




























































































































































































































































































































































































































































































































































































































































































































































































































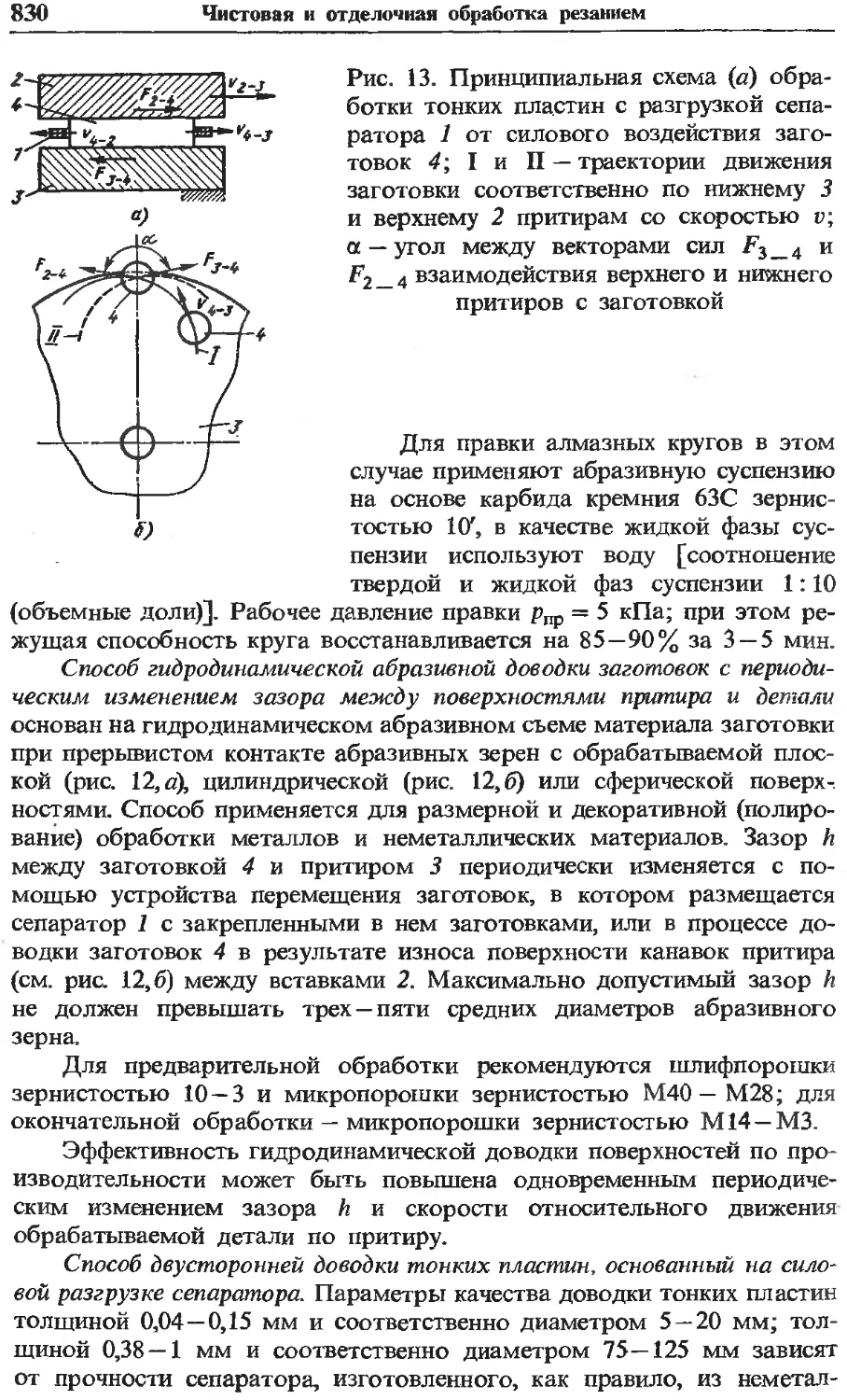
































































































































Author: Орлова П.Н.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы общая технология машиностроения обработка металлов металлорежущие станки металлургия металлические конструкции
Year: 1986




КРАТКИМ СПРАВОЧНИК
МЕТАЛЛИСТА
Под общей редакцией
д-ра техн, наук П. Н. ОРЛОВА,
канд. техн, наук Е. А. СКОРОХОДОВА
Издание третье, переработанное
и дополненное
Москва
«Маши построение »
1986
ББК 34.5
К78
УДК 621.9 - 057.2(035)
П. Н. Орлов, Е. А. Скороходов, А. Д. Агеев, Л. Ю. Бе-
говщиц, К. И. Билибин, В. П. Законников, Ю. В. Иванов,
С. С Ласточкин, В. С. Матвеев, Я. Б. Миндлин, А. Б. Пакнис,
В. Д. Проклова, Г. Р. Сагателян, К. Ф. Скворцов, В. А. Сол-
датов, В. А. Хрульков, А. С. Черничкин, А. А. Шатилов,
Ю. А. Шачнев, А. И. Якушев
Рецензенты: канд. техн, наук Ю. В. Заров, канд. техн,
наук В. Д. Лемешонок, канд. техн, наук В. Г. Сафронов
и канд. техн, наук В. С. Стародубов
В справочнике использованы ГОСТы, действующие и утвержден-
ные на 1 июля 1986 года.
Краткий справочник металлиста/Под общ. ред.
К78 П. Н. Орлова, Е. А. Скороходова. — 3-е изд.,
перераб.идоп.— М.: Машиностроение, 1986.— 960с.:
ил.
(В пер.): 3 р.
Приведены сведения по расчету технологических размеров заготовок,
основам взаимозаменяемости, материалам, металлорежущим станкам,
токарной обработке, обработке отверстий осевым инструментом и
другим видам обработки металлов резанием, а также сборке.
Третье издание (2-е изд. 1972 г.) переработано и дополнено сведе-
ниями по технологичности деталей, обеспечению качества и размерной
стабильности заготовок, выбору режимов резания, повышению износо-
стойкости резцов и обработке на станках с ЧПУ.
Для инженерно-технических работников.
2702000000-226
038(01)-86
226-86
ББК 34.5
6П4.6
© Издательство «Машиностроение», 1986 .
ОГЛАВЛЕНИЕ
РАЗДЕЛ I
ОБЩЕТЕХНОЛОГИЧЕСКИЕ СПРАВОЧНЫЕ СВЕДЕНИЯ
Глава 1. Технологическая терминология. Основные сведения
из ЕСКД, ЕСТПП и ЕСТД (Е. А. Скороходов) ... 5
Глава 2. Сведения из математики. Расчет технологических
размеров заготовок (В. П. Законников) ....... 14
Глава 3. Взаимозаменяемость. Методы и средства контроли
(ТО. А. Шачнев, А. И. Якушев)................. 65
Глава 4. Материалы в машиностроении (К. Ф. Скворцов) 101
РАЗДЕЛ II
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ И СБОРКИ
Глава 1. Технологичность детален и заготовок (Л. С. Чернич-
кин) ........................................ 141
Глава 2. Типовые технологические процессы для изготовления
высокоточных детален из литейных и деформируемых сплавов.
-Размерная стабильность материалов (£. А. Скороходов) 177
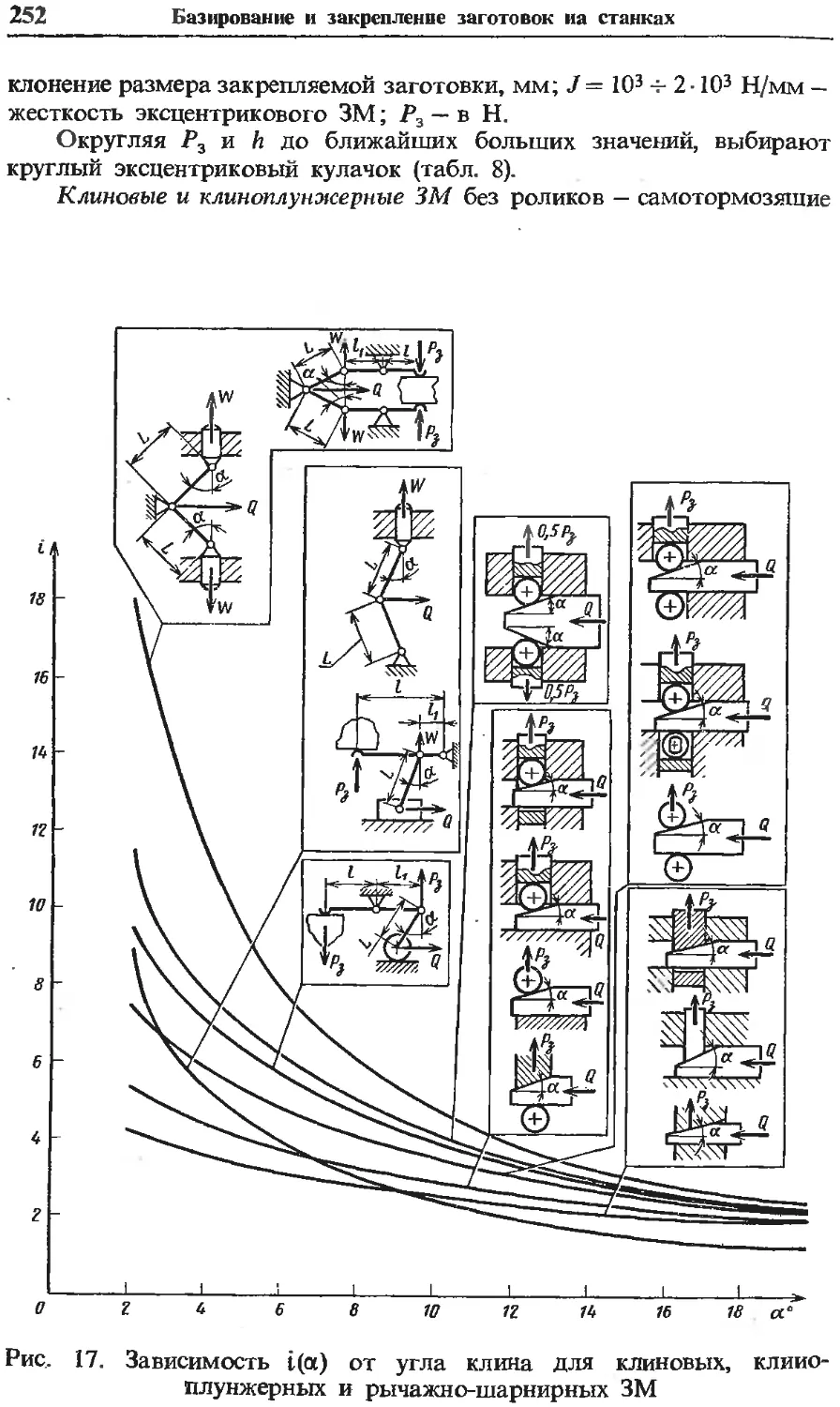
Глава 3. Базирование и закрепление заготовок ия стайках
(А. А. Шатилов) ................ 222
Глава 4. Выбор режимов и условий резаиия. Повышение
износостойкости инструмента (77. Н. Орлов, Г. Р. Сагателян) 274
Глава 5. Металлорежущие станки (Ю. В. Иванов) .... 302
Глава 6. Токарные работы (К. И. Билибин) ...... 332
Обработка на токарных станках ................332
Обработка на токарно-револьверных станках.....376
Обработка на токарных автоматах...............383
Обработка на горизонтальных одношпиндельиых токарных
полуавтоматах................................ 406
Обработка на вертикальных многошпиндельных токарных
полуавтоматах.................................410
Обработка на токарно-карусельных станках......416
Глава 7. Обработка отверстий осевым инструментом (Z7. Н. Ор-
лов, В. С. Матвеев) .............. 420
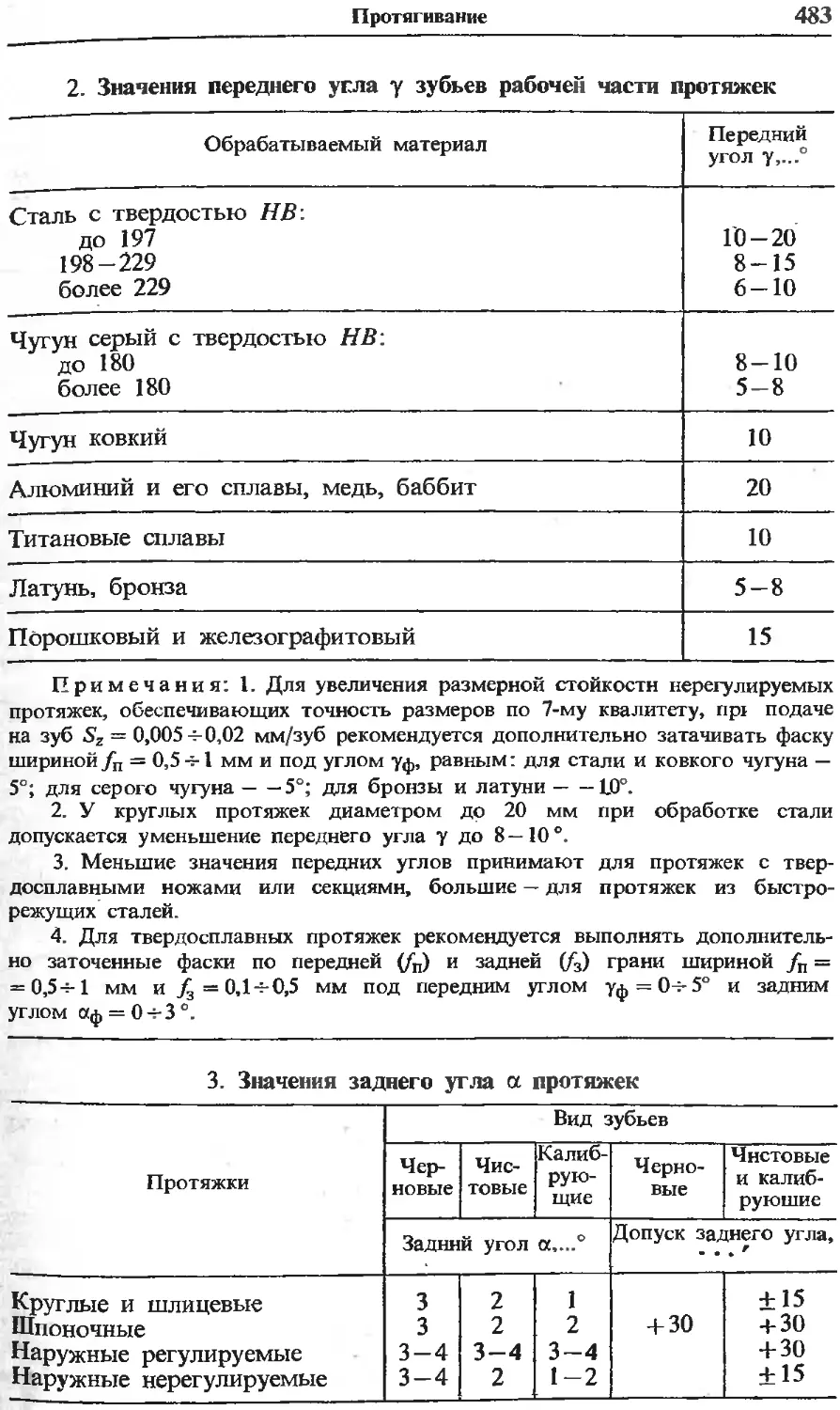
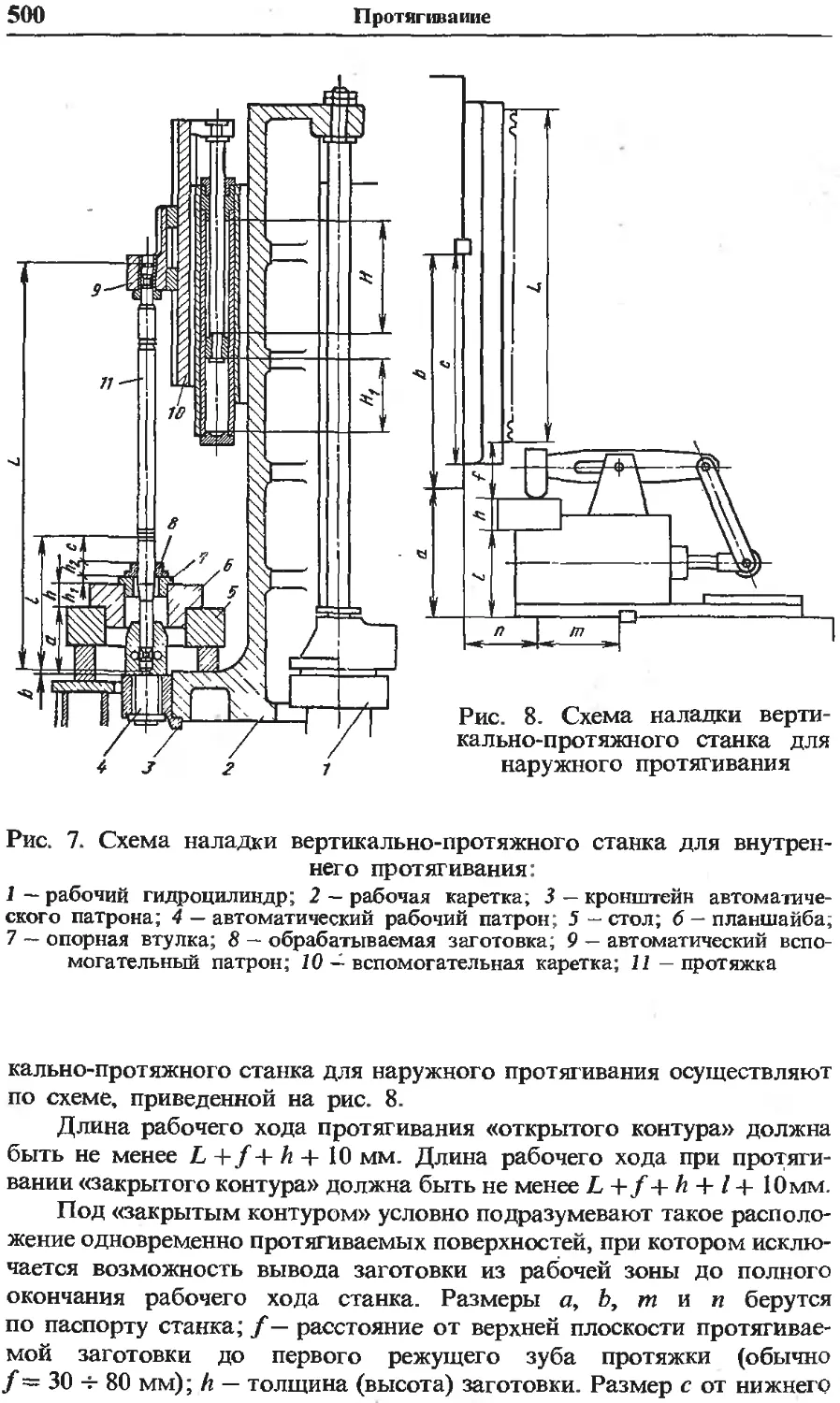
Глава 8. Протягивание (77. 77. Орлов) ........ 476
4
Оглавление
Глава 9. Обработка на расточных н координатно-расточных
станках (В. П. Законников).......................501
Обработка на горизонтально-расточных станках........501
Особенности обработки на алмазно-расточных станках . . . 530
Обработка на координатно-расточных станках ..... 531
Глава 10. Фрезерование (П. Н. Орлов, В. С. Матвеев) . . . 546
Глава 11. Строгание н долбление (П. Н. Орлов, В. С. Мат-
веев) .................... 603
Глава 12. Резьбообразование (Л. Д. Агеев)..............612
Глава 13. Зубообработка (С. С. Ласточкин)..............656
Основные понятия....................................656
Производство зубчатых колес.........................659
Изготовление шлицевых валов.........................686
Чистовая обработка зубчатых колес...................689
Пути повышения качества обработки зубчатых колес . . . 696
Глава 14. Абразивная обработка (В. А. Хрульков) .... 697
Абразивные материалы................................697
Абразивные инструменты............................ 702
Заготовительные процессы абразивной обработки .... 715
Виды шлифования.....................................718
Алмазные материалы и инструменты.................. 728
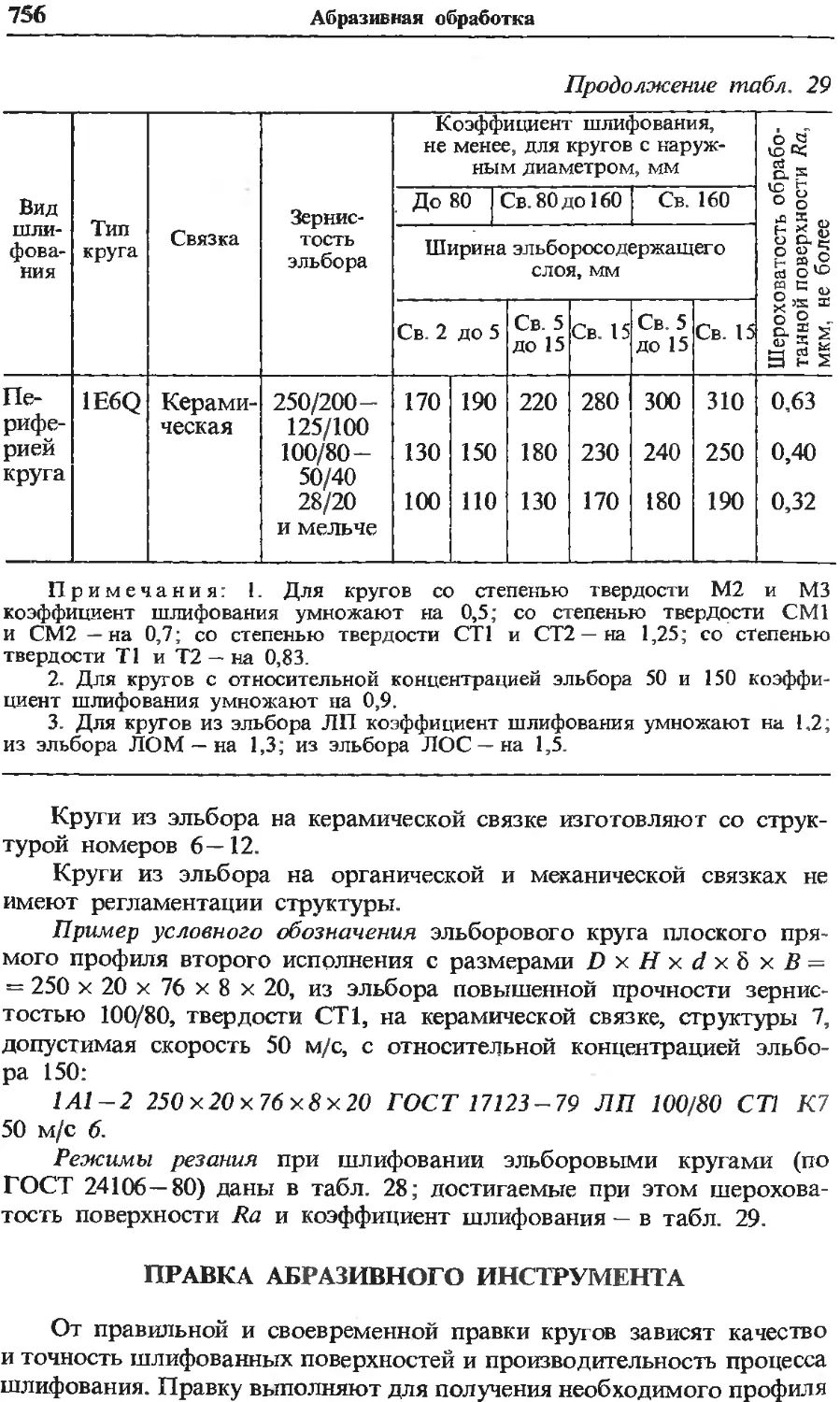
Эльборовые круги....................................748
Правка абразивного инструмента......................756
Правила безопасной работы абразивным инструментом 761
Глава 15. Заточка и доводка режущего инструмента {Я. Б. Мин-
фин) ............................................763
Глава 16. Чистовая и отделочная обработка резанием (77. Н. Ор-
лов) ......................................... 785
Глава 17. Электрофизическая обработка (В. Д. Проклова) 834
Глава 18. Электрохимическая обработка (В. Д. Проклова) 861
Глава 19. Обработка иа стайках с ЧПУ (Л. Ю. Беговшиц,
В. А. Солдатов) ................ 879
Глава 20. Технология сборки машин (А. Б. Пакнис).......935
Предметный указатель...................................956
РАЗДЕЛ I
ОБЩЕТЕХНОЛОГИЧЕСКИЕ
СПРАВОЧНЫЕ СВЕДЕНИЯ
ГЛАВА I
ТЕХНОЛОГИЧЕСКАЯ ТЕРМИНОЛОГИЯ.
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ЕСКД, ЕСТПП И ЕСТД
с.
Единая система конструкторской документации (ЕСКД) — комп-
лекс государственных стандартов, устанавливающих взаимосвязанные
правила и положения по порядку разработки, оформления и обра-
щения конструкторской документации, разрабатываемой и применя-
емой организациями и предприятиями (ГОСТ 2.001 — 70).
Виды изделий. Изделием называется любой предмет или набор
предметов производства, подлежащих изготовлению на предприятии
[ГОСТ 2.101-68 (СТ СЭВ 364-76)].
Изделия в зависимости от их назначения делят на изделия
основного производства и вспомогательного. К первым относятся
изделия, предназначенные для поставки; ко вторым — изделия, пред-
назначенные только для собственных нужд.
ГОСТ устанавливает следующие виды изделий:
деталь — изделие, изготовленное из однородного по наименованию
и марке материала без применения сборочных операций;
сборочная единица — изделие, составные части которого подлежат
соединению между собой на предприятии-изготовителе сборочными
операциями • (свинчиванием, сваркой, пайкой, клепкой, склеиванием
и др.);
комплекс — два и более специфицированных изделия, не соединен-
ных между собой на предприятии-изготовителе сборочными опера-
циями, но предназначенных для выполнения взаимосвязанных эксплуа-
тационных функций;
комплект — два и более изделия, не соединенных на предприятии-
изготовителе сборочными операциями и представляющих набор изде-
лий, имеющих общее эксплуатационное назначение вспомогательного
характера.
Изделия, в зависимости от наличия или отсутствия в них со-
ставных частей, делят на неспецифицированные. (детали) — не имеющие
составных частей; специфицированные (сборочные единицы, комплексы
и комплекты) — состоящие из двух и более составных частей.
Виды конструкторских документов. К конструкторским докумен-
там согласно ГОСТ 2.102 — 68* относятся графические (чертеж детали,
сборочный чертеж, чертеж общего вида, монтажный чертеж и др.) и
текстовые документы (пояснительная записка, технические условия,
патентный формуляр и др.), которые в отдельности или в совокуп-
ности определяют состав или устройство изделия и содержат необхо-
6
Технологическая терминология
днмые данные для его разработки или изготовления, контроля, прием-
ки, эксплуатации или ремонта.
Чертеж детали — документ, содержащий изображение детали и
другие данные, необходимые для изготовления и контроля.
Сборочный чертеж — документ, содержащий изображение сбороч-
ной единицы и другие данные, необходимые для ее сборки (изго-
товления) и контроля. К сборочным чертежам относят также гидромон-
тажные, пневмомонтажные и электромонтажные чертежи.
Чертеж общего вида — документ, определяющий конструкцию из-
делия, взаимодействие его основных составных частей и поясняющий
принцип работы изделия.
Технические условия — документ, содержащий требования (сово-
купность всех показателей, норм, правил и положений) к изделию,
его изготовлению, контролю, приему и поставке, которые нецелесо-
образно указывать в других конструкторских документах.
Стадии разработки конструкторской документации. ГОСТ 2.103 — 68*
(СТ СЭВ 208 — 75) устанавливает следующие стадии разработки кон-
структорской документации:
техническое предложение — совокупность конструкторских доку-
ментов, которые должны содержать технические и технико-экономиче-
ские обоснования целесообразности разработки документации изделия
на основании анализа технического задания заказчика и различных ва-
риантов возможных решений изделий, сравнительной оценки решений
с учетом конструктивных и эксплуатационных особенностей разраба-
тываемого и существующих изделий, а также патентных материа-
лов;
эскизный проект — совокупность конструкторских документов, ко-
торые должны содержать принципиальные конструктивные решения,
дающие общее представление об устройстве и принципе работы изде-
лия, а также данные, определяющие назначение, основные параметры
и габаритные размеры разрабатываемого изделия;
технический проект — совокупность конструкторских документов,
которые должны содержать окончательные конструкторские решения,
дающие полное представление об устройстве разрабатываемого изде-
лия, и исходные данные для разработки рабочей документации.
Единая система технологической подготовки производства
(ЕСТПП) — установленная государственными стандартами система ор-
ганизации и управления процессом технологической подготовки про-
изводства, предусматривающая широкое применение прогрессивных
типовых технологических процессов, стандартной технологической
оснастки и оборудования, средств механизации и автоматизации
производственных процессов, инженерно-технических и управленческих
работ (ГОСТ 14.001-73*).
Функционирование ЕСТПП в соответствии с ее назначением обес-
печивается комплексным применением стандартов ЕСТПП, отраслевых
стандартов и стандартов предприятий, конкретизирующих и развиваю-
щих отдельные правила и положения ЕСТПП применительно к специ-
Технологическая термииолонш
7
фике отрасли или предприятия, а также нормативно-технической и ме-
тодической документации на методы и средства технологической
подготовки производства (ТПП), в том числе:
Единой системы конструкторской документации (ЕСКД);
Единой системы технологической документации (ЕСТД);
Единой системы классификации и кодирования технико-экономи-
ческой информации (ЕСККТЭИ);
Единой системы государственного управления качеством продук-
ции (ЕСГУКП);
ь. Системы разработки и постановки продукции на производство
(СРПП);
Государственной системы обеспечения единства измерений;
плановой и организационно-распорядительной документации, рег-
ламентирующей и регулирующей ТПП;
нормативно-технической документации на типовые и другие про-
грессивные технологические процессы и методы их типизации и стан-
дартизации; типовые и другие прогрессивные технологические про-
цессы и методы их унификации, агрегатирования и стандартизации;
средства механизации и автоматизации инженерно-технических работ;
методы организации и проведения расчетных и экспериментальных
работ в области ТПП; методы нормирования и нормативно-справочные
данные; методы организации и управления процессом ТПП приме-
нительно к конкретным видам изделий и типам производства;
документации по механизации и автоматизации обработки инфор-
мации, используемой при ТПП и управлении ею.
Системы стандартов безопасности труда (ССБТ);
Системы управления производственным объединением (промыш-
ленным предприятием).
Производственный процесс [ГОСТ 14.004 — 83 (СТ СЭВ 2521 — 80)]
— совокупность всех действий людей и орудий труда, необходимых
на данном предприятии для изготовления или ремонта продукции.
Технологическая подготовка производства — совокупность меро-
приятий, обеспечивающих технологическую готовность производства.
Функция технологической подготовки производства — комплекс
задач по технологической подготовке производства, объединенных
общей целью их решения.
Организация технологической подготовки производства — форми-
рование структуры технологической подготовки производства и под-
готовка информационного, математического и технического обеспече-
ния, необходимого для выполнения функций ТПП.
Объем выпуска продукции — количество изделий определенных
наименований, типоразмеров и исполнений, изготовляемых или ремон-
тируемых предприятием или его подразделением в течение планируе-
мого периода времени.
Коэффициент закрепления операций — отношение числа всех раз-
личных технологических операций, выполненных или подлежащих вы-
полнению в течение месяца, к числу рабочих мест.
8
Техполошческая терминология
Тип производства — классификационная категория производства,
выделяемая по признакам широты номенклатуры, регулярности, ста-
бильности и объема выпуска изделий. Различают типы производства:
единичное, серийное и массовое. Одной из основных характеристик
типа производства является коэффициент закрепления операций.
Вид производства — классификационная категория производства,
выделяемая по признаку применяемого метода изготовления изделия.
Примерами видов производства являются литейное, сварочное и т. д.
Единичное производство — производство, характеризуемое малым
объемом выпуска одинаковых изделий, повторное изготовление и ре-
монт которых, как правило, не предусматриваются.
Серийное производство — производство, характеризуемое изготов-
лением или ремонтом изделий периодически повторяющимися пар-
тиями. В зависимости от числа изделий в партии или серии и зна-
чения коэффициента закрепления операций различают мелкосерийное,
среднесерийное и крупносерийное производство.
Коэффициент закрепления операций в соответствии с ГОСТ
3.1108 — 74 принимают равным:
для мелкосерийного производства — свыше 20 до 40 включительно;
для среднесерийного производства — свыше 10 до 20 включительно;
для крупносерийного производства — свыше 1 до 10 включительно.
Массовое производство — производство, характеризуемое боль-
шим объемом выпуска изделий, непрерывно изготовляемых или ре-
монтируемых продолжительное время, в течение которого на большин-
стве рабочих мест выполняется одна рабочая операция. Коэффициент
закрепления операций в соответствии с ГОСТ 3.1108 — 74 для массо-
вого производства принимают равным 1.
Производственная мощность — расчетный максимально возмож-
ный в определенных условиях объем выпуска изделий в единицу вре-
мени.
Программа выпуска продукции — установленный для данного
предприятия перечень изготовляемых или ремонтируемых изделий
с указанием объема выпуска по каждому наименованию на планиру-
емый период времени.
Серия изделия — все изделия, изготовленные по конструкторской
и технологической документации без изменения ее обозначения.
Производственный цикл — интервал времени от начала до окон-
чания производственного процесса изготовления или ремонта изделия.
Групповое производство — производство, характеризуемое сов-
местным изготовлением или ремонтом групп изделий с разными
конструктивными, но общими технологическими признаками.
Поточное производство — производство, характеризуемое распо-
ложением средств технологического оснащения в последовательности
выполнения операций технологического процесса и определенным
интервалом выпуска изделий. «
Средства технологического оснащения — совокупность орудий
производства, необходимых для осуществления технологического про-
Технологическая терминология
9
песса [ГОСТ 3.1109-82 (СТ СЭВ 2064 - 79, СТ СЭВ 2522-80,
ст СЭВ 2523-80)].
Технологический процесс — часть производственного процесса,
содержащая целенаправленные действия по изменению н (или) опре-
делению состояния предмета труда.
Единичный технологический процесс — технологический процесс
изготовления или ремонта изделия одного наименования, типоразмера
и исполнения, независимо от типа производства.
Типовой технологический процесс — технологический процесс изго-
товления группы изделий с общими конструктивными и технологи-
ческими признаками.
Групповой технологический процесс — технологический процесс
изготовления группы изделий с разными конструктивными, но общими
технологическими признаками.
Маршрутное описание технологического процесса — сокращенное
описание всех технологических операций в маршрутной карте в по-
следовательности их выполнения без указания переходов и техноло-
гических режимов.
Операционное описание технологического процесса — полное опи-
сание всех технологических операций в последовательности их выпол-
нения с указанием переходов и технологических режимов.
Маршрутно-операционное описание технологического процесса —
сокращенное описание технологических операций в маршрутной карте
в последовательности их выполнения с полным описанием отдельных
операций в других технологических документах.
Технологическая операция — законченная часть технологического
процесса, выполняемая на одном рабочем месте.
Материал — исходный предмет труда, потребляемый для изготов-
ления изделия.
Полуфабрикат — предмет труда, подлежащий дальнейшей обра-
ботке на предприятии-потребителе.
Заготовка — предмет труда, из которого изменением формы, раз-
меров, свойств поверхности и (или) материала изготовляют
деталь.
Исходная заготовка — заготовка перед первой технологической
операцией.
Основной материал — материал исходной заготовки.
Вспомогательный материал — материал, расходуемый при выпол-
нении технологического процесса дополнительно к основному мате-
риалу. Вспомогательными могут быть материалы, расходуемые при
нанесении покрытия, сварке, пайке, закалке и т. д.
Комплектующее изделие — изделие предприятия-поставщика, при-
меняемое как составная часть изделия, выпускаемого предприятием-
изготовктелем. Составными частями изделия могут быть детали и
сборочные единицы.
Уставов — часть технологической операции, выполняемая при
Неизменном закреплении обрабатываемых заготовок или собираемой
10
Технологическая терминология
сборочной единицы [ГОСТ 3.1109 - 82 (СТ СЭВ 2064-79, СТ СЭВ
2522-80, СТ СЭВ 2523-80)].
Технологический переход — законченная часть технологической
операции, выполняемая одними и теми же средствами технологичес-
кого оснащения при постоянных технологических режимах и уста-
новке.
Вспомогательный переход — законченная часть технологической
операции, состоящая из действий человека и (или) оборудования,
которые не сопровождаются изменением свойств предметов труда, но
необходимы для выполнения технологического перехода. Примерами
вспомогательных переходов являются закрепление заготовки, смена
инструмента и т. д.
Рабочий ход — законченная часть технологического перехода,
состоящая из однократного перемещения инструмента относительно
заготовки, сопровождаемого изменением формы, размеров, качества
поверхности и свойств заготовки.
Вспомогательный ход — законченная часть технологического пере-
хода, состоящая из однократного перемещения инструмента отно-
сительно заготовки, необходимого для подготовки рабочего хода.
Позиция — фиксированное положение, занимаемое неизменно за-
крепленной обрабатываемой заготовкой или собираемой сборочной
единицей совместно с приспособлением относительно инструмента
или неподвижной части оборудования при выполнении определенной
части операции.
Цикл технологической операции — интервал календарного време-
ни от начала до конца периодически повторяющейся технологической
операции независимо от числа одновременно изготовляемых или
ремонтируемых изделий.
Такт выпуска — интервал времени, через который периодически
производится выпуск изделий или заготовок определенного наимено-
вания, типоразмера и исполнения.
Ритм выпуска — число изделий или заготовок определенных на-
именований, типоразмеров и исполнений, выпускаемых в единицу
времени.
Формообразование — изготовление заготовки или изделия из
жидких, порошкообразных или волокновых материалов.
Литье — изготовление' заготовки или изделия из жидкого ма-
териала заполнением им полости заданной формы и размеров с по-
следующим затвердением.
Формование — формообразование из порошкообразного или во-
локнового материала с помощью заполнения им полости заданной
формы и размеров с последующим сжатием.
Гальванопластика — формообразование из жидкого материала
путем осаждения металла из раствора под действием электрического
тока. ,
Обработка — действие, направленное на изменение свойств пред-
мета труда при выполнении технологического процесса.
Технологическая терминология
11
Механическая обработка — обработка давлением или резанием.
Обработка резанием — обработка, заключающаяся в образовании
новых поверхностей отделением поверхностных слоев материала с
образованием стружки.
Обработка давлением — обработка, заключающаяся в пластичес-
ком деформировании или разделении материала (без образования
стружки).
Термическая обработка — обработка, заключающаяся в изменении
структуры и свойств материала заготовки вследствие тепловых
воздействий.
Электрофизическая обработка — обработка, заключающаяся в из-
менении формы, размеров и (или) шероховатости поверхности заго-
товки с применением электрических разрядов, магнитострикционного
эффекта, электронного или оптического излучения, плазменной струи.
Электрохимическая обработка — обработка, заключающаяся в
изменении формы, размеров и (или) шероховатости поверхности за-
готовки вследствие растворения ее материала в электролите под
действием электрического тока.
Нанесение покрытия — обработка, заключающаяся в образовании
на заготовке поверхностного слоя из инородного материала.
Сборка — образование соединений составных частей изделия (разъ-
емных или неразъемных).
Технологическое оборудование — средства технологического осна-
щения, в которых для выполнения определенной части технологи-
ческого процесса размещаются материалы или заготовки, средства
воздействия на них, а также технологическая оснастка. Примерами
технологического оборудования являются литейные машины, прессы,
станки, печи, гальванические ванны, испытательные стенды и т. д.
Технологическая оснастка — средства технологического оснащения,
дополняющие технологическое оборудование для выполнения опре-
деленной части технологического процесса. Примерами технологи-
ческой оснастки являются режущий инструмент, калибры, штампы,
приспособления, пресс-формы, модели, литейные формы, стержневые
ящики и т. д.
Наладка — подготовка технологического оборудования и техно-
логической оснастки к выполнению технологической операции. К на-
ладке относятся установка приспособления, переключение скорости
или подачи, настройка заданной температуры и т. д.
Подналадка — дополнительная регулировка технологического обо-
рудования и (или) оснастки при выполнении технологической опе-
рации для восстановления достигнутых при наладке значений пара-
метров.
Штучное время — интервал времени, равный отношению цикла
технологической операции к числу одновременно изготовляемых
или ремонтируемых изделий или равный календарному времени
сборочной операции.
Основное время — часть штучного времени, затрачиваемая на
12
Технологическая терминология
изменение и (или) последующее определение состояния предмета
труда.
Вспомогательное время — часть штучного времени, затрачиваемая
на выполнение приемов, необходимых для обеспечения и последу-
ющего определения состояния предмета труда.
Оперативное время — часть штучного времени, равная сумме
основного и вспомогательного времени.
Механизация технологического процесса (ГОСТ 23004 — 78) —
применение энергии неживой природы в технологическом процессе
или его составных частях, полностью управляемых людьми, осуще-
ствляемое в целях сокращения трудовых затрат, улучшения условий
производства, повышения объема выпуска и качества продукции.
Автоматизация технологического процесса — применение энергии
неживой природы в технологическом процессе или его составных
частях для их выполнения и управления ими без непосредственного
участия людей, осуществляемое в целях сокращения трудовых затрат,
улучшения условий производства, повышения объема выпуска и ка-
чества продукции.
Частичная механизация (автоматизация) технологических процес-
сов — механизация (автоматизация) технологических процессов или
их систем, при которой часть затрат энергии людей заменена
затратами энергии неживой природы, исключая (включая) управление.
Полная механизация (автоматизация) технологических процессов —
механизация (автоматизация) технологических процессов или их
систем, при которой все затраты энергии людей заменены затратами
энергии неживой природы, исключая (включая) управление.
Единичная механизация (автоматизация) технологических процес-
сов — частичная или полная механизация (автоматизация) одной пер-
вичной составной части технологического процесса или системы
технологических процессов, исключая (включая) управление. Содержа-
ние первичной части определяется первым делением объекта меха-
низации (автоматизации) на составные части. Например, для системы
технологических процессов первичными составными частями являются
отдельные технологические процессы, для технологических процес-
сов — технологические операции, для технологических операций — тех-
нологические и вспомогательные переходы и т. д.
Комплексная механизация (автоматизация) технологических про-
цессов — частичная или полная механизация (автоматизапия) двух
или более первичных составных частей технологического процесса
или системы технологических процессов, исключая (включая) управ-
ление.
Первичная механизация (автоматизация) технологических процес-
сов — механизация (автоматизация) технологических процессов или их
систем, в которых до ее проведения использовалась только энер-
гия людей.
Вторичная механизация (автоматизация) технологических про-
цессов — механизация (автоматизация) технологических процессов или
Технологическая терминология
13
их систем, в которых до ее проведения использовалась энергия
людей и неживой природы (только неживой природы).
Ступень механизации (автоматизации) технологических процес-
сов — качественная характеристика состояния механизации (автомати-
зации) технологических процессов или их систем, определяемая
областью их применения, которая может изменяться от технологи-
ческой операции до системы технологических процессов всех отраслей
машиностроения и приборостроения.
Ручное техническое устройство — техническое устройство, функ-
ционирующее и управляемое при участии людей, без использования
энергии неживой природы.
Техническим устройством называется изделие машиностроения
или приборостроения для преобразования, добычи, перемещения,
контроля объектов или управления ими. К техническим устройствам
относят машины, инструменты, приспособления и т. д.
Объектами воздействий технических устройств могут быть мате-
риалы, заготовки, изделия, энергия, информация, растения и т. д.
Функционирование технического устройства представляет выпол-
нение технологической операции по установленному алгоритму.
Механизированно-ручное (автоматизированно-ручное) техническое
устройство — техническое устройство, функционирующее при одно-
временном применении энергии людей и неживой природы, которое
управляется людьми без использования (с частичным использованием)
энергии неживой природы.
Автоматическое техническое устройство — техническое устрой-
ство, функционирующее и управляемое по заданному алгоритму
с использованием энергии неживой природы, без непосредственного
участия людей.
Механизированно-ручная (автоматизированно-ручная) машина —
машина, в которой движение инструмента происходит при помощи
энергии неживой природы, перемещение объекта обработки относи-
тельно инструмента выполняется людьми, которые полностью (частич-
но) осуществляют управление.
Механизированная машина — машина, являющаяся механизиро-
ванным техническим устройством, в котором люди кроме установки
и съема объектов обработки могут выполнять подачу инструмента.
Машина-полуавтомат — машина, выполняющая с помощью энер-
гии неживой природы заданный алгоритм функционирования при
участии людей в загрузке и выгрузке или установке и съеме объек-
тов обработки и периодическом включении машины
Машина-автомат — машина, являющаяся автоматическим техни-
ческим устройством.
Ручной инструмент — инструмент, являющийся ручным техничес-
ким устройством. Инструментом называется техническое устройство,
используемое в качестве орудия машины или человека для непосред-
ственного изменения или определения состояния или для установки
другого орудия в машине.
ГЛАВА 2
СВЕДЕНИЯ ИЗ МАТЕМАТИКИ.
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ РАЗМЕРОВ ЗАГОТОВОК
1. Некоторые значения (и) постоянных п, g и е
(п = 3,14159 26535 89793е = 2,71828 18284 59045...)
Величина п Ign 1 :и
Я 3,1415927 0,49715 0,3183099 1,50285
2я 6,2831853 0,79818 0,1591549 1,20182
Зп 9,4247780 0,97427 0,1061033 1,02573
4п 12,566371 0,09921 0,0795775 2,90079
я:2 1,5707963 0,19612 0,6366198 1,80388
п: 3 1,0471976 0,02003 0,9546297 1,97997
я: 4 0,7853982 1,89509 1,2732395 0,10491
п: 5 0,6283185 Т,79818 1,5915494 0,20182
п:6 0,5235988 1,71900 1,9098593 0,28100
п:7 0,4487990 1,65205 2,2281692 0,34795
п: 8 0,3926991 1,59406 2,5464791 0,40594
я2 9,8696044 0,99430 0,1013212 Т,00570
п3 31,006277 1,49145 0,0322515 2,50855
я4 97,409091 1,98860 0,0102660 2,01140
l/n 1,7724539 0,24858 0,5641896 1,75143
3 г~ уп 1,4645919 0,16572 0,6827841 1,83428
я|/л 5,5683280 0,74572 0,1795871 1,25428
3/- яуп 4,6011511 ' 0,66287 0,2173352 1,33713
4л2 39,478418 1,59636 0,0253303 2,40364
я2:4 2,4674011 0,39224 0,4052847 Т,60776
«1/2 4,4428829 0,64767 0,2250791 1,35234
g 9,81 0,99167 0,1019368 1,00833
g2 96,2361 1,98334 0,0103911 2,01666
Vg 3,1320919 0,49583 0,3192754 1,50417
Сведения из математики
15
Продолжение табл. 1
Величина п 1g п Величина И 1g и
п: ]/2 2,221441 0,34663 1:2^ 0,050968 2,70730
2 j/n 3,544908 0,54961 2]/g 6,264184 0,79686
|/2п 2,506628 0,39909 V^s 4,429447 0,64635
]/л:2 1,253314 0,09806 е 2,718282 0,43429
j/гТй 0,797885 1,90194 е2 7,389056 0,86859
]/90:л 5,352372 0,72855 е3 20,08554 1,30288
з /~ |/2я 1,845261 0,26606 1 :е 0,367879 1,56571
з / уп: 2 1,162447 0,06537 1:е2 0,135335 1,13141
|/я:4 0,922635 1,96503 1:е3 0,049787 2,69712
2,145029 0,33144 1,648721 0,21715
1,395611 0,14476
2. Квадратные и кубические корни из десятичных
и простых дробей
п И fa И |А 1^
0,01 0,1000 0,2154 0,6 0,7746 0,8434 5/7 0,8452 0,8939
0,02 0,1414 0,2714 0,7 0,8367 0,8879 6/7 0,9258 0,9499
0,03 0,1732 0,3107 0,75 0,8660 0,9086 1/8 0,3536 0,5000
0,04 0,2000 0,3420 0,8 0,8944 0,9283 3/8 0,6124 0,7211
0,05 0,2236 0,3684 0,9 0,9487 0,9655 5/8 0,7906 0,8550
0,06 0,2449 0,3915 1/3 0,5774 0,6934 . 7/8 0,9354 0,9565
0,07 0,2646 0,4121 2/3 0,8165 0,8736 1/9 0,3333 0,4808
0,08 0,2828 0,4309 1/4 0,5000 0,6300 2/9 0,4714 0,6057
0,09 0,3000 0,4481 3/4 0,8660 0,9086 4/9 0,6667 0,7631
0,1 0,3162 0,4642 1/6 0,4083 0,5503 5/9 0,7454 0,8221
0,2 0,4472 0,5848 5/6 0,9129 0,9410 7/9 0,8819 0,9196
0,25 0,5000 0,6300 1/7 0,3780 0,5228 1/12 0,2887 0,4368
0,3 0,5477 0,6694 2/7 0,5345 0,6586 5/12 0,6455 0,7469
0,4 0,6325 0,7368 3/7 0,6547 0,7540 7/12 0,7638 0,8356
0,5 0,7071 0,7937 4/7 0,7559 0,8298 11/12 0,9714 0,9574
16
Сведения из математики
3. Перевод градусной меры в радианную (длина дуг окружности,
радиус которой равен 1)
1 радиан = 57° 17'44"; 1° = 0,017453 радиана
Угол Дуга Угол Дуга Угол Дуга Угол Дуга
1" 0,000005 Г 0,000291 1° 0,017453 20° 0,349066
2" 0,000010 2' 0,000582 2° 0,034907 30° 0,523599
3" 0,000015 3' 0,000873 3° 0,52360 40° 0,698132
4" 0,000019 4' 0,001164 4° 0,069813 50° 0,872665
5" 0,000024 5' 0,001454 5° 0,087266 60° 1,047198
6" 0,000029 6' 0,001745 6° 0,104720 90° 1,570796
7" 0,000034 7' 0,002036 7° 0,122173 180° 3,141593
8" 0,000039 8' 0,002327 8° 0,139626 270° 4,712389
9" 0,000044 9' 0,002618 9° 0,157080 360° 6,283185
10" 0,000048 10' 0,002909 10° 0,174533
4. Перевод радианной меры в градусную
Ради- аны Граду- сы и минуты Ради- аны Граду- сы и минуты Ради- аны Граду- сы и минуты Ради- аны Граду- сы и минуты Ради- аны Граду- сы и минуты
1 57°18' од 5°44' 0,01 0°34' 0,001 0°03' 0,0001 0°00'
2 114°35' 0,2 11°28' 0,02 1°09' 0,002 0°07' 0,0002 0°01'
3 171=53' 0,3 17°1Г 0,03 Г43' 0,003 0°10' 0,0003 о°ог
4 229°1Г 0,4 22°55' 0,04 2° 18' 0,004 0°14' 0,0004 о°ог
5 289°29' 0,5 28°39' 0,05 2°52' 0,005 0°17' 0,0005 0°02'
6 343°46' 0,6 34°23' 0,06 3°26' 0,006 0°23' 0,0006 0°02'
7 401 ° 04' 0,7 40°06' 0,07 4°0Г 0,007 0°28' 0,0007 0°02'
8 458°22' 0,8 45°50' 0,08 4°35' 0,008 0°31' 0,0008 0°03'
9 515°40' 0,9 51°34' 0,09 5°09' 0,009 0°31' 0,0009 0°03'
5. Знаки тригонометрических функций и формулы приведения
АВ ОВ
sin а =----; cos а =----
R R
tga =
СР
R ’
EF
ctga = —-
f
sec а =
ОС OF
----; cosec a —--
R R
Сведения из математики
17
Продолжение табл. 5
Функ- ция Знаки функций при значениях угла ср Формулы приведения функций при угле ф, равном
0-90° 90-180° 180—270е 270- 360° ±« 90° ± a 180° ±a 270° ±a
sin<p + + — — + sina + COSCC + sina —cos a
cos<p + — — + +cosa zjzsina —cos a + sina
tg<P + — + — ±tga + ctga ±tga + ctga
ctg<p + — + — +ctga + tga ±ctga + tg«
6. Значения тригонометрических функций для часто встречающихся
значении углов
Угол Функция
о рад sin COS tg ctg
0 0 0 +1 0 + oc
30 lt/6 +0,5 +0,866 +0,577 + 1,732
45 it/4 +0,707 +0,707 + 1 + 1
60 it/3 +0,866 +0,5 + 1,732 +0,577
90 Jt/2 +1 0 ± oc 0
120 2it/3 + 0,866 -0,5 -1,732 -0.577
180 n 0 -1 0 + oc
270 3n/2 -1 0 + oc 0
360 2n 0 + 1 -0 + OC
7. Обратные круговые тригонометрические функции
Обратными круговыми тригонометрическими функпиями называ-
ют равенства:
у = arcsin х (арксинус), если х = sin у;
у = arccos х (арккосинус), если х = cos у;
у = arctg х (арктангенс), если х = tg у;
У = arcctg х (арккотангенс), если х = ctg у,
где у измеряется в радианах.
Главные значения обратных круговых функций ограничены пре-
делами:
Jt П . я
sg arcsin х < + —; — у arctgx + —;
О sg arccos х sg +л; 0 < arcctgx < + л.
18 Сведения из математики
8. Основные формулы тригонометрии
Функции одного угла
. , , . sin а 1
sin2 а + cos2 а = 1; --------= tg а =-------;
cos а ctg а
1 /\------tg а 1 1
sin а = 1/1 — cos а = — = - ---=---------;
]/1 + tg2 а |/1 + ctg2 а cosec а
1Л----1 ctg а 1
cos а = 1/1 — sin2 а = —= —=------------;
|/1 + tg2 а" 1/1 + ctg2 а sec а
sin а }/1 — cos2 а /—z---------
tg а = — = ------------------= у sec2 а — 1;
|/1 - sin2 а cos а
cos а /1 - sin2 а ,----------------z-------
ctg а = -----= ---------------= у cosec а — 1.
У1 - cos2 а sin а
Функции двойных и тройных углов
sin 2а = 2 sin a cos а = —;
1 + tg2 а
cos 2а = cos2 а — sin2 а = 1 — 2 sin2 а = 2 cos2 а — 1 =
1 - tg2 а _
1 + tg2 а ’
tg2a = =----------?----; ctg2а = с^а~ 1 = ctg«-tg«.
1 - tg2 a ctg а - tg а 2 ctg а 2
sin За = 3 sin а — 4 sin3 a; cos За = 4 cos3 а — 3 cos а;
tg За = 3^а~^а; ctg За = -С-^-а ~3 ctSa..
1 — 3 tg2 а 3 ctg2 а — 1
Функции половинных углов
. а /1 — cos а У 1 + sin а — 1/1 — sin а
sin — = + /-----------;-= -----------------1----------
2 - / 2 2
а , 1 /1 + cos а ]/1 + sin а + 1/1 — sin а
с.пк — — 4- I / ---------=• 1_____________L__________
cos /7- = + 1/ - ' == 2—: 2 “ |/ 2 2
. a sin а 1 — cos а ' tg » . — ± 2 1 + cos a sin а /1 — cos а . 1 1 + cos а ’
. a sin а 1 + cos а ctg — = = — = + 2 1 — cos a sin а /1 + cos а ' 1 — cos а ’
Сведения из математики
Продолжение табл. 8
Перед знаком радикала должен быть поставлен знак плюс или
минус, в зависимости от того, в какой четверти находится угол.
Суммы и разности функции одного угла
sin а + cos а = |/1 + sin 2а = ]/2 sin (45° + а) = ]/2 cos (45° — а);
sin а — cos а = —]/1 — sin 2а;
cos а — sin а = |/1 — sin 2а = ]/2 sin (45° — а) = ]/2 cos (45° + а);
tg а + ctg а = —; tg а — ctg а = —2 ctg 2а;
sin 2а
ctg а - tg а = 2 ctg 2а.
Степени функций одного угла
. , 1 — cos 2а , 1 + cos 2а
sm а = -------------; cos а =-------------;
. , 3 sin а — sin За , 3 cos а + cos За
sin а = --------------------; cos а — --------------------
4 4
. л. cos 4а — 4 cos 2а + 3
sin а = ----------------—------;
8
4 cos 4а + 4 cos 2а + 3
cos а =-----------------------;
8
tg2 а =
1 J _ 1 — cos 2а
cos2 а 1 + cos 2а
2 1
ctg2 а = -----1.
sin а
Функции суммы (разности) двух углов
sin (а + Р) — sin a cos р + cos a sin Р;
cos (а + Р) = cos a cos р + sin a sin Р;
tg(a±
' tg а + tg Р .
1 + tg a tg Р ’
ctg(a± Р) =
ctg a ctg р + 1
ctg Р + ctg а
Суммы и разности функций двух углов
._ „ . а+р а — р
sm а + sm р = 2 sm —cos —;
cos а + cos Р = 2 cos
sin а — sin р = 2 cos
2
а + р
----— cos
2
а + Р .
-----— sin
2
2 ’
а — Р
2 ’
а — р
2 ’
20
Сведения из математики
Продолжение табл. 8
„ n . а+p. a-p
cos a — cos P = —2 sin--— sin----—:
2 2
. , . „ sin (a + P) x x _ sin (P + a)
tg a + tg p =-- ' ; ctg a + ctg p = — y-’.
cos a cos p sin ot sin p
Произведение функций двух углов
cos (а — Р) — cos (а + Р)
sin a sin р =
cos а cos р =
2
cos (« — Р) + cos (« + Р)
cos а sin р =
2
sin (а + Р) — sin (а — Р)
««tgp.JiLtt-;
ctg а + ctg р
tg а ctg р =
2
. * „ ctg а + ctg р
ctg a ctg Р = —---------
tg а + tg р
tg « + ctg Р
tg р + ctg а ’
Разности квадратов функций двух углов
sin2 a — sin2 р = cos2 p — cos2 a = sin (a + P) sin (a — p);
cos2 a — sin2 p = cos2 p — sin2 p = cos (a + P) cos (a — P).
Суммы и разности функций углов треугольника (а + Р + у = 180°)
sin а + sin р + sin у = 4 cos — cos — cos —:
2 2 2
sin а + sin P — sin у = 4 sin — sin — cos —:
2 2 2
cos а + cos P + cos у = 4 sin — sin — sin — + 1:
2 2 2
cos а + cos P — cos у = 4 cos — cos — sin —— 1:
2 2 2
tg а + tg p + tg у = tg a tg p tg y;
ctg у + ctg A + ctg = ctg у ctg ctg ;
ctg a ctg p + ctg ot ctg у + ctg p ctg у = 1;
Сведения из математики 21
Продолжение табл. 8
sin* i 2 * * * а + sin2 Р + sin2 у = 2 + 2 cos а cos р cos у;
sin2 а + sin2 р — sin2 у = 2 sin а sin р sin у;
cos2 а + cos2 р + cos2 у = 1 — 2 cos а cos р cos у.
9. Соотношения элементов плоских фигур
Прямоугольный треугольник
Обозначения: а, b — катеты; с — гипотенуза;
5 — площадь.
Суг а
ъ ~у а2 + Ъ2 = с2; а + Р = 90°; S =
i ' 2
. / 2 , 1,2 а Ъ а Ь
с = \а2 + Ъ2 = —---=------=------= —-;
sin а cos а cos р sin р
а = |/с2 — Ъ2 = с sin а — с cos р = b tg а = b ctg Р;
b = |/с2 — с2 = с sin р = с cos а = a tg р = a ctg а;
„ ab а2 * Ь2 с2 . с2 . _ а . гд----ч
5 =---=----ctg а =--tg а = — sin а cos а =-sin 2а = —1/с — а ,
2 2 6 2 2 4 2 k
„ а . „ Ъ
sin а = cos р = —; sin р = cos а = —
с с
tga=.-^; tg р = —.
о а
Равнобедренный треугольник
Обозначения: а - боковые стороны; с —
основание; а — углы при основании; у — угол при
вершине; h„ и hc — высоты на сторону а и основа-
ние с; Р и г — радиусы описанной и вписанной
окружностей;
Р — периметр; S — площадь.
= 180° - 2а; а = 90°
У .ус
—; cos а = sin — = —;
2 2 2а
с
с
a — --------
2 cos a o • Y
2 sin ~
2
ha
sin у
cos -7-
2
22
Сведения из математики
Продолжение табл. 9
„ . Y „ h„ 2h, .. у
с = 2а sm — = 2а cos а =---------=------= 2nc tg —;
2 sin а tg а 2
. . у chc
h. = a sin у = с sin а = с cos — = —5
2 а
ус у
hc — a sin а = a cos у = у ct8 ~2 ~
а2 _ с !^-а ~ с
2hc ' 2 / 2а + с’
Р = 2а + с — 2а
= 2а (1 + cos а) = с
С2 1 2 • 1 2. 1 , 1 ь
—= — а2 sin у = — с tg а = — ап„ = — chc.
4 2 4 2 Z
Равнобедренный прямоугольный треугольник
Обозначения: а — катеты; с — гипотенуза
(основание); а — углы при основании; hc — высота;
R иг — радиусы соответственно описанной и
вписанной окружностей; Р — периметр; 5 — пло-
щадь.
а = 45°; а = у |/2 = 0,707с = hc |/2 = 1,41ЛС;
с = а]/2 = 1,41а = 2hc = R; hc = у = у |/2 = 0,707а = R;
R = y = /ic = y]/2 = 0,707а; г = у (2а - с) = 0,293а = 0,207с = 0,41/гс;
Р = 2а + с = 2,41с; 5 = — а2 = — с2 — h£.
2 4
Сведения из математики
23
Продолжение табл. 9
Равносторонний треугольник
Обозначения: а — сторона; h — высота; R
иг — радиусы соответственно описанной и вписан-
ной окружностей; Р — периметр; S — площадь.
/
а=у/> j/з = 1,155/! = К j/з = 1,7327? = 2т |/3 = 3,463г;
h = ~ 1/3 = 0,866а = = 1.5К = Зт;
2 * 2
R = —1/з = 0,577а = —h = 2г;
3 1 3
,- = Aj/^ = o,289a = 4 = f;
о 3 Z
Р = За = 2/i ]/з = 3,463й = ЗК |/з = 5,196R = 6r j/З = 10,392т;
S = ^-]/з = 0,433а2 = у |/з = 0,577/12 = у R2 j/з =
= 1,299R2 = Зт2]/з = 5,196т2.
Косоугольный треугольник
Обозначения: а, Ь, с — стороны треуголь-
ника; а, Р, у — противолежащие им углы; R, г —
радиусы соответственно описанной и вписанной
окружностей; Р — периметр; р — полу периметр; 8 —
площадь; основные линии треугольника: ha — вы-
сота, опущенная на сторону а; тв — медиана, про-
веденная через середину стороны а; 1а — биссектриса
угла а.
Основные соотношения:
а b с ,
= - = ----= 2R (теорема синусов);
sin a-----------------sin р-sin у
а2 = Ь2 + с2 — 2Ъс cos а (теорема косинусов);
а + b 2 , .
-----=------------(теорема тангенсов);
а — b а — р
Сведения из математики
Продолжение табл. 9
S = -i- ab sin у = 2R2 sin a sin 0 sin у = гр = |/р (р — а) (р — Ь) (р — с).
Дополнительные соотношения:
a sin 0
tg а = -----
с — a cos 0
. а
; sm — =
2
(р-Ъ)(р-с) .
Ьс 1
cos А 1/ P(P~g); tg— = 1/ ^~b)(P~C) ;
2 |/ be ’ 2 у р(р — с)
а — 0
cos-----—
2
а + 0
cos-----—
2
а - 0
cos------—
2
Y
sin —
2
а — 0
2
« + 0
2
У
cos —
2
Основные линии треугольника:
г а
be cos —
2
ha ~ b sin у = с sin 0; 1а = —-—; vnt
b + с
-^-]/b2 + с2 + 2bc cos а.
Элементы косоугольного треугольника
Дано Формулы для определения неизвестных элементов
а а ₽ у = 180° - а - 0; b = —” Р ; sin а ’ _ дяпу . 1 с ". > ab sm у sin а 2
а b Y 2 а + b 2 2 2 Определив а + 0 и а — 0, вычисляют а и 0; я sin у _ 1 , . с — — ; 5 = — ab sin у sin а 2
Сведения нз математики
25
Продолжение табл. 9
Дано Формулы для определения неизвестных элементов
a b a . „ b sin а sin р = ——. а Если а Ь, то Р < 90° и имеет лишь одно значение. Если а < Ь, то р имеет два значения при b sin а < а (Р2 = 180° - Р0; Р имеет одно значение (90°) при bsina = c; треугольник нельзя построить при b sin a > а. у = 180° - a - Р; с = sin у sin a 2
a b c r = /(P - a)(P - b)(p - c) . t a = r . I p Ё 2 p - a ’ . P r . Y r tg ; tg = ; 2 p — b 2 p — c S = rp = ]/p(p - a)(p — b)(p — c)
Прямоугольник
Обозначения: а, b — стороны прямоуголь-
ника; d — диагональ; R — радиус описанной окруж-
ности; а, Р — углы между сторонами и диагона-
лями; о>1, о>2 — углы между диагоналями; Р —
периметр; 5 — площадь.
а = 90° — р = 90° — = 2Р = 180° - 2а = 180° - со2;
Р = 90° - а = 90° - ^-= со2 = 2а = 180° - 2р = 180° - Ю1;
b „ а а>1 . п а , со2 „ b
tga = —; tgp = —; tg —-=tgP = —; tg — = tga = —;
a b 2 b 2 a
a = - — —-— = d sin p = d cos a -- ]/s ctg a = / -;
tga ctg p К tga
26
Сведения из математики
Продолжение табЛ. 9
b = a tg а = a ctg р = d cos р = d sin а =
—----= ]/stga;
I ctg a
a2 + b2 = ------= ------
cos a sin p
b b 1/ 2S
sin a cos p |/ sin 2a ’
d _ a _ a _ b _ b _ /
2 2 cos a 2 sin p 2 sin a 2 cos p \ 2 sin 2a
P = 2 (a + b) = 2a (1 + tg a) = 2a (1 + ctg P) = 2a ]/l + 2 sin 2a;
5 = ab = a2 tg a = a2 ctg P = d2 sin a>i = d2 sin 2a.
Квадрат
Обозначения: а — сторона квадрата; d —
диагональ; R, г — радиус соответственно описанной
и вписанной окружностей; Р — периметр; S —
площадь.
fl = y|/2 = y = |/S = .Rj/2 = 2r;-
d = а]/2 = -£-|/2 = ]/2S = 2R = 2г|/2;
P = 4o = 8r = 2<i|/2=4j/s = 4r|/2;
5 = a2 =±d2 =~Р2 = 2R2 = 4г2.
2 16
Сведения из математики
27
Продолжение табл. 9
Ромб
а
Обозначения: а — сторона ромба; di, —
диагонали; h — высота; а, р — углы при вершинах;
г — радиус вписанной окружности; Р — периметр;
S — площадь. Углы между диагоналями равны 90°;
если а > 90°, то di < d2; а < 90°, то di > d2.
юло о • о h • « Р d2 * а d2
а = 180 — Р; sin а = sin р = —; sin — = cos = —-; tg — = —-;
а 2 2 2а 2
о п h . Р а di х Р di
Р = 180 — а; sin р = sin а — —; sin — = cos — = —-; tg — = -±-;
а 2 2 2а 2 d2
di
а =-----------
. а-
2 cos —
2
sin а 2
<G
. «
2 sin —
2
h = а sin а = d2 sin — = ^-1/4а2 — dl = — - = 1/s sin а;
2 2 V^T+di v
. a
sin —
2
h _ а _ . p , ' а
-------= 2а cos — = 2а sm = d2 ctg —
P 2 2 2
cos —
2
d2 =
- P
sin —
2
—-— = 2а sin — = 2а cos — = d2 tg — =
а 2 2 2
cos—
2
]/2Stgf:
h
/l Cl . l.j.Ot / . 2 j2
r = — = —sina = -—did2sin — = —
2 2 2 2 4« F
P = 4a= -^— = 2]/dl + <11 = 4
a
cos —
2
S
sin a
S = ah = a2 sin a = d2 tg — = — di l/4a2 — dj = — d2d2.
2 2 2 v 2
28
Сведения из математики
Продолжение табл. 9
Правильный многоугольник
Обозначения: и — число сторон много-
угольника; с„ — сторона; R„, г„ — радиусы соот-
ветственно описанной и вписанной окружностей;
Р — периметр; 5 — площадь.
. 180° _ „ 180°
с„ = 2Rn sin ----= 2r„ tg ——;
n n
r ___.
" _ . 180° “ 180° ’
2 sin ----- cos-------
n n
„ . 180° _ „ 180°
P = 2nR„ sin -----= 2nr„ tg-----= nc„;
n n
„ 1 „2 360° 2t 180° 1 2 180°
S = — nR„sin---—=nr2„tg ------=—nc*ctg-------
2 n n 4 n
n . 180° sin n n . 180c sin—— n n . 180° sin n n 180° sin—— n
1 0,0000 17 0,1838 33 0,0951 49 0,0641
2 1,0000 18 0,1737 34 0,0923 50 0,0628
3 0,0866 19 0,1646 35 0,0896 51 0,0616
4 0,7071 20 0,1564 36 0,0872 52 0,0604
5- 0,5878 21 0,1490 37 0,0848 53 0,0592
6 0,5000 22 0,1423 38 0,0826 54 0,0581
7 0,4339 23 0,1362 39 0,0805 55 0,0571
8 0,3827 24 0,1305 40 0,0785 56 0,0561
9 0,3420 25 0,1253 41 0,0765 57 0,0551
10 0,3090 26 0,1205 42 0,0747 58 0,0541
11 0,2817 27 0,1161 43 0,0730 59 0,0532
12 0,2588 28 0,1120 44 0,0713 60 0,0523
13 0,2393 29 0,1081 45 0,0698 61 0,0515
14 0,2225 30 0,1045 46 0,0682 62 0,0506
15 0,2079 31 0,1012 47 0,0668 63 0,0498
16 • 0,1951 32 0,0980 48 0,0654 64 0,0491
Сведения нз математики
29
Продолжение табл. 9
п . 180° sin п п 180° sin И п . 180° sin п п . 180° sin - п
65 0,0483 74 0,0424 83 0,0378 92 0,0341
66 0,0476 75 0,0419 84 0,0374 93 0,0338
67 0,0469 76 0,0413 85 0,0369 94 0,0334
68 0,0462 77 0,0408 86 0,0365 95 0,0331
69 0,0455 78 0,0403 87 0,0361 96 0,0327
70 0,0449 79 0,0398 88 0,0357 97 0,0324
71 0,0442 80 0,0393 89 0,0353 98 0,0321
72 0,0436 81 0,0388 90 0,0349 99 0,0317
73 0,0430 82 0,0383 91 0,0345 100 0,0314
Круг
Обозначения: г — радиус круга; d — диа-
метр; Р — периметр (длина окружности); 5 — пло-
щадь.
г = = 0Д591Р = 1/^ = 0,56421/S;
2л 'я г
d = 2г = — = 0.3183Р = 2 /—= 1,12841/5;
Л / л
Р = 2пг = 6,2832г = nd = 3,1416d = 2]/nS = 3,5449 ]/S;
тгд2 P2
S = nr2 = 3,1416г2 = = 0,7854г/2 = —= 0,0796P2.
4 4л
Круговое кольцо
Обозначения: D, d — диаметры внешней
и внутренней окружностей; R, г — радиусы внешней
и внутренней окружностей; dcp, гср — средний диа-
метр и средний радиус кольца; а — ширина коль-
ца; 5 — площадь.
а = R — г = -^-(D — d); R = r + а = гср + -у = 2гср — г;
D = d + 2а = 2dcp — d = 4г ср — d;
г = R — а = гср — = 2гср — R;
d = D — 2а — 2dQp — D = 4г ср — D;
reP = y(^ + r) = ^-(D + d) = R--| = r + |-;
30 Сведения из математики
Продолжение табл. 9
dcp = ^-(D + d) = R + г = D — а = d + а;
_ TcD2 nd2 J„2 2\ т
5 —------------= п (R — г ) = 2логср =
4 4
= паdcp = па (R 4- г) = па (D — а) = па (d + а).
Периметры, площади и другие соотношения элементов нлоскнх фигур
Номер эскиза Наименование фигуры и обозначение Периметр Р, площадь S Другие соотношения элементов фигуры
1 Параллело- грамм; h —вы- сота Р = 2 (я + Ь); S = ah = ab sin а = = ab sin р <?! / d2; h = b sin ос; a = Y^90o; P = 5 * 90°; а+р = у + 8= 180°
2 Трапеция; h — высота, m — средняя линия P = a + b + c + d; S =-^(а + b)h = mh a + b m- 2 , h = c sin a
3 Четырехуголь- ник выпуклый; т — линия, соединяющая середины диагоналей P = a + b + c + d; S —-^D1D2 sinq> = = ~(b2 +d2-a2 - -c2)tg<p = = — (Ai + h2) Di a2 + b2 -t-c2 + d2 = = Dj + Dj + 4m2
Сведения из математики
31
Продолжение табл. 9
Номер [эскиза Наименование фигуры и обозначение Периметр Р, площадь 5 Другие соотношения элементов фигуры
4 Четырехуголь- ник, вписан- ный в окруж- ность; р — по- лупериметр Р = д-ЬЬ-Ьс + </; S =-^-D1D2sin9 = = + be) sin а = = 2R2 sin а sin 0 sin <p = =- — (ас + bd) sin <p = = ]/(p-a)(p-b)(p-c)(p-d) а + у = 0 + 8 = 180°
5 Четырехуголь- ник с вписан- ной окружно- стью; р —по- лупериметр P = a + b + c + d; S = rp = (a + c)r = = (b + d)r = = DiD2 sin Ф а + с = b + d
6 Многоуголь- ник любой P = fl + b + c-l-^ + -- - S = Si + S2 + S3 + ... —
7 Сектор круго- вой; / — длина дуги, а — хор- да P = 2r + I; jr _ Ttr2« “ 2 “ 360° __ яга ~ 180° ’ а = 2r sin —; 2 180°/ а = пг
8 Сегмент кру- говой; /—дли- на дуги, а — хорда; h — вы- сота P = I + a; _ Ir - g(r - h) M — — 2 r2 ( na \ = — sm а 1 2 \ 180° /
9 Часть круго- вого кольца S = яаггп = cp 180° = — (R2 -r*) 360° ' ’ —
10 Эллипс; а,Ь— полуоси; ^—фокусы P = n(/2(a2 + b2); S — nab с^]/а2-Ь2; FtM + F2M =2а
32 Расчет технологических размеров заготовок
10. Расчет технологических размеров заготовок
Координаты точки пересечении двух прямых
Номер эски- за Величины Порядок расчета и формулы (скобками выде- лены величины, полученные при расчете)
заданные опреде- ляемые
1, 2 Л; а; 0 X; Y 1) х=\ 2) y = Wtg0 tg а + tg 0
3, 4 Л; В; а; 0 X, Y 1) X = ; 2) Y= Б - (X) ctg 0 tg а - ctg 0
5, 6 Л; Б; а to 1) В = (Л tg а — Б) cos а; 2) X = (В) sin а; 3) Г = (В tg а + Л) cos а; 4) У = Г sin а
7 х; у; а X; Y 1) X = х cos а + у sin а; 2) Y = —х sin а + у cos а
8, 9 я ?? со to X; Y - n v _ cos а cos 0 tg 0 - tg а Л 2) Y = (X) tg а + ' 7 cos а
Расчет технологических размеров заготовок 33
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы (скобками выде- лены величины, полученные при расчете)
заданные опреде- ляемые
10 £ £ £ £ £ X; Y х Уз ~ У4 _г Х1 хз У1 + Уз ,, v_ Х1 ~ Х2 х3- х4 . л , У1 -У2 Уз-Ул Xi — Х2 Хз — Х4 2) y=(,2^L2XV(x)_X1] + j,1 \ Х1 - х2/
11 хр х2; Уб Уг; Уз; а X; Y Уч — V? ———х3 + Xi tg а + Уз - п 1) X = ; ——— + tga х2 - х3 2) y=(X)tga + yt - Xitga
12 Хр х2; л; г2; а; Р X; Y v xt tg a - х2 tg Р + у2 ~ У1 . 1)X- tga-tgp 2) y=[(X)-x1]tga + y1
13 Л; Xjj Уп «; Р X; Y A xi tg a У1 n 1) tg a - tg P 2) y=tga[(X)-x1] +n
14 X !к Й= V. -• X; Y У1 - У2 A xi У1 1) x = X1 ~~Xz cos a У1 2— tga Xj — x2 2) Y= У1 ~ Уг [(-¥) - x,] + yi Xj — x2
15 А; Б; а; Р X; Y Б cos a — Л cos P sin (P — a) = (X) sin « - Л cos a
34
Расчет технологических размеров заготовок
Продолжение табл. 10
Угол у наклона прямой, проходящей через концы заданных отрезкой,
и расстояние ее от начала координат
Здесь и далее в таблице (2i>
21, - - , Qs — промежуточные
расчетные величины
Номер эскиза Величины
заданные опреде- ляемые Порядок расчета и формулы
1 о о /Л /Л Q тэ Q -• л /л /л " ‘ "СЭ н- 00 00 i. о о 0 о Л; у 1) Ci = cos а; 2) Q2 = Ki sin а; 3) 2з = cos ₽; 4) Q< = R2 sin а; 5) у = arctg . VI — V3 Прн отрицательном значении у угол считается образованным враще- нием прямой относительно оси х по часовой стрелке. 6) л = ((22 - Qi tg у) cos у
2 Л; Б; R; а; Р Y 1) 21 = 1 + tg2 а; 2) Q2 = Л + Б tg а; 3) (23 = А1 + Б2 - R2; -22 ±1/21-2123 )б4~ 21 5) 2з = 24 tg а; 6) 26 = 1 + tg2 Р; 7) (2, = Л + Б tg Р; ™ п -27±1/2^-262з 8)е. 9) 29 = 2s tg Р; 10) у = arctg 24 — 2s В п. 4 и 8 перед радикалом при- нимают знак «+», если а и Р<90°, и знак «—», если а и р > 90°
Расчет технологических размеров заготовок 35
Продолжение табл. 10
Расстояние от заданной точки К до заданной прямой
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
1, 2, 3 А; Б; В; а X; У; Г A tg а н—— + В 1)Х = ; tg а + ctg а 2) У= (X — Л) tga; 3) Г = ]/(В - У)2 + (Б - X)2
Определение координат точек пересечения
прямой с дугой заданного радиуса R
1. 2 А; Б; R; а ! Х2; Yi -, Y2 00 (О (О к> * К> 1- W Н* II II II II II II * !? Ю to 7 * ? L 1 + ста я И “ я- “ г? я ” я !Р £ 5> К - я я 1 1 W (О Ю JO Л n 5L * to (О to II ы W w и .. - (О 11 - кэ tra й 1 >5 W
36
Расчет технологических размеров заготовок
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
3 А ; Б -, R; а ^;Х2; Уй У2 1) 21 = 1 + tg2a; 2) Qi = (Б- A tga)tga; 3) 2з = Б2 + A2 tg2 a - 2АБ tg a - К2; ~2z +1/21 - 212з . 4,X1" Qi ’ v -22-1/2?-212з . S) - Q1 6) Ki =(X1 -71)tga + S; 7) Y2 = (X2 —/4)tga + £
4 R; А; а X; Y I) 2i = a + arcsin —; R 2) X ~ R cos Qi; 3) y=Rsin2!
5 R; А; а X; Y -j \ /-I . 1) 2i = a — arcsin —; R 2) X ~ R cos Qi; 3) У = R sin 6i
Координаты центра сопряжения прямой с окружностью
прн заданном радиусе сопряжения
Расчет технологических размеров заготовок
37
Продолжение табл. 10
Номер эскиза Величины
заданные опреде- ляемые Порядок расчета и формулы
1, 2 С со. О' S X; Y 1) 61 — R sin (а + Р) + г; 2) 61 - arcsin 61 ; 3) 6з - Qi а; R — г 4) X = (R — г) cos 6з! 5) Y = (R — г) sin (2з- В уравнении п. 1 для эскиза 1 принимают знак « —», для эскиза 2 — знак «+»
3, 4 R; г; а; Р X; Y 1) Qi = R sin (а + р) ± г; 2) Q2 - arcsin 3) Q3 - Q2 а; 4) X = (R + г) cos Q3; 5) Y = (R + r) sin Q3. В уравнении п. 1 для эскиза 3 принимают знак «+», для эскиза 4 — знак « —»
38
Расчет технологических размеров заготовок
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
5, 6 и °2’ V а У; Y 1) (2i = R sin (Р — а) ± г; 2) 0.2 = arcsin ; R — г 3) <2з = 90° - а - С2; 4) X = (R — г) sin <2з; 5) У = (R - г) cos Оз- В уравнении п. 1 для эскиза 5 принимают знак « —», для эскиза 6 — « + »
7, 8 R; г; а < Р X; Y 1) Qi = ft sin (Р — а) + г; Qi 2) Q2 = aresm ———; R — г 3) (2з = 90° — а- Q2; 4) X = (R + г) sin Q3; 5) У = (R + г) cos бз- В уравнении п. 1 для эскиза 7 принимают знак « + », для эскиза 8 — знак «—»
9, 10 А\ Б; R; г; а X; Y 1) <21 = ft cos а — A sin а — г; 2) Q2 = arcsin ———; R - г 3) Оз — 0г + «; 4) X = (R — г) cos Q3, 5) У= (R - г) sin Q3
11, 12 Л; Б; R; г; а X; Y 1) Gi = ft cos а — A sin а + r; 2) Q2 = arcsin ———; R — r 3) 63 = 62+ «; 4) X = (R — r) cos a; 5) У = (R — r) sin a
Расчет технологических размеров заготовок 3$
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
13, 14, 15, 16 Л; К; R; г\ а У; Y 1) Qi = Б cos а — A sin а + г; 2) Q2 = arcsin —^1—; К — г 3) Оз = 0.2 + а; 4) X = (R + г) cos Оз; 5) Y = (R + г) sin Оз- В уравнении п. 1 для эскизов 13 и 14 принимают знак «+», для эс- кизов 15 и 16 — знак «—»
17, 18, 19, 20 А; Б; R; г; , а X; Y 1) 01 = Б cos а + A sin а + г; 2) Оз - arcsin ; R — г з) Оз = 01 — а; 4) X = (R - г) cos Оз; 5) Y = (R — г) sin Оз- В уравнении п. 1 для эскизов 17 и 18 принимают знак « —», для эскизов 19 и 20 — знак «+»
21, 22 А; Б; R; г; а X; Y 1) 01 — Б cos а + -4 sin а + г; 2) Оз = arcsin ———; R + г 3) Оз = Оз - «; 4) X = (R + г) cos 0з; 5) Y = (R + г) sin Оз
23 А; Б; R; 0 < а < 90° %1', ^2’ y2 1) 01 - Б A tg а ; cos а 2) Q2=(R+r)2J
О
Расчет технологических размеров заготовок
Продолжение табл. 10
Величины Порядок расчета и формулы
Номер эскиза заданные опреде- ляемые
23 А; Б; R; 0 < а $ 90° Vi;X2; Yi; y2 -22 -S’ < х х to to м KJ ь* U> W II II II II II II ИХ , | ю ю Мн» 1 1 1—К> •“ tra tra J? J? + do я я I + »О я 4-4- ~ м (О (О to го (О (О' W6J WW ГО 1 1 * II ip to L & io + <Z Ul - . - • do N1 Й
24, 25 A; R; R?; г; а X; Y 1) Qi = 1 + ctg2 a; 2) Q2 = -^- + R + r — A — ; sin a sm a 3) Q3 = Ql - (R - RJ2; 4> x Tz-Q2Ctga + |/Qictg2a-Q1<23 , <2i 5) Y = X ctg a + Q2
26, 27 А; R2‘9 ri а Б; В 1) (2i = ( — + Ri + R2 - A ) sin a; \ sin a / 2) Qi = arcsin —; R2 - r 3) Q3 = Qi - a; 4) Б = (R2 - r) cos Q3 + A - Rt - R2; 5) В = (R2 - r) sin бз
Элементы сопряжения сторон угла с дугой заданного радиуса
Расчет технологических размеров заготовок 41
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
1 R; а. <90° Л; Б; X; Y 1) Л = R ctg —; 2) Б = —-—; 2 а sm — 2 3) X = R sin а; 4) У = R (1 + cos а)
В; а <90° R ч „ В а 1)К~ cosatg 2
У; а <90° 1) R = -—- 1 + cos а
2 R; а >90° Л; Б; X; У 1) Л = R ctg —; 2) Б = -R ; 2 . а sm — 2 3) X = R cos (а — 90°); 4) У = R [1 - sin (а - 90°)]
В; а > 90° R BtgA 1) R = sm (а — 96°)
Y; а. >90° R [1 — sin (а — 90°)]
3 R; а; Р Ъ; Х2; Ув у2; *3; У3 __R R . cos а sin Р I) zL i — — —г— • 2 ctg р - tg а 2) yt = Xt tg a + — cos а У1 + St Y P- J1 Л я — " , tg P + ctg p 6) y3 = X3 ctg p
42
Расчет технологических размеров заготовок
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
4 R; а; Р .го >ч R R .. cos р cos а 1) К1 Л , tg а + tg. Р де V.-X.tga-^; yt +-^- 3) Х2 = - 4) У2 = Х2 tga; tg а + ctg а Xi Yi 5) Х3 = — ; 6) У3 = -X3tga tg р + ctg р ’
5 R; Р Х3; Yt ; Y-1, Y3 R R _ cos Р cos а 1) Л< 1 1 ' ‘ J tg Р - tg а 2) У, = — X, tg а; cos а - У1 3) Х2 = ; tg а + ctg а 4) У2 = -Xztga; X, 5) Х3 = tg р + ctg Р 6) У3= -X3tgP
Расчет технологических размеров заготовок 43
Продолжение табл. 10
Координаты центра сопряжения двух непараллельных прямых
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
1, 2 Л; г; а; Р X; Y Г г Л tg а _ cos а cos р < tga-tgp 2) r=XtgP Г— COS P
' 3, 4 X;- Y r r A tg а + cos p cos а 1 tga-tgp 2 ) V-XtgP + COS P
5, 6 X; Y r r A tg а + + cos a cos В 1)%= tga-tgp ’ 2)У=Х‘ёР+ cos₽
44 Расчет технологических размеров заготовок
Продолжение .табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
7, 8 Л; г; а; Р Х\ Y . . Г г Л tg а + cos а cos р 1)Х“ tgtf-tgp 2) У = X tg р - - COS Р
9, 10 Л; Б, г; а; Р %; У A tg а + —— - Б n _ sin р cos а tg а - ctg Р 2) У=Б--Лй--Хс1вр Sin Р
И, 12 У; У г г Atga n v cos а sin р tg а - ctg р 2) у=Б + -2—-xctgp sin р
13, 14 %; У Л tg ан Б ,, v cos а sin р 1) А — ——~— —— •* tg а - ctg р 2) Y=E + ^~-XctgP Sin Р
15, 16 X; У ;4tga + —-— Б n v cos а sm р I) А — —— ' —j tg а - ctg р 2) У = 15 — —г—— — X ctg Р Sin Р
Расчет технологических размеров заготовок 45
Продолжение табл. 10
Величины
Номер эскиза заданные опреде- ляемые Порядок расчета и формулы
17 СО R /Л /Л о о У; Y tg а + у2 - У1 - „ х2 tg Р cos а cos р 1) л — , tg а - tg р 2) У = X tg Р + у2 - х2 tg Р - - - cos р
18 jq; х2; х3; х4; п; Уг> ъ; у4, г Я * СО 1) а — arctg ; Х1 - х4 2) р = arctg , х3 - х2 Значения X и У вычисляют по формулам, приведенным для эскиза 17
19 CN 0 0 X 'Д о о Ох Ох - .. Л\ л\ * £ аса. У; У Xi ctg (а - 90°) + х2 tg р + + Г г + — — у, „ cos Р sin (“ — 90°) ctg (а - 90°) + tg р 2) y=Xtgp + y2-x2tgp- —!— cos р
20 S X X * • h- UI >-• %; У; а; Р 1) а = 180° - arctg ~ ; Xj — х4 2) Р = arctg ~ Ь . х2 ~ х3 Значения X и У вычисляют по формулам, приведенным для эскиза 19
46
Расчет технологических размеров заготовок
Продолжение табл. 10
Координаты центра сопряжения окружности и наклонной прямой
дугой заданного радиуса
Ю ©
4г _
> / х Л I х
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
1, 2 К; г; а. X; У . г 1) Qi = « ± arcsin ; R — г 2) X = (R — г) cos Qi; 3) У = (7? — г) sin Ci- В уравнении п. 1 для эскиза 1 принимают знак «—», для эскиза 2 — знак «+»
3, 4 х- Y .. Л .г 1) 6i = а + arcsin ; R + г 2) X = (R + г) cos 61! 3) У = (R + г) sin 61- В уравнении п. 1 для эскиза 3 принимают знак «+», для эскиза 4 — знак «—»
Расчет технологических размеров заготовок 47
Продолжение табл. 10
Величины
Номер эскиза заданные опреде- ляемые Порядок расчета и формулы
5, 6 У; У 1) 21 = К sin (а — Р) + г; 2) 2z = arcsin ———; R — г 3) 2з = “ - 2z; 4) X = (R - г) cos Q3; 5) У = (R - г) sin бз- В уравнении п. 1 для эскиза 5 принимают знак « + », для эскиза 6 — знак « —»
7, 8 .. Л а У; У 1) 21 — R sin (и — Р) + г; 2) 6z = arcsin ; Л + Г 3) бз = а - 2г; 4) X = (R + г) cos 2з; 5) У = (R + г) sin бз- В уравнении п. 1 для эскиза 7 принимают знай « —», для эскиза 8 — знак « + »
9, 10 ь а 1) 21 = ^4 sin а ± г; 2) 62 = arcsin——— ; R — г 3) 2з = “ - 2z! 4) X = (R - г) cos Q3; 5) У = (R — г) sin бз- В уравнении п. 1 для эскиза 9 принимают знак « + », для эскиза 10 — знак « —»
И, 12 X; У 1) 21 = л sin « ± G 21 2) 62 - arcsm r * ? ; 3) 2s = “-2z;
48 Расчет технологических разменов заготовок
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
11, 12 R; г; А; а X; Y 4) X = (R + г) cos 63; 5) У = (R + г) sin Q3. В уравнении п. 1 для эскиза 11 принимают знак «—», для эскиза 12 — знак « + »
13, 14 Х\ У 1) Qi = A sin а ± г; 2) Q2 = arcsin ; R — г 3) 2з = “ + 2zJ 4) X = (R - г) cos Q3; 5) У = (R — г) sin Q3. В уравнении п. 1 для эскиза 13 принимают знак «—», для эскиза 14 — знак « + »
15, 16 Х\ У 1) 21 = A sin а. ± г; 2) Q2 = arcsin ———; R + г 3) 2з = а + 2г! 4) X = (R + г) cos Q3 + А; 5) У = (R + г) sin 2з- В уравнении и. 1 для эскиза 15 принимают знак «+», для эскиза 16 — знак « —»
Координаты точек пересечения двух окружностей
1, 2 A£R; г X; К; а ,, А2 + R2 — г2 1) а - arccos — ; 2AR 2) X = R sin а; 3) У = R cos а
Расчет технологических размеров заготовок 49
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
3 Л = К; г У; Г; а 1) а = 2 arcsin ; 2R. 2) X = R sin а; 3) Y = R cos а
4 A; R; г yi; 1) Qi = arccos — — 2 arcsin : R 2R /4 f 2) Qi = arccos 1- 2 arcsin ; R 2R 3) Xi = R sin Qi , 4) У, = R cos Q^, 5) X2= R sin Q2; 6) Y2 = R cos Q2
5 R; г х2; Л; т2 1) Qi = arctg^-; 2) Q2 = arcsin 3) Q3 = Qi + 2z; 4) Qu = Qi - Q2; 5) Xt = R cos Q3; 6) Yt .= R sin Q3; 7) X2 = R cos g4; 8) Y2 — R sin £)4
50 Расчет технологических размеров заготовок
Продолжение табл. 10
Величины
Номер эскиза заданные опреде- ляемые Порядок расчета и формулы
6, 7 Я; Б; R; г х2; г.; У-2 tN ч 1 1 Я N « § « 1 н 01 °* г ч । । и W и 7LS и гы гы 11 _ О) гы О1 о d d о5 Т. V 11 7 * t I ® .. + 1 о> си >7 ^|ч । । 7 7 и и и и и и и гч т Щ N « N о) а о к >ч ^7 с? <i7 S' aS 67
Элементы сопряжения касательной к двум окружностям
U> J— А; Б; R; r CL 1) Qi = arctg^; 2) Q2 = - A ; A cos g2 „ R — r Q3 = arcsin ; 62 4) a = Q3-Qi
Расчет технологических размеров заготовок 51
Продолжение табл. 10
Величины Порядок расчета и формулы
Номер эскиза заданные опреде- ляемые
1, 2, 3, 5 Л; а; R>r Б r (R-r А Б = I ± Л I tg а. \ sin а / Знак «+» для эскиза 5, для ос- тальных эскизов — знак « —»
6, 7, 8, 9, 10 А; Б- R>r а Б А 1) Cl - arctg ; 2) Q2 - ; A cos Qi „ Л R + г 3) Сз - arcsin ; V2 4) а = Сз ~ Ci
6, 7, 8, 10 А; а; R>r Б I 1 р \ Б = ± д tg а. \ sin а / Знак «+» для эскиза 10, для ос- тальных эскизов — знак « —»
Элементы внешнего и внутреннего сопряжений двух окружностей
'I, 2 А; Б; R а; г; В Б 1) а = arctg — ; А 2) г= R; cos а 3)В = К + г- 5
Л; R; г Б; В; а А 1) а — arccos ; ' R + г 2) Б = (R + г) sin а; 3)B = R + r-E
52
Расчет технологических размеров заготовок
Продолжение табл. 10
Величины Порядок расчета и формулы
Номер эскиза заданные опреде- ляемые
1, 2 А, В', г г; а а й S Я &1 ~ II II " Е » X S + “ <й + + Мы । к ы to । N> to &1
Б; R; г а; А; В Б 1) a — arcsin : R + r 2) A = (R + r) cos a; 3) В = R + r - Б
Б; R; В а; г; А 1) r = Б - R + B; Б 2) a = arcsin — ; R + r 3) A = — tg a
Б; R; а А; г; В 1) 21 = -^-; tg a 2) r = ~ R; sin a 3) В —R+r—Б
3 А; Б; R; г X; Y 1) 6i = arctg-M 2) Q2 = Л cos Qi ox n Qz + (R + r)2 - R2 3) Q3 = arccos —— ; 2C2(R+r) 4) 64 = 6i - бз; 5) X — (R + r) cos 64; 6) Y = (R + r) sin 64
Расчет технологических размеров заготовок 53
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
4 Л; Я; г R; а и R= Л2 + ~ г2 } 2(Я-г) ’ А 2) а = arccos —— R-r
Б; R; г а; А . R — Б 1) a-arcsin „ R — г 2) А = (R — г) cos а;
Л; R; г а; Б А 1) а = arccos — ; ’ R-r 2) Б = R - A tg а
Б; R; а г, А sin а 2) А = (R — г) cos а
Определение координат центров дуг и окружностей
1, 2 А; Б; Rii -Кг! У; У 1) е1=(к»±«1)2; 2) Qi = («о ± к2)2; тз п A2+E2 + Qi+Q2 _ 3) Сз - 2Б 4) Qt = 4; 5) <2s = ci+ 1; b
54 Расчет технологических размеров заготовок
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
1, 2 4; Б; ^0 2С; Y 6) Сб = 61 - 61; 7) 6? = V5 8) ба = %; 9) X = 6, - j/б? + 68; V5 10) У=|/б1 + Х2. В уравнениях пп. 1 и 2 знак «+» принимают для эскиза 2, знак « —» — для эскиза 1
3, 4 А, Б Хц Xf, Гь Ъ Л2 —Б2 А2 = 2£ ;2)&=£2+1; з) бз= -л-614; D 4) 64 = Qi + 42 - А2; _ v -63 + 1/61-6264 ИХ,- g- 2Б „ у -63-1/61-6264 . Ъ Xz ~ Q2 Б2+2АХ2 — А2 8) У2 - 2Б ‘
5 А-, Б; /?; г; а Х-, Y S> si w 2^ ^5 K> (О to to <O to O, U1 U w Н» II II II II II II <©, to to 'Э + + <0“ '-1 1 to to -• -Э 3 , S - в. 0 1 1 - В о to a cs •• to II to +
Расчет технологических размеров заготовок 55
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
5 Л; Б; К; г; а Х-, Y 8) Qs = СлСз — бз! m у -е8-1/б1-ббб7. 6т 10) y=Cs + XQ4
Элементы сопряжения прямой с окружностью
1, 2, 3, 4, 5 А; Б; R а 1) ei=arctg4; 2) С2=-^т~; A cosCi 3) Q3-arcsin 4) а = 90°-£>1-63 V2
6, 7, 8 A; R; а У; Y 1) 61 = 1 - tg2a; 2) Q2 = Л; cos а р2 3) 6з = Л2 + -^ R2; cosz а = Qi + VQi - QrQi . ' 6i 5) Y = X tg a —— cos а
56 Расчет технологических размеров заготовок
Продолжение табл. 10
Номер эскиза Величины
заданные опреде- ляемые Порядок расчета и формулы
9 A; R; а Хг, х2; 12 1) 0i = l + tg2a; 2) 02 = —; cos а 3) Оз = (Qi - A) tg а; 4) 64 = <& + Аг - 2Q24 - R2; „ Y — Сз + i/ei ~ QiQa ^Xt_ С1 6) Yj = Xi tg а + Q2; ~ v - Сз — l/Ci — C1C4 ЪХ2~ Qi 8) Y2 = X2tSa + Q2.
10 я пэ fe X; Y 1) 01 - A tg а + ; cos а 2) X = , tg а + ctg ₽ если 0 < P < 90° и X = , tg а - tg (P - 90°) если 90° < p < 180°; 3) Y = Qi - X tg а
11 A; R; г х^ 2fmax = 1,4142 (К+Л — r)+r — R
12 4; Б; R; г ^тах 1) 01 =R + A-r; 2) Q2 = R + Б — r; 3) а = arctg O2 4) X^= -Oj-+r-R cosCs
Расчет технологических размеров заготовок
57
Продолжение табл. 10
Определение элементов угловой и фигурной впадин
с помощью мерных роликов
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
1, 2 A; D; а Б; В 1) Б = 0,54 ctg у; 2) B = 0,5d( —-—+ Л. ( а I \ sin — / \ 2 / При а = 90° Б = 0,54, В = 1,2071.D; при а-= 60° Б — 0,866034, В = 1,50
3 A; D; а 1) Б = 4 ctg а; 2) В = 0,50^1 + ctg у)
4 я ~ пэ ь 1)£=tg₽ 2) В = 0,5£> 4 . + tg (а - ₽) ’ cos (у ~ Р^ - —+ 1 а sm — L 2 -1
58 Расчет технологических размеров заготовок
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
5 А; а D 90° + -| D = ^tg
D; а А 90° + — Л = D ctg
6 Л; а; Р D Р= „ 90° - а 90° - р « 2 1 ,е 2
Z>; а; Р А , D / 90° - а 90° — р \ а - 2 (tg 2 + tg 2 р 1
7 А; а; р;у D 24sin-90° + Ct + ^ing^-V D- - а + р cos у cos ——— ' 2
Р; а; р;у А D cos у cos И — — A = — ? _ . 90° + а + у . 90° + p-y 2 sin — —sin —- 2 2
8 А; а D D= 90°-a , tg 2 +1
D', а А Л Df 90°-a Д л-Дч, 2 +ij
9, 10, 11 А; Б; R Г г = Л + К-Б-1,4142]/(К + Л)(К-В)
Расчет технологических размеров заготовок 59
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
12 А-, R; а г 1) Qi — sin2 а + 1 — 2 sin а; 2) Q2 = A sin а — R cos2 а — Л; 3) Оз = А2 ~ В2 cos2 «! -Qi - j/Cf - 010з 41е,
Определение элементов углового соединения типа «ласточкин хвост»
методом мерных роликов
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
1 А; Б; D; а В; Г 1) В — А — 2Б ctg а; 2) Г = А + D ^ctg-y + _ 2Bctga. При а = 60° В = А - 1,1547В, Г = В + 2,732В; при а = 55° В = А - 1,4В, Г = А - 1,4В + 2,921В
2 А; Б; D; а В; Г 1) В = А - 2В ctg а; 2) Г = А -B^ctgy- 1). При а = 60° В = А — 1,1547В, Г = В - 2,732В; при а = 55° В = А - 1,4В, Г = А - 2,921В
60
Расчет технологических размеров заготовок
Продолжение табл. 10
Элементы углоных впадин и выступов на круге
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
1, 2, 3 4; В; D; а Б; Г 1) Б = А — 2В tg а; 2) Q2 = arcsin ~; 3) Q3 = Q2 - а; 4) Г = 0,5£> sin Сз
4, 5, 6 >3^ Я tfl ьз 5??? 1) 61= Е< 2> Г-ejsina; 2tga 3) Q3 = arcsin 4) Q4 = а + Q3; R 5) Б = 2R sin 6) В = А~Б 2tga
7 А, В; D; а 1) Б = А + 2Bctga; 4 2) Q2 = а — arcsin —; 3) Г = у ccs Q2
Расчет технологических размеров заготовок 61
Продолжение табл. 10
Номер эскиза Величины Порядок расчета и формулы
заданные опреде- ляемые
8 R; а; Р А; Б 1) 21 = а + р; 2) Л = К sin Qt; 3) Б = R cos Qi
11. Поверхности и объемы тел
Поверхности (боковаи S6, полная Sn) и объемы многогранников
Номер эскиза Многогранник Расчетные формулы
• — Куб К=о3; = ба2, где а — ребро куба
1 Призма: прямая трехгранная V= ^-h- S6 = (a + b + c)h; 2 Sn = S6 + am
2 прямая четырехгранная V = a2h; SB = 4ah; Sn = S6 + 2a2
3 прямая шестигранная V = 2,598o2h; S6 = 6ah; S„ = 5,196a2 + 6ah
62 Расчет технологических размеров заготовок
Продолжение табл. 11
Номер эскиза Многогра нник Расчетные формулы
4 наклонная V = Bh = Qcl; S = РСГ, S„ = S6 + 2B, где В — площадь основания; Рс и Qc — соответственно периметр и пло- щадь перпендикулярного сечения
— 5 Параллелепипед V = abc', Sq = 2h(a + Ь); Sn = 5б +
6 Пирамида правильная: с квадратом в ос- новании V = S6 = 2as; Sn = S6 + a2, где s — апофема
7 . с правильным и-угольником в основании sn = s6 + B, где В — площадь основания; s — апо- фема
8 усеченная K=y(Bi +В2 + ]/BiB2); „ а + b S6-nm ; 5П = Sg + В, + В2, где Bt и В2 — площади оснований; а и b — стороны оснований
— Пирамида любая 3 ’ где В — площадь основания; h — вы- сота
Расчет технологических размеров заготовок 63
Продолжение табл. 11
Поверхности (боковая S6, полная Хд) и объемы (Г) тел вращения
Номер эскиза Тело Расчетные формулы
Цилиндр круглый прямой d2nh V = ; Sf. = -ruth; 4 <? -<? I nd2 где d — диаметр цилиндра; h — вы- сота
1 Цилиндр круглый прямой усеченный r=Jtr2 hi+h2 2 SB = nr (hi + h2);
2 Цилиндрическая тру- ба Sn = S6 + то- r + |/r2 + -~~2У sn= я(р2~^ +nh(D + d)
64 Расчет технологических размеров заготовок
Продолжение табл. 11
Номер эскиза Тело Расчетные формулы
3 Конус круглый пря- мой V = —Ttr2h; 3 S6 = nrl = nr|/r2 + h2; SD = nr (r + 0, где I — образующая
4 Конус круглый пря- мой усеченный F = ynh(R2 + r2 + Rr); S6 = id(R + r); Sn = n [R2 + r + I (R + r)]
— Шар V = — nd3 = — nr3; 6 3 Sn = 4nr2 = nt/2, где r — радиус шара; d — диаметр шара
5 Шаровой сектор V=— nr2h; 3 S6 = 2nrh; Sn = nr (2h + o)
6 Шаровой сегмент V = — nh (3fl2 + h2); 6 S6 = 2nrh = n (fl2 + h2); SD = n (2rh + a2) = n (h2 + 2a2)
7 Шаровой слой V = — nh(3fl2 + 3b2 + h2); 6 S5 = 2wh; Sn = it (2rh + a2 + b2)
8 Тор T* =1 II II * a
Основы взаимозаменяемости
65
Продолжение табл. 11
Поверхности и объемы правильных многогранников (а — длина ребра)
Много- гранник Число граней и их форма Число Полная по- верхность Объем
ребер вер- шин
Тетраэдр Четыре треуголь- ника 6 4 1,7321 О2 0,1179
Куб Шесть квадратов 12 8 6,0000 а2 а3
Октаэдр Восемь . треуголь- ников 12 6 3,4641 о2 0,4714 а3
Додекаэдр Двенадцать прямо- угольников 30 20 20,6457 О2 7,6631 а3
Икосаэдр Двадцать треуголь- ников 30 12 8,6603 «2 2,1817 а3
ГЛАВА 3
ВЗАИМОЗАМЕНЯЕМОСТЬ.
МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ
Основные понятия и определения. Взаимозаменяемостью изделий
(машин, приборов, механизмов и т. д.), их частей или других
видов продукции (сырья, материалов, полуфабрикатов и т. д.) назы-
вают их свойство равноценно заменять при использовании любой
из множества экземпляров изделий, их частей или иной продукции
^другим однотипным экземпляром.
Функциональная взаимозаменяемость изделий и их составных
Частей — вид взаимозаменяемости, при которой обеспечивается работо-
способность изделий с оптимальными и стабильными (в заданных
пределах) во времени эксплуатационными показателями (составных
частей — с оптимальными показателями качества функционирования)
и взаимозаменяемость их по этим показателям. Для этого допуски
и отклонения на изготовление деталей и сборку устанавливают
так, чтобы они составляли только часть соответствующих функ-
циональных допусков, определенных по заданным пределам эксплуа-
тационных показателей машины. Оставшаяся часть функциональных
Допусков является запасом на износ для подвижных соединений
и запасом прочности для соединений с натягом, что увеличивает
их долговечность.
66
Основы взаимозаменяемости
Совместимость — свойство объектов занимать свое место в слож-
ном готовом изделии и выполнять требуемые функции при совмест-
ной или последовательной работе этих объектов и сложного изделия
в заданных эксплуатационных условиях.
ЕСДП — единая система допусков и посадок; распространяется
на допуски размеров гладких элементов деталей и на посадки,
образуемые при соединении этих деталей. На другие типовые соеди-
нения деталей созданы Основные нормы взаимозаменяемости. ЕСДП
и нормы взаимозаменяемости основаны на системах допусков ISO;
они применяются во всех странах — членах СЭВ для обеспечения
взаимозаменяемости. В СССР они внедряются через ГОСТы, анало-
гичные соответствующим стандартам СЭВ.
Квалитет — совокупность допусков, соответствующих одинаковой
степени точности для всех номинальных размеров.
При определении количественных оценок отклонений формы
и расположения за начало отсчета принимают прилегающие поверх-
ности, профили, плоскости, цилиндры, прямые, окружности
[ГОСТ 24642 - 81 (СТ СЭВ 301-76)].
Прилегающая поверхность — поверхность, имеющая форму номи-
нальной поверхности, соприкасающаяся с реальной поверхностью
и расположенная вне материала детали так, чтобы отклонение от
нее наиболее удаленной точки реальной поверхности в пределах
нормируемого участка имело минимальное значение. Аналогично
определены прилегающие плоскости, профиль и прямая. Прилегаю-
щий цилиндр — цилиндр минимального диаметра, описанный вокруг
реальной наружной поверхности, или максимального диаметра, впи-
санный в реальную внутреннюю поверхность. Аналогично определена
прилегающая окружность. Количественно отклонение формы оцени-
вается наибольшим расстоянием от точек реальной поверхности
(профиля) до прилегающей поверхности (профиля) по нормали
к прилегающей поверхности (профилю). На рис. 1 представлены
пример выбора прилегающей прямой и количественная оценка откло-
нения от прямолинейности.
При измерении в качестве прилегающих поверхностей используют
рабочие поверхности контрольно-измерительных приборов, плит,
интерференционных стекол, лекальных и поверочных линеек, калибров,
контрольных оправок и т. п.
Рис. 1.-Прилегающая прямая
Основы взаимозаменяемости
67
Измерение, при котором искомое значение находят непосред-
ственно из опытных данных, называют прямым. Если искомое
значение находят на основании известной зависимости, определяемой
прямыми измерениями, то измерения называют косвенными. Точность
косвенных измерений зависит от точности прямых измерений и точ-
ности используемой зависимости.
Погрешность измерения — отклонение результата измерения от
действительного значения измеряемой величины. При этом за дей-
ствительное принимают значение, погрешность нахождения которого,
по крайней мере, на порядок меньше определяемой погрешности
измерения.
Погрешность измерения является результатом несовершенства
метода измерения (погрешность метода), средств измерения (погреш-
ность средства измерения) и неточностей отсчитывания показаний
(погрешность отсчитывания). В то же время погрешность метода
включает погрешность базирования, погрешности, обусловленные
измерительной силой, изменением размеров контролируемого изделия
в результате отклонений температуры изделия от нормальной тем-
пературы и др. Погрешность средства измерения, используемого,
в нормальных условиях, называют основной, а погрешность средства
измерения, вызванную использованием его в условиях, отличающихся
от нормальных, называют дополнительной погрешностью средства
измерения. Нормальные условия выполнения линейных измерений
в пределах 1 — 500 мм и измерений углов с длиной меньшей
стороны до 500 мм устанавливает ГОСТ 8.050 — 73.
Деление шкалы прибора — промежуток между двумя соседними
отметками шкалы.
Диапазон показаний — область значений шкалы, ограниченная ее
конечным и начальным значениями.
Диапазон измерений — область значений измеряемой величины,
для которой нормированы допускаемые погрешности средства изме-
рений.
Предел измерений — наибольшее или наименьшее значение диа-
пазона измерений.
Измерительная сила (Ри) — сила воздействия измерительного нако-
нечника на контролируемую деталь в зоне контакта.
Методы и средства контроля. Метод измерений называют мето-
дом непосредственной оценки, если значение величины определяют
непосредственно по отсчетному устройству измерительного прибора,
и методом сравнения, если измеряемую величину сравнивают с ве-
личиной, воспроизводимой мерой. Эта мера выступает не в виде
неотъемлемой части конструкции измерительного прибора, а как
самостоятельное средство измерения, предназначенное для воспроиз-
ведения физической величины заданного размера.
Метод сравнения широко применяют при контроле деталей
в массовом и серийном производстве, т. е. тогда, когда нет частых
переналадок измерительного прибора на новое значение измеряемой
68 Основы взаимозаменяемости
величины и когда достаточной является информация об отклонении
измеряемой величины от установленного значения. Использование
метода сравнения позволяет применять при конструировании приспо-
соблений малогабаритные типовые преобразователи.
Результаты измерения признаются достоверными, если погреш-
ность измерения не превышала установленную величину допустимой
погрешности измерения. При приемке изделий пределы допустимых
погрешностей измерения линейных размеров 1 — 500 мм устанавли-
ваются ГОСТ 8.051—81 в зависимости от допусков на изготовление
(IT) и номинальных измеряемых размеров (табл. 1).
Указанные в табл. 1 пределы допустимых погрешностей изме-
рения могут быть увеличены при уменьшении допуска на изготовле-
ние изделия на величину, соответствующую увеличению предела
допустимой погрешности, или при сортировке на размерные группы
для сборки с групповой взаимозаменяемостью, если предел допусти-
мой погрешности выбирают по допуску на группу.
Арбитражная перепроверка принятых деталей не должна прово-
диться с погрешностью измерения, превышающей 30% предела до-
1. Допустимые погрешности измерений, мм
Номинальные размеры, мм
Допуск О m ЧО « о О ц Св. 6 до 10 Soo г» о О ц Св. 18 до 30 Св. 30 ДО 50 S о оо £0 Q О ц Св. 80 до 120 Св. 120 до 180 “й б ч о и о о ч Св. 315 до 400 Is « о О ц
IT2 0,4 0,6 0,6 0,8 1,о 1,0 1,2 1,6 2,0 2,8 3,0 3,0 4,0
IT3 0,8 1,0 1,0 1,2 1,4 1,4 1,8 2,0 2,8 4,0 4,0 5,0 5,0
IT4 1,0 1,4 1,4 1,6 2,0 2,4 2,8 3,0 4,0 5,0 5,0 6,0 6,0
IT5 1,4 1,6 2,0 2,8 3,0 4,0 4,0 5,0 6,0 7,0 8,0 9,0 9,0
IT6 1,8 2,0 2,0 3,0 4,0 5,0 5,0 6,0 7,0 8,0 10 10 12
IT7 3,0 3,0 4,0 5,0 6,0 7,0 9,0 10 12 12 14 16 18
IT8 3,0 4,0 5,0 7,0 8,0 10 12 12 16 18 20 24 26
IT9 6 8 9 10 12 16 18 20 30 30 30 40 40
ИТО 8 10 12 14 18 20 30 30 40 40 50 50 50
IT11 12 16 18 30 30 40 40 50 50 60 70 80 80
IT12 20 30 30 40 50 50 60 70 80 100 120 120 140
IT13 30 40 50 60 70 80 100 120 140 160 180 180 200
IT14 50 60 80 90 120 140 160 180 200 240 260 280 320
IT15 80 100 120 140 180 200 240 280 320 380 440 460 500
IT16 120 160 200 240 280 320 400 440 500 600 700 800 800
IT17 200 240 300 380 440 500 600 700 800 1000 1100 1200 1400
Примечания: 1. IT2; IT3 и т. д. — допуски соответственно 2-го, 3-го
квалитета и т. д. по ГОСТ 25346—82. 2. В таблице даны абсолютные значения
допустимой погрешности.
Основы взаимозаменяемости
69
пустимой погрешности при приемке. При этом среди принятых
допускается наличие деталей с отклонениями, выходящими за приемоч-
ные границы на величину не более половины допустимой погреш-
ности измерения при приемке, до 5 % от перепроверяемой партии
для 2 — 7-го квалитета; до 4% —для 8, 9-го квалитета и до 3% —
для 10-го квалитета и грубее.
Допустимая погрешность измерения ограничивает случайную и
неучтенную систематическую составляющую погрешности измерения.
При этом стандарт требует, чтобы случайная составляющая погреш-
ности измерения не превышала 0,6 от предела допустимой погреш-
ности измерения. Эта величина принята исходя из предположения,
что случайная составляющая погрешности измерения распределяется
по нормальному закону, и достаточным является доверительная
вероятность 0,954, т. е. диапазон + 2а.
Размеры, точность и технические условия для концевых мер длины
регламентированы ГОСТ 9038 — 83. Номинальные размеры концевых
мер длины имеют градацию, которая позволяет составлять блоки
с номинальными размерами через 0,001 мм. Точность изготовления
концевых мер длины регламентирована классами точности 00,01,
ОЛДЗ.
При составлении блоков возникают погрешности от притирки
концевых мер. Эта погрешность (разброс размеров блока) в зависи-
мости от квалификации контролера и состояния притираемых поверх-
ностей составляет 0,05—0,1 мкм на один притирочный слой.
Угловые меры предназначены для измерения углов методом срав-
нения, поверки угломерных приборов и выпускаются по ГОСТ 2875 — 75
пяти типов: I — с одним рабочим углом со срезанной вершиной;
II — с одним рабочим углом с несрезанной вершиной; III — с четырь-
мя рабочими углами; IV — многогранные призмы с различным числом
граней; V — с тремя рабочими углами. В отличие от концевых мер
длины угловые меры при составлении их в блок не вносят суще-
ственных погрешностей в суммарный размер из-за влияния притироч-
ных слоев.
Основой контрольно-измерительных приспособлений, полуавтома-
тических и автоматических систем измерения и контроля являются
измерительные преобразователи с регистрирующими устройствами.
В табл. 2 представлены значения основных параметров индуктивных
и механотронного (мод. БВ-3040) преобразователей с показывающими
приборами. Приборы мод. 212, 276, 217, 213 и 76500 могут исполь-
зоваться как с одним, так и с двумя преобразователями. В послед-
нем случае на шкале указывается сумма или разность измеряемых
величин. Все приборы имеют выход на самописец. Приборы мод. 276
и 213 имеют формирователи команд. Для определения разности
экстремальных значений измеряемой величины, т. е. для амплитудных
измерений, выпускается прибор мод. 281, который работает совместно
с указанными в табл. 2 приборами. Прибор этой модели имеет 10
диапазонов показаний от 1 до 1500 мкм и применяется для изме-
70
Основы взаимозаменяемости
2. Приборы с индуктивными и механотронным преобразователями
Модель Пределы показаний, мкм Цеиа1 деления, мкм Д1 Д2 d, мм Ря. Н
деления шкалы
212 214 276 + 3; ±6 + 15; ± 30 ± 60 0,1; 0,2 0,5; 1 2 1 1 1 1 2 8/17 0,4
217 ± 15; + 30; ± 150; + 300; ± 1500 0,5; 1; 5; 10; 50 1 2 28Л7 1,2
213 287 ± 1; +2; ±5 ±10; ±25 0,02; 0,05 0,1 0,2; 0,5 1 2 28/17 1,2
Табло: +90 10 0,5 мкм 0,3 мкм 3 мкм 8Л7 8Л7 28/17 0,4 1 0,4
Диапазон шкалы: 10 + 9; 99 + 99,9 ±5; ±25; ±50 0,2 0,01 0,1 0,1; 0,5; 1 1 0,2 мкм 2 мкм 1
76500 БВ - 3040
1 Для мод. 287 и 76 500 указан шаг дискретности.
Примечание. Д[ и Л2 — пределы допустимой абсолютной погрешности
при использовании соо 1 ветственно одного и двух преобразователей; d — при-
соединительный диаметр преобразователя.
рения амплитуд, если измеряемая величина изменяется с частотой
не более 20 Гц
Для автоматической настройки нуля в индуктивных измеритель-
ных приборах может использоваться устройство мод. 282. Оно
подключается к прибору вместо одного из преобразователей и обеспе-
чивает компенсируемое перемещение не менее ±50 мкм с погреш-
ностью компенсации не более 1,5 мкм. Измерительная система
мод. 76500 с цифровым отсчетом имеет выход в коде 8 —4 —2—1 на
цифропечатающую машину и аналоговый выход для работы с само-
писцем. Прибор мод. БВ-3040 имеет механотронпый преобразователь
с горизонтальным расположением.
В неавтоматических средствах контроля и измерения, а также
в контрольных приспособлениях используют измерительные головки
и индикаторы (табл. 3). Измерительная головка 10301 и индикатор
Основы взаимозаменяемости
71
3. Измерительные головки
Тип или модель Цена деле- ния, Пределы показаний, мкм Допустимая погрешность * \ мкм Вариация показа- ний, Ри 8РИ
мкм мкм и
Из мерите льные пру» :инные головки (м икрокато] >ы)
01ИГП 0,1 ± 4 0,1 (30); 0,15 0,03 1,5 0,2
02ИГП 0,2 ±6 0,15(30); 0,2 0,06 1,5 0,2
05ИГП 0,5 ± 15 0,25(30); 0,4 0,16 1,5 0,3
1ИГП 1,0 ± 30 0,4 (30); 0,6 0,25 2 0,3
2ИГП 2,0 + 60 0,8 (30); 1,2 0,50 2 0,5
5ИГП 5,0 ± 150 2,0 (30); 3,0 1,25 3 1,2
10ИГП 10 ±300 3(30); 5 2,5 3 1,5
01ИГПР 0,1 ±4 0,1 (30); 0,15 0,03 ОтО —
02ИГПР 0,2 ±6 0,15(30); 0,2 0,06 до
05ИГПР 0,5 + 15 0,25(30); 0,4 0,15 0,15
1ИГПР 1,0 + 30 0,4 (30) ; 0,6 0,25
Измерительные пружинные малогабаритные головки (микаторы)
02ИПМ 0,15(30); 0,3(60) 1 0,25
0,2 + 10 0,1
02ИПМУ - 0,5 0,2
05ИПМ 0,5 ± 0,25 0,15(30); 0,5(60) 0,16 1,5 0,3
05ИПМУ 0,5 0,2
1ИПМ 1,0 + 50 0,5(30); 1(60) 0,30 1,5 0,3
1ИПМУ 0,5 0,2
2ИПМ 2,0 + 100 1(30); 2(60) 0,7 1,5 0,3
Измерительные рычажно-нружинные головки (миникаторы)
10301, 72 *2 + 80 1(20); 2(40) 0,6 0,1
ЗО*2 + 40 0,5(20); 1(40) 0,3 0,2
Измерительные пружинно-оптические головки (оптикаторы)
ОШ 0,1 0-24 0,05(100); 0,1 0,03 1,5 0,3
15605 0-50 0,05(100); 0,2 0,4
72
Основы взаимозаменяемости
Продолжение табл. 3
Тип Цена Пределы показаний, мкм Допустимая погрешность *1, мкм Вариация л. &РИ
НИЯ,
или модель НИЙ,
мкм МКМ 7
02П 0,2 0-50 0,1(100); 0,2 0,06 1,5 о,3
15505 0-100 0,1(100); 0,4 0,4
05П 0,5 0-100 0,2(100); 0,4 0,15 0,5
15405 0-250 0,25(100); 1,0 0,6
1П 1,0 0-250 0,4(100); 0,8 0,3 0,5
Измерительные рычажно-зубчатые ГОЛОВКИ
ХИГ 1 + 50 0,4(30); 0,7 0,2 1,5 0,5
2ИГ 2 + 100 0,8(30); 1,2 0,4
Индикаторы
1МИГ I 0-1-103 2(1 об.); 2,5 0,5 2 0,5
(1 мм)
2МИГ 2 0-2-103 3(1 об.); 4(1 мм) 1 2 0,7
05205 2 0-5-103 4(1 об.); 5 1 1,5 0,7
05305 4 0-5-103 3(1 об.); 4 1 2 0,7
И42-2 10 0-2-103 4(0,1 мм); 12 1 2 0,4
И45РН 10 0-5-103 Класс точности 0 3 1,5 0,6
И41ОМ 10 0-10-103 То же 3 1,5 0,6
ИТ2-2 10 0-2-103 » 3 1,5 0,4
И425 10 0-25-103 15(1 мм); 32 5 2,5 1,8
И450 10 0-50-103 15(1 мм); 48 5 2,5 1,8
1И4С 100 0-5-103 6(0,1 мм); 16 3 1,5 0,6
2И4С 10 0-5-103 6(0,1 мм); 16 3 1,5 0,6
ИРБ 10 800 5(0,1 мм); 10 3 2,5 6,0
*! Первое значение относится к участку шкалы, длина которого дана
в скобках в делениях шкалы, если не указана единица измерения, в оборотах
(об.) или мм.
*2 Длина измерительного наконечника, мм.
Основы взаимозаменяемости 73
НРБ имеют угловое рабочее перемещение наконечника и могут
использоваться прн измерении в труднодоступных местах. К индика-
торам выпускается набор принадлежностей для проверки правильности
вращения деталей, для контроля деталей при их обработке, при
проверке наладки станка, при монтажных и слесарно-сборочных
работах.
Системы управления процессами обработки по измерительной
информации предназначены для управления основным движением
формообразования поверхности и корректирующими движениями.
Управление основным движением осуществляется путем формирования
команд на переключение с одного режима обработки на другой
и на прекращение обработки. В табл. 4 приведены основные характе-
ристики типовых приборов активного контроля, предназначенных для
управления шлифовальными станками. Все эти приборы автоматически
измеряют отклонение размера в процессе обработки. Предел допусти-
мой погрешности Д и нестабильность срабатывания команд 8 (табл. 4)
являются характеристиками статической точности прибора, определен-
ными вне станка. Точность управления приборами активного конт-
4. Приборы активного контроля
Прибор’ Контро- лируемый Цена деле- Д 6 р'. Число Диапазон пока-
станок размер, мм ко- заний, мкм
мкм МКМ манд
БВ-4100; круглошлифо- вальный БВ-4066; плоскошлифо- вальный БВ-4102; плоскошлифо- вальный БВ-4П6; ^торцешлнфо- ’.вальный БВ-4180; круглошлифо- вальный БВ-П6060; круглошлифо- вальный 2,5-200 До 400 До 150 Не менее 1,5 5-145 2,5 — 200 I 5 2 I 5 0,5 I 5 0,5 I 2 I 2 1,5 1,5 0,25 0,25 1 0,5 0,3 2 2 I 1 0,5 0,5 0,5 0,3 6± I (8± 1) 6,3 ±1 8±1 4 ±0,5 4 ±0,5 4 ±0,5 6±1 6±1 (8±1) 2; 4 0; 2; 3 1 2; 4 2; 4 2; 4 2; 4 0-80 0-400 0-240 0-400 0-800 0-40 0-80 0-400 0-60 0-120 0 — 240
Обозначения. Д — предел допустимой погрешности на участке
шкалы ±10 делений от нуля; б — нестабильность срабатывания
команд; Ри — измерительная сила.
74
Основы взаимозаменяемости
роля в большей степени зависит от динамической погрешности
измерения, изменения процесса формообразования (например, подачи),
а также от температурной деформации детали и измерительной
скобы. Применение блоков измерения действительной подачи с автома-
тическим корректированием команд управления в соответствии с
отклонениями подачи существенно повышает точность высокопроиз-
водительных процессов обработки. При некоторых схемах шлифования
колец подшипников применяют приборы активного контроля с компен-
сацией температурной деформации обрабатываемых колеп. Разрабо-
таны системы, в которых управление обеспечивается не только по
отклонению размера обрабатываемой поверхности и его производных,
но и по отклонению формы.
Системы могут работать с регуляторами, обеспечивающими кор-
ректирующие движения заготовки в процессе обработки. Диапазон
регулирования определяется конструкцией регулятора. В частности,
регуляторы с пьезокерамическими преобразователями 0 20 х 50 могут
обеспечить диапазон регулирования не менее 30 мкм с погрешностью
регулирования 5 %. Эти системы могут использоваться и для управле-
ния по отклонению расположения.
Взаимозаменяемость по форме и расположению поверхностей.
ГОСТ 24643 — 81 (СТ СЭВ 635 — 77) устанавливает 16 степеней точ-
ности формы и расположения поверхностей. Допуски по этим степе-
ням точности приведены в табл. 5 — 8. В практике установления
требований к точности формы и расположения поверхностей исполь-
зуются и другие виды отклонений. К ним относятся: овальность,
огранка, конусообразность, бочкообразность, седлообразность, вогну-
s. Допуски цилицдричности, круглости, профиля
продольного сечения
Интервал
номиналь-
ных
диаметров,
мм
Степень точности
1|2|3|4|5|6|7]8|9' 110111J12
МКМ
13 1 14 I 15 116
мм
До 3
Св. 3
» 10
» 18
» 30
» 50
» 120
» 250
» 400
» 630
» 1000
» 1600
до 10
» 18
в 30
» 50
» 120
» 250
» 400
» 630
» 1000
» 1600
» 2500
0,3
0,4
0,5
0,6
0,8
1
1,2
1,6
2
2,5
3
4
0,5
0,6
0,8
1
1.2
1,6
2
2,5
3
4
5
6
0,8
1
1,2
1,6
2
2,5
3
4
5
6
8
10
1,2
1,6
2
2,5
3
4
5
6
8
10
12
16
2
2,5
3
4
5
6
8
10
12
16
20
25
3 5
4 6
5 8
6 10
8
10
12
16
20
25
30
40
12
16
20
25
30
40
50
60
8
10
12
16
20
25
30
40
50
60
80
100
12
16
20
25
30
40
50
60
80
20
20
30
40
50
60
80
100
120
30
40
50
60
80
100
120
160
200
250
300
100 160:
120 200
160250400
50
60
80
100
120
160
200
250
300
400
500
600
0,08
0,1
0,12
0,16
0,2
0,25
03
0,4
0,5
0,6
0,8
1
0,12
0,16
0,2
0,25
0,3
0,4
0,5
0,6
0,8
1
1,2
1,6
0,2
0,25
0,3
0,4
0,5
0,6
0,8
1
1,2
1,6
2
2,5
0,3
0,4
0,5
0,6
0,8
1
1 2
1,6
2
2,5
3
4
Основы взаимозаменяемости
75
6. Допуски плоскостности и примолинейности
Степень точности
Интервал
номинальных размеров, мм 1 2 3 2J 5 11 7 8 9 10 11 12 13 14 15 16
мкм ММ
До 10 0,25 0,4 0,6 1 1,6 2,5 4 6 10 16 25 40 0,06 0,1 0,16 0,25
Св. 10 до 16 0,3 0,5 0,8 1,2 2 3 5 8 12 20 30 50 0,08 0,12 0,2 0,3
» 16» 25 0,4 0,6 1 1,6 2,5 4 6 10 16 25 40 60 0,1 0,16 0,25 0,4
» 25» 40 0,5 0,8 1,2 2 3 5 8 12 20 30 50 80 0,12 0,2 0,3 0,5
» 40» 63 0,6 1 1,6 2,5 4 6 10 16 25 40 60 100 0,16 0,25 0,4 0,6
» 63» 100 0,8 1,2 2 3 5 8 12 20 30 50 80 120 0,2 0,3 0,5 0,8
» 100» 160 1 1,6 2,5 4 6 10 16 25 40 60 100 160 0,25 0,4 0,6 1
» 160» 250 1,2 2 3 5 8 12 20 30 50 80 120 200 0,3 0,5 0,8 1,2
» 250» 400 1,6 2,5 4 6 10 16 25 40 60 100 160 250 0,4 0,6 1 1,6
» 400» 630 2 3 5 8 12 20 30 50 80 120 200 300 0,5 0,8 1,2 2
» 630»1000 2,5 4 6 10 16 25 40 60 100 160 250 400 0,6 1 1,6 2,5
»1000»1600 3 5 8 12 20 30 50 80 120 200 300 500 0,8 1,2 2 3
»1600»2500 4 6 10 16 25 40 60 100 160 250 400 600 1 1,6 2,5 4
7. Допуски параллельности, перпендикулярности, наклона,
торцового биения и полного торцоиого биения
Интервал номиналь- Степень точности
размеров, 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Li
мкм ММ
До 10 0,4 0,6 1 1,6 2,5 4 6 10 16 25 40 60 0,1 0,16 0,25 0,4
Св. 10 до 16 0,5 0,8 1,2 2 3 5 8 12 20 30 50 80 0,12 0,2 0,3 0,5
» 16 » 25 0,6 1 1,6 2,5 4 6 10 16 25 40 60 100 0,16 0,25 0,4 0,6
» 25 » 40 0,8 1,2 2 3 5 8 12 20 30 50 80 120 0,2 0,3 0,5 0,8
» 40 » 63 1 1,6 2,5 4 6 10 16 25 40 60 100 160 0,25 0,4 0,6 1
» 63 » 100 1,2 2 3 5 8 12 20 30 50 80 120 200 0,3 0,5 0,8 1,2
» 100 » 160 1,6 2,5 4 6 10 16 25 40 60 100 160 250 0,4 0,6 1 1,6
» 160 » 250 2 3 5 8 12 20 30 50 80 120 200 300 0,5 0,8 1,2 2
» 250 » 400 2.5 4 6 10 16 25 40 60 100 160 250 400 0,6 1 1,6 2,5
» 400 » 630 3 5 8 12 20 30 50 80 120 200 300 500 0,8 1,2 2 3
» 630 » 1000 4 6 10 16 25 40 60 100 160 250 400 600 1 1,6 2,5 4
» 1000 » 1600 5 8 12 20 30 50 80 120 200 300 500 800 1,2 2 3 5
» 1600 » 2500 6 10 16 25 40 60 100 160 250 400 600 1000 1,6 2,5 4 6
тость, выпуклость и др. Они являются частными видами соответ-
ствующих, указанных выше отклонений формы и расположения.
Допуски на частные отклонения формы и расположения поверхнос-
76
Основы взаимозаменяемости
8. Допуски радиального биения и полного радиального биения.
Допуски соосности, симметричности, пересечения осей в
диаметральном выражении
Интервал номиналь- ных размеров, Степень точности
2 3 4 5 6 7 8 9 10 11 12 13 14 15 Lt
МКМ ММ
До 3 0,8 1,2 2 3 5 8 12 20 30 50 80 120 0,2 0,3 0,5 0,8
Св 3 до 10 1 1,6 2,5 4 6 10 16 25 40 60 100 160 0,25 0,4 0,6 1
» 10 » 18 1,2 2 3 5 8 12 20 30 50 80 120 200 0,3 0,5 0,8 1,2
» 18 » 30 1,5 2,5 4 6 10 16 25 40 60 100 160 250 0,4 0,6 1 1,6
» 30 » 50 2 3 5 8 12 20 30 50 80 120 200 300 0,5 0,8 1,2 2
» 50 » 120 2,5 4 6 10 16 25 40 60 100 160 250 400 0,6 1 1,6 2,5
» 120 » 250 3 5 8 12 20 30 50 80 120 200 300 500 0,8 1,2 2 3
» 250 » 400 4 6 10 16 25 40 60 100 160 250 400 600 1 1,6 2,5 4
» 400 » 630 5 8 12 20 30 50 80 120 200 300 500 800 1,2 2 3 5
» 630 » 1000 6 10 16 25 40 60 100 160 250 400 600 1000 1,6 2,5 4 6
» 1000 » 1600 8 12 20 30 50 80 120 200 300 500 800 1200 2 3 5 8
» 1600 » 2500 10 16 25 40 60 100 160 250 400 600 1000 1600 2,5 4 6 10
тей — по таблицам допусков для соответствующих отклонений формы.
Например, допуски овальности, конусообразности, бочкообразности
и седлообразности выбирают по табл. 5. Количественно действи-
тельные значения этих отклонений определяются как полуразность
соответствующих максимальных и минимальных диаметров.
В зависимости от квалитета допуска размеров цилиндрических
поверхностей установлена относительная геометрическая точность
(табл. 9): А — нормальная; В — повышенная; С — высокая.
Обозначения на чертежах допусков формы и расположения по-
верхностей устанавливает ГОСТ 2.308 — 79.
Зависимый допуск — переменный допуск расположения или формы,
который допускается превышать на величину, соответствующую откло-
нению действительного размера поверхности детали от проходного
предела (наибольшего вала или наименьшего отверстия).
Отклонение формы измеряется как на специальных измеритель-
ных приборах, так и на приспособлениях с использованием универ-
сальных средств измерений.
Специальные средства измерений, как правило, обеспечивают
высокую точность измерений. К таким средствам относятся кругло-
меры. Радиальная погрешность кругломеров 1-го класса — 0,05 мкм,
а 5-го класса — 0,8 мкм. Некоторые типы кругломеров позволяют
измерять отклонение от прямолинейности образующей. Аналогичные
приборы имеются и для контроля отклонения от прямолинейности
плоских поверхностей. Для контроля овальности, огранки, конусо-
образности, бочкообразности, седлообразности, выпуклости, вогну-
Основы взаимозаменяемости
77
9. Допуски формы цилиндрических поверхностей в зависимости
от квалитета допуска размера
Квалитет допуска размера Относительная геометрическая точность Квали- тет допуска Относительная геометрическая точность
А в С. А _. В с
Степень точности формы по табл. 5 Степень точности формы по табл. 5
4 3 г I 9 8 7 6
5 4 3 2 10 9 8 7
6 5 4 3 11 10 9 8
7 8 6 7 5 6 4 5 12 11 10 9
тости можно использовать универсальные средства измерений, в част-
ности с использованием показывающих приборов с двумя индуктив-
ными преобразователями (см. табл. 2), позволяющими автоматически
определять разность диаметров или разность отклонений от уста-
новленной плоскости в двух точках.
Шероховатость поверхности. Под шероховатостью поверхности
(рис. 2) понимается совокупность неровностей поверхности с относи-
тельно малыми шагами, выделенная с помощью базовой длины I.
В отличие от отклонений формы поверхности и волнистости,
к шероховатости относят отклонения поверхности, для которых вы-
полняется условие: S/R < 50, где R — высота профиля; S — средний
шаг местных выступов профиля.
Базовая длина I — длина базовой линии, используемая для выделе-
ния неровностей, характеризующих шероховатость поверхности. Базо-
вая линия — линия заданной геометрической формы, проведенная
Рис. 2. Параметры, характеризующие шероховатость поверхности
(Hjmax = ypmi- Н= yomi)
78
Основы взаимозаменяемости
определенным образом относительно профиля и служащая для оценки
геометрических параметров поверхности.
Среднее арифметическое отклонение профиля Ra — среднее ариф-
метическое из абсолютных значений отклонений профиля в пределах
базовой длины
или приближенно
где п — число выбранных точек профиля на базовой длине; I —
базовая длина.
Высота неровностей профиля по десяти точкам Rz — сумма
средних абсолютных значений высот пяти наибольших выступов
профиля и глубин пяти наибольших впадин профиля в пределах
базовой длины
5 5
Е I ypmi | + Е | yvmi |
Rz =
где ypmi — высота i-ro наибольшего выступа профиля; yvmi — глубина
i-й наибольшей впадины профиля.
Наибольшая высота профиля — расстояние между линией
выступов профиля и линией впадин профиля в пределах базовой
длины.
Средний шаг Sm неровностей профиля — среднее значение шага
неровностей профиля в пределах базовой длины.
Средний шаг S местных выступов профиля — среднее значение
шага местных выступов профиля в пределах базовой длины.
Относительная опорная длина профиля tp — отношение опорной
длины профиля к базовой длине I
п
Е«
i=l
Опорная длина профиля т)р — сумма длин отрезков, отсекаемых
на заданном уровне в материале профиля линией, эквидистантной
средней линии в пределах базовой длины.
Основы взаимозаменяемости
79
Уровень р сечения профиля — расстояние между линией выступа
профиля и линией, пересекающей профиль эквидистантно линии высту-
пов профиля.
Числовые значения параметров шероховатости выбираются по
табл. 10 — 12.
10. Среднее арифметическое отклонение Ra профиля, мкм
100 10 1,00 0,100 0,010
80 8,0 0,80 0,080 0,008
63 6,3 0,63 0,063 —
50 5,0 0,50 0,050 —
40 4,0 0,40 0,040 —
32 3,2 0,32 0,032 —
25 2,5 0,25 0,025 —
20 2,0 0,20 0,020 —
16 1,6 0,16 0,016 —
12,5 1,25 0,125 0,012
11. Высота неровностей Rz профиля по десяти точкам и
наибольшая высота неровностей Дтах профиля, мкм
1000 100 10,0 1,00 0,100
— 800 80 8,0 0,80 0,080
— 630 63 6,3 0,63 0,063
— 500 50 5,0 -0,50 0,050
— 400 40 4,0 0,40 0,040
— 320 32 3,2 0,32 0,032
250 25 2,5 0,25 0,025
200 20 2,0 0,20 —
1600 160 16 1,6 0,160 —
1250 125 12,5 1,25 0,0125 —
12. Средний шаг S„, неровностей и средний шаг
неровностей по вершинам, мм
— 10,0 1,00 0,100 0,010
— 8,0 0,80 0,080 0,008
— 6,3 0,63 0,063 0,006
— 5,0 0,50 0,050 0,005
— 4,0 0,40 0,040 0,004
— 3,2 0,32 0,032 0,003
— 2,5 0,25 0.025 0,002
— 2,0 0,20 0,020 —
— 1,60 0,160 0,0160 —
12,5 1,25 0,125 0.0125 —
80
Основы взаимозаменяемости
Относительная опорная длина профиля tp: 10; 15; 20; 25; 30; 40;
50; 60; 70; 80; 90%.
Числовые значения уровня сечения профиля р выбирают из ряда
5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90% от RmaK.
Числовые значения базовой длины I выбирают из ряда: 0,01; 0,03;
0,08; 0,25; 0,80; 2,5; 8; 25 мм.
В обозначении шероховатости поверхности, вид обработки кото-
рой конструктор не устанавливает, применяют знак \/ . В обозначении
шероховатости поверхности, которая должна быть образована уда-
лением слоя материала, применяют знак \/ . В обозначении шеро-
ховатости поверхности, которая должна быть образована без удале-
ния слоя материала, применяют знак . Значение параметра шеро-
ховатости указывают в обозначении шероховатости: для параметра
Ra без символа, для остальных параметров — после соответствующих
символов.
Кроме рассмотренных параметров ГОСТ 25142-82 (СТ СЭВ
1156 — 78) устанавливает дополнительные параметры: среднее квад-
ратическое отклонение профиля
Средний квадратический наклон профиля
Средний арифметический наклон профиля
о
dx.
Шероховатость поверхности контролируют специализированными
приборами.
Взаимозаменяемость гладких цилиндрических соединений. ЕСДП
охватывает размеры деталей до 500 мм, св. 500 до 3150 и св. 3150 до
10.000 мм [ГОСТ 25346 - 82 (СТ СЭВ 145 - 75), ГОСТ 25347 - 82 (СТ СЭВ
144 — 75), ГОСТ 25348 — 82 (СТ СЭВ 177 — 75)]. Каждый из указанных
диапазонов разбит на интервалы (табл. 13). Размеры до 1 мм разде-
лены на три интервала: до 0,1, св. 0,1 до 0,3 и св. 0,3 до 1 мм (вклю-
чительно). Установлено 19 квалитетов: IT01, ITO, IT1, ..., IT17, где
число означает номер квалитета, а буквы IT означают «допуск ISO».
Например, IT7 означает допуск по 7-му квалитету. Для определения
13. Значения допусков, мкм
Интервал размеров, мм Квалитет
01 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
До 3 0,3 0,5 0,8 1,2 2 3 4 6 10 14 25 40 60 100 140 250 400 600 1000
Св. 3 до 6 0,4 0,6 1 1,5 2,5 4 5 8 12 18 30 48 75 120 180 300 480 750 1200
» 6 » 10 0,4 0,6 1 1,5 2,5 4 6 9 15 22 36 58 90 150 220 360 580 900 1500
» 10 » 18 0,5 0,8 1,2 2 3 5 8 11 18 27 43 70 110 180 270 430 700 1100 1800
» 18 » 30 0,6 1 1,5 2,5 4 6 9 13 21 33 52 84 130 210 330 520 840 1300 2100
» 30 » 50 0,6 1 1,5 2,5 4 7 11 16 25 39 62 100 160 250 390 620 1000 1600 2500
» 50 » 80 0,8 1,2 2 3 5 8 13 19 30 46 74 120 190 300 460 740 1200 1900 3000
» 80 » 120 1 1,5 2 5 4 6 10 15 22 35 54 87 140 220 350 540 870 1400 2200 3500
» 120 » 180 1,2 2 3,5 5 8 12 18 25 40 63 100 160 250 400 630 1000 1600 2500 4000
» 180 » 250 2 3 4,5 7 10 14 20 29 46 72 115 185 290 460 720 1150 1850 2900 4600
» 250 » 315 2,5 4 6 8 12 16 23 32 52 81 130 210 320 520 810 1300 2100 3200 5200
» 315 » 400 3 5 7 9 13 18 25 36 57 89 140 230 360 570 890 1400 2300 3600 5700
» 400 » 500 4 6 8 10 15 20 27 40 63 97 155 250 400 630 970 .1550 2500 4000 6300
Примечание. Для размеров до 1 мм квалитеты от 14-го до 17-го не применяют.
14. Значения основных отклонений и поправки к основным отклонениям К. М, N (до 8-го квалитета
для размеров св. 6 мм) и от Р до Z (до 7-го квалитета), мкм
es со знаком «—» ei co знаком «+» Поправка A
Размер, ММ а 6 С d е f g k P X z Квалитет
EI со знаком «+» ES co знаком «— » 3 4 5 6 7 8
А В С D Е F G к M N p R S' T и X z
До 3 ПО 140 60 20 14 6 2 0 2 4 6 10 14 — 18 20 26 3
Св. 3 до » 6 » 6 10 270 280 140 150 70 80 30 40 20 25 10 13 4 5 1 1 4 6 8 10 12 15 15 19 19 23 - 23 28 28 34 35 42 1 1 1,5 1,5 I 2 3 3 4 6 6 7
» 10 » 14 » 14 18 290 150 95 50 32 16 6 1 7 12 18 23 28 - 33 40 45 50 60 1 2 3 3 7 9
» » 18 » 24 » 24 30 300 160 ПО 65 40 20 7 2 8 15 22 28 35 41 41 48 54 64 73 88 1,5 2 3 4 8 12
» >> 30 » 40 » 40 50 310 320 170 180 120 130 80 50 25 9 2 9 17 26 34 43 48 54 60 70 80 97 112 136 1,5 3 4 5 9 14
» » 50 » 65 » 65 80 340 360 190 200 140 150 100 60 30 10 2 11 20 32 41 43 53 59 66 75 87 102 122 146 178 210 2 3 5 6 11 16
» » 80 » 100 » 100 120 380 410 220 240 170 180 120 72 36 12 3 13 23 37 51 54 71 79 91 104 124 144 17 210 258 310 2 4 5 7 13 19
» » 120 в 140 » 140 160 460 520 260 280 200 210 145 85 43 14 3 15 27 43 63 65 92 100 122 134 170 199 248 280 365 415 3 4 6 7 15 23
Основы взаимозаменяемости
» 160 » 180 580 310 230 145 85 43 14 3 15 27 43 68 108 146 210 310 465 3 4 6 7 15 23
» 180 » 200 660 340 240 77 122 166 236 350 520
» 200 » 225 740 380 260 170 100 50 15 4 17 31 50 80 130 180 258 385 575 3 4 6 9 17 26
в 225 » 250 820 420 280 84 140 196 284 425 640
» 250 » 280 » 280 » 315 920 1050 480 540 300 330 190 ПО 56 17 4 20 34 56 94 98 158 170 218 240 315 350 475 525 710 790 4 4 7 9 20 29
» 315 » 355 в 355 » 400 1200 1350 600 680 360 400 210 125 62 18 4 21 37 62 108 114 190 208 268 294 390 435 590 660 900 1000 4 5 7 11 21 32
» 400 » 450 » 450 в 500 1500 1650 760 840 440 480 230 135 68 20 5 23 40 68 126 132 232 252 330 360 490 540 740 820 1100 1250 5 5 7 13 23 34
Прямечани я: 1. Отклоне НИЯ «, ь, А И 3 в О Е сех ква лите тах л N В к валит стах СВ. 1-го не пр едус MOTf >ены
для размеров до 1 мм. 2. Отклонение к в квалитетах до 3-го и св. 7-го, К и N св. 8-го квалитета
равны 0 (кроме N в интервале до 3 мм, где оно равно 4 мкм). 3. Частный случай: основное отклонение
поля допуска Мб для размеров св. 250 до 315 мм ES = - 9 мкм (но не 11). 4. Основные отклонения
h:es = O и Н:Е1 — 0. 5. Обозначения js и Js означают, что предельные отклонения симметричны, равны +7772,
а в квалитетах от 7 до 11-го могут округляться до ближайшего меньшего числа, если значение нецелое.
6. Пример Определения основного отклонения, предусматривающего учет поправки для Р7, и в интервале
размеров св. 30 до 50 мм: Д=9 мкм; отсюда ES — —26 + 9= —17 мкм.
Основы взаимозаменяемости
84
Основы взаимозаменяемости
значений допусков введены единицы допуска; для размеров до 500 мм
i = 0,45]/о + 0.001D; для размеров св. 500 мм I = 0.004D + 2,1. Здесь
D — в мм, a i и I — в мкм. Допуск Т = ai (/), где а — число единиц допуска,
равное для IT5, IT6, .... IT17: 7, 10, 16, 25, 40, 64, 100, 160, ..., 1600.
Значения допусков для размеров до 5Q0 мм приведены в табл. 13.
Для образования посадок с различными зазорами и натягами в
ЕСДП предусмотрено по 27 вариантов основных отклонений валов
и отверстий (табл. 14). Основное отклонение — это ближайшее к нулю
(т. е. наименьшее по абсолютной величине из двух предельных
отклонений) верхнее (es для валов и ES для отверстий) или нижнее (ei
для валов и EI для отверстий) отклонение, используемое для опре-
деления положения поля допуска относительно номинального раз-
мера, соответствующего нулеиому отклонению. Значения основных
отклонений отверстий (обозначены А, В, С...) и валов (обозначены
а, Ь, с, ...), которые могут использоваться при образовании рекомен-
дуемых и предпочтительных посадок, приведены в табл. 14.
Предпочтительными из рекомендуемых являются следующие поля
допусков: Л9, г/10, е8,/7,£б, /16, ..., /ill,js6, /сб, иб, р5, гб, s6, £9, £8, Н7,
Н8, Н9, НИ, Л7, К7, N7, Р7.
Рекомендуемые поля допусков — все поля допусков с основными
отклонениями Н, h, Js (Js), all, bil, Ы2, с8, сП, г/8, r/Ю, е7, е9,/6, J8, J9, ₽4,
g5, kA, k5: k7, mA, ..., m.7, nA, n5, n7, p5, r5, s5, s7, t6, u7, «8, x8, z8; All,
B11,B12, Cll, 08, ..., Dll, £8, £7, £9, G5, G6, G7, k5, k6, k8, MS, ...,M8,
N5, N6, N8, P6, R7, S7, T7, U8.
При обозначении посадок в числителе указывают поле допуска
отверстия, а в знаменателе — поле допуска вала. Например, 0 40H7/g6 —
соединение диаметром 40 мм, основное отклонение отверстия Н, ква-
литет точности отверстия 7, основное отклонение вала g, квалитет
точности вала 6. На отдельных деталях указывают поле допуска
этой детали. Например, 0 40g6 — вал с номинальным диаметром
40 мм, основное отклонение g, квалитет точности 6. Предельные
отклонения могут указываться с условным обозначением, например
0 40g6(Zo’,o25)> и без него, например 0 4О2о!о25- Значения предельных
отклонений могут указываться и при обозначении посадок в скобках за
условным обозначением.
Допуски углов. Допуски и посадки конических соединений.
Допуски на углы конусов и призматических элементов деталей с дли-
ной меньшей стороны угла до 2500 мм приведены в табл. 15. Предель-
ные отклонения могут быть как +АТ или — АТ, так и +АТ/2.
Значение допуска угла в линейных единицах, отнесенное к большему
диаметру D,
ATD = ATaLi 10-3/(cos а/2),
где АТц — в мкм, АТ„ — в мкрад, Lt — длина образующей конуса, мм.
Пример обозначения допуска угла на чертеже: АТ8, где 8 —
степень точности.
Основы взаимозаменяемости
85
15. Допуски углов АТа, мкрад
—— Длина» мм Степень точности
1 2 3 4 5 6 7 8 9
По 10 50 80 125 200 315 500 800 1250 2000
Св. 10 ДО 16 40 63 100 160 250 400 630 1000 1600
» 16 » 25 31,5 50 80 125 200 315 500 800 1250
» 25 » 40 25 40 63 100 160 250 400 630 1000
» 40 » 63 20 31,5 50 80 125 200 315 500 800
» 63 » 100 16 25 40 63 100 160 250 400 630
» 100 » 160 12,5 20 31,5 50 80 125 200 315 500
» 160 » 250 10 16 25 40 63 100 160 250 400
» 250 » 400 8 12,5 20 31,5 50 80 125 200 315
» 400 » 630 6,3 10 16 25 40 63 100 160 250
Система допусков для конических поверхностей предусматривает:
допуск диаметра в любом сечении конуса То или допуск диаметра в
заданном сечении конуса Tos', Допуск угла конуса АТ; допуск формы
конуса Тр. Допуски То и Tos назначаются аналогично допускам на глад-
кие цилиндрические поверхности и должны приниматься по табл. 13.
При зтом числовые значения То выбирают для номинального диаметра
большего основания конуса D, а числовые значения Tos — по номи-
нальному диаметру заданного сечения D$. Для конических соединений
предназначены следующие поля допусков (см. табл. 13 и 14): Н01,..., Н17,
Л01, ..., Л17, N9, d%, d9, el, е8, е9,/6, ...,/9, #4, £5, £б, /101, ..., Д17,
js01, ...,j,17, k4, ..., kl, m4, ..., ml, n4, nl, p5, p6, r5, r6, s5, s6,
si, t6, ul, u8, x8, z8. В обоснованных случаях стандарт допускает
применение других полей допусков, предусмотренных для гладких
цилиндрических соединений (ГОСТ 25346 — 82), а также дополнительных
/с8, ..., /<12, 7V10, ..., N12. Для значений D и Ds до 3 мм вместо полей
N9, ..., N12 предусмотрены поля К.9, ..., К12.
Если непосредственно назначается допуск угла конуса, то он
должен соответствовать табл. 15.
. Взаимозаменяемость резьбовых соединений. Для метрической
резьбы с зазором [ГОСТ 16093 — 81 (СТ СЭВ 640 — 77)] установлены
основные отклонения для d и d2 наружной резьбы; h, g, f, е, d и для
и D2 внутренней резьбы: Н, G, F и Е. При отклонениях H/h созда-
ется посадка с наименьшим зазором, равным нулю. При остальных
отклонениях создаются посадки с зазором, большим нуля. Отклонения
Е и F применяют только при значительных толщинах слоя защит-
ного покрытия. Числовые значения оновных отклонений приведены
в табл. 16. Установлены следующие степени точности: для d — 4,6, 8; для
d2 - 3, 4, 5, 6, 7, 8, 9, 10*; для D2 - 4, 5, 6, 7, 8, 9*; для - 4, 5, 6, 7, 8.
Степени точности, отмеченные звездочкой, — только для резьб на дета-
лях из пластмасс. Установлены короткие S, нормальные N и длинные L
86
Основы взаимозаменяемости
16. Основные отклонения диаметров резьбы
Наружная резьба d\, d2 Внутренняя резьба D\, D2
Шаг Р, Основные отклонения, мкм
ММ es EI
d е f g h E F G H
0,2 — — -32 -17 0 — + 32 + 17 0
0,25 — — -33 -18 0 — + 33 + 18 0
0,3 — — -33 -18 0 — + 33 + 18 0
0,35 — — -34 -19 0 — + 34 + 19 0
0,4 — — -34 -19 0 — + 34 + 19 0
0,45 — — -35 -20 0 — + 35 + 20 0
0,5 — -50 -36 -20 0 + 50 + 36 + 20 0
0,6 — -53 -36 -21 0 + 53 + 36 + 21 0
0,7 — -56 -38 -22 0 + 56 + 38 + 22 0
0,75 — -56 -38 -22 0 + 56 + 38 + 22 0
0,8 — - 60 -38 -24 0 + 60 + 38 + 24 0
1 -90 -60 -40 -26 0 + 60 + 40 + 26 0
1,25 -95 -63 -42 -28 0 + 63 + 42 + 28 0
1,5 -95 -67 -45 -32 0 + 67 + 45 + 32 0
1,75 -100 -71 -48 -34 0 + 71 + 48 + 34 0
2 -100 -71 -52 -38 0 + 71 + 52 + 38 0
2,5 -106 -80 -58 -42 0 + 80 — + 42 0
3 -112 -85 -63 -48 0 + 85 — + 48 0
длины свинчивания. Числовые значения допусков ТО и TDj приведены
в табл. 17, а числовые значения допусков Td2 и TD2 — в табл. 18. До-
пуски средних диаметров резьбы являются суммарными. В точном
классе установлены поля допусков: (3/i4/i), 4Н - для S; 4g, 4h, 4Н5Н, 5Н -
для N; (5/14/1), 6Н — для L; в среднем классе: 5g6g, (5/16/1), (5G), 5Н —
для S; 6d, бе, 6f, (6g), 6h, 6G, (6Н) — для N; (7е6е), 7g6g, 7h6h,
(7G), 7Н — для L; в грубом классе: 8g, (8/1) (для резьбы с шагом меньше
0,8 мм используются поля допусков 8/16/1); 7G, 7Н — для N; (9g8g),
(8G), 8Н — для L. В скобках указаны поля допусков, применение
которых следует ограничивать. При длинах свинчивания S и L допускает-
ся применение полей допусков, устанавливаемых для длин свинчива-
ния N. Понятие о классах точности условное. Они даны для ориен-
тации при выборе точности резьбы. На чертежах и калибрах классы
точности не указываются. Предельные отклонения можно определять,
пользуясь табл. 16—18. Например, для 6d резьбы М10 х 1,5 по табл. 16
es = —95 мкм, по табл. 17 Td(6) = 236 мкм, т. е. ei - —331 мкм; ана-
логично для d2 найдем по табл. 16 es = —95 мкм, по табл. 18 Td2 (6) =
= 132 мкм, т. е. ei — —227 мкм, что соответствует данным, приве-
денным в приложении 2 ГОСТ 16093-81.
Примеры обозначения поля допуска диаметра резьбы: 4/i, 6g,
6Н; обозначения поля допуска резьбы: 7g6g, 5Н6Н. На первом месте —
Основы взаимозаменяемости
87
17. Допуски (мкм) наружного и внутреннего диаметров резьбы
-— Наружная резьба Внутренняя резьба
Шаг Р, Степень ТОЧНОСТИ
мм 4 6 | 8 4 1 5 6
Td TD\
0,2 36 56 38 48 60
0,25 42 67 45 56 71
0,3 48 75 53 67 85
0,35 53 85 63 80 100
0,4 60 95 - 71 90 112
0,45 63 100 80 100 125
0,5 67 106 90 112 х 140
0,6 80 125 100 125 160
0,7 90 140 112 140 180
0,75 90 140 118 150 190
0,8 95 150 236 125 160 200
1 112 180 280 150 190 236
1,25 132 212 335 170 212 265
1,5 150 236 375 190 236 300
1,75 170 265 425 212 265 335
2 180 280 450 236 300 375
212 335 530 280 355 450
3 236 375 600 4 315 400 500
поле допуска среднего диаметра резьбы; на втором — поле допуска d
или Di. Если поле допуска d или Dj совпадает с полем допуска среднего
диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Примеры обозначения резьбы: Л/12 — 6g, М12 — 6Н; Л/12 х1 — 6g.
Обозначение левой резьбы М12 х ILH — 6g\ М12 х ILH — 6Н. Обо-
значение посадки в резьбовом соединении: М12 — 6H/6g. Длина
свинчивания N в обозначении резьбы не указывается.
Резьба метрическая. Посадки с натягом [ГОСТ 4608 — 81 (СТ СЭВ
306 — 76)] распространяются на резьбы диаметром 5 — 45 мм с шагом
0,8 — 3 мм для наружных резьб деталей из стали, сопрягаемых с внутрен-
ней резьбой деталей из стали (длина свинчивания Id — l,25«f), из чугуна
(длина свинчивания 1,25г/ — 1,5d) и из алюминиевых и магниевых
сплавов (длина свинчивания 1,5г? — 2d). Предусмотрены посадки
только в системе отверстия. Качество соединений более высокое
при сортировке деталей по точности резьбы на две или три группы
и сборке их по одноименным группам.
Резьба метрическая. Переходные посадки [ГОСТ 24834 — 81
(СТ СЭВ 305 — 76)]. Эти посадки применяют при дополнительном креп-
лении шпилек по коническому сбегу резьбы, по плоскому бурту и по
Цилиндрической цапфе.
88
Основы взаимозаменяемости
18. Допуски (мкм) среднего диаметра резьбы
Наружная резьба Внутренняя резьба
Номинальный Шаг Степень точности
d, мм ММ 3 4 Л. 7 8 4 3 6 / 1 8
Td, Т1
Св. 1,4 до 2,8 0,2 25 32 40 50 (63) (80) 42 53 67 — —
0,25 28 36 45 56 (71) (90) 48 60 75 — —
0,35 32 40 50 63 80 (100) 53 67 85 — —
0,4 34 42 53 67 85 (106) 56 71 90 — —.
0,45 36 45 56 71 90 (Н2) 60 75 95 — —
Св. 2,8 до 5,6 0,25 28 36 45 56 (71) — 48 60 75 — —
0,35 34 42 53 67 85 (106) 56 71 90 — —
0,5 38 48 60 75 95 (118) 63 80 100 125 —
0,6 42 53 67 85 106 (132) 71 90 112 140 —
0,7 45 56 71 90 112 (140) 75 95 118 150 —
0,75 45 56 71 90 112 (140) 75 95 118 150 —
0,8 48 60 75 95 118 150 80 100 125 160 —
Св. 5,6 до 11,2 0,25 32 40 50 63 (80) — 53 67 85 — —
0,35 36 45 56 71 90 — 60 75 95 —
0,5 42 53 67 85 106 (132) 71 90 112 140 —
0,75 50 63 80 100 125 (160) 85 106 132 170 —
1 56 71 90 112 140 180 95 118 150 190 236
1,25 60 75 95 118 150 190 100 125 160 200 250
1,5 67 85 106 132 170 212 112 140 180 224 280
Св. 11,2 до 22,4 0,35 38 48 60 75 95 — 63 80 100 — —
0,5 45 56 71 90 112 (140) 75 95 118 150 —
0,75 53 67 85 106 132 (170) 90 112 140 180 —
1 60 75 95 118 150 190 100 125 160 200 250
1,25 67 85 106 132 170 212 112 140 180 224 280
1,5 71 90 112 140 180 224 118 150 190 236 300
1,75 75 95 118 150 190 236 125 160 200 250 315
2 80 100 125 160 200 250 132 170 212 265 335
2,5 85 106 132 170 212 265 140 180 224 280 355
Св. 22,4 до 45 0,5 48 60 75 95 118 — 80 100 125 — —
0,75 56 71 90 112 140 (180) 95 118 150 190 —
1 63 80 100 125 160 200 106 132 170 212 265
1,5 75 95 118 150 190 236 125 160 200 250 315
2 85 106 132 170 212 265 140 180 224 280 355
3 100 125 160 200 250 315 170 212 265 335 425
3,5 106 132 170 212 265 335 180 224 280 355 450
4 112 140 180 224 280 355 190 236 300 375 475
4,5 118 150 190 236 300 375 200 250 315 400 500
Основы взаимозаменяемости
89
Продолжение табл. 18
Наружная резьба Внутренняя резьба
Номинальный диаметр d, мм Шаг Р, мм Степень точности
3 4 5 6 7 8 4 5 6 7 8
Td2 td2
Св. 45 до 90 0,5 50 63 80 100 125 — 85 106 132
0,75 60 75 95 118 150 — 100 125 160 — —
1 71 90 112 140 180 224 118 150 190 236 300
1,5 80 100 125 160 200 250 132 170 212 265 335
2 90 112 140 180 224 280 150 190 236 300 375
3 106 132 170 212 265 335 180 224 280 355 450
Трапецеидальная резьба. Система допусков и посадок этой резьбы
с профилем по ГОСТ 9484 — 81 (СТ СЭВ 146 — 78) установлена
ГОСТ 9562 — 81 (СТ СЭВ 836 — 78) для однозаходной резьбы и
ГОСТ 24739 — 81 (СТ СЭВ 185 — 79) для многозаходной. Посадки уста-
новлены только в системе отверстия.
Средства измерения резьбы. Комплексный контроль резьб осу-
ществляют калибрами. При поэлементном контроле резьб погреш-
ность шага на длине свинчивания, угла профиля и собственно среднего
диаметра измеряют с помощью универсальных измерительных средств.
Приведенный средний диаметр при этом определяют как сумму
действительного собственно среднего диаметра и диаметральных
компенсаций погрешностей шага и угла профиля.
Взаимозаменяемость зубчатых передач. ГОСТ -1643 — 81 (СТ СЭВ
641 — 77, СТ СЭВ 643 — 77 и СТ СЭВ 644 — 77) установил систему пока-
зателей и допусков на них для эвольвентных цилиндрических зуб-
чатых колес и зубчатых передач внешнего и внутреннего зацепления
с прямозубыми, косозубыми и шевронными зубчатыми колесами с
делительным диаметром до 6300 мм, шириной зубчатого венца или
полушеврона до 1250 мм, модулем зубьев 1 — 55 мм. Установлено
двенадцать степеней точности зубчатых колес и передач, обозначае-
мых в порядке убывания точности цифрами с 1-й по 12-ю. Для степеней
точности 1 и 2 допуски и предельные отклонения не даны. Для
каждой степени точности зубчатых колес и передач устанавливают
нормы: кинематической точности, плавности работы и контакта зубьев
зубчатых колес и передач. Допускается комбинирование норм кине-
матической точности, норм плавности работы и норм контакта
зубьев зубчатых колес и передач разных степеней точности. При
комбинировании норм разных степеней точности нормы плавности
работы зубчатых колес и передач могут быть не более чем на две
степени точнее или на одну степень грубее норм кинематической точ-
ности; нормы контакта зубьев могут назначаться по любым степеням,
более точным, чем нормы плавности работы зубчатых колес и
передач, а также на одну степень грубее норм плавности.
90
Основы взаимозаменяемости
Кинематическая точность передачи. Показателями кинемати-
ческой точности являются: наибольшая кинематическая погрешность
зубчатого колеса F'ir(F'^; погрешность обката зубчатого колеса Fcr(Fc)‘,
радиальное биение зубчатого венца F„(Fr); колебание длины общей
нормали FVW(FVV>); колебание измерительного межосевого расстояния
за оборот колеса F"r(F'{). Допуски (их обозначение дано в скобках) на
указанные выше показатели для степеней точности приведены в
табл. 19. Допуск F'ic на кинематическую погрешность передачи F'ior равен
сумме допусков F'e ее зубчатых колес, a F'i = Fp + f у. Допуски Fpk на
накопленную погрешность к шагов и Fp на накопленную погрешность
шага зубчатого колеса приведены в табл. 20.
Плавность работы передачи определяется такими параметрами,
погрешности которых многократно (циклически) проявляются за оборот
зубчатого колеса. В табл. 19 приведены нормы плавности работы
(допуски) на следующие погрешности: местную кинематическую погреш-
ность колеса отклонение шага fptr(fpt)', отклонение шага зацепле-
ния (основного) fpbr (/₽[,); погрешность профиля зуба f Jr(fj); колебание
измерительного межосевого расстояния на одном зубе цикли-
ческую погрешность зубчатого колеса fzkr(fzk) и циклическую погреш-
ность передачи fzkor {fzko). В табл. 21 даны нормы (допуски) плавности
работы при циклической погрешности передачи. Погрешность /,20Г
зависит от коэффициента осевого перекрытия ер. С увеличением этого
коэффициента допуск/22О уменьшается (ГОСТ 1643 — 81).
Полнота контакта зубьев зубчатых колес и передач имеет наиболь-
шее значение для тяжелонагруженньгх тихоходных передач. В передаче
она регламентируется суммарным пятном контакта, непосредственно
контролируемым в собранной передаче. Способ определения пятна
контакта, относительные размеры пятна контакта сопряженных по-
верхностей зубьев и место его расположения на этих поверхностях
могут назначаться конструктором передачи. В этих случаях относи-
тельные предельные размеры суммарного пятна допускается назна-
чать независимо от указанных в стандарте. Стандарт устанавливает,
например, для 3-й степени точности следующие предельные относитель-
ные размеры пятна контакта: по высоте не менее 65 % и по длине зубьев
Не менее 95%. Для 11-й степени точности не менее 20% по высоте
и 25 % по длине зубьев; для 7-й степени точности не менее 45 % по
высоте и 60% по длине зубьев.
Допускается оценивать полноту контакта зубчатого колеса по
суммарному пятну контакта его зубьев с зубьями измерительного зубча-
того колеса. Полнота контакта может нормироваться следующими
показателями: Fpxnr (Fpx„) — отклонение осевых шагов по нормали;
Fkr (Fkj — суммарная погрешность контактной линии; Fp, (Fp) — погреш-
ность направления зуба; fxr (/„) — отклонение от параллельности осей;
fyr (fy) — перекос осей. В табл. 22 даны нормы контакта.
Гарантированный боковой зазор jnmin для различных видов сопря-
жений устанавливается независимо от степеней точности зубчатых
колес и передач и их комбинирования. Показателями, определяющими
Основы взаимозаменяемости
91
19. Нормы кинематической точности и плавности, мкм
(показатели Fгг, FVwr9 Fcr, F /г, fzfan fzkon f in fptn fpbn ffn f ir)
Обозначе- ние Модуль tn, MM Делительный диаметр
До 125 мм Св. 125 до 400 мм
Степень гочности
3 4 5 6 7 8 3 4 5 6 7 8
Fr 1-3,5 Св. 3,5 6 10 16 25 36 45 9 15 22 36 50 63
до 6,3 7 11 18 28 40 50 10 16 25 40 56 71
F ри,, Fc 1-10 4 6 10 16 22 28 7 12 18 28 40 50
F'i 1-3,5 Св. 3,5 - — 22 36 50 63 - - 32 50 71 90
до 6,3 — — 25 40 56 71 — — 36 56 80 100
fzk> fzko ДЛЯ
Л = 2-=-4 2,8 4,5 7,1 11 18 25 4,2 6,3 10 16 26 36
к > 4 4- 8 2,1 3,2 5,0 8 13 18 2,8 4,5 7,5 12 18 26
к> 8 ч- 16 1-6,3 1,6 2,4 3,8 6 9,5 14 2,2 3,4 5,6 8,5 14 20
iv > 16 -г- 32 1,2 1,9 3,0 4,8 7,5 11 1,8 2,8 4,5 6,7 11 15
Л > 32 ч- 63 1,0 1,5 2,5 3,8 6,0 8,5 1,4 1,9 3,6 5,6 9,0 12
к> 634-125 0,9 1,3 2,1 3,2 5,3 7,1 1,2 1,9 3,0 4,8 7,5 10
f'i 1-3,5 Св. 3,5 6 9 12 18 25 36 7 10 14 20 30 40
до 6,3 7 10 16 22 32 45 8 12 18 25 36 50
fn 1-3,5 Св. 3,5 2,5 4 6 10 14 20 2,8 4,5 7 11 16 22
до 6,3 3,2. 5 8 13 18 25 3,6 5,5 9 14 20 28
fpb 1-3,5 Св. 3,5 2,4 3,8 5,5 9,5- 13 19 2,6 4,2 6,7 10 15 21
до 6,3 3,0 4,8 7,5 12 17 24 3,4 5,3 8,5 13 19 26
ff 1-3,5 Св. 3,5 3,6 4,8 6 8 11 14 4,0 5,3 7,0 9 13 18
до 6,3 4,0 5,3 7 10 14 20 4,5 6,0 8 11 16 22
1-3,5 - - 10 14 20 28 - 11 16 22 32
f'i, Св. 3,5 до 6,3 - - 13 18 25 36 - - 14 20 28 40
92 Основы взаимозаменяемости
20. Нормы кинематической точности на FPkr и Fpr (мкм)
(допуски Fpk и Fp)
Примечание. При отсутствии специальных требований допуск Fpk
назначается для длины дуги делительной окружности, соответствующей 1/6
части числа зубьев зубчатого колеса (или дуги, соответствующей ближай-
шему большему целому числу зубьев).
боковой зазор, являются: для зубчатых колес — дополнительное сме-
щение исходного контура £Hr( —£Hs; +EHi), или отклонение средней
длины общей нормали £wm, (—£wms; +£wmi), или отклонение длины
общей нормали E„r( — E„s; +ЕМ), или отклонение толщины зуба £„„
(£„), или отклонение измерительного межосевого расстояния. Соответ-
ствующие нормы бокового зазора даны в табл. 23 и 24. Допустимые
значения j„min для сопряжения Н равны нулю, а для остальных —
совпадают с Ен для 3 — 6-й степени точности. Вид допуска бокового
зазора используется при не соответствии с видом сопряжения.
Зубчатые колеса и передачи контролируют, как правило, специ-
ализированными средствами измерения и контроля. Выполнение
требований каждого вида норм точности (кинематической, плавности,
контакта) и сопряжений может контролироваться проверкой комплекс-
ных показателей или комплексов поэлементных показателей. В табл. 25
перечислены возможные комплексы контроля зубчатых колес в зависи-
мости от степени точности; указаны также наибольшие значения
диаметров делительных окружностей (maxJ) или наибольшая ширина
венца, ограничивающие целесообразное использование указанных
комплексов для контроля зубчатых колес.
Основы взаимозаменяемости
93
21. Нормы плавности работы (показатель fzza), мкм
Степень точности по показателю плавности работы Модуль т, мм Частота к циклической погрешности за оборот зубчатого колеса (к = z)
До 16 Св. 16 до 32 Св. 32 до 63 Св. 63 до 125 Св. 125 до 250
От 1 до 3,5 3 3 3 3,6 4
3 Св. 3,5 » 6,3 3,6 3,6 4 4,5 5
От 1 до 3,5 4,5 5 5 5,3 5,6
4 Св. 3,5 » 6,3 5,6 5,6 6 6,7 7,1
От 1 до 3,5 6,7 7,1 7,5 8 8,5
5 Св. 3,5 » 6,3 8 8,5 9 10 11
От 1 до 3,5 10 10 11 12 13
6 Св. 3,5 » 6,3 12 13 14 15 16
От 1 до 3,5 15 16 17 18 19
7 Св. 3,5 » 6,3 18 19 20 22 24
От 1 до 3,5 22 24 24 25 28
8 Св. 3,5 » 6,3 28 28 30 32 34
Пример условного обозначения точности зубчатых передач:
7 — Н ГОСТ 1643 — 81: степень точности 7, вид сопряжения И (вид
допуска бокового зазора h);
8 — 7 — 6 Ва ГОСТ 1643 — 81: для норм кинематической точности
8-я степень, для норм плавности — 7-я степень точности; для норм
контакта — 6-я степень; вид сопряжения — В, вид допуска бокового
зазора а.
’ Взаимозаменяемость шпоночных и шлицевых соединений; Взаимо-
заменяемость шпоночных соединений. На ширину шпонок стандарт
устанавливает поле допуска h9, а на шпоночные пазы для свободного
соединения — поле допусков Н9 на валу и D10 во втулке; для нормаль-
ного соединения — поле допусков N9 на валу и Js9 во втулке; для
плотного соединения — поле допуска Р9 на валу и во втулке. Высота
шпонок регламентируется полем допуска /ill, длина — полем МА,
а длина шпоночного паза — полем 1715. Допуски и основные отклонения
выбирают по табл. 13 и 14.
Взаимозаменяемость шлицевых соединений. Посадки шлицевых
соединений с прямобочным профилем выбирают в зависимости от
того, по какой поверхности осуществляется центрирование. Для
94
Основы взаимозаменяемости
22. Нормы контакта (показатели Fpxnr, F^r, fyr, Fki), мкм
Степень точности Модуль W, мм Ширина зубчатого венца (полушеврона) мм Обозначения
Fpxn Fp. А Л W, мм
От 1 до 3,5 Св. 3,5 до 6,3
'к
3 От 1 До 40 + 6,3 4,5 2,2 8 10
до 10 Св. 40 ДО 100 + 7,1 6 3 9 - 11
» 100 » 160 ± 8 8 4 10 12
4 От 1 До 40 + 8 5,5 2,8 11 12
до 10 Св. 40 ДО 100 + 10 8 4 12 14
» 100 » 160 ± Н 10 5 14 14
5 От 1 До 40 + 11 7 4 14 16
ДО 16 Св. 40 ДО 100 + 12 10 5 16 18
» 100 » 160 + 14 12 6,3 16 20
б От 1 До 40 + 12 9 4,5 18 20
до 16 Св. 40 ДО 100 + 14 12 6,3 20 22
» 100 » 160 + 16 16 8 22 25
7 От 1 До 40 + 16 11 5,6 22 25
ДО 25 Св. 40 ДО 100 + 18 16 8 25 28
» 100 » 160 ± 20 20 10 28 30
8 От 1 До 40 + 25 18 9 36 40
до 40 Св. 40 ДО 100 + 28 25 12 40 45
» 100 » 160 ± 32 32 16 40 50
1 Или длина контактной линии.
нецентрирующего наружного диаметра установлена посадка H12/all,
а для нецентрирующего внутреннего Н11/а11. Для центрирующего
внутреннего диаметра рекомендуются посадки H6/g5, H6/js5, Н1/е8,
HI/fl, Hl/g6, Hl/h6, Hl/hl, Hl/js6, Hl/jsl, Hl/n6, H8/e8; для центри-
рующего наружного диаметра: Hl/fl, Hl/gf>, Hl/h6, Hl/jsf>, Hl/n(>,
H8/e8, H8/hl. При центрировании по боковым сторонам зубьев посадки
по ширине образуются сочетанием полей допусков: F8 с e8,fi,jsl ;D9 с d9,
е8,/8,/9, /18, h9,jsl, k.1; £>10 c </10, d8; F8 c a9, e8,/8,/9, /18, h9,j.l, kl; Js10 c d9.
При центрировании по внутреннему диаметру посадки по ширине,
23. Нормы боковою зазора, мкм
Вид сопря- жения о к Делительный диаметр мм
Степень ТОЧНОСТИ нормам плавности До 80 Св. 80 до 125 Св. 125 до 180 Св. 180 до 250 Св. 250 до 315
±/а Ен s В ±fa Ен Ец,, Ewm Ecs ±fa Ен i ? ±fa Ен Ew, Ewm E'CS ±/о Ен Ew, Ewm E(S
2 -6 12 8 9 14 10 10 16 11 12 18 12 14 20 14 16
Н 7 14 10 10 16 10 12 20 18 12 14 22 20 14 14 Z. J 22 16 16
2 -6 30 20 22 35 24 25 40 28 30 46 30 35 95 52 35 40
7 1о 35 25 25 1о 40 30 30 20 45 30 35 22 50 35 35 55 40 40
D -6 46 30 35 54 35 40 63 40 45 72 50 55 81 55 60
7 22 50 35 35 28 60 40 45 3U 70 50 50 35 80 55 60 40 90 60 70
8 55 40 40 70 50 50 80 50 60 90 60 70 100 .70 70
Q 3-6 74 50 55 87 60 60 100 70 70 115 80 80 130 90 90
7 35 80 55 60 45 100 70 70 50 ПО 70 80 55 120 80 90 60 140 100 100
8 90 60 70 НО 80 80 120 80 90 140 100 100 160 ПО 120
в 1-6 120 80 90 140 100 100 160 ПО 120 185 120 140 210 140 160
7 60 140 100 100 70 160 ПО 120 80 180 120 140 90 200 140 140 100 250 180 180
8 140 100 100 160 ПО 12’0 200 140 140 220 140 160 250 180 180
л 3-6 190 120 140 220 140 160 250 180 180 290 200 200 320 220 250
7 100 200 140 150 ПО 250 180 180 120 280 200 200 140 300 200 220 160 350 250 250
8 220 160 160 280 200 200 300 200 220 350 250 250 400 280 300
Примечания: 1. В графе Ец даны абсолютные значения отклонений — и + £#/, а в графе Ew —абсолют-
ные значения отклонений - Ewms (первое слагаемое), (первое слагаемое), -Ews, + Ewi. Вторые слагаемые Ewms
и ^wmi даны в табл. 24; 2. Ecs для- зубчатых колес с внутренними зубьями принимают со знаком минус.
Основы взаимозаменяемости
96 Основы взаимозаменяемости
24. Нормы бокового зазора для типовых видов сопряжения
(Н. Е, D, С. В, А) и видов допуска (h, d. с, b. a, z, у, х), мкм
« 03 о Допуск F г на радиальное биение зубчатого венца
° к Е? о Св. Св. Св. Св. Св. Св. Св. Св. Св. Св. Св.
о До 8 10 12 16 20 25 32 40 50 60 80
5 S 8 ДО до до до ДО ДО до до до до до
са CQ 10 12 16 20 25 32 40 50 60 80 100
Допуск Тн на смещение исходного контура
Н.Е h 28 30 35 40 40 45 55 60 70 80 НО 120
D d 35 40 40 45 55 60 70 80 90 100 140 160
С С 45 50 55 60 70 80 90 100 120 140 180 200
В ь 55 60 70 70 80 90 100 120 140 180 200 250
А а 70 80 80 90 100 ПО 140 160 180 200 250 300
— Z 90 100 100 НО 120 140 160 180 220 250 300 350
— У НО 120 140 140 160 180 200 250 280 350 400 500
— X 140 160 160 180 200 220 250 300 350 400 500 600
Допуск Т wm иа среднюю длину общей нормали
Н, Е h 16 16 18 20 20 20 22 25 25 28 30 40
D d 20 25 25 25 28 30 35 40 40 40 60 70
С С 28 30 30 35 40 45 45 50 60 70 90 НО
В ь 35 40 40 40 45 50 55 60 70 100 100 120
А а 45 50 50 55 60 60 80 90 100 ПО 140 150
— Z 60 60 60 70 70 80 100 ПО 120 140 180 200
— У 70 80 90 90 100 110 120 160 180 220 240 300
— X 90 100 100 НО 120 140 160 180 220 250 300 350
Наименьшие отклонения средней длины обшей нормали
(второе слагаемое ^wms ИЛИ + Ewm )
2 2 3 3 - 5 7 9 11 14 18 22
Допуск Тм на Длину общей нормали
Н.Е h 20 20 25 28 28 30 35 40 50 60 70 80
D d 25 28 28 30 35 40 50 55 60 70 100 НО
С С 35 35 35 40 50 55 60 70 80 100 120 140
В ь 35 40 50 50 55 60 70 80 100 120 140 180
А а 50 55 55 60 70 80 100 110 120 140 180 200
— Z 60 70 70 70 80 100 НО 120 140 180 200 250
— У 80 80 100 100 НО 120 140 180 200 250 280 350
— X 100 НО НО 120 140 140 180 200 250 280 350 400
Допус К Те на то лщин У зуб а
Н.Е h 20 22 25 30 30 35 40 45 50 70 70 90
D d 25 30 30 35 40 45 50 60 70 70 100 120
С С 35 35 35 45 50 60 70 70 90 100 140 160
Основы взаимозаменяемости
97
Продолжение табл. 24
Вид сопря- 1 1 вннэж Вид допуска Допуск F,. на радиальное биение зубчатого венца
До 8 Св. 8 до 10 Св. 10 до 12 Св. 12 до 16 Св. 16 до 20 Св. 20 до 25 Св. 25 до 32 Св. 32 до 40 Св. 40 до 50 Св. 50 до 60 Св. 60 до 80 Св. 80 до 100
В ь 40 45 50 50 60 70 70 90 100 140 140 180
А а 50 60 60 70 70 80 100 120 140 140 180 220
Z 70 70 70 80 90 100 140 140 160 180 220 250
у 80 90 100 100 120 140 140 180 200 250 300 350
— X 100 120 120 140 140 160 180 220 250 300 350 450
25. Комплексы контроля
Кинематическая точность
F'. 1Г Ррп Рркг Fpr Prr> Fvwr Frr, Fa Pfr Fcr I 5'! F{'r Frr
Степень 3—8 max d 1000 3-6 6300 7; 8 6300 3-8 1000 3-8 6300 5-8 1000 5-8 1000 9-12 1000 9-12 любое
Плавность
fzkr fir fpbr’ffr fpbr’fptr f"ir fptr
Степень. 3 — 8 max d 6300 3-8 6300 3-8 1000 Koi 3-8 6300 итакт зу 5-12 1000 бьев 9-12 6300
Пятно fpxnr> fkr Fkr
Степень 3 — 7 max d 1250 8; 9 630 3-7 1250 8-12 630 3-7 1250 8-12 630 3-7 1250 8-12 630
98
Основы взаимозаменяемости
26. Значения допусков ширины впадииы
втулки и толщины зуба вала, мкм
Степень точности
D, мм мм 5 6 7 8 9 10 11
Т Те Т Те 7' Те Т Те Т Те т Те Т Те
До 12 От 0,5 до 1,5 12 8 18 11 25 16 36 22 50 32 71 45 100 63
Св. 12 От 0,5 до 1,5 14 9 20 12 28 18 40 25 56 36 80 50 112 71
до 25 » 2 » 4 16 10 22 14 32 20 45 28 63 40 90 56 125 80
От 0,5 до 1,5 16 10 22 14 32 20 45 28 63 40 90 56 125 80
Св. 25 до 50 » 2 в 4 18 11 25 16 36 22 50 32 71 45 100 63 140 90
» 5 » 10 20 12 28 18 40 25 56 36 80 50 112 71 160 100
Св. 50 От 0,5 до 1,5 18 11 25 16 36 22 45 32 71 45 100 63 140 90
до 100 » 2 » 4 20 12 28 18 40 25 56 36 80 50 112 71 160 100
» 5 » 10 22 14 32 20 45 28 63 40 90 56 125 80 180 112
Св. 100 От 0,5 до 1,5 20 12 28 18 40 25 56 36 80 50 112 71 160 100
до 200 » 2 » 4 22 14 32 20 45 28 63 40 90 56 125 80 180 112
» 5 » 10 25 16 36 22 50 32 71 45 100 63 140 90 200 125
кроме указанных выше, образуются сочетанием полей допусков
F8cd9,/7, h7, /18, h9; H8ch7, /18, js7\ D9cf7; F10c/7, h7.
При центрировании по наружному диаметру посадки по ширине
образуются сочетанием полей допусков: F8ce8, /7, /8, /16, /18, js7;
D9cd9, eS,f7, /18, js7, F10ce9;/7, h9; JJOcdlO.
Допуски и основные отклонения даны в табл. 13 и 14.
Пример условного обозначения соединения с числом зубьев 8,
внутренним диаметром 36 мм, наружным диаметром 40 мм, шириной
зуба 7 мм, с центрированием по внутреннему диаметру, посадкой
Н7/е8 и посадкой по ширине D9//8:
т о #7 Н12 _ D9
d — 8 х 36--х 40----х 7 ——.
е8 all /8
Посадки шлицевых соединений с эвольвентным профилем зубьев
при центрировании по боковым поверхностям образуются сочетанием
полей допусков впадин, для которых установлено одно основное
(суммарное) отклонение Н (EI = 0) и 7-, 9-, 10- и 11-я степени
Основы взаимозаменяемости
99
27. Основные отклонения es толщины 5 зубьев валов, мкм
D, мм Модуль т, мм f g к п р Г
ДО 12 От 0,5 до 1,5 -16 -8 +16 + 32 + 48 + 64
Св. 12 до 25 От 0,5 до 1,5 » 2 » 4 -18 -9 + 18 + 36 + 54 + 72
-20 -10 + 20 + 40 + 60 + 80
Св. 25 до 50 От 0,5 до 1,5 » 2 » 4 » 5 » 10 -20 -10 + 20 + 40 + 60 + 80
-22 -11 + 22 +44 + 66 + 88
-25 -12 + 25 + 50 + 75 + 100
Св. 50 до 100 От 0,5 до 1,5 » 2 » 4 » 5 » 10 -22 -И + 22 + 44 + 66 + 88
-25 -12 + 25 + 50 + 75 + 100
-28 -14 + 28 + 56 + 85 + 112
Св. 100 до 200 От 0,5 до 1,5 » 2 » 4 » 5 » 10 -25 -12 + 25 + 50 + 75 + 100
-28 -14 + 28 + 56 + 84 + 112
-32 -16 + 32 + 64 + 90 + 128
точности, и полей допусков толщин с основными отклонениями а, с, d, f
g, h, к, n, p, г. Для ширины впадины втулки и толщины зуба вала уста-
новлены: Т— суммарный допуск, регламентирующий одновременно
погрешность собственно ширины впадины (толщины зуба) и погреш-
ности формы и расположения элементов профиля; T(TS) — допуск
собственно ширины впадины втулки (толщина зуба вала); Т исполь-
зуется при контроле соединения комплексными калибрами. На рабо-
чих чертежах указывают Te(Ts). Значения допусков даны в табл. 26.
В табл. 27 представлены значения основных суммарных отклонений
толщины зуба вала (es); это верхнее отклонение. Нижнее отклонение
е> = es — Т. Верхнее отклонение ess — ei + Ts или ess = es — (T — Ts).
Для ширины с впадины втулки верхнее отклонение EI = Т, а нижнее
Е1е=Т- Те.
100
Основы взаимозаменяемости
28. Рекомендуемые предельные значения радиального биения Fr, мкм
Сте- Диаметр делительной окружности, мм
До 12 Св. 12 до 25 Св. 25 до 50 Св. 50 до 100 Св. 100 до 200
пень Модуль, мм
пости 0,5 1,5 О-Г С4 0,5 1,5 0,5 1,5 иЭ О 0,5 1,5 иЭ о
О § о S О § О § 6 s От до О § о~§ о 6 § о § От до
5 6 7 8 8 9 10 9 10 11 10 11 12
6 9 10 11 И 12 14 12 14 16 14 16 18
7 12 14 16 16 18 20 18 20 22 20 22 25
8 18 20 22 22 25 28 25 28 32 28 32 36
9 25 28 32. 32 36 40 36 40 45 40 45 50
10 36 40 45 45 50 56 50 56 63 56 63 71
В табл. 28 приведены значения допустимых радиальных биений
зубчатого венца.
При центрировании по наружному диаметру установлены два
ряда посадок с полями допусков для диаметров поверхности впадин
втулки Dj и поверхности вершин зубьев вала d„: первый ряд: К7 для
Df; иб, js6, h6, g6, fl для da', второй ряд: 7/8 для Df; иб, h6, g6, fl
для da. Первый ряд предпочтительнее. Значения основных отклоне-
ний и допусков выбирают по табл. 13 и 14. При центрировании по
наружному диаметру установлены поля допусков ширины е впадины
втулки — 9Н, ПН (см. табл. 26), а поля допусков толщины s зуба вала —
9H9g (см. табл. 26 и 27), 9d, 11с и 11а.
Пример условного обозначения соединения с наружным диамет-
ром 50 мм, модулем 2 мм и с центрированием по боковым поверх-
ностям и посадкой по ним 9H/9g-.
50x2x9/7/9g СТ СЭВ 259-76.
Детали шлицевых соединений контролируют дифференцированно
средствами и методами, используемыми для измерения (контроля)
деталей зубчатых и гладких цилиндрических сопряжений, а комплекс-
но — комплексными шлицевыми калибрами.
СПИСОК ЛИТЕРАТУРЫ
1. Взаимозаменяемость, стандартизация и технические измере-
ния/Сб. трудов МВТУ, № 369. М.: 1981, с. 98-115.
2. Технология производства, научная организапия труда и управ-
ления. Научно-технический реферативный сборник, вып. 6. М.: НИИмаш.
1979, с. 18-21.
3. Якушев А. И. Взаимозаменяемость, стандартизация и техни-
ческие измерения. Изд. 5-е. М.: Машиностроение, 1979. 340 с.
Сведения о материалах
101
ГЛАВА 4
МАТЕРИАЛЫ В МАШИНОСТРОЕНИИ
1. Условные обозначения основных элементов в металлах н сплавах
Элемент Символ Принятое обозначение элементов в марках метал- лов и сплавов Элемент Символ Принятое обозначение элементов в марках метал- лов и сплавов
чер- ных цвет- ных чер- ных цвет- ных
Азот N А Неодим Nd — Нм
Алюминий А1 Ю А Никель Ni н Н
Барий Ва — Бр Ниобий Nb Б Нп
Берилий Be л — Олово Sn — О
Бор В р — Осмий Os — Ос
Ванадий V ф Вам Палладий Pd — Пд
Висмут Bi Ви Ви Платина Pt — Пл
Вольфрам W В — Празеодим Pr — Пр
ГАДОЛИНИИ Gd — Гн Рений Re — Ре
Галий Ga Ги Ги Родий Rh — Rg
Гафний Hf — ГФ Ртуть Hg — Р
Германий Ge — г Рутений Ru — Ру
Гольмий Но — ГОМ Самарий Sm — Сам
Диспрозий Dy — дим Свинец Pb — С
Европий Eu — Ев Селен Se Е СТ
Железо Fe — Ж Серебро Ag — Ср
Золото Au — Зл Скандий Sc — Скм
Индий In — Ин Сурьма Sb — Су
Иридий Ir — И Таллий Те — Тл
Иттербий Yb — итн Тантал Ta — тт
Иттрий Y — им Теллур Те т
Кадмий Cd Кд Кд Тербий Tb — Том
Кобальт Co К к Титан Ti т тпд
Кремний Si с Кр(К) Тулий Tm — ТУМ
Лантан La — Ла Углерод C У —
Литий Li — Лэ Фосфор P п ф
Лютеций Lu — Люн Хром Cr X Х(Хр)
Магний Mg ш Mr Церий Ce — Се
Марганец Mn г Мц Цинк Zn — Ц
(Мр) Цирконий Zr ц цэв
Медь Cu д М Эрбий Er — Эрм
Молибден Mo м —
102
Сведения о материалах
2. Условные обозначения марок материалов
Матерная Обозначение
Сталь Углеродистая обыкновенного качества (ГОСТ 380—71) Буквами Ст и цифрами 0; 1; 2 и т. д. до 6. Увеличение номера означает по- вышение содержания углерода и вре- менного сопротивления (Ст1, Ст2). Буквы Б или В перед буквами Ст обозначают группу стали (группа А* в обозначении не указывается). Сте- пень раскисления стали обозначается буквами после цифр: кп — кипящая; пс — полуспокойная; сп — спокойная
Углеродистая качественная (ГОСТ 1050-74) Двумя цифрами: 05, 08, 10, 15, 20 и т. д. до 60. Они показывают сред- нее содержание углерода в сотых долях процента. Буквы кп и пс после цифр соответствуют кипящей или полуспокойной стали
Низколегированная конструк- ционная (ГОСТ 19281-73), легированная конструкцион- ная (ГОСТ 4543-71), рес- сорно-пружинная (ГОСТ 14959 — 79); коррозионно- стойкая (ГОСТ 5632 — 72) Первые две цифры указывают сред- нее содержание углерода в сотых долях процента. Буквы за цифрами указывают присутствие легирующих элементов (обозначения элементов см. табл. 1), а цифры после букв обозна- чают содержание легирующих элемен- тов в процентах (35Г2; 30X2). Если содержание легирующих элемен- тов менее 1,5 %, то цифра отсутствует (50Х; 15ХР). Буква-А в конце обозна- чений марок указывает, что сталь высококачественная (15ХА; 20ХНЗА)
Углеродистая инструменталь- ная (ГОСТ 1435 - 74) Буквой У и цифрами, показываю- щими среднее содержание углерода в десятых долях процента (У7; У10). Буква А после цифр обозначает, что сталь высококачественная (У8А)
Легированная инструменталь- ная (ГОСТ 5950-73) Первые цифры указывают среднее со- держание углерода в десятых долях процента, если оно более 0,1 % (9X1; 9ХС). Цифры, стоящие после букв, обозначающих легирующий элемент, показывают его среднее со- держание в процентах (Х12; 8X3)
Сведения о материалах 103
Продолжение табл. 2
Материал Обозначение
Подшипниковая (ГОСТ 801-78) Буквами ШХ и цифрами, показываю- щими содержание хрома в десятых долях процента. Буквы после цифр показывают наличие дополнительных легирующих элементов (ШХ15СГ)
Конструкционная повышенной и высокой обрабатываемости резанием (ГОСТ 1414—75) Буквой А и цифрами, показывающи- ми среднее содержание углерода в сотых долях процента (А12)
Чугун Серый (ГОСТ 1412-79) Буквами СЧ и числами, обозначаю- щими предел прочности при растяже- нии в кгс/мм2 (СЧ 10)
Ковкий (ГОСТ 1215-59) Буквами КЧ. Первое число обозна- чает временное сопротивление раз- рыву в кгс/мм2, второе — относитель- ное удлинение в процентах (КЧ 30-6)
Жаростойкий (ГОСТ 7769 — 82) Буквами ЖЧ. Последующие буквы указывают на наличие легирующих элементов, а цифры за ними — на соответствующее количество этих элементов в процентах. Последняя буква Ш указывает, что чугун с шаровидным графитом
Алюминиевые сплавы Литейные (ГОСТ 2685-75) Буквами АЛ, после которых указы- вается номер (АЛ2)
Деформируемые (ГОСТ 4784— 74) Буквами Д, АК, АН, ВД и В, после которых указывается номер сплава (Д16)
Магниевые сплавы Литейные (ГОСТ 2856 — 79) Буквами Мл, после которых указы- вается номер сплава (Мл5)
Деформируемые (ГОСТ 14957 - 76) Буквами МА, после которых указы- вается номер сплава
Латуни (ГОСТ 15527-70, Буквой Л. Последующие буквы
104 Сведения о материалах
Продолжение табл. 2
Материал Обозначение
ГОСТ 17711-80) указывают на присутствие легирую- щих элементов. Первое число обозна- чает содержание меди в процентах, остальные — соответствующее после- довательности букв содержание леги- рующих элементов в процентах (ЛМцС58 - 2—2)
Бронзы Буквами Бр. Последующие буквы указывают присутствующие легирую- щие элементы, а цифры — их содер- жание в процентах (БрО4—4)
Медно-никелевые сплавы Буквами МН. Последующие буквы указывают присутствующие легирую- щие элементы. Первое число обозна- чает содержание никеля в процентах, остальные — соответствующее после- довательности букв содержание леги- рующих элементов (МНЖМц 30-1-1)
Баббиты (ГОСТ 1320-74) Буквой Б и числом, показывающим содержание олова в процентах (Б88)
Порошковые твердые сплавы (ГОСТ 3882 - 74) Буквы ВК — вольфрамовые, пифра обозначает содержание кобальта в процентах (ВК6). Буква Т — тигано- вольфрамовые; цифра обозначает со- держание карбида титана. Буквы ТТ — титанотанталовольфрамовые; цифры указывают суммарное содержание карбидов титана и тантала. Буквы К после цифр обозначают присутствие кобальта, а последующие цифры — его количество (Т5К10; ТТ10К8)
Припои Оловянно-свинцовые (ГОСТ 21930- 76) Буквами ПОС. Последующие буквы К или Су указывают на присутствие кадмия или сурьмы. Первое число обозначает содержание олова в про- центах, второе — содержание' кадмия или сурьмы (ПОССу 18—2)
Сведения о материалах
105
Продолжение табл. 2
Материал Обозначение
Серебряные припои (ГОСТ 19738-74) Буквами ПСр и цифрой, указываю- щей содержание серебра в процен- тах (ПСр 72)
Сталь группы А используется, когда изделия из нее не под-
вергаются горячей обработке (ковке, сварке и др.). В стали этой
группы регламентированы только механические свойства. Сталь груп-
пы Б поставляется по механическим свойствам и химическому составу
и может подвергаться горячей обработке. Сталь группы В используют
для изготовления сварных изделий.
3. Маркировка сталей и твердых сплавов
Материал Цвет краски
Сталь обыкновенного качества
СтО; ВСтО; БСтО Красный и зеленый
Ст1; ВСт1кп Белый и черный
Ст2; ВСт2кп Желтый
СтЗ; ВСтЗкп; ВСтЗ; БСтЗкп; БСтЗ Красный
Ст4; Ст4кп; ВСт4; БСт4кп; БТт4 Черный
Ст5; ВСт5 Зеленый
Сталь углеродистая качественная
0,8; 10; 15; 20 Белый
25; 30; 35; 40 Белый и желтый
45; 50; 55; 60 Белый и коричневый
Сталь легированная конструкционная
Хромистая Зеленый и желтый '
Хромомолибденовая Зеленый и фиолетовый
Хромованадиевая Зеленый и черный
Марганцовистая Коричневый и синий
Хромомарганцевая Синий и черный
Хромокремнистая Синий и красный
Хромокремнемарганцевая Красный и фиолетовый
Никельмолибденрвая Желтый и фиолетовый
Хромоникелевая Желтый и черный
Хромоникельмолибденовая Фиолетовый и черный
Хромоалюминиевая Алюминиевый
106
Сведения о материалах
Продолжение табл. 3
Материал
Цвел краски
Сталь коррозионно-стойкая
Хромистая Алюминиевый и черный
Хромоникелевая Алюминиевый и красный
Хромотитановая Алюминиевый и желтый
Хромоникелекремнистая Алюминиевый и зеленый
Хромоникелетитановая Алюминиевый и синий
Хромоникелениобиевая Алюминиевый и белый
Хромомарганценикелевая Алюминиевый и коричневый
Хромоникельмолибденотитановая Алюминиевый и фиолетовый
Сталь быстрорежущая
Р18 Бронзовый и красный
Р9 Бронзовый
Порошковые твердые сплавы
ВКЗ-М Черный с оранжевой полосой
ВК4 Оранжевый
ВК6 Синий
ВК6-М Синий с белой полосой
ВК6-В Фиолетовый
ВК8 Красный
ВК8-В Красный с синей полосой
ВК10 Красный с белой полосой
ВК15 Белый
Т15К6 Зеленый
Т30К4 Голубой
4. Определение марки стали по искре
Сталь
Низкоуглеродис-
тая нелегиро-
ванная (до
0,15% С)
Среднеуглеродис-
тая нелегиро-
вапная (0,15 —
-1,0% С)
Высокоуглеродис-
тая нелегиро-
ванная (св. 1 %
С)
Цвет и характеристика пучка искр
Короткий темно-желтый пучок искр, принимаю-
щих форму полосок и становящихся более свет-
лыми в зоне сгорания; мало звездообразных
разветвлений
При повышении содержания углерода образуется
более плотный и более светлый желтый пучок
искр с многочисленными звездочками и ответ-
влениями лучей
Очень плотный желтый пучок искр с многочислен-
ными звездочками. При увеличении содержания
углерода уменьшается яркость и укорачивается
пучок искр
Сведения о материалах
107
Продолжение табл. 4
Сталь
Нелегированная с
повышенным
содержанием
марганца
Марганцовистая
(12% Мп)
Конструкционная
(до 5%. Ni)
Хромистая с низ-
ким содержа-
нием углерода и
высоким содер-
жанием хрома
Никелевая высо-
колегирован-
ная
Хромоникелевая
Вольфрамовая
Молибденовая
Цвет и характеристика пучка искр
Широкий плотный ярко-желтый пучок искр;
внешняя зона линий искр особенно яркая. Много-
численные разветвления лучей
Преобладание зонтообразных искр
Яркие желтые линии искр в виде язычков,
расщепленные на конце; увеличение яркости в
зоне сгорания. При повышении содержания угле-
рода на концах искр появляются звездочки
Короткий темно-коричневый пучок искр без зве-
здочек, слаборазветвленный; искры прилипают к
поверхности шлифовального круга
При содержании 35% Ni красно-желтое окраши-
вание пучка. При более высоком содержании
никеля (около 47 %) яркость искр значительно
ослабевает
Желто-красные искры с более яркими полосами
в зоне сгорания. При повышенном содержании
хрома и никеля пучок искр более темный
Красные короткие искры; линии искр отчетливо
изгибаются книзу. Разветвление звездочек углеро-
да отсутствует. Чем выше содержание вольфрама,
тем слабее образование искр
Ярко-желтые искры в виде язычков. При низком
содержании кремния язычки видны перед звездоч-
ками углерода; при повышенном содержании —
за звездочками углерода
5. Механические свойства углеродистой стали обыкновенного качества
(ГОСТ 380 - 71)
Марка СТВ | сгт 6s, % Марка <ТВ 65, %
МПа М Па
СтО 310 — 23 СтЗпс 380-500 250 26
Ст1кп 310-400 — 35 СтЗГпс 380-500 250 26
Ст1пс 320-420 — 34 Ст4кп 410-540 260 25
Ст1Гпс 320-430 .— 34 Ст4Гпс 415-540 270 24
Ст2кп 330 - 420 220 33 Ст5сп 490-635 290 20
Ст2сп 340 - 440 230 32 Ст5Гпс 45-590 290 20
Ст2Гпс 340-450 230 32 Стбпс 590 320 15
108 Сведения о материалах
Физические и механические свойства сталей и сплавов приведены
в табл. 5 — 10. В таблицах обозначены: у — плотность; X — теплопро-
водность; а — коэффициент линейного расширения; ат — предел теку-
чести; <тв — временное сопротивление разрыву; 85 — относительное
удлинение; аи — ударная вязкость; НВ — твердость по Бринеллю; ф —
относительное сужение; — разрушающее напряжение при статиче-
ском изгибе.
6. Механические и физические свойства углеродистой качественной стали
(ГОСТ 1050-74)
Механические свойства Физические свойства
Марка ст Св 85. % «н> у, г/см3 X, Вт/ /(м°С) а 106,
МПа кДж/м2 НВ 1/°С
08 196 323 33 — 131*1 7,83 81 11,6
10 206 333 31 — 143*1 7,83 81 11,6
15 225 372 27 539-648 149*1 7,82 78 11,9
20 245 412 25 490-539 163*1 7,82 78,5 11.1
25 275 451 23 882 170*1 7,82 75,7 П,1
30 295 490 21 783 179*1 7,817 75,7 12,6
35 312 530 20 686 207*1 7,817 75,7 11,09
40 333 568 19 586 187*2 7,815 60 12,4
45 353 598 16 490 197*2 7,814 60 11,649
50 377 628 14 391 207*2 7,811 60 12,0
55 382 648 13 — 217*2 7,82 60 11,0
60 401 676 12 - 229*2 7,80 59 П.1
*’ Для горячекатаной стали.
*2 Для отожженной стали.
7. Механические свойства низколегированной конструкционной стали
(ГОСТ 19281-73)
Марка св ст ь5 % св ст &5 %
МПа МПа
12ГС 461 312 26 17ГС 510 353 23
15ХСНД 490 343 21 09Г2Д 441 305 21
09 Г2 441 305 21 10Г2С1 490 353 21
14Г2 461 333 21 15ГФ 510 372 21
18Г2АФпс 588 441 19 14ХГС 490 343 22
16ГС 490 322 21 15ХСНД 10ХСНД 490 530 343 392 21 19
Сведения о материалах
109
8. Механические свойства и условия термической обработки
легированных сталей (ГОСТ 4543 — 71)
Марка Термическая обработка Механические свойства
Закалка Отпуск
Температура, °C Среда охлажде- ния Тем- пера- тура, °C Среда охлаж- дения сгт ®5’ % «в. кДж/ м2
первой закалки или нор- мализа- ции второй закалки
МПа
Хромистые стали
15Х 15ХА 380 880 770-820 770 - 820 Вода или масло 180 Воздух или масло 490 735 12 686
20Х 880 700 - 820 Вода или масло 180 Воздух или масло 638 786 11 587
зох 860 — Масло 500 Вода или масло 735 884 12 686
ЗОХРА 900 860 Масло 200 Воздух 1280 1570 9 1470
35Х 860 — » 500 Вода или масло 735 910 11 686
38ХА 860 » 550 То же 786 932 12 882
40Х 860 — » 500 » 786 980 10 587
45Х 840 — » 520 » 835 1030 9 490
50Х 830 — » 520 » 884 1080 9 391
Марганцовистые стали
20Г 880 — Воздух — — 274 451 24 —
25Г 880 — Вода или 560 Воздух 295 490 22 882
воздух
ЗОГ 860 — То же 600 » 315 540 20 783
35Г 860 — » 600 » 333 560 18 686
40Г 860 — » 600 » 353 583 17 587
45Г 850 — Масло 600 » 372 569 15 490
или
воздух
50Г 850 — То же 600 » 392 648 13 391
10Г2 920 — Воздух — — 245 422 22 —
30Г2 880 — Масло 600 Воздух 343 588 15 —
или
воздух
35Г2 870 — То же 650 » 363 618 13 —
40Г2 860 — » 650 » 382 658 12 —
45Г2 850 — » 650 » 402 686 11 —
50Г2 840 — » 650 » 421 735 11 __
110
Сведения о материалах
Продолжение табл. 8
Марка Термическая обработка Механические свойства
Закалка Отпуск
Температура, °C Среда охлажде- ния Тем- пера тура, °C Среда охлаж- дения стт Св 65, % ан> кДж/ м2
первой закалки или нор- мализа- ции второй закалки
МПа
Хромомарганцовистые стали
18ХГ 18ХГТ 880 880-950, 870 Масло » 200 200 Воздух или масло Воздух 735 884 884 980 10 9 783
20ХГР воздух 880 » 200 или вода Воздух 786 980 9 783
27ХГР 870 » 200 или масло Воздух 1178 1375 8 587
40ХГТР 840 — » 550 Вода 786 980 И 783
35ХГФ 870 » 630 или масло То же 786 912 14 783
20ХГМ 860 — » 200 Воздух 1080 1178 10 783
ЗЗХС 920 Хроме кремнистЕ Вода или le cts 630 1ЛИ Вода 686 884 13 783
38ХС 900 масло Масло 630 или масло Масло 735 932 12 686
40ХС 800 — » 540 » 1080 1225 12 343
Хромомолибденовые и хромомолибденованадиевые стали
15ХМ 880 — Воздух 650 Воздух 275 441 21 1176
20ХМ 880 — Вода или масло 500 » 638 786 12 882
ЗОХМ 880 — Масло 540 Вода или масло 735 932 11 783
30ХМА 880 — » 540 То же 735 932 12 882
35ХМ 880 — » 550 » 835 932 12 783
38ХМ 850 — » 580 Воздух 884 980 11 686
ЗОХЗМФ 870 — » 620 Вода или масло 835 980 12 980
40ХМФА 860 — » 580 Масло 932 1030 13 882
Сведения о материалах
111
Продолжение тпабл. 8
Марка Термическая обработка Механические свойства
Закалка Отпуск
Температура, °C Среда охлажде- ния Тем- пера- тура, °C Среда охлаж- дения От ов о© ^Н» кДж/ м2
первой закалки или нор- мализа- ции второй закалки
М Па
Хромованадиевые стали
15ХФ 880 760 - 810 Вода или масло 180 Воздух или масло 540 735 13 783
40ХФА 880 Никель Масло иолибдеио 650 вые с Вода или масло тали 735 884 10 882
15Н2М 860 770-820 Масло 180 Воздух 638 835 11 783
20Н2М 860 | Хромоникелевые н » | 180 хромоникелевы е с Gopoiv 686 | 884 стали 10 783
20ХН 860 760-810 Вода или масло 180 Вода или масло 586 786 14 783
40ХН 820 — То же 500 То же' 588 980 И 686
45ХН 820 — » 530 » 835 1030 10 686
50ХН 820 — » 530 » 884 1080 9 490
20ХНР 930-950, воздух 780-830 Масло 200 Воздух или масло 980 1178 10 882
12ХН2 860 760 810 Вода или масло 180 То же 588 786 12 882
12ХНЗА 860 760-810 То же 180 » 686 932 11 882
20ХНЗА 820 — Масло 500 Вода или масло 735 932 12 1078
12Х2А4А 860 760-800 » 180 Воздух или масло 932 1128 10 882
20Х2Н4А 860 780 » 180 » 1080 1280 9 783
ЗОХНЗА 820 — » 530 Вода или масло 786 980 10 783
Хромокремнемарганцевые и хромокремиемарганцевоникелевые стали
20ХГСА 880 — Масло 500 Вода или масло 638 786 12 686
25ХГСА 880 — » 480 То же 835 1080 10 686
ЗОХГС 880 — » 540 » 835 1080 10 441
112 Сведения о матевиалах
Продолжение табл. 8
Марка Термическая обработка Механические свойства
Закалка Отпуск
Температура, °C Среда охлажде- ния Тем- пера- тура, °t Среда охлаж- дения Ст св 65. % °н> кДж/ м2
первой закалки или нор- мализа- ции второй закалки
М Па
ЗОХГСА 880 - Масло 540 Вода и масло 835 1080 10 490
35ХГСА 700, воздух 890 » 230 Воздух или масло 1280 1616 9 391
30ХГСН2А 900 — Масло 260 То же 1375 1616 9 586
Хромомарганцевоникелевые и хромомарганцевоникелевые стали с титаном и бором
15ХГН2ТА 960, 840 Масло 180 Вода 735 932 11 980
20ХГНР воздух 930-950 780-830 » 200 или масло То же 1080 1280 10 882
20ХГНТР 850 — » 200 Масло 980 1178 0 783
38ХГН 850 — » 570 Вода 686 786 12 980
14Х2НЗМА 880 Кромоннке 770 льмолибд Масло ВНОВЬ! 180 ИЛИ масло е стали Воздух 884 980 10 783
20ХН2М 860 780 » 800 Вода 686 884 11 783
30ХН2МА 860 » 530 или масло Воздух 786 980 10 783
38Х2Н2МА 870 — » 580 Воздух 932 1080 12 783
40ХН2МА 870 » 860 или масло Вода 932 1080 12 783
40Х2Н2МА 870 » 600 или масло То же 932 1080 10 783
38XH3MA 850 — » 590 Воздух 980 1080 12 783
18Х2Н4МА 950 880 Воздух 200 Воздух 835 1128 12 980
25Х2Н4МА 850 - Масло 560 или масло Масло 932 1080 11 882
Хромоникель молибденованадиевые и хромоникельванадиевые стали
30ХН2МФА 860 — Масло 680 Воздух 786 884 10 882
36Х2Н2МФА 860 — » 600 » 1080 1178 12 783
38ХНЗМФА 850 — » 600 » 1080 1178 12 783
45ХН2МФА 860 — » 460 Масло 1280 1422 7 391
20ХН4ФА 850 — » 630 Вода 686 884 12 980
Сведения о материалах
113
Продолжение табл. 8
Марка Термическая обработка Механические свойства
Закалка Отпуск
Температура, °C Среда охлажде- ния Тем- пера- тура, °C Среда охлаж- дения сгт 65, % °н> кДж/ м2
первой закалки или нор- мализа- ции второй закалки
МПа
Хромоалюмиииевая н хромоалюминиевая с молибденом стали
38Х2Ю 930 — Вода или 630 Вода 735 884 10 783
38Х2МЮА 940 - масло То же 640 ИЛИ масло То же 835 980 14 882
9. Механические свойства углеродистой инструментальной стали
(ГОСТ 1435 — 74), коррозионно-стойкой стали (ГОСТ 5632 — 72),
стали конструкционной повышенной и высокой обрабатываемости
резанием (ГОСТ 1414 — 75), подшипниковой стали (ГОСТ 801—78)
Марка <гт | ов 5, % ан> кДж/м2 яв
МПа
Углеродистые инструментальные стали
У7А — 630 21 — 187
У8А — 590 — — 187
У10А — 590 28 — 197
У11А — — — — 207
У12А — 640 28 — 207
У13А Кор юзионно-стой кие стали — 207
12X13 415 588 20 882 116-179
20X13 441 647 16 783 126-197
08X13 295 421 23 686 —
20Х23Н13 — 478 35 686 —
12Х18Н9 220 528 38 — —
17Х18Н9 260 588 35 — —
20Х18Н9Т 220 528 38 — 140-170
12Х18Н10Т 285 528 38 — —
Craj А12 ш коистр; обра( акционные по 5атываемости 441-560 510-784 вышениой резанием 22 7 и высоко *1 й 160 167-217
114
Сведения о материалах
Продолжение табл. 9
Марка ст св 8. % °н> кДж/м2 НВ
МПа
А20 451-600 20 168
530-784 7 167-217
А30Г 510-600 15 185
539-821 6 174-223
А40Г 588-736 14 207
588-784 17 179-229
Подшипниковые стали
ШХ4 — — — — 107-207
ШХ15 412 715 21 441 179-207
ШХ15СГ 412 715 15-25 441 170-207
*] В числителе — данные для горячекатаной, в знаменателе — для холодно-
тянутой стали.
10. Механические свойства и режимы термической обработки
рессорно-пружинной стали (ГОСТ 14959 — 79)
Температура, °C . а 8 Ф
закалки отпуска МПа о
55ГС 820 480 784 980 8 30
50С2*1 870 460 1178 1276 6 30
55С2*1 870 460 1178 1276 6 30
60С2 870 460 1178 1276 6 25
60С2А 870 420 1375 1570 6 20
50ХГ 840 440 1079 1276 7 35
50ХГА 840 440 1178 1276 7 35.
55ХГР 830 450 1254 1375 5 30
50ХФА 850 520 1080 1276 8 35
50ХГФА 850 520 1178 1276 6 35
60С2ХФА 850 410 1666 1276 5 20
50ХСА 850 520 1178 1325 6 30
65С2ВА 850 420 1666 1860 5 20
60С2М2А 880 420 1570 1715 6 20
60С2ХА 870 420 1570 1768 6 20
60СГА 860 460 1375 1570 6 25
*1 Закалочная среда — масло или вода, для остальных — масло.
Сведения о материалах
115
11. Механические и физические свойства деформируемых алюминиевых
сплавов (ГОСТ 4784— 74)
Марка ав, МПа 8 Ф НВ 7, г/см3 X, Вт/ (м-°С) а-106, 1/°С
У /о
АМи (1400) 128 23 70 30 2,73 188 24,0
АМг2 (1520) 186 23 — 45 2,67 143 23,8
АМгЗ (1530) 186 15 — 50 2,67 147 23,8
АМг5 (1550) 255 22 — 65 2,65 117 24,3
АМгб (1560) 295 18 — 80 2,63 293 24,0
АД31 (1310) 235 10 50 80 2,71 188 23,4
АДЗЗ (1330) 315 10 25 — 2,71 143 23,2
Д1*1 (НЮ) 372 15 30 100 2,8 117 ’ 22,0
Д16*> (1160) 441 17 30 105 2,78 117 22,7
АК4*2 (1140) 382-421 10 20-25 120 2,8 180 22,0
АК6*2 (1360) 411 13 40 100 2,75 176 21,4
АК8*2 (1380) 470 10 25 135 2,8 160 25,5
В95*2 (1950) 451 8 12 150 2,8 117 3,6
*' Для закаленного и естественно состаренного сплава.
*2 Для закаленного и искусственно состаренного сплава.
i2. Механические и физические свойства литейных алюминиевых
сплавов (ГОСТ 2685 — 75)
Марка МПа 8, % НВ Y, г/см3 X, Вт/ (м"Р а- 106,' 1/°С Рекомендуемые способы литья
Темпера- тура, °C Способы
АЛ1 206 1,0 95 2,78 168 22,3 690-770 3
АЛ2 147 2,0 50 2,64 176 21,1 690-760 3, К, д
АЛЗ 167 0,5 65 2,70 151 22,1 720-750 з, к, д
АЛ4 196 1,5 70 2,65 159 21,7 700-760 к, Д, 3
АЛ5 157 0,5 64 2,68 151 23,1 700 - 750 з, к, д
АЛ6 147 1,0 45 2,70 146 22,9 720-750 3, к, д,
АЛ7 206 6,0 60 2,80 138 23,0 700 - 750 3
АЛ8 285 9,0 60 2,60 84 24,5 680 - 720 з, к, д
АЛ9 206 2,0 60 2,66 151 23,0 690 - 740 Любые
АЛ 11 245 1,5 90 2,94 — 24,0 680-750 3, К
АЛ13 157 1,0 55 2,63 105 22,0 680 - 730 з, к, д
АЛ 34 (ВАЛ5) 295 3,0 90 - - - - 3, к
АЛ 23 216 6,0 60 — — — — з, д, к
АЛ27 343 15,0 14 — — — — з, д, к
АЛ19 333 40 90 — — — 3
Способы литья: 3 —в песчаную форму; К —в кокиль; Д — под дав-
лением.
13. Физические и механические свойства латуней
Марка У, г/см3 Т °C 1 ПЛ’ Вт/ (м-°С) а-106 1/°С ав, МПа &. % НВ
Твердая Мягкая Твердая Мягкая Твердая Мягкая
Латуни, обрабатываемые давлением (ГОСТ 15527 — 70)
Л96 8,85 1070 243 17,0 412-470 216-235 1-3 45-55 130- 145 50-60
Л90 8,78 1045 180 17,1 432-510 235-275 2-4 45-55 130-145 50-60
Л85 8,75 1025 151 18,7 520-568 254-295 2-5 45-55 134-145 52-62
Л80 8,66 1000 144 18,8 600-667 295-343 2-5 45-55 140-150 55-65
Л70 8,61 950 124 18,9 618-686 295-343 3-6 50-60 150-165 55-65
Л68 8,6 938 116 19,0 649-726 295-343 3-5 50-60 145-165 55-65
Л63 8,44 906 108 20,5 667-735 372-441 2-4 40-50 150-160 60-70
Л60 8,4 904 104 20,7 638-735 362-412 2-4 40-50 155-165 60-70
ЛА77-2 8,6 1000 116 18,3 540-638 343-441 7-11 45-52 150-160 45-55
ЛАЖ60-1-1 8,2 904 75 21,6 686-735 392-441 7-10 45-52 165-175 45-55
ЛАН59-3-9 8,4 956 84 19,0 638-735 441-540 7-11 40-50 175 — 185 110-120
ЛЖНц 59-1-1 8,5 890 101 22,0 616-735 421-470 5-10 45-55 155-165 85-95
ЛН65-5 8,6 965 59 18,2 667-735 373-441 3-6 60-65 160-170 55-65
ЛМц58—2 8,4 880 71 21,2 667-735 373-441 5-7 38-45 170-180 80-90
ЛМцА57—3—1 8,1 870 67 20,1 686-735 441-490 4-8 40-50 175-185 85-95
Л090- 1 8,75 1015 126 18,4 470-550 245-302 3-6 42-50 140- 150 53-61
Л070- 1 8,6 935 117 19,7 667-735 302-373 3-5 65-65 145-155 55-65
Л062- 1 8,5 906 108 19,3 667-735 373-420 5-10 38-44 140- 150 75-85
Л60-1 8,5 900 — 21,4 510-610 352-441 3-5 38-44 150-155 72-82
ЛС63-3 8,5 905 118 20,5 540-638 295 — 392 3-6 40-50 135-245 45-55
ЛС74-3 8,7 965 122 17,5 588-686 295-392 2-5 40-55 140-150 50-60
ЛС64-2 8,5 910 118 20,3 570-658 314-373 4-6 55-65 140-150 50-60
ЛС60- 1 8,5 900 105 20,8 588-686 295-392 4-6 45-55 150-160 60-70
ЛС59-1 8,5 900 105 20,6 588-686 295-392 4-6 40-50 150-160 70-80
ЛС59-18 8,5 900 105 20,6 588-686 295 — 392 4-6 40-50 150-160 70-80
ЛЖС58—1 —1 8,4 895 108 20.4 638-735 344-441 2-5 35-45 160-170 75-85
Сведения о материалах
Продолжение табл. 13
Марка У’ г/см3 Т °C X, Вт/ (м-°С) а - 106, 1/°С ав, МПа 8, % НВ
Твердая Мягкая Твердая Мягкая Твердая Мягкая
ЛК8О-3 8,2 890 88 17,0 569-638 274-333 3-5 53-60 170-190 95-105
ЛМш68 —05 8,6 937 114 19,1 664-735 314-363 3-5 50-60 150-160 52-60
ЛАМш77 - 2 - 0,05 8,7 985 135 19,2 490 - 588 245-344 2-4 40-55 160- 170 60-70
ЛОМш70 —1-0,5 8,6 949 118 19,0 608-686 314-373 2-4 50-60 140-150 50-68
ЛАНКМЦ75 —2 — 2,5-0,5-05 8,6 1000 126 18,3 835-935 490-588 6-10 45-55 290-310 -
Литейные латуни (ГОСТ 17711—80)
ЛК8О-ЗЛ 8,5 900 84 17,0 245 - 490 — 14-20 — 100-110
ЛКС80—3 —3 8,6 900 84 17,0 — 295-441 — 12-18 — 90- 100
ЛАЖМцбб—6— 8,5 900 51 19,8 — 588-686 — 6- 10 — 150-170
3-2
ЛА67-2.5 8,5 995 114 — — 344-441 — 12-18 — 85-95
ЛАЖ60-1-1Л 8,5 904 114 21,6 — 392-471 — 20-25 — 85-95
ЛМцНЖАбО—2 — 8,4 9,16 — — - 373-452 15-20 - 105-150
ЛС59- 1Л 8,5 885 108 20,1 343-392 — 35-45 80-90
ЛМцОС58 —2 8,5 890 108 — — 255-392 — 6- 10 90-100
2-2
ЛМцЖ55- 3- 1 8,3 870 101 22 — 392-441 — — — 100-110
лвос 8,6 920 Н4 — — 245 - 295 — 20-25 70-80
Сведения о материалах
118
Сведения о материалах
14. Литейные оловянные бронзы (ГОСТ 613—79)
Марка Химический состав*1 ав, МПа 8, % НВ
РЬ Zn Sn
БрОЗЦ12С5 3,0-5 8,0-15,0 2,0—3,5 176,2- 206 5-8 60
БрОЗЦ7С5Н1 3,0-6,0 6,0-9,5 2,5-4,0 176,2- 206 8-8 60
(0,5-2% Ni) БрО4Ц7С5 4,0-7,0 6,0-9,0 3,0-5,0 147-176,2 4-6 60
БрО4Ц4С17 14,0-20 2,0-6,0 3,5-5,5 147 5-12 60
БрО5Ц5С5 4,0-6,0 4,0-6,0 4,0-6,0 147-176,2 4-6 45-60
БрОбЦбСЗ 2,0-4,0 5,0—7,0 5,0-7,0 7,0 — 9,0 147—176,2 196 4-5 60
БрО8Ц4~ — 4,0 -6,0 10 75
БрОЮФ!*2 — — 9,0-11,0 215,5-245 3 80-90
БрОЮЦ2 — 1,0-3,0 9,0-11,0 215,5-225,5 10 65-75
БрОЮСЮ 8,0- 11,0 — 9,0-11,0 176,2-196 7-6 65-75
*' Остальное медь.
*2 Содержит 0,4—1,1% фосфора.
15. Литейные безоловянные бронзы (ГОСТ 493 — 79)
Марка Химический состав * <^в, МПа 8, % НВ
А1 Fe Мп Ni РЬ
БрА9Мц2Л 8,0—9,5 — 1,5-2,5 — 392 18-22 70-90
БрА10Мц2Л 9,6-11,0 — 1,5-2,5 — — 490 10-14 100-120
БрА9ЖЗЛ 8,0- 10,5 2,0-4,0 — — — 490 8-14 90-110
БрА10ЖЗМц2 9,0-11,0 2,0-3,0 1,0-3,0 — — 490 10-14 110-130
БрА10Ж4Н4Л 9,5-11,6 3,5-5,5 — 3,5-5,5 — 588 6 170
БрА11Ж6Н6 10,5-11,5 5,0-6,5 — 5,0-6,5 — 588 1-3 240 - 260
БрА9Ж4Н4Мц1 8,8- 10,0 4,0-5,0 0,5-1,2 4.0-5,0 — 587 12 160
БрСЗО — — — — 27,0- 31.0 5,8 4 25
* Остальное медь.
16. Медно-иикелевые сплавы (ГОСТ 492 — 73)
Название Марка Е 8, %
МПа
Мельхиор МНЖМц 142000 292-588 3-5
30-1-1
» МН 19 13750 490-588 2,5-5
Нейзильбер МНц 15-20 13750 588-707 2-3
Куниаль А МНА 13-3 — 884-935 2-4
Куниаль Б МНА 6-1,5 — 638-735 4-6
17 Бронзы, обрабатываемые давлением
Марка у, г/см3 Г °C л ПЛ’ 1, Вт/ (м “С) а 10ь, 1/°С сув. МПа 6, % НВ
Твердая Мягкая Т вердая Мягкая Твердая Мягкая
Оловянные бронзы (ГОСТ 5017 — 74)
БрОФ8 —0,3 8,6 880 42 17,0 980-1178 392-490 1-2 55-65 180-240 90- 100
БрОФ7 —0,2 8,6 900 42 17,0 884- 1080 372-442 1-2 55-65 175-230 85-95
БрОФ6,5 —0,4 8,7 995 71 17,1 686 -786 295-442 7- 10 60-70 170 220 70-90
БрОФ6,5-0,15 8,8 995 71 17,1 1686-786 295-372 7- 10 45-50 170-210 55-70
БрОФ4 —0,25 8,9 1060 84 17,6 490-686 295-372 6-10 45-58 160-170 55-70
БрОЦ4—3 8,8 1045 84 18,0 490-588 295-392 3-6 35-45 150- 170 50-70
БрОЦС4- 4 — 2.5 8,9 1018 84 18,2 540-640 295-343 2-4 35-45 150-170 50-70
БрОЦС4- 4 — 4 9,1 1015 — 18,1 490 - 588 314 354 1-2 30-40 — —
Безоловянные бронзы (ГОСТ 18175- -78)
БрА7 7,8 1040 80 17,8 935-1000 432-490 2-4 65-75 200 - 220 65-75
БрАМц9 —2 7,6 1060 71 17,0 588-786 392-588 4-5 20-40 160-180 110-130
БрАЖ9 —4 7,5 1040 59 16,2 490-686 392-490 4-6 25-45 160-200 100-120
БрАЖНЮ-4—4 7,5 1084 76 17,1 735-815 442-540 9-15 35-45 180-220 130-150
БрБ2 8,5 955 84 16,6 , 588-935 392-588 2-4 40-50 35O*1 130-150
БрБНТ1,9 8,3 860 100 16,5 588-884 392-588 1-3 30-50 340*1 120-140
БрБНТ1,7 8,2 865 97 17,0 588-884 392-490 — — 150 - 240*1 80-120
БрМц5 8,6 1047 108 20 4 490-588 292-353 — — 150-170 70-90
БрКМцЗ- 1 8,4 — 46 18,0 638-735 343-392 6-8 50-60 150-170 70-90
БрКН1—3 8,8 1084 — 18,0 490-588 392-442 6-8 25-30 150-200 80- 100
*1 После закалки при 790 “С и старении при 320 °C.
Сведения о материалах
120
Сведения о материалах
18. Медно-никелевые сплавы (ГОСТ 492 — 73)
Название Марка р*1, Ом • см а- 1СК5, 1/°С ткс*2
Копель МНМи43 —0,5 0,49 14,0 0,00014
Константан МНМц40—1,5 0,48 14,4 0,00002
Манганин МНМцЗ—12 0,435 16,0 0,00003
Манганин МНМцАЖЗ—12— 0,3-0,3 — — —
Удельное электрическое сопротивление.
Температурный коэффициент сопротивления.
19. Антифрикционные цинковые сплавы (ГОСТ 21437 — 75)
Марка МПа 8, % НВ Примечание
СО смазоч- ным мате- риалом без смазоч- ного ма- териала
ЦАМ10—5 322 1,0 105 0,009 0,35 Нестойкий в смазоч- ных маслах
ЦАМ9—1,5 292 5,2 85 0,12 0,18 Нестойкий в парах воды, кислот, щело- чей
Коэффициент трения.
20. Титановые сплавы
Марка ав, МПа 8, % ок, кДж/м2
Литейные
втш 343 10 391
ВТ5Л 686 6 343
ВТЗ-1Л 935 4 245
ВТ6Л 836 5 245
ВТ9Л 935 4 196
ВТ14Л 884 5 245
ВТ21Л 980 4 196
Сведения о материалах
121
Продолжение табл. 20
Марка ав, МПа 8. % аИ, кДж/м2
Деформируемые
ВТ1-0 373 20-25 —
ВТЗ-1 935-1130 10- 16 343 — 686
ОТ4 686 10-20 —
ВТ5 386-935 12-25 343-686
ВТ6 881-980 8-13 —
ВТ14 884-1100 4-8 —
21. Баббиты (ГОСТ 1320 -74)
Марка 7. г/см3 НВ (при 20 °C) ст ^сж Температура, °C
мг 1а начала расплав- ления плавления заливки
Б88 7,35 27-30 — — — 320 380-420
Б83 7,38 27-30 78,5-83,5 108-117 240 370 440- 460
Б83С 7,4 27-30 — — 230 400 440- 460
БН 9,55 27-30 69-73 124- 128 240 400 480-500
Б16 9,29 30 84 144 240 410 480 - 500
БС6 10,05 15-17 — — 247 280 —
22. Сплавы твердые спеченные (ГОСТ 3882 — 74)
Марка Химический состав 7, г/см3 Твердость HRA (не менее) МПа (не менее)
WC TiC ТаС Со
вкз 97 3 15,0-15,3 89,5 1080
вкз-м 97 — — 3 15,0-15,3 91,0 1080
ВК4 96 — — 4 14,9-15,2 89,5 1375
ВК4-В 96 — 4 14,9-15,2 88,0 1375
ВК6 94 — — 6 14,6-15,0 88,5 1470
ВК6-М 94 — — 6 14,8-15,1 90,0 1322
ВК6-ОМ 92 — 2 6 14,7-15,0 90,5 1178
ВК6-В 94 — — 6 14,6-15,0 87,5 1520
ВК8 92 — — 8 14,4- 14,8 87,5 1570
ВК8-В 92 — — 8 14,4- 14,8 86,5 1715
ВК8-ВК 92 — — 8 14,5-14,8 86,5 1715
ВК10 90 — 10 14,2- 14,6 87,0 1616
вкю-м 90 — 10 14,3-14,6 88,0 1470
вкю-ом 88 — 2 10 14,3-14,6 88,5 1375
вкю-кс 90 — — 10 14,2-14,6 85,0 1715
122
Сведения о материалах
Продолжение табл. 22
Марка Химический состав Y, г/см3 Твердость HRA (не менее) МПа (не менее)
WC TiC ТаС Со
вкн-в 89 — — 11 14,1-14,4 86,0 1760
ВК11-ВК 89 — — 11 13,9-14,1 86,0 1760
ВК15 85 — — 15 13,9-14,1 86,0 1760
ВК20 80 — — 20 13,4-13,7 84,0 1911
ВК20-КС 80 — — 20 13,4-13,7 82,0 2030
ВК20-К 80 — — 20 13,4-13,7 79,0 1520
ВК25 75 —> — 25 12,9-13,2 82,0 I960
Т30К4 66 20 — 4 9,5-9,8 92 935
Т15К6 79 15 — 6 11,1-11,6 90 1129
Т14К8 78 14 — 8 11,2-11,6 89,5 1225
Т5К10 85 6 — 9 12,4- 13,1 89,5 1375
Т5К12 83 5 — 12 13,1-13,5 87,0 1616
ТТ7К12 81 4 3 12 13,0-13,3 87,0 1616
ТТ8К6 84 8 2 6 12,8-13,3 90,5 1225
ТТ10К8-Б 82 3 7 8 13,5-13,8 89,0 1280
ТТ20К9 71 8 12 9 12,0-13,0 89,0 1280
Сталь различного качества поставляют в виде обжатой .(квад-
ратной) болванки; заготовки квадратной (ГОСТ 4693 — 77); кованой
круглой и квадратной (ГОСТ 1133 — 71); горячекатаной круглой
(ГОСТ 2590 — 71), квадратной (ГОСТ 2591 — 71) и шестигранной
(ГОСТ 2879 — 69); калиброванной круглой, квадратной и шестигран-
ной; круглой со специальной отделкой поверхности (серебрянка)
(ГОСТ 14955 — 77) со следующими номинальными размерами, мм
(диаметр, сторона квадрата, диаметр круга, вписанного в шестиуголь-
ник):
болванка обжатая — 140; 160; 180; 190; 200; 220; 250; 280; 300;
320; 360; 400; 450;
заготовка квадратная — 40; 50; 56; 60; 63; 70; далее до 130 через
5 мм и до 220 через 10 мм;
сталь качественная круглая или квадратная — 40; 42; 45; 48; 50; 52;
58; 60; 63; 65; 68; 70; 73; 75; 78; 80; 83; 85; далее до 200 через 5 мм;
сталь горячекатаная круглая — 5; 5,5; 6,3; 6,5; 7; далее до 48 мм че-
рез 1 мм; 52; 53; 54; 55; 56; 57; 58; 60; 62; 63; 65; 67; 68; 70; 72; 75;
78; 80; 82; 85; далее до 135 через 5 мм; от 160 до 250 через 10 мм;
сталь горячекатаная квадратная — от 5 до 48 через 1 мм; 50; 52;
55; 58; 60; 63; 65; 70; 75; 80; 85; 90; 93; 95; далее до 150 через 5 мм;
от 160 до 200 через 10 мм;
сталь горячекатаная шестигранная — от 8 до 22 через I мм; 24; 25;
26; 28; 30; 32; 34; 36; 38; 40; 42; 45; 48; 50; 52; 55; 60; 63; 65; далее до
100 через 5 мм;
Сведения о материалах
123
сталь калиброванная круглая, квадратная, шестигранная - 3; 3,2;
4; 5; 5,5;6; 6,3; 7; далее до 30 мм через 1 мм; 32; 34; 36; 38;41; 42; 45; 46;
48; 50; 53; 55; 56; 60; 63; 65; далее до 100 через 5 мм;
сталь серебрянка — 0,2; 0,25; 0,3; далее до 3 через 0,05 мм; от 3,1 до
10 через 0,1 мм; от 10,25 до 14 через 0,25 мм; 14,5; 15; 16; 17; 18; 18,5;
19; 19,5; 20; далее до 30 через 1 мм.
Листовую горячекатаную (ГОСТ 19903 — 74) и холоднокатаную
(ГОСТ 19904 - 74) стали выпускают в виде листов и рулонов (табл. 23,24).
Толстолистовую коррозионно-стойкую, жаростойкую и жаропроч-
ную стали (ГОСТ 7350 — 77) выпускают в виде листов толщиной
4 — 50 мм; размеры листов должны соответствовать ГОСТ 19903 — 74.
Тонколистовую конструкционную легированную высококачест-
венную сталь специального назначения (ГОСТ 11268 — 76) изготов-
ляют с размерами, регламентированными ГОСТ 19903 — 74 и ГОСТ
19904-74.
Стальную горячекатаную ленту (ГОСТ 6009 — 74) выпускают шири-
ной 2 — 220 мм и толщиной 1,5 —5,0 мм.
Стальные горячекатаные полосы изготовляют шириной 12 —
200 мм при толщине 4 — 60 мм.
Ширина
12. 14...................
16.......................
18.......................
20-22 ...................
25, 28 . ...............
30, 32, 36 ..............
40.......................
45; 50; 56...............
60; 63; 65; 70; 75 . . .
80.......................
От 80 до 130 через 5 мм
От 140 до 200 через
10 мм....................
Толщина
От 4 до 8 через 1 мм
» 4 » 10 » 1 мм; 12
» 4 » 10 » 1 мм
» 4 » 12 » 1 мм
» 4 » 12 » 1 мм: .14; 16
» 4 » 12 » 1 мм; 14; 16; 18; 20
» 4 » 12 » 1 мм; от 14 до 22
через 2 мм; 25; 28; 32
От 4 до 12 через 1 мм; от 14 до 22 через
2 мм; 25 ; 28; 30
От 4 до 12 через 1 мм; от 14 до 22 через
2 мм; 25 ; 28; 30; 32; 36; 40; 45
От 4 до 12 через 1 мм; от 14 до 22 через
2 мм; 25; 28; 30; 32; 36; 40; 45; 50; 56
От 4 до 12 через 1 мм; от 12 до 22 через 2 мм
25; 28; 30; 36; 40; 45; 50; 56; 60
Низкоуглеродистую качественную проволоку (ГОСТ 792 — 67)
выпускают без покрытия (светлую КС) и с покрытием (оцинкованную
КО) диаметром 0,5 —6,0 мм.
Стальную углеродистую пружинную проволоку (ГОСТ 9389 — 75)
в зависимости от механических свойств изготовляют четырех классов:
I; П; Па; III диаметром от 0,14 до 8,0 мм.
Круглую холоднотянутую проволоку (ГОСТ 2771—81) выпускают
из стали, меди, алюминия и др. (табл. 25).
124 Сведения о материалах
23. Листовая горячекатаная сталь. Размеры, мм
Толщина Ширина Длина
В листах
0,5-0,6 600-710 1200-1400
0,65-0,75 600-710 1420-2000
0,8-0,9 600-800 1500 - 2000
1,0 600-1000 1420 - 2000
1,2-1,4 600-1200 2000 - 3000
1,5-1,8 500-1500 2000-6000
2,0-2,2 600-1500 2000 - 6000
2,5-2,8 600-1500 2000 - 6000
3,0-3,9 600-1800 2000-6000
4,0-5,0 700-1800 2000-6000
6,0-7,0 700— 2000 2000 — 6000
8,0-10,0 700-2500 2000-12000
11,0-12,0 1000-2500 2000-12000
13,0-25,0 1000-2800 2500-12000
42- 160 1250-3800 2500-12000
В рулонах
1,2-12,0 500-630 —
1,5-12,0 650-400 —
3,0-12,0 1500-1800 —
6,0- 10,0 1900-2000 —
7,0-10,0 2100-3200 —
24. Листовая холоднокатаная сталь. Размеры, мм
Толщина Ширина Длина
В листах
0,5 500-1100 1000-3000
0,55 — 0,65 500— 1250 1000 — 3500
0,7-0,75 500-1420 1000 - 4000
0,8-1,0 500-1500 1000 - 4000
1,1-1,3 500-1800 1000-6000
2,2-2,5 500-2300 1000-6000
2,8-3,2 500-2300 1000 - 6000
3,5-3,9 1250-2300 2000 - 4750
4,0-4,5 1250-2300 2000-4500
Сведения о материалах
125
Продолжение табл. 24
Толшина Ширина Длина
В рулонах
0,5-3,0 500- 1000 —
0,55-3,0 1100-1250 —
0,7-3,0 1400 —
0,7-2,5 1420 —
1,1-2,5 1600 —
2,2-2,5 1900-2300 —
Прутки латунные (ГОСТ 2060 — 73*) круглого, квадратного и
шестигранного сечений выпускают размером 3 — 50 мм (тянутые)
и 10—160 мм (прессованные). Тянутые прутки выпускают из латуней
Л63; ЛС59-1; ЛО62-1; ЛЖС58-1-1; ЛМц58-2; ЛЖМц59-1-1;
ЛС63 —3; прессованные прутки — из латуней Л60; Л63; ЛО62—1;
ЛМц58 —2; ЛЖМц59-1-1; ЛАЖ60-1-1; ЛЖС58-1-1.
Листы и полосы латунные (ГОСТ 931 — 78). Г орячекатаные
листы толщиной 5 — 21; 22 и 25 мм выпускают размерами 600 х 1500
и 1000 x 2000 мм из латуней Л63; ЛО62—1; ЛС59—1; ЛМц58 —2.
Холоднокатаные листы толщиной 0,4; 0,5—1,2; 1,3; 1,35; 1,4; 1,5; 1,6;
1,65; 1,8; 2,0; 2,2;.2,5; 2,75; 3,0; 3,5;4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 9,0;
10,0; 11,0 и 12,0 мм выпускают размерами 600 х 1500; 800 х 2000;
1000 х 2000 мм из латуней Л63; Л80; Л85; Л90; ЛС59 —1. Холодно-
катаную полосу толщиной 0,4—10,0 мм и шириной от 40 до 560 мм
выпускают из латуней, применяемых для холоднокатаных листов.
Плиты из магниевых сплавов (ГОСТ 21990 — 76) горячекатаные
толщиной 12; 14; 16; 18; 20; 22; 25; 27; 30; 32; 35; 40; 45 и 50 мм,
шириной 500; 600; 700; 800; 900 и 1000 мм, длиной 1000 — 3000 мм вы-
пускают из сплавов МА2 —1; МА2—1пч и МА —8.
25. Сортамент круглой холоднотянутой проволоки
Номинальные диаметры d (мм) проволоки для рядов
R 5 R 10 R 20 R 40
0,010 0,010 0,010 0,009
0,010
0,011
0,012 0,012
0,014
0,016 0,016 0,016
0,018
0,020 0,020
0,022
126
Сведения о материалах
Продолжение табл. 25
Номинальные диаметры d (мм) проволоки для рядов
R 5 R 10 R 20 R 40
0,025 ‘ 0,025 0,025 0,032 0,025 0,028 0,032 0,036
0,040 0,040 0,050 0,040 0,045 0,050 0,056
0,063 0,063 0,063 0,080 0,063 0,070 0,080 0,090
0,100 0,100 0,100 0,110 0,100 0,105 0,110 0,115
0,120 0,120 0,140 0.120 0,130 0,140 0,150
0,160 0,160 0,160 0,180 0,160 0,170 0,180 0,190
0,200 0,200 0,220 0,200 0,210 0,220 0,240
0,250 0,250 0,250 0,280 0,250 0,260 0,280 0,300
0,320 0,320 0,360 0,320 0,340 0,360 0,380
0,400 0,400 0,400 0,450 0,400 0,420 0,450 0,480
0,500 0,500 0,560 0,500 0,530 0,560 0,600
Сведения о материалах
127
Продолжение табл. 25
Номинальные диаметры d (мм) проволоки для рядов
R 5 R 10 R 20 R 40
0,630 0,630 0,630 0,700 0,630 0,670 0,700 0,750
0,800 0.800 0,900 0,800 0,850 0,900 0,950
1,000 1,000 1,000 1,000
1,00 1,00 1,00 1,10 1,00 1,05 1,10 1,15
1,20 1,20 1,40 1,20 1,30 1,40 1,50
1,60 1,60 1,60 1,80 1,60 1,70 1,80 1,90
2,00 2,00 2,20 2,00 2,10 2,20 2,40
2,50 2,50 2,50 2,80 2,50 2,60 2,80 3,00
3,20 3,20 3,60 3,20 3,40 3,60 3,80
4,00 4,00 4,00 4,00 4,20
4,50 4,50 4,80
5,00 5,00 5,60 5,00 5,30 5,60 6,10
6,30 6,30 6,30 7,00 6,30 6,70 7,00 7,50
128 Сведения о материалах
Продолжение табл. 25
Номинальные диаметры d (мм) проволоки для рядов
R 5 R 10 R 20 R 40
8,00 8,00 8,00
8,50
9,00 9,00
9,50
10,00 10,00 10,00 10,00
10,5
11,0 11,0
11,5
12,0 12,0 12,0
13,0
14.0 14,0
15,0
16,0 16,0 16,0 16,0
26. Основной сортамент стальных труб
Трубы Наружный диаметр Толщина стенки Длина, м ГОСТ
MN
Малых размеров Прецизионные: 0,32-4,80 0,1-1,6 0.3-7,0 14162-79
горячекатаные 25-325 2,5-50,0 4,0-12,0 9567-75
калиброванные 5-710 0,2-32,0 1,0-11,5 9567-75
Особотонкостенные бесшовные из кор- розионно-стойкой стали 4,0-120,0 0,12-1,0 0,5-8,0 10498-82
Бесшовные холодно- деформированные 5,0-250 0,3-24,0 1,5-12,5 8734-75
Электросварные холоднодеформи- рованные 5,0-110,0 0,5-5,0 1,5-9,0 10707-80
Электросварные пря- мошовные 8,0-1620 1,0-16,0 2,0-10,0 10704-76
Бесшовные горячеде- формированные из коррозионно-стой- кой стали 57,0-325 3,5-32,0 1,5-10,0 9940-81
Бесшовные холодно- и теплодеформи- рованные из кор- розионно - стойкой стали 5,0-273 0,2-22,0 1,5-12,5 9941-81
Сведения о материалах
129
Продолжение табл. 26
Трубы Наружный диаметр Толщина стенки Длина, м ГОСТ
МЛ
Водогазопроводные 10,2-165 1,8-5,5 4-12 3262-75
сварные Бесшовные высокого 6-13 — 0,5 11017-80
давления Для мотовелопро- мышленности : бесшовные 6-102 0,8-7,5 1,5-9,0 12132-66*
электросварные 6-102 0,8-7,5 1,5-9,0 12132-66*
21. Размеры листов (мм) из алюминия и его сплавов (ГОСТ 21631—76)
Состояние материала листов Марка алюминия, сплава Толщина Ширина Длина
Без термиче- ской обра- ботки А7, Аб, А5, АО АДО, АД1, АМц, АМцС, АМг2, АМгЗ, АМг5, АМгб, АВ, АД1, Д16, В95-2А, ВД1, В95А От 5,0 до 10,5 600, 800, 900, 1000 600, 800, 900 1000, 1200, 1400, 1500, 1600, 2000 2000 2000 От 2000 до 7000
Отожженные А7, А6, А5, АО, АД1 АДО, АД1, АМц, АМцС, АВ АМг2 АМгЗ, АМг5, АМгб Д12 Д1А, Д16Б, Д16 От 0,3 до 10,5 От 0,5 до 10,5 От 0,5 до 10,5 От 0,5 до 4 От 0,5 до 10,5 600, 800, 900, 1000 От 1000 до 2000 От 1000 до 2000 1200, 1500 От 1000 до 2000 2000 От 2000 до 7000 От 2000 до 7000 От 3000 до 4000 От 2000 до 7000
130 Сведения о материалах
Продолжение табл. 27
Состояние материала листов Марка алюминия, сплава Толщина Ширина Длина
Отожженные Д16У В95А В95-2А ВД1 От 0,5 до 4 0,5-10 От 1,0 до 10,5 0,8-10,5 1200, 1500 От 1000 до 2000 1200, 1400, 1500 От 1000 до 2000 От 2000 до 3000 От 2000 до 7000 От 2000 до 7000 От 2000 до 7000
Полунагарто- ванные АМц, АМцС, АМг2, АМгЗ Д12 От 0,5 — 10,5 От 0,5 до 4 От 1000 до 2000 1200, 1500 От 2000 до 7000 От 3000 до 4000
Нагартованные А7, А6, А5, АО, АДО, АД1 АДО, АД1 ММ АМц, АМцС, АМг2 ВД1А От 0,3 до 0,5 От 0,5 до 10,5 От 1,0 до 4,5 От 0,5 до 10,5 От 0,8 до 10,5 600, 700, 900, 1000 От 1000 до 2000 1000, 1200, 1400, 1500 От 1000 до 2000 1000, 1200, 1500 2000 От 2000 до 7000 От 2000 до 4000 От 2000 до 7000 От 2000 до 7000
Закаленные и естественно состаренные АВ, Д1А, Д16Б, Д16А Д16У В95-2А, ВД1А От 0,5 до 10,5 От 0,5 до 4 0,8-10,5 От 1000 до 2000 1200, 1500 От 1000 до 2000 От 2000 до 7200 От 2000 до 7200 От 2000 до 7000
Закаленные и искусственно состаренные АВ В95А От 0,5 до 10 От 0,5 до 10 От 1000 до 2000 От 1000 до 2000 От 2000 до 7000 От 2000 до 7000
Нагартованные после закал- ки и естест- венного ста- рения Д16Б, Д16А От 1,5 до 7,5 1000, 1200, 1400, 1500 От 2000 до 7200
28. Сортамент круглых труб из диетных металлов н сплавов
Трубы Наружный диаметр Толщина стенки Длина труб, м гост
Диапазон размеров, мм Число размеров Диапазон размеров, мм Число размеров
Бронзовые прессованные ; 42-300 42 5,0-60 20 0,5-4 1208-73
Тонкостенные из никеля и его 0,35-4,5 90 0,05-0,3 6 0,5 и более 13548-77
сплавов
Латунные для теплообменных ап- 10-50 28 0,8-3 6 1,5-12 21646-76
паратов
Мельхиоровые для теплообменных 10-50 27 0,8-4 8 0,5-6 10092-75
аппаратов
Медные 3-360 126 0,5-10 17 1,5-6 617-72
Из медно-никелевого сплава 6-260 61 1,0-10 14 1-6 17217-79
МНЖ5-1
Из бескислородной меди 75-300 21 22,5-72,5 11 0,5-6 15040 - 77
Тонкостенные медные и латунные 1,5-28 48 0,15-0.7 11 1-3 11383-75
Прессованные из магниевых сила- 16-50 20 1,5-3 4 2-4 19441-74
ВОВ
Бесшовные горячекатаные из спла- вов на основе титана 83-480 27 6-65 60 1,5-6 21945-76
Свинцовые 15-170 100 2,5-10 10 Не менее 1,8 167-69
Манометрические из бронзы 8-22 3 0,2-1,6 19 1-3 2622-75
БрОФ4 —0,25 и латуни Л63
Радиаторные 4-11 8 1,15; 0,2 2 — 529 - 78
Латунные 3-195 0,5-4,2 1-6 494 - 76
Сведения о материалах
132
Сведения о материалах
29. Сортамент прессованных прутков нз алюминия и алюминиевых
сплавов
Номиналь- ный размер, мм Предельное откло- нение для точности, мм Площадь сечения, мм2
нормаль- ной повышен- ной Круг Квадрат Шестигран- ник
5 0,40 0,30 19,6 —
6 0,40 0,30 28,3 — —
7 38,5 49 42,4
8 0,58 0,36 50,3 64 55,4
9 63,6 81 70,1
10 78,5 100 86,6
11 95,0 121 104,8
12 113,1 144 124,7
13 0,70 0,43 132,7 169 169,7
14 153,9 196 204,2
15 176,7 225 —
16 201,1 256 —
17 227,0 289 250,3
18 254,5 324 —
19 283,5 361 312,6
20 314,2 400 —
22 380,1 484 419,2
23 415,5 — —
24 452,1 576 498,8
25 0,84 0,52 ' 490,9 625 —
26 530,9 676 —
27 572,6 729 631.3
28 615,8 784 —
30 706,9 900 779,4
32 804,2 1024 886,8
34 907,9 1156 —
35 962,1 — —
36 1017,9 1296 1122,4
38 1134,1 1444 —
40 1,00 0,62 1256,6 1600 —
41 — — 1455,8
42 1385,4 1764 —
44 — 1936 —
45 1590,4 — —
46 1661,9 2116 1832,5
48 1809,6 2304 —
50 1963,5 2500 2165,1
Сведения о материалах
133
Продолжение табл. 29
Номиналь- ный размер, мм Предельное откло- нение для точности, мм Площадь сечения, мм2
нормаль- ной повышен- ной Круг Квадрат Шестигран- ник
52 2123,7 2704 —
55 2375,8 3025 2619,7
58 2642,1 3364 —
60 1,20 0,74 2827,4 3600 3117,7
65 3318,3 4225 3659,0
70 3848,5 4900 4243,0
75 4417,9 5625 4871,0
80 5526,5 6400 5543,0
85 567,5 7225 6257,0
90 6361,7 8100 7014,8
95 7088,2 — 7816,0
100 1,40 1,00 7854 10000 8660
105 8659 — —
110 9503 12100 —
115 10387 — —,
120 11310 14400 —
125 12272 —
130 13273 16900
135 14314 —
140 15394 19600
145 16513 —
150 17672 22500
155 1,60 — 18869 — —
160 20106 —
165 21382 —
170 22698 —
175 24053 —
180 25447 —
185 26880 —
190 2,00 28353
200 31416
И далее до 400 мм с интервалом 10 мм.
Примечание. Для квадратных и шестигранных прутков размером 75
и 80 мм повышенной точности предельные отклонения 1 мм. Для размеров 90,
100 мм и более повышенной точности предельные отклонения не устанавли-
ваются.
134 Сведения о материалах
30. Сортамент изделий из меди
Изделие Марка меди Толщина или диаметр, мм ГОСТ
Прутки Листы и полосы Ml, Mlp, М2, М2р, М3, МЗр 3-150 0,4-12 1535-71 495-77
Ленты Ml, Mlp, М2, М2р, М3, МЗр 0,005-2 1173-77
Полосы и ленты из бескис- лородной меди для элект- ронной техники МОб 2-55 0,05-2 15471-77
Ленты для коаксиальных ма- гистральных кабелей Ml 0,16-0,3 16358-79
Трубы волноводные М2, М3 130x65 4-292x146 20900-75
31. Сортамент изделий из бронзы
Изделие Марка бронзы Размер, мм ГОСТ
минима- льный максима- льный
Ол Полосы и ленты из оловянно-фос- фористой и оло- вянно-цинковой бронзы овяииые деформиру БрОФ6,5—15 БрОЦ4 —3 емые брои 1x40 0,1 х 10 зы 10x300 2x300 1761-79
БрОЦС4 —4,25 1,58 х 50 0,5 х 100 3x200 2x200 -
Прутки из оловян- но-фосфористой бронзы БрОФ6,5 —0,15 БрОФ7—0,2 6*1 40*2 40*1 110*2 10025-78
Прутки из оловян- но-цинковой бронзы БрОЦ4 —3 5*1 42*2 40*2 120*2 6511-60
Сведения о материалах
135
Продолжение табл. 31
Изделие Марка бронзы Размер, мм ГОСТ
минима- льный максима- льный
Проволока круглая, квадратная БрОЦ4 —3 о,1 12,0 -
Безоловянные бронзы
Полосы и ленты из бериллиевой бронзы БрБ2, БрБНТ1,9 БрБНТ1,7 0,15x40 0,02 х 10 6x300 1,5x300 1789-70
Прутки из алюми- ниевомарганце- вой бронзы БрАМцЭ — 2 БрАЖ9- 4 БрАЖМцЮ —3,15 5 16 30 40 160 100 1595-79
Прутки бронзовые БрАЖНЮ —4—4 БрКМцЗ-1 БрКН1 —3 5 36 1628-78
Прутки из берил- лиевой бронзы БрБ2 5 40 15835-70
Проволока из крем- немарганцевой бронзы БрКМцЗ-1 0,1 ' 0,6 10 3,5 5222-72
Проволока из бе- риллиевой брон- зы БрБ2 0,06 12,0 15834-77
Тянутые.
*2 Прессованные.
32. Свойства термореактивных пластмасс с наполнителем
Марка у, г/см3 Тепло- стойкость по Мар- тенсу, °C Рабочая темпера- тура, °C а-10« 1/°С К Вт/(м-°С) °Р <?СЖ Си Удельное электри- ческое сопротив- ление, Ом - см Элект- рическая проч- ность, кВ/мм
МПа
02-010-02 1,4 125 — 4,5 - 5,-3 0,21-0,23 35 160 60 1011 10
03-010-0,2 1,4 130 — 4,6-5,3 0,21-0,23 37,5-40 160 70 1011 13
Э1-340-02 1,4 125 -60 + +100 — — 28 150 60 5- 1012 13
Э2-330-02 1,4 120 -50+ +100 4,5-5,3 0,21 -0,23 30-53 150 65 5-1012 15
Сп3-342-О2 1,4 130 -60+ +115 4,3-7,0 0.21-0,23 — 160 60 5-10<2 13
ЭЗ-340-65; ЭЗ-340-61 1,95 150 -60+ +115 2-5 0,21 -0,47 23-26 110-115 — 4,8- ЩИ 15-21
Вх1-090-34 1,6 125 -40 + +110 — — — 150-170 55-72 1012 13
Вх4-080-34 1,75 115 -60 + +200 — — 24 120-150 35-45 Юн 13
У2-301-07; У4-301-07 1,45 140 -40+ +110 7-3,5 0,21-0,23 30-35 100-120 80 10» 4
У5-301-41; Уб-301-41 1,95 200 -40+ +130 2,5 0,52 25 80 85 10'0 1,7-2,5
В-4-70 2 140 -60+ +150 3,5 0,0075 — 200-220 97 10'5 16-33
К-114-35 1,75- 1,90 125 -60+ +100 2-5 0,3 50 180-200 90 1014 16-22
К-81-39; К-81-39А; К-81-ЗЗС 1,95 — — — — 5 — 50-55 10'4 15
Ретинакс А 2,4-2,7 — — — 0,37 — 55 —
Ретинакс Б 2,4-2,7 — — — 0,46 — 57 —
К-236-58 2,4-2,7 — — 0,8-2,5 0,46 31,5 70-85 55 —
VI-301-07 1,45 160 — 3,0-3,5 0,21-0,23 30-35 100-120 80 10» 5
Гетинакс электро- технический лис- товой 1,35-1,45 150 98 — 122,5 ЮЮ-1012 12-30
Сведения о материалах
Марка У, г/см3 Тепле- ете йкось по Мар- тенсу, °C Рабочая темпера- тура, °C а-106, 1/°С
Гетинакс фольги- 1,44—1,98 — — —
рованный Текстолит элек- 1,2-1,35 по -60 -Г- +65 —
тротехниче- ский ЛТ
Текстолит:
конструкцион- ный 1,3-1,4 140 — 3,3-4,1
графитиро- ванный 1,3-1,4 120 — —
Аминопласты В2, ВЗ, В4, В5 1,6-1,9 130-150 -60 + +60 3
Аминопласт Е1 1,7-2,0 180 — —
КФ9 1,5-1,65 200-250 -60+ +250
КФ10 АГ-4С 1,8 -2,0 1,7-1,9 1,7-1,9 200-220 280-320 -60+ +250 .0,5— 1,2
АГ-4НС —
АГ-4В10 1,7-1,3 280 -60+ +130 1-1,5
Фольгированный 1,6-1,85 — — —
стеклотекстолит
ФДМТ 3-4,5 — -60 + +110 —
Фенолит PCT (К- 214-52) 1,65 140 — —
ВЭП-1 1,7-1,8 350 0,2
Продолжение табл. 32
Ср асж 1 Си ' Удельное электри- ческое сопротив- ление, Ом - см Элек- триче- ская проч- ность, кВ/мм
К Вт/(м-сС) МПа
- 80 - - 1012 -
- 110 140 150 1013 20
0,23-0,34 120 155 150 1010-1012 2-5
- 90 100 150 - -
0,29 - - 50-60 10'2 12-14
— — — 70-120 10'2 7
— — — 90 10'5 13
— — — 25 1015 15
0,31-0,6 550-670 500 200 450-600 10'2- ' — 3-1014 13-15
— — 130 120 1012 13
— — 200 - 1013 -
— — — — — 10
— — 140-170 60 1014 11
0,45 - 105 140 10'4 -
Сведения о материалах
33. Свойства термопластичных пластмасс
Тепло- стойкость по Мар- тенсу, °C Рабочая темпера- тура, °C °сж Удельное Элек-
Марка у, г/см3 я-10~5, 1/°С к, Вт/(м°С) МПа ческое сопро- тивление, Ом - см триче- ская проч- ность, кВ/мм
Полиэтилен:
ВЫСОКОГО давления 0,9-0,94 - -50 + +70 22-55 - 10-16 12 12-17 1016-1017 45-60
низкого давления 0,95-0,96 - -60 + +100 17-20 - 20-30 20-36 20-38 1016-10'7 45-50
Полистиролы псмд, псм 1,05-1,08 78’ -40+ +65 6-8 0,093 — 0,14 37-42 80-100 80-90 1017 20-23
Пластик СНП 1,14 74 -40 + +70 8,3 — 40-55 85 86-100 1015 20
Полистирол опти- ческий 1,05-1,08 - -40 + +65 6-7 0,093 — 0,139 40-45 90-100 95-105 10'8 -
Фторопласт-3 2,09-2,16 - -195 + +130 6-10 0,23 35-45 55-60 . 60-80 1016-Ю17 15-25
Фторопласт-4 2,19-2,20 по -269 + +260 8-21 0,24 14-35 10-12 14-18 1017-Ю20 25
Винипласт 1,38 65-70 - 5-15 0,15-0,16 70-120 80-120 40-70 1014-Ю18 30-45
Полиметилмета- крилат ЛПТ 1,18-1,20 88-95 -60 + +60 9 0,279 40 70 140 1015 27
Дакрил 2М 1,19 8 — 65-70 110-123 117,5 1015 22
Сведения о материалах
£
Марка у, г/см3 Тепло- стойкость по Мар- тенсу, °C Рабочая темпера- тура, °C а- 10-5, 1/°С Вт/(м “С)
Стекло органиче- ское:
конструкцион- ное 1,18 — -60 + +60 7,1-7,7 0,181- 0,186
светотехниче- ское 1,18-1,20 - - 7-8 0,172- 1,184
П-12Б-20 1,02 — — —
Литьевые сополи- меры полиамида 1,19-1,14 50-60 - 10-12 0,27-0,3
Капрон 1,13 — — 14 —
Капролон В 1,15-1,16 75 — 60 4- 4-60 6,6-9,8 0,27-0,34
Эпоксидные 1,55-1,65 81-130 — — —
смолы
Компаунды — — -60 + +140 3,5-4 0,74
эп
Продолжение табл. 33
°р ^сж Си Удельное Элек-
МПа ческое сопротив- ление» Ом см ская проч- ность, кВ/мм
71-92 130-150 99-121 10'2- 2- IO” 25-40
54-60 - - - -
39 40-45 — 1011-1012 15
60-70 70- 120 45-120 1012- 101-1 20
65 110 — 3- 1015 24-28
90 — 95 100-110 120-150 6 1013— 5- lO'-i 20-21,3
65-90 130-200 90-140 1011 — 5- 1015 13,5-16,5
45 1014-1015 20-60
Сведения о материалах
34. Свойства пластмасс с газовоздушным наполнителем
Марка Y, г/см3 Рабочая температура, °C К Вт(м-°С) <?сж Удельное электрическое сопротивле- ние, Ом см
МПа
ПВХ-1 0,07-0,3 -60 ч- + 60 0,038-0,044 0,4-0,7 1,5-4 -
ПВХ-2 0,13-0,22 -60 ч- + 60 0,041-0,052 0,8-1,5 3-6,5 -
ввх-э 0,1-0,27 — 10 ч- + 40 0,043-0,066 — — -
Винипор С 0,08-0,12 -10ч- + 60 - — - -
Вспенивающийся по- 0,02-0,03 -60 ч- + 70 0,035-0,044 0,13-0,25 0,1-0,3 -
листирол
ПЭ-5 0,1 -0,3 -60 ч- + 120 0,058 - 0,075 0,7-2,8 1,6-3 -
ПЭ-6 0,02-0,05 -60 ч- + 100 0,021 -0,041 0,03-0,07 0,67-0,1 -
ППУ-202-1 0,2-0,25 -60 ч- + 100 - — — 1012
ППУ-306 0,1-0,15 -60 ч- + 130 0,035-0,052 1-1,4 — —
Изолан-1 0,035-0,01 -60 ч- + 200 0.041-0,07 0,15-10 — -
Изолан-2 0,03-0,05 — 50 ч- + 180 0,042 0,25 — -
Сведения о материалах
РАЗДЕЛ II
ТЕХНОЛОГИЯ ОБРАБОТКИ
ДЕТАЛЕЙ И СБОРКИ
ГЛАВА 1
ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ И ЗАГОТОВОК
Общие понятия. В комплексе требований, предъявляемых к технико-
экономическим показателям промышленных изделий, важное место
занимают вопросы технологичности конструкций. Технологичность
конструкции изделия определена ГОСТ 14.205 — 83 как совокупность
свойств конструкции изделия, определяющих ее приспособленность к
достижению оптимальных затрат при производстве, эксплуатации
и ремонте для заданных показателей качества, объема выпуска и
условий выполнения работ.
Стандартами ЕСТПП установлена обязательность отработки
конструкции на технологичность и количественной оценки техноло-
гичности на всех стадиях создания изделий. Виды технологичности по
областям проявления, факторы, определяющие требования к техно-
логичности, и виды оценок технологичности представлены на рис. 1.
Производственная технологичность конструкции изделия прояв-
ляется в сокращении затрат, средств и времени на конструкторскую
и технологическую подготовку производства, а также на изготовление
(в том числе на контроль и испытания) изделий; эксплуатационная
технологичность конструкции изделия — в сокращении затрат, времени
и средств на техническое обслуживание, текущий ремонт и утили-
зацию изделия; ремонтная технологичность конструкции изделия —
в сокращении затрат при всех видах ремонта, кроме текущего.
Главными факторами, определяющими требования к технологич-
ности конструкции, являются: вид изделия, объем выпуска и тип про-
изводства. Вид изделия определяет главные конструктивные и техно-
логические признаки, обусловливающие основные требования к техно-
логичности конструкции; объем выпуска и тип производства определяют
степень технологического оснащения, механизации и автоматизации
технологических процессов и специализации всего производства.
Оценка технологичности конструкции изделия может быть двух
видов: качественной и количественной. Качественная оценка харак-
теризует технологичность конструкции обобщенно на основании опыта
исполнителя. Качественная сравнительная оценка вариантов конструк-
ции допустима на всех стадиях проектирования, когда осуществляется
выбор лучшего конструктивного решения и не требуется определения
степени различия технологичности сравниваемых вариантов.
Количественная оценка технологичности конструкции изделия вы-
ражается показателем, численное значение которого характеризует
степень удовлетворения требований к технологичности конструкции.
142
Технологичность деталей н заготовок
Т ехнологичность
конструкции изделия
Виды технологичности
(по области проявления)
Главные факторы, опре-
деляющие требования к
технологичности
Производственная
Вид изделия
при технологической
подготовке производ-
ства
fl)-----------------------
при изготовлении
12)-----------------------
при монтаже вне
предприятия-изгото-
вителя
»)------------------------
Эксплуатационная
при подготовке к ис-
пользованию по наз-
начению
74)---------------------
при техническом об-
служивании
J5)---------------------
при текущем ремонте
@-----------------------
при утилизации
@-----------------------
Ремонтная
5»)---------------------
при всех видах ремон-
та, кроме текущего
(да)--------------------
Вид оценки
деталь
сборочная единица
комплекс
комплект
Объем выпуска
Тип производства
единичное
серийное
массовое
качественная
(»)--------------------
количественная
@----------------------
Рис. 1. Виды технологичности, главные факторы, определяющие
требования к технологичности конструкции, и виды оценки техно-
логичности
Технологичность детален и заготовок
143
Качественная оценка при сравнении вариантов конструкции в про-
цессе проектирования изделия предшествует количественной и опре-
деляет целесообразность количественной оценки и соответственно
затрат времени на определение численных значений показателей тех-
нологичности сравниваемых вариантов. Количественная оценка техно-
логичности создает предпосылки для планомерного улучшения техно-
логичности изделий.
Показатели технологичности проектируемой конструкции опре-
деляют в следующих случаях:
для сравнительной оценки вариантов конструкции в процессе
проектирования изделия;
для определения уровня технологичности конструкции изделия;
для накопления статистических данных по изделиям-представи-
телям в целях последующего использования при определении базовых
показателей и в процессе разработки изделий;
для построения математических моделей с целью прогнозирования
технического развития конструкций изделий.
Сравнение вариантов конструкции и отработку на технологич-
ность осуществляют по базовым показателям. Базовый показатель
технологичности конструкции — это показатель, принятый за исходный
при сравнительной оценке технологичности конструкции изделия.
Технологичной считается конструкция, значения показателей техноло-
гичности которой соответствуют базовым показателям технологич-
ности или превосходят их. Под отработкой конструкции на тех-
нологичность понимают комплекс мероприятий по обеспечению необ-
ходимого уровня технологичности конструкции изделия по установ-
ленным показателям. Номенклатуру показателей технологичности
конструкции выбирают в зависимости от вида изделия, специфики и
сложности конструкции, объема выпуска, типа производства и стадии
разработки конструкторской документации. Уровень технологичности
конструкции изделия представляет собой показатель технологичности,
выражаемый отношением значения показателя технологичности данного
изделия к значению соответствующего базового показателя техноло-
гичности. Номенклатуру показателей технологичности конструкции
устанавливают с учетом экономической эффективности показателей,
методики их определения и опытно-статистических (или расчетных)
данных. Номенклатура показателей может изменяться в зависимости от
увеличения информации о конструкции изделия по стадиям разработки
конструкторской документации.
Общие правила отработки конструкции на технологичность. Отра-
ботка конструкции на технологичность является неотъемлемой
составной частью работ по разработке конструкции изделия. В соот-
ветствии с ГОСТ 14.201 — 83 исполнителями при отработке техноло-
гичности изделия должны являться разработчики конструкторской
документации и технологической документации. Показатели техноло-
гичности при совместной работе конструкторов и технологов выпол-
няют роль единого критерия в оценке технологичности. Правила их
144
Технологичность деталей н заготовок
Показатели технологичности
конструкции
По области проявления
По значимости
производственные
основные
эксплуатационные
дополнительные
По области анализа
технические
По количеству харак-
теризуемых призна-
ков
технико-экономиче-
ские
частные
комплексные
По системе оценки
По способу выражения
базовые
абсолютные
разрабатываемой
конструкции
относительные
Уровень техноло-
гичности
Рис. 2. Классификация показателей технологичности конструкций
изделий
выбора регламентированы ГОСТ 14.202 — 73. На рис. 2 приведена клас-
сификация показателей технологичности конструкций изделий. При
использовании относительных частных показателей технологичности
расчет их количественных значений К выполняют по формулам,
удовлетворяющим требованию: 0 < К 1, причем более техноло-
гичной конструкции соответствует большее значение коэффициента К.
Отработку конструкции на технологичность начинают с ее техноло-
гического анализа. При анализе учитывают большое число конструк-
тивных признаков изделия (табл. 1). Их сопоставляют с факторами
будущего технологического процесса с целью выявить те элементы
конструкции, которые оказывают наиболее сильное влияние на тех-
нологию изготовления изделия (в данном случае детали), в особенности
на трудоемкость и себестоимость процесса. В соответствии с этими
признаками и выбирают показатели технологичности, используемые
для сравнительной оценки конструкций. Последовательность анализа
Технологичность деталей н заготовок
145
Рис. 3. Последовательность анализа конструкции изделия при выборе
показателей технологичности. Нумерация соответствует приведенной
на рис. 1.
конструкции при выборе показателей технологичности показана на
рис. 3.
Высокий уровень технологичности детали формируется за счет
того, что конструктор предусматривает возможность использования
при ее изготовлении типовых технологических решений. Например,
стандартизация элементов конструкции — канавок для выхода инстру-
мента, радиусов закругления, уклонов и тому подобных элементов —
приводит к снижению затрат на подготовку соответствующего техно-
логического инструмента и оснастки. Целесообразные форма детали и
порядок простановки размеров упрощают процесс подготовки про-
грамм и обработку заготовок на станках с ЧПУ. Хорошие технологи-
ческие свойства материала детали определяют возможность применения
высокопроизводительных методов обработки, в частности типовых
заготовительных операций: литья, штамповки и др. Общие требования
к технологичности конструкции деталей и сфера проявления эффекта
при их выполнении приведены в табл. 2.
I. Технологический анализ чертежа детали
Конструктивные признаки детали, объем выпуска Факторы технологического процесса
Вид загото- вительной операции Виды опера- ций обрабо- тки резанием Последова- тельность операций Концентра- ция и диффе- ренциация операций Термическая или термохи- мическая обработка Вид оконча- тельной обработки Метод обеспечения точности Выбор технологи- ческих баз Режимы обработки резанием > с- о сД « £ о и 2 ® ь s « а £< Д 0) 2 2 S Оснастка Оборудова- ние Квалифика- ция испол- нителей
Материал Общая конфигурация Порядок простановки разме- ров Точность: размеров поверхностей формы поверхностей относительного располо- жения поверхностей Шероховатость поверхностей Структура поверхностного слоя Твердость поверхности Герметичность стенок Магнитные и электрические свойства Покрытие Объем выпуска + +1 III 1 + 1++ 1 + 1 + 1 ++ 1 II III 1 + ++ 11+ +1 +++ ++1 1++ +1+ II III ++ 1 + + 1 + + 1 + + 1 11 + 1+ 11+ ++ I++ II + + 1 III II 11+ +11 1 + III II +11 ++ 1 +11 +11 ++ +11 II +1 11+ ++ I++ I++ + 1 III 1 1 ++1 ++1 1 +1 11+ II I++ 1+1 +1 III ++ +++ 111
Примечание. Знак «+» означает сильное влияние конструктивного признака на фактор технологического процесса,
знак «—» слабое влияние конструктивного признака на фактор технологического процесса или отсутствие влияния.
Технологичность детален и заготовок
147
2. Общие требования к технологичности конструкции детали н сфера
проявления эффекта при их выполнении
Содержание требований
Сфера проявления эффекта
Конструкция детали должна состоять из
стандартизованных и унифицированных
элементов или быть стандартизованной
в целом
Физико-химические и механические свойства
материала детали, ее форма и размеры
должны соответствовать требованиям тех-
нологии изготовления (включая процессы
упрочнения, коррозионной защиты и пр.),
хранения и транспортирования
Требования точности размеров, формы и
относительного расположения поверхнос-
тей детали, а также шероховатость по-
верхностей должны быть экономически и
конструктивно обоснованы
Параметры баз (точность, шероховатость)
детали должны обеспечивать достаточную
точность ее установки при обработке и
контроле
Конструкция детали должна обеспечивать
возможность применения типовых техно-
логических процессов ее изготовления
Примечания: 1. Знак «+» означает, что эффект проявляется, знак
« — » — отсутствие эффекта.
2. Условные обозначения: КПП — конструкторская подготовка производ-
ства; ТПП — технологическая подготовка производства.
Основную работу по отработке конструкции детали на техноло-
гичность проводят, начиная со стадии разработки эскизного проекта,
когда в конструкцию закладывают признаки технологичности детали
как объекта изготовления — с одной стороны, так и составной части
сборочной единицы — с другой. На стадии разработки технического
проекта выполняют работы по обеспечению технологичности основных
сложных деталей. На стадии разработки рабочей документации про-
водят: технологический контроль конструкторской документации на
детали (за исключением документации на стандартизованные крепеж-
ные изделия и покупные детали); оценку технологичности конструкций
Деталей на соответствие основным требованиям, предъявляемым к
148
Технологичность деталей н заготовок
технологичности конструкций деталей и их конструктивных элементов,
с учетом условий сборки изделий.
Работы по обеспечению технологичности конструкций деталей
выполняют в последовательности (общий случай): выявляют конструк-
тивные элементы, влияющие на качество выполнения изделием рабо-
чих функций в условиях эксплуатации, отрабатывают конструкцию
детали на технологичность по главным конструктивным элементам
и на технологичность по остальным конструктивным элементам.
Количественную оценку технологичности проектируемой конструк-
ции детали проводят по усмотрению разработчика в следующих слу-
чаях: при относительно высокой трудоемкости (себестоимости) де-
тали по сравнению с затратами в целом на сборочную единицу; при
контроле качественной оценки; для накопления статистических данных
о технологичности типовых представителей конструкций деталей раз-
личных классов и последующего использования этих данных при от-
работке на технологичность конструкций однотипных деталей.
Определение уровня технологичности конструкции детали, для
которой в техническом задании установлены базовые показатели тех-
нологичности, является обязательным. Состав показателей техноло-
гичности конструкции детали, используемых для отработки конструк-
ции и определения уровня технологичности, и состав базовых пока-
зателей должны полностью совпадать. Технологический контроль
конструкторской документации проводят в соответствии с ГОСТ
2.121-73.
Технологичность отливок. Отливку считают технологичной, если
ее конструкция соответствует общим принципам обеспечения качества
заготовок при литье и сложившимся конкретным производственным
условиям. Высокое качество отливки обеспечивают: использование
литейного сплава с высокой жидкотекучестью и оптимальная конфи-
гурация отливки, благодаря чему возможно применение простой ли-
тейной (модельной) формы, предусматривающей одновременное или
направленное затвердевание сплава и свободное извлечение отливки
(модели) из формы. В конструкции отливки необходимо также учиты-
вать реальные производственные возможности: наличие определен-
ного оборудования для подготовки сплава и формирования отливки
при заданном объеме выпуска продукции.
Толщина стенок отливок. При литье в песчаные формы толщину
стенок s отливок из серого чугуна определяют по номограмме
(рис. 4, а) и отливок из углеродистой стали — по номограмме
(рис. 4, б). Приведенный габаритный размер отливки N = (21 + b + h)/3,
где I, b и h — соответственно длина, ширина и высота детали. Номо-
граммы построены для отливок с N > 0,5 м. При меньших значениях N,
а также в случае выполнения отливок с особо тонкими сечениями (типа
ребристых цилиндров, радиаторов и др.) допускается уменьшать тол-
щину стенок отливок из чугуна — до 2 мм, из стали — до 5 мм.
Стенки отливок из легированных сталей с пониженной жидкотеку-
Технологичность деталей н заготовок
149
Рис. 4. Номограммы для определения толщин стенок отливок:
а — из серого чугуна; б —из углеродистой стали
честью следует назначать на 20—30% более толщины стенок одно-
типных деталей из углеродистых сталей. Толщина внутренних стенок
отливок должна быть меньше толщины наружных стенок деталей:
из чугуна - на 10—20.%, из стали — на 20 — 30%. Наименьшая допу-
стимая толщина стенок отливок из цветных сплавов при литье в
песчаные формы приведена в табл. 3.
Переходы и сопряжения. Для получения качественных отливок
отношение толщин стенок при переходе от одного сечения к другому
должно быть не более чем 4:1. Форма переходов приведена в
TavJi. 4.
Радиус закругления сопряги емых элементов
I Рис. 5. Номограммы для определения радиуса закругления при
сопряжении элементов литой детали:
а — из стали и медных сплавов; б—из чугуна, алюминиевых и магниевых
сплавов. Средняя толщина стенки .scp = 0,5($ +
150
Технологичность деталей н заготовок
3. Толщина стенок отливок из цветных сплавов
Материал Размеры отливок, мм Наименьшая толщина стенок, мм
Оловянные бронзы Протяженность стенки:
до 50 3
св. 50 до 100 5
» 100 » 250 6
» 250 » 600 8
Специальные бронзы Отливки'
и латуни мелкие 6
средние 8
Алюминиевые сплавы Мелкие отливки с протяжен- ностью стенки:
до 200 3-5
св 200 до 800 5-8
Магниевые сплавы Отливки
мелкие 4
средние с протяженностью стенки до 400 6
4. Форма и размеры переходов отливки от толстого сечения к тонкому
Переход в виде клина
Переход в виде радиуса закруг-
ления
Форма пере- хода Размеры в месте перехода Материал отливки
Чугун, алюминиевые и магниевые сплавы Сталь и медные сплавы
5/s, < 2 2 <s/s} <4 5/5] <2 2 < 5/5] < 4
А R 0,3ft 0,3ft* 0,4ft 0,4ft *
Б 1 4Л 5ft
* Только для деталей, не подвергающихся ударным нагрузкам.
Примечание. h=s—si.
Технологичность деталей и заготовок
151
5. Форма и размеры угловых сопряжений литых деталей
Форма сопряжения
s — , R = г + .с,; а < 75°
s > 1,25 s1; R = г + .v( + h; а = 75 4- 105°
Размер углового сопря- жения Материал отливки
1 -1,25 Св. 1,25 до 1,8 Св. 1,8 ДО 2,5 Св. 2,5
h — 0 0,8(л-.?1) 0,7 (5-sj)
1 Сталь сплавы и медные — 5h и более
Чугун, алюминиевые и магниевые сплавы - 4/г и более
Г — Определяют по номограм- мам рис. 5, а и б
152
Технологичность деталей и заготовок
Рекомендуемые для применения в конструкциях форма и размеры
угловых и тавровых сопряжений литых деталей приведены в табл. 5
и 6. Радиусы сопряжений назначают в соответствии с номограммами
на рис. 5, а и б. Радиусы закруглений наружных углов отливок назна-
чают в зависимости от размеров детали и углов между сопрягаемыми
поверхностями (табл. 7).
Технологичное исполнение отдельных элементов отливок. В
табл. 8 приведены примеры рекомендуемого и нерекомендуемого
исполнения некоторых конструктивных элементов отливок. Повыше-
нию технологичности способствуют выравнивание толщины стенки
отливки, устранение местных скоплений металла, исключение из кон-
6. Форма и размеры тавровых сопряжений литых деталей
Форма сопряжений
Технологичность деталей н заготовок
153
Продолжение табл. 6
Размеры таврового сопряжения s: Sj
1-1,25 Св. 1,25 до 1,8 Св. 1,8 до 2,5 Св. 2,5
h 0 Х-Х! 0,8 (х—х() 0,7(х-.?1)
2 2 2
1 Материал отливки: сталь и медные сплавы - 10 h и более
чугун, алюминиевые и магниевые сплавы — 8h и более
Г Определяют по номограммам на рис. 5, я и б
7. Радиусы закруглений (мм) наружных углов отливкн
Эскиз отливки ; Л. ММ Значения угла а,...°
I До 50 Л ° и ч ® О О ч и о О § 22 са о о Ч Св. 165 |
До 25 2 2 2 4 6 8
Св. 25 до 50 2 4 4 6 10 16
» 50 » 150 4 4 6 8 16 25
» 150 » 250 4 6 .8 12 20 32
» 250 » 400 6 8 10 16 25 40
At » 400 » 600 6 8 12 20 32 50
у' V/ » 600 » 1000 8 12 16 25 40 60
у х/я » 1000 » 1600 10 16 20 32 50 80
» 1600 » 2500 12 20 25 40 60 100
» 2500 16 25 32 50 80 120
Примечание. lt; 12\ 1$ — наименьший габаритный размер в сечении,
перпендикулярном к образующей цилиндрической поверхности закругления;
а — угол между сопрягаемыми поверхностями.
струкции тонкостенных ребер, глубоких впадин и щелей с большим
отношением глубины (высоты) к толщине. Ребра жесткости рекомен-
дуется выполнять в соответствии с табл. 9.
Технологичность деталей, получаемых листовой штамповкой,
гибкой сортового металла и холодным выдавливанием. При конструи-
ровании штампованных деталей следует учитывать особенности про-
текания процесса пластической деформации при взаимодействии
инструмента и заготовки. Высокое качество деталей при штамповке
может быть достигнуто в первую очередь при условии использования
154
Технологичность деталей и заготовок
8. Элементы конструкции отливок
Конфигурация отливки
рекомендуемая
нерекомендуемая
Преимущество
технологичной конструкции
Устраняется опасность об-
разования усадочной рако-
вины благодаря большей
равностенности
Устраняется опасность об-
разования усадочной рако-
вины или трешин благодаря
большей равностенности,
экономится металл и сни-
жается масса конструкции
Улучшаются условия фор-
мования и получения от-
ливки при наличии узких
продольных и кольцевых
углублений
Используется модельная ос-
настка без отъемных частей
материала с оптимальными механическими свойствами. Разделитель-
ные операции (вырубка, пробивка, отрезка и др.) требуют материала
относительно малопластичного с высоким отношением предела
текучести к пределу прочности. При выполнении формоизменяющих
операций (вытяжки, гибки и др.) предпочтительно использовать
материал с высокой пластичностью при малом отношении предела
текучести к пределу прочности. Рекомендуемые механические свой-
ства материалов для листовой штамповки приведены в табл. 10.
Конфигурация элементов деталей, получаемых листовой штам-
повкой, должна соответствовать требованиям предусматриваемых
разделительных и формоизменяющих операций.
Технологичность детален и заготовок
155
9. Технологичное исполнение ребер жесткости в отливках
Конфигурация отливки н *1 D r '1
Стенки с ребрг д ми посередине г 1 fed 55 и ме- нее 0,8s 1,5s 0,5s 0,25s
Стенки с ребра V/ ми по краям 55 и ме- нее 5 1,25s 0,3s 0,25s
Кольцевое сечение с ребрами 0,8s 1 25s 0,5s 0,25s
10. Рекомендуемые механические свойства материалов для листовой
штамповки
Виды операций листовой штамповки Относительное удлинение 6, % Q 1 Q в 1 -5
Разделительные До 5 Св. 0,8
Формоизменяющие 18 и более 0,65 и менее
Вырубка и пробивка. Основные технологические требования к
деталям при вырубке и пробивке приведены в табл. 11.
Вытяжка. При конструировании деталей, получаемых вытяжкой
(рис. 6), размеры элементов определяют из соотношений: r„ 1,5s;
’у sS 3s; гм > 3s; hi < (0,3 ч- 0,8) В; < 0,6с/; /13 < 0,5d; </ф < 1,5с/; а < 3°.
156
Технологичность деталей н заготовок
11. Рекомендуемая конфигурация конструктивных элементов деталей
при операциях вырубки и пробивки
Эскиз конструктивного
элемента
Значение параметра
Примечание
а>(1ч-1,5)х;
h> 1,2s;
h>l,5s
При а >90°
г> (0,25-?0,35)s>
>0,3 мм
При а <90°
г> (0,5 4-0,6)s>0,3 мм
При штамповке в сос-
тавных матрицах ост-
рые углы можно не
скруглять
mi>s; т2> 1,25s
m1>(2-=-3)s;
»?2>(2-^3)s;
d>s-, с > 0,9s
При раздельной про-
бивке
Для малопластичных
материалов (гетинак-
са и текстолита)
d> 0,4s
Примечание. В таблице приведены значения параметров для деталей
из мягкой стали; для деталей из высокоуглеродистых и легированных сталей
табличные значения параметров следует увеличить в 1,4 раза, для латуни
и алюминиевых сплавов — уменьшить в 0,75 раза.
Радиусы сопряжений могут быть уменьшены калибровкой до
значений: гп » 0,2s; = гм sa 0,3s. Детали с высотами hb h2 и h3 могут
быть получены вытяжкой за одну операцию. Для этих деталей коэф-
фициент вытяжки т = d/dvil и зависит от материала детали:
Стали 08 и 10, латунь Л63.....................................0.5—0,53
Сплавы;
АМц и Д16М..........................................0,52-0,56
Д16Т....................................................0,68-0,70
В95 ................................................ 0,70-0,72
Стали:
20, 12X13 и 20X13 ..................................... 0,56-0 58
12Х18Н9..................................................0,5-0,52
ЗОХГСА...................................................0,62-0,70
Цинк..........................................................0,65-0,70
Титановые сплавы:
BTI-0 без подогрева......................................0,57—0,61
ВТ1-0 с подогревом......................................0,40 — 0,44
ВТ5 без подогрева........................................0,63—0,65
Технологичность деталей и заготовок
157
Рис. 6. Рекомендуемая конфигурация конструктивных элементов дета-
лей при вытяжке
Рис. 7. Сгиб штампованной
детали:
J — кромка в зоне сгиба
материала
Большие значения коэффициента вытяжки принимают при (s/d3ar) <
<0,01, меньшие — при (s/d3ar) >0,01.
Сгиб, отбортовка, выдавка, борт. ГОСТ 17040 — 80 устанавливает
конструкцию и размеры типовых элементов и деталей, штампуемых
из листа цветных сплавов толщиной не более 4 мм: сгиба, отбортовки,
выдавки и борта. Технологичность этих элементов проявляется в воз-
можности получения заданного качества исполнения при использовании
нормализованного инструмента.
Сгиб — участок профильного сечения, имеющий кривизну, боль-
шую, чем кривизна прилегающих к нему участков (рис. 7). Минималь-
но допустимый радиус сгиба R при свободной гибке, получаемый
за одну операцию штамповки, подсчитывают по формуле R = iCs;
где i — коэффициент сгиба, зависящий от марки и состояния поставки
материала (табл. 12 —15); С — поправочный коэффипиент, зависящий от
угла сгиба; определяется по табл. 16; s — толщина материала, мм.
Радиус сгиба стального листа определяют по табл. 17.
Отбортовка — отверстие с вогнутыми бортами (рис. 8).
Выдавка — конструктивный элемент детали в виде углубления,
образованного за счет растяжения материала в зоне углубления.
На рис. 9 представлены разновидности выдавки: глухая отбортовка
и рифты типов I —Ш, рекомендуемые для деталей из алюминиевых,
магниевых и титановых сплавов.
158
Технологичность деталей н заготовок
12. Коэффициенты сгиба i для алюминиевых сплавов
Марка сплава (по ГОСТ 4784-74) Состояние материала Состояние кромок
Незачи- щенные Зачи- щенные
АО, А7 (по ГОСТ 11069-74) Отожженный - 0,5
Нагартованный — 1,0
АД1 Отожженный 0,5 0,5
Нагартованный - 1,0
АМц Отожженный 0,5 0,5
Полунагартованный - 2,0
Нагартованный - 4,0
АМг2 Отожженный 3,0 1,0
Нагартованный - 2,0
АМгЗ Отожженный 3,0 1,0
Полунагартованный — 2,0
АМг5, АМгб Отожженный - 2,0
АК4-1 Холоднокатаный и отожженный при тем- пературе 290—310 °C 3,0 1,0
Свежезакаленный 4,0 1,5
Естественно состаренный 5,0 2,5
Д1 Отожженный - 1,0
Естественно состаренный — 2,5
Д16 Отожженный 3,0 1,0
Свежезакаленный 4,0 1,5
Естественно состаренный 5,0 2,5
Технологичность деталей и заготовок
159
Продолжение табл. 12
Марка сплава (по ГОСТ 4784-74) Состояние материала Состояние кромок
Незачи- щенные Зачи- щенные
В95 Отожженный 4,0 1,5
Свежезакаленный - 2,0
Отожженный с охлаж- дением на воздухе — 1,5
Примечание. Шероховатость поверхности зачищенных кромок для
алюминиевых сплавов: АМг5 и АМгб - Лгс40 мкм; остальных - Rz <20 мкм.
13. Коэффициенты сгиба i для титановых сплавов
Марка сплава (по ГОСТ 19807 — 74) Условия деформирования
Без нагрева С нагревом
Толщина листа s, мм
До 1.0 Св. 1,0 до 3,0 Св. 3,0 до 4,0 До 1,0 . Св. 1,0 до 3,0 Св. 3,0 до 4,0
ВТ1-00; ВТ1-0 1,5 2,0 3,о — — -
ОТ4-0 2,0 2,5 4,0 1,5 1,5 2,0
ОТ4-1 2,5 3,0 2,0 2,5
ОТ4 3,0 3,5 4,5 2,0 2,5
ВТ6С 4,0 5,0 6,0 3,0 3,5 4,0
ВТ14 2,0 3,0 3,5
BT5-I 3.0 3,5 4,0
ВТ20 5,0 7,0 9,0
Примечания' 1. Шероховатость поверхности зачищенных кромок
fe < 40 мкм.
2. Состояние материала — отожженный.
160
Технологичность деталей и заготовок
14. Коэффициенты сгиба i для магниевых сплавов
Марка сплава (по ГОСТ 14957-76) Состояние материала Условия деформирования
Без нагрева С нагревом
МА1 Отожженный 7,0 2,5
МА8 6.0 2,0
Полунагартованный 13,0 3,5
МА2-1 Отожженный 7,0 3,0
МАИ 6,0 2,0
МА18 4,0 2,0
МА20 3,0 1,5
Примечание: Состояние кромок заготовок, подвергаемых гибке, — зачи-
щенные, шероховатость поверхности Rz < 40 мкм.
15. Коэффициенты сгиба i для медвых сплавов
Марка материала Состояние материала Коэффициент сгиба
Ml; М2; М3 (по ГОСТ 859-78) Мягкий 0,3
Твердый 2,0
Л90 (по ГОСТ 15527-70) Мягкий 0,2
Л63; Л68 (по ГОСТ 15527-70) Мягкий 0,3
Полутвер- дый, твердый 0,8
ЛС59-1 (по ГОСТ 15527-70) Мягкий 1.0
Твердый 2,0
БрКМцЗ-1 (по ГОСТ 18175-78) Мягкий 0,8
Твердый 1.5
БрБ2 (по ГОСТ 18175-78) Мягкий 1,0
Твердый 2,4
Примечание. Состояние кромок заготовок, подвергаемых гибке, —
зачищенные, шероховатость поверхности Az с 40 мкм.
Технологичность деталей н заготовок
161
16. Поправочные коэффициенты С при различных углах сгиба
Материал Угол сгиба, ...°
30 45 60 90 105 120 150
Алюминиевые и титано- вые сплавы 1,15 1,10 1,05 1,00 0,95 0,90 —
Магниевые сплавы 1,30 1,20 1,10 — 0,80
Медь и медные сплавы 1,63 1,45 1,36 0,90
17. Минимальные радиусы сгиба стального листа
Расположение линии сгиба относительно волокон проката Сталь
10 20, СтЗ 35, Ст5 45
0,15 0,3s 0,5s
Поперек 04? 057 08s S'
0,45 0,55 0,8s s
Вдоль
0,85 S 1,5s 1,7s
Примечания: 1. В числителе приведены радиусы сгиба для отожженных
листов, в знаменателе — для нагартованных.
2. Минимальные радиусы сгиба применяют только в случае конструктив-
ной необходимости.
3. При сгибе под углом к направлению проката минимальный радиус
сгиба определяют как промежуточный в зависимости от угла наклона линии
сгиба.
Борт — конструктивный элемент штампованной детали, образую-
щий край незамкнутой детали или периметр неглубокой полой детали
(рис. 10).
Гибка сортового металла. Минимальные радиусы гибки сортового
металла (прутков и профилей) некоторых марок сталей и сплавов
приведены в табл. 18.
Выдавливанием получают заготовки из металлов с высокими и
средними пластическими свойствами (8 >7%). Конфигурация поверх-
ностей заготовки должна отвечать требованию свободного пласти-
ческого течения металла (табл. 19 и 20).
Технологичность деталей, подвергаемых обработке резанием. При
конструировании деталей, подвергаемых обработке резанием (табл. 21),
необходимо обеспечить возможность обработки поверхностей
по известным схемам и с применением типовых технологических
средств. Не следует предусматривать в конструкции детали элементы,
препятствующие свободному доступу инструмента к месту обработки
162 Технологичность детален н заготовок
Тип 2
Рис. 8. Отбортовки
18. Минимальные радиусы сгиба (мм) металлов круглого (R\) и квад-
\ ратного (R-J сечений
Технологичность деталей и заготовок
163
Продолжение табл. 18
Диаметр круга или сторона квадрата, мм Сталь Медь М3, латунь Л63
СтЗ, 20 Ст5 , 45 60Г, 60С2
Ri Л2 я2
2 0,6 — — — — 0,6
3 1 — — — — 1
4 1 — 2 — — 1
6 2 3 4 6 5 2
8 3 4 5 8 6 2
10 8 10 10 10 13 .6
12 10 — 13 — 16 6
16 13 16 16 16 22 10
20 16 20 20 20 25 13
25 20 25 25 25 30 16
30 25 30 30 30 40 18
Примечание. В случае недопустимости искажения профиля в сечениях
А —А и В—В радиусы принимают: и /?2>],5д.
Рис. 9. Выдавки:
а — глухая отбортовка; б, в и г — рифты соответственно типа I, II и III
164
Технологичность деталей и заготовок
19. Технологичность заготовок, получаемых выдавливанием
Конфигурация выдавленной заготовки
рекомендуемая
нерекомендуемая
Преимущество
технологичной
конструкции
Отсутствие штампо-
вочных уклонов упро-
щает конструкцию
штампов, сокращает
объем последующей
механической обра-
ботки
Введение в конструк-
цию внешних и внут-
ренних радиусов за-
кругления уменьшает
износ инструмента,
сокращает усилие вы-
давливания. Радиусы
скругления следует
выбирать по табл. 20
Отсутствие и i уненча-
тых поверхностей с
малыми перепадами
по диаметру и глубо-
ких отверстий малого
диаметра повышает
стойкость инстру-
мента
Исключение подре- зов, канавок, резьб и т. д. упрощает кон- струкцию инструмен- та; возможно получе- ние точных поверхно- стей под внутреннюю или наружную резьбу
F Z3 □
Увеличение толщины дна или перемычки сокращает усилие в конце хода пуансона и повышает стой- кость инструмента
Г~" 5 I н 5^ -с
h> S h< s
Технологичность деталей и заготовок
165
Продолжение табл. 19
Преимущества
технологичной
конструкции
Целесообразная про-
становка размеров (с
заданием толщины
дна или фланца) по-
вышает точность раз-
меров поверхностей,
оформляемых в
штампе, и упрощает
последующую меха-
ническую обработку
20. Рекомендуемые радиусы закруглении (мм) при выдавливании
Размер детали (в плане), мм Радиусы закруглений
внешние Л, внутренние R2
До 10 Св. 10 до 25 » 25 » 50 » 50 » 80 » 80 » 120 » 120 » 160 0,5 —2,0/0,3—1,0 0,7-2,0/0,5-1,5 1,0 —3,0/0,7 —2,0 1,5-5,0/1,0-3,0 2,0-6,0/1,5-5,0 3,9 —9,0/2,0 — 8,0 1,0-3,0/0,5-1,5 1,5-4,0/0,7-2,0 2,0-5,0/1,0-3,0 2,5-7,0/1,5-5,0 3,0 —9,0/2,0 — 7,0 4,0—10,0/3,0 — 9,0
Примечание. В числителе приведены радиусы при нормальной точности,
в знаменателе — при повышенной.
21. Конструктивное исполнение деталей при различных видах обработки
резанием
Конфигурация детали
рекомендуемая нерекомендуемая
Преимущества
технологи чнои
конструкции
Токарная обработка
Введение постоянных тех-
нологических баз (цент-
ровых отверстий) позво-
ляет повысить точность
и сократить трудоем-
кость обработки соосных
ступенчатых поверхно-
стей; форма и размеры
центровых отверстий
приведены в табл. 22 — 24
166 Технологичность деталей, обрабатываемых резанием
Продолжение табл. 21
Конфигурация детали
рекомендуемая
нерекомендуемая
Преимущества
технологичной
конструкции
Унификация канавок и
выточек под уплотнения
сокращает число типо-
размеров канавочных
резцов
Применение канавок для
выхода шлифовального
круга стандартной фор-
мы сокращает число при-
меняемых инструментов
и число переходов, повы-
шает производитель-
ность обработки; форма
и размеры канавок долж-
ны соответствовать
ГОСТ 8820 — 69 (табл.
25 и 26)
Замена расточки для вы-
хода резьбообразующе-
го инструмента удлине-
нием глубины сверления
обеспечивает применение
более простого инстру-
мента и снижение трудо-
емкости обработки. Фор-
ма и размеры выхода
внутренних и наружных
резьб должны соответст-
вовать ГОСТ 10549 — 80
Целесообразная про-
становка продольных
размеров облегчает на-
ладку станка и сокра-
щает трудоемкость об-
работки
Наличие радиуса за-
кругления повышает
стойкость инструмента
Технологичность деталей, обрабатываемых резанием
167
Продолжение табл. 21
Конфигурация детали
рекомендуемая
нерекомендуемая
Преимущества
технологичной
конструкции
Фрезерная обработка
Ограничение отноше-
ния радиуса сопряжения
стенок к высоте детали
определяет возможность
применения более жест-
кого инструмента, повы-
шает точность и произ-
водительность обработ-
ки (табл. 27)
Унификация радиусов
сопряжения элементов
детали сокращает число
типоразмеров и смен
инструмента
Выбор оптимального
соотношения радиусов
сопряжения _КТИП и гтип
обеспечивает наиболь-
шую торцовую поверх-
ность инструмента и по-
вышение производитель-
ности при обработке
плоскости полки
b<2R
Рациональное разме-
щение приливов по от-
ношению к стенкам обес-
печивает снижение объе-
ма слесарной доработки
Размещение поверхно-
стей, подвергаемых обра-
ботке, с одной стороны
детали сокращает трудо-
емкость обработки за
счет уменьшения числа
установов детали
168
Технологичность деталей, обрабатываемых резанием
Продолжение табл. 21
Конфигурация детали
рекомендуемая
Ri<h
Преимущества
технологичной
конструкции
Уменьшение радиуса
закругления фланца от-
ливки способствует по-
вышению точности ус-
тановки детали в при-
способлении
Обработка на расточных, сверлильных и
многооперационных станках
Простановка размеров
от одной технологиче-
ской базы обеспечивает
возможность обработки
двух поверхностей дета-
ли с одного установа
и упрощает настройку
станка
Выполнение техноло-
гических баз в виде при-
ливов сокращает трудо-
емкость предшествую-
щей обработки и повы-
шает точность установки
детали на расточной
операции
Перпендикулярность
отверстий к плоскости
общего торца снижает
трудоемкость обработ-
ки за счет сокращения
времени на переустанов-
ку детали
Технологичное испол-
нение детали обеспечива-
ет улучшение условий ра-
боты инструмента на
входе и выходе и способ-
ствует повышению точ-
ности поверхности
Технологичность деталей, обрабатываемых резанием
169
Продолжение табл. 21
Конфигурация детали
рекомендуемая
нерекомендуемая
Преимущества
технологичной
конструкции
Согласование диамет-
ра цековки заднего торца
с диаметром отверстия
обеспечивает возмож-
ность выполнения опера-
ции с введением расточ-
ной оправки в отверстие
при невращающемся
шпинделе
Шлифование и притирка
Конструкция деталей
со свободным выходом
обрабатываемой поверх-
ности позволяет приме-
нить наиболее целесооб-
разную схему обработки
(из нескольких возмож-
ных), повышает точность
и производительность
операции
Наличие канавок для
выхода инструмента или
большого радиуса за-
кругления облегчает под-
готовку инструмента и
повышает производи-
тельность обработки
Непрерывность обра-
батываемой поверхности
(постоянная длина обра-
зующей) обеспечивает
более высокую точность
формы, так как площадь
контакта детали и ин-
струмента неизменна, а
следовательно, и давле-
ние в процессе обработки
остается постоянным
Наличие фасок в заго-
товках деталей из хруп-
ких материалов предот-
вращает выкрашивание
кромок при шлифовании
170 Технологичность деталей, обрабатываемых резанием
Продолжение табл. 21
Примечание. Форму и размеры центровых отверстий конструктор
должен назначать в соответствии с выполняемыми этими отверстиями техноло-
гическими функциями (см. табл. 23—25).
22. Конфигурация центровых отверстий (по ГОСТ 14034—74)
Форма центровых отверстий Эскиз Применение
В тех случаях, когда:
после обработки необхо-
димость в центровых от-
верстиях отпадает; со-
хранность центровых от-
верстий в процессе экс-
плуатации гарантируется
соответствующей термо-
обработкой
Центровые отверстия:
являются базой для мно-
гократного использова-
ния;
сохраняются в готовых
изделиях
Т
Для оправок и калибров-
пробок
Для монтажных работ,
транспортирования, хране-
ния и термообработки де-
талей в вертикальном по-
ложении
Технологичность деталей, обрабатываемых резанием
171
Продолжение табл. 22
Форма центровых
отверстий
Эскиз
Применение
То же, с учетом случаев
применения центровых от-
верстий с предохранитель-
ной фаской формы В
* Размеры для справок.
Примечание. ГОСТ 14034— 74 предусматривает также и другие формы
и размеры центровых отверстий.
23. Основные размеры (мм) центровых отверстий с углом конуса 60°
формы А, В н Т по ГОСТ 14034—74 (см. табл. 22)
D d Z, не менее h Ъ d3 . h Масса детали, кг не более
4 1,0 1,3 0,97 1,27
5 (1,25) . 1,6 1,21 1,60 — — —
6 1,6 2,0 1,52 1,99 — — —
10 2,0 2,5 1,95 2,54 7,0 0,6 50
14 2,5 3,1 2,42 3,20 9,0 0,8 80
20 3,15 3,9 3,07 4,03 12,0 0,9 90
30 4 5,0 3,90 5,06 16,0 1,2 100
40 (5) 6,3 4,85 6,41 20,0 1,6 200
60 6,3 8,0 5,98 7,36 25,0 1,8 360
80 (8) 10,1 7,79 9,35 32,0 2,0 500
100 10 12,8 9,70 11,66 36,0 2,5 800
120 12 . 14,6 11,60 13,80 — — 1500
Примечания: 1. Размеры, заключенные в скобки, применять не рекомен-
дуется.
2. Длина конической поверхности /, в технически обоснованных случаях
может быть уменьшена до 0,5 Z(.
3. Шероховатость посадочных поверхностей центрового отверстия должна
быть не более Ло=2,5 мкм; предохранительных фасок — ие более Z?z — 80 мкм.
4. Пример обозначения центрового отверстия формы А диаметром
</=1 мм: Отв. центр. А1 ГОСТ 14034—74.
172 Технологичность деталей, обрабатываемых резанием
24. Основные размеры (мм) центровых отверстий с метрической резьбой
формы F н Н по ГОСТ 14034—74 (см. табл. 22)
D для формы d d, 4г d. 1, не более /| не (юлее h
F Н
8 — М3 3,2 5 — 2,8 1,56 — —
10 16 М4 4,3 6,5 8,2 3,5 1,90 4,0 2,4
12,5 20 М5 5,3 8,0 11,4 4,5 2,30 5,5 3,3
16 25 Мб 6,4 10,0 13,3 5,5 3,00 6,5 4,0
20 32 М8 8,4 12,5 16,0 7,0 3,50 8,0 4,5
' 25 40 М10 11,0 15,6 19,8 9,0 4,00 10,2 5,2
32 50 М12 13,0 18,0 22,0 10,0 4,30 11,2 5,5
40 63 М16 17,0 22,8 28,7 11,0 5,00 12,5 6,5
63 80 М20 21,0 28,0 33,0 12,5 6,00 14,0 7,5
100 100 М24 25,0 36,0 43,0 14,0 9,50 16,0 Н,5
Пример обозначения центрового отверстия формы F с диаметром резьбы
d=M3: Отв. центр. F М3 ГОСТ 14034 — 74.
25. Канавки для выхода инструмента при круглом шлифовании
(по ГОСТ 8820 - 69)
Шлифование по наружному цилиндру
Исполнение 1 Исполнение 2
Шлифование по наружному
торцу
Шлифование по наружному цилиндру и
торцу
Шлифование по внутренне-
му торцу
Исполнение 1
Технологичность деталей, обрабатываемых резанием 173
Продолжение табл. 25
Шлифование по внутреннему цилиндру
и торцу
Шлифование по внутрен-
нему цилиндру
Размеры, мм
b (наружное шлифование) 4г (внутреннее шлифование) h Г **1 dK
1 </-0,3 d+ 0,3 0,2 0,3 0,2 До 10
1,6 0,5 0,3
2 </—0,5 </+0,5 0,3
3 1,0 0,5 Св. 10 до 50
. 5 </— 1 </+1 0,5 1,6 Св. 50 до 100
8 2,0 1 Св. 100
10 3,0
Примечания: 1. 1 и 2 — шлифуемые поверхности. Для одной детали
следует назначать канавки одинакового размера.
2. ГОСТ 8820 — 69 предусматривает также и другие формы и размеры
канавок для выхода шлифовального круга.
26. Канавки для выхода круга при плоском шлифовании (ГОСТ 8820 — 69)
Форм, канавок Размеры, мм
ь h Г
ч>| Z 1 2 ^7} ь 2 3 1,6 2,0 0,5 1,0
Y/АГг г Г и 5 3,0 1,6
ийй
1 и 2—шлифуемые щ Sts поверхности
174 Технологичность деталей, обрабатываемых резанием
27. Минимальные радиусы закругления 7?тип в углах детали с учетом
глубины фрезерования и формы фрезы (см. табл. 21)
Материал детали Глубина фрезерования Н, мм
до 10 до 20 до 40 до 60
Алюминиевые сплавы 3 4 4 5 6 8 8 10
Сталь 5 6 8 10 10 лт 16 . 16
Примечание. В числителе приведен радиус закругления для фрезы
с плоским торцом, в знаменателе — для фрезы с закругленным торцом.
28. Канавки для выхода долбяков (ГОСТ 14775 —81)
Профиль и размеры канавок должны соответствовать
указанным на чертеже и в таблице
Размеры, мм
а, не менее г, не менее
Ширина b зубчатого венца Лр не менее для зуб- чатых колес для шли- цевых венцов для зуб- чатых колес для шли- цевых венцов
До 10 Св. 10 до 15 » 15 » 20 1,о 1,5 2,0 0,5 0,25 0,4 0,2
» 20 » 25 » 25 » 30 » 30 » 35 2,5
Св. 35 до 40 » 40 » 45 » 45 » 50 3,0 3,5 4,0 1,0 1,0 1,0 1,0
» 50 » 55 » 55 » 60 4,5 5,0 2,0
Технологичность деталей, обрабатываемых резанием
175
Продолжение табл. 28
Ширина b зубчатого венца ^1» не менее а, не менее к, не менее
для зуб- чатых колес для шли- цевых венцов для зуб- чатых колес для шли- цевых венцов
Св. 60 до 65 » 65 » 70 » 70 » 75 » 75 » 80 5,5 6,0 2,0 1,0 1,0 1,0
Св. 80 до 90 »' 90 » 100 » 100 » 120 7,0 8,0 9,0 3,0 1,6 1,6 1,6
Примечание. В формуле А = AlA-A2: At — составляющая, которая учи-
тывает перебег долбяка; А2 — составляющая, которая зависит от свойств обра-
батываемого материала и условий резания; Л2 — (14-3)Л,, где рекомендуется
принимать: наименьшее значение — при обработке хрупких материалов с харак-
терной стружкой скалывания, малых толщинах срезаемого материала и интен-
сивном смыве образующейся стружки смазывающе-оХлаждающей жидкостью;
наибольшее значение — при обработке вязких материалов с характерной сливной
стружкой и больших толщинах срезаемого материала.
29. Канавки для выхода червячных фрез при нарезании шевронных колес
с
— «е—
/
ж
*
Нор- мальный модуль тп, мм Ширина канавки Ь, мм, при угле наклона зубьев по делительному цилиндру, ...° Нор- мальный модуль тп, мм Ширина канавки Ь, мм, при угле наклона зубьев по делительному цилиндру, ...°
св. 15 до 25 св. 25 до 35 св. 35 до 45 св. 15 до* 25 св. 25 до 35 св. 35 до 45
1 20 22 24’ 5 60 65 70
1,5 24 26 28 6 70 75 80
2 28 30 34 7 75 80 85
2,5 34 36 40 8 85 90 95
3 38 40 45 9 95 105 НО
3,5 45 50 55 10 100 ПО 115
4 50 55 60 12 115 125 135
4,5 55 60 65
176
Технологичность деталей, обрабатываемых резанием
Рис. 10. Борт:
а — выпуклый; б — вогнутый
или контроля, а также использовать материалы, плохо обрабатываю-
щиеся резанием.
Для сокращения периодов правки шлифовальных кругов на обра-
батываемых деталях следует предусматривать канавки для выхода
инструмента. Форма и размеры канавок установлены ГОСТ 8820 — 69
(табл. 25 — 26).
Канавки для выхода инструмента следует предусматривать также
в конструкции зубчатых колес (табл. 28 - 29).
СПИСОК ЛИТЕРАТУРЫ
1. Анурьев В. И. Справочник конструктора-машиностроителя. Т.1.
М.: Машиностроение, 1982. 728 с.
2. Методика отработки конструкций на технологичность и оценки
уровня технологичности изделий машиностроения и приборострое-
ния. М.: Издательство стандартов, 1973. 30 с.
3. Сафраган Р. Э., Кузнецов Ю. И., Гончаренко Б. А. Технологи-
ческая подготовка производства для применения станков с ЧПУ. Киев:
Техшка, 1981. 255 с.
4. Технологичность конструкций изделий/Под ред. Ю. Д. Амирова.
М.: Машиностроение, 1985. 365 с.
Технологические процессы изготовления высокоточных деталей 177
ГЛАВА 2
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОТОЧНЫХ ДЕТАЛЕЙ
ИЗ ЛИТЕЙНЫХ И ДЕФОРМИРУЕМЫХ СПЛАВОВ.
РАЗМЕРНАЯ СТАБИЛЬНОСТЬ МАТЕРИАЛОВ
Общие положения. Общие правила разработки технологических
процессов регламентируются ГОСТ 14.301 — 83, который устанавливает
три вида технологических процессов: единичный, типовой и групповой.
Правила разработки и применения типовых технологических про-
цессов определены ГОСТ 14.303 — 73. Исходная информация для раз-
работки типовых технологических процессов подразделяется на базо-
вую, руководящую и справочную. Основные этапы разработки типовых
технологических процессов приведены в табл. I.
Базовая информация включает данные, содержащиеся в конструк-
торской документации на изделие, и программу выпуска этого
изделия.
Руководящая информация включает данные, содержащиеся: в стан-
дартах всех уровней на технологические процессы и методы управ-
ления ими, оборудование и оснастку; в документации на перспек-
тивные технологические процессы; в производственных инструкциях.
Справочная информация включает данные, содержащиеся: в доку-
ментации на действующие типовые технологические процессы по дан-
ному виду обработки; в описаниях прогрессивных методов обработки;
в каталогах, номенклатурных справочниках прогрессивного технологи-
ческого оборудования и оснастки; в материалах по выбору техноло-
гических нормативов (режимов обработки, припусков, норм расхода
материалов и др.); в прогнозах научно-технического прогресса и пла-
нах повышения технического уровня производства; в методических
материалах по управлению и расчетам точности технологических
процессов.
Размериаи стабильность. Схемы типовых технологических процес-
сов дли высокоточных деталей. Самопроизвольное изменение размеров
и формы металлических деталей в процессе эксплуатации и хранения
является препятствием на пути обеспечения возрастающих требований
к точности и надежности прецизионных машин и приборов. Размер-
ная нестабильность для ряда машин не должна превышать 10-6 —
10“7 мм/мм [1] в условиях длительной эксплуатации при постоянной
и переменной температурах в интервале от —50 до +100 °C, для чего
требуется использовать материалы, обеспечивающие постоянство раз-
меров, а также специальные методы и технологические процессы
стабилизирующей обработки.
Размерная стабильность — это свойство материала сопротивляться
изменению его размеров в условиях эксплуатации изделия, включая
хранение (ГОСТ 17535-77*).
178 Технологические процессы изготовления высокоточных деталей
1. Основные этапы разработки типовых технологических процессов
Этапы разработки типо- вых технологических процессов Задачи, решаемые на этапе Основные документы, обеспечивающие решение задач
Классификация объектов производства Создание групп объек- тов производства, обла- дающих общностью кон- структивно-технологиче- ских характеристик Выбор типовых предста- вителей групп объектов производства Методика класси- фикации Классификаторы объектов произ- водства
Количественная оценка групп объектов про- изводства Определение типа про- изводства для каждого типового представителя групп объектов произ- водства (единичное, се- рийное, массовое) Спецификация конструкторских документов Плановые задания
Анализ конструкций ти- повых представителей объектов производства по чертежам и тех- ническим условиям, программ выпуска и типа производства Разработка основных маршрутов изготовле- ния объектов производ- ства, включая заготови- тельные процессы Рабочие чертежи и технические ус- ловия на объекты производства Действующие ти- повые технологи- ческие процессы для данного клас- са деталей
Выбор заготовки и ме- тодов ее изготовле- ния Определение вида ис- ходной заготовки Выбор метода изготов- ления исходной заго- товки Технико-экономическая оценка выбора заго- товки Основные марш- руты изготовле- ния объектов про- изводства Классификатор заготовок Методика техни- ко-экономической оценки выбора за- готовок
Выбор технологических баз Выбор поверхностей ба- зирования Оценка точности и на- дежности базирования Классификатор способов базиро- вания Методика выбора технологических баз
Технологические процессы изготовления высокоточных деталей 179
Продолжение табл. 1
Этапы разработки типовых технологических процессов Задачи, решаемые на этапе Основные документы, обеспечивающие решение задач
Выбор вида обработки (литье, обработка дав- лением, обработка ре- занием и др.) Выбор вида обработки Оценка точностных ха- рактеристик метода и качества поверхностей Выбор метода обра- ботки Классификаторы изделий и опера- ций Методика оценки точности и ка- чества поверхно- стей деталей
Составление технологи- ческого маршрута об- работки Определение последова- тельности операций Определение групп обо- рудования по опера- циям Классификаторы технологического оборудования
Разработка технологиче- ских операции Рациональное построе- ние технологических операций Выбор структуры опе- рации Общая структур- ная схема разви- тия технологиче- ских операций Структурные фор- мулы развития технол огическ их операций Модели развития структур в опера- циях типового тех- нологического процесса
Установление рацио- нальной последователь- ности переходов в опе- рации Методика установ- ления рациональ- ной последова- тельности перехо- дов
Выбор оборудования, обеспечивающего опти- мальную производи- тельность при условии обеспечения требуемого качества Стандарты на тех- нологическое обо- рудование Классификаторы технологического оборудования
V Расчет загрузки техно- логического оборудо- вания Выбор конструкции ос- настки Таблицы техноло- гических компоно- вок станков для различных ме- тодов обработки
180 Технологические процессы изготовления высокоточных деталей
Продолжение табл. 1
Этапы разработки типовых технологических процессов Задачи, решаемые на этапе Основные документы, обеспеч иваю щие решение задач
Разработка технологиче- ских операций Установление принад- лежности конструкции к стандартным систе- мам оснастки Установление исходных данных, необходимых для расчетов, и расчет припусков на обработку и межоперационных припусков Установление исходных данных, необходимых для расчетов оптималь- ных режимов обработки, и их расчет Установление исходных данных, необходимых для расчета норм вре- мени, и их расчет Определение разряда работ и обоснование профессий исполнителей для выполнения опера- ций в зависимости от сложности работ поверхностей вы- бранной детали ГОСТ 14.304-73 Стандарты на тех- нологическую ос- настку ГОСТ 14.305-73 Классификаторы технологической оснастки Методики и стан- дарты по расчету режимов обработ- ки Методики разра- ботки норм вре- мени Классификаторы разрядов работ и профессий
Расчет точности, про- изводительности и эко- номической эффектив- х ности вариантов типо- вых технологических процессов Выбор оптимального варианта Методика расчета экономической эф- фективности Методика расче- та точности
Оформление типовых технологических про- цессов Согласование типовых технологических про- цессов со всеми заин- тересованными служба- ми и утверждение их Стандарты ЕСТД
Технологические процессы изготовления высокоточных деталей
181
Размерная стабильность металлов и сплавов оценивается следу-
ющими характеристиками сопротивления микропластическим дефор-
мациям:
условным пределом упругости — напряжением, которое (при крат-
ковременном нагружении) вызывает остаточную деформацию 0,005 %
при растяжении или 0,001 % при изгибе; условный предел упругости
определяют по наличию заданной остаточной деформации после раз-
грузки и ее нарастанию при последующем нагружении;
условным пределом релаксации (ползучести) — напряжением, вы-
зывающим остаточную деформацию 0,001 % в условиях релаксацион-
ных испытаний в интервале 500 — 3000 ч (или в условиях устано-
вившейся ползучести в том же интервале).
Высокоточные металлические детали должны изготовляться из
материалов с характеристиками размерной стабильности, приведен-
ными в табл." 2.
Для стабилизации размеров деталей должны применять специ-
альные методы.
1. Стабилизирующий нагрев назначается для стабилизации фазо-
вого и структурного состояния материала, обеспечивающего опти-
мальное сопротивление микропластическим деформациям и понижение
внутренних напряжений в деталях.
Эффективность стабилизирующего нагрева определяется его тем-
пературой. Оптимальный интервал температуры стабилизирующего
нагрева зависит от природы сплава, его структурного состояния
и предшествующих технологических операций (горячей или холодной
пластической деформации, обработки резанием и т. п.).
2. Обработку холодом назначают для понижения содержания
остаточного аустенита в закаленной стали и проводят непосредственно
после закалки (перед отпуском на требуемую твердость) при темпе-
ратуре от минус 50 до минус 80 °C. Обработка холодом является
составной частью термоциклической обработки (ТЦО).
3. ТЦО назначают для стабилизации размеров деталей, материал
которых содержит фазы, с резко различающимися коэффициентами
линейного расширения, а также для деталей из некоторых сплавов
с гексагональной решеткой.
4. Эффективность ТЦО возрастает с понижением температуры
охлаждения.
5. Скорость изменения температуры не влияет на эффективность
ТЦО для материалов, имеющих в структуре фазы с различными
коэффициентами линейного расширения. Число циклов нагрева и
охлаждения должно быть не менее трех.
6. ТЦО во всех случаях должна заканчиваться операцией на-
грева.
В зависимости от сохранения постоянства формы и размеров
(в условиях эксплуатации, включая хранение), геометрической точности
182 Технологические процессы изготовления высокоточных деталей
2. Характеристики размерной стабильности материалов
Материал Режим термической обработки Характеристика размерной стабильности материалов
Условный предел упругос- ти при 20-25 °C, МПа, не менее Условный предел релаксации при изгибе, МПа, при
20 - 25 °C 95- 105 °C
Литейные алюминиевые сплавы
АЛ2 по ГОСТ 2685 — 75* Отжиг при +290 °C 25 8,0-12 6-8
АЛ9 по ГОСТ 2685 — 75* Отжиг при +290 °C 35 15-18 10-15
Закалка с + 535 °C в воде, старение при + 230 °C 85 — 16-18
АЛ2 по ГОСТ 2685-75* Мл5 по ГОСТ 2856-79 Закалка с + 540 °C на воздухе, старение при +160 °C в те- чение 24 ч Литейные магниевые Закалка с + 415 °C на воздухе, старение при + 190 °C в течение 16 ч 120 сплавы 25 40-50 15-20 25-35 0-2
Мл10 по ГОСТ 2856 - 79 15Л по ГОСТ 977-75* Закалка с 530— 540 ° на воздухе, старение при +200 °C в течение 8 ч Литейные CTaJ Нормализация с + 970 °C, нормали- зация с + 900 °C, отпуск при +630 °C 50 1И 230 130-180 40-50 80- 120
35Л по ГОСТ 977-75* Нормализация с +950 °C, нормализа- ция с +870 °C, от- пуск при +650 °C 320 200-250 160-20
Технологические процессы изготовления высокоточных деталей 183
Продолжение табл. 2
—— Материал Режим термической обработки Характеристика размерной стабильности материалов
Условный предел упругос- ти при 20-25 °C, МПа, , не менее Условный предел релаксации при изгибе, МПа, при
20-25 °C 95-105 °C
50Л по ГОСТ 977-75* Нормализация с +950 °C, нормали- зация с + 860 °C, отпуск при +650 °C 370 230-270 180-220
20X1ЗЛ по ГОСТ 2176-77 Закалка с +1030 °C в масле, отпуск при + 570 °C в течение 4 ч 550 — 300-350
Деформируемые алюминиевые сила вы
Д1 по ГОСТ 21488-76* Отжиг при +370 °C - - 20-25
Закалка с + 500 °C в воде, старение при + 190 °C в течение 18 ч 220 — 30-40
Д16 по ГОСТ 21488-76* Отжиг при +370 °C — — 20-25
Закалка с +500 °C в воде, естественное старение — 30-40 20-25
Закалка с + 500 °C в воде, старение при +190 °C в течение 18 ч 300 — 40-50
ВАД-1; ВАД-1 Ф по технической до- кументации, ут- вержденной в ус- тановленном по- рядке Закалка с + 500 °C в воде, старение при +190 °C в течение 18 ч 250 40-50
САС-1 по техниче- ской документа- ции, утвержден- ной в установ- ленном порядке Отжиг при +400 °C 35 10-12
184 Технологические процессы изготовления высокоточных детален
Продолжение табл. 2
Характеристика размерной стабильности материалов
Материал Режим термической обработки Условный предел упругос- ти при 20-25 °C, МПа, не менее Условный предел релаксации при изгибе, МПа, при
20- 25 °C 95-105 °C
В95 по ГОСТ 21488-76* Закалка с +470 °C в воде, старение при + 140 °C в течение 32 ч 400 50-60 5-10
АМц по ГОСТ 21488 - 76* Отжиг при +270 °C 65 - 6-9
АМгб по ГОСТ 21488-76* Отжиг при +330 °C 80 - 6-8
Л реформируемые магнии иле сплав ы
МА8 по ГОСТ 14957-76* Отжиг при +340 °C 45 — 8-12
МА2-1 по ГОСТ 14957 - 76* Отжиг при +280 °C — - 4-6
Деформируемые с тали
35 по ГОСТ 1050-74 Закалка с + 860 °C в воде, отпуск при + 480 °C 500 — 350-400
45 по ГОСТ 1050-74 Закалка с + 840 °C в воде, отпуск при + 510°С 570 - 400-430
20X13 по ГОСТ 5949-75* Закалка с +1000 °C на воздухе, отпуск при +575 °C 720 - 400-450
40X13 по ГОСТ 5949-75* Закалка с +1060 °C в масле, отпуск при +400 °C в течение 5 ч 1000 550 - 600
Технологические процессы изготовления высокоточных деталей 185
Продолжение табл. 2
Материал Режим термической обработки Характеристика размерной стабильности материалов
Условный предел упругос- ти при 20-25 °C, МПа, не менее Условный предел релаксации при изгибе, МПа, при
20- 25 °C 95- 105 °C
ЗОХГСА по ГОСТ 4543-71* Закалка с +900 °C в масле, отпуск при 530 °C в течение 3 ч 960 700-750 550-600
40ХН2СВА по тех- нической/ доку- ментации, утвер- жденной в уста- новленном по- рядке Закалка с +900 °C в масле, обработка холодом при — 70 °C, отпуск при +270 °C в течение 4 ч 1400 520-600
Х16Н25М6АГ (ЭИ395) по тех- нической доку- ментации, утвер- жденной в уста- новленном по- рядке Закалка с +1100 °C в воде, отпуск при + 350 °C в течение 10 ч 300 140 - 200
25X1ЗН2 (ЭИ474) по технической документации, утвержденной в установленном порядке Закалка с +1060 °C в масле, отпуск при + 650 °C в течение 4 ч 400 270-320
12Х18Н10Т (Х18Н10Т) по ГОСТ 5632-72* БрОФ6,5 —0,15 по ГОСТ 10025-78 Закалка с +1070 °C в воде, деформация 50%, стабилизирую- щий отжиг при + 350 °C в течение 10 ч Сплавы на медной Деформация 80 %, отжиг при + 330 °C в течение 1 ч 650 основе 420* — 150-180 14-18
186 Технологические процессы изготовления высокоточных детален
Продолжение табл. 2
Материал Режим термической обработки Характеристика размерной стабильности материалов
Условный предел упругос- ти при 20 - 25 °C, МПа, не менее Условный предел релаксации при изгибе, МПа, при
20- 25 °C 95- 105 °C
БрОФ7 —0,2 по ГОСТ 10025-78 Деформация 80 %, отжиг при + 330 °C в течение 1 ч 460* - 15-20
БрКМцЗ—1 по ГОСТ 1628-78 Деформация 50 %, отжиг при + 300 °C в течение 1 ч 380* — 53-55
БрАЖ9—4 по ГОСТ 1628-78 Деформация 50%, отжиг при + 330 °C в течение 1 ч 730* — 38-42
БрБ2 по ГОСТ 18175-72* (СТ СЭВ 377 — 76, СТ СЭВ 731-77) Закалка с + 780 °C в воде, старение при + 315 °C в течение 3 ч 500* — 300
БрХ08 —В по тех- нической доку- ментации, утвер- жденной в уста- новленном по- рядке Закалка с +970 °C в воде, деформация 80 %, старение при + 350 °C в течение 6 ч 220 55-60
Л68 по ГОСТ 931-78 Деформация 50 %, отжиг при + 230 °C в течение 1 ч 340* — 16-18
БрАМц 9 — 2 по ГОСТ 1595-71* Деформация 50 %, отжиг при + 350 °C в течение 1 ч 480* — 86-89
Л63 по ГОСТ 931-78 Деформация 50 %, отжиг при + 230 °C в течение 1 ч 360* — 14-15
ЛС59— 1 по ГОСТ 931-78 Деформация 50 %, отжиг при +280 °C в течение 1 ч 400* 8-10
Технологические процессы изготовления высокоточных детален 187
Продолжение табл. 2
Материал Режим термической обработки Характеристика размерной стабильности материалов
Условный предел упругос- ти при 20—25 °C, МПа, не менее Условный предел релаксации при изгибе, МПа, при
20-25 °C 95-105 °C
ВТ 1 — 0 по техниче- ской докумен- тации, утверж- денной в уста- новленном по- рядке Титановые спла Отжиг при + 680 °C в течение 1,5 ч ВЫ 175 — 50-60
ВТ1 —1 по техни- ческой докумен- тации, утверж- денной в уста- новленном по- рядке Отжиг при +680 °C в течение 1,5 ч 300 70-80
ВТ5 по техниче- ской докумен- тации, утверж- денной в уста- новленном по- рядке Отжиг при +750 °C в течение 1,5 ч 600 300-400
ВТ6 по техниче- ской документа- ции, утвержден- ной в установ- ленном порядке Отжиг при +800 °C в течение 1,5 ч 650 — 80- 100
Сплавы специальные
36НХТЮ по ГОСТ 10994- 74* Закалка с +930 °C в воде, старение при + 740 °C в течение 3 ч 750 — 600-650
МНЦ15-20 по ГОСТ 492-73* Деформация 50 %, отжиг при + 400 °C в течение 1 ч 550 — 200 - 250
* Данные характеризуют предел упругости, определенный в условиях
изгиба; без звездочки — в условиях растяжения.
188
Технологические процессы изготовления высокоточных деталей
и точности расположения главных поверхностей детали подразделя-
ются по категориям (табл. 3).
3. Категории точности деталей
Категория Постоянство размеров детали в заданных условиях, % Отклонение формы и расположения главных поверхностей, мм
1 Св. 0,0050 Св. 0,050
2 0,0002 - 0,0050 0,005-0,050
3 До 0,0002 До 0,005
Категории точности деталей зависят от удельной толщины
стенки AS:
AS, мм
До 1,5............Детали I и 2-й категорий переводят во 2 и 3-ю
категории соответственно
Св. 3,0...........Детали 2 и 3-й категорий переводят в I и 2-ю
категории соответственно
Примечание. Категория точности повышается на одну ступень для
деталей с многоярусным расположением обрабатываемых поверхностей (три
и более) и для деталей, в которых соотношение толщин смежных сечений
стенок больше 5.
Удельная толщина стенки детали
С
AS = -М.
Стах
где 8’сп — среднеприведенная площадь поперечного сечения детали
в мм2, определяемая как отношение объема детали в мм3 к пери-
метру поверхности детали в плоскости расположения осей главных
поверхностей детали в мм; Lmax — наибольший габаритный размер
детали, определяемый в плоскости расположения главных поверх-
ностей детали, мм.
В табл. 4 и 5 приведены соответственно схемы типовых техно-
логических процессов для высокоточных деталей из литейных и де-
формируемых сплавов размером до 600 мм (ГОСТ 17535 — 77*).
Режимы термической обработки деталей из литейных и деформиру-
емых сплавов регламентируются ГОСТ 17535 — 77* (табл. 6 — 8).
4. Типовые технологические процессы изготовления высокоточных деталей
из литейных сплавов
Этапы технологического процесса Для стальных отливок Для отливок из алюминиевых и магниевых сплавов
Категория точности деталей
_1 2_1 > 1 1 2 1 ~
1 Получение отливки
2 Термическая обработка по режиму 1
3 Предварительная обработка резанием с оставлением при- пуска до 2,0 мм на сторону Обработка резанием с остав- лением припуска до 0,5 мм на сторону для более точ- ных размеров Предварительная обработка резанием с оставлением про- пуска до 2,0 мм
4 Термическая обработка по ре- жиму 2 Отделочная операция (нане- сение гальванического или ла- кокрасочного покрытия) Термическая обработка по ре- жиму 2
5 Обработка резанием с остав- лением припуска до 0,5 мм на сторону для наиболее точных размеров Окончательная механическая обработка Обработка резанием с остав- лением припуска до 0,5 мм на сторону для наиболее точ- ных размеров
Технологические процессы изготовления высокоточных деталей
Продолжение табл. 4
Для стальных отливок Для отливок из алюминиевых и магниевых сплавов
технологического Категория точности деталей
1 1 2 1 3 1 1 2 | 3
б Отделочная операция гальваниче- ского или лакокрасоч- ного покрытия Термическая обработка по режиму 3 Отделочная операция (нанесения гальвани- ческого или лакокрасоч- ного покры- тия) Термическая обработка по режиму 3
7 Окончатель- ная обработ- ка резанием Отделочная операция (нанесение гальваниче- ского или лакокра- сочного по- крытия) - Окончатель- ная обработ- ка резанием Отделочная операция (нанесение гальвани- ческого или лакокрасоч- ного покры- тия)
8 - Окончатель- ная механи- ческая обра- 'ботка — - Окончатель- ная обработка резанием
Технологические процессы изготовления высокоточных деталей
9 Тер- миче- ская обра- ботка по режи- му 4 Термическая обработка по режиму 4
I
5. Типовые технологические процессы для высокоточных деталей из деформируемых сплавов
Этапы технологического процесса Категория точности деталей
1 2 1 . 3 .
1 Получение заготовки
2 Предварительная обработка резанием с оставлением припуска до 2,0 мм на сторону
3 Термическая обработка по режиму 1
4 Обработка резанием с оставлением припуска до 0,5 мм на сторону для наиболее точных размеров
5 Отделочная операция (нанесение гальваниче- ского или лакокрасочного покрытия) Термическая обработка по режиму 2
Технологические процессы изготовления высокоточных деталей
Продолжение табл. 5
Этапы технологического процесса Категория точности деталей
1 2 3
6 Окончательная обработка резанием Отделочная операция (нанесение гальваниче- ского или лакокрасочного покрытия)
7 - Окончательная обработка резанием
8 ' — - Термическая обра- ботка по режиму 3
6. Режимы термической обработки деталей из литейных сталей и сплавов (режимы 1—4)
Марка стали или сплава Твер- дость HRC3 или сос- тояние мате- риала Термиче- ская операция Темпера- тура нагрева, °C Время выдерж- ки, ч Среда охлаждения Термиче- ская операция Темпе- ратура нагрева, °C Время выдержки, ч Среда охлаж- дения
Режим 1 Режим 2
АЛ2 по ГОСТ 2685-75* Т2 Отжиг От 270 до 290 От 3 до 5 Воздух Отжиг От 270 до 290 От 6 до 10 В печи до 150 °C, далее на воз- духе
Т2
Технологические процессы изготовления высокоточных деталей
АЛ9 по ГОСТ 2685-75* Т7 Закалка От 530 до 540 От 4 до 6 Вода, нагретая до 70 - 90 °C Стаби- лизиру- ющее старе- ние От 200 до 220 От 3 до 6 Воздух
Старе- ние От 220 до 235 От 3 до 4 Воздух От 160 до 170 От 4 до 6
АЛ24 по ГОСТ 2685-75* Тб Закалка От 540 до 560 От 4 до 6
Старе- ние От 160 до 170 От 12 до 14
МЛ5 по ГОСТ 2856-79 Тб Закалка От 410 до 420 От 8 до 12 От 185 до 195
Старе- ние От 185 до 195 От 8 до 10
МЛ 10 по ГОСТ 2856-79 Тб Закалка От 530 до 540 От 8 до, 12 Сжатый воздух Отжиг От 195 до 205 От 4 до 6
Старе- ние От 190 до 210 От 7 до. 8 Воздух
Технологические процессы изготовления высокоточных деталей
Марка стали или сплава Твер- дость HRC3 или сос- тояние мате- риала Термиче- ская операция Темпера- тура нагрева, °C Время выдерж- ки, ч
15Л по ГОСТ 977-75* Режим 1
Норма- лизация ДЛЯ де- талей 3-й ка- тегории точнос- ти От 950 до 1000 От 3 до 4
Норма- лизация для де- талей всех ка- тегорий точ- ности От 880 до 910
15Л по ГОСТ 977-75* — Высо- кий от- пуск От 640 до 660 От 5 до 6
Продолжение табл, б
Среда охлаждения Термиче- ская операция Темпе- ратура нагрева, °C Время выдерж- ки, ч Среда охлаж- дения
Режим 2
Защитная атмо- сфера, со скорос- тью, которую позволяет обору- дование Отжиг От 620. до 640 От 3 до 4 В печи от +200 до + 250 °C, далее на воздухе
Отжиг
В печи до + 300 °C, далее на воздухе
Технологические процессы изготовления высокоточных деталей
для де- талей всех катего- рий точ- ности
Норма- лизация для де- талей 3-й ка- тегории точ- ности От 940 до 960 От 3 до 4
35Л, 50Л по ГОСТ 977-75* Норма- лизация для де- талей всех ка- тегорий точ- ности От 850 до 870 •
Высо- кий от- пуск для От 640 до 660 От 5 до 6
От 620 до 640 От 3 до 4
Защитная атмо- сфера со скорос- тью, которую по- зволяет оборудо- вание
В печи*2 до + 300 °C, далее на воздухе
Технологические процессы изготовления высокоточных деталей
Марка стали или сплава Твер- дость HRC3 или сос- тояние мате- риала Термиче- ская операция Темпера- тура нагрева, °C Время выдерж- ки, ч
Режим 1
деталей всех ка- тегорий точ- ности
20X13 Л по ГОСТ 2176-77 26-31 От- жиг*3 От 1100 до 1150 От 3 до 5
Продолжение табл, б
Среда охлаждения Термиче- ская операция Темпе- ратура нагрева, °C Время выдерж- ки, ч Среда охлаж- дения
Режим 2
В печи до + 300 °C, далее на воздухе Закалка От 1000 до 1050 — Масло или воздух
Высо- кий от- пуск От 600 до 620 От 3 до 5 Воздух
Закал- ка От 1000 до 1500 — Масло или воздух
Высо- кий от- пуск От 550 до 600 От 3 до 5 Воздух
Технологические процессы изготовления высокоточных деталей
40 - 46,5 Закал- ка*3 От 1050 до 1100 -
42 - 49,5 Высо- кий от- пуск*3 От 550 до 600 От 4 до 5
АЛ2 по ГОСТ 2685-75* Режим 3
Т2 ТЦО повто- рить по- следова- тельно 3 раза От —40 до —190 От 80 до 150 От 0,5 ДО 1,0*1 От 1 до’ 2
АЛ9 по ГОСТ 2685-75* Т2 Т7 Охлаж- дение Нагрев
г
Воздух - - -
- — — —
— - - —
Режим 4
Воздух или жид- кость Воздух или жид- кость. При тре- тьем цикле — воздух Стаби- лизи- рующее старе- ние От 115 до 125 От 3 до 5 Воздух
Технологические процессы изготовления высокоточных деталей
Марка стали или сплава Твер- дость HRC3 или сос- тояние мате- риала Термиче- ская операция Темпера- тура нагрева, °C Время выдерж- ки, ч
АЛ9 по ГОСТ 2685-75* Режим 3
Т7 Стаби- лизи- рующее старе- ние От 160 до 170 От 4 до 6
АЛ24 по ГОСТ 2685-75* Тб
МЛ5 по ГОСТ 2856-79 Тб От 185 до 195 От 2 до 4
МЛ10 по ГОСТ 2856-79 Тб От 195 до 205 От 2 до 4
Продолжение табл, б
Среда охлаждения Термиче- ская операция Темпе- ратура нагрева, °C Время выдержки, ч Среда охлаж- дения
Режим 4
Воздух Стаби- лизи- рующее старе- ние От 115 до 125 От 4 до 6 Воздух
От 95 до 105 От 4 до 6
От 115 до 125 От 8 до 10
15Л по ГОСТ 977-75* — От- жиг От 500 до 550 От 5 ДО 6 В печи*2 до 200 — 250 °C, далее на воздухе Стаби- лизи- рую- щее старе- ние От 160 до 170 От 8 до 10 Воздух
35Л, 50Л по ГОСТ 977-75*
20X1ЗЛ по ГОСТ 2176-77 26-32 28-34 Отжиг От 340 до 360 От 8 до 10 В печи до + 150 °C, далее на воздухе Стаби- лизи- рующее старе- ние От 160 до 170 От 8 до 10 Воздух
40-46,5 Закалка От 1000 до 1050 — Масло или воздух
Отпуск От 240 до 260 От 2 до 5 Воздух
42 -49,5 Закалка От 1000 до 1050 — Масло или воздух
От- пуск От 190 до 210 От 2 до 5 Воздух
*1 Время выдержки по нижнему пределу (0,5 ч) — при обработке в жидкости.
*2 Допускается охлаждение в печи при открытой дверце.
*з Операции отжига, закалки, высокого отпуска (режим 1) выполняются последовательно для деталей всех кате-
горий точности независимо от окончательной твердости.
Технологические процессы изготовления высокоточных деталей
7. Режимы термической обработки деталей из деформируемых сплавов (режим 1)
Марка стали или сплава Твердость HRC3 или состояние материала Термическая операция Температура нагрева, °C Время выдержки, ч Среда охлаждения
САС — 1 по технической доку- ментации, утвержденной в ус- тановленном порядке — Отжиг От 400 до 420 От 5 до 7 В печи до +150 °C или воздух
АМг2 по ГОСТ 4784-74* (СТ СЭВ 730-77, СТ СЭВ 996-78) — От 180 до 200 От 2 до 3 Воздух
АМгЗ по ГОСТ 4784-74* — От 250 до 300 От 2 до 3
АМгб по ГОСТ 4784- 74* - От 310 до 330 От 2 до 4
Д1, Д16 по ГОСТ 4784 - 74* ВАД—1Ф по технической документации, утвержденной в установленном порядке м От 350 до 370 От 2 до 4 В печи до +200 °C или воздух
Т1 Закалка От 490 до 500 - Вода, нагретая от 70 до 90 °C *2
Старение От 185 до 195 От 6 до 12*> Воздух
Технологические процессы изготовления высокоточных деталей
1
Д20 по ГОСТ 4784 - 74* Т1 Закалка От 530 до 540 - Вод^, нагретая от 70 до 90 °C
Старение От 190 до 200 От 12 до 16*’ Воздух
В95 по ГОСТ 4784- 74* Т1 Закалка От 465 до 475 - Вода, нагретая от 70 до 90°C
Старе- ние Для прес- сован- ных по- луфаб- рика- тов От 135 до 145 От 15 до 16 Воздух
Для листов От 115 до 125 От 22 до 27
МА2-1 по ГОСТ 14957 - 76* Отжиг Для листов От 260 до 280 От 0,5 до 1,0 В печи до +150 °C, далее на воздухе
Для прут- ков, плит, штам- пован- ных за- готовок От 2 до 4
Технологические процессы изготовления высокоточных деталей
Марка стали или сплава Твердость HRC3 или состояние материала Термическая операция
МА8 по ГОСТ 14957-76* Отжиг Для листов Для прут- ков, плит, штам- пован- ных загото- вок
БрАМц—9—2 по ГОСТ 1595-71* — Отжиг
БрАЖ9 —4 по ГОСТ 1628 — 78* —
БрОФ6,5—0,15, БрОФ7—0,2 по ГОСТ 10025-78 БрКМц 3-1 по ГОСТ 1628-78 —
Продолжение табл. 7
Температура нагрева, °C Время выдержки, ч Среда охлаждения
От 320 до 350 От 0,5 до 1,0 От 2 до 4 В печи до +150 °C, далее на воздухе
От 310 до 330 От 290 до 310 От 1 до 1,5
202 Технологические процессы изготовления высокоточных деталей
Л63, Л 68, ЛС59-1, ЛО62-1 по ГОСТ 931-78 (СТ СЭВ 957-78) — Отжиг От 220 до 240 От 1,0 до 1,5 Воздух
Бр.Б2 по ГОСТ 18175-78 (СТ СЭВ 377-76, СТ СЭВ 731-77) От 330 до 395*4 Закалка От 770 до 790 - Вода
Старение От 310 до 320 От 2,5 до 3,5 В печи до +150 °C или на воздухе
БрХО8*з, БрХО8 —В по тех- нической документации, ут- вержденной в установленном порядке — Отжиг От 340 до 360 От 6,0 до 7,0
МНЦ15-20 по ГОСТ 492 - 73* (СТ СЭВ 378-76, СТ СЭВ 257 - 78) — От 390 до 410 От 1,0 до 1,5
ВТ1—0, ВТ1 —1 по технической документации, утвержденной в установленном порядке Отжиг Для по- ковок От 790 до 810 В печи до +100 °C, в вакууме при р до 133-10“3 Па, далее на воздухе или воз- дух
Для прут- ков От 670 до 700 От 1,0 до 1,5
Для лис- тов От 520 до 540 От 0,3 до 0,5
Технологические процессы изготоиления высокоточных деталей
Марка стали или сплава Твердость HRC3 или состояние материала Термическая операция
ВТ5, ВТ5 —1 по технической документации, утвержденной в установленном порядке Отжиг Для поко- вок, штам- пован- ных за- гото- вок, прутков и лис- тов
ВТ6 по технической докумен- тации, утвержденной в уста- новленном порядке Отжиг Для поко- вок и штам- пован- ных загото- вок
Для прут- ков и лис- тов ,
Продолжение табл. 7
Температура нагрева, °C Время выдержки, ч Среда охлаждения
От 740 до 760 От 1,0 до 1,5 В печи до +100 °C, в вакууме при р до 133-10~3 Па, далее на воздухе или воз- дух
От 740 до 760 От 1,0 до 1,5
От 790 до 810 От 1,0 до 1,5
Технологические процессы изготовления высокоточных деталей
ВТ8 по технической докумен- тации, утвержденной в уста- новленном порядке
08пс: 10 по ГОСТ 1050 - 74**
35 по ГОСТ 1050-74**
Отжиг Для поко- вок и штам- пован- ных заго- товок От 740 до 760 От 1,0 до 1,5
Для прут- ков и листов 1-я сту- пень от 870 до 890 От 1,0 до 1,5
2-я сту- пень от 580 до 600
Отжиг От 650 до 700 От 2 до 3
Нормализация От 860 до 880 -
Высокий отпуск От 600 до 640 От 1,5 до 2,0
В печи до +100 °C, в
вакууме при р до
133-10~3 Па, далее
на воздухе или воз-
дух
Воздух
Технологические процессы изготовления высокоточных деталей
Продолжение табл. 7
Марка стали или сплава Твердость HRC3 или состояние материала Термическая операция Температура нагрева, °C Время выдержки, ч Среда охлаждения
351П по технической докумен- тации, утвержденной в уста- новленном порядке 28-34 Закалка От 840 до 860 — Вода, расплав се- литры или щелочи с температурой от + 100 до +150°С
Высокий отпуск От 450 до 500 От 2 до 3 Воздух
45 по ГОСТ 1050 - 74** — Нормали- зация От 840 до 870 —
Высокий отпуск От 600 до 640 От 1,5 до 2,0
28-34 Закалка От 830 до 850 - Вода или масло
Высокий отпуск От 500 до 520 От 1,5 до 2,0 Воздух
45 по ГОСТ 1050-74** 46,5-51,5 Отжиг От 490 до 510 От 4 до 5 Воздух
37-42
Технологические процессы изготовления высокоточных деталей
50 по ГОСТ 1050 — 74** 28-34 Закалка От 820 до 840 - Масло
Высокий отпуск От 500 до 550 От 1,5 до 2,0 Воздух
40Х по ГОСТ 4543-71* — Отжиг От 490 до 510 От 4 до 5 Воздух
28-34 Закалка От 845 до 875 - Масло
Отпуск От 550 до 600 От 1,5 до 2,0 Воздух
42 - 46,5 Отжиг От 490 до 510 От 4 до 5
49,5 - 53,5
53,5-56,5
25ХГСА по ГОСТ 4543 - 71* — Отжиг От 770 до 790 От 4 до 5 Воздух
26-30 Закалка От 890 до 910 - Масло
Высокий отпуск От 540 до 590 От 1,5 до 2,0 Воздух или масло
Технологические процессы изготовления высокоточных деталей
Продолжение табл. 7
Марка стали или сплава Твердость HRC3 или состояние материала Термическая операция Температура нагрева, С Время выдержки, ч Среда охлаждения
25ХГСА по ГОСТ 4543-71* 37-42 Отжиг От 490 до 510 От 4 до 5 Воздух
ЗОХГСА по ГОСТ 4543-71* 26-30 Закалка От 890 до 910 — Масло
Высокий отпуск От 620 до 640 От 1,5 до 2,0 Воздух или масло
37 — 42 Отжиг От 490 до 510 От 4 до 5 Воздух
40ХН2СВА по технической до- кументации, утвержденной в установленном порядке — От 600 до 650
51,5-56,5 От 490 до 510
20X13, 20X1ЗШ по ГОСТ 5632-72* — Отжиг От 680 до 700 От 4 до 5 Воздух
28-34 Закалка От 980 до 1020 — Воздух или масло
Технологические процессы изготовления высокоточных деталей
20X13, 20Х13Ш по ГОСТ 5632-72* 28-34 Высокий отпуск От 550 до 600 От 1,5 до 2,0 Воздух
40 - 46,5 Отжиг От 490 до 510 От 4 до 5
38Х2М10А по ГОСТ 4543-71* 31,5-37 Закалка От 930 до 950 - Масло
Высокий отпуск От 570 до 610 От 1,5 до 2,0 Воздух или масло
26-32 Закалка От 930 до 950 - Масло
Высокий отпуск От 630 до 650 От 1,5 до 2,0 Воздух или масло
40X13 по ГОСТ 5632-72* 25Х13Н2 (ЭИ474) по техниче- ской документации, утверж- денной в установленном по- рядке — Отжиг От 680 до 700 От 4 до 5 Воздух
28-34 Закалка От 1030 до 1070 - Воздух или масло
Высокий отпуск — От 610 до 640 От 1,5 до 2,0 Воздух
Технологические процессы изготовления высокоточных деталей
Марка стали или сплава Твердость HRC3 или состояние материала Термическая операция
40X13 по ГОСТ 5632-72* 25X1ЗН2 (ЭИ474) по техни- ческой документации, ут- вержденной в установленном порядке 46,5-53,5 Отжиг
36НХТЮ по ГОСТ 10994-74* 24,5-32 Закалка
Старение
34-42 Закалка
345 — 460 *4 для де- талей из про- волоки и сереб- рянки
Продолжение табл. 7
Температура нагрева, °C Время выдержки, ч Среда охлаждения
От 490 до 510 От 4 до 5 Воздух
От 920 до 940 — Вода
От 850 до 870 От 2 до 4 Воздух
От 920 до 940 — Вода
Технологические процессы изготовления высокоточных деталей
17Х18Н9, 12Х18Н10Т по ГОСТ 5632-72, Х16Н25М6АГ (ЭИ395), 0Х20Н4АГ10*5, 0Х20Н4АГ10Ш по технической документа- ции, утвержденной в устано- вленном порядке — Закалка От 1050 до 1100 Вода
* ' Время выдержки назначается для деталей 1 и 2-й категорий точности по нижнему пределу, для деталей
3-й категории — по верхнему.
* 2 Для плоских деталей толщиной до 12 мм охлаждение при закалке допускается проводить между сталь-
ными плитами. Допускается охлаждение при закалке в жидком азоте. Допускается заменять старение по режиму
2 закалкой с охлаждением между плитами и старением по режиму 1. Детали 1-й категории допускается охлаждать
в воде с нормальной температурой.
* 3 Для получения оптимальных механических свойств и размерной стабильности при изготовлении заготовок
следует применять режим термомеханической обработки: закалка с 960 - 980°C в воде с последующей холодной де-
формацией на 75—85%.
* 4 Твердость указана по НУ.
* 5 Детали из сталей 0Х20Н4АГ10 и ОХ20Н4АГЮШ, подвергаемые развальцовке, перед окончательной механи-
ческой обработкой необходимо отжечь при температуре 1050—1100°С 15—20 мии в вакууме (вместо стабилизирующего
отжига по режиму 2).
Технологические процессы изготовления высокоточных деталей
8. Режимы термической обработки деталей из деформируемых сплавов (режимы 2 и 3)
Марка стали или сплава Твер- дость HRC3 или состояние материала Режим 2 Режим 3
Термическая операция Темпера- тура нагрева, °C Время выдер- жки, ч Среда охлажде- ния Терми- ческая операция Тем- пера- тура на- грева, °C Время Среда выдер- ох- жки, лаж- ч дения
САС— 1 по технической доку- ментации, утвержденной в установленном порядке — Для деталей 3-й категории точности
тцо повто- рить последо- Охлаж- дение От — 50 ДО -100 От 0,5 До 1,0 Воздух или жидкость
но 3 раза Нагрев От 170 ДО 190 От 1 до 2 Воздух или жидкость. При третьем цикле — воздух С та б ил и- От От Воз-
Для деталей 1-й Отжиг и 2-й кат От 270 до 290 5ГОрИЙ От 4 до 6 — точности В печи до + 150 °C или воздух зирую- щее старе- ние 115 ДО 125 4 дух до 6
212 Технологические процессы изготовления высокоточных деталей
АМг2 по ГОСТ 4784— 74* (СТ СЭВ 730-77, СТ СЭ1 996 — 78*) Отжиг От 95 до 105 От 4 ДО 6 Воздух Стабили- зирую- щее старе- ние От 95 ДО 105
АМгЗ по ГОСТ 4784— 74* - От 95 до 105 От 4 до 6
АМгб по ГОСТ 4784 - 74* -
Д1, Д16 по ГОСТ 4784-74* ВАД1Ф по технической до- кументации, утвержденной м Стабилизирующее старение От 230 до 250 От 2 ДО 4 В печи до + 150 °C или воздух Стабили- зирую- щее старе- ние От 115 ДО 125 От 8 до 10 Воз- дух
Т1 От 185 до 195 От 5 до 6 Воздух
Т1 От 190 до 200 От 6 до 8
Д20 по ГОСТ 4784 - 74* Т1 Стабилизирующее старение От 190 до 200 От 6 до 8 Воздух Стабили- зирую- щее старе- ние От 115 до 125 От 8 до 10 Воз- дух
В95 по ГОСТ 4784 — 74* Т1 От 135 до 145 От 15 ДО 16 От 95 до 105
От 115 до 125 ДЛЯ листов От 8 до 10
Технологические процессы изготовления высокоточных деталей 213
Марка стали или сплава Твер- дость HRC3 или состояние материала
Термическая операция
МА2-1 по ГОСТ 14957-76* Стабилиз иру ющее старение
БрАМц—9—2 по ГОСТ 1595-71*, БрАЖ9—4 по ГОСТ 1628-78 - Отжиг
БрОФ 6.5—0,15, БрОФ7—0,2 по ГОСТ 10025-78, БрКМц 3-1 по ГОСТ 1628 - 78 —
Продолжение табл. 8
Режим 2 Режим 3
Темпера- тура нагрева, °C Время выдерж- ки. ч Среда охлаж- дения Терми- ческая операция Тем- пера- тура на- грева, °C Время выдер- жки, ч Среда охлаж- дения
От 250 до 270 От 0,5 до 1,0 для лис- тов Воздух Стабили- зирую- щее старе- ние От 95 ДО 105 От 4 до 6 Воздух
От 2 до 4 для прутков, плит, штампо- ванных загото- вок
От 310 до 330 От 1,0 до 1,5 В печи До + 100°С, далее на возду- хе Стабили- зирую- щее старе- ние От 130 до 150 От 4 ДО б
От 290 ДО 310
Л63, Л68, ЛС59-1, ЛО62-1 по ГОСТ 931-78* (СТ СЭВ 957-78) — Отжиг
БрБ2 по ГОСТ 18175-78 (СТ СЭВ 377-76, СТ СЭВ 731 — 77) От 330* до 395
БрХ08, БрХ08 —В по техни- ческой документации, ут- вержденной в установлен- ном порядке -
МНЦ15-20 по ГОСТ 492 - 73* (СТ СЭВ 378-76, СТ СЭВ 1257-78) -
ВТ1-0, ВТ 1 — 1 по технической доку- ментации, утвержденной в установленном порядке
ВТ5, ВТ5—1 по технической документации, утвержден- ной в установленном по- рядке - Отжиг
От 180 ДО 200 От 1,0 До 1,5 Воздух Стабили- зирую- щее ста ре- ние От 130 до 150 Or 1 4 1 до 6
Or 190 до 210 От 1,5 До 2,5 В печи До +100°С, далее иа возду- хе От НО ДО 130
От 340 до 360 От 3,0 ДО 4,0
От 390 до 410 От 1,0 ДО 1,5 От 130 До 150
От 400 До 510 От 1,0 ДО 1,5 В печи ДО + 100°С, в ваку- уме при Р До , I33-1O-J Па, да- лее на воз- духе ТЦО по- вто- рить пос- ле- ДО- ва- тель- но 3 раза Ох- лаж- де- ние -50 От 0,5 ДО 1,о Воз- дух или жид- кость, при тре- тьем ЦИК- ле — воз- дух
Наг- рев 100 От 1 до 2
От 590 ДО 610 От 1,0 ДО 1,5 Ох- лаж- де- ние -50 От 0,5 ДО 1,0
Ul
Технологические процессы изготовления высокоточных деталей
Марка стали или сплава Твер- дость HRC3 или состояние материала
Термическая операция
ВТ6 по технической доку- ментации, утвержденной в установленном порядке — Отжиг
ВТ8 по технической докумен- тации, утвержденной в установленном порядке -
08пс; 10 по ГОСТ 1050-74** — Отжиг
35 по ГОСТ 1050 - 74** —
35Ш по технической доку- ментации, утвержденной в установленном порядке 28-34
45 по ГОСТ 1050-74** 28-34
46,5-51,5 Закалка
Отпуск :
Продолжение табл. 8
Режим 2 Режим 3
Темпера- тура нагрева, °C Время выдер- жки, ч Среда охлаждения Терми- ческая операция Тем- пера- тура на- грева, °C Время выдер- жки, ч Среда ох- лаж- дения
От 540 ДО 560 В печи до 4-100 °C, в вакууме при рдо 133-10“3 Па, далее на воздухе тцо по- вто- рить 3 ра- за На- грев 100 От 1 до 2
От 400 ДО 450 От 4 До 5 В печи до + 150 °C, да- лее на воз- духе Стабили- зирую- щее старе- ние От 160 ДО 170 От 8 до 10 Воз- дух
От 830 до 850 - Вода или масло
От 200 до 250 Ог 3 ДО 5 Воздух
Технологические процессы изготовления высокоточных деталей
5
37-42 Закалка От 830 до 850 - Вода или масло
Отпуск От 400 до 450 От 2 до 3 Воздух
50 по ГОСТ 1050-74** 28-34 Отжиг От 400 до 450 От 4 До 5 В печи до + 150 °C, да- лее на воз- духе Стабили- зирую- щее старе- ние От 160 ДО 170 От 8 до 10 Воз- дух
40Х по ГОСТ 4543-71* 28 — 34 Отжиг От 400 до 450 От 4 до 5 В печи до + 150 °C, далее на воздухе
42 — 46,5 Закалка От 845 до 875 - Масло
Отпуск От 400 до 450 От 2 до 3 Воздух
49,5-53,5 Закалка От 845 до 875 - Масло
Отпуск От 180 до 200 От 3 до 5 Воздух
53,5-56,5 Закалка Ог 845 до 875 - Масло
Отпуск От 160 до 180 От 3 До 5 Воздух
Технологические процессы изготовления высокоточных деталей 217.
Продолжение табл. 8
Марка стали иди сплава Твер- дость НЯСЭ или состояние материала Режим 2 Режим 3
Термическая операция Темпера- тура иагрева, °C Время выдер- жки, ч Среда охлаждения Терми- ческая операция Тем- пера- тура на- грева, °C Время выдер- жки, ч Среда ох- лаж- дения
25ХГСА по ГОСТ 4543-71* 26-30 Отжиг От 490 до 510 От 4 до 5 В печи до + 150 °C, да- лее на воз- духе Стабили- зирую- щее старе- ние От 160 до 170 От 8 до 10 Воз- дух
37-42 Закалка От 890 до 910 - Масло
Отпуск От 420 до 460 От 2 до 3 Воздух или масло
ЗОХГСА по ГОСТ 4543 — 71* 26-30 Отжиг От 490 до 510 От 4 ДО 5 В печи до + 150 °C, да- лее на воз- духе
37-42 Закалка От 890 до 910 - Масло
Высокий отпуск От 470 до 500 От 2 до 3 Воздух или масло
Технологические процессы изготовления высокоточных деталей
40ХН2СВА по технической документа ции, утверждён- ной в установленном по- рядке — Отжиг От 200 до 250 От 4 до 5 В печи до + 150 °C, да- лее на воз- духе Стабили- зирую- щее старе- ние От 160 ДО 170 От 8 до 10 Воз- дух
51,5-56,5 Закалка От 890 до 910 — Масло
Обработка холодом От -50 до —70 От 1 до 2 Жидкость
Отпуск От 260 до 280 От 3 до 5 Воздух
20X13, 20Х13Ш по ГОСТ 5632-72* - Отжиг От 330 до 370 От 8 до 10 В печи до + 150 °C, да- лее на воз- духе
28-34 Отжиг От 330 до 370 От 8 до 10 В печи до + 150 °C, да- лее на воз- духе
40 —46,5 Закалка От 980 до 1020 - Масло, ар- гон или воз- дух
Отпуск От 240 до 260 От 3 до 5 Воздух
Технологические процессы изготовления высокоточных деталей
Марка стали или сплава Твер- дость HRC3 или состояние материала
Термическая операция
38Х2М10А по ГОСТ 4543 — 71* 31,5-37 26-32 Отжиг
40X13 по ГОСТ 5632-72* -
25X1ЗН2 (ЭИ474) по техни- ческой документации, утвержденной в установ- ленном порядке 28-34
40X13 по ГОСТ 5632-72* 25X1ЗН2 (ЭИ474) по тех- нической документации, утвержденной в установ- ленном порядке 46,5 - 53,5 Закалка
Отпуск
Продолжение табл. 8
Режим 2 Режим 3
Темпера- тура нагрева, °C Время выдер- жки, ч Среда охлаждения Терми- ческая операция Тем- пера- тура на- грева, °C Время выдер- жки, ч Среда ох- лаж- дения
От 490 до 510 От 4 ДО 5 В печи до + 150 °C, давление на воздухе Стабили- зирую- щее старе- ние От 160 ДО 170 От 8 ДО 10 Воз- дух
От 330 до 370 От 8 до 10
От 1030 до 1070 - Масло, ар- гон или воз- дух Стабили- зирую- щее старе- ние От 160 ДО 170 От 8 до 10 Воз- дух
От 350 до 400 От 3 до 5 Воздух
Технологические процессы изготовления высокоточных деталей
36НХТЮ по ГОСТ 10994 - 74* 24,5 — 32 Отжиг От 330 до 370 От 8 до 10 В печи до 4-150 °C, да- лее на воз- духе Стабили- зирую- щее старе- ние От 160 ДО 170 От 8 ДО 10 Воз- дух
34-42 Старение От 730 до 740 От 3 до 5
345*1, 460 для деталей из про- волоки и се- ребрян- ки
17Х118Н9, 12Х18Н10Т по ГОСТ 5632-72, Х16Н25М6АГ (ЭИ395), 0Х20НЧАГ10*2, 0Х20НЧАГ10Ш по техниче- ской документации, утвер- жденной в установленном порядке - Отжиг От 330 до 370 От 8 до 10 В печи до 4-150 °C, да- лее на воз- духе Стабили- зирую- щее старе- ние От 160 ДО 170 От 8 до 10 Воз- дух
Технологические процессы изготовления высокоточных деталей
*L Твердость указана по НУ.
*2 Детали из сталей 0Х20Н4АГ10 и 0Х20Н4АГ10Ш, подвергаемые развальцовке, перед окончательной механической
обработкой необходимо отжечь при температуре 1050 —1100 °C 15—20 мин в вакууме (вместо стабилизирующего отжига по ре-
жиму 2).
222 Базирование и закрепление заготовок на станках
СПИСОК ЛИТЕРАТУРЫ
1. Хенкин М. Л., Локшин И. X. Размерная стабильность металлов
и сплавов в точном машиностроении и приборостроении. М.: Маши-
ностроение, 1974, 256 с.
ГЛАВА 3
БАЗИРОВАНИЕ И ЗАКРЕПЛЕНИЕ ЗАГОТОВОК
НА СТАНКАХ
Общие сведения. Процесс базирования и закрепления называют
установкой (табл. 1 — 3, рис. 1 — 3). Для установки заготовок на метал-
лорежущие станки используют станочные приспособления (СП).
В целях повышения точности обработки целесообразно совмещать
технологические базы с конструкторскими и соблюдать принцип
постоянства технологических баз. Для полной ориентации в простран-
стве заготовку лишают всех шести степеней свободы, для чего
используют шесть основных опор. В этом случае порядок выбора
технологических баз и основных опор следующий: назначают комплект
баз, выбирая из него установочную или двойную направляющую
базы, лишающие заготовку наибольшего числа степеней свободы,
и определяют число, вид, расположение соответствующих основных
опор. Выбирают направляющую, двойную опорную или опорную базы
и определяют число, вид, расположение других основных опор, причем
последние не должны дублировать назначение ранее выбранных опор.
При частичной ориентации заготовки в пространстве число основных
опор равно числу устраняемых степеней свободы.
Для повышения жесткости и виброустойчивости помимо основных
используют вспомогательные опоры, число которых должно быть
возможно меньшим. Основные опоры бывают неподвижными, под-
вижными, плавающими, регулируемыми, а вспомогательные — под-
вижными, плавающими, регулируемыми (неподвижные опоры также
называют постоянными, а подвижные и плавающие — самоустанавли-
вающимися).
Рис. 1. Примеры обозначений центров:
а — неподвижного гладкого; б — рифленого; в — плавающего;
щегоея; д — обратного рифленого вращающегося
г — вращаю-
Базирование и закрепление заготовок на стайках
223
Рис. 2. Примеры обозначений оправок:
а — цилиндрической; б —конической роликовой; в —резьбовой; г — шлицевой;
д— цанговой
Рис. 3. Примеры обозначений зажимов:
а — пневматического с цилиндрической рифленой рабочей поверхностью; б —
в кондукторе с центрированием на цилиндрический палец, с упором на
три неподвижные опоры, с применением двойного гидравлического зажима
со сферическими рабочими поверхностями; в — в трехкулачковом патроне с
ручным зажимом, с упором в торец, с поджимом вращающимся центром
и с креплением в подвижном люнете
Распространенные схемы установки заготовок и опоры станочных
приспособлений. Схему установки заготовки выбирают с учетом ее
конструкции и состояния технблогических баз, технологического ме-
тода обработки и оснащаемого станка, требований к точности1
и производительности обработки.
При обработке корпусов, плит, рам наиболее часто применяют
установку: плоскими поверхностями (табл. 4, рис. 4 — 6); двумя ци-
линдрическими отверстиями с параллельными осями и перпендику-
лярной к ним плоской поверхностью, если высота заготовки много
'меньше размеров в плане (рис. 7, а); тремя цилиндрическими отвер-
стиями с параллельными осями и перпендикулярной к ним плоской
поверхностью, если обработка ведется на автоматической линии
(рис. 7,6).
Обычно заготовку доводят до соприкосновения с опорами
вручную; при использовании автоматизированных и автоматических
СП могут применяться досылатели, а для контроля правильного
1 Погрешность установки и ее составляющие см. с. 260.
224
Базирование и закрепление заготовок на станках
Рис. 4. Установка опоры 1 в корпус 3
СП через переходную втулку 2
положения заготовки — датчики, светофорные уст-
ройства. Для повышения износостойкости опоры
изготовляют из сталей 20, 20Х (глубина цемен-
тированного слоя 0,8 —1,2 мм), У7А, У8А, 45;
HRC3 56 — 61; рабочие поверхности шлифуют
(Ra = 0,4 ч-0,2 мкм), а в ответственных случаях
хромируют или наплавляют твердым сплавом.
Для повышения жесткости опоры устанавливают в корпус СП
с гарантированным натягом или привинчивают. Качество сопрягаемых
поверхностей корпуса СП и опор повышают шлифованием или
шабрением. В целях обеспечения ремонтопригодности применяют
легкосменные опоры (см. рис. 4).
Точность установки заготовки на цилиндрический и срезанный
пальцы оценивают углом поворота от среднего положения
a. ss arcsin [0,5 (Лц + 4 + 5О.Ц + бо с +бп ц + бп с + би ц + 8„.C)]/L, (1)
где Лц и Дс — гарантированные диаметральные зазоры соответственно
между отверстием под цилиндрический палец и цилиндрическим паль-
цем и отверстием под срезанный палец и срезанным пальцем;
5о.ц и ёо с — допуски диаметральных размеров отверстий соответствен-
но под цилиндрический и срезанный пальцы; ёп ц и 5П С — допуски
Рис. 5. Регулируемые опоры:
а — винтовая по ГОСТ 4084- 68* (г = 6-=-42 мм; J=M6<-M42); б-
винтовая с шестигранной головкой по ГОСТ 4085 — 68* (г =5 4-16 мм;
d=M6 4-M42); в — винтовая с круглой головкой по ГОСТ 4086— 68*
(г = 6-=-30 мм; J=M6 4M30); г — винтовая усиленная по ГОСТ 4740 — 68*
(г = 10 4- 30 мм; d = ТУ 16 х 41 х Н 4- Тг50 х 8£77); д — плунжерная; е — клиновая
Базирование н закрепление заготовок на станках
225
наружных диаметров Dn ц и Dn с соответственно рабочих шеек ци-
линдрического и срезанного пальцев; ёиц и би„ — допуски на износ
рабочих шеек соответственно цилиндрического и срезанного пальцев;
L— расстояние между осями цилиндрического и срезанного пальцев.
Исполнение 1 Исполнение 2 Исполнение 3
Рис. 6. Самоустанавливающиеся опоры:
л — по ГОСТ 13159-67* (rf=104-18 мм; 77 = 724-130 мм); б - рычажно-
плунжерная
Рис. 7. Примеры установки заготовки цилиндрическими отвер-
стиями с параллельными осями и перпендикулярной к ним плос-
кой поверхностью с применением установочных пальцев:
а — цилиндрического и срезанного; б — трех срезанных
226
Базирование и закрепление заготовок на станках
1. Базирование, базы, закрепление заготовок.
Термины и определения основных понятий
Термины и определения
Примеры
1. Базирование — придание заготовке
требуемого положения относительно
выбранной системы координат
2. База — поверхность или выполняю-
щие ту же функцию сочетание по-
верхностей, ось, точка, принадлежа-
щие заготовке и используемые для
базирования
База
Поверхность
Точка
1 — заготовка;
I — база
Базирование п закрепление заготовок на станках 227
Продолжение табл. 1
Термины и определения
Примеры
3. Комплект баз — совокупность трех
баз, образующих систему координат
заготовки
Комплект баз I, II,
III
4. Технологическая база — база, исполь-
зуемая для определения положения
заготовки в процессе изготовления
5. Установочная база — база, лишающая
заготовку трех степеней свободы:
перемещения вдоль одной коорди-
натной оси и поворота вокруг
двух других осей
Установочная база I ли-
шает заготовку 1 переме-
щения вдоль оси Z, по-
воротов вокруг осей У и У
6. Направляющая база — база, лишаю-
щая заготовку двух степеней свободы:
перемещения вдоль одной координат-
ной оси и поворота вокруг другой
оси
Направляющая база II
лишает заготовку 1 пере-
мещения вдоль оси У и
поворота вокруг оси Z
228 Базирование и закрепление заготовок иа станках
Продолжение табл. 1
Термины и определения
Примеры
7. Опорная база — база, лишающая за-
готовку одной степени свободы: пе-
ремещения вдоль одной координат-
ной оси или поворота вокруг этой
оси
Опорная база III ли-
шает заготовку I переме-
щения вдоль оси X
8. Двойная направляющая база — база,
лишающая заготовку четырех сте-
пеней свободы: перемещений вдоль
двух координатных осей и поворо-
тов вокруг этих осей
Двойная направляющая ба-
за I лишает заготовку 1
перемещений вдоль осей
Y и Z и поворотов во-
круг этих осей
9. Двойная опорная база — база, лишаю-
щая заготовку двух степеней свобо-
ды: перемещений вдоль двух коор-
динатных осей
Двойная опорная база I
лишает заготовку 1 пере-
мещений вдоль осей X
и У
10. Закрепление — приложение сил и пар
сил к заготовке для обеспечения по-
стоянства ее положения, достигнуто-
го при базировании
Примечание. Подробнее см. ГОСТ 21495-76.
Базирование н закрепление заготовок на станках
229
2. Графические обозначения опор, зажимов, установочных устройств
станочных приспособлений
Наименование ОБ означение на видаз
спереди, сзади сверлу снизу
Опора: неподвижная 1 во° ф в о
| | \ 70
подвижная 60° 'te <ЬО о
плавающая 'ni 60“ М- яз <116 -ф-
регулируемая Ч>1 IX м L * Фв Q
Зажим, одиночный ФЗ ©
— - о е © ®
двойной Z
в , , . , > упрощенное
Установочное устройство; центр неподвижный в
з
центр вращающийся
центр плавающий 60°
Оправка.: ц илиндрическая шариковая (роликовая) “PH 70
Патрон поводковый 3
7О_ 1
230 Базированне и закрепление заготовок на станках
Примечания: 1. Подробнее см. ГОСТ 3.1107 — 81.
2. Длина t плеча зависит от расстояния между точками приложения
сил.
3. Обозначения опор и установочных устройств, кроме центров, до-
пускается наносить на выносных линиях соответствующих поверхностей (см.
рис. 2,6 и 6).
4. Несколько обозначений одноименных опор на каждом виде допус-
кается заменять одним с указанием справа их числа (см. рис. 3,6 и в).
3. Графические обозначения формы рабочей поверхности
опор, зажимов, установочных устройств станочных
приспособлений
Поверхность Плоская Сфери- ческая Цилиндри- ческая Коническая Призмати- ческая Ромби- ческая Трех- еранная
О доз на venue на всех j i 6(f S, 60° м , *•>'
Приводы обозначают: Р — пневматический; Н — гидравлический:
Е — электрический; М — магнитный; ЕМ — электромагнитный (про-
чие — без обозначения). Обозначения приводов наносят слева от обо-
значения зажимов (см. рис. 3,а,б).
4. Стандартные опоры для установки заготовок плоской лове хностью
ГОСТЬ 7ЬЗ-Ы*
Исполнение! ,
п
У—i
L
Заготовки Опоры Предельная нагрузка на одну опору
Тип гост Основные размеры, мм
Небольшие с базами Необработанными (пара- метр шероховатости Ra> 3,2 мкм) С головкой Сферической 13441-68* Z> = 5 -н 40 2-30 кН
Насеченной 13442 - 68* D = 10 40 4-60 кН
Обработанными (параметр шероховатости Ra < 3,2 мкм) Плоской 13440 - 68* D = 5 40 40 МПа
Шайба опор- ная 17778-72* D = 16 + 40
Базирование и закрепление заготовок на станках
Продолжение табл. 4
Заготовки Опоры Предельная нагрузка на одну опору
Тип гост Основные размеры, мм
Средние и крупные с обработанными базами Пластинки опорные 4743 - 68* L х В = (25 х х 10) ч- (220 х х 40) 40 МПа
Примечания: 1. Опоры с головками также называют опорными штырями.
2. Указаны предельные нагрузки на один опорный штырь при установке стальных и чугунных заготовок; при
установке заготовок из цветных сплавов предельная нагрузка на один опорный штырь на !/3 меньше.
3. Опорные пластинки исполнения I служат боковыми и верхними опорами.
4. Для повышения точности установки заготовок целесообразно шлифовать развитые опоры в сборе с корпусом
СП; припуск иа шлифование 0,2—0,3 мм.
Базирование и закрепление заготовок иа стайках
Базирование и закрепление заготовок на станках
233
Для уменьшения угла а пальцы устанавливают на возможно
большем расстоянии L, причем малая ось срезанного пальца должна
лежать на прямой, соединяющей центры пальцев (рис. 7, а).
При использовании трех срезанных установочных пальцев (рис. 7, б)
•меньшаются угол а поворота заготовки и вероятность ее заклини-
вания при съеме. Однако из-за быстрого изнашивания пальцев меньше
точностная надежность такой установки. Цилиндрические отверстия
заготовки под установочные пальцы обрабатывают по 7-му квалитету,
а перпендикулярную к осям этих отверстий плоскую поверхность —
с параметром шероховатости Ra 3,2 мкм. (Стандартные опоры,
установочные пальцы и другие детали для установки заготовок
цилиндрическими отверстиями с параллельными осями и перпенди-
кулярной к ним плоской поверхностью см. ГОСТ 12209 — 66,
ГОСТ 12212-66, ГОСТ 12214-66, ГОСТ 12215-66, ГОСТ 16896-71,
ГОСТ 16898-71 - ГОСТ 16901-71, ГОСТ 17776-72, ГОСТ 17777-72.
Диапазон диаметров стандартных установочных пальцев составляет
1,6 — 50 мм.)
При обработке валов применяют установку центровыми отвер-
стиями (ГОСТ 14034 — 74) на центры и полуцентры. Так же устанавли-
вают центровые оправки. Различают центры и полуцентры нормальной
и повышенной точности; нормальной и усиленной серий; вращающиеся
(применяются при частоте вращения заготовки более 12 рад/с);
упорные (частота вращения заготовки не более 12 рад/с); упорные
с конусностью 1:10 и 1:7 (применяют при работе на тяжелых
и средних станках). Стандартные центры и полуцентры см.
ГОСТ 2575 - 79, ГОСТ 2576-79, ГОСТ 8742-75., ГОСТ 13214-79,
ГОСТ 18259 — 72, ГОСТ 18260 — 72, а некоторые нестандартные —
рис. 8.
При обработке колец, втулок, гильз и аналогичных им пусто-
телых деталей применяют установку поверхностями (внутренней вра-
щения и перпендикулярной к ее оси плоской торцовой) на цилиндри-
ВидА_
Рис. 8. Нестандартные центры:
а — обратный для установки вала диаметром менее 4 мм наружной кони-
ческой фаской; б —срезанный для установки пустотелой заготовки внут-
ренней конической фаской
234 Базирование и закрепление заготовок на станках
Рис. 9. Пальцы для установки заго-
товки цилиндрическим отверстием:
а — длинным; б — коротким с использова-
нием опорных штырей; в — то же. без ис-
пользования опорных штырей
ческие установочные пальцы (рис. 9), на оправки и в патроны *
(рис. 10, 11, табл. 5).
При установке на жесткий палец точность центрирования невелика
и составляет Д Дц + 5О ц + 6П ц + 5И ц [обозначения см. формулу (1)].
При обработке детали типа тел вращения устанавливают поверх-
ностями наружной вращения и торцовой в патроны (табл. 5, рис. И),
призмы (рис. 12), втулки (рис. 13).
Стандартные призмы см. ГОСТ 12193 —66 - ГОСТ 12196-66,
ГОСТ 16897 — 71. Предельная нагрузка (Н) на призму с углом 90°
при установке стальных и чугунных заготовок составляет Q к 1D3b,
где О3 и b —, соответственно диаметр базы заготовки и длина ее
контакта с призмой, мм. Диапазон диаметров заготовок, устанавли-
ваемых в стандартные призмы, D3 = 3 4- 100 мм. Если технологическая
база заготовки обработанная, применяют широкие призмы (рис. 12, а),
если необработанная, — то узкие или с запрессованными штырями
1 При установке на оправки и в патроны торец не всегда является
технологической базой.
Рис. 10. Оправки:
а — цилиндрическая центровая с буртиком; б — то же, шпиндельная; в — то же,
центровая со сменными втулками; г —кулачковая фланцевая; г) — кониче-
ская; е и ж — для точных работ, соответственно, по ГОСТ 16212 —70 и
ГОСТ 16213—70; з — прессовая; и —с разрезной цангой центровая; к — то же,
фланцевая; л — то же, шпиндельная; м — с гофрированными втулками; н — гид-
ропластмассовая; о —цанговая; и — самозажимная; р — для установки по
резьбовому отверстию
Базирование н закрепление заготовок на станках
235
(рис. 12, б, в). Призмы и втулки изготовляют из стали 20Х с цементацией
ответственных поверхностей на глубину 0,8 —1,2 мм и твердостью
HRC3 56 — 61. Особо крупные призмы делают из чугуна с привернутыми
Р)
236
Базирование и закрепление заготовок на станках
Базирование и закрепление заготовок на станках
237
Рис. 11. Патроны:
а — двухкулачковый с боковым винтом; б — цанговый для установки колец
подшипников; в — мембранный для обработки толстостенных колец; г — трех-
кулачковый реечный для тяжелых работ; д — переналаживаемый с Г-образным
прихватом; е — для предварительного нарезания зубьев зубчатого колеса;
— то же, окончательного; з —Для установки конического зубчатого колеса
боковыми поверхностями зубьев и с торцовыми прихватами
Рис. 12. Призмы:
а — опорная по ГОСТ 12195—66; б — узкая; в — со штырями; г — особо крупная
Рис. 13. Схема установки заготовок
наружной цилиндрической и плоской
торцовой поверхностями во втулку
стальными закаленными пластинками (рис. 12, г). При установке во
втулку базу заготовки обрабатывают по 7 —9-у квалитету.
Некоторые распространенные схемы установки заготовок приве-
дены на рис. 14.
5. Распространенные оправки и патроны (размеры, мм)
Наименование Характеристика устанавливае- мых заготовок Суммар- ная сила (Н, кН) или давле- ние (МПа) для за- крепления заготовок Допуски обработанных поверхностей в степенях точности Примечание
Поверхность вращения, используемая в качестве технологической базы Осевые размеры
Фор- ма Диаметр Радиально- го биения Торцового биения
Диапазон Откло- нения
Оправки Цилиндрические для установки заготовок с гарантированным зазором: центровые с бур- тиком (рис. 10, а) шпиндельные (рис. 10,6) ц 28-100 7, 8-го ква- лите- та 45-155 (не бо- лее) 25-125 (не бо- лее) Десятки кило- ньюто- нов 9-16 • Допускают многомест- ную обработку, а также быструю переналадку: по длине заготовок с помощью установки промежуточных колец, а по диаметру базы — сменных втулок (рис. 10, в)
16-100 9- 16
Базирование и закрепление заготовок на станках
Кулачковые: шпиндельные фланцевые (рис. 10, г) Ц; иск 36-90 80 - 140 Сво- бод- ные До 120 До 140 Десятки кило- ньюто- нов
конические (рис. 10, д) Ц 3-100 6- 9-го ква- ли- тета До 4,5- 150 Сотни ньюто- нов
Цилиндрические цент- ровые для точных работ с одной ступенью по ГОСТ 16212-70* (рис. 10, е) ц 8-80 6- 7-го ква- лите- та 16- 180 Десятки
ступенчатые по ГОСТ 16213-70* (рис. 10, ж) 3-50 4- 6-го ква- лите- та 8-75 ньюто- нов
3-5 5-7 Предпочтительны: число кулачков в одном ряду 6, 8, 10 или 12; прямоу- гольная форма попереч- ного сечения кулачков; угол клиновой пары 9-12°
4 — 7 До 0,5 kd, где к — конус- ность, d — диаметр, на кото- ром оп- ределяют биение Конусность к от 1 500 до 1:40000. Не обеспечивают точной установки заготовок вдоль оси. Оправки с конусностью к < 1: 10000 используют в качестве контрольных
2—5 Применяют также в ка- честве контрольных при- способлений. При ис- пользовании ступенча- тых оправок необходим селективный подбор за- готовок, что увеличивает вспомогательное время
1-5
Наименование Характеристика устанавливае- мых заготовок
Поверхность вращения, используемая в качест- ве технологической базы Осевые размеры
Фор- ма Диаме :тр
Диапазон Откло- нения
прессовые (рис. 10, з) ц 30-60 8, 9-го ква- лите- та Корот- кие
с разрезной цангой центровые (рис. 10, и) ц 10-80 Св о- бед- ные Длин- ные, реже корот- кие
фланцевые (рис. 10, к) и шпиндельные (рис. 10, л) 15—100
Продолжение табл. 3
Суммар- ная сила (Н, кН) или давле- ние (МПа) для за- крепления заготовок Допуски обработанных поверхностей в степенях точности Примечание
Радиально- го биения Торцового биения
Десятки мега- паскалей 4—6 Применяют для обработ- ки жестких детален с большими силами реза- ния. Установками съем деталей требуют специ- альных прессов, что уве- личивает вспомогатель- ное время. Быстро изна- шиваются
Не- сколько кило- ньюто- нов 2 — 5 3 — 6 Предпочтительны для обработки заготовок, длина которых примерно равна длине разрезной цанги. Короткие детали уста- навливают посередине цанги;
Базирование и закрепление заготовок на стайках
с гофрированными втулками по ОСТ 2 П26—1 —76 (рис. 10, я) ц 22- 100 6- 8-го ква- лите- та Длин- ные и корот- кие Сотни ньюто- нов 2-4 2-5 могут применяться для точной обработки тонко- стенных деталей
Г идропластмассовые: оправки (рис. 10, и) ц 28-150 6- 9-го ква- лите- та Длин- ные, реже корот- кие 5- 25 МПа 3-6 - Могут применяться для точной обработки тонко- стенных деталей. Воз- можны: высыхание гид- ропластмассы, разруше- ние тонкостенной обо- лочки приспособления при разжиме без детали. Ремонт затруднен
патроны 28-100
Патроны Двухкулачковые спи- рально-реечные по ГОСТ 14903-69* ц к ФВ; ПСК 10-175 Сво- бод- ные Длин- ные Десятки кило- ньюто- нов 9-10 — Патроны с боковым вин- том имеют пониженную надежность вследствие быстрого изнашивания винта
по ГОСТ 14903-69* с центральным вин- том Корот- кие
с боковым винтом (рис. 11,0) Длин- ные 10-13
Базирование и закрепление заготовок на станках
Наименование Характеристика устанавливаемых заготовок
Поверхность вращения, используемая в качест- ве технологической базы Осе- вые раз- меры
Фор- ма Диаметр
Диапазон Откло- нение
Т рехкулачков ые спирально-реечные по ГОСТ 2675 - 80 классов точности: нормальной (Н) повышенной (П) ц 4-170 при ус- тановке прутков 25-360 при ус- тановке штуч- ных за- готовок Сво- бод- ные Ко- рот- кие и длин- ные
Продолжение табл. 5
Суммар- ная сила (Н, кН) илн давле- ние (МПа для за- крепления Заготовок Допуски обработанных поверхностей в степенях ТОЧНОСТИ Примечание
Радиально- го биения Торцового биения
Десятки кило- ньюто- нов 8-10 8-9 Для оснащения токарных станков нормальной точ- ности
7-10 8-9
242 Базирование и закрепление заготовок на станках
высокой (В) 4-85 при ус- тановке прут- ков;
особо высокой (А) 35-200 при ус- тановке штуч- ных за- готовок
Токарные самоцентри- рующие по ГОСТ 24351-80*: Для цвух- кула- чко- вых: Ц; К; ФВ; ПСК. Для трех- кула- чко- вых II 25-400 Сво- бод- ные Длин- ные (при ИС- поль- зова- нии поло- го t што- ка), корот- кие 40 — 250 кН
рычажно- клиновые клиновые
20-250 200 - 250 кН
6-9 7-8 Для оснащения токар- ных прецизионных и шлифовальных станков
5-8 5-6
5-10 5-9 Для оснащения верти- кальных токарных авто- матов и полуавтоматов предпочтительны патро- ны рычажно-клиновые диаметром до 315 мм, а горизонтальных — кли- новые диаметром до 250 мм
Базирование и закрепление заготовок на станках
Продолжение табл. 5
Наименование Характеристика устанавливаемых заготовок Суммар- ная сила (Н, кН) или давление (МПа) для за- крепления заготовок Допуски обработанных поверхностей в степенях точности Примечание
Поверхность вращения, используемая в качестве технологической базы Осевые размеры
Фор- i ма Диаметр Радиально- го биения Торцового биения
Диапазон Откло- нение
Цанговые (по ГОСТ 2876 - 80 и ГОСТ 2877-80) Ц; К; ФВ; ИСК 3-125 12, 13-го ква- ли- тета Корот- кие ре- же длин- ные Десятки кило- ньюто- нов 5-10 7-10 Широко применяют раз- личные нестандартные цанговые приспособле- ния (рис. 11,6)
мембранные для об- работки : цилиндрических зубчатых колес по ГОСТ 16157-70* пск 36-235 8- 10-го ква- ли- тета Корот- кие 4 — 30 кН 3-6 — Обычно применяют в ка- честве специальных СП, однако возможна пере- наладка путем регулиро- вания винтов основных кулачков, использования сменных вкладышей и т. п.
толстостенных вту- лок и колец (рис. И, в) ц 50 - 300 6- 18 кН
Примечания: 1. Условные обозначения Ц, К, ФВ, ИСК — соответственно поверхности цилиндрическая, коническая,
фасонная вращения, пространственно-сложная контурная.
2. Количественные оценки нестандартных СП — приближенные.
Базирование н закрепление заготовок на стайках
Рис. 14. Схема установки заготовок:
а — тройника на три узкие призмы; б — шатуна в призмы подвижную по
ГОСТ 12193 — 66 (7) и неподвижную по ГОСТ 12196 — 66 (2); в — вилки на
центры подводимый (7) и два жестких; г — обрабатываемым отверстием
на подпружиненный палец и плоским торцом на штыри; д — иа токарную
планшайбу 1; е — стальной или чугунной заготовки в наставку 7 электромаг-
нитной плиты 2; ж — тонкостенной пластины на вакуумную плиту
Распространенные зажимные механизмы и приводы станочных
приспособлений. Заготовку закрепляют с помощью зажимных меха-
низмов (ЗМ). Силу закрепления Р, определяют из условия равнове-
сия заготовки под действием сил резания, реакций в опорах, сил
Прения по поверхностям контакта заготовки с опорами и ЗМ (табл. 6).
6. Расчетные схемы и формулы для определения силы Р3 закрепления заготовок
Расчетная схема Пояснение к схеме Формулы
|/Р Сила резания R прижимает заго- товку к опорам (прошивание и протягивание отверстий, цекова- ние бобышек с вертикальной по- дачей вниз и т. п.) Р3 > 0 для предупреждения вибраций, повышения жесткости технологиче- ской системы
У’ Сила резания R стремится ото- рвать заготовку от опор (цекова- ние внутренних бобышек с вер- тикальной подачей вверх и т. п.) Для ЗМ: типа I Р3 = KR; типа II Р3 = 0,7 KR
— Сила резания R стремится сдви- нуть заготовку в боковом направ- лении (фрезерование замкнутых контуров), чему препятствуют си- лы трения между заготовкой, опорами и ЗМ (не показаны) Р, = KR/tfi + f2)
> ... f2-ZC^J Составляющая R\ силы резания прижимает заготовку к опорам, а составляющая R2 стремится ее сдвинуть в боковом направлении Для ЗМ: типа I Р3 = 0,57?! + +/2) типа II Р3 = (KR2 -f2RiWi +f2)
Базирование и закрепление заготовок на станках
Составляющая Ri силы резания стремится оторвать заготовку от опор, а составляющая R2 — сдви- нуть ее в боковом направлении Для ЗМ: типа I Р' = 0,7 KR{; Р'з'. = [KR2 + Ai(0,7/2 - 0,3/i)]/(/i +/2) типа II P’3 = KRi; Р3' = (KR2 +/^1^ +f2) Сила закрепления Р, — большее из значений Р3 и Р3
Составляющие Ri и R2 силы резания стремятся повернуть заго- товку относительно опоры О (про- тив часовой стрелки), чему пре- P3 = K{Rlh + R2l2)l{l+fl2)
пятствуют силы Р3 и трения F3f
между ЗМ и заготовкой
Сила резания R стремится по-
вернуть загртовку, установленную
на опорные штыри, по часовой
стрелке относительно опоры О,
чему препятствуют силы трения
между заготовкой, ЗМ и тремя
нижними опорными штырями (ко-
эффициенты трения соответствен-
Р3 = KRlj\fr +/i(ari + br2 + <т3)]
Если сила Р3 совпадает с центром
тяжести опорного треугольника, то
Р3 = 3KRl/[3fr +/1(п + г2 + П)]
Продолжение табл. 6
Расчетная схема Пояснение к схеме Формулы
но f и /1). Силы трения на- правлены по нормали к радиусам г, и создают относительно опоры О моменты, направленные про- тив часовой стрелки (не показа- но). Значения коэффициентов а, Ь, с находят из уравнений статики, причем а + Ъ + с = 1
Р3 = 2KM/(nfd)
Заготовка установлена в патроне
(кулачковом, цанговом, мембран-
ном) или на оправке (кулачко-
вой, цанговой, с винтами и т. п.).
Повороту детали под действием
момента М препятствуют силы
трения fP3, число которых равно
числу п зажимных элементов при-
способления (кулачков, лепестков,
винтов и т. п.)
L______________________ '/>z
Длинная заготовка консольно за-
креплена в кулачковом патроне.
Опасно выворачивание заготовки
из коротких кулачков патрона под
действием равнодействующей Rz
радиальных составляющих сил ре-
зания
Для патрона:
трехкулачкового
Р3 = l,33KRzLI(df),
четырехкулачкового
Р3 = 0,5KRzL/(df)
Базирование и закрепление заготовок на станках
Заготовка установлена на оправке !
(гидропластмассовой, прессовой)
или в патроне (гидропластмассо-
вом, с резиновой пневматиче-
ской оболочкой). Повороту заго-
товки под действием крутящего
момента М препятствуют силы
трения, возникающие под дей-
ствием давления р3 на поверхно-
сти контакта центрирующего за-
жимного механизма СП с тех-
нологической базой заготовки
(влиянием кольцевых сил Q, воз-
никающих по краям поверхности
контакта, можно пренебречь)
Заготовка установлена с гаранти-
рованным 'зазором на цилиндри-
ческую оправку (опорный буртик
и нажимная шайба которой
имеют одинаковые диаметры D) и
закреплено давлением р3, дей- I
ствующим по торцам заготовки
р3« 0,64KM/(/Ld2)
р3 = 3fiKM/[f (Di _ <р)]
Базирование и закрепление заготовок иа станках
Продолжение табл. 6
Расчетная зхема Пояснение к схеме Формулы
Кз "хг+ - р Заготовка диаметром d установ- лена в призму. Силы трения меж- ду заготовкой, зажимом и приз- мой (коэффициенты трения соот- ветственно и /2) препятствуют повороту заготовки под действием крутящего момента М и осевой сдвигающей силы К. Торцовая опора отсутствует (силы R и тре- ния не показаны) За силу закрепления Р3 принимают большее из значений: Р3 = КМ/[O.id^ 4-0,5rf/2/sin(0,5a)]; P3 = K/?/[/i+/2/sin(0,5a)]
Примечания: 1. Значения коэффициента трения f:
При контакте заготовки с опорами и ЗМ поверхностями:
обработанными...................................................................................... 0,16
необработанными.................................................................................. 0,2—0,25
При наличии рифлений на опорах и ЗМ.................................................................... 0,7
При закреплении заготовки в патроне с кулачками:
гладкими........................................................................................ 0,16—0,18
с кольцевыми канавками.............................................................................0,3 —0,4
с взаимно перпендикулярными канавками..............................................................0,4—0,5
с острыми рифлениями...............................................................................0,7 —1,0
2. Коэффициент запаса К = 2,5, а при установке заготовок плоской поверхностью на опорные пластинки, зенкеровании
или фрезеровании затупившимся инструментом, использовании ручных зажимных механизмов с неудобным расположением
рукояток управления К =3 4- 4,5 (подробнее см. [1, 4]).
3. ЗМ типа I (винтовые, эксцентриковые, клиновые и т. д.) имеют линейную зависимость между силой и перемещением,
а типа II (пневматические, гидравлические, пневмогидравлические прямого действия) — сложную.
Базирование и закрепление заготовок на станках
Базирование и закрепление заготовок на станках
251
При обработке массивных заготовок дополнительно учитывают силы
веса, а при обработке с быстрыми перемещениями, резким тормо-
жением или реверсом — силы инерции.
Ниже приведены упрощенные инженерные расчеты распространен-
ных ЗМ *.
Винтовые ЗМ. По заданной силе Р3 определяют номинальный
диаметр d нажимного винта (рис. 15), округляя полученное значение
до ближайшего большего стандартного; из условий закрепления детали
определяют форму конца винта (гайки), вычисляют крутящий момент
М, который необходимо приложить к винту (гайке), выбирают стан-
дартный нажимной винт (гайку) (табл. 7). Быстродействие винтовых ЗМ
повышают применением быстросъемных шайб, откидных планок,
байонетных и плунжерных механизмов и др. Винтовые ЗМ —
самотормозящие.
Эксцентриковые ЗМ (рис. 16) обычно выполняют с круглым ку-
лачком по ГОСТ 9061—68*. Если угол поворота кулачка у < 130°,
то ход кулачка (мм) Л а: 0,4 + 0,5(А + Р3/У); если угол поворота
кулачка ограничен (у < 60°), то Л а: (0,3 + А + PJJ) (1 — cosy), где А — от-
1 Подробнее см. [2,4].
Рис. 15. Зависимость d от силы Ps
стандартных нажимных винтов СП
Рис. 16. Расчетная схема эксцентрико-
вого круглого кулачка
252 Базирование и закрепление заготовок иа станках
клонение размера закрепляемой заготовки, мм; </= 103 4- 2 103 Н/мм —
жесткость эксцентрикового ЗМ; Р3 — в Н.
Округляя Р3 и h до ближайших больших значений, выбирают
круглый эксцентриковый кулачок (табл. 8).
Клиновые и клиноплунжерные ЗМ без роликов — самотормозяшие
18
16
74
7?
10
8
6
4
г
о
J----------1--------i_________i_________I_________i_________i_________i________i д
Z 4 6 8 10 1Z 74 15 18 а‘
Рис. 17. Зависимость t(a) от угла клина для клиновых, клиио-
плунжерных и рычажно-шарнирных ЗМ
Базирование н закрепление заготовок на станках
253
(рекомендуемое значение угла клина а < 6 °), с роликами — несамотор-
мозящие (а > 9 °). Ход (мм) клина на приводе S (Q) = (0,6 + Л + PJJ) ctg ot,
где Л — отклонение размера устанавливаемой заготовки, мм; J —
= 1000 4- 3500 Н/мм — жесткость ЗМ; Р3 — в Н. Сила на приводе
q = P3i (передаточное отношение i см. рис. 17).
Рычажные ЗМ являются несамотормозящими и применяются
в сочетании с другими ЗМ. Сила на приводе W= lfi5P3l/lt (рис. 17
и 18); ход (мм) на приводе S (W) = 0,6 + Д + P3/J, где Д — отклонение
размера заготовки, мм; J3 = 1500 4- 2500 Н/мм — жесткость ЗМ; Р3 —
в Н. В конструкциях рычажных ЗМ применяют стандартные рычаги
(ГОСТ 12471-67* - ГОСТ 12476-67*); прихваты (ГОСТ 4734 - 69* -
ГОСТ 4736-69*, ГОСТ 9057 - 69*, ГОСТ 9058-69*, ГОСТ 14732 - 69*,
ГОСТ 14733-69*).
Рычажно-шарнирные зажимные механизмы — усилители разви-
вают увеличенную силу W = Qi (рис. 17).
Реечные ЗМ (ГОСТ 13163 — 67*) позволяют закреплять заготовку
на расстоянии. ЗМ многоместные, непрерывного действия, быстропере-
налаживаемые, с механизированными прихватами (рис. 19) позволяют
сокращать вспомогательное время. При вращении планшайбы 1
(рис. 19,6) шток 2 рычажно-шарнирного ЗМ, контактирующий с ко-
пирной линейкой 3, освобождает или закрепляет .заготовку 5 с по-
мощью подвижной 4 и неподвижной 6 призм. Эксцентриковый кулачок
служит для закрепления — открепления заготовки, а рычаг — для пере-
мещений прихвата (рис. 19, г). (Количественную оценку сил закрепле-
ния заготовок в патронах и оправках см. табл. 5.)
Предпочтительны механизированные приводы. СП. Наибольшее
применение получили пневмопривод (табл. 9—11, рис. 20) и гидропри-
вод (табл. 12, 13, рис. 21, 22).
Инженерные расчеты нестандартных гидроцилиндров односторон-
него действия можно проводить по следующим формулам:
Диаметр цилиндра (мм) D = 1,13 \/(Q + хс)/(т]р).
Толкающая сила на штоке (кН) Q = (0,785£>2рц — ex) 10-3.
Объем масла (м3) при подаче в полость:
штоковую Гш = 0,785 10-9 (£>2 — d2)/;
поршневую Ип = 0,785- 10-9 D2/.
Рис. 18. Расчетные схемы рычажных ЗМ (Р3 — реакция со стороны
закрепленной детали)
254
Базирование н закрепление заготовок на станках
Рис. 19. ЗМ, позволяющие сокращать вспомогательное время:
а — многоместные; б — непрерывного действия; в — быстропереналаживаемый
прихват со ступенчатой опорой; г — быстродействующий прихват с эксцен-
триковым кулачком и рычагом
Рис. 20. Пневмоцилиндры:
а — стационарный поршневой двустороннего действия с односторонним што-
ком на удлиненных стяжках по ГОСТ 15608—81; б —с тарельчатой мембраной
Базирование и закрепление заготовок иа стайках
255
Рис. 21. Схемы источников подачи масла в гидродвигатели:
а — насоса винтового двухступенчатого; б — одноступенчатого пневмогидро-
преобразователя
Рис. 22. Гидродвигатели:
а — гидроцилиндр одностороннего действия со сплошным штоком (ГОСТ
19897 - 74), б - двустороннего действия (ГОСТ 19899-74); в-поворотный
шиберный
256
Базирование и закрепление заготовок на станках
7. Рекомендации для выбора стандартных нажимных винтов и гаек
Закрепление Форма конца винта (торца гайки) Крутящий момент М для создания осевой силы Р3 Рекомендуемые нажимные винты (гайки)
Винтом По необра- ботанной поверхно- сти Цилин ДР И1! 77 ес кая 0,1 d Р3 По ГОСТ 13434-68*, а также: при Л/С 0,25 Н - м — по ГОСТ 14731-69*; при М С 3 Н • м — по ГОСТ 13428-68*; при М С 50 Н • м — по ГОСТ 13432-68*
И/
Предупреж- дающее по- вреждение поверхности Под п ят У Т/Г d 0,1 (d+R)P.. По ГОСТ 13435-68*, а также: при М < 3 Н • м — по ГОСТ 13429 - 68*; при Л/С 50 Н м —по ГОСТ 13433-68*
р3 .s'
Гайкой Плоская ческая сфери- ^d 0,2 dP3 По ГОСТ 8918-69*. ГОСТ 14727 - 69*, ГОСТ 14728-69*, а также: при М С 0,25 Н - м — по ГОСТ 14726-69*; при М < 3 Н • м — по ГОСТ 3385-69* при М С 30 Н • м — по ГОСТ 13427-68*
1
Примечания: 1. При откреплении момент М увеличивают на 20%.
2. Пяты — по ГОСТ 13436—68* и ГОСТ 13437 — 68*. 3. При обработке с
вибрацией предпочтительна резьба с мелким шагом.
8. Основные размеры (мм) и другие характеристики круглых эксцентри-
ковых кулачкой по ГОСТ 9061—68* (рис. 16)
Наружный диаметр D Эксцентри- ситет А Ход h Р3, кН Крутящий мо- мент М (Нм) на рукоятке экс- центрикового ЗМ
32 1,7 0,35/3,17 2,8 9,3
Базирование и закрепление заготовок на станках 257
Продолжение табл. 8
Наружный диаметр D Эксцентри- ситет А Ход h Р3, кН Крутящий мо- мент М (Н- м) на рукоятке эксцен- трикового ЗМ
40 2 1/3,73 3,8 15
50 2,5 1,25/4,66 4,3 21
60 2,8 1,4/5,59 7 41
70 3,5 1,75/6,53 9,1 62,7
80 4 2/7,46 8
Примечания: 1. Материал — сталь 20Х, глубина цементированного
слоя 0,8 —1,2 мм, HRC3 55 — 60.
2. В числителе — значения хода для кулачков с ограниченным, в знаме-
нателе — неограниченным поворотом.
3. Также применяют эксцентриковые кулачки по ГОСТ 12189—66* —
ГОСТ 12191—66*, а эксцентрики — по ГОСТ 12468—67*.
4. Криволинейные эксцентриковые кулачки, которые выполняют по спирали
Архимеда или по эвольвенте, отличаются более стабильной силой закрепле-
ния заготовок.
9. Основные параметры стационарных поршневых пневмоцилиндров по
ГОСТ 15608-81 (рис. 20,а)
Диаметр, мм Ход штока, мм Сила на штоке (кН) при давлении, МПа
D цилин- дра d штока 0,4 0,63 1,0
25 12 10-250 0,16/0,13 0,24/0,2 0,38/0,3
32 10-320 0,25/0,22 0,39/0,33. 0,62/0,53
40 14 10-400 0,4/0,35 0,62/0,56 1,02/0,9
50 18 10-500 0,64/0,55 1/0,87 1,59/1,39
63 10-630 1/0,9 1,55/1,45 2,6/2,35
80 25 10-800 1,75/1,56 2,75/2,46 4,3/3,9
100 10-1000 2,7/2,55 4,3/4 6,75/6,35
125 32 10-1250 4,2/4 6,7/6,2 10,6/9,9
258 Базирование и закрепление заготовок иа станках
Продолжение табл. 9
Диаметр, мм Ход штока, мм Сила на штоке (кН) при давлении, МПа
D цилин- дра d штока 0,4 0,63 1,0
160 40 10-1600 7.2/6,8 11,4/10,7 18,1/17
200 10 - 2000 11,4/10,8 17,8/17,1 28,4/27,2
250 63 10 - 2500 17,7/16,5 27,8/26,1 44,2/41,4
320 50 30/28 47/44,1 74,8/70,1
360 37,6/36 59,7/56,7 94,5/30,1
400 90 46,8/44,5 73,7/70 117/111
Примечания: 1. В числителе — сила толкаюшая, в знаменателе —
тянущая.
2. Скорость перемещения штока до 0,5 м/с для цилиндров диаметром
св. 160 м и до I м/с — для цилиндров меньших диаметров.
3. Пневмоцилиндр выбирают по ГОСТ 15608 — 81 с учетом силы на штоке,
хода штока и способа установки на СП.
10. Технические характеристики вращающихся пиевмоцилиидров
двустороннего действия со сплошным штоком
Характеристика Пневмоцилиндр
одинарный П-ЦВ-200 сдвоенный П-ЦВС-200 одинарный П-ЦВ-250 сдвоенный П-ЦВС-250
Диаметр цилин- дра, мм 200 250
Ход штока, мм 32 45
Сила на штоке, кН, при давле- нии 0,63 МПа 19,3/18,5 19,3/37 30/29 30/58
Примечания: 1. В числителе — сила толкающая, в знаменателе —
тянущая.
2. Частота вращения — до 300 рад/с.
Скорость перемещения поршня (м/с) при подаче масла в полость
штоковую = 1,27- 106^/(Р2 - d2); поршневую vn = 1,27-106 q/D2, где
Р ~ давление масла, МПа; ц — 0«93 — механический КПД; с — жест-
кость пружины, Н/м; х —сжатие пружины, мм; / — ход поршня, мм;
q — подача насоса, м3/с; d — диаметр штока, мм.
Базирование и закрепление заготовок на станках
259
11. Технические характеристики мембранных пневмоцилиндров (рис. 20,6)
Диаметр Z), мм Сила (кН) на штоке при использовании мембраны
резинотканевой резиновой
125 3,5/2,7 4,75/3,75
160 5,7/4,35 7,2/6,15
200 9/6,8 10/8,75
250 14/11 17,3/15,5
320 23/17,5 29/25
400 36/27 46,5/42
Примечание. В числителе — в положении штока, близком к исходному;
в знаменателе — при допустимом перемещении штока, которое состав-
ляет: 0,3 D для тарельчатых и 0,07 D для плоских резинотканевых
мембран; 0,22 D — для резиновых.
12. Технические характеристики стандартных гидроцилипдров:
одностороннего действия со сплошным (ГОСТ 19897 — 74) и полым
(ГОСТ 19898 —74) штоком, двустороннего действия (ГОСТ 19899 — 74),
двустороннего действия укороченных (ГОСТ 19900 — 74) (размеры, мм)
Диаметр цилиндра по ГОСТ Диаметр штока цилиндра по ГОСТ Ход поршня цилиндра по ГОСТ Теоретическая сила (кН) на штоке цилиндра по ГОСТ
19897-74, 19898-74 19899-74, 19900-74 19897-74, 19898-74 19899 — 74. 19900-74 19897-74, 19898-74 19899-74, 19900-74 19897-74 19898-74 19899-74, 19909-74
40 22(13) 12 12; 32; 50; 80 11,7 9,9 12,3/8,5
50 25(17) 16 16; 32; 50; 80 18,1 11,7 19,2/14,4
63 32(21) 29,2 23,1 30,5/22,6
80 36(25) — 37,5 49,2/39,2
— 100 — 45 — — - 76,9/61,3
Примечания: 1. Номинальное давление 10 МПа.
2. В скобках — диаметр отверстия штока цилиндра по ГОСТ 19898 — 74.
3. В числителе — сила на штоке толкающая, в знаменателе — тянущая.
4. См. рис. 22,о,б.
260 Базирование и закрепление заготовок на стайках
13. Технические характеристики гидростанций (типа СВ)
Характеристика Г идростанция
свю СВ25 СВ40
Вместимость бака, м3 0,01 0,025 0,04
Номинальное давление, МПа 6,3 6,3; 12,5; 20
Номинальная подача насоса, м3/мин х 103 3-18
Мощность электродвигателя, кВт 0,27-1,5 0,27 -3,0
Габаритные размеры, мм: высота 650 700 790
ширина 350
длина 590
Примечав и е. Станции работают на чистых минеральных маслах вяз-
костью (17 ч-23)10“2 м2/с, очищенных от частиц размером более 0.025—0,04 мм,
при температуре масла 10 —55°С и окружающей среды 10—40°С.
В расчетах нестандартных гидроцилиндров двустороннего дейст-
вия принимают хс = 0, а тянущая сила (кН) 2ТЯН = 0,785 (D2 — d2) рц.
При обработке стальных и чугунных деталей широко применяют
магнитные (электромагнитные) плиты, патроны и планшайбы (удельная
сила притяжения 0,5 — 0,75 МПа); при обработке с небольшими
силами резания заготовок оболочек и пластин, выполненных из
немагнитных и магнитных материалов,— вакуумные плиты, создающие
избыточное давление около 0,1 МПа. При использовании ручного
привода ограничивают силу на рукоятке и число закреплений в смену
(не более 0,15 — 0,2 кН и 750 соответственно).
Погрешность установки заготовок в станочных приспособлениях
Отклонение фактического положения установленной заготовки от тре-
буемого оценивают погрешностью установки Е, которая является од-
ной из составляющих отклонения выполняемого размера: Е =
= |/eg2 + Ез2 + 8пр2, где е6, е3 и Епр — соответственно погрешности
базирования, закрепления и положения.
Погрешность Eg базирования — отклонение фактического положе-
ния заготовки, достигнутого при базировании, от требуемого, воз-
никающее при несовмещении Измерительной и технологической баз
заготовки и равное расстоянию между предельными положениями
проекций измерительной базы на направление выполняемого раз-
мера (табл. 14).
1 Подробнее см. [1, 4].
Базирование н закрепление заготовок на станках
261
14. Погрешность £g базировании
Схема установки Выдержи- ваемые размеры «6
L > 0 4 A О; И*
О; И*
ITC; (ITC+ И)*
ITT; (ГГТ + ИБ)*
О; ИБ*
3. / А О; И*
Z F В ТС; (ТС + И)*
7 Л
0 X О; О*
Л " Т; Г О; ИБ*
3 К Т; (Т + ИБ)*
5. ♦ А О; И*
2 3 % 1 В ТС; (ТС + И).*
При а < Р < 90°
0,5 I T г/ (sinP/sina — 1);
[0,5 ITrf (sinp/sina — 1)+
+ И sinP/sina]*
При a = P
О; (И sin P/sin a)*
При 0 < p < a
0,5 HW (1 — sin P/sin a);
[0,5 ITrf П — sin P/sin a) + И sin P/sin a] *
0,5 IT J sinP/sina;
[(0,5 ITrf+И) sinP/sina]*
262
Базирование и закрепление заготовок иа станках
Продолжение табл. 14
Схема установки Выдержи- ваемые размеры
Схема установ- ки — см. стр. 261 с 0,5 ITW (sin P/sin а + 1); [0,5 ГГ<7 + (0,5 Yld + И) sin P/sin а] *
п. 6 Е При Е > 0,5 d 0,5 ITW (1/sin а - 1); [0,5 ITW (1/sin а — 1) + И/sin а] *
При Е < 0,5 d
0,5 ITW (1/sin а + 1);
[0,5 ITr/ (1/sin а + 1) + И/sin а]*
При Е = 0,5 d 0,5 ITri/sin а; [(0,5 HW + H)/sin а] *
Базирование и закрепление заготовок иа станках
263
Продолжение табл. 14
Схема установки Выдержи- ваемые размеры бб
10. L 43- А; В 1ТЦ
“Ь д А С С О
Е ГГ£ + 1ТЦ
& <г
0,5 ITd + 2е + ITZ) + ITWO + Дгар;
(0,5 ITd + 2е + ITZ) + ITWO + Дгар + И) *
2е + ITD + IT do + Дгар;
(2е + IT/) + ITrfo + Дгар + И) *
13.
А-, В 0,5 ГМ+ 2е; (0,5 1Т</+2е)*
С 2е*
264 Базирование и закрепление заготовок иа станках
Продолжение табл. 14
Схема установки Выдержи- ваемые размеры
14. А 8 d А ГГ£ + Агар + ITD + ITJn; (IT£ + Arap + IT Л + ITJn + И) *
В дгар + ITZ) +114;
L (Лгар + 1ТП + П4 + И)*
Примечания: 1. На схемах 1 — 7 и 12—14 приведены значения Eg при
установке детали на новые опоры (без звездочки) и на изношенные (со
звездочкой). На схемах 8 — 11 приведены значения Eg при установке деталей
только на новые опоры.
2. Износ И распространенных опор см. табл. 19.
3. На схемах 12—14 износ опор условно не показан.
4. Жирной линией выделены обработанные поверхности.
5. ГГС — отклонение размера С и т. д.
6. На схеме 8 ф=]/(r+0,5rfmin +0.5ПХ)2 ~0,25£u2—[/(r+0,54m)2 ~0,25£,(2,
где £ц — расстояние между центрами кривизны сферических головок штырей
радиусом г, а — наименьшее значение диаметра базы заготовок в партии.
7. На схеме 9 значение Eg£ справедливо при любом Е.
8. На схемах 10 и 11 передние центры соответственно жесткий и пла-
вающий.
9. На схеме 10 1ТЦ — допуск на глубину центрового отверстия заготовки.
Для стандартных центровых отверстий с углом 60° и диаметром Dn 1,2 и
2,5 мм ГГЦ = 0,11 мм; при Рц 4; 5 и 6 мм ГГЦ = 0,14 мм; при Z)u 7,5 и
10 мм ГГЦ = 0,18 мм; при 12,5 и 15 мм ГГЦ = 0,21 мм; при £>ц 20 и
30 мм ГГЦ = 0,25 мм. £>ц на схеме не указан.
10. На схеме 12 показана схема установки заготовки на жесткий ци-
линдрический палец,(оправку) с гарантированным зазором Агар, а на схеме 13 —
на прессовую или разжимную оправку.
11. На схемах 12, 13 е — эксцентриситет между наружной и внутренней
поверхностями вращения заготовки.
Погрешность Еб базирования уменьшают совмещением технологи-
ческой и измерительной баз; правильным выбором и размещением
опор СП; уменьшением зазоров при установке заготовок на охва-
тывающие или охватываемые опоры. Погрешность базирования не
Базирование н закрепление заготовок на станках
265
Рис. 23. Расчетная схема погреш-
ности закрепления
Рис. 24. Зависимость Y от
реакции в опоре
возникает при выполнении размеров: диаметральных; связывающих
поверхности, одновременно обрабатываемые с одной инструментальной
наладкой; осевым инструментом. Погрешность е3 закрепления — раз-
ность наибольшей и наименьшей проекций смещения измерительной
базы на направление выполняемого размера при приложении к заго-
товке силы закрепления. Согласно определению, е3 = (унаиб — унаим) cos а,
где Унаиб и Унаим — соответственно наибольшее и наименьшее смеще-
ния измерительной базы при приложении к заготовке силы закрепле-
ния Р3; а — угол между направлением выполняемого размера и направ-
лением смещений у измерительной базы.
На рис. 23 направление размера Т совпадает с направлением
смещений у (а = 0 °), а направление размера L перпендикулярно
смещениям у (а = 90 °). Поэтому погрешность закрепления для разме-
ров Т и L соответственно равна е3Т= унаиб — Унаим и е3С= 0.
Погрешность е3. закрепления зависит от нестабильности смещений
у измерительной базы и не зависит от их абсолютной величины
(табл. 15).
В общем случае смещение у измерительной базы под действием
силы закрепления Р3 складывается из перемещений, вызванных:
контактными явлениями в стыке опора СП — база заготовки (1);
собственными деформациями заготовки (узаг) и СП (усп); контактными
явлениями в предварительно затянутых стыках СП (уст).
В инженерных расчетах основное внимание уделяют контактным
явлениям в стыке опора СП — база заготовки, принимая у ~ У; состав-
ляющими узаг и Уоп обычно пренебрегают, полагая заготовку и СП
весьма жесткими. Составляющую уст учитывают при использовании
обратимых и переналаживаемых СП с большим числом стыков.
Преобладающие контактные перемещения У в стыке опора СП —
база заготовки выражают нелинейным законом (рис. 24):
266 Базирование и закрепление заготовок на станках
15. Пример влияния нестабильности смещений Y измерительной базы
на погрешность s3 закрепления
Смещения у измерительной базы .У наиб ^наим Ез “ .Гнаиб “ ~ З’наим
МКМ
Стабильны 30 27 3
Нестабильны 10 2 8
Примечание. Принято а = 0°.
Y = Cqn,
где С — коэффициент, характеризующий тип и изнашивание опоры,
вид контакта опоры с базой заготовки, материалы заготовок и опоры,
шероховатость, волнистость и отклонения формы базы заготовки;
q — нормальная реакция в опоре (табл. 16); п < 1 — показатель степени.
Значения Сип находят экспериментально. Аналитические решения
получены для ограниченного числа типовых случаев [3]. Основными
причинами нестабильности контактных перемещений У в стыках
опора — заготовка и возникновения е3 являются: непостоянство нор-
мальных реакций q в опорах; неоднородности шероховатости и
волнистости баз заготовок; износ опор. Оценочные значения е3
см. табл. 16, точные решения — в работе [3].
Погрешность закрепления уменьшают следующими способами:
располагая направления выполняемого размера и смещения измери-
тельной базы по нормали друг к другу; использованием приводов СП
со стабильной силой закрепления заготовок; рациональным располо-
жением опор относительно силы закрепления заготовок (см. табл. 16);
повышением износостойкости опор; повышением собственной и кон-
тактной жесткостей СП; шлифованием ответственных поверхностей
опор и других деталей СП, особенно обратимых и переналаживаемых,
периферией кругов из свехтвердых синтетических материалов (метал-
лизированные кубонит или алмазы АСВ на металлической связке);
многократной затяжкой стыков СП; введением в стыки СП тонкого
слоя клея; более тщательной обработкой баз заготовок с уменьше-
нием и стабилизацией параметров шероховатости и волнистости.
Погрешность Епр положения возникает из-за погрешностей изго-
товления СП (еус), погрешностей установки СП на станок (ес), износа
опор СП (в,,). Погрешность вус уменьшают точным изготовлением СП.
Как правило, допуск ответственного размера СП ужесточают в 3 —
10 раз по сравнению с допуском выполняемого размера. С учетом
Базирование и закрепление заготовок на станках
267
технологических возможностей инструментальных цехов, в инженерных
расчетах принимают £уС 0,015 мм при изготовлении обычных СП
и вус 0,01 мм — при изготовлении точных. При использовании одного
СП вус является систематической постоянной погрешностью, которую
можно уменьшить наладкой станка. Однако при использовании
нескольких одинаковых СП (дублеров, спутников) наладка станков
не компенсирует еус, и последняя полностью должна включаться
в епр (подробнее см. [3]).
Погрешность ес уменьшают правильным выбором зазоров в сопря-
жениях СП со станком, равномерной затяжкой крепежных деталей,
применением направляющих элементов (центрирующих поясков, паль-
цев, фиксаторов, шпонок), предупреждением изнашивания и поврежде-
ний баз корпуса СП и ответственных поверхностей станка при пере-
установках СП. В инженерных расчетах принимают ес = 0,01 ч- 0,05 мм.
При постоянной установке СП на станке погрешность ес можно
уменьшить выверкой СП и наладкой станка (массовое и крупносе-
рийное производство, за исключением случаев использования приспо-
соблений-спутников). При периодической переустановке СП на станке
(приспособления-спутники в массовом производстве, серийное и еди-
ничное производство) погрешность вс превращается в случайную
некомпенсируемую величину и полностью входит в snp.
Погрешность ви возникает в связи с изнашиванием опор и других
ответственных поверхностей СП. Износ опор СП зависит от их
конструкции, размеров, материала и термической обработки; мате-
риала, твердости, массы заготовки и состояния ее баз; способа уста-
новки заготовки на опоры и съема обработанной детали с опор;
динамических характеристик процесса резания; основного технологи-
ческого времени оснащаемых операций.
Быстрее изнашиваются опоры: с ограниченными поверхностями
контакта с базой заготовки; контактирующие с необработанными
базами заготовок, на которых имеются окалина или формовочный
песок; служащие для установки массивных заготовок. Износ опор
возрастает при увеличении сдвига заготовки по опорам в процессе
установки и съема после обработки, с увеличением основного техно-
логического времени, с увеличением амплитуды и частоты вибрации
заготовки при резании.
Погрешность еи в результате износа опор приведена в табл. 17;
вредное влияние износа опор на погрешность базирования см. табл. 14.
Точность установки снижается в результате отклонений формы
и расположения технологических баз заготовок (табл. 18, 19). Отклоне-
ния от плоскостности технологических баз корпусных деталей типа
блока цилиндров двигателя, обработанных чистовым фрезерованием,
Достигают 0,05 — 0,1 мм. При установке такими базами возникает
дополнительная составляющая погрешность базирования, равная 50 —
70 % допуска плоскостности базы при установке на штыри и 30 % -
на опорные пластинки.
16. Нормальные реакции q в опорах и оценочные значения е, для распространенных схем установки
Установка Эскиз Нормальная реакция Я в опоре Формулы Оценоч- ные зна- чения е3, мкм
Плоской поверхно- стью на штыри с головкой: сфе- рической (ГОСТ 13441-68*) 2 13 Сосредоточенная сила, проходя- щая по оси шты- ря, Н Qi~ P3W1 + h + 6); при выгодном расположении опор, т. е. когда 1\ as 12 « /3, д, » 0,ЗЗР3 До 100
насеченной (ГОСТ 13442-68*) 1” м ® Iй До 60
zx zk -А.
D 2
плоской (ГОСТ 13440 - 68 *) Давление по нор- мали к плоскости опоры, Па q, = P-Ji/FUi + I2 + (3); при выгод- ном расположении опор, т. е. когда 6 ~ h ~ 1* qi л 0,33P3/F До 20
Опорных: шайб (ГОСТ 17778-72*) пластин (ГОСТ 4743 - 68 *) До 10
При выгодном, т. е. симметричном расположении силы закрепления Р3
Базирование и закрепление заготовок иа стайках
Наружной цилин-
дрической по-
верхностью в
призму с углом
2а
относительно опор (е — 0), q =
—0,5P3/F. При невыгодном, т. е.
несимметричном расположении си-
лы закрепления Р3 относительно
опор (е > 0) давление д увеличи-
вают в 1,5 — 3 раза, а в ответст-
венных случаях — вычисляют [4]. Во
избежание раскрытия стыка не реко-
мендуют е > 0,25L
Сила, действую-
щая по нормали
к рабочим гра-
ням призмы по
длине 1пр контак-
та базы заготов-
ки с призмой,
Н/мм
9 = (0,05 P3ctga/2)/Znp
До 25
Базирование и закрепление заготовок иа станках
Примечания: 1, Р3 — сила закрепления заготовки, Н.
2. Ц — расстояние (мм) от Р3 до i-й опоры.
3. F — площадь опоры, мм2.
4. L — длина опорной пластинки, мм.
5. I — смещение (мм) силы F3 относительно центра опорной пластинки
4тр ” длина (мм) контакта заготовки с одной гранью призмы.
270 Базирование и закрепление заготовок на станках
17. Погрешность еи в результате износа распространенных опор,
изменения их формы и размеров
Опора
₽ п Формулы для вычис- ления размеров
изношенных опор
Штырь с головкой:
сферической
(ГОСТ 13441-68*)
0,5-2 0,5 ги = г2/(г-8И)
насеченной
(ГОСТ
13442 - 68*)
ГИ=ПР2((>1 +
+ 2И)2/?2
ПЛОСКОЙ
(ГОСТ 13440 - 68*)
0,4—
0,8
Опорные:
шайба (ГОСТ
17778 - 72*)
Ги = 0,95Г
пластинка
(ГОСТ 4743 - 68*)
Базирование и закрепление заготовок на станках
271
Продолжение табл. 17
Опора 0 п Формулы для вычис- ления размеров изношенных опор
призма 0,3- 0,8 0,5 h * j/4dif + + (0,5ITd + И) х х ctg а
Примечания: 1. Износ (мкм) И = 0N", где N — число установок.
2. Приведенные значения 0 и и справедливы для опор из сталей 20,
20Х, 45. Для опор из стали У8А величина износа уменьшается на 10—15%,
хромированных — в 2—3 раза, наплавленных твердым сплавом —в 7—10 раз.
3. Для срезанных пальцев принимают 0 = 0,24-0,6 и и = 0,5; для цилин-
дрических пальцев 0 = 0,001 4-0,002 и и = 1.
4. F — номинальная площадь контакта изношенной опоры с базой заго-
товки, мм2.
5. ITJ — поле допуска на диаметр d цилиндрической базы заготовки.
6. а — половина угла призмы, °.
18. Влияние отклонения формы технологических баз заготовок на
точность установки я призмы и патроны
Приспособление
Схема
Количественная оценка
Патрон с тремя
кулачками:
широким
Х=0,17Д; Y = 0.29Д
Х=0,5Д1
212 Базирование н закрепление заготовок на станках
Примечания: 1. Д — величина подштамповки.
2. Д[ — величина сдвига штампов.
3. а и b — соответственно большая и малая полуоси овала.
4. i — конусообразность.
19. Влияние отклонений формы и расположении технологических баз
заготовок на точность установки на пальцы я оправки
Базирование и закрепление заготовок на станках
273
Примечания: 1. d, D и do — соответственно диаметры наружный и
отверстия заготовки, пальца (оправки).
2. е — эксцентрицитет наружной поверхности заготовки относительно от-
верстия.
3. Дгар — гарантированный зазор.
4. Жирной линией выделены обработанные поверхности.
5. На нижней схеме показана установка заготовки с односторонним от-
жимом.
При обработке нежестких заготовок учитывают влияние деформа-
ции под действием сил закрепления на точность. При закреплении
нежесткого кольца п радиальными силами Р3 (см. табл. 6) отклонение
от круглости обработанной поверхности составит Дкр = CnP3r3l(EJ),
где безразмерный коэффициент С„ зависит от числа сил п:
и. ...234 5 6 7 8
С„ ... . 0,14 0,03 0,01 0,006 0,003 0,002 0,0013
Продолжение
п . . . . 9 10 11 12
С„ ... . 0,001 0,0007 0,0005 0,0004
274
Режимы резания. Повышение износостойкости инструмента
г — средний радиус кольца, мм; J — момент инерции поперечного
сечения кольца, мм4; Е — модуль упругости материала кольца, МПа;
сила Р3 — н Н.
СПИСОК ЛИТЕРАТУРЫ
1. Корсаков В. С. Основы конструирования приспособлений. М.:
Машиностроение, 1983. 277 с.
2. Кузнецов Ю. И., Маслов А. Р., Байков А. Н. Оснастка для
станков с ЧПУ/Спраночник. М.: Машиностроение, 1983. 359 с.
3. Станочные приспособления: Справочник/Под ред. Б. Н. Вардаш-
кина, А. А. Шатилова. М.: Машиностроение, 1984. 592 с.
4. Шатилов А. А. Элементарные зажимные механизмы станочных
приспособлений. М.: Машиностроение, 1981. 47 с.
ГЛАВА 4
ВЫБОР РЕЖИМОВ И УСЛОВИЙ РЕЗАНИЯ.
ПОВЫШЕНИЕ ИЗНОСОСТОЙКОСТИ ИНСТРУМЕНТА
Последовательность выбора режимов резания зависит от метода
обработки. При точении за исходные данные принимают физико-
механические свойства обрабатываемого материала, припуск и харак-
тер обработки (черновая или чистовая), по которым определяют
глубину резания t и ориентировочное значение подачи S. Далее
выбирают материал резца и геометрические параметры его режущей
части с учетом формы обработанной поверхности; определяют подачу
S и корректируют ее по паспорту станка; назначают период стой-
кости Т резца; выбирают скорость резания v; рассчитывают реко-
мендуемую частоту вращения п шпинделя станка (с учетом диаметра
d детали) и уточняют ее по паспорту станка; по принятой частоте
вращения шпинделя уточняют скорости резания и проверяют выбран-
ный режим по мощности резания: Npc., 1,2АДВТ], где Nдв и Т] — соот-
ветственно мощность двигателя и КПД станка.
Для сверления принята следующая последовательность определе-
ния режимов резания: по глубине и диаметру обрабатываемого
отверстия выбирают серию сверла, а в зависимости от физико-
механических свойств обрабатываемого материала — форму заточки
режущей части сверла и геометрические параметры заточки; по нор-
мативам и с учетом требуемой точности обработки и характеристи-
ки системы СПИД принимают группу подач S и корректируют
подачу в соответствии с паспортом станка; назначают средний период
стойкости сверла; определяют скорость резания v и корректируют
ее по паспорту станка. Найденная осевая сила и мощность резания
не должны превышать, соответственно, допустимого усилия подачи
станка н мощности двигателя.
Назначение режимов резания при зенкеровании и развертывании
начинают с определения на основании требуемых точности и шеро-
Режимы pet ан ия. Повышение износостойкости инструмента 275
ховатости обработанной поверхности места зенкера или развертки
в наборе последовательно работающих инструментов и глубины
резания t. После этого уточняют конструктивно-геометрические пара-
метры зенкера или развертки (в соответствии с физико-механическими
свойствами обрабатываемого материала), выбирают группу подач
с учетом последующей обработки отверстия и по его диаметру
определяют подачу S, находят технологическую скорость резания.
Для фрезерования параметры режимов резания определяют в та-
кой последовательности: по глубине и ширине фрезерования, а также
на основании паспортных данных станка выбирают конструктивные
параметры фрезы; учитывая физико-механические свойства обрабаты-
ваемого материала, подбирают материал инструмента, назначают
геометрические параметры фрезы и выбирают фрезу по ГОСТу;
далее определяют: подачу на зуб Sz (с учетом способа крепления
и вылета фрезы, числа ее зубьев и требуемой шероховатости
обработанной поверхности), скорость резания г, частоту вращения и
шпинделя и минутную подачу SM.
Параметры режимов резания при точении, сверлении, зенкерова-
нии, развертывании и фрезеровании приведены в гл. 6—11.
Выбор материала для инструмента. Марку твердого сплава или
быстрорежущей стали в зависимости от обрабатываемого материала
и условий работы инструмента определяют по табл. 1 — 8.
Пластины из безвольфрамовых твердых сплавов, например из
сплава МНТ-А2, рекомендуются для оснащения резцов преимуществен-
но с механическим креплением пластин при чистовой и получистовой
обработке заготовок из конструкционных сталей' с твердостью не
более HRC330 в условиях безударных нагрузок. По сравнению с твер-
дым сплавом Т30К4 применение безвольфрамовых твердых сплавов
увеличивает период стойкости инструмента в 1,2 — 2 раза.
Износостойкость инструмента характеризуется периодом стой-
кости Т, в течение которого износ достигает максимального до-
пустимого значения, определяемого как критерий затупления h (табл. 9).
Если износ инструмента по значению равен критерию затупления,
необходима переточка инструмента, обеспечивающая наибольший срок
его службы. За критерий затупления принимают: при точении и фре-
зеровании заготовок — износ h3 по задней поверхности режущего
лезвия резца или фрезы; при отрезке и прорезке канавок — износ hy
по уголкам резца; при обработке отверстий и нарезании резьбы —
износы h№ hy, h3 и hB режущей части инструмента соответственно
по перемычке, уголком, задней поверхности и ленточке.
Применение износостойких покрытий. Технология нанесения покры-
тий на режущие инструменты включает подготовку инструмента
перед нанесением покрытия, выбор состава и свойств покрытия
в зависимости от типа инструмента и условий резания, оптимизацию
параметров процесса нанесения покрытия, а также свойств покрытия
и инструментального материала.
276
Режимы резания. Повышение износостойкости инструмента
1. Сравнительные эксплуатационные свойства твердых сплавов
Марка твердого сплава Эксплуатационные свойства
ВК2 Очень высо.кая износостойкость и наивысшая до- пустимая скорость резания, умеренные эксплуа- тационная прочность, сопротивляемость ударам, вибрациям и выкрашиванию. По сравнению с дру- гими вольфрамовыми сплавами обеспечивает наи- большую производительность; при чистовом то- чении серого чугуна допускаются скорости реза- ния до 200 м/мин
ВКЗ-М Те же, что у сплава ВК2. При точении закален- ных сталей допускаются скорости резания до 150 м/мин
ВК4 Высокие износостойкость и эксплуатационная прочность; хорошо сопротивляется ударам, виб- рациям и выкрашиванию. Эксплуатационный период стойкости больше в 1,5 —2,5 раза, чем у сплава ВК6, и в 2 —4 раза, чем у сплава ВК8. При черновом точении серого чугуна допускаются скорости резания до 150 м/мин
ВК6 Высокие износостойкость и допустимая скорость резания, но меньшие, чем у сплавов ВК2 и ВК4. Эксплуатационные прочность и сопротивляемость ударам, вибрациям н выкрашиванию выше, чем у сплавов ВК2 и ВКЗ-М. При черновом точении серого чугуна допускаются скорости резания до 135 м/мин
ВК6-М ВК6-ОМ За счет более мелкозернистой структуры изно- состойкость выше, чем у сплава ВК6, при не- сколько меньших эксплуатационной прочности и сопротивляемости ударам, вибрациям и выкра- шиванию. При точении коррозионно-стойких ста- лей аустенитного класса допускаются скорости резания до 120 м/мин
ВК8 Более высокие эксплуатационные прочность и сопротивляемость ударам, вибрациям и выкраши- ванию, чем для сплава марки ВК6, при мень- ших износостойкости и допустимой скорости реза- .ния. При черновом точении серого чугуна до- пускаются скорости резания до 125 м/мин
ВК8-В За счет более крупнозернистой структуры экс- плуатационные прочность и сопротивляемость ударам, вибрациям и выкрашиванию выше, чем
Режимы резания. Повышение износостойкости инструмента
277
Продолжение табл. 1
Марка твердого сплава Эксплуатационные свойства
у сплава ВК8, при меньшей износостойкости
вкю ВК15 Те же, что и у сплава марки ВК8-В, при мень- шей допустимой скорости резания
Т30К4 Наивысшие для титановольфрамовых сплавов из- носостойкость и допустимая скорость резания при пониженных эксплуатационной прочности и со- противляемости ударам, вибрациям и выкрашива- нию. При чистовом точении стали допускаются скорости резания до 500 м/мин
Т15К6 Износостойкость и допустимая скорость резания ниже, чем для сплава Т30К4, при больших экс- плуатационной прочности и сопротивляемости ударам, вибрациям и выкрашиванию. При то- чении стали допускаются скорости резания до 400 м/мин
Т14К8 Эксплуатационные прочность и сопротивляемость ударам, вибрациям и выкрашиванию выше, чем у сплава Т15К6, при меньших износостойкости и допустимой скорости резания. При чистовом то- чении стали допускаются скорости резания до 200 м/мин
Т5К10 Эксплуатационные прочность и сопротивляемость ударам, вибрациям и выкрашиванию выше, чем у сплана Т14К8, при меньших износостой- кости и допустимой скорости резания. При чер- новом точении стали допускаются скорости реза- ния до 150 м/мин (на 15% выше, чем при работе сплавом ВК8)
Т5К12-В Эксплуатационные прочность и сопротивляемость ударам, вибрациям и выкрашиванию значительно выше, чем у сплава Т5К10, при меньших из- носостойкости и допустимой скорости резания. По сравнению с инструментом из быстрорежу- щей стали позволяет повысить скорость резания не менее чем в 2 раза при сохранении сечения срезаемого слоя
ТТ7К12 Те же, что у сплава Т5К12-В, при несколько большей эксплуатационной прочности
278
Режимы резания. Повышение износостойкости инструмента
2. Области применения я технологические свойства быстрорежущих
сталей
Марка быстрорежущей стали Область применения и технологические свойства
Р18 Черновые и чистовые режущие инструменты высо- кой точности — фрезы, долбяки, протяжки, мет- чики, шеверы для обработки конструкционных сталей с пределом прочности до 0,9 ГПа
Р12 Режущие инструменты для обработки конструк- ционных сталей взамен марки Р18
Р9 Чистовые и получистовые режущие инструменты простой формы, не требующие большого объема шлифования и предназначенные для обработки конструкционных материалов с пределом проч- ности до 1 ГПа; сверла, изготовляемые мето- дами пластической деформации; деревообрабаты- вающие инструменты
Р6М5 Все виды режущих инструментов для обработки с обычными скоростями резания углеродистых и среднелегированных конструкционных сталей с пределом прочности до 1 ГПа, а также зуборез- ные и резьбонарезные инструменты для обработки коррозионно-стойких сталей
Р6МЗ Чистовые и получистовые инструменты неболь- ших размеров — в основном сверла и зенкеры, а также дисковые фрезы и другие инструменты, изготовленные из листов или полос, для обра- ботки конструкционных материалов с пределом прочности до 0,9 ГПа. Имеет пониженную шлифуемость
10Р6М5 Те же, что у марки Р6М5. По сравнению со сталью Р6М5 имеет больший период стойкости
11РЗМЗФ2Б Ножовочные полотна, сверла, фрезы, метчики для обработки углеродистых, низколегированных конструкционных сталей и серого чугуна. Период стойкости этих инструментов примерно такой же, как у инструментов из стали Р6М5; износостой- кость более высокая
Р18Ф2 Чистовые и получистовые режущие инструмен- ты — резцы, фрезы, машинные развертки, сверла для обработки среднелегированных конструкцион- ных сталей, а также некоторых марок коррозион- но-стойких сталей и жаропрочных сплавов
Режимы резания. Повышение износостойкости инструмента 279
Продолжение табл. 2
Марка быстрорежущей стали Область применения и технологические свойства
Р14Ф4 Инструменты простой формы, не требующие больших объемов шлифовальных операций, — рез- цы, зенкеры, развертки для обработки материалов с повышенными абразивными свойствами — стек- лопластиков, пластмасс, эбонита; чистовые ин- струменты простой формы для обработки легиро- ванных сталей и сплавов. Обладает пониженной шлифуемостью по сравнению с марками Р6М5ФЗ и Р12ФЗ
Р12ФЗ Чистовые и получистовые фрезы, резцы, протяж- ки, развертки для обработки на средних режимах резания легированных сталей и сплавов, а также материалов с повышенными абразивными свой- ствами. Рекомендуется взамен марок Р9Ф5 и Р14Ф4, как сталь с лучшей шлифуемостью при примерно равных режущих свойствах, а также взамен марки Р18Ф2
Р9Ф5 Инструменты простой формы, не требующие боль- ших объемов шлифовальных операций, — резцы, зенкеры, развертки — для обработки материалов с повышенными абразивными свойствами. Чисто- вые инструменты простой формы для обработки легированных сталей и сплавов. Обладает пони- женной шлифуемостью и пониженными техноло- гическими свойствами по сравнению со сталями Р6М5ФЗ и Р12ФЗ
Р6М5ФЗ Преимущественно чистовые фасонные резцы, раз- вертки, протяжки для обработки конструкцион- ных легированных и улучшенных сталей и сплавов
Р18К5Ф2 Различные инструменты — резцы, фрезы, сверла (в основном получистовые и черновые) — для об- работки углеродистых и легированных конструк- ционных сталей на повышенных режимах реза- ния и конструкционных материалов с повышенной твердостью, коррозионно-стойких сталей и жаро- прочных сплавов
Р18Ф2К8М Сверла, зенкеры, фрезы, метчики для обработки наиболее труднообрабатываемых жаропрочных сплавов и прочных сталей с высокой твердостью
Р12Ф4К5 Резцы, фрезы, зенкеры, развертки для обработки различных труднообрабатываемых материалов
280
Режимы резания. -Повышение износостойкости инструмента
Продолжение табл. 2
Марка быстрорежущей стали Область применения и технологические свойства
Р12Ф4К5 Имеет лучшую шлифуемость и несколько более высокие режущие свойства, чем сталь Р10К5Ф5
Р12МЗФ2К8 Сверла, зенкеры, фрезы, протяжки, метчики, предназначенные для обработки труднообрабаты- ваемых жаропрочных сплавов, коррозионно-стой- ких и высокопрочных сталей взамен стали марки Р18Ф2К8М; автоматные резцы, в том числе фасон- ные инструменты, работающие на высоких ско- ростях резания для обработки обычных конструк- ционных материалов взамен малотехнологичной стали Р10М4ФЗК10
Р10М4ФЗК10 Инструменты для получистовых и чистовых операций резаиия, выполняемых в основном на автоматических станках, а также инструменты простой формы для обработки труднообрабаты- ваемых материалов. Имеет более низкие техноло- гические свойства по сравнению со сталью Р12МЗФ2К8
Р10Ф5К5 Чистовые и получистовые инструменты — резцы, фрезы, зенкеры, развертки — для обработки труд- нообрабатываемых материалов. Имеет более низ- кие шлифуемость и режущие свойства по сравне- нию. со сталью Р12Ф4К8
Р9К5 Черновые и получистовые режущие инструмен- ты — фрезы, долбяки, метчики — для обработки углеродистых и легированных конструкционных сталей на повышенных режимах резания, а так- же различных труднообрабатываемых материалов. Период стойкости этих инструментов более низкий, чем инструмента из сталей Р6М5К5 и 10Р6М6К5
Р9К10 Резцы, червячные фрезы, зенкеры для обработки на повышенных режимах резания углеродистых и легированных конструкционных сталей, а также труднообрабатываемых материалов. Имеет более низкие вязкость и режущие свойства по сравне- нию со сталью Р9М4К8
Р9М4К8 Различные виды инструментов для обработки жа- ропрочных сплавов, легированных конструкцион- ных сталей с повышенной твердостью, а также коррозионно-стойких, углеродистых и легирован- ных сталей на высоких режимах резания; изготов-
Режимы резания. Повышение износостойкости инструмента
281
Продолжение табл. 2
Марка быстрорежущей стали Область применения и технологические свойства
Р9М4К8 ление высокопроизводительных зуборезных ин- струментов в тех случаях, когда применение ста- лей Р6М5К5 и Р9К10 недостаточно эффективно
Р8МЗК6С Инструменты несложной формы — резцы, зенкеры, фрезы — для обработки углеродистых и легиро- ванных сталей на повышенных режимах резания и труднообрабатываемых материалов Имеет по- ниженную прочность и вязкость по сравнению со сталью Р9М4К8
Р6М5К5 Основная быстрорежущая сталь повышенной производительности, применяемая при изготовле- нии черновых и получистовых инструментов — фрез, долбяков, зенкеров, метчиков, плашек, предназначенных для обработки углеродистых и легированных конструкционных сталей на повы- шенных режимах резания, а также коррозион- но-стойких сталей и жаропрочных сплавов. Реко- мендуется взамен стали Р18К5Ф как более эко- номичная и взамен стали Р9К5, так как имеет лучшие режущие свойства
10Р6М5К5 Сложнопрофильные и резьбонарезные инструмен- ты (в том числе метчики с мелким шагом) для обработки углеродистых и легированных кон- струкционных сталей на повышенных режимах резания, а также различных труднообрабатывае- мых материалов. Имеет лучшую шлифуемость по сравнению с другими сталями повышенной произ- водительности и более высокие режущие свойства, чем стали Р9К5, Р6М5К5 и Р9К10
Примечания: 1 ГОСТ 19265 — 73 предусматривает 11 марок быстро-
режущих сталей: Р18, Р12, Р9, Р6АМ5, 11РЗАМЗФ2, Р6АМ5ФЗ, Р12ФЗ,
Р18К5Ф2, Р9К5, Р6М5К5 Р9М4К8.
2. Сталь Р6АМ5 отличается от стали Р6М5 содержанием азота (0,06—
0,08%) и более высокими режущими свойствами.
3. Рекомендуемые марки твердых сплавов для инструментов, используемых при обработке резанием
различных материалов
Обрабатываемые материалы
Обработка Характер и условия обработки Углеро- дистые и легиро- ванные стали Трудно- обрабаты- ваемые материа- лы Корро- зионно- стой- кие стали Закален- ные стали Титано- вые сплавы Чугу- ны' НВ** <240 Чугуны высокой твер- дости; НВ** < 700 Цвет- ные метал- лы и сплавы Неме- талли- ческие мате- риалы
На стан- ках то- кар- ной труп- Черновое точение по- ковок, штамповок и от- ливок по корке и ока- лине при неравномер- ном сечении срезаемого слоя и прерывистом ре- зании с ударами Т5К10; Т5К12-В; ВК8; ВК8-В Т5К12-В; ТТ7К12; ВК8; ВК8-В Т5К12-В, ВК8-В; ВК8 > ВК8; ВК8-В ВК8; ВК8-В; ВК4 ВК8; ВК8-В ВК4; ВК6; ВК8
пы Черновое точение по корке при неравномер- ном сечении срезаемого слоя и непрерывном ре- зании Т14К8; Т5К10 ВК4; ВК8; ВК8-В ВК4; ВК8 ВК4; ВК8 ВК4; ВК8; ВК6 ВК6-М; ВК4 ВК4; ВК6
Черновое точение по корке при относительно равномерном сечении срезаемого слоя и не- прерывном резании Т15К6; Т14К8 Т5К10; ВК4; ВК8 ВК6-М; ВК4 ВК4; ВК8 ВК6-М; ВК2 ВК2; ВКЗ-М; ВК4 ВК4
Получистовое и чисто- вое точение при преры- вистом резании Т15К6, Т14К8; Т5К10 ВК4; ВК8; ВК8-В ВК4 ВК8 Т5К10; ВК4; ВК8 ВК4 ВК4; ВК6; ВК8 ВК6-М ВК2; ВКЗ-М; ВК4 ВК2; ВКЗ-М; ВК4
Режимы резания. Повышение износостойкости инструме1гга
Получистовое и чисто- вое точение при непре- рывном резании Т30К4; Т15К6 - ВК6М Т14К8; Т5К10; ВК4 ВК4 ВК2; ВКЗ-М; ВК4 ВКб-М; ВК2 ВК2; ВКЗ-М; ВК4 ВК2; ВКЗ-М; ВК4
Тонкое точение при прерывистом резании Т14К8; Т5К10; ВК4 ВКб-М; ВКЗ-М Т15К6; Т14К8; Т5К10; ВКб-М ВК4; ВКб-М, ВКЗ-М ВК2; ВКЗ-М; ВК4 ВКб-М; ВКЗ-М ВК2; ВКЗ-М
Тонкое точение при не- прерывном резании Т30К4 - Т30К4; Т15К6; ВКб-М ВКЗ-М ВК2; ВКЗ-М ВКб-М; ВКЗ-М; ВК2
Предварительная обра- ботка фасонных по- верхностей Т14К8; Т5К10; Т5К12-В; ВК8 - - ВК4 ВК4; ВК6; ВК8 - ВК4; ВК6
Окончательная обра- ботка фасонных по- верхностей Т15К6; Т14К8; Т5К10 ВК2; ВКЗ-М; ВК4 ВК2; ВКЗ-М; ВК4 ВК2; ВКЗ-М
Отрезка и прорезка ка- навок ВК4; ВК8; ВК8-В ВКб-М; ВК4 ВК4; ВК8 ВК4-М; ВК6; ВК8 ВКб-М; ВК2 ВК2; ВКЗ-М; ВК4
Предварительное наре- зание резьбы Т15К6; Т14К8 Т15К6; Т14К8; ВК4
ВК6М ВК4 ВК2 ВКб-М ВК4; ВК6; ВКб-М
Режимы рсзаиия. Повышение износостойкости инструмента
Продолжение табл. 3
Обрабатываемые материалы
Обработка Характер и условия обработки Углеро- дистые и легиро- ванные стали Трудно- обрабаты- ваемые материа- лы Корро- зионно- стой- кие стали Закален- ные стали Титано- вые сплавы Чугу- ны' НВ^ < 240 Чугуны высокой твер- дости; НВ< < 700 Цвет- ные метал- лы и сплавы Неме- талли- ческие мате- риалы
На стан- ках то- кар- ной груп- пы Окончательное нареза- ние резьбы Т30К4; Т15К6 Т30К4; Т15К6; Т14К8 ВК6-М; ВКЗ-М ВК4; ВКЗ-М ВКб-М; ВКЗ-М ВКЗ-М; ВК4 ВКЗ-М; ВК2 ВК2; ВКЗ-М
Стро- гание и долб- ление Черновая обработка Т5К12-В; ВК8-В; ВК15 Т5К12-В, Т5К12-В; ВК8; ВК8-В ВК8; ВК8-В ВК4; ВКб; ВК8
Получистовая и чисто- вая обработка Т5К10; Т5К12-В; ВК8; ВК8-В ТТ7К12 ВК8-В; ВК15 ВК4; ВК6; ВК4; ВК6
Фре- зеро- вание Черновая обработка Т15К6; Т14К8; Т5К10 Т5К10; ВК4; ВК8 Т5К12-В, Т5К10; Т14К8 ВК4; ВК8 ВК4; ВК6; ВК8 ВК2; ВК4
Получистовая и чисто- вая обработка 1 Т30К4; Т15К6; Т14К8 Т15К6; Т14К8; Т5К10 Т15К6; Т14К8 ВК8 ВК6; ВК4 ВК6-М . ВК2; ВКЗ-М; ВК4 , ВК2; ВКЗ-М
Режимы резания. Повышение износостойкоеги инструмента
— — — —
Свер- ление и рас- свер- Сплошное сверление неглубоких (нормаль- ных) отверстий Т5К10; Т5К12-В; ВК8; ВК8-В Т5К12-В; Т5К12-В;
лива- ние Сплошное сверление глубоких отверстий Т15К6; Т14К8; Т5К10; Т5К12-В; ВК8 ТТ7К12; ВК8; ВК8-В ВК8-В; ВК8
Кольцевое сверление глубоких отверстий Т15К6; Т14К8; Т5К10
Рассверливание неглу- боких (нормальных) Предварительно про- сверленных отверстий Т15К6; Т14К8; Т5К10 ВК4, ВК8 ВК8
Рассверливание неглу- боких (нормальных) от- верстий в литых, кова- ных или штампованных заготовках Т5К10; Т5К12-В; ВК8; ВК8-В Т5К12-В; ТТ7К12; ВК8; ВК8-В Т5К12-В; ВК8-В, ВК8
Рассверливание глубо- ких предварительно просверленных отверс- тий Т15К6; Т14К8 ВК4; ВК8 ВК8; ВК4
— п
- ВК8; ВК8-В ВК4; ВК6; ВК8 ВК8; ВК8-В ВК4; ВК6; ВК8 ВК2; ВК4
Т14К8; Т5К10; ВК8 ВК4 ВК8 ВК2; ВКЗ-М; ВК4 ВКб-М; ВК4 ВК2; ВКЗ-М; ВК4 ВК2; ВКЗ-М
Т14К8; Т5К10; ВК8 - ВК4; ВК6; ВК8 ВК2; ВКЗ-М; ВК4 ВКб-М; ВК4 ВК4; ВК6; ВК8 ВК2; ВКЗ-М; ВК4 ВК2; ВКЗ-М; ВК4
Режимы резания. Повышение износостойкости инструмента
Продолжение табл. 3
Обрабатываемые материалы
Обработка Характер и условия обработки Углеро- дистые и легиро- ванные стали Трудно- обрабаты- ваемые материа- лы Корро- зионно- стой- кие стали Закален- ные стали Титано- вые сплавы Чугу- ны, НВ < < 240 Чугуны высокой твер- дости ; НВ< < 700 Цвет- ные метал- лы и сплавы Неме- талли- ческие мате- риалы
Свер- ление и рас- свер- лива- ние Рассверливание глубо- ких отверстий в литых, кованых и штампован- ных заготовках, а так- же отверстий с нерав- номерным припуском на обработку и преры- вистым резанием Т5К10; Т5К12-В; ВК8; ВК8-В Т15К12-В ТТ7К12; ВК8; ВК8-В Т5К12-В; ВК8; ВК4 Т14К8; Т5К10; ВК8 - ВК8; ВК8-В; ВК4 - ВК4; ВК8; ВК8-В -
Зен- керо- вание Черновая обработка Т15К6; Т14К8; Т5К10; Т5К12-В; ВК8 Т5К10; ВК4; ВК8 ВК6-М; ВК4 - ВК4; ВК4; ВК6; ВК8 ВК6-М; ВК4; ВК6; ВК8 ВК4; ВК6
Получистовая и чисто- вая обработка Т30К4; Т15К6; Т14К8 Т15К6; Т14К8; Т5К10," ВК6-М ВК6-М ВК8 ВК2; ВКЗ-В; ВК4 ВК4 ВК2; ВК2;
Раз- вер- тыва- ние Предварительная и окончательная обра- ботка Т30К4; Т15К6 Т30К4; Т15К6; ВК6-М; ВКЗ-М ВК6-М; ВК4 Т30К4; ВКЗ-М; ВК6-М ВК4; ВК6-М; ВКЗ-М ВК2; ВКЗ-М; ВК4; ВК6-М ВК6-М; ВКЗ-М ВКЗ-М; ВК4 ВКЗ-М; ВК4
Режимы резания. Повышение износостойкости инструмента
4. Марки быстрорежущей стали для инструментов, используемых при различных видах обработки
резанием
Обрабатываемый материал, условия обработки Точение Нарезание резьбы Зенкерование, раз вертывание, протягивание Фрезерование
метчиком плашкой
Углеродистые конструкцион- ные стали Р6М5; 10Р6М5 Р6М5; Р9Ф5 Р6М5 Р14Ф4; Р9Ф5 Р6М5; 10Р6М5
То же, при работе в условиях динамических нагрузок с большими подачами Р6МЗ; Р18К5Ф2; Р9К10 — — - Р6МЗ; Р18; Р9; Р12
Конструкционные легирован- ные стали Р9К5: Р9М4К8; 11РЗАМЗФ2; 10Р6М5 Р6М5 Р6М5 Р9Ф5; Р14Ф4 10Р6М5
Чугуны всех марок Р9; Р12; Р6М5ФЗ 10Р6М5 Р14Ф4 Р6М5
Цветные сплавы типа алюми- ниевых, медных, магниевых Р6М5; 10Р6М5
Режимы резания. Повышение износостойкости инструмента
5. Марки быстрорежущей стали для изготовления различных видов режущих инструментов
повышенной производительности
Обрабатываемый материал Вид инструмента
Резцы Сверла Зенкеры Развертки Протяжки Метчики Фрезы всех типов ^Червячные фрезы
Конструкционные углеродис- тые и легированные стали, чугуны, цветные сплавы (НВ < 255) Р6М5К5; Р12Ф2К8МЗ Р6М5К5; Р9М4К8 Р6М5ФЗ Р6М5ФЗ Р6М5ФЗ; Р6М5К5 - Р6М6К5; Р9К5 Р9М4К8; Р6М5К5, Р6К5
Конструкционные легирован- ные и улучшенные стали, чугуны модифицированные (НВ > 225), коррозионно- стойкие, жаростойкие и жа- ропрочные стали Р9М4К8; Р12Ф2К8МЗ; Р6М5К5; Р9К5 Р6М5К5; Р9К5; Р9М4К8 Р6М5К5, Р9М4К8 Р9М4К8, Р6М5К5 Р6М5К5; Р6М5ФЗ Р6М5К5; Р9К5; Р9М4К8 Р9М4К8; Р6М5К5; Р9К5
Жаропрочные деформируе- мые сплавы на железонике- левой и никелевой основе, жаропрочные литейные спла- вы на никелевой основе, прецизионные сплавы Р12Ф2К8МЗ; Р12Ф4К5; Р6М5К5 Р9М4К8; Р6М5К5 Р9М4К8; Р6М5К5; Р12Ф4К5 Р12Ф2К8МЗ; Р9М4К8 Р9М4К8; Р6М5К5 Р9М4К8; Р12Ф2К8МЗ; Р12Ф4К5 -
Сплавы на основе титана Р12Ф2К8МЗ; Р12Ф4К5; Р6М5К5 Р9М4К8; Р12Ф4К5; Р6М5К5 Р9М4К8; Р12Ф4К5; Р6М5К5 -
Примечания: 1. Сталь Р9К5 применяют при повышенных режимах резания.
2. Марки быстрорежущих сталей приведены в порядке предпочтительности их применения.
Режимы резания. Повышение износостойкости инструмента
Режимы резания. Повышение износостойкости инструмента
289
6. Рекомендуемые к преимущественному использованию марки
быстрорежущей стали для инструмента повышенной производительности
Группа стали Марки стали
применяемые рекомендуемые для замены
Вольф рамованадиевая Р9Ф5; Р12ФЗ; Р14Ф4 -
Во льфр ам омо л ибден ованадие- вая Р6М5ФЗ Р6М5ФЗ (ТУ 14-1-318-72)
Вольфрамокобальтовая Р9К5; Р9К10 Р9К5 (ГОСТ 19265-73)
Вольфрамомолибденокобаль- товая Р6М5К5 Р6М5К5 (ГОСТ 19265-73)
Вольфрамокобальтованадие- вая Р10К5Ф5; Р12Ф4К5; Р18К5Ф2 Р12Ф4К5 (ТУ 14-1-404 - 72)
Комплекснолегнрованные Р10К10ФЗМ4 -
Комплекснолегированные с по- вышенным содержанием уг- лерода Р0Ф2К8М6АТ; Р2Ф2К8М6АТ; Р8МЗК6С; Р9М4К8; Р10Ф1К8М6; Р12Ф2К8МЗ; Р12ФЗК10МЗ; Р18Ф2К8М Р9М4К8 (ГОСТ -19265-73); Р12Ф2К8МЗ (ТУ 14-1-691-73)
7. Область применения быстрорежущих вольфрамомолибденовых сталей
Инструменты Обрабатываемый материал Марка стали инструмента
Спиральные и центровочные сверла, развертки, машинные метчики Конструкционные легирован- ные стали с HRC3 51 — 56 и сув > 2 ГПа, жаропрочные и титановые сплавы Р18Ф2К8М; Р12Ф2К8МЗ; Р6Ф2К8М5
Конструкционные легирован- ные стали с HRC3 44—48,5 и <ув=1,2--1,6 ГПа, корро- зионно-стойкие и термоустой- чивые стали Р12Ф2К8МЗ; Р6Ф2К8М5
290 Режимы резания. Повышение износостойкости инструмента
Продолжение табл. 7
Инструменты Обрабатываемый материал Марка стали инструмента
Спиральные и центровочные сверла, развертки, машинные метчики Конструкционные легирован- ные стали с НВ > 300 и = = 0,9 ч-1,0 ГПа, коррозионно- стойкие стали Р6Ф2К8М5; Р2Ф2К8М6; Р0Ф2К8М6
Концевые, дисковые, цилиндри- ческие и торцовые фрезы Стали высокопрочные с HRC35\ — 56 и износостойкие типа 45Г17ЮЗ, жаропрочные и титановые сплавы Р18Ф2К8М; Р12Ф2К8МЗ; Р6Ф2К8М5
Стали конструкционные ле- гированные с /77?СЭ41—46, коррозионно-стойкие типа 12Х18Н9Т и высокохромистые Р6Ф2К8М5; Р2Ф2К8М6: Р0Ф2К8М6
Круглые и шлицевые протяж- ки, червячные и шлицевые фрезы Стали: конструкционные леги- рованные с НВ 250 — 300, кор- розионно-стойкие, жаропроч- ные и теплоустойчивые Р6Ф2К8М5; Р0Ф2К8М6; Р2Ф2К8М6
Резцы: фасонные, автоматные, расточные, отрезные, стро- гальные Высокопрочные, жаропрочные, титановые и износостойкие стали и сплавы Р12Ф2К8МЗ; Р6Ф2К8М5; Р2Ф2К8М6; Р0Ф2К8М6
8. Относительная стойкость (%) режущего инструмента
из быстрорежущих сталей
Марка стали инструмента Материал обрабатываемой заготовки
Сталь Трудное бра баты- ваемые стали и сплавы
конструкционная легированная
Р18 100 100 100
Р18К5Ф2 150 150 170
Р12 100 90 70
Р14Ф4 150 150 150
Р12Ф4К5 150 170 200
Р9 100 90 70
Р9К10 200 200 200
Р9М4К8 250 300 300
Р6М5 100 80 60
Р6М5К5 150 150 200
Р6М5К8Ф2 150 170 250
Режимы резания. Повышение износостойкости инструмента
291
9. Средние значения допустимого износа режущей части инстумента
Токарные резцы
Резцы Материал режущей части резца Обрабатываемый материал Критерий затупления, мм
Проходные, подрезные, расточные Быстрорежу- щая сталь Углеродистые и леги- рованные стали 1,5-2,0
Жаропрочные и корро- зионно-стойкие стали 0,8-1,0 (0,3-0,5)
Твердый сплав Углеродистые и леги- рованные стали 1,0-1,4 0,4-0,6
Жаропрочные и корро- зионно-стойкие стали 0,8-1,0 (0,3-0,5)
Чугун р р Сч 00 1 1 р р 00 О
Отрезные, прорезные Быстрорежу- щая сталь Сталь, ковкий чугун 0,8-1,0
Серый чугун 1,5-2,0
Твердый сплав Углеродистая сталь, чу- гун 0,8-1,0
Жаропрочные и корро- зионно-стойкие стали 0,5-0,6
Фасонные Быстрорежу- щая сталь Сталь 0,4-0,5
Строгальные и долбежные резцы
Резцы Материал режущей части Критерий затупления Л3, мм, при обработке
стали чугуна
Проходные Быстрорежущая сталь 1,5-2,0 3,0-4,0 1,5-2,0 0,8-1,0 0,6-0,8
Твердый сплав
Прорезные и от- резные Быстрорежущая сталь 0,8-1,0 1,5-2,0
Твердый сплав - 0,6-0,8
292
Режимы резания. Повышение износостойкости инструмента
Продолжение табл. 9
Резцы Материал режущей части Критерий затупления h3, мм, при обработке
стали чугуна
Фасонные Быстрорежущая сталь 0,4-0,5 0,4-0,5
Твердый сплав - 0,4-0,5
Инструменты для обработки отверстий и нарезания резьбы
Инструмент Обрабаты- ваемый материал Материал режущей части Кри- терий затуп- ления Диаметр инстру- мента, мм Допустимый износ, мм
Сверла Сталь * Быстрорежущая сталь Лп 0,4-1 0,1-0,16
Лу 1-3 0,2-0,5
Лз 4-10 10-20 20-25 0,4-0,5 0,5-0,8 1,0
Твердый сплав hn 3-5 6-8 10-12 0,1-0,2 0,25-0,3 0,4-0,5
Чугун Быстрорежущая сталь hy 20 0,5-0,8 0,8-1,2
Твердый сплав 3-12 0,1-0,5
Зенкеры Сталь* Быстрорежущая сталь hy 20-80 1,2-1,5
Чугун 0,8-1,5
Сталь и чугун Твердый сплав th 20 40 60 80 1,0 1,2 1,4 1,6
Развертки Сталь* и чугун Быстрорежущая сталь 20-50 оо г- О о 1 1 o' o'
Твердый сплав
Режимы резании. Повышение износостойкости инструмента 293
Продолжение табл. 9
Инструмент Обрабаты- ваемый материал Материал режущей части Кри- терий затуп- ления Диаметр инстру- мента, мм Допустимый износ, мм
Машинно- ручные метчики Сталь * Быстрорежущая сталь я с использованием Л3 сож. d 0,125 d
Чугун * 0,7 d
Гаечные метчики Сталь 0,05 d
Плашки * Обрабси Сталь* гка выполняете М3-Мб М8-М12 0,1-0,2 0,2-0,3
Фрезы
Фрезы Материал режущей части Обрабаты- ваемый материал Диаметр фрезы, мм Критерий затупления Л3, мм
Торцовые Твердый сплав - Сталь До 250 1,0-1,2 0,8-1,0
Быстрорежу- щая сталь 1,5-2,0 0,3-0,5
Твердый сплав Чугун 1,5-2,0
Твердый сплав Сталь, чугун, медные и алюминиевые сплавы 250-630 1,2-1,5 0,5-0,8
Прорезные (шлицевые) и отрезные Быстрорежу- щая сталь Конструкци- онная сталь, чугун 20-315 0,15-0,2
Коррозионно- стойкая сталь 0,2-0,3
Дисковые пазовые Быстрорежу- щая сталь Сталь и чугун 50-125 0,3-0,5
Дисковые двух- и трехсто- ронние со Быстрорежу- шая сталь 80-315 0,4-0,6
Коррозионно- 0,5-0,7
294 Режимы резания. Повышение износостойкости инструмента
Продолжение табл. 9
Фрезы Материал режущей части Обрабаты- ваемый материал Диаметр, мм Критерий затупления мм
вставными ножами стойкая сталь
Твердый сплав Конструкци- онная сталь, чугун 100-315 1,о-1,2
Коррозионно- стойкая сталь 0,6-0,8
Дисковые трех- сторонние цельные Быстрорежу- щая сталь Конструкци- онная сталь, чугун 50-125 0,4-0,5
Коррозионно- стойкая сталь 0,5-0,6
Цилиндриче- ские Твердый сплав Сталь 63-250 0,5-0,6
Чугун 0,7-0,8
Быстрорежу- щая сталь Сталь 0,4-0,6
0,15-0,25
Чугун 0,5-0,8 0,2-0,3
Концевые Твердый сплав Сталь 3-12 0,3-0,5 0,2-0,3
Быстрорежу- щая сталь Конструкци- онная сталь 3-12 0,25-0,35 0,20-0,35
16-25 0,50-0,65 0,35-0,50
32-63 0,4-0,55 0,3-0,4
Чугун 3-12 0,3-0,5 0,3-0,35
16-32 0,8-1,0 0,5-0,6
Режимы резания. Повышение износостойкости инструмента
295
Продолжение табл. 9
Фрезы Материал режущей части Обрабаты- ваемый материал Диаметр, мм Критерий затупления 63, мм
Концевые Быстрорежу- щая сталь Чугун 40-63 0,6 0,4
Коррозионно- стойкая сталь 3-12 0,15-0,2 0,1-0,2
16-63 0,3-0,36 0,2-0,25
Алюминиевые сплавы 3-63 0,3-0,4 0,2-0,3
Шпоночные Сталь кон- струкцион- ная при об- работке: с маятниковой подачей 4-14 0,15 — 0,25
16-32 0,3-0,4
за один ход 2-14 0,1-0,25
16 — 32 0,3-0,4
Двухугловые Сталь кон- струкционная 40-80 0,6-0,7
Фасонные не- затылован- ные 0,6-0,7 0,2-0,3
Фасонные за- тылован- ные 0,3-0,4 0,2
Примечание. Ряд значений критерия затупления приведен в виде дроби: в
числителе — значения критерия для инструментов, используемых при черновой
обработке, в знаменателе — при чистовой обработке. Значения критерия, при-
веденные в скобках, характеризуют износ инструментов, используемых при
чистовой и получистовой обработке; остальные значения при черновой и
чистовой обработке.
296 Режимы резания. Повышение износостойкости инструмента
10. Периоды стойкости твердосплавных пластин с износостойкими
покрытиями, нанесенными на установках типа «Булат»
Пластина Характер обработки Период стойкости (мин) при обработке одним углом пластины
без покрытия с износо- стойким покрытием
Многогранная Черновая и получистовая 24-25 40-60
Круглая 120 200
Многогранная Чистовая 27-29 40-45
Круглая 140 220
11. Периоды стойкости инструментов из быстрорежущей стали с
покрытием из TiN
Вид инструмента Размерный параметр Период стойкости (ч) инструмента при обработке заготовок
Значение размерного параметра, мм из конструк- ционной стали ИЗ чугуна и брон- зы
угле- родис- той леги- рован- ной
Токарные проход- ные Сечение державки Резцы (12 х 20)4- (12 х 25) (16 X 16)4-(16 х 30) X X 3,5 4,3 2,6 3,5 -
Токарные фасоч- ные (10 х 15)4-(12 х 20) (16 х 25) 4-(20 х 30) (25 х 40) 4-(30 х 45) X X X 1,2 1,6 2,4 1,2 1,2 2,0 -
Отрезные и кана- вочные Ширина режущей части 2 5-6 8-10 3,3 4,2 5 2,5 3,3 4,2 4,2 5 5,9
Расточные Сечение державки (16 х 16)4-(25 х 25) X 2,0 20 —
Режимы резания. Повышение износостойкости инструмента
297
Продолжение табл. 11
Вид инструмента Размерный параметр Значение размерного параметра, мм Период стойкости (ч) инструмента при обработке заготовок
из конструк- ционной стали ИЗ чугуна и брон- зы
угле- родис- тая леги- рован- ная
Токарные подрез- ные Сечение державки (10 х 16) 4-(40 х х 60) 2,1 2,1 -
Фасонные призма- тические сред- ней сложности Ширина режущей части 10 20-30 40 5,7 6,7 7,6 - -
Фасонные призма- тические сложные - 20-30 40 50-60 5,7 6,2 6,7 4,8 5,3 5,7 6,7 6,7 7,6
Токарные галтель- ные и радиусные Сечение державки (10 х 12)-=-(12 х х 20) (16 х 16)4-(20 х х 30) 4,2 5,0 3,3 4,2 -
Зубострогальные Модуль 1-2 • 2,5-6,5 12,8 14,2 9,9 11,4 -
Фрезы
Дисковые трех- сторонние 60 75 90 ПО 5,4 6,3 7,2 8,1 4,5 5,0 5,9 6,3 8,1 9,5 10,8 Н,1
Дисковые пазовые Диаметр 60 75 90-110 3,6 4,5 5,4 2,7 3,6 4,5 5,4 6,8 8,1
Резьбовые гребен- чатые 40-50 55-65 80-90 6,0 7,0 9,0 5,0 5,5 7,0 —
Дисковые косо- зубые Модуль 1олбяки 1 2-3 3,5-4 5-6,5 12,6 14,0 15,4 16,8 10 11 13 14 —
298
Режимы резания. Повышение износостойкости инструмента
Предварительная подготовка заключается в очистке рабочих по-
верхностей инструмента от окалины, окисных пленок и различных
загрязнений. Подготовку осуществляют методами: виброабразивной
обработки, позволяющей упрочнить режущие кромки инструмента и
создать геометрическую развитость его рабочих поверхностей, ультра-
звуковой мойки в активных моющих средствах с последующей суш-
кой и мойки фреоном, эффективно обезжиривающей рабочие поверх-
ности инструмента. Покрытия на инструменты из быстрорежущей
стали наносят после предварительного шлифования эльборовыми
кругами.
При прерывистом резании, недостаточной жесткости системы
СПИД и на черновых операциях при изменяющихся припусках на
обработку используют более пластичные покрытия малой толщины —
3 — 5 мкм. Для непрерывного резания, особенно в условиях боль-
шой жесткости системы СПИД и малых подач, более эффективны
покрытия повышенной твердости толщиной 5—10 мкм. Для инстру-
ментов из быстрорежущих сталей Р6М5 и Р6М5К5 применяют по-
крытия из нитрида титана толщиной 3 — 5 мкм. Комплексная по-
верхностная обработка, заключающаяся в предварительном азотиро-
вании инструмента на глубину до 25 мкм и последующем нанесении
покрытий, позволяет увеличить период стойкости инструмента в 3 — 5
раз. Для твердосплавных инструментов используют покрытия из
карбида титана толщиной 6—10 мкм и композиционные покрытия
из карбида, карбонитрида и нитрида титана толщиной до 10 мкм.
При работе с подачами 5 > 0,7 мм/об эффективность любых по-
крытий, нанесенных на режущий инструмент, снижается.
Периоды стойкости инструментов из твердых сплавов и быстро-
режущих сталей с износостойкими покрытиями приведены в табл.
10 и 11.
Повышение работоспособности инструмента из твердого сплава
нанесением покрытий на сменные многогранные пластинки осуществ-
ляют высокотемпературными способами, при которых температура
подложки достигает 1000°C. К этим способам относят: конден-
сацию газообразных соединений из газовой среды с образованием
твердых пленок (способ ГТ); термодиффузию в материал инстру-
мента твердых соединений из металлических порошков (способ ДТ).
Способами ГТ и ДТ наносят на сменные многогранные пластинки
из твердого сплава покрытия из карбидов титана (TiC), а также
двухслойные покрытия из карбидов и нитридов титана (TiC + TiN).
При одинаковой стойкости инструмента наличие таких покрытий по-
зволяет повысить скорость резания при обработке труднообрабаты-
ваемых материалов на 10 — 20%. В случае обработки с одина-
ковыми скоростями резания покрытия, нанесенные способами ГТ и
ДТ, повышают стойкость инструмента (многогранных твердосплавных
пластин) в 1,5—2 раза.
Инструменты из быстрорежущей стали упрочняют конденсацией
веществ из плазменной фазы в условиях ионной бомбардировки
Режимы резания. Повышение износостойкости инструмента
299
(способ КИБ). Для этого способа характерна довольно низкая
температура подложки (450 °C). Способом КИБ наносят покрытия из
нитрида титана на инструменты из быстрорежущей стали — долбяки,
червячные фрезы, метчики (особенно бесстружечные), протяжки, раз-
вертки, концевые фрезы, а также на сложные в изготовлении
монолитные инструменты из твердого сплава (мелкомодульные дол-
бяки, метчики, фасонные резцы) и напаянные твердосплавные плас-
тинки. Стойкость инструмента, упрочненного способом КИБ, повы-
шается в 1,2—2 раза.
Особенности выбора режимов резания для труднообрабатываемых
материалов. Обрабатываемость материалов зависит в основном от
их химического состава, в соответствии с которым труднообраба-
тываемые материалы подразделяют на восемь групп, и характери-
зуется коэффициентом к (табл. 12) обрабатываемости материала
(группы труднообрабатываемых материалов приведены в табл. 40
гл. 6).
Ориентировочные скорости резания при чистовом и получистовем
точении заготовок из труднообрабатываемых сталей и сплавов,
характерные также и для торцевого и концевого фрезерования
после типовой термической обработки, принятой для данного ма-
териала, приведены в табл. 40 гл. 6. Период стойкости инстру-
мента при указанных скоростях резания, мин: 45 —60 при точе-
нии; 60—120 при фрезеровании. Значения относительной стойкости
инструментов из быстрорежущей стали различных марок приведены
в табл. 12.
12. Относительная стойкость инструментов нз быстрорежущей стали
при обработке труднообрабатываемых материалов
Группа материала Коэффициент обраба- тываемости к трудно- обрабатываемого материала Относительная стойкость инструментов из быстрорежущей стали марки
Р6АМ5 Р6М5К5 Р9К5 Р9М4К8
I 0,5-1,0 1,0 1,2 1,2 1,5
II 0,3-0,7 1,0 1,2 1,2 2,0
III 0,45—0,6 1,о 1,2 1,2 2,0
IV 0,23-0,42 0,8 1,5 1,5 2,0
V 0,08-0,16 1,0 2,0 2,0 3,0
VI 0,05-0,1 1,0 2,0 2,0 3,0
VII 0,24-0,5 0,8 1,5 1,5 2,5
VIIIA VH1B 0,12-0,22 0,24-0,50 1,0 1,5 1,5 2,5
Примечания: 1. Относительной стойкостью называют отношение стой-
кости инструмента из данной стали к стойкости инструмента из стали Р18.
2. Коэффициенты обрабатываемости приняты по отношению к стали 45.
300
Режимы резания. Повышение износостойкости инструмента
13. Нормы подачи СОЖ поливом на универсальных н
специализированных станках
Вид обработки Тип СОЖ Норма подачи СОЖ, л/мин Направление потока СОЖ
Точение М(В) в 7-8(10-20) Сверху на снимаемую стружку в месте отделе- ния ее резцом
8-15
Сверление в 4-16 На режущие лезвия вдоль оси сверла
Зенкерование в м 5-15 5-10
Развертывание в м 6-10 4-6
Резьбофрезерование м 4-6 Плоской струей сверху на зубья фрезы в зону резания
Фрезерование в В; М 7-20 10-20 Сверху плоской струей, омывающей фрезу по всей длине
Зубообработка М 8-10 2-3 Плоской струей, омы- вающей режущие зубья инструмента
Протягивание В; М 10-20 15-30 Одновременно в зону входа и выхода протяж- ки из детали
Нарезание резьбы на гайконарезных ав- томатах М 2-3 Сверху на режущие кром- ки метчика
Примечания: 1. Условные обозначения СОЖ: В — водные; М — мас-
ляные.
2. В числителе дроби приведены данные для черновой обработки за-
готовок, в знаменателе дроби — для чистовой обработки.
Режимы резания. Повышение износостойкости инструмента
301
Нормы подачи СОЖ для различных условий резаиия приведены
в табл. 13.
СПИСОК ЛИТЕРАТУРЫ
1. Верещака А. С. Повышение эксплуатационной надежности
режушего инструмента, применяемого в автоматизированном про-
изводстве. — В кн.: Автоматизация и комплексная механизация в
машиностроении. Труды ЛПИ, № 360. Л.: ЛПИ, 1978, с. 43 — 47.
2. Инструментальные стали: Справочник. М.: Металлургия, 1977.
168 с.
3. Нормы расхода резцов с механическим креплением твердо-
сплавных многогранных пластин и режущего инструмента с изно-
состойкими покрытиями, нанесенными на установках типа «Булат».
М.: НИИмаш, 1982. 40 с.
4. Общемашиностроительные нормативы по износу, стойкости
и расходу спиральных сверл (временные). М.: НИИмаш, 1980.
40 с.
5. Общемашиностроительные нормативы режимов резания, норм
износа и расхода разверток из быстрорежущей стали. М.: НИИмаш,
1984, 56 с.
6. Общемашиностроительные нормативы режимов резания, норм
износа и расхода фрез двухугловых, шпоночных, дисковых из
быстрорежущей стали и твердого сплава. М.: НИИмаш, 1984.
175 с.
7. Общемашиностроительные нормативы режимов резания, норм
износа и расхода зенкеров из быстрорежущей стали. М.: НИИмаш,
1984. 131 с.
8. Полоцкий И. Л. Основные направления развития конструк-
ций и производства металлорежущего инструмента. М.: Машино-
строение, 1973. 36 с.
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Классификация металлорежущих станков (табл. 1). По технологи*
ческому назначению (в зависимости от вида обработки) все металло-
режущие станки можно подразделить на девять групп — группы то-
карных станков, сверлильно-расточных, шлифовально-полировальных
и др. В каждой группе предусмотрены девять типов станков, отли-
чающихся друг от друга технологическим назначением (например,
протяжные станки для внутренней обработки), расположением их глав-
ных рабочих органов (например, горизонтально-протяжные), степенью
автоматизации (полуавтомат или автомат).
Станки также подразделяют: по степени универсальности — на
универсальные, специальные и специализированные; по массе — на
легкие (до 1 т), нормальные (до 10 т), крупные (до 30 т), тяжелые
(до 100 т) и уникальные (более 100 т); по точности — нормальной
(Н) точности, повышенной (П), высокой (В), особо высокой (А), осо-
бо точные или прецизионные (С).
Условное обозначение (индекс) станка состоит из трех, или четырех
цифр и букв, которыми обозначают: первой цифрой — группу станка
(например, 1 — токарная группа, 6 — фрезерная, 7 — протяжная и т. д.);
второй цифрой — тип илн разновидность станка (например, в свер-
лильно-расточной группе цифра 1 означает вертикально-сверлильный
станок; во фрезерной группе 1 — вертикально-фрезерный станок и т. д.),
третьей цифрой (или третьей и четвертой) — его типоразмер. Следую-
щая цифра (или две цифры) явдяется главным параметром обработки
(например, максимальный диаметр сверления для станков сверлильной
группы).
Буква, стоящая после первой цифры, указывает на различное
исполнение станков; буква в конце цифровой части означает модифи-
кацию базовой модели, степень точности или особенность станка.
Например, индекс 2Г106П-2 расшифровывается: вертикально-сверлиль-
ный станок в двухшпиндельном исполнении повышенной точности,
позволяющий обрабатывать отверстия с максимальным диаметром 6
мм; индекс 1Г325 означает: 1 — станок токарной группы, Г — моди-
фикация, 3 — револьверный, 25 — максимальный диаметр обрабатывае-
мого прутка. При наличии дополнительных, конструктивных особен-
ностей (программное управление, цифровая индикация, магазин с ав-
томатической сменой инструмента) в индексе добавляют следующие
буквы: Ц — цикловое программное управление; Ф1 — цифровая инди-
кация; Ф2 — числовое позиционное программное управление; ФЗ—
числовое контурное программное управление; Р — поворотная револь-
верная головка для автоматической смены инструмента; М — мага-
зин; Ф4 и Ф5 — многооперационные станки.
Увеличение числа реализуемых в станке функций ведет к их
усложнению, и, соответственно, усложняются индексы. Поэтому вве-
дена дополнительная система обозначения с помощью кодов (табл. 2).
1. Классификация металлорежущих станков
Станки Труп- па Тип станка
1 2 3 4 5 6 7 8 9
Токарные 1 Автоматы гома одношпин- дельные и полуав- ты много- шпиндель- ные Револь- верные Токарно- револь- верные полуав- томаты Карусель- ные Токар- ные и ло- бото- карные Многорез- цовые и копиро- вальные Специали- зиро- ванные Разные токарные
Сверлильные и расточные 2 П Настоль- ко- и вер- тикально- сверлиль- иые олуавтомат1 одношпин- дельные >1 много- шпин- дельные Коорди- натно- расточ- ные Радиаль- но- и ко- ординат- но-свер- лильные Расточ- ные Отделоч- но-рас- точные Горизон- тально- сверлиль- ные Разные свер- лильные
Шлифоваль- ные, полиро- вальные, до- водочные, заточные 3 Кругло- шлифо- вальные, бесцентро- во-шлифо- вальные Внутри- шлифо- вальные, . бесцентро- во-шлифо- вальные Обдироч- но-шли- фоваль- ные Специа- лизиро- ванные шлифо- вальные Продоль- но-шли- фовальные Заточные Плоско- шлифо- вальные Прити- рочные, полиро- вальные, хонинго- вальные, дово- дочные Разные, работаю- щие абрази- вом
Комбиниро- ванные 4 - - - - - - - - -
Металлорежущие станки
Зубо- и резь- бообрабаты- вающне 5 Зубостро- гальные и зубодол- бежные для ци- линдри- ческих колес Зуборез- ные для кониче- ских колес Зубофре- зерные для ци- линдриче- ских колес и шлице- вых валов Для на- резания червяч- ных колес Для обра- ботки торцов зубьев колес Резьбо- фрезер- ные Зубоотде- лочные, провероч- ные и об- катные Зубо- и резьбо- шлифо- вальные Разные зубо- и резьбооб- рабаты- вающие
Фрезерные 6 Верти- кально- фрезерные консоль- ные Фрезерные непрерыв- ного действия Продоль- ные од- ностоеч- ные Копиро- вальные и грави- роваль- ные Верти- кально- фрезерные бескон- сольные Продоль- ные двух- стоечные Широко- универ- сальные Горизон- тально- фрезерные консоль- ные Разные фрезер- ные
Строгальные, долбежные, протяжные 7 Предо односто- ечные льные: двухсто- ечные Попереч- но-стро- гальные Долбеж- ные Протяж- ные гори- зонталь- ные Протяжн ка льные ТЯГИ! внутрен- него ые верти- для про- щания: наруж- ного Разные строгаль- ные
Разрезные 8 Отрез резцом аые, работа! абразив- ным кру- гом ющие: гладким или пасеч- ным диском Правиль- ио-отрез- ные Ленточно- пильные Отрезные с диско- вой пилой Отрез иые ножовоч- ные
Разные 9 Трубо- и муфтооб- рабатыва- ющие Пилона- секатель- ные Правиль- но- и бес- центрово- обдироч- ные Для испы- тания инстру- ментов Дели- тельные машины Баланси- ровочные
Металлорежущие станки
Металлорежущие станки
305
2. Кодовое обозначение категорий станков
Категории металлорежущих станков Код
Специализированные станки 11
Специальные станки 12
Крупные станки массой более 10 т 21
Тяжелые станки массой 30—100 т 22
Уникальные станки массой более 100 т 23
Базовая модель нз унифицированной гаммы 31
Унифицированная модель, не входящая в гамму 32
Полуавтоматы' всех технологических групп 41
Автоматы всех технологических групп 42
Станки, приспособленные для встраивания в автоматические 43
линии
Станки, приспособленные для работы с автоматическими 44
манипуляторами
Станки, приспособленные для оснащения автоматическими 45
загрузочными устройствами
Станки с программным управлением, приспособленные для 46
встраивания в автоматизированные комплексные участки
с управлением от ЭВМ
Станки, оснащенные резьбонарезным приспособлением 47
Стаики с гидросуппоргом 48
Станки повышенной точности 51
Станки высокой точности 52
Станки особо высокой точности 53
Станки особо точные 54
Станки с цифровой индикацией 55
Станки с цикловыми СУ 57
Станки с револьверной инструментальной головкой 58
Станки с функциональной системой ПУ 61
Станки с оперативной системой ПУ 62
Станки с продуктивными системами ПУ 63
Многоцелевые станки с продуктивными системами ПУ 64
Станки с универсальными системами ПУ 65
Многоцелевые станки с универсальными системами ПУ 66
Станки с целевыми системами ПУ 67
Автоматические линии механообработки из агрегатных станков 81
с функциональными системами управления (ФСУ)
Автоматические линии механообработки из специальных стан- 82
ков с функциональными системами ФСУ
Автоматизированные линии для сборки узлов машин 83
Автоматизированные комплексные участки с управлением от ЭВМ 84
Автоматические манипуляторы (промышленные роботы) 85
306
Металлорежущие станки
3. Станки токарной группы
Модель станка Код (см. табл. 2) Макси- маль- ные раз- меры *1 заготов- ки, мм Скорость главного движе- ния *2, об/мин Подача, м/мин или мм/об Мощ- ность глав- ного приво- да, кВт Габаритные размеры станка, мм Масса стан- ка, т
т 1Е110П 32, 42, 43, 51 1Е110 32, 42, 43 окарно-ре 10x70 волъверные 112-5000 56-630 одноитинд* *лъные 2,2 автоматы 1690 х 775 х х 1585 1,33
1Е116П 32, 42, 43, 51 1Е116 16x70 140-6300 90-6300 45-800 - 3 1760х775х х 1585 1,33
1Е125 32, 42, 43 1Е125П 32, 42, 43, 51 1Е125ПИ 32, 42, 43, 51 25x110 125-4000 63 - 500 6,1-602 4 2130х1050х Х1500 2160х1000х Х1510 2,84 2,5
1Б125 25 200-3150 10,1-608,3 1900х900х Х1580 2,3
1Е140 32, 42, 43 1Е140Г1 40x110 80-2500 6,1 -602 6,1—824 5,5 2060 х1060 х х 1550 2060 х 2060 х 2,5
31, 42, 43, 51 1Е140ПИ 32, 42, 43, 51 40-315 Х1510 2160х1000х х 1500 2,12
1Б140 Одношпинё 11Ф16 34, 42, 43 40 елъные ai 16x70 200 - 2500 63-1000 ипоматы £ то\ 260 - 4000 315-6300 10,1-608,3 Ъасонно-от} ения езные 3 1900х890х х 1500 i продолъно-фа 1510х720х х 1470 2,5 сонного 1,25
Металлорежущие станки
307
Продолжение табл. 3
Модель станка Код (см. табл. 2) Макси- маль- ные раз- меры *1 заготов- ки, мм Скорость главного движе- ния *2, об/мин Подача, м/мйн или мм/об Мощ- ность глав- ного приво- да, кВт Габаритные размеры станка, мм Масса стан- ка, т
1Б032 31, 42, 43 10 X 100 800-4000 - 2,2 1900 х730х Х1320 1,6
11Т16В 31, 42, 43, 52 16x140 450-6300 0,049- 20,4 3 5700 х 945 х х 1520 1,2
11Т16РВ 16 450-4000 0,049- 8,0 1,28
11Т16А 16x140 450-6300 0,049-20,4 1,2
11T16FA 11Т16ЕВ 16 1,25
11Т16РА 450 - 4000 0,049- 8,0 1,2
11П16П 1П16 1П16А 500 - 5600 0,056-20
Автоматы и полуавтоматы токарные многошпинделъные горизонтальные
прутковые
1Б216-6К 31, 42, 43, 51 16x80 352-3567 11/15 5760 xl 100 х х2070 4
1А225-6 31, 42, 43 25 280-2560 (6,4- 166,3) *3 14 5760х2100х х2115 5,7
1Б225-6К 31, 42, 43, 51 1Б225-6 31, 42, 43, 51 25 х 150 227-2826 - 15/18,5 5765 х 1200 х х 1790 6,5
1Б240П-6 31, 42, 43 40x180 140-1600 0-2,63 15 6050 х 1690х х 1985 9
1Б240-6К 31, 42, 43, 51 141-2640 0-6,65; 0-2,7 6050 х 1680 х х 1985
1А240П-8 31, 42, 43 125x160 101-1440 0-6,67 17 4330 х1600 х х 1945 8,5
1В240-8К 32, 42, 43 32x130 180-2650 180-1800 - 15/18,5 4324 х1603 х х 1950 9
308 Металлорежущие станки
Продолжение табл. 3
Модель стайка Код (см. табл. 2) Макси- маль- ные раз- меры *1 заготов- ки, мм Скорость главного движе- ния *2, об/мин Подача, м/мин или мм/об Мощ- ность глав- ного приво- да, кВт Г абаритные размеры станка, мм Масса стан- ка, т
Полуавтоматы токарные многоитинделъные вертикальные патронные
1Г325 31, 41 360 80-630 0,05-0,3 2,6/3 3980 х 1000 х X155O 1,3
1Е340П 400 45-2000; 36-1600; 55-2500 0,05-1,6 4,2/6,3 5040 х1240 х Х1630 2,28
31, 41, 51
1Д340 5100 х 1350 х х 1300 2,4
1К341 60-2000 0,03-1,2 5,5 4620 х 1200 х Х1380
31, 41
1А341Ц 45-2000 0,035-1,6 4,2/6,3 4800х1240х х 1680 3,75 1,9
31, 41, 55
1А341ПЦ
31, 41, 51, 57 1Е316П 31, 51 Ток арно~револъ верные ста нки 2750 х 920 х
1Е316 32 1,6/2,5 х 1250 1,26
1Е316ПЦ 18 х 100 100-4000 10-1500 3750х920х Х1250 1,46
32,41,45,51,57
1Д316П 18 0,04-0,4 1,7/2,2 3662х940х х 1610 1,26
31, 51
1325ФЗ 25 х 100 90-4000 50 - 5000 - 4,7 2400х1080х х 1810 2,2
32, 41, 45, 51
1325Ф30 32, 41, 62 25 х х 320 х х80 2-2500; 1-1250 4/4,5 4800х1770х х 1670 .2,7
1Е325П 25 71—3150 - 3,7 2300x1140 х Х1600 1,75
31, 51
80-3550
Металлорежущие станки 309
Продолжение табл. 3
Модель станка Макси- маль- ные раз- меры заготов- ки, мм Скорость главного движе- ния *2, об/мин Подача, м/мин или мм/об Мощ- ность глав- ного приво- да, кВт Г абаритные размеры станка, мм Масса стан- ка, т
Код (см. табл. 2)
1Е325ПЦ 25 71-3150 - 3,7/3,7 2460х1380 х х 1410 1,96
80 - 3550
1Д325 2580х1300х х 1400 1,65
32
1Д325П 31, 51
1В340Ф30 40(400) х х 120 63-3150 1-2500 4,2 2840 х 1770 х Х1670 2,7
32,41,44,45,51,62
1В340ПФЦ 40 45 - 2000; 56-2500 0,035-1,6; 0,02-0,8 4,2/6,3 3000х1560х х 1600 3
32,41,44,45,51,61
1Г340ПЦ 40 х 100 3100х1300х х 1600 3
32,41,44,45,51,61
1Е365П 65 30-1500 - 15 5000 х 1565 х х 1755 4,25
31, 51
1Е365 4,3 4,2
32
1Е365ПФЗ 65 х 500 3 - 2500; 2-1200 3420х1700х х 1950
32, 41, 44, 45, 51, 62
1Е365Б 24-1500 0,025- 1,6 4400 х1525 х х 1800 5,2
32
1Е365БП 65 30-1500 - 3900х1500 х х 1400 4,3
32, 41, 51
1М365 65 х 500 34- 1500 0,09-2,7 5000х1500х х 1739 4,15
32
1Е365БПЦ 30-1500 - - 4,9
32, 42, 44, 51, 57
1Е371 1П416ФЗ 100 Полуавг 18-900 поматы тс 45-2000 карно-peeoj 0,1-1200 18,5/30 чьверны 8 5930 х 1895 х х 1680 1970х1150х х2040 6,5 4,
Л. 41, 44, 51, 63
310 Металлорежущие станки
Продолжение табл. 3
Модель станка Код (см. табл. 2) Макси- маль- ные раз- меры заготов- ки, мм Скорость главного движе- ния*2, об/мин Подача, м/мин или мм/об Мощ- ность глав- ного приво- да, кВт Габаритные размеры станка, мм Масса стан- ка, т
1А416 160 63-2000 0,1-1200 5,5 - 2,9
31, 41, 44, 61
1416Ц 32, 41, 44, 51, 61 50-2000 - 3,1
1А425 250х175 50-1250 63-1600 15-300; 15-200 7^5 тг 2550х1650х х2140 4,5
31, 41, 44, 51, 61
1П426ФЗ 250 х 200 гокарио-вг 200x350 25- 1250 5-1200; 2,5-600 18,5 3560 х1450 х х 2500 6,9
31, 41, 44, 51, 63 80-2500
1П426ДФЗ 32, 41, 44, 51, 63 16Б04 25- 1250 и токарнь 0,01-0,175; 0,005-0,09 18,5 ie стан 1,1 5140х1900х х2500 ки 1310 х 690 х х 1360 7,26 1,3
50 - 2500 снторезные 32-3200
32, 51
16Б05А 250 х 500 25 - 2500 1,5 1520х850х х 1385 1,3
31, 53
16Б05П 30- 3000 0,02 - 0,35; 0,01-0,175 1510 х 725 х Х1360 1,1
32, 51
16С05АФ1 25 - 5000 - 1700х 960х х 1430 1,3
32, 53, 55
16Б05ВФЗ 250 х 350 20 - 4000 2,35 1,4
32, 41, 52, 63
16Б16 320x710 20 - 2000 0.01-0,7 2,8 4^6 2280 х1060 х х 1485 2,1
32
1М61 32 320 х 640 12,5-1600 0,08-1,2; 0,12-1,9 4 2055 х1095 х х 1450 1,3
1М6Ш 320 х х 1000
31, 51
16Б16П 20- 2000; 16-1600 0,05-2,8; 0,025-1,4 3,8 6Д 2270хШ0х Х1505 2.15
31, 51
Металлорежущие станки 311
Продолжение табл. 3
Модель станка "Код (см. табд. 2) Макси- маль- ные раз- меры*1, заготов- ки, мм Скорость главного движе- ния *2, об/мин Подача, м/мин или мм/об Мощ- ность глав- ного приво- да, кВт Габаритные размеры станка, мм Масса стан- ка, т
16Б16А 32, 53 320x750 20 - 2000 0,01-0,7; 0,01—0,35 2,8 7б 2280 х 1060 х х 1485 2,1
16Б16ФЗ 320x710 45-2000 1—1200; 1-600 3,8 63 3285x3140 х х 1860 2,25
32, 41, 44, 63
16Б16Т1 320 х 750 40 - 2000 2-1200; 1-1200 4,2 ТД 3100х2300х х 1870 2,86
32, 41,51,62
16М16 32 320 х 500 20 - 2000 0,05-2,8; 0,025-1,4 3,8 63 3400x1600 х х 1500 2,23
16Л20П 32, 51 400 х х1500 16- 1600 2275х1110 х х 1785 2,2
16Л20 32
16К20 32, 47 400 х х2000 12,5-1600 7,5 71 2505 х 1190 х х 1500 2,8
16К20К 32, 48 10 3795x1198 х х 1500 3,9
16К20П 31, 51 400 х х 1000 2505 х1190 х х 1500 2,8
16Д20П 31, 51 400 х Х2000 20-2500 - 6/13 - 25
16К20В 32, 52 400 х х 1000 16-2000 0,025-2,8, 0,012-1,4 5,5 2795 х1198 х х 1500 2,9
16К20М 400 х х2000 12,5-1600 0,05-2,8; 0,025-1,4 11 4370х1565х х 1500 4,0
32, 41, 44, 48
16К20ФЗ 400 х х 1000 35-1600 3-700; 3-1200 3360х1710х х 1750 4,0
32, 41, 44, 63
16К20РФЗ 400 х 900 35-1600 3-700 3360х1710х Х1750 4,25
32. 41, 44, 63
16Е20Ф1-02 |Г35 400 х Х1400 20- 1600 - 4-5,5 2400’х 1300х х 1500 2,0
312 Металлорежущие станки
Продолжение табл. 3
Модель станка Код (см. табл. 2) Макси- маль- ные раз- меры *1 заготов- ки, мм Скорость главного движе- ния *2, об/мин Подача, м/мин или мм/об Мощ- ность глав- ного приво- да, кВт Габаритные размеры станка, мм Масса стан- ка, т
16К25 500 х х2000 12,5- 1600 0,05-2,8; 0,025-1,4 11 3795 х 1240 х х 1500 3,8
32, 48
1М63 31 630 х х2800 10-1250 0,064-3 6 15 4950 х 1790х х 1450 5,6
1М63Б 31 630 х х 1400 0,06-1,4; 0,024— 0,578 5
1М63Ф101 630 х х 1400 0,064- 1,025 0,0256 — 0,378 3550 х 1680 х х 1290 4,3
32, 41, 55
16К30П 31, 51~ 630 х х4000 6,3-1250 0,055-1,2; 0,023-0,5 18,5 5545х2010х Х1545 6,9
16К40 32, 41, 55 800 х хбООО 6,3- 1250 0,06-1,4 0,024 — 0,518 18,5 5465х1880 х х 1600 7,5
П 1723ФЗ 31, 41, 61“ элуавтом 200x 160 аты много1 63-1410 зезцоеые ко 1-1200; 1-200 пировал 7/10,5 ьные 1700х200х Х2665 6
1А734П 320 До 1600 10 - 2000 24/34 2350 х 2620 х хЗООО 8
31,41,43,44,51,61
1734ФЗ 320 х 200 45-1000 1-1200 13,5 19,5 2200 х 2250 х х 3035 8
32, 41, 61
Ш717 400 х 420 16-500 63-2000 1-1200 1-600 5,5 8,5 3020х3330х х 1800 3,2
32, 41, 43, 61
1П717ФЗ 31, 41, 43, 44, 63 160x100 40-1600 2- 1200; 2-600 2250 х 1145 х х 1800 3
1713ФЗ 400x710 До 3150 5-1200; 5-600 22 3164х 1345х х2185 5,23
32, 41, 44, 46, 51, 63 125-1250
LA734 320 До 1600 10 - 2000 24/34 2850 х 2620 х хЗООО 8
32,41,43,44,51,61
Металлорежущие станки
313
Продолжение табл, 3
Модель станка Макси- маль- ные раз- меры *’ заготов- ки, мм Скорость главного движе- ния*2, об/мин Подача, м/мин или мм/об Мощ- ность глав- ного приво- да, кВт Габаритные размеры станка, мм Масса стан- ка, т
~Код (см. табл: 2)
1Б73ФЗ 400 х х2000 25-1250 5-512 40 5245х2140х Х2835 10,3
32, 41, 62
1П732РФЗ 630 0,1-1200 4235х2050х х2615
32, 41, 44, 46, 63, 58
174ОРФЗ 630 х х2000 16-1600 0,1-10000 37 5530х2310х хЗО5О 10
32, 41, 58, 62
КТ-141 200 х 250 56-900 160-2500 1 - 5000 15 2350х5050х х 1870 6,1
31,41,43,44, 46, 63
1751 32, 41 500 40-500 - 13,8 20Д 2250 х1900х х2610 9
1751ФЗ 500x220 31,5-710 1 -1200 13,5 19Л 2420 х 2250 х х3035 8,2
32, 41, 63
1П752МФЗ 31, 41, 44, 46, 63 500x250 6,3- 1250 1-1200; 1-600 22 3780х1715х х 3273 9,2
1П756МФЗ 500 8-1600 1-2000 22/45 "3000 х 2000 х х 2600 9
32, 41, 44, 46, 51, 63
1П756ДФЗ 31,41,44,46, 51,63 22/30 3500 х 2000 х х2800 8,5
Станки токарно-затыловочные и резъботокарные
1Е811 31, 51 250 х 630 5600 — 11200 2,24-56 4 2750х1575х х 1800 3,7
1Е812 31, 51 360 х 630 - 1,9-47,5 5,5 2750х1625х х 1800 4,2
1Б922 32, 41, 43, 45 420 х 500 75-1500 - 7,5 2750 х 1670 х х 1890
1Б922Г 31, 41, 43, 45 540 х 500 6-2000 2600 х 1670 х х 1760 4
** Диаметр х длина.
*2 Ряд значений приведен в виде дроби; в числителе дроби—скорость главного
движения при левом вращении, в знаменателе — при правом.
Время (в секундах) одного оборота распределительного вала.
314 Металлорежущие станки
4. Станки сверл ильно-расточной группы
Модель станка/Код (см. табл. 2) Макси- мальные разме- ры*1 за- готовки, мм Скорость главного движения, об/мин Подача*2, мм/мин или мм/об Мощ- ность глав- ного приво- да, кВт Г абаритные размеры станка, мм Масса стан- ка, т
Вертикально-сверлильные станки
2Н125 25 45-2000 0,1-0,56 1130 х 805 х х2390 1,2
31
2Г135Л 32 63-2000 - 2,2 970 х 660 х х2270 1,1
2Н135 31 1030 х 825 х х 2535 1,2
2Н135-1 35 31,5-1400 0,1-1,6 4 1310 х 1605 х х 1650 1,65
2Р135Ф2-1 41, 63 45-2000 10-500 3500 х 2450 х х2700 5,3
2Н150 31 50 22,4-1000 0,05-2,24 7,5 1355x890- х2995 1,88
2Г175 31 2М55 31 75 18-800 Радиально-i 20-2000 0,018-4,5 'еерлильные 0,056-2,5 11 танки 2325x1890 х х 3530 2665 х1020 х х3430 4,25 4,7
2554 зГ“ 0,05-5; 1-5 5,5 2685 х 1028 х х 3390 4,75
2554Ф1 32, 55 50 х 1600 18-2000 - 2645 х 1020 х х 2735 .5
2554Ф2 32, 57 1-2000 4200 х 3500 х х3780 9
2Ш55 34 Гори 2М614 зоюпалыю- 80*3 10-1000 расточные и 20—1600 *4 0,1-1,12 координатно 2,5-2000 4 -расто\ 4,5 4280 х1650 х х 3550 шые станки 4330х2590х 8 9
31 900 х 1000 80-200 х2585
Металлорежущие стяжи
315
Продолжение табл. 4
Модель станка/Код (см. табл. 2) Макси- мальные разме- ры*1 за- готовки, мм Скорость главного движения, об/мин Подача*2, мм/об или мм/об Мощ- ность глав- ного приво- да, кВз Габаритные размеры станка, мм Масса стан- ка, т
2М614ГФ1 32, 55 80*3 20- 1600 2,5-2000; 1,6-1280; 1-800 4,5/6,7 3645 х 2590 х х 2585 8
2М615 32 4,5 4330 х 2590 х х2585 9
900х1000
2М615ГФ1 32, 55 4,5/6,7 3645 х 2590 х х2585 8
2Е450АМФ4 630 х1120 32 - 2000 1-6000 7,3 3600 х 3000 х х3500 10
41, 46, 53, 64
2431С 31, 54 320 х 560 10-3000 0,03-0,16 1,6 2290х 1850х х 1850 2,5
2Е440А 53 400x710 50-2000 4,5 2440 х2195х 2385 3,4
2Е450АФ4 41, 53, 63 630 х 1120 32-2000 7,2 8
* * Длина х ширина.
* 2 Подача шпиндельных бабок стола и суппорта планшайбы.
* 3 В числителе дроби — диаметр стола, в знаменателе — его длина х ширина,
если стол прямоугольный.
* 4 В числителе дроби — скорость главного движения при правом вращении,
в знаменателе — при левом.
5. Станки многоцелевые
Модель станка Макси- мальные размеры стола*1, мм Скорость главного движения, об/мин Подача шпин- дельной бабки, мм/мин (мм/об) Мощ- ность глав- ного приво- да, кВт Габаритные размеры станка, мм Масса стан- ка, т
Код (см. табл. 2)
Сверлильно-фрезерные и сверлильно-фрезерно-расточные станки
21104Н7Ф4 31, 41, 64 400 x 630 30 - 3000 20- 2000*2 (5-2000) 5,5 2515х2286х х3035 4,15
21105Н7Ф4 31, 41, 64 500 х 800 25 - 2500 - 8 4300х3330х х 3555 7,15
316 Металлорежущие станки
Продолжение табл. 5
Модель станка Макси- мальные размеры стола*1, мм Скорость тлавного движения, об/мин Подача шпин- дельной бабки, мм/мин (мм/об) Мощ- ность глав- ного приво- да, кВт Габаритные размеры станка, мм Масса стан- ка, т
Код (см. табл. 2)
6902ПМФ2 32, 41, 51, 64 320 х 250 50-2500 2,5-400 4450 х 4100 х х 1900 4,0
6904ВМФ2 32, 41, 52, 64 400х 500 32-2000 2,5-2500 4,5 2790 х 2060 х х 2000 5,0 4,5
6904ВФ2
31, 41, 52, 64
2204ВМФ4 31,5-2000 - 8,0 3085 х 2475 х х 2450 7,6
31, 41, 52, 46, 64
2204ВМ1Ф4
32, 41, 46, 51, 64
2204ВМФ2 32,5-2000 6,3 2680х2800х х2230 7,0
32, 41, 46, 52, 64
6906ВМФ2 бЗОх 800 31,5-1600 2,5-2500 8 5655 х 5050 х х2595 9,0
31, 41, 46, 51, 64
2252ВМФ4 320x320 50-3150 - 4,5 2500 х 2300 х х 2600 4.0
31, 41, 52, 64
2254ВМФ4 500x500 шо-расто 250x450 31,5-2000 иные и коор 135-3000 динатно-ш 0,015; 0,3; 0,06 8 аифовал 1,0 3320х2475х х2865 ьные станки 1790 х 900х х2020 6,7 1,0
31, 41, 52, 46, 64 Координап 2421
31, 54
2431 320x560 75-3000 0,02-0,2 1,9/2,2 1900х1445х х2435 2,59
31, 54
2431С 10 - 3000 - 1,6 2290х1850х х1850 2,5
31, 54
2Е440А 400 x 710 50 - 2000 0,03-0,16 4,5 2440x2195 х х2385 3,4
53
2Е450АФ1-1 630 х X1I20 10 -2000 1,2-1000 7,2 2760 х 2765 х хЗООО 8,5
53
Металлорежущие станки
317
Продолжение табл. 5
Модель станка Код (см. табл. 2) Макси- мальные размеры стола * *!, мм Скорость главного движения, об/мин Подача шпин- дельной бабки, мм/мин (мм/об) Мощ- ность глав- ного приво- да, кВт Габаритные размеры станка, мм Масса стан- ка, т
2455АФ1 53 630x900 40 - 2000 4,5 2910х2240х х2680 7,0
3283С 54 320x560 12000 — -96000 Ье.ючно-рас 1250- -5000 До 5000 0,5 1280х1330х х2365 3,85
3289 53 630x900 От 320 x 500 2,5-500 0,5/0,3 2910 х 2240 х х 2680 1550х1220х х 1450 7,8
3289АФ1 32 2705П 32, 51 точные стс 8-800 0,5/0,5 IHKU 1,5-5 7,0 2,8
2706С 32, 54 - 1,0 3600 х 3600 х Х1700 6.0
2711В 32, 53 500x710 1000- -4000 8-800 1,5-5 2240х1500х Х1550 4,4
2712П 32, 51 1250- -5000 2650х1500 х Х1550 5,4
2713П 32, 51 800 х х 1000 2430х1550х Х1550 0,1
2Е78П 32, 51 0200 26- 1200 0,025-0,2 2,2 1750х1560х х2125 2,68
2Е78ПН 32, 51 1250 х 1270 х х 2125 2,1
2Е78Л 32, 51 “ 1250 х1260 х х 1750 1,7
#1 Диаметр стола или его ширина и длина.
*2 Подача шпиндельной бабки суппорта.
318
Металлорежущие станки
6. Станки шлифовально-полировальной группы
Модель станка Максимальные размеры* заго- товки, мм <а св св Ч Скорость вращения: Подача £ и круга, мМоб/мин) й| заготовки, об/мин или о мм/об ВТ о н £ ой Л и Габаритные размеры станка, мм 1 Масса станка, т
Код (см. табл. 2)
Круглошлифовалъные станки
ЗУ10В 1250х1400х х1690 1,63
32, 52
ЗУ10А 31, 53 100 х х 160 35 40000 - 90000 0,025 — 1,0 1,1 1360х1715х х 1690 1,98
ЗУ10С 32, 54 1,63
ЗА110В 32, 52 140 х х200 35’ 40000 - 70000 0,03- 2,2 2,2 1880х 2025х Х1750 1,2
ЗК12 51 200 х х 500 50 52-780 0,1-5 5,5 2600 х! 900 х х 1975 3,1
ЗУ12УВ 31, 52 50 55-900 0,03-5 3040х2300х х2100 4,1
ЗЕ12 53 120 х х450 35 100-1000 0,02-0,2 3 2300х2400х х 1600 3,5
ЗУ12УА 32, 53 200 х Х500 35 50-1000 0,002 — 0,02 4 3070 х 2520 х х 2075 4,2
ЗУ12УС 32, 54 3800х2600х х2075 4,1
ЗУ12В 32, 41, 52 50 55-900 0,025 — 15 5,5 3600 х 2260 х х2040 4,2
ЗУ12А 31, 41, 53 35 0,05-5 4 2700 х 2540 х X1950 3,8
ЗУ120А 32, 53 50- 1000 0,002— 0,02 3800 х 2600 х х2075 4,1
ЗУ131М 31, 51 280 х х710 50 40 — 600 - 7,5 5620х2585х х 1980 4,6
ЗУ131В 32, 52 35 40 - 400 0,05-5 5,5 5500 х 2585 х х 1982 5,9
Металлорежущие станки 319
Продолжение табл, б
Модель станка Максимальные размеры * заго- товки, мм Скорость вращения: круга, м/с (об/мин) заготовки/ об/мин Подача стола, мм/мин или мм/об Мощность глав- ного привода, кВт Габаритные размеры станка, мм Масса станка, т
Код (см. табл. 2)
3M131 280 х х 710 35 40-400 0,1-4 7,5. 5150x2585 х х2170 6,8
32, 41, 51
ЗУ142 400 х х 1000 35 - 6310 х2585 х х 1982 6,2
31, 44, 51 30-300
ЗМ15О 100 х х 360 50 0,05-5 4 2500 х 2220 х х 1920 2,6
31, 41, 51 100- 1000
ЗТ150Е 31, 41, 51 140 х х500 50 100-1500 0,08-5 2,7
ЗМ153У 32, 51 50 50-1000 - 5,5 2260 х1920 х х 1750 4
ЗМ153 50 0,05-5 7,5 2700 х 2540 х х 1950
31, 41, 51 63-700
ЗЕ 153 140 х х 500 35 0,02-0,2 3 - 2300 х 2300 х х 1600 2,85
32, 41, 53 50-1600
3M153A 50 0,03-3 5,5 3070 х 2400 х х2075 4,2
32,41,43, 53 50-1500
3M153E 50 0,1 -10 7,5 4455 х 2700 х х2000 4,6
32, 41, 51 63-700
ЗМ151У 200 х х700 50 0,03-5 3600 х 2260 х х 1980 4,1
32, 51 55-900
ЗМ151 50 50- 500 0,001 - 0,05; 0,1-4 10 4605 х 2970 х х2170 5,6
31, 41, 51
ЗМ151В 0,002 — 0,05 4635 х2450х х2170 6,2
32, 41, 52
ЗМ151Е 200 х х500 0,1-4 3184х3255х х5600 5,6
32,41,43,51
3T16IE 280 х х 710 50 0,1-3 17 3754 х 4675 х х 2245 8,15
32, 41, 51 55-620
320 Металлорежущие станки
Продолжение табл, б
Модель станка Код (см. табл. 2) Максимальные размеры * заго- товки, мм Скорость вращения: круга, м/с (об/мин) заготовки, об/мин Подача стола, мм/мин или мм/об Мощность глав- ного привода, кВт Г абаритные размеры станка, мм Масса станка, т
ЗМ161Е 32, 41, 51 ЗТ160 32,41,43,51 Бес ЗД18О 31, 41, 52 280 х х710 центра 6 х 60 50 55-620 зо-шлифовалъные и бесцен 35 40-500 0,1-3 трово-д<м До 10 17 годочс, 1,5 3754 х 4675 х х2245 ые станки 1550х1500х х 1530 8,15 8,11 1,57
ЗЕ180В 31, 41, 52 10 До 60 7^460" - 2,5 1350х1100 х X1500 1,2
ЗМ182 31, 41, 52 25 х Х170 35 20-320 До 10 13 2230х 1755 х х2120 4,2
ЗМ182А 32, 41, 53 25 х Х170 35 10-300 5,5 2560х1560х х2120 3,74
ЗМ184 31, 41, 52 80 х х250 35 11-120 30 3300х2700х х2100 8,75
ЗЕ184В 31, 41, 52 ЗЕ 184 32. 41. 51 80 До 60 12-150 - 37 45 3450х2300х Х2100 6 5,8
ЗМ184И 32, 41, 52 80 х х250 До 60 11-150 До 10 30 3220х2375х Х2255 7,4
ЗМ185 31, 41, 52 160 х х 320 35 15-100 22 3920 х 2620 х х 1950 8,8
ЗШ182 31, 41, 52 25 х х290 35 20-150 15 2230х1735х х2120 4,2
ЗШ184 31, 41, 51 80 х х540 35 11-120 30 3300 х 2700 х х2100 8,75
ЗШ184Д 32, 53 80 х х540 До 27 11-120 - 15/12 3750 х 2750 х Х2255 8,5
Металлорежущие станки 321
Продолжение табл. 6
Модель станка Максимальные размеры заго- товки, мм Скорость вращения: круга, м/с(об/мин) заготовки, об/мин Подача стола, мм/мин или мм/об Мощность глав- ного привода, кВт Г абаритные размеры станка, мм- Масса станка, т
Код (см. табл. 2)
Внутришлифовалъные станки
ЗК225В 200 х х 50 16 — 35 (20000 ч-100000) 1-7 До 2,2 2225 х1775 х х2100 2,8
31, 52
ЗК225А 200 х х 500 280-2000
32, 53
ЗК227В 400 х х 125 20-35 (9000 ч-22000) 0,1-2 4 2815 х1900 х х 1700 4,3
31, 52
ЗК227А 60-120
32, 53
ЗМ227В 200 х х200 35(5000-28000) 60-120 - 2900 х 1665 х х 1700 3,6
31, 52
ЗК227ВФ2 100 х х 125 35(9000 — 22000) 60-1200 2565x 1155 х х 1490 4,5
32, 41, 52, 63
ЗК228В 560 х х400 (4500-12000) 100-600 1-7 5,5 4005 х 2305 х х 1870 6,9
31, 52
ЗК228А 560 х х!25 (4500-6000) 100-600 - 4,0 3535 х 1460 х х 1870 6,3
32, 53
ЗК229В 800 х х320 25(3500-6000) 1-7 7,5 4630 х 2405 х х 2000 8,6
31, 52
ЗК229А 800 х х 250 40 - 240 0,1-10 5,5 4165х1780х х2000 7,8
32, 53
* Диаметр х длина.
322 Металлорежущие станки
Плоскошлифовалъные станки
Модель станка Код (см. табл. 2) Максималь- ные размеры заготовки или стола, мм Скорость: круга, м/с стола, м/мин или мм/об Подача, да. ход или мм/мин Мощность глав- ного привода, кВт Г абаритные размеры станка, мм Масса станка, т
ЗЕ710А 31, 53 ЗЕ710В-1 31, 52 400x125 250х125 35 2-25 0,5-20 4 1,5 2560 х 1980 х х 1790 1310х 1150х х 1550 2,3 1,0
ЗЕ711В 31, 51 630 х 200 х 320 35 0,3-30 2730х1801х х 1915 3,2
ЗЕ711В-1 32, 52 400 х 200 х 320 0,5-30 2380х1955х х 1915 3,38
ЗЕ711ЕВ-1 32, 52 220 х 200 х 220 0,01-1,5 2,2 2850 х 2400 х Х1915 3,2
ЗЕ711ВФ-1 31, 52 0,5-20; 0,01-0,09 5,5 2820х1915х Х1960 3,58
ЗЕ711АФ-1 31, 53 630 х 200 х 320 35 2-35 2965х1980х Х1960 3,65
ЗЕ711ВФЗ-1 32, 52, 63 400 х 200 х 320 0,5-20 3030 х 2360 х 2080 3,78
ЗЕ721ВФ1-1 31, 52 ЗЕ721АФ1-1 32, 53 630 х 320 х х400 7,5 .2820х2225х х2090 3404х2013х х2090 4,3 5,0
ЗЕ721ВФЗ-1 32, 41, 52, 63 630 х 320 2-35; 0,001 -0,1 4100х4000х х2090 6,36
ЗЕ721ГВ-1 32, 41, 52 35 0,025-35 0,01-35; 0,001-0,9 11 2600 х 2090 х х2100 5,5
ЗД722 31, 51 ЗД722А 31, 53 ЗП722И 32, 41, 51 1250x320 35 0,3 — 126 34,4 1-35 60 3-45 0,004 - 0,1 0,001-0,12 15 11 18,5 4060х2215х х2510 4560 х 2660 х х 2600 4200х2215х х2510 9,6 6,9 8,8
Металлорежущие станки 323
Продолжение табл. 6
Модель станка Максималь- ные размеры заготовки или стола, мм Скорость: круга, м/с i/мин об Подача, ДВ. ход или мм/мин Мощность глав- ного привода, кВт Габаритные размеры станка, мм Масса станка, т
Код (см табл. 2) стола, n или мм/
ЗП722 32, 41, 44, 51 1250 х 320 35 3-45 - 15 3510х2130х х2360 8,9
ЗД722Ф2 34, 41, 44, 51, 63 1250 х 320 х х250 60 3-45 0,1-30 4450х2190х х2360 9,5
ЗД723 32, 51 1600х400х х400 0,5-3 17 4600 х 2170 х х2130 9
ЗД732 32, 51 800 х 320 30 2-30 0,004 - 0,1; 1-30 4090 х 2200 х х2335 8,75
ЗП732 32, 41, 44, 51 800 х 320 х 400 30 3-35 - 22 3800х2130х х2360 7,8
ЗД733 32, 51 1000х400х х400 35 3-45 4400 х 2215 х х2510 8,5
ЗД740В 31, 52 400 х160 35 15-180 8-30 1'1 2350х1970х х2300 5,8
ЗП740ИВ 32, 52 60 15-180 15 3050 х 2550 х х2300 5,9
ЗД740А 32, 53 7.5 2350 х 2700 х Х2300 5,3
ЗД740ВФ1 35 11 2163 х 1270 х х2300 5,8
32, 52, 44, 63 60-180
ЗД741В 31, 44, 52 800 х 200 40 8-96 12-44 15 2730х1970х х257О 9,55
ЗД754 3, 51 400 x 200 23 0,1-1 2030х1880х Х2215 2020 х1860х х2215 5,0
ЗП754Л 32, 41, 51 500 x 200 10-56
324
Металлорежущие станки
Продолжение табл. 6
Хонинговальные станки
Модель станка Код (см. табл. 2) Диаметр хонинго- вания X хход шпинде- ля, мм, не более Частота вращения шпинделя, об/мин Скорость движения инстру- менталь- ной голов- ки, м/мин или дв. ход/мии Мощ- ность глав- ного приво- да, кВт Габаритные размеры, мм Масса стан- ка, т
ЗЕ820Д 11, 32, 41, 51 20x70 180-1400 До 16*1 1,5 2150 х 2320 х х2310 1,9
ЗЕ820Д-2 11, 32, 41, 51 50x70 80-800 2,2x2 1990 х 2635 х х2370 3,16
3820-2 11, 32 20x80 315-800 0,6x2 1935х1280 х х2030 3,27
3K83 11, 32, 41 125 х 400 80-500 3-18 7,5 . 2700х1250х х3690 4,12
ЗК83У 11, 32, 41 2350 х 1210 хг х3440 3,8
3K832 11, 32, 41 100 x 400 10 2600х1370х х3690 4,85
ЗР84 11, 31, 41 200 х 650 63-400 3000 х 1750 х х4215 5,2
Подача, мм,на двойной ход.
Доводочные и суперфиншиные станки
Модель станка Диа- метр детали, мм, не более Частота вращения диска, об/мин Усилие прижима детали, Н Мощ- ность главно- го при- вода, кВт Габаритные размеры станка, мм Масса стан- ка, т
Код (см. табл. 2)
3806Л 250 37,75*2 0-1000*1 2,2 1495 х1220 х х2100 23
11, 32, 51
3807В 350 20,40 6 2100х1680х х 1950 4,4
11, 31, 52
3814Б 450 2,44 0-1500 1,5 1500 х 1060 х Х2000 2
11, 41, 51
Металлорежущие станки
325
Продолжение табл. 6
Модель станка Код (см. табл. 2) Диа- метр детали, мм, не более Частота вращения диска, об/мин Усилие прижима детали, Н Мощ- ность главно- го при- вода, кВт Габаритные размеры станка, мм Масса стан- ка, т
3814ПС 11, 41, 52 450 45-105 50-1400 3,3/4,1 1710х1200х х2035 2,5
ЗЕ816 11, 32, 41, 52 750 33,66 100- 1250 3.2/4.2 2500 х 2600 х х 2800 5,5
ЗД817 11, 31, 51 1060 22,44 - 6,0/6,7 2800 х 3000 х X2800 8,9
*1 Усилие прижима, Н.
*2 Частота вращения ведущего диска или сепараторов, об/мин.
7. Зубообрабатывающие станки (см. также гл. 13 раздела II)
Модель станка Код (см. табл. 2) Диаметр колесах х мо- дуль, мм, не более Частота вращения шпинделя, об/мин Подача, мм/об (мм/дв. ход) Мощ- ность глав- ного при- вода, кВт Г абаритные размеры станка (длина х ши- рина х высо- та), мм Масса ™ т iviacca станка, т
Зубофрезерные полуавтоматы для обработки цилиндрических колес
5304В 41, 44, 52 100-1600 - 1215х1195х х 1620 2,1
5304П 41, 51 100-2500 0,063-1,6; (0,03-0,8) 1200х НЗОх х 1675 2
5К301П 41, 43, 44, 45, 51 120x2,5 100-500 0,35-46; (0,4-60) 2,2 1320х812х х 1820 1,72
5К310 32, 41, 51 200 x4 63-400 0,63-4; (0,135-2) 4 2000х1300х х2040 4
53А20 31? 41, 44" 75-500 0,45-120; (0,1-1,6) 7,5/8,5 3150 х 1815 х х 2300 6,05
53А30 41, 44 320 х 6 50-400 0,63-7 0,3-2 0,26-2,3 3,2/4,2 2300х1500х х 1950 6,8
326 Металлорежущие станки
Продолжение табл. 7
Модель станка Код (см. табл. 2) Диаметр колесах х мо- дуль, мм, не более Частота вращения шпинделя, об/мин Подача, мм/об (мм/дв. ход) Мощ- ность глав- ного при- вода, кВт Габаритные размеры станка (длина х ши- рина х высо- та), мм 1 Масса станка, т
5В312 320x6 100-500 (0,05-1,5) 7,5 1790х1425х х2450 5,25
41
53А50 31, 41, 44, 45, 51 500 х 10 40 - 405 0,75-7,5; 0,22-2,25 8/Ю/ 12,5 2670х1810х х2250 9,85
Полуавтоматы зубодолбежные для обработки цилиндрических колес
5111 31, 41, 43, 44. 51 80x1 250-1600 0,016-0,4 1,1 960х810х х 1705 1,1
5122Б 41, 44 200 х 4,5 280х1200 0,16-1,6; 0,03-0,28 3,7 2610х 1510х х 1965 4,5
5122В 41, 51 200 х 4,5 200-615 0,051-0,55; (0,003- 0,286) 2,1 3 2610х1110х х2!45 4,5
5140 41, 43, 44 500x8 65-450 0,29-0,75; (0,02-0,1) 4 4J 1900 х1450 х х2450 4,4
Зубоотделочные полуавтоматы для цилиндрических колес
5В830 41, 52, 31 125x1,5 26-31,5* *1 1500*2 3-160*3 3 1950 х 2000 х х 1810 5,7
5В832 41, 51, 31 200x3 3,78-165 2110х 2450х Х1985 7,1
5В833 41, 52, 31 320x4 4 2400 х 2500 х х2070 7,0
5В835 31, 41, 52 500 x6 2-165 5,5 2830 х 2550 х х2345 9,2
5А841 31, 41, 44, 52, 61 320x8 35,5-280 6-800 1,5 2850х2315х х2085 8
5М841 34, 41, 44, 52, 61 1920 - 2850 х 2365 х х2085 6,9
Скорость шлифовального круга, м/с.
*2 Частота вращения изделия, об/мин.
*3 Скорость движения суппорта, мм/мин.
Металлорежущие станки
327
Продолжение табл. 7
Модель станка Диаметр колесах х мо- дуль, мм, не более Частота вращения шпинделя, об/мин Подача, мм/об (мм/дв. ход) Мощ- ность глав- ного при- вода, кВт Габаритные размеры станка (длина х ши- рина х высо- та), мм Масса станка, т
Код (см. табл. 2)
Зубострогалъные и зубофрезерные полуавтоматы прямозубых колес для обработки конических
5Т23В 41, 52 125x1,5 210-820 5-53 1,1 1620х1050 х 3,25
5236П 32, 41, 51 125x2,5 160-800 х 1415
5С276П 32, 41, 51 500 х 10 42 - 400 0,3-6 4 3496х3120х х2050 9
5С237 32, 41 125x2,5 65-315 7-50 1,2 1800х1335х х 1560 3
5С267П 32, 41, 45, 51 320x8 16-150 0,3-9 4 3496х3120х х2050 8,8
Зуборезные полуавтоматы для обработки колес с круговым зубом
5С23П 125x2 110-550 7-50 1,2 1845х1335х 3
32, 41, 51 х 1560
5С26В 320x6 30-200 0,5-7,5 3 3496 х 3120 х 9
31, 41, 45, 52 х2050
Зубопритирочные и зубошевинговалъные станки
5П722 31, 41, 51 320x6 1450 2-30 5,5 1540х1480х Х1810 5,12
5725Е '41, 51 500 х 2,5 5,32
5702В 41, 52 320x6 63-500 18-236; (0,02 - 0,06) 3 1820х1500х х2120 5,3
5Б703 41, 52 500x10 50 - 400 16 - 200; (0,025) 3,2 2260х1265х х 1930 4
5А913 41, 51 320 x8 160-1000 40-320 3,2 1650 х1460 х х 1620 3,4
5А915 41, 51 500x15 160 - 500 2260 х1450 х х 1930 4,3
328 Металлорежущие станки
8. Станки фрезерной группы
Модель станка Пло- щадь стола (длинах х шири- на), мм Частота вращения шпинделя, об/мин Подача, мм/об (мм/мин) Мощ- ность глав- ного при- вода, кВт Габаритные размеры станка, мм Масса станка, т
Код (см. табл. 2)
Горизонталыю-фрезерные консольные станки
6Т80Г 63-2800 11,2-500 2,2 1515х1205х х 1350 1,27
31
6Т80 1570х1380х 1,28
31 200x800 50 - 2240 х 1520
6Р80Ш 32, 51 25-1120 12,5-560 3 1525х1875х х 1765 г,з
6Т80Ш 32, 51 56-2500 - 1820х1875х х2070 1,34
6Т81Г 250 х 50-1600 5,5 1560х2045х
31 х 1000 х 1610
6Р82Ш-1 32, 51 320 х х 1250 31,5-1600 ганки вертг 50-1600 25-1250 8,3-416,6 7,5 2470х1820х х2040 4,05 2,5
6Т83Ш-1 32, 51 6Р11Ц 31, 57 400 х х 1600 Сп 250 х х 1000 гкалыго-фрезерг 25-1000 (8,3-333,3) 11 1ые 5,5 2680х2140х х 2040 3580 х 2045 х х2130
6Р11ФЗ-1 32, 61 300x630 80-250 0,1-480 4000 х 2000 х х2220 2,76
6Р11МФЗ-1 32, 61 320 х х 1250 63-2500 25-1250 (0,1-480) 7,8 4650 х 2560 х х2425 3,8
6Р13ФЗ-1 3-5000 4980х3200х 5,3
32, 44, 46, 61, 62 х2450
6Р13ФЗ-01 32, 41, 63 400 х х 1600 400 - 2000 10-1200 7,5 3620х4150х х2760 5,1
6Р13РФЗ 3425 х 3200 х 6,75
31, 41, 44, 63 х252О
Металлорежущие станки 329
Продолжение табл. 8
Модель станка Пло- щадь стола (длинах х шири- на), мм Частота вращения шпинделя, об/мин Подача, мм/об (мм/мин) Мощ- ность глав- ного при- вода, кВт Габаритные размеры станка, мм Масса станка, т
Код (см. табл. 2)
Станки копировально-фрезерные
6520К 250x630 30-550 (20-200) Л 2335 х 2440 х х2085 3,4
32
6530К 32 320 x 800 31,> IDUU 30-700 (20-200) 2000 х 2500 х х2185 3,7
6Р12К-1 32 320 х х 1250 40 - 2000 12,5-1600 7,5 2355х2100х х2328 4,17
6Р13К-1 32 400 х х 1600 (4,1-530) 2595х2418х х2460 4,85
9. Станки строга льио-долбежио-протяжной группы
Строгальные станки
Модель станка Ход пол- зуна*1, мм Частота движения ползуна, ДВ. ход/мин Подача, мм/дв. ход (мм/ход) Мощ- ность глав- ного при- вода, кВт Габаритные размеры станка, мм Масса стан- ка, т
Код (см. табл. 2) Площадь стола, мм2
Поперечно-строгальные станки
7Е35 31 500 360 x 400 13,2-150 0,2-4 (0,16-1) 5,5 2350 х1250х Х1550 2,1
7Д36Ц: — 3-48 0,2-5 (0,15—1,05) 7,5 2850х1680х х 1840 3,4
32 . 450 х 700
7307 зГ~ 710 10,6-118 0,2-4 (0,16-1) .5,5 2980х1400х Х1665 2,8
7307Д 31 450x710 3-48 0,2-5 (0,15-1,05) 7,5 2850 х1645 х х 1890 3,4
7Д37Ц 32, 57 — 10 3700 х 3485 х х 1980 4,9
500 х1000
7310Д 32 800 500 х1000 11 3700 х 1835 х х 1920 4,4
330 Металлорежущие станки
Продолжение табл. 9
Модель станка Ход пол- зуна*1, мм Площадь стола, мм2 Частота движения ползуна, дв. ход/мин Подача, мм/дв. ход (мм/ход) Мощ- ность глав- ного при- вода, кВт Габаритные размеры станка, мм Масса стан- ка, т
Код (см- табл. 2)
7305 зГ~ 500 360 х 500 13,2-150 0,2-0,5 (0,16-1) 5,5 2310х1055х Х1550 1,93
*1 Максимальное значение.
Продолжение табл. 9
Долбежные станки
Модель станка Код (см. табл. 2) Ход долбя- ка, мм, не более Частота движения долбяка, дв. ход/мин Подача, мм/дв. ход Мощ- ность глав- ного при- вода, кВт Габаритные размеры станка, мм Масса стан- ка, т
7А412 31 100 52-210 0,1-1; 0,067 -0,67 0,8 т 1950х980х1825 1,2
7А420М 31 200 40-163 - 3 2300 х 1270x2175 2,24
7Д430 31 320 3-38 0,02-2,5; 0,1-2,5 , 7,5 3030 x 2175 x 3010 5,7
7Д450 31 500 ' 10 3540 х 2890 х 3465 8,2
Продолжение табл. 9
Модель станка Тяговое усилие*1, кН Ход салазок*2 мм Скорость рабочего хода, м/мин Подача, мм/мин или мм/дв. ход Мощ- ность главно- го при- вода, кВт Габаритные размеры станка, мм Масса стан- ка, т
Код (см. табл. 2)
Протяжные станки
7Б55 31, 41, 43 100x1250 1,5-11,5 - 18,5 6340х 2090х 1910 5,2
Металлорежущие станки
331
Продолжение табл. 9
Модель станка Тяговое усилие*1, кН Ход салазок*2, мм Скорость рабочего хода, м/мин Подача, мм/мин или мм/дв. ход Мощ- ность главно- го при- вода, кВт Габаритные размеры станка, мм Масса стан- ка, т
Код (см. табл. 2)
7Б55У 32, 41 30 - 17 4070х 1600х 1500 4,7
7Б56 200x1600 1,5-3 7200x2135x1910 7,4
31, 41, 43, 45 30
7Б56У 32, 41 1,5-13 - 5200 х 2000 х 1700 7,0
Протяжны е вертикал ъные полуа< зтоматы для внуг преннего протягив ания
7Б64 31, 41, 43 50 х1000 1,5-11,5 - 11 2875 х 1350x3640 5,5
7Б65 31, 41, 43, 45 100х1250 - 22 3292 х 1333x4540 8
7623 31, 41, 43, 45 100x1600 1,5-16,3 - 18,5 - 7,5
Протяжные вертикальные полуавтоматы для наружного протягивания
7Б64 50 х1000 1,5-11,5 2875 х 1350х 3640 5,5
31, 41, 43
7Б74 31, 41, 43 50х1000 1,5-11,5 - И 3152х 1290x 2620 4,75
7Б75 31, 41, 43, 45 100х1250 1,5-11,4 - 22 3600x1262x3370 8
*1 Номинальное значение. Максимальное значение.
Основные характеристики станков общего применения (без спе-
циальных и разных станков) массой 1 — 10 т, т. е. значения их глав-
ных параметров [максимальных размеров обрабатываемой заготовки
или размеров стола, косвенно характеризующих обрабатываемую за-
готовку; параметров главного движения — частоты вращения шпин-
деля или частоты двойных ходов ползуна; мощности электродвигателя
для осуществления главного движения; подач (минутной или на обо-
332
Токарные работы
рот); габаритных размеров станка (длины х ширины х высоты), а
также массы станка], приведены в табл. 3—9. По этим таблицам
можно сделать предварительный выбор модели станка.
СПИСОК ЛИТЕРАТУРЫ
1. Металлорежущие станки: Каталог. М.: НИИмаш, 1981.
2. Металлорежущие станки: Каталог в листах. М.: НИИмаш.
3. Металлорежущие станки. М.: Машиностроение, 1970.
ГЛАВА 6
ТОКАРНЫЕ РАБОТЫ
ОБРАБОТКА НА ТОКАРНЫХ СТАНКАХ
Токарные станки предназначены для обработки в основном заго-
товок типа тел вращения, имеющих цилиндрические, конические,
фасонные, сферические и винтовые поверхности, а также торцев.
Основные инструменты, используемые на токарных станках, —
резцы (табл. 1 — 5), сверла, зенкеры, развертки, метчики, плашки.
Размеры резцов с механическим креплением многогранных твердо-
сплавных пластин без отверстий и призматических приведены в табл. 4,
твердосплавных напаиваемых пластин — в табл. 6. Для тонкого
точения применяют алмазные резцы (табл. 7). При использовании
специальных приспособлений иа токарных станках выполняют наруж-
ное и внутреннее шлифование, сверление глубоких отверстий, обка-
тывание и раскатывание, фрезерование и другие операции.
Форма передней поверхности стандартизованных токарных резцов,
геометрические параметры их режущей части в зависимости от
условий обработки, установка резцов в зависимости от характера
работы, а также основные размеры заготовок и инструмента при-
ведены соответственно в табл. 8—14.
Число операций при токарной обработке и их последователь-
ность зависят от конфигурации, точности и качества поверхностей
обрабатываемых заготовок. Ориентировочные данные по точности
обработки наружных и внутренних поверхностей на станках токар-
ной группы приведены в табл. 15 и 16. Основные способы крепления
инструмента при растачивании отверстий на токарных станках даны
в табл. 17.
При выборе оснастки для закрепления заготовок на токарных
станках следует пользоваться данными табл. 18 — 24. Помимо стан-
дартизованных применяют и нестандартизованные оправки. К ним
относят оправки: с упругими разжимными шайбами, самозажимные
однороликовые, трехроликовые и эксцентриковые, гидропластмассо-
вые, с гофрированными втулками. Самозажимные оправки исполь-
Обработка на токарных станках
333
1. Размеры (Н х В) сечений державок токарных резцов, мм
D Отношение сторон Н: В
1 1,25 1,6 2,0
4 х 4; 5 х 5 — — —
6 6x6 6x5 6x4 6x3
8 8x8 8x6 8x5 8x4
10 10 х 10 10 х 8 10 х 6 10 х 5
12 12 х 12 12 х 10 12 х 8 12 х 6
16 16 х 16 16 х 12 16 х 10 16 х 8
20 20 х 20 20 х 16 20 х 12 20 х 10
25 25 х 25 25 х 20 25 х 16 25 х 12
32 32 х 32 32 х 25 32 х 20 32 х 16
40 40 х 40 40 х 32 40 х 25 40 х 20
50 50 х 50 50 х 40 50 х 32 50 х 25
63 63 х 63 63 х 50 63 х 40 63 х 32
80 80 х 80 80 х 63 80 х 50 80 х 40
Примечание. Державки изготовляют круглого (D = И), квадратного
(Н = В) и прямоугольного (Н: В) сечений.
2. Основные размеры (мм) токарных резцов из быстрорежущей
стали (по ГОСТ 18868-73-ГОСТ 18876-73)
Резцы н В L
Проходные правые и левые: 100 - 200
отогнутые с пластинами из быст- рорежущей стали 45 16-40 10-25
прямые 45 4-32 4-20 50-170
60 8-32 8-20 50-170
Упорные: 75 6-32 6-20 50-170
типа 1 90 4-32 4-20 50-140
типа 2 90 16-40 10-25 100 - 200
Подрезные торцовые с пластинками из быстрорежущей стали Расточные: 15 16-40 10-25 100-200
для сквозных отверстий 60 16-25 16-25 120-240
для глухих отверстий 5 12-25 12-25 100-240
Прорезные — 4-16 4-16 50-80
Отрезные Фасочные: — 6-32 6-20 50-170
исполнения 1 45 8-32 8-20 50-140
исполнения 2 Резьбовые с пластинками из быстро- режущей стали для резьб: 45 8-16 8-16 50-80
наружной метрической — 16-32 10-20 100-170
334 Токарные работы
Продолжение табл. 2
Резцы н В L
внутренней метрической наружной трапецеидальной внутренней трапецеидальной — 10-25 20-40 10-25 10-25 12-25 10-25 120-240 120-200 120-240
Примечания: 1 Ряд сечений державок приведен в табл. 1.
2. Ряд длин L резцов: 50; 60, 70 ; 80; 100; 120; 140; 170; 200;
240 мм.
3. Основные размеры (мм) токарных резцов с пластинами из
быстрорежущей стали для обработки пластмасс
Резцы гост Эскиз в Я* L т
Проходные отогнутые правые и левые, <р —45° 22708-77 а 10-20 16-32 100-170 7-14
Подрезные торцовые правые и левые 22709 - 77 б 10-20 16-32 100-170 4-8
Отрезные правые и левые 22710 - 77 в 8-20 8-32 50-170 -
Обработка на токарных станках
335
Продолжение табл. 3
Резцы гост Эскиз В Н* L т
Расточные для отверстий: сквозных глухих 22711-77 г 16-25 16-25 120-240 3,5-8
22712 - 77 д 12-25 12-25 100 - 240 2,5-8
* Высота державки резца.
4. Основные размеры (мм) токарных сборных резцов с
механическим креплением пластин из твердых сплавов
Резцы с многогранными пластинами без отверстия
Проходные 23075 — 78 а, б 12- — 12- 16- ДО 25 — 36 80-
Подрезные 23076 — 78 в, г ДО го 20 — ДО 16,5 — 28 200
Для нареза-
ния на-
ружной
метриче-
ской
резьбы
Для нареза-
ния внут-
ренней
метриче-
ской
резьбы
д 25-32 20-32 150 — 170
- е 25-32 20-32 - 150- 170
Примечания: I. Проходные и подрезные резцы изготовляют 20-ти
типов: I — 12-й типы с пластинами трехгранной формы с углом (р°: 45; 60;
75 и 90; 13 —20-й типы—с пластинами квадратной формы с углом ф°: 45;
60 и 75.
2. Ряд шагов резьб, мм: 0,5; 0,75; 0,80; 1,00; 1,25; 1,50; 1,75: 2,00.
5. Основные размеры (мм) токарных резцов с пластинками
из твердого сплава (по ГОСТ 18877 — 73 — ГОСТ 18885—73)
Резцы в Н L
Проходные правые и левые:
отогнутые 45 10-50 10-50 90-240
прямые 45; 60 8-40 8-50 50 - 240
75 8-20 8-32 50-140
упорные прямые и
изогнутые 90 8-40 8-50 50-240
Подрезные отогнутые правые и — 10-32 16-50 110-240
левые
Чистовые широкие Расточные для отверстий: — 10-32 10-50 90-240
СКВОЗНЫХ 60 12-32 16 — 40 120-300
глухих 5 12-32 12-40 100-300
Отрезные правые и левые 90, 100 10-32 16-50 100-280
Резьбовые — 10-40 10-32 100-240
П римечания: 1. Ряд сечений державок резцов приведен в табл. I.
2. Ряд длин L, мм: 50, 60, 70, 80, 90, 100, НО, 120, 125, 140,
170, 200, 240, 280, 300.
3. Шероховатость передних и задних поверхностей резца, подвергав-
шихся доводке, Ra — 0,32 мкм; не подвергавшихся доводке Ra = 1,25 мкм.
6. Твердосплавные напаиваемые пластины
Резцы гост Эскиз Размеры, мм
/(/>) Ъ (Л) Г а,...°
Проходные, расточные и револьверные 25395 — 82 5-60 3-22 2-12 8,18
*1 1 1 1 1 1 Г-Д cd
1 5
Подрезные и расточные при растачивании глухих отверстий 25397 — 82 ± у——J 20° — 8-40 7-22 2,5-10 4-12,5 8,18
Подрезные проходные, расточные и револьверные 25426 — 82 °' <1 ’ / & 6-25 4-14 2-8 2,5-8 8,18
ь г Г
Обработка на токарных станках
Резцы гост Эскиз
Проходные прямые, расточные и револьверные 25396 — 82 ь D 4=
Автоматные 25401 — 82 1 У\Э° J o
25402 — 82 лт Т L Vf
Продолжение табл. 6
Размеры, мм
1(D) b(h) s(d) Г а, ...°
5-50 3-25 2-14 2-14 8,18
4-32 10-32 2,5-10 10-31,5
6-12 10-18 3-5 6-12,5 15
Токарные работы
Проходные и отрезные к авто- матам продольно-фасонного точения 25421 - 82 1
Li
Фасонные 25420— 82 .22°
ь
Отрезные и прорезные 17163- 82 й 1_Ы
16 4 1-3 1 4
12-20 6-12 4,5-7 2-6
3,5-12 8-25 3-12 14-18
Обработка на токарных станках
Резцы
ГОСТ
Эскиз
Резьбовые
25398 —
82
Для нарезания трапецеидаль
ной резьбы
25422 —
82
Продолжение табл, б
Размеры, мм
/(/>) «(4) Г а,...°
з-ю 2,5-6 6
12-25 4-18 4-7
Токарные работы
Для прорезки канавок под
сальниковые кольца
20312 —
82
Желобочные
25419 —
82
14-30 7-19 3-7 4,5-13
12-18 7,8-30 3,5—12 4-16
Обработка на токарных станках
Резцы
ГОСТ
Эскиз
Расточные при снятии тонких
стружек
25417 —
82
Чашечные
25403 —
82
Продолжение табл. 6
Размеры, мм
KD) b(h) s(rf) Г а, ...°
10-25 — 3,2-5,2 — —
28,6 — 46,5 10-12 10-15 14— 18
342 Токарные работы
Обработка па токарных станках
343
7. Основные размеры (мм) алмазных резцов и вставок
Резцы D н L Масса алма- за, карат
6 8 10 40 40 60 0,10-0,20
6 8 10 — 40 40 60 0,21-0,30
12 80 0,31-0,40
Расточные с напаянным алмазом для сквозных (ГОСТ 13294 — 76) и глухих (ГОСТ 13295-76) отверстий 16 20 100 120 0,41-0,60
6 8 10 40 40 60 0,10-0,20
— 6 8 10 40 40 60 0,21-0,30
12 80 0,31 -0,40
16 20 ГОО 120 0,41 -0,60
Цилиндрические вставки с на- паянным алмазом (ГОСТ 13288-76) 5 4 10,16 0,10-0,20
6 5 10,16 0,21 -0,20
Алмазные треугольные вставки для токарных и расточных рез- 2,5 3 9 12 0,21-0,30
цов (ГОСТ 13289-76) 2,5 3 9 12 0,31 -0,40
4 15 0,41—0,60
5, 6,7 15 0,61 -0,85
Примечания: 1. D — диаметр державки или хвостовика; Н — сторона
квадрата хвостовика; /. — длина державки в сборе с резцом.
2. Зависимость между размерами алмазных резцов и диаметрами растачи-
ваемых отверстий:
Н или D, мм..................6—10 12 16 20
Наименьший диаметр растачивае-
мых отверстий, мм............ 8 10 12 14
344
Токарные работы
8. Форма заточки режущей части резцов
Форма заточки передней поверхности Эскиз Обрабатываемый материал
Быстрорежущие резцы
Криволиней-
ная с фаской
Плоская с по-
ложитель-
ным перед-
ним углом
Сталь с с, > 800 МПа,
серый чугун с НВ >
> 220, бронза и другие
хрупкие материалы
Сталь с <тЕ < 800 МПа,
чугун с НВ < 220
Сталь с о,, < 800 МПа,
вязкие цветные металлы
и легкие сплавы при
необходимости завива-
ния стружки
Криволи-
нейная
Материалы с
= 800 4- 1000 МПа
Обработка на токарных станках
345
Продолжение табл. 8
Форма заточки передней поверхности Эскиз Обрабатываемый материал
Резцы с пластинами из твердого сплава
Плоская: с положи- тельным пе- ,-g , j, \^| | -—УттТД Серый чугун, бронза и другие хрупкие материа- лы
редним уг- лом 6^
с отрица- тельной фаской IS. t ~ 1 I Ковкий чугун, сталь и стальные отливки с Ов < 800 МПа, а также с ов > 800 МПа при не- достаточной жесткости технологической сис-
2-8,s |
8 темы; для отвода и дроб- ления стружки следует применять стружколом
с отрина- тельным передним углом 4 Сталь и стальные от- ливки с сув > 800 МПа, загрязненные неметал- лическими включениями (черновая обработка). Работа с ударами в ус- ловиях жесткой техноло- гической системы
\ 2^ 6^ 6
с мелкой лункой / Сталь и стальные от- ливки при у = 0 и у = = -5°
1 2-0,5 8^
0
346
Токарные работы
Продолжение табл. 8
Форма заточки
передней
поверхности
Криволиней-
ная с отри-
цательной
фаской
Эскиз
Обрабатываемый
материал
Материалы с =
= 700 1000 МПа
Примечания. 1. Доводку передней и задней поверхностей произ-
водить вдоль главной режушей кромки и по радиусу.
2. Для упрочнения вершин резцов из твердых сплавов и лучшего
теплоотвода рекомендуется затачивать их вспомогательную поверхность
под углом 15° на длине 3 — 5 мм.
W
9. Геометрические параметры режущей части резцов
Обрабатываемый материал
Точение и растачивание резцами с пластинками из быстрорежущей
стали
Углеродистая, легированная и инст-
25 - 30 8-12 0
Обработка на токарных станках 347
Продолжение табл. 9
Обрабатываемый материал 7” а ° 1°
рументальная стали, стальные от- ливки с НВ < 340 и <уе < 1200 МПа Серый и ковкий чугун с НВ < <200 Медь Бронза, латунь — 12 — 18 30 25-30 8-12 10- 15 8-12 -4 -=- +4
Точение и растачивание резцами с пластинками из п твердого сплава
Конструкционные углеродистая и ле- гированные стали, стальные от- ливки с ав, МПа: до 1000 более 1000 Серый чугун с НВ: до 220 более 220 Ковкий чугун с НВ = 140 4- 150 41 1 СП | 1 «'о 1 15 12 8 15 8-12 12 6-10 6-10 8-12 —
Непрерывное точение резцами из твердого сплава
Сплавы титана Точение по корке, обдирка слитков резцами из твердого сплава Отрезка, прорезка канавок резцами из твердого сплава -5 0 — 5 5-7 0 10 10- 12 10- 12 10 0 5-10
Непрерывное точение резцами с минералокерамическими пластинками
Сталь с Оц, МПа: до 700 более 700 Чугун с НВ: до 220 более 220 -54 10 -5 -5 10- 15 10 10 0-5 8-10 8-10 8-10 8-10 0-5 0-5 0-5 0—5
348
Токарные работы
10. Значения углов <р в зависимости
от условий обработки
Условия обработки Ч>°
Обтачивание и растачивание ступенчатых заготовок недоста- 90
точной жесткости Отрезание заготовок без бобышек 80
Обтачивание напроход заготовок малой жесткости, раста- 60-75
чивание чугуна Обтачивание жестких заготовок проходными резцами 45-60
Чистовое обтачивание с малой глубиной резания 10-30
11. Значения углов <Pj при обработке резцами различных типов
Резцы «Pl°
Проходные (обработка без врезания) из быстрорежущей стали с пластинами из твердого сплава Проходные; врезание на глубину, мм: до 3 более 3 Подрезные и расточные: из быстрорежущей стали с пластинами из твердого сплава Прорезные и отрезные Отогнутые Широкие 5-10 15 15 20-30 10-15 20 1-2 30-45 0
12. Геометрические параметры режущей части резцов для обработки пластмасс
Пластмасса Марка материала инструмента Г а° Ч>° <₽. °
Оргстекло ВК8 10 20 15 20 45 15
Фторопласт 0 10 20 45 15
Стеклотекстолит . 5 25 45 15
Стеклопластик 0-2 15-20 45 20
Обработка на токарных станках 349
Продолжение табл. 12
Пластмасса Марка материала инструмента 1° а” Ч>° Ч>1
Гетинакс ВК6-М 8-12 20 45 12
фенопласт ВКЗ-М 10 20 45 15
Волокнит ВК2 5 25 45 15
13. Установка резцов в зависимости от характера работы
Резец Обработка Обрабатываемая заготовка Установка резца относительно центра заготовки
Проходной Черновое обтачивание на- ружных поверхностей Маложесткая (длинная и тонкая) По центру
Жесткая Выше центра
Жесткая из очень твер- дого мате- риала Ниже центра
Маложест- кая По центру
Чистовое обтачивание Жесткая
Проходной и фасон- ный Обтачивание конусов, фа- сонных поверхностей, сту- пенчатых деталей Любого типа
Резьбовой Нарезание резьбы
Расточной Черновое растачивание По центру или ниже центра
Чистовое растачивание По центру или выше центра
350
Токарные работы
14. Основные размеры (мм) заготовок и инструмента
для обработки на токарных и токарно-винторезных станках
Наибольшие размеры заготовки Диаметр цилиндриче- ского отверстия в шпинделе, не менее Высота устанавли- ваемого резца, ие меиее
Диаметр над станиной Диаметр над суппортом Длина
125 63 250 16 8
160 80 250; 350 20 10
200 100 350; 500 25 12
250 125 500; 750; 1000 32 16
320 160 40 20
400 210 750; 1000; 1500 1000; 1500; 50 25
500 260 63
2000 32
630 350 1500; 2000; 80
3000
800 450 3000; 4000; 100 40
5000
1000 600 3000; 5000; 125 50
8000
1250 800 6000; 18000;
10000;
12 500
1600 1120 18000; 10000; 63
12500; 16000
2000 1400 10000; 16000; —
20000
2500 1800 12 500; 20000 80
3150 2300 16000; 20000 100
4000 3000 20000; 24000
Примечание. Масса заготовки, закрепляемой в центрах, зависит от
ее диаметра:
Диаметр, мм............. 1250 1600 20ДО 2500 3150 4000
Масса, т, не менее ....... 25 40 63 100 160 250
Обработка на токарных станках
351
15. Точность размеров и шероховатость наружных и внутренних
цилиндрических поверхностей при обработке на токарных станках
Обработка Квалитет Шероховатость, мкм
Rz Ra
Обтачивание :
черновое 13-12 80 —
получистовое 11-9 40-20 —
чистовое 8-7 - 2,5
тонкое 7-6 — 1,25-0,63
Сверление 12-11 40-20 —
Зенкерование:
черновое 12-11 40 —
получистовое 11 20 —
чистовое 9-8 — 2,5
Развертывание :
черновое 9-8 — 2,5-1,25
чистовое 7-6 — 0,63-0,32
тонкое 6 — 0,16
Растачивание :
черновое 13-12 80-40 —
получистовое 11-10 40-20 —
чистовое 9-7 — 2,5-0,63
тонкое 6-5 — 0,32-0,08
Подрезка торца резцом
черновая 12 40 —
чистовая 11 20- —
тонкая 8-7 — 2,5-1,25
16. Отклонение от соосности поверхностей тел вращения,
обработанных на токарных стайках
Способ обработки поверхности Отклонение от соосности, мм
В центрах:
с одного установи 0,008-0,004
с двух установов На оправке: 0,015-0,008
проточенной по месту (на том же станке) 0,008 - 0,004
при отклонении от соосности оправки с поверхностью шпинделя и поверхностью заготовки не более +0,002 мм 0,012-0,008
352
Токарные работы
17. Основные способы крепления инструмента при растачиванви
отверстий на токарных станках
Способ крепления инструмента Размеры отверстия, мм lid
d 1
В суппорте До 70 До 150 До 5
В консольной оправке Св. 70 Св. 150 » 5
В оправке с дополнительной — — Св. 5
опорой
Обозначения: I — длина обрабатываемого отверстия ; d — его диаметр.
18. Установка заготовок на токарных станках
Заготовки Способ установки Точность обработки, мм
Жесткие цилиндриче- ские; Ud = 5- 12 В центрах -
Нежесткие цилиндриче- ские; l/d> 12 В центрах и на лю- нетах -
Жесткие небольшой длины; Ifd < 5 В патронах (крепле- ние за наружную и внутреннюю поверх- ность) При установке; без выверки — 0,1; в тер- мически необрабо- танных кулачках — 0,03; с выверкой, в четы- рехкулачковом пат- роне — 0,05
С предварительно обра- ботанным базовым от- верстием На оправках -
Больших диаметра и длины В патроне и заднем центре 0,05-0,10
Нежесткие сложной кон- фигурации ; l/d> 12 В патроне и на не- подвижном люнете 0,03 — 0,05 (установка с выверкой)
Обработка на токарных станках 353
Продолжение табл. 18
Заготовки Способ установки Точность обработки, мм
Корпусные сложной формы На планшайбе —
Корпусные На угольнике о,1
19. Центры и полуцентры упорные для токарных работ
Наименование Эскиз
Центры упорные Исполнение 1 J
(ГОСТ 13214-79)
Исполнение 2 —Ц — —
Полуцентры упорные Исполнение 1 _
(ГОСТ 2576-79) Исполнение 2
Центры упорные с отжим- Исполнение 1 _ _.1_
ной гайкой (ГОСТ \ J
2575-79)
Исполнение 2 J
Центры поводковые —
(ГОСТ 18257-72)
354 Токарные работы
20. Патроны стандартизованные для токарных работ
Патроны ГОСТ
Токарные поводковые Поводковые для резьбовых концов шпинделей (хому- тики поводковые по ГОСТ 2578 — 70) 2571-71 2572-72
Самоцентрирующие трехкулачковые (фланцы про- межуточные к самоцентрирующим патронам пс ГОСТ 3889-80) 2675-80
Токарные клиновые и рычажно-клиновые самоцен- трирующие трех- и двухкулачковые 24351 — 80
Четырехкулачковые с независимым перемещением кулачков 3890-82
Магнитные 24568 - 81
Для нарезания резьбы на токарных станках (втулки для плашек к патронам для нарезания резьбы на токарных станках по ГОСТ 21939 — 76; втулки для метчиков к патронам для нарезания резьбы на токарных станках по ГОСТ 21940—76) 21938-76
Самоцентрирующие двухкулачковые 14903-69
21. Основные размеры (мм) стандартизированных кулачковых патронов
Патроны D Н D,
Самоцентрирующие спирально-реечные трехкулачковые (по ГОСТ 2675 —80) классов точности Н, П, В и А
Обработка на токарных станках
355
Продолжение табл. 21
Патроны D Н А А
Изготовляют трех типов: 80 50 16 —
1 — с креплением непосредственно на 100 55 20 —
фланцевых концах шпинделей под пово- 125 60 25 65
ротную шайбу (по ГОСТ 12593 — 72); 160 65 40 75
2 — с цилиндрическим центрирующим 200 75 50 85
пояском через переходный фланец; 250 85 65 95
3 — с креплением на фланцевых концах 315 95 80 100
шпинделей (по ГОСТ 12595 — 72). 400 105 100 110
Патроны всех типов изготовляют двух 500 115 140 120
исполнений: 630 125 190 130
1 — с цельными кулачками; 2 — со сборными кулачками
Четырехкулачковые (по ГОСТ 3890—82)
Изготовляют двух типов: 160 65 40
А — для крепления на фланцевые концы 200 75 50
шпинделей; Б — для крепления на резь- 250 85 65
бовые концы шпинделей через пере- 315 95 80
ходные фланцы; патроны типа А — 400 105 100
двух исполнений: 1 — с креплением на 500 115 130
фланцевые концы шпинделей исполне- 630 125 160
ния А (по ГОСТ 12595-72); 2-с 800 135 200
креплением на фланцевые концы шпин- 1000 135 200
делей под поворотную шайбу (по
ГОСТ 12593-72)
356
Токарные работы
22. Оправки стандартизованные
Оправки гост
Кулачковые шпиндельные с зажимом :
ручным винтовым 17528-72
пневматическим 17529 - 72
Кулачковые фланцевые с зажимом :
ручным винтовым 17530-72
пневматическим 17531-72
23. Точность установки заготовок в патронах и на оправках
без выверки
Тип установочного патрона или оправки Квалитет размера базовой поверхности заготовки Погрешность (мкм) установки заготовки в направлении
радиальном осевом
Оправки: цанговые с диаметрами установочных поверхнос- тей, мм: до 50 6-9 10-35 20
св. 50 до 200 6-9 20-60 50
цилиндрические с гайками 8-11 В пределах 10
(установка заготовки с зазором) конусные при длине уста- 6 допуска 30 Определи-
новочного отверстия заго- товки не менее 1,5 d Патроны: трехкулачковые с терми- При зазо- 10-30 етс,з разме- рами заго- товок и оправок 10—120
чески необработанными кулачками или разрезными втулками при диаметрах до 120 мм двухкулачковые для заго- товок диаметром 200 мм: с винтами ре до за- крепления 0,02 — 0,1 мм 11-13 100-200 50-100
с рейками 11-13 20-60 15-40
мембранные 6-9 3-5 —
Обработка на токарных станках 357
Продолжение табл. 23
Тип установочного патрона или оправки Квалитет размера базовой поверхности заготовки Погрешность (мкм) установки заготовки в направлении
радиальном осевом
Патроны и оправки ‘ 3-10
с упругими втулками и гидропластмассой при 1 < 0,5б? и 1 > 3,0d 6 — 9
с пластинчатыми (тарель- чатыми) пружинами 6-11 10-20 —
с упругими втулками и ро- ликами, опоры которых имеют форму гиперболои- да вращения 6 — 7 3-8 —
с упругими элементами гофрированного типа 5-6 2-5 —
Примечания: 1. Применение пневматических и гидравлических си-
ловых узлов уменьшает погрешность установки на 20—40%.
2. Термически необработанные кулачки и втулки рекомендуется ис-
пользовать при партии деталей не более 100 шт.
24. Точность установки заготовок в цанговом и трехкулачковом
патронах без выверки
Заготовка; условия установки заготовки Погрешность установки (мкм) при диаметре базы, мм
чО О « О U я 2 °0 « о U п “О СО о О S оо гой « О U ч О ф ^оо « о О Е[ О о оо сч со Св. 120 до 180 Св. 180 до 260 Св. 260 до 500
У спи шовка цангое ом пап гроне
Используется шли- фованная контро- льная оправка, установленная в новом патроне 15-20 15-40 20-45 25-50 30-75 — — —
Пруток, калиброван- ный по 12-13-му квалитету 50 30 60 40 70 50 90 60 100 70 120 80 - -
358
Токарные работы
Продолжение табл. 24
Заготовка; условия установки заготовки Погрешность установки (мкм) при диаметре базы, мм
чо о Ю о О § Св. 10 до 18 “О ю о О § « о О Ч о© г® О оо ОО СЧ о и П Св. 120 до 180 Св. 180 до 2601 Св. 260 до 500
Установка в трехкулачковом самоцентрирующем патроне
Пруток горячеката-
ный:
повышенной
точности
обычной точно-
сти
Штучная заготовка:
со шлифованной
базой
с чисто обрабо-
танной базой
Отливка, полученная
литьем по выплав-
ляемой модели
или в оболочко-
вую форму; пред-
варительно обра-
ботанная поверх-
ность
Отливка, получен-
ная литьем в по-
стоянную форму;
штампованная за-
готовка, получен-
ная на кривошип-
ном прессе
100 120 150 200 300 450 650 — —
70 80 100 130 200 300 420 — —
— 200 220 280 400 500 800 — —
130 2 1 5 3 1 1 2 1 0 0 0 0 30 о 00 o' 150 190 250 30 15 80 50 15 ~8С 30 io 0 0 350 520 4 2 1 ~8 2 т 4 Г 0 5 30 Т 30 3S 30 20 1* 50 30 120 Too 250 120 500 150
Примечания: 1. В числителе дроби приведена погрешность установ-
ки заготовки в радиальном направлении, в знаменателе — в осевом направле-
нии ; для шлифованной контрольной оправки приведена погрешность установки
заготовки в радиальном направлении.
2. При установке в цанговых патронах штучных заготовок погрешность ус-
тановки в осевом направлении увеличивается на 10—30 мкм по сравнению
с установкой прутковых заготовок.
3. При неподвижной цанге смещение в осевом направлении минимально
(5 — 20 мкм).
4. Поджатие заготовок при закреплении в патронах снижает погреш-
ность установки на 20 — 30%.
5. В патронах с пневматическими и гидравлическими приводами по-
грешность установки уменьшается на 20—40% по сравнению с табличными
значениями.
Обработка на токарных стайках
359
25. Скорости резания (м/мин) при черновом обтачивании заготовок
из конструкционной углеродистой стали быстрорежущими резцами
Глубина резания, мм Подача, мм/об
0,3 0,5 0,6 0,8 1,0 1,2 1,5
3 56 40 36 30 26
4 52 38 33 28 24 21
6 47 34 30 25 21 19 16
8 — 31 28 23 20 18 15
10 — — 26 22 19 17 14
12 — — — 21 18 16 14
Пр имечания: 1. При обработке заготовок из других материалов
табличные значения следует умножить на поправочные коэффициенты, при-
веденные в табл. 34.
2. Скорости резания даны для периода стойкости резца 60 мин.
26. Скорости резания (м/мин) при черновом обтачивании заготовок
из углеродистой, хромистой, хромоникелевой сталей и стальных
отливок резцами из твердого сплава Т15К6 с дополнительной
режущей кромкой при <р । = 0
Глубина резания, мм Подача, мм/об
1,0 1,5 2,0 .2,5 3,0
3 125 111 101 95 90
4 120 106 97 91 80
5 116 103 94 88 —
Примечание. Поправочные коэффициенты на условия работы приведе-
на в табл. 35.
27. Скорости резания (м/мин) при черновом обтачивании заготовок
из серого чугуна резцами из твердого сплава ВК6 с дополнительной
режущей кромкой при <pj = 0
Глубина резания, мм Подача, мм/об
1,0 1,5 2,0 2,5 3,0
3 100 86 76 69 64
4 94 80 71 65 61
5 91 78 68 63 —
Примечание. Поправочные коэффициенты на условия работы приведе- ны в табл. 35.
360
Токарные работы
28. Скорости резания (м/мин) при черновом обтачивании заготовок
из углеродистой, хромистой, хромоникелевой сталей и стальных
отливок резцами из твердого сплава Т15К6 при <Pj > 0
Г лубина резания, мм Подача, мм/об
0,3 0,5 0,6 0,8 1,0 1,2 1,5
3 198 166 157 140 127 — —
4 190 160 150 134 122 117 —
6 178 150 141 126 113 112 98
8 — 144 131 121 НО 105 94
10 — — 127 117 106 100 90
12 — — — 113 103 98 88
Примечания: 1. Скорости резания даны для периода стойкости
60 мин.
2. Поправочные коэффициенты на условия работы см. в табл. 35
29. Скорости резаиия (м/миН) при черновом обтачивании заготовок
из серого чугуна резцами из твердого сплава ВК6 при <р^ > 0
Глубина резания, мм Подача, мм/об
0,3 0,5 0,6 0,8 1,0 1,2 1,5
3 138 121 111 100 91 — —
4 132 115 107 95 87 80 —
6 ’ 124 109 100 89 82 76 82
8 — 104 96 86 78 73 78
10 — — 93 83 76 70 76
12 — — — 80 74 68 . 73
Примечания: I. Скорости резания даны для периода стойкости резца
60 мин.
2. Поправочные коэффициенты на условия работы приведены в табл. 35.
30. Скорости резании (м/мин) при чистовом обтачивании и
растачивании заготовок из углеродистой, хромистой, хромоникелевой
сталей и стальных отливок резцами из твердого сплава Т15К6 при
Ф1 > 0
Глубина резания, мм Подача, мм/об
0,15 0,20 0,30 0,40 0,50 0,60
1,о 270 235 222 — — —
1,5 253 220 208 199 — —
2,0 244 211 199 191 176 166
Примечание. Поправочные коэффициенты на условия работы при-
ведены в табл. 35.
Обработка на токарных станках
361
31. Скорости резания (м/мин) при чистовом обтачивании заготовок
из стали резцами из твердого сплава Т15К6 с дополнительной
режущей кромкой при <р, = О
Глубина резания, мм Подача, мм/об
2 3 4 5
0,5 161 153
1,0 — — 119 115
Примечание. Поправочные коэффициенты на условия работы см.
в табл. 35.
32. Скорости резания (м/мин) при чистовом обтачивании и
растачивании заготовок из серого чугуна резцами из твердого
сплава ВК6 при <р > О
Глубина резания, мм Подача, мм/об
0,15 0,20 0,30 0,40 0,50 0,60
1.0 187 176 162 —
1,5 175 165 152 144 — —
2,0 168 158 145 138 127 118
Примечание. Поправочные коэффициенты на" условия работы см.
в табл. 35.
33. Скорости резания (м/мин) в зависимости от подачи при
черновом и чистовом обтачивании заготовок из медных сплавов
резцами из быстрорежущей стали
Глубина резания, мм Подача, мм/об
0,3 0,5 0,6 0,8 1,0 1,2
1 114 '' 89 3 80 70 63 —
2 105 82 75 65 58 —
3 100 78 71 61 55 —
4 97 75 69 58 53 49
6 — — 65 57 50 46
Примечания: 1. Скорости резаиия даны для периода стойкости резца
60 мин.
2. При работе по корке скорости резания должны составлять 0,9 таб-
личного значения.
3. Скорости резания даны для материалов с твердостью НВ 100—140.
362
Токарные работы
34. Поправочные коэффициенты на скорость резании для измененных
условий обработки резцами из быстрорежущей стали при обработке
заготовок из стали
Сталь при ов, МПа
1 о о оо 1 со 520 — 590 600- 700 710- 800 810 — 930 940 — 1070 1080 — 1200
Углеродистая Хромоникелевая Хромистая Хромомарганце- вая, хромо- кремнистая или близкая к ним 2,22 2,20 1,67 1,28 1,00 0,77 0,59 0,46
2,07 1,75 1,40 1,Н 0,90 0,72 0,57 0,46
2,19 1,74 1,34 1,02 0,80 0,62 0,47 0,37
1,66 1,36 1,06 0,86 0,70 0,56 0,44 0,36
Обрабатываемая поверхность Без корки С коркой
' к2 1,0 (прокат или поковка) 0,9 (прокат) 0,8 (поковка)
Главный угол резца в плане, 30 45 60 75 90
Кз 1,26 1,00 0,84 0,75 0,66
Радиус при вер- шине резца, мм 1 2 3 5
*4 0,94 1,00 1,03 1,13
Обработка С охлаждением Без охлаждения
*5 1,00 0,88
Обработка на токарных станках 363 35. Поправочные коэффициенты к табличным значениям скоростей резаиия при обработке резцами с пластинками из твердого сплава
Обрабатываемый материал Сталь о-в, МПа 400— 500 500 — 600 600- 700 700 — 800 800 — 900 900- 1000
*1 1,65 1,35 1,15 1,00 0,88 0,75
Чугун НВ 120 — 140 140— 160 160- 180 180 — 200 200— 220 220 — 250
К1 1,60 1,34 1,15 1,00 0,88 0,77
Обрабатываемая поверхность Без корки С коркой Загрязненная
1,00 0,88-0,85 0,56-0,60
Твердый сплав Т30К4 Т15К6Т Т15К6 Т14К8 Т5К10
К} (обработка стали) 1,40 1,15 1,00 0,80 0,65
Твердый сплав ВК2 вкз ВК6 ВК8
Ki (обработка чугуна) 1,2 1,15 1,00 0,83
Главный угол резца в плане, ...° 30 45 60 75 90
при обработке: стали 1,13 1,00 0,92 0,86 0,81
чугуна 1,20 1,00 0,88 0,83 0,79
36. Подача в зависимости от требуемой шероховатости поверхности (резцы с пластинками из твердого сплава и быстрорежущей стали)
Шерохо- ватость поверх- ности, мкм Обрабатываемый материал Диапазон скоростей резания, м/мии Подача (мм/об) при радиусе г при вершине резца, мм
0,5 1,0 2,0
& = = 40 4-20 Углеродистая и ле- гированная стали Чугун, бронза и алюминиевые спла- вы До 50 Св. 50 Весь диапа- зон скорос- тей 0,3-0,5 0,4-0,55 0,25-0,4 0,45-0,6 0,55-0,65 0,40-0,5 0,55-0,7 0,65-0,7 0,5-0,6
364 Токарные работы
Продолжение табл. 36
Шерохо- ватость поверх- ности, мкм Обрабатываемый материал Диапазон скоростей резания, м/мин Подача (мм/об) при радиусе г при вершине резца, мм
0,5 1,0 2,0
Яг = = 20 -г 10 Углеродистая и ле- гированная стали Чугун, бронза и алюминиевые спла- вы До 50 Св. 50 Весь диапа- зон скорос- тей 0,18-0,25 0,25-0,3 0,15-0,25 0,25-0,3 0,3-0,35 0,25-0,4 0,3-0,4 0,35-0,5 0,4-0,6
Ra = = 2,5- - 1,25 Углеродистая и ле- гированная стали Чугун, бронза и алюминиевые сплавы До 50 50-100 Св. 100 Весь диапа- зон скорос- тей 0,10 0,11-0,16 0,16-0,2 0,1-0,15 0,11-0,15 0,16-0,25 0,2-0,25 0,15-0,20 0,15-0,22 0,25-0,35 0,25-0,35 0,2-0,35
37. Скорости резания (м/мин) при отрезке и прорезке канавок резцами
с пластинками из твердого сплава
Обрабатываемый материал Подача S, мм/об
Г руппа Твер- дость НВ 0,09 0,10 0,12 0,14 0,16 0,19 0,22 0,25 0,29 | . 0,39 | О О о
Констру- 440 - 490 126-140 245 218 193 172 153 136 120 107 95 75 59
кцион- 500-550 141-158 218 193 172 153 136 120 107 95 85 67 53 —
ная уг- 560-620 159- 177 193 172 153 136 120 107 95 85 75 59 47 —
лероди- 630-700 178-200 172 153 136 120 107 95 85 75 67 53 42 —
стая и 710-790 201-226 153 136 120 107 95 85 75 67 59 47 37 —
легиро- 800-890 227-255 136 120 107 95 85 75 67 59 53 42 33 —
ванная 900- 1000 256-286 120 107 95 85 75 67 59 53 47 37 29 —
стали
Ковкий — 149-163 100 95 89 84 79 75 70 66 62 55 49 44
чугун До 201 84 79 775 70 66 62 59 55 52 46 41 36
163-229 75 70 66 62 59 55 52 49 46 41 36 32
Серый — 143-299 75 70 66 62 59 55 52 49 46 41 36 32
чугун 170-255 66 62 59 55 52 49 46 44 41 36 32 29
157-269 59 55 52 49 46 44 41 39 36 32 29 26
Примечание. Поправочные коэффициенты к скорости резания для из-
мененных условий работы приведены в табл. 38.
Обработка на токарных станках 365
38 Поправочные коэффициенты к скорости резания для измененных
условий работы при отрезке и прорезке канавок
Отношение диаметров 0-0,4 0,5-0,7 0,8-1,0
Коэффициент 1,0 0,96 0,82
Условия обработки Без охлаждения С охлаждением
Коэффициент 1,0 1,4
Материал заготовки Сталь Чугун
Материал резцов Т15К10 Т15К6 ВК6 ВК8
Коэффициент 1,0 1,54 1,0 0,83
39. Подачи (мм/об) при' отрезке и прорезке канавок
Диаметр обрабатываемой заготовки, мм Ширина резца, мм Заготовки
из стали и стальные отливки с св, МПа из чугуна
до 800 св. 800
До 20 3 0,08-0,10 0,06-0,08 0,11-0,14
20-30 3 0,10-0,12 0,08-0,10 0,13-0,16
30-40 3-4 0,12-0,14 0,10-0,12 0,16-0,19
40-60 4—5 0,15-0,18 0,13-0,16 0,20-0,22
60-80 5-6 0,18-0,20 0,16-0,18 0,22-0,25
80-100 6-7 0,20-0,25 0,18-0,20 0,26-0,30
100-125 7-8 0,25-0,30 0,20-0,22 0,30-0,35
125-150 8-10 0,30-0,35 0,22-0,25 0,35-0,40
Примечание. При отрезании сплошного материала по мере прибли-
жения резца к центру указанные в таблице значения подач следует умень-
шить на 40-50%.
366 Т окариые работы
40. Ориентировочные скорости резания (м/мин) при обработке заготовок из труднообрабатываемых сталей и сплавов резцами из твердых сплавов и быстрорежущей стали
Марка обрабатываемого материала Скорость резания при обработке инструментом
МПа из твердого сплава из быстроре- жущей стали
Теплостойкие хромистые, хромоникелевые и хромомолибденовые стали
перлитного, мартенситно-ферритного и мартенситного классов
(группа I)
34XH3M 34ХНЗМФ 20ХЗМВФ ЗОХМА 600-800 250-300 50-70
900 и более 650 » 120-150 200—250 20-30 60 — 70
Коррозионно-стойкие хромистые и сложнолегированные стали
ферритного, мартенситно-ферритного, мартенситного классов (группа II)
12X13 600 и более 170 - 220 35-50
25X1ЗН2 700-1000 200 — 250 45-60
1Х12Н2ВМФ 900 180 - 240 30-45
20X13 1100—1400 80-100 15-20
30X13 1100-1400 80-100 15-20
40X13 950 и более 120-150 25-35
14Х17Н2 1100 120-150 25-35
09X16Н4Б . Св. 1000 130-160 28-38
» 1300 70-90 15-20
23Х13НВМФЛ » 850 140-180 28-42
» 1550 60-75 13-18
Коррозионно-стойкие, кислотостойкие, жаростойкие хромоникелевые
стали аустенитного, аустенитно-ферритного и переходного
аустенитно-мартенситного классов (группа III)
12Х18Н10Т Св. 550 120-150 25-35
20Х23Н18 » 550 140-180 30-40
12Х21Н5Т » 700 100-130 20-30
О9Х15Н8Ю 850-1100 110-130 22-32
08Х17Н5МЗ Св. 1000 110-130 22-32
07X16Н6 1100 и более 120-150 25-35
Обработка на токарных станках
367
Продолжение табл. 40
Марка обрабатываемого "о, Скорость резания при обработке инструментом
материала МПа из твердого из быстроре- сплава жущей стали
Жаропрочные, жаростойкие, кислотостойкие, хромоникелевые, хромо-
никельмарганцовистые сложнолегированные стали аустенитного и
астенитно-ферритного классов (группа IV)
45Х14Н14В2М Св. 700 100—120 20-28
08Х15Н24В4ТР » 700 70-90 15-25
07Х21Г7АН5 1000 80- 100 15-25
12Х25Н16Г7АР Св. 800 80-100 15-25
37Х12Н8Г8МФБ » 900 50 — 60 12-20
10Х11Н20ТЗР » 900 50-60 12-20
10X11H23T3MP » 900 50-60 12-20
15Х18Н12С4ТЮ 700 - 750 50-60 12-20
Жаропрочные деформируемые сплавы на железоникелевой
и никелевой основах (группа V)
ХН60ВТ 800 40 — 50 8-12
ХН77ТЮ 1000 40-50 8-12
ХН77ТЮР 1000 40-50 8-12
ХН35ВТЮ Св. 950 22-28 8-12
ХН56ВМТЮ 900 20-25 6-10
ХН67ВМТЮ Св. 1000 20-25 6-10
ХН75МВЮ Св. 1000 20-25 6-10
ХН60ВТ 1150 18 — 20 5-10
Окалиностойкие и жаропрочные литейные сплавы на никелевой и
хромовой основах (группа VI)
ВЖ36-Л2 800 18-20 —
АНВ-300 850 18-20 —
ЖС6К 1000 18-20 —
ЖСЗДК 750 18-20 —
ХН67ВМТЮЛ 750 18-20 —
368 Токарные работы
Продолжение табл. 40
Марка обрабатываемого материала С В» Скорость резания при обработке инструментом
МПа из твердого сплава из быстроре- жущей стали
Сплавы на титановой основе (группа VII)
ВТ1; ВТ1-1; ВТ1-2 450 - 700 100-150 30-40
ВТЗ 950-1150 50-70 18-25
ВТЗ-1 950-1500 50-70 18-25
ОТ4 700 - 900 70-100 25-35
ОТ4-1 600-750 70- 100 25-35
ВТ5 ; ВТ5-1 700-950 70-100 25-35
ВТ6 ; ВТ6С 900-1000 60-80 20-30
ВТ14 ; ВТ15 1000 50-75 20-28
Высокопрочные стали (группа VIII)
28ХЗСНМВФА 1600 и более 45-65 5-10
30Х2ГСН2ВМ 1600 и более 45-65 5-10
ЗЗХЗСНМВФА 1700 40-50 4-5
38ХЗСНМВФА 1700 40-50 4-5
42Х2ГСНМ 1900 28-38 2-3
38Х5МСФА 1950 25-35 1-2
43ХЗСНМВФА 2100 20-30 —
зуют для надежного закрепления толстостенных заготовок, при обра-
ботке которых возникают большие силы резания; другие типы опра-
вок — для финишных операций обработки зубчатых колес, втулок.
Закрепление на оправке вызывает деформацию заготовки, вслед-
ствие чего снижается точность ее обработки. В самозажимных, цан-
говых и кулачковых оправках возникают асимметричные усилия за-
крепления (переменные по углу поворота); в цилиндрических и гидро-
пластмассовых оправках, а также в оправках с упругими разжим-
ными шайбами и гофрированными втулками развиваются осесиммет-
ричные усилия закрепления (постоянные по углу поворота). При обра-
ботке тонкостенных деталей рекомендуется использовать оправки с
осесимметричным усилием закрепления.
При выборе режимов резания для обработки различных материа-
лов на токарных станках следует пользоваться данными табл. 25 — 49.
Обработка на токарных станках 369
41. Выбор марки твердого сплава инструмента для точении
в зависимости от материала детали и сечения срезаемого слоя
Г руппа материала 0В» МПа t, мм 5, мм/об Марка твердого сплава
I 600 - 900 До 1 » 10 Св. 10 До 0,1 » 0,50 Св. 0,50 Т15К6; ВК6-ОМ; ВКЗ-М Т15К6 Т5К10; ВК8
II 600-1200 До 1 » 10 Св. 10 До 0,15 » 0,50 Св. 0,50 ВК6-ОМ; Т15К6 Т15К6 ВК8; Т5К10
1200-1700 До 1 » 3 До 0,15 » 0,30 ВК6-ОМ; ВКЗ-М Т15К6 Т15К6; ВК6-М
1700-1800 До 1 » 3 До 0,10 » 0,30 ВК6-ОМ; ВКЗ-М ВК6-М; ВКЗМ
III 550-800 До 1 » 5 » 10 » 20 » 30 До 0,15 » 0,20 0,30-0,50 0,60-1,00' 1,00-1,80 ВКЗ-М; ВК6-ОМ Т15К6 Т15К6 ВК6-М* ВК8 ВК8-В
800-1100 До 1 Св. 1 До 0,10 Св. 0,10 ВК6-ОМ ВК8; Т5К10
IV 800-1000 (не содер- жат тита- на) До 1 » 3 » 10 Св. 10 До 0,15 » 0,30 0,30-0,50 Св. 0,50 ВК6-ОМ; ВКЗ-М Т15К6 ВК6-М ВК8
700-1000 (содержат титан) До 1 » 10 Св. 10 До 0,15 » 0,50 Св. 0,50 ВК6-ОМ; ВКЗ-М ВК6-М ВК8
V; VI Св. 750 До 1 » 6 Св. 6 До 0,10 » 0,50 Св. 0,50 ВК6-ОМ; ВКЗ-М ВК6-М* ВК8
370
Токарные работы
Продолжение табл. 41
Г руппа материала С В, МПа Z, мм S, мм/об Марка твердого сплава
VII 600-1500 До 1 » 5 Св. 5 До 0,15 » 0,40 Св. 0,40 ВКЗМ; ВК6-ОМ ВК6-М; ВК4* ВК-8
VIII 1400-1600 До 1 » 5 До 0,10 » 0,30 ВК6-ОМ; Т15К6 Т15К6
1600-1800 До 1 » 3 До 0,10 » 0,30 ВК6-ОМ; ВКЗ-М Т15К6; ВК6-М
1800-2200 До 1 » 2 До 0,10 » 0,30 ВК6-ОМ; ЦМ332 ВКЗ-М; ВК6-М
* При наличии окалины применять резцы с пластинками из сплава ВК8.
42. Подачи (мм/об) при точении на токарных и карусельных
станках заготовок из сталей I, II и Ш групп с ств < 900 МПа
Сечение державки Диаметр обрабаты- Глубина резания, мм
резца, мм поверх- ности, мм 2 5 10 Св. 10
20 0,20-0,30 — — —
20 х 16; 50 0,30-0,40 0,20-0,30 — —.
25x20 100 0,40-0,50 0,30-0,40 0,20-0,30 —
200 0,50-0,60 0,40-0,50 0,30-0,40 —
100 0,50-0,60 0,40-0,50 0,30-0,40 —
32x25 200 0,55-0,65 0,50-0,60 0,40-0,50 —
500 0,65-0,75 0,60-0,80 0,50-0,70 0,50 — 0,60
40 x 40; 50x40 100 200 0,60-0,80 1,00-1,20 0,50-0,60 0,80-1,00 0,40-0,50 0,60—0,80 0,50—0,60
500 1,20-1,50 1,00-1,20 0,80-1,00 0,60-0,80
60x40 Св. 500 — 1,5-2,0 1,5-1,8 1,20-1,50
Обработка на токарных станках 371
43. Подачи (мм/об) при точении на токарных и карусельных станках
заготовок из сплавов V и VI групп, а также из сталей IV и П групп
с с „ = 900 4- 1300 МПа
Се гение Диаметр Глубина резания, ММ
державки обрабаты-
резца, ваемой
мм поверхности, 2 5 10
мм
20x16; 20 0,15-0,25 — —
25x20 50 0,20-0,30 0,15-0,25 —
100 0,30-0,40 0,20-0,30 —
200 0,35-0,45 0,30-0,40 —
100 0,30-0,40 0,20-0,30 —
32x25 200 0,40-0,50 0,30-0,40 —
500 0,50-0,60 0,40-0,50 —
100 0,40-0,50 0,30-0,40 —
40 x 40; 200 0,50-0,60 0,40-0,50 0,30-0,40
50x40 500 0,60-0,70 0,50-0,60 0,40-0,50
60x40 Св. 500 0,60-0,80 0,50-0,60 0,40-0,50
44. Подачи (мм/об) при точении на токарных и карусельных
станках заготовок из титановых сплавов
Сечение державки резца, мм Диаметр обраба- тывав- мой по- верхно- сти, мм Глубина резания, мм
2 5 10 Св. 10
20 0,20-0,30 — — —
20x16; 50 0,30-0,40 0,20-0,30 — —
25x20 100 0,40-0,50 0,30-0,40 0,20-0,30 —
200 0,50-0,60 0,40-0,50 0,30-0,40 —
100 0,50-0,60 0,40-0,50 0,40-0,50 —
32x25 200 0,60-0,70 0,50-0,60 0,50-0,60 —
500 0,70-0,80 0,60-0,70 0,50-0,60 0,50-0,60
100 0,60-0,80 0,50-0,60 0,40-0,50 —
40x40 200 0,80-1,00 0,60-0,80 0,50-0,70 0,50-0,60
50 х 40 500 1,00-1,20 0,80-1,00 0,60-0,80 0,60-0,80
60x40 Св. 500 - 1,00-1,20 0,80-1,00 0,60-0,80
372 Токарные работы
45. Подачи (мм/об) при отрезке резцами с пластинами из сплавов ВК6-М и ВК8
Сечение державки резца, мм Размеры головки резца, мм Группа материала заготовки
Ширина Длина I; II; III; IV; V; VI и VII (ов < 900 МПа) II; IV; V; VI; VII (<тв > 900 МПа)
16 х 10 3 20 0,06-0,08 0,04-0,06
25 х 16 32x20 5 6 35 40 0,10-0,12 0,08-0,10
40x25 8 60 100 0,08-0,10 0,06-0,08
60x25 80x25 120x25 10 12 16 200 400 500 0,08-0,12 0,06-0,10
Примечание. Для быстрорежущих резцов значения подач умножать
на 1,5
46. Подача (мм/об) при прорезке канавок резцами
с пластинками из сплавов ВК6-М и ВК8
Сечение державки резца, мм Размеры головки резца, мм Группа материала заготовки
^Ширина Длина I; II; Ш; IV; VII (ств < 900 МПа) II; IV; V; VI; VII (ств > > 900 МПа)
16 X 10 3 15 0,07-0,10 0,05-0,07
25 х '16 5 10 20 25 0,10-0,14 0,08-0,12
32x20 5 8 12 25 30 40 0,15-0,20 0,10-0,15
Примечание. Для быстрорежущих резцов значения подач следует умно- жить на 1,5.
Обработка на токарных станках 373
47. Подачи (мм/об) при точении и растачивании труднообрабатываемых
материалов в зависимости от шероховатости поверхности
Шероховатость поверхности Ra, мкм Радиус при вершине резца, мм Скорость резания, м/мин
3 5 10 15 20 и более
Rz = 40 + 20 До 0,5 0,16
Rz = 20 н- 10 - 0,08
2,5-1,25 — 0,04
Rz = 20 + 10 0,5 0,16 0,20
2,5-1,25 - 0,1 0,12
1,25-0,63 - 0,10
2,5-1,25 1,0 0,14 0,28 -
- 0,12
2,0 0,28
1,25-0,63 0,20 0,25
48, Режимы резания при точении пластмасс быстрорежущими резцами
Тип пластмассы Г лубина резания, мм Скорость резания (м/мин) при подаче, мм/об
0,10 0,15 0,20 0,25 0,30 0,40 0,50
Сополимер 0,5 156 189 217 241 262 300 333
Стирол 1,0 146 177 202 225 245 280 311
СНП-2 1,5 140 170 194 216 235 269 299
2,0 136 165 189 210 228 261 290
2,5 133 161 184 205 223 256 284
3,0 — 158 181 201 219 251 279
4,0 — — 176 196 213 244 271
5,0 172 191 208 238 265
374 Токарные работы
Продолжение табл. 48
Тип Глубина резания, мм Скорость резания (м/мин) при подаче, мм/об
пластмассы 0,10 0,15 0,20 0,25 0,30 0,40 0,50
Полипропилен 0,5 39 46 53 58 63 71 78
(нестабили- 1,0 34 41 46 51 55 62 69
зированный) 1,5 32 38 43 48 51 58 64
2,0 30 36 41 45 49 55 61
2,5 29 35 39 43 47 53 58
3,0 — 34 38 42 45 51 56
4,0 — — 36 40 43 49 54
. 5,0 — — 35 38 41 47 52
Полипропилен 0,5 102 95 90 85 83 79 77
(стабилизи- 1.0 97 90 86 82 79 76 72
рованный 1,5 94 87 83 79 77 73 70
сажей — 7 %) 2,0 92 85 81 78 75 71 68
2,5 90 83 79 76 74 70 67
3,0 — 82 78 75 73 69 66
4,0 — — 77 73 71 67 65
5,0 — — 75 72 70 66 64
Поликапро- 0,5 79 102 120 138 155 184 210
лактам 1,0 73 94 111 128 144 171 195
марки Б 1,5 70 90 107 122 137 163 186
2,0 68 87 104 119 133 158 181
2,5 66 85 101 116 129 154 177
3,0 — 83 99 113 126 151 174
4,0 — — 96 ПО 123 147 168
5,0 — — 94 107 120 144 164
Винипласт 0,5 281 239 213 195 181 162 148
1,0 252 215 192 175 163 145 133
1,5 238 202 180 164 154 137 125
2,0 228 194 176 158 147 131 120
2,5 220 188 167 153 142 127 116
3,0 — 182 163 149 138 123 112
4,0 — — 156 143 132 118 108
5,0 — — 151 138 128 114 104
Полиэтилен 0,5 361 307 274 251 233 207 190
1,0 291 248 220 202 187 167 153
1,5 257 218 194 178 161 148 135
2,0 235 200 178 163 151 135 123
2,5 219 187 167 153 142 126 115
3,0 — 176 157 144 133 119 109
4,0 — — 143 131 122 109 99
5,0 — — 134 122 114 101 9
Обработка на токарных станках 375
Продолжение табл. 48
Примечания: 1. Скорость резания приведена для стойкости Т = 60 мин.
2. При работе с охлаждением приведенные значения следует умножить
на коэффициент Ко, равный для сополимера — 1,09, полипропилена (не-
стабилизированного) — 1,32; полипропилена (стабилизированного) — 1,09; поли-
капролактама— 1,41; винипласта - 1,32; полиэтилена — 1,09.
3. Скорость резания следует умножить на коэффициент Kv, равный при
точении резцами: проходными (<р=45°)—1; проходными (<р = 60°) — 0,9; под-
резными (<р = 90°) — 0,8; отрезными — 0,7; расточными — 0,9.
49. Режимы резания при точении пластмасс твердосплавными
резцами
Глубина Скорость резания (м/мин) при подаче, мм/об
пластмассы мм 0,1 0,15 0,2 0,25 0,3 0,4
Оргстекло 0,5 но 93 82 74
1 87 74 65 58
1,5 78 65 57 51
2 70 59 51 46 — —
2,5 66 55 48 43
3 61 51 45 41
4 55 47 41 37
Фторопласт 0,5 251 196 160 135
1 197 153 125 -106
1,5 169 131 108 91
2 153 119 97 82 — —
2,5 141 ПО 90 76
3 132 103 84 67
4 119 92 76 64
Гетинакс 0,5 540 375 300 261
1 375 256 205 174
1,5 300 205 166 140
2 261 — 174 — 141 120
2,5 227 156 124 104
3 205 139 112 100
4 177 122 98 83
Стеклотекстолит 0,5 284 264 212 173
1 281 262 199 164
1,5 278 259 191 158
2 278 — 259 — 188 154
2,5 275 257 183 150
3 275 257 181 148
4 270 252 176 144
376
Токарные работы
Продолжение табл. 49
Тип пластмассы Глубина резания, мм Скорость резания (м/мин) при подаче, мм/об
о,1 0,15 0,2 0,25 0,3 0.4
Стеклопластик 0,5 62 48 41 37
1 48 37 32 29
1,5 41 32 27 25
2 37 — 28 — 24 22
2,5 34 26 22 20
3 31 24 21 19
4 28 22 19 17
Фенопласт 0,5 466 362 310 279
1 389 300 257 232
1,5 351 269 232 209
2 326 — 250 — 215 193
2,5 307 237 203 183
3 293 226 194 174
4 273 210 179 160
Волокнит 0,5 190 167 152 145
1 168 147 134 127
1,5 155 136 124 118
2 148 — 129 — 118 113
2,5 142 124 113 108
3 138 120 ПО 104
4 131 115 105 99
ОБРАБОТКА НА ТОКАРНО-РЕВОЛЬВЕРНЫХ СТАНКАХ
Токарно-револьверные станки (технические характеристики см. в
гл. 5) предназначены для обработки заготовок резцами, осевыми
инструментами, фасонными, комбинированными и специальными ин-
струментами ; резьбонарезными (метчиками, плашками, резьбонарезны-
ми головками), накатками специальными и др.
В условиях серийного производства применяют стандартизованные
вспомогательные и режущие инструменты, универсальные приспособле-
ния для крепления заготовки, а также выполняют поэлементную и
совмещенную обработку нескольких поверхностей. При крупносерий-
ном производстве используют стандартизованные и специальные
вспомогательные и режущие инструменты, проводят совмещенную
обработку нескольких поверхностей различными инструментами (фа-
сонными и комбинированными).
В табл. 50 приведены точность и шероховатость поверхностей
деталей, получаемых на токарно-револьверных станках с различным
расположением оси револьверной головки. В качестве заготовок ис-
пользуют прутки различного сечения и штучные заготовки. Для
крепления и подачи прутков применяют зажимные и подающие цанги
(табл. 51). Оснастка, используемая для крепления инструментов, при-
ведена в табл. 52.
Обработка на токарно-револьверных станках
377
50. Точность диаметров и шероховатость поверхностей при обработке
на токарно-револьверных станках
Примечание. В числителе дроби приведены соответственно квалитет
или шероховатость поверхности, получаемые при получистовой обработке,
в знаменателе — при чистовой обработке.
378
Токарные работы
51. Цанги зажимные (ГОСТ 2876— 80) и подающие (ГОСТ 2877— 80),
используемые в механизмах зажима прутковых одношпиидельиых
токарно-револьверных и токарных многошпиндельных автоматов и
токарно-револьверных станках
Цанга
Зажимная исполнения 1
Зажимная исполнения 2
Подающая
Основные размеры под пруток, мм
d S а
3-12 3-10 3-8
12-18 10-15 8-12
18-25 15-21 12-17
25-36 21-30 17-25
25-40 21-34 17-28
40-50 34-42 28-34
50-60 42-56 34-45
3-12 3-10 3-8
12-18 10-15 8-12
18-20 15-17 12-14
20-25 17-21 14-17
25-32 21-27 17-22
32-40 27-34 22-28
40-50 34-42 28-34
50-65 42-56 34-45
65-80 56-70 45-56
80-100 70-85 56-70
100-125 85-95 70-85
3-12 3-10 3-8
12-18 10-15 8-12
18-20 15-17 12-14
20-25 17-21 14-17
25-32 21-27 17-22
32-40 27-34 22-28
40-50 34-42 28-34
50-65 42-56 34-45
65-80 56-70 45-56
80-100 70-85 56-70
100-125 85-95 70-85
Обработка на токарно-револьверных станках
379
52. Оснастка к токарио-револьверным станкам для крепления
инструмента
Оснастка ГОСТ
Качающиеся оправки
Для насадных разверток 20506-75
Для разверток с коническим хвостовиком 20507-75
Для разверток с цилиндрическим хвостовиком 20508-75
Патроны
Поводковые для качающихся оправок 20505-75
Для плашек (втулки к патронам по ГОСТ 21942 — 76) 21941-76
Для метчиков (втулки к патронам по ГОСТ 22628 — 77) 22627-77
Выдвижные для плашек (втулки к патронам по ГОСТ 22629 - 77
22630-77)
Цанговые 17200-71
Втулки
Переходные с буртиком и отверстием, с конусом 17178-71
Морзе
Зажимные втулки
Цилиндрические 17179-71
С эксцентрично расположенным цилиндрическим отвер- 17180-71
стием
С наклонно расположенным цилиндрическим отверстием 17181-71
С эксцентрично расположенным цилиндрическим отвер- 17182-71
стием для сдвоенных гнезд
Со смещенным цилиндрическим отверстием для сдвоен- 17183-71
ных гнезд
С буртиком и концентрично расположенным цилиндри- 17184-71
ческим отверстием
С буртиком и эксцентрично расположенным цилиндри- 17185-71
ческим отверстием
С буртиком и наклонно расположенным цилиндрическим 17186-71
отверстием
Державки
Для прямого крепления резцов и зажимных втулок 18074 - 72
Для косого крепления резцов и зажимных втулок 18075-72
Расточные для прямого крепления призматического рез- 19019-73
ца стержнем
Расточные для косого крепления призматического резца 19020-73
стержнем
Расточные для косого крепления резца винтами 19021-73
Для прямого крепления резца 19022 - 73
Для косого крепления резца 19023-73
380
Токарные работы
Продолжение табл. 52
Оснастка ГОСТ
Для косого крепления резца регулируемые С цилиндрическим хвостовиком для прямого крепления резца С цилиндрическим хвостовиком для косого крепления резца С цилиндрическим хвостовиком для отрезных пластин- чатых резцов Люнетные для тангенциальных резцов Люнетные для косого крепления резцов 19171-73 19913-74 19914-74 19915-74 21200-75 21201—75
Токарно-револьверные станки широко применяют для групповой
обработки заготовок (особенно в мелкосерийном производстве). При
разработке технологического процесса необходимо учесть следующие
рекомендации:
не следует совмещать черновую обработку с чистовой, так как это
отражается на работе инструмента для чистовой обработки;
обработку отверстий проводить инструментом, установленным в
револьверной головке;
проходные, подрезные и фасонные резцы крепить в резцедержа-
теле поперечного суппорта;
совмещать переходы, т. е. проводить обработку одновременно
режущими инструментами, установленными в поперечном суппорте и
револьверной головке или использовать комбинированные инструмен-
ты;
для уменьшения увода сверла сверлить отверстия после предва-
рительной подрезки торца н центрования;
отверстия по 12-му квалитету с допускаемыми биениями в пре-
делах допуска на изготовление обрабатывать простыми и комбини-
рованными зенкерами; при более жестком допуске биений расточку
следует проводить резцами с поддерживающей скалкой, входящей
в специальную втулку, укрепленную на передней бабке станка, или
применять расточные скалки или зенкеры с передней направляющей;
для уменьшения разбивки отверстий крепить развертки в плавающих
патронах;
при использовании в револьверной голрвке только части гнезд
в свободные гнезда устанавливать дублирующие комплекты инстру-
ментов, что позволит несколько раз повторить цикл обработки за
полный оборот головки;
применять патроны для быстросменного крепления инструмента,
если в револьверной головке не устанавливаются все необходимые
для обработки инструменты;
Обработка на токарно-револьверных станках
381
Рио. 1. Схема обработки заготовки на токарно-револьверном станке
с горизонтальной осью вращения револьверной головки:
1 — подача прутка до упора; 2 — центрование; 3 — обтачивание двух поверх-
Востей и сверление; 4 — рассверливание отверстия; 5 — протачивание канавки;
б —снятие фаски н чистовое точение; 7 — нарезание наружной резьбы; 8 —
нарезание внутренней резьбы; 9 — отрезка
382
Токарные работы
Рис. 2. Схема обработки детали иа токарно-револьверном станке
с вертикальной осью вращения револьверной головки:
1 — закрепление заготовки; 2 — подрезание торца; 3 — обтачивание двух наруж-
ных диаметров и внутреннего; 4 — растачивание двух внутренних поверх-
ностей; 5 — протачивание первой канавки; 6 — протачивание второй канавки;
7 — чистовая обработка внутренней поверхности, снятие фаски и обтачива-
ние ступеньки
для сокращения времени на подналадку производить регулировку
инструмента вне станка, использовать легкосменные блоки инстру-
ментов или производить смену револьверной головки в сборе с
инструментами;
для получения качественной резьбы в начальный момент резьбо-
нарезания обеспечить принудительную подачу револьверной головки
с инструментами, близкую к шагу резьбы, а затем отключить ее;
резьбу 6-й степени точности нарезают нерегулируемыми инстру-
ментами (метчиками, плашками), резьбу 4-й степени точности регули-
руемыми инструментами (резьбонарезными и накатными головками).
Обработка на токарно-револьверных станках ведется по методу
автоматического получения размеров, т. е. станок предварительно
настраивают на изготовление определенной детали или группы дета-
лей (при групповой обработке). Настройку ведут с использованием
продольных и поперечных упоров. При выполнении каждого перехода
длину рабочих ходов инструментов определяют по схеме обработки
детали (рис. 1 и 2).
Обработка на токарных автоматах
383
ОБРАБОТКА НА ТОКАРНЫХ АВТОМАТАХ
Общие сведения. На предприятиях широко используют универ-
сальные токарные автоматы: одношпиндельные продольного то-
чения, токарно-револьверные и горизонтальные многошпиндельпые.
Автоматы предназначены для обработки деталей типа тел враще-
ния, требующих применения большого числа разнообразных ре-
жущих инструментов. В основном автоматы предназначены для
обработки деталей при крупносерийном и массовом производстве,
однако в последнее время широко внедряется групповой метод об-
работки, который позволяет применять токарные автоматы в серийном
и мелкосерийном производстве для обработки небольших партий
заготовок. Точность и параметры шероховатости поверхностей, об-
работанных на автоматах, приведены в табл. 53.
53. Точность и шероховатость поверхностей, обработанных на токарных
автоматах
Основным техническим документом, по которому проводится на-
ладка автоматов, является карта наладки. В этой карге указаны
вид заготовки, модель автомата, приведены схема технологического
процесса обработки детали и расчетные данные для построения ку-
лачков.
Общие требования к расчету наладки автоматов. При выборе
заготовки (прутка) необходимо стремиться к тому, чтобы припуск
на обработку был минимальным и форма заготовки соответствовала
форме детали. В качестве заготовки для автоматов используют
холоднотянутые калиброванные прутки различного сечения: круглого,
квадратного, шестигранного. Размеры прутков даны В таблицах сор-
384
Токарные работы
тамента прутков. В случае применения штучных заготовок автомат
оснащают загрузочным устройством.
Автомат выбирают с учетом диаметра заготовки, допускаемой
длины обработки, частоты вращения шпинделя, числа необходимых
операций и производительности процесса, требуемой точности обработ-
ки и шероховатости поверхности.
Технологический процесс обработки детали представляют в виде
последовательного ряда эскизов переходов обработки. На эскизах
инструмент изображают в момент окончания рабочего хода. При этом
указывают размеры, определяющие положение инструментов или их
державок относительно шпинделя и других державок, и длину хода
инструмента.
При разработке технологического процесса обработки на автома-
тах рекомендуется соблюдать правила:
1. Максимально совмещать рабочие и вспомогательные переходы.
Стремиться к совмещению работы поперечных суппортов с работой
осевого инструмента. Для совмещения рабочих переходов рекомен-
дуется использовать комбинированные инструменты. Не следует совме-
щать черновые и чистовые переходы, за исключением тех случаев, ко-
гда совмещение не приводит к снижению качества обработки.
2. Не допускать резкого уменьшения жесткости обрабатываемой
заготовки, а глубокие канавки протачивать после окончания всей об-
работки.
3. Точные фасонные поверхности обтачивать двумя резцами: чер-
новым и чистовым. При этом повышаются качество обрабатываемой
поверхности и стойкость резцов.
4. Для повышения качества обрабатываемой поверхности и точ-
ности обработки в конце рабочего хода для суппорта с инструмен-
том следует предусмотреть выдержку без подачи на время двух-
пяти оборотов шпинделя.
5. Отверстия малого диаметра сверлить после предварительного
центрования, во время которого можно снимать внутреннюю фаску.
6. При обработке ступенчатых отверстий с жесткими допусками
концентричности сначала следует сверлить отверстие малого диаметра.
Если концентричность отверстий не оговаривается, то для сокраще-
ния времени обработки и лучшего отвода стружки рекомендуется
сначала сверлить отверстие большего диаметра, а затем меньшего
диаметра.
7. При сверлении глубоких отверстий необходимо предусмотреть
периодический вывод сверла: первый вывод — при достижении глубины
отверстия i = (3 4) d; второй — при I = (2 -=- 2,5) d\ третий — при I =
= (1 - 1,5) d.
8. Для обеспечения строгой соосности наружные и внутренние
поверхности, а также ступенчатые детали следует обрабатывать на
одной позиции.
9. Чтобы получить высокую точность обработки, малую шеро-
ховатость поверхности и не допустить образования спиральной риски,
отводить резец с рабочей подачей.
Обработка на токарных автоматах 385
10. Наиболее длительные переходы разбивать на два или три
перехода, если это не ухудшает качества обработки. В противном
случае на последнем переходе необходимо предусмотреть окончатель-
ный общий проход одним инструментом.
II. Ход продольного резца или ширину фасонного резца следует,
увеличивать на ширину отрезного резца.
12. В качестве упора допускается использовать центровочные
сверла, однако при этом снижается точность установки прутка и
необходима подрезка торца.
13. Исключать возможность столкновения державок и режущих
инструментов, особенно при совмещенных переходах.
14. При обработке тонкостенных деталей в первую очередь не-
обходимо обрабатывать отверстия, так как после сверления и раз-
вертывания увеличивается наружный диаметр деталей.
15. Чтобы избежать выдавливания металла и заусенцев, фаски
и канавки обрабатывать до нарезания резьбы или после ее нака-
тывания.
Подъем h профиля кулачка определяют по формуле h = И, где
i — передаточное отношение плеч рычагов, связывающих кулачок и
исполнительный механизм (суппорт).
Скорость резания и подачу выбирают в зависимости от матери-
ала обрабатываемой детали, режущего инструмента, глубины резания,
стойкости режущего инструмента, шероховатости обрабатываемой по-
верхности и других параметров по таблицам, приведенным в спра-
вочниках или в паспорте автомата. Ориентировочные значения v и
S приведены в табл. 54 и 55, поправочные коэффициенты к таб-
личным значениям подач — в табл. 56.
Частоту вращения шпинделя автомата рассчитывают по формуле
ишп = Ю0(Ю/(тс<7). Если частота вращения шпинделя в течение всей
обработки постоянна, то из всех полученных значений v и ишп
выбирают минимальные. Значение ишп корректируют в соответствии
с паспортными данными и принимают ближайшее меньшее. Если
частота вращения шпинделя на отдельных переходах или позициях
изменяется, то ишп выбирают для каждого перехода или позиции.
54. Ориентировочные значения скоростей резания (м/мин), рекомендуемые
при работе инструментом из быстрорежущей стали
Обрабаты- ваемый материал Продоль- ное, фа- сонное обтачива- ние и отрезка Свер- ление Зенкеро-' вание Развер- тывание Накаты- вание Нарезани е- резьбы
метчи- ком плаш- кой
Сталь: 20 45-55 30-40 25-30 8-12 30-35 3-6 1,8-3,5
35 35-45 25-35 20-25 6-10 25-32 2,5-5,5 1,8 -3,5
45 25-35 20-25 18-20 6-8 20-30 2-5 1,5-3
386
Токарные работы
Продолжение табл. 54
Обрабаты- ваемый материал Продоль- ное, фа- сонное обтачива- ние и отрезка Сверле- ние Зенке- рование Развер- тывание Нака- тывание Нарезание резьбы
метчи- ком плаш- кой
А12 50-70 30-50 20-35 10-15 35-45 3-8 2,8-5
У7— 18-25 15-20 10-15 5-8 15-20 1,5-3,5 1-2,5
У13А хромис- 15-25 10-15 8-12 4-6 15 — 20 1,5-3 0,8-2
тая и корро- зионно- стойкая Латунь 60-180 50-100 45-80 20-40 70-100 4,5-20 4-18
Бронза 35-60 30-40 25-35 15-30 35-50 4-12 3,5-10
Алюминий 150-200 90-180 60-80 20-50 90-120 6-20 5,5-20
Примечание. При использовании твердосплавного инструмента ско-
рость резания можно увеличить в 1,5 — 2 раза.
На каждом переходе или позиции обработку проводят при посто-
янной частоте вращения шпинделя.
Подачу S выбирают для каждого инструмента. При многоин-
струментальной наладке подача общая и наименьшая для всех
инструментов.
Рабочие числа оборотов и рассчитывают по формуле п =
= 1/S + Ди. Значение и показывает, сколько оборотов делает шпиндель
автомата за время выполнения соответствуюшего рабочего хода, где
Ап - добавочное число оборотов шпинделя (после прекращения по-
дачи), необходимое для зачистки поверхности; Ди = 2-^-5 оборотов.
В том случае, когда часть рабочих переходов выполняют при других
частотах вращения шпинделя, и для них определяют по формуле
и = K.I/S, где К — коэффициент приведения, равный njjn/n^n.
Остальные этапы расчета наладки разобраны для каждого вида
автомата отдельно с учетом специфики каждого из них.
Обработка на одношпнндельиых токарных автоматах продольного
точения. Одношпиндельные автоматы продольного точения (рис. 3)
применяют при крупносерийном и массовом производстве деталей из
холоднотянутых калиброванных прутков диаметром 3 — 25 мм. Авто-
маты предназначены для обработки методом продольного точения
заготовок с большим отношением длины к диаметру. При соче-
тании продольной подачи прутка и поперечной подачи инструмен-
тов, расположенных на поперечных суппортах, можно обрабатывать
детали сложной конфигурации. Продольная подача осуществляется
перемещением шпиндельной бабки или пиноли шпинделя. В резуль-
Обработка на токарных автоматах
387
Рис. 3. Схема работы автомата продольного точения:
/ — пруток; 2 — суппорты с инструментами; 3 — шпиндельная бабка; 4 — люнет;
5 — дополнительное приспособление; 6 — распределительный вал с кулачками
тате согласованных движений прутка и резцов получают цилиндри-
ческие, конусные, сферические поверхности. Применяя только один
резец, можно получить детали разнообразной формы. Перед резцами
устанавливают люнет, воспринимающий усилия резания и обеспе-
чивающий высокую точность обработки.
С помощью дополнительных приспособлений на автоматах вы-
полняют сверление, нарезание резьбы, прорезку шлицев. Рабочие
и вспомогательные ходы инструментов осуществляются от кулачков,
расположенных на распределительном валу. На автоматах различных
классов точности получают детали, точность которых соответствует
квалитетам: 9-му по диаметру и 11-му по длине — автоматы обычной
точности; 7 — 8-му по диаметру и 9-му по длине — автоматы высокой
точности; 6-му по диаметру и 7-му по длине — автоматы особо
высокой точности. Параметр шероховатости обрабатываемых поверх-
ностей Ra = 1,25 4-0,63 мкм.
Изготовляют автоматы продольного точения моделей: ПОЗА,
1-Б10В, 1М06В, 1М06ДА, 1М06А, 1М10В, 1М10ДВ, 1М10РВ, 1М10ЕВ,
1М10А, 1М10РА, 1М10ДА, ПТ16В, 11Т16РВ, 11Т16УВ, ПТ16А, 1Д25В,
1Д25П и др. Они снабжены устройствами для переноски деталей,
ловителями готовых деталей, магазинами для загрузки прутка.
В автоматах продольного точения пруток имеет левое вращение
(по часовой стрелке). Это значит, что невращающейся плашкой мож-
но нарезать только левую резьбу. Правую резьбу нарезают методом
обгона. При этом шпиндель резьбонарезного устройства должен вра-
щаться в ту же сторону, что и пруток, но с некоторым обгоном,
равным скорости нарезания резьбы (рис. 4). После нарезания резьбы
шпиндель резьбонарезного устройства тормозится — происходит ав-
томатическое свинчивание плашки (метчика). Аналогично при невращаю-
55. Ориентировочные значения подач (мм/об), рекомендуемые при работе инструментами из быстрорежущей стали
Диаметр об- ’ рабатьгеае- мой поверх- ности, мм Обработка Глубина ре- зания, мм Диаметр сверла, мм Глубина свер- ления, мм Получаемая шероховатость поверхности Яг, мкм
6,3-10 10-20 40
Подача при материале заготовки
Сталь 45 Латунь Сталь 45 Латунь Сталь 45 Латунь
2 Продольное обтачивание 0,8 - — 0,01 0,03 0,015 0,05 0,02 0,08
0,4 - - 0,012 0,038 0,018 0,06 0,025 0,010
Врезание и отрезка - — - 0,003 0,019 0,005 0,03 0,006 0,05
Сверление — 1,0 1,0 1,5 1,5 3 6 5 10 0,0055 0,0035 0,007 0,005 0,025 0,016 0,030 0,019 0,008 0,005 0,010 0,007 0,04 0,025 0,045 0,031 0,011 0,007 0,0013 0,0009 0,065 0,04 0,08 0,05
4 Продольное обтачивание 1,5 1,0 0,5 — — 0,01 0,012 0,014 0,05 0,063 0,075 0,014 0,017 0,020 0,08 0,10 0,12 0,018 0,022 0,026 0,12 0,15 0,18
Врезание и отрезка - — — 0,004 0,03 0,005 0,048 0,008 0,072
Сверление 2,0 2,0 2,5 2,5 3,0 3,0 3,5 3,5 5 20 5 25 6 30 7 35 0,014 0,007 0,016 0,008 0,018 0,009 0,02 0,01 0,045 0,022 0,060 0,030 0,070 0,035 0,070 0,035 0,020 0,010 0,022 0,011 0,025 0,012 0,028 0,014 0,07 0,034 0,095 0,047 0,110 0,055 0,110 0,055 0,026 0,013 0,028 0,014 0,032 0,016 0,036 0,018 0,110 0,055 0,15, 0,075 0,180 0,090 0,180 0,090
Токарные работы
7 Продольное обтачивание 2,5 2,0 1,5 1,0 0,5 — - 0,016 0,018 0.020 0,022 0,025 0,08 0,087 0,093 0,100 0,107 0,022 0,025 0,028 0,031 0,034 0,12 0,13 0,14 0.15 0,16 0,028 0,032 0,036 0,040 0,044 0,18 0,19 0,20 0,21 0,22
Врезание и отрезка — — — 0,006 0,044 0,009 0,066 0,012 0,010
4 8 0,022 0,070 0,030 0,110 0,039 0,160
4 40 0,010 0,035 0,013 0,055 0,017 0,080
4,5 10 0,023 0,070 0,032 0,110 0,042 0,160
4,5 40 0,010 0,035 0,013 0,055 0,017 0,080
Сверление — 5 10 0,024 0,075 0,034 0,115 0,044 0,170
5 40 0,010 0,035 0,013 0,055 0,017 0,080
5,5 10 0,025 0,075 0,035 0,115 0,045 0,170
5,5 40 0,010 0,032 0,013 0,052 0,017 0,070
6 10 0,026 0,080 0,036 0,120 0,046 0,170
6 40 0,01 0,030 0,013 0,050 0,017 0,065
Продольное обтачивание 3,5 0,020 0,082 0,027 0,12 0,035 0,165
3,0 0,022 0,090 0,030 0,13 0,038 0,17
2,5 — — 0,024 0,096 0,032 0,14 0,042 0,19
1,5 0,027 0,103 0,037 0,15 0,048 0,205
0,75 0,030 0,112 0,040 0,16 0,052 0,22
10 Врезание и отрезка — - - 0,007 0,047 0,010 0,068 0,013 0,010
Сверление 6 10 0,026 0,080 0,036 0,12 0,046 0,17
6 40 0,010 0,030 0,013 0,05 0,017 0,067
— 6,5 10 0,026 0,080 0,036 0,12 0,046 0,17
6,5 40 0,010 0,030 0,013 0,05 0,017 0,067
7 10 0,026 0,080 0,037 0,12 0,048 0,17
Обработка на токарных автоматах
Диаметр об- рабатывае- мой поверх- ности, мм Обработка Глубина ре- зания, мм Диаметр сверла, мм
10 Сверление — 7 7,5 7,5
12 Продольное обтачивание 5,0 4,0 3,0 2,0 10 -
Врезание и отрезка — —
Сверление - 7 7 8 8 9 9 10 10
Продольное обтачивание 6,0 4,0 2,0 -
Продолжение табл 55
& се и S со S Получаемая шероховатость поверхности Rz, мкм
6,3-10 10-20 40
S к Ю s Подача при материале заготовки
£ “ Сталь 45 Латунь Сталь 45 Латунь Сталь 45 Латунь
40 0,010 0,030 0,016 0,05 0,021 0 065
10 0,027 0,080 0,038 0 12 0,049 0,17
40 0,011 0,030 0,017 0,05 0,021 0,067
0,023 0,085 0,032 0,12 0,042 0,15
0,025 0,093 0,035 0,13 0,046 0,16
— 0,028 0,10 0,039 0,14 0,051 0,18
0,031 0,107 0,043 0,15 0,056 0,20
0,034 0,115 0,046 0,16 0,06 0,22
— 0,008 0,05 0,011 0,07 0,015 0,10
10 0,026 0,08 0,037 0 12 0,048 0 17
40 0,010 0,03 0,016 0 05 0,021 0 065
10 0,027 0,08 0,038 0,12 0,049 0,17
40 0,011 0,03 0,017 0 05 0,021 0,066
10 0,028 0,08 0,039 0,12 0,05 0 17
30 0,012 0,035 0,017 0,052 0,0215 0,07
10 0,029 0,08 0,04 0,12 0,052 0,17
30 0,013 0,035 0,0175 0,052 0,022 0,07
0,016 0,065 0,029 0,090 0,030 0,12
— 0,026 0,095 0,037 0,135 0,048 0,165
0,033 0,108 0,045 0,160 0,059 0,21
Токарные работы
16 Врезание и отрезка — —
Сверление — 7 7 9 9
20 и 25 Продольное обтачивание 8,0 6,0 4,0 2,0
Врезание и отрезка —
Сверление — 7 7 9 10 11 11 12 12 13 13 14 14 15 15 16 16 17 17
— 0.009 0,055 0,0125 0,075 0,016 | 0,105
10 0..027 0,085 0,038 0,125 0,050 0,175
40 0.010 0,035 0,016 0,055 0,021 0,07
10 0.028 0,09 0,040 0,125 0,052 0,175
40 0,011 0,030 0,0165 0,050 0,020 0,065
0,014 0,06 0,0195 0,085 0,026 0,11
— 0,019 0,071 0,0265 0,10 0,0345 0,13
0,025 0,093 0,035 0,140 0,046 0,17
0,033 0,107 0,045 0,165 0,059 0,215
— 0,009 0,006 0,0125 0,075 0,016 0,105
10 0,027 0,095 0,038 0,125 0,05 0,175
40 0,010 0,035 0,016 0,055 0,021 0,07
10 0,028 0,095 0,04 0,130 0,052 0,180
40 0,011 0,030 0,0165 0,055 0,020 0,065
10 0,030 0,095 0,040 0,130 0,055 0,180
30 0,013 0,035 0,017 0,055 0,025 0,070
10 0,027 0,08 0,038 0,12 0,049 0,17
40 0,011 0,032 0,0165 0,053 0,021 0,067
10 0,028 0,08 0,039 0,12 0,050 0,17
40 0,012 0,032 0,017 0,053 0,0215 0,07
10 0,029 0,08 0,040 0,120 0,052 0,17
.40 0,0125 0,032 0,0175 0,053 0,022 0,07
10 0,027 0,08 0,038 6,12 0,049 0,17
40 0,011 0,032 0,0165 0,053 0,021 0,07
10 0,027 0,080 0,038 0,12 0,049 0,17
40 0,011 0,033 0,0165 0,055 0,021 0,07
10 0,028 0,080 0,039 0,12 0,05 0,17
40 0,012 0,033 0,017 0,055 0,0215 0,07
10 0,029 0,08 0,04 0,12 0,052 0,17
40 0,0125 0,033 0,0175 0,055 0,022 0,07
Обработка на токарных автоматах 391
392
Токарные работы
Рис. 4. Схема нарезания резьбы методом обгона
56. Поправочные коэффициенты к табличным значениям подач (см.
табл. 55) в зависимости от обрабатываемого материала
Обрабатываехмый материал Коэффициент К
Сталь:
с сгБ = 400 4- 500 МПа 1,2-1,5
повышенной обрабатываемости резанием:
А12 1,5-2.0
А20 1,3-1,8
серебрянка (У7А, У10, А75) 0,8
коррозионно-стойкая 0,6-0,8
Алюминий и его сплавы 0,9-1,0
Бронза 0,5
Примечание. При изготовлении деталей из приведенных в таблице
марок сталей на поправочные коэффициенты умножаются численные значения
подач, выбранных по табл. 55 при обработке стали; при изготовлении де-
талей из алюминия, его сплавов и бронзы — численные значения подач,
необходимых для обработки латуни.
щемся шпинделе сверлильного приспособления работу можно прово-
дить левыми сверлами. Если необходимо использовать правые сверла,
то шпинделю приспособления сообщают вращение с частотой, превы-
шающей частоту вращения автомата с прутком.
Для крепления режущих инструментов на автоматах продольного
точения имеются лишь специальные державки для фасонных резцов
и центровочных сверл, устанавливаемые на поперечных суппортах.
Порядок расчета наладки автоматов продольного точения:
1. Выбор заготовки (табл. 5.7).
2. Выбор марки автомата (см. табл. 3, гл. 5 раздела П).
3. Разработка технологического процесса обработки детали (схе-
ма обработки), выбор инструментов и приспособлений, составление
схемы расположения инструментов (рис. 5).
Обработка на токарных автоматах
393
57 Основные (наибольшие) размеры (мм) устанавливаемых прутка и
резца для токарно-продольных автоматов
Наибольший (номинальный) диаметр устанавли- ваемого прутка Наибольшая длина подачи прутка для автоматов с кулачками Наибольшие размеры сечения
дисковым КОЛОКОЛЬНЫМ
4 50 — 6x6
6 60 — 8x8
10 70 100 10x10
16 80 140 12x12
25 100 180 16x16
4. Определение длины I рабочих и вспомогательных перемещений
инструментов и детали. В общем виде I = I' + Д, где I' — длина
обработки, мм; Д — гарантированный зазор между обрабатываемой
поверхностью и инструментом, мм.
5. Определение высоты подъема или спада кривой на кулачке:
h — И, где i — передаточное отношение плеч рычагов, связывающих
кулачок и исполнительный орган.
6. Выбор режимов резания (см. «Общие требования к расчету
наладки автоматов»).
7. Определение числа п оборотов шпинделя, необходимых для
выполнения технологического перехода, и Хи: п= l[S + Ап, где I —
длина хода инструмента или шпиндельной бабки .с заготовкой (прут-
ком), мм; Д' — рабочая подача, мм/об; Ап — добавочное число оборо-
тов шпинделя (пауза), необходимое для зачистки поверхности заго-
товки; Ап = 2 5 оборотов.
При определении Ел учитывают несовмещенные (неперекрывае-
мые) числа оборотов шпинделя.
8. Определение ориентировочной производительности (шт/мин)
автомата
Q = (0,7 -г- 0,8)ишп/Хи.
9. Определение углов Р поворота кулачка за период выполнения
вспомогательных ходов и хр, ...°.
Углы вспомогательных Ходов Р кулачка зависят от производи-
тельности Q автомата, высоты подъема или спада кривой на ку-
лачке. Данные для определения Р имеются в паспорте автомата.
При малой его производительности углы Р выбирают минималь-
ными, чтобы уменьшить время вспомогательных ходов. При большой
производительности принимают большие значения Р для снижения
инерционных нагрузок в механизмах автомата. Кулачки зажима и раз-
жима прутка постоянны при обработке любых деталей на данном
автомате. При определении ХР суммируют углы для всех несовме-
щенных вспомогательных ходов.
394
Токарные работы
Рис. 5. Схема обработки заготовки на автомате продольного
точения:
I— подвод проходного резца; II — обтачивание поверхности диаметром 1,4 мм;
III — отвод проходного резца к поверхности диаметром 2,5 мм; IV — обтачива-
ние поверхности диаметром 2,5 мм; V — отвод проходного резца; VI —
протачивание канавки; VII — обтачивание поверхности диаметром 3 мм; VIII —
отвод канавочного резца; IX — протачивание канавки; X — обтачивание поверх-
ности диаметром 2,5 мм на длине 4 мм; XI — отвод канавочного резца;
XII — подвод отрезного резца; XIII— отрезка с одновременным получением
конических поверхностей
Обработка на токарных автоматах
395
10. Определение углов Еа = 360° — Ер для всех несовмещенных
рабочих ходов и угла а = иЕа/Еи для каждого рабочего хода.
Для построения кулачков необходимо найти а для всех рабочих
ходов, как несовмещенных, так и совмещенных.
11. Определение окончательного времени на изготовление детали
и штучной производительности автомата.
По формуле иц = 2тгЕи/Еа вычисляют число оборотов, необходи-
мое для получения детали. Тогда время (с) полной обработки дета-
ли Г = иц60/иштп. Производительность (шт/мин) автомата 2„ = 60/7.
Так как полную обработку заготовки выполняют за один оборот
распределительного вала, то ирас в = 2Ц. По таблице, приведенной в
паспорте автомата, для полученных иш п и ирас в находят ближайшее
ирас.в, на которое можно настроить автомат. В соответствии с таб-
личным значением ирасв уточняют значения иц и Т. Данные расчетов
записывают в карту наладки автомата. По данным карты наладки
может быть построена циклограмма работы автомата.
12. Построение кулачков автоматов продольного точения на основе
данных карты наладки и размеров заготовок кулачков (рис. 6), при-
веденных в паспорте автомата и частично в табл. 58.
Все кулачки на распределительном валу, как и шпиндель авто-
мата, имеют левое, вращение (по часовой стрелке), поэтому значения
углов, соответствующие отдельным переходам, откладывают от нуля
в направлении против часовой стрелки.
Рис. 6. Заготовка кулачка для автома-
та продольного точения
Построение кулачков следует начинать с максимального или ми-
нимального радиуса кулачка. Например, на кулачке шпиндельной
бабки максимальная точка соответствует моменту отвода шпиндель-
ной бабки для захвата прутка, для кулачка балансира — моменту
окончания отрезки. Начальный Кн и конечный RK радиусы кулачков
определяют для каждого перехода. Кулачки профилируют в пределах
между минимальным и максимальным радиусами. Для дисковых ку-
лачков участки рабочих ходов очерчивают по архимедовой спирали,
для кулачков барабанного типа — по прямой. Участки вспомогатель-
ных ходов очерчивают по шаблонам, прилагаемым к паспорту станка,
или по прямой.
Обработка на токарно-револьверных автоматах. Токарно-револьвер-
ные автоматы предназначены для изготовления деталей сложной
формы по 8—11-му квалитетам с параметрами шероховатости
Яд = 2,5 -=- 0,63 мкм.
396
Токарные работы
58. Размеры (мм) для построения кулачков автоматов продольного
точения (см. рис. 6)
Кулачок Модель автомата -^тах &ттп й2 В К d 1
Шпиндельной бабки 1103; ПОЗА 140 40 116,5 107
1Б10П; 1Б10В 1Б10А 160 128 120 20 (1:1)- (1:3)
1А10П 60 8 -
1М10В 1П12 180 40 128,7 124,5 22 22 (1 ro- ll : 0,83) (Г.1)- (13)
1А12В; 1А12П 121,5 25 (1 : 0 — (1 : 0,83)
1П16; 1П16А 1Д25В 210 260 50 60 151,9 184,3 150 174,5 10 24 35 (1 rO- fl :3)
Балансира 1103; ПОЗА НО 68 120,6 112 18,2
1Б10П; 1Б10В; 1Б10А; 1А10П 120 60 134 126 17 1 .3
1М10В 125 8 17,1 20
1П12 1А12В; 1А12П 120 54 132,2 132 135 135 17,2 17 I : 2,7
1П16, 1П16А 1Д25В 160 200 70 60 153,8 190,7 147,5 180 10 20 32 24 35 1 :2,5 1:3
Вертикальных 1103; ПОЗА 1Б10П; 1Б10В; 1Б10А; 1А10П 1М10В 100 120 50 70 112,8 103 26,2 24 30 1: 1 для
суппортов суппорта номер 3; 1:2 для суппортов номеров 4 и 5
125 116 8 24,2 28
1П12; IA12B; 1А12П 120 60 123,5 24
1П16; 1П16А 1Д25В 140 200 60 70 147,7 190,7 143 180 10 28 46 32 50 1 : 1,15 (1 rO- ll .3)
Принцип работы токарно-револьверного автомата показан на рис. 7.
Заготовку-пруток размещают в шпиндельной бабке, которая уста-
новлена на станине жестко и в продольном направлении не переме-
щается. Шпиндель автомата имеет вращения: левое (по часовой
стрелке) — при обтачивании и правое (против часовой стрелки) —
Обработка на токарных автоматах
397
Рис. 7. Схема работы
токарно - револьверного
автомата:
I — пруток; 2 — шпиндельная
бабка; 3 — поперечные суп-
порты; 4 — револьверная го-
ловка; 5 — продольный (ре-
вольверный) суппорт; 6 - ин-
струменты
при нарезании резьбы невращающимся резьбонарезным инструментом,
устанавливаемым в револьверной головке. В автомате предусмотрены
два или три (реже четыре) поперечных суппорта, совершающих по-
перечную подачу Sn, и один продольный револьверный суппорт, на
котором установлена шестипозиционная револьверная головка с ин-
струментами для обработки с продольной подачей .Snp. В одном
из гнезд револьверной головки устанавливают упор, благодаря которо-
му пруток подается на необходимую длину, равную сумме длины
обрабатываемой заготовки и ширины отрезного резца.
Большинство рабочих операций выполняют при левом вращении
шпинделя; нарезания резьбы, развертывание и некоторые другие опе-
рации — при более медленном правом вращении. Переключение на-
правлений вращения шпинделя осуществляется автоматически. Всеми
действиями автомата управляют с помощью кулачков, установленных
на распределительном валу. Готовую деталь получают за один обо-
рот распределительного вала. После отрезки детали и отхода от-
резного резца пруток быстро подается до упора, затем проводится по-
следовательная обработка заготовки режущими инструментами, уста-
новленными в рабочую позицию, при периодическом повороте ре-
вольверной головки и инструментами поперечных суппортов. В авто-
матах скорости вращения шпинделя переключаются автоматически.
Порядок расчета наладки токарно-револьверных автоматов'.
1. Выбор заготовки.
2. Выбор автомата (см. табл. 3, гл. 5 раздела П).
3. Разработка технологического процесса обработки (составление
схемы обработки). Схема обработки показана на рис. 8. В соот-
ветствии с этой схемой и по табл. 59 выбирают необходимые ин-
струменты и порядок их расположения на суппортах. Соответствую-
щие державки и приспособления подбирают по паспорту станка и
ГОСТам (табл. 60).
4. Определение длины / хода инструментов.
5. Расчет расстояния L между торцом шпинделя и револь-
верной головкой.
Расстояние L находят для всех позиций головки. Оно склады-
вается (рис. 9) из длины /в выступающей части прутка, расстояния
398
Токарные работы
58
55
Рис. 8. Схема обработки детали на токарно-револьверном автомате:
подача прутка до упора; II — обтачивание поверхности диаметром 19 мм
и центрование; III — обтачивание поверхности диаметром 15,88 мм и свер-
ление отверстия диаметром 10 мм; IV — сверление отверстия диаметром 6 мм,
снятие фаски и проточка канавки; V — нарезание резьбы; VI — чистовое об-
тачивание поверхности диаметром 18 мм; VII — отрезка
Обработка на токарных автоматах
399
Рис. 9. Схема для расчета расстоя-
ния от торца шпинделя до револьвер-
ной головки
а от торца прутка до державки (оп-
равки), длины и выступающей части
державки и расстояния f от державки
до револьверной головки, т. е.
Г — /Е + д + и + Д
где lB = I + ЕЛ + Ь + с; здесь I — длина детали, мм; ЕД — сумма при-
пусков на подрезание торца, мм; b — ширина отрезного резца, мм;
с — длина выступающей части прутка после отрезки, обычно
с = 5 -г- 8 мм.
59. Распределение инструментов по суппортам токарно-револьверного
автомата
Суппорты Резцы для вариантов
I II III
Передние ЭаДНЙИ Верхний Обдирочный Фасонный Чистовой Фасонный Отрезной Отрезной Отрезной Фасонный Отрезной Фасонный
60. Оснастка к токарно-револьверным автоматам
Оснастка ГОСТ
Державки сменные для резцов:
прямого крепления 18071-72
тангенциальных 18072-72
Державки: 18073-72
для тангенциальных резцов и зажимных
втулок 18076-72
для сменных резцовых державок и зажимных
втулок Державки люнетные для резцов: 21187-75
тангенциальных
прямого крепления 21188-75
Люнеты к державкам: 21189-75
призматические
роликовые 21190-75
Патроны выдвижные для плашек 22629-77
Втулки для плашек к патронам 22630 - 77
400
Токарные работы
Расстояние а от торца прутка до державки зависит От длины
выбранного инструмента и размеров державки. Расстояние f, пример-
но равное 2 мм, используют для исправления возможных ошибок
при наладке автомата.
6. Выбор режимов резания v, S и ишп (см. табл. 54 и 55).
Резьбу нарезают на токарно-револьверных автоматах двумя методами.
При первом методе (для большинства револьверных автоматов) шпин-
дель получает реверс на правое вращение для нарезания резьбы с
частотой вращения
Дшп — 1000rHp/(7ui),
где пнр — скорость резания, м/мин; d — диаметр нарезаемой резьбы, мм.
Резьбонарезной инструмент, установленный на револьверной го-
ловке, неподвижен. Свинчивание резьбонарезного инструмента осу-
ществляется при обратном вращении шпинделя.
Нарезание резьбы вторым методом также ведут при неподвижном
резьбонарезном инструменте. Для нарезания резьбы уменьшают час-
тоту вращения шпинделя. Свинчивание резьбонарезного инструмента
достигается врашением в ту же сторону, что и вращение шпинделя,
но с частотой вращения, большей в 2 — 5 раз.
При сверлении отверстий малого диаметра применяют быстро-
сверлильное приспособление, позволяющее получить заданную скорость
резання благодаря врашению сверла навстречу вращению обрабатыва-
емой заготовки. Частоту вращения шпинделя быстросверлильного
приспособления определяют по формуле
Ищп.св Пев-Ищп»
где' исв — частота вращения при сверлении; ишп — частота вращения
шпинделя автомата.
Подача сверла
S'cb — ^Исв/Ищп,
где S' — подача при сверлении, мм/об, определяется по таблицам
режимов резания (см. табл. 55).
7. Определение числа оборотов шпинделя и за время выполне-
ния каждого перехода и суммы несовмещенных оборотов (см. «Об-
щие требования к расчету наладки автоматов»).
8. Определение (ориентировочное) времени Т на изготовление
одной детали.
Цикл работы токарно-револьверного автомата
Г=(«р + «в)/(1 -₽в/100),
где /р и tB — время (с) выполнения соответственно рабочих и вспо-
могательных ходов; Рв — сотые доли кулачка, приходящиеся на выпол-
нение вспомогательных ходов.
Время на вспомогательные ходы tB включает время; на разжим,
подачу и зажим прутка, переключения револьверной головки и реверс
шпинделя. Их значения постоянны для автомата и выбираются по
Обработка на токарных автоматах
401
паспорту автомата. Доли кулачка Рв на вспомогательные ходы технолог
задает при наладке. Подводы и отводы инструментов, паузы и другие
ходы задаются в сотых долях рабочей поверхности кулачка: 2 — 3 сотые
доли — на повод или отвод инструмента, 0,5 —2 —на паузу.
9. Определение числа сотых долей кулачка Р на вспомогатель-
ные ходы и ЕР несовмещенных углов в сотых долях на выполнение
всех вспомогательных ходов.
Для расчетного значения Т по паспортным данным автомата
находят число сотых долей кулачка, приходящихся на подачу, зажим
прутка и переключение револьверной головки. Если расчетное Т не
совпадает с табличным значением, то следует принимать ближайшее
табличное значение. Число сотых долей кулачка, приходящихся на
поворот револьверной головки, может быть увеличено на число сотых
долей, приходящихся на ролик рычага револьверного суппорта, если
есть перепад радиусов кулачка.
10. Определение суммарного числа сотых долей Еа, приходящихся
на рабочие ходы, и числа сотых долей а на каждый рабочий пере-
ход:
Еа = 100 - Ер.
Полученное значение Еа разбивают на углы а пропорционально
числу оборотов п на переход;
а = иЕа/Еи.
Полученные расчетные данные заносят в карту наладки автомата.
11. Определение окончательного времени на изготовление детали
и производительности автомата.
По формуле Иц = ЕлЮО/Еа определяют число оборотов шпинделя
за время полной обработки заготовки, т. е. за время цикла.
Время обработки заготовки уточняют по формуле Т = пц60/пшп,
окончательно принимают ближайшее табличное значение времени Т
и для этого времени подбирают сменные зубчатые колеса гитары
настройки частоты вращения распределительного вала.
Фактическая производительность автомата
бф = трбОО/Т’,
где т) — коэффициент использования станка. Чем сложнее станок и
обрабатываемая деталь, тем меньше г); обычно т) = 0,8 4- 0,95.
12. Построение кулачков токарно-револьверных автоматов.
Размеры кулачков приводятся в паспортах автоматов. Построение
кулачка револьверного суппорта начинают с перехода, для которого
расстояние от торца шпинделя до револьверной головки является
минимальным Emjn, чему соответствует максимальное значение радиуса
кулачка Атах, т. е. радиус заготовки кулачка.
Радиус кулачка, соответствующий концу любого перехода,
= Лщах-(Е— Emin),
402
Токарные работы
где L — расстояние от торца шпинделя до револьверной головки.
Радиус кулачка, соответствующий началу перехода,
R» = Rx-l,
где I — длина рабочего хода на конкретном переходе, мм.
Участки на кулачках, соответствующие рабочим ходам, вычерчива-
ют по архимедовой спирали, соответствующие вспомогательным хо-
дам — по шаблонам (конфигурация указана в паспорте станка).
Обработка на горизонтальных миогошпиндельных автоматах. На
многошпиндельных автоматах можно выполнять операции обработки
со снятием стружки (черновое и чистовое, обычное и фасонное
обтачивание, подрезку, отрезку, снятие фасок, протачивание канавок,
центрование, сверление обычное и с использованием быстросверлиль-
ного приспособления, зенкерование, нарезание наружных и внутрен-
них резьб, фрезерование шлицев и лысок) и без снятия стружки
(накатку рифлений и резьбы, клеймение, раскатку отверстий, обкатку
цилиндрических и сферических поверхностей).
Детали на многошпиндельных автоматах изготовляют последо-
вательно на четырех, шести или восьми позициях в зависимости
от числа шпинделей. Для обработки применяют большое число
разнообразных режущих инструментов, устанавливаемых на продоль-
ном и поперечных суппортах с индивидуальными приводами подач.
На продольном суппорте можно устанавливать державки с инструмен-
тами с независимыми подачей и частотой вращения. Это расширяет
технологические возможности многошпиндельных автоматов и позво-
ляет выбирать оптимальные скорости резания для таких операций,
как сверление, зенкерование, развертывание и нарезание резьбы.
Особенности обработки на многошпиндельных станках:
1. Продолжительность обработки на всех позициях автомата
должна быть одинаковой.
2. Частота вращения шпинделей для каждой наладки одинакова
и не изменяется в процессе изготовления детали.
3. Направление вращения рабочих шпинделей правое (против часо-
вой стрелки) и не изменяется в процессе обработки.
4. Правую резьбу нарезают вращающимся инструментом с отста-
ванием от вращения прутка, а свинчивание — обгоном. Нарезание ле-
вой резьбы осуществляют методом обгона. Для нарезания наружной
резьбы широко применяют самораскрывающиеся резьбонарезные го-
ловки, позволяющие исключить операцию свинчивания.
5. На первых позициях выполняют черновые операции, а на по-
следних — чистовые операции.
6. Наиболее длительные операции целесообразно выполнять по-
следовательно на двух позициях или более.
7. При точной обработке поверхностей последний чистовой пере-
ход необходимо выполнять одним инструментом.
8. Окончательную обработку ступенчатых и фасонных поверхнос-
Обработка на токарных автоматах
403
61. Основные размеры прутков, обрабатываемых на токарных
многошпиндельных прутковых горизонтальных автоматах, и параметры
этих автоматов
Наибольший диаметр обрабатываемого прутка, мм 16 20 25 32 40 50 65 80 100 125
Число шпинделей 6 8 6 8 6 8 6 4 8 6 4
Наибольшая подача прутка, не менее 100 125 160 200 - 250
Наибольший диаметр отверстия под цан- гу, мм 42 50 60 70 82 96 115 136 165 200
Примечание. Автоматы для обработки прутков диаметрами 100 и
125 мм и шестишпиндельные автоматы для обработки прутков диаметрами 32
и 50 мм используют при обработке труб и заготовок из цветных металлов.
тей проводят на одной позиции, чтобы исключить несовпадение осей
различных позиций при повороте шпиндельного блока.
9. На горизонтальных многошпиндельных автоматах привод про-
дольного и поперечного суппортов осуществляется от постоянных
кулачков.
Порядок расчета наладки горизонтальных многъшпинделъных авто-
матов:
1. Выбор заготовки (табл. 61).
2. Выбор модели автомата (см. табл. 3, гл.. 5 раздела II).
3. Разработка технологического процесса (схемы) обработки дета-
лей.
В зависимости от сложности изготовления деталей на много-
шпиндельных автоматах можно применять несколько вариантов об-
работки. Последовательную обработку с одинаковой индексацией
(рис. 10) используют в том случае, если деталь имеет сложную
конфигурацию; все операции равномерно распределяют по всем пози-
циям.
- Последовательно-параллельную обработку с одинарной индекса-
цией (рис. 11) двух одинаковых или разных деталей проводят парал-
лельно: на одной половине позиций обрабатывают одну заготовку, на
другой половине другую.
При последовательно-параллельной обработке с двойной индекса-
цией (рис. 12) изготовление двух разных и одинаковых деталей про-
водят также параллельно, но шпиндельный блок поворачивают одно-
временно на две позиции.
4. Определение длины I хода инструментов. Ход продольного суп-
порта определяют по наибольшему пути одного из его инструментов,
404
Токарные работы
Рис. 10. Схема последователь-
ной обработки на многошпин-
дельном автомате с одинарной
индексацией:
а — схема рабочих позиций автомата;
б — схема обработки для шести-
шпиндельного автомата; 1 — цент-
рование и черновая фасонная обра-
ботка ; 2 — чистовая фасонная обра-
ботка и сверление; 3 — фрезерование
шлица; 4 — прорезка резьбовой ка-
навки ; 5 — окончательная фасонная
обработка поверхности диаметром
17 мм и нарезание резьбы; 6 ~-
отрезка
а для инструментов длина об-
работки определяется при уста-
новке их на суппорте.
5. Выбор режимов резания
(V и £) и определение частоты
вращения шпинделя ишп.
Скорости резания v опре-
деляют для всех переходов по
таблицам режимов резания, за-
тем по формуле ишп = ЮООгДтсЛ)
подсчитывают число оборотов
шпинделя для каждого пере-
хода. Из всех полученных зна-
чений выбирают минимальное,
корректируют его с учетом пас-
портных данных и считают рас-
четным дшп для всех- шпинде-
лей.
Для операций, выполняе-
мых при использовании приспо-
соблений с индивидуальным
приводом, определяют коэффи-
циенты приведения К. Напри-
мер, для резьбонарезного при-
способления, частота вращения
«нр которого меньше, чем основ-
ного шпинделя (нарезание резь-
бы с отставанием),
К — Янр/Ишп-
Подачу для продольного суппорта выбирают по лимитирующему
переходу. Она является общей для всех инструментов продольного
Обработка на токарных автоматах
405
Рис. 11. Схема последовательно-
параллельной обработки на
многошпиндельном автомате с
одинарной индексапией:
а — схема рабочих позиций автомата;
б — схема обработки детали на
многошпиндельном автомате: 1 —
центрование и прорезка канавки;
2 — сверление и обтачивание уступа;
3 — нарезание резьбы и отрезка; 4 —
центрование и предварительная фа-
сонная обработка; 5 — окончатель-
ная фасонная обработка; б — отрезка
Отрезка
детали
Подача i
прутка Г
Отрезка Т
детали
' Подача
прутка
Рис. 12. Схема последовательно-
параллельной обработки заго-
товок на многошпиндельном
автомате с двойной индексацией
суппорта, кроме тех, которые имеют индивидуальные приводы подач.
Для инструментов поперечных суппортов подачу выбирают отдельно
Для каждого суппорта.
6. Определение числа оборотов шпинделя п = 1/S.
Из полученных значений п выбирают наибольшее, которое кор-
ректируют с учетом паспортных данных, т. е. принимают ближайшее
п при установленном пшп- Так как у автомата постоянный кулачок,
на котором для выполнения рабочих ходов отводится постоянное
число градусов, выбранному п с учетом выстоя соответствует угол
рабочих ходов а, без учета выстоя а'. Отсюда можно определить
406
Токарные работы
число оборотов, приходящееся на наибольший переход без выстоя;
п' = па’/а и по определить фактически подачи на каждый переход
s’ = tin’.
7. Определение производительности многошпиндельного автома-
та.
<2ц = 1/Г,
где Т = гр + гв; здесь гр — время рабочих ходов; Гр = и/ишп (и — число
оборотов шпинделя, необходимое для выполнения наибольшего пере-
хода с учетом выстоя инструмента; ишп — частота вращения шпин-
деля) ; гв — время выполнения вспомогательных ходов, указанное в
паспорте автомата.
ОБРАБОТКА НА ГОРИЗОНТАЛЬНЫХ ОДНОШПИНДЕЛЬНЫХ
ТОКАРНЫХ ПОЛУАВТОМАТАХ
На токарных полуавтоматах обрабатывают сравнительно неслож-
ные детали типа многоступенчатых валов и осей диаметром до 500
и длиной до 1500 мм — в центрах, диаметром до 600 мм — в патро-
не, а также деталей типа втулок, полумуфт, устанавливаемых на оправ-
ках. На этих полуавтоматах возможна обработка цилиндрических,
фасонных, конических и торцовых поверхностей. Используют штучные
заготовки, получаемые ковкой, штамповкой, литьем и другими спосо-
бами. Режущий инструмент применяют тот же, что и для токарной
обработки.
На многорезцовых полуавтоматах используют большое число одно-
временно работающих резцов, которые движутся по одинаковым
траекториям. Эти резцы устанавливают на продольном и поперечном
суппортах (рис. 13). Многорезцовые полуавтоматы имеют полуавтома-
тический цикл работы. Установка и зажим заготовки (в патроне
или в центрах) и съем готовой детали осуществляются вручную,
подвод суппортов с резцами, обработка заготовки, возврат суп-
портов в исходное положение и остановка полуавтомата —
автоматически.
На копировальных полуавтоматах (рис. 14) профиль заготовки
обрабатывают одним резцом копировального суппорта с управлением
его работы по копиру. Проточку канавок проводят чаще всего ка-
навочными резцами с поперечного суппорта. Обработка заготовок
на копировальных полуавтоматах методом копирования позволяет
быстро менять траекторию движения копировального суппорта при
переходе на обработку другой заготовки и переналадке копироваль-
ных полуавтоматов. Обработка основного профиля заготовки только
одним резцом значительно упрощает наладку и подналадку режущих
инструментов по сравнению с многорезцовыми полуавтоматами, а
использование меньшего числа инструментов позволяет применять по-
вышенные режимы резания.
Обработка на одношпиндельных полуавтоматах
407
Рис. 13. Схема обработки детали на многорезцовом одношпиндель-
ном полуавтомате:
а — предварительная обработка одного конца заготовки; б — окончательная
обработка другого конца заготовки; 1 — продольный суппорт с инструмен-
тами; 2 — поперечный суппорт с инструментами; 3 — заготовка
Особенности обработки на токарных полуавтоматах:
1. На одношпиндельных горизонтальных токарных полуавтоматах
обычно получают детали, точность размеров которых соответствует
11 — 13-му квалитету. При правильных наладке и подборе оснастки
точность размеров может быть повышена до 7—9-го квалитета.
чян.2. При проектировании наладок необходимо стремиться к тому'
чтобы инструменты, установленные на продольных и поперечных суп-
портах, работали одновременно. В этом случае силы резания от одних
резцов уравновешиваются силами резания от других резцов.
3. Число резцов в наладке определяется жесткостью системы
СПИД полуавтомата и точностью обработки детали.
4. .Многорезцовую обработку заготовки разделяют между режущи-
ми инструментами так, чтобы суммарная нагрузка полуавтомата
в течение всей обработки была по возможности постоянной.
5. Черновую обработку длинных гладких поверхностей рекомен-
дуется проводить с использованием многорезцовых наладок, а чисто-
вую — одним резцом.
408
Токарные работы
Рис. 14. Схема обработки детали на одношпиндельном копи
ровальном полуавтомате:
1 — заготовка; 2 — резец; 3 — копировальный суппорт; 4 — копир; 5 — попереч-
ный суппорт
6. При чистовом обтачивании на многорезцовых полуавтоматах
ступенчатых деталей необходимо каждую ступень обрабатывать одним
резцом.
7. Для обработки ступенчатых деталей с точностью до 7 —9-го
квалитета обработку следует вести широкими фасонными или брею-
щими резцами, устанавливаемыми на задних суппортах. Ширина
обработки не более 90 мм.
8. Базовые отверстия заготовок для установки на оправках обра-
батывают по 6-му квалитету.
Порядок наладки одношпиндельных горизонтальных токарных полу-
автоматов :
1. Выбор заготовки и полуавтомата.
2. Разработка технологического процесса обработки детали. Выбор
способа установки и крепления заготовки, числа инструментов и схе-
мы их расположения.
Обработка на одношпнндельных полуавтоматах
409
3. Определение ходов инструментов I и режимов обработки v и
S (так же, как и для автоматов). Длину ходов режущих инстру-
ментов определяют по формуле
I = Г + А,
Где /' — длина обработки, мм; А — дополнительный ход резца, состоя-
щий из подвода, врезания и перебега, мм.
Параметры v и S определяют для каждого перехода в соответст-
вии с нормативами. За расчетные принимают наименьшие получен-
ные значения v и S, скорректированные по паспорту полуавтомата.
Рассчитывают частоту вращения шпинделя полуавтомата и принимают
ближайшее меньшее значение пшп.
4. Число оборотов шпинделя на рабочий переход
ир = 1/S.
Расчетным пр является наибольшее полученное значение, учитыва-
емое при определении времени обработки.
5. Время обработки одной заготовки
Т^з /р + /в,
где Гр — время обработки детали, мин; гв — время на вспомогательные
ходы (отвод суппортов, съем, установку и зажим заготовки и др.).
6. Расчет и построение копира (для копировальных полуавтома-
тов). В полуавтоматах могут применяться плоские копиры, которые
называются также шаблонами, и круглые копиры — эталонные детали.
Размеры рабочего профиля копира по длине и высоте (или по
диаметру) должны точно соответствовать профилю изготавливаемой
детали.
Минимальную высоту, копира 7Zmjn, необходимую для обработки
заготовки, определяют как сумму минимально возможной высоты
копира hmin и разницы между минимальным радиусом Amjn обра-
батываемой заготовки и минимально возможным радиусом rmin об-
работки на полуавтомате:
7/ггип — ^min rmjn).
Другие размеры копира, по высоте соответствующие любому
радиусу R обрабатываемой заготовки, определяют из выражения
77 — Hmin 4" 7? Rmin-
Линейные размеры участков рабочего профиля копира должны
точно соответствовать размерам обрабатываемой заготовки. При опре-
делении всей длины копира необходимо учитывать следующие тре-
бования. Для задания необходимой траектории движения резца на
подходе к обрабатываемой заготовке длину копира увеличивают впра-
во на 25 — 30 мм. Профиль этого участка выбирают в зависимости
от технологии обработки.
410
Токарные работы
ОБРАБОТКА НА ВЕРТИКАЛЬНЫХ МНОГОШПИНДЕЛЬНЫХ
ТОКАРНЫХ ПОЛУАВТОМАТАХ
Вертикальные многошпиндельные токарные полуавтоматы по прин-
ципу работы подразделяют на полуавтоматы последовательного и
параллельного (непрерывного) действия.
На многошпиндельных полуавтоматах последовательного действия
обрабатывают шестерни, фланцы, муфты, шкивы, ступицы и другие
детали, а также выполняют обтачивание цилиндрических и конических
поверхностей, растачивание отверстий, вытачивание канавок, сверление,
зенкерование и развертывание отверстий, как расположенных на оси
вращения, так и вне ее. Заготовки закрепляют в патронах или
специальных приспособлениях.
Точность диаметральных размеров поверхностей, получаемых на
полуавтоматах последовательного действия, соответствует 6 —9-му ква-
литету; при этом точность во многом зависит от правильного выбора
наладки и технологической оснастки.
Схема работы полуавтомата последовательного действия приведе-
на на рис. 15. Заготовки крепят в патронах вращающихся верти-
кальных шпинделей. Все шпиндели расположены на общем шпиндель-
ном блоке, выполненном в виде поворотного стола. При повороте
стола шпиндели с заготовками перемещаются иа следующие позиции,
где обработка продолжается другой группой инструментов. Во время
поворота стола шпиндели не вращаются. Обработка в каждой пози-
ции осуществляется после поворота стола с заготовками. На пер-
вой позиции готовая деталь снимается и устанавливается новая за-
готовка. Шпиндель в первой позиции не вращается.
Обрабатывающий инструмент устанавливают в продольных суппор-
тах, смонтированных на поверхностях колонны. Для получения по-
перечной подачи инструментов используют специальные суппорты, в
которых продольное движение преобразуется в поперечное.
За один оборот стола заготовки последовательно перемещаются
с одной позиции на другую, подвергаясь полной обработке (рис. 16).
Время одного цикла работы этих полуавтоматов складывается из вре-
мени обработки на наиболее трудоемкой позиции и времени, необ-
ходимого на выполнение вспомогательных ходов (поворот и фиксацию
стола, подвод и отвод инструментов и др.).
Многошпиндельные токарные полуавтоматы параллельного дей-
ствия предназначены для получения деталей сравнительно несложной
формы. При обработке заготовки устанавливают в центрах или пат-
роне. В центрах обрабатывают заготовки типа валов и барабанов. На
полуавтоматах данного типа обеспечивается точность размеров по
11-му квалитету, а при использовании специального инструмента -
7 —10-му квалитету. Операции, выполняемые на полуавтоматах: рас-
тачивание, обтачивание, подрезание торцовых поверхностей и другие
виды работ.
Обработка на мпогошпнндельных полуавтоматах
411
Рис. 15. Схема работы многошпиндельного вертикального полу-
автомата последовательного действия:
7—патрон для закрепления заготовки, 2 — поворотный стол; 3 — суппорт;
4 — колонка; I— VI — позиция полуавтомата
вертикальные многошпиндельные полуавтоматы параллельного
действия (рис. 17) построены по принципу роторных автоматов. За-
крепленные и вращающиеся в шпинделях заготовки и суппорты с
инструментами установлены на общей карусели, которая в процессе
работы станка поворачивается. Время поворота карусели должно быть
равно времени обработки заготовки. Производительность же авто-
мата равна отношению времени поворота карусели к числу позиций
в полуавтомате. Суппорты на каждой позиции оснащают одной
и той же наладкой инструментов и с их помощью выполняют в одной
и той же технологической последовательности обработку заготовки.
Привод суппортов осушествляется от одной группы неподвижных
кулачков при вращении карусели вокруг колонны.
Съем готовой детали и установка новой заготовки на этих полу-
автоматах производятся на ходу, когда очередная позиция со шпин-
делем проходит мимо рабочего в зоне загрузки. При подходе
к этой зоне вращение шпинделя с деталью прекращается, а суппорт
отходит в верхнее положение. Разновидность полуавтоматов параллель-
ного действия — прерывистое вращение карусели с остановкой для
съема готовой детали и установки заготовки. Во время этой оста-
новки выключается вращение только шпинделя загрузочной позиции,
на остальных позициях, благодаря индивидуальным приводам враще-
ния шпинделя и подачи суппорта, обработка заготовок продолжа-
ется.
На рис. 18 показана последовательность обработки заготовки
на многошпиндельном полуавтомате параллельного действия.
412
Токарные работы
Рис. 16. Схема получения детали на вертикальном многошпин-
дельном полуавтомате последовательного действия:
/—установка заготовки; //—предварительные обтачивание поверхности диа-
метром 240 мм и растачивание отверстия диаметром 190 и 70 мм; III-
предварительная подрезка торцов; IV — предварительная проточка канавки
на торце; V — окончательная подрезка торцов и снятие фаски; VI —
окончательная проточка канавки и снятие фасок; VII — окончательное обта-
чивание поверхности диаметром 240 мм и окончательное растачивание
отверстия диаметром 190 мм и предварительное растачивание отверстия диа-
метром 70 мм; VIII — развертывание отверстия диаметром 70 мм и снятие
фасок
Обработка на многошпнцдельных полуавтоматах
413
Рис. 17. Схема работы вертикального многошпиндельного полу-
автомата параллельного действия:
1 — патрон для закрепления заготовок: 2 — суппорт; 3 — неподвижная колон-
на; 4 — неподвижный кулачок; 1 — VI— позиции полуавтомата
. Особенности обработки на вертикальных многошпиндельных то-
карных полуавтоматах:
1. Применяют для обработки больших партий одинаковых заго-
товок в крупносерийном и массовом производстве.
2. Заготовки загружают и снимают готовые детали вручную,
все остальные операции выполняются автоматически. Время на уста-
новку заготовки и съем готовой детали при наладке не учитывают.
3. У большинства изготавливаемых деталей длина меньше диа-
метра, поэтому детали закрепляют в патронах шпинделей. На неко-
торых полуавтоматах заготовки типа ступенчатых валов обрабаты-
вают в центрах.
4. Все операции технологического процесса обработки заготовки
разделяют равномерно между всеми рабочими позициями.
5. Многошпиндельные полуавтоматы последовательного дейст-
вия при обработке сравнительно простых деталей с небольшим чис-
лом переходов налаживают на двух- (рис. 19) и трехцикловую ра-
боту. При этом можно обрабатывать детали с двух сторон с пово-
ротом или обрабатывать однотипные детали.
6. Поверхности большой длины следует для уменьшения време-
ни обработки делить на участки и выполнять обработку на двух-
трех позициях.
7. Чтобы резец не оставлял царапин на обрабатываемой по-
верхности при обратном ходе суппорта, в том случае когда необ-
ходимо получить высокую точность и малую шероховатость этой
Поверхности, применяют специальные копирные державки для отвода
инструментов в конце рабочего хода.
8. Обработку точных отверстий и наружных поверхностей на
414
Токарные работы
Рис. 18. Схема обработки детали на вертикальном многошпин-
дельном полуавтомате параллельного действия для двухцикловой
обработки ступенчатого валика:
а — схема расположения позиций полуавтомата; б — обработка валика с одной
стороны; в —обработка валика с другой стороны
полуавтоматах последовательного действия следует проводить спе-
циальными плавающими головками.
9. Соосно расположенные отверстия обрабатывают на одних и
тех же позициях, чтобы исключить влияние на соосность погреш-
ности от поворота стола, которая достигает 0,03 мм.
Обработка на многошпнндельных полуавтоматах
415
Рис. 19. Схема обработки фланца на вертикальном многошпин-
дельном полуавтомате последовательного действия для двухцикло-
вой обработки:
а — схема расположения позиций полуавтомата; б — последовательность обра-
ботки фланца: 1 и Г — загрузочные позиции; 2, 3 и 4 — обработка фланца
с одной стороны; 2', 3' и 4' — обработка фланца с другой стороны
416
Токарные работы
10. При получистовой обработке отверстий в отливках и поковках
применяют зенкеры.
И. Отверстия 6 —7-го квалитета точности обрабатывают плаваю-
щей или качающейся разверткой после двукратного растачивания.
12. Сверление, зенкерование и развертывание отверстий, располо-
женных не на оси вращения заготовки, выполняют многошпиндель-
ными головками.
13. Фасонные и конические поверхности обрабатывают с примене-
нием универсальных и специальных суппортов, а также специаль-
ных копирных державок и сложного фасонного инструмента.
Порядок наладки вертикальных многоитиндельных токарных полу-
автоматов:
1. Выбор заготовки и полуавтомата.
2. Разработка технологического процесса изготовления детали.
Выбор способа установки и крепления заготовки, подбор и расста-
новка суппортов и инструментов.
3. Определение ходов инструментов /р. Ход инструмента для
каждой рабочей позиции определяют по формуле
Ip — I + А.
Так как на каждой рабочей позиции имеет место многорезцовая
обработка с одного общего суппорта, то ход суппорта определяется
наибольшей длиной обрабатываемой на данной позиции поверхнос-
ти, т. е. /тах.
4. Определение параметров режимов обработки v, S и ишп
Для инструментов на каждой рабочей позиции выбирают единую
наименьшую подачу и скорость резания (соответственно и ишп).
Выбранные значения 5 и ишп уточняют по паспорту полуавтомата
и принятые значения заносят в таблицу карты наладки. Сюда же
записывают числа зубьев сменных зубчатых колес для каждой рабо-
чей позиции.
5. Определение времени Т3 одного цикла работы полуавтомата
и его производительности Qu:
Т3 = /р + tB,
где tp — время обработки на одной позиции (наиболее длительное
время), с; tB — время вспомогательных ходов (отвод и подвод суп-
портов, расфиксация и поворот стола и др.), с.
Производительность полуавтомата
еи=1/?’з!
ОБРАБОТКА НА ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ
На токарно-карусельных станках (карусельных) обрабатывают де-
тали с большими габаритными размерами (диаметрами) и массой,
Обработка на токарно-карусельных станках
417
Рис. 20. Схема обработки
заготовки на токарно-
карусельном станке:
1 — стол станка; 2 — заго-
товка ; 3 — верхний суппорт;
4 — боковой суппорт
которые невозможно обработать на других станках токарной группы.
Эти станки широко применяют в единичном и серийном производстве
во всех отраслях машиностроения.
На карусельных станках (рис. 20) стол (планшайба) с укреп-
ленной на нем вбрабатываемой заготовкой совершает вращательное
главное движение вокруг вертикальной оси; режущие инструменты,
закрепленные в верхних (монтируемых на траверсе) и боковых
суппортах, получают движение подачи. На карусельных станках вы-
полняют: обработку наружных и внутренних цилиндрических и кони-
ческих, а также торцовых поверхностей; подрезание уступов; прореза-
ние канавок; обработку сферических и фасонных поверхностей; отре-
зание и вырезание; отделочную обработку цилиндрических поверхнос-
тей (широким резцом, шлифованием, суперфинишем).
Основные параметры для обработки на токарно-карусельных стан-
ках приведены в табл. 62. Одностоечные станки имеют один вер-
тикальный суппорт, обычно с пятипозиционной револьверной голов-
кой, и один боковой суппорт с четырехрезцовым поворотным резце-
держателем. Двухстоечные станки имеют два вертикальных и два
боковых суппорта.
Особенности обработки на карусельных станках:
1. Выбор метода обработки определяется габаритными размерами
и массой заготовки, программой выпуска, видом заготовки и др.
Небольшие заготовки диаметром до 800 мм, изготавливаемые серий-
но, целесообразно обрабатывать по методу дифференциации техноло-
гических переходов. При наладках используют упоры. При обработке
массивных заготовок, а также при обработке единичных заготовок
или их небольших партий более целесообразно применять метод
концентрации технологических переходов.
2. Необработанные поверхности, принимаемые за черновые базы,
при первой установке должны обладать достаточными размерами
и' быть по возможности ровными и чистыми, т. е. без литников,
^фибылей, заусенцев и т. п. При повторных установках в качестве
62. Основные параметры токарно-карусельных станков и обрабатываемых на них заготовок
Параметр (размеры, мм) Одностоечные станки Двухстоечные станки
Наиболь- ший диа- метр за- готовки При неподвиж- ном портале 800 1000 Обраб 1250 чтывае 1600 мые 7 2000 аготов 2500 ки 3150 4000 5000 6300 8000 10000 12500
При подвиж- ном портале — 12500 16000
Наибольшая высота 800 1000 1250 1600 2000 2500 3150 4000 5000
Наибольшая масса, кг 1600 2500 4000 6300 10000 16000 25000 40000 63000 юооос 160000 200000 320000
Наибольшая высота сечения, резца, не менее Токарно-кару 40 селъные станки 50 63 80
Диаметр планшайбы стола, не менее 710 900 1120 1400 1800 2240 2800 3550 4500 5600 7100 9000 5600 11200
Наибольший ход ползуна вер- хнего суппорта, не менее 480 600 750 950 1180 1500 1900 2360 3000
Угол установки верхнего суп- порта к вертикали, ...°, не менее +45--30 + 30--15 + 30--10
418 Токарные работы
Обработка на токарно-карусельных станках
419
Рис. 21. Схема обработки заго-
товки на токарно-карусельном
станке с использованием револь-
верной головки:
1 — револьверная головка; 2 — заго-
товка
Рис. 22. Одновременная обра-
ботка наружных и внутренних
цилиндрических поверхностей на
токарно-карусельном станке
установочных баз используют только обработанные поверхности (чис-
товые базы).
3. При обработке с одного установа обеспечивается высокая кон-
центричность наружной и внутренней цилиндрических поверхностей.
Базирование по наружной поверхности обеспечивает передачу больше-
го крутящего момента, но точность по соосности с отверстием сни-
жается.
4. При чистовом обтачивании на карусельных станках получают
поверхности, точность которых соответствует 7 —9-му квалитету, а
шероховатость поверхности от Rz = 20 4- 10 до Ra = 2,5 -=- 1,25 мкм.
Обработка широким резцом обеспечивает получение поверхностей
шероховатостью Ra = 1,25 4- 0,63 мкм; при обкатке роликами шерохо-
ватость поверхности Ra = 0,63 4- 0,16 мкм, при отделке поверхности
колеблющимися брусками Ra = 0,16 4- 0,02 мкм.
5. При использовании индикаторных упоров обеспечивается точ-
ность линейных размеров до 0,05 мм на длине 500 мм.
6. Отверстия диаметром до 250 мм обычно обрабатывают на стан-
ках с револьверной головкой (рис. 21). Весь необходимый режу-
щий инструмент устанавливают в гнездах револьверной головки в
соответствии с разработанным технологическим процессом обработки
заготовки.
7. Отверстия диаметром более 250 мм обрабатывают растачива-
нием. Для сокращения времени обработки рекомендуется растачива-
ние и обтачивание больших по размерам поверхностей вести при одно-
временном использовании двух и более суппортов (рис. 22).
420
Обработка отверстий осевым инструментом
8. Перед зенкерованием и растачиванием отверстий в заготовках,
полученных литьем или штамповкой, рекомендуется для повышения
стойкости инструментов обточить верхний торец заготовки резцом,
закрепленным в боковом суппорте. Для направления зенкера отверстия
растачивают на 1/3 его длины.
9. Заготовки типа колец можно обрабатывать одновременно, уста-
навливая их пакетом в многоместном приспособлении.
СПИСОК ЛИТЕРАТУРЫ
1. Камышиый Н. И., Стародубов В. С. Конструкция и наладка
токарных автоматов и полуавтоматов. 3-е изд. М.: Высшая школа,
1983. 272 с.
2. Наладка одношпиндельных токарных автомате®: Справочное
пособие/А. Я. Пожитков, Е. С. Сафро, И. Д. Волпянский, М. В. Со-
ловейчик. Л.: Машиностроение, 1978. 192 с.
3. Общемашиностроительные нормативы режимов резания, норм
износа и расхода резцов, сверл и фрез при обработке неметалли-
ческих конструкционных материалов (пластмасс). М.: НИИИнформа-
ции по машиностроению, 1982. 144 с.
4. Режимы резания труднообрабатываемых материалов: Справоч-
ник. 2-е изд., перераб. и доп., М: Машиностроение, 1986. 240 с.
5. Справочник по наладке токарных и токарно-револьверных
автоматов/А. А. Оганян, Э. М. Родинский, Л. Б. Гай, Г. Д Райвид.
М.: Машиностроение, 1983. 383 с.
6. Справочник технолога-приборостроителя. Т. 1/Под ред. П. В. Сы-
роватченко. 2-е изд. М.: Машиностроение, 1980. 607 с.
7. Справочник технолога-машиностроителя. Т. 1/Под ред. А. Г. Ко-
силовой и Р. К. Мещерякова. 4-е изд. М.: Машиностроение, 1985.
655 с.
8. Фомин С. Ф. Наладка одношпиндельных токарных автоматов.
М.: Машиностроение, 1969. 226 с.
ГЛАВА 7
ОБРАБОТКА ОТВЕРСТИЙ ОСЕВЫМ ИНСТРУМЕНТОМ
При обработке отверстий используют различные виды осевого
инструмента. Последовательность и число выполняемых им операций
зависят от требуемой точности отверстия, его диаметра, шерохова-
тости поверхности, а также от того, обрабатывается отверстие в
сплошном материале или полученное в литой или штампованной
заготовке (табл. 1).
Сверла. Основные размеры, геометрические параметры режущей
части сверл приведены в табл. 2—7.
Зенкеры и зенковки. Основные размеры, геометрические параметры
режущей части зенкеров и зенковок приведены в табл. 8 и 9.
Обработка отверстий осевым инструментом 421
1 Последовательность обработки отверстий с использованием сверления,
зенкеровання и развертывания
Ква- лятет Шерохова- тость по- верхности, мкм Обработка отверстий
в сплошном материале полученных литьем или штамповкой
12- 13 Rz = = 80-? 20 Сверление без кондуктора Зенкерование
И Rz = = 40 = 20 Диаметром до 30 мм — сверление одним сверлом по кондуктору или сверле- ние и зенкерование Диаметром более 30 мм — сверление и зенкерование Зенкерование (двукрат- ное)
8-10 Ra = = 2,5 = 2,0 Диаметром до 20 мм в стали и диаметром до 25 мм в чугуне — сверление и развертывание Диаметром более 20 мм в стали и более 25 мм в чугуне — сверление, зенке- рование и развертывание Зенкерование (одно- или двукратное) и разверты- вание (однократное)
7-8 Ra = = 2,5 = 0,63 Диаметром до 12 мм — сверление, развертывание (одно- или двукратное) Диаметром более 12 мм сверление, зенкерование и развертывание (одно- или двукратное) Зенкерование (одно- или двукратное) и разверты- вание (одно- или дву- кратное)
2. Стандартизованные типы спиральных сверл и их основные размеры
Сверла гост Основные размеры, мм
d L 'о
С цилиндрическим хвосто- виком серии:
длинной 886-77 1,0-20 56-254 33-166
средней 10902-77 0,3-20 19-205 3-140
короткой С цилиндрическим хвосто- виком для труднообраба- тываемых материалов се- рии: 4010-77 0,5 — 20 20-131 3-66
средней 20695-75 3,0-10 60-135 32-90
'/ короткой 20694-75 3,0-10 45-90 16-45
422 Обработка отверстий осевым инструментом
Продолжение табл. 2
Сверла ГОСТ Основные размеры, мм
d L 'о
С коротким цилиндриче- ским хвостовиком длин- ной серии 12122-77 1,0-9,5 48-155 25-110
Малоразмерные диаметром 0,1 —1,5 мм с утолщен- ным цилиндрическим хво- стовиком С коническим хвостовиком: 8034-76 0,1-1,5 14-32 0,6-9
удлиненные 2092-77 6-30 225-395 145-275
длинные 12121-77 6-30 160-350 80-230
нормальные С коническим хвостовиком для труднообрабатывае- мых материалов серии: 10903-77 5-80 133-514 52-260
средней 20697-75 6-20 140 -240 60-140
короткой 20696-75 6-20 105-180 30-80
С коническим хвостовиком цельные твердосплавные Цельные твердосплавные серии: 17276 - 71 6-12 120-170 40-70
средней 17275-71 3-12 55-120 24-70
короткой Конические конусностью 1: 50 с хвостовиком: 17274-71 1,0-12 32-100 6,0-50
цилиндрическим 18201-72 3-10 80-300
коническим С пластинками из твердого сплава с хвостовиком: 18202-72 12-32 290-545
цилиндрическим 22735-77 5-16 86-178 52-120
коническим Центровочные комбиниро- ванные типа: 22736-77 10-30 168-324 87-175
А 14952 - 75 0,5-10 19-103 1,6-14.2
В 0,8-10 30,5-122 1,5-14,2
С 0,8-2,5 19-43 1,5- 4,1
R 0,5-10 21,0-103 2,0—26,5
Условные обозначения: d — диаметр сверла; L — общая длина
сверла, 10 — длина рабочей части.
Обработка отверстий осевым инструментом
423
3. Формы заточке сверл из быстрорежущей стали
Нормальная заточка
Диа- метр сверла d, мм Разновидность заточки Эскиз Используют при обработке
0,25 — 12 Нормальная (Н) Стали, стальных литых заготовок, чугуна и медных сплавов
12 —
80
С подточкой
поперечной
кромки (НП)
Стали и стальных
литых заготовок с
неснятой коркой
(св < 500 МПа)
С подточкой
поперечной
кромки и лен-
точки (НПЛ)
Стали и стальных
литых заготовок
со снятой коркой
(ов < 500 МПа)
Диаметр сверла Параметры заточки
а* Ф ° 1
мм ° мм
Св. » » 0,25-0,6 0,6 до 1,0 1,0 » 1,6 1.6 » 2,95 25 22 20 17 Не регла- ментирует- ся — — —
424 Обработка отверстий осевым инструментом
Продолжение табл. 3
Диаметр сверла d, мм Параметры заточки
а* Ф а ''
...° мм
Св. 2,95 до 8,0 16 40-60 - - -
Св. 8 до 10 » 10 » 12 » 12 » 16 12 1 1,5 2 3 -
1,5
Св. 16 до 20 » 20 » 25 » 25 » 32 » 32 » 40 » 40 » 50 » 50 » 63 » 63 » 70 » 70 » 80 11 2 2,5 3 4 5 6 2
3,5 5 7 9 3
6 7 8 11 13 15 4
* Допустимое отклонение ±3°.
Двойная заточка
Дна- метр Разновидность
сверла d, мм заточки
12- С подточкой
80 поперечной кромки (ДП)
Эскиз
Используют при
обработке
Стальных (сЕ > 500
МПа) и чугунных ли-
тых заготовок с нес-
нятой коркой
Обработка отверстий осевым инструментом
425
Продолжение табл. 3
Диа- метр сверла rf, мм Разновидность заточки Эскиз Используют при обработке
12 — 80 С подточкой поперечной кромки и лен- точки (ДПЛ) Цг- Пл / W-60 Стали, стальных (ов > 500 МПа) и чу- гунных литых заго- товок со снятой кор- кой
г Б 0.2*0t4 Б
«Ж а' =6+8°
Диаметр сверла ММ Параметры заточки
ГУ °* ь т • 1 1 L '
мм
Св. 12 до 16 » 16 » 20 » 20 » 25 12 2,5 3,5 4,5 1,5 2,0 2,5 3 4 5 1,5
2
Св. 25 до 32 в 32 » 40 » 40 » 50 » 50 » 63 » 63 » 70 » 70 » 80 11 5,5 7,0 9,0 11,0 13,0 15,0 3,0 3,5 5,0 6,0 7,0 8,0 6 7 9 11 13 15
3
4
* Допустимое отклонение ± 3 °.
4. Формы заточки и геометрические параметры режущей части сверл
для обработки легких сплавов
Диаметр сверла d, мм Заточка Эскиз Используют при сверлении отверстий
1-30 Нормальная (Н) ° / Глубиной до 4d
426
Обработка отверстий осевым инструментом
Продолжение табл. 4
Диаметр
сверла
мм
Заточка
Эскиз
Используют при
сверлении
отверстий
6-30
Нормальная с
подточкой по-
перечной
кромки (НП)
Глубиной до в
деталях из алю-
миниевых сплавов
(кроме Д16)
1-12
Нормальная с
углом 2(р =
= 140°
В тонкостенных
деталях и пакетах
листов
3-30 С подточкой по режущей поверхности и углом 2<р = = 130° А-А Глубиной до 4d в деталях из алю- миниевых сплавов тйпа Д16
d, мм а, мм
3-10 10-20 20-30 0,4-0,8 1,0-1,5 1,5-2,0
Обработка отверстий осевым инструментом
427
Продолжение табл. 4
Диаметр
сверла
d, мм
Заточка
Эскиз
1-30
С подточкой
режущей по-
верхности и
углом 2ф — 90°
Используют при
сверлении
отверстий
В деталях из маг-
ниевых сплавов
типа МЛ5
Примечания: 1. У сверл диаметром до 2,95 мм заточка плоская,
более 2,95 мм — коническая.
2. Подточку поперечной кромки (НП) выполняют у сверл диаметром 8 — 10
мм с увеличенной сердцевиной.
3. Значения заднего угла а измеряют по наружной цилиндрической
поверхности, развернутой на плоскость, между проведенной через перифе-
рийную точку главного режущего лезвия касательной к следу затылованной
поверхности и следом плоскости, перпендикулярной к оси сверла и прохо-
дящей через эту же точку при статическом состоянии сверла; около попереч-
ной режущей кромки задний угол а = 264-35° в зависимости от диаметра.
4. Вспомогательный угол в плане (pi задается обратной конусностью
на рабочей части сверла в пределах 0,03—0,10 мм на 100 мм длины для
сверл диаметром 1 — 18 мм и 0,05—0,12 мм для сверл диаметром
более 18 мм.
5. Угол наклона поперечной кромки ф для сверл диаметром 0,25 —
2,95 мм не регламентируется; для сверл диаметром более 2,95 до 80 мм
ф = 40 4-60 °
5. Формы заточки режущей части сверл, оснащенных пластинками
из твердого сплава
Диаметр
сверла
d, мм
Заточка
Эскиз
До 12
Нормальная (Н)
428
Обработка отверстий осевым инструментом
Продолжение табл. 5
Диаметр
сверла
d, мм
Заточка
Эскиз
До 12
Нормальная с подточкой по-
перечной кромки (НП)
12 — 30 Двойная (Д)
12-80
Двойная с подточкой попереч-
ной кромки (ДП)
6 Геометрические параметры (...°) сверл из быстрорежущей стали
и твердого сплава в зависимости от обрабатываемого материала
Обрабатываемы й материал Сверла
из быстрорежущей стали из твердого сплава
2<р Ф а СО т 2<р 2<Р0
Сталы конструкционная, НВ 170-196 118 45-55 12-15 24-32 0 120— -140 -
Обработка отверстий осевым инструментом
429
Продолжение табл, б
Обрабатываемый материал Сверла
из быстрорежущей стали из твердого сплава
2q> Ф а СО 7 2<р 2<Ро
инструментальная, НВ 240 - 400 118-150 45-55 7-15 24-32 0 120-140
Коррозионно-стойкая сталь и сплавы 127 50-55 12-14 31-35 120 -
Сплавь!. медиые и алюми- ниевые 90-150 45-55 12-17 10-50 - (54-15) 130-135
титановые Чугун, НВ 200 — 400 135-140 90-150 50-55 45-55 12 7-15 30 24-32 0 0 4- +7 120-140 50 70-75
Пластмассы: порошковые волокнистые слоистые 30-35 45-50 70-80 45-55 14-16 8-20 0-2 50-60 60-70 90-100 -
Примечания: 1. Для сверл из быстрорежущей стали:
йри обработке коррозионно-стойких и жаропрочных сталей и сплавов
сверла должны обладать повышенной прочностью и жесткостью по срав-
нению со стандартизованными сверлами, поэтому толщина их сердцевины
увеличена [(0,3 =0,4)4], а длина режущей части уменьшена (менее 104);
большие значения угла 2<р и меньшне значения заднего угла а принимать
для более твердых материалов;
значения угла со наклона винтовой канавки приведены для вновь проек-
тируемых сверл; для стандартизованных сверл диаметром d =0,25 =50 мм
со = 19-=-34 ° (меньшие значения со соответствуют меньшим значениям d).
2. Для твердосплавных сверл:
задний угол а стандартизованных сверл диаметром 4=5=30 мм такой
же, как у спиральных сверл из быстрорежущей стали;
винтовая канавка у конца пластины имеет угол наклона со, а на пластине
выполняются прямые канавки; для стандартизованных сверл диаметром d —
= 5 = 30 мм угол со = 15=20°;
вспомогательный угол в плане <pi задается обратной конусностью на
твердосплавных пластинках сверл; для сверл диаметром до 30 мм разница
в диаметрах в начале рабочей части и в конце пластинки равна 0,01—0,08 мм;
двойную заточку выполняют на длине переходного лезвия b = 0,24.
430
Обработка отверстий осевым инструментом
7. Геометрические параметры (...°) режущей части сверл для обработки
пластмасс
Пластмасса Материал режущей час- ти сверла 2<р . Y а
Акрилат ВК6, ВК8 90-118 0 -г- —10 12-15
Фторкарбонат Он--10 20
Поликарбонат 118 0-=-—5 15
Текстолит Р9, Р6М5 70 — 16
Стеклотекстолит ВК6, ВК8 70-90 15 25-30
Стекловолокнит 70 10-12
Органическое стекло Р9, Р6М5 118-120 0 10-12
Гетинакс ВК6 90 —
Полиамид Р9, Р6М5 120 8-10
Пенопласт У8А, У10А — 10-25
Полиэтилен Р9, Р6М5 110
Эбонит 80-90 12-15
Примечания: 1. При глубине отверстия более 2d заточку заднего
угла сверл с d > 5 мм необходимо выполнять по двум плоскостям.
2. Для обработки гетинакса и текстолита с направлением волокон, пер-
пендикулярным к оси отверстия, применяют сверла с углом 2<р = 70-5-80°.
3. Для обработки стеклотекстолита при параллельном расположении во-
локон относительно оси отверстия применяют сверла с 2<р > 80 -5-100 °.
8. Типы н основные размеры (мм) стандартизованных зенкеров н зенковок
Типы зенкеров н зенковок гост Основные размеры
° d L 1
Зенкеры
Насадные со вставленными но- 2255-71 50 — 22-40 60-76 —
жами из быстрорежущей ста- ли Оснащенные пластинками нз твердого сплава типов: 1 —с коническим хвосто- 3231-71 -100 14— 180-355
виком 2 — насадные -50 32- 13-32 40-65 —
—80
Обработка отверстий осевым инструментом 431
Продолжение табл. 8
Типы зенкеров и зенковок гост Основные размеры
D d L /
Со вставными ножами, осна- 12510-71
щснными пластинками из твердого сплава типов:
1 — с коническим хвосто- 30- 262,5-308 —
виком 2 — насадные 50 50 100 22-40 58-74
Цельные типов: 12489-71
1 — с коническим хвосто- 10-40 — 160-350 80-200
виком
2 — насадные 32-80 13-32 30-52 —
Торцовые с коническим хвосто- 21582-76 10-34 — 168-339 87-190
виком для обработки деталей из легких сплавов
С коническим хвостовиком, ос- 21583-76 18 — — 228-339 130- 190
нащенные твердосплавными пластинками для обработки деталей из легких сплавов 35
Насадные для обработки дета-- 21584-76 36- 16- 50-80 —
лей из легких сплавов 80 32
Насадные, оснащенные твердо- 21585-76 36- 16- 50-80
сплавными пластинками для обработки деталей из легких 80 32
сплавов
Со вставными ножами, осна- 21541-76
щенные твердосплавными пластинками для обработки деталей из коррозионно-стой- ких и жаропрочных сталей и •
сплавов типов:
1 — с коническим хвосто- 36- — 262,5-308 —
виком 50
2 — насадные 50- 22- 58-69 —
80 32
Цельные твердосплавные с ко- 21544-76 8-12 — 156-182 18-22
ническим хвостовиком для
обработки деталей из корро- зионно-стойких и жаропроч- ных сталей и сплавов 61-133 12-20
Цельные твердосплавные с ци- 21543-76 3-10
линдри чески м хвостовиком для обработки деталей из коррозионно-стойких сталей
и сплавов
Оснащенные твердосплавными 21540 - 76
пластинками для обработки деталей из коррозионно-стой- ких и жаропрочных сталей
и сплавов типов: 182-369 101 -220
1 — с коническим хвосто- 12- —
виком 50 50-90 61-125
2 — насадные С цилиндрическим хвостовиком 21579-76 32-80 3-9 16-40 33-81
для обработки деталей из легких сплавов
432
Обработка отверстий осевым инструментом
Продолжение табл. 8
Типы зенкеров и зенковок гост Основные размеры
D d L /
Торцовые с цилиндрическим 21.580 — 76 3-9 61-125 33-81
ХВОСТОВИКОМ для обработки
деталей из легких сплавов
С коническим хвостовиком для 21581-76 10- 168-339 87-190
обработки деталей из легких 35
сплавов
Зенковки
Конические типов: 14953-80
1 5; 8 — 50; 60 10; 12
2 5-16 45-71 3-9,5
3 5-25 35,5-71 0,82-6,5
4 6,3; 45; 50 3,1; 3,9
8,0
5 8-25 48-69 16-33
6 и 7 8-25 44-65 12-29
8 16-80 97-215 24-73
9 16-80 127-192 35-50
10 и 11 16-80 93-196 20-54
Условные обозначения: D — диаметр инструмента; d — диаметр от-
верстия под насадной инструмент и направляющие штифты; L — общая длина
инструмента; / — длина режущей части инструмента.
9. Геометрические параметры (...°) зенкеров
Обрабатываемый материал у при мате- риале режущей части а Ф ФО СО f ММ
быстро- режущая сталь твердый сплав
Стали: конструкционные и стальные отливки твердостью НВ: до 180 15-20 25-30
180-225 225-270 св. 270 12-15 5-10 0 0ч--5 -10 8-10 60 30 0,8-2,0 10-20
коррозион но-стойкие, жаройрочная, жаро- стойкая 0-3 - 6- 30-45 15-20 15 15-20 0,5-1,0
закаленные ссв = 1600 ч- 1800 МПа и HRC 51 -15 10 60 15 10-20 0,8-2,0
Обработка отверстий осевым инструментом
433
Продолжение табл, 9
Обрабатываемый материал 7 при мате- риале режущей части а ср <Ро со /, мм
быстро- режущая сталь твердый сплав
Сплавы: жаропрочные 10 8-10 30 10-20 0,5-1,0
титановые 4—6 — 9-11 45 — 20 0,3-0,5
алюминиевые и медные 25-30 10-20 10 60 — 10-20 0,8-2,0
магниевые 25-30 10 45-60 — 20-25 0,5-1,0
Примечания: I. Для увеличения стойкости зенкеров необходимо:
выполнять переходную режущую кромку длиной / = 3t (t — глубина реза-
ния) под углом <рд; подтачивать ленточки у быстрорежущих зенкеров на длине
1,5—2,0 мм от вершины зенкера;
затачивать заднюю поверхность по двум плоскостям. под углом а —
= 8 ч-10° на длине 0,6 —1,5 мм, а остальную часть под углом cq = 15 4-20°;
при обработке чугуна твердосплавными зенкерами углы а= 10 + 17° и
cq =20+25 °.
2. Отрицательный передний угол у твердосплавных зенкеров образуется
созданием фаски шириной 1,5 —3,0 мм на передней поверхности.
3. Угол наклона режущего лезвия Л°:0 —для обработки стали, бронзы;
+ 3 + + 5 — для создания условий лучшего отвода стружки; +12 4- +20 — для уси-
ления режущего лезвия на зенкерах, оснащенных твердым сплавом.
4. Для обработки твердых материалов используют инструменты с мень-
шими значениями углов а, а> и X; для обработки мягких "материалов — с боль-
шими значениями этих углов.
5. Рекомендуются следующие значения геометрических параметров зен-
керов, ...°: сборных с ножами из быстрорежущей стали и оснащенных твер-
дым сплавом — 7 = 3, а = 64-8, оа = 15 +20; быстрорежущих — <р = 45 +60 и а> =
= 20; твердосплавных <р = 60, фо = 30 и и = 12 + 15.
6. Для зенкерования отверстий с прерывистыми стенками со = 20+30°
(независимо от материала обрабатываемой детали).
Развертки. С помощью разверток получают отверстия цилиндри-
ческой и конической формы, точность которых соответствует в основ-
ном 6 —9-му квалитету при шероховатости Ra = 1,25 + 0,63 мкм, а
при особо тщательном выполнении операций развертывания — 5-му
квалитету при шероховатости поверхности Ra = 0,32 + 0,16 мкм. Основ-
ные размеры и геометрические параметры режущей части разверток
приведены в табл. 10—12.
Комбинированные сверла, зенкеры и развертки. Нестандартизован-
ные сверла и развертки. Комбинированные инструменты для обработ-
ки отверстий сверлением, зенкерованием и развертыванием применя-
ют на сверлильных, токарно-револьверных и агрегатных станках,
многошпиндельных автоматах, полуавтоматах и на автоматических
434 Обработка отверстии осевым инструментом
линиях. Их разделяют на две группы: инструменты для обработки
предварительно подготовленных отверстий и инструменты для обра-
ботки отверстий в сплошном материале. Во второй группе инстру-
ментов первой ступенью является сверло.
Комбинированные инструменты классифицируют по профилю
обрабатываемых отверстий, по типу комбинирования (однотипные
и разнотипные), по виду и способу комбинирования режущих зубьев
(с профильными зубьями, с зубьями, расположенными по отдельным
ступеням, с чередующимися зубьями и смешанными зубьями); по
конструктивным признакам (цельные и разъемные); по характеру
работы ступеней (с последовательной работой, с одновременной
работой и частично одновременной); по способу направления ин-
струмента (по кондукторным втулкам — неподвижным, вращающимся
или скользящим, по ранее обработанному отверстию и т. д.).
В зависимости от назначения и формы отверстий комбинирован-
ные инструменты, составленные из сверл, зенкеров и разверток, под-
разделяют на инструменты для обработки одного отверстия, отверс-
тий «в линию», для черновой и чистовой обработки за одну опера-
цию, для обработки отверстий и плоскостей. Конструкция комбиниро-
ванного инструмента зависит от формы и размеров отверстия, располо-
жения и числа отверстий при обработке «в линию», требуемой точ-
ности и шероховатости поверхности при последовательной обработке
одного отверстия, припуска на обработку.
Специальные комбинированные сверло-зенкер и зенкер для обра-
ботки отверстий показаны на рис. 1 и 2. Некоторые конструкции
нестандартизованных сверл и разверток приведены в табл. 13, в табл.
14 даны основные размеры ступенчатых сверл для одновременного
снятия фаски и сверления отверстий под резьбу.
10. Основные типы стандартизованных разверток и их характеристики
Развертки гост Основные размеры, мм
D L / to d
Машинные цельные ти- пов: 1672-80
1 — с цилиндриче- ским хвостовиком 2-16 49-170 11-52 — —
2 — с коническим хвостовиком 5,5-50 138 - 344 26-86 — —
3 — насадные Машинные со вставны- ми ножами из быс- трорежущей стали типов: 883-80 25-50 45-63 32-45
Обработка отверстий осевым инструментом 435
Продолжение табл. 10
Развертки ГОСТ Основные размеры, мм
D L / >0 d
1 — с коническим 32-50 292-344 38-45
хвостовиком
2 — насадные 40-100 63-90 40-56 — 16-40
Машинные, оснащенные 11175-80
пластинками из твер-
дого сплава типов:
1 — с коническим 10-32 140-240 16-22 — —
хвостовиком
2 — насадные 32-50 40-55 32 — 16-22
С ножами, оснащенными 11176-71 52-300 55- 100 25-58 — 22-80
пластинками из твер-
дого сплава
Машинные с удлинен- 11172-70
ной рабочей частью
типов
1 — с цилиндрическим 3-10 80-140 25-80 — —
хвостовиком
2 — с коническим
хвостовиком:
длинные 8-36 135-380 100-210 — —
короткие 8-36 145-295 60-130 — —
Ручные цилиндрические 7722 - 77 1-71 38-406 18-203 — —
Ручные разжимные 3509-71 8-50 110-380 50-150 — —
Конические конусное- 11177-71 0,6-60 42-450 21-355 — —
тью 1:50 с цилин-
дрическим хвостови- -
ком
Конические конусно- 10081-71 6-32 165-485 85-335 5; 10 —
стью 1:50 с кони-
ческим хвостовиком
Конические конусно- 11184-71 13-60 120-270 80-184 62-154 —
стью 1 :30 с цилин-
дрическим хвостови-
ком
Конические конусно- 10082-71 13-100 160 - 460 80-216 62-180 —
стью 1:30 с кониче-
ским хвостовиком
Конические с цилиндри- 11182-71 9,722- 93-300 61-208 48-172 —
ческим хвостовиком 65,016
под конусы Морзе
Конические под укоро- 11181-71 7,067- 55-170 24-90 13-65 —
ченные конусы Морзе 44,399
Конические с кониче- 10079 - 71 9,045- 140 - 385 64-205 48 — 172 —
ским хвостовиком 63,348
под конусы Морзе
Конические с цилиндри- 11183-71 4-100 50-385 32-260 22-214 —
ческим хвостовиком
под метрические ко-
нусы конусностью
1 :20
436 Обработка отверстий осевым инструментом
Продолжение табл. 10
Развертки ГОСТ Основные размеры, мм
D L / 4) d
Конические с кониче- ским хвостовиком под метрические конусы конусно- стью 1 :20 Конические конусно- стью 1 : 10 Конические конусно- стью 1 :7 Под коническую резьбу конусно- стью 1 : 16 10080 — 71 11179- 71 11180- 71 6226-71 4—100 38-95 18-65 6,389 — 56,659 105 — 505 160- 300 100 — 240 100 — 230 32 — 260 90 — 180 60- 145 20-52 22 — 214 75 — 150 40 — 112 10-34 -
Условные обозначения: D — диаметр развертки; L — общая длина
развертки; / — длина рабочей части развертки; d — диаметр отверстия насад-
ной развертки; для конических разверток D — диаметр на расстоянии /д от
заборной части.
11. Геометрические параметры (...°) режущей и калибрующей частей
развертки
Обрабатываемый материал Y О'
Быстро- режущая сталь Твердый сплав Быстро- режущая сталь Твердый сплав
Сталь: незакаленная 0 0-Н-5) 6-12 6-8 10-20
закаленная с ств = 1600 < — — (10 ч- — 6 10-15
<-1800 МПа и HRC352 коррозионно-стойкая, 0 4- 15) 5-8 10-15
жаропрочная и жаро- стойкая Сплавы: жаропрочные 0 6-10 10-15
титановые 0 0 8-10 10 10-15
алюминиевые, медные 0 — 10-12 — 15-20
и магниевые * И; — угол наклона спинки зуба.
Примечания: 1. Для развёрток, используемых при черновой обработке
и обработке особо вязких металлов, у = 5н-10° (коррозионно-стойкие стали
и ДР-); У котельных разверток у =12-г 15 °, у твердосплавных разверток
Обработка отверстий осевым инструментом 437
Продолжение табл. 11
отрицательный передний угол создается на длине фаски /ф = 0,24-0,3 мм (для
развертывания закаленных сталей/ф = 2 4-3 мм), а на остальной части у = 0°.
2. Большие значения а назначают для черновых разверток и разверток
малого диаметра, меньшие значения а — для чистовых разверток. У регули-
руемых твердосплавных котельных разверток заднюю поверхность затачивают
под двумя углами: а = 5 4-8° на длине 0,3—1,5 мм; на остальной части
= 104-20°. На калибрующей части оставляют цилиндрическую ленточку / мм:
для машинных разверток /=0,05 4-0,3 (при обработке вязких металлов /=
= 0,05 4-0,08); для ручных разверток /=0,154-0,18; для котельных /=0,24-0,3.
Угол а на калибрующей части тот же, что и на режушей.
3. У ручных разверток для обработки сквозных отверстий ф = 0,5 4-1,5°;
у машинных разверток для обработки вязких металлов ф = 12 4-15°; при об-
работке хрупких, твердых и труднообрабатываемых металлов и сплавов ф =
= 34-5°; у котельных разверток ф= 1,54-3°. Для обработки глухих отверстий
в заготовках из любых материалов значение угла в плане для разверток:
ручных ф — 45°, машинных ф = 60°, твердосплавных обычно ф = 15° с заточкой
фаски на торце под углом 45°. Для уменьшения шероховатости поверхности
режущую часть твердосплавных разверток изготовляют с тремя лезвиями под
углами 45, 15 и 2 — 5е (на длине 0,8 — 2 мм). При обработке закаленных
сталей твердосплавными развертками ф = 15° с переходным режущим лезвием
<р0 = 1°30'4-2°, длиной 1,5 —2,0 мм. У регулируемых разверток при обработке
стали ф = 45° и при обработке чугуна ф = 5°.
4- Стандартизованные развертки имеют прямые канавки (со = 0°). Для полу-
чения отверстий повышенной точности с малой шероховатостью поверхности,
а также для развертывания отверстий с продольными пазами применяют
винтовые развертки: для обработки твердой стали со = 7 4-8°, для стали мягкой
и средней твердости со = 124-20°, для алюминиевых и других легких сплавов
со = 35 4-45°; для котельных разверток со = 254-30°; у регулируемых разверток
со = 3°.
12. Формы заточек и размеры режущих элементов цилиндрических
разверток
Размеры, мм
Развертки для сквозных отверстий
Исполнение I Исполнение II
Заборная часть с углом в плане Заборная часть с углом в плане
<Р'= 15 ° или (р = 5 ° (р 45 °
438
Обработка отверстий осевым инструментом
Продолжение табл.
/3 для материала С f /1
^НОМ вязкого, ф= 15° хрупкого, Ф = 5° Номина- льное значение Допусти- мое от- клонение
От 3 до 4 Св. 4 до 6 » 6 » 8 » 8 » 9 » 9 » 10 » 10 » 17 » 17 » 24 в 24 » 30 » 30 » 34 » 34 » 40 » 40 » 45 » 45 » 50 1,0 2,0 — 0,10 ±0,05 0,3-0,4 0,4-0,6 0,5-0,7
0,15
2,0 3,0 4,5 5,0 5,5 6,5 7,0 8,5 1,0 0,6-0,9
2,5 3,0 3,5 4,0 4,5 0,20 0,8-1,2 1,0-1,4 1,2-1,6 1,3-1,8 1,5-2,0
1,5
0,30
2,0 ±0,10
5,5 10,0 2,5 0,35 1,6-2,1 1,8-2,4
Примечание. Для ручных разверток угол в плане <р = 1 °. Отклоненче
размеров /у и с — + 0,5(Н14 = Й14)
Развертки с торцовыми зубьями для глухих отверстий
Исполнение III
Б-Б
Заборочная часть ступенчатая (кольцевая)
Обработка отверстий осевым инструментом 439
Продолжение табл. 12
-^ном D\ £>2 / f /1
Номи- наль ное значе- ние Допус- тимое откло- нение Номи- наль- ное значе- ние Допус- тимое откло- нение Номи- наль- ное значе- ние Допус- тимое откло- нение
10 -0,030 -0,030 0,15 ±0,05 0,6-0,9
Св. 10 до 17 -0,035 -0,035 2 0,8-1,2
Св. 17 до 24 -0,045 -0,045 0,20 1,0-1,4
Св. Св. Св. 24 30 34 до до до 30 34 40 О -0,2 -0,050 £*-0,5 -0,050 3 0,30 ±0,10 1,2-1,6 1,3-1,8 1,5-2,0
Св. Св. 40 45 до до 45 50 0,35 1,6-2,1 1,8-2,4
Примечание. Отклонения размера / составляет ±0,5(Я14 или /?14).
13. Нестандартизованные сверла и развертки, их назначение и размеры
440 Обработка отверстий осевым инструментом
Продолжение табл. 13
Сверла с многогранными твердосплавными пластинками и ка-
налами для подвода СОЖ (конструкция ВНИИ) рекомендуются для
обработки качественных конструкционных сталей и серого чугуна на
станках с повышенной жесткостью
Материал Рекомендуемые режимы обработки
обрабатываемой заготовки пластины Номинальный диаметр свер- ла D, мм Скорость резания м/мии Подача 5, мм/об
Сталь конструкционная качественная, НВ 187-229 Т15К6 Т5К10 От 36 до 42 80- 100 0,06-0,1
Т14К8 Св. 42 до 60 0,1-0,25
Чугун серый, НВ 163-241 ВК8 От 36 до 42 60-90 0,08-0,2
Св. 42 до 60 0,2-0,4
Примечания. 1. Глубина сверления до 2D.
2. Расход СОЖ не менее 15 — 20 л/мин.
Развертки
Обработка отверстий осевым инструментом
441
Продолжение табл. 13
Конические развертки с винтовыми зубьями для обработки от-
верстий под штифты конусностью 1:50. Изготовляют с цилиндри-
ческим и коническим хвостовиками. У разверток диаметром до 6 мм —
цилиндрический хвостовик. Рекомендуемые размеры разверток с кони-
ческим хвостовиком: D - 6ч-50 мм; L = 155 4-495 мм; I = 804-355 мм
Конические твердосплавные развертки с прямыми зубьями для
обработки отверстий малого диаметра: 1 — режущая часть из твер-
дого сплава; 2 — державка
Цилиндрические твердосплавные развертки с прямым зубом для
обработки отверстий диаметром 1 — 5 мм: 1 — режущая часть из твер-
дого сплава; 2 — державка.
Основные размеры разверток диаметром 1—5 мм: L = 504-75 мм;
/= 224-25 мм;/= 0,25 4-0,7 мм
442
Обработка отверстий осевым инструментом
14. Основные размеры (мм) ступенчатых сверл конструкции ВНИИ
с цилиндрическим хвостовиком для одновременного снятии фаски и
сверления отверстий под резьбу
Обозначение резьбы d D 1 1о L
Нормаль- ный Увеличен- ный Тип 1 Тип 2
М6 5,00 - 8 18 — 90 145
— 24
— 5,10 18 —
— 24
Мб х 0,75 5,25 — 18 24
- 5,30 18 24
М8 6,80 — 11 22 — 110 165
— 28
— 6,90 22 —
— 28
М8 х 1 7,00 - 22 —
— 28
— 7,10 22 —
- 28
Обработка отверстий осевым инструментом
443
Продолжение табл. 14
Обозначение резьбы d D 1 <0 L
Нормаль- ный Увеличен- ный Тип 1 Тип 2
мю 8,50 13 28 — 120 175
— 36
— 8,70 28 —
— 36
М10х1,25 8,80 — 28 —
— 36
— 8,90 28 —
— 36
М10х1 9,00 — 28 —
— 36
— 9,10 28 —
— 36
Примечания: 1. Инструмент рекомендуется использовать на автомати-
ческих линиях и агрегатных станках.
2. Форма заточки показана на рисунке; параметры заточки: а =12°;
ф = 50°; q = 4,50-5-8,30 мм;/ = 0,66-5-0,90 мм;/] = 0,80-5-1'30 мм; Л; = 0,30-5-0,50
мм, где D — диаметр развертки; L— ее общая длина; 1 — длина рабочей части.
Выбор режимов резании при сверлении. Рациональные режимы
резания (табл. 15 — 26) должны обеспечивать наиболее полное исполь-
зование режущих свойств инструмента и эксплуатационных возмож-
ностей станка при соблюдении технических условий на изготовление
деталей.
Режимы резания при зенкеровании. Значения подачи S при зенке-
ровании в зависимости от диаметра зенкера и условий зенкерования
приведены в табл. 27. Скорость резания (м/мин) рассчитывают по
формуле
TmtxSy
где С„ — коэффициент, учитывающий материал инструмента и заго-
товки и условия обработки (табл. 28); D — диаметр зенкера, мм;
Т— период стойкости инструмента, мин (табл. 29); t — глубина реза-
ния, мм; S — подача, мм/об; z, т, х, у — показатели степени.
Поправочный коэффициент на измененные условия резания
= кткИе
444 Обработка отверстий осевым инструментом
15. Подачи (мм/об) пр? сверлении стальных заготовок сверлами
из быстрорежущей стали
Диаметр сверла Предел прочности при растяжении (ов) обрабатываемой стали, МПа
До 800 800-1000 I Св. 1000
d, мм Группа подач
I II Ш I II III I II III
2 — 5 0,08- 0,06 - 0,04 - 0,06- 0 05 — 0 10 0,03— 0,04— 0,04— 0,02 —
0,18 0,11 0,08 0,14 ’ 0,07 0,10 0,08 0,05
6-9 0,20- 0,12- 0,09- 0,15- 0 10—0 17 0,07— 0,11— 0,08— 0,05 —
0,31 0,22 0,16 0,24 ’ 0,12 0,19 0,14 0,09
10-15 0,32- 0,23 - 0,16 - 0,25- 0 17 - 0 24 0,12 - 0,20 - 0,14 - 0,09-
0,47 0,32 0,24 0,34 ’ 0,16 0,27 0,20 0,13
16-25 0,48- 0,33- 0,24- 0,35- 0 24—0 32 0,16 — 0,28 — 0,20 — 0,13 —
0,66 0,46 0,33 0,50 ’ 0,21 0,39 0,26 0,17
Примечание. Группы подач: I — сверление отверстий в жестких де-
талях (без допуска или с допуском Н12)\ II — сверление отверстий в деталях
недостаточной жесткости (тонкостенные детали) — без допуска или с допуском
до Н12', III — сверление точных отверстий при последующей обработке одним
зенкером или одной разверткой; сверление отверстий в деталях малой жест-
кости и с неустойчивыми опорными поверхностями.
16. Значения поправочного коэффициента для определения подачи в
зависимости от глубины сверлении (I группа подач) и диаметра сверла d
Глубина сверления 3d 5d 7rf 10rf
Поправочный коэффициент К 1,0 0,9 0,8 0,75
17. Подача (мм/об) при сверлении сверлами с пластинками
из твердого сплава ВК8
Диаметр сверла d, мм Обрабатываемая сталь
Углеродистая и легированная не- закаленная с ств — = 550-850 МПа Закаленная с HRC
до 40 св. 40 — 55 св. 55 до 64
10-12 16-20 23-26 29 0,12-0,20 0,16-0,26 0,22-0,32 0,26-0,35 0,04-0,05 0,03-0,025 0,025-0,02
Примечания: 1. Обработка ведется с охлаждением эмульсией.
2. При глубине сверления более 3d табличное значение подачи необходимо
умножить на поправочный коэффициент (см. табл. 16).
Обработка отверстий осевым инструментом 445
18. Формулы для расчета скорости резания при сверлении
Материал Формула
обрабатываемой заготовки сверл
Сталь конструкционная и ле- гированная Быстрорежущая сталь __ ^vdZv к T^Sy-
Сталь незакаленная, конструк- ционная и хромоникелевая (работа с охлаждением эму- льсией) Пластинки из твердого сплава При S $ 0,12 мм/об 750d0,6 v 70,2550,3^,9 > при S > 0,12 мм/об 490d0,6 V T°-25S°'5g“-9
Примечание. Cv — коэффициент, учитывающий материал и условия
его обработки; d — диаметр сверла,.мм; Т— период стойкости инструмента,
мин; 5 —подача, мм/об; ст в — предел прочности обрабатываемого материала,
кгс/мм2; тп, ^ — показатели степени; Кт° — коэффициент, учитывающий
влияние механических свойств обрабатываемого материала на скорость реза-
ния при сверлении,
19. Значения коэффициента Cv и показателей степеней
Обрабатываемый материал Подача S, мм/об С„ Zv m У»
Сталь конструкционная угле- родистая и легированная с СУВ = 750 МПа и НВ 215 До 0,2 8,9 0,4 - 0,7
Св. 0,2 12,4 — 0,2 0,5
Сталь коррозионно-стойкая и жаропрочная — - 0,5 0,125 0,45
20. Значения коэффициента Cv при сверлении коррозионно-стойкой
и жаропрочной сталей
Сталь Термообработка Коэффициент С„ при форме заточки сверла
двойной д нормальной Н
Коррозионно-стойкая 20X13 Закалка при 1050 °C и отпуск при 740 °C 6,4 5,8
446
Обработка отверстии осевым инструментом
Продолжение табл. 20
Сталь Термообработка Коэффициент Cv при форме заточки сверла
двойной Д нормальной Н
Жаропрочная: 12Х18Н9Т 3,6 3,3
Х23Н18 Закалка при 1150 °C 3,2 3,0
09Х14Н14В2М и стабилизация при 4,2 3,8
45Х14Н14В2М 750 °C 2,6 2,3
21. Поправочные коэффициенты, используемые при определении скорости
резании для измененных условий работы (в зависимости от
обрабатываемого материала)
Сталь формула для определения Состояние стали Значение Kmv
Повышенной обрабатывае- мости резанием 1043,46 а*’05 Поставка — прокат: холоднотяну- тый 1,1
Углеродистая с пределом прочности: ав < 550 МПа 0,0025ав’9 горячекатаный 1,о
ав > 550 МПа 386,8 Термообработка: - нормализация 0,95
Легированная 386,8 <£9 отжиг 0,9
22. Ориентировочная скорость резания (м/мин) при сверлении отверстий
в заготовках из углеродистой и легированной сталей сверлами из
быстрорежущей стали с охлаждением
Диаметр d, мм, до Подача S', мм/об
до 0,11 св. 0,11 до 0,16 св. 0,16 до 0,27 св. 0,27 ’ до 0,49 св. 0,49 до 0,88
5 32 32-24 24-18 18-13 13-10
10 — 32 28-20 20-15 15-11
20 — — 32-24 24-18 18-13
Обработка отверстий осевым инструментом 447
Продолжение табл. 22
Диаметр мм, до Подача S, мм/об
до 0,11 св. 0,11 до 0,16 св. 0,16 до 0,27 св. 0,27 до 0;49 св. 0,49 до 0,88
30 — 32 28-20 20-15
60 — — — 32-24 24-18
Примечания: 1. Большие значения интервала скоростей соответствую"'
меньшим значениям подач.
2. Значения скоростей резания даны для заточек сверл: нормальной (Н) и
нормальной с подточкой поперечной кромки (НП). Для заточки сверл диа-
метром 20 мм и более - двойной с подточкой поперечной кромки (ДП) -
значения скоростей увеличивают на 20—30%.
3. Для сверл-разверток скорости резания назначают по разверткам.
4. Табличные скорости резания приведены для следующих периодов стой-
кости, мин: 20; 45; 50; 70; 90 и ПО, что соответствует диаметрам сверл,
мм: до 10; 11-20; 21-30; 31-40; 41-50; 51-60.
23. Ориентировочная скорость резании (м/мии) при сверлении отверстий
в заготовках из серого чугуна сверлами из быстрорежущей стали
Серый чугун твердостью НВ Подача S, мм/об Диаметр сверла, мм
до 3 до 8 до 20 св. 20
До 200 До 0,13 40-31 45-35 51-40 55-47
Св. 0,13 до 0,5 40-20 45-22 51-25 55-30
Св. 0,5 до 1,3 - 25-14 28-15 31-12 37-21
Св. 200 До 0,13 30-28 35-31 40-35 47-42
Св. 0,13 до 0,40 28-11 31-12 35-14 42-16
Св. 0,40 до 1,3 18-9 20-11 22-12 26-14
Примечания: 1. Большие значения интервала скоростей резания соот-
ветствуют меньшим значениям подач и твердости серого чугуна.
2. Табличные значения скоростей соответствуют нормальной заточке (Н) и
нормальной с подточкой поперечной кромки (НП).
3. При сверлении инструментами с двойной заточкой скорость резания
увеличивают на 15—20%.
4. Скорости резания приведены для инструментов с периодом стойкости,
мин: 20; 35; 60; 75; ПО; 140; 170, что соответствует диаметрам сверл, мм:
До 3; 8; 20; 21-30; 31-40; 41-50; 51-60.
448
Обработка отверстий осевым инструментом
где Кп„ — коэффициент, учитывающий группу обрабатываемого мате-
риала и его механические свойства (табл. 30); КИ[> — коэффициент,
учитывающий материал режущей части инструмента (табл. 31).
Ориентировочные значения скоростей при зенкеровании приведены
в табл. 32 — 34.
Режимы резання при развертывании. Подачу S' (для цилиндриче-
ских разверток) назначают в зависимости от диаметра D развертки
(табл. 35).
Для разверток из быстрорежущей стали при черновом развер-
тывании отверстий в стальных деталях скорость резания определяют
по той же формуле и при тех же значениях поправочных коэффи-
циентов С„ и что и при зенкеровании.
При обработке стали период стойкости Т зависит от диаметра
развертки D:
D, мм....................................... 10 - 20 21-40
Т, мин........................................ 40 80
Для чистового развертывания цилиндрических отверстий разверт-
ками из быстрорежущей стали и развертками с пластинками из
твердого сплава, а также для предварительного и чистового раз-
вертывания конических отверстий ориентировочные скорости резания
следует выбирать из табл. 36. Режимы резания приведены для сверл,
зенкеров и разверток из быстрорежущей стали Р9. При исполь-
зовании для этого инструмента стали Р6М5 стойкость его в большин-
стве случаев снижается на 10 — 15%.
Смазочно-охлаждающие жидкости (СОЖ), используемые при свер-
лении, зенкеровании и развертывании, можно' выбрать по табл.
37 и 38.
Инструмент для глубокого сверления и режимы резания приве-
дены в табл. 39 — 43.
В качестве смазочно-охлаждающих жидкостей при глубоком свер-
лении рекомендуется применять: СОЖ-В32к; эмульсол Э-2
с 10—15%-ной добавкой индустриального масла И-12П; при обра-
ботке чугунных деталей 2 —3%-ный раствор Укринола-1.
Полные данные по применению инструментов для глубокого
сверления приведены в общемашиностроительных нормативах режи-
мов резания, норм износа и расхода инструмента.
Обработка отверстий осевым инструментом
449
24. Ориентировочная скорость резании при сверлении отверстий
твердосплавными сверлами
Обрабатываемый материал Диаметр сверле- ния, мм Подача 5, мм/об Марка сплава Скорость резания, м/мин
Конструкционные и ле- гированные стали с ст МПа: 550 10-16 16-23 23-30 0,12-0,22 0,16-0,28 0,22-0,35 ВК8 65-81 67-79 65-77
650 10-16 16-23 23-30 0,12-0,22 0,16-0,28 0,22-0,35 56-69 58-68 56-66
750 10-16 16-23 23-30 0,12-0,22 0,16-0,28 0,22-0,35 49-61 51-60 49-58
850 10-16 16-23 23-30 0,12-0,22 0,16—0,28 0,22-0,35 44-54 46-54 44-52
Закаленная сталь твер- достью HRC: до 40 40-55 55-64 0,04-0,05 0,025-0,03. 0,02-0,025 Т15К6 65-60 60-55 55-50
Серый чугун твердостью НВ: 170 10-16 16-23 23-30 0,20-0,50 0,30-0,70 0,45-0,80 ВК8 96-65 92-59 77-57
190 10-16 16-23 23-30 0,20-0,50 0,30-0,70 0,45-0,80 93-69 87-67 83-60
210 10-16 16-23 23-30 0,20 0,25-0,50 0,35-0,60 82-61 76-59 73-53
230 10-16 16-23 23-30 0,20-0,35 0,25-0,50 0,35-0,60 73-54 68-52 65-47
450
Обработка отверстий осевым инструментом
25. Режимы резании при сверлении пластмасс
Обрабатываемый материал Материал режущей части сверла Режимы резания
V, м/мин S, мм/об
Акрилаты 60-120 0,05-0,25
Фторкарбонаты 60-150 0,05-0,25
Поликарбонаты ВК6, ВК8 90 - 240 0,02-0,04
Текстолит 30-90 0,06-0,25
Стеклотекстолит 30-90 0,06-0,25
Стекловолокнит — 20-90 0,06-0,3
Органическое стекло Р9, Р6М5 25-80 0,1-0,15
Гетинакс ВК6- 30-35 0,1-0,5
Полиамид Р9, Р6М5 100-150 0,1-0,5
Пенопласт У8А, У10А 40-250 0,3-0,5
Полиэтилен Р9, Р6М5 50-108 0,1-0,4
Примечание. При обработке глубоких отверстий сверло необходимо
периодически выводить из отверстия (см. табл. 26).
26. Число выводов сверла
Глубина сверления, мм 3d 4d 6d Id
Число выводов сверла 1-2 2-3 3-4 4-5
Примечание, d диаметр сверла, мм.
27. Подача (мм/об) при зенкеровании инструментами из быстрорежущей
стали и с пластинками из твердого сплава
Диаметр зенкера D, мм Обрабатываемый материал
Сталь и стальные отливки Медные сплавы
До 15 0,5-0,6 0,7-0,9
15-25 0,6-0,9 0,9-1,2
25-40 0,8-1,2 1,0-1,7
40-60 1,0-1,3 . 1,6-2,2
Примечания: 1. В таблице приведены сведения для условий зенкеро-
вания сквозных отверстий не грубее 12-го квалитета или под последующую
обработку чистовым зенкером и одной разверткой или черновой и чистовой
развертками.
2. При зенкеровании глухих отверстий подача S = 0,3 4-0,6 мм/об.
3. При зенкеровании отверстий с повышенными требованиями к качеству
обработанной поверхности значения, взятые из таблицы, умножают на коэффи-
циент = 0,7.
4. Большие значения подач в интервалах применять при обработке менее
твердых и прочных материалов, меньшие значения — для более твердых и проч-
ных материалов.
Обработка отверстий осевым инструментом
451
28. Значения коэффициента Cv и показателей степени в формулах для
расчета скорости резания при зенкеровавши
Обрабатываемый материал Материал режущей части инструмента С„ Z X У m Использо- вание сотс
Сталь: углеродистая и конструкци- онная с <УВ = = 750 МПа и НВ 215 конструкцион- ная закален- ная с <УВ = = 16004-1800 МПа и HRC, 50-55 Быстроре- жущая сталь; Т15К6 Т15К6 16,3 18,0 10,0 0,3 0,6 0,6 0,2 0,2 0,3 0,5 0,3 0,6 о,3 0,25 0,45 С ох- лажде- нием
Бронза: средней твер- дости твердая Латунь Алюминий, алю- миниевые сплавы Быстроре- жущая сталь 56,0 28,0 48,0 80,0 0,2 0,2 0,3 0,3 0,1 0,1 0,2 0,2 0,4 0,4 0,5 0,5 0,125 0,125 0,3 0,3 Без ох- лажде- ния
Примечания: 1. Для насадных зенкеров табличные значения коэффи-
циента Cv уменьшают на 10%.
2. При зенкеровании отверстий в литых заготовках значения коэффициен-
та С„ уменьшают на 20%.
29. Период стойкости Т зенкера
Диаметр зенкера D, мм До 20 Св. 20 до 30 Св. 30 до 40 Св. 40 до 50 Св. 50 до 60 Св. 60 до 80
Т, мин 30 40 50 60 80 100
452 Обработка отверстий осевым инструментом
30. Значения коэффициента Кт , учитывающего влияние механических
свойств обрабатываемого материала на скорость резания при
зенкеровании
Стали Предел прочности <тв, МПа обрабатываемой стали
360- 400 401 — 500 501 — 600 601- 800 801 - 1000 1001 — 1200
Углеродистые конструк- ционные (С < 0,6 %) 1,0 1,07— 1,16 1,34- 1,25 1,13- 1,0 0,9- 0,82 __
Повышенной обрабаты- ваемости резанием — 2,1 — 1,89 1,73 — 1,5 1,4- 1,2 1,05 — 0,95 —
Хромистые, никелевые, хромоникелевые 1,62 1,46 — 1,33 1,22- 1,13 1,02- 0,9 0,8 — 0,73 0,64
Углеродистые конструк- ционные труднообра- батываемые (С> 0,6*%), хромо никельвольфра- мовые 1,0 0,91 — 0,81 0,72 — 0,65 0,56
Марганцовистые, хромо- молибденовые, хромо- марганцовистые — 1,16- 1,05 0,97— 0,90 0,81 — 0,71 0,63- 0,58 0,50
31. Значения коэффициента Кп , учитывающего влияние материала
режущей части зенкера на скорость резания (при обработке стали)
Материал режущей части инструмента Коэффициент
Инструментальные стали: Р9 9ХС 1,0 0,6
Твердые сплавы: Т15К6 Т5К10 1,0 0,65
32. Ориентировочная скорость резания (м/мин) при зенкеровании
отверстий в заготовках из углеродистой и легированной сталей зенкерами
из быстрорежущей стали с применением охлаждения
Диаметр зенкера, мм (тип зенкера) Глубина резания, мм Подача, мм/об
до 0,3 св. 0,3 до 0,56 св. 0,56 до 0,75 св. 0,75 до 1,3 св. 1,3 до 3,2
15-35 0,5-1,0 30 30-22 22-19 19-14 14-9,0
(цельный) 1,1-2,0 26 26-19 19-17 17-12 12-8,0
Св. 2,0 24 24-17 17—15 15-11 11-7
Обработка отверстий осевым инструментом
453
Продолжение табл. 32
Диаметр зенкера, мм (тип зенкера) Глубина резания, мм Подача, мм/об
до 0,3 св- 0,3 до 0,56 св- 0,56 до 0,75 св. 0,75 до 1,3 св. 1,3 ДО 3,2
36-80 0,5-1,0 27 27-20 20-17 17-13 13-8
(насадной) 1,1-2,0 24 24-18 18-15 15-11 11-7
Св. 2,0 21 21-16 16-13 13-10 10-6
Примечания: 1. Большие значения скоростей соответствуют меньшим
значениям подач и глубин резания.
2. При зенкеровании по корке стальных отливок и поковок скорости реза-
ния понижать на 20%.
33. Ориентировочная скорость резания (м/мии) при зенкеровании
отверстий в заготовках из серого чугуна зенкерами из быстрорежущей
стали
Твердость серого чугуна НВ Подача, мм/об Диаметры зенкеров, мм
15 — 35 (цельных) | 36—80 (насадных)
Глубина резания, мм
0,5-1,0 1,1-2,0 1,0-2,0 2,1-3,0
До 0,3 50-40 47-37 45-35 43-34
До 200 Св. 0,3 до 1,0 50-24 47-23 45-22 43-21
» 1,0 в 2,4 35-17 33-16 31-15 30-15
До 0,3 35-31 33-29 31-28 30-27
Св. 200 Св. 0,3 до 1,0 35-19 33-18 31-17 30-17
» 1,0 » 2,4 22-14 20-13 20-12 19-12
Примечания: 1. Большие значения интервала скоростей соответствуют
меньшим значениям подач и твердости серого чугуна.
2. При зенкеровании по корке скорости резания понижать на 20%.
454 Обработка отверстий осевым инструментом
34. Ориентировочная скорость резания при зенкеровании отверстий
твердосплавными зенкерами
Обрабатывае- мый материал Диаметр отвер- стия, мм Подача, мм/об Зенкерование
черновое чистовое
Марка сплава Скорость резания, м/мин Марка сплава Скорость резания, м/мин
Конструкци- онные уг- леродис- тые и ле- гирован- ные стали с сБ, МПа: 550 15-30 30-50 50-80 0,40-1,00 0,60-1,30 0,80-1,50 Т15К6 41-51 44-58 50-63 Т15К6 57-62 62-71 66-78
650 15-30 30-50 50-80 0,40-1,00 0,60-1,30 0,80-1,50 36-43 38-49 42-54 47-53 52-61 57-68
750 15-30 30-50 50-80 0,40-1,00 0,60-1,30 0,80-1,50 31-38 34-43 37-48 41-47 46-54 50-59
850 15-30 30-50 50-80 0,40-1,00 0,60-1,30 0,80-1,50 28-34 30-39 33-42 37-42 41-48 45-53
Закаленная сталь с <*в = = 1600- 1800 МПа 10-16 16-30 30-40 0,20-0,50 0,30-0,65 0,40-0,80 — - 31-20 29-18 24-17
Сеоый чугун с НВ : 170 15-30 30-50 50-80 0,55-1,30 0,80-2,00 1,10-2,40 ВК4 97-69 80-57 69-55 ВК6 104-84 89-71 76-65
190 15-30 30-50 50-80 0,55-1,30 0,80-2,00 1,10-2,40 96-70 82-59 70-53 105-82 89-68 77-63
Обработка отверстий осевым инструментом 455
Продолжение табл. 34
Обрабатывае- мый материал Диаметр отвер- стия, мм Подача, мм/об Зенкерование
черновое чистовое
Марка сплава Скорость резания, м/мин Марка сплава Скорость резания, м/мин
Серый чу- гун с НВ: 210 15-30 30-50 50-80 0,40-0,90 0,60-1,40 0,85-1,70 ВК4 84-61 72-52 61-47 ВК6 93-73 78-63 67-57
230 15-30 30-50 50-80 0,40-0,90 0,60-1,40 0,85-1,70 76-55 64-46 55-42 83-66 70-55 60-51
35. Подача 5 (мм/об) при развертывании отверстий
Диаметр инструмента, мм Развертки
из быстрорежущей стали с пластинками из твердого сплава
Материал заготовки
Сталь, стальные отливки Алюминиевые и медные сплавы Сталь
До ю Св. 10 до 20 0,5-0,8 0,6-1,0 1,4-2,2 1,5-2,6 0,8-1,2
Св. 20 до 30 0,8-1,2 1,9-3,1 1,0-1,3
Примечания: 1. Данные соответствуют обработке сквозных от-
верстий. При развертывании глухих отверстии рекомендуются подачи 0,2 —
0,5 мм/об.
2. Большие значения подач из интервалов применяют при черновом
развертывании отверстий под последующий проход чистовой разверткой;
меньшие значения—при развертывании отверстий по 7 —8-му квалитету при
чистовом проходе; средние значения — при чистовом развертывании от-
верстий, точность которых соответствует 9 —11-му квалитету.
3. При развертывании отверстий в закаленных сталях развертками с
пластинками из твердого сплава рекомендуются подачи 0,2—0,5 мм/об.
456 Обработка отверстий осевым инструментом
36. Ориентировочная скорость резания при чистовом развертывании
цилиндрических отверстии и при черновом и чистовом развертывании
конических отверстий
Развертки Обрабаты- ваемый материал Материал режущей части Шерохова- тость обра- ботанной поверхности Ra, мкм Условия резания Скорость резания, V м/мин
Цилин- дриче- ские Сталь конструк- ционная Быстроре- жущая сталь 2,5 2,5-1,25 — 4—5 2-3
Т15К6 1,25-0,32 D* < 20 мм D > 20 мм 15 10
Кониче- ские -Сталь уг- леродис- тая с св — = 750 МПа Быстро- режущая сталь — Черновой проход Чистовой проход 6 4
* D — диаметр развертки.
37. Смазочио-охлаждающие жидкости, используемые при сверлении
и зенкеровании
Обрабатываемый материал Используемая СОЖ
Углеродистые и легиро- ванные стали 5 %-ная эмульсия Э-2 или ЭТ-2 5 %-ная эмульсия СДМУ 5 %-ная эмульсия НГЛ/305 10%-ная эмульсия ВНИИНП-118У Сульфофрезол Масло МР-1
Инструментальные стали 5 %-ная эмульсия Э-2 или ЭТ-2 5 %-ная эмульсия НГЛ-205 5 %-ная эмульсия СДМУ Жидкость АВК-2 2 %-ная эмульсия ВНИИНП-118У
Обработка отверстий осевым инструментом 457
Продолжение табл. 37
Обрабатываемый материал Используемая СОЖ
Алюминий и его сплавы 5%-ная эмульсия Э-2 или ЭТ-2 Жидкость состава: масло индустриальное И-20А —50%; керосин —50% 5 %-ная эмульсия НГЛ-205
Коррозионно-стойкие стали 5%-ная эмульсия Э-2 или ЭТ-2 5 —10%-ная эмульсия СДМУ 2%-ная эмульсия ВНИИНП-118У 5 —10 %-ная эмульсия РЗ-СОЖ8 Жидкость АВК-2
Медь 5%-ная эмульсия Э-2 или ЭТ-2 Масло индустриальное И-20А
38. Смазочно-охлаждающие жидкости, используемые
при развертывании
Обрабатываемый материал Используемая СОЖ
Сталь конструкционная углеродистая, легиро- ванная, коррозионно- стойкая Жидкость состава, %: 25 эмульсола; 5 — 8 олифы; до 0,5 каль- цинированной соды; остальное вода Сульфофрезол
Сталь закаленная 10 %-ный раствор эмульсола в содовой воде (0,25% соды) Активированный 5 %-ный сульфофрезол
Латунь 10 %-ный раствор эмульсола в воде
Бронза Сульфофрезол Масло индустриальное И-12А
Алюминиевые сплавы Керосин Раствор скипидара, эмульсола и масла ин- дустриального И-20А в воде
458 Обработка отверстий осевым инструментом
39. Сверла одностороннего резания с внутренним подводом СОЖ
с цельной твердосплавной рабочей частью (конструкции ВНИИ)
D d L 1
Ис- пол- нение I Ис- пол- нение II Исполне- ние I Исполне- ние II Ис- пол- нение I Ис- пол- нение II
4,0-5,2 Св. 5,2 до 6,0 10 16 250; 400; 630 — 40 - —
320; 500; 800
Св. 6,0 до 6,5 360; 540; 840 85 36
Св. 6,5 до 8,3 400; 630; 1000 440; 670; 1040
Св. 8,3 до 9,5 16 500; 800; 1250 540 ; 840; 1290 50
Св. 9,5 до 1.1,0 20 560; 860; 1310 115 40
Св. 11,0 до 13,5 500; 1000; 1600 580; 1060; 1660
Св. 13,5 до 15,3 26
45
Св. 15,3 до 16,5 25
Св. 16,5 до 17,3 630; 1250; 2000 680; 1300; 2050 70
Св. 17,3 до 20,3
Обработка отверстий осевым инструментом
459
Продолжение табл. 39
Примечания I. Цельную рабочую часть сверл изготовляют из твер-
дого сплава ВК6-М. Допускается применение твердых сплавов ВКб-ОМ,
ВК8
2. Стебель сверл изготовляют из стали ЗОХГСА (40ХН2МА).
3. Материал хвостовика сверл — сталь 40Х или сталь других марок с
равноценными физико-механическими свойствами.
40. Геометрические параметры сверл одностороннего резания
Обрабатываемый материал т, мм Углы, ...°
Ф Ф1 а «1<р “1Ф1
Стали:
конструкционные 0,21 -0,25 20-45 20 7 15 20
коррозионно- стойкие 0,25 10- 40 8-20 7 18 20
Титановые сплавы 0,25 8-18 8-18 7 18 20
Чугуны 0,25 30- 35 15- го 6 8 15
Латуни, бронзы, медные 0,21-0,25 8-45 8-20 7 15 20
и магниевые сплавы
Алюминиевые сплавы 0,21 -0,25 5-45 5-20 7 12 20
Примечания: 1. Параметры плоской заточки сверл, не приведенные
в таблице, выбирают из соотношений: л = 0,05£>; £ = 0,032); с = 0,020;
р = 0,050; /= 0,04 -г 0,020.
2. При заточке по винтовой поверхности основные параметры выбирают
из следующих соотношений: т — п = 0,150; к = 0,08D; с = 0,004D;
р = 0,050;/ = 0,04D; ф = 35”; <pt = 20°; а1ч>1 = 15°. Заточку выполняют с осевым
шагом (0,14-0,2)0.
460
Обработка отверстий осевым инструментом
41. Режимы резаиив при обработке отверстий сверлами одностороннего
резания с внутренним подводом СОЖ
Обрабатываемый материал НВ Ско- рость резания, м/мин Подача (мм/об) при диаметре
до 6 св. 6 до 13,5 св. 13,5 до 19 св. 19 до 20,3
Стали низкоуглеродис- по- 45-180 0,008- 0,012- 0,020- 0,025-
т’ые конструкционные 440 0,010 0,015 0,025 0,030
Никелевые сплавы и коррозионно-стойкие стали 150- 350 60-110 0,007 0,010 0,015 0,020
Титановые сплавы 150- 440 20-40 0,003 0,005 0,010 0,015
Чугуны 140 — 200 200 — 300 90-130 0,020 0,030 0,040 0,060
65-80 0,008 0,013 0,020 0,030
Сплавы: Св. 300 60-70 0,008 0,013 0,015 0,020
медные — 110 — 120 0,008 0,010 0,025 0,030
латунные — ПО- 115 0,010 0,020 0,030 0,050
магниевые — 220 — 240 0,020 0,030 0,050 0,090
алюминиевые — 150 — 230 0,020 0,035 0,050 0,080
42. Сверла одностороннего резания с внутренним эжекторным отводом
стружки и СОЖ (конструкция ВНИИ)
Размеры, мм
D d *2 (г
20-21,8 Св. 21,8 до 24,1 19,5 21,5 12 13 11,8 12,8 23
Обработка отверстий осевым инструментом
461
Продолжение табл. 42
D d 4 Z2
Св. 24,1 до 26,4 23,5 14 13,8 23
» 26,4 » 28,7 26,0 16 15,8 24
» 28,7 » 31,0 28,0 18 17,8
» 31,0 » 33,3 30,5 20 19,8 26
» 33,3 » 36,2 33,0 22 21,8
» 36,2 » 39,6 35,5 24 23,8 29
» 39,6 » 43,0 39,0 27 26,8
» 43,0 » 47,0 42,5 30 29,8 31
» 47,0 » 51,7 46,5 32 31,8
» 51,7 » 56,2 51,0 36 35,8 34
» 56,2 » 60,0 55,5 40 39,8 36
Примечания: 1. Режущая часть сверла должна быть оснащена ре-
жущими пластинками из твердого сплава Т5К10 (Т15К6, ВК8) и направ-
ляющими пластинками из твердого сплава Т14К8. Геометрические параметры
эжекторных сверл по ТУ 2-035-857-81.
2. Рабочую часть головки сверла выполняют литьем из стали 40ХФЛ.
3. Хвостовик изготовляют из стали 40Х или 30ХГСА.
4. Трубы длиной / и /j (мм) (комплект из наружной и внутренней труб)
выполняют четырех исполнений:
I....................... 270 400 630 1070
/1 ..................... 300 430 660 1100
43. Режимы резания при обработке отверстий эжекторными сверлами
[глубина сверления (2 -i-10) D]
Материал обрабатываемой заготовки Скорость резания и, м/мин Подача S, мм/об
Конструкционная сталь Чугун 60-90 60-100 0,15-0,25 0,15-0,35
Примечания: 1. D — диаметр сверла.
2. Расход СОЖ 40—150 л/мин при давлении 1 — 1,7 МПа.
462 Обработка отверстий осевым инструментом
Рис. 1. Цельное сверло-зенкер с последовательной работой ступеней
Основные технические требования к станку, инструменту, оснастке
при наладке оборудования на сверление точных глубоких отверстий.
Обработка отверстий по 5—6-му квалитету с шероховатостью обра-
батываемой поверхности Ra = 1,25 4- 0,160 мкм и отклонением гео-
метрической формы отверстия в осевом и поперечных сечениях,
уводом оси отверстия не более 0,01 мм на длине 100 мм обеспе-
чивается методом глубокого сверления с применением инструмента
(сверл) одностороннего резания.
Рис. 2. Двухступенчатый цельный зенкер с чередующимися
зубьями
Обработка отверстий осевым инструментом
463
Основные технические требования, предъявляемые к инструменту,
оборудованию и оснастке:
допускаемое радиальное биение рабочей части инструмента отно-
сительно поверхности хвостовика не более 0,01 мм при длине инстру-
мента до 30 — 50 мм и 0,03 мм прн большей длине инструмента;
обратная конусность в пределах рабочей части инструмента
0,003 - 0,008 мм;
шероховатость поверхности калибрующей ленточки и направляю-
щих по цилиндрической части Ra = 0,160 мкм;
на станке для глубокого сверления радиальное биение оси
посадочного места шпинделя не должно превышать 0,005 мм;
допускаемое отклонение от параллельности оси шпинделя и на-
правляющих, а также узла крепления детали (инструмента) и оси
шпинделя на длине 100 мм не более 0,005 мм;
на станке должно обеспечиваться бесступенчатое регулирование
частоты вращения и подач;
материал кондукторной втулки — быстрорежущая сталь твер-
достью HRC 62 — 65; шероховатость обработанной поверхности
направляющего отверстия Ra = 0,160 мкм; длина направляющей
части кондукторной втулки должна быть равна длине рабочей части
инструмента [не менее (1,5 -5- 2) D];
системы подачи и фильтрации СОЖ должны обеспечивать: рас-
ход СОЖ до 100 л/мин; тонкую фильтрацию жидкости от механи-
ческих загрязнений (максимальный размер частиц не более 0,005 мм);
давление подачи СОЖ до 10 МПа; температуру нагрева СОЖ не
более 40 — 50 °C.
Основные требования к инструментальной наладке при обработке
отверстий эжекторными сверлами. Отклонение от соосности оси кон-
дукторной втулки относительно оси посадочного отверстия под
.хвостовик инструмента не должно превышать 0,02 мм. Высота кон-
дукторной втулки должна быть достаточной, чтобы обеспечить
циркуляцию СОЖ и эффект эжекции, т. е. высота втулки должна
быть на 5 мм больше длины части головки сверла, выступающей
из наружной трубы. Максимально допустимый зазор между торцом
обрабатываемой детали и торцом кондукторной втулки не более 1 мм.
Кондукторную втулку выполняют из твердого сплава или быстро-
режущей стали.
Твердость направляющей поверхности втулки HRC 62 — 65, шеро-
ховатость не более Ra = 0,1 мкм.
Патроны при эжекторном сверлении отверстий могут устанавли-
ваться как на специальном, так и на универсальном оборудовании.
На рис. 3 показаны два вида патронов для эжекторного
сверления вращающимся (рис. 3,а) и неподвижным (рис. 3,6) инстру-
ментом для обработки отверстий диаметром 20 — 60 мм.
Патроны оснащены набором зажимных цанг 2 и сальников 3
Для установки эжекторных сверл различных диаметров. В патронах
возможно создание дополнительного эжекционного эффекта — потоком
464
Обработка отверстий осевым инструментом
Рис. 3. Патроны для эжекторного сверления
СОЖ, проходящим по кольцевому зазору между коническими поверх-
ностями патрубка 5 и штуцера б.
Патрон с вращающимся инструментом используют в тех случаях,
когда форма и размер заготовки не позволяют вращать ее.
В корпусе 1 этого патрона на подшипниках смонтирована вра-
щающаяся оправка 4, по которой отводят стружку и СОЖ. Вращение
инструменту передается через конический хвостовик оправки, помещен-
ный в шпинделе станка. Патрон с неподвижным сверлом используют
преимущественно в тех случаях, когда обрабатываемая заготовка
симметрична относительно оси вращения и может быть установлена
на токарных станках и станках для глубокого сверления.
Точность обработки отверстий на агрегатных станках и автомати-
ческих линиях. Операции обработки отверстий на агрегатных станках
и автоматических линиях из агрегатных станков строят по принципу
Обработка отверстий осевым инструментом
465
концентрации технологических переходов. Отверстия обрабатывают
с направлением инструментов во втулках и без направления инстру-
мента. Достигаемая точность при обработке отверстий приведена
в табл. 44. Смещения осей отверстий при сверлении относительно
их номинального положения в зависимости от диаметров предельно
изношенных втулок — в табл. 45.
Данные по качеству обработанной поверхности отверстий приве-
дены в табл. 46, рекомендуемые припуски на механическую обра-
ботку отверстий — в табл. 47.
Наладка инструментов на сверлильных станках методом пробных
ходов. При наладке инструмента методом пробных ходов установлен-
ный в шпиндель станка инструмент выдвигают вместе с пинолью
в крайнее переднее положение, чтобы он коснулся поверхности
обрабатываемой детали. Затем пиноль отводят в исходное положение,
а силовую головку подают вперед на нужную или несколько мень-
шую глубину. После измерения обработанной детали выпол-
няют соответствующее корректирование, чтобы получить годную
деталь. При наладке по готовой детали используют ранее обработан-
ную деталь.
Станок, как правило, налаживает опытный наладчик, который
уточняет распределение припусков между переходами, проверяя пра-
вильность наладки обмером обрабатываемой детали.
Наладка многошпиндельных сверлильных станков с помощью
шаблонов и наладочных плит. Для упрощения наладки инструмента
при многошпиндельной обработке отверстий в сложных корпусных
деталях часто применяют специальные установочные шаблоны.
На рис. 4 приведены конструкция такого шаблона и схема
осевого регулирования сверл при наладке четырехстороннего свер-
лильного станка. Установочный шаблон имеет базовые поверхности
для установки на станок вместо кондуктора и измерительные поверх-
ности, по которым производится осевая установка инструмента. При
настройке станка к измерительным поверхностям шаблона подводят
вершины сверл и жестко закрепляют в цангах, после чего шаблон
снимают. При прохождении сверлами расстояний, равных Lx, L2, L3,
L4 (расстояния определяются профилем кулачков подачи), в обрабаты-
ваемой детали просверливают отверстия глубиной 12, 12, 13, 14.
Настройка многошпиндельных головок является операцией, тре-
бующей высокой квалификации наладчика.
С целью упрощения наладки применяют наладочные плиты.
Головка с такой плитой показана на рис. 5. Корпус 2 головки имеет
два прилива, в отверстия которых запрессованы втулки 3, направля-
ющие подвижные колонки 4 с закрепленной на них кондукторной
плитой 1. К нижней поверхности корпуса головки прикреплены две
накладки 5. Выступающие утолщенные части втулок обработаны
соосно посадочным отверстиям под колонки. Наружные поверхности
кронштейнов 6 соосны отверстиям под шпиндели 7.
При наладке головки выступающие части кронштейнов фикси-
466
Обработка отверстий осевым инструментом
Рис. 4. Схема наладки инстру-
ментов многошпиндельного
сверлильного станка с помощью
шаблона:
1 — деталь; 2 — шаблон
Рис. 5. Наладка положения
шпинделей с помощью наладоч-
ных плит
руются в точных отверстиях специальной сменной наладочной пли-
ты 8 и крепятся гайками. Двумя точными отверстиями наладочная
плита ориентируется по выступающим частям втулок и крепится
к корпусу болтами 9. Координаты фиксирующих отверстий плиты
и отверстий под втулки кондукторной плиты должны быть согла-
сованы между собой, что достигается растачиванием этих деталей
в сборе. Наладочные плиты такой конструкции рекомендуется при-
менять при работе с перенастраиваемыми шпиндельными головками
всех типов.
Наиболее приемлемый способ изготовления наладочных плит —
с применением самотвердеющих пластмасс (например, с эпоксидной
смолой) по настроенной многошпиндельной головке. В этом случае
кондуктор устанавливают иа столе станка и шпиндели многошпин-
делъной головки настраивают по кондуктору. Базовые и фиксирующие
отверстия в наладочной плите выполняют ступенчатыми (короткая
ступень больше диаметра посадочного отверстия на 0,3—0,5 мм,
длинная ступень — на 2—3 мм). Эти отверстия заливают самотвер-
деющей пластмассой, после отверждения которой наладочную плиту
снимают, и она готова к применению.
Обработка отверстий осевым инструментом
467
44. Точность обработки отверстии
Сверление Зенкерование Развертывание
Параметр Число рабочих ходов
1 1 2 1 2
Квалитет 12-13 10-11 9-10 7-8 6-7
Смешение центра отвер- стия от номинального положения, мм 0,15-0,25 0,1 -0,15 0,07-0,10 0,05-0,06 0,04-0,05
Отклонение от парал- лельности или перпен- дикулярности оси от- верстия относительно базы, мм 0,10 0,08 0,05 0,05 0,05
Отклонение от парал- лельности осям дру- гих отверстий 0,20 0,16 0,12 0,10 0,10
Примечания: 1. Отклонения от параллельности и перпендикулярности
для сверления и зенкерования указаны на длине 100 мм, для развертывания —
на длине 300 мм.
2. Для зенкерования указаны параметры для предварительно необработан-
ных отверстий, а для развертывания — после зенкерования.
45. Достигаемая точность расположения осей отверстий при сверлении
по кондукторной втулке
Размеры, мм
Диаметр обрабатываемого отверстия Кондукторная втулка Предельное смещение центра отверстия от номинального положения
Длина Отклонение внутреннего диаметра
нижнее верхнее
3—6 16 0,012 0,025
7-10 22 0,014 0,030 0,15
11-14 32 0,016 0,035 0,15-0,20
15-18 40 0,20
19-24 50 0,022 0,045 0,25
25-30 60 0,30
31-40 70 0,023 0,050 0,30-0,35
468 Обработка отверстий осевым инструментом
46. Качество обработанной поверхности отверстий
Способ - обработки Диаметр отверстия, мм Квалитет Rz, мкм Глубина нарушенного слоя, мкм
Сверление спи- ральными сверлами 3-6 Св. 6 до 10 » 10 » 18 » 18 » 50 12-13 20-10 40-20 80-40 40 50 60 70
Зенкерование: Черновое 18-30 Св. 30 до 80 80-40 40 50 30 40
однократное До 80 11 40-20
До 30 Св. 30 до 80 10-11
Развертывание: черновое чистовое 6-8 10 6-7 10-6,3 6,3-3,2 -
В табл. 48 приведены способы направления сверл, зенкеров,
разверток и комбинированного инструмента, а в табл. 49 — кондук-
торы, используемые при обработке заготовок на сверлильных
станках.
47. Припуски (мм) на обработку заготовок нз сталей, цветных металлов
и сплавов
Способ обработки Диаметр отверстия, мм
До 18 18-50
Зенкерование после сверления Развертывание после зенкерования Чистовое развертывание после чернового развертывания 0,80 0,20 0,10-0,12 1,00 0,25 0,12-0,14
48. Способы направления сверл, зенкеров, разверток н комбинированного осевого инструмента
Схема направления
Область применения и основные размеры, мм
По рабочей части инструмента
Направляющий элемент: у инструмента — рабочая
часть (поз. 7); у приспособления — неподвижные
или вращающиеся (поз. 2) кондукторные втулки
По задней и передней направляющим инструмента •
(комбинированные зенкеры и развертки)
При обработке отверстий длиной не более двух-трех
диаметров. Возможные комбинации: сверло — зенкер,
сверло — развертка, зенкер — развертка, зенкер — зенкер
Диаметр инструмента А / (мм) при обработке
чугуна стали алюминия и его сплавов
3-10 (1,5 4-0,8)4? (2,5 4-1,7)4? (2,54-1,6)4?
10-30 (0,8 4-0,6)4? (1,74-1,2)47 (1,64-1,0)4?
30-50 (0,64-0,5)4? (1,24-1,0)4? (1,04-0,8)4?
Соотношение размеров при комбинации развертка — раз-
вертка (кондукторная втулка нормальной длины)
dB 6-10 Св. 10 до 18 Св. 18 до 25
1 dB (14-0,8)4?в (0,8 4-0,6)4?в
При обработке отверстий длиной более двух диаметров
и нескольких соосных отверстий «в линию» при боль-
ших расстояниях L между обрабатываемыми отверстия-
ми; при недостаточной жесткости инструмента; при
большом смещении оси предварительно обработанного
отверстия относительно оси кондукторных втулок; не
менее 25
Обработка отверстий осевым ииструментом
Схема направления
Направляющий элемент: у инструмента — передняя
(поз. 1) и задняя (поз. 2) направляющие, у при-
способления — неподвижные (поз. 3 и 4) или вра-
щающиеся втулки
Посредством задней скользящей втулки
L
Продолжение табл. 48
Область применения и основные размеры, мм
d До 30 30-50 50-80 80-120
1 35 40 50 60
470 Обработка отверстий осевым инструментом
При обработке отверстий больших диаметров и при
малых расстояниях между обрабатываемыми отверстия-
ми, а также для повышения жесткости инструмента;
/, не менее 25
Направляющий элемент: у инструмента — задняя
скользящая втулка 7; у приспособления — непод-
вижная кондукторная втулка 2
По инструментальной оправке
Направляющий элемент: у инструмента — инструмен-
тальная оправка I (переходная втулка); у при-
способления — неподвижные 2 или вращающиеся
кондукторные втулки
D ^черн ^чмст /
50 — 80 155 + 1д 200 + 1д 40
До 120 180 + 1д 240 + 1д 50
120-180 215 + 1д 280 + 1д 55
180-240 250 + 1д ЗЮ + 1д 60
При обработке отверстий небольших диаметров и доста- точно больших расстояниях между центрами обрабаты-
ваемых отверстии.
Для повышения жесткости инструмента /] = 25; dK > d2
<4 30-50 50-80 80-120
^черн 140 + 1д 165 + 1д 180 + /й
^чист 170 + /й 200 4- 1д 240 + 1д
1 40 50 55
Обработка отверстий осевым инструментом
Схема
По инструментальной оправке и передней
направляющей
Направляющий элемент: у инструмента — инстру-
ментальная оправка 1 и передняя направляю-
щая 2; у приспособления — кондукторные втулки
неподвижные 3 и 4 или вращающиеся
Продолжение табл. 48
Область применения и основные размеры, мм
Для обработки отверстий длиной более двух диаметров,
нескольких соосных отверстий «в линию» при больших
расстояниях между обрабатываемыми отверстиями. При
недостаточной жесткости инструмента. При большом
смещении оси предварительно обработанного отверстия
относительно оси кондукторных втулок. /1 > 25
d2 До 30 30-50 50-60 80-120
/ 35 40 50 60
Примечание. В таблице даны ориентировочные значе-
ния I (из условий схода стружки).
472 Обработка отверстий осевым инструментом
49. Некоторые типы кондукторов, используемых при обработке деталей на сверлильных станках
Кондуктор
Обрабатываемая деталь
Область применения
Для сверления отверстий в плоских
деталях
Накладной
Материал — дюралюминий
Базы детали — плоские поверхно-
сти : Б и две боковых — В и Г.
К кондукторной плите 1 прикле-
паны три планки 2 с зажимными
винтами 3, которые с одной стороны
оканчиваются прижимами — пятами 4,
а с другой — головками 5. Кондук-
тор устанавливают на плоскость Б
обрабатываемой детали и прижимают
с двух сторон винтами к штифтам
б, запрессованным в кондукторную
плиту. Сверлят отверстия в детали
через кондукторные втулки 7
Обработка отверстий осевым инструментом
Продолжение табл. 49
Кондуктор
Обрабатываемая деталь
Область применения
С зажимом на откидной скобе
Материал — латунь
Для сверления отверстий в круглых
деталях
Базы детали — фассонная поверх-
ность 0 7/г11, отверстие 02,5Н11 и
торец, перпендикулярный к его оси.
В корпусе 1 шарнирно смонтиро-
вана на осях 2 скоба 3
474 Обработка отверстий осевым инструментом
С делительным устройством
2 отеле ни
Материал — дюралюминий
Для сверления отверстий, располо-
женных на конусной поверхности кор-
пуса.
Базы детали — центральное отверстие
0110/711, боковое отверстие 06 и
нижний торец.
Основание кондуктора 1 свободно
входит в отверстие подставки 4; к
торцу основания винтами 3 прикреп-
лена шайба 2. Подставка опирается на
два ребра 5. На основании установлена
стойка б, по которой центрируется
стакан 7 с кондукторными втулками
8 и 9. Требуемое положение стакана
относительно основания обеспечивает-
ся двумя пальцами 10, а обрабаты-
ваемой детали в кондукторе — паль-
цем 11. Деталь и стакан закрепляются
гайкой 12 через быстросъемную шай-
бу 13.
Обработка отверстии осевым инструментом
476
Протягивание
СПИСОК ЛИТЕРАТУРЫ
1. Альбом приспособлений для металлорежущих станков, приме-
няемых в приборостроении/Н. А. Гаврилов, П. И. Ковалев,
Б. А. Хохлов и др. М.: Машгиз, 1963. 216 с.
2. Дащенко А. И., Шмелев А. И. Наладка агрегатных станков.
М.: Высшая школа, 1982. 150 с.
3. Косилова А. Г., Мещеряков Р. К., Калинин М. А. Точность
обработки, заготовки и припуски в машиностроении. М.: Машино-
строение, 1976. 288 с.
4. Обработка металлов резанием: Материалы семинара. М.:
МДНТП им. Ф. Э. Дзержинского, 1977. 200 с.
5. Справочник металлиста. В 5-ти томах/Под ред. А. Н. Малова.
Т.З и 4. М., Машиностроение, 1977. Т.3 — 749 с. Т.4 — 720 с.
6. Справочник технолога по автоматическим линиям/Под ред.
А. Г. Косиловой. М.: Машиностроение, 1982. 320 с.
7. Технические требования и методика оценки качества режущего
инструмента'для автоматических линий: Руководящие материалы. М.:
ВНИИ, 1973. 155 с.
8. Шевляков И. М., Мельниченко В. Д. Обработка деталей на
агрегатных станках и специальных стайках. М.: Машиностроение,
1981. 224 с.
ГЛАВА 8
ПРОТЯГИВАНИЕ
Методы протягивания и схемы резания. Обработку поверхностей
осуществляют методами свободного и координатного протягивания.
Метод свободного протягивания применяют при обработке разно-
образных по форме отверстий и пазов, метод координатного про-
тягивания (рис. 1) — при одновременном получении заданной формы
внутренней или наружной поверхности и требуемого ее расположе-
ния относительно технологической базы (точность расположения до
0,03 мм). Параметры качества обработки, производительность и се-
бестоимость операции протягивания определяются схемой срезания
припуска (схемой резания), геометрическими параметрами зубьев про-
тяжки и ее конструктивным исполнением.
При протягивании различают три схемы резания: профильную,
генераторную и прогрессивную. При профильной и генераторной схе-
мах резания используют протяжки, у которых высота последующих
зубьев больше высоты предыдущих зубьев (подъем на зуб), в ре-
зультате чего и происходит срезание слоя металла каждым зубом
протяжки. При прогрессивной схеме резания (схеме переменного реза-
ния, шахматной или трапецеидальной) протяжки имеют секционное
исполнение. Секция состоит из двух и более зубьев, размеры кото-
рых в пределах каждой секции одинаковы. Зубья последовательно
Протягивание
477
Рис. 1. Координатное протягивание:
а — внутренних и наружных поверхностей на гори-
зонтально-протяжных станках с направлением протяж-
ки непосредственно неподвижными базами приспособ-
ления; 6 — наружных поверхностей на вертикально-
протяжном станке; в — внутренних поверхностей с
применением подвижных направляющих баз устрой-
ства заднего сопровождения хода протяжки; г — внут-
ренних поверхностей на горизонтально- и верти-
кально-протяжных станках с направлением протяжки
предварительно обработанной поверхностью заго-
товки :
1 - направляющие протяжек; 2 - заготовка; 3 - протяжка или протяжной блок;
4 — приспособление для координатного протягивания (опорная планштайба,
адаптер для внутреннего протягивания, механизированное приспособление
к станкам наружного и внутреннего протягивания)
срезают участки одного и того же слоя материала вследствие
разделения его по ширине между зубьями секции.
Профильную схему резания применяют при обработке поверх-
ностей с повышенными требованиями к качеству обработки, генера-
торную — при обработке фасонных поверхностей, прогрессивную —
при обработке поверхностей заготовок, полученных с использованием
кузнечно-литейной технологии.
Протягивание внутренних поверхностей. Внутренние протяжки.
Основные типы стандартизованных внутренних протяжек приведены
в табл. 1. Технические условия на чистовые протяжки для цилинд-
рических и шлицевых отверстий с эвольвентным и прямобочным
профилями даны в ГОСТ 9126 — 76, ГОСТ 61S1 — 79 и ГОСТ 7943 — 78.
Технические требования к протяжкам для гранных отверстий приведе-
ны в ГОСТ 16492-70.
Внутренние протяжки состоят из следующих частей: передней
замковой, шейки, передней направляющей, режущей, калибрующей,
задней направляющей и задней замковой.
Прошивки применяют для обработки сквозных и глухих отверстий
различного профиля. Их длина обычно не превышает 250 мм.
Прошивки могут иметь режущие, калибрующие и выглаживающие
(деформирующие) зубья. Операцию прошивания осуществляют на
прессах. При снятии больших припусков используют комплект про-
шивок.
478 Протягивание
1. Основные типы стандартизованных протяжек
Протяжки гост Основные размеры, мм
Шпоночные 18217-80 18218-80 18219-80 18220-80 ь L
6-50 3-10 3-10 6-50 565-1550 475-1205 495-1255 565-1550 (тип I — черновые); 525-1035 (тип II — чистовые)
Круглые переменного резания 20364 - 74 20365-74 d L
10-13 14-90 360 - 420 460-1320
Комбинированные пере- менного резания для шлицевых отверстий с прямобочным профи- лем с центрированием по наружному ди а- 24818-81 24819-81 z х di х D L
(6x21 х25)4-- (6 x 28 x 34) Протяжки первог 6х 11 х 14 700-1125 о прохода: 375
метру 24820-81 24821-81 6x13x16; 6х 16x20; 6 х 18x22 450-725
(6x21 х 25) 4- (6 х 28 х 34) Протяжки второг 6х 11 х 14 6 х 13 х 16 6х 16x20; 6x18x22 (6х 21 х 25)4- (6x28x34) (8x32x36)4- (8 x 62 x 68) Протяжки первог (8x32x38)4- (8 x 62 x 72) 675-1100 о прохода: 350 450 660 - 725 600-950 925-1625 о прохода: 1050-1575
Протягивание
479
Продолжение табл. 1
Протяжки гост Основные размеры, мм
z х di х D h
Комбинированные пере- менного резания для шлицевых отверстий с прямобочным профи- лем с центрированием по наружному диаме- тру 24822-81 24823-81 Протяжки второг (8x32x38)4- (8 х 62 х 72) 10 x 72 x 78; 10 х 82 х 88 Протяжки первог (10x72x78)4- (10x82x92) Протяжки второг (10x72x78)4- (10x82x92) о прохода 900-1300 1325-1525 о прохода 1050-1450 о прохода: 1050-1500
Dxm L
Для шлицевых отвер- стий с эвольвентным профилем с центриро- ванием по наружному диаметру 25157-82 25158-82 25159-82 25160-82 25161-82 Протяжки первог 12x1; 14x1 Протяжки второг 12x1; 14x1 (15x1)4-(90x2,5) Протяжки первог (15 х 1)4-(90x2,5) Протяжки второг (15 х 1)4-(90 х 2,5) (45x3) 4-(90x5) Протяжки первог 90x3,5; (70 x 4) 4-(90 x 5) Протяжки второг 90x3,5; (70 x 4) 4-(90 x 5) о прохода: 400 о прохода 350 475-1500 о прохода: 500-1425 о прохода. 425-1200 1150-1525 о прохода: 1375-1500 о прохода. 1100-1275
Условные обозначения: b — ширина шпоночного паза; L — общая
Длина протяжки; d — диаметр обрабатываемого отверстия; z — число зубьев
шлицевого соединения; d[ и © — соответственно внутренний и наружный
диаметры шлицевого соединения; т — модуль.
480
Протягивание
В некоторых случаях применяют прошивки только с выглажи-
вающими зубьями, осуществляющими пластическую деформацию
металла без снятия стружки. Калибрование цилиндрических поверх-
ностей заготовок осуществляют выглаживающими прошивками из
быстрорежущей стали или прошивками с насадными твердосплавными
кольцами.
Припуск на обработку выглаживающей прошивкой (протяжкой)
обычно составляет 0,06 — 0,2 мм на диаметр, а увеличение диаметра
(натяг 8) выглаживающих зубьев 0,005 — 0,07 мм (зависит от обра-
батываемого материала).
Для калибрования боковых поверхностей шлицев зубчатых колес
с целью устранения коробления шлицев и усадки отверстия после
термической обработки (закалки) применяют комплект выглаживаю-
щих прошивок с твердосплавными кольцами. Ширина шлицевых
зубьев прошивок комплекта отличается на 0,03 — 0,04 мм.
Протягивание наружных поверхностей. При наружном протягивании
за одну операцию осуществляют обработку возможно большего числа
сопряженных поверхностей заготовки. Для этого отдельные простые
протяжки соединяются в протяжные блоки, которые, как правило,
состоят из основания, представляющего собой плиту, и смонтирован-
ной на нем державки. Основание крепят к ползуну вертикально-про-
тяжного станка сухарями, входящими в Т-образные пазы ползуна. В не-
которых конструкциях протяжных блоков основание отсутствует, и
державки с закрепленными на них протяжками крепят непосредствен-
но к ползуну вертикально-протяжного станка. Нужное расположение
протяжек и державок на основании обеспечивается точно обработан-
ными пазами, уступами, шпонками и упорами, а их регулирование
осуществляется регулировочными клиньями.
Производительность и себестоимость операции протягивания за-
висят не •'только от схемы срезания припуска и геометрических
параметров зубьев протяжки, но в большей степени от конструкции
протяжного блока. Конструкцией блока определяются: параметры ка-
чества обработки поверхностей, время на смену затупленных протя-
жек, способ перетачивания затупившихся зубьев и наибольшая эффек-
тивность использования инструментального материала.
При проектировании блока необходимо учитывать возможность
расчленения сложного профиля заготовки на элементарные участки,
обрабатываемые набором простых технологичных протяжек; последо-
вательность расположения протяжек; целесообразность системы под-
наладки; обеспечение удобного регулирования протяжек; в случаях
высоких требований к параметрам качества обработанной поверхности
и ее точности возможность установки клиньев для черновых и чисто-
вых протяжек; направление сил, действующих в процессе протягива-
ния на заготовку (силы должны вызывать минимальную деформацию
нежестких заготовок); способ крепления протяжек на основании, кото-
рый должен обеспечивать надежность крепления, свободный отвод
стружки, минимальные габариты протяжек и быструю их смену.
Протягивание
481
Рис. 2. Инструментальный про-
тяжной блок с последователь-
ной схемой расположения плос-
ких угловых протяжек из бы-
строрежущей стали Р6М5 для
протягивания выступов ведо-
мого диска синхронизатора (ма-
териал детали — сталь 65Г):
/ — основание; 2 — державка; 3 —
угловые протяжки; 4 — регулировоч-
ные клинья
Смену и подналадку протяжек выполняют двумя способами;
подналадкой вне станка или подналадкой на станке. При первом
способе осуществляют смену всего протяжного блока или сменных
кассет с протяжками, что повышает качество сборки протяжного
блока и подналадки протяжек, но требует организации специализи-
рованного участка. Подналадку протяжек непосредственно на станке
выполняют без снятия блоков и кассет.
В блоках протяжки могут быть расположены по схемам: па-
раллельной, последовательной или смешанной.
482
Протягивание
Протяжные блоки с параллельной схемой расположения протяжек
компактны, имеют минимальную длину рабочего хода и, следова-
тельно, высокую производительность обработки. Основные недостатки
таких блоков: осуществление подналадки протяжек вне станка; ре-
гулирование чистовых и черновых протяжек общими клиньями, что
нерационально вследствие различного периода стойкости чистовых
и черновых протяжек; затрудненный отвод стружки, особенно при про-
тягивании заготовок из вязких материалов; нетехнологичная, как пра-
вило, конструкция плоских односторонних и двусторонних протяжек.
Протяжные блоки с последовательной схемой расположения про-
тяжек лишены недостатков предыдущей схемы, однако имеют боль-
шую длину рабочего хода и, следовательно, меньшую производитель-
ность обработки (рис. 2).
В протяжных блоках со смешанной схемой расположения черно-
вые и чистовые протяжки размещены наиболее рационально, что
позволяет осуществить их раздельное регулирование клиньями, созда-
ет условия силовой компенсации сил резания на боковых или фа-
сонных протяжках, работающих в одной секции. Поэтому качество
поверхности, обработанной таким блоком, значительно выше. Сочета-
ние параллельного и последовательного размещения плоских одно-
сторонних и двусторонних протяжек в блоке, круглых и фасонных
протяжек по секциям позволяет получить все достоинства предыду-
щих схем протягивания.
Общая длина протяжного блока £об.п = /р + 4 + Zy, где /р, ZK и
/у — соответственно длина режущей части, суммарная длина крепежной
части и ширина упора, необходимые для закрепления секций протя-
жек.
Геометрические параметры рабочей части внутренних и наружных
протяжек — передние у и задние а углы — приведены в табл. 2 — 4;
скорость резания v и подъемы на зуб —в табл. 5—7.
Припуски под протягивание цилиндрических отверстий зависят от
диаметра D, длины 10 и исходной точности отверстия. Для отверстий,
полученных сверлением, припуск на диаметр подсчитывают по эмпи-
рической формуле: А » 0,61g (Dk); k= 1 при l0/D< 1 и к = 1,15 при
IJD > 2. При протягивании отверстий, полученных развертыванием,
припуск А уменьшают в 2 раза. При наружном протягивании
припуска на размеры кованых и литых заготовок составляют 3 — 6 мм.
припуски на размеры предварительно обработанных заготовок (напри-
мер, фрезерованных) равен 0,25—4 мм.
При протягивании отверстий и наружных поверхностей достигают-
ся точность размеров, соответствующая 7 —8-му квалитету, и шерохо-
ватость поверхности Ra, мкм: 2,5 —0,6 в стальных деталях; до 1,25 в
деталях из цветных металлов и их сплавов.
При использовании СОЖ средняя стойкость протяжки до перета-
чивания составляет 100 — 300 м длины протянутой поверхности. Ско-
рость резания при протягивании назначают в зависимости от мате-
риала детали (учитывают твердость материала), жесткости детали и
Протягивание
483
2. Значения переднего угла у зубьев рабочей части протяжек
Обрабатываемый материал Передний угол у,...0
Сталь с твердостью НВ: 10 — 20
до 197
198-229 8-15
более 229 6-10
Чугун серый с твердостью НВ: до 180 8-10
более 180 5-8
Чугун ковкий 10
Алюминий и его сплавы, медь, баббит 20
Титановые сплавы 10
Латунь, бронза 5-8
Порошковый и железографитовый 15
Примечания: 1. Для увеличения размерной стойкости нерегулируемых
протяжек, обеспечивающих точность размеров по 7-му квалитету, npi подаче
на зуб 5*2 = 0,005 4-0,02 мм/зуб рекомендуется дополнительно затачивать фаску
шириной /п = 0,5 4-1 мм и под углом уф, равным: для стали и ковкого чугуна —
5°; для серого чугуна 5°; для бронзы и латуни £0°.
2. У круглых протяжек диаметром до 20 мм при обработке стали
допускается уменьшение переднего угла у до 8—10°.
3. Меньшие значения передних углов принимают для протяжек с твер-
досплавными ножами или секциями, большие — для протяжек из быстро-
режущих сталей.
4. Для твердосплавных протяжек рекомендуется выполнять дополнитель-
но заточенные фаски по передней (fn) и задней (f3) грани шириной /п =
= 0,54-1 мм и /3= 0,1-0,5 мм под передним углом Уф =04-5° и задним
углом «ф — 0-3 °.
3. Значения заднего угла а протяжек
Протяжки Вид зубьев
Чер- новые Чис- товые Калиб- рую- щие Черно- вые Чистовые и калиб- рующие
Задний угол а,...° Допуск заднего угла, - • ♦ '
Круглые и шлицевые Шпоночные Наружные регулируемые Наружные нерегулируемые 3 3 3 — 4 3-4 2 2 3-4 2 1 2 3-4 1-2 + 30 ±15 + 30 + 30 + 15
484 Протягивание
длины протягиваемой поверхности (см. табл. 5). Для деталей из
латуни и бронзы скорость резания v = 8 4- 12 м/мин; для деталей из
алюминия и магния скорость резания равна предельно возможной
скорости на данном протяжном станке. Стали конструкционные, ле-
4. Значения передних (у) н задних (а) углов (... °) зубьев твердосплавных
протяжек для резания с высокими скоростями (30— 50 м/мнн)
Обрабатываемый материал Твер- дость НВ Материал рабочей части протяжек У Уф а «ф
Сталь: низкоуглеродистая 160 — 190 ТТ7К12 Т5К12-В 10 5 6 1°30'- 3°
Т5К10 Т14К8 ВКб-М 6 -5 4 До 0
среднеуглеродистая 180- 220 ТТ7К12 Т5К12-В 8 3 6 1°30'- 3°
Т5К10 Т14К8 ВКб-М 6 -5 4 До 0
высокоуглеродистая 200 ТТ7К12 Т5К12-В 0-2 1°30'- 3°
Т5К10 Т14К8 ВКб-М -5 До 0
Коррозионно-стойкие, жаростойкие и жаро- прочные стали и спла- вы — ВК8-М ВКб-М 5-8
Серый чугун 180- 220 ВКб-М ВК8 ВК8-М 5-8 0 4-6 -
Бронза — 6
Пр имечання: 1. уф и Иф — передний и задний углы дополнительно
заточенных фасок fn и f3.
2. Ширина фаски по передней грани зуба /п = 0,5 4-1 мм, по задней —
f3 = 0,14-0,5 мм.
Протягивание
485
тированные и цементуемые (св < 700 МПа, HB2W, содержание угле-
рода не менее 0,1 %) перед операцией протягивания подвергают нор-
мализации. Качество обрабатываемой поверхности ухудшается с уве-
личением содержания перлита в структуре стали и скорости резания
и остается практически постоянным при v = 10 + 15 м/мин. Если в
структуре стали преобладает феррит, то качество поверхности ухуд-
шается при v = 5 -г- 15 м/мин.
На качество поверхности и стойкость протяжки большое влияние
оказывает правильный выбор СОЖ. Так, при обработке заготовок из
углеродистой и легированной сталей протяжками из быстрорежущей
стали рекомендуется применять 5, 10, 15 и 20 %-ные водные эмуль-
сии (раствор эмульсола в воде) с добавками 4 %-ного жидкого мыла
или с химически активными и поверхностно-активными присадками
(Аквол-2, Сульфорецинат Е, РЗ-СОЖ 8, Укринол-1) и масляные СОЖ
(МР1, МР2, Сульфофрезол) с добавками химически активных веществ
для обработки коррозионно-стойких и жаропрочных сталей и сплавов
применяют протяжки из быстрорежущей стали и твердых сплавов
с использованием указанных выше СОЖ, а также составов В29Б,
В32К, В35, ректола, активированных эмульсий, имеющих состав, %:
15 касторовое масло; 30 эмульсол; 0,5 кальцинированная сода,
54,5 вода.
При протягивании отверстий в стальных заготовках меньший (в
пределах допуска на размер) диаметр отверстия получают при исполь-
зовании эмульсии, больший — при использовании сульфофрезола и дру-
гих масел; при протягивании отверстий в чугунных заготовках мень-
ший диаметр получают при использовании эмульсий, больший — при
протягивании без СОЖ.
Точность обработанных протяжками цилиндрических и шлицевых
отверстий зависит от конструкции заготовок и качества поверхностей
перед протягиванием. Так, наличие длинных и тонких ступиц у колес
и отклонение от расположения торцов венца и ступицы снижают
на 30 — 40 % точность обработанных в них отверстий по сравнению
с точностью отверстий в более технологичных заготовках. При
свободном протягивании цилиндрических и шлицевых отверстий бие-
ние базового торца заготовки не должно превышать 0,015 — 0,05 мм, а
отклонение от плоскостности базового торца — 0,05 мм на диаметре
200 мм. Увеличение торцового биения заготовки с 0,05 до 0,1 мм
приводит к увеличению погрешности обработки до 30%. Использо-
вание профильной схемы резания позволяет повысить точность обра-
ботки до 30% (по сравнению с прогрессивной схемой реза-
ния).
Радиальное биение зубьев протяжки не должно превышать 0,001 —
0,002 мм.
При протягивании твердосплавными выглаживающими протяж-
ками биение торцов заготовки относительно оси отверстия, а также
отклонение от параллельности торцов не должны превышать 0,005 Мм.
Твердосплавные выглаживающие протяжки и прошивки обеспечивают
486 Протягивание
5. Скорость резания и подъем на зуб ири протягивании
быстрорежущими протяжками
Обрабатываемый материал Твердость НВ Скорость резания а, м/мин Подъем на зуб, мм
Углеродистая и малолегированная сталь: труднообрабатываемая 85-175 10-8 0,05
175-275 6 0,05-0,04
275-375 5-3 0,04-0,03
легкообрабатываемая 100- 250 10-8 0,05-0,04
275-375 6 0,04-0,03
Серый чугун 110-190 10 0,06-0,05
190-260 8-6 0,04
250-320 5 0,03
Коррозионно-стойкая сталь: ферритная 135-185 6 0,04
аустенитная 185-275 6-5 0,04
мартенситная 140- 225 8 0,05
225-325 5 0,04-0.03
375 - 425 2 0,01
ПР имечание. Подъем на зуб приведен для профильной схемы резания
без учета переходных и калибрующих зубьев.
6. Подъем на зуб (мм) для протяжек, работающих по профильной и
генераторной схемам резания
Внутреннее протягивание
Протяжки Обрабатываемый материал
Сталь Чугун Алюминий и его сплавы Бронза, латунь
Круглые 0,015-0,04 0,03-0,1 0,02-0,05 0,05-0,12
Шлицевые с пря- моугольными и эвольвентны- ми шлицами 0,03-0,1 0,05-0,12 0,04-0,1 0,06-0,12
Шпоночные 0,05-0,12 0,05-0,2 0,05-0,08 0,08-0,2
Квадратные и шестигранные 0,02-0,15 0,05-0,2 0,03-0,15 0,05-0,2
Протягивание
487
Продолжение табл. 6
Наружное протягивание*
Протяжки Обрабатываемый материал
Сталь с ов< 500 МПа и ов>900 МПа Сталь с ав = 500 ~ 900 МПа Чугуны серый и ковкий, бронза Алюминий и его сплавы
Плоские, угловые и канавочные До 0,1 0,1-0,2 До 0,12 0,1 -0,3 0,05-0,2 0,1-0,5 0,03-0,2 До 0,3
Цилиндрические и фасонные До 0,08 0,05-0,1 До 0,1 0,1-0,2 0,05-0,15 0,15-0,3 0,03-0,1 До 0,15
* В числителе дроби приведены данные для профильной схемы резания, в
знаменателе — для генераторной.
7. Подъем на зуб (мм) для протяжек, работающих по
прогрессивной схеме резання
вая часть Пере- ходная часть Чистовая часть для требуемой шероховатости поверхности
Rz ~ 40 -ь 10 мкм Ra = 2,5 0,63 мкм
Подъем на зуб S' Число зубьев (секций), не менее Подъем на зуб Припуск на сторо- ну, мм Число зубьев (секций) Подъем на зуб Припуск на сторо- ну, мм Число зубьев (сек- ций) Подъем на зуб
До 0,05 - - - Перемен- ный, пос- тоянно умень- шающий- ся (но не более 0,025 мм на после- днем зу- бе) 0,02 — 0,035 1-3 Перемен- ный, по- стоянно уменьша- ющийся (но не бо- лее 0,01 мм на по- следнем зубе)
Св. 0,05 ДО 0,1 Св. 0,1 до 0,2 1 (0,4-ь 0,6)5 0,03- 0,05 1-2 Св. 0,035 до 0,07 Св. 0,07 до 0,1 4-5
Св. 0,2 ДО 0,3 0,06- 0,08 2-3 Св. 0,1 до 0,16 6-8
Примечания: 1. Секция чистовой части протяжки состоит из двух
зубьев.
2. В интервалах значений меньшее число зубьев (секпин) чистовой части
протяжки соответствует меньшему значению подъема на зуб черновой части.
488
Протягивание
8. Средняя стойкость протяжек (метры протянутой поверхности) при
обработке коррозионно-стойких сталей
Ско- Материал инструмента
Р18 Р18Ф2К8М Р9Ф5 ВК8
рость резания, м/мин Подъем на зуб, мм
0,01- 0,06- 0,01- 0,06- 0,01- 0,06- 0,01- 0,06-
0,05 0,1 0,05 0,1 0,05 0,1 0,05 0,1
2-10 20- 15- 30- 30- 35- 20- 45- 20-
45 40 50 45 45 45 60 60
10-20 20- 20- 40- 25- 35- 20- 45- 40-
55 50 65 60 50 50 100 100
20-30 25- 25- 60- 30- 50- 35- 45 - 45-
60 60 90 60 100 100 135 ПО
30-50 — — — — — — 70 — 200 50 — 170
Примечания: 1. Большие значения средней стойкости соответствуют
большим значениям скорости резания.
2. Данные приведены для протягивания: быстрорежущими протяжками с
применением СОЖ (5 %-ной эмульсии) и твердосплавными протяжками без
СОЖ.
3. Передний (у) и задний (а) углы режущей части протяжек- быстро-
режущих у = 10 ч- 15°, а = 3 -г 5°; твердосплавных у = 10°, а = 3 ч- 5°.
4. Допустимый износ по задней грани зуба Л3 = 0,25 мм.
шероховатость поверхности Ra = 0,32 ч-0,16 мкм и отклонения формы
и размера протянутого отверстия, соответствующие 6 —7-му квалитету
точности размера. Стойкость твердосплавных протяжек и прошивок
в 5 — 8 раз выше по сравнению с быстрорежущими протяжками.
Средняя стойкость быстрорежущих протяжек при обработке угле-
родистых и легированных сталей с СОЖ составляет 80 — 250 м протя-
нутой поверхности, а при обработке коррозионно-стойких сталей
15-100 м (табл. 8).
Особенности протягивания шлицевых отверстий. При обработке
шлицевых отверстий в шестернях, муфтах, втулках, фланцах и тому
подобных деталях обычно применяют последовательное протягивание
сначала круглой, а затем шлицевой протяжками или протягивание
одной шлицевой протяжкой, если обработка внутреннего шлицевого
отверстия проводилась осевым инструментом. Точность элементов
шлицевого отверстия (симметричность шлицев относительно внут-
реннего отверстия и соосность внутреннего и наружного диаметров)
при такой технологии обработки невысока.
Обработка шлицевого отверстия комбинированной протяжкой
повышает точность обработанной детали и снижает трудоемкость
операции протягивания. При больших припусках на протягивание
внутреннего цилиндрического отверстия, большой глубине шлицев
Протягивание
489
или при значительной длине заготовки протягивание выполняют ком-
плектом протяжек.
В комбинированной протяжке предусматривают круглые, шлице-
вые и фасочные зубья. Круглые и шлицевые зубья подразделяются
на черновые, чистовые и калибрующие. Расположение этих зубьев
должно обеспечивать такую последовательность срезания припуска,
при которой создаются наименьшая длина и технологичность конструк-
ции протяжек. С учетом опыта автомобильной промышленности ре-
комендованы описанные ниже типы шлицевых комбинированных про-
тяжек, срезающих припуск по прогрессивной схеме резания.
Протяжки 1-го типа (рис. 3, а) состоят из двух частей: круглой
и шлицевой. Круглая часть протяжки имеет черновые, чистовые и
калибрующие зубья. Черновые зубья расположены секциями (по два
зуба в каждой секции). Первый зуб секции имеет стружкоделитель-
ные выкружки, второй выполнен без выкружек. Диаметр второго
зуба на 0,04 мм меньше диаметра первого. Чистовые несекционные
зубья имеют подъем на каждый зуб и стружкоделительные вы-
кружки, расположенные в шахматном порядке. Калибрующие круглые
зубья не имеют подъема на зуб.
По конструкции шлицевая часть протяжки аналогична круглой
части. Черновые зубья расположены секциями (по два зуба в каждой
секпии); первый зуб секции выполнен с выкружками, второй — без
выкружек и с диаметром, уменьшенным на 0,04 мм относительно
диаметра первого зуба секции. Чистовые шлицевые зубья также рас-
положены секциями, как и черновые, но с меньшим подъемом на
зуб в каждой секции. Последние два-три зуба чистовой секции вы-
полняют без выкружки. Калибрующие зубья шлицевой части выпол-
няют без подъема на зуб и без выкружек.
При необходимости округлить или притупить острые кромки в
месте пересечения боковых поверхностей шлицев с поверхностью от-
верстия заготовки у основания шлицевых зубьев протяжки предусматри-
вают скругления радиусом 0,3 —0,4 мм. При этом следует согласо-
вать зазор между внутренними поверхностями заготовки и шлицевой
протяжкой.
Протяжки обеспечивают высокое качество обработки шлицевых
отверстий в короткой детали с длиной протягивания 10 < 30 мм
или пакета деталей с суммарной длиной lfcyM < 60 мм. При
больших значениях /0 увеличивается опасность перекоса детали.
Протяжки 2-го типа (рис. 3, б) применяют при необходимости
обеспечить в отверстии фаску. Эти протяжки снабжены двумя-тремя
фасочными зубьями с подъемом 0,3 —0,6 мм на каждый зуб. Шаг
фасочных зубьев, расположенных в конце протяжки, равен шагу ка-
либрующих шлицевых зубьев. Между шлицевой и фасочной частями
протяжки предусматривают увеличенный шаг (т = 154-20 мм) во
избежание подрезки фасочных зубьев при шлифовании шлицевых. Вы-
сокое качество обработки шлицевых отверстий обеспечивается в том
Случае, если /0 = 25 4- 30 мм.
490
Протягивание
Рис. 3. Типовые комбинированные протяжки для обработки шлице-
вых отверстий.
Условное обозначение зубьев: /—круглые; //—шлицевые; /Я—фасочные;
(/ — / — последовательность срезания припуска)
При протягивании протяжками 3-го типа вначале срезается при-
пуск шлипевыми зубьями, а затем круглыми (рис. 3, в). Конструкция
шлицевой части протяжек аналогична конструкции этой же части про-
тяжек 1-го типа.
Круглые зубья протяжки срезают припуск только на цилиндри-
ческих участках отверстий, поэтому их выполняют односекционными
и без выкружек с увеличенным (относительно профильной схемы реза-
ния) подъемом на каждый зуб. Изготовление круглых зубьев у про-
тяжек упрощается.
При обработке протяжками этого типа получают требуемое ка-
чество поверхности шлицевых отверстий при длине протягивания
Zo > 30 мм, число одновременно работающих зубьев не менее пяти и
при подготовке отверстия перед протягиванием чистовым растачива-
нием. Если деталь короткая, возможен ее перекос в момент перехода
Протягивание
491
протяжки с последних шлицевых зубьев на первые круглые зубья,
особенно при грубой подготовке отверстия. Во избежание повреждения
лезвия первого круглого зуба шлифовальным кругом на выходе при
шлифовании боковых сторон шлицевых зубьев между шлицевыми и
круглыми зубьями предусматривают увеличенный шаг т > 16 мм.
В протяжках 4-го типа (рис. 3, г) в отличие от протяжек 3-го
типа, предусмотрены фасочные зубья, расположенные в начале про-
тяжки. Этими зубьями образуется фаска у основания шлица в отверс-
тии и срезается значительная часть припуска шлицевых зубьев. Длина
шлицевой части протяжки уменьшается, что позволяет значительно
повысить точность и снизить трудоемкость изготовления протяжки.
Фасочные зубья группируют в двухзубые секции. Конструкция
этих зубьев аналогична конструкции шлицевых зубьев. Боковой про-
филь у фасочных зубьев шлифуется напроход; на первых зубьях
в каждой секции предусмотрены лыски или выкружки. Конструкция
шлицевой и круглой частей протяжек этого типа и рекомендации по
применению протяжек те же, что для протяжек типа III.
Протяжки 5-го типа имеют последовательно расположенные фа-
сочные, круглые и шлицевые зубья (рис. 3, д). Такое расположение
не требует применения увеличенного шага между группами зубьев.
492
Протягивание
При шлифовании фасочных зубьев по внутреннему диаметру и бо-
ковым поверхностям первый круглый зуб не повреждается, а при шли-
фовании боковых сторон шлипевых зубьев напроход перебег круга
направлен не к лезвию, а к спинке последнего круглого калибрую-
щего зуба.
Протяжки такой конструкции надежны в работе при условии, что
длина протягивания /0 больше длины калибрующей круглой части
протяжки. В противном случае возможен брак деталей или поломка
протяжки. Поэтому протяжки рекомендуется использовать при
/0 > 45 мм. Конструктивное оформление отдельных групп зубьев со-
ответствует описанному ранее.
При протягивании шлицевых отверстий за два и более проходов
или за две операции (предварительное протягивание до термообработ-
ки и окончательное протягивание после термообработки) применяют
протяжки 6 —8-го типа.
Протяжки 6-го типа (рис. 3, е) используют для первого пред-
варительного прохода без обработки внутреннего диаметра шлицев
и имеют только фасочные и шлицевые зубья или только одни шли-
цевые.
Протяжки 7-го типа применяют для последнего прохода при не-
высоких требованиях к качеству боковых поверхностей шлицевых пазов
и высоких — к соосности внутренней и наружной цилиндрических
поверхностей шлицевого отверстия, так как окончательное формирова-
ние шлицев и внутреннего отверстия происходит за один проход.
Протяжки этого типа имеют две группы зубьев — круглые и
шлицевые, срезающие припуск по наружному 1 и внутреннему 2
диаметрам шлицевого отверстия (рис. 4, а). При этом выступы шли-
цев передней направляющей протяжки последующего прохода выпол-
няются с полем допуска d9 — <710 и шлифуются в минус от номиналь-
ного размера, образуя значительный зазор. Этот зазор может при-
вести к провороту заготовки на передней направляющей протяжки
и последующему несовпадению предварительно прорезанных шлицев
у заготовки со шлицевыми зубьями протяжки второго прохода. В этом
случае на боковых сторонах шлицев появляются ступеньки.
Протяжки 8-го типа также применяют для последнего прохода.
В их начале расположены несекционные шлицевые зубья, ширина
которых равна ширине шлицев детали. Этими зубьями калибруются
шлицы, уже обработанные предварительной протяжкой, при этом
срезается припуск 1 (рис. 4, б). Зубьями следующей группы (рас-
положены секциями по два зуба в каждой и имеют одинаковую ши-
рину шлицев) срезается припуск по наружному диаметру до образо-
вания цилиндрической поверхности заданного размера. Круглыми
зубьями последней группы срезается припуск по внутреннему диаметру
(припуск 2, рис. 4, б).
При такой схеме обработки обеспечивается высокая точность вза-
имного расположения боковых сторон шлицев. Эту схему рекомендуют
при малом допуске на ширину шлицев.
Протягивание
493
Рис. 4. Схема срезания припуска за несколько проходов чисто-
выми протяжками, состоящими из частей:
а — круглой и шлицевой; б — шлицевой и круглой
С целью повышения точности шлицевых отверстий и периода
стойкости протяжек предварительное протягивание шлицев в отверс-
тиях должно проводиться после обработки торца отверстия заготов-
ки и снятия фасок в отверстиях. Для окончательной обработки в
отверстиях упрочненных шлицев целесообразно применять твердо-
сплавные прошивки при твердости шлицев HRC 45 — 62 и прошивки
из быстрорежущих сталей Р18Ф2К8М, Р14Ф4 и Р9К10 при твердости
шлицев HRC 25 — 45.
Протяжки повышенной стойкости. Сборная протяжка повышенной
стойкости представляет собой оправку, на которую насажены зубья:
режущие 1, чистовые 2, калибрующие 3 и деформирующие 4 (рис. 5).
Между зубьями протяжки установлены промежуточные стальные втул-
ки 5, образующие канавки для стружки. На оправке устанавливают
сменные направляющие: переднюю 6 и заднюю 7. Цилиндрический
посадочный поясок в передней части оправки служит для центриро-
вания съемного переднего хвостовика (замковой части). Особенностью
протяжки является полная взаимозаменяемость отдельных ее элемен-
тов. В случае выхода из строя отдельных зубьев или других дета-
лей производится несложная разборка протяжки с заменой вышедших
из строя элементов новыми. Оправку с зубьями соединяют по по-
садкам Hh/hi, Hl/hh, что обеспечивает быструю и качественную
сборку и разборку протяжек. Протяжки, зубья которых выполнены
Рис. 5. Сборная твердосплавная протяжка повышенной стойкости
494
Протягивание
из мелкозернистого твердого сплава ВК10-М, имеют длительный пе-
риод стойкости. Передний угол у твердосплавных зубьев одинаков
для черновых, чистовых и калибрующих зубьев и равен: 10° при
обработке чугунных заготовок и 15° при обработке заготовок из кон-
струкционной стали. На передней поверхности всех зубьев выполняют
«нулевую» фаску шириной 0,6 мм, а на задней поверхности зубьев
«нулевую» фаску шириной 0,1 мм. При протягивании отверстий в
заготовках из чугунов: СЧ 15, СЧ 18 и СЧ 21 со скоростью резания
2 — 8 м/мин и с использованием в качестве СОЖ 10 %-ного раствора
эмульсола стойкость между переточками сборных твердосплавных
протяжек составляет 5000 — 8000 м протянутой поверхности.
Для повышения качества обработки, например, получения шеро-
ховатости поверхности Ra= 1,25 ч-0,63 мкм, в сборных твердосплав-
ных протяжках предусматривают деформирующие зубья, которые уста-
навливают после калибрующих зубьев. Деформирующие зубья имеют
постоянную геометрию и представляют собой два усеченных конуса,
между которыми расположена цилиндрическая ленточка. Рекомендуе-
мые значения угла наклона конических поверхностей — 5°, ширины
цилиндрической ленточки — 0,3 мм. Шероховатость поверхности Ra
(мкм) должна соответствовать: цилиндрической ленточки — 0,16, кони-
ческих поверхностей деформирующих зубьев — 0,32. Общее число де-
формирующих зубьев равно шести, суммарный натяг на диаметр
составляет 0,04 — 0,08 мм. Диаметры £>пр деформирующих зубьев опре-
деляют в следующей последовательности: первый зуб £>1Пр = ПтаХ- 0,01
мм; второй зуб £>2пр = Апах + 0,01 мм; третий зуб £>зпр = Алах + 0,03
мм; четвертый зуб А]Пр = Стах + 0,05 мм; пятый зуб Апр = Апах +
+ 0,05 мм; шестой зуб Апах + 0,01 мм, где Ртах — максимальный
диаметр обрабатываемого отверстия (мм), округленный до сотых до-
лей миллиметра.
Диаметр калибрующих зубьев при наличии деформирующих
зубьев Рк = Dmi — 0,02 мм.
Сборные твердосплавные протяжки стабильно обеспечивают шеро-
ховатость протянутой поверхности Ra = 1,25 ч-0,63 мкм и 7-й квалитет
точности при протягивании отверстий в таких деталях, как тормозные
цилиндры автомобилей и тракторных прицепов, картеры амортиза-
торов, цилиндры пусковых двигателей тракторов и т. д. Повышение
точности размеров и формы отверстий достигается применением про-
межуточной втулки перед чистовыми зубьями. Длина этой втулки
равна длине обрабатываемой детали.
Нестандартизованные типы внутренних и наружных протяжек для
обработки отверстий различного профиля, шпоночных пазов и наруж-
ных поверхностей даны в табл. 9.
Составление схем иаладок к протяжным станкам. При проекти-
ровании приспособлений и инструмента для протяжных станков со-
ставляют схему наладки станка, включающую определение длины ра-
бочего хода, длины хода сопровождения протяжки (для внутреннего
протягивания), длины переднего и заднего хвостовиков протяжки, а
Протягивание
495
9. Специальные протяжки и прошивки для обработки
отверстий и наружных поверхностей
Протяжка спиральная для протягивания во втулке из стали 35 от-
верстия диаметром 20 и длиной 55 мм
в-в
На нечетных зубьях
режущей части
Иа четных зубьях
режущей части
и калибрующих зубьях
Протяжка сегментная для протягивания в детали из серого чугуна
сегментного отверстия длиной 18 мм
496
Протягивание
Продолжение табл. 9.
Протяжка десятишлицевая черновая четырехкомплектная первая
для протягивания шлицев с прямобочным профилем; диаметры шли-
цевого отверстия: наружный —269 мм, внутренний — 245 мм
Протяжка для обработки квадратного отверстия
Протяжка для обработки рифлений в пазах корпусов сборных
торцовых фрез
Протягивание
497
Продолжение табл. 9
im
Протяжка шпоночная сборная: 1 — державка; 2 — винт; 3 — протяжка
шпоночная; 4 — протяжка фасочная
В-В
Наружная протяжка с наклонной режущей частью, правые секции
•Ns'l и № 2 протяжного блока типа, показанного на рис. 2
498
Протягивание
Продолжение табл. 9
Прошивки сборные: а —с кольцами из стали PI8 для калибро-
вания боковых сторон цементованных шлицев; б —с кольпами из
твердого сплава для калибрования шлицев с центрированием по
D и b; b — с использованием стандартизованных роликов для
калибрования шлицев с центрированием по D
также возможность и удобство подачи заготовки. Исходные данные
предварительных расчетов: сила резания при протягивании заготовки;
длина рабочей части протяжки, состоящей из режущих, калибрующих
и деформирующих зубьев; диаметр шейки переднего хвостовика про-
тяжки из условия прочности на разрыв. Номинальное тяговое усилие
станка должно быть на 15 —25 % больше расчетной силы резания
для протягивания заготовки.
На рис. 6 приведена схема наладки серийно выпускаемого гори-
зонтально-протяжного станка для внутреннего протягивания. Эта на-
ладка может быть использована, например, на станках мод. 7Б55,
7Б56, 7Б57 и 7Б58.
Возможность подачи и установки заготовок на рабочую позицию
при автоматическом подводе и отводе протяжки обеспечивает выпол-
нение следующего условия:
a-b + h + hx + h2 + 10 мм < Ну
где а — расстояние от переднего торца рабочей каретки 1 до передней
плоскости опорной плиты станка; b — расстояние от переднего торца
рабочей каретки до торца переднего хвостовика протяжки, установ-
ленной в рабочий патрон; h и hx — соответственно толщина планшай-
Протягивание
499
Рис. 6. Схема наладки горизонтально-протяжного станка:
I — рабочая каретка; 2 — автоматический рабочий патрон; 3 — планшайба стан-
ка; 4 — опорная втулка; 5 — обрабатываемая заготовка; б — протяжка; 7 —
автоматический вспомогательный патрон; 8 — поддерживающая каретка; 9 —
гидроцилиндр привода механизма отвода и подвода протяжки с ходом
Нр 10 — скалка для настройки хода сопровождения Н вспомогательной каретки
в соответствии с длиной протяжки
бы и опорного буртика втулки 4; Л2 — толщина (высота) обрабатыва-
емой заготовки; a, b, h, hx и h2 выбираются из паспорта станка, по
замерам или из конструктивных сооображений.
Длины переднего и заднего хвостовиков протяжки определяют в
соответствии с размерами рабочего и вспомогательного патронов.
Расстояние с от внешнего торца заготовки до первого режущего зуба
протяжки составляет 20 — 50 мм. Если длина хода Н} штока гидро-
цилиндра привода механизма отвода и подвода протяжки будет
меньше рассчитанной по указанному выражению, то следует пере-
смотреть конструкцию планшайбы и опорной втулки, а в некоторых
случаях и конструкцию рабочего патрона с целью увеличения разме-
ра Ь.
По схеме наладки определяют полную длину L протяжки, причем
длина рабочего хода протяжки (мм) должна быть не менее:
L + b-a-h-hx + 10 мм.
Если расчетная длина хода больше указанной в паспорте, то
следует, предварительно проверив наибольшую фактическую длину
рабочего хода, перейти к наладке другой модели станка.
Схему наладки (рис. 7) серийно выпускаемого вертикально-протяж-
ного станка для внутреннего протягивания, например, станков мод.
7Б74, 7Б75, 7Б70, 7Б76-1, 7Б77, составляют аналогично схеме наладки
Для горизонтально-протяжного. Наладку серийно выпускаемого верти-
500
Протягивание
Рис. 7. Схема наладки вертикально-протяжного станка для внутрен-
него протягивания:
1 — рабочий гидроцилиндр; 2 — рабочая каретка; 3 — кронштейн автоматиче-
ского патрона; 4 — автоматический рабочий патрон; 5 -стол; б — планшайба;
7 — опорная втулка; 8 — обрабатываемая заготовка; 9 — автоматический вспо-
могательный патрон; J 0 — вспомогательная каретка; 11 — протяжка
Рис. 8. Схема наладки верти-
кально-протяжного станка для
наружного протягивания
кально-протяжного станка для наружного протягивания осуществляют
по схеме, приведенной на рис. 8.
Длина рабочего хода протягивания «открытого контура» должна
быть не менее L + f + h + 10 мм. Длина рабочего хода при протяги-
вании «закрытого контура» должна быть не менее L +f + h + I + 10 мм.
Под «закрытым контуром» условно подразумевают такое располо-
жение одновременно протягиваемых поверхностей, при котором исклю-
чается возможность вывода заготовки из рабочей зоны до полного
окончания рабочего хода станка. Размеры а, Ь, т и п берутся
по паспорту станка; f— расстояние от верхней плоскости протягивае-
мой заготовки до первого режущего зуба протяжки (обычно
f~ 30 -5- 80 мм); h — толщина (высота) заготовки. Размер с от нижнего
Обработка на горизонтально-расточных станках
501
торца инструментальной плиты до поперечного шпоночного паза
определяется в зависимости от размеров I, h и f
Необходимо перед наладкой станка проверить возможность снятия
нижних секций протяжек без снятия приспособления для установи и
закрепления заготовки, а также очистки от стружки заготовки первых
зубьев протяжки.
СПИСОК ЛИТЕРАТУРЫ
1. Зильберглейт В. Л. Технология обработки шлицев. М.:
НИИмаш, 1973. 77 с.
2. Прогрессивные технологические процессы в автостроении/Под
ред. С. М. Степашкина. М.: Машиностроение, 1980. 319 с.
3. Скиженок В. Ф., Лебедев Н. Ф., Ковзель Н. И. Автомати-
зация и механизация протяжных работ. М.: Машиностроение, 1974.
198 с.
ГЛАВА 9
ОБРАБОТКА НА РАСТОЧНЫХ
И КООРДИНАТНО-РАСТОЧНЫХ СТАНКАХ
ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-
РАСТОЧНЫХ СТАНКАХ
Общие сведения. Горизонтально-расточные станки предназначены
для обработки массивных крупногабаритных заготовок в условиях
мелкосерийного и среднесерийного производства. Для этих станков
характерна широкая универсальность, на них можно выполнять раз-
личные виды обработки (рис. 1). В большинстве горизонтально-рас-
точных станков предусмотрен поворотный стол, который может пере-
мещаться в продольном и поперечном направлениях, главное враща-
тельное движение инструментам сообщается от приводов шпинделя
и планшайбы, смонтированных на шпиндельной бабке. Шпиндель
перемещается вдоль оси и в вертикальной плоскости совместно со
шпиндельной бабкой. В станках с наибольшими габаритными разме-
рами поворотный и подвижный столы заменены неподвижной плитой
и подвижной шпиндельной колонкой, с помощью которой можно пере-
мещать шпиндель в горизонтальной плоскости; вертикальное переме-
щение шпинделя осуществляется перемещением шпиндельной бабки по
колонке. Характерные варианты компоновок горизонтально-расточных
станков показаны на рис. 2.
Обрабатываемые заготовки устанавливают и закрепляют на столе
или плите горизонтально-расточного станка. Режущие инструменты,
необходимые для выполнения операции, крепят в шпинделе станка
или на радиальном суппорте планшайбы. При сверлении, зенкерова-
нии, развертывании и растачивании отверстий необходимая подача
502
Обработка на расточных станках
Рис. 1. Виды обработок, выполняемых на горизонтально-paui очных
станках, и необходимые направления подач:
1 — обточка фланца резцом, закрепленным на планшайбе; 2 — подрезка тор-
цов резцами, закрепленными в радиальном суппорте планшайбы; 3 -
растачивание отверстия резцом, закрепленным в шпинделе или радиальном
суппорте; 4 — расточка канавки резцом, закрепленным в радиальном суппор-
те; 5 и 6 — одновременное обтачивание наружной цилиндрической поверх-
ности резцом, закрепленным на планшайбе, и растачивание отверстия
резцовой пластинкой, установленной в борштанге на выдвижном шпинделе, при
продольной подаче стола; 7 — нарезание резьбы метчиком; 8 — растачива-
ние отверстия пластиной, закрепленной в шпинделе; 9 — подрезка торца
резцом, закрепленным в летучем суппорте; 10 — наружное обтачивание фланца
с помощью летучего суппорта; 11 и 12 — растачивание отверстия пласти-
ной и последующая подрезка торца; 13 — фрезерование торца с про-
дольной подачей фрезы; 14 — фрезерование торца с поперечной подачей фрезы:
15 — растачивание отверстия резцовой головкой на борштанге, закреплен-
ной в шпинделе люнетной стойки
обеспечивается при выдвижении шпинделя или перемещении стола в
направлении, параллельном оси вращения инструмента; при фрезеро-
вании плоскостей — выдвижением шпинделя или перемещением стола
в направлении, перпендикулярном оси вращения шпинделя станка.
На горизонтально-расточных станках в основном обрабатывают
отверстия в крупногабаритных, обычно корпусных, деталях машин
и приборов. Среднеэкономическая точность обработки отверстий на
горизонтально-расточных станках приведена в табл. 1 — 3.
Обработка на горн зонта льно-pac точных станках
503
Рис. 2. Характерные вариан-
ты компоновок горизонталь-
но-расточных станков (стрел-
ками показаны рабочие пере-
мещения . основных узлов):
а — с подвижным столом без задней стойки; б — с подвижным столом и
неподвижной задней стойкой; в — с плитой и подвижными передней и задней
стойками; / — передняя стойка; 2 — шпиндельная бабка; 3 — планшайба; 4 —
станина; 5 — поворотный подвижной стол; 6 — выдвижной шпиндель; 7 —
задняя стойка; 8 — неподвижная плита
Принадлежности и приспособлении для установки, выверки и за-
крепления заготовок иа горизонтально-расточном станке входят в ком-
плект станка. Их характерные представители предназначены:
прижимные планки (прихваты) односторонние и быстросъемные —
для закрепления заготовок на столе или плите станка;
упоры, устанавливаемые в Т-образные пазы стола, — для выверки
положения заготовки параллельно пазу стола и для бокового за-
крепления заготовки используются как опоры;
боковой прижим (винтовой или клиновой) — для точной выверки
положения заготовки при ее установке и как боковой прижим для
предупреждения смещения заготовки во время обработки;
домкраты (винтовые и клиновые) — для установки заготовок по
необработанной поверхности; с их помощью заготовку выставляют в
горизонтальной плоскости по разметочным рискам или уровню;
504
Обработка на расточных станках
1. Среднеэкономическая точность (квалитеты) и шероховатость
поверхностен отверстий, обрабатываемых
на горизонтально-расточных станках
Вид обработки отверстий Квалитет Шероховатость поверхности Ra, мкм
Сверление, рассверливание Зенкерование: 12-14 6,3-25
черновое 12-13 12,5-25
чистовое Развертывание: 10-11 3,2-6,3
получистовое 9-10 6,3-12,5
чистовое 7-8 1,6- 3,2
тонкое Растачивание: 6-7 0,4-0,8
черновое (по корке) 14-17 50-100
получистовое 12-14 12,5-25
чистовое 8-11 1,6-3,2
тонкое 7-8 0,4-0,8
Раскатывание и алмазное выглажи- вание 6-8 0,08-0,63
2. Среднеэкономическая точность расположения осей отверстий,
растачиваемых на горизонтально-расточных стайках при
различных методах координации инструмента
Метод
координации
инструмента
Отклонение
8L, мм
Отклонение А, мм,
на длине L = 100 мм
По разметке
По шкале с но-
ниусом
По координат-
ному шаб-
лону
По концевым
мерам
± (0,4 - 0,6)
+ (0,2 - 0,4)
± (0,08 - 0,2)
+ (0,05-0,1)
0,1-0,5
Обработка на горизонтально-расточных станках
505
Продолжение табл. 2
Метод координации инструмента Отклонение 8£, мм Отклонение А, мм, на длине L = 100 мм
По кондуктору или индика- торному упору ± (0,04 - 0,08) 0,04-0,20
Поворотом за- готовки на столе с вы- веркой инди- катором 0,05 - 0,15
Поворотом стола 0,06 - 0,30
3. Среднеэкономическая точность (мм) сверлении отверстий
(смещение осей отверстий от номинального положения) на
горизонтально-расточных станках при различных методах
координации инструмента
Метод координации инструмента Смещение осей отверстий от номинального положения при расстоянии между ними, мм
До 50 Св. 50 до 120 Св. 120 до 250 Св. 250 до 500
По разметке ±0,4 ± 0,6 ±0,7 ±0,8
По шкале с нониусом ±0,15 ±0,2 ±0,3 ±0,4
По штихмасу ±0,05 ±0,07 ±0,1 ±0,12
По концевым мерам ±0,03 ±0,04 ±0,05 + 0,06
распорные винты применяют для небольших перемещений тяжелых
заготовок при их выверке и как боковые прижимы;
регулируемые (подводимые) опоры — для обеспечения надежного за-
крепления крупногабаритных заготовок и предотвращения их дефор-
маций под действием сил закрепления;
винты и крепежные приспособления — для закрепления заготовок
на станках с использованием Т-образных пазов.
В табл. 4 — 7 даны основные размеры угольников, ступенчатых
подставок, мерных подкладок, сменных столов и параллельных под-
ставок, применяемых при установке, выверке и закреплении загото-
вок на горизонтально-расточных станках. Выбор необходимых для
закрепления заготовок приспособлений определяется формой и разме-
рами заготовки, содержанием операции (числом и взаимным распо-
ложением обрабатываемых поверхностей, видом обработки и т. п.),
выбранной схемой базирования и закрепления заготовки.
506 Обработка на расточных станках
4. Основные размеры (мм) угольников для закрепления заготовок
на горизонтально-расточных станках
К А н В К а Число Т-образных пазов на размере Н
St
а / е 600 1000 1500 2000 3000 350 600 1000 1500 2000 250 450 700 1000 1400 80 18 4
120 28
6
180 200
40
7
5. Основные размеры (мм) ступенчатых подставок для установки
заготовок иа горизонтально-расточных станках
Тип Я2 »з ns А а
А 25 30 35 40 45 100 20
Б 50 55 60 65 70
А 30 40 50 60 120 25
Б 80 90 100 НО 120
6. Мерные подкладки для установки заготовок
на горизонтально-расточных станках
Номер подкладки Размеры, мм
Н В А
1 2 5 10 40 50 80 100
Обработка на горизонтально-расточных станках 507
Продолжение табл. 6
Номер подкладки Размеры, мм
н В А
3 20 50 100
4 50 60 105
5 100 70 105
6 150 100 200
7 250 150 350
8 300 250 600
7. Основные размеры (мм) сменных столов и параллельных
подставок для горизонтально-расточных станков
Размеры подставок
Размеры столов
А в н н В Б А
2000 2000 350 300 350 300
3000 2500 400 500 400 350 2500
4000 3000 500 700 500 400
1000 700 500
— — — 1300 900 700 3000
Приспособления и принадлежности для установки, закрепления,
а также направления режущих инструментов в процессе обработки
заготовок. К ним относят оправки, державки, борштанги, головки,
патроны и т. п.
Короткие расточные оправки (рис. 3) применяют при обработке
неглубоких отверстий, диаметр которых больше диаметра шпинделя
станка. Размеры оправок выбирают в соответствии с размерами рез-
508
Обработка на расточных станках
8. Основные размеры (мм) удлиненных концевых оправок
Конус хвостовика Размеры сечения резца D d L 1 т
Морзе: 4 6x6 16 12 100- 200 10 2
8x8 22 27 16 20 180-250 150-300 12
5 10 х 10 12 х 12 32 40 25 30 300-400 350-500 14
16 х 16 50 60 40 50 400-600 500-700 15 3
6
20 х 20 70 60 600 - 800 20 4
Метрический: М80 25 х 25 80 100 70 90 700-1000 25 5
М1000 Ml 10 30 х 30 40 х 40 120 150 100 130
цов и обрабатываемых отверстий. Основные размеры удлиненных кон-
цевых оправок, применяемых для обработки отверстий, диаметр ко-
торых меньше диаметра шпинделя станка, приведены в табл. 8;
основные размеры борштанг для крепления на них призматических
резцов, плавающих разверток, разъемных расточных блоков и насад-
ных расточных головок — в табл. 9.
Кроме того, для обработки отверстий на горизонтально-рас-
точных станках применяют разнообразные по конструкции разъемные
олоки, насадные головки, державки и расточные патроны с точным
регулированием вылета резца, специальные патроны для обработки
канавок и конических отверстий и другие приспособления. Примеры
Обработка на горизонтально-расточных станках
509
9. Основные размеры (мм) борштанг дли
горизонтально-расточных станков
L
Конус хвостовика D L Размеры сечения 1 А 1,
резца пластины
Морзе: 40 1000 1200 12 х 12 12 х 30 100 200 25
50 1500 2000 16 х 16 16 х 40 220 35
5; 6 60 1000 1500 2000 2500 240
70 1500 2000 2500 20 х 20 22 х 50 150 260 280 300 40
3000 25 х 25 50
Морзе 6 и метрический М80 80; 100 2000 2500 3000 3500
120 2500 3000 3500 4000 30 х 30 — 350 -
Метрический: М80 150 2500 3000 4000 200
510
Обработка на расточных станках
Продолжение табл. 9
Конус хвостовика D L Размеры сечения 1 /2
резца пластины
Метрический: М100 М100; Ml 10 150 2500; 3000; 4000 30x30 — 200 350 -
175; 200 40 х 40 400
конструкций и рекомендации по их применению можно найти в
литературе. Для контроля точности обработки заготовок и установки
на размер режущих инструментов применяют предельные калибры,
универсальные и специальные контрольно-измерительные приспособ-
ления и устройства.
Подготовка к обработке заготовок на горизонтально-расточных
станках заключается в установке и закреплении заготовок на
столе или плите станка, координации положения инструмента и
установки инструмента на заданный размер.
Установка заготовки предусматривает придание ей некоюрого
наперед заданного положения относительно рабочих органов станка
или направлений их перемещений, необходимого для достижения
при обработке заданного расположения обрабатываемых поверхностей
относительно других поверхностей заготовки. Различают два способа
установки заготовок: по упорам и с выверкой их положения.
Первый способ обычно применяют в серийном производстве
при установке по предварительно обработанным поверхностям (ба-
зам), относительно которых координируется положение обрабатывае-
мых поверхностей. При этом способе заготовки устанавливают либо
непосредственно на рабочей поверхности стола (или плиты), либо с
применением установочных приспособлений (см. табл. 4 — 7), опре-
деленным образом закрепленных на столе (или плите). Для ориен-
тации заготовок в горизонтальной плоскости на столе (или плите)
предварительно устанавливают упоры, положение которых выверяют
относительно рабочих органов станка. Заготовку вручную или с по-
мощью боковых прижимов прижимают к упорам, что и обеспечивает
ей требуемое положение.
Второй способ установки заготовок применяют в единичном и
мелкосерийном производстве, когда в качестве баз используются
необработанные поверхности (черновые базы). Заготовки располагают
на установленных на столе (или плите) регулируемых опорах. Поло-
жение заготовки регулируют (выверяют): в вертикальной плоскос-
ти — с помощью клиновых домкратов или боковых прижимов. При-
меры выверки положения заготовок приведены в табл. 10.
Обработка на горизонтально-расточных станках
511
10. Схемы выверки положения заготовок
на горизонтально-расточных ставках
Эскиз
Выверяемый параметр
и метод выверки
Параллельность пазового упора
направлению перемещения
шпинделя или стола
В шпинделе укрепляют держав-
ку с индикатором, измерительный
штифт которого касается конт-
ролируемого пазового упора. При
правильной установке пазового
упора показания индикатора при
выдвижении шпинделя или про-
дольном перемещении стола долж-
ны оставаться неизменными
Параллельность установочной
поверхности угольника
направлению продольного
перемещения стола или шпинделя
Предварительную выверку по-
ложения угольника относительно
Т-образного паза стола выпол-
няют с помощью масштабной
линейки (Я = В), окончательную
выверку — с помощью державки
с индикатором, закрепленной в
шпинделе станка (см. предыдущую
схему). При продольном пере-
мещении стола или выдвижении
шпинделя показания индикатора,
измерительный штифт которого
касается контролируемой поверх-
ности угольника, не должны из-
меняться
Параллельность плоскости
заготовки направлениям
перемещения стола и шпинделя
Державку с индикатором за-
крепляют в шпинделе станка, из-
мерительный штифт индикатора
доводят до касания с контроли-
руемой плоскостью заготовки.
При правильной установке заго-
товки показания индикатора не
должны изменяться при продоль-
ном и поперечном перемещениях
стола и выдвижении шпинделя
512
Обработка на расточных станках
Продолжение табл. 10
Эскиз
Выверяемый параметр
и метод выверки
Параллельность плоской
поверхности заготовки
рабочей поверхности стола
Рейсмус с чертилкой устанавли-
вают на рабочую поверхность сто-
ла. Контролируемая поверхность
заготовки параллельна рабочей
поверхности стола, если зазор
между плоской поверхностью за-
готовки и концом чертилки в
нескольких различных положениях
рейсмуса на столе станка постоя-
нен. Для определения величины
зазора рекомендуется использо-
вать полоску тонкой бумаги. Рейс-
мус с чертилкой можно заменить
стойкой с индикатором
Параллельность разметочной
линии на заготовке
поверхности стола
Параллельность разметочных
линий заготовки поверхности сто-
ла определяют по совпадению
конца чертилки с разметочной ли-
нией при перемещении рейсмуса
с чертилкой по поверхности стола
Параллельность разметочных
линий заготовки направлению
перемещения итинделя и
направлениям перемещения стола
В шпинделе станка закрепляют
державку с чертилкой. Требуемое
положение заготовки определяют
по совпадению конца чертилки с
разметочными линиями заготовки
при перемещении шпинделя и при
продольном и поперечном пере-
мещениях стола
Обработка на горизонтально-расточных станках 513
Эскиз
Продолжение табл. 10
Выверяемый параметр
и метод выверки
Параллельность разметочных
линий заготовки направлению
вертикального перемещения
шпиндельной бабки
Перемещениями стола и шпин-
деля конец чертилки, закреплен-
ной в шпинделе станка, совмеща-
ют с разметочной линией заготов-
ки. Требуемое положение заготов-
ки определяют по совпадению кон-
ца чертилки с разметочной линией
при вертикальном перемещении
планшайбы по направляющим пе-
редней стойки
Параллельность оси вала направ-
лению перемещения шпинделя
(или стола)
В шпинделе закрепляют дер-
жавку с индикатором, измеритель-
ный наконечник которого при вы-
движении шпинделя (или продоль-
ном перемещении стола) касается
образующей контролируемого ва-
ла последовательно в двух взаим-
но перпендикулярных плоскостях.
Показания индикатора при этих
перемещениях не должны изме-
няться
Перпендикулярность вала оси
вращения шпинделя
Шпиндель станка располагают
так, чтобы его ось пересекала ось
вала. В шпинделе укрепляют дер-
жавку с индикатором. Выверку
считают выполненной, если при
полном обороте шпинделя макси-
мальные показания индикатора в
моменты касания контролируемо-
го вала измерительным наконеч-
ником будут одинаковы
514 Обработка на расточных станках
Продолжение табл. 10
Выверяемый параметр
и метод выверки
Перпендикулярность плоскости
заготовки оси вращения шпинделя
Шпиндель приводят в положе-
ние, при котором измерительный
наконечник индикатора, закреплен-
ного в державке на шпинделе
станка, касается выверяемой по-
верхности заготовки. Точность по-
ложения заготовки оценивается по
постоянству показаний индика-
тора за полный оборот шпинделя
Параллельность (или
перпендикулярность) оси
отверстия заготовки оси вращения
шпинделя
В отверстие выверяемой заго-
товки устанавливают с минималь-
ным зазором оправку, свободный
конец которой должен выступать
на 300 — 500 мм. Выверка сводит-
ся к определению параллельности
(или перпендикулярности) высту-
пающего конца оправки
Закрепление заголовок'выполняют с помощью набора универсаль-
ных крепежных приспособлений, входящих в комплект горизонтально-
расточных станков. Схема расположения крепежных элементов и раз-
виваемые в них усилия закрепления должны быть такими, чтобы при
закреплении не нарушалось расположение заготовки, полученное при
ее установке, обеспечивались неподвижность заготовки в процессе об-
работки и минимальная ее деформация под действием сил закрепле-
ния. При закреплении заготовок необходимо соблюдать правила,
обеспечивающие точность обработки, сохранность станков и безопас-
ность работы на них.
Для повышения жесткости и уменьшения деформаций под дейст-
вием сил закрепления перед закреплением под заготовку подводят
дополнительные опоры, а для предотвращения смешения заготовки
в горизонтальной плоскости широко применяют боковые упоры и
прижимы.
Координация инструмента состоит в придании шпинделю или
борштанге положения, необходимого для обеспечения точности распо-
ложения обрабатываемых поверхностей. Это особенно важно при об-
работке отверстий. Примеры координации инструмента приведены в
Обработка на горизонтально-расточных станках
515
11. Примеры координации инструментов при обработке заготовок
на горизонтально-расточных станках
Эскиз
Метод координации
инструмента
Метод пробных проточек и измерения
Применяют для обеспечения за-
данного расположения оси раста-
чиваемого отверстия относительно
баз (на эскизе растачиваемое от-
верстие диаметром D координиро-
вано размерами А и В). Пред-
варительно шпиндель по разметке
или другим способом выставляют
в заданное положение и на не-
большую глубину растачивают от-
верстие, диаметр d, которого мень-
ше диаметра D. С помощью уни-
версальных измерительных инстру-
ментов измеряют: d1; at и bt. По
формулам Д В = В — (bi + 0,5 dx) и
Д А = А — (я, — 0,5 d,) вычисляют
поправки: ДЛ—для размера А и
Д В — для размера В. Стол станка
(или переднюю стойку) перемещают
на расстояние, равное-Д В, а шпин-
дельную бабку — на расстояние, рав-
ное ДЛ. Вновь растачивают на не-
большую глубину отверстие диамет-
ром большим d(, измеряют
размеры ; в,; Ь2 (на эскизе они
не показаны), определяют поправки
и т. д. Когда значения поправок
Д Л и Д В будут равны нулю,
приступают к расточке отверстия
диаметром D.
Метод малопроизводителен, точ-
ность координации зависит от точ-
ности используемого измеритель-
ного инструмента и квалификации
рабочего; применяют в единичном
производстве
516
Обработка на расточных станках
Продолжение табл. 11
Эскиз
Метод координации
инструмента
С помощью шаблона и
индикаторного центроискателя
Для координации инструментов
при обработке системы отверстий
(на эскизе отверстия диаметрами
di и d2) в условиях серийного про-
изводства применяют специальные
шаблоны.
Шаблон представляет собой плос-
кую плиту со специальными уста-
новами и устройствами для за-
крепления его на заготовке. На
координатно-расточном станке в
шаблоне растачивают систему от-
верстий, аналогичную той, которую
предполагается обрабатывать на го-
ризонтально-расточном станке. Диа-
метры отверстий в шаблоне на 8 —
10 мм больше диаметров отверс-
тий, обрабатываемых в заготовке;
погрешность координации осей от-
верстий относительно установочных
поверхностей шаблона составляет
0,02 — 0,03 мм. Стенки отверстий в
шаблонах закаливают и шлифуют.
Для ориентации инструмента
шаблон устанавливают на закреп-
ленную на станке заготовку (на
эскизе по плоскостям I к II за-
готовки) и закрепляют на заготов-
ке (на эскизе шаблон показан тон-
кой линией).
В шпинделе станка закрепляют
индикаторный центроискатель, щуп
которого приводят в касание с по-
верхностью, образующей отверстие
шаблона. Перемещением шпин-
дельной бабки по вертикали и по-
перечным перемещением стола (или
передней стойки) добиваются такого
положения заготовки, при котором
Обработка на горизонтально-расточных станках 517
Продолжение табл. 11
Эскиз Метод координации инструмента показания индикатора за полный оборот шпинделя не изменяются. При этом положении ось вращения шпинделя будет расположена на рас- стояниях Л] и В] от плоскостей I и II заготовки. В этом положении шпинделя растачивают отверстие диаметром d\. Аналогично коорди- нируют положение шпинделя для об- работки отверстия диаметром d^ и выдерживания размеров Л2 и В2.
С помощью набора концевых мер
Для установки оси шпинделя на
расстоянии А от торца В (см. эскиз)
в отверстие заготовки диаметром D
вводят оправку 2 диаметром d, за-
крепленную в шпинделе 1, которую
поперечным перемещением стола
(или передней стойки) доводят до
касания с набором концевых мер 3,
прижатым к торцу В. Размер а
набора концевых мер вычисляют
по формуле а = А — 0,5 d.
Если диаметр D заготовки больше
диаметра шпинделя, для коорди-
нации положения шпиндель вводят
в отверстие заготовки и приводят
в соприкосновение с набором конце-
вых мер, размер а которого в этом
случае вычисляют по приведенной
выше формуле с заменой d на £>шп
518
Обработка на расточных станках
Продолжение табл. 11
Эскиз
Метод координации
инструмента
С помощью специальных оправок
и центроискателя
Для координации положения оси
вращения шпинделя на расстоянии
А от торца В (см. эскиз) и обес-
печения пересечения оси вращения
шпинделя с осью отверстия диа-
метром 6?3 заготовки в отверстии
устанавливают специальную оправ-
ку 1. В оправке имеется точное
отверстие диаметром Z)o, ось кото-
рого расположена на расстоянии А
от буртика оправки, которым оп-
равку прижимают при закреплении
к торцу В. В отверстие заготов-
ки Do вводят оправку с центро-
искателем (на эскизе не показана)
так, чтобы щуп центроискателя ка-
сался поверхности отверстия Do.
Поперечным перемещением стола
(или передней стойки) и вертикаль-
ным перемещением шпиндельной
бабки добиваются такого положе-
ния шпинделя, при котором по-
казания индикатора центроискателя
остаются неизменными за полный
оборот шпинделя
Совмещение оси шпинделя с
плоскостью разъема отверстия
Плоскость разъема А сопрягае-
мых заготовок 1 и 3 предвари-
тельно обрабатывают и шабрят.
На плоскость разъема А заготовки
1 устанавливают специальную ли-
нейку 2, ось точного отверстия d
которой лежит в плоскости уста-
новочных поверхностей линейки. Ли-
нейку располагают так, чтобы ось
отверстия d проходила примерно
по центру отверстия Do, получен-
Обработка на горизонтально-расточных станках
519
Продолжение табл. 11
Эскиз Метод координации инструмента
него при литье заготовки 1. В шпин- деле станка устанавливают центро- искатель, с помощью которого со- вмещают ось вращения шпинделя с осью отверстия d линейки. Не нарушая найденного положения шпинделя, с него снимают центро- искатель, убирают линейку 2, а на заготовку 1 устанавливают и за- крепляют заготовку 3 и обрабаты- вают отверстие
12. Примеры выверки положения борштанг
Эскиз Способ выверки
- Совмещение оси вращения шпинделя с осью люнетной втулки В шпинделе станка закрепляют консольную оправку с индикаторным центроискателем, щуп которого вво- дят в отверстие люнетной втулки. С помощью центроискателя находят такое положение люнетной втулки, при
котором медленное вращение шпинде- ля не вызывает изменения показаний индикатора центроискателя. Измерения проводят вблизи ее торцов. После выверки люнетную втулку необходимо переместить вверх на расстояние, рав- ное прогибу консольной оправки, ис- пользуемой при выверке, под действием собственной силы тяжести (см. табл. 13)
520
Обработка на расточных станках
Продолжение табл. 12
Эскиз
Способ выверки
Выверка положения борштанги
относительно рабочей поверхности
стола
Для выверки параллельности бор-
штанги 2, закрепленной в шпинделе 1
и люнетной втулке 3, штангенрейс-
мусом, штихмасом или рейсмусом с
индикатором измеряют размеры Н1
или Н2 вблизи шпинделя в люнетной
втулке. Если Ну = Н2, то борштанга
параллельна рабочей поверхности сто-
ла. Расстояние от оси борштанги до
поверхности стола вычисляют по фор-
мулам: Н = Ну + 0,5d; H=H2—0,5d
или Н — Ну + 0,5 (Tfj + Н2), где d —
диаметр борштанги. Значения разме-
ров Н, Ну и Н2, измеренные в
средней части борштанги, буду1 отли-
чаться от предыдущих значений на
прогиб борштанги под действием соб-
ственной силы тяжести (см. табл. 14)
г
Выверка горизонтального положения
борштанги
На борштангу 2, закрепленную в
шпинделе 1 и люнетной втулке 3, около
планшайбы и затем около люнетной
стойки устанавливают рамный уро-
вень 4. При горизонтальном положе-
нии борштанги показания рамного
уровня в указанных положениях долж-
ны отличаться от нулевого показания
на одинаковую величину, но иметь
разные знаки, что обусловлено проги-
бом середины борштанги под действи-
ем собственной силы тяжести. При
установке рамного уровня в середине
борштанги его показания должны со-
ответствовать нулевой отметке
Обработка на горизонтально-расточных станках
521
Продолжение табл. 12
Эскиз
Способ выверки
Выверка параллельности оси
борштанги направлению перемещения
шпинделя или стола в
горизонтальной плоскости
На подставках 1 на столе станка,
установленных на той же высоте, что
и борштанга 5, закрепленная в шпин-
деле 6 и люнетной втулке 4, уста-
навливают линейку 2. Линейка и бор-
штанга должны быть установлены го-
ризонтально. Кроме того, рабочую
поверхность А линейки выставляют
параллельно (см. табл. 11) направлению
перемещения шпинделя или продоль-
ного перемещения стола. Положение
борштанги оценивают по постоянству
размера Z, измеряемого с помощью
индикаторного приспособления 3 около
планшайбы и люнетной втулки
Выверка перпендикулярности оси
вращения борштанги к плоскости
планшайбы
На закрепленную в шпинделе 5 и
люнетной втулке 3 борштангу 4 ук-
репляют державку с индикатором 2,
мерительный штифт которого дол-
жен касаться плоскости планшайбы 1.
Перпендикулярность оценивают по по-
стоянству показаний индикатора за пол-
ный оборот шпинделя
табл. 11, примеры выверки положения борштанг — в табл. 12. Зна-
чения прогибов консольных оправок и борштанг — в табл. 13 и 14.
Обработка отверстий на горизонтально-расточных станках. Кон-
сольную обработку отверстий осуществляют с помощью консольных
оправок, рекомендуемые диаметры которых и предельные вылеты
шпинделей приведены в табл. 15 и 16. Последовательность переходов
при консольной обработке отверстий приведена в табл. 17, соосных
отверстий — в табл. 18.
Борштанги используют при обработке сквозных отверстий, если
522
Обработка на. расточных станках
Рис. 3. Короткие расточные оправки:
а — для двух резцов; б —для одного резца
Рис. 4. Схема растачивания трех соосных отверстий с использо-
ванием борштанги
Обработка на горизонтально-расточных станках 523
Рис. 5. Схема растачивания пяти соосных отверстий с помощью
борштанги и вспомогательных опор
отверстия расположены на значительном расстоянии друг от
друга. Применяемые для обработки инструменты закрепляют в бор-
штанге (размеры борштанг приведены в табл. 10). Борштангу для
уменьшения деформаций и повышения точности обработки закреп-
ляют в двух опорах — в шпинделе и люнетной втулке. Схема об-
работки трех соосных отверстий с помощью борштанги показана
на рис. 4. При черновом растачивании (переход /) обрабатывают
одновременно все отверстия резцами, укрепленными в гнездах бор-
штанг (рис. 4, а), или закрепленными на борштанге насадными или
разъемными расточными головками (рис. 4, б). Получистовое раста-
чивание (переход II, рис. 4, в) выполняют одновременно тремя рез-
цами, закрепленными в борштанге. При окончательной обработке
(переход III, рис. 4, г) каждое отверстие растачивают отдельно.
На рис. 5 приведен пример обработки пяти соосных отверстий.
Для уменьшения прогиба борштанги в среднее отверстие устанавли-
вают дополнительную опору — внутренний люнет 1 и обрабатывают
остальные отверстия, (рис. 5, а). Затем растачивают среднее отверс-
тие (рис. 5, б) с использованием опорных втулок 2 и 3, установ-
ленных в обработанные отверстия.
Торцовые поверхности приливов, бобышек заготовок рекоменду-
емся обрабатывать за одну установку с обработкой отверстий. Спо-
собы обработки небольших по размерам торцовых поверхностей
даны в табл. 19.
Режимы обработки отверстий назначают в зависимости от
характеристик материалов заготовок, вида обработки, требуемой точ-
ности и шероховатости обрабатываемых поверхностей, материала
режущего инструмента, жесткости станка и заготовки и т. п. Опти-
мальные значения припусков рекомендуется определять по методу
В. М: Кована. В табл. 20— 24 приведены ориентировочные значения
припусков для различных условий обработки отверстий. Скорости
резания при обработке отверстий в стальных заготовках инструментом
из быстрорежущих сталей назначают в следующих пределах (м/мин):
524
Обработка на расточных станках
13. Прогиб (мкм) незакрепленного конца консольных оправок
под действием собственной силы тяжести
Диаметр оправки, мм Длина опоавки, мм
300 500 1000
25 10 80 1200
30 6 50 900
40 4 30 500
50 3 20 300
60 2 10 190
80 — 8 130
100 — 5 70
120 — — 50
14. Прогиб (мкм) середины борштанг, закрепленных в двух опорах,
под действием собственной силы тяжести
Диаметр борштанги, мм Расстояние между опорами, мм
1500 2000 3000
75 72 230 1150
100 40 130 650
120 30 90 450
15. Рекомендуемые диаметры £>олр концевых расточных оправок для
расточки отверстий диаметром dom (размеры, мм)
^ОТВ ^опр ^отв Д>пр
18-24 16 54-65 50
24-28 22 68-75 60
30-34 27 78-100 70
35-42 32 105-120 80
44-52 40 125-150 100
при сверлении 10 — 27, при зенкеровании 3 — 12, при черновом раста-
чивании 30—100, при тонком растачивании 150—300.
Нарезание резьбы в отверстиях резцами, метчиками и резьбо-
нарезными-головками завода «Фрезер». При нарезании резьбы резцом
на шпинделе устанавливают специальный резцедержатель, который
позволяет устанавливать резец на требуемую глубину резания. Осевую
подачу резца, равную шагу нарезаемой резьбы, осуществляют вы-
движением шпинделя, в цепи подачи которого устанавливают соот-
Обработка на горизонтально-расточных станках 525
16. Предельные вылеты шпинделей горизонтально-расточных
станков при консольной обработке (размеры, мм)
.
Диаметры шпинделей Предельный вылет шпинделя
Расточные станки с встроенным столом
65-75 350-400
80-110 500-600
125-150 700-800
Расточные станки с плитой
130-160 800-900
180-250 1000-1100
17. Последовательность переходов при консольной обработке
отверстий на горизонтально-расточных станках
Номер перехода Переходы при обработке отверстий
в сплошном материале имеющихся в заготовке
1 Предварительное сверле- ние Черновое растачивание од- носторонним резцом
2 Рассверливание Второе черновое растачи- вание
3 Предварительное растачи- вание Получистовое растачивание
4 Снятие фасок Чистовое растачивание
5 Зенкерование Снятие фасок
6 Предварительное развер- тывание - Предварительное разверты- вание
7 Чистовое развертывание Чистовое развертывание
ветствующий набор сменных зубчатых колес. Способ нарезания резьбы
резцом малопроизводителен — резьбу нарезают за несколько рабочих
ходов при ручной установке резца на глубину-резания после каждого
рабочего хода.
526 Обработка на расточных станках
18. Последовательность переходов при консольной обработке двух
соосных отверстий
Обозначения: I — отверстие в стен-
ке заготовки, ближайшей к шпинделю стан-
ка; II — отверстие в дальней стенке заго-
товки; III — глухая стенка заготовки
Номер перехода Переход Номер перехода Переход
1 Черновое растачивание отверстия / 4 Чистовое растачивание отверстия II
2 Черновое растачивание отверстия II 5 Чистовое развертывание отверстия I
3 Чистовое растачивание отверстия I 6 Чистовое развертывание отверстия 11
19 Основные способы обработки небольших торцовых поверхностей
на горизонтально-расточных станках
е)
Обработка на горизонтально-расточных станках
527
Продолжение табл. 19
Эскиз Описание способа обработки
а Подрезка торца одним резцом, закрепленным в оправке или борштанге, при малых подачах и скоростях резания. Режущая кромка резца должна быть выставлена перпенди- кулярно оси вращения оправки или борштанги
б Подрезка торца двусторонним симметричным пластинча- тым резцом, режущие кромки которого перекрывают обра- батываемую поверхность
в Подрезка торца двусторонним несимметричным пластин- чатым резцом. Процесс резания облегчен, так как снимае- мая стружка разделяется по ширине
г Подрезка с помощью двухрезцового разъемного блока, каждый резец которого обрабатывает часть торцовой по- верхности. Суммарная длина режущих кромок резцов долж- на быть несколько больше ширины обрабатываемой по- верхности
д ( Обработка одним резцом за два перехода — 7 и 2 — с раз- делением припуска и последующей зачисткой торца широ- ким резцом 3
е Обработка двусторонним резцом с канавками для дроб- ления стружки. Втулка, установленная в предварительно обработанное отверстие, служит дополнительной опорой
20. Рекомендуемые значения минимальных припусков (мм) при черновом
растачивании отверстий в заготовках, полученных горячей штамповкой
Наибольшие габаритные размеры заготовки, мм Глубина отверстий, мм
До 120 Св. 120 до 260 Св. 260 до 500 Св. 500 до 800 Св. 800 до 1250
До 50 1,7 2,0 2,4 2,8 3,2
Св. 50 до 120 2,0 2,2 2,6 2,9 з,з
» 120 » 260 2,2 2,4 2,7 3,0 3,4
» 260 » 500 2,5 2,7 2,8 3,1 3,5
Примечания: 1. В таблице приведены значения припусков на раста-
чивание отверстий в заготовках из сталей и титановых сплавов.
2. Для заготовок из алюминиевых, магниевых и медных сплавов таблич-
ные значения припусков необходимо умножать на 0,8.
528
Обработка на расточных станках
21. Рекомендуемые значения минимальных припусков (мм) при
растачивании отверстий в отливках
Наибольшие габаритные размеры отливки, мм Отливка получена литьем
в песчаные формы в кокиль и оболоч- ковые формы
До 50 Св. 50 до 120 » 120 » 260 » 260 » 500 » 500 » 800 2,2 2,6 3,3 4,1 5,0 1,4 1,6 1,8 2,0 2,3
22. Рекомендуемые значения минимальных припусков (мм) при чистовом
зенкерованин; развертывании и растачивании отверстий
Диаметр отверстия, мм Чистовое зенкерова- ние и растачивание Развертывание
До 10 — 0,12
Св. 10 до 30 0,5 0,16
» 30 » 50 0,6 0,2
» 50 » 120 0,9 —
» 120 » 500 1,2 —
Примечание. Если развертывание выполняют за две операции или
два перехода, то сначала снимают 2/3 припуска, а затем оставшуюся
часть.
23. Рекомендуемые значения минимальных припусков (мм) при
окончательном растачивании отверстий
Диаметр отверстия, мм Материал заготовок
Легкие сплавы Баббиты Чугуны и сплавы Стали
До 50 0,2 0,25 0,15 0,12
Св. 50 до 500 0,3 0,35 0,25 0,15
Примечание. Припуски на окончательное растачивание приведены для
случая предварительной и окончательной обработки при одном установе.
При обработке за два установи к припуску добавляют величину погрешности
установки.
Обработка на горизонтально-расточных стайках
529
24. Рекомендуемые значения припусков (мм) на диаметр при различных
способах обработки отверстий в заготовках из цветных металлов н нх
сплавов
Способ’ обработки отверстий Диаметр отверстия, мм
До 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250
Черновое растачивание или зенкерование в от- ливках, полученных литьем:
в песчаные формы — 2,7 2,8 3,0 3,0 3,2 3,2
в кокиль или обо- лочковые формы — 1,3 1,4 1,5 1,5 1,6 1,6
Растачивание или зенке- рование после сверле- ния . 0,8 1,0 1,0 1,1 — — —
Чистовое растачивание после чернового рас- тачивания — 0,25 0,3 0,4 0,4 0,5 0,5
Развертывание после растачивания и зенке- рования 0,2 0,25 0,25 0,3 — — — -
юнкое растачивание, нормальное разверты- вание после чистового растачивания 0,1 0,15 0,2 0,2 0,25 0,25
Точное развертывание 0,05- 0,05- 0,08- 0,08- 0,1- 0,1- 0,15-
после нормального развертывания 0,12 0,14 0,14 0,14 0,2 0,25 0,3
При нарезании резьб метчиками используют специальные предо-
хранительные патроны для закрепления метчиков [4].
Выполнение фрезерных работ на горизонтально-расточных станках.
Фрезерование на расточных станках рекомендуется проводить в тех
случаях, когда предъявляются требования к взаимному расположению
фрезеруемых поверхностей и осей обрабатываемых отверстий. Выпол-
нение этих требований упрощается, если обработку отверстий и
фрезерование плоскостей выполнять за один установ заготовки. Фре-
зерование плоскостей с разных сторон заготовки удобнее выполнять
также за один установ на поворотном столе станка. При отсутствии
стола используют наборы фрез или обрабатывают каждую сторону
заготовки, каждый раз вновь устанавливая заготовку и выверяя ее
положение.
Выбор фрез зависит от формы обрабатываемой поверхности:
открытые вертикальные плоскости обрабатывают торцовыми фрезами,
горизонтальные — цилиндрическими; торцы, пазы, уступы — дис-
ковыми, трехсторонними, концевыми и пазовыми фрезами.
530
Обработка на расточных станках
ОСОБЕННОСТИ ОБРАБОТКИ НА АЛМАЗНО-РАСТОЧНЫХ
СТАНКАХ
Алмазно-расточные станки относят к группе отделочных станков.
Они предназначены для тонкого растачивания точных отверстий в
заготовках алмазным и твердосплавным режущим инструментом.
Для растачивания отверстий в стальных заготовках применяют резцы
с пластинками из титанокобальтового сплава, а для растачивания
отверстий в чугунных заготовках — из вольфрамокобальтового сплава.
Режущую часть резцов для обработки заготовок из цветных метал-
лов и сплавов изготовляют из технических алмазов. Резцы крепят
в специальных оправках, которые обеспечивают высокую жесткость
технологической системы, отсутствие биений и вибраций и возмож-
ность тонкой регулировки вылета резца. Алмазно-расточные станки
оснащены быстроходными расточными головками и бесступенчатыми
гидравлическими приводами для осуществления подач, что позволяет
вести обработку при больших скоростях резания (до 1000 м//мин) и
устойчивых малых подачах (менее 0,04 мм/об).
Показатели среднеэкономической точности обработки отверстий
на алмазно-расточных станках:
Растачивание
Квалитеты диаметров отверстий . . .
Шероховатость поверхности Ra, мкм .
чистовое тонкое
6 — 7 6
0,32-1,25 0,08-0,16
Отклонение от круглости, мм ....
Отклонение от цилиндричности, мм
Отклонения расстояний между осями
отверстий и от плоскости до оси
отверстия, мм.....................
Отклонение от соосности отверстий, мм
Растачивание
однократное двукратное
0,012 0,003 - 0,006
0,02 0,003 -0,006
±(0,01-0,05)
0,25
±(0,01-0,02)
0,005 - 0,01
Припуски на тонкое растачивание
диаметра обрабатываемого отверстия:
выбирают в зависимости
от
Диаметр обрабатываемо-
го отверстия, мм . . . До 20 Св. 20 до 30 Св. 30 до 100 Св. 100
Припуск на диаметр, мм 0,2 0,25 0,3 —0,4 0,4 —0,5
На точность диаметров и форму обрабатываемых на алмазно-
расточных станках отверстий существенное влияние оказывает равно-
мерность снимаемого припуска. Причиной неравномерного распреде-
ления припуска является недостаточная точность предварительной об-
работки отверстий и установки заготовки на станке.
Рекомендуемые режимы тонкого растачивания отверстий на
алмазно-расточных станках приведены в табл. 25.
Обработка на координатно-расточных станках
531
25. Рекомендуемые режимы резання для тонкого растачивания отверстии
на алмазно-расточных станках
Материал заготовки Материал режущей части резца
Твердый сплав Алмаз
Скорость резания, м/мин Подача, мм/об Скорость резания, м/мин Подача, мм/об
Алюминиевые сплавы Антифрикционные сплавы Бронза Чугун Сталь 200 - 400 0,03-0,08 400-1000 0,02-0,08
300-600 0,03-0,1 0,02-0,05
250-500 400 - 600
100 - 200 150-300 0,05-0,15 — -
ОБРАБОТКА НА КООРДИНАТНО-РАСТОЧНЫХ
СТАНКАХ
Общие сведения. Координатно-расточные станки (КРС) предназна-
чены в основном для обработки цилиндрических отверстий с повы-
шенными требованиями к точности их формы (в' продольном и по-
перечном сечениях) и расположения осей отверстий: относительно
друг друга (расстояния между осями обрабатываемых отверстий, их
параллельность, перпендикулярность, пересечение, соосность и пр.) и
относительно баз заготовки. Кроме того, на КРС можно выполнять
следующие виды обработки: тонкое фрезерование плоскостей и кри-
волинейных поверхностей заготовок (шаблонов, копиров, кулачков
и т. п.); обтачивание торцовых поверхностей и небольших выступов;
протачивание канавок; обработку конических отверстий; нарезание
резьбы метчиками; нанесение точных линейных и круговых шкал н
т. п. КРС используют также для точной координатной разметки
заготовок и в качестве измерительного устройства для контроля
точности размеров, формы и расположения поверхностей деталей.
Отличительной особенностью КРС является наличие в них точных
отсчетно-измерительных систем различных типов, позволяющих от-
считывать линейные перемещения заготовки относительно системы
координат станка с точностью до 0,001 мм. Входящие в комплект
КРС поворотные столы дают возможность устанавливать заготовки
под заданным углом относительно системы координат станка.
Типовые компоновки КРС приведены на рис. 6. Одностоечные
КРС с крестовым столом и вертикальным шпинделем (рис. 6, а)
отличаются от КРС других типов свободным доступом к заготовке,
532
Обработка на координатно-расточных станках
Рис. 6. Типовые компоновки КРС:
1 — станина; 2 — шпиндельная бабка; 3 — стойка; 4 — траверса; 5 — поперечина;
6 — шпиндель; 7 — стол; 8 — люнет
что облегчает установку и закрепление заготовок, установку и на-
стройку режущих и измерительных инструментов, а также удобным
расположением отсчетно-измерительных устройств и органов управле-
ния станком. Недостатки этих станков — сравнительно небольшой ход
шпиндельной бабки и меньшая, чем у других КРС, жесткость.
Одностоечные КРС с горизонтальным расположением шпинделя (рис.
6, б) имеют большую жесткость и позволяют обрабатывать глу-
бокие отверстия с использованием борштанги и люнета. Двухстоеч-
ные КРС (рис. 6, в и г) по сравнению с одностоечными имеют
большие жесткость и ход траверсы, на которой расположена шпин-
Обработка на координатно-расточных станках
533
дельная бабка, что позволяет обрабатывать заготовки значительно
большей высоты.
Точность обработки заготовок на КРС зависит от многих при-
чин (точности станка и отсчетно-измерительной системы, схемы ба-
зирования заготовки и точности ее установки на станке, жесткости
станка и заготовки, применяемой схемы обработки и т. и.). Показа-
тели среднеэкономической точности обработки отверстий на КРС при-
ведены в табл. 26. Существенное влияние на точность обработки
заготовок на КРС оказывают температурные деформации заготовки
и деталей станка. Поэтому КРС должны устанавливаться в термо-
статированном помещении в соответствии с рекомендациями заводов-
изготовителей.
Входящие в комплект КРС приспособления и принадлежности
можно подразделить на следующие основные группы: настольные
приспособления; приспособления и принадлежности для установки
и закрепления заготовок; приспособления для выверки и крепления
режущего инструмента.
К настольным приспособлениям относят горизонтально-поворот-
ные и универсальные столы, делительные головки, вспомогательные
и прямоугольные столы, угольники и другие приспособления, устанав-
ливаемые на главном столе КРС.
26. Среднеэкономическая точность обработки отверстий на КРС
Виды обработки Квалитет диаметра Шерохова- тость поверх- ности Ra, мкм Отклонения расстояний между осями отверстий, мм
Разметка, сверление Разметка, сверление, разверты- вание Разметка, сверление, растачи- вание, развертывание 11 9 6-7 7-9 1,6-3,2 0,32-2,5 0,32-2,5 0,32-1,25 ±0,1 ±0,05 ±(0,005-0,01) ±(0,01-0,05)
Горизонтально-поворотные столы используют для закрепления за-
готовок в том случае, когда положение обрабатываемых поверхностей
задано в полярной системе координат. Если закрепляют заготовки,
обрабатываемые поверхности которых расположены в разных плоскос-
тях и под разными углами, используют универсальные поворотные
столы. На планшайбе универсального поворотного стола закрепляемая
заготовка может быть повернута на 360° вокруг своей оси и на
90° вокруг горизонтальной оси, перпендикулярной оси планшайбы.
Для отсчета углов поворота предусмотрены отсчетные лимбы с но-
ниусами, а для закрепления в требуемом положении — специальные
фиксаторы.
В комплект приспособлений и принадлежностей для установки
И закрепления заготовок входят параллельные и мерные подкладки,
534 Обработка на координатно-расточных станках
27. Примеры выверкн положения заготовок и приспособлений на главном
столе КРС
Назначение выверки
Способ выверки
Обеспечение параллельности
боковой поверхности заго-
товки направлению переме-
щения стола
Заготовку 2 устанавливают на па-
раллельных подставках на главном
столе станка и слегка притягивают
прижимом I; боковую поверхность
заготовки на глаз ориентируют па-
раллельно Т-образным пазам стола.
К точке А заготовки с некоторым
натягом подводят лапку центро-
искателя, укрепленного в шпинделе
станка. Легким постукиванием по
боковым поверхностям заготовки
добиваются одинаковых показаний
индикатора 3 центроискателя, когда
его лапка касается заготовки в точ-
ках А и В. В этом положении
заготовку крепят окончательно при-
жимами 1 и 4 и еще раз прове-
ряют, не изменилось ли ее положе-
ние при закреплении.
Установка заготовки значительно
упрощается, если перед закрепле-
нием ее прижимают к упорам, пред-
варительно выставленным и ук-
репленным на столе параллельно
направлению его перемещения
То же, для заготовки, устано-
вленной на горизонтально-
поворотном столе
Заготовку 3 прижимами 2 оконча-
тельно закрепляют на планшайбе 1
горизонтально-поворотного стола.
Параллельность боковой поверхно-
сти заготовки направлению пере-
мещения стола обеспечивается раз-
воротом планшайбы и контролиру-
ется по постоянству показаний ин-
дикатора центроискателя, лапка ко-
торого касается боковой поверх-
ности заготовки в точках А и В
Обработка на координатно-расточных станках 535
Продолжение табл. 27
Назначение выверки
Способ выверки
Обеспечение параллельности
оси вала направлению пе-
ремещения стола и совме-
щение оси шпинделя с осью
вала
Предварительно вал устанавливают
горизонтально с помощью наклад-
ного уровня. В шпинделе укрепля-
ют пентроискатель 2. Лапку цен-
троискателя на глаз устанавливают
по оси вращения шпинделя и пере-
мещением стола совмещают (также
на глаз) с осью вала 1 (а). Ка-
ретку центроискателя смещают на
расстояние, равное половине диа-
метра вала, разворачивают шпин-
дель на 90° и, перемещая его от
руки вниз и вверх, приводят лапку
центроискателя в точку Л, которую
находят по наибольшему показа-
нию индикатора. Параллельность
вала направлению перемещения
стола в горизонтальной плоскости
контролируют по постоянству пока-
заний индикатора центроискателя
при продольном перемещении сто-
ла. Затем лапку центроискателя пе-
реводят в точку К, сообщают столу
продольное перемещение и по по-
стоянству показаний индикатора су-
дят о параллельности оси вала на-
правлению перемещения стола в
вертикальной плоскости.
Лапку центроискателя описанным
выше способом возвращают в точку
А (б). Повернув шпиндель в обе
стороны, находят положение, соот-
ветствующее минимальному пока-
занию индикатора. При натяге
0,5 мм стрелку индикатора устанав-
ливают на ноль. Поднимают шпин-
дель, разворачивают его на 180°
и описанным ранее способом нахо-
дят точку В’, поперечным переме-
щением стола уменьшают показания
индикатора в точке В наполовину.
Ось вращения шпинделя считают
совмещенной с осью вала, когда по-
казания индикатора центроискателя
в точках А и В будут одинаковы.
536 Обработка на координатно-расточных станках
Продолжение табл. 27
Назначение выверки Способ выверки
Если сдвигом каретки центроиска- теля нельзя добиться касания по- верхности вала лапкой центроиска- теля в точках А и В, применяют способ (в), при котором лапку цен- троискателя описанным выше спо- собом приводят в точку А, создают натяг 0,5 мм и устанавливают стрелку индикатора на ноль. В этом положении записывают координату Ха шпинделя. Затем шпиндель раз- ворачивают на 180°, поперечным перемещением стола приводят лап- ку центроискателя в точку В и при нулевом показании индикатора по- лучают вторую координату Хь. Координату положения шпинделя, при котором его ось вращения сов-
мещена с осью вала, вычисляют как полусумму координат и Хь.
Совмещение оси заготовки,
установленной на главном
столе станка, с осью вра-
щения шпинделя
42
Предварительное совмещение оси
отверстия заготовки с осью враще-
ния шпинделя выполняют с помо-
щью установочного центра (для от-
верстий малого диаметра) или цен-
троискателя. Установочный центр 1
(я), укрепленный в шпинделе станка,
легким нажимом вводят в отверстие
заготовки 2, установленной на под-
кладке 3, и закрепляют заготовку.
Для предварительного совмещения
осей шпинделя и отверстия боль-
шого диаметра центроискатель вво-
дят в отверстие и настраивают его
так, чтобы лапка центроискателя
коснулась поверхности отверстия.
Перемещениями стола и ручным
разворотом шпинделя добиваются
равного зазора между поверх-
ностью отверстия и лапкой центро-
искателя.
Обработка на координатно-расточных станках
537
Продолжение табл. 27
Назначение выверки Способ выверки
Для точного совмещения осей лап- ку центроискателя 1 (б) вводят в отверстие заготовки 2, закрепленной через подкладки 3 на главном сто- ле станка. Индикатор разворачива- ют в направлении перемещения сто- ла и передвижением каретки центро- искателя создают натяг 0,5 мм, после чего стрелку индикатора ус- танавливают на ноль. Повернув шпиндель на 180°, половину пока- зания индикатора компенсируют пе- ремещением стола, а индикатор вновь устанавливают на ноль. Те же операции выполняют при развороте шпинделя на 90 °. Оси считают сов- мещенными, если при полном обо- роте шпинделя стрелка индикатора остается на нулевом делении
Совмещение оси шпинделя с осью центрального отвер- стия планшайбы поворот- ного стола Оси совмещают с помощью центро- искателя, укрепленного в шпинделе станка, лапка которого вводится в центральное отверстие планшайбы поворотного стола, закрепленного на главном столе (планшайба уни- версально-поворотного стола долж- на быть установлена горизонталь- но). Совмещение осей проводят описанным выше способом. После выполнения выверки рекомендует- ся, наблюдая за показаниями стрел- ки Индикатора, развернуть план- шайбу на полный- оборот. Постоян- ство показаний индикатора свиде- тельствует о совмещении оси шпин- деля и оси вращения планшайбы. Изменение показаний индикатора при полном обороте планшайбы указывает на несовпадение оси цен- трального отверстия планшайбы с осью ее вращения
538 Обработка на координатно-расточных станках
Продолжение табл. 27
Назначение выверки
Способ выверки
Совмещение оси отверстия
заготовки, установленной
на планшайбе поворотного
стола, с осями ее враще-
ния и вращения шпинделя
Предварительно ось вращения
шпинделя совмещают с осью
центрального отверстия планшай-
бы. На планшайбу устанавлива-
ют и слегка закрепляют заготовку,
на глаз совместив оси отверстий
заготовки и планшайбы. В шпин-
деле станка укрепляют центроис-
катель, лапку которого вводят в
отверстие, обеспечивают натяг ин-
дикатора примерно 0,5 мм и уста-
навливают на ноль. Если ось цен-
трального отверстия планшайбы
совпадает с ее осью вращения,
выверку положения заготовки осу-
ществляют перемещением ее по
плоской поверхности планшайбы
(легким постукиванием), а контро-
лируют по постоянству показаний
индикатора при вращении шпин
деля или планшайбы.
При несовпадении осей вращения и
центрального отверстия планшайбы
сначала перемещением заготовки по
планшайбе добиваются постоянства
показаний индикатора при враще-
нии планшайбы, а затем перемеще-
ниями главного стола добиваются
постоянства показаний индикатора
центроискателя при вращении шпин-
деля
Совмещение оси вращения
шпинделя с боковой плос-
костью заготовки
Шпиндель с закрепленным в нем ин-
дикаторным центроискателем 2 на
глаз совмещают с боковой повер-
хностью заготовки 1 (а). Шпин-
дель разворачивают на 90°, лапку
центроискателя, перемещая его ка-
ретку, доводят до касания с боковой
поверхностью заготовки с натягом
0,5 мм и выставляют стрелку ин-
дикатора на ноль (б). Далее шпин-
дель разворачивают на 180° и лап-
ку центроискателя вводят в сопри-
косновение с мерной плиткой 3 (в).
прижатой к боковой поверхности
заготовки; половину отклонения
Обработка на координатно-расточных станках 539
Продолжение табл. 27
Назначение выверки
Способ выверки
стрелки индикатора компенсируют
перемещением стола, а стрелку ин-
дикатора вновь возвращают в ну-
левое положение. Снятие отсчета
и установку стрелки индикатора на
ноль выполняют при таком поло-
жении шпинделя, которое соответ-
ствует минимальным показаниям
индикатора при небольших (от ру-
ки) разворотах шпинделя.
Ось вращения шпинделя считается
совмещенной с боковой поверхно-
стью заготовки, если показания
индикатора в обоих положениях
(б и в) будут равны
прижимные планки, ступенчатые, цилиндрические и винтовые подстав-
ки, призмы, установочные угольники, крепежные болты. Приспособле-
ния для установки и закрепления заготовок выбирают в зависимости
от их размеров и формы, а также принятой схемы установки и
закрепления.
Для выверки положения заготовок на станке и определения
координат баз заготовок используют установочные линейки, жесткие
мерные валики и мерные валики с подвижной шайбой, установочные
центры и оправки, визирный микроскоп с угольником и разнообраз-
ные по конструкции индикаторные пентроискатели.
Режущие инструменты, применяемые для обработки заготовок
на КРС, укрепляют в сверлильных и цанговых патронах, расточных
оправках, универсальных расточных патронах и борштангах.
Установка, выверка и закрепление заготовок. Для обеспечения тре-
буемой точности расположения обрабатываемых поверхностей заготов-
ки относительно ее баз ей придают на станке некоторое наперед за-
данное положение (например, обеспечивают параллельность базовой
плЬской поверхности заготовки направлению координатной оси станка
или совмещают ось базового отверстия заготовки с осью поворота
планшайбы поворотного стола). Различают установку заготовок с вы-
веркой их положения на станке и установку без выверки. Первый
способ применяют в единичном и мелкосерийном производстве (вы-
веряют положение каждой заготовки, устанавливаемой на станке).
При втором способе, применяемом в серийном производстве, заготов-
ки устанавливают в приспособлениях или по упорам, которые пред-
варительно выставлены и закреплены на главном столе станка или
настольных приспособлениях. Примеры выверки положения заготовок
и Приспособлений на КРС приведены в табл. 27. Заготовки закреп-
540
Обработка на координатно-расточных станках
Рис. 7. Схема крепления заготовки прижимной планкой
ляют либо с помощью прижимов и прихватов, собираемых из кре-
пежного комплекта станка, либо с помощью нажимных устройств
универсальных приспособлений (патронов, тисков и т. п.), предвари-
тельно закрепленных на столе станка.
При закреплении заготовок на главном столе станка (рис. 7)
их устанавливают на параллельных или мерных подкладках 2, число
которых зависит от размеров заготовки, но, как правило, не меньше
четырех. Места крепления заготовок выбирают с учетом их макси-
мального удаления друг от друга, плотности прилегания поверхнос-
тей заготовки и подкладок (зазор не более 0,02 — 0,03 мм) и обяза-
тельного размещения прижимных планок точно над подкладками. Вы-
сота h2 подставки 5 (цилиндрической, ступенчатой или винтовой)
должна быть равна высоте Aj места прижима заготовки или больше
ее на 0,5—1,0 мм. Плечо прижимной планки 4 со стороны подстав-
ки также должно быть больше ее противоположного плеча
(/2 > 7j). Усилие затяжки крепежного болта б не должно вызывать
деформаций заготовки 3 и полок Т-образного паза стола 1.
При установке и закреплении тонкостенных заготовок, а также
заготовок с недостаточным числом опорных поверхностей или с об-
рабатываемыми поверхностями, расположенными на значительном
расстоянии от мест крепления, рекомендуется применять дополнитель-
ные подводимые опоры. При использовании дополнительных опор
необходимо контролировать возможные деформации заготовки с по-
мощью индикаторов. Измерения выполняют в одной или нескольких
точках закрепляемой заготовки.
Обработка системы отверстий на КРС. Точность межосевых рас-
стояний системы отверстий, а также точность расположения осей
отверстий относительно других поверхностей заготовки проще обес-
печить при обработке всех отверстий системы за один установ за-
готовки. Если расположение системы отверстий с параллельными
осями задается на чертеже в прямоугольной системе координат, эти
отверстия следует обрабатывать при установке заготовки на главном
столе станка. Отверстия, положение осей которых задано в полярной
системе координат, обрабатывают при установке заготовки на гори-
Обработка на координатно-расточных станках
541
зонтально-поворотном столе. При обработке системы отверстий, рас-
положенных в разных плоскостях, рекомендуется заготовку устанавли-
вать на универсальном поворотном столе.
При обработке системы отверстий на КРС для повышения произ-
водительности и уменьшения вероятности ошибок при отсчете коор-
динат рекомендуется пользоваться координатной запиской. Координат-
ная записка представляет собой таблицу, в которой указаны номера
отверстий, определяющие последовательность их обработки, диаметры
отверстий и их допустимые отклонения, требуемая шероховатость по-
верхностей и координаты центров обрабатываемых отверстий в при-
нятой для обработки данной заготовки системе координат.
При обработке отверстий в сплошном материале применяют сле-
дующие операции: разметку, сверление, рассверливание, развертывание
и растачивание. Необходимый набор видов обработки и их последо-
вательность при обработке отверстия выбирают в зависимости от
требуемой точности диаметра и шероховатости поверхности обра-
батываемого отверстия (см. табл. 26). Отверстия диаметром 40— 100 мм
рекомендуется предварительно обрабатывать на сверлильных или рас-
точных станках, оставляя на окончательную обработку на КРС при-
пуск 2 — 3 мм на сторону. Отверстия диаметром более 100 мм ре-
комендуется предварительно фрезеровать по разметке на фрезерных
станках, оставляя припуск 3 — 4 мм на растачивание отверстия на
xvTVz.
Разметка отверстий заключается в предварительном определении
и фиксации на поверхности заготовки положения их осей. Оси от-
верстий малого диаметра (менее 1,2 мм) намечают разметочными
центрами, рискообразователями или автоматическими кернами, при
помощи которых на поверхности заготовок выдавливаются керны-
лунки. Для отверстий диаметром менее 3 мм сверлят лунки спе-
циальными центровками, у которых длина поперечной кромки не
превышает 0,1—0,2 мм. Отверстия диаметром более 3 мм размечают
центровочными сверлами. Точность разметки существенно зависит от
точности установки сверла в шпинделе станка, поэтому перед раз-
меткой рекомендуется тщательно проверить положение сверла на от-
сутствие биений.
.-цПри выполнении работ повышенной точности разметку выполняют
в два этапа: сначала сверлят лунки диаметром 1 мм, контролируют
точность разметки, а затем лунки углубляют до заданных размеров.
Диаметр лунки должен быть несколько большим, чем поперечная
кромка сверла, которым будет сверлиться отверстие, но не больше
его диаметра. Разметочные лунки сверлят при частоте вращения
шпинделя 1200—1500 об/мин.
Сверление и рассверливание отверстий на КРС осуществляют
спиральными быстрорежущими или твердосплавными сверлами. Ма-
териал сверла, форму и углы заточки выбирают в зависимости от
Материала обрабатываемой заготовки (см. гл. 6). Для уменьшения
трения ленточек сверла об обрабатываемую поверхность и предот-
542
Обработка на координатно-расточных станках
вращения его защемления в отверстии при нагреве рекомендутся при-
менять сверла с обратной конусностью. При сверлении отверстий ма-
лого и среднего диаметров рекомендуется периодически выводить
сверло из отверстия и освобождать его от стружки. Рекомендуемые
скорости резания и подачи при сверлении и рассверливании отверстий
на КРС приведены в табл. 28.
28. Скорость резания и подачи при сверлении и рассверливании
отверстий на КРС
Вид обработки Материал режущего инстру- мента Обра- ботка Скорость резания, м/мин, при обработке Подача, мм/об
мягкой стали твердой стали чугуна алюминиевых сплавов латуни
Сверление Быстрорежу- щая сталь Черновая 25 15 25 50 95 0,03- 0,08
Твердый сплав 60 45 55 350 90 0,03- 0,06
Рассверли- вание Быстрорежу- щая сталь 24 20 20 40 60 0,1 -0,2
Чисто- вая 22 18 20 45 60 0,04— 0,06
Твердый сплав Черно- вая 45 30 35 200 90 —
Развертывание отверстий на КРС, как правило, выполняют после
растачивания обычными или специальными упорно-цилиндрическими
развертками. Крепление упорно-цилиндрических разверток с помощью
конического хвостовика и затяжного болта дает высокую точность
центрирования и жесткое присоединение инструмента, что обеспечивает
высокую точность диаметров обрабатываемых отверстий н хорошее
направление осей. Режимы резания при развертывании назначают в
зависимости от свойств материала заготовки и требований к качест-
ву обработки. Припуск на развертывание отверстий выбирают в пре-
делах 0,05—0,15 мм. Развертывание выполняют с применением СОЖ,
например, смеси керосина и касторового масла (равные доли), кото-
рые наносят на развертку кисточкой.
Обработка на координатно-расточных станках
543
Растачивание отверстий на КРС применяют после сверления или
рассверливания отверстий. Растачивание позволяет исправлять поло-
жение осей, предварительно обработанных отверстий, обеспечивает
высокую точность и хорошую чистоту поверхности отверстий. Рас-
тачивание выполняют специальными расточными резцами, укреплен-
ными в расточных оправках, головках и универсальных расточных
патронах, входящих в комплект КРС [3].
Особенности обработки заготовок на поворотных столах. Перед
обработкой заготовок на горизонтально-поворотном столе рекоменду-
ется проверить: параллельность плоскости планшайбы относительно
плоскости главного стола и направлений его перемещений, осевое
биение плоскости планшайбы и радиальное биение центрального
отверстия планшайбы.
Для обработки системы отверстий или других поверхностей за-
готовки, положение которых задано в полярной системе координат,
необходимо совместить начало координат (полюс) с осью вращения
планшайбы. При этом возможны два случая: первый — когда на за-
готовке имеется базовое отверстие, ось которого совпадает с началом
(полюсом) полярной системы координат обрабатываемых поверхностей
заготовки; второй — когда базового отверстия в заготовке нет, а по-
ложение начала полярной системы координат поверхностей заготовки
закоординировано размерами относительно базовых поверхностей за-
готовки.
В обоих случаях для совмещения начала координат заготовки
с осью вращения планшайбы необходимо предварительно, до установ-
ки на стол заготовки, совместить ось вращения шпинделя с осью
вращения планшайбы горизонтально-поворотного стола, закрепленно-
го на главном столе станка. Затем на планшайбу устанавливают
заготовку и совмещают начало системы координат заготовки с осями
вращения планшайбы и вращения шпинделя (см. табл. 27); в этом
положении заготовку закрепляют и разворотом планшайбы добиваются
параллельности полярной оси системы координат заготовки относи-
тельно какой-либо оси прямоугольной системы координат станка.
При обработке заготовок угловые координаты обрабатываемых по-
верхностей задаются разворотом планшайбы, а линейные — перемеще-
нием главного стола.
Перед обработкой заготовок на универсально-поворотных столах
рекомендуется проверить параллельность плоских поверхностей план-
шайбы и главного стола, перпендикулярность -плоской поверхности
планшайбы к осям вращения шпинделя и планшайбы при
ее вертикальном и горизонтальном положениях.
Для расчета углов наклона планшайбы в вертикальной плоскости
и перемещений главного стола, необходимых для обеспечения требу-
емого положения обрабатываемых поверхностей заготовки, необходимо
знать точные значения геометрических констант универсально-пово-
ротного стола (табл. 29).
Основной геометрической характеристикой столов с пересекающи-
544
Обработка на координатно-расточных станках
29. Примеры расчета координат при обработке заготовок на КРС
с применением универсальных поворотных столов
Эскиз Пример расчета
Обработка на столах с пересекающимися осями
Определить перемещение стола х
после наклона планшайбы на угол
а (ось отверстия проходит через
точку О);
х = (Но — т) sin а
Определить перемещения х и Х|
стола после наклона планшайбы
на угол а;
х = 0,5D cos а + (т — a) sin а;
xj. = 0,5f> cos а + (b — т) sin а
Определить перемещения х и xj
стола после наклона планшайбы
на угол а;
х = (Но + b + I + r/tg a) sin а;
xi = (I + b — т) sin а + г cos а
Обработка на координатно-расточных станках 545
Продолжение табл. 29
Эскиз Пример расчета
Обработка на столах с непересекающимися осями
Определить перемещение стола х
после наклона планшайбы на
угол а.
Если Xi cos а < у sin а, то х — jq +
+у sin а — Xi cos а;
если Xj cos а > у sin а, то х — xt —
—лд cos а + у sin а, где xi = а — В;
у = Но + т
Оси планшайбы: I — вращения,
II — наклона
Обозначения: Но и а — константы столов; т — расстояние от центра
шарового наконечника (точка О) установочного стержня до плоской поверх-
ности планшайбы.
мися осями является константа стола — расстояние от плоской
поверхности планшайбы до оси наклона стола. Универсально-пово-
ротные столы с непересекающимися осями характеризуются двумя
константами: расстоянием Но от плоскости планшайбы до оси накло-
на стола и расстоянием а между осью вращения планшайбы и осью
наклона стола (см. рис. в табл. 29).
Константы столов записывают в паспортах станков и наносят
с помощью клеймения на поверхности столов. В процессе эксплуата-
ции плоская поверхность планшайбы изнашивается, и константа Но
изменяется, что вызывает необходимость периодических проверок кон-
стант столов.
Установка и выверка положения заготовок на планшайбе уни-
версально-поворотных столов аналогичны установке заготовок на го-
ризонтально-поворотных столах.
Углоизмерительные системы универсально-поворотных столов
позволяют отсчитывать углы наклона планшайбы с точностью 1—3'.
Если такая точность недостаточна, для более точного определения
угла наклона используют специальный центрирующий стержень с ша-
ровым наконечником, который у столов с пересекающимися осями
546
Фрезерование
в
Рис. 8. Схема точного наклона
планшайбы на угол а с помощью
установочного стержня и ватер-
паса; оси планшайбы:
I — вращения; II — наклона
укрепляют в центральном отверг
стии планшайбы, так как ось
верстия планшайбы должна совпа-
дать с осью ее вращения. Например,
для того чтобы наклонить план-
шайбу на угол а (рис. 8), доста-
точно при горизонтальном положе-
нии планшайбы совместить ось
шпинделя с осью вращения план-
шайбы, переместить главный стол
станка на величину В и наклоном'
планшайбы добиться совмещения
оси шпинделя с центром шарового наконечника установочного стерж-
ня 1. Для совмещения оси шпинделя с центром шарового наконеч-
ника можно использовать ватерпас 2. Необходимое перемещение стола
В = (Но + т) sin а, где Но — константа универсально-поворотного сто-
ла; т — расстояние от центра шарового наконечника до плоскости
планшайбы (величина выгравирована на установочном стержне); а —
требуемый угол наклона планшайбы.
СПИСОК ЛИТЕРАТУРЫ
I. Глухов Н. М. Координатно-расточные станки и работа на
них. М.: Высшая школа, 1969. 247 с.
2. Лакирев С. Г. Обработка отверстий. М.: Машиностроение,
1984. 205 с.
3. Пономарев В. Ф. Справочник токаря-расточника. М.: Машино-
строение, 1969. 285 с.
4. Табаков П. М., Делюкин Л. Н. Работа на координатно-рас-
точных станках. Л.: Лениздат, 1974. 279 с.
ГЛАВА 10
ФРЕЗЕРОВАНИЕ
Различают фрезерование черновое, чистовое и тонкое (табл. 1)-
Черновое фрезерование применяют для предварительной обработки
заготовок, чистовое — для окончательной обработки или перед от-
Фрезерование
547
делочной обработкой. Тонкое фрезерование — один из видов отделоч-
ной обработки.
Фрезерование можно выполнить несколькими способами. Отличи-
тельные признаки способа — число одновременно обрабатываемых за-
готовок или одновременно работающих фрез, конструктивные особен-
ности приспособления, модель станка, вид рабочих и вспомогатель-
ных движений, осуществляемых обрабатываемой заготовкой и инстру-
ментом. Так, выполняют фрезерование: одновременно нескольких по-
верхностей заготовки, последовательное, параллельно-последователь-
йбе/на поворотных приспособлениях или столах, непрерывное. Кри-
йбл'йнейные поверхности фрезеруют фасонными фрезами, по копиру
и с использованием настроенных кинематических цепей.
Конструкция и размеры фрез, геометрические параметры их режу-
щих частей. Конструкция, основные размеры и геометрические па-
раметры режущей части фрез приведены в табл. 2—11 и на рис.
1—4. По конструкции различают фрезы цельные и сборные, по
форме зубьев — фрезы с остроконечными и затылованными зубьями.
Форма остроконечных зубьев может быть обычной (заточка задней
поверхности по одной плоскости), с ломаной спинкой (заточка зад-
ней поверхности по двум плоскостям с углами eq и а2) и с кри-
волинейной спинкой.
С зубьями обычной формы изготовляют мелкозубые цилиндри-
ческие, торцовые, дисковые, шлицевые и другие фрезы, предназна-
ченные для чистовой обработки. Фрезы с зубьями, имеющими ло-
маную спинку (крупнозубые фрезы), используют для снятия боль-
ших припусков при черновой обработке; фрезы с затылованными
зубьями — для обработки фасонных поверхностей (обычно затылование
производят по спирали Архимеда). У стандартизованных цилиндри-
ческих и концевых фрез зубья выполнены с криволинейной спинкой.
По способу крепления ножей сборные фрезы подразделяют на
фрезы: со вставными ножами из пластинок быстрорежущей стали
Рис. 1. Геометрические параметры режущей части цилиндрической
фрезы:
а—цельной; б —со вставными ножами
548
Фрезерование
или пластинок из твердого сплава, припаянных к державке; с при-
паянными к корпусу пластинками из твердого сплава; с механичес-
ким креплением пластинок.
На рис. 3 и 4 показаны сборные фрезы с круглыми и много-
гранными неперетачиваемыми пластинками из твердого сплава. Воз-
можное число поворотов круглой пластинки зависит от глубины ре-
зания:
Глубина резания г, мм................................12345
Возможное число поворотов пластинки..............12 8 7 6 5
Рис. 3. Фреза торцовая с неперетачиваемыми пластинками:
а —круглыми; б — шестигранными; 7 —кольцо; 2 — корпус; 3 — пластинки;
4 — штифт; 5 — державка; 6 — винты
Фрезерование
549
Рис. 4. Фреза торцовая с четырехгранными неперетачиваемыми
пластинками
При малой глубине резания, т. е. при t < 4 мм, применяют
фрезы с круглыми пластинками; при t>4 мм целесообразно исполь-
зовать фрезы с четырех-, пяти- и шестигранными пластинками. Для
чистового фрезерования круглые и многогранные пластинки шлифуют
по наружному контуру и доводят фаску по передней поверхности.
Наладки и схемы фрезерования. Основные наладки и схемы фрезе-
рования приведены в табл. 12.
Наборы фрез выбирают в зависимости от профиля и размеров
обрабатываемой поверхности (рис. 5). Диаметр наибольшей фрезы в
наборе не должен быть больше полутора диаметров наименьшей
фрезы. Условия обеспечения равномерного усилия резания при фре-
зеровании набором фрез указаны в табл. 14. При обработке кана-
550
Фрезерование
Рис. 5. Наборы фрез:
а — цилиндрических с винтовыми разнонаправленными зубьями; б — косо-
зубых дисковых; в — прямозубых дисковых при различных глубинах фрезе-
рования; г — угловых
Рис. 6. Схема установки угловой
фрезы при фрезеровании паза
на глубину h
Рис. 7. Схема установки угловой
фрезы при фрезеровании фаски
зуба f
Фрезерование 551
1. Точность н качество поверхностей после фрезерования
фрезе- рование Квали- тет Отклонения (мкм) от плоскостности, параллельности и перпендикулярности при длине и ширине обрабаты- ваемой поверхности, мм Шерохова- тость обра- ботанной поверхности Ra, мкм Глубина нарушен- ного слоя, мкм
До 60x60 Св. 60 х х60 до 160x160 Св. 160 х х160 до 400 х 400
Черновое 11 10 8-9 80-100 40-60 25-40 120-160 60-100 40-60 250 - 200 100-160 60-100 40-5 100-50
Чистовое 11 10 8-9 40-60 25-40 16-25 60-100 40-60 25-40 100-160 60-100 40-60 5-1,25 50-20
Тонкое 8-9 7 6 16-25 10-16 6-10 25-40 16-25 10-16 40-60 25—40 16 — 25 1,25-0,32 30-10
Примечание. В таблице приведены данные для стальных деталей жест-
кой конструкции; для деталей из цветных сплавов и чугуна точность обработ-
ки принимать на 1 квалитет выше.
2. Основные размеры стандартизованных фрез, мм
Фрезы ГОСТ Наружный диаметр Размеры присоединитель- ной части инструмента
Цилит Ьрические ф резы Диаметр поса- дочного отвер- стия:
Цельные с мелкими зубьями 3752-71 (40); 50; 63; 80; (100) 16-40
Цельные с крупными зубья- ми 3752 - 71 (50); (63); 80; 100 22-40
Оснащенные винтовыми пластинками из твердого сплава То/ Цельные насадные: 8721-69 цовые фрез 63; 80; 100; 125 ы 27-50
с мелкими зубьями с крупными зубьями . 9304-69 40; 50; 63; 80; 100 63; 80; 100 16-32 27-32
для обработки легких сплавов 1622 - 81 50; 63; 80 22-32
552 Фрезерование
Продолжение табл. 2
Фрезы ГОСТ Наружный диаметр Размеры присо- единительной части инструмента
Сборные насадные со встав- ными ножами из быстро- режущей стали 1092 - 80 100; 125; 160; 200; (250) Диаметр поса- дочного отвер- стия: 32—50
Сборные насадные со встав- ными ножами, оснащенны- ми твердым сплавом: с крупными зубьями 24359-80 100; 125; 160; 200; 250; 315; 400; 500; 630 32-60
для обработки легких сплавов 16223-81 100; 125; 160; 200; 250; 315 32-60
с мелкими зубьями 9473-80 80; 100; 125; 165; 200; 250; 315; 400; 500; 630 32-60
для труднообрабатывае- мых сталей и сплавов (с углом <р, равным 45 или 90°) 20540 — 75 100; 125; 160; 200 40-60
Kot Цельные: с цилиндрическим хвос- товиком (с нормальными и крупными зубьями, с цилиндрической ленточ- кой или заточенные на- остро) 1цевые фрез 17025-71 ы 3; (3,4); 4; (4,5); 5; (5,6); 6; (6,6); (7); 8; (9); 10; (И); 12; для фрез с нормаль- ными зу- бьями до- дополни- тельно : (13); (14).; (15); 16; (17); (18); (19); 20 Диаметр хвос- товика 3 — 20
Фрезерование
553
Продолжение табл. 2
Фрезы ГОСТ Наружный диаметр Размеры присое- динительной части инструмента
с коническим хвостови- ком (с нормальными и ' ( крупными зубьями, с ци- —- линдрической ленточкой или заточенные наостро) 17026 - 71 (14); (15); 16; (17); (18); (19); 20; (22); (24); 25; (26); (28); (30); 32; (33); (35); (36); (39); 40; (42); (45); (48); 50; (52); (56); (63) Конус Морзе: 2-5
с цилиндрическим хвос- товиком для обработки легких сплавов 16225-81 1,5; 1,8; 2,0; 2,2; 2,5; 2,8; 3; 4; 5; 6; 8; 10; 12 2-12
с коническим хвостови- ком для обработки лег- ких сплавов 16225-81 (12); 14; 16; 18; 20; (22); 24; 25; 28; (30); 32' 36; 40; 45; 50 2-4
с резьбовым хвостови- ком двузубые для обра- ботки легких сплавов 16226-81 8; 10; 12; 14; 16; 18; 20; 22; 24; 25; 28; 30; 32; 36; 40 Резьбовая часть М14— М27
с коническим хвостови- ком радиусные для об- работки легких сплавов. 16231-81 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 50 Конус Морзе: 2-4
Обдирочные с коническими хвостовиками (с тор- цовыми зубьями и без них) 15086-69 25; 32; 40; 50; 63; 80 3-6
То же, с затылованными зу- бьями 4675-71 25; 32; 40; 50; 63; 80 3-6
554
Фрезерование
Продолжение табл. 2
Фрезы ГОСТ Наружный диаметр Размеры присое- динительной части инструмента
Конические: с цилиндрическим хвос- товиком 18150-72 1 Наимень- ший диа- метр dmin усеченного конуса ра- бочей час- ти фрезы 3; 4; 5; 6; 8; 10 Диаметр хвостовика 5-14
с коническим хвостови- ком 18151-72 4; 6; 10; 16; 25; (40) Конус Морзе: 2-6
Оснащенные твердосплавны- ми коронками: с цилиндрическим хвос- товиком » 20533-75 10; 12; (14) 10-14
с коническим хвостови- ком 20534-75 10; 12; (14); 16; (18); 20; (22) 3
с резьбовым хвостовиком 20535-75 10; 12; (14); 16; (18); 20; (22) Резьбовая часть хвос- товика: М16; М20
Оснащенные винтовыми твердосплавными пластин- ками: с цилиндрическим хвос- товиком 20536—75 Ю; 12,5; 16; 20 Диаметр хвос- товика 10-20
с коническим хвостови- ком 20537-75 12,5; 16; 20; 25; 32; 40; 50 Конус Морзе: 2-5
удлиненные с коническим хвостовиком 20538-75 20; 25; 32; 40; 50 3-5
Твердосплавные (праворежу- щие и леворежущие): цельные 18372-73 3; (3,5); 4; (4,5); 5; (5,5); 6; Диаметр хвос- товика 3-12
Фрезерование
555
Продолжение табл. 2
Фрезы ГОСТ ' Наружный диаметр Размеры присое- динительной части инструмента
со стальным хвостови- ком 18372 — 73 (6,5); (7); (7,5); 8; (8,5); (9); (9,5); 10; (10,5); (11); (11,5); 12 От 5 до 12 те же раз- меры, что и у цель- ных фрез Диаметр хвос- товика: 4-8
Цельные твердосплавные с цилиндрическим хвостови- ком для труднообрабаты- ваемых сталей и сплавов: сферические грушевидные сферические эллипсовид- ные сфероцилиндрические цилиндрические конические 18934-73 18935-73 18936-73 18937-73 18938-73 4; 6; 8
Твердосплавные удлиненные с цилиндрической оправ- кой для труднообрабаты- ваемых сталей и сплавов: сферические грушевидные сферические эллипсовид- ные сфероцили ндрические цилиндрические конические 18939-73 18940-73 18941—73 18942-73 18943-73 4; 6; 8 6-10
С цилиндрическим хвостови- ком, оснащенные коронка- ми из твердого сплава, для труднообрабатываемых сталей и сплавов: сферические сферические эллипсовид- ные сфероцилиндрические сфероконические цилиндрические 18944-73 18945—73 18946-73 18947-73 18948 — 73 Ю; 12,5; (14); 16; [18); 20; (22) 8; 10
556 Фрезерование
Продолжение табл. 2
Фрезы гост Наружный диаметр Размеры присое- динительной части инструмента
Шпоночные фрезы
Цельные: с цилиндрическим хвосто- виком 9140-78 2; 3; 4; 5; 6; 7; 8; 10; 12; 14; 16; 18; 20; 22; 25 Диаметр хвостовика: 2-25
с коническим хвостовиком 9140-78 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40 Конус Морзе: 1-4
твердосплавные с цилин- дрическим хвостовиком 16463-80 2; 3; 4; 5; 6; 8; 10; 12 Диаметр хвостовика: 3-12
Оснащенные твердосплавны- ми пластинами: с цилиндрическим хвостови- ком 6396-78 10; 12; 14; 16; 18; 20; 22; 25 10-25
с коническим хвостовиком 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40 Конус Морзе: 1-4
для пазов шпонок сегмент- ных 6648-79 4,3; 7,5; 10,8; 14; 17,3; 20,5; 23,8; 27; 30,2; 34,6 Диаметр хвостовика: 6-12
Фрезы торцовые с механическим креплением круглых твердосплавных пластин и пятигранных
Насадные с механическим креплением твердосплав- ных пластин: многогранных 26595-85 100; 125; 160; 200 Диаметр поса- дочного отвер- стия: 32, 40, 50
круглых 26595-85 100; 125; 160; 200
Фрезерование
557
Продолжение табл. 2
Фрезы ГОСТ Наружный диаметр Размеры присое- динительной части инструмента
Концевые с механическим креплением твердосплав- ных пластин: пятигранных 22087-76 63; 80
круглых 22088-76 50; 63; 80 Конус Морзе: 4; 5
Пс Дисковые цельные: с остроконечным зубом 1зовые фрез 3964-69 ы 50; 63; 80; 100; 125 Диаметр поса- дочного отвер- стия: 16-32
с затылованным зубом 8543-71 50; 63; 80; 100 16-32
Для обработки Т-образных пазов: с цилиндрическим хвос- товиком (с нормальны- ми и крупными зубья- ми) 7063-72 12,5; 16; 18; 21, 25; 32; 40 для фрез с кониче- ским хвос- товиком дополни- тельно : 50; 60, 72; 85; 95 Для фрез: с цилиндри- ческим хвос- товиком — диаметр 10 — 25 с кониче- ским хвос- товиком — конус Мор- зе 1—5
с напаянными твердо- сплавными пластинками (с коническим хвостови- ком) Трехсторонние То же, с разнонаправлен- ными зубьями (мелкими и нормальными) То же, для обработки легких сплавов 10673-75 жовые фрез 3755-78 9474-73 16227-81 21; 25; 32; 40; 50, 60; 72; 85; 95 ы 50; 63; 80; 100; 125 63; 80; 100; 125 50; 63; 80; 100 Конус Морзе 3-5 Диаметр поса- дочного отвер- стия: 19-32 22-32 19-32
558
Фрезерование
Продолжение табл. 2
Фрезы ГОСТ, Наружный диаметр Размеры присое- динительной части инструмента
Сборные трехсторонние со вставными ножами из бы- строрежущей стали ! То же, для обработки легких сплавов ' То же, из твердого сплава 1669 - 78 16228-81 5348 - 69 80; 100; 125; 160; (180); 200; (224); 250; 315 80; 100; 125; 160; 180; 200; 224; 250; 315 100; 125; 160; (180); 200; (224); 250; 315 Диаметр посадочного отверстия: 27-50 27-50 27-60
Сборные двусторонние со вставными ножами: из быстрорежущей стали для обработки легких сплавов (правые и ле- вые) 16229 - 81 80; 100; 125; 160; 180; 200; 224; 250; 315 27 — 50
из твердого сплава (пра- вые и левые) 6469 -69 100; 125; 160; (180); 200; (224); 250; 315 27 — 60
Прорезные (шлицевые) и отрезные фрезы
Цельные насадные: с мелкими, средними и крупными зубьями 2679-73 20; 25; 32; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315 До 50
для обработки легких сплавов (отрезные) 16230-81 63; 80; 100; 125; 160; 200 16-32
Дисковые цельные для раз- резки пластмасс: типа текстолит: 20317-74
Фрезерование
559
Продолжение табл. 2
Фрезы гост Наружный диаметр Размеры присое- динительной части инструмента
с разведенными зубьями с крупными зубьями 100: 125: 160: 200 315; 400 Диаметр посадочного отверстия: 22-32 40; 50
типа гетинакс: с разнонаправленными зубьями с мелкими зубьями 20318-74 100: 125; 160; 200 315; 400 22-32 40; 50
с разнонаправленными зу- бьями для разрезки листов из винипласта и органиче- ского стекла 20324 - 74 100; 125; 160; 200 22-32
с разведенными зубьями для разрезки листов из ор- ганического стекла, поли- этилена и полистирола 20326 — 74 160; 200; 250 32
для разрезки листов и труб из винипласта и органиче- ского стекла толщиной до 15 мм 20327-74 100: 125; 160; 200; 250 22-32
для разрезки листов из ви- нипласта и органического стекла и труб из вини- пласта и полиэтилена 20328-74 315; 400 40; 50
Дисковые для разрезки пласт- масс типа текстолита, гети- накса и стеклопластиков: с разнонаправленными зубьями, оснащенными твердосплавными пластин- ками 20320 - 74 200; 250; 315; 400 32-50
со вставными ножами, оснащенными твердосплав- ными пластинками 20321-74 250; 315; 400 32-50
Сегментные с крупным зубом для разрезки пластмасс ти- па текстолит и гетинакс 20319-74 250; (280); 315; (355); 400 32-50
560 Фрезерование
Продолжение табл. 2
Фрезы ГОСТ Наружный диаметр Размеры присое- динительной части инструмента
Дисковые для разрезки лис- тов из термопластичных пластмасс 20325-74 160; 200; 250 32
Полукруглые фрезы
Выпуклые 9305-69 50; 63; 80; 100; 125; 130 Диаметр посадочного отверстия:
Вогнутые 50; 63; 80; 100; 125; 160 22—40
Примечания: 1. Для применения предпочтительны фрезы с диаметра-
ми первого ряда.
2. В скобках даны диаметры второго или третьего ряда, применять
которые не рекомендуется.
3. Диаметры фрез в зависимости от ширины фрезерования
и глубины резания (размеры, мм)
Цилиндрические фрезы
Ширина фрезере- вания, не более Глубина резания, не более
2 5 8 10
70 63 80 100 100
100 80 100
150* 200* 250* 100 125 125 160
160 200
125
300* 160 160 200 250
* При ширине фрезерования В > 100 мм применяют сборные составные фрезы.
Фрезерование
561
Продолжение табл. 3
Дисковые фрезы
Ширина фрезерования Глубина резання до
5 10 20 30 60 100
10 50 63 80 100 160 —
20 63 80 100 125 200 315
40 80 100 125 160 200 315
Торцовые фрезы
Глубина резания до 4 6 8 10
Ширина фрезе- рования до 40 60 90 120 180 250 350
Диаметр фрезы 50 — 63 80— 100 125— 160 160 — 200 250 315 — 400 400- 500
4. Передние углы у (...°) фрез из быстрорежущей стали
Обрабатываемый материал Фрезы
торцовые, цилиндри- ческие, дисковые, концевые дисковые пазовые и отрезные фасонные и угло- вые для обработки
В* < < 3 мм В> 3 мм черновой чистовой
Стали: углеродистые и легирован- ные с <тю МПа: до 600 20 5 10 5 10
600-1000 15 5 10 5 5
св. 1000 10 5 10 10 —
жаропрочные 10-15 —- 10-15 5 —
и коррозион- но-стойкие Чугун твердостью НВ: до 150 15 5 10 15 5
150 - 220 10 5 10 10 5
220 и более 5 5 10 10 5
Сплавы: медные 10 5 10 10 5
алюминиевые 25 25 25 — —
Пластмассы 6-10 8 10 — —
В — ширина фрезерования.
562
Фрезерование
5. Задние углы а фрез из быстрорежущей стали
Фрезы Задний угол,0
главный аи торцовый Ctj
Торцовые и цилиндрические (см. рис. 1 и 2): : с мелкими зубьями со вставными ножами и крупными зубьями Дисковые трех- и двусторонние: цельные со вставными ножами Дисковые пазовые и отрезные Концевые Прорезные (шлицевые) Фасонные и угловые: незатылованные с затылованным зубом 16 12 8
20 16 6
20 14 30 8
16 12 8
6. Углы в плайе <р, ...°
Фрезы Главный Ф Вспомога- тельный Ф1 Переход- ной кром- ки <ро Длина пе- реходной кромки Л, мм
Торцовые для стали и медных сплавов:
со вставными ножами 45-60 1-2 — —
цельные 90 1-2 45 1,0-2
Торцовые для жаропрочных и коррозионно-стойких сталей 45 2 45 2
Концевые Дисковые: 90 3 45 0,5-1,0
трех- и двусторонние 90 1-2 45 1,0-1,5
пазовые 90 1-2 — —
Прорезные (шлицевые) — 15' —1°30' —.
Отрезные (шириной более 3 мм) — 15' —1° 45 0,5
Пр имечания: 1. У цилиндрических фрез с углом наклона зубьев
более 30° передний угол у= 15° при обработке стали с ств <600 МПа.
2. Для фасонных фрез с передним углом у > 0 необходима коррекция
контура при обработке точных профилей.
3. При обработке жаропрочных и коррозионно-стойких сталей торцовыми
фрезами необходимо брать большие значения передних углов; при обработке
концевыми и цилиндрическими фрезами — меньшие значения.
Фрезерование
563
Продолжение табл. 6
4. На задней поверхности фрез при заточке необходимо оставить круг-
лошлифованную ленточку шириной не более 0,1 мм. Зубья у шлицевых (про-
резных) и отрезных фрез затачивают без ленточки.
7. Рекомендуемые значения углов наклона со винтовых фрез и быстро-
режущей стали
Фрезы
Цилиндрические:
крупнозубые
мелкозубые
составные
Концевые
Шпоночные
Дисковые:
двусторонние
трехсторонние
трехсторонние с разнонаправленным зубом
Дисковые:
трехсторонние сборные при ширине, мм:
до 15
св. 15
трехсторонние сдвоенные
Торцовые:
с цельными зубьями
со вставными ножами из быстрорежущей стали
40
30-45
20-45
30-45
15-25
15
8-15
10-15
8-10
12-15
15
25-40
10
8. Рекомендуемые значении геометрических параметров режущей части
концевых фрез с винтовыми пластинками из твердого сплава
564
Фрезерование
Продолжение табл. 8
Материал заготовки Угол заточки фрезы, ...° Фаска
передний 1 задний а Ширина ленточ- ки/ мм Передний угол на фаске у у,
Стали углеродистая и легиро- ванная с <дв < 750 МПа; чу- гун с НВ <200; бронза с НВ< 140 + 5 17 — —
Стали углеродистая и легиро- ванная с сгв = 750 ч-1100 МПа; чугун с НВ >200; бронза с НВ > 140 0 17 0,2-0,6 0
Стали углеродистая и легиро- ванная с <тв > 1100 МПа -5 15 1,0-2,0 -5 '
Труднообрабатываемые жаро- прочные стали и сплавы + 5 20 - -
Примечание. Угол наклона винтовых пластинок о) = 22+40°.
9. Рекомендуемые значения геометрических параметров режущей части
торцовых фрез с пластинками из твердого сплава
Фрезерование
565
Продолжение табл. 9
Обрабатываемый материал Угол, ...°
передний у задний (ав = = а]) «ля работы с по- дачей, мм/об в плане g 5,1 и К о
главный ф переход- ной кром- ки ф0 вспомога- тельный Ф>
ДО 0,25 СВ. 0,25
коррозионно-стой- кие и жаропрочные Чугун: серый, НВ > 200 КОВКИЙ + 8 10 30-60 *2 10 0
- +5 12— 15 6-8 15 — 60*1 0,5ф 5 12 — 15
+ 7 6-8 60 0,5ф 2 12— 15
*1 Малые углы в плане <р= 154-30° следует применять при обработке на
жестких станках для черновых проходов с малыми глубинами резания или
чистовых проходов с невысокими требованиями к шероховатости поверхности
и точности обработки.
*2 Радиус при вершине г — 1,0 мм.
10. Геометрические параметры (...°) режущей части дисковых фрез
с пластинками из твердого сплава
566
Фрезерование
Продолжение табл. 10
Обрабатываемый
материал
Конструкционные легиро-
ванные и углеродистые
стали с <7В, МПа:
до 800
св. 800
Серый чугун при НВ > 200
-5
-10
+ 5
20
20-25
10-15
20
20-25
10-15
8-15 2-5
11. Рекомендуемые геометрические параметры (...°) режущей части
дисковых прорезных фрез с пластинками из твердого сплава при
фрезеровании труднообрабатываемых сталей и сплавов
Обрабатываемые сплавы 7 а <Р1
Коррозионно-стойкие и жаропроч- 5-10 18 1 — 1 сЛ0'
ные стали и сплавы
Титановые 0 20 1°-1°30'
Молибденовые 0-Ц-5) 18 1 °30'-2°
Вольфрамовые 0-(-5) 20 1 °30'-2°
Примечания: 1. Меньшие углы <р применяют для фрез шириной до
1,5 мм; большие значения — для фрез шириной более 1,5 мм.
2. При фрезеровании жаропрочных сталей больший период стойкости име-
ют цельные фрезы из ВК10-М, а при фрезеровании жаропрочных, титано-
вых и тугоплавких сплавов — фрезы с пластинками нз ВК8 или ВК6-М.
вок на цилиндрических заготовках угловые фрезы (рис. 6 и 7) уста-
навливают относительно заготовки по координатам х и у (х —
смещение фрезы от вертикальной оси заготовки, у — углубление фре-
зы в тело заготовки). Значения л: и у определяют по формулам,
приведенным в табл. 13 и 15. Заданное расстояние между фрезами
набора обеспечивается установкой стандартизованных колец.
Делительные головки. Для расширения технологических возмож-
ностей фрезерных станков используют различного типа стандартизо-
ванные и специальные приспособления. Делительные головки приме-
няют при фрезеровании: канавок, расположенных на поверхности
тел вращения (впадины зубьев сверл, зенкеров, разверток, фрез),
граней различных деталей (гаек, головок болтов, лысок на валах й
т. д.), пазов и шлицев на торцовых поверхностях и т. д.
Фрезерование 567
Рис. 8. Схема универсальной делительной головки:
1 — делительная головка; 2 — люнет; 3 — задняя бабка
Универсальные делительные головки (рис. 8, табл. 16) изготов-
ляют двух типов: лимбовые (с делительным диском) и безлимбовые
(без делительного диска). С помощью головок этих типов выпол-
-няют непосредственное, простое, комбинированное, дифференциальное
н непрерывное деления (табл. 17).
Настройка фрезерного станка на обработку винтовых канавок. Вин-
товые канавки фрезеруют концевой фрезой на вертикально-фрезерном
станке или дисковой фрезой на горизонтально-фрезерном станке.
В табл. 18 приведены формулы для расчета настройки делительной
головки на фрезерование винтовых канавок.
Режимы резания. Режимы резания выбирают в зависимости от
материала обрабатываемой заготовки, типа фрезы, материала инстру-
мента и других условий обработки (табл. 19—31).
При скоростных режимах фрезерования (в — 100-5-1000 м/мин) в
зависимости от материала обрабатываемой заготовки получают шеро-
ховатость поверхностей до Ra = 20 -г 1,25 мкм при черновом фрезеро-
вании и Ra = 2,5-5-0,32 мкм при чистовом.
При скоростном резании фрезами, оснащенными пластинками из
твердого сплава, инструмент необходимо надежно и жестко крепить
в шпинделе. Для повышения качества обработанной поверхности и
периода стойкости торцовой фрезы шпиндельную головку поворачи-
вают на угол р = 20-5- 30', чтобы исключить царапание обработанной
поверхности зубом фрезы.
Для фрезерования СОЖ выбирают из табл. 32.
Фрезы из сверхтвердых материалов. Основные размеры и геомет-
рические параметры торцовых фрез с ножами из композита приведе-
ны ..в табл. 33 и 34. Применяют однозубые и многозубые фрезы.
Достоинством многозубых фрез являются возможность получения
больших подач при малых подачах на зуб и высокая надежность в
568
Фрезерование
12. Основные наладки н схемы обработки
Схема обработки Направление Назначение
ВИНТО- ВОЙ канавки фрезы вра- щения шпин- деля осевой силы
Пра- вое Ле- вое В шпин- дель Встречное фрезеро- вание заготовок с не- снятой коркой при большой глубине ре- зания
—- Ле- вое Пра- вое В шпин- дель Попутное фрезеро- вание предваритель- но обработанных не- жестких деталей
I1—
Пра- вое Пра- вое Из шпин- деля
Фрезерование за- крытых пазов
Ле- вое Ле- вое Из шпин- деля
Фрезерование
569
Продолжение табл. 12
Схема обработки Направление Назначение
винто- вой канавки фрезы вра- щения шпин- деля осевой силы
5 1 1 Ле- вое Пра- вое В шпин- дель Фрезерование от- крытых поверхностей
Пра- вое Ле- вое
/ 1 При установке спа- ренных фрез
работе. Достоинство однозубых фрез — простота эксплуатации и за-
точки.
Возможность высокопроизводительной обработки различных мате-
риалов (в том числе закаленных), малый размерный износ и высокая
стойкость инструмента позволяют во многих случаях успешно при-
менять процесс фрезерования вместо шлифования.
В табл. 35 даны сведения по обработке плоских поверхностей деталей
металлорежущих станков, фрезами, оснащенными вставками из ком-
позита 01; в табл. 36 — режимы резания торцовыми фрезами с
режущей частью из композита; в табл. 37 — режимы резания тор-
цовыми фрезами с механическим креплением пластин.
570 Фрезерование
13. Формулы для определения координат установки угловых фрез
(см. рис. 6 и 7)
Перед- Фрезерование
НИЙ фаски f
угол на высоту h
хф=х-Дх; у$=у-Ьу
При работе двухугловыми фрезами с углами ф и ф|
х = Лб1п(Ф| + у) — 1 Е х = R< sin (<p j + у) — 2 sin — х
h sin ф! Г el япф!]
— — ' X cos (Ср + у) — - 7—- ? ;
cosy 2 sin ф 1
у=#о г — —
у = R — Асоб(ф1 -I- у) — у = R < 1 — cos (ф! + у) + 2 sin — х
hcos ф1 1 Г. ч Е 1 COS Ф] 1
— —— > х COSI ((р 4- у) 1 — >
cos у J L 2J БШф J
х = (R — ft)sin фр 1 . Е х — Rl sinф1 — 2sin- х
f el sinф|
X COS <(£>—- > : ;
) 21 sin ф
у=0 Г-
У = R(1 -COSQj + »» < л £ у = к 1 — costpj 4-2sin-х
+ ЙСОБф]
[ Е 1 COS ф, 1
X cos<(p >——— 1
[ 2j япф J
При работе с одноугловыми фрезами (<pj = 0)
х = Rsiny; х — Rsiny;
у = R (1 — cos у) + —-— у = R < 1 — cos у +
у=#о cos у [
E C I x 2 sin — cos (ф + у) I )
+ Г
sincp J
х = 0 x = 0
£ f e]
27<sincos<q) — >
у=0 у = h 2 Г 2) y =
Sin ф
Фрезерование
571
Продолжение табл. 14
Примечания: 1. Если работу выполняют двухугловой симметричной
фрезой, то в приведенные формулы вместо <р подставляют <р, = <р/2.
2. Центральный угол s = 2n/z — f/R, где Е —в рад; z —число зубьев заго-
товки; R — радиус заготовки.
3. хф и З'ф — фактические координаты установленной фрезы при
фрезеровании фаски f при наличии радиуса г закругления канавки
у основания зуба.
4. Значения Дх и Ду см. в табл. 15.
14. Условия обеспечения равномерной силы резания при обработке
набором фрез
Набор фрез Угол смещения фрез в наборе асм
Прямозубых цилиндрических, косозубых дисковых (см. рис. 5, б) и угловых (см. рис. 5, г) 360° «СМ , Z1 + z2 + ••• при числе q фрез в наборе и г1 = z2 = ••• = 2 360° ^СМ
Прямозубых дисковых при раз- личных углах контакта ф с заготовкой (см. рис. 5, в) 360° . «СМ - , , ± (Ф1 Фг), Z1 + z2 + - где знак плюс — при ф! > ф2; знак минус — при ф1 < ф2; ф. = arccos (1 ЯФ1 2/ ф2 = arccos (1 —)' Дф2
Примечания: 1. Для набора косозубых цилиндрических фрез отно-
шение ширины фрезерования к осевому шагу B/t0 = к, vpe к = 1,2.
2. Принятые обозначения: q — число фрез в наборе; г,, t2 — глубины
резания; Дф1; Вф2 — диаметры фрез; z, z,, z2 — числа зубьев фрез.
Для черновой, получистовой и чистовой обработки закаленных
инструментальных и конструкционных легированных сталей и чугунов
используют торцовые фрезы (рис. 9) с механическим креплением
круглых пластин из композита. Фрезы изготовляют право- и лево-
режущими номинальных диаметров, мм: 100; 125; 160; 200 ; 250;
315; 400.
572
Фрезерование
15. Формулы дли определении Дх и Ду
Пр имечание. При работе двухугловыми симметричными фрезами
вместо <рг подставлять <р/2.
В табл. 38 приведены нестандартные приспособления для об-
работки деталей на фрезерных станках.
Технические требования, предъявляемые к торцовым фрезам с
режущей частью из композита и минералокерамики:
1. Допуск радиального биения главных режущих кромок относи-
тельно оси посадочного отверстия не должен превышать:
а) при проверке двух противоположных ножей:
для фрез нормальной точности —0,04 мм;
для фрез повышенной точности,
в том числе регулируемых — 0,03 мм;
16. Основные размеры (мм) универсальных делительных головок
(по ГОСТ 8615-80)
Обозначение головки Исполнение Наибольший диаметр заготовки D я*, не более Конус Морзе шпинделя под центр Диаметр конца шпинделя с резьбой Габаритные размеры основания головки В х L, не более Ширина направляющей шпонки, входящей в паз стола станка Масса, кг
7036 — 0051 1 160 180 205 2 МЗЗ 220x160 12 40
7036 — 0061 2
Фрезерование
573
Продолжение табл. 16
Обозначение головки 1 Исполнение Наибольший диаметр заготовки D 77*, не более Конус Морзе шпинделя под центр Диаметр конца шпинделя с резьбой Габаритные размеры основания головки В х L, не более Ширина направляющей шпонки, входящей в паз стола станка Масса, кг
7036- 0052 1 200 235 3 М39 260 х180 14 55
7036- 0062 2 260 -
7036 — 0053 I 250 280 4 М52 18 60
7036 — 0063 2 300 -
7036 — 0054 1 320 350 5 М60 300 х 240 110
7036- 0064 2 370 -
7036— 0055 1 400 450 М76х4 22 120
7036 — 0065 2 460 -
7036 — 0056 1 500 560 6 М90х6 350x300 150
7036— 0066 2 565 -
*Н — расстояние от основания шпиндельной бабки до торца шпин-
деля при вертикальном расположении шпинделя.
Примечания: 1. Угол поворота шпинделя в вертикальной плоскости
вниз от линии центров ан > 5°; вверх от линии центров ав > 95°.
2. Передаточное отношение червячной пары 1:40.
3. Максимальное число делений, на которое можно разделить окруж-
ность, -400.
4. Делительные универсальные головки изготавливают со следующими
исполнениями конца шпинделя: резьбовым и фланцевым.
574
Фрезерование
б) при проверке двух смежных ножей:
для фрез нормальной точности — 0,03 мм;
для фрез повышенной точности,
в том .числе регулируемых — 0,02 мм,
2. Допуск торцового биения режущей части кромки переходной
фаски или радиуса при вершине относительно опорного торца не
должен превышать:
а) при проверке двух противоположных ножей:
для фрез нормальной точности — 0,04 мм;
для фрез повышенной точности — 0,03 мм;
для фрез регулируемых — 0,007 мм;
б) при проверке двух смежных ножей:
для фрез нормальной точности — 0,03 мм;
для фрез повышенной точности — 0,02 мм;
для регулируемых фрез — 0,005 мм.
3. Отклонение от перпендикулярности опорного торца относитель-
но оси посадочного отверстия не должно превышать:
для фрез нормальной точности —0,03 мм;
для фрез повышенной точности,
в том числе регулируемых — 0,02 мм.
Рис. 9. Торцовая насадная
фреза с механическим
креплением круглых пла-
стин из сверхтвердых
• материалов
Фрезерование
575
17. Расчет настройки делительных головок на деление
различными способами
Деление
Основные формулы
и правила настройки
Непосредственное
Число промежутков между от-
верстиями (прорезями) делительно-
а
го диска п ——;
z
для делительных дисков, градуи-
рованных в градусах,
360°
а —-----
z
Простое
Число оборотов рукоятки боково-
го делительного диска
Комбинированное
(деление в два приема, каж-
дое из которых осуществляют
простым делением)
Дробные доли оборота выражают
числом промежутков выбранного
делительного круга и фиксируют
подвижным сектором.
Обозначения на рисунке: 7 —
шпиндель делительной головки; 2 —
червячное колесо; 3 — червяк; 4 —
рукоятка; 5 — делительный диск
Число оборотов рукоятки боко-
вого делительного диска
N
п =---.
Z
Эту дробь представляют в виде
суммы (разности) двух дробей. Одна
из этих дробей выражает поворот
рукоятки относительно диска, а дру-
гая-поворот самого диска вместе
с рукояткой относительно штифта
заднего фиксатора. Направление
вращения задают знаками дробей
576
Фрезерование
Продолжение табл. 17
Деление
Основные формулы
н правила настройки
Дифференциальное
Вместо числа делений z, которое
нельзя получить простым делением,
произвольно выбирают число деле-
ний х, получаемое простым делени-
ем и близкое по значению к z.
Число оборотов рукоятки делитель-
ной головки на одно деление
N
п = —
X
Передаточное отношение сменных
зубчатых колес гитары делитель-
ной головки
N(x—z)
Знак 1д зависит от знака разности
х — z и определяет число проме-
жуточных (паразитных) колес (см.
эскиз)
При положи-
тельном зна-
чении 1д
При отрица-
тельном зна-
чении 1д
Направления вращения рукоятки
и делительного диска совпадают
при гд > 0 и не совпадают при
гд<0
Одно промежу-
точное колесо
Без промежу-
точных ко-
Фрезерование
577
Продолжение табл. 17
Деление
Основные формулы
и правила настройки
Непрерывное
Угол наклона
(угол поворота
станка)
nD
tgo> =-----
s
Передаточное
ных колес (см. эскиз)
винтовой линии
стола фрезерного
отношение смен-
Мв
s
Условные обозначения: а — чисйо отверстий (прорезей) делитель-
ного диска; z — число делений на один оборот заготовки; N= 40 — харак-
теристика делительной головки (число оборотов рукоятки для одного пол-
ного оборота шпинделя); D — диаметр детали, по которому измеряется
угол наклона винтовой линии; s — шаг винтовой линии; ZB — шаг винта про-
дольной подачи стола; а — угол поворота шпинделя головки
18. Формулы для расчета настройки делительной головки иа
фрезерование винтовых канавок
Параметр Формула
Угол наклона <в винтовой линии,...0 тг£> tgco — S
Угол подъема <р винтовой линии,...0 <р = 90 — <в
Шаг винтовой линии s, мм 7t D S = tgCB
Диаметр обрабатываемой детали D, мм D задается чертежом
578
Фрезерование
Продолжение табл. 18
Параметр Формула
Число оборотов п рукоятки дели- тельной головки N п = —
Число винтовых канавок Характеристика А фрезерного станка Задается чертежом А = Nt
Передаточное отношение сменных колес % . _ A tgco _ 2, Z, nD z2 z4 A
Примечание. N— характеристика делительной головки; t — шаг ходового
винта подачи стола, мм; zj, з2, Zj, z4 — числа зубьев сменных зубчатых колес.
19. Средние периоды стойкости Т фрез (мнн) при одноинструментальной
обработке
Период стойкости Т (мин) при обработке фрезами
Фрезы Диаметр фрезы D, мм с пластин- ками из твердого сплава из быстрорежущей стали
стали чугу- на стали н ков- кого чугуна серо- го чугу- на мед- ных спла- вов
Торцовые До 40 » 63 80; 100 125; 160 200; 250 315 400 и более 120*1 180 180 240 300 420 120*1 120 180 180 300 420 120 180 180 180 240 300 120 180 180 180 240 300 120 180 180 180 240 300
Фрезерование
579
Продолжение табл. 19
Период стойкости Т (мин) при обработке фрезами
Фрезы Диаметр фрезы Д мм с пластин- ками из твердого сплава из быстрорежущей стали
стали чугу- на стали и КОВ- КОГО чугуна серо- го чугу- на мед- ных спла- вов
Цилиндрические цельные До 63 100 — — 120 180 120 180 120 180
Цилиндрические со вставными ножами 63 - 125 160-250 180 *1 180*' 180 180 180 180 180 180
Концевые До 20 25 40 63 120*2 90 120 180 120*' 90 90 120 60 60 90 120 60 60 90 120 60 60 90 120
Дисковые До 80 100 125; 160 200 250 315 120*' 120 180 240 240 240 120*' 120 120 180 180 240 120 120 150 150 180 180 120 150 150 180 240 240 120 120 150 150 180 180
Прорезные и отрезные До 80 100 160 200 — — 60 75 120 150 80 120 180 210 60 75 120 150
Фасонные, полукруг- лые; выпуклые, во- гнутые и угловые 63; 80 100 - — 120 180 120 180 120 180
С *1 л
Фрезы с напаянными пластинками из твердого сплава.
J*2 Фрезы с коронками из твердого сплава.
580
Фрезерование
20. Допустимое радиальное биение зубьев фрез, мм
Диаметр фрезы, мм Фрезы
цилин- дриче- ские диско- вые торцо- вые конце- вые отрезные и про- резные фасон- ные
До 100 0,03/0,06 0,05/0,10 0,05/0,04 0,03/0,06 0,06/0,10 0,03/0,06
100-125 — 0,06/0,12 0,06/0,05 — 0,06/0,10 0,03/0,06
125-160 — 0,06/0,12 0,06/0,05 — 0,08/0,12 —
160 - 200 — 0,06/0,12 0,06/0,05 — 0,08/0,12 —
200-315 — 0,08/0,15 0,06/0,06 — 0,10/0,16 —
Примечание. В числителе дроби — радиальное биение двух смежных
зубьев фрезы; в знаменателе — двух противоположных зубьев.
21. Рекомендуемые подачи иа зуб Sz (мм/зуб) при обработке стали
различными фрезами
Глубина резания, мм Фреза торцовая
Материал режущей части фрезы
Быстрорежущая сталь Твердый сплав
Sz при твёрдости обрабатываемой стали НВ
До 229 229 — 287 Св. 287 До 229 229— 287 Св. 287
До 2 2-5 Св. 5 0,2- о,з 0,15— 0,25 0,12 — 0,2 0,15- 0,25 0,12— 0,2 0,1- 0,15 0,12- 0,2 0,1- 0,15 0,07 — 0,12 0,15- 0,2 0,12- 0,18 0,1- 0,15 0,1- 0,15 0,08 — 0,12 0,08- 0,1 0,08- 0,1 0,06- 0,1 0,06- 0,08
Продолжение табл. 21
Глубина резания, мм Фреза дисковая для обработки плоских поверхностей пазов*
Материал режущей части фрезы
Быстрорежущая сталь Твердый сплав
Sz при твёрдости обрабатываемой стали НВ
До 229 229 — 287 Св. 287 До 229 229 — 287 Св. 287
До 2 2-5 Св. 5 0,15 — 0,25 0,12- 0,2 0,1- 0,15 0,12- 0,2 0,1- 0,15 0,08 0,12 0,1- 0,15 0,08 — 0,12 0,06- 0,1 0,1- 0,12 0,08- 0,1 0,08- 0,1 0,08- 0,1 0,06- 0,1 0,06- 0,08 0,06- 0,08 0,06- 0,08 0,05 — 0,06
Фрезерование
581
Продолжение табл. 21
Фреза дисковая для обработки пазов*
Материал режущей части фрезы
Глубина резания, мм Быстрорежущая сталь Твердый сплав
S г при твердости обрабатываемой стали НВ
До 229 229- 287 Св. 287 До 229 229 — 287 Св. 287
До 2 2 — 5 Св. 5 0,07 — 0,12 0,05- 0,1 0,03- 0,08 0,07- 0,1 0,06- 0,08 0,05 — 0,07
* Меньшие значения принимают при обработке узких глубоких пазов
и при работе фрезами небольших размеров.
Продолжение табл. 21
Твердость стали НВ S, прорезной фрезы из быстрорежущей стали при ширине фрезерования В, мм
До 2 2-3 3-6
До 229 0,02 - 0,035 0,035 - 0,045 0,04-0,055
Св. 229 0,01-0,025 0,025-0,03 0,03-0,04
Глубина резания t, мм Sz концевой фрезы из быстрорежущей стали диаметром £>, мм
6 16 30
До 5 0,005 - 0,01 0,01-0,025 0,05-0,07
10 0,003 - 0,006 0,008 — 0,015 0,03-0,05
20 и более — — 0,02-0,04
Шнрниа фрезеро- вания В, ММ Sz фрезы из быстрорежущей стали
цилиндрической с крупными зубьями радиусной вогнутой
Глубина резания t, мм
До 2 3-5 6-10 До 3 До 6 До 12
До 50 Св. 50 0,25- 0,4 0,15 — 0,25 0,2- 0,3 0,1“ 0,2 0,1- 0,2 0,1- 0,15 0,04 — 0,08 0,03- 0,06 0,02 — 0,04
582 Фрезерование
Продолжение табл. 21
Ширина фрезере- вания Д мм Sz фрезы из быстрорежущей стали
радиусной выпуклой и угловой для обработ- ки пазов сегментных шпонок
Глубина резания 1, мм
до 3 до 6 до 12
До 50 0,06-0,12 0,04-0,12 0,03-0,06 0,025-0,01
Примечания: 1. Большие подачи принимать при жестких станках, дета-
лях и оснастке, меньшие — при невысокой жесткости.
2. При очень жесткой системе станок — приспособление — инструмент —
деталь подачи могут быть увеличены, при нежесткой системе — уменьшены.
3. Для чистовой обработки подачи 5/<0,1 мм/зуб.
4. При обработке прорезными фрезами пазов повышенной точности
подачу на зуб уменьшают в пределах 30%.
5. Для концевых фрез, обеспечивающих лучший отвод стружки вследствие
большого объема впадины и более крутой спирали, подача может быть
увеличена до 0,08 — 0,12 мм/зуб.
6. При обработке цилиндрическими мелкозубыми фрезами подачу умень-
шают в 2 раза.
22. Рекомендуемые подачи Sz (мм/зуб) при черновом фрезеровании плоских
поверхностей фрезами из быстрорежущей стали при обработке чугуна и
медных сплавов
Мощ- ность .станка (шпин- дельной голов- ки), кВт Жесткость системы СПИД Фрезы цилиндрические Фрезы торцовые Фрезы дисковые трехсторонние
с круп- ным зубом и встав- ными ножами с мел- ким зубом с круп- ным зубом и встав- ными ножами с мел- ким зубом с круп- ным зубом и встав- ными ножами с мел- ким зубом
До 5 Средняя Пониженная 0,12- 0,2 0,1- 0,15 0,06- 0,12 0,05- 0,1 о,is- о.з 0,1- 0,2 0,12- 0,2 0,08— 0,15 0,IS- О.25 0,1- 0,24 0,12- 0,2 0,08— 0,15
Св. 5 Повышенная Средняя Пониженная 0,25- 0,4 0,2- 0,3 0,12- 0,2 0,12- 0,2 0,1- 0,15 0,08 — 0,12 0,3- 0,5 0,2- 0,4 0,15 — 0,25 0,2- 0,3 0,15- 0,3 0,1- 0,2 0,25- 0,4 0,2- 0,3 0,15 — 0,25 0,2- 0,3 0,15- 0,25 0,1- 0,2
Фрезерование
583
Продолжение табл. 22
Мощ- ность станка (шпин- дельной голов- ки), кВт Жесткость системы СПИД Фрезы цилиндрические Фрезы торцовые Фрезы дисковые трехсторонние
с круп- ным зубом и встав- ными ножами с мел- ким зубом с круп- ным зубом и встав- ными ножами с мел- ким зубом с круп- ным зубом и встав- ными ножами с мел- ким зубом
Св. 10 Повышенная 0,6- 0,8 - 0,4- 0,6 - 0,3- 0,5 -
Средняя 0,4 — 0,6 — 0,3- 0,5 — 0 25- 0,4 —
Пониженная 0,25- 0,4 — 0,2 — 0,3 — 0,2- 0,3 —
Примечания: 1. Большие значения подачи принимают для меньшей
глубины резания и ширины фрезерования, меньшие — для больших значений
глубины резания и ширины фрезерования.
2. При фрезеровании жаропрочных сталей принимает те же значения
подачи, что и для стали, но не более 0,3 мм/зуб.
23. Рекомендуемые подачи S*o (мм/об) при чистовом фрезеровании плоских
поверхностей цилиндрическими фрезами нз быстрорежущей стали при
обработке чугуна н медных сплавов
Шероховатость поверхности Диаметр фрезы £>, мм
50 63 80 100 125 160 200
Яг = 20<- 10 1,8- 2,0- 2,3- 2,5- 3,0- 3,2- 3,7-
1,0 1,2 1,3 1,4 1,7 1,9 2,1
Яа = 2,5-ь 1,25 1,0- 1,2- 1,3- 1,4- 1,7- 1,9- 2,1-
0,6 0,7 0,7 0,8 1,0 1,1 1,2
Примечание. Значения приведены для жесткой системы СПИД.
24. Рекомендуемые подачи Sz (мм/зуб) при фрезеровании плоских
поверхностей концевыми фрезами из быстрорежущей стали при обработке
чугуна и медных сплавов
Глубина резания г, мм Диаметр фрезы D, мм
16-18 20 25
Число зубьев фрезы
4 3 5 3 5 3
3 0,12- 0,1 0,18— 0,13 0,IS- О.12 0,20 — 0,15 0,IS- О.14 0,25 — 0,18
584
Фрезерование
Продолжение табл. 24
Глубина резания /, мм Диаметр фрезы D, мм
16-18 20 25
Число зубьев фрезы
4 3 5 3 5 3
5 8 — - 0,1- 0,07 0,13 — 0,1 0,12- 0,08 0,15 — 0,12
Продолжение табл. 24
Диаметр фрезы £>, мм
Глубина 32- -36 40- -45 50
резания /, мм
Число зубьев фрезы
6 4 6 4 6 4
3 0,22- 0,30- 0,25- 0,35- 0,30- 0,40-
0,14 0,20 0,16 0,25 0,16 0,24
5 0,15- 0,2- 0,18- 0,25 — 0,2- 0,3-
0,1 0,14 0,12 0,16 0,12 0.18
8 — — 0,12- 0,15- 0,15- 0,20—
0,08 0,1 0,1 0,12
Примечание. При обработке криволинейных поверхностей значения
подач уменьшают на 20—30%.
25. Рекомендуемые подачи Sz (мм/зуб) при фрезеровании алюминиевых
и магниевых сплавов и пластмасс
Обрабатываемый материал Цельные фрезы из быстрорежущей стали Сборные фрезы
цилиндриче- ские, трех- сторонние дисковые торцовые и концевые из быстро- режущей стали оснащенные пластинками из твердого сплава
Алюминиевые сплавы Магниевые сплавы Пластмассы 0,05-0,2 0,09-0,54 0,05-0,5 0,05-0,25 0,11-0,48 0,1-0,8 0,05-0,25 0,1-0,8 0,1-0,3 0,03-0,8
Фрезерование 585
26. Коэффициент К2 для определения скорости резания при обработке стали
Обрабатываемая сталь К2 при материале инструмента
Марка Твердость НВ Быстрорежу- щая сталь Твердый сплав
10; 15; 20; 25; 30; 35; 40; 45; 50 До 156 156-207 170-229 207-269 269-302 285-321 1,35 1,0 0,9 0,7 0,55 0,5 1,35 1,0 0,9 0,75 0,7 0,65
15Х; 20Х; ЗОХ; 35Х; 38ХА; 40Х 137-179 156-207 170-217 207-255 255-285 286-332 1,0 0,85 0,8 0,65 0,55 0,4 1,1 0,95 0,9 0,75 0,72 0,6
45Г2; 50Г 170-229 229-269 269-285 0,7 0,55 0,5 0,8 0,7 0,65
12Х2НЗА 156-217 0,75 0,85
12Х2Н4А 179 - 255 0,6 0,75
20ХНМ 156-207 0,8 0,9
40ХНМА 197-269 0,55 0,7
35ХГС 170- 241 269 - 321 321-375 0,6 0,35 0,25 0,7 0,5 0,45
18ХГТ 25ХГТ; 30ХГТ 149-187 170- 197 0,9 0,6 0,95 0,8
586 Фрезерование
27. Рекомендуемые скорости резания (м/мин)
Тип фрезы Мате- риал инстру- мента Глу- бина реза- ния, мм Скорость
До 0,02 0,04 0,06
Торцовая Быстро- режущая сталь До 1 3 6 — 62 56 52 56 52 48
К1 Т 1
Твер- дый сплав До 1 3 6 400 360 330 380 340 320
D
Дисковая ких пов ДЛЯ ерхь / \ / \ / \ / \ обра гостей ботки плос- Быстро- режущая сталь До 1 3 6 - 62 56 52 56 52 48
Твердый сплав До 1 3 6 — 400 360 330 380 340 320
t V J
Дисковая для обработки пазов Быстро- режущая сталь ДоЗ 5 10 20 80 67 56 45 70 60 50 40 65 55 46 37
11 iii.ii mill ♦и Твердый сплав ДоЗ 5 10 20 530 460 370 300 490 430 340 280 460 400 320 260
==
в
Фрезерование
587
при фрезеровании стальных заготовок
резания при подаче Sz, мм/зуб Коэффициент
0,1 0,15 0,2 0,3 0,4 0,5
52 44 38 34 30 27 D/Bcp... 1,25 2 5
46 40 36 30 27 25 ^...Р 1,0 1,1 1,25
44 37 33 28 25 23
320 270 240 200 DIB^... 1,25 2 5
280 240 210 180 — *,...Р 1,0 1,1 1,3
260 220 200 170
52 44 38 34 30 37 DIBCp... 3 5 ю
46 40 35 30 27 25 К,... 0,95 1,0 1,1
44 37 33 28 25 23
320 270 240 200 DIB~... 3 5 10
280 240 210 180 — — Кь.. 0,9 1,0 1,15
260 220 200 170 -
55 48 42 37 DIB... 3 6 10 20
46 40 35 30 — — Кх... 1,0 1,1 1,2 1,3
40 34 30 26
32 27 24 20
380 330 DIB... 4 6 12
330 290 — — Кь.. 1,0 1,15 1,25
270 230
220 180
588
Фрезерование
Прорезная
Тип
фрезы
в
Концевая для обработки пазов
Радиусная выпуклая
Материал
инстру-
мента
Быстро-
режущая
сталь
Глу- бина реза- Скорость
НИЯ, мм До 0,02 0,04 0,06
До 60 55 52
1,5
3 50 44 42
6 40 37 35
12 33 30 29
25 26 24 23
До 5 26 24
10 24 23 —
15 23 П"»
Ши-
рина
фре-
зе-
ро-
ва-
НИЯ
В:
4 50 46 43
10 46 43 38
25 42 38 35
Фрезерование
589
Продолжение табл. 27
резания при подаче S,, мм/зуб Коэффициент К;
0,1 0,15 0,2 0,3 0,4 0,5
47 38 32 26 21 — — — — — D/B. К,... 15 1,0 25 1,1 40 1,2 75 1,5
— — — — — — D... К,... 15 1,0 30 1,1
38 35 33 — - — — — D/t... К}... 5 1,0 10 1,25 20 1,5
590
Фрезерование
Тип
фрезы
Радиусная вогнутая
Двухугловая
Цилиндрическая и концевая
Фрезы для пазов сегментных
шпонок
Материал
инстру-
мента
Быстро-
режущая
сталь
Глу- бина реза- ния, мм Скорость
До 0,02 0,04 0,06
8 40 36 34
20 36 33 30
40 34 30 28
4 40 36 34
10 36 34 30
20 34 32 28
40 50 47
60 — 48 45
100 46 43
— 30 27 —
Примечания: 1. Скорость резания в = в1аблК1К2К3, где етабл ~ га6-
ственно от размеров обрабатываемой поверхности, материала заготовки,
в табл. 26 и 28.
2. D — диаметр фрезы, мм;' В и ( — соответственно ширина и глубина
Фрезерование
ЗУ1
Продолжение табл. 27
резания при подаче Sz, мм/зуб Коэффициент Kj
1 F 0,15 0,2 0,3 0,4 0,5
30 28 25 — — — — — D//...10 20 40 К]... 1,0 1,25 1,5
п 30 28 25 — — - — — D/t... 5 10 20 К]... 1,0 1,25 1,5
42 40 38 38 36 34 34 33 30 28 26 25 24 23 21 21 20 19 D//..10 20 30 К]...1,0 1,2 1,4
- — — — - — —
личное значение скорости; К2 и К3 — коэффициенты, зависящие соотвег-
периода стойкости и материала инструмента. Значения К2 и К3 приведены
Фрезерования, мм.
592 Фрезерование
28. Коэффициент К3 для определения скорости резания
при обработке стали
Материал инстру- мента К для периода стойкости Т фрезы, мин
Фреза До 30 60 100 150 200 400 600 1000 1500
Торцовая, дисковая, прорезная Быстро- режущая сталь 1,5 1,15 1,0 0,9 0,8 0,7 0,55 0,5 0,45
Цилиндриче- ская, радиусная концевая 1,6 1,2 1,0 0,85 0,75 — — — -
Торцовая и дисковая Твердый сплав: Т15К6 Т14К8 Т5К10 — 1,2 0,95 0,8 1,0 0,8 0,65 0,85 0,7 0,6 0,75 0,6 0,5 0,6 0,5 0,4 - — —
29. Рекомендуемые скорости резания (м/мин) при обработке
заготовок из цветных сплавов и пластмасс
Обрабатываемый материал Цельные фрезы из быстрорежущей стали Сборные фрезы
цилиндри- ческие, дисковые трех- сторонние торцовые и концевые отрезные из быст- рорежу- щей стали твердо- сплав- ные
Латунь ЛС62 30-50 40-60 60-100 50-70 150- 200
Бронза 25-40 30-50 60- 100 40-60 100-150
Титан 8-18 10-20 10-20 12-25 30-60
Алюминий 250-300 300- 400 250 - 300 400-500 800-1000
Дуралюмин 400- 500 400-500 250-400 400- 500 800— 1000
Силумин (АЛ2, АЛ4, АЛ9) 200-250 250-350 250-400 250-350 800— 1000
Магниевые сплавы (типа АМг и МА) 150 - 200 150-200 200-250 200-250 —
Пластмассы 30-50 40-60 100- 200 60-80 200-500
Фрезерование 593
30. Поправочный коэффициент Атабл Для приближенного расчета
скорости резания заготовок из серого, ковкого я прочного
(модифицированного) чугунов
Обрабаты- ваемый материал Фреза
торцовая дисковая для обработки
плоских поверхностей пазов
Твердо- сплав- ная Из быст- рорежу- щей стали Твердо- сплав- ная Из быст- рорежу- щей стали Твердо- сплав- ная
Серый чугун 0,45 — 0,55 1,35- 1,25 0,45 — 0,55 1,4 0,95 0,44 - 0,39*; 0,39 *-0,43
Ковкий и прочный чугуны 0,55 — 0,8 1,25- 1,35 0,55 — 0,8 1.25- 1,4 0,54— 0,6
Продолжение табл. 30
Обраба- тываемый материал Фреза
прорезная концевая для обработки пазов цилиндри- ческая и концевая
Из быстрорежущей стали
Серый чугун 1,08 . 0,68 0,7 ’ 0,43 1,25 1 1,15 0,98 1 0,8
Ковкий и прочный чугуны 1,28 1,39 1,4
* При обработке серого чугуна дисковыми пазовыми фрезами из твер-
дого сплава значение коэффициента 0,39 в первом приближении соответст-
вует значению Sz = 0,06 мм/зуб.
594 Фрезерование
Продолжение табл. 30
Примечания: 1. Приближенное значение скорости резания при об-
работке чугуна: v — (^табл^ч^г^з) Ктабл; ^табл и выбирают по табл. 27;
К2 и К3 — по табл. 31 (приведенные значения справедливы для ковкого
и прочного чугунов, но в первом приближении могул быть использо-
ваны и для серого чугуна).
2. Меньшие значения диапазонов соответствуют меньшим значениям
подачи Sz.
3. В числителе приведены значения коэффициентов, соответствующие
меньшим значениям глубины резания г, в знаменателе — большим значениям t.
31. Коэффициенты К2 и Aj для определения скорости резания при
обработке ковкого и прочного чугунов
Обрабатыва емая по- верхность Коэффициент К2 при НВ
120- 140 130-170 207-229 265-285
Без корки С коркой 1,2 0,85 1,0 0,7 0,65 0,55 0,5 0,45
- Фреза Материал инструмента Коэффициент К3 при периоде стойкости Т фрез, мин
до 30 60 100 150 200 400 600 1000
Торцовая и дисковая Твердый сплав ВК8 - 1,2 1,0 0,85 0,75 0,6 0,5 0,4
ВК4; ВК6 - 1,4 1,2 1,0 0,9 0,7 0,6 0,5
Торцовая, дисковая, прорезная Быстроре- жущая сталь 1,5 1,15 1,0 0,9 0,8 0,7 0,55 0,5
Цилиндриче- кая, концевая 1,5 1,2 1,0 0,85 0,8
Фрезерование
595
32. Смазочво-охлаждающие жидкости (СОЖ), используемые при
фрезеровании в зависимости от материала обрабатываемой заготовки
Материал обрабатываемой заготовки СОЖ
Чугун серый 3 —5%-ная эмульсия из эмульсола Укри- нол-1; 2 —5%-ный раствор синтетической СОЖ Аквол-10
Стали: конструкционные углеродистые 3—5%-ная эмульсия из эмульсола Укри- нол-1; 2 —5%-ный раствор синтетической СОЖ Аквол-10; 3 —5%-ный раствор полусинтети- ческой СОЖ Аквол-11; ОСМ-3
конструкционные легированные 3 —5%-ная эмульсия из эмульсола Укри- нол-1; 5—10%-ная эмульсия из эмульсола ИХП-45Э; 2 —5%-ный раствор синтетиче- ской СОЖ Аквол-10; 3 —5%-иый раствор полусинтетической СОЖ Аквол-11; ОСМ-3
инструментальные быстрорежущие 7—10%-ная эмульсия из эмульсола Укри- нол-1; 3 —5%-ная эмульсия из эмульсола Аквол-2; 5—10%-ный раствор полусинтети- ческой СОЖ Аквол-11; МР-1; ОСМ-3
коррозионно-стойкие 7—10%-ная эмульсия из эмульсола Укри- нол-1; 5—10%-ная эмульсия из эмульсола ИХП-45Э; 5—10%-ная эмульсия из эмуль- сола; РЗ-СОЖ8; 3 —5%-ный раствор полу- синтетической СОЖ Аквол-11; МР-4; ОСМ-3
Высокопрочные стали и жаропрочные сплавы 7—10%-ная эмульсия из эмульсола Укри- нол-1; 5—10%-ная эмульсия из эмульсола РЗ-СОЖ8; 5—10%-ный раствор полусинте- тической СОЖ Аквол-11; МР-4
Сплавы: титановые 7—10%-ная эмульсия из эмульсола Укри- нолг!; 5—10%-ная эмульсия из эмульсола РЗ-СОЖ8; МР-4; ОСМ-3
алюминиевые 1,5—3%-ная эмульсия из эмульсола Укри- нол-1; 5—10%-ный раствор полусинтетиче- ской СОЖ Аквол-11; ОСМ-3
Медь и медные сплавы 1,5 —3%-ная эмульсия из эмульсола Укри- нол-1; МР-9
596 Фрезерование
33. Основные размеры (мм) торцовых насадных фрез со вставными
ножами, оснащенными композитом (ОСТ2 И61-6—79)
Предназначены для чистовой обра-
ботки деталей из закаленных ста-
лей и чугунов
Наружный диаметр D 80 100 125 160 200 250
Внутренний диаметр d 27 32 40 50 50 60
34. Геометрические параметры торцовых фрез со вставными ножами,
оснащенными композитом
Г еометрические параметры, ...° Обрабатываемый материал
Закаленные стали (ЯЛСЭ 40-66) Серые высо- копрочные чугуны {НВ 160-270) отбеленные чугуны (НВ 400-800)
Передний угол у Задний угол: -54- —8 04-—8 — 54-—8
главный а 7-10 7-10 7-10
вспомогательный cq Угол в плане: 7-10 7-10 7-10
главный <р 35-45 35-45 35-45
вспомогательный <pt 10-15 10-15 10-15 “
Угол наклона X режущей кром- ки 0-2 0 0-3
Фаска или радиус при вершине г, мм 0,2-0,6 0,6-1,0 0,4-0,7
35. Обработка плоских поверхностей деталей металлорежущих станков фрезами, оснащенными вставками
из композита 01
Деталь Материал детали— чугун марки Оборудование Режимы обработки Обрабатываемая поверхность Используемый инструмент
и, м/мин 5 г, мм Шерохо- ватость Ra, мкм Допуск формы и расположе- ния, мм
Направляющая поперечины СЧ 20 (НВ 170— 241) Продольно- шлифовальный станок мод. 3512В 850 1,5-2 м/мин 0,05-0,8 2,5-1,25 Отклонение от прямолинейно- сти 0,01—0,02 на длине 2 — 2,5 мм Фреза со встав- ками из компо- зита 01
Нижняя и верхняя части суппорта станка мод. 16К20 СЧ 20 Продольно- шлифовальный станок мод. МШ-123 1000 1,5 м/мин 0,3 1,25 Отклонение от плоскостности 0,02
Стол с площадью обработки 4000 х 1250 мм СЧ 30 Продольно- фрезерный станок мод. 6У612 300 150 мм/мин 0,1-0,2 Фреза однозу* бая со вставкой композита 01
Хобот фрезерного станка СЧ 15 Продольно- фрезерный станок мод. ГФ-120 600 250 мм/мин 0,3 Отклонение от плоскостности 0,015 Фреза двузу- бая со встав- ками из компо- зита 01
Корпус механизма поперечной по- дачи СЧ 20 Станок мод. СИП 220 0,1 мм/об 0,15 2,5 — Фреза однозу- бая со встав- кой из компо- зита 01
Фрезерование
598 Фрезерование
36. Режимы резания торцовыми фрезами с режущей частью из композита
Материал обрабатываемой заготовки Марка композита Режимы резания
Скорость V, м/мин Подача S, мм/об Глубина резания мм
Стали: инструментальные, леги- рованные, конструкцион- ные 40 < HRC < 50 закаленные: 50 < HRC < 60 60 < HRC < 70 Чугуны: серые и высокопрочные, НВ 150-270 отбеленные закаленные, НВ 400 - 600 Серый чугун и закаленная сталь (совместная обра- ботка) Закаленная сталь и твердый сплав марок ВК15, ВК20, ВК25 (совместная обра- ботка) 01; 02; 09; 10 150 - 200 0,07-0,15 0,5-1,5 0,1-0,2
200-300 80-120 0,01-0,07 0,07-0,15
100-140 70-90 80-120 400 - 600 0,01-0,04 0,02-0,12
0,5-1,0
0,01-0,03 0,07-0,15 0,05-0,15 1,0-2,0 0,1-0,2
600- 120С 80—150 0,01-0,04 0,07-0,10
0,5-1,0
120-150 80-140 0,01-0,04 0,07-0,15
0,05-0,15
100-200 10-20 0,01-0,04 0,05-0,10
10 0,3-0,5 0,05-0,1
09; 10 20-30 0,01-0,03
Примечания: 1. Композиты: 01 — эльбор-Р; 02 — белбор; 09 — смесь
вюртпитного и кубического нитрида бора; 10 — гексанит-Р.
2. В числителе приведены данные для получистовой обработки, в знаме-
нателе — для чистовой.
37. Режимы резания торцовыми фрезами с механическим креплением
пластин из композита 05 и минералокерамики
Вид фрезе- рования Материал Скорость резания V, м/мин Подача 5, мм/зуб Глубина резания t, мм
режущей части обрабатывае- мой детали
Чистовое Компо- зит 05 Чугун се- рый (НВ 180-200) 600-1800 0,008 -0,02 0,05-0,5
Получисто- вое 400-800 0,02-0,05 0,5-2,5
Черновое ВОК-60 400- 600 0,02-0,08 3,5-5,0
Фрезерование 599
Продолжение табл. 37
Вид фрезе- рования Материал Скорость резания г, м/мин Подача 5, мм/зуб Глубина резания мм
режущей части обрабатывае- мой детали
Чистовое ВОК-60 Чугун серый (НВ 180-200) 600-1000 0,008 - 0,02 0,05-0,5
Получисто- вое 300-600 0,02-0,05 0,5-2,0
Черновое 300 - 500 0,02-0,05 3,5-5,0
Чистовое Сталь {HRC., 56- 61) 100- 200 0,008 - 0,02 0,05-0,5
Получисто- вое 100-150 0,02-0,05 0,5-1,5
Черновое 0,02-0,05 3,5-5,0
Примечания: I. Для фрез, оснащенных пластинами из минералоке-
рамики В-3, режимы резания должны быть снижены на 15%.
2. Композит 05 — кубический нитрид бора с легирующими добавками.
3. Ширина фрезерования равна (0,6 ч- 0,8) Рф, где Рф — диаметр фрезы, мм.
38. Нестандартизованные приспособления для обработки деталей иа
фрезерных станках
Обрабатываемая
заготовка
Материал — сталь
600
Фрезерование
Продолжение табл. 38
Для закрепления заголовки типа втулки при проведении пяти операций. При-
способление состоит из корпуса 1, к которому приварена нижняя плита 2.
Базами обрабатываемой заготовки служат два отверстия 0 2,5Н9 и торец. В кор-
пус запрессовано восемь фиксаторов, из которых четыре — цилиндрические, а
остальные—ромбические (поз. 3, 4, И, 12, 13, 14, 15 и 16). В корпусе уста-
новлены болты 5, которыми закрепляют прихваты 6, 7, 8 и 9.
При фрезеровании торцового паза 6/fl 1 и паза 1,5 ± 0,1 мм обрабатывае-
мую заготовку устанавливают на фиксаторы 13, 14 и закрепляют прихватом 6
при завинчивании болта 5. При фрезеровании боковой плоскости с обеспе-
чением размера от оси отверстия, равного 7 мм, заготовку устанавливают на фик-
саторы 3 и 4 и закрепляют прихватом 9. Пазы размерами 3±0,1 и 4,3+0,1 мм
фрезеруют концевой фрезой при установке заготовки на фиксаторы 15 и 16, при-
чем обрабатываемую заготовку закрепляют прихватом 8. При обработке паза
размером 1Я12 заготовку устанавливают на фиксаторы 11 и 12. Закрепляют
заготовку прихватами 7 и 10 (установочные штифты).
Достоинства приспособления: легкость и быстрота закрепления обрабаты-
ваемой заготовки, универсальность, малая трудоемкость изготовления.
Приспособление с двойным зажимом
Вид Л
5 10 8
Обрабатываемая
заготовка
Материал — алю-
миниевый сплав
Для обработки трех плоских поверхностей рамы прибора с обеспечением
размеров 32Л11 и 35Л11. Базы: отверстие 0 16,6/79, боковая сторона и по-
верхности, составляющие размер 62/111. На основании 1 закреплен корпус 2
четырьмя винтами 3 и двумя контрольными штифтами 4. Заготовку устанав-
ливают на верхнюю плоскость корпуса 2. На этой плоскости имеются два
выступа с пазами, предназначенные для ориентации заготовки. Фиксатор 5
вставляют в пазы корпуса, а заготовку размером 62/111 располагают между
выступами и закрепляют двумя прижимами 6. Нижние концы прижимов свя-
заны коромыслом 7, расположенным в полости, образованной выемкой между
Фрезерование
601
Продолжение табл. 38
основанием и корпусом.
Усилие зажима создается эксцентриком 8 и рукояткой 9. Эксцентрик
смонтирован в отверстиях корпуса и от осевого перемещения предохранен
винтом 10.
Контакт эксцентрика с коромыслом осуществляется через регулировоч-
ный винт 11, который после регулирования стопорят виитом 12. При повороте
эксцентрика коромысло опускается вниз и тянет за собой прижимы, которые
закрепляют обрабатываемую заготовку. Ориентирование приспособления на
столе станка обеспечивают двумя шпонками 14. Достоинства приспособления:
простота конструкции и надежность закрепления заготовки.
Приспособление с пневмогидравлическим
зажимом
Обрабатываемая
заготовка
11 15 12
ММ7
Материал —
алюминиевый
сплав
Для фрезерования плоскости бобышки в заготовках типа корпуса. В от-
верстии основания 1 приспособления установлена оправка 2, закрепленная вин-
тами 3.
На оправке установлены две упругие тонкостенные втулки 4 и 5, между ко-
торыми расположен стакан 6. Внутри оправки имеются каналы, заполнен-
ные гидро пластмассой. Выходы каналов закрыты резьбовыми пробками 7. 8 и 9.
Заготовку устанавливают на втулки до упора, базируя ее по двум со-
осным отверстиям 0 40Н7, и фиксируют от проворота пальцем 10. В пневма-
602
Фрезерование
Продолжение табл. 38
тическую камеру, расположенную между нижним фланцем 11 и диафрагмой
12, подают сжатый воздух. Диафрагма, деформируясь, перемещает кольцо 13
и связанный с ним плунжер 14. Плунжер давит на гидропластмассу, вследствие
чего происходит деформация тонкостенных втулок и закрепление обрабаты-
ваемой заготовки. По окончании обработки сжатый воздух выпускают из рабо-
чей камеры, и три пары пружин 15 отводят кольцо вместе с плунжером в ис-
ходное положение. Преимущества конструкции: быстрота переустановки обра-
батываемых заготовок, точность и надежность их закрепления.
Приспособление для фрезерования лысок на
цилиндрических деталях
Обрабатываемая
заготовка
Материал — сталь
Для фрезерования лысок размером 2,2 мм с-двух концов оси. В отверстии
корпуса I приспособления запрессована стальная закаленная втулка 2, в кото-
рой установлен шпиндель 3 с оправкой 4. Оправка затянута гайкой 5, на резь-
бовой конец которой навинчена ручка 6.
К оправке винтами 7 прикреплена призма 8, в которую устанавливают
заготовку и закрепляют прижимом 9 при навинчивании гайки 10 на шар-
нирный болт И. После окончания обработки одного конца заготовку пово-
рачивают ручкой на 180° вместе с оправкой, шпинделем и другими деталями
приспособления. Перед началом процесса деления фиксатор 12 отводят вниз
рукояткой 13. В рабочее положение фиксатор перемещается . пружиной 14
Для ориентации приспособления на столе станка используется шпонка 15.
Достоинства приспособления: малая трудоемкость переустановки обраба-
тываемых заготовок, удобство выполнения длительного процесса.
СПИСОК ЛИТЕРАТУРЫ
1. Аврутнн С. В. Рациональные работы фрезеровщика. 7-е изд.
М.: Машиностроение, 1967. 332 с.
2. Аврутнн С. В. Фрезерное дело. 5-е изд. М.: Высшая школа, 1963.
542 с.
3. Альбом приспособлений для металлорежущих станков, приме-
няемых в приборостроении/А. Н. Гаврилов, П. И. Ковалёв, Б. А. Хох-
лов, Н. Ф. Жердев. М.: Машгиз, 1963. 216 с.
4. Косилова А. Г., Мещеряков Р. К., Калинин М. А. Точность
обработки заготовки и припуск в машиностроении. М.: Машино-
строение, 1976. 288 с.
Строгание и долбление
603
5. Общемашиностроительные нормативы режимов резания для тех-
нического нормирования работ на металлорежущих станках. Ч. 1.
Токарные, карусельные, токарно-револьверные, алмазно-расточные,
сверлильные, строгальные, долбежные и фрезерные станки. М.: Маши-
ностроение, 1967. 412 с.
6. Плотицын В. Г. Расчеты настроек и наладок фрезерных стан-
ков. М.: Машиностроение, 1969. 182 с.
7. Режимы резания металлов: Справочник/Под ред. Ю. В. Ба-
рановского. 3-е изд. М.: Машиностроение, 1972. 407 с.
8. Смазочно-охлаждающие жидкости для обработки металлов реза-
нием: Рекомендации по применению. М.: НИИмаш, 1979. 94 с.
9. Справочник металлиста. В 5-ти томах. Т. З/Под ред. А. Н. Ма-
лова. М.: Машиностроение, 1977. 748 с.
ГЛАВА И
СТРОГАНИЕ И ДОЛБЛЕНИЕ
Основные типы стандартизованных строгальных и долбежных
резцои и их размеры приведены в табл. 1 и 2, геометрические
параметры режущей части строгальных резцов — в табл. 3.
Сборные строгальные резцы применяют при обработке на тяже-
лых продольно-строгальных станках плоских поверхностей корпусных
стальных и чугунных заготовок с большими припусками (заготовки
с загрязненной коркой и раковинами в поверхностном слое).
Строгальные прорезные резцы, кроме своего прямого назначения,
могут использоваться при подрезке торцов, обработке V-образных
направляющих, для получистового и чистового -строгания поверх-
ностей.
Для обработки чугунных заготовок средней твердости (НВ 200—
220) рекомендуются сборные строгальные резцы со следующими гео-
метрическими параметрами режущей части: у = +10°; 1= +6°; а =
= dj = 6 °; /= 1,5 ч- 3 мм; уф = 0 -г 5 °; г — 3 8 мм.
В том случае, если обрабатывается заготовка из чугуна с отбе-
ленной или сильно загрязненной металлическими включениями коркой,
необходимо угол уф уменьшить до —5°. При строгании стальных
заготовок резцами, оснащенными пластинками из сплавов ВК8-В,
ВК15, ТТ7К12 и Т5К12-В, уменьшают: у до 5 °, / до 0,8 — 1 мм и
Уф до -5°.
Рекомендуемые режимы резания при черновой и чистовой обра-
ботке плоских поверхностей пазов и отрезке на продольно-строгаль-
ных, поперечно-строгальных и долбежных станках приведены в
табл. 4-11.
. При многорезцовом строгании с делением припуска по глубине
резания подачу назначают по максимальной глубине резания на один
резец. При многорезцовом строгании с делением подачи между
отдельными резцами подачу на один двойной ход увеличивают в соот-
ветствии с числом работающих резцов. Скорость резания при этом
назначают в зависимости от подачи на один резец.
1. Основные размеры стандартизованных строгальных резцов
Резцы гост Типы резцов Основные размеры, мм
ffxB L 1 т а
Проходные изогнутые с пластинками из быстроре- жущей стали 18887-73 — (20 х 12)4-(63х40) 190-500 40-125 — —
Чистовые широкие изогну- тые с пластинками из быстрорежущей стали 18888-73 — (20x12)4- (63 x 40) 190-500 40-125 —
Подрезные прямые и изог- 18889-73 1 — прямые (20x12) 4-(63 x 40) 170 - 450 — 6,0-20 —
нутые с пластинками из быстрорежущей стали 2 — изогнутые (20 х 12) 4-(63 х 40) 190-500 40-125 6,0-20
Отрезные и прорезные изо- гнутые с пластинками из быстрорежущей стали 18890-73 — (20 х 12) 4-(50 х 32) 190 -400 40-100 — 5-15
Проходные с пластинками из твердого сплава 18891-73 1 — изогнутые с углом в плане ф = 45° 2 — прямые с углом в плане ф = 45° 3 — прямые с углами в плане Ф = 20 ° и ф1 = = 10° (20 х 16) 4-(63 х 50) (20 х 16)4-(63 х 50) (40x32) 4-(63x50) 190-500 170-450 300-450 40-125 9-30 9-30 25-42 -
604 Строгание и долбление
Чистовые широкие изогну- тые с пластинками из твердого сплава 18892-73 — (20 х 12)4-(63 х 40) 190 - 500 40-125 — 12-35
Подрезные с пластинками из твердого сплава 18893-73 1 — изогнутые 2 — прямые (20х 16)-=-(63 х 50) (20x16) 4-(63x50) 190-500 170-450 40-125 8-25 8-25 -
Отрезные и прорезные изо- гнутые с пластинками из твердого сплава 18894-73 — (20 х 12) 4- (63 х 40) 190-500 40-125 — 5-25
Примечание. НхВ — размеры поперечного сечения державки резца; L — общая длина резца; I длина рабочей части;
т — расстояние от вершины резца до боковой стороны державки резца; а — ширина режущего лезвия.
2. Основные размеры быстрорежущих долбежных резцов различных типов (по ГОСТ 10046 — 72)
Типы резцов Резцы долбежные Основные размеры, мм
НхВ L 1 т а Л1
1 Переходные двусторонние с (20 х 12)4- (50 x 32) 250- 500 35-60 11-24 — —
2 углом <р = 45 ° Прорезные (16 х 10)4-(63 х 40) 150 -600 40-250 6-13 4-28 —
3 Для шпоночных пазов испол- нения: 1 2 (20 П = 6-12 х 20) 4- (32 x 32) 90-110 280-400 40-50 90-160 2-4 5-8 3-5 6-14 4,5-10
3 (20 х 20)4-(40 x 40) 300-450 130-250 — 10-20 —
Условные обозначения: НхВ — поперечное сечеиие державки резца; L — общая длина резца; I — длина рабочей
части; т — величина превышения режущего лезвия над державкой; а — ширина режущего лезвия; hy — высота державки;
D — диаметр державки резца.
Строгание и долбление
3. Геометрические параметры (...°) режущей части строгальных резцов
Материал обрабатываемой заготовки Резцы твердосплавные Резцы нз быстрорежущей стали
а при обработке Т а при обработке Т
черновой чистовой черновой ЧИСТОВОЙ
Сталь и стальные отливки — — 6 12 15-20
Чугун серый 8 10 5 8 12 5-10
Медные сплавы — - — 8 12 12
Строгание ф Строгание Ф1 Тип резцов ?.
С большими подачами (4—5 мм/дв. ход. и более) при небольших припусках на обработку 20—30 , Широкими резцами 0 Широкие про- резные 0-8
При жесткой системе СПИД 45 Пазов 1-3 Проходные и подрезные 12-15
При недостаточно жесткой системе СПИД 60-70 Чистовое 5-10
Пазов и ступенчатых поверхностей в упор в условиях нежесткой системы СПИД 90 Черновое 10-15
Примечания: 1. Для проходных и подрезных резцов с размерами сечения Нх. В = (20= 63) х (12=40) мм
г =1,5 4-2,5 мм для резцов с пластинками из твердых сплавов и г = 2=5 мм для резцов из быстрорежущей стали Р6М5.
(большие значения г берутся при обработке жестких деталей и большей площади поперечного сечения резца). Для
прорезных и отрезных резцов г = 0,2 = 0,5 мм. 2. Переходная режущая кромка при вершине резца / = 2 = 4 мм для
проходных и подрезных резцов и I = 0,5+ 1,0 мм для прорезных и отрезных резцов. 3. Значения у для резцов из быстро-
режущей стали, приведенные в скобках, используют при обработке стали с св > 800 МПа и чугуна твердостью НВ > 220.
Строгание и долбление
Строгание и долбление 607
4. Подячн и размеры поперечных сечений резцов при черновой
обработке плоских поверхностей иа продольно-строгальных, поперечно-
строгальных и долбежных станках
Г лубина Подача, мм/дв. ход, при обработке заготовки Размеры сечения
резания, мм из стали с <7В< 800 МПа из чугуна и медных сплавов резца Ну В, мм
Продольно-строгальные станки
До 8 Св. 8 до 12 » 12 » 20 По До 3 Св. 3 до 5 » 5 » 8 0,9-3,5 0,5-2,2 0,4-1,4 черечно-строга.н 1,0-2,0 0,5 -1,6 0,3-1,2 1,6-4,0 1,1-з,о 0,8-2,4 ные и долбежнь 1,2-2,0 0,9-2,0 0,6-1,6 (40 4- 63) х (25 4-40)
50x32; 63x40 ie станки (25 4-40) х (16 4-25)
Примечание. Меньшие значения подач соответствуют большей глу-
бине резания, более прочным обрабатываемым материалам и меньшим раз-
мерам поперечного сечения резца.
5. Подачи для чистовой обработки плоских поверхностей на про-
дольно-строгальных, поперечно-строгальных и долбежных станках
Условия обработки Материал обрабаты- ваемой за- готовки Вспомо- гатель- ный угол в плане Фь -° Глубина резания t, мм Подача S, мм/дв. ход
Продольно-строгальные станки
Проходным резцом из 1,5-2,5
быстрорежущей стали Сталь 5—10*1 До 2 3,0-4,0
или с пластинкой из 10-20
твердого сплава ВК8; . Rz = 204-40 мкм
За два прохода (предва- 0,15-0,3
рительный и окончате- 10-20
льный) широким рез- 1 цом с пластинкой из ; твердого сплава; Ra = ' =2,54-1,25 мкм Чугун 0 0,05-0,1 12-16
608
Строгание и долбление
Продолжение табл. 5
Условия обработки Материал обрабаты- ваемой за- готовки Вспомо- гатель- ный угол в плане ФЬ -.° Глубина резания 1, мм Подача S', мм/дв. ход
Поперечно-сп Rz = 40 мкм лрогалъные и Сталь долбежт 5-10 >ie станки 0,7-0,8*2 1,0-1,2
Чугун и медные сплавы 3-4 0,9-1,0*2 1,2-1,5
Rz = 20 мкм Сталь 2-3 — 0,25-0,4*2
0,5-0,9
Чугун и медные сплавы 0,35-0,5*2
0,6-1,0
*' Переходное лезвие выполнено с <р0 = 0.
*2 В числителе дроби приведены значения подач для резца с радиусом
при вершине или переходным лезвием до 1 .мм, в знаменателе — для резца с
радиусом при вершине или переходным лезвием 1—3 мм.
6. Подачи (мм/дв. ход) при отрезке н прорезке пазов на продольно-
строгальных, поперечно-строгальных и долбежных станках
Материал обрабатываемой заготовки Ширина резца, мм
До 5 Св. 5 до 10 Св. 10 до 16 Св. 16 до 20
Сталь 0,16-0,18 0,20-0,27 0,27-0,38 0,40-0,48
0,12-0,14 0,15-0,20 0,18-0,22 0,18-0,22
Чугун и медные сплавы 0,28-0,35 0,35-0,50 0,50-0,70 0,70-0,85
0,22-0,27 0,28-0,32 0,30-0,36 0,35-0,40
Примечания: 1. В числителе приведены значения подач для работы
на продольно-строгальных станках, в знаменателе — для работы на продольно-
строгальных и долбежных.
2. При обработке пазов в отверстиях диаметром до 100 мм на дол-
бежных и поперечно-строгальных станках резцами в оправке табличные зна-
чения подач уменьшают: при длине паза до 100 мм — на 20%, при длине до
200 мм - на 40% и при длине более 200 мм — на 60%.
3. При строгании прорезными резцами боковых полок Т-образных пазов
рекомендуется уменьшать подачи на 20—25%.
Строгание и долбление
609
7. Режимы резания при черновом и чистовом строганин резцами
с пластинками из твердых сплавов Т5К12В, Т7К12 и ВК8-В
Материал обрабатываемой заготовки Глубина резания, мм Подача, мм/дв. ход Скорость резания* м/мин
Конструкционные углеродис- тые и легированные стали с св, МПа: 3-20 1,0-4,0 80-32
550 1-4 0,2-1,4 190-50
650 3-20 1,0-4,0 62-25
1-4 0,2-1,4 150-40
750 3-20 1,0-4,0 50-20
1-4 0,2-1,4 120-30
850 3-20 1,0-4,0 42-18
1-4 0,2-1,4 100-25
Серый чугун с НВ: 170 3-20 1,0-4,0 55-18
1-4 0,2-1,4 90-36
190 3-20 1,0-4,0 45-15
1-4 0,2-1,4 75-30
210 3-20 1,0 — 4,0 38-13
1-4 0,2-1,4 64-26
230 3-20 1,0-4,0 32-11
1-4 0,2-1,4 54-22
Бронза 3-20 1,0-4,0 120-50
1-4 0,2-1,4 200 - 75
Примечание. В числителе приведены режимы резания при черновой
обработке, в знаменателе — при чистовой.
8. Скорость резания (м/мин) при обработке плоских поверхностен
заготовок из стали (конструкционной углеродистой, легированной, жаро-
прочной) на продольно-строгальных станках резцами из быстрорежущей
стали
Предел прочно- сти при растяже- нии св, МПа Подача, мм/дв. ход Глубина резания, мм, до
0,9 2,8 8 23
До 700 До 0,34 Св. 0,34 до 1,7 » 1,7 » 4,7 70-60 70-40 70-60 70-20 36-10 70-45 70-16 27-8 53-36 53-12 21-6
610
Строгание и долбление
Продолжение табл. 8
Предел прочно- сти при растяже- нии сгв МПа Подача, мм/дв. ход Глубина резания, мм, до
0,9 2,8 8 23
Св. 700 До 0,34 Св. 0,34 до 1,7 » 1,7 » 4,7 70-47 70-24 53-36 53-12 18-6 41-27 41-10 14-5 31-20 31-7 11-4
Примечания: 1. Скорости резания, приведенные в таблице, рекомен-
дуются при обработке проката или поковок без корки с подачами, не пре-
вышающими глубину резания (Z > S) резцами с параметрами: <р = 45 ° и
= 54-10°; радиус или площадка при вершине резпа 3 мм и периодом
стойкости Т ~ 120 мин.
2. Скорости резания для резцов с углами ф — 60, 75 и 90 ° рекомендует-
ся уменьшать соответственно на 15, 25, 35%, а для ф = 30° — увеличивать
на 25%.
3. Табличные значения скоростей резания уменьшают на 10 % при обра-
ботке отливок без корки и проката с коркой; при наличии корки у отливок
или поковок уменьшают эти значения на 15 — 25%; при обработке отливок с
коркой, загрязненной неметаллическими включениями, и после автогенной резки
скорости резания уменьшают на 25 — 35%.
4. При обработке на поперечно-строгальных н долбежных станках с глу-
биной резания до 8 мм табличные значения скоростей резания уменьшают
соответственно на 20 и 30%.
5. Для резцов с периодом стойкости Т — 60, 180 и 240 мин при исполь-
зовании их на продольно-строгальных, поперечно-строгальных и долбежных
станках табличные значения скоростей резания необходимо умножить соответ-
ственно на коэффициенты 1,1; 0,95; 0,9.
9. Скорость резания (м/мин) при обработке плоских поверхностей
заготовок нз серого чугуна на продольно-строгальных станках
Резцы из быстрорежущей стали
Твердость чугуна НВ Подача, мм/дв. ход Глубина резания, мм, до
1,1 2,7 6,7 40
До 180 До 0,28 Св. 0,28 до 2,1 » 2,1 » 5,6 45 45-30 45 45-20 20-18 39 39-18 20-12 30 30- 14 16-9
Св. 180 До 0,28 Св. 0,28 до 2,1 » 2,1 » 5,6 45-30 45-1'8 40-26 40-12 18-10 35-23 35-10 16-7 26-18 26-8 12-6
Резцы оснащены пластинками из твердого сплава ВК8
Твердость чугуна НВ Подача, мм/дв. ход Глубина резания, мм, до
0,8 1,8 4 20
До 180 До 0,56 Св. 0,56 до 1,8 » 1,8 » 6 70 70 70 70-57 70 70-50 57-38 70-64 70-40 45-25
Строгание и долбление
611
Продолжение табл. 9
Твердость чугуна НВ Подача, мм/дв. ход Глубина резания, мм, до
0,8 1,8 4 20
Св. 180 До 0,42 Св. 0,42 до 1,8 » 1,8 » 6 70 70-57 70-64 70-36 70-57 70-32 45-23 64-45 64-25 36-18
Примечание. См. пп. 1, 2, 4 и 5 примечаний к табл. 8.
10. Скорости резания (м/мнн) при обработке пазов и резке на продольно-*
строгальных станках
Материал Подача, мм/дв. ход
обрабатываемой заготовки рабочей части резца До 0,12 Св. 0,12 до 0,34 Св. 0,34 до 0,8
Конструкционная уг- леродистая, леги- рованная и жаро- прочная сталь: с ств, МПа: до 70 св. 70 Быстро- режу- щая сталь 40-26 26-15 40-16 23-8 23-8 12-5
Серый чугун с НВ: до 200 св. 200 до 220 св. 220 30-23 20-16 30-16 20-10 21-11 14-7
ВК8 42-33 28-25 42-22 28-17 28-15 18-10
Примечания: 1. Большие значения скоростей резання в диапазонах
соответствуют меньшим значениям подач и менее прочным обрабатываемым
материалам.
2. Приведенные в таблице скорости резання справедливы для стальных
заготовок (прокат и поковки) при периоде стойкости резцов Т = 120 мин;
для литых стальных заготовок значения скоростей резания уменьшают на 10%.
3. При обработке пазов и резке на поперечно-строгальных станках зна-
чения скоростей уменьшают на 20%; при обработке пазов на долбежных
станках резцами из быстрорежущей стали — на 40%.
4. Для резцов с периодами стойкости Т = 60, 180 и 240 мин
(материал резцов — быстрорежущая сталь) скорости резания при обработке
стальных заготовок на продольно-строгальных и долбежных станках умножают
соответственно на 1,19; 0,9 и 0,84 и при обработке чугуна на
продольно- и поперечно-строгальных станках — на коэффициенты 1,15; 0,92 и
0,87 для резцов из твердых сплавов и на 1,11; 0,94 и 0,9 для резцов
из быстрорежущей стали.
612 Резьбообразоваине
11. Режимы резании при строгании стальных или чугунных заготовок
на продольно-строгальных станках сборными проходными резнами
Резцы Заготовки из стали (св С 750 МПа) Заготовки из чугуна {НВ < 90)
проходные Z, мм S', мм/дв. ход и, м/мин г, мм 5, мм/дв. ход f, м/мин
С ф = 45 ° при Н*, мм: 63 70 До 25 » 35 1,2-1,6 1,6 -2,4 25-30 20-25 До 25 » 35 1,6-2,0 1,8-2,4 20-25 16-25
С ф = 30 ° при Н*, мм: 63 70 15-20 20-25 1,6-2,4 2,0-3,0 20-25 16-20 15-20 20-25 1,6-2,2 2,2-2,6 16-25
* Н — высота поперечного сечения державки резца.
ГЛАВА 12
РЕЗЬБООБРАЗОВАНИЕ
Процессы получения резьб занимают значительное место в ма-
шиностроении. Для достижения требуемой точности и производитель-
ности, допустимой шероховатости обработанной поверхности, с уче-
том состояния исходной заготовки и конфигурации детали, необхо-
димо выбрать способ изготовления резьбы и тип используемого
инструмента (табл. 1).
Производительность резьбообразования и качество резьбы зависят
от инструментального материала. Для изготовления режушей части
резьбообразующих инструментов используют углеродистую и легиро-
ванную инструментальные стали, быстрорежущие стали, спеченные
твердые сплавы (табл. 2). При выборе материала для рабочей части
инструмента необходимо учитывать обрабатываемый материал, ре-
жимы резания, технологические критерии, конструктивные требования
и ограничения по качеству изделия.
Относительная производительность зависит от способа резьбооб-
разования наружной резьбы среднего или грубого класса точности.
Резьбообразованне 613
I Параметры шероховатости и точности резьбы в зависимости от
способа резьбообразовання
Способ резьбообразо- вания Резьбообразуюший инструмент Резьба
Тип Рабочая часть Класс точности Параметр шероховато- сти Ra, мкм
Нарезание Резец Шлифованная Доведенная на притире Средний, грубый Точный, средний 3,2-1,25 2,5-0,63
Плашка Нешлифован- ная Доведенная на притире Г рубый Средний 12,5-2,5 3,2-1,25
Фреза Нешлифован- ная Шлифованная Грубый Средний 6,3-2,5 3,2-1,25
Резьбона- резная го- ловка Нешлифован- ная Шлифованная Средний, грубый Точный, средний 3,2-2,5 2,5-1,25
Метчик Нешлифован- ная Шлифованная Грубый Точный, средний 6,3-3,2 3,2-1,25
Абразив- ный круг Точный 1,25-0,32
Наружное на- катывание заготовки: нешлифо- ванной шлифован- ной Плашка и ролик Нешлифован- ная Шлифованная Средний, грубый Средний 3,2-1,25 2,5-0,63
Плашка и ролик Шлифованная Точный 1,25-0,32
Внутреннее накатывание Метчик- раскатник Шлифованная Средний 2,5-0,63
2. Стали и сплавы, рекомендуемые для изготовления режущей части резьбообразующих инструментов
Материал заготовки Резцы Метчики Плашки Головки Фрезы гребенчатые Инструк накатыва Ролики, сег- менты, плос- кие плашки -тент для ния резьб Метчики- раскатники
Стали: Р6М5; Р6М5; ХВСГ;9ХС; Р6М5; Р6М5; XI2M; Х12М;
углеродистые конструк- ционные типа Ст2, СтЗ и др. 10, 20, 30 и др., типа А12, АЗО 10Р6М5; Т15К6 10Р6М5; У11А;У12А; 9ХС; ХВСГ; Т5К10; Т14К8; ВК8; ВК10-М Р6М5 10Р6М5 10Р6М5; Т5К10; Т14К8 Х6ВФ; Х12Ф) Х12Ф1; Р6М5
инструментальные ти- 10Р6М5; I0P6M5; Р6М5; Р6М5; - Р6М5; Х12М; Х12М;
па У7, У8, У10, У12, ХВГ, 9ХС, Р6М5, Р18, Р6М5К5, Р9М4К8 и др. Р5М5К5; Т15К6; Т14К8 Р6М5К5; ВК8; ВК10-М Р6М5К5 10Р6М5 10Р6М5; Т5К10; Т14К8 Х12Ф1; Р6М5 Х12Ф1; Р6М5
хромистые, хромонике- Р6М5К5; Р6М5; Р6М5; Р6М5; Р6М5; Х12М; Х12М;
левые, марганцовистые типа 20Х, 40Х, 40ХЛ, ШХ15, 20ХНР, 40ХН, 12ХН2, 12ХЗА, 20Г, ЗОГ, 40Г, 40Г2А и др. Р9М4К8; Т15К6; Т14К8 Р6М5К5; ВК8; ВК10-М Р6М5К5 Р6М5К5 10Р6М5; Р6М5К5; Т15К6; Т14К8 Х12Ф1; Р6М5 Х12Ф1; Р6М5
теплоустойчивые аусте- Р6М5К5; Р6М5; Р6М5; 10Р6М5; 10Р6М5; Х12М; Х12М;
нитного, мартенситно- го и ферритного клас- сов типа 40Х9С2, 20Х12ВНМФ, 20X13, 15Х25Т и др. Р9М4К8; ВК6М; ВК8 Р6М5К5; ВК6-М; ВК8; ВК10-М Р6М5К5 Р6М5К5 Р6М5К5; ВК8; ВК6-М; ВК10-М Х12Ф1; Р6М5 Х12Ф1; Р6М5
конструкционные леги- Р9К5; Р6М5; Р6М5; 10Р6М5; Р6М5; Х12М; Х12М;Х12Ф1
рованные типа 30ХМА; 30ХГСА, 35ХГСА и др. Р6М5К5; Р9М4К8; Т15К6 Р6М5К5; ВК6; ВК6-М; Р6М5К5 Р6М5К5 10Р6М5; Р6М5К5; Т15К6; Х12Ф1; Р6М5 Р6М5
614 Резъбообразование
Коррозионно-стойкие ти- па 09Х14П16Б, 36НХН25С2, 10Х12Н8Г8МФБ, 45Х22Н4МЗ, 23Х13НВМФЛ и др. с ст„, МПа: до 1100 Т14К8 Р6М5К5; ВК8 Р6М5К5; Р6М5К5; Р6М5К5; Т14К8; ВК6; ВК6-М Р6М5К5; Х12М; Х12М;
Р12ФЗ; (Р9К5); ВК6-М; ВК8 Р9М5К8 (Р9К5); ВК8; ВК10М; BK10QM Р9М5К8 Р9М4К8 Р9М4К8; ВК6-М; ВК8; ВК10-М Х12Ф1; Р6М5; Р9М4К8 Х12Ф1; Р6М5; Р9М4К8
св. 1100 (Р9К5); (Р9К5); Р6М5К5; Р6М5К5; Р6М5К5; Х12М, Х12М;
Р6М5К5; Р9М4К8; ВК6-ОМ ВК8; ВКЮ-ОМ Р9М4К8; ВК8; ВК10-М; ВКЮ-ОМ Р9М4К8 Р9М4К8 Р9М4К8; ВК6-М; ВК8; ВКЮ-М Х12Ф1; Р6М5; Р9М4К8 Х12Ф1; Р5М5; Р9М4К8
коррозионно-стойкие, Р12ФЗ Р6М5К5; Р9М5К5; Р6М5К5; Р6М5К5; Х12М; Х12М;
жаростойкие типа 12Х18Н10Т, 15Х17АГ14, 03Х18Н11 и др. Сплавы: (Р9К5); Р9М4К8; ВК6-ОМ; ВК6-М; ВК8 Р9М4К8; ВК8; ВК10-М; ВКЮ-ОМ Р9М4К8 Р9М4К8 Р9М4К8; ВК6-М; ВК8; ВКЮ-М Х12Ф1; Р6М5; Р9М4К8 Х12Ф1; Р6М5; Р9М4К8
жаропрочные, жаро- (Р9К5); (Р9К5); Р6М5К5; (Р9К5); Р6М5К5; Х12М; Х12М;
стойкие Р6М5К5; Р9М4К8; ВК6М; ВК6-.ОМ; ВК8 Р6М5К5; Р9М4К8; ВК8; ВКЮ-М; ВКЮ-ОМ Р9М4К8 Р6М5К5; Р9М4К8 (Р9К5); Р9М4К8; ВК6-М; ВК8; ВКЮ-М Х12Ф1; Р6М5; Р9М4К8 Х12Ф1; Р6М5; Р9М4К8; Р12ФЗ
Резьбообразованне
Продолжение табл. 2
Материал заготовки Резцы Метчики Плашки Головки Фрезы гребенчатые Инструмент для накатывания резьб
Ролики, сег- менты, плос- кие плашки Метчики- раскатники
высокопрочные типа 28ХЗСНМВФА, 30Х2ГСН2ВМ, 38ХЗСНМВФА, 42Х2ГСНМ, 40ХН2СВА и др. Р9М4К8; Р12ФЗ; ВКЗМ; ВК6-ОМ; Т30К4 Р6М5К5; Р9М4К8; ВК8; BKI0-M; ВКЮ-ОМ Р6М5К5; Р9М4К8 Р9М4К8; Р12ФЗ Р12ФЗ; Р9М4К8; ВКб-М; ВК8
жаропрочные деформи- Р6М5К5; (Р9К5); Р6М5К5; Р6М5К5; Р6М5К5; Х12М; Х12М;
руемые на желез он ике- (Р9К5); Р12ФЗ; (Р9К5); (Р9К5); (Р9К5); Х12Ф1; Х12Ф1;
левой основе типа ХН60ВТ, ХН77ТЮР, ХН67ВМТЮ и др. Р9М4К8; ВКб-М; ВКб-ОМ; ВК8; ВКЗ-М Р9М4К8; ВК8; ВК10-М Р9М4К8 Р9М4К8 Р9М4К8; ВКб-М; ВК8; ВК10-М Р6М5; Р9М4К8; Р6М5К5 Р6М5; Р6М5К5; Р9М4К8
жаропрочные литейные Р6М5К5; (Р9К5); Р6М5К5; Р6М5К5; Р6М5К5; Х12М; Х12М;
типа ВНЛ —5; (Р9К5); Р6М5К5; (Р9К5); (Р9К5); (Р9К5); Х12Ф1; Х12Ф1;
ВЖЛ-10, ВЖЛ-14, ЖС6К и др. Р9М4К8; ВКб-М; ВК6-ОМ; ВКЗ-М Р9М4К8; ВК8; ВК10-М Р9М4К8 Р9М4К8 Р9М4К8; ВКб-ОМ; ВКб-М; ВК8 Р6М5; Р6М5К5; Р9М4К8 Р6М5; Р6М5К5; Р9М4К8
титановые типа ВТ1, Р6М5К5; (Р9К5); Р6М5К5; Р6М5К5; Р6М5К5; XI2M; Х12М;
ВТ1-0, ВТ1-1, ВТ4, (Р9К5); Р6М5К5; (Р9К5); (Р9К5); (Р9К5); Х12Ф1; Х12Ф1;
ВТ6, ВТ8, ВТ8-1, ТС5, ВТ 14 и др. Р9М4К8; ВКб-М; ВК6-ОМ; ВК8 Р9М4К8; ВК8; ВКб-М; ВК10-М Р9М4К8 Р9М5К8 Р9М4К8; ВКб-ОМ; ВК6М; ВК8 Р6М5; Р6М5К5; Р9М4К8 Р6М5; Р6М5К5; Р9М4К8
616 Резьбообразованне
цветные миниевых, медных типа алю- магниевых, Р6М5; 10Р6М5; ВКЗ; ' ВК6-ОМ; ВКб-М; ВК6 Р6М5; 10Р6М5; ВКб-М; ВК10-М; ВК15-М Р6М5; 10Р6М5
Чугуны всех марок Р6М5; 10Р6М5; ВКЗ-М; ВК6-ОМ; ВКб-М; ВК8 10Р6М5; Р6М5; ВКб-М; ВК8; ВК10-М 10Р6М5; Р6М5К5; Р6М5
Примечание. Инструментальные материалы, марки которых
[димости. Допускается инструмент для накатывания (ролики, мет*
твердого сплава типа ВК15М; ВК15-ОМ; ВК20 и др.
Р6М5; 10Р6М5 Р6М5; 10Р6М5; Т15К6; ВКб-М; ВК8 Х12М; Х12Ф1; Р6М5 Х6ВФ Х12М; Х12Ф1; ХбВФ Р6М5
Р6М5; Р6М5;
10Р6М5, 10Р6М5;
Р6М5К5 Р6М5К5; ВКб-М; ВК8; ВК10-М
указаны в скобках, применять в случае крайней необхо-
ики-раскатники и др.) изготовлять из высокопрочного
Резьбообразованне
618
Резьбообразованне
Способ резьбообразования Относительная
производительность
Накатывание:
непрерывное.................................... 24—30
плоскими плашками......................... 8—10
двумя роликами............................ 3 — 3,5
Нарезание:
самооткрываюшейся резьбовой головкой ... 1
круглой плашкой........................... 0,4
Фрезерование.................................. 0,25
Шлифование.................................... 0,025
Нарезание резьбы резцами. Наружную и внутреннюю резьбы наре-
зают резцами на универсальных токарно-винторезных станках с руч-
ным и числовым программным управлением (ЧПУ), револьверных
автоматах и специальных станках.
Для нарезания резьбы используют резцы с пластинками из
твердого сплава (ГОСТ 18885 — 73), резцы сборные с механическим
креплением пластинок из твердого сплава (ГОСТ 22207 — 76 и
ТУ 2 —035-850 —8IX вставки резцовые резьбовые сборные с механи-
ческим креплением твердосплавных пластинок по чертежам ВНИИ
(рис. 1 — 6).
Рис. 1. Резцы с пластинками из твердого сплава для наружной
метрической резьбы (ГОСТ 18885 — 73)
НхВ, мм Шаг резьбы, Р, мм
16 х 10 0,5-2,5
20 х 12 0,8-3,0
25x16 1,25-5
32x20 2-6
Рис. 2. Сборные резцы с меха-
ническим креплением ромбичес-
ких пластинок из твердого спла-
ва для наружной метрической
резьбы (Р = 1,5 -г 6 мм)
Рис. 3. Сборные резцы с меха-
ническим креплением призмати-
ческих пластинок из твердого
сплава для нарезания наружной
резьбы (Н х В х L равно 15 х
х 16 х 125; 25 х 25 х 125 мм)
Резьбообразованне
619
Рис. 4. Сборные резцы механи-
ческим креплением призмати-
ческих пластинок из твердого
сплава для нарезания внутрен-
ней резьбы
Рис. 5. Резцовые резьбовые
сборные вставки с механическим
креплением призматических пла-
стинок из твердого сплава (Н х
х В х L равно 20 х 20 х 78;
25 х 25 х 88 мм)
Рис. 6. Резцовые резьбовые
сборные вставки с механическим
креплением ромбических пласти-
нок из твердого сплава (Н х В х
х L х В\ равно 20 х 20 х 78 х
х 16; 25 х 25 х 88 х 20 мм)
Для нарезания резьбы применяют также круглые резьбовые резцы
и резьбовые гребенки, изготовляемые по отраслевым нормалям.
Метрическую наружную и внутреннюю резьбы нарезают по много-
проходной профильной схеме с радиальной (рис. 7, а) и радиально-
осевой (рис. 7,6) подачами или по генераторной схеме (рис. 7, в).
Трапецеидальные резьбы нарезают по профильной схеме резания
(рис. Т,е,ж).
Резьбу нарезают резцами в несколько переходов (табл. 3 и 4).
При шаге Р > 3 мм применяют черновые переходы резцами, профиль
которых совпадает (рис. 7,г,д) или отличается (см. рис. 7,е,ж) от про-
филя чистовых резцов. Резцы устанавливают по центру заготовки,
а в плане при нарезании мелких резьб с углом подъема ф <
<34-4° — под углом 90 ° к оси детали; при нарезании точных резьб
с утлом подъема ф > 3 4- 4 ° — под углом, соответствующим углу
подъема резьбы. Угол профиля резцов из быстрорежущей стали для
620
Резьбообразованне
<V
Рис. 7. Схемы нарезания резьбы
нарезания треугольной резьбы принимают равным углу профиля
нарезаемой резьбы, а для твердосплавных резцов на 30' — 1 ° меньше
угла профиля резьбы.
Для чистовых резцов передний угол у = 0°; при изменении
переднего угла необходимо корригировать профиль; для черновых
резцов у = 5 -5- 25 °.
Задние углы боковых лезвий при небольшом угле подъема
резьбы (ф = 2 3 °) определяют без учета рабочего кинематического
заднего угла Ор. В этом случае для черновых резцов углы и а2
равны 6 — 8°, для чистовых 8 — 10°. Главный задний угол а =
= 12 4- 15°.
Скорости резания при нарезании резьбы резцами приведены
в табл. 5.
При нарезании резьбы применяются смазочно-охлаждающие жид-
кости.
Материал заготовки
Углеродистые инструкционные стали . . .
Легированные стали.....................
Инструментальные и быстрорежущие стали
Коррозионно-стойкие стали..............
Высокопрочные и жаропрочные стали . . .
Титановые сплавы.......................
Алюминиевые сплавы.....................
Цветные металлы и сплавы...............
Чугуны.................................
СОЖ
3 %-ный Укринол-1;
ОСМ-3; МР-1У
ОСИ-3; МР-1У
МР-4, МР-3; Укри-
нол-14
МР-1У;
МР-1У;
МР-4
ОСМ-3,
МР-2У;
ОСМ-3;
МР-3
МР-3
ОСМ-5
МР-5У
ОСМ-5
Резьбообразованне 621
3. Число переходов при нарезании метрической резьбы по профильной
схеме
Материал заготовки Шаг Ру мм
0,75 1,0 1,25 1,5 1,75 2,0
Сталь: углеродистая с ов < 700 МПа 2 — 3 2-3 2-3 3-4 3-4 4-5
1—2 1-2 1-2 2-3 2-4 2-3
легированная с ов > 700 МПа 2-3 1-2 3-4 1-2 3-4 1-2 4-5 2-3 4-5 2-3 5-7 3^4
Высокопрочные и коррозион- но-стойкие стали 2-3 2-3 3-4 3-4 4-5 4-5
1-2 1-2 1-2 2-3 2-3 2-3
Жаропрочные стали 3—4 3-4 3-5 4-5 5-6 6-7
1-2 1-2 1-2 2-3 2-3 2-3
Титановые сплавы 2-3 1-2 2-3 1-2 3-4 1-2 3-4 2-3 4-5 2-3 4-5 2-3
Ерокза, лап/нь 3-4 3-4 3-4 4-5 5-6 5-6
2-3 2-3 2-3 2-3 ' 3-4 3-4
Примечания: 1. В таблице указано число переходов при нарезании
наружных резьб, при нарезании внутренних резьб число переходов следует
увеличить на 20—25%.
2. Меньшие значения следует применять для резцов, оснащенных твердым
сплавом, а большие — для резцов из быстрорежущей стали.
3. При нарезании точной резьбы число переходов следует увеличить на 2—3
зачистных перехода (без подачи) при малой скорости резания.
4. При нарезании многозаходных резьб число переходов следует уве-
личить на один-два перехода для каждого захода.
5. В числителе указаны число черновых переходов, а в знаменателе —
число чистовых переходов.
6. Радиальное перемещение резьбового резца при черновых переходах
0,4—0,7 мм; при чистовых переходах 0,25 — 0,4 мм; осевое перемещение резца
при черновых переходах 0,1—0,15 мм.
4. Число переходов при нарезании трапецеидальной резьбы по профильной
схеме1
Материал заготовки Шаг Р, мм
4 6 8
Углеродистая сталь 8-10 10-12 12-14
5-7 6-9 7-9
622 Резьбообразованне
Продолжение табл. 4
Материал заготовки Шаг Р, мм
4 6 8
Легированная сталь 10-12 12-14 14-17
6-8 8-10 8-10
Бронза, латунь 6-8 7 — 9 8-11
5-6 5-7 6-8
1 См. примечания к табл. 3.
5. Скорость резания (м/мин) при нарезании резьбы резцами
Материал заготовки Р, мм
1 2 3
Углеродистые конструкцион- ные стали с ов < 750 МПа 20-40 80-120 20-40 80-100 20-40 70 90
Легированные стали с ов < 1000 МПа 20-25 65-90 20-25 65-80 20-25 60-70
Инструментальные и быстроре- жущие стали 15-25 30-50 15-25 30-50 15-25 30-50
Коррозионно-стойкие стали 6-10 6-8 5-7
20-40 20-30 18-25
Высокопрочные и жаропроч- ные стали с <тв < 1400 МПа 2-4 15-20 2-3 15-25 1,5-2 12-20
Титановые сплавы 6-10 6-8 5-7
25-40 25-35 20-30
Чугуны 20-30 40-50 20-40 45-55 25-40 45-60
Примечание. В числителе указана скорость резания при нарезании
резьбы резцами из быстрорежущей стали, в знаменателе — резцами из твер-
дого сплава.
Резьбообразованне
623
Нарезание резьбы метчиками. Наиболее широко используемым
режущим инструментом для нарезания внутренней резьбы является
метчик. Различают метчики ручные, машинно-ручные, машинные и
гаечные. Метчики машинно-ручные для метрической резьбы с крупным
и мелким шагом изготовляют по ГОСТ 3266 — 81; метчики машин-
ные с винтовыми канавками — по ГОСТ 17933—72; метчики машинно-
ручные с укороченными канавками — по ГОСТ 17931 — 72; метчики
гаечные - по ГОСТ 1604-71, ГОСТ 5.1764-72, ГОСТ 6951-71; мет-
чики ручные по ОСТ 2-И50-1 —73. Метчики машинно-ручные твердо-
сплавные изготовляют по ГОСТ 3266 — 81, ТУ 2-035-116 — 70; метчики
машинные для нарезания резьб диаметром до 1 мм — по ГОСТ 8859 — 74;
метчики машинные для станков с ЧПУ — по ОСТ 2-И52-1 —74. Мет-
чики машинно-ручные для нарезания трубной резьбы изготовляют по
ГОСТ 3266-81, ГОСТ 6627-74, ОСТ 2-И50-1-73, ТУ 2-035-116-70.
Для нарезания трапецеидальной резьбы используют метчики-протяжки.
Диаметры отверстий под нарезание метрической резьбы регламен-
тированы ГОСТ 19257 — 73. Основные геометрические параметры мет-
чиков приведены на рис. 8.
Режущая часть метчиков характеризуется длиной lt, углом забор-
ного конуса ф, задним углом а и передним углом у, взаимным рас-
положением режущих кромок отдельных зубьев, формой резьбовых
участков режущей части. Угол заборного конуса ф и его длина lt поз-
воляют определить толщину среза а и нагрузку на инструмент.
Величина среза (мм)
п = Р^,
Z
Рис. 8. Основные геометрические параметры метчиков
624
Резьбообразованне
Задний угол а связан с величиной затылования К и диаметром
окружности, описанной вокруг рассматриваемого сечения.
Величину затылования К на окружном шаге определяют по
формуле
где z — число канавок метчика; dt — внутренний диаметр метчика.
В зависимости от обрабатываемого материала рекомендуются
следующие передние углы:
Материал заготовки у, °
Бронза, чугун............................................0 — 3
Сталь средней твердости и твердая.....................0 — 5
Сталь мягкая и вязкая, латунь...........................9—11
Алюминий, силумины, дюралюминий.......................20 — 25
Метчики а, °
Ручные и машинно-ручные для глухих отверстий и метчики
к станкам с ЧПУ.....................................4 — 5
Гаечные и машинно-ручные для сквозных отверстий . . . 8 — 12
Стойкость метчиков приблизительно обратно пропорциональна
углу (р заборной части, поэтому необходимо стремиться к работе
метчиками с большей длиной заборной части. При нарезании резьбы
в сквозных отверстиях следует применять гаечные или одинарные
машинно-ручные метчики с <р < 7 °, а при нарезании резьбы в глухих
отверстиях — одинарные машинно-ручные метчики с <р яе 13 ° или
ф ~ 7 °, если допускается соответствующий этим углам сбег резьбы.
Применять комплектные машинно-ручные метчики целесообразно
только при нарезании резьбы в глухих отверстиях, имеющих ограни-
ченные длину и сбег резьбы, и в труднообрабатываемых материалах.
6. Допустимый износ ho
Номинальный диаметр метчика d, мм Шаг резьбы Р, мм Ч>
3°20' 7” 13° 19°
6-12 0,5-0,75 1,0-1,75 0,16d 0,16d 0,13d 0,135d 0,ld 0,117d 0,ld
14-52 0,5-1,0 1,5-2,0 0,7d0,4 0,7d°’4 0,57d°’4 0,63 d0’4 0,45 d0,4 0,55d°’4 0,45d°’4
2,5-3,0 3,5-5,0 0,63d0’4 0,53d°’4 0,45d°’4 0,45 d°’4 0,45d°’4 0,45d°’4 0,45d°’4 0,45d°’4
Примечание. При работе по серому чугуну (НВ 187 — 207) значения
ho могут быть увеличены в 1,5 раза.
Резьбообразованне 62S
За критерий затупления метчиков принимают износ ho по уголкам
режущих зубьев. Значения h„ в зависимости от основных параметров
инструмента при обработке конструкционной углеродистой стали 45
(НВ 192 — 212) (а = 6°; v = 8 20 м/мин) приведены в табл. 6.
Поправочные коэффициенты для допустимого износа метчиков
в зависимости от основных параметров инструмента и условий обра-
ботки приведены ниже.
Поправочный коэффициент Л),оа при номинальном диаметре
метчика d = 6 52 мм и шаге резьбы Р = 0,5 -е- 5,0 мм:
Задний угол а, ° KhnO
6........................................................1,0
12..........................................................0,71
19........................................................0,56
Поправочный коэффициент Kh^:
Скорость резания v, м/мин
2.............................................0,б”1
5..............................................0,84
8............................................1,0
20............................................1,0
25............................................0,9
30..............................................0,82
35..............................................0,76
7. Поправочный коэффициент Ов
св, МПа НВ Kh а "о°в
500-600 137-167 0,63
600-650 170-192 0,83
670-720 197-212 1,0
730-780 217-229 1,15
800-850 235-248 1,30
В отличие от инструментов других типов стойкость метчиков
из-за нх особенностей не назначают, а определяют по формулам при
выбранных скоростях резания.
Формулы для определения стойкости при нарезании резьбы мет-
чиками в деталях из углеродистой конструкционной стали твердостью
НВ 197 — 212 (а = 6°; v = 8 -5- 20 м/мин) приведены в табл. 8.
Поправочные коэффициенты на стойкость метчиков для изменен-
ных условий эксплуатации в зависимости от скорости резания, зад-
него угла, механических свойств обрабатываемого материала и угла
заборной части приведены ниже.
626
Резьбообразованне
Поправочный коэффициент Кп- Скорость резания V, м/мин Kj-D 4 1,45 8 1,1 12 1,0 16 0,24 20 0,89 24 0,68 28 0,54 32 0,44 Поправочный коэффициент Кп,- Задний угол а, ° Кта 3 0,78 6 1,0 9 1,16 12 1,29 15 1,40 18 . 1,50 8. Формулы дли определения стойкости метчиков
Номина- льный диа- метр мет- чиков, мм 7, мин Угол наклона заборной части ф Шаг резьбы Р, мм Примечание
0,098<Л61г°-® 3°2Г 1,0-1,75
v0’23P0-85sin<p1’22
6 12 0,098d1,61z°’® 7° 13° 19° 0,5-1,75 0,5-1,25 0,5-0,75
v^p^sincp1’22
0,415rf1’61z°’°7 13° 19° 1,5-1,75 1,0-1,75
v0,23p0.23sin4)0,6
l,07d°’65z°’°® 3°20' 7° 13°20' 19° 1,5-5,0 0,5-3,0 0,5-1,25 0,5-0,75 Исключая Р = 0,5 мм при z = 4 Включая Р= 1,5 мм при z = 4 Включая Р= 1,С мм при z = 4
14-52 v^P^sincp1-22
4,58</°'65z0,07 V°-23P0’23Sin<p°-6 7° 13° 19° 3,5-5,0 1,5-3,5 1,0-2,5 Исключая Р=1,5 мм при z = 4 Включая Р = = 4,5 4- 5,0 мм при Z = 6
Примечание. При работе по чугуну полученные значения стойкости
следует увеличить в 1,5 раза.
Резьбообразованне
627
9. Поправочный коэффициент Kja*
ов, МПа НВ
500-600 137-167 2,09
600-650 170-192 1,35
670 -720 197-212 1,0
730-780 217-229 0,8
800-850 235-248 0,66
10. Значения поправочного коэффициента
Шаг резьбы Р, мм Число канавок Z Угол уклона заборной части ф, °
3 °20' 7 13 19 25
0,5 3 2,33
4 А 1,59
0,75 3 А 2,33 0,73
4
1,0 3 7,65 3,09 1,47 0,87
4 А 2,33 1,59 1,0 0,73
1,25 3 6,58 2,66 1,26
5,88 2,38 1,23 0,85
1,5 4 7,03 2,84 1,35
1,75 3 5,38 2,17 1,23
4,00 1,61 1,00 Б Б
2,0 5,92 2,40 1,25 1,0 0,85
2,5 5,21 2,11
3,0 4 3,70 1,50
3,5 3,38 1,44 1,00 Б Б
4,0 2,15 1,00 Б
4,5 4 2,00
6 3,70 1,50 1,00
5,0 4 1,87 1,00 Б
6 3,46 1,40 1,00
Примечания: 1. Принятые обозначения: А — область толщин среза
а< 0,02 мм; Б — область толщин среза <з>0,2 мм.
2. При работе по серому чугуну приведенные поправочные коэффициенты
являются ориентировочными.
628
Резьбообразованне
При нарезании резьбы в деталях из труднообрабатываемых ма-
териалов из стандартных метчиков могут быть использованы гаечные
метчики, если длина нарезаемого сквозного отверстия не превышает
ЮР, и метчики, изготовленные из быстрорежущих сталей повышен-
ной производительности и твердых сплавов. Рекомендуемые скорости
резания при нарезании резьбы гаечными метчиками в труднообраба-
тываемых материалах приведены в табл. 11.
Основными метчиками, применяемыми при нарезании резьбы в де-
талях из труднообрабатываемых сталей и сплавов, являются комплект-
ные машинно-ручные метчики со шлифованным и затылованным про-
филями. Конструктивные элементы и геометрические параметры мет-
чиков выбирают в зависимости от вида нарезаемого отверстия и
свойств обрабатываемого материала. Они должны обеспечивать воз-
можно большие прочность и жесткость инструмента, наименьшее
трение при работе, оптимальную для данного материала толщину
среза. На прочность и жесткость метчика влияют размеры стружеч-
ных канавок, диаметр сердцевины и хвостовика, а также длина метчи-
ка. Диаметр сердцевины рекомендуется принимать равным (0,45
0,5) D для метчиков с числом зубьев z = 3 и (0,54-0,52) D — для
метчиков с числом зубьев z = 4.
Диаметр хвостовиков машинно-ручных метчиков больше, чем
стандартных метчиков, а длина меньше.
Для снижения трения зубьев метчика в нарезанном отверстии и
крутящего момента метчики выполняют с обратной конусностью
резьбы (0,04 — 0,05 мм на 25 мм длины).
11. Скорость резания (м/мин) при нарезании резьбы гаечными метчиками
в заготовках из труднообрабатываемых материален
Обрабатываемый Диаметр нарезаемой резьбы, мм
6 8 10 12 16 20 24
материал Шаг нарезаемой резьбы Р , мм
0,75 id о €4 o’ “7 О Id о О О л 'С
id О id О Id О Id О) К) Id id Id £ О
О о •—' о о •— О —1 о с4
Коррозионно-стойкие стали типа 20X13 4,8 4,0 6,0 5,0 6,0 5,0 7,2 6,0 8,4 7,0 9,6 8,0 12,( 10,0
Жаропрочные стали 12Х18Н9Т 3,6 3,0 4,8 4,0 4,8 4,0 6,0 5,0 7,2 6,0 7,2 6,0 9,6 8,0
Примечание. Скорости резания установлены из расчета стойкости мет-
чиков Т = 20 мин (увеличение скорости на 30 % обусловливает уменьшение
стойкости приблизительно в 2 раза) и работы по сталям с пределом проч-
ности св < 850 МПа; при св > 850 МПа (до 1200) МПа) скорость резания
должна быть уменьшена на 25%.
Резьбообразованне 629
Для создания наиболее благоприятных условий работы каждого
метчика в комплекте необходимо правильно распределить между ними
работу. Рекомендации рационального распределения нагрузки по сре-
заемой площади профиля даны в табл. 12. При таком распределении
нагрузки достигается равномерное затупление метчиков в комплекте
и максимальное число нарезаемых отверстий. Рекомендуемые СОЖ
даны на стр. 620, а скорости резания при нарезании резьбы в сквоз-
ных отверстиях в табл. 13.
Нарезание резьбы круглыми плашками. Плашки применяют для
нарезания наружной резьбы. Размеры плашек для нарезания крупной
и мелкой метрической резьбы и трубной цилиндрической резьбы рег-
ламентированы ГОСТ 9740 — 71 и ОСТ 2-И55-1 —73, для трубной кони-
ческой резьбы — ГОСТ 6228 — 80.
Диаметры стержней под нарезание метрической резьбы выбирают
по ГОСТ 19258 — 73, трубной цилиндрической резьбы — по ГОСТ
21347 — 75, а трубной конической резьбы - по ГОСТ 21349 — 75.
Основные геометрические и конструктивные параметры плашек
приведены на рис. 9. Режущая часть плашки характеризуется длиной
lt, углом в плане или углом конуса <р в заборной части, формой
передней и задней поверхностей, передним у и задним а углами в
нормальном сечении к оси плашки, углом наклона режущей кромки.
Длина режущей части плашки
। _ d Т 2е
2tg <р
где d - номинальный диаметр резьбы, мм; е принимают по табл. 14;
dBH = 1,2269 Р — номинальный внутренний диаметр резьбы, мм.
В зависимости от обрабатываемого материала рекомендуются
следующие значения переднего угла:
Обрабатываемый материал Передний угол у, °
Сталь (средней твердости и твердая), бронза............. 10—12
Сталь (мягкая, вязкая), латунь...........................15 — 20
Алюминий, силумин, дюралюминий...........................20 — 25
Калибрующую часть круглой плашки выполняют без заднего угла,
что является недостатком конструкции плашки. На заборной части обя-
зательно предусматривается задний угол; обычно а = 7ч- 10°.
Плашки затылуют по углу заборного конуса на специальных
станках по спирали Архимеда. Величина затылования (мм) на угловом
шаге зубьев плашки
К = —2- tg а,
z
где dY — внутренний диаметр плашки; z — число стружечных отверстий
или перьев плашки; а — задний угол.
630
Резьбообразованне
12. Распределение нагрузки по площади профили резьбы между
метчиками комплекта
Число метчиков в ком- плекте Нагрузка на метчик (%) по срезаемой плошади
F\ Ъ. F3 F« Fi
2 60-65 40-35 — — —
3 40-45 35-30 25 — —
4 35-40 30-25 18-20 17-15 —
5 30-35 25-20 18-20 17-15 10
13. Скорость резания (м/мии) при нарезании резьбы н сквозных
отверстиях деталей из труднообрабатываемых материалов
Обрабаты- ваемый материал Материал инстру- мента Резьба
MI- MI,6 М2-М3 М4-М5 М6-М8 М10- М12 М14- М16 М18- М20
Жаропрочные и высоко- прочные стали и сплавы с ов < 1600 МПа Быстрорежу- щая сталь Твердый сплав 0,5- 0,8 1,5- 2,0 0,5-1 2,0- 2,5 0,8- 1,2 2,5- 4,0 0,8- 1,5 1,0- 2,0 1,5- 2,5 2,0- 3,0
Жаропрочные литейные сплавы с ов < 1000 МПа Быстрорежу- щая сталь Твердый сплав Вруч- ную 1,0- 1,5 0,3- 0,5 2,0- 2,5 0,5- 0,8 2,5- 4,0 0,5- 1,0 1,0- 1,5 1,0- 1,5 1,2- 1,8
Титановые сплавы Быстрорежу- щая сталь 0,8- 1,0 0,8- 1,5 1,0- 2,5 1,5 - 3,0 2,0 — 4,0 2,5- 4,5 3,0- 6,0
14. Значения е в зависимости от диаметра нарезаемой резьбы
Номинальный диаметр нарезаемой резьбы или размер резьбы плашки 2е, мм
метрической, мм трубной, дюймы
1-16 1/8-3/8 о,1
17-48 1/2-1 1/2 0,2
50-76 1 1/2 и выше 0,3
Резьбообразованне
631
Рис. 9. Основные геометрические и конструктивные параметры
круглых плашек
Угол конуса заборной части плашек <р = 20 30 °. При нарезании
резьбы у плашки необходимо принимать меньшие углы <р в целях
улучшения качества нарезанной резьбы и увеличения стойкости пла-
шек. Так, при уменьшении угла 2<р от 50 до 40° стойкость плашек
увеличивается на 50%.
Толщина слоя, срезаемого круглыми плашками, относительно не-
большая, что предопределяет лимитирующий износ по задним по-
верхностям. Допустимый износ (мм), определяемый как наибольшая
ширина площадки износа на одном из режущих зубьев, h = 0,lt/0,s, где
d — номинальный диаметр резьбы, мм.
Стойкость круглых плашек целесообразно определять по форму-
лам при выбранных скоростях резания. Скорость и стойкость резания
при работе круглыми плашками
С^1-2
V у0,5^1,2 ’
632 Резьбообразованне
где С„ — коэффициент изменения скорости; для углеродистой конст-
рукционной стали (<тв = 750 МПа) С„ = 2,7; для латуни Сь. = 9; для
алюминиевых сплавов С„ = 12; d — номинальный диаметр резьбы, мм;
Т— стойкость, мин; S — подача, равная шагу Р нарезаемой резьбы.
Рекомендуемые скорости резания при работе круглыми плашками
представлены в табл. 15.
Значения скоростей резания, представленные в табл. 15, обуслов-
ливают стойкость плашек Т= 90 мин (для углеродистой стали с <т,, =
= 750 МПа, алюминиевых сплавов и латуни). Для нарезания резьбы
15. Скорости резании круглыми плашками
Диаметр резьбы мм Шаг резьбы Р, мм и, м/мин я, об/мин
Конструкционная легированная сталь с <тв = 670 -750 МПа
4 0,7 2,3 183
6 1 2,45 130
8 1,25 2,65 105
10 1,5 2,75 87
12 1,75 2,85 76
16 2 3,45 69
20 2,5 3,45 55
24 3,0 3,45 46
30 3,5 3,45 40
36 4,0 4,0 35
Алюминиевые сплавы
4 0,7 10.2 814
6 1,0 10,8 573
8 1,25 11,7 465
10 1,5 12,3 392
12 1,75 12,8 340
16 2,0 15,3 304
20 2,0 20,0 318
24 3,0 15,3 203
30 3,5 16,6 176
36 4,0 17,6 156
Латуни и бронзы
4 0,7 7,6 603
6 1,0 8,1 430
8 1,25 8,8 350
10 1,5 9,2 293
12 1,75 9,6 254
16 2,0 Н,5 229
20 2,0 15,0 238
24 3,0 11,5 153
30 3,5 12,5 133
36 4,0 13,2 117
Резьбообразованне
633
d < 1 мм применяют плашки без стружечных отверстий. Угол за-
борной части <р = 45 °, ширина плашки 3,5 Р, длина калибруюшей
части 1,5 Р. Рекомендуемые СОЖ даны на стр. 620.
Поправочные коэффициенты на стойкость плашек для измененных
условий эксплуатации приведены ниже.
Поправочные коэффициенты Кт„ зависят от относительной ско-
рости резания:
Относительная скорость резания, м/мин*1
1,5 ...............................................................0,45
1,35..................................................................0,55
1,2 ...............................................................0,7
1,0 ...............................................................1,0
0,9 1,23
0,8 1,56
0,7 ...............................................................2,04
Относительный шаг Р нарезаемой резьбы, мм Крр
0,2-0,4................................................................ 2,0
0,5-0,6................................................................ 1,5
0,7-1,0................................................................ 1,0
*' Относительная скорость резания v
где 1>ф — фактическая скорость резания;
Тф
определяется как отношение —
Тр
Ир — расчетная скорость резания.
16. Поправочные коэффициенты КТс в зависимости от
материала заготовки
Сталь ав, МПа
Углеродистая 600-650 670-750 1,35 1,0
Хромистая 600-650 670-750 0,81 0,64
Хромокремнемарган- цовистая 670-750 0,25
Нарезание резьбы головками. Резьбонарезные головки применяют
для нарезания наружной и внутренней резьб. Их делят на головки
винторезные с круглыми гребенками; вращающиеся и невращающиеся;
головки резьбонарезные с тангенциальными плоскими гребенками.
634
Резьбообразованне
Рис. 10. Винторезные самооткрывающиеся головки с круглыми
гребенками:
а — невращающаяся; б — вращающаяся
В машиностроении широко применяют винторезные самооткрываю-
щиеся головки с круглыми гребенками (рис. 10): 1) невращающиеся
IK; 2К; ЗК; 4К; 5К для токарных и револьверных станков; 2) вра-
щающиеся 1КА; 2КА; ЗКА; 4КА; 5КА для автоматов и сверлиль-
ных станков.
Основные размеры головок с круглыми гребенками регламентиро-
ваны ГОСТ 21760-76 (табл. 17).
17. Основные размеры винторезных головок с круглыми гребенками
Головки Диаметр, мм
невращающиеся вращающиеся нарезаемой резьбы хвостовика
1К-20 4-10 20
1К-25 1 КА-25 —
2К-25 6-14 25
2К-30 2КА-30 30
ЗК-ЗО 3 КА-30 9-24 —
3K-38 3 КА-40 — 38-40
4К-45 4КА-45 12-42 45
4К-70 4КА-70 — 70
5К-45 5КА-45 24-60 45
5К-70 5КА-70 70
Профиль резьбы круглых гребенок к винторезным головкам соот-
ветствует профилю нарезаемой резьбы. Установка гребенки на угол
подъема резьбы достигается вследствие расположения ее на опорной
плоскости кулачка под углом, равным углу подъема нарезаемой резьбы
по среднему диаметру. Начало резьбы каждой из работающих гре-
бенок должно быть смещено относительно опорного торца на 1/4 шага
(при числе гребенок в головке и = 4).
Резьбообразованне
635
Рис. 11. Геометрические параметры режущих элементов гребенок
Гребенки затачивают на специальных приспособлениях в сборе с
кулачками, звездочками и винтами. Размеры круглых гребенок к вин-
торезным головкам регламентированы ГОСТ 21761 — 76, а кулачков
для круглых гребенок — ГОСТ 21762 — 76. Рекомендуемые геометри-
ческие параметры режущих элементов круглых гребенок (рис. И)
в зависимости от обрабатываемого материала приведены в табл. 18.
Задний угол а образуется путем смещения оси гребенки отно-
сительно оси обрабатываемой детали. Рекомендуемый угол заборного
конуса — 20 °, Наружный диаметр заготовок под нарезание резьбы
назначается в зависимости от материала.
Обрабатываемый материал . Диаметр
заготовки
Сталь конструкционная низкоуглеродистая и легирован-
ная типа 20, 45, 40Х.................................. d— 0,15Р
Ковкий чугун.......................................... d— 0,1Р
Бронзы, латуни твердые................................ d—0,2Р
Рис. 12. Резьбонарезные само-
открывающиеся головки с тан-
генциальными плоскими гребен-
ками
18. Рекомендуемые геометрические параметры режущих элементов гребенок
Материал заготовки Передний угол у° гребенки Смещение вершины резьбы гребенки при диаметре резьбы, мм 1q=A.4-<|/
до 8 8-10 11-14 16-20 22-27 30-42 45-60
Алюминий и его сплавы 25 0,03 0,08 0,10 0,15 0,20 0,25 0,30 2°+ф
Бронза алюминиевая 20 1°30' + ф
Сталь конструкционная низкоуглеро- дистая с св <750 МПа 25 1°30' + ф
Медь твердая 25 2°+ф
Стали конструкционные легирован- ные с св<1000 МПа 20 - 0,05 0,07 0,12 0,17 0,21 0,25 1°30' + ф
Инструментальные стали 15 - 0,05 0,07 0,12 0,17 0,21 0,25 30° +ф
Чугуны 10 0,10 0,12 0,14 0,20 0,25 0,30 0,35 30° + ф
Медь мягкая 5 — 2° + ф
Примечания: 1. Принятые обозначения: X — угол наклона режущей кромки; Хо — угол наклона режущей кромки
и гребенки, установленной на кулачке; — угол подъема резьбы изделия.
2. При эксплуатации геометрические параметры могут быть уточнены в зависимости от условий обработки.
636 Резьбообразованне
Резьбообразованне
637
19. Скорость резания
Диаметр нарезаемой резьбы, мм Материал заготовки Скорость резания (м/мин) для метрической резьбы с шагом
крупным мелким
6-14 Сталь 45 7,0 10
16-22 9,5 16
24-60 9,5 17
6-14 Сталь 20 и 40Х 5,5 8
16-22 7,0 12
24-60 7,5 14
6-14 Ковкий чугун 12 17
16-22 14 26
24 — 60 16 30
6-14 Бронзы, латуни твердые 14 20
16-22 16 30
24-60 19 34
Скорость резания определяют по табл. 19. На станке следует
устанавливать головки соосно с обрабатываемой деталью. Предельно
допустимый износ, измеренный на задних поверхностях заборной
части и на первых нитках калибрующей части, не должен превышать
0,8 —1,7 мм в зависимости от шага нарезаемой резьбы. Заточку гре-
бенок и проверку их после заточки выполняют в специальных при-
способлениях, изготовленных заводом «Фрезер».
Резьбонарезные самооткрывающиеся головки с тангенциальными
плоскими гребенками (рис. 12) выпускает Московский инструменталь-
ный завод (МИЗ). Технические характеристики головок с тангенци-
альными плоскими гребенками приведены в табл. 20.
Каждая резьбонарезная головка предназначена для работы на
болторезном или труборезном станке определенной модели, например
головки РГТ-1 для работы на станке 1261; головки РГТ-2В, РГТ-2А
и 61-101 на станке 5Д07; головки С-225-2В и 61-100 на станке С225;
головки РГТ-ЗА на станке ТТ9149. Головку РГТ-1 закрепляют на
станке зажимом хвостовика, а остальные головки с помощью болтов
или шпилек к фланцу шпинделя станка. Основные размеры танген-
циальных гребенок регламентированы ГОСТ 2287 — 61.
Гребенки устанавливают в специальных кулачках с помощью
шаблона и винтов. Каждая гребенка в комплекте имеет свой номер.
В головке гребенки устанавливают последовательно по порядку их но-
меров по часовой стрелке. Геометрические параметры гребенок: угол
заборного конуса <р = 20°; передний угол у = 20 — 25 °. Диаметр заго-
товки для нарезания резьбы необходимо назначать с учетом обра-
батываемого материала (см. стр. 635). Предельно допустимый износ не
638
Резьбообразованне
L
°)
О)
Рис. 13. Резьбонарезные головки для нарезания внутренней резьбы:
а —КБ; б-РНГВ
20. Технические характеристики головок
Тип ГОЛОВКИ Размеры нарезаемой резьбы Шаг нарезаемой резьбы, мм Размеры головки, мм
метриче- ской, мм ДЮЙМОВОЙ Наружный диаметр D Длина L
РГТ-1С 6-20 1/4"-3/4" 2,5 100 172
РГТ-2В 10-38 — 180
С-225-2В 14-76 — 1,25-3,0
РГТ-ЗА 24-76 1"-3" 1"-21/2" 260 230
61-100 14-76 — 1,5-3,0 200
61-101 10-38 — 1,25-3,00
ТН2Т 20-60 i/2"-2" 3 330 227
ТН4Т 65-115 2*/2"-4" 6 350 230
Резьбообразованне
639
должен превышать 0,8 —2,0 мм в зависимости от шага резьбы. Гре-
бенки затачивают на универсально-заточном станке в приспособлении
или поворотных тисках. Резьбонарезные головки для нарезания внут-
ренней резьбы (рис. 13) изготовляют по чертежам завода «Фрезер» и
ТУ 2-035-326—73. Технические характеристики головок приведены в
табл. 21.
Головки предназначены для нарезания внутренней резьбы на то-
карных, револьверных, резьбонарезных, сверлильных станках и автома-
тах и могут работать как невраЩающимися, так и вращающимися.
Резьба нарезается за один переход. Головки могут работать с при-
нудительной подачей с помощью ходового винта или копира или
самозатягиванием. После окончания нарезания резьбы головка авто-
матически выключается, плашки сводятся к оси головки, в результате
чего можно вывести головку из отверстия обработанной детали без
вывинчивания, что обеспечивает высокую производительность и хоро-
шее качество резьбы. Плашки к резьбонарезным головкам изготов-
ляют по чертежам завода «Фрезер».
21. Технические характеристики головок
Тип головки Нарезаемая резьба Размеры головки, мм
Метрическая Трубная, дюймы Наибольший наружный диаметр D Длина L
Диаметр мм Наибольший шаг Р, мм
КБ-1 РНГВ-1 36-40 2 1 */8 к> 240
КБ-2 РНГВ-2 42-50 1 V 1V8 245
РНГВ-3 55-65 3 П/4-2 по 325
РНГВ-ЗА 52 —
РНГВ-4 68-80 2’/з- 2>/2 120 355
РНГВ-5 80-95 ’ — 155 380
КБ-5 23/4-3 120 346
РНГВ-6 100-130 - 160 380
КБ-6 3>/2-4 150 360
640
Резьбообразованне
Для нарезания резьбы головкой необходимо применять плашки
с соответствующим обозначением номера головки, диаметра и шага
резьбы. Плашки могут работать только комплектно. Плашки выпус-
кают для нарезания резьбы в сквозных отверстиях с углом наклона
заборной части ф = 15-?20си передним углом у = 25°. Задний угол
по профилю резьбы плашек = 1 4- 2 °, а по заборной части а = 6 °.
Головку на станке необходимо устанавливать соосно с отверстием
обрабатываемой детали. Скорость резания выбирают по табл. 19.
Предельно допустимый износ не должен превышать 0,3 —0,7 мм.
Плашки затачивают на универсально-заточном станке в специальном
приспособлении, выпускаемом заводом «Фрезер». Рекомендуемые
СОЖ при работе резьбонарезными головками всех типов приведены
на стр. 620.
Фрезерование резьбы гребенчатыми резьбовыми фрезами. Гребенча-
тые фрезы применяют для фрезерования наружной и внутренней
резьб (длиной 75 мм). Наименьший диаметр наружной резьбы 10 —
15 мм, а внутренней 18 — 20 мм.
Гребенчатые фрезы изготовляют с коническим хвостовиком
(рис. 14) и насадными (рис. 15). Размеры фрез и технические условия
регламентированы ГОСТ 1336 — 77. Основные исполнительные разме-
ры приведены в табл. 22 и 23.
Рис. 14. Резьбовая гребенчатая фреза с коническим хвостовиком
Рис. 15. Резьбовая гребенчатая насадная фреза
22. Основные размеры (мм) резьбовых гребенчатых фрез с ко ическим хвостовиком
D L 4iOM 1 при шаге Р, мм d Конус Мор- зе
0,5 0,6 0,7 0,75 0,8 1,0 1,25 1,5 1,75 2,0 2,5 3
10 90 96 10 16 10 16 10,2 16,2 9,8 16,1 9,75 15,75 9,6 16,0 10 16 10,0 16,25 9,0 16,5 - — - — 10 1
12 92 100 12 20 12 20 12,0 19,8 11,9 20,3 12,0 20,25 12,0 20,0 12 20 12,5 20,0 12,0 19,5 - - - - 12 2
16 96 105 16 25 16 25 16,2 25,2 16,1 25,2 15,75 24,75 16,0 24,8 16 25 16,25 25,0 16,5 25,5 15,75 24,5 16 24 — - 16
20 100 112 20 32 - - - 20,25 32,25 20,0 32,0 20 32 20,0 32,5 19,5 31,5 19,25 31,5 20 32 20,0 32,5 21 30 16
25 125 140 25 40 - - — - — 25 40 25,0 40,0 25,5 40,5 24,5 40,25 24 40 25,0 40,0 24 39 20 3
32 132 150 32 50 — — — — — 32 50 32,5 50,0 31,5 49,5 31,5 49,0 32 50 32,5 50,0 30 48 22
Резьбообразованне
23. Основные размеры (мм) насадных резьбовых гребенчатых фрез
D ^ном L при шаге Р, мм d dl /
1,0 1,25 1,5 1,75 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0
32 16 20 25 16 20 25 15,0 20,0 25,0 15,0 19,5 24,0 - 13 16 4
36 20 25 32 20 25 32 20,0 25,0 31,25 19,5 24,0 31,5 19,25 24,5 31,5 20 24 32 30,0 30 - - - 16 22 4
40 32 40 32 40 32,5 40,0 31,5 40,5 31,5 40,25 32 40 32,5 40,0 30 39 - - - - - - 16 22 5
50 32 40 50 - - 31,5 40,5 49,5 31,5 40,25 49,0 32 40 50 30,0 40,0 50,0 30 39 48 31,5 38,5 49,0 32 40 48 - - - - 22 32 6
63 40 50 63 - - 40,5 49,5 63,0 40,25 49,0 63,0 40 50 62 40,0 50,0 62,5 39 48 63 38,5 49,0 63,0 40 48 60 40,5 49,5 63,0 40 50 60 - - 32 42 10
80 50 63 80 - - 49,5 63,0 79,5 49,0 63,0 78,75 50 62 80 50,0 62,5 80,0. 48 63 78 49,0 63,0 77,0 48 60 80 49,5 63,0 76,5 50 60 80 - - 40 52 10
100 63 80 100 - - - 62 80 100 62,5 80,0 100,0 63 78 99 63,0 77,0 98,0 60 80 100 63,0 76,5 99,0 60 80 100 60,5 77,0 99,0 60 78 96 50 - -
642 Резьбообразованне
Резьбообразованне
643
Фрезерование резьбы гребенчатыми фрезами осуществляется на
станках 563А, 563Б, 563В, 5К63, КТ43, КТ44, КТ45, КТ85 и др.
В процессе нарезания резьбы гребенчатая фреза и деталь имеют
вращательное движение; кроме того, фреза перемещается вдоль оси
(за один оборот детали фреза перемещается на шаг резьбы); попе-
речное перемещение осуществляется на высоту резьбы. Полная обра-
ботка резьбы осуществляется за 1,25 — 1,3 оборота. Дополнительное
вращение на 0,25 — 0,3 оборота заготовки необходимо для подвода
фрезы, врезания ее и отвода.
Резьбу нарезают гребенчатыми фрезами по методу встречного
фрезерования, так как в этом случае обеспечивается лучшее качество
обрабатываемой поверхности и повышается виброустойчивость техно-
логической системы. Диаметр фрезы для нарезания внутренней резьбы
рекомендуется выбирать равным 2/3 диаметра фрезеруемой резьбы;
длина рабочей фрезы на два-три шага больше, чем длина фрезеру-
емой резьбы. Режимы резания приведены в табл. 24 и 25. Предельно
допустимый износ при обработке деталей из стали не должен пре-
вышать 0,2 мм для фрез с шагом до 1,25 мм; 0,3 мм с шагом
1,5—1,75 мм; 0,6 мм при шаге св. 1,75 мм.
Фрезы затачивают по передней поверхности с помощью делитель-
ного приспособления. Рекомендуемые СОЖ при резьбофрезеровании
приведены на стр. 620.
Шлифование резьбы. Шлифование используют для чистовой обра-
ботки резьб повышенной точности в деталях из труднообрабатыва-
емых и термически обработанных сталей и сплавов, имеющих твер-
дость св. НКСэ40 — 42. Резьбы обычно шлифуют после предварительной
обработки (нарезания резцом); исключение составляют резьбы с шагом
Р до 1,5 мм, которые можно шлифовать без предварительной
обработки.
В качестве режущего инструмента при шлифовании резьбы ис-
пользуют абразивные шлифовальные круги однониточные и много-
ниточные (рис. 16). Шлифование однониточными кругами обеспечивает
высокую точность резьбы, а шлифование многониточными кругами —
меньшую точность (табл. 26), но более высокую производительность.
Твердосплавные детали шлифуют алмазными плоскими кругами
с двухсторонним коническим профилем формы А2П на органической
24. Подача на одни зуб фрезы, мм
Обрабатываемый материал Диаметр нарезаемой резьбы, мм
20 40
Шаг нарезаемой резьбы, мм
1,00 1,75 3,5 1,00 1,75 3,5
Стали конструкционные типа 45, 40Х Чугун серый 0,018 0,050 0,025 0,070 0,030 0,090 0,025 0,070 0,030 0,090 0,040 0,110
644
Резьбообразованне
Продолжение табл. 24
Обрабатываемый материал Диаметр нарезаемой резьбы, мм
70 св. 70
Шаг нарезаемой резьбы, мм
1,00 1,75 3,5 1,00 1,75 3,5
Стали конструкционные типа 45, 40Х Чугун серый 0,030 0,080 0,035 0,100 0,045 0,125 0,030 0,090 0,037 0,110 0,050 0,145
25. Скорость резания, м/мин
Шаг нарезаемой резьбы, ММ Стали конструкционные Чугун типа 45, 40Х серый
Подача на один зуб фрезы, мм
0,02 0,04 0,06 0,08 0,10 0,06 0,01 0,14
0,8 75 56 49 44 39 72 58 51
1,75 59 45 39 35 31 58 48 43
3,5 48 36 32 29 35 48 39 35
26. Точность шлифования резьбы в центрах
Проверяемый параметр Способ шлифования
однони- точным кругом с продольной подачей многони- точным кругом с продольной подачей многонн- точным кругом с поперечной подачей
Отклонение (мм) среднего диа- метра (с/ср = 10 ч- 40 мм) при шлифовании: за одну операцию за две операции ±0,003 ±0,0025 ±0,010 ±0,005 ±0,02 ±0,01
Отклонение (мм) шага на дли- не, мм: 25 300 ±0,0025 ±0,005 ±0,005 ±0,010 ±0,005
Отклонение половины угла профиля резьбы, ±3 ±6 ±10
Резьбообразованне
645
Рис. 16. Схемы шлифования резьбы:
а — однониточным кругом; б — многониточным кругом врезанием; в — много-
ниточным кругом с осевой подачей -
Б2 и металлической Ml, М5 —6 связках. Круги зернистостью
АСМ 60/40 — АСО 100/80 при 150 — 200 %-ной концентрации обеспечи-
вают шероховатость обрабатываемой поверхности Ra=0,125 320 мкм.
Окружная скорость алмазного круга для шлифования наружных резьб
«кр = 30 = 40 м/с, для внутренних «кр =10—15 м/с. Скорость враще-
ния детали 0,4 —0,6 м/мин. Глубина шлифования при черновых пере-
ходах 0,05 — 0,1 мм; при чистовых 0,005 — 0,020 мм.
Шлифование деталей из быстрорежущих сталей рекомендуется
осуществлять кругами из эльбора. Для однониточного шлифования
наиболее рациональными являются эльборовые/круги на керамической
связке: Л2П60° 350 x 8 x 160; 400 x 10 x 203 ; 450 x 10 x 229 и
500 х 13 х 305.
Зернистость и твердость кругов выбирают в зависимости от
шага шлифуемой резьбы (табл. 27).
Структура кругов определяется главным образом зернистостью.
Так, круги зернистостью ЛМ20 — ЛМ28 рекомендуется применять 11-й
структуры; зернистостью ЛМ40 — Л4 — 10-й структуры; зернистостью
Л5—Л6 — 9-й структуры; зернистостью Л8 — 8-й структуры. Оптималь-
ная концентрация эльбора в объеме эльборсодержащего слоя 100 %.
646
Резьбообразованне
27. Зернистость и твердость эльборовых кругов
Шаг резьбы, мм Зернистость Твердость
0,5 — 0,75 ЛМ20-ЛМ28 Т1-Т2
0,8-1,00 ЛМ40-Л4 СТЗ-Т1
1,0-1,5 Л4-Л6 СТЗ-Т1
1,5 и более Л6-Л8 СТЗ-Т1
Окружная скорость круга гкр = 35 м/с, а детали — 0,16-0,5 м/мин.
Глубина шлифования 0,40 — 0,50 мм при черновой обработке и 0,15 —
0,05 мм при чистовой. При шлифованйи эльборовыми кругами на
указанных режимах стабильно достигается шероховатость поверхности
Ra = 0,16 4- 0,32 мкм.
Накатывание наружных н раскатывание внутренних резьбовых по-
верхностей. Накатывание наружных резьбовых поверхностей осуществ-
ляется (рис. 17) плоским инструментом с тангенциальной подачей,
а также круглым инструментом с подачами: радиальной, тангенци-
альной, радиально-осевой и осевой.
Рис. 17. Схемы накатывания наружных резьбовых поверхностей:
а — плоским инструментом с тангенциальной подачей; би в — вращаю-
щимся инструментом с тангенциальной подачей; гид — вращающимся ин-
струментом с радиальной подачей
Резьбообразованне
Основные размеры и технические требования к резьбонакатным
плоским плашкам для накатывания метрической резьбы регламенти-
рованы ГОСТ 2248 — 80, а основные размеры и технические требова-
ния к резьбонакатным роликам — ГОСТ 9539 — 72.
Данные, характеризующие область применения накатывания, при-
ведены в табл. 28.
Наибольшими возможностями при накатывании резьбы обладают
двухроликовые резьбонакатные станки, но производительность их не-
высокая, что является ограничением при накатывании деталей с диа-
метром менее 20 мм.
Наибольшую производительность имеют резьбонакатные станки
с инструментом в виде ролика-сегмента. Однако область их приме-
нения ограничена деталями с диаметром менее 15 мм и длиной резь-
бы до 2d — 3d мм, где d — диаметр накатываемой резьбы.
Резьбонакатные станки с плоскими плашками целесообразно ис-
пользовать для деталей диаметром менее 27 мм.
Накатывание резьбы может осуществляться на деталях из углеро-
дистых и легированных конструкционных сталей, цветных металлов
и сплавов, труднообрабатываемых материалов, способных подвергать-
ся пластическому деформированию и характеризующихся относитель-
ным удлинением не менее 8 — 12%, поперечным сужением 50 — 60%.
<тв^400ч- 1300 МПа и твердостью НВ до 115 — 400.
Диаметр заготовки под накатывание наружных резьб рассчитыва-
ется, исходя из условия постоянства объема металла до и после
деформации с некоторыми допущениями.
28. Область применения холодного накатывания резьб
Методы накатывания
плоскими
плашками
Резьба
одно- и
многозаходная
роли-
ком-
сег-
мен-
том
двумя
роликами
тремя
роликами
Треугольная
(метрическая)
Трапецеидальная
Круглая
Пилообразная
Специальная (шурупы)
На винтах (для дерева)
648
Резьбообразованне
Для точной треугольной резьбы номинальный диаметр заготовки
^заг.ном
Г Ос
ST 1
— [3d2 (d2 -dD-2 (d3 - dl) + ~ (d2 + dl)\
Для накатывания трапецеидальной резьбы
^заг ном — I/+ Vrr (h + d2 + di — d) + h(2h + 3J2 + 3H — 3J)J;
у 3H cos ф
r- , ^2
введя обозначение к = ——,
^ц. т
получим
, _ 1 / .2 . 2М2 (h + d2 + Н — d)
йзаг.ном I/ ai + >
где а — угол профиля резьбы; Р — шаг резьбы, мм; d — наружный диа-
метр резьбы, мм; dt — внутренний диаметр резьбы, мм; d2 — средний
диаметр резьбы, мм; h — высота профиля резьбы, мм; Н = 1,866Р —
постоянная величина для каждого шага резьбы; du т — диаметр, описы-
ваемый центром тяжести, мм; ф — угол подъема винтовой линии;
к = 1,02 -ь 1,04 — коэффициент.
Полученные результаты должны быть скорректированы в про-
цессе работы. Максимальный допуск на диаметр заготовки принимают
равным половине поля допуска на средний диаметр резьбы. К форме
заготовки и состоянию ее поверхности предъявляются следующие
требования: а) на торце заготовки должна быть снята фаска, угол
которой соответствует углу заборной части резьбонакатного инстру-
мента; б) шероховатость обработанной поверхности заготовки должна
соответствовать заданным точностным параметрам; в) на деталях с
заплечиками до накатывания резьбы необходимо выполнить канавку,
ширина А которой может быть выбрана по рис. 18 в зависимости от
шага гакатываемой резьбы; г) на деталях из азотируемых сталей
резьбу следует накатывать до азотирования.
При эксплуатации резьбонакатных плоских плашек и резьбона-
катных роликов необходимым условием является их правильная уста-
новка. При установке резьбонакатного инструмента для накатывания
однозаходной резьбы необходимо, чтобы вершины резьбы одного
инструмента располагались строго симметрично против впадин друго-
го инструмента. Это достигается с помощью специальных шаблонов
или калибров. При применении резьбонакатных плоских плашек и ро-
ликов необходимо иметь в виду, что их изготовляют комплектно,
и перестановка плашки или ролика из одного комплекта в другой не
допускается. Скорость накатывания резьбы выбирают в зависимости
от обрабатываемого материала и шага накатываемой резьбы. При
накатывании резьбы скорость накатывания может быть выбрана по
табл. 29.
Радиальная подача детали при накатывании резьбы накатными
Резьбообразованне
Рис. 18. Зависимость ширины
канавки от шага резьбы:
1 — метрической; 2 — трапецеи-
дальной
роликами (перемещение резь-
бонакатного ролика в ради-
альном направлении, отне-
сенное к одному обороту
детали) может быть выбрана
по табл. 30.
В качестве смазочно-охлаждающей жидкости (СОЖ) при накаты-
вании резьбы на деталях из углеродистых конструкционных и леги-
рованных сталей рекомендуется использовать жидкость на масляной
основе марки ОСМ-3; при накатывании резьбы на деталях из корро-
зионно-стойких сплавов — СОЖ марки МР-1У или МР-3, а на деталях
из латуни или алюминиевых сплавов — СОЖ марки МР-2У или
ОСМ-3.
29. Рекомендуемые скорости накатывания резьбы, м/мин
Материал заготовки Накатывание
роликами ПЛОСКИМИ плашками
Сталь с ав, МПа: 400 - 500 600 - 800 Латунь и легкие сплавы Коррозионно-стойкие сплавы типа 08Х18Н10Т 40-60 20-40 40-90 10-20 30-50 20-30 50-80
30. Рекомендуемые радиальные подачи, мм/об
Материал заготовки Шаг накатываемой резьбы, мм
1 1,5 2 2,5 3
Сталь с аю МПа: 400- 500 550-800 Латунь и легкие сплавы Коррозионно-стойкие сплавы типа 08Х18Н10Т 0,06- 0,08 0,04 — 0,06 0,04 — 0,175 0,015 — 0,020 0,1 — 0,12 0,075— 0,09 0,05- 0,2 0,020— 0,025 0,12- 0,13 0,9- 0,13 0,06- 0,23 0,025 — 0,03 0,15— 0,17 0,13- 0,15 0,07 — 0,27 0,17- 0,2 0,15 — 0,2 0,08 — 0,30
650
Резьбообразованне
Силы при накатывании резьб. При накатывании резьбы плоскими
плашками развиваемая радиальная сила
Рр = 0,536Р(ЯВ + 22);
„ 2 L , 1
F = — — />хйх ----,
3 Р а
cos —
где F — площадь поверхности контакта инструмента с заготовкой, мм2;
НВ — твердость материала заготовки по Бринеллю; L— длина резьбо-
вой части заготовки, мм; Р — шаг резьбы; />х — хорда, мм; йх — вы-
, _ _ а
сота профиля резьбы на заготовке — глубина резьбы, мм;------поло-
вина угла профиля резьбы.
При накатывании трапецеидальной резьбы круглыми роликами
радиальная сила может быть рассчитана для длины резьбы, равной
шагу:
1>15фи-^-фв/йвиОр(Л+/В)
Рр= ^вн + Ьр ’
где фиси — истинное сопротивление деформированию, МПа; фи —
опытный коэффициент; фи = 1,1 1,9 при накатывании резьбы со ско-
ростью 5,5 — 25 м/мин на сталях с <тв > 550 МПа; фв х 0,95 — коэф-
фициент контакта; /— коэффициент трения; f = 0,065 4- 0,095 при ис-
пользовании сульфофрезола и скорости накатывания 5,5 — 27 м/мин
для сталей с НВ 70 — 250; Рр — деформирующая сила, Н; Ор — на-
ружный диаметр роликов, мм; А, В — неявные функции шага резьбы;
А = аР; В = ЬР; а, b — постоянные для незамкнутого контура: а =
= 1,69; b — 4,55; для замкнутого контура а = 2,14; b = 6,86; dBH —
внутренний диаметр накатываемой резьбы.
Для приближенных расчетов
1.15фи-^-фвУ4нОрР(й + Ь/)
р =________10_____-___________
р 4» + оР
Ориентировочная сила накатывания мелких метрических резьб
круглыми роликами
р _ рт £ Оср^ср
р 1500 Dcp +
где <т2 — предел текучести, МПа; Од, — средний диаметр роликов, мм;
<icp — средний диаметр резьбы, мм.
Накатывание резьбонакатными головками и плашками. Специали-
зированные инструментальные заводы выпускают резьбонакатные ин-
струменты, к которым относятся: 1) резьбонакатные плашки типа
НП для накатывания метрической резьбы диаметром 4 — 33 мм
(рис. 19, а; табл. 31); 2) резьбонакатные плашки типа НПТ для нака-
тывания резьбы на тонкостенных трубах диаметром 1/2 — 2" (рис. 19,6;
Резьбообразованне
651
Рис. 19. Резьбонакатные плашки типа:
а — НП; б-НПТ
31. Основные технические характеристики плашек типа НП и НПТ
Размеры накатывае- мой резьбы к !Х И
Обозначение плашки Диапазон диаметров, мм (дюймы) Шаг, мм (или число ниток на дюйм) Длина плашки с руч ми L, мм Диаметр корпуса плат D, мм Ширина плашки Н, мм Число ролике в комплекте, шт.
НП-1 НП-2 НП-3 НП-4 НПТ-1/," -3/4" НПТ-Г НПТ-]1/4" I1/," НПТ-2" 4-7 8-16 18-24 27-33 (*/2-3/4) (1) (2) 0,7; 0,8; 1,0 0,75; 1; 1,25; 1,5; 1,75; 2 1,5; 2 1; 1,5; 2 (14) (И) (И) (И) 240 270 290 290 575 580 625 640 38 75 90 90 90 85 105 120 35 55 55 55 60 60 60 60 3 3 3 3 4 6 6 8
652
Резьбообразованне
Рис. 20. Резьбонакатные головки типа ВНГН, ВНГНтрап и ВНГТ
табл. 31); 3) самооткрывающиеся резьбонакатные головки типа ВНГН
для накатывания наружной метрической резьбы диаметром 2 — 52 мм
(рис. 20; табл. 32); 4) резьбонакатные головки типа ВНГН для
накатывания правых и левых трапецеидальных резьб диаметром 16 —
42 мм (рис. 20; табл. 32); 5) резьбонакатные головки типа ВНГТ
для накатывания резьбы на тонкостенных трубах диаметром 1/2 —
Р/г" (Рис- 20; табл. 33); 6) резьбонакатные головки типа РНГТ для
накатывания резьбы на полых (типа труб) деталях без их предва-
рительной обработки резанием; 7) тангенциальные резьбонакатные
головки типа ТНГН-2 для накатывания наружных резьб диаметром
6—14 мм.
Основное преимущество накатывания резьбы резьбонакатными
плашками -и головками — возможность применения их на токарных
револьверных, сверлильных, болтонарезных станках и автоматах.
32. Основные технические характеристики резьбонакатных головок
типа ВНГН и ВНГНтрап
Обозначение головки Диаметр накатываемой резьбы Шаг резьбы Диаметр головки Общая длина головки L 1 А
Диаметр
ММ
ВНГН-2 4-7 0,5-1,0 57 95 20 45 34 10
ВНГН-3 8-16 0,75-2,0 90 160 30 55 48 12
ВНГН-4 16-27 1,5-3,0 145 230 45 75 75 16
ВНГН-5А 30-52 1,5-3,0 200 350 80 НО 120 20
ВНГН-5Б 30-52 3,5-5,0 200 350 80 НО 120 20
ВНГН-5тра11 j 22-24 5 100 350 80 110 120 20
Резьбообразованне 653
Продолжение табл. 32
Обозначение головки Диаметр накатываемой резьбы Шаг резьбы Диаметр головки D Общая длина головки L Диаметр ti и S X □ э х 4з 1 А
ММ
ВНГН-5трап 2 26-32 5-6 200 350 80 110 120 20
ВНГН-5трап з 36-42 6 200 350 80 по 120 20
ВНГН-5трап 4 16-20 4 160 265 48 95 80 20
При накатывании обеспечиваются следующие характеристики: вы-
сокие степени точности резьбы: 4—5-я при работе тангенциальными
головками, 6 —7-я при накатывании головками с осевой подачей для
метрических резьб и 7 — 8-я при накатывании головками с осевой пода-
чей для трапецеидальных резьб; шероховатость поверхности профиля
резьбы Ra < 1,25 мкм; повышение прочности деталей с накатанной
резьбой на 25 — 30 %, а также износостойкости поверхностного слоя
резьбы.
Рекомендуемые скорости накатывания 30 — 80 м/мин для конструк-
ционной стали; 30 — 50 м/мин для инструментальной стали; 30 — 90
м/мин для латуни и легких сплавов. Чем больше временное сопро-
тивление обрабатываемого материала, тем ближе к минимальной вы-
бирается скорость накатывания.
Пробное накатывание при наладке оборудования и инструмен-
та рекомендуется осуществлять при пониженных скоростях — 5 —10
м/мин. В качестве охлаждающей жидкости рекомендуется применять
33. Основные технические характеристики резьбонакатных головок
типа ВНГТ
Обозначение головки Диаметр накатываемой резьбы, дюймы Число ниток на дюйм Диаметр головки D, мм Общая длина головки L, мм I i Диаметр хвостовика i dt мм мм Di, ММ А, ММ
ВНГТ-1/,"- */2-3/4 14 100 235 45 90 70 16
ВНГТ-1" 1 11 140 280 60 105 94 18
ВНГТ-11/4"- П/2" В/4- 1*/2 11 170 315 65 120 100 18
654
Резьбообразованне
5—10%-ный раствор эмульсола Укринол-1 в воде с расходом не ме-
нее 10—15 л/мин.
С другими конструкциями резьбонакатных головок и их налад-
кой можно ознакомиться в литературе [1—3].
Раскатывание (накатывание) резьбы. Внутренние резьбы раскаты-
ваются (накатываются) специальными метчиками, называемыми рас-
катниками.
Типовые конструкции метчиков-раскатников показаны на рис. 21.
Число граней раскатников на основе опыта рекомендуется следу-
ющим: для резьб Мб —М20 — шесть граней; для резьб — М20—МЗЗ —
шесть или восемь граней; для резьб М36 и выше — восемь граней;
для резьб до Мб — три грани. При выборе числа граней у раскатни-
ков следует учитывать шаг раскатываемой резьбы; чем больше шаг,
тем больше граней.
Метчики (раскатчики) бесстружечные машинно-ручные для сквоз-
ных и глухих отверстий правые и левые для резьб от Ml до М36
регламентированы по ГОСТ 18839 — 73, а метчики бесстружечные
гаечные с изогнутым хвостовиком — по ГОСТ 18840 — 73.
Исполнительные размеры метчиков-раскатников рассчитываются
по формулам.
Диаметр раскатника:
средний dcp = d2 + + км + (Р - 0,5) кР + бср
- Sep!
наружный d0 = (d + 0,15Р + 0,02) — б0;
внутренний dBH =
41 + /см + (Р — 0,5) кр 4-----
4
2
4
Обозначения: Ъ — допуск на средний диаметр гайки соответству-
ющей степени точности; 5ср — допуск на изготовление среднего диа-
метра раскатника; d2 — номинальный средний диаметр раскатываемой
резьбы; кы — коэффициент, учитывающий изменение усадки от свойств
обрабатываемого материала; кР — коэффициент, характеризующий
изменение усадки от шага резьбы Р; значения км и кР в зависимости
Рис. 21. Типовые конструкции метчиков-раскатников:
<р — угол заборного конуса; do-наружный диаметр; L— длина метчика-
раскатника; К — величина затылования; z — число граней или рабочих вершин;
Як — радиус канавки; йк — глубина канавки; ЬК — ширина канавки
Резьбообразованне
655
34. Значения коэффициентов км и кР
Материал детали
Сталь 10 0,021/0,019 0,017/0,018
Алюминиевые сплавы:
Д16 0,021/0,021 0,031/0,031
АЛ6 0,021/0,019 0,017/0,018
АК6 0,019/0,019 0,014/0,018
Латунь Л63 0,019/0,019 0,017/0,018
Медь М3 0,013/0,010 0,014/0,010
Примечание. В числителе приведены значения коэффициентов для
резьб 4-й степени точности, в знаменателе — для 5—7-й степени точности.
от точности резьбы приведены в табл. 34; d — номинальный диаметр
резьбы; 8о — допуск на изготовление; I — допуск на внутренний диа-
метр резьбы; dj — номинальный внутренний диаметр резьбы.
Ширина площадки по внутреннему диаметру резьбы
а =
для метрической резьбы
0,25Р - 0,577
где 8„ = 0,144е; а/2 — половина угла профиля резьбы (остальные обо-
значения даны ранее).
Диаметр отверстия под резьбу
j _ 1 /л2 (X_____М> | dcp \ , д2 ______^ср \
отв 3Ptga Ptga/ \2 3Ptga Ptga/’
для метрической резьбы с углом профиля 60
Опыт использования раскатывания резьбы позволяет рекомендо-
вать его для деталей из цветных и черных металлов и сплавов вы-
сокой пластичности (алюминий, медь, латунь, бронза, мягкая сталь
и сплавы). Шаг резьбы допускается до 2 мм.
Если необходимо получить резьбу в трудообрабатываемых мате-
риалах, резьбу раскатывают за два перехода. Первый переход осу-
ществляется метчиком-раскатником с открытым профилем, а второй
656
Зубообработка
переход — метчиком-раскатником, формирующим резьбовой профиль
по внутреннему диаметру резьбы.
При шагах резьбы более 2 мм и значительных диаметрах рас-
катка резьбы производится после предварительного прорезания резь-
бы роликовыми раскатниками [6].
СПИСОК ЛИТЕРАТУРЫ
1- Трудов А. А., Комаров П. Н. Высокопроизводительный резьбо-
образующий инструмент. Обзор., М.: НИИмаш, 1980. 64 с.
2. Кирпичников Ф. П., Быкасов В. И. Головки для накатывания
конической резьбы. — Станки и инструмент, 1978, № 3, с. 24—25.
3. Металлорежущий инструмент: Каталог/A. А. Трудов, Н. В. Слав-
нов, А. В. Долинский и др. М.: НИИмаш, 1976. 484 с.
4. Миропольский Ю. А., Луговой Э. П. Накатывание резьб и про-
филей. М.: Машиностроение, 1976. 145 с.
5. Режимы резания труднообрабатываемых материалов: Справоч-
ник/Я. Л. Гуревич, Я. В. Горохов, В. И. Захаров и др. М.: Машино-
строение, 1976. 176 с.
6. Рыжов Э. Э., Андрейчиков О. С., Стешков А. Е. Раскатывание
резьб. М.: Машиностроение, 1974. 122 с.
7. Справочник металлиста/Под ред. А. Н. Малова. Т. 3. М.: Ма-
шиностроение, 1977. 748 с.
8. Справочник по алмазной обработке металлорежущего инстру-
мента/В. Н. Бакуль, И. П. Захаренко, Я. А. Кункин и др. Киев:
Техшка, 1971. 208 с.
9. Филиппов Г. В. Режущий инструмент. Л.: Машиностроение,
Ленинградское отделение, 1981. 391 с.
ГЛАВА 13
ЗУБООБРАБОТКА
ОСНОВНЫЕ ПОНЯТИЯ
В машиностроении применяют следующие виды зубчатых колес:
цилиндрические прямозубые, косозубые и с шевронными зубьями;
конические с прямыми, косыми (тангенциальными) и криволинейными
(круговыми, паллоидными) зубьями; червячные цилиндрические и гло-
боидные колеса и червяки. Зубья колес могут быть выполнены
с формой профиля: эвольвентной, циклоидальной и образованной
дугами окружности (зацепление Новикова). Наиболее широкое расп-
ространение получил эвольвентный профиль зуба.
С целью упрощения формы и размеров нарезаемых зубьев и
инструмента введено понятие исходного контура (рис. 1). Значения
параметров стандартизованного исходного контура приведены в
табл. 1. В этой же таблице даны рекомендуемые параметры исход-
Основные понятия
657
1. Параметры исходного контура (по ГОСТ 13755 — 81)
Параметр Численное значение или формула (m > 1 мм)
Угол главного профиля а Коэффициенты: 20°
высоты головки зуба h* I
радиального зазора в паре исходных контуров с* 0,25
высоты ножки зуба h*f h*+c* = 1,25
граничной высоты h*i 2
глубины захода зубьев в паре исходных контуров h%, 2й* = 2
радиуса кривизны переходной кривой ру 0,38
высоты модификации h* 0,45 и менее
глубины модификации А* 0,02 и менее
Примечания: 1. Допускается увеличение p*f, если это не нарушает
правильности зацепления колес.
2. При т > 1 допускается увеличение коэффициента радиального зазора
г* до 0,35 при обработке зубьев долбяками и до 0,4 при обработке
зубьев под шлифование.
3. При 0,1<м<1 форма впадины ниже граничной высоты А/ может
быть выполнена или одной дугой, или двумя дугами и сопряженной
кривой, или в форме какой-нибудь переходной кривой. •
4. Значения параметров передач, к которым предъявляют спе-
циальные требования, могут отличаться от установленных ГОСТами.
5. При tn> 1 значение А* рекомендуется выбирать в зависимости от
модуля и степени точности передачи.
Рис. 1. Исходный контур зубьев:
а — без модификации; б — с модификацией
658
Зубообработка
ного контура с модификацией зуба (рис. 1,6), используемой для
улучшения работоспособности цилиндрических колес. Параметры ис-
ходного контура устанавливает ГОСТ 13755 — 81.
Значения модулей (более 1 мм) для цилиндрических и конических
передач регламентированы ГОСТ 9563 — 60 и выбираются из ряда, мм:
1,0; (1,125); 1,25; (1,375); 1,5; (1,75); 2; (2,25); 2,5; (2,75); 3; (3,5); 4; (4,5);
5; (5,5); 6; (7); 8; (9); 10; (11); 12; (14); 16; (18); 20; (22); 25; (28); 32;
(36); 40; (45); 50; (55); 60; (70); 80; (90); 100. Предпочтение следует
отдавать значениям, не заключенным в скобки. Для некоторых отрас-
лей промышленности допускается применение и других модулей.
Нормы н показатели точности эвольвентных цилиндрических зуб-
чатых передач внешнего и внутреннего зацепления с модулем зубьев
1 — 56 мм регламентированы ГОСТ 1643 — 81. В соответствии с ГОСТом
установлены четыре группы норм точности: кинематической точ-
ности, плавности работы, контакта зубьев колес и бокового зазора
между их нерабочими поверхностями. Первые три группы норм
определяют точность передачи вращения и разделены на 12 степеней
точности, обозначаемых в порядке убывания их точности — 1, 2, ..., 12,
причем 1 и 2-я степени допусками не регламентируются. Наиболее
распространены 7—9-я степени точности.
Нормы бокового зазора передач определяют значения бокового
зазора для различных видов сопряжения зубчатых колес: А, В, С, D,
Е, Н (значение бокового зазора убывает от А до ЕГ). Допуски на
зазор обозначают в порядке возрастания h, d, с, b, a, z, у, х.
Выполнение эксплуатационных условий при изготовлении зубча-
тых колес требует свести к минимуму кинематическую погрешность Fir,
радиальное биение зубчатого венца Frr и циклические погрешности
зубцовой частоты передачи fzzlir. В скоростных зубчатых передачах
основным эксплуатационным требованием является обеспечение плав-
ности работы колес, которая зависит от погрешности профиля зубьев
ffZ и отклонения шага зацепления fpbz. В силовых зубчатых передачах
необходимо обеспечивать полный контакт зубьев в сопряжениях, т. е.
требуемое суммарное пятно контакта при допустимых погрешности
направления зуба Г(), и непараллельности осей f„.
Шероховатость поверхностей зубьев по ГОСТ 2789 — 73 должна
оцениваться в направлении, дающем наибольшее значение параметра:
после зубофрезерования — в поперечном направлении зуба (по высоте
зуба); после шевингования — в продольном (вдоль зуба). Поверхности
зубьев прецизионных зубчатых колес имеют в среднем шероховатость
Ra = 0,8 мкм; колес, используемых в общем машиностроении, — Ra =
= 1,6 -=- 6,3 мкм.
Зубчатые колеса изготовляют преимущественно из углеродистых
(40, 45, 50) и легированных (50Г, 20Х, 35Х, 40Х, 45ХН, 30ХМ, 30ХГС,
ЗОХНЗА, 5ХНМ, 38ХС, 12Х2Н4А, 18ХГТ, 12ХНЗА, 38Х2МЮА) сталей
с содержанием углерода 0,1—0,6% и подвергают термической и хими-
ко-термической обработке. Для колес менее ответственных передач
используют серый чугун; для зубчатых колес, работающих при высоких
Производство зубчатых колес
659
скоростях (до 50 м/с) и небольших нагрузках, — неметаллические мате-
риалы (текстолит, нейлон и др.); для червячных колес — бронзы и
латуни.
ПРОИЗВОДСТВО ЗУБЧАТЫХ КОЛЕС
Методы и способы обработки зубчатых колес. Основными мето-
дами обработки зубчатых колес являются копирование и обкатка.
Методом копирования (рис. 2, а) впадина между зубьями колеса
образуется режущим инструментом, профиль режущих кромок которо-
го идентичен профилю впадины нарезаемого колеса. Во время обработ-
ки деталь не имеет вращения, а по окончании обработки каждого зуба
поворачивается на угол, равный 2л/г15 где Zj — число зубьев колеса.
Метод обкатки (рис. 2,6) состоит в том, что инструменту и
заготовке сообщаются движения, воспроизводящие либо зацепление
зубчатого колеса с рейкой или пары сопряженных зубчатых колес,
либо червяка и червячного колеса.
Применяют и другие методы обработки зубчатых колес — порош-
ковую металлургию, горячее и холодное накатывание зубьев и др.
Методом порошковой металлургии зубчатые колеса получают
спекая порошковые смеси в закрытых штампах при усилии прессо-
вания 50 — 60 кН и температуре ковки. Такие колеса используют
при работе с высокими скоростями и небольшими нагрузками; они
износостойки и имеют 8 —9-ю степень точности.
Горячей штамповкой выполняют черновое нарезание зубьев колес.
Метод достаточно эффективен — дает значительную экономию метал-
ла, Шероховатость боковых поверхностей зубьев соответствует Ra =
= 1,6 4- 10 мкм.
Метод горячего накатывания зубьев экономичен, но не обеспечи-
вает достаточной точности колес. Различают методы с осевой и
радиальной подачами. Применяют для обработки цилиндрических
и конических колес.
Метод холодного накатывания зубьев применяют для окончатель-
ной обработки вместо зубошевингования.
Характеристики основных методов и способов изготовления зуб-
чатых колес приведены в табл. 2.
Инструмент
Заготовка
ff)
Рис. 2. Методы обработки зубьев:
а — копирование; б — обкатка
2. Наиболее распространенные виды зубообработки
Метод обработки Способ обработки и используемый инструмент Модель станка Виды зубчатых колес Зубчаты Степень точности и шерохова- тость, мкм е колеса Модуль, мм Диаметр, мм
Фрезерование червяч- ными фрезами Цилиндрич 5303П; 5К310; 5327; 5348; 5342; 5355 еские колеса Прямозубые и косозубые, в том числе шевронные с ка- навкой для выхода фрезы и внутренними зубьями 4-8; от Rz = = 10 4- 40 до Ra = = 0,8 4- 2,0 До 30 До 12000
Обкатка Нарезание: долбяками 5107; 5150; 514; 5В15О; ЕЗ-15В; 5171 Прямозубые и косозубые, в том числе с непрерывным шевроном и внутренними зубьями 6-7; от Rz = = 15-30 до Ra = = 0,8 4- 1,6 До 40
гребенками SH-75K; SH-1200 Прямозубые и косозубые, в том числе шевронные 6-8; Rz = = 7-20 До 70 До 12000
Шлифование одним или двумя кругами 586В; 5850В Прямозубые и косозубые, в том числе с внутренними зубь- ями 4-7; Ra = = 0,32 -? - 1,25 До 20
660 Зубообработка
Шлифование абразив- ным червяком 5А830; 5835 Прямозубые 4-6; Ra = = 0,32 4-1,25 До Ю До 700
Зуботочение обкаточ- ными резцами — Прямозубые и косозубые, в том числе с внутренними зубьями 7—8; Rz = = 74-20 До 6
Шевингование шевера- ми 5701; 5М14; 5А703 ; 5717; 5А714; 5717С 4-6; = 1 4-2,5 До 14
Зубохонингование (аб- разивное шевингование) 5913; 5А913 Прямозубые и косозубые 4-6; Яа=1 4-0,25 До Ю До 600
Копирование Фрезерование дисковы- ми и пальцевыми мо- дульными фрезами ЕЗ-11; ЕЗ-20; КУ-306; ЕЗ-40С-1; 5342 ; 5355М Прямозубые и косозубые, в том числе шевронные и с вну- тренними зубьями 8-10; Rz= 104-40 До 24 До 12 500
Зубострогание гребен- ками SH-75K; SH-100/140 Прямозубые и косозубые, в том числе с непрерывным шевром и внутренними зубья- ми 5-7; Rz= 104-40 До 30
Зубодолбление мно- 5110; Прямозубые и косозубые 6-7;
Производство зубчатых колес
Продолжение табл. 2
Метод обработки Способ обработки и используемый инструмент Модель станка Виды зубчатых колес Зубчатые колеса
Степень точности и шерохова- тость, мкм Модуль, мм Диаметр, мм
Копирование горезцовыми голов- ками 5А110; 5120; 5130 Rz = = 10 4- 40 До 8 До 250
Зубошлифование про- фильными кругами 596; 5861; 5Б861; 586В; 5Б861В Прямозубые, в том числе с внутренним зацеплением 6-7; Ra = = 0,32 - 1,25 До 12
Протягивание цилинд- рическими протяжками 7А520; 7720В Прямозубые с внутренним зацеплением 7-8; Ra = = 2,5 4- 1,25 —
Конические колеса
Зубообработка
Строгание двумя рез-
цами с прямолинейны-
ми режущими кром-
ками
5326П;
526;
5А250;
5Е283 (зу-
бостро-
гальные)
Прямозубые
1,5-30
До 1600
Обкатка Фрезерование: двумя спаренными дисковыми фрезами с прямолинейными кромками 5С237; 5220; 5230; 5С277П
резцовыми головками 5П23А; 525; 528С; 5240; 5А27С4
Строгание одним рез- цом с прямолинейными кромками при непре- рывном делении 5284
Строгание по . копиру одним или двумя рез- цами 5283; 52ТМ-2
Копирование Круговое протягива- ние: дисковой протяжкой 5245; 5С268
Прямозубые 8-9; Rz = = 10 4- 40 2,5-12 До 500
С круговыми зубьями (угол наклона 0—60°) 7-8; Rz = = 7 4-20 До 20 До 1600
Прямозубые и косозубые 7-8; Az = = 7ч-20 —
С прямыми зубьями любо- го профиля 8-9; Rz = = 15 4- 40 До 40 До 3200
Прямозубые (профиль зубь- ев — по дуге окружности) 7-8; Ra = = 2,5 4- 1,0 До 5 До 175
Производство зубчатых колес
Метод обработки Способ обработки и используемый инструмент Модель станка
Копирование торцовый резцовой головкой 5Б232; 5281Б
Нарезание торцовой резцовой головкой врезанием 525Б; 5Б231
Фрезерование: пальцевой модульной фрезой дисковой фрезой
ЕЗ-1
Продолжение табл. 2
Виды зубчатых колес Зубчатые колеса
Степень точности и шерохова- тость, мкм Модуль, мм Диаметр, мм
С круговыми зубьями пря- молинейного профиля 7-8; Ra = 2,5 1,25 До 15 До 800
7-8; Az = 7-^20 До 15 До 800
— 9-10; Az = 40-i- 80 До 30
Прямозубые и косозубые 9-10; Rz = 40z- 80 До 10
Зубообработка
Производство зубчатых колес
665
Изготовление цилиндрических зубчатых колес. Зубофрезерование
дисковыми и пальцевыми модульными фрезами. Нарезание зубьев колес
осуществляют методом копирования на специальных станках с верти-
кальной и горизонтальной осью изделия и на некоторых универ-
сальных зубофрезерных станках, имеющих механизмы единичного
деления. Некоторые модели станков приведены в табл. 3.
При нарезании прямозубых колес (рис. 3, а) заготовка 2 непо-
движна, фрезерный суппорт перемещается вдоль оси колёса с про-
дольной подачей S (мм/мин), настраиваемой гитарой подач на задан-
ное значение; фреза J приводится в равномерное вращение со ско-
ростью о>1 настраиваемой гитарой или коробкой скоростей; после
прорезания впадины зуба и отвода фрезы происходит делительный
поворот <о2 заготовки на один угловой шаг, настраиваемый гитарой
деления на передаточное отношение 1дел — KJz, где Kj — коэффициент
настройки. При нарезании косозубых колес (рис. 3,6) в соответствии
с углом р наклона зубьев делается доворот со3 колеса, настраива-
емый гитарой дифференциала на передаточное отношение 1ДНф =
= К2 sin (3/;п. При нарезании шевронных колес дополнительно настраи-
вают гитару перегиба шеврона. Суппорт станка при работе диско-
выми фрезами, кроме того, разворачивается на угол р.
Фрезы. Для чистовой обработки зубьев колес применяют пальце-
вые модульные фрезы и комплекты из восьми или пятнадцати диско-
вых фрез (ГОСТ 10996 — 64) в зависимости от числа зубьев колеса
(табл. 4). Комплект из восьми фрез рекомендуется применять для
колес с модулями 1 — 8 мм. Материал фрез — быстрорежущая и леги-
рованная сталь. Для черновой обработки рационально использовать
сборные быстрорежущие и твердосплавные фрезы.
Режимы резания модульными быстрорежущими фрезами приведе-
ны в табл. 5. При нарезании косозубых колес подачи следует снижать
Рис. 3. Схема обработки модульными
фрезами:
а — прямых зубьев; б — косых зубьев
Рис. 4. Схема работы зубо-
фрезерного станка
666 Зубообработка
на 20 — 30%. Рекомендуемый припуск на чистовую обработку состав-
ляет 0,3 —2,0 мм на сторону. При работе твердосплавными дисковыми
фрезами подача S = 115+ 950 мм/мин, скорость резания v = 180 +
3. Станки для нарезания зубьев колес модульными фрезами
Приме- няемая фреза Станок Модель станка Наибольшие раз- меры нарезаемого колеса, мм Частота вращения фрезы, об/мин
Диаметр Модуль
Для колес наружного зацепления
Специальный К-40 — 40 22-394
горизонтальный К-60 — 60 18-327
зубофрезерный К-75 — 75 16-142
Пальце- У ниверсальный 5342 1900 25 40-500
вая вертикальный 5343 3200 50 40-240
зубофрезерный*1 5343Л 3200 25 48-600
5353 2940 40 25-280
5355М 5000 50 20-180
5346 8000 75 20-120
5348 12500 75 40-240
Зубофрезерный*2 ЕЗ-59 800 12 До 365
ЕЗ-60 320 12 До 365
Дисковая ЕЗ-11 800 12 До 365
ЕЗ-28 145 8 61-123
ЕЗ-50С-1 315 8 100 - 600
КУ-306 12000 60 —
Для колес внутреннего зацепления
Пальце- У ниверсальный 5342 1500 25 40-500
вая вертикальный 5А342 2000 25 48-630
зубофрезерный* 3 5353 3000 20 25-280
5355М 5000 50 20-180
5346 8000 45 40-240
5348 12 500 45 40-240
Дисковая 5342 1500 12 15-51
5А342 2000 16 8-100
5353 3000 20 13-34
5355М 5000 24 10-28
5346 8000 20 10-60
5348 12 500 20 10-360
*1 Ста нки с механизмом единичного деления (используют накладные
головки), работающие по автоматическому циклу.
2 Станки для предварительного прорезания зубьев прямозубых колес.
3 Применяют специальные накладные головки.
Производство зубчатых колес 667
200 м/мин. При нарезании колес модульной фрезой основное (ма-
шинное) время (мин)
т _ (В + + /2) zi । (В + /1 + /2) Zi
° S Sx
где В — ширина колеса, мм; zt — число нарезаемых зубьев; S — подача
4. Комплекты дисковых модульных фрез
Номер фрезы Число зубьев колес, наре- заемых комплектом фрез Номер фрезы Число зубьев колес, наре- заемых комплектом фрез
из 8 шт. из 15 шт. из 8 шт. из 15 шт.
1 12-13 12 5 26-31 26-29
4 - 13 51 2 — 30-34
2 14-16 14 6 35-54 35-41
|СЧ СЧ - 15-16 б! 2 — 42-54
3 „1 17-20 17-18 7 55-134 55-79
— 19-20 7- 2 — 80-134
4 41 2 21-25 21-22 23-25 8 135 —рейка 135 — рейка
5. Режимы резания при нарезании зубьев цилиндрических колес быстро-
режущими дисковыми модульными фрезами
Обрабатываемый материал {НВ 156-207) Подача, мм/мин, при модуле, мм Скорость ре- зания, м/мм, при обработке
2 3 4 5 6 7 8 черно- вой чисто- вой
Стали: 45; 50 190 155 134 120 100 90 90 32 40
40Х; 50Г 130 106 92 82 75 70 65 30 37
30ХГС; 12ХНЗА; 76 62 54 48 44 41 38 23 27
38Х2МЮА Серый чугун 285 230 200 180 165 150 140 25 32
Примечание. Режимы резания приведены для расчетного периода
стойкости Гр = 180 мин.
668
Зубообработка
6. Технические характеристики зубофрезерных станков
Модель станка Наибольшие размеры обрабатываемого колеса, мм Червячная фреза Мощность главного привода, кВт
Наи- больший диаметр, мм Частота вращения, об/мин
Диаметр Модуль Ширина венца
Вертикальные станки
5304П (В) 80 1,5 100 80 100-1600 1,5
53А10 125 2,5 150 100 40 - 900 3,4
53А23 200 5 180 140 80-475 11
5В312 320 6 140 160 100-500 7,5
53А30П 320 6 220 160 50-400 7,5
53А83 800 16 350 225 61-355 14
5327 1000 10 280 200 36-156 7
5330 1500 15 500 270 16-100 15
5А342П 2000 20 760 250 8-100 19
5363 3200 10 1600 360 6,5-39 25
5В345П 5000 40 1400 400 8,5-85 45
5346 8000 40 2000 400 10-60 42
5348 12 500 40 2000 400 10-60 42
Горизсп чталъны е станки
5К352 200 6 700 160 — —
5В370 500 20 2800 300 10-100 19
5370 600 16 2000 300 16-100 10
5В37П 800 30 3700 400 7,4-74 32
5375 1250 40 9000 360 10-60 25
Примечание. Технические характеристики станков см. также в гл. 5
раздела И.
1. Формулы настройки гитар зубофрезерных станков
Гитара Формула настройки Параметры, входящие в формулы
д Скорос- тей Подач Деления чя прямозубых колес а1 kK = а7с7 ia0R = A2SQ=^ «дел-^- Аъ А2, А*, Л4 и Л5 — постоян- ные коэффициенты для данной модели станка; С1^...а4; bx...b^9 с2.-с4; d2...d^ сменные шестерни; — частота вращения фрезы;
Производство зубчатых колес
669
Продолжение табл. 7
Гитара Формула настройки
Деления Диффе- ренциала \ля косозубых колес ^5Z3 Z1
!ЯСЛ "zi М^ыпР, \ \ ” Ttmnz\ 1 sinP! o4e4 A*nmnZ3 b4d4
Параметры, входящие в формулы
So — подача заготовки; zt —
число зубьев колеса;
Zj — число заходов фрезы;
— угол наклона зубьев коле-
са; тп — нормальный модуль
зубьев
Знак «+» при разноименных
направлениях витков фрезы и
зубьев колеса, знак «—» —при
одноименных
заготовки, мм/мин; $х — подача при вспомогательном ходе, S„ =
= 4000 мм/мин; 12 — длина перебега, 12 = 2 3 мм; lt — длина вреза-
ния, мм; при обработке дисковыми фрезами прямозубых колес G =
= j/h (Оф — h); косозубых колес Д = ]/h (1)ф — h) cos Р; при обработке
пальцевыми фрезами = 0,5.0$; h - высота зуба, мм; — диаметр
фрезы, мм.
Зубофрезерование червячными фрезами осуществляется методом об-
катки на горизонтальных и вертикальных зубофрезерных станках,
некоторые модели которых приведены в табл. 6. Одной фрезой дан-
ного модуля можно нарезать прямозубые и косозубые колеса с любым
числом зубьев.
Наладка зубофрезерных станков. При зубофрезеровании осуществ-
ляются следующие основные движения (рис. 4): резания — вращение
«>! фрезы 4 с помощью гитары скоростей; обкатки — согласованное
вращение фрезы 4 и заготовки 3 с помощью гитары деления 5;
подачи — перемещение суппорта с фрезой вдоль оси заготовки 3
с помощью гитары подачи; дополнительное вращение, связанное с
движением подачи, — при обработке косозубых колес сообщается столу
с заготовкой 3 через пару 1—2; настраивается с помощью гитары
дифференциала. Косозубые колеса можно нарезать и без настройки
дифференциала путем подбора сменных колес гитар деления и подач.
Формулы настройки гитар станков приведены в табл. 7. Гитары
скоростей и подач можно настраивать приближенно (кроме случаев
настройки на простое число зубьев и бездифференциальной настройки),
так как на точность обработки это не влияет.
Во избежание заклинивания сменные шестерни надо устанавливать
с боковым зазором в зацеплении, равным: 0,1 мм для гитары диффе-
ренциала и 0,15 — 0,2 мм для гитары деления.
670 Зубообработка
При нарезании зубьев (см. рис. 4) ось червячной фрезы устанав-
ливают по отношению к торцу колеса 3 под углом ф = Р, + у0> где
Pi — угол наклона зубьев колеса; у0 — угол подъема витков червячной
фрезы (знак « —» при одноименном направлении зубьев колеса и вит-
ков фрезы; знак « + » — при разноименном направлении). Рекомендует-
ся обрабатывать косозубые колеса с углами P!>10° с правым
направлением зубьев правозаходными фрезами; левозаходными — с
левым направлением. Точность установки угла поворота суппорта
станка при нарезании колес 6 —7-й степени точности составляет 3 — 5'.
Косозубые колеса с Pi > 20 ° следует нарезать червячными фрезами
с конусной заборной частью.
Для увеличения стойкости фрезы и повышения производитель-
ности обработки применяют диагональное фрезерование, т. е. обработ-
ку с осевым смещением Soc фрезы. При этом изменяется настройка
гитары дифференциала (одному обороту фрезы соответствует 0,0002 —
0,0005 мм ее осевого перемещения).
Нормы точности установки заготовки и инструмента, а также
технологической оснастки приведены в. табл. 8.
Червячные фрезы цельные (рис. 5, а) и сборные (рис. 5,6) в зави-
симости от степени точности нарезаемых колес применяют следую-
щих классов точности: AAA, АА, А, В, С и Д. Фрезы подразделяют
8. Допуски биений (мкм) поверхностей технологической оснастки
и установки фрез и заготовок
Биения Диаметры колес, мм Степень точности изготовляемых колес (по ГОСТ 16.43—81)
5 6 7 8 9-10
Радиальные: фрезерной оправки 5 15 25 35 50
(при т< 10 мм) буртиков фрезы (при — 10 20 30 40 60
т< 10 мм) центрирующей 100- 500 10 15 20 30 50
оправки стола Св. 500 до 1000 15 20 30 40 80
Св. 1000 — 25 40 50 100
наружного 100-500 15 25 35 55 90
цилиндра заготовки Св. 500 до 1000 20 35 50 85 140
» 1000 » 2000 — — 65 100 190
» 2000 » 5000 — — 150 240
Торцовые: опорной поверхно- 100-500 5 10 15 30 50
сти установочного Св. 500 до 1000 8 12 20 40 80
приспособления Св. 1000 — 15 30 50 100
базового торца за- 100 - 500 15 25 35 55 90
готовки Св. 500 до 1000 20 45 50 85 140
» 1000 » 2000 — — 65 100 190
» 2000 » 5000 — — — 150 240
Производство зубчатых колес
671
на чистовые, черновые и фрезы для шевингования. Фрезы класса точ-
ности ААА применяют для колес 5 и 6-й степеней точности, клас
сов АА, А, В, С и Д — соответственно для колес 7—10-й степени.
Рис. 5. Конструкция червячной фрезьк
а — цельной; б — сборной
(П2
Зубообработка
Рис. 6. Модифицированный профиль зуба фрезы
Чистовые цельные фрезы стандартизованы; их размеры регламен-
тированы ГОСТ 9324 — 80. Основные размеры твердосплавных червяч-
ных фрез приведены в табл. 9. При нарезании зубчатых колес под
последующее шевингование или шлифование зубьев используют чер-
вячные фрезы с модифицированным профилем зубьев (рис. 6), конст-
руктивные элементы которых (фланк, протуберанец) рассчитывают
для каждого числа зубьев колес. Модификация необходима для под-
реза основания и среза головки зубьев колес, что создает наилуч-
шие условия для работы шевера.
Режимы зубофрезерования приведены в табл. 10. Чистовое наре-
зание зубчатых колес осуществляют, как правило, за два прохода:
черновой и чистовой с радиальным припуском 0,1 — 0,15 мм. Черно-
вое нарезание выполняют за один проход фрезы. Если мощность
9. Основные размеры тнердосплавных червячных фрез
Фреза Модуль, мм Диаметр, мм Число зубьев (реек) Длина фрезы, мм
наруж- ный поса- дочного отвер- стия
Цельная 1,0-3,0 50-85 16-32 12 40-112
Сборная:
с поворотными зубь- 1,5-4,0 120-180 40-50 12-18 120-180
ями
острозаточенная 2,5-8,0 120 - 200 40-60 8-12 120-180
с затылованными зубьями 1,5-10,0 120-180 32-50 8-16 130-180
Паяная с затылованными 1,5-10,0 110-170 32-50 8-12 120-200
зубьями
Производство зубчатых колес
673
10. Режимы резания при зубофрезеровании однозаход ними червячными
фрезами из быстрорежущей стали
Обра- ботка Обраба- тываемый материал (НВ 156-207) Мощ- ность привода станка, кВт Подача, мм/об, при модуле колеса, мм, не более
2,5 4 6 8 12
Черновая Сталь 45 1,5-2,8 3-4 5-9 Св. 9 1,2-1,16 2,4-2,8 2,4-2,8 2,4-2,8 1,6-2,0 2,6-3,0 2,8-3,2 2,8-3,2 1,2-1,4 2,2-2,6 2,4-2,8 2,6-3,0 2,0-2,2 2,2-2,6 2,4-2,8 2,0-2,4 2,2-2,6
Серый чу- гун 1,5-2,8 3-4 5-9 Св. 9 1,3-1,8 2,6-3,0 2,6-3,0 2,6-3,2 1,8-2,2 2,8-3,2 3,0-3,5 3,0-3,5 1,3-1,6 2,4-3,0 2,6-3,0 2,8-3,3 2,2-2,4 2,5-2,8 2,6-3,0 00 00 CS СЧ 1 1 1. 1 еч <4
Чистовая Сталь 45 1,5-4 1,0-1,2 0,5-0,8 1,2-1,8 0,8-1,0 Шероховатость поверхно- сти, мкм: \Rz = 20-?40 Лй-2,5
Серый чу- гун 1,2-1,4 1,4-1,8 Rz=20s Ra=2,5 -40;
Обра- ботка Подача, мм/об Скорость резания м/мин
Черновая 0,6 0,8 1,1 1,5 2,0 2,8 57 48 42 36 30,5 57 48 42 36 30.5 58 50 42 36 32 27 48 41 35 30 26 22 40 35 30 255 22 18,7
Чистовая До 0,7 0,9 1,1 60 48 41
Примечание. В зависимости от обрабатываемого материала значения
подач и скоростей умножают соответственно на поправочные коэффициенты
&S и Kv:
Обрабатываемый
материал:
марка стали . . 35 45 40Х 12Х2Н4А; 30ХГТ 18ХНВА;
20ХН2М; 38Х2МЮА
18ХГТ
твердость НВ. . 156-187 До 241156 - 207 156 - 229 156 - 207 156 - 229
Ks ................ 1,0 0,9 1,0 0,9 0,9 0,8
Kv................. 1,1 0,8 1,0 0,9 0,8 0,8
674
Зубообработка
11. Припуски (мм) иа толщину зубьев (по нормам)
под чистовое зубофрезерование
Модуль, мм Диаметр колеса, мм
До 100 100-200 Св. 200 до 500 Св. 500 до 1000 Св. 1000
До 5 0,5-0,7 0,6-0,8 0,8-1,0 0,8-1,0 1,0-1,2
Св. 5 до 10 0,6-0,8 0,7-1,0 0.9-1,4 1,0-1,6 1,2-1,9
Св. 10 до 15 1,0-1,5 1,2-1,6 1,2-1,8 1,4-2,0 1,5-2,2
Св. 15 1,2-1,8 1,4-2,0 1,5-2,2 1,8-2,5 2,0-3,0
Допуски на припуск, мкм 150-180 220 260 300 - 350 350-450
Примечания: 1. При обработке прямозубых колес припуск допускается
уменьшать на 10—25%; для колес с углом наклона зубьев более 15° — увели-
чивать на 10—15%.
2. Допуск устанавливают в минус от технологического размера.
и жесткость станка недостаточны для этого, то глубина резания t =
= 1,4m при первом проходе, t = 0,7m при втором проходе. Припуски
под чистовое зубофрезерование приведены в табл. 11.
Основное (машинное) время (мин)
— _ (В + /1 + l2)z
° nSJc
где В — ширина нарезаемого венца, мм; lt — длина врезания, мм; lt =
= /г(Рф-0(Лф — диаметр фрезы, мм; t — глубина фрезерования, мм);
12 — перебег, мм; для прямозубых колес 12 = 3 ч- 5 мм, для косозубых —
l2 = 3mtg(P — у) + (3 ч- 5) мм; 2 — число нарезаемых зубьев; и — часто-
та вращения фрезы, об/мин; 5О — осевая подача фрезы, мм/об; к —
число заходов фрезы.
Машинное время уменьшается при радиальном врезании фрезы.
Период Т стойкости фрез для чистовой обработки должен быть
не меньше машинного времени, так как замена фрезы недопустима
при обработке одного колеса или партии заготовок. Рекомендуется
назначать Цч) численно равным модулю.
Зубонарезание долбяками проводят на зубодолбежных станках ме-
тодом обкатки (табл. 12). Наиболее целесообразно применять долбяки
для нарезания колес: блочных (с близко расположенными зубчатыми
венцами), с буртами и внутреннего зацепления. Горизонтальные станки
оснащают двумя долбяками и используют в основном для нарезания
шевронных зубчатых колес. Зубодолбление воспроизводит зацепление
пары цилиндрических колес, одним из которых является инструмент —
долбяк. Долбление зубьев можно проводить на заготовках достаточно
высокой твердости:, с HRC3 < 43 — на штампованных заготовках из ле-
Производство зубчатых колес
675
12. Технические характеристики зубодолбежиых станков
Модель
станка
Наибольшие параметры колеса, мм Число двойных ходов Мощность главного привода,
Диаметр | Модуль | Ширина в минуту кВт
Вертикальные станки
5111 80 1 20 250-1600 1,1
5121 200 5 50 200-850 2,1
5122Б 200 4,5 30 280-1200 3,7
5М14 500 6 105 125-400 3,0
5140 500 8 100 65-450 3,7
ЕЗ-15В 2000 12 160-170 25-150 7,5
Горизонтальные станки
5171 800 10 150 40-180 4,5
5173 3200 24 450 5-100 15
гированной стали и с HRC.t < 25 — на литых стальных заготовках
с содержанием углерода не более 0,4%.
Наладка зубодолбежных станков. В процессе обработки долбяк 1
(рис. 7) и колесо 2 совершают следующие движения: долбяк —
возвратно-поступательное а, (число ходов настраивают гитарой ско-
ростей), радиальное врезание а2 в заготовку, осуществляемое либо
с помощью кулачка, либо винтом радиальной подачи, дополнительное
вращение <в3 с помощью винтовых направляющих при нарезании
косозубых колес с синхронное вращение (обкатка) to, колеса и <в2
долбяка, являющееся также движением круговой подачи (настраивают
гитарами деления и круговых подач); колеса — возвратно-поступатель-
ное 1>3 в начале и конце обратного хода. Формулы настройки гитар
приведены в табл. 13.
676
Зубообработка
13. Настройка зубодолбежных станков
Гитара Формула для настройки гитары Параметры, входящие в формулы
Деления Скорос- тей Круго- вых по- дач Радиаль- ных подач “Р*’ 2Г’ еГ' с» TJ « л II " " II osl я W м Y Я* Ф ф || " J X Р 1 о 'н “ Г О-| £ Аг, А2, А3 и Л4 — постоянные коэф- фициенты (выбирают из паспорта станка) а3, Ь3, ct, di — сменные зубчатые колеса гитар; zoh Zj — числа зубьев соответственно долбяка и наре- заемого колеса Vj — скорость резания, м/мин; L — длина хода долбяка, мм; L = х + В, где х — врезание и пере- бег, мм; В — ширина венца коле- са, мм А1 — круговая подача, мм/об; б/0 — диаметр делительной окруж- ности долбяка, мм “к — угол рабочей кривой кулач- ка, °; Арад — радиальная подача, мм/мин; tK— шаг кривой подъема кулачка, мм
Установка долбяка и заготовки на станке должна соответство-
вать следующим требованиям: допускаемые радиальные биения заго-
товки 0,02 — 0,06 мм, долбяка — не более 0,01 — 0,02 мм.
Долбяки. Основные размеры и точность прямозубых (рис. 8, а)
и косозубых (рис. 8,6) чистовых долбяков регламентированы
ГОСТ 9323 — 79. В табл. 14 даны основные характеристики стандар-
тизованных долбяков. Рекомендуемое применение долбяков: класса
точности АА, типов 1 и 3 (кроме долбяков с делительным диа-
метром d0 = 50 мм) — для колес 6-й степени точности; класса А, типов
1 — 4 —для колес 7-й степени точности; класса В, типов 1—5 —для
колес 8-й степени точности. Для комбинированных степеней точности
Рис. 8. Зуборезные чистовые дисковые долбяки
Производство зубчатых колес
677
14. Основные характеристики долбяков (по ГОСТ 9323 — 79)
Тип Долбяки Угол нак- лона зубьев, о Модуль, мм Диаметр делитель- ной ок- ружности долбяка, мм Класс точ- ности Нарезаемые колеса
1 Дисковые прямозу- бые 0 1-5 1-8 5-9 6-10 8-12 80 100 125 160 200 АА; А; В Прямозубые внешнего и внутреннего зацепления с открытыми венцами
2 Дисковые косозу- бые 15; 23 1-7 100 А; В Косозубые внешнего и внутреннего зацепления с открытыми венцами
3 Чашеч- ные пря- мозубые 0 1-3,5 1-6,5 5-9 50; 80 100 125 АА; А; В Блоки прямозубых колес
4 Хвосто- вые пря- мозубые 0 1-3 1-4 25 38 А; В Прямозубые внутренне- го зацепления
5 Хвосто- вые косо- зубые 15 23 1-4 38 В Косозубые внутреннего зацепления
колес класс точности долбяка устанавливают исходя из норм плав-
ности работы колеса. Размеры долбяков для мелкомодульных колес
(от 0,1 до 1 мм) регламентированы ГОСТ 10059 — 80. Для косозубых
колес применяют косозубые долбяки с углами наклона зубьев р, рав-
ными 15 и 23 ° (как и у нарезаемых колес, но с обратным направ-
лением).
При выборе долбяков для колес с внутренним зацеплением надо
учитывать, что число зубьев долбяка z0 меньше числа зубьев наре-
заемого колеса на 18 — 20. В противном случае необходимо проверить
вершины зубьев колеса на несрезание при врезании долбяка в заго-
товку.
Режимы резания при зубодолблении определяют в такой после-
довательности. Число переходов i выбирают по табл. 15; круговую
подачу .S'Kp — по табл. 16 в зависимости от модуля колеса. Радиаль-
ные подачи принимают равными Sp = (0,1 -5- 0,3) SKp. Скорость резания
v определяют по табл. 17. В зависимости от обрабатываемого ма-
териала значения подач и скоростей умножают на поправочные
678 Зубообработка
15. Число проходов при нарезании долбяком
зубьев стальных колес (НВ < 220)
Модуль, мм Проходы
черновые получистовые чистовые
2 — 3 —
4 — 6 8-12 1 — 1
14-20 2 1
20-30 3 1
32-40 4
Примечание. При первом черновом проходе для колес с т> 12 мм
глубину резания принимают равной (1-е- 1,5)ли. Для зубчатых колес всех модулей
глубину резания при чистовом проходе принимают равной 0,5—0,8 мм;
при получистовом — 2 — 5 мм (глубина резания увеличивается с увеличением
модуля).
16. Круговые подачи 5кр (мм/дв. ход) при обработке зубчатых колес
долбяками
Проход Модуль, мм Мощность привода станка, кВт
1,5 1,5-2,5 2,6-5
2-4 0,35 0,45 —
5 0,25 0,40 —
Черновой 6 0,20 0,35 0,45
8 0,35
10 0,25
12 0,15
Чистовой 2-12 0,25-0,30
17. Скорости (м/мин) резания при нарезании зубчатых колес долбяками
Круговая подача, мм/дв. ход Модуль нарезаемого зуба, мм, не более
2 4 6 8
0,10 40,5 32,5 27,5 25
0,13 35,5 28,8 24 22
0,16 32 26 21,5 19,7
0,20 28,5 23 19,3 17,8
0,26 25 20,5 17 15,5
0,32 22,5 18,2 15,3 14
0,42 19,8 16 13,4 12,5
0,52 17,7 14,3 12 10,9
Производство зубчатых колес 679
18. Поправочные коэффициенты к режимам резания
Материал колеса Твердость НВ Коэффициенты
Ks к„
Сталь: 35 156-187 170-207 1,0 1,1 1,0
45 До 241 170-229 0,9 0,8 0,9
35Х; 40Х 156-207 1,0 1,0
12Х2Н4А; 20ХНМ; 18ХГГ; 12ХНЗА; 20Х 156-229 0,9 0,9
38Х2МЮА 156-229 0,7 0,8
Серый чугун 170-207 1,0 —
Примечание. Табличные значения подач умножают на коэффициент Kg',
скоростей — на коэффициент К„.
19. Перебеги долбяков
Ширина венца зубчатого колеса, мм, не более Перебег долбяка в обе стороны венца, мм Ширина венца зубчатого колеса, мм, не более Перебег долбяка в обе стороны венца, мм
19 5 85 15
51 8 122 20
72 12 165 25
коэффициенты Ks и (см. табл. 18). Число двойных ходов дол-
бяка в минуту
ид = 50с cos P/L,
где L— длина хода долбяка, состоящая из ширины нарезаемого зуб-
чатого венца и перебегов в обе стороны от венца (табл. 19); Р —
угол наклона зуба.
Основное (машинное) время (мин)
m mn,z . h
К = ----—i + ——,
ид^кр ид*^р
где z — число нарезаемых зубьев; h — высота зуба, мм; mt — дели-
тельный окружной модуль, мм.
680
Зубообрабогка
Производство конических зубчатых колес.
Характеристики основных методов и способов обработки кони-
ческих колес приведены в табл. 2, технические характеристики стан-
ков — в табл. 20.
Нарезание прямозубых конических колес. Черновое нарезание про-
водят в основном дисковыми фрезами методом копирования. Фрезы
не имеют подачи вдоль зуба, поэтому дно нарезаемой впадины полу-
чается вогнутой формы. Припуски на чистовое нарезание конических
колес всех типов приведены в табл. 21. Чистовое нарезание выпол-
няют методом обкатки двумя зубострогальными резцами (рис. 9), дву-
мя дисковыми спаренными фрезами (рис. 10) и др.
Согласно принциальной схеме (см. рис. 9) при нарезании осу-
ществляются следующие движения: t>t — возвратно-поступательное
зубострогальных резцов 2 по направляющим люльки 1 станка (дви-
жение резания); — возвратно-вращательное резцов 2 вместе с люль-
кой, кинематически связанное с v3 — возвратно-вращательным нареза-
емого колеса 3 (движение обкатки); St — возвратно-поступательное
колеса 3.
Режимы резания приведены в табл. 22. При чистовой обработке
дисковыми фрезами рекомендуются: v — (30 -г- 55) м/мин; S = (0,02 ч-
0,04) мм/зуб.
Нарезание конических колес с круговыми зубьями осуществляют
резцовыми головками, основные размеры которых регламентированы
ГОСТ 11902-77, ГОСТ 11903-77 и ГОСТ 11906-77. Резцовая головка
Рис. 9. Нарезание конических
колес двумя зубострогальными
резцами по методу обкатки
Рис. 10. Нарезание конического
колеса парными дисковыми
фрезами
Производство зубчатых колес
681
20. Технические характеристики станков для нарезания конических колес
Модель станка Наибольшие размеры нарезаемых колес, мм Частота вращения, об/мин, или Мощ- ность глав- ного при- вода, кВт Типы станков
Дна- метр Мо- дуль Ши- рина венца Длина обра- зую- щей движения инстру- мента, дв. ход/мин
5Т22В 125 1,5 16 63 210-820 0,6 Зубострогальные
5А26 500 5 90 300 54-470 2,8 для прямозубых
5С276П 500 10 80 250 42 - 400 4 колес, работаю-
5Е283 160 30 270 800 16-127 7 щие двумя резца- ми
5220 200 8 35 100 24 - 265 4 Зубострогальные
5С267П 320 8 50 165 23-155 4 для прямозубых
5С277П 500 12 80 220 20-74 5,5 колес, работаю- щие двумя фре- зами
5С23П 125 2,5 20 75 110-550 2,2 Зуборезные для
5С270П 500 10 80 250 30-200 4 колес с круговыми
5А284 1600 30 235 870 8,3-62 13 зубьями
5245 350 5 130 32 9-31 4,5 Зубопротяжные
5С263 320 8 160 50 30-200 4 для колес с пря-
5Б231 500 10 225 63 25-225 7 мыми и круговы- _ми зубьями
Примечание. Технические характеристики станков см. также в гл. 5
раздела II.
21. Припуски на чистовое нарезание зубьев конических колес
Модуль, мм Припуск на тол- щину зуба, мм Модуль, мм Припуск на тол- щину зуба, мм
2-3 0,5 10-15 1,3
3-5 0,7 15-20 1,5
5-8 0,9 20-25 1,8
8-10 1,0 25-30 2,0
вращается вокруг своей оси (движение резания). При этом люлька
станка, на которой она установлена, совершает качательное движение
вокруг своей оси, согласованное с поворотом колеса. Основные ха-
рактеристики некоторых станков для нарезания конических колес с кру-
говыми зубьями приведены в табл. 23.
682 Зубообработка
22. Режимы резаиия при черновом взрезании прямозубых
колее дисковыми фрезами
Модуль колеса, мм Подача, мм/зуб Скорость резания, м/мин
4 0,11 28
5 0,09 30
6 0,08 30
‘ 7 0,06 32
8 0,05 33
Применения:! В зависимости от обрабатываемого материала скорость
резания умножают на поправочный коэффициент Kv.
Обрабатываемый
Материал — сталь.........20ХН2М 35Х; 40Х 35; 45 18ХГТ ЗОХГТ
Коэффициент Kv........... 1 1,1 1,2 0,9 0,8
2. Режимы соответствуют периоду стойкости Т — 500 мин инструмента
из быстрорежущей стали.
23. Технические характеристики станков для нарезания конических
колес с круговыми зубьями
Модель станка Наибольшие размеры нарезаемого колеса, мм Диаметр резцовой головки, мм Частота вращения головки, об/мин Мощ- ность главного привода. кВт
Диа- метр Мо- дуль Ширина венца Длина образую- щей
Станки с механизмом врезания и обкатки для чернового
и чистового нарезания
5П23А 125 2,5 20 63 20-90 137-820 1,7
5240 250 8 40 125 40 - 225 — 4,5
5С26П 320 8 50 160 — 30-200 3
525 500 10 65 250 150-300 25-325 4,5
5С280П 800 16 125 360 — 20-127 7,5
Станки для чернового нарезания врезанием
525Б 250 10 65 125 150-300 25-325 4,7
5Б231 500 10 65 250 190-300 25-250 7
Производство зубчатых колес 683
Скорости резания при черновой обработке составляют 30 — 40, при
чистовой — 50 — 55 м/мин.
Нарезание конических колес с циклоидальной линией зуба осуще-
ствляют резцовыми головками методом непрерывного деления. Вра-
щение резцовой головки вокруг своей оси (движение резания) согла-
суют с непрерывным вращением обрабатываемого колеса так, чтобы
после обработки группой резцов одного зуба колеса следующая груп-
па резцов обрабатывала другой зуб.
Резцовая головка содержит три —пять групп резцов, каждая из
которых имеет два резца, обрабатывающих боковые поверхности
зубьев (один — вогнутую, другой — выпуклую), и один средний резец,
обрабатывающий дно впадины зуба.
Изготовление червяков в червячных колес. Нарезание цилиндриче-
ских червяков проводят: резцами — на токарно-винторезных станках,
дисковыми фрезами — на резьбофрезерных и зубофрезерных, а также
специальных станках (табл. 24); обкаточными резцами типа долбяков —
на специальных зубодолбежных станках, а также пальцевыми фрезами.
Для окончательной обработки применяют шлифование, притирку и
полирование.
При обработке резцами червяков, имеющих линейчатую винтовую
поверхность, прямолинейные режущие кромки резцов располагают
в плоскости сечения червяка, в которой лежит прямолинейная обра-
зующая его боковой поверхности (рис. 11). Эвольвентные червяки
обрабатывают плоским торцом инструмента дискового типа (фрезой,
шлифовальным кругом). При этом ось инструмента разворачивают
к оси червяка под углом X (рис. 12), равным углу у наклона обра-
зующей винтовой поверхности червяка. Правую и левую стороны про-
филя обрабатывают раздельно. При обработке червяков других типов
используют дисковый инструмент фасонного профиля.
24. Технические характеристики станков для нарезания
червяков я червячных колес
Модель станка Наибольшие размеры обрабатываемого изделия, мм Наиболь- ший диаметр фрезы, мм Частота врашени я фрезы, об/мин Мощ- ность главного привода, кВт Вид изделия
Диаметр Модуль
ЕЗ-86 140 8 — 85-416 4,0 Червяк
КУ-240 450 42 — 6,7-45 10,0
542 320 5 100 8-80 2,8 Червячное
543 800 6 125 6-46 4,5 колесо
КУ-433 2000 10 320 6-49,5 15
546М 5000 16 320 5,6-46 14
Зубообработка
Рис. 11. Схемы нарезания червяков:
а — архимедовых; б — эвольвентных; в — конволютных с прямолинейным про-
филем по впадине витков; г — то же, с прямолинейным профилем по
витку
Рис. 12. Шлифование эвольвент-
ного червяка плоскостью круга
Режимы резания при фрезеровании червяков дисковыми фрезами
приведены в табл. 25. Шлифование червяков осуществляют со ско-
ростями: 20 — 25 м/с при предварительном шлифовании, 30 — 35 м/с
при чистовом шлифовании и с подачами за рабочий ход: 0,05 —
0,10 мм — при предварительном шлифовании и 0,003 — 0,05 мм — при
чистовом.
Производство зубчатых колес
685
Рис. 13. Методы нарезания червячных зубчатых колес:
а — с радиальной подачей; б — с тангенциальной подачей; в — летучим резцом
25. Режимы резания при фрезеровании червяков дисковыми
фасонными фрезами
Материал червяка Скорость резания, м/мин Подача, мм/зуб
Углеродистая сталь с НВ: 156-170 180-220 Хромоникелевая сталь с НВ 156-229 25 — 30 20-25 15-20 0,06-0,12 0,04-0,08 0,03-0,05
26. Режимы резания при нарезании червячных колес
червячными фрезами
Диаметр фрезы, мм Подача, мм/об Скорость резания, м/мин
радиальная тангенциальная
70 0,6-0,9 1,4-U6 26,4
80 0,55-0,85 1,3-1,5 24,5
90 0,5-0,8 1,2-1,4 23
125 0,5-0,75 1,2-1,3 23
145 0,75-0,90 1,1-1,2 22,5/22,3 *
* В числителе — скорость резания при радиальной подаче, в знамена-
теле — при тангенциальной.
. Примечание. Режимы резания приведены для станков с мощностью
привода 1,5—4 кВт.
686 Зубообработка
Червячные колеса нарезают червячными фрезами или резцами-
летучками на универсальных зубофрезерных станках методом радиаль-
ной или тангенциальной подачи (рис. 13), а также на специальных
мастер-станках (см. табл. 24) для нарезания червячных делительных
колес. Размеры и профиль инструмента соответствуют размерам и
профилю рабочего червяка, за исключением наружного диаметра,
который увеличен на радиальный зазор в зацеплении червяка с ко-
лесом.
Для чистового нарезания точных червячных колес применяют
червячные шеверы.
Режимы резания при нарезании червячных колес из бронцы твер-
достью НВ 100—140 и из серого чугуна твердостью НВ 170 — 229
червячными фрезами приведены в табл. 26.
Нарезание червячных колес на мастер-станках выполняют в два
этапа: чистовое фрезерование и шевингование червячным шевером.
ИЗГОТОВЛЕНИЕ ШЛИЦЕВЫХ ВАЛОВ
Наиболее распространены шлицевые валы с эвольвентной и пря-
моугольной формой зубьев. Для нарезания шлицев применяют чер-
вячные и дисковые шлицевые фрезы, фрезы-улитки, долбяки, а также
шлицевые протяжки.
В основном шлицы нарезают червячными шлицевыми фрезами
методом обкатки на шлицефрезерных и зубофрезерных станках. Наи-
более распространены горизонтальные шлицефрезерные станки (табл.
27). В процессе нарезания осуществляется согласованное вращение
фрезы и нарезаемого вала (для обеспечения заданного числа шлицев)
и перемещение фрезерного суппорта вдоль оси вала, согласованное
с его вращением. При этом настраивают гитары скоростей, подач
и деления.
27. Технические характеристики горизонтальных шлицефрезерных
станков
Модель станка Число нарезае- мых шлицев Наибольшие размеры, мм Частота вращения фрезы, об/мин Мощ- ность главно- го привода, кВт
обрабатываемой детали червячных фрез
Диа- метр Мо- дуль Длина венца Диа- метр Длина
5350 4-10 150 6 675 140 80-250 —
5350А 12; 14—16 150 6 925 140 105 80-250
5350Б 18;20—22 150 6 1425 140 105 80-250 6,5/7,5
5350В 28; 30;32; 36 150 6 1925 140 105 80-250
5618А 4-36 300 10 650 140 — 80-280
МШЗОО — 125 8 700 100 — 31,5-200 11/15
Изготовление шлицевых валов
687
28. Основные размеры (мм) чистовых червячных фрез для шлицевых
валов с прямобочным профилем (по ГОСТ 8027— 60)
Серия валов L ^ОТВ
легкая средняя и тяжелая
dao -0 К daO z0 К
- — — 63 10 4 50 22
70 4,5 56 27
70 12 4 80 5,5 63
80 4,5 90 6 70 32
90 14 100 12 5,5 80
100 5 112 6 90 40
112 5,5 125 7 100
125 6 140 8 112
Обозначение: К — величина затылования.
29. Режимы резания при фрезеровании прямобочных
шлицевых валов
Высота шлицев, мм Подача, мм/об Скорость резания, м/мин
1,5-2 Св. 2 до 3 » 3 » 4 » 4 » 5 » 5 » 6 » 6 1,8/0,6 2,0/0,6 2,2/0,8 2,2/0,8 2,4/1,2 2,5/1,2 38/45 22,5/27 15,7/17 10,6/12,8 9,3/7,8 6,6/6,2
Примечания: 1. Режимы резания приведены для фрез с периодом
стойкости Т = 4 ч.
2. В числителе дроби — значения подач или скоростей при черновой
обработке под шлифование, в знаменателе — при чистовой обработке.
Конструкции червячных шлицевых фрез аналогичны конструкциям
червячных фрез для нарезания цилиндрических колес. При этом для
вала каждого диаметра и числа зубьев требуется отдельная фреза.
Профиль фрезы зависит от вида центрирования шлицевого соединения
(центрирование по наружному или внутреннему диаметру) и может
688
Зубообработка
30. Поправочные коэффициенты к скорости резания (fCv) и подаче (Ks)
при работе червячными шлицевыми фрезами
Число захо- дов 1 2 3 Для фрез с усиками Ки = 0,85
Коэффи- циент Kv 1 0,75 0,65
Число шли- цев 4 6 8 10 16 20
Коэффи- циент Ко 0,85 1,0 .1,1 1,2 1,4 1,5
Обрабатываемая сталь НВ Ks
35 45; 35Х; 40Х 45 зохгт 50 12Х2Н4А; 20ХН2М; 18ХГТ; 12ХНЗА; 20Х 156-187 170-207 207-241 156-207 170-229 156-207 1,0 1,0 0,9 0,9 0,9 0,9 1,1 1,0 0,8 0,8 0,9 0,9
18Х2Н4МА; 30Х2МЮА; 5ХНМ; 6ХНМ 158-229 229-285 0,8 0,7 0,8 0,6
быть обычным (рис. 14, в) или с усиками (рис. 14,6). Фрезы с усиками
применяют для обработки валов при центрировании по внутреннему
диаметру. Усики образуют выемку у основания зуба, что обеспечи-
вает прямолинейность боковых сторон шлицев. Основные размеры
Рис. 14. Шлицевые фрезы:
а — без усиков; б — с усиками
Чистовая обработка зубчатых колес
689
чистовых червячных шлицевых фрез (по ГОСТ 8027 — 60) приведены
в табл. 28.
Режимы резания при работе червячными шлицевыми фрезами
приведены в табл. 29. Параметры режимов резания зависят от кон-
струкции фрез, числа нарезаемых шлицев и материала заготовки.
Поэтому табличные значения параметров умножают на поправочные
коэффициенты: скорость резания — на Kv; подачу — на Ks (табл. 30).
ЧИСТОВАЯ ОБРАБОТКА ЗУБЧАТЫХ КОЛЕС
Шевингование — процесс отделки зубчатых колес невысокой твер-
дости (обычно HRC3 < 40) специальным инструментом — гиевером
(рис. 15) на зубошевинговальных станках (табл. 31).
Наиболее широкое распространение получили дисковые шеверы
для нарезания зубьев методом обкатки по четырем основным схемам:
с продольной подачей, диагональной, тангенциальной и поперечной
(метод короткого хода).
При продольном шевинговании (рис. 16, а) подача осуществляется
вдоль оси колеса. Ось шевера скрещивается с осью колеса под углом
Е = 5-5-20°, определяемым по формуле
X = Pi ± ₽о,
где н! - угол наклона зуба колеса, ...°; р0 — угол наклона зуба ше-
вера, ...°. Знак плюс — при совпадающих направлениях зубьев, минус —
при противоположных. При шевинговании отсутствует жесткая кине-
матическая связь между шевером и колесом. Один из этих элемен-
тов — ведущий — получает вращение от двигателя и передает его дру-
гому — ведомому. Стол станка с обрабатываемым колесом совершает
возвратно-поступательное движение с одновременным изменением
направления вращения шевера. В конце каждого продольного хода
стола осуществляется радиальное сближение осей шевера и колеса до
получения нужной толщины зуба колеса. После рабочих ходов (с ра-
диальной подачей) рекомендуется выполнить несколько ходов без
радиальной подачи (выхаживание). Длину хода стола принимают равной
Г= Во + т, где Во — ширина колеса, мм; т — модуль, мм.
При диагональном шевинговании (рис. 16,6) подачу осуществляют
под углом р к оси колеса, что уменьшает длину хода стола.
Рис. 15. Шевер
Зубообработка
Рис. 16. Схемы шевингования:
а —с продольной подачей; б —с диагональной, в —с тангенциальной; г —
методом короткого хода
При тангенциальном (поперечном) шевинговании (рис. 16, в) подача
проводится в плоскости, параллельной оси шевера, в направлении,
перпендикулярном к оси колеса. Обычно тангенциальное шевингова-
ние выполняют за один двойной ход без радиальной подачи. Ширина
шевера должна быть больше ширины колеса.
31. Технические характеристики зубошевинговальных станков
Модель станка Наибольшие размеры колеса, мм Наиболь- ший диаметр шевера, мм Наиболь- шая час- тота вра- щения ин- струмен- та, об/мин Мощ- ность главного привода, кВт
Диаметр Модуль Ширина венца
Станки с горизонтальным расположением оси заготовки
5701; 5712 125 1,5 40 85 630 1
5702 320 6 100 240 400 3
5М14; 5715 350 8 100 250 300 3
5706 1250 16 2400 350 220 13
5708 3200 16 2400 350 50 14
Станки с вертикальным расположением оси заготовки
5А702;5702Б 320 6 100 280 500 3
5А703;5Б703 500 10 150 280 400 3
5717 1250 10 200 280 240 5,5
Примечание. Технические характеристики станков см. также в гл.
5 раздела II.
Чистовая обработка зубчатых колес
691
32. Режимы шевингования
Модуль колеса, мм Твердость зубьев НВ Подача Число ходов Окружная скорость, м/мин
рабочая, мм/об радиальная, мм/ход с по- дачей без подачи
3-6 7-10 150-320 320-380 150-260 260-360 0,4-0,6 0,3-0,4 0,3-0,5 0,2-0,3 0,04-0,05 0,02-0,03 0,03-0,04 0,02-0,03 2-4 4-6 5-7 8-10 2-4 110-220
Шевингование методом короткого хода (рис. 16, г) аналогично
тангенциальному шевингованию, но направление подачи перпендику-
лярно к оси шевера. Ширина шевера несколько меньше, чем при
тангенциальном шевинговании, что позволяет обрабатывать более
широкие колеса.
Шевингование внутренних зубьев аналогично шевингованию внеш-
них зубьев с продольной подачей. Рекомендуется применять специ-
альные шеверы с бочкообразными зубьями, обеспечивающими точеч-
ное зацепление с зубьями колеса.
Размеры дисковых шеверов для обработки цилиндрических зуб-
чатых колес устанавливает ГОСТ 8570 — 80, согласно которому шеверы
изготовляют трех классов точности: АА, А и В и двух типов: типа
1 — со сквозными стружечными канавками, с модулем 1 — 1,75 мм,
диаметрами 85 мм и 180 мм и с углами наклона зубьев 5, 10 и 15°;
типа 2 — с глухими стружечными канавками, с модулем 2 — 8 мм,
диаметрами 180 и 250 мм и углами наклона зубьев 5 и 15°.
При обработке колес с числом зубьев менее 40 рекомендуется
применять шеверы классов точности: АА — для колес 5-й степени
точности; А — для колес 6-й степени точности и В — для колес 7-й сте-
пени точности.
Режимы шевингования приведены в табл. 32. Основное (машинное)
время при шевинговании
т Lzii
SoZono
где L— длина хода, мм; z, и z0 — число зубьев колеса и шевера;
I — общее число рабочих и зачистных ходов; SB — продольная подача,
мм/об; п0 — частота вращения шевера, об/мин.
Зубохоннигование. Процесс зубохонингования по схеме аналогичен
шевингованию, но вместо шевера применяют хон — зубчатое колесо,
шаржированное мелкозернистым абразивным порошком или армиро-
ванное синтетическими алмазами. Обрабатываемое колесо, приведен-
ное во вращение хоном, совершает возвратно-поступательное дви-
жение. При обработке ось хона устанавливается под углом 15 —
692
Зубообработка
33. Технические характеристики зубохонинговальных станков
Модель станка Наибольшие размеры обрабатываемых колес, мм Частота вращения, об/мин Наиболь- шая продоль- ная подача, мм/мин Мощ- ность главного привода, кВт
Диаметр Модуль Ширина венца
5913; 5А913 320 8 150 250-1000 600 4,5
5А915 500 12 150 150-560 300 4
20° к оси колеса. Технические характеристики некоторых зубохонин-
говальных станков приведены в табл. 33.
Режимы резания: частота вращения хона примерно 200 —
400 об/мин; скорость резания 2 — 4 м/с; число двойных ходов 1 — 2;
продольная подача 60 — 90 мм/мин; снимаемый припуск 0,01 —
0,02 мм. Время обработки составляет 20 — 60 с. Применение смазочно-
охлаждающей жидкости обязательно.
В результате зубохонингования повышается точность: по шагу —
на 0,01—0,03 мм; по колебанию межцентрового расстояния — на
0,03 — 0,05 мм.
Шлифование эвольвентного профиля зубьев осуществляют на зубо-
шлифовальных станках (табл. 34) двумя методами: обкатки (рис. 17)
и копирования.
Рис. 17. Схемы зубошлифования методом обкатки кругами:
о — коническим; б — двумя тарельчатыми (I — угловой способ; 77—нулевой
способ); в — плоским; г — червячным
Чистовая обработка зубчатых колес 693
34. Технические характеристики зубошлифовальиых станков
Модель станка Наибольшие параметры колеса, мм Абразивный круг Примечания
Диаметр Модуль Наиболь- ший диа- метр, мм Форма
5А830 5В833 5В836 125 320 800 Обработ 1,5 4 8 ка метод 400 ом обкатки Червячный Непрерывное деление
5844 250 16 500 Тарель- чатый Ось заготовки вертикальна
5851 5853 320 800 10 12 225 Ось заготовки го- ризонтальна. Еди- ничное деление
5831 5А842 320 500 8 10 350 400 Кониче- ский Ось заготовки вертикальна. Единичное деление
5891 5А893 125 320 6 16 250 500 Плоский Ось заготовки го- ризонтальна. Для эталонных колес
5870 5А871 300 500 8 10 150 Для прямозубых колес
5872 800 16 450 Для конических колес с круговыми зубьями
586 586А 5861 < 500 800 250 Обработке 10 12 16 методов 350 400 500 копированы Фасонный Для прямозубых колес внешнего зацепления
586В 5В860 5Б861В 400 800 1000 6 8 12 175 200 350 Для прямозубых колес внутреннего зацепления
694 Зубообработка
35. Основное (машинное) время зубошлифовании, мин
Метод Формула для определения Параметры, входящие
зубошлифования времени То в формулу
Обкатка: Tc=zl[^(~r+ Z] — число зубьев коле-
одним кругом п \ Sv са; L — длина рабочего
+ 5, / хода, мм;
п — число двойных хо-
„ г L ( i. дов в мин;
двумя тарель- 2 о — ZI1 1 + i‘i, г’,, г\ и 5'ь 5', и
чатыми кругами ИО \ 5'3 — числа и продольные
2г, 2гч \ + е + Л подачи при черновых,
пслучистовых и чисто-
вых проходах;
Копирование / *1 ц To=^(-L + -2 + ио — число обкатов;
пу и к3 — соответ-
ствующее число двои-
-|—-3- I ных ходов стола в мин
Формулы основного (машинного) времени при зубошлифовании
приведены в табл. 35, режимы резания при шлифовании одним и
двумя кругами — в табл. 36 — 38.
При шлифовании зубьев методом копирования рекомендуются
следующие режимы: подача круга Sn по нормали к профилю 0,03 —
0,05 мм — при черновой обработке (три-четыре рабочих хода); 0,008 —
0,01 мм — при получистовой обработке и 0,003 — 0,004 мм — при
чистовой обработке (один—три рабочих хода); радиальная подача
5рад = S„ К, где К = 2,9 при а — 20° и К = 3,7 при а = 15 °; скорость
продольного хода стола при черновой и получистовой обработке
равна 10 — 12 м/мин; при чистовой — 8 — 10 м/мин.
36. Припуск (мм) на толщину зуба при зубошлифовании
Модуль, мм Диаметр колеса, мм
до 100 св. 100 до 200 св. 200 до 500 св. 500 до 800 св. 800
До 3 0,15-0,20 0,15-0,25 0,18-0,30 — —
Св. 3 до 5 0,18-0,25 0,18-0,30 0,20-0,35 0,25-0,45 0,30-0,50
» 5 » 10 0,25-0,40 0,30-0,50 0,35-0,40 0,40-0,70 0,50-0,80
» 10 » 20 0,35-0,50 0,40-0,60 0,50-0,70 0,50-0,70 0,60-0,80
Чистовая обработка зубчатых колес
695
37. Режимы при зубошлифоваиии одним коническим кругом
Мо- дуль, мм Подача обкатки, мм/дв. ход, при числе зубьев колес Подача на глубину, мм/раб. ход, при обработке
10 20 30 40 50 60 Св. 70 черновой чистовой
1,5- 4,0 0,IS- О.25 0,25 — 0,45 0,40— 0,75 0,60- 0,95 0,75 1,15 1,0- 1,75 1,75- 1,80 0,05 — 0,10 0,01- 0,02
6,0- 10 0,30- 0,55 0,65- 0,9 0,95- 1,25 1,15- 1,55 1,35- 1,9 1,7- 2,2 2,1- 2,6 0,05 — 0,12 0,01 — 0,02
12- го 0,70— 0,90 1,2- 1,55 1,6- 2,1 2,0- 2,55 2,3- 2,95 2,55- 3,3 3,4 — 4,2 0,05 — 0,15 0,01 — 0,02
Станок с диаметром обработки, мм Частота движения ползуна, дв.ход/мин, при длине хода, мм
До 25 Св. 25 до 35 Св. 35 до 60 Св. 60 до 80 Св. 80 до 100 Св. 100
320 120-280 120 - 200 100-140 90-120 80- 100 80
500 и 800 200 150 100 70 60 60
38. Режимы резания при зубошлифоваиии двумя тарельчатыми кругами
Мо- дуль, мм Число ходов при обкатке в минуту при обработке колес диаметром, мм Подача на глубину шлифования, мм/дв. ход, при обработке
до 30 30- 50 50 — 100 100 — 150 150 — 200 200— 250 СВ. 300 черновой чистовой
До 3 300 240 240 220 220 220 200 0,04- 0,01-
» 4 — 240 200 220 220 200 180 0,08 0,02
» 5 200 200 180 180 160
» 6 » 8 — — 200 160 180 130 160 130 130 130 130 130 0,05 — 0,10 0,01- 0,02
Св. 8 — — 160 130 120 120 100
Примечание. Продольная подача соответствует: при черновой об-
работке 3,7—4,7 мм,'ход; при чистовой обработке 1,1 —1,3 мм/ход.
Притирка н обкатка. Притирку зубьев закаленных и незакаленных
колес осуществляют на зубопритирочных станках (табл. 39) прити-
рами — чугунными зубчатыми колесами для улучшения контакта
между зубьями и уменьшения их шероховатости.
696
Зубообработка
39. Технические характеристики зубопритирочных станков
Модель Наибольшие размеры обрабатываемых колес, мм Число притиров Наибольшая частота вращения, об/мин
Диаметр Модуль Ширина
5736 200 6 75 2 425
537 350 6 50 3 300
5375 450 8 125 1 150
Применяют две основные схемы притирки: при параллельных
осях притиров и колеса и со скрещивающимися осями. Число прити-
ров может быть от одного до трех. Основные движения: вращение
колеса с притиром (0,8 —2,5 м/с), возвратно-поступательное движение
притира вдоль оси колеса (70—100 ход/мин); на некоторых станках
медленное радиальное возвратно-поступательное движение при парал-
лельных осях. Припуск на притирку — 0,02 — 0,03 мм на сторону.
Обкатку зубьев выполняют при параллельных осях колеса и
инструмента — стального закаленного зубчатого колеса со шлифо-
ванным зубом. В ряде случаев обкаткой заменяют зубошевинго-
вание. Скорость вращения колеса 16 — 20 м/мин. Причем вращение
осуществляется с реверсированием под радиальной нагрузкой до
1300—1500 Н. В результате обкатки упрочняется наружный слой
заготовки (твердость увеличивается в 1,5 — 2 раза).
ПУТИ ПОВЫШЕНИЯ КАЧЕСТВА ОБРАБОТКИ
ЗУБЧАТЫХ КОЛЕС
Качество зубчатых колес можно повысить, совершенствуя:
инструмент; использование червячных фрез с уменьшенным углом
профиля (точность обработки колес повышается на одну-две степени);
чистовое и получистовое нарезание закаленных колес твердосплав-
ными червячными фрезами с увеличенными углами наклона (X =
= —15 ° 4- — 60°) передних поверхностей зубьев; применение червячных
фрез, позволяющих совмещать предварительное и чистовое нарезание,
эластичных хонов и др.;
станки; введение на станках систем адаптивного циклового
управления многопроходными циклами с автоматическим изменением
режимов в процессе обработки с их оптимизацией; обеспечение стан-
ков системами оперативной коррекции и электронными системами
профилирования шлифовальных кругов; увеличение жесткости кине-
матических цепей и динамической жесткости несущих систем; ис-
пользование системы автоматического распределения припуска при
зубошлифовании; присоединение к шпинделю заготовки и инструмента
маховиков, снижающих частоту собственных колебаний инструмента
и колеса при зубоотделке методом свободной обкатки; уменьшение
Абразивные материалы
697
зазоров в соединениях узлов станков; установка станков на вибро-
изолирующих фундаментах и др.;
методы обработки; более широкое использование диагонального
зубофрезерования — сообщение червячной фрезе непрерывного переме-
щения вдоль своей оси для выравнивания нагрузки всех зубьев;
совмещение зубонарезания с обработкой баз колес; реверсивное нака-
тывание реечным инструментом; осевые перестановки червячных фрез;
черновая и чистовая обработка колес за одну установку ступенча-
тыми долбяками и др.;
технологические приемы, применение прерывистого шлифования,
позволяющего за счет интервалов шлифования снизить температуру
в зоне резания; получение качественных заготовок с надлежащим
расположением волокон и одинаковой плотностью металла в под-
кладных или закрытых штампах; использование химико-термической
предварительной и окончательной обработки; повышение твердости
обрабатываемого материала (до НКСЭ 45 — 50); уменьшение погреш-
ностей базирования заготовок путем направления усилий закрепле-
ния перпендикулярно конструктивным базам; применение установок
для поддержания температуры окружающей среды в пределах 20 ° +
+ 1 °C и др.
СПИСОК ЛИТЕРАТУРЫ
1. Гинзбург Е. Г., Халебскнй Н. Т. Производство зубчатых колес.
Л.: Машиностроение, 1978. 134 с.
2. Общемашиност ронтельные нормативы режимов резания для тех-
нического нормирования работ на металлорежущих.станках. Ч. 2. М.:
Машиностроение, 1974. 198 с.
3. Овумян Г. Г., Адам Я. И. Справочник зубореза. М.: Маши-
ностроение, 1983 223 с.
4. Производство зубчатых колес: Справочник/Под ред. Б. А. Тайца.
М.: Машиностроение, 1975. 728 с.
5. Тайц Б. А. Точность и контроль зубчатых колес. М.: Маши-
ностроение, 1972. 368 с.
ГЛАВА 14
АБРАЗИВНАЯ ОБРАБОТКА
Термины и определения основных понятий в области абразивных
материалов, инструментов и абразивной обработки приведены в
ГОСТ 21445 - 84, ГОСТ 23505-79 и ГОСТ 14706-78.
АБРАЗИВНЫЕ МАТЕРИАЛЫ
Режущая часть абразивного инструмента состоит из зерен абразив-
ных материалов окиси алюминия, карбида кремния, алмаза, кубичес-
кого нитрида бора (табл. 1)
698 Абразивная обработка
1. Марки и область применения абразивных материалов
Абразивный материал Марка Область применения
Абразивный инструмент Обработка
Электроко- рунд: нормальный с содержани- ем ос-АЬОз, % : 91 92 12А 13А Свободное зерно, пасты, круги, сегменты Обдирочное шлифование сталь- ных и чугунных деталей кру- гами на органических связках. Зачистка литья, поковок, свар- ных швов
93 14А Круги, бруски Шлифование стальных загото- вок, ковкого чугуна, твердой бронзы кругами на органиче- ской и керамической связках; резка заготовок
95 97 15А 18А Круги, бруски, шлифо- вальная шкурка Отделочные работы шкуркой Скоростное шлифование угле- родистых и легированных ста- лей в закаленном состоянии, быстрорежущих сталей круга- ми на керамической и баке- литовой связках. Заточка инструмента
белый с содер- жанием а-А12О3, %: 97 23А Свободное зерно, пасты, круги, бруски Шлифование стальных загото- вок кругами на органических связках; отделка деталей из легированных и закаленных сталей незакрепленным зер- ном, пастами и брусками
98 24А Круги, бруски, шлифо- вальная шкурка Чистовое шлифование деталей из закаленных сталей кругами и брусками на связках; резка; отделочная обработка шлифо- вальной шкуркой
Абразивные материалы
699
Продолжение табл. 1
Абразивный материал Марка Область применения
Абразивный инструмент Обработка
99 25А Круги, бруски, шлифо- вальная шкурка и паста Отделочное шлифование, до- водка пастами, суспензиями деталей из закаленных сталей, кварца, цветных металлов и сплавов
хромистый с содержанием а-А12О3, % 97 32 А; ЗЗА; 34А Свободное зерно, пасты, круги, бруски, сегменты Шлифование с повышенными припусками заготовок из кон- струкционных углеродистых, легированных сталей и труд- нообрабатываемых материа- лов в закаленном и незака- ленном состоянии:заточка бы- строрежущих инструментов; чистовое, отделочное и про- фильное шлифование; обеспе- чивают лучшее качество по- верхности и большую стой- кость инструмента, чем кру- ги из белого электрокорунда марок 23А и 24А
Монокорунд с содержанием а-А1,О3, %: 96,5-97,4 43А Свободное зерно, пасты, бруски, шлифо- вальная шкурка Окончательная обработка леги- рованных, в том числе кор- розионно-стойких жаропроч- ных сталей и сплавов
97,5 98,5 44А 45А Круги, бруски, шлифо- вальная шкурка Шлифование труднообрабаты- ваемых коррозионно-стойких и жаропрочных сталей и сплавов, легированных цемен- тированных, азотированных сталей; заточка и доводка режущего инструмента
700
Абразивная обработка
Продолжение табл. I
Абразивный ч материал Марка Область применения
Абразивный инструмент Обработка
Sre СФК Круги и бруски из зерен в виде гранул Шлифование и доводка мягких и вязких материалов
Карбид кремния: зеленый с содержанием SiC, %: 97—99,5 63С Круги, бруски, сегменты на раз- личных связках Шлифование и доводка твер- дых сплавов, легированных и закаленных сталей и высоко- твердых неметаллических ма- териалов ; заточка твердосплав- ного инструмента, правка кру- гов
96-97 64С Свободное зерно, круги, бруски, шлифо- вальная шкурка Обработка деталей из чугуна, меди, алюминия
черный с содержанием SiC, %: 95 53С Зерна, порошки, пасты Шлифование незакаленных твердых металлов и неметал- лов
97 98 54С 55С Круги, бруски, сегменты, шлифо- вальная шкурка Обработка деталей из чугуна, цветных металлов и вольфра- мовых твердых сплавов, правка кругов; отделочное шлифова- ние шлифовальной шкуркой
Абразивные материалы 701
Продолжение табл. 1
Абразивный материал Марка Область применения
Абразивный инструмент Обработка
Карбид бора ВдС КБ Свободное зерно, пасты Шлифование, отделка и до- водка незакрепленным зерном деталей из твердых сплавов и чугунов, а также рубина и сапфира
Алмаз С: природный А1-А8 Лезвийные режущие инстру- менты, каран- даши, ролики Точение цветных сплавов, стекла и драгоценных метал- лов, пластмасс, ферритов, по- лупроводников; правка кругов
синтети- ческий АС2 — АС50 То же Шлифование твердых сплавов, керамики, кварца, ситаллов и доводка твердых сплавов и ке- рамических инструментов, до- водка пастами и суспензиями твердых сплавов, закаленных сталей, керамики, ситаллов, подложек из кремния, сапфира, арсенида галлия и других мо- нокристаллов
Кубический нитрид бора (эльбор, ку- банит, гекса- нит) ЛО; ЛП; ЛД; ЛОМ; ЛОС; КО; КР; КРМ; ГА Зерна, спеки, круги, бруски, пасты Шлифование закаленных леги- рованных сталей, заточка ин- струмента из быстрорежущих сталей; внутреннее прецизион- ное шлифование, доводка, по- лирование и суперфиниширо- вание
Измельченный и классифицированный абразивный материал назы-
вают шлифовальным материалом.
Зернистость шлифовальных материалов (ГОСТ 3647 — 80) опреде-
ляется размером абразивных зерен, т. е. группой материала:
702
Абразивная обработка
Группа материала
Размер
зерен, мкм
Зернистость
Шлифзерно.............
Шлифпорошки '.........
Микрошлифпорошки . . .
Тонкие микрошлифпорошки
2000-160
125-40
63-10
10-3
200-16
12-4
М63-М14
MI0-M5
2. Зернистость шлифовального материала в зависимости от вида
обработки
Зернистость Вид обработки
125-80 Обдирочные операции: зачистка заготовок, отливок, поковок, штампованных заготовок
80-50 Плоское шлифование торцом круга, заточка средних и крупных резцов, правка абразивного инструмента, отрезка
63-25 Предварительное и комбинированное шлифование (предварительное и окончательное шлифование вы- полняется без съема изделия со станка), заточка режущего инструмента
32-16 Чистовое шлифование, обработка профильных по- верхностей, заточка мелкого инструмента, шлифо- вание хрупких материалов
12-6 Отделочное шлифование, доводка твердых сплавов, доводка режущего инструмента, предварительное хо-
нингование, заточка тонких лезвий
6-4 Отделочное шлифование металлов, стекла, мрамора и т. п., резьбошлифование, чистовое хонингование Суперфиниширование, окончательное хонингование, доводка тонких лезвий и мерительных поверхнос- тей калибров, резьбошлифование (резьбовых изделий с мелким шагом)
М40 и мельче
Обозначение зернистости дополняют индексами В, П, Н и Д,
которые характеризуют процентное содержание (массовая доля) основ-
ной фракции (может составлять 60 — 36%). Шлифовальные материалы
с содержанием основной фракции В и П используют для кругов
класса АА; В, П и Н — для кругов класса А; В, П, Н и Д —
для кругов класса Б.
Зернистость шлифовального материала выбирают в зависимости
от вида обработки (табл. 2).
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
Связка абразивного инструмента (табл. 3) в значительной степени
обусловливает интенсивность съема материала заготовки, качество об-
работки, износ инструмента и экономичность операции.
Абразивные инструменты
703
3. Связки
Связки Инструмент
Керамическая: КО KI, К2, К4, К5, Кб, К8 К5, К7 КЗ Бакелитовая: Б Б1 1 Б2 I БЗ Б4 Вулканитовая: В, В1 В2 ВЗ Глифталевая ГФ Поливинил- формалиевая ПФ, эпоксидная Малогабаритные круги для внутреннего шлифова- ния Электрокорундовый для всех видов шлифования, кроме отрезки материала Для скоростного врезного и профильного преци- зионного шлифования Карбид кремниевый для всех видов шлифования и заточки инструмента С повышенной режущей способностью для шли- фования заготовок, имеющих склонность к при- жогам; для обдирочного шлифования, заточки и хонингования Общего назначения для плоского внутреннего шли- фования, заточки инструментов, отрезки материала Для шлифования торца сегментными кругами Для резьбошлифования, отрезки материала и хо- нингования Для скоростного шлифования кругами, армирован- ными стеклосеткой со скоростью ик < 80 м/с Общего назначения для бесцентрового шлифования, отрезки, профильного шлифования, хонингования незакаленных сталей Для скоростного шлифования и резьбошлифования С повышенной режущей способностью для про- фильной обработки подшипников качения, чистового шлифования цилиндрических и некруглых поверхнос- тей Для доводочных и полировальных работ Для доводочных и полировальных работ Для доводочных работ Абразивные шеверы
Твердость абразивного инструмента (табл. 4) — сопротивляемость
связки вырыванию абразивных зерен с поверхности инструмента под
влиянием сил резания. Контроль твердости кругов выполняют в соот-
ветствии с ГОСТ 18118-79, ГОСТ 19202-80 и ГОСТ 21323-75.
Чем тверже круг, тем большая сила необходима, чтобы вырвать
зерно из связки, но в то же время в большей степени проявляется
склонность инструмента к засаливанию (забиванию пор круга стружкой)
при шлифовании, например, вязких незакаленных материалов. Мягкими
704
Абразивная обработка
4. Степень твердости абразивного инструмента
Степень твердости Область применения
Ml, М2, М3, СМ1, СМ2 (мягкие и среднемягкие) Плоское шлифование торцом круга (на бакели- товой связке), периферией круга (на керамиче- ской связке); шлифование и заточка инстру- мента из твердых сплавов, минералокерамики, закаленных углеродистых и легированных сталей. Тонкое шлифование, резьбошлифование, зубошли- фование, суперфиниширование. Шлифование цвет- ных металлов и сплавов
СМ2, Cl, С2 (сред- немягкие и сред- ние) Чистовое шлифование (круглое, плоское, вну- треннее, бесцентровое) деталей из закаленной стали; шлифование резьб с крупным шагом. Обдирочное шлифование торцом круга
С2, СТ1, СТЗ (средние и среднетвердые) Шлифование (круглое, бесцентровое, профильное, резьбошлифование) незакаленных, углеродистых и легированных сталей и сплавов и других вязких материалов; плоское шлифование сегмен- тами ; хонингование
СТ1, СТ2, Tl, Т2 (среднетвердые и твердые) Обдирочное шлифование, шлифование фасонных профилей, прерывистых поверхностей, отрезные работы, зачистка поковок и отливок, ведущие круги для бесцентрового шлифования, хонинго- вание закаленных сталей
ВТ1, ВТ2, ЧТ1, ЧТ2 (весьма твердые и чрез- вычайно твер- дые) Обдирочное шлифование, правка абразивных кру- гов методом обкатки и шлифования. Шлифование заготовок с малым припуском (детали часовых механизмов), шлифование шариков для подшип- ников.
П римечание. Цифры справа от буквенных обозначений характери-
зуют возрастание твердости абразивного инструмента внутри степени.
кругами выполняют чистовую обработку закаленных стальных загото-
вок и заготовок из твердых сплавов и других твердых материалов,
а также, в порядке исключения, из коррозионно-стойких и жаропрочных
сталей и сплавов. Обдирочное шлифование выполняют более твердыми
кругами. Кругами средней твердости и твердыми обрабатывают более
мягкие материалы — незакаленную сталь, чугун и другие материалы,
выполняют профильное бесцентровое шлифование, отрезку и прорезку
канавок. При выборе абразивных кругов по твердости учитывают
также вид шлифования (плоское или круглое, наружное или внутрен-
нее); зернистость шлифматериала круга — относительно меньшую твер-
дость круга принимают для мелкозернистых кругов; размеры и про-
филь рабочей поверхности круга — более мягкие круги для больших
частот их вращения, твердые — при фасонных профилях кругов и при
Абразивные инструменты
705
5. Структура кругов для различных видов шлифования
Структу! Г руппа эа Номер Содержание зерна В круге, % (объемная доля) Область применения
Закрытая или плотная 1 2 3 60 58 56 Шлифование заготовок с малым при- пуском на обработку; обработка ша- рикопо дшипни ков
3 4 5 54 52 Шлифование и доводка хрупких и твердых материалов; шлифование профильное и с большими подачами при переменной нагрузке; отрезка материалов
6 50 Шлифование круглое, наружное, бес- центровое, плоское, периферией кру- га металлов с высоким сопротив- лением на разрыв
Открытая 7 8 48 46 Шлифование вязких материалов с низким сопротивлением на разрыв; плоское шлифование торцом круга, внутреннее шлифование, заточка ин- струмента
Высоко- 9 10 11 12 44 42 40 38 Скоростное шлифование (для умень- шения теплообразования), профиль- ное шлифование мелкозернистыми кругами, шлифование резьбы, заточ- ка твердосплавного инструмента
пористая 13 14 15 16 17 18 36 34 32 30 28 26 Шлифование неметаллических мате- риалов, металлов с низкой тепло- проводностью
Примечание. Круги с закрытой или плотной структурой из-
готовляют на бакелитовой (Б) связке; круги со структурой других групп —
на керамической (К) связке.
шлифовании прерывистых поверхностей для сохранения стойкости кро-
мок ; наличие или отсутствие СОЖ при обработке — более твердые
круги с использованием СОЖ; режимы резания — чем выше значения
параметров режимов резания, тем тверже круги. При шлифовании
706
Абразивная обработка
на станках повышенной жесткости и виброустойчивости с автомати-
ческой подачей берут круги на одну-две степени мягче, чем при
такой же работе с ручной подачей или на нежестких станках. Для
одних и тех же условий шлифования круги на бакелитовой связке
берут на две степени тверже кругов на керамической связке.
Структура абразивного инструмента (табл. 5) характеризуется
количественным соотношением объемов шлифовального материала,
связки и пор в абразивном инструменте. Различают три группы
структур номеров: 1 — 5 —закрытые (плотные), б—10 — открытые,
11 — 18 — высокопористые.
Форма и размеры инструмента со связанным абразивом — стан-
дартизованы.
Основные размеры кругов — наружный D и внутренний d диамет-
ры и высоту Н — выбирают в зависимости от конструкции и назначе-
ния станка, а также формы и размеров обрабатываемых деталей.
Типы, обозначения и область применения кругов приведены в табл. 6.
Абразивные круги. В соответствии с ГОСТ 2424 — 83 различают
три класса точности кругов: АА, А и Б (табл. 7).
У шлифовальных кругов диаметром 250 мм и более перед уста-
новкой их на станок контролируют неуравновешенность масс. ГОСТ
3060—75 устанавливает четыре класса неуравновешенности. Диапазоны
допустимых неуравновешенных масс для кругов в состоянии поставки
даны в табл. 8. Класс точности круга должен соответствовать
классу его неуравновешенности:
Класс точности................................АА А Б
Класс неуравновешенности ....................1 1,2 1—3
Пример условного обозначения абразивного круга плоского прямого
профиля с размерами .0x77x^= 350x40x127 мм из монокорунда
45А зернистостью 16, твердостью СМ1, со структурой 7, на керами-
ческой связке К5, для работы с окружной скоростью до 35 м/с, класса
точности А, неуравновешенностью 1-го класса: ПП350 X 40X 127 45А
16 СМ1 7 К5 35 м/с А 1 кл. ГОСТ 2424-83.
Шлифовальные круги (кроме кругов диаметром до 250 мм), пред-
назначенные для скоростного шлифования, имеют цветную диаметраль-
ную полосу:
Цвет полосы.............Желтый Красный Зеленый Синий и
зеленый
Рабочая скорость, м/с . . 60 80 100 125
Шлифовальная шкурка (ГОСТы: 5009—82, 6456—82, 13344 — 79,
10054—82) выпускается на бумажной и тканевой основе в виде листов,
лент, дисков, кругов и т. д. Шкурку используют для машинного
и ручного полирования всевозможных материалов с применением
СОЖ, а также для шлифования без СОЖ. Водостойкие шкурки
Абразивные инструменты
707
6. Наименование абразивных инструментов и область их применения
Круги на керамической, бакелитовой и вулканитовой связках (ГОСТ 2424—83)
Круги Основные размеры, мм Угол а,...° Область применения
D d И
Пл< п юкие: рямого пр d офил я ПП 3- 1060, в том чис- ле: 200; 250; 300; 400; 500 1- 305, в том чис- ле: 32; 76; 127; 203 6- 200, в том чис- ле: 20; 40; 80; 160 — Шлифование круглое на- ружное, внутреннее, бес- центровое и плоское пе- риферией круга; зубо- и шлицешлифование; за- точка инструмента
i %*' 1 Т“ *
с двусторонним кони- ческим профилем 2П tx । 250 — 500 76— 203 8 — 32 40; 60 Шлифование профиля зубьев зубчатых колес, резьбы, зуборезного ин- струмента
и -И
с коническим про<] лем ЗП —, । . и- 63- 500 10- 203 6- 40 10- 45 То же; заточка пил
й
Т" D у
с ВЫТОЧ1 <ой ПВ 10- 600' 3- 305 13- 100 — Круглое наружное и внутреннее шлифование врезанием с одновремен- ной подрезкой торцо- вых поверхностей; плос- кое шлифование
ЙЛг" н
_ z? L d . пах
с конической выточ- кой ПВК _ Rmax 5 300; 350; 500; 600; 750 127; 203; 305 50; 80 10; 15; 20 То же; шлифование на кругло-шлифовальных станках заготовок с бур- тиками и фланцами
D
708
Абразивная обработка
Продолжение табл. 6
Круги
с двусторонней вы-
точкой ПВД
/f’/77Z7ZJ
Основные размеры,
мм Угол, а,...°
D d И
100- 32; 25-
900 76; 127; 203; 305 250
Область
применения
Круглое наружное и
внутреннее шлифование
врезанием с одновремен-
ной подрезкой торцовых
поверхностей; плоское
шлифование
кольцевые К
D
Чашечные:
цилиндрические ЧЦ
200; 300; 400; 450; 500; 600 76; 125; 160; 203; 250 305 — 480 63; 80; 100; 125; 160 Отрезка, прорезка ка- навок
40 — 300 13- 150 25 — 100 - Плоское шлифование торцом круга, обработка отверстий; заточка и до- водка режущего инстру- мента;. зубошлифование
50 — 300 13- 150 25 — 150 50 — 80
Тарельчатые:
Т
80; 13; 8; 15 — Заточка и доводка режу-
100; 20; Ю; 25 щего инструмента; зу-
125; 32 13; бошлифование
150; 16;
200; 20;
250 25
Абразивные инструменты 709 Продолжение табл, б
Круги Основные размеры, мм Угол, а,...° Область применения
D d Н
П 0 100; 150; 200; 250; 300; 350 20; 32; 40; 127 10 16 20 25 15; 30; 45 Заточка и доводка режу- щего инструмента; зубо- шлифование
3^ 40
1 Xi
С запрессованны крепежными элем тами ПН С запрессоВанмь/ми гайками ми ен- 400; 450; 500; 600 160; 203; 301; 305 40 — 75 — Обдирочное (реже чисто- вое) плоское шлифова- ние на специальных станках
5 D
С двусторонней выточ- . кой и ступицей ПВДС RrnaxS 150; 175; 200; 250; 300 32; 51; 76; 127 8 10 16 20 Шлифование калиб- ровых скоб
*1
Lk L
С Д£ СК( усторонней кс эй выточкой , _ D эниче- 1ВДК 750 305 80 5 Круглое шлифование ци- линдрических и торцо- вых поверхностей
J ' d ^1
У^(Ь500
Круги отрезные (по ГОСТ 21963 - 82) И В типа D 50 — 1200 10- 100 0,3- 15 Отрезка, прорезка па- зов
'
,'d
710
Абразивная обработка
Продолжение табл. 6
Головки шлифовальные на керамической связке (по ГОСТ 2447-82)
Г оловки Основные размеры, мм Область применения
D d Н h
Цилин/ (ГЦ) [рически _ h е AW 3- 40 1- 13 6- 60 3- 32 Обработка фасонных по- верхностей, поверхнос- тей пресс-форм и штам- пов; зачистка отливок и сварных швов; внутрен- нее шлифование (голов- ки AW); шлифование центров (головки EW60cJ
h
и
\d
Угловы е Е н Г? в )W (ГУ) Жн 12; 16; 20; 25; 40 6 6; 8; 10 3; 6
1
Конич с уг 60° 60° R2 ПИ еские: лом кс EW (Г ,, Н >нуса К60°) Ю; 16; 20; 32 3; 6 25; 32; 50 15; 20
£ IX । лт
7гг~,~ =£=
С ШИ1 закруг-г юй KV , Н Г X ен У но П ->1 й вер- СЗ) 16; 20; 32; 40 6; 13 16; 32; 40; 60 6; 13; 32
=2',Т,5
Абразивные инструменты
711
Продолжение табл. 6
Область
применения
Головки
Основные размеры,
мм
D d И h
6; 10; 2; 3; Ю; 6-
25; 6; 10 20; 25
32; 22;
35; 40;
38 50
Ю; 3; 6 — 4 —
16; 13
20;
25;
32
Обработка фасонных по-
верхностей, поверхнос-
тей пресс-форм и штам-
пов ; зачистка отливок
и сварных швов
С цилиндрической бо-
ковой поверхностью
FW (ГШЦ)
В
16;
20,
25
6 20; 8; 10;
25; 13
32
* В скобках даны обозначения головок по
чения нанесены на головках, изготовленных до
ГОСТ 2447 — 76;
1984 г.
эти обозна-
Сегменты и бруски шлифовальные
Сегменты или бруски L В Я Г Область применения
Сегменты на Плоские СП М . Z . 1 В баке ли 80— 250 товой 45- 180 'вязке । 25 — 63 по ГО< СТ 2464—82) Плоское шлифование торцом круга, заточка ножей
712
Абразивная обработка
Продолжение табл. 6
Область
применения
Сегменты или бруски L в Я Г
Выпу 1С кло-вогн утые TS — 200 60- 150 — 85 — 300
L г
Вогн] 2С ч /то-выпу Z. клые Г ng) 125; 175 80 — 95 — 170— 250
Выпу Ч: кло-плоские ЗС 100 — 300 110— 280 40 — 240 200— 500
Для наборных кругов,
в том числе с преры-
вистой рабочей поверх-
ностью при плоском
шлифовании торцом
круга на станках спе-
циального назначения;
для скоростных кругов,
собираемых из отдель-
ных частей в специаль-
ной металлической план-
шайбе; обдирочное шли-
фование. Различная фор-
ма сегментов обуслов-
лена конструкцией пат-
ронов станка
Плоско-выпуклые 4С 220; 100; 40; 220;
400 190 50 400
Трапециевидные 5С 125; 150; 160; 200 60; 100
Специальные: 6С 50 85
16; 20; 40
78 16 Плоское торцовое шли- фование камня, грани та, керамики
Абразивные инструменты
713
Продолжение табл, б
Область
применения
Сегменты
или бруски
400
8С
86
9С
(по ГОСТ 2456—82)
Бруски шлифовальные
25;
38
90;
110
В текстильной промыш-
ленности
См.
эскиз
Плоское шлифование
торцом круга, заточка
ножей; для наборных
кругов
Квадратные БКв*
175
394
50;
70
Шлифование рельс
Плоское торцовое
шлифование камня, гра-
нита, керамики
16;
40;
50;
90;
100;
150;
200
4-
45
4 —
45
Ручные шлифовальные,
зачистные, слесарно-до-
водочные работы; при-
меняют также для хо-
нингования и суперфи-
ниширования
714
Абразивная обработка
Продолжение табл, б
Сегменты или бруски L В Н Г Область применения
Прямоугольные БП* 15 — 200 2- 80 3- 25 -
Трехгранные БТ
150
6; 10;
13;
16
Ручные шлифовальные,
зачистные. слесарно-
доводочные работы;
бруски БП применяют
также для хонингования
и суперфиниширования
100;
150
£> =
= 6;
Ю;
13;
16
Ручная слесарная обра-
ботка фасонных поверх-
ностей
Полукруглые БПкр
150,
200
= 13;
16;
20
* Бруски этих типов изготовляют на керамической и бакелитовой связ-
ках, бруски остальных типов — на керамической связке.
7. Предельные отклонения (мм) размеров кругов
различных классов точности
Размер круга Интервалы номинальных размеров, мм Класс точности круга Предельные отклонения
Наружный диаметр D 6-80 АА А, Б ±0,3 5- +1,0 ±0,1 + ±1,6
80-800 АА А, Б ±1,2 + ±3,0 ±1,5 + ±6,0
Заготовительные процессы абразивной обработки
715
Продолжение табл. 7
Размер круга Интервалы номинальных размеров, мм Класс точности круга Предельные отклонения
Диаметр посадочного отверстия d 10-80 АА А Б 0,1-0,2 0,2 0,2-0,4
80-260 АА А Б 0,2-0,3 0,3-0,7 0,5-0,6
Высота Н 3-16 АА А, Б + 0,1 + ±0,2 ±0,2+ + 0,9
16-100 АА А, Б + 0,2 + ±0,25 ±0,9+ ±2,0
8. Диапазоны неуравновешенных масс шлифовальных кругов диаметром
250—1100 мм в зависимости от нх высоты (классы неуравнове-
шенности 1 — 4 по ГОСТ 3060— 75)
Высота круга, мм Допустимая неуравновешен- ная масса, г Высота круга, мм Допустимая неуравновешен- ная масса, г
До 13 Св. 13 до 25 » 25 » 50 » 50 » 75 » 75 » 100 5-45 10-85 15-250 15-225 20-325 Св. 100 до 125 » 125 » 150 » 150 25-295 30-250 35-260
изготовляют на синтетических смолах и лаках. Для обработки фасон-
ных поверхностей применяют шкурки (на шифоне) на масляном лаке,
казеиновом и пластифицированном мездровом клеях.
Шлифовальные фибровые диски (ГОСТ 8692 — 82) выпускаются
диаметром 150, 175, 200 и 225 мм, зернистостью 125, 80, 50, 40, 25,
16, 12 и 10. Применяют для шлифования и зачистки деталей из
сталей и цветных сплавов, в том числе штампованных заготовок,
сварных и паяных швов, а также для обработки гранита, мрамора
и других материалов.
ЗАГОТОВИТЕЛЬНЫЕ ПРОЦЕССЫ АБРАЗИВНОЙ ОБРАБОТКИ
Отрезку шлифовальным кругом применяют при подготовке штуч-
ных (или групповых) заготовок для последующей обработки на метал-
716
Абразивная обработка
Рис. I. Схемы отрезки заготовок:
а — маятниковая; б — маятниковая с осцилляцией круга; e — маятниковая с
вращением заготовки; г — отрезка листового материала
лорежущих станках. Отрезка целесообразна при разделении на заготов-
ки материалов любой твердости (HRC3 > 37) и прочности (ав > 1200 Па),
в том числе из труднообрабатываемых жаропрочных и титановых спла-
вов, дисперсионно-твердеющих сталей (типа 36ХНТЮ), когда нерацио-
нально (или невозможно) использование ленточных или дисковых пип.
Отрезка может быть выполнена при нагреве металла.
Различают следующие схемы работы абразивно-отрезных станков
(рис. 1):
маятниковую (рис. 1, а) — шпиндель с кругом устанавливают на
одном конце рычага (качалки), а двигатель с приводом шпинделя —
на другом; рычаг поворачивается относительно неподвижной оси на
угол, необходимый для разрезки прутка, профиля или трубы; макси-
мальный диаметр заготовки — 100 мм; типы используемых станков —
8220, 8230 и 8240;
с дополнительным осциллирующим движением круга (рис. 1,6);
отрезной круг, кроме вращения и поступательного движения подачи
на разрезаемый материал, совершает возвратно-поступательное движе-
ние (возвратно-поступательная осцилляция — шпиндель установлен на
дополнительном рычаге) или качательное движение (маятниковая осцил-
ляция — шпиндель установлен на дополнительном рычаге, совершаю-
щем с помощью специального механизма качательные движения от-
носительно основного рычага); при использовании последней схемы
повышается качество торцов отрезаемых заготовок, так как уменьшает-
ся длина дуги контакта круга с разрезаемой заготовкой и снижается
Заготовительные процессы абразивной обработки
717
температура в зоне резания; максимальный диаметр заготовки — 300
мм; типы используемых станков — 8242 и 8252;
с врашением не только круга, но и отрезаемой заготовки (рис.
1,в); отрезной круг подается только до центра заготовки из проката
и на толщину стенки при отрезке заготовки из трубы, поэтому
максимальный диаметр заготовки увеличивается до 700 мм (по срав-
нению с отрезкой по другим схемам); типы станков — 8244, 8254
и 8264;
с вращением и продольным перемещением круга (рис. 1,г); тон-
кие листы и плиты отрезают за один рабочий ход, толстые — за
несколько рабочих ходов с глубиной резания 3 — 6 мм; размеры раз-
резаемых плит, мм: длина — 6000, толщина — 200; используемые стан-
ки — специальные абразивно-отрезные, в том числе автоматы для от-
резки труб как поштучно, так и пакетом, для отрезки прибылей
слитков и стержней.
Производительность абразивной отрезки составляет 0,8 — 15 см2/с
и более; ширина пропила приблизительно равна 0,01 % диаметра
отрезного круга.
Отрезные круги изготовляют из нормального (марок 13А, 14А и
15А) и белого (марок 23А, 24А и 25А) электрокорундов, а также
черного карбида кремния (марок 53С, 54С и 55С). Зернистость кру-
гов на бакелитовой связке из электрокорундов: нормального — 125;
100; 80; 63; 50; 40; 25; 16; белого - 40; 25; 16; 12; 10; 6; 5; 3;
кругов на вулканитовой связке из нормального электрокорунда — 40;
25; 16; 12; 10; 8; 6. Твердость кругов на бакелитовой связке из
электрокорунда: нормального — СМ2 —С2; белого — СТ 1— ВТ2; на
вулканитовой связке из белого электрокорунда — СТ, Т. По заказу по-
требителей допускается изготовление отрезных кругов из абразивных
материалов других марок и зернистостей. Основные размеры кругов
приведены в табл. 6.
Отрезные круги диаметром до 500 мм изготовляют с упрочняющей
стеклосеткой; круги диаметром более 500 мм — с упрочняющими
элементами внутри круга и по его боковым поверхностям. На тор-
цовых поверхностях кругов диаметром 150 мм и более, высотой
1,5 мм и более предусматривают рифления или поднутрения, умень-
шающие высоту круга от периферии к центру в пределах допуска,
что улучшает условия резания (снижает боковое трение), качество
отрезанных заготовок (отсутствуют прижог и подкаливание материала)
и снижает потребляемую энергию.
Режимы резания: рабочие скорости вращения кругов без упроч-
няющих элементов — 50 и 60 м/с, с упрочняющими элементами на
бакелитовой связке — 60 — 80 м/с; подачи — 60 — 2500 мм/мин. Круги из
электрокорунда применяют для отрезки стальных заготовок; круги
из карбида кремния — для отрезки заготовок из титановых сплавов
(оптимальная скорость резания — 40 м/с) и неметаллических материа-
лов.
718
Абразивная обработка
ВИДЫ ШЛИФОВАНИЯ
В зависимости от требований, предъявляемых к обрабатываемым
поверхностям, применяют обдирочное (после прокатки, литья, штам-
повки и сварки), предварительное, чистовое и тонкое шлифование.
В зависимости от формы и расположения шлифуемой поверхности раз-
личают виды шлифования: круглое наружное и внутреннее, бесцент-
ровое, плоское и фасонное, резьбо-, шлице-, сферо- и зубошлифова-
ние. При этом обработка одной и той же поверхности может осу-
ществляться несколькими способами, отличающимися по кинематике
движений, форме рабочей поверхности круга, точности получаемых
поверхностей и производительности.
Круглое наружное шлифование во вращающихся или неподвижных
центрах (рис. 2), а также в патроне (цанге) применяют для обра-
ботки наружных поверхностей тел вращения. Различают два способа
наружного шлифования в центрах: с продольной подачей, когда
длина шлифуемой детали значительно превосходит высоту круга, и
врезное, когда длина шлифуемой поверхности несколько меньше или
равна высоте круга. Детали по 4—6-му квалитету обрабатывают в
неподвижных центрах. При этом опорная коническая поверхность
центровых гнезд детали или приспособления (оправки) для крепления
детали должна точно соответствовать конусу на центрах. При некруг-
лой форме центровых гнезд или неправильном угле конуса деталь
не получает должной опоры и, смещаясь под действием сил резания,
копирует неточность центровых гнезд.
Центровые отверстия в незакаленных заготовках или оправках
обрабатывают на центровальных и фрезерно-центровальных двусторон-
них автоматах и полуавтоматах типов 2А9120 (Ереванского станко-
строительного завода им. Дзержинского) и 2Г942 (Костромского
завода автоматических линий); в закаленных деталях — на шлифоваль-
ных станках типа МВ-119 (Московского завода координатно-расточных
станков) и доводочных мод. 3922К с вертикальным расположением
зацентровываемой детали (сплошное шлифование — рис. 3, а), шлифо-
вальном мод. 3925Е и доводочном мод. 3925 — горизонтальных полу-
автоматах для одновременной обработки двух центров (Каунасского
завода шлифовальных станков «Нерис»).
Наиболее точными являются станки для шлифования с продоль-
ной подачей вращающейся детали или с планетарным движением
шпинделя шлифовальной бабки при неподвижной детали (рис. 3,в,г).
К первым относят станки типа ДК-01С (ВПО «Техника», г. Влади-
мир), ко вторым — станок мод. ZSM фирмы «Technica» (Швейцария).
На станках типа ДК-01С шпиндель бабки изделия вращается на
аэростатических опорах, а круг совершает вращательное и осциллиру-
ющее перемещения вдоль образующей конуса. Отклонение от круглости
обработанных на этих станках конических отверстий составляет 0,3 —
0,5 мкм, отклонение от соосности двух центровых отверстий на
длине 100 мм — 1 — 5 мкм. На станках ZSM шлифовальный круг
Виды шлифования
719
Рис. 2. Схема круглого наружного
шлифования:
а — в центрах с продольной подачей; б —
многокруговое шлифование
совершает вращательное движение, планетарное вращение и движение
вдоль образующей конуса, ось которого составляет угол 30° с осью
вращения шпинделя. Отклонение от круглости конусных отверстий —
0,02 — 0,05 мм.
Обработку неподвижных упорных центров (переднего и заднего)
круглошлифовальных станков для обеспечения высокой точности их
формы (минимальных отклонений от круглости и прямолинейности
образующих) чаще всего производят в шпинделе передней бабки стан-
ка, повернутом на 30°.
Для крупных шлифовальных цехов и заводов массового произ-
водства со значительным парком круглошлифовальных станков целе-
сообразно шлифование и перешлифовку центров производить на
центрошлифовальных станках, например, типа SAXKS6 (ГДР). Шли-
фуемый упорный центр устанавливают в переходную втулку шпинделя
бабки изделия, повернутой относительно направления продольной по-
дачи стола на половину угла конуса. После шлифования на месте
или на специальном станке регулируют соосность упорного центра
задней бабки с упорным центром передней бабки. Корректирование
Рис. 3. Схемы шлифова-
ния несущих центров де-
тали:
а ~~ сплошное шлифование;
б — врезное шлифование; в —
шлифование с продольной по-
дачей; г — шлифование с
продольной подачей и пла-
нетарным движением шлифо-
вального шпинделя непод-
вижной детали
720
Абразивная обработка
взаимного расположения осей обрабатываемой заготовки и направля-
ющих стола (поворотом верхнего стола) можно выполнить и в про-
цессе работы станка, если конусообразность шлифованной детали
больше допустимой.
Отклонение от круглости опор шпинделя передней бабки менее
влияет на отклонение формы поперечного сечения заготовки, если
шпиндель установлен на гидро- или аэростатических опорах (вместо
подшипниковых опор), так как в этом случае жесткость шпинделя
увеличивается до 20 Н/мкм и более. Шероховатость Ra поверхностей,
обработанных на таких станках, не превышает 0,04 мкм. В особо-
точных станках источники тепла и вибраций (гидростанцию с при-
водом, баки и узлы подачи и очистки СОЖ) выносят за пределы
базовых узлов и вводят устройство, благодаря которому температура
нагрева смазочного материала не превышает допустимых значений и
зазоры в опорах шпинделей соответствуют расчетным.
На прецизионных станках с ЧПУ получают стабильные импульс-
ные поперечные подачи 1—2,5 мкм и плавные подачи при вре-
зании. Точность выхода шлифовальной бабки в заданную позицию
составляет 0,2—1 мкм (в зависимости от класса точности станка).
В условиях крупносерийного и массового производства, а также
при обработке сложных фасонных деталей типа замков лопаток газо-
турбинных двигателей, как правило, шлифование выполняют методом
врезания с применением многокруговых наладок (см. рис. 2, б). Уравно-
вешенность системы многокруговых наладок достигается при сборке
кругов на запасном шпинделе. При этом имеющиеся неуравно-
вешенности взаимно компенсируются за счет смещения иа определен-
ный угол тяжелой части каждого последующего круга относительно
предыдущего (рис. 4). Круги, входящие в комплект, балансируют, и
их тяжелые части отмечают стрелками, направленными под углом
90° по отношению к рабочему месту. При установке на оправку
стрелки-указатели тяжелых частей двух кругов смещаются на угол,
равный 360°/и, где п — число кругов в наладке. Уравновешенность
кругов, входящих в комплект, должна соответствовать 1-му классу.
Рис. 4. Схема балансировки кругов при многокруговой наладке:
1 —5 — порядковые номера кругов; в—тяжелая часть круга
Виды шлифования
721
Внутреннее шлифование (рис. 5) применяют при обработке точных
отверстий в закаленных стальных деталях. Шлифовальный круг и за-
готовка совершают вращательное движение и дополнительно круг —
возвратно-поступательное движение вдоль оси заготовки. Шлифование
внутренних закрытых поверхностей и канавок может быть выполнено
врезанием (без продольной подачи). По характеру круговой подачи
станки подразделяют на обычные и планетарные.
Патрон для установки деталей шлифуют на месте. При обдироч-
ном шлифовании диаметр кулачков патрона больше наружного диамет-
ра зажимаемой детали на 0,08 — 0,15 мм; при чистовом шлифовании —
на 0,03 — 0,05 мм. Торцовое биение патронов не должно превышать
0,01 мм. Наибольшую производительность и наименьшую шерохова-
тость шлифованных поверхностей получают кругом, диаметр которо-
го определен по формуле £>к = KDO^, где К — коэффициент, завися-
щий от диаметра отверстия £>отв:
Ноте, мм................................ 30-40 50-150
К....................................... 0,95 0,85-0,75
Правильность установки передней бабки проверяют пробным
шлифованием по равномерности искрения при касании круга поверх-
ности цилиндрического отверстия у двух противоположных торцов
заготовки. Если искрение отсутствует, это означает, что отверстие
имеет конусообразную форму, и необходимо регулирование осей пе-
редней и шлифовальной бабок. Зону продольного хода стола при
шлифовании с осцилляцией сквозных отверстий устанавливают такой,
чтобы обеспечить выход круга из отверстия с каждой стороны на
(1/3 -5-1/2) Н, где Н — высота круга.
Контроль диаметра шлифованного отверстия проводят в процессе
шлифования щупом прибора активного контроля. При работе «до
жесткого упора» в станке предусматривают компенсацию износа круга
(рис. 6). Перед шлифованием первой детали вводимый в отверстие
Рис. 5. Схема круглого внутрен-
него шлифования с продольной
подачей
Рис. 6. Схема компенсации из-
носа шлифовального круга при
работе «до упора»
722
Абразивная обработка
круг не доходит до внутренней поверхности детали на величину Д.
При шлифовании снимается припуск б на сторону заготовки, а круг
изнашивается на величину а. Бабка изделия должна переместиться
на величину Д + S + а. При шлифовании следующей заготовки износ
круга составит 2а и т. д.; рабочий ход бабки будет соответственно
возрастать. Для того чтобы рабочий ход бабки оставался постоянным,
ее вспомогательный ход после шлифования одной заготовки умень-
шают на износ круга, например, с помощью храпового механизма,
обеспечивающего компенсацию износа круга в пределах 0,002 — 0,6 мм
с разбросом не более 0,002 мм, или электронного устройства с ша-
говым двигателем — в станках с ЧПУ.
Бесцентровое шлифование отличается от шлифования в центрах тем,
что обрабатываемые детали шлифуются и им сообщается вращатель-
ное движение без крепления в центрах. Базой является обрабатывае-
мая поверхность.
При круглом наружном бесцентровом шлифовании оба круга вра-
щаются в одну сторону с разными скоростями: рабочий круг — со
скоростью 30 — 35 м/с, ведущий — со скоростью, в 60—100 раз меньшей.
Опорой для шлифуемой детали служит нож со скошенной рабочей
поверхностью, расположенный между рабочим и ведущим кругами
(рис. 7, а). Нож устанавливают так, чтобы центр детали находился
выше центров станка (в большинстве случаев) или ниже их (шлифо-
вание длинных тонких деталей — прутков). Угол поворота ведущего
круга по отношению к рабочему кругу, составляющий 2,5 — 6° при
предварительном шлифовании и 1 — 2° при окончательном шлифова-
нии, обеспечивает перемещение детали при шлифовании с продоль-
ной подачей напроход или до упора, а поворот в пределах 0,5° —
плотный прижим детали к упору при врезном шлифовании.
При внутреннем бесцентровом шлифовании базой является наруж-
ная поверхность детали, контактирующая с опорным (поддерживаю-
Рис. 7. Схемы бесцентрового шлифования:
а — наружного; б — внутреннего с опорным и прижимным роликами: / —
рабочий круг; 2 — ведущий круг; 3 — деталь; 4 — опорный нож; 5 — поддержи-
вающий ролик; 6 — прижимной ролик; в — внутреннего на неподвижных башма-
ках: 1 — рабочий круг; 2 — магнитная планшайба; 3 — деталь; 4 — башмаки
Виды шлифования
723
Рис. 8. Схема регулирования
опорного ножа и установки
детали на бесцентрово-шли-
фовальном станке
Рис. 9. Номограммы:
а — для определения высоты h установки
детали и смещения Ло правящего инстру-
мента; 6 — для определения бокового зазора
е между кругом и опорным ножом; виды
шлифования: А — предварительное; Б —
комбинированное; В — чистовое; а = <р
а)
щим), прижимным и ведущим роликами (рис. 7, б). При шлифова-
нии деталей диаметром менее 30 мм опорный ролик заменяют опор-
ным ножом. Разновидность схемы — бесцентровое внутреннее шлифо-
вание на неподвижных башмаках (рис. 7, в). Магнитная планшайба,
укрепленная на конце шпинделя передней бабки станка, служит тор-
цовой опорой детали и передает ей крутящий момент. Шлифоваль-
ный круг и обрабатываемая деталь вращаются в одном направлении.
Для прижима детали к башмакам центр С детали смещается отно-
сительно центра О планшайбы на 0,1—0,5 мм. Способ применяют
для шлифования колец подшипников, поршневых колец и других
подобных деталей массового производства.
Смещение осей детали и правящего инструмента. При бесцентро-
вом шлифовании смещений h, hy и hyy оси заготовки, ножа и поло-
жения правящего инструмента относительно линии центров кругов
(рис. 8) определяют по номограмме (рис. 9, а) и формуле
hi = d/2 [(1 — sin <p)/cos <p] — h + e tg <p = Kd/2 — h + Kte,
где d — диаметр шлифованной детали, мм; ф — угол скоса опорной
поверхности ножа, ...°; К и Ку — коэффициенты (табл. 9); е — боковой
724
Абразивная обработка
Рис. 10. Схема
плоского шли-
фования :
а — переферией
круга с поперечной
подачей; б — тор-
цом круга
зазор между шлифовальным кругом и плоскостью
определяемый по номограмме (см. рис. 9, б).
9. Коэффициенты К и Ку
ножа (см. рис. 8),
Угол скоса, ...°..............0
К............................. 1
Ку.............................о
10 20
0,84 0,70
0,18 0,36
30 40
0,58 0,47
0,58 0,84
Примечание. К = (1 — sin<p)/cos<p; Ку = tg<p
Плоское шлифование применяют для обработки плоскостей пери-
ферией или торцом круга на станках с прямолинейным возвратно-
поступательным или вращательным движением стола (рис. 10). Шли-
фование периферией круга является более универсальным видом обра-
ботки плоскостей, пазов и уступов длинных заготовок с жесткими требо-
ваниями по плоскостности в мелкосерийном и серийном производстве.
Шлифование торцом круга — высокопроизводительный процесс, приме-
няемый преимущественно в массовом производстве, в том числе
для обдирочных работ с большим съемом металла (обработка литых
заготовок, постоянных магнитов и др.). При этом целесообразно
применять абразивные сегменты, закрепленные в сегментной головке,
исключающей прижоги при шлифовании больших поверхностей.
Разновидностью плоского шлифования является профильное шли-
фование фасонным кругом зубчатых реек и секторов, замковой части
лопаток турбин, фасоннных резцов и т. п. При серийном производст-
ве отклонение формы не превышает 0,002 мм на длине I = 200 мм
при ширине заготовки b < 0,2/.
Режимы резания при круглом наружном и внутреннем, плоском
и бесцентровом шлифовании, а также при зубо- и резьбошлифовании
приведены в табл. 10, достигаемые шероховатость поверхностей Ra и
коэффициент шлифования К при использовании кругов со стандарти-
зованными характеристиками (по ГОСТ 2424 — 83) — в табл. 11. Коэф-
фициент К = Шм/Ша, где — объем снятого металла, мм3; Ша—
объем изношенной части шлифовального круга, мм3.
Глубинное шлифование, как круглое, так и плоское, целесообразно
применять при больших неравномерных съемах металла (от 0,5 до 5 мм
и более на проход) и шлифовании деталей из труднообрабатываемых
10. Режимы резания при шлифовании заготовок из конструкционных и легированных сталей иа наружных
кругло-, внутри-, плоско-, бесцентрово-, зубо- и резьбошлифовальных стайках
Шлифование Наружный диаметр круга Z)K, мм Обраба- тываемая заготовка Заготовка из стали Диаметр обра- батываемой заготовки, мм Припуск на об- работку, мм, не более Режимы резания
1 Скорость вращения круга, м/с Скорость вра- щения заго- товки, м/мин (обкат/мин) Глубина резания, мм Поперечная подача, мм/мин
Круглое наружное врезанием 400 - 600 Тела вращения ШХ15 по ГОСТ 801-78 (HRC3 61-64) 0.1 Ок 0.5 35 35 - 1,2
Внутреннее врезанием 3-10 1,25£>к 0,2 18-25 16-20 0,3
13-100
0,5 35 35 0,8
Плоское 250-450 Плоские детали 45 по ГОСТ 1050-74 (HRC3 46,5-49,5) - 1,0 — 0,03 2,5 мм/ход
Бесцентро- вое напро- ход 350-600 Зубчатые колеса с т — 1,5 4-4,5 мм; z=19 4-30; В — 25 мм 18ХГТ, (HRC3 57-63) 0,1 £>к 0,3 20-60 0,15 -
Зубошлифо- ваиие обкаткой Св. 200 - 0.3-0,4 30 (94) 0,02-0,03
300 (кру- ги типа ЗП) Зубчатые колеса с т — 1,5 4- 4,5 мм Р6М5 по ГОСТ 19265 - 73 (HRC3 63 - 66) (28-30) 0,03-0,04
Резьбошли- фование 250-350 Метчики, 7=20 мм Р6М5 по ГОСТ 19265-73 0,02 DK 0,4-0,5 32 2,5-3,0 0,03
400 ; 500 Метчики, 7=35 мм 0,06£>к 1,6-2,0 42 0,05
Примечания: 1. При круглом, внутреннем, плоском и бесцентровом шлифовании используют водные СОЖ; при резьбо-
шлифовании — индустриальное масло М-20А по ГОСТ 20799 ~ 75; зубошлифованне проводят без СОЖ.
2. Скорость движения подачи, мм/мин: при плоском шлифовании — 20, при бесцентровом шлифовании напроход — 2,0.
Виды шлифования
11. Достигаемая шероховатость поверхностей и коэффициент шлифования К при использовании кругов
по ГОСТ 2424 — 83 (режимы резания по табл. 10)
Вид шлифования Форма круга Размеры круга, мм Характеристика круга Коэффи- циент шлифо- вания, не менее Шерохо- ватость поверхно- сти Ra, мкм, не более
Наружный диаметр Высота, не более Зернис- тость аб- разивного материала Степень твердости Струк- тура
Круглое: наружное врезанием внутреннее ПП; ПВ; ПВД 400; 450 63 25-16 СМ1; СМ2 7 - 1,25
500; 600 80
3-3 16 8-4 7-9 12
6; S 12-6 7; 8
10-32 32 25-16 6
32-63 63
5
62-100 100
Плоское ПП; ПВ; ПВД; ЧК; ЧЦ 250-450 63 40-25 7
Бесцентровое напро- ход ПП 300-450 200 25-16 СМ2-С1 5-6 - 0,63
500-600 250
Зубошлифование обкаткой Т Св. 200 40 40-25 МЗ-СМ1 7-9 1,25
ЗП 300 10; 13 25-16 0,63
Резьбошлифование 2П 250-350 400; 500 32 12-4 СТ1-СТЗ 8; 9 1,25
Примечания: I. Для изготовления кругов использованы абразивные материалы марок 24А и 25А.
2. Для кругов из хромотитанистого электрокорунда марки 91А коэффициент шлифования умножают на 1,2.
3. При скорости круга, превышающей 35 м/с, коэффициент шлифования умножают на поправочный коэффициент:
Рабочая скорость круга, м/с.................... 50 60 80
Поправочный коэффициент........................ 1,25 1,6 2,2
4. Для кругов, аттестованных на государственный Знак качества, значения эксплуатационных показателей качества
умножают на 1,2.
726 Абразивная обработка
Виды шлифования 727
12. Приспособления для установки и закрепления заготовок при шлифовании
Приспособления Область применения
Круглое и Неподвижные центры ишфование Для изготовления деталей: точных любых тонкостенных повышенной точ- ности шлифование Для изготовления любых деталей
Вращающиеся центры
Конусные разжимные гидроплас- товые оправки Внутреннее Самоцентрирующие трехкулачко- вые и цанговые патроны, в том числе пневматические
Четырехкулачковые патроны Шлифование отверстий в заготов- ках с неконцентричными базовыми поверхностями
Мембранные патроны (винтовые, кулачковые и роликовые) Для точного центрирования жест- ких заготовок
Магнитные патроны Бесцентровое Опорные ножи: ось детали выше линии цент- ров кругов Шлифование отверстий и торцов в заготовках колец и дисков шлифование Для изготовления коротких и жестких деталей
ось детали ниже линии центров кругов То же и длинных заготовок с искривленной осью
Опорный и прижимной ролики Плоское и Магнитные плиты и столы При внутреннем шлифовании (лифование Для изготовления деталей: простой конфигурации простой конфигурации с высту- пами корпусных немагнитных в круп- носерийном производстве
Магнитные блоки и призмы
Пневматические и гидравлические тиски с унифицированными губ- ками
Т28 Абразипная обработка
Продолжение табл. 12
Приспособления
Область применения
Лекальные тиски, опорные планки,
угольники
Центры
Синусные плиты, линейки
Вакуумные, электростатические
столы
Для шлифования:
взаимно перпендикулярных по-
верхностей
лысок на цилиндрических заго-
товках
поверхностей, расположенных
под углом к базам
нежестких заготовок
жаропрочных и титановых сплавов. Обработку выполняют кругами,
высокая пористость которых достигается применением порообразую-
щих веществ — наполнителей; перлита (П), синтетического полистиро-
ла (ПСС) и других веществ, выгораемых или выплавляемых в про-
цессе изготовления круга. Шлифовальные шпиндели станков для глу-
бинного шлифования снабжены мощными электродвигателями 10 кВт
и более. Шлифование осуществляют при малых плавных продольных
подачах Хпрод =$ 0,2 м/мин с обильным подводом СОЖ; станки осна-
щены устройствами для тонкой очистки СОЖ.
Приспособления для установки и крепления шлифуемых заготовок
приведены в табл. 12.
АЛМАЗНЫЕ МАТЕРИАЛЫ И ИНСТРУМЕНТЫ
Алмаз и эльбор в 3 — 4 раза превосходят по твердости и изно-
состойкости обычные абразивные материалы, поэтому их в основном
применяют для абразивной обработки высокотвердых и трудношли-
фуемых металлических и неметаллических материалов.
Алмазные порошки в зависимости от вида сырья, из которого
они изготовлены, обозначают буквами; А — из природных алмазов,
АС — из синтетических алмазов, АР — из синтетических поликристал-
лических алмазов, в зависимости от типа поликристаллических алма-
зов к обозначению шлифпорошка добавляют буквенный индекс:
В — типа «баллас», К — типа «карбонадо», С — типа «спеки». Далее
следует цифровой индекс, которым обозначают:
в шлифпорошках из природных алмазов — содержание зерен изо-
метрической формы, выраженное десятками процентов;
в шлифпорошках из синтетических алмазов — среднее арифмети-
ческое значение показателей прочности на сжатие порошков всех зер-
нистостей определенной марки, выраженное в ньютонах;
в шлифпорошках из синтетических поликристаллических алмазов —
среднее арифметическое значение показателей прочности на сжатие
Алмазные материалы и инструменты 729
порошков всех зернистостей определенной марки, выраженное в сотых
долях ньютонов.
К марке шлифпорошка может быть добавлен индекс, характери-
зуюший отличительное свойство этой марки, например; термостой-
кость — Т°, покрытие — М. Покрытия подразделяют на металлические
(например, пленкой карбида металла — К), неметаллические (например,
пленкой кремния — КМ) и композиционные. Они повышают проч-
ность и износостойкость абразивных зерен, предохраняют их от рас-
калывания и выкрашивания, обеспечивают лучшее удерживание их
связкой, способствуют снижению температуры в зоне резания и улуч-
шают физико-механические свойства связки.
Марки алмазных порошков в соответствии с ГОСТ 9206 — 80 и
область их применения приведены в табл. 13; зернистость шлиф-
порошков, микропорошков и субмикропорошков — в табл. 14.
Алмазные пасты и их возможности по снижению шероховатости
даны в табл. 15.
13. Алмазные порошки (ГОСТ 9206 — 80) и область их применения
Марка алмаз- ного по- рошка Характеристика Используют для изготовления инструментов
А1 Шлифпоро Дробленые природные алма- зы с содержанием соответ- ственно не менее 10 — 80% зерен изометрической фор- МЫ шки На металлических связках для обработки технического стекла, кварца, керамики, ферритов
А2 АЗ На металлических связках при обработке технического стекла, керамики и других хрупких материалов
А5 г Шлифовальных кругов на ме- таллических связках (в том чис- ле изготовляемых гальвани- ческим методом) для обработ- ки камня твердых пород и керамики, правящего и буро- вого инструмента
А8 Бурового, правящего и для кам- необработки
АС2 (АСО) Из синтетических алмазов повышенной хрупкости; зер- на представлены преиму- щественно агрегатами с раз- витой поверхностью На органических связках, при- меняемых на чистовых и дово- дочных операциях при обработ- ке твердых сплавов и сталей
тзп
Абразивная обработка
Продолжение табл. 13
Марка алмаз- ного порошка Характеристика Используют для изготовления инструментов
АС4 (АСР) АС6 (АСВ) Зерна в виде агрегатов и сростков Зерна — в основном несовер- шенные кристаллы, их об- ломки и сростки На органических и керамиче- ских связках, применяемых при обработке твердых сплавов, ке- рамики и других хрупких мате- риалов; на металлических связ- ках, работающих при повышен- ных нагрузках
АСИ (АСК) Зерна — в основном целые кристаллы, их обломки и сростки; обладают высоки- ми прочностными свойст- вами; коэффициент формы зерен не более 1,6 На металлических связках, ра- ботающих в тяжелых условиях (отрезка и обработка стекла, шлифование и полирование камня)
АС20 Зерна — целые кристаллы, их обломки и сростки; облада- ют повышенной прочностью ; коэффициент формы зерен не более 1,5 Для работы в тяжелых условиях (черновое хонингование, обра- ботка и отрезка стекла, железо- бетона)
АС32 (АСС) Зерна — в основном хорошо ограненные целые кристаллы и их обломки; обладают по- вышенными прочностными свойствами; коэффициент формы зерен не более 1,2 На металлических связках (бу- рение, правка шлифовальных кругов, черновое хонингование, резка и обработка камня сред- ней твердости)
АС50 Зерна — в основном хорошо ограненные целые кристаллы и их обломки; обладают по- вышенными прочностными свойствами; коэффициент формы зерен не более 1,18 Для работы в особо тяжелых условиях (бурение пород 9 — 10-й категории буримости, от- резка керамики, кварцевого стекла, корунда)
АРВ1 (АСБ) Дробленые поликристалли- ческие алмазы из синтети- ческих алмазов типа «баллас» Применяемых для чернового хонингования чугунов, резки стеклопластиков
АРК4 (АСПК) Дробленые синтетические алмазы типа «карбонадо» Для работы в тяжелых усло- виях (хонингование, камнеоб- работка)
АРСЗ АРС4 Дробленые синтетические алмазы типа «спеки» Для работы в особо тяжелых условиях (бурение, правка шли- фовальных кругов, камнеобра- ботка)
Алмазные материалы и инструменты 731
Продолжение табл. 13
Марка алмаз- ного порошка Характеристика. Область применения
Микропорошки
AM АСМ Нормальная абразивная способность Доводка и полирование деталей машин и приборов из закален- ных сталей, сплавов и керамики, стекла, полупроводниковых ма- териалов
АН АСН АМ5 АСМ5 Повышенное содержание ос- новной фракции и повышен- ная абразивная способность Субмикропо} Содержание крупной фрак- ции до 5 % Доводка и полирование твер- дых и сверхтвердых трудно- обрабатываемых материалов, корунда, керамики, алмазов, драгоценных камней юшки Сверхтонкая доводка и полиро- вание деталей из твердых спла- вов, закаленных сталей и труд- нообрабатываемых материа- лов. Обработка полупроводни- ковых материалов
АМ1 АСМ1 Содержание крупной фрак- ции до 1 %
Примечания: 1. Условные обозначения алмазов: А — природные;
АС — синтетические.
2. В скобках даны марки алмазных порошков по ГОСТ 9206 — 70.
3. Освоен выпуск порошков из природных алмазов марок АЗД, А5Д,
А8Д по ТУ-037-399-83, обладающих повышенной прочностью по сравнению
с порошками аналогичных марок АЗ, А5 и А8 по ГОСТ 9206 — 80.
4. Кроме перечисленных по техническим условиям выпускают шлиф-
порошки: АС40 (промежуточная марка между АС32 и АС50); АС65 (большей
прочности, чем АС50); АС80 (для буровых и правящих инструментов);
поТУ-037-400—83 выпускают порошки повышенной механической и термической
прочности АС20Т; АС40Т; АС50Т; АС80Т и АС100Т.
14. Зернистость алмазных порошков, мкм
Шлифпорошки при диапазоне зернистостей Микропорошки Субмикро- порошки
широком узком
2500/1600 2500/2000 60/40 о,7/0,3
1600/1000 2000/1600 40/28 0,5/0,1
1000/630 1600/1250 28/20 0,3/0
630/400 1250/1000 20/14 0,1/0
132 Абразивная обработка
Продолжение табл. 14
Шлифпорошки при диапазоне зернистостей Микропорошки Субмикро- порошки
широком узком
400/250 250/160 160/100 100/63 63/40 1000/800 800/630 630/500 500/400 400/315 315/250 250/200 200/160 160/125 125/100 100/80 14/10 10/7 7/5 5/3 3/2 2/1 1/0 0,7/0,3 0,5/0,1 0,3/0 0,1/0
Примечания: 1. Для шлифпорошков числитель дроби соответствует
размеру стороны ячейки в свету, при котором зерна основной фракции про-
ходят через сито, знаменатель — размеру стороны ячейки в свету, при котором
зерна задерживаются на сите.
2. Для микро- и субмикропорошков числитель дроби соответствует наи-
большему размеру зерен основной фракции, знаменатель — наименьшему раз-
меру зереи этой фракции.
15. Алмазные пасты (по ГОСТ 25593 — 83)
Зернис- тость алмаз- ного порошка Массовая доля алмазов в пасте, % Абразивная способность пасты (мг), не менее, при концентрации алмазного порошка П1 ероховатость поверхности, Ra, мкм, не более
нор- мальная (Н) повы- шенная (П) высокая (В) нор- мальной (Н) повы- шенной (П) высо- кой (В) ДО обра- ботки после обра- ботки
60/40 40/28 8 20 40 65 60 120 ПО 160 150 0,400 0,200 0,200 0,160
28/20 55 100 145 0,160 0,125
20/14 6 15 30 50 95 140 0,125 0,100
14/10 45 90 135 0,100 0,080
10/7 40 85 130 0,080 0,063
7/5 4 10 20 35 75 125 0,063 0,050
5/3 30 60 95 0,050 0,040
Алмазные материалы и инструменты
733
Продолжение табл. 15
Зернис- тость алмазного порошка Массовая доля алмазов в пасте, % Абразивная способность пасты (мг), не менее, при концентрации алмазного порошка Ш ероховатость поверхности Ra, мкм, не более
норма- льная (Н) повы- шенная (П) высо- кая (В) норма- льной (Н) повы- шенной (П) высо- кой (В) до обра- ботки после обра- ботки
3/2 2/1 1/0 2 5 10 — — — 0,040 0,032 0,025 0,032 0,025 0,020
Примечания: 1. Абразивная способность пасты устанавливается при
доводке образца из твердого сплава на притире из керамики навеской пасты
(из микропорошков массой 0,1 г или из шлифпорошков массой 0,3 г)
с добавкой 10 капель масла или дистиллированной воды за 20 — 30 мин
машинного времени.
2. Шероховатость обработанной поверхности устанавливают по шерохова-
тости поверхности образца из твердого сплава при доводке его на притире
из стали в течение 5 мин пастами зернистостью 60/40 — 14/10 и 2 мин—
пастами зернистостью 10/7 — 1/0.
Алмазные круги и головки характеризуются формой и размерами,
маркой алмаза, зернистостью алмазного порошка и его концентрацией
в алмазоносном слое, связкой. Алмазные головки предназначены для
обработки внутренних поверхностей твердосплавных матриц, пресс-
форм, колец подшипников, керамических деталей. Достижимая шеро-
ховатость поверхности Ra = 0,32 мкм. Размеры алмазных кругов и
головок даны в табл. 16 и 17. Длина головки L = 40-1-80 мм.
Связка. Алмазные круги изготовляют на металлических (М), орга-
нических (О) и керамических (К) связках. Использование электропро-
водящих связок позволяет шлифовать с подводом тока труднообра-
батываемые материалы, в том числе постоянные магниты типа
ЮНДК, твердые сплавы, что повышает производительность в 5 —10 раз.
Металлическйе связки отличаются высокой прочностью и изно-
состойкостью. Для лучшего самозатачивания кругов в связку добавля-
ют наполнитель (электрокорунд), карбид кремния, карбид бора, стекло,
а также стойкие при высоких температурах твердые смазочные мате-
риалы, обеспечивающие возможность шлифования без охлаждения.
Круги на органических связках хорошо самозатачиваются при
шлифовании. Для увеличения их жесткости в связку добавляют в ка-
честве наполнителя шлифпорошки карбида бора, карбида кремния и
электрокорунда. Керамические связки хрупки, работают в режиме само-
затачивания и изготовляются как с наполнителем, так и без него.
Области применения алмазных инструментов с различными связ-
ками приведены в табл. 18; зернистость инструмента в зависимости
от требуемой шероховатости обработанных поверхностей — в табл. 19.
Содержание алмаза в круге определяется массовой и относитель-
ной концентрацией алмаза (ГОСТ 14706 — 78).
16. Типы, основные размеры и область применения алмазных шлифовальных кругов
Типы кругов гост Форма круга Основные размеры, мм Область применения
D d H
Плоские: прямого про- филя прямого про- филя без кор- пуса трехсторонние прямого про- филя 16167-80 16168-80 16169-81 1А1 (АПП) D 16-500 6-13 125-250 6-127; 203 2; 3; 4 32; 51; 76 2-100 6; 10 16-20 Обработка цилиндрических и плоских поверхностей
d 3-6
А8 (А1ПП) bl
1 41 4 —р- i
d 'd'
U1 (А2 -12 ПП) % Чэ|
с выточкой 16170-81 [t 50-300 16-127 22; 24; 31; 33
^0 | 4
6А2 (
АПВ) Обработка плоских поверхно- стей ; заточка и доводка инструмента
=&77777/7
-^D
734 Абразивная обработка
с двухсторон- 16171-81 9АЗ (АПВД)
ней выточкой
* Л/7-! 7
JI
Чашечные:
конические с 16172-80 12А2-45°
углом 45° (АЧК)
° '1
конические с 16173-81 11V9-7O°
углом 70° (А1ЧК)
D
Тарельчатые: '-d Л -
с углом 45° 16174-81 12V5-45°
(А2ЧК)
. D ।
,1 'n;25^ 3;б' I
—
I 4/ I
100-250 20-76 10-37 Обработка скоб и другого ме- рительного инструмента; за- точка и доводка инструмента
50-250 16-51 19,5-52 Заточка и доводка режущего инструмента
50-150 3; 6; 8; 10 25; 32; 40
50-150 16-51 20; 25; 32; 40 Заточка и доводка режущего инструмента со спиральным зубом
Алмазные материалы я инструменты
сл
Типы кругов гост Форма круга
конической 16175-81 12А2-200 (АТ)
формы с уг-
лом 20° D
/1 1
с углом 45 ° 16176-82 12R4 (AIT)
D
1 Л'ЛЧ 1 < .
... .
"Ч у?°| д' ЯТ |М «<».
с углом 20° и 16177-82 12V5(A3T)
наклонным ал-
мазоносным D
слоем У-7<7
Продолжение табл. 16
Основные размеры, мм
D d н
50-250 10-51 6-23
50-150 16; 20; 32; 51 6; 10; 13; 16
32-150 10-32; (51) 5-16
Область применения
Заточка и доводка многолез-
вийного инструмента
Заточка и доводка многолез-
вийного инструмента со спи-
ральным зубом
736 Абразивная обработка
с углом 15 или 20° и алмазо- носным слоем с обратной стороны Плоские: с двусторонним коническим профилем с полукругло- выпуклым про- филем 16178-82 16179-82 16180-82 1 12D9(A4T) о ! o', * 4ЕЕ1Х и 1Е (А2П) ЯЕЕи в _ d .3-6 Е1Х
ми 0°
м D • 1
js;45;6d;90 1FF1X G D 2-6 d \51
125 — 300 32; 51; 76 11-25 Заточка и доводка червячных фрез
40 - 400 6-203 5-10; 15 Обработка резьб и канавок
50-250 16; 20; 32; 51 2-12; 16; 20; 30 Обработка стружколомающих канавок и шлифование поверх- ностей с фасонным профилем
Алмазные материалы н инструменты
Продолжение табл. 16
Типы кругов ГОСТ Форма круга Основные размеры, мм Область применения
D d Н
Кольцевые Плоские Прямого профиля 17006 - 80 17007-80 24630-81Е 2А2 (АКК) 6А2Т 5 - 280, в т. ч.: 5; 10;20; 32,75; 100;150; 200; 250; 280 100;150; 200; 250; 300; 400 100-250 40; 80 20; 32; 51; 76 8; Ю; 16; 20 16; 18 6; 8; 10 Обработка сферических и плос- ких поверхностей из неметал- лических материалов (стекла, кварца, керамики и др.) и твер- дых сплавов Обработка плоских поверхно- стей из неметаллических ма- териалов Обработка пазов и канавок
3
Е
4А1 (эскиз с табл. 24) м.
Примечания: 1. В скобках приведены обозначения кругов той же марки, применявшиеся до 1982 г.
2. Ряды основных размеров алмазных кругов:
£> —6; 8; ю- 13; 16; 20; 25; 32; 40; 50; 63; 75; 80; 100; 125; 150; 200; 250; 300; 350; 400 ; 500;
4-2; 3; 4; 6; 10; 16; 20; 32; 51; 76; 127;
Н-2; 3; 4; 5, 6. 8; 10; 12; 13; 14; 15; 16; 18; 20; 25; 30; 32; 35; 37; 40; 50; 52; 60; 80; 100.
Абразивная обработка
17. Алмазные шлифовальные головки
( Основные размеры, мм
740
Абразивная обработка
Примечания: 1. В скобках указаны обозначения форм головок по
новому ГОСТу, вводимому в действие в 1986 г.
2. По ТУ2-037-121 — 84 изготовляют головки методом гальваностегии
следующих форм: АГЦ; АГУ; АГК; АГЦК; АГСв; АГПш; АГИ1.
18. Области применения алмазных инструментов на различных связках
Марка Область применения
алмаза СВЯЗКИ
Органическая связка
АС4; АС6 В1-01 (БП2); В1-02 (Б156); Б2; Б8 Обдирочное шлифование и заточка твер- досплавных пластин без применения СОЖ, с применением СОЖ на повышен- ных режимах резания
АС2; АС4; АС6 В2-01 (Б1); Б2; БЗ; В1-10 (ТО2) Шлифование заготовок из твердого спла- ва и заточка твердосплавных инструмен- тов без применения СОЖ и с примене- нием СОЖ для чистовых и доводочных операций
АС2; АС4 БП-2; Б2; В1-02 Резьбошлифование, профильное шлифо- вание заготовок из твердого сплава
АС2 ВЗ-ОЗ (Р1) Р4 Р9 Р14Е Полирование (параметры шероховатос- ти, мкм): Ra = 0,04 4- 0,02; Rz = 0,1 4- 0,025 Ra = 0,08 4- 0,02 Ra = 0,32 4- 0,04 Tta = 0,63 4-0,16
Алмазные материалы и инструменты 741
Продолжение табл. 18
Марка Область применения
алмаза СВЯЗКИ
АС4; АС6; А Мет М2-01 (Ml); Ml-01 (МВ1); MIO; MO13 аллическая связка Шлифование фасонных поверхностей, резьбошлифование, отрезка материала, внутреннее шлифование заготовок из твердого сплава с применением СОЖ
АС4; АС6 Ml-01; M5; MK Электролитическое шлифование и за- точка твердосплавного инструмента и твердосплавных пластин совместно со стальной державкой
АС6 M73 Хонингование закаленных и улучшен- ных сталей
А; АС15; АРК4 M13; M73; M23; M24 Хонингование закаленных и улучшен- ных сталей при повышенных давлениях (1,2 МПа и более)
АС6 АС4 MK3 Kepi Kl-01 (KI) Хонингование легированных, цементиро- ванных и закаленных сталей после пред- варительного шлифования омическая связка Шлифование твердых сплавов, заточка твердосплавных инструментов совместно со стальной державкой
19. Зернистость алмазного инструмента в зависимости от требуемой
шероховатости обработанной поверхности
Шерохова- тость обра- ботанной поверхности Ra, мкм Зернистость инструмента со связкой Область применения
металлической органической
2,5-1,25 2,5-0,63 315/250 - 200/160 200/160-125/100 125/100-80/63 Предварительное шлифование, заточка режущего инстру- мента Чистовое шлифова- ние деталей, шлифо- вание фасонных по- верхностей и хрупких материалов
742
Абразивная обработка
Продолжение табл. 19
Шерохова- тость обра- ботанной поверхности На, мкм Зернистость инструмента со связкой Область применения
металлической органической
1,25-0,32 125/100-80/63 315/250 - 250/200 Чистовое шлифова- ние, заточка инстру- мента; предваритель- ное хонингование
0,63-0,160 63/50-50/40 — Доводка режущего инструмента, резьбо- шлифование с мелким шагом, чистовое шли- фование
0,32-0,08 0,16-0,04 0,08-0,02 — 63/50-50/40 40/28-28/20 20/14-5/3 Отделочное шлифо- вание Окончательная до- водка, суперфиниши- рование Окончательное хо- нингование, шлифо- вание резьбы с мел- ким шагом
Массовая концентрация алмаза — отношение массы алмазного по-
рошка к объему алмазоносного слоя в инструменте.
Относительная концентрация алмаза — отношение массовой кон-
центрации алмаза к условной массовой концентрации алмаза, при-
нятой равной 0,88 г алмаза в 1 см3 алмазоносного слоя.
Алмазные шлифовальные круги изготовляют с относительной кон-
центрацией 25; 50; 75; 100; 125 и 150 (соответствующая ей массовая
концентрация алмазов: 0,22; 0,44; 0,66; 0,88; 1,1 и 1,32 г/см3). Спе-
циальные алмазные круги выпускают с относительной концентрацией
200 (массовая концентрация 1,76 г/см3). Для большинства операций
применяют круги с относительной концентрацией алмаза 100. На
доводочных операциях мелкозернистыми кругами допустимы относи-
тельные концентрации 25 и 50. Относительную концентрацию 100
применяют для тяжелых работ; целесообразность применения кругов
с относительной концентрацией алмазов 150 и 200 должна быть эко-
номически обоснована.
По техническим условиям (ГОСТ 16181 — 82) относительная кон-
центрация 25 маркируется цифрой 1; 50 — цифрой 2; 75 — цифрой 3;
100 — цифрой 4; 125 — цифрой 5; 150 —цифрой 6.
20. Режимы алмазного шлифования твердых сплавов
Вид шлифо- вания Вид обработки Шерохо- ватость обрабо- танной поверх- ности Ra, мкм Характеристика круга Режимы шлифования Число ходов
Марка алмаза Г 43 □ -> S 2 и 0 Относитель- ная концент- рация алмаза Марка связки S’ 2 «3, м/мин S, м/мин <$поп» мм/ход Z, мм
Круглое наруж- Предвари- тельная 0,63-0,32 АС6 200/160— 125/100 100 — 150 Ml; Б2 30-35 20-30 0,6-0,7 — 0,07 — 0,10 5-6
ное Чистовая 0,32-0,16 АС6 63/50 -50/40 100 Б1; БЗ 20-25 10-15 0,5 — 0,01- 0,02 4-5
Оконча- тельная 0,16-0,04 0,64—Л?0,1 АСМ АСМ 40/28 14/10 -20/14 -10/7 100 50 Б1 К18-2 20-25 20-25 15-20 20-40 0,5 0,3 — 0,005 0,0025 3-4 3-4
Внутрен- нее Предвари- тельная 1,25-0,63 АС6 200/160— 125/100 150 Ml 30-35 30-40 1,0 - 0,02 2
Чистовая 0,63-0,32 АС6 63/50 -50/40 100 Ml 30-35 30-40 0,5 — 0,005 4
Оконча- тельная 0,32-0,16 АСМ 40/28 -20/14 100 Б1 20-25 40-60 0,5 — 0,0025 6
Плоское Предвари- тельная 0,63-0,32 АС6 200/160— 125/100 100— 150 Ml; Б2 30-35 — 12 1,0 0,2 -
Чистовая 0,32-0,16 АС6 63/50 -50/40 50-100 Б1;БЗ 20-25 — 8 1,0 0,1 —
Оконча- тельная 0,16-0,08 0,08-0,04 АСМ АСМ 40/28 14/10 -20/14 -10/7 50-100 50 Б1 К18-2 20-25 - 6 3 0,5 0,3 0,01 — 0,005 0,005 — 0,0025 2 6
Алмазные материалы и инструменты 743
21. Режимы алмазного шлифования керамики типа ЦМ332 и ситаллов
Характеристика круга Режимы резания ей сз
Шерохова- К ей К ё ей
Вид шлифо- вания Вид обработки гость обра- ботанной поверх- СЙ м о о о S Й « Л s? h и О м/мин t/мин „ О 3 S CQ О г;
ности Ra, ЛЗ rt 2 к Л со ей К £ = S g? 3 R >я
мкм хЁ ей о ГО 2 S3 о ей а со Со 3 *- Р4 а
Круглое наруж- ное Предвари- тельная 2,5-1,25 1,25-0,63 АС6 АС6 Керамике 200/160 125/100 типа Ц1 Ml; МИ; МК М332 100 — 150 20 10-20 1,0 — 0,020 -
Чистовая 0,63-0,32 0,32-0,16 АС2 АС2 100/80— 80/63 63/50 - 50/40 Б1; БЗ; Б4 100 20-25 10-20 20-30 0,7 0,5 — 0,01 0,005 2 4
Оконча- тельная 0,16-0,08 0,08-0,04 АСМ АСМ 40/28 16/7-5/3 Б4; Б1 К18-2 100 50 25-30 20-30 0,5 0,3 — 0,005 0,0025 4 6-8
Внутрен- нее Предвари- тельная Чистовая 1,25-0,63 0,63-0,32 АС6 АС6 200/160 — 125/100 63/50-50/40 Г альва- ническая — 15-20 20-30 30-40 1,0- 1,5 0,7 — 0,02 0,015 — 0,01 4
Оконча- тельная 0,32-0,16 0,16-0,08 АСМ АСМ 40/28-20/14 10/7 Б1; Б4 К18-2 100— 125 100 15-20 40-50 0,5 0,3 — 0,01 — 0,005 0,0025 4 6-8
Плоское Предвари- тельная 1,25-0,63 АС6 200/160- 125/100 Ml; МИ; МК 100- 150 30 — 35 — 12 1,0 0,2 —
744 Абразивная обработка
Чистовая Оконча- тельная 0,63-0,32 0,16-0,08 АС2 АСМ 160/125 — 80/63 20/14-10/7 Б1; БЗ; Б4 К18-2 100 50 30-35 — 8 3 1,0 0,3 0,1 0,005 — 0,0025 6
Ситаллы
Круглое наруж- ное Предвари- тельная Чистовая 1,25-0,63 0,63-0,32 АС6 АС2 200/160- 125/100 100/80 — 80/63 63/50-50/40 28/20-14/10 М1;МИ; МК Б1;Б4 100 — 250 100— 150 100 50 20 20-25 10-20 1,5 0,7 — 0,02 0,015 1 2
Оконча- тельная 0,32-0,16 0,16-0,08 АС2 АСМ Б1; Б4 К18-2 25-30 20-30 0,5 0,3 — 0,005 0,0025 — 0,001 2-4 8-10
Внутрен- нее Предвари- тельная Чистовая 1,25-0,63 АС6 АС6 АС6 200/160 125/100 63/50 - 50/40 Г альва- ническая 15-20 20-30 1,5 1,0 — 0,02 0,01 — 0,005 2
Оконча- тельная 0,63-0,32 АСМ 20/14-14/10 Б1; Б4 100 — 150 15-20 40-50 0,3 — 0,001 10-40
Плоское Предвари- тельная 1,25-0,63 АС6 200/160 — 125/100 Ml; МИ; МК 100 — 150 16 1,2 0,3-0,4 -
Чистовая Оконча- тельная 0,63-0,32 0,32-0,16 АС2 АС2 100/80— 80/63 63/50-50/40 Б1; Б4 100 30-35 8 6 0,7 0,5 0,1- 0,005 2
0,16 АСМ 20/14-14/10 К18-2 50 3 0,3 0,0025 — 0,001 4
Алмазные материалы и инструменты
746
Абразивная обработка
Пример условного обозначения алмазного круга формы 1А1, раз-
мерами D х Н х d = 300 х 40 х 76 мм, толщиной алмазного слоя s =
= 5 мм, из алмаза АС4, зернистостью 80/63, с относительной кон-
центрацией 100, на связке Б2:
2720 — 0139 ГОСТ 16167—80 АС4 80/63 4 Б2.
Режимы резания при алмазном шлифовании твердых сплавов,
керамики и ситаллов приведены в табл. 20 и 21.
Выбор СОЖ при шлифовании керамики, ситаллов, твердых спла-
вов, а также сталей, цветных и алюминиевых сплавов производится
по табл. 22 и 23.
При чистовом шлифовании необходимо осуществлять тонкую
очистку СОЖ от стружки и шлама, что улучшает качество обрабо-
танных поверхностей, повышает стойкость круга и работоспособность
СОЖ. Для тонкой очистки используют фильтры-транспортеры типа
Х44-2 с фильтровальной бумагой, магнитные фильтры ФМ1-3 и др.
Отрезку труднообрабатываемых неметаллических материалов: ке-
рамики, ситаллов, лейкосапфира и других хрупких неметаллических
материалов — выполняют алмазными кругами с внутренней и наружной
режущей кромкой.
Алмазные отрезные круги с внутренней режущей кромкой изго-
товляют из алмазов АС зернистостью 50/40 на гальванической связ-
22. СОЖ, используемые при шлифовании алмазными кругами заготовок
из твердых сплавов, керамики и ситаллов
Компоненты Массо- вая до- ЛЯ, % Компоненты Массо- вая до- ля, %
Т риэтано ламин 0,4 Т ринатрийфосфат 0,60
Нитрит натрия 0,4 Нитрит натрия 0,25
Т ринатрийфосфат 0,3 Нафтеновое масло 0,60
Сода кальцинированная 0,3 Вода 98,55
Бура 0,5 —
Смачиватель ОП7 или 0,1 Т риэтаноламин 0,7
опю Нитрит натрия 0,6
Вода 98,0 Бензоат натрия 0,3
0 1
Т ринатрийфосфат 0,60 или ОПЮ
Нитрит натрия 0,25
Бура 0,25 Т риэтаноламин 1,5
Сода кальцинированная 0,25 Нитрит натрия 0,5
Вода 98,65 Смачиватель ОП7 или 0,5
ОШО
Тринатрийфосфат 0,25 Вода 97,5
Нитрит натрия 0,25
Бура 0,25
Сода кальцинированная 0,25
Вазелиновое масло 0,50
Вода 98,5
Алмазные материалы и инструменты 747
23. СОЖ, используемые при шлифовании заготовок из сталей, медных
и алюминиевых сплавов
Обрабатываемый материал СОЖ Состав СОЖ
Стали: конструкционные углеродистые легированные и ин- струментальные высоколегирован- ные (труднообра- батываемые) Растворы электро- литов 2 %-ный раствор кальци- нированной соды; 2 % кальцинированной соды, 1 % нитрита нат- рия, остальное вода
Водомасляные эмульсии 3 — 5 %-ные эмульсии из эмульсолов НГЛ-205 и СДМУ
Водные растворы поверхностно-актив- ных веществ Высоковязкие мине- ральные масла с присадками 5 — 7 г/л триэтаноламина, 2,5 г/л нитрита натрия, 1 г/л смачивателя ОП7, остальное вода Масло индустриальное И-20А с добавками: 5 % масла ВНИИ НП-232 или 3 % масла ЛЗ-23К
Высококонцентриро- ванные эмульсии 40 %-ная эмульсия из эмульсола НГЛ-205
Водные растворы мыл и растворимых масел 3 % фтористого натрия, 1 % кремнийфторида морфолина, по 0,05 % высокомолекулярного смачивателя и продукта окиси этилена
5 % -ный раствор хлорис- того бария в воде с до- бавлением 1,5 % нитрита натрия
Медные сплавы Водные растворы масел, эмульсии Водные растворы масел: ВНИИ НП-117 и али- заринового
Алюминиевые сплавы Керосин -
748 Абразивная обработка
Продолжение табл. 23
Обрабатываемый материал СОЖ Состав СОЖ
Алюминиевые сплавы Водные растворы смачивателей 4%-ная эмульсия на ос- нове пасты: 36 % олеино- вой кислоты; 41 % раст- вора каустической соды; 4,7% буры; 8,4% жид- кого стекла; 3 % крепи- теля П; 5 % нитрита нат- рия; 1,9% смачивателя ОП7
Водомасляные эмульсии 5 — 10 % -ные эмульсии из эмульсолов Э-1 и НГЛ-205
ке. Режимы резания: скорость круга 15 — 25 м/с; продольная подача,
мм/мин: 10—25 при обработке кварца и 20—60 при обработке кремния.
Достигаемая шероховатость поверхности Ra, мкм: 0,32—0,16 для квар-
ца и 1,25 — 0,40 для кремния.
Круги с наружной режущей кромкой в соответствии с ГОСТ
10110 — 78 изготовляют на металлической связке методом порошковой
металлургии с прямоугольным (71 типоразмер) и трапецеидальным
(47 типоразмеров) профилем рабочей поверхности. Круги трапецеидаль-
ного профиля применяют для отрезки дорогостояших материалов, ког-
да предъявляются повышенные требования к качеству поверхности реза.
Диаметры кругов — 50—500 мм; зернистость алмаза 630/500 — 50/40
(по ГОСТ 9206—80).
Круги, изготовляемые методом гальваностегии (по ОСТ 2-И71-
6 — 73), имеют зернистость 400/315 — 40/28.
Производительность отрезки алмазными кругами в 10—15 раз
выше, чем абразивными кругами, при уменьшении брака и шерохо-
ватости поверхности реза.
ЭЛЬБОРОВЫЕ КРУГИ
Круги из кубического нитрида бора: эльбора и его разновиднос-
тей, кубонита, гексанита — применяют для шлифования высоколегиро-
ванных конструкционных, инструментальных быстрорежущих, корро-
зионно-стойких сталей, жаропрочных сплавов и других труднообра-
батываемых материалов. Типы и основные размеры кругов (по
ГОСТ 17123 — 79) приведены в табл. 24.
Для изготовления кругов используют элъбор марок: ЛО (обыч-
ной прочности), ЛП (повышенной прочности), ЛД (дробленый), ЛОМ
(металлизированный) и ЛОС (со стеклопокрытиями).
Эльборовые круги
749
24 Основные размеры эльборовых шлифовальных кругов различной
формы по ГОСТ 17123 -79 (ГОСТ 17123-71)
Типы Форма круга Основные размеры, мм
D d H
Плоские пря- мого профиля 1А1-1 (ЛПП D dm 1) 25-500 6-305 5-50
1 r <1
1А1-2 (ЛПП-2) 100; 125; 150; 200; 250 20; 32; 76; 127 5; 10; 16 20; 25
P -u
14 Al (ЛПП-3) 75; 100 20; (32) 6; (10); (13)
1А2 d (ЛПН) 400 127; 160 20
L Z J <1
Плоские пря- мого профи- ля без корпу- са А8 (Л1ПП) 1-22 0,5-8 0,8-25
ft 4
__
Плоские с дву- сторонним коническим профилем 1Е1 (Л2П-2 w;i5 d ) 25; 35; 50; 60; 75; 90; 100; 150 8; 16; 20; 32; 51 8; 10
14ЕЕ1* (Л2П №o;io°^ -4) 1 50; 125; 350; 400 16; 32; 127; 203 5
750
Абразивная обработка
Продолжение табл. 24
Типы Форма круга Основные размеры, мм
D d Н
Плоские с дву- сторонним профилем 1E6Q (Л2П-3) _ D 75; 100; 125; 150; 350; 400; 500 20; 32; 160; 203; 305 6; 8; 10; 13
J
£ 1D1 СГ7 Л2П- D >5 TFT 1) йз 60; 80; 100; 125; 150; 250; 400; 500 13; 16; 20; 20; 32; 51; 76; 203; 305 Ю; 13; 16; 20
£ 11
Плоские с од- носторонним коническим профилем h 1VI (ЛЗП) д . г 100; 125; 150; 250 32; 76 8; 10; 15; 20; 32
I I-
X, 15,20'30°
1R1 (Л4П-1) ТО 1 к 100 32 35
_=< А?
Й р
Плоские с по- лукругловы- пуклым про- филем FIX (Л1Ф] 5-125 П) 35; 45;50; 60; 75; 80; 90; 100; 125; 135 10; 16; 20; 32 5; 7; 9; 10; 10,5; 11; 11,5; 12; 13,5; 14; 15,5; 18; 20; 24; 29
551 _ г
-Ед
Профильные ч 4V9 (Л4П-2 D , 1 а-15;2? ) 200; 500 32; 50,8 16; 20
££ f *
Плоские с вы- точкой 6А2 (Лпв; MQ 75; 100; 125; 150; 200; 250. 20; 32; 51; 76 23; 25; 28; 30
Эльборовые круги
751
Продолжение табл. 24
Типы Форма круга Основные размеры, мм
D d H
Плоские с дву- сторонней выточкой 9АЗ (ЛПВД ) 4 100; 125; 150; 200; 250 32; 76 20; 21
Чашечные ко- нические 12 45 А2-45 ° ^5"— ° (ЛЧВ _L „4 •£?, s d :-2) tj 50; 75; 100; 125; 150; 200 16; 20; 32 20; 23; 25; 26; 28; 29
11А2 (ЛЧК-1 ,cj. ) 75; 100; 125; 150 20; 32 35;50
1 fl
12 V5-45 0 (Л2Ч D K) 125; 150 32 39; 41
45
1 ГГ
Тарельчатые 12RS iojs D 100; 125; 150 20; 32 10; 13; 16
qT^
Й 12V9 (Л4Т) р 8 Ji т 220; 225; 275 40; 90 18; 20
is;z 1
752
Абрвзивиая обработка
Продолжение табл. 24
Типы
Форма круга
Основные размеры, мм
~D
Тарельчатые
12А2-200 (ЛТ)
50; 75;
100; 125;
150; 200
10; 16;
32; 51
Ю;
13;
16;
20;
11,5;
14,5;
17,5;
21,5
12R4 (Л1Т)
75; 100;
125; 150;
160; 200
20; 32
10; 13;
16; 20
12V5-200 (ЛЗТ)
50; 63; 75;
100; 125
16; 20;
32
10; 11,5
d
* Значения г для круга 1F1X: 3; 4; 5; 6; 7,5; 8,5; 9; 9,5; 12; 15,4; 17,9.
Связка кругов — органическая (О), керамическая (К), металличес-
кая (М) — табл. 25.
Зернистость эльборовых кругов аналогична зернистости алмазных
кругов и выбирается исходя из требований, предъявляемых к шеро-
ховатости обработанной поверхности: зернистость 250/200—14/10 —
для кругов на керамической связке и 250/200 — для кругов на орга-
нической связке. Для получения шероховатости поверхности такой же,
как при обработке алмазным кругом, зернистость эльборового ин-
струмента следует выбирать на номер меньше, чем зернистость
алмазного круга (табл. 26).
Относительная концентрация эльбора в эльборосодержащем слое
должна быть 100 (0,878 г/см3 эльборосодержащего слоя). Допуска-
ется по заказу потребителей изготовлять эльборовые круги с отно-
сительной концентрацией эльбора 25, 50, 75, 125 и 150.
Твердость инструмента из эльбора, как и обычных абразивных
инструментов, характеризуется прочностью удержания зерен в связке.
Круги на керамической связке выпускают следующих степеней твер-
дости: мягкие — М2 и М3; среднемягкие — СМ 1 и СМ2; средние —
С1 и С2; среднетвердые — СТ 1, СТ2 и СТЗ; твердые — Т1 и Т2
Эльборовые круги
753
25. Марки связок кругов из кубического нитрида бора, области
применения кругов
Марка Область применения
кубического СВЯЗКИ
нитрида бора
ло, лп, лд В2-01 Чистовое шлифование и доводка без
ЛОМ, ЛОС, КО (ку- бонит), КОМ, КОАМ, КМ, ГА (гексанит-А) В1-02 охлаждения, заточка и шлифование инструмента с охлаждением
ЛО, ЛМ КБ Доводка инструментов с прямолиней- ными канавками
ЛО, ЛМ, КО, КМ Б2 Профильное и чистовое шлифование резьб для получения шероховатости поверхности Ra = 0,16 0,04 мкм
КОС Б8 Заточка инструментов без охлаждения и с охлаждением
ЛО БИ1 Высокопроизводительная заточка многолезвийного инструмента из быстрорежущих (в том числе из труд- нообрабатываемых) сталей без охлаж- дения
ЛО, ЛМ В1-10 Многопроходное шлифование, чисто- вая заточка и доводка инструмента с охлаждением
ло СЮ Чистовое и профильное шлифование, заточка и доводка инструмента с ох- лаждением и без него, резьбошлифо- вание инструментов с применением охлаждения
ко К19 Заточка инструментов из быстрорежу- щих (в том числе из труднообраба- тываемых) сталей без охлаждения
КР, КРМ М2-01 Резьбошлифование однониточными кругами, шлифование и заточка фа- сонного инструмента с охлаждением, многопроходное и глубинное шлифо- вание стружечных канавок мелкораз- мерного инструмента
КР, КРМ МО4 Шлифование (в том числе бесцентро- вое), многопроходная и глубинная заточка инструмента с охлаждением
КР, КРМ МО16 Глубинная и многопроходная заточка инструмента узкокромочными круга- ми с охлаждением
КРС МО20, МО13Э Электрохимическая (в том числе глу- бинная) заточка инструмента
ЛР М2-О4Э (Ml 5) Электрохимическое шлифование и заточка инструмента
ГА (гексанит-А) МВ1К Многопроходная и глубинная заточка инструмента
г754
Абразивная обработка
26. Зервистость и зерновой состав эльбора (ОСТ 2 МТ79-2 — 82)
Зернис- Размер зерен Зернис- Размер зерен
фракций, мкм фракций, мкм
тость тость
основной крупной основной крупной
Шлиф зерна Микропорошки (марки ЛМ)
Л20 250 - 200 315-250 ЛМ63 63-50 100-63
Л16 200-160 250-200 ЛМ50 50-40 80-50
Л12 160-125 200-160 ЛМ40 40-28 63-40
ЛМ28 28-20 50-28
Шлифпорошки ЛМ20 ЛМ14 20-14 14-10 40-20 28-14
Л8 100 — 80 125-100 ЛМ10 10-7 20-10
Л6 80-63 100-80 ЛМ7 7-5 14-7
Л5 63-50 80-63 ЛМ5 5-3 10-5
Л4 50-40 63-50
(табл. 27). Цифры 1, 2 и 3 характеризуют степень твердости ин-
струмента в порядке ее возрастания. Для кругов на органических
связках КБ, Б1 и Б156 степень твердости не регламентируется. Круги
на связке БИ1 выпускаются трех степеней твердости: М, С и Т.
Структура эльборовых кругов характеризуется отношением об-
щего объема содержания эльбора и наполнителя из электрокорунда
или карбида кремния (проценты) к объему связки. Структура 1
соответствует 60 %-ному объему зерен. Каждый следующий номер
структуры соответствует объему эльборовых зерен, уменьшенному на
2 %. Так, для структуры 6 объем зерен равен 50 %; 10 — 42 %; 12 —
38 %. Чем выше номер структуры, тем больше связки и меньше
абразива.
27. Твердость кругов из эльбора иа керамической связке
Степень твердости круга Зернистость эльбора марок
Л10-Л8 Л6-Л5 Л4 и мельче
М3 8-22 29-40 50-60
СМ1 22-35 40-50 60-68
СМ2 35-48 50-59 68-76
С1 48-57 59-68 76-82
С2 57-66 68-76 82-88
СТ1 66-74 76-82 88-93
СТ2 74-81 82-89 93-98
стз 81-88 89 — 94 99-103
Т1 88-93 94-99 103-106
Т2 93-98 99-104 106-109
Эльборовые круги
755
28. Режимы резания при шлифовании деталей из стали Р6М5 кругами
из эльбора ЛО или ЛД степени твердости С1 и С2 с относительной
концентрацией эльбора 100
Вид шли- фования Связка Рабочая скорость круга, м/с Скорость движения подачи, м/мин Поперечная подача, мм/дв. ход (мм/ход) СОЖ
Торпом круга Органи- ческая 20-40 20-35 1,0-2,0 0,04 Без охлаж- дения
Керами- ческая Водный раствор со- ДЫ 1 % и нитрита натрия 1 %
Периферией крута 15-45 3,0-10,0 0,002 - 0,05
Органи- ческая 20-35 2,0-6,0 0,01-0,03 (1,0-3,0)
Без охлаж- дения
29. Достижимые шероховатость Ra и коэффициент шлифования эльбо-
ровыми кругами по ГОСТ 17123 — 79 (режимы резания — по табл. 28)
Вид шли- фова- ния Тип круга Связка Зернис- тость эльбора Коэффициент шлифования, не менее, для кругов с наружным диаметром, мм Шероховатость обрабо- танной поверхности Ra, мкм, не более
До 80 [Св.80до 160 | Св. 160
Ширина эльборосодержащего слоя, мм
Св. 2 до 5 Св. 5 до 15 Св. 15 Св. 5 до 15 Св. 15
Тор- цом кру- га 6А2 9АЗ Органи- ческая 250/200 — 125/100 100/80- 50/40 100 80 НО 90 170 140 210 170 190 160 240 200 0,63 0,40
11А2 12А2 Керами- ческая 250/200— 125/100 100/80 — 50/40 120 90 130 НО 200 170 250 210 230 190 280 240 0,63 0,40
Пе- ри- фе- рией 1А1 Органи- ческая 250/200 — 125/100 100/80 — 50/40 130 110 150 130 185 150 230 190 240 210 260 210 0,63 0,32
кру- га А8 28/20 и мельче 80 90 НО 140 190 150 0,20
756
Абразивная обработка
Продолжение табл. 29
Вид шли- фова- ния Тип круга Связка Зернис- тость эльбора Коэффициент шлифования, не менее, для кругов с наруж- ным диаметром, мм о Q ю с< св ~ СХ ?! 'gg
До 80 | Св. 80 до 160 Св. 160
Ширина эльборосодержащего слоя, мм идсриливатост тайной поверх мкм, не более
Св. 2 до 5 Св. 5 до 15 Св. 15 Св. 5 до 15 Св. 15
Пе- рифе- рией круга 1E6Q Керами- ческая 250/200— 125/100 100/80- 50/40 28/20 и мельче 170 130 100 190 150 ПО 220 180 130 280 230 170 300 240 180 310 250 190 0,63 0,40 0,32
Примечания: 1. Для кругов со степенью твердости М2 и М3
коэффициент шлифования умножают на 0,5; со степенью твердости СМ1
и СМ2 — на 0,7; со степенью твердости СТ1 и СТ2 — на 1,25; со степенью
твердости Т1 и Т2 — на 0,83.
2. Для кругов с относительной концентрацией эльбора 50 и 150 коэффи-
циент шлифования умножают на 0,9.
3. Для кругов из эльбора ЛП коэффициент шлифования умножают на 1,2;
из эльбора ЛОМ — на 1,3; из эльбора ЛОС — на 1,5.
Круги из эльбора на керамической связке изготовляют со струк-
турой номеров 6—12.
Круги из эльбора на органической и механической связках не
имеют регламентации структуры.
Пример условного обозначения эльборового круга плоского пря-
мого профиля второго исполнения с размерами DxHxdx8xB=
— 250 х 20 х 76 х 8 х 20, из эльбора повышенной прочности зернис-
тостью 100/80, твердости СТ1, на керамической связке, структуры 7,
допустимая скорость 50 м/с, с относительной концентрацией эльбо-
ра 150:
1А1—2 250x20x76x8x20 ГОСТ 17123-79 ЛП 100/80 СП К7
50 м/с 6.
Режимы резания при шлифовании эльборовыми кругами (по
ГОСТ 24106 — 80) даны в табл. 28; достигаемые при этом шерохова-
тость поверхности Ra и коэффициент шлифования — в табл. 29.
ПРАВКА АБРАЗИВНОГО ИНСТРУМЕНТА
От правильной и своевременной правки кругов зависят качество
и точность шлифованных поверхностей и производительность процесса
шлифования. Правку выполняют для получения необходимого профиля
Правка абразивного инструмента
757
круга, его минимального биения и восстановления режущих свойств.
В зависимости от режимов правки одним шлифовальным кругом
можно получить поверхности с шероховатостью Ra, равной 1,25 или
0,20 мкм, с допусками на размеры по 5 —6-му и 8 —9-му квалите-
там, получить высокую или низкую стойкость круга.
Правка абразивных кругов осуществляется тремя методами: об-
тачиванием, обкаткой и шлифованием.
Обтачивание, проводят алмазным инструментом: алмазными ка-
рандашами (ГОСТ 607 — 80), гребенками, брусками и алмазно-крис-
тальным инструментом (фасонными резцами, алмазами в оправах,
алмазными иглами).
Наиболее распространена в производстве правка абразивных
кругов алмазными карандашами.
Обкатку выполняют дисками, звездочками и шарошками. При
правке кругов на керамической связке применяют монолитные или
прессованные из крошки твердосплавные диски; кругов на бакелито-
вой связке — стальные диски (скорость правки 0,1 —0,5 м/с). Стальные
и твердосплавные диски и шарошки применяют во всех случаях
иа операциях обдирочного и предварительного шлифования с руч-
ным циклом, когда применение алмазного инструмента не допускает-
ся. Скорость правки 3 — 5 м/с.
Шлифование осуществляют алмазными роликами и кругами из
карбида кремния твердостью ВТ и ЧТ, например, 53С80 (ВТ —ЧТ) К.
Правящий круг обычно устанавливают вместо детали и сообщают
ему скорость приблизительно 14 м/мин при обильном охлаждении
(12 л/мин и более). Абразивный круг, подвергаемый правке, имеет
рабочую скорость. С помощью алмазных роликов можно выполнить
50—100 тыс. правок. Использование роликов обеспечивает наибольшую
стабильность качества деталей в условиях массового производства.
В табл. 30 приведеныосновные размеры и параметры алмазных
карандашей. В соответствии с ГОСТ 607 — 80 алмазные карандаши
выпускают четырех типов: 01 — с алмазами, расположенными цепочкой
вдоль оси карандаша; 02 — с алмазами, расположенными слоями; 03 —
с алмазами, расположенными на сферической поверхности; 04 — с
неориентированным расположением алмазов. Алмазные карандаши
изготовляют в следующих исполнениях: А — цилиндрические, В —с
коническим хвостовиком; С — ступенчатые. Карандаши с металлизиро-
ванным алмазным порошком имеют повышенную (в 1,2—1,4 раза)
стойкость по сравнению с карандашами из обычных алмазов. Вместо
природных алмазов применяют также синтетические поликристалличес-
кие алмазы марки СВ; их износостойкость близка к износостойкости
карандашей из природных алмазов.
При правке карандаши, так же как и однокристальные пра-
вящие инструменты, устанавливают с наклоном на угол 15° в сторо-
ну вращения абразивного крута, с тем, чтобы по мере износа одних
граней алмаза поворотом вокруг оси можно было ввести в работу
йезатупившиеся грани. Рабочую кромку алмаза при этом устанавли-
Правка абразивного инструмента 759
Продолжение табл. 30
Тип Размеры, мм Общая масса алмазов в каран- даше, карат Зернистость алмазного порошка
D d L
02 — — — 1,0 2,0 -
1,0 1250/1000, 1600/1250, 2000/1600
03 — — — 1,2 1,5 —
04 — — — 1,0 2,5 1000/800
2,0 1250/1000
вают на уровне линии центров круга, подлежащего правке, или ниже
ее на 1 —2 мм.
Правка абразивных кругов фасонными алмазными брусками на
режимах vK = 35 м/с; 5прои=84-11 м/мин; 5ПОП = 0,005 4-0,01 мм/дв.ход
и с испочьзованием СОЖ (10—15 л/мин) обеспечивает получение
шлифованной поверхности иа плоскошлифовальном станке с Ra =
= 1,25 4- 0,63 мкм.
Правка алмазных (элъборовых) кругов проводится, как правило,
только для оформления или восстановления их геометрической формы,
поднутрения торцовых кромок профильных кругов и кругов прямого
профиля, а также при засаливании рабочей поверхности частицами
металла. Последнее нехарактерно для алмазных кругов на органичес-
ких и металлических связках при шлифовании с использованием СОЖ
и при соблюдении рекомендуемых режимов резания.
Правку алмазных (эльборовых) кругов выполняют методами об-
тачивания и шлифования с помощью абразивных кругов или брусков.
Круги на токопроводящей связке правят электроэрозионным методом.
Характеристики абразивного инструмента из карбида кремния
63С для правки алмазных кругов приведены в табл. 31; рекомендации
по применению правящего инструмента из алмазов и сверхтвердых
материалов — в табл. 32.
Режимы правки брусками из зеленого карбида кремния: скорость
алмазного крута — рабочая, подачи: продольная — 1 —2 м/мин, попереч-
ная — 0,01—0,02 мм/дв. ход стола; шлифование с СОЖ абразив-
ными кругами: скорость абразивного круга — 25 — 30 м/с, пода-
чи: продольная — 1,5 — 2 м/мин, поперечная — 0,03 — 0,04 мм/дв. ход;
методом обкатки абразивными кругами (контактирующими с алмаз-
ным кругом); подачи: продольная — 0,8 —1,2 м/мин, поперечная — до
0,02 мм на 6 —8 двойных ходов, с обильным подводом СОЖ.
760 Абразивная обработка
31. Характеристики абразивного инструмента для правки
алмазных кругов
Алмазный круг Абразивный инструмент
Марка алмаза Зернистость алмазного порошка Связка Зернистость абразивного материала Твердость
АС4; АС6 315/250 250/200 Метал- лическая 40 Cl, С2
200/160 160/125 32
125/100 25
100/80 20
80/63 16
63/50 12 СМ1, СМ2
АС2 160/125 125/100 100/80 80/63 Органи- ческая 16 12 10 8
63/50 50/40 6 5 М3 - СМ1
Примечание. Абразивный материал, использованный в абразивном
инструменте, зеленый карбид кремний 63С; связка — керамическая.
Электроэрозионная правка алмазных и эльборовых кругов на
металлической связке на порядок и более производительнее абразив-
ной правки. Алмазные круги после электроэрозионной правки имеют
стойкость примерно на порядок выше, чем при правке абразивными
кругами, из-за отсутствия механического воздействия на зерна алмазов
и создания более шероховатой рабочей поверхности.
Электроэрозионная правка проводится цилиндрическим или фасон-
ным латунным электродом (роликом). Профилирование и правку
кругов производят на станке типа ВК-73, позволяющем профилиро-
вать алмазные круги D = 100т-300 мм, или непосредственно на шлифо-
вальных станках, оснащенных источником постоянного тока (или вы-
прямителем) напряжением 4—24 В. Круг (анод) и латунный электрод
(катод) изолируют от металлических деталей станка. Алмазному кругу
сообщают скорость вращения 1,3 —1,8 м/с через специальный редуктор
Безопасная работа абразивным инструментом 761
32. Область применения правящих инструментов из алмазов
и сверхтвердых материалов
Правящий инструмент Тип инструмента Область применения
Карандаши из ал- мазов и сверх- твердых матери- алов 01 Правка абразивных кругов при круг- лом, внутреннем и фасонном шлифо- вании
02, 03 Правка кругов при чистовом шлифо- вании в автоматическом цикле
04 Правка фасонных кругов с острым профилем (например, однониточных резьбошлифовальных кругов); кругов чашечной, тарельчатой и плоской формы ; кругов при заточке пил ; тон- ких кругов на вулканитовой связке: мелкозернистых кругов для преци- зионного шлифования
С алмаза- ми типа «спеки» СВС-11 Правка абразивных кругов на орга- нических и керамических связках
Алмазы в оправах - Правка кругов прямого и фасон- ного профиля
Алмазные иглы - Правка однониточных шлифовальных кругов
(на плоскошлифовальных станках) или от привода бабки изделия че-
рез ременную передачу (на круглошлифовальных станках); глубина
резания при предварительной обработке 0,05 — 0,1 мм/дв. ход, при
чистовой обработке 0,01 — 0,02 мм/дв. ход. Регулирование межэлектрод-
ного зазора — бесступенчатое; напряжение 4—12 В; сила тока 5—12 А.
В зазор между электродом и кругом подают рабочую жидкость —
машинное или трансформаторное масло 4 — 5 л/мин. При неправиль-
но выбранном режиме правки возможна графитизация алмаза.
ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ
АБРАЗИВНЫМ ИНСТРУМЕНТОМ
Балавсировка кругов. Правила безопасной работы абразивным
инструментом (ГОСТ 12.3.028 — 82) обязывают потребителя перед уста-
762
Абразивная обработка
новкой шлифовальных кругов диаметром 250 мм и более или диамет-
ром 125 мм и более, предназначенных для работы со скоростью,
большей 50 м/с, обязательно выверять и балансировать их вместе
с крепежными фланцами (планшайбой). Балансируют круги на спе-
циальных стендах (статическая балансировка). Круг, смонтированный
на оправке, устанавливают на опоры — цилиндрические валики или дис-
ки. Более точную балансировку проводят на аэростатических опорах.
В этом случае оправка с кругом легко проворачивается под воздей-
ствием крутящего момента 1-Ю-5 Н-м, что в 7 и 40 раз меньше
момента, выводящего из состояния покоя круг с оправкой, соответ-
ственно, на цилиндрических валиках и дисках. Перемещая компенси-
рующие грузы в кольцевых пазах планшайбы, добиваются, чтобы
круг в любом положении на опорах оставался неподвижным. Реко-
мендуется выполнять централизованную балансировку кругов на стан-
ках мод. ДБ-3, ДБ-4 и ДБ-5 или на станках для автоматической
балансировки мод. ЭЗ-27 и ЭЗ-28. В современных шлифовальных
станках применяют устройства для уравновешивания круга непосред-
ственно на станке (динамическая балансировка): ручным управлением —
по показаниям виброметра типа ИЭ-1, измеряющего размах колеба-
ний шлифовальной бабки в диапазоне частот вращения шпинделя
круга 600 — 4000 об/мин (на станках ХСЗ); в автоматическом цикле —
при включении балансировки по сигналу датчика, контролирующего
уровень вибраций шлифовальной бабки или один из параметров шли-
фования — шероховатость, огранку и другие параметры до достижения
заданного уровня.
Испытавве на прочность. Допустимая скорость V* кругов огра-
ничивается прочностью абразивного инструмента. Для обеспечения
безопасной работы шлифовальные круги перед транспортированием в
цех-потребитель испытывают на прочность в соответствии с ГОСТ
12.3.028 — 82. Круги диаметром 150 мм и более, а также круги
диаметром 30 мм и более, предназначенные для работы с V > 40 м/с,
испытывают на прочность при скорости, превышающей рабочую на
50%. Абразивные круги типа D с наружным диаметром 200 мм и
более, работающие с V < 20 м/с, испытывают при скорости, превы-
шающей рабочую на 30%. Продолжительность испытаний составляет
1,5 мин для кругов диаметром до 1000 мм и 3 мин — для кругов
диаметром более 1000 мм.
Допускается проведение испытаний при испытательной скорости,
превышающей рабочую скорость в 1,65 раза, без выдержки времени
испытания кругов, работающих с v < 50 м/с, и на бакелитовой связке,
работающих с v < 60 м/с.
СПИСОК ЛИТЕРАТУРЫ
1. Абразивная и алмазная обработка материалов: Справочник/
Под ред. А. Н. Резникова. М.: Машиностроение, 1977. с. 3—103.
Заточка и доводка режущего инструмента
763
2. Абразивные материалы и инструменты: Каталог-справочник/
Под ред. В. А. Рыбакова. М.: НИИмаш, 1976. 390 с.
3. Механическая обработка деталей из керамики и ситаллов/
В. А. Хрульков, В. А. Тародей, А. Я. Головань, Ю. М. Буки. Саратов:
Изд. Саратовского университета, 1975. 350 с.
4. Романов В. Ф., Авакян В. В. Технология алмазной правки
шлифовальных кругов. М.: Машиностроение, 1980. 118 с.
5. Справочник металлиста. Т. 4/Под ред. М. П. Новикова и
П. Н. Орлова. М.: Машиностроение, 1977. 720 с.
6. Справочник технолога-приборостроителя. Т. 1/Под ред.
П. В. Сыроватченко. М.: Машиностроение, 1980. 608 с.
7. Справочник шлифовщика/Л. М. Кожуро, А. А. Панов, Э. И. Ре-
мизовский, П. С. Чистосердов. Минск: Вышэйшая школа, 1981. 287 с.
8. Хрульков В. А., Головань А. Я., Федотов А. И. Алмазные
инструменты в прецизионном приборостроении. М.: Машиностроение,
1977. 223 с.
ГЛАВА 15
ЗАТОЧКА И ДОВОДКА РЕЖУЩЕГО
ИНСТРУМЕНТА
При заточке и доводке режущего инструмента на его режущей
части должны быть достигнуты: предусмотренные чертежами геомет-
рические параметры — передний и задний углы, углы в плане, угол
наклона кромки, упрочняющие фаски, стружкоотводящие порожки и
лунки, узкие ленточки у разверток и зенкеров, подточка перемычки и
двойная заточка сверл, заточка зубьев фрез по радиусу, специальная
подточка заборной части у метчиков, предназначенных для нареза-
ния резьбы в деталях из легких сплавов, заточка фаски (шириной
0,1—0,5 мм под углом 45°) на передней поверхности твердосплавных
резцов, предназначенных для обдирочных работ и др.;
минимальные радиальное и торцовое биения (0,005 — 0,03 мм)
режущих кромок зубьев у многолезвийных инструментов относительно
оси отверстия или хвостовика;
острые режущие кромки с радиусами округления р в пределах
0,5 — 3 мкм у резцов из монокристалла алмаза, предназначенных для
тонкого алмазного точения прецизионных деталей из цветных металлов
и сплавов, в пределах 3 — 10 мкм у инструментов, предназначенных
для чистовой обработки, 7—15 мкм у инструментов, предназначенных
для обработки деталей из высоколегированных сталей, коррозионно-
стойких, жаропрочных, жаростойких, а также титановых, магниевых
и алюминиевых сплавов;
шероховатость передней и задних поверхностей после доводки
Рл = 0,32 -ь 0,02 мкм;
условия для отсутствия прижогов, микротрещин, зазубрин, ско-
лов режущих кромок и завалов доведенных фасок передней и задних
764
Заточка и доводка режущего инструмента
поверхностей, снижающих стойкость инструмента, а также условия
для достижения необходимого числа переточек, предусмотренных
нормативами стойкости режущего инструмента.
При правильной эксплуатации твердосплавные проходные резцы
размером 20 х 30 х 250 мм допускают 13 переточек при черновой
обработке и 20 переточек при чистовой обработке; сверла спиральные
диаметром 6 мм допускают 17 переточек при сверлении деталей из
сталей и 23 переточки при сверлении деталей из чугуна; торцовые
фрезы —13 —15 переточек; круглые гребенки к винторезным плаш-
кам — от 45 до 87 переточек.
Все режущие инструменты как для чистовой, так и для черновой
обработки следует подвергать доводке.
Доводка повышает стойкость твердосплавных резцов между
переточками до 3 раз (в зависимости от условий обработки и марки
твердого сплава), а стойкость твердосплавных фрез — до 5 раз,
а также увеличивает число переточек всех режущих инструментов
вследствие доводки мелкозернистым кругом протяжек, разверток,
фрез, метчиков.
Особое внимание следует уделять доводке передней поверхности
режущих инструментов, в наибольшей мере определяющей шерохо-
ватость поверхности обработанных деталей. Передние и задние
поверхности зубьев инструмента из быстрорежущей стали, подвер-
гаемые хромированию, цианированию, электролитическому полирова-
нию, а также поверхности инструментов, подвергаемые покрытию
карбидами или нитридами титана и других металлов, необходимо
предварительно тщательно довести. Повышенные требования предъ-
являются к доводке режущего инструмента для станков с программ-
ным управлением и автоматических линий. Доводка осуществляется
на точных универсально-заточных и специальных станках.
Оптимальными абразивными инструментами для доводки твердо-
сплавного инструмента являются чашечные и тарельчатые алмазные
круги зернистостью 63/50—14/10 по ГОСТ 9206—80 на органических
связках, а для доводки многолезвийного инструмента из быстроре-
жущих сталей, легированных ванадием, молибденом, кобальтом, —
круги из кубического нитрида бора (эльбора, кубонита) зернистостью
80/63 — 40/28 на органической связке. Многолезвийный режущий ин-
струмент из быстрорежущей стали можно эффективно доводить
чашечными и тарельчатыми кругами из зеленого карбида кремния
на бакелитовой или глифталевой связках. Оптимальная характери-
стика доводочных кругов 64С8 —М28СМ2 —С1Б2 (или ГФ). Доводку
осуществляют по фаскам на передней и задних поверхностях инстру-
ментов.
Мелкозернистые круги из белого электрокорунда, черного кар-
бида кремния, монокорунда для доводки инструмента малоэффективны.
Защита доведенного инструмента от повреждений обеспечивает
высокое качество доведенных кромок режущих инструментов при
транспортировании от заточника в инструментально-раздаточную
Заточка и доводка режущего инструмента
765
Рис. 1. Схема устройства для по-
крытия доведенного инструмента
защитной пленкой
смесь небольшими порциями
кладовую, затем при выдаче ста-
ночникам и, наконец, на рабочем
месте станочников. Инструмент по-
крывают тонкой прозрачной плен-
кой, состоящей из этилцеллюлозы
(25 %), дибутилфталата (20 %), ве-
ретенного масла № 2 (55 %). Смесь
дибутилфталата и веретенного мас-
ла № 2 нагревают в ванне (рис. 1) из
листовой стали, снабженной масля-
ной рубашкой с электроподогревом,
до ПО—120 °C и выдерживают
при этой температуре до полного
удаления влаги (прекращения вспе-
нивания). В нагретую до 150 °C
засыпают этилцеллюлозу при непрерывном помешивании. После пол-
ного растворения одной порции этилцеллюлозы добавляют следующую.
Поверхности инструмента до покрытия обрабатывают горячими
водными растворами следующего состава: 1) содово-нитритным
раствором (1,5 — 2% нитрита натрия, 0,3% кальцинированной соды);
2) 5- или 10%-ным раствором эмульсии. Режущий инструмент до
покрытия тщательно очищают от коррозии, грязи и жира погру-
жением на 1 — 2 мин в 5%-ный раствор соляной кислоты с последую-
щей промывкой водой до нейтральной реакции, а затем 2%-ным
водным раствором нитрита натрия и сушат.
При нанесении пленки очищенный режущий инструмент мед-
ленно погружают на 2 — 3 с в расплавленную смесь при температуре
170—185 °C и затем медленно извлекают из раствора. Перед уста-
новкой на металлорежущие станки пленка легко сдирается с ин-
струмента.
При централизованной заточре и доводке основой системы
организации заточки инструмента являются заточка и доводка всех
без исключения режущих инструментов по чертежам, отработанным
по каждой технологической операции.
При централизованной системе заточки и доводки режущего
инструмента рабочие-станочники — токари, фрезеровщики, сверлов-
щики, строгальщики — сами инструмент не перетачивают, а полу-
чают заточенный и доведенный инструмент из инструментально-
раздаточной кладовой (ИРК).
Количество необходимых заточных станков принимают в пределах
4—7% от общего количества металлорежущего оборудования в цехе,
обслуживаемом заточным отделением.
766
Заточка и доводка режущего инструмента
Резцы, сверла, фрезы (торцовые, дисковые, концевые, отрезные,
червячные) и зуборезные головки затачивают на имеющихся на
заводах машиностроения и приборостроения заточных станках-полу-
автоматах, а также на механизированных универсально-заточных
станках, оснащенных современными точными приспособлениями.
Витебский завод заточных станков им. ХХП съезда КПСС
выпускает полуавтоматы с ЧПУ: универсально-заточные ВЗ-208ФЗ и
ВЗ-152МФ2 — для заточки фрезерных головок, ЗБ662ВФ2 и ЗБ664ВФ2 —
для заточки червячных фрез; ВЗ-168Ф2 — для заточки шлицевых протя-
жек и др. Введение системы ЧПУ обеспечивает автоматический пикл
обработки, что позволяет интенсифицировать режимы заточки и
упрощает наладку полуавтомата. Применение на универсально-
заточном станке ВЗ-208ФЗ системы ЧПУ типа 2С42 позволяет
повысить производительность, улучшить качество и точность заточки
и доводки цилиндрических и конических инструментов с винтовыми
и прямыми зубьями по передней и задней поверхностям, применить
многостаночное обслуживание и увеличить коэффициент загрузки
-оборудования по сравнению с разными универсально-заточными
станками. Ввод программы на этом станке осуществляется непо-
средственно оператором путем преднабора на пульте управления
с последующим высвечиванием на дисплее. Специальных программ для
наладки станка не требуется.
Витебским СКВ ЗШ и ЗС разработана конструкция двух комплек-
сов для заточки червячных фрез с прямыми канавками
(ВЗ-218КФ2РМ) и для заточки торцовых фрез (ВЗ-219К).
В новых конструкциях заточных станков получают все более
широкое применение силовые шаговые приводы с электродвигате-
лями с активным ротором, с моментом 2 и 5 Н м; пары «винт —
гайка качения» высоких степеней точности; тиристорные электро-
приводы главного движения повышенной мощности, обеспечиваю-
щие бесступенчатое регулирование частоты вращения шпинделя
шлифовального круга, а также бесступенчатое регулирование скорости
продольного перемешения стола; более мощные электродвигатели
главного привода; устройства для подачи в зону обработки под
давлением и в больших количествах СОЖ и устройства для тонкой
очистки СОЖ; устройства для комбинированной алмазно-эрозионной
обработки и др.
На станках-полуавтоматах имеется возможность осуществлять
заточку и доводку с оптимальными режимами резания, в том числе
в режиме скоростного (60 — 80 м/с) и глубинного шлифования
(с подачей на глубину 0,5 мм и продольной подачей 500 — 600 мм/мин);
применять оптимальные по составу, способу подвода и количеству
(до 100 л/мин) смазочно-охлаждающие жидкости, а также устройства
для тонкой очистки СОЖ и удаления токсичных аэрозолей из зоны
обработки; коренным образом улучшить условия труда рабочих-заточ
ников (исключить запыленность, снизить возможность ошибок
по вине рабочего благодаря автоматизации цикла заточки); обеспе-
Заточка и доводка режущего инструмента
767
чить высокие точность, качество поверхности и стойкость инструмента;
применить многостаночное обслуживание и сократить обслуживаю-
щий персонал. Для заточки и доводки на станках-полуавтоматах
у режущего инструмента необходимо создавать точные технологи-
ческие базы. Важно точно шлифовать центровые гнезда и посадоч-
ные отверстия, точнее фрезеровать стружечные канавки и гнезда
под пластины из твердого сплава у державок резцов и резцов для
сборных фрез, разверток, зенкеров, с тем, чтобы обеспечить мини-
мальные и равномерно расположенные припуски, применять шли-
фовальные круги оптимальных характеристик класса точности А
и особенно класса точности АА, предусмотренные ГОСТ 2424 — 83.
Заточку и доводку резцов, фрез, разверток, зенкеров можно
осуществлять на механизированных универсально-заточных станках
ЗД642Е и ЗД641Е. Станок ЗД642Е является модификацией универ-
сально-заточного станка ЗМ642 и отличается от последнего наличием
гидропривода продольного перемещения стола и привода бесступен-
чатого регулирования частоты вращения шлифовального круга. Гид-
ропривод продольной подачи стола обеспечивает скорость перемеще-
ния стола в диапазоне 0,5 — 10 м/мин. Частота вращения шлифоваль-
ного круга регулируется бесступенчато в диапазоне 2000 — 7000 мин-1.
Мощность главного привода увеличена до 2,2 кВт.
Механизация универсально-заточного станка ЗД642Е позволила
повысить качество заточки и доводки инструмента и снизила утом-
ляемость оператора. В станке ЗД641Е дополнительно механизировано
продольное перемещение стола и увеличен его ход до 350 мм.
Управление перемещением стола и его реверсрм осуществляется
с пульта на каждом из трех рабочих мест. При необходимости пере-
мещение стола можно осуществлять вручную. Механизация этого
станка позволяет повысить производительность труда в 1,5 раза.
Допуск на осевое и радиальное биения шлифовального шпинделя
для станков класса точности П — 3 мкм и для класса точности
В — 2,6 мкм. В процессе эксплуатации станков необходимо периоди-
чески проверять состояние станка, руководствуясь рекомендациями
ГОСТ 1584 — 75. Технологические возможности универсально-заточных
станков зависят от оснащенности приспособлениями и принадлежно-
стями. Витебским. СКВ зубообрабатывающих шлифовальных и за-
точных станков разработано свыше 60 приспособлений и принадлеж-
ностей к универсально-заточным станкам.
При заточке и доводке многолезвийного инструмента во всех
случаях следует применять приспособления с делительными дисками,
обеспечивающими точное деление на заданное число зубьев и мини-
мальное биение зубьев, а также направление шлифовального круга
на режущую кромку зубьев.
Вследствие высокой твердости, низкой теплопроводности, склонно-
сти к хрупкому разрушению твердых сплавов, быстрорежущих сталей,
сверхтвердых поликристаллических материалов, минеральной кера-
мики, а также высоких требований к качеству для заточки и доводки
768
Заточка и доводка режущего инструмента
режущего инструмента применяют шлифовальные круги из алмазов
АС15, АС6 на металлических связках и из алмазов АС2, АС4 на
органических связках; из эльбора марок ЛП и ЛКВ на керамических
связках и ДО на органических связках; из монокорунда марки 45А,
хромтитанистого электрокорунда марок 91А и 92А, белого электро-
корунда марок 25А и 24А, круги для заточки инструмента из быстро-
режущих сталей и из зеленого карбида кремния марки 64С для
доводки инструмента из быстрорежущих сталей. Шлифовальные
круги из нормального электрокорунда, а также из содержащих
большое количество примесей электрокорундов марок 23А, 43А,
44А, карбида кремния 62С, 53С и 54С применять для заточки и
доводки режущих инструментов не рекомендуется. Следует применять
шлифовальные круги, изготовленные из абразивных алмазных
порошков, имеющих оптимальную форму зерен, предусмотренную
ГОСТ 9206 - 80.
Для заточки и доводки режущего инструмента следует приме-
нять круги с наиболее эффективными керамическими и органическими
связками. Ведущими заводами абразивной промышленности освоены
круги на керамических связках с барием, литием, кобальтом, медью,
ванадием и др., обеспечивающих шлифование без прижогов, а также
высокую кромкостойкость. Абразивной промышленностью освоено
производство кругов на связках К5, Кб, содержащих оксиды бора и
бария, борно-литиевой связке К43; организуется произволе! во свя-
зок методом фриттования.
Для заточки и доводки режущего инструмента применяют круги
из электрокорунда и карбида кремния классов точности А и АА,
предусмотренные ГОСТ 2424 — 83. Они должны подвергаться обра-
ботке алмазным инструментом.
Для заточки инструмента рекомендуются круги 7 —8-й структуры.
Наряду с основными 12-ю номерами структур существуют высоко-
пористые и крупнопористые круги. К высокопористым относятся
круги с объемом пор, превышающим 50% общего объема круга,
а к крупнопористым — круги, размеры пор которых превышают размеры
абразивных зерен крупной фракции. Высокопористые шлифовальные
круги выпускаются по ТУ 2.036.776 — 83.
Высокопористые круги наиболее эффективны при большой пло-
щади контакта абразивного инструмента с деталью, например, при
плоском шлифовании торцом круга, шлифовании деталей из вязких
материалов, заточке чашечными и тарельчатыми кругами режущих
инструментов из быстрорежущих сталей. При замене обычного круга
высокопористым необходимо снизи ть зернистость на два-три номера.
Обозначение высокопористых кругов: 45А, 16 М2 8 К5 ПСС 40 15,
где 45А — марка монокорунда; зернистость; М2 — степень твердости;
8 — структура; К5 — керамическая связка; ПСС — марка порообразо-
вателя; 40 — зернистость порообразователя; 15 — содержание поро-
образователя, %.
Зернистость шлифовальных кругов из электрокорундов и карбида
Заточка и доводка режущего инструмента
769
кремния определяется ГОСТ 3647 — 80. При выборе шлифовальных
кругов для заточки и доводки режущего инструмента наряду с номе-
ром зернистости рекомендуется указывать индекс В или П — наи-
большего содержания зерен основной фракции.
Для заточки режущих инструментов из быстрорежущих сталей
кругами из монокорунда, белого электрокорунда, хромтитанистого
электрокорунда на керамических связках должны применяться мягкие
круги (твердостью М2 —М3). Разброс твердости в одном круге
должен быть в пределах одной степени. Шлифовальные круги на баке-
литовой связке могут быть большей твердости (СМ2 —С2).
В табл. 1 приведены рекомендации по выбору характеристик
шлифовальных кругов для заточки и доводки режущего инструмента
из быстрорежущих сталей, твердых сплавов, сверхтвердых инстру-
ментальных материалов, минералокерамики.
Гибкие круги для полирования канавок сверл, метчиков, концевых
фрез и других инструментов на вулканитовой связке четырех степеней
эластичности: 1ГК, 2ГК, ЗГК, 4ГК (4ГК — наиболее жесткие) пре-
имущественно из зеленого карбида кремния. Полирование этими
кругами можно проводить с СОЖ. Достигаемая шероховатость по-
верхности Ra = 0,63 -5- 0,04 мкм. Полирование следует осуществлять
до доводки инструмента, чтобы не было завала режущих кромок.
Полирование канавок приобретает особо важное значение для
инструмента, применяемого при обработке деталей из вязких сталей
аустенитного класса, магниевых и титановых сплавов, для инстру-
мента, подвергаемого хромированию.
Шлифовальные круги следует монтировать в точно изготовленные
фланцы с балансировочными сухарями и не снимать с фланцев до
полного изнашивания. Для быстрой и точной установки фланцев
с кругами на шпиндель заточного станка конусные посадочные по-
верхности фланцев и шпинделя шлифовальных головок необходимо
пригнать по калибру, обеспечив взаимозаменяемость оправок.
Каждый заточник должен иметь комплект (до 10 шт.) сменных
фланцев и оправок, а также комплект алмазных и эльборовых кругов
чашечной и тарельчатой формы, необходимых для заточки и доводки
режущих инструментов. Радиальное и торцовое биения посадочных
поверхностей фланцев не должны превышать 0,005 мм. Круги необ-
ходимо подвергать балансировке. Оправку, с помощью которой про-
водится балансировка круга с фланцами, изготовляют из стали У8А
твердостью HRC3 56 — 61. Биение поверхности цилиндрической части
оправки относительно конуса 0,001 мм. Конус пригоняется по ка-
либру, обеспечивая контакт по краске на 80%. Неуравновешенность
устраняется смещением сухарей в пазах корпуса фланцев. Биение
торца алмазного или эльборового круга чашечной формы или биение
наружного диаметра круга прямого профиля, закрепленного во флан-
цах и установленного на шпинделе шлифовальной головки, не
должно превышать 0,01 мм; при большем биении круг подвергают
правке. Шлифовальные круги, особенно алмазные или эльборовые,
1. Рекомендации по выбору характеристик абразивных кругов и паст
___________для заточки и доводки режущих иистру о
Материал инструмента Операция Абразивный материал Марка Зернистость Связка Твердость Структура (относитель- ная концент- рация алмаза)
Быстрорежу- Заточка Эльбор ЛП, ЛКВ 100/80, 125/100 СЮ, 2, 3 С2-СТ1 (100)
щие стали Монокорунд 45 40-25 К 5, Кб, К43 М2-СМ1 6, 8
Доводка Хромтитанистый электро- корунд Белый электрокорунд Эльбор 92А, 91А 25А ЛО 40-25 40-25 Л080/63, К5, Кб, К43 К5, Кб, К43 БИ1, Б156 М2-СМ1 М2-СМ1 6, 8 (100)
Твердые Заточка Зеленый карбид кремния Алмаз 64С АС20, АС15, ЛМ40/28 6,5 125/100; Б2, ГФ МВ1, ПМ1, С1-С2 (100)
сплавы Доводка Карбид кремния Алмаз АС6 64С, 63С АС2 100/80 40-25 63/50 Б156 Б2, Б1 CM2-CI (50)
Поликрист ал- Заточка Алмаз АС4 АС 15, АС6 50/40; 28/20 160/125; БП2, КБ МВ1; МВ1К (Ю0) (150, 100)
лические сверхтвердые Доводка Алмаз АС4 100/80; 80/63 50/40 ПМ1, ПМ12; БП2; БПЗ (50)
инструмен- тальные ма- териалы Паста АС2 АСН, АСМ, 28/20 20/14-7/5 Б1 (Ю0)
Минералоке- Заточка Алмаз АН АС 15, АС6 160/125; МВ1; ПМ1; (150)—(100)
рамика Доводка Алмаз АС2, АС4 100/80; 80/63 28/20; 20/14 ТО2; БП2 Б1, ТО2 (50), (100)
Заточка н доводка режущего инструмента
Заточка и доводка режущего инструмента
771
следует снимать со шпинделя шлифовальной головки вместе с флан-
цем только с помощью съемника.
Подготовка инструмента к заточке и доводке осуществляется
с целью повышения производительности, качества инструмента и
снижения расхода алмазных и эльборовых кругов. При этом исклю-
чается или значительно уменьшается необходимость заточки алмазным
кругом стальных стержней у резцов и ножей у фрез и значительно
уменьшается площадь, подвергаемая доводке мелкозернистым ал-
мазным или эльборовым кругом. Ниже приведены рекомендации
по подготовке к заточке и доводке твердосплавных резцов, фрез, раз-
верток, зенкеров и других инструментов.
При изготовлении резцов стальной стержень следует фрезеровать
по задним поверхностям с большим (на 6 — 7°) задним углом, чем
требуется по чертежу. Это позволит после напайки затачивать
только пластину твердого сплава, не задевая стальной стержень.
Гнездо в стальном стержне под твердосплавную пластину следует
фрезеровать под углом на 3—4° больше переднего угла, требуемого
по чертежу. У резцов для тонкого точения, изготовляемых целиком
из твердого сплава и не имеющих стальных стержней по задним и
передней поверхностям, имеется только два угла. Ширина фасок
при доводке резцов зависит от материала обрабатываемой детали и
режима обработки. У резцов для обработки деталей из чугуна при-
нимают более широкую фаску после доводки по задним поверхностям
и менее широкую фаску по передней поверхности. Резцы для обработки
деталей из стали должны иметь широкую фаску по передней поверх-
ности и меньшую по задней. У обдирочных резцов фаска делается
более широкой, чем у чистовых резцов. Для того чтобы стружка
сходила по гладкой доведенной передней поверхности, важно, чтобы
фаска была шире наибольшей возможной ширины лунки.
С помощью алмазных кругов изготовляют фаски шириной:
а) у обдирочных резцов — по передней поверхности 2 — 3 мм при
вершине лезвия и до 1 мм в конце твердосплавной пластины;
по задним поверхностям — в пределах 2—3 мм; б) у чистовых рез-
цов — по передней поверхности 1 —1,5 мм и по задним поверхно-
стям 1—2 мм. Доводку по передней поверхности осуществляют только
вдоль главной режущей кромки.
Фаску по передней поверхности шириной 0,2—0,6 мм для укреп-
ления режущей кромки твердосплавных резцов (для черновой обра-
ботки) выполняют с помощью алмазного круга (независимо от ука-
занных выше более широких фасок).
При заточке резцов алмазными кругами углы в плане должны
быть максимально приближены к указанным на чертеже.
У зенкеров и разверток доводку зубьев по передней поверхности
следует осуществлять по фаске шириной 1,5 — 3 мм. В связи с этим
в конструкции разверток и зенкеров следует предусмотреть установку и
пайку твердосплавных пластин под углом на 2—4° большим перед-
него угла, требуемого по чертежу.
772
Заточка и доводка режущего инструмента
Доводку зубьев разверток и зенкеров по заборной части следует
осуществлять только по фаске шириной 1 — 2 мм. Заборную часть
разверток и зенкеров затачивают по трем поверхностям с тремя
углами (два на пластине — после заточки и доводки и один угол на
стальном стержне).
У торцовых фрез с вставными ножами так же, как и у твер-
досплавных резцов, ножи фрез должны иметь по задним поверхностям
три угла. Два угла создаются заточкой и алмазной доводкой; третий
угол (на стальном стержне) образуется при фрезеровании, что пре-
дусматривается в чертежах на фрезы. Торцовые фрезы с вставными
ножами затачивают и доводят в сборе по задним поверхностям; в кор-
пусе фрезы стальной стержень не затачивается. При переточках,
особенно при сильном затуплении и поломках режущей части, стальной
стержень у ножей фрезеруется.
В конструкции твердосплавных резцов, фрез, разверток и зенкеров
следует предусмотреть выступание пластины твердого сплава из
стального стержня в зависимости от размеров инструмента на
0,5—2,0 мм, а также точные технологические базы.
Для заточки и доводки с минимальным биением зубьев необ-
ходимо точно изготовлять базовые элементы — отверстия и торцы
у насадного инструмента и центровые отверстия у хвостовых инстру-
ментов, а также у оправок, применяемых при шлифовании и
заточке насадного инструмента. Размеры и форма центровых отвер-
стий определены ГОСТ 14034 — 74.
Оптимальным способом получения точных центровых отверстий
является их шлифование на прецизионном станке с планетарным
движением шлифовального шпинделя и шлифовальной головкой ко-
нической формы. Шероховатость поверхности рабочего конуса центро-
вых отверстий, например, у протяжек для цилиндрических и шлицевых
отверстий, должна быть не ниже Ra = 1,25 0,63 мкм. Отклонение от
круглости пентровых отверстий при шлифовании может быть в пре-
делах 1—2 мкм.
При круглом шлифовании в центрах положение оси вращения
детали в пространстве сохраняется не только с помощью точных
центровых отверстий; в этом случае требуются точные упорные
центры у шлифовального станка.
Точные базы необходимо создавать у державок твердосплавных
резцов и ножей для сборных фрез. Шлифовать следует не только
нижнюю опорную поверхность державок, но и боковые поверхности,
так как они служат базой при дальнейшей заточке и доводке инстру-
мента. Без точных державок невозможна производительная заточка
резцов на станках-полуавтоматах и установка резцов в блоках
предварительной настройки инструмента при обработке на станках
с ЧПУ.
Важно обеспечить систематический контроль биения как в про-
цессе заточки инструмента, так и в ОТК; для этого необходимы
индикаторы и точные оправки (для насадного инструмента).
Заточка н доводка режущего инструмента
773
У твердосплавных напайных резцов необходимо затачивать и
доводить задние поверхности, переднюю поверхность, стружкоотво-
дящий порожек или лунку, вершину по заданному радиусу, упроч-
няющую фаску на передней поверхности. Заточку и доводку про-
изводят на специализированных станках-полуавтоматах и универ-
сально-заточных станках.
В табл. 2 представлены имеющиеся на заводах машиностроения
модели станков для заточки и доводки резцов, а также новые,
разработанные в последние годы Витебским СКВ ЗШ и ЗС более
совершенные модели станков для заточки резцов (ЗВ624, ЗВ622Д,
3629Р).
2. Специальные станки для заточки и доводки резцов
Операция Станки Шлифоваль- ные круги Высота зата- чиваемых резцов, мм
Заточка задних Полуавтоматы мод.
поверхностей ЗЕ624, ЗД625*, ЗВ624*, ЗВ626* 12А2 200x20 ЧЦ 250x150 12-50 (100)
Мод. 3622Д*, 3622Э, ЗВ622Д * для меха- низированной и руч- ной чистовой заточ- ки 12А2 150x20 6-25 (32)
Заточка передней по- верхности Полуавтоматы мод. ЗВ626*, 3626 12A2J 50x20 12-50 (100)
Заточка и доводка вершины лезвия Алмазно-заточной мод. 3629Р* 3629 12А2 1'50x20 6-25 (32)
Заточка стружкоотво- дящих :
порожков Полуавтоматы мод. ЗБ626Л*, 3626 12А2 150x10 10-32
лунок Полуавтоматы ЗБ626Л* и 3626Л 1FF1X 80 10-32
Доводка задних по- 3622Д* и ЗВ622Д* 12А2 150x20 6-25 (32)
верхностей
Заточка и доводка передней, задних поверхностей, стружкоотводящих порожков, фасок 3621 9АЗ 150 4—12 пря- моугольно- го сечения; 3 — 10 мм круглого сечения
* Станки можно заказать по номенклатурной ведомости универсаль-
ных металлорежущих станков на 1986 — 1987 гг.
Примечание. В скобках указана наибольшая высота резцов, зата-
чиваемых с помощью приспособлений, поставляемых по заказу.
774
Заточка и доводка режущего инструмента
В условиях мелкосерийного и единичного производства стружко-
отводящие порожки и лунки можно затачивать на универсально-
заточных станках с креплением резца в трехповоротных тисках.
Лунки с заданным радиусом можно затачивать алмазным кругом
формы 1FFIX по ГОСТ 16180 — 82. Характеристика круга: АЗ, А5
или АС15 200/160 или 125/100 МВ1 или МО4, относительная концен-
трация 100 — 150. Заточку порожка проводят алмазным кругом
формы 1А1 или 12А2 примерно такой же характеристики. Режим
заточки: скорость круга 15 — 18 м/с; радиальная подача 0,03 —
0,06 мм/дв. ход; продольная подача 0,3 —0,5 м/мин. Геометрия
порожков и лунок зависит от режимов точения на каждой конкретной
операции. Для повышения прочности и получения шероховатости
поверхности порядка Ra = 0,16 0,04 мкм порожек и лунку следует
довести мелкозернистым алмазным кругом.
Заточка и доводка вершины под требуемым по чертежу задним
углом, по заданному радиусу с точностью 0,01 мм, с плавным
сопряжением ее с главной и вспомогательной режущими кромками
могут быть выполнены только на специализированном станке 3629Р
или на универсально-заточном станке с помощью специального
приспособления.
Правку алмазного круга на станке 3629Р можно осуществлять
электроэрозионным способом. Призматические резцы сечением 4 —
25 мм можно обрабатывать без дополнительных приспособлений, а се-
чением до 50 мм — с дополнительными приспособлениями. Радиус при
вершине при заточке с применением микроскопа 0,05 — 5,0 мм, а при
заточке по лимбу 5—25 мм. Заточку и доводку вершины по
радиусу можно выполнять с помощью приспособления и на универ-
сально-заточном станке.
На универсально-заточных станках доводка вершины проводится
алмазным кругом формы 12А2 на органической связке, зернистостью
14/10—7/5; относительная концентрация — 50.
Качество доводки вершины по заданному радиусу можно контро-
лировать с помошью инструментального микроскопа и радиусной
головки.
Заточка и доводка резцов из сверхтвердых поликристаллических
материалов (СТМ) и особенно из СТМ, получаемых прямым
синтезом («карбонадо», «балласа», эльбора-Р и т.п.), представляет
немалые трудности, обусловленные высокой твердостью составляю-
щих их кристаллитов, наличием примесей металлов-катализаторов,
отсутствием анизотропии и плоскостей спайности в целом поли-
кристалле, склонностью к хрупкому разрушению, необходимостью
при существующих конструкции и технологии изготовления инстру-
мента из поликристаллических материалов производить заточку СТМ
совместно со стальной державкой.
Заточку резцов из поликристаллических алмазов и кубического
нитрида бора можно проводить на специальных станках 3629Р и
3622Э, а также на точных универсально-заточных станках.
Заточка и доводка режущего инструмента
775
Для доводки алмазных резцов можно использовать станки
конструкции ВНИИАЛМАЗа, оснащенные приспособлениями для
получения радиусов. Характеристики алмазного инструмента, реко-
мендуемые для заточки и доводки резцов из поликристаллических
СТМ, приведены в табл. 1.
Режимы заточки и доводки при обработке алмазным кругом
на металлической связке с жестким прижимом и непрерывной прав-
кой: скорость круга 20 — 25 м/с; глубина шлифования 0,01—0,02 мм;
продольная подача 3 — 4 м/мин. При заточке алмазным кругом на
органической связке с жестким прижимом и периодической правкой
скорость круга 25 — 30 м/с; радиальная подача 0,01—0,02 мм/дв. ход;
продольная подача 1,0 —2,0 м/мин [при чистовой заточке подача
радиальная (на. врезание) 0,005 — 0,01 мм/дв. ход; продольная подача
0,5 —1,0 м/мин; время выхаживания 0,5 — 1 мин]. При чистовой
электроалмазной заточке с упругим прижимом и обратной поляр-
ностью скорость круга 20 — 25 м/с; подача на глубину на 10 мм/дв. ход
шлифовальной головки 0,01 —0,02 мм; продольная подача до 50 мм/дв.
ход шлифовальной головки; скорость осцилляции 0 — 2,5 м/мин;
напряжение 4,5 ±1,5 В; плотность тока 80 А/см2; сила прижима 100 —
150 Н; время выхаживания 0,5—1,0 мин. На чугунном диске дово-
дочного станка скорость диска до 50 м/с; сила прижима обрабаты-
ваемого инструмента к диску 5 — 10 Н.
Заг очку и доводку необходимо осуществлять с обильным охлаж-
дением. В качестве СОЖ рекомендуют: 2%-ный раствор соды в воде
или раствор, состоящий из 0,6% нитрита натрия, 0,6% глицерина,
1,8% триэтаноламина и 97% воды. При электроалмазной заточке в ка-
честве электролита рекомендуется использовать состав: 50 — 60 г/л
нитрита натрия, 4—10 г/л нитрата натрия, 4 — 6 г/л углекислого натрия
и 10 — 20 г/л технического дистиллированного глицерина. В качестве
электролита применяется также водный раствор: 6% нитрата натрия,
3,25% нитрита натрия, 0,5% борита натрия, 0,4% фосфата натрия.
При заточке резцов на станке 3629Р (алмазно-эрозионным методом)
специальных электролитов не требуется. Можно использовать жид-
кости, применяемые при шлифовании.
Направление вращения шлифовального круга должно быть на
режущую кромку.
Заточку и доводку резцов из СТМ следует проводить только
в мастерской централизованной заточки инструмента.
При заточке резцов из СТМ поликристаллического строения,
особенно получаемых методом прямого синтеза («карбонадо», «бал-
ласа», «эльбора-Р» и т. п.), алмазные круги быстро теряют работо-
способность и требуют правки. Для интенсификации процесса
заточки осуществляется: непрерывная электроискровая правка алмаз-
ного круга; правка с током обратной полярности; заточка с наложе-
нием ультразвуковых колебаний; введение в зону обработки активных
окислителей (раствор подается в зону обработки капельным способом);
правка алмазного круга с помощью пасты или суспензии из
776
Заточка и доводка режущего инструмента
электрокорунда зернистостью 12 и водорастворимого парафина или
из электрокорунда зернистостью 10 в смеси с зернистостью 16 с во-
дорастворимым воском. Пасту наносят на поверхность шлифовального
круга или смесь порошка электрокорунда (карбида кремния) с густым
маслом намазывают на поверхность обрабатываемого изделия. Абра-
зивную суспензию подают через специальное сопло с помощью сжа-
того воздуха непосредственно на поверхность шлифовального круга.
Момент полного восстановления режущих свойств круга (конец
правки) заточник распознает визуально и по звуку. Остатки смесей,
используемых при правке, удаляются при подаче СОЖ в процессе
шлифования.
У сверл затачивают задние поверхности с достижением винтовой,
конической или плоской формы. Необходимо также подтачивать
поперечную кромку, сердцевину, ленточки, затачивать переходную
кромку в месте пересечения режущих кромок и ленточек сверла.
Сложная геометрическая форма режущей части сверл, а также
высокие требования к точности и качеству поверхности исключают
возможность правильной заточки сверл вручную, поэтому сверла
затачиваются на специализированных станках-автоматах.
В табл. 3 представлены станки для заточки спиральных сверл.
Заточку сверл «накрест» и профильную, подточку перемычки и
двойную заточку можно осуществлять на универсально-заточных
станках при наличии точно изготовленных приспособлений.
Существует более 10 разновидностей подточек. Уменьшение длины
главной режущей кромки при подточке изменяет форму режущих
кромок и величину передних углов. Некоторые виды подточек,
улучшая условия сверления, одновременно уменьшают число переточек
сверла. Правильное расположение поперечной кромки зависит от
качества заточки задних поверхностей сверла и выполнения стружечных
канавок. Для повышения точности сверления рекомендуют зата-
чивать сверла с углом наклона поперечной кромки ф = 55 ч- 60 °,
а для повышения стойкости сверл — с ф = 45ч-50°.
Подточка ленточек на цилиндрической части сверла (в месте
перехода цилиндра в конус) приводится на небольшой длине (1,5 —
4 мм в зависимости от диаметра сверла). Затылование осуществляют
под углом 6 — 8°, оставляя узкую фаску шириной 0,2 —0,4 мм.
При обработке деталей из вязких сталей с большим налипанием
металла на ленточке подточка позволяет увеличить стойкость сверл
в 2 — 3 раза, а иногда и больше. При сверлении деталей из очень
твердых и неоднородных металлов подточка не рекомендуется.
Двойную заточку сверл осуществляют под углом 2<р = 70 ч-75 °
дополнительно к основной заточке при ширине фаски 0,18 — 0,22
диаметра сверла, что приводит к удлинению режущей кромки и
облегчению отвода тепла от режущей кромки сверла. Двойная заточка
увеличивает стойкость сверл в 6 раз при обработке деталей из чугуна
и в 3 раза при обработке деталей из стали. Для вязких и мягких сталей
ее применять не рекомендуется. Двойная заточка может проводиться
Заточка н доводка режущего инструмента 777
3. Станки для заточки спиральных сверл
Операция Форма задней поверхности сверла Модель станка Диаметр затачиваемых сверл, мм
Заточка задней поверхности Винтовая ЗГ653 ЗВ659 ЗА659* 3E653 * ЗЕ659 * 5-32 12-80 32-80 5-40 12-80
Двухплос- костная ЗБ650 ЗД651 * ЗД653*, ВК-64* ЗД651 * 0,1-2,0 0,4-6,0 1,5-6,0 1-6
Подточка поперечной кром- ки — ЗД653 ЗГ653 3E653 * ЗЕ659 * ЗД651 * 5—40 5-32 5-40 12-80 1-6
Двойная заточка — ЗЕ659* ЗВ659 3659М 3E653 * 12-80 12-80 5-32
Подточка ленточек — Универсаль- но-заточНые в приспособле- нии —
Подточка «накрест» Универсаль- но-заточные в приспособле- нии 5-7
* Станки можно заказать по номенклатурной ведомости ных металлорежущих станков на 1986 — 1987 гг. уннверсаль-
на универсально-заточных станках с помощью приспособления, обычно применяемого для заточки зенкеров по заборной части. Двойную заточку сверл диаметром 9—10 мм можно осуществлять в приспособлении П19. Значение полученного в приспособлении заднего угла зависит от шага винтовой линии кулачка и диаметра
778
Заточка и доводка режущего инструмента
инструмента. На периферии задний угол в нормальном сечении
* S
tg O.N — -Sin ф,
TtD
где 5—шаг винтовой линии кулачка; D — диаметр сверла.
Сменные кулачки, закрепленные на гильзе шпинделя при сочета-
нии вращательного и поступательного их перемещений, позволяют
получать различные углы на задней поверхности заборного конуса
затачиваемого инструмента. Рекомендуется иметь комплект сменных
кулачков, позволяющих вести заточку инструментов диаметром 12 —
50 мм правого и левого вращения. Приспособление оснащено дели-
тельными дисками с тремя и четырьмя делениями.
При заточке сверл для станков с ЧПУ следует учитывать: не-
обходимость сверления без кондукторов с автоматическим пози-
ционированием рабочих органов; точное центрирование отверстий
при врезании; получение минимальных сил резания, и в первую оче-
редь радиальной силы.
Специальные центрирующие методы заточки позволяют получать
поперечную кромку с выпуклостью 0,03 — 0,05 диаметра сверла и
улучшить геометрию сверла.
Заточка сверл по винтовой задней поверхности, но с заостре-
нием поперечной кромки проводится на станках ЗГ653, ЗБ659, 3653
и др. В этом случае, при соответствующей координации осевого
перемещения шлифовального круга, в работу можно ввести угловую
часть круга и получить поперечную кромку у сверла с разной степенью
заострения, в том числе в виде центрирующей точки, достаточно точно
совпадающей с осью сверла. Сверла затачивают по винтовой
поверхности с выпуклой поперечной кромкой и на специальных станках.
На станках с ЧПУ в ряде случаев можно применить сверла, заточен-
ные методом двухплоскостной заточки и заточкой «накрест». Для
станков с ЧПУ следует применять спиральные сверла точного
исполнения по ГОСТ 2034—80, при необходимости — «прецизионные»
по ТУ.
Сверла для обработки печатных плат на станках с ЧПУ изго-
товляют из мелкозернистого твердого сплава _ВК6 —ОМ. По тех-
нологии ВНИИ заточка сверл — двухплоскостная; она осуществляется
на универсально-заточном станке ЗМ642 с помощью приспособления
П8 для заточки сверл. Заточка проводится торцом алмазного круга
чашечной формы 12А2 150 х 10 х 5 х 32 АСМ 28/20 Б1 100. Зата-
чивают главную и вспомогательную поверхности одного пера, затем
сверло поворачивают на 180° и затачивают обе поверхности
второго пера.
Для точной заточки сверл диаметром 0,2 —6,5 мм применяют
два набора шлифовальных кругов, в каждом из них по три алмазных
круга различной зернистости и полировальный круг. Алмазные круги
смещены относительно друг друга и расположены вертикально.
Высокие точность и качество поверхностей зенкеров и разверток
Заточка н доводка режущего инструмента
779
достигаются их доводкой: по передней поверхности, заборной режу-
щей части, по диаметру и затылочной поверхности. На шерохова-
тость поверхности обрабатываемых отверстий влияют шероховатость
передней поверхности зубьев разверток и зенкеров и отсутствие
завалов режущих кромок. Поэтому после доводки инструментов по
диаметру и заборной части важно довести переднюю поверхность
тарельчатым мелкозернистым алмазным кругом у разверток и зен-
керов из твердого сплава и эльборовым или из зеленого карбида
кремния (64С) у разверток и зенкеров из быстрорежущих сталей.
У разверток и зенкеров необходимо создать точные технологические
базы. Лучший способ — планетарное шлифование центровых отверстий
на специальных станках: 3922Р Каунасского завода гйлифовальных
станков «Нерис» или на станке МВ-119 Московского завода коорди-
натно-расточных станков. Для насадных разверток и зенкеров необ-
ходимо шлифовать центровые отверстия у оправок.
При изготовлении и перешлифовке на другой размер у разверток
и зенкеров шлифуют сначала калибрующую часть, затем участок
обратной конусности, затачивают переднюю поверхность зубьев,
затем заднюю поверхность зубьев на калибрующей части и на
заборной режущей части. После шлифования и заточки производится
доводка. Доводку разверток (рис. 2) и точных зенкеров можно
осуществлять: а) хонингованием алмазными брусками (АН или
АСН 14/10 на металлической связке); б) доводкой алмазными пастами
твердосплавных разверток и пастами ГОИ (средней) разверток из
инструментальных сталей; в) разрезными притирами из чугуна с точно
шлифованными отверстиями; г) шлифованием на.прецизионном круг-
лошлифовальном станке мелкозернистым кругом из эльбора или
карбида кремния зеленого на органической связке. Характери-
Рис. 2. Устройство для доводки разверток по диаметру:
1 — корпус; 2 — развертка; 3 — алмазные бруски; 4 — цилиндры радиальной по-
дачи брусков; 5 — устройство для измерения диаметра развертки в процессе
доводки
780
Заточка и доводка режущего инструмента
Рис. 3. Приспособление для заточки
и доводки разверток по передней
поверхности заборного конуса (для
обработки деталей из легких
сплавов)
стика круга из эльбора: AM 40/28 КБ 100 и из зеленого карбида
кремния 64С 5 — 6 СМ2 —С1 Б или ГФ.
У всех разверток и зенкеров после заточки и доводки следует
проверить биение режущих кромок с помощью индикатора на заточном
станке и на участке контроля. После доводки с целью пре-
дохранения режущих кромок от забоин развертки и зенкеры
следует покрыть тонкой прозрачной пленкой (нз этилцеллюлозы,
дибутилфталата и веретенного масла).
На рис. 3 представлено приспособление для заточки и доводки
разверток для обработки отверстий в деталях из легких сплавов на
универсально-заточном станке. С помощью этого приспособления
зубья подтачиваются по передней поверхности заборной части раз-
вертки, обеспечивающей сход стружки вперед. При такой Пид i очке
у заборной части создается положительный передний угол 8°, улуч-
шающий условия резания. Доводка рабочих поверхностей зубьев раз-
вертки обеспечивает высокую точность и уменьшает шероховатость
поверхности. Такой подточке подвергают развертки диаметром 10 —
80 мм (насадные и с конусным хвостовиком).
При заточке и доводке фрез должны быть обеспечены оптималь-
ные геометрические параметры режущей части фрез и минимальное
биение режущих кромок. Высокую точность фрез для обдирного фре-
зерования с биением зубьев 0,02 — 0,05 мм по главной и переходной
кромкам, с биением 0,01—0,06 мм по торцовой режущей кромке,
а также фрез для чистового фрезерования с биением 0,01—0,03 мм
(в зависимости от диаметра и числа зубьев) можно обеспечить:
а) доводкой зубьев твердосплавных фрез мелкозернистым алмаз-
ным кругом на органической связке (АСМ 40/28—АСМ 28/20 ТО2 или
Б156 с относительной концентрацией 50—100), а также фрез из
быстрорежущих сталей кругом из эльбора (ЛО 80/63 —ЛМ 40/28
БИ1 100) или кругом из зеленого карбида кремния (64С 5 — 6 СМ2 —С1
Б2 или ГФ);
б) заточкой и доводкой фрезерных головок на станках-полуав-
томатах и на универсально-заточных станках в точном приспособле-
нии с прецизионными подшипниками и делительным диском, позво-
ляющим жестко фиксировать фрезу в строго определенном положе-
нии и осуществлять заточку и доводку при вращении круга на
пластинку твердого сплава;
Заточка и доводка режущего инструмента
781
в) с помощью точных технологических баз у корпусов фрез,
пазов и ножей; заточка и доводка фрез на заточном станке и
установка на фрезерном станке должны осуществляться от одной
базы.
Сборные фрезы после установки резцов подвергают шлифованию
по диаметру и торцу на круглошлифовальном станке.
Заточку и доводку фрез можно осуществлять на специальных
станках-полуавтоматах (ЗА667, ЗГ667), универсально-заточных стан-
ках с помощью точных приспособлений, а также на новых,
разработанных в последние годы Витебским СКВ ЗШ и ЗС более
совершенных моделях станков-автоматов для заточки фрез
[ЗМ667Ф2 (с ЧПУ) и ЗБ667М].
На станке-полуавтомате ВЗ-152МФ2, предназначенном для заточки
торцовых фрез диаметром 100 — 500 мм с числом зубьев 6—48,
введена система ЧПУ, обеспечивающая автоматический цикл обработки.
Зубья фрезы можно обрабатывать одновременно по всему профилю,
что резко уменьшает время заточки.
Один оператор может обслуживать три полуавтомата. Станок-
полуавтомат ВЗ-170Ф2 предназначен для заточки по задним
поверхностям торцовых фрез диаметром 200—1000 мм в условиях
серийного и мелкосерийного производства.
На станках-полуавтоматах 3685, 3685Б, 3685Г можно затачивать
и доводить концевые фрезы диаметром 12 — 50 мм с числом зубьев
3—9. Концевые фрезы можно затачивать и доводить и на универ-
сально-заточных станках.
Витебский СКБ ЗШ и ЗС выпускает полуавтоматы с ЧПУ мод.
В3205ФЗ, В3208ФЗ для заточки задней и передней поверхностей
винтовых зубьев концевых фрез в условиях серийного и единичного
производства (средними и мелкими партиями).
Для заточки и доводки фрез на универсально-заточных станках
применяют различные приспособления. Одно из приспособлений при-
ведено на рис. 4. На плите 1 закреплено основание 2 с градуиро-
ванной шкалой Д. Стержень 5 служит для установки индикатора,
с помощью которого измеряют -биение режущих кромок фрезы во
время заточки и доводки. В корпусе 3 на шариковых подшипниках
смонтирован шпиндель 4, на одном конце которого закреплена за-
тачиваемая фреза, а на другом делительный диск 6, обеспечивающий
точное деление на заданное число зубьев. Посадочное место на
конце шпинделя имеет конус. Для фрез с конусом Морзе 5 и выше
применяют переходные втулки 7, имеющие посадочное место В
цилиндрической формы. Затачиваемая фреза устанавливается на оп-
равке в шпиндель 4 и затягивается болтом. При заточке задней
поверхности главной режущей кромки на заданный угол корпус фрезы
поворачивают по шкале Д на величину угла в плане, а по шкале
С — на величину установочного угла ауст.
При заточке и доводке с помощью этого приспособления, бла-
годаря наличию точного делительного диска, жестко фиксирующего
782
Заточка и доводка режущего инструмента
в
Рис. • 5. Приспособление
для заточки и доводки
зубьев фрез по радиусу:
а — общий вид; б — конструк-
ция
Заточка и доводка режущего инструмента 783
4. Проверяемые параметры и средства измерения
режущих инструментов
Проверяемый параметр Средства измерения
Биение зубьев многолезвий- ного инструмента (в том числе зубьев фрез) проверяют по главной, переходной и торцо- вой режущим кромкам Соответствие углов требова- ниям чертежа Размеры ленточек и фасок Прямолинейность режущих кромок Качество доводки вершины резцов по заданному радиусу и сопряжению вершины с глав- ной и вспомогательными кром- ками Шероховатость передней и задних поверхностей Приборы ПБ-200М, ПБ-500М, ПБ-1400М для проверки изделий на биение в центрах. Наибольший диа- метр проверяемых инструментов 150, 250, 290 мм. Индикатор с ценой де- ления 0,01 или 0,002 мм. Приборы К10-15 и К10-16 для контроля ра- диального биения сверл. Проверяе- мые размеры : диаметр 10 — 20 мм сверл с цилиндрическим хвостовиком и диаметр 6 — 31,5 мм сверл с кони- ческим хвостовиком Морзе 1 — 3. Наи- большая длина сверл 300 мм Прибор типа 2УРИ для измерения углов многолезвийного режущего ин- струмента. Маятниковый угломер ти- па ЗУРИ-М. Прибор типа ПКР для контроля углов призматических рез- цов. Прибор типа К60-6 для контроля переднего угла у метчиков. Прибор типа К10-17 для контроля угла при вершине и симметричности заточки сверл. Прибор КЗЗ-5 для контроля геометрии концевых фрез с коничес- ким хвостовиком. Прибор КЗЗ-4 для контроля концевых фрез с цилиндри- ческим хвостовиком Инструментальный микроскоп. Ши- рину доведенных ленточек у зубьев многолезвийного инструмента следует проверять в процессе заточки и доводки с помощью микроскопа типа МИР-2, установленнного на столе уни- версально-заточного станка Инструментальный микроскоп, про- ектор или лекальная линейка Инструментальный микроскоп при увеличении в 30 раз Профилометр. Поверхности инстру- ментов сравнивают с образцами (эта- лонами). Материал образцов должен соответствовать материалу проверяе- мого инструмента. Сравниваемая по- верхность должна быть обработана
784
Заточка и доводка режущего инструмента
Продолжение табл. 4.
Проверяемый параметр Средства измерения
Острота режущих кромок (ра- диус округления режущих кро- мок) Наличие прижогов у инстру- ментов из быстрорежущих ста- лей Наличие трещин теми же методами, какими обрабаты- вается поверхность контролируемого инструмента. В спорных случаях ше- роховатость поверхностей инструмен- та проверяется профилометром-про- филографом Микроскоп Линника с помощью до- полнительного неподаижного пере- крестия. Методом светового сечения, а также с помощью сканирующего электронного микроскопа и др. Визуально и в спорных случаях — по наличию остаточного аустенита Лупа. В спорных случаях — с по- мощью методов люминесценции или красок
фрезу в строго определенном положении, отпадает необходимость
в упоре. Фреза устанавливается так, что вращение круга при заточке и
доводке происходит на пластинку твердого сплава. Каждый зуб фрезы
затачивается окончательно по индикатору, установленному на при-
способлении. Этим устраняется влияние износа круга на биение режущих
кромок и достигается точная заточка всех зубьев.
Специальное приспособление для заточки и доводки зубьев фрез
по радиусу представлено на рис. 5. На цапфах основания 1 приспособле-
ния смонтирована плита 2. Винт 3 служит для подъема плиты 2
с отсчетом по шкале А. Каретка 4 поворачивается на шариковых
подшипниках и крепится к плите 2 пальцем 5. Каретка 4 имеет шкалу Б,
градуированную на 360°. Т-образные пазы 8 в каретке служат для
установки ограничителей длины по радиусу каждого зуба фрезы. На
каретке 4 закреплены суппорт 6 и подвижная планка 7. Штифт 12
является осью вращения суппорта с кареткой на плите. Рукоятки 9—11
предназначены для крепления кронштейнов 75 и 16 при настройке
нужного положения. Настройка при заточке и доводке зубьев дис-
ковых фрез по радиусу осуществляется с помощью плиток (плоско-
параллельных мер). Размер плиток равен D/2 — R, где D — диаметр
фрезы, R — радиус закругления вершины зуба.
Суппорт 6 устанавливают относительно оси поворота каретки 4
по контрольному штифту 12, вставленному в отверстие втулки 13.
Настройку при заточке радиуса вершины зуба торцовых и концевых
фрез проводят подобно настройке дисковых фрез с применением
Чистовая и отделочная обработка резанием
785
центроискателя одного кронштейна вместо двух кронштейнов 75 и
16. Настройку на необходимое закругление зуба осуществляют
поворотом каретки 4 по упорам 14; при этом угол поворота устанав-
ливается по шкале Б. Требуемый задний угол достигается поворотом
державки на кронштейне или с помощью винта 3. Приспособление
обеспечивает точность заточки и доводки фрез с биением зуба до
0,02 мм.
Контроль качества заточки и доводки режущего инструмента.
В процессе заточки и доводки, а также при окончательной приемке
инструмента контролер ОТК проверяет параметры, приведенные
в табл. 4.
СПИСОК ЛИТЕРАТУРЫ
1. Дибвер Л. Г., Цофин Э. Е. Заточные автоматы и полуавтоматы.
М.: Машиностроение, 1978. 274 с.
2. Каратыгин А. М., Коршунов Б. С. Заточка и доводка инструмента.
М.: Машиностроение, 1977. 180 с.
3. Мнндлин Я. Б. Заточка, доводка и полирование прецизионного
режущего инструмента. М.: Машиностроение, 1975. 40 с.
4. Попов С. А., Белостоцкий В. Л. Электроабразивная заточка
режущего инструмента. М.: Высшая школа, 1981. 159 с.
ГЛАВА 16
ЧИСТОВАЯ И ОТДЕЛОЧНАЯ
ОБРАБОТКА РЕЗАНИЕМ
С помощью чистовой обработки резанием получают (и затем
эти качества поверхностей длительно сохраняются в процессе эксплуата-
ции) детали либо с требуемой точностью размеров и формы поверхно-
стей (отклонение формы составляет 0,05 — 0,5 мкм для прецизионных
деталей и 1—2 мкм для деталей точного машиностроения и приборо-
строения), либо с высоким качеством поверхностного слоя и шеро-
ховатостью поверхностей от Ra — 0,32 -^0,16 мкм до Rz = 0,05 4- 0,025
мкм; либо одновременно: с высокой точностью размеров и формы
поверхностей, требуемыми шероховатостью поверхности и качеством
поверхностного слоя.
Такие методы чистовой обработки, как тонкое алмазное точение,
выглаживание, тонкое шлифование, хонингование и доводка, позво-
ляют сократить объем пригоночных работ при сборке (снизить до
50% трудоемкость сборочных операций), обеспечивая ремонтопригод-
ность (взаимозаменяемость) деталей изделия.
Тонкое алмазное точение н растачивание. При тонком точении
и растачивании алмазными резцами обеспечивается точность размеров
786
Чистовая и отделочная обработка резанием
по 6-му квалитету и соответствующие этому квалитету точность
формы (овальность, огранка и конусообразность до 5 мкм) и шеро-
ховатость поверхности Rz = 0,1 4-0,05 мкм. В часовом производстве
алмазное точение и растачивание применяют как декоративную обра-
ботку с целью получения поверхностей с шероховатостью
Ra = 0,16-г 0,05 мкм.
Резцы для тонкого алмазного точения оснащают монокристалла-
ми природных алмазов или специальными многослойными пластинами,
полученными спеканием порошков при высоком давлении и температу-
ре и состоящими из слоя поликристаллических алмазов или кубического
нитрида бора и твердосплавной подложки, обладающей высокой проч-
ностью и жесткостью. Многослойные пластины диаметром 3,6 — 4 мм
и высотой 2 — 3 мм изготовляют двух марок: СВБН (рабочий слой
из поликристаллических алмазов) и СВНБ (рабочий слой на основе
кубического нитрида бора). Применение природных алмазов вместо
твердого сплава позволило повысить период стойкости резцов:
токарных проходных — в 160 раз, расточных — в 60 раз. Используют
также однокристальные резцы из синтетических поликристаллических
алмазов АСБ (баллас) или АСПК (карбонадо). Поликристаллы кар-
бонадо применяют двух марок: АСПК-2 и АСПК-3.
Для обработки заготовок из стали, чугуна и сплавов на основе
железа разработаны синтетические сверхтвердые материалы из мик-
ропорошков кубического нитрида бора — композиты марок U1 (эль-
бор-Р), 05, 10 (гексапит-Р) и 10Д (двухслойные пластины с рабочим
слоем из гексанита-Р). При точении закаленных и коррозионно-
стойких сталей твердостью HRC > 45 период стойкости резцов,
оснащенных эльбором-Р, в 3 — 5 раз выше, чем твердосплавных
(сплав Т30К4) резцов, а размерный износ инструмента составляет
5 — 7 мкм на 1000 м пути резания; период стойкости резцов из карбонадо
по сравнению с периодом стойкости твердосплавных резцов больше
в 80 раз при точении уплотнительных колец из углеграфита и в 80 —
120 раз при обтачивании втулок из стеклопластика. Режимы
обработки и шероховатость поверхностей после тонкого точения и
растачивания даны в табл. 1.
Тонкое точение осуществляют на станках классов точности:
высокой В, особо высокой А и особо точных С с радиальным
биением шпинделя не более 0,005 мм, а при точении деталей по
5 —6-му квалитету — не более 0,002 мм при хорошо отбалансирован-
ных вращающихся заготовках, с кинематикой, обеспечивающей
высокую частоту вращения шпинделя (до 4000 об/мин) и неболь-
шие продольные подачи S = 0,005 н-0,1 мм/об.
Технологические базы заготовок должны быть выполнены с шеро-
ховатостью Ra = 0,16-5-0,040 мкм и более жесткими допусками формы
и расположения поверхностей, чем обрабатываемые поверхности.
Заготовки из цветных металлов и сплавов, а также из неметалличе-
ских материалов обрабатывают алмазными резцами либо без СОЖ
(например, бронзу, медь, латунь) с удалением стружки сжатым воз-
Чистовая н отделочная обработка резанием
787
духом, либо с применением СОЖ (обильный полив), предотвращающей
образование нароста на резце и повышающей период его стойкости.
В качестве СОЖ используют в основном те же составы, что и при
обработке твердосплавными резцами: для заготовок из алюминия и
его сплавов — скипидар, смесь скипидара (30%) с керосином (70%),
сурепное и вазелиновое масла или их смесь (сурепного масла 30%,
вазелинового 70%); для заготовок из титановых сплавов и пластмасс
с высокими абразивными свойствами — 5 %-ный раствор эмульсола
в воде. С помощью СОЖ в основном удаляют стружку из зоны
резания при обработке заготовок из бронзы и латуни.
При алмазном точении и растачивании титановых, алюминиевых
и медных сплавов глубина h поверхностного, нарушенного обработ-
кой слоя, не превышает 10 мкм, а степень наклепа равна 1,3 —1,5 при
v = 3004-800 м/мин; 5 = 0,024-0,04 мм/об и t = 0,034-0,05 мм. При
обработке тех же материалов твердосплавными резцами глубина
нарушенного обработкой слоя в 2 раза больше (12 — 20 мкм), сте-
пень наклепа составляет 1,6 —2,1. Параметры качества обработки
зависят от физико-механических свойств материала заготовки и
тщательности подготовки к работе станка, приспособления и режу-
щего инструмента.
Переднюю поверхность у алмазных резцов выполняют плоской.
При обработке заготовок из латуни, меди, алюминия, пластмасс и
антифрикционных материалов передний угол у = 04-5°, задний угол
а = 84-15°, радиус при вершине г = 0,54-1,0 мм; при обработке
заготовок из бронзы, твердых алюминиевых сплавов, титановых
сплавов у = 04- — 5 °, а = 8 4-10 °, г = 0,2 4- 0,8 мм, главный угол в плане
<р= 304-90°, вспомогательный <pL = 24-45°, угол наклона главного
режущего лезвия X = 0°. На стержнях резцов углы в плане на 2°
больше по сравнению с углами на алмазе.
При точении напроход деталей диаметром более 25 мм допускается
смещение вершины резца выше линии центров станка на 0,01 диаметра,
а при точении методом врезания — ниже линии центров на 0,1 —0,3 мм.
Лезвийный инструмент из синтетических материалов позволяет повы-
сить производительность обработки, а также надежность и долго-
вечность деталей.
Например, по данным Ярославского моторного завода, при
производстве деталей двигателей (табл. 2) замена шлифования
торцовой поверхности шестерни на точение резцом из эльборатР
повышает производительность обработки в 2 раза. Внедрение резцов
из эльбора-Р при растачивании фаски в седле клапана в головке
блока цилиндров на автоматической линии повышает стойкость
резцов в 8 —10 раз по сравнению с твердосплавными резцами.
Резцы из карбонадо, внедренные вместо резцов из природного
алмаза, при растачивании отверстия диаметром 502o,’ois мм в поршне
имеют стойкость на 30% ниже, чем у резцов из природных алмазов
при значительной экономии по стоимости. Стойкость твердосплав-
ного резца из сплава ВКЗ-М в 36 раз ниже, чем резца из карбонадо.
1. Режимы резания и шероховатость поверхностей после обработки резцами нз природных алмазов,
карбонадо, эльбора-Р, композита 05 и гексанита-Р
Обрабатываемый материал Припуск на обработку, мм, или вид обработки Марка материала инструмента Режимы резания Шерохова- тость поверхности Ra, мкм
Скорость резания с, м/мии Подача мм/об Глубина резания Г, мм
Алюминий и алюминие- вые сплавы 0,05 — 0,3 Природный алмаз А 250-700 0,01 -0,05 0,03-0,3 0,08 - 0,020
0,2-1,0 Карбонадо 300-700 0,02-0,07 0,2-1,0 1,0-0,25
Медь и медные сплавы 0,05-0,3 Природный алмаз А 250-700 0,01-0,07 0,05-0,4 0,08 - 0,020
0,2-0,8 Карбонадо 300-400 0,02-0,07 0,2-0,8 1,0-0,25
Титановые сплавы 0,05-0,3 Природный алмаз А 100-300 0,02-0,05 0,03-0,06 1,0-0,32
0,1-0,5 Карбонадо 80-100 0,02-0,07 0,1-0,2 1,0-0,32
Полуспеченная керамика 0,2-0,5 Карбонадо 150-200 0,02-0,07 0,2-0,5 2-1
Стеклопластики и другие пластмассы 0,2-1,5 Природный алмаз А 600 - 700 0,02-0,05 0,03-0,05 2,5-1,6
0,5-1,5 Карбонадо 400-500 0,02-0,07 0,5-1,5 5-2
Закаленная сталь с HRC: Получис- товая Композит 05, гексанит-Р 40-100 0,1-0,2 0,8-2,0 2,0-1,0
788 Чистовая и отделочная обработка резанием
40-60 Чистовая Эльбор-Р, компо- зит 0,5, гексанит-Р 50-120 0,04-0,08 0,3-1,0 1,0-0,5
Тонкая Эльбор-Р, гексанит-Р 60-160 0,005 - 0,02 0,05-0,2 0,25-0,125
50-68 Чистовая Эльбор-Р, гексанит-Р 40-120 0,03-0,07 0,2-0,8 1,0-0,5
Тонкая Эльбор-Р, гексанит-Р 50-110 0,005 - 0,02 0,05-0,1 0,25-0,125
Серые и высокопрочные чугуны; НВ 150—270 Получис- товая Композит 05, гексанит-Р 300 - 600 0,1-0,3 0,8-3 10-2,0
Чистовая Эльбор-Р, композит 05, гексанит-Р 300-900 0,02-0,08 0,2-0,6 2,0-0,5
Твердые сплавы ВК15, ВК20, ВК25; HRA 88-90 0,1-0,2; чистовая (без удара) Карбонадо, гексанит-Р 15-40 5-10 0,02-0,07 0,04-0.08 0,1-0,15 0,4-0,8 1,0-0,25 1,0-0,5
Тонкая (без удара) Эльбор-Р, гексанит-Р ‘ 8-12 0,005-0,002 0,05-0,1 0,5-0,2
Примечания: 1. Допустимый износ (мм) резцов по задней поверхности А3. из природных алмазов марки А—0,1, из
синтетических поликристаллических алмазов марок А СБ и АСПК—0,2.
2. Большие значения диапазонов скоростей резания, подач и глубин резания при обработке резцами из композита
марок 01, 05 и 10 назначают при обработке без ударов, меньшие — при обработке с ударами.
3. Глубина резания при обработке прерывистых поверхностей не более 0,02—0,03 мм.
4. Отклонение формы поверхностей составляет 0,002—0,005 мм, глубина поверхностного нарушенного обработкой слоя—
0,01—0,05 мм.
Чистовая и отделочная обработка резанием 789
2. Режимы обработки, стойкость инструмента, шероховатость поверхности при лезвийной обработке деталей
резцами из различных инструментальных материалов
Деталь Материал детали Вид обработки Материал резца Режимы резания Стойкость ин- струмента, шт. Шероховатость поверхности Ra, мкм
V, м/с мм/об мм
Поршень Специальный алюминие- вый сплав; НВ 90—110 Растачива- ние Природный алмаз 3,9 0,09 0,1 2500 0,63-0,5
1800
Толкатель Бронза БрОЦС4—4— -2,5; НВ 60-70 Карбонадо 3,5 0,06 0,2 17500-25000 1,0-0,8
ВКЗ-М 350 1,6-1,25
Шестерня Цементованная сталь 15ХГН2ТА; HRC3 59-63 Подрезание торца Эльбор-Р 1,5 0,07 0,4 30 1,0-0,8
Седло клапана Специальный чугун; HRC3 46-52 Обтачива- ние фаски 1,0 0,04 0,25 240 .
ВКЗ-М 0,2 30 1,6-1,25
Блок ци- линдров Чугун; НВ 184 -241 Растачива- ние Эльбор-Р 5,0 0,05 0,4 30 1,6-0,8
ВКЗ-М 3 2,5-2,0
Поршень * Специальный чугун; НВ 207-255* Продольное точение Эльбор-Р 12,5 0,07 0,3 75 1,25-0,63
ЦМ332 23
* Данные приведены для сравнения.
Примечание. Резцы из природных монокристаллических алмазов обеспечивают лучшее качество обработанной
поверхности по сравнению с резцами из карбонадо.
Чистовая и отделочная обработка резанием
Чистовая и отделочная обработка резанием
791
В приборостроении для обработки поверхностей малой длины и
в часовой промышленности применяют алмазные резцы с широкой
прямолинейной режущей кромкой длиной 0,2—12 мм.
При точении методом врезания шероховатость обработанной
поверхности зависит от качества доводки задней и передней по-
верхностей режущего лезвия монокристаллического алмазного резца
и от поперечной подачи. Для обеспечения шероховатости поверхно-
стей деталей от Ra = 0,04 4-0,02 мкм до Rz = 0,14-0,05 мкм режущее
лезвие должно быть прямолинейным, а шероховатость рабочих
участков задней и передней поверхностей доводят до Rz = 0,14-0,04 мкм.
При этом поперечная подача должна быть равна 0,003 —0,005 мм/об.
Для тонкого точения и растачивания коррозионно-стойких сталей
30X13, 40X13, 12Х18Н9Т (HRC 28 — 32) применяют резцы, оснащенные
твердосплавными пластинками из ВК6, ВКб-М, ВК8, ВК10, ВК6-ОМ.
Геометрические параметры режущей части этих резцов; у = 154-20°;
а = 84-10°; /-=0,54-1,0 мм; 1=-24- -3°; <р = 304-105°; ф! = 154-25о;
режимы резания: />= 104-90 м/мин; £ = 0,054-0,1 мм; S = 0,014-0,1
мм/об. Обработку выполняют с применением СОЖ.
Тонкое фрезерование проводят «летучими фрезами» для обра-
ботки плоских поверхностей заготовок. Летучая фреза состоит из
корпуса и закрепленных в нем резцов. В зависимости от ширины
фрезерования В летучие фрезы изготовляют диаметром 60 — 300 мм
с двумя-тремя резцами. Припуск на обработку распределяется между
резцами равномерно по принципу деления глубины резания, причем
припуск на чистовую обработку не должен превышать 0,1 мм.
При обработке сталей и чугунов применяют- фрезы с резцами,
оснащенными вставками из сверхтвердых материалов (композита или
карбонадо); при обработке цветных металлов и сплавов — фрезы,
оснащенные резпами из твердого сплава (типа ВК) и вставками:
алмазными или из сверхтвердых материалов — поликристаллических
алмазов — карбонадо (АСПК) или композита марок 01, 05, 10, 10Д.
Возможность получения малой шероховатости обработанных по-
верхностей при достаточно высокой производительности резания,
малом размерном износе и высоком периоде стойкости инструмента
позволяет во многих случаях успешно использовать вместо шлифова-
ния тонкое фрезерование фрезами, оснащенными композитом 01, плос-
ких поверхностей чугунных корпусных и базовых деталей металло-
режущих станков с шероховатостью обработанных поверхностей
Ra = 1,25 4- 0,63 мкм.
Геометрические параметры режущей части инструментов выбирают
в следующих пределах: передний угол у = -5 4- -8; задний угол
а = 84-12°; главный угол в плане <р = 40 4- 50; вспомогательный
угол в плане <pj = 10 4- 15°. Характерная особенность режущей части
фрез — наличие переходной режущей кромки, располагаемой параллель-
но обрабатываемой поверхности (длина кромки 1 — 2 мм). Режимы
резания при фрезеровании назначают в зависимости от обрабатыва-
емого материала и марки композита: скорость резания />=404-3000
792
Чистовая и отделочная обработка резанием
3. Рекомендуемые режимы торцового фрезерования инструментами
из сверхтвердых материалов
Обра батываемый материал Марка композита Режимы резания
V, м/мин 'S’z* мм мм
Стали с HRC 30 (не более) Стали закаленные с HRC-. 10, 10Д, 01 400 - 900 0,005 -0,05 0,05-0,5
35-55 ЮД, 01, 10 200 - 600 0,005 - 0,05 0,05-0,4
55-68 Чугуны: ю, ЮД, 01 40-300 0,005 - 0,03 0,05-0,3
серые и высокопроч- ные; НВ 150 — 300 05, юд, 10, 01 1000- 3000 0,005-0,05 0,05-0,5
отбеленные, закален- ные; НВ 400 - 600 05, ЮД, 01, 10 200-800 0,005 - 0,03 0,05-0,2
Примечание. Шероховатость обработанных поверхностей Ra = 2,5-=•
0,63 мкм; меньшие значения соответствуют меньшим значениям подачи
на зуб и глубины резания.
м/мин; подача на зуб S2 = 0,005 ч-0,05 мм; глубина резания 1 = 0,05ч-
0,5 мм.
В табл. 3 приведены рекомендуемые режимы резания при торцовом
фрезеровании инструментами из сверхтвердых материалов, в табл. 4—
технические характеристики фрезерного оборудования для эффективно-
го применения инструмента из сверхтвердых материалов (СТМ).
Алмазное выглаживание. Применение алмаза в качестве выгла-
живающего инструмента обусловлено его чрезвычайно высокой твер-
достью и износостойкостью, малым коэффициентом трения скольже-
ния и хорошей теплопроводностью.
Алмазное выглаживание выполняют после операций точения или
шлифования для снижения шероховатости поверхности, создания одно-
родного, пластически упрочненного поверхностного слоя с остаточ-
ными напряжениями сжатия и не шаржированного твердыми включе-
ниями. Опорная способность поверхности детали после выглаживания
в 2—4 раза больше, чем после • суперфиниширования, шлифования
или полирования.
Преимущество алмазного выглаживания — высокая производи-
тельность обработки, универсальность, простота наладки оборудова-
ния и технологической оснастки.
По технологическим признакам операции алмазного выглаживания
подразделяют:
4. Рекомендуемые фрезерные станки для эффективного применения инструментов из сверхтвердых материалов
Типы станков Диа- метры фрез, мм Частота вращения шпинделя, об/мин Продольная подача, мм/мин Сум- мар- ная жест- кость, кН/мм Допуск параллель- ности обработанной поверхности осно- ванию, мкм. на дли- не измерения, мм Допуск перпендику- лярности обрабо- танной поверхности, мкм, на длине измерения, мм
До 400 Св. 400 до 630 Св. 630 до 1000 До 200 Св. 200 до 300 Св. 300 до 500
Вертикальные консольно- фрезерные (ширина стола 320 — 400 мм) Вертикально-фрезерные с крестовым столом (шири- на стола 400—1000 мм) Продольно-фрезерные при ширине стола, мм: 500-1000 более 1000 125-250 125-315 200 - 400 250 -400 400-5000 50 — 2500 60 60 115 165 12 10 8 8 16 12 10 10 16 12 12 12 12 12 12 16 20 20 30 30
3000-15000 400 - 5000 300-10000
40 -4000
3000-15000 200 - 4000 2000-10000 160-3150
300-10000
2000-10000
Чистовая и отделочная обработка резанием
Продолжение табл. 4
Типы станков Диа- метры фрез, мм Частота вращения шпинделя, об/мин Продольная подача, мм/мин Сум- мар- ная жест- кость, кН/мм Допуск параллель- ности обработанной поверхности осно- ванию, мкм, на дли- не измерения, мм Допуск перпендику- лярности обрабо- танной поверхности, мкм, на длине измерения, мм
До 400 Св. 400 до 630 Св. 630 ДО 1000 До 200 Св. 200 до 300 Св. 300 до 500
Карусельно-фрезерные (диа- метр стола 1000—2000 мм) для шпинделя: чернового 250-400 315-1000 1000- 4000 На диа- метре стола - 10 12 — - - -
160 - 200 800-2500 100 -4000
2500-10000 300-8000
чистового 250-400 630 - 2000 2000- 8000
160 - 200 1600- 5000
2500-15000
Примечание. В числителе — данные для обработки чугунов фрезами из композита, в знаменателе — для обработки
алюминиевых сплавов алмазным инструментом.
Чистовая и отделочная обработка резанием
Чистовая и отделочная обработка резанием
795
по способу установки деталей (в центрах, на столе станка, в
патроне и т. д.); по виду обрабатываемой поверхности (круглое
наружное, круглое внутреннее, торцовое); по степени деформирующе-
го воздействия на поверхность (сглаживающее, сглаживающе-упроч-
няющее и упрочняющее).
Различают упругое и жесткое алмазное выглаживание в зависимос-
ти от способа крепления выглаживателя. При упругом выглажива-
нии погрешности формы детали в поперечном и продольном сече-
ниях копируются. При выглаживании с жестким закреплением выгла-
живателя повышается точность формы обрабатываемой поверхности —
отклонение от прямолинейности профиля и отклонение формы про-
филя в продольном и поперечном сечениях уменьшаются до 15 — 50%.
Волнистость поверхности после алмазного выглаживания снижается
в 2—4 раза при исходной высоте волн не более 0,003 мм и шаге
волнистости не более 3 мм. Размеры деталей после выглаживания
изменяются незначительно: например, диаметр на 0,001 — 0,003 мм.
При выглаживании поверхностей, точность которых соответствует 6 —
7-му квалитету, назначая допуск, необходимо учесть изменение разме-
ров. Упрочнение поверхностного слоя составляет до 80%. Глубина
упрочненного слоя и шероховатость поверхности зависят от силы вы-
глаживания Ру, радиуса PMM рабочей части выглаживателя и режимов
обработки (табл. 5). Наибольшее упрочнение достигается при Ру~
100 4- 200 Н.
Алмазные выглаживатели изготовляют со сферической, конической
и цилиндрической поверхностями. Выглаживателями из синтетических
алмазов АСПК (карбонадо) обрабатывают стальные заготовки твер-
достью HRC3 32—46 и 50—65 (закаленные или цементованные де-
тали).
Для повышения эффективности применения алмазного выглажива-
ния необходимо правильно ориентировать монокристалл алмаза по
«вектору твердости», выполнить закругление рабочей части инстру-
мента, подготовить обрабатываемую поверхность по форме, размеру,
шероховатости и свойствам поверхностного слоя, а также строго
соблюдать режимы и условия обработки.
При выглаживании поверхностей незакаленных стальных загото-
вок и из цветных металлов радиус сферы при вершине выглаживателя
Яалм = 3 4- 3,5 мм; при обработке закаленных стальных деталей
Аалм =1,2 мм. Для достижения шероховатости поверхности Ra =
= 0,040 4- 0,010 мкм исходная шероховатость поверхности до выглажи-
вания должна быть Ra = 0,63 4- 0,02 мкм.
Для выглаживания используют станки классов точности В, А и С,
обеспечивающие плавную рабочую подачу и спокойную безвибра-
ционную работу. Наиболее целесообразны подачи 0,005 — 0,1 мм/об,
так как чем меньше подача, тем выше качество обработанной
поверхности.
По данным Ярославского моторного завода, наибольший период
стойкости при выглаживании стальных заготовок имеют выглаживате-
5. Параметры качества обработки поверхностей после алмазного выглаживания
Обрабатываемый материал Твердость мате- риала детали Режимы обработки Шероховатость поверхности Ra, мкм
Ру Н S, мм/об Г, м/мин ^алм» мм до выгла- живания после вы- глаживания
Сталь: незакаленная закаленная НВ 170 - 300 HRC3: 32-42 52-68 100-150 100-200 150-180 0,02-0,05 50-100 100-150 100-180 1,2-5 1,2-2,5 1,2-1,5 1,25-2,5 0,32-1,25 0,63-1,25 0,08-0,32
0,16-0,32
Латунь ЛС59-1 Бронза БрАЖ9—4 НВ 160-170 НВ 240 100 0,05-0,07 100 2,5-4 2,5-0,63 0,32-0,02
Алюминиевый сплав: АМгб, Д1, АК6 Д16Т В95 НВ 140-180 НВ 140-180 НВ 180 80-100 120 100 25-180 3-3,5 0,32-0,04
Покрытия: хромовое никелевое Н 800 И 150 120 - 200 0,05 50-100 1,2-2 2,5-5 0,63-0,08 2,5-0,16 0,16-0,02 0,32-0,02
Пр имечания: 1. Глубина упрочненного после выглаживания слоя 0,2 — 03 мм.
2. При выглаживании стальных деталей в качестве СОЖ используют индустриальное масло И-20А; при обработке
деталей из цветных металлов и сплавов — керосин.
3. Большие значения радиуса RanM рабочей части инструмента в указанных диапазонах рекомендуются для меньших
значений твердости материала детали.
Чистовая и отделочная обработка резанием
6. Режимы обработки н шероховатость поверхности после выглаживания
Деталь Материал детали Характеристика выглаживателя Режимы выглаживания Шероховатость поверхности Ra, мкм
V, м/с S, мм/об Сила прижима Ру, н до обработки после обработки
Валик ротора турбо- компрессора (шейка 0 21 -0,009 мм) Сталь 45, HRC3 59-64 Природный алмаз мас- сой 0,12 — 0,16 г; огран- ка по пилиндру: Ац = = 1 мм, 1=3 мм 1,1 196 .0,5 (по- сле шли- фования) 0,25 — 0,16
Фланец крепления карданного вала (шейка 0 7О_о,12 мм) Сталь 45, НВ 192- 241 Природный алмаз мас- сой 0,32 г; огранка по цилиндру: Ац = = 1 мм, / = 3 мм 2,25 0,07 147 1,25 (по- сле шли- фования) 0,63-0,5
Гаситель крутильных колебаний (шейка 0 178_о,О4 мм) Сталь 40, НВ 169-203 Синтетический алмаз (карбонадо); огранка по сфере: /?сф = 3 мм 0,92 147 4,0 0,63
Чистовая и отделочная обработка резанием
798
Чистовая п отделочная обработка резанием
ли из природных алмазов с огранкой по цилиндру; несколько
меньший период стойкости — с огранкой по сфере (табл. 6). Выгла-
живатели из синтетических алмазов, например из карбонадо, успешно
применяют при выглаживании незакаленных стальных заготовок твер-
достью НВ 169 — 203, при этом стойкость выглаживателя соответ-
ствует 30000 м пути по поверхности обрабатываемой заготовки или
150 шт. обработанных заготовок.
Тонкое шлифование. Тонким шлифованием исправляют форму ис-
ходной заготовки (отклонение формы цилиндрических поверхностей
не превышает 5 мкм) и получают поверхности с шероховатостью
Ra = 0,160 ч- 0,010 мкм. Тонкое шлифование (табл. 7) является заклю-
чительным этапом обработки заготовки на шлифовальном станке.
Для его выполнения используют станки высокой жесткости и точнос-
ти — классов В, А и С.
Особенность тонкого шлифования состоит в необходимости тща-
тельной подготовки станка и инструмента к работе:
уменьшении вибраций в системе СПИД, для че: о все вращающи-
еся детали станка и привода тщательно балансируют и контролируют
радиальное биение шпинделя (оно не должно превышать 2 — 3 мкм);
правке абразивных шлифовальных кругов (только алмазом в опра-
ве или алмазными карандашами);
тонкой очистке СОЖ с помощью центрифуг или других средств.
Тонкое внутреннее шлифование осуществляют высокоскорошными
внутришлифовальными головками с частотой вращения 50—150
тыс. об/мин. При плоском и круглом тонком шлифовании после
нескольких рабочих ходов с поперечной подачей на глубину резания
выполняется процесс выхаживания — 4 —10 рабочих ходов осуществ-
ляются без подачи.
Суперфиниширование — процесс обработки наружных цилиндричес-
ких, конических, плоских и фасонных поверхностей мелкозернистыми
абразивными и алмазными брусками на универсальных и специали-
зированных суперфинишных станках до получения шероховатости
поверхности Ra = 0,3204-0,010 мкм. Перед суперфинишированием по-
верхности деталей обычно шлифуют абразивными (зернистость 16 — 25)
или алмазными (зернистость 125/100 — 250/200) кругами. При суперфи-
нишировании цилиндрических поверхностей уменьшаются: незначи-
тельно — исходная овальность поперечного сечения поверхности и в
большей мере — огранка. Микротвердость поверхности закаленных
стальных деталей после суперфиниширования повышается на 10—15 %,
а термически необработанных деталей — на 30 —40%. Износостойкость
поверхности шеек валов из закаленной стали после суперфиниширова-
ния увеличивается на 10 — 20%, так как удаляется поверхностный слой
глубиной 40—50 мкм, содержащий дефекты, приобретенные при шли-
фовании. Различают суперфиниширование: с упругим прижимом брус-
ка к детали и размерное суперфиниширование с жестким замыканием
контакта брусок — деталь от клинорычажного механизма или не-
посредственно от гидроцилиндра.
Чистовая и отделочная обработка резанием 799
При суперфинишировании с упругим прижимом бруска к детали
частично уменьшается отклонение формы в поперечном сечении (ми-
нимальная огранка — 0,5—1 мкм), а волнистость поверхности снижает-
ся с 3 — 5 до 0,05 — 0,2 мкм. После размерного суперфиниширования
цилиндрической поверхности отклонение от круглости уменьшается на
20 — 80% (в зависимости от исходной формы обрабатываемой поверх-
ности), волнистость удаляется полностью, огранка снижается до 0,7 мкм
и частично уменьшается овальность.
Отклонение от круглости цилиндрических поверхностей деталей
после суперфиниширования в большей степени зависит от жесткости
системы СПИД и в меньшей степени — от жесткости прижима брус-
ка. При повышении жесткости'прижима бруска уменьшается в основ-
ном время на исправление исходного отклонения от круглости.
Отклонение формы обработанной поверхности в продольном се-
чении (конусообразность, седлообразность, бочкообразность) зависит
от соотношения ее длины и длины бруска Zg, а также от наличия
перебега ап бруска за край обрабатываемой поверхности. Наибольшего
значения (до 7 мкм) седлообразность достигает при работе без пере-
бега. При обработке с перебегом, равным Zg/З, образующая цилинд-
рической поверхности имеет минимальное отклонение от прямолиней-
ности до 0,8 мкм. Конусообразность и бочкообразность цилиндри-
ческой поверхности при суперфинишировании, как правило, не исправ-
ляются.
При суперфинишировании цилиндрической поверхности со снятием
припуска 0,01 — 0,03 мм (режимы обработки оптимальные) погрешность
формы как в поперечном, так и в продольном сечениях детали не
превышает 0,001 мм. При этом относительное рабочее движение
брусков (рис. 1) и обрабатываемой детали складывается из трех
движений: коротких колебательных движений брусков со скоростью
ркол = 400 3000 дв. ход/мин и амплитудой 2 — 6 мм; вращения детали
со скоростью vd = 10 ч-80 м/мин и возвратно-поступательного движе-
Рис. 1. Схема круглого наружного суперфиниширования в центрах:
1 — абразивный брусок; 2 — обрабатываемая деталь; 3 — пружина суперфиниш-
ной головки
7. Параметры качества поверхностен после тонкого шлифования, хонингования, суперфиниширования
н абразивной доводки
Обра- ботка Припуск на диаметр, мм Инструмент Режимы резання: скорость Г, подача 5, глубина резания t Давление р, кПа Параметры обработанной поверхности
Погрешность формы, мм Шерохова- тость* по- верхности, мкм Глубина нарушен- ного по- верхност- ного слоя h, мм
Тонкое шлифо- вание 0,04-0,10 Круги абразивные (класса точности АА зернистостью 12 —М14) и ал- мазные (зернис- тостью 40/28 — 5/3) i == 0,005 ~ 0,025 мм; ркр= 154-25 м/с; изаг ~ 10-5-50 м/мин; 5рад = 0,005 4- 0,01 мм/дв. ход; Snp = 0,3 4- 0,5 м/мин (круглое шлифование); Sup = 14-2 м/мин (плоское шлифо- вание) 0,03-0,05 6?/ = 2,5 <0,63 0,005 — 0,030
0,003-0,01 0,01-0,015 0,002 - 0,005 Ra = 0,32 <0,08 Ra= 1,25 <0,32
Яо = 0,16 <0,04
Хонинго- вание 0,3 — 0,05 (черновое) Бруски: абразив- ные зернистостью 16 — 6 (черновое) и 5 —М5 (полу- чистовое и чис- товое); алмазные иокр = 20 -г 80 м/мин упост = 3 — 22 м/мин; 5 = 0,44-3 мкм/дв. ход Черновое хонингова- ние брус- ками : абра- зивными 400—800 и За три опера- ции: 0,05-0,09 0,003-0,004’ За три опера- ции: Az = 404-10 Ra = 0,32 <0,08’ 0,005 — 0,020
800 Чистовая и отделочная обработка резанием
0,04-0,005 (получис- товое, чистовое) зернистостью 250/200-63/50 (черновое) и 80/63 — 20/14 (чистовое)
Суперфи- ниширо- вание 0,01 -0,025 (черновое); 0,003 - 0,008 (Чистовое суперфини- широва- ние) Бруски: абразив- ные зернистостью 8—5 (черновое) и М40 — М5 (чисто- вое); алмазные зернистостью 100/80 - 63/50 (черновое) и 40/28-20/14 (чистовое) Бруски: колебания 400 — 3000 дв./ход/ мин с амплитудой 2 — 5 мм: ипр = 2 ч- 20 м/мин; заготовка: иокр = = 10-^80 м/мин
Доводка: неза- креплен- ными абра- 0,001- 0,05 Абразивная (ал- мазная) паста, су- спензия зернис- тостью 5 — М14 (60/40-14/10) v = 0,08 -=- 6 м/с
алмазными 0,03-0,05 Ra — 404-10 |
800-1500; чистовое хонингова- ние 200 - 400 0,002-0,003’ за две опера- ции: 0,006-0,015 0,001-0,003 Ra = 0,32 4-0,08 за две операции: Ra = 2,5 4-0,63 Ra = 0,324-0,08
100-500 Исходная — частично исправляется при упругом поджиме бруска к дета- ли; 0,003-0,005 0,0005 - 0,001 (при размер- ном суперфи- ниширова- нии) Rz = 204-10 Ra= 1,25 4-0,63 Ra= 1,25 4-0,32 Ra = 0,164-0,08 Ra = 0,324-0,08 Ra = 0,08 4-0 02 0,005 — 0,020
20-400 0,0002 - 0,005 Ra = 0,32 4- 0,040 0,005 - 0,020
Продолжение табл. 7
Обработка Припуск на диаметр, мм Инструмент Режимы резания: скорость V, подача S, глубина резания t Давление р, кПа Параметры обработанной поверхности
Погрешность формы, мм Шерохова- тость* по- верхности, мкм Глубина нарушен- ного по- верхност- ного слоя /1, мм
зивны- ми зерна- ми притиром, шаржиро- ванным абразив- ными (ал- мазными) зернами 0,0005 — 0,005 для черновой до- водки: М10 —Ml (10/7-2/1) для чистовой Зернистость абразива: М7-М1 V = 0,08 — 7 м/с 100 - 200 0,0001 -0,001 От Ra — 0,080 0,020 до Rz = 0,040 -г 0,025 0,003- 0,010
* В числителе дроби — значение параметра до обработки поверхности, в знаменателе — после обработки.
Примечания: 1. В интервалах большие значения отклонений формы, шероховатости поверхности и глубины на-
рушенного поверхностного слоя соответствуют большим значениям зернистости применяемого абразивного материала, дав-
ления и исходного отклонения формы обрабатываемой поверхности и ее шероховатости.
2. Приведенные значения параметров качества поверхностей ориентировочны; назначены с учетом рациональных характе-
ристик и подготовки инструментов, составов СОЖ, а также того, что обработка осуществляется за две-три операции (пере-
хода) — черновую, получистовую и чистовую обработку.
3. Достигаемая точность обработанных поверхностей при тонком шлифовании и суперфинишировании соответствует
5 —6-му квалитету, при хонинговании — 6 — 7-му, при доводке — 3—6-му.
4. При односторонней доводке, суперфинишировании и тонком шлифовании плоских поверхностей значения припуска
уменьшают в 2 раза.
5. Рекомендации даны для абразивных брусков и кругов на керамической и органической (для чистовой обработки) связках;
алмазные — на металлических связках.
Чистовая и отделочная обработка резанием
Чистовая и отделочная обработка резанием
803
ния головки с брусками вдоль обрабатываемой детали со скоростью
га пр = м/мин. Соотношение скоростей щ и ркол зависит от среднего
значения угла а сетки рисок на обработанной поверхности tg а =
= га/вкол*
При осуществлении цикла обработки за несколько переходов
вначале удаляют микровыступы и нарушенный поверхностный слой,
которые образовались на предшествующей обработке, а также исправ-
ляют погрешность формы поверхности. Далее получают требуемые ше-
роховатость и глубину поверхностного слоя. Наибольшая производи-
тельность по съему материала при первом переходе достигается при
работе брусков в режиме самозатачивания с углом сетки а = 40 я- 50°
и t>a= гкол = 84-15 м/мин; получаемая шероховатость поверхности
Ra = 0,16-=-0,08 мкм. На втором или третьем переходе получают
шероховатость поверхности Ra = 0,0804-0,010 мкм при угле сетки
а = 604-88 ° и скорости гй = 80 м/мин и более.
Различают суперфиниширование: наружное круглое, осуществляе-
мое в центрах с продольной подачей бруска (рис. 2,а); в центрах
врезанием (рис. 2,6), без центров напроход, без центров врезанием;
наружное торцовое полоской кольцевой поверхности (рис. 2, в).
Бесцентровое суперфиниширование может быть осуществлено на-
проход со сквозной продольной подачей (рис. 3, а) и врезанием с по-
перечной подачей (рис. 3, б). При бесцентровом суперфинишировании
папроход вращение и продольное перемещение деталей 1 осущест-
вляются двумя валками 2, вращающимися в одном направлении и
повернутыми на угол 6 относительно направления продольной подачи
деталей (0 < 3°) Обрабатываемые детали последовательно перемеща-
ются под абразивными брусками 3, совершающими колебательное
движение и имеющими различную зернистость; черновые бруски
(первые) изготовлены с более крупным зерном, чем чистовые бруски
(последние). Давление р брусков уменьшается по мере перемещения
деталей. Первыми брусками- снимается припуск на обработку и исправ-
ляются отклонения от круглости и волнистость поверхности, а по-
Рис. 2. Схемы
а. — гладкого вала с
обработки абразивным бруском поверхностей:
продольной подачей инструмента; б — конической вре-
занием; в — плоской кольцевой
804
Чистовая и отделочная обработка резанием
Рис. 3. Схемы бесцент-
рового суперфиниши-
рования:
а — напроход цилиндри-
ческих заготовок; б — вре-
занием заготовок с бур-
тами
следующими брусками в основном обеспечивается требуемая шерохо-
ватость поверхности. При наладке станка на обработку детали диамет-
ром d необходимо обеспечить угол контакта <р = 15 -=- 20° между де-
талью 1 и валками 2 для устранения заклинивания детали между
валками и создания необходимой силы трения для ее вращения.
Бесцентровое суперфиниширование врезанием (см. рис. 3, б) при-
меняют для обработки деталей 1 с буртами (клапанов, золотников,
толкателей и т. д.), устанавливаемых по цилиндрическим поверхнос-
тям двух вращающихся валков 2, оси которых параллельны оси об-
рабатываемой детали. Рабочая поверхность валков имеет форму об-
рабатываемой поверхности. В отличие от суперфиниширования на-
проход детали обрабатывают на одной позиции одним бруском вна-
чале в черновом, а далее в чистовом режиме (переключение режи-
мов осуществляется от реле времени). Абразивный брусок 3 кроме
колебательного движения имеет медленное продольное перемещение
вдоль образующей обрабатываемой поверхности. Скорость вращения
детали при чистовом режиме в 4—5 раз превышает скорость вра-
щения детали при черновом режиме.
Бесцентровое суперфиниширование врезанием применяют для об-
работки цилиндрических и конических поверхностей роликов с пря-
молинейной образующей, а также выпуклых криволинейных поверх-
ностей. Обработка осуществляется суперфинишными головками на то-
карных, круглошлифовальных и суперфинишных станках с полуавтома-
тическим циклом обработки.
Чистовая н отделочная обработка резанием
805
Работа суперфинишных станков мод. 3870Б, 3871, 3871Б, 3871БК,
3872Б, 3873 для обработки в центрах цилиндрических поверхностей
деталей осуществляется в полуавтоматическом цикле обработки. Пере-
ход с черновой обработки иа чистовую осуществляется автоматически.
На бесцентровых суперфинишных станках детали обрабатывают на-
проход с продольной подачей изделия относительно колеблющихся
брусков (станки мод. 3878, 3879, 3880, 3880Н1) или врезанием
(мод. 3879Б).
Специализированные суперфинишные станки применяют для об-
работки в центрах шеек коленчатых валов (станки мод. 3874, 3875,
3875К, 3876), для обработки желобов колец подшипников (двухсуп-
портные станки мод. ЛЗ-111, ЛЗ-112, ЛЗ-ПЗ, ЛЗ-114, ЛЗ-171 и
односуппортные станки .мод. ЛЗ-167, ЛЗ-168).
Обработку наружных конических поверхностей методом врезания
в центрах осуществляют на станках мод. 3870Б, 3871Б, 3871БК,
СФГ-100, СФГ-300 и бесцентровую — на станке мод. 3879Б.
В условиях единичного и мелкосерийного производства для
окончательной обработки гладких или ступенчатых цилиндрических
и конических поверхностей применяют суперфинишные головки мод.
СФГ-100, СФГ-100А и СФГ-300, состоящие из механизма колебания,
держателей инструмента, узла крепления головки на суппорте станка и
электрооборудования. Суперфиниширование внутренних поверхностей
выполняют на токарных станках суперфинишными головками, осна-
щенными специальными державками, или на суперфинишных станках
для обработки в центрах с применением специальных приспособлений.
Плоские торцовые поверхности обрабатывают торцом вращаю-
щегося чашечного круга или колеблющимся бруском. Режимы и пара-
метры качества обработанной поверхности при суперфинишировании
приведены в табл. 7 и 8.
При обработке заготовок из закаленной стали применяют бруски
из белого электрокорунда 24А, 25А и зеленого карбида кремния 63С,
64С. Обработку чугуна и цветных металлов осуществляют брусками
из зеленого карбида кремния. Зеркальную поверхность с шерохова-
тостью Ra = 0,16-ь 0,02 .мкм получают брусками на бакелитовой
связке с графитовым наполнителем.
Твердые и хрупкие материалы обрабатывают брусками твердо-
стью СМ1—С2, мягкие стали — брусками твердостью М2 —СМ1.
Суперфиниширование заготовок из цветных металлов и сплавов
осуществляют за две операции: предварительную — брусками твердо-
стью М2 и М3, окончательную — брусками твердостью С1 и С2.
Перед обработкой бруски прирабатывают к поверхности детали с
помощью шлифовальной ленты зернистостью 16—25. Применение аб-
разивных брусков из эльбора на керамической связке СЮ зернис-
тостью М20 — М40 и твердостью С2 —СТ1 вместо брусков из зеленого
карбида кремния 63С позволяет повысить производительность обра-
ботки в 2 раза (при окружной скорости 90—120 м/мин, частоте
колебаний брусков 800 дв. ход/мин и амплитуде колебаний 15 мм)
806
Чистовая и отделочная обработка резанием
8. Зернистость абразивных брусков для суперфиниширования в зависи-
мости от требуемой шероховатости поверхности деталей
Требуемая шероховатость поверхности, мкм
Исходная шерохова- Ra= 0,324-0,16 Ra= =0,164-0,08 Аа = = 0,08 4-0,04 Ra= =0,044-0,02 Ra= =0,024-0,01
тость поверхности детали Ra, мкм Число переходов Зернистость Число i переходов Зернистость । Число | переходов Зернистость Число переходов Зернистость Число переходов Зернистость
1,25-0,63 1 М28 М20 1 М20 М14 1 2 М20 М7 — — — -
0,63-0,32 1 М20 М14 1 М14 М10 1 2 М14 М7 1 2 3 М20- М14 М7 М3 — -
0,32-0,16 — — 1 М14 М10 1 М10 М7 1 2 М14— М10 М3 1 2 3 М14: М10 М7; М5 Ml
0,16-0,08 — - — - — 1 2 М7 М3 1 2 М7; М5 Ml
Примечания: 1. Меньшая зернистость абразивного материала соответ-
ствует меньшей шероховатости Ra в интервалах.
2. Число переходов назначают в зависимости от требуемой шероховатости
поверхности и качества предшествующей обработки.
и снизить шероховатость поверхности до Ra = 0,25-? 0,16 мкм. Процесс
ведется с применением СОЖ малой вязкости (керосина, или керосина
с добавкой 10 — 15% веретенного масла, или масла индустриального
И-20А с добавкой 2 — 4 % олеиновой кислоты), обеспечивающей очистку
абразивных брусков от отходов и их охлаждение.
Хонингование — процесс обработки мелкозернистыми абразивными
и алмазными брусками, в основном цилиндрических отверстий (сквоз-
ных или глухих) диаметром 2. мм и более с отклонениями от
цилиндричности до 5 мкм и шероховатостью поверхности Ra =
= 0,63 -=- 0,04 мкм в деталях из стали, цветных металлов и их спла-
вов и других труднообрабатываемых материалов.
Чистовая и отделочная обработка резанием
807
Рис. 4. Схема формообразова-
ния цилиндрической поверхно-
сти 1 при хонинговании абра-
зивными брусками 2; <р —угол
скрещивания; ап — перебег
Процесс хонингования осуществляют специальной головкой с раз-
движными брусками, совершающей возвратно-поступательное переме-
щение со скоростью t>noCT = 15-5-20 м/мин при черновой обработке
и 1>пост = 6-5-12 м/мин при чистовой обработке (рис. 4).
Скорость вращательного движения вокр головки должна назна
чаться из соотношения X = rOKp/i>noCT = 2ч-4 при обработке стали и
Гокр/Впост = 34-5 при обработке чугуна, бронзы, латуни и алюминие
вых сплавов.
Разжим хонинговальных абразивных (алмазных) брусков осущест-
вляется по следующим двум схемам:
с постоянным рабочим давлением р (кПа) бруска на обраба-
тываемую поверхность;
с постоянной скоростью радиальной подачи к обрабатываемой
поверхности (мм/мин; мкм/дв.ход).
Число абразивных брусков зависит от конструкции хонинговаль-
.ной головки, диаметра и длины обрабатываемой заготовки (для об-
работки отверстий диаметром 2 — 8 мм применяют однобрусковые
головки).
Подготовка хонинговальной головки к работе включает установку
и закрепление брусков на колодках, сборку комплекта брусков и их
приработку (для алмазных брусков — вскрытие алмазоносного слоя и
последующую приработку).
Первоначально бруски комплекта правят по форме цилиндричес-
кой поверхности, а затем шлифуют на круглошлифовальном станке
с установкой брусков в пазах специальной оправки. Абразивные и ал-
мазные бруски шлифуют (с использованием керосина) абразивным кру-
гом из зеленого карбида кремния (63С) или белого электрокорунда
(24А) с более крупными зернами, чем у брусков твердостью С или СТ.
После правки комплект абразивных брусков устанавливают в
хонинговальную головку и притирают по отверстию детали с пода-
чей абразивного порошка (63 С или 24А) в смеси с солидолом. Процесс
притирки осуществляют при давлении 200 — 300 кПа. После притирки
абразивные бруски выдерживают в баке с керосином в течение 1—2 ч
для устранения «сухого хонингования» в начальный период работы.
Притирку алмазных брусков осуществляют с применением пасты
(70 — 80% порошка карбида бора зернистостью 12—16, остальное
солидол). Бруски считают приработанными, если площадь их контакта
с обрабатываемой поверхностью составляет 70—80%. Перед уставов-
808
Чистовая н отделочная обработка резанием
кой хонинговальной головки на станок следует проверить правильность
ее сборки: при полном разжатии диаметр брусков хонинговальной
головки должен быть больше диаметра обрабатываемого отверстия на
удвоенную высоту изнашиваемой части бруска. Стойкость одного ком-
плекта алмазных брусков при обработке чугунных деталей — 80—100
тыс. отверстий, при обработке стальных незакаленных деталей —
30 — 40 тыс. отверстий.
Хонингование осуществляют на хонинговальных станках мод.
ОФ38А, 3A83, ЗМ82, 3M83, ЗК82, 3K83, ЗК84, ЗН84, ЗН85, ЗН86, ЗГ833,
3820, 3820-2, 3821, 3821-2, 3822, 3822-2, PT-57, PT-59, РТ-82.
При черновом (предварительном) хонинговании удаляют припуск
иа диаметр 0,1 —0,3 мм. Значение припуска зависит от обрабатывае-
мого материала, числа операций (переходов), исходных и требуемых
точности размера, формы и шероховатости поверхности детали. При
получистовом и чистовом (окончательном) хонинговании припуск на
диаметр составляет 0,005 — 0,08 мм при обработке заготовок из чугуна
и стали и 0,01 — 0,1 мм при обработке заготовок из цветных металлов
и сплавов.
При хонинговании заготовок применяют абразивные бруски из
порошков и микропорошков электрокорунда марок 14А, 15А, 24А,
монокорунда 44А, карбида кремния 63С на керамической и бакели-
товой связках синтетических алмазов марок АС4, АС6, АС15, АСМ,
АСН на металлических, керамических, органических и металлосн"икат-
ных связках.
Для чернового и чистового хонингования чугуна применяют алмаз-
ные бруски на металлической связке Ml, для хонингования закален-
ных и улучшенных сталей — бруски на металлической связке М73,
М13 и М17. Для хонингования стальных закаленных заготовок ре-
комендуется также применять бруски из эльбора на керамической и
металлической связках.
Для чернового хонингования заготовок (Ra = 2,5 -г- 1,25 мкм) при-
меняют абразивные бруски зернистостью 16—6 и алмазные бруски
зернистостью 250/200 и 200/160; для получистового и чистового хо-
нингования (Ra = 0,80 -ь 0,08 мкм) — абразивные бруски зернистостью
5 —М5 и алмазные — зернистостью 100/80 — 20/14. При черновом хо-
нинговании стали и чугуна (Ra = 0,040 4- 0,010 мкм) со снятием при-
пуска 0,15 — 0,35 мм рекомендуются алмазные бруски зернистостью
400/315 — 250/200. Для хонингования стали применяют бруски из зерен
электрокорунда и алмаза; для чугуна и твердого сплава — из зерен
карбида кремния и алмаза; для алюминиевых, магниевых и медных
сплавов — из зерен карбида кремния.
Для обработки заготовок из твердого сплава и закаленной стали
можно использовать алмазные бруски на электролитической связке —
хром, серебро и никель. Толщина слоя электролитического металла
0,1—0,2 мм. Стойкость алмазных брусков в 200 — 300 раз выше, чем
брусков из электрокорунда или карбида кремния.
Чистовая и отделочная обработка резанием
809
Режимы обработки и параметры качества обработанной поверх-
ности после хонингования приведены в табл. 7.
При выполнении чернового и чистового хонингования припуск
на чистовое хонингование составляет 5—15% припуска на черновое
хонингование.
При обработке абразивными брусками коротких (l/d < 1) деталей
из чугуна и стали Л = 2 4- 6 при черновом хонинговании и Л = 4 4- 10
при чистовом.
Алмазное хонингование отверстий рекомендуется выполнять: в
незакаленных стальных заготовках со скоростями: 1>окр = 204-40 м/мин
и Впост = 54-10 м/мин, если отклонение формы не должно превышать
10—15 мкм; в закаленных заготовках — со скоростями гокр — 404-
4- 60 .M/мин и 1>пост = 104-18 м/мин; с предварительно хромированной
поверхностью — со скоростью впост <64-8 хм/мин.
Рабочее давление р брусков на обрабатываемую поверхность
составляет, кПа: при абразивном хонинговании чугуна и сталей —
200—1200; бронзы, латуни и алюминиевых сплавов — 50 —300 (боль-
шие значения принимают для чернового хонингования, меньшие —
для чистового); при алмазном хонинговании чугуна — 300—1200, не-
закаленных и закаленных сталей — 200 — 800 и алюминиевых сплавов —
300 — 900 (большие значения давления принимают для чернового хо-
нингования брусками на металлической связке Ml, меньшие — для
чистового хонингования брусками на органической связке БЗ).
Эффективность алмазного хонингования: 1. Алмазное хонингова-
ние гладких отверстий в шестернях [сталь 25ХГТ (HRC3 56 — 60)]
коробок передач на станке мод. 3821-2 повышает производительность
в 2 раза по сравнению со шлифованием и позволяет получить
шероховатость поверхности Ra = 0,63 4- 0,20 мк.м, отклонение от цилинд-
ричности 0,008 мм; рассеивание размеров по диаметру отверстия в
интервале + 0,012 хМ,м.
Хонингование выполняют брусками АБХ30 х 14 х 5 R 25 (ГОСТ
16606 — 71). Число брусков в комплекте — 12 (по два бруска на одну
колодку); зернистость алмазного порошка (А): 200/160 для чернового
хонингования и 80/63 для чистового; связка — .металлическая.
Снимаемый припуск на диаметр, мм: 0,15 для чернового хонин-
гования и 0,04 для чистового. Скорость движений, м/мин: вращатель-
ного хонинговальной головки — 40; возвратно-поступательного — 8 для
чернового хонингования и 6 для чистового. Поперечная подача
брусков, Мхм/мин: 0,20 для чернового хонингования и 0,05 для чис-
тового.
2. Алмазное хонингование отверстия корпуса гидроагрегата из
чугуна СЧ 18 на станке мод. 3821 позволяет достигнуть отклоне-
ния от цилиндричности до 5 MKxM и шероховатости поверхности
Ra = 0,32 4- 0,10 мкм.
Хонингование выполняют алмазными брусками АБХ60 х 4 х 4 R 15
(ГОСТ 16606 — 71). Число брусков в комплекте — 4; зернистость алмаз-
810
Чистовая и отделочная обработка резанием
ного порошка: АСВ —63/50 для чернового хонингования и АСМ—20/14
для чистового; связка — металлическая; снимаемый припуск иа диа-
метр, мм: 0,06 для чернового хонингования и 0,02 для .чистового.
Скорость движений, м/мин: вращательного хонинговальной головки —
60, возвратно-поступательного — 10 для чернового хонингования и 5 для
чистового. Поперечная подача брусков, мм/мин: 0,12 для чернового
хонингования и 0,03 для чистового.
Хонингование производят с обильной подачей СОЖ. При обра-
ботке деталей из стали и чугуна в качестве СОЖ применяют керосин
или смесь керосина с веретенным маслом номер 2 (10—20%) и до-
бавками скипидара и олеиновой кислоты.
Черновое хонингование закаленных стальных деталей повышает
микротвердость поверхностного слоя до 20 %, а чистовое хонингование
на 30 — 40% при общей глубине слоя h — 10 4- 20 мкм.
Хонингование наружных поверхностей осуществляют на специаль-
ных станках либо на модернизированных — шлифовальных, горизон-
тально-расточных, горизонтально-хонинговальных и др.
Производительность при хонинговании наружных поверхностей
в 2—4 раза выше, чем при суперфинишировании, вследствие большего
числа брусков и больших давлений.
Шлифование и полирование абразивными лентами. Ленточное шлифо-
вание в зависимости от требований к точности размера и формы
обрабатываемой поверхности осуществляют на свободной ветви ленты
поджатием к обрабатываемой поверхности с помощью контактного
ролика, жесткого копира соответствующей формы или упругого эле-
мента. Обработку на свободной ветви ленты применяют при низких
требованиях к качеству поверхности или для декоративной обработки.
Шлифование лентами с поджимными элементами применяют для
формообразования простых и сложных профильных поверхностей с вы-
сокими требованиями к качеству обрабатываемой поверхности.
Для ленточного шлифования применяют станки: широкопол стен-
ные ленточно-шлифовальные, шлифовальные циклического действия
с ручным прижимом колодкой или рычагом, бесцентрового и кон-
вейерного типов, ленточно-шлифовальные с приводом вращения кон-
тактного ролика, полуавтоматы и автоматы. Отечественная промыш-
ленность выпускает ленточно-шлифовальные станки мод. ЗБ820 (шлифо-
вание плоскостей), ЗБ852, ЗБ853, ЗБ854, 3855, 3854А (для обработки
под гальванопокрытия и декоративное полирование), ДШ44, ДШ61,
ДШ105 (для обработки плоских и фасонных поверхностей). Приме-
няют абразивные ленты (ГОСТ 12439 — 79): на тканевой основе —
склеенную (бесконечную) неводостойкую, склеенную водостойкую,
неводостойкую, водостойкую и на бумажной основе — склеенную не-
водостойкую, неводостойкую. Размеры лент (длина и ширина) регла-
ментированы ГОСТом.
Абразивные ленты изготовляют из шлифовальной шкурки и в за-
висимости от ее типа применяют для шлифования с охлаждением
СОЖ или без охлаждения. Для производства шкурки и лент при-
Чистовая и отделочная обработка резанием
811
меняют тканевую основу в соответствии с ГОСТ 5009 — 82 и
ГОСТ 13344—79. Для шлифования без охлаждения в качестве основы
используют саржу. При шлифовании с охлаждением водой или керо-
сином используют водостойкую шкурку на бумажной основе (ГОСТ
10054 — 82) в рулонах и листах. Водостойкую шкурку выпускают
двух типов — для ленточного шлифования и ручной обра-
ботки (Р).
Шлифовальную шкурку поставляют в бобинах.
Алмазные ленты производят на каучукосодержащих связках, нано-
симых на высокопрочную лавсановую ткань. По жесткости связки
подразделяют на три группы: эластичные (Pl, Р4), полужесткие
(Р9) и жесткие (Р14). В качестве шлифовального материала исполь-
зуют синтетические алмазные порошки ACM —АС2 зернистостью
20/14 — 80/63. Эластичные связки являются прочными и достаточно
стойкими к действию различных СОЖ, например, раствора с содер-
жанием, %: тринатрийфосфата 5; кальцинированной соды 3; лимон-
ной кислоты 2. Степень набухания связки Р1 в этих СОЖ составля-
ет всего 1,8% за 72 ч непрерывной работы. С повышением же-
сткости связки увеличивается стойкость лент к действию СОЖ. Освоен
также выпуск лент из эльбора на основе шифона (эльбор ЛЮ —ЛМ28)
шириной 60 и 90 мм, длиной 500—2000 мм и на основе капрона
(эльбор ЛМ5 —ЛМ20) шириной 100 мм, длиной 500—1000 мм.
При абразивном шлифовании (лентами из белого, хромистого или
титанистого электрокорунда), а также алмазном ленточном шлифова-
нии формирование микронеровностей на поверхности происходит в два
этапа: на первом этапе уменьшаются высоты микронеровностей и
волнистости, на втором этапе увеличиваются относительная опорная
длина профиля неровностей и шаг волнистости поверхности. Поэтому
ленточное шлифование рекомендуется проводить по временному циклу,
исходя из достижения требуемых шероховатости поверхности и вол-
нистости. Обычно цикл обработки не превышает 10 — 30 с, а снима-
емый припуск — 0,01—0,05 мм. Отклонение формы обработанной
поверхности при ленточном шлифовании, мм: 0,01 для круглого
шлифования; 0,05 — 0,07 для фасонных поверхностей; 0,02 — 0,03 при
бесцентровой обработке; 0,04 для плоских поверхностей.
Рекомендации по выбору режима обработки, характеристик абра-
зивных и алмазных лент в зависимости от обрабатываемого мате-
риала приведены в табл. 9 и 10; схемы обработки бесконечными
лентами — на рис. 5.
С помощью алмазных лент шлифуют труднообрабатываемые ма-
териалы — сплавы ВК15, ВТ22—1, стали 30ХГСН2А, 16ХГТА, Р6М5 и
др. При шлифовании титанового сплава ВТ22 — 1 алмазными лентами
на каучуковой связке различной жесткости — Pl, Р4 и Р5, зернисто-
стью 80/63 — 20/14 при скорости ленты vJt = 30 м/с производитель-
ность по съему материала составляет 110 — 210 мм3/мин. При обра-
ботке лентой на связке Р5 детали из твердого сплава ВК15 количество
снимаемого материала составляет 230 мм3/мин, а при более эластич-
9. Режимы шлифования абразивными лентами
Обрабатываемый материал Вид об- работки Марка абразивного материала Зернис- тость Режимы обработки СОЖ
Скорость резания V, м/с Давление р, кПа
Горяче- и холод- нокатаная сталь; зака- ленная сталь Черновая 13А, I4A, 24А 25-8 20-30 200- 500 Водные растворы нитрида натрия и триэтаноламина, сульфофрезол, масляные эмульсии, масло
Чистовая 15А, 16А, 24А, 25А, 44А, 45А 16-М14 25-40 150-300
Коррозионно- стойкая сталь и жаропроч- ные сплавы Черновая 14А, 43А, 44А, 45А 40-25 20-25 100-300
Чистовая 15А, 16А, 24А, 25А, 44А, 45А 16-М40 25-35 50-150
Алюминий и его сплавы Черновая 14А, 62С, 63С 40-8 25-35 До 200 Масляные эмульсии, масло и сжатый воздух
Чистовая 16А, 63С 12-М40 30-40 До 100
Чистовая и отделочная обработка резанием
Медь и ее спла- вы Черновая 14А, 62С, 63С 40-16 25-35 До 200 Водные растворы соды, эмульсии
Чистовая 16А, 63С 12-М40 30-40 До 80
Чугун Черновая 14А, 62С, 63С 80-25 20-25 200 -400
Чистовая - — 25-30 100 - 300
Титановые сплавы Черновая 14А, 15А, 16А 40-16 16-12 250-150 Водные растворы нитрида натрия, фосфата калия, гексамстафосфата натрия и триэтаноламина, сульфо- фрезол, водные растворы хлорис- того калия и йода
Чистовая 63С 25-М40 16-20 30-100
Примечания: 1. Режимы полирования абразивными лентами соответствуют режимам чистового шлифования при
меньших значениях указанного диапазона зернистости абразивного материала (М40—М28).
2. Ориентировочные значения зернистости абразивного материала лент и соответствующая ей шероховатость Ra
поверхности при обработке стальных деталей на ленточно-шлнфовальных станках:
Зернистость............................................ 40—25 25 — 12 5—4 М40 —М28
Шероховатость Ra, мкм.................................. 5—2,5 2,5—0,63 0,16 — 0,08 0,32 —0,08
3. При черновом шлифовании используют рифленый контактный ролик, при чистовом шлифовании — гладкий.
Чистовая и отделочная обработка резанием 813
10. Режимы и условия шлифования и полирования бесконечными алмазными лентами
Обраба- тываемая поверхность Материал заготовки Метод обработки Характе- ристика инструмента Режимы обработки Показатели процесса Параметры качества обработанной поверхности
^л, м/с ?д> м/мин го, Н Q, ММ3/ /мин Я, мг/г Ra, мкм К Two % Д,
Профильная Закаленная и легирован- ная сталь Шлифова- ние АС2* 63/50—80/63; Р9, Р14; 100 30-35 12-15 20-30 200— -250 200— -250 7-8 0,4- -0,7 600- -800 18-20 0,03- -0,4 мм
Полирова- ние АСМ; 40/28 - 50/40; Р4, Р9; 100 30-35 5-7 15-20 150— -200 50-60 8-10 0,2- -0,3 1000- -1200 40-50
Цилиндри- ческая Закаленная и легирован- ная сталь, титановые сплавы Шлифова- ние АС2’ 63/50-80/63; Р14, Р9; 100 30-35 50— -100 25-35 220— -250 200— -300 6-9 0,3- -0,6 800— -1000 30-38 8 — 9-й квали- тет
Полиро- вание АСМ; 20/14 - 40/28; Р9, Р1; 100 30-35 40-60 15-20 200— -230 30-60 3-10 0,1- -0,16 1100 — -1500 60- -100 6-7 квали- тет
Цветные сплавы Шлифова- ние без ох- лаждения АС2‘ 63/50—80/63; Р9, Р14; 100 20-30 100— -150 10-15 250— -280 400— -600 15-24 0,3- -0,6 600- -800 20-25 7-8-й квали- тет
Примечания: 1. Условные обозначения: vn — скорость ленты; 1>д—окружная скорость детали; Ру — сила прижима;
Го —сила предварительного натяжения ленты; Q — производительность по съему материала; q — удельный расход алмазов;
К ~ показатель волнистости, равный отношению среднего шага волнистости к высоте волн; Турс — относительная длина профиля
волнистости при уровне сечения профиля с, Лф — отклонение формы поофиля обработанной поверхности.
2. При шлифовании и полировании бесконечными лентами применяют СОЖ: смесь керосина и машинного масла (4: 1);
2 —3 %-ный содовый раствор; 4%-ная эмульсия.
3. В графе «Характеристика инструмента» данные приводятся в последовательности: марка алмаза, зернистость
порошка, марка связки, относительная концентрация алмазов.
814 Чистовая и отделочная обработка резанием
Чистовая н отделочная обработке резанием 815
Рис. 5. Схемы обработки беско-
нечными лентами:
а — на свободной ветви ленты; б —
на свободной ветви ленты с опор-
ным роликом; в — с поджатием лен-
ты к обрабатываемой поверхности
заготовки при помощи контактного
ролика; 1 — обрабатываемая заго-
товка; 2 — лента; 3 — приводной
ролик; 4 — натяжной ролик; 5 —
опорный ролик; б — контактный
ролик
ной связке PI — 140 мм3/мин. Достигаемая шероховатость поверхности
Ra = 0,634-0,080 мкм и точность размера 7—11-й квалитет.
По данным МПО «ЗИЛ», алмазные ленты длиной до 2 м на
связках Pl, Р4 и Р9 применяют для полирования кулачков рас-
пределительных валов пальцев крестовин и шеек коленчатых валов со
снятием припуска 0,001—0,004 мм на диаметр. В последнем случае за
20 — 30 с обработки шероховатость поверхности уменьшается с Ra =
- 0,32 4-0,16 мкм до Ra = 0,16 4- 0,08 мкм, стойкость алмазной шкурки
составляет 30—50 тыс. коленчатых валов. Алмазная лента длиной
65 мм заменила 60—100 м применяемой ранее абразивной ленты.
Стойкость алмазной шкурки в 1000 раз превышает стойкость абра-
зивной шкурки. Алмазное ленточное шлифование успешно заменяет
суперфиниширование. При обработке кулачков и шеек распределитель-
ных валов один комплект алмазной шкурки (длина шкурки 65 мм)
заменил 20 — 30 комплектов абразивных брусков, причем за 30 — 40 с
обработки шероховатость уменьшилась с Ra = 0,63 4- 1,25 мкм до
Ra = 0,32 4-0,16 мкм.
Лучшее качество поверхности получают при обработке алмазной
шкуркой с использованием СОЖ состава, %: керосина 75; машинного
масла 24 и олеиновой кислоты 1.
На 1 ГПЗ с целью интенсификации процесса ленточного абра-
зивного шлифования осуществляется доводка желобов внутренних колец
подшипников с шероховатостью поверхности Ra — 0,32 4- 0,16 мкм двумя
абразивными лентами в два перехода на доводочных автоматах мод.
ДА-150А, ДА-100, ДА-95: на первом переходе применяют абразивную
ленту зернистостью 10, на втором — зернистостью 5. Суммарное время
обработки 10—12 с.
Обработка осуществляется с непрерывной подачей веретенного
масла с добавкой 2 — 3% олеиновой кислоты.
Полирование абразивными эластичными кругами и пастами. Поли-
рованием эластичными кругами получают шероховатость поверхности
до Ra = 0,164-0,010 мкм. Предварительно обработанная поверхность
должна иметь шероховатость, соответственно, не ниже от Ra =
816
Чистовая н отделочная обработка резанием
= 0,32 -5- 0,16 мкм до Ra = 0,080 н- 0,040 мкм. Количество снимаемого
в процессе полирования металла составляет 0,01—0,03 мм, скорость
вращения полировальных кругов — 10 — 40 м/с. Зернистость абразивно-
го материала, применяемого для полирования, выбирают в зави-
симости от вида полирования: 10 — 6 для чернового полирования
и 6—4, М40 —М10 для чистового. На поверхность эластичного круга
из кожи, войлока, фетра, бязи или поропласта наносят с помощью
клея или жидкого связующего вещества слой абразивных зерен или
слой полировальной пасты.
Для полирования деталей из труднообрабатываемых материалов —
твердых сплавов, керамики, ситалла, кремния, кварца — применяют
алмазные пасты с зернистостью алмазного порошка 60/40— 1/0 с нор-
мальной (Н), повышенной (П) и высокой (В) массовыми долями алма-
зов (по ГОСТ 25593 — 83). По смываемости алмазные пасты бывают
водоразбавляемые В (смываемые водой), жировые О (смываемые орга-
ническими растворителями) и универсальными ВО (смываемые водой
и органическими растворителями). Водорастворимые алмазные пасты
и суспензии применяют для обработки на жестких полировальниках
с полиамидным покрытием толщиной 0,05 — 3 мм кристаллов рубина
и керамических деталей.
Одним из перспективных видов эластичных абразивных инструмен-
тов являются лепестковые круги, представляющие собой цилиндри-
ческий корпус с закрепленными по его периферии или торгу лепестка-
ми абразивной или алмазной шкурки. С помощью лепестковых кругов
на наружных и внутренних поверхностях обрабатываемых деталей мо-
жет быть достигнута шероховатость Ra = 0,080 -г- 0,040 мкм.
Струнно-абразивная обработка применяется либо для очистки по-
верхностей заготовки, либо для снижения шероховатости внутренних
и наружных поверхностей, как правило, сложной формы — отделка
фасонных поверхностей штампов и пресс-форм, очистка отливок,
декоративное полирование поверхностей под гальваническое покрытие.
Струйно-абразивная обработка осуществляется зернами абразив-
ного материала (зернистость 40 —М5), введенными в струю жидкости
или газа, подаваемую под давлением на обрабатываемую поверхность.
Выбрасываемые из сопла форсунки вмесге с жидкостью (газом)
абразивные зерна с большой скоростью (50 м/с и выше) ударяются
об обрабатываемую поверхность, срезая на ней микронеровности,
оставленные после предшествующей обработки. В целях повышения
эффективности струйно-абразивной обработки (полирования) применя-
ют распыление струи жидкости сжатым воздухом (скорость струи
достигает 70 — 90 м/с).
На эффективность обработки оказывает большое влияние род
абразивного зерна, зернистость, угол а атаки струи (угол, под кото-
рым струя направлена на обрабатываемую поверхность). В качестве
абразивного материала применяют зерна электрокорунда и карбида
кремния. Очистку литых заготовок из легких сплавов производят гра-
нулированным кварцевым песком. Режущая способность абразивной
Чистовая и отделочная обработка резанием
817
струи зависит от угла атаки а, соотношения твердой и жидкой со-
ставляющих струи, марки абразивного материала и его зернистости.
Для подачи струи рабочей жидкости на обрабатываемую поверх-
ность под давлением (400 — 800 кПа) применяют форсунку, в которую
поступает сжатый воздух, распыляющий жидкость по полируемой по-
верхности. Наибольший съем обрабатываемого материала обеспечива-
ется при углах атаки а = 30 4-45°. Для снижения шероховатости
обработанной поверхности а уменьшают до 15 — 20°. Для интенсифи-
кации процесса обработки и снижения шероховатости поверхности
струи рабочей жидкости подают навстречу друг другу из сопел двух
или нескольких форсунок.
Для операций очистки и снятия заусенцев обычно применяют
абразивный материал зернистостью 40—10, а для полирования по-
верхностей — зернистостью М20 —М5. Соотношение массовых долей
жидкой и твердой составляющих рабочей жидкости колеблется от
4:1 до 1:1. В качестве жидкости обычно применяют содовую
эмульсию.
Струйно-абразивная обработка внутренних поверхностей состоит в
прокачивании под давлением рабочей жидкости.
Виброабразивная обработка деталей. Вибрационные методы абра-
зивной обработки применяют для очистных, отделочных и шли-
фовально-полировальных операций. Обработка осуществляется в вибра-
ционных барабанах и камерах — контейнерах, в которые загружают
заготовки и абразивные наполнители (рабочая среда). Барабану или
камере сообщают вибрации в двух или трех направлениях (рис. 6).
Вибрационная абразивная обработка в зависимости от состава
рабочей среды представляет собой механический и химико-механичес-
кий процессы удаления частиц обрабатываемого материала, сглажива-
ния микронеровностей путем пластического их деформирования абра-
зивными частицами рабочей среды. Вибрационную камеру устанавли-
вают на пружинах и сообщают ей, например, с помощью инерцион-
ного вибратора (от вращающегося вала
с несбалансированными грузами), колеба- -
тельные движения в разных направлениях
с частотами колебаний 900 — 3000 кол/мин
и амплитудой 0,5 — 9 мм. Обрабатываемые
заготовки и рабочая среда совершают
относительные перемещения с переменны-
ми по величине и знаку ускорениями. Ра-
бочая среда и заготовки участвуют в двух
Рис. 6. Схема вибрационной уста-
новки:
1 — рабочая камера; 2 — пружина; 3 —
инерционный вибратор; 4 — груз; 5 —
основание; 6 — ленточная пружина
818
Чистовая и отделочная обработка резанием
движениях: колебательном и циркуляционном (медленном вращении
всей массы).
Процесс виброабразивиой обработки происходит следующим обра-
зом: вибрации от стенок камеры передаются прилегающим к ним
слоям рабочей среды, а от этих слоев — следующим слоям рабочей
среды и заготовкам и т. д.
Обработку осуществляют либо с использованием СОЖ, либо без
нее. При обработке без СОЖ продукты износа удаляют продувкой
или отсосом.
При виброабразивиой обработке с использованием СОЖ периоди-
чески или непрерывно подают жидкий раствор в количестве 6 — 8%
объема загрузки барабана. Жидкий раствор обеспечивает удаление
продуктов износа с поверхности заготовок, смачивает заготовки и
абразивную среду и способствует равномерному распределению заго-
товок в среде. Интенсивность вибрационной обработки зависит от
следующих факторов: характера движения камеры и абразивных
зерен рабочей среды, скорости и ускорения относительного движения,
силы микроударов, контактного давления, напряжения и температуры,
возникающих в поверхностном слое при воздействии абразивных зерен.
В качестве абразивных наполнителей применяют: зерна из электро-
корунда и карбида кремния зернистостью 25—40, дробленые от-
ходы абразивных кругов зернистостью 6—25 и степенью твердости
СТ—ВТ на керамической связке. Жидкая составляющая рабочей сре-
ды — водные растворы щелочей, кислот и солей с различными хими-
ческими добавками. Раствор кальцинированной соды (2 — 3 %-ный) при-
меняют при абразивной обработке поверхностей, снятии заусенцев и
окалины с чугунных и стальных деталей. На отделочных операциях
используют мыльно-содовые растворы и водные растворы аммиака.
Соотношение обрабатываемых деталей и рабочей среды при поли-
ровании — 1:3, при обработке нежестких деталей 1:2; при обработке
жестких деталей —1:1.
Время обработки партии деталей составляет 0,5 — 2 ч.
При вибрационной абразивной обработке заготовок в условиях се-
рийного и массового производства целесообразно создавать механи-
зированные и автоматизированные участки с вибрационными установ-
ками и специальным оборудованием.
Абразивная доводка является методом окончательной обработки
деталей, обеспечивающим высокое качество поверхностного слоя,
шероховатость поверхности до Ra = 0,01 0,002 мкм, отклонения раз-
меров и формы обработанных поверхностей до 0,05 — 0,3 мкм. Па-
раметры качества, а также точность плоских, цилиндрических, сфери-
ческих и фасонных внутренних и наружных поверхностей деталей
после доводки выше, чем после тонкого шлифования, суперфиниши-
рования и хонингования.
Использование механической абразивной доводки повышает произ-
водительность обработки в 2 — 6 раз по сравнению с ручной довод-
кой, обеспечивая стабильное получение выходных (эксплуатационных)
Чистовая и отделочная обработка резанием
819
Рис. 7. Принципиальные схемы доводки плоских (а, б), цилиндри-
ческих (в, г) и сферических (д, е, ж, з, к) поверхностей:
1 — притир; 2 — обрабатываемая заготовка; 3 — стол (устройство для уста-
новки заготовки)
характеристик деталей агрегатов и машин (например, кремниевых под-
ложек, кварцевых кристаллических элементов, керамических опор гиро-
приборов и т. д.). Основные схемы доводки поверхностей деталей
приведены на рис. 7. Одностороннюю или двустороннюю обработку
плоских деталей осуществляют с помощью плоского притира (при-
тиров) в виде диска, плиты (рис. 7, о) или трубчатого притира
(рис. 7, б). Доводку наружных цилиндрических поверхностей осущест-
вляют как плоскими (рис. 7, в), так и цилиндрическими притирами, а
внутренних цилиндрических поверхностей в основном разрезными ци-
линдрическими притирами (рис. 7, г). Выпуклые сферические поверх-
ности обрабатывают сферическим инструментом в виде трубки или
чашеобразной «шалы», а вогнутые — инструментом в виде «грибка»,
диска или трубчатым инструментом (рис 7,д — ж,к); шарики дово-
дят между двумя притирами, в одном из которых выполнена коль-
цевая канавка, а другой — плоский (рис. 7, и).
Абразивная доводка — сложный процесс удаления припуска с обра-
батываемой поверхности в результате массового воздействия абразив-
820
Чистовая н отделочная обработка резанием
них зерен при перемещении детали по поверхности притира. При абра-
зивной доводке одновременно протекают физические, химические и
физико-химические процессы.
Доводочные станки для обработки наружных плоских, цилиндри-
ческих и сферических поверхностей по виду кинематической связи
рабочих звеньев исполнительного механизма доводочного станка под-
разделяют на два типа: первый тип — станки с жесткой кинематиче-
ской связью, второй тип — станки с фрикционной связью между дета-
лями и инструментом.
Станки выполняют однодисковыми и двухдисковыми, с неподвиж-
ными и подвижными притирами и различными рабочими механизма-
ми, задающими закон относительного движения детали и притира
сочетанием вращательных, качательных и поступательных движений
притира (притиров) и устройств для установки деталей (сепараторов,
кассет, «планов»).
Одностороннюю доводку деталей осуществляют на однодисковых
станках поводкового типа и доводочных станках с правильными
кольцами.
Производительность доводки повышается с увеличением скорости
движения деталей относительно притира при принудительном враще-
нии поводкового устройства или правильных колец и сепаратора с де-
талями навстречу притиру. Встречное или попутное принудительное
вращение в станках с правильными кольцами создается с помощью
жесткой кинематической связи правильного кольца с центральным
колесом или фрикционом, находящимся во внешнем зацеплении с пра-
вильным кольцом или непосредственно с сепаратором, в котором нахо-
дятся детали.
Двухдисковые доводочные станки имеют наладки двух типов:
планетарную (с планетарным приводом для нескольких сепараторов)
и эксцентриковую (с эксцентриковым приводом одного общего сепа-
ратора). Планетарную наладку применяют для односторонней и
двусторонней (плоскопараллельной) доводок деталей между прити-
рами.
Дисковую сепараторную наладку используют при плоской дву-
сторонней доводке деталей между двумя притирами, а также при
доводке цилиндрических поверхностей деталей, для чего применяют
дисковые сепараторы со свободной укладкой деталей в пазах сепа-
ратора и в которых предусмотрены пальцы (пентры) для фиксации
деталей, имеющих центральное отверстие или технологические центры.
Доводку плоских и цилиндрических поверхностей деталей осущест-
вляют на плоскодоводочных станках:
однодисковых с правильными кольцами мод. 3803, 38О4П, 3806,
3806Л, 3807, 3808, 3809, 3809У с диаметром притиров 280 — 2240 мм
(для обработки плоских поверхностей — диаметром 100— 800 мм);
двухдисковых различных моделей с планетарным и эксцентрико-
вым исполнительными механизмами с различными диаметрами при-
тира:
Чистовая и отделочная обработка резанием
821
Модель станка . . . . 3813; 3813Б ЗБ814; ЗЕ814 ЗД817 ЗЕ816
Диаметры, мм:
притира.............. 280 450 1060 750
заготовки:
плоской................До 60 До 115 До 380 До 200
цилиндрической . . До 20 До 50 До 120 До 100
Для обработки тонких пластин из кремния, сапфира и других
хрупких материалов диаметром 75—125 и толщиной 0,4—1 мм при-
меняют доводочные станки с планетарным, эксцентриковым и с пла-
нетарно-эксцентриковым исполнительными механизмами (конструкция
МВТУ им. Н. Э. Баумана).
Различают два метода доводки в зависимости от типа абразив-
ного инструмента (притира): доводку незакрепленными зернами абра-
зивного материала в составе абразивных паст и суспензий и доводку
закрепленными зернами абразива (шаржированными притирами и
абразивными кругами).
Доводку [(предварительную) черновую, чистовую (окончательную)
и тонкую] прецизионных деталей осуществляют за 2 — 5 операций
(или переходов), последовательно уменьшая зернистость абразивного
материала, входящего в состав суспензий и паст.
Для повышения параметров качества поверхностей после доводки
применяют предварительную селекцию заготовок: интервал рассеива-
ния исходного размера в партии одновременно обрабатываемых де-
талей не должен превышать +1/3 припуска на доводку. Припуск
назначают в зависимости от требуемых параметров качества обра-
ботки (табл. 11).
Доводку деталей абразивными пастами на притирах осуществляют
при периодическом нанесении пасты на поверхность притира (нама-
зыванием): либо предварительным шаржированием притира абразив-
ными зернами с помощью специальных устройств с плоскими, ролико-
выми кольцевыми правильно-шаржирующими инструментами.
Доводку абразивными суспензиями осуществляют двумя способа-
ми: при непрерывной подаче суспензии или периодической дозиро-
ванной.
11. Припуск на сторону поверхности, подвергаемой доводке,
в зависимости от требуемых точности и шероховатости поверхности
Доводка Точность обработки, мкм Шероховатость Ra, мкм Припуск, мм
Черновая (предваритель- ная) Получистовая 3-5 0,63-0,16 0,02-0,05
1-2 0,16-0,08 0,005 -0,015
Чистовая (окончатель- 0,5-1 0,08-0,02 0,002 -0,005
ная) Тонкая 0,1-0,5 0,1-0,025 0,0002 — 0,001
822
Чистовая и отделочная обработка резанием
Непрерывная подача абразивной суспензии в зону обработки при-
меняется для предварительной обработки деталей, при этом обеспе-
чивается высокая производительность обработки.
Доводка с периодическим нанесением пасты применяется как для
предварительной, так и для чистовой доводки.
Наивысшие параметры качества поверхности получают при тонкой
доводке деталей притирами, шаржированными зернами пасты. Так,
после доводки плоскопараллельных мер длины на притирах, шаржиро-
ванных микропорошками зернистостью М2 —Ml, получают отклонение
от плоскостности 0,05 — 0,10 мкм и шероховатость поверхности
Ra — 0,001 -? 0,005 мкм.
Для повышения производительности обработки вместо металличес-
ких притиров применяют абразивные круги. Например, при доводке
закаленных стальных деталей (подшипниковые кольца, ролики) исполь-
зуют абразивные круги на керамической связке на основе зеленого
карбида кремния 63С, для доводки пластин магнитов — круги на
основе электрокорунда 23А —25А, зернистостью 8 —М40, твердостью
М2 —СМ2. Доводка твердосплавных пластин (шероховатость поверх-
ности Ra»0,32-4-0,16 мкм) алмазными кругами на металлической
связке ТО2, зернистостью 100/80 повышает производительность обра-
ботки в 3 раза по сравнению с доводкой на чугунных притирах
суспензиями на основе карбида бора зернистостью 4.
Эффективность процесса доводки определяют следующими че-
тырьмя группами факторов:
технологическими — видом абразивного материала и рабочей жид-
кости абразивных суспензии, составом пасты или суспензии, материа-
лом притира и детали, зернистостью абразивного материала, рабочим
давлением, соотношением жидкой и твердой составляющих абразивной
суспензии, расходом и способом подачи абразива;
кинематическими — соотношением угловых скоростей и линейных
размеров звеньев исполнительного механизма станка, определяющим
значения и законы изменения скорости v и ускорения д’ относи-
тельного движения заготовки и притира;
динамическими — средним значением й законом изменения силы
F взаимодействия заготовки и притира через абразивную про-
слойку;
геометрическими — отклонением формы реальной поверхности при-
тира и заготовки от номинальной поверхности, разноразмерностью
заготовок в партии перед доводкой, соотношением площадей обраба-
тываемой поверхности заготовки и притира, формой и размерами
канавок для подвода абразивной суспензии, соотношением линейных
размеров звеньев исполнительного механизма станка.
Стабилизация параметров качества обработки и автоматическое
управление процессом доводки заготовок по параметрам качества,
производительности и себестоимости обработки осуществляются на
основе определения значений и закона изменения факторов про-
цесса доводки во времени.
Чистовая и отделочная обработка резанием
823
Суспензии, пасты и мелкозернистые круги для доводки изго-
товляют из микропорошков следующих абразивных материалов:
электрокорунда: белого (23А, 24А, 25А), хромистого (ЗЗА, 34А),
титанистого (37А) и монокорунда (43А, 44А, 45А);
зеленого карбида кремния (63С, 65С), карбида бора (КБ) и эль-
бора (ЛВМ, ЛПМ) зернистостью М40—Ml;
алмазных микропорошков марок АСМ и АСН (из синтетических
алмазов), AM и АН (из природных алмазов); зернистость порошков
60/40-1/0.
Для предварительной доводки применяют шлифпорошки зерни-
стостью 5 — 4 и микрошлифпорошки зернистостью М40—М14; зер-
нистость шлифовальных материалов для получистовой — MIO—М5,
для окончательной — М10 —М3, для тонкой — М3 —Ml. Окончатель-
ную и тонкую доводку осуществляют также мягкими абразивными
материалами — окисью алюминия, окисью хрома, крокусом и др.
Абразивные суспензии и пасты содержат 20 — 30% абразивного
материала, остальное — парафин, стеарин, олеиновая кислота, керосин,
веретенное, дизельное, вазелиновое масла и т. д. Зерна абразивного
материала находятся во взвешенном состоянии в керосиномасляной
смеси, в которую добавлены парафин, стеарин или олеиновая кислота.
При обработке неметаллических материалов (керамики, кварца, полу-
проводниковых материалов, сапфиров и т. д.) применяют водные
суспензии.
Для устранения оседания абразивных зерен в суспензию добав-
ляют 5—10% (массовая доля) тонкодисперсной двуокиси кремния.
Алмазные пасты и суспензии применяют для доводки заготовок
из твердых сплавов, закаленной стали, керамики, сапфира, ситалла,
кварца, полупроводниковых материалов и т. д. Алмазные пасты
изготовляют из микропорошков природных (А) и синтетических (АС)
алмазов зернистостью 60/40—1/0 включительно, наполнителей и свя-
зующих веществ.
Материал притира и его свойства выбирают в зависимости от
физико-механических характеристик обрабатываемого материала и
требуемых производительности и параметров качества обработки.
Для доводки деталей из труднообрабатываемых материалов наиболее
распространенным материалом притира является серый чугун с фер-
ритной, перлитной и перлитно-ферритной структурой; марки чугуна:
СЧ 15, СЧ 18, СЧ 20, СЧ 25 (твердость НВ 120 — 200). Предвари-
тельную доводку выполняют притирами из перлитных (наиболее
износостойких) чугунов с крупнопластинчатым перлитом, хорошо
удерживающим абразивные зерна.
Для окончательной доводки применяют более мягкие ферритные
с фосфидной эвтектикой и перлитно-ферритные чугуны с мелко-
дисперсным и тонкопластинчатым перлитом. Из ферритных чугунов
изготовляют притиры, шаржируемые мелкозернистым абразивным ма-
териалом зернистостью М3—Ml (в частности, для доводки кон-
цевых мер длины).
824
Чистовая и отделочная обработка резанием
При доводке заготовок из цветных металлов и их сплавов (алю-
миниевых, медных, магниевых), отожженных сталей рекомендуется
применять в качестве материалов притиров оптическое стекло ма-
рок МКР-1 (пирекс) или К8, а также перлитный чугун и цветные
металлы (олово, свинец), которые хорошо шаржируются абразивом.
Притиры из оптического стекла имеют в 1,5 раза выше износо-
стойкость, чем • чугунные. С их помощью получают однородную
матовую поверхность без рисок. Используемые при этом суспензии
приготовлены на основе керосиномасляной смеси и микрошлифпо-
рошка зернистостью М40 —М14. Обработку проводят при давлении
р = 20 -? 80 кПа. В этих условиях зерна абразива свободно перекаты-
ваются между заготовкой и притиром. Доводка заготовок из закаленной
стали с шероховатостью поверхности Ra = 0,02-? 0,005 мкм осущест-
вляется пастами ГОИ, содержащими окись хрома, олеиновую кислоту,
стеарин или парафин на стеклянных или чугунных притирах.
Для окончательной доводки заготовок из закаленной стали,
твердых сплавов, керамики и ситалла применяют притиры из
цветных металлов и их сплавов (меди Ml твердостью НВ 70, латуни
Л63 твердостью НВ 90) и пластмасс, которые обеспечивают стабиль-
ные результаты при шаржировании их абразивными и алмазными
микропорошками. При доводке притирами с незакрепленными абра-
зивными зернами наблюдается повышенный износ рабочей поверх-
ности притиров.
Значения скоростей v относительного движения детали и при-
тира, давлений р для двух видов доводки деталей и достигаемые
параметры качества обработанных поверхностей деталей приведены
в табл. 7.
Доводку внутренних цилиндрических поверхностей осуществляют
на станках: вертикально-доводочных мод. ОФ26А — отверстий диа-
метром 10—20 и глубиной до 100 мм; полуавтоматах ПДО — от-
верстий диаметром 4—25 и глубиной до 100 мм; мод. 3120Д —
отверстий диаметром 8,5—12 и длиной 80 мм; мод. 3821Д — отверстий
диаметром 8 —30 и длиной 100 мм. Оптимальное давление (кПа) при
доводке: предварительной 100 — 300 и окончательной 20—50.
При обработке отверстий диаметром до 30 мм скорости (м/мин)
окружную аокр и поступательного перемещения апост назначают
в зависимости от вида доводки:
гокр ^пост
Для предварительной доводки.................... 25 — 50 6—15
Для окончательной доводки...................... 10 — 20 5 — 8
Доводку отверстий в корпусах распылителей наиболее эффек-
тивно осуществляют на полуавтоматах мод. ЦНИТА-8170 и
ЦНИТА-511017. Отклонения от круглости и прямолинейности об-
разующей цилиндрической поверхности не превышают 0,0005 мм;
шероховатость поверхности Ra = 0,02 ч- 0,04 мм.
Чистовая и отделочная обработка резанием
825
Доводку уплотняющего конуса распылителя рекомендуется осу-
ществлять на автоматах ЦНИТА-511018. Отклонения обработанных
отверстий не превышают: от круглости — 0,0008 мм, отклонение от
прямолинейности образующей — 0,002 мм и отклонения угла конуса
от номинального значения +10'.
Высокоэффективные способы доводки детален. Технологические
возможности высокоэффективных способов абразивной доводки загото-
вок определяются параметрами качества поверхностей заготовок,
поступивших на обработку, и обработанных деталей, физико-меха-
ническими свойствами материала заготовки, а также технической
характеристикой доводочного станка. Доводку деталей этими
способами выполняют на металлических и неметаллических притирах
абразивными суспензиями и пастами, а также абразивными и
алмазными кругами.
Стабилизацию параметров качества обработки заготовок осуще-
ствляют в двух принципиально различных направлениях — равномер-
ным изнашиванием поверхностей притиров и заготовок и программи-
рованным движением заготовки по поверхности притира или притира
по поверхности заготовки.
Способ доводки, основанный на последовательном изменении
кинематического режима обработки (рис. 8), позволяет устранить
неравномерность изнашивания рабочей поверхности притира, т. е.
форма исходного профиля айЪй (aoboco) рабочей поверхности притира
сохраняется неизменной (отклонение формы в пределах допуска),
а поверхности обрабатываемых деталей получают требуемые форму
и точность. Изменение формы изнашиваемой ра.бочей поверхности
притира обрабатываемыми заготовками осуществляется посредством
циклического изменения направления и величины линейных или
угловых скоростей перемешения звеньев исполнительного механизма
станка (рис. 8, а).
Указанный способ доводки может быть использован непосредст-
венно для формообразования. В этом случае выполняют последо-
вательное циклическое перераспределение съема материала с поверх-
ности заготовки изменением кинематического режима обработки
в целях получения требуемой формы обработанной поверхности
детали. При обработке заготовок, размеры которых превышают раз-
меры притира (рис. 8, б), последовательно изменяют форму обраба-
тываемой поверхности таким образом, чтобы погрешность формы
Дф поверхности была в пределах допуска.
Доводку заготовок этим способом осуществляют на однодиско-
вых доводочных станках с правильными кольцами мод. 3807, двух-
дисковых планетарных станках мод. ЗЕ816, ЗД817, ЗБ816И и сферо-
доводочных станках, например, мод. ДСВ-1.
Способ зональной доводки заготовок, основанный на обработке
деталей различными зонами рабочей поверхности притира. В про-
цессе доводки заготовок периодически чередуют зоны рабочей по-
верхности притира (притиров при двусторонней доводке), участвующих
826
Чистовая и отделочная обработка резанием
Рис. 8. Принципиальная
схема доводки заготовок
с циклическим изменени-
ем кинематических режи-
мов обработки поверхно-
стей:
а — плоских; б — сферических;
(aGb0, аоЬосо) — исходные
профили рабочей поверх-
ности притира (а) и заготовки
(6); (а1Ь1с1) и (а2Ь2с2) - про-
фили при кинематическом
изменении режима обработ-
ки; 1 — шпиндель притира;
2 — шпиндель детали; 3 —
поводок; 4 — притир; 5 —
заготовка
в процессе доводки. Время
обработки детали в преде-
лах каждой зоны опреде-
ляют исходя из условия
одинакового изнашива-
ния в этих зонах рабо-
чей поверхности притира. На двухдисковом доводочном станке
эксцентрикового типа зона рабочей поверхности притира, участвую-
щая в обработке, последовательно расширяется от кольцевой зоны
до зоны, охватывающей всю поверхность притира. На однодисковых
станках (рис. 9) также последовательно изменяется положение
заготовки 2 или сепаратора с заготовками на поверхности при-
тира 1. В этом случае после-
довательно изменяются уча-
стки поверхности притира, име-
ющего исходный профиль а0Ь0,
взаимодействующие с обраба-
тываемой поверхностью заго-
товки (заготовок), в такой по-
следовательности по отдельным
зонам: в пределах участка а1Ь1
(рис. 9, а), в пределах участка
^1^2 (рис. 9, б) и в пределах уча-
Рис. 9. Принципиальная схема
обработки заготовок спосо-
бом зональной доводки с изме-
нением эксцентриситета е; А;,
Д2, Д3 — износ притира соответ-
ственно на участке (а);
ata3(e) .
Чистовая н отделочная обработка резанием
827
стка Д1Д3 (рис. 9, в). Оптимальным считается режим, при котором по-
верхность притира изнашивается равномерно, т. е. Aj = Д2 = Д3.
Принцип зональной доводки может быть использован при последова-
тельном съеме материала с поверхности заготовки по отдельным ее
участкам притиром, совершающим программированное перемещение
(в том числе и циклические движения).
Наиболее эффективна зональная доводка при осуществлении
операции за два перехода — чернового с выходом заготовок за
края притира и чистового без выхода заготовок за края притира.
Способ доводки заготовок с циклическим изменением давления р,
скорости v и тангенциального ускорения <f относительного движения
заготовки и притира. Повышение производительности обработки и
улучшение качества поверхности заготовок из хрупких и пластичных
материалов могут быть достигнуты за одну операцию без смены при-
тира и изменения зернистости абразива при циклическом изменении
давления р, скорости v и ускорения д’ относительного движения
с различным чередованием их уровней при движении заготовок вдоль
цикловых траекторий С0(г), ..., С4(г4) (рис. 10) за время обработки Т^р.
В зависимости от физико-механических свойств материалов детали
и притира восприимчивость их к действию факторов р, v и д’ различна
и проявляется в изменении структуры (строения) нарушенного обра-
боткой слоя материала и глубины зоны с микротрещинами (как
правило, для хрупких материалов) или пластической и упругой
деформациями (для пластичных материалов). Время обработки
Гобр = tr — t0 = гчер + гчис, где время черновой доводки гчер состоит
из интервалов времени At с различными уровнями р, v и д’; t4ep =
= Atj + Д1ц + Д/щ + ДДу- Время чистовой доводки Дгчис определяется
временем Дгк, необходимым для последовательного удаления ука-
занных выше зон поверхностного слоя (см. рис. 10).
Последовательность автоматического изменения параметров р,
v и а' назначают в зависимости от физико-механических свойств’
материалов взаимодействующих элементов системы заготовка —
абразивная прослойка — притир. При черновой доводке циклическое
изменение этих параметров должно быть таким, чтобы каждому
увеличению v соответствовало увеличение в 1,5 — 2 раза д’ и р. При
чистовой доводке заготовок для обеспечения высокого качества
поверхностного слоя каждое изменение v сопровождается уменьше-
нием д’ при неизменном значении р.
Например, при черновой доводке керамических опор с внутрен-
ней сферической поверхностью радиусом Ясф = 9 мм на сферодоводоч-
ном станке мод. ДСВ-01 с использованием алмазной пасты АСМЗ/2
за два перехода (первый — при v — 0,14 м/с, д’ = 4,1 м/с2 и р = 75 кПа;
второй — при и = 0,01 м/с, д' = 0,02 м/с2 и р = 150 кПа) износо-
стойкость этих опор повышается в 1,5—2 раза. Воздействие зерен
на обрабатываемую поверхность на первом переходе происходит в
условиях микровыкалывания при прерывистом их контакте с поверх-
ностным слоем детали; на втором переходе — в условиях микрорезания
828
Чистовая и отделочная обработка резанием
Рис. 10. Принципиальная схема
обработки заготовок способом до-
водки с циклическим изменением
скорости v, ускорения а' относи-
тельно движения заготовки 2 по
притиру 1 и давления р:
а — цикловая траектория Со (t), (t).
С4 (t) Движения заготовок 2 по при-
тиру Г, б — график зависимостей v (t),
a' (t), р (Г) от времени обработки
при непрерывном контакте зерен
с поверхностным слоем детали.
Непрерывно управляя парамет-
рами процесса доводки р (г), v (t)
и a' ft), можно осуществлять как
черновую, так и чистовую доводку
в одной операции без изменения
зернистости абразива, что повы-
шает производительность обра-
ботки и обеспечивает требуемое
качество доведенных поверхнос-
тей.
Способ доводки заготовок с пе-
риодическим восстановлением ре-
жущей способности абразивных притиров. В процессе доводки
заготовок абразивными притирами (кругами) режущая способность
абразивных зерен снижается вследствие затупления и износа их кромок,
а также заполнения пор поверхности инструмента и межзернового
пространства образующимся шламом. Поэтому для восстановления
режущей способности инструмента применяют различные способы
принудительной правки рабочей поверхности притиров с прерыванием
процесса доводки. Поэтому для повышения эффективности доводки,
выполняемой абразивными притирами, осуществляют периодическое
восстановление их режущей способности при периодической подаче
СОЖ и абразивной суспензии. В момент подачи абразивной суспензии
для восстановления режущей способности, абразивного притира рабо-
чее давление снижают до значения рпр, равного до 50% номинально-
го рабочего давления рр, и прекращают подачу СОЖ (рис. 11).
На рис. 11 показаны зависимости изменения с течением времени:
интенсивности К ft) съема материала заготовки для двух стадий: I —
при р = const и II — при р = var и давлении р ft) в момент подачи
абразивной суспензии и СОЖ в интервале времени Дг, в течение
которого происходит восстановление режущей способности притиров
вследствие удаления шлама с их поверхности. •
Чистовая и отделочная обработка резанием
829
Рис. 11. Исполнительный механизм
планетарного доводочного станка (а);
изменение интенсивности К (t) съема
материала заготовки и давления p{t)
в процессе доводки (б); 1 и 5 — цен-
тральное и наружное колеса планетар-
ного исполнительного механизма стан-
ка; 2 —сепаратор; 4 и 5 — соответст-
венно верхний и нижний притиры; 6 —
заготовка; 7 — связка алмазного слоя
притира; 8 — зерно; 9 — шлам
в)
Рис. 12. Принципиальная схе-
ма доводки заготовок с ци-
клическим изменением зазора
h между поверхностями при-
тира и заготовки:
а — плоская доводка; б — цилин-
дрическая
Использование этого способа доводки обеспечивает требуемое
качество обработки и повышает производительность по съему мате-
риала в 1,5—5 раз по сравнению с традиционными методами доводки
свободным абразивом (при оптимальных условиях и режимах об-
работки).
При доводке на плоскодоводочном станке поводкового типа
плоских поверхностей закаленных деталей из стали ШХ15 (HRC
60—65) и твердого сплава Т14К8 алмазными плоскими кругами
АС463/50 ТО2 100 при режимах доводки: р = 8004-850 кПа; р =
= 1,164-2,5 м/с, СОЖ-3 %-ный водный раствор кальцинирован-
ной соды интенсивность съема материала достигает 500—700 мкм/мин
и шероховатость обработанной поверхности Ra = 0,24-0,32 мкм.
830
Чистовая и отделочная обработка резанием
S)
Рис. 13. Принципиальная схема (а) обра-
ботки тонких пластин с разгрузкой сепа-
ратора 1 от силового воздействия заго-
товок 4; I и II — траектории движения
заготовки соответственно по нижнему 3
и верхнему 2 притирам со скоростью с;
а — угол между векторами сил F3_4 и
F2_4 взаимодействия верхнего и нижнего
притиров с заготовкой
Для правки алмазных кругов в этом
случае применяют абразивную суспензию
на основе карбида кремния 63С зернис-
тостью КУ, в качестве жидкой фазы сус-
пензии используют воду [соотношение
твердой и жидкой фаз суспензии 1:10
(объемные доли)]. Рабочее давление правки рпр = 5 кПа; при этом ре-
жущая способность круга восстанавливается на 85—90% за 3 — 5 мин.
Способ гидродинамической абразивной доводки заготовок с периоди-
ческим изменением зазора между поверхностями притира и детали
основан на гидродинамическом абразивном съеме материала заготовки
при прерывистом контакте абразивных зерен с обрабатываемой плос-
кой (рис. 12, а), цилиндрической (рис. 12,6) или сферической поверх-,
ностями. Способ применяется для размерной и декоративной (полиро-
вание) обработки металлов и неметаллических материалов. Зазор h
между заготовкой 4 и притиром 3 периодически изменяется с по-
мощью устройства перемещения заготовок, в котором размещается
сепаратор 1 с закрепленными в нем заготовками, или в процессе до-
водки заготовок 4 в результате износа поверхности канавок притира
(см. рис. 12,6) между вставками 2. Максимально допустимый зазор h
не должен превышать трех —пяти средних диаметров абразивного
зерна.
Для предварительной обработки рекомендуются шлифпорошки
зернистостью 10 — 3 и микропорошки зернистостью М40 — М28; для
окончательной обработки — микропорошки зернистостью М14 —М3.
Эффективность гидродинамической доводки поверхностей по про-
изводительности может быть повышена одновременным периодиче-
ским изменением зазора h и скорости относительного движения
обрабатываемой детали по притиру.
Способ двусторонней доводки тонких пластин, основанный на сило-
вой разгрузке сепаратора. Параметры качества доводки тонких пластин
толщиной 0,04 — 0,15 мм и соответственно диаметром 5 — 20 мм; тол-
щиной 0,38 — 1 мм и соответственно диаметром 75—125 мм зависят
от прочности сепаратора, изготовленного, как правило, из неметал-
Чистовая и отделочная обработка резанием
831
лического материала, сохранения исходной формы рабочей поверх-
ности притира, выбора значений р и v относительного движения
заготовки по притиру (притирам).
Повышение работоспособности пленки сепаратора при доводке
пластин достигается следующими приемами: уменьшением числа плас-
тин закладываемых в сепаратор; использованием натянутого сепара-
тора; доводкой или полированием пластин без выбега за края кольца
притира (полировальника) или с выбегом на оптимальную величину.
При доводке тонких пластин наиболее эффективен способ, при котором
доводимые или полируемые тонкие пластины не оказывают силового
воздействия на сепаратор.
На рис. 13 приведены условия силовой разгрузки сепараторов
эксцентриковых, планетарных или планетарно-эксцентриковых испол-
нительных механизмов доводочных станков. Верхний притир имеет
скорость в 2 раза большую, чем сепаратор; нижний притир — непод-
вижный, что позволяет повысить точность обработки заготовок.
Угол а между векторами сил F2-4 и F3-4 при полной силовой раз-
грузке сепаратора равен 180°; при частичной разгрузке — меньше 180°.
В приборостроении этот способ доводки тонких пластин реализован
и осуществляется на станках мод. КЗА914 (эксцентрикового типа),
К3840, К3853 (планетарного типа) и планетарно-эксцентрикового типа
конструкции МВТУ им. Н. Э. Баумана.
Безабразивная доводка твердосплавными дисками применяется для
доводки поверхностей прецизионных деталей. При этом способе обра-
ботки получают: отклонение от цилиндричности обработанной по-
верхности 0,5 — 2 мкм, отклонение от перпендикулярности торцовой
поверхности к оси цилиндрической поверхности 1 — 3 мкм и шерохо-
ватость поверхности Ra = 0,040 4- 0,020 мкм при обработке стальных
цапф деталей приборов и Ra = 0,63 4- 0,32 мкм при обработке заго-
товок из титановых сплавов.
Одновременную доводку цилиндрической и торцовой поверхнос-
тей цапф приборов осуществляют диском на цапфодоводочных стан-
ках (рис. 14, а и б) или на токарных станках классов В и С, у кото-
рых шпиндель смонтирован на подшипниках скольжения. Твердосплав-
ный диск 1 закрепляется в шпинделе качающегося рычага 2. Заготов-
ка 3 получает вращательное движение со скоростью v3 — 104-50 м/мин
и может перемещаться в осевом направлении. Опорой для заготовки
служит люнет 4.
Инструменты (твердосплавные диски) изготовляют из твердых
сплавов марок ВК6-М, ВК8-М и ВК10. На универсально-заточном
станке на цилиндрическую поверхность А и торцовую поверхность Б
диска наносят заточкой мелкие риски (шероховатость рабочей поверх-
ности инструмента Ra — 1,254-0,63 мкм; риски наклонены под углом
10-25° к оси диска). Инструмент — чашечный алмазный круг зернис-
тостью 50/40.
Стойкость твердосплавного диска определяется временем работы
До появления на его рабочей поверхности наволакивания металла, что
832
Чистовая и отделочная обработка резанием
Рис. 14. Схемы доводки цилиндрических и торцовых поверхно-
стей (а) цапф твердосплавными дисками с расположением осей
шпинделей заготовки и твердосплавного диска:
ан б — параллельным; в — взаимно перпендикулярным; г — взаимно наклонным
увеличивает шероховатость обработанной поверхности и вызывает
вибрации.
Скорость вращения твердосплавного диска гд = 80-г 120 м/мин
(зависит от обрабатываемого материала).
При расположении оси шпинделя твердосплавного диска парал-
лельно оси заготовки (рис. 14,6) на торцовую поверхность Б диска
наносят более мелкие риски, чем на цилиндрическую поверхность А,-
Условия работы поверхностей А п Б диска различны: в процессе
доводки цилиндрическая поверхность диска соприкасается с цилиндри-
ческой поверхностью заготовки по узкой площадке, а контакт тор-
цовых поверхностей диска и заготовки осуществляется по площади С
сегмента, что приводит к большему съему материала с торца заго-
товки, чем с цилиндрической поверхности.
Чистовая и отделочная обработка резанием 833
Припуск на обработку торца заготовки назначают обычно в 1,2—
1,5 раза большим, чем припуск на обработку цилиндрической поверх-
ности, или эти припуски равны, поэтому для одновременного окон-
чания процесса доводки двух поверхностей у детали торцовую плос-
кость твердосплавного диска затачивают алмазным шлифовальным
кругом меньшей зернистости. При перпендикулярном расположении
оси шпинделя твердосплавного диска к оси заготовки (рис. 14, в)
заточку твердосплавного диска по торцовой и цилиндрической по-
верхностям выполняют одинаковой, так как площади контакта по-
верхностей диска и заготовки также примерно одинаковы. Наклон-
ное расположение оси шпинделя инструмента (твердосплавного диска)
позволяет повысить качество торцовой поверхности цапфы посред-
ством отвода инструмента в направлении К, перпендикулярном оси
вращения шпинделя инструмента (рис. 14, г). Если длина обрабатыва-
емой цилиндрической поверхности равна ширине торца цапфы, обра-
ботку осуществляют с подачей в направлении К.
Использование безабразивной доводки прецизионных деталей
позволяет устранить ручную пригонку посадочных поверхностей и по-
высить производительность обработки в 1,5 раза по сравнению с до-
водкой с применением абразивных паст и увеличить ресурс работы
изделия, так как отсутствует шаржирование зернами абразива поверх-
ностного слоя детали.
СПИСОК ЛИТЕРАТУРЫ
1. Абразивная и алмазная обработка материалов: Справочник/Под
ред. А. Н. Резникова. М.: Машиностроение, 1977. 390 с.
2. Абразивные материалы и инструменты: Каталог-справочник.
М.: НИИмаш, 1976. 389 с.
3. Аргусов А. К., Дубова В. Г., Лавров В. А. Опыт внедрения
абразивной, алмазной и эльборовой обработки в машиностроении.
М.: Машиностроение, 1981. 45 с.
4. Бабнчев А. П. Вибрационная обработка деталей. М.: Машино-
строение, 1974. 133 с.
5. Боровский Г. В. Лезвийный инструмент из композита. М.:
НИИмаш, 1979. 52 с.
6. Боровский Г. В. Режущий инструмент из сверхтвердых материа-
лов для автоматизированного производства. В кн.: Эффективные тех-
нологические процессы изготовления режущих инструментов, мате-
риалы семинаров. МДНТП, 1984, с. 131 — 139.
7. Головань А. Я., Грановский Э. Г., Машков В. Н. Алмазное
точение и выглаживание. М.: Машиностроение, 1976. 30 с.
8. Иванов Ю. И., Носов И. В. Эффективность и качество обра-
ботки инструментами на гибкой основе. М.: Машиностроение, 1985.
87 с.
834
Электрофизическая обработка
9. Колтунов И. Б., Кузнецов А. М., Романов П. Н. Прогрессив-
ные процессы абразивной, алмазной и эльборовой обработки в под-
шипниковом производстве. М.: Машиностроение, 1976. 30 с.
10. Кремень 3. И. Прогрессивная технология хонингования и су-
перфиниширования. М.: Машиностроение, 1978. 52 с. (НТО МАШ-
ПРОМ).
11. Мазальскин В. Н. Суперфинишные станки. Л.: Машинострое-
ние, 1974. 157 с.
12. Наерман М. С. Прогрессивные процессы абразивной, алмаз-
ной и эльборовой обработки в автомобилестроении. М.: Машинострое-
ние, 1976. 32 с.
13. Орлов П. Н. Высокоэффективные способы абразивной довод-
ки деталей. — Станки и инструмент, 1984, № 5, с. 35 — 37.
14. Прогрессивные технологические процессы в автостроении/Под
ред. С. М. Степашкина. М.: Машиностроение, 1980. 318 с.
15. Торбило В. М. Алмазное выглаживание. М.: Машиностроение.
1972. 63 с.
ГЛАВА 17
ЭЛЕКТРОФИЗИЧЕСКАЯ ОБРАБОТКА
К электрофизическим относятся методы обработки, заключаю-
щиеся в изменении формы, размеров и шероховатости поверхности
заготовки с применением электрических разрядов, магнитострикцион-
ного эффекта, электронного или оптического излучения, плазменной
струи (ГОСТ 3.1109 — 82). Эти методы включают следующие виды
обработки: электроэрозионную, ультразвуковую, лазерную, электрон-
нолучевую и другие.
Электроэрозионная обработка (ЭЭО) основана на разрушении ма-
териала под действием тепла, вызываемого электрическими импуль-
сными разрядами, возбуждаемыми между обрабатываемой заготовкой
и электродом-инструментом (ЭИ), расположенных на определенном
промежутке друг от друга, заполненного диэлектрической жидкостью.
Данный метод обеспечивает возможность обработки токопроводя-
щих материалов любых прочности, твердости, вязкости и хрупкости.
Производительность обработки закаленных сталей при объемном ко-
пировании достигает 10000—12000 мм3/мин и может быть увеличена
при повышении мощности станков и числа используемых контуров.
Она зависит от обрабатываемого материала, рабочей жидкости, ма-
териала ЭИ, электрического режима, площади и формы обрабаты-
ваемой поверхности, а также других факторов. Скорость съема мате-
риала достигает 0,2—12 мм/мин; точность обработки находится
в пределах 0,01 — 0,2 мм, а шероховатость поверхности Ко = 50-е-
<- 0,2 мкм.
Процесс характеризуется износом электрода-инструмента и нали-
чием дефектного (измененного) слоя на обработанной поверхности.
Электрофизическая обработка
835
При ЭЭО, как правило, используют импульсы большой силы тока
и низкого напряжения (амплитудные значения ит = 50 4- 300 В; 1т —
от единицы до нескольких тысяч Ампер); при этом энергия импуль-
сов находится в пределах от нескольких десятков джоулей до не-
скольких микроджоулей, длительность импульсов в пределах 10“1 —
10"7 с, скважность импульсов q = 1 4- 30, а частота повторения f=
= 50-J- 1,5-106 Гц [1].
Применяют два способа включения электродов: при прямой по-
лярности ЭИ — катод, а заготовка — анод; при обратной полярности
ЭИ — анод, заготовка — катод. Выбор полярности обусловлен необхо-
димостью получения высокого съема материала и наименьшего изна-
шивания ЭИ, от которого в значительной степени зависит точность
обработки.
Для формоизменения сложных поверхностей электроэрозионным
методом применяют копировально-прошивочные операции, шлифо-
вание, вырезание электродом-проволокой и электроэрозионную обкат-
ку. С помощью перечисленных операций изготовляют поверхности
штампов, пресс-форм, литейных форм, рабочие колеса турбин и ком-
прессоров, точные отверстия, щели, мембраны, трафареты, решетки,
фасонные ручьи прокатных валков и другие детали из труднообрабаты-
ваемых материалов (закаленных сталей, высокопрочных и коррозион-
но-стойких сталей, твердых и магнитных сплавов и др.).
Копировально-прошивочные операции осуществляются при пря-
молинейном поступательном движении ЭИ. При вырезных работах
инструмент представляет собой непрерывно перематываемую прово-
локу диаметром 0,005 — 0,3 мм, которая перемещается относительно
заготовки по заданной траектории с помощью систем ЧПУ.
Для обдирки, резки труднообрабатываемых материалов, отрезки
литников, прибылей применяют электроконтактную обработку (ЭКО),
в которой использован электроэрозионный принцип формообразова-
ния. ЭКО осуществляется вращающимся с большой скоростью (свыше
25 м/с) диском при постоянном токе в воде и переменном токе
в воздухе. Между диском и обрабатываемой заготовкой возбуж-
даются прерывистые дуговые разряды. Напряжение питания до 50 В;
в качестве источника питания используется понижающий трансформа-
тор или выпрямитель мощностью от десятков до сотен киловатт.
Относительный износ диска-инструмента составляет при работе в воде
10—20% и воздухе — до 5%.
Для заточки малогабаритного твердосплавного режущего инстру-
мента и элементов штампов вместе со стальной державкой (оправкой)
применяют комбинированный процесс электроэрозионной абразивной
обработки, в котором абразивный (алмазный) токопроводящий круг
подключают к положительному, а деталь к отрицательному полюсу
генератора импульсов, а в качестве рабочей среды применяют сма-
зочно-охлаждающие жидкости, используемые при обработке на метал-
лорежущих станках.
1. Электроэрозионные операции 18]
Операция Область применения Точность, мм (ква- литет) Шерохова- тость по- верхности Ra, мкм Производи- тельность, мм3/мин Материал , инструмента Рекомендуемые станки
К опиро вально - прошивочная Обработка фасонных поверх- ностей площадью до несколь- ких квадратных метров; от- верстий диаметром 0,02 мм и более; криволинейных отвер- стий, шелей, маркирование, нарезание резьбы, извлечение сломанного инструмента (5-12) 50-0,2 До 12000 (по стали); до 200 (твердый сплав) Медь, ла- тунь, вольф- рам, молиб- ден, компо- зиционные и графитовые материалы 4720М; 4Г721М; 4610; 4Е723; 4Е723-01; 4Е724; 4Д721АФ1; 4Д722А; 4Д722АФ1; 4Д722АФЗ; МА79; 4М721; 4Л721Ф1; 4П724ФЗ; 4К722АФ1
Электроэро- зионное шли- фование Обработка деталей нз магнит- ных и твердых сплавов, фасон- ных резцов, калибров, цанг и т. д. (7-9) 3-0,2 — Латунь, чу- гун, углегра- фитовые ма- териалы 4Г721М; 4Д722АФ1; 4Д722АФЗ; 4Д722А
Вырезание элек- тродом-про- волокой Изготовление элементов вы- рубных штампов, щелей, па- зов, калибров, цанг, разрезка заготовок из труднообрабаты- ваемых материалов 0,01- -0,05 6-10 До 40 (сталь); до 20 (твердый сплав) Проволока из латуни, молибдена, вольфрама 4531ФЗ; МА4738ФЗ; 4А731; 4532ФЗ; 4735ФЗ; 4732ФЗ; 4733ПФЗ
Электрофизическая обработка
Электроэро- зионная об- катка Обработка фасонных ручьев прокатных валков 0,1- -0,3
Электроконтакт- ная обдирка и отрезка Обработка наружных и внут- ренних цилиндрических и ко- нических поверхностей, тор- цов, отрезка прибылей, лит- ников (10-11)
Абразивно- электроэро- зионное шли- фование Обработка деталей из корро- зионно-стойких, магнитных, твердых сплавов
10-40 — Медь, угле- графитовый материал МА4730; МА4730А; эгос
40-1000 До 200000 (обдирка); до 100 см2/мин (отрезка) Сталь МЭ301; МЭЗОЗ
0,3-3,2 До 5000 (магниты); до 1100 (твердый сплав) Абразивные (алмазное) круги на металличе- ской связ- ке ЗК12Р; ВТ-82; ЗК227ВР; ЗЕ711ВФ1
Электрофизическая обработка 837
2. Рабочие жидкости для ЭЭО |8]
Рабочая жидкость Температура вспышки, °C Кинематиче- ская вязкость при 20 °C, м2/с 106 Содержание ароматиче- ских углево- дородов, % Назначение
Сырье углеводородное для производства сульфонола (ТУ 38.101845 — 80) Керосин 64-71 70-75 2,2 Св. 1,7 До 5 0,5-3,5 Станки малой мощности
Смесь «керосин — масло И-12А» (в соотно- шении 1:1) 61-63 6,0 22-25 Станки средней и боль- шой мощности
Рабочая жидкость для электроэрозионных станков ПО «Ангарскнефтеоргсинтез» 125 6-8 5,^
Вода с антикоррозионными присадками 0,04 % NaNO3 и 0,04 % N(C2OH) - — — Обработка стальных де- талей на вырезных стан- ках, не допускающих загрязнение поверхности карбидами
Электрофизическая обработка
Электрофизическая обработка
839
Электроэрозионные операции приведены в табл. 1. В качестве
рабочих жидкостей для ЭЭО наибольшее распространение получили
продукты переработки нефти (табл. 2). В целях наиболее эффектив-
ного ведения процесса на получистовых и чистовых режимах, где
межэлектродные зазоры (МЭЗ) малы, следует использовать маловязкие
рабочие жидкости [v20 = (1,8 4- 3) 10“6 м2/с]; на черновых режимах
наиболее эффективны жидкости с вязкостью v20 = (5 6,5) 10“6 м2/с.
В качестве материала рабочей части ЭИ применяют медь, латунь,
графитовый материал, чугун, алюминиевые сплавы, а также порошко-
вые композиционные материалы.
Износ ЭИ колеблется в широких пределах (0,1—200%)* в зависи-
мости от его материала, материала заготовки, режима процесса и дру-
гих факторов. Наилучшую стойкость получают при работе графито-
выми и металлическими ЭИ, используя специальную группу режимов.
При оптимальных условиях обработки деталей из сталей износ ЭИ
из графитового материала составляет на черновых режимах 0,1—0,3 %,
на чистовых 0,5—1,2%; износ медных ЭИ на черновых режимах
составляет 0,6—1 %, на чистовых (при Ra = 1,5 -г- 2,5 мкм) 1,5 — 4%.
Материал и метод изготовления ЭИ (механическая обработка,
гальванопластика, металлизация напылением, штамповка, прессование)
следует выбирать в зависимости от вида электроэрозионной операции,
материала детали, режимов, площади обработки, сложности формы
обрабатываемой поверхности, ее точности, шероховатости, а также
программы выпуска деталей.
Материалы рабочей части ЭИ и области применения инструмен-
тов представлены в табл. 3.
Электроэрозионные станки делятся на копировально-прошивоч-
ные, обкатные, вырезные, электроконтактные и электроэрозионные
шлифовальные. Наибольшее распространение получили копировально-
прошивочные станки, основными элементами которых являются ста-
нина, инструментальная головка с ЭИ и регулятором подачи для
поддержания заданного межэлектродного зазора; ванна с рабочей
жидкостью, в которой находится стол для установки обрабатываемой
заготовки; механизмы относительного перемещения электродов; систе-
ма очистки рабочей жидкости и подачи ее в зону обработки; гене-
ратор импульсов (ГИ). Технические характеристики копировально-
прошивочных и вырезных станков приведены в табл. 4 и 5.
Для ЭЭО применяют различные схемы генераторов импульсов,
которые преобразуют электрическую энергию переменного тока про-
мышленной частоты в периодические импульсы высокой частоты для
осуществления размерной обработки металлов.
* Здесь и далее указывается объемный относительный износ ЭИ в про-
центах, который представляет собой отношение объема разрушенной части ЭИ
к объему материала заготовки, удаленного за одно и то же время.
840
Электрофизическая обработка
3. Материалы рабочей части ЭИ электроэрозиоиных станков [8, 9]
Материал инструмента Область применения
Материалы н сплавы Медь, Ml, М2, М3 (ГОСТ 859-78) Все виды обработки деталей из сталей и жаропрочных сплавов на никелевой и кобальтовой основе
Латунь (ГОСТ 15527-70) Прошивание фасонных отверстий в де- талях из сталей, жаропрочных и твердых сплавов
Алюминиевый сплав (ГОСТ 4784- 74) Черновая обработка деталей из сталей и жаропрочных сплавов на никелевой основе
Вольфрам ВРН Прошивание отверстий диаметром 1 мм в деталях из сталей
Молибден МРН Прошивание отверстий диаметром 1 мм в деталях из жаропрочных и твердых сплавов
Медь пористая (ГОСТ 4960-75) Все виды обработки деталей из сталей, жаропрочных сплавов; черновая обра- ботка деталей из твердых сплавов; прошивание сквозных отверстий
Композиционные материалы Медь-нитрид бора Обработка деталей из твердых спла- вов, титана, тугоплавких металлов и сплавов
Вольфрам-медь Обработка деталей из твердых и туго- плавких сплавов
Графитовые материалы: АРВ-6 МПГ-6 Все виды обработки деталей из сталей и жаропрочных сплавов Изготовление ЭИ сложных форм с тон- кими стенками
Электрод-проволока Диаметром 0,1 —0,3 мм из латуни (ГОСТ 15527-70) Диаметром 0,2—0,3 мм из меди Ml, М2, М3 (ГОСТ 859-78) Диаметром 0,005 —0,1 мм из вольфрама, молибдена Обработка на вырезных станках сложно- контурных деталей из стали, меди, твердого сплава То же, изделий из стали и жаро- прочных сплавов
4. Технические характеристики универсальных электроэрозионных копировально-прошивочных станков
Характеристика 4720М 4Т721М 4610 4Е723 4Е723-01 4Е724 4Д721АФ1 4Д722А (4Д722АФЗ; 4Д722АФ1)
Размеры рабочей поверхности стола (длина х ширина), мм 200х125 360 х 200 220х160 630x400 630x400 1120х х800 360x200 630x400
Номинальная обрабатываемая — 1500 — 15000 — 30000 — —
площадь, мм2
Наибольшая масса, кг:
обрабатываемой детали 18 30 — 750 750 2500 — 100
электрода-инструмента 12 1,2 — 50 75 75 15 30
Наибольшее расстояние от тор- 390 280 255 450 — 50 450-50 710-210 420 450
ца шпинделя до рабочей поверхности стола, мм
Рабочий ход шпинделя, мм Наибольший ход стола (инстру- мента), мм: 150 100 50 200 200 200 160 150
поперечный 100 160 125 250 250 500 200 250
продольный 150 250 160 400 400 800 200 400
Точность установки координат, 0,01 0,01 0,01 0,01 0,01 0,002 0,002
ММ
Наибольшая производитель- 70 250 80 3000 1100 6000 250 500
ность при обработке деталей из стали, ммЗ/мин
Наибольшая потребляемая мощ- 3,51 4,5 — 20 16 39,4 4,5 10
ность, кВт
Габариты станка (длина х ши- 1200 х 825 х 800 х 1580 х 1700 х 3600 х 1050 х 1570 х
рина х высота), мм х 750 х х950х х570х х1260 х х1300 х х4310х х930х х1070 х
х 1250 х 1630 Х1510 х2470 х2480 хЗОЗО х2200 х2700
Масса станка, кг с выносным оборудованием 520 490 340 4900 2600 8360 1200 2220
Электрофизическая обработка
5. Технические характеристики электроэрозионных вырезных станков
Характеристика 4А731 4531ФЗ 4532ФЗ 4732ФЗ 4733ПФЗ 4735ФЗ
Наибольшие размеры обрабатывав- 200 х125 х 120 х 75 х 40 250х160х 250х160х 320х320х 500 х 320 х
мой заготовки (длина х шири- на х высота), мм хбО х80 х 75 х 100 х 160
Наибольшие размеры обрабатывае- мого контура (длина х шири- на), мм 160x100 100 х 65 200x125 200x125 250x250 400x250
Наибольшая масса обрабатывае- мой заготовки, кг 12 5 45 45 —
Диаметр электрода-проволоки, мм Наибольшая производительность (мм2/мин) при обработке деталей: 0,05-0,3 0,02-0,2 0,05-0,3 0,05-0,3 0,02-0,3 0,05-0,3
из стали 30 18 35 35 35 35
из твердого сплава 18 11 18 18 18 18
Точность изготовления контура, мм 0,02 0,01 0,03 0,03 0,01 0,04
Наибольшая потребляемая мощ- ность, кВт Габариты (длина х ширина х вы- сота), мм: 2,75 2,9 — —
станка 850 х 670 х 665 х 850х 830 х1200 х 1200х830х 2000х1500х 1405 х 1595 х
х 1625 х 1545 Х1570 Х1570 х220 х2450
пульта ЧПУ Нет 450х570х х 1530 450х570х х 1530 610х750х х 1900 ЧПУ мод. 2М-43 450х570х х 1530
генератора 400 х 600 х 550х420х 550 х 420 х 550х420х ГКИ-300- 610х450х
Масса, кг: Х1400 х 1250 х 1250 х 1250 200 х 1730
станка 475 700 1500 1500 1300 ' 2400
пульта ЧПУ — 135 153 380 210
генератора 170 100 100 100 Ш0
842 Электрофизическая обработка.
Электрофизические методы обработки
843
В табл. 6 даны характеристики транзисторных генераторов серии
ШГИ (широкодиапазонные генераторы импульсов), имеющих широкий
диапазон режимов, удовлетворяющий требованиям предварительной,
получистовой и чистовой обработки на копировально-прошивочных
станках.
Тиристорные генераторы применяют либо для питания вырезных
станков (ГКИ-250, табл. 7), либо для черновых операций на копиро-
вально-прошивочных станках (ТГ).
Система очистки рабочей жидкости и подачи ее в зону обработ-
ки состоит из бака, трубопроводов, насоса и фильтра. На электро-
эрозионных станках в основном используют специальные насосы цент-
робежного типа (табл. 8). Для подачи жидкости из бака в ванну
станка используют центробежные насосы типов ПА-22, ПА-45, П-90
и П-180, развивающие давление 0,05 — 0,1 МПа и обеспечивающие
номинальные расходы рабочих жидкостей соответственно 22, 45, 90
и 180 л/мин.
Для прокачки жидкости через электроды под высоким давлением
при малых расходах применяют серийные шестеренные насосы типов
ВГ-11-11, БГ-11-11А, БГ-11-22А, развивающие давление 0,5 —2,5 МПа
при расходе рабочих жидкостей 5—12 л/мин.
В качестве средств очистки рабочих жидкостей при ЭЭО приме-
няют фильтры (с бумажными, тканевыми элементами, намывные
ыагшпные), сепараторы, центрифуги (например, типа OBH-301-VI
и др.) и т. д.
В табл. 9 представлены технические характеристики фильтров
тонкой очистки, применяемых в серийных электроэрозионных станках.
Бумажные фильтры применяют для станков с ГИ, у которых сила
тока не превышает 60 А; при работе на больших токах используют
электростатические и намывные способы очистки жидкостей.
Элекгроэрозионное оборудование применяют для изготовления
полостей ковочных и вытяжных штампов, пресс-форм, литейных форм,
высадочного инструмента, рабочих частей вырубных твердосплавных
и стальных штампов. Успешно обрабатываются ковочные штампы
размерами 1000 х 600 х 400 мм и более, обеспечивая сокращение тру-
доемкости почти в 2 раза, уменьшение объема слесарно-доводочных
работ на 30 — 40%. Для молотовых штампов с рабочей площадью
до 400 см2 (при Ra = 4 -ь 5 мкм) ЭЭО позволяет исключить трудо-
емкую слесарную доводку. Последовательность операций при обра-
ботке ковочных штампов электроэрозионным методом следующая:
глубина полости 200 мм: фрезерование полости; термическая
обработка; электроэрозионная обработка полости; слесарная довод-
ка поверхности штампа до Ra = 0,4ч-1,6 мкм;
глубина полости меньше 200 мм: термическая обработка заго-
товки; электроэрозионная обработка полости до Ra = 3,2 -ь 6,3 мкм;
слесарная доводка полости штампа до Ra = 0,4 -5- 1,6 мкм.
Электроэрозионные станки должны эксплуатироваться в строгом
соответствии с требованиями техники безопасности. На каждом рабо-
844
Электрофизические методы обработки
6, Технические характеристики широкодиапазонных ГИ |8]
Характеристика ШГИ-16- 880Б ШГИ-40- 440А ШГИ-бЗ- 440 ШГИ-бЗ- 440 ШГИ-бЗ- 44/3-2
Фиксирование часто- 3; 8; 22; 8; 22;44; 1; 3;8; 1; 3; 8; 1; 3;8;
ты, кГц 44;88; 66;88; 22; 44; 22; 44; 22; 44
220; 440; 200; 400 88; 200; 88; 200;
880 440 400
Диапазон длитель- 0,4-220 — 0,8-700 —
ностей импульсов,
мкс
Наибольший средний 16 40 на 63 63 63x2
ток при работе на частотах
нагрузку, А 8; 22;
44 кГц
Наибольшая потреб- 2,0 4,0 — 6 6x2
ляемая мощность,
кВт
Наибольшая произ- 80 300 500 500 1100
водительность об- (при Ra= (при Ra=
работки деталей из = 3,2 = 12,5
стали, мм3/мин мкм) мкм)
Наименьшая шерохо- 0,2-0,3 0,63 — 0,6-0,8 5
ватость обработан-
ной поверхности
стали Ra, мкм
Габариты генератора 400 х 1000 х — 600 х 600 х
(длина х ширина х хбООх хбООх х 700 х х ПООх
х высота), мм х 1600 Х1600 х 1800 х 1700
Масса, кг 150 420 — 400 600 x3
7. Технические характеристики генераторов коротких импульсов для
вырезных стайкой
Характеристика ГКИ-250 ГКИ-300-200
Диапазон частоты, кГц 8-22 8; 22; 44; 88;
200
Наибольший средний ток, А 10 —
Производительность (мм2/мин) при
обработке латунным ЭИ заготовки
высотой 30—35 мм;
нз стали 30 40
из твердого сплава 15 —
Наименьшая шероховатость обрабо- 1,25-1,6 —
тайной поверхности Ra, мкм
Габариты генератора (длинахшири- 420 х 550 х1250 600 х 600 х1800
на х высота), мм
Электрофизические методы обработки 845
Продолжение табл. 7
Характеристика ГКИ-250 ГКИ-300-200
Масса генератора, кг Станки, на которых применяют ГКИ 100 4532ФЗ; 4531ФЗ 300 4732ФЗ; 473 5ФЗ
8. Технические характеристики центробежных насосов для электро-
эрозионных станков
Характеристика АХИ-3/40-В-М АХИ-3/80-В-М
Напор при номинальной подаче, м 32 64
Потребляемая мощность, кВт 3 1,3
Масса агрегата, кг 65 107
Примечание. Подача номинальная 3 м3/ч, наибольшая 5,5 м3/ч;
допустимый кавитационный запас 3 м.
9. Технические характеристики фильтром тонкой очистки для
электроэрозионных станков
Основные данные 5ХЭ-44-116 5ХЭ-44-11а 5ХЭ-44-11
Число установленных бумаж- ных фильтроэлементов 1 2 4
Номинальный расход, л/мин 2,5 5 10
Номинальный ресурс до замены фильтроэлементов, ч 115± 10 % 230±10% 460±10%
Масса, кг 7,9 И,5 18,8
Габариты (длина х ширина х 225х205х 225 х 205 х 225 х 205 х
х высота), мм х320 х5О5 х880
Примечание. Тонкость отсева 5 мкм; допустимое давление на входе
в фильтр 0,5 МПа; предельно допустимый перепад давления 0,25 МПа.
чем месте обязательно должен быть электроизоляционный коврик
под ноги. Во время работы не следует касаться токонесущих частей
(электрода, электрододержателя). Наладку, установку заготовки и ин-
струмента следует осуществлять при выключенном генераторе им-
пульсов. При использовании генератора с емкостным накопителем
846
Электрофизические методы обработки
следует разрядить батарею конденсаторов специальным разрядником
с изолированной ручкой. Запрещается снимать или открывать во
время работы станка предохранительные щитки, проводить измерения,
установку и снятие деталей без выключения напряжения на электро-
дах и разрядки конденсаторов.
Электроэрозионная обработка должна осуществляться при доста-
точном погружении детали в жидкость, слой которой над зоной
обработки должен составлять 20 — 200 мм в зависимости от режима.
На случай воспламенения жидкости необходимо иметь вблизи
станка металлический щит для накрывания ванны и углекислотные
огнетушители (применение щелочных огнетушителей запрещается).
Вытяжная вентиляция от станков должна быть автономной и отдель-
ной от общей вентиляционной системы.
Ультразвуковая размерная обработка (УЗРО) применяется для
формообразования сложных поверхностей (полостей, отверстий, щелей
и т. д.) в деталях из твердых хрупких материалов (стекла, кварца,
керамики, ситаллов, рубина, алмазов и т. д.), обработка которых
другими методами затруднена.
Сущность УЗРО состоит в направленном разрушении обрабаты-
ваемого материала от ударов абразивных зерен, находящихся между
поверхностями заготовки и инструмента, колеблющегося с частотой
f = 18 4- 25 кГц. При ударе ультразвукового инструмента по зернам
абразива наиболее крупные из них внедряются в обрабатываемый
материал и выкалывают его микрочастицы, которые соизмеримы
с размером зерна. УЭРО является разновидностью обработки мате-
риалов резанием. Инструмент прижимают к обрабатываемой по-
верхности с некоторой статической силой Рст = 0,5 4- 49 Н. Материал
снимается наиболее интенсивно в направлении удара и в меньшей сте-
пени — на боковых поверхностях получаемого профиля. Зерна абрази-
ва вводятся в зону обработки в виде абразивной суспензии, которая
содействует удалению из рабочего зазора продуктов разрушения ма-
териала обрабатываемого изделия и инструмента. В качестве абразива
применяют карбиды бора, кремния, алмазные порошки и электроко-
рунд зернистостью 3 — 10 по ГОСТ 3647 — 80 (табл. 10). В качестве
жидкости, несущей абразив, применяется вода, обладающая невысокой
вязкостью, хорошей смачиваемостью и хорошими охлаждающими
свойствами. Абразивная суспензия подается в зону обработки- сво-
бодно, под давлением или отсасывается из зоны через отверстия
в инструменте или заготовке. Инструменты изготовляют из сталей
У10А, 40Х, 45, 65Г, 12Х18Н9 и др., относительный износ которых
находится в пределах 0,5 — 50%. \
Минимальная амплитуда колебаний инструмента 10—20 мкм, а
максимальная (из-за опасности усталостного разрушения инструмента)
~40— 60 мкм.
УЗРО применима в основном для твердых хрупких материалов;
хуже этим методом обрабатываются твердые сплавы. УЗРО обеспечи-
вает наибольшую производительность при обработке деталей из стек-
Электрофизические методы обработки
847
10. Характеристика абразивных материалов
Абразивный материал Состав Относитель- ная режу- щая способ- ность Плотность, г/см3 Твердость Микро- твердость
по Мо- осу ПО Ридж- вею
Алмаз с 1 3,48-3,56 10 15 10000
Карбид бора в4с 0,5-0,6 2,5 9 14 4300
Карбид крем- ния SiC 0,25-0,45 3,12-3,22 9 13 3200
Электроко- рунд А12О3 (1-2% окиси хрома) 0,14 3,2-4,9 9 12 2500
ла до 5000 мм3/мии и наименьший параметр шероховатости поверх-
ности Ra = 0,63 -ь 0,32 мкм.
Наиболее эффективным способом повышения обрабатываемости
твердых сплавов и других электропроводящих материалов является
ультразвуковая электрохимическая обработка. Производительность
такой обработки твердых сплавов в 50 раз выше производительности
электроэрозионной обработки и в 10 раз выше производительности
ультразвуковой обработки, достигая 400 — 800 мм3/мин, шероховатости
Ra = 1,25 мкм и точности 0,06 мм. Кроме того, в 8 — 10 раз снижа-
ется износ инструмента, в 3 — 5 раз уменьшается энергоемкость
процесса, представляется возможным заменить карбид бора значи-
тельно более дешевым абразивом — карбидом кремния.
УЗРО используют для обработки таких материалов, как германий,
кварц, керамика, рубин, сапфир, стекло, титанат бария, фарфор, фер-
риты, турмалин, ситалл и других, из которых изготовляют детали
полупроводниковых и оптических приборов, кварцевые резонаторы,
фильтры, изоляторы, различные платы, корпуса, излучатели, детали
счетно-решающих машин и запоминающих устройств. Кроме того,
этот метод используют для изготовления пресс-форм, вырубных, вы-
тяжных штампов, фильер, волок и фасонных резцов в сочетании
с электроэрозионной и ультразвуковой электрохимической обра-
боткой.
С помощью УЗРО осуществляют разрезание заготовок на плас-
тины, вырезание из пластин деталей различной формы и размеров,
изготовление отверстий, щелей, полостей, шлифование, фрезерование,
точение, нарезание резьбы, гравирование и маркирование. Характерис-
тики основных операций УЗРО приведены в табл. 11.
Производительность УЗРО зависит от физико-механических
свойств обрабатываемого материала, зернистости и материала абра-
зива, состава абразивной суспензии и способа ее подвода в зону
обработки, амплитуды и частоты колебаний инструмента, давления
848 Электрофизические методы обработки
11. Характеристика основных операций УЗРО
Операция Инструмент Размеры обраба- тываемой поверхности Точность, мм Шерохо- ватость поверх- ности Ra, мкм Станки
Разрезание Ножевидный или проволоч- ный с толщи- ной режущей части 0,08 — —0,5 мм Диаметры за- готовок 1 — — 50 мм; тол- щина получа- емых пластин 0,08 — 1 мм 0,03-0,1 3,5-1,25 МЭ-68; 4770; 4А771П, 4771 и др.
Изготовление сквозных и глухих от- верстий Сплошной и трубчатый с толщиной сте- нок 0,5 мм Диаметр от- верстий 0,2 — — 80 мм; глу- бина до 20— — 30 мм 0,01-0,03; оваль- ность 0,02-0,005 2,5-1,25 4770;4771; 4772А; 4Б772; 4Б773; 4Д772; 4А771П и др.
Обработка сложных поверхнос- тей деталей из твердых сплавов Профильный Обрабатыва- емая площадь до 750 мм2 0,03-0,06 1,25-0,63 4772Э; 4ДТ72ЭК, 4Д772ЭМ
Гравирова- ние, марки- рование Непрофилиро- ванный — стальная про- волока диа- метром 0,2— —0,3 мм; профиль- ный Глубина ри- сунка 0,2—0,4 мм 0,02-0,04 2,5-1,25 У32-0Д-Г; УЗ-45; 4А77Ш; 4Д772
Чистовая об- работка ал- мазных во- лок Вращающаяся игла Диаметр ка- нала 0,12—2,0 мм; глубина об- работки б мм 0,01-0,02 0,16-0,08 МЭ-22; МЭ-32; МЭ-76
Сверление глубоких отверстий Вращающий- ся алмазный Диаметр 1 —20 мм; глубина до 40 мм ±0,04 2,5 — 1,25 МЭ-77; МЭ-332; 4А771П
Электрофизические методы обработки 849
его на обрабатываемую заготовку, подводимой к инструменту акус-
тической мощности, площади и глубины обработки. В табл. 12
приведена сравнительная обрабатываемость материалов ультразвуко-
вым методом.
Из всех используемых видов абразива наибольшую производи-
тельность обеспечивает карбид бора, за исключением алмаза, который
применяется редко, в основном для обработки деталей из твердых
сплавов и драгоценных камней. Электрокорунд и карбид кремния
пригодны для обработки деталей из стекла, керамики и других менее
прочных материалов.
С увеличением глубины обработки производительность снижа-
ется вследствие ухудшения условий обмена в рабочей зоне абразив-
ной суспензии и удаления продуктов резания. Улучшение условий
обработки достигается периодическим подъемом инструмента в про-
цессе обработки; применением полого инструмента с толщиной стенки
0,3 —0,5 мм; нагнетанием или вакуумным отсосом абразивной суспен-
зии из зоны резания, что повышает производительность процесса.
Концентрация абразива в суспензии составляет 30—45% при сво-
бодной подаче ее в зону обработки и 15 — 25% при подаче под
давлением или отсосе. Давление суспензии при нагнетании рекомен-
дуется задавать в пределах 0,1—0,25 МПа.
Оптимальное давление инструмента, соответствующее наибольшей
скорости обработки при подаче абразивной суспензии поливом, сос-
тавляет при обработке стекла 0,09 — 0,11 МПа, а для твердого сплава
0,2-0,22 МПа.
Наибольшая производительность процесса достигается только на
оптимальной для каждой конкретной мощности станка обрабаты-
ваемой площади (табл. 13).
12. Сравнительная обрабатываемость материалов (8|
Материал Относительная обрабатываемость, % Износ стального инструмента, %
Стекло 100 0,5-1,0
Мрамор 250 0,2-0,4
Титанат бария 100-120 0,5-1,0
Германий 100-150 0,5
Ситалл 90-100 0,8-1,0
Кремний 75-100 1,0
Ферриты 75. 1,5
Агат 50-75 1,0-1,5
Кварц 50 1,5-2,0
Минералокерамика 20-25 4,0-5,0
Рубин, сапфир 10-20 10-15
Твердые сплавы 2,5 40
Конструкционные стали 1,0 100
Алмаз До 0,5. 500-1000
850
Электрофизические методы обработки
13. Оптимальные обрабатываемые площади при УЗРО |8]
Акустическая мощность станка, кВт Площадь, мм2 Наибольший диаметр обрабатываемых отверстий, мм
оптимальная наибольшая
0,1 40-50 80 20
0,4 100-200 300 40
1,4 500-1000 1200 80
Основное влияние на точность УЗРО оказывает стабильность
рабочего зазора между стенками детали и инструмента. Боковой
зазор зависит от зернистости абразива, глубины обработки, износа
инструмента, наличия поперечных колебаний инструмента и примерно
в 1,5 раза больше среднего размера зерен абразива основной фрак-
ции. Для повышения точности обработки осуществляют коррекцию
размеров инструмента, которая на черновых операциях при исполь-
зовании абразивов зернистостью 8 — 12 составляет 0,2 —0,3 мм, на
чистовых операциях при обработке абразивами 3 —М40 около 0,08 —
0,10 мм. При УЗРО возникают также неточности геометрической
формы: конусообразность, овальность, скругления поверхности на
входе инструмента в деталь и сколы на выходе его из детали.
Скругления исключают последующим шлифованием, а сколы подклей-
кой перед обработкой дополнительной детали (например, стеклянной
пластинки). Конусообразность уменьшают применением более мелкого
абразива, нагнетанием абразивной суспензии, калибровкой контура
неизношенной частью инструмента.
14. Качество обработки отверстий [8]
Зернис- тость абразива Размер зерен абразива, Боковой зазор, мм Точность обработ- ки, мм Конус- ность от- верстия при глубине 12 — 15 мм Шерохова- тость по- верхности Ra, мкм гна кор- [ инстру- мм
3647-80 мкм боко- вой тор- цовой Велича рекции мента,
10 85-105 0,28-0,36 +0,04 3° 20 1,2 0,33
0,33-0,37 ±0,02 40'-45' 0,35
5 46-63 0,22-0,26 +0,02 Оо 2,5 1,63 0,24
0,24-0,26 + 0,015 30' 0,25
3 28-42 0,11-0,13 0,13-0,14 + 0,01 ±0,005 1° 15'-20' 1,25 0,32 0,12 0,14
Примечание. В числителе приведены данные при подаче абразивной
суспензии поливом, в знаменателе — при нагнетании абразивной суспензии.
Электрофизические методы обработки
851
Достигаемые при УЗРО точность размеров 0,005 — 0,02 мм, точ-
ность расположения поверхностей + 0,005 мм и конусообразность
15 — 20' при использовании абразивных зерен размером 30 — 40 мкм.
Шероховатость поверхности зависит от величины абразивных
зерен, свойств обрабатываемого материала, амплитуды и шерохова-
тости поверхности инструмента. Шероховатость снижается с уменьше-
нием размеров зерна и с увеличением твердости материала; шеро-
ховатость дна глухих отверстий на 1,5 — 6 мкм меньше, чем шерохо-
ватость боковых стенок. Использование мелких зерен и небольшой
амплитуды обеспечивает получение параметра шероховатости для
многих материалов Ra = 2,5 4- 0,32 мкм.
При УЗРО деталей из твердого сплава и закаленной стали про-
исходит упрочнение поверхностного слоя и возникают сжимающие
остаточные напряжения. Поверхностный слой хрупких неметалличе-
ских материалов содержит трещиноватый слой, глубина которого
примерно в 4 раза больше высоты микронеровностей поверхности.
Основные параметры качества обработки отверстий представлены
в табл. 14.
Ультразвуковые станки делят на две группы: переносные (обыч-
но малогабаритные) установки небольшой мощности (30 — 50 Вт) и
стационарные. К первой группе относят ручной ультразвуковой ста-
нок УЗ-45 мощностью 0,2 кВт, который предназначен для гравирова-
ния, маркирования и прошивания отверстий на небольшую глубину.
Наибольшее применение получили стационарные универсальные уль-
тразвуковые станки с вертикальным расположением оси акустической
головки. Универсальные ультразвуковые станки состоят из генератора,
акустической головки (обычно с магнитострикционным преобразова-
телем), механизмов подачи головки и создания статической нагрузки
инструмента на заготовку, стола для закрепления деталей, системы
подвода абразивной суспензии, устройства для измерения глубины
обработки. Технические характеристики универсальных ультразвуковых
станков приведены в табл. 15.
Станок 4А771П (повышенной точности) имеет вращающийся
шпиндель и сгол, перемещающийся по двум координатам. Станки,
в названии которых содержится буква Э, могут вести обработку
токопроводящих деталей комбинированным способом (ультразву-
ковым и электрохимическим). На данных станках применяют абразиво-
несущий электролит следующего состава: 65 % воды; 15% NaNO3;
1 % NaNO2; 19 % абразива.
Лазерная обработка основана на применении мощного светового
потока, вызывающего плавление или испарение обрабатываемого ма-
териала. Средняя плотность потока в поперечном сечении лазерного
луча достигает 1014 Вт/см2. Размерная обработка материалов значи-
тельной толщины осуществляется при плотностях потока более 107 —
Ю8 Вт/см2, а сварка и резка тонких пленок при плотностях менее
106 Вт/см2. Основными элементами лазера являются рабочее вещество,
система накачки, оптический резонатор, элемент вывода энергии из
852
Электрофизические методы обработки
15. Технические характеристики универсальных ультразвуковых станков
Характеристика 4770 4771 4772А 4Б772 4А77Ш 4Д772 4Б773
Мощность гене- ратора, кВт 0,25 — -0,4 0,4 1,6 1,6 0,4 1,6 4,0
Рабочая часто- та, кГц 18 18 22 22 18 22 18
Наибольший диаметр обра- батываемого отверстия, мм 15 15 80 80 20 80 100
Габариты (дли- на х ширина) или диаметр стола, мм Частота враще- ния, об/мин: 125 х х 165 250 300 300 160 320 320
стола — 10 2 и 4 2 и 4 350; 2500 — 2 и 4
инструмента Производитель- ность обработ- ки, мм3/мин: 300 3; 7
стекла До 300 до 1300 до 4000 4000 1500 5000 9000
твердого сплава До 8 до 20 до 50 300 15 50 1000
алмазным инструмен- том по стек- лу 3000
Точность обра- ботки, мм ±0,04 + 0,025 + 0,025 + 0,025 ±0,005 ±0,02 + 0,025
Габариты станка 500 х 1200 х 1360х 1360 х 1400 х 4260 х 1500 х
(длина х шири- х380х х750х х 1060 х х1060х х785х х1950 х х1300х
на х высота), мм х550 Х1875 х2080 х2080 Х1800 Х1850 Х2200
резонатора и другие дополнительные элементы (фокусирующая опти-
ческая система, система управления и др.), зависящие от назначения
лазера.
В зависимости от агрегатного состояния рабочего вещества раз-
личают твердотельные, газовые и жидкостные лазеры. В отдельную
группу выделяют полупроводниковые лазеры, так как характер гене-
рации лазерного луча в них существенно отличается от генерации
в обычных твердотельных лазерах.
Различают следующие способы накачки: оптическую (облучение
рабочего вещества светом определенной частоты), электрическую
(прохождение тока через рабочее вещество) и химическую (инверсия
возникает в результате химической реакции). Для газовых лазеров
применяют все способы накачки, для полупроводниковых — электри-
ческую или оптическую, а для твердотельных — оптическую.
Электрофизические методы обработки
853
В зависимости от режима работы различают лазеры, работаю-
щие в непрерывном режиме, в импульсном режиме с длительностью
импульса 10"3-10'6 с, режиме гигантских импульсов с длитель-
ностью 10-7-IO’9 с и так называемом режиме синхронизации мод,
при котором длительность импульса составляет 10-1° —10~12 с.
Для технологических целей применяют твердотельные и газовые
лазеры (табл. 16), которые могут работать как в непрерывном, так
и импульсном режимах. Однако первый характерен для газовых лазе-
ров, второй — для твердотельных.
Основными характеристиками лазерного излучения являются энер-
гия излучения, длина волны, длительность и форма импульсов, рас-
ходимость пучка. Диапазон длин волн, генерируемых различными
типами лазеров, составляет примерно 0,1 — 70 мкм. Для технологиче-
ских целей используют лазеры, у которых длина волны находится
в пределах 0,4—10,6 мкм.
Средняя мощность импульсного излучения твердотельных лазеров
достигает сотен киловатт, а газовых в непрерывном режиме гене-
рации — до 6—10 кВт и более. Для осуществления размерной обра-
ботки используют импульсы с длительностью не более 1,5 мс.
Лазерный луч применяют для прошивания отверстий, резки мате-
риалов, маркирования, сварки, поверхностной термической обработки
и других операций. Лазерным методом изготовляют отверстия диа-
метром а от нескольких микрометров до нескольких десятков мил-
лиметров, глубиной Н до 13 — 15 мм в таких труднообрабатываемых
материалах, как титановые, твердые, жаропрочные и специальные
сплавы, магнитные материалы, алмазы, ферриты, керамика и т. п.
Отверстия изготовляют в волоках, фильерах, форсунках, часовых кам-
нях, в ферритовых пластинках памяти, диафрагмах, в подложках
микросхем и других деталях.
Для изготовления отверстий применяют одноимпульсное и много-
импульсное прошивание. При одноимпульсной обработке отверстие
формируется за один импульс и имеет глубину не более 5 мм; точ-
ность диаметра — 9 —11-й квалитет, продольных размеров — И —13-й
квалитет; шероховатость поверхности Ra = 2,5 -т- 0,32 мкм; глубина
измененного поверхностного слоя 0,02 — 0,1 мм. Геометрия отверстия
зависит от энергетических параметров луча, положения фокуса опти-
ческой системы относительно поверхности заготовки, фокусного рас-
стояния этой системы и теплофизических свойств обрабатываемого
материала. Отверстия имеют почти цилиндрическую форму и наиболь-
шую глубину при положении фокуса лазерного луча на поверхности
заготовки. В остальных случаях (фокус выше или ниже поверхности
заготовки) наблюдается изменение формы продольного сечения отвер-
стия от конической до параболической.
При многоимпульсной обработке отверстие получают серией ко-
ротких импульсов с малой энергией, величина которой определяет
точность, шероховатость поверхности и глубину измененного поверх-
854
Электрофизические методы обработки
16. Параметры лазеров, применяемых для технологических операций [3]
Рабочее вещество Длина волны, мкм Режим работы Частота Дли- Мощность следова- тель- излучения, ния им- ность Вт пульсов, им- Г ц пульса Область применения
Рубин 0,6943 Импульс- ный С моду- ляцией доброт- ности 1—20 (сред- 1 0,3 — няя) 6 мс 105 (пиковая) 1 0,3 — 2 мс 108 1 5 —50 нс Сварка, обра- ботка отвер- стий То же Испарение
Иттриево- алюминие- вый гранат (ИАГ) 1,06 Непре- рывный Импульс- ный С моду- ляцией доброт- ности 1-1100 1-100 (сред- 1-100 0,01- няя) 5 мс 500-5 106 (1-:-10)х 150- (пиковая) х 103 300 мс Испарение, сварка, резка Сварка, об- работка от- верстий Испарение
Стекло с нео- димом (Nd) Смеси газов CO2-N2- -н2 1,06 10,6 Импульс- ный С моду- ляцией Непре- рывный Импульс- ный С моду- ляцией доброт- ности 1 — 15 (сред- 1 0,5 — няя) 10 мс 106 (пиковая) ЗОмин-1 0,5 — 1 мс 5мин-1 10— 60 нс 5-10-103 1-250 (сред- 1 -1-103 5 — няя) 150 мкс 104 (пиковая) 200 — 500 30 - 300 мс Сварка, об- работка от- верстий Резка, обра- ботка отвер- стий Испарение Резка, сварка, термическая обработка Обработка отверстий Испарение, сварка
Аргон (Аг) 0,48; 0,51 Непре- рывный Импульс- ный 1-15 1-25 1-1-103 5- (средияя) 100 мкс Испарение
Электрофизические методы обработки
855
ностного слоя. По мере углубления отверстия заготовка смещается
навстречу лучу. Процесс обеспечивает глубину отверстий до 15 мм,
н
точность диаметра 9-го квалитета при — до 50 и 7—8-го квалитета
а
Н.
при < 1.
а
Многоимпульсный режим широко применяется для обработки не-
металлических материалов и тонких пленок металлов; при этом отверс-
тия могут иметь не только круглое сечение, но и профильное.
Параметры многоимпульсной обработки отверстий с помощью
твердотельных и СО2-лазеров представлены в табл. 17 и 18. Техни-
ческие характеристики лазерных установок для прошивания отверстий
приведены в табл. 19.
Резка неметаллических материалов и металлов осуществляется
преимущественно на ИАГ- и СО2-лазерах. Для повышения эффектив-
ности процесса, особенно при резке материалов значительной толщи-
ны, применяют поддув в зону резания активного или нейтрального
газа. Газолазерная резка (ГЛР) позволяет разрезать неметаллические
материалы толщиной до 20 — 50 мм, а металлы — толщиной до 13 —
15 мм; при этом ширина реза в пределах 0,1 — 1 мм. Скорость резки
листовых материалов прямо пропорциональна мощности излучения
лазера, обратно пропорциональна толщине материала, его теплопро-
водности и площади фокального- пятна (табл. 20). Газолазерная уста-
17. Режимы миогоимпульсной лазерной обработки отверстий в деталях
из различных материалов
Материал Параметры отверстия, мм Режим обработки
Диа- метр Глу- бина Точность обра- ботки Энер- гия, Дж Длитель- ность им- пульса, с 104 Плот- ность потока Вт/см2 Число им- пульсов на отвер- стие
Керамика 0,2 3,2 1,0 0,03 1,4 1,6 5 10 4-106 5- 106 40 1
Коррозион- но-стой- кая сталь 0,05 1,2 0,1 + 0,002 0,2 0,9 0,8 1,2-108 1,5-108 12 1-5
Латунь 0,03 0,1 + 0,0015 0,05 1,0 4-107 1-3
Феррит 0,2 1,0 + 0,004 0,3 1,0 1,2-107 7
0,05 0,1 1,0 0,5 + 0,005 0,05 0,2 0,9 °’9 6-107 6-107 10 9
856
Электрофизические методы обработки
18. Параметры обработки отверстий в деталях из различных металлов
с помощью С02-лазеров 3|
Металл Толщина, мм Диаметр отверстия, ММ Энергия, лазера, Дж Продолжи- тельность обработки, мс
входного выходного
Коррозион- но-стойкая 0,65 0,25 0,15 1,0 10 импуль- сов
сталь 0,9 0,5 0,25 5,9 2,35
Никелевая сталь 1,78 0,3 0,22 16,0 0,8
Вольфрам 0,5 0,2 0,15 3,3 2,0
0,5 0,2 0,2 4,0 2,1
Магний 1,6 0,35 0,2 2,1 1,8
1,6 0,4 0,3 3,3 2,0
Молибден 0,5 0,25 0,2 3,3 2,0
0,5 0,25 0,25 5,9 2,35
Тантал 1,6 0,3 0,15 5,9 2,35
1,6 0,3 0,1 8,0 о 49 —- —
новка «Катунь» с мощностью излучения 800 Вт обеспечивает раскрой
материалов по заданной программе со скоростью до 20 м/мин и точ-
ностью обработки 1—2 мм.
Электроннолучевыми называются методы, в которых для техноло-
гических целей используется тепловая энергия, выделяющаяся при
столкновении быстродвижущихся электронов с обрабатываемым ма-
териалом. Процесс осуществляется в глубоком вакууме; при этом
плотность тепловой энергии 103 —10® Вт/см2. Для размерной обра-
ботки материалов плотность тепловой энергии р0 = Ю6 4- 107 Вт/см2,
диаметры электронных лучей dn = 0,5 4- 500 мкм. Преимущества про-
цесса: возможность широкого регулирования режимов и тонкого
управления тепловыми процессами; пригодность для обработки метал-
лических и неметаллических материалов; повышенная чистота среды
при обработке; высокий КПД (до 98 %); возможность автоматизации
процесса. Недостатки процесса: необходимость защиты от рентгенов-
ского излучения; относительно высокая стоимость и сложность обору-
дования; необходимость глубокого вакуума.
Для обработки применяют высоковольтные электроннолучевые
установки с анодным напряжением на = 80 -г 150 кВт и небольшой
мощности (до 1 кВт), которые обеспечивают силу тока I = 0,3 4- 20 мА.
Во время технологического процесса в рабочей камере установки
поддерживается давление не более 1,3 (10-2 4- 10'3) Па, что достигается
применением диффузионных насосов в сочетании с механическими.
19. Технические характеристики лазерных установок дли обработки отверстий
Модель установки и назначение Энергия излуче- ния, Дж Частота следова- ния им- пульсов, Гц Длитель- ность импульса, мс Параметры отверстия, мм Мощ- ность уста- новки, кВт Габаритные размеры (длина х ши- рина х вы- сота), мм
Диаметр Глу- бина
Светолучевой станок 4222 для обработки отверстий и щелей До 2 2; 4; 8 0,1 -0,5 0,020 -0,2 Ширина щели 0,050-0,150 мм До 4 До 1,5 3 1200 х 500 х1245
Светолучевой станок 4222Ф2 с ЧПУ для обработки отверстий по координатам До 2 — 0,1-0,4 0,020 - 0,200 До 4 3 Станка 1100х650х1245; шкафа ЧПУ 300 x 400x1000
Квант-9 для прошива- ния отверстий До 10 1 0,2-0,75 Одноимпульсный режим 0,005 — 0,4 М н огоимпуль сный до 0,8 До 1 3 2 1150х700х1200
Квант-9М До 10 0,1-3 0,5 До 2 3 — —
Кристалл-7 для проши- вания отверстий в ин- струментальной ос- настке 0,1-5 0,5-10 0,150 -0,200 0,05-0,4 До 4 4,5 1700 x 900x1500
Кристалл-6 для обработ- ки отверстий и щелей 0,5-4 0,5-20 — 0,1 —0,6; ширина ще- ли 0,05 — 0,2 До 3 4,5 1250 х 950 х1300
Корунд для обработки отверстий в часовых камнях 0,1-0,5 4-10 0,050 - 0,075 0,05-0,1 0,3-1 1,5 1200 х 600 х1400
Электрофизические методы обработки
858 Электрофизические методы обработки
При размерной обработке наиболее целесообразным является им-
пульсный режим воздействия луча на материал. На практике исполь-
зуют длительности импульсов от 1 мкс до 0,01 с при частоте сле-
дования импульсов от единиц до 104 Гц.
Процесс применяют для получения отверстий цилиндрической или
фигурной формы диаметром dOTB = 2 -=- 500 мкм, тонких пазов, щелей
размерами от нескольких до десятков микрометров в материалах
малой толщины, а также для резки. Глубина Н отверстий, пазов
при обработке металлов не превышает 2 мм, а диэлектриков —
15 мм. Для устранения остаточных напряжений и растрескивания
обработку диэлектриков проводят с предварительным или сопутствую-
20. Скорость резки - материалов при ГЛР
Материал Толщина, мм Мощность излучения, Вт Скорость резки, м/мин
Низкоуглеродистая 1,0 100 1,6
сталь 0,5 250 0,635
1,2 400 4,6
2,2 850 1,8
Инструментальная сталь 3,0 400 1,7
Коррозионно-стой- 1,0 100 0,94
кая сталь 0,5 250 2,6
1,3 400 4,6
2,5 400 1,27
3,2 400 1,15
9,0 850 0,36
4,7 20000 1,27
Титан 0,6 250 0,2
1,0 600 1,50
0,5 850 3,24
Асбоцемент 6,3 200 0,025
Картон 19,0 200 0,1
Мулар 0,025 300 300
Текстиль 0,45 400 50
Кварц 2,0 400 1,0
Стекло 9,53 20000 1,52
Оргстекло 1,5 400 3,0
» 12,7 20000 4,6
Стеклопластик 2,4 200 0,635
Фанера 17,0 500 0,5
» 25,4 8000 1,5
Нейлон 0,8 200 5,0
Кожа 3,2 200 0,635
Электрофизические методы обработки
859
щим нагревом заготовок, а также с последующим отжигом их.
Прошитые отверстия имеют конусность, величина которой зависит от
расположения луча относительно поверхности заготовки и составляет
1 — 5 °. При небольших глубинах обработки диаметр отверстия на 10 %
больше диаметра луча, а при -----> 100 dcn = 4йл.
«ОТВ
21. Технологические параметры операций электроннолучевой размерной
обработки
Операция Материал заго- товки Параметры обработки Область применения Примечание
Проши- вание отвер- стий Рубин, сапфир на = 150 кВ; Ро > 108 Вт/см2; 7=1 мА; <2 = 0.01 мм3/мин Подшипни- ковые кам- ни часов Предвари- тельный нагрев заго- товок до 1500 °C
Метал- лы, стекло, керами- ка, ферриты иа=60ч-150 кВ; 7=0,2 4-20 мА; При одноимпульс- ной обработке <4тв=0,02т-0,08 мм; Н до 5 мм; Q <40 мм3/мин. При многоимпульс- ной обработке dOTB = 0,024-2 мм; Н до 15 мм Фильтры, сопла газо- вых горелок, сита, каналы охлаждения турбин ит. д. В немагнит- ных материа- лах можно выполнять криволиней- ные каналы с помощью наложения магнитных полей
Фрезеро- вание Метал- лы, гра- фит, стекло, керами- ка, син- тетиче- ские и другие матери- алы При импульсной об- работке иа=504-150 кВ; 7=14-100 мА; ширина паза до 10 мкм Сопла для прядения, фильеры и т. д. —
Резка Бумага, синтети- ческая фольга иа = 80 кВ; 7=1,5 мА; скорость резки до 50 м/с и выше; ширина реза до 25 мкм Материалы с покрытием или без по- крытия
860
Электрофизические методы обработки
Скорость съема Q материала на черновых режимах достигает
20 — 30 мм3/мин, а на чистовых — 1 мм3/мин; точность обработки на-
ходится в пределах 5 — 20 мкм; шероховатость обработанной поверх-
ности Ra = 0,8 4- 3,2 мкм.
Этим способом обрабатывают детали из твердых сплавов, алма-
зов, кварца, стекла, титана, вольфрама, ферритов, полупроводниковых
и других труднообрабатываемых материалов.
Технологические параметры операций размерной обработки элект-
ронным лучом и область их применения приведены в табл. 21.
В промышленности для размерной обработки наибольшее приме-
нение получили установки типа ЭЛУРО, а также установки, разрабо-
танные в Институте электросварки им. Е. О. Патона. На данном
оборудовании дополнительно можно осуществлять микросварку, пай-
ку, а в некоторых случаях разметку, локальное легирование и осу-
ществлять программное управление от ЭВМ перемещениями стола,
отклонением электронного луча и его параметрами.
СПИСОК ЛИТЕРАТУРЫ
1. Артамонов Б. А., Круглов А. И., Стебаев А. И. Генераторы
импульсов для электроэрозионной обработки. М.: Машиностроение,
1978. 48 с.
2. Башенко В. В. Электроннолучевые установки. Л.: Машино-
строение, 1972. 168 с.
3. Крылов К. И., Прокопенко В. Т., Митрофанов А. С. Приме-
нение лазеров в машиностроении и приборостроении. Л.: Машино-
строение, 1978. 336 с.
4. Марков А. И. Ультразвуковая обработка материалов. М.: Ма-
шиностроение, 1980. 237 с.
5. Рыкалин Н. Н., Углов А. А., Кокора А. Н. Лазерная обработ-
ка материалов. М.: Машиностроение, 1975. 296 с.
6. Рыкалин Н. Н., Зуев И. В., Углов А. А. Основы электронно-
лучевой обработки материалов. М.: Машиностроение, 1978, 239 с.
7. Фотеев Н. К. Технология электроэрозионной обработки. М.:
Машиностроение, 1980. 184 с.
8. Электрофизические и электрохимические станки: Каталог. М.:
НИИмаш, 1982. 127 с.
9. Электроэрозионная и электрохимическая обработка. Расчет, про-
ектирование, изготовление и применение электродов-инструментов.
Ч. I. Электроэрозионная обработка/Под ред. А. Л. Лившица и
А. Роша. М.: НИИмаш, 1980, 224 с.
Электрохимические методы обработки
861
ГЛАВА 18
ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА
Электрохимическая обработка (ЭХО) основана на принципе ло-
кального анодного растворения при высокой плотности тока (20—
250 А/см2) и малых межэлектродных зазорах (0,02—0,5 мм) в про-
точном электролите (при скорости до 60 м/с).
Технологические показатели ЭХО не зависят от физико-механиче-
ских свойств обрабатываемого токопроводящего материала (анода),
процесс не сопровождается изнашиванием рабочего инструмента (ка-
тода), на обработанной поверхности отсутствуют наклеп, остаточные
напряжения, заусенцы. Удельный съем металла колеблется в пределах
50— 200 мм3/(А-ч) при анодном выходе по току 40—100%. Шерохо-
ватость обработанной поверхности после ЭХО находится в пределах
Ra = 6,3 4- 0,025 мкм. Наряду с отмеченными преимуществами ЭХО
обладает недостатками: высокой энергоемкостью (5 — 25 кВт-ч/кг, что
во много раз больше по сравнению с резанием), относительно низкой
точностью обработки (9 —11-й квалитет), необходимостью надежной
антикоррозионной защиты элементов электрохимических станков.
ЭХО применяют для формоизменения сложных поверхностей
(штампов, турбинных и компрессорных лопаток, корпусов, пресс-форм
и др.); прошивания и калибрования отверстий; удаления заусенцев;
маркирования; шлифования, отрезки и других операций при обработке
труднообрабатываемых материалов (высокопрочных и коррозионно-
стойких сталей, жаропрочных, титановых, магнитных и твердых спла-
вов, полупроводниковых и других материалов).
Характеристики основных операций ЭХО представлены в табл. 1.
Электрохимическое формоизменение поверхностей осуществляется
непрофилированным электродом-инструментом (ЭИ), частично про-
филированным или профилированным инструментом. В первом случае
необходимый профиль обрабатываемой поверхности получается при
заданной кинематике движения проволочного электрода-инструмента,
вдоль которого подается струя электролита. Способ применяют для
получения матриц, вырубных штампов, узких щелей, пазов; изготов-
ления нежестких перемычек, чувствительных элементов, а также чисто-
вых операций отрезки различных труднообрабатываемых материалов.
При обработке частично-профилированным электродом необходи-
мую форму поверхности детали обеспечивает определенный профиль
электрода-инструмента и заданная кинематика его перемещения (на-
пример, при ЭХО вращающимся инструментом).
Наибольшее распространение получили методы ЭХО профилиро-
ванным электродом. Обработка поверхностей в этом случае осуще-
ствляется вследствие копирования сложной формы инструмента при
его поступательном перемещении. При этом рабочая часть инстру-
мента представляет собой негативный профиль детали. Этот способ
применяют для получения пера лопаток, штампов, пресс-форм, изго-
товления отверстий и т. д.
1. Характеристики основных операций ЭХО
Вид обработки Режим Технологические показатели
На- пряже- ние, В Плотность тока, А/см2 Межэлек- тродный зазор, мм Давление электро- лита, МПа Скорость подачи электро- лита, м/с Скорость съема, мм/мин Точность, мм Ra, мкм
Профилирование пера турбинных и компрес- сорных лопаток (длина пера до 1250 мм) 6-24 5-50 0,1 -0,5 0,5 10-30 0,1-1,2 0,1 -0,5 0,63-2,5
Обработка ковочных штампов, пресс-форм Прошивание отверстий 4-30 15-200 0,03-0,3 0,3-2 10-35 0,1-3,50 0,1-0,5 0,2-2,5
6-30 20- 250 0,02-0,5 0,5-3 5-35 0,3-8,0 0,05-0,15 0,63-5,0
Обработка вращающимся электро дом-диском 5-30 25-300 0,01-0,05 0,05-0,2 20-35*1 0,1-8,0 0,01-0,08 0,32-0,63
Точение 6-24 50- 200 0,2-0,6 0,2-0,5 8-25 0,2-5,0 0,05-0,3 0,32-2,5
Электрохимическое ка- либрование 6-35 5-50 0,15-1,5 0,3-1,5 15-30 до 9 0,05-0,2 0,32-2,5
Снятие заусенцев и округ- ление острых кромок 6-24 5-25 Я+(0,14- 4-0,3) 0,05-0,8 0,2-0,8 4-100*1 — 1,25-2,5
Маркирование 3-16 (0,2-?40) А 0,01-0,05 0-0,15 — 0,5-15*2 — 0,005-0,5*3
Отрезка заготовок элек- тродом-диском 9-20 30-400 0,03-0,15 0,05-0,4 20- 50*1 0,5-12 0,1-2,0 0,8-5,2
Контурное вырезание проволочным электро- дом-инструментом 8-35 25 - 400 0,02-0,2 0,4-2,5 104-50 0,2-8,0 0,02-0,1 0,2-1,25
*1 Окружная скорость электрода-диска. *2 Время обработки, с. *3 Глубина клеймения, мм.
Примечание. Н — высота заусенца, мм.
Электрохимические методы обработки
Электрохимические методы обработки
863
2 Способы повышения точности электрохимического формоизменения
Способ повышения точности Точность, мм Примечание
Стабилизация параметров процесса: напряжения, скорости подачи инструмента, температуры и электри- ческой проводимости электролита на входе в межэлектродный про- межуток в пределах 1,0-5% 0,02-0,1 Трудность стабилизации электрической проводимос- ти и напряжения мошных источников
Введение газа в электролит. (+0,05)-г Повышается качество по-
Объем газа в электролите не более 50% + (±0,1) верхности, несколько снижа- ется скорость съема метал- ла. Необходима система подачи газа
Применение новых электро- литов NaClO3, NaClO4 0,06-0,1 Для обработки сталей
Обработка при малых МЭЗ 0,02—0,1 мм 0,02-0,05 Применяют импульсное на- пряжение, периодическую промывку МЭЗ, что снижает производительность. Необ- ходима система защиты от коротких замыканий между электродами
Вибрация электродов с час- (±0,03)4- Применяют импульсное на-
тотой до 21 кГц + (0,05) пряжение; производитель- ность снижается, повыша- ется качество обработки
Шаговая корректировка про- филя инструмента 0,05-0,15 Высокая трудоемкость; не- обходимо проводить боль- шое число экспериментов
Важным требованием является обеспечение заданной точности
копирования поверхности электрода, на что влияют такие технологи-
ческие параметры, как межэлектродный зазор, напряжение, скорость
течения и температура электролита, его состав и другие факторы.
В зависимости от сложности и размеров профиля точность обра-
ботки профилированным инструментом составляет 0,10—0,5 мм. Для
повышения точности обработки до 0,02—0,1 мм применяют вибрацию
электрода-инструмента, импульсный рабочий ток; малые межэлектрод-
ные зазоры (МЭЗ), стабилизируют параметры пропесса и корректи-
руют рабочую часть инструмента (табл. 2).
При ЭХО в качестве электролитов используют водные растворы
неорганических солей (NaCl, NaNO3, Na2SO4 и др.), реже кислот
и щелочей (табл. 3).
864 Электрохимические методы обработки
3. Электролиты для ЭХО деталей из различных материалов
Материал Состав электролита (водный раствор) Темпе- ратура электро- лита, °C Шерохо- ватость получаемой поверхности Ra, мкм
Стали, серый чугун, магнитные сплавы и сплавы на ос- нове Ni, Со, Мо, Ti, Си, Al, Zn и др. Стали, серый чугун, алюминий, сплавы на основе А1, Си, Ni, Со, Мо 5-20% NaCl 10-30% NaNO3 18-30 18-30 5-0,2 2,5-0,15
Ниобий и его спла- вы 15% КВг, 20% КОН 20-40 0,7-2
Никелевые сплавы (15+20)% NaBr 20-30 1,2-1,4 0,4-0,6
15% NaNO3, 7% NaCl
Молибден и его сплавы (15 + 25)%КОН (20-ьЗО) % NaNO3 20-40 0,35-0,5 0,16-0,3
Титан и его спла- вы: ВТЗ-1; ВТ9; ВТ14; ВТ5-1; ОТ4-1; ВТ9; ВТ14 ВТ20; ВТ22 4,8% KNO3, 1,26% КВг, 4,8 % NaCl, 0,45 % Na,SO4 20-30 0,6-2,5
6,5 KNO3, 3,4% KBr + +6,9% NaCl
11,5% KNO3, 8% NaCl
10% KBr, 10% NaCl 18-40 2,5-0,63
7%NaCl, 14% NaNO3 20-35 0,63-0,16
Алюминий и его сплавы (15 + 30)% NaNO3, 25%NH4NO3 40-50 0,63-0,32
(20+ 10)%NaCIO3, (10 + 20)%NaNO3 30-40 0,8-0,32 -
30%NaNO3, 3%NaCl 40-45 1,25-0,16
Электрохимические методы обработки
865
Продолжение табл. 3
Материал Состав электролита (водный раствор) Темпе- ратура электро- лита, °C Шерохо- ватость получаемой поверхности Ra, мкм
Вольфрам и его сплавы (104-15)% КОН, (0,25 4-1) % глицерина 16-25 0,16-0,08
10% NaOH 20-30 0,32-0,04
Танталовые сплавы (154-20)% NaOH 20-40 2,5-0,63
Магниевые сплавы Твердые сплавы ти- па ВК и ТК (5 4-10)% NaNO3 (5 4-6)% NaNO3, (1-42)% NaNO„ (0,44-0,5)% N,CO3, (1 4-2) % глицерина 20-40 30-50 (перем! матери мента- 0,63-0,16 0,63-0,32 жный ток, ал инстру- - графит)
Удельная электрическая проводимость электролитов находится
в пределах 0,1—0,4 Ом-1см-1, а их температура в интервале 4—
60 °C.
Линейную скорость съема металла, равную скорости подачи
катода-инструмента, рассчитывают по'уравнению
,, „ П1«-[( + А<Ра) + (-Л<Рк)1 _ „
рпр — «к — 0,1---------------------
где и — напряжение, подаваемое на электроды (деталь и инструмент), В;
[(+ Дфа) + (- Д«рк)] — падение напряжения на межфазовых границах
между электродами и электролитом, В; 5 — межэлектродный зазор, мм;
и — удельная электрическая проводимость электролита, Ом-1см-1;
Sy — объемный электрохимический эквивалент, мм3/А мин ; т; — выход
по току.
В целях обеспечения стабильности процесса и высокого каче-
ства обработки из межэлектродного промежутка (МЭП) в результате
движения электролита непрерывно удаляют газообразные и нераство-
римые продукты электрохимической реакции.
Интенсивный обмен раствора необходим также для отвода тепла,
выделяемого при нагреве электролита в рабочей зоне. Процесс про-
текает нормально, если перепад температуры по длине МЭП не
превышает 10—15 °C, для чего необходимо обеспечить расход рас-
твора 0,30 — 35 см3/с на 1 А тока.
866
Электрохимические методы обработки
Необходимые расход Q и скорость течения раствора электролита
в зазоре w следующие:
п = 1,1 = ''°'
ДТсэрэ ' ГЛ„
ирэс3 ДТ + —-—
где а — температурный коэффициент удельной электрической проводи-
мости; / — длина межэлектродного промежутка; 1 — ток; ДТ—пере-
пад температуры по длине МЭП; сэ — удельная теплоемкость рас-
твора электролита; ia — плотность анодного тока; рэ — плотность
электролита.
Одним из существенных изменений электролита при ЭХО явля-
ется его защелачивание, степень которого зависит от материала детали,
плотности технологического тока, состава электролита и его темпе-
ратуры. Обычно pH в процессе обработки повышается до 9—11, что
ухудшает условия растворения многих металлов и сплавов. Для ста-
билизации pH электролита применяют буферирование раствора, на-
пример, борной кислотой в количестве 3 — 30 г/л.
Электрод-инструмент для ЭХО изготовляют из сплавов с хорошей
электрической проводимостью и высокой стойкостью против корро-
зии (меди, латуни, бронзы, коррозионно-стойких сталей, жаропрочных
и титановых сплавов, графита и др.). Электроды из коррозионно-
стойких сталей применяют для изготовления лопаток турбин и ком-
прессоров, а также штампов и пресс-форм. Из титановых сплавов
изготовляют тонкие трубчатые электроды для прошивания глубоких
отверстий. Графит применяют в условиях единичного и мелкосерий-
ного производства деталей, а также при обработке вращающимся
электродом-диском. Формообразование профилей ЭИ осуществляют
несколькими методами: механической обработкой, литьем, гальвано-
пластикой, металлизацией напылением, вихревым копированием, обра-
боткой давлением и т. д. Размеры электрода-инструмента отличаются
от размеров получаемых сложных профилей деталей.
Для увеличения точности обработки размеры рабочей части ЭИ
корректируют с применением графических, аналитических, производ-
ственных методов и моделирования.
Выбор геометрических параметров и расположения электролито-
подводящих щелей и отверстий на рабочих поверхностях инстру-
ментов осуществляется экспериментально с учетом обеспечения при
течении электролита в области обработки отсутствия зон: застойных,
вихревого движения раствора и сепарации потока.
Для лучшей локализации процесса анодного растворения нерабо-
чие участки электродов-инструментов покрывают изоляционными ма-
териалами (табл. 4), которые должны обладать высокими механиче-
скими, электроизоляционными, адгезионными свойствами, влаго-
и термостойкостью при малой толщине (0,02 — 5 мм) покрытия.
Электрохимические методы обработки 867
4. Изоляционные покрытия электродов-инструментов )2, 4|
Материал инструмента Покрытие Толщина покрытия, мм Назначение элек- трода-инструмента
Латунь, коррози- онно-стойкая сталь Силикатная эмаль 0,15-0,2 Обработка фасон- ных поверхностей, отверстий
Полипропилен Эпоксидные смолы Нотакрил Полиуретановая смола 0,3-0,35 0,1-0,3 0,2-0,5 0,1-0,2 Удаление заусен- цев, обработка фа- сонных поверхно- стей, отверстий больших диамет- ров
Капролон, пластмас- са АСТ-Т, резина, текстолит, эбонит 0,5-5 Удаление заусен- . цев, обработка по- верхностей боль- ших размеров
Коррозионное стойкая сталь, жаропрочные и титановые спла- вы Керамические эмали 0,03- -0,08 Прошивание от- верстий, узких ще- лей, фасонных и глубоких полос- тей
Композиции на ос- нове эпоксидных смол, фуриловый лак 0,1-0,4 Прошивание глу- боких отверстий
Фторопластовые эмульсии Полихлорвинил 0,02 — -0,05 0,08-0,2 Прошивание от- верстий малых диаметров
Шероховатость поверхности рабочей части ЭИ должна быть не
ниже Ra = 1,6 мкм, а изоляции — Ra = 0,8 мкм, что обусловлено
необходимостью улучшения обтекания инструмента электролитом,
устранения возможности оседания частиц на нем и снижением изна-
шивания изоляции.
Одним из преимуществ ЭХО является возможность ее объедине-
ния с другими процессами и создание на этой основе совмещенных
(комбинированных) методов обработки. В промышленности приме-
няются комбинированные методы обработки, в которых анодное раст-
ворение металлов сочетается с механическим или элсктроэрозионным
разрушением, а также осуществляется вследствие ультразвуковых коле-
баний (электрохимическая абразивная, электроэрозионно-химическая,
электрохимическая ультразвуковая). Наибольшее распространение из
указанных методов получила электрохимическая абразивная обработ-
ка, к которой относятся следующие разновидности:
5. Технологические показатели электрохимической абразивной обработки
Вид обработки Режим Технологические показатели
Напряже- ние, В Плот- ность то- ка, А/см2 Скорость съема Точность, мм Ra, мкм
мм 3/мин мкм/мин
Абразивно-электрохими- ческое круглое шлифо- вание 4-8 15-100 900- 5000 — 0,003 -0,01 0,63-0,32
Алмазно-электрохимиче- ское плоское шлифова- ние 800-12000 — 0,02-0,06 Отклонение от плосткост- ности 0,005 — 0,008 на длине 100 мм 0,63-0,08
Электрохимическое абра- зивное суперфиниши- рование 2-24 20-40 150-200 (врезани- ем); 30—40 (с продоль- ной подачей) Точность формы в попе- речном сечении 0,6— 1 мкм, отклонение от цилиндрич- ности 1—4 мкм на дли- не 100 мм 0,05-0,03
Электрохимическое абра- зивное хонингование 5-30 10-40 — 100—400 на диа- метр 8-й квалитет; отклонение от круглости 0,8 мкм; овальность 2—5 мкм; от- клонение от цилиндрич- ности 3 — 5 мкм на длине 100 мм 0,63 — 0,32; выхажива- ние без тока 0,16-0,04
Электрохимическая абра- зивная доводка, поли- рование 1-30 0,1-2 — 10 Отклонение от плоскост- ности 0,05 мм на длине 800 мм 0,02-0,08
Электрохимическая ульт- развуковая обработка 4-5 До 25 До 400 - 0,2-0,12 1,25-0,63
868 Электрохимические методы обработки
6. Технические характеристики копировально-прошивочных станков
Характеристика 4421 4422 4424 4А423ФЦ Э-402 Э-468 ЭКУ-400
Размер обрабатываемой заготовки, мм:
длина 300 250 480 480 500 500 400
ширина 280 300 850 350 500 500 400
высота 160 160 450 400 500 500 380
Размеры рабочей поверхности стола, мм:
длина 400 400 1000 630 0700 530 900
ширина 320 250 630 400 — 530 750
Максимальное расстояние от торца катодо- 350 315 1000 400 550 550 800
держателя до поверхности стола, мм
Максимальный рабочий ход электрода-ин- 100 200 400 200 200 220 400
струмента (или электрода-заготовки)
Максимальное давление электролита, МПа 1,6 1,9 1,6 1,9 2,0 2,0 0,6
Максимальный ток, А 1600 3200 12500 3200 7000 10000 10000
Напряжение источника тока, В 3-24 12 12 3-24 12 12 15
Габариты станка, мм:
длина 900 1400 2500 1518 2000 1100 - 6000
ширина 635 1720 1860 1210 2500 1000 5000
высота 1750 3020 3600 2950 2850 ' 2600 3900
Масса станка, кг 5000 4500 10000 4500 — 2000 17000
Электрохимические методы обработки 869
7. Технические характеристики электрохимических станков для обработки лопаток
Характеристика МЭ77 МЭ57 МЭ75 ЭХО-1 ЭХО-2 ЭХА-300 АГЭ-2 АГЭ-3 ЭХС-10А ЭГС-150
Наибольшая длина пера лопатки, мм 250 400 - 630 630-1250 80-160 150-300 150-300 170-250 65-170 200 80-150
Длина хода электро- дов, мм 80 140-250 - 20 20 -- 2-50 12-18 12 25
Максимальный рабо- чий ток, А 6300 10000 6300 х 4 4500 10000 12000 6000 4000 5000 5000
Рабочее напряжение, В 10-12 12 До 24' 12 3-18 8-14 12 14 6-13 12
Давление электроли- та, МПа 0,5 0,85 - 0,5-0,65 0,4-0,65 0,5-0,8 0,4-0,6 0,6 - -
Точность обработки профиля, мм - 0,3 0,5 0,2-0,35 0,3-0,5 - 0,15-0,36 0,1-0,2 0,2
Скорость рабочей по- дачи, мм/мин - 0,1-3,0 0,03-2,1 0,3-1,5 0,2-1,0 0,2-5,0 0,06-0,8 0,1 -0,6 - 0,2-2,0
Число электродов 2 2 4 2 2 2 2 2 2 -
Габариты станка, мм: длина ширина высота Масса, кг 1920 770 1290 2000 2520 1420 2780 7350 15750 13130 2850 15 350 1050 1020 1850 900 1330 1180 I960 1600 1700 1610 2080 2500 1370 1605 2100 2500 1090 1470 1700 1800 1300 300 1100 1500 900 2000 1500
870 Электрохимические методы обработки
8. Технические характеристики электрохимических станков для удаления заусенцев
Характеристика 4405 4406 4407 Арарат-2 4420 4408Д 4420ДА 4450
Максимальный размер обрабатывае- мой детали, мм Размеры стола, мм: 50 125 320 02ООх х100*1 200 80 200 500
длина 200 320 500 500 400 400 630 630
ширина 160 250 400 360 250 250 400 400
Наибольшее расстояние от стола до рабочей' поверхности траверсы, мм 230 340 420 560 320 250 320 400
Ход траверсы, мм 140 200 250 300 140 НО 140 180
Вместимость бака для электролита, л 320 600 1000 1600 380 220 380 380'
Давление электролита, МПа 1,5 1,8 1,8 3 2,3 1,5-2,3 3-3,5 1,5-2,3
Время обработки (регулируемое), с 15-60 15 — 60 15-60 8-60 — — — —
Наибольший технологический ток, А 500 1000 2000 1600 600 600 1500 1500
Напряжение рабочего тока, В 18; 9; 24 6-22 6-22 3-24 15; 18 и 21 1,5; 18 и 21 12-20 12-20
Общая мощность, потребляемая стан- ком, кВт Габариты станка, мм: 20 50 80 70 13 24 54 27
длина 840 1080 1260 2200 1100 1100 1300 1300
ширина 780 1470 1930 1770 900 900 1100 1100
высота 1665 1720 1720 1520 2000 2000 2150 2300
Масса станка, кг 550 850 1300 1300 1050 1050 1550 1500
** Высота зубчатого колеса.
Электрохимические методы обработки
9. Электрохимические абразивные станки [5]
Станок Назначение Инструмент Размеры обрабатываемой детали (профиля), мм Г абариты станка, мм (длина х х ширина х х высота)
Полуавтомат ЗЕ711ЭФ2-1 Плоское и профильное шли- Фасонные графитовые, 400 х 200 х 320 1870 х
плоскопрофилешлифо- вальный с прямоуголь- ным столом и горизон- тальным шпинделем фование деталей из твердых сплавов, коррозионно-стой- ких и быстрорежущих сталей металлические диски, алмазные или абразив- ные токопроводящие круги (400x100x10) х1350 х х 1870
Полуавтомат ЗЕ731ЭФ2 плоскошлифовальный повышенной точности с прямоугольным сто- лом и вертикальным шпинделем Шлифование плоскостей дета- лей из твердых сплавов и дру- гих труднообрабатываемых материалов торцом круга Чашечные алмазные кру- ги на металлической связке типа АПВ 630 х 200 х 320 2540 х х1380х х2330
Полуавтомат ЗЭ754ЛФ1 Шлифование плоскостей дета- Алмазные круги на ме- Диаметр 20 — 3960 х
плоскошлифовальный с круглым выдвижным столом и вертикаль- ным шпинделем Хонинговальные электро- химические вертикаль- ные полуавтоматы: лей из твердого сплава тор- цом круга таллической связке 500, высота 5-200 х 3530 х х2280
3820Э Обработка внутренних цилинд- рических поверхностей из труд- нообрабатываемых материа- лов Абразивные бруски Диаметр от- верстия 8 — 30, длина до 80 ИООхбЗОх х2145
872 Электрохимические методы обработки
3822Э
Универсальный электро- химический круглошли- фовальный станок ЗЭ110М Обработка наружных и внут- ренних цилиндрических по- верхностей деталей из твердо- го сплава, жаропрочных, маг- нитных сплавов и сплавов на основе вольфрама, титана, ванадия и т. д.
Суперфинишный электро- химический центровой полуавтомат 3871БЭ Обработка наружных цилинд- рических поверхностей дета- лей из углеродистых, легиро- ванных и коррозионно-стой- ких сталей
Электрохимический кон- турно-доводочный станок с ЧПУ 4462ФЗ Электрохимическая доводка контурных отверстий с пря- молинейной образующей в деталях из твердого ’сплава и алмазная вырезка про- филей в деталях из хрупких материалов (кварцевое стекло, ситаллы и т. д.)
Диаметр от- верстия 20 — 80, длина до 130 2925 х х 3485 х х2965
Алмазные или абразив- ные токопроводящие круги Диаметр: на- ружный 3 — 140; внутрен- ний 10 — 25; длина шлифо- вания до 180 2330 х х 2670 х х 1550
Абразивные, токопро- водящие или обычные абразивные бруски Диаметр 280 (40-140), длина 710 3160 х х2800х х 1996
Стальная проволока, армированная алмазом, диаметром 0,3 —0,5 250 х 160x70 (200 х 125 х 70) 1045х790х х 1570
Электрохимические методы обработки 873
874
Электрохимические методы обработки
абразивно- и алмазно-электрохимическое шлифование, электро-
хонингование, электрохимический суперфиниш, электрохимическая
доводка, полирование и жидкостно-абразивная обработка.
Сочетание анодного растворения с процессом абразивного резания
обеспечивает увеличение производительности обработки в 1,5 — 15 раз,
снижение сил резания, средних температур в рабочей зоне, повышение
стойкости режущего инструмента и улучшение качества поверхност-
ного слоя обрабатываемой детали. Однако точность обработки в ряде
случаев ниже, чем при просто абразивной обработке. Режимы и тех-
нологические показатели электрохимической абразивной обработки
приведены в табл. 5.
Электрохимические станки по технологическому назначению де-
лятся на следующие группы: копировально-прошивочные (табл. 6); для
прошивания глубоких отверстий и профильных каналов (4427, ЭПЛ-320,
ЭПЛ-630, ЭАЛ-1000, ЭХЭС-3 и др.); для обработки пера лопаток
(табл. 7); для контурной вырезки электродом-проволокой (мод. 4429);
для удаления заусенцев (табл. 8); для маркирования (4402, ПЭМ-1М,
ЭХМ-1Б, ЭК-1, МЭ311, МЭЗО9, МЭ329, ГРЭМ-1, ГРЭМ-2 и др.),
электрохимические заточные (ЗЕ624Э, 3626Э, 3672 и др), электрохими
ческие шлифовальные, хонинговальные, суперфинишные и контурно-
доводочные (табл. 9).
Электрохимический станок имеет механическую часть (собственно
станок), систему циркуляции электролита, источник тока с сегулиру-
емым напряжением, систему контроля и управления процессом. Собст-
венно станок, система циркуляции электролита и источник электро-
питания обычно конструктивно оформляют как самостоятельные
агрегаты.
В общем случае собственно станок состоит из жесткой станины
на которой смонтированы элементы базирования и закрепления
заготовки и инструмента; механизмов их относительного перемещения
с заданными параметрами; рабочей камеры, служащей для защиты
станка и оператора от брызг и паров электролита и из которой
с помощью вентиляции во избежание взрыва удаляются газообразные
продукты процесса (кислород, водород); элементов системы управ-
ления, контроля и регулирования параметров процесса обработки.
Электрическое питание — от источника постоянного тока (иногда
импульсного) низкого напряжения 3 — 48 В (табл. 10), который содер-
жит систему защиты электродов от коротких замыканий, искрений
и другие дополнительные устройства (регулирования и стабилизации
напряжений и т д.). Источники вырабатывают ток силой 100 —
25000 А, который подводится к станку посредством шинопроводов
необходимого сечения при расчетной плотности 9 А/см2. Для станков
специального назначения создаются источники тока силой 40000 А
и более.
Для обеспечения минимальных потерь напряжения, термической
стойкости и стойкости к воздействию электролитов и их паров токо-
подводы к ЭИ и заготовкам должны иметь минимальное число
Электрохимические методы обработки
875
10. Технические характеристики источников тока
для электрохимических станков [2]
Источник тока Схема выпрямления Выпрямлен- ное напря- жение. В Номинальный ток, А
ИПП-3000/12 ИПП-5000/12 ИПП-5000/24 Трехфазная мос- товая 14; 16 14; 16; 18 23; 32; 40 3000 5000 5000
ИПП-10000/12 ИПП —15000/12М Двойная звезда с уравнительным реактором 10; 12 9; 12; 15; 18 1000 15000
ИПТУ-160 ИПТУ-320 ИПТУ-630 ИПТУ-1600 Трехфазная 10-30 160 320 630 1600
ИПТУ-3200 ИПТУ-5000 ИПТУ-10000 ИПТУ —25000 Шестифазная 5-15 3200 5000 10000 25 000
Серия БАКР и ВАК Шестифазная с уравнительным реактором 3-12 100; 630; 1600 3200; 6300; 12 500
3-24 100; 630; 1600; 3200; 6300; 12 500; 25000
6-36 100
3-18 320
6-48 630; 1600; 3200; 25000
ВАКГ 18/9-3209 ВАКГ 12/6-630 ВАКГ 12/6-1600 ВАКГ 12/6-3200 18; 9 320
12; 6 630 1600 3200
ИПП 20/1000 Трехфазная 0-1000 20
контактных соединений, не допускающих образования на поверхнос-
тях оксидных токонепроводящих пленок (давление в контактных
соединениях 0,6 —2,5 МПа), экономичное сечение токоподвода и за-
щитные покрытия.
876
Электрохимические методы обработки
11. Насосы коррозионно-стойкие для электрохимических станков
Марка Подача, м3/ч Давление, МПа Мощ- ность, кВт Габариты (длинах х ширина х высота), мм
ХБ-20/190 20 1,9 40 1818x446x709
ХБ-45/165 45 1,65 55 1970x446x709
НЦВ-63/80 63 0,8 25 560x770x951
НЦВ-40/20 40 0,2 4,5 460 x 450 x 717
МС-70М 50-85 1,2-2,5 40 1600 х 750 х 720
ЭПжН-3 25-50 1,6 32 655 х 620 х 1547
Х20/32-Е-1 20 0,31 5,5 1060 x 340 x 418
Х45/54-К-1 45 0,54 30 1465 х 595 х 590
Х90/85-К-1 90 0,85 55 1761x740x711
ЗКМ-45/55 45 0,55 17 1325 х 546 х 530
ЧПС-6 85 0,32 30 1935x820x845
12. Технические характеристики агрегатов для очистки электролита [2|
Тип агрегата Подача, м3/ч Влаж- ность выгру- жаемого осадка, % Потребляе- мая мощ- ность, кВт Габариты (длина х шири- на х высота), мм Мас- са, кг
Центрифуги периоди- ческого действия: ОТВ-600 н 0,8-1,0 70-85 2,1 1460x1080 x 980 620
ОТН-800 Н 0,8-1,0 75-85 4,5 1630х1240х 910
Центрифуги непрерыв- ного действия шне- ковые: НОГШ-350-Н 1,6-2,0 80-85 7,5 Х1080 1550х1095х 915
НОГШ-200-ЗН 0,8-1,1 80-85 5,5 х715 1460х 1115 х 510
Сепаратор ОДМ-632К-1 8 40-50 13 х 1485 1445 х1270 х —
непрерывного дейст- вия с периодической выгрузкой осадка Фильтр-пресс 4 20 36 х 1510 3780х2150 х 15 780
ФПАКМ-25 непре- рывного автоматиче- ского действия Барабанные вакуум- 2-3 55-60 1,9 х4210 2570х2420х 2460
фильтры БОК5-1,75, БОК5-1,75 К с наруж- ной фильтрующей поверхностью х2550
Электрохимические методы обработки
877
В процессе ЭХО металлов и сплавов в растворе электролита
образуются рыхлые и тонкодисперсные осадки гидроксидов металлов
(шламы), объем которых во много раз превышает объем снятого
металла. Для обеспечения стабильности процесса загрязнение электро-
лита продуктами анодного растворения не должно превышать 4—
30 г/л. Требования к чистоте электролита возрастают с уменьшением
МЭЗ. Так, при межэлектродных зазорах менее 0,1 мм стабильность
процесса возможна лишь при зашламленности электролита не более
4 — 6 г/л.
В электрохимических станках используют следующие способы
очистки электролита от шлама: отстоя, очистки в центрифугах, фильт-
рации под давлением, электрофлотационный, очистки в поле магнит-
ных сил и комбинированный. Для ускорения процесса седиментации
шлама в раствор электролита вводят коагуляторы, например поли-
акриламид в количестве 1 — 5 г/л.
Таким образом, системы циркуляции, очистки и стабилизации
параметров электролита электрохимического станка включает одну
или несколько емкостей для раствора, объем которых рассчитывается
примерно из соотношения 800 л на 1000 А тока; насос для подачи
электролита в МЭП при расходе ~60 л/мин на 1000 А тока источ-
ника питания при давлении 0,2 —2,5 МПа; агрегаты очистки электро-
лита от посторонних частиц и шлама; систему стабилизации темпе-
ратуры и pH электролита в заданных пределах, а также дополни-
тельный насос для перекачки электролита.
Технические характеристики насосов и агрегатов для очистки
электролита представлены в табл. И и 12.
В процессе ЭХО в результате электролиза воды на электроде-
инструменте интенсивно выделяется водород. Смесь его с воздухом
взрывоопасна, если в ней содержится более 4 — 5 % водорода. Поэтому
при проектировании электрохимического оборудования и цехов (участ-
ков) предусматривают вентиляционные системы для удаления газо-
образных продуктов процесса и сигнализаторы наличия водорода.
Объем водорода, выделяющегося за 1 мин при атмосферном
давлении и температуре электролита Т,
^н2 = т1н26Н21а^э.и
где г]н, = 1,0 — выход водорода по току; еНг = 0,007 л/(А-мин)—
электрохимический эквивалент для водорода; ia — плотность тока,
А/см2; Fэ и — площадь электрода-инструмента, см2.
Скорость откачки вытяжной вентиляционной системы Ивен должна
быть такой, чтобы по ее тракту содержание водорода не превышало
J.5-2,0%: Свен = (50-60) ИН2.
В качестве местной вытяжной вентиляции используют зонты над
баками, бортовые отсосы и вытяжные шкафы (рабочие камеры).
273 + Т
273
878
Электрохимические методы обработки
Для улавливания капель электролита вытяжные устройства снабжают
улавливателями-конденсаторами.
Рекомендуется применять коррозионно-стойкие вентиляторы типа
Ц4-76 № 2,5; 3,4 и 5 из полимерных материалов.
При проектировании технологических процессов электрохимиче-
ской обработки: 1) определяют целесообразность применения ЭХО;
2) отрабатывают конструкцию обрабатываемой детали на технологич-
ность с учетом особенностей процесса; 3) выбирают электролит
(определяют химический состав, концентрацию и температуру элект-
ролита); 4) определяют основные параметры процесса (скорость подачи
ЭИ, напряжение на электродах, межэлектродный зазор, давление
и расход электролита) и точность изготовления детали; 5) выбирают
материал ЭИ, способ подачи электролита в МЭП; рассчитывают
и проектируют рабочую часть инструмента, способы изготовления его
и нанесения изоляционных покрытий на нерабочие части; 6) проекти-
руют необходимые приспособления; 7) проверяют и корректируют
технологические параметры процесса; 8) разрабатывают операции
электрохимического изменения поверхностей; 9) контролируют основ-
ные параметры обработанных поверхностей; 10) осуществляют анти-
коррозийное покрытие деталей.
При определении целесообразности применения ЭХО следует учи-
тывать, что сложность изготовления и корректировки ЭИ, высокая
стоимость оборудования и другие факторы во многих случаях делают
нерентабельным процесс, особенно при обработке простых деталей
и малой серийности. Рекомендуется применять ЭХО: для изготовления
деталей из материалов, обработка которых обычными способами
затруднена или невозможна; при формообразовании сложных поверх-
ностей: для изготовления термообработанных или нежестких деталей,
узких каналов, малых отверстий значительной глубины (до 400 мм);
для снятия заусенцев и маркировки деталей.
Для обеспечения заданной точности и качества поверхности при
ЭХО важными являются правильный выбор заготовок и соответ-
ствующая их подготовка. Подготовка заключается в том, что на
заготовке должны быть предусмотрены установочные и измеритель-
ные базы, места для токоподвода от источника питания с шерохо-
ватостью не более Ra — 0,4 мкм. Поверхности заготовки должны быть
очищены от загрязнений (масляных пятен, окисных пленок), окалины,
а необрабатываемые участки при условиях попадания на них элект-
ролита защищены от растравливания.
При установке и закреплении заготовок в приспособлениях не-
обходимо обеспечить высокое качество переходных контактов с целью
снижения электрического сопротивления, особенно при работе с боль-
шой силой тока. Некачественный контакт может вызвать снижение
мощности, оплавление элементов оснастки, плохо прилегающих друг
к другу, и попадание электролита в зону контакта.
Антикоррозионную обработку деталей после ЭХО проводят в це-
лях предотвращения коррозии. Последовательность обработки деталей
Обработка заготовок па стайках с ЧПУ
879
из штамповых сталей включает: декапирование в разбавленном раст-
воре соляной кислоты (30 — 50 г/л); промывку водой; обработку в раст-
воре хромпика (50 г/л); промывку водой; обдувку сжатым воздухом
до полного высыхания; смазывание минеральным маслом с ингиби-
тором коррозии.
На электрохимическую обработку штампов, пресс-форм и литей-
ных форм в непрерывном и импульсно-циклическом режимах в усло-
виях серийного производства Министерством станкоинструментальной
промышленности разработан РТМ 2ПОО-1— 78, в котором представле-
ны типовые схемы процессов с примерами выбора и расчета режимов
обработки.
СПИСОК ЛИТЕРАТУРЫ
1. Оборудование для размерной электрохимической обработки де-
талей машин/Под ред. Ф. В. Седыкина. М.: Машиностроение, 1980.
277 с.
2. Основы теории и практики электрохимической обработки ме-
таллов и сплавов/М. В. Щербак, М. А. Толстая, А. П. Анисимов,
В. X. Постаногов. М.: Машиностроение, 1981. 263 с.
3. Седыкии Ф. В. Размерная электрохимическая обработка деталей
машин. М.: Машиностроение, 1976. 302 с.
4. Справочник технолога-приборостроителя. Т. I / Под ред.
П. В. Сыроватченко. М.: Машиностроение, 1980. 606 с.
5. Электрофизические и электрохимические станки: Каталог. М.:
НИИмаш, 1982. 127 с.
6. Электроэрозиоиная и электрохимическая обработка. Расчет,
проектирование, изготовление и применение электродов-инструментов.
Ч. 2. Электрохимическая обработка/Под ред. А. Л. Лившица и
А. Роша. М.: НИИмаш, 1980. 164 с.
ГЛАВА 19
ОБРАБОТКА НА СТАНКАХ С ЧПУ
Наиболее широкое применение в промышленности получили то-
карные, фрезерные и многоцелевые станки с ЧПУ. Технические ха-
рактеристики этих станков и используемых в них устройств програм-
много управления приведены в табл. 1 — 7. На рис. 1 показаны
последовательность мероприятий по непосредственному внедрению
станка с ЧПУ (поз. А, Б, ..., К), а также последовательность
и взаимные связи мероприятий по технологической подготовке внедре-
ния (поз. 1.1 — 1.3) и подготовке производства в цехе (поз. 2.1 — 2.4).
Основные этаны подготовки процесса обработки иа станке с ЧПУ.
Подготовка процесса обработки состоит из следующих основных
этапов:
880
Обработка заготовок на стайках с ЧПУ
Рис. 1. Схема внедрения станков с ЧПУ:
А — решение о закупке станка с ЧПУ; Б — оформление заказа; В — согла-
сование заказа и закупка стайка; Г—получение станка; Д — установка
и подготовка станка к пуску; Е — пуск и опробование станка; Ж — устра-
нение выявленных недостатков и неисправностей; И — эксплуатация стан-
ка; К — обеспечение подготовки управляющих программ.
1.1 — обрабатываемые детали: 1.1.1 — подбор деталей для обработки на
станках с ЧПУ; 1.1.2 — выбор детали для пробной обработки;
1.2 — способы подготовки управляющих программ: 1.2.1 — выбор системы
автоматизации подготовки управляющих программ (САП); 1.2.2 — выбор ЭВМ и
средств подготовки и контроля программ; 1.2.3 — оформление заказа и полу-
чение ЭВМ и средств подготовки и контроля программ; 1.2.4 — получение мате-
матического обеспечения САП; 1.3 — технологи-программисты; 1.3.1 — подбор
технологов-программистов; 1.3.2 — обучение технологов-программистов;
1.4 — подготовка пробной обработки детали для контроля работоспособности
станка: 1.4.1 — разработка тестовых программ; 1.4.2 — контрольная отработка
тестовых программ; 1.4.3 — разработка технологического процесса пробной
обработки детали; 1.4.4 — подготовка оснастки для пробной обработки детали;
1.4.5 — подбор инструментов; 1.4.6 — контроль и настройка инструментов;
1.4.7 — расчет управляющей программы; 1.4.8 — контроль и исправление управ-
ляющей программы; 1.4.9 — внесение изменений в техническую документацию
с учетом обработки детали на станке с ЧПУ;
1.5 — подготовка обработки деталей серийного производства: 1.5.1 — разработка
технологических процессов обработки деталей; 1.5.2 — подготовка оснастки
для обработки деталей серийного производства; 1.5.3 — подбор инструмен-
тов; 1.5.4 — контроль и настройка инструментов; 1.5.5 — расчет управляющих
программ; 1.5.6 — контроль и исправление управляющих программ; 1.5.7 — раз-
работка новых форм технической документации для деталей серийного произ-
водства с учетом их обработки иа станках с ЧПУ и действующих ГОСТов;
2.1 — станок и дополнительное оборудование: 2.1.1 — выбор места для установ-
ки станка и дополнительного оборудования — промышленного робота, устрой-
ства для настройки инструментов, координатно-измерительной машины и др.:
2.1.2 — разработка и утверждение планировки; 2.1.3 — проектирование и под-
готовка фундамента;
2.2 — рабочие-станочники: 2.2. Z — подбор мастеров и рабочих-станочников:
2.2.2 — обучение мастеров и рабочих-станочников; 2.2.3 — подбор наладчиков;
2.2.4 — обучение наладчиков;
Обработка заготовок на станках с ЧПУ
881
2.3 — техническое обслуживание и ремонт станков с ЧПУ; 2.3.1 — разработка
документации по техническому обслуживанию и ремонту станка и дополни-
тельного оборудования; 2.3.2 — закупка приборов для наладки станков с
ЧПУ и дополнительного оборудования; 2.3.3 — разработка графиков техни-
ческого обслуживания и ремонта;
2.4 — контроль обработанных деталей: 2.4.1 — подбор контролеров; 2.4.2 —
обучение контролеров
разработки технологического процесса;
расчета управляющей программы: вычерчивания эскиза расчетно-
технологической карты; присвоения геометрическим элементам кон-
тура или траектории перемещения инструмента обозначений, принятых
для данной системы автоматизации подготовки управляющих
программ (САП); записи программы расчета на языке САП; расчета
управляющей программы на ЭВМ;
контроля управляющей программы на координатографе и внесе-
ния необходимых исправлений;
пробной обработки детали на станке с ЧПУ;
контроля обработанной детали и внесения исправлений в программ
му расчета, в технологический процесс и т. д.;
обработки партии деталей.
Последовательность этапов подготовки, данные, которые необхо-
димы для выполнения этих этапов, и результаты выполнения меро-
приятий на различных этапах подготовки приведены на рис. 2,
алгоритм настройки станка с ЧПУ — на рис. 3.
Исправления
Чертежи, деталей
и заготовок.
Техпроцессы обра-
ботки аналогичных
деталей
Картотеки.-,
станков с ЧПУ:
приспособлений-,
инструмента:
режущего;
вспомогательного,
измерительного
Справочные
данные
ОО
Управляющая
программа на
перфоленте
Маршрутная
карта
Откорректированная
программа
на перфоленте
-| Деталь |
т *
е|о о Ь
fl
Документы согла-
сования на постав-
ку заготовки и
обрабатываемой
детали
Операционная
карта
ТУ на приспособле-
ние и инструмент
Расчётно -техноло-
гическая карта
Карта наладки
инструмента
Программа расчёта
на языке САП
Инструкция по составлению
программ на языке САП
Наладка
станка
Рис. 2. Основные этапы подготовки процесса обработки на станке
с ЧПУ
Обработка заготовок на станках с ЧПУ
883
Рис. 3. Схема настройки станка с ЧПУ
1. Технические характеристики токарных станков с ЧПУ
Модели станков
Параметр ТПК-125В 16Б16Т1 СТП-220Пр 16К20ФЗ 16К20Т1 МК6733 1П756ДФЗ 16КЗОФЗ
Наибольший диаметр обра- батываемой заготовки, мм: над станиной 200 320 400 400 400 400 630 630
над суппортом 150 160 220 215 215 215 500 320
Диаметр отверстия в шпин- деле, мм Конус Морзе отверстия 45 3 34 5 53 6 53 6 53 6 70 Метрический 100
Наибольшая длина заготов- ки, мм 200 710 350 900 900 900 250 1400
Число инструментов: в резцедержателе в револьверной головке в магазине 6 4 8 6 6 6 8 и 4 4-8
Число управляемых осей ко- ординат (всего/одновре- менно) 2/2
884 Обработка заготовок на станках с ЧПУ
J
Номер эскиза рабочей зо- ны (см. табл. 2) — — 1
Наибольшая длина переме- щения по осям коорди- нат, мм: X Z по 210 195 700 320 365
Наибольшее перемещение пиноли задней бабки, мм 60
Рабочие подачи по осям координат, мм/мин (мм/об): X 1-120 0-600 0,05-600
Z 2-240 0-1200 0,05 — 1200
Шаги нарезаемых резьб, мм — —• 20
Скорость быстрого переме- щения по осям коорди- нат, м/мин: X Z 0,4 0,8 2,4 4,8 2,4 4,8
2 2 2 3 4
250 250 250 455 370
900 900 900 720 1250
200 — 240
0-600 1000(0, 005-1,4) 1-2000 1-600(1- 1000)* 1-1200
0-1200 2000(0, 010-2,8) 1-2000
(1-1000)*
20 0,01- -40,959 40 10
(39,999)*
2,4 5 5 10 2,4; (8)*
4,8 6 6 10 4,8: (8)*
Обработка заготовок на станках с ЧПУ
Продолжение табл. 1
Параметр Модели станков
ТПК-125В 16Б16Т1 СТП-220Пр 16К20ФЗ 16К20Т1 МК6733 1П756ДФЗ 16КЗОФЗ
Мощность, кВт: привода подачи при пе- ремещении по осям: X Z 0,02 0,03 — 2,2 3,0 1,8 2,2 1,8 2,2 1,8 2,2 3,5 4,5 3 4
Число ступеней частоты вра- щения шпинделя (общее/ по программе) Бессту- пенча- тое/5 22/6 49/49 27/9 27/9 27/9 Бессту- пенча- тое 24/12
Частота вращения шпинде- ля, об/мин 250 — 2500 20-2000 11,2- 2800 10-2000 8-1600 6,3-1250 (8-1600)*
Мощность электродвигателя привода главного движе- ния, кВт 1,75 3,8/6,3 18,5 10 11 29,5 2,2
Дискретность задания пере- мещения по осям коор- динат, мм: X 0,001 0,005 0,002 0,005 (0,002)*
886 Обработка заготовок на станках с ЧПУ
Z 0,002 0,010 0,002 0,010 (0,002)*
Точность позиционирования, мкм: по оси X по оси Z 1 2 20 40 ±10
Шероховатость обработан- ной поверхности Rz, мкм 1,25 — 2,5
Длительность цикла смены инструмента, с 2 — 5 — 4 5
Устройство ЧПУ Н22-1М Элек- троника НЦ-31 Гамма 122 Н22-1М Н22-1М; Элек- троника НЦ-31 2Р22 Сину- мерик 7Т Н22-1М (СС221Т)
Габаритные размеры станка, мм: длина ширина высота 1670 900 1300 3065 2324 1860 4750 2920 , 2340 3360 1710 1750 3200 1700 1700 3200 1700 1700 3200 2000 2600 6210 2807 1990
Масса станка, т 1,6 2,5 7,0 5,0 4,1 4,1 8,0 7,4
Для станка с устройством ЧПУ мод. СС221Т.
Обработка заготовок на станках с ЧПУ
888
Обработка заготовок на станках с ЧПУ
2. Рабочие зоны токарных станков с ЧПУ
Номер эскиза Модель станка
1 СТП-220Пр
2 16К20ФЗ 16К20Т1 МК6733
3 1П756ДФЗ
Эскиз
I — револьверная головка на шесть ин-
струментов
1 — револьверные головки на 12 ин-
струментов (8 + 4)
Обработка заготовок на станках с ЧПУ
889
Продолжение табл. 2
Номер
эскиза
Модель
станка
Эскиз
4 16КЗОФЗ
1 — револьверная головка на четыре
инструмента
Условные обозначения: М — ноль системы координат станка;
р и F[ — базовые точки салазок; N и TVj — базовые точки инструмента.
Система автоматизации подготовки управляющих программ САП
ЕС предназначена для подготовки управляющих программ для фре-
зерных, токарных, карусельных, сверлильных, расточных, электроиск-
ровых и других станков с ЧПУ и обеспечивает автоматизацию
подготовки программ обработки при движении инструмента одно-
временно по двум и, с ограничением возможностей, по трем и более
осям координат. Система САП ЕС может быть использована на
любой ЭВМ ряда ЕС или на программно совместимой ЭВМ.
Подготовку программы расчета на языке САП ЕС выполняют на
основе технологических разработок (см. рис. 2), осуществленных на
предыдущем этапе, в последовательности:
присвоение обозначений геометрическим элементам траектории
инструмента или контура обработки;
составление и запись программы на языке САП ЕС на перфо-
ленту или перфокарты;
расчет управляющей программы на ЭВМ.
Алфавит языка САП ЕС состоит:
из букв русских — А, Б, В, Г, Д, Е, Ж, 3, И, К, Л, М, Н, О, П,
Р, с, т, У, ф, х, Ц, Ч, Ш, Щ, Ы, Ь, Э, Ю, Я; латинских-
D, F, G, I, J, L, N, Q, R, S, U, V, W, Z;
из цифр: о, 1, 2, 3, 4, 5, 6, 7, 8, 9;
из символов: + — *:/,.; = ()[]!.
3. Технические характеристики фрезерных станков с ЧПУ
Параметры 6520ФЗ ЛФ260МФЗ 6Т13МФ4-1 МА655СМН 6Б443ФЗ ФП17СМНЗ ФП17МН ФП27НЗ ФП7М СФП13
Размеры рабочей поверх- ности стола, мм: ширина длина 250(320) 630(800) 320 630 400 1600 500 1250 630 1250 500 1500 500 1600 800 2000 500 3000 0 1600 (основ- ной стол) 0 2400 (наклад- ной стол)
Расстояние от торца шпин- деля до стола, мм: наименьшее наибольшее 100 450 100 450 70 500 250 770 320 (ход) 280 660 200 550 150 550 200 550 300 1000
Расстояние от оси шпинделя до стойки, мм 340 340 420 550 560 (от оси до стола) 500 450 600 450 -
Конус для крепления инстру- мента в шпинделе 7:24 № 45 № 50 7:24
Число инструментов: в револьверной головке в магазине - 14 12 00 1 ' - 8 — - —
Обработка заготовок на станках с ЧПУ
Число управляемых коорди- нат.° всего/одновременно при круговой интерполя- ции з/з 2 5/5
Наибольшее перемещение по осям координат, мм: X Y Z 500 250 350 500 320 350 1000 400 430 1000 500 520 1000 560 320 1600 600 320 1600 600 250 2000 800 400 3000 600 250 1800 1600 700
Рабочие подачи по осям ко- ординат, мм/мин 1-1500 5-1500 1-1500 5-2400; 5-1200 по оси 1-5000 0-1500; 0- 1200 по оси Z 0-2400 0-1800 0-1650 0-1200 0-600 по оси Z
Скорость быстрого переме- щения, м/мин 2,4 5 4,8 10 4,8; 3,0 (по оси Z) 4,8 3,6 1,2(0,6)
Число ступеней частоты вра- щения шпинделя 18 43 20 41; <р = 1,12 16 12
Частота вращения шпинде- ля, об/мин 31,5-1600 400— 2000 20 — 2500 31,5-2500 20-2500 25- 2400 185 — 2055 45 — 2000
Мощность привода главно- го движения, кВт 4 8 7,5 8 4,5/5,5 30 22 30 20 8,3/10,2
Обработка заготовок на станках с ЧПУ 89J
Продолжение табл. 3
Параметры 6520ФЗ ЛФ260МФЗ 6Т13МФ4-1 МА655СМН 6Б443ФЗ ФП17СМНЗ ФП17МН ФП27НЗ ФП7М СФП13
Дискретность задания пере- мещения по осям коор- динат, мм 0,01 0,02 (5 с)
Точность позиционирова- ния, мм 0,05/0,01 0,01 0,02 0,01 0,02
Точность контурной обра- ботки, мм ±0,1 ±0,05 ±0,1 ±0,05 ±0,15 ±0,1
Наименьшая шероховатость обрабатываемой поверх- ности Rz, мкм 20 20 2-5 10-20 10-40
Устройство ЧПУ 2С85-62; НЗЗ-1М 2С85-62; НЗЗ-1М 2С42 НЗЗ-2М Н55-2; НЗЗ-2 НЗЗ-2М СЦП-5; НЗЗ-2
Габаритные размеры станка, мм: длина ширина высота 3050 2150 2185 2020 2000 2150 2575 2180 2480 2930 2600 3300 3500 3040 5770 4770 3400 5040 4200 3250 5350 5700 3150 7500 4800 3150 5850 5050 4200
Масса станка, т 3,7 5 5,55 10 12 18 16 17,5 19 32
Примечание. Для станка мод. СФП13 наибольшее угловое перемещение по осям координат: А — +30°; В — +360°.
892 Обработка заготовок на станках с ЧПУ
4. Технические характеристики многоцелевых станков с ЧПУ
Параметры Модуль ИР320ПМФ4 ИР500МФ4 ИР800МФ4 2256ВМФ4 1 2201ВМФ4 2202ВМФ4 2206ВМФ4 Модуль-500 2254ВМФ4; 2254ВМ1Ф4
Размеры рабочей поверх- ности стола (ширина х х длина), мм 320 х 320 500x500 800 х 800 630 х 1000 0 250‘I; 250 х х 320 *2 400 х 400 630 х 800 500x500 630 x 400
Поворотный стол: тип подвижность Верти- кальный Г ориз октальный Непово- ротный горизон- тальный Г оризонтальный Неп оборот- ный горизон- тальный
По оси X По осям У и У По оси X По осям У и У
Размеры стола-спутника (ширина х длина), мм 320 х 320 500 х 500 800 x 800 - — — — 500x500 630x400
Расстояние, мм, от оси шпинделя до рабочей поверхности стола (наи- меньшее/ наибольшее); в скобках дано расстоя ние для мертвой зоны 270(0) 400 120(50) 550 125(50) 760' — 100 350 90 410 95 725 120(50) 550 -
Расстояние от торца шпинделя до оси пово- ротного стола (наи- 50 500 120 620 190 990 — 175 495 90 410 - 120 620 -
Обработка заготовок на станках с ЧПУ 893
1
Продолжение табл. 4
Параметры Модуль ИР320ПМФ4 ИР500МФ4 ИР800МФ4 2256ВМФ4 2201ВМФ4 2202ВМФ4 2206ВМФ4 Модуль-500 2254ВМФ4; 2254ВМ1Ф4
меньшее/ наибольшее), мм
Расстояние от торца вер- тикального шпинделя до поверхности стола (наименьшее / наи- большее), мм - - - 250 750 - - - ПО 610
Расположение оси шпин- деля Г оризонтальное Верти- кальное Г оризонтальное Вертикаль- ное
Конус для крепления инструмента в шпин- деле 7:24 № 40 7:24; № 50 № 50 № 40 7:24; № 40 № 50 7:24; № 50 № 50
Число инструментов в магазине 36 30
Наибольший диаметр, мм, инструмента, уста- навливаемого : в магазине с пропуском соседних гнезд 125 150 125 160 -100 200 63 125 100 160 | 200 125 160 160
Обработка заготовок на станках с ЧПУ
Наибольшая длина ин- струмента, мм 220 300
Наибольшая масса ин- струмента, кг 10 20
Наибольшая масса, кг, заготовки при установ- ке: на столе на столе-спутнике 150 700 1 500
Число управляемых осей координат (всего/одно- временно) 4/2 3/2
Наибольшая длина пере- мещения, мм, по осям координат: X Г Z Поворот стола (координата В) 400 400 450 360000 х х 0,001° 800 500 500 72 (360 1000 710 800 5° х 1°)
Рабочие подачи по осям координат: X, Y, Z, мм/мин В, об/мин 1-3200 0,05- 200 1- 7 2000 6
7
- 200 — — 300 —
10 - 20 -
1000 700 150 800 700 300
3/3 4/4 3/2 4/4
630 800 500 250 250 320 360" (без наклона и с на- клоном стола) 320 320 320 3 630 630 800 60° 800 500 500 72x5° (60 х Г) 500 500 500
1-4000 1-3960 10 1-4000 1-2000 6 1 -4000
Обработка заготовок на станках с ЧПУ 895
Параметры Модуль ИР320ПМФ4 ИР500МФ4 ИР800МФ4
Мощность приводов по- дач, кВт 2,8
Наибольший диаметр, мм, обрабатываемого отверстия в стальной заготовке: при сверлении при растачивании 20 125 40 125
Частота вращения шпин- деля, об/мин 13-5000 21-3000
Мощность электродвига- теля привода главного движения, кВт 7,5 14
Длительность цикла сме- ны инструмента, с: чистое время от стружки до струж- ки 4 14 5 16,2-21,2
Продолжение табл. 4
2256ВМФ4 2201ВМФ4 2202ВМФ4 & □а о о ч Модуль-500 2254ВМФ4; 2254ВМ1Ф4
4,2 - - 2,8 4,2
60 100 30 60 40 100 50 100 40 125 40 150
32-2000 40 - 4000 50-3150 31,5- 2500 21 - 3000 32 - 2000
15 5,3 6,3 И 14 6,3
5-6 4 5 6 5 15-18 5-6
Обработка заготовок на станках с ЧПУ
. — г-»—. . — :
Дискретность задания пе- ремещений по осям координат X, Y и Z, мм 0,001 0,01 0,001 | 0,01
Класс точности станка п Н (новый вариант П) Н в п В
Точность позициониро- вания по осям коорди- нат: X, Y и Z, мкм А, В п С9 ..." 10 + 3 30 (но- вый ва- риант 20) + 5(±3) 30 + 5 16 6 12 ±5 16 20 + 3 12
Устройство ЧПУ Бош CNC микро 5 Бош CNC микро 5 Бош CNC микро 5 Размер-4 Бош CNC микро 8 Размер-4
Габаритные размеры станка, мм: длина ширина высота 3840 2300 2507 4450 4655 3205 7000 3800 3325 3900 2900 3400 2360 2150 2410 4150 2340 2660 3470 3170 2930 5300 5600 3100 4610 4510 3235
Масса станка, т 10,0 11,37 14,0 10,5 3,6 7,06 9,5 16,5 6,5
Время автоматической смены столов-спутни- ков, с 20 30 45 — — — — 45 —
Обработка заготовок на станках с ЧПУ 897
I ** Диаметр поворотного стола.
*2 Размеры наклонно-поворотного стола.
-----------------------------------------
5. Технические характеристики устройств ЧПУ
Параметр • Н22 нзз Курс 322 Н55 Размер- 4 Элект- роника НЦ31 2Р22 2Р32 2С85 Сину- мерик 71' Бош . 5Д
Структурная характеристика уст- ройств : аппаратное программируемое аппаратно-программируемое + 1 1 + + + + + + + 1 +1 1 +1
Интерполяция; линейная круговая + + 4- + - 4- ч- ч- + + ч- + + +
Способ задания программы управ- ления : с перфоленты с пульта + + + + + ч- 4. ч- + + + +
Программирование в коде ИСО + + + + + Специ- альный язык + + Специ- альный язык + ч-
Способ задания геометрической ин- формации : в абсолютной системе в приращениях ч- ч- ч- Ч + ч- + + ч-
Формат управляющей программы (номер пункта табл. 6) 1 2 2 3 4 5 6 7 8 9 10
Дополнительные функции устрой- ства: нарезание резьбы резцом смещение нуля + - - + ч- 4- + ч- 4- 4- + +
Обработка заготовок на станках с ЧПУ
обработка зеркально-симмет- ричных деталей число стандартных циклов возможность работы по под- программам возможность остановки без сти- рания программы в памяти возможность управления робо- том (механизмом загрузки) возможность подключения к уп- равляющей ЭВМ - + +
Рабочие подачи, мм/мин, по осям X Z 0,05- -600 0,1- -1200 0,1-4800
Скорость быстрого перемещения, м/мин 4,8
Возможная коррекция подач, % 20-120
Число каналов ввода коррекции раз- меров инструмента (длины, ра- диуса) 18
Наибольшая коррекция размеров радиуса инструмента, мм 99,99
Наибольшая эквидистантная кор- рекция радиуса инструмента, мм 99,99 2,55
Число управляемых координат: всего 2 3 3
+ + - - - - + 1 +
- - + 16 16 + 16 + 16 ' + +
- - + + + + +
- + - - + - + -
+ + - + + + - +
1- -3000 0,1- -20000 6 - 4000 0,1- -2500 0,1- -5000 6-6000 0,1- -4000 0,1- -2000 0,1- -4000
3,0 20 4,0 5; 6 5; 10 9,6 14 10
10-110 0-120 — 0- 120
46 42 - 99
99,99 — — Ввод с клавиа- туры пульта — Ввод с клави- атуры пульта
- 999,99
5 6 2 2 3; 4 3 2 5
Обработка заютовок на станках с ЧПУ 899
Параметр Н22 нзз Курс 322 Н55
одновременно: при линейной интерполяции при круговой интерполяции 2 2 3 2 3 2
Дискретность задания перемещения по осям координат: линейного, мм: X Y Z углового,...” • А В С 0,005 4 0,010 0,01 0,01 0,01 1 1 1 О О Ф 0,01 0,01 0,01 0,01 0,01
Вид индикации: цифровая величина перемещения номер инструмента алфавитно-цифровой дисплей + 1 + 1 + 1 + 1 + 1 + 1 1 + 1 +
Режимы работы: автоматический автоматический с пропуском кадров с меткой «/» покадровый ручной набор данных поиск кадра с заданным номером + + + + +
Возможность редактирования про- граммы - - - -
Продолжение табл. 5
Размер-4 Элект- роника НЦ31 2Р22 2Р32 2C85 Сину- мерик 7T Бош 5Д
, 3 2 2 3 3 2 3
2 2 2 2 —
0,001 0,01 0,01 0,001 0,01 0,001 0,001
0,001 — — 0,001 0,01 — 0,001
0,001 0,01 0,01 0,001 0,01 0,001 0,001
0,01 — — — 0,001
0,01 — — — —. — 0,001
0,01 — — — — —
4- +
+ — — 4- 4- 4-
4- — — 4- 4- 4-
— — 4- — — + 4-
4- 4- I 4-
4- — 4- 4- 4- 4-
4- + 4- 4- + 4- 4-
4- 4- 4- 4- 4- 4- 4-
4- 4- 4- 4- 4 4- +
- 4- 4- 4- - 4- +
Обработка заготовок на станках с ЧПУ
Обработка заготовок на станках с ЧПУ 901
6. Форматы управляющих программ устройств ЧПУ
Номер фор- мата Устройство ЧПУ Формат
1 Н22 Гамма 122 %/N3G2X + 42Z + 421 + 42К + 42F5S3T3M3L2 *
2 НЗЗ Курс 332 % N3G2X+42Y+42Z+42I42J42K42F4S2M2T2L3 *
3 Н55 % N3G2X+42 Y+ 42Z+42 V + 33 W+ 33I42J42 K42L2F4M2 *
4 Размер 4 % /N4G2X + 43Y + 43Z + 43А+ 43В + 43С + 43F41S 41Е43Н43Р43Т4М2*
5 НЦ-31 N3G02 j | X+042Z+042 ±4у Р+42 f|/W] M02S1T1*
6 2Р22 N03X+043Z+043V+043W + 043F023T2M2S4 D043C + 043Q + 043R + 043B3H3L2P11 Al 1EG2*
7 2Р32 NO3G2X + 43(2) Y + 43(2)Z + 43(2)J43F4C4T2M2 L4C2 + 7
8 2С85 N04G02X043Y043Z043A043B043C043J043F043 K043F041C02(S04)T03ElP02 + 07L4M02
9 Синумерик ТТ %: /N03G02X + 043Z + 043I043K043F04S04T04M02*
10 Бош микро-SZ N4G2X33I33Y33J33F32; N4G82Z33R33P0 • 5F40 (цикл расточки) N4G81Z33R33F40M8 (цикл сверления) N4G83Z33R33K5F40 (цикл глубокого сверления)
Примечание.
— символ клавиатуры.
7Г Методы технологического обеспечения качества и производительности обработки на станках с ЧПУ
Обработка Обеспечиваемые параметры Расчетные формулы Рекомендации
Фрезерование концевой фрезой наклонных плос- ких участков по- верхности Наибольший шаг А строк при заданной геомет- рической высоте гребешков шеро- ховатости Фрезерование вдоль наклонного участка поверхности (рис. 4, а). Радиусы впадины между гребешками — 1 + sin2 а + (1 — sin а) х 4 sin а L Применяют фрезы без скругления торца (г->0), что обеспечивает наиболь- ший шаг строк
х ]/1 + sin2 а Шаг строк поперек наклона
. 28 I / d„ sin а А = / 1, sin а ]/ 8 где <7р — диаметр траектории той точки ре- жущей кромки фрезы, которая непосредст- венно образует форму обработанной по- верхности; dp = d для фрез без скругления торца (г -» 0); dp = d — 2/ (1 — sin а) для фрез с радиусом г скругления торца 0<г<7?; Jp = dsina для фрез со сферическим тор- цем г = R-, d=2R — диаметр фрезы; а — угол наклона участка Фрезерование поперек наклонного участка поверхности (рис. 4,6).
902 Обработка заготовок на станках с ЧПУ
Шаг строк, отсчитанный по оси коорди-
нат : при г -» О А =-----; для тех слу-
sina
чаев, когда в сечении поперек строки гре-
бешок ограничен двумя дугами радиуса г
(см. рис. 4,6), А = 2 cos a |/2г8 — 82 при
О < г < R, например, если А < г и 26“ < a <
<51 ° и при г = R, например, если: А <г и
a < 51°; А = г и a < 45°; А > г и а < 21°;
для тех случаев, когда в сечении поперек
строки гребешок ограничен двумя дугами
радиуса г и двумя прямолинейными участ-
.... i л t-х л 8 — r(l — cosa — sina)
ками (рис. 4, б), А =-------------------
sin a
при 0 </</?, например, если А>г и
30°<а<90°
Фрезерование
концевой фрезой
сопрягающих участ-
ков контура
Уменьшение
погрешности
обработки кон-
тура
Припуск на окончательную обработку
t = d(d — диаметр фрезы)0, d < Ак (Ак — наи-
меньший радиус вогнутого сопрягающего
участка контура).
Припуск на окончательную обработку
распределяют таким образом, чтобы угол
контакта ф оставался постоянным (рис.
5 и 6). При этом измененный припуск
i2 = + + |/^к + 2ti (RK + Кфо);
При выборе шага А строк
необходимо учитывать:
от величины А при дан-
ном а зависит форма сече-
ния гребешков шерохова-
тости;
шаг строк вдоль наклона
поверхности Ак> А и увели-
чивается с ростом a:
Лн = Л/cos a
Обработка заготовок на станках с ЧПУ 903
Продолжение табл. 7
Обработка Обеспечиваемые параметры Расчетные формулы Рекомендации
Растачивание от- верстий Повышение ка- чества обработ- ки, улучшение от- вода стружки смещение начала и конца дуги траектории для образования припуска на окончатель- ную обработку т-(1+- "фп )]/2г1Кфо и, где Н \ Кк — tl J припуск на окончательную обработку пря- молинейных участков контура; RK, КфП и Кфо — радиусы соответственно контура де- тали, фрезы для предварительной обра- ботки и фрезы для окончательной обра- ботки. Формулы со знаками, расположенными сверху, используют для расчетов при обра- ботке вогнутого участка контура, со знака- ми, расположенными снизу, — \ipn обра- ботке выпуклого участка Припуск распределяется таким образом, чтобы стружка образовывалась в виде от- дельных отрезков При предварительном проходе (рис. 7, а) \ d2 — t радиальный вылет инструмента rt = —-—; Применяют при растачи- вании карманов и канавок в глубине отверстия
904 Обработка заготовок на станках с ЧПУ
смещение оси оправки
При окончательном проходе (рис. 7,6)
радиальный вылет инструмента
В формулах: d2 — заданный диаметр об-
рабатываемого отверстия; t — припуск на
обработку; t = 0,5№ — di), где d\ — диаметр
отверстия после подготовки его под рас-
тачивание.
Рис. 4. Фрезерование наклонного участка поверхности:
а — вдоль наклонного участка; б — поперек наклонного участка
Обработка заготовок на станках с ЧПУ
906
Обработка заготовок на станках с ЧПУ
Рис. 5. Распределение припуска при фрезеровании вогнутого сопря-
женного участка контура
Рис. 6. Распределение припуска при фрезеровании выпуклого сопря-
женного участка контура
Рис. 7. Распределение припуска при растачивании отверстий:
а — предварительный проход; б — окончательный проход
Обработка заготовок на станках с ЧПУ
907
В состав программы на языке САП ЕС входят два раздела —
раздел данных и раздел процедур. Раздел данных составляют из
описаний геометрических элементов: точек, прямых линий и дуг окруж-
ностей в выбранной системе координат, а также ряда технологиче-
ских данных об инструментах, подача;-;, частотах вращения шпинделя
и т. д. В разделе процедур приводят описание траектории движения
центра инструмента, а также необходимую последовательность команд
управления станком (смена инструмента, включение и выключение
охлаждения и т. д.).
Языком САП ЕС является специальный мнемонический язык,
представляющий собой сокращенные определенным образом слова
русского языка, а также некоторые математические обозначения.
Словарь языка приведен в табл. 8.
Основной частью раздела данных являются принятые в данном
языке способы задания точек, прямых и окружностей (табл. 9 — 11)
и их обозначения, по числу способов задания которых система
САП ЕС является одной из наиболее развитых и современных
(табл. 12).
Наиболее важная часть раздела процедур — макропроцедуры и
операторы технологических циклов.
Пример применения системы САП ЕС для расчета управляющей
программы обработки кулачка (рис. 8). Контур кулачка состоит из
сопряженных дуг окружностей и участка спирали Архимеда с началь-
ным радиусом 57 мм и конечным 62 мм. На рис. 9 показана траек-
тория перемещения инструмента с учетом его смены при обработке
контура в два прохода на станке СФП-500. Обозначения, присвоенные
геометрическим элементам, необходимым для описания программы
расчета, траектории перемещения инструмента, показаны на рис. 10.
Для расчета траектории при обработке участка спирали Архи-
меда в данном случае можно использовать макропроцедуру «Спи-
раль Архимеда», которая является одной из типовых макропроцедур
системы САП ЕС. На рис 11 показана запись программы расчета
на языке САП ЕС. Номера строк в системе САП ЕС не записывают.
В данном случае они проставлены для упрощения рассмотрения
примера.
В строке 1 записано обозначение программы, в строке 2 —
условное обозначение станка с ЧПУ (мод. СФП-500), в строке 3 —
комментарии: название детали, номер детали и фамилия програм-
миста. В строках 4 и 5 заданы точки ТК1, ТК2 и ТКЗ с помощью
числовых значений координат X и У.
В строке 6 заданы точки ТК4 и ТК5 как точки пересечения
ПР1 и ПР2 соответственно с КР1 и КР2 с указанием (БУ), что это
именно те точки, у которых большее значение координаты У.
В строке 7 задана прямая ПР1, проходящая через точку ТКЗ под
углом + 67 ° по отношению к оси X, в строке 8 — прямая ПР2 как
параллельная прямой ПР1. Прямая ПР2 расположена на расстоянии
3 мм от ПР1 и так, что значение координаты X ПР2 больше. Кроме
Обработка заготовок на станках с ЧПУ'
8. Словарь языка САП ЕС
Наименование
Точка
Прямая
Окружность
Координата X
Координата У
Радиус и расстояние
Угол
Абсцисса точки
Ордината точки
Абсцисса центра окружности
Ордината центра окружности
Радиус окружности
Корень квадратный
Абсолютное значение
Синус
Косинус
Тангенс
Арксинус
Арккосинус
Арктангенс
Начальная точка обработки
Сведения об инструменте
Подача, мм/мин
Подача, мм/об
Число оборотов шпинделя в минуту
Подъем и опускание инструмента
Угол поворота стола или участка процедуры
Угол поворота шпиндельной бабки
Выдача одновременного перемещения по трем коор-
динатам совместным кадром
Начало процедуры
Конец процедуры
Начало участка процедуры
Конец участка процедуры
Метка
Движение от точки
Движение от прямой
Движение от окружности
Движение по прямой
Движение по окружности
Движение по окружности за счет поворота стола
Движение до точки
Обработка заготовок на станках с ЧПУ
909
Продолжение табл. 8
Наименование
Движение до прямой
Движение до окружности
Правая точка пересечения
Левая точка пересечения
Верхняя точка пересечения
Нижняя точка пересечения
Стрелка прогиба при линейной аппроксимации ок-
ружности
Расстояние от центра инструмента до контура
Начало расчета контурной коррекции
Конец расчета коррекции
Линейная коррекция:
по X
по У
по Z
по ХУ
по X и Z
по У и Z
по X, У и Z
Обработать участок
Выполнить обработку участка указанное число раз
Центр поворота участка
Плоскости обработки:
ХОУ
XOZ
yoz
Включить охлаждение
Выключить охлаждение
Останов шпинделя
Технологический останов
Выдержка времени NN (с)
Съем металла за один черновой проход
Припуск под чистовой проход
Коэффициент увеличения (уменьшения) подачи при
чистовом проходе
Конец цикла
Выборка участка по схеме «зигзаг»
Цикл центрования
Цикл сверления
Начало макропроцедуры
Конец макропроцедуры
Выполнить поворот участка на углы Fr, Fn
910
Обработка заготовок на станках с ЧПУ
Продолжение табл. 8
Обозна- чение Наименование
сх*хь ..., хп СУ.Уь ..., Уп э1*э2, ..., эп Выполнить смещение участка: на Xt, ..., Х„ на У,, ..., Уп Заменить элемент участка на Э2, ..., Э„
ФР± Движение центра инструмента справа (ФР + ),
ФРО Слева (ФР — ) от контура Движение центра инструмента по контуру
того, задана прямая ПРЗ, как проходящая через точки ТК1 и ТК2.
В строке 9 задана окружность КР1 с центром в точке с коор-
динатами 0, 0 и радиусом 115 мм, а также окружность КРЗ с цент-
ральной точкой ЦКТ2 и радиусом, равным нулю.
В строках 10 и 11 заданы окружности КР2, КР4 и КР6 коорди-
натами центров и значениями радиусов. Строка 11 заканчивается
символом !, что означает конец раздела.
Обработка заготовок на станках с ЧПУ
911
Рис. 9. Траектория перемещения
инструмента
Рис. 10. Эскиз расчетно-техно-
логической карты
В строках 12—18 записан участок процедуры для первого про-
хода. В строке 12: НУ1 — начало первого участка процедуры,-
1. ПРОГРАММА = 1;
2. СТАНОК = 00022;
3. * КУЛАЧОК - 1004А - 2/КУЛАКОВА;
4. ТК1 = 0, 0; ТК2 = -37.13497, 43.24343; '
5. ТКЗ =25.1818, 56.65578;
6. ТК4 = БУПР1, KPI; ТК5 = БУПР2, КР2;
7. ПР1 = ТКЗ, Б/67.;
8. ПР2 = БХ//ПР1, R/3; ПРЗ = ТК1, ТК2;
9. КР1 = 0, 0, 115; КРЗ = ЦТК2, R/0;
10. КР2 = 0, 0, 62; КР4 = 0, 0, 30;
11. КР6 = 38.64133, 84.14824, 86.11186; !
12. НУ1; N/250; S/999; ТК1; ТК4; 3-KZ01;
13. Z/-471; Р/11; ФР -; S/40; ПР1; БУТК;
14. R/10; -КР4; МХТК; R/10; -КР6; -КРЗ;
15. БУТК; ДОПРЗ; МАКРО/СПИРАЛЬ (FH = F/130.6541;
16. RH = 57; RK = 62; FK = F/66.0363;
17. ШАГЕ = F/1.); ТКЗ; ТК5; S/999;
18. ФРО;ТК4; -KZ01; Z/471; ТК1; КУ1;
19. НУ2; ОБУ1; + KZ01*-Ь KZ02; Р/11*Р/8;
20. -KZ01* -KZ02; S/40* S/80; В/1; КУ2;
21. НП1; СМН01; ОБУ1; В/1; СМ02; ОБУ2;
22. В/1; КП1; !
Рис. И. Запись программы расчета на языке САП ЕС
912
Обработка заготовок на станках с ЧПУ
9. Обозначение точек САП ЕС
TKI^Xm^ ТК1
ТКО= ЦКРО;
или
ТК1=Ч,6;
ТК1=МХ ПР1, КРО;
ТК2=БУПР1, КРО;Л9\
ткз=прг, кро; вг
ТК1
ТК1=Б/300000, R/10;
ткг^Бх-гооооо, к/5;
TK1
ТК2
ТК1=ПК2, тко;
ТК1
ТК2
ТК1=ПР1У прг;
ТК1=1ТК2, ПРО;
\ ТК2
ТК1-КР1, КР2;
TKZ=HY КР2,КРЗ;
TK3=5Y КР2,КРЗ;
KPZ
TK1
ткз
ТК1 }ХР1
ТК2
TKZ=tfTK1. Б/600000.К/20;
ТКЗ=ЦТК1,Б/-300000,М0,
И| |Г ТК2
Ж^*ТКзУ
ТК1=ТКС, Б/200000;
ТК2-ТК0, Б/-20Б000;
У
ТК1
20°? ЛТКО
-20°
TK1-TKQ, X/1D, Y/5;
ТК1
ТК1
ТК1=БУ ПР0,ТК0,Р/Ю;
ТК2=МХ ПРО, ТКО, К/5;
TK1-TKQ, R/1D;
TKZ=TKD, f?/~5;
ИА л i
ТК1=ЦТКЗ,ТК0, R/2;
ТК2=ЦТКЗ, ТКО, Р/-Ч;
ТК1
ТК1
30^ ТКО
L.9TK2X
10. Обозначение прямых САП ЕС
'ТК2
X
ТЮ=ЦТКЗ, ТКО.Б/ЗООООО;
ТК2-ЦТКЗ, ТКб,Б/-600000;
ПР1=Х/Т5О, Y/150; ПР0=Х//5. У/-5:
У Й 5“ 150
ПР1=ТК1. ТК2; ^"'ткг
ПР1=БУ//ПРО, р/5;
пр2^бх//про, к/ioy
ПР1=//ПР0, TK1; ^ТК1
ПРО-ЦТК1,Х/20, у/15; У I
ПР1 = , У, </25; S 25 X
/ У, 1Р1 = Y/1O; ПР1
] /_
ПРЫТКО, Б/Ч30000;
ПР2-ТКТ). Б/-950000-
ПР1=ПХКР01ПРВ^/50000^,ПР1=БУ КРО, ТКГ,
ПР2^КР0,ТР0&ЮММ) ПР2=ИУКР0, ТК1;
(1РЗ=КРО, TKZ;
ПР1-/ПР0, ТКО;
ПР2
ТК1
ПР2-1ПР1, ПРО;
тки
-95*
ПРЫ1ХКР1, HYKP2;
ПРЗ=Г1УКР1,БУ KPZ;
ПР1=БХКР0, Б/1350000;
ПР2 НХКР0,Б/-95ОО00;
ПР23К1, ПР1, Б/БООООО;
Прг ТК1,ПР1,Б/~1200000}
Б0°
TkpzK
ПРТ=1ПР2, ТК1;
-
Обработка заготовок на станках с ЧПУ
913
11. Обозначение окружностей САП ЕС
кро-za, чо, п;
кро^цт.про;
m№Z~KP1,mlW>,R/S;
KPZ=SY*KP1.6YnP0,R/S;
KPfrexwin'nptws-,
KP1~nY^~KP0, r.vnoiмхпр?
kpz~byv<po,tko,r/io;Kl о-ыпР1,БглРЗ,тъ
КРО=ЦТКО. к/w-.
КР1‘ПРПР1. PIYRPZ, R/5;
KrZ=HYnP1,SYnP2, R/5;
KP0=5Y^KPZ-KPt. RZ;
KP3*PlYvrPZ,-KPI, RZ;
KP5-MYXXPZPKPP. RS;
КРО=ЦГКП, TKV.
кР1=пх тко,т,к/к;
кп^бх тко, т, R/ts;
KPI--TX2, ТП R/1S;
KPWnPt,m,R/15;
ppo--nxnpi,TKi,p/i5;
KP3=5Y+KP4,nP1,R/5;
KP5=-m,BYRPZ, R/Z;
N/250 — частота вращения шпинделя, об/мин, S/999 — подача, мм/мин,
ТК1, ТК4 — перемещение инструмента из точки ТК1 в точку ТК4,
+ KZ01 — ввод коррекции по оси Z, Z/ —471 — перемещение по оси Z
(мм), Р/11 — расстояние от центра фрезы до обрабатываемого контура
(мм), ФР----дано указание, что при движении по эквидистантной
траектории фреза находится слева от контура, если смотреть вдоль
направления подачи, S/40 — подача, мм/мин.
Запись ПР1, БУТК; R/10; -КР4; МХТК; R/10; -КР6; -КРЗ;
БУТК; ДО ПРЗ; означает, что перемещение центра фрезы должно
происходить эквидистантно контуру детали, образованному ПР1, дугой
радиуса 10 мм, дугой окружности КР4, дугой радиуса 10 мм, дугой
окружности КР6 и точкой КРЗ до момента касания фрезы с пря-
мой ПРЗ. При этом даны указания БУТК; МХТК; и знак минус,
однозначно определяющие расположение точек сопряжения элементов,
составляющих контур.
МАКРО/СПИРАЛЬ (FH = F/130.6541; RH = 57; RK = 62; FK =
= F/66.0363; ШАГР = F/1.); — форма записи макропропедуры обра-
ботки участка спирали Архимеда. В скобках приведены значения
начального FH и конечного FK угловых положений радиуса-вектора
спирали, длина радиуса-вектора в этих положениях RH и RK н угло-
вой шаг расчета ШАГР.
ТКЗ; ТК5; S/999; ФРО; ТК4; -KZ01; Z/471; ТК1; КУ1;— про-
должение перемещения фрезы. Движение из точки ТКЗ в точку ТК5
914 Обработка заготовок на станках с ЧПУ
12. Сравнение способов задания геометрических элементов
Задания геометрических элементов Системы
САП-4 САП-5К Технолог САП АРМ ТЕХТРАН Искра САП ЕС
Способы задания точек
TKVV = XNN, YNN + + + — + + +
TKVV = IIPN, IIPN + + + + + + +
TKVV = — м yKPN, IIPN + + + + + + +
TKVV = — м ~^KPN. KPM Y + + + + 4- + +
TKVV = U.KPN + + — - + + +
T? TKVV = — M ^TKN, IIPN, RSS - + — - + — +
TKVV = TKN, XN, YSS — — + — + — +
TKVV = TKN, + BNN — + + — + + +
TKVV = RN ±BNN — — + + — + +
TKVV = c^TKN, TKM — + + — — — +
TKVV = cv>TKN, IIPL — + + — — — +
TKVV = ЦТКЬ, RNN, + BNN — — - — - — +
TKVV = TKL, RM — — — — — — +
TKVV = IIPL, KPN — — + — — — +
TKVV = KPM, KPN — — + — — — +
TKVV = KPN, ±BM — — + + + — —
TKVV = KPN, TKN, +BM — — — — + — —
TKVV = ПРМ, yN Способы задае npv = TK1, TK2 ия «J 4- рямъ + X + + + + +
Обработка заготовок на станках с ЧПУ 915 Продолжение табл. 12
Задания геометрических элементов Системы
САП-4 САП-5К Технолог САП АРМ ТЕХТРАН Искра САП ЕС
ПРУ = Y N "T“ + “Г - + + "Т“
nPV-TK1’MrKPN - + + + + “Г +
ПРУ =+KPI, ±КР2 + + \-Г + + + +
npv = TKN, ||, ПРМ — + — - + + +
ПРУ = TKN, TIPS, КВ — — — — + + “Г
ПРУ = Д м — nPN, R + + + + т + т
ПРУ = м KPS, nPN, В — - - - т + -
ПРУ = м — KPS, В Y — + - — + + +
ПРУ = TKN, 1 ПРМ — + “Г + + + +
ПРУ = TKN, УГОЛ, В + + - + + + +
ПРУ = nPN, ооПРЬ (сим.) - — - - + - +
ПРУ = nPN, ТКМ — — — - + - +
ПРУ = XL, YL — — - — — — +
ПРУ = I4TKN, XL, YL - — — - - — +
ПРУ = TKN, KPL — — + — — — +
ПРУ = А м — KPN, _L ПРМ Y — — — — - + -
ПРУ = nPN - — + — + + —
916 Обработка заготовок на станках с ЧПУ
Продолжение табл. 12
Системы
S к
Задания геометрических элементов о < < и
с с о н rt
я с X п, с
< < X 41 < ы о
и и о н S и
Способы задания окружностей
KPV = TK1, R + + + + + + +
KPV = X, Y, R - + + + + -
KPV = TKN, ПРМ + + + + + +
KPV = ЦТКЫ, TKL + + + - + + +
КРУ = ТК1, ТК2, ТКЗ — + + + + — +
КРУ=ЦТКЫ, +KPL — — + - "Г + -
КРУ = — м X Б VnPN’ М Iх |у-ПРЫ, R + + + + + -1- т
КРУ= м AnPN,— Y М —+ KPL, R Y - + + + + + + +
КРУ = — м X Б —KPN,— Y ’ М V —± KPL, R + + + + + + +
КРУ= — м у-ПРЫ, ПРМ, ПРЬ - - + — + — Л
КРУ= — м yTKN, ТКМ, R — — — — + — -
КРУ = TKN, — —KPL, R М Y - - — + + — +
КРУ = KPN, R — - - - -Г - -
KPV=TT м у-ПРЫ, ПРЬ, TKN — — — — + — +
Обработка заготовок на станках с ЧПУ
917
Продолжение табл. 12
Задания геометрических элементов Системы
САП-4 САП-5К Технолог САП АРМ ТЕХТРАН Искра САП ЕС
^-М —nPN, TKN, TKL Y — - — - + — -
V t—-KPN, TKN, TKL Y - — — - + — -
КРУ = KPN - — — __ + — +
КРУ = ос KPN, TKL - + — + + - +
КРУ = оо KPN, ПРЬ - + — - + — +
КРУ = KPN, X, Y - — — — - — т
KPV= — M y-TKN, nPN, R — — — + — — +
с подачей 999 мм/мин; ФРО — указание, что центр фрезы должен
двигаться непосредственно по линии, движение в точку ТК4; — KZ01 —
отмена коррекции по оси Z; Z/471 — перемещение по оси Z (мм);
перемещение центра фрезы в точку TKI; . конец первого участка
процедуры КУ1.
В строках 19 и 20 задан второй участок процедуры НУ2;
КУ2; как обработка первого участка ОБУ1, но выполняемая с заме-
ной величин коррекций по оси Z, заменой расстояния от центра
фрезы до обрабатываемого контура Р/11 * Р/8; и величины подачи
S/40* S/80; Дано указание В/1 - выполнить обработку один раз.
В строках 21 и 22 задано выполнение процедуры в целом:
НП1 — начало процедуры, СМНО1 — смена инструмента 01 (установка
инструмента 01, который первым вступает в работу), ОБУ1; В/1;—
обработать первый участок один раз (первый рабочий ход), СМ02 —
смена инструмента 02, ОБУ2; В/1 - обработать второй участок один
раз (второй рабочий ход), КП1 — конец процедуры.
Пример разработки операций технологического процесса обработки
опоры траверсы (рис. 12) на токарном станке с ЧПУ мод 16К20ФЗ
(см. табл. 1). Используемые модели устройств ЧПУ: Н22, «Электро-
ника НЦ-31», 2Р22 или «Синумерик 7Т» (см. табл. 4).
918
Обработка заготовок на станках с ЧПУ
Технологический анализ чертежа детали, проведенный на нервом
этапе подготовки процесса обработки на станке с ЧПУ, дает сле-
дующие результаты:
опора траверсы является ответственным элементом конструкции,
работающим в сложных условиях; она имеет сложную форму и сред-
ние размеры;
деталь имеет типовые участки цилиндрических и сферической
поверхностей, резьбовые участки, канавки, торцовые поверхности
и фаски, которые расположены симметрично относительно поперечной
оси детали;
наиболее высокие требования по точности и шероховатости по-
верхности предъявляются к сферическому участку;
a) в)
Рис. 13. Варианты получения заготовки:
а — ковкой; 6 — штамповкой
Обработка заготовок на станках с ЧПУ
919
для контроля диаметров, длин, формы и шероховатости поверх-
ности участков детали целесообразно применять микрометр, штан-
генциркуль, калибры, шаблоны и эталоны шероховатости поверх-
ности;
заготовку из стали 45 можно получить (в зависимости от произ-
водственных условий) из прутка, или свободной ковкой, или штам-
повкой.
В первых двух случаях, более характерных для мелкосерийного
производства, отрезок прутка или поковку целесообразно предвари-
тельно обработать со стороны торцов до размеров, указанных на
рис. 13,а, и зацентровать. В условиях средне- и крупносерийного
производства заготовку для данной детали целесообразно получать
штамповкой, которая обеспечит более экономичный расход металла.
Однако в этом случае для более надежного базирования и закрепле-
ния заготовки целесообразно, кроме предварительной Обработки тор-
цов и зацентровки, предварительно обработать базовый цилиндриче-
ский участок диаметром 51 мм (рис. 13,6) с одной из сторон
заготовки.
Для базирования и закрепления заготовки в данном случае не
требуется применения специальных базовых элементов или приспо-
соблений.
В процессе разработки технологического процесса установлено:
1. Обработку опоры траверсы целесообразно проводить в три
установки.
2. Заготовку целесообразно устанавливать в трехкулачковом само-
центрирующем патроне с упором в торец и поджимом вращающимся
центром (табл. 13, п. 5).
3. Заготовку обрабатывают в такой последовательности: при пер-
вой установке — предварительная обработка поверхностей со стороны
первого торца; при второй установке — предварительная и окончатель-
ная обработка поверхностей со стороны второго торца; при третьей
установке — окончательная обработка поверхностей со стороны пер-
вого торца. Необходимость в перестановках заготовки и разделение
обработки на предварительную и окончательную определяют в данном
случае разбивку технологического процесса на четыре операции —
05, 10, 15 и 20 (рис. 14);
4. Последовательность выполнения обработки на операциях 05 и
10 одинакова (см. рис. 14), сначала обрабатывают цилиндрические
участки диаметрами 49, 71 и 96 мм, многопроходную обработку
строят в этом случае с применением рабочей подачи в продольном
направлении и с использованием подрезного резца. Это обеспечивает
наименьший отжим заготовки в процессе обработки.
Затем канавочным резцом шириной 4 мм обрабатывают канавку
шириной 8 мм для обеспечения подхода контурного резца при обра-
ботке сферического участка. Операции 05 и 10 завершаются предвари-
тельной обработкой сферического участка диаметром 116 мм. Обра-
ботку целесообразно вести контурным резцом с Qi = 90 °. На опера-
920
Обработка заготовок на станках с ЧПУ
Рис. 14. Технологические эскизы операций (заготовка — поковка)
MW-6d
Обработка заготовок на станках с ЧПУ
921
13. Основные схемы установки заготовок на токарных станках с ЧПУ
Схема
установки
Обозначение по
ГОСТ 3.1107-81
Рекомендация
Установка в трехкулачковом патроне с упором в mopeij
1. На зажим
2. На разжим
Для заготовок сред-
них и больших разме-
ров при достаточной
их жесткости и соот-
ношениях
l/dK « 1/5 4- 1/7;
h/lx + I-
длина заготовки;
1=Ъ________________
То же при соотноше-
ниях:
//4<1/5; й//<1/5;
dB> 50 мм;
4/4> 1/3
3. С упором, установ-
ленным внутри пат-
рона
Для заготовок, имею-
щих в зоне зажима
кулачками торцовые
поверхности, непер-
пейдикулярные оси
(см. п. 1)
4. С подводимым упо-
ром
Для заготовок в виде
прутка
5. С поджимом вра-
. щающимся центром
Для предварительной
обработки при
//4 <10
922
Обработка заготовок на станках с ЧПУ
Продолжение табл. 13
Схема установки Обозначение по ГОСТ 3.1107-81 Рекомендация
6. С том враг ром юдвижным люне- И с поджимом дающимся цент- ,п Ийт* При //dH > 10
Установка в центрах
7. С вращающимся зад-
ним центром
Для окончательной
обработки при //rfH <
< 10
8. С плавающим пе-
редним и вращаю-
щимся задним цент-
рами
То же, при повышен-
ных требованиях к
точности размеров
вдоль оси
9. С рифленым перед-
ним и вращающим-
ся задним центрами
Для заготовок, име-
ющих отверстия 1 с
торцов
Установка на оправке
10. Разжимной с упо-
ром в торец
Для заготовок малых
и средних размеров
при соотношениях:
//</„< 2; г/в<50 мм;
<4/4 > 1/2
Обработка заготовок на станках с ЧПУ
923
Продолжение табл. 13
Схема
установки
Обозначение по
ГОСТ 3.1107-81
Рекомендация
11. Резьбовой с упо-
ром в торец
12. Конической с под-
жимом центром
При требованиях к
соосности поверхно-
стей относительно
резьбовой; при недос-
таточной протяжен-
ности других базовых
поверхностей. Твер-
дость материала оп-
равки должна быть
ниже твердости ма-
териала заготовки
При повышенных тре-
бованиях к соосности
поверхностей
13. Цилиндрической с
упором в торец с
поджимом вращаю-
щимся пентром
При l/d^ 4
ции 15 окончательно обрабатывают со стороны второго торца: цилинд-
рические участки диаметрами 48 и 70 мм, торцовые поверхности
и фаски подрезным /резцом; канавку для выхода резьбового резца
специальным канавочным резцом; весь сферический участок 0 115 мм
и прилегающие к нему канавки и цилиндрические участки контурным
резцом и нарезают резьбу М48 резьбовым резцом.
На операции 20 проводят обработку, аналогичную обработке на
операции 15, но выполняемую со стороны первого торца. В операцию
20 не включена обработка сферического участка. После обработки на
станке с ЧПУ предусматривают операцию подрезки торцов заготовки
на токарном станке с ручным управлением.
924
Обработка заготовок на станках с ЧПУ
Рис. 15. Технологические эскизы операций (заготовка — штамповка)
- В том случае, когда используют штампованную заготовку (цм.
рис. 13,6), операции 05 и 10 выполняют в приведенной выше после-
довательности и с использованием инструмента того же типа (рис. 15),
но уменьшенный припуск позволяет сократить траекторию движения
подрезных резцов на этих операциях. При этом необходимо учи-
тывать, что обработку на операции 05 проводят по твердому по-
верхностному слою.
5. Окончательно выбирают инструмент. При выборе инструмента
и составлении типовых инструментальных наладок целесообразно ис-
пользовать предварительно разработанную картотеку инструмента,
применяемого на станках данной модели. В табл. 14 приведен пример
типовой карты картотеки предварительно настроенного инструмента
для токарного станка с ЧПУ, а также показаны эскизы других карт
для наиболее часто применяемых инструментов.
В рассматриваемом технологическом процессе можно использо-
вать две типовые инструментальные наладки: одну — на операциях
05 и 10 (см. рис. 14), другую — на операциях 15 и 20.
Обработка заготовок на станках с ЧПУ
925
Рациональные способы построения траекторий движения инстру-
ментов при выполнении операции 10 показаны на рис. 16. Сплошные
линии на рисунке — участки траектории движения инструмента с рабо-
чей подачей, штриховые линии — участки вспомогательных перемеще-
ний. Особенность построения траектории перемещения контурного
резца в данном случае состоит в наличии участка 5 — 6 траектории,
необходимого для выравнивания припуска на обработку сферической
части заготовки.
Примеры записи управляющей программы для выполнения этой
операции для случая, когда заготовка получена ковкой, и при исполь-
зовании устройств программного управления «Электроника НЦ-31»,
2Р22 и «Синумерик 7Т» приведены в табл. 15. Запись управляющей
программы при использовании устройства «Синумерик 7Т» отличается
использованием подпрограмм. Это позволяет упростить подготовку
управляющих программ за счет использования, предварительно разра-
ботанных типовых подпрограмм.
926
Обработка заготовок на станках с ЧПУ
14. Пример части картотеки инструмента
Обработка заготовок на станках с ЧПУ
927
15. Запись управляющей программы для выполнения операции 10 примера,
приведенного иа рис. 14 (заготовка — поковка)
Устрой- ство ЧПУ У правляюща я программа
Электро- NOM3 N27X8000 N54F30 N81X9300
ника N1S6 N28F30 N55Z0 N82X10500
ни-31 N2T1 N29Z-10950 N56X4900 N83X9000
N3G92 N30X9400 N57Z-7700 N84X10500
N4X....* N31F50 N58X5400 N85X....*
N5Z....* N32Z700 N59F50 N86Z....*
N6X11000 N33X7000 N60Z700 N87T3
N7Z700 * N34F30 N61X3000 N88G92
N8F30 N35Z — 7700 N62F30 N89X....*
N9Z—14000 N36X7100 N63Z0 N90Z....*
N10X12200 N37Z— 10950 N64X4200 N91X10500
N11F50 N38X8400 N65F50 N92Z- 12600*
N12Z700 N39F50 N66Z700 N93F15
N13X10000 N40Z700 N67X2000 N94X9000
N14F30 N41X6000 N68F30 N95Z-13400
N15Z-13500 N42F30 N69Z0 N96G2
N16X11200 N43 - 7700 N70X5000 N97X11600*
N17F50 N44X7400 N71X....* N98Z-17000*
N18Z7OO N45F50 N72Z....* N99P4500*
N19X9000 N46Z700 N73T2 N100P- 3600*
N20F30 N47X5000 N74S5 N101X11000
N21Z- 10950 N48F30 N75G92 N102....*
N22X9600 N49Z- 7700 N76X....* . N103Z....*
N23Z-13500 N50X6400 N77Z....* N104M5
N24X10200 N51F50 N78X10500 N105M0
N25F50 N52Z700 N79Z-12600* N106P0
N26Z700 N53X4000 N80F15
2Р22 NIT1S3800F0.3 N10X96 N18S3800F0.5T3
N2Z10X130E N11Z- 134М17 N19X105Z—126Е
N3L09A0P5 N12X130Z10E N20X90
N4X10 N13S3400F01T2 N21Z-134
N5Z0 N14X130Z — 135Е N22F0.3
N6X49 N15X90 N23U26- 35R57.5
N7Z-77 N16X130E N24X130Z10E
N8X71 N9Z-109.5 N17Z10E N25M02
Синуме- : 9001L2301R1101R215R300R400R540R603R712000
рик 7Т N2L0101R10R2 - 140000R36000R9300
N3L0101R2 —135000 N4L0102R2— 10950R34170 N5L0103R2 - 77000R33600 N6L0103R2-5000R35000
928
Обработка заготовок на станках с ЧПУ
Продолжение табл. 15
Устрой- ство ЧПУ Управляющая программа
Синуме- - рик 7Т N7L2001 : 9002L1901R10202R216R30R40R540R603R796000 N9Z-134000 N10L1701R290000R9150 N11L2001 : 9003L1901R10303R216R30R40R540R603R796000 N13Z- 120000 N14G01X90000F500 N15Z-134000F15 N16G02X116000Z-170000I45000K- 36000 N17L2401 N18M30
В табл. 16 даны эскизы и подпрограммы обработки ряда типовых
элементов деталей. На эскизах показаны предварительно разработан-
ные участки траекторий от начальных (н) до конечных (к) точек. Запись
подпрограмм движения инструмента по этим участкам выполняют
с использованием формальных параметров R. С их помощью вводят
те величины, которые необходимы для осуществления обработки
данной конкретной детали. Отработку подпрограммы осуществляют
необходимое число раз. Например, цикл наружной проточки L01
может быть отработан ПП раз в зависимости от разности обраба-
тываемого Д1 и обработанного Д2 диаметров и выбранной глубины
резания R3.
Рассмотрим запись подпрограммы подробнее:
/о
L0100 — начало подпрограммы номер 01;
в кадре N101: GO 1 — линейная интерполяция G09 — торможение
при приближении к заданной точке;
Z2000 + R1 — перемещение по оси Z на 2 мм с учетом значения
формального параметра. Такая запись воспринимается устройством
управления как алгебраическая сумма числа, заданного с адресом Z,
и числового значения формального параметра R1;
F2.000 — подача 2000 мм/об;
в кадре N102: G91 — запись перемещений в приращениях; G09
и X — 2000 + R3 — см. выше;
в кадре N103: G90 — запись перемещений в абсолютной системе
отсчета; ZO + R2 и FO + R9 — запись перемещения по оси Z и рабо-
чей подачи с использованием формальных параметров;
в кадре N104: G91 — см. выше; Х2000 — перемещение по оси X
на 2 мм;
в кадре N105: G00 — позиционирование на быстром ходу; G90
и Z2000 + R1 см. выше;
16. Эскизы и подпрограммы обработки типовых элементов деталей на токарных станках с ЧПУ
(например, мод. 1П756ДФЗ)
Эскиз Подпрограмма Обозначения формальных параметров
L01. Цикл наружной проточки
L0100
N101G01 G09 Z2000+R1 F2000
N102 G91 G09 X-2000-R3
N103 G90 Z0+R2 F0+R9
N104 G91 Х2000
N105 GOO G90 Z2000+R1 М17
М02
:90.. L9701 Rl.. R2...
N,,., ЬОШП Rl.. R2.. R3.. R9..
L02. Цикл торцовой обработки
%
L0200
N201 G01 G91 G09 Z-2000-R3 F2000
N202 G90 X0+R2 F0+R9
N203 G91 Z2000
N204 GOO G90 X4000+R7 М17
М02
:90.. L9701..
R1 — начало обработки; R2 — конец
обработки; R3 — глубина резания;
R9 — подача (мм/об); ПП — число
проходов (число повторений под-
программы);
R3 = Dt-?2
2ПП
R7 —начало обработки;
R3 = ^2,
ПП
См. также п. 1
Обработка заготовок на станках с ЧПУ 929
Продолжение тпабл. 16
Эскиз Подпрограмма Обозначения формальных параметров
N.... Z... N.... L0 2ПП R2.. R3,, R9..
L03. Цикл расточки
L0300
N301 G01 G09 Z2000+R1 F2000
N302 G91 G09 X1000+R3
N3O3 G90 Z0+R2 F0+R9
N304 G91 Х-1000
N305 GOO G90 Z2000+R1 М17
М02
:90.. L 9401.....
N... ЬОЗПП Rl.. R2.. R3.. R9..
D1-D2
R3-~2nfF
См. также п. 1
L11. Проточка с фаской под углом 45'
4.
L1100
N1101 G01 G09 X0 + R3 Z500 + R1 F2000
N1102
NU03
N1104
М02
N..... L1101 Rl. R2.. R3.. R4.. R9
R3 — диаметр проточки; R4 — размер
фаски.
См. также п. 1
Обработка заготовок на станках с ЧПУ
G91 G09 X-5000-R4 F5000
X500+R4 Z-5000-R4 F0 + R9
G90 Z0 + R2 М17
L12. Расточка с фаской под углом 45‘
/о
L1200
N1201 G01 G09 ХО + R3Z5OO + R1 F2000
N1202 G91 GO9 Х500 + R4 F500
N1203 X-500-R4 Z-500-R4 F0+R9
N1204 G90 Z0+R2 М17
М02
К... L1201 R1.. R2.. R3.. R4.. R9..
R3 — диаметр расточки.
См. также пп. 1 и 4
L17. Предварительная обработка внутренней канавки
L1700
N1701 G01 G09 X2000+R7 F1000
N1702 G91 G09 Z0+R1
N1703 G90 G09 X0+R2 F0+R9
N1704 X2000+R7 F500 М17
М02
N.. Z—..
N,. Е17ПП R1.. R2.. R9..
R7 — Диаметр канавки; R1 — смеще-
ние для повторений; R2 — минималь-
ный диаметр канавки.
См. также п. 1
Продолжение табл. 16
Эскиз Подпрограмма Обозначения формальных параметров
L18. Предварительная обработка наружной канавки
%
L1800
N1801 G01 X- 1000+R7 F500
N1802 G91 G09 Z0+R1
N1803 G90 G09 X0+R2 F0+R9
N1804 X - 1000 + R7 F500 М17
М02
N.. Z—....
N.. И8ПП Rl.. R2 . R9..
L28. Чистовая обработка наружной канавки, заданной координатой ближнего торца
%
L2800
N2801 G01 G09 Х1000+R7 Z0 + R2 F2000
N2802 G91 Z500+R6 F1000
N2803 X - 500 - R6Z - 500 - R6 F50
N2804 G90 X0+R4
N2805 G91 Z-100
N2806 G90 X1000+R7 Р1000
N2807 G91 Z100-R5 T0+R0
N2808 G09 Z-500-R6
N2809 X—500—R6Z500+R6 F50
R1 — смещение для повторений. См.
также п. 1
R0 — номер инструмента и дополни-
тельного корректора; R1 — номер
инструмента и основного корректора;
R2 — координата торца по чертежу;
R4 — диаметр канавки; R5 — ширина
канавки; R6 — размер фаски; R7 —
начальный диаметр.
Подача в кадрах N2803 и N2809
0,05 мм/об.
Ширина резца (ВР) компенсируется
основным корректором
932 Обработка заготовок на станках с ЧПУ
N2810 G90 X0 + R4
N2811 G91Z-100+R5T0 + R1
N2812 G90X1000+R7 F1000 M17
M02
:90... L97O1..
N. .. L2801 RO.. R2.. R4.. R5.. R6..
L31. Чистовая обработка внутренней канавки, заданной координатой дальнего торца
гь.0»
N3101 G01 G09 X - 1000 + R7 Z0 + R2
F2000
N3102 G91 Z - 500 - R6 F1000
N31O3 Х500 + R6 Z500 + R6 F50
N3104 G90 Х0 + R4
N3105 G91 Z100
N3106 G90 X - 1000 + R7 F1000
N3107 G91Z - 100 + R5 ТО + R0
N3108 G09 Z500 + R6
N3109 Х500 + R6 Z - 500 - R6 F50
N3110 G90X0 + R4
N3111 G91 Z100 - R5 ТО + R1
N3112 G90X - 1000 + R7 F1000 М17
М02
:90.. L9401...
N.... L3101 RO.. R2.. R4.. R5.. R6..
R0 — номер инструмента и дополни-
тельного корректора; R1 — номер ин-
струмента и основного корректора;
R2 — координата торца по чертежу;
R4 — диаметр канавки; R5 — ширина
канавки; R6 — величина фаски; R7 —
начальный диаметр.
Подача в кадрах N3103 и N3109
0,05 мм/об. Ширина резца (ВР) ком-
пенсируется дополнительным коррек-
тором
Обработка заготовок на станках с ЧПУ
934
Обработка заготовок на станках с ЧПУ
М17 — конец подпрограммы.
Вызов подпрограммы (см. подчеркнутую строку в табл. 16) запи-
сывают словом с адресом L и четырьмя десятичными разрядами.
В первых двух разрядах записывают номер подпрограммы, в сле-
дующих двух разрядах — число отработок подпрограммы; в данном
примере — LOinn. В этом же кадре основной программы приводят
числовые значения формальных параметров, причем обозначения R1,
R2, R3 и R9 записывают как адресную часть слов.
СПИСОК ЛИТЕРАТУРЫ
1. Гибкие производственные комплексы/Под ред. П. Н. Белянина
и В. А. Лещенко. М.: Машиностроение, 1984. 384 с.
2. Гибкое автоматическое производство/В. О. Азбель, В. А. Егоров,
А. Ю. Звоницкий и др.; Под общ. ред. С. А. Майорова и
Г. В. Орловского. Л.: Машиностроение, 1983. 376 с.
3. Евгенев Г. Б. Основы программирования обработки на стан-
ках с ЧПУ. М.: Машиностроение, 1983. 304 с.
4. Козырев Ю. Г. Промышленные роботы: Справочник. М.: Ма-
шиностроение, 1983. 376 с.
5. Кузнецов Ю. И., Маслов А. Р., Байков А. Н. Оснастка для
станков с ЧПУ: Справочник. М.: Машиностроение, 1983. 359 с.
6. Маталин А. А., Дашевскнй Т. Б., Княжицкий И. И. Много-
операционные станки. М.: Машиностроение, 1974. 320 с.
7. Пущ В. Э., Пигерт Р., Сосонкин В. Л. Автоматические ста-
ночные системы/Под ред. В. Э. Пуша. М.: Машиностроение, 1982.
319 с.
8. Сафраган Р. Э., Полонский А. Э., Таурит Г. Э. Эксплуата-
ция станков с числовым программным управлением. Киев: Техшка,
1974. 308 с.
9. Сосонкин В. Л. Микропроцессорные системы числового про-
граммного управления станками. М.: Машиностроение, 1985. 288 с.
10. Справочник по автоматизированной подготовке программ для
станков с ЧПУ/Р. Э. Сафраган, Г. Б. Евгенев, А. Л. Дерябин и др.;
Под общ. ред. Р. Э. Сафрагана. Киев: Техшка, 1985. 320 с.
11. Станки с числовым программным управлением (специализиро-
ванные)/Под ред. В. А. Лещенко. М.: Машиностроение, 1979. 592 с.
12. Точность и надежность станков с числовым программным
управлением/Под ред. А. С. Проникова. М.: Машиностроение, 1982.
256 с.
Технология сборки машин
935
ГЛАВА 20
ТЕХНОЛОГИЯ СБОРКИ МАШИН
Общие сведения. Технологический процесс сборки — процесс, со-
держащий действия по установке и образованию соединений составных
частей изделия (ГОСТ 23887—79).
Сборочная операция — технологическая операция установки и
образования соединений составных частей заготовки или изделия.
Технологический переход — законченная часть технологической
операции, выполняемая одними и теми же средствами технологи-
ческого оснащения при постоянных технологических режимах и уста-
новке.
При технологическом процессе сборки выделяют следующие виды
работ: 1) подготовительные (расконсервация, мойка, сортировка и др.);
2) слесарно-пригоночные (табл. 1); 3) собственно сборочные (соеди-
нение деталей в сборочные единицы и изделия свинчиванием, запрес-
совкой, клепкой, сваркой, пайкой и т. п.); 4) регулировочные; 5) конт-
рольные и 6) демонтажные (частичная разборка изделия с целью
подготовки его к упаковке и транспортированию).
4
А
Д
А
Д
А
Д
Д
J ИзВелиё~\
Д А
Г^4~]
Д Д Д
Д Д Д
-{~ПГЗ
3
Рис. 1. Схема установки при сборке:
Д — детали; БД — базовые детали групп и подгрупп; Г—группа; БГ — базовая
группа; БПГ/ — базовая подгруппа первого порядка; ПГ1 — подгруппа первого
порядка; ПГ2 — подгруппа второго порядка; ПГЗ — подгруппа третьего порядка
1. Слесарно-пригоночные работы
Вид работы Назначение Инструмент и материалы Средства механизации
Опиливание и зачистка Снятие неровностей, заусенцев, забоин и других дефектов. Под- гонка поверхности по месту Напильники, специальные фрезы, абразивные круги и головки, шлифовальная шкур- ка Переносные электрические или пневматические машины. Пе- редвижные установки с гибким валом. Опиловочные станки
Шабрение Получение требуемой по услови- ям работы точности формы, раз- меров и относительного прилега- ния. Создание герметичности сое- динения. Улучшение внешнего вида (декоративное шабрение) Шаберы Устройства для механизации ручного шабрения
Притирка Получение плотного или герме- тичного соединения сопрягаемых деталей Притирочные плиты и при- тиры; абразивные порошки, пасты, смазывающие вещества Ручные приспособления для удержания и направления при- тира или парной детали, спе- циальные притирочные станки
Полирование Устранение царапин и следов от предшествующей обработки для повышения качества поверхности или улучшения внешнего вида Полировальные круги с приме- нением полирующих порош- ков (пемзы, окиси железа, вен- ской извести, глинозема и др.) Деревянные или металличе- ские жимки, в которые закла- дывают сукно, кожу или замшу, предварительно сма- занные тонкими полирую- щими порошками Полировальные станки
Технология сборки машин
Сверление отверстий Сверление отверстий совместное в нескольких деталях, соединяе- мых при сборке и при уравнове- шивании. Сверление отверстий для устранения выявленных дефек- тов путем установки пробок или заглушек Сверла Электрические или пневмати- ческие дрели. Стационарные или переносные сверлильные станки
Торцевание и шароше- ние При необходимости совместной обработки нескольких деталей, собранных в сборочную единицу. Устранение мелких дефектов. Торцовки, шарошки, цеков- ки, подрезные ножи Электрические или пневмати- ческие переносные машины, специальные станки
Развертыва- ние отвер- стий Для получения отверстий с 6—9-го квалитета после сверления по мес- ту. Развертывание отверстий во втулках после их запрессовки. Раз- вертывание в линию для достиже- ния допуска соосности у несколь- ких собранных деталей Стандартные и специальные развертки Электрические или пневмати- ческие машины переносного типа, сверлильные станки
Раскатка от- верстий Для точной доводки размеров отверстий и улучшения качества поверхностного слоя материала Шариковые и роликовые рас- катники Специальные приспособления и токарные станки
Нарезание внутрен- ней резьбы Выполняется в отверстиях, про- сверленных при сборке по месту, а также для установки пробок при закрытии мест дефектов Метчики слесарные и машин- ные Переносные электрические и пневматические машинки
Гибка Применяют для деталей из листо- вого материала, изгибаемых по месту Ручные приспособления —
Технология сборки машин
938
Технология сборки машин
Последовательность сборки зависит от конструкции собираемого
изделия и степени дифференциации сборочных работ. Наиболее
полное и наглядное представление о сборочных свойствах изделия,
о его технологичности и возможностях организации процесса сборки
дают схемы сборки изделия и установки при сборке (рис. 1). При
этом изделие делят на группы, подгруппы и детали. Сборочная
единица, непосредственно входящая в состав изделия, называется
группой. Сборочная единица, входящая в изделие в составе группы,
называется подгруппой. Если сборочная единица непосредственно
входит в состав группы, то она называется подгруппой первого
порядка. Сборочная единица, входящая непосредственно в подгруппу
первого порядка, называется подгруппой второго порядка и т. д.
Составные части изделия на схеме обозначают прямоугольником, раз-
деленным на три части: 1) в верхней части вписывают наименова-
ние составной части; 2) в нижней левой части — номер составной
части; 3) в нижней правой части — число составных частей.
Графическое изображение в виде условных обозначений последо-
вательности сборки изделия или его составных частей называют
схемой сборки изделия.
При проектировании сборочных операций определяют последова-
тельность и возможность совмещения во времени технологических
переходов, выбирают оборудование, приспособления и инструмент,
составляют схемы наладки оборудования, устанавливают режимы
работы, определяют нормы времени на технологические операции
и соответствующие разряды сборщиков.
Сборочные операции строят по принципу дифференциации и кон-
центрации. Дифференциацию операций используют при поточной
сборке, концентрацию — во всех остальных случаях. При концентрации
операций технологические переходы выполняют последовательно, па-
раллельно или параллельно-последовательно.
Последовательность сборочных операций определяют на основе
схем сборки изделий и установки при сборке, соблюдая следующие
требования; 1) предшествующие операции не должны затруднять
выполнение последующих; 2) для поточной сборки разбивка процесса
на операции должна осуществляться с учетом такта сборки; 3) после
операций, содержащих регулирование или пригонку, а также после
операций, при выполнении которых может появиться брак, необхо-
димо предусмотреть контрольные операции.
По методу обеспечения точности замыкающего звена различают
сборку: с полной взаимозаменяемостью; с неполной взаимозаменя-
емостью; с групповой взаимозаменяемостью; с пригонкой; с регулщ
рованием; компенсирующими материалами (ГОСТ 3887 — 79).
Методику расчета размерных цепей для упомянутых случаев рег-
ламентируют ГОСТ 19416- 74, ГОСТ 19415-74, ГОСТ 16320 - 80,
ГОСТ 16319 - 80.
По виду перемещения собираемого изделия различают стационар-
ную и подвижную сборку, а по организации производства сборка
Технология сборки машин
939
делится на поточную и групповую. Поточная сборка осуществляется
в условиях поточной организации производства; групповая — в усло-
виях групповой организации производства.
По механизации и автоматизации процесса сборка делится на
ручную, механизированную, автоматизированную и автоматическую.
Под качеством технологического процесса сборки понимают со-
вокупность свойств технологического процесса, обусловливающих его
пригодность обеспечить требуемое качество изделий и выполнение
программы выпуска без превышения установленных затрат.
Абсолютными показателями технологического процесса сборки
являются себестоимость и трудоемкость выполнения процесса сборки
машины.
Эффективным средством уменьшения трудоемкости сборочных
процессов является их механизация и автоматизация [7,8].
Сборка неподвижных разъемных соединений. В зависимости от
условий нагружения различают соединения без предварительной за-
тяжки и с предварительной затяжкой. Большинство резьбовых соеди-
нений собирают с предварительной затяжкой. В таком случае процесс
сборки состоит из операций установки резьбовых деталей и их
наживления, завинчивания, предварительной затяжки, окончательной
затяжки, контроля затяжки и стопорения резьбовых деталей. В зави-
симости от типа производства сборку выполняют вручную с по-
мощью механизированного инструмента и на специальных сборочных
машинах.
При наживлении резьбовых деталей угловую скорость о и тре-
буемый момент Мп для наживления определяют по формулам
2S 1
о — ________-________;
^2 \ т Д Stga\
/ — arccos I 1 ——)
у с \ Н J
Мн = (Я — znd2 tg a) tg (р — а),
где S — зазор по среднему диаметру резьбы; d2 — средний диаметр
резьбы; т — масса резьбовой детали и связанных с нею частей
шпинделя; с — жесткость пружины, создающей осевую силу; Н — пред-
варительное сжатие пружины; а — угол профиля резьбы; z — число
начальных витков резьбы (2—3); tg р = ц — коэффициент трения.
Важным этапом сборки является затяжка резьбового соединения,
от качества которой зависит надежность работы соединения. Затяжку
осуществляют приложением внешнего крутящего момента, ударно-
вращательными импульсами и приложением осевых сил.
При сборке соединений с приложением внешнего крутящего мо-
мента (Н • м)
Л/Зат — Q "I"
940
Технология сборки машин
где Q — сила затяжки, Н; d2 — средний диаметр резьбы, м; цр =
= tg (а + р'), р' = arctg ц' — угол трения в резьбе; р = p/cos — — при-
веденный коэффициент трения в резьбе; р — коэффициент трения
фрикционной пары болт — гайка; ₽ — угол наклона боковой стороны
резьбы; RT — радиус трения гайки (головки винта или опорного бурта
шпильки), м; рт — коэффициент трения по опорной поверхности гайки.
Величина RT зависит от формы торца. Для плоского кольцевого
торца
R р3-^3
т 3(D2 —</о)’
где D — диаметр опорной поверхности гайки (головки винта, опорного
бурта шпильки); d0 — диаметр отверстия под болт.
Сила затяжки (Н) с учетом напряженного состояния болта
voTf
1 + 0,75 d2 ~^-tg(a + р')
L Wp
2
где от — предел текучести материала болта, Па; F — площадь сечения
болта, м2; Wp — полярный момент сопротивления сечения болта, м3;
v = 0,5+0,7. Значения коэффициентов трения рр и рт для некоторых
случаев приведены в табл. 2 [2].
Необходимый крутящий момент (Н-м) при завинчивании резьбо-
вых соединений с натягом, например при постановке шпилек в корпус,
р
М№х 3,ШэцМ----------3----,
пр 7 р
1,3 + 0,7-55-
Еш
где N3 — N — 1,2 (Rzm + Rz^) — эффективный натяг по среднему диа-
метру резьбы, м; N — расчетный натяг по среднему диаметру резьбы, м;
Rz,n и Rza — максимальная высота микронеровностей резьб шпильки
и детали, для шлифованной резьбы равная (6+10) 10~6 м; р — коэф-
фициент трения (при стальной шпильке равный 0,1 —0,2 для стальной
детали; 0,07 — 0,15 для чугунной; 0,04—0,1 для детали из алюминиевого
сплава или бронзы); I — глубина завинчивания шпильки, м; d — наруж-
ный диаметр шпильки, м; Еш и Еа — соответственно модули упру-
гости материала шпильки и детали, Па.
Для сборки резьбовых соединений с приложением крутящего мо-
мента используют ключи, отвертки и механизированный инструмент.
Основные виды ключей изготовляют в соответствии с ГОСТами:
гаечные с открытым зевом (ГОСТ 2841—80Е, ГОСТ 2839—80Е,
ГОСТ 3108-71), торцовые (ГОСТ 11737-74, ГОСТ 24372 - 80), коль-
цевые (ГОСТ 2906 - 80Е, ГОСТ 18828 - 73), рожковые (ГОСТ 6394 - 73),
Технология сборки машин
941
2. Значения коэффициентов трения рр и рт
Покрытие болтов и гаек Смазочный материал
Без смазочного материала Индустриальное масло по ГОСТ 20799-75 Солидол по ГОСТ 4366 - 76 Индустриальное масло с добав- кой 20% MoS2
Без покры- 0,32-0,52 0,19-0,24 0,16-0,21 0,11-0,15
тия 0,14-0,24 0,10-0,14 0,11-0,14 0,07-0,10
Оксидиро- 0,50-0,84 0,39-0,51 0,37-0,49 0,15-0,21
вание 0,20-0,43 0,19-0,29 0,19-0,29 0,07-0,11
Фосфатиро- 0,15-0,23 0,15-0,20 0,15-0,19 0,14-0,17
вание 0,09-0,12 0,10-0,13 0,09-0,13 0,07-0,10
Цинкова- 0,24-0,48 0,15-0,20 0,14-0,19 0,14-0,19
ние 0,07-0,10 0,09-0,12 0,08-0,11 0,06-0,09
Кадмиро- 0,24-0,32 0,15-0,25 0,15-0,22 0,11-0,15
вание 0,12-0,24 0,05-0,15 0,05-0,13 0,04-0,07
Примечания: 1. При затяжке гайковертами вращательного действия
значения цр и jtj следует уменьшить на 10%.
2. В числителе приведены коэффициенты рр, в знаменателе — рг.
для круглых шлицевых гаек (ГОСТ 16985 — 79, ГОСТ 16984— 79),
гаечные комбинированные (ГОСТ 16983—80Е). Кроме указанных при-
меняют ключи специального назначения. Отвертки используют для
завинчивания винтов и шурупов с головками, снабженными шлицем.
Обыкновенные отвертки стандартизированы (ГОСТ 10754— 80,
ГОСТ 24437-80).
К механизированному инструменту относят гайковерты, винто-
верты, шпильковерты, шуруповерты и др. Промышленность выпускает
пневматические винтоверты (ВП.02, ВП.03, ВП.2), пневматические гай-
коверты (ГПС-12, ГПС-15, ИП3701), электрические винтоверты (ИЭ3602
и ИЭ3601Б) [2, 5, 6, 8].
Требуемую затяжку получают следующими способами: 1) огра-
ничением крутящего момента; 2) поворотом гайки на заданный угол;
3) непрерывным измерением отношения приращения прикладываемого
момента ДМзат к приращению соответствующего угла Д6 поворота
гайки; 4) измерением удлинения болта или шпильки; 5) с помощью
контроля деформации промежуточных деталей.
Наиболее широкое распространение имеет первый способ. При
ручной сборке для этого применяют динамометрические и предель-
942
Технология сборки машин
ные ключи; при механизированной и автоматизированной сборке —
встраиваемые предельные фрикционные, кулачковые и другие муфты.
Максимальные и минимальные силы затяжки [2]
0,5^2Ppmin + ^тР-rmin
М
заттш
0,5J2Pp шах + ЯтИт max
Максимальный момент определяют по условиям прочности болта
М ypTF(0,5rf2Pp min "Ь ^тНт min)
ху1заттах ------ — -
1 F V
1 + 0,75 I d2-—Рр max I
а минимальный — из условия нераскрытая стыка
^затлйп — 0,5FoT (0,5d2pp тах + Итцттах).
Минимальные и максимальные коэффициенты трения приведены
в табл. 2. Относительная неравномерность затяжки составляет 0,1 —
0,16.
При затяжке с поворотом гайки для обеспечения плотности
в стыках гайку затягивают обычным ключом, затем ее отвертывают
на несколько витков и вновь навертывают до соприкосновения
торца с опорной поверхностью. После этого гайку поворачивают
на определенный угол 0 с помощью градуированного диска. Значе-
ние угла 0 определяют в зависимости от требуемой затяжки
где L— длина болта или шпильки между опорными поверхностями;
Еб и Ед — соответственно модуль упругости материала болта или
шпильки и скрепляемых деталей; F§ и Fa — соответственно площадь
сечения болта или шпильки и скрепляемых деталей. Достигаемая
относительная неравномерность затяжки составляет 0,14—0,22. Этот
способ непригоден для коротких болтов и шпилек (L< 6d) из-за
больших погрешностей.
При третьем способе затяжку соединения прекращают при дости-
жении значения
А^зат =р5
ДЛ/зат
ДО
где ДЛ/зат — приращение момента затяжки; ДО — приращение соответ-
ствующего угла поворота гайки.
Технология сборки машин
943
Использование данного способа позволяет значительно повысить
долговечность соединения (при низких нагрузках на 67%, при вы-
соких — на 15 %) [2].
При затяжке резьбового соединения удлинение болта или шпильки
^зат ~’
QL
E6F6'
Для коротких болтов (L^ 6d) учитывают также деформацию
болта в пределах резьбы (к расчетной длине добавляют 1/3 высоты
гайки), а для коротких шпилек — деформацию стержня шпильки в пре-
делах длины ввертывания. Данный способ применяют в основном
для сборки ответственных резьбовых соединений. Удлинение болта
или шпильки измеряют с помощью микрометра или индикатора.
Относительная неравномерность затяжки 0,05—0,07.
При затяжке резьбового соединения с помощью деформации про-
межуточных деталей применяют индикаторные кольца, шайбы и
мерные прокладки [2].
Сборку резьбовых соединений с приложением ударно-вращатель-
ных импульсов осуществляют с помощью ударных гайковертов.
Ударные гайковерты имеют высокую производительность, небольшие
размеры, пригодны для сборки соединений больших размеров
(практически отсутствует реактивный момент). Их используют при
моментах затяжки свыше 50 Н-м. По виду привода гайковерты
бывают электрические, пневматические и гидравлические. Наибольшее
распространение имеют пневматические (ИП3111, ИП3112, ИП3113,
ИП3106, ИП3205, ИП3207), электрические редкоударные (ИЭ3112,
ИЭ3115, ИЭ3115А, ИЭ3118) и электрические с высокой частотой
ударов (ИЭ3113, ИЭ3114А, ИЭ3116, ИЭ3117) [2,5].
Затяжку резьбового соединения контролируют по моменту, углу
поворота гайки, деформации деталей стыка и энергетическими спо-
собами (дозированием потребляемой энергии, фиксированием времени
затяжки или числа ударов). Наиболее эффективными являются
энергетические способы, которые обеспечивают точность по силе
затяжки +10% [2].
Сборку резьбовых соединений с приложением осевых сил исполь-
зуют при больших диаметрах резьб и осуществляют растяжением
болта с одновременным сжатием стыка или предварительным темпе-
ратурным удлинением. После растяжения болта (шпильки) и сжатия
собираемых деталей гайку свободно навинчивают на болт (шпильку)
до соприкосновения с собираемой деталью и снимают технологи-
ческую нагрузку QT. Сила затяжки при этом
0 _ 6т(^б + М + + Ар
Х-б +
где ).6 и Хд - соответственно податливость болта и стягиваемых
деталей; Дк — контактные перемещения опорной поверхности гайки;
944
Технология сборки машин
Др — перемещения в резьбовой паре; Qy — технологическая нагрузка,
создаваемая специальными приспособлениями (в основном объемными
гидравлическими домкратами).
При сборке с помощью удлинения болта применяют электри-
ческие нагреватели в виде стержней, вставленных в отверстия болтов.
Температура нагрева
_ 6(^б + М
“Лб
где а, — коэффициент линейного расширения болта; Lg ~ длина, на
которой нагревается болт.
Данный способ сборки используют в труднодоступных местах
и при малой податливости соединяемых деталей. В целях увеличения
точности сборки к резьбовому соединению наряду с осевыми силами
прикладывают и крутящий момент.
При сборке соединений, имеющих большое число резьбовых
деталей, особое внимание нужно
обращать на последовательность
(рис. 2) и постепенность их затяжки.
Для обеспечения герметичнос-
ти более тщательно обрабатывают
резьбу и торцовые поверхности, а
также используют прокладки из
легкодеформируемого материала
(отожженной меди, паронита и т. п.).
Резьбу заглушек (если их при раз-
борке не вывертывают) уплотняют
белилами или суриком.
Стопорение резьбовых соедине-
ний осуществляют контргайкой,
осевым стопором в разрезной част),
гайки или заглушки, радиальным
стопором, ввинчиваемым в гайку,
разводным шплинтом, пружинны-
ми шайбами, деформируемой шай-
бой, проволокой.
В шпоночных соединениях при-
меняют клиновые, призматические
и сегментные шпонки. Требуемая
точность сборки шпоночных сое-
динений обеспечивается изготовле-
нием их элементов с допусками.
Вследствие того, что посадки в па-
зах вала и охватывающей детали
Рис. 2. Схемы последователь- различны, размеры шпонок выпол-
иости затягивания гаек няют в системе вала.
Технология сборки машин
945
При неподвижных соединениях шпонку в паз вала устанавли-
вают по посадке с натягом, а в паз охватывающей детали по
посадке с зазором. Шпонку в паз охватывающей детали устанавли-
вают плотно в тех случаях, когда охватывающая деталь, пере-
давая крутящий момент, должна свободно перемещаться вдоль вала.
При посадке охватывающей детали на вал она должна центрироваться
по шейке последнего, а между верхней плоскостью шпонки и впадиной
паза в охватывающей детали должен быть достаточный зазор.
Неподвижные шпонки запрессовывают в паз вала прессом или
струбциной.
Шпоночное соединение после сборки контролируют следующими
способами: установлением биения охватывающей детали; покачиванием
охватывающей детали на валу; перемещением охватывающей детали
вдоль вала.
В зависимости от посадки центрирующих поверхностей шлицевые
соединения бывают подвижные, легкоразъемные и тугоразъемные.
При сборке легкоразъемных и подвижных шлицевых соединений
охватывающие детали устанавливают на охватываемые, используя не-
большие силы. Так как в таких соединениях имеются зазоры, то
после сборки охватывающие детали проверяют покачиванием. В пра-
вильно собранном соединении покачивание недопустимо.
При тугоразъемных шлицевых соединениях для напрессовки
охватывающей детали используют специальные приспособления. Для
очень тугих соединений применяют нагрев охватывающей детали до
80—120°C. После сборки проверяют биение охватывающей детали.
Нужный натяг и плотность в коническом соединении получают
напрессовкой охватывающего конуса на охватываемый. Сила запрес-
совки при небольшой конусности сопрягаемых поверхностей
^зап = pF (tg Ф + tga),
где р — контактное напряжение (числовое значение в зависимости от
натяга определяют по формуле, приведенной на стр. 947); F —
площадь поверхности контакта в коническом соединении; <р — угол
трения; tg<p — коэффициент трения при запрессовке (табл. 3); а — угол
конуса.
Сила распрессовки
Рраспр = Pf(W - tga),
где tg q>' — коэффициент трения при распрессовке (табл. 3).
При небольших значениях угла а и использовании обычных
способов сборки могут возникать большие радиальные силы, вы-
зывающие остаточные деформации деталей. В связи с этим при сборке
конических соединений для запрессовки используют тарированный
удар с помощью специальных приспособлений или применяют
пресс, имеющий соответствующее устройство для обеспечения стабиль-
ности силы Рзгш.
946
Технология сборки машин
3. Коэффициент трения
Условия сопряжения (конусность 1:15, tga = 0,033, соединения без шпонки) tg<P tg<P'
Охватывающая и охватываемая детали стальные:
поверхности пригнаны шабрением, сборка со смазоч- 0,152 0,18
ным материалом то же, без смазочного материала Охватывающая деталь из латуни, охватываемая из стали: 0,162 0,185
поверхности пригнаны шабрением, сборка со смазоч- 0,178 0,23
ным материалом то же, без смазочного материала 0,187 —
поверхности обработаны резцом (Rz = 40 4-10 мкм), сборка со смазочным материалом 0,210 0,30
Глубина запрессовки в зависимости от натяга N
2tga ’
При сборке конических соединений, затягиваемых гайкой, при-
меняют предельные и динамометрические ключи или контролируют
глубину h.
Сборка неподвижных неразъемных соединений. Для сборки прессовых
соединений с гарантированным натягом применяют следующие спосо-
бы: механический, гидропрессовый и температурных деформаций.
При механическом способе сборки охватываемая деталь запрес-
совывается в охватывающую в продольном направлении при 20 °C.
Этот способ применяют в основном при небольших натягах
(до 0,O0W).
Сила запрессовки, Н
^зап = f )
где f„ — коэффициент трения при запрессовке (табл. 4); d — номиналь-
ный диаметр поверхности сопряжения, м; L — длина запрессовки, м;
4. Коэффициенты трения при запрессовке
Материал охватывающей детали (для охватываемой — сталь) Смазочный материал Коэффициент трения
Сталь Машинное масло 0,06-0,22
Чугун Без смазочного ма- 0,06-0,14
Магниевые и алюминиевые териала То же 0,02-0,08
сплавы Латунь » 0,05-0,10
Пластмассы » 0,54
Технология сборки машин
947
р — напряжения сжатия на контактной поверхности, Па:
п __________________________ ^тах У
С1 ! С2
Ej Е2
где NmaK - максимальный натяг, м; у = 1,2 (Rzj + Rz2) « 5 (Rai + Ra2);
Rzj и Rz2 — высота неровностей сопрягаемых поверхностей соответ-
ственно охватываемой и охватывающей деталей, м; Ra2 и Ra2 —
средние арифметические отклонения профилей сопрягаемых поверх-
ностей соответственно охватываемой и охватывающей деталей, м;
Ei и Е2 — модули упругости материала соответственно охватываемой
и охватывающей деталей, Па;
где d0 — диаметр центрального отверстия охватываемой детали
(вала), м; D — наружный диаметр охватывающей детали (втулки), м;
щ и р2 — коэффициенты Пуассона материалов охватываемой и охва-
тывающей деталей.
Значения ct и с2 с учетом коэффициентов Пуассона и ц2
приведены в табл. 5.
Сила распрессовки превышает силу запрессовки на 10—15%. На
эти силы значительно влияет угол фаски запрессовываемой детали —
наименьшие силы получаются при угле фаски ф = 10°. При увеличении
угла фаски силы запрессовки возрастают, а силы распрессовки
уменьшаются. Для уменьшения силы запрессовки и повышения проч-
ности соединения применяют смазочный материал (растительное или
индустриальное масло). Скорость запрессовки не превышает 5—7 м/с.
Наибольшая прочность получается при малых скоростях (до 3 м/с).
При запрессовке с вибрационно-импульсным воздействием по срав-
нению с обычным способом запрессовки прочность соединения увели-
чивается, особенно при большой шероховатости поверхностей сопря-
жения.
В качестве оборудования для запрессовки и распрессовки при-
меняют прессы (табл. 6). Мощность прессов выбирают по силе
распрессовки с коэффициентом запаса 1,5—2,0. Для правильного направ-
ления деталей при запрессовке применяют приспособления, исполнение
которых зависит от конструкции собираемой сборочной единицы.
Некоторые схемы запрессовки приведены на рис. 3.
При сборке прессовых соединений с гарантированным натя-
гом наружный диаметр охватывающей детали увеличивается, а внутрен-
ний диаметр охватываемой детали уменьшается. Увеличение наруж-
ного диаметра охватывающей детали Хр и уменьшение внутреннего
диаметра охватываемой детали Xjo определяют по формулам .
n 2p42D 1 2pd2do
KD ~ Е2 (D2 - d2) ’ d° E^d2 - d2o) ’
948
Технология сборки машин
5. Коэффициенты cj и с2
^0 ——для с1} С1 «2
d d -^-для Сг- Сталь Бронза Чугун Сталь Бронза Чугун
0,00 0,70 0,67 0,75 1,30 1,33 1,25
0,10 0,72 0,69 0,77 1,32 1,35 1,27
0,20 0,78 0,75 0,83 1,38 1,41 1,33
0,30 0,89 0,86 0,94 1,49 1,52 1,44
0,40 1,08 1,05 1,13 1,68 1,71 1,63
0,45 1,21 1,18 1,26 1,81 1,84 1,76
0,50 1,37 1,34 1,42 1,95 2,00 1,92
0,55 1,57 1,54 1,62 2,17 2,20 2,12
0,60 1,83 1,80 1,88 2,43 2,46 2,38
0,65 2,17 2,14 2,22 2,77 2,80 2,72
0,70 2,62 2,59 2,67 3,22 3,25 3,17
0,75 3,28 3,25 3,33 3,84 3,87 3,79
0,80 4,25 4,22 4,30 4,85 4,88 4,80
0,85 5,98 5,95 6,03 6,58 6,61 6,53
0,90 9,23 9,20 9,28 9,83 9,86 9,78
0,95 18,70 18,67 18,75 19,30 19,33 19,25
Примечание. Если охватываемая деталь выполнена в виде сплошного
вала, принимают d0 = 0, -у = 0. Если охватывающая деталь выполнена в виде а
плиты, корпуса, принимают — = 0.
6. Прессы для сборки прессовых соединений
Прессы Требуемая сила запрессовки, кН 1
До 15 15-35 35-70 70— -150 150 — -800 Св. 800
Пневматические: с диафрагменной камерой + — — — — —
одинарный прямого дейст- + + — — — —
ВИЯ сдвоенный прямого дейст- — + + — — —
ВИЯ рычажный — + + + — —
Гидрав лический — — — + + +
Пневмогидравлический — — + + —
Ударно-импульсный + + + — — —
Электромагнитный + — — — — —
Механический + + + + + —
Технология сборки машин
949
Рис. 3. Схемы запрессовки деталей:
1 — охватывающая деталь: 2 — охватываемая деталь; 3 — шарик
Качество прессовых соединений с натягом контролируют по
силе запрессовки. При сборке ответственных соединений снимают
диаграмму изменения силы запрессовки.
Для механического способа запрессовки характерны недостатки:
1) невозможность использования эффективных антикоррозионных по-
крытий; 2) значительное рассеяние силы запрессовки и распрес-
совки; 3) возможность повреждения сопрягаемых поверхностей.
Преимущество — высокая производительность.
Прессовый способ сборки осуществляют путем нагнетания масла
в зону соединения (рис. 4). Давление масла должно превышать
среднее контактное давление на сопрягаемых поверхностях. При этом
сборка соединения происходит с силами в 10—15 раз меньше, чем
при механической запрессовке [3]. Для равномерного распределения
масла на сопрягаемых поверхностях в охватывающей или охваты-
ваемой детали делают кольцевую маслораспределительную канавку.
С целью предотвращения коррозии сопрягаемых поверхностей нужно
применять очищенные нейтральные сорта масла.
Сборку с помощью температурных деформаций осуществляют
нагревом охватывающей детали, охлаждением охватываемой детали и
комбинированным способом (охлаждением охватываемой и нагревом
охватывающей).
Температура нагрева охватывающей детали
t ~ + £Сб , .
~ ~л *сб,
950
Технология сборки машин
где Sc6 — необходимый зазор при сборке, мм; Scg принимают равным
Smin при посадке н/g- а — коэффициент линейного расширения при
нагреве (табл. 7); tcg — температура в сборочном помещении, °C;
d — диаметр поверхности сопряжения, мм.
Для компенсации охлаждения детали во время переноса детали
из нагревающего устройства на сборочную позицию найденное
значение tH увеличивают на 20 — 30%. Температура нагрева не выше
400 °C. Прочность соединения значительно больше, чем при механи-
ческом способе сборки.
7. Коэффициенты линейного расширения и сжатия
Материал а, 1°Сх10б
расши- рения сжа- тия
Сталь углеродистая и низколегированная 11,0 8,5
Серый чугун 10,0 8,6
Ковкий чугун 10,0 8,0
Медь 16,0 14,4
Бронза оловяиистая 17,0 15,0
Латунь 18,0 16,7
Алюминиевые сплавы 23,0 18,6
Магниевые' сплавы 26,0 21,0
Нагрев деталей осуществляют в кипящей воде (tH < 100 °C), в
масляных ваннах (ПО—130°C), индукционным методом, в камерных
электропечах, с помощью горелок и т. п. Более равномерный нагрев
достигается в жидкостной среде. Для нагрева крупногабаритных
охватывающих деталей используют переносные электроспирали,
устанавливаемые в отверстие детали. При некачественном нагреве
могут появиться окалина, коробление, измениться структура материала.
Температура охлаждения охватываемой детали
* _ . * ^max Т Stf
Го ~ ,
00/
где о( — коэффициент линейного сжатия при охлаждении (табл. 7).
Температура охлаждения охватываемой детали может колебаться
от нескольких десятков градусов до температуры кипения жидкого
азота (—196 °C). Для получения температуры до —70 °C используют
холодильное оборудование. Температуру ниже —70 °C можно создать
в специальных холодильных установках с готовыми хладоносителями,
получаемыми со стороны. На практике применяют такие хладоносители:
сухой лед (температура испарения —79 °C), сухой лед со спиртом
(температура испарения около —100 °C), жидкий азот (температура
испарения —196 °C).
Технология сборки машин
951
Рис. 4. Схема сборки цилиндри-
ческого соединения путем нагне-
тания масла:
1 — уплотнительные кольца
Рис. 5. Схемы осадки (а) и
отбортовки (б) труб
При использовании холода сохраняются исходная структура и
физико-механические свойства материала соединяемых деталей, полу-
чаются меньшие деформации, а время охлаждения охватываемой
детали (особенно тонкостенной) меньше,, чем время нагрева охваты-
вающей. В связи с этим тонкостенные втулки целесообразно
устанавливать в массивные корпуса. Однако данный способ может
быть использован только для соединений с относительно неболь-
шими натягами. Примерные значения натягов, при которых целесооб-
разно использовать способ охлаждения охватываемой детали, сле-
дующие.
Диаметр охватываемой
поверхности, мм .... 30 —40 40 — 60 60—100 100—150 150— 200
Натяг, мкм.................. 27-10 33-15 53-20 80-25 125-50
Комбинированное соединение используют в тех случаях, когда,
нужно получить большие натяги.
Когда охватывающая и охватываемая детали изготовлены из
различных материалов, имеющих неодинаковые механические и физи-
ческие свойства, температура нагрева (или охлаждения) сопряжен-
ных деталей при сборке или в процессе эксплуатации не должна
превышать
f _ \ /
</(«! - а2)
где р — меньшее из допустимых контактных давлений (pt и р2) на
сопрягаемых поверхностях охватываемой и охватывающей деталей:
Pt = О,58о.
952
Технология сборки машин
Р2 = 0>58^[1-(|)2}
сТ1 и <тТ2 — пределы текучести материалов охватываемой и охваты-
вающей деталей; коэффициенты щ и с2 определяют по формулам,
приведенным на стр. 947, или подбирают из табл. 5; N — расчет-
ный натяг; а2 и а2 — коэффициенты линейного расширения материалов
охватываемой и охватывающей деталей; tc — температура окружаю-
щей среды; остальные обозначения те же, что в приведенных выше
формулах.
Для разборки прессовых соединений применяют различные съемни-
ки, прессы, пневматические, гидравлические и пневмогидравлические
приспособления. С целью уменьшения силы распрессовки и износа
контактных поверхностей деталей применяют гидропрессовый способ
разборки.
Вальцованные и завалъцованные соединения применяют для плот-
ного и герметичного соединения деталей. Для этого используют
вальцевание, отбортовку, раздачу, осадку, формовку и обжатие.
Развальцовку осуществляют на сверлильных и специальных
станках, а также вручную. В качестве инструмента применяют
пуансоны различной формы, роликовые и шариковые вальцовки.
Скорость вальцевания 15—20 м/мин. Для получения особо плотного
соединения применяют планетарные вальцовки.
Трубки небольшого диаметра развальцовывают на конус или
отбортовывают осадкой или обкаткой конусным пуансоном. Усилие
осадки (Н)
где ко — коэффициент (равный 4,5 для медных трубок; 5,5 для
стальных); D nd- соответственно наружный и внутренний диаметры
трубки (рис. 5), м; Pj — диаметр развальцованного торца трубки, м;
от — предел текучести материала трубки, Па.
Развальцовку осадкой выполняют на пневматических установках.
Усилие отбортовки (Н)
, D2-d2 Di
отб — ^ОТб . г. стт>
4 D
где fcOT6 — коэффициент (равный 5,7 для медных трубок; 7,8 — для
стальных); степень деформации конца трубки Dt/D = 1,25 ч-1,8.
Когда нужно получить неподвижное соединение втулки с корпусом,
применяют раскатку. При этом втулку запрессовывают с небольшим
натягом и раздают роликами до требуемого размера. Припуск на
раскатку 0,04—0,06 мм (для втулок диаметром 50 мм); частота
вращения роликов 90-120 об/мин.
Технология сборки машин
953
Обжатие одной из сопрягаемых деталей широко применяют для
сборки мелких сборочных единиц при условии, что не требуется
герметичности соединения.
Клепаные соединения. Применяют заклепки трубчатые, полу-
трубчатые и со сплошным стержнем. Материал заклепок — сталь,
латунь, медь и алюминиевые сплавы.
Диаметр отверстия под заклепку подбирают в зависимости от
диаметра заклепки стержня и точности сборки (ГОСТ 11284—75).
При совместной обработке отверстий в соединяемых деталях номи-
нальный диаметр сквозного отверстия берут равным наибольшему
предельному размеру диаметра стержня заклепки. Длина выступающей
части стержня заклепки для образования замыкающей головки должна
составлять 1,3 —1,6, а для потайных — 0,9 диаметра стержня.
Для заклепок диаметром до 14—20 мм применяют холодную
клепку. Усилие клепки (Н)
Р = Ы1-75^-75,
где к — коэффициент (равный 28,6 для сферических головок; 26,2 —
для потайных; 15,2 — для плоских; 4,33 — для полупустотелых и пусто-
телых заклепок); d — диаметр стержня заклепки, м; сгв — временное
сопротивление разрыву материала заклепки, Па.
Замыкающая головка может быть образована ударами, давлением
и давлением с развальцовкой. Качество клепки ударами хуже. При
ударной клепке замыкающую головку образуют прямым или обратным
способом клепки. При прямом способе склепываемые детали сжимают
специальным инструментом.
При горячей клепке стальные детали нагревают до 1050—1100 °C,
а заканчивают клепку при температуре 450— 500 °C. Усилие клепки
составляет 65 — 80 кН на 1 см2 сечения стержня заклепки.
Для сборки клепаных соединений применяют пневматические,
электромеханические, гидравлические и пневмогидравлические прессы
прямого действия и механические клепальные машины. Для предвари-
тельного сжатия клепаных деталей и образования замыкающих голо-
вок заклепок применяют сменный инструмент — обжимки и поддерж-
ки. Фиксацию деталей осуществляют центрирующими штифтами,
вставками и с помощью специальных приспособлений.
Клепаные соединения в труднодоступных местах выполняют за-
клепками для односторонней клепки без поддержек.
Качество клепки проверяют внешним осмотром соединения и про-
стукиванием заклепок. Размеры головок и их положение проверяют
шаблонами, а прилегание — щупами.
Сварные соединения получают путем подготовки деталей под
сварку; сборки деталей; сварки и контроля. Сборку перед сваркой
осуществляют по предварительной разметке, по упорам или шаблонам
и по контрольным отверстиям. Для сборки применяют сборочные
и сборочно-сварочные приспособления, полуавтоматические и автома-
тические сварочные установки.
954
Технология сборки машин
Качество сварных соединений контролируют в три этапа: пред-
варительный контроль (проверка качества основного металла, свароч-
ных материалов, деталей, поступающих на сборку, сборки деталей
под сварку и т. д.); контроль за исполнением технологического про-
цесса; контроль качества сварки в готовом изделии (внешний осмотр,
испытание на плотность, методы дефекте- и рентгеноскопии).
Паяные соединения. Температура плавления припоя должна быть
ниже температуры плавления соединяемых материалов. По температуре
плавления различают (ГОСТ 19248 — 73) припои: особолегкоплавкие
(до 145 °C); легкоплавкие (св. 145 до 450 °C); среднеплавкие (св. 450
до 1100 °C), высокоплавкие (св. 1100 до 1850 °C) и тугоплавкие
(св. 1850 °C). По виду полуфабриката — листовые, ленточные, труб-
чатые, пастообразные, проволочные, таблетированные, прутковые, ком-
позитные, фасонные, порошковые, плакированные, гальванические,
термовакуумные, многослойные. По основному компоненту — оловян-
ные, цинковые, серебряные, медные, титановые, кобальтовые и др.
По способности к флюсованию припои подразделяют на флюсуемые
и самофлюсующие.
Паяльные флюсы должны: 1) очищать поверхность основного ма-
териала и припоя от присутствующих на них окислов и защищать
паяемое соединение от воздействия окружающей среды во время
пайки; температура плавления флюса должна быть ниже температуры
плавления припоя; 2) способствовать смачиванию поверхности основ-
ного материала расплавленным припоем. Флюсы не должны: 1) хими-
чески взаимодействовать с припоем (кроме случаев реактивно-флюсо-
вой пайки); 2) способствовать активному развитию коррозии паяных
соединений; 3) при нагреве не выделять токсических веществ.
В зависимости от температурного интервала активности паяльные
флюсы подразделяют (ГОСТ 19250—73) на низкотемпературные (до
450 °C) и высокотемпературные (св. 450 °C). Низкотемпературные флю-
сы бывают канифольные, кислотные, галогенидные, гидразиновые,
фторборатиые, анилиновые, стеариновые, а высокотемпературные — га-
логенидные, фторборатные, боридные, боридно-углекислые. По агре-
гатному состоянию — твердые, жидкие и пастообразные. Флюс выби-
рают в зависимости от марки припоя и материала деталей, под-
лежащих пайке [9, 10].
В зависимости от способа нагрева пайка бывает газовая, элек-
трическая, в печах, пайка погружением, ультразвуковая и т. и.
Типы и параметры паяных соединений устанавливает ГОСТ
19249-73. Качество паяных соединений зависит от правильного выбора
основного материала, припоя, флюса, способа нагрева, типа соедине-
ния, способа скрепления элементов перед пайкой, сборочных зазоров
Когда пайку ведут с большими зазорами, применяют припои с напйл-
нителями из металлических опилок. Температура плавления наполняю-
щего металла должна быть выше температуры пайки.
Поверхности соединяемых деталей должны быть тщательно обез-
жирены и очищены от окислов и посторонних частиц. Во многих
Технология сборки машин
955
случаях соединяемые поверхности перед пайкой облуживают.
Контроль качества паяных соединений обычно осуществляют не-
разрушающими методами (по параметрам режимов пайки, визуаль-
ным методом, испытанием на герметичность, методами дефекте- и
рентгеноскопии).
Клееные соединения. Клееное — неразъемное соединение частей из-
делия с помощью клея, наносимого на соприкасающиеся поверх-
ности.
Клеи делятся на конструкционные (жесткие) и неконструкционные
(эластичные). Марки клеев и области их применения приводятся в
литературе [4, 9].
Технологический процесс склеивания состоит из следующих основ-
ных операций: подготовка поверхностей склеиваемых деталей, подго-
товка клея, нанесение клея на склеиваемые поверхности, сушка (от-
крытой выдержки) нанесенного клея перед сборкой соединяемых де-
талей, сборка деталей, запрессовка, отверждение клеевых швов (вы-
держка при определенной температуре и давлении в течение заданно-
го времени), зачистка клеевых соединений, контроль качества соеди-
нения.
Склеиваемые поверхности тщательно пригоняют одну к другой,
очищают от загрязнений, в некоторых случаях повышают параметр
шероховатости для увеличения поверхности склеивания, создают спе-
циальные промежуточные слои, имеющие повышенную адгезию к
поверхности металла, а клеи — к ним. Оптимальные параметры ше-
роховатости Rz = 204-63 мкм. Иногда перед склеиванием на поверх-
ность металлов наносят защитные покрытия, препятствующие корро-
зии. Для очистки поверхностей и увеличения истинной поверхности
склеивания применяют обезжиривание растворителями, химическое или
электрохимическое обезжиривание, пескоструйную и гидропескоструй-
ную обработку, зачистку шкуркой или напильником, химическое или
электрохимическое травление.
На склеиваемые поверхности клей наносят кистью (свободная
длина ворса 15—20 мм), шпателем, валиками и роликами, спе-
циальными клеенаносящими устройствами, пульверизатором (воздуш-
ное распыление, механическое распыление, распыление в электроста-
тическом поле). Для большинства клеев толщина клеевого слоя
колеблется в пределах 0,05—0,25 мм. Толщина клеевых швов выше
0,5 мм приводит к значительному снижению прочности соединения.
Для нагрева соединяемых элементов при склеивании применяют
сушильные камеры (шкафы), обдув теплым иоздухом, контактные и
рефлекторные электронагреватели, ТВЧ, инфракрасные лучи. Склеива-
емые элементы запрессовывают в пневматических, гидравлических,
винтовых прессах, автоклавах и с помощью специальных приспособ-
лений. Качество соединений контролируют внешним осмотром, про-
стукиванием и с помощью специальных приборов. В практике на-
ходят применение клеесварные, клеезаклепочные, клеевинтовые и клее-
болтовые соединения.
956
СПИСОК ЛИТЕРАТУРЫ
1. Верховенко Л. В., Тукин А. К. Справочник сваршика. Минск:
Вышэйшая школа, 1977. 364 с.
2. Гельфанд М. Л., Ципенюк Я. И., Кузнецов О. К. Сборка
резьбовых соединений. М.: Машиностроение, 1978. 108 с.
3. Гречищев Е. С., Ильяшепко А. А. Соединения с натягом:
Расчеты, проектирование, изготовление. М.: Машиностроение, 1981.
238 с.
4. Кардашов Д. А. Конструкционные клеи. М.: Химия, 1980.
288 с.
5. Механизированный инструмент, отделочные машины и вибра-
торы. Каталог-справочник. М.: ЦНИИТЭстроймаш, 1975. 430 с.
6. Механизированный инструмент. Многошпиндельные заверты-
вающие машины, установки и станки. Каталог-справочник. Павлово:
1975. 114 с.
7. Научные основы автоматизации сборки машин/Под ред.
М. П. Новикова. М.: Машиностроение, 1976. 471 с.
8. Новиков М. П. Основы технологии сборки машин и механиз-
мов. М.: Машиностроение, 1980. 590 с.
9. Справочник по сварке, пайке, склейке и резке металлов и
пластмасс/Под ред. А. Ноймана, Е. Рихтера. Пер. с нем. М.:
Металлургия, 1980. 464 с.
10. Хряпин В. Е. Справочник паяльщика. 5-е изд. М.: Машино-
строение, 1981. 349 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматизация технологического про-
цесса 12
Автоматическое техническое устрой-
ство 13
Автоматы токарные 383 — 386
— многошпиндельные горизонталь-
ные 402—406
— прутковые 307
— одношпиндельные 306, 307, 386 —
395
Автоматы токарно-револьверные 306,
395-397
Алмазы 728, 761, 786, 792
Баббиты 121
Балансировка абразивных кругов 761
Баллас 728, 786
Барабаны вибрационные 817
Блоки протяжные 480—482
Борт — Понятие 161
Борштанги 509, 516, 519—524
Бронзы литейные 118
— обрабатываемые давлением 119
Бруски 713, 714, 759, 806, 808
Взаимозаменяемость.* гладких пилинд-
рических соединений 80 — 84; зубча-
тых передач 89—93; изделия 65; по
форме и расположению поверхнос-
тей 74—77; соединений; резьбовых
85—89, шлицевых 81—83, 93, 94,
98 — 100, шпоночных 81—83, 93
Виброабразивная обработка 817, 818
Вид производства 8
Вспомогательное время 12
Вспомогательный материал 9
Вспомогательный переход 10
Вспомогательный ход 10
Вставки алмазные 343
Выверка заготовок 534—540
Выглаживание алмазное 792, 795
Выглажнватели 795, 798
Выдавливание — Технологичность S за-
готовок 164, 165
Вырубка 155, 156
Гальванопластика 10
Гексанит-Р 786
Гибка сортового металла 161 — 163
Гитары станков 668, 669, 675
Головкн: алмазные 733, 739, 740;
внутришлифовальиые 798; дели-
тельные 566, 567, 572, 573; измери-
тельные 70, 71; суперфинишные 805
Диски: твердосплавные 831, 832; фиб-
ровые шлифовальные 715
Доводка: абразивная 800—802, 818,
819 — 821, 824; безабразивная 831 —
833; высокоэффективными спосо-
бами 825—831
Документы конструкторские 5, 6
Долбление 607, 608
Долбяки 675—677
Допуски 74—77, 80 — 85
Жидкости смазочно-охлаждающие прн
обработке: виброабразивной 818;
сверлении, зенкеровании и развер-
тывании 448, 456, 457; суперфини-
шировании 806; тонком алмазном
точении 787; фрезеровании 595; хо-
нинговании 816; шлифовании 746—
748
Заготовка 9; базирование 222,226 — 228;
расчет технологических размеров
32-61
Зенкерование 443, 448, 450—455
Зенкеры 430 — 434, 451, 462
Зенковки 432
Зернистость шлифовальных материа-
лов 701, 702
Зубодолбленне 677 — 679
Зубонарезание долбяками 674, 675
Зубообработка 660—664
Зубофрезерование 672, 673, 677
Зубохонннгованне 691, 692
Зубошлифование 694
Иглы алмазные 761
Износостойкость инструмента 275
Износ режущей части инструмента
291-295
Инструмент: абразивный 702—715,
760 — 762; алмазный 740 — 742;
быстрорежущий 290, 296, 297; для
доводки твердосплавного инстру-
мента 764, 765; осевой 420, 421,
468 — 472; режущий для коорди-
катпо-расточных станков 275, 282 —
289; эльборовый 752; правящий 761
Исходная заготовка 9
Канавки для выхода инструмента
172-175
Карандаши: алмазные 757 — 759; из
сверхтвердых материалов 761
ьКвалитет 66
Колеса зубчатые 660 — 662, 665,669,670,
689-696, 697
Комплектующее изделие 9
Композиты 598, 786
Кондукторы для сверлильных стаяков
473-475
Копирование 659, 661—664
Коэффициент закрепления операций
7, 8
Круги: абразивные 706, 714, 715;
алмазные шлифовальные 733 — 738;
для заточки инструмента 768—771,
774; отрезные алмазные 746, 748;
шлифовальные 707—711, 715; эла-
стичные лепестковые 816; эльбо-
Гсровые шлифовальные 749 — 754
Лазерная обработка 851—856
Лазеры 853, 854
Латуни 116, 117
Ленты: абразивные 810, 811; алмаз-
ные 811, 814
Листы из алюминия н его сплавов
129, 130
Математика: значения постоянных л,
g, е 14, 15; квадратные и кубиче-
ские корни из дробей 15; перевод
градусной меры в радианную 16;
соотношения элементов плоских
фигур 21 — 31
Материалы: абразивные 697 — 701; для
изготовления режущей части ин-
струментов 612, 614-617; сверх-
твердые синтетические 786
Машнна-автомат 13
Металлургия порошковая — Получение
зубчатых колес 659
Механизмы зажимные 245 — 257
Механическая обработка 11
Мнкропорошки: алмазные 731, 732;
из эльбора 754
Наборы фрез 550, 571
Накатывание 646 — 654
Наладка 11: автоматов 383, 392, 395,
396; дисковая сепараторная при
плоской доводке 820
Наладки 494 — 501, 549, 566, 568,
569, 720
Наполнители абразивные 818
Нарезание зубчатых колес: кониче-
ских 680 — 682; цилиндрических
665 — 679; червячных и червяков
683-686
Нарезание резьбы: головками 524,
525, 529, 633—640; круглыми
плашками 629 — 633; метчиками
623 — 629; резцами 618 — 622
Нарезание шлицев 686, 687
Обкатка 659 — 663, 696
Обработка: давлением 11; резанием 11
Обтачивание 359 — 361
Объем выпуска продукции 7
Оперативное время 12
Операционное описание технологиче-
ского процесса 9
Опоры станочных приспособлений 223 —
225, 230-232
Оправки 234, 235’, 238-241, 332, 368,
521, 524: консольные 521, 524;
концевые 508, 524; короткие расточ-
ные 552; стандартизованные 356
Отбортовка Д57
Отверстия: центровые 170 — 172, 718;
шлицевые 488, 493
Отклонения валов и отверстий 82 — 84
Отрезка и прорезка: каиавок 364, 365;
пазов 608; алмазными кругами
труднообрабатываемых неметал-
лических материалов 746, 748;
резцами 372; шлифовальными
кругами 716, 717
Пасты: ГОИ 824; абразивные 821, 823;
алмазные 729, 732, 733, 816, 823
Патроны 236, 238, 241—244, 354—357
Перебеги долбяков 679
Передачи: зубчатые 90 — 92; 95 — 97;
цилиндрические эвольвентные 658
Планшайба 543, 545, 546
Пластины: многослойные 786; твердо-
сплавные 296, 337 — 342
Пластмассы 138 — 140
Погрешности 67, 68, 260—264, 266 —
271
Подачи 444, 580 — 584
Подналадка LI
Подпрограммы обработки типовых
элементов деталей на токарных
станках с ЧПУ 925, 928 — 934
Позиция 10
Покрытии износостойкие инструмента
275
Полирование 814—816
Полная механизация технологических
процессов 12
Полуавтоматы: многорезцовые копи-
ровальные 312, 313; протяжные 331;
токарно-револьверные 309, 310; то-
карные многошпиндельные вер-
тикальные 307, 308, 410 — 412, 414,
416; многошпиндельные горизон-
тальные прутковые 307; одношпин-
дельные горизонтальные 406 — 409,
413-416
Полуфабрикат 9
Полуцентры упорные для токарных
работ 353
Порошки алмазные 729 — 732
Поточное производство 8
Правка: абразивного инструмента
756, 757, 759; алмазных кругов
759-761, 830
Предел измерений 67
Преобразователи измерительные 6$, 70
Приборы активного контроля 73 t--~~
Приводы станочных приспособлении
230, 245, 255, 257-260
Призмы 237
Приспособления: горизонтально-рас-
точных станков 503, 505 — 507; для
установки заготовок при шлифова-
нии 727, 728; координатно-расточ-
ных станков 533, 539; нестандар-
тизованные 599 — 602
Притирка зубьев колес 695, 696
Притиры 821, 823, 824
Проволока круглая холоднотянутая
123, 125-128
Программа ныпуска продукции 8
Программы управляющие 889, 907, 910,
911, 913, 917-920, 923
Произнодственная мощность 8
Производственный процесс 7
Производственный цикл 8
Протягивание: поверхностей 476, 477,
.480—488; шлицевых отверстий
488-493
Протяжки 447, 478—480, 481—484,
486-497
Процессы технологические типовые
177-180
Прошивки 477—480, 498
Прутки прессованные из алюминия и
алюминиевых сплавов 132, 133
Развертки 433, 434, 436 — 441
Развертывание 448, 455, 456, 542
Разметка отверстий 541
Раскатывавне 646 — 650, 654 — 656
Рассверливание отверстии 541, 542
Растачивание отверстий: на Коорди-
натно-расточных станках 543; на
станках с ЧПУ 906; тонкое алмаз-
ное 786—791; тонкое на алмазно-
расточных станках 530, 531; чи-
стовое 361
Режимы правки абразивного инстру-
мента 759
Режимы резания при обработке: мо-
дульными быстрорежущими фреза-
ми 665—667, 669; глубоком свер-
лении 460, 461; зубодолблении 677 —
679; зубофрезеровании 673; зубо-
шлифоваиии 694, 695; при нареза-
нии прямобочных шлицев и чер-
вячных колес 685 —687; отрезке
шлифовальным кругом 712; развер-
тывании 448, 455, 456; сверлении
440, 446, 447, 449; строгании
сборными проходными резцами
612; тонком точении и растачива-
нии 788, 789; фрезеровании 567, 598;
599, 792; черновом и чистовом
строгании твердосплавными рез-
цами 609; шлифовании 724, 725.
755
Резание металлов — Конструктивное
исполнение деталей при различных
видах обработки 165—170 — По-
следовательность выбора режимов
274, 275
Резцы: алмазные 343, 787; для
обработки пластмасс 348, 349; для
тонкого алмазного точения 766,
786; долбежные 605, 607; сбыточ-
ные 683; однокристальные 786;
оснащенные вставками из сверх-
твердых материалов 791; стро-
гальные 603—607; токарные 333 —
336, 344-349
Резьба 86, 88, 89: метрическая 85 — 87;
трапецеидальная 89
Резьбообразование 612, 613, 618
Рятм выпуска 10
Ручное техническое устройство 13
Ручной инструмент 13
Сборка 911, 935 — 937; неразъемных
соединений 946—955; разъемных
соединений 939—946
Сборочная операция 935
Сверла для обработки: легких сплавов
425—427; пластмасс 430; различ-
ных материалов 428, 429
Сверла: из быстрорежущей стали
423—425; комбинированные 433,
434; нестаидартизованные 439,
; 440; одностороннего резания 458 —
461; оснащенные пластинами из
твердого сплава 427, 428; стандар-
тизованные спиральные 421, 422;
ступенчатые с цилиндрическим
хвостовиком 442, 443; эжекторные
463, 464
Сверление 445 — 447; глубокое 448,
458—461; отверстий на координат-
но-расточных станках 541, 542;
пластмасс 450; по кондукторной
втулке 467; сверлами из быстроре-
жущей стали 444; сверлами одно-
стороннего резания с внутренним
подводом СОЖ 460; твердо-
сплавными сверлами 444, 449;
точных глубоких отверстий 462, 463
Сверло-зенкер цельный 462
Связки абразивных инструментов 702,
703, 740, 741, 746, 753, 811
Сгиб 157: коэффициент сгиба 158 — 160;
минимальные радиусы сгибов 161;
поправочный коэффициент 161
Сегменты шлифовальные на бакелито-
вой связке 711—713
Серия изделий 8
Система технологической подготовки
производства единая 6 — 13
Системы углоизмерительные 545, 546
Скорости резания нрн фрезеровании:
• заготовок из цветных сплавов и
пластмасс 592; стальных загото-
вок 586—591; чугунов 593, 594
Совместимость 66
Соединения: вальцованные 952, 953;
клееные 955; клепаные 953, пая-
ные 954, 955; прессовые 946 — 952
Сплавы: антифрикционные цинковые
: 120; деформируемые алюминиевые
115; литейные алюминиевые 115;
медно-никелевые 118, 120; твердые
спеченные 121; твердые 276, 277;
титановые 120, 121
Средства измерения: режущих, инстру-
ментов 783, 784; резьб 89
Средства технологического оснаще-
ния 8, 9
Стабильность размерная 177, 181 — 187
Сталь: быстрорежущая 278—281;
конструкционная повышенной и
высокой обрабатываемости ИЗ,
114; коррозионно-стойкая 113;
легированная 109 — 113; листовая
горячекатаная 123, 124; низколеги-
^ рованная конструкционная . 108;
подшипниковая 113, 114; рес-
сорно-пружинная 114; углеродистая
107, 108, ИЗ; холоднокатаная
123-125
Станки: абразивно-отрезные 716, 717;
алмазно-расточные 530; бесцентро-
вые 320; вертикально-сверлильные
31 ; внутришлифовальиые 321
для заточки и доводки 766, 767,
773, 777; для зубообработки 660—
664; для ленточного шлифования
810; горизонтально-расточные 314,
315, 501, 503; горизонтальные шли-
цефрезерные 686
Станки для нарезания: зубьев колес 666,
681,682; червяков и червячных колес
683
Станки: доводочные 324, 325, 820,
82.1; долбежные 330; Зубодолбежные
675, 676; зубообрабатываюитие
325 — 327; зубофрезерные 668, 669;
зубохонинговальные 692; зубо-
шевинг овальные 691; зубошлифо-
вальные 693; координатно-расточ-
ные 314 — 317, 531 — 533; коорди-
натно-шлифовальные 316, 317;
круглошлифовальные 318 — 320; ме-
таллорежущие 302 — 305; многоце-
левые 315; плоскошлифовальные
322 — 324; протяжные 330, 331, 494 —
501; радиально-сверлильные 314;
резъботокарные 313; сверлильно-
фрезерные 315, 316; строгальные
329, 330; суперфинитные 324, 325,
805
Станки с ЧПУ 879-883, 902-905 (тех-
нические характеристики 884—887);
многоцелевые 893—897; токарные
888, 889, 926; фрезерные 890—892
Станки: токарно-винторезные 310—
312; токарно-затыловочные 313; то-
карно-карусельные 416 — 420; то-
карно-револьверные 376, 377, 380—
382; токарные 310 — 312, 351—353;
фрезерные' 328, 329, 793, 794;
универсальные ультразвуковые
851, 852; хонинговальные 324, 808
Столы: горизонтально-поворотные
533; координатно-расточных стан-
ков 543 — 545; поворотные 543; с
непересекающимися осями 545; с
пересекающимися осями 543—545
Строгание 607—612
Струйно-абразнвная обработка 8,16, 817
Субмнкропорошки алмазные 731, 732
Суперфиниширование 798 — 805
Суспензии: абразивные 821—823; ал-
мазные 823
Такт выпуска 10
Термическая обработка 11
Техническое устройство 13
Технологическая операция 9
Технологическая оснастка 11
Технологическая подготовка произ-
водства 7
Технологический переход 10
Технологический процесс 9
Технологическое оборудование 11
Технологичностью деталей 153 — 161,
165 — 176; конструкции изделия
141, 143 — 148; отливок 148 — 152
Точение: на токарных и карусельных
стайках 370, 371; пластмасс 373 —
376; тонкое алмазное 785 — 791;
труднообрабатываемых материалов
373
Трубы: из цветных металлов и сплавов
131; стальные 128, 129
Угловые меры 69
Ультразвуковая размерная обработка
846-851
Установ 9
Установка вибрационная 817
Установки лазерные для обработки
отверстий 855, 857
Устройства ЧПУ 898 — 901
Формование 10
Формообразование 10
Фрезерование 546 — 549, 567 — 569,
580 — 591; на станках с ЧПУ 905,
906; резьбы 640 — 643; тонкое 791 —
793
Фрезы: винтовые из быстрорежущей
стали 563; дисковые 565, 566, 580,
685; из быстрорежущей стали
561—563; из сверхтвердых материа-
лов 567, 569, 571, 572, 574; кон-
цевые 563, 564; летучие 791; мо-
дульные 665—667, 669; прорезные
565; сборные 548 — 550; с круглыми
пластинами 550; стандартизован-
ные 547, 551 — 560; с усиками
СПРАВОЧНИК СПЕЦИАЛИСТА
688; торцовые 548 — 550, 594 — 596;
угловые 570 — 572
Фрезы червячные: с модифицирован-
ным профилем зубьев 672; сборные
670, 671; твердосплавные 675;
цельные 670—672; чистовые шлице-
вые 687
Функции тригонометрические 16 — 21
Хон 691
Хонингование 309, 800 — 802, 806 — 810
Цанги 378
Центры: нестандартные 233; упор-
ные для токарных работ 353;
неподвижные 719, 720
Шеверы 686, 689, 691
Шевингование 689 — 691
Шероховатость поверхности 77 — 80
Шкурка шлифовальная 706, 715, 810
811, 815
Шлифование: абразивными лентами
810 — 815; алмазное 743 — 748; внут-
реннее 798; глубинное 724, 728;
круглое 718 — 722; периферией кру-
га 755; плоское 723, 724; резьбы
643 — 646; тонкое 798, 800 — 802;
торцом круга 755; эвольвентного
профиля зубьев 692-695; эльборо-
выми кругами 754 — 756, 758
Шлифпорошкн: алмазные 729 — 732; из
эльбора 754
Шлицы — Нарезание 686 — 689
Штучное время 11
ПЕТР НИКОЛАЕВИЧ ОРЛОВ,
ЕВГЕНИЙ АЛЕКСАНДРОВИЧ СКОРОХОДОВ,
АНАТОЛИЙ ДМИТРИЕВИЧ АГЕЕВ И ДР.
КРАТКИЙ СПРАВОЧНИК МЕТАЛЛИСТА \
Редакторы Н. Е. Кузнецова, И. И. Лесниченко
Художественный редактор С. С. В о д ч и ц
Технические редакторы Ф. П. Мельниченко, Т. С. Старых
Корректоры О. Е. Миши на, А. А. Снастина
ИБ № 4322
Сдано в набор 13.08.85. Подписано в печать 15.07.86. Т-16910.
Формат 84 х 1081 /зд - Бумага типографская № 2. Гарнитура тайме.
Печать высокая. Усл. печ. л. 50,04. Усл. кр.-отт. 50,04. Уч.-изд. л. 54,03.
Тираж 170000 экз. (1-й завод 1—70000 экз.). Заказ № 46. Цена 3 р.
Ордена Трудового Красного Знамени издательство «Машиностроение».
107076, Москва, Стромынский пер., 4.
Ордена Октябрьской Революции, ордена Трудового Красного Знамени
Ленинградское производственно-техническое объединение «Печатный
Двор» им. А. М. Горького Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной
торговли. 197136, Ленинград, П-136, Чкаловский пр., 15.