в стехиометрических количествах.
Первые признаки этой реакции начинаются при температуре 1500°, но она
не проходит до конца даже в течение 4 час. при температуре, достигающей
2800°. При нагревании окиси бериллия и графита в течение нескольких часов
при температуре 1900° в атмосфере аргона получается продукт, содержащий
90% карбида бериллия с выходом, составляющим 60%. Нагревая смесь
хлопьевидного (чешуйчатого) бериллия и графита (или ламповой сажи) в те-
чение 20—30 мин. при температуре 1700° получают образцы карбида бериллия,
содержащие около 95% Ве2С.
Исследовались также варианты указанных реакций. Один из этих вариан-
тов заключается во взаимодействии расплавленного бериллия с углеродом
при отливке бериллия в горячую графитовую изложницу. Реакция начинается
при температуре, превышающей точку плавления металла примерно на 50°.
Такого же вида карбид бериллия получается в результате воздействия гра-
фита на металл в процессе электролиза при гораздо более низких температурах.
Последующее отделение карбида бериллия от металлического бериллия произ-
водится переплавкой полученного продукта и обработкой в разбавленной
соляной кислоте.
Рассматривалась также возможность получения карбида восстановлением
галоидных соединений. При этом Маллетт и др. [101 указали на метод, при
котором из смеси галоидного соединения бериллия и газообразного углево-
дорода на поверхности накаленной металлической нити осаждается карбид
бериллия. Другой метод [II] получения карбида сводится к восстановлению
натрием фторида бериллия в присутствии углерода по уравнению
6BeF2 + 4Na + С -> Ве2С + 4NaF • BeF2.
Эта реакция протекает в графитовом тигле при нагревании смеси, состав-
ленной из стехиометрических количеств участвующих в реакции веществ до
температуры 1000°. Карбид бериллия отделяют от фторобериллата натрия,
отгоняя последний в вакууме. Это вызывает обратную реакцию, что снижает
выход карбида примерно до 25%. Остающийся карбид представляет собой
очень мелкий реакционноспособный порошок.
Насколько известно, существуют только два промышленных процесса
получения относительно больших количеств (50—1000 кг) карбида бериллия.
Один из них основывается на реакции взаимодействия окиси бериллия с лам-
повой сажей при температуре 2100° в течение 4—4,5 час. Получаемый продукт
представляет собой красные кристаллы, которые затем размалываются в тече-
ние 15 мин. в гуммированной шаровой мельнице с шарами из карбида берил-
лия. Этот процесс обеспечивает получение карбида бериллия с выходом около
85%, считая на содержание бериллия [91.
Второй промышленный метод является вариантом классической реакции
Лебо, протекающей между металлическим бериллием и углеродом [12]. Этот
метод был усовершенствован как с целью получения карбида бериллия в более
крупном масштабе по сравнению с методом его изготовления из окиси берил-
лия, так и для получения карбида с меньшим содержанием свободного угле-
рода (повышенное содержание углерода вызывается неполнотой протекания
реакции между окисью бериллия и углеродом) и нитрида бериллия, образую-
щегося в результате взаимодействия сорбированного шихтой воздуха с части-
цами реакционной смеси и карбида бериллия. С целью понижения содержания
углерода и нитрида реакцию проводят со смесью порошкообразного бериллия
высокой чистоты и мелкого графитового порошка под давлением в течение
3 час. В случае правильного выбора величины частиц взаимодействующих
компонентов реакция при температуре 960° проходит на 98%. Полученный
продукт представляет собой полуспеченную массу микрокристаллического
карбида бериллия, который может быть измельчен и размолот в шаровой
КЕРМЕТЫ И КЕРАМИКА
515
мельнице. Результаты анализа карбида бериллия, полученного указанными
способами, приведены для сравнения в табл. 69 [9, 12].
Хотя карбид бериллия, получаемый при взаимодействии бериллиевого
порошка и графита (процесс получения протекает при сравнительно низких
температурах), более чист, чем крупнокристаллический продукт, образую-
щийся при восстановлении окиси бериллия углеродом при высоких температу-
рах, однако микрокристаллическая природа такого карбида и соответственно
его большая удельная поверхность затрудняют обращение с ним, не позволяя
избежать воздействия окружающей атмосферы, влага которой, сорбируясь
на развитой поверхности карбида, разлагает его на окись бериллия и метан.
Было установлено, что при соответствующей герметической упаковке порошок
такого карбида может храниться без разложения в течение 6 мес. Полученный
таким образом карбид может в течение некоторого времени храниться на воз-
духе в обычных условиях, не претерпевая заметного разложения. Однако
имеются сообщения, что полученный при высокой температуре (из окиси
и углерода) карбид бериллия в течение длительного времени хорошо противо-
стоит воздействию атмосферы при комнатной температуре без каких бы то ни
было специальных мер предосторожности.
Нитрид бериллия. Нитрид бериллия может быть получен по одной из
следующих реакций:
ЗВе + N2 -> Be3N2 (1)
в присутствии 2—6% водорода при температуре 700—1400° [131;
ЗВе + 2NH3 -> Be3N2 + ЗН2 (2)
при 1000° [14];
ЗВе2С + 2N2 -ч> 2Be3N2 + ЗС (3)
при 1250° [14];
ЗВе2С + 4NH3 -> 2Be3N2 + ЗС + 6Н2 (4)
при 1000° [14].
Физические константы нитрида бериллия приведены в табл. 70 [15].
В состоянии после получения нитрид представляет собой спекшиеся хрупкие
куски, имеющие цвет от белого до серого, легко размалывающиеся в порошок.
Некоторое количество нитрида бериллия было получено азотизацией
бериллиевой стружки или порошка при температуре 1000°, применяя для
этого очищенный азот в смеси с 5% водорода [1]. Водород, по-видимому,
оказывает каталитическое воздействие, увеличивая скорость реакции азоти-
зации, имеющей обычно относительно небольшую скорость и требующей для
полного завершения 24—60 час. В промышленных масштабах для этого про-
цесса используется бериллиевый порошок и реторты из кварца, никеля или
никелевых сплавов. Газообразные азот и водород подвергают предварительно
тщательной осушке, пропуская их перед соприкосновением с бериллием через
расплавленный натрий с целью предотвращения возможности образования
на поверхности металла пленки окиси, задерживающей дальнейшую азоти-
зацию.
Реакция взаимодействия бериллия с азотом была изучена Гульбрансеном
и Эндрью [16], показавшими, что скорость этой реакции приобретает заметную
величину только при температуре около 850° и что скорость реакции взаимо-
действия бериллия с азотом примерно вдвое меньше скорости реакции его
взаимодействия с кислородом при 900°. Другие исследователи нашли [17]
(по данным 64 опытов, проведенных с бериллиевои стружкой), что реакция при
температуре 700° проходит на 56%, при 800°—на 70% и полностью заканчи-
вается при 900°. Указанные опыты проводились без применения водорода.
Вообще говоря, можно сократить время проведения этого процесса за счет
33*
516
ГЛАВА XI
промежуточного размола частично азотизированного бериллия и последую-
щей его повторной азотизации.
Описанным выше способом получают партии нитрида бериллия весом
более 45 кг, применяя для этого бериллиевый порошок—100 меш, изготовлен-
ный истиранием стружки бериллиевых слитков, отлитых в вакууме [181.
Как и следовало ожидать, скорость реакции является функцией времени,
температуры и величины частиц; с увеличением продолжительности, повыше-
нием температуры и с уменьшением величины частиц, вызывающим увеличе-
ние поверхности, скорость реакции возрастает. Однако чрезмерная дисперс-
ность бериллиевого порошка может в некоторых случаях замедлить скорость
его взаимодействия с азотом за счет значительного образования окисной пленки
на поверхности частичек порошка. Выпуск Be3N2 такого качества, как это
указано в табл. 69, может быть достигнут азотизацией бериллиевого порошка
смесью азота с 5% водорода при температуре 1000° в течение 12—18 час. При
наличии необходимых мер предосторожности содержание примесей в получен-
ном таким образом нитриде бериллия не должно превышать их содержания
в исходном порошке бериллия. ,
Производство изделий
Из окиси бериллия. Пушистую прокаленную окись бериллия обычно
прессуют в графитовых пресс-формах при температуре 1600—2300° под давле-
нием 35—140 кг/см2, получая при этом изделия с плотностью, близкой к теоре-
тической. Обычные керамические методы изготовления изделий, такие, как
прессование мелких порошков, шликерное литье, трамбование и выдавлива-
ние, применяются и для обожженной при высокой температуре или плавленой
окиси бериллия. Для облегчения формовки и придания изделиям необходимой
прочности перед их обжигом [19] к окиси бериллия добавляют различные свя-
зующие вещества, такие, как, например, парафин, крахмал и различные смолы.
В некоторых случаях производится предварительный обжиг при температуре
1200—1500°, особенно тогда, когда изделие необходимо подвергнуть обработке
резанием, поскольку обожженная при более низких температурах окись берил-
лия значительно мягче и имеет меньшую плотность, чем обожженная при
более высокой температуре. Окончательный обжиг производится при темпе-
ратуре 1700—2000°, в результате чего плотность изделий из окиси бериллия
составляет 2,0—2,6 г/см3 и выше [20] в зависимости от температуры обжига,
величины частиц и чистоты применявшейся окиси. Необходимые прочность
и плотность изделий могут быть получены за счет некоторого снижения их
огнеупорных свойств при добавлении к окиси бериллия малых количеств
окиси алюминия, кремнезема или окиси кальция [21]. Если для получения
изделий обычными методами керамики (за исключением метода горячего прес-
сования) используется пушистая окись бериллия, применяемая чаще, чем
обожженная при высокой температуре или плавленая, то к такой окиси перед
проведением соответствующих операций часто прибавляют сульфат бериллия.
После предварительного обжига при низкой температуре пористое изделие
покрывают и пропитывают или только пропитывают свежей смесью пушистой
окиси и сульфата бериллия [5].
Оптимальные свойства в изделиях из окиси бериллия получают, применяя
метод горячего прессования. При изготовлении изделий по этому методу число
операций сокращается. В отдельных случаях применяется только отбе-
ливающий обжиг, а также полировка или опиловка изделий для доводки
размеров. В последнем случае употребляются алмазные резцы со смазкой.
Метод горячего прессования может применяться и для изделий из окиси берил-
лия в комбинации с другими окислами и окисными соединениями.
Из карбида бериллия. Так же как и в случае окиси, изделия из карбида
бериллия могут формоваться методом горячего прессования порошка карбида
КЕРМЕТЫ И КЕРАМИКА
517
бериллия с применением или без применения связующих веществ, а также
холодным прессованием с воском и подобными ему связующими с последую-
щим спеканием. Однако в отличие от окиси для смачивания карбида не может
применяться вода. Поэтому такие методы получения изделий, как шликерное
литье, влажное трамбование и выдавливание, не могут быть применены вслед-
ствие разложения карбида бериллия при соприкосновении с водой. Карбид
бериллия разлагается также и большинством других жидкостей.
Горячее прессование обычно проводится в графитовых пресс-формах,
нагреваемых до температуры 1800—1950°, под давлением 70—140 кг/см2.
Пластическая деформация карбида бериллия начинается около температуры
1500°, тогда как уплотнение под нагрузкой происходит значительно легче при
температуре, близкой к точке плавления и диссоциации. Из порошка карбида
изделия могут быть получены как с введением, так и без введения связующих
веществ, сухим прессованием с последующим спеканием. Применяемым для
этого связующим веществом обычно является уголь. Температура спекания
лежит в пределах 2000—2300°. Порошок карбида может быть также подверг-
нут прессованию под давлением 7 т/см2 с применением гидростатической или
осевой нагрузки и последующему спеканию при температуре 2000—2300°
в атмосфере аргона.
Техника гидростатического прессования не отличается от обычного
процесса прессования в резиновой оболочке, применяемого в порошковой
металлургии [9].
Вследствие того что карбид бериллия взаимодействует с водой и водяным
паром при комнатной температуре, а при более высоких температурах—с кис-
лородом и азотом, огнеупорные изделия из прессованного карбида во избежа-
ние такого взаимодействия обычно покрывают защитной металлической или
керамической пленкой.
Для обеспечения стойкости против воздействия атмосферы до температуры
1370° применяют металлические покрытия и силикатные глазури.
Глазури, состоящие из окиси кремния с присадками окисей стронция
и лития, применяются в виде порошка, наносимого на поверхность изделия
щеткой, напылением или погружением в него изделия, после чего следует
обжиг при температуре 1500—1950°. Смесь из 20% кварцевого стекла и 80%
дисилицида молибдена защищает от воздействия высокой температуры изде-
лия из карбида бериллия благодаря образованию на них прочного слоя окиси
бериллия.
Огнеупорные изделия из карбида бериллия могут быть подвергнуты шли-
фовке с помощью алмазного порошка с применением в качестве охлаждающего
средства керосина. Они могут быть также подвергнуты сверлению и доводке
ударами струи перегретого пара.
Из нитрида бериллия. Из нитрида бериллия могут быть изготовлены
блоки взаимодействием порошкообразного бериллия и азота с использованием
для этого пористых огнеупорных изложниц. При таком методе в изделиях
может быть достигнута плотность 1,6—1,9 г/см3 и получены удовлетвори-
тельные допуска по размерам [13]. Прессованием при комнатной температуре
порошка нитрида бериллия—100 меш под давлением 8—10 т/см2, также дости-
гается плотность 1,6—1,9 г/см3. Однако после обжига наблюдается уменьше-
ние плотности. Нитрид бериллия может быть подвергнут горячему прессова-
нию в графитовых пресс-формах при температуре 1800—1900°, причем плот-
ность таких прессовок получается близкой к теоретической величине, подобно
тому как это имеет место и для других тугоплавких соединений бериллия,
т. е. прессование порошка—20 меш при температуре 1800° под давлением
140 кг/см2, позволяет получить изделие с плотностью 2,55 г 1см3. Подобно кар-
биду бериллия, нитрид бериллия также чувствителен к воздействию водяного
пара и кислорода и при повышенных температурах должен быть соответствую-
щим образом защищен.
518
ГЛАВА XI
Свойства
Окись бериллия. Как уже указывалось, изделия, полученные из окиси
бериллия методом горячего прессования или обжигом, имеют плотность
2,0—2,9 г! см*. Физические и химические свойства находятся в зависимости
от плотности, как это видно из табл. 71, где приведены физические и механиче-
ские свойства изделий из горячепрессованной и обожженной окиси бериллия
в сравнении со свойствами изделий из карбида бериллия и смесей карбида
бериллия с углеродом или с окисью бериллия. В таблице представлена также
Фиг. 350. Плавильный тигель из окиси бериллия с молибденовой
обмоткой.-
плотность изделий в зависимости от способа их получения [23]. Обычно более
высоким значениям плотности соответствует большая тепло- и электропровод-
ность, а также более высокие механические свойства: временное сопротив-
ление разрыву, временное сопротивление сжатию, модуль прочности и модуль
упругости. Все эти свойства пропорциональны величине плотности. Особым
свойством изделий из окиси бериллия является их исключительно высокая
теплопроводность. Это свойство является совершенно необычным для окислов
и делает окись бериллия огнеупорным материалом, представляющим спе-
циальный интерес. В плавильном тигле, показанном на фиг. 350, изготовлен-
ном из окиси бериллия и нагреваемом с помощью обмотки сопротивления,
используется указанное уникальное свойство окиси бериллия, обладающей
наряду с хорошей теплопроводностью также и высокими качествами огне-
упора. Теплопроводность окиси бериллия является функцией не только плот-
ности, но также и температуры изделия. С повышением температуры тепло-
проводность существенно уменьшается, так же как и в случае уменьшения
плотности, как это видно из данных, приведенных в табл. 71.
Таблица 71
НЕКОТОРЫЕ ФИЗИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ИЗДЕЛИЙ ИЗ ВеО, Ве2С и СМЕСЕЙ Ве2С с С и ВеО
Свойства Температу- ра, °C Горячепрес- сованная окись бериллия Обожженная окись бериллия Горячепрес- сованный карбид бериллия Спеченный карбид бериллия Горячепрес- сованная смесь 90% Ве2С+ +1 0% С Горячепрес- сованная смесь 80% Ве2С+ + 20% ВеО Горячепрес- сованная смесь 60% Ве2С+ + 40% ВеО
Предел прочности при сжатии, кг/мм2 130,2 14,0 73,5 49,7 71,4 — 89,6
Предел прочности при растяжении, 0 13,6 8,75 9,1—9,8 7,7 8,35 — 15,4
кг/мм2. 1300 10,6 8,40 — 9,8 — 10,3 —
Модуль упругости при сжатии, кг/мм2. 0 38 220 27 300 34 000 21 000 20 600 — 3129
800 — — 24 500 — 17 500 — —
1000 • — 26 600 — — — — —
Модуль упругости при изгибе, кг/мм2 31 640 10 500 28 300 — 32 200 11 400 —
Коэффициент Пуассона 0,18 — 0,10 — 0,11 — 0,19
Теплопроводность, кал/см2-см-сек- °C 150 0,19 0,15 0,056 0,025 0,074 — —
1000 0,06 0,035 — — — — —
Коэффициент линейного расширения, 25—100 5,5 — 5,8 — 5,7 — —
(мм/мм- °C) -10“6 25—600 10,0 — 10,5 — -— — —
Удельное электрическое сопротивле- 0 7-109 101° 1,10 0,7—1,0 0,14 4,13 10,9
ние, ом-см 1000 — 8-107 0,45 0,15—0,40 0,04 — —
2000 — 2-103 — — — — —
Теоретическая плотность, г/см? — 3,025 3,025 2,44 2,44 2,42 2,54 2,65
Кажущаяся плотность, г/см? — 2,93 2,21 2,26 2,10 2,37 2,40 2,60
Пористость, % 3 25—30 6—8 15 2-3 4—5 2—3
520
ГЛАВА XI
Наличие высокой теплопроводности и относительно высокой прочности
придает изделиям из окиси бериллия хорошую термическую стойкость, пре-
восходящую термостойкость изделий из большинства других огнеупорных
окисей. Шварц [24] показал, что изделия из окиси бериллия лаиболее чувстви-
тельны к разрушению вследствие термических напряжений при температуре
около 1050°. Кривая зависимости теплопроводности окиси бериллия от тем-
пературы указывает на то, что теплопроводность уменьшается вплоть до 1050°,
выше которой наблюдается увеличение теплопроводности. Механические
свойства окиси бериллия при комнатной температуре (как это видно из. зна-
чений коэффициента Пуассона, величин модуля упругости и условного преде-
ла прочности при изгибе) сохраняются до температуры 1000°, а значения
пределов прочности при растяжении и сжатии остаются постоянными до тем-
пературы около 700° и уменьшаются при дальнейшем увеличении температуры.
Получения высокопрочных и плотных изделий из окиси бериллия с при-
менением обычной технологии изготовления керамики можно достигнуть сни-
жением температуры обжига, одновременно добавляя к окиси бериллия другие
окиси, как, например, окиси кальция, кремния, алюминия или окиси тория,
циркония и магния. Однако Схолс [25] отметил, что для изделий, содержащих
90% ВеО и 10% смеси А12О3 и ZrO2 (взятых в весовом отношении 1:1), тепло-
проводность при повышении температуры с 50 до 150° уменьшается на 50%
по сравнению с уменьшением теплопроводности чистой окиси бериллия.
Ланг и др. [21], исследуя практически непроницаемый фарфор, приготовлен-
ный из смеси окисей бериллия, алюминия и циркония (в основном исследова-
лась система следующего состава: 85% ВеО, 2% окиси кальция; остальное
А12О3 и ZrO2), показали, что в этом случае при комнатной температуре сопро-
тивление сжатию составляло до 213,5 кг /мм2, прочность на изгиб—до
23,8 кг/мм2 (1,75 кг/мм2 при температуре 1000°), модуль Юнга 19 600 кг/мм2
(26600 кг/мм2 при 1000°). Твердость по Кнопу была найдена равной примерно
830, т. е. близкой к величине для горячепрессованных изделий из окиси
бериллия.
Окись бериллия практически устойчива против воздействия почти всех
веществ, за исключением плавиковой кислоты, расплавленных щелочей и пе-
регретого пара. Коррозионная стойкость возрастает с увеличением плотности
материала. Примеси, особенно если они концентрируются по границам зерен,
могут значительно снизить устойчивость окиси бериллия против коррозии при
повышенной температуре. Наиболее серьезным вопросом является воздействие
на окись бериллия водяного пара при высокой температуре [26]. Взаимо-
действие между окисью бериллия и водяным паром протекает медленно до
температуры 1300°; при температуре выше 1600° окись бериллия может при-
меняться в течение очень короткого промежутка времени только при полном
отсутствии водяного пара.
Карбид бериллия. Изделия из карбида бериллия с высоким значением
плотности могут быть получены горячим прессованием, а с низким значением
плотности—холодным прессованием с последующим спеканием. Физические
свойства карбида бериллия, изготовленного указанными методами, приведен-
ные в табл. 71 [23], свидетельствуют, что для него, так же как и для окиси
бериллия, характерно повышение прочности с увеличением плотности изделия.
Электропроводность карбида бериллия выше, а теплопроводность ниже
соответствующих величин для окиси бериллия, тогда как его коэффициент
линейного расширения несколько превосходит таковой для окиси бериллия.
Теплопроводность карбида бериллия, выраженная в вт/см*°С в интервале
температур 300—950° может быть найдена по уравнению
Kt = 0,15-10“4Z + 87.10“4. [27]
Это указывает на то, что в отличие от окиси бериллия теплопроводность
карбида увеличивается с повышением температуры, хотя эти значения (отно-
КЕРМЕТЫ И КЕРАМИКА
521
сящиеся, по-видимому, к спеченному материалу с низкой плотностью) зна-
чительно ниже полученных Кубсом и Кошубой [23] при комнатной температуре
для горячепрессованного Ве2С (см. табл. 71).
Механические свойства карбида бериллия, как и окиси бериллия, зависят
от плотности, а для изделий с одинаковой пористостью всегда ниже, чем для
окиси бериллия. Смеси карбида бериллия с окисью бериллия обычно обла-
дают промежуточными механическими свойствами. В отличие от большинства
материалов модуль упругости карбида бериллия и величина его сопротивления
разрыву увеличиваются с повышением температуры, возрастая в интервале
от 0 до 900° примерно на 15% [9]. Стойкость карбида бериллия против тепло-
вого удара очень мала, особенно в сравнении с окисью бериллия, по-видимому,
вследствие того, что при высоких температурах карбид бериллия обладает
большим, нежели окись, тепловым расширением и меньшей теплопровод-
ностью.
Карбид бериллия исключительно активно взаимодействует с водой и водя-
ным паром при комнатной температуре и с большинством газов при повышен-
ных температурах. Скорость реакции увеличивается с увеличением открытой
поверхности карбида бериллия, как это имеет место для порошка высокой
степени дисперсности. Карбид бериллия, по-видимому, разлагается ниже
температуры кипения, а в вакууме сублимирует при температуре около 2100°,
плавясь не при постоянной температуре, а в интервале температур 2100°—
2400° и постепенно разлагаясь при температуре 2400°. Для обеспечения устой-
чивости карбида против химического воздействия при температурах до 1350°
были разработаны составы защитных глазурей.
Нитрид бериллия. Данных о механических свойствах нитрида бериллия
почти нет. Имеющиеся данные о физических свойствах нитрида бериллия
представлены в табл. 70 [28].
По некоторым своим свойствам нитрид бериллия напоминает карбид.
Сублимация нитрида бериллия происходит при температуре 2000°, а диссоциа-
ция при 2200°. Он легко взаимодействует с влагой воздуха при комнатной
температуре с выделением аммиака, однако в отличие от карбида нитрид берил-
лия в интервале температур 0—500° устойчив против воздействия сухого
кислорода.
КЕРМЕТЫ ИЗ ОКИСИ, КАРБИДА И НИТРИДА БЕРИЛЛИЯ
Керметы с окисью бериллия
Керметы, содержащие окись бериллия, обычно приготовляют, смешивая
окись бериллия с металлическими порошками в шаровых мельницах, получая
при этом смесь заданного состава с необходимым распределением частиц.
Затем полученную смесь подвергают горячему или холодному прессованию
с последующим обжигом для получения спеченной массы. Керметы с высоким
содержанием окиси бериллия исследовались в Массачусетском технологиче-
ском институте [29], где было проведено сравнение изделий из окиси берил-
лия с керметами на основе окиси бериллия, а также в институте им. Баттел-
ла [30], где была разработана технология получения изделий из окиси берил-
лия и из ее смесей с бериллием. Кроме того, компания «Браш бериллиум»
исследовала влияние добавок окиси бериллия на механические свойства берил-
лия при повышенных температурах.
В Массачусетском технологическом институте были проведены испытания
свойств смесей порошкового бериллия с порошком окиси бериллия, которые
подвергались горячему прессованию под давлением 140 кг/см2 при темпера-
турах 1700—1800° и остаточном давлении, равном 1 мкм рт. ст. Некоторые
свойства таких керметов при комнатной температуре, представленные в табл. 72,
указывают на повышение прочности с увеличением плотности. С увеличением
522
ГЛАВА XI
Таблица 72
НЕКОТОРЫЕ СВОЙСТВА КЕРМЕТОВ ВеО-Ве ПРИ КОМНАТНОЙ
ТЕМПЕРАТУРЕ
Состав кермета (количес- тво Be, добавлен- ного к окиси бе- риллия), % Величина частиц бериллия1) Плот- ность, г/см* Кажуща- яся пори- стость, % Предел прочности, кг/ммг
при скручи- вании при сжатии при изгибе
0 — — 11,5 — — 6,68
20 Крупные 2,25 20,1 — — 9,80
30 Средние 2,70 3,8 — — 14,84
30 » 2,83 0,5 9,38 — —
30 Мелкие 2,83 1,2 12,18 — —
30 Средние 2,81 0,5 9,45 114,1 —
40 » 2,69 3,8 — — 11,20
20 Мелкие 2,86 0,0 13,37 159,6 —
Мелкие зерна— мкм. 2—5 мкм, средние— 15—2 5 мкм\ крупные —25—5 Г»
содержания бериллия до 30% плотность увеличивается, хотя анализ показы-
вает, что после прессования в заготовке остается около 25% от введенного
количества бериллия.
Добавка 30% Be, содержание которого после прессования составляет
всего 7,6%, повышает сопротивление разрыву при комнатной температуре
Фиг. 351. Влияние добавки металлического бериллия на модуль
сдвига горячепрессованной окиси бериллия при высоких темпе-
ратурах [29].
/—для окиси бериллия; 2 —для окиси бериллия с добавкой 7,8% Be.
на 20% по сравнению с изделиями, горячепрессованными из окиси бериллия.
Однако, как это видно на фиг. 351, величина модуля сдвига керметов резко
падает при температуре около 600°, лежащей значительно ниже температуры,
ведущей к разупрочнению в изделиях из чистой окиси бериллия. При более
низких температурах величина модуля сдвига в керметах выше, чем в изде-
КЕРМЕТЫ И КЕРАМИКА
523
лиях из чистой окиси бериллия. Теплопроводность и величина теплового
расширения керметов до температуры 950° близки к соответствующим величи-
нам для изделий из чистой окиси бериллия.
Работа, выполненная в Институте им. Баттелла, показала, что изделия
из смесей окиси бериллия с бериллием, содержащие от 0 до 100% ВеО и соот-
ветственно от 100 до 0% Be, полученные холодным прессованием и затем спе-
ченные в вакууме при температуре 1700°, имели пористость менее 1% при со-
держании минимум 95% Be. При содержании ВеО более 5% изделия оказа-
лись исключительно пористыми. Добавка к керметам из окиси бериллия и ме-
таллического бериллия, а также только из окиси бериллия от 1 до 25% других
металлов, таких, как алюминий, цирконий, молибден и титан, не увеличивает
плотности при содержании окиси бериллия в смеси, превышающем 5%. Латам-
Брауну [31] удалось получить плотные изделия, содержавшие до 25% ВеО,
подвергая для этого исходную смесь порошков бериллия и окиси горячему
выдавливанию с применением технологии, изложенной в разделе, посвящен-
ном описанию производства бериллия.
Компания «Браш бериллиум» производила прессование порошков берил-
лия с добавкой 10—50% ВеО под давлением 140 кг/мм? при температуре 425°
с последующим спеканием при температуре 1100° в течение 5 час. [11]. При
определении твердости в интервале температур 400—900° наблюдалась высо-
кая хрупкость изделий и их легкое растрескивание при ударной нагрузке.
Ряд других образцов с различными количествами добавляемой к бериллию
окиси бериллия изготовляли холодным прессованием под давлением
6,6 т/см\ а также горячим прессованием под давлением 140 кг/см2* при темпе-
ратуре 1200°. Добавка ВеО составляла 3,5 и 10%, однако с увеличением содер-
жания окиси бериллия уменьшалась плотность изделий. Так, например, при
содержании 5% ВеО плотность оказалась равной 1,84 г!см3 (теоретическая
плотность 1,89 г/см3), а при содержании ВеО, равном 10%, плотность состав-
ляла 1,79 г/см3 (теоретическая плотность 1,93 г/см3). Керметы, содержащие
3 и 5% окиси бериллия, были подвергнуты испытаниям на разрыв при повы-
шенных температурах, результаты которых приведены в табл. 73. Эти кратко-
временные испытания на разрыв при повышенных температурах показали
небольшое преимущество в свойствах при добавке к бериллию до 3% ВеО.
Таблица 73
ВЛИЯНИЕ ДОБАВОК ВеО НА МЕХАНИЧЕСКИЕ СВОЙСТВА БЕРИЛЛИЯ
ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
Содержа- ние ВеО (осталь- ное Be), % Темпера- тура ис- пытания, °C Плот- ность, е/слс3 Предел проч- ности при растяжении, кг/мм2 Удлине- ние, % Сжа- тие, %
0 400 1,85(1,85)!) 16,10 25 40
3 400 1,85(1,87) 14,91 1,4 1,3
5 400 1,84(1,89) 13,09 <0,1 <0,1
0 600 1,85 14,35 18,2 26,0
3 600 1,86 14,84 3,8 3,9
5 600 1,84 11,13 <0,1 <0,1
0 800 1,85 4,71 7,9 6,6
3 800 1.85 5.88 1,7 1,0
3 800 1,84 4,76 <0,1 <0,1
5 800 1,84 1,61 <0,1 <0,1
В скобках указана максимально возможная плотность смеси.
524
ГЛАВА XI
Добавка более 3% ВеО приводит к снижению прочности при растяжении
горячепрессованного бериллия.
Смеси окиси бериллия с бериллием характеризуются резким разделением
границ между частицами обоих компонентов и отсутствием следов смачивания
и связей (фиг. 352). Таким образом, свойства керметов отвечают свойствам
основной металлической фазы, в которой частицы количественно меньшей кера-
мической фазы присутствуют в виде механически удерживаемых вкраплений.
Фиг. 352. Структура керметов, горячепрессованных из смесей
бериллия с тугоплавкими соединениями бериллия; х500.
а—бериллий с добавкой 10% ВезКг, горячепрессованный; б—с добавкой
20% BegC, горячепрессованный; в—с добавкой 5% ВеО, горячепрессо-
ванный; г—с добавкой 8% углерода из расчета на получение 20% ВегС,
горячепрессованный после предварительного взаимодействия.
Данных о керметах, состоящих из смесей ВеО с другими металлами, почти
нет. Имеются указания о введении добавки ВеО к Zr [32] в виде крупных
частиц во избежание восстановления окиси циркониевым связующим, однако
каких-либо количественных данных не приводится. Были также опубликованы
данные о механизме окисления добавок кобальта, никеля и железа в смеси
с окисью бериллия, но о каких-либо других свойствах при этом сказано
не было.
КЕРМЕТЫ И КЕРАМИКА
525
Керметы с карбидом бериллия
Керметы с карбидом бериллия изучались по программе «Ядерная энер-
гия для самолетных двигателей», фирмой «Файрчайлд» «Авиационной корпо-
рацией» и субподрядчиками этих фирм, а также компанией «Браш бериллиум».
Кошуба и Ставролакис [34] изучали керметы, содержащие карбид бериллия
и бериллий. Плотность керметов, полученных холодным прессованием с после-
дующим спеканием из смеси, содержавшей 10—30% Be, составляла около 60%
от теоретической.
Сопротивление сжатию достигало максимальной величины при содержании
бериллия около 15% и при дальнейшем введении бериллия не увеличивалось.
Содержащий 35% Be горячепрессованный карбид бериллия, имеющий пори-
стость 5%, обладал пределом прочности при растяжении 24,5 кг!мм2 и пре-
делом прочности при сжатии 64,4 кг!мм2, тогда как предел прочности при сжа-
тии для горячепрессованного карбида бериллия составляет 9,8 кг!мм2. Горя-
чепрессованный кермет с окисью бериллия (28% бериллия и 72% окиси берил-
лия) имел предел прочности при растяжении 24,5 кг!мм2, предел прочности
при сжатии около 56 кг!мм2 и коэффициент теплового расширения в интервале
температур 0—600°—40,8-10-4 мм/мм^С, в то время как для керметов из
смеси 35% Ве+65% Ве2С коэффициент теплового расширения в том же интер-
вале температур составляет 50,4-10“4 мм!мм-°С.
Было изучено также влияние добавок к карбиду бериллия, алюминия,
кремния, железа, цинка и ниобия в количестве 2,5—20% [35]. Ни одна из
этих добавок не позволила получить изделия с пористостью меньше 10% при
температурах более низких, чем температура, необходимая для получения
плотных прессовок из карбида без добавок. Алюминий и кремний служат
связующим для частиц карбида бериллия. Алюминий, железо и кремний,
хотя и обладают весьма малой растворимостью в карбиде бериллия, но, оче-
видно, смачивают его частицы. В этой работе применялись температуры спе-
кания в пределах 2150—2260°.
Имеются сведения [11] о керметах, состоящих из смеси бериллия и карбида
бериллия (до 50% карбида). Поверхностная прочность, установленная посред-
ством испытания твердости керметов, содержащих 50% Ве2С, при температуре
900°, и керметов, содержащих 20% Ве2С, при температуре 600°, оказалась
равной прочности бериллия при температуре 20°. Указанные керметы были
изготовлены теплым прессованием с последующим спеканием при темпера-
туре 1100°. Дополнительные исследования, проведенные компанией «Браш
бериллиум», керметов, богатых карбидом бериллия, полученных горячим
прессованием при температуре 1200° и давлении 140 кг!см2, позволили сравнить
величины их пределов прочности при высоких температурах. Указанные дан-
ные приводятся в табл. 74. Добавка карбида бериллия к бериллию увеличивает
сопротивление разрыву в отличие от изделий, полученных с добавкой окиси
бериллия к бериллию. Каких-либо преимуществ, связанных с введением
в бериллий до 10% карбида бериллия, при температурах испытания до 950°
замечено не было. Наличие в бериллии карбида бериллия увеличивает стой-
кость против окисления при температуре, например 800°, что связано,
по-видимому, с быстрым образованием защитного слоя окиси бериллия.
Однако, в некоторых случаях было найдено, что этот слой не является
сплошным. Приведенные в табл. 74 данные указывают на увеличение проч-
ности керметов, состоящих из смеси карбида бериллия и бериллия, по сравне-
нию с бериллием, несмотря на то, что введение карбида бериллия ограничи-
вает, казалось бы, возможность достижения больших плотностей при обычно
применяемых давлении и температуре. Как и следовало ожидать, при повы-
шенных температурах прочность и пластичность являются в большей степени
функцией отношения истинной плотности к ее теоретической величине, нежели
количества введенного карбида бериллия. Очевидно, что в отличие от системы
526
ГЛАВА XI
Таблица 74
ВЛИЯНИЕ ДОБАВОК Ве2С НА МЕХАНИЧЕСКИЕ СВОЙСТВА БЕРИЛЛИЯ
ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
Содержа- ние Ве2С (осталь- ное Be), % Темпера- тура испыта- ния, °C Плотность, г/см? Предел прочно- сти при растяже- нии, кг/jam,2 Удлине- ние, % Суже- ние, %
0 600 1,85 (1,85)1) 14,35 18,2 26,0
5 600 1,85(1,88) 18,20 3,6 4,4
10 600 1,86(1,91) 19,88 1,0 1,2
20 600 1,85(1,97) 17,50 0,5 0,4
20 600 1,86 (1,97) 21,84 2,5 3,6
30 600 1,86(2,03) 17,08 1,0 1,1
0 800 1,85 4,41 7,9 6,6
5 800 1,85 3,85 1,5 1,5
10 800 1,86 7,28 0,8 0,8
20 800 1,85 7,49 1,1 0,8
20 800 1,86 7,42 1,8 0,4
0 950 1,85 1,33 4,9 3,1
5 950 1,85 1,96 2,9 2,1
10 950 1,86 2,52 2,0 1,4
20 950 1,85 2,94 1,1 0,5
20 950 1,86 3,22 2,1 <0,1
‘) В скобках указана максимально возможная плотность смеси.
окись бериллия—бериллий карбид бериллия достаточно хорошо смачи-
вается бериллием, обеспечивая при этом прочную связь на поверхности раз-
дела карбид—бериллий.
Керметы с нитридом бериллия
Единственной известной работой по нитриду бериллия является прове-
денное компанией «Браш бериллиум» исследование влияния добавок нитри-
да бериллия к бериллию в количестве до 50%, аналогичное описанному выше
исследованию с добавками карбида бериллия. Добавка нитрида бериллия
также препятствует достижению максимальной плотности. При горячем прес-
совании (температура прессования 1150°, давление 140 кг!см2) средняя плотность
кермета с 5% нитрида составляла 1,85 г!см3 при максимально возможной теоре-
тической величине 1,88 г!см?\ с 10% нитрида была достигнута плотность
1,84 г/см3 (при теоретической величине 1,91 г!см3)\ с 20% нитрида плотность
кермета составляла 1,83—1,86 г!см3 (при теоретической плотности 1,98 г!см3)\
с 50% нитрида плотность составляла 1,66—1,72 г!см3 (при теоретической
величине 2,20 г!см3). Прочность при высоких температурах для керметов,
содержащих 5, 10 и 20% нитрида бериллия, представлена в табл. 75. Таблица
показывает, что, так же как и для карбида бериллия, прочность керметов
при повышенных температурах зависит в большей степени от их плотности,
чем от состава. Добавка нитрида к бериллию, уменьшая истинную плотность
керметов, приводит к увеличению прочности при одновременном резком умень-
шении пластичности металла при повышенных температурах.
КЕРМЕТЫ И КЕРАМИКА
527
Таблица 75
ВЛИЯНИЕ ДОБАВОК Be3N2 НА МЕХАНИЧЕСКИЕ СВОЙСТВА
БЕРИЛЛИЯ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ
Содержа- ние BegN2 (осталь- ное Be), % Темпера- тура ис- пытания, °C Плотность, г/см2 Предел прочности при рас- тяжении, кг/мм2 Удлине- ние, % Сужение, %
0 600 1,85 (1,85)1) 14,35 18,2 30,0
5 600 1,85(1,88) 17,43 3,4 4,2
10 600 1,84(1,91) 16,38 2,3 2,2
20 600 1,86(1,98) 14,49 2,3 2,2
0 800 1,85 4,41 7,9 6,6
5 800 1,85 4,86 0,9 0,7
10 800 1,84 5,18 0,8 0,6
20 800 1,86 7,09 0,5 0,4
0 950 1,85 1,33 4,9 3,1
5 950 1,85 1,40 3,1 2,3
10 950 1,84 1,54 2,5 1,5
20 950 1,86 1,54 0,5 0,5
1) В скобках указана максимально возможная плотность смеси.
ИНТЕРМЕТАЛЛИЧЕСКИЕ СОЕДИНЕНИЯ БЕРИЛЛИЯ
Интерметаллические соединения с точкой плавления около 1500° были
обнаружены в двойных системах бериллия с кобальтом, железом и никелем,
а интерметаллические соединения с температурой плавления 1600—2000°—
в двойных системах с ураном, цирконием, торием, молибденом, вольфрамом
и бором. Тугоплавкие соединения могут быть найдены, по-видимому, также
и в числе интерметаллических соединений бериллия с палладием, ниобием,
титаном, хромом, марганцем, ванадием, платиной, танталом и рением, но
каких-либо данных о физических свойствах этих соединений в литературе
не появлялось
Данные о постоянных кристаллических решеток ряда бериллиевых интер-
металлоидов с высокой точкой плавления были опубликованы в работе [36].
Соединения бериллия с железом, никелем и кобальтом
Тэйтель и Коэн [37] исследовали систему железо—бериллий, используя
для этого плавку в вакууме. Авторы установили, что соединение FeBe2—одно
из трех интерметаллических соединений в этой системе—имеет температуру
плавления 1480°, плотность 4,63 г!см3 и обладаетокристаллической гексагональ-
ной плотноупакованной решеткой (а0=4,221 А; с0 = 6,853 А). Два других
интерметаллических соединения этой системы —FeBeu (гексагональная решет-
ка) и FeBe5 (гранецентрированная кубическая решетка)—имеют значительно
более низкие точки плавления.
Вентурелло и Бурдезе [38] исследовали систему кобальт—бериллий, обна-
ружив в ней соединения Со5Ве21 (а=7,66 А) и СоВе (а=2,61 А). Последнее
соединение имеет точку плавления 1505°. Скиннер [39] показал, что в системе
никель—бериллий, аналогичной системе кобальт—бериллий, образуются
соединения такого же типа, как и в последней системе. Соединение NiBe имеет
точку плавления 1472°.
С целью определения влияния железа, кобальта и никеля (как элементов,
образующих интерметаллические соединения с бериллием) на механические
Таблица 76
ВЛИЯНИЕ ИНТЕРМЕТАЛЛИЧЕСКИХ СОЕДИНЕНИЙ НА
МЕХАНИЧЕСКИЕ СВОЙСТВА БЕРИЛЛИЯ ПРИ ПОВЫШЕННЫХ
ТЕМПЕРАТУРАХ
Состав, % (ост. Be) Темпера- тура испыта- ния, °C Плот- ность, г/см& Предел проч- ности при растяжении. кг/мм* Удлине- ние, % Суже- ние. %
0 400 1,85 16,10 25,0 40,0
2% Fe 400 1,89 39,90 0,8 0,1
10% Fe 400 1,98 27,30 0,1 <0,1
2% Со 400 1,87 20,30 0,1 0,2
5% Со 400 1,90 40,60 1,1 0,2
2% Ni 400 1,85 27,86 2,1 2,1
10% Ni 400 1,99 39,14 0,7 0,1
2% Mo 400 1,88 28,98 1,4 1,9
2% Zr 400 1,88 26,81 1,4 1,5
10% Zr 400 1,98 26,67 1,5 1,9
0 600 1,85 14,35 18,2 26,0
10% Fe .600 1,98 28,34 0,1 0,1
2% Co 600 1,87 20,30 0,1 0,2
5% Co 600 1,90 32,90 0,8 0,6
10% Ni 600 1,99 23,24 0,4 0,4
2% Mo 600 1,88 23,94 4,7 6,2
5% В 600 1,81 13,23 1,9 1,9
0 800 1,85 4,41 7,9 •6,6
5% Co 800 1,85 3,46 1,6 1,6
5% В 800 1,90 7,21 0,6 0,1
фиг. 353. Структура горячепрессованных
образцов из смесей бериллия с его интерме-
таллическими соединениями; х 1000.
а—бериллий с добавкой 10% Со; б—с добавкой
5% Be; в—с добавкой 10% Fe; г—с добавкой 10% Zr.
КЕРМЕТЫ И КЕРАМИКА
529
свойства бериллия при повышенных температурах были приготовлены смеси
бериллиевого порошка с добавкой 2—10% каждого из перечисленных выше
металлов, которые подвергались вначале холодному прессованию под давле-
нием 5,6 г!см2, азатем горячему прессованию под давлением 1,4 т1см2 при
температуре 1150° в графитовых пресс-формах [40]. Плотность таких прессо-
вок, а также их механические свойства при повышенных температурах при-
ведены в табл. 76, а их микроструктуры представлены на фиг. 353, где видна
бериллиевая основа, непрореагировавшие железо и кобальт и интерметалли-
ческие соединения.
Интерметаллические соединения бериллия с бором, молибденом, торием,
ураном, вольфрамом и цирконием
Одно из первых сообщений о боридах бериллия принадлежит Лебо [41],
который, нагревая бор и окись бериллия в присутствии графита, получил
вещество, определенное им как борокарбид бериллия. Это вещество при темпе-
ратуре 15° имело плотность 2,44 г/см3. В отличие от карбида бериллия это
соединение окислялось при повышенных температурах только с поверхности,
бурно взаимодействовало с галоидами и быстро растворялось в азотной кис-
лоте. Коэн [42] сообщил, что при нагревании смеси бора и бериллия имеют
место две отчетливые температурные остановки—при температурах 1100
и 1125°. Было найдено, что на участке, соответствующем содержанию в смеси
10—20% бора, при более высокой температуре образуется эвтектика между
бериллием и соединением бора с бериллием. Это соединение имеет исключи-
тельно высокую твердость, обладает кристаллической симметрией, меньшей
чем кубическая, и отвечает формуле Ве4В или, возможно, Ве3В.
Смеси порошков бериллия, содержащие до 30% В [40], после холодного
прессования при нагревании в вакууме давали температурную остановку при
температуре 1075°. В табл. 76 представлены результаты определения предела
прочности горячепрессованных изделий из смесей порошка бериллия с порош-
ками других металлов. При нагревании до температуры 1150° смеси бериллия
и бора в отношении, приблизительно соответствующем формуле Ве3В2, на
кривых время—температура наблюдался скачок, указывающий на наличие
экзотермической химической реакции. Полученный продукт, представляющий
собой крупнокристаллический красноватый порошок, дробили и просеивали
через сито—30 меш. Рентгеноструктурный анализ порошка показал присут-
ствие в нем трех фаз, одной из которых является бериллий. Прессованный
порошок при микроскопическом исследовании также показал наличие двух
изотропных фаз. При нагревании порошка до температуры 1500° плавления
не наблюдалось.
Бенцигер и Рундль [43] исследовали серию интерметаллических соеди-
нений состава МВе13, гдеМ—уран, торий, церий или цирконий. Полученные
фазы имеют решетку гранецентрированного куба с параметрами, составляв-
шими около 10А.Соединения МВе13 весьма тугоплавки. Так, например, темпе-
ратура плавления UBe13 составляет 2000°, ZrBe13—1600° и ThBe13—1700—1800°.
Мак Гэрти и др. [44] исследовали систему цирконий—бериллий, подвер-
гая смесь порошков этих металлов, взятых в различном соотношении, горячему
прессованию при температурах 1600—1800°. Были найдены следующие соеди-
нения, имеющие температуру плавления: ZrBe2—1200°; ZrBe6—1530°; ZrBe9—
1750°;ZrBe16—1600°. По данным диаграммы состояния установлено, что соеди-
нение ZrBe13 аналогично соединению ZrBe16 и имеет линию солидуса при темпе-
ратуре 1600°. Однако можно предполагать, что в этой системе могут быть линии
солидуса, лежащие и при более низких температурах [45].
Бэццард [46] исследовал систему уран—бериллий и обнаружил интер-
металлическое соединение UBe13, имеющее очень большую твердость (1000 еди-
ниц по Кнопу), с температурой плавления, близкой к 2000°. Как указывалось
34 Бериллий
530
ГЛАВА XI
выше, торий образует с бериллием соединение ThBe13. Имеются некоторые
данные о теплопроводности смесей бериллия с 10% Th и Be с 10%U [47],
указывающие, что в пределах температур 0—600° смесь Be—10%Th [46]
обладает достаточно постоянной теплопроводностью, составляющей
0,250 кал/см-сек-°C, тогда как у аналогичной смеси Be—10% U тепло-
проводность в том же температурном интервале колеблется в пределах
0,30—0,22 кал/см-сек-°С (соответствующие значения для бериллия составляют
0,36—0,22 кал/см-сек-°C).
Гордоном и др. [48] в системе молибден—бериллий было обнаружено два
интерметаллических соединения: МоВе2 в виде пластинчатых гексагональных
кристаллов и МоВе3 в виде призматических тетрагональных кристаллов;
точка плавления последнего лежит в пределах 1700—1800°. Данных о соеди-
нениях церия с бериллием в литературе не приводится.
Для получения интерметаллических соединений бериллия с цирконием
и молибденом [40] применялось холодное и горячее прессование смесей по-
рошков, содержавших до 10% указанных металлов. Было найдено, что в ре-
зультате образования интерметаллических соединений и сплавления зерен
температура, при которой производилось прессование, не обеспечивала полу-
чения керметов с необходимой плотностью. Лучшие результаты при получении
соединений были достигнуты плавлением или взаимодействием порошков с по-
следующим повторным прессованием смеси интерметаллического соединения
с основным металлом, применяемым для изготовления керметов.
Другие тугоплавкие соединения бериллия
Изучением систем титан—бериллий и ниобий—бериллий [49], а также
другими исследованиями установлено, что TiBe2, NbBe3 и PdBe2 образуют
кристаллы кубической системы (МВе2), в то время как WBe2, ReBe2, CrBe2,
МпВе2 и ThBe2 кристаллизуются в гексагональной системе, так же как и
МоВе2 [50].
ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И КЕРМЕТЫ БЕРИЛЛИЯ
Получение исходных материалов
Тугоплавкие соединения бериллия могут быть получены методами, при-
меняемыми для получения тугоплавких соединений элементов IV, V и VI
групп периодической системы [51]. Методы получения карбидов взаимодей-
ствием углерода с окисью металла или карбидизацией галоидов в газовой
фазе применимы и для получения карбида бериллия. Нитриды могут быть
получены при взаимодействии смеси окиси металла с углем, карбида металла
или самого металла с азотом или аммиаком, а также взаимодействием галоидов,
преимущественно хлоридов, с аммиаком.
Для бериллия осуществимы только первые две из указанных реакций
получения нитридов, так как при взаимодействии галоидных солей бериллия
с аммиаком образуются низкокипящие комплексные галоидоаммонийные
соединения. Бориды могут быть получены сплавлением или взаимодей-
ствием металла с бором, восстановлением в смесях окиси металла и окиси
бора алюминием, магнием, кремнием или углеродом, а также взаимодей-
ствием окиси металла с карбидом бора. Имеются указания о возможности
получения боридов электролизом расплава, содержащего окись металла
и окись бора. Единственным известным до настоящего времени методом
получения интерметаллических соединений бериллия является сплавление
или взаимодействие металлов.
Хотя во многих случаях получение тугоплавких соединений из окислов
является более экономичным, в большинстве случаев все же предпочтительнее
КЕРМЕТЫ И КЕРАМИКА
531
для указанной цели использовать металлы. Протекающая при этом простая
реакция первого порядка всегда может быть доведена до конца и, кроме того,
качество как исходных материалов, так и продуктов реакции для обеспечения
большей чистоты последних могут быть контролируемы тщательнее, чем при
получении карбидов, нитридов, боридов и интерметаллоидов из окислов или
каких-либо других соединений. Поскольку бериллий в окиси составляет
немногим более х/з по весу, то при равных количествах окиси и металлического
бериллия, его выход в готовый продукт будет соответственно выше.
Однако из всех рассмотренных тугоплавких материалов только окись
бериллия является соединением, используемым в качестве полуфабриката
при получении как бериллия, так и медно-бериллиевой лигатуры. Такими
полуфабрикатами в зависимости от применяемой технологии являются суль-
фат, гидроокись и окись бериллия, фторобериллат аммония, фторид бериллия,
фторобериллат натрия и хлорид бериллия. При очистке и разложении гидро-
окиси, окиси или сульфата, получающихся на первичных операциях извле-
чения бериллия из руд, легко могут быть получены большие количества окиси,
пригодной для получения огнеупоров. Поэтому цена окиси бериллия как
полуфабриката колеблется в пределах 22—44 долл, за 1 кг, в то время как
цена окиси особой чистоты, карбида, нитрида и различных интерметалличе-
ских соединений бериллия колеблется в пределах 100—300 долл, за 1 кг.
Из ряда систем, образующих тугоплавкие соединения, представляют
интерес силициды и алюминиды. Однако бериллий эти соединения не обра-
зует. Другим могущим представить интерес тугоплавким соединением является
сульфид. Однако данные о сульфиде бериллия весьма ограниченны и не под-
тверждают наличия у него тугоплавкости.
Получение изделий
Изделия из тугоплавких соединений бериллия получают главным обра-
зом методами порошковой металлургии, включающими в себя холодное прес-
сование с приложением осевого или гидростатического давления или выдав-
ливание. Эти процессы производятся как с применением связующих веществ,
так и без них. Для окиси бериллия, кроме этих основных методов, применяют
также трамбовку увлажненной окиси и шликерное литье. Обычно карбиды
и нитриды и в значительно меньшей степени некоторые интерметаллические
соединения легко разлагаются водой особенно при повышенной температуре.
Поэтому проведение процессов с увлажненным материалом не может быть
рекомендовано особенно для карбидов и нитридов. При оценке качества изго-
товленных таким образом тугоплавких изделий основным критерием является
их плотность. Повышение плотности достигается за счет уменьшения величины
зерен и чистоты применяемых порошковых материалов, а такЖе за счет увели-
чения температуры и давления процесса. Горячее прессование является мето-
дом, применяемым для получения изделий с наибольшей плотностью.
Свойства
Свойства изделий зависят главным образом от их плотности, которая
в свою очередь зависит от метода изготовления и чистоты исходных материа-
лов. Вообще изделия из окиси бериллия по сравнению с изделиями из карбида,
имеющими одинаковую пористость, отличаются большей тугоплавкостью,
более хорошей стойкостью против теплового удара, лучшей коррозионной
стойкостью и большей прочностью. Относительно меньше известно о свойствах
нитридов, боридов и интерметаллидов, хотя нитрид, по-видимому, сходен
с карбидом в отношении стойкости против воздействия атмосферы. Ряд других
тугоплавких соединений, вероятно, обладает более высокой стойкостью против
воздействия атмосферы. Как правило, реакция взаимодействия карбидов
34*
532
ГЛАВА XI
с кислородом и другими агентами протекает с очень большой скоростью, тогда
как скорость реакции взаимодействия нитридов с теми же агентами значитель-
но меньше. Аналогично скорость образования карбида бериллия из элементов
значительно больше, чем у нитрида, и измеряется для карбида секундами,
а для нитрида—часами.
Керметы
Были исследованы керметы, полученные добавкой соединений бериллия
как к бериллию, так и другим металлам с целью повышения их прочности при
высоких температурах. Кроме того, соединения бериллия были изучены как
связующие вещества в тугоплавких материалах. Добавка карбидов, нитридов
и интерметаллидов бериллия в основном повышает прочность бериллия при
высоких температурах за счет потери пластичности. Добавка интерметаллидов
особенно эффективно сказывается на увеличении прочности при высоких
температурах. Добавка к карбиду бериллия металлов способствует увеличе-
нию прочности только в случае значительного уменьшения пористости. При
добавке ВеО к бериллию его прочность при высоких температурах не возра-
стает, а пластичность значительно уменьшается, тогда как добавка бериллия
к окиси бериллия ведет к некоторому улучшению ее физических свойств,
однако за счет значительного ухудшения тугоплавкости.
Качество структуры кермета, так же как и керамических изделий, зависит
от плотности и смачиваемости поверхностей раздела частиц, однако без замет-
ной их взаиморастворимости или взаимодействия. Получение кермета за счет
взаимодействия с бериллием, взятым в избытке против количества, необходи-
мого для получения соединения с металлом или неметаллическим веществом,
осуществляемое одновременно с приготовлением изделия, как правило, не
позволяет получить тесной связи между частицами и такой плотности, которой
можно достигнуть, смешивая перед получением кермета входящие в его состав
компоненты.
Осуществляемые одновременно взаимодействие компонентов и приготов-
ление изделий сопровождаются появлением значительного количества пустот,
по-видимому, тогда, когда образующееся соединение имеет плотность, пре-
вышающую плотность исходных компонентов.
Относительно смачиваемости соединений бериллия металлами (кроме
самого бериллия) имеется мало данных. Некоторые из них имеются в предва-
рительных работах по карбидам [35] и в недавно проведенных исследованиях
с окисями. Экономос и Кингери [52] провели исследование реакции взаимо-
действия (на поверхности соприкосновения) и смачиваемости бериллием окисей
алюминия, бериллия, магния, тория, титана и циркония, а также окиси берил-
лия бериллием, молибденом, ниобием, кремнием, никелем, титаном и цирко-
нием. В результате опытов, проводившихся в инертной атмосфере при темпе-
ратурах 1400, 1600 и 1800°, было найдено следующее:
1. В системах Be—А12О3, Be—MgO и Nb—ВеО на поверхности раздела
образуются новые фазы.
2. В системе Ti—ВеО наблюдалась значительная коррозия окиси берил-
лия; в системах Be—TiO2, Si—ВеО и Nb—ВеО наблюдалась только незначи-
тельная коррозия окисей.
3. В системах Be—ВеО, Be—А12О3, Be—ZrO2, Be—MgO, Be—ThO2,
Si—BeO, Nb—BeO, Ti—ВеО и Zr—ВеО наблюдалось^ проникновение компо-
нентов по границам зерна и изменение окисной фазы.
4. В системах Ni—ВеО, Мо—ВеО, Be—ВеО, Be—ZrO2 и Be—ThO2 не
наблюдалось физических изменений на поверхности раздела металл—керамика.
5. Приведенные выше данные были получены при исследовании твердых
металлокерамических изделий при температуре 1800°. При 1600° взаимодей-
ствие протекало слабее, а при 1400° было незначительным или вообще не наблю-
далось. По термодинамическим расчетам, все компоненты должны весьма
КЕРМЕТЫ И КЕРАМИКА
533
незначительно взаимодействовать с ВеО, тогда как бериллий должен взаимо-
действовать со всеми окисями, за исключением ВеО и ТЬО2.Это подтверждено
приведенными выше результатами исследований, которые указывают также,
что основные термодинамические данные компонентов в условиях изготовле-
ния керметов могут оказывать заметное влияние на их структуру. Однако
поскольку металлокерамические изделия изготовляются преимущественно
из порошков, обладающих большой поверхностной энергией, то эксперимен-
тальные данные для керметов представляют интерес только тогда, когда они
получены при возможно более точном физическом и химическом контроле,
так как только теоретических соображений для характеристики систем ме-
талл—керамика (керметов) недостаточно.
ВЫВОДЫ
Бериллий образует большое количество твердых и тугоплавких соеди-
нений. С точки зрения физических и химических свойств указанных соеди-
нений, а также их стоимости наиболее пригодными для использования в ка-
честве тугоплавких соединений являются окись бериллия и, возможно, хри-
зоберилл. Как физические, так и химические свойства не только окиси берил-
лия, но и других керамических и металлокерамических материалов (керметов)
имеют оптимальное значение в изделиях с малой пористостью. Такие изделия
удается получать только горячим прессованием смеси не взаимодействующих
между собой компонентов в условиях, обеспечивающих образование прочной
связи между частицами. Карбид бериллия, хотя и обладает рядом свойств,
представляющих интерес для некоторых областей применения (твердость,
превышающая твердость карбида кремния, близкая к твердости карбида
бора [9]), не может, по-видимому, являться более удовлетворительным туго-
плавким материалом для изготовления изделий, чем окись бериллия. Данные
о механических свойствах нитрида бериллия практически отсутствуют, однако
по своим химическим свойствам он, по-видимому, частично сходен с карбидом
бериллия.
Некоторый потенциальный интерес представляет изготовление изделий,
в состав которых входит Be—Zr или особенно Be—В, ввиду того что основным
преимуществом бериллиевых соединений и металлических смесей с бериллием
по сравнению с большинством других тугоплавких изделий является их малый
удельный вес. Основным недостатком большинства бериллиевых соединений
является их высокая химическая активность. Однако ряд предварительных
разрозненных данных указывает на то, что многие нз интерметаллидов (так же
как и окись бериллия) обладают не только малым удельным весом, но и неко-
торой стойкостью против химической и атмосферной коррозии. Благодаря
малому удельному весу представляют также интерес и соединения бериллия
с титаном и ванадием.
Получение керметов из бериллиевых соединений с другими металлами
совершенно не исследовано. Керметы из окиси бериллия в комбинации с бе-
риллием вряд ли будут иметь какие-либо преимущества, однако, поскольку
с большинством других металлов ВеО взаимодействует медленно, она может
представлять интерес в комбинации с рядом металлических систем при усло-
вии обеспечения смачивания по поверхности раздела между окисью бериллия
и металлическим компонентом.
Большинство данных о тугоплавких соединениях бериллия, и особенно
о керметах или смесях металлов, могут быть недостаточно надежными, если
имели место загрязненность исходных материалов и недостаточное уплотнение
при прессовании. Только в горячепрессованных изделиях, с плотностью,
близкой к ее теоретической величине, свойства достигают своего оптималь-
ного значения.
С 34
ГЛАВА XI
ЛИТЕРАТУРА
1. Kaufmann A. R., Gordon Р., Lillie D. W., Trans. Am. Soc. Met.
42, 785—844 (1950).
2. Masi ng G., Dahl O., Wissenschaft. 'Veroffentlich. Siemens-Konzern, 8, 255
(1929).
3. Tomkins F. S., Gressman G. W., T о 1 m a c h L. J., The Preparation
of High Purity Beryllium Oxide for Spectrographic Standards, AEG-3104, May 1946.
4. В e a v e r W. W., Stonehouse A. J., Wikle K. G., Vinci F. A.,
A Study of Factors Relating to the Consistency of Mechanical Properties in Extruded
Beryllium (не опубликовано), The Brush Beryllium Company, August 15, 1953.
5. В e a v e r W. W., Production of Beryllium and Its Compounds for Reactor Use
(не опубликовано), The Brush Beryllium Company, April 1952.
6. Ryschkewitsch E., Properties and Physical Constants Data of High Refra-
ctory Materials, Air Force Technical Report № 6330, August 1950.
7. U d у M. С., В о u 1 g e r F. W., The Properties of Beryllium Oxide (не опублико-
вано), Battelle Memorial Institute, December 15, 1949.
8. Sales Department, The Brush Beryllium Company (не опубликовано).
9. Dorfman H. A., Beryllium Carbide (не опубликовано), Fairchild Engine and
Airplane Corporation, NEPA Project, July 1, 1950.
10. Mallet M. W., Durbin E. A., Udy M. C., Vaughan D. A.,
Center E. J., Preparation and Examination of Beryllium Carbide, the 104th
Meeting of the Electrochemical Society, September 1953, Wrights Beach, North
Carolina»
H. Beaver W. W., Production of Beryllium Carbide and Beryllium Carbide-Beryl-
lium Cermets (не опубликовано), The Brush Beryllium Company, January, 31,
1952.
12. Theodore J.G., Beaver W. W., Dolance A., StonehouseA.J.,
The Production of High Purity Beryllium Carbide (не опубликовано), The Brush
Beryllium Company, October 15, 1952.
13. L a n g s d о r f A. S., ам. пат. 2567518, September 1951.
14. J а с о b s о n C. A., Encyclopedia of Chemical Reactions, V. 1, Reinhold, N. Y.,
1946.
15. C h i о t t i P., Experimental Refractory Bodies of High Melting Nitrides, Carbides
and Uranium Dioxide, J. Am. Ceram. Soc., 35, 123—130 (May 19, 1952).
15a. Foster L. S., The Preparation of Crucibles from Nitrides, AECD-2942, July
1945.
16. G u 1 b r a n s e n E. A., Andrew K. F., J. Electrochem. Soc., 97, 383—395
(November 1950).
17. M a g e 1 T., 1953 (частное сообщение).
18. L e v e г e t t J., V i n c i F. A., Development of a Production Method for Beryl-
lium Nitride Pellets (не опубликовано), The 'Brush Beryllium Company, July 1,
1953.
19. S c h о f i e 1 d H. Z., Duckworth W. H., Long R. E., Fabrication of
Beryllia Shapes by Ceramic Extrusion (не опубликовано), Batelle Memorial Insti-
tute, May 1, 1949.
20. W a 1 k e r R. F., Some Preliminary Work on the Manufacture and Sintering of
Dense Beryllia Shapes, AERE-CE-R-440, Unclassified report, Ministry of Supply,
United Kingdom, December 1949.
21. L a n g S. M., Maxwell L. H., Burdick M. D., J. Res. Nat. Bur. Stand.,
45, 366—373 (November 1950).
22. S c h о 1 e s W. A., Investigation of Some Metal-Ceramic Combinations as Coating
Materials (не опубликовано), NEPA Project, Fairchild Engine and Airplane Cor-
poration, March 6, 1951.
23. Coobs J. H., Koshuba W. J., J. Electrochem. Soc., 99, 115—120 (March
1952).
КЕРМЕТЫ И КЕРАМИКА
535
24. Schwartz В., Beryllia, Its Physical Properties at Elevated Temperatures (не
опубликовано), Massachusetts Institute of Technology, February 27, 1952.
25. S c h о 1 e s W. A., J. Am. Ceram. Soc., 33, 111 —117 (April 1950).
26. Gr osswei ner L. I., Seifert R. L., J. Am. Ceram. Soc., 74, 2701—2704
(June 5, 1952).
27. N e e 1 у J. J., T e t e г С. E., T r i c e J. B., Thermal Conductivity and Heat
Capacity of Beryllium Carbide, J. Am. Ceram. Soc., 33, 363—364 (December 1950).
28. F i c h t e r F., Brunner E., Z. anorg. allgem. Chem., 93, 84 (1915).
29. Greenspan J., Properties of Beryllium-Beryllium Oxide Cermets (не опубли-
ковано), Massachusetts Institute of Technology, October 1952.
30. L о n g R. E., Duckworth W. H., Sailer H. A., Stacy J. T.,
Miller R. A., Schofield H. Z., Beryllia and Beryllia-Beryllium Bodies
(не опубликовано), Batelle Memorial Institute, July 31, 1952.
31. Latham-Brown С. E., Extrusion of Beryllium Oxide Powder Mixtures (не
опубликовано), Massachusetts Institute of Technology, May 6, 1949.
32. Finniston H. M., April 19, 1953 (частное сообщение).
33. F r e c h e t t e V. D., G r a n d a 1 1 W. B., L e v i n e H. S., L о г e у G. Е.»
The Mechanism of Oxidation of Binary Composites of A12O3 and BeO with Co, Ni
and Fe, 97th Meet. Electrochem. Soc., Cleveland, April 1950.
34. Koshuba W. J., Stavrolakis J. A., The Iron Age, 77—80 (November
29, 1951); 154—158 (December 6, 1951).
35. W a g n e r H. E., Harman C. G., Fabrication of Beryllium Carbide-Matrix
Bodies of High Density, Battelle Memorial Institute, April 1951 (не опубликовано).
36. S m i t h e 1 1 s C. J., Metals Reference Book, Interscience Publishers, Inc ., N. Y.
181, 1949.
37. T e i t e 1 R. J., Cohen M., The Beryllium-Iron System, J. Metals, 285—296
(April 1949).
38. V e n t u r e 1 1 о G., В u r d e s e A., Allumino, 20, 558—564 (December 1951).
39. S k i n n e r E. N., Metals Handbook, Am. Soc. Met., 1177, 1948.
40. Research and Development Dept., The Brush Beryllium Company (не опубликовано).
41. L e b e a u P., J. Soc. Chem. Industry, 15, 141 (1895).
42. Cohen M., Massachusetts Institute of Technology, July 1945 (не опубликовано).
43. Baenziger N. C., Rundle A. E., The MBe13 Compounds, AECD-2506,
March 2, 1945.
44. M c G u r t у J. A., Cordon S. G., Klein G. E., W i z e m a n К. M.,
Intermetallic Compounds’ of Zirconium and Beryllium, NEPA Project, Fairchild
Engine and Airplane Corporation, January 3, 1952 (не опубликовано).
45. H a u s n e г H. H., К a 1 i s h H. S., J. Metals, 188, 59—66 (January 1950).
46. В u z z а г d R. W., J. Res. Nat. Bur. Stand., 50, 63—67 (February 1953).*
47. G r e n n e 1 1 L. H., Thermal Conductivity of Beryllium and Beryllium Alloys (не
опубликовано), Batelle Memorial Institute, February 1947.
48. Gordon S. G., McGurty J. A., Klein G. E., Koshuba W. J.,
J. Metals, 3, 637—638 (August 1951).
49. Baenziger N., Wilson A., Snow А. (не опубликовано), Iowa State
College, March 1, 1946.
50. M i s c h L., Crystal Structures of AuBe5 and PbBe5 and Its Relation to Cubic AB2,
Metallwirtschaft, 14, 897—899 (1935).
51. Schwarzkopf P., Kieffer R., Refractory Hard Metals, The Macmillan
Company, N. Y., 1953.
52. Economos G., Kingery W. D., J. Am. Ceram. Soc., 36, 403—409 (Decem-
ber 1953).
Б. СВОЙСТВА ОКИСИ БЕРИЛЛИЯ КАК ОГНЕУПОРА
Д. Ф. Уайт
В последние несколько лет окись бериллия привлекает к себе внимание
как огнеупор для изготовления специальной керамики, применяемой в элек-
тротехнике и металлургии. Окись бериллия имеет высокую температуру плав-
ления, малую упругость пара, инертна по отношению к многим материалам
с высокой температурой плавления, обладает превосходными электроизоля-
ционными свойствами при высоких температурах и, вероятно, вследствие ее
большой теплопроводности—исключительной устойчивостью против теплового
удара. Последнее послужило причиной интенсивных исследований окиси
бериллия с точки зрения применения ее в качестве материала для изготовле-
ния лопастей турбин.
Окись бериллия нашла широкое применение в различных областях тех-
ники: а) в качестве фосфоров в люминесцентных лампах, б) в качестве деталей
накаливания и для покрытия нитей в электрических лампах, в) для электродов
в электронных лампах, г) в качестве подогреваемых катодов в радиолампах
[1а, 16], д) в качестве катализатора при промышленном производстве органи-
ческих химических веществ [2], е) в качестве защитного покрытия металлов [3]
и ж) в производстве тугоплавкового стекла [4].
Было подсчитано [5], что в 1942 г. около 1 т окиси бериллия было израс-
ходовано для производства керамики и в металлургии. В электротехнической
промышленности потребление ее за тот же период составляло 7—11 /и, глав-
ным образом при производстве люминесцентных ламп. Однако позднее исполь-
зование окиси бериллия в этой области сократилось до относительно незначи-
тельных количеств вследствие ее токсичности [6].
Хотя окись бериллия была получена Эбельманом, вероятно, впервые *)
еще в 1851 г. [7], она как материал для использования в технике стала до-
ступной только в течение примерно последних 20 лет. Окись бериллия встре-
чается в природе в виде минерала бромеллита [8]. Однако в промышленных
условиях окись бериллия более выгодно получать как промежуточный про-
дукт на одной из стадий технологии получения бериллия из берилла [9].
Поскольку известные источники добычи берилла ограничены как по своему
числу, так и по запасам [10], то окись бериллия является относительно редкой
и дорогой. По этой причине, а также вследствие токсичности окись бериллия
как огнеупорный материал имеет ограниченное применение.
Основные химические и физические свойства окиси бериллия сравнительно
хорошо известны. Однако ее механические свойства изучены недостаточно,
возможно, по причине установленной токсичности и общего сокращения
объема исследований.
Окись бериллия высокой чистоты может быть получена в промышленных
масштабах. Химический анализ трех промышленных партий окиси бериллия
2) Окись бериллия была впервые получена русским исследователем Авдеевым И. В.
в 1841 г., он тогда же впервые правильно установил валентность бериллия (см. работу
Авдеева И. В. «О глицие и его соединениях», Русский горный журнал, ч. III, кн. 9,
стр. 361, 1842).— Прим. ред.
КЕРМЕТЫ И КЕРАМИКА
537
различного качества и одной промышленной партии гидроокиси бериллия
приведены в табл. 77.
Таблица 77
ХИМИЧЕСКИЙ СОСТАВ СТАНДАРТНЫХ ОБРАЗЦОВ ПРОМЫШЛЕННЫХ
ПАРТИЙ ОКИСИ И ГИДРООКИСИ БЕРИЛЛИЯ [31]
Наименова- ние состав- ляющих Окись ком- пании «Фут минерал»(лег- кая, пушис- тая), % Окись компа- нии «Браш бериллиум» (обожженная при высокой температуре, получена из сульфата), % Окись фирмы- «Клифтон продакте» (для огнеупо- ров), % Г идроокись фирмы «Клифтон продакте»» %
ВеО (по разности) 99,8 99,8 99,3 53,5
SiO2 — 0,09 0,22 0,01
А12О3 0,01 0,01 0,22 0,01
Fe2O3 0,10 0,10 0,07 0,01
MgO 0,02 0,02 0,12 0,01
CaO 0,02 0,02 0,02 0,01
МпО — Нет 0,005 —
Окислы ще- лочных ме- таллов 0,02 — — 0,01
Потеря в весе при прокали- вании 46,5
ХИМИЧЕСКИЕ И ФИЗИЧЕСКИЕ СВОЙСТВА ОКИСИ БЕРИЛЛИЯ
Кристаллографические данные
Окись бериллия кристаллизуется в виде бесцветных (поликристалличе-
ская масса имеет белый цвет) гексагональных кристаллов типа вюрцита [И].
Дана [12] относит бромеллит к группе цинкита и указывает твердость для
ВеО, равную 9 по шкале Мооса [121. По его же данным, плотность бромеллита
составляет 3,017 г!смЛ [12]. Истинное значение плотности окиси бериллия—
3,025 г/см3 [13].
По данным Браккена и Йора [14], постоянные кристаллической решетки
окиси бериллия при 18° равны: а=2,6929 А и с=4,3972 А. Маллард [15] нашел,
что окись бериллия оптически положительна и имеет nQ= 1,719 и пе —1,733.
Полинг [111 отмечает, что определенное им межатомное расстояние для
окиси бериллия равно 1,65 А, тогда как вычисленное значение равно 1,75А. По
Полингу [11], это указывает на тенденцию кристаллической структуры к дефор-
мации. Температура плавления окиси бериллия, по Вартенбергу и Верту [16],
равняется 2570±25°. Это значение было подтверждено Ольшанским [17].
Эрвей и Зейферт [18] установили, что точка кипения окиси бериллия должна
быть порядка 4100°, хотя часто в литературе приводится и значение
около 4300°.
Гексагональная кристаллическая структура окиси бериллия, по-видимо-
му, термически устойчива. Браккен и Пор [14]‘проводили свои опыты при
температуре до 1025°, не наблюдая каких-либо изменений в строении кри-
сталла. Бредиг [19] сообщил, что опыты по получению кристаллической моди-
фикации окиси бериллия, отличной от вюрцита, успеха не имели.
538
ГЛАВА XI
Термодинамические данные
Твердая окись бериллия (ВеОтв.). Теплоемкость окиси бериллия как функ-
ция температуры представлена по Келли [20, 21, 24 в] на фиг. 354 и 355.
Температура Дебая, по Нитке [22], составляет 1280°.
Теплосодержание (Н—Н°о) при температуре 298,16° К, как это было
найдено Келли [21] графическим интегрированием, составляет при
Температура, ° К
Фиг. 354. Теплоемкость окиси бериллия в зависимости
от температуры [20,21].
Фиг. 355. Теплоемкость окиси бериллия
при низких температурах.
низких температурах 686 кал!моль. Энтропия при 298,16° К составляет
3,37^0,05 кал!моль-°C. Теплосодержание и энтропия при температурах выше
298,16° К, по данным Келли [21], представлены соответственно на фиг. 356
и 357. Теплосодержание и теплоемкость ВеО при высоких температурах могут
быть вычислены по Келли [246]. Теплосодержание вычисляется по уравнению
Нт—7/298i16 = 8,45T+2,00- 10 372-|-3,17• IO5?""1—3,760 кал!моль с точностью
±3% для температур в интервале 298°<Т(° К)<1200°. В соответствии с этим
теплоемкость окиси бериллия рассчитывается по уравнению С.р = 8,45+4,00Х
ХЮ'3 Т—3,17-105 Г-2 кал/моль-°С.
Значения функции (F°—Н°)/Т, полученные как производные по этим
данным, представлены на фиг. 358. Для удобства все эти же данные приведены
в табл. 78.
Ф
Теплосодержание ВеО,
Температура
и г. 356. Теплосодержание окиси бериллия при температу-
рах выше 298,16° К [21].
В 400 ' 600 1200 1600 2000
ъ Температура, “К Ф
Тем пера т ура, *С
Фиг. 358. Функция свободной энергии для окиси бе-
риллия— [(Fc—Яо)/Т].
540
ГЛАВА XI
Таблица 78
теплосодержание,ЭНТРОПИЯ и СВОБОДНАЯ
энергия для окиси бериллия
т, °к Я/”—Н298Л6, кал) моль •$Т—5298>16, кал/моль - °C кал]моль • °C
298,16 0 0 1,07
300 12 0,03 1,07
400 730 2,09 1,91
500 1 580 3,98 2,82
600 2 540 5,73 3,73
700 3 600 7,36 4,61
800 4 700 8,83 5,46
900 5 830 10,16 6,29
1000 7010 11,40 7,08
1100 8 240 12,58 7,84
1200 9510 13,68 8,50
1300 10 8601) 14,74D 9,23D
1400 12 210D 15,75D 9,9Р’
1500 13 620D 16,72D 10,551)
') Получено экстраполяцией.
ВеО(ТВ.)^ВеО(газ); ВеО(Ж)^ВеО(Га3). Упругость пара окиси бериллия в функ-
ции температуры по Эрвею и Зейферту [18] представлена на фиг. 359. По тем-
пературе плавления и по вычисленным значениям энтропии плавления они уста-
новили величину скрытой теплоты плавления, равную 17000+ 1400 кал/мол-°С,
Фиг. 359. Упругость пара окиси бериллия [18].
/—точка кипения окиси бериллия (4120± 170° С); 2—точка плавления окиси
бериллия (2570±25° С).
что соответствует энтропии плавления, равной 6,0±0,5 кал/моль-°C. Они
также установили, что величина скрытой теплоты испарения окиси бериллия
составляет 117 000+40 500 кал/моль, что соответствует энтропии испарения
в точке кипения, равной 25,6+2,7 кал/моль*°С, а скрытая теплота сублимации
в интервале температур 600—3000° составляет 152 000+10 000 кал/моль.
КЕРМЕТЫ И КЕРАМИКА
541
Ве(тв.)+1/2 О2(газ)—ВеО(ТВ_). Значение теплоты образования окиси бериллия,
приведенное Ротом, Боргером и Симонсеном [23], является, вероятно, более
правильным, чем приводившиеся ранее меньшие величины. Это значение для
A//J при 298,16° К вместе с данными Келли [24а] для величин энтропии
ЛЯ; и свободной энергии А/7/ при образовании окиси бериллия приводятся
Бревером [25]:
А//^298,1б = — 147 000 + 5000 кал/моль,
ASf°298,i6 =23,4 кал/моль-°C,
A/7f298,16 = — 140000 кал/моль.
По новейшим данным Косгрова и Снайдера [26], величина A//J298>16 =
=—143,1 + 0,1 ккал/моль, что вместе с приведенной выше величиной для
энтропии дает Д77/298Л6= 136,1 ккал/моль.
В табл. 79 приведены данные Келли об изменении величины свободной
энергии системы с температурой. Их точность в интервале температур
298—1200° К составляет, по Келли, 3%. Данные для более высоких темпе-
ратур, вероятно, менее точны. В разд. А гл. IV приведено предложенное Кел-
логом уравнение AF°=143,850—2,86TlgT+32,77T, исходящее из данных
Косгрова и Снайдера; вычисленные по этому уравнению величины также при-
ведены в табл. 79. Парциальное давление кислорода над окисью бериллия
может быть вычислено по данным этой таблицы, пользуясь уравнением In р=
——2 AFf/RT, а также пользуясь другими данными; такие вычисления наряду
с данными других авторов приводятся Ластмэном [27];
Таблица 79
ИЗМЕНЕНИЕ СВОБОДНОЙ ЭНЕРГИИ СИСТЕМЫ ПРИ РЕАКЦИИ ОБРАЗОВАНИЯ
ОКИСИ БЕРИЛЛИЯ Be + i/г ВеО
т, °к —AF°, кал!моль г, °К —AF°, кал!моль
по данным Келли по данным Келлога по данным Келли по данным Келлога
291 140 320 136 360 900 125 640 121 960
298,16 140 000 136 190 1000 123 260 119 660
300 140 270 136 140 1100 120 900 117371
400 137810 133 720 1200 118 480 115 094
500 135 370 131 320 1300 116 190 112 827
600 132 910 128 960 1400 113 890 110 569
700 130 470 126610 1500 111 590 108 320
800 128 000 124 280 2000 99 460 97 192
Термическое расширение
Коэффициент линейного расширения окиси бериллия изменяется с тем-
пературой. Браккен и Йор [14] для козффициента линейного расширения а
приводят следующие величины: по оси а при температурах 18 и 1025° соот-
ветственно 53-10'7/°С и НО- 10‘7/°С, а по оси с при тех же температурах
51-10"7/°Си 98-10 7/°С. Для поликристаллической массы ВеО, по Уайту и
Шремпу [28], коэффициент линейного расширения в температурном интер-
вале 20—800° составляет 83-10’7/°С.
Геллер и Яворский [29] в более позднем исследовании нашли следующие
значения коэффициента линейного расширения окиси бериллия: 83-10"7/°С
(для интервала температур 20—800°), 101 • 10 "7/°С (для 20—1400°) и
106- 10“7/°С (для 20—1700°).
542
ГЛАВА XI
Характерное изменение коэффициента линейного расширения а в зави-
симости от температуры для «сырой» и плавленой в электродуговой печи
окиси бериллия, по данным Уайта и Шремпа [28], приводятся в табл. 80. Оба
образца были спрессованы и обожжены при температуре около 1745° (конус
Зегера 33).
Таблица 80
КОЭФФИЦИЕНТЫ ЛИНЕЙНОГО РАСШИРЕНИЯ «СЫРОЙ» И ПЛАВЛЕНОЙ ОКИСИ
БЕРИЛЛИЯ В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ
Темпера- тура, °C «Сырая» окись (плотность 2,142 г/скЗ), ах 10’ Окись, плавле- ная в электро- дуговой печи (плотность 1,753 г/см3), ах 1 О’ Темпера- тура, сС «Сырая» окись (плотность 2,142 г/см*), ах 1 0’ Окись, плавле- ная в электро- дуговой печи (плотность 1,753 г/см3), ах 1 0’ 1
100 54,2 53,5 600 77,4 76,7
200 59,8 60,0 700 80,3 79,8
300 66,0 65,5 800 83,8 82,2
400 70,8 70,4 900 86,1 86,2
500 73.9 73,7 1000 88,9 88,5
Т еплопроводность
Теплопроводность ВеО (приведенная к нулевой пористости), по данным
Кингери [30], в зависимости от температуры представлена на фиг. 360. По
данным того же автора, теплопроводность ВеО при температурах до 1850°
в сравнении с теплопроводностью А12О3 и MgO представлена на фиг. 361.
ф и г. 360. Теплопроводность окиси бериллия
при различных температурах [30].
Влияние температуры на рост зерен окиси бериллия
Нортон [ЗП, Линч, Скофилд и Остин [32], а также другие авторы ука-
зывали на увеличение зерен окиси бериллия при ее термической обработке.
Рост зерен в окиси бериллия достаточно полно описан в последних работах
Дувеца, Оделла и Тейлора [33], проводивших исследования при температурах
КЕРМЕТЫ И КЕРАМИКА
543
до 2000°. Дувец с соавторами нашли, что если исходный диаметр частиц окиси
бериллия был порядка 1 мкм, то при нагревании до температуры 2000° размер
Фиг. 361. Теплопроводность ВеО в сравнении с тепло-
проводностью MgO3 и А12О3 [30].
его увеличивается в 40 раз. Авторы, однако, отметили, что если окись бериллия
имеет большую величину исходных частиц, то их конечная величина после
нагрева также не превышает сколько-нибудь заметно 40 мкм.
Электрические свойства
Удельное электрическое сопротивление окиси бериллия, по данным
Фоэ [34], представлено в табл. 81.
Таблица 81
УДЕЛЬНОЕ ЭЛЕКТРИЧЕСКОЕ СОПРОТИВЛЕНИЕ ОКИСИ
БЕРИЛЛИЯ (ПЛОТНОСТЬ 2,25 г/см3), СПЕЧЕННОЙ ПРИ
ТЕМПЕРАТУРЕ 2100° [34]; НАГРЕВ ОБРАЗЦОВ ПРИ
ИЗМЕРЕНИИ ПРОИЗВОДИЛСЯ В АТМОСФЕРЕ АЗОТА
Температура, °C Удельное со- противление, ом -см Температура, °C Удельное сопротивле- ние, ом - см
1000 80 000 000 1600 35 000
1100 16 000 000 1700 15 000
1200 4 000 000 1800 6 500
1300 800 000 1900 3 500
1400 250 000 2000 1 600
1500 80 000 2100 800
Значения температурного коэффициента удельного электрического сопро-
тивления окиси бериллия—(1//?) (Д/?/ДТ), рассчитанные по данным табл. 81,
представлены на фиг. 362.
Глемзер [35] дает величину диэлектрической постоянной для окиси берил-
лия, приготовленной прокаливанием Ве(ОН)2 в течение 13 час. при температуре
1270°, равной 13,7. Рассел [36] определил, что для окиси бериллия фирмы
544
ГЛАВА XI
«Дегусса» при плотности 2,9 г/см? величина диэлектрической постоянной
удельного электрического сопротивления
окиси бериллия [39].
диэлектрической постоянной для окиси бериллия с плотностью 2,79 г/см3
при 100 кгц составляет 6,3. Это последнее значение, по-видимому, является
наиболее надежным.
Лучеиспускательная способность
Яркостная температура и лучеиспускательная способность трех типов
ВеО, по Зейферту [38], приведена в табл. 82.
Таблица 82
ЯРКОСТНАЯ ТЕМПЕРАТУРА. МОНОХРОМАТИЧЕСКАЯ И ИНТЕГРАЛЬНАЯ
ЛУЧЕИСПУСКАТЕЛЬНАЯ СПОСОБНОСТЬ ТРЕХ ТИПОВ ПРОМЫШЛЕННОЙ
ОКИСИ БЕРИЛЛИЯ
Тем- пера- тура, 'СК Яркост- ная тем- пература, °К Окись типа 1 Окись типов 2 и 3 Интегральная лучеиспускатель- ная способность е/
лучеиспускатель- ная^способность яркост- ная тем- пература, °К монохрома- тическая лучеиспу- скательная способность 6(Ь665
Гмонохро- \матиче- ская £0»665 интеграль- ная Ч окись типа 2 окись типа 3
1200 1160,4 0,542 0,665 1104,6 0,212 0,331 0,336
1300 1253,7 0,543 0,706 1187,9 0,209 0,383 0,361
1400 1347,0 0,546 0,746 1271,0 0,210 0,405 0,392
1500 1440,4 0,552 0,785 1354,2 0,213 0,425 0,420
1600 1533,8 0,559 0,819 1437,1 0,217 0,447 0,439
1700 1627,3 0,568 0,843 1519,8 0,222 0,474 0,453
1800 1720,9 0,577 0,867 1602,4 0,228 0,499 0,463
1900 1814,7 0,587 0,894 1684,9 0,235 0,513 0,470
2000 1908,5 0,931 1767,2 0,517 0,474
2100 1849,6 0,514 0,475
2150 1890,7 0,509 0,475
КЕРМЕТЫ И КЕРАМИКА
545
Ьй тип окиси бериллия представляет собой горячепрессованную, обож-
женную при высокой температуре однородно темную окись бериллия с плот-
ностью 2,85 г 1см3. 2-й тип является горячепрессованной окисью бериллия
марки «Браш S-Р»1) однородно белого цвета с плотностью 2,844 г/см3, содер-
жащей случайные серые или черные вкрапления. 3-й тип то же, что и окись
2-го типа, но повторно прокаленная на воздухе, в результате чего она стала
полностью однородно белого цвета. Плотность окиси бериллия 3-го типа состав-
ляла 2,718 г!см3. Приведенные в табл. 82 данные для окисей 2-го и 3-го типов
различаются между собой за счет методов их получения. С другой стороны,
данные, относящиеся к 1-му типу окиси, отчетливо указывают на то, что уве-
личение лучеиспускательной способности является следствием присутствия
примесей, в основном, по-видимому, углерода. Зейферт определил, что точ-
ность данных для монохроматической лучеиспускательной способности лежит
в пределах 10%, а для интегральной—в пределах 20%.
Фотоэлектрические постоянные
По Спеннеру [39] и Дэшмэну [40], фотоэлектрический порог для окиси
бериллия составляет 3745 А, а работа фотоэлектрического выхода составляет
3,30 эв.
Магнитная восприимчивость
Часто приводимые данные Мейера [411 о том, что магнитная восприим-
чивость окиси бериллия равна нулю, являются, как это показал Хэт-
чинсон [42], ошибочными. Последний сообщил, что окись бериллия диамаг-
нитна и что при комнатной температуре в магнитном поле силой 1,24-104 эрстед
ее магнитная восприимчивость составляет (—0,477 + 0,008) • 10“6 абсолютных
электромагнитных единиц на грамм, или (—11,93 + 0,19)-10-6 абсолютных
электромагнитных единиц на моль. Хэтчинсон показал также, что с измене-
нием силы магнитного поля магнитная восприимчивость ВеО меняется незна-
чительно.
Химическая активность
Действие различных реагентов. Обобщив данные о химической актив-
ности ВеО, Торп [43] установил, что взаимодействие окиси бериллия с кисло-
тами и щелочами в основном зависит от температуры. ВеО сравнительно легко
растворяется в расплавленных щелочах, карбонатах щелочных металлов
и пиросульфатах щелочных металлов.
Вероятно, наиболее простым из известных способов перевода ВеО в рас-
творимое состояние является ее сплавление с КОН [44], в результате которого
получается растворимое в воде вещество.
ВеО взаимодействует с концентрированной H2SO4 [13], образуя безводные
сульфаты, медленно растворяющиеся в воде вследствие постепенной гидратации
с образованием BeSO4-4H2O [45]. Установлено, что плавиковая кислота (HF)
растворяет ВеО гораздо легче, чем другие галоидоводородные кислоты.
Лебо [13] нашел, что концентрированная НС1 растворяет ВеО медленно, но
эту реакцию можно ускорить, нагревая кислоту до кипения и применяя тонко
измельченную окись. Им также было обнаружено, что ВеО легко взаимодей-
ствует с газообразными галоидоводородами при их прохождении над нагретой
смесью ВеО и углерода. Найдено, что HNO3 взаимодействует с ВеО слабее,
чем НС1.
Мейер [46] установил, что ВеС12 может быть получен при пропускании
паров СС14 над нагретой ВеО. ВеС12 может быть также получен при пропуска-
х) Окись фирмы «Браш бериллиум», полученная прокаливанием сульфата бериллия.—
Прим. ред.
35 Бериллий
546
ГЛАВА XI
нии сухого фосгена СОС12 над ВеО при температуре 450° [47]. По данным
Бурио [48], хлорид бериллия образуется и при нагревании смеси ВеО и S
в токе паров хлористой серы. Дэльсаль [491 нашел, что ВеО взаимодействует
с яблочной и винной кислотами.
Кретьен и Зильбер [50] нашли, что CS2 начинает взаимодействовать
с ВеО при температурах выше 700° . Экстраполируя, они пришли к выводу,
что при температуре 1325° реакция эта должна полностью закончиться в тече-
ние 1 часа.
К числу веществ, взаимодействующих с ВеО, относятся также НРО3,
H3PO4hH2SO3 [51].
Взаимодействие ВеО с Н2О при повышенных температурах приводит (по
Гроссвейнеру и Зейферту [52]) к образованию летучего продукта по уравнению
ВеО(ТВ.) + Н2О(газ) —> ВеО*Н2О(газ)«
Этот летучий продукт, как показала более ранняя работа Хэтчинсона
и Мальма [53], при охлаждении разлагается с образованием ВеО. Гроссвей-
нер и Зейферт [52] нашли, что константа равновесия приведенной выше реак-
ции может быть найдена по уравнению
IgKp = 1,63-9060/7.
Из этого уравнения ими было найдено, что Д/7° составляет при темпера-
туре 1400° 41,5 ккал!моль, a Д7° 29 ккал!моль: Авторы отметили также, что
значение этих термодинамических величин при температуре 1400° в сочетании
с данными об упругости пара ВеО [281 указывают на то, что продуктом этой
реакции может быть Be (ОН)2 (газ).
Взаимодействие с химическими элементами. Лебо [13] констатировал,
что из галоидов только фтор взаимодействует с ВеО при нагревании до тем-
пературы 400°. Спицын [54], однако, установил, что при температуре выше*
600° с ВеО начинает взаимодействовать и хлор.
Лебо [13] исследовал также взаимодействие окиси бериллия с углеродом,
бором и кремнием и установил образование при высоких температурах кар-
бида, борида и силицида бериллия. Кроль [55], изучая более тщательно взаимо-
действие между ВеО и С в вакууме, нашел, что при температуре 1350° продуктом
реакции является металлический бериллий.
Нортон, Кингери, Экономос и Гуменик [56] нашли, что при температуре
1800°, как это и следовало предполагать, исходя из термодинамических
данных, окись бериллия взаимодействует с ниобием, кремнием, титаном и цир-
конием. По их данным, взаимодействия окиси бериллия с никелем и молибде-
ном при этом не наблюдалось. Полученные ими данные о поведении титана
хорошо согласуются с данными Кроля [57] и Брейса [58], установившими,
что содержание ВеО в титане составляет при температуре 1700° величину
1,73-10"4 долей моля. Данные о поведении циркония хорошо согласуются
с данными Магела [59]. Имеются указания [60], что окись бериллия устойчива
против воздействия расплавленных лития, натрия, калия и свинца при темпе-
ратуре 800°, а также расплавленного кальция при температуре 60001). Нор-
тон [61] отмечает, что тигли из окиси бериллия пригодны для плавления
чистых металлов, таких, как железо, никель, платина, имея в виду их весьма
незначительное взаимодействие с окисью бериллия. Однако в отношении пла-
тины имеется некоторая неясность, поскольку Уайт, Шремп и Сойер [62]
указали на то, что этот металл загрязняется бериллием при переплавке в тигле
из окиси бериллия.
Кролю [57] удалось восстановить ВеО кальцием и магнием при темпера-
туре 1000°.
*) По-видимому, ошибка, так как кальций плавится при температуре 810°.—Прим,
ред.
КЕРМЕТЫ И КЕРАМИКА
547
Взаимодействие с другими окисями. Взаимодействие окиси бериллия
с другими окисями обычно описывается диаграммами состояния. Так как
последние уже были опубликованы в специальной периодической литерату-
ре [63], то приводить их здесь нет необходимости. Однако перечень опублико-
ванных диаграмм состояния систем окисей приводится ниже со ссылками
на соответствующие оригинальные работы.
Двойные системы
ВеО— А12О3 [37]
ВеО—ВаО [37]
ВеО—СаО [64]
ВеО—СоО [64]
ВеО—СиО [64]
ВеО—Сг2О3 [65, 66]
ВеО—Fe2O3, Fe3O4 [65—67]
ВеО—La2O3 [65]
ВеО—MgO [64]
ВеО—NiO [64]
ВеО—SiO2 [68]
ВеО —ThO2 [69]
ВеО—TiO2 [65]
ВеО —ZrO2 [69]
Тройные системы
ВеО — А!2О3 — TiO2 [71]
ВеО— А12О3 — ТЮ2 [37]
ВеО— А12О3—СаО [37]
ВеО —А12О3—MgO [37]
ВеО — А12О3 — ZrO2 [37]
ВеО — ZrO2 — СаО [70]
ВеО — ZrO2 — СеО2 [70]
ВеО—ZrO2 — MgO [72]
ВеО —ThO2 — MgO [72]
МЕХАНИЧЕСКИЕ СВОЙСТВА ОКИСИ БЕРИЛЛИЯ
Изделия из окиси бериллия, так же как и из других керамических мате-
риалов, при комнатной температуре обладают высокой хрупкостью. Однако
их механические свойства зависят от наличия примесей, плотности, текстуры
(т. е. от величины зерен, наличия связующего между зернами и т. д.), а также
от условий изготовления. Ниже приводятся данные о механических свойствах
окиси бериллия в зависимости от указанных выше факторов.
Модуль упругости (модуль Юнга)
Наиболее часто приводимым значением модуля Юнга является величина
3,01 •104 кг!мм2, полученная для спрессованной и спеченной окиси бериллия
с плотностью 2,9 г 1см3 производства фирмы «Дегусса» [36]. Нортон [61] ука-
зывает, что для окиси с плотностью 3,01 г!см3 зна-
чение модуля Юнга составляет 3,85-104 кг!мм2.
По неопубликованным данным сотрудника Аргонн-
ской национальной лаборатории Карпа, следует,
что значение модуля изменяется линейно с изме-
нением плотности по уравнению Е=320р—595,
где Е—модуль Юнга в 1-Ю10 дин!см2, плотность
р в г!см3. Это уравнение дает величину модуля Юнга
для окиси бериллия с плотностью 3,025 г!см3, рав-
ную 3,81 • 104 кг!мм2.
С повышением температуры значение моду-
ля Юнга уменьшается. Результаты определений
модуля Юнга, по данным Рышкевича [73], для окиси
фирмы «Дегусса» представлены в табл. 83.
Таблица 83
ВЛИЯНИЕ ТЕМПЕРАТУРЫ
НА ВЕЛИЧИНУ МОДУЛЯ
ЮНГА ДЛЯ ОКИСИ БЕРИЛЛИ Я
[73]
Температура, °C Модуль Юнга (Е), 101
20 3,15
800 2,8
1000 1,61
1200 1,4
По данным Кирстеда [74], сотрудника Аргоннской национальной лабо-
ратории, на фиг. 363 приводится изменение модуля Юнга при повышении
температуры от комнатной до 1000°.
35*
548
ГЛАВА XI
Фиг. 363. Изменение модуля Юнга в за-
висимости от температуры [74].
Прочность при сжатии и растяжении
Прочность при сжатии для окиси бериллия, имеющей теоретическую или
близкую к ней плотность, при комнатной температуре составляет величину,
превышающую 140 кг!мм2. По Нортону [61], она равна 160 кг!мм2.
Прочность окиси' бериллия при растяжении так же, как и для других кера-
мических материалов, относительно мала; Кистлер [75], описывая свойства
окиси бериллия фирмы «Дегусса», приводит
для нее величину предела прочности при рас-
тяжении, равную 12,95 кг!мм2. При этом
плотность испытанной окиси бериллия, как
сообщает Рассел [36], составляла 2,9 г!см3.
Таблица 84
ИЗМЕНЕНИЕ ПРОЧНОСТИ ПРИ
СЖАТИИ И РАСТЯЖЕНИИ ДЛЯ ВеО
В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ
[75]
Темпера- тура, °C Предел прочности при сжа- тии, кг] мм2 Предел проч- ности при растяжении, кг/мм2
20 80,8 12,95
200 70,0 10,92
400 60,9 8,89
600 51,8 7,00
800 42,0 5,18
1000 32,9 3,29
1200 23,1 1,26
1400 14,7 —
1600 5,6 —
Влияние температуры на прочность при
сжатии и растяжении, по данным Кистлера
[75], приводится в табл. 84.
Данные, приведенные в табл. 84, дают
только порядок изменения указанных в. ней
величин, так как изменение плотности окиси
бериллия ведет к соответствующим измене-
ниям средних значений прочности окиси бе-
риллия в зависимости от температуры.
Предел прочности при изгибе
Рассел [36] считает, что предел прочности
при изгибе для окиси бериллия фирмы «Де-
гусса» с плотностью 2,9 г!см3 составляет
14,40 кг!мм2. Рышкевич [73] приводит не-
сколько большую величину—18,2/сг/лш2. Линч,
Скофилд и Остин [32] приводят для предела прочности при растяжении
окиси бериллия с плотностью 2,60 г!см3 величину 9,0 кг!мм\ а с плот-
ностью 2,87 г!см3—10,0 кг!мм2. Данные Рышкевича [73] об изменении вели-
чин прочности при изгибе для окиси бериллия в зависимости от темпера-
туры приведены в табл. 85. Линч, Скофилд и Остин [32] установили, что
температура разрушения при испытании на изгиб окиси бериллия с плот-
ностью 2,7 г!см3 при нагрузке 0,7 кг!мм2 составляет 1400°.
КЕРМЕТЫ И КЕРАМИКА
549
Таблица 85
ИЗМЕНЕНИЕ ПРОЧНОСТИ ПРИ
ИЗГИБЕ ДЛЯ ВеО В ЗАВИСИМОСТИ
ОТ ТЕМПЕРАТУРЫ [73]
Температура, °C Предел прочности при изгибе, кг/мм2
20 18,2
550 12,6
1000 12,6
1200 9,8
Таблица 86
ПОЛЗУЧЕСТЬ ВеО ПРИ
РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ
[77]
Температура, °C Удлинение, %/часх 104
1095 3,1
1150 7,0
1205 14,6
1260 100
Ползучесть
Механические свойства окиси бериллия уменьшаются при повышении
температуры. Баруди, Дакворт, Симонс и Скофилд [76], рассматривая вопрос
о разрушении окиси бериллия при повышенных температурах, пришли к вы-
воду, что ее пластическая деформация происходит в интервале температур
950—1000° и зависит от метода приложения нагрузки и градиента температур.
Синнот [77] произвел определение ползучести окиси бериллия, имевшей
пористость 30—35%. Полученные им результаты при нагрузке 6,7 кг!см2
приведены в табл. 86.
Хотя данные табл. 86 получены на очень пористых образцах и достовер-
ность их для более плотного материала сомнительна, тем не менее увеличение
ползучести с повышением температуры является характерным для окиси
бериллия.
Термическая стойкость
Окись бериллия обладает высокой стойкостью против термического раз-
рушения при тепловых ударах. Например, тигли из окиси бериллия могут
быть нагреты и затем быстро охлаждены без разрушения, подобно тиглям,
изготовленным из других окисей. Это, по-видимому, связано с влиянием на
термостойкость геометрии образца, условиями охлаждения, моментом разру-
шения и т. п. Целью многих современных исследований в области термостой-
кости хрупких материалов является разработка научных методов количествен-
ного выражения этого свойства.
Баруди, Дакворт, Симонс и Скофилд [76] изучали теплопередачу через
стенки керамических труб в условиях, когда температура более холодной
поверхности поддерживалась равной 815°. Они нашли, что в этих условиях
теплопроводность труб, изготовленных из окиси бериллия, примерно вдвое
превосходит теплопроводность труб из окиси алюминия. Однако Менсон [78],
изучавший термостойкость лопастей турбин, изготовленных из хрупких кера-
мических материалов, пришел к выводу, что по величине термического напря-
жения окись бериллия значительно превосходит окись алюминия только
в определенных ограниченных условиях.
ИЗГОТОВЛЕНИЕ И ПРИМЕНЕНИЕ ОГНЕУПОРОВ ИЗ ОКИСИ БЕРИЛЛИЯ
Для изготовления из окиси бериллия качественных огнеупорных изделий
могут служить обычные методы, применяемые в керамическом производ-
стве [791. К этим методам относятся уплотнение холодным прессованием сухой
массы, виброуплотнение и шликерное литье с последующей термической обра-
боткой. Окись бериллия поддается также горячему прессованию. Влияние
термической обработки на поведение прессованных изделий из окиси бериллия
изучено достаточно хорошо.
550
ГЛАВА XI
Холодная формовка и спекание
Шликерная отливка. По данным Нортона [31], этот процесс начинается
с размола окиси бериллия в футерованной сталью шаровой мельнице со сталь-
ными шарами до величины частиц меньше 30 ммкм (50% частиц обычно имеют
размер меньше 4,5 мкм). После трех последовательных выщелачиваний кисло-
той и промывок водой pH пульпы доводится до 4,5—5. Плотность шликера/
в котором содержится соответственно 37—33% воды, лежит в пределах,
1,9—2 г!см3. Такой шликер может быть затем подвергнут отливке обычным
способом.
Кэлдервуд [80] указывает, что качественный шликер был приготовлен'
из окиси бериллия—325 меш. Он установил, что для получения хорошей
шликерной отливки контроль кислотности может быть не очень строгим,
однако плотность шликера должна быть близкой к значению 2 г!см3.
Вилльямс и Гарднер [81] нашли, что чем меньше величина pH, тем лучше
получается суспензия частиц окиси бериллия, однако вязкость шликера при
этом увеличивается. Для получения качественного шликера они рекомендуют
поддерживать величину pH около 1,5.
Холодное прессование и виброуплотнение. Введение в порошкообразную
окись бериллия соответствующих смазок и связующих веществ с последующим
холодным прессованием или виброуплотнением вполне применимо для фор-
мовки из нее изделий. Нортон [31] нашел, что растворимый в воде воск в каче-
стве связующего при холодном прессовании окиси бериллия дает удовлетвори-
тельные результаты. Келлер, Петерсон и Хэндлин [82] нашли, что парафин
может успешно применяться как при холодном прессовании, так и при ви-
броуплотнении. Линч, Скофилд и Остин [32] при формовке изделий
из окиси бериллия холодным прессованием также применяли добавку
связующих.
Спекание. Спекание окиси бериллия после формовки одним из указанных
выше методов позволяет получить плотность изделий около 2,9 г!см3. Келлер
и др; [82] указывают, что изделия из окиси бериллия, спеченные при темпе-
ратуре 1950°, в практическом применении превосходили по своим качествам
изделия, спеченные при более низких температурах, хотя пористость в первом
случае достигала 32%. Нортон [61] нашел, что спекание при температуре
1800° позволяет получать из окиси бериллия тигли удовлетворительного
качества с применением формовки как холодным прессованием, так и шликер-
ной отливкой. Плотность таких изделий находится обычно в пределах
2,7—2,9 г/см3. Увеличение степени дисперсности окиси бериллия (частицы
размером около 5 мкм) способствует увеличению плотности изделий после
термообработки. Линч и др. [32] нашли, что обжиг прессовок при температуре
1815° из исходного материала с размером частиц 5 мкм позволяет получать
изделия с плотностью 2,70 г!см3, тогда как при начальном размере частиц,
равном 22 мкм, общая плотность изделий составляет только 2,35 г!см3. Дувец
и др. [33] наблюдали аналогичное поведение окиси бериллия в зависимости
от величины частиц, что также было подтверждено и Егером [83]. Уокер [84],
однако, сообщил, что плотность 2,94 г!см3 может быть достигнута спеканием
и при температуре 1600°. Это, по-видимому, следует отнести за счет того, что
спекание производилось в атмосфере аргона [85].
Горячее прессование
Данные Мюррея, Роджерса и Вилльямса [86] о свойствах окиси бериллия
при горячем прессовании под давлением 140 кг 1см? приведены на фиг. 364,
где конечная плотность представлена как функция температуры прессования.
В работе Мюррея с соавторами имеется указание, что рост зерен до темпе-
ратуры 1800° происходит медленно, но значительно ускоряется выше этой
КЕРМЕТЫ И КЕРАМИКА
551
температуры. Образцы, полученные при температуре 1900° и выше, имели
крупнокристаллическую структуру и обладали пониженной прочностью и
высокой хрупкостью. Рост зерен следует отнести за счет влияния давления
при таких высоких температурах и воздействия восстановительной атмосферы.
Фиг. 364. Зависимость плотности
окиси бериллия от температуры горя-
чего прессования.
Применение огнеупорных изделий из окиси бериллия
Наиболее ранней и важной областью применения окиси бериллия в каче-
стве огнеупора было изготовление колпачков для газокалильных фонарей [87].
Применение окиси бериллия как материала «для производства тиглей и дру-
гих огнеупорных сосудов» было запатентовано Томсоном [88] в 1915 г. и спо-
собствовало интенсивным исследованиям с точки зрения использования окиси
бериллия в металлургической и керамической промышленности.
Окись бериллия успешно была применена для изготовления контейнеров
для расплавленного никеля [54], железа [58], платины [58], тория [80] и
церия [80].
Имеются указания [57], что окись бериллия восстанавливается такими
металлами, как кальций и магний, однако скорость реакции восстановле-
ния при температуре плавления этих металлов, по-видимому, невелика. Кроме
того, скорость этой реакции в большой степени зависит от величины поверх-
ности соприкосновения окиси и металла.
Широкое применение керамических огнеупорных изделий из окиси берил-
лия в качестве чехлов для термопар, жаровых труб, высокотемпературных
электрических изоляторов в значительной степени ограничивается высокой
стоимостью окиси бериллия. Было предложено [89] применять окись бериллия
в качестве тугоплавкого теплоизоляционного материала.
Наиболее интенсивные исследования окиси бериллия проводились в на-
правлении возможности ее применения в качестве материала для изготовления
лопаток турбин [32, 36, 73, 75, 78]. Однако хрупкость, получаемая при этом,
по-видимому, исключает возможность применения окиси бериллия для лопа-
ток турбин обычного типа.
Гудмэн [90] показал, что благоприятные ядерные свойства окиси бериллия
позволяют применять ее для изготовления замедлителей нейтронов и отража-
телей в ядерных реакторах, предназначенных для регулирования потока
тепловых и надтепловых нейтронов. В этом отношении окись бериллия пре-
восходит по своим качествам графит, однако по экономическим причинам [91]
она еще не нашла себе широкого применения в этой области.
552
ГЛАВА XI
ЛИТЕРАТУРА
la. N о v i a s L., J. Am. Ceram. Soc., 15, 234 (1932).
lb. David L., Metallurgia, 30, 91—93 (1944).
2. Am. пат. 2518714, August 1950; 2525073, October 1950; Брит. пат. 674414, June 1952.
3. S h i m i z e r Y., Narita К.» Mizu no H., яп. пат. 2857, September 1950.
4. P a v 1 ish A. E., Mockri n 1., J. Am. Ceram. Soc., 30, 54—63 (1947).
5. Encyclopedia of Chemical Technology, 2, Interscience Publishers, Inc., N. Y., 1948.
6a. Morgis G. G., Forbes J. J., Review of Literature on Health Hazards of
Beryllium and Its Compounds, Bureau of Mines, Information Circular 7574, July
1950.
6b. Sterner J. H., Eisenbud M., Arch. Industr. Hygiene a. Occupational
Medicine, 4, 123—151 (1951).
6c. В r e s 1 i n A. J., Bull. Am. Ceram. Soc., 30, 395—398 (1951).
7a. E b e 1 m a n J. J., Comptes rendus, 32, 710 (1851).
7b. Ebelman J. J., Comptes rendus, 33, 526 (1851).
7c. E b e 1 m a n J. J., Annales des Mines, 4, 183 (1853).
8a. A m i n о f f G., Geologiska Foreningens i Stockholm Forhandlingar, 40, 535 (1918).
8b. A m i n о f f G., Z. Kristallographie, 62, 3260 (1921).
8c. A m i n о f f G., Kungliga svenska Vetenskapsakademiens Handlingar, 9, 13 (1931).
8d. A m i n о f f G., Z. Kristallographie, 62, 113—122 (1925); 63, 175 (1926).
9a. Kj el Igr en B. R., Encyclopedia of Chemical Technology, 2, 492 (1948).
9b. P о t v i n R., British Intelligence Objective Sub-committee Final Report № 158,
Item № 21, September 1945.
9c. P e г г у с о s t e W. B., British Intelligence Objective Sub—committee Final
Report № 319, Item № 21, November 1945.
9d. Sawyer С. B., SI о man H. A., Office of the Technical Society Report,
P. B., 2685, 1946.
9e. К j e 1 1 g r e n B. R. F., J. Electrochem. Soc., 93, 122—128 (1948).
10. U. S. Bureau of Mines, Minerals Yearbook, U. S. Government Printing Office, Washing-
ton, 1950, 1952.
11. P a u 1 i ng L., J. Am. Chem. Soc., 49, 756—790 (1927).
12. D a n a, A Textbook^'of Mineralogy, 4th edition, John Wiley & Sons, N. Y., 1950.
13a. Lebeau P., Comptes rendus, 121, 496 (1895).
13b. Lebeau P., Comptes rendus, 123, 818 (1896).
14. В г а к к e n H., J о r e O., An X-ray Investigation of the Thermal Expansion
of ZnO and BeO, Kongelige Norske Videnskabers Selskabs, Skrifter 1935, Vol. 1,
№ 8, 1936.
15. Mallard E., American Mines, 12, 427, 460 (1887).
16. Wartenberg H., Werth H., Z. anorgan. allgem. Chem., 190, 178—184
(1930).
17.
18.
19.
20.
21.
22.
23.
Ольшанский Я- И., Доклады АН СССР, 59, 1105—1107 (1948).
Е г w а у N. D., Seifert R. L., J. Electrochem. Soc., 98, 83—88 (1951).
В г е d i g М. A., Oak Ridge National Laboratory-865, 78—81, September 20, 1950.
Kelley К. K., Bureau of Mines Bulletin 394, 1935.
Kelley К. K., J. Am. Chem. Soc., 41, 1217—1218 (1939).
N i t к a H., N aturwissenschaften, 29, 336—337 (1941).
Roth W. A., Borger E., Siemonsen H., Z. anorg. allgem. Chem.,
239, 321 (1938).
24. К e 1 1 e у К. К., Bureau of Mines Bulletin: a) 434, 1941; 6) 476, 1949; в) 477, 1950.
25. В r e w e r L., Chem. Reviews, 52, 1—73 (1953).
26. С о s g г о v e L. A., Snyder P. E., J. Am. Chem. Soc., 75, 3102—3103 (1953).
27. L u s t m a n B., Steel Processing, 32, 669 (1946).
28. W h i t e H. E., S h r e m p R. M., J. Am. Ceram. Soc., 22, 185—189 (1939).
29. Geller R. F., Yavorsky P. J., J. Res. Nat. Bur. Stand., 35, 87 (1945).
30. К i n g e г у W. D., J. Am. Ceram. Soc., 37, 80—84 (1954).
КЕРМЕТЫ И КЕРАМИКА
553
31. N о г t о n F. Н., J. Am. Ceram. Soc., 30, 242—245 (1947).
32. L у n с h J. F., Schofield H. Z., Austin C. R., Summary Report on
Fundamental Studies of Ceramic Materials, NP-607, BMI, October 1947.
33. Duwez P., Odell F., T а у 1 о r J. L., J. Am. Ceram. Soc., 32, 1—9 (1949).
34. F о e x M., Comptes rendus, 214, 665—666 (1942).
35. G 1 e m s e r C., Z. Elektrochem., 45, 865—870 (1939).
36. Russell R., The Electrical and Technical Ceramic Industry of Germany, FIAT
Final Report № 617, December 26, 1947.
37. Geller R. F., Y a v о r s к у P. J., S t e i r m a n B. L., C r e a m e r A. S.#
J. Res., NBS, 36, 277—312 (1949).
38. S e i f e r t R. L., Phys. Rev., 73, 1181—1187 (1948).
39. Spanner H. J., Annalen der Physik, 75, 609 (1924).
40. D u s h m a n S., Rev. Mod. Phys., 2 (October 1930).
41. Meyer S., Monatsheft filr Chemie, 20, 799 (1899).
42. H u t c h i n s о n C. A., Phys. Rev., 75, 465—466 (1949).
43. Thorpe J. F., Thorpe’s Dictionary of Applied Chemistry, V. 6, 1943.
44. D e b г а у H. J., Am. J. Chem. a. Phys., 44, 1 (1855).
45. A t t e n b e r g A., Kungliga Svenska Veterskapsakademiens Handlingar, 30,
80 (1873).
46. M e у e r L., Berichte der deutschen chemischen Gesellschaft, 20, 681 (1887).
47. В о о t h H. S., T о г г e у G. G., J. Phys. Chem., 35, 2469 (1931).
48. В о u r i о n E., Comptes rendus, 145, 62 (1907).
49. D e 1 s a 1 J. L., J. Chem. Phys., 35, 34 (1938).
50. Chretien A., Silber P., Comptes rendus, 226, 2072—2074 (1948).
51. J acobson C. A., Encyclopedia] of Chemical Reactions, V 1, Reinhold Publi-
shing Corporation, N. Y., 1946.
52. G г о s s w e i n e г L. I., Seifert T. L., J. Am. Chem. Soc., 74, 2701—2704
(1950).
53. Hutchinson C. A., Malm J. G., J. Am. Chem. Soc., 71, 1338 (1949).
54. S p i t z i n V., Z. anorg. allgem. Chem., 189, 337—366 (1930).
55. Kroll W. J., Schlechten W., J. Electrochem. Soc., 93, 247—258
(1948).
56. N о r t о n F. H., Kingery W. D., Economos G., Humenick H.,
A. Study of Metal-Ceramic Interaction at Elevated Temperature, NYO-3144, Feb-
ruary 1, 1953.
57. Kroll W., Z. anorg. allgem. Chem., 204, 331—336 (1939).
58. Brace P. H., J. Electrochem., Soc., 94, 170—176 (1948).
59. Magel T. T., Vacuum Reduction of Some Metallic Oxides Using Zirconium,
AECD-3321, January 1952.
60. Lyon R. L., Liquid Metals Handbook, 2nd Edition, U. S. Government Printing
Office, Washington, 1952.
61. N о r t о n F. H., Refractories, 3rd edition, McGraw-Hill, N. Y., 1949.
62. White H. C., S h r e m p R. M., S a w 1 e r C. R., J. Am. Ceram. Soc., 23,
157—159 (1940).
63. Hall F. P., I r s 1 e у H., J. Am. Ceram. Soc., 30 (1947).
64. War t enberg H., R e u s c h H. V., Z a r a n E., Z. anorg. allgem. Chem.,
230, 257 (1937).
65. D u к e 1 s к i M., Z. anorg. allgem. Chem., 50, 47 (1906).
66. G j e s s i n g L., Larson T., Major H., Norsk. Geologisk Tidskrift, 22,
92—99 (1942).
67. H u t t i g G. F., Z inker D., Kittel H., Z. Elektrochem., 40, 310—311
(1934).
68. Morgan R. A., Hummel F. A., J. Am. Ceram. Soc., 32, 250—255 (1949).
69. W ar t enb erg H., R e u s c h H. W., Z. anorg. allgem. Chem., 267, 1 (1932).
70. Ruff O., Ebert R., Leorpabel W., Z. anorg. allgem. Chem., 207, 310
(1932).
554
ГЛАВА XI
71. Lang S. M., Fillmore C. L., Maxwell L. H., J. Res. Nat. Bur. Stand.,
48, 49 (1952).
72. L a n g S. M., Maxwell L. H., Geller R. F., J. Res. Nat. Bur. Stand.,
43, 49 (1949).
73. Ryschkewitsch E., AFTR № 6330, August 1950.
74. К i e г s t e a d H. A., Argonne National Laboratory (частное сообщение).
75. К i s t 1 e r S. S., CIOS Report, File № XXXI-22.
76. Baroody E. M., Duckworth W. H., Simons E. M., Schofi-
eld H. F., AECD-3486, May 22, 1951.
77. Sinnott M. J., NEPA-1219-MIC-16, November 1949.
78. M a n s о n S. S., NACA-TN-2933, July 1953.
79. S c h w a r t z M. A., White G. C., Curtis С. E., Oak Ridge National
Laboratory-1354, April 16, 1953.
80. С a 1 d e r w о о d W., AECD-2736, January 18, 1953.
81. W i 1 1 i a m s A. E., G a r d n e г В. V., AERE-M/R-365, June 1949.
82. К e 1 1 e r W. H., Peterson D., H a n d 1 i n L., AECD-2743, August 1945.
83. J a eg er G., Berichte der deutschen keramischen Gesellschaft, 28, 14—18 (1951).
84. Walker R. F., AERE-CE/R-440, December 1949.
85. Брит. пат. 665373, November 28, 1951.
86. M u г г а у P., Rodgers E. P., Williams A. E., AERE-M/R-893, July
1952.
87. S i n g e r F., Refractories Journal, 11, 567 (1935).
88. Брит. пат. 2438 (1915).
89. M i 1 1 e r W. A., Ratcliffe T. W., ам. пат. 2588646, March 11, 1952.
90. G о о d m a n C., The Science and Engineering of Nuclear Power, Addison-Wesley
Press Inc., Cambridge, Mass., 1947.
91. Smyth H. D., Atomic Energy for Military Purposes, Princeton, University Press,
Princeton, New Jersey, 1948.
Глава XII
ВРЕДНОЕ ВОЗДЕЙСТВИЕ БЕРИЛЛИЯ НА ОРГАНИЗМ
ЧЕЛОВЕКА
ЗАБОЛЕВАНИЯ, СВЯЗАННЫЕ С ОТРАВЛЕНИЕМ БЕРИЛЛИЕМ
А4. Эйзенбуд
Вредное воздействие бериллия на организм человека требует строгого
соблюдения мер предосторожности в процессе его получения и переработки.
В настоящее время совершенно точно установлено, что для безопасности работы
с бериллием вполне достаточно применять основные методы предосторожности
и контроля, хотя с химической точки зрения токсичность иона бериллия выше,
чем любых других применяемых в промышленности материалов.
Многим токсикологам пришлось признать, что бериллий является ядом.
Многочисленные случаи заболеваний, вызванных бериллием, помогли выявить,
что симптомы этих заболеваний отличаются от признаков хорошо известных
профессиональных болезней. Накопленные в течение прошлого десятилетия
доказательства токсичности бериллия являются убедительными, а признаки,
характеризующие бериллий как потенциально опасное вещество, являются
вполне установленными.
Самые первые сведения о заболевании среди работающих с бериллием по-
ступили из-за границы [1] в виде серии сообщений исследователей, согласую-
щихся с тем, что мы в настоящее время знаем о сильных отравляющих свойст-
вах бериллия. Однако роль бериллия в этих первых случаях, имевших место
в Европе, была неясна и острое заболевание, имевшее характер химического
пневмонита, было ошибочно приписано наличию фторидов и оксифторидов
в атмосфере рабочих помещений, в которых находились пострадавшие.
О первых случаях заболеваний, ставших известными в США, сообщалось
в 1943 г. [21. Обстоятельства этих, а также других случаев, о которых сообща-
лось позднее, были тщательно рассмотрены [3, 4] и не будут здесь подробно
обсуждаться. Однако в результате этих рассмотрений исследователи пришли
к общему выводу о том, что вредное действие бериллия на организм человека
выражается в следующем:
1. Сильное раздражение дыхательных путей, включая химический пнев-
монит (который мы относим к острым заболеваниям).
2. Хроническое заболевание «бериллиоз», основным признаком которого
является расстройство дыхания (легочная недостаточность), характерное также
для многих хорошо известных заболеваний.
3. Различные кожные явления, включая дерматит, язвы и незлокачествен-
ные опухоли.
ОСТРОЕ заболевание
Определенные бериллиевые соединения обладают способностью вызывать
острый химический пневмонит, который напоминает пневмонит, получаемый
в эксперименте при воздействии фосгена, закиси азота и окиси кадмия. Забо-
левание продолжается несколько недель, и если оно не кончается смертельным
исходом, то можно ожидать полного выздоровления. Из ста случаев заболева-
ния (из них 15 закончились летально) большая часть имела место на заводах,
где происходило извлечение соединений бериллия из руды. Однако сообщалось
о ряде случаев и при производстве флюоресцентных ламп, а также в металлур-
556
ГЛАВА XII
гических лабораториях. В течение 12 лет проводилось наблюдение за 47 постра-
давшими, перенесшими тяжелую форму заболевания, по данным которого
можно сделать вывод, что случаев развития хронического бериллиоза не на-
блюдалось [4].
Острый пневмонит развивался при вдыхании металлического бериллия,
окиси, сульфата, фторида, гидроокиси и хлорида бериллия [5]. Данных
в отношении других солей бериллия нет, но можно предполагать, что все рас-
творимые соединения бериллия могут вызвать острое заболевание. Сообща-
лось о двух случаях острого пневмонита [6] при производстве флюоресцентных
ламп, где оказалось, что время контакта с окисью бериллия при приготовлении
фосфора1) было большим, чем время контакта с самим фосфором. Бериллиевая
руда, а также различные содержащие бериллий фосфоры и медные сплавы,
по-видимому, не вызывают острых заболеваний, хотя подробные исследования
в этой области проводились только применительно к руде.
Открытие того, что токсичность окиси бериллия различна, было первым
результатом в этой области исследований [5]. При определенных условиях
концентрация окиси бериллия, превышающая 30 л^г/ж3, не вызывала острых
заболеваний у обслуживающего персонала, тогда как на другом предприятии
концентрация 4 мг/м3 была причиной частых случаев острого заболевания с вы-
сокой смертностью. Дальнейшие исследования показали, что токсичность окиси
бериллия, так же как и ее химическая активность, оказывала заметное воздей-
ствие при температуре ее прокаливания.-Окиси, полученные при температуре
выше 1540°, имеют сравнительно малую удельную поверхность и, очевидно,
не обладают резко выраженной токсичностью. Это было подтверждено лабо-
раторными опытами, показавшими, что у животных развиваются признаки
острого отравления бериллием при воздействии на них окиси, прокаленной
при низкой температуре, и что они выдерживают длительное воздействие окиси,
полученной при более высоких температурах прокаливания [7].
С повышением температуры обжига размеры частичек окиси бериллия
увеличиваются в процессе прокаливания. За счет агломерации мельчайших
частичек, получающихся при низкотемпературном обжиге, образуются агре-
гаты, размеры которых того же порядка, что и диаметр частиц пыли, образую-
щейся при высокотемпературном прокаливании. Однако эти агломераты имеют
большую удельную поверхность и более активны.
Острый пневмонит может возникнуть и при однократном косвенном воздей-
ствии бериллия. В этом отношении сильная токсичность соединений бериллия
в точности сходна с раздражающим действием таких газов, как окислы азота
и фосген, способных привести к отеку легких даже при непродолжительном,
но сильном воздействии. В одном из случаев, когда имелся полный анализ
воздуха [5], 20-минутное воздействие фторида бериллия явилось причиной
острого заболевания трех человек. В данном случае речь шла о попадании
бериллия в атмосферу в количестве 400—650 мкг на 1 м3 воздуха. Общее коли-
чество бериллия, поглощенное пострадавшими, не превышало 50 мкг. Это
чрезвычайно небольшое количество в сравнении с количеством других раздра-
жающих веществ, вызывающих аналогичное повреждение легких. Такое же
воздействие за тот же промежуток времени оказывает фосген при его погло-
щении в количестве 50 мг.
Изучение случаев острого заболевания на заводах, производящих берил-
лий, убеждает в том, что все эти случаи могли быть связаны с присутствием
растворимых соединений бериллия в количествах, превышающих 100 мкг/м3.
Почти всегда, когда концентрации превышали 1 мг/м3, случаи заболевания
имели место среди большей части персонала.
0 Фосфор—флюоресцирующий состав, наносимый на внутреннюю поверхность
газосветных трубок (флюоресцентных ламп).—Прим. ред.
ВРЕДНОЕ ВОЗДЕЙСТВИЕ БЕРИЛЛИЯ НА ОРГАНИЗМ ЧЕЛОВЕКА
557
БЕРИЛЛИОЗ
Как указано выше, дозы бериллия, вызывающие острый пневмонит, зна-
чительно меньше доз других химических раздражителей. Доза, вызывающая
хроническое отравление бериллием—бериллиоз, еще меньше.
Медики пришли сейчас к единодушному заключению, что бериллиоз—
особое заболевание, отличающееся от других заболеваний легких специфиче-
скими клиническими, рентгенологическими, гистологическими и биохимиче-
скими особенностями. Несмотря на то, что многое в этом заболевании уже изу-
чено, причина и механизм поражения тканей остаются неясными. Заболевание
характеризуется рядом специфических признаков. Следует упомянуть о не-
скольких уже известных случаях отравления бериллием и сравнить их с ре-
зультатами вредного воздействия некоторых других наиболее токсичных хими-
катов. Например, для свинца концентрация порядка 150 мкг!м3 считается без-
вредной, тогда как хроническое отравление бериллием наступает уже при кон-
центрациях лишь в несколько мкг на 1 м3. Это сравнение токсичности бериллия
с токсичностью такого тяжелого металла, как свинец, может быть и не совсем
правильно вследствие существенного различия этих металлов по их атомным
весам. В пересчете на молярные доли 6 мкг бериллия эквивалентны 150 мкг
свинца.
Указанное сравнение показывает, что токсичность бериллия несколько
уменьшается, хотя и остается до некоторой степени выше, чем у свинца.
Чрезвычайная токсичность бериллия сильно способствует заболеванию
бериллиозом жителей населенных пунктов, вблизи которых расположены
предприятия, производящие бериллий. Хотя и известны случаи острого отрав-
ления людей, живущих вблизи промышленных предприятий (например, случай
в Доноре, шт. Пенсильвания), заболевания бериллиозом, по-видимому, чрез-
вычайно редки по сравнению с другими хроническими заболеваниями. Несмот-
ря на огромное количество выпускаемых промышленностью свинца, мышьяка
и ртути, случаев массового отравления, обусловленного загрязнением атмо-
сферы этими металлами, не описано.
Описан случай одновременного отравления бериллием 16 человек (из кото-
рых 5 умерло), проживающих в пределах 1200 м от предприятия, производя-
щего соединения бериллия из руды [8]. Никто из пострадавших не был связан
в прошлом с воздействием бериллия, и поэтому единственным источником его
воздействия могла быть только загрязненная атмосфера в районе предприятия.
Когда об этом стало известно, то были сделаны попытки установить концентра-
цию бериллия в атмосфере, в которой находились заболевшие люди. Устано-
вить эту концентрацию было важно потому, что случаев отравления бериллием
на расстоянии, превышающем 1200 м, не было, а это доказывало, что такая
концентрация бериллия в атмосфере могла быть принята за максимально допу-
стимую для длительного (168 час. в неделю) пребывания в ней.
Анализы воздуха, взятого в окрестностях данного предприятия, показали,
что концентрация на расстоянии 1200 м от завода была, несомненно, меньше
1 мкг/м3 воздуха и, вероятно, находилась в пределах 0,01—0,1 мкг на 1 м3
воздуха.
Можно предположить, что частота заболеваний будет находиться в пря-
мой зависимости от дозировки. Кривая доза—реакция для токсичных металлов
показывает, что ниже минимального предела токсичной дозы вредность воздей-
ствия исключена. По мере увеличения этой дозы бериллия в атмосфере вероят-
ность заболевания среди населения может достигнуть 100%. Хотя полных дан-
ных еще нет, однако совершенно очевидно, что отношение на кривой доза—реак-
ция в случае хронического отравления бериллием носит совершенно иной
характер, нежели при отравлениях другими химическими ядами. В случаях,
близких по характеру к упоминавшимся выше, имеют место обычные отноше-
ния на кривой доза—реакция. Лица, жившие ближе к заводу, подвергались
558
ГЛАВА XII
вредному воздействию большей концентрации, и среди них наблюдалось наи-
большее число заболеваний. Однако поразительным является тот факт, что
у сравнительно немногих рабочих, работавших на бериллиевом заводе, имелись
признаки хронического заболевания.
В радиусе 400 м от завода, где концентрация бериллия была порядка
1 мкг/м3, частота заболеваний бериллиозом составляла приблизительно 1%.
Однако в пределах самого завода, где работающие подвергались воздействию
концентраций почти в тысячу раз больших, из 1700 рабочих за 15 лет заболело
бериллиозом только 9 человек. Это приблизительно на 0,5% ниже заболевае-
мости среди населения, живущего в радиусе 400 м от завода, несмотря на то,
что в пределах завода концентрация была почти на три порядка выше. Другим
нерешенным вопросом в случае заболевания на заводе было то, что те 9 чело-
век, у которых были выявлены признаки бериллиоза, проработали сравнитель-
но короткий промежуток времени, т. е. менее 4 мес. Обычно профессиональные
заболевания обнаруживаются у лиц, подвергавшихся вредному воздействию
в течение длительного периода времени, а в описанном выше случае бериллие-
вого завода наблюдалось обратное.
Характерно, что заболевание бериллиозом обнаруживается после очень
длительного скрытого периода. Иногда заболевание обнаруживалось спустя
11 лет после прекращения воздействия бериллия.
При заболеваниях, вызванных малыми дозами бериллия, последний
обнаруживается в пораженных тканях в чрезвычайно малых количествах.
В случае смертельного исхода в легком обнаруживалось около 0,1 мкг
бериллия [4]. Более того, казалось, что никакой зависимости между степенью
поражения и количеством бериллия, обнаруженным в тканях при вскры-
тии, нет.
Необычные симптомы заболевания заставили некоторых ученых отказаться
от предположения, что бериллиоз представляет собой простое химическое отрав-
ление, и искать объяснение в реакции повышенной чувствительности [31.
На основании этого предположения можно объяснить многие специфические
особенности заболевания.
Можно совершенно определенно говорить, что воздействие окиси берил-
лия является характерным для большинства известных случаев бериллиоза,
однако это заключение не является само по себе окончательным, поскольку
окись бериллия является соединением, наиболее широко применяемым в про-
мышленности. Она является единственным соединением бериллия, которое
находит применение в керамической промышленности.
При обработке бериллия резанием на частицах металлической пыли обра-
зуются окисные пленки, а при отливке бериллиевой бронзы составной частью
дыма является окись бериллия. Однако имеются две важные отрасли промыш-
ленности—извлечение бериллия и производство флюоресцентных ламп,—
в которых широко применяется не только окись, но и другие соединения бе-
риллия.
Отдельные случаи бериллиоза в этих отраслях промышленности могут
быть объяснены, исходя из предположения, что причиной заболевания явля-
лась окись бериллия.
На предприятиях, извлекающих бериллий, основным источником вредного
воздействия являются сульфат и фторид бериллия в виде пыли и тумана.
Лишь небольшое число рабочих подвергается воздействию] окиси бериллия.
На одном из заводов больше чем за 17 лет все известные случаи бериллиоза
у людей были связаны с отравлением окисью бериллия. Это имело место и в тех
9 случаях, о которых говорилось выше. Эти 9 случаев произошли на том самом
заводе, вблизи которого было отмечено заболевание бериллиозом среди насе-
ления, вызванное, по-видимому, загрязнением атмосферы. Следует отметить,
что основным соединением бериллия, удаляемым с этого завода, была окись
бериллия, находившаяся в дымовых газах, выбрасываемых из печей для вы-
ВРЕДНОЕ ВОЗДЕЙСТВИЕ БЕРИЛЛИЯ НА ОРГАНИЗМ ЧЕЛОВЕКА
559
плавки медно-бериллиевой лигатуры. Внутри завода также имело место
отравление этим дымом, однако сравнительно немногие рабочие вынуждены
были оставить работу на предприятии по причине заболевания бериллиозом.
На другом заводе, выпускающем бериллий, среди 200 человек, работавших
на нем в течение 12 лет, случаев бериллиоза не было. Это не покажется удиви-
тельным, если сравнить число заболеваний на заводе с количеством рабо-
тающих.
Больше всего случаев отравления было на заводе флюоресцентных ламп
в Массачусетсе. Было замечено, что все лица, у которых выявлен бериллиоз,
были связаны с получением фосфора, применявшегося до 1942 г., в котором
содержание окиси бериллия составляло около 12% [6, 9]. Содержание окиси
бериллия в фосфоре было в дальнейшем ограничено примерно до 2%; это из-
менение было вызвано увеличением спроса на бериллий для нужд военного
времени. Среди рабочих, пришедших на работу после 1942 г., когда применялся
фосфор, содержавший 2% окиси бериллия, случаев отравления выявлено не
было.
Рентгеноструктурный анализ показал [10], что растворимость окиси берил-
лия в решетке силиката цинка для фосфора, содержащего до 1 % Мп, ограничена
30 мол.%. Растворимость окиси бериллия уменьшается с увеличением содер-
жания марганца. Предельная растворимость окиси бериллия в цинково-берил-
лиево-марганцевом фосфоре не превышает 6,8% и может значительно умень-
шиться в случае, если фосфор будет содержать магний или более 1 % Мп. Таким
образом, вполне возможным является присутствие свободной окиси бериллия
в фосфоре, в составе которого содержится окиси бериллия больше предела ее
растворимости в твердом растворе с силикатом цинка. На основании этого
можно сделать предварительный вывод о том, что бериллиоз как профессио-
нальное заболевание, возникающее у лиц, занятых на производстве флюо-
ресцентных ламп, вызывается наличием свободной окиси бериллия, в избытке
присутствующей в фосфоре.
К сожалению, указанный вывод, так же как и ряд других, не подтверждает-
ся опытами над животными, так как, несмотря на проведение систематических
лабораторных опытов в течение последних 12 лет, бериллиоз и другие
болезни у животных пока воспроизвести не удалось. За последние несколько
лет некоторый прогресс в этом направлении был достигнут только одним
исследователем [11], которому удалось воспроизвести типичное отравление
бериллием у свиньи путем имплантации в кожу фосфора, содержавшего
33% окиси бериллия. В этом фосфоре, вероятно, имелась свободная окись бе-
риллия. Однако имплантация чистой окиси бериллия и металлического берил-
лия не вызывает поражений, характерных для профессионального бериллиоза
у рабочих. Могло показаться, что этот эксперимент противоречит предпо-
ложению, что специфическим возбудителем заболевания является окись берил-
лия. Выяснить это помогут только дальнейшие исследования в этом направ-
лении.
Другим примером исключительной токсичности бериллия являются случаи
бериллиоза у лиц, живущих совместно с людьми, работающими на производстве
бериллия. Характерным является случай заболевания домашней хозяйки,
единственной возможностью воздействия бериллия на которую была стирка
рабочей одежды мужа 18]. Других промышленных ядов, отравляющее действие
которых проявлялось бы таким путем, нет. При изучении описанного выше слу-
чая рабочая одежда, взятая с того же завода, где работал муж домашней хо-
зяйки, была выстирана и выглажена так же, как это было сделано в домашних
условиях. Оказалось, что количество бериллия, вдыхаемое при стирке загряз-
ненной рабочей одежды и утюжке, составляет около 17 мкг. Указанное коли-
чество бериллия, равно как и количества, приведенные выше, являются весьма
незначительными, и поэтому становится совершенно ясным, какое большое
значение имеет техника безопасности при работе с бериллием.
560
ГЛАВА XII
КОЖНЫЕ ЗАБОЛЕВАНИЯ
Растворимые соединения бериллия оказывают как раздражающее, так
и сенсибилизирующее действие на кожу. На одном крупном заводе более
чем у 25% вновь поступивших рабочих после первых нескольких недель работы
с BeF2 возник дерматит. Если BeF2 случайно попадает в царапину или в ранку
на коже, то может образоваться язва, которая не заживает до тех пор, пока
бериллий не будет удален.
Известно, что имеющиеся во флюоресцентных лампах фосфор и металличе-
ский бериллий при их случайном попадании на кожу могут вызвать доброка-
чественную опухоль. Первые признаки поражения появляются через 2—4 мес.
после начальной имплантации, при наличии кажущегося заживления раны.
Процесс продолжается до удаления имплантата. Гистологически эта поражен-
ная ткань напоминает гранулому, подобную наблюдавшейся в легких у лиц,
работавших на производстве бериллия. Как отмечалось раньше, это удалось
воспроизвести экспериментально на свинье.
ПРЕДУПРЕЖДЕНИЕ ОТРАВЛЕНИЙ БЕРИЛЛИЕМ
Приведенные выше сведения должны способствовать разработке основных
мер предупреждения отравлений бериллием. Разумеется, что эти меры и их
применение будут зависеть от физических или химических свойств соединений
или сплавов бериллия, а также от условий работы.
Вызванные бериллием кожные реакции не так опасны, как поражения
легких, и поэтому не имеют непосредственного отношения к рассматриваемой
проблеме. Дерматит становится серьезной проблемой только при работе с кис-
лыми солями, особенно с BeF2 и (NH4)2BeF4. Строгие требования к соблюде-
нию условий труда для предотвращения легочных заболеваний, вызываемых
соединениями бериллия, будут сводить к минимуму и заболевания дерматитом.
Повышение квалификации рабочего персонала и хорошее медицинское обслу-
живание должны предотвратить появление язв на коже, пораженной раство-
римыми и нерастворимыми соединениями бериллия.
Виды бериллиевого отравления характеризуют бериллий как исключитель-
но ядовитое вещество, вызывающее легочные заболевания. Вдыхание больших
количеств бериллиевых соединений является, как и для других профессио-
нальных легочных заболеваний, основным фактором, вызывающим такое забо-
левание. Для того чтобы вызвать заболевание, достаточно вдохнуть бериллие-
вое соединение в количестве, превышающем допустимую дозу. Поэтому в соот-
ветствии с практикой производственной гигиены предупреждение заболевания
легких от воздействия бериллия требует тщательного контроля загрязненно-
сти атмосферы.
ДОПУСТИМАЯ КОНЦЕНТРАЦИЯ БЕРИЛЛИЯ В АТМОСФЕРЕ
Комиссия по атомной энергии США, которая до недавнего времени была
главным потребителем бериллиевых соединений, создала совещательный коми-
тет, главной функцией которого было установить максимально допустимое
содержание бериллия в атмосфере.
Рекомендации комитета были следующими:
1. Концентрация бериллия на предприятии не должна превышать 2 тикг/ти3,
являясь средней величиной концентрации для 8-часового рабочего дня.
2. Персонал не должен подвергаться воздействию концентраций, превы-
шающих 25 мкг!м3 в течение любого самого короткого промежутка времени,
даже если ежедневная средняя концентрация будет лежать в пределах, реко-
мендованных в п. 1.
3. В окрестностях предприятия, обрабатывающего соединения бериллия,
среднемесячная концентрация не должна превышать 0,01 мкг/м3.
ВРЕДНОЕ ВОЗДЕЙСТВИЕ БЕРИЛЛИЯ НА ОРГАНИЗМ ЧЕЛОВЕКА
561
Для лиц, не знакомых с «эпидемиологией» бериллиевого отравления,
будет непонятна рекомендация трех различных величин. Кроме того, слу-
чай, когда в практике производственной гигиены при контроле за ядовитым
веществом дается максимум допустимой концентрации, является единствен-
ным.
Из трех рекомендованных значений только величина 2 мкг!м3 лишена
подробного исследования. Она была рекомендована совещательным комитетом
Комиссии по атомной энергии на основании мнения ряда исследователей, хоро-
шо знакомых с вредным действием бериллия на основе своих эксперименталь-
ных данных. Таким образом, можно считать, что 2 мкг бериллия на 1 м3 воз-
духа является ежедневным среднедопустимым количеством, а на короткие
периоды может считаться допустимым воздействие концентрации, даже пре-
вышающей указанную. На одном недавно построенном заводе по выпуску
бериллиевой продукции, где твердо придерживались установленных норм
безопасности, за 4 года при наличии 600 человек работающих не было отмечено
случаев бериллиоза. Однако должно пройти несколько лет, прежде чем можно
будет утверждать на основании опыта, что концентрация бериллия, равная
2 мкг/м3, является безопасной с точки зрения возможности хронического забо-
левания.
Предельная концентрация 25 мкг на 1 м3 воздуха предусматривает пред-
отвращение острого заболевания. Эта величина подтверждается опытом по-
следних 6 лет. Случаи острого бериллиевого отравления в бериллиевой про-
мышленности уже исключены. За последние 4—5 лет на заводах, где придер-
живались прежде установленного предела 25 мкг на 1 м3 воздуха, было отме-
чено несколько легких случаев заболевания. Это произошло только в связи
с тем, что действовавшие в начале освоения нового производства и в период
его наладки меры контроля были недостаточно эффективными.
Как отмечалось выше, величина 2 мкг/м3 была рекомендована как средняя
максимально допустимая ежедневная концентрация. Так, например, для чело-
века, находившегося в течение 4 час. в атмосфере, содержавшей 4 мкг!м3 бе-
риллия, среднее содержание бериллия в атмосфере в течение 8-часового рабо-
чего дня составляло 2 мкг в 1 м3, что является допустимым. Аналогично человек
может выдержать воздействие и более высоких концентраций бериллия в те-
чение соответственно более короткого периода времени. Максимальная кон-
центрация не должна превышать 25 мкг/м3, так как более высокие концентра-
ции даже в течение короткого периода времени воздействия могут вызвать
острое заболевание. Как уже отмечалось раньше, острое заболевание имело
место у 3 человек, находившихся в течение 20 мин. в атмосфере с концентрацией
около 500 мкг/м3.
Возможно, что п. 2 указанной выше рекомендации для определенных сое-
динений бериллия будет отменен. Имеются отдельные указания на то, что бе-
рилл не способен вызвать острого заболевания; с несколько меньшей сте-
пенью очевидности это можно отнести и к высокопрокаленной окиси бериллия.
Кроме того, для тех соединений, которые могут вызывать острое заболе-
вание, опасные для здоровья значения концентраций будут различными
для каждого из соединений. Однако отсутствие достаточно полных дан-
ных для суждения о воздействии различных бериллиевых соединений
вызывает необходимость в течение некоторого времени применять указан-
ные рекомендации независимо от формы, в которой находится
бериллий.
В п. 3 рекомендаций, выданных комитетом, указывается, что среднемесяч-
ная концентрация в окрестностях бериллиевого завода не должна превышать
0,01 мкг бериллия на 1 м3\ это основывается на действительном изучении сте-
пени загрязненности атмосферы и на изучении заболеваний бериллиозом среди
населения вблизи бериллиевого завода. Указанная величина имеет, вероятно,
коэффициент безопасности около 10.
36 Бериллий
562
ГЛАВА XII
МЕТОДЫ АНАЛИЗА ВОЗДУХА
Определение содержания бериллия в воздухе—основной метод оценки его
вредного воздействия. Тщательный отбор проб позволяет определить коли-
чественно допустимое время воздействия и общую эффективность принятых мер
производственной гигиены.
Фиг. 365. Общий вид установки для отбора проб из малых
объемов воздуха.
Анализ воздуха на содержание бериллия производится пропусканием
известного объема воздуха через соответствующий фильтр с последующим опре-
делением содержания бериллия спектрографическим или флюорометрическим
методом.
Фиг. 366. Части установки для отбора проб из больших объемов
воздуха.
Установка для отбора проб воздуха показана на фиг. 365 [12]. В этой уста-
новке имеется компактный вентилятор, обеспечивающий фильтрование около
0,03 м3 воздуха в 1 мин. через бумажный фильтр диаметром 28,6 мм. Установ-
лено, что ватмановский фильтр № 41 обладает способностью хорошо задержи-
вать частицы пыли, газов и тумана. Фильтр работает более эффективно в обез-
золенном состоянии. Проходящая через этот прибор струя воздуха регулирует-
ВРЕДНОЕ ВОЗДЕЙСТВИЕ БЕРИЛЛИЯ НА ОРГАНИЗМ ЧЕЛОВЕКА
563
ся игольчатым клапаном и измеряется с помощью ротаметра, являющегося
частью установки. Если концентрация бериллия настолько мала, что вынуждает
отбирать большие объемы проб, то используется аппарат, показанный на
фиг. 366. Эта установка позволяет производить фильтрование около 0,57 м3 воз*
духа через фильтр из ватмановской бумаги № 41 диаметром 101,6 мм. Большие
скорости воздушной струи при фильтровании проб воздуха можно применять,
используя также и другие фильтрующие материалы.
Пробы воздуха отбираются как в зонах вдыхания работающих, представ-
ляющих собой места возможной концентрации пыли, так и в общем рабочем
помещении. Это может вызвать затруднения при определении общего уровня
загрязненности воздуха, но тщательные анализы указанных проб воздуха не
только могут выявить опасные производственные операции, при которых иногда
Таблица 87
МЕТОД ОПРЕДЕЛЕНИЯ СРЕДНЕЙ КОНЦЕНТРАЦИИ БЕРИЛЛИЯ, ВОЗДЕЙСТВУЮЩЕЙ
В ТЕЧЕНИЕ ОДНОЙ СМЕНЫ НА РАБОЧЕГО, ОБСЛУЖИВАЮЩЕГО ПЕЧЬ СПЕКАНИЯ
Операция или характер работы Время, затра- чивае- мое на опе- рацию, ми и. Работа на операции за смену (часть от времени, затрачи- ваемого на операцию) Среднее время, затрачи- ваемое на операцию в течение смены (Г), мин. Коли- чество взятых проб воздуха Среднее значение концен- трации (С), мкг/м* Среднее время концен- ‘ трации (ТХС)
Загрузка прессованной заго- товки в печьг) 6 1/3 2 4 5,3 10
Смена графитовых блоков . 90 1/3 30 3 1,5 45
Выгрузка прессовок и их транс- портировка в помещение для очистки 6 1/3 2 2 3,4 6,8
Очистка спеченных брикетов 9 1/3 3 3 15 45
Вакуумная обработка и про- мывка спеченные брикетов. Транспортировка из поме- щения для очистки в поме- щение для охлаждения 1) . . 8,5 1/3 2,8 4 15 42
Загрузка в смеситель !) ... 40 1/2 20 3 11,7 234
Установка смесителя на валки и очистка вытяжного шка- Фа>) 6 1/2 3 3 20 60
Загрузка спеченных брикетов1) 166 1/2 83 4 5,4 450
Отбор проб от спеченных бри- кетов1) 0,67 1/2 0,3 3 75 22
Доводка спеченных брикетов и закрывание крышки. 13 1/2 6,5 5 1,5 9,8
Погружение плунжера в пресс- форму горизонтальной печи спеканиях) . 9 1/3 3 1 11 33
Помещение печи спекания . . Столовая Раздевалка 2 (Г) = 508; S (Г X С) = 1090; ^тхс Х(Т) = 2,1 мкг// 284,4 40 28 цЗ (средняя 1 3 4 6 концентраци 0,3 1,5 0,9 1я возденет j 85,3 60 25,2 ши берил-
лия). х) Пробы взяты из зоны воздуха, вдыхаемого рабочим. 1 ।
36*
564
ГЛАВА XII
не образуется видимых выделений пыли, но и дают возможность определить
допустимое время воздействия загрязненного воздуха для каждого из работаю-
щих. В табл. 87 представлен метод, с помощью которого можно определить
указанную величину. Этот метод требует тщательного учета времени работы
на каждой отдельной производственной операции и является полезным для
определения времени воздействия на многих операциях с ядовитыми веществами.
МЕТОДЫ АНАЛИЗА
В настоящее время опубликовано значительное количество методик спек-
трографического, флюорометрического и колориметрического определений
микроколичеств бериллия [13—15], которые приводятся в следующей главе
этой книги. Необходимо отметить, что пробы воздуха часто содержат бериллий
в количестве менее 10"8 г; в связи с этим нужно соблюдать самые тщательные
меры предосторожности во избежание загрязнения проб при их отборе и ана-
лизе. Вследствие затруднений при проведении таких анализов многие лабора-
тории, работающие в области химии или металлургии бериллия, не в состоянии
их выполнять своими силами, но большой завод, производящий бериллиевую
продукцию, имеет возможность осуществлять программу работ по анализу
воздуха.
ВОЗМОЖНОСТЬ УЛУЧШЕНИЯ УСЛОВИЙ РАБОТЫ
Меры предосторожности при обработке бериллия зависят от вида работы.
В лабораторных условиях, когда имеют дело с граммами бериллиевых соеди-
нений, безопасность может быть обеспечена условиями работы в обычном хими-
ческом вытяжном шкафу. С другой стороны, некоторые лабораторные процессы,
связанные с измельчением даже небольших количеств бериллия (< 1 е) тре-
буют принятия мер предосторожности (в тех случаях, когда бериллий находится
в состоянии пыли, дыма или тумана). Некоторые меры предосторожности необ-
ходимы при различных операциях обработки бериллия резанием, включая сюда
также и бериллиевую бронзу. О случаях заболевания как острым, таки хро-
ническим бериллиозом при работе с бериллиевой бронзой ничего не известно,
не считая нескольких случаев хронического заболевания при отливке медно-
бериллиевой лигатуры. Последнее находится в резком противоречии с требо-
ванием принятия мер предосторожности при выплавке лигатуры, извлечении
и рафинировании бериллия.
Опасное воздействие бериллия может быть ограничено за счет изоляции
места проведения работы. Изготовление тиглей из окиси бериллия одним или
двумя рабочими вызывает загрязнение бериллием атмосферы рабочего поме-
щения, в котором работают и другие лица, не связанные непосредственно
с этой работой. В этом случае, как и во многих других, имеется возможность
уменьшения степени вредного воздействия бериллия за счет выделения спе-
циального помещения, в котором может выполняться указанная операция.
Работа с бериллием, как и с другими ядовитыми материалами, требует
хорошего состояния рабочего помещения, т. е. хорошего освещения, свежей
покраски и тщательной уборки. Соблюдение чистоты в производственном поме-
щении значительно облегчается его правильной планировкой.
Очистка пола и других поверхностей рабочего помещения с помощью пыле-
сосов является важной частью программы обеспечения контроля за вредным
воздействием пыли. В течение нескольких минут сухие металлические частички
бериллия могут вызвать опасность отравления в рабочем помещении, которое
до этого считалось безопасным. Влажные металлические частички меньше обра-
зуют пыли, чем сухие, но их практически трудно обнаружить. Хотя уборка
с помощью пылесоса является вполне удовлетворительным методом удаления
накапливающейся пыли, но тем не менее должны быть приняты и другие меры
предосторожности.
ВРЕДНОЕ ВОЗДЕЙСТВИЕ БЕРИЛЛИЯ НА ОРГАНИЗМ ЧЕЛОВЕКА
565
Выбор типа пылеудаляющего оборудования зависит от величины рабочего
помещения; и если домашнего пылесоса достаточно для уборки небольшой
лаборатории, то для обслуживания сравнительно крупных производственных
площадей необходима мощная централизованная дорогостоящая система вен-
тиляции. В некоторых случаях оправдывает себя применение передвижного
пылесоса промышленного типа. Независимо от типа выбранного пылесоса
важно, чтобы выброс из него производился во внешнюю атмосферу. Это не
только гарантирует безопасность в случае прорыва фильтрующего материала,
но учитывает и тот факт, что даже в самых лучших производственных условиях
относительно чистый отсасываемый воздух может представлять опасность при
его вдыхании. В небольшой лаборатории отсос воздуха можно обеспечить
с помощью гибкого шланга, присоединенного к лабораторному вытяжному
зонту. Важно, чтобы при выбросе воздуха из вытяжной системы непосредствен-
но в атмосферу были созданы условия, предотвращающие возможность загряз-
нения атмосферы за пределами завода. Это зависит от количества бериллия,
выбрасываемого вытяжной системой.
ВЕНТИЛЯЦИЯ В БЕРИЛЛИЕВОМ ПРОИЗВОДСТВЕ
Наиболее важным в системе мероприятий, направленных на уменьшение
вредного воздействия бериллия, является наличие местной вытяжной вентиля-
ции. Эта вентиляция осуществляется настолько полно, насколько это возможно
обеспечить системой труб в местах непосредственного пылеобразования и
выбросом во внешнюю амтосферу аэрозолей бериллия (пыли, дыма или тумана).
Там, где это необходимо, должны быть предусмотрены устройства для очистки
воздуха перед его выбросом в атмосферу.
На фиг. 367 показан вытяжной шкаф для работы с небольшими количества-
ми ядовитых материалов. Применение этого простого устройства позволило
решить ряд принципиально важных вопросов. Объем воздуха, проходящий
через устройство при включенной вентиляции, сводится к минимуму уменьше-
нием открытого сечения вытяжного шкафа. С целью осуществления регулиро-
вания распределения пыли, находящейся внутри замкнутого пространства,
необходимо, чтобы скорость воздушного потока составляла 4,25—5,65 м?/мин
через 1 ж2 открытой площади вытяжного шкафа. Доводя до минимума величину
открытой площади, работу тяги улучшают за счет уменьшения эффективного
поперечного сечения и объема воздуха, проходящего через систему. Стоимость
вентиляционной системы уменьшается пропорционально уменьшению откры-
той площади тяги. Применение больших окон и освещения внутри вытяжного
шкафа особенно важно, так как это обусловливает наибольшее удобство поль-
зования таким шкафом.
На фиг. 368 и 369 показана установка вытяжной вентиляции на станках
для обработки бериллия резанием. В обоих случаях непосредственно над рез-
цом устанавливается гибкий шланг диаметром 50 мм, обеспечивающий выброс
бериллиевой пыли со скоростью 57—85 м?1мин, т. е. почти полное ее удале-
ние.
Пыль, не захваченная соплом высокопроизводительной вытяжки, захва-
тывается во втором вытяжном колпаке, который, как это видно на фотогра-
фиях, может быть двух типов. Экономичность работы вытяжного устройства,
показанного на фиг. 369, достигается за счет использования щитков из пласти-
катов, позволяющих уменьшить объем воздуха, необходимый для достижения
эффективной вентиляции.
Вентиляционное устройство у вращающейся обжиговой печи показано
на фиг. 370. Кольцеобразные кожухи на обоих концах печи обеспечивают уда-
ление пыли и дыма, образующихся в рабочем пространстве печи. Над разгрузоч-
ным концом обжиговой печи и над разгрузочным желобом имеется общий венти-
ляционный зонт.
566
ГЛАВА XII
Фиг. 367. Вытяжной шкаф для работы с малыми количествами
ядовитых материалов.
Размещение установки местной вытяжной вентиляции осуществляется
в соответствии с экспертизой лиц, разрабатывавших общую вентиляционную
систему. Возможность устранения довольно частых нарушений в системе вен-
тиляции должна быть заранее предусмотрена. Это очень часто влечет за собой
необходимость установки излишнего оборудования и увеличения стоимости
монтажа. Не менее важным, но часто недооцениваемым фактором является
нагрев приточного воздуха в зимнее время, подача которого является хотя
и дорогостоящей, но необходимой в помещениях, где имеется вытяжная вен-
тиляция. На установке, показанной на фиг. 367, совершенно достаточной
является производительность вытяжки 8,6 м31мин. Для других менее совершен-
ных установок необходима производительность вытяжки 28,0—56,0 м3/мин.
ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ ВОЗДУХА
Имевшие место случаи заболевания бериллиозом среди населения, живу-
щего в окрестностях бериллиевых предприятий, вызывают необходимость осте-
регаться чрезмерного загрязнения воздуха газообразными выделениями берил-
лия. Так же опасно попадание загрязненного воздуха обратно в рабочие поме-
щения. Причиной этого может быть либо слишком низко расположенное вы-
бросное отверстие, из которого загрязненный воздушный поток с исходной
концентрацией вредных примесей попадает обратно внутрь рабочих помеще-
ний через открытые окна, либо плохая планировка, вследствие чего всасываю-
щее устройство приточной вентиляции расположено вблизи выбросного отвер-
стия вытяжной вентиляционной системы.
Фиг. 368. Вытяжное устройство на токарном станке.
Фиг. 369. Вытяжное устройство на токарном станке.
Фиг. 370. Герметизация и вытяжное устройство на вращающейся прокалочной печи.
ВРЕДНОЕ ВОЗДЕЙСТВИЕ БЕРИЛЛИЯ НА ОРГАНИЗМ ЧЕЛОВЕКА
569
Следует подчеркнуть, что многие операции при работе с бериллием можно
проводить при наличии обычной вентиляции без дополнительных воздухоочи-
стительных устройств. Если бериллий выбрасывается в атмосферу в количествах,
не превышающих нескольких граммов в день, то в применении воздухоочисти-
тельных устройств нет необходимости до обнаружения хотя бы незначительного
превышения допускаемой концентрации. Желательно, чтобы выбросное отвер-
стие вентиляционной системы находилось значительно выше уровня крыши.
Максимальная концентрация бериллия в атмосфере будет находиться от места
выброса на высоте, приблизительно превышающей в 10—15 раз высоту трубы,
и величина этой концентрации будет уменьшаться пропорционально квадрату
высоты трубы.
Тщательное изучение атмосферы, проведенное в окрестностях одного пред-
приятия, показало, что в течение суток из трубы высотой 10,6 м над крышей
здания с отходящими газами выбрасывалось 2,26 кг бериллия. Загрязнение
бериллием атмосферы, происходившее за счет выброшенных из трубы газов
на высоте 106 м от верха трубы, составляло около 0,2 мкг на 1 м3 воздуха. Эти
данные показывают, что максимально допустимая концентрация бериллия
в воздухе вне завода (0,01 мкг на 1 м3) может быть обеспечена уменьшением
выброса бериллия в атмосферу (до 113 г в сутки). Концентрация, ожидаемая
в районе выброса отходящих газов, содержащих ядовитые вещества, может
быть определена с помощью ряда устройств, работающих на принципах теории
турбулентной диффузии [16].
Выбор оборудования для очистки воздуха зависит от физического и хими-
ческого состояния, в котором находится бериллий, от температуры воздуха
и его коррозионного воздействия на оборудование. Выбор должен также осно-
вываться на соображениях общей эффективности.
Хорошо зарекомендовало себя в качестве коллектора полотно, обеспечи-
вающее эффективность пылеулавливания более чем на 99%. Для той же цели
используют различные виды стеклянного волокна, целлюлозы и других волок-
нистых материалов, экономически вполне доступных для их использования
в качестве сменных коллекторов. Однако следует отметить, что практически
такие коллекторы используются только для улавливания мельчайших частичек
пыли. Применение аппаратов Коттрелла для электростатической очистки газов
по сравнению с применением фильтров из ткани или стеклянного волокна более
дорого и не дает заметного преимущества при относительно малой производи-
тельности, требуемой для вентиляции на операциях технологии получения
бериллия.
Иногда применяют указанные выше типы уловителей пыли совместно с цен-
трифужным фильтром с целью удаления вначале крупных частиц, уменьшая
тем самым нагрузку на улавливатель с большой эффективностью очистки. Для
очистки воздуха от тумана могут быть использованы насадочные колонки,
скруббера Вентури и другие виды мокрых уловителей. При выборе оборудова-
ния обычно возникает вопрос его стоимости и эффективности. Последнюю
часто бывает трудно предугадать. Исходя из этого соображения, при выборе
оборудования, его испытании и регулировке желательно иметь мнение специа-
листа.
НЕКОТОРЫЕ ОБЩЕГИГИЕНИЧЕСКИЕ МЕРОПРИЯТИЯ
Как уже отмечалось выше, в одном известном достаточно проверенном слу-
чае воздействие бериллия имело место при стирке рабочей одежды. Поэтому
желательно создать такие условия, при которых эта операция (стирка) осу-
ществлялась бы централизованно. Если же имеется в виду одежда всего не-
скольких рабочих, то для стирки достаточно оборудования типа домашней
стиральной машины.
570
ГЛАВА XII
Некоторые вопросы по контролю и техническому обслуживанию
Наибольшие трудности в проведении контроля зараженности бериллием
имеют место при обслуживании заводов и лабораторий. Опасность отравления
часто возникает при демонтаже и ремонте оборудования, загрязненного берил-
лием, и при нагреве деталей указанного оборудования сварочной горелкой
(сварка, резка и пр.), когда возможно воздействие смертельной дозы бериллия
в течение нескольких минут. Желательно, чтобы все работы по обслуживанию
производились под тщательным наблюдением специалиста, хорошо знакомого
с токсичностью бериллия, а также достаточно компетентного в вопросах бы-
строго осуществления мероприятий по защите, вытекающих из характера про-
изводственного процесса.
Было бы правильным не применять респираторы для обычных операций,
за исключением операций, связанных с очень коротким периодом воздействия,
когда по техническим причинам или экономическим соображениям не может
быть осуществлен контроль концентрации бериллия.
Если концентрация ядовитых веществ велика и вызывает опасность при
кратковременном воздействии, то применение респираторов должно быть исклю-
чено, так как один из известных случаев острого отравления бериллием со
смертельным исходом имел место тогда, когда рабочий, находясь в облаке хло-
рида бериллия, должен был снять респиратор из-за неисправности воздуховода.
В местах, где возможно внезапное сильное отравляющее воздействие бериллия,
следует применять изолирующие дыхательные аппараты. В этих аппаратах
питание воздухом в течение небольшого промежутка времени осуществляется
вполне надежно либо за счет подачи кислорода из имеющегося в самом аппарате
баллона, либо за счет рециркуляции выдыхаемого воздуха с его химической
регенерацией.
Для уменьшения степени опасного воздействия на организм рекомендуют-
ся различные меры защиты. Из числа приведенных в табл. 87 данных следует
отметить, что на операции «отбор проб от спеченных брикетов» допускается
(в течение 30 сек.) воздействие концентрации до 75 мкг бериллия на 1 м3 воз-
духа. При наличии такой концентрации бериллия и указанного времени воз-
действия применение респиратора было бы вполне возможным. «и
ВЫВОДЫ
Бериллий представляет собой сильно токсичное вещество, способное вызы-
вать у людей различные заболевания. Острый пневмонит и бериллиоз—основ-
ные болезни, с которыми следует бороться в первую очередь.
Методы определения содержания бериллия в атмосфере должны способ-
ствовать ограничению содержания бериллия в воздухе до безопасного предела.
Максимально допустимые концентрации бериллия были установлены в опыт-
ном порядке Комиссией по атомной энергии США. Эти данные успешно исполь-
зуются заинтересованными предприятиями в борьбе с легочными заболевания-
ми.
ЛИТЕРАТУРА
1. G е 1 m a n I., J. Industrial Hygiene and Texicology, 18, 371 (1936).
2. Ordstrand H. S., Hughes R., Carmody] M. G., Cleveland Clinic
Quarterly, 10, 10 (1943).
3. Sterner J. H., Eisenbud M., Archives of Industrial Hygiene and Occupa-
tional Medicine, 4, 123 (August 1951).
4. D e N a r d i J. M., Ordstrand H. S., Curtis G. H., Zielinski J.,
Archives of Industrial Hygiene and Occupational Medicine, 8, 1 (1953).
5. Eisenbud M., В e r g h о u t C. F., Steadman L. T., J. Industrial
Hygiene and Texicology, 30, 281 (September 1948),.
ВРЕДНОЕ ВОЗДЕЙСТВИЕ БЕРИЛЛИЯ НА ОРГАНИЗМ ЧЕЛОВЕКА
571
6. Mach 1 е W., В е у е г Е. С., Gregorius F., Occupational Medicine, 5,
671 (1948).
7. Н а 1 1 R. Н., Scott J. К., Laski n S., Stroud С. A., S t о с к i п-
g е г Н. Е., Archives of Industrial Hygiene and Occupational Medicine, 2, 25
(July 1950).
8. Eisenbu d M., W a n t a R. C., D u s t a n C., Steadman L. T.,
Harris’ W. B., Wolf B. S., «7. Industrial Hygiene and Toxicology, 31, 282
(1949).
9. Wi lliams C. R., Vorwal d A. J., «Pneumoconiosis». Paul B. Hoeber,
Inc., N. Y., 1950.
10. F о n d a G. R., J. Physical Chemistry, 45, 282 (1941).
11. Dustra F. R., Archives of, Industrial Hygiene and Occupational Medicine, 3, 81
(January 1951).
12. H a r r i s W. B., LeVine H. D., E i s e n b u d M., Archives of Industrial
Hygiene and Occupational Medicine, 7, 490 (June 1953).
13. Peterson G., W e 1 f о r d G. A., Harley J. H., Analitical Chemistry,
22, 1197 (September 1950).
14. W e 1 f о r d C., Harley J. H., A. /. H. A., Quarterly, 13, 4 (December 1952).
15. V i n c i F. A., Analitical Chemistry, 25, 1580 (November 1953).
16. E i s e n b u d M., Harris W’ B., Archives of Industrial Hygiene and Occupa-
tional Medicine, 3, 90 (January 1951).
Глава XIII
АНАЛИТИЧЕСКАЯ ХИМИЯ
АНАЛИТИЧЕСКАЯ ХИМИЯ БЕРИЛЛИЯ
/С. Родден, Ф. Винчи
Аналитическая химия бериллия [1] не очень сложна. В основном для
количественного определения бериллия используются обычные методы ана-
литической химии. Однако опубликованных методик определения бериллия
сравнительно мало; они разрознены и иногда противоречивы. В настоящей
главе дается некоторое представление о выборе методики определения берил-
лия.
БЕРИЛЛИЙ В ОБЩЕЙ СХЕМЕ КАЧЕСТВЕННОГО АНАЛИЗА
Положение, занимаемое бериллием в общей схеме качественного анализа,
может быть проиллюстрировано следующими опытами. В испытуемый раствор,
предварительно освобожденный от всех карбонатов, фторидов, органических
веществ, кремнезема и фосфатов, содержащий свободную кислоту, пропускают
сероводород. При этом в осадок выделяются все элементы группы сероводорода.
Фильтрат кипятят для удаления сероводорода и затем обрабатывают азотной
кислотой для перевода железа в трехвалентное состояние. К полученному рас-
твору прибавляют хлористый аммоний и аммиак до pH 8,5. Раствор с осадком
нагревают до кипения. Скоагулированный осадок нерастворимых гидроокисей
бериллия, железа, алюминия, хрома и других элементов фильтруют (для отде-
ления от осадка других элементов, в большем или меньшем количестве находя-
щихся в осадке в результате сорбции, рекомендуется переосаждение и повтор-
ное фильтрование). Осадок растворяют в минимальном количестве горячей
разбавленной серной кислоты и производят разделение ортооксихинолином
по способу, описанному ниже (разд. «Методы отделения»). При этом в осадок
выделяются все элементы, оксихиноляты которых нерастворимы в уксуснокис-
лоацетатном буферном растворе при pH 5,7. Содержащий бериллий фильтрат
сильно кипятят для коагуляции из раствора избытка оксихинолина и затем
вновь фильтруют. К фильтрату прибавляют царскую водку, раствор кипятят
до получения небольшого объема, а затем разбавляют. Прибавляют водный
раствор аммиака до pH 8,5, раствор нагревают почти до кипения и фильтруют.
Белый гелевидный осадок на бумажном фильтре представляет собой гидро-
окись бериллия. Для подтверждения этого проводят следующее проверочное
испытание на определение бериллия капельным методом [2], используя капель-
ную реакцию на бериллий с р-нитробензолазоорсинолом (цениа).
В присутствии бериллия азокраситель в 0,1 н. растворе едкого натра быст-
ро изменяет цвет с желтого на красный вследствие образования окрашенного
лака [3].
Приготовление раствора красителя р-нитробензолазоорсинола произво-
дится следующим образом: 0,03 г порошкообразного р-нитробензолазоорсинола
[4] (фирмы «Истмэн Кодак») растворяют в 100 мл 0,1 н. раствора едкого натра
при перемешивании механической мешалкой в течение 5 час. Полученный
раствор фильтруют через воронку с асбестовой набивкой и сохраняют в сосуде
из красного стекла, имеющего малую фотохимическую активность. Реактив
должен возобновляться ежемесячно.
RHMIIX R АЛЭЗ PHTHRAH A
БЯДБЭО Б8НЕБНБ ЭДОХ МЭД1Й0 9 ОЛОННЭРуЕОП ЗТЭБР Б8НЕБНБ ОЛОНЗЕЭПБЯ КПД
кт 01 a ToiRqoaTosq (э9 sm. 01—I монтнэЕБанаяе .эзтээрнеоя а) нэнлос^днл
непбя 2 тснБД1Эмоп qTdn,Nc[) йонйоад бН .sqT8H олоядэ sqoaTosq .н 2 олондоеох
.ohtrii эоткэж-отбяэнр^оя (H9xnoiY8sqSo t8ROHNoqoo88RO8H9SoqTNH-c\ sqoaTosq
.sqoaiosq оломэутнпэы снппбл I тошдиэмоп бнтрп олоннэруЕОп qTH9H а мэтб8
oiyaosoq TSSTsqSonqn 8ROHN3qoo8SRO8H9boqTNH-q ohtrii RNURNqsd ынатэтуэгщп 9
.yaosqno oiyHosq^ hrh
RNRRHqsS ЙННЭНЭДЭДПО ОЛОННЭЗТЭЭРНЕОЯ ИЕД N ЯБТ <0Л0ННЭЗТЭЭРБЯ ИЕД ябЯ
<^NTsqT9T-8<5<2<I) HNqseNRSHNX :idaNTH8oq эндкяудэЕэ эжябт иэтснуднэмолэд
-MoqxsT(j)SH ; [8] HNqsssTcfisH hen нннбяеб ; [V] ннмутщул ;[Э <Й] (HOHNXsqTHSNono
-офаЕуэ-2—HNqs8NHNX ;[01] нонымошб ;[6] 82 HNqyssMoqxsTcfiSH ;[6] «е» йннэеэб
-Д'2 <ТД8) HNqoM ;[81] бтоеэня ЕБаоЕыднЕБэофзЕуэ ;[£1 <II] бтоеэыя ибзон
<61] (нOHNXБqTHБNЭЯOOqДNЛNД-^<I) HNqS8NHNX ;[81—М] (нОЗБЕфы:Д^ДНЛБТНЭП
.[12] нoнNXБqтнБNэяoqдNЛ-£-oнNMБ-1 ; [02
ошднэдс^оошф ТО1БД этэаэ мoaoтэRONфБqтdRY а saNTXSoq NqT энндэеэоП
-SO9H fiNH9R^9qnO ХНННЭЗТЭЭРЫЕОЯ RIlJX .RNILILNq9d NMSqOaTOSq ЫМННРОЕЭД! оэ
<нмбдотэм эшна NMidHHORONPsqsn нннэпдпэдпО .qTSMNqooinxf) dTRHSMNqn омндох
NMNЯээPNqтэмoтoф ROTCHRnaR ,удотэм yMOaOEOHN9qOO8SRO8H9doqTNH-V\ ондодоп
Бqт9мoтoф олонрнйо ник Бqтэмoтoфoqтяэпэ ошдюмоп э RэтRДoaoqп н
.NMsqTdiu^ о
-O8H9doqTNH-q ээнанэтнатэаур аодотэм эшна xidHH9R9NP9q9n 8N ЭкщотолзН
diHNR Бндолна онрндо атэонанэтнатэауи RsiiidnoS оябндО ^oaonoHNoqoossn,
хнннэрн1^ло a RNRRNq9S атээрниоя xIdaoммБqлoqяNмSYэ RNHsn^sqno rej^
-этап xidqoTonsH nun xsR8Nq9TSM хнлээрнлоп.он5 a tq9MNqn8H) aoд8БqSo хбдыз
модотэм Midaon.OHN9qooesn,os8H9doqTHH-q о эж owH9Hasqo oil .(xsdoqn хнндна
-dIL9TROT9dO отб -ОШТЗОНРыфыДЭПЗ Йэшанэм ТО1БДБКдО ндотэм эшна энннэдэа^п
RNRRNqsS 9ЫНЭП.ЭДТ0 ЭОНаНЭТБДГГ Э9П.О& dTNДOaOqП мнмндохдоэн ТЭБП.ЭД оатэ
.M9NH9n^R9qno олэ дэqэп
цннаплдто мдотам
ытоеэнл йондофэоф эынэеэдтО
-NqБaдэqп <YqoaT9sq л rnhomms БТБдбниом мэннэкаБбод тошкбду нтБфэоФ
-ТО8Б БTБqTdRNф 8N ИННЭИБДУ ЭКЭОП .ЙОТОНЭНЛ ЙОНТО8Б уМОННЭНЭНЯДОП OHdRST
-нтнкбнб эж йот ымбтнэмэп.6 NмылYqд э этээма Бнэддниом лотнден нтонэнл Йон
.^9qo йонэнл 8н мoдoqoдoaoqээ нэнэдна атнб тэжом Hnnyq^ йояээр
RNHNMOfILfi ЯТЭЭРЫГ.ОИ XNUIdlLOd ТО RNILRNqdd ЭННЭЕЭДтО
-^ТНЭДНОЛ 8N ТО1БДЖБЭО RNHNMOHLS ДNqORX [22] БЭНЭаеХ N БРуЧ УДОТ9М оП
MidH8sqdoo88T олэ нннэдннэбн Nqn БqNфe н итокэнл йониноэ sqoaTosq oлoннБaoq
-oaTosq а нэээдкибтэо ,ннннмошб оэтээрнкоя эошанобэН .мoдoqoдoa MidTONqoiLX
-OHNXNonooTqo мэннэджБэо онэнэдна нтэомндохдоэн эБрукэ a dTidd тэжом <sq
.(моннэло) моннп,
БЕЭГ.ЭЖ атЭЭРЫЕОЯ ХНШИЕоЭ ТО RNRILNqsS эннэлэдтО
олондокох 8н Moqi^e йэнд>^тэле нэнэдна атнб тэжом беэнэж ДNqoп,X
нтэбр йэшанод нннэкэдна икД AacAs 01 <1 моээа .ду э sqoaTOsq otoronhohriloo
oqoaTosq а нэээшзбтэО .ннд>^тэ}1€ 8—2 NTosaoqn омндохбоэн онрнйо ббэеэж
-OTqO НТЭОМНДОХЙОЭН ЭБРуЕЭ а ОНЭЕБДУ dTIdb ТЭЖОМ Б8ЭЕЭЖ ОаТЭЭРНЕОЯ ЭОШНЕОЙЭН
О1уннна тидоаа qoaTOsq йиеэняоннкоэ а уйоэопэ yмoлyqд оП .моныконнхнэяо
-□sq тRДOaэqэп <эннэнндэоэ эонэяэкпмоя а ннккгщэй RNHsaidERao икд утокэня
одна а Б8ЭЕЭЖ иннэджбэо иед дoqoдoaoqээ To^ioynoqn н йннрбнммб a qoaT
.БДнфаЕуЭ
574
ГЛАВА XIII
Отделение бериллия от больших количеств меди
Если медь не определяется, то наиболее целесообразно отделить ее в виде
растворимого аммиачного комплекса. Для этого добавляют аммиак в количест-
ве, необходимом для полного перевода меди в растворимый комплекс синего
цвета, а образующуюся при этом гидроокись бериллия отфильтровывают. Для
полного отделения от меди необходимо дву- или трехкратное переосажде-
ние.
При определении меди проводят ее электролитическое выделение на пла-
тиновом катоде из кислого раствора, содержащего азотную и серную кислоты,
после чего в растворе, свободном от меди, содержится весь бериллий.
Часто бывает удобно выделить медь из кислого раствора осаждением
в виде сульфида или цементацией на более электроположительном металле.
Отделение от больших количеств никеля и кобальта
Введение избытка аммиака позволяет полностью осадить гидроокись берил-
лия, оставляя в растворе никель и кобальт, подобно тому как это имеет место
при отделении меди.
Отделение с помощью ортооксихинолина [23, 24]
Бериллий не осаждается в виде хинолята из уксуснокислоацетатного бу-
ферного раствора с pH 5,7, благодаря чему он может быть отделен от группы
элементов, осаждаемых аммиаком в виде нерастворимых оксихинолятов, за
исключением некоторых редкоземельных элементов и хрома, полностью пере-
ходящих в этих условиях в осадок. К тому же таким путем может быть достиг-
нуто отделение от молибдена, вольфрама, урана, меди, никеля, кобальта, цинка,
кадмия, ртути и висмута, а также в большей или меньшей степени от марганца
и ванадия.
К раствору добавляют азотную кислоту и нагревают. Затем при непрерыв-
ном перемешивании медленно приливают аммиак до появления неисчезающего
осадка, после чего к теплому раствору добавляют небольшое количество уксус-
ной кислоты до полного растворения гидроокиси и доводят pH до 4,8—5,0.
Температуру раствора доводят до 60°, вводят избыток ортооксихинолина (10 г
реактива растворяют в 20 мл ледяной уксусной кислоты и разбавляют до 200 мл
дистиллированной водой). Затем медленно приливают 2 н. раствор ацетата ам-
мония (нейтрализованного до pH 7) до установления pH раствора равным 5,7.
После нагревания раствора до 60° его оставляют стоять на 2 часа или более
и затем фильтруют. 0,08 н. раствор ацетата аммония, применяемый для про-
мывания нерастворимых хинолятов, доводят до pH 5,7. Бериллий количест-
венно остается в фильтрате.
Отделение с помощью электролиза на ртутном катоде [25]
Железо, хром, кобальт, медь, олово, молибден, цинк, свинец и другие
менее распространенные элементы, присутствующие в качестве примесей,
могут быть отделены электролизом на ртутном катоде из слабо сернокислого
раствора, тогда как бериллий полностью остается в растворе.
Отделение от элементов, образующих нерастворимые фосфаты в сильно
кислой среде
Цирконий, гафний и титан могут быть осаждены однозамещенным фосфа-
том аммония из кислого раствора, содержащего 10 объемн.% свободной серной
или соляной кислоты.
АНАЛИТИЧЕСКАЯ ХИМИЯ
575
Отделение с помощью купферона
Железо, титан, цирконий, гафний, ванадий, тантал, ниобий, молибден,
вольфрам и четырехвалентный уран могут быть осаждены введением 6%-ного
раствора купферона в охлажденный льдом раствор, содержащий свободную
соляную или серную кислоту, но не содержащий окислителей.
Отделение бериллия от редкоземельных элементов
Элементы с атомным номером от 58 до 71, а также иттрий, скандий, акти-
ний и торий могут быть выделены в виде нерастворимых фторидов из кислого
раствора введением плавиковой кислоты.
Образование комплексных соединений с солями ЭДТА [10, 26, 27]
Применение натриевых солей этилендиаминтетрауксусной кислоты (ЭДТА)
в качестве маскирующего агента может в некоторых случаях исключить необ-
ходимость использования других описанных выше способов разделения. В ка-
честве примера можно указать на использование двунатриевой соли ЭДТА при
весовом определении бериллия в виде пирофосфата или четырехзамещенной
натриевой соли ЭДТА при фотометрическом определении бериллия, о которых
будет сказано ниже.
МЕТОДЫ КОЛИЧЕСТВЕННОГО ОПРЕДЕЛЕНИЯ БЕРИЛЛИЯ
Для количественного определения бериллия наиболее широко распро-
странены следующие методы.
Весовые методы, применяемые тогда, когда точность имеет большее значе-
ние, нежели быстрота и простота определения. Эти методы включают осаждение
бериллия в виде гидроокиси [28] с последующим ее прокаливанием до окиси
[29], а также осаждение в виде фосфата бериллия и аммония с прокаливанием
до пирофосфата бериллия [30—32].
Объемные «эмпирические» методы титрования [33, 34] применяют при ана-
лизе таких материалов, в которых' при известном и небольшом содержании
алюминия бериллий является основной составляющей и когда в материале от-
сутствуют другие затрудняющие анализ элементы.
Фотометрический метод, основанный на реакции с р-нитробензолазоорси-
нолом [2, 35, 36], применяется для определения миллиграммовых и микрограм-
мовых количеств бериллия.
Флюорометрический мориновый метод [14, 18] применим для определения
микрограммовых и субмикрограммовых количеств бериллия.
Газометрический метод, основанный на выделении водорода, используется
для определения содержания металлического бериллия. Применение его бывает
иногда полезно в тех случаях, когда при действии едкой щелочи или кислоты
никакие другие составляющие анализируемой пробы, за исключением берил-
лия, не вызывают выделения газообразного водорода.
Спектрографическое определение содержания бериллия [37—41] часто
бывает полезно при анализе пыли из проб воздуха, бедных руд, а также неко-
торых сплавов, содержащих бериллий в количестве нескольких миллиграммов
или микрограммов.
Весовые методы
Определение бериллия осаждением в виде гидроокиси и прокаливанием
до окиси бериллия производится следующим образом.
Раствор, из которого в конце анализа бериллий осаждается в виде гидро-
окиси, не должен содержать других элементов, осаждаемых аммиаком (алюми-
576
ГЛАВА XIII
ния, галлия, индия, хрома, железа, скандия, актиния, титана, циркония, гаф-
ния, тория, ниобия, тантала, протактиния, урана, элементов с атомными номе-
рами от 58 до 71 и иттрия). В большинстве случаев это достигается предвари-
тельным отделением указанных элементов осаждением (см. методы отделения).
Осаждение гидроокиси бериллия аммиаком происходит полностью при
pH 8,5. Небольшой избыток аммиака в присутствии аммонийных солей повы-
шает эту величину, не приводя к заметному увеличению растворимости гидро-
окиси бериллия.
Ниже приводятся реактивы и методика определения бериллия.
Реактивы. 1. Свободный от углекислоты водный аммиак. Газообразный
аммиак из баллона пропускают через прокипяченную и охлажденную дистил-
лированную воду до тех пор, пока на нейтрализацию 5 мл раствора не потре-
буется 20 мл 1 н. кислоты. Раствор сохраняют в закупоренном полиэтиленовом
сосуде.
2. 2%-ный раствор нитрата аммония для промывания осадка. 20 г нитрата
аммония растворяют в 1 мл свободной от углекислоты воды и доводят pH рас-
твора до 8,5, добавляя свободный от углекислоты аммиак.
3. Раствор ортооксихинолина (оксина). 25 г реактива обрабатывают 50 мл
ледяной уксусной кислоты и нагревают до полного растворения. Раствор
разбавляют теплой (60°) дистиллированной водой до 500 мл, охлаждают и филь-
труют.
4. 2 н. раствор ацетата аммония. 154 г кристаллического ацетата аммо-
ния растворяют в воде, разбавляют до 1 л и фильтруют. Устанавливают pH
раствора равным 7 с помощью аммиака и уксусной кислоты.
5. Раствор ацетата аммония для промывания осадка. 20 мл 2 н. раствора
разбавляют до 1 л водой и доводят pH до 5,7.
Методика. Для анализа 0,5 г тонко растертой бериллиевой руды (содержа-
щей 10—14% окиси бериллия) отвешивают в платиновый тигель емкостью 30 мл
и тщательно перемешивают с 1 г карбоната натрия платиновой проволочкой.
Смесь засыпают тонким слоем карбоната натрия в количестве 0,25 г. Платино-
вый тигель покрывают платиновой крышкой и нагревают на слабом пламени
горелки Фишера в течение 5—10 мин.
В течение 30 мин. температуру постепенно поднимают до 1000° и продол-
жают нагревание в течение следующих 30 мин. при температуре 1000—1100°.
Тигель с содержимым после охлаждения переносят в стакан емкостью
600 мл, который затем накрывают часовым стеклом и медленно приливают через
носик стакана небольшими порциями 60 мл разбавленной (1 : 3) серной кислоты.
После этого стакан с содержимым осторожно нагревают непродолжительное
время до полного растворения плава. Затем платиновые тигель и крышку выни-
мают и тщательно смывают в стакан. Раствор нагревают до появления густых
паров серной кислоты, внимательно следя за предотвращением потерь за счет
выбросов или разбрызгивания. После охлаждения' добавляют 200 мл воды
и продолжают умеренное кипячение при непрерывном помешивании раствора
вращением стакана во избежание выброса до полного растворения всех раство-
римых солей.
Выделившуюся кремнекислоту отфильтровывают через ватмановский
фильтр № 40, смывают стакан и промывают осадок горячей водой, подкислен-
ной серной кислотой.
Осадок вместе с фильтром помещают в платиновый тигель, в котором про-
водилось сплавление, сушат и озоляют фильтр. Остаток смачивают разбавлен-
ной (1 : 1) серной кислотой, добавляют 15—20 мл плавиковой кислоты и нагре-
вают тигель до появления густых паров серной кислоты. Обработку плавиковой
кислотой повторяют до полного удаления паров серной кислоты. Полученный
после этого остаток сплавляют с 10—20-кратным весовым количеством бисуль-
фата калия и растворяют плав при кипячении в 100 мл воды, содержащей
10 мл соляной кислоты. Раствор фильтруют, собирая фильтрат в стакан емко-
АНАЛИТИЧЕСКАЯ ХИМИЯ
577
стью 600 мл, содержащий исходный фильтрат. Оставшийся на фильтре нерас-
творимый остаток вновь обрабатывают плавиковой кислотой и сплавляют
с бисульфатом калия так же, как это проводилось для осадка кремнезема.
К содержащему весь бериллий объединенному фильтрату приливают 10 мл
азотной кислоты, кипятят, несколько охлаждают и добавляют 20 мл соляной
кислоты. Затем медленно при непрерывном помешивании приливают свободный
от углекислоты аммиак до установления pH 8,5. Раствор с осадком нагревают
до кипения в закрытом стакане, после чего оставляют стоять в течение 30 мин.
для коагуляции осадка гидроокисей, а затем фильтруют через ватмановский
фильтр № 40. Смывают стакан и промывают осадок не менее шести раз горячим
2%-ным раствором нитрата аммония.
Объединенный осадок гидроокисей растворяют в горячей соляной кислоте
(1 : 2), собирая раствор в стакан, где велось осаждение. Полученный раствор
упаривают до небольшого объема для удаления большей части избытка соля-
ной кислоты и затем разбавляют до 150 мл дистиллированной водой. При по-
стоянном помешивании медленно приливают аммиак до появления неисчезаю-
щего осадка, осветляют раствор добавкой небольшого количества уксусной
кислоты и затем нагревают его до 60°. Приливают 25 мл раствора оксина и до-
водят pH до 5,7 добавлением при постоянном помешивании 2 н. раствора ацетата
аммония. Раствор выдерживают при температуре 60—70° в течение 15 мин.,
а затем оставляют для отстаивания осадка. Жидкость над осадком должна
иметь отчетливый желтый цвет, что указывает на избыток введенного оксина.
В том случае, если было введено недостаточное количество оксина, его при-
бавляют дополнительно до появления желтой окраски раствора; после этого
приливают раствор ацетата аммония до установления pH 5,7. Раствор вновь
выдерживают при температуре 60°. Осадок отфильтровывают, отсасывая через
тигель Гуча с асбестовой набивкой, промывают шесть раз раствором ацетата
аммония и затем отбрасывают.
Фильтрат и промывные воды переводят в стакан емкостью 2 л и энергично
кипятят до получения небольшого объема. Осадок оксина, образующийся в виде
желтой, зеленой или темной пленки, всплывающей или прилипающей к стенкам
стакана в процессе выпаривания раствора, должен быть отфильтрован. Под
конец добавляют 5—10 мл серной кислоты (1 : 1) и 20 мл царской водки и упа-
ривают раствор до появления густых паров серной кислоты. Если наступает
обугливание, добавляют азотной кислоты для разрушения органических ве-
ществ и продолжают упаривание до выделения паров серной кислоты. После
охлаждения добавляют 20 мл воды и энергично кипятят раствор с целью дости-
жения полноты растворения всех растворимых солей. Добавляют немного бу-
мажной массы и фильтруют раствор через ватмановский фильтр № 42, собирая
фильтрат и горячую подкисленную промывную воду в стакан емкостью 400 мл.
В этом растворе содержится в виде сульфата весь бериллий, отделенный от
сопутствующих элементов.
К раствору добавляют 10 мл соляной кислоты и свободный от углекислоты
аммиак, доводя pH до 8,5. Раствор нагревают до кипения, оставляют стоять
в течение 30 мин., а затем фильтруют через ватмановский фильтр № 40. Стакан
и осадок промывают 2%-ным раствором нитрата аммония. Гидроокись берил-
лия растворяют в горячей соляной кислоте (1 : 2), собирая раствор в стакан
емкостью 400 мл, где велось осаждение, выпаривают его кипячением до полу-
чения небольшого объема, а затем разбавляют водой до 200 мл. Гидроокись
бериллия переосаждают аммиаком, как указано выше, и вновь отфильтровы-
вают, тщательно промывая стакан и осадок на фильтре горячим раствором ни-
трата аммония.
Фильтр с осадком переносят во взвешенный платиновый тигель с крышкой.
Тигель нагревают в сушильном шкафу до полного высушивания фильтра
и осадка, затем прокаливают в муфеле для обугливания фильтра и перевода
гидроокиси бериллия в окись. Фильтр обугливают медленно при постепенном
37 Бериллий
578
ГЛАВА XIII
повышении температуры максимум до 700° и выдерживают при этой темпера-
туре до полного озоления фильтра и разложения гидроокиси. Заметные потери
окиси бериллия имеют место, если прокаливание при температуре выше 700°
проводится в присутствии влаги [29]. Под конец тигель плотно покрывают
крышкой, закрывают дверцу муфеля, повышают температуру до 1100° и про-
должают прокаливание осадка (только один раз) при этой температуре около
1 часа. Закрытый тигель охлаждают в эксикаторе, наполненном безводным
перхлоратом магния. Закрытый тигель с прокаленным осадком, суммарный
вес которых приблизительно известен, быстро взвешивают. Разность между
полученным весом и весом тигля с крышкой дает вес «загрязненной» окиси
бериллия. Последняя всегда содержит небольшие количества кремния, попа-
дающего из стекла и реактивов, и может также содержать большие или мень-
шие количества окислов алюминия или других металлов, которые предвари-
тельно были удалены не полностью. Для получения точных результатов в вес
окиси бериллия должна быть внесена поправка. Для этого взвешенную окись
бериллия, чистота которой сомнительна, помещают в стакан емкостью 100 мл
и добавляют 15 мл серной кислоты (1 : 1) и 15 мл азотной кислоты. Раствор
нагревают до энергичного кипения для полного растворения осадка,продолжая
нагревать до появления паров серной кислоты. После охлаждения добавляют
50 мл воды и кипятят до перевода в раствор всех растворимых солей. Добавля-
ют небольшое количество бумажной массы и фильтруют через ватмановский
фильтр № 42. Стакан тщательно смывают и промывают осадок на фильтре
восемь раз теплой водой, подкисленной несколькими каплями серной кисло-
ты. Объединенный фильтрат и промывные воды сохраняют. Содержание крем-
ния в осадке определяют обычным путем и вносят на него поправку в вес окиси
бериллия.
После отделения кремнекислоты фильтрат обрабатывают по оксихиноли-
новому методу, вводя 5 мл раствора оксина. Осадок нерастворимых оксихино-
лятов, осажденных в уксуснокисло-ацетатной буферной среде, отфильтровы-
вают через фильтр малого диаметра, промывают, прокаливают до окиси и взве-
шивают. Этот вес вычитают из веса «загрязненной» окиси бериллия. Марганец,
хром, ванадий и редкие земли отделяются оксином не полностью и при их нали-
чии в исходном растворе могут дать привес. В этом случае фильтрат (после
указанного выше отделения примесей) необходимо проанализировать на содер-
жание этих элементов и внести соответствующую поправку; для этого исполь-
зуют описанные выше методы.
Содержание бериллия определяется из формулы
Вес ВеО (с учетом поправок) х 0,3603 = Вес бериллия.
Определение бериллия фосфатным методом в присутствии маскирующего
агента
Осаждение фосфата бериллия и аммония с последующим прокаливанием
до пирофосфата бериллия обладает тем преимуществом, что осадок имеет почти
в четыре раза больший вес на один эквивалент бериллия, чем осадок окиси
бериллия. Предварительное удаление фосфатов в случае их присутствия в ана-
лизируемом образце не является необходимым. К тому же осадок имеет кри-
сталлическую структуру, вследствие чего захват примесей менее вероятен.
Однако небольшие отклонения от точного теоретического состава Ве2Р2О7 могут
иметь место, если осаждение и контроль проводятся недостаточно тщательно.
Использование преимущества селективного определения, обусловленного
маскирующим действием двунатриевой соли этилендиаминотетрауксусной
кислоты [26, 27, 30, 42—44], позволяет исключить необходимость предвари-
тельного выделения из раствора многих катионов перед осаждением фосфата
бериллия и аммония. При условии что содержание ионов этих металлов (маг-
ния, кальция, железа, алюминия, меди, никеля и др.) приблизительно извест-
АНАЛИТИЧЕСКАЯ ХИМИЯ
579
но, для устранения их влияния вводят небольшой избыток маскирующего
агента. Бериллий при pH 5—5,5 образует с ЭДТА только очень слабый ком-
плекс (так, например, 500 г четырехнатриевой соли ЭДТА может связать 1 моль
магния или кальция и только 0,002 моля бериллия) и поэтому осаждается с не-
большими потерями.
Ниже приводятся реактивы и методика определения бериллия.
Реактивы. 1. Раствор аммиака. Раствор, не содержащий карбонатов,
приготовляют пропусканием газообразного аммиака из баллона в свободную
от углекислоты дистиллированную воду.
2. 2%-ный раствор нитрата аммония. Для промывания осадка доводят
раствор до pH 8,5 добавлением аммиака.
3. 15%-ный раствор однозамещенного фосфата аммония. Приготовляют
растворением 15 г соли в 100 мл дистиллированной воды, доводя pH раствора
до 5,5.
4. 15%-ный раствор двунатриевой соли этилендиаминотетрауксусной
кислоты. Получают растворением 15 г соли в воде, разбавляют водой до 100 мл
и доводят pH до 5,5.
Методика. Испытуемый раствор, содержащий около 10 мг бериллия, обра-
батывают, как это описано выше, при весовом определении бериллия для удале-
ния кремнекислоты, органических веществ и фторидов. Элементы группы амми-
ака осаждают, как описано выше, аммиаком при pH 8,5, осадок отфильтровы-
вают, промывают и растворяют в разбавленной серной кислоте, собирая рас-
твор в стакан, где проводилось осаждение. Раствор разбавляют водой до
100 мл и доводят до pH 2. Затем добавляют 5 мл 15%-ного раствора фосфата
аммония и небольшой избыток 15%-ного раствора двунатриевой соли этилен-
диаминотетрауксусной кислоты (оба раствора должны быть предварительно
доведены до pH 5,5), и объединенный раствор тщательно перемешивают. Затем
медленно и при постоянном перемешивании приливают раствор ацетата аммо-
ния до pH 5,5. Раствор нагревают, выдерживают при температуре, близкой
к температуре кипения, в течение 10 мин. и охлаждают в водяной бане в те-
чение 1 часа. Кристаллический осадок отфильтровывают, растворяют и вновь
осаждают, употребляя при втором осаждении только по 1 мл каждого из двух
указанных выше реактивов. Осадок после прокаливания при 1000° взвешивают
в виде Ве2Р2О7 [301.
Объемный метод
Эмпирическое титрование. Бериллий может быть полностью осажден в виде
гидроокиси из раствора сульфата или хлорида бериллия при pH 8,5. При
последующем добавлении избытка фторида натрия гидроокись бериллия пере-
ходит в очень слабо диссоциированный фторид бериллия и едкий натр, обра-
зующийся за счет высвобождающегося гидроксильного иона:
BeSO4 + 2NaOH --> Be (ОН), + Na2SO4,
8,5
Be (ОН)2 + 2NaF -» BeF2 + 2NaOH.
Количество выделившейся щелочи, определяемое титрованием стандарт-
ным раствором серной кислоты, эквивалентно количеству бериллия в анали-
зируемой пробе. Поскольку подобным образом взаимодействует и алюминий,
на его содержание должна быть введена поправка. Цирконий, гафний, редкие
земли, уран и торий тоже мешают определению и не должны присутствовать.
На практике указанные выше реакции не проходят строго стехиометри-
чески, возможно, потому, что бериллий имеет амфотерный характер. Однако
при строгом сохранении условий титрования этот метод, хотя он и является
эмпирическим [34], может быть весьма полезен благодаря достаточной точ-
ности и относительной быстроте. Титрование следует проводить аккуратно
37*
580
ГЛАВА XIII
и медленно, давая достаточно времени для установления равновесия. 1 н. рас-
твор кислоты, применяемый для титрования, устанавливают по бериллию,
проводя титрование кислотой того количества щелочи, которое выделяется
из аликвотной части стандартного раствора сульфата бериллия (предваритель-
но установленного весовым путем).
На фиг. 371 приведена кривая, полученная при потенциометрическом ти-
тровании 0,2 г сульфата бериллия по описанному выше эмпирическому способу.
Фиг. 371. Кривая потенциометрического титрования 0,2 г берил-
лия, взятого в виде сульфата бериллия, по методу эмпирического
титрования.
/ — кривая титрования в отсутствие NaF; 2 — продолжительность остановки
5 мин.; <?—титрование; 4—введение!ЧаР; 5 —полнота осаждения Ве(0Н)2-
На фиг. 372 представлена схема аппаратуры, применявшаяся для потенцио-
метрического титрования, при котором была получена указанная на фиг. 371
кривая. Ниже приводятся реактивы и методика определения бериллия.
Реактивы. 1. 50%-ный раствор не содержащего углекислоты едкого натра.
Получают растворением 2 кг химически чистого гранулированного едкого натра
в 2 л дистиллированной воды. Полностью охлажденный раствор фильтруют
на бюхнеровской воронке, отсасывая его через пористый фильтр средней плот-
ности; сохраняют реактив в специальных закупоренных полиэтиленовых сосу-
дах емкостью 500 мл.
2. 5 н. раствор едкого натра. 65,7 мл 50%-ного раствора разбавляют до
250 мл прокипяченной и охлажденной дистиллированной водой.
3. Фенолфталеин. 4 г фенолфталеина растворяют в 400 мл этилового спирта.
4. 1 н. раствор серной кислоты для титрования. 50 мл концентрированной
химически чистой серной кислоты (удельный вес 1,845 г/см3) разбавляют до
18 л водой в бутыли из стекла пирекс, охлаждают, перемешивают, продувая
через раствор воздух в течение нескольких часов, и оставляют на несколько
недель. Концентрацию кислоты устанавливают, титруя в описанных выше усло-
виях раствор сульфата бериллия с известным, предварительно определенным
содержанием бериллия. Установление титра раствора повторяют при титрова-
нии каждой отдельной партии анализируемых образцов.
5. Стандартный раствор сульфата бериллия для установления титра
1 н. серной кислоты. Запасной раствор (содержащий ~0,2 г бериллия в 50 мл
раствора) приготовляют, растворяя металлический бериллий в разбавленной
(1 : 1) серной кислоте из расчета 1 г металла на 20 мл кислоты. Раствору дают
тщательно прокипеть, фильтруют, охлаждают и доводят дистиллированной во-
дой до необходимого объема при температуре 20°. Содержание бериллия и алю-
миния в четырех аликвотных частях раствора, объемом по 25 мл каждая, опре-
Фиг. 372. Установка для потенциометрического титрования при опреде-
лении общего содержания бериллия.
Л—поступление 1 н. раствора серной кислоты; Б—автоматическая бюретка емкостью 50 мл;
В—водяная рубашка бюретки; Г —термометр; Д—склянка для слива раствора при пере-
полнении бюретки; Е — каломелевый электрод; Ж —стеклянный электрод; 3—оптический
индикатор конечной точки; И — установка Фишера для потенциометрического
титрования.
582
ГЛАВА XIII
деляют весовым методом, проводя взвешивание бериллия в виде окиси, а алю-
миния—в виде оксихинолята. Точно установленное с учетом поправок содер-
жание бериллия плюс х/2 содержания алюминия в аликвотной части раствора,
равной 50 мл, дает эквивалент бериллия в данном объеме.
Методика. Раствор сернокислого бериллия, содержащий ^-0,2 г бериллия,
~2,5 мл свободной серной кислоты (1 : 1) и небольшое известное количество
алюминия, помещают в стакан емкостью 600 мл и разбавляют до 300 мл. При-
ливают по каплям 50%-ный раствор едкого натра до образования неисчезаю-
щего осадка. Затем в качестве индикатора добавляют 5 капель фенолфталеина
до появления отчетливой розовой окраски. Затем медленно также по каплям
при постоянном перемешивании вводят серную кислоту (1:1) до исчезновения
розовой окраски индикатора. Стакан накрывают часовым стеклом и помещают
для охлаждения в воду.
Оптический индикатор титрования калибруют по буферному раствору
с pH 8,0 или еще лучше 8,5. Стакан емкостью 600 мл с охлажденным раствором
помещают на подставку, устанавливают электроды и включают мешалку.
Медленно добавляют 1 н. раствор едкого натра до pH 9,5. Стенки стакана
и электроды смывают и раствор оставляют стоять’в течение 5 мин. Затем опять
включают мешалку. Из бюретки медленно добавляют 1 и. раствор серной ки-
слоты до тех пор, пока pH раствора не станет равным точно 8,5 и не будет оста-
ваться постоянным в течение 30 сек. Наполняют автоматическую бюретку и за-
меряют температуру окружающей ее водяной рубашки.
Перед титрованием в раствор добавляют 15 г химически чистого фтористого
натрия и следят за тем, чтобы он был полностью перемешан. Затем из бюретки
вводят 1 н. раствор серной кислоты со скоростью 15 мл в 1 мин. до тех пор,
пока pH раствора не станет вновь близким к его первоначальной величине 8,5.
С этого момента кислоту вводят медленно по каплям до тех пор, пока pH раство-
ра не станет равным точно 8,5 и не будет оставаться постоянным в течение
30 сек. Объем 1 н. серной кислоты, потраченной на обратное восстановление
значения pH, приводят к стандартной температуре, вносят калибровочную
поправку бюретки и, таким образом, получают действительный объем кислоты,
пошедшей на титрование.
Вычисление результатов производится на основе следующих данных.
1. Количество граммов бериллия, эквивалентное 1 мл 1 н. раствора кисло-
ты, применяемой для титрования, называют фактором бериллия F. Этот фак-
тор, вычисляемый из среднего результата двух титрований (стандартный титр),
соответствует известному весу бериллия (стандартные граммы Be) в аликвот-
ных частях стандартного раствора сульфата бериллия:
р__ Стд. г Be
Стд.титр
2. Общее процентное содержание бериллия в пробе вычисляют по фор-
муле:
Ве(%) = ^хту100 ,
где W—взятая для анализа навеска пробы в граммах.
Титр—число миллилитров 1 н. раствора серной кислоты (с учетом поп-
равки), пошедшей на титрование анализируемого раствора.
Спектрографический метод определения бериллия по реакции
с р-нитробензолазоорсинолом [ценна]
Как указывалось ранее, при добавлении раствора ценна в 0,1 н. раствор
едкого натра к содержащему бериллий умеренно щелочному раствору обра-
зуется красно-коричневый лак. Поглощение света этим окрашенным комплек-
сом^ не следует точно закону Беера, однако отношение степени поглощения
света к концентрации бериллия может быть точно установлено при условии
аналитическая химия
583
тщательного контроля и соблюдения постоянства таких условий, как, напри-
мер, оптимальная щелочность, содержание посторонних ионов, интенсив-
ность окраски и температура 135, 36].
Необходимая щелочность, допустимый диапазон которой довольно узок,
поддерживается с помощью боратонатриевого—цитратнонатриевого буфера.
Последний одновременно оказывается полезным для удержания в растворе
ионов металлов, которые, подобно железу, при указанной щелочности обычно
осаждаются из раствора. Окраска наиболее специфична для бериллия, хотя
подобным же образом реагирует только магний и с гораздо мейыней чувстви-
тельностью цинк. Металлы, подобные меди, никелю, железу и кальцию, обра-
зующие окрашенные ионы, осаждаются в щелочной среде, а такие, как, на-
пример, цинк и магний (присутствуя в ограниченных концентрациях), легко
удаляются из сферы реакции, связываясь в неактивную форму в виде раство-
римых недиссоциированных комплексных соединений.
Ниже приводятся реактивы и методика определения бериллия.
Реактивы. 1. Стандартный раствор бериллия. Этот раствор, содержащий
0,072 мг бериллия в 1 мл, приготовляют, растворяя порошковый бериллий
известного химического состава в 20 мл разбавленной (1 : 1) серной кислоты.
2. Буферный раствор. 17,8 г двухводного цитрата натрия, 8,5 г пятивод-
ного бората натрия и 14,35 г едкого натра растворяют в воде и доводят объем
раствора до 100 мл.
3. Раствор красителя ценна. 0,075 г порошка р-нитробензолазоорсинола
(фирмы «Истмэн Кодак») растворяют в 250 мл 0,1 н. едкого натра при пере-
мешивании механической мешалкой в течение 5 час., фильтруют через асбе-
стовый фильтр и сохраняют в сосуде из красного стекла (с малой фотохимиче-
ской активностью).
4. 13,9%-ный раствор трилона-Б1). Водный 55,5%-ный раствор три-
лона-Б—смесь тетранатриевой соли этилендиаминотетрауксусной кислоты
и триэтаноламина (фирмы «Берсворт») [45]—разбавляют дистиллированной
водой в отношении 1:3.
Методика. Охлажденный анализируемый раствор (содержащий 0,06—
1,1 мг бериллия, эквивалентный 3 мл серной кислоты (1:1), и не более чем 5 мг
магния, 20 мг кальция, 10 мг железа или 35 мг алюминия) доводят до объема
35 мл. Добавляют 5 мл раствора трилона-Б [45] и доводят pH до 5,5. По исте-
чении 5 мин. добавляют по 10 мл буферного раствора и раствора ценна. Раз-
бавляют раствор до 100 мл, перемешивают и оставляют стоять в течение
10 мин. Затем с помощью спектрофотометра измеряют светопроницаемость,
принимая за 100% светопроницаемость необработанного исходного раствора.
Измерение ведут при длине волны 515 нм, применяя кювету с шириной рабо-
чей части, равной 20 мм. Содержание бериллия в миллиграммах определяют
с помощью предварительно построенной калибровочной кривой. Для по-
строения этой кривой применяют три аликвотные части стандартного раствора
сульфата бериллия (эквивалентные 1, 2 и 3 мг окиси бериллия, которые
проводят через все стадии анализа одновременно с каждой отдельной пар-
тией анализируемых образцов).
Флюорометрический метод
Определение бериллия флюорометрическим методом применяется при
анализе биологических материалов. Аппаратура для этого определения стоит
дешевле, чем аппаратура, требующаяся для спектрографического анализа.
При этом методе химическое отделение обычно бывает необходимо. Метод,
согласно, последним данным, основывается на флюоресценции, образуемой
морином [46, 47].
х) Трилон-Б—то же, что и «комплексон»; по принятой в США номенклатуре обоз-
начается как «версен-Т».—Прим. ред.
584
ГЛАВА XIII
Г изометрический метод
Определение металлического бериллия по выделению водорода. Метал-
лический бериллий энергично взаимодействует с кислотами или щелочами
с выделением водорода:
Be + 2КОН К2ВеО2 + Н2.
Измерение объема выделяющегося водорода (или соответствующего изменения
давления в определенном постоянном объеме) дает возможность определения
металлического бериллия в шлаках и осадках, не содержащих других метал-
лов, обладающих сходным взаимодействием, таких, как, например, алюминий
и др. Если в анализируемой пробе присутствует также и карбид бериллия,
то на объем выделенного им газа необходимо внести поправку, согласно
реакции
Ве2С + 4КОН -> 2К2ВеО2 + СН4.
В таких случаях более целесообразно определять весовым методом
порознь карбид бериллия и металлический бериллий по количеству образую-
щихся при сжигании углекислоты и воды [48] (см. методику определения
карбида бериллия в металлическом бериллии).
Если в подвергаемой воздействию щелочи пробе бериллия присутствует
также заметное количество нитрида бериллия, то необходимо внести поправку,
учитывающую также и его влияние на объем выделяемого газа, согласно сле-
дующей реакции:
Be3N2 + 6КОН ЗК2ВеО2 + 2NH3.
Аппаратура для газометрического анализа бериллия [49] представлена
на фиг. 373.
Методика. Пробу материала, содержащую приблизительно 0,03—0,2 г
металлического бериллия, отвешивают и помещают в сухую эрленмейеров-
скую колбу емкостью 250 мл, Колбу присоединяют к анализатору и систему
откачивают через трехходовой кран до показания дифференциального ртут-
ного манометра 600—700 мм. Показания манометра записывают. Заливают
в капельную воронку 35—40 мл 50%-ного (по весу) раствора едкого кали.
Примерно 25 мл щелочи медленно спускают в эрленмейеровскую колбу. По
окончании бурной реакции включают нагревательную плитку и поддержи-
вают раствор при слабом кипении до окончания реакции. Установку охла-
ждают до комнатной температуры и записывают показания манометра, баро-
метрическое давление и температуру помещения.
Вес металлического бериллия может быть вычислен по приведенной
ниже формуле, где /гх—первоначальное показание манометра; h2—конечное
показание манометра; Рг—барометрическое давление; Р2—общее давление
после окончания выделения водорода; t—комнатная температура в °C;
v —объем реакционного аппарата, определяемый при закрытом кране Ж,
в частях аппарата S, В, Д (до крана Г) и Е (до крана Ж), взвешиванием
до и после наполнения водой; v2—объем добавленного 50?4-ного раствора
едкого кали; v3—объем выделившегося при нормальных условиях водорода;
Рте—Давление паров 50%-ного раствора едкого кали при температуре t:
Р2 = (й, - й2) - Ртс - (Р. - й,) ,
2 X 1 2/ TflL \ 1 1/ 7
Р2 / ч 273
^“760^ 273+ Z ’
Вес металлического бериллия равен 0,0004021 v3.
Для внесения поправки на содержание карбида и нитрида бериллия из
полученного веса металлического бериллия вычитают соответственно 0,30016Х
Хвес карбида бериллия в пробе и 0,3275 X вес нитрида бериллия в пробе.
Фиг. 373. Анализатор Эдвардса.
А —электрическая плитка; Б —колба из стекла пирекс для разложения анализируемо-
го материала емкостью 250 мл со стандартным уплотняющим соединительным переход-
ником 24/40; В—шаровая колба емкостью 1 л со стандартным уплотняющим
соединительным переходником 24/40; Г —одноходовой кран с диаметром отверстия
1 мм\ Д—градуированная делительная воронка емкостью 60 мл для введения реак-
тивов; Е — соединительная трубка; Ж—кран: 3—двухходовый кран с диаметром
отверстия 2 мм‘, И — к вакуумной системе; К—ртутный манометр.
586
ГЛАВА XIII
АНАЛИЗ МЕТАЛЛИЧЕСКОГО БЕРИЛЛИЯ
В табл. 88 приведен химический состав горячепрессованного порошкового
бериллия и указаны методы определения бериллия и содержащихся в нем
отдельных примесей.
Химические методы [50, 51]
Навеску бериллия не менее 5 г (в виде отмытой стружки, маленьких кусоч-
ков, чешуек или порошка, тщательно отобранных от вакуумных отливок,
партии порошка, горячепрессованных заготовок или выдавленных изделий)
заливают 100 мл дистиллированной воды, а затем медленно добавляют 100 мл
разбавленной (1 : 1) серной кислоты. По прекращении реакции раствор упари-
вают кипячением до выделения солей. В случае присутствия фторидов вновь
добавляют серной кислоты и раствор нагревают до появления обильных
паров. По охлаждении добавляют воду, и раствор энергично кипятят для пол-
ного растворения всех растворимых солей, после чего раствор фильтруют
в мерную колбу (емкость 500 мл при навеске в 5 г). Нерастворившийся остаток
вместе с фильтром прокаливают в платиновом тигле, обрабатывают обычным
путем плавиковой и серной кислотами, а нерастворившийся после такой обра-
ботки остаток сплавляют не менее чем с 10-кратным по весу количеством
бисульфата калия. Водный раствор от выщелачивания плава фильтруют в мер-
ную колбу, содержащую основной раствор. По охлаждении до определен-
ной температуры раствор доводят до метки водой и после тщательного пере-
мешивания отбирают необходимую аликвотную часть раствора для опреде-
ления общего содержания бериллия, железа, марганца, хрома, алюминия,
никеля, меди и магния.
Определение общего содержания бериллия [33—35]
Аликвотную часть раствора (содержащую около 0,2 г бериллия) пере-
водят предварительно откалиброванной пипеткой в стакан емкостью 600 мл,
содержащий 300 мл прокипяченной и охлажденной дистиллированной воды.
Общее содержание бериллия определяют объемным эмпирическим методом.
Так как одновременно с бериллием титруется и алюминий, то в полученные
результаты должна быть внесена поправка:
% вычисленного Be—— 2%- = % общего Be.
Определение общего содержания железа ортофенантролиновым методом [51]
Аликвотную часть раствора, содержащую 100—150 мкг железа, отби-
рают в стакан емкостью 150 мл и разбавляют примерно до 75 мл. К раствору
добавляют 1 мл 10%-ного раствора солянокислого гидроксиламина и 10 мл
0,1%-ного раствора ортофенантролина, и аммиаком доводят pH раствора
до 3,5, измеряя pH с помощью pH-метра Бекмана. Затем объем раствора
доводят до 100 мл и измеряют светопроницаемость спектрофотометром Бек-
мана при длине волны 515 нм, применяя кюветы с толщиной слоя 20 мм и шири-
ной щели 1—2 мм и сравнивая результаты с результатами глухого опыта,
проведенного через все стадии анализа.
Содержание железа определяют по калибровочной кривой, получаемой
следующим образом. Шесть навесок чистой окиси бериллия (0,25 г каждая)
растворяют в 2 мл серной кислоты и 5 мл воды и раствор разбавляют до 20 мл.
Затем к растворам из бюретки добавляют соответственно 0, 5, 10, 15, 20
и 25 мл стандартного раствора железа, приготовленного растворением 1 г
электролитического железа в 50 мл серной кислоты (1 : 1) и разбавленного
Таблица 88
АНАЛИЗ МЕТАЛЛИЧЕСКОГО БЕРИЛЛИЯ 1)
№ п/п Наименование определяемых элементов и соединений Среднее содер- жание, % Методы определения
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 ’) с зовани! риллия Опреде Опреде. дами. ( Be (общ.) Fe Al Mg Cr Ni Cu Mn Si В ВеО Be2C С (своб.) ^^3^2 H2O Ag Co Cd Pb Эпределения 1 - гм соответствуй . Определения ления 2 — 9 и 1 ления 1 и 10 — 1 Эпределение 1 5 91,1 0,135 0,0300 0,008 0,010 0,020 0,010 0,015 0,060 0,00005 0,80 0,14 0,02 0,15 0,0003 0,0003 0,00002 0,003 -8 проводят ощей аликв< 9—15 пров 6—19 могут 5 выполняю относится т Объемный, эмпирическим титро- ванием Фотометрический, роданидный или ортофенантролиновый Флюорометрический, понтахром сине-черный R; весовой или колориметрический по оксихи- ноляту А1 Весовой; пирофосфатный Фотометрический, дифенилкар- базидный, окисление перйода- том Фотометрический, диметилглиок- симовый Фотометрический, дитизоновый Фотометрический, перманганат- ный, окисление перйодатом Фотометрический по реакции с молибденовой синью Отгонка метилбората и колори- метрирование с куркумином Выделение сухого НС1 с после- дующим колориметрическим определением Be в остатке по реакции с р-нитробензолазоор- синолом Выделение метана с последую- щим сжиганием до СО2 Отделение С с последующим прокаливанием Методом микро-Кьелдаля Выделение Н2 с последующим окислением до Н2О Полярографический или спектро- графический То же » » » » из одной и той же навески с исполь- этной части раствора сернокислого бе- одят из различных навесок бериллия. быть выполнены спектрографически. •г только мокрыми химическими мето- олько к порошкообразному металлу.
588
ГЛАВА XIII
до 1 л; 10 мл этого раствора разбавляют до 1 л; полученный стандартный рас-
твор содержит 10 мкг железа в 1 мл. Растворы разбавляют примерно до
75 мл, добавляя те же реактивы, которые были введены в испытуемый рас-
твор, и для получения калибровочной кривой измеряют светопроницаемость
растворов.
Определение алюминия колориметрическим оксихинолиновым методом
К навеске бериллия 0,50 г (или 1,39 г окиси бериллия), помещенной
в эрленмейеровскую колбу емкостью 250 мл, добавляют 15 мл воды, 2 мл
азотной кислоты и 15 мл 70%-ной перхлорной кислоты (порциями по несколь-
ко миллилитров). По окончании бурной реакции раствор упаривают до появ-
ления дыма и затем выдерживают при температуре около 200° в течение 15 мин.
(при анализе окиси бериллия колбу накрывают и отдымливание продолжают
в течение 30 мин.). Пробу охлаждают, растворяют в воде и фильтруют через
ватмановский фильтр № 42. Если остается нерастворимый остаток, его сохра-
няют и анализируют отдельно. Фильтрат и промывные воды разбавляют до
200 мл и проводят электролиз на ртутном катоде диаметром 76,2 мм при силе
тока около 1,7 а в течение 30 мин. Электролит отделяют и разбавляют на объем.
В аликвотной части раствора, обычно содержащей 50 мг бериллия, устанавли-
вают pH 4,4+ 0,2 добавлением воды и 4 н. раствора ацетата натрия (27,2 г,
NaC2H3O2-3H2O растворяют в 300 мл воды и фильтруют через- ватманов-
ский фильтр № 40). Измерение pH раствора производят с помощью рН-метра
Бекмана. Раствор экстрагируют четыре раза, встряхивая в течение 30 сек.
с 10 мл 0,1 М раствора ортоокисхинолина в хлороформе (14,4 г ортооксихино-
лина на 1 л хлороформа). Объединенные экстракты разбавляют спектрально
чистым хлороформом до получения 0,04 М раствора по оксихинолину и около
25 мл раствора фильтруют через ватмановский фильтр № 12 для удаления
воды. Светопроницаемость полученного раствора измеряют при длине волны
395 нм, сравнивая с хлороформом.
Для того чтобы учесть влияние ортооксихинолина и бериллия, проводят
пятую экстракцию и этот экстракт употребляют в качестве раствора сравне-
ния. Полученный после обработки перхлорной кислотой остаток сплавляют
с 0,5—1 г соды в закрытом платиновом тигле в течение 1 часа на газовой го-
релке. Охлажденный плав выщелачивают водой и подкисляют перхлорной
кислотой. Затем раствор фильтруют, проводят электролиз и аликвотную часть
колориметрируют, как указано выше.
Определение общего содержания магния
Весовое определение магния в виде пирофосфата магния производят из
аликвотной части раствора (соответствующей 1 г пробы при содержании маг-
ния >0,05% или 2 г пробы при содержании магния >0,01%). Разбавленный
примерно до 250 мл раствор обрабатывают насыщенным раствором едкого
натра до образования обильного осадка гидроокиси бериллия. По охлаждении
добавляют 2 мл 3%-ного раствора хлористого железа и 50 мл насыщенного
раствора едкого натра для растворения гидроокиси бериллия и осаждения
гидроокиси магния вместе с гидроокисью железа в качестве коллектора.
Выделившиеся гидроокиси отфильтровывают через фильтр средней плотности.
Щелочной фильтрат, содержащий большую часть бериллия, отбрасывают,
а гидроокиси растворяют в горячей соляной кислоте (1: 2) в стакане, где велось
осаждение. Основную часть соляной кислоты удаляют кипячением, раствор
разбавляют и доводят добавлением аммиака до pH 8,5. Осадок отфильтровы-
вают, а фильтрат сохраняют. Гидроокиси растворяют на фильтре с использо-
ванием стакана, в котором проводилось осаждение, и повторяют осаждение
аммиаком, объединяя второй фильтрат с первым. В случае если объем гидро-
АНАЛИТИЧЕСКАЯ ХИМИЯ
589
окисей велик, проводят третье осаждение аммиаком. Содержащие магний
объединенные фильтраты упаривают до объема около 250 мл. Марганец уда-
ляют обычным способом с бромной водой и аммиаком. Если это необходимо,
то затем удаляют кальций в виде оксалата. Наконец осаждают магний введе-
нием 20 мл 10%-ного раствора двузамещенного фосфата аммония и 30 мл
раствора аммиака (при энергичном перемешивании палочкой) и оставляют
раствор на холоду на ночь. Определение заканчивают весовым путем, взве-
шивая пирофосфат магния.
Определение меди [46, 51, 53, 54]
Раствор дитизона в четыреххлористом углероде взаимодействует с медью,
образуя дитизонат меди, который, экстрагируясь, изменяет цвет реактива от
зеленого до красно-фиолетового. Если проводить эту экстракцию при pH 1,
то мешающими элементами являются только серебро, золото, ртуть и палла-
дий. При анализе металлического бериллия этими элементами можно прене-
бречь.
Аликвотную часть раствора (содержащую около 25 мкг меди) доводят
до объема 25 мл, устанавливают pH 1 и переводят в делительную воронку.
Добавляют точно 15 мл 0,005%-ного раствора дитизона в четыреххлористом
углероде (раствор при разбавлении четыреххлористым углеродом до 50 мл
должен давать определенную оптическую плотность) и полученный раствор
энергично встряхивают в течение 2 мин. Нижний органический слой переводят
в мерную колбу емкостью 50 мл, промывают водный слой несколько раз не-
большими порциями четыреххлористого углерода, добавляя их также и в колбу.
Раствор дитизона доводят четыреххлористым углеродом до 50 мл и хорошо пере-
мешивают. Около половины экстракта фильтруют через сухой ватмановский
фильтр № 40 в маленькую, сухую эрленмейеровскую колбу с притертой пробкой.
Кювету шириной в 10—20 мм споласкивают порцией этого раствора, запол-
няют ее раствором и измеряют оптическую плотность при длине волны 515 нм,
сравнивая с полученным в глухом опыте раствором, проведенным через все
стадии анализа. Если измерения проводят на фотометре со светофильтром,
то применяют зеленый фильтр № 54. Содержание меди определяют по предва-
рительно полученной калибровочной кривой.
Определение никеля [46, 51, 53, 54]
В щелочцой среде никель взаимодействует с диметилглиоксимом, образуя
диметилглиоксимат никеля. Последний растворим в хлороформе и может быть
отделен и сконцентрирован экстракцией хлороформом. Затем никель может
быть извлечен из хлороформа разбавленной кислотой. Отделенный таким
образом никель при взаимодействии с диметилглиоксимом в щелочной среде
в присутствии окислителя образует винно-красный комплекс, пригодный для
колориметрического определения.
Из аликвотной части анализируемого раствора (содержащего около 25 мкг,
но не более 50 мкг никеля) удаляют медь при pH 1 экстракцией 10 мл 0,005%-
ного раствора дитизона в четыреххлористом углероде. Водный слой промы-
вают четыреххлористым углеродом для полноты удаления дитизона и затем
нагревают для полного удаления четыреххлористого углерода. В этот раствор
вводят 5 мл хлороформа и 5 мл 20%-ного раствора лимоннокислого аммония.
После тщательного перемешивания добавляют 5—6 мл аммиака и раствор
снова перемешивают. Добавляют 3 мл 1 %-ного раствора диметилглиоксима
в этиловом спирте, раствор энергично встряхивают в течение 1 мин. и хлоро-
формный слой спускают в делительную воронку емкостью 60 мл, содержащую
10 мл соляной кислоты. Раствор бериллия снова экстрагируют 5 мл хлороформа
и второй хлороформный экстракт добавляют к первому. Объединенные экстрак-
590
ГЛАВА XIII
ты встряхивают с кислотой в течение 1 мин. Кислый раствор переводят в мер-
ную колбу емкостью 25 мл, добавляют по каплям бромную воду до окрашива-
ния раствора, затем вводят аммиак с избытком 4 капель до исчезновения
окраски брома. Добавляют 0,5 мл 1%-ного диметил глиоксима, раствор разба-
вляют до 25 мл и перемешивают. Кювету с шириной слоя 10 мм споласкивают,
затем заполняют этим же раствором и измеряют оптическую плотность при
длине волны 450 нм, сравнивая с глухим опытом. Если применяют фотометр
со светофильтрами, то используют синий фильтр № 42. Содержание никеля
определяют по предварительно полученной калибровочной кривой.
Определение хрома [46, 51, 53, 54]
В умеренной кислой сернокислой среде в присутствии серебра хром может
быть окислен персульфатом до шестивалентной формы. Полученный хромат
взаимодействует с s-дифенилкарбазидом в холодном приблизительно 0,25 н.
растворе серной кислоты с образованием комплекса красновато-пурпурного
цвета. Окраска устойчива и подчиняется закону Беера.
Аликвотную часть испытуемого раствора (содержащую около 20 мкг, но не
более 50 мкг хрома) обрабатывают 0,5 н. раствором едкого натра, прибавляя
его по каплям до образования постоянного осадка гидроокиси бериллия. Добав-
ляют по каплям 20 %-ный раствор серной кислоты с избытком 2 мл до полу-
чения прозрачного раствора. Раствор разбавляют до 140 мл, нагревают до кипе-
ния и добавляют 10 мл 25%-ного раствора азотнокислого серебра и 10 мл
свежеприготовленного 20%-ного раствора персульфата аммония. Раствор
кипятят не менее 30 мин. до появления розовой окраски перманганата. Затем
добавляют небольшими порциями азид натрия до исчезновения розовой окраски.
Раствор кипятят в течение 1 мин. и фильтруют. Раствор хорошо охлаждают,
помещая стакан в проточную воду, и добавляют 5 мл 0,25%-ного раствора
s-дифенилкарбазида в спирте (содержащего в качестве стабилизатора 4% ангид-
рида фталевой кислоты). Раствор разбавляют до 100 мл дистиллированной
водой и перемешивают. Оптическую плотность измеряют в 10-миллиметровой
кювете на спектрофотометре при длине волны 540 нм, сравнивая с глухим
опытом. В случае работы на фотометре со светофильтром применяют зеленый
фильтр № 54. Содержание хрома определяют по предварительно полученной
калибровочной кривой.
Определение марганца [46, 51, 53, 54
В сернокислом, азотнокислом или фосфорнокислом растворе марганец
легко окисляется до перманганата избытком перйодата калия. Фиолетовая
окраска раствора подчиняется закону Беера при содержаниях марганца до
15 мг в 100 мл раствора. Глухой опыт готовят, разрушая окраску перманганата
азидом натрия. ‘Таким образом, при сравнении испытуемого раствора с глу-
хим опытом измеряется оптическая плотность, обусловленная только мар-
ганцем.
Аликвотную часть раствора (содержащую 0,5 г пробы) разбавляют до
75 мл, добавляют 35 мл серной кислоты ( 1 : 1) и охлаждают раствор. Доба-
вляют 0,5 г сухого перйодата калия и раствор кипятят не менее 5 мин. Затем
раствор охлаждают, разбавляют в мерной колбе до 100 мл и перемешивают.
Для приготовления глухого опыта 50 мл окрашенного раствора помещают в ста-
кан и нагревают до кипения. Добавляют маленькими порциями порошок азида
натрия до разрушения окраски перманганата и затем кипятят раствор в тече-
ние 1 мин. Раствор охлаждают и разбавляют до 50 мл в мерной колбе. Оптиче-
скую плотность испытуемого раствора измеряют (в 20-миллиметровой кювете),
сравнивая с глухим опытом, приготовленным указанным способом. Измерение
АНАЛИТИЧЕСКАЯ ХИМИЯ
591
проводят на спектрофотометре (при длине волны 540 нм) или на фотометре
со светофильтрами (применяя зеленый фильтр № 54). Содержание марганца
определяют по калибровочной кривой.
Определение кремния [51, 55]
Методе молибденовой синью, основанный на предварительном образовании
кремне-молибденовой кислоты с последующим восстановлением до синего
гетерополикомплекса, применяется после обработки пробы плавиковой кисло-
той, обеспечивающей полноту перехода кремния в раствор. Фосфор, германий
и мышьяк должны отсутствовать. Ниже приводятся реактивы и методика опре-
деления
Реактивы. 1. Стандартный раствор кремния. 0,214 г чистой окиси крем-
ния тщательно сплавляют в платиновом тигле примерно с 2 г соды, не содер-
жащей кремния. По охлаждении плав растворяют в воде и доводят в мерной
колбе водой до объема 1 л. Этот раствор, сохраняемый в сосуде из полиэтилена,
используют для приготовления стандартного раствора, содержащего 10 мкг
кремния в 1 мл.
2. 10%-ный раствор молибденовой кислоты. 25 г химически чистого
кристаллического молибдата аммония растворяют в воде, раствор подкисляют
40 мл серной кислоты (1:1), охлаждают и разбавляют до 250 мл.
3. Свежеприготовленный раствор восстановителя. 11 г бисульфита нат-
рия, 0,8 г химически чистого гранулированного едкого натра и 0,2 г 1,2,4-
аминонафтолсульфоновой кислоты растворяют в дистиллированной воде и раз-
бавляют до 100 м л [161.
4. Раствор аммиака (содержащий ^20% NH3). Газообразный аммиак из
баллона пропускают через дистиллированную воду до получения раствора
с удельным весом около 0,925 г/см3. Бутыль из пластмассы с находящейся в ней
дистиллированной водой охлаждается ледяной водой.
Методика. Навеску металлического бериллия, содержащую 50—200 мкг
кремния, взвешивают во фторопластовом стакане и тотчас заливают водой.
Добавляют 20 мл дистиллированной воды, содержащей 3 капли серной кис-
лоты (1 : 1), и 5 мл концентрированной азотной кислоты, вводя ее очень мед-
ленно и при постоянном охлаждении. По окончании реакции стакан с раство-
ром вынимают из водяного холодильника и добавляют пластмассовой пипет-
кой 3 мл 5 %-ной плавиковой кислоты. Стакан с раствором покрывают часовым
стеклом из фторопласта и нагревают в водяной бане до температуры 60—70°
в течение 1 часа. Затем раствор охлаждают и добавляют 40 мл насыщенного
раствора борной кислоты. Добавлением свободного от кремния аммиака дово-
дят pH раствора до 2,5 + 0,2, перемешивая раствор пластмассовой палочкой.
Добавляют 5 мл 10%-ного подкисленного раствора молибдата аммония и уста-
навливают pH 2,2—2,3 добавлением не содержащего кремний аммиака. По
истечении 10 мин. к испытуемому раствору добавляют 5 мл 20%-ного рас-
твора винной кислоты и раствор перемешивают. Добавляют 1 мл восстанови-
теля, раствор перемешивают и оставляют стоять в течение 10 мин. Переводят
раствор в мерную колбу емкостью 10 мл, доводят объем до метки, перемеши-
вают и оставляют стоять в течение 15 мин. Измеряют оптическую плотность
раствора при длине волны 820 нм или с красным фильтром № 66 в 20-милли-
метровой кювете, используя в качестве раствора сравнения дистиллированную
воду. Проводят глухой опыт через весь ход анализа, и полученную оптическую
плотность глухого опыта вычитают из оптической плотности испытуемого рас-
твора. Содержание кремния определяют по предварительно полученной калиб-
ровочной кривой, для построения которой проводят анализ отдельных проб
бериллия по 0,2 г каждая (взятых в виде раствора сульфата бериллия, не
содержащего кремния), к которым добавлено 10—200 мкг кремния (в виде
стандартного раствора кремния).
592
ГЛАВА XIII
Определение бора [51, 56]
Метод основан на отгонке бора с метиловым спиртом и колориметриче-
ском определении с куркумином. Фтор не мешает определению, и этот метод
применим даже для анализа фторида бериллия.
Методика [56]. В кварцевую перегонную колбу А (фиг. 374) емкостью
60 мл помещают 0,25 г металлического бериллия в виде стружки или порошка
и добавляют 0,5 мл азотной кислоты и 2 мл воды.
О
Фиг. 374. Прибор для
растворения бериллия.
А—перегонная колба; Б —
слив; В —кварцевая труб-
ка для введения реактивов;
Д—кварцевая отводная труб-
ка вертикального холодиль-
ника.
Затем приливают 6 мл соляной кислоты через кварце-
вую трубку В для введения реактивов; потерь кис-
лоты избегают, наклоняя трубку, герметично заку-
поренную пробкой. Трубку В для введения реактивов
и реакционную колбу А соединяют с кварцевой отвод-
ной трубкой Д вертикального холодильника; в ниж-
ней части трубка Д имеет отверстие диаметром 3 мм.
Реакционную колбу А помещают в стакан емкостью
4 л, наполненный водой, имеющей температуру око-
ло 20°. Соляная кислота добавляется медленно по
каплям (вначале примерно 1 капля в 5 сек.). Как
только начинается реакция, в отводную трубку Д,
служащую как для промывки газообразных продук-
тов, так и для указания скорости реакции, вводят
3 мл воды. После того как добавлена вся соляная
кислота и реакция почти закончится, раствор нагре-
вают и кипятят в течение 10 мин. Затем раствор
охлаждают, присоединяя к нему раствор из отводной
трубки Д.
(Если образец имеет форму шариков или кусоч-
ков, то 1,5 г пробы помещают в кварцевую колбу
емкостью 150 мл, содержащую 15 мл азотной кис-
лоты (1 : 4) и 10 мл воды. Колбу, трубку для введе-
ния реактивов и отводную трубку соединяют, а реак-
ционную колбу погружают в водяную баню.’ Затем
медленно через трубку’ В вводят 36 мл соляной кис-
лоты. Во время реакции через отводную трубку вво-
дят 3—8 мл воды. После того как будет введена вся
соляная кислота и реакция почти закончится, раствор
нагревают до кипения и кипятят в течение 15 мин.
Раствор охлаждают, удаляют из отводной трубки и
разбавляют до 69 мл. Аликвотную часть раствора,
равную 11,5 мл, отбирают для отгонки.)
В подлежащей отгонке части раствора устанав-
ливают pH в пределах 2—4 по кислотно-щелочной
индикаторной бумаге. Применение того или иного ме-
тода для установления pH зависит от содержания
бериллия в растворе. Так, для растворов, содержа-
щих 0,25 г бериллия, которые сильно сбуферированы,
установление pH обычно проводится добавлением в
один прием концентрированного раствора аммиака
(приготовляемого пропусканием газообразного аммиа-
ка из баллона через дистиллированную воду, нахо-
дящуюся в кварцевом приемнике, до тех пор пока
4,4+ 0,4 мл получаемого раствора не будут эквива-
лентны 5 мл соляной кислоты; полученный раствор сохраняется в холо-
дильнике) в количестве, достаточном для нейтрализации около 3 мл соляной
кислоты. При этом образуется желатинообразный осадок, который при стоя-
АНАЛИТИЧЕСКАЯ ХИМИЯ
593
нии и периодическом перемешивании вновь переходит в раствор при комнат-
ной температуре в течение 15—20 мин. Если осадок растворяется значительно
быстрее или медленнее, то постепенно добавляют соответственно аммиак или
соляную кислоту (по 5 капель). Если раствор содержит только 0,10 г берил-
лия, то однократное добавление аммиака ведет к выпадению осадка, пере-
ходящего в раствор в течение 10 мин. Для несбуферированных растворов, как,
например, в глухом опыте в
качестве индикатора применя-
ют метиловый красный; аммиак
добавляют до тех пор, пока
раствор не окрасится в желтый
цвет, а соляную кислоту до-
бавляют с избытком в 2 капли
после окрашивания раствора в
красный цвет (метиловый крас-
ный при введении его в силь-
нокислый раствор разрушается;
индикатор вводят после того,
как большая часть кислоты
нейтрализована).
При введении аммиака ис-
пытуемый раствор следует
охлаждать в ледяной воде и
осторожно перемешивать во из-
бежание потерь бора с тяже-
лыми парами. После того как
в растворе установлена требуе-
мая кислотность, пары из реак-
ционной колбы А (фиг. 375)
вытесняют очень осторожным
продуванием азота. Затем до-
бавляют 25 мл 10%-ного ра-
створа хлористого кальция в
метиловом спирте и реакцион-
ную колбу соединяют с пере-
гонным аппаратом, имеющим в
качестве приемника чашку
емкостью 200 мл (чашка № 7
диаметром 115 мм из амерсила
или № 4А фарфоровая). Кол-
ба Б, содержащая 25 мл пере-
гнанного метилового спирта и
гранулированный едкий натр
или едкое кали, включается
Фиг. 375. Перегонный аппарат.
А —реакционная колба; Б —колба с метиловым спиртом
и едкми натром; Г—фарфоровая чашка (приемник).
в систему, как показано на фиг. 375. Чашку помещают в закрытую водя-
ную баню, представляющую собой кристаллизатор диаметром 150 мм с
крышкой из пластмассы; он помещается в съемный кожух, нагреваемый
извне горелкой. Отводная трубка холодильника проходит через отверстие
в центре крышки, доходя почти до дна чашки-приемника. Сразу же после
присоединения реакционной колбы к перегонному аппарату в приемную
чашку через второе отверстие в крышке вводят 5 мл 0,1 н. раствора гид-
рата окиси кальция. Затем колбы А и Б погружают в стаканы с горячей водой
и осторожно нагревают так, чтобы в стакане с колбой Б температура была
80—82°, а в стакане с колбой А 76—78°. Поскольку спирт из колбы Б отго-
няется, то его вводят с избытком так, что общий его объем составляет 125 мл.
Объем раствора в колбе А поддерживают равным 35 мл, регулируя его разни-
1/2 38 Бериллий
594
ГЛАВА XIII
цей в температуре воды, находящейся в стаканах, и глубиной погружения
в нее колб. После отгонки всего количества спирта из колбы Б нагревание
прекращают, открывают пробки колб и конец отводной трубки споласкивают
10 мл воды. В дистиллят немедленно вводят 5 мл раствора гидрата окиси каль-
ция и раствор выпаривают досуха на водяной бане.
Сухой остаток используется для колориметрического анализа (если это
необходимо, то осадок может быть сохранен в эксикаторе с крышкой на вазе-
линовой смазке, внутри которого находится маленькая чашка с гранулиро-
ванным едким натром). Для этого чашку с сухим остатком снимают с паровой
бани и охлаждают до комнатной температуры. Затем добавляют 2 мл разба-
вленного раствора, состоящего из смеси соляной и щавелевой кислот [80 г
(СООН)2. 2Н2О растворяют в смеси, состоящей из 540 мл Н2О, 320 мл С2Н5ОН
и 100 мл НО]. Чашку вращают так, чтобы введенный реактив пришел в сопри-
косновение со всем осадком, находящимся в чашке. Затем при тщательном
перемешивании в чашку вводят 2 мл экстракта куркумина (1 г куркумина
растирают с 95%-ным спиртом в течение 2—3 час., фильтруют через не содер-
жащий бора фильтр и сохраняют в темноте). Все указанные реактивы вводят
быстро из градуированных пипеток. Чашку помещают на водяную баню,
температуру которой поддерживают равной 55 ± Г. Чашку выдерживают
на водяной бане до получения сухого остатка и сверх того еще 30—45 мин.
Затем чашку снимают с бани и охлаждают. С помощью палочки с резиновым
наконечником осадок перемешивают при прибавлении 90%-ного спирта,
который вводят порциями по 5—8 мл каждая. Экстракт собирают в мерный
цилиндр емкостью 25 мл, разбавляют до 25 мл 90%-ным спиртом, перемеши-
вают и фильтруют через плотный сухой фильтр диаметром 11 см. Светопрони-
цаемость раствора определяют, сравнивая с раствором глухого опыта, проведен-
ного с 5 мл раствора гидрата окиси кальция через все операции, начиная
с выпаривания раствора на паровой бане. Для колориметрического анализа
берут известные количества борной кислоты (0,5—1,5 мкг В) и 5 ли 0,1 н.
раствора гидрата окиси кальция, определяя сравнительную светопроницаемость
испытуемых проб. Светопроницаемость измеряют на спектрофотометре с дли-
ной волны 540 нм. Содержание бора в испытуемом растворе определяют по
калибровочной кривой с поправкой на глухой опыт.
При определении бора в испытуемых пробах вводят также поправку на
средние потери при растворении, нейтрализации и отгонке, которая может
быть получена из данных анализа проб с известным количеством бора.
Определение окиси бериллия в металлическом бериллии [50, 57]
Метод основан на образовании летучего хлористого бериллия при про-
пускании сухого хлористого водорода над металлическим бериллием при
температуре 520—800° по реакции
Ве + 2НС1 -> ВеС12 + Н2.
В тех же условиях содержащаяся в металле окись бериллия не взаимо-
действует с хлористым водородом и остается в нелетучем остатке. Если в бе-
риллии содержатся карбид и нитрид бериллия, то они также взаимодействуют
с хлористым водородом, образуя летучий хлорид бериллия:
Ве2С + 4НС1 2ВеС12 + СН4,
Be3N2 + 8HCl -> BeCl2 + 2NH4Cl.
Остаток после хлорирования растворяют и определяют содержание берил-
лия колориметрически по реакции с р-нитробензолазоорсинолом. Получен-
ное количество бериллия пересчитывают на окись бериллия.
Аппаратура. На фиг. 376 приведена схема установки для определения
окиси бериллия в металлическом бериллии. Для этого метода применяют ло-
АНАЛИТИЧЕСКАЯ ХИМИЯ
595
дочки, изготовленные шликерным методом из сильно прокаленной окиси
бериллия. Если содержание окиси бериллия необходимо определить в порош-
ковом бериллии, то проба должна быть спрессована на 3-тонном гидравли-
ческом прессе в виде таблетки диаметром 6—12 мм. Пробы могут также пред-
ставлять собой бериллий в форме чешуек или кусочков. Отбор проб рекомен-
дуется проводить в хорошо вентилируемом вытяжном шкафу.
Фиг. 376. Аппарат для определения содержания окиси бериллия в металлическом
бериллии методом хлорирования сухим газообразным хлористым водородом.
А—впуск гелия; Б~делительная воронка емкостью 250 мл, наполненная соляной кислотой;
В —колба емкостью 2 л, наполовину наполненная концентрированной серной кислотой; Г—ртут-
ный манометр высотой 760 мм и резервуар с ртутью; Д — колба емкостью 500 мл, частично запол-
ненная концентрированной серной кислотой; Е— осушительная колонка, наполненная обезвожен-
ным перхлоратом магния; Ж~трубка из прозрачного кварца внешним диаметром 22 мм, длиной
560 мм, с боковым отводом вблизи открытого конца и отверстием диаметром 4,75 мм на противо-
положном конце; 3—трубчатая электропечь, допускающая нагрев до температуры 800°; И— труб-
чатая электропечь, допускающая нагрев до температуры 1000°; К—трубка из плавленного квар-
ца, имеющая внешний диаметр 38 мм, внутренний диаметр 25,4 мм и длину 762 мм, с суживаю-
щимся концом; Л, М, Н — колбы емкостью 500 мл, наполненные концентрированной серной
кислотой; О — к водяному поглотителю; /7 —водяной манометр.
Методика. Лодочку из окиси бериллия прокаливают в течение 30 мин.
в муфельной печи при температуре около 1000° и затем охлаждают в эксика-
торе. Пробу металлического бериллия (в форме кусочков, чешуек или тонких
таблеток) взвешивают и помещают в холодную лодочку. Для проб, содержа-
щих более 1% окиси бериллия, берут навеску около 0,2 г. Для проб с мень-
шим содержанием окиси бериллия навеску увеличивают до 0,25—0,5 г. Ло-
дочку (или лодочки) с пробой помещают в середину холодной зоны кварцевой
трубки со стороны ее отводящего конца. Последний после загрузки лодочек
закрывают неопреновой (резиновой) пробкой. Затем через всю систему в течение
1 часа пропускают очищенный гелий. После этого через систему начинают
пропускать сухой хлористый водород, получаемый при введении по каплям
концентрированной соляной кислоты в серную кислоту. Скорость струи хло-
ристого водорода устанавливают, исходя из выделения его в количестве около
5 пузырьков в 1 сек. С такой скоростью пропускают газ в течение около 30 мин.
при вакууме 50—75 мм вод. ст., поддерживаемом водяным поглотителем, при-
соединенным к выходному наружному концу кварцевой трубки. По истече-
нии указанного времени кварцевую трубку с лодочками продвигают в труб-
чатую печь так, чтобы лодочка с образцом находилась в середине горячей
зоны первой печи (температура в которой предварительно устанавливается
600°), а конец этой кварцевой трубки находился в центре горячей зоны второй
печи (температуру в которой поддерживают выше 900°). Через 30 мин. тем-
пературу первой печи постепенно повышают до 800°. Пропускание хлори-
стого водорода продолжают еще в течение 15—20 мин. после отгонки хлори-
стого бериллия (для навески 0,2 г обычно выдержка в горячей зоне печи доста-
точна в течение 1,5 часа). После этого прекращают введение соляной кислоты
в колбу с концентрированной серной кислотой, закрывают ведущий в сто-
38*
596
ГЛАВА XIII
рону отвода кварцевой трубки кран и отключают водяной поглотитель. Ло-
дочку осторожно вынимают из кварцевой трубки (порошкообразный остаток
очень легок и может быть унесен током воздуха), охлаждают ее, и остаток
переводят в стакан емкостью 150 мл. Добавляют воду, несколько капель азот-
ной кислоты и 3 мл серной кислоты (1:1). Раствор нагревают до появления
густых паров серной кислоты, охлаждают и добавляют 25 мл воды. Затем
раствор энергично кипятят не менее 15 мин. (для растворения всех раствори-
мых солей), фильтруют и определяют содержание бериллия в остатке коло-
риметрическим методом по реакции с р-нитробензолазоорсинолом.
Определение карбида бериллия в металлическом бериллии
Карбид бериллия, содержащийся в металлическом бериллии, при нагре-
вании взаимодействует с едким калием (60 %-ный раствор) по уравнению
Ве2С + 4КОН 2К2ВеО2 + СН4.
При этом растворяется и металлический бериллий с выделением водорода.
Выделяющиеся водород и метан могут быть окислены соответственно до воды
и двуокиси углерода пропусканием над окисью меди (помещенной в кварце-
вую трубку) при температуре 600—800°. Образовавшаяся вода может быть
поглощена безводным перхлоратом магния [48]. Двуокись углерода может
быть сорбирована поглотителем аскарит1) и взвешена обычным путем.
Аппаратура. Схема установки для определения карбида бериллия пред-
ставлена на фиг. 376.
Методика. Перед определением карбида бериллия необходимо проверить
аппаратуру посредством глухого опыта. Для этого через холодильник про-
пускают холодную воду, устанавливают температуру в печи 850° и находя-
щиеся в реакционной колбе 100 мл воды нагревают до кипения. Через систему
со скоростью 4—5 пузырьков в 1 сек. пропускают в течение 1 часа азот. Сосуд
для поглощения двуокиси углерода, наполненный аскаритом, и аналогичный
сосуд, отключенный от проверяемой системы, помещают на чашки весов, урав-
новешивают и, дав на мгновение доступ атмосферному воздуху, взвешивают,
сравнивая их веса. Затем их снова помещают в систему, пропускают с преж-
ней скоростью азот в течение еще 30 мин. и после этого наполненные аскари-
том сосуды вновь взвешивают так, как это указано выше. Пропускание азота
и взвешивание повторяют до тех пор, пока разница в весах сосудов с погло-
щенной двуокисью углерода и холостой пробой не достигнет постоянной вели-
чины, не превышающей 0,0002 г. Затем воду выливают из реакционной
колбы, и после этого система’готова для проведения определения.
В реакционную колбу наливают 20 мл дистиллированной воды, а в дели-
тельную воронку—100 мл 60%-ного раствора едкого кали. К навеске пробы
(1—2 е), взвешенной в стаканчике емкостью 5 мл, добавляют несколько стек-
лянных бусинок и с помощью пинцета через отверстие для холодильника опус-
кают стаканчик на дно реакционной колбы так, чтобы в него не попадала вода.
Трубку холодильника соединяют с колбой и начинают пропускать азот со
скоростью 4—5 пузырьков в 1 сек., контролируя эту скорость в сосуде с сер-
ной кислотой, находящимся в конце системы. На микрогорелке нагревают
до кипения воду и через систему пропускают азот в течение 15 мин. Сосуд
для поглощения двуокиси углерода взвешивают, сравнивая его вес с весом
другого аналогичного сосуда (подобно тому как при проведении глухого опы-
та) для того, чтобы убедиться в неизменности веса. Сосуды снова присоеди-
няют к системе (на время отключения их место заменяют стеклянной труб-
кой). Поддерживая кипение воды и пропуская слабую струю азота, опроки-
дывают стаканчик с пробой в реакционной колбе. Затем из делительной ворон-
*) Аскарит—асбест, пропитанный раствором едкого натра.—Прим. ред.
АНАЛИТИЧЕСКАЯ ХИМИЯ
597
ки медленно (во избежание бурной реакции) прибавляют 60%-ный раствор
едкого кали. После прибавления 100 мл раствора и прекращения реакции ток
азота увеличивают до скорости 4—5 пузырьков в 1 сек. Раствор кипятят
в течение 30 мин., после чего оба наполненные аскаритом сосуда отключают от
системы и взвешивают обычным путем. Прибавка веса поглотительного сосуда
дает вес двуокиси углерода, эквивалентный карбиду бериллия.
Примечания. Кварцевые трубки с окисью меди должны быть регенери-
рованы кислородом после их использования для окисления водорода и метана,
выделившихся из проб металлического бериллия в количестве 10—12 г. Сле-
дует принимать меры предосторожности для предотвращения конденсации воды
в выходной части наполненной окисью меди трубки, принимая во внимание
растворимость двуокиси углерода в воде.
Взвешивая адсорбированную воду, наряду с определением карбида берил-
лия имеется возможность определить также и содержание металлического
бериллия в пробе [481.
Определение свободного углерода (графита) в металлическом бериллии
Связанный углерод, содержащийся в металлическом бериллии в виде
Ве2С может быть выделен продолжительным кипячением с разбавленной кис-
лотой и определен в виде газообразного метана. Свободный углерод, присут-
ствующий в металле в виде графита, может быть отфильтрован через прока-
ленный асбест, сожжен в кислороде и количественно определен по выделив-
шейся при этом двуокиси углерода.
А Е ж з
/I М Н О П Р
Фиг. 377. Установка для. определения содержания карбида бериллия в металли-
ческом бериллии методом, основанным на выделении метана.
А—делительная воронка емкостью 150 мл, содержащая 100 мл раствора едкого кали; Б — 3-гор-
лая дистилляционная колба емкостью 500 мл из боросиликатного стекла; В—трубка для
введения азота; Г—холодильник с водяным охлаждением; Д, В—осушительные склянки,
наполненные концентрированной серной кислотой; Ж — ртутный предохранительный затвор;
3 —осушительная колонка, наполненная аскаритом; И—трубка из плавленного кварца с внеш-
ним диаметром 37,5 мм, внутренним диаметром 25,4 мм, длиной 762 мм, с оттянутым концом;
А— глобаровая печь Линдберга для сжигания; Л—осу шительная колонка, наполненная
обезвоженным перхлоратом магния; М—осушительная трубка, наполненная силикагелевым
поглотителем; В —поглотительный сосуд Нэсбитта, наполненный в верхней части аскаритом, а в
нижней части—слоем силикагелевого поглотителя; О—сосуд Нэсбитта для контрольного
взвешивания, содержащий то же, что и сосуд Н; /7 —осушительная трубка, наполненная обез-
воженным перхлоратом магния; Р — промывная склянка, наполненная концентрированной сер-
ной кислотой.
Аппаратура. Часть используемой при определении карбида бериллия
системы (А—3) отключают (фиг. 377). Азот заменяют кислородом, получае-
мым из баллона. Струю кислорода пропускают через наполненные аскаритом
сосуды для поглощения могущей присутствовать в нем двуокиси углерода.
Из кварцевой трубки И удаляют окись меди.
598
ГЛАВА XIII
Методика. 5 г металлического бериллия помещают в стакан емкостью
600 мл, растворяют в большом избытке соляной кислоты (1 : 3) и осторожно
кипятят раствор в течение приблизительно 45 мин., сохраняя объем раствора
около 400 мл. Затем раствор фильтруют при слабом отсасывании через тигель
Гуча (со съемным дном) с предварительно вложенной прокладкой из прока-
ленного асбеста. Стакан смывают на фильтр в тигле Гуча, а нерастворившийся
остаток тщательно промывают горячей водой. Тигель с осадком сушат при
температуре 100° и охлаждают. Съемное дно тигля вынимают и асбестовую про-
кладку вместе с осадком осторожно переводят в прокаленную лодочку для
сжигания. Лодочку с осадком помещают в трубку и сжигают осадок в токе
кислорода при температуре около 850° в течение 1 часа обычным способом.
Выделившаяся двуокись углерода адсорбируется в наполненном аскаритом
сосуде, который затем взвешивают.
Определение нитрида бериллия в металлическом бериллии [51]
Предположительно связанный азот в металлическом бериллии находится
в виде соединения Be3N2. Он может быть определен обычным методом микро-
кьелдаля. Ниже приводятся реактивы, аппаратура и методика определения.
Реактивы. 1. Стандартный раствор азота (в 1 мл—0,0001 г N). Раство-
ряют 0,3816 г сухого хлористого аммония (реактивной чистоты, мелкокри-
сталлический, высушенный при температуре 110°) в воде и разбавляют в мер-
ной колбе до 1 л.
2. Смешанный индикатор. Растворяют 0,0166 г метилового красного
и 0,0834 г бромкрёзола зеленого в 100 мл спирта.
3. Титрованный раствор 0,01 н. соляной кислоты. Для установления
титра 5 мл стандартного раствора хлористого аммония проводят через весь
ход анализа и титруют дистиллат 0,01 н. раствором соляной кислоты.
Аппаратура. Схема установки для определения нитрида бериллия пред-
ставлена на фиг. 378.
Фиг. 378. Дистилляционный аппарат с колбой микро-кьелдаля системы Парнаса—Вагнера.
А—колба емкостью 1 л\ Б—выход пара; В— воронка; Г—колба микро-кьелдаля системы Парнаса —
Вагнера; Д—серебряный конденсатор; Я—водоохлаждаемая рубашка холодильника; Ж — приемник.
Методика. 1 г металлического бериллия очень медленно растворяют
в колбе, соединенной с обратным холодильником, вводя при этом через верх-
АНАЛИТИЧЕСКАЯ ХИМИЯ
599
нее отверстие трубки холодильника 20 мл концентрированной соляной кис-
лоты, кипятят раствор в течение 5 мин. и затем охлаждают.
Аппарат для дистилляции, представляющий собой колбу микро-кьел-
даля системы Парнаса—Вагнера, промывают паром и затем охлаждают.
В дистилляционную колбу через воронку приливают 35 мл 50%-ного рас-
твора едкого натра. Добавляют в приемник 5 мл 2%-ного раствора борной
кислоты и 4 капли индикатора и погружают конец трубки холодильника
в жидкость. Анализируемый раствор в дистилляционную колбу вводят через
воронку, смывая его небольшими порциями дистиллированной воды. Систему
соединяют, генератор пара нагревают пламенем горелки и проводят дистил-
ляцию в течение 5 мин., считая от начала конденсации пара на выходе. Кол-
бу-приемник опускают так, чтобы конец трубки холодильника находился над
поверхностью жидкости, и продолжают дистилляцию еще в течение 2 мин.
Содержимое колбы приемника титруют 0,01 н. раствором соляной кислоты
до появления слабо-розовой окраски. По данным глухого опыта в результаты
анализа вносят соответствующую поправку.
Определение влаги в металлическом порошковом бериллии
Предполагают, что вода в металлическом порошковом бериллии связана
с окисью бериллия и, возможно, находится в абсорбированном состоянии на
поверхности пленки. Эта вода удерживается настолько прочно, что удаление
ее обычными средствами невозможно. Повышение температуры до 850—950°
приводит к тому, что находящаяся в бериллии вода не удаляется, а взаимо-
действует с ним, образуя окись бериллия и водород. Водород пропускают над
нагретой окисью меди при температуре 650—700° и вновь образующуюся воду
в виде паров с помощью такого инертного газа, как предварительно освобо-
жденный от водорода и воды гелий, переводят в поглотительную трубку, где
ее поглощают обезвоженным перхлоратом магния. Количество поглощенной
воды может быть определено взвешиванием обычным путем.
Аппаратура. Схема установки для определения влаги в металлическом
порошковом бериллии представлена на фиг. 379.
Фиг. 379. Аппарат для определения содержания воды в порошковом металли-
ческом бериллии.
А—трубка для впуска гелия; Б —промывная склянка с серной кислотой; В—осушительная
склянка, наполненная обезвоженным перхлоратом магния; Г—кварцевая трубка (внешний диа-
метр 12,7 мм, длина 305 мм), наполненная гранулами окиси меди; Д—U-образная трубка,
первое колено которой (по ходу газа) заполнено обезвоженным перхлоратом магния, а второе
колено—аскаритом; Е—осушительная трубка, заполненная обезвоженным перхлоратом магния;
Ж—трубка из прозрачного кварца для сжигания пробы (внешний диаметр 32 мм, внутренний
25,4 мм, длина 762 мм, с оттянутым концом); 3—трубчатая электропечь для сжигания,
допускающая нагрев до температуры 850—950°; //—сосуд Нэсбитта, наполненный обезвоженным
перхлоратом магния, в котором производится взвешивание поглощенной воды;. -К—сосуд
для уравновешивания, такой же как сосуд И; Л—осушительная трубка, наполненная обезвожен-
ным перхлоратом магния; М—промывная склянка с серной кислотой.
600
ГЛАВА XIII
Методика. Перед определением влаги в бериллии проводят глухой опыт
для того, чтобы освободить всю систему от воды и от источников ее образова-
ния. Для этого две трубки с окисью меди нагревают до температуры около
750°, а кварцевую трубку для сжигания—до 850° и поддерживают указанные
температуры до конца опыта. При проведении глухого опыта в кварцевую
трубку помещают пустую фарфоровую лодочку (глазурованную изнутри
и снаружи, предварительно прокаленную в муфельной печи при температуре
1000° и затем охлажденную в эксикаторе) и пропускают в течение 1 часа ток
гелия (со скоростью 4 пузырьков в 1 сек.). Потом взвешивают поглотительный
сосуд, сравнивая его вес с весом сосуда, расположенного в установке непо-
средственно за сосудом-поглотителем. Холостой опыт повторяют до тех пор,
пока два последовательных взвешивания не будут различаться между собой,
на величину, не превышающую 0,0002 г.
Навеску около 2 г образца металлического бериллия помещают в пред-
варительно прокаленную лодочку (охлажденную в эксикаторе) и быстро
вводят ее в горячую зону кварцевой трубки. Затем через систему пропускают
гелий со скоростью 4—5 пузырьков в 1 сек., поддерживая такую скорость
струи газа в течение 2 час. Затем взвешивают сосуд для поглощения влаги
в сравнении с точно таким же сосудом, помещенным непосредственно за сосу-
дом для поглощения.
Количество содержащейся в бериллии влаги определяется из следующей
формулы:
влаги =
Привес
Навеска
х юо.
%
Спектрографический анализ образцов, содержащих бериллий
Спектрохимический метод анализа металлического бериллия и его сое-
динении требует применения образцов, в которых бериллий находится в форме
окиси бериллия.
Бериллий дает весьма простой спектр и благодаря малой вероятности
наложения спектральных линий спектрохимический анализ бериллия не
представляет затруднений. Однако окись бериллия является достаточно туго-
плавким соединением и с трудом улетучивается в пламени дуги; .вследствие
этого при спектрохимическом анализе материалов, содержащих бериллий,
применяется метод испарения с носителем [58]. Этот метод применим для опре-
деления всех тех элементов, температура испарения которых близка к тем-
пературе испарения окиси галлия. Для определения кальция, магния, алю-
миния и кремния, окислы которых более тугоплавки, применяется метод непо-
средственного испарения в дуге [59].
Метод спектрохимического определения бериллия требует введения в обра-
зец спектрографического буферного материала. Его состав и концентрация
должны обеспечивать постоянство поступления наиболее тугоплавких окислов
в пламя дуги постоянного тока. Буферный материал составляет 44% от общего
веса образца и состоит из 500 частей измельченного графита, 150 частей едкого
бария и 15 частей окиси олова. Едкий барий способствует стабилизации дуги
постоянного тока, а окись олова вводят исключительно в качестве внутрен-
него спектрального эталона.
При методе испарения с носителем используют смесь анализируемого
образца в виде окиси бериллия с 5% окиси галлия. Вследствие токсичности
бериллия смешивание производят в шкафу с сухой атмосферой, применяя
увлажнение смеси спиртом.
Навеску 50 мг анализируемой смеси помещают в гнездо электрода глуби-
ной 4,5 мм (диаметр электрода 9 мм). Пробу набивают, уплотняют, а затем
с помощью иглы наносят углубление в образце пробы по ее оси. Нижний элек-
трод с образцом служит положительным полюсом дуги постоянного тока напря-
аналитическая химия
601
жением 230 в при силе 14 а. Фотографирование спектра производится по исте-
чении 5 сек. после окончания испарения галлия в пламени дуги. Спектры
образцов и двух эталонов фотографируются на фотопластинке с эмульсией
SAI. Затем спектр образца просматривают визуально для определения эле-
ментов, указанных ниже, и сравнивают их линии в спектре с соответствую-
щими линиями эталонов.
Элемент Длина волны, A Элемент Длина волны, A
Ag 3280,7 Ni 3002,5; 3050,8
Al 3082,7; 3092,7 Р 2553,3; 2535,7
As 2349,8 Pb 2833,1
Bi 3067,7 Sn 3262,3
Cd 2288,1 Ti 3236,6; 3234,5
Co 3453,5 V 3185,4
Mo 3132,6 Zn 3345,6
При методе прямого испарения 56 мг окиси бериллия смешивают с 44 мг
бу ерной смеси встряхиванием в течение 30 сек. в специальном смесителе.
50 мг полученной смеси помещают в гнездо графитового электрода глуби-
ной 6 мм и диаметром 2 мм. Этот электрод служит нижним положительным
полюсом дуги напряжением 230 в при силе тока 14 а. Продолжительность
выдержки составляет 25 сек. Спектры образца и эталонов фотографируются
на пластинке с эмульсией SAI.
Для определения содержания алюминия, углерода, хрома, меди, железа,
магния, марганца и кремния проводят измерения плотности почернения линий
спектра. Длины волн спектральных линий примесей и внутреннего эталона
приводятся ниже.
Пара линий Интервал Пара линий Интервал
Al 2568,0 Sn 2455,3 концентра- ции, мкг 50—2000 Fe 2599,4 Sn 2455,3 концентра- ции, мкг 20—2000
Ca 3179,3 Sn 3141,8 100—5000 Mg 2781,4 Sn 2913,5 30—2000
Cr 2843,3 Sn 2913,5 10—200 Mn 2933,1 Sn 2913,5 20-1000
Cu 3274,0 Sn 3141,8 2—100 Si 2506,9 Sn 2455,3 20—2000
ОПРЕДЕЛЕНИЕ МИКРОГРАММОВЫХ КОЛИЧЕСТВ БЕРИЛЛИЯ В ЗАГРЯЗНЕННОЙ
АТМОСФЕРЕ
Известно, что пребывание в атмосфере, загрязненной бериллием или его
соединениями, в определенных условиях может нанести ущерб здоровью окру-
жающих [60—65]. Токсикологическое воздействие может быть направлено
на кожные покровы или дыхательные пути. Аналитики, так же как и другие
работники, занимающиеся переработкой содержащей бериллий продукции,
должны проводить все операции, связанные с образованием пыли, дыма или
паров, в хорошо вентилируемых вытяжных шкафах. С целью уменьшения
концентрации бериллия удаляемый из помещений во внешнюю атмосферу
воздух необходимо подвергать тщательной очистке (фильтрованием, электро-
статическим осаждением или в башенных скрубберах).
В 1950 г. Комиссия по атомной энергии США установила, что максималь-
ная концентрация бериллия в атмосфере не должна превышать [65]: 2 мкг
39 Бериллий
602
ГЛАВА XIII
Be в 1 м3 воздуха при 8-часовом рабочем дне, 25 мкг в 1 м3 при непродолжи-
тельном однократном пребывании в загрязненной атмосфере, а при продолжи-
тельном пребывании в загрязненной бериллием атмосфере среднемесячная
концентрация не должна превышать 0,01 мкг в 1 м3 воздуха.
Определение концентрации бериллия в атмосфере состоит из двух ста-
дий: в первой стадии производится поглощение фильтром содержащих берил-
лий пыли и дымов из некоторого известного объема пропускаемого через фильтр
воздуха; вторая стадия заключается в определении содержания бериллия
в снятом с фильтра осадке. Определение может быть осуществлено спектро-
графическим [38, 41], флюорометрическим [14, 17, 20] или колориметриче-
ским [8, 9, 66] методами.
Отбор проб воздуха
Аппарат для отбора проб воздуха представляет собой вакуумный пыле-
сос, позволяющий производить просасывание образцов воздуха через фильтр
и собирать таким образом на фильтре осадок, содержащий бериллий. Аппарат
закреплен на треноге, снабженной приспособлением для остановки мотора
по истечении времени отбора пробы. Маленький U-образный манометр для
измерения давления установлен у выходного конца аппарата. Этот манометр
откалиброван так, что позволяет определять скорость прохождения воздуха,
выражаемую в кубических метрах в 1 мин. Фотография описанного аппарата
представлена на фиг. 380.
В зависимости от условий отбора проб применяется три типа фильтров:
1) беззольная фильтровальная бумага.№ 41; 2) пылезадерживающая бумага
марки ВМ-2133 (красная прокладка) и 3) непропитанный фильтр типа S. ‘
Фильтр из беззольной фильтровальной бумаги диаметром 100 мм допу-
скает скорость фильтрования воздуха около 0,7 м3/мин. Однако при этом
фильтр быстро забивается пылью. Второй тип бумажного фильтра допускает
скорость фильтрования воздуха 1,3 м3!мин, Фильтр при этом забивается не
так быстро, как в первом случае.
Фильтр типа S благодаря его большой площади и наличию складчатости
позволяет производить фильтрование воздуха со скоростью около 2 м31мин
и является достаточно устойчивым против забивания. Фильтр типа S содер-
жит 1% золы (125 мг на фильтр), вес которой при определении загрязнений
добавляется к весу загрязнений, содержащихся в осадке. Холостые опыты
с этими фильтрами показали, что на каждом фильтре можно определять до
0,3 мкг бериллия.
Техника отбора проб заключается в следующем: фильтр с помощью зажи-
мов закрепляют на проволочном, каркасе, предотвращающем возможность
засасывания фильтра, привертывая его к кольцевому держателю. После этого
установку переносят в зону отбора проб, включают мотор и дают аппарату
работать в течение определенного времени, позволяющего собрать на фильтре
не менее 10 мкг бериллия. Скорость фильтрования воздуха регистрируется
по манометру в начале и в конце фильтрования, что позволяет вычислить сред-
нюю скорость прохождения воздуха через фильтр. Полученное значение,
умноженное на число минут фильтрования, дает общее количество воздуха
в м3, прошедшего через фильтр. По окончании отбора пробы фильтр снимают
и помещают в целофановый пакет, используя для этого только чистый пинцет.
Фильтр и целофановый пакет запечатывают в матерчатый конверт, на котором
четко пишутся условия отбора пробы: объем воздуха в помещении, место взя-
тия пробы, операции отбора пробы, обозначение (шифр) пробы, общий объем
воздуха, прошедшего через фильтр, дата взятия пробы и т. п. Каждая из взя-
тых проб, находящаяся на фильтре, должна быть запакована с двумя такими же
фильтрами, не бывшими в употреблении и служащими для проведения холо-
стых опытов.
АНАЛИТИЧЕСКАЯ ХИМИЯ
603
Фиг. Е80. Установка для отбора проб из воздуха.
ХИМИЧЕСКИЙ АНАЛИЗ
Спектрофотометрический метод определения микрограммовых количеств
бериллия с р-нитробензолазоорсинолом
Приставка «микро» применительно к фотометрическому методу с р-нитро-
бензолазоорсинолом (ценна) означает, что он пригоден только в случае опре-
деления нескольких микрограммов бериллия.
Вообще указанный микрометод аналогичен описанному ранее методу,
за исключением того, что конечный объем раствора составляет не 100 мл,
а 10 мл и что количество всех применяемых реактивов уменьшено также
в 10 раз. При этом методе в конечный объем испытуемого раствора (10 мл)
допустима дсбавка 0,5 мл раствора трилона-Б [45], содержащего 28% твердого
39*
604
ГЛАВА XIII
вещества, вводимого для связывания ионов мешающих элементов, без заметной
потери чувствительности при определении бериллия. Введением в раствор
такого количества маскирующего реактива и 0,75 мл раствора цитратно-борат-
ного буфера удается устранить влияние до 1,5 мг магния, 3 мг кальция или
4 мг трехвалентного железа на конечную окраску раствора с ошибкой по отно-
шению к бериллию менее чем 5%. При содержании вышеуказанного предела
этих посторонних ионов необходимо производить их предварительное отделе-
ние перед определением бериллия в виде окрашенного бериллиево-цениево-
го лака.
Ниже приводятся реактивы и методика определения микрограммовых
количеств бериллия.
Реактивы. Стандартный раствор бериллия. Точно 0,1000 г бериллия (по-
рошковый бериллий с известным химическим составом) растворяют в 5 мл
серной кислоты (1 : 1). После основательного кипячения раствор охлаждают,
фильтруют и разбавляют водой точно до 1 л при комнатной температуре,
1 мл этого раствора (№ 1) содержит 100 мкг бериллия. К 50 мл раствора № 1
добавляют 1 мл серной кислоты (1 : 1) и доводят объем раствора в мерной
колбе до 500 мл. 1 мл этого раствора (№ 2) будет содержать 10 мкг бериллия.
К 50 мл раствора № 2 добавляют 1 мл серной кислоты (1 : 1) и доводят объем
раствора в мерной колбе до 500 мл. 1 мл этого конечного раствора (№ 3) будет
содержать 1 мкг бериллия.
Буферный раствор. Часть буферного раствора (А) приготовляют раство-
рением 128 г лимонной кислоты (мелкокристаллической, одноводной) и 72 г
борной кислоты в дистиллированной воде, добавляя последнюю до объема
500 мл в колбе из стекла пирекс емкостью 1 л. Другую часть раствора (Б) при-
готовляют растворением 240 г химически чистого гранулированного едкого
натра в 300 мл воды и охлаждают раствор. Раствор Б медленно добавляют
к раствору А при непрерывном перемешивании и охлаждении. Полученный
буферный раствор разбавляют водой до 1 л при комнатной температуре.
Раствор красителя ценна. 0,3 г р-нитробензолазоорсинола фирмы «Ист-
мэн Кодак» растворяют в 1 л 0,1 н. раствора едкого натра при перемешивании
механической мешалкой в течение 5 час. Раствор фильтруют через асбестовый
фильтр с отсасыванием.
Раствор трилона-Б. Один объем раствора трилона-Б (55,5% твердого
вещества производства химической компании «Бэрсворт») разбавляют одним
объемом дистиллированной воды и тщательно перемешивают.
Методика. Целофановый пакет с содержащим образец фильтром освобо-
ждают от внешнего конверта и фильтр смачивают с помощью пульверизатора
разбавленной (1 : 1) серной кислотой. Целофановый мешок со смоченным
фильтром помещают в платиновую чашку емкостью 125 мл. Как эта, так и по-
следующие стадии анализа должны проводиться с чрезвычайными предосторож-
ностями во избежание загрязнения пробы; например, при обработке фильтра
или целофановой оболочки их поддерживают только с помощью пинцета.
После предварительной подсушки, обугливания и, наконец, медленного сож-
жения до полного удаления углерода из золы пробу обрабатывают кипящей
смесью плавиковой и серной кислот до появления густых паров серной кис-
лоты, повторяя такую обработку не менее двух раз. После введения около
50 мл воды и 15 мл соляной кислоты раствор энергично кипятят для полного
растворения всех растворимых солей, переводят раствор в стакан емкостью
400 мл и разбавляют водой до 250 мл. Холостой опыт проводят с двумя филь-
трами, не бывшими в употреблении, подвергая их всем стадиям анализа.
В случае анализа осадка со складчатого фильтра к каждому из испытуе-
мых растворов прибавляют 3 мл 28%-ного раствора трилона-Б (что достаточно
для связывания ионов металлов, находящихся в золе фильтра). В случае
анализа осадка с «красного» фильтра прибавляют только 0,15 мл, а при ана-
лизе осадка с фильтра из ватмановской бумаги вместо раствора трилона-Б
АНАЛИТИЧЕСКАЯ ХИМИЯ
605
вводят раствор, содержащий 0,25 мг А1. Затем к каждому из испытуемых рас-
творов прибавляют свободный от углекислоты аммиак (медленно и при постоян-
ном помешивании) до получения pH 8,5. Растворы нагревают до кипения
и оставляют на 30 мин. для коагуляции осадка и охлаждения. Каждый испы-
туемый раствор сравнивают с соответствующим раствором холостого опыта.
Если в испытуемом растворе осадок гидроокисей больше, то добавляют еще
раствора трилона-Б (раствор вначале подкисляют, прибавляют трилон-Б и за-
тем вновь подщелачивают) до тех пор, пока количество осадка гидроокисей
в испытуемом растворе не станет примерно равным количеству гидроокиси
в холостой пробе, избегая вводить избыток комплексона (трилона-Б).
Содержащуюся в пробе сумму гидроокисей отфильтровывают на ват-
мановском фильтре № 40, промывают стакан и осадок горячим 1%-ным рас-
твором азотнокислого аммония, предварительно подщелачивая промывную
жидкость аммиаком до pH 8,5. Фильтраты отбрасывают. Осадок гидроокисей
растворяют разбавленной (1 : 1) соляной кислотой на фильтре в стакане,
в котором проводилось осаждение, длительно упаривают до небольшого объема
и переводят в стакан емкостью 20 мл. Затем вводят в раствор 10 капель раз-
бавленной (1 : 1) серной кислоты и несколько миллилитров азотной кислоты
и нагревают его до появления густых паров серной кислоты. По охлаждении
добавляют около 15 мл воды, энергично кипятят раствор в закрытом стакане
до полного растворения осадка и затем упаривают до объема 5 мл.
Раствор охлаждают, вводят в него из микробюретки 0,5 мл 28%-ного
трилона-Б, перемешивают и оставляют стоять на 5 мин. Доводят pH раствора
до 5,5 с помощью 1 н. раствора едкого натра или серной кислоты, вводя в него
0,75 мл цитратно-боратной буферной смеси, и после перемешивания вновь
дают стоять в течение 5 мин. Затем из микробюретки вводят точно 2 мл реак-
тива ценна. Объем раствора доводят до 10 мл, тщательно перемешивают, пере-
ливая из стакана в мерную колбу и обратно, и затем оставляют стоять на 10 мин.
Измеряют оптическую плотность аликвотной части раствора, равной 5 мл
(при длине волны 500 нм), в кювете с расстоянием между рабочими плоско-
стями, равным 10 мм, сравнивая ее на спектрофотометре с полученным в глу-
хом опыте раствором, содержащим одинаковые количества раствора трило-
на-Б, буферной смеси, красителя ценна и проведенным через все стадии коло-
риметрического определения в таких же точно условиях, что и испытуемые
растворы.
Вычисление результатов производится на основе следующих данных.
Содержание бериллия в растворе определяется по предварительно полученной
калибровочной кривой прибора, построенной в микрограммах бериллия.
Количество микрограммов, эквивалентное показаниям прибора, получают
по разности между количеством бериллия, найденным в пробе, и его коли-
чеством, найденным в глухом опыте. Деля эту разность на количество куби-
ческих метров прошедшего через фильтр воздуха, получают концентрацию
бериллия в испытуемом воздухе.
Примечания. Время от времени в калибровочную кривую должны быть
внесены поправки, обусловленные возможным изменением окраски раствора.
Это осуществляется путем сравнительного измерения плотности окраски бе-
риллиевого «лака» с красителем в каждом из трех стандартных растворов,
содержащих 5, 50 и 100 мкг бериллия соответственно.
Описанная выше методика применима для определения бериллия, содер-
жащегося в пределах 5—200 мкг. Для определения больших количеств берут
соответствующую аликвотную часть конечного раствора (до введения краси-
теля). Пропорционально этому увеличивается конечный объем и количество
вводимых реактивов, а также концентрация бериллия на калибровочной
кривой.
В случае анализа образцов, полученных на ватмановских фильтрах,
загрязненность которых другими металлами или соединениями из воздуха
606
ГЛАВА XIII
не превышает допускаемых при фотометрическом определении, можно, не
добавляя в качестве носителя алюминий и не проводя последующего осажде-
ния гидроокисей аммиаком, сразу вводить окрашивающий реактив.
ФЛЮОРОМЕТРИЧЕСКИЙ АНАЛИЗ [17]
Флюорометрический метод был применен для определения бериллия
в воздухе [17] и в моче [67]. В лаборатории охраны здоровья и безопасности
Нью-Йоркского отделения Комиссии по атомной энергии США применяются
следующие реактивы и методики.
Анализ пыли, извлеченной из воздуха
Реактивы. Все химикаты применяются реактивной степени чистоты.
1. Стандартный раствор бериллия. Спектрально чистый сульфат берил-
лия (0,982 г) растворяют в 100 мл 20%-ной соляной кислоты и разбавляют
водой до 1 л, получая раствор с расчетной концентрацией бериллия 50 мкг
в 1 мл. Дальнейшее разбавление раствора производят водой непосредственно
перед употреблением.
2. Стандартный раствор алюминия. Раствор, содержащий примерно
2,5 мг алюминия в 1 мл, приготовляют, растворяя 9-водный азотнокислый
алюминий в воде. Этот раствор готовят в большом количестве и устанавли-
вают его титр весовым путем.
3. Раствор оксихинолина. 12 г ортооксихинолина растворяют в ледяной
уксусной кислоте и разбавлением водой раствор доводят до объема 100 мл.
Раствор следует возобновлять еженедельно и хранить в темном месте.
Методика. Методика определения такая же; что и при определении берил-
лия в пыли, снятой с фильтра типа S, с той разницей, что по описываемой
методике на стадиях разложения и экстракции применяется меньшее коли-
чество реактивов.
Бумажный фильтр помещают в стакан емкостью 400 мл и обрабатывают
100 мл азотной кислоты. Содержимое перемешивают до получения пульпы, затем
прибавляют 5 мл серной кислоты, накрывают стакан и нагревают до появле-
ния паров SO3. Затем медленно охлаждают, добавляют 25 мл азотной кислоты
и 0,5 мл 60%-ной хлорной кислоты и вновь нагревают до появления паров.
Прибавление азотной кислоты и упаривание повторяют до полного разложе-
ния органических веществ. Раствор переводят в платиновую чашку емкостью
50 мл, вводят 2 мл плавиковой кислоты и упаривают досуха на песчаной бане.
Сухой остаток обрабатывают 4 мл соляной кислоты, переводят образец в про-
бирку центрифуги емкостью 50 мл и доводят объем раствора примерно до 20 мл.
Затем раствор нейтрализуют аммиаком до начала выпадения гидроокисей
железа или алюминия, прибавляют 2 мл ледяной уксусной кислоты и потом
по каплям соляную кислоту—до растворения выпавшего осадка. В этот рас-
твор вводят 5 мл 12%-ного раствора ортооксихинолина в ледяной уксусной
кислоте и немного мацерированной бумаги. С помощью аммиака, применяя
бумажные индикаторы, доводят pH раствора до 6 и центрифугируют его при
скорости вращения 3000 об1мин в течение 5 мин. Раствор декантируют через
складчатый фильтр в делительную воронку емкостью 125 мл, осадок про-
мывают водой и присоединяют промывные воды к основному фильтрату.
Фильтрат и промывные воды экстрагируют 10 мл хлороформа для удале-
ния избытка ортооксихинолина, повторяя экстракцию до полного обесцве-
чивания слоя органического растворителя. Водную фазу переводят в чистую
пробирку центрифуги емкостью 50 мл и доводят pH раствора до 7.
Если при этом образуется видимый осадок, то это свидетельствует о не-
полноте удаления железа и алюминия и тогда необходимо их повторное уда-
ление с помощью ортооксихинолина. Если раствор прозрачен, то вводят 1 мл
стандартного раствора алюминия (2,5 мг алюминия в 1мл) и центрифугируют;
АНАЛИТИЧЕСКАЯ ХИМИЯ
607
раствор над осадком декантируют и отбрасывают. Осадок растворяют и дово-
дят объем раствора до 10 мл 1 н. раствором едкого натра. Для определения
отбирают аликвотную часть раствора в 1 мл, прибавляют 1 мл 0,005%-ного
морина, разбавляют до 5 мл и измеряют флюоресценцию раствора. Определе-
ние повторяют трижды.
Анализ мочи
Реактивы. 1. Трилон-Б—10%-ный раствор тетранатриевой соли этилен-
диаминотетрауксусной кислоты,
2. Промывная жидкость с трилоном-Б. Растворяют 500 г трилона-Б
в 100 мл 10%-ного едкого натра и разбавляют водой до 3 л,
3. Ионообменная смола (амберлит IR4B, чистая для анализа). Приме-
няется при малом содержании железа в заряженной гидроксилионом форме.
4. Стандартный раствор азотнокислого алюминия, содержащий 2,5 мг
алюминия в 1 мл.
Подготовка ионообменной смолы. Отвешивают 100 г смолы, прибавляют
1 л 2%-ной соляной кислоты, перемешивают в течение 20 мин., дают отстояться
и затем декантируют. Повторяют эту операцию с 5, 10, 20, 30 и 50%-ной соля-
ной кислотой, промывают трижды 2 л дистиллированной воды. Повторяют
цикл кислотной обработки и промывают 5 раз дистиллированной водой. Сушат
на воздухе и держат в закрытом сосуде в готовом для применения состоянии.
Берут необходимую для применения порцию смолы, прибавляют 1 л
2%-ного едкого натра, перемешивают в течение 20 мин., оставляют стоять
и затем декантируют. Прибавляют 1 л 10%-ного едкого натра, перемешивают
в течение 20 мин., дают отстояться и декантируют. Промывают несколько раз
порциями дистиллированной воды по 2 л каждая до тех пор, пока pH промыв-
ной воды не будет лежать между 12 и 13.
Методика отделения. 100 мл мочи переносят в колбу центрифуги емкостью
250 мл и вводят концентрированный аммиак до получения pH 8. Затем вводят
2 мл стандартного раствора алюминия, центрифугируют при скорости враще-
ния 1800 об/мин и декантируют, отбрасывая жидкость. Прибавляют 1 мл
10%-ного раствора трилона-Б. Осадок растворяют в 2 мл концентрированной
соляной кислоты и разбавляют до 100 мл дистиллированной водой. Доводят
pH раствора до 11,5—12 с помощью 10%-ного раствора едкого натра. Вводят
влажную смолу (в количестве, соответствующем примерно 5 г сухой смолы)
и механически перемешивают в течение 1 часа. Дают смоле осесть и деканти-
руют порцию раствора. Вводят 100 мл промывной жидкости с трилоном-Б
и механически перемешивают в течение 10 мин. Фильтруют через ватманов-
ский фильтр № 41, применяя воронку с насыпкой, перенося всю смолу на
фильтр. В фильтре делают отверстие и количественно смывают смолу в стакан
емкостью 250 мл примерно 50 мл 6 н. соляной кислоты. Затем перемешивают
механически в течение 30 мин. и фильтруют, собирая фильтрат. Промывают
смолу 25 мл 6 н. соляной кислоты и объединяют фильтраты. Прибавляют
5 мл концентрированной серной кислоты, 30 мл концентрированной азотной
кислоты и 5 мл НС1О4.
Полученный раствор упаривают на горячей плитке досуха. Если это не-
обходимо, то упаривание повторяют до полного разложения органических
веществ. Обрабатывают осадок несколькими каплями концентрированной
серной кислоты и 20 мл дистиллированной воды. Доводят pH раствора до
8 введением концентрированного аммиака, прибавляют 1 мл стандартного
раствора алюминия и центрифугируют в течение 5 мин. при скорости враще-
ния 1800 об/мин. Выпадающий осадок гидроокиси алюминия содержит берил-
лий. Осадок растворяют примерно в 5 мл 1 н. раствора едкого натра. В три
аликвотные части этого раствора, равные 1 мл каждая, вводят по 1 мл 0,0001 % -
ного раствора морина, разбавляют каждую часть до 5 мл и измеряют флюорес-
. ценцию.
608
ГЛАВА XIII
СПЕКТРОГРАФИЧЕСКИЙ АНАЛИЗ
Спектрографический анализ дает удовлетворительные результаты при
определении бериллия в атмосфере воздуха. В лаборатории охраны здоровья
и безопасности Нью-Йоркского отделения Комиссии по атомной энергии США
применяются следующие реактивы и методика определения бериллия [41].
Реактивы. 1. Стандартный раствор бериллия. Спектрально чистый суль-
фат бериллия (0,982 г) растворяют в 100 мл 20%-ной соляной кислоты и раз-
бавляют водой до 1 л. Расчетное содержание бериллия в таком растворе соста-
вляет 50 мкг в 1 мл. Дальнейшее разбавление производят непосредственно
перед употреблением раствора.
2. Стандартный раствор алюминия. Раствор, содержащий примерно
2,5 мкг алюминия в 1 мл, готовят, растворяя 9-водный азотнокислый алюминий
в воде. Этот раствор готовят в большом количестве и устанавливают его титр
весовым путем.
3. Раствор ортооксихинолина. 12 г ортооксихинолина растворяют в ледя-
ной уксусной кислоте и разбавлением водой доводят раствор до объема 100 мл.
Раствор следует возобновлять еженедельно и хранить в темном месте.
Методика. Химическая методика, относящаяся к спектрографическому
определению, такая же, что и при определении бериллия в пыли, снятой
с фильтра типа S, и отличается от обработки других фильтров только тем, что
для разложения и экстракции применяются меньшие количества реактивов.
Фильтр помещают в стакан емкостью 400 мл и вводят 10 мл азотной кис-
лоты. Перемешивают до получения пульпы, прибавляют-5 мл серной кислоты,
накрывают стакан и нагревают на горячей плитке до появления паров серной
кислоты. Медленно охлаждают, прибавляют 25 мл азотной и 5 мл 60%-ной
НС1О4 и вновь нагревают до появления паров серной кислоты. Обработку
азотной кислотой повторяют до полного разложения органических веществ.
Раствор переводят в платиновую чашку емкостью 50 мл, прибавляют 20 мл
плавиковой кислоты и упаривают на песчаной бане досуха.
Сухой остаток обрабатывают 4 мл соляной кислоты, переводят пробу
в пробирку центрифуги емкостью 50 мл и доводят объем раствора примерно
до 20 мл. Нейтрализуют раствор аммиаком до начала выпадения гидроокисей
железа или алюминия, прибавляют 2 мл ледяной уксусной кислоты и затем
по каплям соляную кислоту до полного растворения выпавшего осадка. К рас-
твору прибавляют 5 мл 12 %-ного раствора ортооксихинолина в ледяной уксус-
ной кислоте и немного мацерированной бумаги. С помощью аммиака доводят
pH раствора до 6 и центрифугируют в течение 5 мин. при скорости вращения
3000 об/мин. Жидкость декантируют через складчатый фильтр в делительную
воронку емкостью 125 мл, осадок промывают водой и промывные воды присое-
диняют к основному фильтрату.
Объединенный раствор экстрагируют 10 мл хлороформа для удаления
избытка ортооксихинолина. Экстракцию повторяют до полного обесцвечива-
ния слоя органического растворителя. Водную фазу переводят в чистую про-
бирку центрифуги емкостью 50 мл и pH раствора доводят до 7. Если при этом
значении pH образуется видимый осадок, то это указывает на то, что удаление
железа и алюминия произведено неполно и операция отделения с помощью
ортооксихинолина должна быть повторена. Если же раствор прозрачен, то
в него вводят 1 мл стандартного раствора алюминия (2,5 мкг алюминия в
1 мл}, центрифугируют, жидкость над осадком декантируют и отбрасывают.
Осадок растворяют в 0,5 мл разбавленной (1 : 3) серной кислоте и смывают
водой в градуированную пробирку центрифуги. Раствор упаривают до объема
1 мл под инфракрасной лампой.
Методика спектрографического определения. Спектрограф решетчатый,
трехметровый, со щелью 50 мкм. Источник возбуждения со стабилизатором
напряжения. Нижний электрод—графитовый, диаметром 6,25—6,3 мм, дли-
АНАЛИТИЧЕСКАЯ ХИМИЯ
609
ной 50 мм с гнездом диаметром 4,5 мм и глубиной 5 мм. Верхний электрод
такой же, с конусом 45°. Возбуждение—дугой постоянного тока 10 а в течение
2 мин. Денситометр—нерегистрирующий. Нижний электрод, обработанный
водонепроницаемым раствором специального цемента в ацетоне, пропитывают
на глубину 1 мм хлористым натрием методом погружения. Как было найдено,
вес хлористого натрия составлял 45±5 мкг. Для каждого анализируемого
образца используют 3 электрода, вводят в каждый из них по 0,05 мл раствора,
приготовленного по описанному выше методу. После введения раствора элек-
трод сушат при температуре 110°.
Нижний электрод служит анодом. Расстояние между электродами 4,5 мм;
расстояние от анода до охлаждаемых водой электрододержателей устанавли-
вается опытным путем; при этом используется вспомогательная линза и экран.
Изображение дуги проектируется на решетку с помощью длиннофокусной
кварцевой линзы.
Спектр фотографируют на фотопластинках фирмы «Истмэн», проявляют
и закрепляют обычными методами. Определяют степень потемнения линий
Be 2348,6, Be 2650,8 и Al 2367,1 и отношение степеней потемнения линий бе-
риллия и алюминия принимают в качестве аналитической функции.
Калибровка фотопластинок не производится; отношение Be 2348/А1 2367
дает линейную зависимость в интервалах от 0,005 до 0,2 мкг бериллия в элек-
троде, тогда как отношение Be 2650/А1 2367 позволяет производить опреде-
ление в интервалах 0,1—10 мкг бериллия.
Стандарты фотографируют периодически, а кривую для аналитического
определения составляют вновь только при обнаружении значительного смеще-
ния ее точек.
В период возбуждения образец горит спокойно и дает незначительный
фон на фотопластинке. Хотя повторное выжигание электрода показывает, что
в нем остается некоторое количество бериллия, однако полнота выжигания
не приводит к повышению чувствительности и точности метода, так как одно-
временно усиливается и фон на фотопластинке.
ЛИТЕРАТУРА
1. Vinci F. A., Anal. Chem., 25 (11), 1580—1585 (1953).
2. Комаровский А. С., Полуэктов Н. С., Mikrochem., 14, 315—317
(1934).
3. F е i g 1 F., Qualitative Analysis by Spot Tests, 3rd English edition, Elsevier Pub-
lishing Company, N. Y., p. 147—150, 1946.
4. Wenger P. E., Duckert R., ed., Reagents for Qualitative Inorganic Ana-
lysis, 2nd edition, Elsevier Publishing Company, N. Y., p. 156—158, 175, 1948.
5. Fischer H., Z. Anal. Chem., 73, 58 (1928).
6. Siemens Company, «Beryllium, Its Production and Application», Zentralstelle fiir
Wissenschaftlich-Technische Forschungsarbeiten des Siemens-Konzers, tr. by Richard
Rimback and A. J. Michel, 1932.
7. К о 1 t h о f f I. M., J. Am. Chem. Soc., 50, 393 (1928).
8. Un d erwoo d A. L., N e u m a n W. F„ Anal. Chem., 21, 1348—1352 (1949).
9. A 1 d r i d g e W. N., L i d d e 1 1 H. F., Analyst, 73, 607—613 (1948).
10. L u k e C. L., Campbell M. E., Anal. Chem., 24, 1056—1057 (1952).
11. F a i r h a 1 1 L. T., et. al., The Toxicology of Beryllium, National Institute of Health,
Bulletin № 181, U. S. Public Health Service, Washington, D. C., p. 10, 1943.
12. С u с c i M., Neuman W., Mulryan B. J., A Quantitative Study of the
Reaction Between Beryllium and Quinizarin, 2-Sulfonic Acid, U. S. Atomic Energy
Commission, AECD-1990, 1948.
13. M e e k H. V., Banks С. V., Anal. Chem., 22, 1512—1516 (1950).
14. S a n d e 1 1 E. B., Industr. Eng. Chem. (Anal. Ed.), 12, 674 (1940).
15. В о n n e r J. F., Jr., The Isolation of Morin as a Reagent for Beryllium Analysis,
U. S. Atomic Energy Commission, University of Rochester Report UR-III, 1950.
610
ГЛАВА XIII
16. Т о г i Ь а г а Т. Y., Chen Р. S., Jr., The Separation of Beryllium from Biolo-
gical Material, U. S. Atomic Energy Commission, University of Rochester Report
UR-170, 1951.
17. Wei ford G., Harley J., Am. Industr. Hyg. Assoc. Quart., 13, 232—234
(1952).
18. T о r i b a r a T. Y., Sherman R. E., Anal. Chem., 25, 1594—1597 (1953).
19. Fletcher M. H., White С. E., Am. Miner., 31, 82 (1946).
20. С a r 1 s о n A. B., N e u m a n W. F., U n d e r w о о d A. L., «Determination
of Small Amounts of Beryllium by Fluorescence Measurement», U. S. Atomic Energy
Commission Report MDDC-941, 1947.
21. W h i t e С. E., Lowe C. S., Industr. Eng. Chem. (Analyt. Ed.), 13, 809 (1941).
22. F u r m a n N, H., Scott’s Standard Methods of Chemical Analysis, Vol. 1, D. Van
Nostrand Company, N. Y., p. 12—13, 1939.
23. H i 1 1 e b r a n d W. F., L u n d e 1 1 G. E. F., Applied Inorganic Analysis, John
Wiley and Sons, p. 114—116, 1929.
24. Castello L., Engenbaria e Quimica (Rio de Janeiro), 3, 229—231 (1951).
25. L u n d e 1 1 G. E. F., Hoffman J. H., Outlines of Methods of Chemical
Analysis, John Wiley and Sons, N. Y., p. 94—95, 1938.
26. M a r t e 1 1 A. E., Plumb R. C., J. Phys. Chem., 56, 993—996 (1952).
27. S о u c h а у P., G r a i z о n M., Bulletin de la Societe Chique de France, p. 34—43
(1952).
28. Fresenius R., J a n d e r G., Handbuch der Analytischen Chemie, Teil III,
Band II A, Julius Springer, Berlin, 1940.
29. H u t c h i n s о n C. A., Jr., Malm J. G., «The Volatilization of BeO in the
Presence of H2O, «U. S. Atomic Energy Commission Report, AECD-2345, 1947.
30. H u r e J., Kremer M., В e r g u i e r F., Anal. Chim. Acta, 1, 37 (1952).
31. A i г о 1 d i R., Annali di Chimica (Rome), 41, 487—490 (1951).
32. Pribil R., Ku char sky J., Collection of, Czech Chemical Communications,
15, 132 (1950).
33. H a у e s S. A., The Acidimetric Determination of Aluminium with Fluoride at
pH 10—11, U. S. Atomic Energy Commission, General Electric Company Report,
HW-18178, 1950.
34. M с С 1 u r e J. H., Banks С. V., «An Empirical Titrimetric Method for the
Determination of Beryllium», U. S. Atomic Energy Commission, Iowa State College,
Report AECU-812, 1950.
35. О s b о r n G. H., Stress W., Metallurgia, 30, 3—6 (1944).J
36. Stress W., Osborn G. H., J. Soc. Chem. Industry (London), 63, p. 249—251
(1944).
37. C h о 1 a c J., Hubbard M., Anal. Chem., 20, 73—76 (1948).
38. S t e a d m a n L. T., «The Spectrochemical Determination of Beryllium», U. S.
Atomic Energy Commission, Report AECD-1957, 1948.
39. Barns E. C., Piros W. E., Bryson T. C., Wiener G. W., \nal.
Chem., 21, 1281—1283 (1949).
40. Гусяцкая Э. В., Русанов А. К., Аналитическая химия, 4, 80—83
(1949).
41. Р е t е г s о n G. Е., W е 1 f о г d j. A., Harley J. Н., Anal. Chem., 22,
1197—1200 (1950).
42. A d a m J. A., Booth E., Strickland J. D. H., Anal. Chim. Acta, 6,
462 (1952).
43. Brewer P. I., Analyst, 77, 539—541 (1952).
44. P r i b i 1 R., A d a m J., Chemicke Listy, 46, 218 (1952).
45. Bersworth Chemical Company, Framingham, Massachusetts, «The Versenes», T^chn^al
Bulletin 2, 5th edition, 1952.
46. S a n d e 1 1 E. B., Colorimetric Determination of Traces of Metals, Interscience
Publishers, N. Y., Vol., 3, 1944.
47. Klemperer F. W., Mart in A. P., Anal. Chem., 22, 828,(1950).
АНАЛИТИЧЕСКАЯ ХИМИЯ
611
48. В е г g h о 1 z W. A., J. Res, NBS, Research Paper 2306, 48, 201—205 (1952).
49. Ed war ds A. H., Analyst, 71, 521 (1946).
50. Vinci F. A., 1951 (не опубликовано).
51. P e t r e t i c G. J., 1947 (не опубликовано).
52. К о s e 1 G. E., Neuman W. F., «Potentiometric Titrations of Beryllium»,
U. S. Atomic Energy Commission, University of Rochester Report UR-106, 1950.
53. Prodinger W., Organic Reagents Used in Quantitative Inorganic Analysis,
Elsevier Publishing Company, N. Y., 1940.
54. Snell F. D., Snell С. T., Colorimetric Methods of Analysis, 3d edition, D.
Van Nostrand Company, N. Y., Vol. 2, 1949.
55. Carlson A. B., Banks С. V., «Spectrophotometric Determination of Silicon
in the Presence of Zirconium, Beryllium, Aluminum, and Calcium», U. S. Atomic
Commission Report AECU-1375, 1951.
56. P e t г i c G. J., «Report of the Analyses of Standard Beryllium Samples», U. S.
Atomic Commission, New York Operations, Report NYO-2020.
57. Tighe J. J., Gerdes A. F., Center E. J., M a 1 1 e t M. W., «А Modi-
fied HC1 Volatilization Method for Determining Oxygen in Zirconium», U. S. Atomic
Energy Commission, Report BMI-799, 1952.
58. S с г i b n e г В. F., M u 1 1 i n H. R., J. Res., Bureau of Standards, 37, 379 (1946).
59. S m i t h A. L., F a s s e 1 V. A., Anal. Chem., 21, 1095 (1949).
60. Hardy H. L., Transactions, National Safety Congress, 18, 23—61 (1949).
61. В a s s N. W., Bulletin, American Ceramic Society, 30, 79—80 (1951).
62. M о r g i s G. G., Forbes J. J., Review of Literature on Health Hazards of
Beryllium and Its Compounds, Bureau of Mines, Information Circular 7574, U. S.
Department of Interior, July 1950.
63. D e N а г d i J. M., Van Ordstrand H. S., Carmody M. G., Ohio
State Medical Journal, 45, 567 (June 1949).
64. Sterner J. H., Eisenbud M., Archives of Industrial Hygiene and Occupa-
tional Medicine, 4, 123—151* (August 1951).
65. Breslin A. J., Bulletin, American Ceramic Society, 30, 395—398 (1951).
66. Schwenzfeier C., Vinci F. A., «Procedures for the Determination of
the Beryllium Concentration in the Atmosphere», Brush Beryllium Company, Cle-
veland, Ohio, 1951.
67. W e 1 f о r d G., Harley J. (не опубликовано).
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Аллотропия 13, 471—475
Аналитическая химия 572—611
Аррениуса график 427
Атомный вес 5
Берилл в США 18
— добыча 19, 48, 51
— ресурсы 52
Бериллиевые брикеты, обработка давле-
нием 200
--- плотность 206
------ структура 207—209
— — твердость 202
— — термические свойства 202
------ физические свойства 206, 211—215
— бронзы, производство 34
— — свойства 44
— сплавы 36, 41—46 (см. Сплавы)
— стали 38, 44
Бериллиевый порошок, механические свой-
ства 144—149
— — переработка прессованием 156—161
— — — спеканием 161 —163
— — промышленное получение 140—143
Бериллий в непегматитовых месторожде-
ниях 50
— — пегматитах 49
------ ядерных реакторах 26
— жаропрочность 508
— коэффициент теплового расширения 277
— кристаллографические данные 275
— механические свойства 280—287
— плотность 276
— получение электролизом 120
— промышленное значение 33—46
— развитие промышленности 20
— распространенность 48
— стоимость 31, 46
— температура кипения 276
— — плавления 38, 279
— теплопроводность 38, 279
— термоэлектродвижущая сила 279
— удельная теплоемкость 277
— упругость пара 280
— электропроводность 13, 38, 277
— энтальпия 280
Бериллиоз 557—559
Берилловый концентрат, запасы 34
— — обеспеченность сырьем 32
— — потребление 34
— — стоимость 35
Вакуумная отливка 93
— плавка 93
Вентиляция в бериллиевом производстве
565—569
Возврат 413—427
Восстановление, аппаратура 118
— галогенидов 60, 61, 90—93, 114—117
— окиси бериллия 57—60, 117—119
— термохимическое фторида бериллия
82—96
— электрохимическое 62
Выдавливание без защитной оболочки
230—234
— константы 222—227
— прутков 379—384
— условия 227—230, 379—384
Горячая штамповка 243
Двойникование 348—354, 357, 366, 375
Действие электромагнитного излучения
310—320
Деформация монокристаллов 337
— поликристаллов 366—377
Деформирование выдавливанием 216—234
Диаграммы состояния бериллий—алю-
миний 503
— — бериллий—железо 506
— — бериллий—золото 504
— — бериллий—кобальт 504
— — бериллий—кремний 507
— — бериллий—медь 505
— — бериллий—никель 506
— — бериллий—серебро 503
— — бериллий—уран 507
Длительная прочность 291—294
Дозирующие регуляторы 81
Допустимые концентрации бериллия в ат-
мосфере 560—564
Замедлители 24, 25, 34
Замедляющая способность 24
Защита от коррозии 489
Зенкование 251
Извлечение бериллия 17
— — сульфатным методом 71—96
— — фторидным методом 66—70
Изделия металлокерамические 118—182
Изломы 360—364, 372—374
Измельчение зерна 508
Интерметаллические соединения берил-
лий—бор 529
— — бериллий—вольфрам 529
— — бериллий—железо 527—529
— — бериллий—кобальт 527
— — бериллий—молибден 529
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
613
Интерметаллические соединения бериллий—>
никель 527—529
— •— бериллий—торий 529
— — бериллий—уран 529
--- бериллий—цирконий 529
Испарители непрерывного действия 86
Источники сырья 16—23
Карбид бериллия 40, 512—515, 520
Керамика 511 —554
Керметы на основе карбида 525
— — — нитрида 526
— — — окиси 521—524
Ковка 241
Количественного определения методы, ве-
совой 575—578
— — — газометрический 584
---— объемный 579
— — —• спектрографический 583, 608
— — — флюорометрический 583, 606
— — — фосфатный 579—582
Корольки 93—96
Коррозионная стойкость 494
Коррозия в воде 479—487
— — контакте с металлами 487—489
— — расплавленных металлах 492—497
— на воздухе 477
Коэффициент поглощения 310
Лауэграммы 439—441
Легирующие свойства 41
Линии сдвига 341—348
Листовой бериллий, механические свой-
ства 403—409
— — микроструктура 409—411
Литье 131—135
Макроструктура 458—460
Металлография 447—476
Методы отделения 573—575
Микрорадиография 460
Микрорадиофотограммы 461
Микроструктура 387—393, 427—439, 455—
458
Минералы 16
Модуль упругости (Юнга) 13, 38
Монокристаллы, механическая обработка
335—337
— получение 333—335
— разрушение 354—366
Наклеп 411—445
Нитрид бериллия 515, 521
Области применения 21, 24—32, 35—38
Обогащение берилла 17
Оборудование для плавки 127—131
Обработка резанием 245—253
Огнеупоры на основе окиси бериллия
549—551
Окись бериллия, механические свойства
547—549
— — получение 72—82
— — применение 22, 39, 40, 69, 511
— — физические свойства 39, 40, 518—
520, 537—545
— — химические свойства 39, 518—520,
545—547
Определение содержания влаги 599
— — микроколичеств примесей 601 — 606
Определение содержания примесей в металле
586—599
Отражатели 34, 38
Очистка дистилляцией 63
Пайка в печи 260
— режим 259, 261, 263
— твердыми припоями 258—260
Переплавка под шлаком 93
Печи вакуумные с внутренним индуктором
130
— наружным индуктором 127
— вращающиеся трубчатые для спекания
76
— для восстановления фторида бериллия
91
— — плавки и отливки 129
— индукционные 128
— трехфазные дуговые 75
Плавка и отливка 123 ,
Плакирование 271—273
Пластичность 330, 378—412
— выдавленного бериллия 394—397
— литого бериллия 394—397
Плоскости спайности 354—356, 358—360
Поглощающая способность 38
Ползучесть 291—293
Полировка 449—454
Полосы сброса 351—353, 375
Получение сульфата бериллия 72—78
— фторбериллата аммония 83
— фторида бериллия 69, 82, 88—90
Поперечное сечение захвата 24
— — поглощения 25
— — рассеяния 24, 25
Порошковая металлургия 38, 94, 137—215
Предел прочности 39, 138
Преимущественная ориентация 379
Прессование 185, 204—215
Производство изделий из бериллия 123—
273
— •— — карбида 517
— — — нитрида 517
— — — окиси 516
— — методом порошковой металлургии
173—177
Прокатка без защитной оболочки 237
— с защитной оболочкой 237—239
Промышленная экстракционная установка
для отделения железа 80
Прутки 379—387
Раскисление 498
Раскислители 498
Распиловка 252
Растворимость в бериллии 501
Реактор для испытания материалов 527
Рекристаллизация наклепанного бериллия
411—445
Руды 48—52
Сварка 254—258
Сверление 249—251
Свободная энергия 55
Сдвиг 374
— в области базиса 339
— — — призмы 340—343
Скрап 95
Спекание в атмосфере аргона 192—194
— — вакууме 188—190
614
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Сплавы бериллий—алюминий 46
— бериллий—магний 46
— бериллий—медь 41
— бериллий—никель 44
— бериллий—цинк 45
Сродство к газам 5
Структура брикетов, спеченных в атмос-
фере аргона 194—197
-------— вакууме 190—192
— литого бериллия 134
Структурные составляющие 462—471
Твердость 13
Твердые растворы 14, 505
Текстура 366—370, 399—403
Температура плавления 38
Термическая обработка 417—446
Термодинамические константы 53—56
Тигли 123—127
Токарная обработка 246—248
Токсичность 14, 555—570
Травление 454
Установка для горячего прессования в ва-
кууме 166—169
Установка для горячего прессования гидро-
статического 172
---------- с применением высоких дав-
лений 170
— — непрерывного получения гидроокиси
бериллия 82
— — — — фторида бериллия 89
Фильеры 218—221
Фотонейтроны 312—317
Фрезерование 248
Хлорид бериллия, давление паров 105
— — очистка 104—109
— — приготовление 98—104
— — применение 41
— — электролиз 97—113
Хрупкость 30, 328
Шлифовка 251, 447—449
Эдвардса анализатор 585
Электролизеры 108—112
Электронные усилители 317—319
Ядерные реакции 307—310, 319—323
— характеристики 5, 21, 296—323
ОГЛАВЛЕНИЕ
Предисловие редактор! русского издания......................................... 5
Предисловие редакторш американского издания.................................. 9
К американскому изданию............................................... . . 11
Глава I. Введение ........................................................... 13
Глава II. Значение бериллия................................................... 16
А. Историческая правка об источниках сырья и областях применения берил-
лия ..................................................................... 16
Б. Роль бериллия , реализации программы работ по атомной энергии.......... 24
В. Роль бериллия промышленности.......................................... 33
Глава III. Руды............................................................... 48
Месторождения бер.ллиевых руд и их переработка............................ 48
Глава IV. Восстаношение....................................................... 53
А. Термодинамичесме основы получения бериллия............................ 53
Б. Извлечение берылия из берилла фторидным способом . . ................. 65
В. Извлечение берилия из берилла сульфатным способом..................... 71
Г. Получение берилия электролизом фторида бериллия . . ’.................. 97
Д. Экспериментальна методы восстановления бериллия....................... 114
Глава V. Произведете изделий из бериллия..................................... 123
А. Плавка и отливк. бериллия............................................ 123
Б. Производство берилия методом порошковой металлургии................... 137
В. Исследования и уовершенствования в порошковой металлургии бериллия 183
Г. Деформирование боиллия выдавливанием.................................. 216
Д. Прокатка, ковка !другие методы деформирования бериллия .............. 235
Е. Обработка берилли резанием............................................ 245
Ж- Сварка и пайка боиллия.............................................. 254
3. Покрытие и плакирвание бериллия...................................... 265
Глава VI. Свойства берллия................................................... 274
А. Физические и мехаические свойства..................................... 274
Б. Ядерные свойства ..................................................... 296
Глава VII. Проблемы хупкости бериллия........................................ 328
А. Связь между чисто^й бериллия и его хрупкостью....................... 328
Б. Связь пластичностиэериллия с деформацией и разрушением монокристаллов 332
В. Пластичность берилая и ее связь с преимущественной ориентацией и струк-
турой зерна........................................................... 378
Г. Возврат и рекристализация наклепанного бериллия...................... 414
Глава VIII. Металлограф g . . . *............................... . ... 447
Металлография бериллия и эгатых бериллием сплавов............................ 447
Г jra в а IX. Коррозия....................................................... 477
А. Коррозия бериллия н воздухе......................................... 477
Б. Коррозия бериллия вюде............................................... 479
В. Коррозия бериллия выплавленных металлах...................... .... 492
Глава X. Сплавы............................................................ 498
Богатые бериллием сплавы .... .................................... 498
616
ОГЛАВЛЕНИЕ
Глава XI. Керметы и керамика................................................. 511
А. Тугоплавкие соединения бериллия и бериллиевые керметы . ... , . , 511
Б. Свойства окиси бериллия как огнеупора............................. . . 535
Глава XII. Вредное воздействие бериллия на организм человека.................. 555
Заболевания, связанные с отравлением бериллием................................ 555
Глава XIII. Аналитическая химия............................................... 572
Аналитическая химия бериллия.................................................. 572
Предметный указатель.......................................................... 612
БЕРИЛЛИЙ
Редактор А. А. Маурах. Технический редактор 1 Д. Хомяков
Сдано в производство 19/Ш 1960 г. Подписано к печати 5/VII 196т. Бумага 70x108=19,3 бум. л.,
52,7 печ. л. Уч.-изд. л. 49,4. Изд. № 20/3262. Цена 6 р. 60 к. Зак. 196
ИЗДАТЕЛЬСТВО ИНОСТРАННОЙ ЛИТЕХТУРЫ
Москва, 1-й Рижский пер., 2. Московская типограф! № 5 Мосгорсовнархоза
Москва, Трехпрудный пер., дом 9
ОПЕЧАТКИ
Стр. Строка Напечатано Нужно читать
4 9 сверху беррилия бериллия
18 Табл. 1, заголовок беррила берилла
34 16 сверху легких металлов металлов
48 3 сверху Месторождение Месторождения
228 2—1 снизу приваривая путем приваривания
308 3 сверху реакции реакции,
355 5 сверху фиг. 120 фиг. 210
430 1 снизу «таких крестов» таких «крестов»
523 Табл. 73, колонка 4, 13,09 13,02
строка 3 сверху
523 То же, строка 7 сверху 4,71 4,41
527 19—18 снизу и н терм ета л лои д ов интерметаллидов
Зак. 196