















































































Author: Поликанин С.И.
Tags: методика преподавания учебных предметов в общеобразовательной школе педагогика образование
Year: 1987


Text
С.И.Поликанин
Объекты
общественно
полезного,
производительного
труда учащихся
С.И.Поликанин
Объекты
общественно
полезного,
производительного
тРУДа учащихся
Пособие для учителя
ИЗ ОПЫТА РАБОТЫ
Рекомендовано
Министерством просвещения РСФСР
МОСКВА «ПРОСВЕЩЕНИЕ» 1987
ББК 74.268.5
П 50
Рецензенты:
учитель трудового обучения школы Аг 379 Москвы В. А. Мальцев;
зав. кабинетом трудового обучения и профориентации МГИУУ Ф. И. Измайлов
Поликанин С. И.
П 50 Объекты общественно полезного, производительного •
труда учащихся: Пособие для учителя: Из опыта рабо-
ты.— М.: «Просвещение», 1987.— 160 с.: ил.
В пособии описывается опыт работы учителя трудового обучения школ
№ 82, 698 Москвы по подбору объектов общественно полезного, производительно-
го труда учащихся, приводится описание конструкции и технология изготовления
изделий из металла и древесины иа базе типового оборудования школьных ма-
стерских.
4306010000—720
103(03)—87
174—87
ББК 74.268.5
© Издательство «Просвещение», 1987
ОТ ИЗДАТЕЛЬСТВА
В предлагаемой книге обобщен многолетний опыт работы
учителя трудового обучения школ № 82, 698 Москвы по отбору и
изготовлению объектов общественно полезного, производительно-
го труда учащихся V—VII классов.
Объекты в основном сгруппированы в зависимости от исполь-
зуемого материала (древесина, металл и их сочетание) и прак-
тического назначения (для оснащения кабинетов и мастерских,
для хозяйственно-бытовых нужд, по заказам предприятий).
Рекомендуемые объекты в целом соответствуют программе
трудового обучения и технологически выполнимы учащимися
V—VII классов1. Для изготовления более сложных изделий: тех-
нических моделей, технологической оснастки (гибочные устрой-
ства, кондукторы, штампы для вырубки, гибки и штамповки),
инструментов (кернеры, кругорезы, универсальные воротки, оправ-
ки для резцов и т. п.) учитель может привлечь учащихся более
старших классов.
В книге даются различные формы описания объектов: техно-
логические карты, сборочные чертежи с деталировкой, общий вид
изделия с деталировкой отдельных элементов и т. п.
Учитель, пользуясь наиболее приемлемыми вариантами и с
учетом, реальных условий, может совершенствовать конструкцию
выбранного изделия, менять размеры, технологию и т. п.
1 Здесь и далее нумерация классов дается по новой структуре школы.
ВВЕДЕНИЕ
Основными целями трудового обучения являются формиро-
вание у школьников интереса к рабочим профессиям, приобще-
ние их к современной технике и технологии, воспитание уважи-
тельного отношения к труду.
В достижении этих целей большое значение имеет правильный
подбор объектов и видов работ.
В нашей школе при подборе объектов мы предъявляем к ним
следующие требования.
Объекты должны иметь общественную значимость (т. е. при-
меняться в школе, на производстве, в быту); отвечать задачам
реализации учебной программы; базироваться на технологиче-
ских операциях, способствующих усвоению новых знаний, отра-
ботке умений и закреплению навыков работы; быть доступными
и посильными для изготовления; способствовать решению творче-
ских конструкторско-технологических задач; воспитывать у школь-
ников трудолюбие, эстетический вкус, формировать ответственное
отношение к порученному делу и т. п.
При отборе объектов труда для оснащения кабинетов и ма-
стерских школы, хозяйственно-бытового назначения учитываются
нужды школы и подшефных учреждений следующим образом.
Учителя и администрация школы подают заявки учителю трудо-
вого обучения на требующиеся предметы для оборудования (усо-
вершенствования) рабочих мест и оформления, оснащения каби-
нетов. Такая форма дает возможность учителю отобрать изделия,
доступные в изготовлении учащимся, и спланировать работу с
учетом разделов и тем программы.
Заявка составляется примерно так:
1. Фамилия, имя и отчество учителя.
2. Предмет и номер кабинета.
3. Наименование объекта, количество.
4. Рисунок изделия (чертеж, эскиз) с указанием основных па-
раметров и требований.
5. Примерные сроки выполнения.
На каждое изготовленное изделие затем следует получить крат-
кий отзыв и оценку объекта заказчиком.
4
Учет всех работ фиксируется учителем трудового обучения в
тетради примерно по следующей схеме:
№ п/п Наиме- нова- ние изде- лия Коли- чест- во Но- мер каби- нета Пред- мет, Ф. И. О. заказ- чика Дата подачи заявки Жела- тель- ные сроки выпол- нения Испол- нители (клас- сы, уче- ники) Дата вы- пол- нения Оцен- ка Рос- пись заказ- чика в полу- чении. Отзыв
Подобный учет дает возможность в конце учебного года оценить
объем и качество работы учащихся и учителя.
Большинство объектов труда имеют общее назначение для
всех кабинетов и являются как бы традиционными: это стенды,
подставки для цветов, различные ящики для диафильмов, мела
и т. п., рамки для портретов и картин, зажимы для плакатов и
таблиц, кронштейны для хранения таблиц, подставки для раз-
личного вспомогательного материала и инструментов и т. п.
Часто у учителя, заказывающего изделие, нет на него готовых
чертежей, а есть только замысел, выраженный на словах или в
схематическом описании (рис. 1), и указания к объекту.
Например, вот требования к объектам, приведенным на ри-
сунке 1.
Рисунок 1, а. 1. Высота 1200 мм. 2. Шары разной массы
(0 80 мм). 3. Пружины навиваются плотно. 4. Основание круг-
лое или прямоугольное.
Рисунок 1, б. 1. Полка должна сниматься, ее размеры 350Х
Х350 мм. 2. Тренога должна складываться. 3. Ножки треноги долж-
ны иметь острые наконечники. 4. Высота устройства в рабочем
состоянии около 1м.
Рисунок 1, в. 1. Подставка должна складываться, ее размеры
500X500 мм. 2. Вертикальная часть (750x750 мм) крепится на
стене. Соединена с нижней частью (500x500 мм) на петлях.
3. Желательна третья часть для образования трехгранного угла.
Рисунок 1, г. Подставка для чертежных инструментов (каран-
дашей, циркулей, треугольников, лекал, кнопок и т. п.).
Рисунок 1, д. 1. Диафильмы в ящике могут располагаться го-
ризонтально, вертикально, наклонно. 2. Количество футляров от
30 до 50 штук.
Поэтому предъявляемые требования анализируются как учи-
телем трудового обучения, так и учащимися. В ряде случаев эти
данные характеристики изделий окончательно дорабатываются на
уроках. Школьники с помощью педагога выполняют все рабо-
ты—начиная от конструирования, составления технической до-
5
кументации, технологии и кон-
чая изготовлением требуемого
объекта.
В качестве примера на ри-
сунке 2 показана подставка,
выполненная по эскизу (см.
рис. 1, в) и требованиям к из-
делию. Наиболее сложной бы-
ла задача в разработке соеди-
нения плоскостей и их крепле-
ния в рабочем состоянии.
При организации работы по
заказам базовых предприятий
отношения с ними регламенти-
руются специальными доку-
ментами.
Требования к объектам тру-
да в обобщенном виде выгля-
дят так: простота и разнооб-
разие по своим конструктив-
ным формам (с тем, чтобы
максимальное количество тех-
нологических операций при их
изготовлении выполнялось на
уроках в соответствии с содер-
жанием программы); неболь-
шие партии не очень срочные,
позволяющие рационально ор-
ганизовать работу и решать за-
дачи обучения и воспитания
школьников.
Основное внимание при из-
готовлении изделий в нашей
школе уделялось развитию у
учащихся творческого и само-
стоятельного подхода к реше-
нию конструкторских и техно-
логических задач.
Конструкторские задачи.
1. Коллективная разработка
требований к изделию (конст-
Рис. 1. Рисунки изделий, предлагае-
мые учителями-предметниками:
а — прибор для демонстрации коле-
бательных движений; б — тренога
для прибора; в — подставка для на-
тюрмортов; г — подставка для чер-
тежных инструментов; д — ящик для
диафильмов
в
Рис. 2. Подставка для натюрмортов
рукция должна быть проста и надежна, экономична и удобна
в использовании, технологична в изготовлении и эстетична по фор-
ме, отделке и т. п.).
2. Графическая разработка объекта в виде рисунка или эскиза.
3. Поиски конструктивных решений (в отдельных случаях —
с предварительным созданием модели из деталей конструктора и
вспомогательных материалов — древесина, жесть, проволока, кар-
тон и т. п.).
4. Коллективное обсуждение разработанных учащимися кон-
струкций с отбором лучших образцов, наиболее полно отвечаю-
щих требованиям к изделию.
5. Окончательная отработка технического рисунка, эскиза вы-
бранного для изготовления предмета.
Технологические задачи. 1. Разработка последовательности
выполнения операций для изготовления сконструированного из-
т
Рис. 3. Примерные варианты (I, II, III, IV) конструкции подставки,
разработанные учащимися
Рис. 4. Окончательный вариант усовершенствованной подставки:
1 — основание; 2 — пружина плоская; 3 — опорный щиток; 4, 5 — бруски; 6 —
шуруп; 7 — шайба
8
делия, включая выбор материала, инструмента, приспособлений,
оборудования и определения режимов резания.
2. Внесение (в случае необходимости) некоторых изменений в
принятую ранее конструкцию изделия.
3. Внесение (в случае необходимости) поправок в технологи-
ческий процесс из-за изменений конструкции предмета.
4. Совершенствование старых и создание новых инструментов
и приспособлений, связанное с разработанной технологией изго-
товления.
Конечно, некоторые моменты здесь упрощены, но в целом та-
кая постановка работы дает положительный результат.
В качестве примера ниже приводится разработка конструкции
подставки для эскиза, чертежа, тетради, дневника и т. п. Такая
подставка необходима для того, чтобы столярный верстак в про-
цессе практических занятий оставался свободным от перечислен-
ных предметов.
1. Разработать подставку на каждое рабочее место, прототипом которой
может служить подставка от комбинированного верстака.
2. Основные требования. Подставка должна:
а) быть вертикальной;
б) быстросъемной;
в) удобной при использовании в процессе работы, т. е. должны хорошо про-
сматриваться графическая и текстовая части;
г) состоять из деталей, основная форма которых имеет форму прямоуголь-
ника и параллелепипеда;
д) технологичной;
е) экономичной и красивой.
Руководствуясь этими данными, учащиеся в течение 10... 15 мин выпол-
няют рисунки (эскизы) или модель. Учитель отбирает 2... 4 наиболее удачных
варианта, и каждый из авторов защищает свой проект. Во время обсуждения
анализируются достоинства и недостатки каждой конструкции, ее соответствие
предъявляемым требованиям. Например, из четырех разработанных проектов
подставки (рис. 3) предпочтение было отдано 111 и IV вариантам: III — при
наличии оргстекла, IV — при его отсутствии. Затем окончательно определяются
габаритные размеры объекта в целом (рис. 4).
Перед началом изготовления изделия уточняются уже известные ученикам
технологические операции — разметка, пиление древесины (фанеры) поперек и
вдоль волокон, строгание рубанком, выпиливание, соединение деталей с по-
мощью гвоздей и клея, опиливание кромок и ребер, отделка шлифовальной
шкуркой, покрытие лаком и красками — и рассматриваются подлежащие освое-
нию — сверление отверстий и соединение деталей с помощью шурупов.
Для закрепления известных навыков школьники должны выполнить две де-
тали (основание / и брусок 5) и соединить их с помощью клея и гвоздей. За-
тем учащиеся изготавливают опорный щиток 3 и брусок 4 (технология включа-
ет операцию сверления и соединение деталей с помощью шурупов).
На этом этапе в конструкцию подставки (см. рис. 1 и 2 — окончательный)
были внесены некоторые дополнения, например удлинение бруска 4 на 200 мм
и выполнение в ием отверстий (справа и слева) для ручек, карандашей, цир-
куля и т. п.
Окончательный вариант технологии* фиксируется в технологической карге
по установленной форме.
Следует учесть, что заполнение технологической карты ведется последова-
тельно, на каждом занятии в зависимости от планируемого содержания урока.
* Вариантов подобных конструкций может быть множество, каждая из
которых будет иметь свою технологию.
9
ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ
ИЗДЕЛИЯ ДЛЯ ОСНАЩЕНИЯ КАБИНЕТОВ ШКОЛ
Стенды
Чаще всего стенды имеют прямоугольную форму и отличают-
ся лишь размерами. Довольно простая конструкция показана па
рисунке 5.
Перед началом работы определяют габаритные размеры объ-
екта, способы соединения деталей, отделку. В зависимости от ко-
личества необходимых однотипных стендов, сроков их изготовле-
ния к работе привлекают учащихся V—VII классов.
Основная задача школьников — определить способы соедине-
ния деталей и оформить материалы в конструктивном и техноло-
Рис. 5. Стенды:
в—каркас; б — фанера (оргалит); в — обкладка (фанера, оргалит); е—з—ва.
рианты соединений брусков
10
гическом плане в соответствии с требованиями программы. Для
учащихся VI классов и более старших ребят варианты выполне-
ния соединений ж и з (рис. 5) входят в программу. Школьники
V классов используют другие виды соединений — с помощью клея,
гвоздей и шурупов (рис. 5, г, д, е), а также занимаются поиском
вариантов оформления (рис. 5, s) окантовки стенда, в основе
которых лежит геометрический орнамент. Разработка последнего
проводится в V классах фронтально (сначала в тетрадях, затем
на заранее заготовленных полосках ватмана с последующим пе-
реносом на детали, используя их как шаблоны).
Ящики
Ящики для карточек-заданий, технической документации, диа-
фильмов, незавершенных работ (рис. 6)—постоянные и общеиз-
Рис. 6. Ящики:
а — для карточек-заданий; б — для незавершенных работ учащихся; в — для
. диафильмов
11
Рис. 7, Варианты подставок для диафильмов
вестные объекты труда, посильные для выполнения учащимися
V—VI классов.
Конструкции изделий просты по своим формам, а технологи-
ческие операции изготовления позволяют школьникам изучить,
освоить и закрепить знания и навыки, предусмотренные програм-
мой.
Габаритные размеры ящиков зависят от их назначения, места
расположения в шкафах, на стеллажах и полках, наличия ма-
териалов для изготовления.
Эти объекты легко поддаются модернизации. Например, ящик
для карточек-заданий (рис. 6, а) может быть выполнен иной кон-
струкции— достаточно заменить боковые стенки (420x80X10) из
фанеры на сосновые рейки (420x20X10) и экономический эффект
при массовом их изготовлении будет весьма значителен.
Ящик длй технической документации (рис. 6, б) станет проч-
нее, если уголки обить полосками из жести.
Ящик для диафильмов (рис. 6, в) послужил прототипом к раз-
работке школьниками новых конструкций (рис. 7). Изделия по-
лучились комбинированными, технологически выполнимыми уча-
щимися V—VI классов.
Полки
Полки для книг и других предметов, а также подставки для
цветов всегда необходимы в школе.
Книжные полки (рис. 8) можно изготовить из отходов ДСП;
полки 1 соединяются стойками из реек квадратного сечения или
же планками из того же материала. Изделия просты по конструк-
ции, и технология их выполнения доступна учащимся V—VII
классов.
12
s
Рис. 8. Полки для книг:
а, б — варианты конструкций; 1 — полка; 2 — стойка; 3 — ушко
13
На передних кромках полок целесообразно установить рейки
из сосны, бука для предупреждения падения предметов (на ри-
сунках показаны пунктиром).
Подставки для цветов (рис. 9), сделанные также из отходов
ДСП, можно выполнить любой конфигурации, взяв за основу один
элемент (рис. 9, а). Детали изделия соединяются между собой с
помощью шурупов и шкантов (рис. 9, б).
Е-юковые кромки подставок-полок облицовывают декоративны-
ми рейками и планками с орнаментом, которые заранее могут
заготовить школьники (по теме «Выпиливание лобзиком»).
Подставки для пробирок
Изделия (рис. 10) просты и доступны для учащихся V—
VII классов (варианты а и б — школьникам V классов, вариан-
ты в и г — учащимся VI—VII классов).
В зависимости от количества пробирок и их диаметра можно
продумать с учащимися новые конструктивные формы подставок,
в зависимости от размещения и фиксации пробирок.
Вот некоторые данные для работы.
Вариант на рисунке 10, а. Стенка 1 из фанеры; в планке 2 из
древесины сверлят сквозные отверстия по диаметру пробирки, в
планке 3 глухие, на 7г ее толщины. Детали соединяются на гвоз-
дях и клею.
Вариант на рисунке 10, б. Стенка / из фанеры, крепится к
детали 2 на гвоздях и клею. Детали 2, 3, 4 и 5 соединяются та-
ким же способом. Отверстия в планках сверлят на 3Л их вы-
соты.
Вариант на рисунке 10, в. Ручка / крепится ко втулке 3 на
клею. Детали 2, 4 (выпиленные лобзиком) соединяются со втул-
кой на шурупах. Отверстия в детали 2 сквозные, по диаметру
пробирок, в диске 4 глухие, на 2/з толщины заготовки. Ножки 5
из резины фиксируются на гвоздях.
Вариант на рисунке 10, г. Отличается от предыдущей конст-
рукции формой дисков и способом крепления ручки 1—она ввин-
чивается в деталь 3. Диски и места выполнения отверстий раз-
мечают по шаблону.
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ
ДЛЯ МАСТЕРСКИХ
Подставка для выпиливания
Подобное изделие (рис. 11) могут выполнить учащиеся V клас-
са, так как его изготовление базируется на изучаемых школьни-
ками технологических операциях — сверление, соединение на шу-
рупах, на шкантах,
15
Рис. 10. Подставки для пробирок: а — г — варианты конструкций
16
Рис, 11. Подставка для выпиливания:
1 — столик; 2 — стойка
Удлиненная часть стойки дает возможность регулировать ус-
тановку подставки по росту работающего. На опорную поверх-
ность детали 1 после соединения со стойкой 2 целесообразно при-
клеивать фанеру, что придает приспособлению прочность и на-
дежность в работе.
Приспособление для фиксации пилки в лобзике
Трудности установки пилки в лобзике общеизвестны. Рекомен-
дуемое приспособление (рис. 12) значительно облегчает выпол-
нение этой операции.
Изготовить приспособление могут школьники V—VI классов.
Его устройство ясно из рисунка. Ось эксцентрика сделана из дре-
весины твердых пород, смещение оси от центра 6 мм.
Приспособление для обработки (строгания)
длинных деталей
Обработка деталей длиной более полуметра, особенно цилинд-
рической формы (например, рукояток к хозинвентарю), представ-
ляет определенную сложность. Чтобы облегчить процесс работы,
2 Заказ 3827
17
Рис. 12. Приспособления для фиксации пилки в лобзике:
/ — брусок; 2 — основание; 3—ручка; 4 — эксцентрик; 5—брусок для крепле-
ния в зажиме верстака; 6 — ось эксцентрика
Рис, 13. Приспособление для обработки (строгании) длинных деталей:
1 — стойка; 2 — брусок; 3 — штырь
18
целесообразно сделать простое приспособление (рис. 13), состоя-
щее из двух брусков 2 и стойки 1 (последняя крепится в зажиме
верстака). Детали соединяются на клею и гвоздях.
Фиксация заготовки в приспособлении может осуществляться
двумя способами — с помощью двух пар гвоздей, забитых под уг-
лом, или специальными штырями; последний способ удобнее.
Изготовить приспособление могут школьники V—VI классов,
они же разрабатывают техническую документацию.
Ручка для напильника
Приведенная на рисунке 14 ручка по форме является одной
из самых простых и доступна для изготовления учащимся VI—
VII классов. Применять подобные ручки можно также для шил,
отверток и других инструментов.
Последовательность изготовления изделия следующая:
1. Подобрать брусок сечением 30X30 мм, длиной не более
400 мм и снять ребра, придав ему восьмигранную форму.
2. Закрепить брусок на станке.
3. Обточить брусок до 0 25 мм на длину 370 мм.
4. Разметить заготовку. Для этих целей можно применить
шаблон (рис. 15, а), с помощью которого намечаются каранда-
шом линейные размеры элементов, или специальное приспособле-
ние (рис. 15, б). Планка 2 и ручка 5 последнего выполнены из
металла. Резцы 3 из углеродистой проволоки диаметром 4.. .5 мм
фиксируются в отверстиях стопорными винтами 4.
5. Обточить цилиндрическую поверхность под кольца 0 15 мм
на длину 28 мм.
6. Обточить закругления 0 18 мм на длину 24 мм и по кон-
цам ручек.
7. Зачистить и отрезать детали (лучше специальным резцом).
Предварительно можно выполнить кольца (выжиганием) для ук-
рашения изделия.
Приспособление для полирования деталей
Отделка деталей на станках была и остается довольно слож-
ной и опасной операцией. Приспособление, приведенное на рисун-
ке 16, позволяет значительно ускорить и облегчить работу.
Первый вариант (рис. 16, а)—приспособление для полирова-
ния цилиндрических поверхностей небольшого диаметра, в основ-
ном деталей из металла. Изготавливают его из бруска сечением
40X40 мм и длиной 400 мм. Ручка обтачивается на станке. В
головке просверливаются отверстия различного диаметра, после
чего приспособление распиливают в продольном направлении. По
диаметру отверстий наклеивают шлифовальную шкурку и соеди-
няют головку в торцевой части петлей (или резиной).
2*
19
20
Полирование поверхностей деталей и их элементов на токар-
ном станке по обработке древесины требует других конструктив-
ных форм приспособлений. На рисунке 16, б, в показаны их при-
мерные варианты. Пазы в приспособлениях служат для фиксации
шлифовальной шкурки с помощью деревянных клиньев (на по-
верхности— можно на клею). Изготавливают ученики VI—VII
классов.
Киянки
Для оснащения каждого рабочего места как в слесарной, так
и в столярной мастерской должны быть киянки (рис. 17). Техно-
логия изготовления цилиндрических деталей не требует особых
пояснений. Труднее обработать детали с элементами сложной
конфигурации. Для этого целесообразно изготовить шаблоны: сна-
чала разметить контуры на плотной бумаге, вырезать, перевести
на фанеру, выпилить и зачистить. С их помощью легко размечать
заготовки (например, рукоятки) и контролировать качество ра-
боты. К изготовлению шаблонов можно привлечь учащихся V—
VII классов.
Гребенка для разметки шипов
Разметка шипов, их нарезание и долбление проушин — одна
из сложных операций, изучаемых школьниками в VI классе, при-
чем основные затруднения возникают при разметке элементов.
При массовом производстве однотипных деталей качественно вы-
полнить эту работу можно, используя приспособление, показанное
на рисунке 18. Оно позволяет размечать шипы (проушины) по
ширине заготовки до 100 мм. Если отработана базовая сторона,
то достаточно провести параллельные риски. Чтобы избежать
возможных отклонений, лучше установить гребенку на плоскость
разметки и слегка нажать со стороны шляпок гвоздей. Получен-
ные углубления дадут возможность ученику с помощью угольника
точно провести параллельные линии.
Изделие вытачивают на станке ученики VI класса, затем стро-
гают рабочую часть до заданных размеров, размечают и забивают
гвоздями на требуемом расстоянии друг от друга. Чтобы острия
гвоздей на выходе не увело в сторону, следует предварительно
просверлить отверстия на 3Л толщины детали сверлом, диаметр
которого меньше диаметра гвоздя на 0,2.. .0,3 мм.
a
Рис. 16. Приспособления для отделки поверхностей цилиндрических
22
деталей; а — в — конструктивные варианты .
23
5
Рнс. 17. Киянки: а — формы головок; б — формы ручек
24
ИЗДЕЛИЯ ХОЗЯЙСТВЕННО-БЫТОВОГО НАЗНАЧЕНИЯ
Рукоятки для хозяйственного инвентаря
Учитывая большую потребность в этих изделиях, их изготов-
ление нужно начинать с первого дня учебного года. К работе
можно привлекать учащихся всех возрастных групп: самые млад-
шие размечают заготовки по длине, отрезают их и т. п. Более
старшие школьники готовят бруски — строгают по заданным раз-
мерам, затем скругляют грани. Последовательность обработки
заготовок квадратного сечения показана на рисунке 19, а. Слож-
ность для учащихся составляет получение окончательной поверх-
ности, близкой к цилиндрической форме. Облегчить работу можно,
если у двух-трех рубанков заточить ножи и подошвы колодок под
определенным радиусом (рис. 19, б). В этом случае можно пла-
нировать изготовление изделий с учащимися V класса.
Носилки
Подобные изделия необходимы для школ. Их можно изготав-
ливать и для подшефных детских учреждений. Целями и назна-
чением определяются габаритные размеры объекта.
Носилки, показанные на рисунке 20, рассчитаны на взрослых
Рис. 19. Рукоятки для хозяйственного инвентаря:
а — последовательность изготовления ручным способом; б — переоборудованная
подошва рубанка
25
Рис. 20, Носилки:
1 — ручка складывающаяся; 2 — ящик; 3 — уголки (50 x 50 мм); 4 — петля
учеников. Особенность данного изделия в том, что ручки при
необходимости легко отделяются от ящика: достаточно вывернуть
4 шурупа. Это очень удобно при хранении, так как носилки за-
нимают немного места, а собрать их можно быстро. Изготовить
изделие по силам учащимся V—VI классов.
При планировании работы перед школьниками можно поста-
вить вопрос о внесении изменений, улучшающих конструкцию,
26
облегчающих технологию изго-
товления и т. п. Вот возмож-
ные варианты решений:
1. Заменить уголки 50Х
Х50 мм другими деталями.
2. Вообще исключить угол-
ки и крепить ручки с помощью
болтов, предварительно про-
сверлив сквозные отверстия в
них и стенках ящика, или прос-
то фиксировать ручки сбоку
шурупами.
3. Изменить форму ящика,
соединить каркас гвоздями,
обить его жестью и металличе-
ской лентой.
4. Соединительные петли
полуручек заменить металли-
ческой лентой и т. п.
Полки для полотенец
Такие полки (рис. 21) тре-
буются для туалетных комнат,
столовой школы, подшефных
детских учреждений.
Форма изделий зависит от
фантазии школьников, а коли-
чество поддержек, способы их
крепления и внешнее оформ-
ление определяются исходя из
целесообразности.
Профиль боковых стенок
учащиеся вычерчивают на
плотной бумаге, а затем вы-
резают и, пользуясь как шаб-
лоном, переводят на заготовки.
Для изготовления полок
подойдут отходы древесины,
фанеры, оргалита, пластика.
Соединяются детали с по-
мощью клея, гвоздей, шуру-
пов.
Выполнить подобные изде-
лия по силам учащимся
VI классов.
27
Подставки для карандашей
Эти изделия (рис. 22) ис-
пользуют для оснащения рабо-
чих мест на уроках черчения,
математики, труда, рисования
и т. п., в качестве сувениров.
Наибольшую сложность вызы-
вает сверление отверстий. Эту
операцию можно выполнять
вручную и на станке в зависи-
мости от числа одновременно
изготавливаемых объектов, не-
обходимости отработки требо-
ваний учебной программы и
возможности школы.
При массовом производстве
потребуется изготовить специ-
альное сверло (двухперовое).
Изделие выполняют учащиеся
VI—VII классов.
Рис. 23. Доски для кухонных работ
, Рис. 22. Подставки для карандашей
Доски для кухонных работ
Эти объекты (рис. 23) могут применяться ' как по прямому
назначению, так и в качестве декоративного изделия. Учащимся
можно предложить найти (и обосновать) оптимальную форму
изделия, последовательность обработки и художественного оформ-
28
ления. В последнем случае школьники продумывают и наносят
на одну поверхность узор выжиганием (резьбой).
Изготавливают изделие учащиеся V—VI классов.
Скалки
Данные изделия просты в изготовлении, позволяют прорабо-
тать темы программы в VI классе.
Для скалки (рис. 24) подходит древесина любых пород. Ва-
риация формы ручек дает ученикам возможность освоить и за-
крепить операции точения цилиндрических деталей и поверхностей
более сложной конфигурации. Для разметки и контроля качества
детали можно изготовить ряд шаблонов.
В качестве примера ниже дается последовательность опера-
ций:
1. Подобрать заготовку (брус 45X45 мм, длиной 470 мм).
2. Подготовить заготовку:
а) наметить центр с одного торца, а с другой стороны подго-
товить посадочную поверхность для патрона или для установки
в трезубец;
б) закрепить заготовку, смазав центровое отверстие маслом
(тавотом).
3. Проточить заготовку до 0 40 мм.
а — общий вид; б — варианты конструктивного решения ручек
29
4. Разметить длину основного вала и ручек скалки по шаблону,
5. Проточить ручки до получения нужной формы, контролируя
работу по шаблону.
6. Зачистить поверхность изделия шлифовальной шкуркой. На-
нести декоративные узоры на ручках.
7. Отрезать деталь и зачистить торцы.
Толкушки
Для толкушек (рис. 25) лучше всего использовать древесину
березы. Конструктивные параметры этих изделий могут быть раз-
личны. Поэтому в процессе занятий учащиеся V—VII классов
должны сами определить форму объекта, сделать эскиз, наметить
последовательность операции и затем изготовить изделие.
Молотки для кухонных работ
По конструктивным формам молоток (рис. 26, а) напоминает
киянку. Новыми дополнительными элементами являются выполне-
ние конического отверстия и прорезание на одной из торцевой
сторон головки зубцов. Последние получают двумя способами—
ручным или механизированным.
Ручной способ
1. Разметить плоскость торца. Для этих целей может быть
использован шаблон (рис. 26, б). Его накладывают на торец и
через отверстия намечают карандашом (шилом) точки впадин,
которые затем соединяются линиями.
2. Прорезать пилой пазы по разметке линий зубьев на глубину
примерно 5. . .6 см.
3. Расширить пазы трехгранным напильником.
30
Рис. 26. Молоток для кухонных работ:
а—общий вид; б — шаблон для разметки зубьев головки
4. Зачистить зубцы шлифо-
вальной шкуркой.
Механизированный способ
1. Закрепить деталь в тис-
ках с помощью специальных
губок (рис. 27).
2, Прорезать угловой фре-
зой пазы в одном направлении,
устанавливая величину шага
между впадинами с помощью
лимба поперечной подачи фре-
зерного станка.
3. Повернуть тиски (или
деталь) на угол 90° и повто-
рить предыдущую операцию.
4. Зачистить зубцы шлифо-
вальной шкуркой.
Изготавливают учащиеся
VI—VII классов.
Рис. 27, Специальные губки для
фиксации детали
31
Рис, 28, Ступки (а) с толкушками (б)
М
Ступки с толкушками
Внешние контуры ступок (рис. 28, а) могут быть самыми раз-
ными; поверхности обрабатывают на токарном станке. Более
сложно выполнить углубление. Но так как отверстие неглубоко,
можно работать стамеской «на себя». Подручник следует закре-
пить под углом 90° к оси заготовки и с минимальным зазором.
Толкушки к ступкам (рис. 28, б) изготавливают так же, как и
обычные толкушки, но с учетом размеров отверстия в ступках.
Изготавливают учащиеся VI—VII классов.
Солонки
Солонки (рис. 29)—хороший объект для отработки навыков
точения, сверления, внутренней проточки. Конструктивными фор-
мами можно варьировать в зависимости от умений и навыков
школьников.
К работе следует привлекать учащихся V—VII классов (раз-
метка заготовок, предварительное строгание, механическое точе-
ние, ручная отделка и т. п.).
Чаши
Отличительной особенностью данных изделий (рис. 30) явля-:
ются их довольно большие габаритные размеры (диаметр 100..
...200 мм). А это требует от школьников определенных навыков
и умений владения инструментом, технологическими приемами.
Учащиеся легче осваивают расточку отверстий «на себя», чем,
крючком «от себя», поэтому глубина отверстий чаши должна быть
минимальной.
Сначала заготовку с удаленными сучьями и неровностями на-
дежно фиксируют на станке (с помощью фланца и шурупов дли-
ной не менее 40 мм и центра задней бабки), а затем обтачивают
по заданным параметрам.
Готовые объекты можно покрыть лаком, украсить выжиганием
и т. п.
Для чаш лучше использовать древесину березы, липы, осины.
По аналогичной технологии выполняются кубки (рис. 31), хо-
тя они более сложны в изготовлении. Для этих объектов жела-
тельно брать древесину с красивой текстурой (дуб, ясень, яблоня,
груша), в таком случае после окончательной обработки шлифо-
вальной шкуркой их покрывают лаком.
Возможна и декоративная отделка поверхностей — выжигани-
ем, резьбой и т. п. Будет неплохо, если в рисунках найдет отраже-
ние какая-либо конкретная тема: ведь кубками награждают побе-
дителей спортивных соревнований, ребят, занявших призовые
3 Заказ 3327
33
места в тематических олимпиа-
дах, и т. п. Изготавливают уча-
щиеся VIII классов.
Подсвечники
Формы подобных объектов
(рис. 32) самые разнообраз-
ные, в зависимости от фанта-
зии учащихся и целей, постав-
ленных учителем на данном
занятии. Привлекать к работе
следует школьников V — VII
классов: ведь вполне допус-
тимо, чтобы основание бы-
Рис. 29. Солонки: а, б — варианты конструкций
34
ло квадратным, а стойка<—пирамидальной формы, соединение
элементов — на клею, гвоздях, шурупах, с помощью вставки и т. п.
Более сложные работы, например точёние фигурных ; поверхнос-
тей, высверливание отверстий на станках поручается старшекласс-
никам. Но получать отверстия можно и вручную, отрабатывая
навыки их сверления на заданную глубину.
По конструкции подсвечники условно подразделяются на цель-
ные (рис. 32, а), составные (рис. 32, б) и комбинированные
Рис. 30. Конструктивные формы чаш
3*
35
Рис. 31. Конструктивные формы кубков
(рис. 32, в). В последнем случае используются металлические
чашечки (алюминий, латунь, жесть) прямой или вогнутой формы.
Обложка для адреса
Для обложки (рис. 33) потребуется фанера толщиной 5...6 мм,
древесина бука для элементов шарнирной петли и заглушек.
Наиболее сложная операция — закругление торцев сторон;
ее осуществляют с помощью фасонной фрезы. При отсутствии по-
36
добного инструмента с кромок обложки, снимают фаску под уг-
лом 45°, а в местах крепления к шарниру слегка скругляют.
Школьники должны самостоятельно продумать вопрос о спо-
собах соединения крышки с шарнирной петлей (на клею, с по-
мощью шпилек, оклейки шарнира и обложек и т. п.).
После полирования, декоративной отделки и нанесения надпи-
си папку покрывают бесцветным лаком. Изготавливают учащиеся
VI—VII классов.
37
Рис, 33. Обложка для адреса:
1 —крышка; 2 — заглушка; 3, 4 — детали петли
Шкатулки
Круглые шкатулки (рис. 34, а) вытачивают из цельного куска
древесины, технология их изготовления несложна.
Последовательность выполнения изделия прямоугольной фор-
мы (рис. 34, б) такова:
1. Разметить и подготовить заготовки для стенок, крышки и
дна, обстрогать по заданным размерам.
38
2 Разметить и отфрезеровать шипы. Зачистить внутренние
стенки'
3. Собрать каркнс на клею, при необходимости подогнать эле-
менты соединений.
4. Приклеить (столярным клеем) заготовки крышки, и дна
шкатулки.
5. Удалить припуск, тщательно зачистить изделие и наметить
размеры секций (высоту коробки и крышки).
6. Разметить высоту крышки по всему периметру и отрезать
ножовкой.
7. Окончательно зачистить со всех сторон и отполировать кор-
пус и крышку.
8. Установить крышку с помощью двух петель (из жести).
9. Декоративно оформить изделие.
К внутренней поверхности крышки можно приклеить бортики
из тонкой (2 мм) фанеры.
Шкатулка шестигранной формы (рис. 34, в) более сложна в
изготовлении, прежде всего из-за соединения стенок под
углом 120°.
Крышка и основание изделия выполняются из цельного куска,
материала, коробка сборная — из фанеры толщиной 8 мм. После-
довательность их изготовления:
1. Определить размеры секций (длину и. высоту), и разметить
в масштабе 1 : 1 шестигранник в плане.
2. Разметить и нарезать заготовки заданной высоты (длина
произвольная).
3. Нарезать секции с углом 60° с двух сторон с применением
универсального или обычного стула.
4. Разметить и просверлить отверстия для шкантов, изготовить
шканты.
5. Собрать секции с помощью шкантов на столярном кЛею, по-
сле выдержки тщательно зачистить.
6. Разметить дно и крышку по уже изготовленному каркасу.
7. Вырезать и закрепить дно шкатулки, зачистить.
8. Изготовить и установить крышку: она должна входить в
корпус шкатулки. Для этого нужно с внутренней стороны крышку
по краям разметить толщину каждой секции, надрезать и снять
два-три слоя шпона, а затем тщательно подогнать.
9. Зачистить, отполировать и декоративно отделать шкатулку.
Изготавливаются учащимися VI—VII классов.
Конь-качалка
Этот объект (рис. 35)—хороший подарок для малышей под-
шефного детского сада. Да и в игровую комнату шестилеток он
тоже потребуется. Изделие несложное и вполне доступно для из-
готовления в школьных мастерских.
39
Рис. 34. Шкатулки: а—в — варианты конструкций
40
Рис. 35. Конь-качалка;
1 — фигура коня; 2 — седло; 3—спинка; 4 — дуга; 5 — перемычка
41
42
Основная деталь — фигура коня. В зависимости от целевого
назначения подбирают габаритные размеры игрушки, и в первую
очередь основной детали.
Фигуру коня размечают на плоскости фанеры по клеточкам и
на этой базе выбирают пропорции и размеры остальных деталей.
На рисунке даны различные варианты конструкции седла и спинки.
В работе по изготовлению игрушки могут участвовать школь-
ники V—VII классов.
ИЗДЕЛИЯ ПО ЗАКАЗАМ БАЗОВЫХ ПРЕДПРИЯТИЙ
Организация и выполнение заказов базовых предприятий В
условиях школьных мастерских являются одним из важных звень-
ев трудового обучения и воспитания подрастающего поколения.
Рис. 37. Планшеты
Рис. 38. Аптечка
43
Рис. 39. Упаковочные ящики: а—в — конструктивные варианты
44
Вот объекты, которые изготав-
ливают учащиеся нашей школы । __
в течение всего учебного года. <ч.1
Аналогичные изделия нужны $ т и
практически каждому предприя- 'Гр |
тию. '
1. Ящики инструментальные —J La 1.. ij Н-.
(рис. 36) — 50 шт.
2. Планшеты (рис. 37) — Рис. 40. Ручка к приборам
15 шт.
3. Аптечки (рис. 38) —20 шт.
4. Упаковочные ящики для приборов размером 900Х500Х
Х500 мм (рис. 39, а) — 15 шт. на квартал, размером 652Х422Х
Х299 мм (рис. 39, б) — 6 шт. и размером 770X640x350 мм
(рис. 39, е) —6 шт.*.
5. Ручки к приборам (рис. 40)—25 шт. на квартал. Работа
ведется по технологической карте (рис. 41).
Разнообразие деталей и технологических операций позволяет
планировать изготовление этих изделий так, чтобы в работе при-
няли учащиеся V—VII классов с пооперационным разделением
труда по звеньям. Это повышает ответственность за порученное
дело и влияет на качество работы.
Основные технологические операции, выполняемые при изго-
товлении вышеназванных изделий:
1. Разметка (используется разметочный инструмент и шабло-
ны).
2. Резание заготовок (фанера, рейки, доски) в поперечном и
продольном направлении.
3. Строгание пласти, кромок и ложементов рубанком и шер-
хебелем (контроль прямолинейности по угольнику и линейке).
4. Соединение вполдерева для планшетов и фрезерование ши-
пов для ящиков и аптечек, соединение деталей.
5. Оклеивание пергамином внутренних плоскостей ящиков.
6. Сборка секций и изделий на клею, гвоздях и шурупах.
7. Обивка металлической лентой ручек и боковых сторон ящи-
ков.
8. Крепление ложементов и перегородок.
9. Точение, сверление и т. и.
В ряде случаев при изготовлении продукции приходится решать
творческие задачи по рационализации технологического процесса,
продумывать конструкции специальных приспособлений (и вопло-
щать их в натуре), позволяющих с минимальными затратами тру-
да и средств выполнять производственные заказы предприятий.
* Изделия изготавливаются по рисункам, чертежам, выполненным учащими-
ся и педагогом с участием специалистов базового предприятия (см, рис, 39, а, б),
или по технической документации последнего (рис. 39, в).
45
Точить до 0 38 мм на всю длину
заготовки.
Разметить заготовки L=I18 мм.
Отрезать заготовки L= 118 мм. •
Сверлить заготовки сверлом
0 10 мм. Зенковать зенковкой 0 16
на L = 7 мм.
46
•№
п/п
Эскиз
Содержание Операции
Закрепить заготовку на оправке.
Точить до 0 32 на L=20 мм; до
0 20 мм на L = 8 мм.
Точить конус с основаниями 0 24
и 0 38 мм на L=80 мм.
Точить радиус R 18.
Зачистить шкурками. Покрыть ла.
ком.
Контроль изделия.
Рис. 41. Технологическая карта на изготовление ручки
ИЗДЕЛИЯ ИЗ МЕТАЛЛА
В этом разделе изделия систематизированы по тому же прин-
ципу, что и в первом: для оснащения школьных кабинетов и мас-
терских; инструменты и приспособления хозяйственно-бытового
назначения, по заказам базовых предприятий. Классификация
эта, конечно, условная.
Кроме того, ряд приспособлений, необходимых для изготовле-
ния того или иного изделия, нецелесообразно отрывать от описа-
ния конкретного объекта и поэтому они даны вместе с ним. От-
дельные детали приспособлений, их сборку могут выполнить уча-
щиеся во внеурочное время, отводимое на общественно полезный,
производительный труд. Сами приспособления должны являться
Рис. 42. Коробка для крепежных деталей:
а — общий вид; б — развертка; в — проволока
. 48
предметом обсуждения, анализа, разработки новых конструктив-
ных решений, поэтому в некоторых случаях дается деталировка,
технологическая карта на изготовление изделий, в иных — только
сборочный чертеж или общий вид.
ИЗДЕЛИЯ ДЛЯ ОСНАЩЕНИЯ КАБИНЕТОВ
И МАСТЕРСКИХ
Коробка для крепежных деталей
Коробки (рис. 42)—не только хороший объект для прохож-
дения программного материала по работе с жестью и проволокой,
но и полезное изделие для хранения мелких крепежных деталей,
на поиски которых подчас уходит много времени.
После изготовления (учащимися V классов) на одной из боко-
вых стенок коробки следует наклеить бирку с изображением хра-
нимых деталей для быстрой ориентировки при их поиске.
Подобные коробки можно устанавливать в деревянные ящики
(их размеры должны согласовываться) с аналогичными издели-
ями.
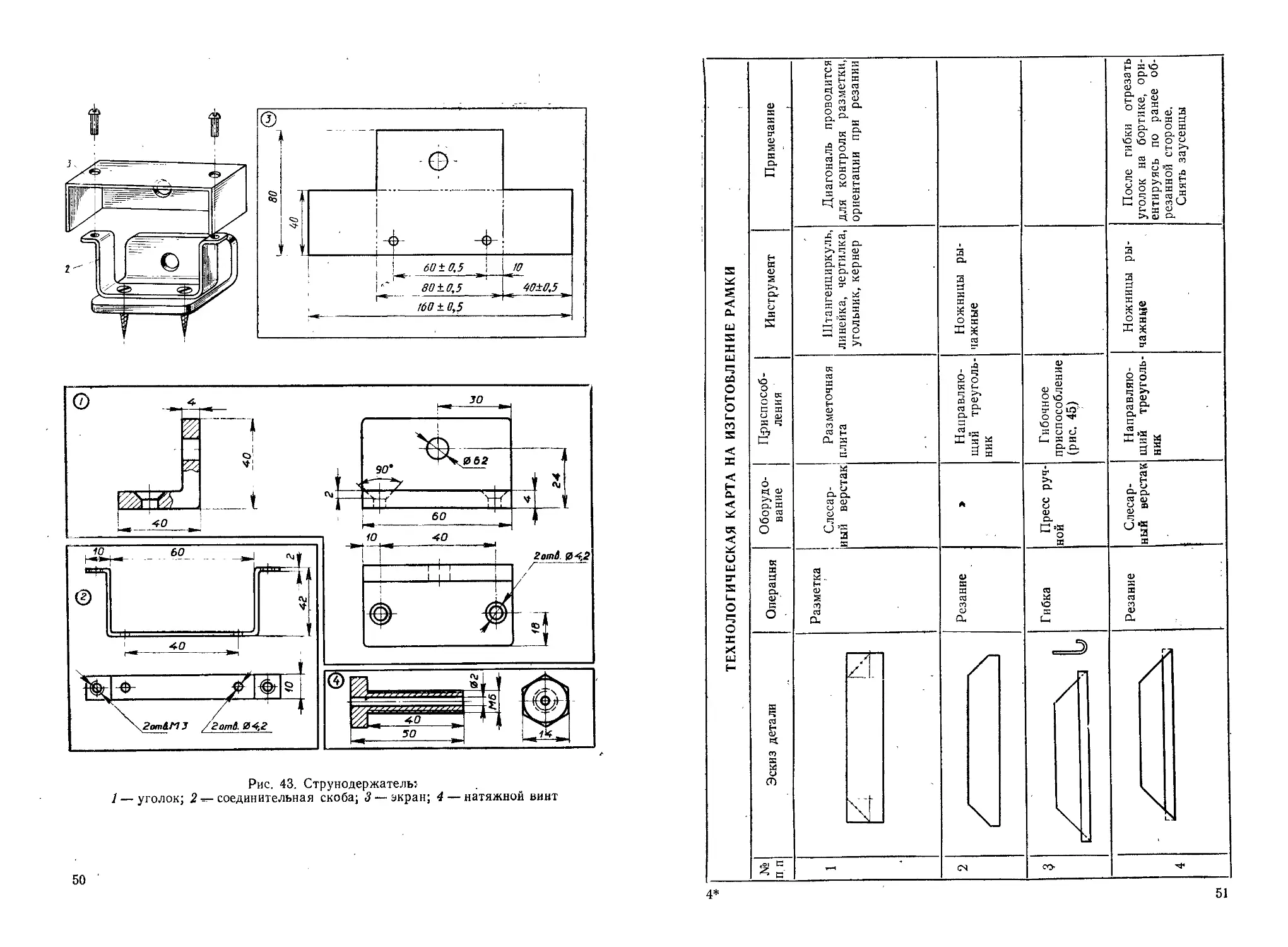
Струнодержатель
Струнодержатель (рис. 43) может заменить покупную конст-
рукцию и доступен для изготовления учащимися V — VI классов.
Для основания потребуется уголок из сортового проката; мож-
но взять листовую сталь, использовав приспособление для гибки.
Экран делают из стали 3, предварительно разметив развертку де-
тали. Его фиксацию к основанию осуществляют одним из двух
способов: с помощью винтов (см. поз. 2) или за счет пружинной
скобы.
Натяжной винт с гайкой легко выточить на станке или исполь-
зовать готовый, высверлив в нем сквозное отверстие для струны.
Рамка
Рамка (рис. 44) для портретов, таблиц, инструкций может ук-
расить любой кабинет при надлежащем качестве выполнения ра-
бот (четкая стыковка углов, внешняя отделка бортиков и т. п.).
Ее габаритные размеры зависят от конкретного объекта. Лучше
всего для изделия брать полосы из алюминия, латуни, меди ши-
риной не менее 30 мм.
Работа ведется по технологическим картам учащимися V—
VII классов.
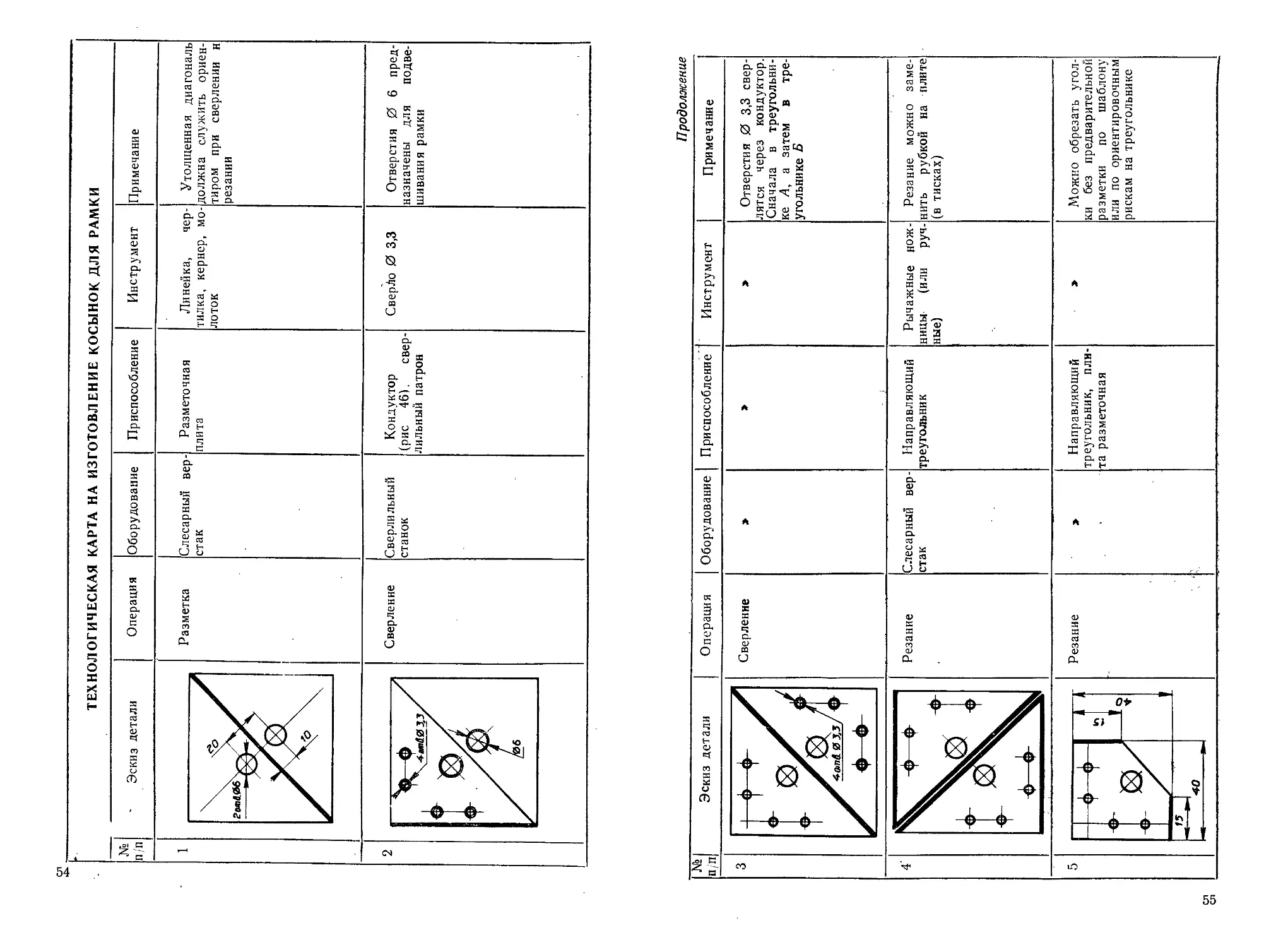
На рисунках 45 и 46 показаны приспособления для гибки
уголков и кондуктор для сверления отверстий в деталях (в ко-
сынках—с предварительной простановкой упорного угольника).
4 Заказ 3827
49
ТЕХНОЛОГИЧЕСКАЯ КАРТА НА ИЗГОТОВЛЕНИЕ РАМКИ
№ п,п Эскиз детали Операция Оборудо- вание Приспособ- ления Инструмент Примечание
1 Разметка Слесар- ный верстак Разметочная плита Штангенциркуль, линейка, чертилка, угольник, кернер Диагональ проводится для контроля разметки, ориентации при резании
2 Резание > Направляю- щий треуголь- ник Ножницы ры- чажные
3 ./ - \ L Гибка Пресс руч- ной Гибочное приспособление (рис. 45)
4 Резание Слесар- ный верстак Направляю- щий треуголь- ник Ножницы ры- чажнме После гибки отрезать уголок на бортике, ори- ентируясь по ранее об- резанной стороне. Снять заусенцы
СП
to
Продолжение
5 /-ф ф -Ф- ф z_ Сверление Сверлиль- ный станок Кондуктор сверлильный, трехкулачко- вый патрон Сверло 0 3,3 штангенциркуль После сверления снять заусенцы (напильником нли сверлом). Полиро- вать
6 Z _Д о,о...о,а \ ' пг- /фф фф\ 1 Зенкование Сверлиль- ный станок Сверлильный патрон Зенкер с Z90° Зенкер можно заме- нить сверлом с соответ- ствующей заточкой
7 sMI iW/ ^\£от6. 06 >-Х1 iz^-j J 1, Клепка Слесар- ный верстак Разметочная плита, молоток, обжимка Клепать косынки к верхнему и нижнему уголкам. Верхний уго- лок съемный. Два отвер- стия 0 6 мм предназ- начены для крепления проволоки (нитки)
Продолжение
№ П/П Эскиз детали Операция Оборудо- вание Приспособ- ления Инструмент Примечание
1 Х'| -Ж Ж i ц » Угольник Z=90° К нижнему уголку приклепать поавый*
9 1 —J V > .. Z фф-{ ;ф-£ » Угольник, мас- штабная линейка Клепать левый уголок к нижиему. Пунктиром обозначен верхний съем- ный уголок, который кре- пится при помощи по- тайных трехмиллиметро- вых винтов и гаек ‘
►. технологическая карта на ИЗГОТОВЛЕНИЕ КОСЫНОК для рамки
№ п/п Эскиз детали Операция Оборудование Приспособление Инструмент Примечание
1 7 f \ Разметка Слесарный вер- стак Разметочная плита Линейка, чер- тилка, кернер, мо- лоток Утолщенная диагональ должна служить ориен- тиром при сверлении н резании
2 х 0 Ф XX о S. —J Сверление Сверлильный станок Кондуктор (рис 46). свер- лильный патрон СверЛо 0 3,3 Отверстия 0 6 пред- назначены для подве- шивания рамки
Продолжение
№ п/п Эскиз детали Операция Оборудование Приспособление Инструмент Примечание
3 < <|> у < 0 0 t Сверление » > » Отверстия 0 3,3 свер- лятся через кондуктор. Сначала в треугольни- ке А, а затем в тре- угольнике Б
4’ Резание Слесарный вер- стак Направляющий треугольник Рычажные нож- ницы (или руч- ные) Резание можно заме- нить рубкой на плите (в тисках)
-Ф— >
5 Резание > Направляющий треугольник, пли- та разметочная » Можно обрезать угол- ки без предварительной разметки по шаблону или по ориентировочным рискам на треугольнике
. о *
9 9 ь X 5 I 40 г
Зажим для таблиц
‘Зажим (рис. 47) несложно изготовить с учащимися V—VI
классов. Его преимущества по сравнению с роликовыми зажима-
ми очевидны: у последних при освобождении таблиц часто прихо-
дится поднимать ролик после заклинивания, иначе можно повре-
дить материал.
Для получения нужного профиля прижима целесообразно из-
готовить простейшее приспособление. Его устройство понятно из
рисунка 48.
ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ
ДЛЯ МАСТЕРСКИХ
Кернер, бородок
Кернер и бородок (рис. 49, 50) всегда нужны в мастерской. Тех-
нология их изготовления практически одинакова, различие лишь
в том, что кернер перед термообработкой затачивают. На рисун-
ках даны справочные размеры основных элементов изделий для
нескольких вариантов.
Последовательность работы такова:
56
Рис. 45. Приспособление для гибки:
1 — основание; 2— заготовка; 3 — держатель; 4—оправка; 5 — упорная планка;
6 — винт
Рис. 46. Кондуктор для сверления уголков:
1, 2 — планки; 3 — втулка; 4—винт; 5 — винт М5; 6 — основание; 7 — уголок
57
Рис. 47. Зажим для таблиц:
• У — основание; 2 — прижим; 3— ось;
4 — пружина
1. Подобрать материал, раз-
метить и отрезать заготовку с
припуском 5 мм.
2. Зацентровать заготовку с
ударной части на глубину 4 мм.
3. Закрепить деталь в трех-
кулачковом патроне со сторо-
ны рабочей части на глубину
20 мм, с другой стороны под-
жать центром задней бабки.
4. Проточить деталь до диа-
метра D.
5. Выполнить накатку по
длине L — (/] +/2)..
6. Обработать конусные
части инструмента.
7. Закалить рабочие части
(HRC 51 ...62).
Изготавливаются учащимися
VI — VII классов.
Чертилка
В предлагаемом варианте
конструкции (рис. 51) легко
заменяется затупившаяся чер-
тилка. Запасные детали хра-
нятся в корпусе инструмента.
Стержни изготавливают из ин-
струментальной проволоки
У8...У12 и термически обра-
батывают до твердости HRC
50 ... 52.
Инструмент может быть ис-
пользован и как отвертка (при
небольшом усовершенствова-
нии). Изготавливается учащи-
мися VII классов.
Оправка для обжимок и натяжек
Оправка (рис. 52) выполнена отдельно от обжимки (риС 53)
или натяжки (рис. 54). Это позволяет, изготовив комплект рабо-
чих инструментов, заменять их в процессе работы без особых уси-
лий, способствует экономии материала и места для хранения об-
жимок и натяжек.
Перед обтачиванием на токарном станке у оправки и натяжки
следует подрезать торцы и просверлить отверстия. Особое вни-
58
Рис. 48. Приспособление для гибки деталей зажимов:
1 — основание нижиее; 2 — штифт направляющий; 3 — винт М4; 4 — основание
верхнее; 5 — оправка
мание следует уделять соблюдению параметров посадочного от-
верстия оправки и хвостовых частей инструментов.
После изготовления рабочие части обжимки, натяжки и оправ-
ки необходимо подвергнуть термообработке (на длине 15 ... 20 мм)
до твердости HRC 45... 52. Изготавливается учащимися VII клас-
сов.
59
На> <атка сетч 1тая
— —
С) L /^5 т ж 'сз|
№ п/п D d d, L Л ^2 R
1 6 5 3 90 8 30 4
2 10 8 4 120 10 40 7
3 15 12 6 150 13 55 10
Рис. 49. Кернер
№ п/п D 4 d2 L C
1 2 3 4 6 10 15 20 5 8 12 15 2...5 6...9 10...12 13...20 90 120 150 150 30 40 50 60 6 10 13 15
Рис. 50 Бородок
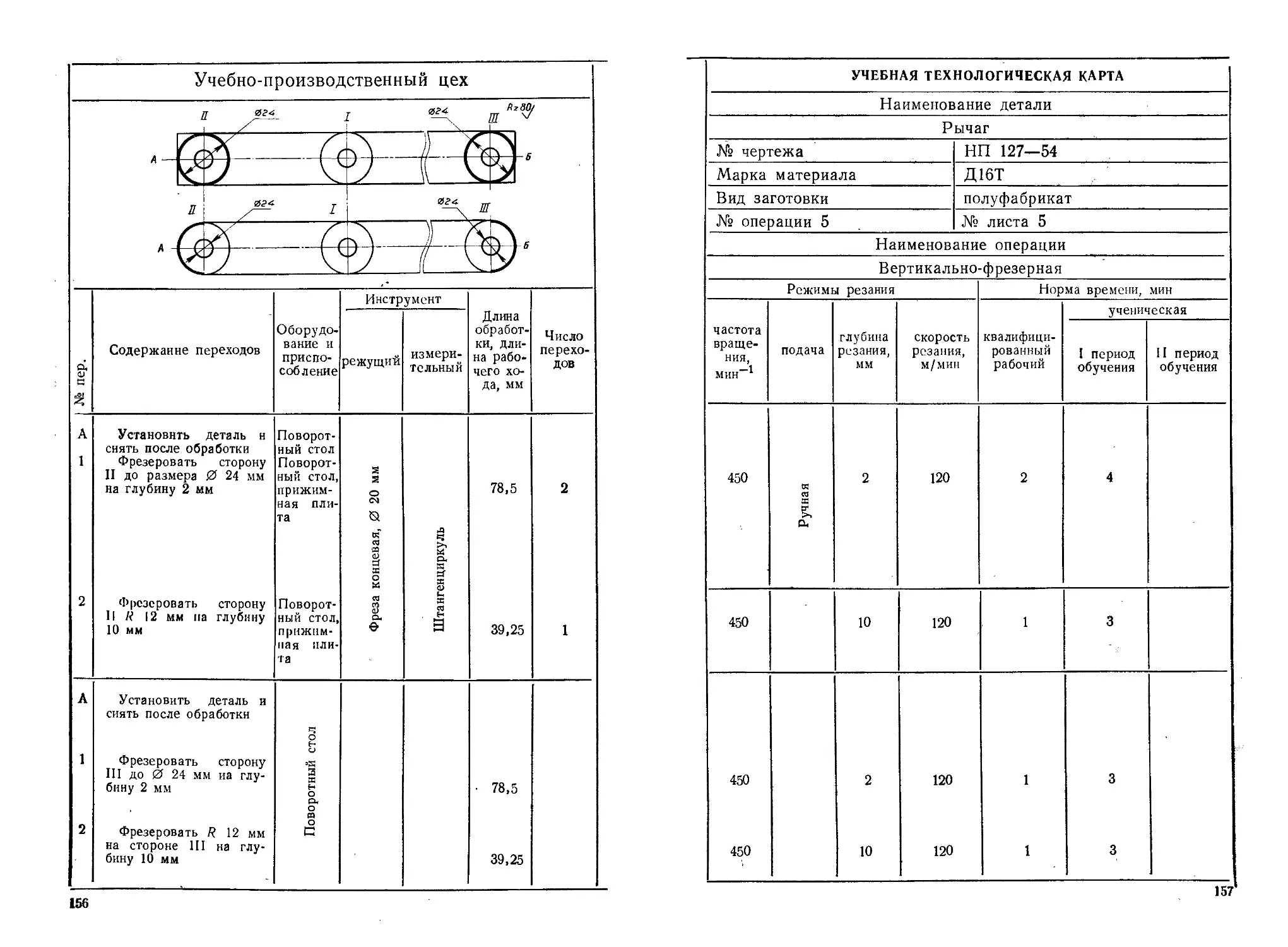
Молотки
При изготовлении обычного слесарного молотка учащиеся VI—
VII классов имеют возможность освоить и закрепить навыки ра-
боты на металлорежущих станках, выполнения слесарных опера-
ций. Ниже приводится учебная технологическая карта на изго-
товление этого изделия. Следует учесть, что в большинстве слу-
чаев из-за отсутствия сортового проката квадратного профиля
60
Рис. 52. Оправка
fa40
V
Рис. 51. Чертилка
молотки выполняют из проката
круглого сечения. Это и преду-
смотрено в карте. Кроме того, ук-
лон в отверстии (поз. 9) можно
фрезеровать.
Отличительной особенностью
инструмента с универсальной
ручкой (рис. 55) является место
сопряжения молотка и рукоятки.
При качественной обработке по-
садочного отверстия и конусной
поверхности соединение вполне
надежно.
Для предупреждения самоот-
ворачивания винта под его го-
ловку помещается специальная
шайба.
Рис. 53. Обжимка
Рис, 54, Натяжка
61
УЧЕБНАЯ
ТЕХНОЛОГИЧЕСКАЯ КАРТА
№
п/п
Эскизы
Содержание
'"перехода
Оборудование и
приспособления
Установить заго-
товку и закрепить.
Отрезать заго-
товку в размер
97*1 мм
Токарный ста-
нок. Трехкулачко-
вый патрон.
Резцедержатель
S
Установить и Фрезерный ста-
надежно закре- нок. Машинные
пить заготовку. тиски
Фрезеровать
сторону I в раз-
мер 23,7 и сторо-
ну II в размер
19,5-°'3 мм
Фрезеровать
сторону III в раз-
мер 23,5*0’3 и сто-
рону II в размер
19,5~°-3 мм
Фрезерный ста-
нок.
Машинные тис-
ки.
Параллельные
подкладки
Фрезеровать
скос по указан-
ным размерам
разметке
и
Фрезерный
нок.
Машинные
ки.
Специальная
оправка
ста-
тис-
62
Операции Токарная (поз. 1)
Фрезерная (поз. 2, 3, 4, 5, 7)
Слесарная (поз. 6, 8, 9, 10, 11, 12, 13, 14)
Термическая и гальваническая (поз. 15)
Наименование детали Молоток
Марка материала Сталь Ст. У7 (или Ст. 45)
Вид заготовки Прокат 028
Инструмент Режимы резания Норм мени а вре- , мин
режущий измери- тельный 7 X с S t, мм квали- фици- рован- ного рабо- чего уче- ника Рекомендации Примечание
Резец отрезной Р9 или Р18 Измери- тельная ли- нейка. Штанген- циркуль минимальное j ручная ] 12 2 10 Отрезать, давая свободный выход стружки. Окончательное отрезание заготов- ки выполнить сле- сарной ножовкой при отключенном станке Хили в тис- ках)
Фреза цилиндриче- ская Штанген- циркуль » I СО е*э 11_ — 1 5 5 5 а Фрезеровать только встречной подачей. Учитывается время на установ- ку заготовки
> > 1Л 11 II W Г* — 5 5 15 15 Подкладки долж- ны быть строго параллельные и иметь размеры ме- нее толщины об- рабатываемой за- готовки
3 10
63
№ п/п Эскизы Содержание перехода Оборудование и приспособления
5 Фрезеровать скос по разметке. Снять заготовку. Затупить острые края,- Фрезерный ста- нок. Машинные тиски. Специальная оп- равка
6 J7,5 , fO 2отА 09 Разметить отвер- стия. Сверлить отвер- стия Слесарный верс- так. Сверлильный станок. Машинные тиски
«i » «» . 1
-ф>~,
7 20 Фрезеровать пе- ремычку Фрезерный ста- нок. Машинные тиски
— (1
Я 5 /
8 I го -*— *п Lj >9 Опилить парал- лельные стороны (грани) в размер 19-0,2 мм Слесарный верс- так. Слесарные тис- ки. Прокладки к губкам тисков
9 гг Распилить от- верстие для руч- ки, выдерживая конусность 1:10 н размер 3 мм Слесарный верс- так. Слесарные тис- ки
1 W м *wss»
«4
Продолжение
Инструмент Режимы резания Норма вре- мени, мин Рекомендации Примечание
режущий измери- тельный п, мин—1 со t, мм квали- фици- рован- ного рабо- чего учени- ка
Фреза цилиндриче- ская Штанген- циркуль минимальная ручная 3 10
Сверло 09 мм Штанген- циркуль 300-400 1 Ручная 3 10 При сверлении применять охлаж- дение с помощью масленки
Фреза концевая 08 мм (или 06 мм) » 100 > 4 12
Напиль- ники плос- кие Штанген- циркуль. Лекальные линейки. Угольник 15 45 Систематически контролировать обрабатываемые грани
Надильни- ки круглые Штанген- циркуль 10 30
5 Заказ 3827
65
№ п/п Эскизы Содержание перехода Оборудование и приспособления
10 Опилить 2 тор- ца под угольник, выдерживая раз- мер =95±0>2 мм »
i . 95=0,2
11 tn 1 Опилить 2 ско- са, выдерживая размеры: 54 и 3,5 мм »
~тт' 1 1 1 1 х
5*
12 л v Скруглить хво- стовой торец /? = = 1,75 мм Слесарный верс- так. Слесарные тиски
’1
13 ' S п 32 х] *п Снять конусные фаски с граней, выдержав разме- ры 3X45° и 32 мм »
14 -СЭ-) Т 0.9-45° 1 1 с 1 Iе h п э' Снять фаски с бойка 0,9X45°
66
Продолжена*
Инструмент Режимы резання Норма вре- мени, мнн Рекомендации Примечание
режущий измери- тельный ним мм квали- фицн- рован- ного рабо- чего учени- ка
Напильни- ки плоские Штанген- циркуль. Угольник 5 20
» Штанген- циркуль. Лекаль- ная линейка 6 20
Напильни- ки плоские Радиусо- мер < 3 10
> Штанген- циркуль 5 15
> > 10 3
5*
67
№ п/п Эскизы Содержание перехода Оборудование и приспособления
15 Закалить рабо- чие части до 52... 56 HRC. Воронить после закалки Муфельная печь
16 R190 1 * * 1 Полировать ра- бочие части до 0,60 Полировальный станок
Пенал в задней части рукоятки, закрываемый заглушкой, позво-
ляет хранить в нем чертилки, отвертки и т. п.
Учащиеся, занимающиеся чеканкой (а во многих школах есть
подобные кружки), с удовольствием изготавливают необходимый
инструмент, в том числе молотки (рис. 56) и чеканы. Молотки
интересны по своей конструкции и при выполнении требуют от
учащихся более профессиональных навыков в токарной обработке.
Самый сложный элемент — шаровая поверхность 016 мм.
Окончательно получают форму фасонным резцом после предвари-
тельного скругления.
Коническое отверстие выполняют, как и в предыдущем случае,
используя коническую двухперовую развертку. После окончатель-
ной обработки рабочие части молотков необходимо закалить до
твердости HRC 50... 56.
Молотки насаживаются на универсальную рукоятку (см.
рис. 55).
На рисунке 57, а показаны чеканы для работы с тонким цвет-
ным металлом (толщиной не более 0,5 мм по методу скользящего
чекана), которые могут изготовить школьники. Делают их из ста-
ли, латуни и твердых пород древесины. Сферическая поверхность
обрабатывается фасонными резцами.
68
Продолжение
Чеканы, приведенные па рисунке 57, б используются при клас-
сической чеканке. Они должны обладать хорошей прочностью н
достаточной твердостью, поэтому для изготовления инструментов
лучше всего применить изношенные папплышки различного про-
филя (круглого, квадратного, прямоугольного). Перед обработкой
их необходимо отжечь в муфельной печи и дать остыть вместе с
печью.
Резец для обработки древесины на токарном станке
Резец обдирочный (рис. 58) отличается от обычного прежде
всего заточкой углов режущей части и габаритными размерами.
Предлагаемая конструкция повышает устойчивость инструмен-
та, облегчает работу.
Резец изготавливается из трубы (углеродистая сталь) диа-
метром до 50 мм. Заготовку разрезают вдоль оси, фрезеруют хво-
стовик для ручки (на рисунке показаны ее параметры: выполнить
могут учащиеся в столярной мастерской) и затачивают режущую
часть.
После закалки (на длине 100 мм до твердости HRC 52... 56)
69
Рис. 56. Молотки для чеканки
70
Рис. 57, Чеканы
ii отпуска режущая часть доводится до восьмого класса шерохова»
тости. Изготавливают учащиеся VII классов с непосредственным
участием учителя.
Отрезной резец
Инструмент (рис. 59) благодаря специальной заточке позволя-
ет быстро и безопасно отрезать заготовки. Во время работы ре-
зец следует располагать строго перпендикулярно к оси заготовки.
Изготавливают инструмент из углеродистой инструментальной
72
стали (P9...P18J, но можно использовать и старые плоские на-
пильники.
Рабочую часть на длине 100 мм следует закалять до твердос-
ти HRC 52...56. Изготавливают учащиеся VII классов с непосред-
ственным участием учителя.
Кругорезы
Эти инструменты в количестве 3... 4 шт. необходимы в каж-
дой мастерской для расширения технологических возможностей.
С помощью кругореза, показанного на рисунке 60, а можно
вырезать отверстия в стальных листах толщиной до 3... 4 мм. Ин-
струмент устойчив в работе, так как он надежно фиксируется в
шпинделе сверлильного станка и проскальзывания исключены.
Для выполнения отверстий в мягких материалах, а также для
большей маневренности при креплении инструмента целесообраз-
но в мастерской иметь один-два кругореза, конструкция которого
показана на рисунке 60, б. Изготавливают учащиеся VI—VII клас-
сов.
Державки для резцов
Общеизвестны трудности с подбором резцов на токарные стан-
ки. Имея в наличии несколько комплектов державок для проход-
ных (подрезных), отрезных резцов и резцов для нарезания резь-
бы (рис. 61), можно считать, что проблема решена.
Во-первых, инструменты несложно изготовить из изношенных
напильников (если нет инструментальной стали), и, во-вторых,
державки технологически выполнимы в условиях школьных мас-
терских.
Некоторую трудность при изготовлении представляет держав-
ка для отрезных резцов (при фрезеровании «ложа» для резца).
Уклон здесь выполнен с применением резцов, имеющих фаски.
Однако ложе можно сделать прямоугольным прорезной фрезой,
оставив бортик (с правой стороны) толщиной не менее 2 мм. Из-
готавливают учащиеся VII классов с непосредственным участием
учителя.
Воротки
Самая простая конструкция воротка показана на рисунке
62, а. Его используют при нарезании резьбы М2...М5. Метчик
надежно фиксируется при завертывании ручки, усилия во время
работы на «плечи» воротка распределяются равномерно.
Для крепления метчиков М6...М12 и более необходимы при-
способления, приведенные на рисунке 62, б, в, г, д. Изготовить
их могут учащиеся VI—VII классов, отрабатывая приемы реза-
73
Рис. 60. Кругорез:
а, б — варианты конструкций; 1 — корпус; 2 — планка; 3 — резец; 4 — винты;
5 — направляющая; 6 — шпиндель станка
74
Рис. 61. Державка для резцов:
а — для нарезания резьбы; б — отрезных; в—проходных, подрезных;
зец; 2—винт; 3 — державка; 4 •— прижимная планка
/ — ре.
Продолжение
76
Продолжение
ния слесарной ножовкой, опиливания, точения на токарном стан-
ке, нарезания резьбы. Некоторые операции, в частности закалку
сухаря до твердости HRC 40... 45, выполняет учитель.
Патрон для крепления заготовок из древесины на станке
Патрон (рис. 63) предназначен в основном для изготовления
изделий, в которых есть полые поверхности. Его могут выполнить
учащиеся VII классов под непосредственным наблюдением учи-
теля. Вот последовательность работы:
1. Закрепить заготовку. Подрезать торец. Обточить наружную
поверхность.
2. Просверлить отверстие на глубину 90 мм.
3. Расточить отверстие с небольшим (2...3 мм)' припуском.
4. Переустановить заготовку.
5. Подрезать торец. Точить до 0 44 мм на глубину 30 мм.
6. Высверлить отверстие диаметром 14... 16 мм.
7. Расточить отверстие под резьбу М.22 и посадочную поверх-
ность 025 НИ.
8. Нарезать резьбу М22Х1Д Снять деталь.
77
Рис. 62. Воротки: а—<5 — варианты конструкций; 1, 5 — ручки;
78
2 — корпус {рамка); 3 — сухарь; 4 — сухарь подвижный
79
Продолжение
Рис. 63. Патрон для крепления за-
готовок из древесины на станке
9. Выточить резьбовую оправку и закрепить на ней патрон.
10. Обработать деталь окончательно. Затупить острые края,
зачистить..
Приспособление для сверления отверстий в деталях из древесины
С помощью приспособления (рис. 64) можно точно, быстро
и безопасно сверлить отверстия разного диаметра и глубины. Для
этого нужно иметь несколько резцов 1 и сменные оправки 2,
80
Рис. 64. Приспособление для сверления отверстий в деталях из древесины:
1 — нож; 2 — оправка; 3 — оправка с конусом; 4—пиноль; 5 — задняя бабка;
. 6 — винт
Резец изготавливают из инструментальной стали и закаливают
до твердости HRC 52... 56.
Выполнить приспособление по силам учащимся VI—VII клас-
сов.
Приспособление для обработки древесины на токарном станке
Предлагаемая конструкция (рис. 65) позволяет использовать
токарный металлообрабатывающий станок для работы с древеси-
ной. Особенно это удобно в комбинированной мастерской.
Наиболее сложная деталь — переходник 1. На рисунке разме-
ры D, D\, М, L, Lj не проставлены — их выбирают в зависимости
от модели станка, имеющегося в мастерской. В первую очередь
выполняют операции сверления, растачивания отверстия, нареза-
6 Заказ 3827
81
Рис. 65. Приспособление для обработки древесины на токарном станке:
i—переходник; 2 — планшайба; 3 — заготовка; 4 — подручник; 5 — кронштейн;
6—основание; 7—болт, опора
ния резьбы. Затем переходник навертывают на шпиндель станка и
обрабатывают внешние поверхности.
Подручник 4 делают из уголка 50X50, но можно использовать
и готовый из комплекта станка ТСД.
В кронштейне 5 сложный элемент—это паз для крепления
уголка.
Обработать паз лучше всего учителю.
В опоре 8 отверстие выполняется под скользящую посадку по
восьмому квалитету. Основание 6 из обычной полосовой стали
крепится вместо поворотной головки.
В изготовлении подобного приспособления могут принять учас-
тие учащиеся VI—VII классов.
ИЗДЕЛИЯ ХОЗЯЙСТВЕННО-БЫТОВОГО НАЗНАЧЕНИЯ
Совок
При изготовлении данного объекта (рис. 66)' школьники со-
четают работу с жестью и проволокой. Проволока обеспечивает
достаточную жесткость корпуса конструкции. Операции сверле-
ния и клепки дают возможность учащимся V классов освоить я
закрепить необходимые умения и навыки. Ручку проще всего сде-
лать из ножки от списанных стульев.
Петля
Изделие (рис. 67) просто в изготовлении. Развертка петли
сгибается (предварительно) под прямым углом, а затем обжима-
ется вокруг 3-миллиметрового стержня в тисках. На одном из
концов стержня следует образовать (расклепать) головку, затем
вставить в петли и расклепать второй конец.
Соединение можно сделать я по-другому. Заранее расклепать
Рис. 66. Совок:
а — общий вид; б — развертка; в — проволока перед закаткой; г — последова-
тельность -подготовки бортиков н закатки проволоки
6*
S3
стержень с двух концов^ разъединить петли, вставить стержень и
обжать петли вокруг него.
К работе целесообразно привлечь учащихся V классов.
Скоба
Подобные детали (рис. 68) применяются для крепления на
планшетах стекла. Гибка и полировка внешней стороны скобы
осуществляются на оправке.
Объект планируется для изготовления школьниками V—VI
классов.
Детская лопатка
Аналогичные изделия изготавливаются практически во всех
школах. Работа ведется по технологической карте.
Наиболее трудоемкая операция —гибка выемки, которая слу-
жит для крепления рукоятки и обеспечивает жесткость совка. Для
облегчения работы целесообразно изготовить специальное при-
способление (рис. 69) и оправку. Их по силам выполнить учащим-
ся VI—VII классов.
84
Приспособление состоит из двух одинаковых по размеру брус-
ков стального проката, в одном из которых фрезеруется углубле-
ние конической формы' (матрица 5), а на другом закрепляется
оправка 2.
Матрица устанавливается на неподвижной губке тисков вмес-
те с планкой 4 и уголком 3, который является опорой для заго-
товки лопатки.
Рис. 69. Приспособление для гибки выемки лопатки:
У—-винт М4; 2 — оправка; 3 — уголок опорный; 4 — планка; 5 матрица;
6 — пуансон; 7 -г- тиски;
85
ТЕХНОЛОГИЧЕСКАЯ КАРТА НА ИЗГОТОВЛЕНИЕ ЛОПАТКИ
№ п/п Эскиз детали Операция Оборудование
1 *0 / 2отв. 03,/ Разметка Слесарный верстак
Й -ф- ¥т У z-——** J f ; /? j ' I । вги
20 1 —120-1
2 Сверление Сверлильный станок
*<> 2
3 о О X) Обработать деталь по конту- ру (разметка); резание ножница- ми, опиливание, рубка зубилом на плите и в тис- ках Слесарный верстак
4
Гибка
Слесарный
верстак
86
Q . Л-.,
Приспособление Инструмент Примечание
Разметочная плита. Шаблон Масштабная линейка. Штангенциркуль. Чер- тилка. Кернер. Моло- ток
Ручные тисочки. Сверлильный трехку- лачковый патрон Сверла 0 3,2 и 0 8,1 мм Сверлить отверстия (все четыре) вначале нужно сверлом 0 3,2, а затем два рассверлить инструментом 0 8,1.
Тиски. Рычажные ножницы. Плита Напильник (личной). Зубило.: Напильник
Тиски. Приспособление для гибки Молоток Заготовка устанавлива- ется одной из сторон на опорную планку. Послед- няя устанавливается в зависимости от высоты за- готовки
87
№ п/п Эскиз детали Операция Оборудование
5 Гибка Слесарный верс- так
Пуансон 6 фиксируется двумя винтами на подвижной губке
тисков.
При помощи оправки можно быстро и точно согнуть бортики
для получения хомута рукоятки. Оправку изготавливают по тех-
нологии, приведенной ниже.
Оконный уголок
Уголки (рис. 70)' требуются постоянно, они просты в изготов-
лении и являются хорошим объектом для учащихся V—VI клас-
сов.
Фрамугодержатель
Данное изделие (рис. 71)' можно предложить выполнить уча-
щимся VI—VII классов. При его изготовлении школьники отра-
батывают навыки разметки, опиливания, сверления отверстий.
Кронштейн после установки в планку расклепывают.
88
Продолжение
Приспособление Инструмент Примечание
Тиски. Оправка диаметром 18 мм Молоток Гибка с помощью оп- равки производится в два установи в тисках .
Рис. 71. Фрамугодержатель:
1 — кронштейн; 2 планка
Каток для ремонтных работ
Каток (рис. 72) — не только необходимое общественно полез-
ное изделие, но и хороший объект для закрепления навыков обра-
ботки металла по многим темам программы. Изготовить его мо-
гут школьники VI—VII классов.
89
ТЕХНОЛОГИЧЕСКАЯ КАРТА НА ИЗГОТОВЛЕНИЕ ОПРАВКИ
№ п/п Эскизы Содержание переходов Обору- дование и при- способ- ление Инструмент
режу- щий измери- тельный
1 V 1 Токарная. Подобрать за- готовку. Подре- зать торцы ' «как чисто» L=»180 мм Токарный станок. 3-кулач- ковый патрон. Резцедер- жатель Подрез- ной ре- зец Изме- ритель- ная ли- нейка
—
Д , taott
2 V 5 яа 5 Точить до 0 18-о,2 на L— = 81+‘. Снять фаску 1X45° Троход- ной резец Штан- генцир- куль
- —
Д вг>1
3 V7 Снять деталь и закрепить вновь за обработанную поверхность. Подрезать то- рец «как чисто» > » »
л \
4 V 1Т- 0&| SI Точить вторую сторону на длину 81+1 до 0 18_о,2. Снять фаску 1X45° » > >
----- J !
д ар/ *
5 V Установить от- резной резец. От- резать деталь длиной Е«81± ±0,5 » Отрез- ной ре- зец »
Ц-
д 81*0.5
6 V Подрезать торцы в размер 80±0,2. Снять фаску > Проход- ной ре- зец >
1
^45' д aoto.5 *
90
Наименование детали Оправка
Марка материала Ст. 15
Вид заготовки Круглый прокат 0 20
Режимы резания Норма вре- мени, мин Рекоменда- ции Примечания ’
7 „ я г» S 2 to /, мм А
рабо- чего уче- ника
300 1 2—3 6 Подбирать заготовки с минимальным припуском Предваритель- но отрезать заготовку ножов- кой
300 /, = 1 «2=1 5 15 После каса- ния резцом заготовки установить требуемую глубину реза- ния Скорость реза- ния или число оборотов опре- деляется -по фор- муле ~dn , v~ м/мин, а 1000 D—d 2 мм
300 Ручная 1 1 5 Прежде чем точить иа всю длину, сделать контрольный замер диамет- ра заготовки При необходи- мости центриро- вать заготовки с двух сторон
300 6=1 «2=1 5 15 Отрезной резец устанав- ливают стро- го перпенди- кулярно к оси заготовки
Не более 100 3 9 Отрезать деталь лучше в «разгонку», давая сво- бодный выход стружки
300 2 6
91
Рис. 72. Каток для ремонтных работ:
1 — крючок; 2 — гайка; 3 — ручка; 4 — штифт; 5 — каток (а — из металла,
б— из древесины)
Рис. 73. Мастерок
Каток можно выполнить
как из металла, так и древеси-
ны, а затем оклеить пороло-
ном или другим материалом
(резиной), при желании вы-
гравировав на нем узор.
Катки фиксируются на рам-
ке с помощью пружинных
шайб.
Мастерок
Подобный объект (рис. 73)
целесообразно предложить
учащимся VI—VII классов.
Мастерок соединяется с руко-
яткой стержнем. Один конец
стержня следует расплющить,
а на втором нарезать резьбу.
92
Рис. 74. Грабли:
1 — уголок; 2 — зуб; 3 — труба соединительная
Грабли
Изделие (рис. 74) просто по конструкции. Состоит из угол-
ка, в отверстиях которого крепятся зубья, и соединительной тру-
бы. Способы установки зубьев могут быть различными в зависи-
мости от возраста школьников и преследуемых целей обучения:
расклепыванием, на резьбе и т. п. Два зуба, расположенных по-
середине уголка, имеют несколько большую (по сравнению с ос-
тальными) длину. Формой зубьев также можно варьировать (ци-
линдрические, прямоугольные, квадратные и т. п.).
Изготовление грабель по силам школьникам VI—VII классов.
В случае, если вместо угольника применить брусок из древеси-
ны, к работе можно привлекать учащихся V классов.
Вешалка
При производстве подобных изделий (рис. 75) следует изго-
товить ряд приспособлений. Некоторые из них (рис. 76) потом
можно использовать для гибки проволоки при изготовлении
крючков, чертилок, колец и т. п. Другие (рис. 77, 78, 79, 80)’ —
узкоспециального назначения.
Последовательность выполнения гибочных работ видна из
рисунков 81, 82.
Изготовление вешалок доступно учащимся V—VI классов.
93
1 — крючок; 2 — соединительная ско-
ба; 3 — ось; 4 — плечо
Рис. 76. Приспособление для гибки проволоки:
/ — основание; 2,3,4— сменные оправки 0 8, 12 и 40 мм
94
Рис. 77. Приспособление для гибки плечиков вешалки:
1— основание; 2 —оправка; 3 — планка; 4 — рычаг; 5 — плечо вешалки
Рис. 78. Приспособление для гибки соединительной скобы:
7 —основание нижнее; 2,3 —штифты; 4 —основание верхнее; 5 — скоба
Рис, 79, Приспособление для сверления отверстий в соединительной скобе:
1 — кондуктор; 2 — ручка; 3 — вкладыш
F Заказ 3827
Рис. 80. Кондуктор для сверления отверстий в осях:
1 — основание; 2 — втулка; 3 — ось; 4 — ручка
Рис. 81. Гибка крючка вешалки:
а — д — последовательность работы:
Рис. 82. Гибка плечика вешалки:
а— е — последовательность операций
ИЗДЕЛИЯ ПО ЗАКАЗАМ БАЗОВЫХ ПРЕДПРИЯТИЙ
Принцип подбора изделий такой же, что и при выборе объ-
ектов для столярной мастерской: небольшие партии разнообраз-
ных конструкций, Несложных в изготовлении, дающие возмож-
ность освоить основные технологические операции, Предусмот-
ренные программой, и т. п.
Многие производственные объекты нашли широкбе примене-
ние в школе, а приспособления, разработанные и изготовленные
в процессе выполнения заказов предприятий, используются и для
Других целей.
Тара для транспортировки стандартных деталей
Ассортимент крепежных деталей, изготавливаемых в цехе
нормалей базового предприятия, довольно обширный, а тран-
спортируют детали в металлической таре. Требуется около 400
ящиков. Заказ был предложен нам. Сложность заключалась в
разработке технологии: на заводе ящики сгибали из полной раз-
вертки и швы заваривали электросваркой. Мы пришли к выводу
о необходимости расчленения развертки на три составные части
(рис. 83), соединяемые на заклепках. Это в свою очередь потре-
бовало изготовления ряда приспособлений, позволяющих выпу-
скать партии изделий в установленные сроки.
Вот некоторые из них (устройство и принцип действия понят-
ны из рисунков).
Приспособление для пробивания отверстий (рис. 84).
Приспособление (поддержка) для сверления отверстий
(рис. 85).
Приспособление для вырезаиия; прямых углов в заготовках
тары (рис. 86).
Приспособление для клепки (рис. 87).
Приспособление для гибки скоб (рис. 88).
Приспособление для гибки ручек (рис. 89).
В изготовлении приспособлений, а в дальнейшем — ящиков,
Могут принимать участие школьники V—VII классов.
Рис. 83. Тара для транспортировки деталей
102
Рис. 84. Приспособление для пробивания отверстий:
1— заготовка; 2— фиксирующий штифт; 3 — корпус; 4 — колпак; 5 — пуансон
(пробойник); 6 — пружина; 7 — винт крепежный; 8—гайка; 9 — штифт; 10—
основание; 11— матрица; 12— запасные отверстия для фиксирующего штифта
Рис. 85. Приспособление для сверления отверстий:
1 — основание сверлильного станка; 2 — прижимный сухарь; 3,8— планки;
4-*-Винт; 5 —Стойка; 6 — болт; 7 — гайка; 9— опорная планка; 10 — опорное
основание
10$
Рис. 86. Приспособление для вырезания прямых углов:
[1 — заготовка; 2 — шпиндель; 3 — пуаисон; 4 — матрица; 5 — стол сверлильного
стайка
Рис. 87. Приспособление для клепки:
1—тиски; 2 — упругая пластинка; 3 —ящик; 4 — оправка
104
Рис. 88. Приспособление для гибки
скоб:
1 — основание (матрица); 2— заго-
товки; 3— упорная планка; 4—
пуаисон
Рис. 89. Приспособление для гибки
ручек:
1 — тиски; 2 — рычаг; 3 — штифт?
4 — основание
Клин для крепления деталей при гальванопокрытии
Изделие (рис. 90) интересно тем, что дает возможность школь«
никам V—VI классов освоить практически все учебные операции,
а учащимся VII классов закрепить полученные знания и умения,
Рис. 90. Крепежный клии к приспособлению для гальванопокрытия
105
ТЕХНОЛОГИЧЕСКАЯ КАРТА НА ИЗГОТОВЛЕНИЕ КЛИНА К ПРИСПОСОБЛЕНИЮ ДЛЯ ГАЛЬВАНОПОКРЫТИЯ
Эскиз Тема Операции Инструмент Приспособ- ления Примечание
смТ“ Г- tai Назначение и устрой- ство слесарной ножов- ки. Приемы резания. Приемы безопасной работы при разрезании металла. Назначение и уст- ройство зубила. При- емы рубки. Приемы безопасной работы при рубке металла Разрезание. Рубка на плите и в тисках Ножовка сле- сарная. Зубило Тиски сле- сарные. Плита
165
d а Напильники: их наз- начение и устройство. Профили напильников. Приемы опиливания Опиливание стороны «а» <как чисто» Напильник плоский. Измерительная линейка Тиски сле- сарные
16 J
а _ a iso 6 » Опиливание стороны «в» под Z 90° со сторо- ной «а» и сторо- ны «б» под Z90° со стороной «а» и в размер 150± ±1,0 со стороной «в» Плоский на- пильник. Измерительная лннейка. Угольник
1
а » Опиливание стороны «с» Плоский на- пильник. Линейка
’'f н
е Роль приспособлений в повышении произ- водительности труда. Кондуктор, назначение, устройство, применение Сверление отверстий. Опиливание Сверло 05,2 Кондуктор. Сверлильный станок Вводится поня- тие о машине и ее механизмах на примере свер- лильного станка
^^******-*^ <> —
А А 1 Зенкование отверстий, назначение и конструк- ция зенковок и зенке- ров. Приемы зенкова- ния. Простые разрезы и сечения Зенкование на глубину 1,5 мм. (Продолжение опиливания и сверления) Зенковка под Z90° Сверлильный станок. Патрон Учащиеся пред- варительно вы- полняют эскиз с соответствующим сечением
Л
Опиливание и конт- роль криволинейных поверхностей Опиливание. (Продолжение сверления и зен- кования) Напильники. Радиусомер Слесарные л тиски Учащиеся, вы- полнившие деталь раньше других, приступают к изго- товлению второй, третьей и т. д.
/р5~~ —
Продолжение
Примечание Школьники выполняют ЭС- КИЗ с соответст- вующим сечени- ем-
Приспособ- ления Стальная плита Слесарные тиски
Инструмент Напильники Молоток. Слесарная ножовка или шарнирные ку- сачки (для от- резания или от- кусывания заклей пок) Напильники. Шкурка наж- дачная
Операция Опиливание. Затупление острых краев Клепка Опиливание. Зачистка
‘ ' Л S (V н Простые разрезы и 1 сечения Графическое выпол- нение эскиза детали и сечения. Соединение с помощью заклепок (сборка). Элементы графической грамоты Эстетические требо- вания к форме и отдел- ке детали
3 S Л ZI хГ -г и о 9
108
овладеть навыками фрезерования. Работа ведется псу технологи-
ческой карте. . :
Приспособление для крепления деталей при гальванопокрытии
Объект (рис. 91) очень интересен по конструкции, количеству
деталей и технологическому исполнению. Его изготовление мож-
но планировать с учащимися V—VII классов, разработав техно-
логию с учетом требований программы.
Трудоемкие операции — это гибка держателя (на заводе гнут
в горячем состоянии), крепление стержня (на предприятии его
приваривают), фрезерование паза в стержнях. Для облегчения их
выполнения разработаны и изготовлены гибочное приспособление
(рис. 92); кондуктор для сверления отверстий в стержнях (рис. 93)
и приспособление для фрезерования паза на токарных станках
(рис. 94).
Фиксацию стержня сваркой (с согласия техотдела цеха) заме-
нили резьбовым соединением, что дало возможность освоить и хо-
рошо закрепить тему «Нарезание резьбы».
Нож для обработки кондитерских изделий
Нож (рис. 95) отличается от обычного тем, что не имеет острых
кромок и служит лишь для проглаживания поверхности. Операции
опиливания, сверления отверстий, клепки выполняют школьники
V и VI классов, отделку ножа на полировальном приспособлении
заканчивают учащиеся VII классов.
Гребенка для обработки кондитерских изделий
Предложенный для изготовления цельный образец (рис. 96)
для учащихся был технологически неудобен и трудоемок. С согла-
сия предприятия пластина и зубцы выполнялись раздельно и за-
тем соединялись на заклепках.
Уклоны зубьев обрабатывались на фрезерном станке, а осталь-
ные операции, вплоть до сборки, осуществляли учащиеся V—
VI классов.
Скобы для крепления полок
металлических стеллажей
Несмотря на большое количество скоб (рис. 97) —1000 шт.
двойных и 2000 шт. одинарных, учащиеся V—VI классов выпол-
нили заказ за три недели. Сокращению сроков во многом способ-
ствовали приспособления (рис. 98), разработанные и изготовлен-
ные школьниками старших классов.
; Если изготовление двойных скоб не требовало особых усилий,
так как использовался ручной пресс, то одинарные загибались за
10»
Рнс. 91. Приспособление для крепления деталей при гальванопокрытии:
а,б — конструктивные варианты; 1, 8 — держатели; 2 — заклепка; 3.— основа-
ние; 4 — прижимная планка; 5 — направляющий штырь; 5,9—клинья; 7, 11 —
стержни; 10 — пружина; 12 — шайба; 13 — стопор
4 5 6 7 8
Рис. 92. Приспособление для гибки держателей:
1—заготовка; 2 — основание; 3— ролик сменный; 4—стержень-упор; 5 — ось}
6 — планка; 7 — ролик обжимной; 8 — болт; 9 — рычаг
Рис. 94. Приспособление для фрезе-
рования пазов на токарном станке:
/ — передняя бабка; 2 — шпиндель;
3— патрон цанговый; 4 — фреза; 5—
заготовка; 6,7 -— приспособление
и винт для закрепления заготовки}
8 — резцедержатель
Рнс. 93. Кондуктор для сверления
отверстий в стержнях:
1 — стержень; 2 — корпус; 3 — винт
для фиксации стержней; 4 — направ-
ляющая втулка; 5 — сверло
,112
Рис. 95. Нож для обработки кондитерских изделий
Рис. 96. Гребенка для обработки кондитерских изделий
в Заказ 3827
113
Рис. 98. Приспособления для гибки
двойных (а) и одинарных (б) скоб:
1, 2—планки; 3 — направляющий
штифт; 4 — опорный штифт
Рис. 97. Двойная и одинарная скобы
Рис. 99. Крючок
два перехода, в тисках, с помощью молотка (сначала деталь встав-
лялась до упора в штифт 4 и сгибалась вокруг планки /, а затем
загнутой частью помещалась в вырез планки 2 и вновь огибалась,
в противоположную сторону). Это дало возможность учащимся
VVI классов хорошо освоить операцию «Гибка листового ме-
талла в тисках с помощью оправок (приспособления)»..
Крючок
Изготовление партии крючков для подвешивания панелей к
батареям в учебных корпусах (рис. 99) в количестве 6000 шт. бы-
ло спланировано так. Учащиеся V классов выполняли изделия
114
Рис. 100. Оправка для гибки крючка
вручную, осваивая операции разметки и сверления. Разработали
и изготовили из сортового стального проката оправки для гибки
крючков (рис. 100) и кондукторы для сверления отверстий уча-
щиеся VI класса, направляющие втулки точили учащиеся VII клас-
са. После этого учащиеся V—VI классов приступили к массовому
производству изделий.
Ушко
Для этого изделия (рис.
101) заказчик изготовил пин-
цетный штамп (рис. 102) для
вырубания заготовок из поло-
сы и кондукторы (рис. 103)
для сверления отверстий. К вы-
полнению задания (1500 шт.)
были привлечены учащиеся
V—VII классов.
Работая по технологичен
ской карте, школьники овладе-
ли навыками разметки, свер-
ления и обработки криволи-
нейного контура, а затем уже
использовали приспособления.
Крюк для быстросъемного сиденья
бортовых автомашин
Сложность изготовления изделия (рис. 104) заключалась в
гибке, так как толщина металла 5 мм. Однако с этой работой
успешно справились учащиеся V—VI классов.
8*
115
Рис. 102. Штамп пинцетный:
1 — пластина ннжняя; 2 — матрица; 3 — пуансон; 4 — пластина верхняя; 5—•
заклепка; 6 — прокладка
Рис. 103. Кондуктор для сверления
отверстий
116
ТЕХНОЛОГИЧЕСКАЯ КАРТА НА ИЗГОТОВЛЕНИЕ УШКА
ZT
j
Рнс. 105. Крюк
Рис. 104. Крюк для быстросъемного
снденья бортовых автомашин
118
Крюк
Заказ на изготовление партии этих изделий (ри-е. 105), несмот-
ря на сложный внутренний контур, мы взяли с большим жела-
нием.
Во время работы учащиеся V—VI классов смогли освоить все
предусмотренные программой слесарные операции (разметка, ре-
зание слесарной ножовкой, сверление, рубка на плите и в тисках,
опиливание, контроль штангенциркулем), а семиклассники закре-
пили умения ручной обработки и приобрели навыки использова-
ния механического оборудования.
Работа ведется по инструкционной карте.
ЭЛЕКТРОТЕХНИЧЕСКИЕ
И КОМБИНИРОВАННЫЕ РАБОТЫ
Программой предусмотрено ознакомление учащихся с устрой-
ством и принципом действия одно-двухлймповых бытовых светиль-
ников, их изготовление. Изделия комбинированные.
Светильники одноламповые
Рекомендуемые примерные конструктивные варианты однолам-
повых светильников (рис. 106) просты и доступны для изготовле-
ния учащимся V—VI классов. Наиболее сложный элемент — стой-
ка, так как требуется точение на токарном станке.
При дальнейшей разработке и деталировке изделия все сос-
тавные элементы можно свести к простым геометрическим фор-
мам (рис. 107) и технологическим операциям, усвоенным учащи-
мися V классов, по обработке древесины и металла. Исключение
составляет изготовление металлической трубки с резьбой, но при
наличии заготовок нужных параметров, соответствующего инстру-
мента и приспособлений с нарезанием резьбы школьники могут
справиться. В противном случае эти детали заранее заготавли-
вают с учениками VI—VII классов.
В основании сбоку сверлится отверстие, выдалбливается гнез-
до для выключателя, после чего производится монтаж электроар-
матуры.
Основание и стойка крепятся с помощью шурупов. Трубка с
резьбой впрессовывается плотно в отверстие стойки па клею. Аба-
жур после сборки и обтяжки декоративным материалом (верхнее
и нижнее основания — из файеры, кольцо и пластины — из метал-
ла) фиксируется на колпачке электропатрона. (Планки к кольцу
крепятся с помощью заклепок, а к основанию — шурупами.)
На рисунке 108 показаны другие конструктивные решения аба-
журов: они крепятся непосредственно к стойке с помощью шуру-
пов через отверстия деревянного кольца 3. Стяжки оснований аба-
журов на рисунке 108,а выполнены из проволоки, на рисунке
108,б,в,г — из проволоки и древесины. Первые впрессовываются на
клею в отверстия, а вторые крепятся с помощью клея, гвоздей или
шурупов.
120
a
Рис. 106. Конструктивные формы одноламповых светильников:
а — варианты решений; б — устройство светильника; / — лампа; 2— патрон;.?—
трубка; 4 — провода; 5 — стойка; 6 — основание; 7 — выключатель; 8 — штеп-
сельная вилка; 9—фанера
Рис. 107. Простой светильник:
1 и 2 — верхнее н нижнее основания абажура; 3 — кольцо; 4 — пластины; 5—
патрон; 6 — труба; 7—стойка; 8—основание
Рис. 108. Формы абажуров с креплением непосредственно к стойке светильника:
1 — верхнее основание; 2 — стойки; 3 — кольцо
Светильники двухламповые
Как и в предыдущем случае, разработке и изготовлению этих
изделий (рис. 109) предшествует поиск конструктивных форм,при<
емлемых для изготовления учащимися V классов.
В настольном варианте электропатрон крепится к основанию
на резьбовой трубке, в настенном — с помощью крючка, изготов-
ленного из проволоки, концы которого вставляются в отверстия
колпачка патрона, просверленные заранее с двух сторон.
Торшер
На рисунке 110 показаны два вида торшеров, все детали кото-
рых изготовлены из древесины, за исключением трубы, гаек и про-
волочных каркасов. Лучше подбирать древесину с красивой тек-
12?
стурой (вишня, яблоня, дуб, ясень
и др.), которая после полировки
и покрытия бесцветным лаком
придает хорошие декоративные
свойства изделию.
Торшеры могут изготовить
учащиеся VI—VII классов.
Модели с электромагнитом
Хорошими объектами труда
для школьников VI класса явля-
ются действующие модели с
электромагнитами. Их конструи-
рование' и изготовление позволя-
ет расширить политехнический
кругозор учащихся, а возмож-
ность широкого использования
имеющихся знаний и умений по
ручной и механической обработ-
ке различных материалов делает
эти изделия весьма технологич-
ными.
Действие шлагбаума и сема-
фора (рис. 111, 112) основано на
принципе втягивания сердечника
катушкой электромагнита. В мо-
деле «птичка» (рис. 113) исполь-
зовано притягивающее действие
электромагнита. Электрическая
схема (рис. 114) соответствует
всем моделям.
Во всех изделиях катушки
электромагнитов одинаковые. Это
облегчает работу учителя по под-
готовке деталей и материалов
при организации практических
занятий. В качестве каркасов ис-
пользуются пустые катушки из-
под ниток. Обмотки выполняются
проводом в эмалевой изоляции
марки ПЭЛ или ПЭВ диаметром
Рис. 109. Светильники двухлампо-
вые:
а, б — настольные; в, г, д — настен-
ные; 1 — основание; 2 — трубка; 3—.
абажур; 4 — кронштейн; 5 — шарнир
124
f
076
8
Рис. 110. Торшер: а — составной из древесины; б—монтируемый на металли-
ческой трубке; / —основание; 2,3,4,5— соединительные детали; 6,8— гайки;
7 — металлическая трубка
125
1
Рис. 111. Модель семафора:
1—семафор; 2 — ось; Я— нить; 4—
сердечник; 5 — катушка с проводом;
6— стойка; 7, Ю — клемма; 8 —
пружина; 9— винт; 1!— основание
Рис. 113. «Птичка»:
1 — катушка с проводом; 2 — кон-
такт; 3,6 — клемма; 4 — пружина;
"5 — винт; 7 —основание
Рис. 114. Электрическая
схема моделей
Рис. 112. Модель шлагбаума:
1— основание; 2,9— стойка; 3 —
шлагбаум; 4 — ось; 5 — нить; 6 —-
сердечник; 7 — катушка с приводом;
8 — клемма; 10 — пружина; 11 —
виит
0,4...0,5 мм. Провод наматы-
вается почти до заполнения
каркаса так, чтобы общий диа-
метр обмотки был на 3... 4 мм
меньше диаметра щечек кар-
каса. Поверх обмотки можно
намотать декоративный слой
провода в цветной изоляции
или оклеить ее полоской цвет-
ной бумаги.
Сердечники электромагни-
тов (рис. 115) вытачиваются
на токарном станке из мягкой
малоуглеродистой стали.
Детали моделей можно из-
готовить из самых разнообразных материалов — металла, древе-
сины, древесностружечной плиты, фанеры, пластмассы и т. д. Лишь
для отдельных деталей необходимо применять определенные ма-
териалы. Например, для сердечников пригодна только мягкая
сталь, а для якоря зуммера — упругая, закаленная сталь.
126
Модели шлагбаума, семафора
могут работать от батареек для
карманного фонаря, напряжение
питания «птички» должно быть
12...15 В.
Рис. 115. Сердечники электромагни-
тов для шлагбаума и светофора
(а), «птичка» (б)
Биметаллическое реле
Несложное автоматическое
устройство — биметаллическое
реле — находит широкое приме-
нение в автоматических прерыва-
телях тока, регуляторах темпе-
ратуры, прибора пожарной сиг-
нализации. Изготовить его могут
учащиеся VII классов.
Основная часть реле (рис.
116) —биметаллическая пластин-
ка: при нагревании она изгибает-
ся, включая или выключая элект-
рическую цепь. Пластинка изготовлена из двух полосок, каждая из
которых имеет размеры 80X8 мм при толщине 0,2...0,3 мм. Одну
из полосок можно вырезать из белой жести, другую — из медной,
латунной или бронзовой фольги. Общий край сложенных вместе
пластинок пропаивается и зачищается мелкой шкуркой. Винтами
или заклепками готовая пластинка прикрепляется к стойке.
Регулировочный винт желательно выполнить из латуни. Его
заостренный конец следует обработать самой! мелкой шкуркой.
В качестве головки винта можно применить пластмассовую заго-
товку от клеммы. Такую же головку можно использовать как
контргайку.
Так как в самодельном реле имеются открытые токонесущие
детали, напряжение питания его не должно превышать 36 В. Мож-
но, например, применить лампы от светильников местного освеще-
ния на 12 или 36 В, рассчитанные на стандартные электропатро-
иы. Хорошо работающие реле можно построить и с низковольтны-
ми автомобильными лампочками на 12...24 В. Длину и ширину
биметаллической пластинки в этом случае уменьшают.
Стеллаж универсальный
Универсальность стеллажу (рид. 117) придают составные
стержни и промежуточные трубки, с помощью которых можно
создавать всевозможные комбинации (рие. 118) в зависимости от
места, где устанавливают стеллаж, конфигурации и массы пред-
метов, габаритов помещения, наличия материала для полок и т. д.
Последние могут быть различной длины и ширины.
127
Рис. 116. Биметаллическое реле:
1 т- биметаллическая пластина; 2 — лампа накаливания; 3 — стойка-проводник;
4 основание; 5 — клемма; 6 — соединительный провод; 7 — регулировочный винт
Рекомендуется использовать списанную школьную мебель,
стулья н раскладные кровати, металлолом.
Стойка состоит из стержней, соединяющихся на резьбе. Их дли-
на зависит от наличия прутков и габаритов стеллажа. Внутренний
и внешний диаметры трубок выбирают минимальные, а длину —
равной расстоянию между полками. Между торцами трубки и по-
верхностью полки целесообразно поместить шайбу.
При необходимости на полки можно установить подвижные
стекла и обить заднюю сторону фанерой пли оргалитом. В этом
случае направляющие полозки приобретают в магазинах или из-
готавливают в мастерских: в брусках определенных размеров про-
резают пазы (дорожки) на циркулярной пиле или на фрезерном
станке.
Стеллаж могут изготовить учащиеся V—VII классов, Работа
ведется с пооперационным разделением труда.
128
Рнс. 117. Стеллаж универсальный: .
1 — полка; 2 — гайка; 3 — стойка; 4 — трубка; 5 — дополнительная стойка
9 Заказ 3827
129
Подставка для инструмента и приспособлений
к токарному станку по обработке древесины
Отсутствие на рабочем месте под рукой необходимого инстру-
мента создает значительные неудобства. Рекомендуемая подстав-
ка (рис. 119) с набором основного и вспомогательного инструмен-
та и приспособлений, расположенная в удобном для ученика мес-
те, способствует улучшению организации труда, дисциплинирует
учащихся.
Подставку следует размещать на стене или ставить произволь-
но, но с большим наклоном, вблизи работающего.
Расположение инструмента и его фиксация могут иметь раз-
личные варианты. Главными здесь должны быть надежность и
безопасность крепления, удобство пользования.
В предлагаемом варианте крепление осуществляется следую-
щим образом:
Рис. 11'9. Подставка для инструмента и приспособлений к токарному станку-
а — общий вид; б — крепление на стене; в — установка произвольно; 1— осно-
вание; 2— ключи (12 шт.); отвертка и шило, сверла, кернер и бородок, штан-
генциркуль, линейка н карандаш; 3 — трезубец; 4 — вращающийся н жесткий
центры; 5 — патрон с внутренней нарезной конической поверхностью; 6 — план-
шайба; 7 — патрон с гладкой цилиндрической поверхностью; 8— кронштейн для
укладки режущего инструмента; 9, 10, 11, 12 — комплектный режущий инстру-
мент; 13 — отрезной резец; 14 — крючок; 15—напильник; 16—молоток; 17,
18 подручники
130
патроны 5, 7, трезубец 3 и
планшайба 6 устанавливаются
двумя способами — на цилинд-
рический гладкий стержень
или стержень с резьбой (рис.
120,а);
центры 4 и резцы 9, 10, И,
12, 13, 14 фиксируются в дере-
вянных брусках (рис. 120,6);
инструменты (отвертка,
сверла и т. п.) целесообразно
помещать в специальные ящич-
ки или карманы, сшитые из
прочного материала (рис.
120,в);
напильники 15 и молотки 16
кладут на скобы (рис. 120,г);
подручники вставляют в от-
верстия, высверленные в под-
ставке по диаметру стержня,
и помещают на опорную план-
ку.
В работе над подставкой
могут принять участие школь-
ники V—VII классов. Конкрет-
ные операции уточняются в
соответствии с требованиями
программы.
Поворотные кассы
для крепежных деталей
Кассы (рис. 121) съемные,
их можно при необходимости
переносить к местам работы,
комплектовать в зависимости
от технологии выполняемой
операции. На каждой кассе
следует указать образец раз-
мещаемых деталей. Использо-
вание касс облегчает хранение
и поиск нужных деталей, зна-
чительно экономит время.
Предлагаемое приспособ-
ление, состоящее из шести
касс, доступно для изготовления
несколько рекомендаций.
Рис. 120. Варианты установки
инструмента и приспособлений
на стенде:
а — на стержень гладкнй н с резь»
бой; б — в деревянных брусках; в —
в ящичках или карманах; г—па
скобах
учащимся VI—VII классов. Вот
9*
131
Рис. 121. Поворотные кассы для крепежных деталей: 1—перегородка; 2 — шайба;
132
3 — втулка центрирующая; 4— ось; 5 — цнлнндр; 6 — диск; 7 — основание
133
Продолжение
10-12
134
Продолжение
135
Основанием служит диск, имеющий по секторам вырезы. Его
изготавливают из фанеры (обточка и концентрические пазы — на
токарном станке по обработке древесины, радиальные пазы фре-
зеруются или пропиливаются, сектор вырезают ножовкой).
На диске при помощи радиально расположенных перегородок
укреплены концентрически расположенные цилиндры, образую-
щие в совокупности ячейки для деталей. Перегородки делают из
дюралюминия, пазы в них профрезерованы. Цилиндры сгибаются.
Предварительно следует рассчитать длину окружности развертки.
В центре диска помещена втулка, которой касса надевается
на вертикальную ось. Втулки изготавливают из древесины на то-
карном станке, а затем в них фрезеруют или прорезают ножовкой
пазы.
Основание — из древесины, а осииз стального прутка. Сое-
динение— на резьбе и клею.
Универсальное приспособление для гибки металла
Приспособление (рис. 122) универсальное. С его помощью
можно выполнять гибку листового металла, резать проволоку,
гнуть прутки и трубы. Изготовить приспособление могут учащие-
ся VII классов под руководством и с участием педагога.
Устройство для гибки листового материала состоит из основа-
ния 3 с приваренными по бокам кронштейнами и прижимной план-
ки 2. Планка перемещается в вертикальной плоскости по направ-
ляющим болтам 6 с помощью специальной гайки 7 с рычагом 5.
Направляющий болт фиксируется фланцем S; гибочная планка /
с ручками 21 крепится к кронштейнам основания с помощью бол-
тов-серег 12, свободно посаженных на оси 11.
Гибочная планка перемещается снизу вверх для гибки листа,
прутка или рубки проволоки и для регулирования радиуса, кото-
рый зависит от толщины загибаемого листа и диаметра прутка.
Для регулировки вертикального перемещения служит болт-серь-
га 12.
Прижимная планка 2 должна перемещаться свободно. При
окончательном закреплении детали необходимо воспользоваться
дополнительными ручками 4, которые вставляются в отверстия
штурвалов 5.
Устройство для рубки проволоки состоит из двух ножей 19 и
22, которые фиксируются в пазах кронштейнов основания 3. От-
резание проволоки производится движением гибочной планки сни-
зу вверх.
Устройство для гибки прутков и труб состоит, из сменных ро-
ликов 13, устанавливаемых на осях 11 и 15, и центрирующего хо-
мутика 14. Хомутик служит для предохранения осей от прогиба
во время сгибания прутков или труб. Расстояние между осями
фиксируется с помощью винта 17 и кулачка 16.
136
Для определения угла изгиба детали служит градусная шкала
9, которая крепится на кронштейне основания, и стрелка 10, уста-
новленная на кронштейне гибочной планки. Так как гибочная план-
ка имеет вертикальное смещение, то в указателе делается паз
20... 25 мм для регулировки с нулевым штрихом шкалы. Нулевой
штрих должен совпадать с плоскостью гибочной планки, когда
последняя находится в верхнем крайнем положении.
Между боковыми сторонами прижимной планки и кронштей-
нами основания имеется зазор в 5... 10 мм. В него проходят гра-
ни (2 и 3) загибаемой заготовки; четвертая грань загибается с
помощью дополнительной оправки.
Высота направляющих болтов зависит от высоты изделия.
Приспособление крепится через отверстия основания к верста-
ку или специальному столу.
Рис. 122. Универсальное приспособление для гибки металла и рубки проволоки
до диаметра 5 мм:
1— гибочная планка; 2 — прижимная планка; 3— основание; 4,21 — ручки;
5 — штурвал; 6 — направляющий болт; Z — специальная гайка; 8— фланец; 9—
градусная шкала; 10—стрелка; 11, 15 — оси; /2 — болт-серьга; 13— сменный
ролик; 14 — центрирующий хомутик; 16— кулачок; 17 — винт; 18 — гайка; 19,
22 — ножи; 20 — болт
137
Продолжение
138
П родолжение
139
Продолжение
141
Продолжение
141
Продолжение
142
П родолжение
143
Рис. 124. Модель храпового механизма
144
Модели машин и механизмов
Изготовление моделей машин и механизмов, которые необхо-
димы для кабинетов физики, мастерских, способствует развитию
творческих способностей учащихся, профориентации на массовые
профессии народного хозяйства.
Модели школьники изготавливают как на занятиях, так и во
внеурочное время, в кружках, в процессе общественно полезного,
производительного труда.
В моделях кривошипно-шатунного (рис. 123), храпового
(рис. 124) механизмов, двойного шарнира Гука (рис. 125), про-
катного стана (рис. 126) большинство деталей выполнены на то-
карных и фрезерных станках, а это основное содержание занятий
с учащимися VII класса. Поэтому чертежи деталей группируются
по токарным и фрезерным операциям, которые в свою очередь
распределяются по степени сложности с учетом требований про-
граммы.
Содержание и организация практических занятий требует тща-
тельной подготовки. Помимо чертежей, особенно в начале заня-
тий, нужно разрабатывать технологические карты на изготовление
типовых деталей. Затем можно перейти к маршрутной техноло-
гии, с тем чтобы все подробности и частности технологического
процесса школьники решали самостоятельно.
Рис. 125. Модель двойного универсального шарнира Гука
10 Заказ 3827
145
Рнс. 126. Модель прокатного стана
Рис. 127. Модель мотовила комбайна
Учебно-производственный цех
Инструмент Длина обработ- ки, дли- на рабо- чего хо- да, мм
| № пер. Содержание переходов Оборудо- вание и при- способление режу- щий измери- тельный Число про- ходов
А 1 Установить заготовку н зажать, предваритель- но выверив тиски под угольник Фрезеровать сторону I продольной подачей «как чисто» Машин- ные тиски Цилиндрическая | фреза, 0 60 мм Измери- тельная ли- нейка 170 1
2 Б Фрсчсровпть сторону 11 вертикальной пода- чей «как чисто» Установить заготовку и снять после обработ- ки Машин- ные тиски, параллель- ная под- кладка Измери- тельная ли- нейка 39 1
1 2 Фрезеровать сторону III продольной подачей в размер 36 мм Фрезеровать сторону IV вертикальной пода- чей в размер 165 мм Штангенциркуль 185 36 1 1
148
УЧЕБНАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
Наименование детали
Рычаг
№ чертежа НП 127—54
Марка материала Д16Т
Вид заготовки прокат, полоса 26 мм
№ операции 1 № листа 1
Наименование операции
Фрезерная горизонтальная
Режимы резания Но рма времени, мин
квалифи- цирован- ный рабочий ученическая
частота вра- щения, мин-1 Подача глубина резания, мм скорость ре- зания, м/мин I период обучения II пе- риод обу- чения
530 Ручная 2 120 2 1 5 8
530 2 120 2 8
530 530 3 3 120 120 1 0,5 5 3,5
149
| № пер. | Содержание переходов Оборудова- ние и при- способление Инструмент Длина обработки, длина рабочего хода, мм Число проходов
режущий измери- тельный
1 2 Разметить и просвер- лить три отверстия 0 9,8 мм Развернуть отверстия в размер 1О+0'03 Разме- точная пли- та, тиски, сверлиль- ный станок Сверло 09,8 мм Развертка 10А3 Штанген- циркуль 36 36 3 3
3 Разметить и просвер- лить отверстие 05,1 под резьбу М6Х1 Тиски, сверлиль- ный станок Сверло 05,1 мм Штанген- циркуль 7,5 1
4 Нарезать резьбу М6Х1 в отверстии 05,1 Тиски Метчики Резьбовой калибр 7,5 2
Изготовление моделей — работа коллективная, несмотря на
индивидуально-звеньевую форму ее организации. Каждый в от-
дельности и все вместе заинтересованы в конечном результате
труда. Это относится не только к старшим, но и к младшим клас-
сам, которые принимали самое активное участие как в изготовле-
нии несложных деталей, так и окончательной отделке моделей.
В изготовлении модели универсального мотовила комбайна
(рис. 127), например, принимали участие школьники V—VII клас-
сов— всем нашлось дело по силам. А сама модель интересна как
объект труда, сочетающий в себе ряд механизмов (цепная и кли-
ноременная передачи, фрикционный и эксцентриковый механизмы,
150
УЧЕБНАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
Наименование детали
Рычаг
№ чертежа НП 127—54
Марка материала Д16Т
Вид заготовки прокат, полоса 25 мм
№ операции 2 № листа 2
Наименование операции
Слесарная
Режимы резания Но] ома времени, мин
частота вра- щения, мин— * подача глубина резания, мм скорость резания, мм квалифи- цированный рабочий учеши 1 период обучения юская 11 период обучения
450 450 Ручная 5 0,1 40 40 1 3 4 I 1 ; 3 6 8 2 3
гидравлическая передача) и множество простых и сложных дета-
лей из древесины и металла.
Работа велась по технологическим картам и маршрутной тех-
нологии. За основу была взята типовая форма базового предприя-
тия, которая вполне подходит для организации учебного процесса
в школе. В качестве примера ниже дается технологическая карта
на изготовление рычага для мотовила.
Учебно-производственный цех
165 I
№ пер. | Содержание переходов Оборудова- ние и при- способление Инструмент Длина обработ- ки, дли- на рабо- чего хо- да, мм Число проходов
режу- щий изме- рь тель- ный
А Закрепить заготовку в тиски и снять после об- работки S |нейка
1 Фрезеровать стороны I и II на длину 1= =68 мм и Л=25 мм с размеров 1=165 и h — 36 мм Тиски еза 020 mi тельная ли 70 и 25 4
2 Фрезеровать стороны I и II с размера 95 мм на 68 мм и с размера 36 мм на 25 мм СХ. е Измери 68 и 25 »
152
УЧЕБНАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
Наименование детали
Рычаг
№ чертежа НП 127—54
Марка материала Д16Т
Вид заготовки прокат, полоса 25 мм
№ операции 3 № листа 3
Наименование операции
Вертикально-фрезерная
Режимы резания Норма времени, мин
частота враще- ния, МИН”1 подача глубина резания мм скорость резания, м/мин квалифици- рованный рабочий Ученическая
I период обучения II период обучения
450 об/мин > Ручная 120 > 4 » / 10
153
Учебко-производственный цех
№ пер. Содержание переходов Обору- дование: и при- способ- ление Инструмент Длина обработ- ки, длина рабочего хода, мм Число прохо- дов
режущий к измери- тельный
А 1 Установить заготовку, закрепить и снять после обработки Обработать окруж- ность I в размер 024 мм на глубину Л=27 мм н на длину /=56 мм от центра вправо и влево Поворотный стол Прижимные планки Конце- вая фре- за 0 20 мм Штан- генцир- куль 78,5 2
154
УЧЕТНАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
Наименование детали
Рычаг
№ чертежа НП 127—54
Марка материала Д16Т
Вид заготовки полуфабрикат
№ операции 4 № листа 4
Наименование операции
Вертикально-фрезерная
Режимы резания Норма времени, мин
частота враще- ния, мин""1 подача глубина резания, мм скорость резания, мм квалифици- рованный рабочий ученическая
I период t обучения 11 период обучения
450 Ручная 220 6 12
155
Учебно-производственный цех
| № пер. | Содержание переходов Оборудо- вание и приспо- собление Инструмент Длина обработ- ки, дли- на рабо- чего хо- да, мм Число перехо- дов
режущий измери- тельный
А 1 2 Установить деталь и снять после обработки Фрезеровать сторону II до размера 0 24 мм на глубину 2 мм Фрезеровать сторону II R 12 мм па глубину 10 мм Поворот- ный стол Поворот- ный стол, прижим- ная пли- та Поворот- ный стол, прижим- ная пли- та Фреза концевая, 0 20 мм Штангенциркуль 78,5 39,25 2 1
А 1 2 Установить деталь и сиять после обработки Фрезеровать сторону III до 0 24 мм иа глу- бину 2 мм Фрезеровать R 12 мм на стороне III на глу- бину 10 мм Поворотный стол • 78,5 39,25
156
УЧЕБНАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
Наименование детали
Рычаг
№ чертежа НП 127—54
Марка материала Д16Т
Вид заготовки полуфабрикат
№ операции 5 № листа 5
Наименование операции
Вертикально-фрезерная
Режимы резания Норма времени, мин
частота враще- ния, мин-1 подача глубина резания, мм скорость резания, м/мин квалифици- рованный рабочий ученическая
I период обучения II период обучения
450 Ручная 2 120 2 4
450 10 120 1 3
450 450 2 10 120 120 1 1 3 3
157
Учебдо-производственный цех
№ «ер. | Содержание переходов Оборудо- вание и при- способ- ление Инструмент 1 Длина обработ- ки. длина рабочего хода, мм Число проходов
режущий измери- тельный
А 1 Установить деталь и снять после обработки Фрезеровать окруж- ность на стороне II до 0 24 мм иа глубину 2 мм Поворотный стол, при- жимные планки Концевая фреза 0 20 мм Штангенциркуль 39,25 1
Б 1 Установить деталь и снять после обработки Фрезеровать окруж- ность на стороне III до 0 24 мм на глубину 2 мм 39,25 1 I
В Установить деталь и снять после обработки
1 Фрезеровать окруж- ность на стороне I до 0 24 мм на глубину 2 мм 18,5 г
158
УЧЕБНАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
Наименование детали
Рычаг
№ чертежа НП 127—54 I
Марка материала Д16Т
Вид заготовки полуфабрикат ;
№ операции 6 № листа 6
Наименование операции
Вертикально-фрезерная
Режимы резания Норма времен^, мин
частота враще- ния, мин""1 подача глубина резания, мм скорость резания, м/мин квалифици-, рованный рабочий ученическая
I период обучения , II период обучения
450 ' Ручная 2 120 1 1 3
450 2 120 । 1 i 3
450 2 120 1 3
15»
СОДЕРЖАНИЕ
От издательства . . . . . . ...... . . . ................ 3
Введение............................................................ 4
Изделия из древесины................................................. 10
Изделия для оснащения кабинетов школ............................. —
Стенды........................................................... —
Ящики.......................................................... И
Полки ......................................................... 12
Подставки для пробирок........................................... 15
Инструменты и приспособления для мастерских....................... —
Подставка для выпиливания......................................... —
Приспособление для фиксации пилки в лобзике.................... 17
Приспособление для обработки (строгания),, длинных деталей . . —
Ручка для напильника............................................ 19
Приспособление для полировки деталей ....................... . —
Киянкн.......................................................... 21
Гребенка для разметки шипов................................ . —
Изделия хозяйственно-бытового назначения ......................... 25
Рукоятки для хозяйственного инвентаря ............................ —
Носилки .......................................................... —
Полки для полотенец.............................................. 27
Подставки для карандашей...................................... 28
Доски для кухонных работ . ...................................... —
Скалки......................................................... 29
Толкушки....................................................... 30
Молотки для кухонных работ....................................... —
Ступки с толкушками ............................................ 33
Солонки ......................................................... —
Чаши ........................................................... —
Подсвечники ..................................................... 34
Обложка для адреса .............................................. 36
Шкатулки..................................................... 38
Конь-качалка.................................................... 39
Изделия по заказам базовых предприятий............................ 43
Изделия из металла.................................................... 48
Изделия дли оснащения кабинетов и мастерских...................... 49
Коробка для крепежных деталей.................................... —
Рамка............................................................ —
Зажим для таблиц................................................ 56
Инструменты и приспособления для мастерских........................ —
Кернер, бородок.................................................. —
Чертилка...................................................... 58
Оправка для обжимок и натяжек.................................... —
Молотки........................................................ 60
Резец для обработки древесины на токарном станке.......... 69
Отрезной резец.................................................. 72
Кругорезы ................................................ .- 73
Державки для резцов ............................................ —
Воротки ......................................................... —
Патрон для крепления заготовок нз древесины на станке • . . . . 77
Приспособление для сверления отверстий в деталях из древесины . 80
Приспособление для обработки древесины на токарном станке . . 81
Изделия хозяйственно-бытового назначения ......................... 83
Совок ................................................ .
160
Петля........................................................... 83
Скоба .......................................................... 84
Детская лопатка.................................................. —
Оконный уголок.................................................. 88
Фрамугодержатель................................................ —
Каток для ремонтных работ . .................................... 89
Мастерок........................................................ 92
Грабли.......................................................... 93
Вешалка ....................................................... —
Изделия по заказам базовых предприятий ........................... 101
Тара для транспортировки стандартных деталей ................... —
Клин для крепления деталей при гальванопокрытии................. 105
Приспособление для крепления деталей при гальванопокрытии . . 109
Нож для обработки кондитерских изделий.......................... —
Гребенка для обработки кондитерских изделий .................... —
Скобы для крепления полок металлических стеллажей............... —
Крючок ......................................................... 114
Ушко ........................................................... По
Крюк для быстросъемиого сиденья бортовых автомашин .... —
Крюк ............................................................ 119
Электротехнические и комбинированные работы.......................... 120
Светильники одноламповые.......................................... —
Светильники двухламповые......................................... 123
Торшер............................................................ —
Модели с электромагнитом......................................... 124
Биметаллическое реле....................................... • 127
Стеллаж универсальный............................................. —
Подставка для инструмента и приспособлений к токарному станку
по обработке древесины.......................................... 130
Поворотные кассы для крепежных деталей..................... 131
Универсальное приспособление для гибки металла ............. 136
Модели машин и механизмов...........................; ... . 145
Сергей Иванович Поликанин
ОБЪЕКТЫ ОБЩЕСТВЕННО ПОЛЕЗНОГО,
ПРОИЗВОДИТЕЛЬНОГО ТРУДА УЧАЩИХСЯ
Зав. редакцией Т. С. Дагаева
Редакторы О. Д. Александров, В. А. Моисеенкова
Младшие редакторы Т. Н. Клюева, Е. В. Коркина
Художественный редактор Н. А. Парцевская
Технические редакторы Г. В. Степушкина, И. Н. Матвеева
Корректор О. В. Ивашкина
ИБ № 10130
Сдано в набор 05.05.87. Подписано к печати 05.08.87. Формат 60Х90’/и. Бум.
кн.-журн. отечеств. Гарннт. литературная. Печать высокая. Усл. печ. л. 10. Усл.
кр.-отт. 10,5. Уч.-изд. л. 9. Тираж 110 000 экз. Заказ 3827. Цена 35 коп.
Ордена Трудового Красного Знамени издательство <Просвещеине> Государст-
венного комитета РСФСР по делам издательств, полиграфии и книжной торгов-
ли. 129846, Москва, 3-й проезд Марьиной рощи, 41.
Областная типография управления издательств, полиграфии и книжной торговли
Ивановского облисполкома, 153628, г. Иваново-8, ул. Типографская, 6.
35 к.
С.И.Поликанин
Объекты
общественно
полезного,
производительного
труда учащихся